/

























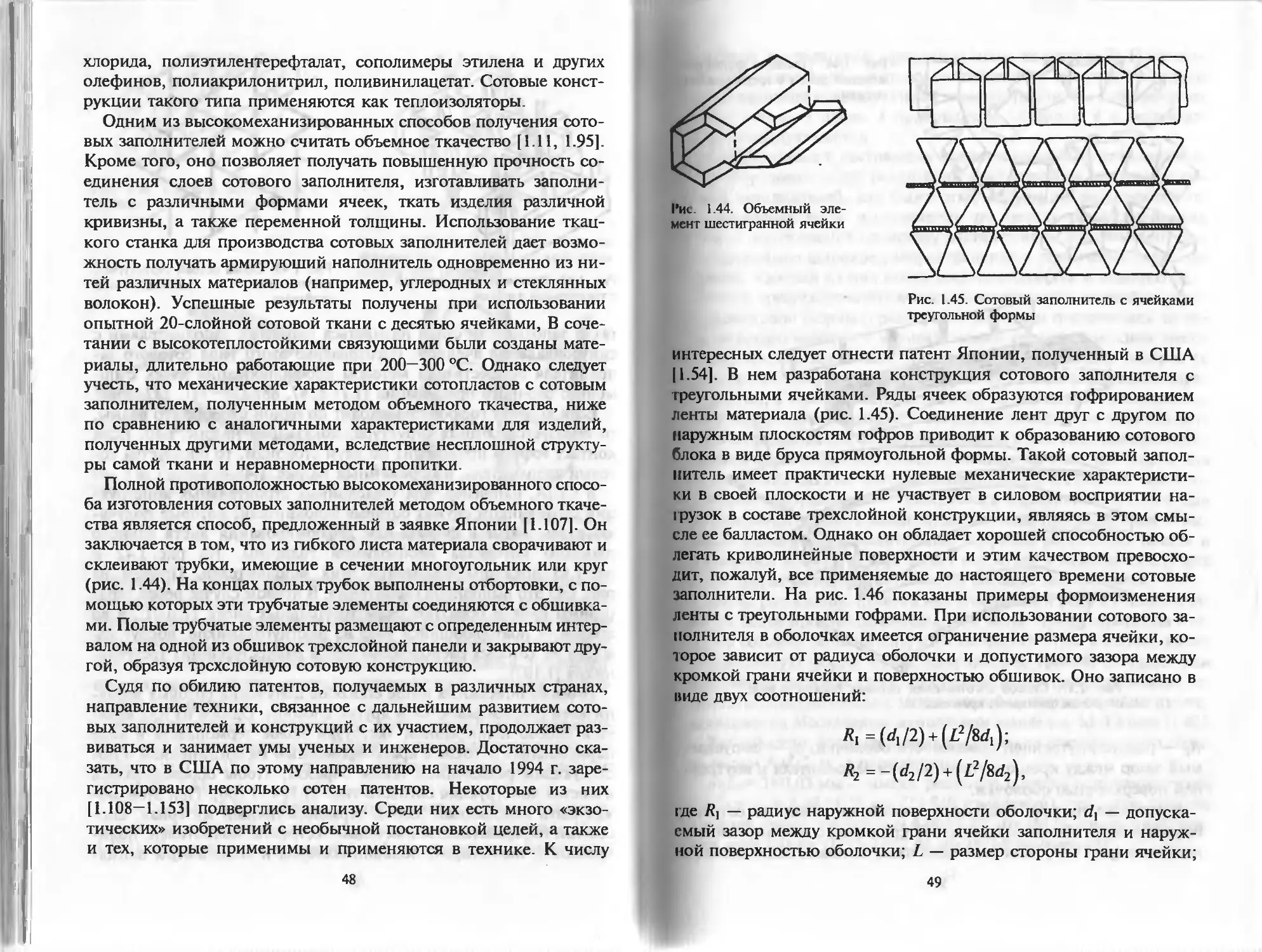































































































































































































Текст
’ ’ ; ” ”” Г-Ч-1 WWR-R-—।
Т _ • • «Ч • "• , »«»**>•«. - - —
J \ -
' в С.М. К<эшин В.И. Семенов
ВВОЕ ПОКОЛЕНИЕ
СОТОВЫХ ЗАПОЛНИТЕЛЕЙ
для авиационно-космической
техники
£5009
А.А. Иванов С.М. Кашин В.И. Семенов
НОВОЕ ПОКОЛЕНИЕ
СОТОВЫХ ЗАПОЛНИТЕЛЕМ
для авиационно-космической
техники
МОСКВА ЭНЕРГОАТОМИЗДАТ 2000
УДК 629.7.023
ББК 39.62
И20
ii/e-f'f
•ГПНТБ СО РАН j
!. ОС.ПуД 1 |-тах.|
I библиотеке!
Рецензент В.Н. Пышнов
И20 Иванов А.А., Кашин С.М., Семенов В.И. Новое поколе-
ние сотовых заполнителей для авиационно-космической
техники.— М.: Энергоатомиздат, 2000.— 436 с.: ил.
ISBN-5-283-03183-2
Дан общий анализ современного уровня развития производства сото-
вых заполнителей, методик расчета и экспериментального определения
механических характеристик, эффективности сотовых конструкций и об-
ласти их применения
Приведено более 200 конструкций ячеек нового поколения сотовых за-
полнителей, изложены основные способы их изготовления, а также рас-
смотрены примеры выполнения технологического оборудования для изго-
товления сотовых блоков как в виде плоских прямоугольных панелей в
плане, так и в виде разнообразных оболочек или их части.
Для инженеров, занятых изготовлением или проектированием сотовых
заполнителей, проектированием легких и прочных конструкций различ-
ного назначения, а также для студентов, аспирантов, преподавателей ву-
зов и факультетов повышения квалификации инженерного состава отрас-
левых производств.
ISBN-5-283-03183-2
© Авторы, 2000
ПРЕДИСЛОВИЕ
Трехслойные сотовые конструкции безусловно следует поста-
вить в один ряд с самыми эффективными изобретениями уходя-
щего XX века. Именно поэтому, начиная с 50-х годов этого сто-
летия их широко применяют во многих отраслях мировой про-
мышленности. Пионерами, а в дальнейшем и законодателями в
этой области стали авиакосмические компании наиболее разви-
тых стран, таких как США, Франция и Великобритания. Приме-
нение сотовых конструкций во многом определило успешное
развитие авиационной и ракетно-космической техники, а вместе
с ними дало толчок развитию технологии клееных, паяных и
сварных тонкостенных конструкций, методам их проектирова-
ния, изготовления, расчета и испытаний. Впервые инженеру-
конструктору представилась реальная возможность проектирова-
ния оптимальных конструкций. Эти факторы не замедлили ска-
заться на числе разработанных конструкций для самых различ-
ных отраслей техники — от строительства до элементов косми-
ческих аппаратов.
Анализ достижений позволяет сделать некоторые обобщения.
Первое заключается в том, что темпы разработок и изучения
новых сотовых заполнителей значительно отстают от темпов раз-
работок и внедрения сотовых конструкций в разнообразные от-
расли промышленности. Расширение областей применения трех-
слойных сотовых конструкций сопровождается требованиями
значительного повышения их характеристик. Однако реально
промышленность всех развитых стран использует в сотовых кон-
струкциях заполнители, разработанные до середины этого столе-
тия и не отвечающие современным требованиям, предъявляемым
к новой технике. Более того, сам сотовый заполнитель как кон-
струкционный материал является самым малоизученным эле-
ментом конструкций.
3
Второе обобщение заключается в том, что при проектировании
оптимальных конструкций необходима возможность широкого
варьирования характеристиками используемых материалов. Сов-
ременные сотовые заполнители этой возможности не допускают.
Во-первых, потому, что промышленно развитые страны серийно
изготавливают только один тип заполнителя — с шестигранной
ячейкой. А, во-вторых, потому, что этот сотовый заполнитель
может быть изготовлен только из одного определенного матери-
ала, например, из стали, стеклоткани, бумаги и т.п. Низкие ме-
ханические характеристики сотовых заполнителей с шестигран-
ной фермой ячеек не позволяют, например, существенно повы-
сить прочность и жесткость сотовых конструкций, что сущест-
венно ограничивает возможность их оптимизации. Если исхо-
дить из известных публикаций, то в настоящее время известно
белее трехсот разнообразных типов дискретных (сотовых) и ком-
бинированных заполнителей. Однако большинство их конструк-
ций имеют ту же эффективность, что и сотовый заполнитель с
шестигранной ячейкой, а разработки остальных находятся на
стадии идей без разработанной технологии, технологического
оборудования и конкретных областей применения.
Третьим важным для авторов выводом является то, что все
специалисты, занимавшиеся и занимающиеся в настоящее время
разработкой сотовых конструкций и изготовлением сотового за-
полнителя, видят в нем только элемент трехслойных балок, па-
нелей или оболочек. Они не отводят ему самостоятельной роли
как элемента декоративного оформления помещений и исполь-
зования, например, в качестве ограждающих или других конст-
рукций.
И последнее. Оно, может быть, явилось главным побуждаю-
щим мотивом для авторов при подготовке этой книги. Ни в од-
ной известной публикации не упоминаются достижения и при-
оритеты России в разработках как сотовых конструкций, так и их
элементов. Возможно это будет первой книгой, где основное ее
содержание целиком основано на разработках российскими ин-
женерами нового поколения сотовых заполнителей, не имеющих
в настоящее время мировых аналогов.
В данной книге вся информация расположена в двух главах. В
первой главе конспективно изложены основные достижения в
области изготовления сотовых заполнителей и трехслойных кон-
струкций с их использованием. Вторая глава посвящена описа-
4
нию нового поколения сотовых заполнителей, компенсирующих
недостатки известных. Все новые разработки защищены патента-
ми Российской Федерации. Некоторые из них упомянуты в
книге.
Авторы ни в коей мере не претендуют на исчерпывающую
глубину и общность затронутых вопросов и с благодарностью
примут все замечания и предложения читателей по адресу:
141070, Московская обл., г.Королев, ул. Пионерская, дом 4. ЗАО
«ЦНИИМаш — Поликомп». Тел.: (095) 516-89-90, (095) 513-98-
27. Факс: (095) 511-23-97.
Авторы
5
ВВЕДЕНИЕ
Сотовый заполнитель объединяет трехслойную конструкцию в
единое целое, соединяясь о несущими слоями, деталями насы-
щения и законцовками с помощью склеивания, пайки или свар-
ки. Обладая целым рядом достоинств, трехслойные конструкции
с сотовым заполнителем прочно вошли в состав многих узлов и
агрегатов современных изделий ряда отраслей промышленности
развитых стран. Продолжая быстро развиваться и совершенство-
ваться, сотовые конструкции завоевывают себе все новые облас-
ти применения, нуждаясь в разработке серьезных методов опти-
мизации всех элементов для достижения оптимума в целом.
Для того, чтобы являться объектом оптимизации сотовый за-
полнитель должен обладать способностью иметь заданные хара-
ктеристики в заданных направлениях: механические, тепловые,
электрические и другие. Это может быть достигнуто как конст-
рукцией его ячеек, так и их взаимным расположением в сотовом
блоке, а также возможностью применения различных материалов
в каждой ячейке и варьированием форм ячеек по площади сото-
вого заполнителя в соответствии с заданным законом изменения
его характеристик. Однако существующие в настоящее время со-
товые заполнители не способны выполнить эти требования, что
существенно сужает пространство их оптимизации, которое сво-
дится к зависимости их характеристик от двух геометрических
параметров: толщины материала и размера стороны ячейки.
При разработке сотовых заполнителей нового поколения авто-
ры стремились добиться выполнения следующих главных целей:
1) механические характеристики новых заполнителей должны
быть выше аналогичных характеристик известных заполнителей;
2) механические характеристики новых заполнителей в направ-
лении, перпендикулярном к осям их ячеек, должны быть не мень-
ше механических характеристик в направлении вдоль осей ячеек;
6
3) сотовый блок нового заполнителя должен иметь при необ-
ходимости ячейки различных форм и размеров, расположенные
по заданному закону по его плоскости;
4) каждая грань каждой ячейки нового сотового заполнителя
должна иметь в своем составе различные материалы, располо-
женные по заданному рисунку по площади сотового блока.
5) новый заполнитель должен обладать при необходимости
нулевым коэффициентом теплового расширения (или близким к
нему) в заданном направлении при заданных механических хара-
ктеристиках в заданных направлениях;
6) новый заполнитель должен иметь форму как плоских, так и
криволинейных сотовых блоков заданной конфигурации и раз-
меров;
7) новый заполнитель должен образовывать самостоятельные
(без обшивок) силовые и декоративные конструкции.
Поставленные цели были достигнуты благодаря разработке но-
вых принципов построения сотовых структур и технологий, обес-
печивающих их изготовление для изделий различного назначе-
ния. При этом необходимо подчеркнуть, что их достижение в но-
вом поколении сотовых заполнителей стало возможно только
благодаря глубокому анализу причины возникновения недостат-
ков у известных в настоящее время структур.
7
Глава 1
СОВРЕМЕННЫЙ УРОВЕНЬ РАЗВИТИЯ
ПРОИЗВОДСТВА СОТОВЫХ ЗАПОЛНИТЕЛЕЙ
1.1. ИСТОРИЧЕСКАЯ СПРАВКА, ОБЩИЕ ПОНЯТИЯ И
ТЕРМИНОЛОГИЯ
Извечными проблемами для проектировщиков и инженеров-
конструкторов были и остаются до настоящего времени вопросы
разработки и изготовления оптимальных конструкций для усло-
вий сложного нагружения. При этом во все времена ценилась та
конструкция, на которую затрачивалось меньше материала и ра-
бочего времени, и она могла удовлетворить заданным условиям
эксплуатации. Наиболее сложными считались конструкции, ра-
ботающие в условиях изгиба, сжатия или совместного действия
этих нагрузок. На современном этапе развития техники доказа-
но, что при действии таких нагрузок наиболее рациональными
следует считать многослойные конструкции. При этом их струк-
тура и принцип построения зависит от многих факторов, напри-
мер, от интенсивности (величины) нагрузок, способа их прило-
жения и расположения по поверхности конструкции, допускае-
мых габаритов конструкции и др. Если, к примеру, толщина кон-
струкции не должна превышать 5—8 мм, то повышение сопроти-
вляемости изгибу достигается созданием слоистого материала
(его конструкции) симметричной структуры. В наружных слоях
располагают наиболее высокопрочные материалы, а во внутрен-
них — высокомодульные. Эффективность такой конструкции в
восприятии изгибающего момента повышается на 15—20% по
сравнению с однородной структурой этой же конструкции, изго-
товленной из самого высокопрочного материала [1.1, 1.2], При
достаточно большой строительной высоте конструкции предпоч-
8
Рис 1.1. Линейное распределение нор-
мальных напряжений в изогнутой балке
тение отдается многослой-
ным структурам с заполни-
телем, в частности трех-
слойным.
Идею трехслойной конст-
рукции проще всего пояс-
нить на примере балки [1.3,
1.4]. Из курса сопротивле-
ния материалов [1.5] извест-
но, что для балки, изогну-
той поперечной нагрузкой, нормальные напряжения по попере-
чному сечению распределены линейно с нулевым значением на
центральной оси (рис. 1.1). Следовательно, при изгибе в полную
меру работают только крайние волокна сечения, и чем ближе к
центральной плоскости расположен слой материала, тем меньше
его участие в работе. Поэтому рациональной конструкцией бал-
ки при изгибе будет такая, в которой основная масса прочного
материала в виде двух слоев разнесена на некоторое расстояние
с помощью, например, тонной стенки из того же материала или
когда пространство между прочными слоями заполнено более
легким материалом (заполнителем), удерживающим слои на этом
расстоянии и обеспечивающим их совместную работу. Легко по-
нять, что за исключением случая чистого изгиба совместная ра-
бота наружных слоев зави-
сит от способности запол-
нителя сопротивляться их
относительному сдвигу.
Действительно, если на-
ружные слои скреплены
друг с другом бесконечно
жесткими стерженьками,
шарнирно прикрепленны-
ми к их внутренним плос-
костям (рис. 1.2), то при
изгибе они работают совер-
шенно самостоятельно, так
как ничто не препятствует
свободному повороту их
поперечных сечений. В
этом случае каждый наруж-
Рис. 1.2. Скрепление наружных слоев жест-
кими стерженьками, шарнирно прикреп-
ленными к их внутренним плоскостям
9
Рис. 1.3. Жесткое скрепление наружных
слоев со стерженьками
ный слой имеет свою ней-
тральную ось. Следователь-
но, такое разнесение проч-
ных слоев в многослойном
материале или конструк-
ции не дает требуемого эф-
фекта.
Условия работы наруж-
ных слоев коренным обра-
зом меняются, когда стер-
женьки прикрепляются к
ним жестко (рис. 1.3). В
этом случае наружные слои
начинают работать совме-
стно, так как с поворотом
поперечного сечения нару-
жного слоя поворачивается
на тот же угол и жестко
скрепленный с ним стер-
жень. В результате для обоих наружных слоев образуется общая
нейтральная ось, расположенная между ними. Один наружный
слой помимо изгиба растягивается, другой сжимается и на изгиб
работает сечение в целом. Этот случай реализуется в прокате в
виде двутавра или швеллера,
Если стерженьки прикреплены к наружным слоям с помощью
упругих шарниров или сами обладают достаточной гибкостью, то
в зависимости от жесткости шарниров и гибкости стерженьков
получается тот или иной промежуточный случай по отношению
к рассмотренным.
Итак, трехслойная конструкция? Да. Однако ее идея не нова.
Впервые в России ее выдвинул и разработал С.И.Зоншайн [1.6]
в 1928 г. в стенах Московского авиационного института. И все-
таки приоритет в применении этих конструкций принадлежит
английскому инженеру Р.Стефенсону, который использовал их в
1845 г. при строительстве железнодорожного моста. Затем на
протяжении почти 100 лет имели место лишь отдельные случаи
применения слоистых панелей. Осуществление этой идеи на
практике стало возможным лишь к середине XX столетия в свя-
зи с появлением новых материалов и технологических процессов.
В 40-х годах начали появляться первые самолеты с трехслойны-
10
ми элементами конструкции, что привлекло внимание ученых,
занимающихся расчетами. В 1943 г. вышла в свет работа С.А. Но-
сова [1.7], а с 1946 по 1951 гт. опубликованы работы А.Л.Рабино-
вича, Э. Рейсснера, А.П. Пруссакова, М. Штейна и И. Майерса,
Н.Хоффа, в которых разработаны основные положения, исполь-
зуемые и до сих пор в прикладной теории трехслойных пластин
и оболочек. В этот период создания основ теории изгиба и ус-
тойчивости конструкций выходят в свет работы [1.8—1.10]. В
1944 г. с появлением фенольного клея «Ридакс» были изготовле-
ны первые трехслойные панели с металлическими наружными
слоями и сотовым заполнителем. Это обеспечило возможность
проведения необходимого объема экспериментальных работ и
теоретических исследований, подтвердивших принципиальную
выгодность применения трехслойных сотовых конструкций и
значительно расширивших число решенных конкретных задач
изгиба и устойчивости трехслойных панелей и оболочек.
Итак, упоминание о сотовом заполнителе как одном из слоев
трехслойной конструкции связано с началом пятого десятилетия
XX в. Что же такое сотовый заполнитель? В современном пони-
мании сотовый заполнитель — это конструкционный материал,
состоящий из регулярных ячеек заданной конфигурации и раз-
меров, оси которых параллельны друг другу. Он заполняет про-
странство между наружными элементами конструкции и обеспе-
чивает их совместную работу. На рис. 1.4 показан сотовый запол-
нитель с шестигранной формой ячеек. Его сходство с известны-
ми всем пчелиными сотами
предопределило название все-
го класса данных материалов.
Как следует из рисунка, сото-
вый заполнитель образован из
гофрированных полос матери-
ала 7, соединенных между со-
бой по наружным плоскостям
гофров. Каждый гофр имеет
конфигурацию половины шес-
тигранника и образует полови-
ну сотовой ячейки. Соединен-
ные между собой гофрирован-
ные полосы 7 образуют ряды
ячеек шестигранной формы. В
Рис. 1.4. Сотовый заполнитель с
шестигранной формой ячеек
11
5
Рис. 1.5. Конструктивная схема
трехслойной сотовой панели:
1 — сотовой заполнитель; 2, 3 —
обшивки; 4— окантовка
каждой ячейке имеется четыре грани одинарной толщины 2 (ис-
ходной толщины материала сотового заполнителя) и две грани
двойной толщины 3. При необходимости сообщения между объ-
емами соседних ячеек в гранях одинарной толщины 2 пробива-
ют дренажные отверстия 4. Соединение гофрированных полос
материала 1 осуществляют любыми известными способами;
склеиванием, пайкой, сваркой и другими. Именно такая конст-
рукция сотового заполнителя является родоначальницей всего
класса данных материалов.
В составе трехслойной сотовой конструкции сотовый заполни-
тель является ее сердечником. Конструктивная схема трехслой-
ной сотовой панели как типичного представителя этого класса
конструкций показана на рис. 1.5. Термины «обшивка» или «не-
сущие слои» равноправны и носят до некоторой степени профес-
сиональный характер. Так, инженер-конструктор или технолог
предпочитают термин «обшивки», тогда как инженер-расчетчик
оперирует термином «несущие слои» (что принято и в литерату-
ре по механике твердого деформируемого тела). Окантовки (или
законцовки) располагаются по всему периметру трехслойной со-
товой детали и могут иметь разнообразную конфигурацию в за-
висимости от назначения и действующих нагрузок. Для практи-
ческого проектирования в работах [1.4, 1.11—1.15] приведено
большое число примеров их выполнения для панелей и оболо-
12
чек, которые реально используются в авиационной и судострои-
тельной отраслях.
В сотовой конструкции существует тесная взаимосвязь ее раз-
меров и действующих нагрузок. При этом строительная высота
(толщина) трехслойной конструкции Н\ складывается из толщи-
ны среднего слоя (Я), наружной (йн) и внутренней (йв) обшивок:
Я^Я+йн + йв- (1.1)
В свою очередь средний слой имеет толщину, которая склады-
вается из толщины сотового блока й (блок сотового заполните-
ля) и толщин клеевых прослоек (5К) или прослоек припоя, с по-
мощью которых обшивки прикрепляются к сотам:
Я = й + 25к. (1.2)
Если трехслойная сотовая конструкция изготавливается мето-
дом сварки заполнителя с обшивками, то 6К = 0.
В изготовленной сотовой конструкции заполнитель прикреп-
лен не только к обшивкам, но и к окантовкам.
Помимо указанных элементов сотовые конструкции содержат
также и детали насыщения. К ним относятся присоединительные
элементы в виде кронштейнов, закладных элементов, усилений и
тому подобных деталей, необходимых для функционирования
изделия. Примеры конструктивного выполнения этих элементов
в сототовых конструкциях можно найти в указанных выше и дру-
гих работах.
Как и любой новый вид конструкции, обладающий несомнен-
ными преимуществами перед традиционными стрингерными
конструкциями, сотовые конструкции стали интенсивно разви-
ваться, что сказалось и на развитии сотового заполнителя. По ут-
верждению авторов работы [1.14, с. 22J в литературе приведено
более трехсот конструкций сотовых и комбинированных запол-
нителей. Их можно разделить на три типа. К первому типу отне-
сем сотовые заполнители с открытыми ячейками, оси которых в
трехслойной конструкции расположены перпендикулярно или
наклонно к несущим слоям, а несущие слои с заполнителем со-
единены по торцам граней ячеек. К этому типу сотовых запол-
нившей относится в первую очередь их родоначальник (см.
рис. 1.4). Ко второму типу отнесем сотовые заполнители с ячей-
ками, которые имеют дно. Их преимущество перед заполнителя-
ми первого типа состоит в увеличенной площади контакта с не-
13
Рис. 1.6. Элемент плоской
трехслойной пластины с за-
полнителем, образованным
стаканчиками, выштампо-
ванными из внешнего несу-
щего слоя
Рис. 1.7. Фрагмент трехслойной панели
с гофрированным заполнителем (с
синусоидальной формой гофров)
сущими слоями. Оси ячеек таких заполнителей также перпенди-
кулярны к обшивкам [1.16—1.18]. На рис. 1.6 показан элемент
плоской трехслойной пластины с заполнителем, образованным
стаканчиками, выштампованными из внешнего несущего слоя. К
третьему типу относятся заполнители, ячейка которых располо-
жена вдоль несущих слоев конструкции. Очевидно, наиболее из-
вестным типом таких конструкций и самого заполнителя являет-
ся гофрокартон, в котором заполнитель имеет синусоидальную
форму гофров. Фрагмент трехслойной панели с таким гофриро-
ванным заполнителем показан на рис. 1.7. Из таких картонных
панелей изготавливается, например, тара для различных товаров.
Сведения о других конструкциях заполнителей этого типа приве-
дены также в работах [1.11, 1.13, 1.14, 1.19—1.28].
Необходимо отметить, что наиболее многочисленным являет-
ся первый тип сотового заполнителя, менее разнообразным яв-
ляется третий тип и совсем пока малочисленным является вто-
рой тип. В данном справочнике наиболее подробно рассмотрен
только первый тип сотовых заполнителей. В трехслойных сото-
вых конструкциях он получил наибольшее распространение.
Этим заполнителям уделено наибольшее внимание и в техниче-
ской литературе, посвященной данному вопросу. Например, в
работе [1.4, с. 9], помимо известного шестигранного сотового за-
14
Рис. 1.8. Фрагменты сотовых заполнителей (вид в плане):
а — с прямоугольной формой ячеек; б — с шестигранной смещенной формой
ячеек, в — то же, с дополнительными усиливающими полосами; г — с квадратной
формой ячеек; д — то же, с рифами на гранях; е— то же, с рифами на гранях
одинарной толщины
Рис. 1 9. Фрагмент сотовой
панели, которая изготавли-
вается по методу фирмы
«Стесскин» (США)
полнителя (см. рис. 1.4), приведено 7 конструкций сотового за-
полнителя с другими формами ячеек. Они в той или иной мере
используются в авиационной, ракетно-космической, судострои-
тельной и других отраслях промышленности (рис. 1.8).
На рис. 1.9 показан фрагмент сотовой панели, заимствованный
из той же работы [1.4]. Здесь сотовый заполнитель имеет ячейки
квадратной формы. Производство панелей и сотового заполните-
ли такого типа было освоено также и в бывшем СССР одним из
15
предприятий авиационной промышленности. Особенностью про-
изводства таких трехслойных панелей является то, что здесь про-
исходит одновременное изготовление панели и заполнителя. От-
штампованные ленты заполнителя 3 присоединяются своими от-
бортовками к обшивкам 1, 2 (см. рис. 1.9) роликовой электричес-
кой сваркой, а между собой — точечной электрической сваркой с
односторонним касанием рабочего органа сварочного автомата.
Размеры, форма ячеек сотового заполнителя и применяемые
для его изготовления материалы выбираются исходя из назначе-
ния и эксплуатационных нагрузок, действующих на сотовую
конструкцию.
1.2. Основные требования, предъявляемые к сотовому
заполнителю
В разд. 1.1 была определена роль заполнителя как материала,
удерживающего несущие слои трехслойной конструкции на оп-
ределенном расстоянии друг от друга. Однако этим его роль не
исчерпывается,и к сотовому заполнителю предъявляются также и
другие требования, а именно:
сотовый заполнитель должен воспринимать поперечные нагру-
зки, направленные перпендикулярно к несущим слоям, и пере-
давать их на силовые элементы (законцовки) трехслойной конст-
рукции;
сотовый заполнитель должен иметь форму поверхностей, соот-
ветствующих форме внутренней поверхности трехслойной конст-
рукции;
сотовый заполнитель должен иметь минимальную плотность
при заданных механических и теплофизических характеристиках;
сотовый заполнитель должен изготавливаться из разнообраз-
ных материалов;
сотовый заполнитель должен изготавливаться серийно в необ-
ходмых объемах;
цена сотового заполнителя должна быть соизмерима с ценой
полуфабрикатов для изготовления других элементов трехслойных
сотовых конструкций.
Это были основные минимальные требования. Они до извест-
ной степени удовлетворяются современной промышленностью.
В зависимости от назначения сотовой конструкции к заполните-
лю предъявляются и другие специфические требования как к его
16
конструкции, так и к физико-механическим, теплофизическим
или другим характеристикам.
1.3. Применяемые материалы
1Как следует из рассмотрения конструкций первого типа сото-
вых заполнителей, их изготовление можно осуществить из любых
материалов, которые выпускаются в виде листов, полос, лент,
рулонов тканей или нетканых материалов. При этом каждая от-
расль промышленности использует свой набор исходных матери-
алов, которые прошли через многолетние исследования и экс-
|плуатацию.
В России авиационная, ракетно-космическая и судостроитель-
ная промышленности изготавливают сотовые заполнители из
следующих материалов [1.4, 1.11, 1.13, 1.15, 1.21, 1.29]:
из алюминиевых сплавов марок АМг2-Н, АД1Н, А1Т, САП
толщиной 0,03; 0,04; 0,05; 0,08; 0,1 и 0,15 мм;
из стеклопластика на основе электроизоляционной ткани
ЭЗ-100, пропитанной фенольноформальдегидными, эпоксидны-
ми или эпоксифенольными связующими;
из титановых сплавов марок ВТ15, ВТ1-0 толщиной 0,08;
0,1 мм; из сталей марок ЭП35, 12Х18Н10Т, СН-4, ВНС-17 тол-
щиной 0,06; 0,08 мм.
Адгезивами служат клеи следующих марок: БФ-2, БФ-4, ВК.-3,
ВК-32-200, ВК-36 и др. [1.4, 1.11, 1.13, 1.21, 1.30].
Для паяных сотовых заполнителей адгезивами служат припои
марок: ВПр-10, ВПр-13, ВПр-15, ВПр-16 и др.
Для наиболее часто применяемых материалов в работах [1.13,
1.31, 1.32] приведены их характеристики (предел прочности ов,
предел пропорциональности опц, предел текучести oq,2, секунд-
ная прочность о£° и модуль упругости Е при растяжении) в диа-
пазоне температур эксплуатации летательных аппаратов [1.21,
1.29, 1-23].
В США для этих же отраслей применяют, например, следую-
щие материалы [1.32, 1.34—1.37]:
алюминиевые сплавы марок 5052, 5056, 2024;
стеклопластики марок NP с полиэфирным связующим, NFT с
фенольным связующим, HRH327 с полиамидным связующим;
арамидная бумага «Номекс» (торговая марка фирмы «Дюпон»);
титановые сплавы марок Ti35Al, Ti3Al-25V, Ti3Al-2,V; стали
марок РН15-7Мо, Hastelloy X и др.;
17
Таблица 1.1. Механические характеристики некоторых конструкционных
материалов
Материал МПа °0.2> МПа Е, 103 МПа G, 103 МПа р. кг/м3
АМг2-Н 260 172,5 69,0 27,0 2680
325* 240
ЭП-35 950 800 190 73,6 7690
12Х18Н10Т 550 200 190 73,0 7850
ВТ-15 850 700 НО 40,0 4890
BTI-0 400 230 НО 39,0 4520
Стеклотекстолит на 367
основе ткани ЭЗ-100 300 — 25,0 — 1770
* Значения получены в работах [1.38, 1.42] в конце 60-х годов.
Примечание: В знаменателе указано значение при сжатии.
Таблица 1.2. Механические характеристики некоторых клеев
Марка клея Состояние клея т, МПа °в, МПа G, МПа
Т=20°С после 30 суг
в воде в тропичес- кой камере
вк-з Жидкий 19 16,8 — 17 —
ВК-24 Пленка 18 — — 34 —
ВК-25 » 25 — — 34 —
ВК-31 Пленка 0,18—0,3 мм 35 33 30 40 380-620
ВК-36 То же 37 34 34 45 310-670
углепластики марок HFT-G.
В табл. 1.1 приведены основные механические характеристики
некоторых материалов, применяемых при изготовлении сотовых
заполнителей предприятиями России.
Основная масса изготавливаемых сотовых заполнителей в Рос-
сии производится методом склеивания. В табл. 1.2 приведены
некоторые характеристики наиболее употребительных для этой
цели клеев. Их использует в основном авиационная промышлен-
ность. В дополнение к этим характеристикам на рис. 1.10 изоб-
ражены зависимости прочности клеев ВК-31 и ВК-36 от темпе-
ратуры при сдвиге.
18
Рис. 1.10. Зависимость
прочности клеев ВК-36
(7) и ВК-31 (2) от тем-
пературы при сдвиге
Таблица 1.3 Механические характеристики некоторых припоев
[1.36, 1.64, 1.6S]
Марка Толщина фольги, мм о?, МПа Ч» МПа Температура пайки, °C Плотность припоев, кг/м3
ПСр92 — 280-400 190-270 900-950 1040
ВПр 10 0,1 — — 1000 7740
ВПр 13 0,05-0,1 450-570 300-380 900 8220
ВПр 15 0,05-0,1 270-330 180-220 870 9840
ВПр 16 0,1 540-630 360-420 920 5750
Рис. 1.11. Зависимость касательного модуля упругости от действующего
напряжения для сплава АМг2-Р при 200 °C (7) и 20 °C (2)
При изготовлении сотовых заполнителей методом пайки авиа-
ционная промышленность России использует достаточно широ-
кую номенклатуру припоев. В табл. 1.3 приведены характеристи-
ки некоторых наиболее употребительных припоев, которые ис-
пользуются как при изготовлении сотовых заполнителей, так и
при изготовлении сотовых конструкций.
Для использования в расчетах на рис. 1.11—1.15 показаны гра-
фики зависимости касательного модуля упругости некоторых
19
Рис 1.12. Зависимость ка-
сательного модуля упру-
гости от действующего
напряжения для сплава
ВТ-15 при 600 °C (7),
400 °C (2) и 20 °C (5)
Рис. 1.13. Зависимость ка-
сательного модуля упру-
гости от действующего
напряжения для сплава
ЭП-35 при 800 °C (7),
400 °C (2) и 20 °C (5)
Рис. 1.14. Зависимость касательного модуля упругости от действующего
напряжения для сплава 12Х18Н10Т при 20 °C
20
Рис. 1.15. Зависимость
касательного модуля
упругости от дейст-
вующего напряжения
для сплава ВТ1-0 при
400 °C (7) и 20 °C (2)
наиболее употребительных металлических материалов с нелиней-
ной диаграммой деформирования в зависимости от действующе-
го напряжения [1.31, 1.38].
В строительной индустрии также определены наиболее пред-
почтительные группы материалов. В России, например, для из-
готовления сотовых заполнителей наиболее целесообразными
для применения признаны [1.11, 1.39, 1.40, 1.41]: крафт-бумага,
изоляционно-пропиточная бумага, хлопчато-бумажная ткань с
утеплением и без него и др.
Для пропитки сотовых блоков применяют связующие на осно-
ве фенолоформальдегидных или эпоксидных смол, карбамидные
и др.
Склеивающими материалами служат [1.40, 1.43, 1.44] карба-
мидные, фенольные, эпокоидные и другие клеи. Наиболее рас-
пространенными считаются:
эпокоидные клеи марок ЭПЦ-1, К-153, К-139, К-147;
каучуковые клеи марок 88-Н, 88-НП, КС-1;
дифенольный клей марки ДТ-1 или ДТ-3;
полиэфирный клей марки ПН-1 и др.
В мебельной промышленности для изготовления сотовых за-
полнителей используются, в основном, те же материалы, что и в
строительной индустрии с учетом некоторой специфики произ-
водства.
В других отраслях промышленности также имеются свои осо-
21
бсннисти в применении материалов для изготовления сотовых
заполнителей.
1.4. Способы изготовления сотовых заполнителей
Несмотря на большое число разработанных к настоящему вре-
мени конструкций сотовых заполнителей массовое производство
во всем мире освоено только для сотового заполнителя с гладки-
ми шестигранными ячейками (см. рис. 1.4). Объемы его выпуска
намного превосходят объемы производства остальных конструк-
ций сотовых заполнителей вместе взятых. Это объясняется хоро-
шими эксплуатационными характеристиками, простотой изгото-
вления и относительно дешевым технологическим оборудовани-
ем для производства заполнителя с таким типом ячеек. При этом
известно два принципиально различных типа технологического
процесса изготовления: метод профилирования ячеек и метод
растяжения пакета.
1.4.1. Метод профилирования ячеек
Примитивная реализация этого метода для изготовления сото-
вых заполнителей из материалов, сохраняющих форму после де-
формирования состоит в последовательном выполнении следую-
щих операций.
Гофрирование заготовки материала. Цель этой операции состо-
ит в получении заготовки материала с гофрами, повторяющими
контур половины шестигранной ячейки сотового заполнителя
(рис. 1.16). Для металлических материалов эту операцию осуще-
ствляют на установках, где металлическую фольгу пропускают
между парой фасонных протектированных зубчатых колес [1.11].
Неметаллические материалы гофрируют, например, методом
прессования в пресс-формах.
Нанесение адгезива на соединяемые поверхности. Перед нане-
сением адгезива (клея иди припоя) на внешние плоскости гоф-
Рис. 1.17. Схема нанесения
адгезива на соединяемые
поверхности
ров заготовки материала их следует обезжирить. После этого на
них наносится слой ( или несколько слоев) клея или припоя по
технологии склеивания или пайки материалов выбранной мар-
кой адгезива. Как правило, клей подсушивается, а припой за-
твердевает при остывании гофрированной заготовки. Схема на-
несения адгезива на соединяемые поверхности изображена на
рис. 1.17.
Сборка сотового блока. Сотовый блок собирается в специаль-
ном приспособлении. Оно состоит из двух плит (основания и
верхней плиты), стяжных болтов и оправок. На рис. 1.18 показа-
но сечение части приспособления с собранным сотовым блоком.
Процесс сборки начинается с того, что на внешнюю зубчатую
поверхность основания 1 укладывается разделительная пленка,
например, из полиэтилена. Для ее плотного прилегания к зубча-
той поверхности основания последнюю предварительно смазы-
вают температуростойкой смазкой типа ЦИАТИМ. Поверх плен-
ки укладывают первую гофрированную заготовку материала 2. Во
впадины гофрированной заготовки укладывается первый ряд оп-
равок 3. Их конфигурация соответствует внутренней конфигура-
ции сотовых ячеек. На первый ряд оправок укладывается вторая
Рис. 1.18. Сечение части
Приспособления с собран
III.1M сотовым блоком
23
гофрированная заготовка материала 4. Во впадины второй гоф-
рированной заготовки укладывается второй ряд оправок 5. На
него укладывается следующая гофрированная заготовка матери-
ала и так происходит наращивание сотового блока до достиже-
ния заданных размеров.
Запрессовка сотового блока. Целью этой операции является
создание в зонах контакта гофрированного материала сотового
заполнителя необходимого давления прижатия и ликвидации
всех зазоров, появившихся в процессе сборки сотового блока.
Для этой цели на верхний ряд оправок 6 (см. рис. 1.18) уклады-
вается верхняя плита и стяжными болтами создается необходи-
мое усилие поджатия всех гофрированных заготовок материала
через шестигранные оправки.
Соединение гофрированных заготовок материала друг с другом.
Приспособление с сотовым блоком помещается в камерную
печь, где прогревается по заданному технологическому режиму
отверждения клея или пайки по плоскостям контакта смежных
заготовок гофрированного материала сотового заполнителя.
После остывания приспособления вместе с сотовым блоком
его разбирают. Из сотового блока извлекают оправки, а приспо-
собление подготавливают для сборки очередного сотового блока.
Изготовленный сотовый блок поступает на выполнение следую-
щей операции.
Разрезка сотового блока. Изготовленные описанным способом
сотовые блоки, как пра-
вило, имеют достаточно
большую строительную
высоту, и их разрезают
на отдельные заготовки
требуемой толщины
(рис. 1.19). Разрезку осу-
ществляют либо ленточ-
ной пилой типа ЛС 80-3,
либо дисковой.
Блок сначала торцуют с
одной стороны, создавая
упорную базовую поверх-
ность для первого реза.
Дальнейшую разрезку ве-
дут, постепенно подавая
Рис. 1.19. Разрезка сотовых
блоков на отдельные заготовки
24
сотовый блок под полотно пилы с упором в ограничительную
упорную плоскость. Разрезка осуществляется при включенной
местной вентиляции. Нарезанные заготовки заворачивают в бу-
магу или пленку и укладывают в ящик.
Склеивание сотовой панели. Нарезанные из сотового блока за-
готовки обычно имеют гораздо меньшие размеры, чем это необ-
ходимо для изготовления трехслойной сотовой конструкции. По-
этому их необходимо соединить и обработать сотовую панель до
получения необходимых размеров. Соединение проводится с по-
мощью адгезивов (клея или припоя) ) а такие с помощью свар-
ки ручными сварочными клещами. При склеивании контактные
поверхности сотовых заготовок обезжиривают по известной тех-
нологии, и на них вручную наносится адгезив. После этого заго-
товки собирают в сотовую панель необходимого размера и соеди-
няют с помощью специальных приспособлений, в которых соз-
даются необходимые условия для отвердения адгезива. На Мос-
ковском вертолетном заводе им. М.Л. Миля в начале 70-х годов
для этой цели использовались даже обыкновенные канцелярские
скрепки.
Фрезерование сотовой панели. Сотовая панель, собранная из
заготовок, может иметь заданную прямолинейность, плоскост-
ность и толщину, а может выходить за необходимые допускаемые
размеры. В этом случае ее необходимо фрезеровать. Фрезерова-
ние осуществляется в специальных приспособлениях, на специ-
альных или обычных фрезерных станках. Многочисленные при-
меры выполнения этих операций можно найти в работах [1.11,
1.21]. Обработанную сотовую панель укладывают в тару, прокла-
дывая бумагой или пленкой, и направляют в цеха для производ-
с I ва трехслойных сотовых панелей или оболочек.
Так выглядит укрупненный технологический процесс изготов-
1сния сотовых заполнителей методом профилирования ячеек.
Различные варианты этого метода, а также подробное описание
отельных операций, применяемых материалов, инструмента,
< 1аночного оборудования или приспособлений приведены в не-
однократно упоминавшихся выше работах [1.11, 1.21] и другой
технической литературе.
Как следует из приведенного выше описания, этот метод весь-
ма прост, не требует дорогостоящего оборудования и сложных
устройств и легко осуществляется даже в примитивных лабора-
юрных условиях. Его целесообразно применять для отработки
25
2
Рис. 1.20. Установка для склеи-
вания профилированных лент
отдельных операций и режимов
обезжиривания, нанесения адгези-
вов, сушки и тому подобных про-
цессов, а также для изготовления
образцов для проведения испыта-
ний. Этот метод применяют тогда,
когда отсутствует оборудование для
изготовления сотового заполнителя
более производительными метода-
ми. Долгое время рассмотренный
метод был единственным при изго-
товлении сотовых заполнителей из
различных материалов на ряде
предприятий России.
Для соединения гофрированных
лент друг с другом созданы различ-
ные установки. Они изготовляют
сотовые блоки наращиванием про-
филированных (гофрированных)
заготовок материала до размера со-
тового блока. При этом осуществ-
ляется как склеивание, так и свар-
ка гофрированных листов или лент материала. Так, например,
описанная в работе [1.11 с. 136, 137] установка для склеивания
профилированных лент работает следующим образом.
На поддерживающие штыри 1 (рис. 1.20,о) накладывают пер-
вую профилированную ленту 2 ( предварительно ее обезжирива-
ют, на контактные поверхности наносят и надлежащим образом
подсушивают клей). Сверху на первую профилированную ленту
2 (рис. 1.20,6) накладывают вторую гофрированную ленту 3. Обе
ленты фиксируют верхними штырями 4 (рис. 1.20,в). Необходи-
мое для склеивания давление между верхними и нижними шты-
рями создается пневматическим цилиндром, а нагрев — электро-
нагревателем. Время выдержки под нагревом и давлением зави-
сит от применяемой марки клея и обычно не превышает 30—40 с.
После истечения времени выдержки верхние штыри отводятся, а
склеенная пара профилированных лент 2, 3 (см. рис. 1.20,в) сни-
мается с нижних штырей 1 и вновь вставляется на нижние шты-
ри 1 (рис. 1.20,г), но уже в шестигранник, который образован ме-
жду первой 2 и второй 3 лентами. На нижние штыри устанавли-
26
кается следующая профилированная лента 5 (рис. 1.20,6). Про-
цесс повторяется до получения сотового блока необходимых раз-
меров.
Для сварки профилированных лент материала применяют как
сварочные клещи (для ручных способов), так и различные стан-
ки (для масштабных способов). Для сотовых заполнителей, изго-
авливаемых методом сварки, это единственные способы их про-
изводства, в то время как для клееных сотовых заполнителей су-
ществует еще один метод, названный методом растяжения паке-
та. При этом с помощью сварки получают ячейки из профили-
рованных лент материала не только шестигранной формы, но и
прямоугольной (см. рис. 1.18,о), шестигранной со смещенной
ячейкой (см. рис. 1.8,6), квадратной (см. рис. 1.8,6), шестигран-
ной с рифтами (см. рис. 1.8,е) и др. Интерес к этому методу не
пропадает, о чем свидетельствуют разработки недавнего времени
[1.45-1.49].
1.4.2. Метод растяжения пакета
По мнению авторов работ [1.11, 1.21] метод изготовления со-
товых заполнителей растяжением пакетов следует считать наибо-
лее технологичным, так как он может быть механизирован и ав-
томатизирован, при нем упрощается механическая обработка сот
и обеспечивается низкая стоимость сотовых заполнителей. Паке-
ты сотовых заполнителей не требуют больших площадей для хра-
нения и легко транспортируются. Последнее обстоятельство спо-
собствовало организации централизованного производства сото-
вых заполнителей многими зарубежными фирмами, которые по-
ставляют сотовые заполнители различных типоразмеров опыт-
ным и серийным предприятиям. Метод растяжения применим
для изготовления сотовых заполнителей, ячейки которых состав-
лены только из шести граней. При этом для неметаллических ма-
териалов практически нет ограничений по их толщине, а толщи-
ны металлических материалов ограничиваются до 0,08 мм. Гра-
ницы эффективности метода растяжения устанавливают обычно
экспериментально. Однако известно, что более благоприятные
условия для растяжения пакетов создаются с увеличением сторо-
ны ячейки и уменьшением толщины исходного материала, а так-
же высоты ячейки сотового заполнителя. В литературе этот ме-
тод нашел достаточно широкое освещение [1.4, 1.12—1.15, 1.29,
1.31, 1.38, 1.42, 1.50-1.57].
27
Реализация метода в опытном производстве и лабораторных
условиях заключается в последовательном выполнении следую-
щих операций:
обезжиривание (при необходимости) и сушка листового и ру-
лонного материала;
нанесение на материал клеевых полос (рис. 1.21).
Клеевые полосы наносятся как на одну, так и на обе стороны
каждого листа материала. При атом рекомендуется наносить кле-
евые полосы на обе стороны только в том случае, когда конкрет-
ный клеевой состав действительно может обеспечить более высо-
кую прочность соединения по сравнению с односторонним на-
несением клея. Кроме того, желательно, чтобы при двухсторон-
нем нанесении клея его вязкость не превышала 40 Ст по виско-
зиметру ВЗ-1.
В большинстве случаев клеевые полосы наносятся на матери-
ал с одной стороны листа. Это позволяет снизить массу сотово-
го заполнителя. Процесс сборки пакетов сотовых заполнителей в
этом случае упрощается, так как не требуется высокой степени
точности совмещения клеевых полос в пакете. Клеи, применяе-
мые для одностороннего нанесения полос, могут быть более вя-
зкими по сравнению с клеями для двухстороннего нанесения.
На рис. 1.21 показан фрагмент листа материала 1 с нанесенны-
ми клеевыми полосами 2. Если ширина грани ячейки сотового
заполнителя а, то расстояние между полосами составляет 4а, а
ширина клеевых полос всегда меньше ширины грани сотово-
го заполнителя (ак< а). Для изготовления пакетов высокого каче-
ства необходимо стабилизировать ширину и толщину наносимых
клеевых полос и обеспечить их нанесение без разрывов и воз-
душных пузырей. Допуск на расстояние между клеевыми полоса-
ми должен быть в пределах 0,2 мм. Это достигается постоянст-
вом вязкости клея и его расхода, правильным выбором геомет-
рии рабочих частей клеенаносящего приспособления и давления,
28
с которым клеенаносящее приспособление
поджимается к листу материала, а также по-
стоянством скорости перемещения друг от-
носительно друга листа материала и клеена-
носящего устройства [1.11, 1.21].
На сегодняшний день известно три типа
клеенаносящих устройств. К первому типу
относится конструкция, состоящая из за-
крытого резервуара с клеем и клеепроводов
с калиброванными отверстиями для истече-
ния клея. Так, в автомате для сборки паке-
тов сотовых заполнителей А.П. Сорочихина
[1.58] клеенаносящее устройство состоит из
ванны 1 (рис. 1.22) и шариковых каранда-
шей 2, закрепленных на днище ванны. Чис-
ло карандашей соответствует числу клеевых
полос. В рабочей части карандашей устано-
влены шарики 3, выступающие из отверстий
Рис. 1.22. Клееносящее
устройство
приблизительно на четверть диаметра сфе-
ры. Шарик прижимается к седлу пружиной.
Движущийся относительно неподвижных
карандашей лист 4 (или рулон) материала приводит во вращение
шарики. При своем вращении и вдавливании в материал шари-
ки переносят клей из полости внутри карандашей, сообщающей-
ся с ванной, на материал. В зависимости от типа материала, ско-
рости перемещения и других факторов ролик 5, транспортирую-
щий материал 4, изготавливается либо из металла, либо протек-
тируется резиной необходимой плотности. К недостаткам такого
способа нанесения клея следует отнести достаточно трудоемкую
регулировку толщины и ширины клеевых полос. Каждый каран-
даш регулируется от-
дельно.
Более распростра-
ненным, по нашему
мнению, является уст-
ройство для нанесения
клея с помощью вали-
ков с поясками
(рис. 1.23). Оно вклю-
чает в себя три валика
Рис. 1.23. Клееносящее устройство с поясками
29
(7, 2, 3) и ванночку с клеем. Нижний валик 1 с гладкой цилин-
дрической поверхностью опущен в ванночку 4 с клеевой компо-
зицией. Он захватывает слой клея и наносит его на пояски 5 сре-
днего валика 2. Клей с поясков наносится на лист или рулон ма-
териала сотового заполнителя 6. Верхний валик 3 прижимает ма-
териал заполнителя и удерживает его в строго определенном по-
ложении относительно клеенаносящих поясков. Ширина поя-
сков зависит от марки клея, его вязкости, скорости движения ма-
териала и других факторов, но она всегда меньше действительно-
го размера стороны шестигранника ячейки сотового заполните-
ля, так как в процессе склеивания пакетов клеевые полосы рас-
текаются. Как правило, геометрические размеры рабочих частей
клеенаносящего устройства определяются опытным путем.
Третий тип клеенаносящих устройств, как и второй, основан
на применении валиков, но он использует принцип глубокой пе-
чати, где вместо красителя применяют клей. Это позволяет вы-
полнять клеевые полосы о очень высокой точностью и качест-
вом. К недостаткам способа следует отнести лишь высокую сто-
имость и сложность изготовления клеенаносящих валиков и их
сравнительно небольшую долговечность. Метод разработан и
впервые применен в СССР для изготовления сотовых заполните-
лей на бывшем Днепропетровском филиале московского НИИ
технологии машиностроения в 1970 г. Инициатором и техничес-
ким руководителем этого направления работ является В.И.Сли-
винский.
Образование дренажных отверстий. Эта операция выполняется
после нанесения клеевых полос только для металлических мате-
риалов. Дренажные отверстия располагают между клеевыми по-
лосами (рис. 1.24). Если их образование ведется бессистемно, то
вероятность попадания отверстий на клеевые полосы весьма ве-
лика. Наличие отверстий на клеевых полосах ухудшает прилега-
Рис. 1.24. Расположение дренажных
отверстий
30
Рис. 1.25 Устройство
для образования дренаж-
ных отверстий
быть не менее 2—3
ние листов фольги из-за заусенцев. По-
павшие на клеевые полосы отверстия по-
лностью закрываются после склеивания
пакетов и не выполняют своих функций.
Расстояние ряда дренажных отверстий 3
(см. рис. 1.24) от оси клеевых полос 2 на
листе или рулоне материала 7 равно сто-
роне ячейки сотового заполнителя а. Рас-
стояние же между дренажными отверсти-
ями вдоль оси их расположения определя-
ется конструкцией изделия, для которого
предназначен сотовый заполнитель. При
назначении этого расстояния руково-
дствуются традиционным правилом — в
каждой грани ячейки заполнителя должно
тренажных отверстий. Их диаметр (</д), исходя из устоявшейся
российской практики лежит в диапазоне 0,2 < 0,8 мм. Для
образования дренажных отверстий применяют специальное уст-
ройство, в котором отверстия прокалываются при прохождении
материала 1 (рис. 1.25) через два валика, в одном из которых 2
скреплены ряды игл. Другой валик протестирован резиной 3.
Валики вращаются например, с помощью ручного привода. Ма-
1Сриал заполнителя в виде листа или рулона заправляется в уст-
ройство так, чтобы его базовая сторона соприкасалась с выстав-
ленной перпендикулярно оси валиков ограничительной планкой.
В этом случае при соответствующем расположении рядов иголок
и валике 2 ряды дренажных отверстий будут располагаться меж-
ду клеевыми полосами на необходимом от них расстоянии.
Разрезка материала. Листовой или рулонный материал сотово-
ю заполнителя с нанесенными клеевыми полосами и дренажны-
ми отверстиями (при необходимости) нарезается на мерные дли-
ны. Разрезка должна осуществляться так, чтобы образовались две
Вазовые кромки перпендикулярные друг к другу: одна — вдоль
клеевых полос, другая — перпендикулярно к клеевым полосам.
Образование сборочных отверстий.
Каждый мерный лист материала с клевыми полосами должен
иметь два сборочных отверстия. Они строго ориентированы от-
носительно клеевых полос и имеют диаметр, равный диаметру
штырей в приспособлении для сборки пакетов. Отверстия про-
пивают на устройствах типа дыроколов, расположенных на опре-
31
сйорочные отверстия
Рис. 1.26. Схема располо-
жения сборочных отверстий
деленном расстоянии друг от друга. На рис. 1.26 показана схема
расположения сборочных отверстий на мерном листе материала
сотового заполнителя. В каждом мерном листе материала сборо-
чные отверстия расположены так, чтобы в собранном пакете кле-
евые полосы двух смежных листов были сдвинуты друг относи-
тельно друга на половину шага клеевых полос.
Сборка пакетов сотовых заполнителей. Существует две схемы
сборки пакетов сотовых заполнителей, практикуемых в опытных
производствах и лабораторных условиях. Сборка по сборочным
отверстиям (рис. 1.27,а) требует предварительного образования
двух сборочных отверстии на каждом мерном листе. Эта опера-
ция обсуждалась выше. Сборка заключается в совмещении сбо-
рочных отверстий на мерном листе со штырями приспособления.
Штыри располагаются на том же расстоянии друг от друга, что и
сборочные отверстия.
Сборка пакетов сотовых заполнителей по одной или двум ба-
зовым сторонам (рис. 1.27,6) требует также точного расположе-
ния клеевых полос относительно этих сторон. Сборка пакетов
осуществляется обязательно в специальном устройстве, где мер-
ные листы поджимаются базовыми сторонами к соответствую-
Рис. 1.27. Сборка пакетов сотовых заполнителей:
а — по сборочным отверстиям, б— по одной или двум базовым плоскостям
32
a> S)
Рис. 1 2Я Схема расположения клеевых полос в пакете при одностороннем (а) и
двухстороннем (6) нанесении клея
щим плитам и фиксируются. Этот метод не нашел применения в
отечсс । ценной промышленности, поскольку его реализация свя-
зана с необходимостью создания достаточно сложных механиз-
мов для предыдущих операций, более высокой культуры произ-
ведены, соблюдения технологической и производственной дис-
циплины и других факторов.
В обоих случаях плиты приспособлений 1, 4 выполняются в ви-
де гребенок, которые в процессе склеивания мерных листов 3 в па-
кете 6 создают давление только на клеевые полосы. Такое распре-
деление давления способствует более четкой геометрии ячеек и об-
легчает удаление летучих компонентов клея и пузырьков воздуха
через участки пакета, которые не находятся под давлением. Для то-
чной фиксации мерных листов приспособления содержат либо на-
правляющие штыри 2, либо базовые упорные плоскости 5.
В пакете сотовых заполнителей может располагаться от 50 до 350
мерных листов (рис. 1.28). Их число
зависит от материала, клеевого со-
става и других факторов. Собран-
ный пакет накрывают верхней зуб-
чатой плитой, которую фиксируют
относительно клеевых полос, и он
готов к последующей операции.
Конструкция приспособления
(рис. 1.29) должна предусматривать
возможность группового склеива-
ния пакетов [1.11, 1.21].
Склеивание пакета. Для склеива-
ния пакета сотового заполнителя
необходимо давление и температур-
ный режим. Эти условия создаются
Рис. 1.29. Схема приспособления:
1 — плиты; 2 — пакет заполни-
телей; 3 — направляющие шты-
ри; 4— рабочая термопара; 5 —
контрольная термопара
в прессе, а также в установках, ко-
торые создают необходимое пнев-
матическое или гидравлическое да-
вление с местным нагревом или на-
33
Pkl I 30 Установка для склеивания
пикета
гревом в печах. Пакеты могут быть склеены на установках, где клей
для отверждения нагревается с помощью горячей жидкости, цир-
кулирующей под давлением через систему трубопроводов при за-
данной температуре.
На рис. 1.30 схематично показана установка для склеивания
пакета, состоящая из верхней 1 и нижней 2 плит, создающих да-
вление, между которыми помещено приспособление для сборки
пакетов сотовых заполнителей 3 и плиты обогрева 4, в которые
вмонтированы, например тепловые электронагреватели.
Характеристики некоторых наиболее употребительных отече-
ственных клеев [1.4, 1.11, 1.13, 1.15, 1.31, 1.38, 1.40 1.42, 1.43,
1.59, 1.60] могут быть заимствованы из работ [1.83, 1.171].
Разрезка пакетов на заготовки. После извлечения пакетов сб-
товых заполнителей из приспособления для их склеивания осу-
ществляется торцовка одной из сторон для образования базовой
поверхности перпендикулярной к клеевым полосам, затем (при
необходимости) сотовый пакет размечают и разрезают.
Механическую обработку проводят на металлорежущем обору-
довании, обеспечивающем режимы резания и оснащенном мест-
ными отсасывающими устройствами.
Крепежная оснастка должна обеспечить высокую надежность
фиксации пакета и точность базирования на столе станка.
Разрезку выполняют без охлаждающей жидкости.
Разрезку пакета металлического заполнителя можно осущест-
вить на ленточно-пильном станке ЛС-80-3 (рис. 1.31). Инстру-
5]
Рис. 1.31. Ленто-пильный станок ЛС-80-3
34
мен гом является углеродистая ленточная пила ТУ 14-1-1202-75
пни алмазная ленточная пила, оснащенная алмазами АСВ зерни-
стостью 250/200 на никелевой связке. Режим обработки: ско-
рость резания 15—20 м/с, продольная подача 2,0—2,5 м/мин.
Разрезку сотопакета из неметаллических материалов рекомен-
дуется осуществлять на горизонтально-фрезерном станке типа
6Р82Г вместе с подкладной и накладной плитами.
Растяжение сотопакета или заготовки. Растяжение сотопакета
или заготовки производится на специальной установке. Схемати-
чно процесс образования шестигранных сотовых ячеек в процес-
се растяжения показан на рис. 1.32. При приложении усилий к
участкам внешних мерных листов пакета, которые расположены
на месте граней будущих сотовых ячеек (см. рис. 1.32,а), пакет
будет растягиваться вследствие изгиба несклеенных участков его
мерных листов. При определенной степени растяжения образу-
ются ячейки шестигранной формы (см. рис. 1.32,6), а при даль-
нейшем растяжении образуются прямоугольные ячейки (см.
рис. 1.32,в). При определенных размерах склеенных и несклеен-
ных участков мерных листов па-
кета можно получить ячейки
квадратной формы.
Существует несколько спосо-
бов приложения усилий к нару-
жным листам сотопакета или за-
готовки: с помощью тяг с крюч-
ками на концах, которые встав-
ляют в крайний ряд ячеек, для
чего их предварительно расши-
ряют, например шилом; с помо-
щью клейкой ленты с прочно-
стью на отрыв 150—200 г/см2; с
помощью приклеенных накладок
и так далее. Описание несколь-
ких устройств для растяжения
пакетов или заготовок приведено
работе [1.11]. Наиболее известны
в России станки для растяжения
В.И. Акатова [1.61] и И.В. Ва-
леева [1.62].
Рис. 1.32. Процесс образования
шестигранных сотовых ячеек при
растяжнеии
35
Растянутый союиакет или заготовка носит теперь название со-
гопанель.
Если сотопанель выполнена из материалов, которые не держат
форму ячеек, то ее ячейки по периметру фиксируют с помощью
штырей, закрепленных на рамке. Натянутая на рамку сотопанель
поступает на пропитку.
Пропитка сотопанели. Растянутую сотопанель пропитывают
окунанием в ванны по режиму, который соответствует применя-
емому связующему.
При пропитке контролируется содержание смолы в сотопане-
ли. Оно соответствует времени ее выдержки в связующем при
окунании. Перед сушкой сотопанели необходимо дать стечь свя-
зующему в ванну, а затем, во время сушки сотопанель необходи-
мо переворачивать для равномерного распределения связующего
по высоте ячеек.
Содержание смолы в сотопанели должно контролироваться.
При необходимости пропитку повторить разовым окунанием.
Термическая обработка сотопанели. После воздушной сушки
некоторые связующие термообрабатывают в нагревательной пе-
чи или горячим воздухом по режимам соответствующих связую-
щих.
Разрезка пропитанных сотопанелей. В некоторых случаях паке-
ты сотовых заполнителей не разрезают на заготовки, а растяги-
вают и пропитывают целиком. В этом случае большой по объе-
му сотовый блок необходимо разрезать на сотопанели (см. с. 24).
При этом может быть использован инструмент, упомянутый в
работе [1.11].
Механическая обработка рабочих плоскостей сотопанели. Как
правило, сотопанели, получаемые с помощью разрезки пакетов
или сотоблоков, имеют рабочие плоскости удовлетворительной
шероховатости и плоскостности. Если они не удовлетворяют ус-
ловиям сборки трехслойных конструкций, то их обрабатывают.
Плоские панели из металлических материалов фрезеруют спе-
циальными инструментами, например, грибовидными фрезами,
с числом оборотов 5—10 тыс. об/мин. Панели из неметалличес-
ких материалов шлифуют, на плоско-шлифовальном станке, на-
пример типа ЗГ71, оснащенном вакуумной плитой, магнитным
столом и приспособлением для шлифования. Шлифование про
изводится алмазным кругом, оснашенным алмазами АСЗ зерни-
стостью 300/160 на никелевой основе. Режим шлифования: ско-
36
рость шлифования 30—40 м/с, продольная подача 3—6 м/мин,
поперечная подача 2—5 мм/дв. ход.
Для получения криволинейных рабочих плоскостей сотопане-
лей применяют специальный инструмент, станки или установки.
Некоторые из них описаны в работе [1.11], которая до сегодняш-
него дня является практически единственным доступным техно-
логическим пособием в России.
При обработке плоскостей сотопанели последняя должна быть
точно фиксирована и прочно закреплена на столе обрабатываю-
щего станка. Сотовые заполнители, склеенные нетеплостойким
клеем, крепятся льдом или диэтаноланилином, а теплостойкие
фиксируются, например ксилитом.
Для обеспечения плотного прилегания сотового заполнителя к
нижней плите приспособления на верхнюю поверхность сотопа-
нели накладывают груз. Сотовый заполнитель заливают на 1/3
высоты водой и замораживают. После окончания механической
обработки его размораживают горячей водой и просушивают,
более технологичен, но более дефицитен и дорог ксилит. Он
нейтрален и не действует на металлы и клеевые соединения.
Ксилит полностью удаляется из заполнителя горячей водой. Его
расплавляют при температуре 120—140 °C. Для фиксации сотопа-
нели достаточно иметь глубину ксилитовой ванны 5-10 мм. Со-
товый заполнитель погружают в ксилит при 75—80 °C и прижи-
мают грузом. Чтобы ускорить затвердевание, ксилит обдувают
холодным воздухом или обмывают проточной водой, которую
подают по трубам приспособления. Ксилит используется много-
кратно.
Американская фирма «Нортроп» для этих же целей использо-
вала полиэтиленгликоль — воскоподобную композицию, быстро
растворяющуюся в горячей воде при 71—82 °C. Она обладает хо-
рошей адгезией к металлам и может быть многократно исполь-
ювана.
В отличие от опытных производств и лабораторных условий по-
|рсбность серийных предприятий в сотовом заполнителе исчисля-
ется большими объемами, поэтому этот тип материала может быть
о тесен к продукции массового производства. Поскольку сотопа-
нели получают из пакетов сотовых заполнителей, то первоочеред-
ной задачей является механизация и автоматизация процессов
производства пакетов сотовых заполнителей. Для этой цели раз-
работаны станки-автоматы, изготавливающие пакеты сотовых за-
37
Рис. 1.33. Схема двухрулонного автомата фирмы «Авро»
полнителей из тканей, бумаги и металлической фольги. Некото-
рые из них описаны в работе [1.11] и других [1.44, 1.63—1.75].
Остальные операции общей автоматизацией или механизацией до
сих пор не охвачены и продолжают существовать самостоятельно.
В настоящее время самой малопроизводительной операцией явля-
ется операция растяжения пакетов сотовых заполнителей.
На рис. 1.33 показана схема двухрулонного автомата американ-
ской фирмы «Авро» для изготовления пакетов сотовых заполни-
телей из алюминиевой фольги. Автомат заправляется двумя ру-
лонами обезжиренной фольги 1. С первого рулона фольга, про-
ходя через направляющие ролики 2, поступает в клеенаносящее
устройство, где на нее с обеих сторон наносятся клеевые полосы
валиками с выступающими поясками 5. Пояски левого валика
смещены относительно поясков правого валика на половину ша-
га. На пояски валиков клей наносится другими валиками 4, по-
груженными в ванночки 3 с клеем. Нанесенные клеевые полосы
сушатся при прохождении фольги через сушильный шкаф 6.
После этого фольга направляется в механизм образования дрена-
жных отверстий 7. В этот же механизм поступает фольга с дру-
гого рулона, но без клеевых полос. Дренажные отверстия образу-
ются при одновременном прохождении фольги с двух рулонов
через механизм 7. Отверстия пробиваются иголками, закреплен-
ными на одном из валиков, второй прижимной валик протекти-
рован резиной. Дренажные отверстия завальцовываются при
прохожении фольги через два обжимных валика 8. Далее фольга
разрезается на мерные листы с помощью гильотинных ножниц 9.
Отрезанные листы фольги укладываются в виде стопки в пакето-
38
укладчик 10. Собранный пакет подается на другой участок цеха
для склеивания и других операций, рассмотренных выше.
Российская промышленность также располагает автоматами
для изготовления пакетов сотовых заполнителей как из алюми-
ниевых сплавов, например автомат АСП-250м или автомат
АСП-1200м, так и из стеклотканей [1.58] или из бумаги [1.11]. А
поскольку эти вопросы интересуют промышленность, то разра-
ботки в этом направлении ведутся практически постоянно, о чем
свидетельствуют информационные сообщения [1.76—1.78 и др.].
Так как в промышленности России практически существует
только метод растяжения пакетов для изготовления сотовых за-
полнителей из алюминиевых сплавов и неметаллических матери-
алов, то выработаны И соответствующие методы приемки и кон-
троля готовой продукции.
Они сводятся к следующим требованиям.
1. Заполнители изготавливают методом растяжения предвари-
тельно склеенных между собой заготовок с последующей их про-
питкой (при необходимости) и термической обработкой.
2. Материалы, применяемые для изготовления заполнителей,
должны соответствовать требованиям действующей нормативно-
технической документации и иметь паспорт завода-изготовителя.
Входной контроль материалов следует проводить в соответствии
с отраслевыми стандартами.
3. На внешних поверхностях четырехугольных сотовых пане-
лей с обрезанными торцами не допускаются следующие отклоне-
ния, обусловленные технологией изготовления:
склеивание двух смежных гофрированных листов (не более
трех участков на одной панели),
расслоения (несколько несклеенных гофров) — до четырех
мест длиной не более 40 мм, шириной до двух ячеек с расстоя-
нием между ними не менее 150 мм.
4. Не допускается наплыв связующего, закрывающего ячейку.
Степень полимеризации связующего должна быть не менее
93%.
5. Заполнители для контроля принимаются партиями. Размер
партий для металлических заполнителей определяется длиной
одного рулона фольги. Размер партий для неметаллических за-
полнителей определяется числом панелей, отвержденных по од-
ному режиму.
6. Каждая партия заполнителей оформляется паспортом пред-
39
приятия-изготовителя с заключением о соответствии их требова-
ниям отраслевых стандартов.
7. Для проверки соответствия заполнителей требованиям от-
раслевых стандартов необходимо проводить:
контроль внешнего вида и размеров,
испытание на сжатие,
определение объемной массы.
8. При несоответствии результатов испытаний требованиям от-
раслевого стандарта, вся партия возвращается изготовителю для
выяснения причин дефекта и его устранения. После устранения
дефектов партия может быть предъявлена к сдаче вторично.
9. В случае обнаружения дефекта или несоответствия требова-
ниям отраслевого стандарта при повторном предъявлении вся
партия заполнителя бракуется. Возможность использования это-
го заполнителя в каждом отдельном случае решается заказчиком,
изготовителем и разработчиком совместно.
10. Внешний вид заполнителей контролируют осмотром и срав-
нением с эталоном, утвержденным в установленном порядке.
11. Размеры заполнителей контролируют любым измеритель-
ным инструментом с точностью 0,1 мм.
12. Объемную массу контролируют на образцах, изготовлен-
ных для испытаний на сжатие. Образцы взвешивают на техниче-
ских весах с точностью до 0,02 г. Длину и ширину образца изме-
ряют с точностью 0,5 мм. Высоту образца измеряют штангенцир-
кулем о точностью 0,1 мм. Размеры образца измеряют в двух то-
чках по одному замеру с каждой стороны. За результат принима-
ют среднеарифметическое значение двух измерений.
Объемную массу подсчитывают по формуле
где р — объемная масса, кг/м3; М — масса образца, г; I, b, h —
размеры сторон образца.
13. Все прочностные характеристики проверяют на трех образ-
цах для каждого вида испытаний, вырезанных из отобранных для
приемо-сдаточных испытаний заполнителей. Испытания прово-
дят в соответствии с отраслевыми стандартами авиационной про-
мышленности.
14. Испытание на сжатие проводят по ОСТ 1-90150-74.
40
15. Испытание на определение модуля упругости при сжатии
проводят по ОСТ 1-90258-77.
16. Испытание на сдвиг проводят по ОСТ 1-90122-74.
17. Испытание модуля упругости при сдвиге проводят по ОСТ
1-90144-74.
18. Испытание при растяжении проводят по ОСТ 1-90147-74.
19. Испытание модуля упругости при растяжении проводят по
ОСТ 1-90219-76.
20. Испытание заполнителя при расслаивании проводят по
ОСТ 1-90153-74.
21. Содержание связующего в заполнителе определяют по
стандартам отраслей, а в стеклопластиковых заполнителях'— ме-
тодом выжигания.
Следует отметить, что производство по изготовлению сотовых
заполнителей не является экологически чистым.
При изготовлении заполнителей возникают следующие опас-
ные и вредные производственные факторы:
пары: смол, этилового спирта, ацетона, бензина, формальдеги-
да, фенола, эпихлоргидрина, гексиметилендиамина, бутилацета-
та, пыль неметаллических материалов заполнителя в том числе
стеклянная и угольная;
движущиеся части механизмов различных установок и стан-
ков, нагревающиеся поверхности (термошкафы, прессы, уста-
новки), электрооборудование.
Предельно-допустимые концентрации (ПДК) вредных паров
должны соответствовать ГОСТ 12.1.205-76 [1.22].
Характеристика технологических процессов изготовления со-
тового заполнителя с точки зрения безопасности труда приведе-
на в табл. 1.4.
Помещения, предназначенные для технологического процесса,
связанного с производством сотовых заполнителей, должны от-
вечать требованиям, предъявляемым «Санитарными нормами
проектирования промышленных предприятий» [1,142], Стены
производственных помещений должны быть гладкими и иметь
облицовку на 2/3 высоты помещения или должны быть покрыты
огнестойкой краской. Полы должны иметь покрытие с удельным
электрическим сопротивлением не выше 106 Ом • см и легко очи-
щаться при влажной уборке. Санитарно-бытовые помещения
должны быть оборудованы согласно нормам [1.142]. Пропиточ-
ные помещения, камеры, сушильные установки и помещения
41
Таблица 1.4. Характеристики технологических процессов изготовления
сотовых заполнителей
Технологический процесс Группа сани- тарной харак- теристики по СНиП П-92-76 Категория производст- венного про- цесса по СНиП П-М.2-72 Класс произ- водственного помещения по ПУЭ-76
Нанесение полос клея 1116 В П-1
Раскрой заготовок из стеклоткани 11г Д —
Пропитка сотопакетов в про- питочной ванне с отсосом летучих веществ 1116 А В-1
Сушка пропитанных сотопакетов в закрытых камерах 1116 В В-1
Прессование 1116 В В-1
для изготовления заполнителя должны быть оборудованы венти-
ляцией во взрывобезопасном исполнении. Пуск, наладка и экс-
плуатация вентиляционных установок должны удовлетворять
требованиям нормативных документов [1.21, 1.143]. Вентиляци-
онные установки должны быть оборудованы аварийной сигнали-
зацией, оповещающей об их отключении. Воздух, удаляемый вы-
тяжными вентиляционными установками, перед выбросом в ат-
мосферу должен быть очищен. Степень очистки воздуха должна
удовлетворять требованиям СН-245-71 (гл. 8). Температура воз-
духа в рабочей зоне производственных помещений должна быть
не ниже +15 °C, относительная влажность — не выше 75%. Элек-
трические установки должны быть снабжены блокировками,
обеспечивающими безопасное обслуживание электрооборудова-
ния. В помещениях, где выделяется взрывоопасный пар и пыль,
следует устанавливать только те элементы электрооборудования,
которые связаны с технологическим оборудованием, Они долж-
ны быть взрывозащищенными. Освещенность помещения долж-
на соответствовать СНиП 11-А. 9-71 (разд. 1, 2) и (разд. VI). При
проектировании, размещении и эксплуатации производственно-
го оборудования следует выполнять требования ГОСТ 12.2.003-74
и СНиП 111-31-78.
42
1.4.3. Другие конструкции ячеек сотовых заполнителей
В авиационной промышленности для теплонагруженных эле-
ментов конструкций, работающих при 800—900 °C, широкое при-
менение нашел сотовый заполнитель с квадратный ячейкой. Он
изготавливается из титановых сплавов и сталей методом сварки
и относится к сотовым заполнителям с профилированной ячей-
кой (см. рис. 1.9). На рис. 1.34 показаны гофрированные ленты,
из которых собирают сотовый заполнитель [1.4]. Здесь же приве-
дены виды в плане ячеек этих заполнителей.
Гофрированные ленты штампуются и после окончательного
формообразования содержат: грани ячеек 1, отбортовки 2 и по-
верхности соединения лент друг с другом 3. Ленты отечественно-
го производства образуют грани ячеек с синусоидальными гоф-
рами (или почти синусоидальными) и цилиндрические поверх-
ности соединения лент друг с другом. Ленты фирмы «Астех» об-
разуют плоские грани ячеек и плоские поверхности соединения
лент друг с другом. На отбортовках в местах расположения по-
верхностей соединения лент друг с другом выполнены углубле-
Рис. 1.34. Гофрированные ленты сотового заполнителя отечественного произ-
водства (а, в) и фирмы «Астех» (США) (б, г) [1.4]
43
ния 4 по форме выступов отбортовок 5, в которых размещаются
выступы смежных лент при сборке сотового заполнителя. Изго-
товление сотового заполнителя и трехслойной панели происхо-
дит одновременно на специальных станках.
При этом ленты соединяются друг с другом точечной электри-
ческой сваркой (ТЭС), а их соединение с несущими слоями (об-
шивками) осуществляется роликовой электрической сваркой
(РЭС). До последнего времени рассмотренные конструкция со-
тового заполнителя, способы его образования и соединения с об-
шивками были единственными при производстве сварных сото-
вых трехслойных конструкций. В последние годы, похоже, поя-
вился конкурентный способ, с помощью которого изготавливают
сварную трехслойную конструкцию с сотовым заполнителем,
имеющим шестигранную форму ячеек. Способ имеет японское
происхождение. Заявителем является Nippon Steel Corporation.
На основании анализа патентов [1.79—1-91] был разработан спо-
соб изготовления указанной выше сотовой панели. Первая пуб-
ликация на эту тему появилась в 1983 г. [1.92], а позднее был по-
лучен патент США [1.93]. Согласно изобретению из металличес-
кой ленты вырубают плоскую заготовку (рис. 1.35,а), которую за-
44
Рис. 1.36. Сотовый заполнитель с шестигранной ячейкой и
отбортовками по всему периметру
Рис. 1.37. Схема установки соединения сотового блока с обшивками
тем гофрируют и получают гофрированную ленту (рис. 1.35,6) с
отбортовками, гофры которой образуют полуячейки сотового за-
полнителя и имеют форму половины шестигранника. Далее гоф-
рированные ленты соединяют между собой по выступающим
плоскостям гофров и получают сотовый заполнитель с шести-
гранной ячейкой и отбортовками по всему ее периметру
(рис. 1.36). Сотовый блок покрывают с двух сторон обшивками
(рис. 1.37) и получают трехслойную сотовую панель. Соединение
сотового блока 7 с обшивками 2 осуществляется о помощью ла-
зерного луча 3.
В настоящее время достаточно хорошо известен сотовый за-
полнитель с цилиндрической формой ячеек [1.14, 1.94—1.100],
45
Рис. 1.38. Сотовый заполнитель с
ячейками цилиндрической формы
Рис. 1.39. Поперечное сечение сотового
заполнителя с торцевым контактом
гофров лент материала
Рис. 1.40. Сотовая структура с боко-
вым контактом гофр
Рис. 1.41. Сотовый заполнитель с
контактом по двум плоскостям гофр
который изображен, например на рис. 1.38. Трубки заданного се-
чения изготавливают, в основном, из тонкой бумаги на металли-
ческих оправках, пропитывают жидкой композицией на основе
фенолформальдегидной смолы, собирают в блоки, а затем сушат.
После удаления стержней-оправок получают блоки тонкостен-
ных сотовых структур, которые разрезают на сотопанели необхо-
димой толщины.
Известен сотовый заполнитель, выполненный из гофрирован-
ных лент в виде синусоиды. При этом он существует в трех мо-
дификациях [1.101], поперечное сечение которых показано на
рис. 1.39-1.41.
Так, на рис. 1.39 изображено поперечное сечение сотового за
полнителя с торцевым контактом гофров лент материала [1.11,
1.101]. По отдаленному сходству гофров материала с синусоидой
46
1*мс. 1.42. Фрагмент заполнителей
С треугольной ячейкой
Рис. 1.43. Схема сотовй структуры с
треугольной и шестиугольной
ячейками
1.1 кие заполнители стали называться сотовыми заполнителями с
синусоидальной ячейкой. Изготовление этого типа сотового за-
полнителя осуществляли методом профилирования ячеек с по-
мощью блочного прессования [1.11 с. 87, 88, 128—131, 137, 138].
Если контакт гофров происходит по одной стороне его волны,
to образуется сотовая структура, показанная на рис. 1.40. Если
контакт гофров происходит по двум сторонам, то образуется со-
товый заполнитель, изображенный на рис. 1.41.
В США, например, для трехслойных строительных конструк-
ций сердечником служат сотовые заполнители, которые получа-
ют путем литья в формы или деформирования листа единого
плоского материала необходимой толщины. На рис. 1.42 и
рис. 1.43 показаны фрагменты этих заполнителей. Причем на
рис. 1.43 это выполнено схематично. В первом случае ребра серд-
цевины панели образуют ряды треугольных ячеек [1.102] , а во
втором — повторяющийся узор из шестиугольников, вокруг ка-
ждого из которых расположено шесть равносторонних треуголь-
ников [1.103].
Помимо описанных выше способов получения сотовых запол-
нителей разрабатываются и другие способы. Одним из них явля-
ется способ непрерывной экструзии полос термопласта в виде
параллельных потоков с кратковременным их соединением и по-
следующим разделением таким образом, чтобы образовывалась
ячеистая конструкция сотового типа [1.104—1.106]. При этом мо-
жет быть использован любой термопластичный материал, спо-
собный перерабатываться методом экструзии: полиэтилен, поли-
пропилен, полистирол, поливинилхлорид и сополимеры винил-
47
хлорида, полиэтилентерефталат, сополимеры этилена и других
олефинов, полиакрилонитрил, поливинилацетат. Сотовые конст-
рукции такого типа применяются как теплоизоляторы.
Одним из высокомеханизированных способов получения сото-
вых заполнителей можно считать объемное ткачество [1.11, 1.95].
Кроме того, оно позволяет получать повышенную прочность со-
единения слоев сотового заполнителя, изготавливать заполни-
тель с различными формами ячеек, ткать изделия различной
кривизны, а также переменной толщины. Использование ткац-
кого станка для производства сотовых заполнителей дает возмо-
жность получать армирующий наполнитель одновременно из ни-
тей различных материалов (например, углеродных и стеклянных
волокон). Успешные результаты получены при использовании
опытной 20-слойной сотовой ткани с десятью ячейками, В соче-
тании с высокотеплостойкими связующими были созданы мате-
риалы, длительно работающие при 200—300 °C. Однако следует
учесть, что механические характеристики сотопластов с сотовым
заполнителем, полученным методом объемного ткачества, ниже
по сравнению с аналогичными характеристиками для изделий,
полученных другими методами, вследствие несплошной структу-
ры самой ткани и неравномерности пропитки.
Полной противоположностью высокомеханизированного спосо-
ба изготовления сотовых заполнителей методом объемного ткаче-
ства является способ, предложенный в заявке Японии [1.107]. Он
заключается в том, что из гибкого листа материала сворачивают и
склеивают трубки, имеющие в сечении многоугольник или круг
(рис. 1.44). На концах полых трубок выполнены отбортовки, с по-
мощью которых эти трубчатые элементы соединяются с обшивка-
ми. Полые трубчатые элементы размещают с определенным интер-
валом на одной из обшивок трехслойной панели и закрывают дру-
гой, образуя трсхслойную сотовую конструкцию.
Судя по обилию патентов, получаемых в различных странах,
направление техники, связанное с дальнейшим развитием сото-
вых заполнителей и конструкций с их участием, продолжает раз-
виваться и занимает умы ученых и инженеров. Достаточно ска-
зать, что в США по этому направлению на начало 1994 г. заре-
гистрировано несколько сотен патентов. Некоторые из них
[1.108—1.153] подверглись анализу. Среди них есть много «экзо-
тических» изобретений с необычной постановкой целей, а также
и тех, которые применимы и применяются в технике. К числу
48
Рис 1.44. Объемный эле-
мент шестигранной ячейки
Рис. 1.45. Сотовый заполнитель с ячейками
треугольной формы
интересных следует отнести патент Японии, полученный в США
|1.54]. В нем разработана конструкция сотового заполнителя с
треугольными ячейками. Ряды ячеек образуются гофрированием
ленты материала (рис. 1.45). Соединение лент друг с другом по
наружным плоскостям гофров приводит к образованию сотового
блока в виде бруса прямоугольной формы. Такой сотовый запол-
нитель имеет практически нулевые механические характеристи-
ки в своей плоскости и не участвует в силовом восприятии на-
грузок в составе трехслойной конструкции, являясь в этом смы-
сле ее балластом. Однако он обладает хорошей способностью об-
легать криволинейные поверхности и этим качеством превосхо-
дит, пожалуй, все применяемые до настоящего времени сотовые
заполнители. На рис. 1.46 показаны примеры формоизменения
ленты с треугольными гофрами. При использовании сотового за-
полнителя в оболочках имеется ограничение размера ячейки, ко-
торое зависит от радиуса оболочки и допустимого зазора между
кромкой грани ячейки и поверхностью обшивок. Оно записано в
виде двух соотношений:
R2=-(d2/2) + (L2/8d2),
где /?] — радиус наружной поверхности оболочки; dt — допуска-
емый зазор между кромкой грани ячейки заполнителя и наруж-
ной поверхностью оболочки; L — размер стороны грани ячейки;
49
Рис. 1.47. Способ изготовления сотовых блоков в виде
оболочек одинарной кривизны
R2 — радиус внутренней поверхности оболочки; d2 — допускае-
мый зазор между кромкой грани ячейки заполнителя и внутрен-
ней поверхностью оболочки.
В этом же патенте предложен способ изготовления сотовых
блоков в виде оболочек одинарной кривизны с шестигранными
ячейками (рис. 1.47). Для этой цели пакет сотового заполнителя 1
50
ртрезают по заданным криволинейным контурам 2. Получен-
ную криволинейную заготовку растягивают и получают сотовый
блок 3 заданной криволинейной конфигурации. На рабочие пло-
скости сотового блока 3 прикрепляют обшивки 4 и получают
криволинейную панель.
Разработанные к настоящему времени способы и технологиче-
ское оборудование для реализации этих способов получения со-
ювых заполнителей, как было отмечено выше, разделяются на
два основных типа: изготовление по методу профилирования
ячеек и изготовление по методу растяжения пакета, именно они
и нашли самое широкое распространение в технически развитых
странах. Каждый из них имеет свои достоинства и недостатки.
Метод профилирования ячеек позволяет получать ячейки стро-
ю одинаковой формы и размеров с заданным отклонением от те-
оретического контура и минимальными технологическими несо-
вершенствами. Такие заполнители имеют небольшой разброс (в
пределах ±5—7%) физико-механических и теплофизических хара-
ктеристик, а сами характеристики выше характеристик заполни-
телей, полученных методом растяжения пакета. При этом станоч-
ное оборудование для формообразования ячеек методом профили-
рования более сложное и менее производительное, чем станки для
изготовления пакетов сотовых заполнителей. Остальное техноло-
гическое оборудование — практически идентичное. Однако при
изготовлении сотового заполнителя методом профилирования вы-
падает самая непроизводительная операция растяжения пакета и
суммарный эффект метода может оказаться в некоторых случаях
выше других методов изготовления сотовых заполнителей.
Метод растяжения пакетов на сегодняшний день в России счи-
тается более производительным, чем метод профилирования яче-
ек, но сотовый заполнитель, изготовленный этим методом, имеет
неправильную форму ячеек, искривление граней, разрывы или
склеивание смежных ячеек. Для иллюстрации ниже приведены ре-
зультаты обмеров сотовых заполнителей, которые серийно изгота-
вливались на Московском вертолетном заводе им. М.Л.Миля [1.42].
Заполнители, изготавливаемые из фольги алюминиевого спла-
ва марки АМг2-Н, с параметрами:
дхб)= 3x0,03 мм — имеют реальную ширину одинарной грани
ячейки Д| = 4,48-^1,38 мм (13 848 измерений), реальную ширину
двойной грани ячейки а2= 4,06-М,82 мм (6174 измерения), раз-
мер «под ключ» D = 6,27-^2,43 мм (6768 измерений);
51
ax5j= 3x0,05 мм — имеют реальную ширину одинарной грани
ячейки й]=4,1^-2,35 мм (12 650 измерений), реальную ширину
двойной грани ячейки а2= 3,5-М ,6 мм (6286 измерений) , размер
«под ключ» D = 6,9^-2,8 мм (7020 измерений);
дх§|= 5x0,05 мм — имеют реальную ширину одинарной грани
ячейки fl]= 7,48^4,23 мм (3750 измерений), реальную ширину
двойной грани ячейки а2= 5,05-^3,26 мм (2034 измерений), раз-
мер «под ключ» D— 9,83-М,53 мм (1512 измерений);
йх§1= 5x0,03 мм — имеют реальную ширину одинарной грани
ячейки л1= 6,09^-4,36 мм (4140 измерений), реальную ширину
двойной грани ячейки а2= 5,5-М,7 мм (2214 измерений), размер
«под ключ» D — 9,8-Мэ,45 мм (1920 измерений).
Заполнители, изготавливаемые из бумаги Номекс, в лаборато-
рии ВИАМ [1.50] с параметрами:
дх81= 3,5x0,15 мм — имеют реальную ширину одинарной гра-
ни ячейки а2= 3,8^2,95 мм (35 измерений), реальную ширину
двойной грани ячейки а2= 4,02^-3,36 мм (35 измерений), размер
«под ключ» D = 8,25-^6,7 мм (35 измерений).
Серьезные отклонения размеров ячеек, их искривления при
растяжении пакетов и другие технологические несовершенства,
получаемые при этом методе изготовления сотового заполните-
ля, приводят к большому разбросу их физико-механических ха-
рактеристик. Кроме того, этим методом можно изготавливать
только сотовые заполнители с шестигранной формой ячеек или
заполнители с прямоугольной формой ячеек и прерывистыми
гранями двойной толщины (см. рис. 1.8,а) в то время как метод
профилирования ячеек позволяет изготавливать сотовые запол-
нители с любой формой ячеек.
1.5. Технологические свойства сотовых заполнителей
Одним из важных свойств сотового заполнителя с шестигран-
ной ячейкой (см. рис. 1.4) является его хорошая деформируе-
мость при изгибе. В результате этого он удовлетворительно обле-
гает криволинейные поверхности, что позволяет изготавливать
трехслойные сотовые оболочки разнообразной кривизны. Меха-
низм деформирования при изгибе заключается в изменении фор-
мы ячейки сотового заполнителя от действия растягивающих и
сжимающих усилий, возникающих при действии изгибающего
момента. На рис. 1.48 показаны схемы деформирования ячеек от
моментов, действующих в плоскостях xoz и yoz (Мхог и Myoi), со-
52
ответственно. Сплошными линиями показаны ячейки до дефор-
мирования, а пунктирными — после деформирования соответст-
нуюшим изгибающим моментом. Формоизменение ячейки про-
исходит вследствие изгиба граней по ребрам ячеек и искажения
плоской формы граней ячеек одинарной толщины. Следствием
этого является снижение механических характеристик деформи-
рованного сотового заполнителя по сравнению с аналогичными
механическими характеристиками недеформированного сотового
заполнителя. Подобные исследования проведены в работе [1.101]
с заполнителем, ячейки которого имеют шестигранную и сину-
соидальную формы. Тем не менее, в результате такой подвижно-
сти граней ячеек стало возможным применение шестигранного
заполнителя в криволинейных панелях и оболочках. Наибольшей
деформативностью, а, следовательно, и лучшей облегаемостью
криволинейных поверхностей обладает сотовый заполнитель,
изображенный на рис. 1.8,б и рис. 1.45. Вслед за ними в порядке
уменьшения «гибкости» следуют: заполнитель, изображенный на
рис. 1.8,д, заполнитель, изображенный на рис. 1.8,е, заполните-
ли, изображенные на рис. 1.8,г, рис. 1.38 и рис. 1.39. Последним
в этом ряду является заполнитель, изображенный на рис. 1.4.
Заполнители, показанные на рис. 1.8,а и рис. 1.40, могут обле-
гать только криволинейные поверхности одинарной кривизны, а
заполнители, изображенные на рис. 1.8,в, рис. 1.41, рис. 1.42 и
рис. 1.43 являются жесткими и пригодны для использования
только в плоских трехслойных сотовых конструкциях.
Сотовые заполнители, изготовленные по методу фирмы «Астех»,
(США) (см. рис. 1.9, рис. 1.34) и трехслойные панели с их участи-
ем обладают уникальными особенностями [1.4, 1.155]. Изготовлен-
ные плоские панели можно рассматривать как панели-полуфаб-
рикаты, которые в дальнейшем штамповкой или гибкой могут
53
быть превращены в криволинейные панели или оболочки. Причем
силовые законцовки панели могут присоединяться к отштампован-
ным по заданной форме кромкам панели.
1.6. Уравнения связи напряжений и деформаций сотовых
заполнителей
Рассмотренные выше сотовые заполнители имеют регулярную
пространственную конструкцию, которая, как правило, геометри-
чески подобна в трех взаимно перпендикулярных направлениях,
совпадающих с осями х, у, z декартовой системы координат. Итак,
сотовый заполнитель — это оболочечная или призматическая кон-
струкция, составленная из пластинок, или составная пространст-
венная конструкция, состоящая из набора плоских и криволиней-
ных пластинок. При этом размеры ячеек сотовых заполнителей
чрезвычайно малы по сравнению с размерами трехслойных сото-
вых конструкций (панелей или оболочек). Это позволило иссле-
дователям при расчетах трехслойных конструкций с сотовым за-
полнителем принимать сотовый заполнитель как некоторый услов-
ный, однородный по объему, ортотропный или трансверсально
изотропный материал, упругие характеристики которого заданы,
Эти характеристики стали называться приведенными. Такая гипо-
теза означает, что на практике вводится некоторый условный
сплошной материал, наделенный всеми свойствами реального со-
тового заполнителя и занимающий тот же объем, что и сам сото-
вый заполнитель.
Для ортотропного сотового материала уравнения связи напря-
жений и деформаций записываются в виде физических соотноше-
ний обобщенного закона Гука [1.156, 1.157] следующим образом:
1 VXX VCX
ехх - р ахх р суу р °К’
^хх ^уу
vxy 1 vry
еуу ~ ~F^Cxx+F Qyy Р Cv-'
J-'xx ^уу
V xz Vyt 1
ezz = - p Qyy + IT
пхх Lyy ^zz
exy = Txy/Cxy> exz = xxz!Gxz ’
(14)
E^yx = EyyVxy, = EKVXZ,
Eyyvzy ~ Evyyz
54
Применительно к сотовым заполнителям в соотношениях (1.4)
обозначено;
е. — компоненты деформаций сотовых заполнителей (i, J = х,
V, z);
— приведенные модули упругости сотовых заполнителей (i,
J вх, у, z; i =/);
Оу — приведенные нормальные напряжения сотовых заполни-
гелей (i, j = х, у, z; i =/);
Gy — приведенные модули сдвига сотовых заполнителей (/, j =
-х, у, z; i*j);
Ту — приведенные касательные напряжения сотовых заполни-
|елей (i, j = х, у, z; i * j)
Vy— приведенные коэффициенты Пуассона сотовых заполни-
телей (/, j — х, у, z; i*j)-
Для самого распространенного в мире сотового заполнителя с
шестигранной ячейкой (см. рис. 1.4), соотношения (1.4) сущест-
венно упрощаются.
Чрезвычайно низкая жесткость сотовых ячеек и их высокая де-
формативность при приложении усилий в направлении осей х и
у позволяют полагать, что
Охх = ^уу = Чу = 0, vst=v<y=0. (1.5)
В этом случае уравнения связи напряжений и деформаций
примут простой вид:
еи. ~ exz ~ ТXZ » eyz ~ lyz/Gyz (1-6)
Эти же уравнения применимы и для сотовых заполнителей со
следующими формами ячеек: шестигранной со смещенными
|ранями (см. рис. 1.8,6), квадратной (см. рис.1.8,г), квадратной с
шгзагами (см. рис. 1.8,6), шестигранной с рифтами (см. рис.
1.8,е), синусоидальной (см. рис. 1.39), цилиндричесой (см. рис.
1.38), треугольной (см. рис. 1.45).
Сотовые заполнители, для которых соотношения обобщенно-
I о закона Гука записываются в виде (1.6), в технике получили на-
шание «легких» заполнителей.
В соответствии с соотношениями (1.4), (1.6) проводили рабо-
ты по созданию математического аппарата для определения ме-
ханических характеристик сотовых заполнителей.
55
1.7. Расчет механических характеристик сотовых заполнителей
В отличие от однородных материалов (металлов, пластмасс и
других), механические характеристики которых определяют толь-
ко экспериментальным путем, материалы со сложной простран-
ственной структурой (волокнистые композиционные материалы,
сотовые заполнители и др.) нуждаются не только в эксперимен-
тальном, но и в расчетном определении их механических харак-
теристик. Это позволяет правильно понять механизм их работы,
проводить анализ и сопоставление различных материалов, про-
гнозировать характеристики и создавать новые типы материалов.
Расчеты помогают правильно определять методики испытаний
для получения достоверных результатов и объяснять полученные
результаты в объективной форме.
И хотя этим вопросам в среде ученых и специалистов уделяет-
ся мало внимания, полезность работ по созданию методов расче-
та механических характеристик, например, сотовых заполните-
лей, трудно переоценить, так как с их помощью трехслойные со-
товые конструкции нашли такое признание и распространение
во всем мире.
7.7.7. Расчет механических характеристик при растяжении
Первая статья, содержащая расчетные формулы по определе-
нию механических характеристик сотовых заполнителей, в Рос-
сии была опубликована в 1959 г. [1.158]. Однако в ней рассмат-
ривался сотовый заполнитель не как самостоятельный материал,
а описывалось совместное деформирование сотового заполните-
ля с несущими слоями в плоской трехслойной панели с сотовым
заполнителем. Результаты расчетов распространялись только на
сотовый заполнитель. Необходимым условием для вывода фор-
мул являлось наличие одинаковых ( по толщине и применяемо-
му материалу) несущих слоев, а также предполагалось, что эле-
менты сот не имеют начальной погиби и других технологических
несовершенств и не теряют устойчивости при действии сжимаю-
щих нагрузок. При этом предполагалось также, что полученные
формулы пригодны при действии как растягивающих, так и сжи-
мающих нагрузок. В этих предпосылках были получены следую-
щие соотношения для упругих приведенных характеристик:
56
Вц, + |г(£„Я +
ЛЛ
Мух = Мху ^хх/Е)
Здесь — коэффициент Пуассона, характеризующий дефор-
мацию в направлении оси у, вызванную деформацией в направ-
лении оси х.
Не расшифровывая значения коэффициентов, входящих в
приведенные выше соотношения, укажем, что эти формулы не
нашли практического применения в силу наложенных при их
выводе условий, а на практике стали применяться соотношения,
полученные А.Я.Александровым при самых общих инженерных
предположениях [1.159]:
•484 + 0,25£353
l,5rv3 4
Еуу = Е3Ь3/2г,
Ек = (253£3 + 54£4)/2,6г,
Мху = ^Еуу/Е^, = ^Е„/Е}
Здесь 53 — толщина материала заполнителя; Е3 — модуль уп-
ругости материала заполнителя; 64 — толщина двойной грани
шестигранной ячейки заполнителя; Е4 — модуль упругости двой-
ной грани; г — ширина грани; ц — коэффициент Пуассона не-
сущих слоев.
Если грани 3-ей и 4-ой сот не имеют начального технологиче-
ского несовершенства, то в формулы (1.7) вводят Е3= Ес3, Е4=
= Ес4, где подстрочный индекс «с» обозначает принадлежность
57
характеристики к материалу сотового заполнителя. Если же гра-
ни сот имеют начальные искривления со стрелой прогиба fm и
f04, соответственно, то это приводит к некоторому уменьшению
их жесткости в направлении оси Z- В этом случае в формулы (1.6)
или (1,7) вводят значения £с3=С3£3 и Ес4= С^Е4. Коэффициенты
£3, С* определяют по графику работы [1.159].
Для сот с четырехгранными ячейками и непрерывными стен-
ками приведенные механические характеристики, следуя работе
Ц.159], определяются по формулам
Ехх — Е^Ьц/а, Еуу - E3S3/b,
Ezz = (Е3?>3а + E^byab, = р,
где а — ширина грани ячейки толщиной 83, b — ширина грани
ячейки тещиной б4 (рис. 1.49).
Для сотового заполнителя с четырехгранными ячейками и пре-
рывистыми стенками в направлении оси х (ячейки одного ряда
смещены относительно ячеек смежных рядов, см. рис. 1.8,я) при-
веденные механические характеристики вычисляются по форму-
лам работы [1.159]:
£^=0, Еуу = Е383/Ь,
г £363 £484 _ (1-9)
Соотношения (1.8), (1.9) записаны для сотовых заполнителей,
не имеющих начальных несовершенств. Если же грани ячеек об-
ладают технологическими несовершенствами в виде искривле-
ний их поверхности, то в формулы (1.8), (1.9) необходимо ввести
коэффициенты по аналогии с формулами (1.7).
В работе [1.42] решалась задача определения приведенных раз-
рушающих напряжений растяжения сотового заполнителя с ше-
стигранной формой ячеек. Рассмотрены две возможные ситуа-
ции разрушения:
Рис. 1.49. Сотовый заполнитель
с прямоугльной формой ячеек
58
когда разрушается сам материал заполнителя,
когда разрушается место соединения заполнителя с несущими
слоями.
При этом предполагалось, что несущие слои и сотовый запол-
нитель соединяются друг с другом с помощью клея или припоя,
Для первого случая получена формула
= 2ов83 (г3 + г^/Еп , (1.10)
где ов — предел прочности материала сотового заполнителя; 83 —
толщина материала сотового заполнителя; г3 — размер стороны
грани ячейки сотового заполнителя одинарной толщины, г4 —
размер стороны грани ячейки сотового заполнителя двойной
толщины, Езл = Д(2г4 + 0,5д/4г32 - Л2)/2 — площадь элемента за-
полнителя в плане; D = 2r3 sin а — расстояние между гранями
двойней толщины; а — угол наклона грани одинарной толщины
к грани двойной толщины.
Для второго случая приведенное разрушающее напряжение
определяется по формуле
= Тср^1 2(^4 + 2г3)//'эл, (1.11)
где тср — предел прочности материала, скрепляющего заполни-
тель с несущими слоями, при срезе; Aj — биссектриса угла вали-
ка материала клея или припоя.
Формулы (1.10), (1.11) пригодны для расчета аналогичных ме-
ханических характеристик сотовых заполнителей с формой ячеек
(см. рис. 1.8,а и рис. 1.8,г).
В работе [1.29] рассмотрен вопрос о расчетном определении
прочности сотового заполнителя при растяжении вдоль оси Z-
Сделан вывод, что прочность сотового заполнителя при растяже-
нии зависит, в основном, от прочности материала сотового за-
полнителя и геометрических размеров ячейки (площади сече-
ния). Для клееных конструкций приведенные напряжения отры-
ва несущих слоев от сотового заполнителя определяются по фор-
муле
= 1,64Бкл тв/°с > (1-12)
где 8^ — размер клеевой галтели; ас — размер стороны ячейки за-
полнителя; тв — прочность клея при сдвиге; 1,64 — коэффициент
59
для правильной шестигранной ячейки заполнителя. При этом в
работе не объяснено, каким образом определяемая характеристи-
ка относится к механическим характеристикам собственно сото-
вого заполнителя.
Приведенное напряжение разрыва сотового заполнителя опре-
деляется формулой
^з=САов/0с, (1.13)
где С, — эмпирический коэффициент, полученный по результа-
там испытаний на сжатие (пусть читатель не удивляется — имен-
но на сжатие) сотового заполнителя вдоль оси z (см. рис. 3.9 ра-
боты [1.29]); бс — толщина фольги материала сотового заполни-
теля, ов — предел прочности материала фольги, из которого из-
готовлен сотовый заполнитель.
Анализ рассмотренных выше работ позволяет сделать следую-
щие выводы.
1. До настоящего времени опубликовано чрезвычайно мало ра-
бот, посвященных определению механических характеристик со-
товых заполнителей при растяжении.
2. Существующие на сегодняшний день теоретические работы
не охватывают всей номенклатуры известных и применяемых на
практике типов сотовых заполнителей и посвящены, в основном,
рассмотрению заполнителей с шестигранной формой ячеек.
3. Большинство известных работ по определению механичес-
ких характеристик сотовых заполнителей при растяжении рас-
сматривают заполнители, изготовленные только из металличес-
ких материалов с помощью склеивания или пайки.
4. Нет единого подхода к определению механических характе-
ристик сотового заполнителя. Одни авторы определяют механи-
ческие характеристики собственно сотового заполнителя, другие
их распространяют на весь средний слой трехслойной сотовой
конструкции, т.е. на собственно сотовый заполнитель плюс ве-
щество и его конструкцию, с помощью которого осуществляется
прикрепление сот к несущим слоям. Третьи же определяют ме-
ханические характеристики сотового заполнителя в составе всего
трехслойного пакета сотовой конструкции.
5. При всем разнообразии подходов к определению механиче-
ских характеристик сотовых заполнителей из трех разрушающих
напряжений о^., о и ои определяется только одно — о^, что со-
60
ответствует лишь соотношениям обобщенного закона Гука в
виде (1.6).
Попытки в определенной степени устранить все перечислен-
ные недостатки были предприняты в работах [1.31, 1.38]. В них
рассмотрены три случая разрушения: отслоение от обшивок, раз-
рыв по валику клея или припоя, разрушение по телу материала
тполнителя. Материал заполнителя рассматривался как орто-
тропный. В работах даны формулы как по расчету разрушающих
нагрузок, так и по определению геометрических параметров кон-
струкции соединения сотового заполнителя с несущими слоями.
Анализу было подвергнуто более 50 типов конструкций ячеек со-
тового заполнителя. При этом сотовый заполнитель рассматри-
вался как без начальных несовершенств, так и с несовершенст-
вами. В расчетах был использован аппарат сопротивления мате-
риалов и строительной механики со всеми их допущениями и уп-
рощениями.
1.7.2. Расчет механических характеристик при сжатии
Определению механических характеристик сотовых заполните-
лей при сжатии посвящено небольшое число работ. Из них наи-
более известны в России следующие; [1.4, 1.12, 1.14, 1.42,
1.158—1.163]. Наибольшую популярность и распространение по-
лучили соотношения А.Я. Александрова [1.158—1.160], которые
были рассмотрены в предыдущем разделе (формулы (1.7)). Их
анализ позволяет сделать некоторые выводы.
1. Получены формулы для расчета только упругих характери-
стик сотовых заполнителей с шестигранной формой ячеек (фор-
мулы (1.7)), а также с прямоугольной формой ячеек (формулы
(1.8), (1.9)). Вопрос расчетного определения разрушающих на-
пряжений сотовых заполнителей при действии сжимающих на-
1рузок в этих работах не рассматривался.
2. Полученные формулы пригодны для расчета механических
характеристик заполнителей, изготовленных из металлических
материалов методом склеивания или пайки.
3. Полученные формулы не предусматривают возможности по-
следовательной потери устойчивости элементов сотовой ячейки
н процессе ее нагружения.
4. Не учтено влияние клея или припоя как в гранях двойной
толщины ячейки заполнителя, так и в местах прикрепления тор-
цов граней к несущим слоям.
61
5. Принятая модель работы сотового заполнителя не адекват-
на реальному поведению конструкции ячейки под нагрузкой и
результаты расчетов неудовлетворительно согласуются с экспе- ,
риментальными данными. Аналогичными формулами пользуют-
ся также авторы работ [1.161—1.163].
В работе [1.12] сотовый заполнитель с шестигранной ячейкой
представлен как система стержней, соединяющих несушие слои.
При этом определяется лишь одна механическая характеристи-
ка — модуль упругости в направлении оси z — без указания, к ка-
кому виду нагрузки (растяжению или сжатию) она относится:
• ЗДолн- (I-14)
где Е& — приведенный модуль упругости заполнителя; Fpa6 —
«живая» площадь поперечного сечения типового элемента запол-
нителя; £з — модуль упругости материала заполнителя; Гполн —
площадь ячейки в плане.
В работах [1.30, 1.42, 1.164, 1.165] сделана попытка сформули-
ровать модель работы сотовых заполнителей с шестигранной (см.
рис. 1.4) и прямоугольной (см. рис. 1.8,а) формами ячейки с уче-
том начальной погиби граней ячейки и возможностью потери их
устойчивости. При этом были получены формулы как для упру-
гих констант, так и для разрушающих напряжений сотовых за-
полнителей. Они пригодны для сотовых структур, изготавливае-
мых методом склеивания или пайки ортотропных материалов
Сравнением результатов расчета и испытаний определяли обоб-
щенный коэффициент начальных несовершенств, которым явля-
ется амплитуда начальной погиби грани ячейки заполнителя. Ре-
шения получены в нелинейной форме. Анализ полученных соот-
ношений позволяет отметить следующие недостатки работ:
1) при выводе расчетных формул грани ячеек и образованные
после их потери устойчивости стержни рассматривались изоли-
рованно без учета совместности перемещений;
2) обобщенный коэффициент начальных несовершенств сото-
вого заполнителя не устанавливает однозначной связи о~ и Е~ ,
а позволяет достоверно определить лишь одну из этих величин;
3) не учтено влияние клея или припоя в местах прикрепления
торцов граней ячейки к несущим слоям;
4) сотовый заполнитель рассматриваемых типов считался «лег
ким», вследствие чего определялись только две механические ха-
рактеристики из шести;
62
5) принятая модель работы сотового заполнителя не адекватна
реальному поведению конструкции, и результаты расчетов не до-
i I.UO4HO точно согласуются с экспериментальными данными.
В работе В.Ф. Панина [1.29], в частности, приведены формулы
для расчета механических характеристик сотовых заполнителей
при сжатии в направлении оси Z-
£“ =1,548с£/ас, = q£“ (р0/рм)2 , (1.15)
где 8С — толщина материала сотового заполнителя; ас — ширина
। рани ячейки двойной толщины; Е — модуль упругости матери-
ала сотового заполнителя; q — эмпирический коэффициент; р0=
(q + ^с)^сРМ/(°с + COS а)’^с ’ s*n а “ ПЛОТНОСТЬ СОТОВОГО ЗЯ-
нолнителя; Ьс — ширина одинарной грани ячейки сотового за-
полнителя; а — угол формообразования сот; рм — плотность ма-
териала заполнителя.
Анализ полученных результатов [1.29] позволяет сделать следу-
ющие выводы:
1) после приведения в соответствие обозначений работы [1.29]
с работой [1.159] становится ясна идентичность их формул для
определения приведенного модуля упругости сотового заполни-
теля;
2) приведенные формулы не имеют ни физического, ни мате-
матического объяснения, связанного с работой сотового запол-
нителя под действием нагрузки;
3) формулы (1.15) не пригодны для заполнителей, изготовлен-
ных из анизотропных материалов;
4) формулы (1.15) не могут существовать без предварительных
экспериментальных исследований, а расчетные значения приве-
денного модуля упругости сотовых заполнителей плохо согласу-
ются с результатами испытаний.
В справочнике [1.14] рассмотрено достаточно много типов со-
товых заполнителей.
Для сотового заполнителя с шестигранной формой ячейки (см.
рис. 1.4) приведены формулы для определения следующих меха-
нических характеристик:
£к = 1, 54£мз/ст/а, акв = ^пр^Ч^з^мз (^Аст) > (116)
где Емз — модуль упругости заполнителя в направлении оси 3 (г);
63
t„ — толщина материала заполнителя; а — толщина сотоблока,
Аир — коэффициент прерывистости заполнителя (для шестигран-
ной ячейки Апр = 1,54/ст/я); Kt — коэффициент, зависящий от со-
отношения размеров сот; Кз — коэффициент, зависящий от ма-
териала сотового заполнителя (для алюминиевого сплава К3 =
= 0,275, для титанового сплава К3 = 0,215, для стали К3 = 0,25);
b — ширина грани ячейки сот.
Для соотношений (1.16) справедливы все замечания, сделан-
ные выше при анализе работы [1.29].
Для сотового заполнителя с шестигранной формой ячеек (см.
рис. 1.4), изготовленного из бумаги (типа А, крафта, кабельной,
битуминизированной),приведены эмпирические формулы, заим-
ствованные из работы [1.166]:
£„-РЛр£ср, <^.=р,К гс** (<„/с):, (1.17)
300 [1- v„CTj
где pj — коэффициент, учитывающий содержание твердой осно-
вы в объеме единичной ячейки сотопласта, при а = 10 мм (а —
размер стороны шестигранника ячейки); К? — коэффициент, ха-
рактеризующий отклонение свойств сотопласта с любой ячейкой
от свойств сотопласта с единичной ячейкой; £ср= (2£б/ос +
+ : (2/ос + Еъ ~ модуль упругости бумаги; /ос — толщи-
на основы; — модуль упругости клея, соединяющего ленты
основы; — толщина клея; Еос — модуль упругости основы;
гпл = 4/ос+ + ^?пр; - толщина пропитки лент основы; vMCT—
коэффициент Пуассона материала стенки.
Для соотношений (1.17), справедливы все замечания, сделан-
ные выше при анализе работы [1.29].
Для сотового заполнителя с квадратной ячейкой размером а
(рис. 1.50) приведены следующие расчетные формулы:
Ezz ~ 4£мз t^/a,
оив = АпрА,А3£мз(БЛст)-2 (1.18)
Обозначения — те же, что и в формуле (1.16). При этом Апр =
= 4/ст/а. Помимо уже известных замечаний следует отметить, что
изображенный на рис. 1.50 тип конструкции не может быть из
готовлен из существующих на сегодняшний день высокопрочных
тонколистовых материалов с минимальной плотностью сотового
64
I'm I 50. Сотовый заполнитель
иппдратной ячейкой
Рис. 1.51. Шестигранный сотовый
заполнитель, усиленный лентами
мшолнителя. Очевидно такая конструкция ячеек может быть по-
лучена прессованием, штамповкой, литьем или механической
обработкой соответствующей заготовки. Напрашивается прямая
аналогия конструкции рис. 1.50 с конструкцией сотовых запол-
нителей, показанных на рис. 1.42 и рис. 1.43, по способу их из-
нновления.
Для шестигранного сотового заполнителя, усиленного лентами
Ом рис.1.8,б и рис. 1.51) с обозначениями, приведенными на
рис. 1.51, даны следующие расчетные формулы:
£- = 2,14£мз/ст/о, о-от = K^K^b/t^2, (1.19)
Обозначения — те же, что и в формуле (1.16). При этом £пр =
- 2,14/ст: а. Для соотношений (1.19) справедливы все замечания,
деланные выше при анализе работы [1.29].
Для сотового заполнителя с цилиндрической ячейкой и квад-
ратной упаковкой (рис. 1.52) приведены следующие расчетные
формулы:
£к = л£мз
при £>12 о^ = £мзл &К3/2r2^3(l - v2^),
при £<12 2*2 ) £мз [1+3(l-v2MCT)/64/^] £3,
£ = 0,25л2 г//ст.
Здесь £з — в соответствии с аналогичным обозначением в фор-
мулах (1.16), vMCT — коэффициент Пуассона материала стенки.
65
Рис. 1.52. Сотовый заполнитель с
цилиндрической ячейкой и квад-
ратной упаковкой
Рис 1.53. Сотовый заполнитель с
цилиндрической ячейкой и плотной
упаковкой
Для соотношений (1.20), справедливы все замечания, сделан-
ные ранее при анализе работы [1.29].
Для сотового заполнителя с цилиндрической ячейкой и плот-
ной упаковкой (рис. 1.53) приведены следующие расчетные зави-
симости:
EZZ ~ 2л^мз^ст//’ '/З'
при ^>12 оот = EM32Tit^K3/3r2yll-v2Mcr,
при К< 12 0^=
6л*3
К = п2г!*„.
(1-21)
Обозначения — те же, что и в формулах (1.20).
Для соотношений (1.21) справедливы все замечания, сделан-
ные выше при анализе формул работы [1. 29].
В работе [1.4] авторы рекомендуют простые зависимости для
расчета механических характеристик некоторых типов сотовых
заполнителей.
Для заполнителей с шестигранной (см. рис. 1.4), прямоуголь-
ной (см. рис. 1.8,о) и квадратной ячейками (см. рис. 1.8,г) при-
ведены следующие соотношения:
Ezz = К£ф Еф/2 > = °кр.ф E~zzlE*’ °кр.ф = М Е/г2, (1.22)
где 6ф — толщина фольги заполнителя (рассматриваются только
66
hi. I 54. Зависимость разрушающих напряжений (с) и модуля упругости (6)
iHlohoro заполнителя от высоты сотоблока:
/ данные работы [1.29]; 2— данные работы [1.14];-----------— данные работ [1.14,
I )Ч. I 159]
металлические соты); Еф — модуль упругости фольги, из которой
выполнен заполнитель; окрф — допускаемые напряжения, равные
пппряжениям потери устойчивости для граней ячеек сот; Кх —
коэффициент (для заполнителя с шестигранной ячейкой Кх=
1,54, см. рис. 1.8,о, с прямоугольной ячейкой Кх= 1,75, см.
рис 1.8,г, Кх= 2, см. рис. 1.8,о, с квадратной ячейкой Кх= 3), К4—
mi кффициент (для граней сот двойной толщины К4 = 14,5, для
tраней сот от одинарной толщины К4 = 3,6).
Для соотношений (1.22) справедливы все замечания, сделан-
ные выше при анализе работы [1.29].
Для иллюстрации сделанных замечаний к рассмотренным вы-
ше работам сопоставим результаты расчетов и эксперименталь-
ных исследований, которые заимствованы из работ [1.30, 1.42,
I 167, 1.168].
На рис. 1.54 показана зависимость приведенных разрушающих
ннпряжений и модули упругости сотового заполнителя от высоты
гогоблока. Заполнитель изготавливался на Московском вертолет-
ном заводе им. М.Л. Миля из алюминиевой фольги АМг2-Н ме-
!одом склеивания клеем ВК-3. Параметры заполнителя: a'xbl =
- 3x0,05 мм. Результаты эксперимента показаны толстыми верти-
кальными отрезками и кружками.
Многочисленные экспериментальные исследования авторов
работ [1.4, 1.30, 1.167] позволяют дать общее описание поведения
сотовых заполнителей при сжатии.
Несущая способность сотовых заполнителей исчерпывается в
67
результате разрушения или потери устойчивости. Разрушение
происходит в наиболее тонком или дефектном месте одной или
нескольких граней и лавинообразно распространяется по всему
заполнителю. Хрупкое разрушение сопровождается характерным
косым сколом граней двойной толщины.
При потере несущей способности в результате потери устойчи-
вости сотовый заполнитель работает следующим образом. При
достижении определенной сдавливающей нагрузки вначале теря-
ют устойчивость грани ячейки одинарной толщины. При даль-
нейшем увеличении нагрузки теряют устойчивость более толстые
элементы сотовых ячеек. При сжатии в направлении оси z (вдоль
оси ячеек) потеря устойчивости толстых (двойных) граней сот
происходит местным образом, что приводит к разрушению стру-
ктуры заполнителя, если он изготовлен, например из волокни-
стых материалов, помещенных в хрупкую матрицу, либо к скла-
дыванию граней в «гармошку», если соты изготовлены из доста-
точно пластичных материалов. Место образования местной полу-
волны при потере устойчивости граней двойной и более толщи-
ны носит случайный характер. Появление местной полуволны на
одной из толстых граней влечет за собой лавинообразный про-
цесс потери устойчивости всех или подавляющего большинства
граней ячеек заполнителя и он теряет несущую способность.
Механические характеристики сотовых заполнителей при сжа-
тии в направлении оси z обнаруживают большую чувствитель-
ность к изменению геометрически параметров: высоты й, сторо-
ны ячейки а, и толщины материала 6р из которого они изготов-
лены.
Обращает на себя внимание большой разброс значений меха-
нических характеристик, что говорит, с одной стороны, о высо-
кой чувствительности конструкции сотовых заполнителей к раз-
личного рода несовершенствам, а с другой — это характеризует
существование еще не использованных возможностей в техноло-
гии изготовления, которые могли бы устранить несовершенства,
получаемые сотовыми структурами в процессе изготовления.
Если на сегодняшний день существуют серьезные теоретичес-
кие работы и экспериментальные исследования по определению
механических характеристик сотовых заполнителей при сжатии в
направлении оси z, то механические характеристики в направле-
нии осей х и у не определяются вовсе, а их теоретическое опре-
68
Таблица 1.5 Действительные напряжения в сотовых заполнителях
с шестигранной ячейкой при сжатии вдоль оси ячеек
Хкрактеристика заполнителя ств, МПа ст,.—, МПа tzcp*
Ьшолнители из сплава марки AN пикета и прикрепленные к несущ 10x5x0,03 мм /(«лх^! = 20x5*0,03 мм ЛхохБ! = 40x5x0,03 мм [г2-Н, изготовленньк им слоям клеем ВК- 230 230 230 методом растяжения 3 [1.30, 1.167] 72,0 55,54-102,0 58,5 47,74-80,5 55,5 38,84-72,0
1пполнители из сплава марки АМг2-Н, изготовленные в лабораторных условиях
и прикрепленные к несущим слоям клеем марки ВК-32-200 [1.11]
«xg( = 4x0,05 мм uxg, = 6x0,05 мм 230 230 187,04-208,0 189,04-228,0
1пполнители из стали марки СН-2, изготовленные и прикрепленные к несущим слоям с помощью припоя марки 170НХ [1.14]
Axoxg^ 10x9x0,3 мм I 900 124,0
Лхвхб^ 10x12x0,3 мм 900 117,0
(иполнители из стеклоткани марки ЭЗ-100, изготовленные методом растяжения
пикета, пропитанные и прикрепленные к несущим слоям с помощью
связующего ЭДТ-10П [1.30]
Лхдхб^ 11x2,5x0,1 мм 300 100,0 65,04-121,0
Лхлхб^ 11x3,5x0,1 мм 300 61,5
40,04-80,0
деление ограничивается весьма приближенными формулами
А.Я. Александрова [1.158—1.160].
Очевидно анализ бы не достаточно полным без определения
действительных значений напряжений в материале сотового запол-
нителя. При этом действительные средние напряжения (о^ср) оп-
ределяются как частное от деления разрушающего усилия на дей-
ствительную («живую») площадь сотового заполнителя. В табл. 1.5
такие данные сравниваются с разрушающими напряжениями (о~)
самого материала заполнителя. Как видно из таблицы, потеря не-
сущей способности сотовых заполнителей при сжатии происходит
пс вследствие разрушения граней ячеек при достижении в них на-
69
пряжений разрушения, а в результате потери устойчивости этих
граней при сравнительно невысоких напряжениях.
Анализ экспериментальных исследований механических хара-
ктеристик сотовых заполнителей при сжатии в направлении оси
£ позволяет сделать ряд обобщений.
1. Для сотовых заполнителей, изготовленных из металлической
фольги, действительные разрушающие напряжения значительно
ниже разрушающих напряжений и даже условного предела теку-
чести материала заполнителя. Это обусловлено тем, что элемен-
ты ячеек заполнителя либо теряют устойчивость, либо разруша
ются с образованием локального пластического шарнира, что яв-
ляется следствием начальных технологических несовершенств в
гранях ячеек сот.
2. Для сотовых заполнителей, изготовленных из волокнистых
анизотропных материалов, действительные разрушающие напря-
жения значительно ниже разрушающих направлений материала
заполнителя. Это говорит о проявлении механизма потери устой-
чивости элементов ячейки заполнителя, так как волокнистые
композиционные материалы имеют практически линейную диа-
грамму деформирования f(e^) в направлении укладки воло-
кон вплоть до разрушения.
3. Модуль упругости, реализуемый в сотовом заполнителе, зна-
чительно ниже модуля упругости материала заполнителя, что
также говорит о наличии начальных несовершенств граней сот.
4. Для заполнителей, выполненных из металлов, наблюдается
снижение приведенных разрушающих напряжений с ростом вы-
соты h заполнителя.
5. Для заполнителей, выполненных из металлических матери
алов и изготовленных методом растяжения пакета, наблюдается
повышение модуля упругости с ростом h заполнителя.
6. Приведенные напряжения разрушения и приведенный мо-
дуль упругости при сжатии в направлении оси z прямо пропор-
циональны толщине материала заполнителя и обратно пропор-
циональны размеру ячейки сот.
7. Приведенные механические характеристики сотовых запол-
нителей в значительной степени зависят от уровня технологии
изготовления как самого заполнителя, так и конструкций с его
участием. В этой связи метод профилирования ячеек сот пред-
почтительнее метода изготовления заполнителей с помощью рас
тяжения пакета.
70
N Критерием качественного изготовления сотовых заполните-
i< tl иг металлических материалов является их способность де-
формироваться после потери устойчивости граней при практиче-
। кн постоянном усилии сжатия, составляющим 0,4—0,6 значения
нтругки потери устойчивости сотового заполнителя.
О С ростом высоты й заполнителя разбросы его механических
Ц||рпкгеристик существенно уменьшаются. Наиболее существен-
ное уменьшение разбросов наблюдаются у относительных дефор-
маций.
10. Отмеченные выше особенности поведения сотовых запол-
ни (елей при сжатии вдоль оси z позволяют утверждать, что эле-
МГ1НЫ конструкции заполнителя имеют начальные технологиче-
i кис несовершенства, сильно влияющие на его механические ха-
рпкгеристики и их разброс.
Анализ известных теоретических работ позволяет продолжить
обобщения.
11. Ни одна из опубликованных и известных работ не позво-
ляет даже качественно описать диаграмму сжатия сотовых запол-
ни! слей cQ = /(ew), а известные попытки построения теоретиче-
i ких зависимостей не описывают поведения сотового заполните-
ля под нагрузкой без привлечения эмпирических коэффициен-
IOH, что делает эти работы пригодными лишь для конкретных ус-
ловий изготовления сотовых заполнителей и трехслойных конст-
рукций с его участием.
12. Известные физические и математические модели работы
гигового заполнителя при сжатии в направлении оси z не позво-
ляют отразить зависимость его механических характеристик от
пысоты сотовых ячеек.
13. Расчеты приведенных модулей упругости сотовых заполни-
гелей по формулам известных работ не совпадают с их реальны-
ми значениями в 5 и более раз и, в принципе, не отражают ха-
рактер изменения этой характеристики от параметров сотовых
гаполнителей.
14. Расчеты приведенных разрушающих напряжений сотовых
гаполнителей по формулам работ [1.4, 1.14, 1.29] не отражают ха-
рактера их изменения от параметров сотовых заполнителей и мо-
। ут быть использованы только в совокупности с поправочными
коэффициентами, характеризующими прочность конкретных за-
полнителей, изготовленных на конкретном технологическом
оборудовании данного производства.
71
15. Методы расчета механических характеристик сотовых запол-
нителей, рассмотренные в работах [1.30, 1.42, 1.164, 1.165] , удов-
летворительно описывают экспериментальные данные, если обоб-
щенный коэффициент начальных несовершенств выбирается в
результате сравнения расчетов с экспериментальными данными.
16. Введение в модель работы сотового заполнителя эмпириче-
ского коэффициента начальных несовершенств [1.42] не устана-
вливает однозначной связи и Е^, а позволяет достоверно оп-
ределить лишь одну из них.
17. До сих пор отсутствуют пригодные для практической дея-
тельности методы расчета упругих констант как собственно сото-
вых заполнителей, так и всего среднего слоя трехслойных конст-
рукций с сотовым заполнителем.
18. До настоящего времени нет физически обоснованных ме-
тодов расчета разрушающих нагрузок как собственно сотовых за-
полнителей, так и всего среднего слоя трехслойных конструкций
с сотовым заполнителем.
19. Теоретические работы по нахождению упругих констант и
несущей способности сотовых заполнителей не охватывают всех
типов применяемых в настоящее время сотовых структур, не го-
воря уже о новых конструкциях сотовых заполнителей.
1.7.3. Расчет механических характеристик при сдвиге
Механические характеристики сотовых заполнителей при
сдвиге являются чрезвычайно важными параметрами сотовых
структур, так как в трехслойной конструкции сдвиговые нагруз-
ки воспринимаются, в основном, заполнителем. Как показала
практика испытаний и эксплуатации трехслойных конструкций,
их наиболее уязвимым местом является довольно низкая сдвиго-
вая прочность и модуль сдвига сотового заполнителя. Не случай-
но поэтому каждый исследователь, занимающийся вопросами
механики сотовых конструкций, считал своим долгом либо дать
формулы расчета сдвиговых характеристик, либо получить их
экспериментальные значения.
При предположении о совместной работе несущих слоев и гра
ней шестигранного сотового заполнителя в работе [1.158] были
впервые получены формулы для расчета модулей сдвига сотового
заполнителя, (рис. 1.55) При этом предполагалось, что грани сот
не теряют устойчивости и не имеют начальной погиби. В этом слу-
чае приведенный модуль сдвига Gyz определяется по формуле
72
Pin 1.55. Сечение сотового
ш I юл ните ля
„ 18 ,г2
£3 83
1 6D2_____
г г
---4---
Ал дй
Для обычных соотношений параметров внешних слоев и сот
первые два слагаемые в квадратных скобках выражения (1.23),
швисящие от энергии изгиба пластинок из их плоскости, очень
малы по сравнению с третьим. Если пренебречь этими слагаемы-
ми, то формула для определения Gyi принимает вид
Gyi=l,2^G3/ry/3. (1.24)
Цифровые подстрочные индексы указывают номер грани сот,
к которым они относятся (см. рис. 1.55).
В формуле (1.23) Dt — цилиндрическая жесткость соответству-
ющей грани сот или несущего слоя,
уг згН2у!з
I + 6D2
а л =г Ап +
А А
1-Щ2 2
с 2
а(#Р) + у + +
(1-23)
+ С3|б3Я2
Дв = q4An + -^Ty
1-Рз 2
+ бЦ§3Я2(1 + 2р)1,
с2
4а (1 + 4р) + ~^- + 4ц3£
о /Г п2Н 8 Ц2Н4 „ 4 л283 „ п 2l2 гг2 h с 2
П = 8>/3--, а = ———, р = ——^ = 2л2^Я2/15г2.
г 35 г 11 г
73
Приведенный модуль сдвига определяется по формуле
г _ 1Г 2а +1 1 P+q+2, ,
* г L 3 Л 2л 1 - Pq V 7
2,. э \ Л , 32л2Л
2>/з(а-1) 30 + 2л а + 9rHG383
n 1
Dx ,
9 =
л 1 8 Л + 2а) + (а 1)+^^л2Л
2>/3(а-1) ^(1*^)* л (а Ч ' 9гЯСз6з A j,
&2^2
а =
(1.25)
Как показали расчеты, учет энергии изгиба внешних слоев
слабо влияет на значение G*? определяемое по формуле (1.25).
Если пренебречь этой энергией, приняв D} = 0, получим следую-
щее соотношение:
0,192 (2а+1) + {(а-1)2 [0,318 (а-1) + 0,428 (2а+1)]j:
:[(а-1)2 + 0,2б9(2а + 1)(а - 1)-1,3(2а + I)2 j . (1.26)
При а = 1 формула (1.26) существенно упростится и будет вы-
глядеть следующим образом:
Gxz ~ G-fii! г у/З.
(1-27)
Для приведенного модуля сдвига получена следующая рас-
четная формула:
= 83oG3/6r?.
(1-28)
В более поздней работе [1.159] для случая, когда элементы сот
не теряют устойчивости и изготовлены из изотропных материа-
лов, получены упрощенные расчетные формулы, приведенные
ниже.
Для сот с ячейкой в виде правильного шестигранника приве-
денные модули сдвига определяются по формулам
74
Gyz = 0,576 </36-3/г,
= 6383 £/г,
= 0,14483 £3/r,
С, = 0,192(2а + 1) + {(а -1)2 [О,318(а -1) + 0,428(2а +1)]:
: [(а -1)2 + 0,269 (2а +1) (а -1) -1,3 (2а +1)2]},
a = G4 54/G383. (1.29)
В формулах (1.29) подстрочный индекс «3» относится к грани
сот одинарной толщины, а индекс «4» — к грани сот двойной
1ОЛЩИНЫ.
Для прямоугольных ячеек с непрерывными стенками
(рис. 1.56) в случае, если элементы сот не имеют начальной по-
|иби, изготовлены из изотропного материала и не теряют устой-
чивость, приведенные модули сдвига находят по формулам
Gxl = G484/a, Gxy = 0, Gyi = G3b3/b. (1.30)
Для прямоугольных ячеек сот с прерывистой стенкой
(рис. 1.57) в случае, когда элементы сот не имеют начальной по-
I иби, изготовлены из изотропного материала и не теряют устой-
чивость, приведенные модули сдвига определяют по формулам
<7* = G3b3!b, G^ =0, GXi = G3b83^/a(ab4 + 283£). (1.31)
Необходимо отметить, что формулы (1.29) — (1.31) в настоя-
Гис. 1.56. Прямоугольная ячейка
непрерывными стенками
Рис. 1.57. Прямоугольная ячейка
с прерывистой стенкой
75
щее время используются повсеместно и вошли в состав извест-
ной справочной литературы [1.160].
Несмотря на широкую популярность, рассмотренные работы
имеют и ряд недостатков, а именно:
не получены соотношения для расчета разрушающих напряже-
ний сотовых заполнителей при сдвиге;
не рассмотрены случаи изготовления сотовых заполнителей из
анизотропных материалов;
не учтено влияние клея, припоя или сварки на приведенные
механические характеристики сотовых заполнителей;
не учтено влияние дефектов изготовления сотовых заполните-
лей на их механические характеристики;
полученные формулы не позволяют построить диаграмму де-
формирования сотового заполнителя для использования
в расчетах сотовых конструкций.
В работах [1.12, 1.160] использованы формулы работы [1.159].
Для сотовых заполнителей некоторых типов получены и другие
формулы. Так, в работе [1.12] использованы конечные формулы
статьи [1.169]. В ней для нормального квадратного заполнителя
приведены следующие расчетные формулы:
Gxz= Gyz= (1.32)
где 8СТ — толщина материала заполнителя; (73 — модуль сдвига
материала заполнителя.
Для усиленного лентой шестигранного заполнителя (см.
рис. 1.8,в) в этой работе приведены следующие соотношения для
определения модулей сдвига:
GV=^G3, (ОЗ)
Для усиленного дополнительной лентой квадратного заполни-
теля (рис. 1.58) модули сдвига определяются по формулам
Gxz=(l + V2)8CTG3/r, Gyz=8CTG3/r. (1.34)
Следует отметить, что недостатки работ [1.158, 1.159] относят-
ся целиком и к работам [1.12, 1.160, 1.169].
Определение разрушающих напряжений и модулей сдвига со-
товых заполнителей рассматривали авторы работы [1.42]. Они
предполагали, что потеря несущей способности заполнителя
76
Рис. 1.58. Заполнитель с
квадратной ячейкой, усилен-
ный дополнительной лентой
происходит в результате потери устой-
чивости граней ячеек сотового запол-
нителя.
Вследствие привлечения нелинейно-
н> аппарата теории устойчивости пла-
стин получены громоздкие конечные
формулы, которые учитывают началь-
ную погибь граней сот, а также предпо-
пагают, что материал сотового запол-
нителя — ортотропный.
Рассмотрены четыре механические
характеристики и для каждой из них
приведены конечные формулы: (т^),
<Ъв>. <Gxz},{G ).
Однако работа [1.42] имеет следующие недостатки:
не учтено влияние клея, припоя, сварки, которыми заполни-
тель прикрепляется к несущим слоям;
не определены механические характеристики (т^), <(7^);
полученные формулы для определения указанных механичес-
ких характеристик слабо зависят от высоты сотового заполните-
ля и в этой связи недостаточно хорошо совпадают с результата-
ми экспериментальных исследований.
Для шестигранного сотового заполнителя в работе [1.170] при-
водятся следующие расчетные формулы:
(7^ = 1,58C(7M/Z, GK=8CGM/Z, (1.35)
где 8С — толщина стенки (материала заполнителя); (7М — модуль
сдвига материала заполнителя; t — размер «под ключ» шести-
гранника ячейки.
Для заполнителя, подобного приведенному на рис. 1.56 (при
а = Ь) в направлении диагоналей ячейки
G=W'- (1-36)
Для заполнителя с синусоидальной формой ячейки, подобно-
го изображенному на рис. 1.39, но образованного участками ок-
ружностей радиуса г модули сдвига определяются по формулам:
(7„ = 0,838с(7 /г, G = 0,38с(7м/г. (1.37)
В справочнике по расчету трехслойных конструкций [1.14]
рассмотрено несколько типов сотовых заполнителей.
77
Для сотового заполнителя из металла
Gyz = \,2G^Ja&, G^ = 0,291£м t^/a. (1.38)
Формула для Gxy спадает с приведенной в (1.38). Здесь Gm3 —
модуль сдвига материала заполнителя; fCT — толщина материала
заполнителя; а — ширина грани ячейки.
Условный предел прочности заполнителя при сдвиге опреде-
ляют по формулам
rxz=l,l6K2K3nDCI/b2a, xyz=Q,66K1K3KD„lb1a, (1.39)
где Рст = Ем3^\2(\ -vmct); ~ коэффициент (определяют по
графикам, приведенным в справочнике); К3 — коэффициент, за-
висящий от материала заполнителя (для алюминиевого сплава
К3 = 0,275, для титанового сплава К3 = 0,215, для стали К3 = 0,25),
b — толщина сдвоенной грани.
Для сотового заполнителя с шестигранной ячейкой из неме-
таллических материалов
Gx=GcpM3/CT.cp/a>/3, (1.40)
где rCT.cp = 4гос + *кл + 6/прп (гос — толщина основы, — толщина
клея, соединяющего ленты основы, гпрп — толщина пропитки
лент основы);
Gcp мз = (4^бАос + %кл&кл)/(4?ос + ^кл)-
Модуль сдвига Gxz определяется по формуле (1.26) , где а =
= ^бпр'бпр/^ср^ср’ ЦшР= («‘кл+ 2^npn)GKJI/G6]/z6np.
Условный предел прочности при сдвиге
О-41)
12(1 - VMCT)
где Е^, — модуль упругости основы; = г ; К? — коэффици-
ент, характеризующий отклонение свойств сотопласта с любой
ячейкой от свойства сотопласта с единичной ячейкой (кривая в
справочнике); с — высота заполнителя.
. Для квадратного заполнителя приведенный модуль сдвига равен
Gxz = Gyz = GM3 ZCT !a (1 -42)
78
Условные пределы прочности определяют по формулам (1.39).
Шестигранный сотовый заполнитель с усиливающей лентой
(гм. рис. 1.8,в). Для него в справочнике приведены следующие
расчетные формулы:
= GM3 , Gyl = GM3 (1.43)
Условные пределы прочности определяют по формулам (1.39).
Для цилиндрического заполнителя (см. рис. 1.52) приведены
следующие расчетные формулы:
т„7 - 0, ОЗл/Г.,, 1 ч
Г
Gxz ~ GyZ = ^МЗ ^ст !Г
200^
л2 г
1 + 0,2л2 ~
с
(1.44)
Для цилиндрического заполнителя (см. рис. 1.53) приведены
следующие расчетные формулы:
GXZ = Gyz = 4GM3 Гст/,
0,2GM3 гст Г. 450 rCT Г. 0,8 2 г2 Yl
z V3 Г [ Л2 Г 9 с2) 3
(1.45)
В работе [1.4] рассмотрено шесть типов ячеек сотовых запол-
нителей, Для всех них приведенные механические характеристи-
ки рассчитываются по формулам
т - к —Е 6*1 т - к $Ф £ Gyz zi
Txz 2 с ' ^yz 2 z- ' (1-4о)
аф Г
Значения коэффициентов kt даются в соответствующих табли-
цах [1.4].
Формулы для расчета параметров упругости и прочности сото-
вых заполнителей, выполненных из металлических материалов,
даны в работе [1.29]. Формулы работ [1.158, 1.159] получены
энергетическим методом, тогда как в работе [1.171] модули сдви-
га сотового заполнителя получены методом перемещений и сил.
В результате
79
_ flc+f>ccosp 8 _ dcsinp 8
- (дс + i>c)sinp 4. M’ w (^+dc)cospic M’ U’ >
где ac — ширина грани ячейки двойной толщины; bc — ширина
грани ячейки одинарной толщины; р — угол наклона грани оди-
нарной толщины к грани двойной толщины; 8С — толщина мате-
риала, из которого изготовлен сотовый заполнитель; GM — мо-
дуль сдвига материала сотового заполнителя.
На модуль сдвига сотового заполнителя в трехслойной панели
определенно влияют несущие слои. Это влияние сказывается в
увеличении модуля упругости в отношении 10/9 [1.172].
Допускаемое значение приведенного касательного напряжения
при сдвиге в сотовом заполнителе вычисляется по формуле
<P = c3G3(p0/pM)2, (1.48)
где с3 — приведен в виде графика; G3 — приведенный модуль
сдвига заполнителя; р0— плотность заполнителя (в работе [1.172]
не дается формулы для ее определения); рм — плотность матери-
ала заполнителя.
Авторов работы [1.16, 1.36, 1.74, 1.75, 1.85, 1.107] объединяет
то, что они не специально изучали поведение сотового заполни-
теля при его нагружении и считают вполне приемлемым тради-
ционный подход: раз это материал, то можно обойтись прими-
тивными физическими предпосылками и любыми математичес-
кими формулами, несоответствие которых будет исправлено ко-
эффициентами, полученными с помощью испытаний.
Интересно сравнить данные эксперимента с результатами рас-
чета. На рис. 1.59 и 1.60 показаны результаты экспериментальных
исследований [1.4, 1.30, 1.42, 1.167]. Испытывали сотовый запол-
нитель из алюминиевого сплава марки АМг2-Н, изготовленный
и прикрепленный к несущим слоям с помощью клея ВК-3. Тол-
щина фольги заполнителя 8( = 0,05 мм, размер стороны шести-
гранника о, = = 3 мм.
Расчеты показали, что:
формулы работ [1.4, 1.29, 1.158, 1.159, 1.169] дают завышенное
значение приведенного модуля сдвига заполнителя, которое не
зависит от его высоты и равно G = 395 МПа, что больше экспе-
риментально полученного в 8,8—19,75 раз;
формула работы [1.170] дает завышенное значение приведен-
80
Рис 1.59. Зависимость приведен-
ного разрушающего напряжения
сдвига заполнителя от высоты
Рис. 1.60. Зависимость приведен-
ного модуля сдвига заполнителя от
высоты
пого модуля сдвига заполнителя, которое не зависит от его вы-
соты и в данном случае Gxz = 675 МПа, что больше полученного
жспериментально в 15—33,8 раза;
формула работы [1.4] дает завышенное значение приведенного
модуля сдвига заполнителя, которое не зависит от его высоты и
в данном случае Gx = 333 МПа, что больше экспериментально
полученного в 7,5—16,9 раз;
формула работы [1.14] дает заниженные значения приведенно-
I о разрушающего напряжения сдвига заполнителя, которые зави-
сят от высоты сотового заполнителя: тхг (А =10 мм) = 0,0238
МПа, тхг (А = 20 мм) = 0,0072 МПа, тхг (А = 40 мм) = 0,0013 МПа,
что меньше полученных экспериментально в 96,5, 320 и 1150 раз
соответственно;
формула работы [1.12] дает заниженное значение приведенно-
го разрушающего напряжения сдвига заполнителя, которое не
зависит от высоты сотового блока: тх = 0,245 МПа, что меньше
полученных экспериментально в 6,12—11,0 раз.
В дополнение к изложенным выше сравнениям можно приве-
сти еще одно. Оно заключается в определении действительного
разрушающего напряжения сдвига сотового заполнителя, прихо-
дящегося на все «живое» сечение ячейки (среднее разрушающее
напряжение), и сравнении его с разрушающим напряжением
среза материала, из которого изготовлен заполнитель (табл. 1.6).
Испытывался заполнитель с шестигранной формой ячеек (см.
рис. 1.4).
Анализ экспериментальных исследований механических хара-
81
ктеристик сотовых заполнителей при сдвиге позволяет сделать
некоторые обобщения.
1. Для сотовых заполнителей действительные разрушающие
напряжения ниже, а для серийно изготовленных сотоблоков су-
щественно ниже напряжения среза самого материала заполните-
ля.
2. Действительный модуль сдвига, реализуемый в материале
граней сот, значительно ниже модуля сдвига материала заполни-
теля.
3. С ростом высоты сотового заполнителя наблюдается сниже-
ние приведенных разрушающих напряжений и повышение при-
веденных модулей сдвига.
4. Приведенные механические характеристики сотовых запол-
нителей при сдвиге существенно зависят от геометрических па-
раметров граней ячейки.
5. Приведенные механические характеристики сотовых запол-
нителей в значительной степени зависят от уровня технологии
изготовления как самого заполнителя, так и трехслойной конст-
рукции с его участием.
6. Механические характеристики сотовых заполнителей имеют
большой разброс.
7. Отмеченные выше особенности поведения сотовых запол-
нителей при испытаниях на сдвиг позволяют утверждать, что
элементы конструкции заполнителя имеют начальные несовер-
шенства, сильно влияющие на его механические характеристики
и их разброс.
Анализ известных теоретических работ приводит к следующим
выводам.
8. Ни одна из опубликованных работ не позволяет даже каче-
ственно описать диаграмму сдвига сотовых заполнителей
Tzy=/(e(y), а известные попытки построения теоретических зави-
симостей не описывают поведение сотового заполнителя без
привлечения эмпирических коэффициентов, что делает эти рабо-
ты пригодными лишь для конкретных условий изготовления за-
полнителей или трехслойной конструкции.
9. Известные модели работы сотовых заполнителей не позво-
ляют правильно отразить поведение приведенного разрушающе-
го напряжения и приведенного модуля сдвига в зависимости от
высоты сотоблока.
10. Расчетные приведенные модули сдвига сотовых заполните-
82
I и Блица 1.6. Средние разрушающие напряжения сдвига для некоторых типов
сотовых заполнителей, МПа
Хпрактеристика заполнителя, мм ryzB
Заполнители из сплава марки АМг2-Н, изготовленные методом растяжения
пикета и прикрепленные к несущим слоям клеем марки ВК-3 (т = 170) [1.4, 1 30, 1.42, 1.167]
fcxa^g,» 10x3x0,05 105 50,7
85,54-125 31,24-62,5
hxatx6t= 20x3x0,05 89,5 49,5
824-105 454-58,5
/ixojXg^ 40x3x0,05 58,3 38,3
354-89,5 16,44-48,8
AxojXg^ 10x3x0,03 119 68,2
914-147 52,24-87,5
/iXfljXg^ 20x3x0,03 91 65
774-104 58,54-74,8
ftxfllxs= 40x3x0,03 77 52
564-126 42,24-58,5
Лха^б^ 10x5*0,05 78 55,2
654-97,5 41,74-65
/ixfljXg^ 20x5x0,05 68,2 42,2
58,54-71,5 374-48,7
/ixfllx5= 40x5x0,05 61,6 26,7
45,54-81 18,84-39
/ixijXg^ 10x5x0,03 103 49,3
86,74-119 414-59,2
Лха^б^ 20x5x0,03 65,2 43,75
384-105 38,44-51,5
hxajXg^ 40x5x0,03 48,8 35,6
384-65,2 29,64-46
Заполнители из сплава АМг2-Н, изготовленные в лабораторных условиях и
прикрепленные к несущим слоям клеем марки ВК.-32-200 (тср= 170) [1.11, 1.21]
a, x5,= 2,5x0,03 119 80
954-143 73,54-88,5
a, x8j= 4x0,05 228 179
2444-324 144,54-200
a, x5,= 6x0,05 135 93
1104-154 864-101
o,x5,= 9x0,03 124 64,3
97,24-157 51,64-78
Заполнители из стали марки Х15Н7ЮМ2, изготовленные и прикрепленные к
несущим слоям методом пайки (тср= 170) [1.173]
Лх01х8,= 20x6x0,1 253 —
hxajXg^ 60x6x0,1 164 —
йха^б^ 20x6x0,2 740 —
83
лей могут не совпадать с реальными более чем в 7,5 раз и могут
быть использованы только в совокупности с поправочными ко-
эффициентами, отражающими жесткость конкретных заполните-
лей, изготовленных на конкретном производстве.
11. Расчетные приведенные разрушающие напряжения сдвига
могут не совпадать с реальными более чем в 6 раз и могут быть
использованы только в совокупности с поправочными коэффи-
циентами, отражающими прочность конкретных заполнителей,
изготовленных на конкретном производстве.
12. Методы расчета механических характеристик сотовых за-
полнителей на сдвиг, рассмотренные в работе [1.42], удовлетво-
рительно описывают экспериментальные данные, если обобщен-
ный коэффициент начальных несовершенств выбирается в ре-
зультате сравнения расчетов с экспериментом.
13. Введение в модель работы сотового заполнителя эмпириче-
ского коэффициента начальных несовершенств [1.42] не устана-
вливает однозначной связи величин т- и G^, а позволяет досто-
верно определить лишь одну из них.
14. Теоретические работы по нахождению упругих констант и
несущей способности сотовых заполнителей при сдвиге не охва-
тывают всей номенклатуры применяемых в настоящее время со-
товых структур.
1.8. Экспериментальное определение механических
характеристик сотовых заполнителей
Любой материал, изготавливаемый предприятием, обязан
иметь сертификат, подтверждающий его пригодность для эксплу-
атации в составе изделия. Не является исключением и сотовый
заполнитель. В состав характеристик, которые обязательно дол-
жны быть подтверждены соответствующими испытаниями, не-
пременно входят механические характеристики. Они должны со-
ответствовать уравнениям связи напряжений и деформаций для
данного сотового материала, поскольку служат не только визит-
ной карточкой для потребителя, но и используются как исходные
данные для проектировщиков и расчетчиков соответствующих
изделий.
Поскольку самым распространенным в мире является сотовый
заполнитель с шестигранной ячейкой (см. рис. 1.4), то для его ат-
тестации необходимо определить 8 характеристик, соответствую-
щих закону Гука, записанному в виде (1.6), а именно:
84
— приведенное разрушающее напряжение растяжения при
приложении нагрузки вдоль оси ячеек (ось г);
Е+к — приведенный модуль упругости при растяжении вдоль
оси ячеек (ось г);
— приведенное разрушающее напряжение при приложе-
нии нагрузок вдоль оси ячеек в виде сжимающих усилий;
Е~к — приведенный модуль упругости при сжатии вдоль оси
ячеек (ось z);
тх1 — приведенное разрушающее напряжение сдвига при при-
ложении нагрузок в плоскости xoz, параллельной двойным гра-
ням ячеек (см. рис. 1.4);
— приведенный модуль сдвига при приложении нагрузки в
плоскости xoz;
тугв — приведенное разрушающее напряжение сдвига при при-
ложении нагрузки в плоскости yoz (см. рис. 1.4);
— приведенный модуль сдвига при приложении нагрузки в
плоскости yoz.
Именно определение перечисленных выше механических ха-
рактеристик и регламентируется нормативными документами
всех стран мира, в том числе и в Российской Федерации, для
всех без исключения сотовых заполнителей. Способы испытаний
и анализ их результатов приведены ниже.
1.8.1. Определение механических характеристик сотовых
заполнителей при растяжении в направлении оси z
Принцип испытаний любых материалов независимо от спосо-
ба их получения, внутренней структуры и назначения во всем
мире один и тот же: изготавливают образец определенной фор-
мы и размеров, устанавливают его в соответствующую оснастку
для испытаний, которая, в свою очередь, взаимодействует с раз-
рывной испытательной машиной. Образец разрывают с одновре-
менным измерением необходимых параметров в процессе испы-
таний: действующие усилия, перемещения фиксированных точек
образца, температурного режима образца и др.
Поскольку заполнитель входит составной частью в трехслой-
ную конструкцию и технологический процесс соединения обши-
вок с сотовым заполнителем определенным образом влияет на
его механические характеристики, целесообразно определять ме-
ханические характеристики сотового заполнителя без несущих
слоев (собственно сотового заполнителя), а также механические
85
A-A
Рис. 1.61. Образец для ис-
пытания сотовых заполни-
телей без несущих слоев:
1— сотовый заполнитель;
2 — грибок; 3 — связу-
ющее
характеристики сотового заполнителя с несущими слоями. Сопо-
ставление этих характеристик позволит оценить эффективность
технологического процесса изготовления трехслойной сотовой
конструкции и применяемые для этой цели материалы, а также
эффективность конструкции мест прикрепления несущих слоев
и заполнителя.
Рассмотрим вначале испытания образцов сотовых заполните-
лей без несущих слоев (собственно сотовый заполнитель). Такие
испытания не регламентированы нормативной технической до-
кументацией ни в одной стране мира и впервые проведены в
СССР в 1990 г. Пионерами этих испытаний стали работники
бывшего Днепропетровского филиала московского НИИ техно-
логии машиностроения бывшего Министерства общего машино-
строения. На рис. 1.61 показан образец для испытания. В насто-
ящее время испытания образцов проводятся только в направле-
нии оси z, так как используется единственный тип сотового за-
полнителя с шестигранной ячейкой (см. рис. 1.4). При опреде-
ленной глубине погружения образца в связующее происходит
разрушение по материалу сотового заполнителя и определяется
действительное значение разрушающего напряжения и модуля
упругости.
Связующим могут быть различные припои. Это касается, в ос-
новном, заполнителей, изготовленных из сталей или титановых
сплавов, подвергающихся испытаниям при повышенных темпе-
ратурах.
Проведены испытания сотовых заполнителей, изготовленных
из стеклянных тканей, углеродных наполнителей, пропитанных
86
шоксидными связующими, и других образцов. Разрушение про-
исходило по телу сотового заполнителя.
Достоинство этого способа испытания в его простоте. Однако
имеются и недостатки. Во-первых, образец не позволяет прово-
дить испытания с ререпадом температуры, например, с одним
нагретым, а другим охлажденным нагруженным торцом. Во-вто-
рых, грибок должен иметь в своем составе сферические подшип-
ники для компенсации перекосов при сборке образца и распре-
делении усилий в нем пропорционально жесткости его отдель-
ных участков. В-третьих, образец не пригоден для испытания за-
полнителей, которые соединяются с несущими слоями с помо-
щью сварки, так как при повышенных температурах связующее,
клей или припой не в состоянии сопротивляться отслоению
грибков от образца. В-четвертых, не обоснован выбор размера
образца. Чем крупнее ячейка сотового заполнителя, тем больший
процент граней ячеек (при фиксированном размере образца) на-
ходится на внешнем его периметре. При вырезке образца из со-
тового блока эти грани теряют связь с частью сотового заполни-
теля и по различным причинам их прочность может уже не со-
ответствовать прочности целых граней. Следовательно, чтобы
иметь достаточную достоверность испытаний, необходимо со-
блюдать определенное соотношение между целыми и разрезан-
ными гранями сотового заполнителя. Расчеты и эксперименталь-
ные исследования на образцах, подвергнутых сжатию в направ-
лении оси z, показали, что для практических целей вполне дос-
таточной является площадь образца в плане F^^ [о(13 — 21)]2
[ 1.42, 1.174]. И, в-пятых, конструкция «грибков» и образца сото-
вого заполнителя не предусматривают устройства базовых плос-
костей и измерения относительного перемещения этих базовых
плоскостей относительно друг друга в процессе испытаний. Это
означает, что тем самым не определяются модули упругости со-
тового заполнителя при растяжении.
Что же касается испытания сотового заполнителя с несущими
слоями, т.е. всего среднего слоя трехслойной сотовой конструк-
ции, то уже более 30 лет существует способ, который использу-
ется во всем мире, а в бывшем СССР он закреплен в стандартах
авиационной промышленности. Его сущность заключается в
том, что изготавливается плоская трехслойная панель с парал-
лельными несущими слоями. Из нее вырезаются образцы диа-
метром 60 мм и с помощью клея или припоя прикрепляются к
87
Рис. 1.62. Устройство для испытаний сотового
заполнителя:
1 — сотовый заполнитель; 2 — адгезив, соединяющий
заполнитель с несущими слоями; 3— несущий слой;
4 — грибок; 5 — сферический подшипник; N — усилие
растяжения
«грибкам», которые взаимодействуют при испытании с разрыв-
ной машиной (рис. 1.62).
Каковы же недостатки этого способа испытании, устройства для
его осуществления и самого образца?
1. Выбор размера образца не обоснован. Это недостаток анало-
гичен упомянутому выше недостатку при испытаниях сотовых за-
полнителей на растяжение [1.42,1.168, 1.174]. Вполне достаточной
является площадь образца.
И13-21)Р. (1.49)
2. Нетехнологичная форма образца приводит к определенным
трудностям при его разрезке, так как требуется специальная ос-
настка и инструмент.
3. Конструкция оснастки для испытаний не предусматривает
измерение перемещений несущих слоев образца относительно
друг друга в процессе проведения испытаний. Это означает, что
модуль упругости среднего слоя трехслойной панели с сотовым
заполнителем не определяется.
4. Испытания по данному способу на описанной выше осна-
стке можно проводить только при постоянной температуре: при
одновременном нагреве образца и оснастки до одной общей тем-
пературы или при одновременном их охлаждении. Естественно,
что испытания при нормальной температуре входят в понятие
постоянной температуры. Таким образом, рассматриваемые спо-
соб испытаний и оснастка для их проведения не позволяют ис-
88
Рис. 1.63. Конструктивная схема испытания на
отрыв несущих слоев от сотового заполнителя:
а — для любых образцов, б — для паяных и
сварных образцов
Рис. 1.64. Конструктивная
схема приспособления для
испытаний образца:
1 — сотовый заполнитель,
2— несущий слой; 3 —
клей или припой, 4— ин-
дикатор часового типа; 5 —
грибок; 6 — сферический
подшипник
нытывать образец при неоднородном поле температур, когда, на-
пример, одна обшивка охлаждена, а другая нагрета. Такую тем-
пературную нагрузку испытывает фюзеляж самолета, когда в са-
лоне тепло, а за бортом температура доходит до —50 °C.
5. Рассматриваемый способ и оснастка для испытаний не при- -
[одны для заполнителей, которые соединяются с несущими сло-
ями с помощью сварки, так как при повышенных температурах
клей или припой не в состоянии сопротивляться отслоению
грибков от образца.
Второй недостаток способа испытаний (см. рис. 1.62) ликви-
дируется вырезкой прямоугольного в плане образца [1.29]. На
рис. 1.63 показаны конструктивные схемы для испытания на от-
рыв несущих слоев от сотового заполнителя. Все недостатки,
присущие испытаниям по схеме рис. 1.62, остаются и при испы-
таниях по схемам рис. 1.63.
Третий недостаток испытаний (см. рис. 1.62) ликвидируется
тем, что на грибках устанавливаются датчики перемещений, на-
пример индикаторы часового типа, для определения по их пока-
89
Рис 1.65. Уточненная
конструкция образца
для испытаний:
/ — сотовый заполни-
тель; 2 — несущий слой;
3 — клей или припой;
4— накладка; 5— вин-
ты для крепления при-
способления
заниям модуля упругости сотового заполнителя (рис. 1.64) [1.168,
1.174].
Следует отметить, что в работе [1.178] не оговорены размеры и
форма образцов в плане для испытаний по схеме, показанной на
рис. 1.64. Для схемы, приведенной на рис.1.63,б, приводится уто-
чнение конструкции образца для испытаний (рис. 1.65). Рас-
смотренные методы испытания просты, корректны и удобны для
осуществления на любом предприятии. Поскольку происходит
простое нагружение образца, то результаты эксперимента имеют
высокую степень точности и достоверности. И тем не менее сле-
дует отметить, что помимо указанных выше недостатков имеется
еще один, который не позволяет серьезно относиться к результа-
там определения модуля упругости заполнителя. Дело в том, что
в показаниях датчиков перемещений присутствует компонента,
зависящая от толщины и механических характеристик слоя клея
или припоя (см. рис. 1.64 и 1.65). Поскольку существует неопре-
деленность в распределении клея или припоя по площади двух
склеиваемых деталей (образца и грибка): величина непроклея
или непропая, толщина этого слоя и его характеристики, то не-
определенная компонента показаний датчиков перемещений мо-
жет быть крайне нестабильной и соизмеримой с удлинением са-
мого испытываемого образца. Для схем испытаний, показанных
на рис. 1.63,б и 1.65, кроме того, необходимо изготавливать боль-
шое число специальных винтов (из титановых и жаропрочных
сталей). Эта операция сложная и дорогостоящая. К тому же при-
ложение растягивающих усилий через промежуточные элементы
требует одинаковой тарированной затяжки всех винтов, так как
в противном случае наблюдается увеличенный разброс результа-
тов испытаний из-за неравномерного распределения отрываю-
щих усилий по площади образца. Эти причины, строго говоря,
90
нс позволяют получить даже качест-
пенный характер изменения механи-
ческих характеристик при растяже-
нии.
Для ликвидации большинства пере-
численных выше недостатков в рам-
ках принципиальной схемы метода
испытаний следует использовать не
грехслойный образец, а образец сото-
вого заполнителя без несущих слоев.
При этом заполнитель следует при-
креплять непосредственно к грибкам,
изготовленным из того же материала,
что и несущие слои в изделии. Для со-
единения заполнителя с грибками не-
обходимо применять штатную техно-
логию прикрепления несущих слоев к
заполнителю, На рис. 1.66 показана
конструктивная схема устройства для
испытаний [1.168, 1.179], которое со-
стоит из образца и нагружающих эле-
ментов, устанавливаемых в захватах
разрывной машины.
Образец выполнен в виде трех сло-
ев, средний из которых представляет
собой цилиндр 1 из сотового заполни-
теля, диаметр которого составляет
13—21 длин стороны ячейки заполни-
теля. Два крайних слоя выполнены в
виде стаканов 2, 3, обращенных свои-
Рис. 1.66. Устройство для
испытания сотовых заполни-
телей на растяжение:
1 — сотовый заполнитель; 2,
3 — стаканы; 4 — дно стакана;
5 — адгезив; 6— стенка ста-
кана; 7— нагружающий эле-
мент; сферический под-
шипник; 9— слой адгезива;
10 — датчик перемещения;
N — усилие растяжения
ми доньями 4 к цилиндру 1, и связаны с ним с помощью адгези-
ва 5.
Внутренний диаметр стаканов 2, 3 равен диаметру цилиндра 1
из сотового заполнителя, толщина стенок равна 1—3 толщинам
доньев 4, а полости стаканов 2, 3 предназначены для размещения
в них нагружающих элементов 7, связанных с захватами разрыв-
ной машины ( не показана) через сферический подшипник 8.
Образец испытывают следующим образом.
В полостях стаканов 2, 3 закрепляют нагружающие элементы
7, которые устанавливают в захваты разрывной машины. В слу-
91
чае испытания образцов со склеенными между собой слоями на-
гружающие элементы 7 закрепляют с помощью слоя 9 клея, а в
случае паяных или сварных соединений слоев нагружающие эле-
менты 7 припаивают к стаканам. Далее устанавливают между
стаканами 2, 3 датчики 10 для измерения перемещений слоев от-
носительно друг друга. После этого прикладывают к нагружаю-
щим элементам 7 растягивающую нагрузку. При этом слой 9
клея или припоя между стенками 6 стаканов 2, 3 воспринимает
сдвигающие нагрузки и этим устраняется возможность прежде-
временного отрыва нагружающих элементов 7 от доньев 4 стака-
нов 2, 3. Размещение датчиков 10 между крайними слоями поз-
воляет измерять непосредственно деформации сотового заполни-
теля и адгезива 5 и исключить компоненту перемещения за счет
деформации слоя 9 клея или припоя.
Если устройство, изображенное на рис. 1.66, пригодно для ис-
пытания сотовых заполнителей, к которым несущие слои при-
крепляются с помощью клея или припоя, то для заполнителей,
которые соединяются с несущими слоями с помощью сварки,
оно не годится, так как к толстым доньям стаканов 2, 3 нельзя
надежно (как в изделии) приварить точечной, роликовой или
диффузионной сваркой тонкостенную конструкцию сот. Не при-
годны для этой цели и устройства, изображенные на рис. 1.62—
1.65, так как существующие в настоящее время клеи не обеспе-
чивают необходимой прочности приклейки особенно при повы-
шенных температурах, а для образцов рис. 1.65 пайка накладок
приводит к припаиванию по нерегламентированной части запол-
нителя к обшивкам. Это происходит вследствие того, что прак-
тически не удается защитить торцы и двойные грани заполните-
ля от попадания в них припоя из-за действия капиллярных сил.
Кроме того, некоторые вида материалов заполнителя (например,
титановые сплавы ВТ1-0, ОТ-4 и др.)могут активно взаимодейст-
вовать с припоями, причем определенные марки припоев могут
частично или полностью растворять тонкую фольгу заполнителя
Помимо этого, цикл пайки, неестественный для сварных трех-
слойных конструкций, изменяет механические характеристики
сотового заполнителя, что принципиально недопустимо для оп-
ределения его истинных механических характеристик.
Очевидно, что избавиться от перечисленных выше недостатков
можно, если отказаться от применения промежуточных элемен-
тов для передачи растягивающих усилий к заполнителю. С этой
92
I'ni I 67 Схема конструк-
ции для испытаний co-
IUIII.IM ыгюлнителей на
|Hii ।имение:
н n исходном положении
Н 1И> П|1смя испытаний, б —
(ин нс ра>рушения,’
/ корпус; 2 — штуцер
11Н1ШЧИ давления жидко-
। hi или газа; 3 — штуцер
। П|и>си давления, 4 — пор-
шень подвижный, 5 —
Поршень неподвижный;
fl кольцо уплогнитель-
lii *•, 7, 8 — крышка; 9,
10 - отверстия; 11 —
упор. 12 — заполнитель
ннопый; 13 — несущий
। 1нй; 14 — адгезив, 15 —
ни гл и к перемещения
целью применен принципиально другой метод, который предпо-
iiai аст испытание герметичного образца с помощью внутреннего
давления жидкости или газа, В этом случае необходимо обеспе-
чить герметизацию по боковым граням образца, причем таким
образом, чтобы она практически не влияла на разрушающее да-
вление. Наиболее приемлемы с этой точки зрения круглые об-
ратны, вырезанные с таким расчетом, чтобы при вырезке было
повреждено не более 5—10% граней. Схема конструкции приспо-
собления для испытаний по этому методу изображена на
рис. 1.67 [1.68, 1.180, 1.181].
Сущность метода заключается в том, что к образцу с двух сто-
рон приклеиваются поршни 4, 5. Герметизация осуществляется
уплотнительными кольцами 6. Отсутствие противодавления с об-
ратных сторон поршней гарантируется дренажными отверстиями
9, 10 в крышках цилиндра. В крышке 8 и упоре 77 предусмотре-
ны места установки датчиков перемещений, что позволяет опре-
делять приведенный модуль упругости Е*. Данный метод позво-
ляет испытывать любые сотовые заполнители, ячейки которых
сообщаются друг с другом с помощью, например дренажных от-
верстий, т.е. заполнители, проницаемые для жидкости или газа.
Следует отметить, что все известные в настоящее время сотовые
>аполнители из титановых сплавов и сталей имеют дренажные
отверстия (это диктуется технологией изготовления самих сот и
технологией изготовления трехслойных конструкций), а запол-
93
нители для шумопоглощающих конструкций снабжены перфора-
цией — отверстиями в одинарных гранях диаметром 1,0—3,0 мм.
Таким образом, все эти заполнители вполне проницаемы для
жидкости или газа.
Недостатки описанного выше способа испытаний состоят в
следующем. Во-первых, наличие адгезива 14 вносит неопреде-
ленность в определение модуля упругости заполнителя. Неопре-
деленная компонента показаний индикаторов может быть край-
не нестабильной и соизмерима с удлинением самого образца.
Во-вторых, заневоливание несущих слоев на поршнях позволяет
им перемещаться только параллельно самим себе. Это означает,
что разрушение начинается с наиболее жестких участков образ-
ца, что не соответствует работе заполнителя в естественных ус-
ловиях. В-третьих, наличие уплотнителей 6 также вносит неоп-
ределенную компоненту в определение действующих усилий на
образец. В-четвертых, испытания по данному способу на описан-
ной выше оснастке можно проводить только при нормальной и
невысоких положительных и отрицательных температурах, так
как при больших положительных или отрицательных температу-
рах уплотнители 6 не будут выполнять своих функций. Кроме то-
го, при высоких температурах испытаний нарушится связь образ-
ца с поршнями, так как клей или герметики сгорят, а припой
расплавится.
Все недостатки рассмотренных выше способов испытаний (за
исключением неравномерного нагрева или охлаждения образца)
исключаются при испытании на установках, схемы которых по-
казаны на рис. 1.68. На этих установках можно испытывать лю-
бые заполнители. Необходимо только одно условие — материал
несущих слоев должен обладать способностью к свариванию с
образованием герметичного шва. Однако это условие не всегда
выполняется. Предпочтительная форма образца — это цилиндр,
но вполне приемлема и квадратная форма.
По мнению некоторых авторов наиболее предпочтительной и
простой является установка для испытаний заполнителей на по-
перечное растяжение (рис. 1.69). Простота установки по мнению
исследователей — главное достоинство способа испытаний, поэ-
тому ее можно использовать для технологических проб и экс-
пресс-испытаний. Однако помимо недостатков перечисленных
для способа испытаний по схеме рис. 1.67, изображенная уста-
новка имеет еще по крайней мере два недостатка:
94
Рис. 1.69. Схемы установки
для испытаний заполнителей
на поперечное растяжение:
1 — сотовый заполнитель;
2 — несущий слой; 3— уп-
лотнительное кольцо; 4 —
корпус; 5— стяжной болт;
6 — поршень; 7 — датчик
перемещения
Рис. 1.68. Схемы установок для испытания
сотовых заполнителей на растяжение:
/ — сотовый заполнитель; 2— несущий слой;
3 — эластичная прокладка; 4 — кольцо; 5 —
датчик давления; 6— предохранительный кла-
пан; 7— датчик перемещения; 8— гофриро-
ванное кольцо
Во-первых, края образца заневолены, что вносит погрешность
в измерение перемещений несущих слоев, а, следовательно, и в
нахождение модуля упругости. Во-вторых, неопределенность за-
тяжки стяжных болтов, что может привести к разрушению сото-
вого заполнителя от сжатия и подмятие его периферийных уча-
стков, а это сводит на-нет попытки испытания заполнителя на
растяжение.
Нетрадиционным является способ испытания соединения об-
шивок с ячеистым заполнителем и устройство для его осуществ-
ления, изображенные на рис. 1.70. Результаты испытаний не мо-
гут быть использованы в соотношениях закона Гука (1.6) в свя-
ти со сложным нагруженнием заполнителя, не имеющим анало-
। а в естественных условиях эксплуатации трехслойных конструк-
ций.
Возвращаясь к сотовым заполнителям, которые изготавлива-
ются методом склеивания или пайки, необходимо отметить ме-
тодику, являющуюся развитием рассмотренной выше методики
испытаний, которая изображена на рис. 1.66. Ее сущность пояс-
няется ниже, а установка для проведения испытаний изображена
на рис.1.71 [1.168, 1.183J. Образец выполнен в виде трех слоев,
средний из которых представляет собой сотовый заполнитель 7,
95
поперечный размер которого (сторона квадрата) составляет
13—21 длины стороны ячейки сотового заполнителя. Два край
них слоя выполнены в виде стаканов 2 и 3, обращенных своими
доньями к сотовому заполнителю 1, и связаны с ним с помощью
адгезива. Заполнитель 4 выполнен в виде параллелепипеда с ква-
дратными торцами, обращенными к стаканам. Внутренний диа-
метр стаканов 2 и 3 равен стороне квадрата заполнителя 1, тол-
щина их стенок равна 2—5 толщинам доньев. Образец и устрой -
ство для его испытаний содержит также шайбу 4 с квадратным
отверстием в центре, в котором помещается образец сотового за-
полнителя 7. Она устанавливается на доньях верхнего 2 и ниж-
него 3 стаканов. Внутри верхнего стакана 2 размещен корпус 5
нагревательного устройства, нагревательный элемент 6, работаю-
щий от сети переменного тока, сыпучий материал 7 с большим
коэффициентом теплопроводности, через который производится
нагрев корпуса 5, дна стакана 2 и сотового заполнителя 1, а так-
же теплоизоляционный стакан 8 для нагревательного устройства.
Внутри нижнего стакана 3 размещен корпус 9 охлаждающего ус-
тройства, труба 10 для переноса хладагента, теплоизоляционный
стакан 11 для охлаждающего устройства. На наружных поверхно-
стях стаканов установлены датчики перемещений 12, прижимы
13 для датчиков перемещений, регулируемые упоры 14, установ-
ленные на дне стакана 3 соосно с датчиком перемещений 12 для
организации измерительной базы. Кроме того, во внутренней
полости стаканов 2 и 3 размещается нагружающий элемент 15,
через который прикладывается усилие Р растяжения, создавае-
мое разрывной испытательной машиной (на рисунке не показа-
на). Нагружающий элемент 15 взаимодействует со стаканами 2 и
3 с помощью гибкой шпонки 16, которая состоит из цилиндри-
ческих элементов 17 и гибкого элемента 18. На одном конце гиб-
кой шпонки расположен закладной элемент 19 и концевой эле-
мент 20. Для подвода и отвода хладагента к охлаждающему эле-
менту нижнего стакана 3 служат трубы 21. Передача холода к дну
стакана 3 и сотовому заполнителю 1 осуществляется через сыпу-
чий материал с большим коэффициентом теплопроводности, на-
пример, кварцевый песок, металлический порошок или дробь и
т. п.
Работа устройства для испытаний образца осуществляется сле-
дующим образом. На трех плоскостях стенки стакана 2 закрепля-
ют датчики 12 перемещений с помощью прижимов 13 и регули-
I'hi 1.70. Устройство
паи испытания соеди-
нения обшивок с яче-
н< нам заполнителем:
/ сотовый запол-
нитель; 2 — несущий
। пой. 3 — плита; 4 —
упругий элемент; 5 —
IIVIUICOH
Рис. 1.71. Устройство для испытания сотовых заполнителей на растяжение:
1 — образец заполнителя; 2, 3 — стаканы; 4 — шайба; 5 — корпус нагревательного
устройства; 6— нагревательный элемент; 7— сыпучий материал; 8, 11 — тепло-
изоляционный стакан; 9— корпус охлаждающего устройства; 10— труба, 12 —
датчик перемещения; 13 — прижим; 14 — упор; 15— нагружающий элемент;
16 — гибкая шпонка; 17— цилиндрический элемент; 18— гибкий элемент; 79-
закладной элемент; 20— концевой элемент; 21 — труба; Р — усилие растяжения
97
руют необходимую высоту установки регулируемых упоров 14.
После этого датчики перемещений снимают. В охлаждающее ус-
тройство по трубам 21 подводят хладагент и начинают захолажи-
вать образец. По достижении необходимой температуры охлаж-
дения включают нагревательное устройство и нагревают другую
поверхность испытываемого сотового заполнителя 1. По дости-
жении равновесной температуры, необходимой для испытания
сотового заполнителя, вновь устанавливают датчики 12 переме-
щений в трех точках стакана 2. К нагружающим элементам 75
прикладывают растягивающую нагрузку, которая через цилинд-
рические элементы 17 гибкой шпонки 16 передается на стенки
стаканов 2 и 3 и через их донья — к сотовому заполнителю 1.
Размещение датчиков 12 в трех точках, не лежащих на одной
прямой, позволяет измерять непосредственно перемещения со-
тового заполнителя и адгезива, которым он прикреплен к донь-
ям стаканов 2 и 3. При испытании увеличивают растягивающую
нагрузку до разрушения образца и по ее значению и площади
сцепления слоев определяют прочность сцепления трехслойной
панели с сотовым заполнителем.
Образец и устройство позволяют определять различные меха-
нические характеристики сотовых заполнителей, например, мак-
симальный, минимальный и средний модули упругости при рас-
тяжении, для чего растягивающую нагрузку прикладывают ступе-
нями по 15—25% разрушающей нагрузки и при этом фиксируют
максимальное, минимальное и среднее значения перемещений
сотового заполнителя по показаниям датчиков 12. По результа-
там измерения нагрузки и перемещений строят графики измене-
ния модулей упругости сотового заполнителя при растяжении.
Наилучшие результаты достигаются при помещении образца в
вакуумную камеру, которая вместе с ним устанавливается на раз-
рывной машине.
Описанное устройство и образец полностью исключают все
недостатки известных методик испытаний при испытании сото-
вых заполнителей с несущими слоями и без несущих слоев на
растяжение в направлении оси z, если трехслойная конструкция
(или сотовый заполнитель) изготавливаются методом склеивания
или пайки.
Для испытания сотовых заполнителей, которые прикрепляют-
ся к несущим слоям с помощью сварки и испытываются в диа-
пазоне умеренных положительных и любых отрицательных тем-
98
Рис. 1.72. Схема испытаний сотовых заполнителей, прикрепленных к несущим
слоям сваркой:
I — образец сотового заполнителя; 2 — несущие слои; 3 — адгезив, 4 — нагружа-
ющая плита; 5 — основание; 6 — маска; 7 — цилиндр для подвода рабочего тела
(газа или жидкости); 8 — уплотнительная прокладка; 9 — стяжной болт; 10 —
предохранительный клапан; 11 — датчик давления; 12 — датчик перемещения
ператур, в работе [1.168] рекомендуется устройство, показанное
на рис. 1.72.
Что касается зарубежного опыта, то о нем можно судить, на-
пример, по переводу стандарта США для организаций бывшего
Министерства общего машиностроения СССР. Согласно стан-
дарту метод предназначен для определения прочности на растя-
жение заполнителя или клеевого соединения заполнителя с не-
сущими слоями трехслойной панели. Нагрузки передаются на
панель через тонкие грузовые лямки, приклеенные к несущим
слоям панели (образца). Экспериментальные образцы должны
быть квадратными или круглыми. Для сотовых заполнителей с
размером стороны ячейки до 12 мм минимальная площадь образ-
ца принимается равной 25 см2. Для сотовых заполнителей с раз-
мером стороны ячейки более 12 мм площадь образца принима-
ется больше 25 см2 из расчета, чтобы образец охватывал хотя бы
одну полную ячейку сот. Для приемочных испытаний берется не
менее пяти образцов данного типа. Рекомендуемая скорость пе-
ремещения подвижной траверсы разрывной машины равна
0,06 см/мин на 1 см толщины образца.
Обратимся к результатам испытаний.
Как уже было отмечено выше, пионером и единственным ис-
полнителем испытаний сотового заполнителя на растяжение без
несущих слоев является Днепропетровский филиал бывшего мо-
99
сковского НИИ технологии машиностроения. При испытании
стеклосотопластов марки ССП-1, изготовленных по ОСТ 92-
4495-84 бывшего Министерства общего машиностроения СССР
из стеклоткани марки ЭЗ-100 и пропитанных 27,5—30% связую-
щим марки ЛБС-4, получены следующие экспериментальные
данные:
+ П2 . 2
°--10о7щб кгс/см;
,.+ 7983,3 . 2
=-------—--- КГС/СМ
к 7362 4- 8604
Образцы имели форму квадрата со стороной 40x40 мм. Глуби-
на погружения образца в выемку в грибке (см. рис. 1.55) была
равна 5 мм. Для прикрепления заполнителя к грибкам был ис-
пользован клей холодного отверждения марки ВК-9.
Были получены и другие интересные результаты эксперимен-
тальных исследований. Следует отметить, что геометрические па-
раметры образцов и оснастки для испытаний выбирались по
формулам и рекомендациям автора работы [1.31]. Расчеты совпа-
ли с экспериментальными данными с точностью ±2,0%.
Что касается испытаний сотового заполнителя с несущими
слоями, то в настоящее время известны результаты только для
заполнителей с шестигранной формой ячеек. При этом в опуб-
ликованных работах сообщаются данные только о прочности
сцепления сотового заполнителя с несущими слоями. Это гово-
рит о том, что до настоящего времени существует проблема соз-
дания соединения заполнителя с несущими слоями, прочность
которого превосходила бы прочность самого тела сотового запол-
нителя на разрыв.
Для сотовых заполнителей, изготовленных из алюминиевого
сплава марки АМг2-Н и приклеенных к несущим слоям клеем
марки ВК-3, разрушающие напряжения показаны на рис. 1.73.
Испытывались образцы, вырезанные из плоских трехслойных па-
нелей с высотой сотового заполнителя h = 20 мм. При этом про-
чность фольги АМг2-Н на разрыв после всех технологических
циклов изготовления трехслойных конструкций была равна
ов= 335 МПа [1.42]. На заполнитель и обшивки клей наносился
в электростатическом поле. Разрушение образцов происходило, в
основном, по клею. Пунктирными линиями обозначены значе-
100
5
Рис. 1.73. Разрушающие напряжения
сотового заполнителя (алюминиевый
сплав АМг2-Н, клей ВК-3), толщина
фольги:
/ — 8(= 0,05 мм, 2 — 8j= 0,03 мм
5
Рис. 1.74. Разрушающие напряжения
сотового заполнителя (алюминиевый
сплав АМг2-Н, клей ВК-32-200),
толщина фольги:
1 — 8.= 0,05 мм; 2 — 8.= 0,05 мм, Г =
= 200 °C; 3- 8,= 0,03 мм;----------
теоретическая кривая
ния максимально возможной теоретической прочности сотового
гаполнителя.
На рис. 1.74 показано влияние размера стороны шестигранной
ячейки на предел прочности при отрыве несущих слоев от запол-
нителя, изготовленного из фольги алюминиевого сплава марки
АМг2-Н. Приклеивание несущих слоев к заполнителю осуществ-
лялось клеем марки ВК-32-200. Пунктирными линиями обозначе-
ны значения максимально возможной теоретической прочности со-
гового заполнителя без учета упрочнения клеевыми прослойками.
Разрушающие напряжения сотового заполнителя, изготовлен-
ного из алюминиевого сплава марки АД1Н, в зависимости от
101
Рис. 1.75. Разрушающие напря-
жения сотового заполнителя
(алюминиевый сплав АД1Н, клей
ВК-32-20ф,толщина фольги:
7 — 8,= 0,1 мм; 2— 8]= 0,08 мм;
3 — 8,= 0,05 мм; 4 — 8j= 0,025
мм;------— испытания при Г =
= 200 °C
размера стороны ячейки (о,) пока-
заны на рис. 1.75. Приклеивание не-
сущих слоев к заполнителю осуще-
ствлялось клеем марки ВК-32-200.
Прочность среднего слоя трехслой-
ных конструкций с сотовым запол-
нителем при отрыве несущих слоев
в большой степени зависит от про-
слойки клея. На рис. 1.76 приведе-
ны зависимости изменения приве-
денных разрушающих напряжений
сотовых заполнителей из алюмини
евого сплава АМг2-Н с параметрами
a^dj = 2,5x0,03 мм от толщины
(JK) клея на торцах сот.
В работе [1.29] приведены данные
испытаний сотовых заполнителей из
алюминиевой фольги АМг2-Н и А5Т
Приклеивание к несущим слоям осу-
ществлялось различными марками
клеев. Зависимость прочности oi
плотности сотового заполнителя с
шестигранной ячейкой показана h.i
рис. 1.77. Плотность (р) заполнители
определялась по формуле р *
= 1,5481р1/о1, где р( — плотность ма
териала заполнителя, 1,54 — коэф
фициент для заполнителей с шести
гранной формой ячеек. Прочность фольги АМг2-Н составляла
о* = 250 МПа, а прочность фольги А5Т — о* = 148 МПа.
Все рассмотренные выше результаты испытаний были получг
ны при нормальных или повышенных температурах. В табл. 1.7
приведены результаты испытания образцов после длительно! <
воздействия воды и тропического климата [1.21]. Образцы изго
тавливались методом склеивания клеем марки ВК-32-200, Сою
вый заполнитель из фольги марки АМг2-Н толщиной 8,= 0,01
мм имел размер стороны шестигранника ячейки заполнителе
а(= 4 мм. Несущие слои изготавливались из алюминиевого сила
ва Д19-Т.
Приведенные выше результаты экспериментальных исследоц.1
102
I‘ni 1.76. Зависимость
|in фушаюших напря-
жений от толщины клея
|1 168]:
/ один слой; 2 — два
< in hi
Гис. 1.77. Зависимость раз-
рушающих напряжений от
плотности сотового запол-
нителя:
/ — сплав АМг2-Н, клей
I1SI , 2— Сплав АМг2-Н,
клей ВК-31; 3 — сплав
AMi2-H, клей ВК-24; 4 —
। плав А5Т, клей ВК-32-200
пни сотовых заполнителей, соединенных с несущими слоями с
помощью клея, показывают, что при растяжении разрушение
происходит по клею. Такая ситуация — результат технологии
склеивания. В Днепропетровском филиале бывшего московского
ПИИ технологии машиностроения освоена технология склеива-
ния сотового заполнителя с несущими слоями, которая обеспе-
чивает разрушение образцов с алюминиевым сотовым заполни-
|глем по телу сот. При этом нанесение, клея осуществляется на
установке УНКР-ЗУФ.
В емкость 2 укладывается порция пленочного клея ВК-36. В
юие контакта клея с поверхностью клеенаносящего валика, на-
нятой до температуры +110 °C, клей расплавляется. Скорость
103
Таблица 1.7. Приведенные напряжения отрыва несущих свлоев от сотового
заполнителя после воздействия воды н тропического климата
Состояние образцов о^в, МПа
Исходное 3,55
После пребывания в камере тропиков в течение 1 мес 3,35-5-3,38 3,о
После воздействия воды в течение 1 мес 2,9-5-3,2 2,5
После воздествия воды в течение 3 мес 2,3-5-2,58 2,32
2,28-5-2,35
Рис. 1.78. Схема процесса нанесения клея
на торцы сотового блока:
1 — клеенаносящий валик; 2— емкость для
клея; 3 — ракель; 4 — сотовый заполнитель;
5 — прижимной валик; 6 — нагревательный
элемент клеенаносящего валика
перемещения сотовых панелей составляет 0,2—0,8 м/мин. Ос-
тальная процедура ясна из рисунка.
Эксперимент проводился о сотовыми заполнителями высотой
Л = 10 и 15 мм с размерами стороны ячейки at= 2,5 и 5,0 мм:
на основе стеклоткани марки ЭЗ-100 со связующим марки
ЛБС-4 и клеем БФ — 2 ( ССП),
на основе полимерной бумаги марки ВФСК толщиной 55 мкм
со связующим марки БФОС и клеем ВК.-25 (ПСП),
на основе алюминиевой фольги АМг2-Н толщиной 8,= 0,03 мм
с клеем ВК-25 или ВК.-36,
Образцы изготавливались с несущими слоями из алюминиево-
го сплава марки АМгб.
Испытания проводились по ОСТ 1.90147-74. Результаты испы-
таний приведены в табл. 1.8.
104
Таблица 1.8. Прочность сотового заполнителя с несущими слоями при
растяжении вдоль оси ячеек
Марка заполнителя мм Масса клея на одну сторону, г/м2 кг/см2 Характер разрушения
ссп 2,5 68 67,1 По клею
ссп 5,0 52,5 54,2-5-80 25,3 »
псп 2,5 170 22,2-5-28,4 22,4 По сотам
псп 5,0 60 19,8-5-24,4 12 »
АМг2-Н 5,0 60 11,(Н-13,0 19,1 »
18,7-5-21,3
В работах немецких специалистов отмечается успешное при-
менение полиуретановых клеев для соединения сотового запол-
нителя с несущими слоями.
Для разработки конструкций, работающих длительное время
под открытым небом, небезынтересны данные испытаний, когда
трехслойная сотовая конструкция проходила ускоренные клима-
тические испытания, соответствующие 12-летней эксплуатации,
а затем подвергалась 50-кратному термоциклированию при
+ 100 °C. На рис. 1.79 показано сравнение данных прочности
скрепления несущих слоев с заполнителем в исходном состоянии
и после ускоренных климатических испытаний с термоциклиро-
ванием: для трехслойной конструкции с сотовым заполнителем
из алюминиевой фольги марки АМг2-Н и обшивками из угле-
пластика марки КМУ-4л (о); для трехслойной конструкции о со-
товым заполнителем из стеклянной электроизоляционной ткани
ЭЗ-100 и обшивками из углепластика марки КМУ-4л (б) для
трехслойной конструкции с сотовым заполнителем из полимер-
ной бумаги и обшивками из углепластика марки КМУ-4л (в).
Наряду с клееными сотовыми конструкциями современное
машиностроение достаточно широко использует паяные конст-
рукции в виде панелей или оболочек. На рис. 1.80 приведены за-
висимости прочности сотовых заполнителей с шестигранными
ячейками, изготовленных из титановых сплавов и находящихся в
составе паяной панели, от их объемной массы.
105
Рис. 1.79- Прочность скрепления несущих слоев при двух температурах
Рис. 1.80. Зависимость прочности сотовых
заполнителей из титановых сплавов от их
объемной массы:
1— сплав ВТ-15; припой ВПр-15; 2 —
сплав ВТ-15, припой АМЦ; 3 — сплав ВТ-
23, припой ВПр-16; 4— сплав ВТ1-0,
припой ВПр-16; 5— сплав ВТ-15, припой
ВПр-16; 6— сплав ВТ-32, припой ВПр-16
На рис. 1.81 изображены кривые зависимости прочности со-
единения с обшивкой титановых сотовых заполнителей с шести-
гранной ячейкой, которые имеют параметры 6x0,08*
х15 мм, от суммарной толщины фольги припоя ВПр-16.
На рис. 1.82. изображены кривые прочности сотовых заполни-
телей с шестигранными ячейками из жаропрочных сталей с при-
паянными к ним стальными несущими слоями. Заполнители име-
ют следующие геометрические параметры: fljX/i — 6,25x25 мм.
Следует обратить внимание на тот факт, что с ростом й запол-
нителя происходит снижение его прочности для всех упомянутых
выше сотовых материалов. На рис. 1.83 это явление иллюстриру-
106
Рис 1.81. Зависимость прочности соеди-
нения с обшивкой титановых сотовых за-
полнителей от толщины фольги припоя
при различном материале заполнителя:
/- ВТ-15, 2— BTI-0
Рис. 1.82. Зависимость проч-
ности сотовых заполнителей из
жаропрочных сталей от их
объемной массы:
1 — сталь ЭП-99, припой ВПр-4;
2— сталь ЭП-99, припой ВПр-
10; 3 — сталь 12х18Н10Т, при-
пой ВПр-30; 4 — сталь ЭИ-435,
припой ВПр-4; 5— сталь ЭИ-
435, припой ВПр-10; 6— сталь
1NCO625; 7— сталь INCO718;
8— сталь Xasnetelloy X; 9—
сталь СН-4 с прочностью на
разрыв о*= 1000 и 900 МПа,
соответственно.
ется для заполнителя из стали СН-4 с о* = (1300± 100) МПа и па-
раметрами а, *8]= 6x0,06 мм. С несущими слоями заполнитель
соединен с помощью припоя ВПр-13.
Последним типом сотовых заполнителей, если их классифици-
ровать по способу прикрепления к несущим слоям, являются
сварные. На рис. 1.84 приведены результаты испытаний сотовых
заполнителей, изготовленных из титановых сплавов с h = 15 мм.
Пунктиром обозначены результаты испытаний, полученные при
температуре t = 4-200 °C.
Форма ячейки заполнителей — по рис. 1.9 и 1.185.
В работе [1.185] приведены результаты испытаний двух типов
сотовых заполнителей на отрыв несущих слоев. Соединение со-
тового заполнителя с обшивками из титанового сплава марки
Ti-6A1-4V осуществлено припоем на основе алюминиевого спла-
ва марки 3030. Конструкции ячеек показаны на рис. 1.85. Для со-
107
Рис. 1.83. Зависимость прочности сото-
вого заполнителя от высоты ячейки
Рис. 184 Зависимость прочности
сотовых заполнителей, изготов-
ленных из титановых сплавов от
объемной массы:
1 — сплав Ti3Al-2,5V с а = 9,4 мм
(США); 2— сплав Ti35Al-2,5V с
а. = 9,4 мм (США); 3 — сплав
T13A1-2.5V с с, = 6,25 мм (США);
4 — сплав ВП-0 с а, = 6,0 мм
$$2-20 Й54-20
Рис. 1.85. Конструкции ячеек со-
тового заполнителя с обшивками
из титанового сплава [1.185]
товой структуры SS2-20: а — 3 мм, {^=0,05 мм, 31,6 МПа
при 20 °C. Для сотовой структуры SS4-20: а = 6,35 мм,
5j= 0,05 мм, 0^= 12,7 МПа при 20 °C.
Влияние припоя на прочность прикрепления обшивок к сото-
вому заполнителю конструкции SS2-20 показано на рис. 1.86
(1 дюйм = 25,4 мм; ksi = 100 фунтов/кв. дюйм » 70,3 кгс/см2).
В результате теоретических и экспериментальных исследова-
ний сформулированы требования к толщине слоя припоя в зави-
симости от высоты сотового заполнителя.
Зависимость прочности прикрепления обшивок к сотовому за-
полнителю от температуры испытания показана на рис. 1.88 для
двух типов конструкции ячеек.
Длительная прочность соединения обшивок и заполнителя на
базе 10 000 ч составляет
г, °C ст* МПа
232 5,27
315 2,46
426 1,26
Для общего представления и облегчения выбора типов запол-
нителей при проектировании трехслойных конструкций на
рис. 1.89 показано влияние температуры на приведенные разру-
108
Рис. 1.86. Влияние припоя на проч-
ность прикрепления обшивок к сото-
вому заполнителю
Рис. 1.87. Зависимость толщины слоя
припоя от высоты сотовых запол-
нителей типа:
/- SS2-20; 2— SS4-35; 3- SS4-20
Рис. 1.88. Зависимость прочности при-
крепления обшивок к сотовому заполни-
телю от температуры:
1- SS2-20; 2— SS4-20
шающие напряжения сотовых заполнителей различных техноло-
гических типов. Сотовые заполнители имеют Шестигранную
форму ячейки.
Следует отметить, что отсутствие экспериментальных данных
по модулю упругости сотовых заполнителей при растяжении в
настоящее время компенсируется тем, что его принимают рав-
ным модулю упругости при сжатии. На самом деле такой прием
некорректен, что подтверждают результаты экспериментального
исследования сотовых заполнителей из изоляционно-пропиточ-
ной бумаги ИП-63, пропитанных смолой марки МФФ, и из
крафт-бумаги, пропитанных карбамидной смолой: £*= 7,45 и
12,15 МПа, соответственно. Для этих же заполнителей £“= 18,3
и 31,62 МПа, соответственно. Испытания проведены Централь-
109
Рис. 1.89. Влияние температуры на разрушающие напряжения:
1 — сотовый заполнитель из стали СН-4 с параметрами а|Х8( = 6х0,06 мм, со-
единенный с несущими слоями припоем ВПр-13; 2 — сотовый заполнитель из
стали ВНС-17 с параметрами fl|x6| = 6х0,06 мм, соединенный с несущими сло-
ями припоем ВПр-13; 3 — саговый заполнитель из стали 12X18 ЮТ с параметра-
ми fl|X8, =6x0,06 мм, соединенный с несущими слоями припоем ВПр-13, 4 —
саговый заполнитель из титанового сплава ВТ-15 с параметрами а,х8| = 6—0,08
мм, соединенный с несущими слоями припоем ВПр-15; 5 — заполнитель из ти-
танового сплава ВТ-15 с параметрами fl(x8| = 6—0,08 мм, изготовленный диффу-
зионной сваркой и соединенный с несущими слоями точечной электрической
сваркой по отбортовкам, 6 — саговый заполнитель из стали INC0625 с парамет-
рами = 6,25x0,085 мм (США); 7 — сотовый заполнитель из стали РН15-
7Мо с параметрами = 6,25x0,085 мм [США); 8 — саговый заполнитель из
титанового сплава Т13А1 — 2,5V с параметрами o.xg^ 9,4x0,085 мм (США); 9 —
сотовый заполнитель из титанового сплава Ti35Al с параметрами д1хБ1=9,4х
х0,085 мм (США); 10 — саговый заполнитель из стеклоткани марки ОССТ-10 с
содержанием связующего типа ЭДТ-10 20-25% (соты тканые); 11 — сотовый за-
полнитель из титанового сплава ВТ1—0 с параметрами a, *St = 6x0,08 мм
110
ным научно-исследовательским институтом строительных конст-
рукций.
1.8.2, Определение механических характеристик сотовых
заполнителей при сжатии в направлении оси z
Как и при растяжении (см. разд. 1.8.1) принцип испытаний
любых материалов на сжатие независимо от способа их получе-
ния, внутренней структуры и назначения во всем мире один и
тот же: изготавливают образец, устанавливают его в соответству-
ющую испытательную оснастку и в ней сжимают его в необходи-
мом направлении. Одновременно с подачей сжимающего усилия
измеряют необходимые параметры, например усилие сжатия, пе-
ремещения фиксированных точек образца, его температурный
режим и др.
В этой связи официальное распространение действующих в
России стандартов для пластмасс, к которым отнесены сотовые
заполнители из любых материалов, вызывает по меньшей мере
недоумение, поскольку этими же нормативными документами
предписано пользоваться при испытании металлических сотовых
заполнителей, так как иных стандартов нет. Конечно, различия в
испытаниях сотовых заполнителей из металлических и неметал-
лических материалов существуют, но они проявляются в харак-
тере деформирования и разрушения (в диаграмме деформирова-
ния) [1.30, 1.42, 1.168].
Однако единый принцип испытания материалов (в данном
случае сотовых) различными исследователями осуществляется
по-разному. Отсюда и многообразие подходов, которые истори-
чески сложились как в разных странах, так и в разных отраслях
промышленности. Основное различие методов испытаний за-
ключается в изготовлении, форме и размерах образцов, а также
в конструкциях испытательной оснастки. Эти различия видоиз-
менялись во времени на протяжении всей истории существова-
ния такого материала как сотовые заполнители и некоторый ис-
торический анализ этого процесса вкратце изложен далее.
В бывшем СССР первым нормативным документом, который
регламентировал размер, форму и способ изготовления образцов,
явился руководящий технический материал [1.178], выпушенный
НИИ авиационной технологии в 1961 г. Согласно этому доку-
менту образец сотового материала испытывается на сжатие толь-
ко в направлении оси z (вдоль оси ячеек, см. рис. 1.4). В этом слу-
111
Рис. 1.90. Диаграммы деформирования сотовых заполнителей с шестигранными
ячейками, изготовленных из фольги алюминиевого сплава АМг2-Н (а) и
стеклопластика (6)
чае определяются следующие механические характеристики:
приведенное разрушающее напряжение, — приведен-
ный модуль упругости.
Форма образца в плане рекомендовалась квадратная с разме-
ром стороны 50 мм независимо от размера стороны ячейки за-
полнителя. Сам образец вырезали из плоской трехслойной пане-
ли, которую рекомендовалось изготавливать по той же техноло-
гии, что и штатное изделие.
Поскольку это был первый в бывшем СССР нормативный до-
кумент, то в совокупности с авторитетом авиационной промыш-
ленности ему стали подражать все организации и отрасли стра-
ны, так или иначе связанные с потреблением или изготовлением
сотовых заполнителей.
Однако некоторых исследователей смущало безразличие раз-
мера образца в плане к размеру стороны ячейки сот. Поскольку
образец вырезался из большой панели, то по его периметру не-
пременно должны быть разрезанные грани, которые практичес-
ки не несут сжимающую нагрузку. Чем больше площадь образца,
тем меньше отношение разрезанных граней к неразрезанным.
Наконец, при определенном размере стороны квадрата разрезан-
ные грани перестают практически влиять на механические хара-
ктеристики сотовых заполнителей. Очевидно этот размер и дол-
жен быть установлен как стандартный. Тем не менее, каждый ис-
следователь по-своему понимает и ощущает степень влияния
разрезанных граней на достоверность получения механических
характеристик. Поэтому, например, в судостроении были реко-
мендованы образцы со стороной квадрата, равной не менее 16
ячейкам заполнителя [1.12]. Кроме того, экспериментальными
исследованиями [1.11, 1.12, 1.34] было доказано, что механичес-
112
кие характеристики сотовых заполнителей существенно зависят
от их высоты h. Однако эти результаты были игнорированы со-
ставителями стандартов авиационной промышленности и пос-
ледние были выпущены в традициях упомянутого выше руково-
дящего материала в 1961 г. со следующими дополнениями:
признавалась необходимость испытания образцов как с несу-
щими слоями, так и без несущих слоев;
устанавливалось два типа размера стороны квадрата образца —
(50±0,5) мм и (100±0,5) мм. Первый — для стороны ячейки сот
не более 10 мм, а второй — для стороны ячейки сот более 10 мм.
Если второе дополнение — это полумера в определении разме-
ра образца, то первое дополнение весьма существенно, так как оно
позволяет осуществлять приемо-сдаточные испытания сотового за-
полнителя как своеобразного конструкционного материала.
Одновременно с работой по выпуску стандартов в авиацион-
ной промышленности проводились более широкие исследования
по созданий методик испытаний сотовых заполнителей, которые
смогли бы дать наиболее достоверные результаты эксперимен-
тальных исследований и связали бы воедино изготовление, спо-
соб вырезки, размеры, форму образца и оснастку для проведения
испытаний.
Так, было показано [1.30, 1.42, 1.167], что оптимальной фор-
мой образца является квадрат со стороной 13—21 длины стороны
ячейки сот. Размер 13 длин стороны ячейки сот соответствует
5—7% разрезанных граней от их общего числа в образце, а раз-
мер в 21 длину стороны ячейки — 1—1,5% разрезанных граней от
их общего числа в образце с шестигранными ячейками. Вследст-
вие очевидности это утверждение было официально признано
существенным признаком изобретения [1.174]. В этих же работах
обоснована необходимость испытания сотовых заполнителей как
с несущими слоями, так и без них. Кроме того, эксперименталь-
но подтверждена зависимость механических характеристик сото-
вых заполнителей от их высоты и рекомендовано проведение ис-
пытаний сотовых материалов с высотой ячеек й = 10, 20, 40 мм.
Этот диапазон перекрывает наиболее употребительные размеры
панелей и оболочек с сотовым заполнителем в авиационной и
ракетно-космической технике, а полученные результаты экспе-
риментальных исследований позволяют установить характер из-
менения механических характеристик от высоты сотового запол-
нителя. В ходе исследований было установлено, что основным
113
Рис 1.91. Наиболее предпочтителное расположение плоскостей вырезки двух
типов сотовых заполнителей
несущим элементом сотовых заполнителей являются грани ячеек
двойной толщины. В этой связи для некоторых типов сотовых
заполнителей были найдены оптимальные способы вырезки об-
разцов, которые позволяют либо разрезать минимальное число
граней двойной толщины, либо вовсе избегать их разрушения.
Так, на рис. 1.91 показано наиболее предпочтительное располо-
жение плоскостей вырезки двух типов сотовых заполнителей не-
зависимо от того, связаны они с несущими слоями или нет. Пло-
скости разрезки выделены на рисунке жирными линиями.
Все дальнейшие экспериментальные исследования были осно-
ваны либо на нормативной документации министерства авиаци-
онной промышленности, либо на принципах, изложенных, на-
пример в работах [1.174, 1.176, 1.186, 1.187].
Что касается зарубежного опыта испытаний сотовых заполни-
телей, то прежде всего следует обратиться к стандартам США.
Поскольку в этой стране наиболее распространены конструкции
«легких» сотовых заполнителей, которые несут нагрузку лишь в
направлении оси z, то и испытания предусматривают сжатие об-
разцов только в этом направлении. При этом допускается квад-
ратная или круглая форма образца в плане площадью не более
100 см2. Образцы могут быть как с несущими слоями, так и без
несущих слоев. Высота образца должна быть от 10 до 20 см. Од-
нако высота образца не должна превышать 4 диаметров образца
или должна быть не более, чем в 4 раза больше его ширины. Для
измерения деформаций достаточна высота образца не менее
12 мм. На практике эта высота образца в США принята за базо-
вую. Если образцы используют для приемо-сдаточных испыта-
ний, то должно быть испытано не менее 5 образцов. Утвержда-
ется, что характеристики сотовых заполнителей, полученные на
образцах высотой 12 мм, не отличаются от характеристик, полу-
114
ченных на образцах высотой 10 или 20 см. Это утверждение про-
тиворечит результатам, полученным российскими испытателями.
Рассмотрим теперь эволюцию оснастки и методики испытания
образцов сотовых заполнителей. Следует сразу отметить, что ни в
одном нормативном акте бывшего СССР и нынешней России не
указывается вид и конструкция оснастки для проведения испыта-
ний. По мнению многих специалистов, это является недостатком
нормативной документации, так как применение различными ис-
следователями разнообразных устройств для проведения испыта-
ний зачастую приводит к несопоставимым результатам, Норматив-
ный документ должен точно определять эти устройства, и, если в
его состав не будут входить сами рабочие чертежи, то непременно
должна быть ссылка на них с указанием владельца. Это будет га-
рантировать определенный уровень культуры проведения экспери-
ментальных исследований, которые по мере изменения норматив-
ных документов в соответствии с новыми достижениями науки и
техники будут иметь тенденцию к улучшению, а не к ухудшению,
как это имеет место в настоящее время.
Прежде всего, отметим, что испытание на сжатие вдоль оси яче-
ек сот (в направлении оси z) — это единственный в настоящее вре-
мя вид испытаний, в результате которого могут быть определены
четыре механические характеристики: о^, — без несущих сло-
ев и с несущими слоями, соответственно. Так как ни в одной нор-
мативной документации бывшего СССР не была оговорена осна-
стка для испытаний, то они практически до конца шестидесятых
годов проводились на прессах или разрывных машинах при парал-
лельном сближении рабочих плоскостей (рис. 1.92).
Однако к концу 60-х годов разработчиков трехслойных конст-
рукций (в основном в авиационной промышленности) перестали
устраивать результаты испытаний по этой методике по двум при-
чинам. Во-первых, неоправданно велики были разбросы экспе-
риментально полученных значений механических характеристик,
что не подтверждалось косвенными расчетами и результатами
испытаний трехслойных сотовых конструкций. Во-вторых, эта
методика имела очевидные недостатки: плоскости несущих сло-
ев или нагружаемые плоскости сотоблоков не могут быть строго
параллельными друг другу в силу конструктивных и технологи-
ческих принципов изготовления объектов испытания, а также
вследствие неравномерности жесткостных характеристик образца
в плане. Предположение о неравномерности жесткостных харак-
115
Рис. 1.92. Схема испытания
на сжатие образца сотового
заполнителя:
I — сотовый заполнитель; 2 —
нажимная плита, 3 — осно-
вание
теристик вытекает из способа изготовления сотового заполните-
ля методом растяжения пакета. Оно впервые было высказано в
работе [1.13] и нашло частичное подтверждение при испытании
сотовых заполнителей, изготовленных тщательным образом ме-
тодом профилирования ячеек [1.11, 1.21, 1.187]. Эти заполните-
ли имели существенно меньший разброс механических характе-
ристик по сравнению с образцами из серийных сотоблоков. Дру-
гая часть причин повышенного разброса механических характе-
ристик кроется в устройстве для испытания: раз образец имеет
неоднородную структуру в плане и/или непараллельность нагру-
женных плоскостей, то при параллельном сближении рабочих
плоскостей пресса происходит последовательное разрушение
участков образца, начиная с тех, которые имеют большую высо-
ту и/или жесткость.
Известно, что идеальным нагружением образца является такое,
при котором нагрузка была бы равномерно распределена по пло-
щади несущих слоев или нагруженных торцов сот без несущих
слоев, а деформации участков образца были бы пропорциональ-
ны жесткости заполнителя на этих участках.
Первым прототипом такого оборудования явилась оснастка
для испытаний в судостроении, показанная на рис. 1.93 [1.12].
Эта оснастка с образцом для испытаний устраняла все недостат-
ки предыдущего метода, но породила новые: сложность изготов-
ления двух полостей для сферических шарниров, сложность сов-
мещения осей шарниров и образца, что приводило к появлению
опрокидывающего момента при испытаниях.
Приблизительно в то же время японскими специалистами бы-
ло предложено устройство (рис. 1.94), которое также устраняло
все недостатки метода, показанного на рис. 1.92, и устраивало
116
Рис. 1.93. Схема оснастки для
испытаний образца:
1 — сотовый заполнитель, 2 — ниж-
няя нажимная; 3 — верхняя нажим-
ная плита; 4— сферический шар-
нир; 5 — датчики перемещений
Рис. 1.94. Схема устройства для испыта-
ний образца, предложенного японскими
специалистами
всех испытателей. В этом устройстве испытываемый образец 7
устанавливают на полусферическое основание 2, которое прак-
тически без трения благодаря шарикам 3 может быть оиентиро-
вано в пространстве любым образом. Верхняя нажимная плита 4
имеет плоскую рабочую поверхность. В бывшем СССР такая ос-
настка для испытаний была немыслима, так как требовалась вы-
сокая точность изготовления деталей сферического шарнира.
Тем не менее, в 1970 г. было разработано и испытано на Мо-
сковском вертолетном заводе им. М.Л. Миля отечественное уст-
ройство [1.30] для определения механических характеристик об-
разцов сотовых заполнителей при сжатии, не уступающее по чув-
ствительности, удобству и точности получаемых результатов
японскому, но отличающееся от последнего простотой в изгото-
влении (рис. 1.95). В скором времени такую оснастку начали
применять во многих отраслях [1.4, 1.30, 1.167, 1.176, 1.188,
1.189]. В устройстве образец 1 устанавливают на плите 2 и на-
крывают плитой 3. Нагружение осуществляют через сферический
шарнир 4, помещенный в коническую полость. Этот шарнир по-
зволяет верхней плите 3 самоустанавливаться на верхней плоско-
117
Рис. 1.95. Схема устройства
для испытаний образца, пред-
ложенного отечественными
специалистами
сти испытываемого образца и в про-
цессе испытаний следовать за переме-
щениями его участков. При этом пли-
та 3 может занимать какое угодно по-
ложение в пространстве, что требует
измерения перемещений рабочей по-
верхности плиты как минимум в трех
точках, не лежащих на одной прямой,
с помощью датчиков перемещений 4.
В процессе испытания плита 3 пере-
мещается как угодно в пространстве,
следуя за перемещениями несущих
слоев образца или за нагруженными
плоскостями торцов сот при испыта-
нии образцов без несущих слоев, а это
означает, что различные участки, об-
разца имеют различные жесткости.
Теперь уже неодинаковая жесткость
участков образца была подтверждена
экспериментально. При неодинако-
вом перемещении участков образца в процессе его нагружения
понятие приведенного модуля упругости нуждается в некотором
пояснении. Поскольку перемещения точек образца образуют
плоскость, то их математическим ожиданием является перемеще-
ние точки, расположенной в геометрическом центре образца.
Это перемещение примем за приведенное для образца в целом, а
модуль упругости, соответствующий действующему приведенно-
му напряжению и относительной деформации центра образца,
будем в дальнейшем называть приведенным модулем упругости
первого рода заполнителя. При этом можно определить также
значения максимального и минимального модулей упругости за-
полнителя в пределах испытываемого образца,
Простота устройства, показанного на рис. 1.95, и его эксплуа-
тации в сочетании с высокой чувствительностью делают его при-
годным для использования как в заводских, так и лабораторных
условиях.
Типовая диаграмма «приведенное напряжение сжатия — сбли-
жение нагруженных кромок» сотового заполнителя, изготовлен-
ного из металлических материалов показана на рис. 1.96. На на-
чальном участке оа диаграммы 7 происходит подмятие заусенцев
118
Рис. 1.96. Диаграмма испытания сотового заполнителя, изготовленного серийно
методом растяжения пакета из алюминиевого сплава АМг2-Н с =
= 20x3x0,05 мм на Московском вертолетном заводе им. М.Л. Миля:
1— кривая первого нагружения; 2 — кривая последующих нагружений
сот материала, соединяющего несущие слои с заполнителем, об-
щая «обтяжка» образца и другие процессы. Размер этого участка
носит случайный характер и в подавляющем большинстве экспе-
риментов его можно не принимать во внимание. На прямоли-
нейном возрастающем участке ab происходит упругая работа за-
полнителя до достижения максимального верхнего приведенного
напряжения о^, после чего грани заполнителя не разрушаются,
а теряют устойчивость и начинают складываться «в гармошку».
Складывание сот происходит при постоянном или почти посто-
янном приведенном напряжении, которое было названо нижним
критическим о "“[142]. Эта особенность диаграммы и работы за-
полнителя используется в соответствующих конструкциях, В си-
ловых панелях и оболочках используют упругую часть диаграм-
мы вплоть до верхнего критического напряжения. В конструкци-
ях энергопоглотителей одноразового действия используют свой-
ство постоянства диаграммы при достижении нижнего критиче-
ского напряжения, для чего заполнитель предварительно можно
«поджать» (осадить). На этом принципе, например, были разра-
ботаны, изготовлены и эксплуатировались амортизаторы-погло-
тители энергии в американском космическом корабле «Апол-
лон», который доставил экипаж на Луну [1.13, 1.30, 1.168, 1.190],
119
а так ас в pa ipaOoiKiix, шнурпых макетах и испытаниях советско-
го кораоля такого назначения.
Отмеченные особенности работы сотового заполнителя заста-
вляют испытывать образец дважды. Первое испытание дает воз-
можность определить верхние значения механических характери-
стик: о^, (надстрочный индекс «в» при этом опускается),
второе нагружение дает возможность определить нижние значе-
ния механических характеристик: <5^, £“н.
Если заполнитель изготовлен из волокнистых композицион-
ных материалов, пропитанных термореактивными смолами, или
из хрупких материалов, то диаграмма работы такого заполнителя
состоит из одной ветви oab (см. рис. 1.96), после чего заполни-
тель теряет свою несущую способность вследствие разрушения.
Несмотря на явное преимущество перед рассмотренными выше
устройствами для испытаний, установка, показанная на рис. 1.95,
имеет два недостатка: трудность установки образцов различных
размеров соосно сжимающему усилию, что приводит к погрешно-
стям в определении механических характеристик, возникновению
усилий сдвига и неравномерности нагружения образца вследствие
возникающего изгибающего момента, а также невозможность со-
здания перепада температур по нагруженным торцам образца. По-
следний недостаток весьма существенен, так как образец факти-
чески не может быть испытан в условиях эксплуатации детали.
Возможность испытания образцов при заданном законе перепада
температур существенно увеличивает достоверность результатов
экспериментальных исследований сотового заполнителя.
В противоположность прохладному отношению российских
испытателей к японской оснастке (см. рис. 1.94) идея сферичес-
кого шарнира-плиты нашла своих последователей на Украине —
бывшем Днепропетровском филиале московского НИИ техноло-
гии машиностроения. На рис. 1.97 и 1.98 показаны схемы разра-
ботанных устройств. Что можно сказать по поводу конструкции
этих устройств? Только то, что они — лишь жалкое напоминание
о японской идее. Мало того, что предлагаемое сферическое уст-
ройство работает с трением, плита не может занимать произволь-
ное положение в пространстве, поскольку заневолена штифтом
(см. рис. 1.97) или винтом (см. рис. 1.98). Все дальнейшие ком-
ментарии излишни.
На сегодняшний день на наш взгляд всем сформулированным
выше требованиям отвечает испытательное устройство, чертежи
120
Рис. 1.97. Схема устройства для испыта-
ний образца:
1 — сотовый заполнитель; 2 — сферичес-
кий шарнир-плита; 3 — нажимная плита;
4 — основание; 5 — датчик перемещения
Рис 1.98. Схема устройства для
испытаний образца:
1, 2, 3 — то же, что на рис. 1.97,
4— винт; 5— основание; Р—
усилие сжатия
которого приведены в приложении к руководящему материалу
[1.186]. Оно предназначено для испытания образцов сотового за-
полнителя при нормальной температуре, а также для испытания
образцов в термокамере или холодильнике, когда они полностью
прогреваются или захолаживаются. Изготовленная в подмосков-
ном городе Калининграде на НПО «Композит» оснастка была пе-
редана бывшему Днепропетровскому филиалу московского НИИ
технологии машиностроения в 1989 г. для всесторонней проверки
в условиях испытаний сотовых заполнителей, изготавливаемых
для конструкций ракетно-космической техники (рис. 1.99). Испы-
тания прошли успешно.
Для испытания образцов сотовых заполнителей при заданном
перепаде температур используется установка, построенная на
принципах предыдущей (см. рис. 1.99), но в плитах которой рас-
положены устройства для захолаживания 8 или нагрева 7
(рис. 1.100) [1.191]. Наилучшие результаты достигаются при по-
мещении всего устройства в вакуумную камеру.
Перейдем теперь к рассмотрению практических результатов
применения рассмотренных выше методик испытаний, образцов
и испытательных устройств. Результаты испытаний, которые бу-
121
Рис. 1.99. Схема устройства испы-
таний образца:
1 — сотовый заполнитель; 2 — верх-
няя нажимная плита; 3 — сфери-
ческий цилиндр; 4 — основание; 5 —
маска для размещения и центри-
рования образцов; 6 — датчик пере-
мещения
Рис. 1.100. Схема установки для
испытаний образца:
1—6 — то же, что на рис. 1.99; 7—
нагреватель; 8— охладитель
дут приведены далее, получены различными авторами в различ-
ное время при применении различных методик испытаний.
Прежде всего начнем с механических характеристик собствен-
но сотового заполнителя, которые зависят только от материала,
конструктивных параметров и технологии его изготовления. На-
до отметить, что очень редкие авторы проводят испытания сото-
вых заполнителей без несущих слоев. Необходимость проведения
таких испытаний продиктована следующими причинами.
Во-первых, приведенные механические характеристики (о^,
£“) сотовых заполнителей на поперечное сжатие без несущих
слоев — это один из самых главных, а для некоторых типов за-
полнителей — единственный критерий оценки качества изготов-
ления сотового заполнителя как материала будущей трсхслойной
конструкции или конструкции амортизатора — поглотителя
энергии. Именно по этим двум характеристикам должна осуще-
ствляться сдача и приемка готовых сотоблоков, высота которых
соответствует конструкторской документации.
122
Во-вторых, приведенные
разрушающие напряжения
сотовых заполнителей при
сжатии в направлении оси z
без несущих слоев являют-
ся предельной нагрузкой
при изготовлении трех-
слойных конструкций, так
как они ограничивают дав-
ление прижатия несущих
слоев к заполнителю при их ™
скреплении друг с другом.
В-третьих, сравнение по- +J
лученных механических ха-
рактеристик с аналогичны-
ми, но полученными для
заполнителя с несущими
слоями, позволяет объек-
тивно оценить качество
технологических приемов
изготовления конструкций
с сотовым заполнителем.
Сотовый заполнитель с
шестигранной ячейкой, из-
готовленный из полимер-
ной бумаги и пропитанный
эпоксидным связующим
ЭДТ-10, имеет следующие
приведенные механические
характеристики: °7гв=
= 0,65/(0,44-0,9) МПа,
Рис. 1.101. Зависимость верхних приведен-
ных разрушающих напряжений от высоты
ячеек с различными параметрами:
1 — о.хб = 3x0,05 мм; 2— 3x0,03
мм; J — а, х8.= 5x0,05 мм; 4— a.xg =
= 5x0,03 мм;
£'= 0,5 • 102/(0,31-0,6) 102 МПа, 0,35/(0,23-0,46) МПа.
При этом параметры сотового заполнителя составляли: h^a^d^
= 10x3,5x0,15 мм [1.30, 1.51].
Для сотового заполнителя без несущих слоев с шестигранной
ячейкой, изготовленного из алюминиевого сплава АМг2-Н мето-
дом склеивания клеем ВК-3, на рис. 1.101 показаны зависимость
его верхних приведенных разрушающих напряжений от высоты
ячеек. На рис. 1.102—1.104 показаны зависимости верхнего при-
веденного модуля упругости, нижних приведенных разрушающих
123
Рис. 1.102. Зависимость верхнего
приведенного модуля упругости от
высоты ячеек. Обозначения те же, то
на рис 1.101
Рис. 1.103. Зависимость нижних
приведенных разрушающих напря-
жений от высоты ячеек. Обозначе-
ния те же, то на рис. 1.101
напряжений и нижнего модуля упругости сотовых заполнителей,
соответственно. Материал сотового заполнителя — фольга из
алюминиевого сплава АМг2-Н. Кривые рис. 1.103 и 1.104 харак-
теризуют сотовый заполнитель как амортизатор-поглотитель
энергии.
Все испытания проведены на оснастке (см. рис. 1.99) при нор-
мальной температуре в центральной исследовательской лабора-
тории Московского вертолетного завода им. М.Л. Миля. На этом
же заводе они были и изготовлены.
Механические характеристики сотовых заполнителей с шести-
гранной формой ячеек, выполненных из титанового сплава мар-
ки ВТ-15 с помощью припоя ВПр-16, показаны на рис. 1.105.
Параметры заполнителя: aix8j= 6x0,08 мм.
В настоящее время широко распространены сотовые заполни-
тели с шестигранной формой ячеек, изготовленные из стали мар-
ки СН-4 с помощью пайки припоем ВПр-13. Для заполнителей
124
Рис. 1.104. Зависимость нижнего
приведенного модуля упругости
от высоты ячеек. Обозначения те
же, что на рис. 1.101
Рис. 1.105. Верхние и ниж-
ние механические харак-
теристики сотовых запол-
нителей 6*0,08
мм)
h, мм
с параметрами 6x0,06 мм (рис. 1.106) показаны зависимо-
сти их верхних и нижних механических характеристик от высо-
ты сотовой ячейки й.
Более полно экспериментальные данные по сжатию сотовых
заполнителей без несущих слоев представлены в зарубежных
средствах информации. Так, например, в работе [1.34] для сото-
вых заполнителей, изготовленных на основе арамидной бумаги
«Номекс» (торговая марка американской фирмы «Дюпон»), при-
ведены значения разрушающих напряжений для различных раз-
меров ячеек и плотностей самого заполнителя (рис. 1.107). Высо-
та испытываемых образцов составляла й = 12,7 мм, размер сторо-
ны ячейки варьировался от 1/8 до 3/8 дюйма (3,17—9,525 мм).
Здесь же приведены результаты экспериментальных исследо-
ваний сотовых заполнителей из различных марок стеклопласти-
125
Рис. 1.106. Верхние и нижние
механические характерис-
тики сотовых заполнителей
(fljXSf3 6x0,06 мм)
Рис. 1.107. Зависимость прочности сагового
заполнителя, изготовленного из бумаги «Номекс»,
от плотности
126
Рис. 1.108. Зависимость сото-
вого заполнителя, изготов-
ленного из стеклопластика
NP от плотности
ков. Так, на рис. 1.108 кривая 1 характеризует прочность сотово-
го заполнителя из стеклопластика NP с полиэфирным связую-
щим. Высота испытываемых образцов h = 12,7 мм. Размер сторо-
ны ячейки варьировался от 3/15 до 3/8 дюйма. Кривая 2 харак-
теризует прочность сотового заполнителя из стеклопластика мар-
ки HFT с фенольным связующим. Размер стороны ячейки варь-
ировался от 1/8 до 3/16 дюйма.
На рис. 1.109 и 1.110 показаны значения верхних разрушаю-
щих напряжений сотовых заполнителей, изготовленных из алю-
миниевых сплавов. Испытания проведены на образцах высотой
16 мм. На рис. 1.109 кривая 7 принадлежит сотовым заполните-
лям, изготовленным из алюминиевого сплава марки 5052, кривая
2 — для алюминиевого сплава марки 2024. На рис.1.110 показа-
ны зависимости верхних разрушающих напряжений от размера
стороны шестигранника ячейки сотового заполнителя из алюми-
ниевого сплава марки 5052. Для использования в работе этих
данных следует учесть их разброс, который составляет
7%.Однако наиболее популярны, а поэтому и более широко ос-
вещены в технической литературе испытания сотовых заполни-
127
j3,Kr/M3
Рис. 1.109. Зависимость прочности
сотового заполнителя, изготовленного из
алюминиевого сплава 5052 от плотности
Рис. 1.110. Зависимость прочности
сотового заполнителя, изготовлен-
ного из алюминиевого сплава от
размера стороны ячейки при раз-
личной толщине фольги 8, дюйм'
7- 0,0007; 2- 0,001; 3 — 0,002,
4—0,003
телей с несущими слоями. При этом следует сразу же отметить,
что основная масса экспериментальных данных относится к за-
полнителям с шестигранной формой ячеек.
Изложение результатов экспериментальных исследований сле-
дует начинать с сотовых заполнителей из бумаги. В настоящее вре-
мя, по крайней мере для России, этот вопрос является наиболее
актуальным, потому что они могут широко использоваться в ме-
бельной, строительной, холодильной и других отраслях промыш-
ленности. Обладая самыми крупными запасами леса и передовы-
ми технологиями изготовления сотовых заполнителей нового по-
коления, о которых пойдет речь в гл. 2, Россия может стать самым
крупным поставщиком сотовых панелей на мировом рынке. В
технической литературе России данные по сотовым заполнителям
128
Рис. 1.111. Механические характе-
ристики сотовых заполнителей из
крафт-бумаги:
1 — прочность заполнителя, пропи-
танного связующим; 2— то же, не
пропитанного связующим, 3 — мо-
дуль упругости заполнителя, пропи-
танного связующим; 4— то же, не
пропитанного связующим
р, кг/м’
Рис. 1.112. Механические характе-
ристики сотовых заполнителей из
бумаги «Номекс»
из бумаги представлены чрезвычайно скупо, а те сведения, кото-
рые имеются в информационных источниках, относятся только к
сотовому заполнителю с шестигранной ячейкой. В табл. 1.9 при-
ведены некоторые данные по механическим характеристикам со-
товых заполнителей, изготовленных из различных марок бумаг.
Что касается зарубежных источников информации, то предста-
вляет интерес исследование механических характеристик сото-
вых заполнителей из крафт-бумаги (рис. 1.111). Испытания про-
водились на образцах с h = 25,4 мм.
Механические характеристики сотовых заполнителей, изготов-
ленных из арамидной бумаги «Номекс», показаны на рис. 1.112.
Испытывались стандартные образцы высотой 12,7 мм. Сторона
129
Таблица 1.9- Механические характеристики сотовых заполнителей из
различных марок бумаг
Характеристика сотового заполнителя мк Е-, МПа Источник информации
Полиамидная бумага, пропитанная компаундом Б-ФОС: ПСП-1-2,5-45 1,3-1,5 11.95, 1.195]
ПСП-1-3,5-35 1,1-1,3 —
ПСП-1-4,2-25 0,7-0,9 —
Крафг-бумага, пропитанная феноль- ным связующим с р = 60-^90 кг/м3, af= 11,1 мм 1,76-5,2 — 11.95, 1.192]
Асбестовая бумага, пропитанная фенольным связующим с р = 70 кг/м3, Д|= 11,1 мм Крафт-бумага, пропитанная связующим: р = 90 кг/м3 1,0 45 [1.95, 1.192]
р = 60 кг/м3 0,68 31,62
Крафт-бумага, пропитанная карбамид- ным связующим с размерами ячейки Д|= 5-5-20 мм и р = 35-5-13 кг/м3 0,045-0,005 НПО «Техно- логия, г.Обнинск,
Изоляционно-пропиточная бумага, пропитанная связующим, с р = 30 кг/м3, = 12 мм 0,3-0,32 16-18,3 Калуж. обл.
Бумага «Номекс», пропитанная связу- ющим ЭДТ-10П. Параметры заполни- теля: fixal><S,= 10x3,5x0,15 мм, р = 19,3 кг/м3 0,3-0,85 (0,255-5- [1.30, 1.42, 1.168]
-Н,02)х102
Примечание. Маркировка сотовых заполнителей из полиамидной бумаги
обозначает: первая группа цифр и букв (ПСП-1) — марка бумаги,
вторая группа цифр (2,5—4,2) — размер стороны ячейки а. в мм,
третья группа цифр (45—25) — плотность заполнителя в кг/м3.
ячейки заполнителя варьировалась от 1/8 до 3/8 дюйма. Марка
материала имеет обозначение HRHIO.
Определенный интерес представляют также данные результатов
испытаний сотовых заполнителей, изготовленных из хлопчато-бу-
мажных тканей, пропитанных связующими [1.39, 1.40, 1.95, 1.192,
1.193] (табл. 1.10). Исследования зависимости механических хара-
ктеристик сотовых заполнителей, изготовленных из электроизоля-
ционной стеклоткани ЭЗ-100 и пропитанных эпоксидными связу-
ющими типа ЭДТ-10, проводились многими авторами. Так, в ра-
ботах [1.30, 1.42] приведены данные о зависимости механических
130
Таблица 1.10. Механические характеристики сотовых заполнителей,
изготовленных из хлопчато-бумажной ткани
Материал заполнителя Р. кг/м3 fll> мм МПа МПа
Хлопчато-бумажная ткань, пропитанная фенольной смолой марки Р-21 60-140 11,1 1,65-7,17 —
рактеристик сотового заполнителя от
содержания связующего
Рис. 1.114. Зависимость
механических характерис-
тик сотового заполнителя
от стороны ячейки
характеристик от процентного содержания связующего марки
ЭДТ-10П. Исследования проводили на образцах с h= 11 мм и
а{= 3,5 мм (рис. 1.113). Кружками показаны экспериментальные
результаты по определению приведенного разрушающего напря-
жения, а квадратными — приведенного модуля упругости. Зависи-
мость разрушающего напряжения и модуля упругости этого же за-
полнителя от размера стороны ячейки шестигранника показана на
рис. 1.114 при массовом содержании связующего 50—56,2%. В ра-
боте [1.193] приведены некоторые экспериментальные данные для
стеклопластиковых сот. Так, для сотового заполнителя из стекло-
ткани марки ЭЗ-100, пропитанной фенолоформальдегидным свя-
зующим по ТУ НИИ ПМ П-397-64:
р, кг/м3 Яр мм стст> кгс/см:
120 5-6 40
70 8 15
40 12-14 6
Для сотового заполнителя из стеклоткани марки Т, пропитан-
131
Рис.1.115. Механические ха-
рактеристики сотового за-
полнителя, изготовленного
из стеклопластика HRP
ной фенолформальдегидным связующим по ТУ НИИ ПМ
П-397-64:
р, кг/м3 О|, мм аот, кгс/см-
220 5-6 60
120 8 35
70 12-14 15
На рис. 1.115 показаны механические характеристики сотовых
заполнителей с шестигранной формой ячеек, изготовленных из
стеклопластика марки HRP Испытывались стандартные образцы
высотой 12,7 мм. Размер стороны ячейки варьировался в пределах
от 3/16 до 3/8 дюйма. На рис. 1.116 показаны механические хара-
ктеристики сотовых заполнителей, изготовленных из стеклопла-
стика HRH327 с полиамидным связующим. Размер стороны ячей-
ки варьировался в пределах от 3/16 до 3/8 дюйма. Эксперименталь-
ные данные по сотовым структурам из стеклопластика с феноль-
132
ным связующим представ-
лены на рис. 1.117. Размер
стороны ячейки варьиро-
вался в пределах от 1/8 до
3/16 дюйма. Для сотовых
заполнителей из стекло-
пластика марки NP с по-
лиэфирным связующим
результаты испытаний
приведены на рис. 1.118.
Размер стороны ячейки
варьировался от 3/16 до
1/4 дюйма. В табл. 1.11
приведены эксперимен-
тальные данные по проч-
ности стеклопластиковых
заполнителей [1.12]. Ис-
пытаниям подвергались
сотовые заполнители с ше-
стигранной формой ячеек.
Перейдем к рассмотре-
ние результатов испыта-
ний сотовых заполните-
лей из металлических ма-
териалов.
На рис. 1.119—1.122 по-
казаны результаты испы-
таний сотовых заполните-
лей с шестигранной фор-
мой ячеек, изготовленных
из алюминиевого сплава
АМг2-Н с помощью клея
ВК-3 и соединенных с не-
сущими слоями тем же
клеевым составом [1.13,
1.30, 1.42, 1.167-1.176,
1.188, 1.189].
Испытывались запол-
нители, изготавливаемые
серийно в авиационной
Рис. 1.116. Механические харак-
теристики сотового заполнителя,
изготовленного из стеклоплас-
тика HRH327
Рис. 1.117. Механические харак-
теристики сотового заполните-
ля, изготовленного из стекло-
пластика с фенольным связу-
ющим
133
Рис. 1.118. Механические характеристики сото-
вого заполнителя, изготовленного из стекло-
пластика NP с полиэфирным связующим
Рис. 1.119 Зависимость прочности сотового
заполнителя с шестигранной формой ячейки:
1— о.х8|= 3x0,05 мм; 2 — в.хб,; 3 —
O|Xgj“ 5x0,05 мм, 4 — e^xg,» 5x0,03 мм
промышленности Рос-
сии.
Приведены результаты
испытания сотовых за-
полнителей с несущими
слоями, изготовленных с
применением клея ВК-
32-200. При этом в рабо-
те [1.11] на стр. 33 отме-
чено, что «...при постоян-
ных размерах толщины
фольги и стороны шести-
гранника увеличение вы-
соты сотового заполните-
ля приводит к уменьше-
нию прочности при по-
перечном сжатии». В бо-
лее поздней монографии
тех же авторов [1.21] ска-
зано, что «...испытания-
ми установлено, что пре-
дел прочности при попе-
речном сжатии не зави-
сит от первоначальной
высоты сотовой ячейки».
Последнее заявление
противоречит не только
первоначальному, но и
результатам эксперимен-
тальных исследований
ряда авторов.
Многие исследователи
представляют результаты
экспериментальных ис-
следований механических
характеристик сотовых
заполнителей в виде кри-
вых, зависящих от плот-
ности сотового заполни-
теля. В этой связи в дан-
134
Таблица 1.11. Прочность сотового заполнителя, изготовленного
из стекалоткана марки TI
Материал заполнителя fl|, мм й, мм 8Р мм МПа
Стеклоткань марки TI, 14 12 0,54 2,12
пропитанная бакелитовым 14 20 0,54 2,22
лаком марки «А» 14 40 0,54 1,76
Рис 1.120. Зависимость модуля уп-
ругости сотового заполнителя с
шестигранной формой ячейки от
высоты. Обозначения те же, что на
рис. 1.119
Рис. 1.121. Нижние значения проч-
ности сотового заполнителя с шести-
гранной формой ячейки от высоты
Обозначения те же, что на рис. 1.119
ной книге предпринята попытка построить аналогичные зависи-
мости с помощью опубликованных результатов испытаний. Так,
на рис. 1.123 приведены данные экспериментальных исследова-
ний [1.11, 1.21] для сотовых заполнителей, изготовленных из
алюминиевого сплава АМг2-Н. Кружками отмечены разрушаю-
щие напряжения, а квадратиками — значения приведенного мо-
дуля упругости. Анализ показывает,что если в распределении
приведенных разрушающих напряжений еще можно уловить ка-
кую-то закономерность, то в распределении приведенных моду-
135
Рис. 1.22. Нижние значения модуля уп-
ругости сотового заполнителя с шести-
гранной формой ячейки от высоты.
Обозначения те же, что на рис. 1.119
Рис. 1.123. Механические характеристики сотового заполнителя, изготовленного
из алюминиевого сплава АМг2-Н
136
Рис. 1.124. Зависимость раз-
рушающего напряжения со-
тового заполнителя, изго-
товленного из алюминиевого
сплава АМг2-Н (6 = 0,05 мм)
от размера стороны шес-
тигранной ячейки. Несущие
слои — алюминиевый сплав
Д16Т:
1— клей ВК-32-200; 2 —
клей на эпоксидной основе
Рис. 1.125. Зависимость разруша-
ющего напряжения сотового за-
полнителя (параметры те же, что на
рис. 1.24) от толщины фольги:
1 — О|= 2,5; 2 — а{= 4; 3 — а,= 5 мм
лей упругости закономерность в его распределении отсутствует,
либо зависит от более сложного соотношения параметров сото-
вого заполнителя. Это может также говорить и о том, что в силу
примитивной технологии изготовления сотовых заполнителей в
России их плотность не является параметром, в зависимости от
которого происходит изменение механических характеристик.
Очевидно, что параметрами могут являться геометрические хара-
ктеристики сот (рис. 1.124, 1.125).
Небезынтересно провести сравнение механических характе-
ристик сотовых заполнителей, изготовленных в США и в быв-
шем СССР из алюминиевых сплавов. На рисунках хорошо пока-
заны зависимости механических характеристик как от их
плотности, так и от геометрических параметров ячейки сотовых
заполнителей.
Сравнение механических характеристик сотовых заполните-
137
Рис. 1.126. Механические характеристики сотовых заполнителей, изготовленных
из алюминиевых сплавов 5052 в США
лей, изготовленных в США и России, можно провести для отно-
сительно близких марок материалов (сплав 5056 и АМг2-Н ) и
геометрических параметров ячейки сот. Для сот США — это ах=
= 6/32 дюйма и Sj = 0,002 дюйма, а для сот России — это, на-
пример, ах= 5 мм и 5]= 0,05 мм. В результате сравнения выявле-
но, что механические характеристики сотовых заполнителей
США значительно превосходят аналогичные характеристики оте-
чественных заполнителей: по разрушающим напряжениям в 6,76
раз, а по модулю упругости — в 6,0 раз. Это свидетельствует о бо-
лее высоких технологических возможностях американских про-
изводств по сравнению с российскими, а также объясняется бо-
лее высоким уровнем культуры производства в Америке, на что
указывает и внешний вид производимой ими продукции.
Механические характеристики для сотовых заполнителей из
138
Рис. 1.127. Механические характерис-
тики сотовых заполнителей, изготов-
ленных из алюминиевых сплавов 5052 в
США;
1 — 6,= 0,007; 2— 6,= 0,001; 3 — 6.=
0,002, 4 — 8,= 0,003; 5— 5,= 0,004
дюйма
Рис. 1.128. Механические характе-
ристики сотовых заполнителей,
изготовленных из алюминиевых
сплавов 5056 в США
титанового сплава показаны на рис. 1.130. При этом параметры
ячейки шестигранника составляли о1х§1 = 6x0,08 мм.
Поскольку в сотовых заполнителях при поперечном сжатии
раньше всего теряет устойчивость грань одинарной толщины, то в
металлических конструкциях ячейки заполнителя ее стараются
усилить для поднятия несущей способности. Одним из способов
усиления является гофрирование граней. На рис. 1.131 показаны
типы гофрирования, применяемые в авиационной промышленно-
сти России. Эффективность гофров в различных типах ячеек по-
казана на рис. 1.132. При изготовлении сварных и паяных сотовых
заполнителей наиболее употребительна в настоящее время сталь
марки СН-4. Результаты многолетних испытаний в России пане-
139
Рис. 1.129. Механические характерис-
тики сотовых заполнителей, изготов-
ленных из алюминиевых сплавов 5056
в США.
7-8.= 0,0007; 2-6,= 0,001; 3 — 8,=
= 0,002 дюйма
й, мм
Рис. 1.130. Механические харак-
теристики для сотовых заполн-
ителей из титанового сплава
ВТ-15, прикрепленных к несу-
щим слоям припоем ВПр-16
лей с такими заполнителями показаны на рис. 1.133—1.135. На
рис. 1.133 показано изменение механических характеристик запол-
нителей, находящихся в составе трехслойной панели с несущими
слоями из того же материала толщиной 1,0 мм. Сотовый заполни-
тель и панель изготавливались с помощью припоя ВПр-13. Сплош-
ными линиями показано изменение приведенного разрушающего
напряжения в зависимости от высоты ячеек сотового заполните-
ля, а пунктирными — изменение приведенного модуля упругости.
Для более полного представления о механических характеристи-
ках сотовых заполнителей, изготовленных из стали СН-4, на
рис. 1.134 показаны кривые зависимостей прочности от объемной
массы заполнителя. Испытывались заполнители высотой h = 50 мм
с термообработанной фольгой до о* = (1600± ЮО^МПа. Аморти-
зирующие нижние характеристики сотовых заполнителей из ста-
ли СН-4 в составе паяной трехслойной панели представлены на
140
Рис. 1.131. Типы гофрирования граней сотовых ячеек
Рис. 1.132. Эффективность гофров в
различных типах ячеек [1.168]:
7 — сплав ВТ-15; припой ВПр-15,
йх^хй^бхбхО.Ов мм; 2 — сатль
12Х18Ш0Т, припой ВПр-13,
- 15x6x0,06 мм; 5— сталь СН-4, припой
ВПр-13, /1X0^5]= 15x6x0,006 мм
Рис. 1.133 Зависимость механи-
ческих характеристик сотового
заполнителя от высоты:
7 — шестигранная ячейка, CjXg^
= 6x0,006 мм, 2 — квадратная
ячейка, 0^8]= 6x0,06 мм; 3 —
шестигранная ячейка, CjXg^
= 6x0,03 мм; 4— шестигранная
ячейка, OjXg^ 3x0,03 мм; 5 —
шестигранная ячейка, QjXS^
= 3x0,02 мм
141
Рис. 1.134. Зависимость проч-
ности сотового заполнителя от
его объемной массы:
1 — шестигранная ячейка, aj= 6
мм; 2— четырехгранная ячейка,
flj= 6 мм
Рис. 1.135. Верхние и нижние меха-
нические характеристики сотовых
заполнителей из стали СН-4
рис. 1.135. Испытывались заполнители с шестигранной ячейкой и
параметрами а^б] = 6x0,06 мм.
Высокая чувствительность метода испытаний, основанного на
применении испытательной оснастки (см. рис. 1.99 и 1.100), по-
зволяет проводить тонкие исследования по выявлению влияния
заусенцев, возникающих в процессе механической обработки
торцев сотоблока грибковыми фрезами, по выявлению местного
непропая двойной грани и его влияния на несущую способность
сотового заполнителя, влияние перфорации одинарных и двой-
ных граней ячеек заполнителя из сталей различных марок на их
приведенные разрушающие напряжения и тому подобные экспе-
рименты [1.168].
Сравнение прочностных характеристик сотовых заполнителей,
сваренных с несущими слоями, из титановых сплавов отечест-
венного производства с данными фирмы «Астех» (США) показа-
но на рис. 1.136. Здесь обозначено: 7 — сотовый заполнитель из
142
Рис. 1.136. Зависимость прочности сото-
вого заполнителя, изготовленного из
титановых сплавов от его объемной
массы [1.168]
Рис. 1.137. Прочность сотовых
заполнителей для различных
модификаций ячеек
титанового сплава ВТ1-0 с гофрированной ячейкой и стороной
а{= 6 мм, 2 — сотовый заполнитель из титанового сплава Т35А
со стороной ячейки о,= 9,4 мм, 3 — сотовый заполнитель из ти-
танового сплава Ti3Al-2,5V со стороной ячейки а}= 9,4 мм, 4 —
сотовый заполнитель из титанового сплава Ti3Al-2,5V с гофриро-
ванной и перфорированной ячейкой и стороной а = 6,25 мм, 5 —
сотовый заполнитель из титанового сплава Ti3Al-2,5V с гофриро-
ванной ячейкой и стороной а}= 6,25 мм [1.168].
Следует еще раз обратить внимание на то, что в настоящее
время наиболее исследованными являются сотовые заполнители
с шестигранной ячейкой (см. рис. 1.4). Некоторое представление
о прочности сотовых заполнителей с различными модифициро-
ванными шестигранными ячейками дает рис. 1.137 [1.11].
При проектировании и расчетах конструкций с сотовыми за-
полнителями очень важно иметь представление о поведении за-
полнителей при повышенных температурах. Такие зависимости
показаны на рис. 1.138 [1.168].
Все предыдущее изложение касалось сотовых заполнителей с
143
Рис. 1-138. Поведение заполнителей
при высоких температурах:
/ — сталь СН-4, Лх^х^ = 50x6x0,1
мм, припой ПСр-92; 2— сталь PH 15-
7Мо, AxojXrf] = 50x6x0,084 мм, то-
чечная электрическая сварка (США);
3 — сталь Hastelloy X, h*-ax*-dx =
50х6x0,08 мм, точечная электричес-
кая сварка (США); 4 — сплав Ti3Al-
2,5V, йхс^^ = 36x6x0,1 мм, точеч-
ная электрическая сварка (США);
5— сплав ВТ1-0, йхд.х^ = 15x6x0,1
мм, припой ВПр-15; о — сталь ВНС-
17, йхо]Х(/1 = 15x6x0,06 мм, припой
ВПр-13; 7 — сплава АМг2-Н, йха.х
xdj = 15x2,5x0,03 мм, клей ВК-25
или ВК-36; 8 — бумага «Номекс»
(тип HRH), йхо^^ = 12,7x4,75х
х0,05 мм; 9 — стеклоткань марки
ОССТ-10, 4,5 мм, полиимидная
смола
Таблица 1.12. Сравнение механических характеристик сотовых заполнителей,
изготовленных из различных материалов
Материал заполнителя <rOT, МПа £-, МПа
Углепластик (HFT-G) 6,62 725
Алюминиевый сплав 5052 4,53 1265
Стеклопластик (HFT) 5,46 422
Бумага «Номекс» (HRH-10) 5,7 317
шестигранной ячейкой, которые изготавливаются известными
способами из традиционных материалов. В работе [1.32] сообща-
ется о сотовых заполнителях из углепластиковых материалов
HFT — G. Они изготавливаются профилированием из листа пре-
прега, в котором волокна уложены под углом ±45°. В табл. 1.12
сравниваются характеристики сотовых заполнителей, изготов-
ленных из различных материалов.
1.8.3. Определение механических характеристик сотовых
заполнителей при сдвиге
Существуют два принципиально различных метода испытания
сотовых заполнителей на сдвиг: метод поперечного изгиба и ме-
тод сдвига обшивок относительно друг друга.
144
В России метод изгиба пропагандиру-
ется некоторыми работниками ЦАГИ им.
Жуковского [1.29], которые заимствовали
его из зарубежных источников информа-
ции [1.171]. Схема испытаний по этому
методу показана на рис. 1.139. Метод ос-
нован на том, что упругий прогиб трех-
слойной балки представлен в виде двух
Рис. 1 139 Схема метода
поперечного изгиба
слагаемых: перемещения, вызванного из-
гибом балки, и перемещения вследствие сдвига заполнителя. Для
такого грубого с точки зрения теории упругости предположения
применяются приближенные формулы сопротивления материа-
лов, из которых после ряда преобразований могут быть получе-
ны соотношения для вычисления модуля сдвига [1.29]:
где Р — усилие изгиба; со — прогиб в центре изгибаемой балки;
/ — расстояние между опорами; b — ширина балки; Н} — толщи-
на балки; (оизг — прогиб балки от изгиба; Е — модуль упругости
материала несущих слоев; 8 — толщина несущих слоев; v — ко-
эффициент Пуассона материала несущих слоев.
Удивительно, но судя по формулам (1.50), модуль сдвига сото-
вого заполнителя зависит от геометрических параметров балки:
ширины b и расстояния между опорами /. И это недоразумение
отражено на рис. 5.7 в работе [1.20], а далее следуют рекоменда-
ции и сообщаются результаты испытаний. Еще более удивитель-
ным является то, что в состав приведенных формул не входит ни
один параметр сотового заполнителя, о котором, собственно, и
идет речь.
Надо отметить, что этот метод в России нашел мало сторонни-
ков и экспериментаторы предпочли второй метод. Он имеет ряд ва-
риантов, которые показаны на рис. 1.140 [1.11, 1.12, 1.15, 1.29,
1.159, 1.178, 1.193]. Первые три варианта по сути дела идентичны,
и их недостаток (см. на рис. 1.140,а—в) заключается в раннем от-
рыве заполнителя от изогнутых несущих слоев. По этой причине
наиболее распространен вариант г. Этим методом многие предпри-
145
Рис. 1.140. Схемы метода сдвига обшивок относительно друг друга
ятия пользуются и сейчас, так как он заложен в стандарт авиаци-
онной промышленности. К достоинствам метода следует отнести:
простоту испытаний и изготовления образцов, небольшой расход
материала и сотового заполнителя, непосредственное определение
всех механических характеристик заполнителя при сдвиге из од-
ного испытания без привлечения аппарата расчета трехслойных
конструкций с сотовым заполнителем, наглядность и физическая
ясность механизма работы заполнителя при сдвиге. Однако и в
этом методе имеются свои недостатки. Исследования [1.13, 1.30,
1.42, 1.168] показали, что при испытаниях по указанному методу с
относительно тонкими несущими слоями (в этом заключается спе-
цифика трехслойных конструкций с сотовым заполнителем) рань-
ше всего происходит потеря устойчивости или отрыв заполнителя
от несущих слоев в местах приложения нагрузки. Это вносит по-
грешности в определение упругих констант и разрушающих напря-
жений заполнителя. Кроме того, в данном методе испытаний со-
товый заполнитель подвергается не только сдвигу, но и изгибу, что
вносит неопределенную погрешность в определение сдвиговых
характеристик. Для отделения сдвиговых механических характери-
146
стик от изгибных необхо-
дим надежный расчетный
метод, описывающий рабо-
ту сотового заполнителя в
условиях испытаний по
этому методу.
Для теоретического обос-
нования неравномерности
распределения напряжений
сдвига в образце (см рис.
1.140,г) рассмотрим расчет-
ную схему рис. 1.141. Рас-
чет проведем приближен-
ным энергетическим мето-
дом [1.195]. Если предполо-
жить, что заполнитель яв-
ляется однородным матери-
алом, заполняющим весь
объем между несущими
слоями образца и работаю-
Рис. 1.141. Расчетная схема для теоретичес-
кого определения распределения напряже-
ний сдвига по длине образца
щим только на сдвиг с при-
веденным модулем сдвига G3np, несущие слои имеют модуль упру-
гости Е, а ширина образца равна Ь, то выражение для потенциаль-
ной энергии всей системы запишется в виде
I L
U = Jrric = J
о о
N2 +(dN>2 И
+ 2E&lb + [dx) bG3np
dx, (1.51)
где dN/dx = q — погонное усилие сдвига в заполнителе. Восполь-
зовавшись уравнением Эйлера
аг d [ аг
8N dx[d (dN/dx)
(1-52)
и, подставив в него необходимые производные, можно получить
дифференциальное уравнение
^--Nk2 = -Py, (1.53)
147
где
+ Г*°«.р/2аб- 0.54)
2.hiH Ло Oj J
Решение уравнения (1.53) при соблюдении граничных усло-
вий:
при х = 0, N- 0;
прих=£, N = 2Р, (1.55)
позволяет получить выражение для распределения нормальных
усилий в среднем несущем слое и суммарных погонных усилий
сдвига в заполнителе по двум плоскостям его скрепления со
средним слоем:
(1.56)
z = q/b. (1.58)
Анализ выражения (1.57) приводит к рассмотрению трех слу-
чаев.
Случай 1.
Пусть 5]= 28. При этом к2= у и в этом случае
Ру С 2 + ekL + e~kL
Я^О-^L- к ekL_e-kL
> 4x=L/2-
(1-59)
Рассмотрим распределение погонных касательных усилий в
образце со следующими параметрами: 5 = 0,5 мм (сплав Д16Т);
Л = 10 мм; 8| = 1,0 мм (сплав Д16Т); Е = 7,06 • 104 МПа; 83= 0,03
мм — толщина фольги заполнителя из алюминиевого сплава
АМг2-Н; о(= 3 мм — ширина грани ячейки; G3= 2,71 104
МПа — модуль сдвига фольги заполнителя из сплава АМг2-Н,
L = 80 мм — длина стандартного образца,
Приведенный модуль сдвига заполнителя, определенный по
148
формуле работы [1.159], в рассматриваемом случае равен <7ЗП =
= 2,38 102 МПа. Р
Вычисление по формуле (1.59) приводит к следующим резуль-
татам:
9x = o=9x = l=29,4P Н/м,
9x = l/2=22,7PH/m.
Коэффициент неравномерности распределения погонных ка-
сательных усилий, а, следовательно, и касательных напряжений
будет равен
" =<7x=o;l/9x=l/2= 1>295. (1.60)
Рассмотренному случаю соответствует кривая 1 (см. рис. 1.141).
Случай 2.
Пусть 8j> 28. При этом кг = у. В этом случае, если принять
8,= 2,0 мм, то:
р 4к2 - 2у + у (ekL +е kLj
9х=0 = Т ekL-e~kL
р 2у + {1к2 - y)(ett + е kL]
4x=L = I ekL-e~kL
= 32Р Н/м,
= TIP Н/м,
л = 1,2.
Рассмотренному случаю соответствует кривая 2 (см. рис. 1.141).
Случай 3.
Пусть 81 < 28. При этом к2= у. Рассмотрение этого случая при-
водит к тому же результату, что и во втором случае, с той лишь
разницей, что кривая распределения погонных касательных уси-
лий располагается симметрично кривой 2 (см. рис. 1.141) отно-
сительно середины образца (показана пунктирной линией).
Таким образом, выяснено, что при использовании тонких не-
сущих слоев напряжения в образце распределяются неравномер-
но. Этот теоретический вывод подтвержден и эксперименталь-
ными исследованиями на предприятиях как авиационной, так и
строительной промышленности [1.13, 1.195, 1.176]. Следователь-
но, первым недостатком этого способа испытаний является не-
равномерное распределение напряжений сдвига в образце. Этот
же недостаток присущ и методу испытаний, показанному на
149
рис. 1.140,d [1.12]. Если полностью нельзя избежать этого недос-
татка, то свести его к минимуму можно. Анализ выражений
(1.57) показывает, что практически равномерное распределение
касательных напряжений в сотовом заполнителе можно достичь
при соблюдении следующих неравенств
где G3 — модуль сдвига материала заполнителя; Е — модуль уп-
ругости несущих слоев.
В образце сотового заполнителя помимо сдвиговых напряже-
ний возникают еще и изгибные:
М 6 Ph ,h
СТгпр“ h ~ bL2 "Тзпр'6Г (L62)
где тзпр — приведенное напряжение сдвига заполнителя.
Так как от изгибных напряжений избавиться нельзя, то мож-
но принять,что для практических целей вполне приемлемо сле-
дующее соотношение нормальных и касательных напряжений:
агпАпр=Д’ (163>
где Д — заданная величина, которая выбирается для каждого
конкретного случая. По нашему мнению величину Д следует
принимать равной 0,1. Принятие этой величины приводит к сле-
дующему значению параметра L:
L>60h. (1.64)
Что касается ширины испытываемого образца, то она должна
обеспечивать минимум разрезанных граней в заполнителе по
сравнению с неразрезанными в образце. Это требование подроб-
но рассмотрено в предыдущих разделах. Оно приводит к следую-
щему значению ширины образца:
Ь> 29 аЦь, (1.65)
где о, — ширина грани ячейки сот.
Вторым недостатком рассматриваемого способа испытаний яв-
ляется жесткое (неподвижное в направлении, перпендикулярном
к несущим слоям) закрепление несущих слоев в устройстве для
испытаний. Это приводит к изгибу и возникновению дополни-
150
тельных напряжений в наиболее напряженном участке образца.
Этот недостаток исключен в образце на рис. 1.140,д).
Третий недостаток состоит в том, что даже в одном блоке со-
тового заполнителя, изготовленного методом растяжения пакета,
нельзя подыскать два идентичных по прочности и модулю сдви-
га участка. Это означает, что в действительности результаты ис-
пытаний дают возможность определить минимальное напряже-
ние сдвига заполнителя и некоторое осредненное значение моду-
ля сдвига. При этом диаграмма деформирования заполнителя
может существенно отличаться от действительной, что не позво-
ляет использовать ее непосредственно в расчетах трехслойных
конструкций. Этот недостаток усугубляется в образце на
рис. 1.140,5).
Целесообразно отметить, что нормативные документы, реко-
мендующие данный метод испытания заполнителей, не дают
обоснованных объяснений по выбору параметров образца, кото-
рые гарантировали бы надежность получаемых результатов экс-
перимента. Так, например, разные отрасли промышленности
России используют для испытаний образцы различных типораз-
меров, что приводит зачастую к несопоставимым результатам.
Если проанализировать недостатки рассмотренного метода ис-
пытаний, то можно сформулировать общие требования к образ-
цу и способу его испытания. Итак, образец должен состоять из
двух несущих слоев-плит и одного слоя исследуемого сотового
заполнителя. Во время испытаний несущие слои-плиты должны
оставаться параллельными друг другу, и каждая из них должна
иметь только одну степень свободы: несущий слой-плита, к ко-
торой прикладывается усилие сдвига, может перемещаться по-
ступательно только в направлении действия усилия сдвига, а дру-
гая несущий слой-плита может перемещаться поступательно
только в направлении,перпендикулярном к правлению действия
усилия сдвига (перпендикулярно к плоскости первого несущего
слоя-плиты). Принципиальная схема способа показана на
рис.1.142 и подробно описана в работах [1.4, 1.30, 1.42, 1.168,
1.173, 1.196]. Являясь лучшим вариантом, по сравнению с мето-
дами испытаний, показанными на рис. 1.140,г и 1.140,5, эта схе-
ма имеет, на наш взгляд, два недостатка: достаточно большой
размер образца в направлении усилия сдвига и достаточно слож-
ную и громоздкую оснастку для проведения испытаний. Схема
устройства для испытаний приведена на рис. 1.143. Оно принци-
151
Рис. 1.142. Схема метода
испытания сотовых запол-
нителей на сдвиг
пиально состоит из трех частей: узла на-
гружения 1, подвижной каретки 2 и кор-
пуса 3, который объединяет все узлы в
единое устройство. Узел нагружения ус-
танавливается в направляющих 4 и может
перемещаться только в вертикальной
плоскости под действием усилия Р К не-
му крепится один несущий слой-плита
образца. Второй несущий слой-плита за-
крепляется на вертикальной стенке 6
подвижной каретки 2, которая имеет воз-
можность передвижения только в гори-
зонтальном направлении перпендикуляр-
но к плоскости узла нагружения 1. Возможным перекосам плос-
кости 6 препятствуют опоры 7, которые представляют собой од-
но целое с плоскостью и опираются на подшипниковые узлы,
помещенные в направляющие корпуса 3. При выполнении реко-
мендаций во выбору образца 8 (см. неравенства (1.61), (1.64) и
(1.65)) в нем гарантируется состояние практически чистого сдви-
га. Смещение одного несущего слоя 5 образца относительно дру-
гого измеряется датчиком перемещения 5, установленным на
корпусе приспособления в районе узла нагружения. Сближение
несущих слоев-плит образца измеряется другим датчиком пере-
мещения, установленным в районе подвижной каретки.
Если сравнить принципиальную схему предлагаемого способа
испытаний (см. рис. 1.142) с действительной конструкцией уст-
ройства (см. рис. 1.143), то их разница очевидна. Она диктова-
лась упрощением устройства. Однако эксплуатация показала, что
это упрощение существенно снизило его возможности. Это про-
является в том, что при испытании относительно жестких запол-
нителей подвижная каретка получает угловые смещения. При
этом задний подшипник опоры 7 (см. рис. 1.143) может подни-
маться и выходить из контакта с корпусом 3. Точная реализация
принципиальной схемы испытания сотового заполнителя позво-
ляет устранить этот недостаток и дает возможность испытывать
сотовые заполнители любой жесткости.
Рассмотренные выше способы определения механических ха-
рактеристик образцов при сдвиге в плоскостях xoz или yoz пред-
полагают испытания сотовых заполнителей в их естественном
состоянии, т. е. когда сотоблок представляет собой брус в виде
152
прямоугольного параллелепипеда. Од-
нако известно, что при изготовлении
трехслойных оболочек плоскую сото-
вую панель изгибают, придавая ей не-
обходимую кривизну. Эта операция
искажает геометрическую форму яче-
ек. Формоизменение для сотового за-
полнителя с цилиндрической ячейкой
показано на рис. 1.144 (для шестигран-
ника — см. рис. 1.48). Но если искаже-
на ячейка, то должны измениться и ее
механические характеристики. Опыт
показывает, что действительно в иска-
женной ячейке механические характе-
ристики заполнителя снижаются. Воп-
росам определения сдвиговых характеристик сотовых заполните-
лей в составе оболочки были посвящены исследования ЦНИИ
машиностроения бывшего министерства общего машинострое-
ния СССР в 60—70-х годах по схеме, показанной на. рис. 1.145.
Этот способ подкупает тем, что сотовый заполнитель на первый
взгляд находится под воздействием чистого сдвига, и с его помо-
щью определяются действительные механические характеристи-
ки в реальной конструкции. К сожалению, проведение таких
экспериментов дорого и трудоемко. Именно по этим причинам
метод не нашел применения. Что касается чистоты эксперимен-
та, несущие слои оболочки в процессе испытания не могут сбли-
зиться, и сотовый заполнитель находится в сложном напряжен-
но-деформированном состоянии. Он подвергнут сдвигу и растя-
жению вдоль оси ячеек. Для элементов соединения сотового за-
полнителя и несущих слоев такое нагружение ухудшает их рабо-
ту, и происходит раннее отслоение заполнителя от обшивок, а
для собственно заполнителя такое напряженно-деформирован-
ное состояние немного завышает его механические характери-
стики. И тем не менее, к этому методу вновь пришлось возвра-
титься при исследованиях сдвиговой жесткости сотовых запол-
нителей, формируемых из гофрированных лент в виде синусоид
[1.101], в направлении главных осей: Gx, и Gyz. Как утверждается
в статье, ее автор создал образец цилиндрической формы (рис.
1.146), моделирующий нагружение срединного сотового слоя в
осевом и окружном направлениях. Образец представляет собой
153
Рис. 1.144. Формоизменение
для сотового заполнителя с
цилиндрической ячейкой
Рис. 1.145. Схема определения сдвиговых
характеристик сотовых заполнителей
трехслойную конструкцию: испытываемый сотовый слой в виде
цилиндрической оболочки расположен между двумя жесткими
толстостенными обшивками и прочно скреплен с ними.
Сотовый слой изготовлен укладкой гофрированных стеклопла-
стиковых лент на цилиндрическую оправку, которой служит вну-
тренний несущий слой 2. Поверх сформированного сотового
слоя методом намотки формируется толстостенная наружная об-
шивка, скрепляемая с наружной оправкой 3. На оправках кре-
пится кронштейн для присоединения датчиков перемещения и
имеются резьбовые отверстия для установки зеркал прибора
Мартенса. В наружной и внутренней оправках имеются отвер-
стия для крепления образца в захватах испытательной машины.
Сопрягаемые по скользящей посадке телескопические поверхно-
сти оправок служат направляющей для точного обеспечения схе-
мы нагружения образцов: осевое сжатие, растяжение и кручение.
Использование такого образца позволяет нагружать сотовый
слой усилиями сдвига в двух основных направлениях, а также
под различными углами к ним и определять жесткостные харак-
теристики с учетом структурно-геометрических и технологичес-
ких особенностей его изготовления. Сравнение результатов ис-
пытаний, проведенных на цилиндрических образцах, с результа-
тами испытаний тех же сотовых заполнителей по методу, пока-
занному на рис. ].140,д, позволяет утверждать, что они различа-
ются на 11—36 % в зависимости от параметров сотовых заполни-
телей. Как показывают эксперименты, сотовый заполнитель в
составе трехслойных оболочек обладает повышенной жесткостью
по сравнению с тем же заполнителем, но находящимся в соста-
ве плоской панели. Одновременно автор провел сравнения мето-
154
Рис. 1.146. Образец сотового запол-
нителя цилиндрической формы
[1.101]:
1 — сотовый заполнитель; 2 — внут-
ренняя металлическая труба; 3 —
внешняя металлическая труба; 4 —
внешняя обшивка, 5 — клеевой
слой; 6— кронштейн; 7— датчик
перемещения
дов испытаний, показанных на рис. 1.140, г и 1.140,d. В резуль-
тате он сделал вывод о том, что метод испытаний по схеме
рис. 1.140,Э [1.12] более точен, чем по схеме на рис. 1.140,г [1.11,
1.159].
Что же касается зарубежного опыта испытаний сотовых запол-
нителей на сдвиг, то наиболее авторитетными считаются стан-
дарты США. Первый стандарт предусматривает грубое определе-
ние механических характеристик сотовых заполнителей при
сдвиге методом изгиба балки. Именно этот метод был скопиро-
ван в бывшем СССР и рассмотрен в самом начале данного раз-
дела. Второй стандарт основан на использовании методов, изоб-
раженных на рис. 1.140,а или 1.140,6. Метод предназначен для
точного определения механических характеристик на сдвиг сре-
днего слоя трехслойной панели типа «сэндвич». Предполагается,
что панели нагружаются сдвигом в плоскости, параллельной не-
сущим слоям. На основании полной диаграммы «нагрузка — де-
формация» можно рассчитать касательные (сдвигающие) напря-
жения в панели или в заполнителе при любой нагрузке. Кроме
того, диаграмма позволяет рассчитать эффективный модуль
сдвига панели типа «сэндвич» или модуль сдвига заполнителя.
Длина образца должна быть не менее 12-ти его толщинам, а ши-
рина — не менее двух толщин сотового заполнителя. Толщина
наклеиваемых несущих слоев должка обеспечить их жесткость не
менее 6,8 • 105 кг. Число экспериментальных образцов и метод их
подбора зависит от назначения конкретного испытания. Невоз-
можно рекомендовать общее правило для всех возможных случа-
ев. Однако если образцы предполагается использовать для прие-
мо-сдаточных испытаний, то испытывать необходимо не менее
155
пяти образцов данного типа. Если на физические свойства ком-
понентов образцов влияет влажность, то образцы перед испыта-
нием доводят до постоянной массы (желательно в помещении с
кондиционированным воздухом). Испытания рекомендуется
проводить при 23±1 °C и относительной влажности 50±2%, ре-
комендуемая скорость перемещения подвижной траверсы
v = 0,125 мм/мин на 25 мм длины образца. Для повышения точ-
ности определения характеристик образца целесообразно прово-
дить испытания при непрерывном изменении нагрузки. Однако,
если для регистрации перемещений нельзя вести непрерывное
нагружение, то подвижную грузовую траверзу останавливают на
короткое время для записи результатов. Для точного построения
диаграммы «напряжение — деформация» замеры перемещений
делают через равные интервалы нагрузки. Обычно при нагруже-
нии до предела пропорциональности для построения кривой до-
статочно 12 замеров.
Рассмотрим результаты экспериментальных исследований ре-
альных сотовых заполнителей с шестигранной формой ячеек.
Механические характеристики при сдвиге в плоскости X0Z.
Для сотовых заполнителей из алюминиевого сплава АМг2-Н, из-
готовленных склеиванием с помощью клея ВК-3 и последующе-
го растяжения пакетов, на рис. 1.147 показана зависимость раз-
рушающих напряжений сдвига тет от высоты ячеек заполнителя.
Испытания проведены для серийной партии.
На рис. 1.148 для этих же заполнителей приведены значения
модуля сдвига G^. Испытания проведены по схеме рис. 1.143.
В работах [1.11, 1.21] для рассмотренных типов заполнителей
приведены значения разрушающих напряжений в зависимо-
сти от плотности заполнителя (рис. 1.149).
Что касается экспериментальных результатов, полученных за-
рубежными авторами, то на рис. 1.150 показаны механические
характеристики, полученные для сотовых заполнителей с шести-
гранными ячейками, которые изготовлены из алюминиевого
сплава 5052 [1.34]. На рис. 1.151 изображены кривые зависимо-
сти механических характеристик сотовых заполнителей из алю-
миниевого сплава 5052 от размера стороны ячейки и толщины
алюминиевой фольги.
На рисунке сплошными линиями обозначены разрушающие
напряжения, а пунктирными — модуль сдвига.
На рис. 1.152 и 1.153 показаны результаты экспериментальных
156
Рис. 1.147. Зависимость разруша-
ющих напряжений сдвига от высоты
ячеек заполнения:
1 — 04x6^ 3x0,05 мм; 2— «4X6,=
= 3x0,05 мм; 3 — «4X8,= 5х0,05 мм;
4 — 04x8!= 5x0,03 мм
сдвига от высоты ячеек запол-
нителя. Обозначения те же,
что на рис. 1.147
исследований сотовых заполнителей, изготовленных из алюми-
ниевого сплава марки 5056.
На рис. 1.153 сплошными линиями обозначены разрушающие
напряжения сдвига, а пунктирными — модули сдвига.
На рис. 1.154 и 1.155 показаны результаты экспериментальных
исследований сотовых заполнителей, изготовленных из алюми-
ниевого сплава марки 2034. На рис. 1.154 и 1.155 сплошными ли-
ниями обозначены разрушающие напряжения, а пунктирными —
модуль сдвига.
Данные, полученные при испытаниях и изображенные на ри-
сунках 1.150—1.155, получены на образцах с высотой ячейки
h — 16 мм.
На рис. 1.156 приведены сравнительные данные прочности со-
товых заполнителей из алюминиевого сплава АМг2-Н в нормаль-
157
Рис. 1.149. Зависимость раз-
рушающих напряжений
сдвига от плотности запол-
нителя
Рис. 1.150. Механические характеристики сото-
вых заполнителей, изготовленных из алюми-
ниевого сплава 5052, при различной плотности
Рис. 1.151. Механические характеристики сотовых заполнителей, изготовленных
из алюминиевого сплава 5052, при различных сторонах ячейки и толщины
алюминиевой фольги'
1 — 8,=0,0007; 2— 8,= 0,001; 3— St= 0,002; 4— 0,003 дюйма
158
Рис. 1.152. Механические характеристики сотовых заполнителей, изготовленных
из алюминиевого сплава 5056 при различной плотности
Рис. 1.153. Механические характеристики сотовых заполнителей, изготовленных
из алюминиевого сплава 5056, при различных сторонах ячейки и толщины
фольги:
1— 8(= 0,0007, 2 — 8,= 0,001; 3 — 8,= 0,002 дюйма
159
Рис. 1.154. Механические характерис-
тики сотовых заполнителей, изготов-
ленных из алюминиевого сплава 2024,
при различной плотности
Рис. 1.155. Механические характерис-
тики сотовых заполнителей, изготов-
ленных из алюминиевого сплава 2024,
при толщине фольги 8(= 0,0015 дюйма
и различных сторонах ячейки
Рис. 1.156. Сравнение прочности сотовых
заполнителей из алюминиевого сплава
АМг2-Н в нормальном состоянии (о) и
после испытаний (6)
ном состоянии (а) и после ускоренных климатических испыта-
ний (12 лет) с последующим термоциклированием (50 циклов)
(б). Испытывался сотовый заполнитель с шестигранной ячейкой
и несущими слоями из углепластика марки КМУ-4л.
Не меньшее распространение в мире получили сотовые запол-
нители, изготовленные из стеклянных тканей и пропитанные
различными связующими материалами органического происхож-
дения. Так, в табл. 1.13 приведены результаты испытаний сото-
вых заполнителей с синусоидальной ячейкой (рис. 1.157) [1.101].
Для сотовых заполнителей с шестигранной ячейкой, прошед-
ших ускоренные климатические испытания (12 лет) с последую-
щим термоциклированием (50 циклов) (6), разрушающие напря-
160
Таблиц 1.13 Модуль сдвига сотовых заполнителей с синусоидальной формой
ячеек в зависимости от их геометрических параметров
Н, мм А, мм Г, мм Ьк, мм 10~’ Па Ga, 10“7 Па
20 20 4,5 2,0 4,7±0,4 3,3±0,3
20 20 4,5 4,0 5,4±0,3 4,0±0,5
20 20 4,5 6,0 5,8±0,6 3,7±0,3
20 20 4,0 8,0 6,3±0,8 4,7±0,6
20 20 4,5 10,0 6,4±0,5 —
15 15 3,0 2,0 6,6±0,7 —
15 15 3,0 3,5 7,1 ±0,9 6,3±0,4
15 15 3,0 6,0 7,4±0,8 6,4±0,4
15 15 3,0 7,5 7,6±0,9 —
11 11 2,5 2,0 8,1 ±0,8 6,5±0,3
11 11 2,5 3,0 8,3±0,9 —
И 11 2,5 4,0 8,7±0,6 —
11 11 2,5 6,0 9,3±0,3 —
Примечание: А — шаг гофров, И — ширина гофрированной ленты; г — радиус
закругления вершины гофров; Ьк — величина вклинивания выступа гофра во впа-
дину; С — модуль сдвига заполнителя, определенный по методике, показанной
на рис. 1.146; — модуль сдвига заполнителя, определенный по методике ис-
пытания плоских образцов с двусторонней нахлесткой (см. рис. 1.140).
жения сдвига приведены на рис. 1.158. Они сравниваются с ис-
ходной прочностью (а) осотового заполнителя, находящегося в
составе трехслойной панели с углепластиковыми обшивками из
материала КМУ-4л. Сотовый заполнитель изготовлен из стекло-
ткани марки ЭЗ-100.
Наиболее полные и представительные зарубежные данные
приведены в справочнике [1.34]. Так, на рис. 1.159 приведены
механические характеристики некоторых наиболее часто исполь-
зуемых сотовых заполнителей на основе стеклопластиков марки
HRP. Испытания проводились для заполнителей с высотой ячей-
ки h = 12,7 мм. Сплошной линией обозначена кривая значений
разрушающих напряжений сдвига, а пунктирной линией — кри-
вая модулей сдвига заполнителя. Ячейка сотовых заполнителей
(как и для последующих данных) — шестигранная. На
рис. 1.160—1.162 приведены механические характеристики стек-
лопластиковых заполнителей, изготовленных на различных свя-
зующих: на полиамидном (материал HRH), фенольном (матери-
ал HFT) и полиэфирном (материал NP), соответственно.
Специалистам, занимающимся проектированием сотовых кон-
струкций, небезынтересно знать соотношения механических ха-
161
Рис. 1.157. Геометрические
характеристики сотовых за-
полнителей с синусоидаль-
ной ячейкой. Обозначения те
же, что в табл. 1.13
Рис. 1.158. Разрушающие напряжения сдвига
сотовых заполнителей с шестигранной ячейкой
Рис. 1.159. Механические характеристики сото-
вых заполнителей, изготовленных из стеклоплас-
тика HRP
Рис. 1.160. Механические
характеристики стекло-
пластиковых заполните-
лей, изготовленных на
полиамидном связующем
HRH
162
Рис. 1.161. Механические харак-
теристики стеклопластиковых
заполнителей, изготовленных на
фенольном связующем HFT
Рис. 1.162. Механические характеристики
стеклопластиковых заполнителей, изго-
товленных на полиэфирном связующем
NP
Таблица 1.14. Сравнительные механические характеристики сотовых
заполнителей, изготовленных из различных материалов
Материал заполнителя МПа GK, МПа
Углепластик марки HFT-G 3,2 648
Алюминиевый сплав 5052 2,88 550
Стеклопластик марки HFT 2,88 253
Бумаги «Номекс» (HRH-10) 2,88 77,5
рактеристик сотовых заполнителей, изготавливаемых из различ-
ных материалов. Такие данные помещены в табл. 1.14.
Для сотовых заполнителей с шестигранной ячейкой, изготав-
ливаемых в России из различных типов бумаг, механические ха-
рактеристики при сдвиге в плоскости xoz приведены в табл. 1.15.
По данным зарубежной печати механические характеристики
сотовых заполнителей из крафт-бумаги показаны на рис. 1.163. Ис-
пытывались соты с шестигранной ячейкой высотой Л = 25,4 мм.
Сплошной линией показана зависимость разрушающего напряже-
ния сдвига от плотности сотового заполнителя, а пунктирной —
модуля сдвига. На рис. 1.164 показаны механические характеристи-
ки сотовых заполнителей с шестигранной ячейкой, изготовленных
из арамидной бумаги «Номекс». Сплошной линией показана зави-
симость разрушающего напряжения сдвига от плотности заполни-
теля, а пунктирной — модуля сдвига. Испытаниям подвергались
образцы с высотой ячейки h = 12,7 мм.
163
I a 0 лиua 1.15. Механические характеристики сотовых заполнителей,
изготовленных из бумаг различных марок
Материал заполнителя р, кг/м3 т_, МПа Ск, МПа
Бумага ИП-63, пропитанная смолой МФФ 24 0,073 12,26
Бумага ИП-63, пропитанная смолой МФФ 30 0,094 13,56
Крафт-бумага, пропитанная карбамидной смолой 60 0,81 20,62
ПСП-1-2,5-45 45±5 1,4-1,5 41-49
ПСП-1-3,5-35 35±5 0,85-0,95 32-36
ПСП-1-4,2-25 25±5 0,45-0,6 26
Рис. 1.163. Механические характерис-
тики сотовых заполнителей, изго-
товленных из крафт-бумаги
Рис. 1.164. Механические характеристики сотовых заполнителей, изготовленных
из арамидной бумаги «Номекс»
164
Рис. 1.165. Зависимость разрушающих на-
пряжений сдвига сотовых заполнителей,
изготовляемых из стали Х15Н7ЮМ2, от
высоты ячейки:
/— а, *8,= 6*0,1 мм; 2 — с,х8,= 6x0,08
мм; 3— с1х8.= 6x0,06 мм; 4— ^*8)=
= 6x0,04 мм; 5— 0,^8^ 6x0,02 мм
Для сотовых заполнителей с шестигранной ячейкой, изготов-
ленных из стали марки Х15Н7ЮМ2 по промышленной техноло-
гии на рис. 1.165 приведены зависимости разрушающих напря-
жений от высоты ячеек [1.173].
Механические характеристики при сдвиге в плоскости yOz. Ис-
пытания на сдвиг в плоскости yOz аналогичны испытаниям в
плоскости х0г,их проводят на том же оборудовании по той же
методике. Разница заключается в ориентации ячеек сотового за-
полнителя в образце для испытаний.
На рис. 1.166 показаны разрушающие напряжения сдвига и
модуля сдвига от высоты ячеек заполнителя.
Результаты определения механических характеристик сотовых
заполнителей с шестигранной ячейкой, изготовленных из алюми-
ниевых сплавов и полученных зарубежными авторами, приведены
на рис. 1.168—1.172. Так, на рис. 1.168 изображены зависимости
разрушающего напряжения сдвига (сплошная линия) и модуля
сдвига (пунктирная линия) для сотовых заполнителей, изготовлен-
ных из алюминиевого сплава марки 5052, Испытывались образцы
высотой Л = 16 мм. Для этих же заполнителей на рис. 1.169 пока-
заны механические характеристики в зависимости от размера сто-
роны шестигранника ячейки сот и толщины фольги. На рис. 1.170
изображены зависимости разрушающего напряжения сдвига
(сплошная линия) и модуля сдвига (пунктирная линия) для сото-
вых заполнителей, изготовленных из алюминиевого сплава марки
5056. Для этих же заполнителей на рис. 1.171 показаны значения
механических характеристики в зависимости от стороны шести-
гранника ячейки сот и толщины алюминиевой фольги.
На рис. 1.172 изображены зависимости разрушающих напря-
165
Рис. 1.66. Зависимость разрушающих
напряжений сдвига сотовых заполни-
телей, изготовленных из алюминиевого
сплава АМг2-Н, от высоты ячейки:
1— ^,*8]= 3*0,05 мм; 2— й.*8(=
= 3*0,6з мм; 3— с,*?^ 5*0,05 мм;
4— с, *8]= 5 *0,03 мм
h, ММ
Рис 1.167. Зависимость модуля сдви-
га сотовых заполнителей, изготов-
ленных из алюминиевого сплава
АМг2-Н, от высоты ячейки. Обозна-
чения те же, что на рис 1.66
жений (сплошная линия) и модуля сдвига (пунктирная линия)
для сотового заполнителя с шестигранной ячейкой, изготовлен-
ного из фольги алюминиевого сплава марки 2034.
Что касается сотовых заполнителей из стеклопластика с сину-
соидальной ячейкой (см. рис. 1.157), то данные по их упругим ха-
рактеристикам сдвига приведены в табл. 1.16. Обозначения соот-
ветствуют приведенным ранее для рис. 1.157 (Gyz — модуль сдви-
га заполнителя в окружном направлении, полученный при испы-
тании цилиндрического образца, G' — модуль сдвига заполни-
теля, определенный при испытании плоского образца).
Зарубежные данные по механическим характеристикам стек-
лопластиковых сотовых заполнителей приведены на рис. 1.173—
1.176. Так, на рис. 1.173 приведены зависимости механических
166
Рис. 1.168. Механические характеристики сотовых за-
полнителей, изготовленных из алюминиевого сплава 5052
Рис. 1.169. Механические характеристики сотовых заполнителей, изготовленных
из алюминиевого сплава 5052, для различных сторон ячейки и толщины фольги:
I — 8(= 0,0007; 2— 8,= 0,001; 3—Ъ(= 0,002; 4- 8,= 0,003 дюйма
167
5
Рис. 1.170 Механические характеристики сотовых заполнителей, изготовленных
из алюминиевого сплава 5056
а^дюйм
Рис. 1.171. Механические характеристики сотовых заполнителей, изготовленных
из алюминиевого сплава 5056, для различных сторон ячейки и толщины фольги:
1 — 8,= 0,0007; 2 — 8,= 0,001; 3 — 6,= 0,002 дюйма
168
Рис. 1 172 Механические характерис-
тики сотовьех заполнителей, изготов-
ленных из алюминиевого сплава 2024
Рис. 1.173. Механические характерис-
тики наиболее часто используемых со-
товых заполнителей из стеклопластика
Таблица 1.16. Значения модулей сдвига сотовых заполнителей с
синусоидальной формой ячеек
Н, мм А, мм Г, мм Ьк, мм Gyp 10“’ Па 10“’ Па
20 20 4,5 2,0 270±30 210+20
20 20 4,5 4,0 310±50 240+40
20 20 4,5 6,0 350±50 260+50
20 20 4,5 8,0 380±60 290+30
20 20 4,5 10,0 440±70 —
15 15 3,0 2,0 450±80 —
15 15 3,0 3,5 470±60 360±30
15 15 3,0 6,0 520±70 4,00+40
15 15 3,0 7,5 550+60 —
11 11 2,5 2,0 620+60 480+40
11 11 2,5 3,0 630+80 —
11 11 2,5 4,0 660+40 —
11 11 2,5 6,0 690+50 —
169
Рис. 1.174. Механические характе-
ристики сотовых заполнителей из
стеклянной ткани, пропитанной
полиамидными связующими
Рис. 1.175. Механические характе-
ристики сотовых заполнителей из
стеклопластиков с фенольным
связующим
характеристик наиболее часто используемых сотовых заполните-
лей с шестигранной формой ячейки. Высота испытываемого об-
разца составляла h = 12,7 мм. Сплошной линией обозначены
разрушающие напряжения, а пунктирной — модуль сдвига. На
рис. 1.174 показаны зависимости механических характеристик
сотовых заполнителей с шестигранной ячейкой на основе стек-
лянной ткани, пропитанной полиамидным связующим,от их
плотности. На рис. 1.175 показаны зависимости механических
характеристик сотовых заполнителей с шестигранной формой
ячеек на основе стеклопластиков с фенольным связующим от их
плотности. На рис. 1.176 показана зависимость механических ха-
рактеристик сотовых заполнителей с шестигранной формой яче-
ек на основе стеклянной ткани, пропитанной полиэфирным свя-
зующим, от их плотности.
Для оценки механических характеристик сотовых заполните-
лей с шестигранной ячейкой, изготовленных из различных мате-
риалов, в табл. 1.17 приведены данные для четырех типов запол-
нителей. Для бумажных заполнителей зависимость механических
характеристик от плотности показаны на рис. 1.177 и 1.178. Рас-
смотрены, как и во всех предыдущих случаях, сотовые структуры
с шестигранной формой ячеек. На рис. 1.177 — эксперименталь-
ные данные для сотовых заполнителей, изготовленных из крафт-
бумаги, пропитанной связующими. При этом следует отметить,
что непропитанные связующим сотовые заполнители имеют ме-
ханические характеристики приблизительно в 1,3 раза меньшие,
170
Рис. 1.176. Механические харак-
теристики сотовых заполните-
лей из стеклянной ткани, про-
питанной полиэфирным свя-
зующим
Рис. 1.177. Механические характеристики
сотовых заполнителей, изготовленных из
крафт-бумаги
Таблица 1.17. Сравнительные характеристики сдвига для сотовых
заполнителей, изготовленных из различных материалов
Материал заполнителя МПа Gyl, МПа
Углепластик марки HFT-G 2,04 246
Алюминиевый сплав марки 5052 1,84 259
Стеклоткань марки HFT 1,4 91,3
Бумага «Номекс» (HRH-10) 1,23 35,2
Рис. 1.178. Механические харак-
теристики сотовых заполните-
лей, изготовленных из арамид-
ной бумаги «Номекс»
171
чем пропитанные. На рис. 1.178 зависимости механических хара-
ктеристик от плотности сотовых заполнителей приведены для
сот, изготовленных из арамидной бумаги «Номекс» и пропитан-
ных связующим. На всех рисунках сплошными линиями изобра-
жены зависимости для разрушающих напряжений сдвига, а пун-
ктирными — для модулей сдвига.
В заключение необходимо отметить, что сравнение качества
сотовых заполнителей зарубежного производства (в частности
США) с отечественными говорит не в пользу последних. Это
сказывается и на механических характеристиках. Очевидно рез-
кое улучшение качества изготовления сотовых заполнителей яв-
ляется первостепенной задачей российских технологов.
1.9. Принципы изготовления трехслойных сотовых конструкций
Известны следующие типы трехслойных сотовых конструкций,
различающиеся технологическими принципами их изготовления:
клееные, паяные, изготавливаемые по методу, предложенному
фирмой Astech (США) и диффузионно-сварные. Под диффузи-
онно-сварными мы будем понимать такие конструкции, в кото-
рых сотовый заполнитель приваривается диффузионной сваркой
к обшивкам по торцам ячеек без отбортовки граней сот [1.197].
Клееные сотовые конструкции изготавливают двумя способа-
ми. По первому способу к сотовому заполнителю приклеивают
обшивки и только после этого к элементу конструкции присое-
диняют детали законцовок (окантовок). По второму способу все
упомянутые элементы трехслойной сотовой конструкции склеи-
ваются друг с другом одновременно. Необходимую форму по-
верхности детали (панели, пластины или оболочки) получают не-
посредственно в процессе присоединения обшивок к сотовому
блоку. Для сотовых конструкций, окончательная форма которых
может быть получена из плоской панели-полуфабриката путем
последующей деформации (например, гибка панели с растяже-
нием или штампование), поверхность сотового блока может
иметь плоскую форму. Приклеивание несущих сдоев к сотовому
блоку чаше всего проводят в автоклавах. Схема сборки элемен-
тов плоской панели в контейнере для склеивания показана на
рис. 1.179 [ 1.4]. В процессе склеивания поддерживается темпера-
тура по технологическому режиму в соответствии с выбранной
маркой клея. Максимальная температура склеивания, как прави-
ло, не превышает 175 °C. Воздух из-под вакуумного мешка уда-
172
Рис. 1.179. Схема сборки элементов
плоской панели для склеивания.
7— шланг от вакуумного насоса, 2 —
сотовая панель; 3 — вакуумный мешок;
4 — прижим; 5 — основание, техноло-
гическая плита; 6 — силовые элементы
панели (законцовки)
Рис 1.180. Схема сборки
элементов плоской панели
для пайки и диффузионной
сварки:
I — трубки к вакуумным на-
сосам; 2— сотовая панель;
3 — подводка к термопарам;
4 — песок; 5— наружный
кожух; 6, 12 — медные
листы; 7— технологические
выравнивающие листы; 8—
обойма; 9, 14 — технологи-
ческие сухари; 10 — сило-
вой элемент панели; 11 —
термопары; 13 — основание,
графитовая плита
ляется для создания давления прижатия обшивок к сотовому за-
полнителю. Этому способствуют дренажные отверстия в ячейках
сотового заполнителя (см. рис. 1.4), через которые удаляются
также и летучие фракции клея.
Пайка и диффузионная сварка обшивок к сотовому заполни-
телю производится в печах в контейнерах. Схема сборки элемен-
тов плоской панели в контейнер показана на рис. 1.180 [1.4]. При
изготовлении трехслойных конструкций методом диффузионной
сварки элементы окантовок чаше всего присоединяются отдель-
но к изготовленной панели-полуфабрикату.
Сварные панели в настоящее время изготавливают по способу,
который впервые был разработан бывшей фирмой «Стресскин»
(США). Ныне эта фирма носит название «Astech». По этому спо-
собу отформованные по заданному профилю стальные или тита-
новые ленты 3 (см. рис. 1.9) своими отбортовками 2, 5 (см.
рис. 1.34) соединяются с обшивками 1, 2 (см. рис. 1.9) роликовой
электросваркой. Между собой ленты соединяются точечной
электрической сваркой с односторонним подходом рабочего ор-
гана сварочного автомата. Панели изготавливаются на автомати-
ческих установках с непрерывной подачей обшивок из рулонов.
173
При этом Получаю! панели-полуфабрикаты. Необходимая форма
поверхности придается последующей гибкой или штамповкой.
Законцовки присоединяются в последнюю очередь к изготовлен-
ной панели.
При выборе материалов для определенной детали конструктор,
в первую очередь, руководствуется режимами работы конструк-
ции и физико-механическими характеристиками предполагае-
мых материалов. Выбранные материалы определяют как техноло-
гию изготовления каждой детали, так и способы их соединения
друг с другом (клепка, сварка или другие типы соединений). Как
указывалось выше, в сотовых трехслойных конструкциях сущест-
вует взаимосвязь между применяемыми материалами и техноло-
гией их изготовления. Помимо этого, для каждого конкретного
технологического типа сотовой конструкции (клееной, паяной
или сварной) в процессе ее изготовления существуют определен-
ные возможности введения внутрь элементов для присоединения
к смежным конструкциям или оформления свободного края па-
нели. Технология изготовления трехслойной конструкции или
технологические свойства сотового заполнителя могут сущест-
венно ограничить выбор формы сечения или возможность при-
дания кривизны поверхности заданного элемента конструкции.
В этой связи каждый тип сотовой конструкции целесообразно
применять в строго определенных местах изделия, будь то лета-
тельный аппарат или панель для мебели или строительства в за-
висимости от технологических возможностей изготовления, про-
чностных и эксплуатационных особенностей клееных, паяных и
сварных сотовых конструкций. Наибольшая эффективность от
применения сотовых конструкций может быть получена в том
случае, когда наилучшим образом использованы положительные
стороны и компенсированы недостатки, имеющиеся как у одно-
го, так и у другого типа.
К достоинствам клееной и паяной трехслойной конструкции
можно отнести следующие.
1. Возможность размещения между обшивками силовых эле-
ментов (профиля, узла, гребенки или усилений обшивки), соеди-
нения их с обшивкой и сотовым заполнителем и выведения сты-
куемых частей этих элементов наружу за обводы конструкции
для крепления со смежной конструкцией.
2. Возможность получения во всем диапазоне используемых в
настоящее время толщин фольги и обшивок надежного соедине-
174
ния заполнителя с обшивками трехслойной конструкции, превы-
шающего прочность фольги.
3. Относительная простота изготовления трехслойных конст-
рукций с переменной высотой и плотностью заполнителя, а так-
же с переменной толщиной обшивок, клиновидных и криволи-
нейных панелей.
К недостаткам клееной и паяной трехслойной сотовой конст-
рукции можно отнести следующие.
1. Клей или припой ухудшают антикоррозионные и прочност-
ные свойства соединения по сравнению о основным материалом
трехслойных конструкций при определенных условиях эксплуа-
тации (влажность, температура, наличие солей, кислот и т.п.). В
этой связи требуются дополнительные мероприятия: антикорро-
зионные покрытия, утолщения и другие конструктивно-техноло-
гические решения.
2. Ограничения по диапазону рабочих температур, зависящие
от клея или припоя. Так, применение клееных сотовых конст-
рукций возможно до температур эксплуатации 160—200 °C, а па-
яных до 700—900 °C в зависимости от применяемой марки клея
или припоя.
Сварные трехслойные конструкции имеют следующие досто-
инства.
1. Отсутствие дополнительного материала (клея или припоя)
для соединения обшивок с сотовым заполнителем, что обеспечи-
вает снижение массы конструкции.
2. Отсутствие ограничения по диапазону рабочих температур,
который определяется в этом случае рабочей температурой мате-
риала трехслойной конструкции.
Недостатком сварных панелей всех типов является то, что тех-
нология сварки обшивки с заполнителем не позволяет ввести
внутрь панели и надежно соединить с заполнителем и обшивка-
ми какой-либо силовой элемент для передачи внешних усилий
непосредственно на заполнитель. Силовые элементы могут наде-
жно прикрепляться только снаружи к несущим слоям. При этом
усилия с несущего слоя на заполнитель передаются через слабей-
шее звено панели — сварное соединение обшивки с заполните-
лем.
Дополнительно к недостаткам сварной сотовой конструкции,
изготавливаемой по методу «Стресскин», можно отнести следую-
щие.
175
1. Технические ограничения не позволяют изготавливать пане-
ли переменной высоты и кривизны.
2. Малая прочность соединения точечной сваркой отбортовок
заполнителя с обшивкой панели определяет пониженную общую
прочность трехслойной конструкции.
Перечисленные достоинства и недостатки трехслойных сото-
вых конструкций определяют места преимущественного приме-
нения клееных, паяных и сварных панелей и оболочек.
Проектирование сотовых конструкций требует учета особенно-
стей, связанных со спецификой их изготовления. Они заключа-
ются в следующем:
при изготовлении клееных и паяных трехслойных сотовых
конструкций все входящие детали соединяются в процессе скле-
ивания или пайки одновременно;
изготовление сварных сотовых панелей как полуфабриката
требует проработки конструкторско-технологических решений
для привязки готовой панели к смежным элементам конструк-
ции изделия с наименьшей потерей массы на необходимое уси-
ление в местах присоединения силовых элементов и обеспечения
необходимой прочности несущих слоев и заполнителя в местах
стыковки, поскольку обшивка будет ослаблена сварными швами
и сварными точками;
для успешного проектирования и изготовления сотовой конст-
рукции необходимо вначале иметь отработанные типовые конст-
рукции стыковочных узлов и законцовок панелей. Заменить или
усилить в изготовленной сотовой конструкции отдельные эле-
менты, по какой-либо причине не удовлетворяющие требовани-
ям, предъявляемым к конструкции, без нарушения целостности
и прочности зачастую нельзя. В этом случае приходится заново
проектировать и изготавливать данный трехслойный сотовый
элемент изделия, что увеличивает продолжительность конструк-
торско-технологической отработки и стоимость конструкции.
Так как проблемы изготовления и проектирования трехслой-
ных сотовых конструкций выходят далеко за рамки данного раз-
дела и даже этой книги, то читателей, интересующихся этими во-
просами, мы отсылаем к имеющейся отечественной и зарубеж-
ной литературе, где все эти вопросы так или иначе изложены в
различных изданиях, например, в работах [1.4, 1.12, 1.14, 1.15,
1.21, 1.28, 1.29] и др.
В чем же состоят основные преимущества трехслойных сото-
176
вых конструкций по сравнению с тонкостенными конструкция-
ми, подкрепленными стрингерным набором и шпангоутами? Так
как последние являются традиционными, то с ними, как прави-
ло, сравнивают все новые конструктивные решения.
1. Малая масса по сравнению с традиционными типами под-
крепленных панелей и оболочек при определенных размерах
конструкции и типах материалов. Наибольший выигрыш в мас-
се можно получить при использовании трехслойных плоских па-
нелей.
2. Экономичность по сравнению с традиционными конструк-
циями. Однако при использовании некоторых новых высокопро-
чных композиционных материалов стоимость трехслойных сото-
вых конструкций может быть высокой несмотря на малую массу.
3. Высокие теплоизолирующие свойства.
4. Повышенная звукоизолирующая способность.
5. Высокий коэффициент внутреннего поглощения энергии.
Декремент затухания колебаний на 1—2 порядка выше, чем у
подкрепленных конструкций. Долговечность трехслойных пане-
лей при воздействии переменных нагрузок выше, чем листового
материала и сварных однослойных подкрепленных панелей. Пре-
дел выносливости повышается при уменьшении жесткости за-
полнителя на сдвиг.
6. Выносливость слоистых панелей превышает выносливость
панелей стрингерных конструкций.
7. Большой срок службы вследствие равномерного подкрепле-
ния обшивок, отсутствия крепежа, вызывающего концентрацию
напряжений.
8. Применение трехслойных сотовых конструкций (в том чис-
ле паяных и сварных), как правило, позволяет ликвидировать
операцию правки и устранить концентрацию напряжений.
9. Невысокая трудоемкость изготовления и сборки вследствие
резкого уменьшения числа деталей по сравнению с традицион-
ными стрингерными конструкциями.
При использовании современных технологий изготовления
трехслойные сотовые конструкции имеют стабильные параметры
прочности.
Несмотря на большие преимущества трехслойные сотовые
конструкции имеют и ряд недостатков, а именно:
снижение прочности в процессе эксплуатации клеевых соеди-
нений вследствие старения клея;
177
жесткие требования к технологическому процессу и его ста-
бильности;
необходимость применения совершенных методов и аппарату-
ры для неразрушающего контроля соединения заполнителя с об-
шивкой и другими элементами конструкции;
отсутствие надежных методов нормирования допускаемых де-
фектов трехслойных конструкций.
1.10. Области применения трехслойных сотовых конструкций
К настоящему времени трехслойные конструкции с сотовыми
заполнителями нашли широкое распространение в цивилизован-
ных странах с развитой промышленностью и передовой техноло-
гией. Особенно широко они внедрились в быстроразвиваюгцие-
ся передовые отрасли, тесно связанные с военной промышлен-
ностью. Примеры применения этих конструкций приведены в
табл. 1.18, которые далеко не исчерпывают области применений
трехслойных конструкций с сотовыми заполнителями.
На сегодняшний день наибольшее распространение имеют
трехслойные конструкции с сотовым заполнителем, изготовлен-
ным из алюминиевых сплавов. Их потребителями выступают та-
кие отрасли промышленности как: авиационная, ракетная, кос-
мическая, судостроительная, радиотехническая и другие. Их ра-
бочий диапазон эксплуатации ограничен температурой 150 °C.
В конструкциях, работающих до 450 °C, нашли применение
сотовые заполнители, изготовленные из стали или титановых
сплавов. Производство таких сот осуществляется с помощью
пайки. Их потребителем является, в основном, авиационная про-
мышленность.
Для деталей с нагревом до 900—1000 °C применяются трех-
слойные конструкции со стальным сотовым заполнителем, кото-
рый скреплен со стальными же несущими слоями сваркой. Такая
продукция применяется также, в основном, в авиации.
Второе место по объему применения в настоящее время зани-
мают стеклопластиковые сотовые заполнители. По свидетельству
печати различных стран мира этот вид материалов широко исполь-
зуется, когда необходимо создать материалы со специальными
электрофизическими свойствами (например, для антенн радиоло-
каторов, крупногабаритных антенн наземных и космических объ-
ектов) или когда к изделию предъявляются требования теплостой-
кости и низкой теплопроводности. Они прекрасно используются
178
Таблица 1.18. Примеры применения трехслойных конструкций с сотовым
заполнителем, имеющим шестигранную форму ячеек
Изделие Агрегаты и узлы сотовой конструкции
Россия
Самолеты
ИЛ 62 Сервокомпенсаторы рулей, триммер рулей направления, хвосто- вая часть центроплана. Общая площадь клееных сотовых конструк- ций составляет 30 м2, из них 16 м2 — из алюминиевых сплавов, 14 м2 — из стеклопластиков [1.4].
ИЛ-76 Закрылки, гасители подъемной силы, тормозные щитки, серво- компенсаторы, рули высоты, рули направления, панели пилонов и др Общая площадь клееных сотовых конструкций 380 м2, из них 320 м2 — из алюминиевого сплава, 60 м2 — из стеклотканей. Отно- сительная масса сотовых конструкций — 11% [14].
ТУ-154 Закрылки, хвостовая часть крала, рули высоты, рули направле- ния. Общая площадь клееных сотовых конструкций 125 м2, из них ПО м2 — из алюминиевых сплавов, 15 м2 — из стеклотканей [1.4].
БЕ-ЗО Центроплан, хвостовое оперение, зализы центроплана, обли- цовка фюзеляжа, полы, носовой обтекатель, двери и др. Всего бо- лее 1200 м2 [1.13, 1 42, 1.198].
«Буран» Многоразовый орбитальный космический корабль. Створки грузового отсека с обшивками из углепластика и сотовым заполни- телем из полимерсотопласта ПСП-1. Из сотовых паяных конструк- ций изготовлены щитки элевонные и защитный кожух руля напра- вления — воздушного тормоза. Применены нержавеющие стали и титановые сплавы [1.199, 1.200].
Вертолеты
МИ-2 Настил пола, хвостовые отсеки лопастей. Несущие обшивки и сотовый заполнитель изготовлены из алюминиевых сплавов. Со- единение несущих слоев с заполнителем — склеиванием. Вертолет эксплуатируется с 1965 г. [1.4, 1.13, 1.30].
МИ-6, Хвостовые отсеки лопастей. Несущие слои и сотовый заполни-
МИ-8, тель из алюминиевых сплавов. Соединение несущих слоев с запол-
МИ-10, нитслем — склеиванием [1.4, 1.13, 1.42]
В-12
В-14 Корпус лодки, хвостовые отсеки лопастей. Несущие слои и со- товый заполнитель из алюминиевых сплавов. Соединение несущих слоев с заполнителем — склеиванием [1.42, 1.201, 1.202]
В-24 Настил пола, днищевая часть фюзеляжа, стенки верхнего рас- ходного бака горючего, хвостовые отсеки лопастей, стенки днище- вых шпангоутов. Несущие слои и сотовый заполнитель из алюми- ниевых сплавов. Соединение несущих слоев с заполнителем — склеиванием [1.13, 1.42]
Морские суда
«Нептун» Рыболовный рефрижераторный траулер. Кормовая рубка. Несу- щие слои изготовлены из стеклопластика на основе полиэфирной смолы ПН-1, армированной стеклотканью АСТТ б-С2-0. Заполни- тель сотовый из стеклопластика марки ПС-4. Соединение несущих слоев с заполнителем — клеевое. Судно эксплуатируется в услови- ях Варенцова моря и северной Атлантики [1.4, 1.12, 1.13, 1.42]
«Ленинск» Теплоход. Переборки корпуса. Несущие слои изготовлены из
179
Изделие
Самолеты
Боинг-707
Боинг-737
Боинг-747
Боинг-2707
проект
♦Хасслер»
В-58
DC-8
DC-9
DC-10
Агрегаты и узлы сотовой конструкции
стеклопластика. Заполнитель — стеклопластиковые соты и пено-
пласт. Соединение несущих слоев с заполнителем — клеевое [1.4,
1.12, 1.13, 1.42].
США
Агрегаты оперения, отдельные панели [1.4, 1.11, 1.13, 1.42].
Агрегаты механизации крыла, панели крыла, оборудование и др.
Общая площадь клеевых сотовых конструкций 320 м2, из них
260 м2 — из алюминиевых сплавов. Створки реверса тяги — свар-
ная сотовая конструкция из титановых сплавов [ 1.4]
То же, что и Боинг-727, кроме того, панели фюзеляжа. Общая
площадь сотовых конструкций 692 м2, из них 600 м2 — из алюми-
ниевых сплавов [1.4].
Закрылки, хвостовая часть крыла, носовая часть крыла, панели
фюзеляжа, руль направления, рули высоты, триммер, сервоком-
пенсаторы, тормозные щитки, гасители подъемной силы, обтекате-
ли шасси, центральное тело реверса тяги. Общая площадь сотовых
конструкций более 3400 м2 (относительная масса 14%). Сотовый
заполнитель из бумаги «Номекс» и алюминиевых сплавов. Соеди-
нение несущих слоев с заполнителем — склеиванием. Центральное
тело реверса тяги имеет диаметр 864 мм, длину 2565 мм, массу 60
кг. Несущие обшивки и сотовый заполнитель — из стали [1.4, 1.13,
1.21, 1.42, 1.204].
Панели крыла и оперения, плоскости управления. Изготови-
тель — фирма Astech. Несущие слои и заполнитель — из титаново-
го сплава. Прикрепление несущих слоев к заполнителю — сваркой.
Всего 1250 м2 сотовых конструкций, обладающих высокой тепло-
стойкостью [1.4].
Агрегаты оперения, панели фюзеляжа, крыла, килей, элероны.
Изготовитель — фирма «Конвэр». Несущие слои изготовлены из
алюминиевых сплавов и нержавеющей стали марки 17-17РН тол-
щиной от 0,12 до 1,27 мм. Заполнитель сотовый из стеклоткани,
пропитанной фенольной смолой, а также из нержавеющей стали
1У-4РН со стороной ячейки 4,7 мм и толщиной стального листа
0,38 мм. Прикрепление несущих слоев к заполнителю осуществля-
ется пайкой и склеиванием. Трехслойные конструкции с сотовым
заполнителем составляют 95% поверхности самолета [1.4, 1.11,
1.13, 1.42, 1.205, 1.206].
Закрылки, гасители подъемной силы, тормозные щитки, рули,
сервокомпенсаторы, панели крыла, оборудование и др. Общая пло-
щадь сотовых конструкций 370 м2. Относительная масса (по отно-
шению к массе планера) — 5,3% Клееные сотовые панели из алю-
миниевых сплавов имеют площадь 210 м2, из стеклотканей —
160 м2 [1.4, 1.11, 1.13, 1.42, 1.203].
То же, что и DC-8, Общая площадь сотовых конструкций 590 м2
(относительная масса — 9,3%). Площадь сотовых панелей из алю-
миниевых сплавов 370 м2, из стеклотканей — 220 м2 [1.4]
То же, что и D С-9. Кроме того, уплотнения и кожухи ГТД, не-
сущие обшивки и сотовый заполнитель которых изготовлены из
стали. Обшая площадь клееных сотовых панелей 1860 м2, из кото-
рых 980 м2 — из алюминиевых сплавов [1.4, 1.21, 1.42].
180
F-86
156F
XB-70
«Валькирия»
«Конвэр-880»
RB-57
«Конвэр
F-102»
F-111
«Фантом 11»
Локхид С-5А
Локхид
L-1011
«Комета»
В-70
Вертолеты
«Боинг»
Сикорский
S-58
Сикорский
S-61
Управляемые
снаряды
«Гам 77А»,
«Мейс»,
«Хаунд Дог».
«Мэтэдор
В-61»
«Хоук»
Тормозные шитки. Уменьшение массы на 30%, [1.4, 1.11, 1.13,
1.42].
Горизонтальное оперение, части крыльев, плоскости управле-
ния [1.4, 111, 1.13, 1.42].
Межконтинентальный бомбардировщик. Трехслойные сотовые
конструкции занимают 80% поверхности крыла и фюзеляжа Не-
сущие обшивки — из коррозионностойкой стали РН-15-7Мо тол-
щиной от 0,15 до 1,5 мм. Заполнитель — сотовый из стали толщи-
ной от 0,02 до 0,1 мм. Сторона ячейки заполнителя составляет от
3,2 до 6,35 мм. Высота сотового блока от 11,2 до 25 мм. Плотность
заполнителя около 130 кг/м3. Прикрепление несущих слоев к за-
полнителю — пайкой. Общая площадь трехслойных конструкций
составляет более 1870 м2 [1.4, 1.11, 1 13, 1.42].
Хвостовые части крыла Несущие слои и заполнитель — сталь-
ные [14, 1.11, 1.13, 1.42].
Высотный разведчик. Панели крыла. Заполнитель сотовый из
алюминиевых сплавов. Прикрепление несущих обшивок к запол-
нителю — склеиванием [1.4, 1.13, 1.42, 1.207].
Руль направления, концевые части крыла и элевонов, аэроди-
намические перегородки на крыле [1.4, 1.13, 1.42, 1.203]
Истребитель. Отдельные панели и 300 узлов [1.4, 1.13, 1.42,
1 208]
Панели фюзеляжа и крыла, элероны, закрылки, стабилизатор
[1.4, 1.13, 1.42, 1.209].
Закрылки, панели крыла, тормозные щитки, гасители подъем-
ной силы и др. Общая площадь сотовых конструкций составляет
2370 м2 (относительная масса 15%), из них 2320 м2 — из алюми-
ниевых сплавов, соединение несущих обшивок с заполнителем —
склеиванием [1.4].
То же, что и С-5А, кроме того, акустические панели отсека тур-
бовентилятора ГТД RB-211 Несущие обшивки и заполнитель па-
нелей выполнены из стальных сплавов [1.4, 1.42].
Агрегаты оперения и отдельные панели [1.4, 1.13, 1.42, 1.203].
Тоже [1.13, 1.21, 1.42, 1.210, 1.211].
Хвостовые отсеки лопастей. Несущая обшивка и заполни-
тель — из алюминиевого сплава. Прикрепление несущих обшивок
к заполнителю — склеиванием [1.4, 1.11, 1.13, 1.42].
Настил пола, потолочная панель, хвостовые отсеки лопастей
[1.4, 1.11, I 13, 1 42].
Хвостовые отсеки лопастей [1.4, 1.11, 1.13, 1.42].
Использование трехслойных сотовых конструкций в ряде агре-
гатов [1.4, 1.11, 1.13, 1.42]
Крыло. При переходе на сотовую конструкцию число деталей
уменьшилось со НО до 90 шт. [1.4, 1 11, 1.13, 1.42].
Элевоны, киль, крыло. Несущие обшивки из алюминиевого
сплава толщиной до 1,5 мм. Сотовый заполнитель — из алюмини-
евого сплава. Прикрепление несущих обшивок к заполнителю —
181
Изделие Агрегаты и узлы сотовой конструкции
склеиванием Рабочая температура трехслойных конструкций дос- тигает 400 °C (1.4, 1.13, 1.42, 1.207, 1.212].
Gorgon V Боевая ракета. Крыло. Прикрепление несущих слоев к заполни- телю — склеиванием [1.13, 1.42, 1.207].
«Сатурн» Ракета-носитель. Переборки топливного бака, переходный от- сек. Средняя эллипсоидальная переборка бака второй ступени представляет собой трехслойную конструкцию с сотовым заполни- телем. Несущие слои изготовлены из алюминиевого сплава марок 2014-Т6 и 7075-Т5, а заполнитель — из стеклопластика. Прикреп- ление несущих слоев к заполнителю осуществляется посредством эпоксифенольного клея. Рабочий диапазон температур от —253 до +150 °C. Переходный отсек, расположенный между лунным кораблем «Аполлон» и лунным модулем и соединяющий служебный отсек корабля со стартовой ступенью «Сатурн — IV В» лунного модуля, представляет собой конструкцию в виде усеченного конуса с трех- слойной оболочкой. Она (оболочка) изготавливается из восьми ос- новных панелей, образующих герметичный лаз-укрытие длиной 8,5 м. Агрегат спроектирован для работы при температурах от —156 до +177 °C с кратковременным местным перегревом на отдельных участках до +260 °C (по экспериментальным данным). Несущие слои выполнены из алюминиевого сплава 7075-Т6, заполнитель — из стеклопластика. Соединение несущих слоев с заполнителем осу- ществляется с помощью эпоксифенольного клея с поливинил-аце- тальным грунтом [1.13, 1.212].
Космические аппараты «Меркурий» Спутник. В конструкции применены трехслойные панели с со- товым заполнителем [1.4, 1.11, 1.13, 1.42].
«Уэрстар» Спутник связи. Ретрансляционная антенна с параболическим рефлектором диаметром 1,52 м изготовлена в виде трехслойной конструкции с сотовым заполнителем. Заполнитель изготовлен из алюминиевого сплава, армированного графитовым волокном.
Кабины космических аппаратов (проект) Спутник эксплуатируется с 1974 г. [1.42, 1.213, 1.214] Корпус герметичной кабины трехслойной сотовой конструкции. Несущие слои и сотовый заполнитель изготовлены из бериллиево- го сплава, имеющего предел прочности св = 4900 кг/см2. Внешний несущий слой имеет толщину 0,38 мм, а внутренний — 0,254 мм. Толщина фольги сотового заполнителя составляет 0,038 мм. По- верхность кабины равна приблизительно 17,2 м2. Полная масса ка- бины, включая шпангоуты, соединения и детали насыщения, со- ставляет 82 кг, В кабине предусмотрено внутреннее давление газо-
Блок ♦Спейслэб» (проект) вой смеси 0,32—0,42 кг/см2 [1.13, 1.42, 1.215]. Блок предназначен для размещения на многоразовом транс- портном космическом корабле МТКК в составе полезной нагруз- ки. Срок эксплуатации — 10 лет. Платформа блока представляет собой трехслойную конструкцию. Разработчик — Великобритания, Масса конструкции всего блока составляет 635 кг. На каждом бло- ке сотовые панели имеют площадь около 72 м2 [1.13, 1.42, 1 216— 1.220].
182
Типовая
конструкция
корпуса
спутников
«Аполлон»
МТКК
Представляет собой усеченную коническую оболочку для связи
с ракетой-носителем и цилиндрическую обечайку — собственно
корпус спутника. Трехслойная конструкция корпуса состоит из
внутреннего несущего слоя, изготовленного из бериллиевого спла-
ва, алюминиевого сотового заполнителя и внешнего несущего
слоя, изготовленного из армированной пластмассы, например,
эпоксидного стеклопластика. Несущие слои прикреплены к запол-
нителю с помощью клея. Шпангоуты на торцах обечаек выполне-
ны из титанового сплава. Обшивки секционированы и в местах
приложения сосредоточенных усилий имеют приклеенные наклад-
ки из бериллиевого сплава толщиной до 1,8 мм. Максимальный
диаметр корпуса 2740 мм. По сравнению с традиционными конст-
рукциями из алюминиевых сплавов применение трехслойных кон-
струкций с сотовым заполнителем дает выигрыш массы (по оболо-
чкам) от 35 до 50%. Так, масса конической оболочки без алюми-
ниевых кронштейнов и титановых шпангоутов равна 11,8 кг при
следующих размерах: диаметр основания — 2740 мм, меньший диа-
метр — 1680 мм, высота — 580 мм. Конструкция той же геометрии
и выполняемых функций из алюминиевых сплавов имеет массу бо-
лее 24 кг [1.13, 1.42, 1.212].
Космический корабль, доставивший американских астронавтов
на поверхность Луны.
Корпус командного и служебного отсеков. Корпус служебного
отсека имеет несущие слои и сотовый заполнитель из алюминие-
вого сплава. Толщина фольги заполнителя колеблется от 0,018 до
0,025 мм на различных участках конструкции. Высота сотового
блока от 20 до 40 мм. Соединение несущих слоев с заполнителем
осуществляется эпоксифенольным клеем. Корпус командного от-
сека состоит из двух герметичных контуров. Наружный контур
трехслойной сотовой конструкции силового назначения содержит
несущие слои из стали марки РН14-8Мо и стальной заполнитель.
Площадь контура «Аполлон» — 33,2 м2, а масса — 453 кг. На внеш-
нем несущем слое располагается абляционный теплозащитный
слой, изготовленный фирмой «Эвко». Он представляет собой эпо-
ксидную новолачную смолу с низкоплотными наполнителями, ар-
мированную волокном. Силовым каркасом теплозащитного слоя
служат сотовые блоки из армированной пластмассы. Суммарная
плотность теплозащитного покрытия составляет 528 кг/м3.
Внутренний контур представляет собой трехслойную конструк-
цию с сотовым заполнителем. Несущие слои и заполнитель изго-
товлены из алюминиевого сплава марки 2014-Т6. Прикрепление
несущих слоев к заполнителю осуществляется эпоксифенольным
клеем.
Амортизаторы кресел астронавтов и шасси лунного посадочно-
го устройства содержат сотовые блоки из алюминиевого сплава
[1.42, 1.187, 1.212, 1.221 - 1.223]
Многоразовый транспортный космический корабль.
Фирмы «Мартин-Мариетта» и «Эвко» разработали типовые
трехслойные сменные панели передней кромки крыла (от 8 до 10%
хорды, что составляет примерно 55,6 м2). На ребристую обшивку
из алюминиевых сплавов наносится абляционный материал, арми-
рованный сотами. Каждая панель имеет площадь около 1,27 м2 и
массу от 23 до 26 кг. Фирма «Геркулес» разработала теплозащитные
панели с сотовым заполнителем, используемые в качестве подслоя
183
Изделие
Агрегаты и узлы сотовой конструкции
Строитель-
ство, спор-
тивные сна-
ряды, мебель
и другие
изделия
Самолеты
«Таон»
1001 «Тан»
♦Бреге 941»
«Бреге 1150-
Атлантик»
«Бреге»
Вертолеты
SA.33O
«Конкорд»
(самолет)
Самолеты
Р5М
«Марлин»
♦Авро-720»
под внешнюю изоляцию МТКК. Несущие слои толщиной 0,25 мм
из пластмассы, армированной высокомодульными графитовыми
волокнами марки HM-S, на основе полиимидной смолы Skybond
710 состоят из 7 слоев волокон, уложенных под углом 0°, и двух
слоев — под углом 90° к оси намотки. Сотовый заполнитель изго-
товлен из пластмассы, армированной графитовыми волокнами и
имеет шестигранную форму. Проведены испытания панелей при
температурах от -100 до +350 °C.
Створки грузового отсека выполнены из сотовой конструкции
[1.13, 1.42, 1.223].
Панели для перегородок, стен, дверей, корпусов дешевой ме-
бели, корпуса яхт, досок виндсерфинга, элементы лыж и другие
изделия массового производства. В них используются сотовые за-
полнители из различных типов бумаги и стеклянных тканей, про-
питанных различными связующими.
Франция
Панели фюзеляжа. Несущие слои и сотовый заполнитель — из
алюминиевого сплава. Соединение несущих обшивок с заполни-
телем — склеиванием [1.4, 1.11, 1.13, 1.42].
Панели фюзеляжа, крыльев, оперения. Несущие слои выпол-
нены из алюминиевого сплава марки 750 и имеют толщину от 0,44
до 0,8 мм. Заполнитель сотовый из алюминиевого сплава марки
525, Толщина фольги заполнителя 0,025 мм. Соединение несущих
слоев с заполнителем — клеевое [1.13, 1.30, 1.203].
Панели крыла [1.13, 1.42, 1.209].
Панели крыла. Эксплуатируется с 1965 г. [1.4, 1.13, 1.42, 1.209].
Крыло, пол кабины, дефлекторы, закрылки и другие детали.
Несущие слои и сотовый заполнитель изготовлены из алюминие-
вых сплавов. Соединение несущих слоев с заполнителем — клее-
вое [1.13. 1.42].
Отдельные панели, двери. Несущие слои и сотовый заполни-
тель изготовлены из алюминиевых сплавов. Соединение несущих
слоев и заполнителя — клеевое [1.13, 1.42, 1.224, 1.225].
Великобритания — Франция
Перегородка между выхлопными трактами двигателей, конце-
вые части сопел. Несущие обшивки и сотовый заполнитель вы-
полнены из стали [1.4, 1.13, 1.42, 1.226].
Великобритания
Правая консоль стабилизатора. Несущие слои и сотовый за-
полнитель выполнены из титановых сплавов. Соединение запол-
нителя с несущими слоями осуществляется с помощью пайки
[1.13, 1.42, 1.207].
Панели фюзеляжа, крыла, оперения, плоскости управления.
Несущие слои и заполнитель — из алюминиевых сплавов. Благо-
184
даря применению трехслойных сотовых конструкций масса пла- нера снижена на 15% [1.4, 1.14, 1.42].
♦Виктор» Крылья, оперение, щитки, рули. Несущие слои и сотовый за- полнитель изготовлены из алюминиевых сплавов и соединяются друг с другом с помощью точечной сварки [1.13, 1.42, 1.203, 1.227].
«Виккерс С-10» Плоскости управления. Несущие слои и сотовый заполнитель изготовлены из алюминиевых сплавов и соединены друг с другом с помощью клея [1.4, 1.11, 1.13, 1.42].
Управляемые снаряды «Матадор В-61» «Рейтеон Хаук» Крылья. По сравнению с клепаным вариантом число деталей уменьшилось со ПО до 90 шт. [1.13, 1.42]. Крылья. Несущие слои и сотовый заполнитель изготовлены из алюминиевых сплавов. Толщина несущих слоев 1,3 мм, толщина фольги заполнителя — 0,076 мм. Соединение несущих слоев с за- полнителем осуществляется с помощью клея [1.13, 1.42].
Спутники «Скайнет-2» Круглая пластина с отверстием в центре, предназначенная для закрепления на ней бортового оборудования. Диаметр пластины 1,9 м. Несущие слои и сотовый заполнитель выполнены из алю- миниевых сплавов и соединены друг с другом с помощью клея
Суда Опытное судно [1.13, 1.42, 1.228]. Изготовитель фирма «Бритиш Торнекрофт». Заполнитель сото- вый. Длина судна 49 м. Корпус трехслойный [1.13, 1.42, 1.56]. Швеция
Самолеты SAAB-35A «Дракон» SAAB-y-37 Панели центроплана [1.4, 1.30, 1.42, 1.203]. Панели крыла, элевоны, поверхности управления [1.4, 1.13, 1.42, 1.209]. Голландия
Самолеты ♦Фоккер F-27» «Френдшип» Настил пола [1.13, 1.42, 1.203]. То же Италия
Самолеты «Фиат G.91V» Вертолеты «Сиап Марчениум SV.20» Рули [1.13, 1.42, 1.229]. Панели фюзеляжа. Заполнитель сотовый из алюминиевого сплава. Соединение с несущими слоями с помощью клея [1.13, 1.42, 1.229].
185
кик мшрицы ijih нес i рук i урированных абляционных материалов,
таких как мягкие силиконовые связующие или жесткие вспенен-
ные эпоксидные материалы. Такие структуры были эффективно
применены и использованы в космических кораблях «Джемини»
и «Аполлон» (США). Российская промышленность использует
стеклопластиковые сотовые заполнители в авиации и судострое-
нии, Также стеклопластиковые сотовые заполнители широко при-
меняются в изделиях спортивного назначения, строительстве, при
изготовлении мебели и других отраслях.
Широкое распространение за рубежом нашли сотовые запол-
нители на основе технических бумаг. Наиболее распространены
соты из крафт-бумаги, пропитанной 11—35% фенольной смолы
для повышения механических характеристик, уменьшения влаго-
поглощения и защиты от гниения. Такие композиты находят все
большее применение в оборудовании дли индустрии отдыха, для
дверей, стен и перегородок, в офисах и других общественных со-
оружениях. Во многих странах заполнители из бумаги применя-
ются в конструкциях яхт, спортивных лодок и других предметах
спортивного инвентаря. В России этот вид сотового заполнителя
практически не выпускается. Заслуживает внимания опыт изго-
товления некоторыми европейскими странами мебели с исполь-
зованием бумажного заполнителя. Это приводит к снижению
расхода древесины, что сказывается на стоимости изделия, пред-
назначенного для массового покупателя.
Как считают некоторые специалисты, сотовые структуры на
основе арамидной бумаги являются наиболее прочными и устой-
чивыми в диапазоне температур от —100 до +80 °C. Они произ-
водятся, в основном, из синтетической каландрированной бума-
ги «Номекс» производства фирмы «Дюпон» (США). Изготавли-
вается сотовый заполнитель по технологии растяжения пакета.
Механические характеристики такого сотового заполнителя ни-
же, чем у алюминиевого, однако, этот заполнитель обладает уни-
кальными способностями сохранять эксплуатационные качества
при перегрузках в локальных областях без необратимых повреж-
дений. Такие свойства привели к широкому использованию со-
товых заполнителей на основе бумаг для облегченных конструк-
ций интерьеров самолетов. Сама арамидная бумага относительно
негорюча и при испытаниях на горючесть панелей выделяет ма-
ло дыма и газа. После алюминиевых сотовых конструкций трех-
слойные панели на основе арамидных бумаг в самолетостроении
186
США занимают второе место. Ограничением более широкого
применения таких материалов в авиации является высокая цена,
но их использование в небольших судах, лыжах, облицовках ско-
ростных спортивных снарядов непрерывно возрастает. В отечест-
венной промышленности подобная бумага находит весьма огра-
ниченное применение.
В заключение следует отметить, что в России только авиацион-
ная промышленность, судостроение и отдельные предприятия хи-
мической промышленности оснащены мелкими участками и це-
хами для производства сотовых заполнителей. Все эти мощности
были созданы в 60-х годах и основаны на технологии США конца
40-х годов. Они обслуживают конкретные предприятия оборонно-
го комплекса и выпускают, в основном, сотовые заполнители из
сталей и алюминиевых и титановых сплавов. Некоторые из них ос-
воили выпуск стеклопластиковых сот. Объемы производства таких
цехов и участков невелики и они не могут обеспечить потребно-
сти не оборонных отраслей промышленности. Такая ситуация сло-
жилась в связи с милитаризацией всей страны, а предложения по
созданию крупных предприятий для производства сотовых запол-
нителей отклонялись под предлогом их уязвимости в военное вре-
мя. В нынешней обстановке резкого снижения государственного
финансирования предприятий оборонной промышленности, мно-
гие из них начали усиленно искать сферу приложения своих тех-
нологий для изготовления конкурентноспособных хотя бы на вну-
треннем рынке товаров. В этой связи предприятия авиационной
промышленности к концу 1993 г. начали осваивать производство
бумажных сотовых заполнителей для нужд, например, строитель-
ной индустрии. На этот вид сотовых заполнителей очевидно в по-
следующие годы следует ожидать повышенный спрос, так как дре-
весина резко дорожает.
1.11. Эффективность применения трехслойных сотовых
конструкций
В разд. 1.9 были перечислены основные преимущества трех-
слойных сотовых конструкций по сравнению с традиционными
конструкциями. Под традиционными подразумеваются конст-
рукции, состоящие из обшивки, стрингеров и шпангоутов. В
этом разделе будут даны количественные оценки этих преиму-
ществ. Они опираются на экспериментальные исследования, ко-
торые были проведены во многих странах мира [1.230—1.244].
187
Рис. 1.181. Зависимость напряжений от ко-
эффициента напряженности
Наиболее простыми в из-
готовлении являются пло-
ские пластины. В этой свя-
зи самые многочисленные и
разносторонние экспери-
менты были проведены для
них. Испытания позволили
выявить особенности техно-
логических приемов изгото-
вления как трехслойных
конструкций в целом, так и
их отдельных элементов,
влияние различных параме-
тров на характеристики
конструкции, а также позволили проверить теоретические предпо-
сылки и сходимость теоретических результатов с экспериментом,
выявить область применения трехслойных сотовых конструкций.
В этой связи, вероятно, наиболее показательны графики, впервые
опубликованные Г. Хертелем [1.28] и известные в настоящее вре-
мя широкому кругу специалистов-механиков во всем мире. На
рис. 1.181 показан график, заимствованный из работы [1.4]. Он
отражает зависимость напряжений, определяемых отношением
разрушающей нагрузки к общей площади сечения панели (ов
= Np/BH\), от безразмерного коэффициента напряженности (N=
= N/EL^). Здесь Np — разрушающая нагрузка панели; N— нагру-
зка, действующая на панель; ов— разрушающее напряжение, дей-
ствующее в панели; В — ширина панели; Н1 — толщина панели;
Е — модуль упругости обшивок панели в направлении действия на-
грузки сжатия; L — длина панели в направлении сжатия. График
построен для оптимально спроектированных сжатых панелей для
сплава AlMgZn с ов = 540 МПа, ст0 2= 460 МПа, Е = 0,7 • 105 МПа.
Анализ рис. 1.181 показывает, что в зависимости от уровня нагру-
жения выигрыш в массе при применении трсхслойных конструк-
ций может достигать 30% по сравнению с конструкциями, состо-
ящими из обшивки, подкрепленной продольными и поперечны-
ми элементами (шпангоутами, нервюрами, стрингерами). Для дру-
гих материалов массовая эффективность сотовых трехслойных
конструкций по сравнению со стрингерными показана на
рис.1.182—1.187 [1.4]. Так, на рис. 1.182 показаны зависимости от-
носительной массы оптимальных трехслойных и подкрепленных
188
Рис. 1.182. Зависимость относи-
тельной массы панелей от пара-
метра N/L при I = 20 °C:
1 — алюминиевый сплав Д16АТВ;
2— титановый сплав ОТ4, 3 —
сталь ЭП35
Рис. 1.183. Зависимость относитель-
ной массы панелей от параметра N/L
при 250 °C:
1 — сталь ЭП35; 2— титановый сплав
ОТ4
панелей от параметра N/L при сжатии при температуре 20 °C. От-
носительная масса панели определялась как масса квадратного ме-
тра ее поверхности, отнесенная к ее длине в направлении дейст-
вия сжимающей нагрузки. Из рисунка следует, что в диапазоне
0 < N/L < 2,2 МПа наиболее легкой из всех рассмотренных явля-
ется трехслойная сотовая панель, изготовленная из материала
Д16А1В. При N/L > 2,2 МПа наиболее легкими при прочих рав-
ных условиях становятся оптимально спроектированные подкре-
пленные стрингерами панели из сплава Д16АТВ.
На рис. 1.183 показана зависимость относительной массы оп-
тимальных трехслойных и подкрепленных панелей от параметра
N/L при сжатии при температуре 250 °C. При температуре 250 °C
панели из алюминиевого сплава Д16АТВ не применяются из-за
резкого падения механических характеристик этого материала.
При рассматриваемой температуре наиболее легкой в диапазоне
0 < N/L < 1,5 МПа является трехслойная сотовая панель из тита-
нового сплава ОТ4, а в диапазоне N/L > 1,5 МПа выгодной по
минимуму массы становится панель из коррозионностойкой ста-
ли ЭП35. Подкрепленные стрингерами панели становятся эффе-
189
Рис. 1.184. Зависимость относи-
тельной массы панелей от
параметра N/L при t = 400 °C:
1 — сталь ЭП35; 2— титановый
сплав ОТ4
Рис. 1.185. Зависимость относительной мас-
сы оболочек от сжимающего усилия:
/— гладкая оболочкая; 2— трехслойная
оболочка
кгивными при очень высоких значениях параметра нагруженно-
сти N/L > 6,0 МПа.
На рис. 1.184 показана зависимость относительной массы оп-
тимальных трехслойных и подкрепленных панелей от параметра
N/L при сжатии при температуре 400 °C. При температуре 400 °C
картина по сравнению с рис. 1.183 качественно не меняется. Од-
нако диапазон эффективного применения титановых трехслой-
ных панелей сужается до 0 < N/L < 0,8 МПа.
На рис. 1.185 показана зависимость относительной массы оп-
тимальных трехслойных и гладких цилиндрических оболочек из
алюминиевого сплава Д16АТВ при t = +20 °C (а), из титанового
сплава ОТ4 при I = 250 °C (б), из стали ЭП35 при t = 250 °C (в)
от сжимающего усилия. Относительная масса оболочки опреде-
ляется зависимостью
m = 28 + Ярс/р, N = N/ER2, H = H/R,
8 = 8/Н, h=h!R,
при Н » б Н -h, (1.66)
190
Рис. 1.186. Зависимость относи-
тельной массы цилиндрических обо-
лочек с шестигранной ячейкой от
крутящего момента
1 — алюминиевый сплав Д16АТВ;
2— сталь ЭП35; 3 — титановый сплав
ОТ4
Рис. 1.187. Зависимость относительной
массы цилиндрических оболочек с
четырехгранной ячейкой от крутящего
момента. Обозначения те же, что на
рис. 1.186
где 8 — толщина несущих слоев; Н — расстояние до середины не-
сущих слоев; R — радиус кривизны оболочки; рс — плотность при-
веденного заполнителя; р — плотность материала несущих слоев;
А — высота сотового заполнителя; N — сжимающее усилие [1.36].
На рис. 1.186 и 1.187 показаны зависимости относительной
массы оптимальных трехслойных цилиндрических оболочек с
шестигранной и четырехгранной ячейкой сотового заполнителя
от крутящего момента.
Анализ экспериментальных исследований различных конст-
рукций на изгиб показал, что лучшие результаты характерны для
трехслойных конструкций. На рис. 1.188 дано сравнение удельной
массы паяных сотовых панелей с панелями других конструкций
при поперечном изгибе. При этом авторы работы [1.75] пришли
к выводу, что наибольший выигрыш в массе при этом виде на-
гружения можно получить при использовании плоских трехслой-
ных пластин. В этом случае массовая эффективность трехслой-
ных конструкций тем выше, чем больше удельная жесткость не-
сущих слоев.
Если рассматривать вопрос о массе конструкции в ее конкрет-
ном исполнении, то можно воспользоваться, например, данны-
ми, опубликованными на ЗО-й ежегодной конференции общест-
191
Рис. I 188. Сравнение удельной массы паяных
панелей с панелями других конструкций при
поперечном изгибе:
1 — трехслойная панель с гофрированным запол-
нителем и несущими слоями из стали ВНС-2, ст >
> 1250 МПа; 2 — стрингерная панель с обшивкой
из стали ВНС-2, сг > 1250 МПа; 3 — трехслойная
панель с сотовым заполнителем и несущими слоя-
ми из стали СН-4 с о = (1300±100) МПа; 4 — то
же, что и 3, но а = (1600± 100) МПа; 5 — трехслой-
ная панель с гофрированным заполнителем и не-
сущими слоями из титанового сплава ОТ-4 с ав =
= (800± 10) МПа; 6 — стрингерная панель с обшив-
кой из титанового сплава ОТ-4 с о = (800±10)
МПа
ва инженеров по весовому анализу авиационной техники SAWE
(Калифорния, май 1971 г.) (1.140]. Конференция рассмотрела ре-
зультаты исследований целесообразности применения армиро-
ванных пластмасс (композиционных материалов) в конструкци-
ях авиакосмической техники одноразового использования. Для
сравнения исходной базой была принята подкрепленная про-
дольно-поперечным силовым набором обшивка без вырезов, из-
готовленная из алюминиевых сплавов. Эффективность выигры-
ша массы конструкции располагается в следующем порядке:
алюминиевые сотовые конструкции, композиционные материа-
лы на основе волокна бора и алюминиевой матрицы, эпоксид-
ный графитопластик, эпоксидный боропластик, бериллиевые
сплавы, алюминиевые сплавы с продольно поперечным подкре-
плением. При этом следует учитывать, что эффективность при-
менения трехслойных конструкций с сотовым заполнителем за-
висит от площади, которую они занимают. Считается, что при-
менение этих конструкций начинает давать положительный эф-
фект, если их площадь составляет 1,5—2,0 м2 и более. Это объ-
ясняется относительным возрастанием массы концевых элемен-
тов трехслойных конструкций при уменьшении их площади.
Кроме того, существуют и другие критерии целесообразности
применения сотовых конструкций. Так, если для плоских пане-
лей В/Н > > 50 (В — меньший размер панели, Н — толщина па-
нели), а для криволинейных панелей или оболочек R/H> 10 и
L/H > 50 (В — радиус кривизны, L — длина), то целесообразнее
всего считается применение трехслойных сотовых конструкций.
Трехслойные сотовые конструкции, как это следует из рассмо-
тренных выше результатов анализа, дают выигрыш массы изде-
192
лий. Однако целесообразность этого
выигрыша может быть не всегда оп-
равдана экономическими затратами
на изготовление более легкой конст-
рукции. Следовательно, необходимо
знать экономический эффект от
облегчения конструкции в различ-
ных отраслях промышленности. Для
предварительных оценок можно
воспользоваться диаграммой, пока-
занной на рис. 1.189 [1.56]. На диа-
грамме показана годовая прибыль от
снижения массы конструкции для
различных транспортных средств.
Из диаграммы следует, что созда-
ние более легкой конструкции наи-
более целесообразно в летательных
аппаратах, не говоря уже о крайних
случаях, когда масса конструкции
имеет решающее значение в вопро-
се существования изделия в опреде-
ленный отрезок времени или вы-
полнения им необходимых, напри-
мер, военных задач. Следует учиты-
вать также и время проведения это-
го анализа, так как в современных
условиях соотношения эффективно-
Рис. 1.189. Годовая прибыль при
экономии массы в различных
транспортных средствах:
1 — авиационная и космическая
техника; 2— суда на подводных
крыльях; 3— автомобили; 4 —
железнодорожный транспорт;
5— водоизмещающие суда
сти в различных отраслях могут значительно измениться. Кроме
того, в этом анализе не учтены такие отрасли, как строительст-
во, мебельная промышленность и другие, В них эффективность
применения сотовых трехслойных конструкций может быть
очень высокой.
Исследования в авиационно-космической промышленности
США показали, что применение трехслойных конструкций с со-
товым заполнителем к середине семидесятых годов дало выиг-
рыш в массе от 9 до 30% для самолетов и от 5 до 20% для изде-
лий ракетно-космической техники [1.148, 1.245]. Для изделий
авиационной промышленности указанные значения выигрыша
отнесены к взлетной массе изделия, для изделий ракетно-косми-
ческой промышленности — к «сухой» массе конструкции. При
193
Рис. 1.190. Зависимость предела
выносливости от числа циклов:
1 — однослойный образец при рас-
тяжении-сжатии; 2— трехслойный
образец; 3— трехслойный паяный
образец; 4— трехслойный паяный
образец из стали РН15-7М (США)
Рис. 1.191 Выносливость панелей
различной конструкции:
1 — стрингерная подкрепленной панели
с обшивкой из стали ВНС-2; 2— для
сотовой панели с несущими слоями из
той же стали
этом минимальные значения соответствуют частичному, а мак-
симальные — максимально возможному использованию трех-
слойных сотовых конструкций.
Одним из важнейших показателей прочности любых конструк-
ций является предел выносливости в зависимости от числа цик-
лов нагружения до разрушения. Отмечается, что эти показатели
для трехслойных сотовых конструкций значительно выше, чем у
конструкций с продольно-поперечным силовым набором. Так,
фирмой Норт Америкен Рокуэлл (США), которая изготавливает
трехслойные конструкции с сотовым заполнителем из алюмини-
евых сплавов, были испытаны панели, в которых для приклеива-
ния несущих слоев к сотовому заполнителю и к соседним эле-
ментам конструкции применены нейлонэпоксидные, нитрилэпо-
ксидные и фенолэпоксидные клеи. При испытании на выносли-
вость панели выдерживали 15 389 циклов при изменении удель-
ной нагрузки от 0 до 38 кг/см2 и от 38 кг/см2 до 0. Испытания
проводились при изменении частоты от 143 до 157 дБ. Разруше-
ние панелей и повреждение клеевого соединения не отмечалось.
Традиционные конструкции разрушались при значительно мень-
ших нагрузках. Иллюстрацией этого преимущества трехслойных
сотовых конструкций служат кривые (рис. 1.190), построенные
по результатам испытаний.
При атом авторы отмечают, что предел выносливости повыша-
ется при уменьшении жесткости заполнителя на сдвиг. На
рис. 1.191 иллюстрируется выносливость панелей различной кон-
194
Рис. 1.192. Схема панели крыла с ох-
лаждением и ламинаризацией набе-
гающего потока:
/ — внешний несущий слой с отвер-
стиями для выхода хладагента; 2 —
хладагент; 3 — стенки сотового за-
полнителя; 4— внутренний несущий
слой
контура командного отсека космичес-
кого корабля «Аполлон»
струкции. Здесь показана зависимость уровня звукового давле-
ния, соответствующего разрушению конструкции, от времени
акустического воздействия.
Следующим качеством, отличающим сотовые конструкции от
подкрепленных, является возможность варьирования свойств
конструкции входящими в ее состав элементами. Этот показа-
тель вытекает из обширной номенклатуры и конструктивно-тех-
нологических возможностей материалов и сотовых заполнителей.
Пожалуй, никого не удивит использование сотовых панелей
летательного аппарата в качестве бака для размещения топлива.
В самом деле, почему же пустовать сотовым объемам? Или, на-
пример, конструктивное исполнение панели крыла с охлаждени-
ем и ламинаризацией набегающего потока (рис. 1.192) [1.11].
Очевидно, что для осуществления охлаждения и ламинаризации
потока в панели с продольно-поперечным силовым набором по-
требуется дополнительное конструктивное оформление, а сум-
марная масса панели будет значительно превосходить массу трех-
слойной конструкции, показанной на рисунке, так как достиже-
ние необходимого эффекта в сотовой панели органически выте-
кает из ее конструкции.
Другой пример. Конструкционные панели внешнего контура
командного отсека космического корабля «Аполлон» выполнены
трехслойными (рис. 1.193). В качестве заполнителя 4 использова-
ны стальные соты, скрепленные с несущими слоями 3 из стали
РН14-8Мо. В соты теплозащиты 1 введен абляционный матери-
ал 2, представляющий собой эпоксидную наволачную смолу с
низкоплотными наполнителями, армированную волокном. Обо-
значение материала — 5026/39 фирмы «Эвко» (США). Плотность
195
материала 528 кг/м3. Трехслойная конструкция, помимо выигры-
ша массы (453 кг при общей площади 34 м2), способна выдер-
жать высокую температуру [тепловой поток не менее 7,8 - 105
ккал/(м2-ч)], являясь при этом герметичной (традиционные
конструкции не обладают таким комплексом свойств при указан-
ной массе). Эти свойства трехслойной конструкции были ис-
пользованы фирмой для разработки типовых сменных панелей
передней кромки крыла транспортного космического корабля
(МТКК Spase Shyttle). Здесь абляционным материалом служит
кремнийорганический эластомер с кремнеземными шариками,
фенольными микросферами и кварцевым волокном. Этот мате-
риал получил обозначение Mod.7 и имеет плотность 497 кг/м3.
Суммарная масса панелей для МТКК составляет 1000—1500 кг
при общей площади 55,6 м2 [1.223].
Южный исследовательский институт (штат Алабама, США)
исследовал термохимические свойства свежих и прококсованных
абляционных материалов: кремнийфенольных конструкционных
материалов MG-1, MG-45 и фенольнонейлонового материала
MG-58 в сочетании с сотами из фенольного стеклопластика. Не-
сущие слои — пластмассовые или керамические. Материалы
MG-45 и MG-58 сохраняют способность работать до температу-
ры 3000 К, MG-1 - до 1700 К.
Следующим важным свойством трехслойных сотовых конст-
рукций является сокращение числа деталей, входящих в агрегат
или узел. Это обстоятельство ускоряет процесс проектирования,
изготовления и ремонта изделия, повышает его надежность. Ста-
тистика изделий США показывает, что при применении трехслой-
ных конструкций с сотовым заполнителем можно уменьшить чи-
сло разрабатываемых деталей на 10—40%. Так, в крыле английско-
го управляемого снаряда «Матадор В-61» (см. табл. 1.18) благода-
ря применений трехслойных конструкций с сотовым заполнителем
числа деталей сократилось со 110 до 90 шт.
Вопросам экономической целесообразности тех или иных реше-
ний в промышленности в экономически развитых странах, и в осо-
бенности в США, уделяется чрезвычайно большое внимание. Эти
вопросы являются главными при принятии соответствующих ре-
шений в деле применения сотовых конструкций в авиационно-ко-
смической или другой промышленности. Деньги налогоплатель-
щиков в любой развитой стране принято расходовать по возмож-
ности экономно. Многочисленные исследования и проработки
196
Рис. 1.194. Стоимость силовых панелей с
сотовым заполнителем из различных
материалов:
/— крафт-бумага; 2— пенопласт; 3 —
алюминиевый сплав; 4— бальза; 5— ар-
мированная пластмасса; 6— нейлон; 7—
нержавеющие и жаропрочные стали
показывают, что расходы на изготовление, например, планера са-
молета полностью из композиционных материалов (трехслойная
конструкция с сотовым заполнителем, изготовленным из алюми-
ниевых сплавов) примерно на 2% выше расходов на изготовление
того же планера полностью из алюминиевых сплавов в традици-
онной манере. Для вертолетов подобные затраты увеличиваются до
4%. При этом стоимость конструкции из композиционных мате-
риалов оценивается в 22—66 долл./кг (по курсу доллара 1972 г). Из-
менение эффективности капиталовложений аналогично измене-
нию прямых эксплуатационных расходов. При средней стоимости
материала (55 долл./кг по курсу доллара 1972 г.) общая эффектив-
ность капиталовложений для варианта самолетов полностью из
композиционных материалов — 16,7%, для варианта с традицион-
ной конструкцией из алюминиевых сплавов — 16,2% [1.245]. При
этом учитывались только капиталовложения в изготовление и экс-
плуатацию. Однако с учетом эксплуатации в течение 10 лет более
легкой конструкции экономический эффект может составить
160—337 тыс. долл, на каждый летательный аппарат.
Если рассматривать элементы трехслойной конструкции с за-
полнителями, например панели, то эффективность стоимости
[1.271] располагается в следующем порядке: алюминиевые сото-
вые конструкции, конструкции с продольно-поперечным сило-
вым набором и алюминиевой обшивкой, сотовые конструкции
из эпоксидного графитопластика, сотовые конструкции из эпок-
сидного боропластика, сотовые конструкции из композиционно-
го материала на основе борного волокна и алюминиевой матри-
цы, бериллиевые сплавы в сотовой конструкции.
Данные по стоимости трехслойных конструкций с заполните-
лями имеют достаточно широкий диапазон для разных стран и
даже для различных фирм одной страны, однако, для оценки от-
носительной стоимости можно принять данные, опубликован-
ные фирмой «Стресскин» продакте» (США) в начале восьмиде-
сятых годов. Стоимость силовых панелей с сотовым заполните-
лем из различных материалов показана на рис. 1.194.
197
Список литературы
1.1. А.с. 1229737 СССР // Бюл. изобретений. 1985. № 4.
1.2. Пыпшов В.Н., Иванов А.А. Рациональное проектирование изгибаемых слои-
стых балок// Вопросы оборонной техники. 1980. Сер. 24. Вып. 33. С. 14—17.
1.3. Григолюк Э.И., Чулков П.П. Устойчивость и колебания трехслойных оболо-
чек. М.: Машиностроение, 1973.
1.4. Ецдогур А.И., Вайнберг М.В., Иерусалиский К.М. Сотовые конструкции. Вы-
бор параметров и проектирование. М.: Машиностроение, 1986.
1.5. Феодосьев В.И. Сопротивление материалов. М.: Физматгиз, 1960.
1.6. Зоишайи С.И. Слоистая конструкция// Техника воздушного флота. 1944.
№8, 9, 11.
1.7. Носов С.А. Прочность соединений смешанных авиационных конструкций.
М.: Бюро новой техники, 1943.
1.8. Прусаков А.П. Устойчивость и свободные колебания трехслойных пластин с
легким заполнителем// Тр. Днепропетровского инж.-строит. ин-та. 1958.
№ 4. С. 23-29.
1.9. Устойчивость обшивки с заполнителем при сжатии// Тр. ЦАГИ. М.: БИТ
ЦАГИ. 1946. ь 595.
1.10. Reissner Е. Finite deflections of sandwich plates// JAS. 1948. Vol. 75, № 7.
P. 272-275; JAS. 1950. Vol. 17, N 2. P.423-428.
1.11. Берсудский B.E., Крысин B.H., Лесных С.И. Производство сотовых конст-
рукций. М.: Машиностроение, 1966.
1.12. Благов В.А., Калмычкова А.П., Кобелев В.Н., Прохоров Б.Ф. Легкие судо-
вые конструкции из пластмасс. Л.: Судостроение, 1969.
1.13. Иванов А.А., Вильницкая ЮЛ. Трехслойные конструкции с заполнителями
в современной технике. М.: ЦНТИ «Поиск», 1978. Сер. ХИ.
1.14. Кобелев В.Н., Коварский Л.М., Тимофеев С.И. Расчет трехслойных конст-
рукций: Справочник. М.: Машиностроение, 1984.
1.15. Крысии В.Н. Слоистые клееные конструкции в самолетостроении. М.: Ма-
шиностроение, 1980.
1.16. Александров А.Я., Вольдерт В.С., Масалович И.И. Расчет трехслойных па-
нелей с заполнителем, образованным стаканообразными выштамповками
или стержнями// Расчеты элементов авиационных конструкций. М.: Маши-
ностроение, 1965. Вып. 3. С. 28—40.
1.17. Пат. США № 4027058, 1977.
1.18. А.с. 1S55448 СССР// Бюл. изобретений. 1990. № 13.
1.19. Александров А.Я., Савина Г.С., Таланова Г.М. Местная устойчивость трех-
слойных пластин с заполнителем типа гофра при сжатии// Расчеты элемен-
тов авиационных конструкций. М.: Машиностроение, 1959. Вып. 2.
С. 27-42.
198
1.20. Александров А.Я. Об определении приведенных упругих параметров ребри-
стых заполнителей// Расчеты элементов авиационных конструкций. М.:
Машиностроение, 1965. Вып. 3. С.5—27.
1.21. Берсудский В.Е., Крысин В.Н., Лесных С.И. Технология изготовления со-
товых авиационных конструкций. М.: Машиностроение, 1975.
1.22. Заявка Франции № 2407071, 1977.
1.23. Пат. США № 4034135, 1977.
1.24. Пат. США № 4051289, 1977.
1.25. Заявка ФРГ № 2718002, 1978.
1.26. Заявка Франции № 2376742, 1978.
1.27. Пат. США № 4150186, 1979.
1.28. Хертель Г. Тонкостенные конструкции: Пер. с нем. М.: Машиностроение,
1975.
1.29. Панин В.Ф. Сотовые конструкции. М.: Машиностроение, 1982.
1.30. Иванов A. Al Экспериментальное исследование механических свойств сото-
вых заполнителей// Расчет пространственных конструкций. М.: Стройиз-
дат, 1977. № 17. С. 172-183.
1.31. Иванов A.Al Сотовые заполнители: Справочник. Калининград: НПО «Ком-
позит», 1990.
1.32. Bitzer T/N., Castillo J.T. Graphite Honeycomb/33rd Intern. SAMPE
Symposium.- Anaheim Convention Center Anaheim, California, 1988, March
7-10. Vol. 33. P. 73-76.
1.33. Применение титана в народном хозяйстве/ Под ред. А.Т. Туманова. Киев:
Техника, 1975.
1.34. Справочник по композиционным материалам. В 2-х кн.: Пер. с англ./ Под
ред. Дж. Любина. М.: Машиностроение, 1988.
1.35. Элрод С.Д. Титановая слоистая сотовая панель, паянная алюминием — но-
вая система// Welding J. 1973. Vol. 52, N 10. Р. 425—432.
1.36. Chia L. Honeycomb cure modellung// SAMPE Quarterly. 1988. Vol. 20, N 1.
P. 33-37.
1.37. Geklebte Sandwich-Elemente// Kunststoffe. 1988. Bd 78, N 11. S. ZM 203.
1.38. Иванов AlAl, Гофин М.Я. Механика сотовых заполнителей: Справочное ме-
тодическое пособие. Мытищи: Московский лесотехнический ин-т, 1989.
Т. 1.
1.39. Исследование конструкционных пластмасс и строительных конструкций на
их основе. М.: Госстройиздат, 1961.
1.40. Справочник проектировщика промышленных, жилых и общественных зда-
ний и сооружений/ Под ред. А.А. Уманского. М.: Стройиздат, 1972. Кн. 1.
1.41. Хрулев В.М. Производство конструкций из дерева и пластмасс. М.: Высшая
школа, 1989.
1.42. Иванов А.А. Экспериментальное исследование механических свойств сото-
вых заполнителей: Дис. ... канд. техн. наук. М., 1975.
1.43. Справочник по клеям/ Составители Л.Х. Айрапетян, ВД. Заика, Л.Д. Елец-
кая, Л.А. Яншина. Л.: Химия, 1980.
1.44. Шамгунов Д.Р. Разработка технологической части проекта участка для се-
рийного производства трехслойных панелей с сотовым заполнителем изде-
лия «2407»/ Технич. отчет № 806-9647. Казань: Казанский филиал НИИ
АТ, 1968.
1.45. А.с. 763157 СССР// Бюл. изобретений. 1980. № 34.
1.46. Заявка Японии № 56-5661, 1981.
1.47. Заявка Японии № 57-109627, 1982.
1.48. Заявка Японии № 59-17947, 1984.
199
I 19 IImi CHIA № 1227600
I Ml Ac H06449 СССР// Бюл. изобретений. 1981. №7.
I 51 1имяк* Великобритании № 2058661
I 52 Innbm Японии №53-132075, 1978
1 51 1аявка Японии № 55-43911, 1980.
I 54 1ааака Японии № 57-144746, 1982.
I 55. Пат. США № 3227600
1.56 Прохоров Б.Ф., Кобелев В.Н. Трехслойные конструкции в судостроении. Л.:
Судостроение, 1972.
1.57. Заявка Франции № 2486874, 1982.
1.58. А.с. 361900 СССР// Бюл. изобретений. 1973.№ 2.
1.59. Кардашов Д.А Конструкционные клеи. М.: Химия, 1980.
1.60. Энциклопедия полимеров. М.: Советская энциклопедия, 1972. Т.1.
1.61 А.с. 201098 СССР// Бюл. изобретений. 1965
1.62. А.с. 135763 СССР// Там же.
1.63. Пат. Франции № 1334371, 1963.
1.64 Пат. Великобритании № 939979, 1963
1-65. Триденцев Л.Н. Изготовление сотового заполнителя методом растяжки//
Авиационная промышленность. 1961. №9. С.101.
1.66. Чечней К.П., Горохов В.П. Автомат для изготовления пакетов сотовых за-
полнителей, модель АСП-1200// Там же. 1962 № 8 С. 45
1.67. Шамаро В.Е. Автомат АСП-250// Там же. С. 42.
1.68. Пат. Великобритании № 909444, 1962.
1.69. Пат. США № 3123905, 1961
1.70. Пат. США № 3162942, 1964.
1.71. Пат. США № 3220906, 1965.
1.72. Marchall А. Методы обработки сотовых заполнителей// Australia Manufac-
turer 1963. Vol. 47, N 2442. P. 44-51
1.73. Marchall А. Резка и формирование сотовых конструкций// Amer. Machinist/
Metallwork Manufacturer. 1962. Vol. 106, N 22. P.97.
1.74 Marchall А. Способы обработки сотовых заполнителей// Metallwork Product.
1962. Vol. 106, N 38. P. 57.
1.75. Stekner B., Rykz J. Технология производства сотовых заполнителей растяги-
ванием// Zpravod. VZLh. 1963, N 5. P. 39
1.76. A.c. 361900 СССР// Бюл. изобретений. 1973. № 2.
1.77. Ах. 931479 СССР// Там же. 1982. № 8.
1.78. А.с. 1636096 СССР// Там же 1991. № 11.
1.79 Пат. США № 3538667, 1970.
1.80. Пат. США №2910153, 1959.
1.81. Пат. США №2959257, 1960.
1 82 Пат. США № 4942285, 1990.
1.83. Заявка Японии № 62-47711, 1987.
1.84. Пат. США №2983038, 1961.
1.85 Пат. США №4824011, 1989
1.86. Пат. США № 4643933, 1987.
1.87. Пат. США №4832999, 1989.
1 88 Пат. Великобритании № 220666, 1924
1 89 Пат. Великобритании №665850, 1952
1.90. Пат. США № 2003326. 1935.
1.91. Пат. США №4471013. 1984.
I 92. Metals Handbook. Vol 6 9th ed., Welding. Brazing, and Soldeting. American
Society for Metalls Laser Beam Welding, 1983. P.647—671.
200
1 93 Пат. США № 5116688, 1990
1 94 Гуртовник И.Г., Спортсмен В.Н. Стеклопластики радиотехнического назна-
чения. М.: Химия, 1987.
1 95. Мосягина Л.П., Кузнецова Л.И., Дувакина Н.И., Николаев А.Ф. Способы
получения и свойства сотопластов. Обзор// Пластические массы. 1988.
№ 11. С. 36-38.
I 96 Пат. США Ns 38255460, 1976
1 97 Заявка ФРГ Ns 2836418, 1980
1.98. Заявка Японии № 57-18502, 1982.
1 99 Заявка Японии Ns 57-18503, 1982.
1.100. Международная заявка PCT (WO) № 86/02039, 1986
1.101. Афанасенко В. И. Исследование сдвиговой прочности и жесткости сотовых
заполнителей, формируемых из гофрированных лент// Механика компози-
ционных материалов 1988. № 6. С. 985—990
1.102. Пат. США Ns 4052523, 1977.
1.103. Пат. США № 4035536, 1977.
1 104. Заявка Японии № 56-19825, 1981.
1 105. Пат. США Ns 3247039, 1976
1.106. Пат. США № 4229243, 1983.
1.107. Заявка Японии № 57-18501, 1982.
1.108. Пат. США № 3432379, 1969
1.109. Пат. США № 4685986, 1987.
1.110 Пат. США № 3982057, 1976.
1.111 Пат. США Ns 488809, 1964
1.112. Пат. Канады № 680648, 1964
1.113. Пат. США № 3142885, 1964.
1.114 Пат. США № 3027225, 1963
1 115 Пат. США № 3867240, 1975
1.116 . Пат. Германии № 1175861, 1964.
1.117 Пат. Франции № 2147598, 1972.
1.118 Пат. США Ns 4461796, 1984
1.119 . Пат. США № 2742387, 1956.
1.120 . Пат. США № 3847719, 1974.
1.121 Пат. США №4479992, 1984
1.122 . Пат. США № 5022943, 1989
1.123 . Пат. США № 3664906, 1972.
1.124 Пат. США № 4410065, 1983
1.125 Пат. США № 4786343, 1988
1.126 . Пат. США № 3960236, 1976.
1.127 Пат. США №4304376, 1981.
1.128 Пат. США №4249976, 1981
1.129 Пат. США № 4416716, 1983.
1.130 . Пат. США № 5277956, 1992.
1131 Пат. Японии № 58-25531, 1983.
1.132 Пат. США № 4150186, 1979
1.133 . Пат. США № 2068565, 1962.
1.134 Пат. США № 3922058, 1975
1 135. Пат. США № 2633439, 1953.
1.136. Пат. США № 4447816, 1984.
1.137. Пат. США №4331495, 1982.
1 138 Пат. США № 4622091, 1986
1.139. Пат. США № 3579411, 1971.
201
1.140 Пат. США №4168197, 1979.
1.141. Пат. США № 4548665, 1985.
1.142. Пат. США № 4184905, 1980.
1.143. Пат. США № 4206895, 1980.
1 144 Пат. США № 2704587, 1955.
1.145. Пат. США № 4843933, 1989.
1.146. Пат. США № 4433021, 1984.
1.147. Пат. США №5278671, 1992.
1.148. SAWE Paper. 1971, N 884. Р.1-22.
1.149. Пат. США № 2726977, 1955.
1.150. Пат. США № 2694025, 1954.
1 151. Пат. США № 2668327, 1954.
1.152. Пэт. США № 4076877, 1978.
1.153. Пат. США № 205074, 1936.
1.154. Пэт. США № 5270095, 1990.
1.155. Stresskin design allowables manual Engineering report SDAM-100// Astech,
1974.
1.156. Лехннцкий С.Г. Теория упругости анизотропного тела. М.: Гос. изд-во тех-
нико-теор. лит-ры, 1950.
1.157 Лав А. Математическая теория упругости. М.: ОНТИ 1935
1.158. Александров А.Я., Трофимова Э.П. Определение приведенных упругих па-
раметров сотовых заполнителей// Вопросы расчета элементов авиацион-
ных конструкций. М.: Оборонгиз, 1959. Вып 2. С. 3—26.
1 159- Александров А.Я. Об определении приведенных упругих параметров сото-
вых заполнителей// Расчеты элементов авиационных конструкций. М.:
Машиностроение, 1965. № 4. С.59—70.
1 160. Александров А.Я., Куршин Л.М. Приведенные упругие параметры заполни-
телей/ Прочность. Устойчивость. Колебания: Справочник в 3-х томах/ Под
ред. И.А. Биргера и Я.Г. Пановко. М.: Машиностроение, 1968. Т.2.
С. 256-267.
1161 . Иерусалимский К.М. Оптимальные параметры трехслойных пластинок с со-
товым заполнителем при работе на сжатие// Тр. ЦАГИ. 1965, № 965.
1.162. Hoff N.J. Buckling Strength of Rectangular Sandwich Panels/ Prod. Engng.
1951. Vol. 22, N 6.
1.163. Kao Jao-Shiun. Curcular sandwich plates under eccentric load/ J. Eng. Meeh.
Div. Proc. Amer. Soc. Civil Eng. 1969. Vol. 95, N 1. P. 235—245.
1.164. Иванов A.A. Расчет разрушающих напряжений сотовых заполнителей с ше-
стигранной ячейкой при поперечном сжатии без несущих слоев// Произ-
водственно-технич. опыт. 1988, № 2. Деп. в ЦНТИ «Поиск». 1988, № 035-
4189.
1.165. Иванов А. А. Расчет характеристик среднего слоя сотовых панелей при сжа-
тии// Производственно-технич. опыт. 1988, № 5. Деп. в ЦНТИ «Поиск».
1988, № 035-4242.
1.166. Шунгский Б.Е. Строительные конструкции с сотовым заполнителем. М.:
Стройиздат, 1977.
1 167 Вайнберг М.В., Иванов А.А. Экспериментальное определение разрушаю-
щих нагрузок и модулей упругости сотовых заполнителей// Авиационная
промышленность. 1975, № 5. С. 18—20.
1 168 Иванов АА-, Гофин М.Я., Наумов Г.М. Экспериментальная механика со-
товых заполнителей. М.: ЦНТИ «Поиск», 1989. Сер. VIII.
1.169. 1 рножицкий В.П. О выборе сотового заполнителя при проектировании
202
крыла с трехслойной оболочкой// Авиационная промышленность. 1960,
№5.
1.170. Лизни В.Т., Пяткин В.А. Проектирование тонкостенных конструкций. М.:
Машиностроение, 1976.
1.171. Relsei S-, Gellatly Н-, Clark В. The Shear Modulus of Foil Honeycomb Cores//
Aircraft Engng. 1958. Vol. 30, N 356. P. 294.
1.172. Akasaka Takashi, Takagishi Toshio. The Shear Modulus of Foil Honeycomb
Sandwich Structures// Trans, of Japan Soc. for Aeron, and Space Sciences.
1959. Vol. 2, N 3.
1.173. Гофин М.Я., Иванов A.A. Некоторые особенности испытания сотовых за-
полнителей на сдвиг// Прикладные методы расчета строительной механи-
ки, экспериментальные исследования. М.: МАИ им. С.Орджоникидзе,
1982. С. 9-16.
1.174. А.с. 210398 СССР. 1984.
1.175. Гладков Ю.А. Прочность заполнителей сотовых конструкций// Авиацион-
ная промышленность. 1972. № 11.
1.176. Гофин М.Я., Иванов А.А., Сазонова Н.И. Проектирование сотовых конст-
рукций. 4.1. Методы экспериментального исследования механических
свойств сотовых заполнителей// М.: НПО «Молния», 1983.
1.177. Павлов В.В. и др. Высокотеплостойкие радиопрозрачные конструкции на
основе полиимидных связующих// Авиационная промышленность. 1971.
№8.
1.178. Руководящий технический материал. РТМ-534-41. М.: НИИ авиационной
технологии, 1961.
1.179. А.с. 1238537 СССР, 1983.
1.180. А.с. 733440 СССР, 1978.
1.181. А.с. 906245 СССР, 1981.
1.182. А.с. 983478 СССР, 1982.
1.183. А.с. 1651651 СССР, 1989.
1.184. Сливянский В.И., Ткаченко Г.В., Огурек О.Н. и др. Эффективность нане-
сения клея ВК-36 из расплава на торцы сотовых заполнителей при изго-
товлении трехслойных конструкций// Производственно-технич. опыт.
1989. № 8. С. 22-24.
1.185. Elrod S.D., Lovell D.T., Davis R.A. Alyminium Biased Titanium Honeycomb
Sandwich Structure — A New System/ Welding J. 1973. Vol. 52, N 10. P.
425S-432S.
1.186. Иванов A.A. Методика экспериментального определения механических ха-
рактеристик сотовых заполнителей при статическом сжатии вдоль оси
ячеек без несущих слоев// РМ057-88-01. Калининград: НПО «Композит»,
1988.
1.187. Иванов А.А. К вопросу об испытании сотовых заполнителей на поперечное
сжатие// Производственно-технич. опыт. 1989, № 8. С. 69-76.
1.188 Иванов А.А. Некоторые особенности испытания сотовых заполнителей на
поперечное сжатие// Аннотированный указатель отеч. и зарубежн. мате-
риалов. М.: ЦНИИ ИТ, 1986, сер. 3, вып.2. Деп. в ЦНИИ ИТ, 1986,
№ 1920/1734.
1.189. Иванов А.А. Механика ячеистых заполнителей. Ч. I. Методики экспери-
ментального исследования механических характеристик сотовых заполни-
телей при сжатии/ Калининград: НПО «Композит», 1987.
1.190. Пат. США № 3130819, 1964.
1.191. Иванов А.А., Наумов Г.М. Комплекс методик испытаний сотовых запол-
нителей для определения закона их деформирования и разрушения// Те-
203
зисы докл. на VI межотраслевой науч.-технич. конф. «Проблемы создания
конструкций из композиционных материалов и их внедрения в специаль-
ные отрасли промышленности». Миасс, 1989. С. 271—272.
1.192. Ушколяев А.Ф. Синтетические полимеры и пластические массы на их ос-
нове. М.-Л.: Химия, 1964.
1.193. Практикум по технологии переработки пластических масс/ Под ред.
В.М. Виноградова и Г.С. Головкина. М.. Химия, 1973.
1.194. Павлов В.В. и др. Прочность бумажных заполнителей// Авиационные ма-
териалы. М.: ОНТИ ВИАМ, 1977. Вып. 5. С.6.
1.195. Кан С.Н. Строительная механика оболочек. М.: Машиностроение, 1966.
1.196. А.с. 989375 СССР// Бюл. изобретений, 1983. ь 2.
1.197. Kolotn A.L. Titanium Diffusion-Bounded Honeycomb-Optimum Structure for
Material, Joining Medium and Configuration// J. of Aircraft 1969 Sept.-Okt.
R.6, Number 5. P. 410—415.
1.198. Изготовление сотовых конструкций для самолета БЕ-30// Технич отчет
Таганрог: Машиностроительный з-д, 1968.
1.199. Сотовые паяные конструкции/ Рекламный проспект для авиационного са-
лона в Ле-Бурже, Франция. М.: НПО «Молния», 1989.
1.200. Углепластиковые трехслойные конструкции// Рекламный проспект для
авиасалона в Ле-Бурже, Франция. М.: НПО «Молния», 1989.
1.201. Реферат по разработке № 015-9702. Технология изготовления трехслойных
панелей и оболочек и применение их в конструкциях летательных аппара-
тов. Казань: Казанский филиал НИИ АТ, 1970.
1.202. Свидетельство № 741 об испытании панели гермоотсека изделия 140. Ка-
зань: КАИ, 1969.
1.203. Справочник по зарубежным самолетам и вертолетам. М.: БНТИ ЦАГИ,
1961.
1.204. Панели для транспортного самолета Boeing-747// Tooling and Product. 1969.
Vol. 35, N 1. P. 90-91.
1.205. Bandaruk F. B-58 Bonded Honeycomb in Primary Structure// Aviation Age.
1957, 1952. Vol. 56, N 493. P. 47-56.
1.206. SAE Preprint 420 B, 233 D, 34 B.
1.207. Symposium on durability and Weathering of Structural Sandwich Constructions//
Amer. Soc. for Testing Materials, 1959.
1.208. Bubban В. Применение сотовых панелей в конструкции истребителя F-
111// Aviation Week and Space Technol. 1955. Vol. 83, N 14. P.75.
1.209. Основные данные зарубежных самолетов/ По материалам открытой зарубе-
жной печати. М.: БНТИ ЦАГИ. 1968.
1.210. Конструкция бомбардировщиков Норт-Америкен В-70. Технич. информа-
ция. М.: БНТИ ЦАГИ, 1963. № 21.
1.211. Stambler I. Сотовый заполнитель в конструкции бомбардировщика В-70
(перевод ЦАГИ)// Space Aeronaut. 1960. Vol. 33, N 6 P. 112.
1.212. Технология изготовления клееных конструкций.: Пер с англ. М.: Мир,
1975.
1.213. Electronic News. 1975. 27/1. Vol. 20, N 1012. P.18
1.214. Space World. 1975. 11. Vol. L-2-134. P.4-11
1.215. Многоразовые космические обслуживающие аппараты/ Обзор по материа-
лам иностранной печати. Калининград: ЦКБ ЭМ. 1973.
1.216. Aerospace Daily. 1975. Vol. 74, N 36. P. 286A.
1.217. Airet Cosmos. 1975. Vol. 13, N 595. P.41-43.
1.218. Astronautics and Aeronautics. 1975 IX. Vol. 13, N 9. P28.
1.219. Raumfahrtforschung. 1975. IX-X. Bd 19, N 5 S 272
204
1.220. Spaceflight. 1975. XI. Vol 17, N 11. P.378-381.
1.221. Итоги науки и техники. «Ракетостроение». Пилотируемые полеты на Луну,
конструкция и характеристики Satum-V-Apollo. М.: ВИНИТИ, 1973. Т.З.
1.222. Особенности пилотируемых спускаемых аппаратов США «Аполлон». Обзор
по материалам иностранной печати Калининград: ЦКБ ЭМ. 1975.
1 223. Ind. Ses. 1973. Vol. 15, N 5. P.22.
1.224. Prinzipe et Details de Fabrication, Portes Laterales coulissantes, Sandwich
Stratifie de Verte, 1TF 007.09-65.23. sept. 1965.
1.225. Prinzipe et Detailes de Fabrication, Penneau de Plancher (Sandwich Allaige
Alum.), IF 006.09.65, IX, 1965.
1.226. Конкорд. СЗС. Задняя часть сопла. Реверс тяги. Разделяющая стенка. Рек-
ламный просп. фирм Astech and Stresskin Europe, US. Международн. авиан.
выставка на ВДНХ СССР, 1973.
1.227. Tunstal I./ Aviation Week. 1959. Vol. 70, N 11. P.53, 57, 58.
1.228. Raumfahrtforschung. 1975. IX-X Bd 19, N9. S. 275-278.
1.229. Экспресс-информация. Авиационная и ракетная техника. М.:
ВИНИТИ, 1971. №631.
1.230. Применение сотовых панелей в самолетостроении// Ston. Age. 1968. Vol.
201, N 19, P.95
1.231. Cibbons H.E., Macdonaught E. Experiment with Sadwich Materials in Frames./
Inst. Aero. Sci. Preprint. 1948, N 165.
1.232. Heebink B.C. Fabrication Techniques for Structural Sandwich Construction,
Symp. on Struct. Sandwich Construction// ASTM Spec. Techn. Publ. 1951.
N 118. P.104-114.
1.233. Holland H. Sandwich Panels for Wing Tips// Aero Digest. 1954 Vol. 12, N 6.
P.36.
1.234. Kuenzi E.W. Paper Honeycomb as a Core for Structural Sandwich Construction,
Symp. on Struct. Sandwich Construction// ASTM Spec. Techn. Publ. 1951. N
118. P.70-78.
1.235. Long I.V., Cremer G.D. All-Metall Honeycomb Sandwich Structures// SAE J.
1955. Vol. 63, N 4.
1.236. Marchwardt L.I. Symposium on Struct. Sandwich Construction// ASTM Spec.
Technol. Publ 1951. N 118. P. 3-32.
1.237. Noton B.R. Proc. Second European Aeron. Congress Scheveiningen. 1956.
Vol. 2. P. 53.1-53.99.
1.238. Ohemer E.// Luftfahrttechnik. 1958. Bd 4, N9. S. 252—257.
1.239 Rechlin F.F.// SAE J 1958 Vol 66, N 10-11.
1.240. Sandwich Construction for Aircraft. Pt. II. Minitions Board Aircraft Com.
ANG-23, Bull., 1953.
1.241. Sandwich Structures for High Temperature Service// Engn. 1955, N 5175.
P. 466-468.
1.242. Stambler I. Boeing Paves Way for Titanum Honeycomb// Aviation Age. 1957.
Vol. 27, N 6. P. 146-153.
1.243. Steele R.C., Marchall A.C. Symp. Structural Sandwich Construction.,
Philadelphia. ASTM Spec. Techn. P., 1957. N 201.
1.244. Weber E.I. Remarks about the Detail Design and Use of Honeycomb
Constructions. Theory and Practice of Sandwich Construction in Aircraft// Inst.
Aero. Sci. Preprint, 1948, N 165.
1.245. Logan T.R. Coste and benefits of composite material applications to a civil STOL
aircraft// A1AA Paper, 1974, N 964. P. 1—8.
205
Глава II
НОВОЕ ПОКОЛЕНИЕ
СОТОВЫХ ЗАПОЛНИТЕЛЕЙ.
КОНСТРУКЦИИ И СПОСОБЫ
ИХ ИЗГОТОВЛЕНИЯ
2.1. Заполнители, которые прикрепляются к обшивкам
по торцам граней ячеек
Сотовые конструкции, в которых заполнитель прикрепляется к
обшивкам по торцам граней ячеек, являются самыми распростра-
ненными в мире. При этом абсолютное первенство среди приме-
няемых заполнителей принадлежит сотовому заполнителю с шес-
тигранной формой ячеек, две грани которых имеют двойную тол-
щину, а остальные четыре — одинарную. Популярность такого за-
полнителя обусловлена простотой изготовления, относительно не-
высокой стоимостью и простотой технологического оборудования
для изготовления. Тем не менее он имеет ряд недостатков, кото-
рые необходимо преодолеть, чтобы существенно повысить эффе-
ктивность трехслойных сотовых конструкций и наделить их новы-
ми характеристиками, которые невозможно достичь при исполь-
зовании традиционных конструкций сотовых ячеек.
Если говорить о недостатках с точки зрения механических ха-
рактеристик сотовых заполнителей с шестигранной формой яче-
ек, то они сводятся к следующим.
Во-первых, сотовый заполнитель имеет чрезвычайно низкую
прочность и модуль упругости в направлениях, перпендикуляр-
ных оси ячеек. В этих направлениях он весьма податлив и по
этой причине механические характеристики о^_), и
приняты равными нулю. Это связано с тем, что
деформирование ячеек происходит вследствие изгиба их граней
206
Рис. 2.1. Схемы деформирования ячеек сотового заполнителя вследствие изгиба
Рис. 2.2. Схемы деформирования ячеек сотового заполнителя при сдвиге
в направлении минимального момента сопротивления (рис. 2.1).
Такая конструкция ячеек при воздействии усилий
превращает их в механизм, который не восстанавливает свою
первоначальную форму. В этой связи сотовый материал в трех-
слойной конструкции не может воспринимать нагрузку сжатия
или растяжения, направленную вдоль несущих слоев, и с точки
зрения участия в работе конструкции является балластом.
Во-вторых, сотовый заполнитель имеет чрезвычайно низкую
сдвиговую прочность и модуль сдвига при приложении к нему
сдвигающих усилий в плоскости хОу (рис. 2.2). В этой плоскости
он весьма податлив и по этой причине механические характери-
стики т , тух, G^, Gyx приняты равными нулю. Это является след-
ствием причин, изложенных выше.
В-третьих, сотовый заполнитель имеет неравномерную проч-
ность и жесткость по площади сотового блока. Это связано с тем,
207
Рис. 2.3. Схема потери устойчивости об-
шивок на участке минимальной жесткос-
ти сотового заполнителя
что часть граней ячеек имеет двойную толщину, а часть — оди-
нарную. Неравномерная жесткость способствует более ранней
потере устойчивости сжатой обшивки трехслойной сотовой кон-
струкции, которая находится в условиях продольного сжатия или
изгиба. При этом образуется складка, проходящая через всю кон-
струкцию (рис. 2.3), что приводит к потере ее несущей способно-
сти. Кроме того, различная толщина граней ячеек сотового за-
полнителя является причиной большого различия механических
характеристик сотового заполнителя при сдвиге в двух взаимно
перпендикулярных направлениях по плоскостям xOz и yOz.
В-четвертых, разработанные к настоящему времени сотовые
заполнители не позволяют получать сотовые блоки и трехслой-
ные сотовые конструкции с переменной прочностью и жестко-
стью по площади сотового блока в любом заданном направлении
с заданным законом изменения механических характеристик.
Перечисленные недостатки относятся к сотовым заполнителям
как к конструкционному материалу и находятся в ведении мате-
риаловедов. Однако имеются и другие недостатки известных со-
товых заполнителей, устранение которых требует участия конст-
рукторов технологического оборудования и других специалистов.
К таким недостаткам можно отнести следующие.
До настоящего времени не разработаны сотовые заполнители,
имеющие нулевой или близкий к нему коэффициент теплового
расширения, и обеспечивающие вместе с этим заданные механи-
ческие характеристики в заданном направлении для конкретных
типов трехслойных сотовых конструкций. При этом минималь-
ное значение коэффициента теплового расширения желательно
иметь в диапазоне действующих температур от —100 до +100 °C,
чтобы можно было использовать их в элементах конструкций,
работающих, например, в космическом пространстве.
До настоящего времени не разработаны сотовые заполнители,
не сгорающие в диапазоне температур от +1000 до +1800 °C.
Применяемые в настоящее время сотовые заполнители не по-
208
зволяют получать сотовые блоки, а также трехслойные сотовые
конструкции с переменными физическими характеристиками по
площади сотового блока в любом заданном направлении с задан-
ным законом их изменения. К физическим характеристикам мо-
жно отнести теплопроводность, звукопоглощение, электричес-
кую проводимость, радиопоглощение и другие.
Имеющееся в настоящее время технологическое оборудование
не позволяет изготавливать сотовые блони в виде круга или его
части с ячейками различной формы и размеров.
Имеющееся в настоящее время технологическое оборудование
не позволяет изготавливать сотовые блоки в виде оболочек или
их части одинарной и двойной кривизны. Это избавило бы изго-
товителей трехслойных сотовых оболочек и криволинейных па-
нелей от применения плоских сотовых блоков, которые необхо-
димо изгибать и тем самым деформировать сотовые ячейки, что
приводит к ухудшению механических характеристик сотовых за-
полнителей.
Имеющееся в настоящее время технологическое оборудование
не позволяет изготавливать сотовые заполнители с различной
формой ячеек в одном сотовом блоке по заданному рисунку их
расположения по его площади. Это, во-первых, могло бы спо-
собствовать изготовлению сотового блока с заданным изменени-
ем его механических характеристик, а, во-вторых, позволяло бы
изготавливать сотовые блоки декоративно-прикладного назначе-
ния в виде решеток, каркасов витражей, панно и других изделий.
Устранение этих и других недостатков существующих в насто-
ящее время сотовых заполнителей явилось главной целью дея-
тельности сложившегося в России авторского коллектива. Пер-
вым толчком к решительному поиску новых конструкций ячеек
сотового заполнителя явились результаты испытания трехслой-
ной сотовой детали механизации крыла самолета на изгиб в
авиационном научно-производственном объединении НПО
«Молния». Было отмечено, что потеря устойчивости сжатой об-
шивки произошла по граням ячеек сот одинарной толщины (см.
рис. 2.3) в результате их потери устойчивости. В принципе, это
был естественный результат, так как грани сот одинарной тол-
щины выдерживают нагрузку сжатия в четыре раза меньшую,
чем грани двойной толщины, однако, именно эта очевидность
привела к поиску таких конструкций ячеек и способов их изго-
товления, в которых все грани могли бы иметь одинаковую двой-
209
Рис. 2.4. Объемный эле-
мент для образования
сотовых ячеек
ную толщину. Результаты поиска дали по-
ложительный результат. Решение постав-
ленной задачи оказалось возможным при
использовании трехгранного объемного
элемента и нового принципа изготовления
сотового заполнителя с шестигранной
ячейкой [1.31, 1.38, 2.5]. Заявленный спо-
соба изготовления сотового заполнителя
для трехслойных панелей (рис. 2.4) состоит
в следующем.
Из листа материала формуют трехгран-
ные объемные элементы I виде желоба.
Полки 2 элемента имеют одинаковые гео-
метрические размеры и одинаковый наклон к его дну 3. У осно-
вания полок пробивают дренажные отверстия 4 (при необходи-
мости), а на выпуклую поверхность элемента наносят адгезив 5
(клей или припой) за исключением зоны дренажных отверстий.
Если объемные элементы изготавливаются из материалов.хорошо
сохраняющих свою форму после сгиба (металлы), то их получа-
ют методом штамповки, проката и других. При использовании
тканых или волокнистых нетканых материалов их вначале про-
питывают соответствующими затвердевающими составами (свя-
зующими), а затем прессуют по форме и размерам объемного
элемента.
При лабораторном способе изготовления сотового заполните-
ля его сборку из трехгранных объемных элементов (см. рис. 2.4)
производят с помощью оправок в простом приспособлении ме-
тодом профилирования ячеек. Технологическая оснастка состоит
из следующих основных деталей: основания с зубчатой рабочей
поверхностью, комплекта шестигранных стержней-оправок, пов-
торяющих внутреннюю конфигурацию ячеек сотового заполни-
теля, нажимной плиты и стяжных болтов. Последовательность
сборки сотового блока схематично изображена на рис. 2.5.
На выступы 1 основания 2, которые повторяют половину вну-
треннего профиля ячейки сотового заполнителя, укладывают
объемные элементы 3 доньями вверх (см. рис. 2.5,а). Во впади-
ны основания 2 укладывают объемные элементы 4 (см. рис. 2.5,6)
доньями вниз таким образом, чтобы полки объемных элементов
3 и 4 перекрывали друг друга по плоскостям их соединения, на
которые предварительно нанесен адгезив. Чтобы объемные эле-
210
Рис. 2.5. Последовательность сборки сотового блока
211
менты 3 и 4 не «прихватились» к основанию оснастки, его по-
верхность покрывают либо антиадгезионным покрытием, либо
тонкой пленкой, например, полиэтиленовой или фторопласто-
вой.
Далее во впадины 5 (см. рис. 2.5,6) укладывают оправки 6 (см.
рис. 2.5,в). На выступающие плоскости оправок укладывают но-
вый ряд объемных элементов 3 (см. рис. 2.5,г) доньями вверх, а
во впадины между оправками — объемные элементы 4 (см.
рис. 2.5,6) доньями вниз. Во впадины 7 (см. рис. 2.5,6) укладыва-
ют следующий ряд оправок 6 и так повторяют процесс выкладки
рядов объемных элементов 3 и 4 и оправок до полного заполне-
ния технологической оснастки. После этого на один из верхних
рядов оправок 6 устанавливают прокладочные стержни 8 (см.
рис. 2.5,е), накрывают полученную сборку нажимной плитой 9, а
стяжными болтами с гайками 10 поджимают оправки для созда-
ния необходимого давления для получения качественного соеди-
нения трехгранных объемных элементов друг с другом. Оснастку
с сотовым блоком помещают при необходимости в нагреватель-
ную печь для создания режима отверждения адгезива (клея или
припоя). По окончании режима отверждения адгезива оснастку
охлаждают и разбирают. После извлечения оправок из ячеек со-
тового заполнителя его при необходимости пропитывают затвер-
девающим продуктом, который фиксирует размер и форму яче-
ек, Для использования в трехслойной конструкции сотовый блок
разрезают на панели необходимой толщины (см. рис. 1.19) В ре-
зультате получают сотовый заполнитель с ячейками шестигран-
ной формы (рис. 2.6).
Какие же преимущества имеет новый сотовый заполнитель по
сравнению с сотовым заполнителем, изображенным на рис. 1.4?
Во-первых, новый сотовый заполнитель обеспечивает равно-
мерную и повышенную жесткость в направлении оси ячеек по
всей площади прикрепления к несущим слоям за счет одинако-
вой толщины граней.
Во-вторых, он обладает повышенной прочностью по сравне-
нию с прочностью известного шестигранного сотового заполни-
теля (см. рис. 1.4). Поясним это несложным расчетом. Известно,
что разрушение сотового заполнителя при сжатии вдоль оси яче-
ек происходит в результате потери устойчивости граней. Каждая
грань представляет собой прямоугольную пластинку. Известно
также (см., например, [2.4]), что усилие потери устойчивости
212
Рис 2.6. Сотовый заполни-
twii, с ячейками шестигран-
ной формы и гранями двой-
ной толщины
I
пластинки, толщина которой равна одной единице, в четыре раза
меньше усилия потери устойчивости такой же пластинки, но с
толщиной равной двум единицам. Теперь подсчитаем усилие
разрушения ячейки известного и нового сотовых заполнителей.
Пусть усилие разрушения грани одинарной толщины в ячейке
старого сотового заполнителя равно IP. Тогда усилие разруше-
ния грани двойной толщины равно 4Р. В старом сотовом запол-
нителе ячейка содержит четыре грани одинарной толщины и две
грани двойной толщины. Следовательно, суммарное усилие раз-
рушения ячейки.
Р] =(4Р + 2х4Р)/2 = бР. (2.1)
В новом сотовом заполнителе (см. рис. 2.6) все шесть граней
имеют двойную толщину. Следовательно, суммарное усилие раз-
рушения ячейки
Р2 =6х4Р/2 = 12Р. (2.2)
Сравнение результатов (2.1) и (2.2) показывает, что новый за-
полнитель прочнее известного в два раза. Пусть масса грани оди-
нарной толщины ячейки равна М. Тогда масса ячейки известно-
го старого заполнителя, принимающая участие в восприятии на-
грузки одной ячейкой,
ЛГ] = (4М+ 2х2М)/2 = 4М. (2.3)
Аналогичная касса ячейки нового сотового заполнителя
М2= 6x244/2 = 64/. (2.4)
Удельная прочность старого сотового заполнителя
//,= PJMX= (>Р/4М = ЗР/2М. (2.5)
Удельная прочность нового заполнителя
П2= Р2/Мг= 12Р/6М = 2Р/М. (2.6)
213
<£=90
Рис. 2.7. Сотовый заполнитель с ячейками прямоугльной формы:
7 — объемный трехгранный элемент; 2 — слой адгезива (клей или припой); 3 —
дренажное отверстие
Сравнение (2.5) и (2.6) показывает, что удельная прочность
нового сотового заполнителя выше удельной прочности извест-
ного сотового заполнителя в п раз
п = ///77, = 4/3 = 1,33... (2.7)
Это означает, что новый тип сотового заполнителя эффектив-
нее известного и может дать выигрыш по массе до 33% или вы-
держать в два раза большую нагрузку сжатия, направленную
вдоль оси ячеек.
Аналогичные результаты достигаются и при сдвиге нового со-
тового заполнителя. Очевидно, такое повышение всех его меха-
нических характеристик обусловливает улучшение характеристик
трехслойных сотовых конструкций любого назначения. При этом
сохраняются все технологические свойства старого типа запол-
нителя, т.е. способность облегать криволинейные поверхности,
возможность изготовления промышленными методами и др.
Переход на изготовление сотового заполнителя из трехгранных
объемных элементов позволил создать еще два типа новых сото-
вых структур: с прямоугольной и треугольной ячейками.
Новый сотовый заполнитель с ячейками прямоугольной фор-
мы, расположенными в сотовом блоке в рядах, смещенных друг
относительно друга на половину шага ячеек, изображен на
рис. 2.7. В новом сотовом заполнителе, состоящем из трехгран-
ных объемных элементов,все грани ячеек имеют двойную толщи-
ну, что отличает его от известного аналога, изображенного на
рис. 1.8,а
Для строгого и объективного сравнения типов сотовых запол-
нителей необходимо выбрать широко известный и хорошо иссле-
дованный базовый объект и все новые сотовые заполнители
214
сравнивать именно с ним. Таким базовым объектом объективно
должен быть самый распространенный и известный в мире сото-
вый заполнитель с шестигранной формой ячеек (см. рис. 1.4).
Сравнение будем проводить по приведенным разрушающим на-
пряжениям сжатия, действующим вдоль оси ячеек. Эта характе-
ристика сотовых заполнителей известна, легко определяется экс-
периментально и служит показателем их качества. Итак, сравним
приведенные разрушающие напряжения нового сотового запол-
нителя с прямоугольной ячейкой (см. рис. 2.7) с приведенными
разрушающими напряжениями базового сотового заполнителя.
При этом необходимыми и достаточными условиями объектив-
ного сравнения являются следующие: сотовые заполнители дол-
жны быть изготовлены из материала одной марки с одинаковой
толщиной листа или ленты, а грани ячеек базового сотового за-
полнителя должны иметь одинаковые геометрические размеры с
гранями ячеек нового сотового заполнителя.
Приведенное разрушающее напряжение базового сотового за-
полнителя определится как частное от деления разрушающей на-
грузки ячейки Р] по формуле (2.1) на площадь F, ячейки
®к1в = P\IF\ = 6Р/2,598о2 = 2,31Р/а2, (2.8)
где а — ширина грани шестигранной ячейки базового сотового
заполнителя.
Усилие разрушения ячейки нового сотового заполнителя пря-
моугольной формы (см. рис. 2.7)
Р2 = 6*4Р/2 = 12Р. (2.9)
Площадь ячейки нового сотового заполнителя
F = 2а2, (2.10)
где а — ширина грани трехгранного объемного элемента.
Приведенное разрушающее напряжение нового сотового за-
полнителя с ячейками прямоугольной формы
п«2в = Р2/Р2 = ^Р/2а2 = 6Р/а2. (2.11)
Сравнение результатов (2.8) и (2.11) показывает, что новый со-
товый заполнитель прочнее базового в п раз
" = ^«2в/пй1в = 6/2,31 = 2,59. (2.12)
215
При этом, конечно, следует учитывать, что новый сотовый за-
полнитель несколько тяжелее базового. Масса его ячейки, при-
нимающая участие в восприятии нагрузки на одну ячейку (см.
рис. 2.7),
М2= 6х2Л//2 = 6М.
(2.13)
Масса ячейки базового сотового заполнителя равна М}= 4М,
отсюда следует, что новый сотовый заполнитель тяжелее базово-
го в л, раз
М2 /Mt 6М / 4М
Л1 = F / F = = 1’95-
г2 / л 2а / 2,598о
(2.14)
С учетом более высокой прочности нового сотового заполни-
теля можно оценить его эффективность как частное от деления
двух характеристик
л/л, = 2,59/1,95 = 1,33. (2.15)
Это означает, что при одинаковой удельной прочности базово-
го и нового сотовых заполнителей последний позволяет либо по-
лучить выигрыш в массе до 33%, либо при увеличении массы в
1,95 раза по сравнении с массой базового сотового материала
воспринимать в 2,59 раз более высокие нагрузки.
Новый сотовый заполнитель с ячейками треугольной формы,
расположенными в совмещенных и сдвинутых друг относитель-
но друга рядах на половину шага ячеек, изображен на рис. 2.8.
Там же показан трехгранный объемный элемент, из которых на-
бирается сотовый блок такого заполнителя.
Сравнение нового и базового сотовых заполнителей будем
проводить по тем же критериям, что и для сотовых заполнителей
с ячейками шестиугольной и прямоугольной форм.
Усилие разрушения ячейки нового сотового заполнителя треу-
гольной формы
Р2= ЗХ4Р/2 = 6Р.
(2-16)
Площадь ячейки нового сотового заполнителя
F2= 2,598а2/6 = 0,4325д2, (2.17)
где а — ширина грани треугольной ячейки.
Приведенное разрушающее напряжение нового сотового за-
полнителя с ячейками треугольной формы
216
Рис. 2.8. Сотовый заполнитель с ячейками треугольной формы, расположенными
в совмещенных (с) и сдвинутых на половину шага ячеек рядах (6):
/ — объемный трехгранный элемент; 2 — слой адгезива; 3 — дренажное отверстие
п«2в = А/^2 = 6Р/0,4325а2 = 13,85Р/а2.
(2-18)
Сравнение результатов (2.8) и (2.18) показывает, что новый со-
товый заполнитель прочнее базового в п раз
п = стк2в/ак1в = 13,85/2,31 = 6.
(2.19)
При этом, конечно, следует учитывать, что новый сотовый за-
полнитель несколько тяжелее базового. Масса ячейки, принима-
ющая участие в восприятии нагрузки,
М2= ЗХ2Л//2 = ЗМ. (2.20)
Масса ячейки базового сотового заполнителя Mt= 4М, отсюда
следует, что новый сотовый заполнитель тяжелее базового в п раз
М2 /М, ЗМ / 4М . с
п, = / -v.1 =---т /--------т = 5.
F2! Fx 0,4325а2/ 2,598а2
(2-21)
С учетом более высокой прочности нового сотового заполни-
теля можно оценить его эффективность как частное от деления
двух характеристик
п/п} = 6/4,5= 1,33. (2.22)
Это означает, что при одинаковой удельной прочности базово-
го и нового сотового заполнители последний позволяет либо по-
лучить выигрыш в массе до 33%, либо при увеличении массы в
4,5 раза по сравнению с базовым воспринимать в 6 раз более вы-
сокие нагрузки.
217
Помимо увеличения удельной прочности в направлении осей
ячеек, новый сотовый заполнитель имеет повышенные механи-
ческие характеристики на сдвиг в плоскостях xOz и yOz по край-
ней мере в 2—6 раз по сравнению с базовым сотовым заполните-
лям. Кроме того, механические характеристики сотового запол-
нителя с треугольной ячейкой в направлениях, перпендикуляр-
ных оси ячеек, увеличивается в 10—100 раз по сравнению с
базовым.
Принцип набора сотового заполнителя из трехгранных объем-
ных элементов позволяет применить в каждой ячейке от 4 до 8
различных материалов. Такая возможность открывает перспекти-
вы изготовления сотовых заполнителей в одном сотовом блоке
тремя способами: сваркой, пайкой и склеиванием. Все это в со-
вокупности создает предпосылки для изготовления сотовых за-
полнителей и сотовых трехслойных конструкций с уникальными
свойствами, а именно:
с переменными механическими характеристиками по площади
конструкции по заданному закону их изменения;
с переменными теплофизическими характеристиками по пло-
щади конструкции по заданному закону их изменения;
с переменными электрическими и другими характеристиками
по площади конструкции по заданному закону их изменения;
с заданными механическими и близкими к нулю характеристи-
ками теплового расширения сотовой конструкции и другими
свойствами, которые не могут быть достигнуты при использова-
нии традиционных типов сотовых заполнителей.
Из трехгранных элементов (см. рис. 2.6—2.8) можно изготавли-
вать сотовые заполнители с комбинацией ячеек различной фор-
мы: шестиугольной и треугольной, а также треугольной и прямо-
угольной. Схематично фрагменты вида в плане таких сотовых за-
полнителей изображены на рис. 2.9.
Сотовые заполнители новых типов можно изготовлять точеч-
ной сваркой. При ручном способе изготовления следует пользо-
ваться сварочными клещами [1.11, рис. 6.7]. С их помощью объ-
емные элементы соединяют друг с другом в сотовый блок с за-
данным чередованием форм ячеек.
Описанный выше способ изготовления новых сотовых запол-
нителей методом профилирования ячеек на оправках достаточно
трудоемок и не предназначен для изготовления больших объемов
этого материала. Зная, что в России и ряде других стран наибо-
218
Рис. 2.9. Фрагменты сотовых заполнителей с комбинацией ячеек различной
формы
лее распространен метод растяжения пакета, авторы разработали
применение этого метода к изготовлению новых заполнителей с
шестигранной и прямоугольной (квадратной) ячейками |2.9].
Предусматривается последовательное выполнение следующих
операций.
Разрезка материалов заполнителя на полосы
Рулонный материал (металлическую фольгу, ткань, бумагу и
т. п.) разрезают на полосы, ширина которых равна ширине трех
граней ячейки заполнителя. Полосы сматывают на кассеты. Ес-
ли при разрезке материал не держит форму («сыплется»), то на
него предварительно наносят полосы клея так, чтобы место раз-
резки совпадало с серединой клеевой полосы. Разрезку произво-
дят при полностью высушенных полосах клея. Как правило, для
этого случая используют клей марки БФ-2 или БФ-4. Разрезка
материалов может быть механизирована или автоматизирована с
помощью установок, описанных, например, в [1.11].
Разрезка полос материала на заготовки и пробивка
сборочных отверстий
Полосы материала нарезают на мерные заготовки и одновре-
менно на их концах пробивают отверстия, с помощью которых
заготовки размещают в приспособлении для изготовления сту-
пенчатых листов. Эта операция может быть осуществлена на ру-
чном или механическом штампе с подачей мерной длины ленты.
Заготовка материала с отверстиями показана на рис. 2.10,а. Диа-
метр отверстий не превышает 3—4 мм.
219
Рис. 2.10. Схемы последовательности сборки ступенчатого листа для изготовле-
ния сотового заполнителя
Разметка линий сгиба заготовок
Линии сгиба проходят вдоль боковых кромок заготовок на рас-
стоянии, равном ширине грани ячейки а заполнителя (см.
рис. 2.10,6). Линии проводятся неглубоким вдавливанием инст-
румента (чертилки, валика и др.) в материал мерной полосы так,
чтобы сама заготовка не сминалась и на линии не было разры-
вов материала. Небольшое коробление заготовки после проведе-
ния линий исправляется разглаживанием вручную или с помо-
щью валиков или другими методами •
220
Нанесение линий предопределяет места сгиба заготовок в па-
кете при формообразовании сотовой ячейки. Заготовки из тка-
ных материалов, не пропитанных связуюшим, этой операции не
подвергают.
Нанесение клея
Клеевые полосы наносятся на продольные края заготовок ме-
жду линиями сгиба полос и их продольными кромками (см.
рис. 2.10,в). Ширина клеевых полос зависит от марки клея, ма-
териала заполнителя и других факторов и подбирается экспери-
ментально при отработке технологического процесса склеивания.
Сборка ступенчатого листа
Заготовки с нанесенным клеем (или припоем) поступают на
сборку ступенчатого листа, которую производят в технологичес-
ком приспособлении, схематически изображенном на рис. 2.10,г.
Приспособление представляет собой плиту 1 с двумя рядами
направляющих 2, которые расположены вдоль двух сторон пли-
ты. Расстояние между рядами направляющих равно расстоянию
между отверстиями в заготовках материала (см. рис. 2.10,а). Рас-
стояние между смежными направляющими в ряду равно двум
сторонам ячейки сотового заполнителя.
Сборку начинают с того, что на нижнюю плиту 1 выкладыва-
ют заготовки 3 с нанесенными на них клеевыми полосами или
без клеевых полос. Если клей нанесен на заготовки, то их укла-
дывают клеевыми полосами вверх. Если на заготовках нет клея,
то их выкладывают так, чтобы верхней была та плоскость, на ко-
торой производилась разметка линий сгиба заготовки. При вы-
кладке заготовок их отверстия совмещают с направляющими 2
приспособления. Выкладку производят так, чтобы между двумя
соседними заготовками был зазор, равный стороне ячейки запол-
нителя, и в нем располагалась одна (в каждом ряду) направляю-
щая. На выложенный нижний ряд заготовок 3 накладывают
верхний ряд заготовок. При этом в верхнем ряду заготовки 4 дол-
жны иметь нанесенные полосы клея. Заготовки верхнего ряда 4
выкладывают на заготовки нижнего ряда 3 внахлест клеевыми
полосами вниз, размещая их отверстия в направляющих, распо-
ложенных между заготовками 3 нижнего ряда. Для удаления воз-
духа в клеевом слое, предотвращения сильного сморщивания и
коробления склеенных заготовок их разглаживают, а излишки
221
клея ул.ыякн iieionibK) Сверху склеиваемые заготовки пригружа-
Ю1 верхней плитой (см. рис. 2.10,д). Для предотвращения при-
клеивания заготовок к плитам приспособления их разделяют
прокладками 5 из полиэтиленовой, фторопластовой или других
антиадгезионных разделительных пленок.
Если соединение заготовок производится клеем холодного от-
верждения, то через плиту 6 на них подают необходимое давле-
ние прижатия. Если соединение заготовок требует соблюдения
определенного теплового режима, то приспособление помещают
в нагревательную печь и осуществляют тепловой режим и пода-
чу давления в соответствии с технологическим регламентом от-
вердения клея.
На одном технологическом приспособлении изготавливают,
как правило, от 50 до 200 ступенчатых листов одновременно, раз-
деляя их пленочными прокладками.
Нанесение клея на ступенчатые листы
На ступенчатый лист, состоящий из соединенных между собой
нижних 1 и верхних 2 заготовок (рис. 2.11,а), наносится клеевой
слой 3 в виде полосы. Клеевая полоса располагается строго по-
средине верхней заготовки 2 и строго напротив зазора между ни-
жними заготовками 1. Ширина ее клеевой полосы равна шири-
Рис. 2.11. Сборка пакета ступенчатых листов
222
не грани а ячейки заполнителя. Ширина клеевой полосы зависит
от марки клея, материала заготовок и других факторов. Как пра-
вило, ее подбирают экспериментально при технологической от-
работке склеивания ступенчатых листов между собой.
Сборка пакета заполнителя
Она может производиться на том же технологическом обору-
довании, что и сборка ступенчатого листа. При этом для удобст-
ва большую часть направляющих следует снять и оставить толь-
ко те, которые необходимы для надежной фиксации ступенчатых
листов друг относительно друга.
Сборка заключается в последовательном укладывании ступен-
чатых листов с нанесенными на них клеевыми полосами в пакет,
состоящий из 50—200 штук ступенчатых листов.
Собранный пакет накрывается верхней плитой, которая сама
или с помощью стяжных болтов производит необходимое давле-
ние прижатия. При необходимости технологическое приспособ-
ление вместе с пакетом сотового заполнителя помещают в нагре-
вательную печь для исполнения технологического режима отвер-
ждении клея.
На рис. 2.11,6 показано сечение пакета заполнителя. Из рисун-
ка видно, что сборку пакета производят так, чтобы плоскости
верхних заготовок каждого нижнего ступенчатого листа 7 были
совмещены с плоскостями нижних заготовок каждого верхнего
ступенчатого листа 2. При этом полосы клея 3 склеивают оди-
нарные участки заготовок смежных листов. Для качественной
склейки пакета применяют прокладки 4, которые укладывают
между ступенчатыми листами. Для увеличения срока службы
прокладки желательно изготавливать стальными Ш-образной
формы (см. рис. 2.11,в).
После отверждения клея пакет сотового заполнителя извлека-
ют из технологического приспособления и подвергают в даль-
нейшем всем тем технологическим операциям, которые описаны
в разд. 1.4.2 или в соответствующей литературе, например, [1.11,
1.21].
На рис. 2.12 показаны сотовые заполнители, которые могут
быть изготовлены описанным выше способом. По сравнению с
заполнителями, изготовленными способом, изложенным в рабо-
тах [1.31, 1.38, 2.5] (см. рис. 2.6 и рис.2.7), рассматриваемые со-
товые заполнители имеют двойную толщину всех граней по всей
223
Рис. 2.12. Сотовые заполнители, которые могут быть получены методом растя-
жения пакета ступенчатых листов
их площади. Это уменьшает разброс характеристик заполнителей
и существенно упрощает их изготовление.
Однако и этот способ изготовления нового поколения сотовых
заполнителей с шестигранной или прямоугольной ячейками так-
же еще не промышленный и ему далеко до высокопроизводи-
тельного машинного способа изготовления пакетов самого изве-
стного и распространенного в мире сотового заполнителя с шес-
тигранной ячейкой (см. рис. 1.4). Тем не менее для изготовления
небольших объемов сотовых заполнителей он может быть приме-
нен как в условиях лаборатории, так и в условиях мелкосерий-
ного производства с простой механизацией, когда используется
клей горячего отверждения. В этом случае операции разметки
линий сгиба и нанесения клеевых полос можно совместить в од-
ном устройстве, вариант принципиальной схемы которого изоб-
ражен на рис. 2.13. Работа устройства ясна из рисунка. Следует
только отметить, что в процессе движения по нагревателю б кле-
евые полосы должны подсохнуть так, чтобы ленты материала не
могли склеиться в приемной кассете. С этой целью может быть
Рис. 2.13. Принципиальная
схема устройства для сов-
мещения операций размет-
ки линий сгиба и нанесе-
ния клеевых полос:
1 — кассета с лентой ма-
териала заполнителя; 2 —
валик для нанесения линий
сгиба; 3 — валики для раз-
глаживания ленты; 4 —
клеенаносящий узел; 5 —
клеевая ванна; 6— нагре-
ватель; 7— приемная кас-
сета
224
Рис. 2.14. Схема процесса изготовления ступенчатого
лотна непрерывным способом
также использована разделительная пленка, например, полиэти-
леновая.
Для изготовления новых типов сотовых заполнителей с ячей-
ками шестигранной или прямоугольной форм, а также с их ком-
бинацией промышленным способом в 1991 г. были разработаны
способ и установка для изготовления пакетов сотовых заполни-
телей [2.12, 2.13]. Сущность способа заключается в непрерывном
изготовлении ступенчатого полотна, от которого отрезают мер-
ные ступенчатые листы, складывают их в пакеты, из которых ме-
тодом растяжения получают упомянутые сотовые заполнители.
На рис. 2.14 показан процесс изготовления ступенчатого полот-
на непрерывным способом. Процесс изготовления протекает
следующим образом. Рулонный материал разрезают на ленты,
ширина которых равна трем ширинам стороны ячейки заполни-
теля и сматывают их на кассеты. При соединении кассет друг с
другом внахлест по двум кромкам образуется ступенчатое полот-
но. При этом ленты группы кассет 1 образуют верхнюю ступень-
ку полотна, а ленты группы кассет 2 — нижнюю ступеньку по-
лотна. Для соединения лент друг с другом по кромкам, напри-
мер, верхних лент 3 наносят слой адгезива (клей или припой) 4,
ширина которого обеспечивает соединение лент по кромкам на
1—5 толщин материала меньше, чем ширина грани ячейки за-
полнителя. После неразъемного соединения верхней 3 и нижней
5 лент образуется ступенчатое полотно, в утолщениях которого
(на участках с двойной толщиной) вдоль кромок лент пробивают
дренажные отверстия 6. Их располагают по оси симметрии уча-
225
стков с двойной толщиной. На нижние плоскости нижних лент
5 наносят полосы адгезива 7 шириной на 1—5 толщин материа-
ла меньше, чем ширина грани ячейки заполнителя. Полосы рас-
полагают симметрично вдоль середины лент. В процессе соеди-
нения лент в ступенчатое полотно полосы адгезива 7 на нижних
плоскостях лент 5 подсушивают до «отлипа» или наносят после
образования ступенчатого полотна материала. Готовое ступенча-
тое полотно нарезают на мерные ступенчатые листы, которые
складывают в пакеты сотовых заполнителей, как это, например,
показано на рис. 2.11,6.
Пакеты сотовых заполнителей по уже отработанной техноло-
гии изготовления методом растяжения (см., например, разд. 1.4.2
или [1-11, 1.21]) превращают в сотовые блоки необходимых гео-
метрических размеров.
Как правило, основной продукцией, получаемой рассмотрен-
ным способом, являются сотовые блоки с ячейками шестигран-
ной и прямоугольной форм (см. рис. 2.12), однако, можно изго-
тавливать заполнители и с их комбинацией. Переход от участка
с шестигранными ячейками к участку с прямоугольными осуще-
ствляется через пятиугольные ячейки. Для этого ленту материа-
ла, образующую половину контура пятиугольных ячеек, выпол-
няют шириной, равной 2,87 ширины грани шестигранной ячей-
ки, а ширину соединения лент, которые образуют прямоуголь-
ные ячейки, выполняют равной 0,87а — (1—5)8, где а — ширина
грани шестигранной ячейки; 8 — толщина материала ленты. На
рис. 2.15 схематично изображен фрагмент в плане участка сото-
вого заполнителя с комбинацией ячеек.
Для реализации указанного способа был предложен станок,
функциональная схема которого показана на рис. 2.16 [2.13].
Первое средство для сматывания материала 1 предназначено для
размещения в нем достаточного объема материала сотового за-
полнителя и подачи его в последующие узлы. Оно выполнено в
виде кассетного узла, состоящего из нескольких соосно располо-
женных кассет 2 с намотанными на них лентами 3 материала
(металла, ткани, бумаги и т. п.). Ширина ленты, а, следователь-
но, и ширина приемной части кассеты, равна ширине трех гра-
ней ячейки сотового заполнителя. Кассеты в узле расположены
так, что края лент в смежных кассетах отстоят друг от друга на
расстоянии, равном ширине грани ячейки сотового заполнителя.
Кассеты могут быть заправлены как лентами материала одной
226
Рис. 2.15. Фрагмент участка сотового заполнителя с комбинацией ячеек
Рис. 2.16. Схема станка для изготовления мерных заготовок сотового заполнителя
марки, так и лентами материала различных марок по заданному
закону их чередования. Подача ленты сопровождается ускорен-
ным вращением кассеты, имеющей достаточно большой момент
инерции, поэтому для предотвращения образования петель и об-
рывов, а также для постоянного натяжения ленты каждая кассе-
та снабжена подтормаживающим устройством.
Вслед за первым средством для сматывания материала размеше-
на первая направляющая 4. Она предназначена для точной фик-
сации положения лент материала перед их поступлением в первый
клеенаносящий узел и направления к соответствующим участкам
последнего. Направляющая выполнена в виде гребенки или вали-
ка с канавками. Расстояние между зубьями гребенки или ширина
227
6
Рис. 2.17. Схема конструкции клеенано-
сящего узла
канавок на валике равна ши-
рине лент материала, намо-
танного на кассеты первого
кассетного узла. Направляю-
щая расположена относитель-
но кассет кассетного узла так,
что ее канавки иди зазоры ме-
жду зубьями гребенок распо-
ложены строго напротив лент
материала в соответствующих
кассетах. При этом шаг зазо-
ра между зубьями гребенок
или между канавками равен
четырем ширинам граней
ячейки сотового заполнителя.
За первой направляющей расположен первый клеенаносящий
узел 5. Его общая конструкция известна из описания подобных
устройств [1.11] . В данном случае этот узел наносит клей на лен-
ты материала методом высокой печати. Конструкция узла содер-
жит три валика (рис. 2.17). Первый клеезаборный валик 1 поме-
щен в ванну 2 с клеем 3 и контактирует с клеенаносящим вали-
ком 4 через слой клея. Клеенаносящий валик, как правило, яв-
ляется приводным и от него получают вращение все валики кле-
енаносящего узла. Он снабжен выступающими поясками 5. В за-
висимости от марки клея, его вязкости и других факторов их ши-
рина выполняется меньшей ширины грани ячейки заполнителя.
Например, при нанесении клея марки БФ-2 или БФ-4 с вязко-
стью 30—40 с по вискозиметру ВЗ-1 на стеклянную ткань марки
ЭЗ-100 ширина пояска составляет 1,9, 2,9, 3,6 мм при ширине
грани ячейки сотового заполнителя 2,5, 3,5, 4,2 мм соответствен-
но. При этом скорость протяжки стеклянной ленты составляет
1—2 м/с. Для необходимого контакта клеенаносящего валика с
материалом сотового заполнителя третий верхний валик 6 (см.
рис. 2.17) может быть снабжен нажимным устройством (пружин-
ным, пневматическим или др.), создающим усилие прижатия Р
(см. рис. 2.16). В предлагаемом устройстве (станке) клеенанося-
щий валик отличается от подобных деталей в известных устрой-
ствах тем, что его пояски расположены с шагом, равным двум
ширинам граней ячеек сотового заполнителя, и совмещены с
краями лент материала 7, поступающих с первого кассетного уз-
228
ла. Возможно регулирование зазора между ра-
бочими поверхностями всех трех валиков кле-
снаносяшего узла.
Из первого клеенаносящего узла ленты ма-
териала 3 с клеевыми полосками поступают во
вторую направляющую 6 (см. рис. 2.16), пред-
назначенную для точной фиксации расположе-
ния лент материала перед поступлением их в
узел для формирования ступенчатого полотна
материала. Конструкция этой направляющей
идентична конструкции первой направляющей
и ее расположение соответствует расположе-
нию первой направляющей относительно лент
Рис. 2.18. Располо-
жение кассет в двух
кассетных узлах
материала.
Помимо рассмотренных узлов станок содер-
жит еще два: второе средство для сматывания
материала 7 и третью направляющую 8.
Второе средство для сматывания материала 7 идентично по на-
значению и конструктивному исполнению первому средству для
сматывания материала. При этом кассеты первого кассетного уз-
ла смешены относительно кассет второго кассетного узла так,
что их ленты перекрывают ленты материала второго кассетного
узла на ширину грани ячейки сотового заполнителя. Относитель-
ное расположение кассет в двух кассетных узлах схематично по-
казано на рис. 2.18.
Третья направляющая 8 (см. рис. 2.16) расположена после вто-
рого средства для сматывания материала и служит для точной фи-
ксации положения лент 9 материала, поступающих со второго
кассетного узла 7, в узле для формирования ступенчатого полот-
на. Ее конструкция идентична конструкции первой направляющей
4, а расположение относительно кассет второго кассетного узла
аналогично расположению первой направляющей относительно
кассет первого кассетного узла. Однако расположение третьей на-
правляющей 8 относительно второй направляющей 6 таково, что
канавки 1 (рис. 2.19) (или пазы между зубьями гребенки) третьей
направляющей 2 смещены относительно канавок 3 (или пазов ме-
жду зубьями гребенки) второй направляющей 4 так, что ленты 5
первого кассетного узла с нанесенными клеевыми полосками 6 пе-
рекрывают ленты материала 7 второго кассетного узла на ширину
грани ячейки заполнителя. При этом первая и вторая направляю-
229
Рис. 2.19. Схема расположения
лент в двух направляющих
щие располагаются над лентами
первого кассетного узла, а тре-
тья — под лентами второго кассет-
ного узла.
После второй и третьей напра-
вляющих в станке (см. рис 2.16)
размещен узел формирования
ступенчатого полотна (рис. 2.20).
Он состоит из двух валиков —
верхнего 1 и нижнего 2 (см. рис.
2.20,а). На нижний валик ложатся
ленты 3 материала, которые пода-
ются со второго кассетного узла 7
(см. рис. 2.16). На них сверху с
перекрытием накладываются лен-
ты 4 (см. рис. 2.20,а) с клеевыми
полосками 5, которые поступают
с первого клеенаносящего узла 5 (см. рис. 2.16). Под действием
давления верхнего валика 1 и тепла нижнего валика 2 произво-
дится склейка этих лент в ступенчатое полотно. При необходи-
мости подачи большого давления для склеивания лент материа-
ла верхний валик может быть снабжен пневматическим, пружин-
ным или другим устройством прижатия. В зависимости от време-
ни действия давления на склеиваемые участки лент узел форми-
рования ступенчатого полотна может содержать несколько при-
жимных валиков 1 (см. рис. 2.20,6) или осуществлять подачу да-
вления другими устройствами. Нижний валик 2 (см. рис. 2.20,а)
снабжен приводным механизмом. Источником движения служит
Рис. 2.20. Схема узла формирования ступенчатого полотна (а), содержащего
несколько прижимных валиков (б)
230
1
Рис. 2.21. Расположение канавок на валиках узла формирования ступенчатого
полотна
электродвигатель II (см. рис. 2.16) с редуктором (или вариато-
ром) 12 мощностью от 3 до 5 кВт. Внутри нижнего валика узла
формирования ступенчатого полотна 10 (см. рис. 2.16) размеще-
ны тепловые элементы для его обогрева. В качестве теплоноси-
теля могут использоваться пар, горячая вода или тепловые элек-
трические нагреватели. Необходимо отметить, что в узле форми-
рования ступенчатого полотна ленты материала должны быть ли-
бо склеены друг с другом, либо «прихвачены» друг к другу на-
столько, чтобы не расклеиться при сушке в нагревательном узле.
Именно это обстоятельство регламентирует скорость движения
лент материала и далее ступенчатого полотна по всему тракту
станка.
В случае использования толстых листовых материалов (бумаги,
металла, ткани и др.) для изготовления сотовых заполнителей, а
также в целях точной фиксации лент материала друг относитель-
но друга в узле для формирования ступенчатого полотна один
или оба валика снабжают канавками 1 (рис. 2.21). Ширина кана-
вок равна ширине лент материала, а их глубина может колебать-
ся от 1/4 до 3/4 толщины лент материала. Канавки верхнего и
нижнего валиков соответствуют шагу и расположению соответст-
вующих лент материала. В качестве элементов фиксации ступен-
чатого полотна материала могут быть использованы перфораци-
онные отверстия, которые пробиваются в крайних лентах сту-
пенчатого полотна, или другие средства.
За узлом формирования ступенчатого полотна материала рас-
положен первый нагревательный узел 13 (см. рис. 2.16). Он пред-
назначен для полного отверждения клея в ступенчатом полотне
231
Рис. 2.22. Схема второго
клеенаносящего узла
материала 14. Его конструкция аналогична конструкциям узлов
подобного назначения и не нуждается в подробном описании.
Необходимо отметить, что при использовании быстросохнущих
клеев холодного отверждения таких, например, как клеи марки
ПВА, ММС, К-17, М-70 и других необходимость в нагреватель-
ном узле может отпасть, что значительно упростит конструкцию
станка и существенно снизит его энергопотребление.
Сформированное и высушенное ступенчатое полотно 14 мате-
риала сотового заполнителя поступает из нагревательного узла 13
во второй клеенаносящий узел 15 (см. рис. 2.16). Его принципи-
альная конструкция может быть выполнена аналогичной конст-
рукции первого клеенаносяшего узла рассматриваемого станка.
Однако от первого клеенаносящего узла он отличается тем, что
пояски 1 (см. рис. 2.22) клеенаносящего валика 2 расположены
напротив середины нижних лент 3 ступенчатого полотна 4 и
имеют шаг, равный четырем ширинам граней ячейки сотового
заполнителя. При этом узел может быть заправлен клеем 5, от-
личающимся от клея первого клеенаносящего узла. Это харак-
терно для производства, например, бумажного сотового заполни-
теля, когда первый клеенаносящий узел заправляется быстросох-
нущим клеем, а второй — медленносохнущим.
При использовании достаточно толстых лент материала и для
точной фиксации ступенчатого полотна относительно клеенано-
сящего валика верхний валик 1 (см. рис. 2.23) изготавливают с
поясками 2. Высота выступающей части пояска над цилиндриче-
ской поверхностью верхнего валика выполняется либо равной
высоте ступеньки между верхней 3 и нижней 4 лентами матери-
ала, либо немного больше этой ступеньки. В этом случае гаран-
тируется как точная фиксация ступенчатого полотна во втором
232
Рис. 2.23. Вариант конструкции
валиков в клеенаносящем узле
клеенаносящем узле станка, так и
качество нанесения клеевых полос
на его нижние ленты.
Ступенчатое полотно с нанесен-
ными клевыми полосами от второго
клеенаносящего узла поступает во
второй нагревательный узел 16 (см.
рис. 2.16). Он служит для подсуши-
вания клея и представляет собой ли-
бо камеру, либо нагретый до опреде-
ленной температуры лист металла,
который контактирует с той поверхностью ступенчатого полотна,
на которой нет клеевых полос. Конструкции подобных устройств
известны [1.11] и не требуют подробного описания.
За вторым нагревательным узлом на станке размешен узел для
образования дренажных отверстий 17 (см. рис. 2.16). Его прин-
ципиальная конструкция аналогична известным [1.11]. Отличие
заключается в том, что иглы для образования отверстий в сту-
пенчатом листе расположены на валике по его окружностям с
шагом, равным двум ширинам граней ячейки сотового заполни-
теля, и совмещены, кроме того, с осями склеенных участков лент
ступенчатого полотна.
Ступенчатое полотно с дренажными отверстиями поступает в
отрезной узел 18 (см. рис. 2.16). Этот узел представляет собой
обычный резак, который отсекает от ступенчатого полотна мер-
ные листы 19 для формирования пакета сотового заполнителя.
Станок заканчивается узлом для складывания пакетов сотово-
го заполнителя 20. В нем мерные листы 19 укладываются стоп-
кой один поверх другого так, чтобы все нижние ленты материа-
ла каждого верхнего мерного листа строго совпадали со всеми
верхними лентами материала каждого ниже лежащего мерного
ступенчатого листа. При этом образуется пакет, схема которого
показана на рис. 2.11.
Дальнейшие операции по изготовлению сотовых блоков ана-
логичны указанным в разделе 1.4.2 или (1.14]. При этом продук-
цией будут являться сотовые заполнители с ячейками шестигран-
ной или прямоугольной формы, показанные, например, на
рис. 2.12. На этом станке можно также изготавливать пакеты со-
товых заполнителей для сотовых блоков с комбинацией шести-
гранных и прямоугольных ячеек (см. рис. 2.15). С этой целью
233
Рис. 2.24. Схема относительного расположения кассет при изготовлении сотового
заполнителя с шестигранными и прямоугольными ячейками
кассеты 1 с лентами 2 материала первого кассетного узла 3
(рис. 2.24) со стороны шестигранных ячеек расположены друг от-
носительно друга так, что расстояние между краями лент равно
ширине граней шестигранной ячейки, а со стороны прямоуголь-
ных ячеек кассеты 4 с лентами 5 материала расположены друг от-
носительно друга так, что расстояние между краями лент равно
ширине грани прямоугольной ячейки. При этом между кассета-
ми для лент, образующих шестигранные и прямоугольные ячей-
ки, расположена кассета 6 с лентой материала 7 для образования
переходных пятиугольных ячеек. Во втором кассетном узле 8
расположение кассет аналогично расположению кассет в первом
кассетном узле, но расстояние между краями лент 2 и 5 двух сме-
жных кассет с лентами материала для образования шестигранных
и прямоугольных ячеек равно ширине грани пятиугольной ячей-
ки. При этом кольцевые канавки в направляющих валиках 4, 6,
8 (или зазоры между зубьями гребенок) (см. рис. 2.16), в валиках
для формирования ступенчатого полотна, а также пояски на ва-
ликах клеенаносяших узлов выполнены с шагами, соответствую-
234
Рис. 2 25. Функциональная схема станка для изготовления ступенчатого полотна:
1 — первый узел для сматывания лент материала; 2 — кассета с лентой материа-
ла; А — узел для нанесения продольных канавок или перфорационных отверстий
по линиям сгиба ленты при образовании ячеек; 3 — лента материала; 4 — первая
направляющая; 5 — узел нанесения клея на ленту материала; 6 — вторая напра-
вляющая для лент 3; 7 — второй узел для сматывания лент материала; 8 — на-
правляющая для лент материала, сматываемых с узла 7; 9 — лента материала;
10— узел формирования ступенчатого полотна материала; 11 — привод; 12 — ре-
дуктор или вариатор, 13 — нагревательная камера; 14 — ступенчатое полотно ма-
териала; Б — узел приема ступенчатого полотна материала
щими расположению лент в кассетах. Схема расположения яче-
ек в блоке сотового заполнителя показана на рис. 2.15.
Станок, выполняющий все операции по изготовлению пакетов
новых сотовых заполнителей (см. рис. 2.16), представляет собой
достаточно громоздкое сооружение и как все многооперацион-
ные станки не лишен недостатков в обслуживании, наладке и ре-
монте. Кроме того, в процессе изготовления сотовых заполните-
лей с шестигранной ячейкой традиционной конструкции (см.
рис. 1.4) было замечено, что достаточно толстые металлические и
неметаллические материалы при выполнении операции растяже-
ния пакетов либо разрываются по телу (толстые бумажные лис-
ты, картоны и другие), либо отрываются друг от друга по клее-
вому соединению, припою или сварным точкам. Этот недостаток
можно устранить установкой устройств, которые выполняют ка-
навки или отверстия вдоль линий сгиба как это показано, на-
пример, на рис. 2.10,5. С учетом указанных замечаний станок це-
лесообразно расчленить на два самостоятельных станка, выпол-
235
Рис. 2.26. Варианты конструкции узла А с валиками, оснащеными досковыми
ножами (а) и шайбами с иглами (б)
няющих более узкий круг операций в технологической цепочке
изготовления пакетов сотовых заполнителей.
Первым из них является станок для изготовления ступенчато-
го полотна (рис. 2.25), в котором помимо известных узлов стан-
ка, изображенного на рис. 2.16, добавлены два узла А и узел Б.
Узлы А служат для выполнения операции нанесения канавок или
отверстий вдоль линий сгиба лент материала 3, 9. Варианты кон-
струкций этих узлов могут быть различными и на рис. 2.26 изо-
бражены два из них. Так, для нанесения канавок узел А может
содержать валик 7 (рис. 2.26,а), в углублениях которого располо-
жены ленты 2 материала. Другой валик 3 снабжен дисковыми но-
жами 4. Глубина канавок регулируется степенью прижатия вали-
ков 1 и 3 друг к другу. Для выполнения перфорационных отвер-
стий дисковые ножи могут быть заменены шайбами 5 с иглами,
установленными на заданном расстоянии друг от друга
(рис. 2.26,6). Перфорирование лент может быть осуществлено
также узлом, работающим по принципу швейной машины с дву-
мя параллельными иглами необходимых размеров, установлен-
ными на одной ножке игловодителя. Расстояние между иглами
равно ширине а грани ячейки сотового заполнителя. Готовое
ступенчатое полотно сматывается на бобину Б (см. рис. 2.25) и в
виде рулона подается на последующие операции или на склад.
Одной из последующих операций является изготовление пакетов
сотовых заполнителей на станке, функциональная схема которо-
го показана на рис.2.27. По сути дела он является второй частью
станка, изображенного на рис. 2.16.
Изготовленные пакеты сотовых заполнителей поступают на
операции склеивания, растяжки, пропитки и другие.
236
Рис, 2,27. Функциональная схе-
ма станка для изготовления
пакетов сотовых заполнителей:
Б — рулон ступенчатого полотна
материала сотового заполните-
ля; 1 — ступенчатое полотно,
2 — узел для нанесения клея;
3— нагреватель, 4 — узел про-
бивки дренажных отверстий; _
5 — нож 6 — мерный лист сту- '/////////Тх,
пенчатого полотна; 7 — пакет
сотового заполнителя
Вместе с тем метод растяжения пакета, примененный для из-
готовления новых сотовых' заполнителей со всеми гранями оди-
наковой толщины, не позволяет получать сотовые блоки со стро-
го геометрически правильными ячейками. Это портит их эстети-
ческое восприятие (сотовые структуры с геометрически правиль-
ными ячейками обладают прекрасными эстетическими свойства-
ми и могут служить элементами украшений интерьеров помеще-
ний), повышает разброс физико-механических характеристик и
уменьшает их абсолютную величину. В этой связи поиски спосо-
бов станочного изготовления сотовых заполнителей со всеми
гранями одинаковой толщины и профилированными ячейками
продолжались и привели к созданию устройства для ручного из-
готовления сотовых заполнителей [2.15], на котором можно из-
готавливать сотовые блоки с ячейками шестигранной, прямоуго-
льной форм и их комбинаций.
Три проекции устройства с сечениями по оправкам для изгото-
вления сотовых заполнителей с шестигранными, прямоугольными
и пятиугольными ячейками изображены на рис. 2.28 и 2.29.
Основание установки крепится к станине, которой может слу-
жить обыкновенный стол. В отверстие неподвижного упора, ко-
торый может быть выполнен заодно с основанием, вставляется
ось и на нее поочередно насаживаются прокладки и оправки не-
обходимой формы и размеров. Для изготовления всех форм яче-
ек, заявленных в изобретении, в комплект оправок должны вхо-
дить оправки шестигранной формы, прямоугольные или квад-
ратные и пятиугольные В конкретном исполнении для рассмат-
риваемых сотовых заполнителей на рис. 2.29 изображены сече-
ния этих оправок. Прокладки представляют собой плоскую пли-
ту необходимой толщины с отверстием для оси. Размер прокла-
док соответствует размеру хвостовой части оправок. Конструк-
237
Рис. 2.28. Устройство для изготовления сотовых заполнителей (фронтальная и
горизонтальная проекции):
I — основание; 2 — неподвижный упор; 3 — оправка; 4— верхний ряд оправок;
5— оправка; 6 — нижний ряд оправок; 7— прокладка; 8— верхний прижим; 9 —
боковой прижим; 10— ось; 11 — направляющая; 12 — опора; 13— упор
238
(для пятиугольных ячеек)
Рис. 2.29 Устройство для изготовления сотовых заполнителей (вид сбоку и фор-
мы сечений оправок для формирования ячеек различных форм). Обозначения те
же, что и на рис. 2.28
239
Рис. 2.30. Конструкция
оправки 3 верхнего ряда
4 оправок (рис. 2.29):
7— тело оправки; 2 —
хвостовик, 5 — отвер-
стие; 6 — рабочая по-
верхность оправки; 7—
канавка
ция оправки верхнего ряда оправок показана на рис. 2.30. Она
состоит из тела оправки и хвостовика с отверстием, в которое
входит ось (см. рис. 2.28). Оправки нижнего ряда оправок отли-
чаются от изображенной на рис. 2.30 высотой расположения те-
ла 1 оправки относительно верхней рабочей поверхности 6 верх-
него ряда оправок. После того, как в устройстве набрано необхо-
димое число оправок и прокладок, их фиксируют на основании
(см. рис. 2.28) боковым и верхним прижимами. Боковой прижим
болтами неподвижно закрепляется на основании. С помощью
гайки на оси прокладки и оправки поджимаются друг к другу.
Если изготавливается сотовый заполнитель с мелкой ячейкой,
например, со стороной шестигранника равной 2,2 мм, или при
большой длине оправок, их концы будут иметь большой прогиб
при подаче давления прижатия для соединения объемных эле-
ментов друг с другом. Чтобы ликвидировать этот прогиб в уст-
ройстве предусмотрены две направляющие, которые неподвижно
закреплены на основании. На направляющих установлена опора,
которая контактирует с концами оправок 3, не позволяя им про-
гибаться. Опора в рабочем положении фиксируется упором.
Итак, устройство в сборе содержит два горизонтальных ряда
неподвижных и параллельных друг другу оправок. Сечение их те-
ла в зоне сборки сотового заполнителя повторяет внутреннюю
конфигурацию ячеек, а количество соответствует ширине сото-
вого блока. В каждом ряду оправки размещены на расстоянии
двух шагов рядов ячеек. Оправки верхнего ряда смещены отно-
сительно оправок нижнего ряда на один шаг рядов ячеек запол-
нителя и вдвинуты один ряд в другой на половину их высоты.
При этом рабочие плоскости 6 (см. рис. 2.30) каждого ряда оп-
240
Рис 2.31. Вариант исполнения
формы оправок верхнего и нижнего
рядов
равок расположены в одной горизонтальной плоскости. Плос-
кость рабочих поверхностей верхнего ряда оправок параллельна
плоскости рабочих поверхностей нижнего ряда оправок. Зазоры
между боковыми плоскостями оправок верхнего и нижнего ря-
дов регулируются прокладками (см. рис. 2.28 и 2.29) и составля-
ют 1,5—2,0 толщины грани ячеек сотового заполнителя. Вдоль
середины верхних рабочих плоскостей (см. рис. 2.30) всех опра-
вок и вдоль середины боковых граней верхнего ряда оправок вы-
полнены канавки глубиной около 1,0 мм и шириной до 0,6 мм
для пробивки дренажных отверстий Для облегчения снятия и
надевания сотового блока на оправки их высота может быть
уменьшена на 0,5—1,0 мм уменьшением высоты нижней части
полуячейки. Кроме того, сечение нижнего ряда оправок может
быть выполнено в виде прямоугольника или трапеции, у которых
ширина верхней рабочей плоскости равна ширине внутренней
части грани ячейки сотового заполнителя. Применительно к со-
товому заполнителю с шестигранной формой ячеек эти упроще-
ния показаны на сечениях оправок, изображенных на рис. 2.31.
Пунктиром обозначены внутренние контуры сотовых ячеек.
В комплект устройства входит нагреватель. Его рабочая часть
повторяет внутренний контур полуячейки с возможностью созда-
ния давления на боковые грани объемных элементов.
Сущность процесса изготовления сотового заполнителя состо-
ит в последовательном наращивании рядов ячеек соединением
объемных элементов по плоскостям их соприкосновения на оп-
равках, повторяющих внутреннюю конфигурацию ячеек. С уче-
том целей описываемых изобретений и конструкции технологи-
ческого оборудования для изготовления сотовых заполнителей
применяют трехгранные объемные элементы (рис. 2.32).
Рассмотрим последовательность изготовления сотового запол-
нителя с шестигранной формой ячеек. На рис. 2.32 первым изо-
бражен объемный элемент, из которого набирается сотовый
блок.
Процесс изготовления начинается с того, что листовой или ру-
лонный материал разрезают на ленты. Длина лент зависит от удоб-
241
Ц0а><£>90'
Рис. 2.32. Варианты исполнения трехгранных объемных элементов
ства изготовления объемных элементов и сотовых панелей. Если
материал заполнителя позволяет нарезать сотовые панели из гото-
вого сотового блока большой толщины, то длину ленты делают ма-
ксимально возможной для данного устройства. Если же материал
заполнителя не позволяет нарезать сотовые панели из блока, то
ширина ленты равна высоте ячейки заполнителя с припуском при
необходимости для последующей обработки. От ленты отрезают
плоскую заготовку и сгибают ее по форме и размерам трехгранно-
го объемного элемента (см. рис. 2.32). С этой целью используют
либо ручные приспособления типа вырубного штампа, либо соот-
ветствующие станки. На нижний ряд оправок 1 (рис. 2.33,о) укла-
дывают объемные элементы 2 первой группы доньями вверх. На
их внешние плоскости наносят, например, слой клея 3 (см. рис.
2.33,6). Клей наносится вручную или с помощью специальных
приспособлений типа валиков, штемпельных подушек и других. На
донья объемных элементов 2 первой группы укладывают объемные
элементы второй группы 4 (см. рис. 2.33,в) и прижимают послед-
ние либо профилированными грузами, либо нажимной плитой с
профилированной рабочей поверхностью и подогревом в соответ-
ствии с режимом отверждения адгезива. После соединения объем-
ных элементов первой 2 и второй 4 групп на внутренние плоско-
сти бортовых граней объемных элементов 4 второй группы нано-
сят слой клея 3 (см. рис. 2.33,г), а на верхний ряд оправок 1 (см.
рис. 2.33,6) укладывают объемные элементы третьей группы 5 так,
чтобы их бортовые грани накрыли бортовые грани объемных эле-
ментов второй 4 группы. Для соединения объемных элементов и
предотвращения их коробления от воздействия адгезива их прижи-
мают друг к другу описанными выше прижимами. При этом при-
242
Рис. 2.33. Схема последовательности соединения объемных элементов при
изготовлении сотового заполнителя с шестигранной формой ячеек
жатие осуществляют движением сверху вниз, выдавливая при этом
излишки адгезива на донья объемных элементов второй группы.
После соединения друг с другом объемных элементов второй и
третьей группы в образовавшихся двойных гранях сотовых ячеек
шилом или специальным приспособлением прокалывают дренаж-
ные отверстия 6 (рис. 2.34,о). Полученную сотовую структуру сни-
мают с оправок 1 устройства и надевают ее на нижний ряд опра-
вок (см. рис. 2.34,6). На внешние плоскости доньев объемных эле-
ментов третьей группы 5 наносят слой адгезива 3 (см. рис. 2.34,в)
243
Рис. 2.34. Схема последовательности соединения объемных элементов при
изготовлении сотового заполнителя с шестигранной формой ячеек (продолжение
рис. 2.33)
и на них укладывают объемные элементы четвертой группы 7 (см.
рис. 2.34,г), которые прижимают к объемным элементам третьей
группы упомянутыми выше способами. Процесс наращивания ря-
дов ячеек заполнителя продолжают до получения сотового блока
необходимой длины.
Аналогичным образом изготавливают сотовые заполнители с
ячейками любой другой формы или комбинацией ячеек различ-
ных форм. При этом используют объемные элементы, изобра-
женные на рис. 2.32. На рис. 2.35 показаны фрагменты сотовых
заполнителей, изготовленных указанным выше способом на про-
стейшем технологическом оборудовании.
244
Рис. 2.35. Варианты сотовых заполнителей с ячейками различных форм и их
комбинаций
В чем же проявляется эффективность применения предлагаемых
способа и устройства для изготовления сотового заполнителя по
сравнению с известными сотовыми заполнителями, рассмотрен-
ными в гл. 1? На наш взгляд, она проявляется в том, что предста-
вляется возможность изготовления как известных сотовых запол-
нителей, так и сотовых заполнителей новых конструкций:
245
с шестигранной ячейкой, всеми гранями двойной толщины по
всей их площади и дренажными отверстиями в середине всех
граней;
с прямоугольной или квадратной ячейкой, всеми гранями
двойной толщины по всей их площади и дренажными отверсти-
ями в середине всех граней;
с пятиугольной ячейкой, всеми гранями двойной толщины по
всей их площади и дренажными отверстиями в середине всех
граней;
с шестиугольной и пятиугольной ячейками в одном сотовом
блоке, всеми гранями двойной толщины по всей их площади и
дренажными отверстиями в середине всех граней;
с пятиугольной и четырехугольной ячейками в одном сотовом
блоке, всеми гранями двойной толщины по всей их площади и
дренажными отверстиями в середине всех граней;
с шестигранной и прямоугольной (или квадратной) ячейками
в одной сотовом блоке, расположенными по заданному рисунку,
всеми гранями двойной толщины по всей их площади и дренаж-
ными отверстиями в середине всех граней.
Такие конструктивные возможности позволяют в свою очередь
получать и новые свойства сотовых заполнителей:
максимальные механические характеристики в результате об-
разования ячеек со всеми гранями одинаковой толщины;
применение в одной ячейке до восьми различных материалов
позволяет изготавливать сотовые заполнители с заданными фи-
зико-механическими или теплофизическими характеристиками в
различных направлениях в плоскости сотового блока;
использование при изготовлении одного сотового блока свар-
ки, пайки и склеивания позволяет получать сотовые конструк-
ции с уникальными свойствами (прокладывать токопроводящие
шины в теле сотового заполнителя, организовывать в его теле
обогреваемые участки и другие конструктивные решения).
Простота алгоритма изготовления сотовых заполнителей поз-
воляет автоматизировать этот процесс для одного определенного
метода соединения объемных элементов: либо склеивания, либо
пайки, либо сварки. Простота установки для ручного изготовле-
ния сотовых заполнителей делает ее доступной для использова-
ния в индивидуальной трудовой деятельности.
При использовании метода склеивания трехгранных объемных
элементов друг с другом вариант процесса автоматического изго-
246
Рис. 2.36. Вариант процесса автоматического изготовления сотового заполнителя
с ячейками шестигранной формы
товления сотового заполнителя с ячейками шестигранной формы
может быть представлен так, как, например, это изображено на
рис. 2.36. Для этого случая станок-автомат имеет корпус, на ко-
тором неподвижно размещены четыре рабочих органа 1—4 и
подвижная каретка 5, которая может перемещаться вдоль рабо-
чих органов станка. Ее движение вправо прерывисто (дискретно)
и один ход равен шагу рядов ячеек, а движение влево в исходное
положение непрерывно до упора. На каретке закреплены два ря-
да оправок. Оправки верхнего ряда 6 повторяют внутреннюю
конфигурацию ячеек, а оправки нижнего ряда 7 имеют прямоу-
гольную форму. На оправках нижнего ряда удерживается изгото-
вленная часть сотового блока 8. Рабочий орган 1 расположен на-
против впадин между оправками 6 верхнего ряда и состоит из на-
копителя трехгранных объемных элементов 9, клеенаносящего
устройства для нанесения клея 10 на наружную плоскость сред-
ней грани объемного элемента (на рисунке не показано) и уст-
ройства для отделения трехгранного объемного элемента 11 от
стопки в накопителе 9 и размещении его на оправках 7 нижнего
ряда для приклеивания (на рисунке не показано). После установ-
ки объемного элемента 11 во впадину между оправками верхне-
247
го ряда каретка 5 смещается вправо на один шаг рядов ячеек и
установленный трехгранный объемный элемент 11 попадает в зо-
ну действия второго рабочего органа. Он, как и первый, распо-
ложен напротив впадин между оправками 6 верхнего ряда и
представляет собой нагреватель, создающий определенную тем-
пературу t и усилие прижатия Р для осуществления режима при-
клеивания объемного элемента 11 к сотовому блоку 8. Рабочая
часть второго рабочего органа повторяет конфигурацию внутрен-
ней плоскости средней грани трехгранного объемного элемента.
После необходимой выдержки клеевого соединения под действи-
ем температуры и давления рабочий орган 2 поднимается вверх
и каретка 5 делает следующее движение вправо. Прикрепленные
ранее трехгранные объемные элементы попадают в зону действия
рабочего органа 3. Он состоит из накопителя 12 трехгранных
объемных элементов, клеенаносящего устройства для нанесения
клея 13 на внутренние плоскости двух боковых граней объемных
элементов, расположенных по обе стороны оправки верхнего ря-
да 6 (на рисунке не показано) и устройства для отделения трех-
гранного объемного элемента 14 от стопки в накопителе 12 и
размещении его на выступающей части оправки верхнего ряда
для приклеивания (на рисунке не показано). После установки
объемного элемента 14 каретка смещается вправо на шаг рядов
ячеек и объемный элемент попадает в зону действия четвертого
рабочего органа. Он аналогичен второму, выполняет те же функ-
ции и отличается от него только конфигурацией рабочих плос-
костей. После заполнения верхнего ряда оправок объемными
элементами и создания нового ряда замкнутых ячеек каретаа 5
переводится влево и занимает исходное положение. Сотовый за-
полнитель 8 снимается с оправок и надевается вновь на нижний
ряд 7 оправок, который располагается в только что изготовлен-
ных ячейках сотового блока. Установка трехгранных объемных
элементов и их прикрепление к сотовому блоку 8 повторяется
вновь до образования следующего ряда сотовых ячеек. Так изго-
тавливается сотовый заполнитель в автоматическом режиме на-
ращиванием рядов ячеек.
По аналогии с рассмотренным вариантом могут быть предло-
жены и другие конструкции станков-автоматов для изготовления
сотовых заполнителей с конфигурациями ячеек, изображенных
на рис. 2.35. При этом если рабочие органы 2 и 4 станка (см.
248
рис. 2.36) заменить сварочными
головками, можно изготавливать
сотовые заполнители сваркой.
Несмотря на существенное уве-
личение прочности и жесткости
новых сотовых заполнителей (см.
рис. 2.6—2.8, 2.35) по сравнению с
существующими на сегодняшний
день сотовыми заполнителями,
описанными в гл. 1, их объединяет
то, что в направлениях, параллель-
ных несущим слоям (перпендику-
лярно к оси ячеек) все они имеют
практически нулевые характери-
стики прочности и модуля упруго-
Рис. 2.37. Сотовая структура с
ячейками квадратной формы, об-
разованная системой гофриро-
ванных объемных элементов
СТИ.
Первый шаг к созданию прочного и жесткого сотового запол-
нителя в двух взаимно перпендикулярных направлениях, перпен-
дикулярных одновременно и к осям ячеек представляет сотовая
структура с ячейками квадратной формы (рис. 2.37). В ней, сог-
ласно изобретению [2.7], ячейки образованы системой гофриро-
ванных объемных элементов 1, соединенных друг с другом по ча-
сти боковой поверхности гофров. Прямоугольные гофры имеют
глубину впадин (или высоту выступов) равную двум сторонам
ячейки, а ширина впадины (или выступа) равна стороне ячейки.
На площадки впадин и выступов укладывают ленты 2 с нанесен-
ным на них адгезивом и прикрепляют их к гофрированным по-
лосам 1. Ленты могут быть приварены. После прикрепления лент
2 вдоль них по оси симметрии пробивают дренажные отверстия
3. Заготовленные таким образом гофрированные полосы 1, уси-
ленные лентами 2, собирают в сотовый блок. Для этого на вы-
ступы гофров до половины их высоты наносят адгезив 4 и все
полосы по очереди вкладывают друг в друга так, что выступы од-
ной входят во впадины другой смежной полосы. При вкладыва-
нии выступов гофров одной полосы во впадины другой полосы
происходит некоторое искажение квадрата ячейки — она стано-
вится трапециевидной. В утрированной форме это показано на
рис. 2.37. Разность длин большого и малого оснований трапеции
складывается из двух толщин материала заполнителя и прослой-
ки адгезива. Такая трапециевидность по сравнению с минималь-
249
ным размером стороны ячейки сотового заполнителя, например,
в 2,5 мм не влияет на его характеристики и ячейка считается фа-
ктически квадратной. При изготовлении сотового заполнителя с
помощью контактной электрической сварки трапециевидность
ячеек минимальна. В рассматриваемом сотовом заполнителе со-
четаются следующие конструктивные и технологические при-
знаки:
все грани ячеек выполнены двойной толщины — одни в ре-
зультате установки усиливающих лент 2, другие вследствие кон-
такта гофров одной полосы с гофрами смежных полос;
ячейки образуют взаимно перпендикулярные ряды; все грани
смежных ячеек являются продолжением одна другой (одни в ре-
зультате установки на одном уровне площадок впадин и высту-
пов, другие за счет перекрытия гофра одной полосы гофром дру-
гой полосы при вкладывании их друг в друга) и образуют два се-
мейства, непрерывных в пределах одного сотового блока и пер-
пендикулярных друг к другу плоскостей;
все гофрированные полосы 7 размещены так, что выступы
гофров одной полосы лежат во впадинах смежных полос.
Очевидно, рассмотренным способом можно изготавливать со-
товые заполнители и с ячейками прямоугольной формы.
Аналогичный по форме ячеек сотовый заполнитель разработан
теми же авторами с использованием трехгранных объемных эле-
ментов [2.6]. Он набирается из Z-образных профилей 1
(рис. 2.38), которые изготавливаются из листового материала.
Стенка объемного элемента имеет высоту, равную двум ширинам
полки, а каждая полка имеет ширину, равную ширине грани
ячейки заполнителя. Из профилей с помощью, например, адге-
зива 2 собирают гофрированные ленты заданной длины (см.
рис. 2.38). При необходимости в плоскостях выступов и доньев
гофров пробивают дренажные отверстия. Заготовленные таким
образом гофрированные ленты собирают в сотовый блок описан-
ным ранее способом. На рис. 2.39 показан сотовый заполнитель,
набранный из Z-образных объемных элементов. Чем же отлича-
ется сотовый заполнитель, изображенный на рис. 2.37 от сотово-
го заполнителя, показанного на рис. 2.39? Во-первых, тем, что в
сотовом заполнителе рис. 2.39 каждая ячейка состоит из шести
Z-образных элементов. Если каждый объемный элемент будет
выполнен из определенного материала, то располагая их по за-
данному закону по площади сотового блока, можно получить со-
250
Рис. 2.38. Обхемный элемент
и образование с его помощью
гофрированной ленты
2.
товый заполнитель с заданным из-
менением физико-механических и
теплофизических характеристик.
Если же варьировать и толщиной
объемных элементов, то можно ор-
ганизовывать окантовки вырезов,
законцовки, места установки дета-
лей насыщения и другие конструк-
тивные особенности сотовых конст-
рукций. Во-вторых, сотовый запол-
нитель, набранный из Z-образных
объемных элементов, позволяет по-
лучать сотовые блоки одинарной
или двойной кривизны. При изгото-
Рис. 2.39. Сотовый заполнитель
с использованием Z-образных
объемных элементов
влении, например, сотового блока цилиндрической формы сбор-
ку гофрированных лент производят на шаблоне также цилиндри-
ческой формы необходимого радиуса R. При этом полки Z-об-
разных элементов располагают перпендикулярно к оси цилинд-
ра, а стенки — вдоль образующих так, чтобы они совпадали с ра-
диальными плоскостями, проходящими через ось цилиндра. На
рис. 2.40 изображена схема сборки гофрированной ленты для из-
готовления сотового блока цилиндрической формы. Из рисунка
следует, что при изготовлении трехслойной панели или оболоч-
ки с участием сотового заполнителя рассматриваемого типа ме-
жду поверхностями обшивок и кромками Z-образных объемных
элементов будут образовываться зазоры 8К. Они не могут иметь
произвольную величину и выбираются из соображений прочно-
сти клеевого или паяного соединения При этом для клеевого со-
единения зазор 8К не должен превышать 0,1—0,2 мм, а для пая-
ного соединения 8К< 0,017—0,2 мм. С учетом этих условий рас-
смотрение треугольников ОАВ и OCD (см. рис. 2.40) позволяет
определить оптимальный размер а полки Z-образного профиля
по известным значениям R (внутреннего радиуса цилиндричес-
кой поверхности сотового блока) и h (высоты ячейки сотового
заполнителя). Он находится из двух неравенств
251
О < а < ^5К (5К + 2 (R + Л)2); О < а < 2^ (2Я + 5К). (2.23)
Для реализации выбирается наименьшее значение.
Наиболее прочное соединение рассматриваемого сотового за-
полнителя с верхней обшивкой происходит в том случае, если на
необходимый угол срезается часть полки Z-образного объемного
элемента, так, как это показано на рис. 2.41. В этом случае дос-
тигается плотное прилегание верхней обшивки к кромкам стенок
трехгранных объемных элементов, а необходимое значение а
полки определяется только из второго неравенства (2.23) без уче-
та первого.
При изготовлении сотового блока двойной кривизны помимо
углового смещения полок смежных Z-образных элементов друг
относительно друга угловому смещению подлежат также и стен-
ки этих элементов, т.е. гофрированные ленты разворачиваются
друг относительно друга на необходимый угол. При этом оболо-
чка двоякой кривизны должна быть пологой, по крайней мере, в
одном направлении.
Информация о работах над новым поколением сотовых запол-
нителей для широкой инженерно-технической аудитории впер-
вые появилась в 1989—1990 гг. в работах [1.31, 1.38, 2.8, 2.И]. С
тех пор разработки и исследования продвинулись достаточно да-
252
леко и логическим обобщени-
ем конструкций сотовых за-
полнителей и способов их из-
готовления из трехгранных
объемных элементов, предна-
значенных для производства в
основном плоских сотовых
блоков в форме прямоуголь-
ника, круга или его части,
явился патент России [2.17].
Согласно изобретению трех-
Рис. 2.41. Схема объемного элемента с
плотным прилеганием к цилиндричес-
ким поверхностям
гранные объемные элементы могут образовывать сотовые запол-
нители с ячейками в форме от треугольника до восьмиугольника
включительно, исключая семиугольник, и их комбинации в од-
ном сотовом блоке. Они могут образовывать ячейки с одинако-
вой двойной толщиной всех граней, а также ячейки с гранями
одновременно одинарной, двойной и более толщины. С этой це-
лью из заданных материалов изготавливают трехгранные объем-
ные элементы заданных геометрических форм и размеров и по
заданному рисунку расположения объемных элементов в сотовом
заполнителе из них образуют ряды ячеек, полуячеек или откры-
тых ячеек. В рядах размещают однотипные или разнотипные
объемные элементы и соединяют их друг с другом по всей плос-
кости контакта боковых граней. Ряды же соединяют друг с дру-
гом по плоскостям контакта средних граней объемных элементов
непосредственно или через плоскую прокладку, которая прохо-
дит через всю длину рядов ячеек сотового блока.
Рассмотрим сотовые заполнители с ячейкой треугольной фор-
мы (рис. 2.42 и 2.43), набранные из трехгранных объемных эле-
ментов. Если в объемном элементе (рис. 2.42,а) боковые грани 1,
2 в общем случае имеют различную длину, пропорциональную
расстоянию от центра круга, и наклонены к средней грани под
острыми углами, то из них можно образовывать ряд ячеек
(рис. 2.42,6). Средние грани объемных элементов в ряду лежат в
одной плоскости, а сама конструкция ряда представляет собой
клин. При непосредственном соединении таких рядов друг с дру-
гом можно получить сотовый блок в виде круга или его части.
Фрагменты сотовых блоков при виде сверху показаны на
рис. 2.42,в. Сотовые заполнители (рис. 2.42,в) имеют максималь-
ные механические характеристики в радиальном направлении и
253
3
а)
Рис. 2.42. Варианты сотовых запонителей с ячейками треугольной формы
существенно меньшие — в окружном направлении. Их конструк-
ция находит применение как в сотовых панелях круговой фор-
мы, так и в пологих конических оболочках. Деформативность
при облегании конических оболочек достигается деформирова-
нием средних граней объемных элементов, располагающихся
вдоль образующих конуса. Механические характеристики сото-
вого заполнителя изменяются, уменьшаясь в направлении от
центра круга к периферии, если объемные элементы изготовле-
ны из одного материала и имеют одинаковую толщину. Приме-
нение различных материалов и объемных элементов различной
254
толщины позволяют регулировать механические и другие харак-
теристики сотового блока, а также организовывать местные уси-
ления и окантовки. Если в объемных элементах боковые грани 1,
2 (рис. 2.42,а) имеют одинаковую длину, то сотовые блоки изго-
тавливаются в виде прямоугольных брусьев с конструкцией яче-
ек, изображенной на рис. 2.42,д.
Сотовые заполнители, изображенные на рис. 2.42,г и е, теоре-
тически могут быть псевдоизотропными, однако, их реальное ис-
полнение приводит к тому, что прочность и модуль упругости в
радиальном направлении ниже аналогичных характеристик сото-
вого заполнителя, показанного на рис. 2.42,в и д. Ситуация суще-
ственно меняется в сторону резкого повышения механических
характеристик по сравнению с заполнителями (см. рис. 2.42,в и
если ряды ячеек (рис. 2.42,6) соединять между собой с помо-
щью прокладок 4 (см. рис. 2.42,ж и з). В результате получается
чрезвычайно жесткая и прочная конструкция сотового блока. С
точки зрения прочности и жесткости для плоских конструкций
сотовый заполнитель (см. рис. 2.42,ж и з) оптимален, но он не
может быть использован в конических или цилиндрических па-
нелях или оболочках.
Если ряды ячеек набирать из объемных элементов двух типов,
один из которых представляет собой треугольник со всеми ост-
рыми углами (см. рис. 2.42,а), а второй — треугольник с одним
тупым углом (см. рис. 2.43,о), то, соединяя ряды ячеек (см.
рис. 2.43,6) через прокладки, получим сотовый заполнитель, изо-
Рис. 2.43. Варианты сотовых заполнителей, состоящих из объемных элементов а
255
Рис. 2.44. Фрагмент сотового заполнителя с комбинацией различных ячеек
треугольной формы
браженный на рис. 2.43,в. Если же ряды ячеек набирать из оди-
наковых объемных элементов, поперечное сечение которых
представляет собой прямоугольный треугольник, то получим со-
товый заполнитель, показанный на рис. 2.42,г. Эти заполнители
оптимальны, по крайней мере, по механическим характеристи-
кам для производства плоских трехслойных конструкций в фор-
ме круга или его части, а также в форме прямоугольника.
Следует заметить, что из рассмотренных выше объемных эле-
ментов можно изготовить сотовый заполнитель с комбинацией
различных ячеек треугольной формы. На рис. 2.44 показан фраг-
мент такого заполнителя. При соответствующем подборе ячеек
можно создать сотовый заполнитель с рисунком сот для исполь-
зования в качестве декоративного элемента жилища, фасадов
зданий и тому подобных конструкций.
Рассмотрим сотовые заполнители с четырехугольными ячейка-
ми, образованными с помощью трехгранных объемных элемен-
тов, имеющих в поперечном сечении профиль желоба с парал-
лельными боковыми гранями 1, 2, расположенными по одну сто-
рону по отношению к средней грани 3 (рис-. 2.45,а).
Соединение объемных элементов по их боковым граням поз-
воляет получить ряд открытых ячеек (рис. 2.45,6), из которых мо-
жно изготовить сотовые блоки с ячейками различной конфигу-
рации, соединяя их через прокладки (рис. 2.45,в—к и 2.46) или
непосредственно по наружным плоскостям гофров. Из представ-
ленных на этих рисунках типов сотовых заполнителей для сило-
вых трехслойных конструкций наибольший интерес представля-
ют сотовые заполнители, изображенные на рис. 2.45,в,г,з,и, а
также на рис. 2.46,в. Сотовые заполнители (см. рис. 2.45,в,г) наи-
более близки к теоретически оптимальным сотовым заполните-
лям для плоских круговых в плане сотовых панелей, а сотовые
256
3
Рис. 2.45. Объемный элемент и варианты сотовых заполнителей, изготовленных
с его помощью
257
заполнители (см. рис. 2.45,з,и) наиболее близки к теоретически
оптимальным сотовым заполнителям для плоских прямоуголь-
ных в плане сотовых панелей. Сотовый заполнитель (см. рис.
2.46,в) за счет некоторого искривления граней ячеек может де-
формироваться и облегать цилиндрические поверхности. В этой
связи его применяют при изготовлении цилиндрических панелей
и оболочек, располагая грани, образующие непрерывные плоско-
сти, вдоль образующих цилиндрической поверхности. Остальные
типы сотовых заполнителей могут быть применены либо в неси-
ловых конструкциях, либо как элементы декоративных и декора-
тивно-прикладных изделий.
Четырехугольные ячейки в сотовом заполнителе могут быть
образованы также с помощью трехгранных объемных элементов
Z-образного профиля (рис. 2.47,о). У него боковые грани (полки)
1, 2 расположены по обе стороны относительно средней грани 3
(стенки). Сотовый блок образуется из полос, у которых с обеих
сторон выступают боковые грани объемных элементов (см. рис.
2.47,6). Полосы образуются соединением стенок объемных эле-
ментов внахлест так, чтобы концы выступающих боковых граней
с каждой стороны полосы лежали в одной плоскости. Высота
стенок объемных элементов выполняется кратной размеру сторо-
ны сотовой ячейки, поэтому нахлест стенок при соединении объ-
емных элементов друг с другом в полосу происходит по всей дли-
не стенки за вычетом размера одной ячейки. Образованные та-
258
Рис. 2.47. Сотовый заполнитель с четырехугольными ячейками, образованными с
помощью объемных элементов Z-образного профиля
ким образом полосы соединяются друг с другом по плоскостям
соприкосновения выступающих боковых граней объемных эле-
ментов и образуют сотовые блоки заданных размеров и конфи-
гурации с заданными размерами ячеек. Если высота стенки объ-
емного элемента кратна двум сторонам ячеек сотового заполни-
теля, то в полученном сотовом блоке ячейки будут иметь все гра-
ни одинаковой двойной толщины (см. рис. 2.47,в,г). Если же вы-
сота стенки кратна более чем двум сторонам ячеек, то в изгото-
вленном сотовом блоке ячейки будут иметь толщину, равную
кратности высоты стенки объемного элемента к-размеру сторо-
ны ячеек. На рис. 2.47,д,е соответственно изображены фрагмен-
ты сотовых блоков круговой и плоской формы в плане, набран-
ных из объемных элементов (заштрихованы), у которых стенка
кратна трем размерам ячеек сотового заполнителя. Как видно из
рисунков, в каждой ячейке две противоположные грани имеют
259
Рис. 2.48. Объемный элемент (а) и варианты изготовления с его помощью
сотовых заполнителей с пятиугольной формой ячеек
двойную толщину, а остальные — тройную. Такая зависимость
толщины граней ячеек позволяет изготавливать сотовые запол-
нители с необходимым усилением в заданном направлении для
восприятия усилий, действующих на трехслойную сотовую кон-
струкцию, что позволяет в свою очередь создавать оптимальные
панели, оболочки и другие детали изделий. Сотовые заполните-
ли, изображенные на рис. 2.47, близки к теоретически оптималь-
ным сотовым заполнителям для плоских круговых в плане сото-
вых панелей, а также к теоретически оптимальным сотовым за-
полнителям для плоских прямоугольных в плане сотовых пане-
лей. По аналогии с сотовым заполнителем [2.6] рассматриваемые
сотовые заполнители могут иметь форму конических и цилинд-
рических панелей и оболочек, если при соединении друг с дру-
гом полос (см. рис. 2.47,6) последние будут развернуты друг от-
носительно друга на заданный угол (аналог изображен на
рис. 2.40), а сторона а ячейки будет удовлетворять соотношени-
ям (2.23). При этом форма ячеек будет близка к теоретически оп-
тимальным сотовым заполнителям для использования последних
в силовых цилиндрических или конических оболочках.
Пятиугольные ячейки в сотовом заполнителе образуются так-
же с помощью трехгранных объемных элементов в форме жело-
ба (рис. 2.48,о). Боковые грани (полки) 7, 2 элемента расположе-
ны по одну сторону относительно его средней грани 3 (стенки) и
образуют конфигурацию незамкнутой прямоугольной трапеции.
Объемные элементы собирают в ряд полуячеек (см. рис. 2.48,6),
260
Рис. 2.49. Фрагменты сотовых блоков круговой или конической формы с
пятиугольными ячейками
а ряды соединяют друг с другом в сотовый блок по плоскостям
контакта стенок объемных элементов. При этом сотовый запол-
нитель с пятиугольными ячейками существует в виде двух моди-
фикаций: с пятиугольными выпуклыми ячейками (см.
рис. 2.48,в) и с пятиугольными вогнутыми ячейками (см.
рис. 2.48,г). Сотовые заполнители рассматриваемых типов хоро-
шо облегают цилиндрические поверхности и воспринимают не-
большие нагрузки растяжения и сжатия, направленные вдоль не-
сущих слоев направлении непрерывных плоскостей, образован-
ных гранями ячеек, которые в цилиндрических оболочках и па-
нелях играют роль стрингеров, расположенных вдоль их образу-
ющих.
Сотовые блоки в виде круга (или его части), составленные из
объемных элементов (см. рис. 2.48,о), имеют в своем составе ячей-
ки как пятиугольной, так и шестиугольной формы (рис. 2.49).
Они хорошо облегают поверхности двоякой кривизны типа сфе-
рических или параболических оболочек.
Шестигранные ячейки в сотовом заполнителе образуются с
помощью трехгранных объемных элементов в форме желоба
(рис. 2.50,с). Боковые грани (полки) 1, 2 элемента расположены
по одну сторону относительно его средней грани 3 (стенки). По-
сле сбора из объемных элементов рядов полуячеек (см.
рис. 2.50,6) их соединяют между собой в сотовый блок. При не-
посредственном соединении рядов полуячеек друг с другом по-
лучают фрагменты сотовых заполнителей, изображенные на
рис. 2.50,в—ж. Так, если в объемном элементе 180° > а > 90°, то
шестигранные ячейки имеют конфигурацию, показанную на
рис. 2.50,в,г. Если в объемном элементе а < 90°, то шестигранные
ячейки имеют вогнутую форму (см. рис. 2.50,д,е). Если в объем-
ном элементе а = 90°, то сотовый блок в форме круга или его ча-
261
Рис. 2.50. Фрагменты сотовых заполнителей с шестигранными ячейками,
образованными с помощью трехгранных элементов в форме желоба
сти имеет одновременно ячейки четырехугольной и шестиуголь-
ной формы .
При соединении рядов полуячеек с помощью плоской про-
кладки образуются фрагменты сотовых заполнителей, показан-
ные на рис. 2.51. Ячейки в них можно считать либо шестиуголь-
ными с усиливающими полосами, либо четырехугольными тра-
пениедальными. Усиливающие ленты (или плоские прокладки)
существенно повышают жесткость и прочность сотового блока
особенно в направлении их укладки. В отличие от сотовых за-
полнителей (см. рис. 2.50,в—ж) сотовые заполнители, изобра-
262
Рис. 2.51. Фрагмент сотовых заполнителей из объемных элементов в виде желоба,
усиленных лентами
женные на рис. 2.51, не могут облегать криволинейные поверх-
ности за исключением сотового заполнителя, показанного на
рис. 2.51,в. Последний может быть использован при изготовле-
нии трехслойных сотовых цилиндрических оболочек. Его аналог
в форме круга (не показан на рисунке) может быть применен в
сотовых конических оболочках.
Сотовые заполнители с ячейками восьмиугольной формы изо-
бражены на рис. 2.52. Они образованы из трехгранных объемных
элементов в форме желоба с боковыми гранями одинаковой дли-
ны, наклоненными к средней грани под одним и тем же углом.
Эти сотовые заполнители «эластичнее» изображенных на рис.
2.50,в—ж и могут облегать криволинейные поверхности достато-
чно большой кривизны. Их можно применить для изготовления
изделий декоративно-прикладного назначения. Так, на рис. 2.53
изображен фрагмент ограждения, например, балконов, скверов,
приусадебных участков и т.п. Подходящим материалом для это-
го может служить полосовой металл толщиной от 1,5 до 2,5 мм,
263
Рис. 2.52. Фрагменты сотовых заполнителей с ячейками восьмиугольной формы
Рис. 2.53. Фрагмент ограждения из сотовых
заполнителей с ячейками восьмиугольной формы
прутки из металла, стеклопластика или
других материалов. Соединение объ-
емных элементов может быть осущест-
влено с помощью заклепок, винтов,
клеев, сварки и других видов неразъ-
емных соединений. Причем набор пе-
речисленных выше трехгранных объ-
емных элементов позволяет создавать
заполнители с раснообразным рисун-
ком ячеек и получать изделия с хоро-
шими эстетическими свойствами, ко-
торые могут стать украшениями обще-
ственных мест и индивидуальных жи-
лищ, например, витражи, решетки на
окнах и т.п.
Для конкретной реализации прин-
ципиальной технологии изготовления
сотовых заполнителей, изложенной в
патенте России [2.17], была создана
264
Рис. 2.54. Установка настольного типа для ручного изготовления сотовых
заполнителей (вид спереди)
установка и разработан способ изготовления на ней сотовых за-
полнителей {2.14, 2.16 ]. Помимо сотовых блоков с ячейками,
изображенными на рис. 2.42—2.52, на установке можно изготав-
ливать сотовые блоки и с другими конструкциями ячеек.
Общий вид установки настольного типа для ручного изготов-
ления сотовых заполнителей показан на рис. 2.54 и 2.55.
Основным рабочим инструментом при изготовлении сотового
блока 1 (на рис. 2.54 он изображен с ячейками треугольной фор-
мы) являются гребенки 2. В комплект установки должно входить
не менее трех гребенок одинакового назначения (для сотового
блока без вырезов или для сотового блока с вырезами). С помо-
щью пазов в основании гребенок они зацепляются с вертикаль-
265
Рис. 2.55. Установка настольного типа для ручного изготовления сотовых запол-
нителей (вид в плане)
ними направляющими 3 и ложатся на плиту 4 установки. Кон-
цы зубьев гребенки опираются на подвижную плиту 5. Верти-
кальные направляющие 3 совершенно свободно перемещаются в
вертикальном направлении в пазах кронштейнов 6, закреплен-
ных на плите 4, и могут быть зафиксированы в заданном поло-
жении. В свою очередь плита 4 опирается и закрепляется на двух
горизонтальных направляющих 7. Выступающие наружу из-под
плиты 4 концы горизонтальных направляющих имеют пазы 8. В
этих пазах размещены фиксаторы положения 9 подвижной пли-
ты 5, а также закрепляются нажимные приспособления 10. На
подвижной плите 5 размещены прижимы 11 для фиксации мате-
риала сотового заполнителя по периметру сотового блока и пе-
266
риметру его вырезов. Плита 4 уста-
новки служит основанием для стоек
12, на которых с помощью системы
рычагов, установлен и перемещает-
ся электрический нагреватель 13, а
также основанием для размещения
вытяжного устройства 14.
Нагреватель 13 состоит из плиты -
корпуса 15 с плоской рабочей по-
верхностью и двумя боковыми
кронштейнами 16, а также из смен-
ной плиты 17. Рабочая поверхность
последней образует выступы прямо-
угольной формы 18, размеры кото-
рых согласуются с размерами зубьев
гребенок 2.
Вытяжное устройство 14 может
Рис. 2.56. Схема составной гре-
бенки
быть рычажным, винтовым, пневматическим. На рис. 2.55. оно
изображено винтовым и приводится в действие штурвалом 19. С
помощью тяг 20 оно взаимодействует с захватами 21 гребенок 2.
Выше было отмечено, что основным инструментом для фор-
мообразования ячеек и наращивания их рядов для получения со-
тового блока заданных размеров служит гребенка. Конструктив-
но она может быть выполнена составной и монолитной. На
рис. 2.56 изображена схема составной гребенки. Она выполнена
из отдельно изготавливаемых зубьев 1 с хвостовиками и обкла-
док 2, образующих совместно с хвостовиками зубьев корпус гре-
бенки. Зубья по сути дела являются оправками и повторяют вну-
треннюю конфигурацию сотовой ячейки или ее части. Зазоры
между зубьями 3 регулируются прокладками, а сами зубья непод-
вижно скреплены с обкладками. На корпусе гребенки выполне-
ны пазы 4 для установки и фиксации в подвижных направляю-
щих 3 (см. рис. 2.55) установки, а также захваты 5 для извлече-
ния ее из ячеек сотового блока в процессе его изготовления. Мо-
нолитная гребенка изготавливается из одного куска металла и
имеет те же наружные обводы, что и составная. Зазоры 3 между
зубьями гребенки пропиливаются инструментом соответствую-
щей толщины. Как правило, гребенки толщиной от 4 мм и ме-
нее целесообразно выполнять монолитными, а толщиной от 5 мм
и более — составными. Ширина гребенки соответствует ширине
267
сотового блока, длина зубьев служит его толщиной, а длина со-
тового блока не регламентируется инструментом и, в принципе,
может, быть выполнена любого размера.
Рассмотрим процесс изготовления сотового блока прямоуголь-
ной формы с квадратными ячейками и вырезом. Пусть сотовый
блок изготавливается методом склеивания. Рабочим инструментом
служат гребенки, зубья которых имеют квадратное сечение.
Перед началом работы необходимо привести установку (см.
рис. 2.54 и 2.55) в рабочее состояние. С этой целью выбирают
комплект необходимых для работы гребенок 2, размещают их в
вертикальных направляющих 3 так, чтобы они стопкой лежали
на плите 4. При этом электрический нагреватель 13 в это время
находится в нерабочем положении (рис. 2.54 и 2.55, пунктир).
Винтами 9 освобождают подвижную плиту 5 и устанавливают ее
так, чтобы концы зубьев нижней гребенки опирались на нее на
длине 3—5 мм. После этого винтами 9 подвижную плиту 5 фик-
сируют на горизонтальных направляющих 7. Далее проверяют
люфт гребенок 2 в вертикальных направляющих 3. Если он не
превышает 0,2—0,4 мм, считается, что рабочий инструмент зани-
мает правильное рабочее положение. При большом люфте следу-
ет отрегулировать рабочее положение гребенок с помощью кре-
пежа и прокладок, которые размещаются на кронштейнах 6. При
этом необходимо следить, чтобы гребенки плотно прилегали друг
к другу и к плитам 4, 5. Следующий этап подготовки установки
к работе — регулирование положения электрического нагревате-
ля 13. Эта процедура начинается с того, что на горизонтальные
направляющие 7 между плитами 4, 5 устанавливают нажимные
приспособления 10 с помощью крепежа, размещаемого в пазах 8.
Электронагреватель 13 из нерабочего положения (см. рис. 2.54 и
2.55, пунктир) переводится в рабочее положение до соприкосно-
вения плоской плиты-корпуса 15 с верхней гребенкой и фикси-
руется в этом положении. На его корпус 75 устанавливают смен-
ную плиту 77 с выступами 18 необходимых размеров, которые
соответствуют зубьям рабочих гребенок. Поворотом корпуса 75
электронагревателя вокруг своей оси профилированная сменная
плита 77 накладывается на верхнюю гребенку 2, ее положение
согласовывается с зубьями гребенки и фиксируется специальны-
ми фиксаторами на корпусе 75. После окончательной установки
всех плит электронагревателя нажимное приспособление 10 вво-
дится в зацепление с его кронштейнами 16 и окончательно за-
268
крепляется на горизонтальных направляющих 7. После всех при-
мерок и регулировок электрического нагревателя 13 его освобо-
ждают от нажимного приспособления 10, тяги которого откиды-
ваются в стороны (см. рис. 2.54 и 2.55, пунктир), и устанавлива-
ют в исходное положение (см. рис. 2.54 и рис. 2.55).
По завершении всех этих приготовлений, располагая лентами
или мерными листами материала заполнителя, клеем и другими
необходимыми мелочами, можно приступать к изготовлению со-
тового заполнителя. С этой целью гребенки снимают с установ-
ки и размешают рядом с ней. Последовательность изготовления
сотового блока иллюстрируют рис. 2.57 и 2.59.
Первая операция — размещение материала заполнителя на
гребенке. Гребенку / (см. рис. 2.57) устанавливается в зажимном
приспособлении в вертикальном или горизонтальном положе-
нии. Ленту 2 материала сотового заполнителя накладывают на
крайний зуб гребенки и обвивают ею с трех сторон все зубья 3,
располагая ленту в пазах 4 (см. рис. 2.5,о). С обеих сторон гре-
бенки оставляют припуск 5 ленты 2 для соединения с последую-
щим рядом ячеек и образования окантовки сотового блока. В за-
висимости от требуемой толщины окантовки длина припуска
различна. Пусть толщина окантовки равна двум толщинам мате-
риала сотового заполнителя. В этом случае длина припуска 5
равна толщине следующей гребенки.
Если гребенка достаточно легкая, то ее заправку лентой или
мерным листом материала заполнителя производят вручную, не
прибегая к помощи зажимных приспособлений.
Вторая операция — приклеивание начальной торцевой окан-
товки. С этой целью гребенку 1 устанавливают в вертикальные
направляющие 6 (см. рис. 2.57,6) установки лицевой стороной
вниз и опускают до соприкосновения с плитами 4, 5 (см.
рис. 3.55). На выступающие поверхности ленты 2 материала на-
носят клей 7 (см. рис. 2.57,в). Клей наносят также и на припус-
ки ленты 5, которые выступают над поверхностью гребенки. По-
сле этого на зубья гребенки накладывают промежуточную пло-
скую ленту 8 (см. рис. 2.57,г), а припуск ленты 5 с клеем загиба-
ют на нее сверху. На полученный пакет опускают электрический
нагреватель 9, плоской рабочей поверхностью нагревателя под-
жимают склеиваемый пакет, обеспечивая необходимое давление
N и температуру подогрева t.
Третья операция — образование первого ряда ячеек. После не-
269
Рис. 2.57. Последовательность операций изготовления сотового заполнителя с
прямоугольной формой ячеек
270
Рис. 2.58. Последовательность операций изготовления сотового заполнителя с
прямоугольной формой ячеек (продолжение)
271
обходимой выдержки под давлением и температурным воздейст-
вием электрический нагреватель 9 возвращают в исходное нерабо-
чее положение (см. рис. 2.54 и 2.55, пунктир), гребенку 1 извлека-
ют из вертикальных направляющих 6, переворачивают лицевой
стороной вверх и вновь размещают в установке (см. рис. 2.57,д).
На поверхности ленты 2 материала заполнителя, которые выходят
на лицевую поверхность гребенки 7, наносят слой клея 7. Плоская
272
промежуточная лента материала 10 (см. рис. 2.57,е) накладывает-
ся на внешнюю поверхность гребенки 1 и поджимается электри-
ческим нагревателем 9, обеспечивающим необходимое давление W
и температуру подогрева t. Таким образом на первой гребенке
формируется ряд прямоугольных ячеек.
Четвертая операция — размещение материала заполнителя на
I ребенке. Вторую гребенку 11 устанавливают в зажимном при-
способлении в вертикальном или горизонтальном положении.
Гребенку заправляют материалом сотового заполнителя (лентой
или мерным листом материала) в точном соответствии с первой
операцией.
Пятая операция — соединение материала заполнителя на гре-
бенке 1 с материалом заполнителя на гребенке 11. Для этой це-
ли на поверхности соприкосновения материала, заправленного в
гребенку 11, с промежуточной лентой 10 наносят слой клея 7 (см.
рис. 2.57,ж). Клей наносится также на внутреннюю поверхность
припуска 5, выступающего вниз на гребенке 11, и припуска 5,
выступающего вверх на гребенке 1. После этого гребенка 11 раз-
мешается в вертикальных направляющих 6 установки и уклады-
вается на гребенку 1 до полного контакта с ней по всей поверх-
ности (см. рис. 2.57,з). На верхнюю свободную поверхность гре-
бенки 11 устанавливают электронагреватель 9 так, чтобы высту-
пающие плоскости его сменной плиты 12 контактировали с по-
верхностями зубьев гребенки 11, свободными от материала за-
полнителя. Давление прижатия и температура обеспечивают ре-
жим склеивания материала заполнителя. После прижатия гребе-
нок 1, 11 друг к другу подают давление прижатия Р (см.
рис. 2.57,з) к припускам 5, на которых нанесен клей. На реаль-
ной установке (см. рис. 2.54 и 2.55) эту функцию выполняют
прижимы 11, расположенные на плите 5.
Шестая операция — образование второго ряда ячеек. После
необходимой выдержки под давлением и температурным воздей-
ствием электронагреватель 9 возвращают в исходное положение
(см. рис. 2.54 и 2.55, пунктир), а также снимают давление Р бо-
ковых прижимов. На поверхности ленты 2 материала заполните-
ля, которые выходят на лицевую плоскость гребенки 11, наносят
клей 7 (см. рис. 2.57,и). Плоская промежуточная лента материа-
ла 10 (см. рис. 2.57,к) накладывается на внешнюю поверхность
гребенки 11 и поджимается электронагревателем 9 с необходи-
273
мым давлением N и температурой подогрева t. Таким образом
образуется два ряда ячеек сотового заполнителя.
Повторяя четвертую—шестую операции необходимое число раз,
получают сотовый блок необходимой длины. При этом следует
только учитывать, что при изготовлении сотового заполнителя чи-
сло гребенок, одновременно участвующих в этом процессе и раз-
мещенных на установке, не должно превосходить 3 или, в край-
нем случае, 5. Как правило, при достижении стопки в 3—4 гребен-
ки вертикальные направляющие 6 (см. рис. 2.57) или 3 (см
рис.2.55) поднимают вверх и фиксируют их в кронштейнах 6 (см.
рис. 2.55) на такой высоте, которая позволяет освободить нижнюю
гребенку и фиксировать неподвижное положение лежащих выше
гребенок. Нижнюю гребенку вытягивают из стопки устройством 14
(см. рис. 2.55), а верхние гребенки под действием собственной мас-
сы по вертикальным направляющим 3 (см. рис. 2 55) опускаются
на плиты 4, 5 установки. После этого направляющие 3 возвраща-
ют в исходное положение до упора в плиту 4 (см. рис. 2.55). Из-
влеченную гребенку заправляют материалом заполнителя и повто-
ряют далее все операции, рассмотренные выше. Практика показы-
вает, что при толщине гребенки до 8 мм количество одновремен-
но находящихся в стопке гребенок на установке не должно превы-
шать 4—5. При толщине гребенки 10 мм и более гребенок в стоп-
ке должно быть не более 3. Это диктуется удобством, лучшим кон-
тролем за качеством заполнителя и отсутствием чрезмерного уси-
лия прижатия нижней гребенки, которое приводит к смятию, раз-
рывам и другим дефектам граней ячеек при извлечении нижней
гребенки. Следует также отметить, что при толщине гребенок
10 мм и их ширине 400 мм уже становится затруднительно извле-
кать их из стопки вручную и необходимо прибегать к использова-
нию устройства 14 (см. рис. 2.55).
Если, наконец, необходимое количество рядов ячеек сотового
заполнителя изготовлено и в сотовом блоке требуется выполнить
вырез, например, с правой стороны, необходимо осуществить
следующие операции.
Седьмая операция — размещение материала заполнителя на
гребенке с вырезом. Гребенка 13 с вырезом отличается от опи-
санных выше гребенок 1, 11 без вырезов (см. рис. 2.57) тем, что
в месте выреза отсутствуют зубья или их часть. На оставшиеся
зубья гребенки 13 навивается лента материала заполнителя 2 (см.
274
рис. 2.57, л) в точном соответствии с первой или четвертой опе-
рациями.
Восьмая операция — соединение материала заполнителя на
। ребенке 11 с материалом заполнителя на гребенке 13. Для этой
цели на поверхности соприкосновения материала заполнителя,
оправленного в гребенку 13, с материалом гребенки 11 (проме-
жуточная лента 10) наносят клей 7 (см. рис. 2.58,а). Клей нано-
сят также на внутреннюю поверхность припуска 5, выступающе-
го вниз на гребенке 13, и припуска 5, выступающего вверх на
। ребенке 11. После этого гребенку 13 размещают в вертикальных
направляющих 6 установки и укладывают на гребенку /7 до по-
лного контакта с ней по всей поверхности соприкосновения (см.
рис. 2.58,6). На верхнюю поверхность гребенки 13 устанавливают
электронагреватель так, чтобы выступающие плоскости его
сменной плиты 12 контактировали с поверхностями зубьев гре-
бенки 13, свободными от материала заполнителя. Давление при-
жатия 13 нагревателем W и температура t обеспечивают режим
склеивания материала заполнителя. После прижатия гребенок
11, 13 друг к другу подают давление прижатия Р (см. рис. 2 58,6)
к припускам 5 лент, на которые был нанесен клей. Следует за-
метить, что на рис. 2.57—2.59 для удобства описания принята
сквозная нумерация позиций.
Девятая операция — образование первого ряда ячеек в районе
выреза. После необходимой выдержки под давлением и темпера-
турой электронагреватель 9 возвращают в исходное нерабочее
положение и снимают давление Р с элементов окантовки выре-
зов. Вертикальные направляющие 6 поднимают и фиксируют
так, что освобождается нижняя гребенка, а последующие гребен-
ки находятся в жестком зацеплении с направляющими. Тяги 20
вытяжного устройства 14 цепляют за захваты 27 нижней гребен-
ки (см. рис 2.55) и вращением штурвала 19 вытягивают нижнюю
гребенку из стопки (см. рис. 2.55, пунктир). Под собственной тя-
жестью оставшиеся в направляющих гребенки опускаются на
плиты установки, а вынутая гребенка направляется на зарядку.
Вертикальные направляющие опускают в исходное положение.
На поверхности ленты 2 материала заполнителя, которые выхо-
дят на лицевую сторону гребенки 13, наносят слой клея 7 (см.
рис. 2.58,в). Плоская промежуточная лента материала 14 (см.
рис. 2.58,г) накладывается на внешнюю поверхность гребенки 13
и поджимается к ней нагревателем 9 с необходимым давлением
275
и температурой нагрева. Таким образом формируется первый ряд
ячеек в районе выреза.
Десятая операция — размещение материала, заполнителя на
гребенке с вырезом. Гребенку 15 (см. рис. 2.58,6) заправляют
лентой материала в точном соответствии с седьмой операцией.
Одиннадцатая операция — соединение материала заполнителя
на гребенке 13 с материалом заполнителя на гребенке 15. После
выдержки под давлением и температурным воздействием ленты 14
(см. рис. 2.58,г) электронагреватель возвращают в исходное поло-
жение. На поверхности соприкосновения материала заполнителя,
заправленного в гребенку 15, с материалом гребенки 13 (промежу-
точная лента 14) наносится слой клея 7(см. рис. 2.58,6). Клей на-
носят также на внутреннюю поверхность припуска 5, выступаю-
щего вниз на гребенке 15, и припуска 5, выступающего вверх на
гребенке 13. После этого гребенку 15 размещают в вертикальных
направляющих 6 установки и укладывают на гребенку 13 до пол-
ного контакта с ней по всем поверхностям соприкосновения (см.
рис. 2.58,е). На верхнюю поверхность гребенки 15 устанавливают
электронагреватель 9 так, чтобы выступающие плоскости зубьев
его сменной плиты 72 контактировали с поверхностями зубьев гре-
бенки 75. После прижатия гребенок 13, 75 друг к другу подают да-
вление прижатия /’(см. рис. 2.58,ё) к припускам 5материала.
Двенадцатая операция — образование второго ряда ячеек в
районе выреза. После необходимой выдержки под давлением и
температурным воздействием электронагреватель 9 возвращают в
исходное положение и снимают давление Р с элементов окантов-
ки сотового блока и выреза. На поверхности ленты 2 материала
заполнителя, которые выходят на лицевую поверхность гребенки
75, наносят слой клея 7 (рис. 2.59,а). Плоская промежуточная
лента материала (см. рис. 2.59,6) накладывается на внешнюю по-
верхность гребенки 75 и поджимается к ней нагревателем 9. Та-
ким образом формируется второй ряд ячеек в районе выреза.
Повторяя десятую и последующие операции необходимое чи-
сло раз, в сотовом блоке получают вырез необходимого размера.
Для образования последнего ряда ячеек в районе выреза в две-
надцатую операцию следует внести некоторые коррективы. Во-
первых, при нанесении клея на участки ленты 2 следует наносить
его не только на участки, расположенные на зубьях гребенки 75,
но и на припуск 5 (см рис. 2.59,в). Во-вторых, промежуточная
лента 16 должна иметь длину, равную ширине сотового блока
276
(см рис. 2.59,г). В-третьих, после подачи давления и температу-
ры для приклеивания промежуточной ленты подается усилие
прижатия Р (см. рис. 2.59,г) для приклеивания припуска 5 к ее
нижней плоскости. Таким образом формируется последний ряд
ячеек в районе выреза.
Тринадцатая операция — размещение материала заполнителя
па гребенке. Гребенка 17 заполняется материалом сотового за-
полнителя в точном соответствии с первой операцией.
Четырнадцатая операция — соединение материала заполните-
ля на гребенке 15 с материалом заполнителя на гребенке 17. Для
этой цели после необходимой выдержки под давлением и темпе-
ратурным воздействием нагреватель 9 возвращают в исходное по-
ложение и снимают давление Р на припуск материала. Нижнюю
гребенку 11 (см. рис. 2.59,г) извлекают из стопки гребенок. На
поверхности соприкосновения материала, заправленного в гре-
бенку 17, с материалом гребенки 75 (см. рис. 2.59,г, промежуто-
чная лента 76) наносится слой клея 7 (см. рис. 2.57,ж). Клей на-
носится также и на внутреннюю поверхность припуска 5, высту-
пающего вниз на гребенке 77. После этого гребенку 77размеща-
ют в вертикальных направляющих 6 установки и укладывают на
гребенку 75 до полного контакта с ней по всем поверхностям со-
прикосновения (см. рис. 2.59,6). На верхнюю поверхность гре-
бенки 17 устанавливают электронагреватель 9 так, чтобы зубья
его сменной плиты контактировали с зубьями гребенки 77. Пос-
ле прижатия гребенок 75, 77 друг к другу подают давление при-
жатия Р (см. рис. 2.59,6) к припуску 5 и промежуточной ленте 76.
И так, продолжая наращивать ряды ячеек, изготавливают со-
товый блок необходимых размеров с необходимыми, вырезами.
В полученном блоке ячейки имеют квадратную форму. В них две
противоположные грани имеют двойную толщину, а осталь-
ные — одинарную. Периметр сотового блока и его вырезов снаб-
жен окантовкой.
В зависимости от конфигурации зубьев гребенки на описанной
установке можно изготовить сотовые блоки с различной конфигу-
рацией ячеек. На рис. 2.60 и рис. 2.61 показаны фрагменты сото-
вых блоков прямоугольной формы в плане. Они чрезвычайно по-
хожи на фрагменты, изображенные на рис. 2.42, 2.43, 2.45, 2.46—
2.52, однако, существенное отличие в том, что ячейки сотовых бло-
ков, показанных на рис. 2.60, 2.61, содержат грани одинарной тол-
щины. При изготовлении сотовых блоков на рассмотренной уста-
277
VV7VX
\ZXZSZX»ZX7\7SZ
Рис. 2.60. Фрагменты сотовых блоков прямоугольной формы (в плане)
новке из однослойной ленты материала заполнителя грани одинар-
ной толщины располагаются в зазорах между зубьями-оправками
гребенок. Это обстоятельство совершенно отчетливо просматрива-
ется на примере технологического процесса изготовления сотово-
го блока, показанного на рис. 2.57—2.59.
278
8)
й)
ХлгХауух
д~ц~ц к_д~
« ~Zxxjt7
Рис. 2.61. Фрагменты сотовых блоков прямоугольной формы (в плане)
279
Рис. 2.62.Фрагмент сотового заполнитлея с ячейками различной формы
Разработанные установка и способ изготовления на ней сото-
вых заполнителей позволяют в одном сотовом блоке иметь ячей-
ки различной формы (рис. 2.62). Такие возможности обеспечива-
ют регулирование физико-механических и теплофизических ха-
рактеристик сотового заполнителя по его плошади, а также изго-
товление изделий декоративно-прикладного назначения.
Форма сотовых блоков, которые изготавливают на установке, за-
висит от конструкции инструмента (гребенки). Все сотовые бло-
ки, фрагменты которых изображены на рис. 2.60—2.62, получены
на гребенках, у которых внешний контур при виде с торца (см. рис.
2.56) представляет собой прямоугольник. У этих гребенок плоско-
сти соприкосновения с другими гребенками в стопке параллель-
ны друг другу. Такая конфигурация гребенок предопределяет фор-
му сотового блока, представляющего собой плоский брус в виде
прямоугольного параллелепипеда. Если требуется изготовить со-
товые блоки в форме плоского круга или его части, необходимо ви-
доизменить внешние обводы инструмента. В данном конкретном
случае гребенку следует изготовить в виде клина (см. рис. 2.63).
Толщина гребенки изменяется по линейному закону в направле-
нии ее ширины (вдоль ряда зубьев). При этом изменяется размер
зубьев-оправок, а, следовательно, и
размер ячеек сотового заполнителя.
Конструктивно гребенка может
быть изготовлена составной (см.
рис. 2.56) и монолитной. На
рис. 2.63 изображена конструктив-
ная схема монолитной гребенки.
Она состоит из зубьев 7, которые
образованы пропилами 2 в матери-
але гребенки. Зубья являются оп-
равками и повторяют внутреннюю
конфигурацию сотовых ячеек или
ее части. В отличие от составных
гребенок зазоры 2между зубьями не
могут регулироваться и постоянны
Рис. 2.63. Схема монолитной
гребенки в виде клина
280
Рис. 2.64 Фрагменты сотового блока с остроугольными ячейками треугольной
формы
по всей ширине гребенки. На корпусе 3 гребенки выполнены па-
зы 4 для установки и фиксации в подвижных направляющих 3 (см.
рис. 2.55) установки, а также захваты 5 для извлечения ее из яче-
ек сотового блока в процессе его изготовления. Как правило (и это
было отмечено выше), гребенки толщиной от 4 мм и менее целе-
сообразно выполнять монолитными. С помощью гребенок (см.
рис. 2.63) можно изготавливать плоские сотовые блоки с остроу-
гольными ячейками треугольной формы, фрагменты которых изо-
бражены на рис. 2 64. При этом сотовые заполнители (см.
рис. 2.64,а—в) могут облегать конические поверхности и участво-
вать в изготовлении трехслойных сотовых конических панелей и
оболочек, а сотовые заполнители (см. рис. 2.64,6—г) целесообраз-
но применять для плоских круговых панелей. Клиновидная фор-
ма инструмента позволяет в сотовом блоке круговой формы вос-
произвести ячейки, аналогичные по конфигурации и конструкции
показанным на рис. 2.60—2.62.
Возможность отдельного изготовления сотового блока прямоу-
гольной и круговой форм не исключает изготовления сотового бло-
ка более сложной конфигурации, которая сочетает в себе эти фор-
281
Рис. 2.65. Фрагмент со-
тового блока сложной
конфигурации
мы (рис. 2.65) При этом не исключается возможность изготовле-
ния сотовых блоков и иных форм, например, трапециевидных.
Если при изготовлении сотовых заполнителей на установке (см.
рис. 2.54 и 2.55) применить ступенчатые листы или ленты матери-
ала, можно получить сотовые блоки с ячейками любой конфигу-
рации (рис. 2.60—2.62, 2.64) со всеми гранями двойной толщины,
а также с гранями от одинарной до тройной толщины и с сочета-
нием различных толщин граней в одной ячейке. Для этой цели мо-
жно использовать как ступенчатые листы материала по патентам
Российской Федерации [2.12, 2.13] (см. рис. 2.11, 2.14, 2.20), так и
ступенчатые листы, изготавливаемые в соответствии с изобретени-
ями [2.21, 2.22]. В последних случаях ступенчатые листы изготав-
ливают следующим образом. Рулонный материал 1 (рис. 2.66) раз-
резают на ленты 2, ширина которых равна ширине грани ячейки
сотового заполнителя. Ленты сматывают на бобины 3. Далее эти
ленты прикрепляют к рулону (или листу) материала, располагая их
либо поперек рулона (рис. 2.67,а), либо вдоль рулона (рис. 2.67,6)
с шагом, равным ширинам двух смежных граней ячеек сотового за-
полнителя. Прикрепление лент может быть осуществлено ролико-
вой или точечной сваркой, пайкой, склеиванием или комбиниро-
ванным способом, например, клеесваркой. Процесс прикрепления
лент к рулону материала легко может быть автоматизирован. Так,
на рис. 2,68 изображена схема установки для приклеивания лент
вдоль рулонного полотна. Согласно схеме ленты материала из бо-
бин 1 и рулонное полотно 2 подают на стол нагревательного уст-
ройства 3. По пути следования от бобины 1 до нагревательного ус-
тройства 3 на ленту 4 наносят клей в клеенаносящем устройстве 5.
282
Рис. 2.67. Схемы вариантов нанесения лент на рулонный материал
Его конструкция может быть аналогична изображенной на
рис. 2.17. На столе нагревательного устройства ленты и рулонный
материал соединяются друг с другом и по мере продвижения по
столу они склеиваются. Полученное ступенчатое полотно 6сматы-
вается в рулон 7. Для использования в установке (рис. 2.54 и 2.55)
ступенчатое рулонное полотно нарезают на мерные листы
(рис. 2.69). Если требуется изготовить сотовый блок заданной тол-
щины, мерные листы разрезают на ступенчатые ленты. Ширина
этих лент соответствует толщине сотового блока или высоте яче-
ек сотового заполнителя. Процедура изготовления сотового блока
остается прежней. При этом при заправке мерных листов или сту-
пенчатых лент в гребенки их располагают так, чтобы участки двой-
ной толщины находились в зазорах между зубьями, а участки оди-
нарной толщины — на внешних плоскостях зубьев гребенок. При
283
1
Рис. 2.68. Схема установки для нанесения продольных лент (4) на рулонное
полотно (2)
Рис. 2.69. Разрезка ступенчатого мерного листа на ленты
необходимости перед заправкой в гребенки мерные листы перфо-
рируют или продавливают канавки вдоль кромок прикрепленных
к ним лент. Эту операцию выполняют для строгой фиксации ме-
ста сгиба ступенчатого полотна или ленты при их заправке в гре-
бенку. Перфорирование или продавливание канавок может быть
осуществлено вручную или на устройствах, изображенных, на-
пример, на рис. 2.10, 2.26.
Изготовленные из ступенчатых листов или лент сотовые за-
полнители повторяют все формы ячеек, изображенные на рис.
2.60, 2.61, и их комбинации в одном сотовом блоке, но Имеют
грани двойной толщины. В качестве примера на рис. 2.70—2.72
изображены фрагменты некоторых наиболее прочных и жестких
сотовых заполнителей. При этом следует отметить, что существу-
ет некоторое различие в конструкции ячеек при изготовлении за-
полнителя из ступенчатого полотна, составленного из лент, и из
284
рис. 2.70. Фрагмент сотового заполнителя с шестигранными ячейками,
изготовленного из перфорированных заготовок
полотна с прикрепленными к нему лентами. Это видно из срав-
нения рис. 2.12, 2.35 и 2.50 с рис. 2.70.
При изготовлении сотовых блоков в виде плоских прямоуголь-
ных брусьев мерный ступенчатый лист (см. рис. 2.69) содержит
центы одинаковой ширины, расположенные с одним постоян-
ным шагом. При изготовлении сотовых блоков в виде плоского
круга или его части мерный ступенчатый лист содержит ленты
различной ширины, расположенные с переменным шагом. Это
усложняет задачу изготовления сотовых блоков круговой формы,
но не делает ее невыполнимой.
Помимо плоских сотовых блоков на установке можно изгота-
вливать сотовые блоки пространственных очертаний в виде раз-
вертывающихся оболочек с прямолинейной образующей, в част-
ности, цилиндрические, эллиптические, конические и другие.
Например, для изготовления сотовых заполнителей в виде бло-
ков цилиндрического очертания необходим инструмент (гребен-
ка) клиновидной формы, сужающийся к концу зубьев-оправок
(рис. 2.73).
С помощью гребенок такой конструкции можно изготавливать
сотовые заполнители с ячейками, которые в сечении имеют все
формы и конструкции, изображенные на рис. 2.42—2.52,
рис. 2.60—2.62 и рис. 2.70—2.72. При этом ячейка представляет
собой усеченную пирамиду, сужающуюся к оси оболочки. На
рис. 2.74 показан фрагмент сотового заполнителя с ячейкой, ко-
торая в сечении имеет форму прямоугольника. Для изготовления
сотовых блоков цилиндрической формы используется лента ма-
285
aj
.ДДДД£
идддд
Рис. 2.71. Фрагменты сотовых заполнителей повышенной прочности и жесткости
териала шириной, равной толщине сотовой оболочки (высоте
ячеек) с учетом припуска на обработку рабочих поверхностей,
если в этом есть необходимость. Лента образована из участков
прямоугольной и криволинейной формы. Ее фрагмент, образую-
щий сотовый заполнитель (см. рис. 2.74), показан на рис. 2.75.
Если материал заполнителя изотропный, такую ленту можно вы-
286
Рис. 2.72. Фрагмент сотового запол-
нителя с максимальной прочностью и
жесткостью
Рис. 2.73. Схема гребенки клиновид-
ной формы для изготовления сотовых
блоков в виде цилиндрической обо-
лочки или ее части:
1 — зуб-оправка; 2 — паз для установ-
ки в вертикальных направляющих;
3 — захват
Рис. 2.74. Фрагмент сотового запол-
нителя с ячейками прямоугольной
формы в виде цилиндрического
блока
Рис. 2.75. Фрагмент ленты для обра-
зования сотового заполнителя в виде
блока цилиндрической формы:
1 — прямоугольный участок ленты, ши-
рина которого равна ширине грани
ячейки двойной толщины; 2 — участок
в виде части круга, образующий грань
ячейки одинарной толщины
резать из листа необходимого размера. Однако это ведет к значи-
тельным отходам и сложностям с вырезкой. Для анизотропных
материалов, в частности для волокнистых композиционных ма-
териалов, такой способ образования ленты попросту неприем-
лем, так как нарушается заданное расположение волокон в каж-
дой грани ячейки. Для исключения этих недостатков и упроще-
287
Рис. 2.76. Фрагмент ленты, составлен-
ной из отдельных плоских элементов
Рис. 2.77. Фрагмент сотового запол-
нителя с ячейками прямоугольной
формы, изготовленного в виде цилин-
дрического блока
ния изготовления ленты ее набирают из отдельных элементов
(рис. 2.76,с), которые соединяют друг с другом в ленту заданной
формы и размеров с помощью сварки, пайки, склеивания и дру-
гих методов неразъемного соединения. В этом случае получают
ленту ступенчатой конструкции, а сотовый заполнитель, изгото-
вленный из таких лент, состоит из ячеек, у которых все грани
имеют двойную толщину. На рис. 2.76,6 изображена лента мате-
риала, образующая сотовый заполнитель с прямоугольными
ячейками, все грани которых имеют одинаковую двойную тол-
щину. Фрагмент такого заполнителя в виде сотового блока ци-
линдрической формы показан на рис. 2.77. Для облегчения изго-
товления элементов ленты (см. рис. 2.76,а) их участки в виде ча-
сти круга можно заменить трапециями, но в этом случае большое
основание трапеций должно иметь размер, соответствующий не-
равенствам (2.23).
Если требуется изготовить сотовый блок в форме конической
оболочки, то необходимо воспользоваться гребенкой с внешни-
ми обводами (рис. 2.78). Зубья гребенки, изображенные на этом
рисунке, имеют в сечении форму равносторонней трапеции. Все
рекомендации, которые были изложены выше для изготовления
сотового блока цилиндрической формы, остаются в силе и для
сотового блока конической формы. При этом следует учесть, что
в этом случае элементы для образования лент (см. рис. 2.76,а)
имеют переменные геометрические размеры, как и ячейки в со-
товом блоке. На рис. 2.79 изображен сотовый блок конической
формы с трапециевидными (в поперечном сечении) ячейками
При этом следует еще раз отметить, что и для сотового блока ко-
288
Рис. 2.78. Схема гребенки, использу-
емой для изготовления сотового блока в
||к>рме конической оболочки
Рис. 2.79. Фрагмент сотового блока
конической формы с трапециевид-
ными ячейками
нической формы конструкция и формы ячеек могут быть самы-
ми разнообразными и соответствовать тем, которые изображены
на рис. 2.42, 2.60—2.62 и 2.70—2.72. Кроме того, возможны про-
извольные сочетания этих ячеек.
Когда сотовые блоки должны иметь переменную толщину по
заданному закону ее изменения, используют ленты материала,
ширина которых изменяется по соответствующему закону. В
этом случае можно изготавливать сотовые блоки клинообразной
формы (рис. 2.80), применяемые в конструкции агрегатов меха-
низации самолетных крыльев, хвостовом оперении, в лопастях
вертолетов и других деталях. При необходимости их поверхно-
сти, к которым прикрепляются обшивки, могут иметь заданный
криволинейный профиль. Несомненный интерес представляют
также сотовые блоки, являющиеся центральной частью парабо-
лических антенн.
Такая конструкция сотового блока показана на рис. 2.81. Сле-
дует особо подчеркнуть, что на установке, изображенной на рис.
2.54 и 2.55, могут быть изготовлены сотовые блоки из различных
материалов и их комбинаций с различными формами ячеек и их
комбинациями в одном сотовом блоке в целях получения конст-
рукций (например, параболической антенны) с оптимальными
характеристиками прочности, жесткости и др.
В заключение описания установки (см. рис. 2.54 и 2.55) необ-
ходимо отметить, что ее простота, небольшая масса и компакт-
ность делают ее пригодной для применения в лабораторных ус-
289
Рис. 2.81. Конструкция сотового блока, являющегося центральной частью пара-
болических антенн
ловиях, а также в индивидуальной трудовой деятельности. Пер-
вый опытный экземпляр установки упрощенной конструкции,
изготовленный в 1992 г. при финансовой поддержке фирмы
«KATR» г. Москва, показал, что на ней можно изготавливать со-
товые блоки, описание которых приведено выше, а также и дру-
гие их конструкции. Эта установка используется ее авторами для
изготовления различных образцов сотовых заполнителей с помо-
щью клеев холодного отверждения, а также для изготовления со-
290
Рис. 2.82. Фрагмент гофрированного мерного ступенчатого листа с прикреп-
ленными к нему лентами материала
товых блоков сложной конфигурации с использованием различ-
ных материалов и форм ячеек по заданному закону их изменения
по площади трехслойной сотовой конструкции.
Применение мерных листов или лент ступенчатого материала
(см. рис. 2,11, 2.14, 2.20 и 2.69) позволяет изготавливать сотовые
заполнители нового поколения на известном промышленном
технологическом оборудовании, описанном, например, в работах
[1.11, 1.21]. Последовательность операций изложена в изобрете-
нии [2.21]. Сотовые заполнители могут изготавливаться как ме-
тодом склеивания, так и методом контактной электрической
сварки. Рассмотрим технологический процесс изготовления со-
товых заполнителей с шестигранной формой ячеек с гранями
одинаковой толщины методом сварки.
Первая операция после изготовления мерных листов или лент
ступенчатого материала — их гофрирование, которое производят
так, чтобы гофры образовывали открытую ячейку или ее часть.
При этом двойные участки мерных ступенчатых листов должны
образовывать боковые стороны гофров, а одинарные участки
должны располагаться на их вершинах. Мерные листы или лен-
ты из неметаллических материалов гофрируют в пресс-формах,
повторяющих конфигурацию гофрированных листов. На рис.2.82
изображен гофрированный мерный ступенчатый лист с прикре-
пленными к нему лентами материала. Его гофры представляют
собой равнобокую трапецию. После изготовления достаточного
количества гофрированных листов приступают к изготовлению
сотового заполнителя.
На рис. 2.83 изображена последовательность изготовления сото-
вого заполнителя, например, на установке [1.11, с. 136], которую не-
обходимо дооснастить сварочной многопозиционной или однопо-
зиционной головкой и прижимной гребенкой с прижимными
штырями. Вначале на штыри 7 (рис. 2.83,а) нижней гребенки на-
кладывают профилированный лист материала 2 так, что он как бы
291
Рис. 2.83. Последовательность изготовления сотового заполнителя с шестигран-
ной формой ячеек
висит на них, опираясь плоскостями гофров на верхние плоско-
сти штырей. Далее на штыри 3 верхней гребенки укладывают вто-
рой профилированный лист материала (см. рис. 2.83,6). Его фик-
сируют штырями 4 нажимной гребенки. По плоскостям контакта
первого и второго профилированных листов 2 их соединяют меж-
ду собой, например, точечной сваркой с помощью сварочной го-
ловки 5 (см. рис. 2.83,6). Таким образом получают первую группу
292
замкнутых ячеек шестигранной формы. Штыри 1 нижней гребен-
ки в данной операции служат электродами для осуществления
контактной сварки. Первую группу замкнутых ячеек переносят на
штыри 1 нижней гребенки (см. рис. 2.83,в). Для этого штыри 4 на-
жимной гребенки и сварочную головку 5отводят в сторону, соеди-
ненные между собой гофрированные листы 2 снимают (вынима-
ют) с верхней и нижней гребенок и надевают замкнутые ячейки на
штыри 7 нижней гребенки. На штыри 3 верхней гребенки уклады-
вают третий профилированный лист 2 материала (см. рис. 2.83,г),
фиксируют его штырями 4 нажимной гребенки и по плоскостям
контакта со вторым профилированным (гофрированным) листом
с помощью сварочной головки 5 их неразъемно соединяют друг с
другом контактной электрической сваркой. Таким образом полу-
чают вторую группу замкнутых ячеек (см. рис. 2.83,г). Вторую
группу замкнутых ячеек переносят на штыри 1 нижней гребенки
(см. рис. 2.83,д). Для этого штыри 4 нажимной гребенки и сваро-
чную головку 5 (см. рис. 2.83,г) отводят в сторону, полученный уча-
сток сотового заполнителя снимают со штырей 1, 3 обеих гребе-
нок установки и надевают верхние замкнутые ячейки на штыри 1
нижней гребенки. И так, соединяя последующие гофрированные
листы 2 с предыдущими и перемещая полученные группы замкну-
тых ячеек на штыри 1 нижней гребенки, набирают сотовый блок
необходимых размеров. Его ширина соответствует ширине гребе-
нок, высота ячеек соответствует длине штырей гребенок, а длина
может быть неограниченной. Полученный блок сотового заполни-
теля (рис. 2.84) разрезают на пластины 2 необходимой толщины
для использования в трехслойных сотовых конструкциях.
При изготовлении сотового заполнителя методом склеивания
вместо сварочной головки 5 применяют нагревательное устрой-
ство для отверждения клея и создания необходимого усилия при-
жатия соединяемых гофрированных лент.
Описанным способом могут быть изготовлены сотовые запол-
нители с ячейками, изображенными на рис. 2.45, 2.46, 2.48,
2.50—2.52, и с комбинацией этих ячеек по заданному рисунку их
расположения в сотовом блоке.
Применение гофрированных листов или лент ступенчатого ма-
териала (см. рис. 2.69) при изготовлении сотовых заполнителей на
установке, изображенной на рис. 2.28, 2.29, существенно повыша-
ет ее производительность. Так, при изготовлении сотовых блоков
методом склеивания клеями холодного отверждения ручным спо-
293
Рис 2.84 Разрезка сотового блока
собом без использования каких-либо средств механизации процес-
са изготовления, за одну смену можно изготовить до 0,2 м2 сото-
вого заполнителя, а со средствами механизации — до 0,5 м2.
Изготовление сотовых заполнителей нового поколения со все-
ми гранями ячеек двойной толщины осуществляется с помощью
ступенчатых листов материала (см. рис. 2.69), поэтому рассмот-
рим еще один пример лабораторной оснастки и способа изгото-
вления на ней сотовых блоков с различной формой ячеек. Опи-
сание заимствовано из работы [2.22].
На рис. 2.85 изображена конструктивная схема оснастки для
изготовления сотового заполнителя. Она состоит из основания 7,
двух вертикальных стенок 2 и комплекта оправок 3. Стенки рас-
положены на двух противоположных концах основания и закре-
плены на нем болтами. Внутренние вертикальные плоскости сте-
нок снабжены прямоугольными пазами 4 для установки и фик-
сации в них оправок. Каждая оправка выполнена по форме вну-
треннего объема ячейки сотового заполнителя и имеет на двух
концах хвостовики 5, которые соответствуют форме и размерам
пазов 4, выполненных в стенках 2. В оснастку оправки подают-
ся сверху по пазам стенок. Кроме этих деталей оснастка содер-
жит еще плоскую верхнюю плиту и болты для ее прижатия к оп-
равкам (на рисунке 2.85 не показаны)
294
Рис. 2.85. Конструктивная схема оснастки для изготовления сотового запол-
нителя
Процесс изготовления сотового заполнителя иллюстрирует
рис. 2.86.
На основание 1 оснастки (см. рис. 2.86,а) укладывают плоский
лист материала 2 и фиксируют его. По краю листа наносят поло-
су клея 3, равную ширине грани ячейки сотового заполнителя.
Сверху на плоский гладкий лист материала 2 укладывают лист
ступенчатого материала 4 (см. рис. 2.86,6). В пазы 5 стенок 6 ос-
настки помещают первую оправку 7, которой прижимают сту-
пенчатый лист 4 к плоскому листу 2 на участке клеевой полосы.
Ступенчатый лист 4 отгибают в сторону первой оправки 7 (см.
рис. 2.86,6), а в следующих пазах стенок 6 оснастки размещают
вторую оправку 8 и укладывают ее на поверхность плоского ли-
ста 2 (см рис. 2.86,в). Вдоль второй оправки 8 наносят полосу
клея 3 шириной, равной ширине грани ячейки сотового заполни-
теля. После этого ступенчатым листом материала 4 охватывают
вторую оправку 8 и его участок одинарной толщины размещают
на клеевой полосе (см. рис. 2.86,г). В очередной паз 5 стенок 6
оснастки помещают третью оправку 9, которой прижимают
295
Рис. 2.86. Последовательность изготовления сотового заполнителя
296
ступенчатый лист 4 к плоскому листу 2 в месте нанесения клее-
вой полосы. И так продолжают соединение плоского и ступенча-
того листов материала до полного заполнения первым рядом оп-
равок пазов в стенках оснастки (см. рис. 2.86,6). При этом двой-
ные участки ступенчатого листа 4 размещаются в зазорах между
оправками, а одинарные на верхней и под нижней плоскостями
оправок. При этом половина оправок имеет свободную внеш-
нюю поверхности (см. рис. 2.86,6). После фиксации и закрепле-
ния ступенчатого листа материала на его поверхности, располо-
женные на верхних плоскостях оправок первого ряда, наносят
полосы клея 3. Сверху на уложенный ряд оправок кладут второй
плоский лист 10, прикатывают его для плотного прилегания к
клеевым полосам 3 (см. рис. 2.86,д) и закрепляют на оснастке.
По краю второго плоского листа 10 наносят полосу клея 3 (см.
рис. 2.86,е), равную ширине грани ячейки сотового заполнителя,
и весь процесс выкладки повторяют до полного заполнения ос-
настки оправками, ступенчатыми и плоскими листами материа-
ла сотового заполнителя. После этого всю сборку накрывают
прижимной плитой и болтами (или другим способом) обеспечи-
вают необходимое давление для склеивания. При использовании
клеев горячего отверждения или для ускорения или улучшения
процесса склеивания оснастку помещают в нагревательную печь.
По истечении режима отверждения оснастку с сотовым заполни-
телем извлекают из печи для охлаждения в атмосфере цеха (ла-
боратории). После извлечения оправок сотовый блок разрезают
на пластины для изготовления трехслойных сотовых конструк-
ций. При необходимости сотовые блоки пропитываются затвер-
девающим продуктом, который окончательно фиксирует форму
и размеры ячеек сотового заполнителя.
При использовании ступенчатых листов материала на оснаст-
ке, изображенной на рис. 2.85, можно изготавливать сотовые за-
полнители с ячейками, показанными на рис. 2.43—2.45 (кроме
рис. 2.45,д—ж), рис.2.46 (кроме рис. 2.46,а—б), рис. 2.48,в, 2.49,6,
2.50,в,г,ж, 2.51, 2,52 (кроме рис. 2.52,6). При использовании
только плоских листов материала могут быть изготовлены сото-
вые заполнители с ячейками, изображенными на рис. 2.60,6—и,
л, 2.61, а также с любыми комбинациями указанных выше ячеек.
Проблема разработки и изготовления высокопроизводительно-
го технологического оборудования для производства промыш-
ленных объемов сотовых заполнителей нового поколения, изоб-
297
Рис. 2.87. Варианты конструкций объемных элементов ленточного типа
раженных, например, на рис. 2.43—2.52 и 2.60, 2.61, ждет своего
дальнейшего разрешения. Однако уже в настоящее время алго-
ритмы изготовления сотовых блоков, рассмотренные выше, мо-
гут быть положены в основу создания станков-автоматов.
В этой связи можно рассмотреть еше один способ изготовле-
ния сотовых блоков из объемных элементов, представляющих
собой ряд замкнутых и открытых ячеек, которые имеют форму
треугольника или четырехугольника [2.20].
Согласно способу сотовый блок набирают из объемных эле-
ментов (рис. 2.87, 2.88), которые названы авторами объемными
элементами ленточного типа. Они представляют собой бесконе-
чно длинное плоское рулонное полотно с прикрепленным к не-
му с одной стороны таким же длинным гофрированным полот-
ном. Оба полотна могут быть изготовлены либо из одного и то-
го же материала, либо из различных. Если гофрированное полот-
298
Рис. 2.88. Варианты конструкций объемных элементов ленточного типа с усиле-
ниями
но до гофрирования было плоским и гладким, оно образует объ-
емные элементы ленточного типа, изображенные на рис. 2.87.
Если гофрированное полотно до образования гофров являлось
ступенчатым, то оно совместно с плоским полотном образует
объемные элементы ленточного типа, показанные на рис. 2.88. В
этих объемных элементах утолщения ступенчатого полотна рас-
полагаются на боковых плоскостях гофров. Процедура сборки
объемных элементов ленточного типа схематично изображена на
рис. 2.89,а на примере изготовления лент с гофрами треугольной
формы методом склеивания. Подобным же образом можно соби-
рать объемные элементы ленточного типа с помощью контакт-
ной электрической сварки, используя при атом гофрированные
полотна с четырехугольными гофрами. Рулонное полотно 1 по-
дается на подогреваемый стол 2 установки. По пути следования
299
Рис. 2.89. Процедура сборки объемных элементов ленточного типа с гофрами
треугольной формы (а) и с боковыми сторонами гофров двойной толщины (б)
оно проходит через узел 3 нанесения клея 4, которым равномер-
но покрывается лицевая сторона полотна 1. Одновременно в узел
гофрирования (на рисунке не показан) установки подается вто-
рое рулонное полотно 5 материала. Оба эти полотна (плоское 1
с клеем и гофрированное 6) встречаются на подогреваемом сто-
ле 2, где они и соединяются друг с другом, образуя в данном слу-
чае объемный элемент ленточного типа с треугольными гофра-
ми. Подобным образом могут быть изготовлены и другие объем-
ные элементы, изображенные на рис. 2.87. Аналогичный вариант
300
Рис. 2.90. Конструкция узла формирования объемного элемента ленточного типа
изображен на рис. 2.89,5 и для изготовления объемного элемен-
та с боковыми сторонами гофров двойной толщины. Разница ме-
жду этими вариантами заключается в том, что установка содер-
жит дополнительное устройство для приклеивания полос матери-
ала 7 и нагревательное устройство 8 для отверждения клея, со-
единяющего полосы с полотном материала.
Наиболее ответственной частью установки (см. рис. 2.89) явля-
ется узел формирования ленточного объемного элемента. На рис.
2.90 схематично представлен один из вариантов конструктивно-
го решения этой части установки. Образование объемного эле-
мента, например, с прямоугольными ячейками, может происхо-
дить в следующей последовательности. Стержень-оправку / по-
мещают в направляющие 2 (см. рис. 2.90,о) установки и фикси-
руют в строго перпендикулярном к направляющим положении с
помощью фиксаторов. Два из них установлены на входе в напра-
301
вляющие. Они свободно пропускают оправку для зарядки узла,
но не дают ей возможности произвольно из него выйти. Самой
простой конструкцией этих фиксаторов является подпружинен-
ная защелка со скосом со стороны установки оправки в направ-
ляющие (на рисунке не показаны). Третьим фиксатором являет-
ся упор 3. Он ограничивает перемещение оправки по направля-
ющим и вдоль них может занимать дискретное положение через
интервалы, кратные размеру оправки. Упор имеет два подпружи-
ненных штифта, которые непосредственно контактируют с оп-
равкой 1 и удерживают ее в заданном положении. На первой оп-
равке закрепляют полотно материала заполнителя. Для этого из
водила 4 вытягивают необходимое количество полотна материа-
ла 5 и закрепляют на оправке 1 (см. рис. 2.90, выноска А).
Материал заполнителя прикрепляют к оправке липкой лентой,
клеем и др. Водило представляет собой, например, два рычага,
закрепленные одним своим концом на корпусе установки (на
рис. 2.90 условно показаны пунктирными линиями) с помощью
осей, вокруг которых они могут вращаться. На другом конце ры-
чагов установлены два ролика, между которыми проходит полот-
но материала заполнителя. Ролики удерживают полотно в строго
фиксированном положении относительно оправок и снабжены
подтормаживающим устройством, позволяющим создавать необ-
ходимое усилие натяжения полотна. Они поджаты друг к другу
определенным усилием и обрезинены.
После прикрепления полотна материала 5 в оправке 7 водило
4 из верхнего положения (см. рис. 2.90,а) переводят в нижнее по-
ложение, создавая некоторый угол а наклона полотна 5 к верти-
кали. Тем самым создается необходимое усилие для прижатия и
прилегания материала заполнителя к оправке 1 (см. рис. 2.90,6).
Упор 3 перемешают на один интервал вдоль направляющих 2 и
после этого в них устанавливают вторую оправку 6. Второй оп-
равкой 6 первая оправка 1 смещается вдоль направляющих до
контакта с упором 3. После этого водило 4 из нижнего положе-
ния (см. рис. 2.90,6) переводят в верхнее положение (см.
рис. 2.90,в). Упор 3 перемещают на один интервал вдоль направ-
ляющих 2 и после этого в них устанавливают третью оправку 7.
Этой оправкой вторая и первая оправки (6 и 7 соответственно)
смещаются вдоль направляющих до контакта с упором 3. После
этого водило 4 из верхнего положения переводят в нижнее и все
предыдущие операции по зарядке установки повторяют, гофри-
302
руя тем самым материал 5 заполнителя (см. рис. 2.90,г), где по-
зиция 8 обозначает оправку без указания ее порядкового номера.
В непосредственной близости от места контакта гофрированно-
го материала заполнителя 6 (см. рис. 2.89) с плоским полотном
материала 1 (см. рис. 2.89) на нижние плоскости гофров нано-
сится слой клея 9 клеенаносящим устройством 10 (см. рис.
2.90,д). Конструктивно оно может быть выполнено в виде разли-
чных устройств, например, в виде валика для нанесения клея ме-
тодом высокой печати, штемпельной подушки и тому подобных
устройств. Для гарантированной фиксации положения оправки в
момент нанесения клея ее поджимают подпружиненным роли-
ком 11. Контакт гофрированного полотна материала 5 с клеевы-
ми полосами 9 и плоского полотна материала 12 осуществляется
на контактной плите 13 установки (см. рис. 2.90,е). Для плотно-
го контакта обоих полотен материала оправки поджимаются ро-
ликами 11, а температурный режим для отверждения клея под-
держивается нагревателем 14. В конце направляющих упор 3 ус-
танавливают стационарно так, чтобы между ним и концами на-
правляющих был образован зазор для удаления оправок из гоф-
ров. Вынутые из объемного элемента оправки подают вновь на
зарядку направляющих. Транспортирование объемного элемента
на установке осуществляется двумя способами: вытеснением все-
го ряда оправок вновь поступающими, а за пределами направля-
ющих вращением роликов, которые захватывают края полотна
12, выступающие за пределы гофрированного полотна 5 (см.
рис. 2.90,ж) на необходимую ширину. Для облегчения продвиже-
ния объемного элемента в пределах направляющих их следует
наклонить на определенный угол, чтобы тяжесть оправок спо-
собствовала уменьшению усилия их проталкивания, но не дава-
ла им возможности произвольно перемещаться по наклонной
плоскости направляющих.
Зарядка направляющих оправками различной формы позволя-
ет получать объемный элемент с комбинацией ячеек, чередую-
щихся по заданному закону (рис. 2.91).
Автоматизация зарядки оправок и их изъятия из гофрированно-
го полотна с помощью, например, манипулятора позволяет превра-
тить установку в автомат необходимой производительности.
Если требуется изготовить сотовые блоки в форме прямоуго-
льного параллелепипеда, объемный элемент ленточного типа
разрезают на куски мерной длины. Разрезку производят перпен-
303
Рис. 2.91. Фрагмент объемного элемента с комбинацией ячеек, полученного при
зарядке направляющих оправками различной формы
1
Рис. 2.92. Схема сборки и разрезки сотовых блоков, полученных из объемных
элементов ленточного типа
дикулярно к кромкам плоского полотна вдоль оси ячеек (гоф-
ров). Сборку кусков 1 (рис. 2.92) объемных элементов в сотовый
блок 2 осуществляют следующим образом. На плоскую сбороч-
ную плиту укладывают слой разделительной пленки, а сверху
размешают плоский лист материала сотового заполнителя с на-
несенным слоем клея по плоскостям контакта с ним гофров объ-
емных элементов (клей может наноситься также на наружные
плоскости гофров объемного элемента). Кусок первого объемно-
го элемента накладывают на плоский лист материала и соединя-
ют с ним с помощью клеевого слоя. На верхнюю плоскость пер-
вого объемного элемента наносится слой клея 3 (см. рис. 2.92) и
на него укладывают второй кусок 1 объемного элемента. Таким
образом наращивают сотовый блок до достижения необходимого
304
Рис. 2.93. Разрезка объемного
элемента ленточного типа
Рис. 2.94. Схема оправки для сборки со-
тового блока круговой формы
числа рядов ячеек. Если гофры объемного элемента не держат за-
данной формы или объемные элементы соединяют между собой
с помошью контактной электрической сварки, в них оставляют
оправки, которые извлекают только после неразъемного соеди-
нения смежных рядов объемных элементов друг с другом. Это
позволяет оправкам находиться только в ячейках двух соединяе-
мых между собой объемных элементов, а не во всем объеме со-
тового блока. Однако на практике может возникнуть случай по-
лного заполнения сотового блока оправками. Если объемные
элементы соединяют в сотовый блок сваркой, то после извлече-
ния оправок сотовый блок поступает на участок его разрезки. Ес-
ли сотовый блок изготавливают методом склеивания клеем горя-
чего отверждения, его помещают в нагревательную печь для осу-
ществления режимов отверждения клея. После полного отвер-
ждения клея и охлаждения сотового блока его, при необходимо-
сти, пропитывают затвердевающим составом для фиксации фор-
мы и размеров сотовых ячеек, после чего он поступает на уча-
сток разрезки. Большой по размерам сотовый блок 2 (см. рис.
2.92) разрезают на пластины 4 заданной толщины для использо-
вания в трехслойных сотовых конструкциях.
Объемный элемент ленточного типа обладает большой гибко-
стью, поэтому с его помощью можно изготавливать сотовые бло-
ки круговой формы в плане. Они могут быть плоскими, а также ко-
ническими, сферическими или в виде параболоида. При этом име-
ются ввиду достаточно пологие оболочки, например, типа парабо-
лических рефлекторов для антенн наземной или космической свя-
зи. На рис. 2.93—2.96 показаны примеры изготовления сотовых
блоков для использования в оболочечных конструкциях. Для этих
целей гибкий объемный элемент 7 (см. рис. 2.93) разрезают на ряд
305
Рис. 2.95. Намотка сотового бло-
ка с помощью объемного эле-
мента ленточного типа
Рис. 2.96. Схема сотового блока, изготовленного из объемных элементов ленточ-
ного типа, в форме параболоида
306
лент 2. Ширина ленты должна быть равна толщине сотового бло-
ка (высоте ячеек). Для изготовления круглого плоского сотового
блока используют цилиндрическую оправку Z (см. рис. 2.94) с пло-
ской опорной плитой 2. Начало зубчатой ленты 1 (см. рис. 2.95) за-
крепляют в специальном гнезде на цилиндрической части 2 оправ-
ки плоской стороной к центру сотового блока и навивают на оп-
равку слои зубчатой ленты, получая спиральные ряды ячеек. Для
скрепления рядов ячеек друг с другом на плоскую сторону зубча-
той ленты с помощью клеенаносящего устройства 3 наносят слой
клея 4. Навивку рядов ячеек сопровождают легким, но достаточ-
ным прижатием зубчатой ленты к плоской опорной плите 5 оправ-
ки и ее натяжением для плотного прилегания рядов ячеек друг и
другу. После достижения заданного диаметра сотового блока ко-
нец зубчатой ленты закрепляют на опорной плите оправки, сохра-
няя при этом усилие натяжения. Оправку с сотовым блоком, при
необходимости, помещают в печь для выполнения режима отвер-
ждения клея. По окончании склеивания сотовый блок снимают с
оправки и пропитывают, при необходимости, затвердевающим
продуктом. Указанным способом можно изготавливать сотовые
блоки с ячейками разнообразной формы и их комбинациями (см.
рис. 2.87, 2.88). Если опорную плиту оправки выполнить с рабо-
чей поверхностью в виде параболоида (см. рис. 2.96), то можно из-
готавливать круглые в плане и параболические по форме рабочих
поверхностей сотовые блоки, являющиеся центральным телом па-
раболических рефлекторов антенн. В связи с тем, что рабочая по-
верхность опорной плиты оправки не плоская, ряды ячеек в сото-
вом блоке располагаются ступеньками. Высота этих ступенек за-
висит от толщины зубчатой ленты, т. е. от высоты ее зубьев, ради-
уса оболочки, максимального радиуса сотового блока в плане и до-
пускаемого размера ступеньки, т. е. от допускаемого зазора между
поверхностью оправки (а в трехслойной конструкции это будет по-
верхность обшивки) и наиболее удаленной точкой зубчатой лен-
ты. Допускаемый зазор гарантирует обеспечение надежного скле-
ивания сотового блока с обшивками оболочки. Для параболичес-
ких и сферических оболочек высота зубьев ленты (или шаг рядов
ячеек) может быть определена зависимостью
О < t < (R + 8) cos 6 + J(7? + 82)cos2e-2A6-82,
6 = arccos [r/(Z? + 8)], (2.24)
307
где t — шаг рядов ячеек или высота гофров объемного элемента;
R — радиус оболочки но наружной поверхности; 5 — допускае-
мый зазор между поверхностью оправки и торцом объемного
элемента; г — внешний радиус сотовой оболочки в плане.
Для конических оболочек
0<z<5/cos<p, (2.25)
где <р — угол полураствора конической оболочки, град.
Помимо гибких объемных элементов (см. рис. 2.87 и 2.88) па-
тент Российской Федерации [2.20] предусматривает изготовление
жестких трехслойных объемных элементов с теми же формами
ячеек. Его производство может быть освоено на оборудовании
для изготовления гибких объемных элементов при дооснащении
установки третьим узлом подачи рулонного материала. Констру-
ктивная схема такой установки изображена на рис. 2.97. Узел
гофрирования полотна на рисунке не показан. Если изготавли-
вать трехслойный объемный элемент из технических бумаг, он
напоминает известный гофрокартон, но с неизмеримо более вы-
сокими механическими характеристиками. Такой трехслойный
объемный элемент является уже сам по себе конструкционным
материалом. Если листы трехслойного объемного элемента со-
Рис. 2 97. Схема установки для изготволения жестких трехслойных объемных
элементов ленточного типа с тремя узлами подачи материалов
308
Рис. 2.98. Схема процесса изготовления трехслойных объемных элементов из двух
объемных элементов ленточного типа
единить между собой в многослойную панель, то можно полу-
чить легкий и прочный строительный материал с заданной ори-
ентацией гофров объемных элементов. При параллельном распо-
ложении осей ячеек в многослойной панели она уже будет пред-
ставлять собой сотовый блок, из которого можно нарезать сото-
вые пластины для использования в трехслойных сотовых конст-
рукциях.
Предварительные оценки показывают, что установка для изго-
товления зубчатых объемных элементов ленточного типа из бу-
маги шириной до 1 м или трехслойных объемных элементов мо-
жет занимать площадь около 6—8 м2 и выпускать в смену от 0,8
до 1,2 м3 объемных элементов с размером стороны ячейки запол-
нителя а = 5 мм. При стороне ячейки, равной 10 мм, объем про-
дукции увеличивается в четыре раза. Средства механизации и ав-
томатизации позволяют существенно повысить производитель-
ность.
Представляет интерес и способ изготовления трехслойных
объемных элементов из зубчатых объемных элементов ленточно-
го типа (рис. 2.98). Для соединения между собой двух зубчатых
объемных элементов выступы и впадины их гофров покрывают
клеевым составом. Полученный трехслойный плоский лист обла-
дает высокими механическими характеристиками.
Следует заметить, что создание многослойных плоских пане-
лей из объемных элементов рассмотренных типов с заданным
309
направлением ячеек в каждом слое позволяет получать листовые
материалы с оптимальными физико-механическими характери-
стиками. Их можно использовать в качестве утеплителей или те-
пло- и звукоизоляторов. Покрытые декоративным материалом
многослойные легкие панели могут применяться при облицовке
стен, служить деталями перегородок, подвесных потолков и т. п.
Из всего многообразия сотовых заполнителей нового поколе-
ния только два типа можно изготавливать методом растяжения
пакета: с шестигранной формой ячеек и с прямоугольной фор-
мой ячеек, который образуется в результате дальнейшего растя-
жения сотового заполнителя с шестигранной формой ячеек. В
настоящее время к ним можно прибавить и третий тип сотового
заполнителя с квадратной формой ячеек, каждая из которых рас-
положена в двух взаимно перпендикулярных рядах. Идея изгото-
вления этого сотового заполнителя нового поколения методом
растяжения пакета возникла в 1995 г. Она состоит в том, что лист
1 материала гофрируют и превращают в складчатый, как показа-
но на рис. 2.99,а. Ширина каждой складки материала и расстоя-
ние между складками равны ширине грани квадратной ячейки
сотового заполнителя. На внешние плоскости каждой складки
листа наносят слой клея 2 (см. рис. 2.99,6). Клеевой слой нано-
сят как на верхнюю, так и на нижнюю поверхности каждой
складки. Далее плоские 3 и складчатые листы 1 с нанесенными
на них клеевыми полосами укладывают стопкой на нижнюю
плиту 4 технологического приспособления (см. рис. 2.99,в). В па-
кете (стопке) листов сотового заполнителя складчатые листы
располагаются между плоскими листами. Для точного соблюде-
ния положения листов могут быть использованы средства их фи-
ксации типа направляющих штифтов и др. При этом клеевые по-
лосы можно наносить на плоские листы материала. В этом слу-
чае обязательны устройства для точного совмещения клеевых по-
лос на листах со складками гофрированных листов Уложенный
пакет листов помещают между обогреваемыми плитами пресса и
при известных режимах температуры и давления производят
склеивание пакета сотового заполнителя. После отверждения
клея пакет разрезают на заготовки необходимой ширины, кото-
рые устанавливают в приспособление для растяжения пакетов
сотовых заполнителей. Растяжение производят комбинацией
двух усилий: перпендикулярного к плоскости пакета N и парал-
лельного плоскости пакета Т (см. рис. 2.99,г). В результате обра-
310
Рис. 2.99. Схема процесса изготовления сотового заполнителя с прямоугольной
формой ячеек методом растяжения пакета
зуется сотовый заполнитель с ячейками квадратной (прямоуголь-
ной) формы, в которых одна грань имеет тройную толщину, а ос-
тальные — одинарную. Каждая ячейка расположена одновремен-
но в двух взаимно перпендикулярных рядах, а их стенки образу-
ют два семейства параллельных между собой и перпендикуляр-
ных к другому семейству плоскостей, проходящих через весь со-
товый блок. Такой сотовый заполнитель имеет соизмеримые ме-
ханические характеристики в трех взаимно перпендикулярных
311
1
Рис. 2.100. Сотовый заполнитель, изготовленный методом растяжения пакета
Рис. 2.101. Ступенчатый лист (с) и его гофрирование (б) для изготовления
сотового заполнителя методом растяжения пакета
направлениях, чем значительно превосходит известные типы со-
товых заполнителей, рассмотренные в гл. 1.
Аналогичным образом может быть изготовлен сотовый заполни-
тель с прямоугольными ячейками, причем наиболее прост в изго-
товлении сотовый заполнитель, у которого ширина грани тройной
толщины будет меньше ширины граней одинарной толщины, пер-
пендикулярных к граням тройной толщины (рис. 2.100).
Если методом растяжения пакета требуется изготовить сото-
вый заполнитель, изображенный на рис. 2.99, но у которого две
грани будут иметь двойную толщину, одна грань — тройную, а
четвертая грань — одинарную толщину, то следует использовать
ступенчатый лист материала 1, показанный на рис. 2.101,а, изго-
товление которого было описано выше. Этот лист гофрируют
так, что его складки содержат четыре слоя материала, а между
ними располагаются участки листа двойной толщины (см. рис.
2.101,6).
312
Рис. 2.102. Сотовый запол-
нитель с усиленными граня-
ми, изготовленный методом
растяжения пакета
Процедура составления пакетов и их растяжения для получе-
ния сотового заполнителя, изображенного на рис. 2.102, аналоги-
чна показанной на рис. 2.99.
Метод растяжения пакета может быть применен также и для
изготовления сотовых заполнителей с квадратными ячейками,
каждая из которых расположена в двух взаимно перпендикуляр-
ных рядах и содержит две противоположные грани двойной тол-
щины, а остальные — одинарной. С этой целью необходимо вос-
пользоваться листами складчатого материала / (см. рис. 2.99,а),
которые вместе с плоскими листами 2 и Ш-образными проклад-
ками 3 образуют пакет сотового заполнителя, фрагмент сечения
которого изображен на рис. 2.103,а.
После склеивания пакета, извлечения из него Ш-образных
прокладок (см. рис. 2.103,6) и растяжения образуется сотовый
блок с ячейками квадратной формы (см. рис. 2.103,в). Различия
в конструкциях ячеек сотовых заполнителей, изображенных на
рис. 2.99,г и 2.103,в, являются следствием того, что в пакете со-
тового заполнителя (см. рис. 2.103,а) складки гофрированных
листов / одного листа расположены между складками двух сме-
жных гофрированных листов, в то время как в пакете сотового
заполнителя (см. рис. 2.99,в) складки всех гофрированных листов
расположены напротив складок смежных гофрированных листов.
Подобным образом может быть изготовлен сотовый блок с ячей-
ками квадратной формы, но со всеми гранями двойной толщи-
ны. Для этой цели необходимо воспользоваться складчатыми
гофрированными листами, изображенными на рис. 2.101,6.
Сотовый заполнитель с ячейками такой конструкции показан,
например, на рис. 2.71,в.
Если проанализировать тенденции применения сотовых запол-
нителей из различных конструкционных материалов в конструк-
циях, то можно отметить склонность к увеличению объемов ис-
пользования неметаллических материалов в изделиях оболочечно-
го типа. Это объясняется тем, что только в сочетании с неметал-
313
Рис. 2.103. Схема изготовления сотового заполнителя с ячейками прямоугольной
формы
лическими материалами возможна оптимизация характеристик
как сотовых заполнителей, так и конструкций с их использовани-
ем. Однако традиционное использование сотовых заполнителей в
трехслойных оболочках не позволяет применить в них самые про-
чные и жесткие структуры нового поколения сотовых заполните-
лей. Проблема заключается в том, что для изготовления трехслой-
ных сотовых оболочек в настоящее время используют плоские со-
товые блоки с отвержденным связующим. В этом случае для вы-
кладки по криволинейным поверхностям могут быть применены
только те сотовые заполнители, которые способны гнуться. А эту
способность сохраняют только те сотовые заполнители, которые
314
имеют практически нулевые механические характеристики в на-
правлениях, перпендикулярных к осям ячеек (вдоль обшивок). К
таким сотовым заполнителям относятся все структуры, упомяну-
тые в гл. 1, а также заполнители, изображенные на рис. 2.6, 2.12,
2.48,г, 2.49, 2.50,в—е, 2.52, 2.60,и — 2.61, м. Но, как было отмечено
выше, такие сотовые заполнители слабо участвуют в восприятии
нагрузок, действующих на оболочку вдоль ее обшивок, и не спо-
собны минимизировать массу конструкции или повысить ее несу-
щую способность. Кроме того, исследования [1.101] показали, что,
облегая криволинейную поверхность, ячейки сот искажают свою
форму, получают внутренние напряжения, провоцируют начало
трещинообразования связующего и образование других дефектов,
а вследствие этих причин возможно снижение механических хара-
ктеристик сотовых заполнителей до 70% их значения в составе пло-
ского сотового блока. Для использования в цилиндрических или
конических оболочках сотовых заполнителей нового поколения с
треугольными (см. рис. 2.42, 2.43, 2.60,а—е) и четырехугольными
(рис. 2.45, 2.47,2.51, 2.60,з—к, 2.61,г—з) ячейками был найден спо-
соб [2.21, 2.20] получения сотовых блоков цилиндрической или ко-
нической формы заданной кривизны. Он заключается в использо-
вании плоских сотовых блоков, изготовленных из неметалличес-
ких материалов любым способом. После их пропитки связующим
и удаления его излишков с поверхностей граней сот блоки выкла-
дывают на поверхность оправок. Прямоугольные блоки выклады-
вают на цилиндрические оправки (рис. 2.104), а круговые сотовые
блоки — на конические. При этом ряды сотовых ячеек должны
быть направлены вдоль образующих этих оправок. При правиль-
ном подборе диаметра оправок и размеров сотовых ячеек сотовые
блоки способны принимать криволинейные формы без видимого
искажения формы ячеек. Это происходит по многим причинам.
Главными из них, по нашему мнению, являются следующие. При
облегании сырая ткань или нетканый материал имеет возможность
приспособить форму ячейки под кривизну оправки вследствие от-
носительного смещения нитей или волокон материала, компенса-
ции допусков в размерах граней, которые неизбежны при изгото-
влении, и некоторого распрямления или уменьшения радиусов за-
круглений, которые также неизбежно появляются в процессе из-
готовления сотового блока. При отвержденном связующем эти
процессы произойти не могут и приходится насильственно иска-
жать форму ячеек иногда даже с разрушением части связующего
315
Рис. 2.104. Цилиндрическая оправка для
получения сотовых блоков цилиндрической
формы заданной кривизны
состава. Перечисленные
малые смешения в сыром
(неотвержденном) матери-
але сотового заполнителя
достаточны для придания
ему криволинейной формы
без искажения формы яче-
ек и снижения механичес-
ких характеристик. Экспе-
рименты показали, что
предложенным способом
можно изготавливать, на-
пример, цилиндрические
оболочки диаметром
250—300 мм с сотовым заполнителем, имеющим квадратную фор-
му ячеек с размером стороны 5,5 мм. Такие трубы, да еще с пря-
моугольной формой ячеек сотового заполнителя (см. рис. 2.60,з, и),
пока не известны в мировой практике. Выложенный на оправку
сырой сотовый блок заневоливают на оправке, обматывая его раз-
делительной пленкой, лентами или нитями и отверждают на оп-
равке. После отверждения его снимают с оправки и передают на
участок изготовления панелей или оболочек. Отвержденный блок
имеет заданную криволинейную форму.
Однако сотовым заполнителям, изготавливаемым в форме
оболочек, присущ один недостаток: грани их ячеек имеют пря-
молинейные торцы, которые вписываются в криволинейный
контур оболочек в виде их хорд. Чем точнее требуется повторить
криволинейную поверхность, тем мельче должны быть сотовые
ячейки. В различных случаях это представляет собой некоторое
неудобство, и для точного воспроизводства криволинейных по-
верхностей при любых размерах ячеек предлагается использовать
трехгранные объемные элементы [2.18]. Они отличаются от опи-
санных выше [2.17] тем , что конфигурация их граней соответст-
вует части криволинейных поверхностей главных кривизн соот-
ветствующей оболочки. Это означает, что часть или все грани
объемного элемента имеют форму трапеции с криволинейными
основаниями, соответствующими той части криволинейной по-
верхности оболочки, в месте которой расположена грань ячейки
сотового заполнителя. Из объемных элементов образуют ряды
открытых ячеек, полуячеек или полных ячеек, которые соединя-
316
е) / \3
Рис. 2.105. Трехгранные объемные элементы для образования сотового блока в
виде цилиндрической оболочки:
/ — стенка объемного элемента; 2 — полка объемного элемента; 3 — ось
цилиндра
ют между собой непосредственно или через промежуточную лен-
ту и образуют сотовый блок необходимой криволинейной кон-
фигурации и размеров.
Простейшей оболочкой в технике следует считать цилиндр.
Для образования сотового блока в виде цилиндрической оболоч-
ки с ячейками в виде пирамиды, имеющей прямоугольное попе-
речное сечение или прямоугольное поперечное сечение с диаго-
налью, могут быть использованы трехгранные объемные элемен-
ты, изображенные на рис. 2.105. Если сотовый заполнитель дол-
жен иметь ячейки со всеми гранями двойной толщины, то необ-
ходимо воспользоваться объемными элементами, показанными
на рис. 2.105,а—г. В этом случае длина стенки объемных элемен-
тов (см. рис. 2.105,а,в) должна быть кратной размерам двух или
более граней ячейки сотового заполнителя.
Для образования сотового заполнителя в виде блока цилинд-
рической формы из объемных элементов (см. рис. 2.105,а) их
стенки соединяют друг с другом внахлест, который равен поло-
вине длины стенки. В результате образуется прямолинейная по-
лоса материала двойной толщины, по обе стороны которой вы-
ступают полки объемных элементов, образующих ряды открытых
ячеек (рис. 2.106). Располагая полосы вдоль образующей цилин
дра и соединяя их между собой по плоскостям соприкосновения
полок объемных элементов, получают сотовый заполнитель в ни
де цилиндрического блока с ячейками, поперечное сечение ко
317
Рис. 2.106. Заготовка из объемных
элементов для изготовления со-
товых блоков цилиндрической
формы
торых является прямоугольником или квадратом (рис. 2.107). На
рисунке показано соединение двух полос. Аналогичным образом
к ним подстыковываются другие полосы до образования панели
или цилиндра заданных размеров. Следует отметить, что разра-
ботанный способ изготовления сотовых заполнителей из объем-
ных элементов Z-образного профиля осуществляется в настоя-
щее время на примитивных приспособлениях вручную. Достато-
чно производительного станочного оборудования для изготовле-
ния как плоских, так и цилиндрических сотовых блоков до на-
стоящего времени еще не спроектировано и поэтому для конст-
рукторов и технологов имеется обширное поле для творчества.
Для образования сотового заполнителя в виде блока цилинд-
рической формы из объемных элементов (см. рис. 2.105,6) их
полки соединяют друг с другом по всей площади так, что обра-
зуется пространственная гофрированная лента (рис. 2.108). Со-
единяя гофрированные ленты друг с другом через плоские про-
межуточные ленты, получают сотовый заполнитель в виде ци-
линдрического блока с ячейками, поперечное сечение которых
является прямоугольником или квадратом. При этом в ячейках
318
Рис. 2.108. Вариант гофрирован-
ной ленты для изготовления сото-
вых блоков цилиндрической фор-
мы с прямоугольными ячейками
Рис. 2 109. Фрагменты сотовых
блоков цилиндрической формы с
прямоугольными ячейками
все грани могут быть одинаковой двойной толщины, а могут
быть две грани двойной толщины, третья грань тройной толщи-
ны, а четвертая грань одинарной толщины (рис. 2.109). Такие со-
товые блоки изготавливаются, например, на установке, изобра-
женной на рис. 2.54 и 2.55, описание которой было приведено
выше. Производительность этой установки достаточно низкая и
по этой причине она пригодна, пожалуй, только в лабораторных
условиях. Для производства промышленных объемов сотовых за-
полнителей рассматриваемого типа нужны разработка и изготов-
ление специального станочного оборудования.
Для образования сотового блока цилиндрической формы из
объемных элементов (см. рис. 2.105,в) их стенки соединяют друг
с другом внахлест, который равен половине длины стенки. В ре-
зультате образуется плоское кольцо двойной толщины, по обе
стороны которого (рис. 2.110) выступают полки объемных эле-
ментов, образующие кольцевые ряды открытых ячеек. Соединяя
кольца между собой по всей плоскости выступающих полок объ-
емных элементов, получают сотовый заполнитель в виде цилин-
дра или его части с ячейками, поперечное сечение которых яв-
ляется прямоугольником или квадратом (рис. 2.111). На рисунке
показан фрагмент из нескольких колец (или их части). Аналоги-
чным образом к ним присоединяются другие кольца до образо-
319
Рис. 2.110. Заготовка для изготовле-
ния сотового блока цилиндрической
формы
Рис. 2.111. Фрагмент сотового
блока цилиндрической формы с
прямоугольными ячейками
вания панели или цилиндра заданных размеров. Следует отме-
тить, что разработанный способ изготовления сотовых заполни-
телей из объемных элементов Z-образного профиля осуществля-
ется в настоящее время на примитивных приспособлениях вруч-
ную.
Для изготовления сотового блока цилиндрической формы из
объемных элементов (см. рис. 2.105,г) их полки соединяют друг
с другом по всей площади так, что образуется кольцевая гофри-
рованная лента (рис. 2.112). Соединяя гофрированные ленты
друг с другом через плоские кольцевые промежуточные ленты,
получают сотовый заполнитель в виде цилиндрического блока с
ячейками, поперечное сечение которых является прямоугольни-
ком или квадратом. При этом в ячейках все грани могут быть
одинаковой двойной толщины, а могут быть две грани двойной
толщины, третья грань тройной толщины, а четвертая грань оди-
нарной толщины (рис. 2.113). Для изготовления сотовых блоков
с ячейками описанной выше конструкции в настоящее время
имеются только конструктивные предложения авторов на уста-
новку для ручного изготовления.
Если сотовый заполнитель должен иметь усиления в направле-
нии образующей или в окружном направлении, то необходимо
воспользоваться объемными элементами, изображенными на
рис. 2.105,а,в,д,е.
320
Рис. 2.112. Заготовка для изготовле-
ния сотового блока цилиндрической
формы
Рис. 2.113. Фрагмент сотового блока
цилиндрической формы с прямо-
угольными ячейками
Для образования усиленного заполнителя в виде блока цилин-
дрической формы из объемных элементов (см. рис. 2.105,а) их
стенки соединяют друг с другом внахлест подобно тому, как это
показано на рис. 2.106. При этом длину (или высоту) стенки объ-
емного элемента выполняют кратной более чем двум длинам сто-
роны ячейки сотового заполнителя. В этом случае усиление со-
тового заполнителя происходит в направлении образующей, что
существенно повышает прочность и устойчивость цилиндричес-
кой оболочки, нагруженной усилием сжатия, действующим в на-
правлении оси цилиндра. Толщина усиления, как и размер сто-
роны ячейки сотового заполнителя, определяется расчетом. Тол-
щина усиления определяется толщиной граней ячеек, располо-
женных вдоль образующей цилиндрического сотового блока, а
толщина этих граней равна кратности длины стенки объемного
элемента длине стороны ячейки сотового заполнителя, поэтому
прямолинейные полосы материала (см. рис. 2.106) выполняют из
объемных элементов с необходимым размером их стенок. На
рис. 2.114 показаны две проекции фрагмента сотового заполни-
теля с ячейками, имеющими в поперечном сечении форму пря-
моугольника или квадрата. Сотовый заполнитель набран из объ-
емных элементов с длиной стенки, равной трем длинам стороны
ячейки. Толщина граней ячеек, расположенных вдоль образую-
щей сотового блока в виде цилиндра, равна трем толщинам ма-
321
Рис. 2.114. Проекции фрагмента
сотового заполнителя с ячейками,
имеющими в поперечном сечении
форму приямоугольника или
квадрата
Рис. 2.115. Проекции фрагмента
сотового заполнителя с ячейками,
имеющими в поперечном сечении
форму прямоугольника или квад-
рата
териала объемных элементов. Остальные грани ячеек имеют
двойную толщину. Эффективность применения сотового запол-
нителя рассмотренной конструкции по сравнению с известным
шестигранным сотовым (см. рис. 1.4) заключается в существен-
ном увеличении несущей способности цилиндрической оболоч-
ки, испытывающей нагрузку осевого сжатия, при одинаковой
массе или в возможности облегчения конструкции при одинако-
вой разрушающей нагрузке.
Для образования сотового заполнителя в виде блока цилинд-
рической формы из объемных элементов, показанных на
рис. 2.105,в, их стенки соединяют друг с другом внахлест подоб-
но тому, как это изображено на рис. 2.110. При этом длину (или
высоту) стенки объемного элемента выполняют кратной более
чем двум длинам стороны ячейки сотового заполнителя. В этом
случае усиление сотового заполнителя происходит в окружном
направлении, что существенно повышает прочность и устойчи-
вость цилиндрической оболочки, нагруженной внешним или
внутренним давлением. Таким нагрузкам подвержены трубы,
корпуса подводных аппаратов, резервуары и т.п. Толщина усиле-
ния определяется расчетом, как и размер стороны ячейки сото-
322
вого заполнителя. Толщина усиления определяется толщиной
граней ячеек, расположенных в окружном направлении цилинд-
рического сотового блока, а толщина этих граней равна кратно-
сти длины стенки объемного элемента длине ячейки сотового за-
полнителя, то поэтому кольцевые полосы материала (см. рис.
2.110) выполняют из объемных элементов с необходимыми раз-
мерами их стенок. На рис. 2.115 показаны две проекции фраг-
мента сотового заполнителя о ячейками, имеющими в попереч-
ном сечении форму прямоугольника или квадрата. Сотовый за-
полнитель набран из объемных элементов с длиной стенки, рав-
ной трем длинам стороны ячейки. Толщина граней ячеек, распо-
ложенных в окружном направлении сотового блока в виде ци-
линдра, равна трем толщинам материала объемных элементов.
Остальные грани ячеек имеют двойную толщину. Эффектив-
ность применения сотового заполнителя рассмотренной конст-
рукции по сравнению о известным шестигранным сотовым за-
полнителем (см. рис. 1.4) заключается в увеличении несущей
способности цилиндрической оболочки при одинаковой массе
или в возможности облегчения конструкции при одинаковой
разрушающей нагрузке.
Для образования сотового заполнителя в виде блока цилинд-
рической формы из объемных элементов (см рис. 2.105,Э) из них
вначале изготавливают гофрированную прямолинейную ленту,
которая образует ряд треугольных ячеек. Объемные элементы в
ленте соединяют друг с другом по всей плоскости полок
(рис. 2.116). Гофрированные ленты (см. рис. 2.116) собирают в
сотовый блок цилиндрической формы через плоские промежуто-
чные ленты (рис. 2.117). В результате образуется сотовый блок в
форме цилиндра или его части с ячейками, которые в попереч-
ном сечении имеют прямоугольную форму с диагональной пере-
мычкой. В каждой треугольной ячейке две грани имеют двойную
толщину и одна грань — тройную толщину. Грани тройной тол-
щины с промежуточной лентой расположены вдоль образующих
цилиндра и усиливают сотовый заполнитель в этом направлении.
Эффективность применения сотового заполнителя рассмотрен-
ной конструкции по сравнению с известным шестигранным со-
товым заполнителем (см. рис. 1.4), заключается, во-первых, в су-
щественном увеличении несущей способности цилиндрической
трехслойной оболочки, испытывающей нагрузку осевого сжатия,
при одинаковой массе или в возможности облегчения конструк-
323
Рис. 2.116. Заготовка для
изготовления сотового бло-
ка цилиндрической формы
Рис. 2.117. Фрагмент сотового блока цилин-
дрической формы с треугольными ячейками
ции при одинаковой разрушающей нагрузке, а, во-вторых, в су-
щественном увеличении несущей способности цилиндрической
оболочки, испытывающей действие крутящего момента, что при-
водит к аналогичному эффекту.
Что касается технологических процессов производства сотово-
го заполнителя, изображенного на рис. 2.117, на сегодняшний
день он может быть изготовлен, например, на установке, пока-
занной на рис. 2.54 и 2.55. Следует заметить, что для изготовле-
ния сотовых заполнителей в виде цилиндрических блоков могут
быть применены не только объемные элементы в виде прямоуго-
льного треугольника (см. рис. 2.105,d, е). С одинаковым успехом
могут быть использованы объемные элементы в форме (в сече-
нии), например, равносторонних треугольников, что позволяет
получить псевдоизотропный заполнитель с усилением или вдоль
образующих, или в окружном направлении. Такие сотовые бло-
ки также могут быть изготовлены на установке рис. 2.54 и 2.55.
Для образования сотового заполнителя в виде блока цилинд-
рической формы из объемных элементов (см. рис. 2.105,е) вна-
чале изготавливают гофрированную ленту в виде кольца или его
части, которая образует ряд треугольных ячеек. Объемные эле-
менты в ленте соединяются друг с другом по всей плоскости по-
лок (рис. 2.118). Гофрированные ленты (см. рис. 2.118) собирают
в сотовый блок цилиндрической формы через плоские промежу-
точные ленты, имеющие форму кольца или его части (см. рис.
2.119). В результате образуется сотовый блок в форме цилиндра
или его части с ячейками, которые в поперечном сечении имеют
324
Рис. 2.118. Заготовка для изготов-
ления сотового блока цилиндри-
ческой формы
Рис. 2.119. Фрагмент сотового блока ци-
линдрической формы с треугольными
ячейками
форму прямоугольного треугольника. Некоторые специалисты
склонны характеризовать ячейки этого сотового заполнителя
иначе: ячейки представляют собой в поперечном сечении прямо-
угольник или квадрат с диагональной перемычкой. В каждой
треугольной ячейке две грани имеют двойную толщину и одна
грань — тройную толщину. Грани тройной толщины с промежу-
точной усиливающей лентой расположены по окружности ци-
линдра и усиливают сотовый заполнитель в этом направлении.
Эффективность применения сотового заполнителя рассмотрен-
ной конструкции по сравнению с известным шестигранным со-
товым заполнителем (см. рис. 1.4) заключается, во-первых, в су-
щественном увеличении несущей способности цилиндрической
трехслойной оболочки, испытывающей нагрузки внутреннего
или внешнего давления при одинаковой массе, или в возможно-
сти облегчения конструкции при одинаковой разрушающей на-
грузке, а, во-вторых, в существенном увеличении несущей спо-
собности цилиндрической оболочки, испытывающей действие
крутящего момента, что приводит к аналогичному эффекту.
Согласно способу изготовления сотовых заполнителей в виде
блока цилиндрической формы его толщина (или высота ячейки)
соответствует ширине граней объемных элементов. Если техно-
логическое оборудование позволяет выполнить эту толщину и
325
Рис. 2.120. Установка для закрепления (д) и последующий механической обра-
ботки (б) сотовых блоков цилиндрической формы
конфигурацию оболочки в пределах заданных допусков, такие
сотовые блоки поступают непосредственно на сборку трехслой-
ных сотовых конструкций.
Если же точности технологического оборудования недостаточ-
но для изготовления сотовых оболочек в пределах допустимых
отклонений и по толщине и по форме, необходимо предусмот-
реть операцию механической обработки контура сотового блока.
Для этой цели может быть использована установка, показанная
на рис. 2.120. Она состоит из двух цилиндрических оболочек 1, 3
с закрепленными на них элементами охлаждения, например,
змеевиками 2, 4. Оболочки установлены соосно на основании 5
и образуют кольцевой сосуд. В пространство между оболочками
1, 3 помещают сотовый блок 6 в вида цилиндрической оболочки
или нескольких цилиндрических панелей и заливают сосуд за-
мерзающим жидким продуктом, например, водой 7. По змееви-
кам 2, 4 пропускается хладоагент и жидкость 7 затвердевает. Со-
товый заполнитель вмораживается в эту жидкость (см. рис. 2.120,
а). После этого по змеевику 4 наружной оболочки 3 пропускают
теплую воду и когда эта оболочка освободится от замерзшей
жидкости 7, ее удаляют. Освободившуюся наружную поверхность
сотового блока обрабатывают соответствующим инструментом 8
с необходимой точностью до необходимых размеров (рис. 2.120,
б). Если обработке подлежит и внутренняя поверхность сотового
блока, то после обработки его наружной поверхности на основа-
326
Рис. 2.121. Объемные элементы для образования сотовых блоков в виде кони-
ческих оболочек с различными формами ячеек
ние 5 вновь устанавливается наружная цилиндрическая оболоч-
ка 3 с змеевиком 4. В полость между оболочками 1, 3 доливает-
ся жидкость для заполнения образовавшихся пустот и по змееви-
ку 4 пропускается хладоагент для ее замораживания. После пол-
ного затвердевания жидкости по змеевику 2 оболочки 1 пропус-
кают теплую воду, размораживают поверхность контакта оболо-
чки 1 с затвердевшей жидкостью 7 и внутреннюю оболочку 1
удаляют. Во внутреннюю полость установки вводят инструмент,
которым обрабатывают внутреннюю поверхность сотового блока
6. После окончательной обработки сотового блока оболочку 1 ус-
танавливают на свое место, по змеевикам 2, 4 пропускают теп-
лую воду до тех пор, пока замерзшая жидкость 7 растает. Из нее
извлекают обработанный сотовый блок 6 и установка готова для
повторения цикла обработки сотовых заполнителей.
Другой распространенной оболочкой в технике можно считать
коническую оболочку, которая может применяться как крышка
для цилиндрических оболочек или в виде кровли цилиндричес-
ких сооружений. В ракетно-космической технике форму кониче-
ской оболочки имеют головные обтекатели и т. п. Для образова-
ния конического сотового блока с ячейками в виде пирамиды,
имеющей поперечное сечение в форме трапеции или треугольни-
ка, могут быть использованы объемный элементы, изображенные
327
на рис. 2.121. Их контуры выделены более толстыми линиями
Все объемные элементы расположены на конической оболочке в
том положении, в котором они располагаются в составе ячеек со-
тового блока конической формы. Всего на рисунке показано 12
объемных элементов, сгруппированных в две группы. Первая
группа из шести объемных элементов 1—6 расположена в районе
большого основания конуса. С помощью этих объемных элемен-
тов образуется конический сотовый блок, у которого продольные
оси ячеек перпендикулярны наружной поверхности конуса. Ка-
ждый объемный элемент этой группы образует свою конструк-
цию ячеек и заполнителя в целом.
1 — трехгранный объемный элемент Z-образной формы. Его
средняя грань 13 представляет собой четырехугольник, одна из сто-
рон которого расположена вдоль образующей наружной поверхно-
сти конуса, а противоположная — вдоль образующей внутренней
поверхности конуса. Если толщина конического блока постоянна,
то средняя грань 13 представляет собой прямоугольник, располо-
женный в плоскости, проходящей через ось конуса. Боковые гра-
ни 14 представляют собой части конических поверхностей. Одна
из них является частью конической поверхности с образующей ОА
(см. рис. 2.121), другая является частью конической поверхности
с образующей OtB. Размеры боковых граней различны по ширине
и пропорциональны расстоянию от вершины конуса. Рассматри-
ваемый объемный элемент является аналогом объемного элемен-
та, изображенного на рис. 2.105,с. С его помощью можно изгота-
вливать сотовый заполнитель с ячейками клиновидной формы, по-
перечное сечение которых представляет собой равнобокую трапе-
цию с криволинейными основаниями. При этом все грани ячеек
могут быть выполнены одинаковой двойной толщины или разли-
чной толщины. В первом случае высота стенки (средней грани)
объемного элемента равна двум сторонам ячеек сотового заполни-
теля, а во втором она составляет более двух размеров сторон ячей-
ки, но кратна сторонам ячеек сотового заполнителя. Для образо-
вания сотового блока из объемных элементов изготавливают пло-
ские прямолинейные полосы, аналогичные изображенным на
рис. 2.106. Они соединяются между собой по выступающим пол-
кам (боковым граням) объемных элементов и образуют сотовый
блок конической формы. Если сотовый блок должен сопротив-
ляться осевому нагружению растяжения или сжатия, то он усили-
328
вается в направлении образующих аналогично сотовому блоку ци-
линдрической формы, показанному на рис. 2.114.
2 — трехгранный объемный элемент Z-образной формы. Его
средняя грань 13 имеет четырехугольную форму и служит частью
конической поверхности с вершиной в точке 01 и образующей
О{В (см. рис. 2.121). Две наружные стороны средней грани явля-
ются частью окружностей и располагаются на наружной и внут-
ренней поверхностях конического сотового сотового блока Бо-
ковые грани 14 объемного элемента представляют собой плоский
четырехугольник, одна из сторон которого расположена вдоль
образующей наружной поверхности конического сотового блока,
а противоположная — вдоль образующей внутренней поверхно-
сти этого же блока. Если толщина конического сотового блока
постоянна, то боковые грани представляют собой прямоугольни-
ки, расположенные в плоскостях, проходящих через ось конуса.
Рассматриваемый объемный элемент является аналогом объем-
ного элемента, показанного на рис. 2.105,в. С его помощью мо-
жно изготовить сотовый заполнитель с ячейками клиновидной
формы, поперечное сечение которых представляет собой равно-
бокую трапецию с криволинейными основаниями. При этом все
грани ячеек могут быть выполнены одинаковой двойной или
различной толщины. В первом случае высота стенки (средней
грани) объемного элемента равна двум сторонам ячеек сотового
заполнителя, а во втором — более двух размеров сторон ячеек,
но кратной сторонам ячеек сотового заполнителя. Для образова-
ния сотового блока из объемных элементов изготавливают кони-
ческие кольца, внутрь и наружу которых выступают полки (бо-
ковые грани) объемных элементов. Отдаленным аналогом этих
колец могут служить плоские цилиндрические кольца (см.
рис. 2.110) для образования сотового блока цилиндрической
формы. Полученные кольца соединяются между собой по высту-
пающим боковым граням объемных элементов и образуют сото-
вый блок конической формы. Диаметры каждого смежного коль-
ца, как и средние грани составляющих их объемных элементов,
пропорциональны их расстоянию от вершины конуса. Если со-
товый блок должен сопротивляться внешнему или внутреннему
давлению, то он усиливается в окружном направлении подобно
сотовому блоку цилиндрической формы, изображенному на
рис. 2.115
3 — трехгранный объемный элемент незамкнутой треугольной
329
формы. Его средняя грань 13 имеет четырехугольную форму и
представляет часть конической поверхности с вершиной в точке
О и образующей ОА (см. рис. 2.121). Две наружные стороны
средней грани являются частью окружностей и расположены на
наружной и внутренней поверхностях конического сотового бло-
ка. Одна из боковых граней 14 объемного элемента представляет
собой плоский четырехугольник, одна из сторон которого распо-
ложена вдоль образующей наружной поверхности конического
сотового блока, а противоположная — вдоль образующей внут-
ренней поверхности этого же блока. Если толщина конического
сотового блока постоянна, то эта грань представляет собой пря-
моугольник, расположенный в плоскости, проходящей через ось
конуса. Вторая боковая грань 14 представляет собой четырех-
угольник пространственной формы. Одна из его криволинейных
сторон расположена на внешней поверхности конического сото-
вого блока, а противоположная — на внутренней. Эта грань за-
мыкает конфигурацию объемного элемента до треугольной фор-
мы. Рассматриваемый объемный элемент является аналогом объ-
емного элемента, изображенного на рис. 2.105,d. С его помощью
можно изготовить сотовый заполнитель с ячейками клиновидной
формы, поперечное сечение которых представляет собой треуго-
льник. При этом две грани ячейки выполнены двойной толщи-
ны, а третья — тройной. Для образования сотового блока из рас-
сматриваемых объемных элементов их соединяют между собой
по плоскостям прямоугольной и криволинейной боковых граней
14. При этом образуется прямолинейная ячеистая конструкция
подобная стержню (см. рис. 2.116), но с линейно убывающими
размерами ячеек. Если эти ячеистые стержни соединить между
собой через плоскую ленту материала, можно получить сотовый
заполнитель в форме конической оболочки или ее части. Отда-
ленным аналогом может служить цилиндрический сотовый блок,
собранный из подобных элементов (см. рис. 2.117).
4 — трехгранный объемный элемент незамкнутой треугольной
формы. Его средняя грань 13 представляет собой четырехуголь-
ник, одна из сторон которого расположена вдоль образующей
наружной поверхности конуса, а противоположная — вдоль об-
разующей внутренней поверхности конуса. Остальные две сторо-
ны перпендикулярны образующей наружной поверхности кону-
са. Если толщина конического сотового блока постоянна, сред-
няя грань 13 представляет собой прямоугольник. Она расположе-
330
на в плоскости, проходящей через ось конуса. Одна из боковых
граней 14 представляет собой часть конической поверхности с
образующей ОХВ (см. рис. 2.121). Две наружные стороны грани
являются частью окружностей и расположены на наружной и
внутренней поверхностях конического сотового блока. Вторая
боковая грань 14 представляет собой четырехугольник простран-
ственной формы. Одна из его криволинейных сторон расположе-
на на внешней поверхности конического сотового блока, а про-
тивоположная — на внутренней. Эта грань замыкает конфигура-
цию объемного элемента до треугольной формы. Рассматривае-
мый, объемный элемент является аналогом объемного элемента,
изображенного на рис. 2.105,е. С его помощью можно изготовить
сотовый заполнитель с ячейками клиновидной формы, попереч-
ное сечение которых представляет собой треугольник. При этом
две грани ячейки выполнены двойной толщины, а третья —
тройной. Для образования сотового блока из рассматриваемых
объемных элементов их соединяют между собой по боковым
плоскостям 14. При этом образуется коническое кольцо или его
часть, аналог которого изображен на рис. 2.118 для сотового за-
полнителя в виде блока цилиндрической формы. Если эти ячеи-
стые кольца (или их часть) соединить между собой через плоское
коническое кольцо (или его часть) материала, то можно получить
сотовый заполнитель в форме конической оболочки или ее час-
ти. Отдаленным аналогом может служить цилиндрический сото-
вый блок, собранный из подобных элементов (см. рис. 2.119).
5 — трехгранный объемный элемент желобообразной формы.
Его средняя грань 13 имеет четырехугольную форму и представ-
ляет часть конической поверхности с вершиной в точке О, и об-
разующей 0хВ (см. рис. 2.121). Две наружные стороны средней
грани являются частью окружностей и расположены на наруж-
ной и внутренней поверхностях конического сотового блока. Бо-
ковые грани 14 объемного элемента представляют плоский четы-
рехугольник, одна из сторон которого расположена вдоль обра-
зующей наружной поверхности конического сотового блока, а
противоположная — вдоль образующей внутренней поверхности
этого же блока. Если толщина конического сотового блока по-
стоянна, то боковые грани представляют прямоугольник и рас-
положены в плоскостях, проходящих через ось конуса. Рассмат-
риваемый объемный элемент является аналогом объемного эле-
мента, изображенного на рис. 2.105,г. С его помощью можно из-
331
готовить сотовый заполнитель с ячейками клиновидной формы,
поперечное сечение которых представляет собой равнобокую
трапецию с криволинейными основаниями. При этом все грани
ячеек могут быть выполнены одинаковой двойной толщины, а
также в ячейке могут быть две грани двойной, одна грань оди-
нарной и одна грань тройной толщины. Для образования сото-
вого блока из объемных элементов изготавливают гофрирован-
ные конические кольца (или их часть), соединяя объемные эле-
менты друг с другом по соприкасающимся поверхностям боко-
вых граней. Подобное кольцо, но выполненное для сотового за-
полнителя цилиндрической формы, показано на рис. 2.112. Если
эти гофрированные кольца соединить между собой через гладкое
коническое кольцо материала,можно получить сотовый заполни-
тель в форме конической оболочки с описанными выше ячейка-
ми. Отдаленным аналогом может служить цилиндрический сото-
вой блок, собранный из подобных элементов с гранями ячеек
двойной толщины (см. рис. 2.113).
6 — трехгранный объемный элемент в форме желоба. Его сред-
няя грань 13 представляет четырехугольник, одна из сторон ко-
торого расположена вдоль образующей наружной поверхности
конуса, а противоположная — вдоль образующей внутренней по-
верхности конуса. Две другие стороны грани перпендикулярны к
образующей внешней поверхности конуса. Если толщина кони-
ческого сотового блока постоянна,то средняя грань 13 представ-
ляет прямоугольник, расположенный в плоскости, проходящей
через ось конуса. Боковые грани 14 объемного элемента предста-
вляют части конических поверхностей. Одна из них является ча-
стью конической поверхности с образующей О А (см. рис. 2.121),
другая — частью конической поверхности с образующей 0хВ.
Размеры боковых граней различны по ширине и пропорциональ-
ны расстоянию от вершины конического сотового блока.
Рассматриваемый объемный элемент является аналогом объ-
емного элемента, изображенного на рис. 2.105,6. С его помощью
можно изготовить сотовый заполнитель с ячейками клиновидной
формы, поперечное сечение которых представляет собой равно-
бокую трапецию с криволинейными основаниями. При этом все
грани ячеек могут быть выполнены одинаковой двойной толщи-
ны, а также в ячейке могут быть две грани двойной, одна грань
одинарной и одна грань тройной толщины. Для образования со-
тового блока из объемных элементов изготавливают прямоли-
332
нейные гофрированные стержни с линейно изменяющейся ши-
риной. Аналогом такого стержня, но с постоянной шириной по
длине, является гофрированный стержень для образования ци-
линдрического сотового блока, (см. рис. 2.108). Если гофриро-
ванные стержни соединить между собой через плоские ленты ма-
териала, можно получить сотовый заполнитель в форме кониче-
ской оболочки с описанными выше ячейками. Аналогом может
служить цилиндрический сотовый блок, собранный из подобных
элементов (см. рис. 2.109).
Вторая группа объемных элементов 7—12 расположена в рай-
оне малого основания конуса (см. рис. 2.112). С помощью этих
объемных элементов образуется конический сотовый блок, у ко-
торого продольные оси ячеек перпендикулярны к оси коничес-
кого сотового блока. Каждый объемный элемент этой группы об-
разует свою конструкцию сотовых ячеек и заполнителя в целом.
7 — трехгранный объемный элемент Z-образного профиля.
Его средняя грань 13 представляет четырехугольник, одна сторо-
на которого расположена вдоль образующей наружной поверхно-
сти конуса, а противоположная — вдоль образующей внутренней
поверхности конуса, две другие стороны перпендикулярны к оси
конуса. Если толщина конического сотового блока постоянна, то
средняя грань 13 представляет собой параллелограмм, располо-
женный в плоскости, проходящей через ось конуса. Боковые гра-
ни 14 объемного элемента представляют части плоских колец,
образующихся при пересечении конуса плоскостями, перпенди-
кулярными к его оси. Одна из них является частью кольца с цен-
тром в точке О2, а другая — частью кольца с центром в точке О3
(см. рис. 2.121). Размеры боковых граней различны по ширине и
пропорциональны расстоянию от вершины конуса, Рассматрива-
емый объемный элемент является аналогом объемного элемента
1 и аналогом объемного элемента, изображенного на рис. 2.105.
Изготовление сотового блока из объемного элемента 7 аналоги-
чно описанному для объемного элемента 1.
8 — трехгранный объемный элемент Z-образной формы. Его
средняя грань 13 имеет четырехугольную форму и служит частью
плоского кольца с центром в точке О2, плоскость которого пер-
пендикулярна к оси конуса. Две наружные стороны средней гра-
ни являются частью окружностей и располагаются на наружной
и внутренней поверхностях конического сотового блока. Боко-
вые грани 14 объемного элемента представляют плоский четы-
ззз
рехугольник, одна из сторон которого расположена вдоль обра-
зующей наружной поверхности конического сотового блока, а
противоположная — вдоль образующей внутренней поверхности
этого же блока. Если толщина конического сотового блока по-
стоянна, боковые грани представляют параллелограмм, располо-
женный в плоскостях, проходящих через ось конуса. Рассматри-
ваемый объемный элемент является аналогом объемного элемен-
та 2 и объемного элемента, изображенного на рис. 2.105,в. Изго-
товление сотового блока из объемных элементов 8 аналогично
описанному для объемного элемента 2.
Различие заключается лишь в том, что из объемных элементов
2 изготавливают плоские, а не конические кольца или их части.
9 — трехгранный объемный элемент незамкнутой треугольной
формы. Его средняя часть 13 имеет четырехугольную форму и яв-
ляется частью плоского кольца с центром в точке О2. Две нару-
жные стороны средней грани расположены на наружной и внут-
ренней плоскостях конического блока. Одна из боковых граней
14 объемного элемента представляет собой плоский четырех-
угольник, одна из сторон которого расположена вдоль образую-
щей наружной поверхности конического сотового блока, а про-
тивоположная — вдоль образующей внутренней поверхности
этого же блока. Если толщина сотового блока постоянна, эта
грань представляет собой параллелограмм, расположенный в
плоскости, проходящей через ось конуса. Вторая боковая грань
14 представляет четырехугольник пространственной формы. Од-
на его криволинейная сторона расположена на внешней поверх-
ности конического сотового блока, а противоположная — на
внутренней. Эта грань замыкает конфигурацию объемного эле-
мента до треугольной формы. Рассматриваемый объемный эле-
мент является аналогом объемного элемента 3 и объемного эле-
мента, изображенного на рис. 2.105,8. Изготовление сотового
блока из объемных элементов 9 аналогично описанному для объ-
емного элемента 3.
10 — трехгранный объемный элемент незамкнутой треуголь-
ной формы. Его средняя грань 13 представляет четырехугольник,
одна из сторон которого расположена вдоль образующей наруж-
ной поверхности конуса, а противоположная — вдоль образую-
щей внутренней поверхности конуса. Остальные две стороны
перпендикулярны к оси конуса. Если толщина сотового блока
постоянна, средняя грань 13 представляет параллелограмм, рас-
334
положенный в плоскости, проходящей через ось конуса. Одна из
боковых граней 14 представляет часть плоской кольцевой по-
верхности с центром в точке О3 (см. рис. 2.121). Две наружные
стороны грани являются частью окружностей и расположены на
наружной и внутренней поверхностях конического сотового бло-
ка. Вторая боковая грань 14 представляет четырехугольник про-
странственной формы. Одна из его криволинейных сторон рас-
положена на внешней поверхности конического сотового блока,
а противоположная — на внутренней. Эта грань замыкает кон-
фигурацию объемного элемента до треугольной формы. Рассма-
триваемый объемный элемент является аналогом объемного эле-
мента 4 и объемного элемента, изображенного на рис. 2.105,е.
Изготовление сотового блока из объемных элементов 10 анало-
гично описанному для объемного элемента 4, Различие заключа-
ется в том, что ячеистые кольца или их часть в виде части кони-
ческой поверхности соединяются между собой через плоское
круговое кольцо материала и тем самым образуют сотовый за-
полнитель в виде конической оболочки.
11 — трехгранный объемный элемент в форме желоба. Его
средняя грань имеет четырехугольную форму и является частью
плоского кольца с центром в точке О3 (см. рис. 2.121. Две нару-
жные стороны средней грани представляют часть окружностей и
расположены на наружной и внутренней поверхностях коничес-
кого сотового блока. Боковые грани 14 объемного элемента
представляют плоский четырехугольник, одна из сторон которо-
го расположена вдоль образующей наружной поверхности кони-
ческого сотового блока, а противоположная — вдоль образующей
внутренней поверхности этого же блока. Если толщина сотового
блока постоянна, боковые грани представляют параллелограм-
мы, расположенные в плоскостях, проходящих через ось конуса.
Рассматриваемый объемный элемент является аналогом объем-
ного элемента, изображенного на рис. 2.105,г. Изготовление со-
тового блока из объемных элементов 11 аналогично описанному
выше для объемного элемента 5. Различие заключается в том, что
гофрированные кольца соединяют между собой через плоские
круговые кольца материала и тем самым получают сотовый за-
полнитель в виде конической оболочки.
12 — трехгранный объемный элемент в форме желоба. Его сред-
няя грань 13 представляет четырехугольник, одна из сторон кото-
рого расположена вдоль образующей наружной поверхности кону-
335
са, а противоположная — вдоль образующей внутренней поверх-
ности конуса. Две другие стороны грани перпендикулярны к оси
конуса. Если толщина сотового блока постоянна, средняя грань 13
представляет параллелограмм, расположенный в плоскости, про-
ходящей через ось конуса. Боковые грани 14 объемного элемента
представляют части плоских круговых колец с центром в Ог и 03
соответственно. Размеры боковых граней различны по ширине и
пропорциональны расстоянию от вершины конического сотового
блока. Рассматриваемый объемный элемент является аналогом
объемного элемента 6 и объемного элемента, изображенного на
рис. 2.105,6. Изготовление сотового блока из объемных элементов
12 аналогично описанному выше для объемных элементов 6.
Необходимо отметить, что изготавливать сотовые блоки из
объемных элементов 1—12 несколько проще, чем из объемных
элементов 1—6.
Механическую обработку сотовых блоков конической формы
можно производить с помощью установок, аналогичных изобра-
женной на рис. 2.120.
В современной технике связи большое распространение полу-
чили параболические рефлекторы антенн. Крупные антенны изго-
тавливают, как правило, трехслойными с сотовым заполнителем,
имеющим шестигранную форму ячеек (см. рис. 1.4). Для сущест-
венного облегчения рефлекторов и придания им большей жестко-
сти сотовый заполнитель может быть изготовлен в виде блока в
форме параболоида с оптимальной формой ячеек нового поколе-
ния сотовых заполнителей и заданной толщиной вдоль образую-
щей. На рис. 2.122 изображен сотовый блок в виде параболоида
вращения и на нем более толстыми линиями выделены объемные
элементы, служащие «кирпичиками» в построении такого сотово-
го блока. Все объемные элементы расположены на оболочке в том
положении, в котором они располагаются в составе ячеек сотово-
го блока. Всего на рисунке показано 12 объемных элементов,
сгруппированных в 2 группы по аналогии с рассмотренным выше
примером конического сотового блока. Первая группа из 6 объем-
ных элементов 1—6 расположена по краю оболочки. С помощью
этих объемных элементов образуется сотовый блок, у которого
продольные оси ячеек перпендикулярны к внутренней рабочей по-
верхности оболочки. Каждый объемный элемент этой группы об-
разует свою конструкцию сотовых ячеек и заполнителя в целом.
Вторая группа из 6 объемных элементов 1—12 расположена около
336
Рис. 2.122. Объемные элементы для образования сотовых блоков в форме
параболических оболочек с различными формами ячеек
вершины оболочки. С помощью этих объемных элементов обра-
зуется сотовый блок в виде параболоида вращения, у которого про-
дольные оси ячеек перпендикулярны к оси оболочки. Каждый объ-
емный элемент этой группы образует свою конструкцию ячеек и
заполнителя в целом.
Если сравнить рис. 2.121 и 2.122, обнаруживается удивитель-
ное сходство конструкций объемных элементов. Однако у них
есть и различия, которые позволяют получать оболочки двоякой
кривизны. Отличия объемных элементов, изображенных на
рис. 2.122, от объемных элементов, показанных на рис. 2.121, за-
ключаются в том, что у них все грани имеют криволинейную
конфигурацию, в то время как объемные элементы для изготов-
ления конических сотовых блоков часть граней, расположенных
вдоль образующей, имеют прямолинейные стороны. Способы же
изготовления сотовых оболочек аналогичны в обоих случаях, по-
этому они подробно не описываются и автор отсылает читателей
к предыдущему описанию.
Следует, однако, отметить, что при изготовлении пологих па-
раболических оболочек в виде, например, рефлекторов антенн
следует использовать объемные элементы первой группы (см.
рис. 2.122, 1—6). Если же параболическая оболочка имеет удли-
ненную форму, используемую, например, для головных обтека-
телей боевых ракет, их контейнеров и боеголовок, подобную изо-
337
браженной на рис. 2.122, то следует применять объемные эле-
менты второй группы (7—12), что упрощает процедуру изготов-
ления подобных сотовых оболочек.
Объемные элементы, изображенные на рис. 2.105, 2.121 и 2.122,
могут явиться прообразом для создания сотовых заполнителей в
виде оболочек любой конфигурации. В этом случае их грани дол-
жны соответствовать очертаниям внешней и внутренней поверх-
ностей соответствующих оболочек. При этом не исключен вари-
ант, когда внутренняя и внешняя поверхности сотовой оболочки
могут иметь различную форму, например, эллиптическая оболоч-
ка со сферической внутренней полостью.
Исследования по формообразованию ячеек сотовых заполни-
телей показали, что они могут быть образованы не только рас-
смотренными выше объемными элементами. Существует целая
группа многогранных объемных элементов, грани которых пере-
секаются по одной прямой. Они могут образовывать как опти-
мальные конструкции ячеек, так и целый ряд других, обладаю-
щих теми или иными технологическими или декоративно-при-
кладными свойствами. При этом ячейки могут иметь форму от
треугольной до восьмиугольной включительно за исключением
семиугольной, кроме того, возможны их комбинации в одном
сотовом блоке. Грани ячеек могут иметь от одного до четырех
слоев материала сотового заполнителя.
Простейший из названных выше объемных элементов — трех-
гранник (рис. 2.123). Он может быть использован для образования
нескольких модификаций сотовых ячеек: однослойной из одного
материала (см. рис. 2.123,а), двухслойной из одного материала (см.
рис. 2.123,6), двухслойной из двух частей, изготовленных из оди-
наковых или различных материалов (не показана), а также двух-
слойной из трех частей, изготовленных из одинаковых или разли-
чных материалов (см. рис. 2.123,е). Если трехгранник образует
профиль, именуемый в технике тавр, из таких объемных элемен-
тов можно изготавливать сотовые заполнители с прямоугольной
(квадратной) ячейкой. При этом один ряд ячеек сдвинут относи-
тельно другого на половину шага ячеек. На рис. 2.124 изображен
вид сотовых заполнителей в плане, ячейки которых образованы
объемными элементами, показанными на рис. 2.123,а,в. В сотовом
заполнителе (см. рис. 2.124,а) объемные элементы соединены друг
с другом встык и образуют ячейки со всеми гранями одинаковой
одинарной толщины. В сотовом заполнителе (см. рис. 2.124,6)
338
Рис. 2.123. Трехгранный объемный элемент в виде тавра
Рис. 2.124. Фрагменты сотовых заполнителей, образованных объемными элемен-
тами в виде тавра
объемные элементы соединены друг с другом внахлест и образуют
ячейки со всеми гранями одинаковой толщины (нахлест по всей
площади грани или по ее части). В последнем случае в одной ячей-
ке может быть применено до восемнадцати различных материалов.
Если в трехгранном объемном элементе стенка составляет с пол-
кой угол а < 90°, из таких объемных элементов может быть изго-
товлен сотовый заполнитель в виде блока круговой формы (рис.
2.125). На этом рисунке показаны ячейки, собранные из однослой-
ных объемных элементов. Аналогичным образом собирают сото-
вые заполнители из двухслойных объемных элементов с нахлестом
их граней. Конструкция ячеек сотового заполнителя, изображен-
ного на рис.2.125, аналогична конструкции ячеек, показанных на
рис. 2.124, а их форма зависит как от угла наклона стенки и пол-
ки объемного элемента, так и от длины граней. Причем длины гра-
ней объемных элементов пропорциональны их расстоянию от цен-
тра круга сотового блока.
339
Рис. 2.125. Фрагмент сотового за-
полнителя в виде блока круговой
формы из объемных элементов в
виде тавра
Рис. 2.126. Трехгранные объемные элементы с симметричным расположением
двух граней относительно третьей
На рис. 2.126 изображены трехгранные объемные элементы, у
которых грани расположены в разных плоскостях и две из них
симметричны относительно третьей и наклонены к ней под уг-
лом а < 90°. Такой трехгранник конструктивно может быть вы-
полнен в нескольких вариантах: однослойным из одного матери-
ала (см. рис. 2.126,а), двухслойным из одного материала (см. рис.
2.126,6), двухслойным из двух частей, изготовленных из одинако-
вых или различных материалов (на рисунке не показан), а также
двухслойным из трех частей, изготовленных из одинаковых или
различных материалов (см. рис. 2.126,в). Набор таких трехгран-
ных объемных элементов может образовывать сотовый заполни-
тель с шестигранными ячейками (рис. 2.127), а также сотовый за-
полнитель с восьмигранными и четырехгранными ячейками в
одном сотовом блоке (рис. 2.128). В сотовом заполнителе, изоб-
раженном на рис. 2.127,а и 2.128 объемные элементы соединены
друг с другом встык и образуют ячейки со всеми гранями одина-
ковой одинарной толщины. В сотовом заполнителе, показанном
на рис. 2.127,6, объемные элемента соединены друг с другом вна-
хлест и образуют ячейки со всеми гранями одинаковой толщины
340
Рис. 2.127. Фрагменты сотового заполнителя с шестигранными ячейками
Рис. 2.128. Фрагмент сотового запол-
нителя с восьмигранными и четырех-
гранными ячейками
Рис. 2.129. Фрагмент сотового за-
полнителя в виде блока круговой
формы, набранного из однослой-
ного трехгранного элемента
(нахлест по всей площади грани или по ее части). В последнем
случае в одной ячейке шестигранного сотового заполнителя мо-
жет быть применено до восемнадцати различных материалов.
При изготовлении сотового заполнителя (см. рис. 2.128) из двух-
слойных объемных элементов в восьмигранных ячейках возмож-
но применение до двадцати двух различных материалов, а в че-
тырехгранных — до двенадцати. Если в трехгранном объемном
элементе (см. рис. 2.126) все грани наклонены друг к другу под
различными углами, из таких объемных элементов может быть
изготовлен сотовый заполнитель в виде блока круговой формы
(рис. 2.129). На этом рисунке показаны ячейки, набранные из
341
Рис. 2.130 Фрагменты сотовых блоков, используемых в декоративных панелях
однослойных объемных элементов. Аналогичным образом соби-
рают сотовые заполнители и из двухслойных объемных элемен-
тов с нахлестом их граней при сборке.
Комбинация объемных элементов (см. рис. 2.123 и 2.126) поз-
воляет создавать сотовые заполнители с ячейками, показанными,
например, на рис. 2.130 и 2.131, и использовать их в декоративных
и ограждающих панелях.
На рис. 2.132 изображены четырехгранные объемные элемен-
342
Рис. 2.131. Фрагменты сотовых блоков, используемых в ограждающих панелях
Рис. 2.132. Четырехгранный объемный элемент с расположением граней в двух
взаимно перпендикулярных плоскостях
ты, у которых грани расположены в двух взаимно перпендику-
лярных плоскостях. Такой четырехгранник конструктивно может
быть выполнен в нескольких вариантах: однослойным из одного
материала (см. рис. 2.132,а), двухслойным из одного материала
(см. рис. 2.132,6), двухслойным из двух или трех частей, изгото-
вленных из одинаковых или различных материалов (на рисунке
не показаны), а также двухслойным из четырех частей, изготов-
ленных из одинаковых или различных материалов (см.
рис. 2.132,в). Набор таких элементов может образовывать сото-
вый заполнитель с прямоугольными ячейками (рис. 2.133), грани
которых образуют взаимно перпендикулярные непрерывные
плоскости, проходящие через весь сотовый блок. Такие сотовые
заполнители обладают максимальными механическими характе-
ристиками в плоскости, параллельной несущим слоям, и близки
к теоретически оптимальным для плоских трехслойных панелей.
Если в трехгранном объемной элементе (см. рис. 2.132) грани,
лежащие в двух плоскостях, пересекаются под острым углом
343
Рис. 2.134. Четырехгранный объемный элемент с гранями, пересекающимися под
острым углом
(рис. 2.134), то такие объемные элементы могут образовывать со-
товые блоки с ячейками в виде параллелограмма (рис. 2.135). Во
всех рассматриваемых случаях в одной ячейке заполнителей,
изображенных на рис. 2.133 и 2.135, может быть применено до
двенадцати различных материалов.
Третья разновидность четырехгранных объемных элементов
изображена на рис. 2.136. Они могут образовывать как сотовые
блоки прямоугольной формы (на рис. 3.137), так и сотовые бло-
ки в форме круга или его части (рис. 2.138).
Идея сборки ячеек сотового заполнителя из объемных элемен-
тов дает в распоряжение конструктору и дизайнеру огромное по-
ле для творчества. Например, комбинации трехгранных и четы-
рехгранных объемных элементов позволяют образовывать сото-
вые заполнители с различными ячейками (рис. 2.139).
Четвертая разновидность четырехгранных объемных элементов
344
Рис. 2.135. Фрагмент сотового блока с ячейками в виде параллелограмма
Рис. 2.136. Четырехгранный объемный элемент
Рис. 2.137. Фрагмент сотового блока прямоугольной формы
345
Рис. 2.139. Фрагменты сотовых заполнителей с различными ячейками, образо-
ванными комбинацией трех- и четырехгранных объемных элементов
346
Рис. 1.140. Разновидность четырехгранных объемных элементов
Рис. 2.141. Фрагмент сотовых заполнителей с треугольными ячейками, образо-
ванными четырехгранными объемными элементами
изображена на рис. 2.140. У них две
грани лежат в одной плоскости, а
две другие расположены по одну
сторону от этой плоскости. Конст-
руктивно они могут быть изготов-
лены однослойными или двухслой-
ными и состоять из одной, двух,
трех или четырех частей, соединен-
ных друг с другом. Такие объемные
элементы могут образовывать сото-
Рис. 2.142. Фрагмент сотового за-
полнителя с треугольными ячей-
ками, имеющего форму круга
вые заполнители с треугольными
ячейками (рис. 2.141). При этом со-
товые блоки могут иметь как пря-
моугольную форму в плане, так и
форму круга или его части (рис. 2.142). При использовании двух-
слойных объемных элементов каждая ячейка сотового заполни-
теля может содержать от одного до двенадцати различных мате-
риалов.
Шестигранные объемные элементы изображены на рис. 2.143.
347
Рис. 2.144. Псевдоизотропный сотовый заполнитель, состоящий из шестигран-
ных объемных элементов
Их грани попарно лежат в трех пересекающихся по одной пря-
мой плоскостях. Если плоскости пересекаются друг с другом и
образуют между собой одинаковые углы, то из таких объемных
элементов можно набрать сотовый заполнитель с ячейками тре-
угольной формы (рис. 2.144). Такой сотовый заполнитель назы-
вается псевдоизотропным, так как его механические характери-
стики во всех направлениях практически одинаковы. Каждая
ячейка сотового заполнителя может содержать от одного до де-
вяти различных материалов.
Если две плоскости шестигранного объемного элемента (см.
рис. 2.143) взаимно перпендикулярны, а третья плоскость накло-
нена к ним, то такие объемные элементы образуют сотовый за-
полнитель с прямоугольными ячейками и диагональю в них
(рис. 2.145).
Рассмотренные выше (см. рис. 2.123—2.143) объемные элемен-
ты могут быть использованы не только для изготовления плоских
348
Рис. 2.145. Фрагмент сотового заполнителя с прямоугольными ячейками и диа-
гональю в них
сотовых блоков. Из них могут быть изготовлены и оболочки, ес-
ли при соединении граней внахлест они будут повернуты друг от-
носительно друга на некоторый угол. При этом размер грани
ячейки должен подчиняться соотношениям, приведенным выше.
В самом начале этого раздела перечислены недостатки сотовых
заполнителей известных конструкций. Один из главных недос-
татков — чрезвычайно низкие механические характеристики со-
товых заполнителей вдоль несущих слоев. Именно на устранение
этих недостатков были первоначально направлены поиски разра-
ботчиков нового поколения сотовых заполнителей. Имея в рас-
поряжении широкую номенклатуру сотовых заполнителей, рас-
смотренных в этом разделе, можно привести некоторые предва-
рительные сравнительные данные [2.24]. За объект сравнения
примем самый распространенный в мире сотовый заполнитель с
шестигранной формой ячеек (см. рис. 1.4, 2.61,6). В его ячейках
четыре грани имеют одинарную толщину, а две остальные —
двойную Будем обозначать этот заполнитель как тип А. Сотовый
заполнитель нового поколения с шестигранной формой ячеек и
всеми гранями двойной толщины (см. рис. 2.12) обозначим как
тип Б. Через тип В обозначим сотовый заполнитель нового по-
коления с квадратной формой ячеек и всеми гранями двойной
349
Таблица 2.11 Механические характеристики некоторых типов сотовых
заполнителей
Характеристика А Б В Г
1 1,1 200 300
1 1,1 200 150
1 1,5 2 2
1 1,1 250 350
1 1,1 60 35
аг 1 2 4,5 5
1 1 1000 1000
Еу 1 1 1000 1000
Е* 1 2 5 12
е; 1 1 100 100
Еу- 1 1 100 100
е: 1 2 3,5 5
1 1,5 8 8
1 1,5 8 7
1 2 10 10
1 2 10 10
Примечание. Надстрочный индекс (+) относится к характеристикам при
растяжении; надстрочный индекс (—) относится к характеристикам при сжатии.
толщины (см. рис. 2.45,и). Сотовый заполнитель нового поколе-
ния с ячейкой в форме равностороннего треугольника (см.
рис. 2.42,з) обозначим как тип Г. В табл. 2.1 приведены предва-
рительные ориентировочные относительные значения механиче-
ских характеристик для перечисленных выше типов сотовых за-
полнителей. При сравнении предполагалось, что грани всех со-
товых ячеек имеют одинаковые геометрические размеры и вы-
полнены из одинаковых конструкционных материалов по единой
технологии изготовления.
2.2. Сотовые заполнители с заданными характеристиками
Заданными характеристиками сотовых заполнителей могут
быть механические, теплофизические, эксплуатационные, техно-
логические и др. Для реальных сотовых конструкций, восприни-
мающих значительные нагрузки, огромное значение имеют их
оптимальные механические характеристики при достижении ми-
350
нимальной массы. Для сотовых конструкций, например, радио-
технического назначения в виде рефлекторов параболических
антенн решающее значение имеют их размеростабильность при
всех эксплуатационных условиях и минимальная масса. Теорети-
ческие и экспериментальные исследования [2.1, 2.2, 2.3] показы-
вают, что для получения действительно оптимальных характери-
стик трехслойных сотовых конструкций необходимо использо-
вать в их составе как металлические, так и неметаллические ма-
териалы и, в частности, волокнистые композиционные материа-
лы, которые в дальнейшем мы будем называть армированными
пластмассами.
Рассмотрение сотовых заполнителей из армированных пласт-
масс в отдельном разделе обусловлено несколькими причинами.
Во-первых, армированные пластмассы находят все большее при-
менение в сотовых конструкциях. Во-вторых, только применение
армированных пластмасс позволяет получать конструкции с оп-
тимальными характеристиками. В-третьих, при изготовлении со-
товых заполнителей с оптимальными характеристиками из арми-
рованных пластмасс имеются особенности в их армировании
[2.10, 2.23], которые необходимо учитывать. Изложение этих и
других особенностей изготовления сотовых заполнителей прово-
дится на примере применения технологических приемов и осна-
стки, позволяющих обеспечить опытное или малосерийное про-
изводство.
Следует отметить, что принятие решения об изготовлении со-
тового заполнителя с оптимальными характеристиками основы-
вается на проектном расчете. В результате этого расчета выбира-
ют материалы для изготовления сотового заполнителя, способ и
направление армирования материалов, геометрические размеры
элементов ячеек сотового заполнителя, форму или чередование
форм ячеек в сотовом блоке и др. После того как определены все
параметры сотового заполнителя, необходимого в данной трех-
слойной конструкции, принимается решение и разрабатывается
соответствующий технологический инструмент, который должен
обеспечить изготовление заданного сотового заполнителя.
Порядок изготовления сотового заполнителя из армированных
пластмасс заключается в следующем. Рулон (лист) армирующего
материала или несколько армирующих материалов пропитывают
одной и той же затвердевающей пластмассой. Из пропитанных
351
мшериалон удаляю) и шипки плас iмассы и подсушивают гак,
чтобы сохранилась ее клеющая способноеib После этого из про
питанных армирующих материалов составляют рулонное поло)
но с заданным направлением его армирования. При необходимо
сти изготавливают многослойное рулонное полотно материала
сотового заполнителя. При этом каждый слой располагают по
отношению к смежному слою под заданным углом наклона про-
дольной оси армирующего полотна. Полученный рулонный ма
териал сотового заполнителя размещают между двумя слоями
разделительной пленки. Часть рулонного материала сотового за-
полнителя разрезают на ленты, ширина которых равна ширине
грани ячейки сотового заполнителя, и размещают их в кассетах
Из лент и рулонного полотна материала заполнителя изготавли-
вают ступенчатое рулонное полотно. Для этого в лентах и рулон-
ном полотне материала одну плоскость освобождают от раздели-
тельной пленки и по этим плоскостям приклеивают ленты вдоль
рулонного полотна материала, располагая их по его ширине с
шагом, равным двум ширинам граней ячеек сотового заполните-
ля, В полученном ступенчатом рулонном полотне с приклеенных
лент удаляют разделительную пленку и открытую поверхность
ступенчатого рулонного полотна покрывают разделительной
пленкой во всю его ширину. После этого ступенчатое полотно
разрезают на мерные листы перпендикулярно к продольной оси
полотна. Мерные листы гофрируют в пакетах пресс-форм или на
оправках, получая гофры в виде части или полных ячеек сотово-
го заполнителя. Полностью отвержденные гофрированные листы
освобождают от разделительной пленки и соединяют их друг с
другом либо по плоскостям соприкосновения, либо через пло-
ские листы материала в сотовый блок с помощью клея.
Если гофрированные листы изготавливают в пресс-формах, то
мерные листы в них располагают так, чтобы участки с наклеен-
ными лентами совпадали с наклонными боковыми сторонами
выступов пресс-форм.
Если гофрированные листы изготавливают с помощью опра-
вок, мерным листом обвивают три стороны каждой оправки.
Первый ряд оправок располагают на плоском основании, а их
концы фиксирует неподвижно. При навивке мерных листов на
оправки следят за тем, чтобы участки мерных листов с наклеен-
ными лентами были расположены между боковыми сторонами
352
смежных оправок, а одинарные участки находились под нижни-
ми и на верхних плоскостях оправок. Ряд оправок с навитым на
них мерным листом накрывают плоской плитой и на ней разме-
щают следующий ряд оправок с навитым на них вторым мерным
листом. Наращивать ряды гофрированных мерных листов про-
должают до достижения их заданного числа. Пакет рядов опра-
вок фиксируют нажимной крышкой, прижимают нажимными
болтами и помещают в нагревательную печь для обеспечения ре-
жима отверждения гофрированных листов.
Если необходим сотовый заполнитель с заданным чередовани-
ем различных форм ячеек по заданному рисунку их расположе-
ния, при образовании гофрированных листов используют оправ-
ки с различной формой поперечного сечения.
При изготовлении сотового заполнителя с оптимальными ме-
ханическими характеристиками на сдвиг в плоскостях xOz или yOz
волокна армирующего материала располагают под углами ±45° к
продольной оси рулонного полотна.
При изготовлении сотового заполнителя с оптимальными ме-
ханическими характеристиками на растяжение или сжатие воло-
кна армирующего материала располагают под углами 0 и 90° к
продольной оси рулонного материала.
При изготовлении сотового заполнителя с оптимальными ме-
ханическими характеристиками при действии нагрузок растяже-
ния или сжатия и сдвига волокна армирующего материала рас-
полагают под различными углами к продольной оси рулонного
материала. При этом грани ячеек сотового заполнителя предпоч-
тительно выполнять многослойными в соответствии с расчетны-
ми данными.
При изготовлении сотового заполнителя с нулевым или близ-
ким к нему значением коэффициента теплового расширения в
материале сотового заполнителя обязательно применение орга-
нических (типа Kevlar) и углеродных волокон или нитей. Объем-
ное содержание и сочетание этих волокон, а также волокон из
других материалов должно быть пропорционально коэффициен-
ту теплового расширения, а направления этих волокон или ни-
тей в полотне материала сотового заполнителя и в материале
плоских промежуточных листов согласованы как с коэффициен-
том теплового расширения, так и с направлением, вдоль которо-
го он должен иметь минимальное значение. При оптимизации
353
хл|»1К1срис!ик сотовою заполнителя по прочности, жесткости и
коэффициенту теплового расширения за основу берут расчетную
структуру материала, определяемую коэффициентом теплового
расширения, и оптимизируют число слоев материала для дости-
жения оптимума по механическим характеристикам.
Проиллюстрируем сказанное выше следующим примером.
Пусть необходимо изготовить сотовый заполнитель с квадратной
формой ячеек, у которых все грани имеют одинаковую двойную
толщину. Предположим далее, что сотовый заполнитель исполь-
зуют в плоских трехслойных панелях и по условиям его эксплу-
атации он должен иметь максимальные механические характери-
стики на сдвиг в плоскостях xOz и yOz и максимальную прочность
на растяжение и сжатие в одном направлении — вдоль рядов яче-
ек перпендикулярно к их оси. Кроме того, заполнитель не дол-
жен быть токопроводен и должен обладать малым коэффициен-
том теплопроводности. На основе проектных расчетов всем этим
условиям удовлетворяет сотовый заполнитель из стеклянных тка-
ней. При этом используют электроизоляционную стеклоткань
марки ЭЗ-100 ГОСТ 19907-74 для изготовления гофрированных
листов и стеклоткань марки Т10-80 ГОСТ 19170-73 для изготов-
ления плоских промежуточных листов. Пропиточной затвердева-
ющей пластмассой служит широко распространенное в России
эпоксидное связующее марки ЭДТ-10П по ОСТ 92-095-74. Для
сборки сотового блока могут быть использованы клеи БФ-2,
БФ-4 по ГОСТ 12172-74 или другие клеи горячего отверждения.
Прежде всего, рулоны стеклотканей пропитывают связующим
ЭДТ-10П и подсушивают. При этом электроизоляционную стек-
лоткань подсушивают так, чтобы связующее не потеряло своей
клеющей способности. Подсушенные стеклянные ткани сматыва-
ют в рулоны с подложкой из разделительной пленки (рис. 2.146),
в качестве которой могут быть использованы фторопластовые, по-
лиэтиленовые и другие пленки. Стрелками на рисунке обозначе-
ны направления нитей в ткани.
Далее рулонное полотно пропитанной стеклоткани 1
(рис. 2.147,а) марки ЭЗ-100 разрезают вместе с подложкой 2 на
куски 3 в виде параллелограммов заданных размеров. Линии раз-
резки (утолщенные линии) расположены под углом 45° к про-
дольной оси полотна. После этого из кусков 3 собирают рулон-
ное полотно 4 (см. рис. 2.147,6), соединяя их встык. Для ликви-
354
Рис. 2.146. Рулон (Г) про-
питанной стеклоткани (2)
с подложкой из раздели-
тельной пленки (J)
Рис. 2.147. Разрезка рулонного полотна пропитанной стеклоткани (а) и
составление двухслойного (б, в) полотна с углами армирования ±45°
дации стыков на первый слой рулонного полотна 4 укладывают
второй слой кусков 3 так, чтобы один слой перекрывал стыки
второго слоя (показаны пунктиром). Уложенные друг на друга
куски стеклоткани в виде параллелограммов обращены открыты-
ми клеящими поверхностями друг к другу и для получения мо-
нолитного рулонного полотна должны быть тщательно приката-
ны подогретым валиком. Работа производится, как правило, на
355
1
3
Рис. 2.148. Рулон, разрезанный на ленты и смотанный на кассеты
подогреваемых столах. В полученном рулонном полотне матери-
ала (см. рис. 2.147,6) волокна расположены под углом 45° к его
продольной оси. В сечении (см. рис. 2.147,в) материал представ-
ляет собой двухслойное полотно 4, заключенное между двумя
слоями разделительной пленки 2.
Часть рулонов двухслойного полотна 1 (рис. 2.148) разрезают на
ленты 2 и сматывают их на кассеты 3. Ширина ленты соответст-
вует ширине грани ячейки сотового заполнителя и имеет минусо-
вой допуск, определяемый экспериментально при отладке техно-
логического процесса изготовления сотового заполнителя.
Из нарезанных лент и плоского рулонного полотна изготавли-
вают ступенчатое рулонное полотно материала сотового заполни-
теля. Вариант технологической установки для производства сту-
пенчатого полотна показан на рис. 2.149,а. Процесс изготовле-
ния протекает следующим образом. Неразрезанный плоский ру-
лонный материал 1 и ленты 2 из того же материала подают на
стол 3 с подогревом. При движении лент 2 по столу с одной их
стороны снимают разделительную пленку 4. Подобным же обра-
зом от разделительной пленки освобождают одну поверхность
плоского рулонного материала 1. В результате этого на столе 3
ленты 2 соприкасаются с плоским рулонным материалом 1 по
клейким поверхностям, лишенным разделительной пленки 4. По
ширине рулонного материала 1 ленты 2 укладывают с шагом,
равным двум сторонам ячейки сотового заполнителя. Для плот-
ного прилегания друг к другу и надежного приклеивания при
движении по столу 3 ленты 2 прикатывают роликами 5. Перед
356
Рис. 2.149 Схема установки (о) для изготовления ступенчатого полотна (б)
сходом со стола с наружных поверхностей лент снимают разде-
лительную пленку 4. В результате этой операции ступенчатое по-
лотно 6 материала сотового заполнителя с одной стороны оказы-
вается лишенным разделительного слоя пленки. Для восстанов-
ления второго слоя разделительной пленки ее наносят во всю
ширину ступенчатого полотна из рулона 7. После этого рулонное
ступенчатое полотно сматывают в рулон 8. Сечение полученного
ступенчатого рулонного полотна материала 6 сотового заполни-
теля, заключенного между двумя слоями разделительной пленки
4, изображено на рис. 2 149,6.
Последующая операция состоит в разрезке ступенчатого по-
лотна на мерные листы перпендикулярно к его продольной оси
(рис. 2.150), после чего все готово для изготовления гофрирован-
ных листов.
Гофрирование мерных листов производят либо в пакетах
пресс-форм, либо с помощью оправок в специальной технологи-
ческой оснастке. В рассматриваемом случае гофрирование про-
изводят с помощью оправок, используя технологическую оснаст-
ку, изображенную на рис. 2.151. Она аналогична изображенной
357
Рис. 2.150. Разрезка ступенчатого полотна на мерные листы
на рис. 2.85 и вместе с тем имеет отличия, заключающиеся в том,
что основание оснастки имеет четыре резьбовые отверстия 1 для
закрепления прижимов 2 и промежуточные плиты 3 с установо-
чными зубьями 4 и резьбовыми отверстиями 5 для закрепления
прижимов 2, При необходимости в корпусах промежуточных
плит 3 могут быть расположены встроенные нагреватели (элект-
рические, водяные, паровые и другие).
Для удобства графического изображения операций изготовления
гофрированного листа они показаны в поперечном сечении тех-
нологической оснастки. Гофрирование начинают с того, что мер-
ный лист 1 (см. рис. 2.152,а) укладывают на основание технологи-
ческой оснастки и фиксируют его прижимом 2 с помощью винтов
3. Сверху на мерный лист 7 укладывают первую оправку 4 прямо-
угольного сечения. Далее на основание оснастки устанавливают
вторую оправку 5 (см. рис. 2.152,6) и мерным листом 1 обвивают
ее с трех сторон (см. рис. 2.152,в) с одновременной установкой
третьей оправки 6. Таким образом производится гофрирование
первого мерного листа с заполнением технологической оснастки
первым рядом оправок (см. рис. 2.152,г) и закреплением второго
конца мерного листа прижимом. После этого поверх гофров пер-
вого мерного листа устанавливают промежуточную плиту 7 (см.
рис. 2.152,6) и на ней гофрируют второй мерный лист б1 тем же спо-
собом, что и первый. И так наращивают число гофрированных
358
мерных листов до заполнения технологической оснастки. На. верх-
нюю промежуточную плиту подают необходимое давление прижа-
тия, например, с помощью грузовых болтов и помещают оснастку
в сборе в нагревательную печь или осуществляют режим отвержде-
ния гофрированных мерных листов с помощью нагревателей, раз-
мещенных в теле промежуточных плит. По окончании режима от-
верждения эпоксидного связующего и остывания технологической
оснастки гофрированные листы извлекают и освобождают от раз-
делительной пленки (рис. 2.153).
359
/
Рис. 2.152. Последовательность операций изготовления гофрированного листа
360
Одновременно с изготовлением гофрированных листов мате-
риала заполнителя из пропитанной стеклоткани марки Т10-80
прессуют плоские промежуточные листы, площадь которых рав-
на площади промежуточной плиты 3 (см. рис. 2.151). Их также
освобождают от разделительной пленки.
Сборку сотового блока производят на той же технологической
оснастке в следующей последовательности. На промежуточный
лист 7 (рис. 2.154,а) наносят клеевые полосы 2. Шаг клеевых по-
лос равен шагу гофров гофрированного листа, изображенного на
рис. 2.153. Ширина клеевых полос соответствует ширине гофров
гофрированного листа с учетом допуска на растекание в процес-
се приклеивания. Промежуточный лист 1 с клеевыми полосами
2 располагают на основании технологической оснастки (см.
рис. 2.154,6) так, чтобы основа армирующей ткани была перпен-
дикулярна к оси оправок. На промежуточный лист 7 между по-
лосами клея 2 укладывают оправки 3, с помощью которых изго-
тавливался гофрированный лист (см. рис. 2.153). На оправки ук-
ладывают гофрированный лист 4 (см. рис. 2.154,в), а углубления
его гофров заполняют оправками 3. Эти оправки прижимают вы-
ступы гофрированного листа 4 к клеевым полосам на промежу-
точном листе 7. Далее на выступающие плоскости гофров гофри-
рованного листа 4 (см. рис. 2.154,г) наносят клеевые полосы 2.
Второй промежуточный лист 5, подобный листу, изображенному
на рис. 2.154,а, укладывают поверх гофрированного листа 4 (см.
рис. 2.154,6) и всю процедуру образования второго ряда ячеек со-
тового блока повторяют. Таким образом наращивают ряды ячеек
сотового блока до заполнения технологической оснастки. Сверху
сотовый блок закрывают плитой и через нее подают необходимое
давление склеивания. При необходимости клей отверждают в на-
гревательной печи. По окончании процесса склеивания сотовый
блок извлекают из оснастки, разрезают на панели необходимой
толщины и используют их в трехслойных конструкциях. Схема-
тично фрагмент полученного сотового блока изображен на
рис. 2.155. При использовании описанной или подобной ей тех-
361
a)
2
Рис. 2.154. Сборка сотового блока с помощью технологической оснастки
нологической оснастки могут быть изготовлены сотовые запол-
нители с самыми разнообразными формами ячеек (рис. 2.156,
2.157). Среди изображенных типов сотовых заполнителей наи-
большей прочностью и жесткостью обладают заполнители, име-
ющие ячейки треугольной формы, ряды которых соединены друг
с другом через плоскую промежуточную ленту (лист).
Если сотовый заполнитель помимо оптимальных механичес-
ких характеристик должен иметь хорошие технологические свой-
362
Рис. 2.155. Фрагмент сотового блока, получен-
ного с помощью технологической оснастки (вид
в плане)
Рис. 2.156. Фрагменты сотовых заполнителей, полученных с помощью
технологической оснастки, с ячейками различной формы
363
Рис. 2.157. Фрагмент сотового заполнителя
Рис. 2.158. Фрагменты сотовых заполнителей при использовании гладкого
рулонного полотна
364
Рис. 2.159- Фрагменты сотовых
заполнителей при использовании
гладкого рулонного полотна
ства, например, удовлетворительную гибкость для применения в
криволинейных панелях и оболочках, а также более низкую сто-
имость и более высокую производительность их изготовления,
для получения гофрированных листов применяют гладкое рулон-
ное полотно без приклеенных к нему лент. Такие сотовые стру-
ктуры изображены на рис. 2.158, 2.159. Они легче показанных на
рис. 2.155—2.157, значительно дешевле в связи с меньшим расхо-
дом материалов, а производительность их изготовления выше
производительности производства сотовых заполнителей с двой-
ными гранями ячеек хотя бы потому, что исключаются техноло-
гические операции по изготовлению ступенчатого полотна. Из
всего сказанного следует, что описанный способ изготовления
сотовых заполнителей из армированных пластмасс наиболее эф-
фективен там, где предъявляются жесткие требования к физико-
механическим характеристикам сотового заполнителя, обуслов-
ливающие необходимость армирования исходного материала в
строго определенных направлениях. Наиболее ярко это проявля-
ется при изготовлении сотовых заполнителей, которые должны
обладать постоянным и близким к нулевому значению коэффи-
365
p.t
Рис. 2.160. Формообразование гофров в пресс-форме
циентом теплового расширения в заданных направлениях в оп-
ределенном диапазоне действующих температур.
Рассмотрим пример, приближенно описывающий проект кор-
пуса космического объекта, который представляет собой цилин-
дрическую оболочку. По условиям эксплуатации корпус испыты-
вает максимальную нагрузку осевого сжатия и изгиба во время
выведения объекта на орбиту, а уже на орбите цилиндрическая
оболочка должна иметь близкий к нулю коэффициент термичес-
кого расширения для обеспечения работы оптических средств
навигации и наведения, расположенных в районе торцевых
шпангоутов корпуса. Заданным условиям удовлетворяет трех-
слойная конструкция с сотовым заполнителем, имеющим ячей-
ки шестигранной формы, усиленным продольными промежуточ-
ными полосами, которые выступают в качестве стрингеров обо-
лочки. Шестигранные ячейки образованы гофрированными лис-
тами. Гофр выполнен в виде равнобокой трапеции. Материалом
для сотового заполнителя служит ткань из органических волокон
полотняного плетения без наклеенных на нее лент. Формообра-
зование гофров осуществлялось в пакете пресс-форм (рис.2.160),
в которые укладывали мерные листы пропитанной ткани, заклю-
ченные между двумя слоями разделительной пленки. Под воз-
действием давления прессования и температурного режима от-
366
Рис. 2.161. Фрагмент сотового блока для изготовления трехслойной оболочки
корпуса космического объекта
верждения связующего образовывались гофрированные листы
сотового заполнителя. Сотовый блок изготавливали на техноло-
гическом приспособлении, напоминающем оснастку, изобра-
женную на рис. 2.151. Гофрированные листы присоединялись
друг к другу как по плоскостям их соприкосновения друг с дру-
гом, так и через промежуточную плоскую ленту, которая состоя-
ла из пяти слоев. Два наружных слоя ленты изготавливали из ор-
ганической ткани, средний слой — из однонаправленных орга-
нических нитей, остальные два слоя — из углеродных лент мар-
ки ЛУ-П с чрезвычайно редким утком. На рис. 2.161 показана
схема сотового блока для изготовления трехслойной оболочки
корпуса космического объекта. Он состоит из гофрированных 1
и плоских 2 лент. Шаг установки плоских лент пропорционален
действующей нагрузке сжатия и изгиба, а также допускаемому
удлинению цилиндрической оболочки в осевом направлении.
Концы промежуточных плоских 2 лент входят в пазы торцевых
шпангоутов оболочки и закрепляются в них. Гибкость для обле-
гания цилиндрической поверхности сотовому заполнителю при-
дают шестигранные ячейки, способные деформироваться при из-
гибе. Трехслойная оболочка с сотовым заполнителем указанной
конструкции в заданном диапазоне температур сохраняет линей-
367
ные размеры по торцам шпангоутов в пределах ±0,1 мм и обес-
печивает угловую деформацию в пределах ±2 угловых секунды.
Следует отметить, что применение оправок различной формы
при изготовлении гофрированных лент или листов позволяет по-
лучать сотовые заполнители с ячейками различной формы в од-
ном сотовом блоке.
К сотовым заполнителям с заданными характеристиками от-
носятся и негорючие сотовые материалы. Замечено, что сотовые
заполнители, изготовленные из пластмасс, армированных угле-
родными наполнителями (волокнами, нитями, жгутами, тканя-
ми), обладают специфическим свойством — они малогорючи.
Это свойство им придает углеродный наполнитель (арматура) и
его Можно радикально усилить, применяя карбонизацию угле-
пластиков. Процесс карбонизации хорошо известен и примени-
тельно к сотовым заполнителям заключается в том, что углепла-
стиковые соты подвергают воздействию высоких температур
(прокаливают). Органическое связующее превращается в кокс и
становится пористым.После этого соты погружают в раствор свя-
зующего для заполнения пор, а затем снова прокаливают. Этот
процесс продолжают до достижения необходимых свойств сото-
пластов. Подобный процесс изготовления позволяет получать со-
товые заполнители, не горящие при температуре до 1800 °C и не
выделяющие при этом никаких паро- или газообразных веществ.
Связующим для этих целей служат смолы с высоким коксовым
числом, например, лак марки ЛБС-4 ГОСТ 901-78. Прококсо-
ванные сотовые заполнители обладают, кроме того, практически
нулевым коэффициентом теплового расширения в широком ди-
апазоне температур.
2.3. Заполнители, соединяемые с обшивками с помощью сварки
Области применения сварных сотовых конструкций, констру-
ктивное выполнение сотовых заполнителей и технология их из-
готовления, рассмотрены в гл. 1. Главная особенность таких со-
товых заполнителей — отбортовки,с помощью которых осущест-
вляется процесс сварки сотового заполнителя с обшивками.
Применительно к этому классу сотовых заполнителей и трех-
слойных сотовых конструкций в целом авторским коллективом
|2.19] разработаны новые конструкции объемных элементов и
способы соединения этих объемных элементов друг с другом для
368
получения новых конструкций нового поколения сотовых запол-
нителей.
Эти разработки позволяют:
расширить число применяемых форм ячеек и максимально
приблизить характеристики сотовых конструкций к оптималь-
ным;
получить в каждой ячейке сотового заполнителя равную тол-
щину граней и тем самым существенно улучшить механические
характеристики разработанных конструкций по сравнению с су-
ществующими;
получать сотовые блоки и одновременно сотовые трехслойные
сварные конструкции не только в виде плоских прямоугольных
панелей, но и в виде круга или его части, а также в виде цилин-
дрических или конических оболочек или их частей.
Для реализации поставленных выше целей заполнитель наби-
рают из объемных элементов. Согласно изобретениям существу-
ет два возможных варианта сборки сотовых заполнителей. Пер-
вый предполагает использование однотипных объемных элемен-
тов в виде гофрированных лент. Во втором варианте используют
гофрированные ленты и плоские полосы с отбортовками и углуб-
лениями между ними, В свою очередь объемные элементы в ви-
де гофрированных лент предполагают исполнение в двух конст-
руктивных вариантах. В первом варианте гофрированная лента
содержит накладки, а во втором ее набирают из трехгранных
объемных элементов с отбортовками и без них, которые вложе-
ны один в другой поочередно и соединены друг с другом по вну-
тренним плоскостям боковых граней с помощью сварки.
В качестве примера рассмотрим изготовление плоской прямо-
угольной панели постоянной толщины с ячейками прямоуголь-
ной формы. Прежде всего, необходимо изготовить достаточное
количество объемных элементов в виде гофрированных лент.
Примем, что их выполняют в варианте гофрированной ленты с
накладками. С этой целью из стального, например, листа выру-
бают развертку ленты 1 (рис. 2.162). Развертка имеет одинаковую
ширину по всей длине и вдоль ее длинных сторон выполнены от-
бортовки 2 и углубления 3. Пунктиром показаны линии будуще-
го сгиба отбортовок и самой ленты.
Из такого же листа материала вырубается развертка накладки
(рис. 2.163) с отбортовками. Накладки располагают на развертке
369
Рис. 2.163. Развертка
накладки с отбортов-
ками
Рис. 2.164. Развертка гофрированной ленты с
накладками
гофрированной ленты между ее отбортовками и углублениями и
прикрепляют к ней с помощью электрической сварки. На
рис. 2.164 изображена развертка ленты с уложенными на ней на-
кладками. После прикрепления накладок 1 к развертке ленты 2
(см. рис. 2.164) в полученной конструкции отгибают отбортовки
и сгибают ленту по линиям сгибов (см. рис. 2.164, пунктир), по-
лучая объемный элемент в виде гофрированной ленты
(рис. 2.165). Таким образом гофрированная лента имеет прямоу-
гольные гофры, плоскости вершин которых располагаются в па-
раллельных плоскостях и имеют одинарную толщину. Вершины
гофров, обращенные в одну сторону, имеют отбортовки 2, а вер-
шины гофров, обращенные в другую сторону, имеет углубления.
Боковые плоскости гофров имеют двойную толщину вследствие
прикрепленных к ним накладок, отбортовки которых располага-
ются внутри гофра. По мнению авторов изготовление гофриро-
ванной ленты легко поддается автоматизации. На рис. 2.166 изо-
370
Рис. 2.165. Объемный элемент в виде гофрированной ленты (три проекции):
I — гофрированная лента; 2 — отбортовка гофрированной ленты; 3 — углубле-
ние гофрированной ленты, 4 — накладка; 5 — отбортовка накладки
Рис. 2.166. Схема варианта последовательности операций на установке для
прикрепления накладок к разверткам гофрированной ленты
371
бражена схема варианта последовательности операций на уста-
новке, которая прикрепляет накладку к разверткам гофрирован-
ных лент. Согласно рассматриваемому варианту развертки гоф-
рированной ленты 1 после их вырубки из листового материала
поступают в бункер-накопитель установки, где размешаются
стопкой 2. Рабочий стол установки имеет пазы (на рисунке они
не показаны), в которых размещаются ленты 3 материала накла-
док. Эти ленты по ширине соответствуют ширине накладок и по-
даются в рабочую зону из рулонов 4. Число лент соответствует
числу накладок, которые размещены на рабочем столе установки
с соответствующим шагом по всей ширине развертки гофриро-
ванной ленты 7. Из стопки 2 на рабочий стол установки подает-
ся развертка гофрированной ленты 7, которая накрывает ленты 3
материала накладок. Ее положение строго фиксируется относи-
тельно лент, после чего система развертка — ленты передвигает-
ся в зону сварки, а на освободившееся место укладывается новая
развертка 7. В зоне сварки многопозиционной сварочной голов-
кой установки (на рисунке она не показана) производится соеди-
нение лент 3 и развертки гофрированной ленты 1 с помощью,
например, точечной сварки 5, При последующей подаче системы
развертка — ленты происходит обрубка лент с отделением раз-
вертки 7 и закрепленных на ней накладок 6. Одновременно с об-
рубкой происходит оформление отбортовок 7 накладок 6. Гото-
вая заготовка поступает на операцию отгиба отбортовок. Отбор-
товки у накладок и развертки гофрированной ленты отгибают в
противоположных направлениях и фиксируют их под углом 90°
к плоскости заготовки гофрированной ленты. При этом отбор-
товки накладок отгибают вниз (см. рис. 2.166), а отбортовки раз-
вертки — вверх. После отгиба отбортовок заготовку гофрируют и
получают объемный элемент, конструкция которого показана на
рис. 2.165.
После изготовления необходимого количества гофрированных
лент можно приступать к сборке трехслойной сотовой конструк-
ции на специальной установке. С этой целью первую гофриро-
ванную ленту 1 (рис. 2.167) размещают между обшивками 2 до их
плотного контакта с торцевыми поверхностями ленты и плоско-
стями отбортовок, после чего точечной электрической сваркой
присоединяют обшивки к ленте по отбортовкам объемного эле-
мента. При этом его отбортовки обращены наружу в сторону на-
372
Рис. 2.167. Последовательнось сборки трехслойной сотовой конструкции
ращивания панели и обеспечивают односторонний подход сваро-
чной головки установки. После сварки первой гофрированной
ленты 1 с обшивками 2 вторую гофрированную ленту 3 подают в
зазор между обшивками до плотного контакта торцевых поверх-
ностей ее гофров с торцевыми поверхностями гофров первой
ленты. При этом отбортовки 4 на выступающих плоскостях пер-
вой ленты входят в пазы 5 второй ленты, Точечной сваркой с од-
носторонним подходом соединяют первую 1 и вторую 3 гофри-
рованные ленты по плоскостям соприкосновения вершин гоф-
ров. После этого вторую гофрированную ленту 3 также точечной
(или роликовой) сваркой присоединяют к обшивкам 2 по ее от-
бортовкам 4, 6. И так продолжают процесс наращивания сотово-
го заполнителя и присоединении к нему обшивок до получения
плоской панели постоянной толщины заданных размеров. Все
силовые элементы, включая и окантовку (законцовки) панели,
присоединяют к ней после ее изготовления. Сечение сотовой па-
нели вдоль направления укладки гофрированных лент перпенди-
кулярно к ее обшивкам изображено на рис. 2.168, дающем пред-
ставление о конструкции боковых сторон гофров. Сечение сото-
вой панели перпендикулярно к рядам гофрированных лент и об-
шивкам показано на рис. 2.169. В сечении изображена плоскость
вершин гофров. Из этих рисунков видно, что все грани ячеек со-
тового заполнителя в данной панели имеют одинаковую двойную
толщину.
373
3=1
Рис. 2 168. Сечение сотовой панели
вдоль направления укладки гофри-
рованных лент, перпендикулярное
к ее обшивкам
Рис. 2.169. Сечение сотовой панели,
перпендикулярное к рядам гофри-
рованных лент и к обшивкам
Рис. 2.170. Трехгранный объемный эле-
мент для сборки объемного элемента в
виде гофрированной ленты
Рис. 2.171. Гофрированная лента, набранная из трехгранников (вид в плане)
Объемный элемент в виде гофрированной ленты можно изго-
тавливать также и из трехгранных объемных элементов, изобра-
женных на рис. 2.170. На рис. 2.170,а показан трехгранный объ-
емный элемент без отбортовок с углублениями на его средней
грани. Боковые грани объемного элемента перпендикулярны к
средней грани. Размеры граней равны размерам соответствую-
щих граней ячеек сотового заполнителя. На рис. 2.170,^ показан
трехгранный объемный элемент с отбортовками на всех гранях.
Размеры его граней одинаковы с размерами граней объемного
элемента без отбортовок. Из этих трехгранных элементов соби-
рается объемный элемент в виде гофрированной ленты пооче-
редным соединением друг с другом по внутренним плоскостям
боковых граней. На рис. 2.171 изображена гофрированная лента,
набранная из трехгранников без отбортовок 1 и с отбортовками
2. Трехгранные объемные элементы / и 2 соединят друг с другом
с помощью электрической сварки. Сборку таких гофрированных
374
Рис. 2.172. Процесс изготовления плоской заготовки гофрированной ленты из
разверток трехгранных объемных элементов
лент можно осуществлять на станках-автоматах, оснащенных ма-
нипулятором. Однако можно пойти по другому пути: изготавли-
вать плоскую заготовку гофрированной ленты из разверток трех-
гранных объемных элементов. По мнению авторов изобретений,
этот путь более прост и перспективен. На рис. 2.172 схематично
изображен процесс изготовления плоской заготовки гофриро-
ванной ленты из разверток трехгранных объемных элементов без
отбортовок 7 и с отбортовками 2. После сборки отгибают отбор-
товки и гофрируют заготовку, получая объемный элемент в виде
гофрированной ленты, изображенной на рис. 2.171.
Если сотовый заполнитель в плоской прямоугольной панели
должен иметь пяти-, шестиугольную форму ячеек или комбина-
цию четырех, пяти- и шестиугольных ячеек, применяют объем-
ные элементы, изображенные на рис. 2.173. Для ячеек шести-
угольной формы и комбинации различных ячеек в одном сото-
вом блоке обшивки трехслойной конструкции не показаны.
Отдельного рассмотрения требует изготовление трехслойной
сотовой конструкции с ячейками сотового заполнителя прямоу-
гольной формы, расположенными во взаимно перпендикуляр-
ных рядах, с гранями, образующими систему непрерывных, вза-
имно перпендикулярных плоскостей, проходящих через всю
конструкцию. Для такого сотового заполнителя требуется приме-
нение двух типов объемных элементов. Первый объемный эле-
мент — гофрированная лента, изображенная на рис. 2.165 или
2.171. Вторым объемным элементом с прямоугольными гофрами
заданных размеров будет служить плоская лента / (рис. 2.174) с
отбортовками 2 и углублениями 3. Отбортовки 2 выполнены
вдоль обеих продольных сторон ленты с шагом, равным двум ша-
375
Рис. 2.173. Фрагменты объемных элементов различной формы для сотового
заполнителя
гам ячейки сотового заполнителя. Они имеют форму равнобоких
трапеций с размером большого основания, равным ширине гра-
ни ячейки сотового заполнителя. Ширина плоской ленты по на-
ружным плоскостям отбортовок, которые перпендикулярны к ее
плоскости, равна ширине гофрированной ленты по аналогичным
плоскостям ее отбортовок. Схема сборки трехслойной сотовой
панели показана на рис. 2.175. Первый объемный элемент / в ви-
де гофрированной ленты размещают между обшивками 2 до их
плотного контакта с поверхностями отбортовок ленты и точеч-
376
Рис. 2.174. Плоская лента с от-
бортовками и углублениями (три
проекции)
Рис. 2.175. Схема сборки трехслойной сотовой панели с ячейками прямоугольной
формы
ной сваркой присоединяют обшивки к ленте. После этого на вы-
ступающих плоскостях гофров первой гофрированной ленты 1
размещают второй объемный элемент 3 в виде плоской ленты с
отбортовками и углублениями. При этом выступающие отбор-
товки первой гофрированной ленты размещаются в углублениях
плоской ленты, а отбортовки плоской ленты располагаются на-
против впадин гофров гофрированной ленты 1 и направлены в
сторону наращивания панели. Гофрированную и плоскую ленты
соединяют по плоскостям контакта точечной сваркой с односто-
ронним подходом электродов, а обшивки присоединяют к запол-
нителю по отбортовкам плоской ленты контактной сваркой. Со-
единение объемных элементов друг с другом и их прикрепление
к обшивкам может производиться одновременно. Далее ко вто-
рому объемному элементу 3 присоединяют третий объемный эле-
мент в виде гофрированной ленты 4. С этой целью его размеша-
377
Рис. 2.176. Плоская панель клинооб-
разной формы
Рис. 2.177. Объемный элемент в виде гофрированной ленты с гофрами прямо-
угольной формы (три проекции)
ют между обшивками до плотного контакта со вторым объемным
элементом 3 в виде плоской ленты. При этом в углублениях гоф-
рированной лента 4 размешаются отбортовки плоской ленты 3.
По плоскостям контакта второго 3 и третьего 4 объемных эле-
ментов их соединяют между собой контактной электрической
сваркой и к отбортовкам третьего объемного элемента прикреп-
ляют обшивки трехслойной сотовой конструкции. И так, чередуя
объемные элементы, сотовую панель наращивают до необходи-
мых размеров. В этой конструкции, как и в рассмотренных вы-
ше, все грани ячеек сотового заполнителя имеют одинаковую
двойную толшину.
Аналогичным образом могут быть изготовлены трехслойные
сотовые панели с ячейками в виде прямоугольной или равнобо-
кой трапеции, напоминающие сотовые заполнители, показанные
на рис. 2.159 (вторая и последняя сотовые структуры), но имею-
щие отбортовки для сварки с обшивками.
Все сказанное выше относится к трехслойным сотовым конст-
рукциям постоянной толщины. При необходимости изготовле-
ния плоских панелей с непараллельными обшивками объемные
378
Рис. 2.178. Фрагменты сотовых заполнителей с ячейками в форме шестиуголь-
ника и трапеции
элементы должны повторять внутреннюю конфигурацию такой
конструкции. Так, если необходимо изготовить панель, напри-
мер, клинообразной формы (рис. 2.176), объемные элементы, из
которых набирается сотовый заполнитель, также выполняют в
форме клина. На рис. 2.177 показаны три проекции объемного
элемента в виде гофрированной ленты с гофрами прямоугольной
формы. Процедура изготовления трехслойных сотовых конструк-
ций с непараллельными обшивками идентична рассмотренным
выше. Однако, в этом случае используют соответствующую фор-
му как объемных элементов, так и сварочных головок.
Этим же способом изготавливают плоские трехслойные сото-
вые конструкции в форме части кольца. В этом случае объемные
элементы в виде гофрированных лент имеют в плане форму кли-
на или части кольца. Так, на рис. 2.178 изображены фрагменты
вида сверху двух конструкций сотовых заполнителей. Сотовый
заполнитель с ячейками в форме выпукло-вогнутого шестиуголь-
ника (см. рис. 2.178,а) имеет максимальные механические харак-
теристики в своей плоскости в кольцевом направлении. Другой
заполнитель с ячейками в форме равнобокой трапеции (см. рис.
2.178,6) обладает максимальными механическими характеристи-
ками в своей плоскости в радиальных направлениях. По анало-
гии с плоскими прямоугольными в плане панелями в панелях
кольцевой формы могут быть применены различные формы яче-
ек и их комбинации, а сами панели могут быть изготовлены с не-
параллельными обшивками.
379
Рис. 2.179. Трехслойная сотовая конструкция \ \
сложной формы \_______________|
Можно построить трехслойную сотовую конструкцию комби-
нированной формы, когда прямоугольная плоская панель пере-
ходит в кольцевую (рис. 2.179).
Напомним технические результаты, которые могут быть полу-
чены при изготовлении плоских трехслойных сотовых конструк-
ций в результате применения нового поколения сотовых запол-
нителей.
Во-первых, значительно расширено число форм ячеек. В од-
ной конструкции можно реализовать не менее трех — от четы-
рехугольной до шестиугольной включительно, а также и их ком-
бинации.
Во-вторых, существенно упрощается оборудование для изгото-
вления объемных элементов. Самым главным является то, что
можно отказаться от сложных, точных, дорогостоящих и гро-
моздких штампов и заменить сложный и трудоемкий процесс
штампования гофрированных лент операциями вырубки, сварки
и гибки на простом оборудовании.
В-третьих, созданы одинаковые условия сварки обшивок с за-
полнителем по всей его площади. Они заключаются в том, что в
новых заполнителях сваривают только два листа материала: об-
шивки и отбортовки. В настоящее же время один участок запол-
нителя соединяется с обшивками в пакете из трех элементов: об-
шивка и два слоя отбортовок.
В-четвертых, предложенные конструкции ячеек сотового за-
полнителя позволяют значительно улучшить его удельные меха-
нические характеристики. Это достигается благодаря тому, что
все грани ячеек имеют двойную толщину и, кроме того, не ме-
380
нее половины граней ячейки контактируют с обшивками не
только по плоскостям отбортовок, но и торцами объемных эле-
ментов. Последнее обстоятельство важно при нагружении сото-
вого заполнителя усилиями сжатия вдоль оси ячеек. В качестве
примера сравним удельную прочность шестигранной ячейки
традиционной конструкции, когда две ее грани имеют двойную
толщину, а четыре остальные одинарную, и новой конструкции,
когда все грани ячейки имеют двойную толщину. Пусть на ячей-
ку действует нагрузка сжатия вдоль ее оси. При таком виде на-
гружения для сотового заполнителя нового поколения проведе-
ны соответствующие оценки в разд. 2.1. Напомним их результа-
ты. Прочность панели возрастает в 2 раза, а удельная проч-
ность— в 1,33 раза. В сотовом заполнителе с четырехгранными
ячейками, грани которых образуют семейство двух взаимно пер-
пендикулярных плоскостей, непрерывных и проходящих через
всю сотовую конструкцию, этот эффект существенно усиливает-
ся. Кроме того, все известные заполнители, изготовленные из
тонколистового материала, имеют практически нулевые механи-
ческие характеристики в плоскости, перпендикулярной к оси
ячеек. Новый же сотовый заполнитель, изображенный, напри-
мер, на рис. 2.175, имеет в этой плоскости механические харак-
теристики, соизмеримые с механическими характеристиками за-
полнителя вдоль оси ячеек, что больше механических характери-
стик базового сотового заполнителя более чем в 100 раз.
В-пятых, рассмотренный способ изготовления сотовых трех-
слойных конструкций из новых объемных элементов позволяет
изготавливать их как в форме прямоугольных панелей в плане,
так и в форме части круга, а также в виде комбинации прямоу-
гольной и кольцевой панелей одновременно.
В-шестых, новый способ изготовления сотовых трехслойных
конструкций из новых объемных элементов позволяет получать
эти конструкции как постоянной, так и переменной толщины в
соответствии с заданным законом ее изменения.
Нетрудно догадаться, что изложенными выше способами мож-
но изготавливать трехслойные сотовые панели в виде части ци-
линдрических или конических оболочек. При этом объемный
элемент будет иметь конфигурацию, соответствующую изготав-
ливаемому изделию, Так, на рис. 2.180 изображены три проекции
гофрированной ленты для изготовления цилиндрической панели
381
Рис. 2.180. Гофрированная лента для изготовления цилиндрической панели с
ячейками прямоугольной формы (три проекции)
с ячейками прямоугольной формы в плане, которые расположе-
ны в кольцевых рядах сдвинутых друг относительно друга на по-
ловину шага ячеек. Сама гофрированная лента представляет со-
бой часть цилиндрической панели, ограниченной двумя плоско-
стями, проходящими через ее ось. В этих плоскостях располага-
ются вершины прямоугольных в плане гофров. Они имеют фор-
му прямоугольников. Боковые плоскости гофров имеют форму
кольцевого сектора (см. рис. 2.180), у которого наружный ради-
ус R соответствует внешнему радиусу цилиндра сотового блока,
а радиус г — внутреннему радиусу цилиндрической поверхности
этого же блока. Наиболее целесообразным методом изготовления
гофрированной ленты является ее набор из трехгранных объем-
ных элементов с отбортовками и без отбортовок. На рис. 2.181
изображены трехгранные объемные элементы для упомянутой
выше конструкции гофрированной ленты. Технологическая про-
цедура изготовления лент может быть автоматизирована. Из
трехгранных объемных элементов, меняя наклон их боковых гра-
ней к средней грани, можно изготавливать гофрированные лен-
ты для образования сотового заполнителя с пяти- и шестиуголь-
ными ячейками или их комбинациями в одном сотовом блоке.
Однако по нашему мнению, наибольший интерес для создания
силовых сотовых конструкций должна представлять цилиндриче-
ская панель, в которой четырехугольные ячейки в виде прямоу-
гольника или квадрата образуют семейство взаимно перпендику-
лярных непрерывных плоскостей, проходящих через всю сото-
382
Рис. 2.181. Трехгранные объемные
элементы с отбортовками и без
отбортовок для гофрированной ленты
вую конструкцию. Часть этих
плоскостей располагается вдоль
образующей цилиндра, а ос-
тальные образуют кольцевой
набор. Такая конструкция ци-
линдрической панели близка к
оптимальной и обладает макси-
мальными механическими ха-
рактеристиками в направлении
главных кривизн панели (в на-
правлении образующей, в коль-
цевом и радиальном направлениях). При ее изготовлении ис-
пользуют два типа объемных элементов. Одним из них является
гофрированная лента (см. рис. 2.180), а другим — плоская лента
(см. рис. 2.174). Применение сотового заполнителя описанной
конструкции существенно увеличивает прочность и устойчивость
цилиндрических панелей при действии разнообразных нагрузок
по сравнению с панелями с традиционным шестигранным сото-
вым заполнителем.
Если видоизменить объемный элемент и его внешние конту-
ры, то можно изготавливать трехслойную сотовую конструкцию
в виде конической панели. На рис. 2.182 показан объемный эле-
мент для изготовления конической панели с ячейками сотового
заполнителя в виде выпукло-вогнутого шестиугольника. По
внешнему контуру гофрированная лента представляет собой
часть толстостенной конической оболочки, ограниченной двумя
плоскостями, проходящими через ее ось. В этих плоскостях рас-
положены вершины гофров ленты. Как и в случае изготовления
цилиндрической панели, гофрированную ленту набирают из
трехгранных объемных элементов или их разверток. При измене-
нии формы гофров можно получить другие формы ячеек сотово-
го заполнителя и их комбинации. Для практических целей в си-
ловых конструкциях наибольший интерес должна представлять
коническая панель, в которой четырехугольные ячейки в виде
равнобоких трапеций образуют семейство взаимно перпендику-
лярных непрерывных плоскостей, проходящих через всю сото-
вую конструкцию. Часть этих плоскостей располагается вдоль
образующих конуса, а остальные образуют кольцевой набор. Та-
кая конструкция сотового заполнителя близка к оптимальной и
обладает максимальными механическими характеристиками в
383
Рис. 2.182. Фрагмент объемного элемента для изготовления конической панели с
ячейками сотового заполнителя в виде выпукло-вогнутого шестиугольника
направлении образующих, в кольцевом и радиальном направле-
ниях. При ее изготовлении используется два типа объемных эле-
ментов. Один из них — гофрированная лента (см. рис. 2.182), а
другой — плоская лента (см. рис. 2.174). Применение сотового
заполнителя из этих объемных элементов существенно увеличи-
вает прочность и устойчивость конических панелей при действии
разнообразных нагрузок по сравнению с аналогичными панеля-
ми с шестигранными ячейками сотового заполнителя.
Необходимо отдать должное японским изобретателям, кото-
рые разработали и защитили патентами наибольшее количество
конструкций сотовых заполнителей с отбортовками граней ячеек
[1.92, 1.93, 1.98, 1.99]. Наиболее универсальным и отвечающим
современному уровню технологии изготовления сотовых запол-
нителей является, пожалуй, запатентованный в США способ, из-
ложенный в патенте [1.93]. Он пригоден как для приваривания
обшивок к отбортовкам граней ячеек сотового заполнителя, так
и для их припаивания или приклеивания. Однако с точки зрения
получения максимальных механических характеристик конструк-
ция ячеек имеет все недостатки известных шестигранных сото-
вых заполнителей: две грани имеют двойную толщину, а осталь-
ные четыре — одинарную. Продолжая единый подход к формо-
образованию ячеек сотовых заполнителей, рассмотрим их конст-
рукцию, состоящую из трехгранных объемных элементов. Для
ячеек патента [1.93] гофрированную ленту можно набирать из
384
Рис. 2.184. Гофрированная лента, полученная
соединением трехгранных объемных элементов по
наружным плоскостям боковых граней
Рис. 2.183. Объемный эле-
мент, у которого торцы
граней с одной стороны
имеют отбортовки
Рис. 2.185. Фрагмент сотового заполнителя с шестигранными ячейками
однотипных объемных элементов, у которых торцы граней с од-
ной стороны объемного элемента имеют отбортовки (рис. 2.183).
Отбортовки направлены внутрь объемного элемента. Для образо-
вания сотового заполнителя с шестигранной формой ячеек на-
клон боковых граней трехгранного объемного элемента к сред-
ней грани одинаков и находится в диапазоне углов 90° < а < 180°.
Соединяя трехгранные объемные элементы между собой по на-
ружным плоскостям боковых граней, получают гофрированную
ленту (рис. 2.184). В ней гофры выполнены в форме трапеций с
боковыми сторонами двойной толщины. Отбортовки направле-
ны внутрь гофра поочередно на верхней и нижней кромках гоф-
рированной ленты.
Кроме рассмотренного способа изготовление гофрированной
ленты может быть осуществлено из разверток трехгранных объ-
емных элементов, а также с помощью накладок, прикрепляемых
к ее развертке (смотри предыдущее описание изготовления заго-
385
Рис. 2.186. Сечение
грани шестигран-
ника
Рис. 2.187. Конструкция усиливающей прокладки
шестигранного сотового заполнителя
Рис. 2.188. Конструкция сотового заполнителя с усилением шестигранных ячеек
лентами
товок гофрированных лент). Если теперь сваркой, пайкой или
склеиванием соединить друг с другом гофрированные ленты по
плоскостям их выступов, то в результате образуется плоский брус
сотового заполнителя (рис. 2.185). В нем каждая ячейка будет
иметь отбортовки по всему ее периметру на обоих торцах, а все
грани шестигранника будут иметь одинаковую двойную толщину
и в сечении, перпендикулярном к плоскости сотового заполни-
теля, будут иметь Z-образную форму (рис. 2.186).
Если шестигранный сотовый заполнитель (рис. 2.185) требует-
ся существенно усилить и, в частности, значительно увеличить
его механические характеристики в плоскости сотового блока, то
можно прибегнуть к усиливающим прокладкам, которые распо-
лагаются между смежными гофрированными лентами. Конструк-
ция усиливающей прокладки показана на рис. 2.187, а конструк-
ция усиленного сотового заполнителя — на рис. 2.188. Проклад-
ка представляет собой плоскую ленту с отбортовками, направ-
ленными в разные стороны от ее плоскости. Отбортовки прида-
ют усиливающей ленте конфигурацию Z-образного профиля.
386
И «успением угла а в объемном элементе (см. рис. 2.183) мож-
но получать гофрированные ленты с заданной конфигурацией
гофров, а, следовательно, и изготавливать сотовые заполнители с
разнообразной формой ячеек. Здесь прослеживается аналогия с
образованием сотовых заполнителей из трехгранных объемных
элементов без отбортовок, способы образования которых и их
конструкции были рассмотрены в разд. 2.1 и 2.2. Если эти трех-
гранные объемные элементы снабдить отбортовками в соответст-
вии с рис. 2.183 и рис. 2.187, можно получить сотовые заполни-
тели со всеми формами и конструктивными особенностями, рас-
смотренными в разд. 2.1 и 2.2, но с отбортовками по всему пе-
риметру ячеек.
2.4. Сотовые заполнители для вафельных конструкций
В современной технике широкое распространение получили
тонкостенные конструкции, постоянными потребителям кото-
рых являются, в первую очередь автомобильная, авиационная,
ракетостроительная, космическая и другие отрасли промышлен-
ности. Наряду со стрингерными и сотовыми панелями и оболо-
чками в тонкостенных конструкциях используют и вафельные
конструкции. Они содержат одну обшивку с ребрами, образую-
щими заданный узор замкнутых ячеек, открытых с одной сторо-
ны. Дном ячейки служит обшивка панели или оболочки. Такие
конструкции (рис. 2.189) изготавливают из толстолистовой ме-
таллической заготовки в виде плоской плиты, оболочки или ее
части. Ячейки в заготовке получают фрезерованием (механичес-
ким, электрохимическим или другими способами), прокатом,
штампованием, литьем и другими методами. Главные недостатки
вафельных конструкций — большая масса в связи с невозможно-
стью получения действительно тонкостенных конструкций ана-
логичных сотовым и очень маленький коэффициент использова-
ния материала. Эти недостатки устраняют, применяя сотовые за-
полнители нового поколения. В этом случае есть реальные пред-
посылки для изготовления оптимальных вафельных конструкций
не только из металлических, но и неметаллических материалов,
а также возможность применения как металлических, так и не-
металлических композиционных материалов в одной конструк-
ции, что открывает широкие перспективы в создании конструк-
ций с уникальными свойствами.
Сущность применения сотовых заполнителей в вафельных
387
Рис. 2.189. Фрагмент вафельной кон-
струкции
конструкциях заключается в
соединении сотовых блоков
только с одной обшивкой.
Это существенно упрощает
изготовление панелей и обо-
лочек по сравнению с трех-
слойными сотовыми конст-
рукциями, существенно по-
вышает надежность соедине-
ния сотового заполнителя с
обшивкой в результате сво-
бодного доступа к местам их
соединения. Такая техноло-
гия гарантирует 100%-ный
контроль и устранение всех
дефектов в конструкции.
Для применения в вафель-
ных конструкциях пригодны все типы сотовых заполнителей но-
вого поколения, рассмотренные в разд. 2.1—2.3, как, впрочем, и
сотовые заполнители старых типов, упомянутые в гл. 1. Однако
по настоящему оптимальную вафельную конструкцию можно из-
готовить только при использовании нового поколения сотовых
заполнителей. При этом следует отметить, что для тяжело нагру-
женных или особо ответственных конструкций следует приме-
нять сотовые заполнители с отбортовками. Для этого можно ис-
пользовать весь набор объемных элементов, предназначенных
для сотовых заполнителей, соединяющихся с несущими слоями
с помощью сварки (см. разд. 2.3). Соединение сотового заполни-
теля происходит только с одной обшивкой, поэтому отбортовки
у объемных элементов выполняют на одной стороне. Если, на-
пример, имеется набор объемных элементов в виде гофрирован-
ной ленты 1 (рис. 2.190) с гофрами прямоугольной формы и пло-
ской ленты 2, то с их помощью можно изготовить плоскую ва-
фельную панель с ячейками прямоугольной формы (см.
рис. 2.190,6). Ячейки других форм в вафельной конструкции мо-
гут быть получены при применении гофрированных лент с дру-
гой формой гофров.
Вафельные конструкции изготовляют двумя способами: из
объемных элементов собирают сотовый блок необходимых раз-
меров и к нему сваркой, пайкой или склеиванием присоединяют
388
Рис. 2.190. Гофрированная лента с гофрами прямоугольной формы и плоская
лента (а) для изготовления плоской вафельной панели с ячейками прямо-
угольной формы (вид в плане) (6)
обшивку; последовательно присоединяют объемные элементы к
обшивке и одновременно друг к другу аналогично способу, опи-
санному в разд. 2.3.
В ячейках вафельной конструкции (см. рис. 2.190) две грани
имеют двойную толщину, а две грани — одинарную. Если требу-
ется изготавливать ячейки со всеми гранями двойной толщины, то
объемный элемент 1 (см. рис. 2.190) либо набирают из трехгран-
ных объемных элементов (рис. 2.191,о), либо прикрепляют к бо-
ковым граням гофров накладки с отбортовками (см. рис. 2.191,6).
Дальнейшая сборка вафельной панели происходит в указанном вы-
389
Рис. 2.191. Варианты образования гофрированных лент (а, б) для образования
ячеек с гранями двойной толщины с усилением в виде ленты с «бульбой» (в)
ше порядке. Для повышения прочности, жесткости и устойчиво-
сти вафельных конструкций можно прибегнуть к их усилению, вы-
полняя, например, плоскую ленту с «бульбой» или усиливая ее вы-
сокопрочными или высокомодульными материалами (см. рис.
2.191,в).
Аналогичными методами изготавливают и вафельные конст-
рукции оболочечного типа. При этом могут быть использованы
многие рекомендации, приведенные в разд. 2.1—2.3.
Надо отметить, что производство вафельных панелей и оболо-
чек с применением сотовых заполнителей может быть легко ав-
томатизировано. Это обстоятельства,несомненно, окажет решаю-
щее влияние на судьбу их применения во многих отраслях про-
мышленности.
390
Список литературы
2.1. Александров А.Я., Наумова М.П. Оптимальные параметры трехслойных пла-
стин и пологих оболочек с заполнителем из неармированного и армирован-
ного пенопласта при сжатии // Расчеты элементов авиационных конструк-
ций. М.: Машиностроение. 1965. № 3. С.41—58.
2.2. Александров А.Я., Наумова М.П. Оптимальнне параметры трехслойных пла-
стин и пологих оболочек с сотовым заполнителем при сжатии // Расчеты
элементов авиационных конструкций. М.: Машиностроение. 1965. № 4.
С. 19-41.
2.3. Алфутов Н.А, Зиновьев П.Л., Попов Б.Г. Расчет многослойных пластин и
оболочек из композиционных материалов. М.: Машиностроение, 1984.
2.4. Вольмир АС. Устойчивость деформируемых систем. М.: Наука, 1967.
2.5. Иванов АА., Гофин М.Я. Способ изготовления сотового заполнителя для
трехслойных панелей / А. с. № 1580684 СССР, МКИ В23К1/00.
2.6. Иванов АА, Гофин М.Я. Сотовый заполнитель для трехслойных конструк-
ций / А. с. № 1621318 СССР, МКИ B32B3/12.
2.7. Иванов АА, Гофин М.Я. Сотовый заполнитель для трехслойных конструк-
ций / А. с. № 1683266 СССР, МКИ B32B3/12.
2.8. Иванов А.А Новые конструкции сотовых заполнителей с повышенными ме-
ханическими характеристиками // IV Международная науч.-технич. конфе-
ренция «Проблемы создания конструкций из композиционных материалов
и их внедрение в специальные отрасли промышленности». Миасс, 1989.
С. 271-272.
2.9. Иванов АА, Гофин М.Я. Способ изготовления сотового заполнителя для
трехслойных панелей / А. с. № 1753674 СССР, МКИ В32В31/04
2.10. Иванов А.А, Пышнов В.Н. Расчет некоторых физико-механических харак-
теристик однонаправленно армированных композиционных материалов.
М.: Центр науч.-технич. информации «Поиск», 1990.
2.11. Иванов А. А Новые сотовые структуры из композиционных материалов //
Международная конференция по композиционным материалам. Москва,
ноябрь 1990 г.
2.12. Иванов А.А.. Иванов С.А Способ изготовления сотового заполнителя для
трехслойных панелей / Пат. Российской Федерации № 2015028 от
03.12.19911, МПК 5В31ДЗ/00. М.: НПО «Поиск» ВИИ ПИ, 1994. Бюл.
№ 13.
2.13. Иванов АА, Иванов С.А Устройство для изготовления пакетов сотовых за-
полнителей /Пат. Российской Федерации №2015914 от 03.12.1991, МПК
5В29С67/20. М.: НПО «Поиск» ВНИИ ПИ, 1994 г. Бюл. № 13.
391
2.14. Иванов А.А.. Иванов С.А. Способ изготовления сотового заполнителя и ус-
тройство для его осуществления /Пат. Российской Федерации N 2014236 от
03.12.1991, МПК 5B32B3/12. М.: НПО «Поиск» ВНИИ ПИ, 1994 г. Бюл.
№ Ц.
2.15. Иванов А.А., Иванова Л.Я., Иванов С.А. Способ изготовления сотового за-
полнителя и устройство для его осуществления/ Пат. Российской Федера-
ции № 2067950 от 26.01.1993, МПК 6В64СЗ/26. М.: НПО «Поиск» ВНИИ
ПИ, 1996. Бюл. № 29.
2.16. Иванов А.А., Иванова Л.Я.. Иванов С.А. Установка для изготовления на ней
сотовых заполнителей и способ изготовления/ Пат. Российской Федерации
№ 2067949 от 36.01. 1993, МПК 6В64СЗ/26. М.: НПО «Поиск» ВНИИ ПИ,
1996. Бюл. № 29.
2.17. Иванов А.А., Иванова Л.Я., Иванов С.А. Объемный элемент и способ изго-
товления сотовых структур /Пат. Российской Федерации №2035313 от
25.03.1993, МПК 6B32B3/20. М.: НПО «Поиск» ВНИИ ПИ. 1995. Бюл.
№ 14
2.18. Иванов А.А., Иванова Л.Я., Иванов С.А. Объемный элемент и способ изго-
товления из него сотовых заполнителей /Пат. Российской Федерации
№2089445 от 24.08.1993, МПК 6B32B3/20. М.: НПО «Поиск» ВНИИ ПИ,
1997. Бюл. № 25.
2.19. Иванов А.А., Иванова Л.Я., Иванов С.А., Семенов В.И. Объемный элемент для
сотовых конструкций и способ изготовления трехслойных сотовых конструк-
ций с его участием/ Пат. Российской Федерации № 2084349 от 09.11.1994,
МПК 6B32B3/12. М.: НПО «Поиск» ВНИИ ПИ, 1997. Бюллетень № 20.
2.20. Иванов А.А., Семенов В.И., Иванов С.А. Способ изготовления сотовых за-
полнителей/ Пат. Российской Федерации № 2081267 от 22.02.1995, МПК
6Е04С2/32. М.: НПО «Поиск» ВНИИ ПИ, 1997. Бюл. № 16.
2.21. Иванов А.А., Семенов В.И., Иванов С.А. Способ изготовления сотовых за-
полнителей для трехслойных конструкций/ Пат. Российской Федерации
№ 2081373 от 19.04.1995, МПК 5B31B3/00. М.: НПО «Поиск» ВНИИ ПИ,
1997. Бюл. № 19.
2.22. Иванов А.А.. Семенов В.И., Иванов С.А. Способ изготовления сотовых за-
полнителей методом склеивания/ Пат. Российской Федерации № 2094237
от 26.09.1995, МПК 6B32B3/12. М.: НПО «Поиск» ВНИИ ПИ, 197. Бюл.
№30.
2.23. Иванов А.А., Семенов В.И., Пыпшов В.Н., Иванов С.А. Способ изготовле-
ния сотовых заполнителей из армированных пластмасс/ Пат. Российской
Федерации № 2097193 от 05.12.1995, МПК 6В29Д9/00 М.: НПО «Поиск»
ВНИИ ПИ, 1997. Бюл. № 33.
2.24. Ivanov А.А. Three — Laureral Constructions With Honycomb Fillers / Scientific
and technical information Bulletin «New Technologies»/ The Israel — Russian
Foundation the Encouragement of Inventions and Technologiqual Innovations,
Russia divisions, of the Fund — Moscow. 1995. N 3. P. 27, 28.
392
Заключение
Материалы, изложенные в книге, позволяют подвести некото-
рые итоги.
Во-первых, следует отметить, что применение сотовых запол-
нителей в ряде отраслей промышленности является неоспори-
мым фактом, а трехслойные сотовые конструкции стали неотъе-
млемой частью многих изделий современной промышленности.
Они сыграли далеко не последнюю роль в создании новых изде-
лий в ракетной, авиационной, космической, радиотехнической,
строительной и других отраслях.
Во-вторых, следует признать, что в процессе изготовления, ис-
пытаний и эксплуатации сотовых конструкций выявились как их
преимущества перед другими типами конструкций, так и их не-
достатки, главные из них:
низкая прочность и жесткость сотовых заполнителей в напра-
влениях, перпендикулярных к оси ячеек;
невозможность регулирования механических характеристик
сотовых заполнителей в заданных направлениях;
ограниченный выбор типов ячеек применительно к различным
типам сотовых конструкций.
Эти и другие недостатки являются естественным тормозом
дальнейшего развития конструкций данного класса.
Во всех странах мира считаются естественными работы ученых
по улучшению физико-механических характеристик конструкци-
онных материалов. Считая сотовый заполнитель конструкцион-
ным материалом, мы попытались на первых этапах разработок
улучшить механические характеристики известных сотовых за-
полнителей. Положительные результаты позволили направить
дальнейшие разработки на получение сотовых заполнителей с
оптимальными механическими, технологическими и другими ха-
рактеристиками для конструкций различного назначения и
393
форм: плоских панелей прямоугольной или круговой формы, ци-
линдрических, конических или сферических сотовых блоков с
различными формами и конструкциями ячеек и другие.
По мнению авторов разработок главными результатами всех
работ на сегодняшний день являются следующие.
1. Разработаны конструкции сотовых заполнителей, механиче-
ские характеристики которых по сравнению с базовым сотовым
заполнителем увеличены (см. рис 1.4): на растяжение и сжатие —
вдоль оси ячеек в 1,5 раза и более, перпендикулярно к оси яче-
ек в 100 раз и более; на сдвиг — более чем в 2 раза.
2. Существенно расширена номенклатура сотовых заполните-
лей. К двум-трем известным и традиционно применяемым типам
сотовых заполнителей прибавилось более двухсот типов нового
поколения сотовых заполнителей с ячейками от треугольной до
восьмиугольной форм включительно за исключением семиуголь-
ной и их произвольной комбинацией в одном сотовом блоке.
3. Существенно расширена номенклатура форм сотовых бло-
ков. До настоящего времени сотовые заполнители изготавливали
только в виде сотовых блоков прямоугольной формы (параллеле-
пипед необходимой толщины). Для сотовых конструкций, на-
пример, в виде параболической оболочки использовали плоский
сотовый блок, который вырезали и деформировали по форме
оболочки. При этом способе изготовления оболочечных конст-
рукций существенно снижались механические характеристики
сотового заполнителя, прочность и жесткость всей конструкции.
Новые разработки позволяют получать сотовые блоки необходи-
мой конфигурации (круг, цилиндр, конус, сфера, параболоид и
другие) с заданной формой или сочетанием форм ячеек и задан-
ной толщиной (высотой ячеек) по их площади.
4. В ячейках любых форм сотовых заполнителей нового поко-
ления их грани могут быть выполнены как одинаковой, так и
различной толщины, а также с заданным соотношением толщин.
Это позволяет оптимизировать прочностные и упругие характе-
ристики сотовых заполнителей и равномерно распределить их
жесткость по площади трехслойной сотовой конструкции. Это
также дает возможность регулировать механические характери-
стики сотовых заполнителей в заданных направлениях, оптими-
зируя их технологические свойства и свойства трехслойных сото-
вых конструкций. Оптимизация сотовых заполнителей по задан-
ным параметрам ведет к улучшению работы сотовых конструк-
394
ций под действием внешних нагрузок, что позволяет либо сни-
зить их массу, либо увеличить надежность, повысить устойчи-
вость, снизить стоимость или улучшить их другие характери-
стики.
5. Сотовые заполнители нового поколения позволяют приме-
нить в одной ячейке сотового заполнителя от пяти до восьми
различных конструкционных материалов. Это создает условия
для изготовления сотовых заполнителей с переменными физико-
механическими характеристиками по их площади по заданному
закону их изменения.
Такие широкие возможности позволяют создавать сотовые
конструкции с уникальными свойствами: радиопрозрачные или
радиоотражающие участки конструкции, токопроводящие линии
в теле сотовой конструкции, подогреваемые участки конструк-
ции и др.
6. Разработки нового поколения сотовых заполнителей охва-
тывают все известные их типы и области применения — от за-
полнителей, прикрепляемых к несущим слоям по торцам граней
их ячеек, до заполнителей с отбортовками по торцам граней, ис-
пользуемых в цельносварных сотовых конструкциях, а также в
конструкциях, изготавливаемых пайкой или склеиванием, в том
числе и для изготовления вафельных конструкций.
7. Разработаны способы изготовления сотовых заполнителей
со специальными свойствами, например, сотовых заполнителей
с нулевым или заданным коэффициентом теплового расшире-
ния, а также сотовых заполнителей, не возгорающихся до темпе-
ратуры 1200—2000 °C.
8. Предложено применять отдельные типы сотовых заполните-
лей в качестве декоративных элементов интерьеров обществен-
ных сооружений, а также в качестве ограждающих конструкций
(ограждения лестничных маршей, балконов, садов, скверов, де-
коративные и силовые решетки и т.п.).
9. Разработаны технологии изготовления нового поколения со-
товых заполнителей: от лабораторных до массового производства.
10. Разработаны, конструкции и принципы устройств техноло-
гического оборудования и лабораторной оснастки для изготовле-
ния сотовых заполнителей нового поколения.
11. Большинство разработанных типов нового поколения сото-
вых заполнителей были изготовлены авторами в лабораторных
условиях из армированных пластмасс.
395
В последующих предполагаемых выпусках этого справочного
пособия будут изложены методики расчета механических харак-
теристик сотовых заполнителей, включая и разрушающие. Для
четкой ориентации среди многочисленных типов сотовых запол-
нителей необходима система их обозначения. Предлагается вве-
сти буквенно-цифровую систему. Буква (или несколько букв)
обозначает форму сотовой ячейки. В нашем случае это: Т — для
треугольной формы ячейки, П — для прямоугольной формы
ячейки, Тр — для трапецеидальной формы ячейки, Пт — для пя-
тиугольной формы ячейки, Ш — для шестиугольной формы
ячейки, Шп — для комбинации пяти и шестиугольных форм яче-
ек, С — для синусоидальной формы ячеек, Ц — для цилиндри-
ческой формы ячеек, В — для восьмиугольной формы ячеек и
т.п. Цифра, стоящая после буквы (или букв), обозначает поряд-
ковый номер конструкции ячейки данной формы. Порядковый
номер соответствует принятому в каталоге сотовых заполните-
лей. Этот каталог или перечень сотовых заполнителей иллюстри-
руют рис. П.1 — рис. П.30. Принятое обозначение соответствует
сотовым заполнителям в форме плоского блока прямоугольной,
круговой или других форм. Если же сотовый заполнитель с кон-
кретной формой ячейки принадлежит к сотовому блоку в форме
криволинейной панели или оболочки, то предлагается ввести до-
полнительное буквенное обозначение, характеризующее форму
сотового блока: К — для конической формы, Сф — для сфери-
ческой формы, Пр — для параболической формы и т.п. Напри-
мер, обозначение ЦШ показывает, что сотовый блок цилиндри-
ческой формы имеет шестигранные ячейки.
Перечень (каталог) разработанных сотовых заполнителей но-
вого поколения приведен в Приложении, где схематично изобра-
жены формы и конструкции ячеек (вид в плане).
Внимательный анализ материалов гл. 2 показывает, что значи-
тельное число новых технологий изготовления сотовых заполни-
телей или сотовых конструкций не имеют ссылок на патенты или
заявки на изобретения. Это произошло не потому, что данные
технические решения не патентоспособны, описаны в конфи-
денциальной (закрытой) литературе или патентах, а потому, что
авторы новых технических решений не имеют средств для опла-
ты пошлин за их патентование. Очевидно, при сложившейся си-
туации в России более важен вопрос сохранения в полном объе-
ме информации о всех технических аспектах, связанных с сото-
396
выми заполнителями: конструкциях ячеек сотовых заполнителей,
технологии их изготовления, новом технологическом оборудова-
нии и оснастке для производства новых сотовых заполнителей, о
методах расчета механических характеристик сотовых заполните-
лей, о методах испытаний сотовых заполнителей для получения
полного объема их механических характеристик, о методах рас-
чета теплофизических характеристик сотовых заполнителей, а
также о методах оптимального проектирования как сотовых за-
полнителей, так и сотовых конструкций. Часть этой уникальной
информации содержится в данном справочном пособии и в на-
стоящее время не имеет мировых аналогов.
397
Приложение
Каталог сотовых заполнителей
Каталог сотовых заполнителей охватывает как известные, так
и новые типы сотовых заполнителей.
Они отвечают всем требованиям, предъявляемым к конструк-
циям подобного назначения, и могут быть изготовлены из любых
конструкционных материалов.
На рис. П.1—П.4 схематично изображены виды в плане на
фрагменты всех известных на сегодняшний день сотовых запол-
нителей с. шестигранной формой ячеек. На рис. П.1 и
рис. П.3,г—е показаны сотовые заполнители, которые соединя-
ются с несущими слоями по торцам граней ячеек. На
рис. П.2,а—е, П.3,ж — П.4,с показаны сотовые заполнители с
отбортовками для прикрепления к ним двух несущих слоев. На
рис. П.2,ж—и, П.4,б—г показаны сотовые заполнители с отбор-
товками в одной плоскости для образования вафельных конст-
рукций. Все изображенные сотовые заполнители образуют пло-
ские сотовые блоки. Помимо плоских сотовых блоков могут быть
изготовлены также сотовые блоки в форме любой оболочки с
указанными выше формами ячеек от ИИ до Ш31. Так, на рис.
П.4,д в качестве примера изображен сотовый блок цилиндричес-
кой формы с ячейками Ш4.
На рис. П.5 схематично изображены виды в плане на фрагмен-
ты сотовых заполнителей с комбинацией пяти- и шестигранных
ячеек. На рис.П.5,а—в показаны заполнители, которые соединя-
ются с несущими слоями по торцам граней, а на рис. П.5,г—е —
сотовые заполнители с отбортовками в одной плоскости для обра-
зования вафельных конструкций. Сотовые заполнители с пяти- и
шестиугольными ячейками могут иметь также отбортовки по двум
плоскостям для соединения с двумя несущими слоями. В данном
398
Рис. П.1. Сотовые заполнители с шестигранной формой ячеек
399
Ш19
Рис. П.2. Сотовые заполнители с шестигранной формой ячеек
400
Ш20
В)
Ш 22
11127
Рис. П.З. Саговые заполнители с шестигранной формой ячеек
401
Ш29
ID 30 Ш31
ЦЧМ
Рис. П 4 Сотовые заполнители с шестигранной формой ячеек
каталоге (перечне) сотовых заполнителей они не показаны. Не
приведены также и иллюстрации сотовых заполнителей с комби-
нацией пяти- и шестигранных ячеек, которые образуют сотовые
блоки в виде цилиндрических, конических или других оболочек.
На рис. П.6—П.7 схематично изображены виды в плане на фраг-
менты сотовых заполнителей с ячейками пятиугольной формы.
Так, на рис.П.6,«—е показаны сотовые заполнители, которые со-
единяются с несущими слоями по торцам граней ячеек. На
рис.П.б.ж — П.7,а показаны сотовые заполнители с отбортовка-
ми для прикрепления к ним двух несущих слоев. На рис.П.7,^— ж
показаны сотовые заполнители с отбортовками в одной плоскости
для образования вафельных конструкций. Все изображенные на
рис. П.6, П.7 сотовые заполнители образуют плоские сотовые бло-
ки. Помимо них могут быть изготовлены сотовые блоки в форме
любой оболочки с ячейками от Пт1 до Пт15. В рисунках данного
каталога сотовых заполнителей в целях экономии места сотовые
блоки в форме оболочек не показаны.
На рис. П.8 — П.11 схематично изображены виды в плане на
402
Рис. П.5. Сотовые заполнители с шестигранной и пятигранной формами ячеек
403
Пт 2
Пт 3
Пт 4
Пт 5
Пт 6
Рис. П.6. Сотовые заполнители с пятигранной формой ячеек
404
фрагменты всех известных на сегодняшний день сотовых запол-
нителей с прямоугольной формой ячеек. На рис. П.8 — П.9,е по-
казаны сотовые заполнители, которые соединяются с несущими
слоями по торцам граней ячеек. На рис. П.9,ж — П.Ю.е показа-
ны сотовые заполнители с отбортовками для прикрепления к
ним двух несущих слоев. На рис. П.10,ж — П.11,ж показаны со-
товые заполнители с отбортовками в одной плоскости для обра-
зования вафельных конструкций. Все изображенные сотовые за-
полнители образуют плоские сотовые блоки. Помимо плоских
сотовых блоков могут быть изготовлены также сотовые блоки в
форме любой оболочки с приведенными выше формами ячеек от
405
П1
П2
т
П10
Рис. П.8. Сотовые заполнители с прямоугольной формой ячеек
406
П19
Рис. П.9. Сотовые заполнители
407
П2в
/727
Рис. П.10 Сотовые заполнители с прямоугольной формой ячеек
408
409
ТрЗ
Тр 5
Рис. П.12. Сотовые заполнители с трапециевидной формой ячеек
410
Рис. П. 13. Сотовые заполнители с трапециевидной формой ячеек
411
Рис. П.14. Сотовые заполнители с трапециевидной формой ячеек
412
Тр40
Рис. П.15. Сотовые заполнители с трапециевидной формой ячеек
413
Рис. П.16. Сотовые заполнители с трапециевидной формой ячеек
414
Рис. П.17. Сотовые заполнители с трапециевидной формой ячееек
415
Рис. П.18. Сотовые заполнители с трапециевидной формой ячеек
416
Рис. П.19. Сотовые заполнители с трапециевидной формой ячеек
417
Рис. П.20. Сотовые заполнители (а, б) и сотовые блоки (в, г) с трапециевидной
формой ячеек
П1 до П35. Так, на рис. П.11,з в качестве примера изображен
фрагмент сотового блока цилиндрической формы с ячейками
П8.
На рис. П.12 — П.20 схематично изображены виды в плане на
фрагменты всех известных на сегодняшний день сотовых запол-
нителей с трапецеидальной формой ячеек. На рис. П.12 — П.15,г
показаны сотовые заполнители, которые соединяются с несущи-
ми слоями по торцам граней ячеек. На рис.П.15,д — П.18,д по-
казаны сотовые заполнители с отбортовками для присоединения
к ним двух несущих слоев. На рис.П.18,е — П.20,6^ показаны со-
товые заполнители с отбортовками в одной плоскости для обра-
зования вафельных конструкций. Все изображенные сотовые за-
полнители с трапецеидальной формой ячеек образуют сотовые
блоки в виде плоских панелей. Помимо плоских сотовых блоков
могут быть изготовлены также сотовые блоки в форме любой
оболочки с приведенными выше формами ячеек от Тр1 до Тр81.
Так, на рис.П.20,в изображен фрагмент сотового блока цилинд-
418
Рис. П.21. Сотовые заполнители с треугольной формой ячеек
419
ZIZIZIZIZ
ZIZIZIZIZ
ZIZIZIZIZ
т/в
3)
Рис. П.21. Сотовые заполнители с треугольной формой ячеек
рической формы с ячейками Тр7, а на рис. П.20,г изображен
фрагмент сотового блока конической формы с ячейками Тр16.
На рис. П.21 — П.27 схематично изображены виды в плане на
фрагменты всех известных на сегодняшний день сотовых заполни-
телей с треугольной формой ячеек. На рис.П.21 — П.25,ж показа-
420
ZIZIZIZIZ
zizizizifz
с треугольной формой ячеек
Рис. П.22. Сотовые заполнители
421
szxzxZXz
и)
Рис. П.23. Сотовые заполнители с треугольной формой ячеек
422
Рис. П.24 Сотовые заполнители с треугольной формой ячеек
423
3} TAB
м) 752
Рис. П.25. Сотовые заполнители с треугольной формой ячеек
424
Рис. П.26. Сотовые заполнители с треугольной формой ячеек
425
Рис. П.27. Сотовые заполнители (а—д') и сотовый блок цилиндрической формы
(е) с треугольной формой ячеек
ны сотовые заполнители, которые соединяются с несущими сло-
ями по торцам [раней ячеек. На рис. П.25,з — П.27,5 показаны со-
товые заполнители с отбортовками в одной плоскости для образо-
вания вафельных конструкций. Вое изображенные сотовые запол-
нители образуют сотовые блоки в виде плоских панелей. Помимо
плоских сотовых блоков могут быть изготовлены также сотовые
блоки в форме любой оболочки с приведенными выше формами
ячеек от Т1 до Т67. Так, на рис. П.27,е изображен фрагмент сото-
вого блока цилиндрической формы с ячейками Т22.
426
Рис П.28- Сотовые заполнители с восьмиугольной формой ячеек
На рис.П.28 — П.29 схематично изображены виды в плане на
фрагменты всех известных на сегодняшний день сотовых заполни-
телей с восьмиугольными формами ячеек. Они могут быть исполь-
зованы помимо образования сотовых конструкций, и как самосто-
ятельные элементы для ограждающих конструкций в строительст-
ве, а также для деталей интерьеров различных сооружений.
427
е) в к
Рис П 29. Сотовые заполнители с восьмиугольной формой ячеек
На рис.П.ЗО схематично изображены виды в плане на фраг-
менты всех известных на сегодняшний день сотовых заполните-
лей с синусоидальными и цилиндрическими ячейками.
Итак, каталог (см. рис.ПЛ — П.30) содержит 256 типов сото-
вых заполнителей. Из них 13 известны из источников информа-
ции и только 2 из известных заполнителей изготавливаются се-
рийно во всех промышленно-развитых странах мира.
Очевидно, только некоторые заполнители могут иметь опти-
мальные механические характеристики, однако, многие из ново-
428
Рис. П.30. Сотовые заполнители с синусоидальной (о—в) и цилиндрической
(г, д) формами ячеек
го поколения сотовых заполнителей могут быть изготовлены с за-
данными механическими характеристиками в одном или двух на-
правлениях, совпадающих с направлением действия максимальных
нагрузок, или обладать другими заданными свойствами: теплопро-
водностью, электропроводностью, коэффициентом теплового рас-
ширения и т.п. Каждый из новых типов сотовых заполнителей об-
ладает определенными технологическими свойствами, а широкая
номенклатура сотовых структур позволяет применять их наилуч-
шим образом для образования оптимальных сотовых конструкций.
Часть сотовых заполнителей нового поколения может быть из-
готовлена высокопроизводительными промышленными метода-
429
Таблица П. 1. Характеристики сотовых заполнителей из алюминиевых сплавов
Характеристика Тип сотовых заполнителей
Ш1 Россия Ш1 США Ш4 П6 тп
Толщина фольги, мм 0,05 0,05 0,05 0,05 0,05
Сторона ячейки, мм 5 5 5 5 5
Высота ячейки, мм 20 16 20 20 20
р, кг/м3 47,5 47,5 72,3 124 253
а*, МПа 2,5 • 10 3 — 1,5 • 102 3,4-4,5 3,9-7,92
£+, МПа 2,5 • 10“2 — 1,5 • 10-' 690 800
с~, МПа 2,5 IO"3 — 1,5 102 2,8-3,7 3,9-7,92
Е^, МПа 2,5 10~2 — 1,5 101 690 800
а*, МПа 1,56- 10“3 — 9 • 10~2 6 10-0,68 0,14-1,3
£+, МПа 1,56-10-2 — 9 • 10-* 21,6-600 64-700
а“, МПа 1,56- 10"3 — 9 10"2 6 10-2,8 0,14-4,3
£~, МПа 1,56 • 10-2 — 9 • 10“* 21,6-600 64-700
с*, МПа 3,3 — 5,3 9,2 14,5
Е*, МПа — — 1070 2,66 103 6,4 • 103
а", МПа 1,7 2,0 4,35 7,48 16,3
£^, МПа 450 600 1000 2,4 103 6 103
т^, МПа 0,9 1,6 1,7 2,6 6,75
Gxl, МПа 150 300 400-550 1000 1000
тк, МПа 0,4 1,о 1,5 2,6 5,0
G^ МПа 98 130 600 1000 1000
ми и все они изготавливаются на лабораторном технологическом
оборудовании (см. гл. 2).
Следует отметить еще раз, что новое поколение сотовых запол-
нителей помимо предложенных конструкций ячеек имеет впол-
не конкретные технологические приемы их изготовления, а так-
же описания вариантов технологического оборудования для их
производства. Более того, авторами новых сотовых заполнителей
изготовлена большая их часть, что позволило рекомендовать их
для внедрения в различные отрасли промышленности.
При этом особое значение авторы придают возможности изго-
товления сотовых блоков в форме любой оболочки с любыми из
перечисленных выше типами ячеек, а также тем способам изго-
товления сотовых оболочек, которые позволяют изготавливать их
430
Таблица П.2. Характеристики сотовых заполнителей из эпоксидного
стеклопластика
Характеристика Тип сотовых заполнителей
Ш1 Россия Ш1 США Ш4 П6 Т11
Толщина исходного
материала, мм 0,1 0,1 0,1 0,1 0,1
Сторона ячейки, мм 5 5 5 5 5
Высота ячейки, мм 20 20 20 20 20
р, кг/м3 59 50 88,5 154 314
о*, МПа 8,1 10*3 — 4,85 10~2 11,4-15,2 16,8-25,4
Ех+, МПа 8,1 • 10'2 — 4,85 10'1 326 400
cj, МПа 8,1 • 10"3 — 4,85 • 10~2 9-12 13-20
£7, МПа 8,1 10'2 — 4,85 10-‘ 326 400
а*, МПа 5 10~3 — 0,3 0,12-1,36 0,14-1,3
Е;, МПа 5 • 10“ 2 — 3 11-326 64-700
а~, МПа 5 10~3 — 0,3 0,12-12 0,14-4,3
£;, МПа 5 10"2 — 3 11-326 40-400
а*, МПа 3 — 13,9 30,4 51,6-55
Е^, МПа — — 435 1100 2300
а~, МПа 2,5 5,5 13,9 30,4 51,6-55
Е;, МПа 260 400 435 1100 2300
тхГ МПа 1,4 2,8 1,42 3,65 6,27-7,3
Gv, МПа 115 253 85 210 450
тк, МПа 0,4 1,4 0,7 3,65 5,5-6,5
GK, МПа 60 90 85 210 210
из плоских сотовых блоков практически без изменения формы
ячеек.
Для использования в практической работе в табл. ПЛ—П.4
приведены основные характеристики некоторых типов сотовых
заполнителей, изготовленных из наиболее широко распростра-
ненных конструкционных материалов.
431
Таблица П 3. Характеристики сотовых заполнителей из технических бумаг,
пропитанных эпоксидным связующим
Характеристика Тип сотовых заполнителей
Ш1 Россия Ш1 США Ш4 П6 Т11
р, кг/м3 30 30 45 78,5 160
с*, МПа 8,1 10“3 — 4,85 • 10-2 2,5-3,3 3,7-5,6
Е+, МПа 8,1 10~2 — 4,85 • IO’1 32 40
с~, МПа 8,1 10"3 — 4,85- 10 2 2-2,6 2,9-4,4
МПа 8,1 1(Г2 — 4,85 • 10“* 32 40
а*, МПа 5 IO”3 — 0,067 0,12-1,36 0,28-2,2
МПа 5 • 10~2 — 0,3 2,2-32 4-40
а”, МПа 5 10"3 — 0,067 0,12-1,2 0,28-3,3
£^, МПа 5 • 10"2 — 0,3 2,2-32 4-40
о*, МПа — — 3,1 6,7 11-12
Е%, МПа 13 — 90 НО 230
с”, МПа 0,32 0,88 3,1 6,7 11-12
Е, МПа 18 200 90 НО 230
т«> МПа 0,1 0,4 1,0 3,2 6-7
G*., МПа 13,5 75 85 210 350
тк> МПа 0,07 0,3 0,7 3,2 4,5-5
МПа 7 30 85 210 200
432
Таблица П 4. Характеристики сотовых заполнителей из эпоксидного
углепластика, оптимизированных по разрушающим напряжениям
Характеристика Тип сотовых заполнителей
Ш1 Ш4 П6 Т11
Сторона ячейки, мм 10 10 10 10
Высота ячейки, мм 20 20 20 20
р, кг/м3 52,4 78,5 137 260-280
а, 1/”С (4-6) 10"6 (4-6) IO"6 (4-6) • 10“6 (4-6) 10~6
о*, МПа 2,8 • 10~2 1,3 • ю-6 8-14 12-22
Е$, МПа 2,8 • 10“‘ 1,3 375 420
а", МПа 2,8 Ю~2 1,3 Ю"1 8-14 12-22
, МПа 2,8 • 10-' 1,3 375 420
в*, МПа 1,36 кг1 8,15 10“' 0,52-2,7 1-5,3
Е*. МПа 1,36 8,15 160-375 160-420
а“, МПа 1,36- КГ1 8,15 IO'1 0,52-2,7 1-22
Е~, МПа 1,36 8,15 160-375 160-420
а*, МПа 11 16,5 28,8 149
Е%, МПа 287 287 750 1720
о“, МПа 11 16,5 28,8 149
Е~г, МПа 287 287 750 1720
т^, МПа 1,53 2,25 4 13-15
GK, МПа 25 25 60 130
V МПа 1,2 1,9 3 8-10
GK, МПа 20 20 60 100
433
Оглавление
Предисловие........................................................ 3
Введение........................................................... 6
Глава I. Современный уровень развития производства сотовых
заполнителей.........................................................8
1.1. Историческая справка, общие понятия и терминология .............8
1.2. Основные требования, предъявляемые к сотовому заполнителю .....16
1.3. Применяемые материалы .........................................17
1.4. Способы изготовления сотовых заполнителей......................22
1.4.1. Метод профилирования ячеек...............................22
1.4.2. Метод растяжения пакета..................................27
1.4.3. Другие конструкции ячеек сотовых заполнителей ...........43
1.5. Технологические свойства сотовых заполнителей .................52
1.6. Уравнения саязи напряжений и деформаций сотовых заполнителей ... .54
1.7. Расчет механических характеристик сотовых заполнителей ........56
1.7.1. Расчет механических характеристик при растяжении ........56
1.7.2. Расчет механических характеристик при сжатии ............61
1.7.3. Расчет механических характеристик при сдвиге.............72
1.8. Экспериментальное определение механических характеристик сотовых
заполнителей...................................................... .84
1.8.1. Определение механических характеристик сотовых заполнителей
при растяжении в направлении оси Z..............................85
1.8.2. Определение механических характеристик сотовых заполнителей
при сжатии в направлении оси Z.................................111
1.8.3. Определение механических характеристик сотовых заполнителей
при сдвиге.....................................................144
1.9. Принципы изготовления трехслойных сотовых конструкций.........172
1.10. Области применения трехслойных сотовых конструкций...........178
1.11. Эффективность применения трехслойных сотовых конструкций.....187
Список литературы..................................................198
Глава II. Новое поколение сотовых заполнителей. Конструкции
и способы их изготовления ..........................................206
2.1. Заполнители, которые прикрепляются к обшивкам по торцам граней
ячеек .............................................................206
2.2. Сотовые заполнители с заданными характеристиками..............350
2.3. Сотовые заполнители, которые соединяются с обшивками
с помощью сварки ..................................................368
2.4. Сотовые заполнители для вафельных конструкций ................387
Список литературы..................................................390
Заключение ...................................................... 391
Приложение.........................................................398
434
ЗАО «ЦНИИМаш-ПОЛИКОМП»
предлагает
Совместное создание производств и участков по изготов-
лению сотовых заполнителей с заданными физико-механи-
ческими характеристиками из любых материалов.
Изготовление сотовых заполнителей с заданными физико-
механическими характеристиками из материала заказчика с
его участием в изготовлении лабораторной технологической
оснастки.
Разработку рабочей документации на лабораторную тех-
нологическую оснастку для изготовления сотовых заполни-
телей с заданными физико-механическими характеристика-
ми.
Разработку и выпуск технической документации на мето-
ды определения действительных механических характери-
стик сотовых заполнителей и оснастку для проведения ис-
пытаний с определением не менее 24 характеристик в диа-
пазоне действующих температур ±100 °C.
Совместную разработку и патентование новых типов со-
товых заполнителей, технологий их изготовления и техноло-
гического оборудования.
Разработку методик, математического описания аппарата
и программного продукта по расчету физико-механических
характеристик сотовых заполнителей, включая характери-
стики разрушения.
Разработку методов, математического аппарата и про-
граммного продукта по расчету оптимальных сотовых конст-
рукций, обладающих минимальной массой, размеростабиль-
ностью, заданными характеристиками прочности, жестко-
сти, устойчивости или другими параметрами.
По всем вопросам обращаться по адресу:
141070, г.Королев, Московской обл., ул. Пионерская, 4,
ЗАО «ЦНИИМаш-ПОЛИКОМП»
Тел. (095) 516-89-90, факс (095) 511-23-97.
Справочное издание
Иванов Анатолий Алексеевич
Кашин Сергей Михайлович
Семенов Василий Иванович
Новое поколение сотовых заполнителей
для авиационно-космической техники
Редактор М.А. Невражина
ЛР № 010256 от 07.07.97
Набор выполнен на компьютере. Подписано в печать с
оригинал-макета 25.12.99. Формат 60x88/16. Бумага офсетная
№ 1. Печать офсетная. Усл. печ. л. 27,3- Усл. кр.-отт. 27,6.
Уч.-изд. л. 27,4. Тираж 500 экз.
Энергоатомиздат, 113114, Москва М-114, Шлюзовая наб., 10.