/





























































































































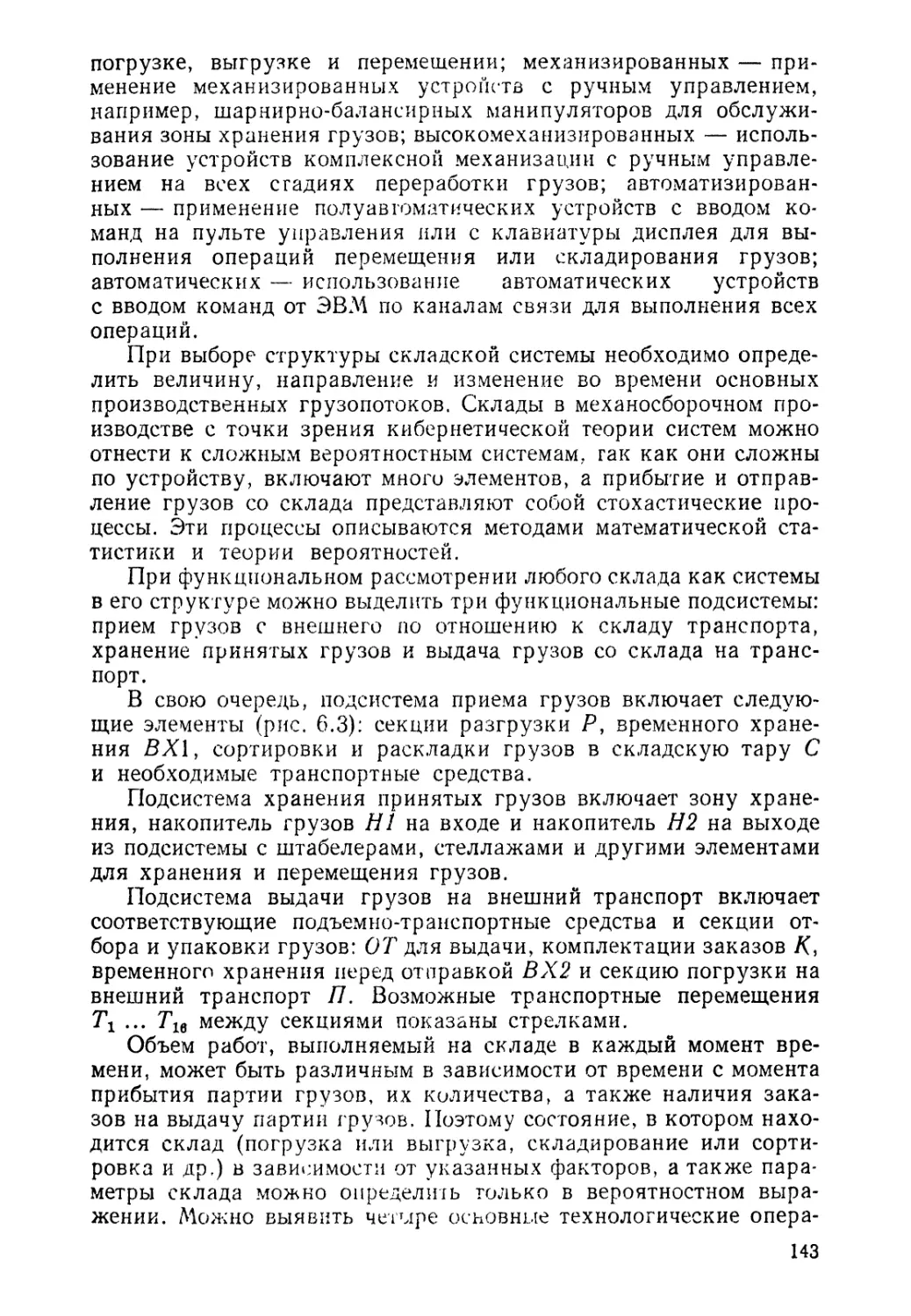



































































































































































































Текст
ТЕХНОЛОГИЯ
АВТОМАТИЗИРОВАННОГО
МАШИНОСТРОЕНИЯ
Серия основана в 1985 году
Редакционная коллегия:
чл л кор. АН СССР Ю. В. Соломенцев (председатель),
д-р техн, наук В. Г. Митрофанов,
д-р техн. наук И. М. Колесов,
канд. техн, наук А. Г.Схиртладзе,
В. П. Кабаидзе, П. Г. Буга,Н. А.«Лебедева
Г. Н. Мельников
В.П.Вороненко
Проектирование
механосборочных
цехов
Под редакцией
заслуженного деятеля науки и техники РСФСР,
д-ра техн, наук проф. А. М. Дальского
Допущено Государственным комитетом СССР
по народному образованию в качестве учебника
для студентов машиностроительных специальностей вузов
Москва
• Машиностроение •
1990
DD1\ М.ОО-^-и^Я/О
M48
УДК 621.757.006.3.001.66 (075.8)
Редакционная коллегия: чл.-кор. АН СССР Ю. М. Соломенцев
(председатель), д-р техн, наук В. Г. Митрофанов, д-р техн, наук И. М. Колесов,
канд. техн, наук А. Г. Схиртладзе, В. П. Кабаидзе, П. Г. Буга, Н. А. Лебедева
Рецензенты д-р техн, наук проф. В. Г. Митрофанов, К. Я* Фирсов
Мельников Г. Н., Вороненко В. П.
М48 Проектирование механосборочных цехов; Учебник для
студентов машиностроит. специальностей вузов/Под
ред. А. М. Дальского —М.: Машиностроение, 1990. —
352 с.: ил. —(Технология автоматизированного машино-
строения).
ISBN 5-217-01010-Х
Изложены методы проектирования механосборочных производств
современных машиностроительных заводов, характеризующихся высоким
уровнем автоматизации и гибкости. Приведены справочно-нормативные
данные, используемые отраслевыми институтами при проектировании.
Особое внимание уделено компоновочным и планировочным' решениям
цехов и гибких производственных систем, задачам технического перево-
оружения и реконструкции производства.
2702000000—196
М 038 (01)=90~ 196“9°
ББК 34.68-4-02я-73
ISBN 5-217-01010-Х © Г. H. Мельников, В. П. Вороненко, 1990
ОГЛАВЛЕНИЕ
Введение .......................................................... 8
Глава 1. ОБЩИЕ СВЕДЕНИЯ ПО ПРОЕКТИРОВАНИЮ МЕХАНО-
СБОРОЧНОГО ПРОИЗВОДСТВА (В. П. Вороненко)..................... 11
1.1. Основные понятия и определения........................ 11
1.2. Основные задачи проектирования........................ 18
1.3. Последовательность проектирования..................... 20
1.4. Системы автоматизированного проектирования (САПР) участ-
ков и цехов............................................... 22
Контрольные вопросы.................................... 30
Глава 2. ПОДГОТОВКА ИСХОДНЫХ ДАННЫХ И ПОРЯДОК ПРО-
ЕКТИРОВАНИЯ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА
(В. П. Вороненко)............................................... 31
2.1. Предпроектные работы................................... 31
2.2. Задание на проектирование ............................. 34
2.3. Рабочий проект (проект) и рабочая документация..... 37
Контрольные вопросы.................................... 39
Глава 3. СОСТАВ И КОЛИЧЕСТВО ОСНОВНОГО ТЕХНОЛОГИЧЕ-
СКОГО ОБОРУДОВАНИЯ (Г. Н. Мельников).............................. 40
3.1. Основные положения по выбору состава технологического
оборудования .............................................. 40
3.2. Производственная программа и методы проектирования цеха 53
3.3. Методы определения трудоемкости и станкоемкости обра-
ботки и сборки............................................. 59
3.4. Расчет количества основного технологического оборудования
и рабочих мест для поточного производства.................. 63
3.5. Расчет количества основного технологического оборудования
и рабочих мест при непоточном производстве................. 70
3.6. Укрупненные способы определения количества основного тех-
нологического оборудования................................. 72
Контрольные вопросы...................................... 75
Глава 4. ПРИНЦИПЫ И СТРУКТУРА ПОСТРОЕНИЯ ОСНОВНЫХ
ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ (Г. Н. Мельников). . . 77
4.1. Основные принципы выбора структуры цеха................. 77
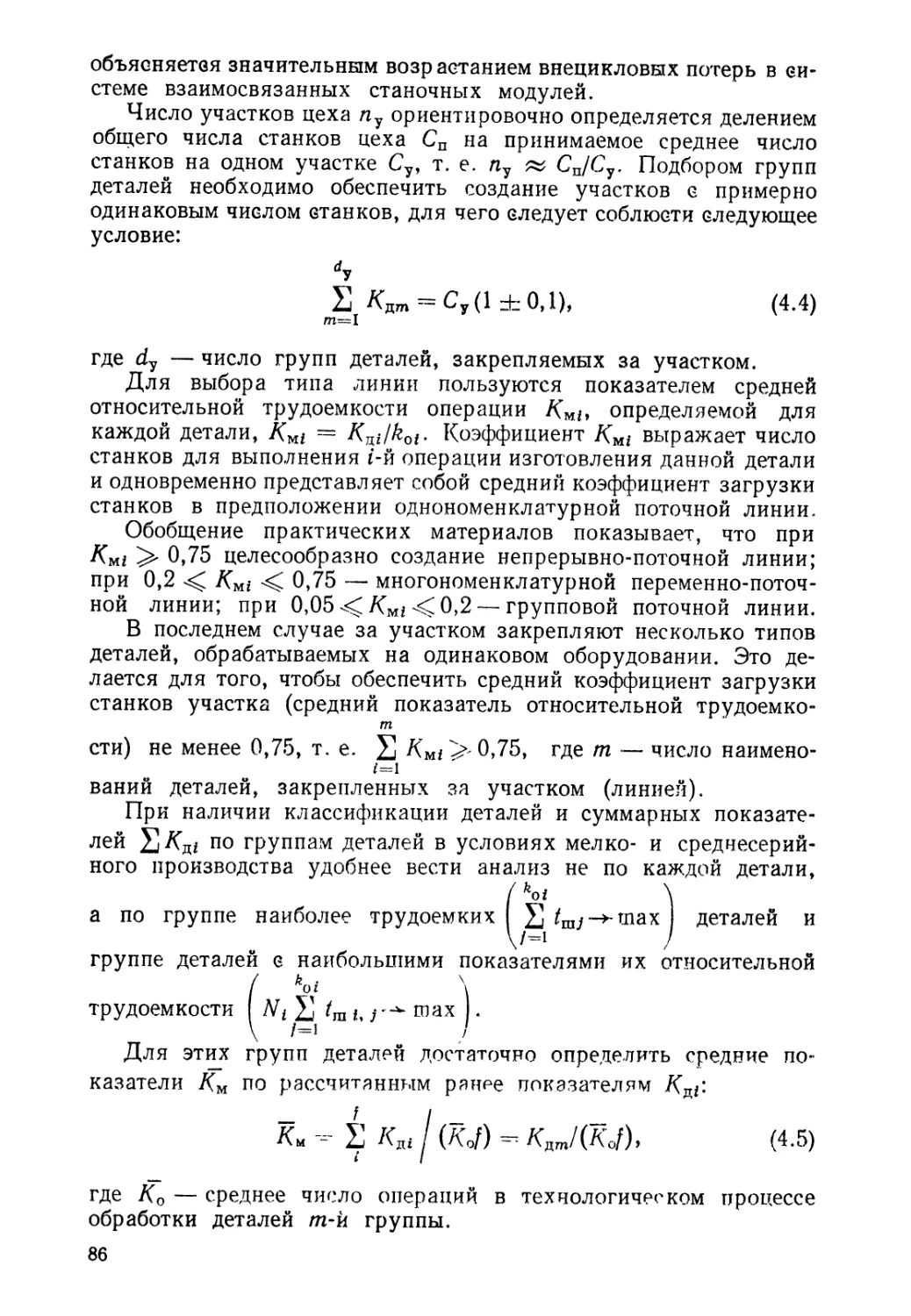
4.2. Методика выбора структуры цеха и организационных форм
его основных подразделений.................................. 82
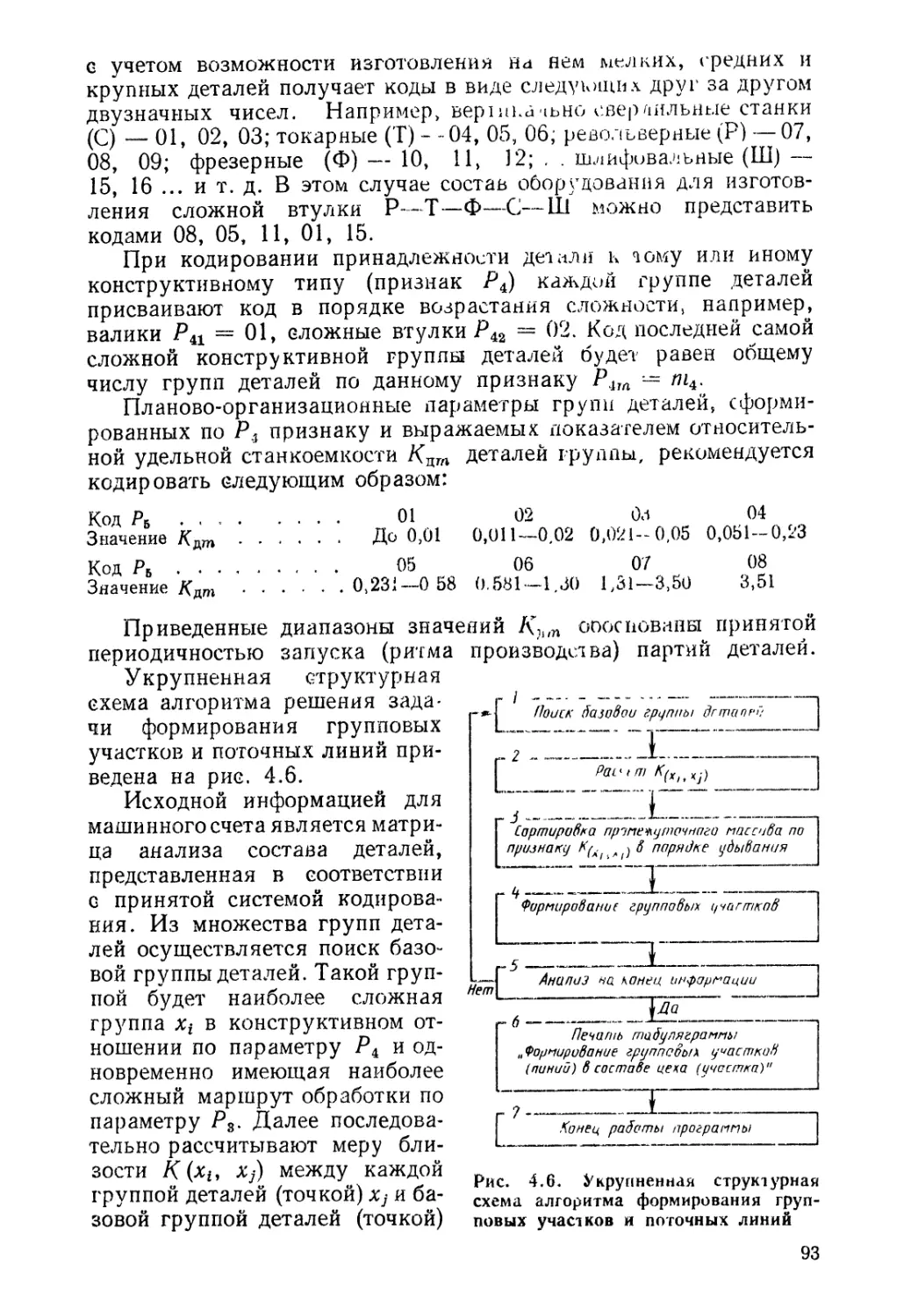
4.3. Формирование участков и линий цеха на ЭВМ............... 91
4.4. Расположение производственных участков цеха. Предвари-
тельное определение площади цеха и основных параметров
производственного здания..................................... 95
5
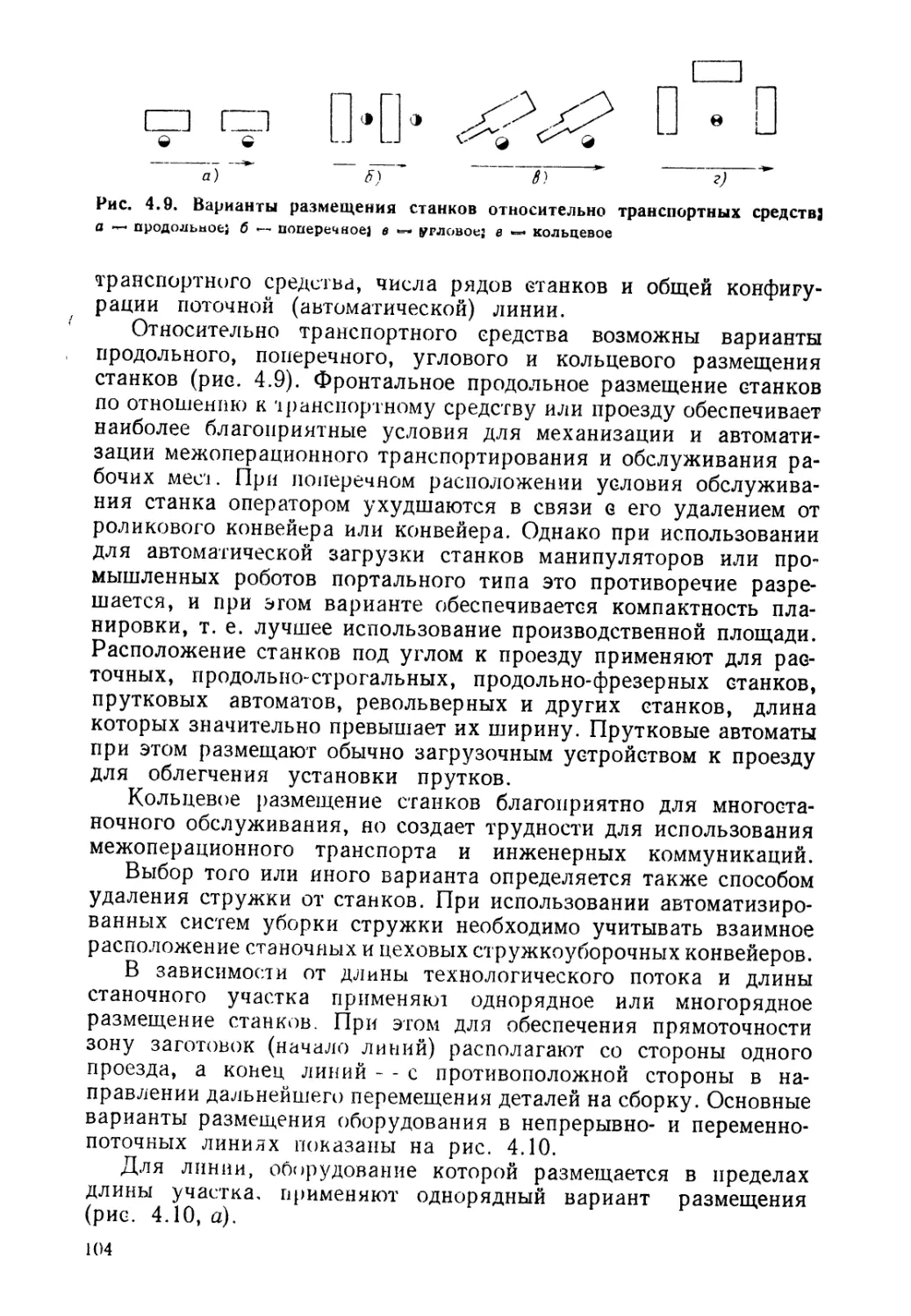
4.5. Выбор варианта расположения оборудования на участках ме-
ханической обработки..................................... 103
4.6. Особенности расположения оборудования и рабочих мест на
участках сборки.......................................... 113
4.7. Планировка оборудования и рабочих мест........... 115
4.8. Требования к условиям работы оборудования.............. 127
Контрольные вопросы..................................... 129
Глава 5. ОПРЕДЕЛЕНИЕ СОСТАВА И ЧИСЛА РАБОТАЮЩИХ
(Г. П. Мельников).............................................. 130
Контрольные вопросы....................................... 139
Глава 6. ПРОЕКТИРОВАНИЕ СКЛАДСКОЙ СИСТЕМЫ (Г. П, Мель-
ников) .................................'...................... 140
6.1. Выбор структуры складской системы...................... 140
6.2. Проектирование подсистемы хранения проката и штучных
заготовок................................................ 145
6.3. Проектирование подсистемы хранения полуфабрикатов и
изделий.................................................. 157
6.4. Проектирование подсистемы хранения технологической ос-
настки и вспомогательных материалов...................... 161
6.5. Накопительные подсистемы на участках автоматических ли-
ний и ГПС................................................ 163
Контрольные вопросы..................................... 169
Глава 7. ТРАНСПОРТНАЯ СИСТЕМА (В. П. Вороненко)........ 170
7.1. Назначение и классификация транспортных систем..... 170
7.2. Основные направления при проектировании транспортной
системы.................................................. 172
7.3. Схема транспортных связей и технологический процесс транс-
портирования ............................................ 174
7.4. Определение состава и основных характеристик элементов
транспортной системы..................................... 177
7.5. Внутрицеховая и межоперационная транспортная система. . 178
Контрольные вопросы..................................... 205
Глава 8. СИСТЕМА ИНСТРУМЕНТООБЕСПЕЧЕНИЯ (В. П. Воро-
ненко) ........................................................ 206
8.1. Функции и структура системы инструментообеспечения. . . 206
8.2. Проектирование секции сборки и настройки инструмента. . 210
8.3. Проектирование секции обслуживания инструментами произ-
водственных участков..................................... 212
8.4. Отделения по восстановлению режущего инструмента и ре-
монту оснастки........................................... 221
Контрольные вопросы..................................... 225
Глава 9. ПРОЕКТИРОВАНИЕ СИСТЕМ РЕМОНТНОГО И ТЕХНИ-
ЧЕСКОГО ОБСЛУЖИВАНИЯ МЕХАНОСБОРОЧНОГО ПРО-
ИЗВОДСТВА (Г. Н. Мельников).................................... 226
9.1. Задачи и структура ремонтного и технического обслуживания 226
9.2. Проектирование цеховой ремонтной базы, отделения по ре-
монту электрооборудования и электронных систем........... 226
9.3. Проектирование подсистем удаления и переработки стружки 228
9.4. Проектирование подсистем приготовления и раздачи охла-
ждающих жидкостей........................................ 230
9.5. Подсистема электроснабжения, снабжения сжатым воздухом,
обеспечения микроклимата и необходимой чистоты воздуш-
ной среды............................................... 232
Контрольные вопросы..................................... 234
6
Глэьц 10. СИСТЕМА КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ (В. П. Во-
роненко) ....................................................... 235
10. L Назначение и виды контроля качества изделий.......... 235
10.2. Организация и структура системы контроля качества.... 241
10.3. Проектирование контрольных отделений и контрольно-по-
верочных пунктов......................................... 244
10.4. Проектирование испытательных отделений............... 254
Контрольные вопросы................................... 257
Глава 11. СИСТЕМА ОХРАНЫ ТРУДА РАБОТАЮЩИХ (В. П. Во-
роненко) ....................................................... 258
11.1. Назначение и структура системы охраны труда.......... 258
11.2. Основные принципы размещения помещений и средств для
охраны труда............................................... 262
Контрольные вопросы................................... 266
Глава 12. СИСТЕМА УПРАВЛЕНИЯ И ПОДГОТОВКИ ПРОИЗВОД-
СТВА (В. П. Вороненко).................................. 267
12.1. Назначение, принципы и методика построения системы
управления производством................................. 267
12.2. Информационно-автоматизированные подсистемы диагности-
рования и управления технологическим оборудованием,
транспортной и складской системами....................... 269
12.3. Информационно-измерительные подсистемы диагностирова-
ния и управления системой инструментообеспечения, кон
троля качества изделий, ремонтного и технического обслу-
живания и охраны труда................................... 274
12.4. Подсистема технологической подготовки производства. . . 277
12.5. Подсистема оперативно-производственного планирования,
учета и диспетчирования производственного процесса... 281
12.6. Программное обеспечение производственного процесса и
выбор технических средств сбора, передачи и обработки
информации .............................................. 285
Контрольные вопросы................................... 287
Глава 13. КОМПОНОВОЧНО-ПЛАНИРОВОЧНЫЕ РЕШЕНИЯ ЦЕХОВ
(Г. Н, Мельников)............................................... 288
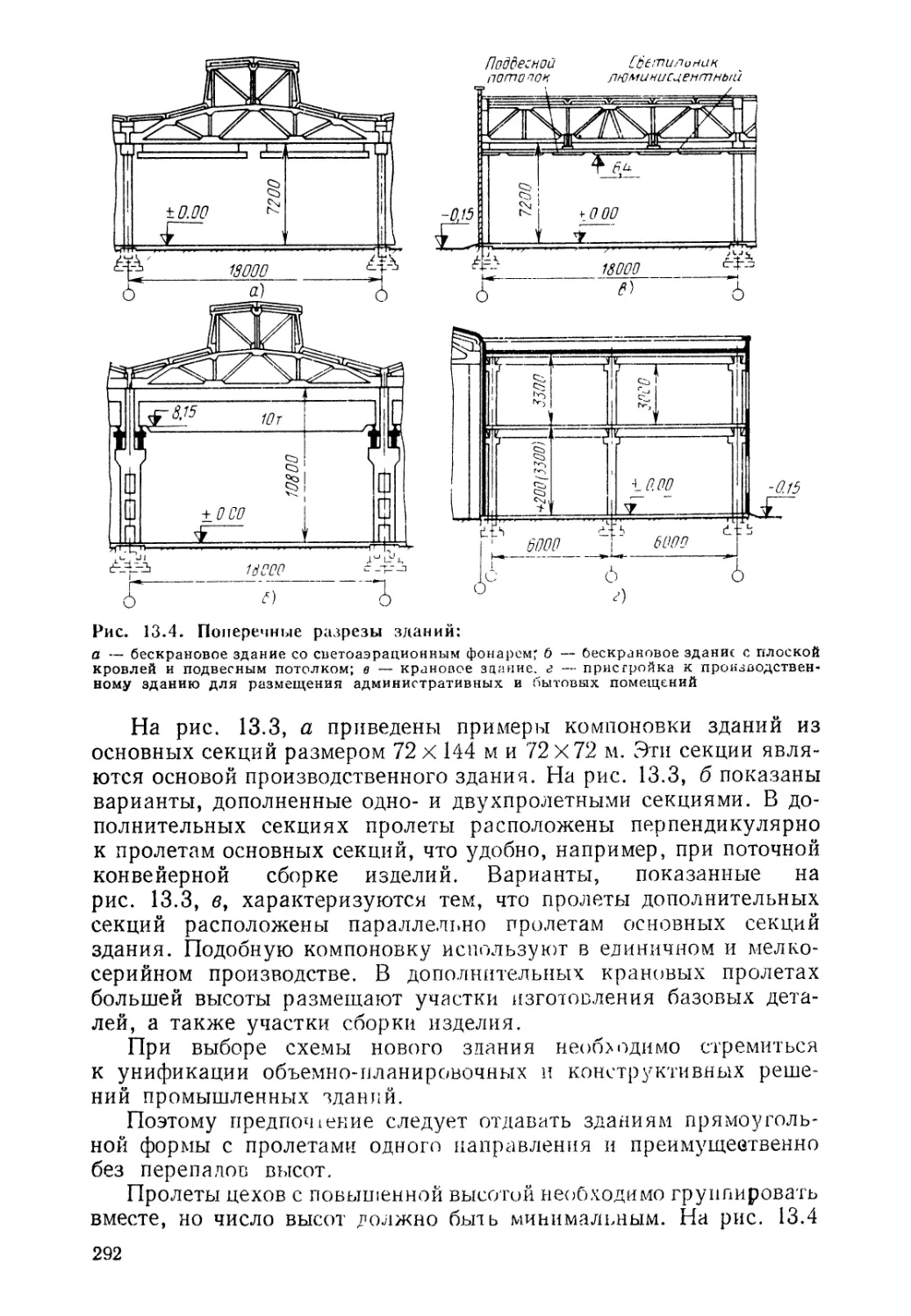
13.1. Выбор компоновочной схемы здания..................... 288
13.2. Основные принципы и примеры компоновочных решений
цехов механосборочного производства...................... 297
13.3. Уточнение планировки рабочих мест и численности рабо-
тающих .................................................. 308
13.4. Примеры планировочных решений механических и сбороч-
ных цехов................................................ 309
13.5. Особенности компоновки и планировки гибких производ-
ственных систем.......................................... 315
13.6. Увязка компоновочного плана цеха с генеральным планом
завода................................................... 325
Контрольные вопросы................................... 327
Глава 14. РАЗРАБОТКА ЗАДАНИЙ ПО СТРОИТЕЛЬНОЙ, САНТЕХ-
НИЧЕСКОЙ И ЭНЕРГЕТИЧЕСКОЙ ЧАСТЯМ. ЭКОНО-
МИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА (В. П. Вороненко) 329
14.1. Основные данные для проектирования строительной, сани-
тарно-технической и энергетической частей........... 329
14.2. Экономическая часть и пояснительная записка к проекту 337
Контрольные вопросы.............................. 341
Список литературы........................................... 342
Предметный указатель 344
ЬЬЕДЕНИЕ
В СССР и за рубежом большое внимание уделяется
развитию машиностроения, которое является основой техниче-
ского перевооружения всех отраслей народного хозяйства. Осо-
бое значение придается созданию высокоэффективных автомати-
зированных механосборочных производств на базе технического
перевооружения, а также реконструкции действующих произ-
водств при использовании современного оборудования и средств
управления всеми этапами производственного процесса.
Проектируемые производственные процессы должны обеспе-
чивать выпуск продукции необходимого качества, без которого
затраченный на нее труд и исходные материалы будут израсходо-
ваны бесполезно. Кроме того, необходимо добиваться производ-
ства требуемого количества изделий в единицу времени при мини-
мальных приведенных затратах.
Технологическое проектирование механосборочного произ-
водства прошло путь от систематизации практического опыта
в области проектирования до создания научной дисциплины, кото-
рая сформировалась в середине тридцатых годов.
Научная дисциплина, занимающаяся изучением закономерно-
стей производственного процесса изготовления изделий с целью
использования их при создании производства, которое обеспечи-
вает выпуск изделий требуемого качества и количества с наи-
меньшими приведенными затратами, называется проектированием
механосборочного производства.
Впервые научные положения по технологическому проектиро-
ванию механосборочного производства сформулированы в трудах
русских ученых И. А. Тиме, П. А. Гавриленко и М. Е. Егорова.
В первые годы Советской власти и далее в годы первых пятилеток
в нашей стране необходимо было обобщить опыт, накопленный
отечественным и зарубежным машиностроением, в целях исполь-
зования его для восстановления и реконструкции заводов и соз-
дания новых машиностроительных производств. В связи с этим
проектирование механосборочных цехов, являющихся неотъем-
лемой частью машиностроительных заводов, приобрело исклю-
чительно важное значение. В этот период советские ученые раз-
работали научно обоснованную методику проектирования механо-
8
сборочного производства, в соответствии с которой было создано
большое число машиностроительных заводов.
В настоящее время повышаются требования к качеству продук-
ции машиностроения, ее разнообразию. Интенсивное развитие
технических средств вызвало необходимость совершенствования
методики проектирования и создания на ее основе новых высоко-
эффективных предприятий.
Особое внимание уделяется реконструкции и техническому
перевооружению действующих предприятий, так как средства,
выделенные на эти цели, окупаются в среднем в 3 раза быстрее,
чем при создании аналогичных мощностей за счет нового строи-
тельства.
Для решения поставленных перед отечественным машинострое-
нием задач был создан ряд отраслевых проектных институтов,
которые на основе углубленного изучения специфики отрасли
используют при проектировании все новейшие достижения науки
и техники, внедряют новые технологические процессы, применяют
типовые проекты, стандартные конструкции, системы автомати-
зированного проектирования (САПР), а также осуществляют
связь с научно-исследовательскими, проектно-конструкторскими,
строительными организациями и промышленными предприятиями
в целях быстрейшего внедрения в проекты результатов их работ.
Эти проектные институты выполняют следующие работы: участ-
вуют в составлении заданий на проектирование, выборе площадки
для строительства, определении объемов, этапов и стоимости про-
ектных и изыскательных работ; устанавливают технические тре-
бования на разработку специального технологического и другого
нестандартного оборудования и получают от него исходные дан-
ные на проектирование; определяют объемы строительно-монтаж-
ных работ, состав и количество оборудования, изделий и материа-
лов; выдают заявочные ведомости на оборудование и материалы;
составляют сводную смету и сводку затрат на строительство; сле-
дят за соблюдением патентной чистоты проектных решений; обе-
спечивают строительство технической документацией в сроки,
установленные договором; участвуют в приемке в эксплуатацию
объектов строительства и освоении проектных мощностей; выпол-
няют авторский, а в необходимых случаях и технический надзор
за строительством и реконструкцией цехов и заводов.
Основой проекта участка, цеха в целом является детально
разработанная технологическая часть, что определяет главную
роль инженера-технолога в процессе проектирования механосбороч-
ного производства. Решение вопросов всех остальных частей
проекта (строительной, энергетической, санитарно-технической и
др.) подчинено требованиям технологического процесса, который
и определяет содержание задания для разработки этих частей
проекта.
Круг задач, стоящий перед проектировщиком, не ограничива-
ется только умением проектировать технологические процессы;
9
он должен решать весь комплекс вопросов, связанных с построе-
нием производственного процесса: хорошо разбираться в эко-
номике, организации и управлении производством, в вопросах
технического, материального, инструментального и ремонтного
обслуживания и др. Необходимость разрешения таких вопросов
возникает на заводе, в проектных организациях, планирующих
ведомствах и учреждениях.
Задачи проектирования участков и цехов весьма обширны,
сложны и многообразны, особенно если учесть масштабы совре-
менного производства и уровень техники. Это требует от проекти-
ровщика широкого кругозора и глубоких знаний различных дис-
циплин.
Дисциплина «Проектирование механосборочных цехов» явля-
ется профилирующей и завершающей в системе подготовки ин-
женеров-механиков и базируется на знании ими всех предыдущих
дисциплин.
Основная цель этой дисциплины состоит в подготовке специа-
листов к реализации разработанных производственных процессов
при внедрении нового оборудования, техническом перевооруже-
нии, реконструкции производства и создании новых цехов.
Для этого необходимо знать современные методы проектиро-
вания механосборочного производства, основанные на последних
научных и технических данных, а также принципы построения ав-
томатизированных производственных процессов, обеспечивающих
высокую производительность и технико-экономическую эффектив-
ность. При проектировании производственного процесса, проте-
кающего в механосборочных цехах, особое внимание следует уде-
лять взаимосвязи этапов, в результате которых получается гото-
вое изделие, количественных и качественных изменений объекта
производства, а также основных и вспомогательных производ-
ственных систем и совокупности итераций при проектировании.
Авторы с благодарностью учтут все критические замечания и
пожелания, способствующие повышению качества учебника.
ОБЩИЕ СВЕДЕНИЯ
ПО ПРОЕКТИРОВАНИЮ
МЕХАНОСБОРОЧНОГО
ПРОИЗВОДСТВА
1.1. Основные понятия и определения
Механосборочное производство, состоящее из комп-
лекса производственных участков и вспомогательных подразделе-
ний, в котором протекают производственные процессы изготовле-
ния изделий, представляет собой сложную динамическую систему,
структура и параметры которой находятся в непосредственной
зависимости от сложности конструкции, номенклатуры выпускае-
мой продукции и характеристик производственного процесса
ее изготовления.
Производственным процессом в машиностроении называется
совокупность действий, необходимых для выпуска готовых из-
делий из полуфабрикатов. В основу производственного процесса
положен технологический процесс изготовления изделий, во время
которого происходит изменение качественного состояния объекта
производства. Для обеспечения бесперебойного выполнения тех-
нологического процесса изготовления изделия в механосборочном
производстве служат вспомогательные процессы.
К основным этапам производственного процесса могут быть
отнесены следующие: получение и складирование заготовок,
доставка их к рабочим позициям (местам), различные виды об-
работки, перемещение полуфабрикатов между рабочими пози-
циями (местами), контроль качества, хранение на складах, сборка
изделий, испытание, регулировка, окраска, отделка, упаковка и
отправка.
Различные этапы производственного процесса на машино-
строительном заводе могут выполняться в отдельных цехах или
в одном цехе. В первом случае производственный процесс изго-
товления продукции делят на части и соответственно называют
производственным процессом, выполняемым, например, в заго-
товительном, сборочном, механическом цехе и т. д. Во втором слу-
чае процесс называют комплексным производственным.
Производственные процессы делятся на поточные и непоточ-
ные. Под поточным производственным процессом понимают та-
кой процесс, при котором заготовки, детали или собираемые из-
делия в процессе их производства находятся в движении, причем
это движение осуществляется с постоянным тактом в рассматривае-
11
мый промежуток времени. Это значит, что поступившая, напри-
мер, на первую операцию заготовка сразу же после окончания ее
передается на вторую, после второй на третью и т. д. до последней
операции. Время пролеживания полуфабриката между операциями
в таких случаях равно или кратно такту. Под непоточным произ-
водством понимают такое производство, при котором полуфабри-
каты в процессе их изготовления находятся в движении с раз-
личной продолжительностью операций и пролеживания между
ними.
Для каждого производства устанавливают определенную про-
грамму выпуска, под которой понимают совокупность изделий
установленной номенклатуры, выпускаемых в заданном объеме
в год. Число изделий, подлежащих изготовлению в единицу вре-
мени (год, квартал, месяц), называют объемом выпуска.
Каждое механосборочное производство обладает определенной
производственной мощностью, под которой понимают максималь-
но возможный выпуск продукции установленных номенклатуры
и количества, который может быть осуществлен за определенный
период времени при установленном режиме работы. Различают
действительную и проектную мощность. Проектная мощность
есть установленная в проекте строительства или реконструкции
производства производственная мощность, которая должна быть
достигнута при условии обеспечения производства принятыми
в проекте средствами производства, кадрами и организации произ-
водства. Производственная мощность действующего производства
не является постоянной и зависит от технического уровня работа-
ющих, уровня использования основных и оборотных фондов,
сменности работы, уровня механизации и автоматизации произ-
водства и других факторов.
Изготовление изделий занимает определенное время. Кален-
дарное вреден изготовления изделий от начала производственного
процесса до его окончания принято называть производственным
циклом. Например, производственный цикл изготовления ма-
шины — промежуток календарного времени, начиная от запуска
в производство первой заготовки до отправки изделия за пределы
механосборочного производства. Цикл может быть расчетный (или
нормированный) и фактический. При непериодически повторяю-
щихся процессах правильнее использовать термин продолжитель-
ность процесса, а не цикл.
Движение заготовок, полуфабрикатов или изделий в произ-
водстве может осуществляться поштучно или партиями. Партией
принято называть определенное число заготовок, полуфабрикатов
или изделий, одновременно поступающих на рабочую позицию
(место).
Для выполнения производственного процесса должны быть
соответствующим образом оборудованы рабочие позиции (места).
В зависимости от содержания операции и организации ее проведе-
ния на рабочей позиции (месте) могут быть расположены техно-
12
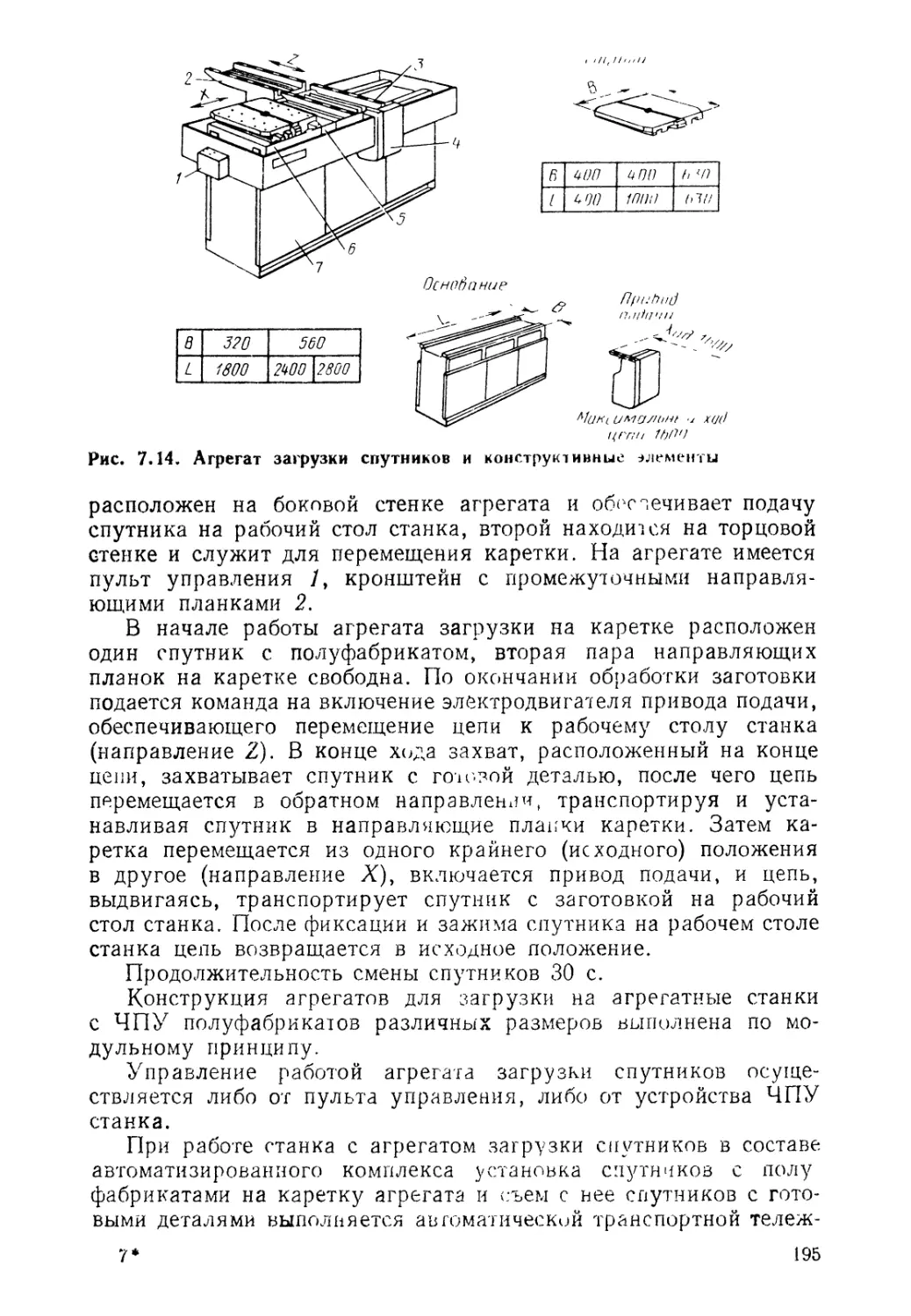
Рис. 1.1. Рабочая позиция
логическое оборудование, накопители с полуфабрикатами, один
рабочий или группа рабочих, средства автоматической загрузки
и разгрузки оборудования (роботы, манипуляторы, автоматиче-
ские агрегаты загрузки), режущий и контрольно-измерительный
инструмент, оснастка, средства технического обслуживания и
охраны труда, элементы системы управления. В качестве примера
на рис. 1.1 показана одна из рабочих позиций.
Исходя из организационных соображений несколько рабочих
позиций (мест) объединяют, образуя производственный участок,
выполняющий свое целевое назначение. Производственным участ-
ком называют часть объема цеха, в котором расположены ра-
бочие позиции (места), объединенные транспортно-накопитель-
ными устройствами, средства технического, инструментального и
метрологического обслуживания, средства управления участком
и охраны труда и на котором осуществляются технологические про-
цессы изготовления изделий определенного назначения.
Более крупной организационной единицей является произ-
водственный цех, который представляет собой производственное
административно-хозяйственное обособленное подразделение за-
вода. Цех включает в себя производственные участки, вспомога-
тельные подразделения, служебные и бытовые помещения, а так-
же помещения общественных организаций.
Вспомогательные подразделения создают для обслуживания
и обеспечения бесперебойной работы производственных участков.
К ним относятся: отделение по восстановлению режущего инстру-
мента, контрольное и ремонтное отделения, отделение для при-
13
готовления и раздачи смазывающе-охлаждающих жидкостей и
Др.
Состав производственных участков и вспомогательных под-
разделений определяется конструкцией изготовляемых изделий,
технологическим процессом, программой выпуска и организацией
производства.
По характеру выполняемой работы производственное обору-
дование делят на основное (технологическое) и вспомогательное.
К основному относят производственное оборудование, непосред-
ственно выполняющее операции технологического процесса. Вспо-
могательное оборудование — это оборудование, не участвующее
непосредственно в технологическом процессе изготовления из-
делий, но выполняющее обслуживание основного оборудования.
За общую площадь цеха в технологических расчетах прини-
мают сумму производственной и вспомогательной площадей (без
служебно-бытовой площади).
В состав производственной площади включают площади, за-
нимаемые рабочими позициями (местами), вспомогательным обо-
рудованием, находящимся на производственных участках, про-
ходами и проездами между оборудованием внутри производствен-
ных участков (кроме площади магистрального проезда).
На вспомогательных площадях размещают все оборудование
и устройства вспомогательных систем, не расположенные на про-
изводственных участках, а также магистральные и пожарные
проезды.
Для движения автопогрузчиков, грузовых автомобилей и
уборочных машин в цехах создают магистральные проезды шири-
ной не менее 4,0 м, которую выбирают по нормам технологиче-
ского проектирования.
На служебно-бытовой площади цеха размещают конторские
и бытовые помещения. К конторским помещениям относят пло-
щадь, занятую административно-конторскими службами цеха.
В эту же площадь включают и площадь конструкторских и тех-
нологических бюро, размещаемых в цехе. Бытовой называют пло-
щадь помещений, предназначенных для удовлетворения санитарно-
гигиенических и социально-бытовых нужд работающих в цехе.
Для осуществления производственных процессов в механо-
сборочном производстве предусмотрен определенный штат рабо-
тающих, которых делят на следующие категории: производствен-
ные (основные) и вспомогательные рабочие, инженерно-техниче-
ские работники (ИТР), служащие, младший обслуживающий пер-
сонал (МОП).
Производственные рабочие — это рабочие механосборочного
производства, непосредственно выполняющие операции техноло-
гического процесса по изготовлению продукции.
Вспомогательные рабочие в механосборочном производстве —
это рабочие, не принимающие непосредственного участия в вы-
полнении операций по изготовлению производственной программы
14
выпуска продукции, а занятые обслуживанием технологических
процессов.
Инженерно-техническими работниками называют работников,
выполняющих обязанности по управлению, организации и подго-
товке производства и занимающих должности, для которых тре-
буется квалификация инженера или техника.
К служащим относят работников, выполняющих в соответ-
ствии с занимаемой должностью административно-хозяйственные
функции, ведущих финансирование, учет и статистический учет,
решающих социально-бытовые и подобные вопросы.
Младший обслуживающий персонал составляют сторожа, гар-
деробщики и уборщики бытовых и конторских помещений.
Одним из этапов проектирования механосборочного произ-
водства является компоновка цеха. Под компоновкой цеха по-
нимают взаимное расположение площадей производственных уча-
стков, вспомогательных отделений, магистрального проезда и
служебно-бытовых помещений на площади цеха. После проведе-
ния компоновки цеха осуществляют планировку оборудования на
нем. Под планировкой цеха понимают взаимное расположение
технологического и вспомогательного оборудования и других
производственных средств и устройств на площадях цеха.
Одним из показателей организации производственного про-
цесса является грузопоток, под которым понимают сумму одно-
родных грузов (в тоннах, штуках), перемещаемых в определенном
направлении между отдельными пунктами погрузки и выгрузки
в единицу времени (час, смену, сутки и т. д.). Грузопотоки разли-
чают по виду грузов, направлению перемещения и интенсивности
грузопотока. Под интенсивностью грузопотока понимается число
транспортных перемещений через рассматриваемый участок в еди-
ницу времени.
Механосборочное производство обычно размещают в зданиях,
имеющих один или несколько пролетов. Пролетом называют часть
здания, ограниченную в продольном направлении двумя парал-
лельными рядами колонн. Расстояния между осями колонн
в продольном направлении называют шагом колонн, а в попереч-
ном направлении — шириной пролета. Расстояния между осями
колонн в поперечном и продольном направлениях образуют
сетку колонн. Под высотой пролета понимают расстояние от
уровня пола до нижней части несущих конструкций покры-
тия здания.
При проектировании современного механосборочного про-
изводства следует ориентироваться на комплексную автоматиза-
цию. Уровень автоматизации основных и вспомогательных про-
цессов, определяемый из технико-экономических соображений,
должен быть по возможности одинаков, так как производитель-
ность всего автоматизированного комплекса будет в значительной
мере определяться наиболее «слабым» звеном в производственной
цепочке. Поэтому даже самые современные станки и передовые
15
технологии не обеспечат должного эффекта без надлежащей авто-
матизации вспомогательных процессов, протекающих в механо-
сборочном производстве.
После разработки производственного процесса приступают
к этапу планировки, во время которого производят увязку рас-
положения рабочих позиций (мест) и вспомогательного оборудо-
вания в выбранном масштабе.
Планировку оборудования в техническом проекте выполняют
в масштабе 1 : 100 для малых и средних цехов и 1 : 200 для боль-
ших цехов. В дальнейшем в рабочих чертежах монтажные плани-
ровки выполняют обычно в масштабе 1 : 50 с привязкой оборудо-
вания к зданию.
При планировке учитывают все факторы, которые оказывают
влияние на работающих. Основные из них следующие: доступ
к рабочим позициям (местам); удобство работы рабочего и достав-
ки заготовок к месту работы; близость комнат для курения и туа-
летов, раздевалок, душей и столовых; хорошее освещение, доста-
точный обмен воздуха; удобное расположение автоматов или
фонтанчиков для питья, телефонов и т. д. В качестве противопо-
жарных мероприятий следует обеспечить: удобное расположение
противопожарного инвентаря, наличие свободных проходов для
быстрого вывода работающих и проездов для пожарных машин,
все двери должны открываться наружу.
Планировку оборудования следует производить с учетом
размещения санитарно-технических и энергетических служб.
Магистральные водопроводы, трубопроводы, водостоки, канали-
зацию, силовую подводку к станкам (если ее делают в бетонном
полу), систему освещения, разводку сжатого воздуха, размещение
отопительных приборов, удаление отходов производства — все
это проектируют так, чтобы эти коммуникации не проходили
в зоне работы транспортной системы и не представляли опасности
для работающих, оборудования и материалов.
На планировке изображают и указывают: сечение колонн
с фундаментами; магистральные проезды; наружные и внутренние
стены; окна, ворота и двери, как наружные, так и внутренние;
основное и вспомогательное оборудование; месторасположение
работающих; подвалы, каналы, шахты и антресоли; верстаки,
рабочие столы, подставки; места для хранения инструмента;
места для складирования заготовок и готовой продукции; транс-
портные устройства; площадки для контроля; места для масте-
ров; ширину пролетов; шаг колонн; общую ширину цеха; длину
пролетов и всего цеха; ширину продольных и поперечных про-
ходов или проездов; ширину и длину каждого вспомогательного
отделения; расстояние от станков до колонн и между станками
и рабочими местами; габаритные размеры крупных станков; ну-
мерацию оборудования с ее расшифровкой в спецификации; наз-
вания всех производственных отделений и участков; средства
защиты работающих.
16
1.1. Условные обозначения, применяемые на планировке
Наименование Условное обозначение Наименование Условное обозначение
Капитальная сте- на Окно Сплошная пере- городка Перегородка из стеклоблоков Барьер Ворота распашные Ворота откатные Колонны железо- бетонные и метал- лические Канал для транс- портирования стружки Автоматическая линия и техноло- гическое оборудо- вание Место рабочего Многостаночное обслуживание одним рабочим Контрольный пункт 1 1 У'А ^522 Место складиро- вания заготовок и изделий Пульт управления Кран мостовой Стеллаж много- ярусный одноряд- ный Кран-штабелер автоматизирован- ный Кран консоль- ный поворотный с электроталью Каретка оператор с автоматическим адресованием гру- зов Тележка рельсо- вая Конвейер подвес- ной цепной Промышленный робот Конвейер ролико- вый однорядный Подвод сжатого воздуха (цифры указывают давле- ние в сети) Точка подвода электрокабепя к оборудованию F 1 1 Lr г\“7 1 ixi 0 1/ \|
1 Ц >< Г
Г! □ и Г*' ,3 0 н ® < Л - Г 1 □ у d LMJ 'и 0 L1 1 1 1
/ 1 Е=3_—Ж
д Ji ! ® ' J Й L й Q 0
17
В случае большой насыщенности планировок участков элемен-
тами производственной системы отдельно выполняют планировки
рабочих мест (позиций), мест установки транспортных, склад-
ских средств и т. п.
Ввиду большого количества строительных элементов и произ-
водственного оборудования, изображаемых на планах производ-
ственных помещений, целесообразно пользоваться принятыми
условными обозначениями (табл. 1.1).
1.2. Основные задачи проектирования
При проектировании механосборочного производства
одновременно разрабатывают и решают технологические, эконо-
мические и организационные задачи, тесно связанные между
собой.
В общем виде задача проектирования может быть сформули-
рована в следующем виде: спроектировать цех или участок, обе-
спечивающий выпуск изделий определенной номенклатуры, тре-
буемого качества, заданную программу выпуска при достижении
минимально возможных приведенных затрат на изготовление и
с учетом всех требований к охране труда.
Для решения технологических задач необходимо: проработать
вопросы технологичности изделий, спроектировать технологиче-
ские процессы, выявить трудоемкость и станкоемкость операций,
установить типаж и количество оборудования, состав и количе-
ство работающих, нормы расхода материалов, определить пло-
щади и размеры участков и цеха, разработать компоновку цеха
и планировку оборудования, определить задания для строитель-
ного, сантехнического и энергетического проектирования.
Для решения экономических задач необходимо: рассчитать
себестоимость и рентабельность выпуска изделий, определить
удельные приведенные затраты, размеры основных и оборотных
средств, составить калькуляции, решить вопросы финансирования
и др.
Для решения организационных задач необходимо: выбрать
принципы формирования производственных подразделений, раз-
работать структуру управления, научную организацию труда, до-
кументооборот, организацию служб производства, систему конт-
роля за ходом производства и т. д.
При разработке нескольких вариантов проекта механосбороч-
ного производства или его частей необходимо выбрать оптималь-
ный.
Глобальным критерием выбора должен быть показатель при-
веденных затрат изготовления изделий. Вследствие сложности
определения этого показателя на практике используют интеграль-
ный критерий качества планировок оборудования, представляю-
щий собой векторный функционал
r,)->ext.
18
Здесь Я?! — критерий минимальной мощности грузопотока, т-м;
п (О
i=l ау=1
где п — число наименований заготовок (изделий), перемещаемых
на участке или в цехе в рассматриваемый промежуток времени
(год); ® — число операций в производственном процессе изго-
товления i-ro изделия; qt — масса, т, изделий /-го наименования,
перемещаемых в установленный промежуток времени; 1ау —
расстояние, м, между а-м и у-м рабочим местом (позицией), на
которое происходит перемещение изделия i-ro наименования;
W2 — критерий максимального съема продукции с единицы объ-
ема;
Wt = N/V,
где Ai — программа выпуска, шт., изделий в цехе; V — общий
объем цеха, м3.
Когда эффективность проектного решения оценивается не-
сколькими показателями различной размерности, то может быть
использована многокритериальная оценка качества решения;
при этом выбранные показатели оцениваются (взвешиваются)
по значимости, определяемой на основании статистических дан-
ных. В этом случае многокритериальная функция оценки качества
решения может быть представлена следующей формулой:
л «? \ /. Ftq~ \
i=i
где п — число показателей оценки качества; kt — весовой коэф-
п
фициент i-ro оценочного показателя, 0, 2 = 1; Fiq—
значение i-ro показателя в <?-м варианте; FiQ — экстремальные
значения показателя; индекс q — порядковый номер текущего
варианта допустимого решения (q = 1, ..., Q).
При этом основная сложность решения оптимизационной за-
дачи заключается в определении значений весовых коэффициентов
kb которые должны характеризовать влияние каждого из пока-
зателей на приведенные затраты.
Фактический уровень эффективности, как правило, должен
определяться по отношению к нормативным показателям, сумма
значений которых по данному проектному решению принята за
100 %.
Полученный уровень решения (%) определяется по формулам
= 100№1в2№1ц;
W2 = 100№2п/№2н,
19
где и 1Г2н — нормативные значения показателей; №1п и
ТГ2п — полученные значения показателей в проектном решении.
Комплексный показатель полученного решения рассчитывают
по сумме частных показателей, взвешенных по их значимости:
Wm = S Wtkt,
где Wt — частные критерии.
Таким образом, разработанный проект механосборочного произ-
водства должен удовлетворять принятым критериям качества
проектирования. В ряде случаев число критериев оценки качества
проекта может быть больше двух. Например, могут быть введены
дополнительные критерии — трудоемкость и станкоемкость из-
готовления изделий, коэффициент загрузки оборудования, коэф-
фициент сменности работы оборудования и рабочих, протяжен-
ность коммуникаций, цикл производства, мобильность размеще-
ния. При выборе числа показателей следует иметь в виду, что
чрезмерное их число повышает трудоемкость и увеличивает
погрешность расчетов; в этом случае ожидаемый эффект не будет
достигнут.
Выбранные показатели должны обеспечивать оценку качества
решений на одних и тех же этапах процесса разработки всех
разделов проекта. Должна быть установлена единая форма их
выражения, чтобы иметь сравнительные результаты по всем
разделам проекта и их совокупности.
1.3. Последовательность проектирования
Проектирование механосборочного производства,
представляющего собой сложную динамическую систему, включает
в себя последовательные этапы: структурно-функциональный,
алгоритмический, параметрический и планировочный этапы.
Структурно-функциональный этап может быть представлен
в виде структурной модели, которая отражает состав, тип и взаи-
мосвязь элементов, и функциональной модели, учитывающей свой-
ства элементов и системы, необходимые для выполнения ими
своего служебного назначения.
Алгоритмический этап проектирования включает в себя со-
ставление алгоритмической модели, содержащей взаимные связи
между элементами и системами в процессе производства.
На параметрическом этапе проектирования производится оп-
ределение количественных значений взаимосвязей между от-
дельными физическими параметрами элементов системы. Парамет-
рические модели представляют собой уравнения материально-
энергетического баланса в различных проявлениях.
На планировочном этапе решается задача размерных связей
между отдельными элементами системы. Модели этого этапа
20
Рис. 1.2. Последовательность проекги
рования:
1 — программа выпуска; 2 — габаритные
размеры, масса и материал изделий; 3 —
качество изделий; 4 — трудоемкость и
станкоемкость операций; 5 — типаж обо-
рудования; 6 — режим работы производ-
ства; 7 — определение количества основ-
ного (технологического) оборудования; 8 —
выбор состава производственных участков;
9 — определение состава и количества
оборудования на участке; 10 — определе-
ние алгоритма работы оборудования на
участке; И — расчет производственной
площади; 12 — разработка требований к
условиям работы оборудования; 13 — со-
ставление заданий на проектирование не-
стандартного оборудования; 14 — компо-
новка производственных участков; 15 —
планировка основного оборудования; пред-
варительное определение числа работа-
ющих; 16 — проектирование складской си-
стемы; 17 — проектирование транспортной
системы; 18 — проектирование системы
инструментообеспечения; 19 — проектиро-
вание системы ремонтного и технического
обслуживания; 20 — проектирование си-
стемы контроля качества изделий; 21 —
проектирование системы охраны труда;
22 — проектирование системы управления
и подготовки производства; 23 — опреде-
ление общей площади цеха и его габари-
тов; 24 — уточнение компоновки цеха;
25 — уточнение планировки оборудова-
ния; 26 — уточнение состава и количества
работающих; 27 — технико-
экономических показателей; 28 — выбор
оптимального варианта проекта
аналогичны структурным, но
отношения между элементами
оцениваются в метрике евкли-
дова пространства.
Приняв за основу данный
принцип проектирования при ус-
ловии уже разработанного техно-
логического процесса изготовле-
И хсдкь 0 Уснгдная вслоногатепь-
О'.ч> >е система ные системы
I п (--------------------------------------------------------------------------------------------j (-------------------------------------------------------------------------------------j
ния изделий, предлагаем последовательность проектирования,
представленную на рис. 1.2 [7].
На основании исходных данных, которые определены из ус-
ловий работы механосборочного производства и разработанных
технологических процессов изготовления изделий, проектируют
основные и вспомогательные системы, а затем производят про-
странственную увязку всего оборудования, формируя тем самым
механосборочное производство изделий.
На этапе синтезирования производственной системы выполня-
ют формирование системы материальных, энергетических и ин-
формационных потоков.
Проектирование каждой вспомогательной системы осущест-
вляют в той же последовательности, что и основной системы.
Каждый вариант проекта получают после однократного про-
хождения блоков схемы. При многократном прохождении блоков
21
проектируют несколько вариантов, причем разработка последую-
щего и выбор оптимального варианта проекта достигаются путем
анализа результатов проектных решений. Число разрабатывае-
мых вариантов зависит от уровня унификации проектных решений
и сложности объекта проектирования.
Предлагаемая последовательность проектирования исполь-
зуется в дальнейшем при изложении всего материала.
1.4. Системы автоматизированного
проектирования (САПР) участков и цехов
Все возрастающие требования к качеству разрабаты-
ваемых проектов и сокращение сроков выполнения проектных работ
приводят к необходимости постоянно совершенствовать проект-
ный процесс. В основу организационного построения САПР за-
кладывается технологический процесс автоматизированного проек-
тирования, который представляется в виде непрерывного итера-
ционного процесса выполнения определенной последовательности
проектных операций.
Основное назначение САПР заключается в принятии эффектив-
ных решений при разработке объекта проектирования. Уровень
эффективности выполнения проектных процедур оценивается че-
рез Технико-экономические показатели, анализ которых выяв-
ляет факторы воздействия на технологический процесс проекти-
рования. Таким образом создается обратная связь, которая поз-
воляет постоянно совершенствовать систему, увязывая взаимо-
действия между ее составляющими компонентами, с целью дости-
жения требуемого эффекта.
При разработке или выборе САПР следует ориентироваться
на системы, которые осуществляют сквозные и непрерывные про-
цессы принятия решений при разработке объектов проектиро-
вания, упорядочения процессов сбора и переработки информации
и сокращают взаимосвязи между разработчиками за счет унифи-
кации решений, типизации взаимных требований между частями
проекта, а также позволяют из разработанной совокупности ва-
риантов выбирать оптимальный.
Интеграция проектных действий (операций) при сквозном про-
ектировании, начиная от получения исходных данных до выдачи
рабочей документации, должна быть направлена на создание
проектных процессов с наперед заданными характеристиками,
которые в дальнейшем реализуются в САПР [11].
Непрерывность процесса принятия решений обеспечивается
за счет стандартизации взаимных требований разделов проекта,
создания нормативов, базы унифицированных решений и центра-
лизованного хранения справочной информации.
В основу САПР производственных систем закладывают че-
тыре иерархических уровня и две подсистемы — проектирующую
22
и обеспечивающую. Первая подсистема, являясь предметно-
ориентированной частью САПР, решает проектные задачи, а
вторая представляет собой общесистемные методы и средства, обе-
спечивающие выполнение проектного процесса. На первом уровне
иерархии САПР происходит окончательное формирование проекта;
при этом используются результаты решений второго уровня, на ко-
тором производится проектирование основной и вспомогательных
систем. На третьем и четвертом уровнях иерархии каждая подсисте-
ма представляется в виде совокупности программ и подпрограмм.
При проектировании участков и цехов на САПР возлагаются
следующие задачи:
определение общей трудоемкости и станкоемкости по типам
оборудования для заданной программы выпуска;
определение количества оборудования, основных и вспомога-
тельных рабочих;
определение производственных и вспомогательных площадей;
выбор оптимальных компоновки цеха и планировки оборудо-
вания;
определение количества транспортных и складских средств,
режущих и вспомогательных инструментов, контрольно-измери-
тельных средств и др.;
определение технико-экономических показателей проекта.
Решать указанные задачи можно путем создания унифици-
рованных технологических модулей и системного подхода к про-
ектированию однородных производств. Разработка и применение
унифицированных модулей в основных и вспомогательных систе-
мах позволяет упорядочить проектные решения и усовершенство-
вать методику проектирования механосборочного производства.
Принципиальное отличие САПР от традиционной системы
проектирования состоит прежде всего в том, что машинное про-
ектирование становится организационно-технической системой,
в которой действия проектировщиков и работа технических средств
имеют постоянную связь и объединены общей целью. Достиже-
ние целей в этой системе обеспечивается принятой методологией
и техническими средствами, процессами планирования и управ-
ления. Другой отличительной особенностью САПР является един-
ство информационных потоков как системно-организующего фак-
тора на всех этапах разработки проекта. Принятие проектных ре-
шений осуществляется на основе проведения математического экс-
перимента с имитационной моделью проектируемого объекта или
составляющих его элементов.
Автоматизация предполагает передачу ЭВМ функций непо-
средственного управления ходом проектирования, согласование
формируемого решения с показателями эффективности объекта.
Проведение внутримашинного согласования возможно лишь при
наличии в памяти ЭВМ комплекса моделей проектируемых объек-
тов и организации машинного архива нормативно-справочных
данных (банка данных).
23
Обеспечение САПР
Рис. 1.3. Структура обеспечения САПР;
1 — теория автоматизированного проектирования; 2 — принципы унификации; оценоч-
ные показатели и нормативы; 3 — математические методы, модели, алгоритмы и языки
описания объектов; 4 — информационное наполнение банков данных; 5 — структура
и схема информационных потоков; 6 — форматы документации; 7 — вычислительные
средства; 8 — терминальное оборудование; 9 — средства передачи информации; 10 —
средства хранения информации; 11 — операционные системы; 12 — системы программи-
рования; 13 — управление базами данных, специализированные управляющие про-
граммы; 14 — управление диалогом и машинной графикой; 15 ~ программные модули,
модули инженерных расчетов и другие программы; 16 — управление автоматизирован-
ным проектированием; 17 — совершенствование структуры проектной организации}
18 — технология автоматизированного проектирования
Системный подход к решению задач унификации требует про-
ведения декомпозиции объектов проектирования в целях выделе-
ния однородных по физическим и формальным признакам объек-
тов унификации, а также в целях учета их взаимосвязей для агре-
гатирования выделенных элементов. Декомпозиция объекта ото-
бражает последовательность его функций по уровням принятия
решений.
При декомпозиции объектов используют принципы функцио-
нальности и минимальности. Принцип функциональности состоит
в том, что выделенные при декомпозиции элементы должны быть
по возможности обособлены, т. е. для них можно сформулировать
собственную цель функционирования элемента любого уровня,
которая должна достигаться совокупностью целей функционирова-
ния входящих в него элементов последующего уровня. Принцип ми-
нимальности состоит в получении минимума уровней декомпози-
ции, что сокращает размерность задач унификации. Глубина уни-
фикации должна ограничиваться таким уровнем, на котором
задача унификации может быть решена без раскрытия внутрен-
него содержания элемента.
Таким образом, унификация отдельных этапов проектирова-
ния и модульный принцип построения унифицированных элементов
технологических систем позволят шире и эффективнее исполь-
зовать САПР.
Поскольку проектирование механосборочного производства
является многофункциональным и итерационным процессом, то
между различными видами его обеспечения существует тесная
взаимосвязь. Структура обеспечивающей системы приведена на
рис. 1.3 [11].
Прямая связь состоит в том, что задание на разработку, на-
пример, технического обеспечения формируется в процессе соз-
дания информационного обеспечения более высокого уровня,
а обратная связь между различными видами обеспечения прояв-
24
Вход
____________г_____________
Информационное обеспечение
Организационное обеспечение
| Методическое обеспечение ZHZ Программное обеспечение ZH
Проектные операции
| Технические средства р*--------------Проектные 'решения [
выход
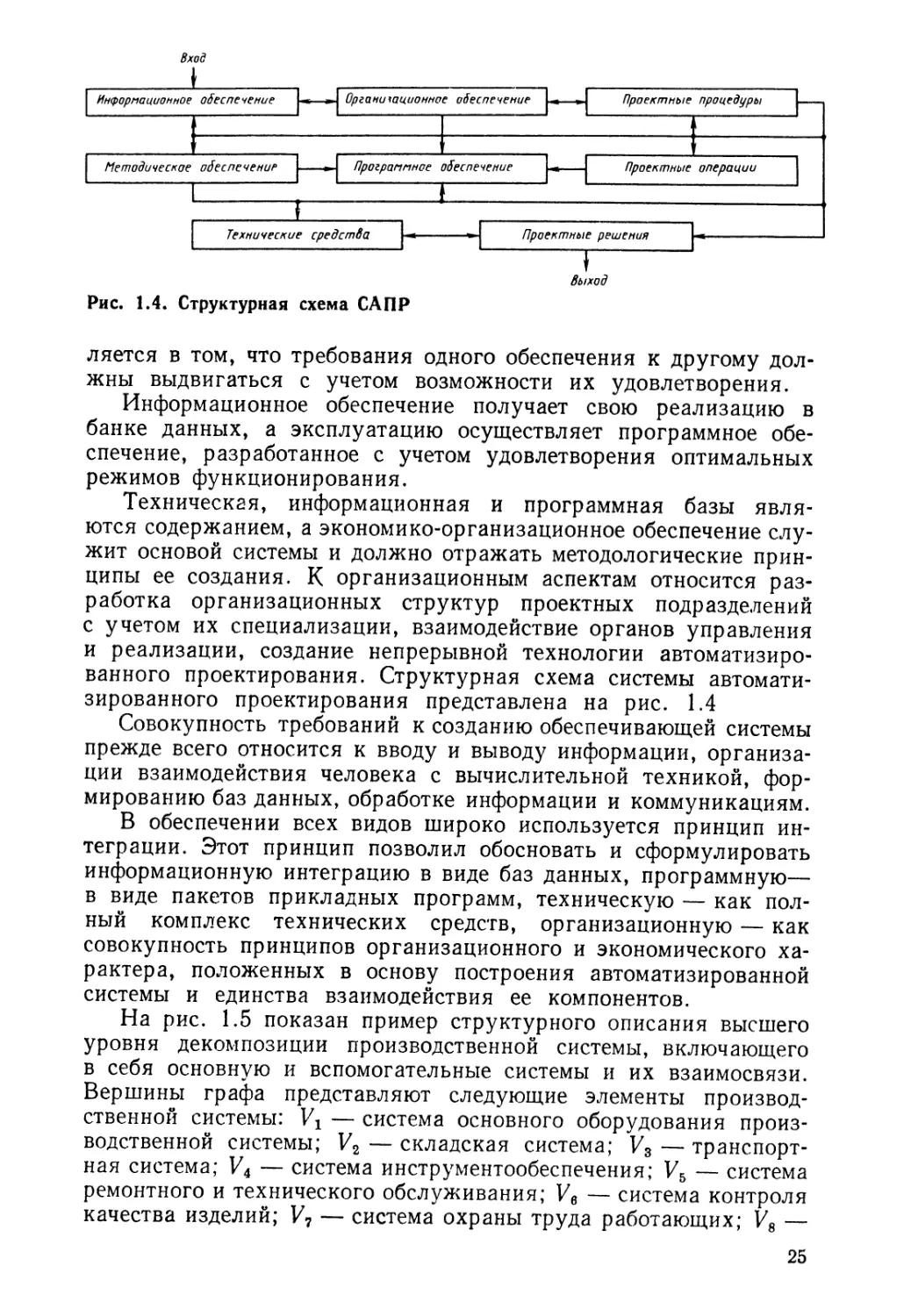
Рис. 1.4. Структурная схема САПР
ляется в том, что требования одного обеспечения к другому дол-
жны выдвигаться с учетом возможности их удовлетворения.
Информационное обеспечение получает свою реализацию в
банке данных, а эксплуатацию осуществляет программное обе-
спечение, разработанное с учетом удовлетворения оптимальных
режимов функционирования.
Техническая, информационная и программная базы явля-
ются содержанием, а экономико-организационное обеспечение слу-
жит основой системы и должно отражать методологические прин-
ципы ее создания. К организационным аспектам относится раз-
работка организационных структур проектных подразделений
с учетом их специализации, взаимодействие органов управления
и реализации, создание непрерывной технологии автоматизиро-
ванного проектирования. Структурная схема системы автомати-
зированного проектирования представлена на рис. 1.4
Совокупность требований к созданию обеспечивающей системы
прежде всего относится к вводу и выводу информации, организа-
ции взаимодействия человека с вычислительной техникой, фор-
мированию баз данных, обработке информации и коммуникациям.
В обеспечении всех видов широко используется принцип ин-
теграции. Этот принцип позволил обосновать и сформулировать
информационную интеграцию в виде баз данных, программную—
в виде пакетов прикладных программ, техническую — как пол-
ный комплекс технических средств, организационную — как
совокупность принципов организационного и экономического ха-
рактера, положенных в основу построения автоматизированной
системы и единства взаимодействия ее компонентов.
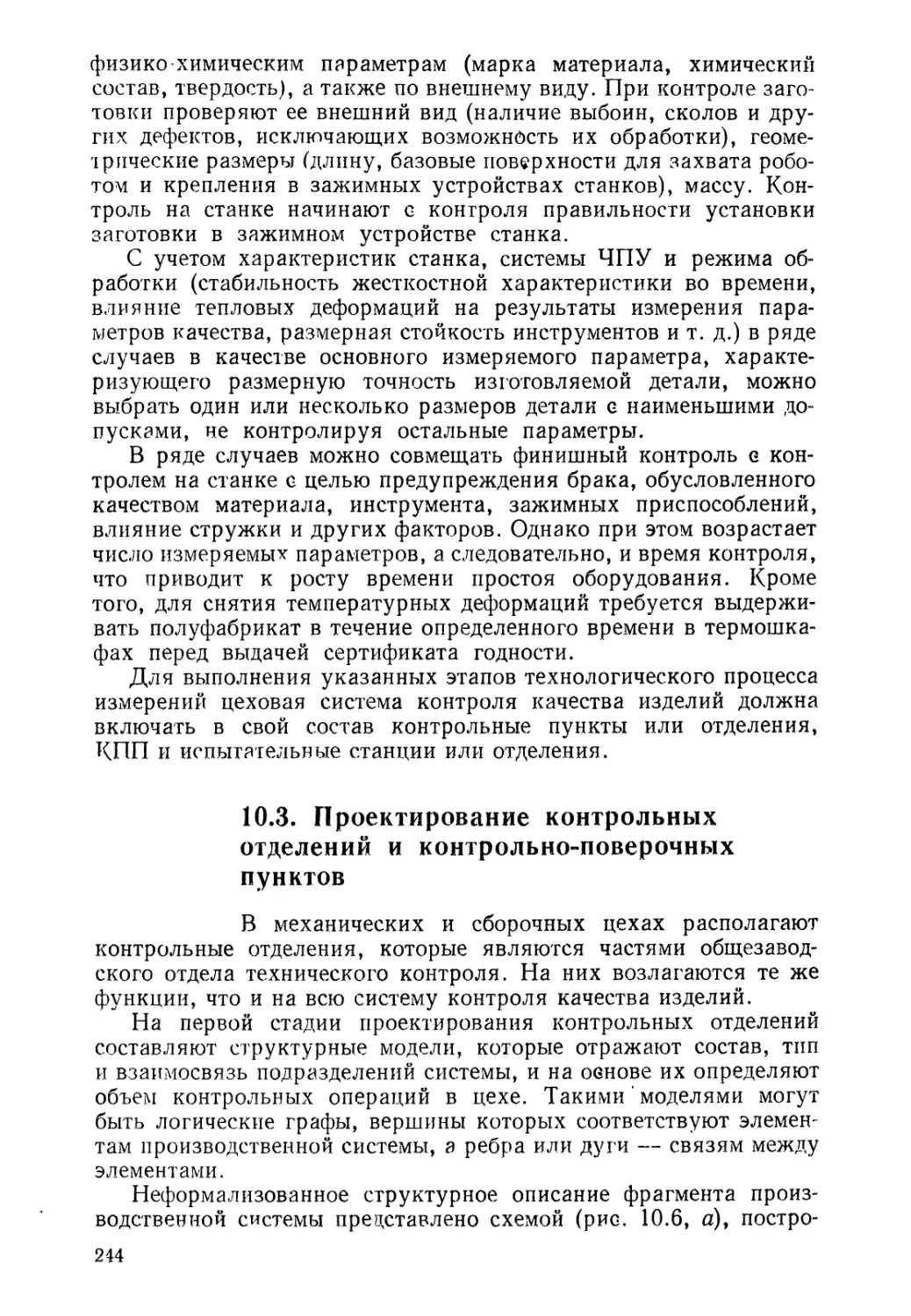
На рис. 1.5 показан пример структурного описания высшего
уровня декомпозиции производственной системы, включающего
в себя основную и вспомогательные системы и их взаимосвязи.
Вершины графа представляют следующие элементы производ-
ственной системы: Vj — система основного оборудования произ-
водственной системы; V2 — складская система; V3 — транспорт-
ная система; V4 — система инструментообеспечения; V5 — система
ремонтного и технического обслуживания; Ve — система контроля
качества изделий; V7 — система охраны труда работающих; V8 —
25
Л Л Л Л Л . V7 У8
0 1 1 1 1 1 /
1 0 1 0 1 1 / /
1 1 0 / 1 1 / 1
1 0 1 0 1 0 f 1
1 1 1 1 0 1 1 1
1 0 1 0 1 0 1 1
1 1 1 1 1 1 0 1
1 1 I f 1 1 / 0
(У)
Рис. 1.5. Структурное описание производственной системыв
а — диаграмма графа; б >— матричная диаграмма структуры
система подготовки и управления производством. Линии, свя-
зывающие вершины графа, представляют собой информационные,
материальные и энергетические потоки между соответствующими
элементами производственной системы. На рис. 1.5, а изобра-
жена диаграмма графа, а на рис. 1.5, б матричная диаграмма
структуры. Матрица А [81 представляет собой квадратную мат-
рицу, элементы которой atj принимают следующие значения:
( 1 — если Vt имеет непосредственную связь с V/,
a'j ( 0 — если Vt не имеет непосредственной связи с Vj.
Характеризуя значимость каждого элемента производствен-
ной системы рангом — структурным параметром, можно устано-
вить следующую зависимость: чем выше ранг элемента, тем силь-
нее он связан с другими элементами системы и тем ощутимее
будут последствия при изменении качества его функционирова-
ния.
Создание структурных, функциональных, алгоритмических,
параметрических и компоновочных моделей позволяет автомати-
зировать процесс проектирования механосборочного производ-
ства и сократить сроки его разработки.
Современные требования к проектированию характеризуются
двумя основными направлениями: 1) разработкой методов и
средств повышения эффективности и качества решений, т. е. ре-
шений, обеспечивающих наиболее высокий удельный выпуск
продукции на единицу капитальных вложений; 2) создание спо-
собов повышения производительности труда проектировщиков.
Разработка прогрессивных проектных решений требует со-
вершенствования методики принятия решений на основе приме-
нения математического моделирования и средств вычислительной
26
техники, рационального использования трудовых ресурсов за
счет более четкой регламентации деятельности исполнителей.
Это влечет за собой изменение организации труда, позволяющее
рациональнее использовать знания и опыт проектировщиков. Та-
кая организация процесса должна строиться на базе методов си-
стемного анализа, научно обоснованного прогнозирования, учета
условий и факторов, влияющих на качество проектов, повышения
точности и надежности исходных данных, унификации проектных
решений, разработки оценочных показателей и нормативов про-
ектирования.
Другим важным условием обеспечения эффективности проек-
тов является развитие методов вариантного проектирования при
неполной информации, выбора и оценки экономичных решений
на основных этапах проектирования. При традиционном проекти-
ровании оценка качества решений, как правило, выполняется на
заключительной стадии разработки, причем большинство из них
определяется приближенно. Создание нормативной базы проекта
обеспечивает оценку промежуточных решений и организацию не-
прерывных процессов проектирования.
Качество проекта характеризуется совокупностью свойств
проекта, обусловливающих его пригодность для выполнения в со-
ответствии с назначением конкретных функций, которые заклады-
ваются при его разработке и проявляются при реализации и эксп-
луатации. Уровень качества проекта представляет собой относи-
тельную характеристику, основанную на сравнении технико-
экономических показателей качества с соответствующими сово-
купностями нормативных показателей.
К факторам, влияющим на качество проектов, относятся
технологическая дисциплина и качество труда исполнителей,
ритмичность процесса разработки, полнота и объективность нор-
мативно-методической базы, технологическое обеспечение про-
цесса проектирования, методы и средства разработки проектов
и соответствующая организация труда проектировщиков.
Обеспечение необходимого уровня качества проектов при
их разработке и реализации достигается путем внедрения комплек-
са прогрессивных методов и средств проектирования и целена-
правленного контроля результатов труда исполнителей и решений,
принимаемых в процессе проектирования.
Система обеспечения качества предусматривает оценку ре-
шений на начальных и промежуточных стадиях проектирования
и реализуется на основе использования математических моделей и
ЭВМ с учетом вариантной проработки принципальных решений.
В структуре системы обеспечения качества важную роль иг-
рает выделение этапов проектирования, на которых выполняются
функции управления качеством труда исполнителей и проектных
решений.
Для разработки средств обеспечения качества необходимо
совершенствование организационной структуры проектных под-
27
разделений путем углубления специализации труда и создания
необходимых подразделений для выполнения новых функций.
Поэтому для разработки нормативно-методического обеспечения и
новых способов проектирования должны быть созданы специаль-
ные подразделения: отдел автоматизированного проектирования
с вычислительным центром и автоматизированными рабочими ме-
стами, сектор качества, сектор унификации проектных решений,
лаборатория анализа запроектированных мощностей, сектор ав-
торского надзора, сектор научной организации труда, сектор
автоматизированной системы управления (АСУ) проектной ор-
ганизации, нормоконтроль.
Эффективное решение проблем, стоящих перед проектиров-
щиками, невозможно без создания базы унифицированных реше-
ний и моделирования на их основе объектов проектирования, раз-
работки методических основ создания эффективных проектов.
Закладываемые методические основы должны отражать со-
стояние работ по нормативному и технологическому обеспечению,
оценке эффективности традиционных методов и средств проекти-
рования, обоснованию числа взаимосвязей между разделами про-
екта и качеству выдаваемых заданий, выявлению и анализу не-
достатков в технической документации, оценке организационных
средств и эффективности оперативного управления процессами
проектирования, определению условий, влияющих на уровень
качества проектов. Изучение влияния каждого из этих факторов
дает возможность сформулировать практические рекомендации
по совершенствованию процесса проектирования. С этой целью
создается методика сбора данных, содержащая анализ структуры
и функций проектируемого производства, основных показателей
организации технологического процесса разработки проекта,
средств и методов обеспечения качества проектирования.
Важнейшими направлениями в совершенствовании проектного
дела являются унификация и автоматизация проектирования.
Разработка САПР осуществляется на основе совершенство-
вания методологических и организационных основ проектирова-
ния и эффективного внедрения средств вычислительной техники.
При этом автоматизация должна обеспечить переход от традици-
онного проектирования к методам моделирования проектных про-
цедур, предусмотреть создание для них диагностических тестов,
осуществление непрерывных процессов разработки комплексных
решений, с использованием автоматических имитационных моде-
лей проектирования.
Проектирование механосборочного производства представляет
собой многофункциональную систему. Результирующая функция
системы проектирования характеризуется ее эффективностью,
зависящей от функций составляющих подсистем, которые как и
сама система, описываются структурой, составляющими ее ком-
понентами, взаимосвязями, параметрами и функциональными
свойствами.
28
Одним из этапов проектирования САПР является определе-
ние состава и роли отдельных подсистем при функционировании.
При этом тесная взаимосвязь частей проекта усложняет модели-
рование и алгоритмизацию проектирования. Наибольшие труд-
ности возникают при оптимизации качества проекта в целом. Ре-
шение задачи, полученное при поэтапной оптимизации по отдель-
ным параметрам качества, может значительно отличаться от оп-
тимального решения задачи в целом. В зависимости от порядка
оптимизации может существенно меняться решение задачи. Сте-
пень влияния оптимальности решения на стоимость создания но-
вого или реконструкцию существующего производства зависит от
того, на каком этапе проектирования эти решения принимаются.
У развитой системы, какой является система проектирования,
каждое изменение свойств ее отдельных компонентов ведет к пе-
рераспределению значений других компонентов системы. Диа-
пазон этих свойств характеризует в целом изменчивость состояния
системы проектирования. Специфической особенностью проекти-
рования является то, что эффективность формируется в виде со-
вокупности итераций на модели процесса раньше, чем результат
функционирования. Таким образом, очередность автоматизации
проектных работ устанавливается, с одной стороны, исходя из
технико-экономических показателей, характеризующих важность
объекта, с другой — на основании уровня научной и технической
возможностей автоматизации проектных процедур.
Процесс описания уровня организации системы должен выя-
вить функциональную схему процесса проектирования, принципы
образования составляющих подсистем.
С целью сокращения сроков проектирования и повышения
его качества необходимо разработать мероприятия по организа-
ции автоматизированного проектирования. Для организации авто-
матизированного проектирования необходимо иметь САПР, состо-
ящую из центрального процессора и терминала. Центральный про-
цессор управляет прикладными программами и в большинстве
случаев выполняет их. Терминал предоставляет пользователю
высвеченное графическое изображение и передает входные дан-
ные для управления программами.
В системах с разделением времени пользователи подключа-
ются к центральному процессору с помощью простых терминалов.
Терминалы в этом случае выполняют лишь функции вывода изо-
бражения на экран дисплея и передачи входных данных в цент-
ральный процессор. Все процессы вычислений и обработки данных
выполняются центральной ЭВМ. Пользователи систем с разделе-
нием времени могут находиться в одном пункте с ней, но преду-
сматривается возможность их размещения на значительных рас-
стояниях от машины. Тем самым увеличивается число поль-
зователей, обслуживаемых одной ЭВМ. Такой режим исполь-
зования ЭВМ весьма экономичен вследствие доступа пользо-
вателей к общим банкам данных, программам, прямой связи
29
проектировщика с ЭВМ и лучшего согласования действий ЭВМ
и человека.
В системах с распределенными вычислениями используют
интеллектуальные терминалы, в состав которых входит локаль-
ная мини-ЭВМ, позволяющая обрабатывать прерывания, преоб-
разовывать данные, поступающие с центрального процессора,
в команды дисплея, а также выполнять простые манипуляции
над дисплейными файлами. Включение в состав терминала ми-
ни-ЭВМ снижает стоимость средств связи благодаря уменьшению
использования линии связи, сокращению времени ответа и повы-
шению надежности системы.
Контрольные вопросы
1. Назовите основные этапы производственного процесса.
2. Дайте определение действительной и проектной мощностей механосбо-
рочного производства.
3. Что называется рабочей позицией (местом), производственным участком
и цехом?
4. Чем отличается компоновка цеха от планировки?
5. Назовите состав и содержание задач, решаемых при проектировании
механосборочного производства.
6. Каковы основные критерии выбора проектного решения?
7. Назовите основные этапы процесса проектирования механосборочного
производства.
8. Назовите принципы декомпозиции производственной системы.
9. Дайте структурное описание высшего уровня декомпозиции производ-
ственной системы.
10. Каковы основные направления совершенствования проектных работ?
2 ПОДГОТОВКА ИСХОДНЫХ
ДАННЫХ И ПОРЯДОК
ПРОЕКТИРОВАНИЯ
МЕХАНОСБОРОЧНОГО
ПРОИЗВОДСТВА
2.1. Предпроектные работы
Создание современных и эффективных производств
требует крупных материальных затрат, длительных сроков про-
ектирования и внедрения, значительных усилий специалистов
различного профиля, участия в работе многих организаций и
предприятий (генерального проектанта, субпроектантов, предпри-
ятия-заказчика, разработчиков и изготовителей оборудования
и технических средств, монтажных и строительных организаций).
Особое значение при создании механосборочного производства
приобретают предпоектные работы, выполняемые с целью сбора
исходных данных, анализа существующего уровня производства,
разработки технико-экономического обоснования (ТЭО) или тех-
нико-экономического расчета (ТЭР) целесообразности создания
нового, расширения, реконструкции или технического перево-
оружения существующего (действующего) производства, разра-
ботки технической заявки на проект и подготовки различных
технических материалов для проведения проектных работ.
Предпроектные работы чаще всего проводят за два этапа:
1) предпроектное обследование и разработка ТЭО(ТЭР); 2) раз-
работка и утверждение технической заявки на создание и внед-
рение производственной системы.
При выборе объектов для создания эффективной производ-
ственной системы основополагающей является оценка организа-
ционно-технологической структуры предприятия, обусловливае-
мой специализацией его основных производственных подразде-
лений — цехов и участков, а точнее оценка соответствия их спе-
циализации характеру и типу производства продукции.
При реконструкции производства необходимо иметь большее
количество исходных данных, чем при проектировании нового
производства, так как в проекте используются уже имеющиеся
на заводе здания, сооружения, оборудование и т. д. Поэтому
перед началом реконструкции на завод выезжает группа проек-
тантов, которая изучает производство, подбирает и системати-
зирует необходимые сведения о заводе и его цехах. Для комплекс-
ного обследования предприятия в состав группы включают тех-
нологов, строителя, энергетика, экономиста и других специа-
листов. Если реконструкция сопряжена с полным изменением
31
профиля производства для выпуска совершенно новой продукции,
не изготовлявшейся ранее, то обследование касается главным
образом данных о площадке и цехах завода, а также об имею-
щемся оборудовании и не затрагивает вопросов трудоемкости и
станкоемкости прежних изделий, производительности труда и
других данных, которые будут несравнимы с характеристиками
производства новых изделий.
Основная цель обследования — изучение производственных,
материальных, финансовых и людских ресурсов действующего
производства. Обследование перед реконструкцией производства
проводят комплексно по нескольким частям.
1. Общая и технико-экономическая части включают в себя
общие данные по действующему механосборочному производству,
его состав, объем производства и номенклатуру выпускаемой про-
дукции, производственное кооперирование, производственные фон-
ды, о составе работающих и их квалификации, уровне заработной
платы, себестоимости продукции, общие выводы и основные тех-
нико-экономические показатели.
2. Генеральный план, транспорт и складское хозяйство.
3. Технологическая часть содержит сведения о назначении
цеха, выпускаемой продукции и производственной кооперации,
размещении цеха, режиме его работы, станкоемкости и трудоем-
кости изготовления продукции, организации производства, со-
ставе цеха и технологических процессах.
4. В строительной части приводят сведения о природных
и инженерно-геологических условиях площадки, характеристиках
здания, условиях осуществления строительства.
5. Санитарно-техническая часть и производственное водо-
снабжение содержат сведения о существующих источниках водо-
снабжения, системах и сооружениях хозяйственно-фекальной,
производственной канализации, внутрицеховых санитарно-тех-
нических устройствах.
6. В энергетической части приводят данные об электроснаб-
жении и теплоснабжении, источниках теплоты и пара, воздухо-
снабжении и газоснабжении, внутрицеховых промышленных
трубопроводах, энерготехнологические данные испытательных
станций, стендов, данные о кооперировании энергетических ре-
сурсов.
На основе обобщенных результатов обследования и анализа
разрабатывается ТЭО целесообразности создания новой произ-
водственной системы, которое должно содержать краткую оценку
текущего состояния производственной системы, ее готовности
к преобразованию и предполагаемых масштабов внедрения с уче-
том специфики обследуемого предприятия и выпускаемой им про-
дукции.
В ТЭО основные параметры производственной системы (стан-
коемкость, трудоемкость, численность работающих, состав и ко-
личество оборудования, потребность в площади и т. д.) определя-
32
ются на основе предварительных укрупненных расчетов в ми-
нимально короткие сроки и подлежат уточнению на последующих
стадиях разработки аванпроекта и технологической части рабо-
чего проекта. В нем наряду с капитальными затратами должны
быть указаны технико-экономические показатели, которые пред-
полагается достичь, в том числе: снижение станкоемкости и трудо-
емкости, повышение производительности труда, увеличение коэф-
фициента загрузки и сменности работы оборудования, уменьше-
ние численности работающих, высвобождение производственных
площадей, сокращение длительности производственного цикла
и т. д.
Технические решения, принятые в ТЭО, должны соответство-
вать перспективным направлениям развития и внедрения новой
техники и основываться на использовании новейших достижений
в области прогрессивной ресурсосберегающей технологии, высоко-
автоматизированного оборудования, средств вычислительной тех-
ники и ее программного обеспечения. Созданная производствен-
ная система по технико-экономическим показателям ко времени
пуска в эксплуатацию должна соответствовать лучшим отечествен-
ным и зарубежным образцам.
Если на предприятии предполагается внедрить несколько
автоматизированных участков, то целесообразно планировать их
внедрение в одном производственном подразделении (цехе) для
того, чтобы иметь возможность автоматизировать все вспомога-
тельные процессы, протекающие в цехе. В том случае, когда для
создания новой производственной системы требуется изменить
структуру предприятия, разработке проекта должна предшество-
вать частичная или полная реорганизация производства. Предпо-
чтительными являются полная реконструкция и техническое пере-
вооружение предприятия, однако их проведение в короткий срок
реально лишь в условиях, когда они предусмотрены соответству-
ющими планами и обеспечены необходимыми ресурсами. В против-
ном случае приходится ограничиваться частичной реорганиза-
цией, направленной на создание отдельных предметно-специали-
зированных производств.
Материалы обследования включают также отчетные данные
предприятия за год, предшествующий году разработки рабочего
проекта, и плановые данные на момент ввода и освоения проект-
ной мощности. Материалы каждой части ТЭО проверяют и уточ-
няют на месте обследования главный инженер проекта и глав-
ный конструктор проекта.
Утвержденное руководителями генерального проектанта и
заказчика ТЭО является основанием для разработки аван-
проекта и технической заявки на создание производственной
системы.
Основанием для начала предпроектных работ по созданию
новой производственной системы является директивное указание
министерства и решение руководства предприятия.
2 Мельников Г. Н. и др
33
В последнее время в соответствии в Законом о государственном
предприятии значительно расширена самостоятельность предприя-
тий в решении вопросов технического перевооружения и рекон-
струкции производства.
2.2. Задание на проектирование
Проектирование участков и цехов, реконструкция
или расширение их, а также техническое перевооружение произ-
водят на основании задания на проектирование, в которое входят
все исходные данные, собранные в предпроектный период.
Разработку задания на проектирование проводит заказчик
проекта совместно с проектной организацией, и она должна вы-
полняться с учетом данных ТЭО.
2.1. Эффективный (расчетный) годовой фонд времени, ч,
работы оборудования
Оборудование Режим работы
одно- сменный двух- сменный трех- сменный •
Металлорежущее Металлорежущие станки массой, т: до 10 оборудование 2040 4060 6060
10—100 2000 3985 5945
Металлорежущие станки с ПУ мас- сой, т: до 10 3890 5775
10—100 — 3810 5650
Агрегатные станки — 4015 5990
Автоматические линии — 3725 5465
Гибкие производственные модули, ро- ботизированные технологические ком- плексы массой, т: до 10 5970 (7970)
10—100 — — 5710 (7620)
Оборудование сбо^ Рабочее место сборщика оочных цехов 2070 4140 6210
Рабочие места с механизированными 2050 4080 6085
приспособлениями Сборочное автоматическое и полуавто' 2000 3975 5930
матическое оборудование Испытательные стенды с автомати- 2010 3975 5960
ческой регистрацией результатов испы- таний Автоматические сборочные линии 3725 5465
Испытательные стенды 2020 4015 5990
* В скобках указано время работы оборудования в выходные и праздничные
дни.
34
Основанием для проектирования является приказ отраслевого
министерства, в котором указывается объект строительства но-
вого производства, расширения, реконструкции или технического
перевооружения действующего производства. Он выпускается на
основании схемы развития и размещения соответствующей от-
расли народного хозяйства и промышленности.
В задании на проектирование дается обоснование выбора пло-
щадки для строительства нового цеха и приводятся данные о
месторасположении площадки на генеральном плане завода, ее
размерах, рельефе и условиях освоения площадки и ряд других,
а также указываются номенклатура и объем выпускаемых изде-
лий в натуральном или ценностном выражении. Для непоточного
производства может быть дана приведенная программа выпуска
изделий. В задании указывают, какие заготовки, полуфабрикаты,
готовые изделия цех получает со стороны и какие выдает в порядке
кооперации.
В задании указывается режим работы производства, а также
эффективные фонды времени работы оборудования, рабочих мест
и рабочих в соответствии с утвержденными нормативами. Эф-
фективный (расчетный) годовой фонд времени работы оборудо-
вания механосборочного производства приведен в табл. 2.1, а
эффективный годовой фонд времени рабочих — в табл. 2.2. Эф-
фективный годовой фонд времени равен разности номинального
фонда и времени неизбежных потерь, вызванных простоями обо-
рудования при планово-предупредительном ремонте.
В задании на проектирование определяются требования по
защите окружающей среды и утилизации отходов. В эпоху науч-
но-технической революции, когда происходит интенсивное раз-
витие машиностроения, этим вопросам должно уделяться особое
внимание. Вместе с этим в задании приводят предварительные
указания о необходимости разработки автоматизированной си-
стемы управления производственными процессами (АСУП) в це-
хах и на участках, которая представляет собой новый высший тип
организации управления, основанный на применении современных
технических средств автоматического сбора, регистрации, пере-
дачи и обработки информации.
АСУП осуществляет воздей-
ствие на производственную си-
стему согласно управляющей
программе.
В состав задания входят: ука-
зания по предполагаемому рас-
ширению производства на основе
ТЭО строительства или схемы
развития отрасли, где, когда и
за счет чего предусматривается
это расширение и максимально
возможный размер его; намечае-
2.2. Эффективный годовой фонд
времени рабочих
Продолжительность Эффектив- ный годовой фонд вре- мени рабо- чих, ч
рабочей недели, ч OCHOBHOIО отпуска, дни
41 15 1860
41 18 1840
41 24 1820
36 24 1610
36 36 1520
2*
35
мые сроки строительства в соответствии с действующими нормами
и исходя из приказа министерства, порядок его осуществления и
очередность ввода пусковых комплексов.
В задании указывают также требования к разработке вариан-
тов проекта или его частей для выбора оптимальных решений.
При этом следует учесть, что большее число вариантов позволяет
повысить качество проектирования, но вместе с этим возрастают
затраты средств на проектирование. Многовариантные решения
осуществляют, когда предусматривается применение неосвоенной
или особо сложной технологии производства, новых видов слож-
ного оборудования или сложных строительных решений.
В задании на проектировании должен быть предусмотрен раз-
дел, указывающий стадии проектирования. Обычно проектиро-
вание ведут за одну (рабочий проект) или за две стадии (проект
и рабочая документация). Одностадийное проектирование выпол-
няют для типовых, повторных или несложных объектов.
Заказчик проекта выдает проектной организации в согласо-
ванные с ней сроки исходные материалы в объеме, установленном
для строительства нового, реконструкции или расширения дейст-
вующего производства, а также план технического перевооруже-
ния производства. Количество и состав документации уточняют
проектная организация и предприятие-заказчик при заключении
договора на выполнение проектных работ.
В задании на проектирование приводят перечень основных
требований к архитектурно-художественному оформлению ин-
женерных, служебных, бытовых и производственных помещений,
к благоустройству и озеленению территории.
К заданию прикладывают заключение головного института
отрасли о техническом уровне изделий, подлежащих выпуску на
данном производстве, и перспективности их выпуска.
Задание на проектирование до его утверждения должно быть
согласовано с проектной организацией и органами государст-
венного надзора в отношении намечаемого кооперирования вспо-
могательных производств, энергоснабжения, канализации, тран-
спорта и т. д. Внесение изменений в утвержденное задание на
проектирование может производиться только с разрешения отрасле-
вого министерства, утвердившего это задание.
В тех случаях, когда разрабатывается задание на проекти-
рование только технологической или транспортной части проекта
при техническом перевооружении производства или постановка
новых изделий на производстве, состав задания упрощается.
На основании задания на проектирование и результатов пред-
проектного обслед< ания ведущие специалисты проектной ор-
ганизации составляют основные технические направления на
разработку соответствующего раздела проекта. Основные техни-
ческие направления на разработку проекта в целом обобщает,
оформляет и согласует с заказчиком главный инженер (кон-
структор) проекта.
36
Все исходные данные, приведенные в задании на проектиро-
вание, необходимы для разработки ТЭО, которое является пред-
проектным документом, уточняющим и дополняющим обоснование
размещения намечаемого к проектированию и строительству
(реконструкции, расширению) цеха, его производственной мощ-
ности, обеспечения его сырьем, полуфабрикатами, электроэнер-
гией и водой, основных технологических и строительных решений
и важнейших технико-экономических показателей производства
и строительства этого цеха.
2.3. Рабочий проект (проект)
и рабочая документация
Рабочий проект (проект), который разрабатывается
на основе задания на проектирование, служит для определения
технической возможности и экономической целесообразности пред-
полагаемого строительства, реконструкции или расширения, а
также установления основных технических решений проектируе-
мых объектов, общей стоимости строительства и технико-эконо-
мических показателей.
Рабочий проект (проект) включает следующие разделы: об-
щую пояснительную записку; генеральный план и транспорт;
технологические решения; научную организацию труда рабочих
и служащих, управление предприятием; строительные решения;
организацию строительства; охрану окружающей среды; жилищ-
но-гражданское строительство; сметную документацию; паспорт
рабочего проекта (проекта).
Стержневой, определяющей частью рабочего проекта (проекта)
являются технологические решения (технологическая часть).
В результате разработки технологической части сборочного
процесса в рабочем проекте (проекте) должны быть приведены:
схемы и технологические карты сборки, сведения об используемой
оснастке и инструментах, ведомости потребного времени на сборку
сборочных единиц; время, необходимое на выполнение операций,
разряд работы. В результате разработки технологической части ме-
ханического про чесса изготовления деталей в рабочем проекте (про-
екте) должны быть представлены: рабочие чертежи заготовок с рас-
четом и указаньем припусков, обеспечивающих наименьшие от-
ходы материалов и допусков на размеры г а готовок; обоснование
выбора технологических баз при обработке; маршрутные и тех-
нологические карты обработки по установленной форме; расчеты
и выбор режимов резания по нормативным материалам; расчеты
времени обработки или определение его по нормативам; черте-
жи, иллюстрирук ие технологические процессы обработки по
операциям, переходам или позициям с изображением настройки
станков, базирования и кр« плен з деталей, положения и крепле-
ния рабочего инструмента : указанием режимов резания, траек-
тории движения режущег шструмента, размеров и параметров
37
шероховатости обрабатываемых поверхностей, краткого наиме-
нования операций, переходов и станков; расчеты, связанные с
определением точности установки деталей в приспособление;
сокращенные операционные карты на детали, на которые не со-
ставляются подробные карты обработки; чертежи и эскизы раз-
работанных конструкций приспособлений с расчетом основных
элементов приспособлений и с изображением схемы действующих
сил; чертежи и эскизы разработанных конструкций специальных
режущих и измерительных средств, применяемых в проектируе-
мом технологическом процессе с соответствующими расчетами.
На основании разработанных технологических процессов изго-
товления изделий в рабочем проекте (проекте) приводятся расчеты
по определению количества основного и вспомогательного обору-
дования, режущего, измерительного инструмента и технологиче-
ской оснастки, потребных для выполнения программы выпуска.
В итоге составляются ведомости на приспособления, режу-
щий и измерительный инструмент, основное и вспомогательное
оборудование, основные и вспомогательные материалы, состав
производственных и вспомогательных рабочих, младшего обслу-
живающего персонала, административного, инженерно-техниче-
ского и счетно-конторского персонала, программистов и операторов
ЭВМ. Выбор оборудования и спецификация являются окончатель-
ными, так как по ним производится заказ оборудования после ут-
верждения рабочего проекта или проекта и рабочей документации.
В рабочем проекте (проекте) должны быть разработаны вспомо-
гательные системы: транспортная и складская, ремонтного и
технического обслуживания, инструментообеспечения, контроля
качества изделий, охраны труда работающих, подготовки и управ-
ления производственным процессом.
На основании рассчитанных площадей производственных участ-
ков и вспомогательных отделений в рабочем проекте (проекте)
проводят компоновку цеха и планировку оборудования.
В рабочем проекте (проекте) предусмотрены специальные
части, посвященные разработке задания для проектирования:
архитектурно-строительной части; энергетической части с опре-
делением годовой потребности в электроэнергии, сжатом воздухе,
паре, воде; санитарно-технической части — водопровода, кана-
лизации, отопления, вентиляции, освещения и др.
Все материалы, полученные в период проектирования, пред-
ставляют в пояснительной записке к проекту.
После утверждения рабочего проекта (проекта) разрабаты-
вают рабочую документацию, в состав которой входят: рабочие
чертежи здания, фундаментов, специального оборудования, тех-
нологической оснастки и других нестандартных средств и уст-
ройств; сметная документация по определению стоимости созда-
ния нового или реконструкции действующего производства; ведо-
мости объемов строительных и монтажных работ; ведомости и
сводные ведомости потребности в материалах; сборники специ-
38
фикаций оборудования; опросные листы и габаритные чертежи
на соответствующие виды оборудования и изделий; проектно-
сметная документация на строительство здания; исходные требо-
вания к разработке конструкторской документации на нестан-
дартное оборудование.
Специализированные отделы проектных институтов или суб-
подрядные проектные организации на основании данных, взятых
из рабочего проекта, разрабатывают рабочие чертежи общестрои-
тельной части зданий, общеобменной вентиляции, электротехни-
ческой части, трансформаторных подстанций и распределительных
устройств, технологической части очистных сооружений, вводов
энергоснабжения и магистральных сетей водо-, энерго-, электро-
снабжения. На основе разработанных монтажных планировок вы-
полняют рабочие чертежи для специальных строительных работ
(фундаменты под оборудование, подземные коммуникации и т. п.),
местной вытяжной вентиляции, энерго- и маслоразводок, подключе-
ния технологического оборудования к магистральным сетям и т. д.
Для крупных и сложных цехов с развитым подземным хозяй-
ством и при использовании непрерывного транспорта, пересека-
ющего многоэтажные перекрытия, рекомендуется составлять свод-
ные монтажные планы и разрезы по корпусу.
Рабочие чертежи зданий и сооружений, а также их привязку
к генеральному плану завода выполняют при строительстве по
индивидуальном проектам. Чертежи конструкций фундаментов
разрабатывают на основе уточненных данных геологических и гид-
рогеологических изысканий. На этом этапе проектирования вы-
полняют чертежи нетиповых устройств, относящиеся к охране
труда и технике безопасности; составляют ведомости материалов,
конструкций и полуфабрикатов, необходимые для строительства;
составляют сметы в соответствии с объемом работ, определяемые
по рабочим чертежам.
Проектирование механосборочного производства ведут в со-
ответствии с действующими нормами, правилами, инструкциями
и стандартами, а затем разработанные проекты подвергают экс-
пертизе. Экспертиза проектов и смет предназначена для того,
чтобы обеспечить высокий технический уровень проектных реше-
ний, прогрессивные технико-экономические показатели и наиболь-
шую эффективность капитальных вложений. На выборочную про-
верку проекты после отраслевой экспертизы берут Госэкспертиза
Госстроя СССР^ специалисты Стройбанка СССР, хозрасчетные
экспертные бюро и другие. После проведения экспертизы проект
утверждают соответствующие организации.
Контрольные вопросы
1. Назовите этапы предпроектных работ.
2. Укажите состав задания на проектирование нового и реконструкцию
действующего производства.
3. Каковы основные части проекта механосборочного производства?
4. Раскройте содержание рабочей документации.
3 СОСТАВ И КОЛИЧЕСТВО
ОСНОВНОГО
ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
3.1. Основные положения по выбору
состава технологического оборудования
При разработке проектов технического перевоору-
жения, реконструкции или расширения действующего производ-
ства, при проектировании нового цеха необходимо обеспечить вы-
сокие технико-экономические показатели производства.
Важно, чтобы к моменту ввода в эксплуатацию новое про-
изводство по уровню автоматизации, качеству и себестоимости
выпускаемой продукции, условиям труда работающих и другим
показателям не уступало аналогичным передовым отечественным
и зарубежным производствам.
Основой любого производства является технологический про-
цесс, представляющий собой часть производственного процесса и
включающий в себя последовательное изменение размеров, формы,
внешнего вида или свойств предмета производства и их контроль.
Для современного механосборочного производства характерен
высокий уровень автоматизации производственных процессов,
поэтому технологическое оборудование должно обеспечивать не
только автоматизацию обработки или сборки, но и стыковаться
с оборудованием и техническими средствами, объединяющими от-
дельные виды технологического оборудования в единый автомати-
зированный производственный процесс.
Так, например, станки с ЧПУ для встраивания в состав ГПС
должны стыковаться с промышленными роботами для их автома-
тической загрузки, системы ЧПУ должны иметь вход для стыковки
с ЭВМ высшего уровня и для передачи в их запоминающее уст-
ройство заранее разработанных управляющих программ, иметь
системы диагностики и т. д.
Характер и состав технологического оборудования во многом
определяются типом производства. Тип производства является
классификационной категорией в зависимости от широты номен-
клатуры, регулярности, стабильности и объема выпуска изделий.
Различают три типа производства; единичное, серийное и массо-
вое. Единичное производство характеризуется широкой номенкла-
турой изготовляемых изделий и малым объемом выпуска. Это,
как правило, опытное производство изделий, изготовление уни-
кальных машин.
40
Серийное производство характеризуется ограниченной номен-
клатурой изделий, изготовляемых периодически повторяющи-
мися партиями, и сравнительно большим объемом выпуска. В ус-
ловиях серийного производства выпускают 75—80 % изделий
в СССР и за рубежом. Характерна тенденция увеличения относи-
тельной доли серийного производства. Серийное производство
в зависимости от числа изделий в партии или серии и их повторяе-
мости условно делят на мелкосерийное, среднесерийное и крупно-
серийное.
Продукцией серийного производства являются станки, ком-
прессоры, специальные машины и другие изделия, выпускаемые,
как правило, в различных модификациях на общей базе.
Массовое производство характеризуется узкой номенклатурой
и большим объемом выпуска изделий, непрерывно изготовляемых
в течение продолжительного времени. Продукцией массового
производства в машиностроении являются автомобили, тракторы,
холодильники и другие изделия, выпускаемые в больших коли-
чествах.
Для определения типа производства обычно пользуются ко-
эффициентом закрепления операций /С3. 0= где п0П —
число различных технологических операций, выполненных или
подлежащих выполнению на участке, линии или в цехе в течение
месяца; М — число рабочих мест соответственно участка, линии
или цеха.
ГОСТ 3.1108—74 рекомендует следующие значения коэффи-
циентов закрепления операций в зависимости от типа производ-
ства: для единичного производства — свыше 40; для мелкосерий-
ного производства — свыше 20 до 40 включительно; для средне-
серийного производства — свыше 10 до 20 включительно; для
крупносерийного производства — свыше I до 10 включительно;
для массового производства — 1.
Таким образом, тип производства с технологической точки
зрения характеризуется средним числом операций, выполняемых
на одном рабочем месте, а это в свою очередь определяет степень
специализации и особенности используемого оборудования. В
пределах одного цеха на разных участках могут быть различные
типы производства. Это во многом зависит от продолжительности
операций технологического процесса деталей или изделий, из-
готовляемых на участке. Так, например, изготовление базовых
деталей станка может быть организовано по принципу крупно-
серийного или массового производства, в то время как на участках
для изготовления изделий типа тел вращения (валов, зубчатых
колес и др.) может быть среднесерийное или даже мелкосерийное
производство. Это связано с тем, что трудоемкость обработки базо-
вых деталей в десятки раз выше трудоемкости изготовления дета-
лей типа тел вращения.
На заводах типично массового производства с закреплением
за каждым рабочим местом механосборочных цехов одной и той
41
3.1. Ориентировочные данные для предварительного
определения типа производства
ПРОИЗВОДСТВО Число обрабатываемых деталей одного типоразмера в год
тяжелых (массой более 100 кг) средних (массой более 10 до 100 кг) легких (массой до 10 кг)
Единичное До 5 До 10 До 100
Мелкосерийное 5—100 10—200 100—500
Среднесерийное 100—300 200—500 500—5 000 •
Крупносерийное 300—1000 500—5000 5 000—50 000
Массовое Более 1000 Более 5000 Б од ее 50 000
же непрерывно повторяющейся операции в прессовых цехах
работа организуется, как правило, по принципу серийного про-
изводства, так как при выполнении одной операции высокопроиз-
водительное оборудование не будет полностью загружено.
Поэтому тип производства цеха или завода в целом устанавли-
вают в зависимости от типа производства, характерного для наи-
большего числа рабочих мест.
На начальных этапах проектирования тип производства можно
ориентировочно определить в зависимости от программы вы-
пуска и массы изготовляемых деталей по данным, приведенным
в табл. 3.1. Далее по мере выполнения технологических разрабо-
ток данные о типе производства уточняют.
Необходимо иметь в виду то, что деление на типы производства
условно, а также то, что при широком развитии ГПС будут по-
степенно стираться существенные различия в оборудовании про-
изводства различного типа. Даже массовое производство в на-
стоящее время становится быстросменным, что требует исполь-
зования высокопроизводительного оборудования, которое может
быстро перестраиваться на изготовление других изделий. Если
раньше автомобильные заводы выпускали одну и ту же модель
автомобиля в течение десятков лет, то сейчас, например, ВАЗ
ставит своей задачей каждый год осваивать выпуск новой модели
автомобиля. При выборе состава технологического оборудования
современных цехов механосборочного производства необходимо
также учитывать следующие основные тенденции в технологии
производства машин: интенсификацию технологических процес-
сов; повышение качества обработки деталей и сборки машин;
комплексную автоматизацию производственных процессов; повы-
шение производительности труда и рентабельности производства.
Интенсификация производственных процессов заключается в
использовании параллельных и параллельно-последовательных
схем обработки и сборки, в создании и применении оборудования,
реализующего многоинструментную обработку в одной или не-
42
скольких позициях одновременно. Наиболее широкое применение
интенсивные технологии нашли в массовом и крупносерийное
производстве, где широко используют агрегатные станки и авто-
матические линии, скомпонованные из них. Т^ак как современное
массовое производство характеризуется быстросменностью, агре-
гатные станки и автоматические линии должны обладать гибко-
стью к изменению определенных конструктивных параметров из-
делий. На рис. 3.1 приведена схема агрегатного станка, позво-
ляющая переходить на изготовление другой детали поворотом
головки 1.
Традиционные одно- и многошпиндельные автоматы, существен-
ными недостатками которых была сложность и высокая трудоем-
кость переналадки, в настоящее время оснащают системами чис-
лового программного управления, что делает возможным их эф-
фективное применение в условиях не только гибкого массового, но
и серийного производства. При этом в токарных автоматах с ЧПУ
предусматривают инструментальные шпиндели для обработки
пазов, внецентренных отверстий, лысок и других поверхностей.
Это позволяет практически полностью изготовлять деталь на од-
ном станке.
Эффективность обработки повышают интенсификацией режи-
мов резания за счет применения высокопроизводительных режу-
щих материалов. Повышение точности обработки обеспечивают
применением чистового точения, фрезерования и растачивания ин-
струментами из сверхтвердых материалов.
В условиях серийного производства возможности исполь-
зования интенсивных технологий на основе параллельной или
параллельно-последовательной концентрации технологических пе-
реходов были ограничены значительными потерями на перена-
ладку. Широкое использование современных станков с ЧПУ, осна-
щенных инструментальными ма-
газинами, обеспечивает значи-
тельную интенсификацию про-
цесса обработки благодаря рез-
кому сокращению вспомогатель-
ного времени (до 3—4 раз).
Дальнейшие разработки
обеспечили создание многоин^
струментных станков с ЧПУ
для параллельной обработки
поверхностей. Так, например,
станок 17А20ПФ-40 оснащен
двумя независимыми револьвер-
ными головками, что позволяет
вести параллельную обработку
валов, фланцев и других дета-
лей с пазами, лысками, попереч-
ными и внецентренными отвер-
Рис. 3.1. Схема агрегатного станка
с револьверной головкой 1
43
Рис. 3.2. Переналаживае-
мый станок ХПА4 с ЧПУ
с автоматической сменой
* многошпиндельных головок §
1 — магазин со сменными шпин-
дельными коробками; 2 — при-
способление-спутник; 3 *— пово-
ротный стол; 4 — узлы направ-
ления инструментов; 5 — смен-
ные шпиндельные коробки
стиями. Широкие тех-
нологические возможно-
'jr сти подобных станков
обеспечивают их эффек-
тивность в мелко-, сред-
не- и крупносерийном
производстве. Много-
шпиндельную обработ-
ку на специализирован-
ных агрегатных станках
с успехом применяют в
массовом и крупносе-
рийном производстве.
При этом ведут одновре-
менную обработку не-
скольких заготовок (па-
раллельная схема) либо
последовательную обра-
ботку нескольких по-
верхностей одной заго-
товки.
Подобные принципы обработки реализованы в условиях средне-
серийного производства при использовании переналаживаемых
станков с ЧПУ, показанных на рис. 3.2 и 3.3.
Переналаживаемый станок ХПА4 с ЧПУ со сменными много-
шпиндельными головками (рис. 3.2) имеет силовую бабку, мага-
зин 1 с многошпиндельными головками 5, манипулятор для смены
головок. Заготовка может быть обработана с одной или несколь-
ких сторон. Для этого в столе 3 предусмотрены устройства пово-
рота и продольного перемещения, а в спутнике 2 — узлы 4 на-
правления инструмента.
Перспективны для серийного производства агрегатные станки
с ЧПУ для многосторонней обработки. Один из таких станков —
АГП 630-400 показан на рис. 3.3. Обработка корпусной детали
ведется одновременно с трех сторон. Каждый из трех шпинделей
смонтирован в отдельной шпиндельной бабке и осуществляет пе-
ремещение по координатам Z и Y. Центральная стойка имеет
дополнительное перемещение по координате X, а боковые — по
круговым направляющим (движение В). Станки подобного типа
компонуют по традиционным принципам агрегатирования, что
44
Рис. 3.3. Трехстоечный станок АГП 630-400 с ЧПУ, скомпонованный по агре-
гатному принципу^
1 — стойки; 2 — приспособление-спутник
позволяет на одной базе создавать одно-, двух- и трехстоечные
станки, обладающие высокой гибкостью при переналадке и вы-
сокой производительностью.
Основным критерием при выборе состава оборудования цеха
являются минимальные приведенные затраты 3 на годовой выпуск
3 = С + ЕНК,
где С — себестоимость годового выпуска; Ен = 0,15 — норма-
тивный коэффициент эффективности капитальных вложений; К —
капитальные в ложения, рассчитанные на годовой объем продук-
ции, которые включают стоимость оборудования, инструмента,
зданий, затраты на незавершенное производство, жилищное и
культурно-бытовое строительство.
45
Развитие автоматизации производства, а также современные
тенденции в машиностроении, характеризующиеся увеличением
удельного веса многономенклатурного серийного производства
и сокращением продолжительности выпуска изделий в условиях
массового производства, обусловили создание и широкое внедре-
ние гибких производственных систем (ГПС).
В соответствии с ГОСТ 26228—85 ГПС — это совокупность
в разных сочетаниях оборудования с ЧПУ, роботизированных
технологических комплексов (РТК), гибких производственных
модулей (ГПМ), отдельных единиц технологического оборудова-
ния и систем обеспечения их функционирования в автоматическом
режиме в течение заданного промежутка времени, обладающая
свойством автоматической переналадки при производстве изделий
различной номенклатуры в установленных пределах значений их
характеристик (рис. 3.4).
По организационным признакам выделяют следующие ГПС:
гибкая автоматизированная линия (ГАЛ); гибкий автоматизиро-
ванный участок (ГАУ); гибкий автоматизированный цех (ГАЦ)$
гибкий автоматизированный завод (ГАЗ).
ГПМ состоит из единицы технологического оборудования и
оснащен автоматизированным устройством программного управле-
ния и средствами автоматизации технологического процесса
(устройствами загрузки, выгрузки). Он может автономно функцио-
нировать, а также может быть встроен в систему более высокого
ранга.
ГАЛ и ГАУ состоят из нескольких ГПМ, объединенных авто-
матизированной системой управления. В ГАЛ оборудование рас-
положено в последовательности выполнения технологических
операций, а в ГАУ предусмотрена возможность изменения после-
довательности используемого оборудования.
ГАЦ представляет собой совокупность ГАЛ и ГАУ в различ-
ных сочетаниях, предназначенных для изготовления изделий
заданной номенклатуры, например, цех механообработки, сборки,
термообработки и др.
ГАЗ представляет собой совокупность ГАЦ, предназначенных
для выпуска готовых изделий.
Производственная структура ГПС включает в себя два основ-
ных комплекса: производственный и управляющий вычислитель-
ный комплекс (УВК). При построении комплексов и их составных
частей используют системный подход: каждая составная часть
рассматривается как система, состоящая из технических средств
автоматизации и механизации физического труда и управленче-
ских функций с определенным порядком их взаимодействия.
В свою очередь, производственш й комплекс включает в себя
производственную систему и систему обеспечения функциониро-
вания производства (СОФ). Система обеспечения функциониро-
вания (СОФ) ГПС — это совокупность взаимосвязанных систем,
обеспечивающих технологическую подготовку производства из-
46
Автоматизированная
система управления
предпоаятцем (АСУП)
Автомата зированная
система у правлена я
технологическими
l_ процессами (АСУПТП)
---—-N Автоматизированная система управнения гибким производство.'
— Автоматизированная система туанспортиривьт.я ^аяеа а заго
-4
ю
Рис. 3.4. Гибкая производствен-
ная система^
1 —» система инструментального
обеспечения? 2 — пульт оператора!
3 — многоцелевые станки; 4 —
транспортный робот; 5 —* накопи-
тели с автоматической загрузкой?
6 « контрольно-измерительная машина; 7
оперативный накопитель спутников; 3—робот-
штабелер; 9 — позиция загрузки заготовок на
спутники и выгрузки; 10 — склад заготовок^
11 —• склад инструментов; 12 —• склад спут«
ликов и приспособлений
делий, управление ГПС с помощью ЭВМ, хранение и автоматиче-
ское перемещение объектов производства и технологической
оснастки.
В общем случае в состав СОФ входят:
автоматизированная транспортная или транспортно-складская
система (АТСС);
автоматизированная система инструментального обеспечения
(АСИО);
система автоматизированного контроля (САК);
автоматизированная система удаления отходов (АСУО);
система обеспечения профилактикой и ремонтом оборудова-
ния (СПР);
автоматизированная система управления технологическими
процессами (АСУТП);
система автоматизированного проектирования (САПР);
автоматизированная система технологической подготовки про-
изводства (АСТПП);
автоматизированная система управления (АСУ ГПС) и др.
В соответствии с двумя формами специализации участков
механообработки — технологической и предметной — возможны
два направления создания ГПС.
Первое направление охватывает автоматизацию отдельных
технологических операций и создание операционных ГПС (то-
карных, фрезерных, шлифовальных).
Второе направление характеризуется комплексной автома-
тизацией технологических процессов обработки деталей опреде-
ленного класса, что в условиях быстрой переналадки обеспечи-
вает значительно большую эффективность по сравнению с эффек-
тивностью операционных ГПС. Организационной основой ГПС
является групповая технология, обеспечивающая минимальные
простои оборудования из-за переналадки при целевой подеталь-
ной специализации участков и цехов. В этом случае на участке
выполняются технологически однородные операции обработки
различных деталей одного изделия или нескольких различаю-
щихся изделий.
Для этого предварительно производят классификацию всех
деталей изделий по конструктивно-технологическим признакам.
Затем детали объединяют в группы по признаку общности приме-
няемого оборудования, наладок и инструментальной оснастки.
После этого разрабатывают групповые технологические про-
цессы, позволяющие выполнять обработку на участках любых
деталей группы по общему технологическому процессу.
Методы групповой обработки в условиях ГПС обеспечивают
резкое сокращение производственных циклов и межоперационных
транспортных операций, уменьшение незавершенного производ-
ства и существенное ускорение освоения новых изделий.
В соответствии с принципами групповой технологии создают
ГПС для изготовления:
48
деталей типа тел вращения (валы, фланцы, втулки, зубчатые
колеса и др.);
корпусных деталей и пространственных кронштейнов и ры-
чагов;
плоскостных деталей (планки, крышки, плоские рычаги, па-
нели и др.);
смешанной группы деталей, состоящих из деталей, входящих
в перечисленные выше группы.
Преимущества ГПС наиболее полно реализуются, если на
автоматизированном участке линии осуществляется полное из-
готовление деталей. Однако ввиду отсутствия пока ГПМ для не-
которых технологических операций, а также необходимости ис-
пользования имеющегося оборудования на предприятиях, вне-
дряющих ГПС, допускается в обоснованных случаях выполнять
отдельные операции на других участках с более низким уровнем
автоматизации.
В этом случае ГПС включается в качестве составной части
участка, цеха, имеющего менее высокий уровень автоматизации
для обеспечения замкнутого цикла изготовления.
В настоящее время в механообработке применяют три типа
решений ГПС:
1) создание гибких участков и линий из работающих на за-
воде и серийно выпускаемых станков с ЧПУ. При этом участки
дополняют автоматизированными транспортными системами, скла-
дами, станки оснащаются устройствами автоматической загрузки.
Подобные ГПС внедряются заводами, имеющими большой опыт
эксплуатации станков с ЧПУ и хорошо развитые вычислитель-
ные центры;
2) создание линий и участков на базе типовых решений, раз-
работанных станкостроительными НИИ и КБ, и серийно выпу-
скаемых ГПМ;
3) создание ГПС на базе специальных разработок с исполь-
зованием новых прогрессивных решений и оборудования, спроек-
тированного по агрегатному принципу (многопозиционных мно-
гоцелевых станков, ГПМ с многошпиндельными головками и др.).
Первый тип решения характерен для совершенствования и
реконструкции производства, второй и третий типы решений
связаны с принципиальным обновлением производства.
Надо отметить высокую стоимость ГПС, поэтому при выборе
состава оборудования необходимо определить рациональную сте-
пень автоматизации производственной системы. Общий подход
к применению автоматизированных систем иллюстрирует диа-
грамма, показанная на рис. 3.5.
ГПС занимают промежуточное положение между относительно
малопроизводительными станками с ЧПУ, обладающими высокой
гибкостью, и автоматическими линиями массового производства,
высокопроизводительными, но значительно менее гибкими. Спе-
циальные линии представляют собой комплексы крупносерийного
49
Рис. 3.5. Эффективность авто-
матизированных производствен-
ных систем с гибкой техноло-
гией
производства из многопо-
зиционных агрегатных
станков с ЧПУ, оборудо-
ванных транспортными си-
стемами.
При обработке на авто-
номных станках с ЧПУ
суммарные потери време-
ни, обусловленные поте-
рями на переналадку и потерями от связывания оборотных
средств в незавершенном производстве, показаны на рис. 3.6.
Потери даны в зависимости от размера партии запуска, выра-
женной в месяцах (месячная, трехмесячная и т. д.).
Потери на переналадку оборудования на одну деталь
-^нал — ^нал^нал^зап/^
где Гнал -- трудоемкость одной переналадки 1 ТНал = ^нал
(поп — число операций, требующих наладкщ /Нал — средняя
продолжительность переналадки, ч)’ гнал — часовая ставка на-
ладчика, учитывающая премию и накладные расходы на управле-
* 12 i
ние, py6.j Пзап — ЧИСЛО запусков в ГОД, Пзап = ~------ (/Пзап —
тзап
размер запускаемой партии, мес.)| W — годовая программа вы-
пуска данных деталей.
Таким образом,
гт _______________________Тнал^нал* ^2
НаЛ ‘
Следовательно, потери на переналадку обратно пропорцио-
нальны программе выпуска и размеру партии запуска, выражен-
Рис. 3.6. График суммарных потерь,
приходящихся на одну деталь, вслед-
ствие переналадки автономного обору-
дования с ЧПУ и связывания оборот-
ных средств з незавершенном произ-
водстве
Рис. 3.7. График потерь на одну де-
таль типа крышка вследствие перена-
ладки многоцелевого станка и неза-
вершенного производства
50
ному в месяцах, т. е. наиболее значительны в мелкосерийном про-
изводстве при частом запуске в производство.
Потери (затраты) от связывания оборотных средств в неза-
вершенном производстве, приходящиеся на одну деталь,
?ц
/?об. с = ^'детДпот >
где Сдет — полная себестоимость детали, руб.; Кпот — коэф-
фициент годовых потерь от связывания оборотных средств в не-
завершенном производстве, Дпот = 0,1 (10 % годовых); Тд —
длительность производственного цикла в днях- Дг — число ра-
бочих дней в году.
Длительность производственного цикла в первую очередь
определяется размером партии запуска /пзап, выраженным в ме-
сяцах, поэтому потери от связывания оборотных средств в неза-
вершенном производстве будут наиболее значительными при
редких запусках (при больших /пзап). Эти закономерности хорошо
видны из графика потерь на одну деталь типа крышки вследствие
переналадки станка с ЧПУ и связывания потерь в незавершенном
производстве (рис. 3.7).
При мелкосерийном производстве (У = 35 шт. в год) потери
превышают стоимость механической обработки (заработная плата
и расходы на управление и обслуживание производства) и осо-
бенно значительны при малых партиях.
При более значительной программе выпуска (У = 310 шт.
в год) и месячной программе запуска суммарные потери суще-
ственно ниже, но также превышают себестоимость механической
обработки.
Применение ГПС обеспечивает снижение указанных потерь,
однако ведет к удорожанию капитальных вложений.
Основными источниками повышения эффективности ГПС яв-
ляются повышение машинного времени за счет автоматической
смены заготовок и сокращения времени переналадки, повыше-
ние коэффициента сменности до 2,5—3, уменьшение вложений
в оборотные средства путем сокращения партий запуска и произ-
водственного цикла.
Поэтому при выборе состава ГПС и степени автоматизации
транспортной сивтемы, системы инструментообеспечения и кон-
троля необходимо оценивать допустимое при этом возрастание
стоимости производственной системы по сравнению со стоимостью
системы при использовании автономных станков с ЧПУ. Ориен-
тировочно допустимое возрастание стоимости ГПС по сравнению
со стоимостью автономных станков Дув. ст должно быть ком-
пенсировано увеличением машинного времени (Дув. м. в)> увели-
чением сменности (Дув. см) и уменьшением вложений в оборотные
средства (Дум.о.с)!
„„ = Уув. м. вУув. см
хХуВ. СТ
^ум. о. с
51
3.2. Допустимое увеличение стоимости автоматизированных комплексов
относительно автономных станков с ЧПУ *
Коэффициент Авто- номные станки а ЧПУ Комплексы g автоматизированной
варрувкой ваготовок вменой инстру- мента варрувкой ваготовок и вменой инстру- мента
Машинного времени при изготовлении деталей: простых 0,41/0,69 0,49/0,74 0,65/0,72 0,83/0,82
сложных 0,39/0,7 0,44/0,73 0,70/0,74 0,84/0,82
К У в. м. в ПРИ изготовле- нии деталей: простых 1 1,2/1,07 1,6/1,04 2,02/1,19
сложных 1 1,13/1,04 1,8/1,05 2,15/1,17
Сменности /Ссм 1,6 2—3 2 2—3
^ув. см 1 1,3—1,9 1,3 1,3—1,9
^ум. о. с 1 0,95 0,9 0,85
Кув. ст** ПРИ изготов- лении деталей: простых 1/1 1,6—2,4/ 2,2/1,4 3,0—4,5/1,7—2,7
сложных 1,1 1,4—2,1 1,5—2,2/ 2,5/1,5 3,2—4,7/1,7—2,7
1,4—2,1
* В числителе — данные для малой, в знаменателе — для большой партии
ваготовок.
♦* В числителе — для двухсменной, в знаменателе — для трехсменной ра-
боты оборудования.
В табл. 3.2 приведены данные о допустимом увеличении стои-
мости автоматизированных комплексов относительно автоном-
ных станков с ЧПУ при изготовлении простых и сложных деталей
малыми и большими партиями [9].
Использование ГПС вместо автономных станков е ЧПУ воз-
можно при выполнении следующего неравенства:
Сгпс Счпу^Сув. ст>
где Сгпс — стоимость ГПС- Счпу — стоимость автономных
станков с ЧПУ.
При выборе состава основного оборудования сборочных цехов
или сборочных отделений механосборочных цехов необходимо
учитывать изложенные выше принципы, обеспечивая наимень-
шие приведенные затраты на годовой выпуск. В состав основного
сборочного оборудования включают оборудование для выполне-
ния технологического процесса сборки: сборочные стенды, вер-
стаки для сборки, столы сборщиков, металлорежущие станки для
дополнительной обработки при сборке, прессы, холодильные и на-
гревательные установки, моечные машины, испытательные и
52
контрольные стенды, сборочные конвейеры, автоматические и
автоматизированные сборочные установки и линии и т. д.
В массовом и крупносерийном производстве сборку выполняют
g использованием автоматических и автоматизированных сбороч-
ных установок и линий, сборочных конвейеров, механизации и
автоматизации технологических переходов сборки на отдельных
позициях. Широкое использование подвесных толкающих кон-
вейеров с автоматическим адресованием для обслуживания на-
польных конвейеров обеспечивает высокую гибкость сборки.
Например, на главном конвейере ЗИЛа в любой последователь-
ности можно собирать десятки модификаций грузовых автомоби-
лей. При этом управление системой подвесных конвейеров и авто-
матизированных складов обеспечивают в помощью ЭВМ.
Наряду с этим на заводах ряда зарубежных фирм, например
«Волво» (Швеция), «Дженерал моторе» (США), наметилось исполь-
зование стендовой сборки вместо конвейерной. При этом сборку
двигателя целиком выполняет одна бригада сборщиков на спе-
циальных стендах. Для доставки комплектов деталей и транспор-
тирования собранных изделий используют робокары. При этом
несколько возрастает трудоемкость сборочных работ, но обеспе-
чивается лучшее качество сборки и устраняется монотонность
выполняемой сборщиками работы.
В условиях среднесерийного, мелкосерийного и единичного
производства используются сборочные стенды, верстаки, столы,
оснащенные приспособлениями и механизированным инструмен-
том в соответствии с выполняемой работой.
Прогресс в области роботизации открывает реальные пер-
спективы для использования в условиях серийного производства
автоматизированных сборочных мест, оборудованных одним или
несколькими сборочными роботами с магазином сменных схватов
и их автоматической сменой. На их основе создают ГПС сборки.
3.2. Производственная программа
и методы проектирования цеха
Производственную программу цеха определяют ис-
ходя из производственной программы завода с учетом установлен-
ного процента запасных частей. При этом необходимо иметь в виду,
что часто детали и сборочные единицы изготовляют заводы-смеж-
ники. Специализация и кооперирование производства являются
важным рычагом повышения эффективности и расширения про-
изводства. Специализация может быть предметной (заводы по из-
готовлению узлов и агрегатов), подетальной (заводы по изготов-
лению зубчатых колес, поршней и др.), технологической (литей-
ные, кузнечные, сборочные и другие заводы), а также по вспомога-
тельному производству (централизованные ремонтные заводы,
заводы штампов, пресс-форм, технологической оснастки и др.).
53
В зависимости от типа производства и этапа проектирования
производственная программа может быть точной, приведенной и
условной. В соответствии со способом задания применяют методы
проектирования по точной, приведенной или условной программе.
Метод проектирования по точной программе предусматривает
разработку подробных технологических процессов обработки или
сборки с техническим нормированием на все детали или сбороч-
ные единицы, входящие в производственную программу. Этот ме-
тод применяют для проектирования участков отделений и цехов
крупносерийного и массового производства. В этом случае произ-
водственная программа представляет собой ведомость, включаю-
щую полный перечень деталей или сборочных единиц, подлежа-
щих обработке или сборке в данном цехе, с указанием их коли-
чества и массы, а для механических цехов — вида заготовки и
материала.
Проектирование по приведенной программе применяют для
проектирования цехов средне- и мелкосерийного производства.
Это объясняется тем, что при значительной номенклатуре объем
проектных и технологических разработок становится очень боль-
шим, и для его сокращения реальную многономенклатурную
программу заменяют приведенной, выраженной ограниченным
числом представителей, эквивалентной по трудоемкости фактиче-
ской многономенклатурной программе.
С этой целью все детали или сборочные единицы разбивают
на группы по конструктивным и технологическим признакам.
В каждой группе выбирают деталь или сборочную единицу —
представитель, по которой далее ведут расчеты. На указанные
представители разрабатывают технологические процессы обра-
ботки или сборки и путем технического нормирования опреде-
ляют трудоемкость их обработки или сборки.
В качестве детали или сборочной единицы — представителя
выбирают, как правило, детали или сборочные единицы, характе-
ризующиеся наибольшим объемом выпуска и трудоемкостью из-
готовления.
Рекомендуются следующие соотношения массы т и годового
объема выпуска N объекта представителя и других объектов про-
изводства, входящих в rpynnyi
0,5znmax tn 2mmln;
О,1ЛГтах<ЛГ< ЮЛГГОШ,
где /птах, /nmtn и Л/max. Nтш — соответственно наибольшие и
наименьшие значения массы и годового объема выпуска объектов
производства, входящих в группу. Если указанные соотношения
не соблюдаются, необходимо группу разделить на две или более
подгруппы.
Формирование групп и выбор типовых представителей —
очень ответственный процесс, так как от этого зависит точность
последующих технологических расчетов и проектных решений.
54
В практике проектирования любой объект производства,
входящий в группу, может быть приведен по трудоемкост и к поед-
ставителю с учетом различия в массе, программе выпуск ;. слож-
ности обработки или сборки и других параметрах. Общ"." >ф-
фициент приведения
Япр = КЛзЯв - Яп, (-•!'
где Ki — коэффициент приведения по массе; — коэффициент
приведения по серийности; К8 — коэффициент приведения по
сложности; К.п — коэффициент приведения, учитывающий другие
особенности объекта, например различие в точности изделия и
изделия-представителя (в станкостроении), наличие комплектую-
щих поставок по кооперации отдельных узлов или агрегатов и др.
При использовании метода приведения возможны два варианта
формирования групп и выбора типовых представителей.
Первый вариант применяют при закреплении за цехом изготов-
ления деталей или сборки гаммы подобных изделий, создаваемой
обычно на одной базе и различающихся характеристиками в опре-
деленном диапазоне. В этом случае формируют одну или не-
сколько групп изделий и в качестве представителя выбирают
одно из изделий группы.
Второй вариант применяют при изготовлении цехом изделий,
существенно отличающихся друг от друга. В этом случае для
проектирования механического цеха детали всех машин объеди-
няют в технологически подобные группы (валы, втулки, плоскост-
ные, корпусные детали и др.) и в каждой группе выбирают де-
таль-представитель, для которой разрабатывают технологиче-
ские процессы с техническим нормированием.
Результаты разработок по любому из вариантов распростра-
няют на все объекты группы, пользуясь коэффициентами при-
ведения.
Коэффициент, учитывающий различие в массе обрабатывае-
мых деталей изделия,
где Со и Св — коэффициенты, определяющие долю основного и
вспомогательного времени в штучном; Yimt и SmnP — соответ-
ственно суммарные массы деталей рассматриваемого изделия
группы и изделия-представителя.
Для определения значений Со и Св в зависимости от массы
изделий и типа производства можно пользоваться номограммой
(рис. 3.8) [5].
Для геометрически подобных деталей можно пользоваться
более простой формулой
К1 = -Г(т{/тпр)% (3.3)
55
Рис. 3.8. Номограмма для определения коэффициентов См и Св (по Л. В. Бар-
ташеву) в зависимости от типа производства деталей;
1 — единичное и мелкосерийное; 2 среднесерийное; 3 крупносерийное
выражающей соотношение площадей обрабатываемых поверх-
ностей рассматриваемой детали группы и детали-представителя.
Коэффициенты приведения, учитывающие различия в массе
собираемых изделий, определяют по формулам
Ч/NH или К1= (3.4)
I/ \Z>nPy I/ 1>Пр
первая формула пригодна при большом объеме пригоночных
работ, вторая — при малом.
Коэффициент приведения по серийности К2 учитывает изме-
нение трудоемкости обработки или сборки при изменении про-
граммы выпуска. Это обусловлено, например, большей целесо-
образностью применения более совершенного приспособления,
сокращающего время установки детали при обработке или сборке,
если программа выпуска увеличивается. В практике проектиро-
вания этот коэффициент определяют по эмпирической формуле
Ъ = (3-5)
где Afnp и Ni — программа выпуска соответственно изделия-
представителя и «приводимого» изделия; а — показатель сте-
пени; а = 0,15 для объектов легкого и среднего машиностроения;
а = 0,2 для объектов тяжелого машиностроения.
Коэффициент приведения по сложности К3 учитывает влияние
технологичности конструкции на станкоемкость обработки или
трудоемкость сборки. Так, например, увеличение точности об-
работки и ужесточение требований к шероховатости поверхности
ведут к увеличению станкоемкости обработки. Трудоемкость
сборки, например, существенно зависит от числа сопрягаемых
элементов в конструкции изделия, точности сопряжения и мно-
гих других факторов, учесть которые очень сложно.
В общем виде коэффициент приведения по сложности можно
представить в виде произведения коэффициентов, учитывающих
56
связи между конструктивными факторами и трудоемкостью при-
водимых изделий!
К3 = рЪр*> ... р%п, (3.6)
где Рх, Р2, ...» Рп — коэффициенты, учитывающие различие соот-
ветствующих технических параметров в рассматриваемом изделии
и изделии-представителе- аь а2, ..., ап — показатели, отражаю-
щие степень влияния соответствующих технических параметров
на трудоемкость обработки или сборки.
Так, например, для однородных деталей группы наиболее
существенными параметрами, определяющими сложность, а соот-
ветственно и трудоемкость изготовления, будут точность и па-
раметр шероховатости поверхности обработки. Указанные пара-
метры при количественной оценке технологичности конструкции
детали учитываются средним квалитетом точности обработки
2<т и средним значением параметра шероховатости поверхности Ra.
тт г, / K^i \а* / Rat \а* тт- 77
Для этого случая /С8 = =-^- ==-*- , где и Кт. пр—
\Ат. пр у \ А^пр у
средние значения квалитета точности приводимой де-
/— У\К}П}\
тали и детали-представителя Kt = , здесь К} — j-й
\ 2j J
квалитет; tij — число размеров /-го квалитета; Rat и /?апр —
средние значения параметра Ra шероховатости поверхности при-
— У Raknk\
Ra — -=^----- , здесь
/ । J
Rak — k-e значение Ra} nh — число поверхностей, имеющих
Ra = k.
Для определения значений (Кт)“* рекомендуется применять
следующие нормативы!
Средний квалитет 6 7 8 11 12 13
(Кт)“‘........... 1,3 1,2 1,1 1 0,9 0,8
Значение при обработке резанием определяют по сле-
дующим данным!
R_ .............. 20 10 5 2,5 1,25 0,63
(Ra)a*........... 0.95 0,95 1,0 1,1 1,2 1,4
Пример. Определить коэффициент приведения по сложности для детали,
у которой точность обработки соответствует среднему квалитету, равному 12,
а среднее значение параметра шероховатости поверхности Ra ~ 10 мкм. Ана-
логичные показатели детали-представителя: 11-й квалитет и Ra = 5 мкм.
Используя приведенные нормативы, находим
Kj = ^9^95 = 0,855
57
При более укрупненном сопоставлении изделий коэффициент
приведения по сложности изготовления в станкостроении опреде-
ляют как произведение коэффициентов:
Кз == Кз. 1Лз. 2*
Здесь К3.1 учитывает число оригинальных деталей в сравнивае-
мых изделиях Л3<1 = где Hi и 7/пр— число ориги-
нальных деталей в приводимом изделии и изделии-представителе;
/<з, 2— коэффициент, учитывающий точность сопоставляемых из-
делий, /<з.2 = /<т^т.пр, где Ктг и Кт. Пр — коэффициенты, за-
висящие от класса точности станка. Для изделий нормальной точ-
ности Кт — 1> Для изделий повышенной точности Кт — 1»1, Для
изделий ВЫСОКОЙ ТОЧНОСТИ Кт = 1,2.
Произведение всех коэффициентов приведения дает общее
значение коэффициента приведения для рассматриваемой детали,
сборочной единицы или изделия. Приведенная программа для
каждого изделия определяется произведением заданной про-
граммы выпуска на общий коэффициент приведения.
В результате этого вместо фактической многономенклатурной
программы получают эквивалентную ей по трудоемкости при-
веденную программу, выраженную ограниченным числом изделий-
представителей. По этой программе ведут все последующие рас-
четы, сохраняя, однако, неизменной общую массу изделий для
проектирования транспорта и складов.
В табл. 3.3 приведен пример расчета приведенной программы.
Проектирование по условной программе применяют, когда
невозможно точно определить номенклатуру к технические ха-
рактеристики будущих машин (опытное, единичное производство).
В этом случае программу задают условным изделием, близким по
характеристике к изделию, планируемому к изготовлению в дан-
ном цехе.
Метод проектирования по условной программе очень близок
к методу проектирования по приведенной программе, с той лишь
3.3. Ведомость расчета приведенной программы
Наименова- ние изделия Краткая характе- ристика изделия Годовой выпуск, шт. Масса, т Коэффициент приведения Приве- денная програм- ма на годовой выпуск
одного изделия « 3 о S « s о « S 0) о о 2 о Г. по се- рийности по слож- ности общий
Изделие 1 Т1 200 0,7 140 0,92 1,2 1,2 1,32 264
Изделие 2 Т2 400 0,8 320 1 1 1 1 400
Изделие 3 ТЗ 300 0,5 150 1 0,73 । 1,04 1,1 0,84 250
900 610 Всего 814
Примечание. В качестве изделия-представителя выбрано изделие 2.
58
разницей, что изделие-представитель является условным. По ус-
ловному изделию определяется трудоемкость обработки и сборки
и выполняются все последующие расчеты.
3.3. Методы определения трудоемкости
и станкоемкости обработки и сборки
При проектировании цеха, участка наряду с харак-
теристикой и номенклатурой выпускаемых изделий необходимо
иметь достоверные данные о трудоемкости изделия. Трудоемкостью
изделия называют время, затраченное на его изготовление и выра-
женное в человеко-часах (Тчел. ч). Определяют трудоемкость по
нормативам, отражающим применение в производстве современ-
ных методов и средств. Расчетная трудоемкость включает в себя
все нормируемое по технологическому процессу время обра-
ботки на станках и ручных операциях, причем при многостаноч-
ном обслуживании суммарное время обработки на станках, обслу-
живаемых одним рабочим, для определения трудоемкости делят
на число обслуживаемых станков.
При расчете количества оборудования необходимо иметь дан-
ные о станкоемкости изделия, т. е. о времени, затраченном на
изготовление изделия и выраженном в станко-часах работы обо-
рудования (Тст.ч).
Ориентировочно связь между трудоемкостью и станкоемкостью
выражается через среднее значение коэффициента многостаноч-
ного обслуживания Км — среднее число станков, обслуживаемых
одним рабочим! Тст.ч = Тчел. ч/<м.
В зависимости от этапа проектирования, типа производства
и других факторов трудоемкость (станкоемкость) изготовления
детали или сборки изделия может быть определена различными
способами.
При проектировании цехов массового производства, как пра-
вило, разрабатывают подробно технологические процессы обра-
ботки каждой детали, а также сборки изделия и его составных
частей.
Как известно, основной расчетной величиной при проектиро-
вании производственного процесса массового производства яв-
ляется такт выпуска <t —- промежуток времени, затрачиваемый
на изготовление детали или сборки узла (изделия)!
„ ф»-60
ф = ———
где ч — такт выпуска, мин; Фо — эффективный годовой фонд
времени работы оборудования, ч; указания по определению
Фо даны в подразд. 2.2; N — годовая программа выпуска, шт.
Содержание операций в массовом производстве устанавли-
вают таким образом, чтобы их продолжительность была прибли-
зительно равна или кратна такту выпуска.
59
Проектирование цехов и участков массового и крупносерий-
ного производства ведут по точной программе. Этот метод пред-
полагает наличие детально разработанных технологических про-
цессов обработки и сборки с техническим нормированием. При
этом трудоемкость обработки комплекта деталей или сборки узла
на одно изделие:
для массового производства
п т
(3.7)
/=1
для серийного производства
п т
Ти- S (3.8)
1=1 /=1
где и /ш-Ki, j — штучное и штучно-калькуляционное время
выполнения /-й операции обработки i-й детали или сборки t-ro
узла; п — число деталей в изделии при определении трудоемкости
обработки или узлов — при определении трудоемкости сборки;
т — число операций изготовления детали или сборки узла.
Время J ГДе Tn.ai,j — ПОДГОТО-
nni
вительно-заключительное время на /-й операции изготовления
i-й детали или сборки i-ro узла; nni — число i-x деталей или узлов
в партии.
Суммарная трудоемкость сборки изделия ТСб.и включает
время ТОбщ, затрачиваемое на общую сборку изделия из предвари-
тельно собранных узлов, т. е. ТСб.и = Т73 + ТОбщ, где Т73 —
трудоемкость узловой сборки, определяемой по формулам (3.7)
или (3.8).
При проектировании по приведенной программе трудоемкость
обработки или сборки изделий-представителей получают также
путем технического нормирования операций обработки или
сборки. Трудоемкость обработки или сборки остальных деталей
или изделий находят с помощью коэффициента приведения:
Ти = ТпрДпр, где Ти и Тпр — трудоемкость соответственно из-
готовления рассматриваемой детали или изделия данной группы
и детали или изделия-представителя; /Спр — общий коэффициент
приведения для рассматриваемой детали или изделия.
При разработке проектов технического перевооружения или
реконструкции цехов, а также в тех случаях, когда объектом
проектирования является освоенное изделие, трудоемкость (стан-
коемкость) изготовления деталей этого изделия или трудоемкость
его сборки может быть определена по заводским данным с учетом
переработки норм и внедрения новой технологии, средств авто-
матизации и механизации производственных процессов в проекти-
руемом произг тстве.
С этой целью в ходе предпроектного обследования производ-
ства выявляют реальные затраты времени на изготовление де-
талей или сборку изделия. Как правило, заводы дают проектан-
там данные о трудоемкости в нормо-часах Та. ч, которые необхо-
димо перевести в человеко-часы или в станко-часы: Тчел, ч —
= тя. Ч/Лпер = ^н. где Лпер — коэффициент переработки
норм; р — средний процент выполнения норм.
Одновременно при этом выявляют наиболее «узкие» места
производства, т. е. те операции и технологические процессы,
которые в наибольшей степени сдерживают расширение произ-
водства и улучшение качества продукции. Это особенно важно
при внедрении гибких производственных модулей и многоцеле-
вых станков. Учитывая их высокую стоимость, необходимо при-
менять их для решения задачи расширения «узких» мест.
В ходе предпроектного обследования выявляют как суммар-
ную трудоемкость изготовления, так и трудоемкость изготовле-
ния на основных группах оборудования, а для сборки —трудо-
емкость узловой сборки, слесарно-пригоночных работ, общей
сборки изделия, трудоемкость испытания изделия в целом и его
отдельных сборочных единиц.
В настоящее время при техническом перевооружении пред-
приятий серийного производства предполагается более широкое
использование станков с ЧПУ, в том числе многоцелевых, и гиб-
ких производственных модулей. Для определения трудоемкости
изготовления деталей в новых условиях можно воспользоваться
данными о станкоемкости изготовления деталей по существующей
технологии, скорректировав данные по станкоемкости изготовле-
ния тех деталей, которые переводятся для обработки на более
производительное оборудование.
Для этого суммарную трудоемкость изготовления по суще-
ствующей технологии разделяют по видам работ, выполняемых на
универсальных станках (токарных, фрезерных, шлифовальных и
др.), автоматах и полуавтоматах, станках с ЧПУ. Станкоемкость
по видам работ Tt корректируют с помощью коэффициента роста
станкоемкости на проектную программу Др1- с учетом ежегодного
планового снижения. Таким образом, станкоемкость рассматривае-
мого вида работ по базовому варианту, но на новую программу
и в плановом году внедрения будет равна T6i = Здесь
ZZ ^пр /. апв \ .г
Ар/ = ---Too /’ где пР0ГРамма выпуска в про-
ектном варианте; N6 — программа в действующем производстве;
а — планируемый ежегодный процент снижения станкоемкости;
пв — планируемый срок внедрения новой технологии в годах.
Далее полученную станкоемкость по видам работ (базовый
вариант) делят на объем работ, переводимый на более прогрес-
сивные виды оборудования (станки с ЧПУ, многоцелевые станки,
гибкие производственные модули и т. д.) и объем работ, оставляе-
мый на доработку на универсальном оборудовании.
61
Затем объемы работ, переводимые на прогрессивные виды
оборудования, корректируют с помощью коэффициента прогрес-
сивности Лпг, учитывающего более высокую производительность
этого оборудования: Тпр f = T^IK^.
Абсолютные значения коэффициентов прогрессивности зави-
сят от сложности изготовляемых деталей, технического уровня
действующего производства, партии запуска.
Чем сложнее изготовляемые детали, ниже технический уро-
вень действующего производства и меньше партия запуска, тем
больше коэффициент ХПг, и наоборот. Так, при переводе изготов
ления деталей типа тел вращения на станки с ЧПУ и гибкие про-
изводственные модули Кпг рекомендуется принимать от 1,5 до 3,
на токарные многоцелевые станки — до 4—5. При переводе из-
готовления корпусных деталей на многоцелевые станки и гибкие
производственные модули в зависимости от указанных выше фак-
торов Кпг = 2 ... 6.
Полученные таким образом значения станкоемкости по видам
работ с учетом использования прогрессивного оборудования
применяют для определения числа станков.
При дипломном проектировании расчетную станкоемкость на
годовую программу участка или цеха можно ориентировочно опре-
делить по формуле
где TS3 — годовая станкоемкость изготовления деталей по за-
водским данным; /Ср = N^/Nq — коэффициент изменения стан-
коемкости на годовой проектный объем; К? — коэффициент уже-
сточения, представляющий собой отношение станкоемкости из-
готовления деталей на участке или в цехе после внедрения новой
технологии к станкоемкости изготовления аналогичных деталей
по действующей на заводе технологии.
Коэффициент ужесточения при дипломном проектировании
можно определить на основе сопоставления станкоемкости изготов-
ления деталей-представителей по сравниваемым вариантам, т. е.
по тем деталям, на которые детально разрабатывались новые тех-
нологические процессы. Ку = Tnpi/Th где Tnpi и —соответ-
ственно проектная и заводская станкоемкость обработки деталей-
представителей.
Трудоемкость разметочных, моечных, слесарных и прочих
дополнительных работ при механообработке (в процентах от
станкоемкости) зависит от вида производства: 8—15 % —для
единичного и мелкосерийного; 5—10 % —для среднесерийного;
3—6 % — для крупносерийного и массового.
При укрупненном проектировании, применяемом на этапе
технико-экономического обоснования проекта (ТЭП), трудоем-
кость изготовления деталей изделия на годовой выпуск может
быть определена по показателям трудоемкости механической об-
работки комплекта деталей одного изделия Туд или 1 т изделия 7уД.
62
При использовании первого показателя суммарная трудоем-
кость обработки годовой программы = ТуДМ, где W — годо-
вая программа выпуска. При использовании второго показателя
= TynMvN, где Ми — масса изделия. Указанные показатели
трудоемкости определяют на основе анализа трудоемкости изготов-
ления аналогичных изделий на передовых заводах страны и за
рубежом. Эти показатели устанавливают также отраслевые тех-
нологические институты, занимающиеся разработкой прогрессив-
ной технологии для отрасли.
При укрупненном проектировании трудоемкость сборки из-
делия может быть определена: 1) по показателю трудоемкости
сборочных работ на 1 ф массы изделия, как рассмотрено выше;
2) по данным заводов и ранее выполненных проектов в зависи-
мости от трудоемкости изготовления деталей данного изделия.
Трудоемкость сборки изделия подразделяют на трудоемкость
слесарно-пригоночных работ, узловой и общей сборки.
В условиях единичного и мелкосерийного производства уве-
личивается доля слесарно-пригоночных работ и общей сборки.
Это объясняется тем, что сборку в основном ведут на одном ра-
бочем месте (стенде), а требуемая точность ответственных сопряже-
ний обеспечивается пригонкой. В условиях массового производ-
ства с целью сокращения цикла сборки и увеличения производи-
тельности изделие разбивают на отдельные узлы, сборку которых
ведут параллельно. Общую сборку проводят из предварительно
собранных и проверенных сборочных единиц, используя поточные
методы работы. Применение методов полной или ограниченной
взаимозаменяемости для обеспечения требуемой точности сборки
способствует сокращению объема сборочных работ. Правда, при
этом несколько увеличивается трудоемкость изготовления в связи
с необходимостью более точного изготовления деталей. Однако
возможность использования поточных методов работы как при
изготовлении деталей, так и при сборке узлов и изделия в целом
обеспечивает эффективность подобной организации труда.
Широкое применение автоматизированного проектирования
технологических процессов при проектировании цехов и участков
существенно снижает трудоемкость и повышает точность расчетов.
При этом одновременно решаются задачи выбора оборудования по
обоснованным критериям и определения станкоемкости (трудоем-
кости) изготовления и сборки.
3.4. Расчет количества основного
технологического оборудования
и рабочих мест
для поточного производства
Поточные методы работы в основном характерны для
условий массового и крупносерийного производства. Оборудова-
ние для обработки или рабочие места для сборки размещают при
63
этом последовательно в соответствии о ходом технологического
процесса. Длительность операций синхронизируют в соответствии
с тактом выпуска изготовляемой детали и собираемых единиц.
В массовом производстве характерно применение непрерывно-
поточных, т. е. однопредметных Линий. В серийном производстве
применяют переменно-поточные или групповые поточные много-
предметные линии. Различие переменно-поточных и групповых
поточных линий состоит в том, что первые при переходе на изготов-
ление другой детали или изделия переналаживают, и такт выпуска
для разных деталей различный, во втором случае на линии одно-
временно либо последовательно изготовляются или собираются
несколько деталей или изделий без переналадки. Причем такт
выпуска может оставаться одинаковым или изменяться.
Поточные линии могут быть механизированными, автомати-
зированными и автоматическими. В автоматизированных линиях
наряду с автоматическим оборудованием применяют механизиро-
ванную обработку или сборку, т. е. в состав включают и автома-
тические позиции, и рабочие места, обслуживаемые рабочими.
Число станков непрерывно-поточной линии определяют для
каждой операции (в автоматической линии — для каждой позиции)
изготовления. При этом определяют расчетное значение числа
станков
Ьр-—•
Здесь — штучное время (станкоемкость) выполнения операции,
мин; /ш = to + tb + ^тех + *орг + ^пер, где i0 — основное время
выполнения операции; tB — вспомогательное время выполнения
операции, не перекрываемое основным (время на установку, за-
крепление заготовки, подвод, отвод инструмента, снятие детали
и др.); £тех — время на техническое обслуживание рабочего места,
отнесенное к одной детали (время на смену, настройку, регули-
ровку инструмента, устранение различных отказов и др.); /Орг —
время на организационное обслуживание рабочего места (время
на подготовку станка к работе, его смазывание, очистку, получе-
ние инструмента и пр.); £пер —время, учитывающее регламенти-
рованные перерывы на отдых и естественные надобности рабо-
чего; т — такт выпуска деталей или изделий с линии, мин.
В практике технического нормирования обычно пользуются
формулой
*ш = (*о + м(1 +1J),
где а — процент потерь времени от оперативного времени toa ~
= (io + ^в)» учитывающий остальные составляющие штучного
времени.
Величину а принимают равной в зависимости от сложности
наладки станков в пределах 6—10 %, для автоматических ли-
ний — до 18 % оперативного времени.
64
3.4. Допустимые значения коэффициентов загрузки
и использования оборудования
Группа оборудования Коэффициент загрузки оборудования К8 Коэффи- циент использо- вания обо- рудования
максималь- ный средний по группе
Универсальные станки 0,95—1,0 0,8 0,9
Автоматы и полуавтоматы одношпин- 0,95—1,0 0,85 0,85
дельные
То же многошпиндельные 0,90 0,90 0,8
Специальные и агрегатные станки 0,9 0,9 0,8
Автоматические линии с жесткими 0,95—1,0 0,9 0,75
связями
Станки с ЧПУ 0,95 0,9 0,85
Полученное значение С'р округляют до ближайшего большего
целого числа, получая при этом расчетное число станков Ср для
данной операции.
После этого определяют коэффициент загрузки станков на
данной операции, который равен отношению фактического вре-
мени работы станка к эффективному фонду времени: Къ =
= /ш/(тСр) или Кз = Ср/Ср.
Практика работы поточных линий показала, что на произво-
дительность линии большое влияние оказывают наложенные
потери, вызванные остановкой смежного оборудования, отсут-
ствием заготовок в связи с различного рода перебоями в снабже-
нии и другими причинами. Эти потери наиболее ощутимы на опе-
рациях с высоким коэффициентом загрузки, так как приведенная
методика определения числа станков не учитывает указанные
виды потерь.
Наложенные потери времени учитывают, вводя коэффициент
использования оборудования Ли, представляющий собой отно-
шение расчетного числа единиц оборудования, необходимого
для обеспечения программы выпуска изделий, к принятому.
Поэтому принятое число станков на данной операции Сп =
= Ср/Ки.
В табл. 3.4 даны рекомендуемые значения коэффициентов за-
грузки и использования для отдельных станков и групп обо-
рудования. При этом следует иметь в виду, что в тех случаях,
когда коэффициент загрузки по расчету получается меньше ре-
комендованных значений, в качестве принятого берут расчетное
число станков и коэффициент использования принимают равным
единице.
Надо иметь также в виду, что К3 никогда не может быть больше
единицы. В тех случаях, когда число станков превышает целое
число не более чем на 0,05—0,1, следует пересмотреть содержание
3 Мельников Г. Н. и др. 65
данной операции в отношении изменения режима резания, струк-
туры операции, применяемых инструментальных материалов и
оснастки с целью повышения производительности обработки.
Пример. Определить число станков для операций токарной обработки и зубо-
фрезерования поточной линии обработки зубчатого колеса. Такт линии т =
= 2 мин; /ш. ток = 1,75 мин; /ш. фр ~ 9,8 мин. Обработка выполняется на
одношпиндельных полуавтоматах.
Число станков для токарной операции Ср. ток = 1,75/2 = 0,85, следова-
тельно, расчетное число станков Ср = 1, коэффициент загрузки Кз. ток = 0,85,
что не превышает максимально допустимого значения по табл. 3.4. Поэтому
Сп. ток = Число станков для зубофрезерования Ср. фр = 9,8/2 = 4,9, сле-
довательно, расчетное число зубофрезерных станков Ср# фР = 5, коэффициент
загрузки Кз. фр — 0,98, что превышает максимально допустимое значение.
В этом случае принятое число станков Сп. фр = Ср. фр/Ки = 5/0,85 « 6 станков.
При больших объемах выпуска, когда такт выпуска мал,
удобнее расчет вести по производительности работы оборудо-
вания:
С' -JL
Ср~
где П — требуемая производительность линии; 77ОТ — производи-
тельность оборудования на данной операции.
Для переменно-поточных и групповых поточных линий число
станков на каждую операцию рассчитывают по штучно-каль-
куляционному времени и программе выпуска каждой закреплен-
ной за линией детали:
У ^ш-к i
Ср = ;=1фо-60~м
где /ш_к ( и Nt — соответственно штучно-калькуляционное время,
мин, операции изготовления г-й детали на станке и ее программа
выпуска; Фо — эффективный годовой фонд времени станка; п —
количество разных деталей, изготовляемых на переменно-поточ-
ной линии.
При отсутствии данных о подготовительно-заключительном
времени расчет числа станков на каждую операцию переменно-
поточной линии можно вести по штучному времени tmt:
С* _ г=!
Ср - Фо.60Кп ’
где Кп — коэффициент переналадки, обычно Кп = 0,95, а для
групповых поточных линий, не требующих переналадки, Кп — 1.
Расчетное число станков Ср, как и в предыдущих случаях,
получают округлением Ср до ближайшего большего значения.
Если многопредметная поточная линия работает с разными
тактами при изготовлении разных деталей, то необходимым усло-
66
вием выполнения заданной программы по всей номенклатуре
выпускаемых деталей является следующее соотношение:
п
£ ^<00.60/^,
i=l
где —такт выпуска i-и детали.
Указанное соотношение вытекает из того, что фактическое
время работы оборудования не может превышать эффективного
фонда времени с учетом потерь на переналадку.
Для систематизации расчета числа станков для переменно-
поточных линий целесообразно использовать таблицы, где ука-
зана последовательность изготовления детали на каждом станке.
Пример подобного расчета дан в табл. 3.5. В соответствующей
графе для каждой операции в числителе дано штучное время из-
готовления детали и в знаменателе расчетное значение Ср =
™ tmiNJ(Фо ’60Лц), выражающее число станков, необходимое
для выполнения данной операции изготовления рассматриваемой
детали.
Суммируя по вертикали значения C'pi для каждой операции,
определяют CJ Ср и принятое число Сп станков для данной опе-
рации, а также коэффициент загрузки и использования станков,
равный /С3КИ.
Качество проектирования поточной обработки в определенной
степени определяется средним значением коэффициента загрузки
и использования станков поточной линии, который должен быть
не менее 0,75.
Число рабочих мест поточной линии сборки при детальном
проектировании также определяют для каждой сборочной опера-
ции, исходя из ее содержания, штучного времени 1Ш и такта вы-
пуска <v:
где Мсб — расчетное значение числа рабочих мест на сборочной
позиции; Р — число рабочих на данном рабочем месте.
Расчетное дробное число рабочих мест сборки Л1сб округляют
до ближайшего большего целого числа
При увеличении числа сборщиков на одном рабочем месте
уменьшаются необходимое число рабочих мест и длина поточной
линии.
При выполнении (борки на конвейере необходимо определить
скорость и тип конвейера. Расчетная скорость конвейера
Up = Z/t,
где I — шаг конвейера, равный расстоянию между осями двух
собир аемы х и здели й.
Обычно I -- Ц 4- Z2, где 1г — габаритный размер собираемого
изделия в направлении его перемещения; /2 — расстояние между
3* 67
g 3.5. Расчетная ведомость оборудования переменно-поточной линии (пример заполнения)
К2 Наименова- ние детали Материал и заготовка Число деталей Масса Такт Up мин Штучное время /ш^/расчетное значение числа станков на операцию
на изделие на про- грамму детали, кр деталей на програм- му, ф Фрезерный станок Токар- ный станок Токарный станок Сверлиль- ный станок Шлифо- вальный станок
1 Деталь А Сталь 45, прокат 1 7000 12 84 12 10,0/0,31 — 9,0/0,27 8/0,24 21/0,63
2 Деталь Б Сталь 40Х, поковка 1 3000 18 54 27,5 16,0/0,2 23,0/0,3 21,0/0,27 18/0,23 50,0/0,65
3 Деталь В Сталь СтЗ 1 3000 16 48 22,5 18/0,23 21/0,27 18,0/0,23 20,0/0,26 36,0/0,46
Ср . . . 0,73 0,57 0,77 0,73 0,174
Ср . . . 1 1 1 1 2
Сд . . . 1 I 1 1 2
К3Ка • • 0,73 0,57 0,77 0,73 0,87
собираемыми изделиями, определяемое обычно удобством выпол-
нения сборочных работ и применяемого сборочного оборудования,
оснастки и других факторов.
Скорость непрерывно движущихся конвейеров обычно состав-
ляет 0,5—5,5 м/мин при общей сборке крупных изделий (автомо-
билей, тракторов) и 0,3—1,5 м/мин при сборке узлов средних
размеров, аппаратуры и приборов. В тех случаях, когда расчет-
ная скорость оказывается выше указанных значений, необхо-
димо организовать работу на двух и более параллельных конвейе-
рах, увеличив соответственно такт сборки.
Если расчетная скорость оказывается ниже указанных нижних
предельных значений, сборку целесообразно выполнять на пе-
риодически движущемся конвейере.
Основные конструктивные разновидности сборочных конвейе-
ров и рекомендуемые области их применения даны в разд. 7.
Содержание сборочных операций определяют в соответствии
с выбранным тактом сборки, для того чтобы обеспечить равно-
мерную загрузку рабочих мест (позиций) сборки, определяемую
коэффициентом загрузки Кз =
Число рабочих мест на операции, выполняемой на конвейере
с периодическим движением, определяют с учетом дополнитель-
ного времени /п на перемещение собираемых конвейером изделий,
так как это перемещение осуществляется после выполнения всех
операций на каждом рабочем месте,
время перемещения изделий зависит от скорости перемещения
• (и ~ Ц1Л
Скорость перемещения принимают от 5 м/мин при сборке тя-
желых изделий на длинных конвейерах и до 15—20 м/мин при
сборке мелких узлов и изделий.
Общее число рабочих мест сборки на конвейере
п
^сб. к ~ X] ^сб i 4“ ^4рез,
Л=1
где п — число сборочных операций на конвейере, включая кон-
трольные операции; Л4рез — количество резервных постов, по-
требность в которых может возникнуть в процессе модернизации
п
изделия. Обычно Мрез составляет 5—10 % от ?Исб/.
Для сборки небольших сборочных единиц поточные линии
обычно не предусматривают. Необходимое число рабочих мест
сборки в этом случае определяют следующим образом:
, _ rc6N
Мсб = ф^;н.6ор ’
(з.н)
69
где Тсб — трудоемкость сборки изделия, мин; W — годовая про-
грамма выпуска; Фр. м —эффективный годовой фонд времени
рабочего места, ч; Р — число рабочих на одногл рабочем месте.
3.5. Расчет количества основного
технологического оборудования
и рабочих мест
при непоточном производстве
В условиях непоточного производства изготовляют
детали партиями, а сборку осуществляют сериями изделий или
сборочных единиц.
При детальном проектировании цехов и участков серийного
производства количество станков определяют по каждому типо-
размеру оборудования для каждого участка на основе данных
о станкоемкости деталей, закрепленных для обработки за данным
участком. Расчетное значение числа станков
(з.12)
где Тс2 — суммарная станкоемкость обработки годового коли-
чества деталей, обрабатываемых на участке на станках данного
типоразмера, станко-ч; Фо — эффективный фонд времени работы
станка, ч.
Данные об эффективном фонде времени для основных видов
оборудования и режимах работы приведены в подразд. 2.2.
Суммарная станкоемкость обработки
п т
У! S 1
= , (3.13)
где —штучно-калькуляционное время выполнения /-й
операции изготовления Z-й детали, станко-мин; Nt — годовая
программа выпуска i-x деталей; п—число разных деталей, об-
рабатываемых на станках данного типоразмера; т — число опе-
раций обработки Z-й детали на станках данного типоразмера.
При проектировании по приведенной программе в формулу для
определения станкоемкости подставляют штучно-калькуляцион-
ное время операций изготовления дета лей-представителей и их
приведенные программы. Полученное расчетное значение Ср
округляют до ближайшего большего расчетного числа станков Ср
и определяют коэффициент загрузки: = Ср/Ср.
Полученный коэффициент загрузки станков данного типораз-
мера не должен превышать допустимых значений, приведенных
в табл. 3.4. В тех случаях, когда полученный коэффициент за-
грузки превышает допустимые значения, необходимо ввести в рас-
70
чет коэффициент использования Ли, учитывающий возможные
наложенные потери времени. В этом случае принятое число
станков Сп =
Средний коэффициент загрузки станков участка или цеха
непоточного производства, как правило, выше, чем на поточных
линиях, и составляет 0,8—0,85, однако меньшие потери времени
на переналадку и применение специализированного оборудования
в поточном производстве обеспечивают их более высокую произ-
водительность. Указанное противоречие устраняется при ис-
пользовании гибких производственных систем в условиях серий-
ного производства. Малые потери времени на переналадку обору-
дования при смене изготовляемой детали в ГПС позволяют изго-
товлять детали малыми партиями, обеспечивая ритмичность ра-
боты производственных подразделений и уменьшая незавершенное
производство. Высокая производительность станков с ЧПУ, мно-
гоцелевых станков обеспечивает эффективность ГПС.
Число рабочих мест (станков) при непоточной сборке при
детальном проектировании определяют исходя из трудоемкости
сборочных работ, технологических особенностей собираемых на
участке сборочных единиц и изделий.
Для этого анализируют содержание технологических про-
цессов сборки, выявляют необходимую сборочную оснастку, ме-
ханизированный инструмент и оборудование. На основании этого
анализа определяют типаж сборочных стендов и дополнительных
рабочих мест, оснащенных оборудованием для запрессовки, шли-
фования с целью пригонки, сверления по месту и т. д.
Число сборочных мест (стендов) каждого типа определяют
по годовой трудоемкости выполняемых на этих стендах сборочных
работ Тсб2, фонду времени рабочего места Фр. м и плотности
работы П:
= (ЗЛ4)
Под плотностью работы П понимают среднее число рабочих
на одном рабочем месте. Величину П определяют в зависимости
от габаритных размеров собираемого изделия, характера выпол-
няемых сборочных работ и других факторов, определяющих
возможность одновременной работы сборщиков с разных сторон
изделия. Данные о фондах времени рабочих мест сборки при-
ведены в подразд. 2.2.
Годовая трудоемкость сборочных работ, выполняемых на
сборочных местах (стендах),
п
^сб 2 ~ сб.и
i=l
где Тсб.лг — трудоемкость сборки /-го изделия или сборочной
единицы, ч; — годовая программа выпуска; п — число типов
собираемых изделий.
71
Как и в случае определения числа станков, расчетное значе-
ние Л4сб округляют до расчетного числа Л4Сб, определяют коэф-
фициент загрузки и принятое число сборочных местЛ4сбп-
Подобные расчеты выполняют для всех участков сборочного
цеха или отделения — участков слесарной пригонки, узловой
и общей сборки. Если в состав сборочного цеха входит окрасочное
отделение, то соответственно определяют необходимое число
рабочих мест (стендов) для подготовки поверхности изделий под
окраску, окраски и сушки изделий.
Потребное количество оборудования (прессов, металлорежу-
щих станков) для выполнения сборочных работ определяют исходя
из годовой трудоемкости (станкоемкости) соответствующего вида
по методике, применяемой для определения числа станков меха-
нического цеха.
При небольшом объеме работ используют минимальный ком-
плект оборудования, необходимый для выполнения сборочных ра-
бот.
Методика определения количества испытательных стендов
дана в подразд. 10.4.
3.6. Укрупненные способы определения
количества основного
технологического оборудования
Укрупненные способы определения числа станков и
рабочих мест применяют на предпроектных этапах при технико-
экономическом обосновании проектов, при разработке аванпро-
ектов ГПС, а также проектов цехов мелкосерийного и единичного
производства.
При этих способах расчета используют укрупненные данные
о трудоемкости изготовления или сборки изделий. Так, например,
в процессе разработки аванпроектов ГПС для технико-экономи-
ческого обоснования вариантов реконструкции и технического
перевооружения механических цехов используют заводские дан-
ные о трудоемкости обработки аналогичных изделий, скорректи-
рованные с учетом предполагаемых объемов производства и вне-
дрения новой технологии и оборудования (см. подразд. 3.3).
В каждом случае расчетное и принятое число станков опреде-
ляют по методике, приведенной в подразд. 3.4. Полученные
данные о числе станков позволяют оценить предполагаемые
затраты по сравниваемым вариантам и обосновать уровень авто-
матизации ГПС.
В практике проектирования для укрупненного расчета коли-
чества основного оборудования можно использовать и более
упрощенный метод условной производительности [3]. Сущность
метода заключается в том, что для оценки возможного уменьше-
ния станкоемкости изготовления деталей изделия в новом про-
ектном варианте по сравнению с базовым рассчитывают условную
72
3.6. Расчет условной производительности '
Оборудование Структура обо- рудования цеха, % Условная произ- водитель- ность одного станка Условная произ- водительность оборудования
базового проекти- руемого базового проекти- руемого
Простые токарные станки Токарные гидрокопиро- вальные станки Горизонтальные и верти- кальные фрезерные станки Токарные станки с ЧПУ Многоцелевые станки Гибкие производственные модули А Б В Г Б' В' Г' Д' Е' а б В F д е Аа Бб Вв Гг Б'б В'в Г'г Д'д Е'е
Итого 100 % 100 % — Ебаз £пР
производительность существующего (базового) и проектируемого
составов оборудования.
Для этого определяют состав оборудования действующего про-
изводства и данные заносят в табл. 3.6. Структуру оборудования
будущего цеха устанавливают на основании квалификации про-
ектантов. При этом новые виды применяемого технологического
оборудования дополнительно вносят в графу 1, а в графе 3 ука-
зывают процентное отношение числа единиц каждого вида обо-
рудования по новому варианту к общему числу станков.
В графе 4 для каждого типа оборудования указывают услов-
ную производительность одного станка, под которой понимают
число простых универсальных станков, производительность кото-
рых равна производительности данного станка, участка автомати-
ческой линии, гибкого производственного модуля и т. д.
В графы 5 и 6 записывается условная производительность
рассматриваемых видов оборудования по базовому и проектируе-
мому вариантам в зависимости от их доли в процентном выраже-
нии. Условную производительность каждого вида оборудования
определяют как произведение удельного веса оборудования дан-
ного вида (%) в структуре на условную производительность одной
его единицы.
Далее суммированием по вертикали в графах 5 и 6 определяют
условную производительность £баз и £пр оборудования цеха
по базовому и проектному вариантам.
Отношение ф = 2пр/2баз является коэффициентом увеличе-
ния условной производительности проектируемого цеха по сравне-
нию с базовым.
Величина, обратная коэффициенту увеличения условной про-
изводительности, соответствует коэффициенту ужесточения К7 =
= 1/ф — 2баз/£пР> который выражает уменьшение трудоемкости
73
изготовления аналогичных деталей в цехе с новой проектной
структурой оборудования, предусматривающей больший удельный
вес более прогрессивного и высокопроизводительного оборудова-
ния по сравнению с базовым вариантом.
Полученное значение коэффициента ужесточения используют
для коррекции станкоемкости изготовления деталей изделия по
базовому варианту. Если изделие для проектируемого цеха от-
личается от базового, то дополнительно вводят в расчет коэффи-
циенты приведения по массе Ki и коэффициент сложности Л3.
Скорректированная таким образом станкоемкость изготовления
деталей в цехе с проектной структурой оборудования Тс.пр =:
= Тс. базКуК1К3у где Тс, баз — станкоемкость изготовления де-
талей изделия в базовом варианте.
Общее число станков проектируемого цеха
р Tq. Пр i^i
Gn== Фо*8. Ср
где Nt — заданный годовой выпуск каждого из закрепленных
за цехом изделий; ФQ — эффективный годовой фонд времени ра-
боты оборудования j К3. ср—средний коэффициент загрузки
станков цеха.
Для массового и крупносерийного производства К3. ср можно
принимать равным 0,7, для среднесерийного 0,8, для мелкосерий-
ного и единичного 0,85.
Далее в соответствии с принятой структурой оборудования
находят число станков каждого типа: СПА = Сп-уоу, Спб ==
= Сп ~~ и т. д. После определения числа станков каждого
типа уточняют общее число основных станков цеха.
Условная производительность станков отдельных видов при-
ведена ниже.
Станки
Токарные простые................................................ 1,0
Токарные револьверные........................................... 3,5
Токарные гидрокопировальные.................................. 4—5
Токарные с ЧПУ............................................... 3—4
Токарные многоцелевые........................................ 5—6
Вертикально-сверлильные одношпиндельные.......................... 1
Вертикально-сверлильные с ЧПУ ............................... 3—4
Многоцелевые................................................. 5—6
Протяжные........................................................ 6
Шлифовальные однокамневые ...................................... 1,0
Шлифовальные многокамневые и бесцентрово-шлифовальные .... 5,0
Необходимо иметь в виду, что условная производительность
многих станков, и в первую очередь станков с ЧПУ, зависит от
сложности изготовляемых деталей. Чем выше сложность деталей,
тем выше их условная производительность. На величину услов-
74
ной производительности влияет также интенсивность режимов
резания, определяемая применением высокопроизводительных
инструментальных материалов для режущей части инструментов.
При более укрупненных расчетах количество основных стан-
ков механического цеха может быть определено по данным о стан-
коемкости годового выпуска, определяемым по технико-экономи-
ческим показателям:
п TwN п T>N
Сп -= --- ИЛИ Сп = ,
Фо*в. ср Фо^в. ср
где ТуД — станкоемкость изготовления одного изделия, станко-ч;
ТуД — станкоемкость изготовления 1 т изделий (1 т деталей
изделия), станко-ч; N — заданный годовой выпуск изделий; т —
масса изделия, т.
Для определения состава оборудования полученное общее
число станков распределяют по группам и типам в соответствии
со структурой оборудования в ранее выполненных проектах ана-
логичных цехов. При этом производится корректировка струк-
туры в зависимости от намеченных в проекте прогрессивных тех-
нологических решений. Примерные структуры оборудования
современных механических цехов различных отраслей даны в ра-
ботах [3, 19, 27].
Помимо основных станков в состав технологического обо-
рудования механического цеха входит дополнительное оборудо-
вание, например, прессы для напрессовки обрабатываемых деталей
на оправки, установки для удаления заусенцев, оборудование
для закалки с нагревом ТВЧ, контрольные стенды и др. Их ко-
личество составляет 5—30 % количества основного технологиче-
ского оборудования. Таким образом, общее число станков С =
- (1,05 ... 1,3) Сп.
По итогам расчета количества оборудования составляют зая-
вочную ведомость в соответствии с формой, установленной этало-
ном проекта. В этой ведомости указывается модель, мощность,
балансовая стоимость и масса каждого станка. Эти данные исполь-
зуют для разработки энергетической, строительной и других
частей проекта. На специальные станки, автоматические линии
составляют технические задания для их проектирования и из-
готовления.
Контрольные вопросы
1. Назовите типы производства, дайте их характеристику.
2. Сформулируйте основные требования к технологическому оборудованию
механосборочных цехов. Что является критерием выбора состава оборудования?
3. Назовите прогрессивные виды оборудования для основных типов произ-
водства.
4. Какова структура ГПС, каковы основные источники их эффективности?
75
5. В чем суть методов проектирования по точной, приведенной и условной
программам?
6. Что такое коэффициент приведения, как его определить? Что такое
приведенная программа?
7. Что такое трудоемкость и станкоемкость обработки, как связаны между
собой эти величины?
8. Как определить станкоемкость годового выпуска при внедрении более
прогрессивного оборудования, используя данные технологических процессов
действующего производства?
9. Как определяется число станков и рабочих мест при детальном проек-
тировании участков и цехов поточного и непоточного производства?
10. Что такое коэффициенты загрузки и использования оборудования?
11. В каких случаях выбирают непрерывно или периодически движущийся
сборочный конвейер? Как определить число рабочих мест конвейера и его длину?
12. Как определить число станков и рабочих мест при укрупненных методах
расчета?
Глава
4 ПРИНЦИПЫ И СТРУКТУРА
ПОСТРОЕНИЯ основных
ПРОИЗВОДСТВЕННЫХ
ПРОЦЕССОВ
4.1. Основные принципы
выбора структуры цеха
Как известно, существуют две формы специализации
основных цехов машиностроительного производства — технологи-
ческая и предметная. В первом случае цехи специализируют по
признаку выполняемых технологических процессов (литейные,
кузнечные, механические, сварочные), во втором — по признаку
изготовляемых изделий (деталей); при этом в одном цехе сосредото-
чивается все оборудование, необходимое для полного изготовле-
ния сборочной единицы (детали). Применительно к механообра-
ботке и сборке в массовом и крупносерийном производстве в ос-
новном создают механосборочные предметно-специализированные
цехи, в серийном и единичном — самостоятельные механические
и сборочные, т. е. технологически специализированные цехи.
Структура этих цехов может быть различной. При проекти-
ровании нового цеха, а также при реконструкции и техническом
перевооружении существующих цехов важным этапом является
синтез его структуры, т. е. обоснованный выбор состава его отде-
лений и участков. Это очень сложный вопрос, требующий тща-
тельного анализа номенклатуры и объемов выпускаемой про-
дукции, технологии их изготовления и организационных форм их
выполнения.
Относительно просто решается этот вопрос для цехов массо- ]
вого и крупносерийного производства, где естественной является /
целевая предметная специализация цехов (цехи по производству ,
двигателей, шасси и т. д.) и участков (участок изготовления -
деталей и сборки коленчатого вала g маховиком, участок изготов-
ления деталей и сборки масляного насоса и др.). Такая структура
обеспечивает прямоточность производственного процесса, когда !
в конце поточных линий обработки располагаются участки узло-'
вой сборки, а дальше выполняется сборка агрегатов или изделий.
Сложнее решить задачу структуризации для цехов средне-
и мелкосерийного производства, где обширная номенклатура
деталей и изделий, изготовляемых последовательно на одних и
тех же рабочих местах, на первый взгляд предопределяет тех-
нологическую специализацию участков, выполняющих однотипные
операции. Однако современная теория организации производ-
ства, базирующаяся на системном подходе к анализу и синтезу
77
структур производственных про-
цессов, в большинстве случаев от-
вергает подобную структуру.
В современном проектировании
системный подход является мето-
дологией анализа и синтеза струк-
туры основных производственных
процессов.
При использовании системного
подхода для анализа каждой произ-
водственной системы и ее составной
части выделяют триединые части
(подсистемы) — функциональную,
элементную и организационную,
которые не могут быть разделены,
поскольку представляют собой три
стороны одного целого: взаимо-
связь, единство и взаимодействие.
Функциональная сюрона про-
изводственной системы (цеха) и
его подсистем (участков, линий)
определяется их технологическим
назначением.
Элементная сторона определяет-
°)
Рис. 4.1. Схема структуры произ-
водственного процесса, сформиро-
ванного при традиционном и си-
стемном подходе3
/, //, III — участки обработки? a, ft,
с — группы станков одинакового тен-
нологического назначения
ся составом этих участков и их
оборудования для обеспечения их технологического назначения
(цели).
Организационная сторона устанавливает структуру системы,
ясную цель для каждой ее составной части и реализует выполне-
ние цели в соответствии с функциональным назначением. Чем
в большей степени цель составной части соответствует цели всей
системы, тем эффективность производственной системы выше.
При традиционном подходе к определению структуры и орга-
низации работы цеха основное внимание уделялось расчленению
общего объема работ на отдельные операции изготовления деталей
или сборки узлов. Указанные операции, особенно в условиях
серийного производства, концентрировались на соответствующих
участках, сформированных по технологическому, т. е. функцио-
нальному признаку. При этом рекомендации о структуре строи-
лись в основном на основе анализа и не затрагивали вопросов \
взаимодействия операций как системы в целом. Структурная схема!
производственного процесса и возникающих при этом связей по-1
казана на рис. 4.1, а.
На схеме условно показаны три участка, каждый из которых
сформирован из станков одинакового технологического назначе-
ния. Указанные станки могут принадлежать к одной группе или
к разным размерным группам. При такой структуре возникают
многочисленные прямые и обратные внешние связи между техно-
78
логически специализированными участками для изготовления
множества деталей Д.
При системном подходе решающее значение имеют взаимо-
связь, единство и эффективность работы как отдельных участков
(подсистем), так и цеха (системы) в целом. Выбор структуры при
этом производится по результатам анализа и синтеза составных
частей системы как интегрированного целого объекта с качественно
новыми свойствами.
Поэтому при системном подходе структура производственных
процессов основывается на использовании целевой подетальной
или предметной специализации участков и цехов. Схема структуры
производственного процесса при системном подходе показана на
рис. 4.1, б. В этом случае цех также состоит из трех участков,
но построены они по принципу подетальной специализации
при пересечении внешних вертикальных и внутренних горизон-
тальных связей. Здесь конечные цели производственной системы
складываются из целей обособленных подразделений (участков),
выпускающих законченные детали, — подмножества [Ди Д2,
Дз} <= Д.
Ориентация участков на законченный конечный результат,
существенное уменьшение внешних связей значительно упро-
щают решение проблем разделения и согласования труда и способ-
ствуют приобретению ими свойств самоорганизации и саморегу-
лирования.
Такой метод организации производства называют программно-
целевым. Он базируется на единстве двух аспектов: простран-
ственной структуризации производственной системы и организа-
ции функционирования ее во времени.
При использовании программно-целевого метода организации
механосборочного производства реализуются три основных струк-
турообразующих принципа [25]:
целевая — подетальная или предметная специализация цехов
и их участков, а следовательно, пространственная концентрация
производства однородных деталей или сборочных единиц;
унификация технологических процессов изготовления одно-
родных деталей или сборочных единиц и, как результат, опреде-
ленная концентрация, специализация и комплектность необходи-
мого для этого оборудования или технологического оснащения;
централизация выдачи цехам и участкам целевых программ
на изготовление комплектного состава деталей изделия со стороны
органов оперативного управления, а значит, определенная кон-
центрация во времени изготовления однородных изделий, что очень
важно для сокращения цикла изготовления законченных изделий.
Несмотря на явные преимущества подетальной и предметной
форм организации участков, имеющих ярко выраженную целевую
направленность, в настоящее время их удельный вес как компо-
нентов структуры механосборочных цехов в условиях средне-
и мелкосерийного производства пока еще невелик. На их долю
79
Рис. 4.2. Граф грузопотоков при технологической структуре участков цеха
приходится примерно 20 и 27 % общей трудоемкости механообра-
ботки. Большая часть трудоемкости механообработки (около 53 %)
приходится на долю участков с технологической формой спе-
циализации.
Сложность и многообразие материальных потоков одного из
цехов, имеющих технологическую форму специализации участ-
ков, показаны на рис. 4.2. Над каждой стрелкой показано число
деталемаршрутов между участками и цехами в соответствующем
направлении. Для оптимизации производственной структуры дей-
ствующих и реконструируемых цехов удобно использовать метод
графического моделирования материальных потоков, основанный
на теории графов, рассматривающий различные формы взаимо-
связей между отдельными пространственными элементами. За-
дача оптимизации заключается в том, чтобы на основе анализа и
последующего синтеза обеспечить минимизацию числа производ-
ственных потоков путем перераспределения их напряженности.
Из представленного на рис. 4.2 графа видно, что цех включает
два отделения, каждое из которых состоит из трех участков с тех-
нологической специализацией. Между отделениями — семь про-
изводственных потоков (295 деталемаршрутов). Особенно много-
80
Рис. 4.3. Граф грузопотоков при реорганизации цеха на основе подетальной
специализации участков
численны встречные грузопотоки между участками первого отде-
ления. Их число по отношению к числу входных грузопотоков
составляет примерно 125 %. Это означает, что практически каж-
дая деталь перемещается в процессе изготовления с одного участка
на другой. Только во втором отделении участок плоскофигурных
деталей имеет неполную подетальную специализацию, так как
шлифование выполняется на другом участке.
На рис. 4.3 показан граф грузопотоков после реорганизации
производства по принципу целевой подетальной специализации.
Цех включает три участка, каждый из которых состоит из двух
или трех групповых поточных линий, изготовляющих детали
определенного класса. После реорганизации изменились суммар-
ные входящие и выходящие потоки благодаря перераспределению
деталей и оборудования не только между участками, но и между
цехами. Цифрами над стрелками грузопотоков показано число
деталемаршрутов, а ниже — удельный вес работ, выполняемых
на смежных участках и в других цехах, от объема работ, выпол-
няемых на участке. Из графа видно, что эти величины не пре-
вышают 15 % уровня, который признается специалистами как
81
предельно допустимый. На подетально- и предметно-специализи-
рованных участках и линиях изготовление деталей можно вести
по единичным и типовым технологическим процессам, однако наи-
большая их эффективность достигается при использовании груп-
повой технологии. В последнем случае обеспечиваются минималь-
ные затраты времени на переход к изготовлению другой детали.
Если ранжировать подетальную, предметную и технологическую
формы специализации по технико-экономическим критериям (про-
изводительности труда, использованию оборудования, связыва-
нию оборотных средств и приведенных затрат на годовой выпуск),
то их соотношение составит 1,9 : 1,5 : 1.
Подетальная и предметная формы организации участков, ли-
ний и цехов обеспечивают организационные и социальные пре-
имущества по сравнению с технологической формой, так как при
этих формах в большей степени обеспечиваются непрерывность,
прямоточность и ритмичность производственного процесса, а кол-
лективы бригад и участков в большей степени могут влиять на
конечные результаты труда. При этих формах организации соз-
даются более благоприятные условия для внедрения хозяйствен-
ного расчета в бригадах линий и участков.
Таким образом, при определении структуры цеха необходимо
использовать системный подход, при котором наиболее эффектив-
ной является программно-целевая организация производствен-
ё процессов. При этом в условиях серийного производства
нот подетально-специализированные механические цехи, по-
льно-специализированные участки, многономенклатурные
повые поточные”линии. Эти же организационные формы наи-
более эффективны и при создании ГПС.
В условиях массового и крупносерйного производства основ-
ной организационной формой являются предметно-специализи-
рованные поточные линии.
В условиях единичного производства в небольших механиче-
ских цехах могут создаваться участки, сформированные по тех-
нологическому принципу.
В крупных цехах единичного производства необходимо рас-
сматривать целесообразность подетальной специализации уча-
стков.
4.2. Методика выбора структуры цеха
и организационных форм
его основных подразделений
В условиях массового и крупносерийного произ-
водства структура цеха практически всегда определяется составом
сборочных единиц и деталей изделия. Это обусловливается за-
креплением за каждым рабочим местом одной или двух технологи-
ческих операций и очевидной целесообразностью организации
в этих условиях поточных линий, где полностью изготовляют
82
HZHZHZ>OHZ]-O-
J к ‘ J-----1
b'
Рис. 4.4. Структура поточных (автоматических) линий массового и крупносе-
рийного производства^
а — без разделения на участки; с разделением на участки: б — последовательного дей-
ствия, в — последовательно-параллельного действия; 1 — станки (позиции) линий; 2
накопитель
детали. Поэтому число поточных (автоматических) линий обра-
ботки или сборки определяется числом изготовляемых деталей
и собираемых узлов.
Число участков автоматических линий жесткого типа опре-
деляют на основе расчета фактической производительности линий
в зависимости от внецикловых потерь, связанных с надежностью
технологических систем [20]. Оптимальное число последователь-
ных позиций автоматической линии жесткого типа на одном
участке
?оит ~ , (4-1)
где т — такт работы автоматической или поточной линии жесткого
типа, мин; 1е — внецикловые потери, являющиеся комплексным
показателем надежности технологических систем как с точки
зрения безотказности оборудования, так и с точки зрения харак-
теристик устойчивости и стабильности технологического про-
цесса; 1е = <00, где со — параметр потока отказов, характери-
зующий их интенсивность (среднее число отказов в 1 мин); 0 —
среднее время, мин, обнаружения и устранения отказов, отне-
сенное к циклу.
Между участками автоматических и поточных линий преду-
сматривают накопители, вместимость которых должна быть до-
статочной для работы смежного участка на период времени устра-
нения отказа, вызванного отказом станка, транспортной системы,
системы управления, внезапной поломкой инструмента или его
преждевременным изнашиванием и т. п.
Таким образом, типичными для поточных (автоматических)
линий жесткого типа будут структуры, показанные на рис. 4.4.
Короткие линии состоят из одного участка (рис. 4.4, а), линии
с количеством станков (позиций) более 10, как правило, разби-
вают на два или несколько участков с накопителями между ними
(рис. 4.4, б, в).
83
Рис. 4.5. Классификационная схема
группирования совокупности закреп-
ленных за цехом деталей по конструк-
тивно-технологическим и планово-ор-
ганизационным признакам
Для условий многономенкла-
турного средне-, мелкосерийного
и единичного производства мето-
дика формирования подетально-
групповых участков, групповых
поточных линий и их высших
форм — ГПС — включает три эта-
па [25].
На первом этапе проводят
анализ номенклатуры деталей из-
делий по конструктивно-техно-
логическим признакам, на вто-
ром— осуществляют анализ пла-
ново-организационных характе-
ристик деталей (их трудоемко-
сти, программы выпуска), на
третьем — осуществляют синтез
первых двух этапов и определя-
ют структуру производственных
подразделений.
Анализ конструктивно-технологической общности деталей.
Задача этого анализа состоит в том, чтобы все многообразие из-
готовляемых цехом деталей разделить на группы по конструк-
тивным и технологическим признакам. С этой целью любую де-
таль из всей номенклатуры, выражаемой множеством Д (рис. 4.5),
описывают набором признаков Р = {Pt : i = 1, 2, ..., п], по
которым классифицируют детали множества Д. Этими призна-
ками для описания конструктивных и технологических факторов
могут быть: Рг — вид заготовки, определяющий характер обору-
дования и частично технологический процесс; Р2 — габаритные
размеры деталей, характеризующие возможную габаритную группу
и мощность оборудования; Р8 —• основной технологический мар-
шрут, задаваемый преобладающими видами только токарной
обработки (Т), токарной и фрезерной (Т — Ф), токарно-фрезерно-
сверлильной (Т—Ф—С), сверлильно-фрезерно-расточной (С—Ф—
Р) и т. д. Маршрут определяет комплект необходимого обору-
дования для основной обработки деталей группы; Р4 — кон-
структивный тип деталей (корпусные детали, рычаги, валы и т. д.)
устанавливающий профиль подетальной специализации участка.
Для оценки планово-организационных характеристик деталей
используют суммарное расчетное число станков для изготовления
деталей группы — параметр Р6. Могут быть приняты и другие
признаки.
Каждая группа при множестве наименований признаков Р =
= / = 1» 2, ...,/и образуется на последней n-й ступени
(в нашей схеме на пятой) выделением деталей по /-му признаку.
Подобная классификация может быть легко представлена в ма-
тричной форме, что очень удобно для обработки результатов на ЭВМ.
84
Анализ планово-организационных характеристик деталей. Ана-
лиз действующих участков с подетальной специализацией пока-
зывает, что не всегда удается обеспечить необходимую загрузку
оборудования участка и линии обработкой деталей только одной
конструктивно-технологической группы. Приходится закреплять
за участками детали, входящие в разные группы, если их можно
обработать на одних и тех жестанках (например, корпусные детали,
рычаги, кронштейны и планки). Поэтому необходимо дополни-
тельно группировать детали по признакам трудоемкости и объема
выпуска (признак Р5).
В качестве показателя, синтезирующего признаки трудоем-
кости и объема выпуска, ГОСТ 14312—79 рекомендует относи-
тельную трудоемкость изготовления i-й детали:
koi koi
к к = в /ш г, дхвтг) - Ni В /ш г, i/WW, (4.2)
/=1 /=1
где k()i — число операций изготовления f-й детали; /ш ь j — штуч-
ное время /*-й операции обработки i-й детали; Фо — эффективный
фонд времени работы оборудования в год; Nt — годовая программа
выпуска /-й детали; Кв — средний коэффициент выполнения норм
в цехе (учитывается при анализе действующих цехов).
Нетрудно заметить, что коэффициент представляет собой
суммарное число «обезличенных» станков, необходимых для из-
готовления заданного объема выпуска при рассматриваемой
технологии и режиме работы.
koi
Выражение Nt д j/KB представляет собой станкоемкость
изготовления деталей группы на станках определенной группы.
Более подробно методика определения станкоемкости по видам
работ для различных методов проектирования, в том числе и при
технико-экономическом обосновании внедрения ГПС, дана в под-
разд. 3.3.
Суммарная относительная трудоемкость обработки по т-й
типовой группе
кят = Е кя1, (4.3)
i=l
где f — число наименований деталей в m-й группе.
Синтез групп деталей для изготовления на одном участке. При
синтезе групп деталей, изготовляемых на участке, вначале необ-
ходимо обосновать рациональное число участков цеха, а затем
и их подетальную специализацию.
Практика показывает, что рациональное число станков в со-
ставе обособленных участков и линий с их подетальной специали-
зацией составляет 25—35 единиц, а для ГПС 6—18 ГПМ [25].
Причем число ГПМ в составе ГАЛ составляет 3—9 единиц'. Это
85
объясняется значительным возрастанием внецикловых потерь в си-
стеме взаимосвязанных станочных модулей.
Число участков цеха пу ориентировочно определяется делением
общего числа станков цеха Сп на принимаемое среднее число
станков на одном участке Су, т. е. пу Сп/С7. Подбором групп
деталей необходимо обеспечить создание участков с примерно
одинаковым числом станков, для чего следует соблюсти следующее
условие:
Е Кдт = Су(1±0,1), (4.4)
т~1
где dy — число групп деталей, закрепляемых за участком.
Для выбора типа линии пользуются показателем средней
относительной трудоемкости операции определяемой для
каждой детали, ~ K^/koi. Коэффициент KMi выражает число
станков для выполнения г-й операции изготовления данной детали
и одновременно представляет собой средний коэффициент загрузки
станков в предположении однономенклатурной поточной линии.
Обобщение практических материалов показывает, что при
0,75 целесообразно создание непрерывно-поточной линии;
при 0,2 < < 0,75 — многономенклатурной переменно-поточ-
ной линии; при 0,05<С Дм/<С0,2— групповой поточной линии.
В последнем случае за участком закрепляют несколько типов
деталей, обрабатываемых на одинаковом оборудовании. Это де-
лается для того, чтобы обеспечить средний коэффициент загрузки
станков участка (средний показатель относительной Трудоемко-
го
сти) не менее 0,75, т. е. S KMi 0,75, где т — число наимено-
1=-Л
ваний деталей, закрепленных за участком (линией).
При наличии классификации деталей и суммарных показате-
лей по группам деталей в условиях мелко- и среднесерий-
ного производства удобнее вести анализ не по каждой детали,
а по группе наиболее трудоемких ^шу“^тах деталей и
у/—1 /
группе деталей с наибольшими показателями их относительной
/ \
трудоемкости У, шах .
\ /
Для этих групп деталей достаточно определить средние по-
казатели Дм по рассчитанным ранее показателям
- Е ка1 I (М - (4.5)
где До — среднее число операций в технологическом процессе
обработки деталей m-й группы.
86
Например, если для группы наиболее трудоемких корпусных
деталей, закрепленных за цехом, при их номенклатуре f — 47
и среднем числе операций — 8 получили суммарную относи-
тельную трудоемкость /Сдт = 7,15, то получим /(м = 7,15/(8 • 47)«
« 0,02. Эта цифра одновременно представляет собой среднее зна-
чение коэффициента загрузки станков однономенклатурной линии.
Следовательно, здесь можно только организовать подетально-
специализированный участок с групповой обработкой заготовок.
Наиболее удобно результаты анализа для последующего син-
теза групп деталей для каждого участка представлять в матрич-
ной форме по классификационным параметрам: Р3 — применяе-
мое оборудование; Р4 — тип детали; Р6 — относительная тру-
доемкость обработки. Для удобства последующего анализа при
формировании матрицы (см. табл. 4.1) по строкам целесообразно
располагать детали каждого типа слева направо в порядке возра-
стания их сложности по параметру Р9, т. е. вначале должны быть
более простые маршруты их обработки, а далее по строке более
сложные. По вертикали в столбцах располагают группы деталей
в порядке их усложнения по параметру Р4. В каждую ячейку
матрицы вносят данные о числе наименований деталей / в каждой
группе (числитель) и показатель суммарной относительной тру-
доемкости обработки по типовой группе Кдт (знаменатель).
Принятая схема синтеза конструктивно-технологической общ-
ности деталей и данные об их суммарной относительной трудоем-
кости позволяют выявить кусты сходных групп деталей, которые
дополняются более мелкими группами для окончательного вы-
равнивания загрузки участков.
В табл. 4.1 приведен фрагмент матрицы анализа, а в табл. 4.2—
матрицы синтеза структуры одного из механических цехов [25].
По результатам классификации детали 1872 наименований
объединены в 99 групп по конструктивному и технологическому
подобию. Их суммарная относительная трудоемкость составила
99
S Кдт = 125,7 расчетных единиц оборудования.
m=I
По результатам синтеза (табл. 4.2) созданы четыре подетально
групповых участка (ПГУ). В составе ПГУ-1 для изготовления
сложных втулок и шестерен две групповые поточные линии (ГПЛ):
для изготовления сложных втулок — ГПЛ 1.1, шестерен —
ГПЛ — 1.2. Расчетное число станков первого участка — 27,1 еди-
ниц оборудования.
В составе четвертого участка для изготовления крупных кор-
пусных и плоскостных деталей три групповые поточные линии
с расчетным числом основных станков 28,2. Участки подобраны
примерно одинаковыми по числу станков.
При поэтапном внедрении ГПС на предприятиях необходимо
определить очередность их внедрения для изготовления деталей
определенных групп. Это очень важно в связи с большими капи-
87
4.1. Фрагмент матрицы анализа состава деталей
Конструктивно- технологические признаки Заданная совокупность деталей —
Вид заготовки и материал — Pj 1. Стальной прутов
Габариты детали или масса — Ра 1.1 0 50 мм 1.2 0 50— 100 мм 1.3 0 100— 200 мм
Основной опера- ционный маршрут обработки — Р8 Р—Ф— Шк Т—Ф Т р—ф— Зд Т Р-Зд- С Т
Конструктивный тип детали — Р4
Но- мер типа Форма
01 Валики 24 1,25 61 1,74 42 0,96 14 0,67 17 0,79
02 Втулки сложные 43 1,85 96 2,5 67 2,8
03 Шестерни 14 2,48 46 2,75
16 Стойки
Всего дталей 2Кдт 82 5,54 197 4,68 123 4,36 36 5,05 44 1,95 98 5,53 69 2,75
Обозначения: Р—Ф—Шк — револьверная, фрезерная, круглошлифова
Шп — плоскошлифовальная; Фв — вертикально-фрезерная; Фг — горизонтально-
88
1 1872 наименования Всего деталей Е Кдт
5. Чугунные отливки
5.1 до 5 кг 5.2 5—30 кг 5.3 30—150 кг
Т—ф—с Ф—Шп с-т-д С—Фв— С Т—Зд Фг—Рс— Шп С—Т— Шп
264 8,2
71 4,35 372 16,9
21 1,59 123 10,2
10 1,85 27 1,55 9 0,8 77 3,4
115 7,12 54 4,63 53 6,25 86 7,14 79 6,26 104 8,45 59 13,9 1872 125,7
льная обработка; Т — токарная; Зд — зубодолбежная; С — сверлильная;
фрезерная; Рс — расточная обработка.
89
§ 4.2. Фрагмент сводной матрицы синтеза ПГУ и ГПЛ в составе цеха
Номер группы дета- лей Конструктив- ный тип деталей Основные станочные операции Всего деталей Е Кдт
ь Ф—1 ч е н Р—Т—Шк Т-Зд Р-Зд-С Р-Д-Зф ... Ф—Шп ... С—Фв—С и а 1 & 1 е ... С—Ф—Рс—Шп
02 Втулки сложные 67 2,8 96 2,5 71 4,35 ... 43 1,85 ГПЛ 1.1. Обработка сложных втулок 372 16,9
03 Шестерни 21 1,59 46 2,75 14 2,48 ... ГПЛ 1.2. Обработка шестерен 123 10,2
ПГУ 1. Изготовление сложных втулок и шестерен 495 27,1
15 Кронштейны ГПЛ 4.1. Изготовление кронштейнов, рукояток и рычагов 14 1,35 ... 15 0,95 ... 6 0,5 95 5,2
16 Стойки ГПЛ 4.2. Изготовление стоек, мелких шасси и пластин 10 1,85 27 1,55 ... 9 0,8 77 3,4
14 Шасси ГПЛ 4.3. Изготовление крупных шасси 23 3,35 47 7,15 ... 28 5,54 124 19,6
ПГУ 4. Изготовление корпусных и плоскостных деталей 296 28,2
Всего по цеху 1872 125,7
тальными затратами на их проектирование и создание. Поэтому
для обеспечения наибольшей эффективости первой очереди ГПС
необходимо сосредоточить в ГПС максимальную концентрацию
изготовления наиболее предпочтительной группы деталей. Если
в изготовляемых изделиях не выявляются однозначно подобные
предпочтительные группы деталей, коэффициент значимости Кък
k-й группы можно определить следующим образом:
- vkwh.
Здесь Vk — отношение станкоемкости деталей k-й группы Тк
к суммарной станкоемкости всех деталей Т2, т. е. Vh — Тк]Т^\
Wk — удельное число деталей группы;
Wk^ 2 Nkj / S Nh
i=i I /---i
где f — число наименований деталей в k-й группе; Nhj — про-
грамма выпуска /-й детали &-й группы- S — общее число наиме-
нований деталей, изготовляемых в цехе; Nj— программа вы-
пуска /-й детали.
Ранжирование групп по убыванию K3k определяет в первом
приближении очередность внедрения ГПС для соответствующих
групп деталей.
Может оказаться так, что в наиболее предпочтительную группу
будут включены детали, равномерно входящие во все изделия, и их
влияние на каждое изделие окажется незначительным. Поэтому
на первых этапах внедрения ГПС необходимо рассчитывать коэф-
фициент значимости /<8И для групп деталей каждого изделия,
Аэи — V hn>
Здесь УАи = Tha/Ta< №ha = £ Nkj E W fa и Sa — число
/=i / /=i
разных деталей изделия соответственно в k-й группе и в изделии
в целом.
По значению К3. и оценивают значимость соответствующих
групп деталей для конкретных изделий, а также судят о целе-
сообразности и наибольшей эффективности первоочередного вне-
дрения ГПС для важнейших изделий.
4.3. Формирование участков
и линий цеха на ЭВМ
Рассмотренная выше методика выбора структуры цеха
может быть реализована с применением ЭВМ. Возможность
анализа на ЭВМ множества вариантов и выбор наилучшего из
них способствуют улучшению качества проектных работ и их
ускорению.
91
Методической основой машинного проектирования является
использование математического аппарата теории распознавания
образов с помощью потенциальных функций. При этом решается
задача разбиения всех находящихся в пространстве х точек на
некоторое число изолированных множеств, достаточно удаленных
друг от друга.
Для формирования участков и линий указанный аппарат
используется для формирования групп деталей, которые могут
быть изготовлены на одном участке линии. Мера близости К (х^,
Xj) между двумя группами деталей xz, X; определяется с помощью
потенциальной функции [25]
Xj) = l/[l+aR^xit х;)], (4.6)
где а — коэффициент пропорциональности; Р\хь х;) — функция,
характеризующая расстояние между группами деталей ху и X;
как точками пространства по ряду признаков Р =- 1, 2, ..., п.
В свою очередь, функция
Я (xt, xj) = V (хи - л'17)2 -|- (х2/ - • • • Л (хлг- - хп^, (4.7)
где xri — xrj — вычисленная каким-либо образом величина, ха-
рактеризующая сходство или различие между группами деталей
Xi и Xj по r-му признаку. Эта величина может быть получена
вычитанием кодов хг и х7- групп деталей.
При использовании этого метода необходимо применять ко-
дирование групп деталей, отражающее в структуре кода важней-
шие конструктивно-технологические признаки (параметры) де-
талей с учетом их весовой значимости. Для этой цели можно
использовать систему кодирования деталей, принятую в ЕСТПП,
или другие системы, в которых отражаются признаки Рь Р2>
Рз, Pl-
Можно применить, например, относительно простую систему
кодирования [25] по рассмотренным выше признакам Рь Р2,
Р3, Р4, Рб с использованием двузначных кодов. Так, по признаку
вида заготовки (Р^ группам деталей присваивают коды в порядке
возрастания сложности конструкции заготовки. Для круглого
проката код Рп ^01, для фасонного Р12 ~ 02, для отливок
простых, средней сложности и сложных — соответственно
Р13 = 03, Ри = 04, Р15 = 05, для поковок Р16 06 и т. д.
По признаку габаритного размера или массы (Р2) изготов-
ляемые детали также кодируют в порядке возрастания размерного
интервала, например, мелкие, средние и крупные детали соот-
ветственно получают коды Р21 — 01, Р22 = 02, Р23 = 03.
Кодирование маршрута или состава оборудования, используе-
мого для изготовления деталей группы (признак Р3), осуществ-
ляют последовательным набором двузначных чисел, раскрыва-
ющих конкретный состав групп взаимозаменяемого оборудования
в порядке его использования. Причем каждый вид оборудования
92
с учетом возможности изготовления на нем мелких, средних и
крупных деталей получает коды в виде следующих друг за другом
двузначных чисел. Например, вершка чьно свер аильные станки
(С) — 01, 02, 03; токарные (Т) - - 04, 05, 06; револьверные (Р) — 07,
08, 09; фрезерные (Ф) — 10, И, 12; . . шлифовальные (Ш) —
15, 16 ... и т. д. В этом случае состав оборудования для изготов-
ления сложной втулки Р—Т—-Ф—С—Ш можно представить
кодами 08, 05, 11, 01, 15.
При кодировании принадлежности детали к тому или иному
конструктивному типу (признак Р4) каждой группе деталей
присваивают код в порядке возрастания сложности, например,
валики Р41 = 01, сложные втулки Р42 = 02. Код последней самой
сложной конструктивной группы деталей будет равен общему
числу групп деталей по данному признаку Р4та ш4.
Планово-организационные параметры групп деталей, сформи-
рованных по Р4 признаку и выражаемых показателем относитель-
ной удельной станкоемкости деталей группы, рекомендуется
кодировать следующим образом:
Код Ръ . . ................. 01 02 0а 04
Значение К^т............. До 0,01 0,011—0,02 0,021-0,05 0,051-0,23
Код Рь....................... 05 06 07 08
Значение ................0,231—0 58 0.581—1,30 1,31—3,50 3,51
Приведенные диапазоны значений ооосновапы принятой
периодичностью запуска (ритма производства) партий деталей.
Укрупненная структурная
схема алгоритма решения зада-
чи формирования групповых
участков и поточных линий при-
ведена на рис. 4.6.
Исходной информацией для
машинного счета является матри-
ца анализа состава деталей,
представленная в соответствии
с принятой системой кодирова-
ния. Из множества групп дета-
лей осуществляется поиск базо-
вой группы деталей. Такой груп-
пой будет наиболее сложная
группа Xi в конструктивном от-
ношении по параметру Р4 и од-
новременно имеющая наиболее
сложный маршрут обработки по
параметру Р3. Далее последова-
тельно рассчитывают меру бли-
зости К (хь X;) между каждой
группой деталей (точкой) Xj и ба-
зовой группой деталей (точкой)
Рис. 4.6. Укрупненная структурная
схема алгоритма формирования груп-
повых участков и поточных линий
93
4.3. Формирование групповых поточных линий и состава ПГУ-1
(при Р ~ 0,85)
Шифр Число деталей в группе Нарастаю- щее эначе- ние 2 кдт
ЛИНИН группы деталей К (хр I ;) К * (xt- xj)
ГПЛ-1 0209 0207 0213 1,0 0,977 0,965 1,0 0,977 0,965 1,85 1,40 2,25 43,0 22,0 29,0 1,85 3,25 5,50
0202 0201 0,882 0,864 0,882 0,864 2,50 2,80 96,0 67,0 14,1 16,9
Итого по линии 372,0 16,90
ГПЛ-2 0312 0311 0306 0,805 0,785 0,762 1,0 0,973 0,898 2,48 2,75 0,93 14,0 4b,0 18,0 2,48 5,23 6,16
0304 0301 0,731 0,726 0,862 0,853 0,80 1,59 12,0 21,0 8,61 10,20
Итого ПО ЛII НИ Г. 123,0 10,20
Итого по участку 495,0 27,1
xt. По окончании расчетов полученные значения К (xh xt) ранжи-
руют в порядке убывания (блок 3) и формируют подмножество де-
талей для изготовления на одном участке, включая в него ранжи-
рованные по признаку К (Xj, группы деталей по нарастанию ко-
эффициента Кдт (расчетного значения числа станков) до требуемого
значения £}Лдт. Отклонение 2}Лдт от установленного для
участков среднего значения не должно превышать ±10 % [211.
Величину 2 А’дтг как было отмечено выше, устанавливают та-
кой, чтобы обеспечить одинаковое число станков на участках и
их управляемость (обычно 25—35 станков или 6— 18 ГПМ). Из
оставшегося множества групп деталей аналогично формируют
новое подмножество деталей.
Для формирования групповых поточных или автоматизирован-
ных линий внутри сформированных участков критерием объеди-
нения ipynn деталей является не S а мера их близости
К (xh XjY Из выражения (4.6) видно, что чем ближе детали групп
по конструктивным и технологическим признакам, тем ближе
коэффициент К (лу, х7) к единице. Результаты исследований пока-
зывают, что для линий механообработки достаточно высокое тех-
нологическое сходство обчиючивается при Р =-= 0,8, где р — ми-
94
нимальное значение меры близости К (хь х7). Таким образом,
формирование групп деталей для линии завершается при выпол-
нении условия
min/Cfo, </)>₽. (4.8)
Из оставшегося подмножества групп выбирают новую базовую
группу — первую из групп, не вошедших в число групп сформи-
рованной линии. Меру близости для этой группы принимают
равной единице, а для остальных групп ее корректируют путем
деления на первоначальное значение К (xh Xj) деталей базовой
группы. Например, для первой группы не вошедших в сформиро-
ванное подмножество деталей линии К (xh Xj) = 0,78. Данную
группу принимают в качестве базовой, следовательно, для нее
новое значение К*(*ь *?) = 1- Для следующей группы с К (хь
х.) = 0,7 /С* (хь х;) = 0,7/0,78 = 0,897 и т. д.
В табл. 4.3 приведена табуляграмма результатов формирова-
ния на ЭВМ подетально-групповых участков и групповых поточ-
ных линий (ГПЛ) в их составе. Сформированный участок вклю-
чает 27,1 расчетные единицы станков для изготовления деталей
495 типоразмеров. По структуре участок сформирован из двух
групповых поточных линий для изготовления сложных втулок и
шестерен (ГПЛ-2). Для расчета была использована табл. 4.1.
На основе этих расчетов с учетом принятой структуры уточняют
ранее принятое число станков цеха по результатам предваритель-
ного расчета.
4.4. Расположение производственных
участков цеха. Предварительное
определение площади цеха
и основных параметров
производственного здания
Проектирование является итерационным процессом,
при котором на каждом шаге проектирования ввиду недостатка
информации вначале принимают приближенное решение, а затем
по мере детальной проработки принятое решение уточняют. Так,
после синтеза структуры цеха, т. е. после определения состава
его участков, принимают решение о взаимном размещении этих
участков. Выбор варианта размещения участков определяет ком-
поновочную схему цеха.
Размещение участков внутри цеха обусловливается взаимным
размещением механических и сборочных цехов. Последнее, в свою
очередь, определяется принятой организационной формой механо-
сборочного производства. Возможные компоновочные схемы ме-
ханических и сборочных цехов показаны на рис. 4.7.
В поточно-массовом производстве рабочие места узловой сборки
предметно-специализированных цехов размещают в конце линии
95
Механическая
Общая сборка
Узловая сборка
обработка
Механическая
обработка
Узловая сборка
Общая
Узловая сборка
Механическая
обработка
в)
Рис. 4.7. Компоновочные схемы механосборочных
цехов
механообработки. Механосборочный цех
при этом состоит из ряда параллельно рас-
положенных участков механообработки,
состоящих из непрерывно- или переменно-
поточных линий и линии или участка уз-
ловой сборки. При конвейерной общей
сборке участки механосборочного производ-
ства размещают в соответствии с последо-
вательностью установки сборочных единиц и деталей в изделии
на главном конвейере.
Отделение или цех общей сборки с конвейером размещают
перпендикулярно к линиям обработки после узловой сборки
в конце корпуса или в его середине (рис. 4.7, а, б). При этом
обеспечивают наиболее благоприятные условия передачи изготов-
ленных деталей и сборочных единиц на конвейер общей сборки
в процессе прямоточной межоперационной передачи. Вариант
размещения общей сборки в середине цеха используют при про-
изводстве изделий с большим числом коротких линий механо-
обработки и относительно небольшой трудоемкости общей сборки.
В серийном и единичном производстве применяют компоновоч-
ные схемы размещения цеха (отделения) общей сборки в отдельном
пролете перпендикулярно или параллельно пролетам или участ-
кам механических цехов (рис. 4.7, в, г). В условиях мелкосерий-
ного и единичного производства используют стационарную не-
поточную сборку, поэтому взаимное размещение участков опре-
деляет в большей степени технологическая однородность обраба-
тываемых деталей и применяемых видов транспорта.
Исходя из этого, например, в одном пролете, оборудованном
мостовым краном, сосредоточивают обработку наиболее крупных
базовых деталей (рис. 4.7, в). При параллельном расположении
пролетов (рис. 4.7, г) участок базовых деталей целесообразно
располагать рядом с пролетом сборочного цеха с тем, чтобы облег-
96
чить передачу наиболее тяжелых деталей на сборку. С точки зрения
минимизации грузопотоков, чем больше общая масса изготовляе-
мых на участке деталей, тем ближе он должен быть расположен
к отделению, цеху общей сборки, и наоборот.
С другой стороны, на выбор варианта расположения участков
оказывают влияние условия работы и технологические особен-
ности используемого оборудования. Исходя из этого нецелесооб-
разно размещать рядом участки и линии изготовления деталей
высокой точности и относительно малой точности формы и распо-
ложения поверхностей ввиду неизбежного влияния вибрации этого
оборудования на точность изготовления ответственных деталей.
Недопустимо смежное раЗхМещение участков абразивной обработки
и сборки. В каждом конкретном случае необходимо учитывать сов-
местимость технологических процессов смежных участков и це-
хов, степень пожарной опасности, а также концентрацию вредных
для здоровья человека аэрозолей, выделяемых при работе обо-
рудования. Пожароопасные или вредные для здоровья работа-
ющих участки или производства должны быть изолированы от
других производств соответствующими перегородками и оборудо-
ваны системами очистки воздуха. Это в первую очередь относится
к окрасочным участкам и цехам. При предварительной прора-
ботке компоновочной схемы общую площадь So участка и цеха
определяют по показателю 5УД.О общей площади, приходящейся
на один станок или одно рабочее место:
30 — ОСП, (4.9)
где Сп — принятое число станков, а в случае сборки — рабочих
мест цеха (участка).
Этот показатель зависит от габаритных размеров применяе-
мого оборудования и транспортных средств. Последние опреде-
ляют ширину проездов между рядами станков. Так, для средних
станков 5УД. 0 = 18 ... 22 м2, для мелких Зуд. 0 = 14 ... 18 м2.
Поскольку в составе участка (цеха) имеется оборудование разных
габаритных размеров, для предварительной оценки требуемой
площади удобнее пользоваться удельными показателями Зуд. 0
для аналогичных цехов, обобщенных по ряду действующих заво-
дов или ранее выполненных проектов. Такие показатели для ме-
ханических и сборочных цехов приведены в табл. 4.4—4.7 и
в работе [221. В этих таблицах указаны показатели удельной
общей площади без учета вспомогательных служб (общезаводских
складов, ремонтных баз, мастерской энергетика, участка по ре-
монту оснастки, заточного участка и площадей, занятых энерге-
тическими и санитарно-техническими устройствами).
Показатели, приведенные в табл. 4.7, необходимо увеличить
в 1,2 раза при стендовой (непоточной) сборке и в 1,2 —1,5 раза
при автоматической сборке узлов и агрегатов автомобилей.
Централизацию вспомогательных служб по корпусу уточняют
в каждом конкретном случае в зависимости от принятой органи-
4 Мельников Г. Н и др
97
4.4. Удельные площади механических цехов мелко- и среднесерийного
производства
Участки по обработке техно- логических групп деталей Размера деталей *, мм Общая площадь, приходящаяся на единицу производ- егвенного обору- дования, м*
Базовые детали 4000 < 8000, 1500 < b 3000 200
Базовые детали (станины, пли- ты, траверсы, поперечины и т. п.) 4000, 2000 150
Корпусные детали (коробки ско- ростей, коробки подач, редук- торы и т. п.) 2000 < / 3000, 1500 100
Корпусные детали (корпуса, ко- жухи, крышки, столы, плиты и т. п.) 1000 < Z^ 2000, 1000 70
Корпусные детали (корпуса, крышки и т. п.) Z^ 1000; 500 40
Планки, рычаги, кронштейны и т. п. 1^2 700, 500 30
Крупные тела вращения (план- шайбы, зубчатые колеса, шки- вы, шпиндели, колонны и т. п.) D > 1000, 1 > 3000 120
То же 320 1000, 700 3000 80
Средние детали типа тел вра- ния (шестерни, валы, винты, скалки и т. п.) 200 < D 320, 700 45
Мелкие детали типа тел враще- ния (шестерни, валы, винты и т. п.) 200 35
Токарно-револьверные детали (штифты, винты, крепежные гай- ки, втулки, кольца, штуцера) 65, Z^ 100 25
То же 25 20
Примечание. При применении в проекте ГПС площадь на единицу
оборудования, включенного в ГПС, принимать с коэффициентом 2 при соответ-
ствующем обосновании.
I — длина; b — ширина; D — диаметр детали.
98
4.5. Удельная площадь сборочных участков станкостроительных заводов
(мелко- и среднесерийное производство)
Раемеры сбороч- ных единиц и на- делив в плане, мм Производственная площадь, приходящаяся на одно рабочее место, 8уд. ар» м Вид и условия сборки
До 800 Св. 800 до 1500 Общая сборка станков 16—19 Зуд. пр = (2,5+/)Х (5,75+Z) Стационарная >
> 1500 > 3000 Зуд. Пр= (3+/)Х(5,5+&+0 »
> 3000 До 800 Св. 800 до 1500 Зуд. пр= (3+Z)X(5.75+5+Z) Зуд. ар- (3+1)Х (5,5+25) Испытание станков 14—15,5 Зуд. пр = (2,5+Z)X(5+5) > Конвейерная
> 1500 > 3000 Зуд. ар - (34 ЛХ (5,5+5) —
» 3000 Зуд. пр = (З+ОХ (5,75X5) —
Узловая сборка с одной стороны объекта
До 1200X700 7—10 Стационарная, достав-
> 1200X700 11-13 ка деталей краном и те- лежкой То же при конвейерной
> 1200X700 15,2 сборке Стационарная, достав-
> 1200X700 17,8 ка деталей подвесным конвейером То же при конвейерной
сборке
Узловая сборка вокруг объекта
До 1200X700 13—14 Стационарная ка краном и достав- тележкой
Св. 1200X700 Зуд. пр : = (2,0+0Х (3,5+26) То же
До 1200X700 20,6 Участки шабрения То же при доставке де- талей подвесным транс- портом
До 1200X700 10 -13 Рабочая вона стороны с одной
1200X700 13 -14 Рабочая зона объекта вокруг
Св. до { 1200X700 ЗОООХЗООО ^уд. пр - (2+ /)Х (4,25 +-6) То же
Св. 3000X 3000 уд. пр - (2+ОХ(4,5+6)
Примечание. Показатель удельной общей площади, учитывающий
площади для хранения межиперационных заделов, кладовых и магистральных
проездов, «$уд. о ~ up-
* I — длина объекта оОорхи; b — его ширина.
4’
99
4.6. Удельная площадь отделений механообработки цехов
автомобильной промышленности
Цехи Навначенне ивроФовляемвш деталей Общая площадь, приходящаяся на единицу производ- втвенного обору- дования, м’
Шасси Для легковых автомобилей 23
Для грузовых автомобилей грузо- подъемностью, т: до 5 30
св. 5 34
Двигателей Для двигателей мощностью, кВт:
до 50 27
50—88 30
88—147 32
св. 147 32
Коробок перемены Для легковых и грузовых автомоби- 19
передач и агрега- лей грузоподъемностью до 1,5 т
тов Для грузовых автомобилей грузо- подъемностью, т: до 5 21
св. 5 23
Механические Для специализированных производств 24
массовых деталей и изделий (шестерни, поршни, кузовная арматура, карбю- раторы и др.) Для автомобильных прицепов 28
С автоматическими — 35
линиями жесткого типа Автоматные Детали со средней массой, кг:
до 0,040 20—23
св. 0,040 25—35
Примечания: 1. В значениях удельной общей площади учтены пло-
щади складов готовых деталей.
2. Для автоматных цехов меньшие значения удельной общей площади даны
для одношпиндельных, большие — для многошпиндельных автоматов.
100
4.7. Удельная площадь сборочных участков автомобильной промышленности
Цехи, участки и наиме- нование деталей Норма общей пло- щади, при- ходящаяся на одно рабочее место, м* Применение норм
Меньшее значение удельной площади Большее значение удельной площади
Общая сборка автомобиля
Цехи с главными сбо- рочными конвейерами автомобилей: легковых 80—150 Для микроли- Для автомобилей
тражных автомо- билей среднего литража
грузовых 120—200 Для автомобилей грузоподъем- ностью до 1т Для автомобилей грузоподъем- ностью до 7 т и более
Сборка и испытание двигателей
Цехи конвейерной сбор- 20—40 Для двигателей Для двигателей
ки двигателей мощностью до 57 кВт мощностью НО кВт и более
Участки испытания 20—70 То же То же
Участки исправления дефектов 15—20 > >
Участки укомплектова- ния и сдачи С 15—30 борка и испы » тание узлов >
Ведущие мосты, гидро- подъемники, амортиза- торы 30—45 Для автомобилей грузоподъем- ностью до 1 т Для автомобилей грузоподъем- ностью 7 т и более
Коробки передач, раз- даточные коробки, ре- дукторы ведущих мостов 15—20 То же То же
Сцепления, рулевые управления, гидроуси- лители, узлы тормозной системы 10—15 > »
зационной формы и объема производства на заводе. Площади
вспомогательных служб определяют по соответствующим нормам
технологического проектирования. Ориентировочно общую пло-
щадь цеха с учетом вспомогательных отделений можно оценить,
увеличив на 15—20 % показатели табл. 4.4—4.7.
Важным при проектировании является выбор строительных
параметров здания — сетки колонн и высоты пролета. Поперечный
разрез и план пролета показаны на рис. 4.8. Сетку колонн (ши-
рину L пролета и шаг t колонн) и высоту Н пролета (расстояние
от пола до нижней части несущей конструкции здания) выбирают
из унифицированного ряда указанных величин, приведенных
в табл. 4.8.
101
Рис. 4.8. Поперечный разрез и план
пролета:
1 — кабина крана? 2 *— ось подкрано-
вых путей; 3 — продольная разбивоч-
ная ось; 4 станок; б —* поперечная
разбивочная ось здания
Ширину пролета выбирают та-
кой, чтобы можно было рациональ-
но разместить кратное число рядов
оборудования — обычно от двух до
четырех рядов станков, в зависимо-
сти от габаритных размеров и ва-
рианта размещения.
Высоту пролета определяют по
схеме, приведенной на рис. 4.8. Ис-
ходя из максимальной высоты
оборудования, минимального рас-
стояния h2 между оборудованием
и перемещаемым грузом, а также
высоты транспортируемых грузов
й3, крана /ц определяют высоту Нг
до головки подкранового рельса:
= h1 + h2 + h2 + /i4.
Высоту h± определяют с учетом
крайних положений подвижных ча-
стей станка, но не менее 2,3 м.
Расстояние h2 принимают не ме-
нее 400 мм. По величине Нг из
табл. 4.8 определяют минималь-
ную высоту Н пролета. При
проектировании участков и це-
хов ГПС целесообразно использовать пролеты с мостовыми кра-
нами, причем одна из причин использования мостовых кранов
состоит в обеспечении высокой мобильности при перестановке
и замене оборудования. В цехах автотракторной промышленности
в основном используют здания, оборудованные подвесными кон-
вейерами, монорельсами и кран-балками.
Длину станочных участков и линий из соображений пожарной
безопасности принимают в пределах 35—50 м, а между ними
4.8. Размеры унифицированных пролетов и грузоподъемность
подъемно-транспортных средств
Ширина пролета, м Высота В цеха до нижнего пояса ферм, м Высота Hi головки кранового рельса, м Тип кранов Грузо- подъемность крана, т *
18 24 30 18 24 18 24 30 6,0; 7,2; 8,4 7,2; 8,4 7,2; 8,4 8,4; 9,6 10,8 12,6; 14,4 6,15; 6,95; 8,16 9,65; 11,45 Подвесные 0,25—5,0 10; 20/5 10; 20/5 30/5
Электриче- ские мосто- вые
То же
102
Продолжение табл. 4.8
Ширина пролета, м Высота Н цеха до нижнего пояса ферм, м Высота Я, головки кранового рельса, м Тип кранов Грузо- подъемность крана, т *
30 36 16,2; 18,0 12,65; 14,45; 12,0; 13,8 Электриче- ские мосто- вые 30/5 50/10 75/25
30 36 16,2; 18,0 19,8 12,0; 13,8 15,6 То же 100/20
30 19,8 11,2; 13,0 14,8 > 150/30
Примечание. Полужирным шрифтом выделены наиболее употреби*
тельные значения.
* В числителе и знаменателе указаны значения грузоподъемности двухкрю-
ковых кранов.
предусматривают магистральные (пожарные) проезды шириной
4,5—5,5 м По известной производственной площади участков
определяют их ширину.
На основании габаритных размеров участков с учетом нали-
чия продольного и поперечных магистральных проездов опреде-
ляют габаритные размеры и ориентировочную площадь цеха.
Для многоэтажных производственных зданий сетка колонн
принята 9x6 м при допускаемом давлении на перекрытия до
15 кПа и 6x6 м при допускаемом давлении до 25 кПа. Высота
этажей 3,6; 4,8; 6 м, причем последний этаж может быть с большей
шириной пролета.
4.5. Выбор варианта расположения
оборудования на участках
механической обработки
Расположение станков на участках и линиях меха-
нической обработки определяется организационной формой про-
изводственного процесса, длиной станочных участков, числом
станков, видом межоперационного транспорта, способом удаления
стружки и другими факторами.
Относительно прост выбор варианта расположения станков
непрерывно- и переменно-поточных линий. Здесь последователь-
ность размещения оборудования практически однозначно опреде-
ляется последовательностью выполнения операций технологиче-
ского процесса. Задача рационального размещения оборудования
сводится к выбору варианта размещения станков относительно
103
5) - V
Рис. 4.9. Варианты размещения станков относительно транспортных средств]
а продольное; б поперечное; в •— угловое; е «=* кольцевое
транспортного средства, числа рядов станков и общей конфигу-
рации поточной (автоматической) линии.
Относительно транспортного средства возможны варианты
продольного, поперечного, углового и кольцевого размещения
станков (рис. 4.9). Фронтальное продольное размещение станков
по отношению к транспортному средству или проезду обеспечивает
наиболее благоприятные условия для механизации и автомати-
зации межоперационного транспортирования и обслуживания ра-
бочих мест. При поперечном расположении условия обслужива-
ния станка оператором ухудшаются в связи с его удалением от
роликового конвейера или конвейера. Однако при использовании
для автоматической загрузки станков манипуляторов или про-
мышленных роботов портального типа это противоречие разре-
шается, и при этом варианте обеспечивается компактность пла-
нировки, т. е. лучшее использование производственной площади.
Расположение станков под углом к проезду применяют для рас-
точных, продольно-строгальных, продольно-фрезерных станков,
прутковых автоматов, револьверных и других станков, длина
которых значительно превышает их ширину. Прутковые автоматы
при этом размещают обычно загрузочным устройством к проезду
для облегчения установки прутков.
Кольцевое размещение станков благоприятно для многоста-
ночного обслуживания, но создает трудности для использования
межоперационного транспорта и инженерных коммуникаций.
Выбор того или иного варианта определяется также способом
удаления стружки от станков. При использовании автоматизиро-
ванных систем уборки стружки необходимо учитывать взаимное
расположение станочных и цеховых стружкоуборочных конвейеров.
В зависимости от длины технологического потока и длины
станочного участка применяю! однорядное или многорядное
размещение станков. При этом для обеспечения прямоточное™
зону заготовок (начало линий) располагают со стороны одного
проезда, а конец линий - - с противоположной стороны в на-
правлении дальнейшего перемещения деталей на сборку. Основные
варианты размещения оборудования в непрерывно- и переменно-
поточных линиях показаны на рис. 4.10.
Для линии, оборудование которой размещается в пределах
длины участка, применяют однорядный вариант размещения
(рис. 4.10, а).
104
д)
Рис. 4.10. Варианты размещения оборудования в непрерывно’ и переменно-
поточных линиях
В приведенном примере на второй операции предусмотрены два
станка, поскольку штучное время на этой операции превышает
такт выпуска. Короткие линии обработки располагают последова-
тельно (рис. 4.10, б). Поточные линии с большим числом станков
размещают в два или несколько рядов (рис. 4.10, в, г), но с обя-
зательным условием, чтобы начало 'линий располагалось со сто-
роны зоны заготовок, а конец линии ™ с противоположной
стороны.
Для обеспечения лучшего использования отдельных станков
возможно параллельное размещение линии с использованием об-
щего для двух линий оборудования (рис. 4.10, б), однако в этом
случае перед «общим» оборудованием необходимо предусматри-
вать необходимые заделы для компенсации несинхронное™ ра-
боты двух линий. На схеме «общее» оборудование двух линий
заштриховано. Значительно сложнее выбрать оптимальный ва-
105
риант размещения станков для подетально-специализированных
участков серийного производства. На этих линиях можно одно-
временно изготовлять партии разных деталей, поэтому вариант
размещения влияет на транспортные расходы, себестоимость
продукции и капитальные вложения, на непрерывность и ритмич-
ность производства.
Возможны три различных варианта расположения станков на
предметно-замкнутых (подетально специализированных) участках!
точечный, при котором отсутствуют межоперационные связи
между станками; рядный, при котором оборудование размещено
в линейной последовательности, соответствующей ходу технологи-
ческого процесса характерной детали; гнездовой, при котором
станки размещают группами в зависимости ог межоперационных
связей между ними.
Точечный вариант расположения станков возможен при пол-
ном изготовлении деталей на одном станке. Его применяют в тя-
желом машиностроении при изготовлении крупных деталей,
в легком и среднем машиностроении при использовании много-
целевых станков, а также на автоматных участках изготовления
несложных деталей.
Рядный и гнездовой варианты расположения станков харак-
терны для групповых поточных линий, где в зависимости от
степени синхронизации работа может осуществляться, как на
переменно-поточной линии в определенным тактом, или линия
может быть несинхронной — прямоточной.
Возможны также комбинации указанных вариантов располо-
жения станков внутри одного участка.
При выборе того или иного варианта в качестве основного
параметра, влияющего в наибольшей степени на эффективность
работы участка и линии, обычно используют грузооборот участка,
характеризуемый грузопотоком /^f между рабочими местами
и
р
= S Nhmk, (4.10)
Л=1
где Nh — программа k-й детали; mh — ее масса; р — число
деталемаршрутов между и 1‘2-м рабочими местами.
При точечном варианте расположения оборудования, когда пе-
ремещение деталей осуществляют со склада к рабочему месту и
обратно, рабочие места с наибольшей интенсивностью грузопотока
размещают ближе к складу, и наоборот.
Сложнее решить эту задачу для линейного и гнездового ва-
риантов расположения оборудования. Задача оптимального раз-
мещения рабочих мест на участке в общем виде может быть сфор-
мулирована в следующем виде [211. Известна матрица значений
грузопотоков между станками (рабочими местами) размерностью
п х п, где п — число рабочих мест на участке. Также известны
места расположения площадок для рабочих мест и расстояния
106
между ними. Матрица расстояний также имеет размерность
пХп. В качестве допустимого множества площадок обычно берут
узлы прямоугольной или треугольной решетки либо фиксирован-
ные точки на плоскости. Надо расположить рабочие места по
узлам решетки или в точках плоскости таким образом, чтобы
мощность грузопотока, определяемая суммой произведений грузо-
потоков на соответствующие расстояния, была минимальной-
о = 2 2 2 2 (4.П)
h i* ii it
при условии
£ l(/= 1, 2, .... n); = l(i = 1, 2, .... n);
i=i /=i
f 0
xt] = I j (Л / = 1,2, ..n),
где — булева переменная, показывающая, размещено ли
l\-e рабочее место на Д-й площадке; х;,/, — переменная, показы-
вающая, размещено ли i2-e рабочее место на /а-й площадке; Iiti, —
величина грузопотока с 1\-го рабочего места на ia-e; S/^, — рас-
стояние между ]\ и /а-й площадками.
Сформулированная задача в математической постановке сво-
дится к «задаче о назначениях» и может быть решена с помощью
разработанного алгоритма. Практически такой метод решения
может быть применен при небольшом числе рабочих мест (обычно
не более шести-семи), так как резко возрастает размерность ма-
триц, что затрудняет расчеты даже с использованием современ-
ных ЭВМ. Так, например, число перестановок из восьми состав-
ляет 40 320, т. е. такое число раз надо определить величины гру-
зопотоков 8t и выбрать вариант с наименьшим значением.
Задача значительно упрощается, если вариант размещения
рабочих мест линейный, а расстояние между ними одинаковое.
В такой постановке размерность исходной матрицы снижается,
и задача сводится к «задаче о коммивояжере». Подобный подход
может быть использован для оптимизации рабочих мест групповых
поточных линий. На рис. 4.11, а показана схема планировки
групповой поточной линии и последовательность обработки двух
партий деталей А и Б. На схеме показаны типичные для этих
линий возвратные перемещения при выполнении отдельных опе-
раций.
Оптимизация гнездового варианта расположения станков осу-
ществляется приближенными методами на основе локально-опти-
мальных решений. При этом выбирают один из возможных ва-
риантов закрепления станков за площадками и относительно него
возможными перестановками отыскивают вариант, обеспечива-
ющий 9 -* min. Этот вариант является локально-оптимальным.
Далее выбирают несколько новых начальных расстановок и вновь
107
Рис. 4.11. Варианты линейного (а) и гнездового (б) размещения станков в груп-
повых поточных линиях
отыскивают путем перестановок новые локально-оптимальные ре-
шения и из множества локально-оптимальных решений выбирают
одно е минимальным значением суммарного грузопотока.
При гнездовом варианте размещения оборудование может
быть сгруппированно по предметному либо по технологическому
признаку. В первом случае в гнездо собирают оборудование для
изготовления определенного типа деталей. Один из вариантов
гнездовой планировки показан на рис. 4.11, б. Стрелками пока-
заны маршруты изготовления деталей двух характерных групп.
Некоторое удаление от гнезд двух станков, используемых для
финишной обработки, вызвано стремлением уменьшить вредное
влияние вибраций вследствие работы станков, выполняющих
черновую обработку. При размещении станков гнездами по тех-
нологическому признаку создают группы однотипных станков
в соответствии с ходом технологического процесса характерных
деталей. Однако при этом возникают сложные возвратные пере-
мещения партий деталей, и, как это было отмечено в подразд. 4.1,
данный вариант размещения имеет худшие показатели. Он может
быть использован при создании относительно небольших участков
единичного производства.
При оптимизации выбора варианта расположения станков
предпочтительным является проектирование технологических схем
расположения рабочих мест без учета размеров и привязки к кон-
фигурации и размерам участка. В этом случае рабочие места
представляют точками, а их расположение определяется не точ-
ными координатами, а по принципу ближе—дальше. При линей-
ном или гнездовом варианте планировок ранжированные данные
относительного удаления рабочих мест от исходной точки позво-
ляют легко разложить их в заданных границах участков.
Выбор рациональной планировки участков и линий ГПС
имеет много общего в подходе, принципах размещения станочных
модулей и критериях оптимальности, рассмотренных выше.
108
На основе анализа ГПС мож-
но выделить несколько вариан-
тов размещения станочных мо-
дулей (рис. 4.12).
Произвольный вариант. Не-
сколько модулей или станков с
ЧПУ произвольно размещают на
площади участка. При этом ва-
рианте существенно усложняют-
ся и удлиняются транспортные
маршруты, если станков, исполь-
зуемых при изготовлении одной
детали, более трех. Однако при
полном изготовлении на одном
станке этот вариант приемлем.
Функциональный вариант.
Станочные модули группируют
по их технологическому назна-
чению (токарные, фрезерно-рас-
точные, шлифовальные и т. д.).
Недостатком являются неизбеж-
ные встречные потоки при об-
работке разных деталей. Ука-
занную схему поэтому нельзя
считать перспективной,несмотря
на то, что создано много ГПС
данного типа.
Модульный вариант. Сход-
ные технологические процессы
обработки выполняются парал-
лельными группами ГПМ. Ука-
занный тип компоновки имеет
более высокую надежность, так
как построен по принципу резер-
вирования и может быть приме-
нен при больших объемах выпускаемых однотипных деталей,
например, на специализированных заводах по производству зуб-
чатых колес или других типовых деталей в станкостроении.
Групповой вариант. Каждая группа модулей служит для из-
0 0 0 0
0 0 0 0
0 0 0 0
Рис. 4.12. Варианты размещения ста-
ночных модулей;
а — произвольное; б — функциональное;
в — модульное; г — групповое; д — сту-
пенчатое с группой оборудования / для
предварительной обработки баз, основной
обработки 2 и финишной или специаль-
ной 5; а, Ь, с — типы станочныж модулей
готовл ения определенной группы деталей, близких по конструктив-
ным и технологическим признакам. Основой создания ГПС по-
добного типа является методология групповой технологии. Ука-
занный тип компоновки ГПС наиболее перспективен, поскольку
нацелен на изготовление законченных деталей. Кроме этого,
обеспечивается возможность поэтапного создания ГАЦ, поскольку
каждая группа модулей имеет автономную структуру.
В большинстве случаев для обработки в ГПС у заготовок не-
обходимо подготовить базы, например, профрезеровать плоскость
109
и обработать два базовых отверстия. Для этой цели вблизи ГПС
целесообразно предусмотреть участок станков с ЧПУ с ручной
установкой заготовок. Продолжительность обработки баз зна-
чительно меньше продолжительности основной обработки, по-
этому обслуживание станков для обработки баз может быть
поручено рабочим, устанавливающим заготовки на спутники для
основной обработки (рис. 4.12. д). Кроме того, при обработке
ответственных деталей возникает необходимость специальной
обработки, например термической. Указанные операции целе-
сообразно выполнять на соответствующем оборудовании, разме-
щенном на отдельном участке или в других цехах.
В ГПС целесообразно включать подсистему перемещения де-
талей на сборку, а по мере создания соответствующих сборочных
центров — и сборку. Наличие управляемого транспортного потока
на заводе является непременным условием функционирова-
ния ГПС.
В большинстве существующих ГПС используется линейный
принцип размещения ГПМ. При небольшом числе станков их
размещают в один ряд, при числе станков более четырех — в два
ряда. Компоновка ГПС также может быть замкнутой или 11-
образной.
Во многом размещение ГПМ в ГПС определяется типом авто-
матизированной транспортно-складской системы, с помощью ко-
торой регулируют потоки заготовок, инструментов, приспособле-
ний, тары и деталей. В зависимости от вида применяемой транс-
портно-складской системы могут быть три различные схемы
планировок ГПС (рис. 4.13).
Планировка с централизованным складом (рис. 4.13, а). Со
склада заготовки в таре или на палетах передаются к станочным
модулям транспортной системой. Заготовки, обработанные на
одном станке, передают на следующий станок или возвращают
на склад, где они хранятся, пока не освободится занятый станок.
Транспортная система может быть линейного типа или замкну-
тая. Эта схема очень универсальна, обеспечивает возможность
ее наращивания в определенных пределах.
Планировка со складом-накопителем в составе транспортной
системы (рис. 4.13, б). Роль склада выполняет транспортная
система (роликовый конвейер замкнутого типа). Загрузку и вы-
грузку транспортной системы обычно производят на одном месте.
Подобная планировка характерна для ГПС средне- и крупно-
серийного производства с четко выраженной последовательностью
и определенной синхронизацией по времени выполняемых опера-
ций. Как реализацию этого принципа можно рассматривать
станочные модули на базе многоцелевых станков для изготовле-
ния корпусных деталей с многопозиционными накопителями.
Планировка с перемещением деталей транспортным средством
в составе склада (рис. 4.13, в). В этом случае ГПМ непосредст-
венно примыкают к складу, что значительно упрощает доставку
110
Рис. 4.13. Планировки ГПС|
а —* с централизованным скла-
дом; б — с накопителем в соста-
ве транспортной системы; в —*
с транспортным устройством в
составе склада; 1 — станочный
модуль; 2 — склад; 3 — транс-
портная система; 4 транспор-
тер-накопитель} 5 ** робот-шта-
белер склада
заготовок и их автома-
тическую загрузку. Этот
вариант характеризует-
ся простотой загрузки,
перемещения и хранения
заготовок, но возможности расширения ГПС и замены оборудо-
вания при модернизации ограничены. В этом отношении вариант
а является предпочтительным.
ГПС, помимо транспортно-складской системы в своем составе
имеют и другие системы обеспечения функционирования: системы
инструментального обеспечения, автоматического контроля, за-
грузки заготовок на приспособления-спутники и др. Это обо-
рудование размещают в зоне транспортной системы или авто-
матизированного склада. На рис. 4.14 приведена схема плани-
ровки ГПС, состоящей из двух многоцелевых станков и пред-
Рис. 4.14. ГПС для изготовления деталей автомобиля в условиях мелкосерий-
ного производства!
1 — инструментальный магазин; 2 —• участок предварительной настройки инструментов;
3 _ участок загрузки заготовок на приспособления-спутники; 4 — склад-накопитель
спутников; 5 — туннель системы подготовки СОЖ; б управляющий вычислительный
комплекс (антресоль)] 7 «— контрольно-измерительная машина; 8 •==• моечная машина
111
Рис. 4.15. Роботизированная линия для изготовления деталей гидравлических
устройству
1 *— конвейер для готовый деталей? 2 —• робот? 3 многоцелевые станки; 4 —• токарные
станки; 5 — ЭВМ? 6 кассета с заготовками? 7 конвейер для заготовок
назначенной для изготовления деталей автомобилей размеров
500x500x500 и партиями 1—50 шт.
Планировка такой ГПС соответствует первому типу. Имеется
склад спутников, заготовки устанавливают в спутники операторы
на участках 3, расположенных в зоне склада. Это очень удобно,
и, кроме того, обеспечиваются минимальные расстояния до ячеек
склада.
Обработка заготовок в спутниках производится на двух пяти-
координатных станках практически от начала до конца. Спутники
с заготовками доставляют к станкам с помощью транспортных
роботов.
Роботы используют и для доставки магазинов инструментов
к станкам. Для этого манипулятор загружает магазин на 20
инструментов, установленный на транспортном роботе горизон-
тально. После заполнения магазина робот доставляет его в зону
станка, где другой манипулятор осуществляет замену инстру-
мента в магазине станка в процессе его работы. Инструменталь-
ный магазин станка вмещает 50 инструментов, что обеспечивает
возможность полного изготовления сложных деталей. В составе
ГПС предусмотрены моечная машина для мойки и удаления
стружки и расположенная рядом координатно-измерительная ма-
шина для окончательного контроля и паспортизации изготовлен-
ной детали. Эту схему планировки характеризует компактность
расположения технических средств системы обеспечения функ-
ционирования ГПС и возможность ее дальнейшего наращивания
путем установки третьего ГПМ. Вместимость склада (56 спутни-
ков) обеспечивает возможность работы в третью смену без обслу-
живающего персонала.
112
При создании ГПС на основе роботизированных технологиче-
ских комплексов (РТК) необходимо добиваться такого располо-
жения оборудования, чтобы оно находилось в зоне досягаемости
промышленных роботов и одновременно обеспечивалась безопас-
ность операторов, осуществляющих загрузку накопителей, смену
инструментов, уборку стружки и т. д.
Схема планировки линии с использованием РТК и конвейеров
показана на рис. 4.15. На линии установлены два токарных и
четыре многоцелевых станка, обслуживаемые двумя роботами.
Станки с ЧПУ образуют при этом две кольцевые структуры, ко-
торые характерны для роботизированных комплексов. Обслужи-
вание станков производится с внешней стороны кольцевых струк-
тур, что делает линию безопасной. Передача заготовок из первой
зоны линии на вторую, а также выдача готовых деталей осуще-
ствляется небольшими конвейерами.
Перспективными для создания ГПС на основе РТК являются
схемы планировок с конвейером-накопителем (рис. 4.13, б). В этом
случае достигается возможность работы с малым тактом, что
невозможно при использовании транспортных роботов
4.6. Особенности расположения
оборудования и рабочих мест
на участках сборки
При конвейерной сборке узлов и изделий рабочие
места располагают вдоль конвейера с одной стороны или с обеих
сторон. Необходимые комплектующие детали и сборочные еди-
ницы размещают в рабочей зоне в контейнерах. Крупные детали
и узлы доставляют со складов подвесными конвейерами, которые
могут к тому же выполнять роль накопителей. С обеих сторон
конвейера предусматривают проезды для цехового транспорта.
Сборочные конвейеры могут быть прямолинейными и замкну-
тыми. Из них можно создавать сложные структуры, состоящие из
нескольких участков различной конфигурации.
Для сборки узлов и изделий небольших габаритных размеров
эффективно использовать автоматические или автоматизирован-
ные линии.
На рис. 4.16 дана схема планировки автоматизированной ли-
нии сборки нажимного диска сцепления юузового автомобиля.
Объем выпуска 6 -106 дисков сцеплений в год. Трудоемкость сборки
диска сцепления 4,09 мин, расчетный такт работы 18 с. На линии
предусмотрено 23 сборочных позиции, из них 12 автоматических,
2 механизированных и 9 ручных. Изделия собирают на 56 спут-
никах, не имеющих жесткой связи с транспортной цепью. На
позициях 1 диск сцепления вручную устанавливают в спутник
и собирают с четырьмя рычагами, затем в позициях 2 и 3 уста-
навливают изолирующие шайбы и пружины, после чего вручную
ИЗ
ozo<7
устанавливают кожух и четыре
технологические оправки на по-
зиции 4. Далее в позиции 5 кожух
и диск автоматически зажимаются,
на позиции 6 вручную устанавли-
вают четыре втулки и удаляют
технологические оправки. Ручное
наживление четырех болтов креп-
ления кожуха и регулировочных
гаек производят на позиции 7, а на
позиции 8 происходит их автома-
тическое затягивание. На позиции
9 осуществляют кернение четырех
втулок крепления кожуха с дис-
ком и далее автоматическую пред-
варительную регулировку четырех
рычагов на позиции 10. Вручную
укладывают пружинные и замоч-
ные пластины и наживляют восемь
болтов на позициях 11, а на сле-
дующей позиции производят их
автоматическое затягивание. На
позиции 13 проверяют наличие бол-
тов крепления пластин. После
этого на позиции 14 автоматически
отгибают усики пластин, а в сле-
дующей позиции четыре рычага
многократно обжимают. На пози-
ции 16 автоматически выполняется
окончательная регулировка четы-
рех рычагов и на позиции 17 —
кернение регулировочных гаек.
На позиции 18 происходит рас-
фиксация спутника, а на позиции
19 собранный диск сцепления ук-
ладывают на приемный стол.
При внедрении такой линии
число сборщиков уменьшилось до
18 человек (при стендовой сборке —
32 человека), на линии предусмот-
рены два наладчика.
При размещении стендов и рабо-
чих мест на участках непоточной
сборки используют точечные и гнез-
довые структуры планировок. Кри-
териехМ оптимального размещения
рабочих мест является минималь-
ный суммарный грузопоток на уча-
114
стке и в цехе. В зоне сборочных стендов, стеллажей и столов раз-
мещают станки, необходимые для пригоночных работ, нагреватель-
ные устройства, прессы и другое оборудование. При сборке тяже-
лых изделий рабочие места оснащают подъемно-транспортными уст-
ройствами. Эти устройства используют для установки деталей
в сборочные единицы, а также для их межоперационного транс-
портирования. Детали на сборочные стенды подают скомплекто-
ванными.
4.7. Планировка оборудования
и рабочих мест
Основные требования к оформлению планов располо-
жения оборудования и рабочих мест, а также используемые при
этом обозначения были рассмотрены в гл. 1.
При размещении оборудования в соответствии с выбранным
вариантом необходимо обеспечить установленные нормами рас-
стояния между оборудованием при различных вариантах их раз-
мещения, а также ширину проездов. Указанные нормы для схем,
приведенных на рис. 4.17, даны в табл. 4.9. Они зависят от га-
Рис. 4.17. Схемы расстановки станков
115
4.9. Нормы расстояний, мм *, станков от проезда, между станками,
а также от станков до стен и колонн здания (см. рис. 4.17)
Расстояние Наибольший габаритный размер станка в плане, мм, не более
1800 4000 8000
От проезда до: фронтальной стороны станка (а) 1600/1000 2000/1000
боковой стороны станка (б) 500 700/500
тыльной стороны станка (в) 500 500
Между станками при расположении ии: «в затылок» (а) 1700/1400 2600/1600 2600/1800
тыльными сторонами друг к дру- 700 800 -1000
гу (д) боковыми сторонами друг к другу (е) 9( >0 1300/1200
фронтальными сторонами друг к дру- гу и при обслуживании одним ра- бочим: одного станка (ж) 2100/1900 2500/2300 2600
двух станков (з) 1700/1400 1700/1600 —
по кольцевой схеме (и) 2500/1400 2500/1600 —
От стен, колонн до: фронтальной стороны станка л 1600/1300 1600/ 1500
Л1 1300 1300/1500 1500
тыльной стороны станка (л<) 700 800 900
Примечание. Расстояние между станками к при размещении их по
кольцевой схеме принимается не менее 700 мм. Расстояние от колонн до боковой
стороны станков н установлено 1200/900.
* В знаменателе приведены нормы расстояний для цехов крупносерийного
и массового производства, когда они отличаются от соответствующих норм для
условий единичного, мелкосерийного и среднесерийного производства.
баритных размеров оборудования и устанавливают расстояния
от крайних положений движущихся частей станка до открыва-
ющихся дверей станков, установленных отдельно стоек и шкафов
систем управления, колонн и стен здания. При размещении рядом
двух станков различных габаритных размеров расстояния сле-
дует выбирать по наибольшему из них. Стружкоуборочные ка-
налы, располагаемые вдоль проезда, должны находиться за его
пределами. Ширину магистральных проездов, по которым осу-
ществляются межцеховые перевозки, принимают равной 4500—
5500 мм. Ширина цеховых проездов зависит от вида напольного
транспорта и габаритных размеров перемещаемых грузов. Для
всех видов напольного электротранспорта ширина проезда А (мм)
составляет: при одностороннем движении А — Б + 1400, при
двустороннем движении А = 2Б + 1600, для робокар при одно-
стороннем движении А = Б + 1400, где Б — ширина груза, мм.
Ширину пешеходных проходов принимают равной 1400 мм.
116
Рис. 4.18. Примеры планировочных
решений станочных линий с исполь-
зованием различных видов межопе-
рационного транспорта;
а — с автоматизированной транспорт-
но-складской системой для тары 400 X
X 600 мм (разработчик НПО «Оргстан-
кинпром>); б — с напольным автоопе-
ратором и приемопередаточными стола-
ми (разработчик НПО «Оргстанкин-
пром», Москва); в — со стационарным
роликовым или пластинчатым конвейе-
ром; г — с подвесным конвейером или
электроталью на монорельсе; д — с под-
весным конвейером и манипуляторами
у станков
Примеры планировочных
решений станочных линий с
различными способами меж-
операционной передачи заго-
товок приведены на рис. 4.18. Во всех этих схемах ширина Д2 пеше-
ходных проходов принята равной 1400 мм, ширина передаточных
столов и стеллажного оборудования В = 670 мм, расстояние между
ними Г = 900 мм. Расстояние между станком и консольной сек-
цией приемопередаточного стола Д = 400 мм, а ширина рабочей
зоны между станком и столами Е = 1070 мм. Ширина К механи-
зированного межоперационного транспорта принимается в соот-
ветствии с размерами изготовляемых деталей, а расстояние Ж
между транспортными устройствами — не менее 300 мм.
Возможные варианты размещения стационарных рабочих мест
сборки для условий единичного, мелкосерийного и среднесерий-
117
Рис. 4.19. Схемы размещения рабо-
чих мест сборки
ного производства показаны на
рис. 4.19, а в табл. 4.10 приве-
дены нормы на их размещение.
Для условий крупносерийного
и массового производства характер-
ны варианты конвейерной сборки.
Планировки рабочих мест при ис-
пользовании сборочных конвейеров
и автоматизированных линий, а
также нормы их размещения даны
на рис. 4.20. Размер К. на этих схе-
мах определяется конструкцией
оборудования.
В практике проектирования
в основном используют темплет-
ный метод выполнения планиро-
вок. Темплеты представляют собой
планы рабочих мест и оборудования, выполненные на прозрачной
пленке или бумаге в определенном масштабе. Кроме габаритных
размеров оборудования, сборочного стола или верстака, на тем-
плете указывают место рабочего, расположение инструменталь-
□ □□□□□
о е в в в е
/ Лопал ните 'лное
5}
Рис. 4.20. Примеры размещения рабочих мест при конвейерной и автоматизиро-
ванной сборке и нормы на их размещение при использовании!
a — шагового конвейера; б вертикально-замкнутого конвейера; в ==* подвесного кон-
вейера) а роризонтально-замкаугого конвейера) б э автоматизированной линии
118
4.10. Нормы* расстояний, мм, для размещения сборочных мест
(единичное, мелко- и среднесерийное производство) (см. рис. 4.19)
Рабочая зона с одной стороны Работая зона вок объекта
Расстояние Габаритные размеры собираемого изделия, мм
до 1250X750 До 1250X750 ДО 2500X1000
От проезда до: фронтальной стороны (а) тыльной стороны (б) боковых сторон (в) Между сборочными местами при взаим- ном расположении: в «затылок» (г) тыльными сторонами (д) боковыми сторонами: е фронтальными сторонами (ж) От стен и колонн до: фронтальной стороны стола (л) тыльной стороны стола (м) боковой стороны стола (н) 1500/1000 500 1250/1000 1750/1000 0 1500/750 0 2750/2000 1500/1300 0 750 2250/1000 1000/750 1000 2750/1700 1500/1000 1500/750 1500/750 3500/25000 1750/15000 1000/750 750 2250/1500 1000/900 1000 2750/1700 1500/1000 1500/1200 1500/1200 3500/2500 1750/15000 1000/900 750
Примечание. В нормы не включены площади для складирования де-
талей и сборочных узлов.
* В знаменателе приведены нормы для среднесерийного производства, если
они отличаются от аналогичных норм для единичного и мелкосерийного произ-
водства.
ных тумбочек, столов и другой организационной оснастки, а также
места подвода энергоносителей и технологических жидкостей.
В ходе планировки их размещают на подготовленном компоно-
вочном плане участка, закрепляя прозрачной клейкой лентой.
В этом случае сокращается до минимума доработка планов и
уменьшается в 1,5—2 раза трудоемкость планировочных работ по
сравнению с трудоемкостью планировки при использовании шабло-
нов-габаритов оборудования.
Темплетный метод можно использовать при разработке пла-
нов на ЭВМ. При этом в соответствии с выбранным вариантом
расположения, обеспечивающим минимальные мощности грузо-
потоков на участке, размещают темплеты рабочих мест, заранее
введенные в банк данных машины в виде графических файлов.
При разработке планировки цехов, имеющих сложные транс-
портные системы подвесных и напольных конвейеров, монорель-
сов и автоматизированных складов, эффективно использовать
119
120
Рис. 4.21. Планировка ГПС АС В-201 для изготовления де-
талей типа тел вращения, плоскостных и корпусных деталей
в мелко- и среднесерийном производстве
метод объемного макетирования, при котором применяют объемные
модели (выполненные в определенном масштабе) станков, рабочих
мест сборки, транспортных систем и строительных элементов
зданий. Применение объемных моделей позволяет правильно
расположить транспортно-технологическое оборудование в объеме
здания и избежать многих ошибок в расположении отдельных
транспортных систем по высоте, возможных при плоскостном
изображении.
Рассмотрим некоторые конкретные примеры планировок уча-
стков и линий механической обработки и сборки. На рис. 4.21
приведена планировка ГПС АСВ-201 для изготовления деталей
типа тел вращения, плоской формы и корпусных деталей в усло-
виях серийного производства. ГПС рассчитана на изготовление
в год деталей 500 наименовании при работе с партиями заготовок
по 25—100 шт., общий годовой выпуск деталей 66 000 шт. Раз-
меры изготовляемых деталей, мм: диаметр 50—500 мм, длина до
500, ширина и высота до 500.
В составе ГПС — 15 станков с ЧПУ, в том числе три ГПМ.
Сочетание ГПМ и высокопроизводительных станков с ЧПУ с руч-
ной нагрузкой обеспечивает высокую надежность системы.
Изготовляют корпусные детали на двух многоцелевых стан-
ках 5 мод. ИР500ПМФ4 со сменными столами-спутниками. Заго-
товку устанавливают на свободный стол во время работы станка.
Один рабочий обслуживает два станка. Для патронной обработки
тел вращения диаметром до 500 мм применены два патронных
полуавтомата 6 мод. 1П756ПФЗ и два полуавтомата 7 мод.
МА1П420ПФ30 для изготовления деталей меньших диаметров (до
200 мм). За этими станками расположена группа станков для
изготовления плоскостных деталей, а также для дополнительной
обработки отверстий пазов и лысок в деталях типа тел вращения—
два вертикальных фрезерно-сверлильно-расточных станка 8
6Т13МФ4 и два вертикально-сверлильных станка 9 2Р135Ф2 с ре-
вольверной головкой. Далее размещены три ГПМ с тактовыми
столами 16 — токарный модуль 10 на базе токарного полуавтомата
МА1П420ПФ30 с ЧПУ и робота 15 мод. МАП.40.01, сверлильно-
фрезерно-расточной ГПМ 11 и шлифовальный ГПМ 12 МА85-1.
В конце участка расположены два токарных станка 13
мод. 1600Ф30 с ЧПУ для изготовления мелких деталей.
Для перемещений заготовок, инструментов и деталей преду-
смотрена автоматизированная транспортно-складская система
с централизованным четырехъярусным складом 2 вместимостью 64
ячейки и транспортная система замкнутого типа с транспортным
роботом 3 грузоподъемностью 550 кг. В рабочей зоне станков
предусмотрены приемные столы 4, 14 для деталей и заготовок,
а также устройства их автоматической стыковки с транспортным
роботом Управляющий вычислительный комплекс на базе ЭВМ
мод. СМ 1406 обеспечивает управление автоматизированной тран-
спортно-складской системой.
122
Рис. 4.22. Планировка ГПС АСК-20 для изготовления корпусных деталей
станков в условиях мелкосерийного производства
У каждого рабочего места находится абонентный пульт для
связи с диспетчером, находящимся в диспетчерском пункте 22.
Диспетчер осуществляет контроль за работой транспортно-склад-
ской системы и обеспечивает своевременную подачу заготовок
со склада к рабочим местам и их дальнейшее перемещение.
В зоне 17 склада выполняют загрузку заготовок на склад и выда-
чу готовых деталей. В составе ГПС предусмотрены отделение
инструментальной подготовки 18, контроля деталей 19, зарядки
аккумуляторов 21, емкости 1 и 23 для сбора стружки. В зоне
токарного модуля предусмотрено контрольно-измерительное уст-
ройство 20.
Как видно, при такой планировке оборудование размещено
подетально специализированными группами, обеспечивающими
полную обработку деталей с минимальными перемещениями.
ГПС обслуживают 12 человек в смену, в том числе 6 станочников.
Для установки тяжелых заготовок предусмотрены четыре шар-
нирно-балансирных манипулятора 24.
На рис. 4.22 приведена планировка ГПС АСК-20, предназна-
ченной для изготовления корпусов, столов, звеньев, звездочек
и других деталей станков в условиях мелкосерийного производ-
ства. В ГПС предусмотрены четыре ГПМ 1 мод. ИР500ПМ1Ф4
с шестипозиционными накопителями и моечный агрегат 7. Система
обеспечения функционирования включает: транспортно-накопи-
тельную систему на базе транспортного робота «Талка» 5, пере-
мещающегося по рельсовому пути 6; участок загрузки и раз-
грузки приспособлений-спутников с рабочими позициями 2,
приемными столами 12, устройствами ориентации 14 и шарнирно-
балансирными манипуляторами 15:, участок сборки универсально-
123
Рис. 4.23. Планировка РТК для патронной обработки сталей типа тел вращения
сборной переналаживаемой оснастки (УСПО) на приспособлениях-
спутниках со стеллажами 3 для хранения элементов УСПО, сле-
сарным верстаком 13 и инструментальными шкафами //; участок
инструментальной подготовки, оборудованный приборами 9
мод. БВ2027 для настройки инструментов вне станка рабочими
местами 4, инструментальным стеллажом 8 и ручной тележкой 10.
Рядом с участком инструментальной подготовки расположен
диспетчерский пульт 16, а на антресольном этаже — управляю-
щий вычислительный комплекс на базе ЭВМ СМ 1420. Особенно-
стью ГПС является полная автоматизация передачи приспособ-
лений-спутников с заготовками на станки. Вместимость станоч-
ного магазина спутников достаточна для непрерывной работы
ГПМ в течение нескольких часов.
На рис. 4.23 показана детальная планировка РТК с кольцевым
размещением оборудования. В состав РТК включены четыре
токарных станка с ЧПУ (/—4), две контрольно-измерительные
машины 7 и промышленный робот фирмы «Асиа» (Швеция), пере-
мещающийся в пределах рабочей зоны. Для размещения заготовок
и готовых деталей предусмотрен трехъярусный магазин 5 кару-
сельного типа. Заготовки доставляет с централизованного склада
в унифицированной таре транспортный робот 9 к приемным сто-
лам 6. Загрузку и выгрузку магазина периодически выполняет
оператор-наладчик, обслуживающий ячейку. Стружка накапли-
вается в контейнерах 8 у станков, а затем механизированным
транспортом доставляется к месту сбора. Для безопасности рабо-
124
l^t'^U4E‘HLl
Рис. 4.24. Планировка поточной линии при применении подвесных грузонесущих
конвейеров^
о, б —* варианты крепления конвейеров
тающих предусмотрено ограждение рабочей зоны робота. Подобная
планировка станков обусловливает высокие требования к надеж-
ности работы промышленного робота, так как он обслуживает
четыре станка и любой его отказ останавливает работу всего
комплекса.
При планировке поточных линий массового производства
сложно размещать оборудование разной производительности.
В этом случае на смежных операциях предусматривают разное
число станков и обеспечивают распределение потока заготовок.
Пример планировки поточной линии с использованием подвесных
конвейеров в качестве межоперационного транспорта показан
на рис. 4.24. В начале линии предусматривается зона 6 шириной
2—3 м для размещения тары с заготовками. Далее размещают
два ряда станков по обе стороны двух подвесных конвейеров.
Конвейеры оснащают многополочными подвесками или подве-
сками со штырями, ячейками и другими элементами, что позво-
ляет использовать их также в качестве накопителей. На линии
предусмотрены три подвесных конвейера, разбивающие линию
на три участка. На первом участке предусмотрена резервная
площадь 2. В конце линии размещены моечная машина 4 и кон-
трольные пункты 3, В зоне 5 готовых деталей размещена тара для
125
Рис. 4.25. Планировка участка сборки инструментальных магазинов, редукторов
и шпиндельных бабок станков;
/ — участок сборки редукторов и шпиндельных бабок; II — участок испытания шпин
дельных бабок и редукторов; III —- участок сборки инструментальных магазинов; 1
верстак; 2 — стол сборщика; 3 — подставка для корпусных деталей; 4 — стеллаж для
деталей; 5 — поворотный стеллаж для нормалей; 6 — приемный стол для тар; 7 — стол-
тележка; 8 — гидравлический пресс; 9 — настольно-сверлильный станок; 10 — стенд
для испытания инструментальных магазинов; 11 - радиально-сверлильный переносной
станок; 12 — стенд для испытания шпиндельных бабок и редукторов; 13 — поворотный
стенд; 14 — моечная машина; 15 — вертикально-сверлильный станок; 16 — консольно-
поворотный кран
отправки деталей на сборку. По обе стороны линии предусмотрены
стружкоуборочные конвейеры 1.
На рис. 4.25 показана планировка участка сборки редукто-
ров, шпиндельных бабок и инструментальных магазинов коорди-
натно-расточных станков с ЧПУ. Участок расположен в пролете
шириной 24 м. Перемещение деталей на сборку осуществляют
со склада деталей напольным конвейером, для выполнения опе-
раций подъема и перемещения в процессе сборки предусмотрены
четыре консольно-поворотных крана. Транспортирование собран-
ных узлов осуществляют с помощью мостового крана, а передачу
на участок общей сборки — с помощью напольной электрифици-
126
рованной тележки. Сборку выполняют на сборочных столах и
поворотных стендах. Собранные узлы испытывают здесь же, для
чего предусмотрены испытательные стенды для редукторов и
шпиндельных бабок и один стенд — для инструментальных ма-
газинов.
4.8. Требования к условиям
работы оборудования
На параметры качества деталей и изделий оказывают
влияние условия работы оборудования или сборки: температурно-
влажностный режим помещения, наличие вибраций от работы
смежного оборудования и др. Особенно большое значение имеют
указанные условия при производстве высокоточных изделий
(станков, инструментов, прецизионных узлов топливной аппара-
туры и др.). Кроме того, при проектировании участков и цехов
необходимо обеспечить допустимый уровень звукового давления
и освещенности, что имеет большое значение для работы обс-
луживающего персонала.
Для прецизионного изготовления деталей используют станки:
В — высокой точности, А — особо высокой точности и С — особо
точные, предназначаемые для достижения наивысшей точности
изготовления эталонных и ведущих деталей станков и контроль-
ных приборов. Высокую точность обработки на этих станках,
а также сборки и юстировки высокоточных узлов и изделий можно
обеспечить только в помещениях, к параметрам микроклимата
которых (температура, влажность, скорость движения воздуха)
предъявляются жесткие требования (табл. 4.11). При кондицио-
нировании воздуха в помещении обеспечивается его многократ-
ный обмен в течение часа. Приточно-вытяжная вентиляция обуслов-
ливает воздушные потоки, скорость которых ограничивается ука-
занными в таблице значениями. В термоконстантных помещениях
должна поддерживаться относительная влажность 50 ± 10 %, так
как там используют высокоточные измерительные устройства,
на которых не допускается коррозия.
Чтобы предотвратить попадание пыли извне, в помещениях
прецизионного производства поддерживают давление на 1—2 Па
выше атмосферного давления.
Детали и узлы, поступающие на обработку или сборку на
участки термоконстантных цехов, должны находиться там в те-
чение 1—2 сут. для выравнивания их температуры с температурой
помещения. Для этой цели возле оборудования и рабочих мест
сборки предусматривают просторные площадки для хранения
заготовок и деталей, если нет термостатированного склада. Для
обдува и удаления пыли с поступающих грузов и одежды обслу-
живающего персонала на входе в термоконстантные помещения
устанавливают специальные шлюзы с вертикальным потоком
воздуха. Доступ в эти помещения ограничивают, так как присут-
127
4.11. Основные требования к микроклимату механических
и сборочных цехов прецизионного производства
Работы
Финишная обработка деталей
типа валов и втулок, точных от-
верстий в корпусных деталях,
направляющих базовых дета-
лей, делительных зубчатых ко-
лес и дисков, винтов, червяков
Чистовое шабрение, окончатель-
ная сборка и проверка узлов и
станков, приемочный контроль
и юстировка
Предварительная сборка стан-
ков и узлов
Изготовление прецизионных
пар топливной аппаратуры и
гидроаппаратуры:
финишная обработка деталей
сборка
испытание
Финишная обработка червяч-
ных фрез, долбя ков, шеверов
Нанесение делений на линей-
ных штриховых мерах станков
Класс точности станков или изго- тавливав- Допустимые откло- нения температуры, ± °C, от ± 20 °C при массе изде- лий, т • Наиболь- шая ско- рость воз- духа, м/о
мого изде- лия До 1 св. 1
В 1,5 1,0 0,3—0,5
А, С 1,0 0,5 0,2—0,3
В А, С 2,0 1,5 1,5 1,0 0,3—0,5
А АА ААА В А, С 1 о, 2 2 1, 1, 1; 0,5: 0,25; 0, 5 5 0 ; 0,25 1; 0,05 0,2 0,1—0,2 0,3—0,5 0,2—0,5 0,2—0,3 0,1
* Допустимые отклонения темпера туры даны для участков нанесения деле-
ний на линейных штриховых мерах длиной до 500, 1000 и 2000 мм.
ствие дополнительного персонала может нарушить температур-
ный режим. Число дверей, ворот и наружных стен должно быть
минимальным. Помещения с наиболее жестким режимом (20 °C ±
± 0,2 'С ... 20 °C ± 0,05 °C) должны быть изолированы от на-
ружных стен коридором — для тепловой защиты.
Па рис. 4.26 показана компоновка термоконстантного цеха,
в котором производится финишная обработка деталей и сборка
скоростных электрошпинделей. На участках 1 и 2 выполняют
предварительное и окончательное шлифование высокоточных из-
делий. На участке 12 размещены координатно-расточные станки.
В цехе предусмотрены инструментально-раздаточная кладовая 11,
отделение технического контроля 10, измерительная лаборато-
рия 9, автоматизированный склад деталей и комплектующих
изделий 4. На участке 5 собирают пульты управления, на уча-
стке 6 осуществляют окончательную сборку электрошпинделей.
В составе цеха предусмотрены также участки 7 и 3 для обкатки
шпинделей. Цех размещен в пролете шириной 24 м и изолирован
128
Рис. 4.2в. Компоновка термоконстантного цеха
от других цехов сплошной перегородкой. Перемещение в цех и
из цеха осуществляют через шлюз 8.
Недопустимо размещение рядом с цехами прецизионной об-
работки компрессоров, молотов, прессов и другого оборудования,
вызывающего вибрацию.
Для установки станков классов А и С, измерительных прибо-
ров особо высокой точности, стендов для сборки применяют специ-
альные виброизолирующие фундаменты-стенды большой глубины.
Контрольные вопросы
1. В чем заключаются преимущества подетальной и предметной
форм специализации участков цеха по сравнению с технологической?
2. Как определяется число участков автоматических линий жесткого типа?
3. Какова методика формирования структуры производственных подраз-
делений цеха в условиях серийного производства?
4. Как проводится анализ конструктивно-технологической общности дета-
лей, их планово-организационных характеристик?
5. Как осуществляется синтез групп деталей для обработки на одном
участке? Какие возможны при этом организационные формы обработки?
6. Какой математический аппарат используется для формирования участков
и линий цеха по ЭВМ?
7. Назовите основные варианты размещения производственных участков ме-
ханосборочного производства, их достоинства и недостатки, условия применения.
8. Как определяются общая и производственная площади цеха при укруп-
ненном, детальном проектировании?
9. Назовите основные строительные параметры производственных зданий
и факторы, влияющие на их выбор.
10. Какие варианты размещения оборудования возможны на станочных
участках и линиях? В каких случаях применяют тот или иной вариант?
11. Как осуществляется выбор оптимального вариаша расположения обо-
рудования и рабочих мест на участке?
12. Назовите варианты размещения станочных модулей в ГПС. Когда их
применяют?
13. Какие схемы планировок станочных модулей и автоматизированной
транспортно-складской системы применяют в ГПС? Назовите их достоинства
и недостатки.
14. Как размещают рабочие места и оборудование на участках сборки?
15. В чем суть темплетного метода выполнения планировок? В зависи-
мости от каких факторов установлены нормы расстояний между оборудованием
и ширина проездов? Каковы условия использования этих норм?
16. Какие особенности необходимо учесть при проектировании участков
и цехов для производства высокоточных изделий?
5 Мельников Г. Н. и др
5 ОПРЕДЕЛЕНИЕ СОСТАВА
И ЧИСЛА РАБОТАЮЩИХ
Состав и число работающих механических if сбороч-
ных цехов определяются характером производственного процесса,
степенью его автоматизации, уровнем кооперации и специализа-
ции вспомогательных служб в масштабах корпуса или завода,
структурой и степенью автоматизации системы управления про-
изводством.
Широкое использование автоматических линий в крупносе-
рийном и массовом производстве, увеличение удельного веса
станков с ЧПУ и ГСП в серийном производстве приводят к умень-
шению удельного веса производственных рабочих в составе ра-
ботающих механосборочных цехов. Вместе с этим возрастает
удельный вес инженерно-технических работников и вспомога-
тельных рабочих в связи с усложнением оборудования. Однако
широкое использование средств вычислительной техники и авто-
матизированных систем управления, призванных повысить про-
изводительность инженерного труда, и внедрение автоматизи-
рованных систем технической диагностики современного обору-
дования, облегчающее его обслуживание, обеспечивают сокраще-
ние численности всех работающих.
Создание централизованных складов, централизованных ре-
монтных и инструментальных служб в масштабах корпуса, а
иногда и завода при четком управлении способствует уменьше-
нию численности вспомогательных рабочих. Численность слу-
жащих (счетно-конторского персонала) уменьшают благодаря
г ведению автоматизированных систем учета продукции на всех
этапах ее создания и выполнению расчета заработной платы ра-
ботающих на ЭВМ.
Расчет числа работающих в зависимости от этапа проектиро-
вания, степени детализации проектных решений ведут по-разному.
При технико-экономическом обосновании проектов применяют
укрупненные методы расчета числа работающих. Далее в про-
цессе проектирования полученные результаты корректируют по
мере уточнения структуры цеха, планировки оборудования,
схемы управления производством.
К производственным рабочим механических и сборочных
цехов относят станочников и наладчиков оборудования, слесарей
130
для выполнения ручных и механизированных операций обра-
ботки, пригонки и сборки, мойщиков деталей и других рабочих,
непосредственно занятых выполнением операций технологиче-
ского процесса обработки деталей и сборки машин.
Число производственных рабочих, непосредственно занятых
выполнением операций технологического процесса, определяют
но трудоемкости или станкоемкости выполняемого объема работ.
Так, численность слесарей на операциях разметки, шабрения,
ручного удаления заусенцев и острых кромок, а также сборщи-
ков определяют по формуле Р = Т1Ф^ где Т — трудоемкость
соответствующего вида работ в человеко-часах; Фр — эффектив-
ный годовой фонд времени рабочего.
Число станочниьов при укрупненных расчетах определяют
по станкоемкости годового объема работ или по принятому числу
станков цеха (участка). В первом случае Рст = Гг7(ФрЛм),
где 7\ — суммарная станкоемкость изготовления деталей на
станках данного типа, на участке или в цехе в станко-часах;
Км — коэффициент многостаночного обслуживания — среднее
число станков, обслуживаемых одним рабочим.
Коэффициент Км зависит от вида оборудования. Для универ-
сальных станков с тучным управлением, как правило, Лм ~ I-
Исключение составляют тяжелые токарные, токарно-карусель-
ные станки, предназначенные для изготовления деталей большого
диаметра или длины, где А'м = 0,33 ... 0,5. Для прутковых то-
карных и токарно-револьверных автоматов = 3 ... 8; для
многошпиндельных полуавтоматов Км — 1 ... 4; для зубообраба-
тывающих полуавтоматов Ам — 2 ... 4; для агрегатно-сверлиль-
ных, агрегатно-расточных станков == 1 ... 3; для станков
с программным управлением Ам = 2 ... 3. Диапазон рекомендуе-
мых значений коэффициентов многостаночного обслуживания для
одного и того же вида оборудования определяется соотношением
машинного времени и времени ручного обслуживания для загрузки
станков при изготовлении конкретных деталей, причем мень-
шие значения принимают для мелкосерийного производства.
Указанные нормы даны для работы с наладчиками.
При определении числа производственных рабочих цеха поль-
зуются усредненными значениями Ам, полученными на основе
анализа действующих цехов: для мелкосерийного и единичного
производства Км = 1,1 ... 1,35, для среднесерийного Км = 1,3 ...
1,5, для крупносерийного и массового Лм = 1,9 ... 2,2.
Средний коэффициент многостаночного обслуживания по цеху
определяют по формуле
где Си — принятое число станков цеха; Cni и Кш — соответст-
венно число станков цеха :-й ip^inibi и число станков данной
группы, обслуживаемых одним рабочим, причем S Сщ = сп.
5*
131
Число станочников можно определить также по числу стан-
ков Сц цеха или участка:
и с^к3кл
1 ст ~ Фр^м ’
где Фо— эффективный юдовой фонд времени работы оборудо-
вания; К3 и /<и - коэффициенты соответственно загрузки и ис-
пользования оборудования (см. разд. 4). При укрупненных рас-
четах для единичного, мелко- и среднесерийного производства
следует принимать 1\АКЛ — 0,85, для крупносерийного и мас-
сового Л'3ЛИ 0,8 Число сборщиков но числу рабочих мест
Л4сб определяют но формуле
р -4^с1/Фр
t со- ф~ • >
где Фр. и - эффективный гспавой фонд времени рабочего места:
П плотность работы (среднее число рабочих, одновременно
работающих на одном рабочем месте). Для сборки принимают
Ки - 0,8.
При поточной сборке необходимо предусматривать до 5 %
«скользящих» рабочих (для замены временно отсутствующих)
по отношении/ к общему числу производственных рабочих.
В условиях крупносерийного и массового производства для
обслуживания станков в составе производственных рабочих пре-
дусматривают наладчиков, число которых определяют по нормам
обслуживания, установленным цля каждого типа оборудования
[22]. Так, например, в зависимости от точности и сложности обра-
ботки один наладчик обслуживает разное число станков: токар-
ных 11—18; агрегатно сверлильных 5 —12; универсально-шлифо-
вальных 8—18; токарных с ЧПУ 4 -10; сверлильных и фрезерных
с ЧПУ 8—16; многоцелевых станков и роботизированных техноло-
гических комплексов 3- 6; сборочных автоматов и полуавтома-
тов 5—8; сборочных ГПМ 4 -6. При определении числа наладчи-
ков следует иметь в виду целесообразное гь обслуживания налад-
чиком нескольких групп оборудования.
В условиях мелко- и среднесерийного производства исполь-
зовать наладчиков на универсальном оборудовании не рекомен-
дуется. Здесь, как правило, рабочие имеют высокую квалифика-
цию и наладку универсального оборудования выполняют сами.
В автоматизированном производстве к числу производственных
рабочих относят операторов и наладчиков автоматических ли-
ний массового производства и операторов-наладчиков ГПМ. Для
установки заготовок и снятия обработанных деталей для обслужи-
вания одной автоматической линии механической обработки при-
нимают одного или двух операторов в зависимости от условий
ее обслуживания.
132
Число наладчиков автоматических и сборочных линий опреде-
ляют по нормам обслуживания в зависимости от числа позиций
автоматической линии.
На автоматических линиях механической обработки один
наладчик в зависимости от сложности наладки (числа инструмен-
тов и достигаемого квалитета) обслуживает 3—10 позиций авто-
матической линии.
Меньшие значения норм принимают при точности обработки,
соответствующей 6—7-му квалитехам, и применении специального
инструмента, а также для автоматических линий шлифования
колец подшипников Большие значения принимают для линий,
состоящих из универсальных агрегатных станков с применением
простой оснастки и центрового инструмента.
Для автоматических сборочных линий нормы обслуживания
позиций одним наладчиком установлены в зависимости от слож-
ности применяемого оборудования и составляют 6- 12 позиций.
Меньшие значения принимают для линий, состоящих из полуавто-
матов с применением промышленных роботов, большие — для
линий с применением механизированного сборочного инструмента.
Число операторов-наладчиков ГПС также рассчитывают по
нормам обслуживания в зависимости от числа ГПМ в их составе.
Один операгор-наладчик обслуживает следующее число ГПМ:
токарных 3 4, карусельных 2; сверлильно-фрезерно-расточных
2—3, шлифовальных 2—3; зубообрабагывающих 3 4, электро-
физико-химических 3—4; сборочных 2—3. Меньшие значения даны
при пяти ГПМ в составе ГПС, большие - - при ГПМ более пяти.
Все приведенные выше нормативы даны в расчете на одну
смену.
При детальных расчетах число производственных рабочих-
станочников уточняют с учетом размещения оборудования и ана-
лиза условий многостаночного обслуживания. Такой анализ про-
водят на основе разработанных планировок. При этом рассматри-
вают возможности обслуживания одним рабочим нескольких
станков одной либо смежных линий. Особенно тщательно анализ
проводят при проектировании участков и линий крупносерийного
и массового производства.
Основное условие для использования миоюстаночного об-
служивания заключается в том, чтобы за время автоматической
работы одного станка рабочий cmoj выполнить работу по обслужи-
гп- 1
ванию других станков, т. е. Ij где - время работы
станка без участия рабочего, когда рабочий свободен от обслужи-
тп—1
вания станка и активного наблюдения за его работой: У rpi —
t=i
суммарное время обслуживания и активного наблюдения за ра-
ботой других станков с учетом времени на переход рабочего от
одного станка к другому.
133
hi_____ Рис. 5.1. Циклограмма работы
* станочника при обслуживании
ЕЕ==| Ё==|—| станков-дублеров;
д " н J. а —время автоматической работы стан-
—. ков; б — время обслуживания, актив-
-— ----------------------- р=4 ного наблюдения за работой станка н
перехода к следующему
___ t t При обслуживании стан-
I--1 е—ков-дублеров, выполняющих
° одинаковую операцию, число
станков, обслуживаемых од-
ним рабочим, т = tM/tp + 1.В этом случае несколько станков,
обслуживаемых одним рабочим, образуют зону обслуживания.
Циклограмма работы многостаночника, обслуживающего станки-
дублеры, показана на рис. 5.1.
Сложнее определить число станков, обслуживаемых одним
рабочим при выполнении на этих станках разных по продолжи-
тельности операций. Очень важно при этом определить длитель-
ность цикла Тд многостаночного обслуживания — промежуток
времени, в течение которого рабочий обслуживает все станки,
входящие в зону обслуживания. Длительность цикла при обслужи-
вании станков-дублеров, когда у рабочего нет свободного времени,
равна оперативному времени /оп, т. е. Тд = /оп.
Для станков с различной продолжительностью операций при
определении длительности цикла сопоставляют время ручного
обслуживания каждого станка с наибольшим оперативным време-
нем обработки на станке, входящем в предполагаемую зону об-
служивания. Если суммарное время обслуживания станков больше
максимального оперативного времени работы данного станка,
m
т. е. 2 /р > /Оп max, то время цикла принимают равным суммар-
m
ному времени обслуживания станков: Тп = S
1—1
Если суммарное время обслуживания станков меньше макси-
мального оперативного времени работы станка, т. е. S /р < ^оптах,
то длительность цикла принимается равной максимальному опе-
ративному времени Тд = /оп тах-
В то же время длительность цикла обслуживания должна
быть равна или кратна действительному такту выпуска, если
обработку ведут на непрерывно-поточной линии. Действительный
такт выпуска определяют по номинальному такту т:
т
~ (1 + з/юо) ’
где р — потери времени, % оперативного времени, на организа-
ционное и техническое обслуживание рабочего места и регла-
ментированные перерывы; Р = 6 ... 8 %.
134
шпонкой линии
Рис. 5.2. Циклограмма
а — время автоматической г .
дения за работой станка и перехода к следующему
обслуживания станков
работы станков; б время обслуживания, активного наблю
Для оценки занятости рабочего обслуживанием каждого станка
используют коэффициент занятости А3/ ==• Общий коэф-
фициент занятости рабочего по всем станкам не должен превышать
единицы: А3.о = 2А3; < 1.
В практике проектирования общий коэффициент занятости
принимают не выше 0,7—0,8, оставляя резерв на случаи возмож-
ного совпадения времени обслуживания станков с длительностью
выполнения операций.
На рис. 5.2 дана циклограмма многостаночного обслуживания
участка поточной линии, состоящего из пяти станков, па кото-
рых выполняют три операции. Такт выпуска на данной линии
принят 3,7 мин. Данные о структуре оперативного времени опе-
раций, приведенные на правой части рисунка, показывают, что
наибольшее оперативное время затрачивается на операции /,
где предусмотрены два станка.
Определим действительный такт выпуска на линии: тд ~
=3,7 /(1 + А) =3,5 мин.
На основе сопоставления наибольшего оперативного времени
и такта выпуска можно принять длительность цикла многостаноч-
ного обслуживания равной 7 мин. Затраты времени на обслужи-
вание двух станков, занятых на первой операции, составляют
5 мин, т. е. у рабочего остается 2 мин свобочного времени. Этого
достаточно для обслуживания станка на операции /< Однако
время работы этого станка без участия рабочего меньше, чем
остальных станков, что определяет необходимость подключить
для обслуживания этого станка второго рабочего. При этом цикл
работы второго станочника включает обслуживание двух стан-
ков, выполняющих операцию 3, и поочередное с первым рабочим
обслуживание станка, занятого на операции 2. Таким образом,
пять станков, на которых два рабочих выполняют три опера-
ции, можно разбить на две зоны обслуживания. Подобные приемы
135
5.1. Численность вспомогательных рабочих механических
и сборочных цехов (% числа производственных рабочих)
Цехи и линии единичное н мелко- серийное Производство
средне- серийное крупно- серийное массовое
Механические цехи 20—25 40—45 ♦ 20—25 20—25 20—25
Автоматные цехи — 30—35 30—35
Автоматические линии — — — 30—40
Сборочные цехи 20—25 40—45 * 20—25 20—25 20—25
* Нормы приведены для цехов тяжелого машиностроения с массой собирае-
мых изделий более 50 т.
совместного обслуживания несколькими рабочими одного станка
являются эффективным средством повышения коэффициента много-
станочного обслуживания и сокращения численности производ-
ственных рабочих» особенно при использовании бригадных форм
труда.
В соответствии с операционными картами, определяющими
характер выполняемых операций, устанавливают разряд рабо-
чего при выполнении операций и средний разряд производствен-
ных рабочих цеха или участка. В заключение расчета составляют
сводную ведомость производственных рабочих с указанием числа
рабочих каждого разряда по всем специальностям и разбивкой
общего числа производственных рабочих по сменам. В настоящее
время при двухсменном режиме работы численность производ-
ственных рабочих в первой смене (% общего числа производствен-
ных рабочих) рекомендуется принимать: в единичном и мелко-
серийном производстве 60, в среднесерийном 55, в крупносерий-
ном и массовом производстве 50.
При укрупненных расчетах численность операторов-наладчи-
ков, обслуживающих ГПМ в ГПС по сменам (% общего числа ра-
бочих), следует распределять следующим образом: в первую
смену 50, во вторую 30 и в третью смену 20.
К вспомогательным относятся рабочие, выполняющие техниче-
ское обслуживание производственных участков и линий: рабочие
ремонтных и инструментальных служб, транспортные и подсоб-
ные рабочие, уборщики производственных помещений, рабочие
складов и кладовых и др.
Численность вспомогательных рабочих при укрупненном про-
ектировании определяют общим числом в зависимости от числа
производственных рабочих. При детальном проектировании вспо-
могательных служб число вспомогательных рабочих определяют
либо по нормам обслуживания, либо в зависимости от трудоем-
кости выполняемого объема работ.
136
В табл. 5.1 приведены данные о соотношении (%) числа вспомо-
гательных рабочих цехового подчинения в зависимости от числа
производственных рабочих цеха. Указанные соотношения даны
с учетом централизации всех вспомогательных служб и не учи-
тывают ремонтных рабочих по текущему ремонту и межремонтному
обслуживанию технологического, подъемно-транспортного и элек-
трооборудования, слесарей-инструментальщиков, заточников, на-
ладчиков контрольно-измерительных приборов, рабочих по при-
готовлению смазочно-охлаждающих жидкостей, водителей электро-
каров и контролеров ОТК. Если рабочие-ремонтники, заточ-
ники и слесари-инструментальщики входят в состав цеха, то
указанные нормы необходимо увеличить на 4—5 %.
Необходимо также иметь в виду, что приведенные данные
являются ориентировочными, так как состав и число вспомога-
тельных рабочих как по абсолютной величине, так и в процентах
числа производственных рабочих существенно зависят от уровня
автоматизации производственных процессов. При распределении
общей численности вспомогательных рабочих по сменам можно
принимать, что в первую смену работают в цехах единичного
и мелкосерийного производства 65 %, среднесерийного 60 %,
крупносерийного и массового 55 % вспомогательных рабочих.
К категории инженерно-технических работников (ИТР) отно-
сятся лица, осуществляющие руководство цехом и его структур-
ными подразделениями (начальник цеха, его заместители, началь-
ники отделений, участков, лабораторий, мастера), а также ин-
женеры-технологи, техники, экономисты, нормировщики, меха-
ники, энергетики и т. д.
При укрупненном проектировании численность ИТР механи-
ческих цехов определяют по нормам [22] в зависимости от числа
основных станков цеха, а ИТР сборочных цехов — в зависимости
от числа производственных рабочих. В табл. 5.2 приведены
нормы для расчета численности ИТР механических и сборочных
цехов с учетом разработки технологических процессов, их нор-
мирования и разработки управляющих программ на ЭВМ, а
также проектирования специальных приспособлений и инструмен-
5.2. Нормы для определения численности ИТР механических
и сборочных цехов
Цехи Число ИТР (% числа основных станков механического цеха или числа производственных рабочих сборочного цеха) при производстве
единичном и мелко- серийном средне- серийном крупно- серийном массовом
Механические 24—18 22—16 21 — 15 20—15
Сборочные 12—9 11—8 10-8 10—7
137
гов работниками отдела главного технолога и отдела труда и за-
работной платы завода. Большие значения норм соответствуют
числу основных производственных станков механического цеха
до 50 или числу производственных рабочих сборочного цеха до 75,
меньшие значения — числу станков более 400 и числу производ-
ственных рабочих более 700.
Промежуточные значения для конкретных условий могут быть
получены интерполяцией.
При детальных расчетах численность ИТР уточняют в соответ-
ствии с разработанной структурой цеха и схемой его управления.
Предполагается, что 70 % общей численности ИТР работает в пер-
вую смену. К категории служащих относится персонал, выпол-
няющий работы по счету, отчетности, снабжению, оформлению:
бухгалтеры, кассиры, копировщики, чертежники, секретари,
учетчики, заведующие складов и кладовых. Использование ЭВМ
для бухгалтерского учета и расчета заработной платы позволяет
централизовать эту работу в масштабе завода.
Число служащих механических и сборочных цехов определяют
по нормам в зависимости от числа производственных рабочих.
Для механических цехов единичного и мелкосерийного произ-
водства в зависимости от числа производственных рабочих число
служащих составляет 1,2--2,2 %, среднесерийного производства
0,9—1,9 %, крупносерийного производства 0,6—1,6, массового
производства 0,1—1,4 %. Меньшие значения соответствуют чис-
ленности производственных рабочих цеха более 700 человек,
большие — численности производственных рабочих менее 75.
Нормы даны для условий централизации табельного учета и бух-
галтерских расчетов по заводу, т. е. эти работники в состав ра-
ботающих цеха не входят. Для первой смены численность служа-
щих принимают равной 70 % общей численности служащих.
К категории младшего обслуживающего персонала относят
уборщиков конторских и бытовых помещений. Их численность
определяют по норме один человек на 500—600 м2 площади ука-
занных помещений.
5.3. Состав а численность работающих для ГПС АЛ П-3-2
Состав работающих Численность работающих в смену
1-ю 2-ю 3-ю
Операторы ГПМ 4 1 1
Сменные мастеоа 3 —- —
Наладчики оборудования и систем ЧПУ 5 2 1
Операторы по захрузке, разгрузке приспособ- лений-спутников и подготовке оснастки 6 — —
Технологи-программисты для автоматизирован- ной подготовки управляющих программ 6
138
Численность персонала ГПС определяют при детальном про-
ектировании и конструкторской проработке отдельных ее под-
систем. В качестве примера в табл. 5.3 приведены состав и чис-
ленность персонала ГПС АЛП-3-2 для изготовления корпусных
деталей более 70 наименований размером до 250x250x250 мм
в условиях мелкосерийного производства, ГПС включает семь
многоцелевых станков и один пятикоординатный станок с ЧПУ
для глубокого сверления, автоматизированную систему загрузки
станков, автоматический склад, автоматизированную систему
инструментального обеспечения и другие системы.
При проектировании участков из станков с ЧПУ для пред-
варительного расчета числа работающих можно пользоваться
следующими нормами численности работающих на один станок:
Операторы ........................... 0,8
Слесари-ремонтники................... 0,07
Электрики ........................... 0,045
Электронщики......................... 0,1
Программисты......................... 0,25
Служащие ............................ 0,01
Итого........................ 1,275
Контрольные вопросы
1. Как определяют число производственных рабочих при укруп-
ненном и детальном проектировании?
2. Когда возможно многостаночное обслуживание? Как определить число
станков, обслуживаемых одним станочником?
3. Как определить численность вспомогательных рабочих, инженерно-тех-
нических работников и служащих цеха? Каковы их функции?
4. Каковы особенности определения численности работающих в ГПС?
5. Назовите пути уменьшения численности работающих в механосборочном
производстве.
6 ПРОЕКТИРОВАНИЕ
СКЛАДСКОЙ СИСТЕМЫ
6.1. Выбор структуры складской системы
Склады в современном производстве выполняют
важную роль регулятора производственного процесса. Любой
процесс производства начинается и заканчивается на складах.
На складах происходит преобразование грузопотока, например,
периодически приходящие партии заготовок на складах разде-
ляют по типам и количеству для того, чтобы обеспечить ритмич-
ную работу участков механического цеха. Поэтому основная
цель создания и функционирования склада — преобразование
параметров входящего и выходящего грузопотоков с минималь-
ными приведенными затратами. Следовательно, обязательным ус-
ловием создания склада является необходимость преобразования
параметров входного At и выходного Bt грузопотоков. Если,
например, при передаче из механического цеха М (рис. 6.1)
в сборочный С грузопоток по номенклатуре и интенсивности не
меняется (рис. 6.1, а), то склад не требуется. Если детали из меха-
нического цеха выходят однотипными партиями, а на сборке
требуются комплекты разных деталей для сборки изделия
(рис. 6.1, б), то необходимо иметь склад W для преобразования
параметров грузопотока.
Динамика изменения состояния склада, характеризуемая мас-
сой грузов М на складе во времени /, для реального производ-
ства выражается зависимостью, приведенной на рис. 6.1, в. Ко-
личество грузов на складе характеризуется средним значением /пср
и изменяется от максимального значения rnmax в момент поступ-
ления груза, до минимального mmln в зависимости от массы по-
ступающих грузов и промежутков времени т2, ..., тп между
очередными поступлениями.
Наличие грузов на складе в каждый момент времени /2 опреде-
ляется выражением
mf2 =- + J (At (/) — Bi (0) dt,
где mtl и mi2 — масса грузов на складе в моменты времени со-
ответственно ty и /2; Аг (t) и Bt (t) — временные функции соответ-
ственно входного и выходного грузопотоков.
140
Рис. 6.1. Условие создания
склада 1У и изменение массы
грузов, хранимых на складе,
во времени
Для обеспечения
нормальной работы ме-
ханических и сбороч-
ных цехов в их составе
в общем случае преду-
сматривают целый комп-
[^£№1
И;} / (fl;}
<5)
П1тах
леке складов. Сюда относятся склады металла и заготовок, межопе-
рационные склады, склады деталей, узлов и комплектующих изде-
лий, склады готовых изделий, кладовые технологической оснастки.
Структура складской системы во многом определяется органи-
зационной формой механосборочного производства, типом и функ-
циональными возможностями транспортной системы, техноло-
гическими особенностями производства изделий.
В поточно-массовом производстве, где работа производствен-
ного оборудования подчинена единому такту выпуска, необхо-
димость в межоперационных складах отпадает. В то же время
в серийном производстве, где на одном и том же оборудовании по-
следовательно изготовляют партиями детали, а сборку изделий
можно начать только после изготовления всех деталей, необходимо
иметь межоперационные и достаточно мощные комплектовочные
склады готовых деталей и узлов. При этом склады взаимодей-
ствуют с производством не непосредственно, а через транспорт-
ную подсистему, что обусловливает общность целей транспорт-
ной и складской подсистем, их взаимодействие и взаимозависи-
мость. Так, в процессе их взаимодействия должна быть обеспе-
чена передача грузопотока и информации о нем.
Для обеспечения эффективного взаимодействия транспорт-
ной и складской подсистем должна быть выбрана оптимальная
схема размещения складов, производственных участков и транс-
портных трасс. Параметры складов и их структура во многом
определяются также конструктивными особенностями изготов-
ляемых изделий, характером технологических процессов их из-
готовления и наличием комплектующих изделий, получаемых
по кооперации, О г габаритов и формы деталей зависят размеры
применяемой тары и ячеек складов. Количество операций техно-
логического процесса и размер партии при изготовлении деталей
определяют вместимость межоперационного склада. Наличие
в конструкции изделия деталей или сборочных единиц, получае-
мых по кооперации с других заводов, вызывает необходимость
создания склада комплектующих изделий сборочного цеха. Склады
механосборочного производства можно классифицировать по не-
скольким признакам [18].
По организационной структуре различают централизованную
и децентрализованную (рис. 6 2) складские системы. При центра-
141
a)
Рис. 6.3. Обобщенная с.рук iурно-функ
циональная cxeiva склада:
сплошная линия — перемещение грузов,
штриховая — перемещение тары
Рис. 6.2 Схемы нейтрализован-
ной (а) и децентрализованной (б)
складских систем:
У1» У8—участки цеха;/—склад
заготовок и металла; 2 — промежу-
точный склад; 3 — склад готовой
продукции
лизованной системе создается один склад или блок складов, раз-
мещенных в одном месте, при децентрализованной — несколько
складов в соответствии с их функциональным назначением.
По функциональному назначению склады механосборочного
производства можно разделить на склады металла и заготовок,
межоперационные склады, склады готовых деталей, склады ком-
плектующих изделий, межоперационные склады сборочных еди-
ниц, склады приспособлений и инструментов, склад готовой про-
дукции.
По технологии работ склады можно разделить на комплекто-
вочные (когда, например, из большой партии заготовок на складе
комплектуют меньшую партию для обработки в соответствии с пла-
новым заданием) и склады, предназначенные для хранения грузов
в поступающей таре.
По виду складирования склады делят на штабельные, стел-
лажные и конвейерные.
По высоте хранения грузов принято склады разделять на три
группы: малой высоты — с полезной высотой зоны складирова-
ния до 5 м, средней высоты — с полезной зоной складирования
5—8 м и большой высоты — с полезной высотой зоны складиро-
вания более 8 м.
По характеру взаимодействия с транспортной системой раз-
личают поточные и тупиковые склады
По уровню механизации и автоматизации склады рекомен-
дуется делить на пять типов: немеханизированные, механизиро-
ванные, высокомеханизированные, авюматизированные и авто-
матические. Характерными особенноеiями складов этих типов
являются: немеханизированных — применение ручного труда при
142
погрузке, выгрузке и перемещении; механизированных — при-
менение механизированных устройств с ручным управлением,
например, шарнирно-балансирных манипуляторов для обслужи-
вания зоны хранения грузов; высокомеханизированных — исполь-
зование устройств комплексной механизации с ручным управле-
нием на всех стадиях переработки грузов; автоматизирован-
ных — применение полуавтоматических устройств с вводом ко-
манд на пульте управления или с клавиатуры дисплея для вы-
полнения операций перемещения или складирования грузов;
автоматических — использование автоматических устройств
с вводом команд от ЭВМ по каналам связи для выполнения всех
операций.
При выборе структуры складской системы необходимо опреде-
лить величину, направление и изменение во времени основных
производственных грузопотоков. Склады в механосборочном про-
изводстве с точки зрения кибернетической теории систем можно
отнести к сложным вероятностным системам, гак как они сложны
по устройству, включают много элементов, а прибытие и отправ-
ление грузов со склада представляют собой стохастические про-
цессы. Эти процессы описываются методами математической ста-
тистики и теории вероятностей.
При функциональном рассмотрении любого склада как системы
в его структуре можно выделить три функциональные подсистемы:
прием грузов с внешнего по отношению к складу транспорта,
хранение принятых грузов и выдача грузов со склада на транс-
порт.
В свою очередь, подсистема приема грузов включает следую-
щие элементы (рис. 6.3): секции разгрузки Р, временного хране-
ния ВХ1, сортировки и раскладки грузов в складскую тару С
и необходимые транспортные средства.
Подсистема хранения принятых грузов включает зону хране-
ния, накопитель грузов Н1 на входе и накопитель Н2 на выходе
из подсистемы с штабелерами, стеллажами и другими элементами
для хранения и перемещения грузов.
Подсистема выдачи грузов на внешний транспорт включает
соответствующие подъемно-транспортные средства и секции от-
бора и упаковки грузов: ОТ для выдачи, комплектации заказов Л,
временного хранения перед отправкой ВХ2 и секцию погрузки на
внешний транспорт П. Возможные транспортные перемещения
Тх ... T1Q между секциями показаны стрелками.
Объем работ, выполняемый на складе в каждый момент вре-
мени, может быть различным в зависимости от времени с момента
прибытия партии грузов, их количества, а также наличия зака-
зов на выдачу партии грузов. Поэтому состояние, в котором нахо-
дится склад (погрузка или выгрузка, складирование или сорти-
ровка и др.) в зависимости от указанных факторов, а также пара-
метры склада можно определить только в вероятностном выра-
жении. Можно выявить четыре основные технологические опера-
143
Рис. 6.4. Функциональная струк-
тура складской системы в механо-
сборочном производстве
ции, выполняемые на складе: раз-
грузка, погрузка, сортировка и
прием на хранение, выдача из хра-
нилища и комплектация. С учетом
этих четырех операций в зависи-
мости от их комбинации возможны
16 различных состояний склада,
при которых выполняются
личные по характеру работы
Оценка вероятности того
иного состояния, возможный
этом объем работ, обусловленный массой прибывающей
отправляемой партии грузов, являются исходными данными
раз-
или
при
или
для
проектирования склада.
Ввиду сложности вероятностной оценки грузопотоков, обра-
зующихся в складской системе в разные моменты времени, в прак-
тике проектирования цехов пользуются нормативными данными
о запасе хранения, выражаемыми числом календарных или рабо-
чих дней, в течение которых склад может обеспечить бесперебой-
ную работу участка или цеха, а также средней массой прибываю-
щих или отправляемых партий груза и периодичностью их по-
ступления.
По этим данным определяют вместимость склада, тип и грузо-
подъемность транспортных средств, а также их количество. При
детальном анализе производственных ситуаций пользуются мето-
дами имитационного моделирования.
Структуры складов и их размещение в значительной мере оп-
ределяются типом производства и характером технологического
процесса. Общая структура складской системы механосборочного
производства показана на рис. 6.4. В начале линий механической
обработки обычно предусматривают склад 1 металла и заготовок.
В зависимости от интенсивности грузопотока и производст-
венной мощности цеха это может быть один централизованный
склад или ряд специализированных по видам материала или за-
готовок складов. При размещении нескольких цехов в одном кор-
пусе необходимо рассмотреть целесообразность создания центра-
лизованного склада заготовок.
Для хранения заготовок между операциями технологического
процесса в условиях единичного и серийного производства слу-
жит межоперационный склад 2. Для хранения готовых деталей
в структуре сборочного цеха предусмотрен склад 3 с отделением
или секцией для комплектования деталей в нужном количестве
и ассортименте на сборку. Для хранения и выдачи на сборку ком-
плектующих изделий служит склад комплектующих изделий 4.
Собранные и испытанные изделия поступают на склад готовых
изделий 5 с экспедицией, где осуществляют окончательное ком-
плектование изделий необходимой документацией, их упаковку
и отправку потребителю.
144
Рассмотренная структура может видоизменяться как по со-
ставу складов, так и по их месту в производственном процессе.
Как отмечалось выше, для поточно-массового производства меж-
операционный склад не предусматривают. Единство целей и
функций складов обеспечивает возможность их централизации.
При централизации возрастает эффективность использования
складского транспорта и объема складов, но удлиняются маршруты
цехового транспорта. Поэтому основным критерием выбора струк-
туры складской системы являются наименьшие приведенные за-
траты на создание и эксплуатацию общей транспортно-складской
системы.
6.2. Проектирование подсистемы
хранения проката
и штучных заготовок
Склады для проката и штучных заготовок органи-
зуют при механических цехах единичного и мелкосерийного про-
изводства. В массовом производстве склады заготовок обычно
предусматривают при заготовительных цехах, а в начале линий
механической обработки отводят зону шириной 2—3 м для раз-
мещения тары с заготовками (см. рис. 4.24). Исключение состав-
ляют автоматные цехи, где создают склад прутковых материалов.
Склад проката и штучных заготовок размещают в начале про-
летов механического цеха либо в специальном пролете, перпенди-
кулярном к станочным пролетам. Второй вариант позволяет раз-
местить в пролете склада мостовой кран в обычном исполнении
либо мостовой кран-штабелер, что очень важно для комплексной
механизации и автоматизации складских работ.
Автоматизированные склады, оборудованные стеллажными
кранами-штабелерами, более гибки, и их можно размещать как
в отдельном пролете, так и перпендикулярно к пролетам.
В отдельных случаях склады проката и штучных заготовок
размещают рядом с производственным зданием под навесом с кра-
новой эстакадой, либо применяют козловые или полукозловые
краны. При этом в начале линий предусматривают площадки для
заготовок для того, чтобы заготовки в холодное время года нагре-
вались до температуры цеха.
Листовой материал размещают на складах металла на спе-
циально выделенных площадках, оборудованных кран-балками
или мостовыми кранами со специальными захватными устройст-
вами. Из листового материала на заготовительном участке, ко-
торый часто входит в состав склада металла, путем резки на
приводных ножницах, плазменной или лазерной резки получают
штучные заготовки. Так, например, установка «Севан» порталь-
ного типа с ЧПУ для лазерного вырезания деталей, выпускаемая
ПО «Кироваканавтогенмаш», обеспечивает вырезание по програм-
ме из стальных листов размером 2x2 м и толщиной цоЗммдета-
145
Рис. 6.5. Стеллажные конструкции для хранения пруткового металлопроката
при обслуживании:
а — мостовым или подвесным краном; б — погрузчиком с боковым выдвижным грузе »
захватом; в — мостовым краном-штабелером; г — стеллажным краном-штабелером
лей практически любой конфигурации. Имеются также установки
для лазерной резки листов толщиной до 12 мм.
В машиностроении широко используют трубы, круглый и
фасонный прокат для получения штучных заготовок. Штучные
заготовки используют для ковки или штамповки заготовок необ-
ходимой формы и размеров, либо непосредственно подвергают
механической обработке. Поэтому в зависимости от объемов про-
изводства в составе машиностроительного завода предусматривают
централизованный склад металла с заготовительным цехом либо
склады металла при механических цехах с заготовительным уча-
стком для резки проката.
Склады проката создают также при автоматных цехах.
Для размещения металлопроката используют специальные
стеллажи, конструкция которых определяется видом подъемно-
транспортных средств, используемых на складе. В самом простом
варианте используют стоечные стеллажи (рис. 6.5, а), устанавли-
ваемые на полу. Загрузку и выгрузку металлопроката в этом
случае осуществляют мостовыми, подвесными или козловыми кра-
нами. Недостатком подобных складов является большая площадь
складирования при значительных объемах хранимого металло-
проката, особенно при разнообразном сортаменте. Значительно
большую вместимость имеют склады с консольными стеллажами,
однако для их обслуживания необходимы специальные погруз-
чики с боковым выдвижным грузозахватом (рис. 6.5, б), мосто-
146
Рис. 6.6. Схемы к.1еючных стеллажей
а <— бесполочного, 0 — каркасного
б)
по ГОСТ 14757-81:
вые краны-штабелеры (рис. 6.5, б) либо стеллажные краны-шта-
белеры (рис. 6.5, г). В последнем случае обеспечиваются наиболь-
шая производительность складирования и высокий уровень авто-
матизации при использовании программно-управляемых штабе-
леров.
Для резки проката на штучные заготовки в пролете склада
в непосредственной близости от стеллажей устанавливают отрез-
ные станки, снабженные полуавтоматическими питателями. Поэ-
тому очередную порцию проката со склада краном-штабелером
или мостовым краном разгружают непосредственно на конвейер
питателя. По такой схеме работают автоматизированные склады
металлопроката.
Штучные заготовки, а также резаный прокат хранят в таре.
Основные виды и типоразмеры унифицированной тары даны
в гл. 7.
Применение унифицированной тары очень важно для того,
чтобы исключить перекладывание заготовок при транспортиро-
вании их с других заводов в порядке кооперации, а также при
межкорпусном транспортировании. Заготовки в ящичной таре
удобно складировать штабелем в несколько ярусов, а применение
ящичных поддонов с открывающейся верхней частью одной из
стенок позволяет отбирать детали из нижних поддонов штабеля,
не снимая верхние поддоны. Штабелями хранят крупные и тя-
желые отливки, сварные конструкции, а также в небольших
складах заготовки одинаковой номенклатуры. Укладку поддо-
нов в штабель осуществляют напольными электропогрузчиками,
высокая маневренность и высота подъема вильчатого захвата ко-
торых обеспечивают укладку пяти ярусов поддонов с заготов-
ками в штабеле. Это очень экономичный вид складирования заго-
товок для небольших цехов.
Для средних и крупных цехов, особенно при большой номен-
клатуре заготовок, более целесообразно хранение заготовок
в таре на стеллажах.
Габаритные схемы и параметры клеточных стеллажей приве-
дены на рис. 6.6 и в табл. 6.1.
Бесполочные стеллажи имеют конструкцию направляющих,
соответствующую применяемой таре, а в стеллажах каркасного
147
6.1. Основные параметры бесполочных и каркасных стеллажей
по ГОСТ 14757—81
Стеллаж Длина ячейки А, мм Ширина стеллажа Вст, мм Нагрузка на ячей- ку, Н
Бесполочный Каркасный 450; 710; 950; 1320; 1800 450; 950; 1320; 1800; 2650 450, 670, 850, 900, 1120, 1250 450; 670; 850; 900; 1120; 1250 500, 1000 2 500, 5 000 10 000 20 000
Примечание. Высота стеллажей Яст, м, следующая: 1,8; 2,4; 3,0;
3,6; 5,1; 5,7; 6,3; 6,9; 7,8; 8,4; 9,3; 9,9; 10,5; 12,3; 14,4; 16,2.
типа в каждой ячейке на полке может быть размещено несколько
поддонов.
Склады стеллажной конструкции более вместительны по сравне-
нию со складами, гдэ заготовки хранятся штабелями, занимают
меньшую площадь благодаря лучшему использованию здания по
высоте, а также дают возможность автоматизировать складские
работы. К тому же высокая устойчивость конструкций обеспечи-
Рис. 6.7. Схемы стеллажных складов при обслуживании:
а — стеллажным краном-штабелером; б — мостовым краном-штабелером с управлением
из кабины; в — подвесным краном-штабелером при обслуживании с пола или пульта;
г — электропогрузчиком
148
вает безопасность работы. Особенно эффективны склады стеллаж-
ной конструкции при большой номенклатуре заготовок или полу-
фабрикатов. При этОхМ для груза каждого наименования отводится
своя зона хранения, что обеспечивает порядок и четкую органи-
зацию складских работ.
Недостатком складов стеллажной конструкции является их
малая приспособленность к изменению планировки, так как для
создания подобного склада требуются специальные фундаменты
с закладными элементами. Поэтому при создании и размещении
подобных складов следует учитывать перспективу развития цехов
и завода в целом.
Основные типы стеллажных складов заготовок и полуфабри-
катов с использованием различных видов подъемно-транспортного
оборудования показаны на рис. 6.7.
Сопоставление четырех представленных вариантов по вмести-
мости склада при ширине пролета L = 18 м и более показывает,
что если вместимость склада при обслуживании стеллажей электро-
погрузчиком принять за единицу, то вместимость склада при об-
служивании мостовым краном с управлением из кабины составит
1,27, краном, управляемым с пола, — 1,64, а стеллажным шта-
белером — 1,75. Это объясняется меньшей шириной проходов Snp
и большей высотой стеллажей при использовании указанных
видов транспорта.
При использовании напольных электропогрузчиков и электро-
штабелеров ширина проезда между рядами стеллажей состав-
ляет 2310—3230 мм в зависимости от модели и грузоподъемности
штабелера при фронтальной погрузке и 1700 мм — при наличии
трехсторонней грузовой платформы. Высота, на которую подни-
мается груз, составляет 3000—5600 мм. В последние годы созданы
конструкции автоматизированных напольных погрузчиков, уп-
равляемых от ЭВМ, что позволяет им успешно конкурировать со
стеллажными кранами-штабелерами. Так, например, болгарская
фирма «Балканкарподъем» выпускает электропогрузчик, управ-
ляемый от микроЭВМ и имеющий грузоподъемность 1000 кг при
высоте, на которую поднимается груз, 5600 мм. Электропогрузчик
оборудован трехсторонней грузовой платформой, поэтому его
можно использовать на складах с шириной проходов между стел-
лажами Впр = 1700 мм.
При использовании мостовых, подвесных и стеллажных кра-
нов-штабелеров ширина проходов между рядами стеллажей со-
ставляет 950—1400 мм, в конструкции автоматизированных скла-
дов для ГПС имеются варианты складов с шириной прохода до
500 мм.
В зоне приема и выдачи грузов на складах предусматривают
дополнительные nepei рузочные устройства с внешнего транспорта
на устройства складской системы. Здесь предусматривают также
накопительные устройства, которые служат для устранения не-
равномерности внешних и внутренних грузопотоков. За время
149
Рис. 6.8. Оборудование для приема и переработки грузов на складах!
а — шарнирно-балансирный многозвенный манипулятор; б — перегрузочный роликовый
приводной конвейер; в — подъемник; г — секция контроля габаритных размеров
нахождения заготовок и полуфабрикатов в накопительных уст-
ройствах также выполняют операции контроля, пересчета, сорти-
ровки и комплектации партий для обработки или укладку на спе-
циальную технологическую тару или спутники.
Для механизации операций подъема и перемещения в зоне
приема и отправки грузов эффективно использовать шарнирно-
балансирные уравновешенные манипуляторы с ручным управ-
лением (рис. 6.8, а). Эти манипуляторы выпускают с пневматиче-
ским и электромеханическим приводом грузоподъемностью 40—
250 кг и радиусом обслуживания до 3,1 м.
Для перемещения поддонов с участка разгрузки в зону хране-
ния применяют роликовые конвейеры (рис. 6.8, б), которые могут
включать подъемники (рис. 6.8, в) секции автоматического взве-
шивания и контроля габаритных размеров (рис. 6.8, г). При
ограниченном грузопотоке обслуживание зоны приема и отправки
грузов производят кранами-штабелерами, обслуживающими зону
хранения. Однако автоматизация работы складов обычно связана
с использованием оборудования, имеющего четкое функциональ-
ное назначение.
В машиностроительных цехах в основном применяют два ва-
рианта компоновок складов с участками приема, хранения и вы-
дачи грузов (рис. 6.9). В большинстве случаев используют тупи-
ковую схему, при которой участки приема и выдачи заготовок
150
размещены с одного торца склада. В этом
варианте склад получается более компакт-
ным, удобна передача освобождающейся
тары с одного участка на другой, оба уча-
стка могут обслуживать одни и те же ра-
бочие. Передачу поддонов с заготовками
на участки обработки осуществляют на-
польными или подвесными конвейерами.
Преимущества второго варианта заклю-
чаются в лучшей увязке е расположением
производственных участков, так как участ-
ки выдачи в этом случае совмещают с на-
чалом линий изготовления соответствую-
щих деталей.
В каждом случае выбор компоновоч-
ной схемы склада должен быть увязан
Рис. 6.9. Варианты ком-
поновок складов с участ-
ками приема /, хранения 2
и выдачи 3 грузов:
а — тупиковая; б — про-
дольно-поперечная
с общей компоновкой цеха и принятой транспортной системой.
На рис. 6.10 показана схема планировки автоматизированного
склада тупикового типа. Заготовки 1 поступают на участок вре-
менного хранения 2 или непосредственно на конвейер приема под-
донов 3 и далее на один из участков 14, 15 или 16 распределитель-
ного конвейера. После поворота поддон с заготовками попадает
на одно из передаточных устройств 13, расположенных в зоне
обслуживания каждого штабелера, а затем штабелером 4 поме-
щается в соответствующую ячейку склада. Для комплектования
партии запуска поддон с заготовками доставляется штабелером
к передаточному устройству 13, а затем с помощью конвейеров 10,
11 на участок 5 комплектования. Здесь операторы склада отби-
рают необходимое число заготовок в поддон, находящийся на
столе 9. Поддон с оставшимися заготовками вновь возвращается
в ячейку склада, а скомплектованные для обработки заготовки
Рис. 6.10. Схема планировки автоматизированного склада тупикового типа
151
передают на площадку 6 временного хранения для отправки на
участок обработки. Учет грузов ведется в конторе 7.
Загрузку и выгрузку прибывающих и выдаваемых поддонов
осуществляют напольными электропогрузчиками или подвесной
кран-балкой 12.
Поддоны с заготовками, не требующими комплектования,
попадают на выходной конвейер-накопитель 10 и далее на пло-
щадку 6 временного хранения отправляемых грузов. Отсюда
заготовки цеховым конвейером 8 передают на участки и линии
обработки.
Цикл работы кранов-штабелеров может быть разным в зависи-
мости от интенсивности прибытия и выдачи заготовок. Простой
одноходовой цикл работы штабелера применяют при выполнении
только загрузки или только выдачи поддонов. При этом штабе-
лер 4 совершает по программе перемещение к заданной ячейке
склада, загрузку или выгрузку поддона и возврат к устройству
передачи поддонов.
При напряженной работе, когда одновременно осуществляется
прием и выдача заготовки в одной секции склада, используют
более сложный — двухходовой цикл работы штабелера. При
этом производится подача очередного поддона из передающего
устройства на платформу штабелера, затем перемещение послед-
него к свободной ячейке склада, загрузка поддона в ячейку,
перемещение к другой ячейке за очередным поддоном, захват
его, перемещение в исходное положение и укладка поддона на
передающее устройство.
При укрупненном проектировании цехов площадь складов
определяют на основании нормативных данных о запасах хране-
ния заготовок, полуфабрикатах и готовых деталей, используя
технико-экономические показатели аналогичных складов:
где — масса заготовок, полуфабрикатов, деталей, проходя-
щая через цех в течение года, т; t — нормативный запас хранения
грузов на складе, календарные дни; q — средняя грузонапряжен-
ность площади склада, т/м2; Д — число календарных дней в году.
Типовые нормы для проектирования цеховых складов даны
в табл. 6.2. Данные о грузонапряженности на 1 м2 полезной пло-
щади склада в таблице приведены для среднесерийного произ-
водства. Для других видов производства необходимо принимать
следующие поправочные коэффициенты: для единичного и мелко-
серийного производства — 0,8, для крупносерийного— 1,1, для
массового — 1,2. Как видно из приведенных данных, средняя
грузонапряженность площади склада зависит от вида груза и
способа его хранения. Наибольшие значения q соответствуют много-
ярусному хранению грузов в стеллажных складах.
152
6.2. Нормы для расчета цеховых складов и кладовых
Характеристика складов Нормативный запас хранения, календарные сутки, при производстве Нормы грузонапряженности полезной площади, т/м2, при хранении черных металлов
Наимено- вание складов, кладовых Объект хранения единич- ном и мелкосе- рийном средне- серий- ном крупно- серий- ном массо- вом в штабелях | на стеллажах
высота штабеля или стеллажа, м
ДО 2,5 • ДО 3 ** ДО 2,5 2,5—4 4—6 6—8 8—10
Механические цехи
Склад металла Склад заготовок Прутки, прокат Крупные отливки, по- ковки 7 15 5 8 4 3 2 1 3,0 2,5 3,5 —
Резаный прокат, мелкие и средние отливки и по- ковки 20 12 5 0,5—1 — 4,2 2,0 2,8 4,0 5,5 7,0
Межопера- ционный склад Крупные полуфабри- каты 15 10 3 — 2,5 — — — — — —
Полуфабрикаты сред- них и мелких деталей 20 12 3 — — 3,5 1,5 2,2 3,0 4,2 5,5
Инстру- ментально- раздаточ- ная кла- довая Режущий, вспомога- тельный и измеритель- ный инструмент 70—90 50—70 50—70 40—50
Продолжение табл. 6.2
Характеристика складов Нормативный чапас хо.гения, календарные сутки, при производстве Нормы грузонапряженности полезной площади, т/м*, при хранении черных металлов
Наимено- вание складов, кладовых Объект хранения единич- ном и мелкосе- рийном средне- серий- ном крупно- серий- ном массо- вом 1 в штабелях | на стеллажах
высота штабеля или стеллажа, м
ДО 2,5 * 1 ДО 3 •* ДО 2.5 2,5—4 4—6 6—8 8 — 10
Сборочные цехи
Склад ГОТОВЫХ деталей Крупные и тяжелые де- тали Средние и мелкие де- тали 10 20 7 15 4 5 0,25 0,5 2 2,5 !-21 1 i 1,8 1 [ 2,2 3,0 4,0
Склад готовых Крупные узлы ’0 7 4 0,25 — 1,5 — — — — —
узлов Средние и мелкие узлы 15 12 4 0,5 — — 1,0 1,5 1,8 2,5 3,2
Склад комплек- тующих изделий Крупные изделия Средние и мелкие изде- лия 7 7 5 5 2 4 i 3 — 1,5 1.0 1,5 1,8 2,5 3,8
Кладовая инстру- мента Инструмент всех видов 70—90 50—70 50—70 ! 50—70 — — — — —,
Примечание. К крупным изделиям относятся изделия с массой более 100 кг, к средним и мелким — с массой до
100 кг.
* Хранение
** Хранение
поштучное,
в таре.
Коэффициент использования площади К„ учитывает нали-
чие переходов для транспортных средств и площадок приема,
комплектации и выдачи грузов. Его принимают равным 0,25—
0,3 при обслуживании склада напольным конвейером и 0,35—0,4
при обслуживании стеллажными и мостовыми кранами-штабеле-
рами.
Число кладовщиков, обслуживающих склады механического
цеха, определяют при укрупненном проектировании в зависимо-
сти от числа производственных станков, обслуживающих склады
сборочного цеха — в зависимости от числа производственных ра-
бочих по приведенным в табл. 6.3 нормам.
При детальных расчетах складов учитывают номенклатуру
заготовок, полуфабрикатов, деталей и определяют основные
параметры склада: число ячеек, секций, штабелеров, рабочих
мест по приему, переработке и выдаче грузов и путем плани-
ровки оборудования уточняют потребную площадь и определяют
число работающих.
При этом определяют запас хранения по каждой группе за-
готовок (деталей)
Ql “"365"’
где mi — масса поступающих за год заготовок и деталей (штам-
пованных заготовок, средних отливок, мелких отливок и др.), т;
tt — запас хранения, дни.
Далее определяют необходимое число единиц тары (поддо-
нов) ZT1- для размещения необходимого запаса по каждой группе
заготовок или деталей: ZTi = OJC^i, где CTj — средняя вме-
стимость тары выбранного типа.
В свою очередь, величину CTj определяют по максималь-
ной грузоподъемности ?/тах выбранного типа тары с учетом сред-
6.3. Нормы для определения числа кладовщиков, обслуживающих склады
механических и сборочных цехов
Склад Число производственных станков механического цеха или число производственных рабочих сборочного цеха, обслуживаемых одним кладовщиком при производстве
единичном средне- серийном крупно- серийном массовом
Механический цех
Заготовок 1 125 I 135 1 180 1
Межоперационный 1 65 1 80 1 Ю5 |
Сборочный цех
Готовых деталей 65 80 105 105
Готовых узлов 180 270 360 360
Комплектующих изделий 90 160 270 270
155
него значения коэффициента использования тары по грузоподъем-
ности Kri : Cri = ^max/Cri.
В зависимости от материала заготовок и деталей, а также плот-
ности укладки KTi — 0,2 ... 0,85. Необходимое число секций стел-
лажей ZCT определяют следующим образом:
m
ZTi
7 — ___
^ст — г у
где tn — число групп заготовок, полуфабрикатов или деталей,
хранящихся на складе; Z — число единиц тары, размещаемой
в одной секции выбранного типа стеллажа.
Под секцией обычно подразумевают часть стеллажа, ограни-
ченную по ширине одной ячейкой склада. Если в одной ячейке
склада размещается один поддон, то вместимость секций будет
равна числу полезных ярусов хранения. Далее определяют по-
лезную площадь склада путем планировки выбранного количества
секций стеллажа с учетом используемого транспортного оборудо-
вания и размещения приемно-передаточных столов и рабочих мест.
Общая площадь склада дополнительно включает площадь для
временного хранения принимаемых и отпускаемых грузов, пло-
щадь подъездных путей, проходов, проездов и служебных поме-
щений.
Площадь участков для временного хранения грузов SBp обычно
определяют по формуле
Q ___
°ВР ” 2537' ’
где tnr — масса поступающих за год (отправляемых) грузов, т;
Кн — коэффициент, учитывающий неравномерность поступле-
ния (Кн = 1,3) и отпуска (Кн = 1,5) грузов; t — время нахожде-
ния груза на площадке (принимается 2—3 дня); q' — грузонапря-
женность приемной и отпускной площадок, принимаемая равной
половине средней грузонапряженности склада q, равной
q~ ft 9
где ZH — число поддонов, размещаемых в одной ячейке; CTf —
средняя грузовместимость тары, т; ZB — число рабочих ярусов
стеллажа по высоте; /с — площадь, занимаемая одной секцией
стеллажа, м2.
Количество электропогрузчиков, штабелеров и других транс-
портных машин периодического действия для выполнения опера-
ций на складах определяют по формуле
т» __
С ~ Фо*и ’
где /с2 — суммарное время работы штабелера для перемещения
годового объема груза, ч; Фо — эффективный годовой фонд
156
времени работы штабелера или электропогрузчика; — коэф-
фициент использования транспортного оборудования, принимае-
мый равным 0,8.
Суммарное время транспортных операций на перемещение
годового объема груза транспортом данного вида
/с2 ----,
С2 60ZT
где Гц — средняя продолжительность одного транспортного
т
цикла, мин; ZTi — суммарный годовой грузопоток, перераба-
тываемый данным видом транспорта, т или поддоны; — число
транспортных операций в технологическом процессе перемеще-
ния; Zt — масса груза или количество поддонов, перемещаемых
транспортным средством за один цикл.
При определении числа транспортных операций необходимо
иметь в виду, что при приеме груза электропогрузчик дважды
осуществляет транспортные операции — сначала для разгрузки
на площадку временного хранения, а затем для перемещения
поддона на приемный стол накопителя; штабелер при одноадрес-
ном цикле работы совершает два перемещения сначала при за-
грузке, а затем при выгрузке, при двухадресном цикле штабелер
совершает один цикл для загрузки и выгрузки поддона.
Средняя длительность цикла перемещения зависит от скоро-
сти штабелера, числа секций и ярусов хранения и составляет,
например, при одноадресном цикле работы 1,2—1,6 мин при вы-
соте склада 10 м и числе секций 30—50.
Число рабочих в смену, обслуживающих разгрузочный уча-
сток склада, определяют по числу транспортных единиц: Рр =
== пмТр1 где пм — число рабочих, обслуживающих один меха-
низм; пм --= 2 для мостового крана (крановщик и стропальщик);
пм •= 1 для крана-штабелера, управляемого с пола или из кабины;
пм ~ 1,5 для электропогрузчиков при перемещении деталей и
заготовок в таре (в том числе один рабочий зарядной станции на
два электропогрузчика).
Число рабочих, занятых сортировкой, комплектованием или
укладкой деталей в ориентированном виде в кассеты, определяют
по норме переработки грузов одним рабочим склада в смену,
составляющей 1—1,5 т.
6.3. Проектирование подсистемы хранения
полуфабрикатов и изделий
В эту подсистему в общем случае входят межопе-
рационные склады, склады готовых деталей и изделий. Межопе-
рационные склады служат для того, чтобы обеспечить хранение
157
Рис. 6.11. Принципиальная схема организации мелкосерийного и среднесерийного
производства с применением АТСС ОРГ-2
заделов, возникающих на различных операциях технологиче-
ского процесса в непоточном производстве. Они могут входить
в общую структуру централизованного склада, могут являться
частью автоматизированных транспортно-накопительных систем,
а также могут быть автономными на участках изготовления де-
талей. Выбор того или иного варианта должен быть тесно увя-
зан с выбором транспортной системы цеха.
Большой опыт по проектированию автоматизированных транс-
портно-складских систем (АТСС) накоплен в НПО «Оргстанкин-
пром», где разработано несколько вариантов для условий единич-
ного и мелкосерийного производства. Анализ приведенных затрат
на создание и эксплуатацию этих систем показал, что в условиях
единичного и мелкосерийного производства при грузопотоках
свыше 15 тыс. единиц транспортных партий в год для групповых
поточных линий обработки длиной до 80 м наиболее экономичны
АТСС ОРГ-2.
Принципиальная схема организации мелко- и среднесерийного
производства с применением АТСС ОРГ-2 показана на рис. 6.11.
Стеллажный автоматизированный склад 7 обслуживается краном-
штабелером 13. Заготовки в зону приема и комплектации достав-
ляются электрогрузовозом с прицепной тележкой 6, входящей
в состав подвесной транспортной системы 12 с автоматическим
адресованием. Межоперационную передачу грузов на станоч-
ных линиях 5 осуществляют быстроходные рельсовые каретки-
операторы 10 с автоматическим адресованием по командам дис-
петчера с пульта И. Диспетчер имеет двустороннюю связь с каж-
дым рабочим местом. Межоперационные заделы хранят либо
на приемных столах у рабочих мест, либо возвращают на склад 7.
Детали в таре передает каретка-оператор на участок контроля 4
и далее подвесной электрогрузовоз на площадку 3 приема комплек-
тации и выдачи склада 2 готовых деталей. Склад готовых деталей
оборудован автоматизированным краном-штабелером 13 и ком-
плектовочным краном-штабелером 8. В сборочный цех 1 скомплек-
тованные детали передаются подвесной транспортной системой
с автоматическим адресованием 9.
158
Рис. 6.12. Принципиальная схема организации мелкосерийного и серийного
производства с применением АТНС ОРГ-3:
1 — сборочный цех; 2 — склад готовых деталей; 3 — площадка приема, комплектации
и выдачи; 4 — участок контроля; 5 — линия механической обработки; 6 — кран-опера-
тор с автоматическим адресованием; 7 — стеллажи сборно-разборные; 8 — электро-
штабелер; 9 — комплектовочный кран; 10 — кран-штабелер; 11 — прицепная тележка
и электрогрузовоз
При грузопотоке до 15 тыс. единиц транспортных партий в год
и длине станочных участков до 100 м в условиях мелкосерийного
производства более эффективно размещать стеллажи межопе-
рационного склада вдоль линии станков, как это сделано в авто-
матизированной транспортно-накопительной системе (АТНС)
ОРГ-3 (рис. 6.12). При этом транспортное обслуживание ячеек
склада 7 и станков осуществляют стеллажным краном-опера-
тором 6.
Склад заготовок при небольшом по интенсивности грузопо-
токе создают общим для всего корпуса, откуда заготовки электро-
штабелером 8 доставляются к началу линий обработки.
Для автоматизированных участков механической обработки
в НПО «Оргстанкинпром» разработаны автоматизированные нако-
пители тары, которые располагают в начале и конце, а в отдель-
ных случаях дополнительно и в середине линии. Вместимость
одного накопителя составляет 50 унифицированных поддонов
грузоподъемностью до 250 кг.
Эффективность применения накопителей повышается, если
их размещать попарно, симметрично относительно трассы каретки-
оператора или транспортного робота ГПС.
Общий вид накопителя показан на рис. 6.13. Конструкция 6
имеет в середине направляющие, по которым перемещается подъ-
емная клеть 9 с грузозахватом 1, С четырех сторон относительно
шахты расположены ячейки для хранения тары. Датчики 7 сиг-
нализируют о наличии в ячейке поддона. В процессе подъема
клети осуществляется поворот захватного устройства с поддоном
в нужную сторону. Привод 4 подъема расположен сверху на балке 5.
Для стабилизации движения клети предусмотрен противовес 3,
ход которого ограничивает конечный выключатель 2. Электро-
питание к приводу поворота подъемной клети и грузозахвату
подводится по кабелю 8.
159
производственных участках ГПМ,
Для складов готовых деталей, особенно в единичном и серий-
ном производстве, характерен большой объем работ по подбору
комплектов деталей для сборки изделий. Эту работу выполняют
на участках комплектования при использовании обычных кранов-
штабелеров. Однако более эффективно на складах готовых де-
талей использовать специальные комплектовочные краны, габа-
ритная схема которых приведена на рис. 6.14, а основные пара-
метры — в табл. 6.4.
Склады для хранения готовых узлов в сборочных цехах непо-
точного производства обычно совмещают со складом готовых дета-
лей. Склад комплектующих изделий (подшипники, электрообору*
дование, прокладки, узлы) при получении их по кооперации со
стороны целесообразно размещать смежно со складом готовых
деталей, однако в условиях массового производства его разме-
щение должно быть связано с расположением главного конвейера
и магистральных проездов для подвоза изделий.
Расчеты площади, выбор параметров складов и используемых
транспортных средств ведут по методике, изложенной в предыду-
160
6.4. Основные параметры комплектовочных кранов-штабелеров
(см. рис. 6.14)
Параметр СКШК-0,16 СКШК-0,5 СКШК-1 СКШК-2
Грузоподъемность, кг 160 2X250 2X500 2Х 1 000
Размеры груза, мм:
длина а 400—600 600 800
ширина b 600—800 800 1 200
Высота, мм:
склада Hq max 8400 12 600 16 200
подъема /Уд шах 6660 10 600 13 870 12 840
Минимальное расстояние от 505 530 700 730
грузозахвата в нижнем положе-
нии до пола dH, мм
Ширина прохода Впр, мм 950 1 000 1 400
Длина штабелера Лш, мм 2360 3 770 4 200 5 800
Скорость, м/мин:
передвижения 80 63 125 100
подъема 12,5 25 20
щем подразделе, и нормам, приведенным в табл. 6.2. Массу
полуфабрикатов готовых деталей при этом принимают на 10 %
больше массы готовых деталей.
При определении площади межоперационного склада необхо-
димо учесть число доставок заготовок на склад после операций
обработки
q __ 1,1/n/i
Здесь т — масса деталей, обрабатываемых в цехе (на участке)
в течение года; t — запас хранения, сут.; i — число доставок
полуфабрикатов деталей на склад (£ = п — 1, где п — число опе-
раций технологического процесса); Д — число календарных дней
в год; q — грузонапряженность склада, т/м2; Ки — коэффициент
использования площади склада.
Склад готовых изделий обычно является общезаводским и
в состав сборочного цеха не входит. На склад готовые изделия
поступают после приемки ОТК завода и Государственной приемки.
6.4. Проектирование подсистемы хранения
технологической оснастки
и вспомогательных материалов
В составе механических и сборочных цехов преду-
сматривают кладовые специальных приспособлений, участок сбор-
ки и хранения универсально-сборных приспособлений (УСП)
или универсально-сборной переналаживаемой оснастки (УСПО),
кладовые вспомогательных (обтирочных и хозяйственных) ма-
териалов.
6 Мельников Г. Н. и др.
161
в.5. Нормы для расчета площади кладовых цеха
Наименование кладовой или участка Норма площади, м8, на один производственный станок механического цеха или на одного производственного рабочего сборочного цеха при производстве
единичном и мелко- серийном среднесе- рийном крупно- серийном массовом
Кладовая приспособле- ний и инструментальной оснастки Участок хранения, сборки и разборки УСП или УСПО Механиче 1—2,2 0,35—0,45 ский цех 0,6—1,3 0,3—0,45 0,45—1,2 0,05—0,2 0,35—0,5
Сборочный цех
Кладовая приспособле- ний 0,6—1,0 0,35—0,6 0,3—0,45 0,3—0,35
Примечание. Для кладовых вспомогательных материалов норма
площади составляет 0,1 м2 на один станок механического цеха или на одного
производственного рабочего сборочного цеха.
Площадь указанных кладовых и участков определяют по нор-
мам, приведенным в табл. 6.5, на один производственный станок
механического цеха или на одного производственного рабочего
сборочного цеха (отделения). Следует иметь в виду, что меньшие
значения приведенных норм даны для наибольшего габаритного
размера производственных станков до 1800 мм или массы соби-
раемых изделий (для кладовых сборочного цеха) до 0,2 т. Наи-
большие значения относятся к станкам с наибольшим габаритным
размером до 8000 мм и массой собираемых изделий более 50 т.
Промежуточные значения получают интерполированием.
Обычно самостоятельные кладовые приспособлений и инстру-
ментальной оснастки создают в цехах единичного, средне- и
мелкосерийного производства при числе основных производствен-
ных станков более 50 единиц, а в цехах крупносерийного и мас-
сового производства при числе этих станков более 200. В про-
тивном случае создают общую кладовую инструментов и приспо-
соблений.
При определении числа кладовщиков исходят из того, что один
кладовщик обслуживает следующее число производственных стан-
ков механического цеха: в единичном и мелкосерийном производ-
стве 35—40, в среднесерийном 55—65, в крупносерийном 75—85,
в массовом 95—105. Аналогичные нормы установлены для опре-
деления числа кладовщиков, приспособлений сборочного цеха.
Один кладовщик обслуживает следующее число производствен-
ных рабочих сборочного цеха: в единичном и мелкосерийном про-
162
изводстве 47—53, а среднесерийном 53—60, в крупносерийном
67—73, в массовом 73—80. В обязанности кладовщиков кроме
получения, выдачи и хранения приспособлений входит также
комплектация оснастки в соответствии с технологическим про-
цессом. Оснастку и техническую документацию доставляют к
станкам, рабочим местам и диспетчерским пунктам механизиро-
ванных участков с помощью электротележек и других средств
малой механизации.
При проектировании участка УСП или УСПО необходимо
знать число Znp сборно-разборных приспособлений, собираемых
на участке в течение года: Znp = Nonm, где Non — число опера-
ций, выполняемых в цехе за год с использованием универсаль-
ной оснастки (обычно операции, выполняемые на станках свер-
лильно-расточной группы); гп — среднее число запусков заго-
товок в год.
Один слесарь собирает за год до 1000 компоновок УСП или
УСПО. При обслуживании участка одним слесарем его площадь
должна быть не менее 20 м2, при обслуживании двумя и более
слесарями площадь определяют из расчета 12—20 м2 на одного
слесаря. Размещают участок УСП или УСПО обычно рядом со
складом (кладовой) приспособлений и оборудуют стеллажами для
хранения элементов оснастки, а также рабочими столами для
сборки приспособлений по числу слесарей.
При создании ГПС для изготовления корпусных деталей
участок сборки компоновок УСП или УСПО на приспособления-
спутники обычно размещают в составе системы обеспечения функ-
ционирования в зоне автоматизированного склада или накопи-
теля.
6.5. Накопительные подсистемы
на участках автоматических
линий и ГПС
Автоматические линии являются сложными тех-
ническими системами с большим числом инструментов, исполни-
тельных механизмов и контрольных устройств.
Для уменьшения потерь производительности, возникающих
вследствие отказов отдельных элементов технических систем,
линии разбивают на участки, предусматривая между ними нако-
пители. Эффективность накопительных подсистем в повышении
производительности автоматических линий зависит от их струк-
турной схемы, вместимости и надежности работы.
В гл. 3 была дана методика определения числа участков авто-
матических линий с жесткой связью и вместимости накопителей.
Рассмотрим возможные структурные схемы и компоновочные
решения накопительных подсистем автоматических линий и ГПС.
Возможны две структурные схемы накопительных подсистем
(рис. 6.15): транзитная и тупиковая. Через транзитные накопи-
6*
163
н2
Рис. 6.15. Структурные схемы накопительных подсистем;
о транзитного типа; б — тупикового типа
тели Hi и Н2 проходит весь поток обрабатываемых заготовок,
накопители функционируют и при исправном состоянии участков
автоматической линии. Однако останов накопителя вследствие
его технической неисправности останавливает работу двух смеж-
ных участков.
Тупиковые накопители Н{ и Н'2 включаются в действие только
при остановке одного из смежных с ним участков автоматической
линии, поэтому надежность накопительных подсистем этого типа
выше.
Накопители транзитного типа применяют в основном для
простых деталей типа тел вращения. В линиях корпусных дета-
лей, а также при использовании спутников и кассет для транс-
портирования деталей используют накопители тупикового типа.
По конструктивному исполнению различают конвейеры-нако-
пители, склады-накопители, магазины-накопители и бункеры-
накопители.
Конвейеры-накопители широко используют в автоматических
линиях жесткого типа и в ГПС при обработке заготовок в прис-
пособлениях-спутниках. Перемещение деталей, спутников, кас-
сет в накопителях осуществляют штанговые, роликовые или
Рис. 6.16. Планировка двух участков 1 и 2 автоматической линии жесткого типа
с трехрядным конвейером-накопителем
164
тележечные конвейеры. На рис. 6.16 показана схема планировки
двух участков 1 и 2 автоматической линии жесткого типа с трех-
рядным конвейером-накопителем 3. Принципиально возможно
использование накопителей на основе подвесных толкающих кон-
вейеров, которые применяют в настоящее время в качестве меж-
операционного транспорта, а также подвесных складов высоко-
механизированных и автоматизированных поточных линий обра-
ботки и сборки.
Для автоматизированных участков и линий мелко- к средне-
серийного производства характерно наличие оборотных заделов,
которые определяются разницей производительности оборудова-
ния смежных участков и размера партии обрабатываемых заго-
товок. Эти заделы размещают на площадках перед станками или
в межоперационном складе. Автоматизированные транспортно-
складские (АТСС) или транспортно-накопительные системы (АТНС)
служат в этом случае для автоматической выдачи, приема, хра-
нения и адресования заготовок, а иногда и инструментов на лю-
бое рабочее место в заданной очередности. Автоматическое адре-
сование заготовок к рабочим местам может быть осуществлено
периодическим или непрерывным транспортом. Основные схемы
размещения накопителей в ГПС при различных сочетаниях ра-
боты склада с межоперационным транспортом и транспортными
устройствами станка даны на рис. 6.17.
При размещении склада 3 с автоматическим штабелером 5
в торце линий (рис. 6.17, а) заготовки доставляет к рабочим
местам транспортный робот 1. Заготовки выдаются и принимаются
на промежуточные накопители 4. Для передачи заготовок в зону
обработки и их временного накопления используются транспорт-
ные устройства 2 ГПМ.
Подобное расположение склада применяют при создании
крупных ГПС, состоящих из нескольких параллельных участков
или линий.
Наиболее простые компоновки, применяемые для небольших
ГПС (рис. 6.17, б—г), включают накопитель 3, расположенный
параллельно участку станков. При продольном размещении склада
заделы также размещают на складе 3 и частично на транспортных
устройствах 2 ГПМ. Для передачи деталей на транспортные устрой-
ства станков используют транспортные роботы 1 (рис. 6.17, б)
или автоматические штабелеры 5 (рис. 6.17, в). Возможна также
непосредственная стыковка загрузочных устройств 2 (рис. 6.17, г)
с передаточными секциями склада 3.
Станочные участки могут располагаться также с обеих сто-
рон накопителя. Для данных компоновок характерны наиболее
простые транспортные связи накопителей с обслуживаемым обо-
рудованием. Накопительные системы используют также для
хранения комплектов инструментов и приспособлений. При этом
обеспечиваются экономия производственной площади и минималь-
ные затраты на транспортные операции. Однако структурная гиб-
165
Рис. 6.17. Основные схемы размещения накопителей в ГПС
кость подобной ГПС невысока, так как оборудование можно
размещать только вдоль склада.
При создании ГПС в действующих цехах часто используют
вариант размещения склада 3 (рис. 6.17, д) с автоматическим шта-
белером 5 и участка станков в линию. Для перемещения заго-
товок к станкам и обратно используют, как и в предыдущих
случаях, рельсовые или напольные транспортные роботы 1 и
транспортные устройства 2 станков. При дальнейшем расшире-
нии параллельно размещают новые ГПС линейной компоновки.
При перемещении заготовок и деталей к рабочим местам кон-
вейерами 6 (рис. 6.17, ё) непрерывного действия накопитель заде-
лов (спутников, кассет) устраивают в виде замкнутого конвейера 7
или многоярусного стеллажного склада 2 (рис. 6.17, ж) с автома-
тическим штабелером 5. В этих случаях накопители связывают
с основным конвейером 6 двумя конвейерами 8 (см. рис. 6.17, е, ж)
166
Z; =
4-340
Рис. 6.18. Автоматизированный склад
для ГПС на базе штабелера грузо-
подъемностью 0,25 п
1 — электрошкафы; 2 — пульт управле-
ния; 3 — позиции загрузки; 4 — кран-
штабелер
и 9 соответственно для передачи заготовок на накопитель и выдачи
их на обработку.
Выбор типа и варианта размещения накопителей в автомати-
ческих линиях и ГПС в каждом конкретном случае обосновывают
технико-экономическим расчетом.
В накопительных подсистемах отечественных и зарубежных
ГПС наибольшее применение находят стеллажные автоматизи-
рованные склады, оборудованные устройствами стыковки с рель-
совыми и безрельсовыми транспортными роботами. Разработан-
ный типаж автоматизированных складов-накопителей для ГПС
предусматривает их создание на базе штабелеров следующей гру-
зоподъемности: 0,1; 0,25; 0,5 и 1,0 т. Для транспортирования гру-
зов используют ящичную и кассетную тару, а также приспособ-
ления-спутники (палеты). На рис. 6.18 приведены конструкция
и основные параметры автоматизированного склада для ГПС
на базе штабелера грузоподъемностью 0,25 т. Высота Н стеллажей
может быть 4,4—10,4 м; грузоподъемность штабелера составляет
250 кг. Максимальное число ячеек по горизонтали 60, по верти-
кали— 30, габаритные размеры используемой тары 800 X 600 X
Х300 мм. Скорость перемещения штабелера 3—100 м/мин, ско-
рость подъема платформы 3—20 м/мин. Система электроавтома-
тики штабелера позволяет осуществить управление в ручном
режиме из кабины, в полуавтоматическом — с пульта диспетчера
и в автоматическом — от ЭВМ.
Накопитель состоит из секций, кратных шагу ячейки 760 мм;
длина зоны загрузки и зоны обслуживания штабелера 4340 мм.
Предусмотрена возможность стыковки с транспортной системой
ГПС с обеих сторон накопителя, что позволяет обслуживать два
автоматизированных участка. Максимальное число ячеек в скла-
де — 2530 при длине склада L = 41,8 м.
При расчете числа ячеек склада-накопителя ГПС для хране-
ния приспособлений-спутников необходимо исходить из того,
чтобы обеспечить работу станочных модулей в безлюдном режиме
в течение двух смен и иметь запас спутников с установленными
заготовками еще на одну смену. Это обусловлено тем, что рабо-
чие, устанавливающие заготовки в приспособления-спутники и
работающие в одну смену, должны обеспечить работу ГПС в те-
чение двух смен. Помимо этого, на складе-накопителе необхо-
димо иметь минимальный запас спутников с приспособлениями
на сутки для обработки заготовок новых партий, т. е.
2Я. СП = (^1 + 22) /Сн,
где ZH. сп — число ячеек склада-накопителя приспособлений-
спутников; Zj — число спутников с заготовками, составляющими
суточное задание ГПС; Z2 — число спутников с приспособлениями
для обработки заготовок задания на следующие сутки; Кн =
= 1,1 —коэффициент запаса, учитывающий различную про-
должительность операций.
168
При проектировании можно принять Zx = Z2. Число спутни-
ков Zx для обработки заготовок суточного задания можно опреде-
лить по числу Сп ГПМ, входящих в ГПС, и средней продолжитель-
ности /ср обработки заготовок в 1 ч:
7 — СдФр
1 253/ср’
где Фо — эффективный годовой фонд времени станочного модуля
в час.
По данным НПО «Оргстанкинпром», средняя продолжитель-
ность обработки /ср корпусных деталей на многоцелевых станках
составляет при габаритных размерах детали до 300x300x300 мм
0,285 ч, до 500 X 500 X 500 мм—0,58 ч, до 800 х 800 X 800 мм— 1,03 ч.
В тОхМ случае, когда в ГПС используют ГПМ с магазинами-
накопителями (например, ИР500ПМ1Ф4), Zx необходимо умень-
шить на число позиций станочных накопителей-спутников, од-
нако Z2, учитывающее число спутников для вновь запускаемых
заготовок, необходимо принять равным Zx, определенному по
приведенной выше зависимости.
При обработке заготовок партиями, перемещаемыми к стан-
кам в унифицированной таре (ГПС для изготовления деталей типа
тел вращения и др.), число ячеек ZH склада определяется числом
партий запуска в течение месяца или другого расчетного проме-
жутка времени
7 ___ ZZ СцФр
я Н српоп
Здесь /п. ср — средняя продолжительность обработки партии за-
готовок на станке (гибком модуле), ч; /п, ср = ^р^п. ср, где Мп. ср —
средний размер партии; поп — среднее число операций обработки
заготовок в ГПС.
Контрольные вопросы
1. В каких случаях необходимо предусматривать в составе
механосборочного производства склады? Каковы динамика изменения запасов
на складах?
2. По каким признакам классифицируют склады?
3. Назовите функциональные подсистемы склада и их структуру.
4. Как организуют хранение проката, заготовок, полуфабрикатов и гото-
вых деталей в цехах?
5. Как определить площадь склада при укрупненных методах расчета,
при детальном проектировании?
6. Как определить количество транспортных средств и число работающих
на складе?
7. Приведите примеры и дайте характеристику автоматизированных транс-
портно-складских и накопительных систем для условий единичного и мелкосерий-
ного производства.
8. Как определяют площади для хранения технологической оснастки и
вспомогательных материалов, а также число кладовщиков и слесарей по сборке
УСП и УСПО?
9. Назовите возможные варианты размещения накопительных подсистем
в автоматических линиях жесткого типа и в ГПС.
10. Как определить число ячеек автоматизированного склада в ГПС для
хранения спутников и заготовок в таре?
Глава
ТРАНСПОРТНАЯ СИСТЕМА
7.1. Назначение и классификация
транспортных систем
Основное назначение транспортной системы в ос-
новном следующее:
доставка со склада в требуемый момент времени к требуемому
производственному участку грузов;
доставка, ориентирование и установка заготовок, полуфабри-
катов или изделий в требуемый момент времени на требуемое
технологическое оборудование!
съем полуфабрикатов или готовых изделий с оборудования
и последующее транспортирование их в заданный адрес;
отправка в накопитель грузов и выдача их из накопителя в тре-
буемый момент времени;
доставка полуфабрикатов или готовых изделий в производст-
венных участков на склад.
Эффективность производственного процесса во многом зави-
сит от способа реализации транспортирования, поскольку транс-
портные операции являются непосредственным выражением свя-
зей между отдельными этапами технологического процесса. Транс-
портная система должна своевременно и в требуемой последова-
тельности обеспечить выполнение всех запросов технологического
оборудования, накопителей и склада в необходимых заготовках,
полуфабрикатах и готовых изделиях.
При выборе способа транспортирования и элементов транс-
портной системы следует ориентироваться на разработанную
классификацию грузов и транспортных систехМ [16].
Грузы классифицируют по транспортно-технологическим ха-
рактеристикам: массе, размеру, форме, способу загрузки, виду
и свойствам. Для более подробной характеристики грузопотоков
в целях оптимального выбора транспортной системы разбивка
грузов на группы производится следующим образом:
по массе транспортируемых грузов — легкие от 0,01 до 0,5 кг,
средние от 0,5 до 16 кг и тяжелые свыше 16 кг;
по способу загрузки — в таре, без тары, навалом, ориентиро-
ванные;
по форме — типа вала, корпусные, дискообразные, спицеоб-
разные (длинномерные) и т. д.;
по виду материала — металлические, неметаллические и т. д.$
170
по свойствам материала — твердые, хрупкие, пластичные,
магнитные.
В свою очередь, транспортные системы классифицируют:
по назначению — внутрицеховые и межоперационные;
по способу перемещения — грузы в таре и без тары; ориенти-
рованные и навалом;
по принципу движения — периодические и непрерывные;
по направлению движения — прямоточные и возвратные;
по уровню расположения рабочей ветви — напольные, эста-
кадные и подвесные;
по принципу работы — несущие, толкающие и тянущие;
по схеме движения — линейные и замкнутые, ветвящиеся и
неветвящиеся;
по конструктивному исполнению — рельсовые и безрельсовые;
по принципу маршрутослежения — механические (по направ-
ляющим), на приборах с зарядной связью, индуктивные, гиро-
скопические, оптоэлектронные и радиоуправляемые.
Оптоэлектронные системы, в свою очередь, бывают выполнены
в виде: флуоресцентной полосы, датчиков, работающих в ультра-
фиолетовом спектре; светоотражающей металлизированной или
металлической полосы; белых полос с черной окантовкой с датчи-
ками контраста двух цветов.
Транспортирование изделий может производиться на спутни-
ках и без спутников. Второй способ в основном используют для
деталей типа тел вращения (валы, втулки, фланцы и т. п.), для
которых характерно, несмотря на различие в размерах, наличие
идентичных и концентрично расположенных поверхностей, ко-
торые позволяют выполнить точное ориентирование и зажим раз-
личных заготовок на оборудовании без дополнительных приспо-
соблений, а также полуфабрикатов, имеющих достаточную устой-
чивость при транспортировании. Для остальных изделий он ме-
нее распространен вследствие высокой стоимости универсальных
промышленных роботов.
Перемещение на спутниках широко применяют потому, что
при этом допускается автоматизация смены полуфабрикатов
благодаря единству основных баз спутника и вспомогательных
баз приспособлений, устанавливаемых на рабочих столах стан-
ков, и оборудования транспортной
На рис. 7.1 изображена заготовка
/, которая установлена и закреплена
в технологической оснастке 2, смонти-
рованной на спутнике 3. Однако введе-
ние спутников значительно увеличивает
затраты на создание транспортно-склад-
ской системы.
системы.
Рис. 7.1. Спутник с закреп-
ленной на нем заготовкой:
1 — заготовка; 2 — технологи-
ческая оснастка; 3 спутник
В ряде случаев полуфабрикаты мо-
гут быть установлены на сменные столы
станков. Такой способ установки ча-
171
ще всего используют в ГПС при изготовлении крупногабарит-
ных деталей.
В механосборочном производстве широкое применение находят
транспортные системы периодического и непрерывного действия.
Транспортные системы периодического действия подразделяют на
две группы: транспортные системы с жесткой связью, используе-
мые в основном в поточном производстве, и транспортные системы
с гибкой- связью. Тип транспортной системы выбирают с учетом
времени выполнения технологических операций и условий из-
готовления изделий [10].
Напольной называют транспортную систему, у которой рабо-
чая ветвь расположена на уровне пола. Транспортную систему,
у которой рабочая ветвь расположена на уровне рук рабочих,
называют эстакадной, а если выше этого уровня, то подвесной.
Грузонесущие транспортные системы имеют одну рабочую ветвь,
а толкающие—две ветви —верхнюю (тяговую) и нижнюю (грузо-
вую). В результате этого последняя может останавливать транспор-
тируемый груз в любой момент времени. Тянущие конвейеры чаще
всего используют для сборки изделий, имеющих собственные колеса.
Создание единой транспортной системы механосборочного
производства позволяет выполнять ориентирование в простран-
стве заготовок, полуфабрикатов и готовых деталей в процессе
их транспортирования между рабочими местами (позициями)
на механических участках, вплоть до рабочих мест (позиций)
на сборочных участках. Это приводит к сокращению транспорт-
ных операций по дополнительному ориентированию заготовок,
полуфабрикатов и готовых деталей, что в итоге снижает трудоем-
кость и себестоимость транспортирования.
Рассмотренную классификацию транспортных систем исполь-
зуют при проектировании механосборочного производства. Для
каждого типа транспортной системы в настоящее время разрабо-
таны унифицированные элементы, которые позволяют создавать
эффективные и надежные транспортные системы, и только в отдель-
ных случаях следует создавать специальные транспортные средства.
Особое внимание при проектировании транспортной системы
следует уделять уровню автоматизации транспортных операций,
который выбирают исходя из экономических соображений. При
этом необходимо учитывать,, что при незначительных капиталь-
ных вложениях в транспортную систему высвобождается значи-
тельное число вспомогательных рабочих.
7.2. Основные направления
при проектировании
транспортной системы
Основной задачей при проектировании транспорт-
ной системы является сокращение объема подъемно-транспорт-
ных операций и снижение трудозатрат при заданном объеме работ.
172
При проектировании технологического процесса объем подъемно-
транспортных операций может быть уменьшен путем выбора ра-
циональной формы заготовок, приближающейся к форме гото-
вой детали, что приводит к сокращению массы перемещаемых
грузов. Другим направлением является получение отливок и
поковок^ предварительно обработанных на заводах централизо-
ванного изготовления отливок (центролитах) и поковок (центро-
кузах).
Сокращение мощности грузопотока может быть достигнуто
на этапе формирования производственных участков и принятия
компоновочного решения. Например, размещение склада полу-
фабрикатов в механосборочных корпусах не только сокращает
транспортные пути, но и улучшает эксплуатацию транспорта.
Желательно также сократить вертикальные перемещения грузов
при транспортировании путем соблюдения постоянства высоты
приемосдаточных секций и уровня пола, что особенно важно при
использовании колесного напольного транспорта. Все полуфабри-
каты должны транспортироваться в производственной таре, и
не допускается сгружать их на пол или поднимать с пола вруч-
ную.
Подетальная и предметная специализация механосборочного
производства, когда оборудование и производственные участки
расположены по ходу технологического процесса, позволяет из-
бавиться от лишних перемещений грузов, возвратных движений
грузов, что резко сокращает маршруты движения грузов.
Применение однотипных автоматизированных транспортных
средств на производственных участках и между ними (подвесные
толкающие конвейеры, самоходный тележечный транспорт с уп-
равлением от ЭВМ, робокары, роликовые конвейеры с принуди-
тельным вращением к перегрузочными устройствами, подвесные
краны-операторы с дистанционным управлением и т. д.) позволяет
резко сократить трудоемкость и повысить эффективность транс-
портирования. Однотипными транспортными средствами проще
управлять и проще обслуживать их.
Типизация технологических процессов транспортирования поз-
воляет применить наиболее эффективные процессы и установить
наиболее рациональный типаж оборудования и оснастки, упорядо-
чить разработку технологических процессов транспортирова-
ния, а также сократить сроки доставки на технологическое обору-
дование необходимых материалов, заготовок, полуфабрикатов и
изделий.
Для автоматизации загрузки и разгрузки технологического
оборудования, а также стыковки технологического оборудования
с транспортной системой следует использовать промышленные
роботы и автоматические стыкующие устройства.
Значительная эффективность работы транспортной системы
может быть достигнута благодаря увеличению транспортной пар-
тии путем использования контейнерной перевозки грузов.
173
Учет перечисленных направлений с детально проработанными
вопросами технологии изготовления, организации производства,
компоновки цеха и планировки оборудования позволит резко
уменьшить грузопотоки и тем самым упростить транспортную
систему и повысить ее надежность.
7.3. Схема транспортных связей
и технологический процесс
транспортирования
За основу проектирования транспортной системы
берут схему транспортных связей механосборочного производства,
на которой указывают грузопотоки между технологическим обо-
рудованием, накопителями, производственными участками и скла-
дами. Согласно приведенной выше классификации транспортных
систем для более детальной проработки процесса транспортиро-
вания необходимо построить внутрицеховую схему транспортных
связей, показывающую грузопотоки между производственными
участками и складами, и межоперационные схемы транспортных
связей производственных участков.
Для построения внутрицеховой схемы транспортных связей
надо знать технологические процессы изготовления продукции,
определяющие последовательность прохождения грузов между
производственными участками, предварительную компоновку цеха
и грузооборот по цеху, номенклатуру, габаритные размеры и
массу грузов, требования к условиям их перемещения.
На последнем этапе проектирования механосборочного произ-
водства при окончательной компоновке цеха может возникнуть
необходимость внесения коррекции в схему транспортных связей,
что неизбежно вследствие итеративности действий при проекти-
ровании.
Для определения грузооборота по цеху необходимо выявить
потребность в основных и вспомогательных материалах, заготов-
ках, полуфабрикатах и изделиях в тоннах на всю программу
выпуска для каждого производственного участка, а также про-
грамму выпуска полуфабрикатов, готовых изделий в тоннах с каж-
дого производственного участка. Если транспортная система
должна доставлять на производственные участки инструмент,
технологическую оснастку, то при определении общего грузо-
потока необходимо будет учитывать и их массу.
Грузопотоки наносят на компоновки в виде полос, ширина
которых пропорциональна их значению (т/сут или т/год), указы-
ваемой на каждом грузопотоке цифрами. Для большей нагляд-
ности грузопотоки изображают штриховкой (или краской) раз-
личного цвета, соответствующей тому или иному роду груза;
направление грузопотоков, которое должно соответствовать фак-
тической трассе движения грузов, указывают стрелками в местах
174
входа и выхода, а при большом числе грузопотоков также на всем
их протяжении. На рис. 7.2 показана схема транспортных связей
сборочного цеха.
Схема грузопотоков служит базой для разработки технологи-
ческих процессов транспортных работ, а также выбора вида,
числа и основных технических параметров средств транспортиро-
вания. При проектировании выполняют несколько вариантов
схем грузопотоков и выбирают оптимальный.
Оптимальная транспортно-технологическая схема должна
обеспечивать:
минимальное число действительно необходимых операций;
минимальные расстояния транспортирования и число пере-
валок грузов;
автоматизацию каждой операции и всего процесса транспорти-
рования;
максимально возможное совмещение подъемно-транспортных
операций с операциями изготовления изделий;
использование для автоматизации процессов прогрессивных
высокопроизводительных средств;
однотипность средств автоматизации процессов транспорти-
рования;
малое число пересечений и разветвлений;
требования охраны труда;
экономическую эффективность и ремонтопригодность.
Все перечисленные требования относятся и к построению
межоперационной схемы транспортных связей производственного
участка, для которой необходимо знать технологические про-
цессы изготовления изделий, определяющие последовательность
прохождения грузов между технологическим оборудованием, пред-
варительную планировку участка и грузооборот по участку.
После составления транспортных связей производственного
процесса переходят к разработке технологического процесса
транспортирования. Под технологическим процессом транспор-
тирования понимают части производственного процесса, во время
которых происходит изменение пространственного положения
объекта производства (материал, заготовка, полуфабрикат, изде-
лие) без изменения его качества. Технологический процесс транс-
портирования состоит из ряда операций, выполняемых в опре-
деленной последовательности. Это, например, погрузка, транс-
портирование, разгрузка, перегрузка, перекладка, кантование
и загрузка. По возможности стараются использовать типовые
технологические процессы, которые разрабатывают для группы
материалов, заготовок, полуфабрикатов, изделий, имеющей общ-
ность маршрута перемещения, состава транспортных партий,
условий захвата грузовых единиц, структуры стыков между
технологическими, контрольно-учетными, складскими опера-
циями и операциями перемещения, последовательности выполне-
ния операций перемещения. Обычно разрабатывают маршрутные
175
Рис. 7.2. Схема транспортных связей сборочного цеха;
I — склад готовых деталей; II — учъътюк подправки и окраски корпусных деталей; III — участок сборки узлов и комплек-
тов; IV — участок монтажа машин; V — участок испытания и отладки машин; VI — участок окраски и отладки машин;
VII — краскоприготовительный участок; VIII — участок комплектования и упаковки; грузопотоки: Д — отдельных деталей;
У — собранных узлов; К — собранных комплектов; М — собранных машин
и операционные карты технологического процесса транспортиро-
вания, на основе которых определяют время транспортирования
для выбранного типажа транспортного оборудования.
7.4. Определение состава и основных
характеристик элементов
транспортной системы
На основании разработанных технологических процессов
транспортирования определяют типаж транспортных средств,
а количество и основные технические параметры транспортных
средств каждого типа рассчитывают с учетом массы, габаритных
размеров, условий транспортирования грузовых единиц, схемы
грузопотоков и временных связей производственного процесса.
При построении временных связей производственного процесса
следует учитывать частоту запросов технологического оборудо-
вания, накопителей, склада в необходимых заготовках, полу-
фабрикатах и изделиях.
В поточном производстве временные связи строятся на основе
такта выпуска изделий, и движение грузов прямоточно, что
значительно упрощает задачу проектирования транспортной си-
стемы.
В непоточном производстве временные связи имеют сложный
стохастический характер, что затрудняет процесс проектирования
по следующим причинам:
недостаточность имеющихся к началу проектирования исход-
ных данных для получения решений требуемой детализации;
недостаточность знания закономерностей производственного
процесса в непоточном производстве и, как следствие этого, слож-
ность учета их при проектировании;
вероятностный характер исходных данных (затраты времени
на изготовление изделий на технологическом оборудовании,
число деталей в партии, последовательность запуска изделий
в производство и др.).
Сложность проектирования транспортной системы непоточного
производства заставляет использовать систему автоматизирован-
ного проектирования (САПР), которая повышает качество решения
задач проектирования, снижает трудоемкость и сроки проекти-
рования. Для решения подобной задачи с помощью САПР необ-
ходимо построить имитационную модель производственного про-
цесса.
Пусть в непоточном производстве, состоящем из N единиц
оборудования N [Nly N2, .... 1^} компоновки К, необходимо
вести изготовление S наименований изделий D {Di, D2i DN},
( р р р
требующих затрат времени Тшт J £ £ /шт^, ..., £ tmT.s
/=1
Изготовление каждой детали представляет упорядоченную после-
177
довательность — технологический маршрут (Aff). Любая операция
выполняется на станке непрерывно с момента ее начала и до
конца и определяется продолжительностью Заготовки
поступают на обработку различными партиями п [nD , nD^ ...,
в любой последовательности n* {nbN, пЪ., ^Ъг}.
Задача проектирования транспортной системы непоточного
производства сводится к следующему: при заданных исходных
данных и технических ограничениях разработать оптимальный
вариант транспортной системы, включающей определение числа NT
и скорости v транспортных устройств, вместимости входных Е'
и выходных Е" накопителей, числа спутников Nc и алгоритма
управления АУ, чтобы приведенные затраты на создание произ-
водственной системы F± = (S, Тшт, М, п, п*, NT, Nc, v, E',
Е\ АУ) min.
Рассматриваемый метод проектирования заключается в раз-
биении сложной системы на К' взаимосвязанных уровней, харак-
теризующихся последовательно возрастающей от уровня к уровню
степенью детализации проектных решений: П -> [Ли,
Л£-9, .... Fl}tl\.
Процесс проектирования на каждом уровне разбивают на
совокупность проектных операций, итерационно связанных ме-
жду собой и осуществляющих формирование нескольких проект-
ных вариантов, их анализ и оптимизацию. На каждом уровне
проектирования корректируют исходные положения и выдвигают
требования к последующему уровню проектирования.
Таким образом, при переходе от одного уровня проектирова-
ния к другому степень детализации к точности моделей возрастает
от эвристических на первом этапе до точных моделей, отража-
ющих стохастический характер производственного процесса
непоточного производства.
7.5. Внутрицеховая и межоперационная
транспортная система
Внутрицеховая транспортная система предназна-
чена для своевременной доставки заготовок, полуфабрикатов,
готовых изделий, материалов и других грузов со склада на тре-
буемый производственный участок и на склад с участков, а также
для транспортирования их между участками.
На основании потребности производственных участков в гру-
зах. отправляемых каждым складом дтя обеспечения заданной
программы выпуска изделий, определяют грузопотоки и наносят
их на схему транспортных связей цеха. Кроме того, при определе-
нии общего грузопотока следует учесть массу всех грузов, пред-
полагаемых для транспортирования.
Исходя из технологическою процесса транспортирования,
представляющего совокупность приемов и способов выполнения
178
транспортных работ, пла-
нировки технологического
оборудования и складов,
компоновки цеха произво-
дят расчет транспортной
системы. Началом техно-
логического процесса
транспортирования к про-
изводственному участку
является прием груза с
приемо-сдаточной секции
склада, в которой он нахо-
дится в подготовленном
для транспортирования
виде, а концом — пода-
Рис. 7.3. Электрическая тележка с грузо-
подъемным краном
ча груза на приемосдаточную секцию производственного уча-
стка.
При выборе типов, грузоподъемности и количества транспорт-
ных средств необходимо учитывать разделение транспортных
средств на основные и вспомогательные. Основные транспортные
средства проектируют централизованно и выпускают серийно,
а вспомогательные средства зачастую изготовляют по месту, так
как их типоразмеры многообразны.
К основным транспортным средствам относят конвейеры,
транспортные роботы, устройства пневмо- и гидротранспорта
и т. д.
К вспомогательным транспортным средствам относят ориен-
таторы, адресователи, толкатели, сбрасыватели, подъемные столы,
поворотно-координатные столы, подъемники, производственную
тару.
Рассмотрим ряд транспортных средств и область их примене-
ния в механосборочном производстве.
Широко используют в механосборочном производстве следу-
ющие виды напольного колесного транспорта: электропогрузчики,
электрокары, электротягачи, каретки-операторы, приводные и
ручные тележки. Высокоманевренным транспортным средством,
не требующим широких проездов и больших радиусов закругле-
ния, являются электрические тележки (рис. 7.3), которые просты
в управлении и бесшумны. Грузоподъемный кран, установленный
на тележке, позволяет снизить трудоемкость погрузочно-разгру-
зочных работ.
Сокращение интенсивности грузопотоков может быть достиг-
нуто путем увеличения транспортной партии за счет использова-
ния электропоездов без водителя. Схема такого поезда показана
на рис. 7.4. Тягач поезда имеет впереди рамку /, которая при
соприкосновении с препятствием останавливает электропоезд.
Поезд движется по заранее определенной замкнутой трассе. Для
обеспечения заданного направления под полом на глубине 20 мм
179
Рис. 7.4. Электропоезд без водителя
прокладывают проводник, по которому протекает переменный ток
частотой 5—32 кГц. Индуктивное управление поездом позволяет
обойтись без рельсов и троллейных проводов. Достоинством яв-
ляется и то, что не нужны электрокарщики. Такой принцип
управления используют и в самоходных транспортных тележках
(роботрайлерах).
Для перемещения грузов в ГПС широко используют каретки-
операторы (рис. 7.5). Шасси тележки представляет собой сварную
силовую раму //, на кронштейнах которой смонтированы две оси
с четырьмя ходовыми колесами 12. С одной стороны рамы уста-
новлен подвижной бампер 13, который в случае наезда тележки
на посторонние предметы включает систему торможения и оста-
нова. Привод перемещения каретки-оператора состоит из электро-
двигателя постоянного тока 2, редуктора 1, на выходном валу
которого установлено зубчатое колесо, находящееся в зацеплении
с шестерней, расположенной на ведущей оси ходовых колес.
Платформа установки спутников представляет собой плиту 3,
на которой установлены направляющие планки с роликами 4 для
базирования спутника и защелка, предохраняющая спутник от
смещения при движении тележки. Привод подачи спутника 5
обеспечивает его перемещение с платформы тележки по направля-
Рис. 7.5. Каретка-оператор
180
ющим планкам к агрегату загрузки спутников либо к ячейке
оперативного накопителя. Блок электроавтоматики установлен
на стойке 6 шасси тележки, к нему относятся чувствительные
элементы 9 систем торможения и точного останова каретки-
оператора. Механизм 10 фиксации каретки-оператора состоит из
электропривода и фиксатора, который входит в отверстия в колод-
ках, расположенных в пунктах останова тележки.
Подвод электропитания к электрооборудованию обеспечивает
кабеленесущая цепь 8. От наладочного пульта 7 возможно вы-
полнение отдельных элементов цикла работы каретки-оператора.
Работа тележки осуществляется в автоматическом (управление
от ЭВМ) и полуавтоматическом (управление от пульта, располо-
женного рядом с рабочим местом оператора) режимах. При авто-
матическом режиме работы тележки по команде, поступающей
от управляющей ЭВМ, включается электродвигатель привода
перемещения каретки-оператора и датчик позиционирования,
расположенный в пункте ее требуемого останова. Крутящий
момент от электродвигателя с помощью редуктора передается
на ведущую ось, на которой закреплены ходовые колеса, и те-
лежка начинает перемещаться по рельсам. При подходе тележки
к заданной позиции во взаимодействие с устройством позициони-
рования вступает вначале датчик системы торможения (проис-
ходит снижение скорости каретки-оператора), а затем датчик
системы точного останова (в следящем режиме осуществляется
позиционирование и останов тележки в заданном пункте). Затем
каретка-оператор фиксируется. После этого включается привод
подачи спутника, и движение цепи привода вперед и назад вы-
зывает либо перемещение спутника с платформы тележки на
оборудование комплекса, либо наоборот — перемещение спутника
на платформу карегки-оператора. На этом цикл работы тележки
заканчивается. После поступления от ЭВМ новой информации
каретка-оператор перемещается к пункту, указанному в следу-
ющем адресе.
Полуавтоматический режим работы каретки-оператора осу-
ществляется от пульта управления. Оператор набирает с помощью
переключателей на пульте адрес пункта, к которому должна
следовать тележка для выполнения технологического процесса
транспортирования. В случае установки на боковых противо-
положных сторонах каретки-оператора двух приводов подачи
спутников возможно выполнение загрузочно-разгрузочных опера-
ций по обе стороны от трассы движения каретки.
На плите платформы для установки спутников можно закреп-
лять планки различной длины, что позволяет каретке-оператору
выполнить транспортирование и загрузку спутников разных
габаритных размеров. При этом заранее должен быть отрегулиро-
ван ход цепи привода.
Рассмотрим конвейеры, наиболее часто используемые в механо-
сборочном производстве.
181
1
Рис. 7.6. Шаговый конвейер
Для сборки крупногабаритных машин типа станков в поточном
производстве используют шаговые конвейеры, позволяющие про-
изводить точные измерения при сборке (рис. 7.6) [32].
В котловане под полом смонтированы: подающая рама 1
конвейера с рейкой 2; гидравлические домкраты 3, на штоке
которых имеются ролики 4\ двигатель 5 с гидронасосом и масля-
ными баками 6; электродвигатель 7, приводящий в движение
редуктор и зубчатое колесо 8, сцепленное с рейкой 2, которая
закреплена на раме 1, В полу вмонтированы для каждой станции
четыре плитки 9, выверенные по уровню и находящиеся на одной
горизонтальной плоскости, на которые базируется станина соби-
раемого изделия (например, станка).
В настоящее время находят применение и шаговые конвейеры
на воздушной подушке для сборки изделий массой до 5 т. Эти
конвейеры используют при такте выпуска изделий 20—120 мин.
Конвейеры на воздушной подушке позволяют производить сборку
изделий, технологический процесс изготовления которых синхрО'
низирован не полностью.
Ленточные конвейеры предназначены для транспортирования
штучных грузов в горизонтальном направлении. Конвейеры имеют
только плоскую форму рабочей ветви, мощности и скорость их
привода небольшие. Основой конвейера является гибкая лента
из прорезиненной ткани, служащая одновременно тяговым и гру-
зонесущим органом. Верхняя и нижняя ветви ленты поддержи-
ваются роликовыми опорами, а постоянное натяжение ленты
обеспечивается винтовыми натяжными устройствами.
Конвейер укомплектован приводными и натяжными устрой-
ствами, приводными и неприводными барабанами, предохрани-
тельными устройствами.
В качестве эстакадного транспорта могут использоваться
пластинчатые конвейеры. В частности, их применяют для транс-
портирования валов различной длины в поточном и непоточном
182
Рис. 7.7. Автоматизированный участок токарной обработки.*
1 — автоматизированный склад; 2 — столы ОТК; 3 — диспетчерский пульт участка;
4 — помещение с центральной управляющей ЭВМ; 5 — ПР; 6 — бункер для сбора
стружки с конвейера; 7 — станок; 8 — система управления станком; 9 — тактовый
накопитечь для передачи полуфабрикатов с конвейера к фиксированной позиции для
загрузки роботом станка и возврата на конвейер; 10 —» приводной роликовый конвейер
(рольганг)
производстве. Они состоят из двух рядов вращающихся стальных
пластин с пазами. В непоточном производстве конвейер может
играть роль накопителя, если пластины расцеплены. Валы могут
транспортироваться не только в горизонтальной плоскости, но
и под углом до 30°. Переналадка конвейера осуществляется путем
перемещения пластин на клиновом стержне; если транспортиру-
емые валы имеют измененные диаметры, необходимы пластины
с другими размерами пазов.
Для транспортирования изделий в механосборочном произ-
водстве могут быть использованы и роликовые конвейеры.
Они позволяют транспортировать изделия массой до 200 кг.
Ролики могут быть свободного или принудительного вращения.
Роликовые конвейеры обычно располагают на высоте 800 мм
от уровня пола для того, чтобы производить захват изделия на
уровне рук рабочего. Роликовые конвейеры могут иметь подъем-
ные секции для прохода работающих, подъемные столы, радиус-
ные секции. Конструктивное оформление и размеры их различны.
Роликовые конвейеры делают однорядными для передачи полу-
фабрикатов в однодетальных поточных линиях. В ряде случаев,
когда надо иметь обгонный путь, роликовые конвейеры выпол-
няют в два ряда, однако при ручном перемещении поддонов с изде-
лиями или изделий это неудобно.
Корпусные детали, имеющие удобные для транспортирования
плоскости, перемещаются по роликовому конвейеру непосред-
ственно, без поддонов. Для деталей типа тел вращения, кронштей-
нов, рычагов и т. п. используют при транспортировании по роли-
183
ковому конвейеру поддоны, которые должны возвращаться об-
ратно по нижней ветви, имеющей принудительное вращение.
Пример использования роликовых конвейеров на автоматизи-
рованном токарном участке из шести станков приведен на рис. 7.7.
В механосборочном производстве находит также широкое
использование подвесной транспорт, который позволяет значи-
тельно экономить производственные площади. Рассмотрим моно-
рельсовую транспортную систему с электротележками и автома-
тическим адресованием грузов.
Эти системы позволяют вызвать электроталь с любой погру-
зочно-разгрузочной станции и отправить груз в любой адрес
транспортной системы с требуемой скоростью.
Применение автоматических монорельсовых дорог целесооб-
разно тогда, когда средства непрерывного транспорта загру-
жаются не полностью и применение их становится неэкономичным
или когда необходима доставка грузов с горизонтальными и вер-
тикальными перемещениями в зонах разгрузки и загрузки. По
монорельсовому пути движутся стандартные электротали со
специальными грузозахватами. При автоматическом управлении
электроталью кнопочное управление заменяется или дополняется
путевыми переключателями с различными рабочими механиз-
мами, реле выдержки времени, фотоэлементами.
Пульт управления монтируется на столе, стойке или на самой
электротали. В первом случае путевые переключатели распола-
гают на самой трассе, их приводит в действие механизм переклю-
чения, расположенный в тали. Во втором случае путевые пере-
ключатели располагают на электротали, а механизмы переключе-
ния на трассе.
На рис. 7.8, а показан общий вид монорельсовой системы
с дистанционным управлением. Монорельсовый путь стабжен
троллеями и двумя электроталями (рис. 7.8, б). Электроталь
загружается в зоне А. Перемещениями в этой зоне в полуавтома-
тическом режиме управляет оператор, в автоматическом — микро-
компьютер. При подъеме груза автоматически начинается пере-
мещение электротали по стрелке и продолжается до входа его
в разгрузочные зоны Б или Бг. В разгрузочных зонах управление
горизонтальными и вертикальными перемещениями электротали
в полуавтоматическом режиме осуществляется с помощью при-
соединенного к ней подвижного кнопочного пульта. После раз-
грузки электроталь следует в загрузочную зону. В момент на-
хождения электротали № 1 в зоне разгрузки загружается элек-
троталь № 2. Когда электроталь № 1 находится в разгрузочной
зоне Б или Б1У электроталь № 2 автоматически останавливается
в зоне Д или В (если груз оказался вблизи нее) до тех пор, пока
не освободится зона Б или Бг. Эта блокировка предусматривается
на всех входных позициях в зоны разгрузки и загрузки.
Если электротали с разных монорельсов переходят на один
(в зоне загрузки или разгрузки) или на одном монорельсе рабо-
184
Рис. 7.8. Монорельсовые системы:
А — зона загрузки; Б и Б1 — зоны разгрузки; В, Г, Д — запасные зоны, где электро-
тали автоматически останавливаются до завершения загрузки или разгрузки в зонах Б
и Bi; 1 — зона загрузки; 2 — монорельсовая трасса; 3 — путевые переключатели кон-
троля положения стрелок; 4 — соленоиды закрытия стрелок; 5 — автоматические стрел-
ки; 6 — электротали; 7 — входные секции трассы перед стрелками; 8 — зона разгрузки
тают две электротали, то для того чтобы исключить их столкнове-
ние, контроль за их перемещениями в «общей зоне» обеспечивается
системой управления.
На рис. 7.8, в приведена схема типичной автоматической
монорельсовой системы. Исключение столкновения электроталей
достигается благодаря применению запасных участков со стрел-
ками и с собственной независимой системой питания от контактов,
управляемых путевыми переключателями. Когда электроталь
освобождает трассу и проходит через стрелку, срабатывает путе-
вой переключатель. Происходит переключение стрелки. Ток
переключается на «дополнительную секцию», по которой проходит
вторая электроталь.
Перевод стрелки может осуществляться пневматически или
электродвигателями, включаемыми путевыми переключателями.
185
На стрелках имеются упоры, предотвращающие сход с трассы
электротали, когда концы трассы открыты.
Автоматические монорельсовые системы применяют в цехах
механосборочного производства для транспортирования изделий
в потоке, для «обгонных» транспортных операций, для подачи
изделий с поточных линий на склады и т. д.
В настоящее время все большее применение находят подвесные
толкающие конвейеры, которые позволяют транспортировать изде-
лия, имеющие различные такты выпуска. Кроме того, толкающие
конвейеры применяют, если в технологическом процессе имеются
лимитирующие операции, время выполнения которых значи-
тельно больше времени выполнения всех остальных операций.
Они обеспечивают автоматическое адресование кареток с грузом
к месту назначения, а также возможность подачи кареток на
ответвления монорельсов, на которых они могут быть либо авто-
матически остановлены (и тогда из этих кареток с грузом может
быть создан накопитель), либо переданы далее на трассу другого
толкающего конвейера. Это дает возможность связывать всю сеть
подвесных толкающих конвейеров в цехах в общую систему кон-
вейеров с автоматической передачей, складированием и автома-
тической подачей грузов к месту назначения. Управление пере-
мещением деталей может производиться от управляющей ЭВМ.
Специфика толкающего конвейера заключается в том, что
в его системе имеется не один монорельсовый путь с каретками,
а два: один путь (верхний) несет движущие элементы, а второй
(нижний) — установленные грузы.
Система автоматизированных толкающих конвейеров хотя
и является весьма сложной, однако ее применение резко увели-
чивает производительность транспортирования при выполнении
подъемно-транспортных работ.
В качестве магистральных конвейеров, а также для транс-
портирования внутри участка изделий типа тел вращения (махо-
виков, фланцев, шестерен и т. д.) в поточном производстве на-
ходят использование лотковые транспортирующие устройства,
по которым изделия перемещаются качением под действием силы
тяжести, реже — скольжением.
В настоящее время наибольшее применение получили сборные
лотки из нормализованных элементов — направляющих и опорных
пластин, взаимное расположение которых определяется простав-
ными втулками, что позволяет производить быструю сборку и
разборку транспортной системы.
Открытые лотки применяют там, где транспортируются легкие
изделия на незначительной высоте, а закрытые лотки — при
транспортировании тяжелых изделий над рабочим местом для
соблюдения правил техники безопасности.
На рис. 7.9 представлена лотковая транспортная система
автоматического цеха № 2 (АЦ-2) 1-го ГПЗ. Она состоит из подъ-
емника 3 с приводом 4, распределительного трассового лотка 5,
186
Рис. 7.9. Схема транспортной системы токарного участка автоматического
цеха № 2 (АЦ-2) 1-й ГПЗ:
1 — приемный лоток; 2 — захваты конвейера-подъемника элеваторного типа; 3 — подъ-
емник; 4 — привод конвейера-подъемника; 5 — распределительный трассовый лоток;
6 — заготовки; 7 — заслонки; 8 — датчики переполнения подводящих лотков; 9 —
подводящие лотки станков; 10 — станки; 11 — отводящие лотки станков; 12 — отводя-
щий конвейер; 13 — роликовтулочная цепь конвейера; 14 привод отводящего транс-
портера; 15 — отводящий лоток к следующему участку
подводящих 9 и отводящих 11 лотков, отводящего конвейера 12
с приводом 14 и электроавтоматики управления системой.
Работает конвейер следующим образом. Заготовки, поступая
в цепной подъемник 3, направляются в распределительный трас-
совый лоток 5; скатываясь поэтому лотку к подводящим лоткам 9,
заготовки поступают в станки 10. После обработки кольца по
отводящим лоткам 11 и конвейеру 12 заготовки перемещаются
на следующий участок.
Электроавтоматика транспортной системы служит для согласо-
вания работы центрального подъемника с работой станков, а также
сигнализации и предохранения механизмов от возможных поломок
при переполнении кольцами лотков-накопителей. Электроавтома-
тика включает в себя датчики Дх—Д8, заслонки Зх—З3 с электро-
магнитами. Система работает по принципу приоритета подачи
колец к дальнему станку от подъемника. Об отсутствии заготовок
в дальнем станке 10 сигнализирует датчик Д19 который открывает
все заслонки Зх—З3, несмотря на отсутствие или наличие заготовок
в предыдущих станках. При заполнении лотка-накопителя 9
датчик Д2 подает сигнал на закрытие заслонки Зх, и заготовки
начинают поступать в лоток-накопитель предыдущего станка до
уровня датчика Д4, который подает сигнал на закрытие
заслонки 32.
Работа других датчиков, встроенных в лотки-накопители,
аналогична работе датчиков Дх и Д2. Датчик Д8 ближнего к цеп-
ному подъемнику станка при заполнении лотка подает команду
на отключение подъемника, тем самым прекращая подачу загото-
вок в лоток-распределитель 5. Команда на включение подъемника 3
187
поступает от любого из датчиков Д3, Дь, Дъ сигнализирующих
об отсутствии заготовок в лотках-накопителях. Различная вмести-
мость лотков-накопителей позволяет производить равномерную
загрузку кольцами станков-автоматов.
Транспортная система допускает разделение подводящих лот-
ков 9 на два потока. Это выполняется в том случае, если на одном
станке одновременно обрабатываются два кольца.
Транспортная система с наклонным трассовым лотком проста
по конструкции, однако имеет ряд недостатков. Высоту располо-
жения нижнего конца наклонного трассового лотка выбирают
из условия нормального обслуживания дальнего подъемника
станка. Следовательно, верхний конец располагается на значи-
тельной высоте от уровня пола, что вызывает значительные не-
удобства при обслуживании, ремонте и подналадке узлов системы.
К недостаткам следует отнести и то, что скорость движения колец
не регулируется и катящиеся кольца, достигая нижнего конца
трассового лотка, приобретает значительную кинетическую энер-
гию, что может вызвать появление забоин и деформирование
элементов устройств систем, а также снижает долговечность их
работы. Транспортное устройство имеет сложную систему управ-
ления распределением заготовок по станкам. Поэтому рассмо-
тренную схему используют только для обслуживания небольшого
числа станков. Указанные недостатки устраняются при исполь-
зовании многолоткового гравитационного распределителя, где
каждый лоток обслуживает определенный станок.
В поточном производстве при изготовлении изделий средних
размеров (автомобили, тракторы, универсальные металлорежущие
станки и т. п.) электрические мостовые краны, как правило,
не применяют, за исключением отдельных случаев изготовления
особо тяжелых изделий. Это объясняется тем, что требуется
отдельный штат крановщиков, а также тем, что точная установка
изделий мостовым краном требует значительно больше времени,
чем поворотным краном. При необходимости одновременной уста-
новки заготовок, деталей или изделий на несколько единиц обо-
рудования приходится затрачивать дополнительное время на
ожидание высвобождения крана. Кроме того, для крановых
пролетов требуется здание большой высоты, и поэтому их стро-
ительство обходится дороже, чем строительство бескрановых
пролетов.
Примерное время установки и съема изделий массой до 150 кг
составляет при использовании мостового электрического крана
(включая время на вызов его к месту работы) 3—5 мин; подвес-
ного крана — 0,5 мин.
Подвесные краны особенно целесообразно применять при
обслуживании определенной производственной площади,
а не линии.
При создании ГПС в последнее время стали использовать
мостовые краны с ЧПУ, которые позволяют не только транспор-
188
тировать полуфабрикаты, но и обе-
спечивать планировочную гибкость
производства.
При проектировании транспорт-
ной системы возможна композиция
из транспортных средств различных
типов, но все же необходимо стре-
миться использовать однотипные
транспортные средства, что облегчает
управление и обслуживание транс-
портной системы.
Грузы транспортируют по транс-
портной системе либо на спутни-
ках, или палетах, либо в поддонах
или кассетах. Поддоны делят на
Рис. 7.10. Схемы ящичных под-
донов конструкции НПО «Орг-
станкинпром» мод. 1М-1А (а)
и 1МП-2А (б)
ящичные, стоечные и плоские. Наиболее часто при складиро-
вании и транспортировании применяют ящичные металлические
и пластмассовые поддоны, называемые производственной тарой
(ГОСТ 14861—74).
Параметры ящичных металлических поддонов грузоподъем-
ностью до 200 кг конструкции НПО «Оргстанкинпром» приведены
в табл. 7.1 и на рис. 7.10.
Используемые в механосборочном производстве поддоны
в основном имеют специальные ножки, которые не только придают
им устойчивость, но и используются при перемещении по транс-
портной системе. Кроме того, высота и конструкция ножек дают
возможность подхватывать поддон вильчатым погрузчиком. В таре
подобного типа груз может транспортироваться на подвесных
конвейерах с автоматической погрузкой и выгрузкой. Помимо
представленных конструкций поддонов, имеется также тара со
съемными и открывающимися стенками, каркасная, ящичная
мелкая и др.
7.1. Ящичные металлические поддоны конструкции НПО «Оргстанкинпром»
Параметр <1 со СЧ СО S 1М432-1А 1МП642-2А СЧ сч СО СО с £
Внутренние размеры, мм: длина ширина высота Внешние размеры, мм: длина а (вдоль стеллажа) ширина b (в глубь стеллажа) высота с Alacca, кг 200 300 160 216 356 183 5,1 300 400 200 318 466 224 10,8 400 600 200 | 320 418 618 317 I 437 20,7 28
189
Во многих случаях для транспортирования крупных полу
фабрикатов вместо ящиков применяют платформу, установленную
также на ножках. Мелкие изделия типа крепежных нормалей,
арматуры неудобно хранить в таких ящиках на стеллажах в не-
сколько ярусов. Поэтому изготовляют также тару без ножек,
при использовании которой можно вынимать мелкие детали через
окно в передней стенке нижнего ящика, не трогая верхние ящики.
Доставка скомплектованных деталей для сборки изделий
и мелких полуфабрикатов для механической обработки может быть
осуществлена с помощью магазинов типа кассет.
Выбор типа внутрицехового транспорта и планировка транс-
портной системы зависят от типа и характера производства,
производственной программы, строительной части производствен-
ного корпуса, используемого технологического оборудования
и других факторов.
Количество транспортных средств каждого типа определяют
исходя из машиноемкости Тм, е транспортных операций, которую
определяют по следующей формуле:
Гм-в-^бо-’ или
Здесь Q — грузопоток, т; — средняя длительность одного
рейса или одного цикла работы транспортного средства, мин;
9п — средняя транспортная партия (количество грузов, пере-
везенных за один рейс), т; ZT— грузопоток, ед. тары; Z?. п —
величина транспортной партии, ед. тары,
7 ___ Qi
- Ci ’
где ZTi — грузопоток, ед. тары, по определенной группе изделий-
Qi — грузопоток по определенной группе, т; — средняя грузо-
вместимость тары, т.
Величина Тц определяется G учетом выполнения следующих
транспортных операций: движения транспорта к месту погрузки;
погрузки; движения с грузом; разгрузки; непредвиденных за-
держек, время которых принимают равным 0,15 времени движения
транспортного средства с грузом.
Время движения транспортного средства определяют исходя
из длины транспортного пути и скорости перемещения, которая
не должна превышать 80 м/мин для напольного транспорта и
50 м/мин для подвесного транспорта. Для непоточного произвол
ства время движения транспортного средства может быть рассчи-
тано по средней длине транспортного пути.
Количество транспортных средств определяют по формуле
N =
7V тр
£ Гм.е*е
<=1
ФОКВ
190
Рис. 7.11. Компоновка транспортной системы?
1 — поступление полуфабрикатов, пустой тары, инструмента; 2 — мостовые краны-шта-
белеры; 3 — перегрузочные устройства и накопители; 4, 11 — склады; 5 — конвейерная
система; б — отделение входного контроля; 7 — производственный участок; 8 — пере-
движные манипуляторы; 9 — выход отходов производства; 10 — выход изделий
где 7<с = 1,2 ... 1,6 — коэффициент спроса, учитывающий не-
равномерность поступления требований на обслуживание в еди-
ницу времени; К3 = 0.7 ... 0,8 — коэффициент загрузки транс-
портного средства^ Фо — эффективный годовой фонд времени
работы принятого типа оборудования, ч; п — число грузопотоков,
обслуживаемых данным типом транспорта.
Общее количество единиц тары одного наименования
2Т. о ~ 1,15 (ZT. с ZT. р, м + ZT< 3),
где 1,15 — коэффициент, учитывающий тару, находящуюся в ре-
монте и на транспортной системе; ZT. с — количество единиц
тары, находящейся на цеховых складах; ZT. р. м — количество
единиц тары на рабочих местах; ZT. 3 — количество единиц тары
для хранения межоперационных и складских заделов на участках.
Количество транспортных рабочих определяют исходя из
количества транспортных средств, требующих обслуживающего
персонала, и режима их работы.
4 После определения типа и количества транспортных средств
переходят к компоновке транспортной системы.
На рис. 7.11 показана схема компоновки транспортной си-
стемы, связывающей производственные участки со складской
системой и между собой. Она используется в ГПС при больших
грузопотоках. Краны-штабелеры обслуживают только склады,
а все грузы доставляются на производственные участки напольной
конвейерной системой с автоматическим адресованием.
Межоперационная транспортная система на производственных
участках предназначена для доставки и установки заготовок,
полуфабрикатов или готовых изделий в требуемый момент вре-
мени на требуемое оборудование, съема полуфабрикатов или гото-
вых изделий с оборудования с последующим транспортированием
в заданный адрес, отправки в накопитель и из накопителя в задан-
ный адрес в требуемый момент времени.
На стыке транспортной системы, связывающей производствен-
ный участок со складом, и транспортной системы участка часто
располагают приемо-сдаточные секции.
191
В транспортных системах на производственных участках
могут быть использованы те же транспортные средства, что и
в транспортной системе, связывающей производственные участки
со складом и между собой.
При больших материальных потоках широко используют
конвейеры. В зависимости от назначения конвейеры подразделяют
на распределительные, которые предназначены только для пере-
дачи изделия с одной рабочей позиции (места) на другую, и рабо-
чие, осуществляющие не только передачу изделия, но и позволя-
ющие производить сборку на них. В сборочном производстве
распределительные конвейеры часто применяют при наличии
параллельной сборки на отдельных станциях.
Основными параметрами транспортной системы, используемой
для поточного производства, являются шаг, длина и скорость
движения конвейера.
Расчетная скорость конвейера периодического действия должна
быть согласована с техническими характеристиками его привода.
Однако она не должна превышать скорость, допустимую с точки
зрения техники безопасности (сила инерции масс, находящихся
на конвейере, не должна вызывать толчков и сползания изделий
с конвейера). В практике принимается обычно скорость холостого
перемещения конвейера примерно равной 7—9 м/мин.
Если операция на автоматической линии занимает время
большее, чем такт выпуска, то применяют метод двойного пере-
мещения изделий. В этом случае кроме главного конвейера пред-
усматривают вспомогательный конвейер, связанный с главным.
Вспомогательный конвейер включается через такт выпуска и
перемещает изделие на удвоенный шаг транспортирования.
В качестве транспортно-загрузочных устройств в автомати-
зированном производстве широкое распространение получили
промышленные роботы и манипуляторы. Промышленный робот —
это перепрограммируемый автоматический манипулятор промыш-
ленного применения. Характерными признаками промышленного
робота являются: автоматическое управление; способность к бы-
строму и относительно легкому перепрограммированию (измене-
нию последовательности, системы и содержания команд), способ-
ность к выполнению трудовых действий. С помощью роботов
можно объединять оборудование в координированно работающие
производственные комплексы различного масштаба, не связанные
жестко планировкой и числом установленных агрегатов. Такие
комплексы обеспечивают гибкую структуру производственных
процессов в широком диапазоне серийности производства. Про-
мышленные роботы зарекомендовали себя как гибкие автоматизи-
рованные средства реализации внутрицеховых и межоперацион-
ных материальных связей, обладающие целым рядом преимуществ
по сравнению с другими устройствами: малые габаритные размеры
подвижного органа; большой диапазон регулирования скорости
перемещения; автоматические перемещения; полное высво-
192
Рис. 7.12. Классификация транспортных роботов
бождение проездов после прохождения транспортного робота
для транспорта других видов; автономность.
На рис. 7.12 представлена классификация промышленных
роботов с разделением всех систем на два подкласса: напольные
и подвесные. В помещениях, где устанавливается безрельсовый
транспорт, должны быть, как правило, особо чистые и ровные
полы. Скорость перемещения безрельсовых тележек составляет
90—100 м/мин.
Современные промышленные роботы оснащаются микрокомпью-
терами, сенсорными устройствами, позволяющими поддерживать
постоянную силу захвата, и устройствами технического зрения,
предназначенными для идентификации, определения месторас-
положения и ориентации объектов, а также контроля отдельных
размеров.
Промышленные роботы часто используют как стыкующее
устройство транспортной системы с технологическим оборудова-
нием. Гибкие производственные модули на базе токарного станка
с передним (фронтальным) расположением рабочего органа робота
применяют при изготовлении сравнительно коротких деталей.
При изготовлении деталей типа валов, когда необходимо захваты-
вать заготовки одновременно двумя захватами, применяют гибкие
производственные модули на базе токарного станка с верхним
портальным расположением робота.
Пример использования промышленного робота в качестве
стыкующего устройства показан на рис. 7.13. Представленный
на рисунке автоматизированный участок АСВР-10 укомплектован
фрезерно-центровальным 2 и двумя токарными 3 станками, обслу-
живаемыми промышленным роботом СМ40Ф2.80.01. Заготовка
(резаный прокат) укладывается на двухручевой роликовый кон-
вейер 8 с помощью поворотного крана 1. На участке производится
7 Мельников Г. Н. и др. 193
Рис. 7.13. Автоматизированный учасчок АСВР-10 токарной обработки деталей
типа тел вращения массой до 40 "кг:
1 — поворотный кран; 2 —> фрезерно-центровальный станок; 3 — токарные патронно-
центровые станки с ЧПУ; 4 — подвижнач каретка с рукой робота СМ40Ф2.80.01; 5 —
монорельс; 6’ — промежуточные накопители, перенастраиваемые для хранения валов
н фланцев; 7 — контрольные позиции; 8 — двухручьевой рольганг
подготовка баз, фрезерование торцов и полная токарная обработка
валов массой до 40 кг. Между станками расположены промежу-
точные накопители 6, По управляющей программе каждую за-
готовку после обработки на станке робот подает на позицию 7,
где деталь проверяет оператор. Готовые детали робот укладывает
на второй ручей роликового конвейера 8У откуда он забирается
внутрицеховым транспортом.
Рассмотрим теперь некоторые типы вспомогательного обору-
дования, используемого в транспортной системе.
Устройства для поворота изделий разделяются на три основные
группы: столы для поворота на 90 и 180° вокруг вертикальной
оси; кантователи для поворота вокруг наклонной оси.
Агрегат загрузки спутников выполняет загрузку на рабочий
стол станка полуфабриката, установленного на спутник, и вы-
грузку его после обработки. Благодаря агрегату загрузки спут-
ников обеспечиваются: автоматизация процесса загрузки и вы-
грузки; повышение производительности работы станка за счет
уменьшения его простоев при загрузке и выгрузке; сокращение
времени переналадки станка на изготовление другой детали,
связанною с заменой на станке приспособления. Агрегат загрузки
спутников показан на рис. 7.14.
В верхней части основания 7 установлены направляющие,
по которым перемещается каретка 6У состоящая из двух секций
и проставки 5. Две пары направляющих роликовых планок 3
установлены на поверхности каретки для размещения двух спут-
ников. На агрегате имеются два привода подачи: один привод 4
194
< III, II lull
П)П'1
7.14, Агрегат загрузки спутников и конструктивные элементы
Рис.
расположен на боковой стенке агрегата и обеспечивает подачу
спутника на рабочий стол станка, второй находится на торцовой
стенке и служит для перемещения каретки. На агрегате имеется
пульт управления /, кронштейн с промежуточными направля-
ющими планками 2.
В начале работы агрегата загрузки на каретке расположен
один спутник с полуфабрикатом, вторая пара направляющих
планок на каретке свободна. По окончании обработки заготовки
подается команда на включение электродвигателя привода подачи,
обеспечивающего перемещение цепи к рабочему столу станка
(направление Z). В конце хода захват, расположенный на конце
цепи, захватывает спутник с готовой деталью, после чего цепь
перемещается в обратном направлении*, транспортируя и уста-
навливая спутник в направляющие планки каретки. Затем ка-
ретка перемещается из одного крайнего (исходного) положения
в другое (направление X), включается привод подачи, и цепь,
выдвигаясь, транспортирует спутник с заготовкой на рабочий
стол станка. После фиксации и зажима спутника на рабочем столе
станка цепь возвращается в исходное положение.
Продолжительность смены спутников 30 с.
Конструкция агрегатов для загрузки на агрегатные станки
с ЧПУ полуфабрикатов различных размеров выполнена по мо-
дульному принципу.
Управление работой агрегата загрузки спутников осуще-
ствляется либо от пульта управления, либо от устройства ЧПУ
станка.
При работе станка с агрегатом загрузки спутников в составе
автоматизированного комплекса установка спутников с полу
фабрикатами на каретку агрегата и съем с нее спутников с гото-
выми деталями выполняется автоматический транспортной тележ-
7* 195
кой. В случае автономной работы станка с агрегатом загрузки
съем обработанной детали со спутника, выведенного со станка
на каретку агрегата, и установка на него нового полуфабриката
производится оператором. Выполнение этой операции не приводит
к простою станка, так как в это время на станке обрабатывается
другой полуфабрикат, а простой станка определяется только
продолжительностью цикла работы агрегата загрузки спутников.
Различные схемы построения транспортных систем с исполь-
зованием спутников показаны на рис. 7.15. Возврат спутников
по схеме, показанной на рис. 7.15, а, осуществляется опусканием
их на конвейер, расположенный под станками. Эта схема обеспе-
чивает сокращение производственной площади для возврата
спутников, но создает неудобства, которые вызваны необходи-
мостью расположения внизу кроме конвейера для возврата спут-
ников и конвейера для отвода стружки, что вызывает сложное
трехэтажное расположение ветвей конвейеров и дополнительное
засорение их стружкой. На рис. 7.15, б возврат спутников осуще-
ствляется с одной стороны станков по стрелке. При этой схеме
удобнее обслуживать линии, но необходима дополнительная
площадь для конвейера, возвращающего спутники. На рис. 7.15, в
показана обработка заготовки с двух сторон в разных позициях.
Рис. 7.15. Схемы построения транспортных систем с использованием спутников
196
Если обрабатываются полуфабрикаты с большим числом пози-
ционных переходов с одной стороны и если желательно сократить
длину линии, целесообразно строить автоматическую линию
но схеме, показанной на рис. 7.15, а. При обработке неболь-
ших заготовок строят линию по схеме, приведенной на
рис. 7.15,5. Агрегатные головки оборудования могут быть как
горизонтального, так и вертикального исполнения, но распола-
гают их с одной стороны линии, а с другой — размещают конвейер,
обеспечивающий обход спутника с фронтальной стороны линии;
в случае необходимости — без обхода станков. Схему, показанную
на рис. 7.15, а, применяют при изготовлении крупногабаритных
деталей, когда станки расставляют между ветвями движения
спутников, т. е. главным образом в том случае, когда станки имеют
вертикальную компоновку и занимаемая каждым станком пло-
щадь невелика. На ветвящихся автоматических участках могут
быть использованы несколько способов разделения потока:
транспортные устройства размещают под углом 90° друг
к другу;
изменяют длину (шаг) перемещения полуфабриката по кон-
вейеру;
периодически передают полуфабрикат с одного конвейера
на два-три параллельных конвейера;
применяют специальные питатели-накопители для межопера-
ционного приема и хранения изделий.
Возможные схемы размещения агрегатов загрузки спутников
приведены в табл. 7.2 [9].
В агрегате загрузки, выполненном по схеме /, грейфер пере-
мещает одновременно два спутника: первый — с рабочего стола
станка на позицию загрузки и второй — с позиции загрузки на
рабочий стол станка. После обработки полуфабриката разгрузка
и загрузка спутников происходит при движении грейфера в обрат-
ном направлении.
Агрегат, выполненный по схеме 2, имеет два грейфера, по-
очередно разгружающих и загружающих спутники с двух за-
грузочных позиций на рабочий стол станка, между операциями
разгрузки и загрузки необходим поворот рабочего стола станка
на 90° для совмещения установленных на нем направляющих
с направлением перемещения спутника.
В агрегате, выполненном по схеме 3, спутник перемещается
грейфером с рабочего стола станка на подвижную двухместную
платформу, которая затем сдвигается на шаг, после чего второй
спутник, установленный на ней, перемещается грейфером на рабо-
чий стол станка.
Агрегат схемы 4 в целом аналогичен агрегату схемы 3, Раз-
личие в том, что двухместная платформа не сдвигается на шаг,
а разворачивается на 180°.
В схеме 5, как и в схеме 2, разгрузка и загрузка спутников
выполняется с двух загрузочных позиций. Поворотный стол
197
7.2. Схемы размещения агрегатов загрузки спутников на станок
О. W
<и 3
?
2
4
Схема размещения
Преимущества
Недостатки
позиции
Простой ЦИКЛ —
одно движение.
Время смены
спутника 6 с. Не
требуется допол-
нительной пло-
щади для уста
новки агрегата
Две загрузочные по-
зиции. Нельзя при-
менять в двух- и трех-
стоечных агрегатных
станках. В автомати-
ческую линию без из
менения не встраи-
вается
платформа.
Простой цикл —
три движения.
Время смены
спутника 20—
25 с
Одна загрузоч-
ная позиция.
Простой цикл —
три движения.
Время смены
спутника 25—
30 с. Встраивает-
ся в автомати
ческую линию
Одна загрузоч-
ная позиция.
Простой цикл —
три движения
Время смены
спутника 30—
35 с. Встраивай-
ся в антомат и
четкую линию
Две загрузочные по
зиции и два механиз-
ма перемещения
спутника. Нельзя
применять в двух- и
трехстоечных агре-
гатных станках. В
автоматическую ли-
нию не встраивается.
Требуется дополни-
тельная площадь,
равная произвело
нию ширины спутни-
ка на длину станка
Требуется дополни-
тельная площадь,
равная произведе-
нию ширины спутни-
ка на длину станка
Требуется огражде-
ние поворотной
Чс1< ти. Требуется до-
полнительная пло-
ща. ь, равная произ
ведению ширины двух
спутников на длин)
станка
198
Продолжение табл 7.2
Схема равмещения
Преимущества
Недов® атки
Встраивается в
автоматическую
линию
5
Две загрузочные по-
зиции. Сложный
цикл — семь движе-
ний. Время смены
спутника 70—80 с.
Требуется дополни-
тельная площадь,
равная произведе-
нию ширины спутни-
ка на длину станка
Примечание. Стрелками и цифрами указаны направления и очеред-
ность перемещения спутников.
агрегата разворачивает спутник для совмещения его направля-
ющих с направлением последующего перемещения.
Схему 3 отличает простота цикла и конструкции агрегата,
удобство обслуживания многостоечных агрегатных станков и
встраивания в автоматизированные комплексы.
При использовании промышленного робота в качестве стыко-
вочного устройства транспортной системы с технологическим
оборудованием проектанту следует рассмотреть, может ли он
обслуживать группу технологического оборудования.
В поточном производстве оптимальное количество оборудова-
ния Af, обслуживаемое одним промышленным роботом (манипуля-
тором), устанавливают исходя из заданного такта выпуска Т
и несовмещенного с работой основного оборудования времени /тр,
затрачиваемого роботом (манипулятором), для транспортного
обслуживания одной рабочей позиции: N < 77/тр 1.
В непоточном производстве при закреплении за участком
из N единиц оборудования, обслуживаемых одним промышленным
роботом, номенклатуры деталей, длительность оперативного вре-
мени которых tovi распределена в интервале времени а — b по
закону Р ~ F с достаточной для практики точностью можно
считать, что вероятность обслуживания роботом в случайный
момент времени f-го оборудования
р *т рS.
^оп i ~h Gp г
Вероятность совпадения периода обслуживания k единиц
оборудования равна произведению вероятностей Р\ 2; . ,k =
= РЛ ...
199
Простои основного оборудования участка при обслуживании
роботом двух единиц оборудования /72 = Pi;2 = Р\Ръ\ при об-
служивании роботом трех единиц оборудования /73 = Л;2 +
+ Рг-, з + Рз-, I — Pi-, 2; 3) при обслуживании четырех единиц
оборудования /74 = 6 (Р1; 2 — Pi-, 2; 3) + 4 (2Pt; 2; 3 — Pi-, з-, 4) +
+ ЗР1; 2; 3; 4- _ _ _
Средние значения величин Pi; Рь 2; Ри 2; з и т. д. могут быть
найдены из закона распределения Р = F (ion). При подстановке
ч — ton/tTX) получим
ь
а
Для большинства законов распределения вычисление интеграла
в квадратурах затруднительно, и для нахождения искомых зна-
чений следует пользоваться методами численного интегрирования
на ЭВМ.
Рекомендуется при выборе количества технологического обо-
рудования, обслуживаемого одним промышленным роботом, поль-
зоваться следующими данными [14]:
Оперативное время, мин.......... 3,0—5,0 5,0—7,5 Св. 7,5
Количество технологического оборудо-
вания, шт....................... 2 3 4
Максимальное количество технологического оборудования, об-
служиваемое одним промышленным роботом, рекомендуется при-
нимать не более 4 шт., так как при превышении этого числа услож-
няются планировка и монтаж производственного комплекса.
Роботизированные технологические комплексы (РТК), исполь-
зуемые в механосборочном производстве, можно классифицировать
по трем основным признакам.
1. Функциональный признак определяет характер функций,
выполняемых промышленным роботом в составе комплекса. В за-
висимости от функционального назначения робота, определяющего
состав переходов, которые на него возлагаются, производится
деление на промышленные роботы, выполняющие операции тех-
нологического процесса (сборка, окраска, сварка и т. д.); роботы,
выполняющие операции транспортирования в производственном
процессе (загрузка, разгрузка технологического оборудования,
перемещение между оборудованием и т. д.) и одновременно техно-
логические и транспортные операции.
2. Структурный признак характеризует тип структуры ком-
плекса (взаимодействие промышленного робота и технологиче-
ского оборудования внутри комплекса).
По структурному признаку (рис. 7.16) различают следующие
РТК:
однопозиционные — модули («станок — робот», «сборочный
стенд — робот» и т. д.), включающие один робот в комплекте
g единицей технологического оборудования (рис. 7.16, а);
200
Условные обозначения.
ТО-технологическое оборудование,
ПР-промышленный робот;
Е1 ШШ - вспомогательное
оборуование
Рис. 7.16. Планировочные решения роботизированных комплексов^
а — ПР ТО => U б — ПР ТО > 1g в — пр ** S ТО > 1
групповые, включающие один робот, обслуживающий группу
технологического оборудования (рис. 7.16,6);
многопозиционные, включающие группу роботов, выполня-
ющих взаимосвязанные или взаимно дополняющие функции
(рис. 7.16, в), например, один загружает станок, другой его
разгружает.
3. Тип планировки комплекса, определяющий пространствен-
ное расположение оборудования.
201
Рис. 7.17. Типовые планировки роботизированных технологи-
ческих комплексов:
а — РТК1; б — РТК2? в — РТКЗ? е — РТК4; д — РТК5; 1 — тех-
нологическое оборудование} 2 — промышленный робот; 3 — вспомога-
тельное оборудование
202
В планировках РТК встречаются пять типовых схем (рис. 7.17).
Схема PTKJ включает комплексы, характеризуемые линейным
расположением технологического и вспомогательного оборудова-
ния (рис. 7.17, а). Этот тип планировки комплексов создается
на базе роботов, работающих в декартовой системе координат.
Схема РТК2 характеризуется линейно-параллельным располо-
жением технологического и вспомогательного оборудования
(рис. 7.17, б). Создаются на базе роботов тельферного типа g пле-
челоктевой конструкцией манипулятора.
Схема РТКЗ включает комплексы, созданные на базе роботов,
работающих в цилиндрической системе координат с горизонталь-
ной осью вращения («качением» манипулятора).
Схема РТК4 создается на базе роботов, работающих в ци-
линдрической системе координат, и характеризуется круговым
расположением основного и вспомогательного оборудования.
Схема РТК5 создается на базе роботов, работающих в сфери-
ческой системе координат. Так как в данный тип схемы входят
роботы, имеющие широкие функциональные возможности (до ше-
сти степеней подвижности), комплексы используются при груп-
повом обслуживании разнотипного по схемам загрузки оборудо-
вания, а также при выполнении окрасочных и других работ.
Ниже приведены примеры создания сборочных РТК [14].
На рис. 7.18 показан сборочный комплекс с одним (рис. 7.18, а)
Рис. 7.19. Сборочные роботизирован-
ные технологические комплексы и
Рис. 7.18. Сборочные роботизирован-
ные технологические комплексы:
а — с одним ПР, выполняющим операции
сборки; б — с двумя ПР, выполняющими
операции сборки; в - с ПР, выполняющи-
ми операции сборки и обслуживающими
технологическое оборудование (ТО)
участки:
а, б — комплекса с набором быстросмен-
ного инструмента для последовательной
сборки одной или нескольких сборочных
единиц; в — участок роботизированной ли-
нии сборки
203
ВЕ1СЗЕ1И И Е] Е) ЕЭ S ЕЗЕЭЕЗЕЗЕЗ
p°°i И И г°<>я (22Э В El t°°oi pool И И t000»
ИНИИИ (ЗЕЗЕЗБЗЁЗ ИЙЙЕИ
t000» 53 53»000» pooi 5353toooi (°°°» 53 53 р°°»
Г—п
\пр\- промышленный робот;
ПО - технологическое оборудование,
Б><3 - накопители деталей а содранных
изделий;
Со] - сборочные приспособления;
ОШО - транспортное оборудование,
набор автоматически сменяемого
сборочного инструмента и
захватов
можность расширить номенклатур
Рис. 7.20. Участки с гибкой
транспортной связью между
позициями сборки носредст »>м:
а — роботов; б — специализиро-
ванного оборудования и роботов
и двумя (рис. 7.18, б) про-
мышленными роботами, где
они производят транспор-
тирование деталей и их
сборку на сборочной пози-
ции. На рис. 7.18, в пока-
зан сборочный РТК, в ко-
тором вся сборка произво-
дится специализированным
технологическим оборудо-
ванием (ТО).
На рис. 7.19, а пред-
ставлен РТК, оснащенный
магазином для автомати-
ческой смены сборочного
инструмента и захватных
устройств, что дает воз-
бираемых деталей и объем
сборочных переходов внутри комплекса. Для сокращения вспо-
могательного времени при последовательном выполнении ряда
операций комплекс может оснащаться несколькими сборочными
приспособлениями (рис. 7.19, б).
На рис. 7.19, в показан РТК линейной планировки. На подоб-
ных РТК число сборочных позиций определяется главным образом
условиями выполнения сборки, в то время как на РТК с круговой
планировкой можно разместить не более 10—12 сборочных по-
зиций.
Наибольшей гибкостью обладают роботизированные участки,
состоящие из нескольких сборочных РТК, которые не имеют
между собой жесткой функциональной связи. Схемы таких уча-
стков с гибкой транспортной связью между позициями сборки
представлены на рис. 7.20. Отсутствие жесткой функциональной
связи между сборочными позициями позволяет при сборке раз-
личных изделий распределять операции между позициями так,
чтобы обеспечить наиболее эффективную их загрузку. Этого не-
возможно достичь на роботизированной автоматической линии,
имеющей между позициями жесткую функциональную связь
(см. рис. 7.19, в), где такт сборки лимитирован временем выпол-
нения наиболее длительной операции.
При 6—12 деталях в собираемом узле (сборочной единице)
и годовом объеме выпуска изделий (0,2—1,0) • 105 шт. целесооб-
разно применять РТК, подобные показанным на рис. 7.19, а, б.
204
Для объема выпуска (1—8) • 10б изделий в год целесообразно
применять комплексы с планировкой, показанной на рис. 7.20.
При выпусках более (5—15) • 105 изделий в год рентабельны сбо-
рочные линии с жесткой связью, с круговой или линейной пла-
нировкой типа показанной на рис. 7.19, в. При выпусках более
1 • 106 изделий в год, т. е. при поточном производстве, целесооб-
разно использование комплексов на базе агрегатированного сбо-
рочного оборудования (см. рис. 7.18, в).
После выбора состава и количества оборудования, компоновки
и планировки транспортной системы определяют число работа-
ющих по методике, изложенной в гл. 5, и размеры площадей,
занимаемых транспортными средствами. Затем составляют задание
на проектирование нестандартного транспортного оборудования.
Контрольные вопросы
1. Приведите классификацию грузов и транспортных систем.
2. Назовите пути сокращения затрат на транспортирование.
3. Какая исходная информация необходима для построения схемы транс-
портных связей?
4. С учетом каких параметров производится расчет количества транспорт-
ных средств?
5. Что относится к основному и вспомогательному транспортному оборудо-
ванию?
6. Расскажите об областях использования конвейеров различных типов.
7. Как определить машиноемкость транспортных операций?
8. Как рассчитать число промышленных роботов в поточном и непоточном
производстве?
СИСТЕМА
ИНСТРУМЕНТО-
ОБЕСПЕЧЕНИЯ
8.1. Функции и структура
системы инструментообеспечения
Система инструментообеспечения предназначена
для обслуживания всего технологического оборудования цеха
заранее подготовленными инструментами, а также контроля за
его правильной эксплуатацией.
Исходя из назначения системы инструментообеспечения, можно
сформулировать функции, которые она должна выполнять:
организация транспортирования инструментов внутри
системы инструментообеспечения;
хранение инструментов и их составных элементов на складе;
настройка инструментов;
восстановление инструментов;
замена твердосплавных пластинок;
очистка инструментов;
сборка и демонтаж инструментов;
контроль перемещений и положения инструментов;
контроль состояния режущих кромок инструментов.
Все стандартные инструменты обычно изготовляют специали-
зированные инструментальные заводы, что резко снижает их
стоимость и повышает качество. Специальные инструменты и при-
способления изготовляют в инструментальном цехе на самом
заводе и лишь частично приобретают по кооперации.
Система инструментообеспечения цеха является составным
элементом в инструментальном хозяйстве завода. В инструмен-
тальное хозяйство завода помимо нее входят: инструментальный
цех; общезаводской центральный инструментальный склад (ЦИС)
и центральный абразивный склад (ЦАС); общезаводские планиру-
ющие органы по обеспечению нормальной производственной
деятельности завода всеми видами оснастки.
Общее руководство всем инструментальным хозяйством завода
осуществляет инструментальный отдел.
При проектировании системы инструментообеспечения следует
учитывать существующие способы организации замены инстру-
ментов.
Замена инструментов по отказам. При этом способе каждый
отказавший инструмент заменяют по мере выхода его из строя
через случайный период времени безотказной работы. Момент
206
поломки или катастрофического износа инструмента может быть
установлен рабочим, обслуживающим оборудование, либо соот-
ветствующими средствами диагностики состояния режущей кромки
инструмента.
Смешанная замена заключается в том, что каждый инструмент
заменяется принудительно через определенный промежуток вре-
мени Т, инструмент, вышедший из строя раньше этого периода,
заменяют по отказу. При смешанной замене часть инструментов
будет заменена до использования ими полного ресурса работо-
способности.
Ввиду того, что в ряде случаев среднее время на замену ин-
струмента при таком способе меньше среднего времени при замене
по отказам (сокращается время на поиск отказавшего инстру-
мента, на ожидание наладчика), а число повторных заточек и
общий срок службы инструмента соответственно увеличиваются,
экономическая эффективность работы станка в целом повышается.
При использовании этого способа необходимо иметь счетчики
циклов для каждого инструмента (или группы инструментов),
настроенные на период их замены.
При емешанно-групповой замене группу инструментов, име-
ющих одинаковые среднюю стойкость и закон ее распределения,
заменяют одновременно по мере достижения ими периода 7.
независимо от времени работы каждого инструмента. Преимуще-
ство этого способа в том, что при групповой смене инструментов
время на замену одного инструмента уменьшается по сравнению
с индивидуальной принудительной заменой.
При выборе способа организации замены инструмента в усло-
виях значительного рассеяния периода стойкости инструментов
смешанно-групповая замена оказывается целесообразной лишь
в случае, когда отказ инструмента может нанести серьезный ущерб
станку или обрабатываемой заготовке. В остальных случаях
используют способы замены инструмента по отказам или смешан-
ную замену.
Номенклатуру режущего инструмента устанавливают исходя
из разработанных технологических процессов изготовления изде-
лий, а их количество определяют следующим образом.
Минимальную величину оборотного фонда режущего инстру-
мента Яф каждого типоразмера определяют по формуле Яф —
— Иг -4- Я2 + Я3, где Я3 — число комплектов инструмента на
рабочем месте, шт.; Я2—число комплектов на восстановлении
и настройке, шт.; И5 — страховой запас в системе инструменто-
обеспечения, шт.
В страховом запасе наибольшее количество составляет ин-
струмент с малой стойкостью (метчики, развертки и т. д ).
Минимальный оборотный фонд определяют по нормативам
в зависимости от числа замен за смену и одновременно работа-
ющих инструментов. Для негюточного производства минимальный
оборотный фонд может быть определен по табл. 8.1 [30].
207
8.1. Минимальный оборотный фонд инструмента, шт.
Инструменты Норма времени пребы- вания на вос- станов- лении Стой- кость режущей кромки Число одновременно работающих инстру- ментов данного номенк- латурного ряда на одном рабочем месте, шт.
ч I 2 3 4 5 6
Резцы; сверла; развертки; зен- 1,0 10 10 28 36 45 54
керы; зенковки; метчики; фрезы 1,5 8 15 23 29 36 43
концевые, пазовые 4,0 2,0 6 11 17 22 27 32
4,0 5 9 14 18 22 27
8,0 и более 4 7 11 14 18 22
Резцы фасонные, пластинчатые; 1,5 14 27 40 50 63 —
сверла ступенчатые; зенкеры 2,0 10 19 28 36 45 —
сложные; развертки сборные; 8,0 4,0 6 11 17 22 27 —
фрезы цилиндрические 8,0 и более 4 7 11 14 — —
Блоки расточные; фрезы со 2,0 14 27 40 — — —
вставными ножами диаметром 4,0 8 15 23 — — —
до 300 мм; головки расточные 12,0 8,0 и более 5 9 14 — — —
Максимальный оборотный фонд инструмента Н — Нф +#н,
где Нн — норма расхода инструмента за выбранный промежуток
времени, шт.
Оборотный фонд вспомогательного инструмента устанавли-
вают из расчета два комплекта в секции обслуживания, два ком-
плекта настроенного инструмента на каждый станок.
В поточном производстве принимают декадную норму расхода
инструмента, которую определяют по «точной» программе вы-
пуска на основании технологических процессов, разработанных
для изделий всех наименований. Из общего времени технологи-
ческого процесса выявляют время формообразования каждым
типоразмером инструмента и определяют декадную норму расхода
следующим образом: Ян = Тс. Ф/Тд, где Тс. ф — суммарное время
формообразования данным типоразмером инструмента всех дета-
лей за декаду, ч; Тд — действительное время службы данного
типоразмера инструмента (с учетом всех возможных повторных
заточек), ч.
Суммарное время (ч) формообразования данным типоразмером
инструмента всех деталей за декаду
£ ТфА-10
/тр __ 1 — 1
1 с* Ф ~ 60-365 ’
где ТФ1 —время формообразования данным типоразглером режу-
щего инструмента Z-го наименования детали, мин; Ot — годовой
208
объем выпуска f-ro наименования детали, шт.; п — число наимено-
ваний деталей, шт.
Продолжительность (ч) работы повторно затачиваемого ин-
струмента определяют в следующем порядке. Делением длины
рабочей части инструмента L (мм) на величину допустимого ста-
чивания I (мм) рабочей части инструмента за одну повторную
заточку получают возможное число повторных заточек инстру-
мента до полного использования его рабочей части: т = L/1.
Далее, умножив время Т допустимой работы инструмента без
повторной заточки (т. е. принятую стойкость) на число повторных
заточек инструмента до полного использования его рабочей части и
прибавив к этому произведению время работы до первой заточки,
получают расчетное время работы инструмента Тр : Тр = Т (m -|- 1).
При определении действительного времени Тд (ч) работы ин-
струмента для учета случайных поломок вводят коэффициент тр
Тд =
В непоточном производстве принимают месячную норму рас-
хода инструмента, которую определяют по нормативам (в среднем
Нд = 1).
Существуют также методы укрупненных расчетов. К таким
методам относится метод расчета по потребной массе инструмента,
при котором исходят из показателей годовой потребности в режу-
щем инструменте на один станок или тонну заготовок по видам
и группам с учетом номенклатуры, технологии производства
и уровня кооперирования.
Ценностной метод отличается от расчета по потребной массе
тем, что принимают показатель годовой потребности инструмента
и оснастки на единицу обслуживаемого оборудования в ценно-
стном выражении (руб).
При построении системы инструментообеспечения производ-
ственных участков за основу принята система централизованного
обеспечения технологического оборудования комплектами заранее
настроенных инструментов в соответствии с производственной
программой выпуска, а также выполнение всех вышеуказанных
функций системы инструментообеспечения.
Комплекты могут быть постоянными для определенного вида
оборудования и включать в свой состав режущие или сборочные
инструменты, набор универсально-измерительных и крепежных
инструментов и разового применения. Комплекты разового при-
менения комплектуют, собирают и настраивают на участке ин-
струментальной подготовки. Они состоят из режущих или сбороч-
ных, измерительных и вспомогательных инструментов.
Функционирование централизованной системы обслуживания
инструментом обеспечивается технологической службой произ-
водственного участка, планово-производственным бюро цеха, уча-
стком инструментальной подготовки.
Система инструментообеспечения цеха обычно состоит из
участка инструментальной подготовки, включающей в себя секцию
209
Рис. 8.1. Схема организации системы инструментообеспечения
обслуживания инструментом оборудования (инструментально-
раздаточную кладовую — ИРК) и секцию сборки и настройки
инструмента, контрольно-проверочный пункт (КПП), отделение
ремонта оснастки и централизованного восстановления инстру-
мента. Схема организации системы инструментообеспечения при-
ведена на рис. 8.1. Основные положения проектирования состав-
ных подразделений системы инструментообеспечения изложены
ниже.
8.2. Проектирование секции сборки
и настройки инструмента
Секция сборки и настройки инструментов предназна-
чена для сборки и настройки комплектов инструментов, а также
передачи настроенного инструмента в секцию обслуживания
инструментом производственных участков.
Особенностью режущего и вспомогательного инструментов,
применяемых в современном механосборочном производстве, яв-
ляется то, что можно производить их сборку из унифицированных
элементов. Это позволяет сократить номенклатуру и общее число
инструментов. Унификация вспомогательных инструментов (ин-
струментальных оправок) позволяет применять их на большинстве
станков, входящих в автоматизированные комплексы.
Для контроля правильности установки режущего инструмента
в гнезда инструментальных магазинов станков и центрального
магазина инструментов на конусной части оправок (рис. 8.2)
служат кодовые гребенки /, устанавливаемые в пазы. С их по-
мощью набирается кодовый номер инструментальной наладки
в двоичном коде.
При размерной настройке инструмента вне станка режущую
кромку устанавливают на требуемом расстоянии в радиальном
и осевом направлениях относительно основной базы (конусной
части хвостовика) согласно указанным в картах настройки зада-
ниям на настройку положения координат вершин режущих кромок
инструмента.
210
Для настройки режу-
щих инструментов для
станков токарной группы
в настоящее время исполь-
зуются приборы мод. 2010,
2010ПН-50 горизонталь-
ного исполнения. Пример
планировки рабочего места
слесаря-инструментальщи-
ка по настройке инстру-
мента на приборе мод. 2010
показан на рис. 8.3. При
настройке на заданный ра.
мер инструмент переме
щается относительно ин-
струментального блока до
совмещения с перекрести-
ем 1 экрана. Для станков
сверлильно-фрезерно-рас-
точной группы применяют
приборы мод. 2015, БВ-2027 вертикального исполнения.
Неотъемлемая часть сборно-разборного инструмента — ком-
плекты вспомогательной оснастки, состоящие из оправок для
Рис. 8.3. Планировка рабочего места слесаря-инструменталыцика по настройке
инструмента на приборе мод. 2010
211
насадною режущего инструмента, переходных втулок для инстру-
мент с коническим хвостовиком, патронов для инструментов
с цилиндрическим хвостовиком, расточных оправок, резцедержа-
телей. В системе инсгрументооиеспечения могут применяться
Mei оды регулируемо! о, нерегулируемого и комбинированного
крепления режущею инструмента. Бысгросменность режущего
инструмента и предвариюльная его настройка па размер вне
ставка являются условием эксплуатации инструментов на станке
без всяких дополнительных наладок, поэтому от качества про-
ведения этапа настройки зависит качество получаемых изделий.
При использовании многошпиндельных насадок для изготовления
изделий в этой секции производят их сборку и настройку. Харак-
терной особенностью таких насадок является то, что большая часть
многошпиндельных насадок может быть составлена варьирова-
нием определенного ограниченного числа стандартных конструк-
тивных частей. В последнее время находят применение регулиру
емые многошпиндельные насадки. Их использование в производ-
стве позволяет повысить гибкость и увеличить производительность
производственных процессов.
Секцию сборки и настройки режущего инструмента оснащают
приборами для настройки, стеллажами для хранения инструмента,
технической документации и программоносителей, контрольными
плитами, верстаками, тележками и дисплеями.
Число приборов для настройки инструментов
Фсм^з
где N\. — число обслуживаемых станков; псм — число инстру-
ментов, которые требуется настроить за смену на один станок-
5 мин — норма времени настройки одного режущего ин-
струмента; Ф,
загрузки
можность
Число
см — время одной смены; /г3 ъ 0,8 — коэффициент
прибора; 0,5 — коэффициент, учитывающий воз-
автоматизации настройки на самом станке,
слесарей-инструментальщиков по настройке
р __ Фр^п
н 'фр”’
эффективный годовой фонд времени работы прибора, ч-
где Фо— . _
Фр — эффективный годовой фонд времени работы слесаря-ин-
струментальщика, ч. Площадь, необходимая для настройщиков
инструментов, Fn = где /н = 10 м2 —• удельная площадь
для настройщика одного прибора.
8.3. Проектирование секции
обслуживания инструментами
производственных участков
Секи и я обслуживания инструментами предназна-
чена для своевременного обеспечения производственных участков
настроенными инструментами в соответствии g производственной
212
программой. В состав секции входит подсекция хранения и ком-
плектации инструмента и технической документации, а также
подсекция доставки инструмента к рабочим местам (позициям)
и разборки отработавшего инструмента.
При автоматизированном управлении производством все во-
просы обеспечения технологического оборудования инструментом
решает ЭВМ.
Функционирование подсистемы обслуживания инструментами
оборудования обеспечивается автоматизированной системой
управления и технологической подготовки (АСУТП) производства
и нижним рангом системы управления — информационно-автома-
тизированной подсистемой диагностирования и управления си-
стемой инструментообеспечения. Согласованные взаимодействия
всех элементов и частей данной подсистемы обеспечиваются под-
системой оперативно-производственного планирования.
Подсистема обслуживания инструментами оборудования
осуществляет выдачу плановых заданий на комплектацию, сборку,
настройку и размещение инструмента в секции хранения инстру-
мента.
Комплекс работ по подготовке комплектов инструмента вы-
полняет секция обслуживания инструментом производственных
участков на основании заданий, выдаваемых ЭВМ. Расчет числа
подаваемых инструментов информационно-автоматизированной
подсистемой управления инструментообеспечением производится
с пересчетом стойкости инструмента каждого типоразмера, исполь-
зуемого на последующих деталеоперациях, что обеспечивает вы-
полнение нескольких деталеопераций без дополнительных на-
строек и переустановок инструмента.
Настроенные инструментальные комплекты и измерительный
инструмент размещают в унифицированной таре. С целью раци-
онального расположения их и сохранения точности настроенных
на размер инструментов в таре предусмотрены ложементы, пози-
ции которых соответствуют позициям магазинов, револьверных
головок, резцедержателей оборудования.
В зоне хранения и комплектования инструментов и техниче-
ской документации производятся следующие работы- получение
инструмента и технической документации из ЦИСа и раскладка их
по стеллажам; поддержание оборотного фонда в пределах от
минимального до максимального; подбор режущих, вспомога-
тельных, измерительных инструментов, техдокументации согласно
заданиям на настройку и доставку инструментов к рабочим местам
(позициям); подача подобранных инструментов, карт настройки,
заданий на настройку в секцию сборки и настройки.
Все инструменты, пригодные для эксплуатации, следует хра-
нить на стеллажах с ложементами и располагать в порядке воз-
растания определяющих размеров. Для каждой группы инстру-
ментов выделяется определенное число соответствующих ложе-
ментов в зависимости от числа используемых типоразмеров.
213
Рис. 8.4. Схема ан ниш i и лиро-
ванной подачи инс1румента из
центральною магазина инстру-
ментов в инструментальный ма-
газин многоцелевого сiанка
Внутри каждой группы инструменты
раскладывают по подгруппам, видам
и разновидностям (специальные ин-
струменты размещают на тех же стел
лажах, что и нормализованные, но
в предназначенных для них ложе
ментах).
Система размещения и порядок
хранения инструментов должны обе
спечивать его сохранность без потери
качества, быстрый поиск, рациональ
ное использование площади стелла
жей. Крупные и тяжелые инструменты
располагают в нижних ящиках стел
лажа, а легкие и малоходовые —
в верхних. Места хранения инструментов закладываются в па
мять ЭВМ, управляющей системой инструментообеспечения.
Комплектуют инструменты комплектовщики на основании
заданий на настройку и доставку инструмента к рабочим местам
(позициям), технологических процессов, карт настройки инстру-
ментов.
На основании карт настройки комплектовщик подбирает из
стеллажей с помощью ЭВМ режущие и вспомогательные инстру-
менты, укладывает их на тележку и вместе с картой настройки
передает в секцию сборки и настройки.
Получив из секции сборки и настройки комплекты настроен'
ного инструмента, комплектовщик доукомплектовывает их изме-
рительными инструментами, отправляет в зону доставки к рабо-
чим местам (позициям) и вводит информацию в ЭВМ о готовности
инструментов.
Доставляется и возвращается инструмент к технологическому
оборудованию следующим образом- транспортными рабочими*
внутрицеховым транспортом и транспортной системой производ-
ственного участка; специальной подвесной транспортной системой,
связанной с инструментальными магазинами станков.
Доставка режущих инструментов может осуществляться по-
штучно, блоками и комплектами, целыми инструментальными
магазинами. Так, например, в токарной группе станков инстру
менты устанавливают в специальных револьверных резцедержате-
лях с вертикальной и горизонтальной осью вращения с помощью
специальных промежуточных оправок. Поштучная смена ин-
струментов в резцедержателях достаточно сложна, так как не
может быть использована унифицированная инструментальная
оснастка, поэтому в токарной группе станков вынуждены заме-
нять не отдельные режущие инструменты, а целые инструмен-
тальные блоки. На рабочие позиции инструментальный блок
поступает в rape в строго фиксированном положении. В РТК
промышленный робот берет блок из тары и укладывает на про-
214
межуточный стол. Затем снимает его со станка и помещает в тару.
После этого берет новый блок с промежуточного стола и усганав-
ливает его на рабочее место. Правильность положения закр'щ
ленного инструментального блока контролируется системой управ-
ления станком. Извлеченный из станка блок отправляется
в унифицированной таре в отделение разборки инструмента транс-
портной системой цеха.
При использовании многошпиндельных насадок их доставляют
к инструментальным магазинам, расположенным за станками.
Магазины состоят из склад/'лих полок, межлу полками переме-
щается транспортная тележка с микропроцессорным управлением.
Многошпиндельные насадки можно перемещать и хранить с по-
мощью рольгангов с принудительным вращением.
Обслуживание технологического оборудования требуемыми
инструментами и удаление ненужных, изношенных или сломан-
ных инструментов в автоматизированном производстве может
быть организовано разными способами.
Первый способ -- применение инструментального магазина
такой вместимости, чтобы инструментов хватало на несколько
установов заготовок, которые должны обрабатываться в смены
с малым количеством персонала, и чтобы в магазине размещались
дублеры быстроизнашиваемых инструментов и запасные инстру-
менты. Несмотря на такое ограничение, этот способ находит широ-
кое распространение благодаря простоте и надежности. Второй
способ — введение сменных инструментальных магазинов, позво-
ляющих увеличить число инструментов, используемых при работе
оборудования. При этом возможна работа по принципу: установ
заготовки одного наименования — один магазин. Третий способ —
автоматизированная поштучная подача из центрального инстру-
ментального магазина в магазин станка требуемого инструмента
для обработки поданной заготовки и удаление из магазина станка
сломанного, изношенного или ненужного инструмента. На рис. 8.4
показана схема автоматизированной системы инструментообеспе-
чения многоцелевых станков, реализующая третий способ обслу-
живания.
Правильность установки закодированного инструмента в за-
данное гнездо центрального инструментального магазина / про-
веряется ЭВМ, которая подает команду автооператору 2. По
команде от ЭВМ автооператор забирает и устанавливает в пере-
грузочное гнездо 4 требуемый инструмент. В перегрузочном гнезде
многоцелевого станка, оснащенном устройством считывания кодов,
производится повторная проверка кода инструмента 5, доставлен-
ного для обработки поступившей заготовки. Если номер заготовки
подтверждается, то по команде от ЭВМ перегрузочное гнездо
станка с установленным в него инструментом из вертикального
положения устанавливается в горизонтальное, и с помощью
манипулятора 5 инструмент из перегрузочного гнезда передается
в свободное гнездо инструментального магазина 6 станка 7. При
215
отсутствии свободного гнезда в магазине станка манипулятор
вынимает из гнезда магазина ранее отработавший инструмент,
который в дальнейшем не понадобится, а на его место устанавли-
вает доставленный инструмент. Удаление из станка отработавшего
инструмента производится через перегрузочное устройство в об-
ратном порядке.
Подача инструмента в центральный инструментальный мага-
зин осуществляется с помощью подъемных устройств, на которые
устанавливаются кассеты с комплектами инструмента. Разгрузку
и загрузку кассет вверху, а также передачу инструмента в мага-
зины станков осуществляют автооператоры. Автооператоры могут
быть выполнены с одним захватом для инструмента или иметь
два захвата, в которых одновременно транспортируются два
инструмента. Наличие двух захватов усложняет конструкцию
автооператоров, однако увеличивает их производительность и дает
возможность производить замену инструмента в гнезде, занятом
другим инструментом.
Основной характеристикой кассеты является число гнезд под
инструмент, которое определяют исходя из необходимости обеспе-
чить за один подъем кассеты доставку к центральному инстру-
ментальному магазину не менее двух инструментов. В противном
случае возможности автооператоров, имеющих два захвата, не
будут полностью использованы.
При значительной частоте смены инструментов, а также для
повышения надежности желательно иметь две одинаковые кас-
сеты. В этом случае в то время, когда одна кассета находится
вверху на разгрузке, другая загружается внизу, а при выходе
из строя одной кассеты комплекс продолжает функционировать.
В качестве исходных данных при определении числа авто-
операторов для обслуживания инструментом станков необходимо
знать последовательность подачи заготовок на станок; число
инструментов, необходимых для обработки заготовки каждого
наименования; комплектность размещения в магазине станка
инструмента, необходимого для обработки заданной последова-
тельности заготовок; месячную программу выпуска деталей и раз-
мер партии запуска; время формообразования каждым инстру-
ментом на каждом станке; техническую характеристику авто-
операторов.
Ориентировочно суммарная частота смены инструмента в ком-
плексе в течение месяца
КСМ ~ ^ИНа “Н Кд. СМ>
где Кин — число инструментов, необходимое для изготовления
всей месячной номенклатуры деталей, шт.; а — коэффициент,
учитывающий размер партии деталей; Кд. См — число дополни-
тельных смен инструмента в магазинах станков в течение месяца,
связанное с некомплектностью его размещения и случайными
поломками.
216
Среднее время смены одного инструмента в станке опреде-
ляется временем обработки автооператором четырех кадров
1см. = h + h + t3 + ^4>
где — время отработки кадра «Подойти к заданному гнезду
центрального инструментального магазина и взять из него ин-
струмент»; t2 — время отработки кадра «Подойти к передающему
гнезду магазина станка и взять из него инструмент»; t3 — время
отработки кадра «Повернуться и поставить в освободившееся
передающее гнездо станка инструмент, взятый в центральном
магазине»; /4 — время отработки кадра «Подойти к свободному
гнезду центрального магазина и поставить в него инструмент,
взятый в передающем гнезде станка».
Времена отработки кадров
= “t ^под 4~ ^в> ^2 ~ ^под 4~ ^в>
^8 ~ 4 ^пов 4" ^п> ^4 = ^к 4 ^под 4“
где tK — время расчета и передачи кадра из ЭВМ в локальное
устройство управления автооператором; /Под — время на подход
к заданному гнезду; tB — время работы цикловой автоматики
автооператора по выполнению операции «Взять инструмент»;
/п — время работы цикловой автоматики автооператора по вы-
полнению операции «Поставить инструмент»; /пов — время пово-
рота автооператора на 180°. Отсюда /см = 4/к 4- 3/под 4- /ПОв 4-
4~ 2 (/п 4- /в) •
Значение tK зависит от быстродействия локальной системы
ЧПУ и от системы программного обеспечения и составляет 1,5—
10 с.
Время, затрачиваемое автооператором на подход к заданному
гнезду, /под = l/v, где I — длина перемещения автооператора, м;
v — скорость перемещения автооператора, м/мин.
Значение v зависит от конструкции автооператора и его локаль-
ной системы управления и составляет 30—60 м/мин.
Для упрощения расчетов можно пользоваться средним рас-
стоянием (м), на которое перемещается автооператор;
X
п
I = ..
S/
Z=1
где tu — расстояние от f-ro станка до /-го гнезда централь-
ного магазина инструментов, м; п — число станков в комп-
лексе, шт.; /— число гнезд центрального инструментального
магазина.
Время /дов зависит от цикловой автоматики автооператора;
оно составляет 0,02—0,05 мин.
217
Обычно время обработки автоонератором кадров «Взять ин-
струмент» и «Поставить инструмент» одинаковое, т. е. /в = tn.
Оно зависит от цикловой автоматики автооператора и составляет
0,12—0,25 мин.
Суммарное время (ч), затрачиваемое автооператором в месяц
на обеспечение необходимым инструментом станков, Тобсл =
= (Асм^см)/6О.
Число автооператоров Nа = Гобсл/Ф8.м, где Ф8, м — эффек-
тивный месячный фонд времени работы автооператора, ч.
Принятое число автооператоров для обслуживания инструмен-
том станков определяют путем округления N& до ближайшего
целого числа. Однако при этом следует иметь в виду, что установка
двух автооператоров на одной линии усложняет их конструкцию
в связи с необходимостью иметь устройства защиты от возможных
столкновений. В таком случае каждый из автооператоров должен
иметь свою зону обслуживания, а при выходе из строя одного
автооператора другой должен обслуживать все станки комплекса.
Это повышает надежность работы комплекса. Если по каким-либо
причинам невозможно установить несколько автооператоров на
одной линии, следует рассмотреть вопрос об уменьшении числа
станков в комплексе, чтобы не допускать их простоя вследствие
несвоевременного инструментального обеспечения.
При доставке инструмента к технологическому оборудованию
транспортными рабочими их количество при техническом проек-
тировании может быть определено по формуле Рт = 0,06jVc,
а число тележек для доставки A\, ~ kTNG, где Nc — число об-
служиваемых станков; kT~~ коэффициент, учитывающий тип обо-
рудования (для токарных станков kT — 0,4; для многоцелевых
станков с магазином: до 20 инструментов kT = 0,12; до 50 инстру-
ментов kT 0,6; свыше 50 инструментов = 1,2).
Если информация о технической документации хранится не
в памяти ЭВМ, то площадь, необходимая для хранения техниче-
ской документации, Fn = МСД, где 0,2 м2 — площадь, не-
обходимая для хранения технической документации на один
станок.
Разборку отработавшего инструмента осуществляет слесарь-
инструментальщик, заменяя при этом затупленные пластины
в инструментах с механическим креплением. Разобранные ин-
струменты сортируют по степени пригодности и передают по
назначению (на контроль, восстановление, ремонт и т. п.). Число
слесарей-инструментальщиков ио разборке инструмента при тех-
ническом проектировании составляет 40 % числа слесарей-ин-
струментальщиков по настройке инструмента, а чисто комплектов-
щиков инструмента — 50 % числа слесарей-инструментальщиков
по настройке инструмента.
Площадь, необходимую для разборки инструмента, для кла-
довщиков-комплектовщиков определяют исходя из их количества
работающих в смену, а также площади, занимаемой кладовщи-
218
ком-комплект овщи ком (5 м2) и
слесарем-инструментальщиком
по разборке инструмента (7 м2).
Площадь для хранения режу-
щих инструментов = Л^сКс/2,
где Кс = 0,5 — коэффициент, учи-
тывающий хранение инструмен-
тов на высотных стеллажах; /2 =
= 0,7... 2,2 м2 — площадь, необ-
ходимая для хранения инстру-
мента для одного станка (выби-
рают в зависимости от серийности
выпуска и вида оборудования
[30]). Общая площадь, занимае-
мая секцией обслуживания ин-
струментом станков, —это сумма
площадей зоны хранения и комп-
лектования инструмента и тех-
нической документации, а также
Рис. <5.5. Учасюк икс(рументальной
подготовки при обслуживании 10—
20 токарных и сверлильно-фрезерно-
расточных станков с ЧПУ
зоны разборки отработанного
инструмента.
В ИРК в зоне хранения и комплектования инструмента и тех-
нической документации находятся кладовые абразивных и сле-
сарно-сборочного инструментов. Кладовую абразивных инстру-
ментов создают при наличии в цехе шлифовальных, отрезных, за-
точных или полировальных станков. Площадь кладовой опреде-
ляют из расчета 0,4—0,5 м2 на один из перечисленных станков
для поточного и 0,5—0,8 м2 для непоточного производства. При-
нимают одного кладовщика на 30—40 единиц оборудования,
в функции которого входит и доставка абразивного инструмента
к станкам и изношенного абразивного инструмента в кладовую.
В кладовой абразивные инструменты должны храниться в верти-
кальном положении и предварительно должны быть испытаны
на разрыв.
Площадь кладовой слесарно-сборочных инструментов опреде-
ляют из расчета 0,15 м2 на одного слесаря-сборщика основного
производства. В ней хранят инструмент для клепки, сборки резь-
бовых соединений, запрессовки, вальцовки, сверления и нареза-
ния резьбы, опиловки и зачистки, притирки, шабрения и других
работ.
Просуммировав площади секпии обслуживания иж трумен’юм
станков и секции сборки и настройки инструментов, полечим пло-
щадь, занимаемую участком инструмент альной подготовки. В на-
етиящее время рязраоокшы проекты типовых учаегкив инстру-
ментальной подготовки. На рис. 8.5 приветен пример планировки
типового участка инструментальной подготовки при обслуживании
10 -?0 токарных и сверлильно-фрезерно-рас "очных станков с ЧПУ,
со спецификацией к плану расположения оборудования, приведен-
ной в табл. 8.2 [30].
219
8.2. Спецификация к плану участка инструментальной подготовки
(см. рис. 8.5)
№ поз. Оборудование Обозначение Габаритные размеры, мм Ко- личе- ство
1 Стеллаж инструменталь- ный СМ724.01 1950X388X2050 3
2 Стол конторский — 1200X600 1
3 Шкаф инструментальный СМ371.20 630Х350Х 1600 2
4 Стеллаж для оправок СМ3723.21 2050X555X2650 1
5 Стеллаж инструменталь- ный СМ3723.17 2050X555X2650 2
6 Стеллаж для торцовых фрез СМ3723.20 2050X555X2650 1
7 Стеллаж для техдокумен- СМ3723.17 2060X555X2650 1
тации и программоносите- лей
8 Стеллаж для измеритель- ного инструмента СМ3723.17 2060Х 555Х 2650 1
9 Плита контрольная По ГОСТ 10905—75 1000X630 1
10 Стол под контрольную ПЛИ- ТУ СД3702.08 966X636X560 1
11 Прибор для проверки изде- лий на биение в центрах ПБМ—500 940X347X448 1
12 Стол контролера СМ3707.01 1200X600 1
13 Ванна парафинированная СМ3099.05 — 1
14 Прибор для настройки ин- струмента к сверлильно- фрезерно-расточным стан- 2050 740X440X 1530 1
кам
15 Верстак слесарный СМ3743.04 1250X750X850 2
16 Прибор для настройки ин- струмента к токарным па- тронно-центровым станкам 2010 875X975X870 875X975X870 1
17 Прибор для настройки ин- струмента к лоботокарньнм 2010 1
полуавтоматам
18 Прибор для настройки инструмента к токарно-ка- русельным станкам 2010 875X975X870 1
19 Прибор для настройки ин- струмента к токарно-ре- вольверным полуавтома- там 2010 875X975X870 1
20 Стол под прибор мод. 2010 — 800X900 4
21 Приспособление для раз- борки блоков — 500X400 1
22 Стеллаж для мелких при- способлений (стеллаж для СМ3722.03 2060X555X2650 2
настроенного инструмента)
23 Стол производственный СМ3702.01 850Х 630Х 850 1
24 Приспособление для раз- борки оппавок — 700X500 1
25 Тележка с полками СМ4186.22 800X630X900 5
26 Тележка со сменной оснасткой СМ4186.23 948Х630Х 1311 3
220
8.4. Отделения по восстановлению
режущего инструмента
и ремонту оснастки
Отделение по восстановлению реж)щего инстру-
мента организуется для централизованной повторной заточки и
текущего ремонта режущих инструментов, используемого в цехе.
При числе станков в механическом цехе 150--300 может быть орга-
низовано одно отделение по восстановлению режущих инстру-
ментов, свыше этого числа может быть организовано два-три
отделения по восстановлению инструментов, которые по возмож-
ности располагают рядом с участком инструментальной подготовки
с целью максимального приближения к местам их потребления.
Если в цехе количество станков менее 150, то восстановление ре-
жущего инструмента производят в инструментальном цехе.
При смешанном и смешанно-групповом способах замены режу-
щих инструменте в производстве применяют принудительное
восстановление инструментов.
К основным направлениям при проектировании (^делений но
восстановлению режущего инструмента следует отнести: при-
менение электрохимической заточки алмазными кругами твердо-
сплавных инструментов; использование многониточных кругов
для шлифования метчиков; применение электроимпульсных стан-
ков для обработки закаленных элементов пнетрументапьпой ос-
настки; использование установок для напыления износостойких по-
крытий.
Число универсальных заточных станков в отделении (% числа
обслуживаемых панков) принимают: в поточном производстве
3—5, в непоточном--3—4. Больший процент заточных станков
бе{>ут при числе обслуживаемых станков до 200, меньший --- при
числе обслуживаемых станков свыше 500. Количество основного
оборудования можно определить и на основании показателей
средней станкоемкости восстановления 1 т режущих инструментов
или восстановления инструментов одним станком в стоимостном
выражении.
Указанные проценты принимают при обслуживании одношпин-
дельных станков (шлифовальные и другие станки, работающие
с помощью абраз! вного инструмента, в чис/io обслуживаемых не
входят). Если в цехе имеются многошпиндельные или ахршатиые
станки, то эн! проценты надо устанавливать исходя из числа
«приведенных)? панков по числу имеющихся в них шпинделей по
формуле
iVn - -р - AfT) -р (па — AQ К2,
где Уп — приведенное число станков; No - общее число панков
(без учета многошпипдельносги); А7Г — число многошпиндель-
ных токарных станков-автоматов и полуавтоматов, продольно-
фрезерных и барабанно-фрезерных станков с общим количеством
221
шпинделей /?т; = 0,4 и /С2 — 0,15 — коэффициенты, учиты-
вающие неодновременность работы шпинделей; — число агре-
гатных станков с общим числом шпинделей па.
Так, например, если в основном производственном цехе имеется
300 станков, в том числе 50 многошпиндельных автоматов с числом
шпинделей 250, и 30 агрегатных станков с общим числом шпин-
делей 350, то Wn - 300 + (250 — 50)-0,4 + (350 — 30)-0,15 =
- 428.
Число заточных станков принимают равным 4 % от числа об-
служиваемых станков: 428-0,04 ^ 17 станков.
Кроме определенного таким путем числа универсально-за-
точных станков, необходимо в отделении по восстановлению
инструментов иметь специальные станки, применяемые для за-
точки червячных фрез, резцовых головок, долбяков, протяжек,
шеверов и т. п. Число специальных станков принимают исходя из
того, что один станок должен обслуживать 4—20 станков основ-
ного производства, на которых используется соответствующий
инструмент. При малой загрузке специального станка заточку
выполняют в инструментальном цехе.завода.
Подсчитанное общее число заточных станков распределяют
по типам в соответствии с отраслевыми нормами. Так, например,
при общем числе заточных станков 10—18 можно принять: уни-
версально-заточных станков 4—7; заточных: для быстрорежущих
резцов — 1—2, для твердосплавных резцов — 1—3, для сверл —
2; универсально-шлифовальных — 1; плоскошлифовальных — 1;
точил на колонке — 2. Кроме того, в отделении по восстановлению
инструмента устанавливают следующее вспомогательное оборудо-
вание: обдирочно-шлифовальный станок; настольное точило; руч-
ной пресс; заточный станок для дисковых пил и заточный станок
для центровочных сверл; верстаки; плиты поверочные; отрезной
станок с абразивным инструментом; установка для напыления
износостойких покрытий [32].
После определения общего потребного числа специальных
и универсальных станков по их видам необходимо подобрать
станки по их типоразмерам в соответствии с действующим катало-
гом. Для этого определяют максимальные и минимальные размеры
затачиваемого инструмента по технологической документации
и подсчитывают, какие размеры инструментов являются наиболее
употребительными. Это дает возможность учесть, для заточки
каких инструментов надо иметь относительно большое число стан-
ков. Если при расчете получают, что необходимо иметь лишь один
станок данного типа, то следует выбирать такой типоразмер стан-
ков, па котором возможна заточка применяемых инструментов
данного вида всех размеров.
Среднюю площадь на один станок в отделении по восстановле-
нию режущих инструментов можно определить из расчета: 12—
14 м2 при крупных изделиях, выпускаемых цехом; 10—12 м2
при средних изделиях, выпускаемых цехом; 8--12 м2 при мелких
222
Пролеты механического цела.
Рис. 8.6. Компоновка отделения по восстановлению инструмента и ИРК
изделиях, выпускаемых цехом. Указанная здесь средняя площадь
на один станок учитывает всю необходимую производственную
площадь отделения по восстановлению инструментов, включая
площадь, занимаемую не только оборудованием, но и верстаками,
заточными приспособлениями и абразивными кругами и т. д.
При планировке оборудования в отделении по восстановлению
режущих инструментов следует предусматривать также места для
установки вентиляционных устройств, так как в этих отделениях
требуется мощная общая и местная вентиляция.
Высоту помещения отделения по восстановлению инструмента
принимают не меньше 5—6 м. При необходимости восстановления
тяжелых инструментов надо установить в отделении подвесной
кран соответствующей грузоподъемности с управлением снизу.
Полы отделения покрывают метлахскими, а стены — облицо-
вочными керамическими или пластмассовыми плитками, чтобы их
легко было мыть, так как в отделениях по восстановлению режу-
щих инструментов образуется много абразивной пыли, вредной
для работающих.
Отделения по восстановлению режущих инструментов следует
располагать так, чтобы были как можно короче инструментальные
потоки с ИРК, для чего их размещают в непосредственной бли-
зости друг от друга. Кроме того, при компоновке корпуса отделе-
ние по восстановлению инструментов располагают в крайнем —
вспомогательном — пролете с боковыми окнами для обеспечения
лучшей естественной вентиляции и освещенности. Для удобства
контроля режущих инструментов и передачи их в отделение по
восстановлению или в секцию обслуживания инструментом стан-
ков целесообразно располагать КПП между ними.
Примерная планировка оборудования и компоновочная схема
отделения по восстановлению инструмента и ИРК показана на
рис. 8.6. Приемку и выдачу инструмента производят следующим
образом. Через окно 1 контролер-приемщик принимает поступив-
ший инструмент и проверяет' его состояние. Если инструмент
не требует восстановления, то контролер-приемщик передает его
через окно 2 в ИРК, если инструмент требует восстановления, то
контролер-приемщик передает его через окно 3 в отделение по
223
восстановлению инструмента. Когда инструмент восстановлен,
он возвращается в ИРК через контролера-приемщика, который
проверяет качество его восстановления.
Число основных рабочих в отделении по восстановлению
инструментов определяют по числу станков с учетом сменности
работы, т. е. двое рабочих на один станок при работе в две смены.
Обслуживание специальных мало загруженных станков осуще-
ствляет один рабочий. Число ИТР — один—три человека на от-
деление при числе станков 5—20; служащих — один—три чело-
века; младшего обслуживающего персонала — один человек [32].
Потребляемую мощность электродвигателей отделения по вос-
становлению инструментов (станки, включая вентиляцию) можно
определять примерно из расчета 2 кВт на один станок.
При проектировании отделения по восстановлению инстру-
ментов следует рассмотреть возможность автоматизации восста-
новления инструмента.
Мастерская по ремонту инструментальной и технологической
оснастки организуется в цехах при числе станков более 100—
200 шт. При меньшем числе станков ремонт оснастки выполняют
в инструментальном цехе завода, не организовывая отдельно
мастерскую в основном производстве. В мастерской по ремонту
оснастки выполняют малый ремонт приспособлений и другой
оснастки.
Если в механическом цехе 160—400 станков или 260—630 ра-
бочих мест сборочного цеха с использованием механизированного
инструмента, то в мастерской ремонта оснастки должно быть 4—
8 станков в зависимости от программы выпуска основного про-
изводства, в том числе: токарных — 1—3; универсально-фрезер-
ных или поперечно-строгальных — 1—2; вертикально-сверлиль-
ных— 1; универсально-шлифовальных— 1; плоскошлифоваль-
ных — 1. Вспомогательное оборудование мастерской включает
в себя: обдирочно-шлифовальные станки, настольное точило,
настольно-сверлильные станки, прессы ручные и гидравлические,
электроэрозионный станок для извлечения сломанного инстру-
мента из отверстий (последний — только для механических це-
хов), сварочный агрегат. В мастерской по ремонту оснастки
необходимо устанавливать разметочную и контрольную плиты
с набором контрольного инструмента.
Площади мастерской по ремонту оснастки (из условия работы
слесарей и лекальщиков в одну смену) можно определить исходя
из нормы /р = 22 ... 24 м2 общей площади на один основной ста-
нок мастерской. В эту норму включают площади для размещения
верстаков, контрольных плит и шкафов для хранения инстру-
ментов.
При компоновке цехов целесообразно рядом с мастерской
иметь контрольный пункт по контролю приспособлений и ин-
струментальных наладок. Для обслуживания нескольких цехов,
размещенных в одном корпусе, следует создавать объединенное
224
корпусное отделение (мастерскую) по ремонту оснастки. При этом
для определения числа основных станков принимают норму удель-
ной площади /р = 0,7/р.
Контрольные вопросы
1. Назовите функции, выполняемые системой инструментообес-
печения.
2. Какие вам известны способы организации замены инструментов?
3. Как определить номенклатуру и оборотный фонд режущего инструмента
в поточном и непоточном производстве?
4. Дайте структуру системы инструментообеспечения цеха.
5. Какие виды работ производятся в секции обслуживания инструментом
производственных участков?
6. Как рассчитать площадь для хранения режущих инструментов?
7. Как рассчитать число приборов для настройки инструментов?
8. В каких случаях в цехах организуются отделения по восстановлению
режущего инструмента?
9. Как определить состав оборудования в отделении по восстановлению
режущего инструмента?
10. Где и как целесообразно располагать подразделения системы инстру-
ментообеспечения?
8 Мельников Г. Н. и др.
9 ПРОЕКТИРОВАНИЕ СИСТЕМ
РЕМОНТНОГО
И ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ
МЕХАНОСБОРОЧНОГО
ПРОИЗВОДСТВА
9.1. Задачи и структура ремонтного
и технического обслуживания
Система ремонтного и технического обслуживания
механосборочного производства предусматривается для обеспече-
ния работоспособности технологического и подъемно-транспорт-
ного оборудования и других технических средств производства,
удаления и переработки стружки, обеспечения рабочих мест охла-
ждающими жидкостями, электроэнергией, сжатым воздухом и
создания необходимого микроклимата и чистоты воздуха в цехе.
Для этой цели в составе цеха или корпуса создают ремонтную
базу, отделение по ремонту электрооборудования и электрон-
ных систем, подсистемы удаления и переработки стружки, при-
готовления и раздачи охлаждающих жидкостей, электроснабже-
ния, снабжения сжатым воздухом, обеспечения микроклимата и
необходимой чистоты воздуха в цехе.
При размещении нескольких механических или механосбороч-
ных цехов в одном корпусе в настоящее время отдают предпочте-
ние централизации указанных служб в масштабах корпуса и
созданию отделений корпусного подчинения для ремонтного и
технического обслуживания нескольких цехов. Это способствует
сокращению материальных и трудовых затрат.
9.2. Проектирование цеховой
ремонтной базы, отделения
по ремонту электрооборудования
и электронных систем
Основными задачами ремонтной службы являются:
уход и надзор за действующим оборудованием, планово-преду-
предительный ремонт технических средств всех видов, а также
модернизация существующего и изготовление нестандартного обо-
рудования. Указанные работы выполняет ремонтно-механический
226
цех завода, а также корпусные (цеховые) ремонтные базы и от-
деления по ремонту электрооборудования и электронных систем.
На крупных заводах массового производства применяют де-
централизованную форму организации ремонтных работ, при ко-
торой ремонт оборудования всех видов выполняют корпусные
(цеховые) ремонтные базы.
Ремонтно-механический цех завода изготовляет нестандарт-
ное оборудование и запасные части. На заводах с числом станков
до 600 применяют централизованную форму организации ремонта
оборудования, при которой все виды ремонта выполняют в ре-
монтно-механическом цехе, а служба цехового механика выпол-
няет межремонтное обслуживание оборудования.
На заводах с числом станков от 600 до 800 применяют сме-
шанную форму организации ремонтных работ. При этом капиталь-
ный ремонт выполняет ремонтно-механический цех, а ремонт
остальных видов — цеховые базы.
В СССР разработана и внедрена планово-предупредительная
система ремонта, которая определяет периодичность ремонтных
работ и позволяет проводить эту работу в плановом порядке.
Число основных станков цеховой ремонтной базы Ср. б опре-
деляют в зависимости от числа единиц обслуживаемого техноло-
гического и подъемно-транспортного оборудования Сед: Ср. б =
== (0,02 ... 0,026) Сед. Меньшее значение принимают при Сед =
= 300, большее — при Сед = 5000 и более. При количестве
основного оборудования более 14 единиц предусматривают до-
полнительное оборудование — приводные ножовки, шлифоваль-
ные станки с гибким валом, центровочные станки, гидравлические
и ручные прессы, наждаки, сварочные трансформаторы, на-
стольно-сверлильный станок в количестве 10—23 шт.
Площадь цеховой ремонтной базы определяют по норме 22—
28 м2 на один основной станок. Дополнительно выделяют пло-
щадь для склада запасных частей в размере 25—30 % площади
базы.
Число станочников базы определяют по числу основных
станков, принимая при расчете коэффициенты многостаночного
обслуживания 1,05—1,1, загрузки и использования оборудова-
ния 0,5—0,7. Число слесарей берут в процентах числа станочни-
ков базы (60—100 %). Число подсобных рабочих принимают
равным 18—20 % общего числа станочников и слесарей. Число
ИТР определяют по нормативам проектирования механических
и сборочных цехов в зависимости от числа основных станков и
числа слесарей.
Отделение по ремонту электрооборудования и электронных
систем предназначено для периодического осмотра и ремонта
электродвигателей вентиляционных систем цеха, устройств элек-
троавтоматики и электронных систем.
Площадь отделения составляет 35—40 % площади цеховой
ремонтной базы.
8*
227
При создании автоматизированных участков и ГПС НПО
«Оргстанкинпром» предусматривает создание комплексных ре-
монтных бригад, куда входят слесари-ремонтники, электромон-
теры и наладчики устройств ЧПУ. Так, например, для автоматизи-
рованного участка, в состав которого входят 107 единиц металло-
режущего и 43 единицы подъемно-транспортного оборудования,
в том числе 31 станок с ЧПУ и 21 манипулятор, ремонтная бригада
включает 4 наладчиков устройств с ЧПУ, 7 слесарей-ремонтни-
ков и 3 электромонтеров.
9.3. Проектирование подсистемы
удаления и переработки стружки
При выборе способов удаления и переработки
стружки определяют ее количество как разность массы заготовок
и деталей. При укрупненных расчетах массу стружки можно при-
нимать равной 10—15 % массы готовых деталей.
Для облегчения транспортирования длина стружки должна
быть не более 200 мм, а диаметр спирального витка — не более
25—30 мм.
Техническое решение по организации сбора и транспорти-
рования стружки зависит от годового количества стружки, обра-
зованного на 1 м2 цеха (корпуса). Критерием оценки выбранного
варианта являются минимальные приведенные затраты на годо-
вой выпуск. В работе [2] приведены следующие рекомендации.
При количестве стружки до 0,3 т в год, приходящейся на 1 м2
площади цеха, целесообразно собирать стружку в специальные
емкости и доставлять к месту сбора или переработки наполь-
ным транспортом. В ГПС для этой цели используют транспортные
роботы. Указанный способ транспортирования всегда приме-
няют, когда на участке обрабатывают заготовки из разнородных
материалов.
При количестве стружки 0,3—0,65 т в год на 1 м2 площади
цеха предусматривают линейные конвейеры вдоль станочных
линий со специальной тарой в конце конвейера в углублении на
подъемнике. Заполненная стружкой тара вывозится на накопи-
тельную площадку или участок переработки.
Если на 1 м2 площади цеха приходится 0,65—1,2 т стружки
в год при общем количестве не менее 3000 т в год, рекомендуется
создавать систему линейных и магистральных конвейеров, кото-
рые транспортируют стружку на накопительную площадку или
бункерную эстакаду, расположенную за пределами цеха для по-
грузки в автосамосвалы.
Для крупных цехов при количестве стружки более 1,2 т в год
на 1 м2 площади цеха и при общем количестве более 5000 т в год
экономически целесообразно создавать комплексно-автоматизи-
рованную систему линейных и магистральных конвейеров с вы-
дачей стружки в отделение переработки (рис. 9.1).
228
9.1. Конструктивные разновидности конвейеров для стружки
Материал стружки Линейные конвейеры Магистральные конвейеры
Вид Ширина, мм Вид Ширина, мм
Сталь Пластинчатые, винтовые, с бе- гущим магнитным полем 400—500 Пластинчатые 800
Чугун Скребковые 180—500 Скребковые, лен- точные 800
Алюминий Лотковые с гид- росмывом 250—450 Пластинчатые 600
В табл. 9.1 приведены рекомендуемые для уборки стружки
конвейеры.
Линейные конвейеры размещают в каналах глубиной 600—
700 мм, а магистральные — в проходных тоннелях глубиной до
3000 мм.
При размещении станков участков необходимо группировать
линии по видам обрабатываемых материалов, располагая линей-
ные конвейеры с тыльной стороны линий. При этом один конвейер
обслуживает две технологические линии. Учитывая сложность
транспортирования витой стружки, целесообразно приближать
участки с оборудованием, на котором образуется витая стружка,
к отделению переработки стружки.
В процессе переработки витая стружка подвергается дроб-
лению. Затем стружку всех видов с остатками масел и СОЖ под-
вергают обезжириванию. Для этого на центрифугах отделяют
СОЖ, а затем промывают стружку горячей водой или щелочными
растворами в специальных моечных машинах или подвергают
обжигу, где органические примеси испаряются и выгорают.
Алюминиевую стружку дополнительно подвергают магнитной
сепарации для удаления из нее
стружки черных металлов.
Лучшим способом переработ-
ки стружки для вторичного пере-
плава является брикетирование.
Для этого используют специ-
Рис. 9.1. Схема комплексно-автомати-
зированного сбора и транспортирова-
ния стружки:
/, 2, 5 — линейные конвейеры соответ-
ственно для алюминиевой, стальной и чу-
гунной стружки; 3 — отделение сбора и
переработки стружки; 4 — магистральные
конвейеры
229
альные горизонтальные брикет-прессы, на которых стружку прес-
суют в брикеты цилиндрической формы диаметром 140—180 мм,
высотой 40—100 мм и массой 5—8 кг. Переработка с брикетирова-
нием в отделении цеха или корпуса экономически целесообразна
при интенсивности образования стальной стружки 2,7 т/ч; чугун-
ной— 1,5 т/ч и алюминиевой — 0,5 т/ч. Если интенсивность
образования стружки в цехе меньше указанных значений, то
создают централизованное отделение по переработке стружки для
нескольких цехов завода.
В разных странах ведутся поиски технологических методов
переработки стружки в металлический порошок для получения
затем деталей методами порошковой металлургии. Реализация
этих методов делает механическую обработку резанием безотход-
ной. Сложность получения металлического порошка обусловлена
необходимостью охрупчивания материала стружки для последую-
щего измельчения. В ряде зарубежных стран созданы установки,
на которых после предварительного дробления и обезжиривания
производится охлаждение стружки жидким азотом или твердой
углекислотой и последующее ее измельчение. В НПО «НИИтрак-
торсельхозмаш» разработана технология получения порошка из
стальной (в частности, из стали ШХ15) стружки с содержанием
углерода свыше 0,6 %. Хрупкость металлической стружки с та-
ким содержанием углерода достигается закалкой. В тех случаях,
когда при термообработке нельзя получить 100 % мартенситной
структуры, стружку предварительно подвергают цементации.
Цеховые отделения сбора и переработки стружки размещают
у наружной стены здания, вблизи от выезда из цеха, часто их
размещают в подвальных помещениях с пандусами для выезда.
Площадь отделения для сбора и переработки стружки Sc =
= (0,03 ... 0,04) Snp, где Snp — производственная площадь цеха.
9.4. Проектирование подсистем
приготовления и раздачи
охлаждающих жидкостей
В механических цехах применяют три способа сна-
бжения станков СОЖ: централизованно-циркуляционный, цен-
трализованно-групповой и децентрализованный.
Централизованно-циркуляционный способ применяют для це-
хов с большим числом станков, потребляющих одинаковые жид-
кости. Наиболее универсальной СОЖ, применяемой при различ-
ных методах обработки заготовок из разных материалов, является
Укринол 1М. Использование водных растворов Укринол 1М
обеспечивает широкое применение централизованно-циркуляци-
онного способа. При централизованно-циркуляционном способе
в состав подсистемы входит центральная корпусная станция для
приготовления, регенерации и утилизации СОЖ, несколько цир-
230
Рис. 9.2. Схема централизованно-циркуляционной системы снабжения станков
охлаждающей жидкостью:
1 — станок; 2 — бак-отстойник; 3 — пластинчатый конвейер; 4 — приемник для шлама;
5 — насос; 6 — фильтр (размер частиц после фильтра не более 10—30 мкм); 7 — бак
для очищенной жидкости
куляционных установок, обслуживающих 70—80 станков, и сеть
трубопроводов для подачи жидкости к станкам и отвода в цирку-
ляционную установку для фильтрации (рис. 9.2).
Централизованно-групповой способ характеризуется тем, что
охлаждающие жидкости подают по трубопроводам из центральной
установки к разборным кранам, установленным на участках.
В процессе работы станка используется автономная система охла-
ждения станка, которая ежесуточно пополняется из разборных
кранов для восполнения потерь жидкости вследствие ее раз-
брызгивания, уноса со стружкой и обработанной заготовкой.
Способ применяют для цехов с большим числом станков, исполь-
зующих разнотипные жидкости.
Для небольших цехов используют децентрализованную си-
стему снабжения, при которой жидкость из отделения СОЖ до-
ставляют к станкам в таре и так же удаляют отработанную
жидкость.
В процессе работы происходит постепенное разложение и
загрязнение охлаждающих жидкостей и масел. Периодичность
общей замены СОЖ зависит от состава жидкости, ее свойств, ре-
жима работы станков, периодичности долива. Однако чем больше
общий объем системы охлаждения, тем больше срок службы жид-
кости, поэтому при централизованно-циркуляционном способе
обеспечивается наибольшая продолжительность работы без за-
мены СОЖ.
При разработке проекта технолог-проектант должен выдать
задание на проектирование подсистемы приготовления и раздачи
СОЖ, которое включает планировку с указанием вида и расхода
жидкостей для каждого из станков. При этом следует предусмо-
треть место для групповых циркуляционных установок.
Нормы расхода охлаждающих жидкостей и масел для различ-
ных видов оборудования приведены в [28].
Для ряда станков предусматривают отдельные автономные
фильтрующие установки, часто занимающие большие площади,
чем сами станки. В составе системы подачи СОЖ в современных
многоцелевых станках предусматривают специальные гидроцик-
лонные фильтровальные установки для очистки охлаждающей
жидкости от абразивного материала, что связано с тем, что на
231
этих станках осуществляют не только лезвийную обработку, но
и шлифование.
Площадь отделения для приготовления и раздачи СОЖ со-
ставляет 40—120 м2 при числе станков соответственно 50—400.
Емкости для сбора и фильтрации охлаждающих жидкостей раз-
мещают часто в подвалах и тоннелях. Площадь склада масел
определяют из расчета 0,1—0,12 м2 на один обслуживаемый станок.
Учитывая пожарную опасность, отделение для приготовления
и раздачи СОЖ и склад масел располагают у наружной стены
здания с отдельным выходОхМ наружу. В отделении предусматри-
вают подвод воды, пара для подогрева и стерилизации, а также
сжатого воздуха для перемешивания растворов.
9.5. Подсистема электроснабжения,
снабжения сжатым воздухом,
обеспечения микроклимата
и необходимой чистоты воздушной среды
Промышленные предприятия обеспечиваются элек-
троэнергией от передач напряжением ПО кВ. Для понижения на-
пряжения используют следующий каскад: открытая понизитель-
ная станция 110/35 кВ, затем открытые центральные распредели-
тельные подстанции 35/10—6 кВ и цеховые закрытые трансфор-
маторные подстанции 6—10/0,4 кВ. Обычно предусматривают по
одной подстанции на каждые 5000 м2 производственной площади,
размещая их на расстоянии 75—100 м одна от другой. Подстанции
следует приближать к основным потребителям электроэнергии
для уменьшения потерь в сети. Площадь трансформаторных под-
станций составляет 50 м2. Для монтажа и ремонта трансформа-
торов необходимо предусматривать монорельсы или мостовые
краны грузоподъемностью до 10 т.
В современном производстве широко используют автономный
электротранспорт — электрокары и транспортные роботы. Они
относятся к экологически чистому транспорту, поскольку их
питание осуществляется от аккумуляторных батарей. Устройства
для подзарядки аккумуляторных батарей следует размещать
в изолированных помещениях с приточно-вытяжной вентиляцией,
так как при зарядке происходит выделение вредных для здоровья
человека аэрозолей.
Для проектирования электроснабжения технолог-проектант
выдает задание, включающее планировку оборудования цеха
с указанием мест подвода электроэнергии, а также ведомость по-
требителей по участкам, размещенным в корпусе. На основе этих
данных определяют потребность в электроэнергии для работы
оборудования и освещения.
В механосборочном производстве широко используют сжатый
воздух для приводов пневматических зажимных устройств, меха-
232
визированного сборочного инструмента, в системах пневмоавто-
матики, для окраски и других целей. Давление сжатого воздуха
в сети составляет обычно 0,5—0,6 МПа. Общий расход сжатого
воздуха определяют по нормам [28 ] с учетом общего числа пневмо-
устройств, коэффициентов одновременной работы и использо-
вания.
При укрупненных расчетах площадь, необходимую для раз-
мещения компрессорных установок, принимают равной FK =
= (0,06 ... 0,008) Snp, где Snp — производственная площадь цеха.
Компрессорные станции проектируют из нескольких однотип-
ных компрессоров и их производительность рассчитывают таким
образом, чтобы остановка одного компрессора не вызывала оста-
новки производства. Компрессорные станции размещают в изоли-
рованных помещениях вследствие высокого уровня создаваемого
ими шума.
Для обеспечения микроклимата и чистоты воздушной среды
цехи оборудуют приточно-вытяжной вентиляцией. Источники ин-
тенсивных выделений абразивной пыли при шлифовании, паров
при мойке, вредных аэрозолей при окраске и другие оборудуют
устройствами для местных отсосов. Загрязненный воздух перед
выбросом в атмосферу очищают с помощью фильтров или спе-
циальных устройств. Места выброса воздуха из вытяжных систем
необходимо располагать с подветренной стороны здания, как
можно дальше от мест забора воздуха для приточной вентиляции.
Пролеты цехов механосборочного производства оборудуют
фонарями для естественного освещения и проветривания. Для
этой цели фрамуги фонарей снабжают дистанционными устрой-
ствами для открывания. Однако в крупных корпусах этого ока-
зывается недостаточно, поэтому подачу свежего воздуха осуще-
ствляют с помощью общекорпусных вентиляционных систем.
На рис. 13.6 показано размещение вентиляционных камер общей
вентиляции цехов главного корпуса ВАЗа в планировочной
вставке. В корпусах меньших размеров вентиляционные камеры
размещают в подвалах или изолированных помещениях у наруж-
ной стены. Необходимо также учитывать, что для привода венти-
ляторов используют мощные электродвигатели, поэтому венти-
ляционные камеры необходимо размещать недалеко от трансфор-
маторных подстанций для уменьшения электрических потерь.
Для подогрева воздуха в холодное время года предусматривают
калориферы. Равномерную подачу свежего воздуха в разные
части корпуса обеспечивают соответствующей разводкой воздухо-
водов, используя для этого часто межферменное пространство.
Вентиляционные системы проектируют специалисты по сани-
тарно-технической части проекта, задачей технолога-проектанта
является составление задания на проектирование, которое вклю-
чает планировку цеха с поперечными разрезами и характери-
стику источников вредных выделений в производственном про-
цессе.
233
Общая площадь под вентиляционные камеры У FBK ж (0,05 ...
0,075) Snp.
В термоконстантных цехах предусматривают систему конди-
ционирования и обеспыливания воздуха для обеспечения пара-
метров микроклимата в заданных пределах. Помещение для кон-
диционеров предусматривают рядом с термостатированным по-
мещением.
Контрольные вопросы
1. Какие задачи возлагаются на цеховую ремонтную базу,
отделение по ремонту электрооборудования и электронных систем? Как орга-
низуется работа этих служб?
2. Как определить число станков и площадь ремонтной базы?
3. Какие способы удаления и транспортирования стружки применяют в ме-
ханических цехах? Дайте характеристику применяемых при этом технических
средств.
4. Как осуществляют переработку стружки? Какое оборудование приме-
няют для этих целей?
5. Какие способы снабжения станков охлаждающими жидкостями приме-
няют в механических цехах?
6. Как осуществляют подвод электроэнергии к станкам, каковы требования
к размещению цеховых трансформаторных подстанций?
7. Как обеспечивается снабжение станков и рабочих мест сборки сжатым
воздухом, какие требования предъявляют к оборудованию и размещению ком-
прессорных станций?
8. Как обеспечивается микроклимат и чистота воздуха в цехе?
Ю СИСТЕМА КОНТРОЛЯ
КАЧЕСТВА ИЗДЕЛИЙ
10.1. Назначение и виды контроля
качества изделий
Система контроля качества изделий предназначена
для своевременного определения g требуемой точностью пара-
метров качества изделий механосборочного производства. В связи
с этим на нее возлагаются следующие функции-
хранение информации об изготовляемых изделиях (их конфи-
гурации, технических требованиях к ним и т. д.);
проведение настройки контрольно-измерительных устройств®
обеспечение своевременной изоляции обнаруженного брака®
приемочный и операционный контроль качества изделий с про-
веркой соответствия чертежам и техническим требованиям®
выдача информации по результатам контроля качества из-
делий.
В механосборочном производстве имеются специальные службы
отдела технического контроля (ОТК) завода, включающего цен-
тральную измерительную лабораторию (ЦИЛ), которая разраба-
тывает схемы и планы контрольных проверок средств измерений
и выполняет наиболее сложные из них, контрольно-поверочные
пункты (КПП), подчиненные ЦИЛ и расположенные в производ-
ственных цехах, цеховые контрольные пункты (КП) и испытатель-
ные отделения. Цеховые КП могут быть объединены в контроль-
ные отделения.
В цехах могут быть организованы различные виды контроля
качества изделий в зависимости от следующих факторов-
решаемой задачи — приемочный, профилактический, прогно-
зирующий;
взаимодействия g объектом — активный (прямой и косвенный),
пассивный (после каждой операции, после нескольких операций),
параметрический (количественный, допусковый), функциональный;
конструктивного решения — внутренний (самоконтроль),
внешний;
реализации во времени — непрерывный (в процессе изготовле-
ния), периодический (тестовый).
В настоящее время большое внимание уделяется развитию
активного контроля в зоне формообразования, который в отличие
от пассивного позволяет исключить появление брака за счет свое-
временного введения корректирующих воздействий.
235
Рис. 10.1. Классификация устройств автоматического контроля
При проектировании системы контроля качества изделий
следует большое внимание уделять вопросам снижения трудоем-
кости контрольных операций путем использования современных
способов и средств автоматического контроля. Наиболее перспек-
тивными средствами, снижающими трудоемкость контроля, яв-
ляются устройства активного контроля.
На рис. 10.1 показана классификация устройств автомати-
ческого контроля качества изделий.
Применение тех или иных средств контроля зависит главным
образом от следующих основных факторов: точности изготовления
измеряемых деталей, их формы и размера, числа контролируемых
параметров, условий измерения, требуемой производительности
и экономичности. Так как у каждого метода измерения есть соб-
ственные погрешности, при выборе измерительных средств учи-
тывают соотношение между допуском на размеры детали и по-
грешностью метода измерения. Допустимая погрешность метода
измерения должна быть не более х/ю—Vis допуска контролируе-
мого параметра изделия. В некоторых случаях это отношение
можно увеличить до Ve- Измерительные приборы, в том числе
236
измерительные контрольные устройства, делят на устройства,
основанные на прямом, косвенном или комбинированном методе
измерения.
При прямом методе измерения с помощью контактных устройств
наконечник контрольного устройства все время находится в кон-
такте с поверхностью заготовки и непосредственно контролирует
ее размер. При достижении заданного размера контрольное
устройство автоматически подает сигнал об окончании обработки
или необходимости изменения ее режима.
Контрольные устройства, основанные на косвенном методе
измерения, не имеют непосредственного соприкосновения с по-
верхностью заготовки, так как окончание обработки определяется
здесь не моментом достижения заготовкой заданного размера,
а, например, расстоянием, на которое перемещается рабочий
орган станка, несущий режущий инструмент, до упора.
При комбинированном методе измерения контролируют, на-
пример, одновременно положение режущего инструмента и раз-
мер обрабатываемой поверхности.
Для активного автоматического контроля размеров широкое
распространение получили приборы с рычажными и безрычаж-
ными элементами. Рычажные устройства имеют особо важное
значение в приборах, предназначенных для активного контроля
заготовок малых размеров, так как при их обработке рабочая
зона бывает очень загруженной, что мешает помещать чувстви-
тельные головки (датчики) активных устройств в непосредствен-
ной близости от обрабатываемой детали.
Безрычажные устройства бывают одно-, двух- и трехконтакт-
ные. Одноконтактные безрычажные устройства предназначены
для контроля внутреннего диаметра и высоты деталей на плоско-
шлифовальном станке с вращающимся столом.
Двухконтактные безрычажные устройства практически не
имеют погрешности при измерении положения детали. В них
так же, как и в одноконтактных устройствах, наконечники пере-
мещаются по мере изменения размеров в процессе обработки, и по
достижении деталью заданных размеров выключается станок
(рис. 10.2, а).
На рис. 10.2, б показано двухконтактное контрольное устрой-
ство для контроля валов в процессе шлифования. Корпус 1 под-
вешен на широкой плоской пружине 2 к планке 3, имеющей уста-
новочное вертикальное перемещение в пазу колодки 4, посажен-
ной на штоке 5 поршня гидроцилиндра 6. При подаче масла
в левую полость цилиндра поршень подводит к детали измери-
тельный наконечник, который занимает показанное на схеме ра-
бочее положение. Обратный отвод датчика осуществляется пру-
жиной 7. Подвеска корпуса датчика эластичная, поэтому непо-
движная измерительная губка 8 находится в надежном контакте
с обрабатываемойх поверхностью независимо от вибраций и де-
формаций в процессе формообразования. Для ограничения про-
237
Рис. 10.2. Двухконтактные контрольные ушройства:
а схема контроля отверстия; б контроль диаметра вала в процессе шлифования
гиба пружины, несущей измерительный датчик, служит упорный
винт 9. Поворотная измерительная губка 10 подвешена на кор-
пусе датчика на плоской пружине 11 и поджимается к обрабаты-
ваемой поверхности пружиной 12. В процессе обработки губка 10
перемещается по мере изменения размера и посредством регули-
ровочного винта 13 осуществляется воздействие на рычаг-указа-
тель 14. Указатель снабжен электроконтактом 15, замыкающим
контакт 16 по достижении заданного размера и выключающим
станок.
В контрольных устройствах других конструкций, кроме
электроконтактных, применяют пневматические, индуктивные,
емкостные и лазерные датчики. Преимущество последних в том,
что они не требуют перенастройки при переходе на другой типо-
размер детали.
В непоточном автоматизированном производстве широкое рас-
пространение получают системы автоматического измерения и
компенсации, включающие специальные измерительные устрой-
ства, смонтированные в инструментальной оправке, которая
может устанавливаться в инструментальном магазине на станке.
Типовая конструкция такого устройства показана на рис. 10.3, а.
Подпружиненный щуп /, который может отклоняться на не-
которое расстояние от среднего положения в радиальном и осевом
направлениях, монтируют в корпусе 2, который заканчивается
конической оправкой 4, идентичной инструментальным оправкам,
238
применяемым на станках с ин-
струментальными магазинами.
Хвостовик 5 служит для авто-
матического закрепления оправ-
ки при установке ее в шпиндель
станка. Корпус устройства имеет
специальный выступ 3, предназ-
наченный для передачи сигнала
в момент, когда щуп датчика
входит в контакт с измеряемой
поверхностью.
Устройство используется тог-
да, когда необходимо проверить
правильность выполнения ка-
кого-либо перехода или опера-
ции (например, расточка отвер-
стия заготовки 6 или проверка
положения спутника с обраба-
тываемой заготовкой на столе
станка перед обработкой). В этом
Рис. 10.3. Устройство автоматического
контроля деталей на станке:
а — измерительная головка;- б — схема си-
стемы контроля
случае устройство по программе устанавливается в шпиндель
станка автоматическим устройством смены инструментов. Да-
лее по программе щуп устройства касается двух противо-
положных сторон отверстия. Внутри датчика имеется источник
питания и инфракрасный генератор, так что устройство может
излучать сигналы. Сигналы посылаются в момент касания
щупом измеряемой поверхности в форме инфракрасного излуче-
ния в секцию приема, расположенную за торцом шпинделя. Из сек-
ции приема сигнал поступает в устройство 7 поиска сигнала
(рис. 10.3, б) и счетчик 3, где сравнивается с сигналом устройства
обратной связи 9, контролирующего положение по координатам
X, Y и Z стола станка, когда щуп устройства входит в контакт
е контролируемой поверхностью. Результирующий сигнал за-
поминается и поступает в блок контроля размеров 10, откуда
направляется в устройство ЧПУ станка 11.
Для повышения качества контроля при наличии СОЖ и за-
грязнений на измеряемой поверхности в процессе измерения
осуществляется обдув сжатым воздухом наконечника щупа изме-
рительного устройства. С этой целью механизм зажима инстру-
мента в задней части шпинделя соединяется g воздушной сетью
при зажатом инструменте.
Контролируемый размер расточенного отверстия представ-
ляет собой расстояние между двумя положениями щупа плюс
диаметр щупа. Система автоматического контроля производит
сравнение измеренного размера со значением, заданным програм-
мой обработки, и по результатам его подает команду либо на
продолжение обработки, либо на повторную расточку в коррек-
цией или подает сигнал о браке.
239
Автоматический контроль размеров и положения плоских
обработанных поверхностей производится аналогичным образом.
Кроме того, подобные системы позволяют контролировать поло-
жение базовых поверхностей обрабатываемого полуфабриката или
спутника. В этом случае разность между требуемым и фактиче-
ским положениями по соответствующим координатам дает по-
правку, которую следует ввести в ЧПУ станка перед обработкой.
Поскольку центр щупа датчика и ось вращения шпинделя могут
не совпадать, контролируемый параметр подсчитывается путем
усреднения результатов измерений, взятых до и после поворота
шпинделя на 180°.
Существуют автоматические системы, контролирующие по-
грешность базирования спутников в приспособлениях путем уста-
новления наличия контакта в шести опорных точках, к которым
подводится сжатый воздух, и давления на них.
Таким образом, при использовании системы автоматического
контроля и управления процессом достижения требуемой точ-
ности на технологическом оборудовании, когда в шпиндель станка
помещается измерительное устройство, он превращается в изме-
рительную машину, точность измерения которой определяется
точностью координатного перемещения станка, точностью ра-
боты измерительной системы и условиями измерения.
Применение контактных методов контроля возможно лишь
в тех случаях, когда силы при измерении не вызывают смещений
и деформирования контролируемых объектов. В противном случае
используются бесконтактные методы контроля, например с по-
мощью лазерных устройств.
С целью повышения точности и производительности контроль-
ных операций в последнее время находят применение шуповые
головки с несколькими сменными наконечниками.
В практике находят использование автоматические системы
размерной настройки технологической системы, позволяющие
производить контроль положения режущей кромки инструмента
относительно баз, несущих обрабатываемый полуфабрикат, перед
формообразованием. Подобные системы позволяют сократить
влияние размерного износа инструмента и температурных де-
формаций станка на точность получаемых размеров. Достоин-
ством таких систем является то, что они способны автомати-
чески обеспечивать точность не только диаметров, но и дру-
гих линейных размеров и геометрической формы обрабаты-
ваемых поверхностей.
Существует метод поднастройки станков малыми импуль-
сами. Сущность его заключается в том, что систематически дей-
ствующие погрешности компенсируются, по возможности, чаще
по мере их возникновения. В этом случае по результатам измере-
ний обработанных полуфабрикатов подаются импульсы на спе-
циальный механизм, перемещающий режущую кромку инстру-
мента на малое расстояние.
240
Другим методом сокращения трудоемкости контрольных опе-
раций за счет уменьшения их числа является использование
систем адаптивного управления формообразованием, повышаю-
щих качество изготовляемой продукции и стабилизирующих от-
дельные параметры качества. В настоящее время разработаны
системы адаптивного управления упругими перемещениями тех-
нологической системы за счет изменения размера статической и
динамической настройки, скорости изнашивания режущего ин-
струмента, размерной настройки и поднастройки технологического
оборудования, а также многомерные адаптивные системы, позво-
ляющие управлять одновременно несколькими факторами, влия-
ющими на точность и производительность обработки.
В ряде случаев параметры качества изготовляемой продукции
должны быть измерены не в статике, а в динамике, для чего соз-
дают испытательные станции или отделения. Испытания разде-
ляют на производственные и экспериментальные.
Производственные испытания обычно входят в технологиче-
ский процесс изготовления изделий. Производственные испыта-
ния выполняются за два периода: обкатка вхолостую и испытание
под нагрузкой. Эти периоды неразрывно связаны, и поэтому об-
катка вхолостую и испытание под нагрузкой часто осуществляются
на одном стенде последовательно.
Экспериментальные испытания изделий не связаны с выполне-
нием непосредственно программы цеха. Эти испытания произ-
водятся обычно в экспериментальных цехах завода, и, следова-
тельно, не загружаются стенды испытательных станций произ-
водственных цехов.
10.2. Организация и структура
системы контроля качества
Контроль качества изделий может быть осуществлен
непосредственно на рабочем месте, в специальных контрольных
пунктах или отделениях, в испытательных отделениях.
Контроль на рабочем месте может быть осуществлен прямо
на технологическом оборудовании (внутренний) или около обору-
дования (внешний). Контроль качества изделий в процессе формо-
образования с помощью средств активного контроля не удлиняет
цикл изготовления изделия, а контроль изделия после формооб-
разования (пассивный) на станке приводит в ряде случаев к уве-
личению продолжительности цикла и снижает точность контроля
по сравнению с точностью внешнего контроля, но позволяет пред-
отвратить появление брака и увеличить производительность про-
изводственного процесса благодаря оперативности работы.
Применение внешнего пассивного контроля в большинстве
случаев не сказывается на продолжительности производственного
цикла, так как контроль качества изделий может быть произве-
ден в период транспортирования или складирования изделий,
241
Рис. 10.4. Схема разработки системы контроля качества изделий
например путем установки измерительной головки в захвате
промышленного робота.
Контроль качества изделий на контрольных пунктах или
в отделениях производится в следующих случаях- когда необ-
ходимо применять весьма разнообразные или крупногабаритные
средства контроля, которые затруднительно или невозможно
транспортировать к разным рабочим местам; когда применение на
рабочих местах требующихся средств контроля не обеспечивает
необходимой точности измерения, например вследствие нагрева
детали при приемке продукции высокой точности; когда проверяют
большое количество однообразной продукции, удобной для транс-
портирования; когда проверяют продукцию после последней
операции перед сдачей ее в другой цех или на склад.
Для проектирования системы контроля качества изделий можно
воспользоваться схемой основных работ по созданию системы
(рис. 10.4). Указанная последовательность этапов ориентировочна-
в каждом конкретном случае она может несколько варьироваться
в зависимости от условий разработки.
При разработке технического задания на систему контроля
особое внимание следует уделять требованиям к разработке
алгоритмов переработки измерительной информации. В этой
части технического задания должны быть указаны все выходные
характеристики системы контроля (измеряемые величины, точ-
ность их определения и виды неисправностей, причины их возник-
новения и способы устранения; частота выдачи оператору либо
в какие-либо подсистемы АСУ и т. д.). Кроме того, в техническом
задании на разработку алгоритмов должны быть зафиксированы
любые известные добавочные сведения о требуемой переработке
измерительных сигналов, например, возможный метод определе-
242
Рис. 10.5. Этапы 1ехноло1ического процесса контроля качества
ния некоторой выходной величины, рекомендуемый для использо-
вания датчик и т. п.
Формулировка указанных требований к системе контроля
качества изделий должна производиться разработчиками системы
совместно с технологами и управленческим персоналом автомати-
зируемого объекта. При разработке указанных требований может
использоваться метод экспертных оценок, при котором в качестве
экспертов выступают технологи и ведущие операторы автомати-
зируемого производства.
Разработка алгоритмической структуры при заданной сово-
купности выходных величин системы контроля качества сводится
к составлению алгоритмических цепей для каждой отдельной вы-
ходной величины. Составленная алгоритмическая цепь системы
определяет наименования параметров и характеристик отдельных
измеряемых процессов. Затем уточняют необходимую последова-
тельность применения типовых операций переработки измеритель-
ной информации, определяют ориентировочные варианты алго-
ритмов, в соответствии с которыми целесообразно выполнять от-
дельные типовые операции, оценивают рациональные периоды
опроса измеряемых величин и уточняют комплект датчиков,
которые должны входить в разрабатываемую автоматическую
систему контроля качества изделий. Основными вопросами при
выборе аппаратурной структуры системы являются: определение
числа пунктов контроля, их расположение в пространстве; их
связь с технологическим оборудованием и друг с другом; выбор
технических средств контроля; обеспечение необходимой надеж-
ности работы вычислительных средств путем резервирования от-
дельных блоков, устройств системы. Таким образом, система
контроля качества изделий становится составным элементом си-
стемы автоматического управления производством.
При составлении алгоритмической структуры системы кон-
троля качества изделий необходимо ориентироваться на основные
этапы технологического процесса контроля качества, показанные
на рис. 10.5 [8].
При входном контроле материалов проверяют их соответ-
ствие сертификату по габаритным размерам, массовым и основным
243
физико химическим параметрам (марка материала, химический
состав, твердость), а также по внешнему виду. При контроле заго-
товки проверяют ее внешний вид (наличие выбоин, сколов и дру-
гих дефектов, исключающих возможность их обработки), геоме-
трические размеры (длину, базовые поверхности для захвата робо-
том и крепления в зажимных устройствах станков), массу. Кон-
троль на станке начинают с контроля правильности установки
заготовки в зажимном устройстве станка.
С учетом характеристик станка, системы ЧПУ и режима об-
работки (стабильность жесткостной характеристики во времени,
влияние тепловых деформаций на результаты измерения пара-
метров качества, размерная стойкость инструментов и т. д.) в ряде
случаев в качестве основного измеряемого параметра, характе-
ризующего размерную точность изготовляемой детали, можно
выбрать один или несколько размеров детали с наименьшими до-
пусками, не контролируя остальные параметры.
В ряде случаев можно совмещать финишный контроль с кон-
тролем на станке с целью предупреждения брака, обусловленного
качеством материала, инструмента, зажимных приспособлений,
влияние стружки и других факторов. Однако при этом возрастает
число измеряемых параметров, а следовательно, и время контроля,
что приводит к росту времени простоя оборудования. Кроме
того, для снятия температурных деформаций требуется выдержи-
вать полуфабрикат в течение определенного времени в термошка-
фах перед выдачей сертификата годности.
Для выполнения указанных этапов технологического процесса
измерений цеховая система контроля качества изделий должна
включать в свой состав контрольные пункты или отделения,
КПП и испытательные станции или отделения.
10.3. Проектирование контрольных
отделений и контрольно-поверочных
пунктов
В механических и сборочных цехах располагают
контрольные отделения, которые являются частями общезавод-
ского отдела технического контроля. На них возлагаются те же
функции, что и на всю систему контроля качества изделий.
На первой стадии проектирования контрольных отделений
составляют структурные модели, которые отражают состав, тип
и взаимосвязь подразделений системы, и на основе их определяют
объем контрольных операций в цехе. Такими ’ моделями могут
быть логические графы, вершины которых соответствуют элемен-
там производственной системы, а ребра или дуги — связям между
элементами.
Неформализованное структурное описание фрагмента произ-
водственной системы представлено схемой (рис. 10.6, а), постро-
244
У?
Уз
Уч
а)
У1
t) ь) г)
Рис. 10.6. Структурное описание фрагмента производственной системы:
а — структурная схема процесса; б — диаграмма графа; в —’ матричная диаграмма
структуры; г — списочная диаграмма структуры
енной на основании этапов технологического процесса измерений
(см. рис. 10.5). Математическая модель структуры фрагмента
описывается графом G = (V, X), где V — множество вершин,
соответствующих элементам системы; X — множество связей
между элементами, определяемых по наличию материальных,
информационных и энергетических потоков между элементами
системы. Граф наглядно изображается диаграммой (рис. 10.6, б),
матричной (рис. 10.6, в) или списочной (рис. 10.6, г) диаграммами
структуры. Матрица А [т] представляет собой квадратную ма-
трицу размерности /и, где т — число элементов системы, а эле-
менты принимают следующие значения’
Г 1 — если Vi имеет непосредственную связь с V f,
aij — ( 0 — если Vi не имеет непосредственной связи с V;.
Списочную форму представления дает таблица, имеющая
т строк, в которых занесены списки элементов, связанных с каж-
дым элементом производственной системы.
На следующем этапе проектирования строят функциональные
модели, которые отражают свойства элементов системы контроля
качества и их комплекса, образующих контрольное отделение.
Элементы системы контроля качества по функциональному назна-
чению делят на следующие группы: внешние терминальные эле-
менты (полюсы), через которые система обменивается с внешней
средой информационными потоками; внутренние терминальные
элементы (аккумуляторы), в которых может храниться информа-
ция; средства транспортирования, преобразующие пространствен-
ные координаты измеряемых изделий; коммутаторы, управляю-
щие распределением материальных, информационных потоков;
контрольные средства; коммутации, связывающие между собой
перечисленные выше элементы.
В общем случае каждый выбранный при проектировании функ-
циональный элемент Vi имеет конечное число Ki полюсов, конеч-
245
ное число п состояний St, а функциональные свойства элемента V
описываются матричной функцией передач
где Fpj (V;) — матричная функция передачи элемента Vi, имею-
щего kt полюсов и множество состояний- — функции
передачи с полюса Vi на полюс Vt элемента /. I — номере
полюсов.
При этом = {fyi}, где — локальная функция пере-
дачи изделий с полюса V{ на полюс V/ в состояния S?.
Например, пусть в производственной системе изделие про-
ходит через двухполюсный коммутатор, работающий в релейном
режиме, т. е. пропускающий поток, не изменяя его свойства
В этом случае элемент имеет два различных состояния, т. е
Si = {S?, S}). Функция передачи такого элемента имеет вид
1
О 1
с
Flh(Vi) =
Здесь
(Vi)
(Vt)
где
(Vi) =
1 1
0 0
Функциональные свойства системы описываются так же, каг
и элементов, т. е. матричной функцией передачи, если под по-
люсами системы понимать ее терминальные элементы, а по;
локальными функциями передач — произведения кодов функцио-
нальных элементов, входящих в путь потока изделий между вы-
бранной парой терминальных элементов. Если, например, в си-
стеме (рис. 10.6) существует путь из последовательности элементог
Vi, V3, V2f Vlf то функция передачи, описываемая кодом операции
получается перемножением кодов рабочих состояний элементов
Перебор возможных путей потоков контролируемы:'
246
Рис. 10.7. Структурная схема контрольно-сортировочного автомата
изделий и их комбинаций позволяет выявить множество различ-
ных режимов работы системы, характеризующих ее функцио-
нальные возможности.
На следующем этапе автоматизированного проектирования
контрольных отделений стоят алгоритмические модели, отражаю-
щие возможности управления системой, т. е. перехода ее из не-
которых исходных состояний в требуемые. Эти возможности могут
быть исследованы методами теории конечных автоматов. При этом
роль входного алфавита автомата, описывающего систему, кото-
рая работает в соответствии с определенным алгоритмом, играет
множество кодов переходов, которые может реализовать система.
При этом алфавит состояний представляет собой множество кодов
состояний контролируемых изделий, а алфавит выходов — то же
множество кодов состояний.
Алгоритмическая модель контрольного отделения описывается
графом состояний и его путями, характеризующими конкретные
циклограммы функционирования (цикл контроля изделий). Вер-
шинами графа алгоритмической модели являются модели (коды)
состояний, а дугами — модели (коды) переходов, т. е. коды кон-
трольных операций.
Параметрический этап проектирования использует результаты
структурно-функционального этапа для учета взаимосвязей между
физическими параметрами элементов системы. На этом этапе вы-
являют основные параметры элементов системы.
Требования к элементам системы контроля качества изделий
вытекают из технических условий на приемку материалов, полу-
фабрикатов, деталей, собранных комплектов, узлов и изделий.
Правильность размеров после изготовления определяют с по-
мощью измерительных инструментов общего назначения (калиб-
рами, скобами, индикаторами ит. п.), специальных измерительных
инструментов (шаблонами, контрольными оправками и т. и.) и
средств автоматического контроля. К последним относятся кон-
трольно-сортировочные автоматы, используемые в основном в по-
точном производстве, и контрольно-измерительные машины, ис-
пользуемые в непоточном производстве, позволяющие значительно
сократить трудоемкость контрольных операций.
247
Рис. 10.8. Контрольно-изме-
рительная машина:
1 — цифропечатающее устрой-
ство; 2 — цифровая индикация?
3 — .устройство автоматическо-
го управления; 4 — ЭВМ; 5 —*
пульт ручного управления
Контрольно-сортировочные автоматы используют для авто-
матического контроля и сортировки деталей по размерам, форме
или массе. На рис. 10.7 показана структурная схема контрольно-
сортировочного автомата. Основными его элементами являются
загрузочные, транспортные, измерительные и сортировочные уст-
ройства. В некоторых случаях автоматы снабжают запоминаю-
щими устройствами.
Загрузочные устройства этих автоматов почти не отличаются
от загрузочных устройств технологического оборудования. Их
задача заключается в том, чтобы ориентировать деталь в положе-
нии, удобном для транспортирования в рабочую зону. Контрольно-
сортировочные автоматы обычно располагают в конце автомати-
ческих поточных линий.
В непоточном производстве целесообразно использование спе-
циализированных и универсальных контрольно-измерительных
машин, обеспечивающих выносной контроль.
К измерительным машинам (рис. 10.8) предъявляют следующие
требования: простота обслуживания, свободный доступ, высокая
точность измерения и воспроизведения, небольшое время изме-
рения, автоматизированный метод измерения, управление про-
цессом измерения с помощью вычислительного устройства.
В автоматизированном производстве результаты измерения
переносятся во внешнее вычислительное устройство для хранения
или дальнейшей обработки.
Конструктивное единство щуповой головки, управляющей
системы измерительной машины, вычислительного устройства и
математического обеспечения дает возможность проводить высо-
коточные измерения.
248
Как правило, измерительные машины изготовляют так, чтобы
они обеспечивали возможность подвода щупа к пяти сторонам
контролируемого изделия? шестая сторона — база измерения,
на которую устанавливают изделие. Для изделий сложного сплош-
ного профиля, требующих контроля контура во многих сечениях,
измерительная машина обеспечивает контроль с одного установи.
Таким образом, для изделий сложной формы с множеством точек
измерения или при необходимости измерения в труднодоступных
местах бесспорны преимущества измерительных машин по сравне-
нию с традиционными средствами измерения g точки зрения как
экономии затрат времени, так и повышения точности.
Любое измерение, тем более изделий сложной формы, состоит
из трех этапов- подготовки к измерению, т. е. базирования и за-
крепления контролируемого изделия, а также установки и под-
вода измерительного средства (щупа)« непосредственно процесса
измерения? обработки результатов измерения. Наиболее дли-
тельными и трудоемкими при измерении изделий сложной формы
являются первый и третий этапы, из которых первый упрощается
при использовании ЭВМ. Обработка результатов измерения, на-
чиная g необходимых пересчетов и вычислений и до состояния про-
токола измерения, может быть выполнена ЭВМ в процессе из-
мерения.
Автоматизация обработки данных не только сокращает время
измерения, но и избавляет от неизбежных ошибок, связанных
с усталостью, недостаточной квалификацией контролеров-опера-
торов или другими причинами и повышает объективность и вос-
производимость измерений. Кроме того, обеспечиваемая благо-
даря автоматизации экономия времени позволяет повысить точ-
ность контроля путем увеличения числа измеряемых точек или
сечений.
В ГПС используют контрольно-измерительные машины, ра-
ботающие как в ручном, так и в автоматическом режиме и выпол-
няющие точечный или непрерывный контроль измеряемых из-
делий.
Системы g ручным управлением используют для контроля раз-
меров, относительных положений и формы измеряемых поверх-
ностей малогабаритных изделий, выпускаемых в небольших коли-
чествах малыми партиями.
Системы с точечным автоматическим контролем траекторий
применяют для автоматического измерения размеров изделий со
сложной конфигурацией, для контроля параметров точности из-
делий средних партий, точечного определения геометрических
параметров сложных поверхностей. Системы с непрерывным
автоматическим контролем служат для автоматического опре-
деления параметров точности сложных пространственных по-
верхностей.
Конструкция измерительной машины должна удовлетворять
следующим требованиям: свободный доступ к изделию, высокая
249
плавность движения, достаточная статическая и динамическая
жесткость, минимальная масса. Возможны четыре вида конструк-
ций: консольная, портальная, на колоннах, с горизонтальным
шпинделем.
Консольная конструкция (см. рис. 10.8) типична для неболь-
ших машин, выполняющих контроль с невысокой точностью.
Преимущества такой конструкции заключаются в небольшой
массе, маневренности, свободном доступе к изделию, хорошей
обзорности и невысокой стоимости. Ограниченность примене-
ния подобных машин вызывается незначительной точностью
измерения из-за прогибов консоли и небольшого рабочего объема
измерений.
Портальная конструкция измерительной машины является
наилучшей для контроля среднегабаритных изделий с малыми до-
пусками размеров. Преимущества таких машин заключаются
в монолитности конструкции, не требующей фундаментов, высокой
жесткости и доступности для загрузки и выгрузки контролируемых
изделий. Недостатки — ограниченный объем работ и ограничение
габаритных размеров изделий (не более ширины портала).
Конструкция на колоннах используется для больших рабочих
зон измерения. Ее достоинства заключаются в значительном отно-
шении жесткости к массе, сборност и конструкции, свободном до-
ступе к поверхностям контролируемых деталей, возможности
измерения размеров изделий, превышающих габаритные размеры
рабочей зоны измерения машины, невысокой стоимости машины.
Недостатками являются необходимость применения фундамента и
отсутствие базовой плиты.
Конструкция с горизонтальным шпинделем используется для
измерения размеров изделий, требующих глубокого проникнове-
ния. Ее достоинства: хорошая доступность для контроля боковых
отверстий в изделиях; открытость, позволяющая легко встраивать
измерительную машину в автоматическую транспортную систему;
невысокая стоимость. Недостатками являются сложный доступ
к верхней грани изделия, необходимость в поворотном столе
для контроля поверхностей на задней грани, ограниченная
точность.
Одной из наиболее важных частей измерительных машин яв
ляются измерительные шуновые головки. К ним предъявляют сле-
дующие требования: высокая чувствительность, высокая стабиль-
ность измерения, низкое контактное давление во избежание
изгиба или смещения изделий или частей машины.
Измерительные щупы подразделяют на следующие типы: ме-
ханические, оптические, электронные точечные и электронные
непрерывные.
Механические щупы используют только в машинах с ручным
управлением. Они имеют относительно невысокую точность и слу-
жат для статических измерений. Результаты измерения зависят от
квалификации контролера оператора.
250
Оптические щупы (микроскопы) используют в случаях, когда
изделия не могут быть проконтролированы с помощью механиче-
ских щупов, например в хрупких изделиях.
Электронные точечные щупы являются измерительным инстру-
ментом высокой точности, с их помощью можно производить изме-
рения бесконтактным способом.
Легкость и простота обслуживания характерны для всех из-
мерительных машин. Если экономически целесообразна полная
автоматизация, то с помощью ЭВМ можно полностью обойтись
без участия человека в процессе измерения и на основании резуль-
татов измерения оперативно корректировать управляющие про-
граммы технологического оборудования. Измерение в автоматиче-
ском режиме экономит время и повышает надежность контроля,
так как отсутствует необходимость в выравнивании детали, по-
скольку ее пространственное положение определяется вычисли-
тельным устройством.
В последнее время разработаны лазерные датчики, которыми
заменяют щуповые головки, позволяющие контролировать не
только размеры, но и параметры шероховатости поверхностей.
Контрольно-измерительные машины в ряде случаев встраивают
в автоматизированные комплексы. Они служат для контроля
размеров заготовок, поступающих на комплексы: на начальных
стадиях технологических операций — для контроля исполнения
программы изготовления изделия и внесения в нее коррекции;
для межоперационного контроля; на финишных операциях — для
арбитражных проверок готовой продукции и контроля за ходом
технологического процесса.
Применение таких машин в контрольных отделениях и в КПП
механосборочного производства повышает эффективность работы
цехов, хотя для работы с ними требуется высокая профессиональ-
ная подготовка обслуживающего персонала.
В цеховом контрольном отделении качество материала изде-
лия проверяют только путем наружного осмотра; полное же его
исследование (анализ химического состава, исследование метал-
лографических свойств, испытание механических свойств, рентге-
новское исследование) выполняют в заводской центрально-изме-
рительной лаборатории. Наружный осмотр выявляет отсутствие
или наличие внешних дефектов материала и обработки: трещин,
расслоений, волосовин, наружных раковин, заусенцев, вмятин,
царапин и т. д. Для обнаружения этих дефектов пользуются лупой,
микроскопом или проверяют на глаз, если это допускается техниче-
скими требованиями. Параметр шероховатости поверхности деталей
проверяют в цеховых условиях преимущественно по эталонам.
Во всех случаях контрольные операции необходимо включать
в технологическую карту изготовления изделия. Определив время
измерений и их число, можно найти количество средств для кон-
троля, число контролеров, а затем — необходимые площади для
контрольных пунктов и отделения.
251
Число контролеров при неавтоматизированном контроле можно
определить по формуле
Р — ~ к
^к~РнКтЛслЛ'к’
где Рр — число производственных рабочих; Рр. к — число произ-
водственных рабочих, осуществляющих самоконтроль; Рн — норма
обслуживания одним контролером производственных рабочих;
^=0,9... 1,5 — коэффициент точности деталей характеризует
наиболее распространенный квалитет, достигаемый при изготов-
лении деталей; Ксл = 0,9 ... 1,1 — коэффициент сложности де-
талей; — коэффициент вида контроля (при приемке =
= 1,0; при двухразовом контроле — первоначально у производ-
ственных рабочих, повторно — на контрольном пункте = 0,6).
Работники технического контроля в состав работающих по
цеху не включаются.
Укрупненно число контролеров можно определить: в непоточ-
ном производстве 7—10 % числа основных станков; в поточном
производстве 5—7 % числа основных станков [22]. Применение
автоматизированных средств контроля несомненно уменьшает
потребность в работниках контроля, и поэтому принятое число
контролеров нуждается в корректировке.
Площади, занимаемые контрольными пунктами и контроль-
ными отделениями, можно определить исходя из расчета размеров
стандартного контрольного пункта 2x3 = 6 м2.
Число контрольных пунктов может быть определено исходя из
трудоемкости контроля и программы выпуска изделий. В произ-
водстве, как правило, первая готовая деталь, а затем каждая
т-я проходят контроль. При этом, если заготовка обрабатывается
на нескольких станках, то чаще всего контроль производят после
обработки на каждом из них. Это необходимо для предотвращения
брака, связанного с размерным изнашиванием инструментов и
тепловыми деформациями станков.
Необходимое число контрольных пунктов (округленное до
целого большего)
дЖп’бО).
Здесь — среднее время контроля одного установа детали, мин;
/Су.д — число установов деталей, приходящих на контрольный
пункт за месяц, шт.; Фп — месячный фонд времени работы
пункта, ч.
Число установов деталей
Ку. д ~ Кд/</.
Здесь Л'д — число установов деталей, изготовляемых в цехе или
на участке за месяц, шт.; q — число установов деталей, через
которое производится их контроль, шт.; q = ?i/(^2)> гДе <71 —
число установов деталей, через которое деталь поступает на кон-
252
троль по требованию технолога, шт.- k± ж 1,15; k2 1,05— по-
правочные коэффициенты, учитывающие соответственно контроль
первой деталеустановки, обработанной в начале смены, и вывод
на контроль в связи с работой нового инструмента.
В поточном производстве контрольные пункты целесообразно
размещать в конце поточных линий или технологически замк-
нутых участков, а в непоточном производстве желательно рас-
полагать их вдоль окон для лучшего естественного освещения
рабочих мест контролеров и по пути движения деталей в сбо-
рочный цех.
, В механосборочных цехах создают КПП, которые предназна-
чены для следующих целей: периодической или сменной поверки
при возврате всех универсальных средств измерения, применяю-
щихся в обслуживаемом КПП цехе; принудительного изъятия из
эксплуатации изношенных или непригодных средств измерения и
изоляции их в установленном на производстве порядке; осуще-
ствления надзора за правильной эксплуатацией средств измерения
и их храпения в системе инструментообеспечения и на рабочих
местах (позициях); проведения инструктажа по применению
средств измерения; контроля работы системы инструментообес-
печения в отношении своевременного направления средств изме-
рения на периодическую или сменную поверку и в ремонт;
выявления причин брака при изготовлении продукции; пе-
риодической поверки и наладки применяемых контрольных
приспособлений, измерительных приборов и автоматов; систе-
матического выборочного инспекционного контроля изготов-
ляемых изделий.
Для небольших механосборочных цехов указанные виды работ
выполняет центральная измерительная лаборатория завода.
К помещениям КПП предъявляют повышенные требования.
Полы КПП рекомендуют делать из паркетной доски, покрытой
лаком, поливинилацетатного и резинового линолеума для облег-
чения пылеудаления. Облицовочные материалы должны быть по-
луматовой фактуры, не допускающей бликов, светлых нейтраль-
ных тонов. Они должны быть окрашены пылеотталкивающей ал-
кидностирольной эмалью.
Температура в помещении КПП должна быть 20 ± 1 °C, от-
носительная влажность воздуха 45 ± 5 %. Наибольшая скорость
воздушных потоков 0,1—0,2 м/с; наибольшее число пылинок, осе-
дающих на 1 см2 поверхности стекла в 1 ч, — 40. Наиболее точные
измерительные средства и компараторы устанавливают на специ-
альные виброизолирующие фундаменты. Общая освещенность
должна быть не менее 500 лк. В качестве источников искусствен-
ного освещения следует использовать люминесцентные лампы
белого света.
Площадь КПП определяется из расчета 0,1 —0,2 м2 на один
станок механического цеха, но в целом не менее 25 м2 на один
пункт. При создании в механических цехах контрольных пунктов
2ЬЗ
поверки и ремонта калибров и кладовой обменного фонда площадь
их определяют исходя из нормы 0,18—0,3 м2 на один станок,
а число работающих в нем должно быть 8—12 % числа контро-
леров.
10.4. Проектирование испытательных
отделений
Собранные изделия в ряде случаев должны подвер-
гаться испытаниям с целью установления согласованности работы
отдельных механизмов и отдельных параметров качества в дина-
мике. Эти испытания проводят на испытательных станциях или
в специальных испытательных отделениях.
Изделия, подвергаемые испытаниям, чаще всего устанавли-
вают на специальные испытательные стенды, имеющие электро-
приводы. В частности, к стенду для испытания двигателей вну-
треннего сгорания подводят коммуникации для воды, топлива и
удаления продуктов сгорания газов; стенд должен быть оборудо-
ван контрольно-измерительными приборами, контролирующими
параметры, и генераторами постоянного или переменного тока.
Испытательные стенды, оснащенные генераторами постоянного
тока, применять в производственных условиях рациональнее, так
как они позволяют бесступенчато регулировать требуемую на-
грузку двигателя по любому закону, а также потому, что ток,
вырабатываемый генератором, может быть использован для пита-
ния электромагнитных плит, патронов, приспособлений и т. п.
Электростенды, используемые в испытательных отделениях, могут
быть односторонние и двусторонние (рис. 10.9). В двусторонних
стендах испытуемые двигатели устанав-
ливают с двух сторон от генератора, что
приводит к сокращению числа испыта-
тельных стендов, экономии производ-
ственных площадей и сокращению цикла
испытаний благодаря совмещению вре-
мени испытания со временем приемки,
установки и снятия двигателя. При сня-
тии динамических характеристик дви-
гателей помимо рассмотренных выше
стендов используют испытательные стен-
ды с балансирным динамометром и кон-
трольным прибором, позволяющим опре-
делять крутящий момент обкатываемого
двигателя.
Рис. 10.9. Схема одностороннего (а) и двусто-
роннего (б) стендов для испытания автомобиль'
ного двигателя:
1 — генератор; 2 — двигатель
б)
254
Испытательные отделения в цехах обычно располагают в изо-
лированных помещениях, оборудованных сетью коммуникаций.
Состав и количество оборудования в испытательных отделениях
определяют исходя из технологического процесса испытаний и про-
изводственной программы выпуска.
При расчете числа испытательных стендов необходимо учиты-
вать не только основные испытания двигателей, но и повторные
для ряда из них, которые проводят в основном по сокращенному
режиму.
Число стендов NCT для проведения основных испытаний на
односторонних стендах
д, (^и ~Ь ^пр + ^с. у)
/V°T = 0^60 ’
где 0и — годовой объем выпуска изделий, подлежащих испыта-
ниям, шт.; /и — время испытания, мин; /пр — время приемки
изделия на стенде, мин; /с. у — время на снятие и установку изде-
лия на стенде, мин; Фо — эффективный годовой фонд времени ра-
боты стендов, ч.
На двусторонних стендах
При определении общего числа стендов расчетное число стен-
дов умножают на коэффициент 1,1—1,2, который учитывает по-
вторные испытания.
Мощность генераторов выбирают в зависимости от крутящего
момента испытуемого двигателя и частоты вращения вала.
Для планировки испытательного отделения необходимо знать
состав оборудования и размеры трубопроводов. Расчет сечений
трубопроводов выполняют исходя из общего расхода топлива
испытательного отделения, который определяют с учетом числа
испытательных стендов, времени и режима испытания. Для по-
дачи топлива монтируют специальную установку, состоящую из
расположенной под землей цистерны; топливо из нее подают под
давлением.
Размеры стендов определяются размерами испытываемых дви-
гателей и устанавливаемых на нем контрольно-измерительных
приборов. При планировке испытательного отделения с большим
числом испытательных стендов, для того чтобы его не удлинять,
стенды целесообразно располагать в два ряда. С каждой стороны
стендов необходимо иметь проезды, а вдоль стен располагают рас-
пределительные устройства. Испытательное отделение обычно раз-
мещают в крайнем пролете цеха, который имеет окна, потому что
рядом с испытательной станцией должен быть подъезд для транс-
порта с топливом и подземная цистерна с топливом. Такое располо-
жение облегчит также и удаление продуктов сгорания газов из
255
4
7
Рис. 10.10. Планировка испытательного отделения
цеха. После планировки оборудования в испытательном отделении
определяют окончательную его длину и ширину.
На рис. 10.10 показана схема планировки испытательного
отделения. Собранные двигатели с помощью подвесного конвейера 1
доставляют в машинный зал отделения. Кроме машинного зала,
имеются: трансформаторная подстанция 2; склад масел 3; ци-
стерна 4 с топливом, имеющая люк приема 5; распределительное
контрольное устройство 6; над цистерной — железнодорожный
путь 7; кладовая обменных деталей 9; кладовая слесарно-сбороч-
ного инструмента 10\ кабинет начальника отделения И.
Топливо поступает в машинный зал отделения через клапан
подачи 8. Двигатели, поступающие в машинный зал, снимаются
с конвейера электроталями 12 и устанавливаются на стенде 13.
Последние два стенда 14 балансирные. После испытания дви-
гатели снимаются электроталью и устанавливаются на поворотные
столы 15. На верстаках 16 слесари осматривают и ремонтируют
двигатели.
Если не требуется повторных испытаний, то двигатели элек-
троталью устанавливаются на конвейер моечной машины 17.
По выходе из мойки на тележке 18 они подвозятся под вторук
электроталь, с помощью которой устанавливаются на окрасочный
конвейер 19. На окрасочном конвейере двигатели вначале прохо-
дят через окрасочную камеру 20 и далее поступают в сушильнук
камеру 21 в сборочный пролет, где устанавливаются вдоль стены 22
в ряд (образуется задел двигателей перед сборкой машины) илг
перехватываются электроталью 23, расположенной рядом с глав-
ным сборочным конвейером. Напротив испытательных стендог
вдоль стен установлены распределительные устройства 24. Из вто-
256
рого ряда стендов двигатели поступают на столы для осмотра
с помощью тележки 18, перемещающей двигатели в первый ряд,
и транспортируются электроталью.
Размещать испытательное отделение или станцию предпочти-
тельно так, чтобы двигатели поступали со станции в том месте,
где их надо ставить па главный сборочный конвейер.
В последнее время в испытательных отделениях стали при-
менять подвижные испытательные стенды, которые располагают
на круговой вращающейся платформе, имеющей кольцевой кол-
лектор для отвода отработанного масла, продуктов сгорания газов
и горячего воздуха. Все работы по испытанию двигателей произ-
водятся за один оборот платформы, время цикла — 35 мин. Такие
станции обеспечивают высокую производительность труда при
выполнении испытательных работ.
Число рабочих, необходимое для проведения испытаний,
определяют в зависимости от времени и программы испытаний,
а также используемых средств автоматизации испытаний.
В зависимости от типа и конструкции машин испытания про-
водят в испытательном отделении при сборочном цехе или в спе-
циально отведенном для этой цели помещении — на испытатель-
ной станции.
Испытательные станции и отделения должны иметь надежную
систему вентиляции, обеспечивающую охлаждение помещения
(когда при испытании выделяется много теплоты), удаление
проникающих в помещение продуктов сгорания, паров топлива
и т. п. При проектировании вентиляции следует учитывать допу-
стимую концентрацию газов в воздухе помещения.
Контрольные вопросы
1. Назовите виды контроля качества изделий.
2. Какие вы знаете средства для автоматического контроля качества изделий?
3. Как определить численность контролеров?
4. Как рассчитать число стендов для проведения испытаний?
9 Мельников Г Н и др
П СИСТЕМА ОХРАНЫ
ТРУДА РАБОТАЮЩИХ
11.1. Назначение и структура
системы охраны труда
Система охраны труда работающих предназначена
для создания безопасной работы персонала и организации меро-
приятий по созданию высокого общего уровня производственной
среды и культуры производства,
В общем виде структура системы охраны труда персонала при-
ведена на рис. 11.1.
Подсистема обеспечения безопасной работы персонала пред-
назначена для создания безопасной эксплуатации и обслужива-
ния оборудования, профилактики и ликвидации пожаров, а также
ограничения их последствий. В автоматизированном производстве
роль этой подсистемы возрастает, так как возрастает насыщенность
производства автоматическими средствами, работающих от ЭВМ,
и представляющими особую опасность для работающих. Большое
значение приобретает защита от воздействия механических уст-
ройств. На планировке автоматизированных участков необходимо
предусматривать защитные ограждения у основного и вспомога-
гательного оборудования и пульты аварийного отключения его.
Рекомендуемая высота ограждения 1,3 м от уровня пола при усло-
вии, что расстояние от исполнительных устройств автоматизиро-
ванного комплекса до ограждения составляет не менее 0,8 м.
Ограждения рекомендуется выполнять из труб, обшитых метал-
лической сеткой с ячейками 60x60 мм. Ограждения следует окра-
шивать в соответствии с требованиями ГОСТ 12.4.026—76 в виде
чередующихся наклоненных под углом 45—60 ° полое шириной
150—200 мм желтого и черного цвета при соотношении ширины
полос 1:1.
При использовании подвесного транспорта под проходами,
проездами и рабочими местами в целях предупреждения несчаст-
ных случаев необходимо предусматривать под зоной движения за-
щитные сетки или другие устройства, предупреждающие падение
перемещаемых изделий.
Скорость перемещения исполнительных устройств промышлен-
ных роботов во время программирования и обучения не должна
превышать 0,3 м/с. Запрещается присоединять и отсоединять зах-
ватные устройства без предварительного отключения последних
от источника питания. Все захватные устройства для манипулиро-
258
Система охраны трцда
работающих
Рис. 11.1. Структура системы охраны труда работающих
вания должны быть снабжены устройствами блокирования от вы-
падения изделия при прекращении подачи электро- и гидроэнер-
гии. Захватные устройства, робокары часто оснащают защитными
скобами, срабатывающими при контакте захвата с препятствием
на пути его перемещения.
Ограждение рабочей зоны автоматизированного участка может
быть выполнено с применением устройств, использующих различ-
ные контактные, силовые, ультразвуковые, индукционные, свето-
локационные и другие датчики. К числу таких устройств относя-
тся трапики, переходные мостики, буфера и т. п.
Светолокационные датчики (например, датчики, работающие
на просвет) определяют месторасположение человека в рабочей
зоне автоматизированного участка. На рис. 11.2 приведены типо-
вые схемы планировки рабочих позиций и размещения на них
светолокационных стоек [14].
Защитное устройство работает следующим образом. Пересе-
чение светового луча человеком при его входе в зону рабочего про-
странства приводит к включению лампочек-светофоров стоек,
ограничивающих эту зону. Если промышленный робот находится
в этой зоне либо входит в нее, формируется команда на аварийное
торможение и выключение движения робота.
д*
259
Рис. 11.2. Типовые схемы планиро-
вок роботизированных комплексов и
размещение на них светолокационных
стоек;
1 — технологическое оборудование; 2
промышленный робот* 3 —* излучатель;
4 — приемник
Вместе с тем для увеличения
безопасности обслуживающего
персонала предусматривают до-
полнительные устройства, на-
пример, выдвижные упоры, рас-
полагаемые в местах, ограничи-
вающих рабочую зону автомати-
ческих транспортных средств.
Эти упоры выдвигаются как по
команде от оператора, так и по
сигналу светозащиты при появлении в данной зоне человека и
препятствуют перемещению робота в эту зону.
Защита от стружки и СОЖ может быть индивидуальной (защит-
ные костюмы, очки, специальная обувь и т. п.) и может осущест-
вляться с помощью оградительных средств, которые могут быть
стационарными, подвижными и переносными.
Должны быть приняты меры, обеспечивающие защиту людей от
вредного и опасного воздействия электрического тока, электриче-
ской дуги, электромагнитного поля и статического электричества.
Пожарная безопасность может быть обеспечена мерами по-
жарной профилактики и активной пожарной защиты. Пожарная
профилактика включает комплекс мероприятий, необходимых для
предупреждения возникновения пожара или уменьшения его
воздействия. Активная пожарная защита обеспечивает успешную
борьбу с возникающими пожарами. При проектировании механо-
сборочного производства для активной пожарной защиты преду-
сматривают систему пожарных водопроводов, стационарные по-
жарные установки автоматические и ручные с дистанционным пу-
ском, огнетушители и противопожарные щиты с ящиками для
песка [24].
Подсистема обеспечения санитарных условий труда предназна-
чена для соблюдения санитарных норм воздушной среды, осве-
щенности, чистоты помещений, защиты от вибраций, шума, а
также проведения мероприятий по производственной эстектике.
Одним из необходимых условий здорового и высокопроизводи-
тельного труда является обеспечение санитарных норм воздушной
среды в рабочей зоне помещений, т. е. в пространстве высотой
до 2 м над уровнем пола, путем устранения воздействия таких
вредных производственных факторов, как пары, пыль, избыточ-
ные теплота и влага.
260
Правильно спроектированное и выполненное освещение в произ-
водственных цехах способствует обеспечению высокой производи-
тельности труда и качества выпускаемой продукции. Сохранность
зрения, сотояние нервной системы работающих и безопасность на
производстве в значительной мере зависят от условий освещения.
Культура производства в значительной степени определяется
правильной организацией работ по обеспечению чистоты помеще-
ний. При проведении этих работ следует облегчать труд рабочих
по уборке путем механизации этих работ.
По характеру и способам проведения уборочные работы можно
разделить на уборку помещений (конторских, цеховых произ-
водственных, бытовых, складских и т. п.) и уборку на высоте
(мытье окон, остекление фонарей, уборка межфонарного про-
странства, карнизов, стен, осветительной арматуры и т. п.).
Каждая разновидность уборочных работ требует своих способов
механизации и организации их выполнения.
Все уборочные работы должны проводиться по графику, ко-
торый составляют в соответствии с руководящими материалами.
Уборочные работы на высоте требуют специальной подготовки
рабочих и применения соответствующих механизмов и устройств.
Увеличение производительности и, как следствие, рост мощ-
ности и быстроходности производственного оборудования при
одновременном снижении его материалоемкости сопровождается
усилением вибраций. Воздейстие вибраций не только ухудшает
самочувствие работающих и снижает производительность труда,
но часто приводит к тяжелому профессиональному заболеванию—
виброболезни. Поэтому при проектировании механосборочного про-
изводства вопросам борьбы с вибрацией должно уделяться большое
внимание. Введение дистанционного управления цехами и участ-
ками позволит полностью решить проблему защиты от вибраций.
Шум на производстве причиняет большой ущерб, вредно воз-
действуя на организм человека и снижая производительность
труда. Утомление рабочих к операторов вследствие сильного шума
увеличивает число ошибок при работе, способствует повышению
травмирования. При проектировании цехов выполняют расчет
ожидаемого уровня шума на рабочих местах и предусматривают
необходимые противошумные мероприятия: изменения в конструк-
ции шумообразующего источника; заключение его в изолирующие
кожухи; использование глушителей шума при выпуске сжатого
воздуха из пневмосистемы; размещение наиболее мощных источ-
ников шума в звукоизолирующих помещениях; использование зву-
копоглощающей облицовки потолков и стен, штучных звукопогло-
тителей и звукопоглощающих экранов, виброизолирующих фунда-
ментов или амортизаторов под оборудование. Если невозможно
снизить уровнь шума до допустимых пределов путем проведения
перечисленных мероприятий, следует применять индивидуальные
средства защиты работающих —заглушки (тампоны из ультратон-
кого стекловолокна) и наушники. В ряде случаев при проектирова-
261
нии производственных процессов необходимо обращать внимание
на средства защиты не только от шума, но и от инфра- и ультразвука.
Производственная эстетика, оказывая психологическое воз-
действие на человека, также влияет на производительность труда,
поэтому проведению различных мероприятий по улучшению
эстетического оформления помещений следует также уделять
большое внимание.
Подсистема обслуживания работающих предназначена для
создания нормальных условий для работы путем организации бы-
тового и медицинского обслуживания, а также служб обществен-
ного питания.
По видам обслуживания и размещения объектов бытовое
обслуживание можно разбить на три группы:
местное, в повседневное рабочее время, в радиусе 50—90 м —
курительные, санитарные узлы, питьевые устройства;
цеховое и межцеховое, повседневное и периодическое, в радиу-
се 200—400 м — комплекс гардеробов, умывальников и душевых
помещений;
общезаводское, повседневное и периодическое, в радиусе
500—800 м — прачечные, ремонтные и другие объекты.
В механосборочных цехах создают фельдшерский пункт при
числе работающих 300—800, а в цехах с повышенной опасностью
в отношении травматизма и профессиональных заболеваний —
при меньшем числе работающих. По видам обслуживания и разме-
щения объекты медицинского обслуживания имеют деление, так
же как бытовое обслуживание. К местному медицинскому обслу-
живанию относят санитарные посты, площадь которых принимают
из расчета 0,01м2 на одного человека в смену с максимальным коли-
чеством персонала и комнаты личной гигиены женщин, на кото-
рые предусматривают площади из расчета 0,1 м2 на одну рабо-
тающую женщину в смене с максимальным количеством персо-
нала. Цеховое медицинское обслуживание осуществляют здрав-
пункты. Их площадь рассчитывают по норме 0,06—0,08 м2 на
одного работающего в смене с максимальным количеством пер-
сонала. Обычно основная площадь здравпунктов состоит из не-
скольких комнат общей площадью 48 м2. Дополнительно выделяют
площадь для санитарного узла.
К службам местного общественного питания относят торговые
автоматы, киоски и лотки. Службы цехового общественного пита-
ния включают буфеты, столовые-раздаточные, столовые-доготовоч-
ные (обеды из полуфабрикатов).
11.2. Основные принципы размещения
помещений и средств для охраны труда
Безопасность при эксплуатации автоматизированных
комплексов достигается путем их рациональной планировки,
соблюдения техники безопасности и безаварийной работы обо-
262
рудования, а также использования специальных устройств, обе-
спечивающих безопасность обслуживающего персонала. Плани-
ровка оборудования на участках должна обеспечивать свободный,
удобный и безопасный доступ обслуживающего персонала к обо-
рудованию, к органам управления и аварийного отключения обо-
рудования и механизмов, входящих в состав участка. Желательно,
чтобы органы управления и аварийных блокировок были размеще-
ны на общем пульте управления и дублированы вдоль фронта обо-
рудования по трассе возможных перемещений обслуживающего
персонала.
При планировке автоматизированных участков необходимо
обеспечить нормальные условия освещения и обзора для опера-
тора.
С точки зрения обеспечения безопасности обслуживающего
персонала планировки, характеризующие расположение рабочих
зон транспортных устройств и операторов, можно разделить на
три типа (рис. 11.3).
Комплексы, исключающие возможность появления оператора
в пределах рабочей зоны промышленного робота при его работе,
показаны на рис. 11.3, а. Обычно это комплексы с круговым ог-
раждением, при раскрытии створки которого посылается сигнал
на останов транспортного устройства. К числу таких комплексов
относят те, в которых транспортное устройство встроено в ос-
новное технологическое оборудование. Требуемые переналадки и
коррекция работы транспортного устройства должны осуществ-
ляться на пульте оператора вне рабочей зоны транспортного уст-
ройства.
Комплексы с совмещением рабочих зон оператора и транспорт-
ного устройства показаны на рис. 11.3, б. В таких комплексах
требуется применять специальные меры безопасности обслужива-
ющего персонала. Это комплексы с автономным транспортным
устройством, осуществлющим единичное или групповое обслужи-
263
Рис. 11.4. Примеры планировки гардеробов в бытовых помещениях, размещае-
мых в пристройке к производственному корпусу:
а — с одним входом; б с двумя входами; в — план расположения шкафов
вание оборудования. Появление человека в рабочей зоне транс-
портного устройства должно вызывать автоматическую блоки-
ровку его работы.
Комплексы с разделением рабочих зон оператора и транспорт-
ного устройства, когда транспортное устройство работает с тыла,
а оператор перемещается вдоль фронта оборудования, показаны
на рис. 11.3, в. В этом случае появление человека в рабочей зоне
транспортного устройства также должно вызывать автоматиче-
скую блокировку работы транспортного устройства.
Снятие сигнала выполняет оператор, осуществляющий наладку
и обслуживание автоматического участка. Пульт управления
автоматическим участком должен размещаться вне рабочей зоны
транспортных средств — в месте, обеспечивающем хорошее и удоб-
ное наблюдение за работой автоматического участка. Если ав-
томатические участки оснащены несколькими пультами управле-
264
ния, необходимо предусмотреть соответствующие блокировки,
предотвращающие параллельное управление от различных пуль-
тов. Кнопки аварийных блокировок автоматического участка дол-
жны быть расположены в пределах рабочей зоны оператора на
расстоянии не более 4 м одна от другой.
При планировке автоматизированных участков необходимо
исключить пересечение трасс следования оператора и транспорт-
ных средств.
Применение автоматических средств обнаружения пожаров
является одним из основных условий обеспечения пожарной безо-
пасности, так как позволяет оповестить дежурный персонал о по-
жаре и месте его возникновения. С этой целью в помещениях рас-
полагают дымовые извещатели из расчета один извещатель на
60—70 м2. Эвакуационные выходы из помещений следует распола-
гать рассредоточенно. Ширина путей эвакуации должна быть
не менее 1 м, а ширина дверей на путях эвакуации — не менее
0,8 м, причем двери должны открываться наружу.
Для обеспечения чистоты воздушной среды шлифовальные,
полировальные и заточные станки необходимо оборудовать защит-
но-обеспыливающими кожухами и местными вытяжными вентиля-
ционными устройствами.
Бытовые помещения чаще всего располагают в двухэтажной
(или с большим числом этажей) пристройке к производственному
корпусу, в нижней части которой размещают вспомогательные
отделения цеха и санитарные узлы; во втором и более высоких
этажах размещают гардеробы и душевые, конторские помещения
и помещения психологической разгрузки персонала. Некоторые
варианты планировочных решений бытовых помещений показаны
на рис. 11.4.
Максимальный комфорт и наилучшие архитектурно-планиро-
вочные решения для производственных корпусов с числом рабо-
тающих до 1,5—2 тыс. достигаются при размещении комплекса
бытового обслуживания в отдельно стоящем здании, связанном
переходами с производственными помещениями.
Курительные комнаты располагают на расстоянии не более
100 м от наиболее удаленного рабочего места. Эти комнаты дол-
жны быть оборудованы скамейками и урнами в соответствии
с принятыми проектом интерьера для бытовых помещений.
Стены, двери и оборудование санитарных узлов должны быть
облицованы такими материалами, которые при смывании с них
грязи не меняют цвет и с которых стекает вся влага. Обязательна
установка поливочных кранов с горячей и холодной водой для
мытья полов, стен и оборудования. Питьевые устройства (ко-
лонки) размещают непосредственно на производственных площа-
дях в местах, наиболее удобных для пользования ими. Они могут
быть как одноместными, так и многоместными.
В типовых проектах бытовых пристроек каждый зал гардероб-
ной разбит на блоки-ячейки, снабженные необходимыми санитар-
265
но-техническими устройствами (умывальники, душевые). Группы
шкафов отделены от проходов раздвижными дверями, благодаря
чему можно использовать гардероб для обслуживания разного
числа мужчин и женщин. Два изолированных светлых прохода
делят потоки идущих на работу и с работы. Ширина между шка-
фами 2 м, что дает возможность устроить скамьи для переодева-
ния всех пользующихся гардеробом. В блоках размещены двой-
ные шкафы для хранения уличной и домашней одежды и одинар-
ные шкафы для хранения рабочей одежды. Габаритные размеры
двойных шкафов 350 X 500 X 1800 мм; одинарных — 250 X 500 X
X 1800 мм. В пристройках устанавливают душевые кабины закры-
того типа с местами для переодевания. Число кранов для умы-
вания — один на десять человек, независимо от специальности
работающих и выполняемых ими операций технологического
процесса. При гардеробных предусмотрены устройства для уборки
с использованием холодной и горячей воды всех помещений гар-
дероба. В гардеробных рекомендуется также устанавливать при-
способления для чистки обуви, сушки волос, зеркала.
Для автоматов, киосков и лотков радиус обслуживания при-
нимают равным 50—90 м; их устанавливают обычно в непосред-
ственной близости от производственных участков или в отдельных
случаях (при допустимости этого по гигиеническим требованиям)
на самих производственных участках. Необходимые площади под
автоматы 0,2 м2; под киоски — 3—4 м2. Буфеты, а также разда-
точные и доготовочные столовые обслуживают работающих в ра-
диусе 200—400 м, и их организуют при больших производствен-
ных корпусах в бытовых помещениях. Буфеты требуют площадь
0,05 м2, а доготовочные столовые — 0,6 м2 для обслуживания од-
ного питающегося человека.
Контрольные вопросы
1. Назовите структуру системы охраны труда.
2. Какие вы знаете средства для обеспечения безопасной работы обслужи-
вающего персонала?
3. Какие задачи решает подсистема обеспечения санитарных условий труда?
4. Какие службы входят в состав подсистемы обслуживания работающих?
5. Перечислите основные принципы размещения помещений и средств для
охраны труда.
СИСТЕМА УПРАВЛЕНИЯ
И ПОДГОТОВКИ
ПРОИЗВОДСТВА
12.1. Назначение, принципы и методика
построения системы управления
производством
Основная задача системы управления и подготовки
производства заключается в непрерывном контроле состояния
производственного процесса и воздействии на него в случае воз-
никших отклонений от запланированного хода производства, а
также разработке технологической и плановой документации, под-
готовке технологической оснастки, обеспечении необходимыми
материалами, полуфабрикатами и комплектующими изделиями,
проведения организационных мероприятий по подготовке произ-
водственного процесса.
Задачи по управлению производством решаются системой уп-
равления цехом, которая входит в состав системы управления
производством на предприятии, представляющей собой комплекс-
ную информационно-управляющую систему, служащую для ре-
шения задач планирования, учета и диспетчирования.
Задачи по подготовке производства решаются системой тех-
нической подготовки производства, которую подразделяют на
подсистемы технологической и организационно-материальной под-
готовки производства.
При построении системы управления производством следует
ориентироваться на следующие основные направления: по воз-
можности автоматизировать решение всех задач с помощью ЭВМ;
создавать управляющий диспетчГерский центр на случай аварий-
ного управления производством; система автоматизированного
управления производством, как правило, должна включать в себя
две центральные параллельно работающие ЭВМ (одна рабочая и
одна резервная), которые через интерфейсы и ряд терминальных
устройств обеспечивают управление всем производственным про-
цессом цеха; система управления производством должна быть
построена по иерархическому принципу; решение всех задач с по-
мощью ЭВМ должно быть математически обеспечено (алгоритми-
ческое обеспечение, которое включает описание алгоритмов реа-
лизации отдельных функций и программное обеспечение, которое
является реализацией алгоритмов функционирования); по воз-
можности встраивать программируемые контроллеры и микроЭВМ
в производственное оборудование.
267
Под иерархичностью структуры системы управления пони-
мают многоступенчатый пирамидальный принцип ее построения
с подчинением низших ступеней высшим. Функции контроля и
управления при этом распределяются на несколько уровней с прио-
ритетами управляющих сигналов старших уровней. Иерархиче-
ское строение системы является главным условием согласования
локальных элементов системы с ее глобальными целями и обеспе-
чивает ее повышенную устойчивость к внешним возмущениям, а
также позволяет локализовать конфликты, возникающие внутри
системы.
При проектировании системы управления производством сле-
дует ориентироваться на следующие три принципа ее построения:
каждая управляющая подсистема контролирует и осуществляет
управление объектами в пределах своей зоны;
каждая управляющая подсистема рассматривает подчиненную
ей систему низшего уровня как самостоятельную, не вмешиваясь
в ее работу;
каждая управляющая подсистема концентрирует информацию
о результатах своей работы и передает ее в систему более высокого
уровня.
Многоуровневую систему автоматизированного управления
производством, включающую частично задачи автоматизации ад-
министративного управления, называют гибкой интегрированной
системой. В случае необходимости может быть обеспечена авто-
номная работа систем низшего уровня.
При разработке рабочего проекта системы автоматизированного
управления на первом этапе разрабатывается структура системы
с разграничением функций, выполняемых на каждом уровне уп-
равления. Разработка функциональной структуры завершается
составлением схемы информационных потоков, которая отражает
состав и маршруты движения информации между структурными
подразделениями и функциональными подсистемами, а также
между обслуживающим персоналом и техническими средствами
системы автоматизированного управления производственным про-
цессом.
Таким образом, схема информационных потоков отображает
информационную связь, осуществляемую в процессе управления
отдельными материальными объектами производства. Эта связь
характеризуется типом передаваемой в сообщении информации
(числовая, текстовая или графическая). Числовая информацион-
ная связь характеризует значения, полученные в результате
подсчета натуральных единиц, измерения или вычисления на
основе исходных данных. Текстовая информационная связь, вы-
ражающая, как правило, качество процесса, характеризует об-
стоятельства, при которых протекал описываемый процесс и были
получены значения его параметров. Графическая информационная
связь содержит планы, схемы и чертежи. По характеру взаимодей-
ствия связи бывают прямыми, обратными и нейтральными.
268
Кроме информационных потоков, в механосборочном производ-
стве имеются материальные и энергетические потоки, которые об-
разуют соответственно транспортные и энергетические связи.
Для составления модели производственной системы помимо
указанных выше связей необходимо знать временные связи, опре-
деляющие момент поступления информации, материала и энергии
на каждый материальный объект производственной системы.
Временные связи также задают порядок поступления информации,
материалов и энергии на оборудование производственной системы,
который может быть последовательным, параллельным или со
сдвигом по времени. Так как оборудование производственной
системы находится в определенном пространстве (помещении),
необходимо знать также размерные связи между оборудованием,
которые находят свое отражение на планировке оборудования
в цехе.
Для выявления связей определяют задачи, решаемые на каж-
дой единице оборудования, а также необходимые входы и выходы
и правила их построения.
12.2. Информационно-автоматизированные
подсистемы диагностирования
и управления технологическим
оборудованием, транспортной
и складской системами
В качестве исходных данных для разработки ин-
формационно-автоматизированной подсистемы диагностики и уп-
равления технологическим оборудованием необходимо в техни-
ческом задании указать: функции подсистемы, связанные с управ-,
лением оборудованием; необходимые режимы работы оборудова-
ния; способы вывода оборудования из сбойных ситуаций; взаимо-
действие оборудования с системами транспортирования, склади-
рования, инструментообеспечения и др.
При разработке подсистемы управления технологическим обо-
рудованием особое внимание уделяют организации обеспечения
оборудования кадрами управляющих программ (УП), их редакти-
рованию и хранению. Поэтому в техническом задании необходимо
иметь следующие данные: число УП, необходимых для изготовле-
ния заданной номенклатуры изделий, время их отработки на
оборудовании, допустимое время задержки при передаче кадров
на устройства ЧПУ оборудования и среднюю потребность в кад-
рах УП в единицу времени.
Для организации подсистемы, обеспечивающей хранение, ре-
дактирование и передачу на устройства ЧПУ коррекций на ис-
ходное положение спутников и инструмента, необходимо
указать примерный объем информации по коррекциям, способы
269
отработки коррекций на устройствах ЧПУ и разрядность коррек-
ций.
Составным элементом автоматизированной подсистемы управ-
ления технологическим оборудованием являются средства диаг-
ностирования состояния оборудования. Техническое диагности-
рование подразделяют на функциональное и статистическое. При
функциональном диагностировании осуществляют измерение от-
дельных параметров, характеризующих текущее состояние обору-
дования, и сигнализацию о его состоянии. При статистическом
диагностировании производят регистрацию изменения состояния
технологического оборудования и расчет эксплуатационных пока-
зателей его работы.
Техническое диагностирование состояния технологического
оборудования служит для следующих целей:
1) автоматического контроля за подготовкой технологического
оборудования к работе и выдачи разрешения на пуск;
2) оперативного поиска места и причины отказа или сбоя
по циклу, учета числа и времени простоев, выдачи сигнала о на-
рушении цикла и смены инструмента;
3) определения причин неисправности узлов, оперативного
профилактического контроля состояния узлов и выдачи сигналов
на проведение ремонтного обслуживания;
4) выявления медленно изменяющихся процессов и определе-
ния ресурса работоспособности технологического оборудования;
5) предотвращения брака, контроля геометрической точности
оборудования и прогнозирования ее на последующий период.
Для решения первой задачи на технологическом оборудовании
располагают датчики, контролирующие наличие заданного спут-
ника с заготовкой или заготовки, их положение и силу закрепле-
ния; наличие требуемого режущего инструмента в шпинделе стан-
ка, силу его закрепления и положение по отношению к базам,
несущим обрабатываемую заготовку; наличие давления в гидро-
системе, СОЖ и воздуха в магистралях; подачу смазочного ма-
териала к узлам оборудования.
С целью решения второй задачи контролируют следующие
параметры: время выполнения цикла и его элементов; состояние
режущей кромки инструмента; время простоя по организационным
причинам (отсутствие заготовок, инструментов, управляющих
программ, оператора и т. п.).
Третья задача решается путем контроля: момента в приводах
подач, давления в гидросистеме, температуры нагрева двигателей,
силы зажима в приспособлении, погрешности системы слежения
по координатам, частоты вращения вала двигателей приводов,
амплитуды и формы сигналов в блохах управления, сопротивле-
ния изоляции, расхода, давления и уровня масла в системе сма-
зывания.
Для решения четвертой задачи контролируют зоны нечувст-
вительности приводов, точность позиционирования, быстродейст-
270
вие, точность установки инструментов, жесткость стыков узлов и
их относительное расположение.
Последнюю задачу решают путем измерения относительного
положения и параметра шероховатости обрабатываемых поверх-
ностей, отклонения их размеров и формы.
На основании диагностической информации производят оценку
состояния технологического оборудования и управление им.
С целью повышения надежности работы оборудования в авто-
матизированном производстве используют контрольно-блокиро-
вочные устройства. При обработке полуфабрикатов, в которых
имеются глухие отверстия, обрабатываемые в дальнейшем зен-
керами, развертками или метчиками, необходимо контролиро-
вать их наличие и длину. В этом случае возможно несколько видов
брака: в одном из отверстий осталось сломанное сверло; отверстие
просверлено на неполную длину; отверстие не просверлено. Если
брак не будет обнаружен, то может произойти поломка режущего
инструмента. Для этого производят контроль глухих отверстий
специальными устройствами.
В настоящее время на технологическом оборудовании стали
широко использовать системы ЧПУ, микропроцессорную технику,
системы активного контроля и адаптивные системы. Системы ЧПУ
и микропроцессорная техника придают гибкость оборудованию
при переходе с изготовления изделий одного типоразмера на из-
готовление изделий другого типоразмера. Использование систем
адаптивного управления позволяет снизить себестоимость из-
готовления изделий, оптимизируя формообразование, повы-
сить качество получаемых изделий, повысить надежность тех-
нологического оборудования и в ряде случаев обойтись без
рабочих.
Разработаны следующие системы адаптивного управления:
упругими перемещениями технологической системы путем управ-
ления размерами в процессе статической и динамической настрой-
ки поочередно и обеими одновременно; точностью установки за-
готовок на станках; размерной настройкой и поднастройкой;
стойкостью режущего инструмента; параметром шероховатости
обрабатываемой поверхности; параметрами качества поверхност-
ного слоя обрабатываемой заготовки; отдельными характеристи-
ками технологической сисземы, например, мощностью привода
главного движения или подачи, вибрациями и т. пд одновременно
различными факторами путем создания многомерных систем
адаптивного управления (САУ); с элементами самообучения, путем
использования многомерных САУ, управляемых от микрокомпь-
ютеров [I].
Значения управляемых параметров и структура многомерной
САУ могут быть определены с помощью ЭВМ, которая через пери-
ферийные устройства воздействует на задатчики.
Система автоматического диагностирования транспортной и
складской систем предназначена обеспечивать бесперебойное
271
функционирование оборудования грузопереработки и его эксплу-
атационную надежность путем оперативного обнаружения кри-
тических и аварийных ситуаций. Эти задачи решаются путем
сбора информации о состоянии наиболее ответственных узлов
транспортной и складской систем, а также элементов системы
управления, обработки этой информации по заданному алгоритму,
принятия решения о возможности дальнейшего функционирова-
ния составляющих элементов систем и вывода информации о
неисправностях на пульт управления и индикации.
В качестве исходных данных для разработки подсистемы
диагностирования и управления транспортной системой в непо-
точном производстве необходимо в техническом задании устано-
вить критерии, определяющие маршрут детали с учетом сложив-
шейся в производственной системе ситуации.
Параметры информационных и моделирующих массивов необ-
ходимо определять с учетом перспективы развития комплекса,
максимальных значений исходных параметров, используемых для
управления транспортной системой. Так, например, необходимо
установить: максимальное число наименований изделий, которые
предлагается изготавливать на участке; наибольшее сменное за-
дание; максимальное количество номеров спутников или произ-
водственной тары; потребность и число дублеров спутников или
производственной тары и т. д. Система транспортирования имеет
непосредственную связь с системой, управляющей технологиче-
ским оборудованием, и складской системой. Поэтому в тех-
ническом задании оговаривают зоны действия этих систем
и перечисляют информацию, которую передают из одной системы
в другую.
Для разработки подсистемы диагностирования и управления
складской системой исходные данные должны включать номенк-
латуру изготовляемых изделий, полуфабрикатов и заготовок, по-
следовательность и периодичность их запуска, их габаритные
размеры, массу, характеристики подвижных агрегатов (испол-
нительных устройств): число агрегатов (штабелеров, автоопе-
раторов, кассет, поддонов, спутников); число рабочих элемен-
тов в каждом агрегате (число захватных устройств у авто-
операторов, число элементов в УСО и т. д.); число ячеек
в стеллажах.
На основании исходных данных создают модели подсистем:
определяют информационную структуру подсистемы; устанав-
ливают длину массивов; распределяют функции и зоны дей-
ствия при наличии нескольких одинаковых исполнительных
устройств.
Рассматриваемые подсистемы обычно функционируют в режи-
мах диагностирования состояния транспортного и складского
оборудования, управления ими, тестового диагностирования
и диагностирования текущего состояния комплекса оборудо-
вания.
272
В первом режиме определяется готовность всего комплекса
оборудования к началу работы. Сюда входит контроль цепей
электропитания и управления, исходного состояния отдельных
узлов системы транспортирования и складирования, правиль-
ности исходных сигналов от датчиков положения и адресации.
Задачами тестового диагностирования (второй режим) явля-
ются проверка работоспособности основных составляющих транс-
портной и складской системы при воздействии тестовых программ,
а также профилактический контроль с целью выявления неисправ-
ных узлов системы, параметры которых близки к предельным зна-
чениям. Программа включает контроль за прохождением команд
на элементы транспортной и складской систем, изменение уров-
ней ответных сигналов, а также проверку последовательности
и времени их получения. В результате отработки тестовой про-
граммы на пульте управления должны высвечиваться номера
узлов системы, режимы которых не соответствуют задаваемым
значениям параметров по критериям текущей и прогнозируемой
работоспособности. Диагностирование текущего состояния обору-
дования транспортной и складской систем заключается в контроле
правильности выполнения управляющих программ в наиболее ин-
формативных узловых точках. В память диагностического устрой-
ства вводится программа, содержащая информацию о заданных со-
стояниях оборудования системы и элементах системы управления,
соответствующих каждому шагу управления. В момент перехода
к следующему шагу происходит оценка контролируемых парамет-
ров и одновременное измерение времени отработки данного шага.
Если сигнал перехода к следующему шагу поступил вовремя,
анализируется состояние элементов системы и принимается реше-
ние о ее работоспособности.
При разработке подсистем управления транспортными и
складскими операциями решаются следующие вопросы: анализ
ситуации, сложившейся на автоматизированном комплексе к те-
кущему моменту времени; определение приоритетности обслужи-
вания устройств и номера объекта транспортирования; органи-
зация заявок на доставку к месту назначения для подвижных
устройств; подготовка управляющей информации для исполни-
тельных устройств и устройств отображения; организация за-
щиты системы и выход из сбойных ситуаций (запись модели, диаг-
ностирование сбоев, наладочные режимы); организация режимов
«Запуск» и «Плановый останов»; поиск выбранного объекта в на-
копителях и ячейках на складе.
Для управления транспортной и складской системами разра-
батывают управляющие модели, представляющие собой совокуп-
ность данных о состоянии всех устройств, входящих в состав
участка или цеха, в каждый конкретный момент времени. На ос-
новании этих данных подсистема принимает решение об управле-
нии объектами. Чаще всего это имитационные модели, отражаю-
щие конкретную систему и условия изготовления на ней.
273
12.3. Информационно-измерительные
подсистемы диагностирования
и управления системой
инструментообеспечения, контроля
качества изделий, ремонтного
и технического обслуживания
и охраны труда
В качестве исходных данных для разработки под-
системы диагностирования и управления системой инструменто-
обеспечения в техническом задании следует указать: функции
подсистемы, номенклатуру применяемого инструмента, норматив-
ные данные по стойкости режущих инструментов, возможные
маршруты перемещения инструментов, критерии разрешения
конфликтных ситуаций в подсистеме, параметры подсистемы,
определяющие размеры информационных и моделирующих мас-
сивов, условия связи с другими подсистемами. Кроме того, в тех-
ническом задании необходимо четко разграничить функции под-
систем и оговорить параметры связи между подсистемами. Тех-
ническое задание служит основой для разработки алгоритмов и
программ подсистемы управления инструментообеспечением.
Функционирование системы обслуживания инструментом про-
изводственных участков обеспечивается АСУТП и нижним ран-
гом — подсистемой диагностирования и управления системой
инструментообеспечения. Согласование взаимодействия всех эле-
ментов и частей системы инструментообеспечения обеспечивается
подсистемой оперативно-производственного планирования.
Для построения модели процесса инструментообеспечения
производственных участков необходимо в первую очередь решить
вопрос, как оценивать режущую способность инструмента. Су-
ществуют три способа оценки режущей способности инструмента:
в процессе формообразования измеряют энергетические пара-
метры; период стойкости задается заранее и на основании сбора
статистических данных выполняется счет фактического времени
работы инструмента; непосредственно измеряется износ.
Оценивать режущую способность инструмента в процессе
формообразования можно путем использования датчиков, контро-
лирующих силу тока в приводе главного движения, потребляе-
мую мощность резания, термоЭДС, спектр звука в зоне резания,
и комбинированными способами.
Для задания оптимальной стойкости режущего инструмента
при принудительной его замене производят сбор и обработку про-
изводственной информации о законах распределения стойкости
режущих инструментов с учетом экономических критериев.
Измерять износ режущего инструмента можно непосредствен-
но на рабочем месте или в специальных контрольно-проверочных
пунктах. При измерении износа на технологическом оборудовании
274
используют индуктивные лазерные или инфракрасные датчики.
Информация с этих датчиков может сразу же поступать в систему
ЧПУ станка для коррекции управляющих программ с целью
обеспечения точности обработки и в систему управления инстру-
ментообеспечения.
При разработке программного обеспечения системы инстру-
ментообеспечения (СИО) необходимо предусмотреть четыре ре-
жима ее работы: запуск, рабочий и наладочный режимы, плановый
останов. Состояние подсистемы управления СИО в каждый момент
времени должно отражаться (высвечиваться) на экране дисплея,
установленного у оператора, управляющего производственным
процессом.
При построении управляющей модели СИО необходимо преду-
смотреть основную последовательность ее работы. В начале ра-
бочей смены при запуске проводится опрос готовности к работе
всех устройств, входящих в СИО, а затем система управления
СИО переходит в рабочий режим. Предварительно система про-
граммного обеспечения анализирует технологические массивы
информации о деталях, подлежащих изготовлению, и определяет,
какой инструмент и в каком количестве необходим для их обра-
ботки. Затем «просматривается» наличие этого инструмента в ма-
газинах комплекса и выдается заявка на доставку недостающего
инструмента. В связи с тем, что в центральном или пристаночном
инструментальном магазине может не быть свободного места для
установки недостающих инструментов, система программного
обеспечения определяет инструменты, которые не понадобятся
для обработки полуфабриката в планируемую смену, и инстру-
мент, выработавший свой лимит стойкости. Эти инструменты за-
меняют. Рабочий режим СИО строится в прямой зависимости от
работы транспортной системы. В конце рабочей смены система
программного управления работает в режиме планового оста-
това. В этом режиме система продолжает обслуживать станки
инструментом до тех пор, пока не произойдет их плановый останов.
При прекращении работы станков СИО перестает подавать и за-
бирать из них инструмент и готовится к останову: все устройства
переводятся в исходное положение. Вся информация, необходимая
для возобновления работы с этого места в следующий раз, запи-
сывается в памяти ЭВМ.
Задачи метрологических служб поточного и непоточного
производства весьма похожи; факторы, приводящие к браку
детали, делят на две группы.
К первой группе относится изнашивание базовых элементов
приспособлений и элементов оборудования, которое влияет на
точность геометрической формы и взаимного расположения обра-
ботанных поверхностей. Это изнашивание протекает сравнительно
медленно, и поэтому нет необходимости осуществлять его контроль
чаще, чем один раз в неделю, что делает в большинстве случаев
нецелесообразным автоматизацию контроля данного вида.
275
Ко второй группе относится размерное изнашивание инстру-
ментов, а также случайные факторы (погрешности установки за-
готовок, колебание твердости, глубины резания, жесткости си-
стемы станок — приспособление—инструмент—заготовка и т. п.).
Эти факторы быстроизменяющиеся и заставляют использовать
различные методы и средства автоматического контроля.
В зависимости от условий и возможностей конкретного про-
изводства при разработке подсистемы диагностирования и управ-
лений системой контроля качества изделий создают три управля-
ющие программы.
1. Программа активного контроля в рабочей зоне технологи-
ческого оборудования использует автоматическое управление
операций за счет адаптивной подналадки или управления режи-
мами технологического процесса.
2. Программа статистического контроля качества изделий
обеспечивает управление уровнем настройки технологического
оборудования по результатам контроля отдельных параметров
качества в партии или выборки из партии изделий. На основании
обработки данных выдается одна из управляющих программ:
норма, брак, подналадка «+», подналадка «—», потеря точности.
Объем выборки и периодичность получения измерительной ин-
формации рассчитываются в ЭВМ по каждому оборудованию в за-
висимости от характеристик точности технологического процесса
изготовления изделия.
3. Программа приемочного контроля имеет два варианта:
сплошной и выборочный контроль. В первом варианте программой
предусматривается автоматическая проверка основных пара-
метров качества с выдачей сертификата о годности продукции,
во втором — сбор информации со всех контрольных операций
о качестве изготовленных изделий в партии и определение ча-
стоты контроля (размера выборки). При контроле следующей пар-
тии объем выборки корректируется по результатам контроля пре-
дыдущей партии. В результате устанавливается один из трех ре-
жимов контроля: усиленный, нормативный, ослабленный.
Работа КПП может быть организована следующим образом:
поверка средств измерения непосредственно на КПП;
поверка на рабочем месте путем доставки образцового средства
к рабочему, т. е. создание передвижного поверочного пункта;
поверка с помощью встроенных средств, позволяющая про-
граммно управлять межповерочным интервалом и вводить авто-
матическую коррекцию по результатам поверки;
дистанционная поверка по каналам связи, т. е. использование
способа доставки эталонного сигнала к рабочему месту средства
измерения.
При разработке управляющей модели подсистемы управления
контролем качества изделий необходимо предусмотреть увязку
ее с работой технологического оборудования и транспортной си-
стемы.
276
На основании информации, полученной от средств диагности-
рования состояния всего основного и вспомогательного оборудо-
вания механосборочного производства, которая поступает на ЭВМ
и терминал, осуществляется выбор заменяемых элементов или
блоков и дается информация о их месторасположении на специ-
альном складе. С помощью специальных табуляграмм определяют
вид ремонта. Оценка состояния оборудования чаще всего решается
на основе анализа переходных процессов, автоколебаний и шумов,
сопровождающих работу отдельных блоков и узлов. Динамический
контроль выполнения управляющей программы отдельными эле-
ментами производственной системы осуществляется путем изме-
рения времени движения и определения положения или состояния
их после реализации каждого шага программы. После этого произ-
водится сравнение зафиксированных параметров с заданными зна-
чениями и принимается решение о степени работоспособности эле-
ментов производственной системы.
Благодаря автоматическому поиску неисправностей по опросу
датчиков ЭВМ путем анализа последствий отказа и по характеру
простоев определяет и вызвавшую их причину, а также приори-
тетность ремонтного обслуживания той или иной единицы обору-
дования. После устранения неисправностей должен быть произве-
ден тестовый контроль состояния оборудования.
Все изложенные функции должны быть заложены в управляю-
щую модель подсистемы диагностирования и управления системой
ремонтного обслуживания механосборочного производства.
Подсистема диагностирования и управления техническим об-
служиванием механосборочного производства должна постоянно
контролировать работу подсистемы удаления и переработки струж-
ки, приготовления и раздачи охлаждающих жидкостей, подачи
электроэнергии и сжатого воздуха. Информация о работе указан-
ных подсистем должна поступать в ЭВМ и на терминал, затем она
перерабатывается по определенному алгоритму и определяется
состоянием подсистем.
Работа подсистемы диагностирования и управления системой
охраны труда в основном сводится к тестовой проверке датчиков,
контролирующих безопасную работу обслуживающего персонала,
и различных блокировочных устройств.
12.4. Подсистема технологической
подготовки производства
Автоматизация непоточного производства вынуждает
по-новому подходить к проектированию технологических про-
цессов. При использовании оборудования с программируемыми
контроллерами требуется детальная проработка всех логических
и расчетных элементов технологической подготовки производства.
Основная цель технологической подготовки непоточного про-
изводства — обеспечение его мобильности при изменении про-
277
граммы выпуска изделий, высокой эффективности производствен-
ного процесса изготовления изделий в заданные сроки и требуемого
качества.
Задачи технологической подготовки производства разбивают
по функциям: обеспечение технологичности конструкции изделия,
проектирование технологических процессов, проектирование и
изготовление технологической оснастки, подготовка заготовок и
разработка управляющих программ для оборудования.
Задачи технологической подготовки непоточного производства
значительно упрощаются благодаря преемственности конструк-
тивно-технологических решений, стандартизации, классификации
изделий по конструктивно-технологическим признакам, что при-
водит к значительному сокращению сроков технологической под-
готовки производства, созданию условий для технологической
специализации. Методы организации технологической подготовки
производства, основанные на принципах унификации, нашли от-
ражение в ЕСТПП. Решить задачи технологической подготовки
непоточного автоматизированного производства, в котором при-
меняется оборудование с программированными контроллерами,
невозможно без использования ЭВМ.
Автоматизация технологической подготовки производства
приводит к появлению новых функций либо к приобретению ранее
существовавшими функциями самостоятельного значения. К ним
относится организации информационного обслуживания произ-
водственного процесса и программных систем АСТПП, автомати-
зация проектирования и настройки программных систем, реализу-
ющих функций технологической подготовки производства.
Система информационного обслуживания служит для обеспече-
ния информацией технолога, оператора и программной системы,
для организации взаимодействия программных систем, участву-
ющих в производственном процессе, и подсистем АСТПП, форми-
рования технической документации и организации интерактив-
ного режима между оператором и программной системой.
Система автоматизированного проектирования и настройки
программных систем технологической подготовки производства
позволяет сократить трудоемкость разработки правил решения
задач технологии и обеспечить адаптивность АСТПП. К методам
проектирования, которые используются при разработке алгорит-
мов, относятся методы теории распознавания образцов, теории
планирования эксперимента, теории вероятностей и математичес-
кой статистики и др. Остальные системы выполняют функции, ана-
логичные функциям традиционной технологической подготовки
производства.
При проектировании технологических процессов возникают
как общие, так и частные задачи. Общая задача — разработка
оптимальных технологических процессов по одному критерию
оптимальности или их совокупности. К частным задачам относятся
прогнозирование надежности технологических процессов, умень-
278
Рис. 12.1. Схема автоматизированного проектирования технологических про-
цессов
шение расхода материала на изготовление одного изделия, синх-
ронность операций по штучному времени, кратность периодов
стойкости режущих инструментов, минимальные транспортные
перемещения в процессе изготовления, максимальный съем про-
дукции с единицы объема.
Весь процесс проектирования укрупненно разбивают на три
этапа: проектирование маршрутной технологии, операционной
технологии и управляющей программы.
Проектирование технологических процессов можно осущест-
влять разными методами. Сложность методов проектирования, пе-
речисленных на рис. 12.1, возрастает слева направо. Метод адре-
сации основан на использовании принципа унификации и может
быть применен при внедрении на производстве групповых и ти-
повых технологических процессов. При реализации этого метода
не прибегают к процедурам синтеза новых структур. Для адресации
изделия к тому или иному технологическому процессу или его
элементу необходимо, чтобы при изготовлении изделия не исполь-
зовались такие ходы, переходы, операции, которые не предусмот-
рены в унифицированном технологическом процессе.
Метод синтеза используют при проектировании единичных,
типовых и групповых технологических процессов. При реализации
этого метода необходимы один или несколько этапов синтеза
структур, например синтез сложного инструментального перехода,
блочного перехода. Если по каким-то причинам не удается реали-
зовать автоматическое формирование и оценку структуры, то
к проектированию привлекается технолог, который работает с вы-
числительной системой в режиме диалога. Для облегчения проек-
тирования технологического процесса можно использовать тех-
нологический процесс-прототип или подмножества нескольких
технологических процессов-прототипов. К совершенной форме
организации проектирования технологических процессов методом
синтеза можно отнести ту, при которой формируется технологиче-
ский процесс, появляются рабочие и вспомогательные ходы с опре-
деленными параметрами режимов резания.
Метод синтеза с прототипом отличается от метода адресации
следующим. Во-первых, выбираемые прототипы не содержат
всего состава элементов технологического процесса (операций,
279
переходов, ходов), которые следует выполнить при изготовлении
изделии, поэтому структуры технологического процесса про-’
тотипя и технолот ического процесса изделия различаются. Во-
вторых, при проектировании технологического процесса на из
делие возникает необходимость синтезировать его структуру,
что осуществляется технологом (самый низкий уровень автомати-
зации) или вычислительной системой (самый высокий уровень
автоматизации) либо технологом и вычислительной системой.
В-третьих, в базе данных должны храниться данные не только
о групповых и типовых технологических процессах, но и о еди-
ничных. При проектировании единичных, типовых и групповых
процессов данный метод позволяет максимально использовать на-
копленный производством опыт технологического проектирова-
ния.
Система проектирования технологического процесса без про-
тотипа используется при отсутствии прототипа при технологиче-
ском проектировании, что усложняет этот процесс, поскольку
приводит к необходимости проектировать последовательность
технологического процесса, технологический маршрут, технологи-
ческую операцию, опираясь на общие закономерности проекти-
рования технологии и элементы технологической операции, такие,
как ход или переход. Кроме этого, необходимы рациональные кри-
терии оценки решений, чтобы из многообразия допустимых тех-
нологических процессов или его элементов выбирать эффективные.
Сформулировать закономерности сквозного проектирования и
критерии оценки технологических процессов в настоящее время
затруднительно. В связи с этим на различных стадиях проекти-
рования технологических процессов необходимо вмешательство
технолога в процесс принятия решения. По мере развития науч-
ных основ технологии и теории принятия решений степень авто-
матизации проектирования технологических процессов будет
повышаться [11].
Параллельно с проектированием технологического процесса
изготовления изделий разрабатывается технологическая оснастка.
В непоточном производстве стремятся использовать унифициро-
ванную оснастку. Основой для унификации оснастки являются
технологические процессы. Такая унифицированная оснастка
должна обеспечить, помимо требуемой точности изготовления из-
делий, возможность закрепления широкой номенклатуры загото-
вок с помощью простейших наладочных элементов, точное ориен-
тирование в координатной системе оборудования, свободный до-
ступ инструмента, а также должна быть такой, чтобы ее можно
было использовать для транспортирования. В качестве технологи-
ческой оснастки в ГПС широкое использование находят УСО,
спутники, поддоны и кассеты. При проектировании технологиче-
ской оснастки пользуются следующей схемой: формулируют
служебное назначение оснастки, выбирают принципиальную схему
конструкции, выбирают элементы конструкции, необходимые для
280
материализаций схемы, и после этого выбранные элементы разме-
щают так, как они будут размещены в готовой конструкции, в за-
ключение производят точностной и силовой расчет оснастки.
На этапе подготовки производства разрабатывают управляю-
щие программы для основного и вспомогательного оборудования
механосборочного производства на основании разработанных тех-
нологических процессов.
12.5. Подсистема
оперативно-производственного
планирования, учета и диспетчирования
производственного процесса
Оперативно-производственное планирование осу-
ществляется g целью обеспечения равномерного выпуска изделий
при непрерывной загрузке оборудования, полного использования
рабочего времени, сокращения длительности производственного
цикла и своевременного удовлетворения нужд потребителей.
Оперативно-производственное планирование охватывает весь
цикл изготовления изделий — от стадии подготовки производства
и материально-технического снабжения до выхода изделий из ме-
ханосборочного цеха.
В зависимости от типа производства и методов его организации
применяют различные варианты систем оперативно-производ-
ственного планирования. Наиболее типичными из них являются
следующие системы [33]:
показная, при которой устанавливаются сквозные цикловые
графики подготовки и выполнения каждого заказа согласованно
с другими заказами. Эта система применяется преимущественно
в условиях единичного и мелкосерийного производства;
серийная по опережениям, которая строится на основе опере-
жения выполнения работ на каждой предыдущей стадии по сравне-
нию с последующей на время, равное длительности соответствую-
щей части производственного цикла. Эта система применяется
преимущественно в условиях серийного производства при наличии
хотя бы относительной устойчивости номенклатуры продукции;
планирование на склад. Эта система базируется на накопле-
нии складского запаса полуфабрикатов, обеспечивающего равно-
мерное питание ими последующих стадий производства и пополне-
ние запасов путем изготовления полуфабрикатов установленными
партиями. Она применяется в условиях серийного производства,
главным образом для организации изготовления унифицирован-
ных полуфабрикатов, используемых при изготовлении различных
видов продукции;
по цикловым комплектам. Это предполагает группирование
полуфабрикатов в зависимости от длительности цикла их произ-
водства, времени подачи на следующие стадии производства и
281
схемы технологического маршрута. Это условие определяет время
начала производства и прохождения через различные этапы произ-
водственного процесса полуфабрикатов каждого вида. Эта система
применяется в условиях средне- и крупносерийного производства
при устойчивой и повторяющейся номенклатуре продукции;
по комплектовочным номерам. Эта система отличается от
предыдущей тем, что при ее применении полуфабрикаты группиру-
ют в зависимости от включения их в изготовляемую продукцию.
При этом определяют календарное время опережения продвиже-
ния комплекта по различным стадиям производства исходя из
продолжительности изготовления полуфабриката, длительность
цикла производства которого является наибольшей. Применение
данной системы наиболее эффективно в условиях крупносерийного
производства продукции ограниченного ассортимента;
по заделам. При этом по каждой стадии производства устанав-
ливается норматив задела по каждому виду полуфабрикатов, и
этот норматив поддерживается постоянным. Эта система применя-
ется в условиях крупносерийного, приближающегося к массовому
производству;
партионно-периодическая. При этом устанавливаются постоян-
ные стандартные расписания изготовления партий полуфабрикатов
применительно к ритму последующих стадий производства. Эта
система применяется в условиях поточного производства;
по ритму выпуска, при котором изготовление всех полуфабри-
катов на всех стадиях производства приурочивается к ритму
выпуска продукции. Эта система эффективна в условиях постоян-
ной организации производства во всех его основных подразделе-
ниях.
В цехах с поточной организацией производства при постоян-
ном закреплении за участками видов производимой продукции
и с твердоустановленным и неизменным ритмом программа на час.
смену, неделю (или декаду) и месяц определяется установленные
на каждом участке ритмом.
В связи с тем, что изделия комплектуются из неодинаковой
числа различных деталей, программа производства для участков
где изготовляются эти детали, должна строиться с учетом коли
чества деталей, включаемых в комплект. Эго может быть достиг
нуто путем установления на разных потоках соответствующей
ритма производства. Если по характеру технологического процес
са такое разнообразие ритмов неосуществимо, на некоторых участ
ках устанавливают несколько поточных линий. Вопрос о ритм
и числе поточных линий решается обычно при проектировани
участков и в ходе оперативно-производственного планировани
принимается как заранее установленный. При составлении мате
матических моделей календарно-производственного планировани
в поточном производстве используют теорию расписаний. Н
основании математических моделей составляют цеховой график
по производственным участкам, в котором указывают сроки, ш
282
рядок и очередность изготовления отдельных изделий и выполне-
ния производственных операций. График цеха должен предусмат-
ривать комплектность выпуска продукции, подачу полуфабрика-
тов в следующие цехи в соответствии с установленными сроками.
Оперативные задания цехам и участкам не повторяют соответ-
ствующие части годового плана. Их разрабатывают с учетом
текущего хода производства.
Широкое применение в поточном производстве нашел часовой
график, определяющий равномерный выпуск продукции в течение
смены (в этом случае сменное задание делится на число часов ра-
боты), или выпуск с некоторым нарастанием в зависимости от
конкретных условий работы данного участка.
Значительно сложнее осуществляется оперативно-производ-
ственное планирование в условиях непоточного производства.
Производственную программу в этом случае составляют так,
чтобы обеспечить следующее: выпуск продукции в определенные
сроки; повышенную специализацию производства, т. е. сократить
номенклатуру деталей и операций, выполняемых на каждом участ-
ке производства за один и тот же период времени; полную загрузку
оборудования и бесперебойную работу обслуживающего персо-
нала.
Все перечисленные факторы должны быть отражены в имита-
ционных моделях производственной системы, на базе которых ре-
шаются задачи оперативно-производственного планирования.
В непоточном производстве производится расчет сменно-су-
точного задания с учетом текущего состояния хода производства,
на основании которого проводят комплектование инструмента и
выдают задание на сборку технологической оснастки. Результаты
расчета сменно-суточных заданий используются подсистемой дис-
петчирования для оперативной выдачи задания оператору, управ-
ляющему работой участка, на текущий момент времени.
Функции подсистемы учета заключаются в регистрации следу-
ющих факторов: фактического хода производственного процесса,
использования различных видов ресурсов, качества выпускаемых
изделий. Указанные функции система решает следующим образом:
учет подготовленных комплектов технологической оснастки;
учет подготовленного инструмента;
учет пооперационного прохождения полуфабрикатов;
учет выполнения сменного задания и накопление данных о вы-
данных с участков готовых изделий и простоях оборудования;
выдача заданий производственному персоналу: оператору
склада (с печатью документов «Сменно-суточное задание опера-
тору склада» и «Справочник оператора склада»); операторам
станций загрузки, а также на участок инструментальной под-
готовки производства на подачу комплектов инструмента к обо-
рудованию;
фиксация изменений в текущем состоянии участков по сиг-
налам, поступающим в ЭВМ от локальных устройств управления
283
технологическим оборудованием и пульта ввода данных, с авто-
матическим определением моментов окончания загрузки и изго-
товления партий изделий;
вывод на печать по запросу операторов управляющего комплек-
са необходимых данных о ходе выполнения сменного задания,
состояния склада и изготовляемых изделий, наличии и исполь-
зовании комплектов инструмента и собранной технологической
оснастке, а также простоях оборудования за сутки, месяц с ука-
занием причин, о состоянии производства за сутки и суммарному
времени простоя по каждой единице оборудования и по участку
в целом;
формирование модели склада;
формирование модели состояния оборудования;
формирование модели состояния станций загрузки-выгрузки;
обмен информацией с нижним уровнем АСУТП [выдача команд
оператору склада; прием от оборудования сигнала об отработке
управляющей программы и выдача после этого сообщения в
транспортную систему о виде операции изготовления (конечная
или неконечная), система управления которой определяет даль-
нейший маршрут полуфабриката; выдача сообщений в подсистему
управления технологическим оборудованием об окончании изго-
товления партий ];
обмен информацией с подсистемой оперативно-производствен-
ного планирования путем использования данных сменно-суточ-
ных заданий на загрузку технологического оборудования;
формирование необходимых для подсистемы планирования ин-
формационных массивов, содержащих сведения об изделиях,
которые выданы с участка с начала месяца, и текущем состоянии
всех изделий, имеющихся на участке, а также данных о наличии
и использовании подготовленных комплектов инструментов и тех-
нологической оснастки.
Учет пооперационного прохождения полуфабрикатов должен
включать учет полуфабрикатов в накопителях на участке, учет
числа полуфабрикатов, проходящих изготовление по каждой опе-
рации, учет брака. По запросу оператора или других подсистем
управления выдаются данные, содержащие по каждому полуфаб-
рикату:
номер последней пройденной операции;
число годных изделий;
суммарное число бракованных изделий.
Все собранные и систематизированные статистические данные
о функционировании производственной системы за некоторый
период в требуемый момент времени поступают из подсистемы
учета в подсистему диспетчирования, которая принимает оператив-
ные решения, направленные на устранение отклонений между
запланированным и реальным ходом производства, и реализует
принятые решения путем передачи управляющей информации на
объект управления.
284
12.6. Программное обеспечение
производственного процесса
и выбор технических средств сбора,
передачи и обработки информации
Для работы производственной системы в автомати-
зированном режиме необходимо выбрать технические средства
сбора, передачи и обработки информации, а также разработать
программное обеспечение для управления оборудованием. В
состав программного обеспечения входят операционные системы
реального времени и разделения времени, система пограммирова-
ния на базе макроАссемблера и языков высшего уровня, системы
управления базами данных, обеспечивающих накопление данных
в ЭВМ, и пакеты прикладных программ различной проблемной
ориентации.
Программное обеспечение производственного процесса состоит
из трех основных компонентов: общего, общего специального и
специального программного обеспечения.
Общее программное обеспечение — это стандартное математи-
ческое обеспечение, поставляемое вместе с вычислительной ма-
шиной. В него входят операционная система, система управления
базами данных и программное обеспечение локальной сети.
Общее специальное программное обеспечение — программное
обеспечение уровня мини-ЭВМ и программное обеспечение уровня
микроЭВМ, не зависящие от особенностей конкретной производ-
ственной задачи.
Специальное программное обеспечение — это целевые приклад-
ные программы, обычно реализуемые в виде простых модулей,
каждый из которых выполняет одну функцию.
Общее специальное программное обеспечение строится по
иерархическому принципу и имеет по крайней мере два уровня —
уровень мини-ЭВМ и уровень микроЭВМ.
При составлении технического задания на разработку про-
граммного обеспечения для управления работой оборудования
следует указать: число координат и их обозначение, тип привода,
допустимые перемещения, скорости и ускорения, тип и харак-
теристики датчиков, а также тип интерполяции. Необходимо со-
ставить описание режимов работы оборудования как в автомати-
ческом, так и в ручном режиме (от пульта оператора). В условиях
интегрированного производства требуется задать режим обмена
информацией с ЭВМ верхнего уровня. Перечисляются также все
цифровые (дискретные) сигналы обмена ЭВМ и оборудования.
Для выводимых из ЭВМ сигналов необходимо указать условия
их формирования, для принимаемых — порядок действия системы
ЧПУ после ввода цифрового сигнала или их комбинации.
Система управления механосборочным производством чаще
всего включает в свой состав следующие основные технические
285
средства: вычислительную систему-; информационную систему;
телефонную систему; радиосеть; табло отображения информации-
пульты ввода данных; комплект программируемых контроллеров
автоматической системы оборудования; комплекс внутренних и
внешних кабелей и кабельных линий.
Светящееся табло отображения информации оператора свя-
зано с сетью шкафов сигнализации, установленных на производ-
ственных участках, и на нем предусматривается сигнализация о
загруженности входов и выходов с участков, оборудования, о на-
личии обслуживающего персонала, загруженности ячеек склада,
межоперационных накопителей, рабочих мест (позиций), о не-
исправностях и т. д. Таким образом, оператор в случае выхода из
строя вычислительной техники может вручную управлять произ-
водственными процессами.
Все периферийные устройства сопрягаются с интерфейсом
(стандарт на способ подключения устройств к ЭВМ) ввода-вывода
ЭВМ через контроллеры — электронные устройства, преобразую-
щие стандартные последовательности сигналов интерфейса ввода-
вывода в специфические последовательности сигналов, соответ-
ствующие принципам работы подключаемых устройств.
Организация вычислительной сети существенно зависит от ее
топологии — схемы взаимосвязей ЭВМ. При построении систем
управления широко используют три топологии: 1) звезду, когда
все ЭВМ обмениваются информацией с центральной ЭВМ; 2) кольцо,
когда сообщения передаются последовательно от одного узла к дру-
гому; 3) шину, когда сообщение от источника передается одно-
временно в двух направлениях всем остальным ЭВМ.
Типы технических средств для управления производством —
процессоры, устройства подготовки информации, устройства ввода
и вывода информации, внешние накопители, устройства сбора,
передачи и размножения информации — выбирают в зависимости
от времени преобразования информации, вместимости устройств,
разрядности слов, системы счисления, адресности, достоверности
информации, эксплуатационной надежности и стоимости устройств.
Технические средства выбирают посредством сравнения тре-
бований к характеристикам технических средств, необходимых
для решения задач управления и подготовки производства, с ха-
рактеристиками технических средств, выпускаемых промышлен-
ностью, и перспективных технических средств, выпуск которых
предполагается, а также с учетом технических средств, имеющихся
на производстве (при техническом перевооружении или рекон-
струкции). Окончательный выбор технических средств производят
с учетом достижения минимума приведенных затрат.
На основании расчета информационной мощности производ-
ства, используя схему информационных потоков, осуществляют
выбор вычислительных средств. В качестве вычислительных
средств можно использовать для уровня микроЭВМ «Электро-
нику-60» и программно совместимые с ней ЭВМ, для уровня мини-
286
ЭВМ управляющие вычислительные комплексы (УВК) СМ ЭВМ
и АСВТ-М, скомпонованные из агрегатных модулей, и программно-
совместимые с ними ЭВМ. В качестве системы управления базой
данных можно использовать «Квант-М», реализованный на УВК
СМ-4.
Площадь, занимаемую цеховым управляющим комплексом,
обычно принимают равной 30 м2.
Контрольные вопросы
1. Какие задачи решаются системой управления и подготовки
производства?
2. Перечислите основные направления при проектировании систем управ-
ления производством.
3. Что указывается на схеме информационных потоков?
4. Назовите принципы построения системы управления.
5. Какие функции возлагаются на систему технического диагностирования
технологического оборудования?
6. Что указывается в исходных данных на проектирование систем управле-
ния основными и вспомогательными подразделениями?
7. Какие задачи решаются системой технологической подготовки произ-
водства?
8. Какие вы знаете варианты систем оперативно-производственного пла-
нирования?
9. Какие функции возлагаются на подсистему учета?
10. Какие данные включают в состав технического задания на разработку
программного обеспечения?
11. Назовите технические средства, которые включают в свой состав системы
управления механосборочным производством.
КОМПОНОВОЧНО-
ПЛАНИРОВОЧНЫЕ
РЕШЕНИЯ ЦЕХОВ
13.1. Выбор компоновочной схемы здания
При проектировании нового цеха большое значение
имеет выбор типа производственного здания, его компоновки, раз-
меров в плане. При реконструкции и техническом перевооружении
производства возникает задача оптимального использования имею-
щихся производственных зданий для размещения новых участ-
ков и цехов. Стоимость производственных зданий в машинострое-
нии довольно высока и достигает 30—40 % стоимости основных
фондов предприятий.
Объемно-планировочные решения производственных зданий
могут быть разнообразными. Для цехов механосборочного произ-
водства применяют одноэтажные и многоэтажные здания со свето-
аэрационными фонарями и без них, крановые (оборудованные
мостовыми кранами) и бескрановые здания с использованием на-
польного и подвесного транспорта. По форме в плане здания обыч-
но проектируют прямоугольными, однако в отдельных случаях
применяют Г-, П- или Ш-образные. Выбор обычно связан с фор-
мой и размерами площадки завода или стремлением зарезервиро-
вать площадь для дальнейшего расширения цехов путем при-
стройки дополнительных пролетов.
При проектировании производственных зданий наиболее ши-
рокое применение получили каркасные здания с использованием
унифицированных железобетонных строительных элементов за-
водского изготовления. Для ускорения и удешевления строитель-
ного проектирования разработаны унифицированные типовые
секции (УТС), представляющие собой объемную часть здания
и состоящие из одного или нескольких пролетов одинаковой
длины.
Это позволяет разместить в одном здании несколько цехов,
если это не противоречит условиям производства и требованиям
противопожарной безопасности. Блокирование нескольких це-
хов в одном здании способствует сокращению коммуникаций и
транспортных расходов. Анализ затрат на создание производст-
венных зданий показывает, что одноэтажные здания оказываются,
как правило, дешевле многоэтажных при той же производственной
площади. Более широкие пролеты и шаг колонн в одноэтажных
производственных зданиях позволяют лучше использовать произ-
288
4
Рис. 13.1. Конструктивные схемы пролетов одноэтажных производственных
зданий:
а — крановые пролеты; б — бескрановые пролеты — бесфонарный и со светоаэрацион-
ным фонарем; в — бескрановые пролеты с плоской кровлей и световыми плафонами;
1 — панели ст<н; 2 — колонны; 3 — стропильные фермы; 4 — плиты покрытий; 5 —
стальная рама фонаря; 6 —- подкрановая балка; 7 — подстропильные фермы; 8 — фун-
дамент; 9 -- фундаментная балка; 10 — места установки световых плафонов
10 Мельников Г. Н и др.
289
водственные площади в связи в уменьшением «мертвых зон»
вокруг колонн.
Указанные факторы определяют преимущественное использо-
вание в машиностроении одноэтажных производственных знаний.
Однако при реконструкции действующих предприятий, площадка
которых ограничена сложившейся застройкой, в обоснованных
случаях идут на применение многоэтажных производственных
зданий.
На рис. 13.1 показаны конструктивные схемы пролетов одно-
этажных производственных зданий с полным каркасом, который
образуют колонны 2, стропильные 3 и подстропильные 7 фермы,
подкрановые балки 6 и плиты 4 покрытий. Колонны опираются на
фундаменты 8, габаритные размеры которых необходимо учитывать
при размещении высокоточных станков, устанавливаемых на
собственные фундаменты, а также при определении трасс стружко-
уборочных конвейеров. Высокая продольная и поперечная жест-
кость каркаса здания достигается сваркой стальных закладных
элементов и последующим заполнением стыков бетоном. Для
освещения и естественного проветривания в пролетах средних
рядов предусматривают светоаэрационные фонари. В крайних
пролетах естественное освещение обеспечивается боковым остек-
лением, поэтому светоаэрационные фонари не предусматривают.
К ограждающим конструкциям здания относятся панели стен,
окна, двери и ворота. Вместо светоаэрационных фонарей в конст-
рукции зданий с плоской кровлей в отдельных случаях преду-
сматривают световые плафоны. Однако подобные решения не
получили широкого распространения ввиду сложности обеспе-
чения герметизации плафонов и быстрого их загрязнения в про-
цессе эксплуатации.
Ранее было отмечено, что оборудование в современных цехах
устанавливают в основном на виброизолирующие опоры. Это
обусловливает высокую гибкость планировки. Поэтому полы
в цехах представляют собой многослойную конструкцию, вклю-
чающую утрамбованный грунт, надежную бетонную подготовку
толщиной 200—300 мм, бетонную стяжку для выравнивания,
слой гидроизоляции, а также покрытие пола.
Основные строительные параметры пролетов современных
производственных зданий приведены в табл. 4.8.
При оформлении компоновочных планов здание в плане изоб-
ражают в виде сетки продольных и поперечных разбивочных
осей (рис. 13.2). При этом продольные разбивочные оси, образую-
щие пролеты здания, обозначают прописными буквами русского
алфавита, а поперечные — арабскими цифрами.
Для проектирования производственных зданий разработан
типаж основных и дополнительных унифицированных типовых
секций. Размеры основных секций в плане составляют 72x72 и
72x144 м, причем первый размер соответствуея длине пролета,
второй — ширине здания. Площадь указанных секций составляет
290
Рис. 13.2. Компоновочные планы:
а — здания, состоящего из двух пролетов; б — здания, состоящего из четырех парал-
лельных пролетов и одного поперечного пролета; 1 — колонна; 2 -- продольная раз-
бивочная ось; 3 —’ поперечная разбивочная ось; 4 температурный шов
соответственно 5184 и 10 368 м2. Основные секции могут быть кра-
новыми и бескрановыми, с сеткой колонн 18x12 м или 24x12 м
при высоте пролета 6; 7,2: 8,4 м для бескрановых и 10,8; 12,6 м
для крановых зданий.
Помимо основных предусматривают дополнительные одно- и
двухпролетные секции длиной 72 м, оборудованные кранами с вы-
сотой пролета 10,8; 12,6; 16,2 и 18 м. Эти пролеты имеют ширину
24 и 30 м и предназначаются для размещения крупных изделий.
Из основных и дополнительных секций можно компоновать
производственные здания разных размеров и формы. Каждая
секция отделяется от другой температурно-деформационным швом,
представляющим собой сдвоенный ряд колонн (рис. 13.2, б).
б)
Рис. 13.3. Схемы производственных зданий, скомпонованных из унифицирован-
ных типовых секций
10*
291
Поддесной
по то пон
[бстилинак
лнзминисцентный
Рис. 13.4. Поперечные разрезы зданий:
а — бескрановое здание со светоаэрационным фонарем; б — бескрановое здание с плоской
кровлей и подвесным потолком; в — крановое здание, г — пристройка к производствен-
ному зданию для размещения административных и бытовых помещений
На рис. 13.3, а приведены примеры компоновки зданий из
основных секций размером 72 X 144 м и 72x72 м. Эти секции явля-
ются основой производственного здания. На рис. 13.3, б показаны
варианты, дополненные одно- и двухпролетными секциями. В до-
полнительных секциях пролеты расположены перпендикулярно
к пролетам основных секций, что удобно, например, при поточной
конвейерной сборке изделий. Варианты, показанные на
рис. 13.3, в, характеризуются тем, что пролеты дополнительных
секций расположены параллельно пролетам основных секций
здания. Подобную компоновку используют в единичном и мелко-
серийном производстве. В дополнительных крановых пролетах
большей высоты размещают участки изготовления базовых дета-
лей, а также участки сборки изделия.
При выборе схемы нового здания необходимо стремиться
к унификации объемно-планировочных и конструктивных реше-
ний промышленных зданий.
Поэтому предпошение следует отдавать зданиям прямоуголь-
ной формы с пролетами одного направления и преимущевтвенно
без перепадов высот.
Пролеты цехов с повышенной высотой необходимо группировать
вместе, но число высот должно быть минимальным. На рис. 13.4
292
даны разрезы бескрановых и
крановых пролетов производ-
ственных зданий, а также при-
стройки для размещения адми-
нистративных и бытовых поме-
щений. Здания без светоаэра-
ционных фонарей с подвесным
потолком (рис. 13.4, б) приме-
няют для термоконстантных кор-
пусов. Межферменное прост-
ранство при этом используют
для размещения воздуховодов
и фильтров для систем конди-
ционирования.
В крупных корпусах в от-
дельных случаях предусматри-
Рис. 13.5. Схема размещения высот-
ного склада готовых деталей между
пролетами механической обработки и
сборки:
/ — цек механической обработки! 2
склад; 3 цех сборки
вают архитектурно-планировочные вставки для размещения высот-
ных складов или других вспомогательных служб. На рис. 13.5 по-
казан разрез здания, где пролеты механических и сборочных цехов
соединяет высотный склад готовых деталей. В таких вставках
также размещают вводы железнодорожных путей, системы техни-
ческого обслуживания цехов (оборудование и воздуховоды для
централизованных вентиляционных установок и кондиционеров,
трансформаторные подстанции и др.).
На рис. 13.6 показан поперечный разрез встройки внутри
главного корпуса ВАЗа. Эти встройки располагают по всей длине
пролета по границам цехов. Встройка имеет ширину 36 м и сетку
колонн 12 X 12 м. В подвальной части встройки, а также в среднем
пролете первого этажа размещены энергетические и вентиляцион-
ные установки цехов.
В боковых пролетах первого этажа находятся вспомогательные
отделения, а также железнодорожные вводы в начале корпуса.
Второй этаж используют для размещения бытовых помещений.
При общей длине корпуса около 1840 м и ширине 488 м максималь-
ное расстояние от бытовых помещений до рабочих мест не превы-
шает 120 м.
Административно-технические службы и бытовые помещения
цехов размещают в пристройках к производственным зданиям
(рис. 13.4, г) или в отдельных зданиях. В последнем случае пре-
дусматривают утепленные переходы в производственные корпуса.
Для пристроек и отдельно стоящих административно-бытовых
зданий разработаны унифицированные типовые секции с сеткой
колонн 6x6 м. Ширина пристройки составляет 12 м, отдельно
стоящих зданий — 18 м. Длина секций унифицированного ряда
составляет 36, 48 и 60 м. Предусмотрены варианты двух-, трех-
и четырехэтажных пристоек и зданий, причем первый этаж
пристроек может быть использован для размещения вспомога-
тельных отделений. Высота первого этажа в этом случае может
293
Ось симметрии здания
12,600
а
а
-11.000
1000
0000
30000
qg
“О
о
^11,050
^6,000
^lWW/^Tl/=Al/=\
£=V~FT~lF^lF=^l ljg=\l/=\l/=Ll
±0,000
1
J.
J
I
1,500
I
I
111Q1
J
J
J
£
£
£
£
-t
Рис. 13.6. Попереч-
ный разрез встрой-
ки:.
1 — залы столовых и
бытовых помещений?
2 — проезды авто-
мобильного и желез-
нодорожного транс-
порта; 3 — помеще-
ния для вентиляци-
онных установок ав-
томобильных проез-
дов, трансформатор-
ных подстанций; 4 —
воздуховоды; 5 *-*
вентиляционные ка-
меры общей вентиля-
ции цехов
о<ШМ
в)
Рис. 13.7. Расположение темпе-
ратурно-деформационных швов
(ТШ):
а — поперечного; б — продольно'
го; в — продольно-поперечного
быть 4,2 м. При размещении адми-
нистративных и бытовых помещений
высоту этажа (от пола до пола) при-
нимают равной 3,3 м.
В зависимости от конкретных ус-
ловий пристройка может располагать-
ся в торцовой части здания или вдоль
крайнего пролета. Первый вариант
применяют чаще. Это обусловлено
тем, что при таком расположении обе-
спечивается распределение потока
работающих по пролетам и исклю-
чается пересечение технологических
потоков и потоков работающих. Од-
нако при размещении в торцах зда-
ний складов заготовок или конвейе-
ров для сборки необходимо преду-
сматривать подземные переходы.
При размещении пристройки вдоль
крайнего пролета ограничивается воз-
можность расширения цеха, затем-
няется пролет, поэтому этот вариант
компоновки применяют реже. Разме-
щение бытовых помещений в отдель-
ных зданиях обеспечивает большую
комфортность ввиду лучшей осве-
щенности, но увеличивает расстоя-
ние до рабочих мест и потери вре-
мени на переходы.
При оформлении компоновочного плана необходимо привязать
конструктивные элементы здания (колонны, оси крановых рель-
сов и подкрановых балок) к разбивочным осям.
Основные правила размерной привязки при компоновке одно-
этажных производственных зданий из унифицированных типовых
секций приведены ниже.
Колонны средних рядов ‘располагают так, чтобы геометриче-
ские центры их сечений и надкрановой части совпадали с пересе-
чением разбивочных осей. Исключение составляют колонны, рас-
положенье в зоне температурно-деформационных швов.
В зоне температурного шва колонны поперечных швов
(рис. 13.7, а) смещают внутрь секции относительно разбивочной
оси на 500 мм. Продольные швы образуют смещением колонн
внутрь секции так, чтобы расстояние между боковыми сторонами
колонн было не менее 500 мм (рис. 13.7, б, в). В зоне продольного
шва предусматривают две разбивочные оси.
При использовании стальных ферм, устанавливаемых
шарнирные опоры, продольные швы делают на одной
лонне.
на
ко-
295
Рис. 13.8. Привязка крайних колонн и осей крановых рельсов^
а — торцовый! б, а — продольник рядов! а ♦*» овей крановые рельсов! 1 » колонны
фаяверказ 2 колонны основного каркаса
Торцовые колонны здания емещают внутрь отноеительно раз-
бивочной оси на 500 мм (рис. 13.8, а). Это необходимо для того,
чтобы пропустить колонны фахверка, шаг которых обычно равен
6 м. Фахверком называют легкий каркас, необходимый для раз-
мещения на нем стеновых панелей, длина которых обычно равна
6 м.
Крайние колонны продольного ряда смещают относительно
разбивочной оси внутрь пролета так, чтобы торцовая грань ко-
лонны совпадала с продольной разбивочной осью. Такую при-
вязку называют нулевой (рис. 13.8, б). Этот вариант привязки
применяют для бескрановых секций, а также для зданий, обору-
дованных мостовыми кранами грузоподъемностью до 30 т при шаге
колонн крайнего ряда 6 м. Для крановых зданий с шагом колонн
крайнего ряда 12 м и при грузоподъемности крана до 50 т приме-
няют привязку «250» (рис. 13.8, в).
Оси подкрановых балок и рельсов располагаются во всех ря-
дах на расстоянии I = 750 мм от продольных разбивочных осей
при грузоподъемности кранов до 50 т и на расстоянии I — 1000 мм
в случае использования кранов большей грузоподъемности
(рис. 13.8, г).
При выборе компоновки здания следует исходить из общей
площади цехов, принятого варианта их взаимного размещения,
а также из того, что для их технического и хозяйственного об-
служивания необходимо организовать вспомогательные службы.
При корпусной структуре производства должны быть решены
вопросы об объединении вспомогательных служб. Целесообразно
создавать общий корпусной склад заготовок и металла, объеди-
нять подразделения для организации ремонтного обслуживания
технологического, энергетического и подъемно-транспортного обо-
рудования.
Общие системы обеспечения станков СОЖ, уборки стружки,
транспортного обслуживания, обеспечения инструментом и др.
296
способствуют лучшему использованию сложного оборудования,
сокращению численности вспомогательных рабочих и потребной
площади.
В процессе общей компоновки корпуса, уточнения ранее при-
нятых планировочных решений определяют габаритные размеры
и структуру производственного здания.
13.2. Основные принципы и примеры
компоновочных решений цехов
механосборочного производства
Компоновочные планы выполняют для каждого этажа
здания и указывают на них основные стены, границы между це-
хами и участками, вспомогательные устройства (трансформатор-
ные подстанции, насосные вентиляционные камеры и т. д.), основ-
ные подъемно-транспортные устройства (краны, кран-балки, кон-
вейеры) и их трассы; основные грузопотоки; основные проезды
и проходы; вводы железнодорожных путей; границы подвалов,
антресолей, тоннелей, магистральных стружкоуборочных каналов
с указанием вертикальных отметок относительно уровня пола
основного этажа.
Компоновочные планы выполняют в масштабах 1 : 200 и 1 : 400
(в отдельных случаях 1 : 800) на основе чертежа архитектурно-
строительной части, сохраняя принятую в нем разбивку и марки-
ровку осей колонн, стен и других строительных конструкций.
Рекомендуемые условные обозначения приведены на рис. 1.3.
В качестве исходных данных для разработки компоновочного
плана используют состав отделений и служб цехов, данные об их
площадях, выбранную ранее компоновочную схему, определя-
ющую общую последовательность производственного процесса,
а также основные параметры и общую компоновку здания.
Основные принципы, определяющие выбор компоновки цехов,
следующие:
обеспечение прямоточности производственного процесса, исклю-
чение по возможности возвратных движений грузопотоков;
компактность, т. е. использование минимальной производ-
ственной площади для размещения участков и цехов;
использование наиболее экономичных прогрессивных видов
транспорта;
минимизация транспортных операций для перемещения изделий
в процессе их производства;
совместимость технологических процессов, выполняемых на
смежных участках или в цехах, с точки зрения взаимного влияния
на качество изделий, а также с учетом условий труда и противо-
пожарных мероприятий;
возможность последующего расширения производства и пере-
планировки оборудования, связанных с изменением или внедре-
нием новых технологических процессов;
297
Склады I \/ i от пив ок а
I / I ракрит^^с
299
использование рациональных компоновок зданий из унифи-
цированных типовых секций.
Главным при выборе компоновочной схемы является обеспече-
ние кратчайшего пути основных технологических грузопотоков
(от получения заготовок и полуфабрикатов до готовых изделий).
При этом цеховые или корпусные склады заготовок должны рас-
полагаться в корпусе со стороны заготовительных цехов, а выход
готовой продукции — со стороны склада готовой продукции.
Подразделения технического, ремонтного и инструментального
обслуживания, как правило, располагают в стороне от основных
технологических потоков либо по периферии корпуса, либо по
границам цехов внутри крупных корпусов.
Между производственными участками обычно не предусма-
тривают перегородки. Исключение составляют термоконстантные
или пожароопасные производства. Размещение каналов для транс-
портирования стружки, система энергетических разводок и под-
вода СОЖ должны быть такими, чтобы была возможность пере-
становки оборудования или его замены новым при изменении
объекта или технологии производства.
Границами производственных участков и цехов обычно яв-
ляются продольные и поперечные проезды. Расстояние между
проездами не нормируют, оно определяется условиями рацио-
нального размещения поточных линий и предметно-замкнутых
участков. Длина участков обычно составляет 35—50 м.
Компоновка неразрывно связана с принятой организационной
формой механосборочного производства. При этом формируются
информационные потоки в производственной системе и опреде-
ляются места расположения средств управления.
На рис. 13.9 дан компоновочный план типового проекта глав-
ного корпуса станкостроительного завода, рассчитанного на вы-
пуск 4425 станков в год. Общая площадь корпуса без бытовых
помещений 43 000 м2. В одном корпусе сблокированы цехи под-
Рис. 13.9. Компоновочный план типового проекта главного корпуса станко-
строительного завода:
/ — склад металла; II отделение переработки стружки; III — склад поковок и мел-
ких отливок; IV — кладовая приспособлений; V — компрессорная станция; VI — тех-
нологическая лаборатория; VII — станочная лаборатория; VIII — склад прецизионных
деталей; IX —* центральная измерительная лаборатория; X — помещение кондиционе-
ров; XI, XII — ИРК сборочного цеха; XIII, XV — помещение ОТК; XIV — склад
готовых деталей и комплектующих изделий; XVI — промежуточный склад; XVII
ИРК цеха крупных деталей; XVIII — заточное отделение; XIX — кладовая ремонтной
базы; XX — корпусная ремонтная база; XXI — центральные инструментальный и
абразивный склады; XXII — отделение металлопокрытий; XXIII — зарядная для акку-
муляторов; XXIV — абразивное отделение; XX V — центральный материальный склад;
1,2 — козловые краны грузоподъемностью 20 и 10 т; 3 — электрифицированная пере-
грузочная тележка; 4 — мостовой кран грузоподъемностью 5 т; 5, 18 — полукозловые
краны грузоподъемностью 1 т; 6 — елочные стеллажи; 7 — электроштабелер с захват-
ным устройством для прутков грузоподъемностью 1 т; 8 —• подвесной конвейер для по-
дачи заготовок на склад; 9 — стеллажи; 10 — подвесной однобалочный кран грузоподъем-
ностью 3 т; И — электроштабелер грузоподъемностью 0,5 т; 12 — кран-штабелер грузо-
подъемностью 0,5 т; 13 — электроштабелер грузоподъемностью 1 т; 14 — подвесной
однобалочный кран грузоподъемностью 2 т; 15 — кран-штабелер грузоподъемностью
1 т; 16 — мостовой кран грузоподъемностью 20 (5) т; 17 — мостовой кран грузоподъем-
ностью 10 т; 19 — сборочный шагающий конвейер; 20 — окрасочный шагающий кон-
вейер; 21 — монорельсовая дорога, оборудованная электрогрузовозами с автоматическим
адресованием; 22 —• мостовой кран грузоподъемностью 5 т
300
готовки заготовок, склады металла и заготовок, механические
цехи с термоконстантным отделением, инструментальный, терми-
ческие цехи, отделения и участки металлопокрытий, окраски,
склады готовых деталей и комплектующих изделий, электромон-
тажный цех, сборочный цех и комплекс вспомогательных служб
корпусного и цехового подчинения.
Литые и штампованные заготовки, а также прокат поступают
с разгрузочной площадки, располагаемой параллельно пролетам
и оборудованной козловыми кранами 1 и 2. В зоне разгрузочно-
погрузочной площадки предусмотрен железнодорожный ввод.
Литые заготовки подвергают очистке и обрубке, затем произво-
дят обдирку плоских поверхностей. Далее заготовки передают на
электрифицированной тележке в цех термической обработки для
выполнения операций старения с целью снятия остаточных на-
пряжений. После этого производят окраску необрабатываемых
поверхностей в отделении окраски. Это необходимо для того, чтобы
связать остатки формовочной смеси на поверхности заготовок и
предотвратить возможность их попадания в дальнейшем на по-
верхности трения. Подготовленные отливки для обработки пере-
дают на склад литых заготовок.
Металлопрокат поступает на склад металла I и далее в заго-
товительный цех для резки на штучные заготовки. Штучные за-
готовки, полученные резкой в заготовительном цехе или по ко-
операции, поступают на централизованный склад заготовок.
Многоярусный стеллажный склад оборудован электроштабеле-
ром 12. Со склада заготовки партиями передают для обработки
в механические цехи с помощью электрогрузовоза 21 с автомати-
ческим адресованием. В цехе крупных деталей межоперационную
передачу осуществляют мостовыми кранами 4. В цехах средних
и мелких деталей используют автоматизированные транспортно-
накопительные системы. Стальные заготовки для термообработки
напольный конвейер передает в термический цех, после чего
заготовки поступают на второй участок механического цеха.
Контрольные посты расположены в конце подетально-спе-
циализированных линий механической обработки.
Готовые детали и комплектующие изделия поступают далее
на склад XIV. Для передачи готовых деталей на склад исполь-
зуют подвесные электрогрузовозы 21 с автоматическим адресо-
ванием, перемещающиеся по монорельсу.
Сборочное производство расположено в двух пролетах, пер-
пендикулярных к пролетам механических цехов. В пролете,
примыкающем к складу готовых деталей, размещены участки
узловой сборки и конвейер общей сборки серийных станков,
а также электромонтажный цех и участок испытания станков.
Во втором пролете находится сборочное отделение специальных
станков, цех окраски и экспедиция.
Финишную обработку высокоточных деталей и сборку узлов
выполняют в термоконстантном помещении, здесь же располо-
301
жены склад VIII прецизионных деталей и центральная измери-
тельная лаборатория. Для передачи комплектов деталей со склада
на сборку предусмотрены электрогрузовозы 21 с автоматическим
адресованием, перемещающиеся по монорельсу. Тяжелые базовые
детали станков передают на сборку g помощью электрифициро-
ванной перегрузочной тележки 3.
Вспомогательные отделения систем технического и ремонтного
обслуживания расположены в стороне от основных технологиче-
ских потоков и сгруппированы по функциональному назначению
(инструментально-раздаточные кладовые и заточное отделение,
корпусная ремонтная база, центральные инструментальный и
абразивный склады и т. д.). Бытовые помещения размещены в
отдельно стоящих зданиях (на рис. 13.9 не показаны) и соедине-
ны с производственным зданием переходами.
Рассмотренную компоновку корпуса характеризует прямоточ-
ность основных производственных процессов, отсутствие возврат-
ных движений грузопотоков, компактность и использование
прогрессивных видов транспорта. Как уже отмечалось выше, для
всех операций межцеховой передачи мелких и средних заготовок
и деталей использованы подвесные электрогрузовозы g автома-
тическим адресованием, которые не требуют наличия широких
проездов. Применение автоматизированных транспортно-накопи-
тельных систем стеллажного типа со штабелерами-операторами
или кареток-операторов g накопителями башенного типа обеспе-
чивает автоматизацию межоперационной передачи и межопера-
ционного складирования заготовок.
В массовом и крупносерийном производстве, для которых
характерны поточные линии обработки, принципы прямоточности
и минимизации транспортных операций являются определя-
ющими. Поэтому при компоновке цехов и корпусов линии обра-
ботки располагают таким образом, чтобы их окончание находи-
лось в том месте конвейера сборки, где устанавливается в изделие
данная деталь или сборочная единица. Конвейер общей сборки
при этом располагают, как правило, перпендикулярно к линиям
механической обработки, в конце которых размещают узловую
сборку. На рис. 13.10 показан компоновочный план механосбороч-
ного корпуса по производству двигателей грузового автбмобиля,
рассчитанного на годовой выпуск 200 000 шт. Общая площадь
корпуса составляет 260 000 м?, количество основного производст-
венного оборудования 1177 единиц, в том числе 35 автоматичес-
ких линий из 327 станков.
Корпус состоит из унифицированных типовых секций с па-
раллельными пролетами шириной 'S м и шагом колонн 12 м.
Использован вариант компоновочной схемы со сборочным кон-
вейером в середине здания и линиями обработки, расположенными
перпендикулярно к конвейеру с обеих сторон. Зона заготовок,
доставляемых автотранспортом, расположена вдоль боковых про-
ездов. Поточные линии наиболее трудоемких деталей — блока
302
Рис. 13.10. Компоновочный план корпуса по производству авюмобильных дви-
гателей;
ЦРБ ~ цеховая ремонтная база| ИРК *=• инструментально-раздаточная кладовая^ СУ -**
санузел
цилиндров, коленчатого вала, гильзы и головки блока — выпол-
нены зигзагообразными, начало линий находится в зоне проез-
дов, а конец — в месте примыкания к сборочному конвейеру.
После основной сборки механизмов двигателя его передают
g помощью подвесного конвейера на участок окраски, а затем
этим же конвейером — на второй участок сборочного конвейера,
где производится окончательная сборка двигателя, включая уста-
новку электрооборудования. Собранный двигатель поступает на
участок испытания и далее на участок консервации и отправки.
Межоперационная передача в процессе обработки, а также
передача с участка на участок осуществляются с помощью под-
весных конвейеров. В корпусе предусмотрена автоматизирован-
ная система транспортирования сгружки с участка обработки
в отделение для ее переработки. Вспомогательные службы кор-
303
I — цел изготовления кузовов; II —V —> цехи окраски кузовов, металлопокрытий, ра-
диаторный и обивки; VI — цех двигателей; 1 — склад заготовок; 2 — поточные линии
механической обработки деталей двигателя; 3 — участки сборки блоков цилиндров,
шатунно-поршневой группы, головок блока и т. д.; 4 — конвейер сборки двигателей;
5 — испытание двигателей; 6 — устранение дефектов; 7 — участок доукомплектовки
двигателей; 8 — подвесной склад двигателей; VII — цех шасси: 9 — склад заготовок;
10 — поточные линии механической обработки деталей шасси; 11 -— конвейеры общей
сборки коробок передач, агрегатов заднего моста, передней подвески, рулевого управ-
ления и др.; V/7Z, IX, X, XI — цехи автоматный, шасси, ремонтный и колес; XII —
главные сборочные конвейеры; XIII — площадь для расширения; XIV — встройки
для вспомогательный и бытовых служб
пуса размещены по его периферии, при этом также использован
первый этаж пристройки. Административные и бытовые помеще-
ния корпуса размещены на втором и третьем этаже пристройки.
Примером удачного размещения комплекса цехов в одном
корпусе является главный корпус ВАЗа, который спроектирован
на выпуск 660 тыс. автомобилей в год, однако в его решениях
была предусмотрена возможность его планового расширения.
Главный корпус (рис. 13.11) состоит из шести одноэтажных
секций, по границам которых расположены встройки (на рисунке
заштрихованы) для размещения вспомогательных и бытовых
служб. Поперечный разрез встройки дан на рис. 13.6. Длина
корпуса определилась длиной трех ниток главного сборочного
конвейера. Второй размер корпуса в плане и его Ш-образная
форма определены площадью цехов и отделений, а также резер-
вированием площади для дальнейшего его расширения. Общая
площадь корпуса 790 тыс. м2, каждая секция состоит из восьми
пролетов с сеткой колонн 24 X 12 м, причем в конструкции здания
предусмотрены стальные стропильные фермы ввиду большой
нагруженности многочисленными подвесными конвейерами.
В механосборочном производстве сконцентрирован выпуск
двигателей, коробки передач, заднего моста, передней подвески,
рулевого управления, карданного вала для ряда моделей и моди-
фикаций автомобиля. Отсутствие перегородок в крупном корпусе
обусловливает определенную гибкость технологии производства.
Выпуск готовых узлов предусмотрен в местах их установки на
главном конвейере. Начало линий изготовления деталей сосредо-
точено в местах, примыкающих к встройкам, вдоль которых раз-
304
мещены места складирования заготовок, которые поступают на
полуприцепах по проездам, расположенным во встройках (см.
рис. 13.6). Тягач оставляет полуприцеп для разгрузки, подцеп-
ляет свободный полуприцеп и уходит в заготовительный цех за
новой партией заготовок. Этим достигается высокая эффектив-
ность автомобильных тягачей во внутризаводском транспорте.
Линии обработки расположены перпендикулярно к пролетам,
а конвейеры сборки агрегатов размещены вдоль пролетов, но
перпендикулярно к главному сборочному конвейеру. Этим обеспе-
чивается прямоточность производственных процессов и миними-
зация транспортных операций. Линии обработки сгруппированы
по видам обрабатываемых материалов и деталей, входящих в одну
сборочную единицу. Передача деталей и сборочных единиц с одного
участка на другой, а также общая сборка двигателя и автомобиля
осуществляются с использованием подвесных толкающих кон-
вейеров, которые вместе с грузонесущими напольными конвейе-
рами образуют единую транспортную систему. Стыковка подвес-
ных толкающих конвейеров с автоматическим адресованием и на-
польных конвейеров осуществляется с помощью опускньрс секций.
Между отдельными секциями корпуса зарезервированы пло-
щадки XIII для расширения.
Более детально фрагмент схемы компоновки механосборочного
производства двигателей грузового автомобиля показан на
рис. 13.12. Основные транспортные связи производственного
процесса реализованы с использованием подвесных толкающих
и напольных пульсирующих конвейеров. Детали с линий 22
механической обработки с помощью подвесного толкающего кон-
вейера 11 поступают на автоматизированные стеллажные склады 20
и 21, оборудованные штабелерами 19. Для крупных деталей (бло-
ков, головок блока и др.) предусмотрен подвесной склад 14 на
базе толкающего конвейера.
В зоне комплектовочного склада сосредоточены автоматиче-
ские линии 18 с вибрационными питателями для наполнения кас-
сет и тары, а также автоматы 17 и стенды 16 для сборки мелких
узлов. На участке 15 производится сборка шатунно-поршневой
группы. Скомплектованные детали, сборочные единицы и крупные
детали передают на сборку подвесными толкающими конвейе-
рами 13 и 11. Сборку крупных узлов выполняют на стендах 8,
расположенных вдоль основного конвейера сборки. Для сборки
головки блока предусмотрена автоматическая линия 5, а для
узла коленчатого вала — механизированная линия 12. Общую
сборку двигателя выполняют на трех напольных пульсирующих
конвейерах 10, 6 и 4. Выбор трех участков сборочного конвейера
объясняется необходимостью поворота двигателя и сборки в раз-
ных положениях. Подвесные толкающие конейеры, помимо транс-
портной функции, выполняют также роль накопителей.
Собранные двигатели далее передают подвесным конвейером 2
для испытания на испытательные стенды 3. Участок 1 подвесного
305
Рис. 13.12. Компоновка механосборочного производства двигателей на базе напольных и подвесных конвейеров
конвейера используется как подвесной накопитель собранны
двигателей. Двигатели, прошедшие испытание и признанные го;
ными, далее поступают на участок окраски 9.
Для устранения выявленных дефектов и повторного испытани
предусмотрены стенды 7.
В цехе дополнительно предусмотрены участки прессовы
работ 24, сварки 23 и окраски сварных узлов 25. При такой кок
поновке очень наглядно нашли отражение принципы непрерывш
поточного производства, когда все участки работают с одинакс
вым тактом выпуска и связаны единой транспортной системой
Для повышения надежности всей системы между отдельным
участками введены накопители на основе подвесных толкающи
конвейеров, а для мелких деталей — на основе стеллажны
автоматизированных складов.
Однако, несмотря на очевидные достоинства поточной сборка
выражающиеся в синхронности всех операций, минимальных з'<
делах и высокой специализации каждого рабочего места, е
присущи и недостатки. Отсутствие рабочего или сбой на отдель
ном рабочем месте приводят к остановке всей линии, а монотог
ность выполняемой работы имеет отрицательные психологически
аспекты и обусловливает кадровые проблемы.
В связи с этим заслуживает внимания стендовая непоточна
сборка изделий, выполняемая отдельными бригадами на стацис
парных рабочих местах и традиционная для серийного произво/
ства. Ее начинают применять ведущие зарубежные фирмы в мае
Рис. 13.13. Схема компоновки корпуса для производства двигателей со стендово
сборкой;
/ — участки поступления заготовок и комплектующих изделий; 2 •= зона контрол
изделий; 3 “ склад заготовок; 4 — участок поступления отливок блока цилиндрог
5 — участок обработки головок блока цилиндров; 6 — участок обработки шатуноЕ
7 — участок обработки блока цилиндров; 8 — участок обработки коленчатых валоь
9 отделение узловой сборки; 10 — комплектовочный склад; 11 — стендовая сборк
двигателей; 12 — испытательное отделение; 13 — склад готовой продукции; 14 от
правка двигателей
30
совом производстве. Так, например, автомобильные фирмы
«Волво», «СААБ-Скания» (Швеция) отказались от поточной сборки
и перешли на стендовую сборку бригадами по 15—25 человек.
Кузова, узлы и детали доставляются робокарами на сборочные
площадки, и бригада в девять человек собирает автомобиль за 1 ч.
Отказалась от конвейерной сборки и фирма «Дженерал моторе»
(США) при строительстве нового завода по проекту Сатурн.
Преимуществом стендовой сборки перед конвейерной является
большая гибкость, так как простой одной ячейки не останавли-
вает производство, возможность организации скользящего гра-
фика работы и более разнообразный характер работы. Кроме
того, возрастает ответственность бригады в обеспечении высокого
качества сборки, так как на каждом изделии ставится клеймо.
На рис. 13.13 показана схема компоновки корпуса для про-
изводства НО тыс. автомобильных двигателей в год. На сборке
использован бригадный метод работы. Ячейки изолированы пере-
городками, в ячейках работают бригады рабочих, выполняющие
общую сборку двигателя. Цикл сборки двигателя — 30 мин.
Двигатели собирают и перемещают на специальных автономных
тележках-спутниках, управляемых с помощью высокочастотного
кабеля в полу цеха.
Бригадная форма сборки на стендах уменьшает монотонный
характер работы по сравнению с работой на конвейере с жестким
тактом и способствует большему проявлению индивидуальных
способностей рабочих.
13.3. Уточнение планировки рабочих мест
и численности работающих
В процессе общей компоновки цеха с учетом выбран-
ного варианта транспортной и складской системы, систем инстру-
ментообеспечения. ремонтного и технического обслуживания,
контроля качества изделий, мероприятий по охране труда рабо-
тающих проводят уточнение планировки отдельных производст-
венных участков. Это уточнение связано в первую очередь со
стыковкой общецеховой транспортной системы цеха с устрой-
ствами межоперационной передачи на участках в процессе обра-
ботки. Для этой цели на производственных участках уточняют
расположение зон приема заготовок и отправки готовых деталей
и узлов, определяют расположения терминалов, обеспечивающих
связь с диспетчерскими пунктами или управляющими ЭВМ.
Для того чтобы увязать расположение оборудования смежных
участков, выполняют планировку всего корпуса обычно в мас-
штабе 1 : 200. В процессе общей планировки уточняют взаимное
размещение рядов станков, линейных и магистральных конвейеров
для удаления стружки и определяют расположение приводных
станций и емкостей для ее сбора. Уточняют маршруты наполь-
308
кого транспорта, окончательно устанавливают трассы подвесного
транспорта (подвесных конвейеров, монорельсов с автоматическими
грузовозами, кран-балок и др.). При этом определяют высоту
трасс на отдельных участках, намечают участки подъема и спуска
с учетом расположения оборудования, проездов и складов. Пре-
дусматривают возможность передачи деталей и узлов из одного
пролета в другой, определяют места расположения рабочих
мест мастеров. Уточняют размещение межоперационных заделов,
циркуляционных установок СОЖ, трансформаторных подстан-
ций, вентиляционных камер и компрессорных станций. На основе
общей планировки окончательно устанавливают площадь цеха
и его подразделений.
Общую планировку цеха используют также для уточнения
числа работающих. При этом окончательно определяют зоны
многостаночного обслуживания основного и вспомогательного
оборудования, количество рабочих, обслуживающих подъемно-
транспортное оборудование и вспомогательные отделения. Окон-
чательно устанавливают организационную структуру управле-
ния цехом и на основе этого уточняют общую численность рабо-
тающих по группам, подразделениям и сменам. Результаты расче-
тов представляют в виде сводной ведомости работающих с указа-
нием должностей, специальностей и разрядов.
13.4. Примеры планировочных решений
механических и сборочных цехов
Рассмотрим типовые схемы планировок участков
механической обработки в серийном производстве с использова-
нием автоматизированных транспортно-накопительных систем.
На рис. 13.14 приведена схема планировки участка изготовле-
ния деталей с использованием автоматизированной транспортно-
складской системы ОРГ-2. Система требует минимальных капи-
тальных затрат, характеризуется высокой надежностью и может
быть использована для модернизации участков станков с ручным
управлением, а также с частичным использованием станков
с ЧПУ.
Участок состоит из трех групповых поточных линий обработки
деталей типа тел вращения, а также мелких корпусных и пло-
скостных деталей. Механизированный комплектовочный склад 1
заготовок, полуфабрикатов, инструментов включает сборные мно-
гоярусные стеллажи 2 с автоматизированным краном-штабеле-
ром 3. Для каждой линии предусмотрен участок комплектования
партий заготовок, необходимых для обработки инструментов,
а также приспособления и технологическая документация (чертеж
детали, маршрутно-операционная карта). Участок комплектова-
ния оборудован рольгангом 4 с поворотным столом 5 для приема
и выдачи тары с заготовками и диспетчерским пультом 6 для
связи с рабочими местами линии.
309
(
Рис. 13.14. Схема планировки участка механической обработки с автоматизированной транспортно-складской системой
Для управления автоматизированным краном-штабелером пре-
дусмотрен контрольно-диспетчерский пульт 7. В этой зоне на-
ходится приемно-отпускная площадка склада. Доставка скомплек-
тованной партии заготовок с приспособлением и необходимыми
инструментами к рабочим местам осуществляется кареткой-опе-
ратором 8 с телескопическим столом по команде с диспетчерскою
пульта 6. Каждое рабочее место оборудовано приемным пяти-
местным столом 9 с консольно-подвижной секцией 10. Приемный
стол 9 имеет позицию приема, отправки и три позиции накопления
тары. Передачу тары с одной позиции на другую рабочий осуще-
ствляет с помощью подвижной секции 10.
Как видно из приведенной схемы, в двух пролетах шириной
18 м размещаются три линии обработки. Доставку заготовок,
приспособлений и инструментов в зону комплектовочного склада
осуществляет напольный транспорт. Склад предназначен для хра-
нения заготовок готовых деталей и межоперационного хранения
полуфабрикатов.
На рис. 6.12 показана принципиальная схема организации
мелкосерийного и серийного производства, а на рис. 4.18, а —
схема планировки участка механической обработки деталей с ис-
пользованием транспортно-накопительной системы ОРГ-3.
Более высокий уровень автоматизации и организации произ-
водства характерен для планировочного решения участка обра-
ботки деталей типа тел вращения, показанного на рис. 13.15.
Участок разработан в НПО «Оргстанкинпром» и включает 38 стан-
ков, в том числе 24 станка с ЧПУ, расположенных в два ряда
относительно трассы движения рельсового транспортного манипу-
лятора. Оригинальным является двухуровневое объемно-плани-
ровочное решение системы обеспечения функционирования ста-
ночных линий. В зоне многоярусного склада /, обслуживаемого
двумя автоматическими штабелерами 2, на первом этаже преду-
смотрены приемно-отпускная площадка 3 с приводным реверсив-
ным рольгангом и шарнирно-балансирным манипулятором, уча-
сток мойки 4, контроля 5 и инструментальной подготовки 6 для
станков с ЧПУ.
На антресольном этаже на отметке «+6,65 м» расположены
контора склада 7, отделение комплектации 8 и помещение для
ЭВМ, управляющей автоматизированной транспортно-складской
системой.
Передачу тары со склада на участок и обратно осуществляют
с помощью передаточных тележек 9 и накопителей тары 10 ба-
шенного типа, располагаемых в начале линии. Для этого над
проездом на отметке «+4,55 м» расположены рабочие места
диспетчеров и комплектовщиков. Передача заготовок, полу-
фабрикатов, деталей, приспособлений и инструментов к рабочим
местам, на мойку и контроль осуществляется автоматизированной
системой через склад. Для этого на каждом участке, примыка-
ющем к сладу, предусмотрены приемно-передающие секции. На-
311
Рис. 13.15. Схема планировки авто-
матизированного участка обработки
деталей типа тел вращения
копители 10 башенного типа вместимостью 50 ячеек каждый ис-
пользуют как элеваторы для вертикального перемещения в зону
первого этажа, а также как межоперационные склады. Вдоль
трассы каретки-оператора 12 размещены одноярусные стеллажи-
накопители 13. Для загрузки тяжелых заготовок на станок ис-
пользованы шарнирно-балансирные манипуляторы КШ-160 и
М500.48.01 грузоподъемностью соответственно 125 и 500 кг.
Для уборки стружки от станков предусмотрены штангово-
ершовые конвейеры 11.
Двухуровневое решение системы обеспечения функционирова-
ния участка обеспечивает экономию производственной площади
за счет лучшего использования высоты полета, а также освобож-
дает проезд от пересечения с трассой рельсовой каретки опера-
тора.
Автоматизированный участок предназначен для изготовления
валов, фланцев, шестерен, втулок, оправок, гильз и других де-
312
талей станков в мелкосерийном производстве. Годовой выпуск
деталей составляет свыше 50 тыс. шт. при числе типоразмеров
около 500.
Изготовление деталей выполняется партиями по 20—100 шт.
На рис. 13.16 показана планировка части сборочного цеха завода
шлифовальных станков. Сборочный цех размещен в двух проле-
тах шириной 18 м, оборудованных подвесной кран-балкой на
участках узловой сборки и мостовым краном грузоподъемностью
10 т в отделении общего монтажа.
Станины и другие крупные корпусные детали передают из
механического цеха в сборочный с помощью электрической рель-
совой тележки. Мелкие и средние детали доставляют на склад
готовых деталей с помощью электрокаров в унифицированной
таре, оборудованной специальными ложементами для высокоточ-
ных деталей (пинолей, шпинделей и др.). При необходимости их
моют и консервируют. Хранят детали и комплектующие изделия
313
Рис. 13.16. Планировка оборудования и рабочих weci сборочною цеха шлифо-
вальных станков:
1 — стеллажи; 2 — верстаки; 3 — стенды для испытания гидросистем; 4 — сборочные
столы; 5 — пресс на верстаке; 6 — настольно-сверлильный станок на верстаке; 7 —
нагревательная установка; 8 — поворотный стеллаж; 9 — шкаф наладчика; 10 — моеч-
ная машина; 11 — радиально-сверлильный станок; 12 — электрическая тележка; 13 —
многоярусные стеллажи склада; 14 — рольганг; 15 — приемно-отправочный стол; 16 —
машина для консервации; 17 — панельный стенд; 18 — холодильная установка; 19 —
контрольная плита; 20 — козловой кран; 21 — тара
в ячейках многоярусных стеллажей в таре. Для перемещения
деталей на складе служат кран-балка и кран-штабелер; здесь же
комплектуют партии деталей и комплектующих изделий перед
отправкой их на сборку. Для этого предусмотрены рабочие места
с роликовыми конвейерами. Скомплектованные детали и изделия
электрокарами или подвесной кран-балкой передают на участок
узловой сборки, выполняемой на сборочных столах, верстаках
и испытательных стендах. На участках узловой сборки преду-
смотрен полукозловой кран для передачи собранных узлов на
перегрузочную тележку для доставки в пролет общей сборки
станков.
Общую сборку осуществляют на панельных стендах, представ-
ляющих собой массивные бетонные плиты с закладными металли-
ческими элементами для крепления собираемых станков. Непо-
314
средственно на стендах размещены стеллажи-подставки для изде-
лий и сборочного инструмента, а вдоль стендов — верстаки и
сборочные столы для предварительной сборки отдельных узлов и
механизмов. Установку базовых деталей на сборочные стенды и
монтаж крупных узлов осуществляют мостовым или козловым
кранами, перемещающимися вдоль пролета, а также консольно-
поворотными кранами непосредственно у рабочих мест.
13.5. Особенности компоновки
и планировки гибких
производственных систем
Производственная структура ГПС была рассмотрена
в подразд. 3.1. Рассмотрим основные факторы, определяющие
выбор вариантов расположения ГПМ производственной системы
и технических средств, входящих в систему обеспечения функцио-
нирования производства (СОФ).
Одной из основных составляющих СОФ является автоматизи-
рованная транспортно-складская система (АТСС). АТСС является
организационной основой ГПС, обеспечивающей возможность
планирования производства и реагирования на возникающие
ситуации в ходе производства. С помощью автоматизированной
системы управления производством АТСС обеспечивает взаимо-
действие различного оборудования ГПС. Поэтому при выборе
компоновочной схемы ГПС в первую очередь необходимо увязать
расположение ГПМ и АТСС.
На рис. 4.13 были показаны три принципиальные схемы, к ко-
торым можно свести все возможные варианты размещения ГПМ
и АТСС.
Различные компоновки накопительных и транспортных под-
систем в ГПС рассмотрены также в подразд. 6.5 и 7.4.
Относительно транспортной магистрали ГПМ размещают вдоль,
поперек, под углом, а также кустами с использованием кольцевых
структур при загрузке станков роботами (рис. 13.17). Выбор
варианта определяется видами транспорта, способом загрузки
заготовок на станок, направлением и способом удаления стружки
и другими факторами. Так, например, при использовании без-
рельсовых транспортных роботов для доставки заготовок и дета-
лей в кассетах и наличии в станке стружкоуборочного конвейера
с тыльной стороны эффективным является размещение станочных
модулей под углом (рис. 13.17, в). При такой планировке транс-
портный робот используется не только для передачи кассет с за-
готовками и деталями, но и для транспортирования емкости со
стружкой на участок ее сбора.
При использовании стружкоуборочных конвейеров применяют
размещение станочных модулей вдоль или поперек транспортной
магистрали. Продольное расположение характерно при обработке
заготовок в ГПС на приспособлениях-спутниках. При этом ва-
315
Рис. 13.17. Схемы размещения станочных мо-
дулей по отношению к транспортной маги-
страли:
а — вдоль; б — поперек; в — под углом; е —*
в виде кольцевой структуры; 1 — ГПМ; 2
стружкоуборочный конвейер; 3 — емкость для
стружки; 4 — транспортный робот; 5 робот
рианте наиболее просто осуществляется стыковка загрузочных
устройств станка с рельсовым или безрельсовым транспортными
роботами и конвейерами спутников.
Опыт проектирования показывает, что в пролете шириной 18 м
удается разместить до трех рядов оборудования ГПС для изготов-
ления деталей типа тел вращения и один-два ряда оборудования
при изготовлении корпусных деталей. В пролете шириной 24 м
размещают до четырех рядов станков при изготовлении деталей
типа тел вращения и мелких корпусных деталей и два-три ряда
для корпусных деталей.
На компоновку ГПС наряду с АТСС влияют и другие системы
обеспечения функционирования производства. Важнейшим ком-
понентом ГПС является система инструментообеспечения, которая
включает участок инструментальной подготовки и технические
средства для доставки и замены инструментов в магазинах ста-
ночных модулей. Как правило, участок инструментальной под-
готовки входит в состав ГПС, однако возможно инструментальное
обслуживание цеховым отделением. Доставку и замену инстру-
ментов в магазинах и револьверных головках станков в простей-
ших ГПС осуществляют вручную.
В более совершенных системах, рассчитанных на продолжи-
тельную работу в безлюдном режиме, предусматривают автомати-
ческую доставку и замену инструментов. Для этой цели исполь-
зуют транспортные роботы АТСС и станочные манипуляторы (см.
рис. 4.14) или предусматривают отдельную транспортную систему.
На рис. 13.18 показана схема ГПС FFS 500-3 фирмы «Вернер-
Кольб» (ФРГ), в которой для автоматической замены инструмен-
тов в многоцелевых станках 1 предусмотрена автоматизированная
система инструментообеспечения, включающая склад-накопитель
инструментов 2, робот на тележке 3 для подачи инструментов
в магазины станков и в склад-накопитель и станцию 5 для пред-
316
Рис. 13.18. ГПС для изгоювления корпусных деталей с автоматизированной системой инструментообеспечения и уборки
стружки
варительной настройки инструментов. Для транспортирования
заготовок в ГПС применена рельсовая тележка 9, вдоль трассы
которой размещены накопители палет 10. Запаса палет достаточно
для работы без обслуживания в третью смену. В начале ГПС
предусмотрены зона 8 загрузки и выгрузки заготовок и деталей
и моечная машина 6. На участке ГПС расположены управляющая
ЭВМ 4 и пульт управления 7. Для удаления стружки от станков
предусмотрены конвейеры 11, с помощью которых стружку транс-
портируют к емкостям 12, расположенным в зоне, удобной для
обслуживания внутрицеховым транспортом. ГПС предназначена
для изготовления корпусных деталей массой до 500 кг двухсот
наименований.
Для малых ГПС (с числом ГПМ до 6—8) отделение инстру-
ментальной подготовки не предусматривают, размещая одно
рабочее место (станцию) по настройке инструментов с приборами
настройки и терминалом у станков в зоне автоматизированной
системы инструментообеспечения, как показано на рис. 4.14 и
13.18, или рядом с другими службами СОФ (см. рис. 4.22).
При изготовлении корпусных и плоскостных деталей на мно-
гоцелевых станках в ГПС возможны два варианта установки за-
готовок для обработки. В условиях среднесерийного производ-
ства установку заготовок осуществляют непосредственно в при-
способления-спутники, расположенные на сменном столе (модуль
ИР500ПМФ4) или в магазине (модуль ИР500ПМ1Ф4). Достав-
ляют заготовки к рабочему месту транспортным роботом в таре,
таким же способом возвращают на склад или передают на следу-
ющую операцию. По такой схеме работает ГПС АСВ201 (см.
рис. 4.21), а также ГПС по изготовлению роботов завода «Красный
пролетарий».
При частых переналадках в условиях мелкосерийного произ-
водства предпочтительным является вариант автоматизации с ис-
пользованием обработки в приспособлениях-спутниках. В этом
случае установку заготовок в приспособления-спутники произ-
водят в отделении установки заготовок, полуфабрикатов и съема
деталей. Рядом обычно размещают агрегат мойки универсально-
сборной оснастки (УСО) и спутников, а также позиции сборки и
разборки УСО.
Для доставки спутников к станкам в этом случае используют
транспортно-накопительную систему ГПС. После обработки заго-
товок спутники поступают на агрегат мойки, после чего транс-
портный робот передает спутник на позицию съема деталей. Если
партия заготовок обработана полностью, спутник с приспособле-
нием передается на позицию или участок разборки использован-
ного и сборки нового приспособления из элементов УСО в соот-
ветствии с плановым заданием.
Отделение установки заготовок и съема деталей оборудуют
позициями загрузки и разгрузки, рабочими местами разборки
и сборки приспособлений, стеллажами для хранения элементов
318
УСО, консольно-поворотнвши кранами или шарниро-балансир-
ными ручными манипуляторами для выполнения операций за-
грузки, выгрузки, съема и укладки деталей в тару.
Число позиций А!поз загрузки и разгрузки приспособлений-
спутников определяется продолжительностью изготовления дета-
лей в спутнике при одном закреплении и временем установки заго-
товок и снятия деталей. Поскольку ГПС изготовляют разные де-
тали, удобнее пользоваться данными о средней продолжитель-
ности изготовления деталей на станке
Л/Г „ См. с^о^з^в
тпоз — / ф >
*СрЧПО8
где См. с — число многоцелевых станков ГПС, работающих с при-
способлениями-спутниками, проходящими через участок загрузки
и разгрузки приспособлений; Фо — эффективный фонд времени
работы оборудования; /С3 — коэффициент загрузки станков, при-
нимают К3 = 0,85; tB — среднее время снятия деталей и установки
в спутник заготовки; /ср — средняя продолжительность обработки
детали, закрепленной в спутнике на станке (данные о £ср приведены
в подразд. 6.5); ФП03 — эффективный фонд времени позиции
загрузки и разгрузки приспособлений-спутников в соответствии
с режимом работы участка (одна или две смены).
Время, затрачиваемое на установку заготовок в приспособ-
ление-спутник и снятие деталей, зависит от сложности базиро-
вания и закрепления, а также от числа заготовок, одновременно
обрабатываемых в одном спутнике, и степени механизации за-
крепления. В задачу рабочих по загрузке приспособлений входит
также укладка обработанных полуфабрикатов или деталей в уни-
фицированную тару для последующей отправки на автоматизи-
рованный склад.
Число рабочих Р3, обслуживающих позиции загрузки и раз-
грузки приспособлений-спутников, определяют по формуле Рв ~
= МпозФиоа/Фр, где Фр — эффективный фонд времени рабочего
(1860 ч).
Число рабочих, занятых сборкой и разборкой приспособле-
ний, можно определить исходя из числа приспособлений Na,
собираемых в течение года:
Ы __ См. с^олд
/Vn • y-j ,
fci>vn
где пд — среднее число приспособлений-дублеров, используемых
при обработке партии заготовок; Na — средний размер партии
обрабатываемых деталей.
Один слесарь-сборщик собирает до 1000 компоновок УСО
средней сложности в год. Площадь участка сборки УСО опреде-
ляют следующим образом.
Число слесарей на участке сборки УСО....................... 1 2—3 4
Норма площади, м?, на 1 человека.......................... 20 15 12
319
Пример планировки отделения, включающего участок уста-
новки заготовок и сборки-разборки УСО в ГПС АСК-20, показан
на рис. 4.22.
Контрольно-измерительные машины и устройства, входящие
в .систему автоматического контроля ГПС, размещают либо рядом
со станочными модулями, либо в составе отделений СОФ. Первый
вариант характерен для токарных роботизированных технологи-
ческих комплексов в составе ГПС в условиях среднесерийного
производства. При этом установку деталей в позицию измерения
производят отдельно стоящим или портальным роботом, обслужи-
вающим станок. Контрольно-измерительные устройства разме-
щают в зоне робота (см. рис. 4.21, 4.23). Результаты измерения
используют для управления точностью обработки путем коррек-
ции настроечных размеров инструментов с учетом обнаруживае-
мых систематических или закономерно изменяющихся погреш-
ностей.
Для ГПС для изготовления деталей типа тел вращения в усло-
виях мелкосерийного производства, а также для ГПС для изго-
товления корпусных деталей, как правило, создают отделение
технического контроля и размещают его в зоне транспортной
системы или автоматизированного склада. В СССР выпускают
координатно-измерительные машины BE-155 и ВЕ-200, которые
наряду с машинами фирм «ОПТОН» (ФРГ), «DEA» (Италия)
и других используют для создания контрольно-измерительных
ячеек ГПС. Пример использования контрольно-измерительной
машины в составе ГПС для изготовления корпусных деталей по-
казан на рис. 4.14. Спутники с деталями поступают на контроль-
ную позицию после мойки. В процессе измерения на координатно-
измерительной машине автоматически печатается паспорт детали
с результатами контроля.
Примером удачного решения является компоновка служб
систем обеспечения функционирования производства автоматизи-
рованных участков, разработанная НПО «Оргстанкинпром» для
условий мелкосерийного производства (см. рис. 13.15). Участки
комплектования обрабатываемых заготовок, инструментальной
подготовки, мойки и контроля деталей непосредственно примы-
кают к автоматизированному складу, что упрощает передачу
заготовок и деталей.
На рис. 13.19 приведена схема планировки одного из вариан-
тов ГПС типа АСВ, разработанных для модернизации действу-
ющего производства. ГПС этого типа предназначены для изготов-
ления деталей типа тел вращения в условиях мелкосерийного
производства.
В данном варианте в состав ГПС включены два сверлильно-
фрезерно-расточных станка 1 мод. 2206ВМФ4 и десять патронных
полуавтоматов 2 повышенной точности мод. 1П756ФЗ. Автомати-
зированная транспортно-складская система выполнена на базе
конвейера-накопителя 3, несущего четыре типа спутников: с кон-
320
Рис 13. J9. ГИС д.1я няоговления делался mna 1ел вращения А( В
цевым инструментом для сверлильно-фрезерно-расточных стан-
ков -- а, с поддоном для заготовок б, с комплектом оснастки —
в, с емкостями для стружки —г. С рабочими позициями и ме-
стами общий конвейер связан транспортными тележками 7 для
доставки заготовок, приспособлений и инструментов и манипу-
ляторами 8 для удаления стружки.
Транспортно-накопительная система имеет свободный ритм
перемещений, осуществляет все грузопотоки и обеспечивает не-
зависимую работу на всех позициях учаока Так, например,
транспортный манипулятор периодически подходит к станкам,
перегружает бак со стружкой на платформу Затем манипулятор
осуществляет перемещение к общему конвейеру и перегружает
емкость на свободную позицию конвейера. Да лее с помощью общего
конвейера и поперечного манипулятора емкость передается па
опрокидыватели отделения сбора стружки 4.
В составе ГПС предусмотрены отделение 5 приема заюговок
и выдачи деталей с пунктом контроля; отделение 9 наладки и
комплектации режущего инструмента и оснастки, оборудованное
поворотными стеллажами 10 и 11 соответственно для инструмен-
тов и оснастки и оптическим прибором настройки инструмента.
Возможна ручная загрузка станков с использованием шарнирно-
балансирных манипуляторов 6 для тяже 1ых деталей при много-
станочном обеду живании.
Имеются варианты использования ГПМ с тактовыми столами.
Для управления и технологической подготовки производства
предусмотрены управляющие вычислительные комплексы на базе
ЭВМ СМ 1420. В ГПС типа АВС достигнут высокий уровень авто-
матизации проектирования технологических процессов на базе
типовых технологических процессов и подготовки управляющих
1 1 Мельников Г Н и др.
321
Рис.
НИЮ
ный
13.20. Планировка цеха по изготовле-
промышленных роботов завода «Крас-
пролетарий»
программ с использованием подпрограмм обработки унифициро-
ванных конструктивных элементов деталей.
Суммарное время технологической подготовки токарной опе-
рации для обработки партии заготовок составляет около 60 мин
[15] (ознакомление с чертежом и маршрутом обработки — 10 мин,
заполнение карты исходных данных — 15 мин, расчет на ЭВМ —
322
10 мин, просмотр результатов расчетов и комплектация доку-
ментов — 15 мин и др.).
Планировка гибкого автоматизированного цеха по производ-
ству роботов завода «Красный пролетарий» показана на рис. 13.20.
Цех включает ГПС для изготовления деталей с общим числом
станков 52 шт. и отделение сборки и испытания роботов. В цехе
11» 323
изготовляют детали типа тел вращения, корпусные детали и плиты,
осуществляют сборку и испытание промышленных роботов М10П
и М20П. ГПС изготовляет детали 72 наименований, партиями по
65 шт.
Общая площадь цеха около 7800 м2, том числе площадь, за-
нимаемая ГПС механообработки, составляет 5200 м2. Здание цеха
состоит из шести параллельных и одного поперечного пролета
шириной 12 м.
Автоматизированная транспортно-складская система включает
два автоматических склада, расположенные в первом пролете,
и транспортную систему из пяти транспортных роботов, управляе-
мых от высокочастотного кабеля, проложенного в полу цеха,
а также устройства передачи поддонов у рабочих позиций. Склад 1
мелких и средних заготовок и склад 2 крупных заготовок обеспе-
чивают хранение необходимого запаса, откуда по запросам опера-
торов-наладчиков и по команде ЭВМ очередная партия заготовок
поступает на рабочую позицию. Кольцевые трассы транспортных
роботов охватывают все рабочие позиции и зону передачи деталей
на сборку. Возле каждой позиции предусмотрены приемные столы
для хранения очередной партии заготовок.
В каждом пролете расположено по одному ряду ГПМ с такто-
выми столами для загрузки или магазинами с приспособлениями-
спутниками. Установку заготовок на тактовые столы в приспособ-
лениях-спутниках выполняют операторы-наладчики. ГПС рабо-
тает в три смены, причем в первую смену 25 чел. заняты в основ-
ном профилактикой и наладкой оборудования на обработку
очередной партии. Во вторую смену работает 15 чел. и в третью —
5—7 чел.
Во втором пролете размещена линия 3 изготовления мелких
и средних деталей типа тел вращения, состоящая из семи токар-
ных ГПМ и одного круглошлифовального станка. В третьем про-
лете находится участок 4 патронной обработки деталей типа тел
вращения, включающий шесть ГПМ на базе станков 17209ПФ30
и три модуля на базе станков 1740РФЗ. Далее в трех пролетах
производится изготовление корпусных и плоскостных деталей.
На участке 5 установлены восемь ГПМ на базе многоцелевых
станков ИР 800 и вертикальных станков производства Японии.
Затем расположен участок 6, состоящий из девяти роботизирован-
ных технологических комплексов на базе двух вертикальных
станков FTCrD японской фирмы «Фанук» и робота М-3 той же
фирмы. На последнем участке 7 установлены шесть ГПМ на базе
станков ИР500 с магазинами спутников и три пятикоординатных
станка VD 23-30 фирмы «Хитачи Сейки» (Япония).
Детали в унифицированной таре транспортный робот передает
на площадку 8 и далее на сборочный участок 9, расположенный
перпендикулярно к направлению пролетов. Далее находится уча-
сток испытания 10 со стендами для проверки роботов в различных
режимах работы. В поперечном пролете размещены автоматиче-
324
ский склад 12 узлов и комплектующих изделий и инструмен-
тально-раздаточная кладовая 11. В отдельном помещении 13
находится управляющий вычислительный комплекс, а на каждом
участке установлены по два терминала для связи с ЭВМ. Для
подзарядки аккумуляторных батарей транспортных роботов пре-
дусмотрено зарядное устройство 14. Вдоль станочных линий и
рабочих мест сборочного отделения расположены трассы подвес-
ных кран-балок, которые наряду с шарнирно-балансирными ма-
нипуляторами используют для подъема и перемещения поддонов
с заготовками, а также для установки тяжелых заготовок в при-
способления-спутники и на столы многоцелевых станков.
Цех рассчитан на выпуск 6,3 тыс. промышленных роботов.
13.6. Увязка компоновочного плана цеха
с генеральным планом завода
Цехи механосборочного производства входят в об-
щую структуру машиностроительного завода, которая зависит
от объема выпуска, характера технологического процесса, требо-
ваний к качеству изделия, степени специализации и кооперирова-
ния производства и других факторов.
Компоновочный план цеха (корпуса) должен быть увязан
с расположением других цехов и служб завода, а также с транс-
портными коммуникациями. Для этого разрабатывают генеральный
план завода — план взаимного размещения всех зданий и соору-
жений, транспортных магистралей, инженерных сетей с учетом
рельефа и благоустройства территорий.
При разработке генерального плана определяют структуру
цехов и служб завода, их площади, а также технологическую
схему производства, определяющую их взаимное расположение.
В общем случае в состав машиностроительного завода входят:
заготовительные цехи — литейные, кузнечные, заготовительные
для резки заготовок из проката; обрабатывающие — механиче-
ские, сборочные, прессовые, окрасочные, металлопокрытий и др.;
вспомогательные цехи — инструментальный, модельный, ремонтно-
механический, электроремонтный, ремонтно-строительный,
экспериментальный; складские, энергетические, транспортные,
санитарно-технические и общезаводские устройства.
Общая тенденция, направленная на развитие специализиро-
ванных производств, обусловливает создание технологически,
подетально и предметно-специализированных заводов по произ-
водству заготовок, деталей и комплектующих изделий. При на-
личии таких специализированных производств машинострои-
тельные заводы, выпускающие изделия, становятся в основном
сборочными и изготовляют специфические детали, а также осу-
ществляют общую сборку изделий.
Технологическая схема производства показывает взаимосвязь
между подразделениями завода и последовательность движения
325
исходных материалов и полуфабрикатов в процессе их превраще-
ния в готовое изделие. Схема помогает рационально разместить
цехи, склады и другие подразделения завода, чтобы обеспечить
наименьшую мощность грузопотоков.
При технико-экономическом обосновании проекта составляют
предварительный генеральный план. На этом этапе потребные
площади цехов определяют по технико-экономическим показа-
телям, для того чтобы иметь представление о требуемых размерах
площадки. При разработке проекта состав завода, площади и
расположение подразделений уточняют и разрабатывают оконча-
тельный вариант генерального плана. При разработке генераль-
ного плана выбирают внешний и внутренний заводской транспорт.
Для крупных заводов предусматривают использование железно-
дорожного транспорта для внешних перевозок. Для малых и
средних заводов наиболее эффективно использование автомобиль-
ного транспорта.
Компоновку генерального плана начинают с зонирования
территории завода с целью размещения на ней групп цехов, име-
ющих подобные технологические процессы и требования к усло-
виям производства. Обычно выделяют зоны горячих цехов, обра-
батывающих и сборочных цехов, вспомогательных цехов, энерге-
тических и общезаводских устройств. Особую зону составляют
пожаро- или взрывоопасные производства, ее удаляют от других
зон на безопасное расстояние. При этом стремятся разместить
группы однородных цехов в одном корпусе, что способствует
удешевлению строительства, сокращению расходов на транспорт,
коммуникации, отопление.
При размещении цехов необходимо учитывать направление
господствующих ветров, располагая цехи с выделением пыли и
преобладающих ветров, располагая цехи, выделяющие пыль и
аэрозолей с подветренной стороны по отношению к обрабатываю-
щим цехам, общезаводским устройствам и жилым зонам. На-
правление грузопотоков необходимо увязывать с маршрутами
движений людей. С этой точки зрения транспортные вводы в кор-
пуса и входы работающих целесообразно делать с противопо-
ложных сторон. Склады заготовок в корпусах механических
цехов следует располагать со стороны заготовительных цехов.
При проектировании генерального плана используют прин-
ципы прямоточности технологических процессов, компактности
планировок, обеспечения минимальной территории под застройку
и сокращения коммуникаций. Выбранный вариант генерального
плана должен быть таким, чтобы было возможно использование
наиболее прогрессивных технологических процессов и транспорт-
ных систем. В случае необходимости следует резервировать пло-
щади для последующего расширения.
В качестве примера на рис. 13.21 показана схема генерального
плана станкостроительного завода, где реализован принцип зони-
рования территории, обрабатывающие, заготовительные и вспо-
326
Обо значения
f 1 Здания и сооружения
* * ♦ * * Крановые эстакады
-----1 Железнодорожные пути
t_._ ,_1 Автодороги
Рис. 13.21. Схема генерального плана станкостроительного завода^
1 — склад лесопиломатериалов; 2 — деревообрабатывающий корпус (с тарным цехом);
3 — корпус тяжелых станков; 4 — инженерно-лабораторный корпус; 5 — главный кор-
пус (с термоконстантным цехом); 6 — склад узлов и запчастей; 7 — корпус вспомога-
тельных цехов; 8 — корпус заготовительных цехов; 9 — склад металла и заготовок;
10 — склад отливок и поковок; 11 — главный магазину 12 склад готовой продукции;
13 — склад горючесмазочных материалов
могательные цехи сблокированы в отдельных корпусах, разде-
лены грузовые и людские потоки. В главном корпусе предусмо-
трен термоконстантный цех.
Выбранный вариант генерального плана обосновывается тех-
нико-экономическим расчетом. Основными технико-экономиче-
скими показателями, характеризующими генеральный план, яв-
ляются: коэффициент застройки Кзв = F3B/Fn, коэффициент ис-
пользования территории Ка = FB/FB, показатель интенсивности
использования участка Киа = F/Fn (F3B — площадь застройки
крытыми сооружениями; Fn — площадь участка завода; FB —
площадь используемой территории с учетом открытых складов,
транспортных магистралей и тротуаров; F — суммарная полез-
ная площадь зданий с учетом этажности). Важными показателями
также являются удельная мощность грузопотоков (в тонно-кило-
метрах на 1 га), степень сблокированности корпусов (шт/га) и др.
Обычно значение коэффициента застройки для машинострои-
тельных заводов находится в пределах 0,45—0,6.
Контрольные вопросы
1. Какие факторы влияют на выбор компоновочной схемы произ-
водственного здания? Назовите основные конструктивные элементы здания.
2. Как размещают административные и бытовые помещения цеха при раз-
работке компоновочного плана?
327
3. Как осуществляется привязка колонн к разбивочным осям производ-
ственного здания?
4. Назовите основные принципы, определяющие выбор компоновки цеха.
5. Как размещают вспомогательные отделения цеха по отношению к произ-
водственным участкам и линиям?
б. Приведите примеры компоновочных решений механосборочных цехов
для условий поточного и непоточного производства.
7. Какие факторы определяют необходимость уточнения планировки обо-
рудования и рабочих мест, а также численности работающих после проектиро-
вания вспомогательных служб и разработки компоновочного плана цеха?
8. Каковы особенности размещения оборудования в ГПС?
9 Как размещают службы системы обеспечения функционирования ГПС?
10. Как определяют число позиций загрузки и разгрузки приспособлений-
спутников и рабочих, обслуживающих эти позиции в ГПС?
11. Приведите примеры планировочных решений в ГПС.
12. Какие факторы влияют на выбор варианта взаимного размещения цехов
завода? Сформулируйте основные принципы построения генерального плана
завода.
И РАЗРАБОТКА ЗАДАНИЙ
НО СТРОИТЕЛЬНОЙ,
САНТЕХНИЧЕСКОЙ
И ЭНЕРГЕТИЧЕСКОЙ
ЧАСТЯМ.
ЭКОНОМИЧЕСКОЕ
ОБОСНОВАНИЕ ПРОЕКТА
14.1. Основные данные для проектирования
строительной, санитарно-технической
и энергетической частей
Для разработки комплексного рабочего проекта
(проекта) во всех частях проектанты-технологи составляют зада-
ния на проектирование специальных частей проекта. Основу
при разработке специальных частей технического проекта состав-
ляют задания на проектирование вместе с исходными данными по
выбранной площадке для строительства нового корпуса или по
реконструируемому цеху, по компоновочным и планировочным
решениям и ведомостям состава работающих.
Техническое задание на проектирование строительной части
включает следующие разделы: общую часть; характеристику
помещений; спецификации оборудования, устанавливаемого на
отдельные фундаменты; требования к строительной части, вызы-
ваемые устройствами по удалению стружки; нагрузки на полы и
перекрытия от производственного оборудования: состав работаю-
щих по цехам и отделениям.
В качестве задания на разработку проекта по строительной
части проектанты-технологи выдают:
характеристику среды производственного помещения с ука-
занием категории пожароопасности, температуры и влажности
воздушной среды, запыленности и т. д.;
данные на проектирование полов и внутренней отделки поме-
щений с определением нагрузки от воздействия на полы оборудо-
вания, транспортных средств и агрессивных жидкостей, а также
специальные требования к полам и отделке помещений;
данные на специальные строительные работы—фундаменты
под основное и вспомогательное оборудование;
данные на проектирование средств шумоглушения, которые
составляют для помещения с повышенным уровнем звукового
давления.
329
Кроме указанных исходных данных, для разработки проекта
по строительной части проектанты указывают места пристройки
бытовых помещений, нагрузку от подвесных транспортных средств
на несущие конструкции здания, месторасположение трансфор-
маторных подстанций, лестничных клеток, санитарных узлов и др.
В задании указывают, из какого количества и какой ширины,
длины и высоты пролетов должен состоять корпус, какие из про-
летов крановые, а какие бескрановые, какие цехи и вспомогатель-
ные подразделения располагают в корпусе. Вместе с пояснитель-
ной запиской к заданию на проектирование строителям-проекти-
ровщикам выдают чертеж планировки всего корпуса с располо-
жением оборудования (чаще всего в масштабе 1 : 100). В общей
части указывают, имеются ли подвалы — по каким осям и с ка-
кой отметкой, а также назначение подвалов и чертежи их пла-
нировки. Указывают также привязку подъемно-транспортного
оборудования к зданию.
Далее в задании по отдельнььм цехам, участкам может быть
указано, например, что все технологическое оборудование массой
до 7 т, кроме отдельного (по особому списку), устанавливают на
общую бетонную подушку всего цеха. При использовании авто-
матизированного безрельсового напольного транспорта предъяв-
ляют особые требования к неровностям пола.
При поточном производстве тракторов, автомобилей, станков
применяют в основном одноэтажные здания, с бескрановыми про-
летами. Только в отдельных пролетах, где ведется изготовление
крупных корпусных деталей или производится сборка тяжелых
узлов, может быть установлено крановое оборудование. В ГПС
для обеспечения планировочной гибкости часто используют кра-
новые пролеты. Высота до низа несущих конструкций может быть
выбрана по действующим нормам. В целях применения унифи-
цированных пролетов и стандартных строительных деталей часто
здание проектируют с одинаковыми пролетами и одинаковой вы-
соты, что может ускорить строительство.
Производственное здание может быть выполнено или из сбор-
ных железобетонных конструкций, или из стальных конструкций.
Этот вопрос решают при строительном проектировании с учетом
технологических требований.
Фундаменты под железобетонные колонны или стальные ко-
лонны промышленных зданий выполняют из железобетонных
конструкций ступенчатого типа. Размеры подошв фундаментов
выбирают в зависимости от нагрузок от оборудования и состояния
грунта. При планировке оборудования, устанавливаемого на
отдельные фундаменты, необходимо учитывать размеры фундамен-
тов колонн и под оборудование. Размеры сечений железобетонных
колонн принимаются не менее 30x30 см.
Перегородки в отделениях по восстановлению режущего ин-
струмента и в помещениях для лекальных и контрольных работ
делают стеклянными g нижней железной частью, высотой 1 м и
ззо
общей высотой перегородки 2,5—3 м.
В бытовых и конторских помещениях
применяют деревянные или в от-
дельных случаях стальные перего-
родки. Двери и ворота для выхода
наружу или на лестничную клетку
располагают от наиболее удаленного
рабочего места на расстояниях, соот-
ветствующих нормам по технике про-
тивопожарной безопасности. Двери
для эвакуации работающих должны
открываться в направлении выхода
из здания.
Ширина ворот обычно превышает
ширину средств транспортирования
не менее чем на 600 мм и должна
быть не менее 1,8 м. Высота ворот
должна превышать высоту средств
транспортирования на 200 мм и в це-
лом составлять не менее 2,4 м. Для
защиты от холодного воздуха в воро-
Рис. 14.1. Фундамент на коври-
ках для установки высокоточно-
го оборудования
тах устраивают тепловые завесы или
тамбуры. Лестничные клетки на верхние этажи бытовых пролетов
располагают на расстояниях, соответствующих нормам [12].
В основном все оборудование цеха устанавливают на общую
бетонную подушку, изготовленную из армированной железными
прутьями сетки 25x25 см толщиной 250—300 мм. Оборудование,
имеющее переменные динамические нагрузки, например стро-
гальные, плоскошлифовальные и другие станки, а также обору-
дование весом более 7 т устанавливают обычно на отдельные
фундаменты (по списку, прилагаемому к пояснительной записке).
Станки классов точности А и С и измерительные устройства,
для которых недопустимы колебания даже небольшой амплитуды,
устанавливают на виброизолирующие фундаменты. На такие же
фундаменты устанавливают и сборочные стенды для сборки пре-
цизионных изделий. Эти фундаменты должны располагаться на
определенном расстоянии от несущих конструкций здания —
колонн и стен. Фундаменты для такого оборудования проекти-
руют строительные отделы проектных институтов. Чертежи фун-
даментов под автоматические линии выполняет та организация,
которая проектирует линии.
Фундаменты на естественном и свайном основании применяют
для установки оборудования повышенной точности с недостаточно
жесткими станинами, или оборудования, в котором имеют место
внутренние факторы возбуждения колебаний.
Свайные фундаменты обеспечивают более высокую виброизо-
ляцию при высокой жесткости основания. Фундаменты этого типа
применяют также для оборудования с тяжелыми перемешающи-
331
Рис. 14.2. Способы креп-
ления оборудования к
фундаментам:
а — при использовании еди-
ничных фундаментов; б —•
при наличии общей фунда-
ментной плиты цеха
мися узлами, с неуравновешенными деталями, а также для обо-
рудования, работающего с резкими реверсами отдельных узлов.
Применяются также фундаменты на резиновых ковриках.
В качестве виброизолирующего элемента используются коврики
КВ-1 и КВ-2, как показано на рис. 14.1. Бетонный блок можно
устанавливать непосредственно на поверхности коврика, который
покрывают гидроизоляционной бумагой и листом кровельного
железа. Коврики имеют высоту 21—26 мм, площадь 350x350 мм.
Фундаменты на резиновых ковриках применяют для установки
станков классов точности В и А и оборудования с недостаточно
жесткими станинами или с сильными динамическими возмуще-
ниями. Для снижения колебаний фундамент делают тяжелым и
отделяют от основного фундамента сквозным швом. Недостатками
фундаментов этого вида являются относительная сложность кон-
струкции и значительные габариты в плане. Однако монолит-
ность фундамента обеспечивает надежную установку оборудова-
ния и высокую точность его работы. Фундаменты на пружинах
являются самым надежным, но и самым дорогим видом вибро-
изоляции, их применяют лишь для установки станков класса
точности С, точных измерительных машин и т. д. В этом случае
бетонный блок ставят на пружины, которые как бы заменяют
коврик.
Размеры фундаментов в плане определяют по размерам осно-
вания оборудования. Расстояние от боковой плоскости опор ста-
нины до границы фундамента должно быть не менее 100 мм, а рас-
332
Рис. 14.3. Виброизолирующие опоры для установки прецизионного оборудования
стояние от границ колодцев для анкерных болтов до границы фун-
дамента — не менее 200 мм. Оборудование, устанавливаемое на
специально проектируемые фундаменты одного из приведенных
выше типов, как правило, крепят к фундаменту анкерными бол-
тами (рис. 14.2), что значительно повышает жесткость самой ста-
нины (до 10 раз).
Оборудование с относительно короткими станинами можно
устанавливать на фундамент или общую плиту с помощью клиньев,
заливая их по всей опорной поверхности станины цементным рас-
твором, одновременно закрепляют оборудование анкерными бол-
тами. Такая установка оборудования уменьшает деформацию ста-
нины на 30—40 %.
При установке в цехе станков классов Н и П и некоторых
типов класса В ограничиваются виброизолирующими опорами.
Применение их обеспечивает требуемое качество полуфабрикатов
после обработки, упрощает перестановку станков.
Упругими элементами в таких опорах, обеспечивающих изоля-
цию от вибраций, которая вызывается соседним оборудованием,
могут быть следующие элементы: при частоте собственных коле-
баний системы больше 20 Гц — фетр, пробка, прорезиненная
парусина, пластмассы, армированные волокнистыми материалами,
свинцово-асбестовые прокладки; при частоте 20—10 Гц—ре-
зина, проволочная сетка объемного плетения, толстые фетровые
и пробковые прокладки; при частоте 10—50 Гц — резина (рабо-
тающая на сдвиг), проволочная сетка объемного плетения; при
частоте меньше 5 Гц — спиральные и листовые пружины, пнев-
матические опоры.
333
Наиболее широкое применение нашли виброизолирующие
опоры ОВ-ЗО и ОВ-31, имеющие в качестве упругого элемента про-
кладки из резины (рис. 14.3, а, б), а также опоры с проволочной
сеткой (рис. 14.3, в, а), пневматические выравнивающие опоры и др.
При установке оборудования на виброизолирующие прокладки
необходимо обеспечить достаточно плотное прилегание прокладки
как к полу, так и к станине; в противном случае могут возникнуть
местные перегрузки в прокладках, что приводит к преждевремен-
ному их изнашиванию и к искажению значений собственных ча-
стот колебаний. Для достижения этого условия к качеству пола
под установку прецизионного оборудования предъявляют повы-
шенные требования. Кроме того, для предохранения виброизоли-
рующих прокладок от преждевременного изнашивания необхо-
димо исключить возможность течи масла и СОЖ на пол.
На полу цеха устанавливают оборудование массой до 10 т
нормальной и повышенной точности и с жесткими станинами,
у которых отношение длины к высоте сечения меньше 10.
Легкое оборудование массой до 2 т, не имеющее высоких ди-
намических нагрузок, можно устанавливать непосредственно на
торцовое покрытие бетонного пола.
На ленточных фундаментах устанавливают оборудование мас-
сой до 30 т.
Вопрос о нагрузках на полы и перекрытия от массы производ-
ственного оборудования является одним из важнейших для строи-
тельного проектирования и последующей эксплуатации корпуса.
Эти нагрузки приводят в ведомости с указанием наименований
помещений, нагрузок на фермы от технологического и вспомога-
тельного оборудования, от напольного колесного транспорта.
Типы полов и допустимые нагрузки в зависимости от технологи-
ческих процессов даны в табл. 14.1.
14.1. Покрытия пола и допустимые технологические нагрузки
Цехи, отделения, помещения Покрытие Максималь- ная техно- логическая нагрузка, кН/м2
Механические цехи (производ- Полимерцементное 30—50
ственная площадь) Торцовая деревянная шашка 30
Прецизионные механические и сборочные цехи, участки Керамические плитки на це- ментно-песчаной прослойке 15
Сборочные цехи (производ- Торцовая деревянная шашка 30
ственная площадь) Полимерцементное 30—50
Испытательные отделения, стан- ции Керамические плитки на це- ментно-песчаной прослойке 1,5
Цеховые контрольные и кон- трольно-поверочные пункты Поливинилацетатное на цемент- но-песчаной прослойке; лино- леум 5
334
Хорошим покрытием полов являются плитки из мраморной
крошки. На главных магистральных проездах применяют также
чугунные или бетонные плитки, причем чугунные более прочны.
Покрытие выбирают в зависимости от конкретных условий экс-
плуатации и согласовывают с проектантами-строителями.
При выборе покрытия пола необходимо учитывать его химиче-
скую стойкость, т. е. влияние на него рабочих жидкостей — воды,
минерального масла и эмульсии, щелочных растворов, бензина,
керосина и др., а также водонепроницаемость и водостойкость,
истир аемость, бесшумность.
На основании общего количества обслуживающего персонала
производят все расчеты площадей бытовых помещений, столовых,
туалетных комнат, красных уголков и т. д. Данные о количестве
обслуживающего персонала приводят в ведомости, в которой
перечисляют все входящие в корпус производственные цехи и
вспомогательные подразделения. Для всех производственных под-
разделений корпуса указывают с разбивкой по категориям числа
работающих мужчин и женщин. В этой же ведомости указывают
также число (отдельно мужчин и женщин) ИТР и служащих по
подразделениям. Кроме того, важно знать количество мужчин
и женщин, работающих в первую смену. При этом число ИТР
подразделяется на работающих непосредственно на производ-
ственной площади цеха и на работающих в конторских поме-
щениях.
Многоэтажные здания проектируют тогда, когда для производ-
ства требуется относительно малогабаритное оборудование или
если ограничена территория завода. Для многоэтажных зданий
имеются рабочие чертежи конструкций, разработанные приме-
нительно к унифицированным габаритным схемам, утвержденным
Госстроем СССР.
Проектирование санитарно-технической части проекта вклю-
чает в себя разделы: водоснабжение для санитарно-бытовых нужд,
канализация, вентиляция, очистные сооружения, установки для
кондиционирования воздуха в термоконстантных помещениях и др.
В задании для проектирования водопровода и канализации
вместе с планировкой оборудования цеха с разрезами здания
и ведомостями состава работающих указывают данные о потреб-
ностях и расходе воды на производственные нужды и о возможных
сбросах сточных вод.
В механосборочных цехах вода потребляется как для произ-
водственных (технологических), так и бытовых нужд. Для про-
изводственных нужд вода расходуется на приготовление охлаж-
дающих жидкостей, промывку изделий, охлаждение и закалку
в установках ТВЧ, гидравлические испытания, для гидрофильтров
в кондиционерах и окрасочных установках, на выработку пара
для производственных нужд. Степень очистки воды, идущей на
производственные нужды, определяется конкретными условиями
потребления.
335
Для бытового потребления используют очищенную воду, при-
годную для потребления человеком, в питьевых автоматах и
фонтанчиках, в душевых, умывальниках, санитарных узлах и т. п.
Расход воды для потребления каждого вида рассчитывают по
специально составленным ведомостям потребителей, которые
должны содержать следующие сведения: шифр потребляющего
воду оборудования по планировке; наименование цеха и участка;
общий и суточный расход воды (м3) на единицу оборудования
с учетом коэффициента загрузки оборудования; характер работы
оборудования - • сменяемость объемов потребления воды; объем
воды, сбрасываемой в канализацию (наименование химиката, со-
держание его в растворе, особенности сбрасываемых растворов
и др.).
При этом особенно важно, чтобы из очистных сооружений не
было сброса в канализацию загрязненной химикатами воды, опас-
ной для здоровья людей, животного и растительного мира.
В задание на проектирование отопления и вентиляции вклю-
чают: режим работы цеха; ведомость оборудования, требующего
устройства местных вентиляционных отсосов; указания о необ-
ходимости воздушных завес у ворот; температуру, которая должна
поддерживаться в цехе; количество холодного металла, посту-
пающего в цех (в среднем за смену); размеры ворот и режим их
открывания (число и продолжительность открываний в смену).
Задание по теплоэнергетической части выдают для разработки
проекта по снабжению цеха сжатым воздухом, технологическим
паром и другими энергоносителями. Для этого в его состав вклю-
чают расчетные данные о потребностях в сжатом воздухе, техно-
логическом паре и т. п.
Пар расходуется на техноло! ические нужды: подогрев охла-
ждающих жидкостей при их приготовлении и воды в моечных
машинах, в сушильных камерах, для отопления и др. Ведомость
потребителей пара составляют с указанием сведений, необходи-
мых для определения его годового расхода по каждому потреби-
телю, цеху и отдельному участку. Для указанных выше целей
расходуется пар давлением 150—400 кПа. Если необходимо по-
давать пар под высоким давлением, может быть запроектировано
строительство котельной, что должно быть согласовано с инспек-
цией Котлонадзора.
В состав задания по электрической части входят данные для
разработки проекта электроснабжения цеха, включающие указа-
ния по предполагаемым местам расположения трансформаторных
подстанций, спецификация принятого оборудования с указанием
его мощности, категория пожароопасности.
Для проектирования электроснабжения механосборочною про-
изводства составляют ведомости потребителей но подразделе-
ниям, размещенным в корпусе. В ведомости указывают расположе-
ние каждого отдельною потребителя силовой энергии на соответ-
ствующей планировке, причем с разделением потребления энергии
336
на бытовые и производственные помещения. По перечисленным
разделам потребления электроэнергии составляют сводные ве-
домости, указывая количество оборудования и установленную
мощность по цехам и отделениям.
При установлении категорий и классов пожароопасности ру-
ководствуются отраслевыми нормами, учитывающими характер
производства в цехе. Механосборочные производства относятся
в основном к категории Д,однако отдельные участки могут быть
отнесены к категории В и Г. Помещения для оборудования про-
тивопожарной автоматики должны быть расположены на первом
этаже с самостоятельным выходом и площадью: для газового
тушения — 40 м2, для пенного тушения -- 100 м2.
При разработке заданий на проектирование специальных ча-
стей проекта необходимо уделять большое внимание и проектиро-
ванию систем связи и сигнализации, без чего современное механо-
сборочное производство невозможно реализовать.
В состав данных для разработки проекта связи и сигнализации
включают: планировку оборудования с указанием мест монтажа
аппаратов или установок; сведения о числе и типе установок связи;
задание на разработку диспетчерской сигнализации; места рас-
положения телевизионных установок,электрочасов и радиотран-
сляционных точек.
В современном механосборочном производстве обязательно
наличие следующих основных видов связи, которые в той или иной
степени участвуют в осуществлении технологических и производ-
ственных процессов: а) связи общего назначения (АТС, телеви-
дение, электрочасовые установки); б) административно-хозяйст-
венной связи (внутризаводская АТС, установка главного диспет-
чера, установки цеховых диспетчеров, директорская установка,
установка главного инженера, промышленная телевизионная уста-
новка); в) установка специального назначения (пожарная сигна-
лизация, коммутатор спецсвязи и др.).
14.2. Экономическая часть
и пояснительная записка к проекту
Проектирование механического или сборочного цеха
заканчивается выбором оптимального варианта проекта, опреде-
лением его технико-экономических показателей и составлением
пояснительной записки.
При выборе оптимального варианта проекта цеха следует
ориентироваться на проект, имеющий минимум приведенных
затрат.
Приведенные затраты складываются из себестоимости изготов-
ления продукции (С) и произведения нормативного коэффициента
эффективности капитальных вложений (Ен ~ 0,12) на капиталь-
ные затраты (К). При определении капитальных вложений необ-
337
ходимо учитывать стоимость всего основного и вспомогательного
оборудования, включая транспортно-заготовительные работы и
монтаж, стоимость общей площади цеха, стоимость оборотных
средств в незавершенном производстве, затраты на жилищное
и культурно-бытовое строительство и др. [27].
Суммарная стоимость оборудования Коб определится по фор-
муле
ко0 = S Да^пр,
где Ц — оптовая цена оборудования, руб.; а — коэффициент,
учитывающий затраты на доставку и установку оборудования
(а = 1,1); —принятое количество оборудования.
При расчете стоимости общей площади цеха учитывают стои-
мость 1 м2 площади (на предварительной стадии расчета ее при-
нимают равной 140—200 руб.).
В общем виде цеховая себестоимость изготовления продукции
С = М + 3 + Р + А + И + П + Н + Цр,
где М — затраты на материал или заготовку; 3 — расходы на
заработную плату производственных рабочих, включая начисле-
ния по соцстраху и отпускам; Р — расходы по эксплуатации
основного оборудования; А — расходы на амортизацию основного
оборудования; И — расходы на эксплуатацию режущих инстру-
ментов; П — расходы на эксплуатацию технологической оснастки;
Н — расходы по наладке оборудования; Др — общецеховые рас-
ходы.
Затраты на материал и заготовки определяют с учетом стоимо-
сти отходов. Если сравниваемые варианты производственных про-
цессов предусматривают изготовление деталей из заготовок, полу-
ченных одним и тем же методом, то стоимость последней можно
не включать в технологическую себестоимость. В тех вариантах
процесса, когда заготовки разные, их стоимость следует учиты-
вать. Стоимость заготовки определяют по отчетным данным соот-
ветствующего цеха завода или в случае получения заготовки со
стороны, по данным прейскурантов в зависимости от массы и
сложности заготовки. К прейскурантным ценам следует добавить
5—10 % на транспортно-заготовительные работы.
Затраты на заработную плату производственных рабочих
определяют на основании нормы времени на данную операцию,
квалификации рабочего (разряда) и тарифной ставки:
3 = ^?0Т^Тр^8П>
где /?ст — часовая тарифная ставка, определяемая согласно раз-
ряду, указанному в технологической карте; /тр — трудоемкость
338
выполнения операции, мин; Лэп = 1,5 ... 1,7 — коэффициент,
учитывающий выполнение норм, расходы по социальному стра-
хованию и оплате отпусков, в также величину доплат.
Расходы по эксплуатации станочного оборудования включают
затраты на электроэнергию, затраты на смазывающие и охла-
ждающие жидкости.
Для укрупненных расчетов при экономическом анализе можно
воспользоваться упрощенной формулой себестоимости (коп.) рас-
хода электроэнергии на 1 мин машинного времени:
____ V кт Цьл
эл — Аэс2¥у 6Q ,
где /Сэс — коэффициент использования электродвигателя по вре-
мени и мощности; N? — установленная мощность электродвига-
теля на оборудовании, кВт; Ц9Л = 1,2 ... 1,5 — стоимость 1 кВт/ч
электроэнергии, коп.
Себестоимость ремонта можно определить, пользуясь норма-
тивами единой системы планово-предупредительного ремонта. По
этой системе себестоимость ремонта оборудования каждого типо-
размера определяется категорией сложности ремонта R и про-
должительностью межремонтного цикла.
Расчет себестоимости ремонта станка на 1 мин работы его
следует определять по формулам (коп/мин) [24]:
для легких и средних станков Ср = J?/147,6p;
для крупных и тяжелых станков Ср = 7?/8ОР;
для особо тяжелых и уникальных станков Ср ~ 7?/99,8р,
где R — категория сложности ремонта станков (РЕС), которую
принимают по единой системе ППР; Р — коэффициент; для по-
точного прозводства р = 1,0, для непоточного Р = 1,3 ... 1,5.
Расходы на смазочные материалы и СОЖ весьма незначительны
(0,2—0,4 коп. на 100 мин работы станка), и в обычных условиях
ими можно пренебречь.
Расходы на амортизацию оборудования
Са = пс/ш,
где aQ — амортизационные отчисления, отнесенные к 1 мин
штучного времени /ш.
Для универсального оборудования величина амортизацион-
ных отчислений определяется по нормам, а для специального
оборудования — от годовой программы выпуска деталей на
нем.
Расходы по эксплуатации режущего инструмента на одну
операцию
339
с„ = ^ + ^п^п. И f
и Тф («п + 1) {Р’
где Sa — первоначальная стоимость инструмента; пп — количе-
ство повторных заточек; Сп.и — себестоимость одной повторной
заточки инструмента; Тф — фактическая стоимость инструмента
между двумя переточками; tp — длительность работы инструмента
на протяжении одной операции.
При многоинструментной наладке следует определять эксплуа-
тационные расходы по каждому инструменту и полученные зна-
чения суммировать.
Себестоимость эксплуатации технологической оснастки опре-
деляют исходя из того, что расходы по технологической оснастке
должны быть списаны на общее число изделий, подлежащих вы-
пуску в течение 2 лет. Следовательно, ежегодные амортизацион-
ные отчисления составляют 50 % стоимости оснастки. Размер
годовых расходов по ремонту приспособлений можно принять
8—10 % их стоимости, тогда годовые расходы на эксплуатацию
специальных приспособлений составят 58—60 % от их перво-
начальной стоимости.
Расходами на сжатый воздух и электроэнергию, используемые
в технологической оснастке, можно пренебречь.
Так как срок службы универсальной оснастки довольно ве-
лик, а расходы на ее эксплуатацию, приходящиеся на одну опе-
рацию, незначительны, эту составляющую технологической себе-
стоимости можно не учитывать.
Расходы по наладке оборудования
с __ Зп^н^з. п
Ьп jj ,
где Зп — затраты на заработную плату наладчика за единицу
времени, коп.; ta —длительность наладки станка, мин; Л3.п —
коэффициент заработной платы, учитывающий выполнение норм,
расходы по соцстраху и оплату отпусков; П — число операций,
выполненных за одну наладку.
Следует отметить, что при числе переналадок (6—24 в год)
затраты на наладку оказываются небольшими, а в поточном произ-
водстве, когда за каждым технологическим оборудованием закреп-
лена определенная операция, затраты на переналадку не учиты-
вают.
В общецеховые расходы включают затраты на работу вспомо-
гательных систем цеха.
При оценке качества проекта производят проверку обеспечения
выполнения основных показателей, предусмотренных техническим
заданием на проектирование, и рассматривают принятые в про-
екте технические решения на соответствие нормам технологиче-
ского проектирования, требованиям научной организации труда,
340
охраны труда и окружающей среды. В состав показателей, исполь-
зуемых при оценке качества проекта, включают:
основные показатели — годовой выпуск продукции в оптовых
ценах, в натуральном выражении, чистой (нормативной) продук-
ции в оптовых ценах; численность работающих с разбивкой на
рабочих, ИТР и служащих; основные промышленно-производствен-
ные фонды; капитальные вложения по основным промышленно-про-
изводственным фондам; трудоемкость выпускаемой продукции;
показатели уровня техники, технологии, механизации и авто-
матизации производства — количество основного оборудования;
процент применяемых прогрессивных, малоотходных видов заго-
товок; фондовооруженность работающих; коэффициент использо-
вания материала; уровень механизации и автоматизации произ-
водственных процессов (%), который определяют по следующей
зависимости:
Уа ~ s ТШ100’
где 2 Тм — сумма всего машинного времени, станко-ч; Тш —
сумма всех штучных времен, ч;
показатели уровня организации труда, производства и управ-
ления — производительность труда (выработка нормативно-чистой
продукции) на одного работающего; коэффициент сменности ра-
боты оборудования; фондоотдачи (выработка нормативно-чистой
продукции на 1 руб. основных производственных фондов); коэф-
фициент кооперирования производства; количество примененной
вычислительной техники в управлении и организации производ-
ства; наличие системы управления цехом; общая трудоемкость
важнейших изделий;
показатели уровня эффективности проекта — полная себе-
стоимость продукции; себестоимость важнейших изделий; рента-
бельность; срок окупаемости капитальных вложений; эффектив-
ность от внедрения проекта на 1 руб. затрат на проектирование;
показатели социальных факторов и условий труда — наличие
решений по обеспечению наиболее благоприятных и безопасных
условий труда; удельный вес численности рабочих, занятых руч-
ным трудом, по отношению к общей численности рабочих, наличие
решений по охране окружающей среды и использованию отходов
производства; наличие собственных технических решений, защи-
щенных авторскими свидетельствами;
показатели оформления проекта — комплектность докумен-
тации и соответствия ее нормативным документам о порядке раз-
работки и утверждения; соответствие оформления документации
требованиям нормативных документов.
Определение категории качества проекта производят по балль-
ной системе с учетом коэффициента весомости по каждой группе
показателей.
341
К пояснительной записке технологические отделы прилагают
спецификации оборудования, на основе которых в дальнейшем
составляют заказные спецификации на оборудование.
Контрольные вопросы
1. Какие данные выдают проектанты-технологи для разработки
проекта по строительной части?
2. Как производится выбор типа фундамента под оборудование?
3. Что указывается в задании на проектирование санитарно-технической
части?
4. Что входит в состав задания на проектирование теплоэнергетической
части?
5. Назовите основные технико-экономические показатели проекта цеха.
СПИСОК ЛИТЕРАТУРЫ
1. Адаптивное управление станками/Б. М. Базров, Б. С. Ба-
лакшин, И. М. Баранчукова и др. М.: Машиностроение, 1973. 688 с.
* 2. Алексеенко А. В. Сбор и переработка металлической стружки. М.: Ма-
шиностроение, 1980. 120 с.
3. Андрес А. А., Потапов И. М., Шулешкин А. В. Проектирование заво-
дов и механосборочных цехов в автотракторной промышленности. М.: Машино-
строение, 1982. 271 с.
4. Балакшин Б. С. Основы технологии машиностроения. М.: Машино-
строение, 1969. 559 с.
5. Барташев Л. В. Технико-экономические расчеты при проектировании
и производстве машин. М.: Машиностроение, 1973. 384 с.
' 6. Васильев В. Н. Организация, управление и экономика гибкого инте-
грированного производства в машиностроении. М.: Машиностроение, 1986.
312 с.
7. Вороненко В. П. Автоматизированное проектирование механосборочных
цехов//Механизация и автоматизация производства. 1986. №4. С. 27—29.
8. Гибкое автоматизированное производство/В. О. Азбель, В. А. Егоров,
А. Ю. Звоницкий и др. Л.: Машиностроение, 1985. 454 с.
9. Гибкие производственные комплексы/В. А. Лещенко, В. М. Киселев,
Д. А. Куприянов и др. М.: Машиностроение, 1984. 384 с.
10. Дащенко А. И., Белоусов А. П. Проектирование автоматических линий:
Учеб, пособие для машиностроительных специальных вузов. М.: Высшая школа,
1983. 328 с.
11. Егоров В. А. Автоматизация проектирования предприятий. Л.: Маши-
ностроение, 1983. 327 с.
12. Егоров М. Г. Основы проектирования машиностроительных заводов.
М.: Высшая школа, 1969. 480 с.
13. Жданович В. Ф., Гай Л. Б. Комплексная механизация и автоматизация
в механических цехах. М.: Машиностроение, 1976. 288 с.
14. Козырев Ю. Г. Промышленные роботы: Справочник. М.: Машино-
строение, 1983. 376 с.
15. Комплексная автоматизация в станкостроении/И. Н. Соколов, Ю. Е. Ро-
зенфельд, Е. П. Киринский и др.//Сб. науч, трудов НПО «Оргстанкинпром».
М.: Оргстанкинпром, 1986. 160 с.
16. Коновалов В. С. Организация, механизация и экономика заводского
транспорта. 2-е изд., перераб. и доп. М.: Машиностроение, 1980. 312 с.
17. Кузнецов М. М., Волчкевич Л. И., Замчалов Ю. П. Автоматизация
производственных процессов: Учебник для втузов. 2-е изд., перераб. и доп.
М.: Высшая школа, 1978. 431 с.
18. Маликов О. Б. Склады гибких автоматизированных производств. Л.:
Машиностроение, 1986. 187 с.
19. Мамаев В. С., Осипов Е. Г. Основы проектирования машиностроитель-
ных заводов. М.: Машиностроение, 1974. 290 с.
20. Металлорежущие станки и автоматы/А. С. Проников, Н. И. Камышний,
Л. И. Волчкевич и др. М.: Машиностроение, 1981. 479 с.
343
2Г АЪирофанов С П. Групповая техноло1ия машиностроительного произ-
водства' И 2-х т. Т. Г Организация групповою производства. Л.: Машино-
сорееш’-*, 1483 407 с.
2'2 Общесоюзные нормы технологическою проектирования предприятий
'А1ШНН0С1 роение, приборостроения и металлообработки. Механообрабатывающие
и строчные цехи. ОНТП-14-86 Гипрооанок. М: ВНИИТЭМР, 1987 97 с.
23. Организация, планирование и управление деятельностью промышлен-
ных прецприягий/Ф И. Биншток, Е С. Васильев, С. Е. Каменицер и др. М.:
Высшая школа, 1976. 535 с.
24. Охрана труда в машиностроении: Учебник для машиностроительных
вузов/Е. 51. Юдин, С. В. Белов, С. К Баланцев и др М.: Машиностроение, 1983.
432 с.
25. Петров В. А., Масленников А. Н., Осипов Л. А. Планирование гибких
производственных систем. Л.: Машиностроение, 1985. 182 с.
26. Проектирование гибких производственных систем механической обра-
ботки деталей. А1Р-040-79—86, МР-040-80—86. М.: НПО «Оргстанкинпром». 1986.
27. Проектирование машиностроительных заводов и цехов: Справочник.
В 6 т./Б. И. Айзенберг, М. Е. Зельдис, 10. Л. Казарновский и др. М.: Машино-
строение, 1974, 1975.
28. Проектирование сборочных цехов станкостроительных заводов.
МР 04-30—80. М.: НПО Оргстанкинпром. 1986.
29. Сборка и монтаж изделий в машиностроении/П. П. Алексеенко,
Н. Л. Гельфанд, Б. Г. Гольштейн и др. В 2-х т. Т. 1. Сборка изделий машино-
строения. М.: Машиностроение, 1983. С. 270--298.
30. Типовые проекты участков настройки инструмента вне станка и обслу-
живание иисгруменгом участков станков с ЧПУ. РТМ2— Н80-3-— 80. М.: НПО
«Оргстанкинпром», 1981. 162 с.
31. Федоров В. Г. Предпроектное обследование предприятий при создании
ГПС. Сер. 8. Обзорная информация. М.: ВНИИТЭМР, вып. 7. 1987.
32. Чернко Д. В., Хабаров Н. Н. Основы проектирования механосборочных
цехов. М : Машиностроение, 1975. 348 с.
33 Хартля Дж. ГПС в действия/Пер. с англ. М.: Машиностроение, 1987.
328 с
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматы контрольно-сиргировоч-
ные — см. Контрольно-сортировочные
автоматы
Агрегаты загрузки спутников — На*
значение 194
— Принцип работы 194, 195
— Схемы построения транспортных си-
стем с их использованием 196, 197
— Схемы размещения у станка 198, 199
В
Вспомогательные подразделения —
Назначение 13
Г
Генеральный план завода Основные
принципы построения 326
— Факторы, влияющие на выбор ва-
рианта взаимного размещения цехов
326
Гибкие производственные системы
(ГПС) - Изготовляемые детали 49
— Источники повышения эффекгив-
кости 51
— Классификация 46
— Направления создания 48
— Определение площади участка сбор
ки УСО 319
— Особенности компоновки 315 -318
— Особенности планировки 320 -325
— Понятие 46
— Пример 47
-- Расчет числа позиций загрузки л
выгрузки 319
— Расчет ЧИСЛеННОе1И раСЮЧИх, <<4.j
тых разборкой и сборкой приспечобле-
ний 319
— Расчет численности рабочих, обслу-
живающих позиции загрузки и раз
грузки 319
— Схемы планировок 110—113
*—Эффективность по iравнению < . р
фекТИВНОСТЬЮ аВТОНОМНЫХ СГаПКок
с ЧПУ 50—52
Грузопоток — Понятие 15
Грузы — Классификация 170
д
Декомпозиция обьектов проектирова-
ния 24
Диагностирование техническое
Разновидности 270
— Способы 270
3
Задание на проецирование РиЗра
ботчики 31
- -- Согласование 36
Состав 34—-36
Задачи проецирования Критерии
выбора вариант проекта 18—20
-- организационные 18
- - технологические 18
- -экономические 18
Затраты приведенные Пошдне 33?
34 !>
Здания производственные — Выбор
компоновочной схемы 288
— Выбор параметров 101, 102
— Конструктивные схемы пролетов
289, 290
— Конструктивные элементы 295
— Привязка конструктивных элемен-
тов к разбивочным осям 295, 296
— Размеры унифицированных проле-
тов 102
— Размещение административно-тех-
нических служб и бытовых помещений
292, 293, 302
— Размещение вспомогательных отде-
лений 302
— Размещение высотных складов 293
И
Инженерно-технические работники
(ИТР) — Понятие 15
— Расчет численности при детальном
проектировании 138
— Расчет численности при укрупнен-
ном проектировании 137
Инструментальное хозяйство заво-
да — Состав 206
Инструменты — Доставка к техноло-
гическому оборудованию 214, 215
— Комплектование 214
— Настройка 214
— Разборка 218
— Способы организации замены 206,
207
— Хранение 213, 214
Инструменты вспомогательные — Оп-
ределение оборотного фонда 208 —
режущие — Доставка к станкам 214,
215 — Контроль установки в гнезда
инструментальных магазинов 210,
211 — Настройка для станков токар-
ной группы 211 — Определение номен-
клатуры 207 — Определение оборотно-
го фонда 207, 208 — Определение про-
должительности работы 209 — Расчет
площади для хранения 219 — Расчет
площади, необходимой для разбор-
ки 218 — Расчет числа приборов для
настройки 212 — Расчет численности
слесарей-инструментальщиков по на-
стройке 212 — Способы восстановле-
ния 221
К
Каретки-операторы 180, 181
Конвейеры для удаления стружки 228,
229
— ленточные 182—184
— пластинчатые 182
— подвесные толкающие 186
— распределительные 192
— роликовые 183
— шаговые 182
Контроль качества изделий — Виды 235
— Назначение 235
— Средства 236—240
— Схема разработки системы 242
— Этапы технологического процесса
243
Контроль качества изделий в испыта-
тельных отделениях — Организация
254, 255, 257 — Проектирование отде-
лений 255—257— на контрольных
пунктах (или отделениях) — Органи-
зация 242 — Проектирование отделе-
ний 244—254 — Требования к поме-
щениям 253 — на рабочем месте —
Организация 241
Контрольно-блокировочные устрой-
ства — Назначение 269
Контрольно-измерительные машины —
Конструкции 248—250
— Преимущества 251
Контрольно-сортировочные автома-
ты — Назначение 248
— Структурная схема 247, 248
Коэффициент загрузки станков 65
— занятости рабочего при многоста-
ночном обслуживании 135
— застройки 327
— использования оборудования 71
— использования территории 327
— многостаночного обслуживания 59,
131
— приведения 55—58
346
— прогрессивности 62
Краны 188, 189
Л
Линии поточные — см. Поточные ли-
нии
Лотки 186
М
Машины контрольно-измерительные —
см. Контрольно-измерительные ма-
шины
Метод экспертных оценок 243
Многостаночное обслуживание — Оп-
ределение числа станков, обслуживае-
мых одним рабочим 134, 135
— Условие для реализации 133
— Циклограмма для участка поточной
линии 135
Мощность производственная 12
О
Оборудование производственное —
Классификация 14
— технологическое — Определение
состава 75 — Расчет численности ав-
тооператоров для обслуживания ин-
струментами 216—218 — Укрупнен-
ные методы расчета числа станков
72—75
— цеха — Выбор состава 45, 52 —
Планировка 16—18
Обслуживание многостаночное — см.
Многостаночное обслуживание
— ремонтное — см. Ремонтное обслу-
живание
— техническое — см. Техническое об-
служивание
Обслуживающий персонал — Расчет
численности 138, 139, 218
— Уточнение численности работающих
309
Объем выпуска продукции — Понятие
12
Операции транспортные — см. Тран-
спортные операции
Оснастка техноло»ическая — см.
Технологическая оснастка
П
Персонал обслуживающий — см. Об-
служивающий персонал
Площадь цеха общая 14
— служебно-бытовая 14
Поддоны 189
Подразделения вспомогательные — см.
Вспомогательные подразделения
Позиция рабочая — см. Рабочая по-
зиция
Поточные линии — Применение 63,
64 — Разновидности 64
— непрерывно-поточные — Расчет чис-
ла станков 64—66
— переменно-поточные — Расчет числа
станков 66—68
— сборки — Определение содержания
сборочных операций 69— Определение
числа рабочих мест 69, 70
Предпроектные работы — Обследова-
ние перед реконструкцией 32
— Разработка технико-экономического
обоснования 32, 33
— Цели 31
Программа выпуска 12
— приведенная 58
Проектирование отопления и вентиля-
ции — Состав задания 336
— санитарно-технической части —
Расчет расхода потребляемой воды
336 — Состав задания 335
— связи и сигнализации — Состав
задания 337
— специальных частей — Разработка
задания 337
— строительной части — Выбор типа
полов и допустимых нагрузок 334,
335 — Данные для разрабо1ки зада-
ния 329, 330 — Состав задания 329, 330
— теплоэнергетической части — Состав
задания 336
— электрической части — Состав за-
дания 336 — Составление ведомостей
потребителей 336, 337
347
Проектирование цехов — Автоматиза-
ция — см. Системы автоматизирован-
ного проектирования (САПР)
— Анализ конструктивно-технологиче-
ской общности деталей 84
— Анализ планово-организационных
характеристик деталей 85
— Варианты размещения станочных
модулей в ГПС 109
— Выбор варианта размещения про-
изводственных участков 95—97
— Выбор варианта расположения обо-
рудования групповых поточных линий
106—108
— Выбор варианта расположения обо-
рудования непрерывно- и переменно-
поточных линий 103—105
— Исходные данные для разработки
компоновочного плана 297, 300
— Методика формирования структуры
производственных подразделений 84
— Методическая основа машинного
проектирования 92
— Направление совершенствования 28
— Определение ориентировочной об-
щей площади 97, 101
— Определение площадей участков 97,
101
— Определение числа участков авто-
матических линий жесткого типа 83
— Основные принципы, определяющие
выбор компоновочного плана 300
— Особенности проектирования для
изготовления высокопрочных изде-
лий 127, 129
— Особенности расположения обору-
дования и рабочих мест 113—115
— Примеры компоновочных решений
302, 307—309
— Примеры планировочных решений
117, 120—127, 309—312, 313—315 —
Размещение стационарных рабочих
мест сборки для единичного мелко-
серийного, среднесерийного производ-
ства 117, 118
— Синтез групп деталей для изгото-
вления на одном участке 85—91
— Системный подход к определению
348
структуры 78, 79
— Темплетный метод планировок 118,
119
— Традиционный подход к определе-
нию структуры 78
— Требования 26
— Условия обеспечения эффектив-
ности 27
— Уточнение планировки рабочих
мест 308, 309
— Факторы влияющие на качество
проекта 27, 28
Проектирование цехов по приведенной
программе 54—59, 60, 70
— по точной программе 54, 60
— по условной программе 58
Проект рабочий — Назначение 37 —
Состав 37
— цеха — Выбор оптимального ва-
рианта 337, 338 — Определение тех-
нико-экономических показателей 338—
340 — Показатели качества 340, 341 —
Пояснительная записка 341
Производственная система — Выс-
ший уровень декомпозиции 25, 26
— Принципы декомпозиции 24
— Структурное описание 26
Производственный процесс — основ-
ные этапы 11 — Понятие 11
— непоточный — Понятие 12
— поточный — Понятие 11, 12
Производство — Ориентировочные дан-
ные для определения типа 42
— Понятие 11
— Последовательность проектирова-
ния 21, 22
— Разновидности специализации 53
— Способы интенсификации 42—53
— Этапы проектирования 20, 21
Пролет — Понятие 15
Промышленные роботы — Использо-
вание 192—194, 228, 232
— Классификация 193
— Понятие 192
— Расчет требуемого количества в по-
точном производстве 199, 200
Процесс производственный — см.
Производственный процесс
— технологический — см. Технологи-
ческий процесс
Р
Работы предпроектные — см. Пред-
проектные работы
Рабочая позиция 12, 13
Рабочие — Ориентировочные данные о
соотношении численности вспомога-
тельных и производственных рабочих
136, 137
— вспомогательные — Понятие 14,
15 — Расчет численности при укруп-
ненном и детальном проектировании
136
— производственные — Понятие 14 —
Расчет численности при детальном
проектировании 133 — Расчет числен-
ности при укрупненном проектирова-
нии 130—133, 136
Ремонтное обслуживание — Назначе-
ние 226 — Основные задачи 226—
Системы ремонта 227
— комплексными ремонтными брига-
дами 228
— отделением по ремонту электрообо-
рудования и электронных систем 227
— ремонтно-механическим цехом 227
— цеховой ремонтной базой 227
Роботизированные технологические
комплексы (РТК) — Классификация
200, 201
— Планировочные решения 202, 203
— Примеры 203—205
— Типовые планировки 202, 203
Сборка непоточная — Определение по-
требного количества оборудования 72
— Расчет трудоемкости 71, 72
— Расчет числа рабочих мест 71
— поточная — Варианты 118 — Рас-
чет числа рабочих мест 67
Система инструментообеспечения —
Мастерская по ремонту оснастки 224,
225
— Назначение 206
— Определение площади, занимаемой
участком инструментальной подготов-
ки 219
— Определение площади кладовой ин-
струментов 219
— Определение площади кладовой
слесарно-сборочных инструментов 219
— Определение площади мастерской
по ремонту оснастки 224
— Определение площади, потребной
для заточного станка 222, 223
— Построение 209, 210
— Построение управленческий модели
275
— Применение автооператоров 216
— Проектирование отделения по вос-
становлению режущих инструментов и
ремонту оснастки 221—224
— Проектирование секции обслужива-
ния инструментами производственных
участков 212—220
— Проектирование секции сборки и
настройки 210—212
— Расчет площади для хранения тех-
нической документации 218
— Расчет числа заточных станков 222
— Расчет численности персонала в от-
делении по восстановлению инструмен-
тов 254
— Режимы работы 275
— Способы обслуживания оборудова-
ния инструментами 215, 216
Система охраны труда — Назначение
258
— Обеспечение безопасной работы об-
служивающего персонала 259
— Обеспечение санитарных условий
труда 260, 261
— Обслуживание работающих 262
— Принципы размещения помещений
и средств для охраны труда 262—266
— Структура 258, 259
Система производственная — см.
Производственная система
Система управления и подготовки про-
изводства — Выбор технических
средств сбора, передачи и обработки
информации 285—287
— Диагностирование и управление си-
стемой инструментообеспечения, кон-
349
троля качества изделий, ремонтного и
технического обслуживания 274, 275
— Диагностирование и управление
техническим оборудованием 269—273
— Назначение 267
— Обеспечение хранения, редактиро-
вания и передачи на устройстве ЧПУ
коррекции на исходное положение
спутников и инструментов 269, 270
— Организация диспетчирования 284
— Организация оперативно-производ-
ственного планирования 281, 282
— Организация технологической под-
готовки производства 277—281
— Организация учета 283, 284
— Принципы построения 267, 268
— Программы обеспечения производ-
ственного процесса 285, 286
— Управление транспортными и склад-
скими операциями 273
Системы автоматизированного проек-
тирования (САПР) — Назначение 22,
23
— Отличие от традиционных систем
проектирования 23
— Структура обеспечивающей систе-
мы 24
— Структурная схема 25
— Этапы проектирования 29
Системы автоматизированные транс-
портно-накопительные (АТНС) 159
— транспортно-складские (АТСС) 158
Системы автоматического измерения и
компенсации 238, 239
— автоматического контроля погреш-
ности базирования спутников в при-
способлениях 240
— автоматической размерной настрой-
ки технологической системы 240
Системы адаптивного управления
(САУ) — Разновидности 269
Системы складские — Варианты ком-
поновок 150—152
— Габаритные схемы и параметры
клеточных стеллажей 147, 148
— Динамика изменения запасов 140,
141
— Классификация 141, 142
350
— Назначение 140
— Нормы для проектирования 153, 154
— Нормы для расчета площади кла-
довых цеха, участка сборки и хране-
ния УСП или УСПО 162
— Оборудование для приема и пере-
работки грузов 150
— Общая структура 144, 145
— Определение численности кладов-
щиков 162
— Организация хранения готовых из-
делий 160, 161
— Организация хранения полуфабри-
катов 148, 149
— Организация хранения проката и
штучных заготовок 145—149
— Основные технологические опера-
ции 143, 144
— Размещение накопительных под-
систем в автоматических линиях жест-
кого типа 164, 165
— Размещение накопительных под-
систем в ГПС 165—168
— Расчет количества транспортных
средств 156, 157
— Расчет площади при детальном про-
ектировании 155, 156
— Расчет площади при укрупненном
проектировании 152
— Расчет числа сборно-разборных
приспособлений 163
— Расчет численности работающих
155—157
— Функциональные подсистемы 143
Служащие — Понятие 15
— Расчет численности 138
Станкоемкость — Понятие 59
— на годовую программу 62
— по видам работ 61, 62
Т
Такт выпуска 54
Тележки электрические 179
Темплеты 118
Техническое обслуживание — Назна
чение 226
— Обеспечение микроклимата и чисто-
ты воздушной среды 233, 234
— Подвод электроэнергии и станкам
232
— Снабжение сжатым воздухом 232,
233
— Способы переработки стружки 229
— Способы снабжения станков СОЖ
230, 231
— Способы удаления и транспортиро-
вания стружки 228, 229
Технологическая оснастка — Проекти-
рование 280, 281
Технологический процесс — Методы
проектирования 279, 280
— Понятие 11
Транспортирование — Разработки тех-
нологического процесса 175, 177
Транспортные операции — Расчет ма-
ши ноем кости 190
Транспортные системы — Классифи-
кация 172
— Назначение 170
— Определение состава и основных
характеристик элементов 177
— Основные направления проектиро-
вания 172—-174
— Построение схемы транспортных
связей 174—176
— Проектирование 177, 178
Транспортные системы внутрицеховые
178-191
— лотковые 186—188
— межоперационные 191—205
— монорельсовые 184—186
Трудоемкость изделия — Определение
60—63
— Понятие 59
У
Унифицированные типовые секции
(УТС) — Понятие 288
Устройства автоматического контроля
236—239
— для поворота изделий 194
— контрольно-блокировочные — см.
Контрольно-блокировочные устройства
Ф
Фахверк — Понятие 296
Фундаменты — Выбор типа 330—334
К
Хозяйство инструментальное — см.
Инструментальное хозяйство
ц
Центрокузы 173
Центролиты 173
Цикл производственный — Понятие
12
— расчетный 12
— фактический 12
Э
Электрокары 232
Электропоезд без водителя 179, 181
УЧЕБНОЕ ИЗДАНИЕ
Мельников Георгий Николаевич, Вороненко Владимир Павлович
ПРОЕКТИРОВАНИЕ МЕХАНОСБОРОЧНЫХ ЦЕХОВ
Редактор И. С. Фор стен
Переплет художника Р. А. Казакова
Художественный редок юр С. Н. Голубев
Технический редакюр Т, С. Старых
Корректоры А П. Стона, О. Е. Митина
ИБ № 6026
Сдано в набор 01 08 89. Подписано в п чать 27 11 89. Т-08258.
Формат бОХЭО1/^ Бумага офсетная № 1. I ннитура литературная.
Печать офсетная. Усл. печ. л. 22,0 Усл кр -отт 22,0
Уч.-изд. л 24,43. Тираж 25 000 эк < Заказ 819 Цена 1 р 10 к
Ордена Трудового Красного Знамени издать ь. юо «Машиностроение»,
107076, Москва, Стромынский пер , 4
Типография № 6
ордена Трудового Красного Знамени издательства «Машиностроение»
при Государегвенном комитете СССР по печати.
193144, Ленинград, ул. Моисеенко, 10