




























































































































Автор: Каменев С.В. Марусич К.В.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления общее машиностроение машиноведение машиностроение механика проектирование машины учебное пособие
ISBN: 978-5-91180-331-5
Год: 2020




Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Оренбургский государственный университет»
С. В. Каменев, К. В. Марусич
РАСЧЕТ И ВЫБОР НОРМ ТОЧНОСТИ
ДЕТАЛЕЙ И УЗЛОВ МАШИН
Учебное пособие
Рекомендовано ученым советом федерального государственного бюджетного
образовательного учреждения высшего образования «Оренбургский
государственный университет» для обучающихся по образовательным
программам высшего образования по направлениям подготовки 15.03.05,
15.04.05 Конструкторско-технологическое обеспечение машиностроительных
производств, 15.03.06 Мехатроника и робототехника, 15.03.04 Автоматизация
технологических процессов и производств и 09.03.01 Информатика и
вычислительная техника
Оренбург
2020
УДК 621.753.1/.2 (075.8)
ББК 34.41я73
К18
Рецензент - профессор, доктор технических наук А. П. Фот
Каменев, С. В.
К18 Расчет и выбор норм точности деталей и узлов машин: учебное пособие /
С. В. Каменев, К. В. Марусич; Оренбургский гос. ун-т. - Оренбург: ОГУ,
2020. - 142 с.
ISBN
В учебном пособии изложены методики расчета и выбора различных норм
точности для некоторых распространенных в машиностроении соединений дета-
лей, включая: соединения с натягом, шпоночные и шлицевые соединения, соеди-
нения подшипников скольжения и качения. Приведены практические рекоменда-
ции и примеры расчета и выбора допусков размеров, шероховатости, а также до-
пусков формы и расположения поверхностей деталей для указанных типов соеди-
нений. В необходимом объеме представлены нормативные данные соответству-
ющих государственных стандартов.
Учебное пособие предназначено для обучающихся по направлениям подго-
товки 15.03.05 и 15.04.05 Конструкторско-технологическое обеспечение машино-
строительных производств, 15.03.06 Мехатроника и робототехника, 15.03.04 Ав-
томатизация технологических процессов и производств, 09.03.01 Информатика и
вычислительная техника и может быть использовано в курсовом проектировании
по дисциплине «Нормирование точности в машиностроении» и по другим дисци-
плинам, связанным с проектированием деталей и узлов машин. Также может быть
полезно для специалистов машиностроительного профиля, решающим вопросы
обеспечения точности на этапах проектирования изделий.
Учебное пособие подготовлено в рамках проектов по совершенствова-
нию содержания и технологий целевого обучения студентов в интересах орга-
низаций оборонно-промышленного комплекса
УДК 621.753.1/.2 (075.8)
ББК 34.41я73
ISBN
© Каменев С. В., 2020
Марусич К. В.
© ОГУ, 2020
Содержание
Введение................................................................7
1 Расчет и выбор посадок с натягом......................................8
1.1 Общие сведения о соединениях с натягом..............................8
1.2 Расчет соединений с натягом........................................10
1.2.1 Проектные ограничения соединений с натягом.......................10
1.2.2 Определение минимального удельного давления на контактных поверхностях
соединения.............................................................11
1.2.3 Определение необходимой величины наименьшего расчетного натяга...12
1.2.4 Определение величины наименьшего допускаемого натяга.............14
1.2.5 Определение величины наибольшего допускаемого давления на контактных
поверхностях соединения................................................17
1.2.6 Определение величины наибольшего расчетного натяга...............19
1.2.7 Определение величины наибольшего допускаемого натяга.............20
1.2.8 Выбор стандартной посадки из таблиц системы допусков и посадок...20
1.2.9 Определение вероятностных натягов в соединении по выбранной посадке 22
1.3 Выбор допусков формы поверхностей для соединения с натягом.........24
1.4 Пример расчета и выбора посадки с натягом..........................26
1.5 Контрольные вопросы................................................32
2 Расчет и выбор посадок с зазором....................................33
2.1 Общие сведения о посадках с зазором................................33
2.2 Расчет посадки с зазором для подшипника жидкостного трения.........33
2.2.1 Определение величины среднего удельного давления в подшипнике....35
2.2.2 Определение допускаемой минимальной толщины масляного слоя.......35
2.2.3 Определение относительных эксцентриситетов подшипника............35
2.2.4 Определение минимального допускаемого зазора.....................38
2.2.5 Определение максимального допускаемого зазора....................39
2.2.6 Определение оптимального зазора..................................39
2.2.7 Выбор стандартной посадки из таблиц системы допусков и посадок...40
3
2.2.8 Определение минимального запаса посадки на износ................41
2.2.9 Определение вероятностных зазоров в подшипнике..................42
2.2.10 Определение коэффициента нагруженности подшипника при минимальном
вероятностном зазоре..................................................42
2.2.11 Определение относительного эксцентриситета подшипника при минимальном
вероятностном зазоре....................................................42
2.2.12 Определение толщины масляного слоя в месте наибольшего сближения
поверхностей цапфы и вкладыша подшипника................................44
2.3 Выбор допусков формы и расположения поверхностей для подшипника
жидкостного трения......................................................44
2.4 Пример расчета и выбора посадки с зазором для подшипника жидкостного
трения..................................................................45
2.5 Контрольные вопросы.................................................50
3 Расчет переходных посадок на вероятность получения зазоров и натягов.52
3.1 Характеристика переходных посадок...................................52
3.2 Расчет вероятности зазоров и натягов в посадке......................53
3.2.1 Определение предельных натягов в посадке..........................53
3.2.2 Определение среднего натяга в посадке.............................54
3.2.3 Определение допусков отверстия и вала.............................54
3.2.4 Определение среднего квадратического отклонения натяга в посадке..54
3.2.5 Определение предела интегрирования интегральной функции
вероятностей Ф(г).......................................................54
3.2.6 Определение вероятности получения натяга в посадке................55
3.2.7 Определение вероятности получения зазора в посадке................56
3.2.8 Определение процента соединений с натягом и зазором...............56
3.3 Выбор допусков формы поверхностей деталей в соединении по переходной
посадке.................................................................57
3.4 Выбор параметров шероховатости поверхностей деталей в соединении по
переходной посадке......................................................57
3.5 Пример расчета вероятности зазоров и натягов переходной посадке.....58
4
3.6 Контрольные вопросы.............................................62
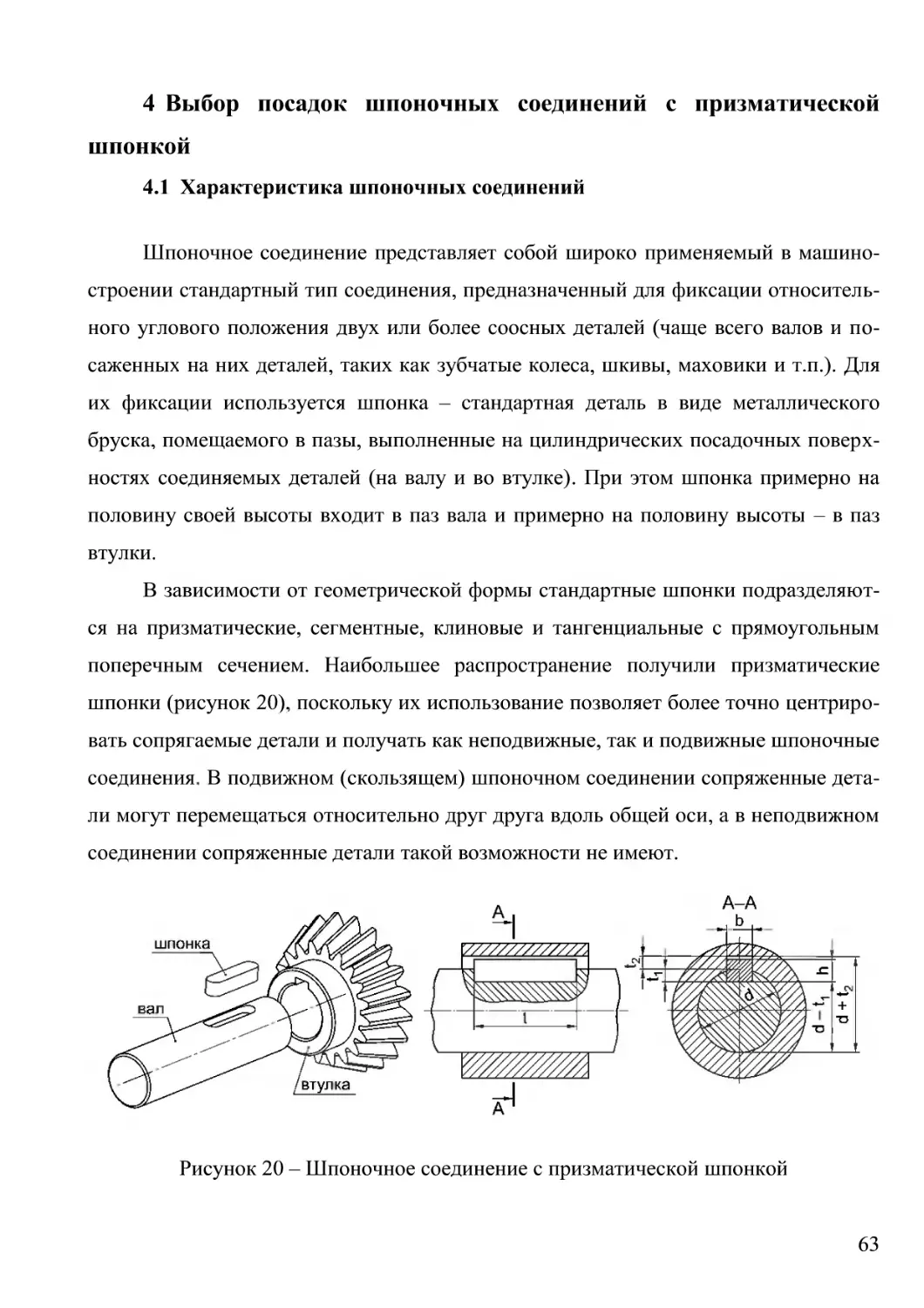
4 Выбор посадок шпоночных соединений с призматической шпонкой......63
4.1 Характеристика шпоночных соединений.............................63
4.2 Определение размеров шпоночного соединения......................64
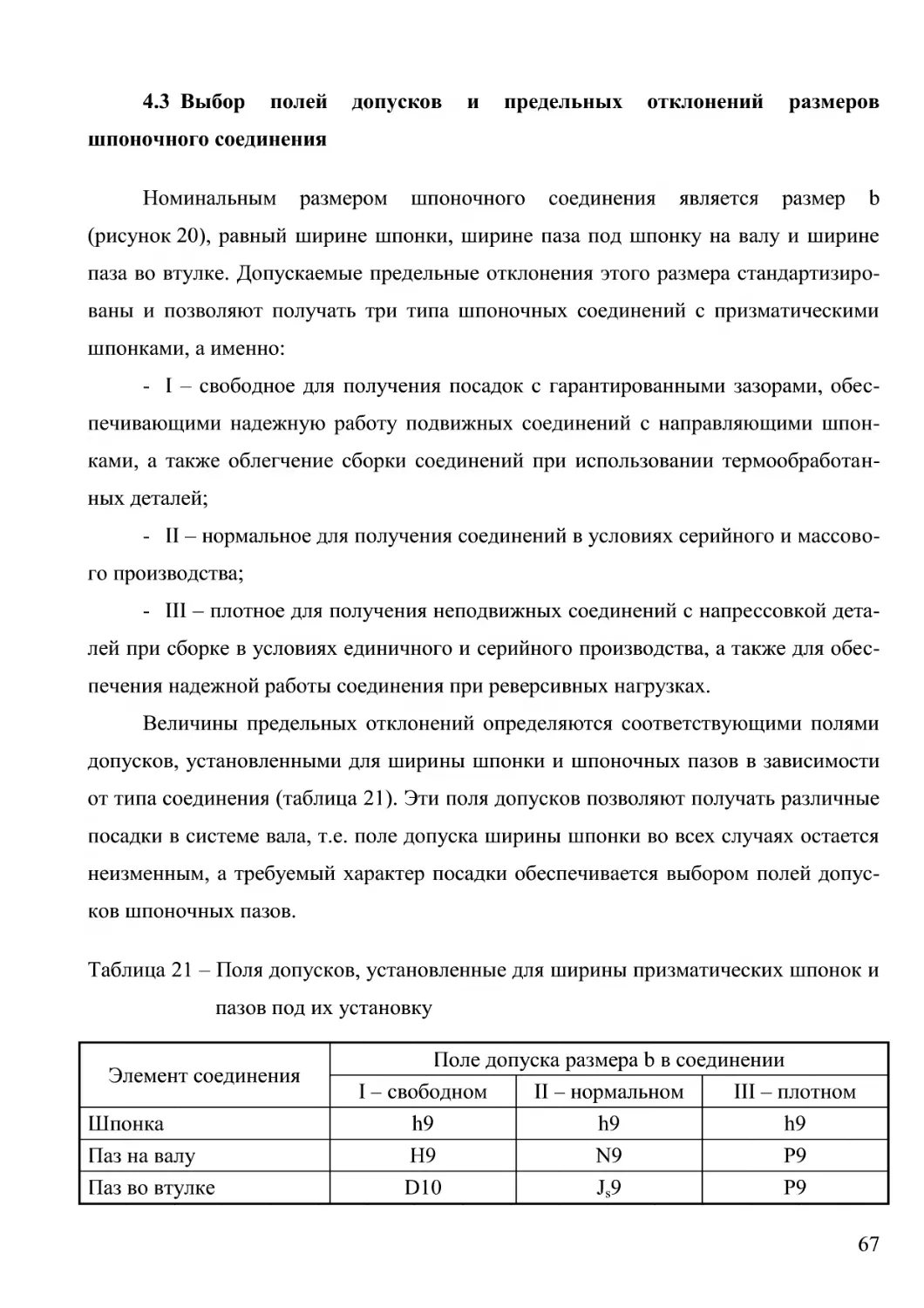
4.3 Выбор полей допусков и предельных отклонений размеров шпоночного
соединения..........................................................67
4.4 Определение отклонений формы и расположения поверхностей шпоночного
соединения..........................................................70
4.5 Выбор параметров шероховатости поверхностей шпоночного соединения.71
4.6 Пример выбора посадок для шпоночного соединения с призматической
шпонкой.............................................................71
4.7 Контрольные вопросы.............................................77
5 Выбор посадок прямобочных шлицевых соединений....................79
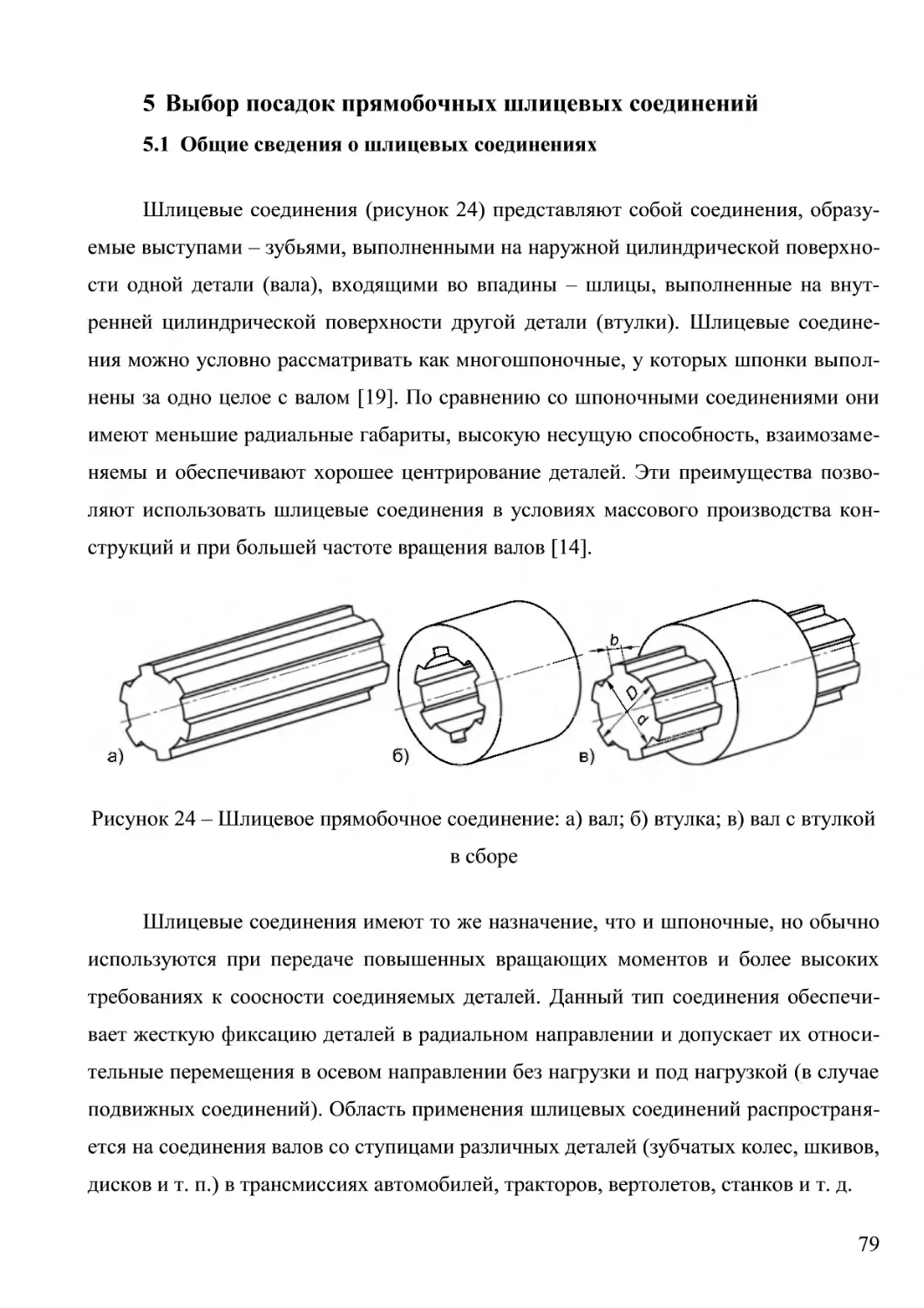
5.1 Общие сведения о шлицевых соединениях...........................79
5.2 Способы центрирования прямобочных шлицевых соединений...........82
5.3 Допуски и посадки прямобочных шлицевых соединений...............84
5.4 Выбор параметров шероховатости поверхностей прямобочных шлицевых
соединений..........................................................86
5.5 Пример выбора посадок прямобочного шлицевого соединения.........87
5.6 Контрольные вопросы.............................................91
6 Расчет и выбор посадок подшипника качения........................92
6.1 Общие сведения о подшипниках качения............................92
6.2 Точность подшипников качения....................................92
6.3 Посадки подшипников качения.....................................93
6.4 Выбор посадок циркуляционно нагруженных колец подшипника........97
6.4.1 Выбор посадки циркуляционно нагруженного внутреннего кольца.....97
6.4.2 Выбор посадки циркуляционно нагруженного наружного кольца.......103
6.4.3 Проверка прочности колец подшипника..........................106
6.5 Выбор посадок подшипниковых колец с местным нагружением...........108
6.6 Выбор посадок подшипниковых колец с колебательным нагружением.....109
5
6.7 Проверка радиального внутреннего зазора в подшипнике, установленном по
выбранным посадкам.....................................................ПО
6.8 Выбор допусков формы и расположения колец подшипников и поверхностей
валов и корпусов под их установку......................................114
6.9 Выбор полей допусков присоединительных поверхностей валов и корпусов под
установку подшипников..............................................115
6.10 Пример расчета и выбора посадок подшипника качения............117
6.11 Контрольные вопросы...........................................123
Список использованных источников...................................125
Приложение А. Исходные данные для расчета и выбора посадки с натягом...128
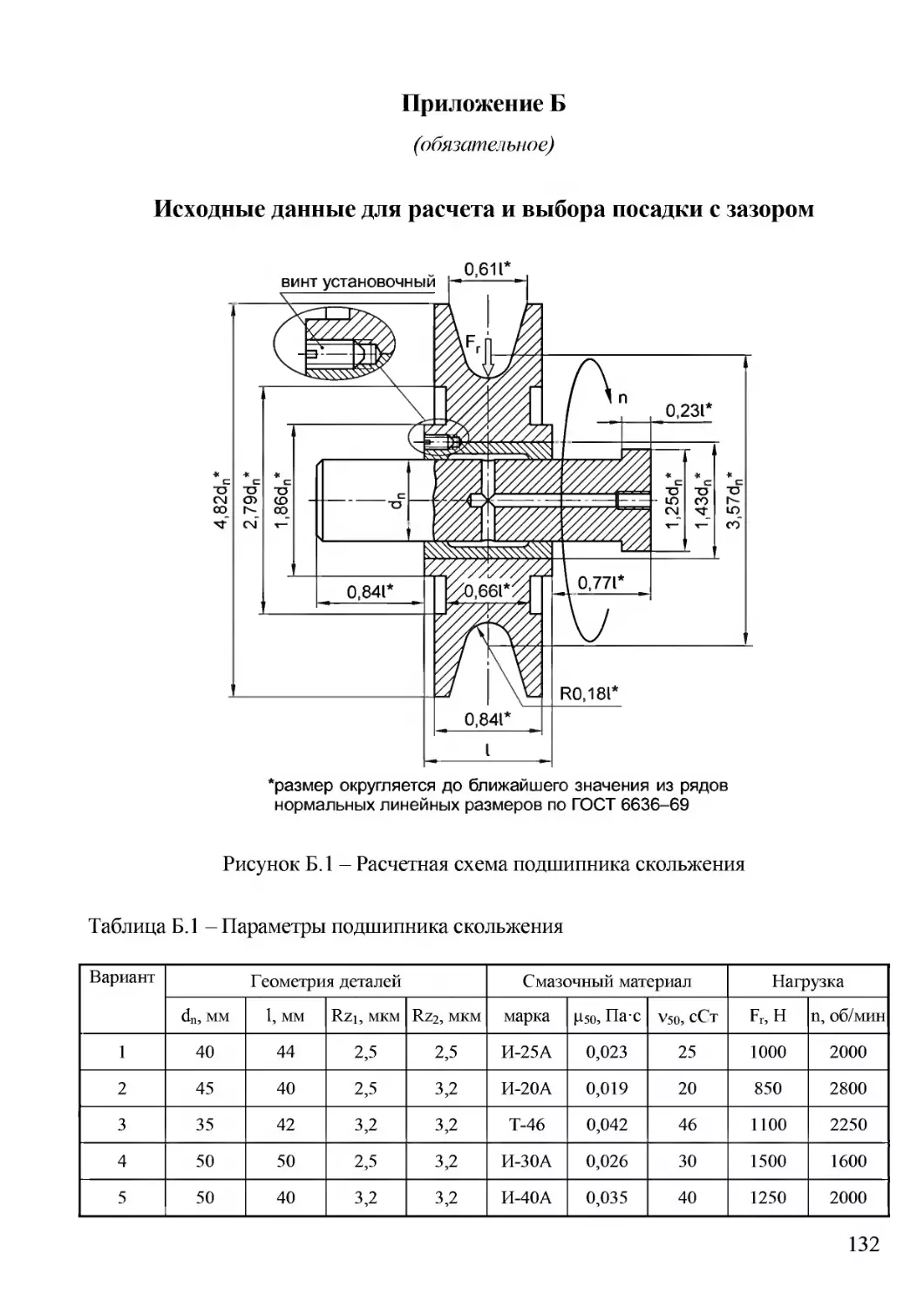
Приложение Б. Исходные данные для расчета и выбора посадки с зазором...132
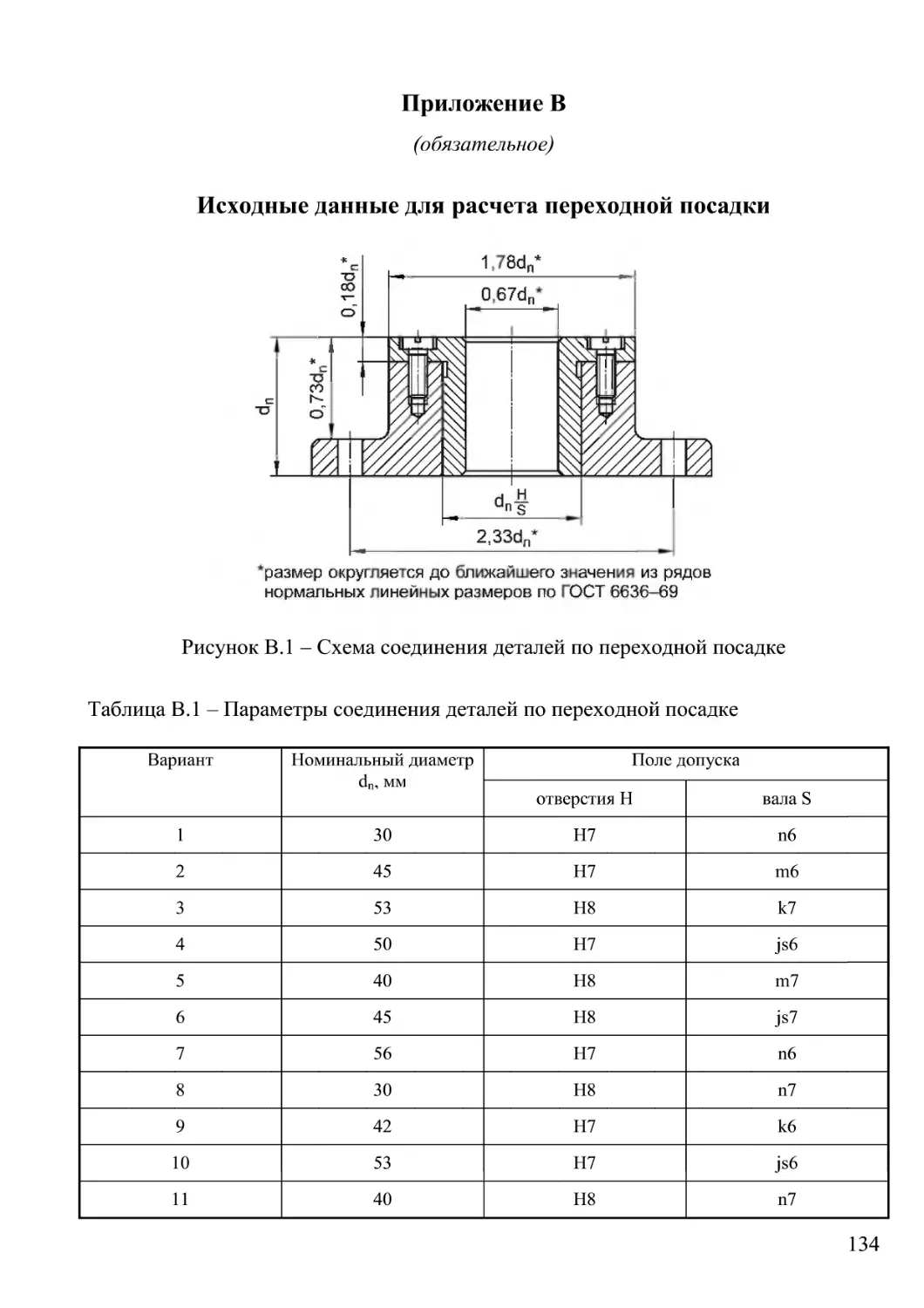
Приложение В. Исходные данные для расчета переходной посадки.......134
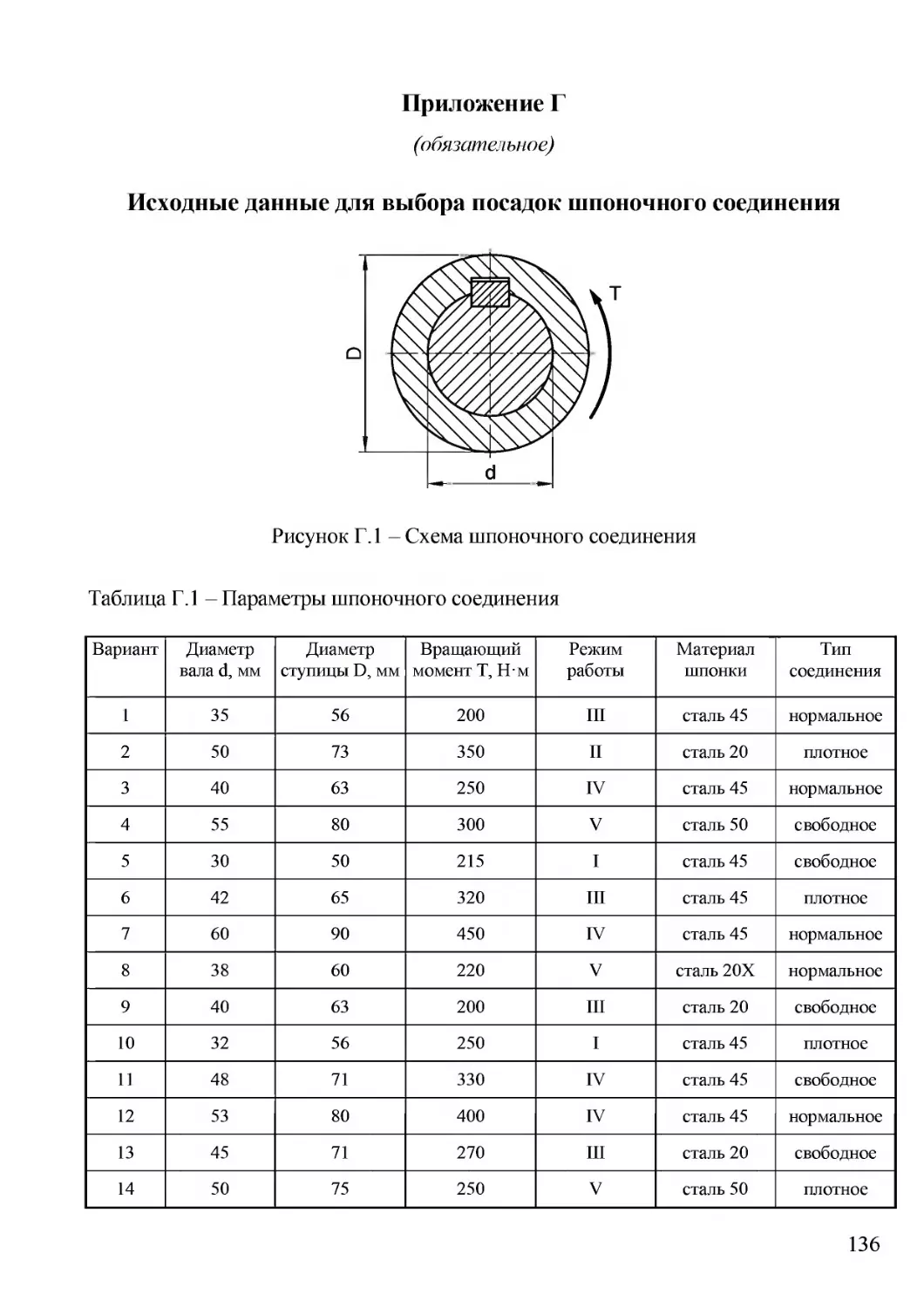
Приложение Г. Исходные данные для выбора посадок шпоночного соединения.136
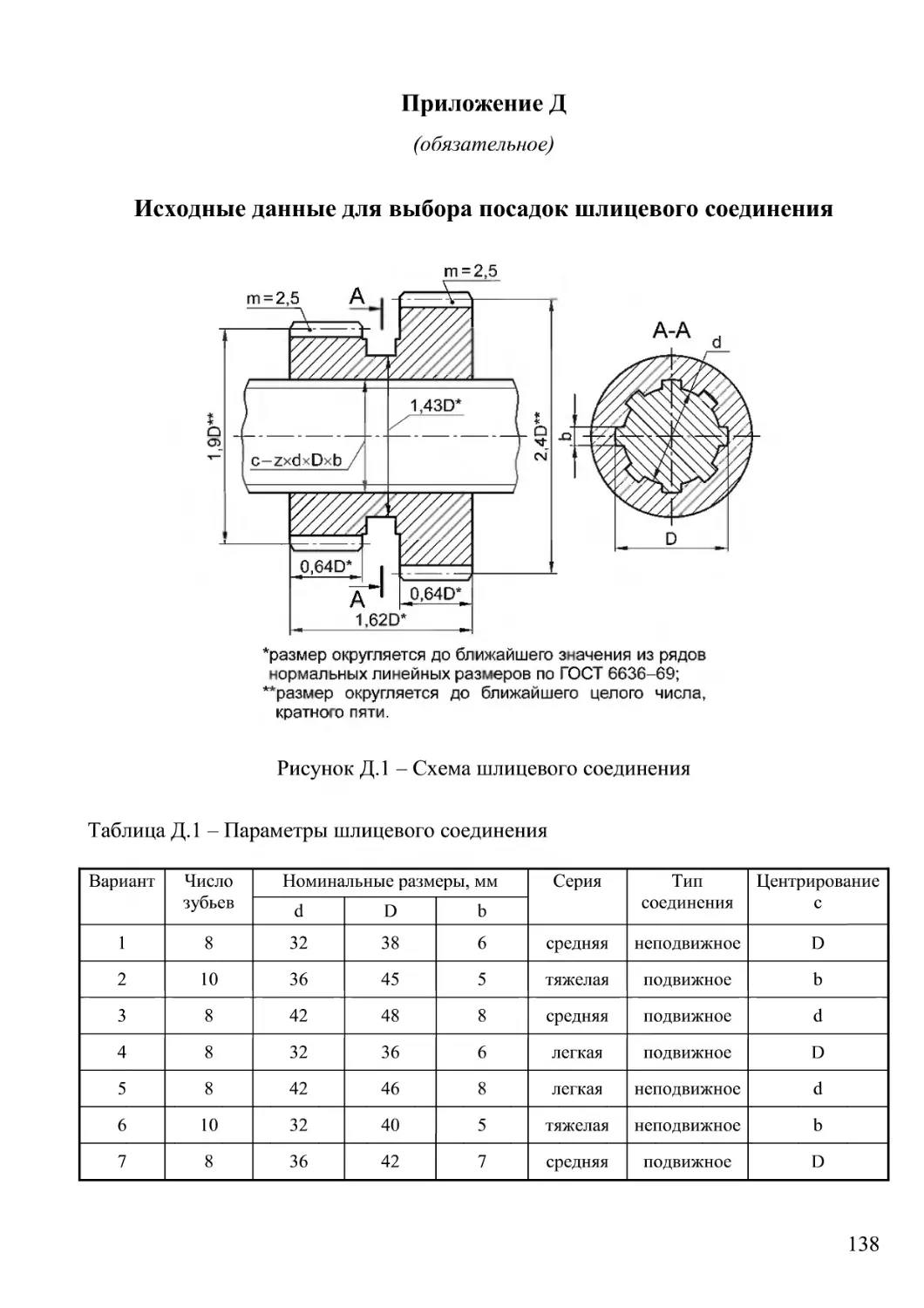
Приложение Д. Исходные данные для выбора посадок шлицевого соединения..138
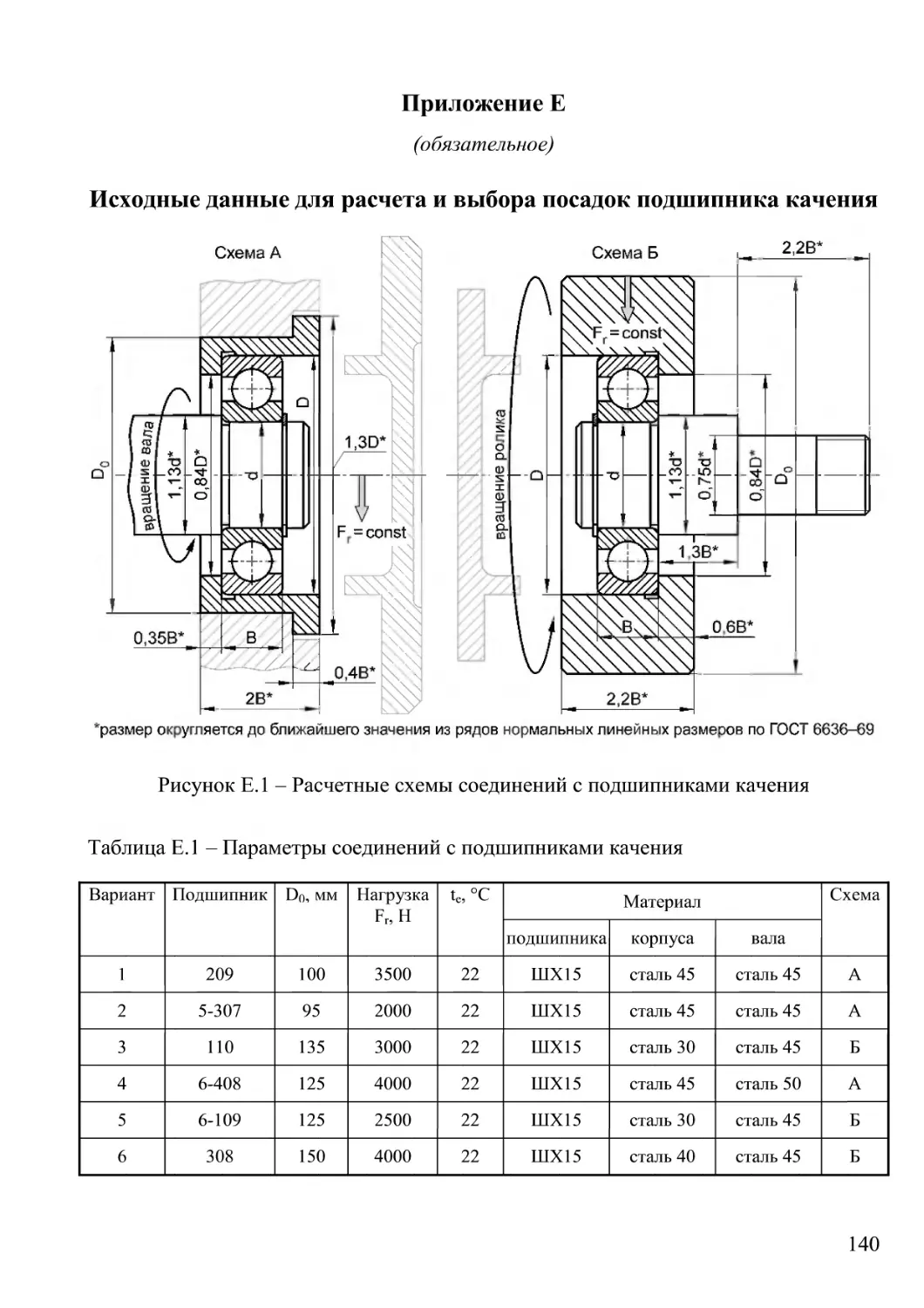
Приложение Е. Исходные данные для расчета и выбора посадок подшипника
качения............................................................140
6
Введение
Совершенствование технологий производства и рост конкуренции на мировом
товарном рынке заставляют производителей акцентировать внимание на качестве
выпускаемой продукции. В машиностроительном производстве основным показате-
лем качества является точность изделий, определяющая их функциональность и
надежность. Предпосылкой обеспечения требуемой точности выступает обоснован-
ное нормирование ее различных показателей на этапе проектирования изделия.
В настоящее время к основным показателям точности изделий относятся по-
грешности линейных и угловых размеров, отклонения формы и расположения по-
верхностей, а также шероховатость и волнистость поверхностей. Нормирование
этих показателей осуществляется путем их ограничения соответствующими допус-
ками, разрешающими некоторые отклонения размеров и формы изделия от их но-
минальных значений, которые установлены чертежом. Выбор величин этих допус-
ков обусловлен множеством факторов, и осложнен тем, что различные типы геомет-
рических погрешностей часто проявляются совместно, т.е. отклонения геометрии
одной детали вызывают отклонения другой детали, в виду наличия их соединений в
составе собранного изделия.
По этой причине во многих случаях необходимо расчетное обоснование до-
пусков, результаты которого используются совместно с данными различных стан-
дартов, устанавливающими те или иные нормы взаимозаменяемости изделий. Вла-
дение методиками обоснования и выбора различных норм точности изделий сегодня
является обязательным требованием к квалификации инженера-машиностроителя и
входит в состав такой профессиональной компетенции как способность участвовать
в разработке методик инженерного анализа сложных технических изделий с исполь-
зованием современных автоматизированных систем компьютерного моделирования.
В данном учебном пособии представлены методики расчетного обоснования
точности некоторых типов соединений, распространенных в практике машиностро-
ения. Представленные материалы могут быть полезны в курсовом проектировании
по ряду дисциплин, при выполнении выпускной квалификационной работы, а также
в будущей профессиональной деятельности.
7
1 Расчет и выбор посадок с натягом
1.1 Общие сведения о соединениях с натягом
Соединения с натягом, широко применяемые в машиностроении, представля-
ют собой неподвижные соединений двух деталей по их сопряженным цилиндриче-
ским или коническим поверхностям. Относительная неподвижность деталей обес-
печивается за счет сил трения (сцепления), возникающих на их контактных поверх-
ностях как результат упругой деформации деталей при сборке соединения. Сборка
может осуществляться механическим либо тепловым способом.
Механический способ используется для получения относительно небольших
натягов, и определяется тем, что охватываемую деталь (с большим диаметром) за-
прессовывают в охватывающую деталь (с меньшим диаметром) или наоборот. Теп-
ловой способ применяется для получения больших натягов. При его реализации
охватываемая деталь охлаждается до температуры минус 150 °C, например, в среде
жидкого азота и беспрепятственно вставляется в охватывающую деталь. Возможен и
обратный вариант, когда охватывающая деталь нагревается до температуры 300 °C,
например, в масляной ванне и надевается на охватываемую деталь. Выбор характера
теплового воздействия (охлаждение или нагревание) зависит от соотношения масс и
конфигурации соединяемых деталей [14].
Основным достоинством механической запрессовки является ее высокая про-
изводительность. К числу недостатков этого способа сборки относятся:
- возможность повреждений сопрягаемых поверхностей (риски, задиры);
- значительное рассеяние величин усилий запрессовки и распрессовки;
- практическая невозможность применения эффективных антикоррозионных
покрытий [13].
Основными достоинствами теплового способа сборки выступают:
- обеспечение высокой прочности соединения;
- исключение возможности повреждений поверхностей при сборке;
- возможность применения эффективных антикоррозионных покрытий;
- лучшая, чем при механическом способе возможность автоматизации сборки.
8
Недостатками этого способа являются:
- необходимость естественного или принудительного охлаждения собранного
узла перед дальнейшей обработкой;
- образование в ряде случаев зазоров между торцами смежных деталей, поса-
женных на один вал [13].
Эксплуатационные характеристики соединений с натягом, в общем случае, за-
висят от материалов сопряженных деталей, их конструкции, фактической величины
натяга, погрешностей формы и шероховатости сопряженных поверхностей, наличия
защитных покрытий и т. и. В настоящее время соединения с натягом довольно часто
применяются для посадки зубчатых колес, шкивов, звездочек и тому подобных де-
талей на валы и оси, посадки зубчатых венцов на центры зубчатых и червячных
бандажированных колес, посадки вагонных колес на оси колесных пар, посадок вту-
лок в головки шатунов и т. д.
Широкое распространение этих соединений объясняется рядом их достоинств,
к которым следует отнести [14]:
- сравнительную дешевизну и простоту выполнения;
- обеспечение хорошего центрирования сопрягаемых деталей;
- возможность восприятия значительных статических и динамических нагру-
зок, как в радиальном, так и в осевом направлении.
Недостатками этих соединений являются:
- высокая трудоемкость сборки при больших натягах;
- сложность разборки и сопутствующая возможность повреждения посадоч-
ных поверхностей деталей;
- высокая концентрация напряжений на контактных поверхностях;
- подверженность контактной (фреттинг) коррозии из-за неизбежных осевых
микросмещений деталей на границах соединения;
- ограниченность несущей способности, особенно при наличии вибраций;
- отсутствие жесткой фиксации деталей в осевом направлении;
- невозможность допущения даже однократной перегрузки соединения (при от-
сутствии дополнительных крепежных элементов, таких как шпонки, штифты и т. и.).
9
1.2 Расчет соединений с натягом
1.2.1 Проектные ограничения соединений с натягом
Основная задача расчета соединений с натягом состоит в определении величины
натяга в соединении и подборе соответствующей посадки по ГОСТ 25347-2013 [5],
которые обеспечат передачу заданной сдвигающей нагрузки (вращающего момента,
осевой силы или их комбинации) от одной детали к другой. При этом возможны слу-
чаи, когда подобранная посадка не может быть реализована в конструкции соедине-
ния по условиям прочности сопрягаемых деталей (обычно охватывающей детали).
Поэтому при проектировании соединений с натягом должны быть обеспечены
как требования взаимной неподвижности (неразборности) деталей соединения, так и
условия прочности деталей [14]. Условие взаимной неподвижности математически
выражает условие равновесия деталей, согласно которому соединяемые детали
должны быть неподвижны относительно друг друга при передаче любой силовой
нагрузки. Условие прочности в данном случае заключается в том, что детали соеди-
нения должны испытывать только упругие деформации, т.е. контактные напряже-
ния, возникающие в соединении с натягом, не должны превышать предела пластич-
ности материала деталей.
Исходя из первого условия, определяется минимальный допускаемый натяг
[Nmin], необходимый для восприятия и передачи приложенных нагрузок. Исходя из
второго условия, определяется максимальный допускаемый натяг [Nmax], при кото-
ром отсутствуют пластические деформации, хотя в некоторых случаях соединения с
натягом могут надежно работать даже при наличии пластических деформаций в
наиболее напряженной зоне соединения. При этом необходимые натяги рассчитыва-
ются на основе решения задачи Ляме для толстостенных полых цилиндров (опреде-
ление напряжений и перемещений в сопряженных цилиндрах, один из которых охва-
тывает другой). Соответствующая расчетная схема приведена на рисунке 1. На этой
схеме охватываемый цилиндр (далее охватываемая деталь) обозначен позицией 1, а
охватывающий цилиндр (далее охватывающая деталь) обозначен позицией 2. Расчет
выполняется в следующем порядке [4, 14, 17].
10
Рисунок 1 - Расчетная схема соединения с натягом
1.2.2 Определение минимального удельного давления на контактных
поверхностях соединения
При заданных величинах нагрузок, действующих на соединение, и известных
размерах его деталей, требуемое минимальное удельное давление [pmin], МПа, опре-
деляется по формуле:
(1)
где Fa - осевая сила, стремящаяся сдвинуть одну деталь относительно другой, Н;
Т - вращающий момент, стремящийся повернуть одну деталь относитель-
но другой, Н-мм;
dn - номинальный диаметр соединения, мм;
1 - длина контакта сопрягаемых поверхностей, мм;
f - коэффициент трения при установившемся процессе распрессовки или
проворачивания;
к - коэффициент запаса сцепления, значение которого обычно принимает-
ся из диапазона от 1,5 до 2.
Коэффициент трения f колеблется в широких пределах и зависит от множества
факторов, таких как шероховатость сопряженных поверхностей, скорость запрес-
11
совки, наличие смазочного материала, наличие защитных покрытий и т. п. Некото-
рые значения коэффициента трения приведены в таблице 1
Таблица 1 - Коэффициенты трения [4]
Материал охватываемой детали Материал охватывающей детали Коэффициент трения f при сборке:
механической тепловой
сталь сталь 0,06-0,13 0,13-0,24* 0,16 0,40**
чугун 0,07-0,12 0,13-0,18
магниевые и алюминиевые сплавы 0,02-0,06 0,10-0,15
латунь и бронза 0,05 0,10 0,17-0,25
* Нагрев охватывающей детали.
** Охлаждение охватываемой детали.
1.2.3 Определение необходимой величины наименьшего расчетного натяга
Наименьшая величина натяга N’min, мм, при которой соединение выдерживает
заданную нагрузку, определяется по формуле:
^min EPminJ'^n '
V'l
(2)
где Ei — модуль упругости материала охватываемой детали. МПа:
Е2 - модуль упругости материала охватывающей детали, МПа;
Ci и с2 - коэффициенты Ляме (жесткости), вычисляемые по формулам:
(3)
di - внутренний диаметр охватываемой детали, мм (при сплошной детали
Ф = 0);
12
di - наружный диаметр охватывающей детали, мм (при массивной детали
типа корпус d2 —> сю).
Ц1 - коэффициент Пуассона материала охватываемой детали;
|i2 - коэффициент Пуассона материала охватывающей детали.
В случае если соединяемые детали в пределах длины контакта 1 имеют не-
сколько ступеней (наружных и/или внутренних) различного диаметра (рисунок 2а),
то в качестве диаметров di и d2 в формулах (3) следует использовать приведенные
диаметры, соответственно вычисляемые по формулам:
“ d• 1• n d •
i-1 1 i-1 1
(4)
где n - число ступеней детали в пределах длины контакта;
djj - диаметр внутренней j-й ступени охватываемой детали, мм;
1ц - длина внутренней j-й ступени охватываемой детали, мм;
dOj - диаметр наружной j-й ступени охватывающей детали, мм;
Ioj - длина наружной j-й ступени охватывающей детали, мм.
Рисунок 2 - Диаметральные размеры деталей в соединениях с натягом
13
В случае если наружная поверхность охватывающей детали и/или внутренняя
поверхность охватываемой детали является конической (рисунок 26), то в качестве
диаметров di и d2 в формулах (3) следует использовать средние диаметры указанных
поверхностей, соответственно вычисляемые по формулам:
djmin + dj
2
___min "I” max
2 “ - ’
(5)
где dimin и dimax - наименьший и наибольший диаметр конического отверстия в
охватываемой детали в пределах длины контакта, мм;
domin и domax - наименьший и наибольший диаметр конической наружной
поверхности охватывающей детали в пределах длины контакта, мм.
Модули упругости и коэффициенты Пуассона для некоторых материалов при-
ведены в таблице 2.
Таблица 2 - Физические свойства некоторых материалов
Материал Модуль упругости Е, ГПа Коэффициент Пуассона М Плотность р, кг/м3 Коэффициент линейного расширения ос-10”6, 1/°С
Стали 200 - 220 0,30 7820 - 7850 11 - 17
Чугуны 100-150 0,25 6500 - 7500 10-11
Алюминиевые сплавы (АЛ4, Д1 и др.) 71-72 0,31 2600 - 2900 20-25
Магниевые сплавы (МА5 и др.) 40-45 0,34 1780- 1810 27
Бронзы 95 - 120 0,35 8200-9100 16-21
Латуни 98-108 0,38 8500 - 8800 17-20
1.2.4 Определение величины наименьшего допускаемого натяга
Величина наименьшего допускаемого натяга [Nmin]? мм, с учетом различных
поправок определяется по формуле:
[Nral»]=N'ral„ + aR +5-8, + 8,„.
(6)
14
где 6R - поправка на смятие шероховатостей контактных поверхностей дета-
лей при образовании соединения, мм;
8t - поправка на различие рабочей температуры деталей и температуры
окружающей среды, а также на различие коэффициентов линейного рас-
ширения материалов деталей, мм;
8(1) - поправка на ослабление натяга под действием центробежных сил, воз-
никающих при вращении деталей, мм;
- коэффициент, учитывающий характер влияния температурной поправ-
ки 8t на величину наименьшего допускаемого натяга (при 8t < 0 коэффици-
ент S, принимается равным нулю, при 8t > 0 коэффициент S, принимается
равным единице);
Величина поправки 8r, мм, определяется по формуле:
8R = 0,0012-(Rzj + Rz2)® 0,005-(Raj +Ra2), (7)
где Rzj(Rai) - параметр шероховатости контактной поверхности отхватыва-
ющей детали, мкм;
Rz2(Ra2) - параметр шероховатости контактной поверхности охватывае-
мой детали, мкм.
Из формулы (7) следует, что чем больше шероховатость поверхности (величина
параметра Rz или Ra), тем больше при прочих равных условиях величина смятия
микронеровностей при запрессовке деталей, и тем менее надежным можно ожидать
полученное соединение. Поэтому шероховатость сопрягаемых поверхностей деталей,
образующих соединения с натягом, необходимо соответствующим образом нормиро-
вать, придерживаясь следующих рекомендаций [29]:
- цилиндрическая посадочная поверхность отверстий с номинальным димет-
ром до 500 мм должна иметь среднее арифметическое отклонение профиля (пара-
метр Ra) равное 1,6 мкм;
- цилиндрическая посадочная поверхность отверстий с номинальным димет-
ром свыше 500 мм должна иметь среднее арифметическое отклонение профиля (па-
раметр Ra) равное 3,2 мкм;
15
- цилиндрическая посадочная поверхность валов с номинальным диметром до
500 мм должна иметь среднее арифметическое отклонение профиля (параметр Ra)
равное 0,8 мкм;
- цилиндрическая посадочная поверхность валов с номинальным диметром
свыше 500 мм должна иметь среднее арифметическое отклонение профиля (пара-
метр Ra) равное 1,6 мкм.
Перевод значений параметра шероховатости Ra в значения параметра Rz мо-
жет быть выполнен на основе данных таблицы 3 [29].
Таблица 3 - Соотношение значений параметров шероховатости Ra и Rz
Ra, мкм 0,80 1,6 3,2
Rz, мкм ОТ 3,15 6,3 12,5
до 10,00 20,0 31,5
Среднее значение диапазона Rz, мкм 6,30 12,5 20,0
Величина поправки 5t, мм, определяется по формуле:
St = V [<*2 • (*2 - *е ) - «1 • 01 - te )1 (8)
где di - температурный коэффициент линейного расширения (ТКЛР) матери-
ала охватываемой детали, 1/°С;
аг - температурный коэффициент линейного расширения (ТКЛР) материа-
ла охватывающей детали, 1/°С;
ti - рабочая температура охватываемой детали, °C;
t2 - рабочая температура охватывающей детали, °C;
te - температура окружающей среды, °C.
Величина поправки 5Ю, мм, определяется по формуле:
8Ю = 2 • 10-12 • "2
R3.P2__R3.Pl
е2
Е
(9)
16
где со - угловая скорость соединенных деталей, рад/с;
Pi - плотность материала охватываемой детали, кг/м3 (таблица 2);
р2 - плотность материала охватывающей детали, кг/м3 (таблица 2);
Ri и R2 - средние радиусы охватываемой и охватывающей детали, мм, по-
казанные на рисунке 3, и соответственно вычисляемые по формулам:
(Ю)
R . dl+dn R dn + d2
1 4 ’ 2 4
Рисунок 3 - Средние радиусы деталей
1.2.5 Определение величины наибольшего допускаемого давления на
контактных поверхностях соединения
На основе теории наибольших касательных напряжений наибольшее допуска-
емое давление [pmaxL МПа, при котором отсутствует пластическая деформация на
контактных поверхностях деталей, определяется меньшим из двух значений, вычис-
ленных по формулам:
рх = 0,58-пТ1 •
(И)
где <5Т1 - предел текучести материала охватываемой детали, МПа;
(12)
17
qT2 - предел текучести материала охватывающей детали, МПа;
Kt - коэффициент концентрации контактных напряжений на торцах охва-
тывающей детали, величина которого зависит от размеров и формы сопря-
женных деталей, а также от их относительного положения (рисунок 4).
Рисунок 4 - Распределение относительных контактных напряжений на поверхности
охватывающей детали в различных конструкциях соединений с натягом
В самых простых случаях соединений с натягом коэффициент концентрации
контактных напряжений может быть определен для заданного отношения l/dn в за-
висимости от отношения диаметров d2/dn по графикам, приведенным на рисунке 5.
18
Приведенные графики получены на основе результатов моделирования соединения
с натягом методом конечных элементов при следующих условиях:
- обе детали соединения представляют собой гладкие цилиндры, изготовлен-
ные из стали с модулем упругости равным 210 ГПа и коэффициентом Пуассона
равным 0,3;
- охватываемая деталь является сплошной и с обеих сторон выступает за
пределы охватывающей детали, что соответствует варианту соединения, изобра-
женному на рисунке 4а.
Рисунок 5 - Изменение коэффициента концентрации контактных напряжений в
зависимости от размеров соединения
1.2.6 Определение величины наибольшего расчетного натяга
Наибольший расчетный натяг N’max, мм, при котором отсутствуют пластиче-
ские деформации сопряженных деталей, определяется по формуле:
19
EPmax] ’ ’
<Ei E2>
(13)
1.2.7 Определение величины наибольшего допускаемого натяга
Наибольший допускаемый натяг [Nmax], мм, с учетом различных поправок
определяется по формуле:
E^max] Nmax + Sr + \|/• 5t,
(14)
где \|/ - коэффициент, учитывающий характер влияния температурной поправ-
ки 6t на величину наибольшего допускаемого натяга (при 6t < 0 коэффици-
ент vp принимается равным единице, при 5t > О коэффициент \|/ принимает-
ся равным нулю).
1.2.8 Выбор стандартной посадки из таблиц системы допусков и посадок
Выбор стандартной посадки из таблиц ЕСДП осуществляется по табличным
значениям натягов, которые должны удовлетворять двум следующим условиям:
- наибольший натяг Nmax, мм, в выбранной посадке не должен превышать
наибольший допускаемый натяг, то есть:
(15)
- наименьший натяг Nmin, мм, в выбранной посадке должен превышать
наименьший допускаемый натяг, то есть:
(16)
Величины предельных натягов для наиболее распространенных стандартных
посадок приведены в таблице 4. Более подробные таблицы предельных натягов для
стандартных посадок приведены в [17].
20
Таблица 4 - Предельные натяги в посадках с натягом
Номинальный диаметр, мм Предельные натяги для посадок, мм
Н6 г5 Н6 s5 Н7 гб Н7 s6 Н7 s7 Н7 t6 Н7 u7 Н8 u8 Н8 х8 Н8 z8
Св. 24 до 30 0,037 0,015 0,044 0,022 0,041 0,007 0,048 0,014 0,056 0,014 0,054 0,020 0,069 0,027 0,081 0,015 0,097 0,031 0,121 0,055
Св. 30 до 40 0,045 0,018 0,054 0,027 0,050 0,009 0,059 0,018 0,068 0,018 0,064 0,023 0,085 0,035 0,099 0,021 0,119 0,041 0,151 0,073
Св. 40 до 50 0,045 0,018 0,054 0,027 0,050 0,009 0,059 0,018 0,068 0,018 0,070 0,029 0,095 0,045 0,109 0,031 0,136 0,058 0,175 0,097
Св. 50 до 65 0,054 0,022 0,066 0,034 0,060 0,011 0,072 0,023 0,083 0,023 0,085 0,036 0,117 0,057 0,133 0,041 0,168 0,076 0,218 0,126
Св. 65 до 80 0,056 0,024 0,072 0,040 0,062 0,013 0,078 0,029 0,089 0,029 0,094 0,045 0,132 0,072 0,148 0,056 0,192 0,100 0,256 0,164
Св. 80 до 100 0,066 0,029 0,086 0,049 0,073 0,016 0,093 0,036 0,106 0,036 0,113 0,056 0,159 0,089 0,178 0,070 0,232 0,124 0,312 0,204
Св. 100 до 120 0,069 0,032 0,094 0,057 0,076 0,019 0,101 0,044 0,114 0,044 0,126 0,069 0,179 0,109 0,198 0,090 0,264 0,156 0,364 0,256
Св. 120 до 140 0,081 0,038 0,110 0,067 0,088 0,023 0,117 0,052 0,132 0,052 0,147 0,082 0,210 0,130 0,233 0,107 0,311 0,185 0,428 0,302
Св. 140 до 160 0,083 0,040 0,118 0,075 0,090 0,025 0,125 0,060 0,140 0,060 0,159 0,094 0,230 0,150 0,253 0,127 0,343 0,217 0,478 0,352
Св. 160 до 180 0,086 0,043 0,126 0,083 0,093 0,028 0,133 0,068 0,148 0,068 0,171 0,106 0,250 0,170 0,273 0,147 0,373 0,247 0,528 0,402
Св. 180 до 200 0,097 0,048 0,142 0,093 0,106 0,031 0,151 0,076 0,168 0,076 0,195 0,120 0,282 0,190 0,308 0,164 0,422 0,278 0,592 0,448
В случае если условиям (15)и(16) удовлетворяют несколько стандартных по-
садок, то для образования соединения выбирается посадка, обеспечивающая
наилучшее сочетание запасов прочности и неподвижности соединения. При этом в
качестве критерия выбора следует использовать безразмерный коэффициент q, при-
нимающий для наилучшей посадки максимальное значение, и вычисляемый по
формуле:
21
nsnf
ns + nf
(17)
где ns - безразмерный коэффициент запаса прочности соединения по выбран-
ной посадке;
iif - безразмерный коэффициент запаса неподвижности соединения по вы-
бранной посадке.
Коэффициент запаса прочности соединения ns по выбранной посадке опреде-
ляется по формуле:
", = 1^. (18)
max
где [Nmax] - наибольший допускаемый натяг в соединении, мм;
Nmax - наибольший табличный натяг выбранной посадки, мм.
Коэффициент запаса неподвижности соединения nf по выбранной посадке
определяется по формуле:
(19)
где [Nmin] - наименьший допускаемый натяг в соединении, мм;
Nmin - наименьший табличный натяг выбранной посадки, мм.
1.2.9 Определение вероятностных натягов в соединении по выбранной
посадке
Распределение действительных размеров деталей в пределах их полей допус-
ков таково, что предельные сочетания размеров в соединении встречаются крайне
редко. Соответственно вероятность получения предельных натягов при сборке со-
единения очень мала. Фактические натяги в соединении являются случайными ве-
личинами, подчиняющимися нормальному закону распределения. Их принято назы-
вать вероятностными натягами и определять по формулам:
22
Npmin Up ‘ ’ ^Pmax (20)
где Npmin - наименьший вероятностный натяг, мм;
Npmax - наибольший вероятностный натяг, мм;
Nm - средний табличный натяг, мм;
Up - квантиль нормального распределения;
cyN - среднее квадратическое отклонение табличного натяга, мм.
Средний табличный натяг Nm определяется по формуле:
N +N
Nm = 111111 max (21)
2
Среднее квадратическое отклонение табличного натяга SN вычисляется как:
Gn = л/СТ1 + СТ2 > ^22)
где су i и су? средние квадратические отклонения номинального диаметра
охватываемой и охватывающей детали (вала и отверстия), мм, соответ-
ственно вычисляемые по формулам:
es-ei ES-EI
tfi=—^;<ъ = —т—’ (23)
о о
где es и ei - соответственно верхнее и нижнее отклонение вала, мм;
ES и EI - верхнее и нижнее отклонение отверстия, мм.
Значения квантиля иР нормального распределения в зависимости от вероятно-
сти Р неразрушения (неразбираемости) соединения приведены в таблице 5.
Таблица 5 - Значения квантиля нормального распределения
р 0,500 0,900 0,950 0,970 0,990 0,995 0,997 0,999
Up 0,000 1,282 1,645 1,881 2,326 2,576 2,748 3,090
23
1.3 Выбор допусков формы поверхностей для соединения с натягом
На надежность соединений с натягом также влияют отклонения формы кон-
тактных поверхностей образующих их деталей. Поэтому для деталей, соединяемых
с натягом, необходимо нормировать допускаемые отклонения формы их сопрягае-
мых цилиндрических поверхностей (цилиндричности и/или профиля продольного
сечения).
Выбор числовых значений допусков формы поверхностей для деталей соеди-
нений с натягом производится на основе таблиц 6 и 7 [5]. Таблица 6 служит для
определения степени точности формы в зависимости от квалитета допуска диаметра
и принятой относительной геометрической точности. В большинстве случаев для
образования соединений с натягом рекомендуется принимать нормальную относи-
тельную геометрическую точность (А), при которой величина допуска формы со-
ставляет приблизительно 30 % от величины размерного допуска на данный диаметр.
При повышенных требованиях к точности и прочности соединений с натягом, рабо-
тающих в условиях больших скоростей и нагрузок, ударов и вибраций, рекоменду-
ется принимать повышенную (В) и высокую (С) относительную геометрическую
точность.
Таблица 6 - Степени точности формы цилиндрических поверхностей в зависимости
от квалитета допуска диаметра и относительной геометрической точности
Относительная геометрическая точность Квалитет допуска диамет ра по ЕСДП
3 4 5 6 7 8 9 10 11 12
Степень точности с эормы
Нормальная (А) 2 3 4 5 6 7 8 9 10 И
Повышенная (В) 1 2 3 4 5 6 7 8 9 10
Высокая (С) — 1 2 3 4 5 6 7 8 9
Особо высокая — — 1 2 3 4 5 6 7 8
Таблица 7 предназначена собственно для выбора значений допусков формы в
зависимости от номинального диаметра и степени точности формы, определенной по
таблице 6.
24
Таблица 7 - Допуски формы цилиндрических поверхностей (цилиндричности, круглости и профиля продольного сечения)
Номинальный диаметр, мм Степень точности
1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16
МКМ ММ
До з 0,3 0,5 0,8 1,2 2,0 2 5 8 12 20 30 50 0,08 0,12 0,20 0,3
Св. 3 до 10 0,4 0,6 1,0 1,6 2,5 4 6 10 16 25 40 60 0,10 0,16 0,25 0,4
Св. 10 до 18 0,5 0,8 1,2 2,0 3,0 5 8 12 20 30 50 80 0,12 0,20 0,30 0,5
Св. 18 до 30 0,6 1,0 1,6 2,5 4,0 6 10 16 25 40 60 100 0,16 0,25 0,40 0,6
Св. 30 до 50 0,8 1,2 2,0 3,0 5,0 8 12 20 30 50 80 120 0,20 0,30 0,50 0,8
Св. 50 до 120 1,0 1,6 2,5 4,0 6,0 10 16 25 40 60 100 160 0,25 0,40 0,60 1,0
Св. 120 до 250 1,2 2,0 3,0 5,0 8,0 12 20 30 50 80 120 200 0,30 0,50 0,80 1,2
Св. 250 до 400 1,6 2,5 4,0 6,0 10,0 16 25 40 60 100 160 250 0,40 0,60 1,00 1,6
Св. 400 до 630 2,0 3,0 5,0 8,0 12,0 20 30 50 80 120 200 300 0,50 0,80 1,20 2,0
Св. 630 до 1000 2,5 4,0 6,0 10,0 16,0 25 40 60 100 160 250 400 0,60 1,00 1,60 2,5
Св. 1000 до 1600 3,0 5,0 8,0 12,0 20,0 30 50 80 120 200 300 500 0,80 1,20 2,00 3,0
Св. 1600 до 2500 4,0 5,0 10,0 16,0 25,0 40 60 100 160 250 400 600 1,00 1,60 2,50 4,0
to
Ul
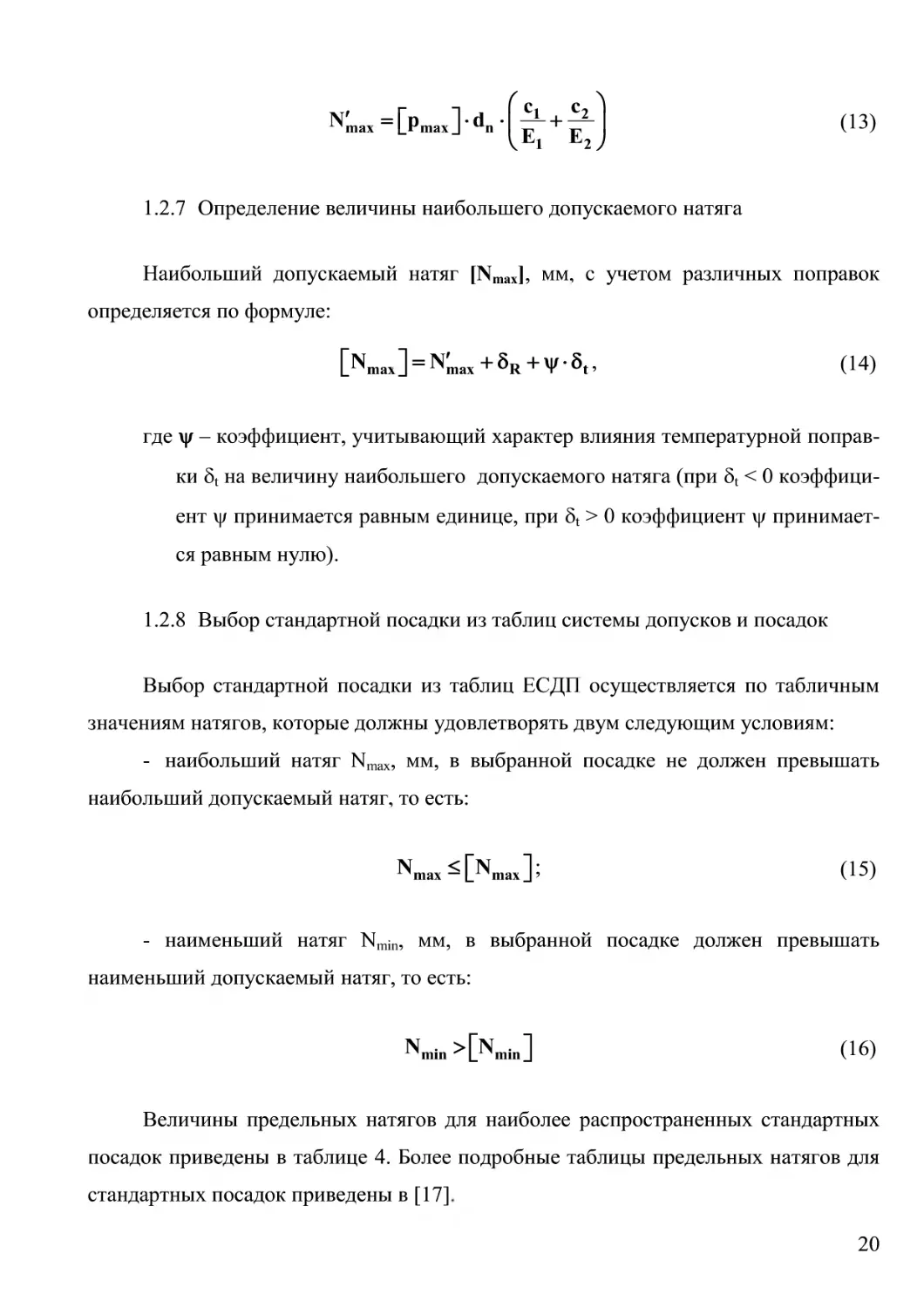
1.4 Пример расчета и выбора посадки с натягом
Необходимо подобрать посадку для неподвижного соединения фланца и вала,
основные размеры которых показаны на рисунке 6. Соединение нагружено враща-
ющим моментом Т величиной 75 Н м при скорости вращения го равной 105 рад/с.
Вал изготовлен из стали 45 с пределом текучести <тТ1 равным 355 МПа и плотностью
Pi равной 7826 кг/м3. Фланец изготовлен из стали 20Х с пределом текучести сгТ2
равным 635 МПа и плотностью рг равной 7830 кг/м3. Параметры шероховатости
контактных поверхностей вала Rzi и фланца Rz2 равны 6,3 мкм. Рабочие температу-
ры деталей 11 и t2 одинаковы и равны температуре окружающей среды te, которая со-
ставляет 20 °C. Сборка соединения осуществляется механическим способом. Ука-
занные исходные данные соответствуют вариантам заданий для самостоятельной
работы, приведенным в приложении А.
Рисунок 6 - Расчетная схема соединения вала и фланца
Порядок расчета данного соединения, в соответствии с приведенными указа-
ниями, имеет следующий вид.
По формуле (1) определяется минимальное удельное давление на контактных
поверхностях соединения при принятом коэффициенте запаса сцепления к = 1,5.
26
r2-75000У
fPmin]
3,14159 -40 -45 0,1
«9,947 МПа,
где значение коэффициента трения f = 0,1 принято по таблице 1 для механиче-
ского способа сборки соединения.
По формулам (4) определяется приведенный наружный диаметр охватываю-
щей детали.
d
2 “
80-25 + 160-20
45
«115,556 мм
По формулам (3) определяются коэффициенты Ляме.
0,3 = 0,7; с2 =
io,4o;
' 40 У
^115,556;
Ц15,556 )
0,3 «1,572,
где коэффициенты Пуассона gi = ц2 = 0,3 приняты по таблице 2.
По формуле (2) определяется величина наименьшего расчетного натяга.
Nmi„ =9,947-40-
0,7 1,572
—----I-------
2-Ю5 2,16 -105
0,004 мм
где модули упругости материалов Ei = 2105 МПа и Е2 = 2,16-105 МПа приня-
ты по таблице 2.
По формуле (7) определяется величина поправки на смятие неровностей кон-
тактных поверхностей.
8r = 0,0012 • (6,3 + 6,3) « 0,015 мм
27
По формуле (8) определяется величина поправки на различие рабочей темпе-
ратуры деталей и коэффициентов линейного расширения их материалов, которая в
данном случае, по причине равенства температур, будет равна нулю.
По формуле (9) определяется величина поправки на ослабление натяга под
действием центробежных сил.
6ш = 2.10-12
с
-1052- 38,93
ю’
2,16-105
7826
210%
0,00005 мм,
где средние радиусы деталей R] = 10 мм и R2 = 38,9 мм вычислены по форму-
лам (10).
Полученная величина поправки 5И в данном случае пренебрежимо мала по
сравнению с величиной расчетного натяга N'min, поэтому в дальнейших расчетах ее
можно не учитывать, т.е. принять ее равной нулю.
По формуле (6) определяется величина наименьшего допускаемого натяга.
[Nmin]= °,004 + 0,015 + 0 + 0 = 0,019 мм
По формулам (11) и (12) определяется наибольшее допускаемое давление на
контактных поверхностях соединения.
рх = 0,58-355-
г о у
<40>
« 206 МПа
0,58-635
₽2" 1,5
г 40 Y
<115,556>
«216 МПа,
где коэффициент концентрации напряжений Kt на торцах охватывающей дета-
ли для данной конструкции соединения принят равным 1,5.
Поскольку pi < р2, постольку в качестве наибольшего допускаемого давления
[Ртах] принимается величина рь т.е. [ртах] = 206 МПа
28
По формуле (13) определяется наибольший расчетный натяг.
Nmax =206 -40-
0,7 1,572
—----1-------
2105 2,16 105
«0,088 мм
По формуле (14) определяется наибольший допускаемый натяг.
[Nmax] = 0,088 + 0,015 = 0,103 мм
Анализ предельных натягов стандартных посадок, приведенных в таблице 4,
показывает, что условиям (15) и (16) при данном номинальном диаметре 40 мм удо-
Н6 Н7 Н7 Н8 тт г
влетворяют четыре посадки, а именно: —,----,— и —. Наиболее рациональная
s5 t6 u7 u8
из этих посадок выбирается путем расчета для каждой из них коэффициентов ns, nf и
q, которые определяются соответственно по формулам (18), (19) и (17) и сводятся в
таблицу 8. Данные, приведенные в этой таблице, показывают, что наибольшее зна-
Н6
чение коэффициента q обеспечивается для посадки -- (0,814). Это определяет вы-
s5
бор данной посадки для образования рассматриваемого соединения.
Таблица 8 - Характеристики возможных посадок с натягом
Посадка Н6 s5 Н7 t6 Н7 u7 Н8 u8
Nmax, мм 0,054 0,064 0,085 0,099
Nmin5 ММ 0,027 0,023 0,035 0,021
ns 1,907 1,609 1,212 1,040
nf 1,421 1,211 1,842 1,105
q 0,814 0,691 0,731 0,536
Дальнейший расчет осуществляется в следующем порядке.
По формуле (21) определяется средний табличный натяг:
Nm
0,027 + 0,054
2
» 0,041 мм
29
По формулам (23) определяются средние квадратические отклонения номи-
нального диаметра вала и отверстия.
0,054-0,043
~6~
»0,002мм; ст2
0,016-0
~6~
«0,003 мм,
где предельные отклонения вала (es = 0,054 мм и ei = 0,043 мм) и предельные
отклонения отверстия (ES = 0,016 мм и EI = 0 мм) определены по таблицам
предельных отклонений.
По формуле (22) определяется среднее квадратическое отклонение табличного
натяга.
ctn =Л/0,0022 +0,0032 «0,004 мм
По формулам (20) определяются вероятностные натяги посадки.
Npmin = 0,041-2,748 0,004 «0,030мм; NPmax = 0,041+2,748 0,004 «0,052мм,
где квантиль нормального распределения нР = 2,748 выбран из таблицы 5 для
вероятности Р неразрушаемости соединения равной 0,997.
По таблицам 6 и 7 выбираются допуски цилиндричности посадочных поверх-
ностей деталей, для чего:
- по таблице 6 для нормальной относительной точности определяется, что:
а) при шестом квалитете диаметра отверстия степень точности его формы
должна равняться 5;
б) при пятом квалитете диаметра вала степень точности его формы должна
равняться 4;
- по таблице 7 для номинального диаметра 40 мм определяется, что:
а) при пятой степени точности формы допуск цилиндричности отверстия
должен равняться 0,005 мм;
б) при четвертой степени точности формы допуск цилиндричности вала
должен равняться 0,003 мм.
30
тт - Н6
Для выбранной посадки — строится схема расположения полей допусков де-
s5
талей соединения, приведенная на рисунке 7, и выполняются чертежи соединения и
его деталей, оформление которых показано на рисунке 8.
М 1000:1
Рисунок 7 - Схема расположения полей допусков посадки с натягом
Рисунок 8 - Обозначение предельных отклонений и посадок соединения с натягом
31
1.5 Контрольные вопросы
1 Что собой представляют соединения деталей с натягом?
2 Чем характеризуется механический способ сборки соединений с натягом?
3 Чем характеризуется тепловой способ сборки соединений с натягом?
4 Какие достоинства и недостатки имеет механический способ сборки соеди-
нений с натягом?
5 Какие достоинства и недостатки имеет тепловой способ сборки соединений
с натягом?
6 Какие условия должны обеспечиваться при проектировании соединений с
натягом?
7 Каким образом определяется минимальный расчетный натяг в соединении
деталей?
8 Какие поправки, в общем случае, включает в себя величина наименьшего
допускаемого натяга?
9 На основании чего определяется наибольший расчетный натяг в соединении
деталей?
10 Какие поправки, в общем случае, включает в себя величина наибольшего
допускаемого натяга?
11 На основании каких условий выбирается стандартная посадка с натягом?
12 Каким образом определяются вероятностные натяги в соединении по вы-
бранной посадке?
13 Какие отклонения формы влияют на надежность соединений с натягом?
14 Каким образом назначаются допуски формы на сопряженные поверхности
деталей в соединениях с натягом?
32
2 Расчет и выбор посадок с зазором
2.1 Общие сведения о посадках с зазором
Посадки с зазором предназначены для образования подвижных и неподвиж-
ных соединений деталей машин. В неподвижных соединениях посадки с зазором
применяются для обеспечения беспрепятственной сборки деталей (в особенности
сменных). Их относительная неподвижность обеспечивается дополнительным креп-
лением шпонками, винтами, болтами, штифтами и т. и.
Выбор посадки с зазором для неподвижного соединения производится таким
образом, чтобы наименьший зазор обеспечивал компенсацию отклонений формы и
расположения сопрягаемых поверхностей, если они не ограничиваются полями до-
пусков размеров этих поверхностей. Кроме того, наименьший зазор должен вклю-
чать, если это необходимо, запас на регулирование взаимного расположения деталей
в сборе, их центрирование и т. п., а также запас на свободное вхождение одной де-
тали в другую, что особенно важно в условиях автоматической сборки.
Наибольший зазор в посадках неподвижных соединений определяется из до-
пускаемого эксцентриситета или смещения осей (плоскостей симметрии) сопрягае-
мых деталей, которые могут быть ограничены либо требованиями к точности меха-
низма, либо для уменьшения динамических воздействий (вибраций, ударов и т. п.).
В подвижных соединениях посадки с зазором служат для обеспечения свобо-
ды перемещения, размещения слоя смазки, компенсации температурных деформа-
ций, а также компенсации отклонений формы и расположения поверхностей дета-
лей, погрешностей сборки и т. и. Для наиболее ответственных подвижных соедине-
ний, которые должны работать в условиях жидкостного трения (например, подшип-
ников скольжения), необходимые зазоры посадки рассчитываются на основе гидро-
динамической теории трения по следующей методике.
2.2 Расчет посадки с зазором для подшипника жидкостного трения
Процесс жидкостного трения, протекающий в подшипнике скольжения, мож-
но иллюстрировать следующим образом: в состоянии покоя цапфа занимает в под-
шипнике положение, показанное на рисунке 9а. В нижней части, где цапфа соприка-
33
сается с вкладышем подшипника, зазора нет, а на диаметрально противоположной
стороне образуется максимальный зазор S, равный разности диаметров вкладыша D
и цапфы d с учетом отклонений размеров в соответствии с выбранной посадкой.
При этом расстояние между центрами цапфы и вкладыша равно максимальному
эксцентриситету подшипника етах.
Рисунок 9 - Положение цапфы в подшипнике
При некоторой скорости вращения со между трущимися поверхностями обра-
зуется непрерывный смазочный слой, отделяющий эти поверхности друг от друга
(рисунок 96). Центр цапфы смещается в направлении вращения и между поверхно-
стями вкладыша и цапфы возникает клиновой зазор. Смазочный слой, заполняющий
этот зазор, называется масляным клином. В сечении подшипника плоскостью, про-
ходящей через линию центров цапфы и вкладыша, смазочный слой имеет мини-
мальную толщину hmin, однако достаточную для перекрытия микронеровностей ра-
бочих поверхностей и их отделения друг от друга.
Расчет необходимых зазоров и выбор соответствующих посадок для подшип-
ников скольжения с гидродинамическим режимом работы осуществляется по упро-
щенной методике с введением ряда допущений и использованием опытных данных
в следующем порядке [17].
34
2.2.1 Определение величины среднего удельного давления в подшипнике
При установившемся режиме работы подшипника положение цапфы относи-
тельно центра отверстия вкладыша зависит от величины среднего удельного давле-
ния р, МПа, вычисляемой по формуле:
Р =
(24)
где Fr - радиальная нагрузка на подшипник, Н;
1 - длина подшипника, мм;
dn - номинальный диаметр подшипника, мм.
2.2.2 Определение допускаемой минимальной толщины масляного слоя
Допускаемая минимальная толщина масляного слоя [hinin|, мм, при которой еще
обеспечивается жидкостное трение, определяется с учетом шероховатости поверхно-
стей цапфы и вкладыша, погрешности их изготовления и сборки, упругой деформа-
ции деталей, отклонений температуры, нагрузки и т. д. по упрощенной формуле:
п п k(RzD + Rzd + Y) k>(4RaD + 4Rad+Y)
L min J 10()0 ~ 10()0
где Rzi) (Ran) - параметр шероховатости контактной поверхности вкладыша, мкм;
Rzd (Rad) - параметр шероховатости контактной поверхности цапфы, мкм;
к > 2 - коэффициент запаса надежности по толщине масляного слоя;
Y - добавка на неразрывность масляного слоя, принимаемая из диапазона
от 2 до 3 мкм.
2.2.3 Определение относительных эксцентриситетов подшипника
Относительные эксцентриситеты подшипника и %тах определяются по
графикам, приведенным на рисунке 10, в зависимости от безразмерной величины А,
которая при данной толщине масляного слоя hmjn вычисляется по формуле:
35
h ”
2000- J1 min ]
*4 ц-со Р
(26)
где p, - динамическая вязкость смазочного масла при рабочей температуре под-
шипника, Пас;
со - угловая скорость цапфы, рад/с.
Рисунок 10 - Графики для определения относительных эксцентриситетов
Динамическая вязкость масла при рабочей температуре подшипника, опреде-
ляется по формуле:
Р = Г50
f 50 Y1
(27)
36
где pg© - динамическая вязкость масла при температуре равной 50 °C, значе-
ния которой (Па-с) приведены для некоторых марок масел в таблице 9 [16];
tav _ средняя температура масла в подшипнике, которая обычно варьирует
в диапазоне от 60 °C до 70 °C [23];
ш - показатель степени, значение которого может быть выбрано в зависи-
мости от кинематической вязкости масла по таблице 10 [2] или вычислено
по формуле, аппроксимирующей данные таблицы:
, (л \0’202
ш = 1,069 (l + v50)
(28)
где V50 - кинематическая вязкость масла при температуре равной 50 °C, значения
которой (сСт) приведены для некоторых марок масел в таблице 9.
Таблица 9 - Характеристики нефтяных смазочных масел для подшипников скольжения
Марка масла Плотность р, г/см3 Кинематическая вязкость при 50 °C v50, сСт Динамическая вязкость при 50 °C Р50, Па-с
И-8А 0,900 6-8 (5,4-7,2)-10’3
И-12А 0,880 10-14 (8,8-12,3)-10“3
И-20А 0,885 17-23 (15,1-20,4)-10“3
И-25А 0,890 24—27 (21,4-24,0)-10“3
И-30А 0,890 28-33 (24,9-29,4)-10’3
И-40А 0,895 35^45 (31,3-40,3)-10-3
И-50А 0,910 47-55 (42,8-50,1)4 О’3
Т-22 0,900 20-23 (18,0-20,7)-10“3
Т-30 0,900 28-32 (25,2-28,8)-10“3
Т-46 0,905 44—48 (39,8 43,4)-10“3
Таблица 10 - Показатель степени в зависимости от вязкости масла
Кинематическая вязкость при 50 °C v50, сСт 5 10 15 20 30 40 50 60 70 80
Показатель степени m 1,54 1,74 1,87 1,98 2,14 2,26 2,37 2,45 2,53 2,60
37
При известной величине Ah относительные эксцентриситеты, соответствую-
щие допускаемым предельным зазорам, определяются следующим образом:
- на графике, изображенном на рисунке 10, находится кривая, которая соот-
ветствует заданному отношению длины к номинальному диаметру подшипника l/dn;
- на вертикальной оси графика находится точка, соответствующая величине
Аь, и через эту точку проводится горизонталь до пересечения с ранее выбранной
кривой с получением двух точек пересечения;
- из полученных точек пересечения опускаются перпендикуляры на горизон-
тальную ось графика, на которой отложены значения относительного эксцентриси-
тета, при этом левый перпендикуляр будет определять минимальный эксцентриси-
тет xmin, а правый перпендикуляр - максимальный эксцентриситет %тах.
По причине того, что при малых зазорах могут возникнуть самовозбуждаю-
щиеся колебания вала в подшипнике, минимальный относительный эксцентриситет
рекомендуется ограничивать величиной 0,3, т.е. для подшипника должно выпол-
няться условие:
Zinin 0,3 (29)
Поэтому по графикам на рисунке 10 невозможно определение минимального
относительного эксцентриситета Xmin, величина которого составляет менее 0,3.
В случае если определение Xmin не представляется возможным, то по графикам
на рисунке 10 определяется только максимальный относительный эксцентриситет
Хтах, и дальнейшие расчеты ведутся с учетом этого обстоятельства.
2.2.4 Определение минимального допускаемого зазора
При известной величине Xmin минимальный допускаемый зазор [Smin], мм, рас-
считывается по формуле:
2^l>mln-l (30)
1 Xmin
Если величина Xmin оказывается меньше 0,3 (не определяется по графикам на ри-
сунке 10), то минимальный допускаемый зазор [Smin], мм, рассчитывается по формуле:
38
[Smin]= 2,857-[hral„]-^ (31)
Ah
где - значение безразмерной величины А, соответствующее Xmin = 0,3 при
данном отношении l/dn и определяемое по графику на рисунке 10а как ор-
дината точки пересечения рассматриваемой кривой (l/dn) с вертикальной
осью графика.
Так же значение Ах при заданном отношении l/dn, может быть вычислено с ис-
пользованием аппроксимирующей функции следующего вида:
1
А =0,721-0,770-0,367d" (32)
Л/
2.2.5 Определение максимального допускаемого зазора
При известной величине хтах максимальный допускаемый зазор [Smax], мм,
рассчитывается по формуле:
2 'Ey'll i'll
(33)
2.2.6 Определение оптимального зазора
Оптимальный зазор Sopt, мм, при котором толщина масляного слоя достигает
своего наибольшего значения, определяется по формуле:
2 * L^min J * AOpt
^h * (1 — ^Copt)
(34)
где Aopt - максимальное значение величины А для данного отношения, опре-
деляемое по графику на рисунке 10а как ордината экстремума соответ-
ствующей кривой (для каждой из представленных кривых ее экстремум
обозначен точкой);
Xopt - значение относительного эксцентриситета для данного отношения l/dn,
39
определяемое по графику на рисунке 10а как абсцисса экстремума соот-
ветствующей кривой.
Альтернативным способом нахождения значений Aopt и %opt является использо-
вание аппроксимирующих зависимостей, которые соответственно имеют вид:
1
Aopt = 0,699 - 0,727 • 0,327d" (35)
1
xopt = 0,304 + 0,378 • 0,427d” (36)
2.2.7 Выбор стандартной посадки из таблиц системы допусков и посадок
Условия выбора стандартной посадки в данном случае формулируются сле-
дующим образом:
- минимальный зазор Smjn, мм, в выбранной посадке должен быть больше или
равен минимальному допускаемому зазору, то есть:
srai„ ^[Smin]; (37)
- максимальный зазор Smax, мм, в выбранной посадке должен меньше макси-
мального допускаемого зазора с учетом шероховатости контактных поверхностей
цапфы и вкладыша, то есть:
Sm„ <[Sm„]-0,002.(Rzd + Rzd)«[Sra„]-0,008-(RaD + Rad); (38)
- средний зазор Sm, мм, в выбранной посадке должен быть максимально при-
ближен к оптимальному зазору, то есть:
~ ^opt (39)
При этом средний зазор в условии (39) вычисляется по формуле:
40
Sm
s + s
min ^max
2
(40)
Величины предельных зазоров для некоторых распространенных стандартных
посадок с зазором приведены в таблице 11. Более подробные таблицы зазоров для
стандартных посадок доступны в [17].
Таблица 11 - Предельные зазоры в посадках с зазором
Номинальный диаметр, мм Предельные зазоры для посадок, мм
Н7 е8 Н7 77 Н7 g6 Н8 77 Н8 d9 Н8 е8 Н8 е9 Н9 77 НЮ dlO
Св. 18 до 30 0,094 0,040 0,062 0,020 0,041 0,007 0,074 0,020 0,150 0,065 0,106 0,040 0,125 0,040 0,124 0,020 0,233 0,065
Св. 30 до 50 0,114 0,050 0,075 0,022 0,050 0,009 0,089 0,025 0,181 0,080 0,128 0,050 0,151 0,050 0,149 0,025 0,280 0,080
Св. 50 до 80 0,136 0,060 0,090 0,030 0,059 0,010 0,106 0,030 0,220 0,100 0,152 0,060 0,180 0,060 0,178 0,030 0,340 0,100
Св. 80 до 120 0,161 0,072 0,106 0,036 0,069 0,012 0,125 0,036 0,261 0,120 0,180 0,072 0,213 0,072 0,210 0,036 0,400 0,120
Св. 120 до 180 0,188 0,085 0,123 0,043 0,079 0,014 0,146 0,043 0,308 0,145 0,211 0,085 0,248 0,085 0,243 0,043 0,465 0,145
Св. 180 до 250 0,218 0,100 0,142 0,050 0,090 0,015 0,168 0,050 0,357 0,170 0,244 0,100 0,287 0,100 0,280 0,050 0,540 0,170
Св. 250 до 315 0,243 0,110 0,160 0,056 0,101 0,017 0,189 0,056 0,401 0,190 0,272 0,110 0,321 0,110 0,316 0,056 0,610 0,190
2.2.8 Определение минимального запаса посадки на износ
Для выбранной посадки минимальный запас на износ W, мм, определяется по
формуле:
W = [Sm„]-0,002.(RzD + Rzd)-Sra„ (41)
В случае если условиям (37) и (38) удовлетворяют несколько табличных поса-
док, то запас на износ определяется для каждой из этих посадок, и дальнейший вы-
бор оптимальной посадки производится на основе анализа вычисленных запасов с
41
учетом условия (39). При этом в качестве критерия выбора можно использовать без-
размерный коэффициент q, вычисляемый для каждой из посадок по формуле:
^*opt
(42)
Для оптимальной посадки, удовлетворяющей всем условиям выбора, величина
этого коэффициента будет максимальной.
2.2.9 Определение вероятностных зазоров в подшипнике
Получение предельных зазоров выбранной посадки в подшипнике чрезвычай-
но маловероятно. Поэтому дальнейшие расчеты целесообразно ввести с использова-
нием вероятностных зазоров Spmill и SPinax, мм, вычисляемых по формулам:
Spral„ = sm - 0,5 • /ld2 + TD2; SPlnaJ1 = S„, + 0,5 • V l d2 + TD2,
(43)
где Td и TD - соответственно допуски вала (цапфы) и отверстия (вкладыша),
мм, определяемые по формулам:
Td = es-ei; TD = ES-EI
(44)
2.2.10 Определение коэффициента нагруженности подшипника при
минимальном вероятностном зазоре
Безразмерный коэффициент нагруженности подшипника CR при данном зазо-
ре определяется по формуле:
2.2.11 Определение относительного эксцентриситета подшипника при
минимальном вероятностном зазоре
При известном коэффициенте нагруженности подшипника CR относительный
эксцентриситет %, соответствующий заданной величине зазора, может быть опреде-
лен по графикам, изображенным на рисунке 11.
42
Рисунок 11 - Зависимость коэффициента нагруженности от относительного
эксцентриситета
На приведенных графиках показано изменение величины, обратной коэффи-
циенту нагруженности (1/CR) в зависимости от относительного эксцентриситета.
Поэтому для определения по данным графикам искомого относительного эксцен-
триситета % необходимо:
- вычислить величину обратную коэффициенту нагруженности (1/CR);
- найти на вертикальной оси графика точку, соответствующую вычисленному
значению 1/CR;
- провести через найденную точку горизонталь до пересечения с кривой, ха-
рактеризующей заданное отношение l/dn;
- опустить из полученной точки пересечения перпендикуляр на горизонталь-
ную ось, на которой отложены значения относительного эксцентриситета, и таким
образом определить искомую величину.
43
2.2.12 Определение толщины масляного слоя в месте наибольшего сближения
поверхностей цапфы и вкладыша подшипника
Толщина масляного слоя h, мм, характеризующая режим работы подшипника
скольжения при минимальном вероятностном зазоре выбранной посадки, определя-
ется по формуле:
Spmin * О х)
2
(46)
2.3 Выбор допусков формы и расположения поверхностей для
подшипника жидкостного трения
Кроме шероховатости на толщину масляного слоя в подшипнике могут влиять
отклонения формы и расположения поверхностей скольжения. Поэтому эти откло-
нения также необходимо нормировать и указывать на чертежах деталей подшипни-
ка. Их нормирование осуществляется путем ограничения тремя допусками [27], а
именно: допуском круглости Ть допуском прямолинейности Т2 и допуском парал-
лельности Т3. Такой выбор допусков обусловлен метрологическими и экономиче-
скими причинами. Значения этих допусков выбираются по таблице 12 в зависимости
от толщины масляного слоя при минимальном вероятностном зазоре.
Таблица 12 - Допуски формы и расположения для цилиндрических поверхностей
подшипников скольжения
Толщина масляного слоя h, мкм 5<h< 10 10<h<20 20<h<30 h>30
Допуск круглости Ti, мм 0,004 0,006 0,010 0,016
Допуск прямолинейности Т2, мм 0,005 0,010 0,016 0,020
Допуск параллельности Т3, мм 0,016 0,020 0,030 0,040
44
2.4 Пример расчета и выбора посадки с зазором для подшипника
жидкостного трения
Необходимо подобрать посадку с зазором для подшипника жидкостного тре-
ния, схема которого приведена на рисунке 12. Из этой схемы следует, что длина
подшипника 1 равна 45 мм, а номинальный диаметр подшипника dn равен 50 мм.
На подшипник действует радиальная сила Fr равная 1400 Н. Скорость вращения вала
равняется 150 рад/с. Смазка подшипника осуществляется индустриальным маслом
марки И-20А. Параметр шероховатости Rz контактных поверхностей вала и вкла-
дышей одинаков и равен 2,5 мкм. Указанные исходные данные соответствуют вари-
антам заданий для самостоятельной работы, приведенным в приложении Б.
Рисунок 12 - Расчетная схема подшипника скольжения
со = 150 рад/с
Расчет и выбор посадки, обеспечивающей работу подшипника в режиме жид-
костного трения, выполняется в следующем порядке.
По формуле (24) определяется среднее удельное давление в подшипнике.
= 1400 ~ 2 мпа
45-50
По формуле (25) определяется допускаемая минимальная толщина масляного
слоя при принятых коэффициенте запаса надежности к = 2 и добавке на неразрыв-
ность масляного слоя у = 2,5 мкм.
45
Dornin ]
2-(2,5 +2,5 +2,5)
1000
= 0,015 мм
Из таблицы 9 для заданной марки масла выбирается его динамическая вяз-
кость при 50 °C. Для рассматриваемого примера ц50 = 0,018 Па-с.
По формуле (27) определяется динамическая вязкость масла при рабочей тем-
пературе подшипника, которая принята равной 65 °C.
ц = 0,018-
«0,011 Па-с,
где показатель степени m = 1,938 вычислен по формуле (28).
По формуле (26) определяется безразмерная величина А.
2000-0,015
| /0,011-150
У 0,622
« 0,368
По графикам на рисунке 10 определяется минимальный и максимальный отно-
сительный эксцентриситет. Для рассматриваемого примера при полученной вели-
чине А и отношении l/dn = 0,9 относительный эксцентриситет %min определить невоз-
можно, т.е. Хшш < 0,3, а относительный эксцентриситет /тах равен 0,76 (рисунок 13а).
По формуле (31) (при у111И1 < 0,3) рассчитывается минимальный допускаемый
зазор.
Г Smin 1= 2,857 • 0,015 • « 0,048 мм,
L m,nJ 0,368
где величина Ах = 0,408 определена по графику на рисунке 13а.
По формуле (33) рассчитывается максимальный допускаемый зазор.
2-0,015
1-0,76
= 0,125 мм
46
По графику на рисунке 10а или по формулам (35) и (36) определяются величи-
ны Aopt и соответствующие оптимальному зазору в подшипнике. Для заданного
отношения l/dn = 0,9 эти искомые величины соответственно равны 0,434 и 0,479
(рисунок 13а).
0,64
0,60
0,56
0,52
0,24
0,20
0,16
0,12
А0’32
0,28
Appt = 0Л34
Ау = 0,408
_______ОЛИ
Ah = 0,368
i 0,36
0,08
ч 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
а> х—*
12
11
10
9
8
7
6
5
4
3
1
CR
^- = 2,041
0,5'
|Х = 0,389
о
0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
X----------------------
= 0,4
б)
0,48 \-^
Рисунок 13 - Определение относительных эксцентриситетов в зависимости от
известных величин Ah и CR
По формуле (34) рассчитывается оптимальный зазор в подшипнике.
^opt
2 0,015 0,434
0,368 (1-0,479)
« 0,068 мм
Исходя из условий (37), (38) и (39) выбирается стандартная посадка. В данном
случае обязательным условиям (37) и (38) при номинальном диаметре соединения
47
Н7 Е8 Н7
равном 50 мм удовлетворяют три стандартных посадки, а именно: -, — и---.
е7 h6 е8
Для выбора наиболее рациональной посадки из трех возможных составляется
таблица 13 с характеристиками этих посадок.
Таблица 13 - Характеристики возможных стандартных посадок с зазором
Посадка Предельные зазоры Smin/SmaX5 ММ Предельные отклонения вала ei/es, мм Предельные отклонения отверстия EI/ES, мм Запас на износ W, мм Коэфф, q
Н7 е7 0,050/0,100 -0,075/-0,050 0,000/+0,025 0,015 1,607
Е8 h6 0,050/0,105 -0,016/0,000 +0,050/+0,089 0,010 0,777
Н7 е8 0,050/0,114 -0,089/-0,050 0,000/+0,025 0,001 0,020
В приведенной таблице запас на износ W вычисляется по формуле (41), а ко-
эффициент q - по формуле (42). Из анализа данных таблицы следует, что наиболее
, а Н7
разумным выбором в рассматриваемом примере будет посадка —, для которой
е7
наименьший зазор Smin = 0,050 мм, а наибольший зазор Smax = 0,100 мм.
По формулам (43) определяются вероятностные зазоры выбранной посадки.
Spmin = 0,075 - 0,5 • д/0,0252 + 0,0252 « 0,057 мм;
Spmax = 0,075 + 0,5• 0252 + 0,0252 « 0,093 мм,
где средний зазор Sm = 0,075 мм вычислен по формуле (40), а допуски вала и
отверстия Td = TD = 0,025 мм вычислены по формулам (44) на основе дан-
ных, приведенных в таблице 13.
По формуле (45) определяется коэффициент нагруженности подшипника при
минимальном вероятностном зазоре:
г0,057У
< 50 >
0,622 106
0,011 150
«0,490
48
По графикам на рисунке 11 определяется относительный эксцентриситет под-
шипника, соответствующий вычисленному коэффициенту нагруженности. Для этого
предварительно вычисляется величина, обратная коэффициенту нагруженности
(1/CR), которая в рассматриваемом примере будет равна 2,041. Этой величине при за-
данном отношении l/dn = 0,9 соответствует относительный эксцентриситет / = 0,389,
как показано на рисунке 136.
По формуле (46) определяется толщина масляного слоя в месте наибольшего
сближения контактных поверхностей цапфы и вкладыша подшипника.
0,057 (1-0,389)
h = -----« 0,017 мм
2
Схема расположения полей допусков соединения деталей с номинальным
Н7
диаметром 50 мм по выбранной посадке с зазором — приведена на рисунке 14.
е7
М 1000:1
Рисунок 14 - Схема расположения полей допусков посадки с зазором
49
Обозначение выбранной посадки на чертеже соединения, а также соответ-
ствующие обозначения предельных отклонений его деталей показаны на рисунке 15.
Так как толщина масляного слоя в подшипнике зависит от шероховатости и откло-
нений формы и расположения контактных поверхностей деталей, соответствующие
параметры должны быть указаны на чертежах деталей по примеру рисунка 15. При
этом допуски формы и расположения поверхностей выбираются по таблице 12. Для
расчетной толщины масляного слоя равной 0,017 мм их значения в рассматривае-
мом примере составят:
- 0,006 мм для допуска круглости;
- 0,010 мм для допуска прямолинейности;
- 0,020 мм для допуска параллельности.
Рисунок 15 - Обозначение предельных отвелонений и посадки соединения с зазором
2.5 Контрольные вопросы
1 Для чего служат посадки с зазором в неподвижных соединениях деталей?
2 Для чего служат посадки с зазором в подвижных соединениях деталей?
3 Каким образом реализуется процесс жидкостного трения в подшипнике
скольжения?
50
4 От чего зависит положение цапфы подшипника жидкостного трения отно-
сительно центра отверстия вкладыша?
5 Чем определяется допускаемая минимальная толщина масляного слоя в
подшипнике жидкостного трения?
6 Как определяются допускаемые относительные эксцентриситеты подшип-
ника жидкостного трения?
7 Каким образом определяется минимальный и максимальный допускаемый
зазор в подшипнике жидкостного трения?
8 Чем характеризуется оптимальный зазор в подшипнике жидкостного тре-
ния?
9 Как формулируются условия выбора стандартной посадки с зазором для
подшипника жидкостного трения?
10 Каким образом оцениваются вероятностные зазоры между деталями в
подшипнике жидкостного трения?
11 Что собой представляет коэффициент нагруженности подшипника жид-
костного трения?
12 Как определяется толщина масляного слоя в месте наибольшего сближе-
ния поверхностей цапфы и вкладыша подшипника жидкостного трения?
13 Какими параметрами рекомендуется нормировать отклонения формы и
расположения поверхностей деталей в подшипнике жидкостного трения?
51
3 Расчет переходных посадок на вероятность получения зазоров
и натягов
3.1 Характеристика переходных посадок
Переходные посадки занимают промежуточные положение между посадками
с натягом и посадками с зазором, поскольку в соединениях с их использованием
возможно как получение натяга, так и получение зазора. Благодаря малой величине
натягов и зазоров, получающихся в переходных посадках, они используются для об-
разования разборных неподвижных соединений, в которых необходимо обеспечить
хорошую точность центрирования деталей. Типичными примерами использования
этих посадок могут служить соединения зубчатых колес, шкивов, муфт, рычагов и
тому подобных деталей с валами машин.
Как правило, в таких соединениях требуются дополнительные крепежные
элементы в виде шпонок, штифтов, винтов и других деталей, так как фактический
натяг в них обычно недостаточен для передачи заданной нагрузки и осевой фикса-
ции деталей. В то же время малая величина натяга не требует проверки соединения
на прочность, за исключение случаев соединений, где используются тонкостенные
детали. В некоторых случаях сборки соединений по переходным посадкам возмож-
но получение зазоров, влияющих на погрешность центрирования деталей, которая
ввиду малой величины зазоров обычно незначительна.
В системе допусков и посадок предусмотрено несколько типов переходных
посадок, различающихся вероятностью получения при сборке зазоров и натягов.
Посадки с большей вероятностью натяга применяются для образования более проч-
ных соединений, не подлежащих частой разборке. Посадки с большей вероятностью
зазора применяются для образования часто разбираемых соединений или при необ-
ходимости обеспечения быстрой и легкой сборки/разборки соединения. Вероятность
получения зазоров и натягов в различных переходных посадках оценивается мето-
дами теории вероятностей в следующем порядке [17, 20].
52
3.2 Расчет вероятности зазоров и натягов в посадке
Расчет вероятности зазоров и натягов в соединении по переходной посадке
производится на основе допущения того, что размеры соединяемых деталей являют-
ся случайными величинами, рассеяние которых подчиняется нормальному закону
распределения (закону Гаусса). В этом случае зазоры и натяги в посадке также бу-
дут являться случайными величинами с нормальным распределением, примерный
вид которого показан на рисунке 16. При этом вероятности получения зазоров и
натягов оцениваются следующим образом.
Рисунок 16 - Схема расположения полей допусков посадки с зазором
3.2.1 Определение предельных натягов в посадке
При известных предельных отклонениях (размерах) отверстия и вала предель-
ные натяги Nmin и Nmax, мм, в посадке определяются по формулам:
^min ei ES dmin Dmax
(47)
^max es EI dmax Dmin ->
(48)
53
где es и ei - соответственно верхнее и нижнее отклонение вала, мм;
ES и EI - соответственно верхнее и нижнее отклонение отверстия, мм;
dmax и dmin - соответственно наибольший и наименьший размер вала, мм;
Отах и Dmin - соответственно наибольший и наименьший размер отверстия, мм.
3.2.2 Определение среднего натяга в посадке
При известных предельных натягах величина среднего натяга Nm, мм, опреде-
ляется по формуле (21).
3.2.3 Определение допусков отверстия и вала
Допуски отверстия TD, мм, и вала Td, мм, определяются по формулам (44).
3.2.4 Определение среднего квадратического отклонения натяга в посадке
Среднее квадратическое отклонение натяга ctn, мм, характеризующее рассея-
ние натягов относительно величины среднего натяга, вычисляется по формуле:
aNJTd2 + TD2 (49)
6
3.2.5 Определение предела интегрирования интегральной функции
вероятностей Ф(/)
Интегральная функция вероятностей Ф(/) имеет вид:
ф(г)=-/==•
л/2-тс
Безразмерный предел интегрирования z этой функции, определяющий вероят-
ность получения натяга в пределах от нуля до Nm (рисунок 16), вычисляется по
формуле:
Nm
z = --^ (51)
aN
je 2 dz (50)
0
54
3.2.6 Определение вероятности получения натяга в посадке
Вероятность получения натяга P’N в посадке определяется по формуле:
Р^=0,5 —Ф(г),
(52)
где <D(z) - значение функции вероятностей при данной величине z, определяе-
мое по таблице 14.
Таблица 14 - Значения интегральной функции вероятностей
Z <D(z) Z Ф(г) Z Ф(г) Z Ф(г)
0,01 0,0040 0,29 0,1141 0,64 0,2389 1,50 0,4332000
0,02 0,0080 0,30 0,1179 0,66 0,2454 1,55 0,4394000
0,03 0,0120 0,31 0,1217 0,68 0,2517 1,60 0,4452000
0,04 0,0160 0,32 0,1255 0,70 0,2580 1,65 0,4505000
0,05 0,0199 0,33 0,1293 0,72 0,2642 1,70 0,4554000
0,06 0,0239 0,34 0,1331 0,74 0,2704 1,75 0,4599000
0,07 0,0279 0,35 0,1368 0,76 0,2764 1,80 0,4641000
0,08 0,0319 0,36 0,1406 0,78 0,2823 1,85 0,4678000
0,09 0,0359 0,37 0,1443 0,80 0,2881 1,90 0,4713000
0,10 0,0398 0,38 0,1480 0,82 0,2939 1,95 0,4744000
0,11 0,0438 0,39 0,1517 0,84 0,2995 2,00 0,4772000
0,12 0,0478 0,40 0,1554 0,86 0,3051 2,10 0,4821000
0,13 0,0517 0,41 0,1591 0,88 0,3106 2,20 0,4861000
0,14 0,0557 0,42 0,1628 0,90 0,3159 2,30 0,4893000
0,15 0,0596 0,43 0,1664 0,92 0,3212 2,40 0,4918000
0,16 0,0636 0,44 0,1700 0,94 0,3264 2,50 0,4938000
0,17 0,0675 0,45 0,1736 0,96 0,3315 2,60 0,4953000
0,18 0,0714 0,46 0,1772 0,98 0,3365 2,70 0,4965000
0,19 0,0753 0,47 0,1808 1,00 0,3413 2,80 0,4974000
0,20 0,0793 0,48 0,1844 1,05 0,3531 2,90 0,4981000
0,21 0,0832 0,49 0,1879 1,10 0,3643 3,00 0,4986500
0,22 0,0871 0,50 0,1915 1,15 0,3749 3,20 0,4993100
0,23 0,0910 0,52 0,1985 1,20 0,3849 3,40 0,4996600
0,24 0,0948 0,54 0,2054 1,25 0,3944 3,60 0,4998400
0,25 0,0987 0,56 0,2123 1,30 0,4032 3,80 0,4999280
0,26 0,1026 0,58 0,2190 1,35 0,4115 4,00 0,4999680
0,27 0,1064 0,60 0,2257 1,40 0,4192 4,50 0,4999970
0,28 0,1103 0,62 0,2324 1,45 0,4265 5,00 0,4999997
55
Таблица 14 содержит значения интегральной функции вероятностей, вычис-
ленные численными методами, поскольку аналитическое вычисление данного инте-
грала (50) не представляется возможным. При определении значений функции по
данной таблице следует помнить, что при отрицательном значении z значение
функции Ф(/) также будет отрицательным, то есть: Ф(-z) = - Ф(г).
Для определения значений функции Ф(г) также можно воспользоваться сле-
дующей приближенной формулой, которая аппроксимирует данные таблицы 14 с
погрешностью, не превышающей 2,3 %. Формула справедлива только при подста-
новке в нее положительных значений z.
Ф(/) =
1,205
1 + 0,024-
rz-4,392?
k 13,348 >
+ 556,985-
z —4,392
k 13,348
0,705
(53)
3.2.7 Определение вероятности получения зазора в посадке
Вероятность получения зазора P’s в посадке определяется по формуле:
₽8=0,5 + Ф(2) (54)
3.2.8 Определение процента соединений с натягом и зазором
Процент соединений с натягом PN и зазором Ps, получающихся при сборке де-
талей, определяется по формулам:
Pn = Pn-100% (55)
Ps = P'100% (56)
56
3.3 Выбор допусков формы поверхностей деталей в соединении по
переходной посадке
Качество соединений с переходными посадками в значительной степени зави-
сит от отклонений формы посадочных поверхностей деталей. Поэтому так же, как и
в случае посадок с натягом эти отклонения необходимо нормировать на основе дан-
ных таблиц 6 и 7. В рекомендуемом варианте нормирования по этим таблицам вы-
бирается как допуск цилиндричности, так и допуск отклонения профиля продольно-
го сечения.
3.4 Выбор параметров шероховатости поверхностей деталей в соединении
по переходной посадке
Помимо отклонений формы на качество и надежность соединений с переход-
ными посадками влияет шероховатость посадочных поверхностей деталей. При
этом параметры шероховатости этих поверхностей нормируются на основе данных
таблиц 15 [20] и 16 [12] следующим образом:
- по таблице 15 в зависимости от принятой относительной геометрической
точности и заданного допуска диаметра вычисляется значение параметра шерохова-
тости (предпочтительно Ra);
- вычисленное значение округляется в меньшую сторону до одного из стан-
дартных значений, приведенных в таблице 16, среди которых рекомендуется выби-
рать предпочтительные значения (заключенные в рамку).
Таблица 15 - Выбор параметров шероховатости в зависимости от допуска размера
Относительная геометрическая точность Параметр шероховатости
Ra, мкм Rz, мкм
Нормальная (А) Ra < Т/20 Rz < Т/5
Повышенная (В) Ra < Т/40 Rz < Т/10
Высокая (С) Ra < Т/80 Rz < Т/20
Примечание:! - допуск диаметра нормируемой цилиндрической поверхности
57
Таблица 16 - Стандартные значения параметров шероховатости
Высотные параметры шероховатости Ra, Rz, Rmax, мкм
80 32 12,5 5,0 2,00 0,80 0,32 0,125 0,050
63 25 10,0 4,5 1,60 0,63 0,25 0,100 0,040
50 20 8,0 3,2 1,25 0,50 0,20 0,080 0,032
40 16 6,3 2,5 1,00 0,40 0,16 0,063 0,025
3.5 Пример расчета вероятности зазоров и натягов переходной посадке
Необходимо рассчитать вероятность получения зазоров и натягов в соединении
г- < Н7
зубчатого колеса с валом (рисунок 17), выполненном по переходной посадке-,
кб
при номинальном диаметре соединение равном 30 мм. Расчет посадки, в соответ-
ствии с приведенной методикой, включает в себя следующие этапы. Указанные ис-
ходные данные соответствуют вариантам заданий для самостоятельной работы,
приведенным в приложении В.
Рисунок 17 - Соединение деталей по переходной посадке
По таблицам ЕСДП определяются предельные отклонения вала и отверстия при
заданном диаметре соединения. Для рассматриваемого примера они составляют:
es = +0,015 мм, ei = +0,002 мм, ES = +0,021 мм, EI = 0,000 мм
58
По формулам (47) и (48) определяется наименьший Nmin и наибольший Nmax
натяг посадки.
Nmin = 0,002 - 0,021 = -0,019 мм
Nni.lv = 0,015 — 0 = 0,015 мм
По формуле (21) определяется средний натяг посадки Nm.
0,015-0,019
Nm = -----------= -0,002 мм
m 2
По формулам (44) определяются допуски вала Td и отверстия TD.
Td = 0,015 - 0,002 = 0,013 мм; TD = 0,021 - 0 = 0,021 мм
По формуле (49) определяется среднее квадратическое отклонение натяга в
посадке <yN.
7»,oi32 + 0.0212
oN = ----------------« 0,0041 мм
N 6
По формуле (51) определяется предел интегрирования z функции вероятностей.
0,002
0,0041
«0,488
По таблице 14 или по формуле (53) определяется значение интегральной
функции вероятностей Ф(г) при найденном значении z. Для рассматриваемого при-
мера Ф(г)« 0,187.
По формуле (52) определяется вероятность получения натяга в посадке.
Р^ = 0,5-0,187 = 0,313
По формуле (54) определяется вероятность получения зазора в посадке.
59
₽S = 0,5+ 0,187 = 0,687
По формулам (55) и (56) определяется процент соединений с натягом PN и
зазором Ps.
PN = 0,313 • 100 % = 31,3 %
Ps = 0,687 • 100 % = 68,7 %
Схема расположения полей допусков для рассчитанной переходной посадки
показана на рисунке 18.
2
S
О)
т-
о
о
II
X
га
Е
(Л
+0,021
М 1000:1
+0,015
Н7
кб
+0,002
s
s
о
о
о
о"
со
II
с
Е
Q
II
с
“О
Рисунок 18 - Схема расположения полей допусков переходной посадки
Рекомендуемое обозначение переходной посадки на сборочном чертеже со-
единения приведено на рисунке 19а. Соответствующие обозначения предельных от-
клонений размеров охватывающей и охватываемой детали этого соединения приве-
дены на рисунках 196 и 19в. Обозначенные на приведенных чертежах допуски от-
клонений от цилиндричности и профиля продольного сечения выбраны по табли-
60
цам 6 и 7 для принятой нормальной относительной геометрической точности. Их
величины в данном случае составляют:
- 0,006 мм для цилиндрической посадочной поверхности отверстия;
- 0,004 мм для цилиндрической посадочной поверхности вала.
Указанные на чертежах параметры шероховатости определены с использовани-
ем таблиц 15 и 16, исходя из следующих соображений. В случае рассматриваемого
соединения допуск вала равен 13 мкм. Тогда при принятой нормальной относитель-
ной геометрической точности расчетное значение параметра Ra по таблице 15 будет
равно 0,65 мкм. Ближайшее к нему меньшее предпочтительное значение в таблице 16
равно 0,4 мкм. Следовательно, на чертеже вала указывается параметр шероховатости
Ra равный 0,4 мкм (рисунок 19в). Аналогичным способом определяется шерохова-
тость поверхности отверстия. При его допуске равном 21 мкм и нормальной точности
расчетное значение параметра Ra равно 1,05 мкм. Его округление до предпочтитель-
ного стандартного значения дает 0,8 мкм, что и указано на рисунке 196.
Рисунок 19 - Чертеж соединения по переходной посадке
61
3.6 Контрольные вопросы
1 Для чего используются переходные посадки в соединениях деталей?
2 Что является основой расчета вероятности натягов и зазоров в соединениях
деталей по переходным посадкам?
3 Каким образом определяется среднее квадратическое отклонение натяга в
соединении по переходной посадке?
4 Как выражается интегральная функция вероятностей?
5 Как определяются вероятности получения натяга и зазора в соединении по
переходной посадке при известном значении интегральной функции вероятностей?
62
4 Выбор посадок шпоночных соединений с призматической
шпонкой
4.1 Характеристика шпоночных соединений
Шпоночное соединение представляет собой широко применяемый в машино-
строении стандартный тип соединения, предназначенный для фиксации относитель-
ного углового положения двух или более соосных деталей (чаще всего валов и по-
саженных на них деталей, таких как зубчатые колеса, шкивы, маховики и т.п.). Для
их фиксации используется шпонка - стандартная деталь в виде металлического
бруска, помещаемого в пазы, выполненные на цилиндрических посадочных поверх-
ностях соединяемых деталей (на валу и во втулке). При этом шпонка примерно на
половину своей высоты входит в паз вала и примерно на половину высоты - в паз
втулки.
В зависимости от геометрической формы стандартные шпонки подразделяют-
ся на призматические, сегментные, клиновые и тангенциальные с прямоугольным
поперечным сечением. Наибольшее распространение получили призматические
шпонки (рисунок 20), поскольку их использование позволяет более точно центриро-
вать сопрягаемые детали и получать как неподвижные, так и подвижные шпоночные
соединения. В подвижном (скользящем) шпоночном соединении сопряженные дета-
ли могут перемещаться относительно друг друга вдоль общей оси, а в неподвижном
соединении сопряженные детали такой возможности не имеют.
Рисунок 20 - Шпоночное соединение с призматической шпонкой
63
Шпоночные соединения применяют преимущественно в тех случаях, когда по
условиям прочности или технологическим возможностям не удается реализовать
посадку с натягом.
4.2 Определение размеров шпоночного соединения
Размеры поперечного сечения призматических шпонок и пазов под их уста-
новку стандартизированы [7] и выбираются в зависимости от номинального диамет-
ра вала d (рисунок 20) по таблице 17.
Таблица 17 - Основные размеры призматических шпонок и шпоночных пазов
Диаметр вала d, мм Размеры шпонки Глубина шпоночного паза
ширина Ь, мм высота h, мм длина 1, мм на валу ti, мм во втулке t2, мм
Св. 12 до 17 5 5 от 10 до 56 3,0 2,3
Св. 17 до 22 6 6 от 14 до 70 3,5 2,8
Св. 22 до 30 8 7 от 18 до 90 4,0 3,3
Св. 30 до 38 10 8 от 22 до ПО 5,0 3,3
Св. 38 до 44 12 8 от 28 до 140 5,0 3,3
Св. 44 до 50 14 9 от 36 до 160 5,5 3,8
Св. 50 до 58 16 10 от 45 до 180 6,0 4,3
Св. 58 до 65 18 11 от 50 до 200 7,0 4,4
Св. 65 до 75 20 12 от 56 до 220 7,5 4,9
Св. 75 до 85 22 14 от 63 до 250 9,0 5,4
Св. 85 до 95 25 14 от 70 до 280 9,0 5,4
Св. 95 до НО 28 16 от 80 до 320 10,0 6,4
В большинстве случаев шпоночные соединения с призматической шпонкой
используются для передачи вращающего момента от одной детали к другой, напри-
мер, от вала к зубчатому колесу или наоборот. Поэтому шпонка, соединяющая
нагруженные детали, в процессе работы соединения подвергается нагрузкам, кото-
рые вызывают ее смятие и срез. Для того чтобы выдерживать эти нагрузки шпонка
должна обладать достаточной прочностью, которая при проектном расчете шпоноч-
64
ного соединения обеспечивается путем определения необходимой длины шпонки.
Эта длина определяется исходя из двух условий прочности, а именно: на срез и на
смятие.
Длина призматической шпонки 1Ь мм, из условия прочности на смятие опре-
деляется по формуле:
4,4 Т
dh[nb]
(57)
где Т - вращающий момент, действующий на соединение, Н-мм;
d - номинальный диаметр вала, мм;
h - высота шпонки, мм;
[сть] _ допускаемое нормальное напряжение при смятии, МПа, определяе-
мое по формуле:
0,9 • qt - С
1аь1 -
(58)
к
где стт - предел текучести материала шпонки, МПа, величины которого для
некоторых материалов, применяемых для изготовления шпонок, приведе-
ны в таблице 18;
С - безразмерный коэффициент нагрузки, принимаемый в зависимости от
различных условий нагружения соединения по таблице 19;
к - безразмерный коэффициент запаса, величина которого принимается из
диапазона от 1,5 до 2.
Длина призматической шпонки 12, мм, из условия ее прочности на срез опре-
деляется по формуле:
2Т
'2“ГГ^’ (59)
где b - ширина шпонки, мм;
[ts] - допускаемое тангенциальное напряжение при срезе, МПа, определя-
емое по формуле:
65
0,4 • стт - С
(60)
Таблица 18 - Пределы текучести некоторых шпоночных сталей
Материал Сталь 20 Сталь 45 Сталь 50 Сталь 20Х Сталь 40Х
Предел текучести, <ут, МПа 245 355 375 635 785
Таблица 19 - Коэффициент нагрузки шпоночного соединения
Условия работы соединения Коэффициент нагрузки С
Нереверсивная нагрузка при отсутствии ударов и вибраций 0,8
Нереверсивная нагрузка с несильными ударами и вибрациями 0,7
Нереверсивная нагрузка с сильными ударами и виб- рациями 0,6
Реверсивная нагрузка с несильными ударами и виб- рациями 0,45
Реверсивная нагрузка с сильными ударами и вибра- циями 0,25
В качестве необходимой длины шпонки 1 принимается большее из двух значе-
ний 1] и 12, которое округляется в большую сторону до ближайшего значения из
стандартного ряда длин, приведенного в таблице 20. При выборе стандартной длины
шпонки также следует учитывать, что она должна соответствовать диапазону длин,
установленному для данных поперечных размеров шпонки (таблица 17).
Таблица 20 - Стандартные длины призматических шпонок
Длина шпонки 1, мм
6 14 22 36 56 90 140 220 360
8 16 25 40 63 100 160 250 400
10 18 28 45 70 НО 180 280 450
12 20 32 50 80 125 200 320 500
66
4.3 Выбор полей допусков и предельных отклонений размеров
шпоночного соединения
Номинальным размером шпоночного соединения является размер b
(рисунок 20), равный ширине шпонки, ширине паза под шпонку на валу и ширине
паза во втулке. Допускаемые предельные отклонения этого размера стандартизиро-
ваны и позволяют получать три типа шпоночных соединений с призматическими
шпонками, а именно:
- I - свободное для получения посадок с гарантированными зазорами, обес-
печивающими надежную работу подвижных соединений с направляющими шпон-
ками, а также облегчение сборки соединений при использовании термообработан-
ных деталей;
- II - нормальное для получения соединений в условиях серийного и массово-
го производства;
- Ill - плотное для получения неподвижных соединений с напрессовкой дета-
лей при сборке в условиях единичного и серийного производства, а также для обес-
печения надежной работы соединения при реверсивных нагрузках.
Величины предельных отклонений определяются соответствующими полями
допусков, установленными для ширины шпонки и шпоночных пазов в зависимости
от типа соединения (таблица 21). Эти поля допусков позволяют получать различные
посадки в системе вала, т.е. поле допуска ширины шпонки во всех случаях остается
неизменным, а требуемый характер посадки обеспечивается выбором полей допус-
ков шпоночных пазов.
Таблица 21 - Поля допусков, установленные для ширины призматических шпонок и
пазов под их установку
Элемент соединения Поле допуска размера b в соединении
I - свободном II - нормальном III - плотном
Шпонка Ь9 h9 h9
Паз на валу Н9 N9 Р9
Паз во втулке D10 Js9 Р9
67
При образовании посадок допускаются любые сочетания полей ширины пазов
вала и втулки, указанных в таблице 21, например, так как это показано на рисунке 21.
производства
Для единичного и серийного
] - поле допуска на
ширину шпонки
- поле допуска на
ширину паза вала
[31 - поле допуска на
ширину паза втулки
Для серийного и массового Для направляющих
производства
шпонок
Рисунок 21 - Возможные сочетания полей допусков в посадках шпоночного
соединения [1]
Помимо предельных отклонений размера Ь, также установлены предельные
отклонения высоты шпонки h, глубины шпоночных пазов t] и t2, длины шпонки и
длины шпоночного паза на валу (в случае закрытого паза). Их выбор осуществляет-
ся в соответствии с таблицей 22.
Таблица 22 - Нормы размерной точности высоты и длины шпонки, а также глубины
и длины шпоночных пазов
Высота ШПОНКИ, мм Поле допуска шпонки Предельные отклонения
на высоту на длину глубины паза вала tb мм глубины паза втулки t2, мм длины паза вала
От 2 до 6 h9 Ы4 +0,1* 0,0 +0,1 0,0 Н15
Св. 6 до 18 hll +0,2 0,0 +0,2 0,0
Св. 18 до 50 +0,3 0,0 +0,3 0,0
* при нормировании размера d - ti (рисунок 20) вместо размера tb его отклонение
следует принимать с обратным знаком
68
Величины предельных отклонений, соответствующие установленным полям
допусков шпоночного соединения, приведены для некоторых интервалов номиналь-
ных размеров в таблице 23.
Таблица 23 - Предельные отклонения размеров шпонки и шпоночных пазов
Номинальный размер, мм Предельные отклонения (мм) для полей допусков:
Ь9 hll hl4 Н9 D10 N9 Js9 Р9 Н15
Св. 3 до 6 0,000 -0,030 0,000 -0,075 0,000 -0,300 +0,030 0,000 +0,078 +0,030 0,000 -0,030 +0,015 -0,015 -0,012 -0,042 +0,480 0,000
Св. 6 до 10 0,000 -0,036 0,000 -0,090 0,000 -0,360 +0,036 0,000 +0,098 +0,040 0,000 -0,036 +0,018 -0,018 -0,015 -0,051 +0,580 0,000
Св. 10 до 18 0,000 -0,043 0,000 -0,110 0,000 -0,430 +0,043 0,000 +0,120 +0,050 0,000 -0,043 +0,021 -0,021 -0,018 -0,061 +0,700 0,000
Св. 18 до 30 0,000 -0,052 0,000 0,130 0,000 -0,520 +0,052 0,000 +0,149 +0,065 0,000 -0,052 +0,026 -0,026 -0,022 -0,074 +0,840 0,000
Св. 30 до 50 0,000 -0,062 0,000 -0,160 0,000 -0,620 +0,062 0,000 +0,180 +0,080 0,000 -0,062 +0,031 -0,031 -0,026 -0,088 +1,000 0,000
Св. 50 до 80 0,000 -0,074 0,000 -0,190 0,000 -0,740 +0,074 0,000 +0,220 +0,100 0,000 -0,074 +0,037 -0,037 -0,032 -0,106 +1,200 0,000
Св. 80 до 120 0,000 -0,087 0,000 -0,220 0,000 -0,870 +0,087 0,000 +0,260 +0,120 0,000 -0,087 +0,043 -0,043 -0,037 -0,124 +1,400 0,000
Сопряжение цилиндрических посадочных поверхностей вала и втулки (по
размеру d на рисунке 20) непосредственно не участвует в образовании шпоночного
соединения, но оказывает существенное влияние на его качество. Поэтому точность
этого сопряжения необходимо нормировать путем назначения ему соответствующих
посадок, согласующихся с тем или иным типом шпоночного соединения. Рекомен-
дуемые поля допусков для образования этих посадок приведены в таблице 24.
Таблица 24 - Рекомендуемые поля допусков для сопряжения вала и втулки [21]
Тип шпоночного соединения Требуемый характер посадки в цилиндрическом сопряжении Поле допуска
отверстия вала
I - свободное с зазором Н7 g6, h6,17, е8
II - нормальное переходная Н7 js6, кб, тб, пб
III - плотное с натягом Н7 рб, гб, s6
69
4.4 Определение отклонений формы и расположения поверхностей
шпоночного соединения
Во избежание возможных проблем при сборке шпоночного соединения к бо-
ковым (рабочим) поверхностям шпоночных пазов вала и втулки предъявляются
определенные требования по точности их расположения. Эти требования задаются
допускаемым отклонением от параллельности плоскости симметрии паза относи-
тельно оси детали, на которой выполнен этот паз, и допускаемым отклонением от
симметричности паза относительно названной оси [20].
Допуск параллельности Траг, мм, в общем случае, определяется по условию:
Траг — • Ть,
(61)
где Ть - допуск на ширину шпоночного паза (на размер Ь), мм.
Допуск симметричности Tsym, мм, в общем случае, определяется по условию:
TSym - 2 • Ть
(62)
Величины допусков, вычисленные по условиям (61) и (62), округляются в
меньшую сторону до стандартных значений из их ряда, приведенного в таблице 25.
Таблица 25 - Базовый ряд числовых значений допусков формы и расположения
поверхностей [5]
Допуски формы и расположения поверхностей, мм
0,004 0,005 0,006 0,008 0,010 0,012 0,016 0,020 0,025 0,040 0,050
0,060 0,080 0,100 0,120 0,160 0,200 0,250 0,400 0,500 0,600 0,800
Допускаемые отклонения формы цилиндрических поверхностей вала и втулки
при необходимости определяются так же, как и для ранее рассмотренных соедине-
ний с натягами и переходными посадками на основе таблиц 6 и 7.
70
4.5 Выбор параметров шероховатости поверхностей шпоночного
соединения
Шероховатость поверхностей деталей, образующих шпоночные соединения,
влияет на точность и определенность посадок. По этой причине параметры шерохо-
ватости поверхностей шпоночных соединений необходимо нормировать и указы-
вать на их рабочих чертежах. При этом числовые значения шероховатости для раз-
личных поверхностей рекомендуется принимать в соответствии с таблицей 26.
Таблица 26 - Рекомендуемые параметры шероховатости поверхностей шпоночного
соединения [18]
Тип соединения Поверхность Параметр Ra, мкм
шпонка паз вала паз втулки
нормальное и плотное рабочая 3,2 1,6-3,2 1,6-3,2
нерабочая 6,3 - 12,5 6,3 - 12,5 6,3 - 12,5
свободное рабочая 1,6-3,2 1,6-3,2 1,6-3,2
нерабочая 6,3 - 12,5 6,3 - 12,5 6,3 - 12,5
Шероховатость цилиндрических поверхностей вала и втулки принимается на
основе данных таблиц 15 и 16 в соответствии с рекомендациями, изложенными в
подразделе 3.4.
4.6 Пример выбора посадок для шпоночного соединения с
призматической шпонкой
Необходимо определить размеры и выбрать посадки для шпоночного соеди-
нения нормального типа при условиях, что:
- соединение нагружено вращающим моментом Т равным 200 Н м;
- соединение предназначено для работы в условиях нереверсивной нагрузки с
несильными ударами и вибрациями;
- номинальный диаметр вала d равен 30 мм;
- шпонка изготовлена из стали 45.
71
Указанные исходные данные соответствуют вариантам заданий для самостоя-
тельной работы, приведенным в приложении Г.
Последовательность выбора параметров шпоночного соединения, удовлетво-
ряющих указанным условиям, может быть представлена в следующем виде.
По таблице 17 в зависимости от заданного диаметра вала определяются ос-
новные размеры шпоночного соединения. В данном случае при диаметре 30 мм:
- номинальная ширина шпонки и шпоночных пазов (размер Ь) равна 8 мм;
- номинальная высота шпонки (размер h) равна 7 мм;
- глубина шпоночного паза на валу (размер ti) равна 4 мм;
- глубина шпоночного паза во втулке (размер t2) равна 3,3 мм.
По формулам (58) и (60) определяются допускаемые напряжения материала
шпонки при смятии и срезе.
1сть1 =
0,9-355-0,7
1,8
= 124,25 МПа
0,4-355-0,7
«55,222 МПа,
где предел текучести сгт = 355 МПа принят по таблице 18 для стали 45;
коэффициент нагрузки С = 0,7 принят по таблице 19 для нереверсивной
нагрузки с несильными ударами и вибрациями;
коэффициент запаса к принят равным 1,8.
По формуле (57) определяется допускаемая длина шпонки из условия прочно-
сти на смятие.
4,4-200000
30-7-124,25
«33,726 мм
По формуле (59) определяется допускаемая длина шпонки из условия прочно-
сти на срез.
2 “
2-200000
30-8-55,222
« 30,181 мм
72
Поскольку li > 12, постольку в качестве допускаемой длины шпонки принима-
ется 1] = 33,726 мм. Ближайшее к нему большее значение из стандартного ряда длин
(таблица 20) равно 36 мм. Таким образом, окончательная длина шпонки принимает-
ся равной 36 мм (что соответствует диапазону длин, указанному в таблице 17 для
данных поперечных размеров шпонки).
По таблице 21 в зависимости от заданного типа шпоночного соединения вы-
бираются поля допусков ширины шпонки и шпоночных пазов. В соответствии с
данными этой таблицы, для заданного в рассматриваемом примере нормального ти-
па шпоночного соединения назначается:
- поле допуска h9 на ширину шпонки;
- поле допуска N9 для ширины шпоночного паза на валу;
- поле допуска Js9 для ширины шпоночного паза во втулке.
На основе данных таблицы 23 определяются предельные размеры ширины
шпонки и шпоночных пазов, и рассчитываются предельные зазоры и натяги в со-
единениях шпонки по ее ширине с валом и втулкой. Для рассматриваемого примера
они выражаются следующим образом.
Предельные размеры ширины шпонки равны:
bKmin = 8 — 0,036 = 7,964мм; bKmax =8 + 0 = 8мм
Предельные размеры ширины паза вала равны:
BSmin = 8 — 0,036 = 7,964 мм; BSmax =8 + 0 = 8 мм
Предельные размеры ширины паза втулки равны:
BHmin =8-0,018 = 7,982мм; ВНтах =8 + 0,018 = 8,018мм
Наибольший предельный зазор в соединении шпонки с валом равен:
Sm„. = 8 — 7,964 = 0,036 мм
IlldX 7 7
73
Наибольший предельный натяг в соединении шпонки с валом равен:
= 8 — 7,964 = 0,036 мм
IIldA у у
Наибольший предельный зазор в соединении шпонки с втулкой равен:
Smax = 8,018 - 7,964 = 0,054 мм
IIlaA у у у
Наибольший предельный натяг в соединении шпонки с втулкой равен:
= 8 - 7,982 = 0,018 мм
IIldA у у
Наименьшие предельные зазоры и натяги не определяются, т.к. в обоих со-
единениях реализуется переходная посадка.
На основе полученных значений строится схема расположения полей допус-
ках посадок по ширине шпонки, которая для рассматриваемого примера имеет вид,
показанный на рисунке 22.
Рисунок 22 - Схема расположения полей допусков в посадках шпоночного
соединения
74
По таблицам 22 и 23 определяются поля допусков и предельные отклонения
высоты и длины шпонки, а также глубины шпоночных пазов и длины шпоночного
паза на валу. В соответствии с этими таблицами для рассматриваемого примера
назначается:
- поле допуска hl 1 на высоту шпонки (размер h) с нижним отклонением
минус 0,09 мм;
- поле допуска hl4 на длину шпонки с нижним отклонением минус 0,62 мм;
- поле допуска Н15 на длину шпоночного паза на валу с верхним отклонени-
ем плюс 1 мм;
- верхнее отклонение плюс 0,2 мм на глубину шпоночного паза на валу
(размер ti) и глубину шпоночного паза во втулке (размер t2).
По таблице 24 выбираются поля допусков вала и втулки, необходимые для об-
разования посадки гладкого цилиндрического сопряжения. В данном случае при за-
данном нормальном типе шпоночного соединения выбирается переходная посадка с
полем допуска Н7 на посадочный диаметр втулки и полем допуска кб на посадоч-
ный диаметр вала.
По формуле (61) определяется допуск параллельности плоскости симметрии
шпоночных пазов на валу и во втулке. В рассматриваемом примере, допуск парал-
лельности будет одинаков для обоих пазов (по причине равенства размерных допус-
ков на ширину) и составит:
Траг = 0,5 • 0,036 = 0,018 мм,
где Ть = 0,036 мм - размерный допуск на ширину шпоночных пазов.
Расчетная величина допуска округляется в меньшую сторону до ближайшего
стандартного значения, приведенного в таблице 25. В соответствии с этим оконча-
тельная величина допуска параллельности принимается равной 0,016 мм.
По формуле (62) определяется допуск симметричности шпоночного паза на
валу и во втулке. В рассматриваемом примере его величина также будет одинаковой
для обоих пазов и составит:
75
Tsym = 2 • 0,036 = 0,072 мм
С учетом округления до ближайшего меньшего значения из таблицы 25 окон-
чательная величина допуска симметричности принимается равной 0,06 мм.
Полученные отклонения размеров и расположения поверхностей шпоночного
соединения указываются на его чертеже, выполненном по образцу рисунка 23.
^ЗОНУС0021)
Рисунок 23 - Чертеж шпоночного соединения
На этом чертеже также указываются параметры шероховатости поверхностей
шпонки и шпоночных пазов, которые выбираются по таблице 26. Здесь нужно учи-
тывать, что при выборе значений шероховатости из их диапазона, следует, в первую
очередь, выбирать предпочтительные значения, указанные в таблице 16. В соответ-
ствии с этим для рассматриваемого примера выбирается:
76
- параметр шероховатости Ra3,2 мкм для рабочих (боковых) поверхностей
шпонки;
- параметр шероховатости Ra6,3 мкм для нерабочих (верхней и нижней) по-
верхностей шпонки;
- параметр шероховатости Rai,6 мкм для рабочих (боковых) поверхностей
шпоночных пазов;
- параметр шероховатости Ra6,3 мкм для нерабочих поверхностей шпоноч-
ных пазов.
Параметры шероховатости для цилиндрических поверхностей вала и втулки
выбираются на основе данных таблиц 15 и 16. В данном случае принимаются следу-
ющие их величины: Ra0,4 мкм для вала и Ra0,8 мкм для втулки. На цилиндрические
поверхности также назначаются допуски отклонений формы (круглости). Их значе-
ния выбираются по таблицам 6 и 7, и для рассматриваемого примера составляют:
- 0,006 мм для посадочной поверхности отверстия;
- 0,004 мм для посадочной поверхности вала.
4.7 Контрольные вопросы
1 Что собой представляет шпоночное соединение?
2 На какие виды подразделяются стандартные шпонки в зависимости от своей
геометрической формы?
3 В каких случаях целесообразно применение шпоночных соединений?
4 Какие размеры соединения с призматической шпонкой стандартизированы?
5 Исходя из каких условий определяется длина призматической шпонки?
6 Какие поверхности шпоночного соединения называются рабочими?
7 Какие типы шпоночных соединений различают в зависимости от характера
посадки по ширине призматической шпонки?
8 Какие поля допусков установлены стандартом для размеров призматиче-
ской шпонки?
9 Какие поля допусков установлены стандартом для размеров шпоночного па-
за на валу в различных типах соединений с призматической шпонкой?
77
10 Какие поля допусков установлены стандартом для размеров шпоночного
паза во втулке в различных типах соединений с призматической шпонкой?
11 Какие посадки рекомендуются для сопряжения цилиндрических поверхно-
стей вала и втулки в различных типах соединений с призматической шпонкой?
12 Какие виды отклонений определяют точность расположения шпоночных
пазов под установку призматических шпонок?
78
5 Выбор посадок прямобочных шлицевых соединений
5.1 Общие сведения о шлицевых соединениях
Шлицевые соединения (рисунок 24) представляют собой соединения, образу-
емые выступами - зубьями, выполненными на наружной цилиндрической поверхно-
сти одной детали (вала), входящими во впадины - шлицы, выполненные на внут-
ренней цилиндрической поверхности другой детали (втулки). Шлицевые соедине-
ния можно условно рассматривать как многошпоночные, у которых шпонки выпол-
нены за одно целое с валом [19]. По сравнению со шпоночными соединениями они
имеют меньшие радиальные габариты, высокую несущую способность, взаимозаме-
няемы и обеспечивают хорошее центрирование деталей. Эти преимущества позво-
ляют использовать шлицевые соединения в условиях массового производства кон-
струкций и при большей частоте вращения валов [14].
Рисунок 24 - Шлицевое прямобочное соединение: а) вал; б) втулка; в) вал с втулкой
в сборе
Шлицевые соединения имеют то же назначение, что и шпоночные, но обычно
используются при передаче повышенных вращающих моментов и более высоких
требованиях к соосности соединяемых деталей. Данный тип соединения обеспечи-
вает жесткую фиксацию деталей в радиальном направлении и допускает их относи-
тельные перемещения в осевом направлении без нагрузки и под нагрузкой (в случае
подвижных соединений). Область применения шлицевых соединений распространя-
ется на соединения валов со ступицами различных деталей (зубчатых колес, шкивов,
дисков и т. и.) в трансмиссиях автомобилей, тракторов, вертолетов, станков и т. д.
79
По форме поперечного сечения зубьев различают три типа шлицевых соеди-
нений: прямобочные, эвольвентные и треугольные. Наибольшее распространение
среди них получили прямобочные шлицевые соединения (доля их применения в
общем машиностроении составляет около 80 %). В зависимости от числа зубьев
(от 6 до 20) и их высоты для валов с наружным диаметром от 14 до 125 мм преду-
смотрено три серии прямобочных шлицевых соединений, а именно: легкая, средняя
и тяжелая. При переходе от легкой серии к тяжелой, при неизменном внутреннем
диаметре зубьев увеличивается их число, наружный диаметр и, как следствие,
нагрузочная способность. Основное применение имеют соединения легкой и сред-
ней серий. Соединения тяжелой серии преимущественно применяют в условиях
значительного износа соединений.
За номинальные размеры прямобочного шлицевого соединения приняты
наружный диаметр D, внутренний диаметр d зубьев и размер Ь, равный толщине зу-
ба вала и ширине паза втулки (рисунок 24в). Номинальные размеры и число зубьев
шлицевых соединений с прямобочным профилем шлицев, параллельных оси соеди-
нения, приведены в таблицах 27, 28 и 29 [6].
Таблица 27 - Параметры прямобочных шлицевых соединений легкой серии
Число зубьев z Номинальные размеры, мм Дополнительные размеры, мм
d D b db не менее а, не менее С г, не более
6 23 26 6 22,1 3,54 0,3 0,2
6 26 30 6 24,6 3,85 0,3 0,2
6 28 32 7 26,7 4,03 0,3 0,2
8 32 36 6 30,4 2,71 0,4 0,3
8 36 40 7 34,5 3,46 0,4 0,3
8 42 46 8 40,4 5,03 0,4 0,3
8 46 50 9 44,6 5,75 0,4 0,3
8 52 58 10 49,7 4,89 0,5 0,5
8 56 62 10 53,6 6,38 0,5 0,5
8 62 68 12 59,8 7,31 0,5 0,5
10 72 78 12 69,6 5,45 0,5 0,5
10 82 88 12 79,3 8,62 0,5 0,5
10 92 98 12 89,4 10,08 0,5 0,5
10 102 108 14 99,9 11,49 0,5 0,5
10 112 120 16 108,8 10,72 0,5 0,5
80
Таблица 28 - Параметры прямобочных шлицевых соединений средней серии
Число зубьев z Номинальные размеры, мм Дополнительные размеры, мм
d D b db не менее а, не менее С г, не более
6 23 28 6 21,3 1,34 0,3 0,2
6 26 32 6 23,4 1,65 0,4 0,3
6 28 34 7 25,9 1,70 0,4 0,3
8 32 38 6 29,4 — 0,4 0,3
8 36 42 7 33,5 1,02 0,4 0,3
8 42 48 8 39,5 2,57 0,4 0,3
8 46 54 9 42,7 — 0,5 0,5
8 52 60 10 48,7 2,44 0,5 0,5
8 56 65 10 52,2 2,50 0,5 0,5
8 62 72 12 57,8 2,40 0,5 0,5
10 72 82 12 67,4 — 0,5 0,5
10 82 92 12 77,1 3,00 0,5 0,5
10 92 102 14 87,3 4,50 0,5 0,5
10 102 112 16 97,7 6,30 0,5 0,5
10 112 125 18 106,3 4,40 0,5 0,5
Таблица 29 - Параметры прямобочных шлицевых соединений тяжелой серии
Число зубьев z Номинальные размеры, мм Дополнительные размеры, мм
d D b di, не менее С г, не более
10 23 29 4 20,3 0,3 0,2
10 26 32 4 23,0 0,4 0,3
10 28 35 4 24,4 0,4 0,3
10 32 40 5 28,0 0,4 0,3
10 36 45 5 31,3 0,4 0,3
10 42 52 6 36,9 0,4 0,3
10 46 56 7 40,9 0,5 0,5
16 52 60 5 47,0 0,5 0,5
16 56 65 5 50,6 0,5 0,5
16 62 72 6 56,1 0,5 0,5
16 72 82 7 65,9 0,5 0,5
20 82 92 6 75,6 0,5 0,5
20 92 102 7 85,5 0,5 0,5
20 102 115 8 94,0 0,5 0,5
20 112 125 9 104,0 0,5 0,5
81
5.2 Способы центрирования прямобочных шлицевых соединений
В прямобочных шлицевых соединениях применяют три способа центрирова-
ния втулки и вала: по наружному диаметру зубьев (D), по внутреннему диаметру
зубьев (d) и по боковым поверхностям зубьев (Ь). Схемы этих способов центрирова-
ния показаны на рисунке 25.
Рисунок 25 - Способы центрирования прямобочных шлицевых соединений: а) по
наружному диаметру; б) по внутреннему диаметру; в) по боковым поверхностям
зубьев
При центрировании деталей по наружному или внутреннему диаметру, соеди-
нения имеют минимальные зазоры по цилиндрическим поверхностям диаметра D
или d и ограниченный зазор по плоским боковым поверхностям зубьев. По нецен-
трирующему диаметру в обоих случаях предусмотрен значительный зазор, исклю-
чающий контакт деталей. При центрировании по боковым сторонам зубьев обеспе-
чиваются минимальные зазоры по боковым сторонам и значительные зазоры по по-
верхностям диаметров D и d.
В зависимости от применяемого способа центрирования, а также метода изго-
товления и серии соединения зубья шлицевого вала могут иметь различную форму ис-
полнения, виды которых приведены на рисунке 26. Исполнение 1 применяется для из-
готовления валов соединений легкой и средней серий методом обкатывания. Валы со-
единений тяжелой серии методом обкатывания не изготовляются. Шлицевые валы ис-
полнений 1 и 3 применяются при центрировании по внутреннему диаметру, а исполне-
ния 2 - при центрировании по наружному диаметру и боковым сторонам зубьев.
82
Исполнение 1
Исполнение 2
Исполнение 3
Рисунок 26 - Формы зубьев шлицевых валов
Центрирование по наружному диаметру D применяется, когда предъявляются
высокие требования к соосности соединяемых деталей, и при этом твердость мате-
риала втулки допускает ее обработку чистовой протяжкой. В этом случае необходи-
мая точность центрирующих поверхностей вала обеспечивается круглым шлифова-
нием, а втулки - протягиванием. Данный способ центрирования технологически
прост и экономичен, поэтому 80 % прямобочных шлицевых соединений имеют цен-
трирование по наружному диаметру. В основном он используется в неподвижных
соединениях, а также в подвижных, передающих незначительные вращающие мо-
менты, т.е. не подверженных сильному износу.
Центрирование по внутреннему диаметру d применяется, когда необходимо
обеспечить высокую точность совпадения осей, но твердость материала втулки не
допускает ее обработку протяжкой или когда шлицевые валы имеют значительную
длину и могут искривиться после термообработки. В этом случае центрирующие
поверхности вала и втулки окончательно обрабатываются шлифованием. Данный
способ обеспечивает высокую точность центрирования и используется в подвижных
шлицевых соединениях. Из всех способов центрирования он является наименее эко-
номичным, так как для обработки валов требуются специальные шлицешлифоваль-
ные станки.
Центрирование по боковым сторонам зубьев (по размеру Ь) применяется при
невысоких требованиях к соосности деталей, больших вращающих моментах и ре-
версивных динамических нагрузках (например, в скользящих шлицевых соединени-
ях карданных валов автомобилей). В данном случае шлифованию подвергаются бо-
ковые поверхности зубьев. Данный способ центрирования характеризуется наличи-
83
ем больших зазоров по наружному и внутреннему диаметру зубьев, что дает воз-
можность самоустановки и более равномерного распределения нагрузки между
зубьями. Его рекомендуется применять для центрирования соединений с числом
зубьев равном десяти и наружном диаметре от 25 до 90 мм включительно [19]. Цен-
трирование по боковым сторонам является наиболее простым и экономичным, но на
практике используется сравнительно редко.
5.3 Допуски и посадки прямобочных шлицевых соединений
Для получения различных посадок прямобочных шлицевых соединений ис-
пользуются поля допусков, применяемые в гладких цилиндрических соединениях.
Посадки для центрирующих диаметров D и d устанавливаются по системе отвер-
стия. Поля допусков размера b назначаются по системе отверстия для толщины зуба
вала и по системе вала для ширины впадины втулки. При образовании посадок сле-
дует иметь в виду, что из-за погрешностей формы и расположения зубьев характер
посадок несколько искажается: зазоры «уменьшаются», а натяги «увеличиваются».
Поэтому при центрировании соединений по наружному или внутреннему диаметру,
посадки по параметру b рекомендуется выбирать более свободными для упрощения
сборки и компенсации погрешностей формы и расположения элементов. Установ-
ленные поля допусков и рекомендуемые посадки прямобочных шлицевых соедине-
ний приведены в таблицах 30-32 [3].
Для нецентрирующего наружного диаметра D предусмотрена единственная
Н12
посадка ----. При нецентрирующем диаметре d допуск на изготовление вала не
al 1
установлен, а внутренний диаметр d органичен размером db значения которого ука-
заны в таблицах 27-29.
Помимо размерных допусков для прямобочных шлицевых соединений также
установлены допуски симметричности боковых сторон зубьев относительно оси
симметрии центрирующего элемента. Величины этих допусков (в диаметральном
выражении) приведены в таблице 33.
84
Таблица 30 - Поля допусков и рекомендуемые посадки прямобочных шлицевых
соединений при центрировании по внутреннему диаметру d
Размер Поле допуска Рекомендуемые посадки для соединений
втулки вала ПОДВИЖНЫХ неподвижных
d Н7 f7; g6; h7; js6;js7; пб Н7 Н7 Н7 Н8 f 7 ’ g6 ’ ’ е8 H7 H7 H7 js6’ js7’ n6
Н8 е8
b F8 f7; 18;h7,js7;k7 Н8 F8 F8 Н8 f7 ’ f8 ’ h7’ h7’ H8 D9 D9 D9 h8 ’ e8 ’ f8 ’ e9 ’ D9 F10 F10 F10 h9 ’ e8 ’ f8 ’ h7 ’ F10 F10 e9 ’ h9 F8 F8 H8 D9 v’ H’jj’jd’ F10 F10 |js7 ’ k7
Н8 h7; h8; js7
D9 e8; 18; e9; h9; k7
F10 e8; f8; h7; e9; h9;j,7;k7
D Н12 all Hl 2 all
Примечание: посадки, заключенные в рамку, являются предпочтительными
Таблица 3 1 - Поля допусков и рекомендуемые посадки прямобочных шлицевых
соединений при центрировании по наружному диаметру D
Размер Поле допуска Рекомендуемые посадки для соединений
втулки вала ПОДВИЖНЫХ неподвижных
D H7 П; g6; Ь7; js6; пб Н7 f7 H7 H7 H8 ’ g6 ’ h7 ’ e8 Н7 H7 js6 ’ n6
Н8 е8
b F8 d9; е8; f7; 18; h8; h9; js7 <F84 id9. ' F8 F8 J’ e8 ’ f7 ’ F8 ' f8 ’ •2?. ’ e8 ’ •9 9 F8 D9 I7’ I7
D9 d9; e8; f7; h8; h9; j,7 F8 . F8 < D9Л Ь8’ h9’ <d9> D9 D9 С f7 ’ h8 ’ h
d НИ d>dj (таблицы 27-29) —
Примечание: посадки, заключенные в рамку, являются предпочтительными;
посадки, указанные в скобках, по возможности не применять
85
Таблица 32 - Поля допусков и рекомендуемые посадки прямобочных шлицевых
соединений при центрировании по боковым сторонам зубьев b
Размер Поле допуска Рекомендуемые посадки для соединений
втулки вала ПОДВИЖНЫХ неподвижных
b F8 d9; е8; fS; е9; h9; js7 <Р8Л Id9> F8 fl F8 F8 F8 ’ e8 ’ f8 ’ e9’ Э9Л D9 D9 F8 D9 D9 js7[ jj’ k7
D9 d9; е8; 18; е9; h9;js7;k7 h9 Ч d9 J ’ e8 ’ f 8 ’ D9 D9 e9 ’ h9
F10 d9; e8; f8; e9; h9; k7 F10 d9 F10 F10 ’ e8 ’ f8 ’ F10 F10 e9 ’ h9 F10 k7
D Н12 all Hl 2 all
d НИ d>dj (таблицы 27-29) —
Примечание: посадки, заключенные в рамку, являются предпочтительными; посадки, указанные в скобках, по возможности не применять
Таблица 33 - Допуски симметричности боковых сторон зубьев [6]
Размер b, мм 2,5; 3 3,5; 4; 5; 6 7; 8; 9; 10 12; 14; 16; 18
Допуск симметричности, мм 0,010 0,012 0,015 0,018
5.4 Выбор параметров шероховатости поверхностей прямобочных
шлицевых соединений
Шероховатость контактных поверхностей в значительной степени влияет на
износостойкость шлицевых соединений (особенно подвижных) и их прочность (осо-
бенно в случае соединений, испытывающих знакопеременные нагрузки). Кроме то-
го, эта шероховатость влияет на точность центрирования соединений. Поэтому па-
раметры шероховатости шлицевых соединений необходимо ограничивать некото-
рыми значениями, которые рекомендуется выбирать из таблицы 34.
86
Таблица 34 - Рекомендуемые параметры шероховатости поверхностей шлицевых
соединений [18]
Соединение Параметр Ra, мкм
впадина отверстия зуб вала центрирующие поверхности нецентрирующие поверхности
отверстие вал отверстие вал
неподвижное 1,6-3,2 1,6-3,2 0,8- 1,6 0,4 - 0,8 3,2 - 6,3 1,6-6,3
подвижное 0,8- 1,6 0,4 - 0,8 3,2 1,6-3,2
5.5 Пример выбора посадок прямобочного шлицевого соединения
Необходимо выбрать посадки для неподвижного прямобочного шлицевого со-
единения зубчатого колеса с валом при центрировании деталей по наружному диамет-
ру и их размерах, указанных на рисунке 27. Указанные исходные данные соответству-
ют вариантам заданий для самостоятельной работы, приведенным в приложении Д.
Рисунок 27 - Шлицевое соединение зубчатого колеса с валом
Выбор допусков и посадок шлицевого соединения, а также расчет характери-
стик выбранных посадок выполняется в следующем порядке.
По таблице 31 выбираются поля допусков и посадки, рекомендуемые для об-
разования неподвижного шлицевого соединения при его центрировании по наруж-
ному диаметру D, а именно:
87
Н7
- предпочтительная посадка — для сопряжения деталей по центрирующему
Js6
наружному диаметру D;
- посадка — для сопряжения деталей по боковым сторонам зубьев о;
Js7
- поле допуска Hl 1 для нецентрирующего внутреннего диаметра втулки.
По таблицам предельных отклонений определяются величины предельных от-
клонений для выбранных полей допусков и заносятся в таблицу 35.
На основе найденных предельных отклонений рассчитываются допуски эле-
ментов соединения и заносятся в таблицу 35.
На основе найденных предельных отклонений рассчитываются предельные
размеры элементов соединения и заносятся в таблицу 35.
Таблица 35 - Характеристики выбранных посадок шлицевого соединения
Размер детали и поле допуска, мм Предельные отклонения, мм Допуск, ММ Предельные размеры, мм
верхнее ES (es) нижнее EI (ei) наибольший наименьший
Шлицевая втулка
d = 36Hll 0,160 0,000 0,160 36,160 36,000
D = 42Н7 +0,025 0,000 0,025 42,025 42,000
b = 7F8 +0,035 +0,013 0,022 7,035 7,013
Шлицевый вал
D = 42js6 +0,008 -0,008 0,016 42,008 41,992
b = 7js7 +0,007 -03007 0,014 7,007 6,993
Анализ результатов, приведенных в таблице 35, показывает, что первая вы-
. Н7
бранная посадка — для сопряжения деталей по центрирующему наружному диа-
Js6
ГЛ К F8
метру D является переходной, а вторая выбранная посадка — для сопряжения де-
js7
талей по боковым сторонам зубьев b является посадкой с зазором. Следовательно,
88
для первой посадки необходимо определить наибольший зазор и наибольший натяг,
а для второй посадки - наибольший и наименьший зазор.
Наибольший зазор Smax в сопряжении деталей по центрирующему наружному
диаметру D выражается (через предельные размеры) как:
Smax = 42,025 - 41,992 = 0,033 мм
Наибольший натяг Nmax в сопряжении деталей по центрирующему наружному
диаметру D выражается (через предельные размеры) как:
Nmax = 42,008 - 42 = 0,008 мм
HIllA J J
Наибольший зазор Smax в сопряжении деталей по боковым сторонам зубьев b
выражается (через предельные размеры) как:
Smax = 7,035 - 6,993 = 0,042 мм
Наименьший зазор Smin в сопряжении деталей по боковым сторонам зубьев b
выражается (через предельные размеры) как:
Smin = 7>013 “ 7>007 = 006 мм
На основе вычисленных результатов выполняется схема расположения полей
допусков в посадке по наружному диаметру зубьев (рисунок 28а) и схема располо-
жения полей допусков в посадке по боковым сторонам зубьев (рисунок 286).
По образцу рисунка 29 оформляется сборочный чертеж шлицевого соединения
и чертежи его деталей с указанием на них выбранных допусков и посадок. На чер-
тежах деталей указываются допуски симметричности боковых сторон зуба (для ва-
ла) и впадины зуба (для втулки) относительно оси центрирующей цилиндрической
поверхности наружного диаметра. Величины допусков выбираются из таблицы 33 и
для рассматриваемого примера составляют 0,015 мм (в диаметральном выражении).
Параметры шероховатости поверхностей шлицевого соединения, обозначенные на
чертежах, выбираются из таблицы 34 для случая неподвижного соединения.
89
М 1000:1 М 1000:1
Рисунок 28 - Схема расположения полей допусков посадок шлицевого соединения
Рисунок 29 - Чертежи шлицевого соединения и его деталей
90
5.6 Контрольные вопросы
1 Что собой представляет шлицевое соединение?
2 Для чего применяются шлицевые соединения?
3 На какие виды подразделяются шлицевые соединения в зависимости от
формы поперечного сечения зубьев?
4 Чем характеризуются серии прямобочных шлицевых соединений?
5 Что принято за номинальные размеры прямобочного шлицевого соедине-
ния?
6 Чем характеризуются существующие способы центрирования деталей пря-
мобочных шлицевых соединений?
7 В каких случаях в прямобочных шлицевых соединениях применяется цен-
трирование по наружному диаметру?
8 В каких случаях в прямобочных шлицевых соединениях применяется цен-
трирование по внутреннему диаметру?
9 В каких случаях в прямобочных шлицевых соединениях применяется цен-
трирование по боковым сторонам зубьев?
10 В чем заключаются особенности образования посадок прямобочных шли-
цевых соединений?
91
6 Расчет и выбор посадок подшипника качения
6.1 Общие сведения о подшипниках качения
Подшипники качения являются широко распространенной в машиностроении
группой типовых узлов, стандартизированных в международном масштабе и массо-
во изготовляемых на специализированных предприятиях. В общем случае подшип-
ники качения представляют собой узлы, состоящие из следующих деталей:
- наружного и внутреннего колец с выполненными на них дорожками качения;
- тел качения (шариков или роликов), заполняющих пространство между
кольцами и перекатывающихся по дорожкам качения;
- сепараторов, разделяющих и направляющих тела качения и базирующихся
по кольцам.
Подшипники качения обладают полной внешней взаимозаменяемостью по
своим присоединительным поверхностям, которыми являются:
- внутренняя цилиндрическая поверхность внутреннего кольца;
- наружная цилиндрическая поверхность наружного кольца;
- торцевые поверхности колец.
Таким образом, за номинальные размеры подшипника принимаются его при-
соединительные размеры, т.е. внутренний посадочный диаметр подшипника d и
наружный посадочный диаметр подшипника D. Эти размеры всегда указываются в
каталогах подшипников качения, издаваемых их производителями.
6.2 Точность подшипников качения
Точность подшипника качения определяется точностью его изготовления и
сборки и нормирована по классам точности. В соответствии с этим для подшипни-
ков качения установлены следующие классы точности (ГОСТ 520-2011) [9], указан-
ные в порядке повышения точности:
- 0 (нормальный), 6, 5, 4, Т, 2 - для шариковых и роликовых радиальных и
шариковых радиально-упорных подшипников;
- 0 (нормальный), 6Х, 6, 5, 4, 2 - для роликовых конических подшипников;
92
- О (нормальный), 6, 5, 4,2 - для упорных и упорно-радиальных подшипников.
В неответственных соединениях могут использоваться подшипники более
грубых классов 8 и 7, которые поставляются по заказу потребителя.
Класс точности подшипника определяется комплексом параметров, который
включает допуски размеров, формы и расположения поверхностей колец, а также до-
пустимые значения параметров, характеризующих точность вращения подшипника.
Наиболее часто в общем машиностроении применяются подшипники классов
точности 0 и 6. Подшипники классов точности 5 и 4 применяются при большой ча-
стоте вращения и в тех случаях, когда требуется высокая точность вращения
(например, для шпинделей шлифовальных и других прецизионных станков, высоко-
оборотных двигателей и т.п.). Подшипники классов точности Т и 2 используются в
высокоточных изделиях, гироскопических приборах, электрических микромашинах,
прецизионных шлифовальных станках и измерительных системах.
Класс точности в условном обозначении подшипника качения указывается его
номером, помещенным слева от основного обозначения (номера) подшипника и от-
деленным от него горизонтальной чертой. Например, 5-205, где 205 - основное обо-
значение подшипника, а 5 - класс его точности. Для подшипников класса 0 (нор-
мальной точности) класс точности в обозначении не указывается.
6.3 Посадки подшипников качения
Для нормальной работы подшипника качения с обеспечением его максималь-
ной грузоподъемности и долговечности, присоединительные поверхности подшипни-
ка должны быть надлежащим образом сопряжены с соответствующими поверхностя-
ми вала и корпуса. Необходимый характер сопряжений достигается путем назначения
подшипниковым кольцам определенных посадок. Эти посадки назначаются, исходя
из условия того, что вращающееся кольцо должно быть соединено с сопряженной де-
талью по посадке с гарантированным натягом, в то время как, неподвижное кольцо
должно быть установлено с меньшим натягом или небольшим зазором. Правильный
выбор посадок предотвращает возможность смещения вращающегося кольца относи-
тельно сопряженной детали в осевом и/или окружном направлении, приводящем к
93
повреждению посадочных поверхностей в форме их абразивного износа.
Посадки подшипников качения образуются сочетаниями полей допусков под-
шипниковых колец с полями допусков валов и отверстий корпусов. При этом до-
пусков валов и отверстий корпусов соответствуют ЕСДП, а поля допусков колец
определяются предельными отклонениями их посадочных диаметров d и D, которые
выбираются в зависимости от номинальных размеров и класса точности подшипни-
ка по ГОСТ 520-2011. Основные отклонения колец подшипников принято обозна-
чать буквой 1 для посадочного диаметра внутреннего кольца и буквой L для поса-
дочного диаметра наружного кольца. Обозначение поля допуска кольца состоит из
обозначения основного отклонения и номера класса точности подшипника, то есть:
10,16,15,14,12 для внутренних колец и L0, L6, L5, L4, L2 для наружных колец.
Посадка наружного кольца подшипника в корпус осуществляется по системе
вала, а посадка внутреннего кольца подшипника на вал - по системе отверстия, но с
некоторыми особенностями. Эти особенности заключаются в том, что поле допуска
отверстия внутреннего кольца перевернуто относительно нулевой линии, т.е. распо-
ложено не над нулевой линией, а под ней (рисунок 30) [15].
Рисунок 30 - Схема расположения полей допусков колец подшипника
Это позволяет отнести переходные посадки с основными отклонениями валов
к, ш, и п к группе посадок с натягом. Такие посадки вполне подходят для соедине-
ния тонких, хрупких и легкодеформируемых внутренних колец подшипников с ва-
лами. Стандартные посадки ЕСДП с натягами для соединения подшипников качения
94
с валами не применяются. Аналогичным образом посадки с зазором (с основным от-
клонением h) при «перевернутом» поле допуска основного отверстия переходят в
группу переходных посадок [3].
При выборе полей допусков валов и корпусов под установку подшипников
учитывается ряд условий, к которым относятся:
- класс точности подшипника качения;
- вид нагружения колец подшипника;
- тип подшипника;
- режим работы подшипника;
- геометрические размеры подшипника.
Решающее значение при выборе посадок подшипников качения имеет вид
нагружения подшипниковых колец, зависящий от того вращается или не вращается
кольцо относительно действующей на него радиальной нагрузки. При этом возмож-
ны три вида нагружения, а именно: местное, циркуляционное и колебательное.
Местным нагружением кольца называется такой вид нагружения, при котором
действующая на подшипник результирующая радиальная нагрузка воспринимается
неизменным ограниченным участком дорожки качения кольца (в пределах зоны
нагружения) и передается соответствующему участку посадочной поверхности вала
или корпуса. Такой вид нагружения возникает, например, когда кольцо подшипника
(наружное или внутреннее) не вращается относительно действующей на него посто-
янной нагрузки (рисунок 31а, б, е) или кольцо вращается вместе с действующей на
него радиальной нагрузкой (рисунок 31 в, г, ж, з).
Циркуляционным нагружением кольца называется такой вид нагружения, при
котором действующая на подшипник результирующая радиальная нагрузка последо-
вательно воспринимается в процессе вращения всей окружностью дорожки качения
кольца и также последовательно передается всей посадочной поверхности вала или
корпуса. Такой вид нагружения возникает, например, когда кольцо вращается отно-
сительно постоянной по направлению радиальной нагрузки (рисунок 31а, б, д, е) или,
когда нагрузка вращается относительно неподвижного кольца (рисунок 31 в, г, ж, з).
95
Колебательным нагружением кольца называется такой вид нагружения, при
котором на неподвижное кольцо подшипника одновременно воздействуют две ра-
диальные нагрузки: постоянная по направлению и вращающаяся, но меньшая по ве-
личине, чем первая. Равнодействующая этих нагрузок периодически изменяется
симметрично относительно направления постоянной силы, причем эта равнодей-
ствующая воспринимается ограниченным участком дорожки качения и передается
соответствующему ограниченному участку посадочной поверхности вала или кор-
пуса. Такое нагружение возникает, например, на неподвижном внутреннем кольце,
нагруженном постоянной силой, при вращении наружного кольца вместе с прило-
женной к нему нагрузкой меньшей по величине, чем постоянная сила (рисунок 31д).
Нагрузка: С - постоянная по направлению, R - вращающаяся
Нагружение кольца: М - местное, Ц - циркуляционное, К - колебательное
Рисунок 31 - Виды нагружения колец подшипников качения
96
6.4 Выбор посадок циркуляционно нагруженных колец подшипника
В отсутствие радиальной нагрузки на подшипник величина посадочного натя-
га колец, препятствующая их проскальзыванию относительно вала или корпуса,
определяется, главным образом, моментом трения в подшипнике и центробежными
силами. Как правило, эти нагрузки невелики, в связи с чем потребный натяг в таких
случаях минимален. Однако при наличии радиальной нагрузки, действующей на
циркуляционно нагруженное кольцо подшипника, происходит уменьшение его по-
садочного натяга, что может привести к раскрытию стыка и нарушению неподвиж-
ности соединения кольца с валом или корпусом. Поэтому расчет минимальных до-
пускаемых натягов для циркуляционно нагруженных колец подшипника следует
производить по величине заданной радиальной нагрузки.
6.4.1 Выбор посадки циркуляционно нагруженного внутреннего кольца
Минимальный расчетный натяг, обеспечивающий неподвижность соединения
циркуляционно нагруженного внутреннего кольца подшипника с валом при дей-
ствии на кольцо заданной радиальной нагрузки, определяется по формуле (63) для
сплошного вала и по формуле (64) для полого вала [26].
Г
Ь • Л
(63)
г
b • л
't-H, 1-щ], 2 f k0 ,
< Es Ej J kjQ
где Fr - радиальная нагрузка, действующая на подшипник, Н;
b - рабочая ширина посадочного места подшипника, мм;
ps _ коэффициент Пуассона материала вала;
щ - коэффициент Пуассона материала внутреннего кольца;
Es - модуль упругости материала вала, МПа;
97
Ej - модуль упругости материала внутреннего кольца, МПа;
к и ко - безразмерные коэффициенты, характеризующие отношения диа-
метральных размеров внутреннего кольца и вала.
Рабочая ширина посадочного места подшипника определяется по формуле:
Ь = В-2 г,
где В - ширина подшипника, мм;
г - радиус закругления или ширина фаски кольца подшипника, мм.
Коэффициенты к и ко определяются по формулам:
0,5(d + D)-Dw
(65)
(66)
к
_ dp
0 d
(67)
где d - номинальный диаметр отверстия во внутреннем кольце подшипника
(номинальный диаметр вала), мм;
D - номинальный посадочный диаметр наружного кольца подшипника, мм;
Dw - средний диаметр тела качения (шарика или ролика) в подшипнике, мм;
do - диаметр отверстия вала, мм.
Значения модуля упругости и коэффициента Пуассона для некоторых марок
сталей, применяемых в отечественной и международной практике для изготовления
подшипников качения, приведены в таблице 36.
Таблица 36 - Физические свойства некоторых подшипниковых сталей
Марка стали Модуль упругости Е, ГПа Коэффициент Пуассона ц Коэффициент линейного расширения а, 1/°С
ШХ15 (Россия) 211 0,30 11,9-10"6
52100 (США) 210 0,29 11,9-10"6
ЮОСгб (Германия) 210 0,30 12,0-10’6
SUJ2 (Япония) 208 0,30 12,5-10-6
Cronidur 30 (Германия) 218 0,26 10,3-10“6
98
Минимальный допускаемый натяг [Nmjn], мм в соединении циркуляционно
нагруженного кольца с валом определяется по формуле:
[Nmi„]=Nmi„+SR + 5-8t
(68)
В формуле (68) величина поправки 5R, мм, на смятие шероховатостей контакт-
ных поверхностей вычисляется по формуле (7) с учетом того, что параметры шерохо-
ватости посадочных поверхностей колец подшипников, а также валов и корпусов под
их установку должны соответствовать значениям, указанным в таблицах 37 и 38.
Таблица 37 - Параметры шероховатости поверхностей подшипников качения [9]
Наименование поверхности Класс точности подшипника Параметр Ra, мкм, при номинальных диаметрах d и D колец подшипников
до 80 мм свыше 80 до 250 мм свыше 250 до 500 мм свыше 500 до 2500 мм
Поверхность отверстия подшипника 0 1,25 1,25 2,50 2,50
6,5 0,63 1,25 1,25 2,50
4,2 0,32 0,63 0,63 —
Наружная поверхность подшипника 0 0,63 1,25 1,25 2,50
6,5 0,32 0,63 0,63 1,25
4,2 0,32 0,63 0,63 —
Поверхность торцов колец подшипника 0 2,50 2,50 2,50 2,50
6,5 1,25 1,25 2,50 2,50
4,2 0,63 0,63 1,25 —
Таблица 38 - Параметры шероховатости посадочных поверхностей валов и
отверстий корпусов под подшипники качения [10]
Класс точности подшипника Номинальный диаметр, мм Параметр Ra, мкм, для посадочных поверхностей
валов отверстий корпусов опорных торцов заплечиков
0 до 80 1,25 1,25 2,50
св. 80 до 500 2,50 2,50 2,50
6, 5 до 80 0,63 0,63 1,25
св. 80 до 500 1,25 1,25 2,50
4 до 80 0,32 0,63 1,25
св. 80 до 500 0,63 1,25 2,50
2 до 80 0,16 0,32 0,63
св. 80 до 500 0,32 0,63 0,63
99
Следует заметить, что стандартом (ГОСТ 3325-85 [10]) предусмотрены неко-
торые отклонения от значений, приведенных в таблице 38, в зависимости от матери-
алов, из которых изготовлены валы и корпуса, а также в зависимости от нагружен-
ности подшипников.
Коэффициент учитывающий характер влияния температурной поправки 6t
на величину минимального допускаемого натяга, принимается равным нулю при
6t < 0 и принимается равным единице при 6t > 0.
Поправка 5t, учитывающая температурное расширение внутреннего кольца и
вала, при допущении того, что температуры посадочных поверхностей внутреннего
кольца и вала одинаковы и равны средней рабочей температуре подшипника, опре-
деляется по формуле:
§,=а-(*Ь-ееНа1-а8)’ (69)
где tb - средняя рабочая температура подшипника, зависящая от скорости
вращения, действующей нагрузки, типа и размеров подшипника, смазоч-
ного материала и используемой системы смазывания, °C; в нормальных
условиях работы температура подшипника должна находиться в диапазоне
от 50 °C до 60 °C [24];
te - температура окружающей среды, °C;
Oi - коэффициент линейного расширения материала внутреннего кольца, 1/°С
(таблица 36);
as - коэффициент линейного расширения материала вала, 1/°С;
Выбор стандартной посадки циркуляционно нагруженного внутреннего коль-
ца подшипника производится по ближайшему среднему натягу Nm посадки, который
должен удовлетворять условию:
Nra >[Nraln] (70)
Величины средних натягов в стандартных посадках (по ГОСТ 3325-85 [10])
внутренних колец на вал приведены в зависимости от класса точности подшипника
в таблицах 39-43.
100
Таблица 39 - Средние натяги при посадке на вал радиальных подшипников качения
0-го класса точности
Внутренний диаметр подшипника d, мм Средний натяг Nm, мм, в посадке
L0 гб L0 рб L0 пб L0 шб L0 кб L0 Js6
Св. 18 до 30 0,040 0,034 0,027 0,020 0,014 0,005
Св. 30 до 50 0,048 0,040 0,031 0,023 0,016 0,006
Св. 50 до 65 0,058 0,049 0,037 0,028 0,019 0,008
Св. 65 до 80 0,060 0,049 0,037 0,028 0,019 0,008
Св. 80 до 100 0,072 0,058 0,044 0,034 0,024 0,010
Св. 100 до 120 0,075 0,058 0,044 0,034 0,024 0,010
Св. 120 до 140 0,088 0,068 0,052 0,040 0,028 0,013
Св. 140 до 160 0,090 0,068 0,052 0,040 0,028 0,013
Св. 160 до 180 0,093 0,068 0,052 0,040 0,028 0,013
Св. 180 до 200 0,107 0,080 0,061 0,047 0,034 0,015
Таблица 40 - Средние натяги при посадке на вал радиальных подшипников качения
6-го класса точности
Внутренний диаметр подшипника d, мм Средний натяг Nm, мм, в посадке
L6 гб L6 рб L6 пб L6 шб L6 кб L6 js6
Св. 18 до 30 0,039 0,033 0,026 0,019 0,013 0,004
Св. 30 до 50 0,047 0,039 0,030 0,022 0,015 0,005
Св. 50 до 65 0,057 0,048 0,036 0,027 0,018 0,006
Св. 65 до 80 0,059 0,048 0,036 0,027 0,018 0,006
Св. 80 до 100 0,070 0,056 0,042 0,032 0,022 0,008
Св. 100 до 120 0,073 0,056 0,042 0,032 0,022 0,008
Св. 120 до 140 0,085 0,065 0,049 0,037 0,025 0,009
Св. 140 до 160 0,087 0,065 0,049 0,037 0,025 0,009
Св. 160 до 180 0,090 0,065 0,049 0,037 0,025 0,009
Св. 180 до 200 0,103 0,076 0,057 0,043 0,030 0,011
101
Таблица 41 - Средние натяги при посадке на вал радиальных подшипников качения
5-го класса точности
Внутренний диаметр подшипника d, мм Средний натяг Nm, мм, в посадке
L5 п5 L5 т5 L5 к5 L5 Js5
Св. 18 до 30 0,023 0,016 0,010 0,003
Св. 30 до 50 0,027 0,019 0,012 0,004
Св. 50 до 65 0,031 0,022 0,013 0,005
Св. 65 до 80 0,031 0,022 0,013 0,005
Св. 80 до 100 0,036 0,026 0,016 0,005
Св. 100 до 120 0,036 0,026 0,016 0,005
Св. 120 до 140 0,043 0,031 0,019 0,007
Св. 140 до 160 0,043 0,031 0,019 0,007
Св. 160 до 180 0,043 0,031 0,019 0,007
Св. 180 до 250 0,049 0,035 0,022 0,008
Таблица 42 - Средние натяги при посадке на вал радиальных подшипников качения
4-го класса точности
Внутренний диаметр подшипника d, мм Средний натяг Nm, мм, в посадке
L4 п5 L4 т5 L4 к5 L4 Js5
Св. 18 до 30 0,022 0,015 0,009 0,003
Св. 30 до 50 0,026 0,018 0,011 0,003
Св. 50 до 65 0,030 0,021 0,012 0,004
Св. 65 до 80 0,030 0,021 0,012 0,004
Св. 80 до 100 0,035 0,025 0,015 0,004
Св. 100 до 120 0,035 0,025 0,015 0,004
Св. 120 до 140 0,041 0,029 0,017 0,005
Св. 140 до 160 0,041 0,029 0,017 0,005
Св. 160 до 180 0,041 0,029 0,017 0,005
Св. 180 до 250 0,047 0,033 0,020 0,006
102
Таблица 43 - Средние натяги при посадке на вал радиальных подшипников качения
2-го класса точности
Внутренний диаметр подшипника d, мм Средний натяг Nm, мм, в посадке
L2 п4 L2 т4 L2 к4 L2 js4
Св. 18 до 30 0,019 0,012 0,006 0,001
Св. 30 до 50 0,022 0,014 0,007 0,001
Св. 50 до 80 0,026 0,017 0,008 0,002
Св. 80 до 120 0,031 0,021 0,010 0,003
Св. 120 до 150 0,037 0,025 0,013 0,004
Св. 150 до 180 0,037 0,025 0,013 0,004
Св. 180 до 250 0,042 0,028 0,015 0,004
6.4.2 Выбор посадки циркуляционно нагруженного наружного кольца
Минимальный расчетный натяг, обеспечивающий неподвижность соединения
циркуляционно нагруженного наружного кольца подшипника с корпусом при дей-
ствии на кольцо заданной радиальной нагрузки, определяется по формуле [26]:
N •
^min
Ь-л
Т-Ие i-Mh]|2r h2 ,
< Ее ЕЬ ) [Ее(1-|12]
Eb- 1-ho2
(71)
где це - коэффициент Пуассона материала наружного кольца;
Ць - коэффициент Пуассона материала корпуса;
Ее - модуль упругости материала наружного кольца, МПа;
Eh - модуль упругости материала корпуса, МПа;
h и h0 - безразмерные коэффициенты, характеризующие отношения диа-
метральных размеров наружного кольца и корпуса.
Коэффициенты h и h0 определяются по формулам:
0,5(d + D)+ Dw
D
(72)
103
h
D
0 ~ D
l7o
(73)
где Do - наружный диаметр корпуса, мм (при массивном корпусе Do = оо).
Минимальный допускаемый натяг [Nmin] в соединении циркуляционно нагру-
женного кольца с корпусом определяется по формуле (68). Поправка 5R, мм, в фор-
муле (68) так же, как и в случае внутреннего кольца определяется по формуле (7) с
учетом данных таблиц 37 и 38. Поправка 5t, учитывающая температурное расшире-
ние наружного кольца и корпуса, при допущении того, что температуры посадочных
поверхностей наружного кольца и корпуса одинаковы и равны средней рабочей
температуре подшипника, определяется по формуле:
8t = D-(tb-te)-(ah-ae),
(74)
где ае - коэффициент линейного расширения материала наружного кольца, 1/°С
(таблица 36);
ай - коэффициент линейного расширения материала корпуса, 1/°С;
Выбор стандартной посадки циркуляционно нагруженного наружного кольца
подшипника производится по условию (70) с выбором средних натягов Nm стан-
дартных посадок из таблиц 44-48.
Таблица 44 - Средние натяги при посадке в корпус радиальных подшипников
качения 0-го класса точности
Наружный диаметр подшипника D, мм Средний натяг Nm, мм, в посадке
Р7 10 N7 10 М7 10 К7 10
Св. 18 до 30 0,020 0,013 0,006 0,000
Св. 30 до 50 0,024 0,015 0,007 0,000
Св. 50 до 80 0,030 0,018 0,009 -0,001
Св. 80 до 120 0,034 0,020 0,010 0,000
Св. 120 до 150 0,039 0,023 0,011 -0,001
Св. 150 до 180 0,036 0,020 0,008 -0,005
Св. 180 до 250 0,041 0,022 0,008 -0,005
Св. 250 до 315 0,045 0,023 0,009 -0,008
104
Таблица 45 - Средние натяги при посадке в корпус радиальных подшипников
качения 6-го класса точности
Наружный диаметр подшипника D, мм Средний натяг Nm, мм, в посадке
Р7 16 N7 16 М7 16 К7 16
Св. 18 до 30 0,021 0,014 0,007 0,001
Св. 30 до 50 0,025 0,016 0,008 0,001
Св. 50 до 80 0,031 0,019 0,010 0,001
Св. 80 до 120 0,035 0,021 0,011 0,001
Св. 120 до 150 0,041 0,025 0,013 0,001
Св. 150 до 180 0,039 0,023 0,011 -0,001
Св. 180 до 250 0,046 0,027 0,013 0,000
Св. 250 до 315 0,050 0,028 0,014 -0,003
Таблица 46 - Средние натяги при посадке в корпус радиальных подшипников
качения 5-го класса точности
Наружный диаметр подшипника D, мм Средний натяг Nm, мм, в посадке
Р6 15 N6 15 Мб 15 Кб 15
Св. 18 до 30 0,022 0,015 0,008 0,002
Св. 30 до 50 0,026 0,017 0,009 0,002
Св. 50 до 80 0,032 0,019 0,010 0,001
Св. 80 до 120 0,036 0,022 0,012 0,002
Св. 120 до 150 0,043 0,027 0,015 0,003
Св. 150 до 180 0,042 0,026 0,014 0,002
Св. 180 до 250 0,048 0,029 0,015 0,002
Св. 250 до 315 0,054 0,032 0,016 0,002
105
Таблица 47 - Средние натяги при посадке в корпус радиальных подшипников
качения 4-го класса точности
Наружный диаметр подшипника D, мм Средний натяг Nm, мм, в посадке
Р6 14 N6 14 Мб 14 Кб 14
Св. 18 до 30 0,022 0,015 0,008 0,002
Св. 30 до 50 0,026 0,017 0,009 0,002
Св. 50 до 80 0,032 0,020 0,011 0,002
Св. 80 до 120 0,037 0,023 0,013 0,003
Св. 120 до 150 0,044 0,028 0,016 0,004
Св. 150 до 180 0,044 0,028 0,016 0,004
Св. 180 до 250 0,050 0,031 0,017 0,004
Св. 250 до 315 0,057 0,035 0,019 0,005
Таблица 48 - Средние натяги при посадке в корпус радиальных подшипников
качения 2-го класса точности
Наружный диаметр подшипника D, мм Средний натяг Nm, мм, в посадке
N5 И М5 1Г К5 12
Св. 18 до 30 0,015 0,008 0,002
Св. 30 до 50 0,017 0,009 0,002
Св. 50 до 80 0,020 0,011 0,002
Св. 80 до 120 0,023 0,013 0,003
Св. 120 до 150 0,028 0,016 0,004
Св. 150 до 180 0,027 0,015 0,003
Св. 180 до 250 0,031 0,017 0,004
Св. 250 до 315 0,035 0,021 0,005
6.4.3 Проверка прочности колец подшипника
При выборе посадок циркуляционно нагруженных колец следует учитывать,
что окружные напряжения, возникающие в кольце под действием посадочного натя-
га, не должны превышать предела текучести материала кольца, т.е. при выбранной
посадке для кольца должно выполняться условие его прочности следующего вида:
106
max ~ [<*t ] ’
(75)
где [<jt] - предел текучести материала кольца, МПа, значения которого приве-
дены для некоторых подшипниковых сталей в таблице 49.
cyt max - максимальное окружное напряжение на посадочной поверхности
кольца, МПа, вычисляемое по формуле (76) для внутреннего кольца и по
формуле (77) для наружного кольца [26]:
max
K,pm(H-k2)
1-к2
Р
tmax л ,2
l-h
(76)
(77)
где Kt - коэффициент концентрации контактных напряжений на торцах внутреннего
кольца, приблизительная величина которого может быть определена по графикам, при-
веденным в приложении Е на рисунке Е.2 либо (в случае большой толщины кольца) по
графикам на рисунке 5;
Pm - среднее давление на посадочной поверхности кольца, МПа, вычисляе-
мое по формуле:
b-7td(D)Nmin
(78)
где NjJ,ax- максимальный табличный натяг выбранной посадки, мм;
Nmin - минимальный расчетный натяг, мм, вычисленный по формуле (63)
или (64) для внутреннего кольца, и по формуле (71) для наружного кольца;
d(D) - посадочный диаметр внутреннего (наружного) кольца, мм;
у - коэффициент, учитывающий характер влияния температурной по-
правки 6t на величину максимального натяга (при 5t < 0 коэффициент
принимается равным единице, при 6t > 0 коэффициент принимается
равным нулю).
107
Таблица 49 - Пределы текучести некоторых подшипниковых сталей
Марка стали ШХ15 52100 ЮОСгб SUJ2 Cronidur 30
[<jt], МПа 400 450 410 450 1850
6.5 Выбор посадок подшипниковых колец с местным нагружением
Выбор посадок внутренних и наружных колец, испытывающих местное
нагружение, производится в зависимости от режима работы и класса точности под-
шипника в соответствии с таблицами 50 и 51.
Таблица 50 - Рекомендуемые посадки местно нагруженных внутренних колец под-
шипника на вал
Режим работы Рекомендуемые посадки для класса точности подшипника:
0 6 5 4 2
Легкий L0 L0 L6 L6 L5 L4 L2
f6 ’ g6 f6 ’ g6 g5 g5 g4
Нормальный L0 g6 L6 g6 L5 g5 L4 g5 L2 g4
Тяжелый L0 h6 L6 h6 L5 h5 L4 h5 L2 h4
Осевая нагрузка L0 Js6 L0 js6 L5 Js5 L4 Js5 L2 Js4
Таблица 51 - Рекомендуемые посадки местно нагруженных наружных колец под-
шипника в корпус
Режим работы Рекомендуемые посадки для класса точности подшипника:
0 6 5 4 2
Легкий Н7. Js7 10 ’ 10 Н7 . Js7 16 ’ 16 Н6. Js6 15 ’ 15 Н6 Js6 14 ’ 14 Н5 Js5 12 ’ 12
Нормальный V. К7 10 ’ 10 Js7. К7 16 ’ 16 Js6. К6 15 ’ 15 Js6. К6 14 ’ 14 V . К5 12 ’ 12
Тяжелый К7 М7 10 ’ 10 К 7 М7 16 ’ 16 Кб Мб 15 ’ 15 Кб Мб 14 ’ 14 К5 М5 12 ’ 1Г
Осевая нагрузка Н8 10 Н8 16 Н6 15 Н6 14 115 12
108
Режим работы подшипника характеризуется величиной, действующей на него
эквивалентной нагрузки Fr, следующим образом:
- при легком режиме работы выполняется условие Fr < 0,07С, где С - дина-
мическая грузоподъемность подшипника;
- при нормальном режиме работы выполняется условие 0,07С < Fr < 0,15С;
- при тяжелом режиме работы выполняется условие Fr > 0,15С.
6.6 Выбор посадок подшипниковых колец с колебательным нагружением
Выбор посадок внутренних и наружных колец, испытывающих колебательное
нагружение, производится в зависимости от режима работы, класса точности и раз-
меров подшипника в соответствии с таблицами 52 и 53.
Таблица 52 - Рекомендуемые посадки колебательно нагруженных внутренних колец
подшипника на вал
Режим работы Диаметр отверстия, мм Рекомендуемые посадки для класса точности подшипника:
0 6 5 4 2
До 200 L0 L0 L5 L4 L2
Осевая и — — — —
кб кб к5 к5 к4
радиальная L0 L0 L5 L4 L2
нагрузка Свыше 200
тб тб т5 т5 ш4
Таблица 53 - Рекомендуемые посадки колебательно нагруженных наружных колец
подшипника в корпус
Режим работы Рекомендуемые посадки для класса точности подшипника:
0 6 5 4 2
легкий или Н7. Js7 Н7 . Js7 Н6 Js6 Н6 Js6 Н5 Js5
нормальный 10 ’ 10 16 ’ 16 15 ’ 15 14 ’ 14 12 ’ 12
нормальный V. К7 Js7. К7 Js6. Кб Js6 Кб Js5 К5
или тяжелый 10 ’ 10 16 ’ 16 15 ’ 15 14 ’ 14 12 ’ 12
109
6.7 Проверка радиального внутреннего зазора в подшипнике,
установленном по выбранным посадкам
Радиальные и радиально-упорные шариковые и роликовые подшипники вы-
пускаются с радиальным зазором, которые является одной из основных технико-
эксплуатационных характеристик подшипника. Под радиальным зазором Gr пони-
мается максимально возможная величина относительного смещения колец подшип-
ника в радиальном направлении без приложения внешней нагрузки. Этот зазор
предназначен для предотвращения появления нежелательного натяга между коль-
цами и телами качения вследствие изменения размеров колец при монтаже и нагрева
при эксплуатации, что может стать причиной заклинивания подшипника [22].
Величины внутренних зазоров для различных типов подшипников качения
установлены в ГОСТ 24810-2013 [И] и разделены на несколько групп, выбираемых
в зависимости от условий эксплуатации подшипника. Нормальным условиям экс-
плуатации подшипника, когда скорости вращения колец невелики и разность их
температур незначительна, соответствует нормальная группа внутреннего зазора. В
других случаях следует выбирать группы с увеличенными или уменьшенными зазо-
рами. Например, для шариковых радиальных и радиально-упорных однорядных
подшипников качения группу зазора можно выбирать на основе данных таблицы 54.
Таблица 54 - Примеры выбора группы зазора в зависимости от условий работы
подшипника [26]
Условия работы подшипника Группа внутреннего зазора
Тяжелая/ударная нагрузка, большие натяги 7
Вибрационная/ударная нагрузка, посадка с натягом обоих колец подшипника 7,8
Значительные изгибные деформации вала в месте установки подшипника 9
Нагрев вала и установленного на нем внутреннего кольца подшипника 7,8
Посадка с зазором обоих колец подшипника 6
Повышенные требования к уровню шума 6, нормальная
ПО
Каждая группа внутреннего зазора характеризуется максимальным и мини-
мальным зазором, допускаемым для данного внутреннего диаметра подшипника.
Например, величины зазоров, допускаемые для шариковых радиальных однорядных
подшипников с цилиндрическим отверстием, приведены в таблице 55.
Таблица 55 - Радиальные внутренние зазоры в шариковых радиальных однорядных
подшипниках с цилиндрическим отверстием [11]
Внутренний диаметр d, мм Предельные радиальные внутренние зазоры Gr, мкм, для группы:
6 нормальной 7 8 9
min max min max min max min max min max
Свыше 2,5 до 10 0 7 2 13 8 23 14 29 20 37
Свыше 10 до 18 0 9 3 18 11 25 18 33 25 45
Свыше 18 до 24 0 10 5 20 13 28 20 36 28 48
Свыше 24 до 30 1 11 5 20 13 28 23 41 30 53
Свыше 30 до 40 1 11 6 20 15 33 28 46 40 64
Свыше 40 до 50 1 11 6 23 18 36 30 51 45 73
Свыше 50 до 65 1 15 8 28 23 43 38 61 55 90
Свыше 65 до 80 1 15 10 30 25 51 46 71 65 105
Свыше 80 до 100 1 18 12 36 30 58 53 84 75 120
Свыше 100 до 120 2 20 15 41 36 66 61 97 90 140
Свыше 120 до 140 2 23 18 48 41 81 71 114 105 160
Свыше 140 до 160 2 23 18 53 46 91 81 130 120 180
Свыше 160 до 180 2 25 20 61 53 102 91 147 135 200
Свыше 180 до 200 2 30 25 71 63 117 107 163 150 230
Свыше 200 до 225 2 35 30 80 73 130 120 180 167 230
Свыше 225 до 250 2 40 34 90 82 145 135 195 180 245
Свыше 250 до 280 3 45 39 100 92 160 150 215 200 275
Свыше 280 до 315 3 50 44 НО 100 170 160 235 218 300
Радиальный зазор в подшипнике до его монтажа называется начальным. Зазор
после установки подшипника на вал и в корпус называется монтажным или поса-
дочным. Зазор, образующийся в работающем подшипнике под нагрузкой при воз-
никшем в нем распределении температур, называется рабочим или эксплуатацион-
ным. Схема образования рабочего радиального зазора в подшипнике приведена на
рисунке 32.
111
Рисунок 32 - Схемы расположения полей допусков в посадках подшипника качения
Рабочий зазор
Для обеспечения нормальной работы подшипника его минимальный началь-
ный зазор должен удовлетворять условию:
Gr min + + Se + St,
(79)
где Grmill - минимальное допускаемое значение радиального внутреннего
зазора в подшипнике, мм;
Sw - увеличение радиального зазора из-за контактных деформаций в
подшипнике под воздействием радиальной нагрузки, мм;
Sj - увеличение радиальных размеров внутреннего кольца, вызванное его
посадочным натягом, мм;
Se - уменьшение радиальных размеров наружного кольца, вызванное его
посадочным натягом, мм;
St - изменение радиальных размеров колец и тел качения в подшипнике,
вызванное разностью их рабочей температуры и температуры окружаю-
щей среды, мм.
Увеличение радиального зазора Sw, мм, обусловленное контактными дефор-
мациями, определяется по формуле (80) для радиальных и радиально-упорных ша-
риковых подшипников и по формуле (81) для радиальных роликовых подшипников
с линейных контактом на обеих дорожках качения [25].
112
Sw = 4,36 10"4
' 5-Fr V'3
kz-cosa>
1
^Dw cosa’
(80)
Sw=7,68-10-5
p.F, Vм’
<z-cosa>
10,8
la’ -cosa
(81)
где z - число тел качения в подшипнике;
a - угол контакта в подшипнике, °;
1а - полезная длина ролика, мм.
Увеличение размеров внутреннего кольца Sb мм, обусловленное его посадоч-
ным натягом, при полом вале определяется по формуле (82), а при сплошном вале -
по формуле (83) [26].
k(l-kQ(NL,-8K
1-к2к*
(82)
S;=(nt -5 R-v-St)k,
1 \ max K T * / ’
(83)
где NT - максимальный табличный натяг посадки внутреннего кольца, мм.
max
Уменьшение размеров наружного кольца Se, мм, обусловленное его посадоч-
ным натягом, определяется по формуле [26]:
h-
Se = -
N
max
l-h2h2
(84)
где NT - максимальный табличный натяг посадки наружного кольца, мм.
max
Изменение радиальных размеров колец и тел качения в подшипнике St, мм,
обусловленное разностью температур (при допущении того, что температуры до-
рожки качения внутреннего кольца и тел качения одинаковы и превышают темпера-
туру дорожки качения наружного кольца, а кольца и тела качения изготовлены из
одного материала), определяется по формуле:
113
S,=[0,5(d + D)+D„]aAt,
(85)
где Dw - средний диаметр тела качения (шарика или ролика) в подшипнике, мм;
a - коэффициент линейного расширения материала колец и тел качения
подшипника, 1/°С (таблица 36);
At - разность рабочих температур внутреннего и наружного колец, кото-
рая обычно находится в диапазоне от 5 °C до 10 °C [26, 28].
6.8 Выбор допусков формы и расположения колец подшипников и
поверхностей валов и корпусов под их установку
Помимо допусков диаметральных размеров, точность подшипников качения
характеризуется величинами биения их присоединительных поверхностей в собран-
ном подшипнике, определяемыми относительно осей дорожек качения. Такими по-
верхностями являются посадочные цилиндрические поверхности колец, а также их
плоские торцевые поверхности. Соответствующие величины радиального и торцо-
вого биения внутренних и наружных колец указаны в зависимости от класса точно-
сти и посадочного диаметра подшипника в таблицах 56 и 57.
Таблица 56 - Допускаемые величины биений внутренних колец подшипников [9]
Внутренний диаметр подшипника d, мм Радиальное биение кольца в собранном подшипнике, мкм, для класса точности: Торцовое биение кольца в со- бранном подшипнике, мкм, для класса точности:
0 6 5 4 2 0 6 5 4 2
Свыше 18 до 30 13 8 4 3 2,5 24 12 8 4 2,5
Свыше 30 до 50 15 10 5 4 2,5 24 12 8 4 2,5
Свыше 50 до 80 20 10 5 4 2,5 30 15 8 5 2,5
Свыше 80 до 120 25 13 6 5 2,5 30 15 9 5 2,5
Свыше 120 до 150 30 18 8 6 2,5 35 18 10 7 2,5
Свыше 150 до 180 30 18 8 6 5,0 35 18 10 7 5,0
Свыше 180 до 250 40 20 10 8 5,0 35 18 13 8 5,0
Свыше 250 до 315 50 25 13 — — 42 21 15 — —
114
Таблица 57 - Допускаемые величины биений наружных колец подшипников [9]
Наружный диаметр подшипника D, мм Радиальное биение кольца в собранном подшипнике, мкм, для класса точности: Торцовое биение кольца в со- бранном подшипнике, мкм, для класса точности:
0 6 5 4 2 0 6 5 4 2
Свыше 18 до 30 15 9 6 4 2,5 40 20 8 5 2,5
Свыше 30 до 50 20 10 7 5 2,5 40 20 8 5 2,5
Свыше 50 до 80 25 13 8 5 4,0 40 20 10 5 4,0
Свыше 80 до 120 35 18 10 6 5,0 45 22 11 6 5,0
Свыше 120 до 150 40 20 И 7 5,0 50 25 13 7 5,0
Свыше 150 до 180 45 23 13 8 5,0 60 30 14 8 5,0
Свыше 180 до 250 50 25 15 10 7,0 70 35 15 10 7,0
Свыше 250 до 315 60 30 18 11 7,0 80 40 18 10 7,0
6.9 Выбор полей допусков присоединительных поверхностей валов и
корпусов под установку подшипников
Основными показателями отклонений формы и расположения цилиндриче-
ских посадочных поверхностей валов и отверстий корпусов являются отклонение от
круглости и отклонение профиля продольного сечения. Допускаемые величины этих
отклонений не должны превышать значений, указанных в таблицах 58 и 59.
Таблица 58 - Допуски формы посадочных поверхностей валов под установку
подшипников [10]
Диаметр вала d, мм Допуск круглости, мкм, для классов точности Допуск профиля продольного сечения, мкм, для классов точности
0 и 6 5 и 4 2 0 и 6 5 и 4 2
Свыше 18 до 30 3,5 1,5 0,8 3,5 1,5 0,8
Свыше 30 до 50 4,0 2,0 1,0 4,0 2,0 1,0
Свыше 50 до 80 5,0 2,0 1,0 5,0 2,0 1,0
Свыше 80 до 120 6,0 2,5 1,2 6,0 2,5 1,2
Свыше 120 до 180 6,0 3,0 1,5 6,0 3,0 1,5
Свыше 180 до 250 7,0 3,5 1,7 7,0 3,5 1,7
Свыше 250 до 315 8,0 4,0 — 8,0 4,0 —
115
Таблица 59 - Допуски формы посадочных поверхностей отверстий корпусов под
установку подшипников [10]
Диаметр отверстия корпуса D, мм Допуск круглости, мкм, для классов точности Допуск профиля продольного сечения, мкм, для классов точности
0 и 6 5 и 4 2 0 и 6 5 и 4 2
Свыше 18 до 30 5,0 2,0 1,0 5,0 2,0 1,0
Свыше 30 до 50 6,0 2,5 1,4 6,0 2,5 1,4
Свыше 50 до 80 7,5 3,0 1,6 7,5 3,0 1,6
Свыше 80 до 120 9,0 3,5 2,0 9,0 3,5 2,0
Свыше 120 до 180 10,0 4,0 2,2 10,0 4,0 2,2
Свыше 180 до 250 11,5 5,0 2,5 11,5 5,0 2,5
Свыше 250 до 315 13,0 5,3 3,0 13,0 5,3 3,0
Помимо отклонений формы цилиндрических поверхностей на точность уста-
новки колец, деформацию их дорожек качения и работоспособность узла также вли-
яют погрешности расположения торцовых поверхностей заплечиков валов и корпу-
сов, являющихся дополнительными установочными базами. Поэтому эти погрешно-
сти ограничиваются путем назначения им допуска торцового биения, величины ко-
торого для поверхностей заплечиков валов и корпусов (при их наличии в конструк-
ции узла) приведены в таблице 60.
Таблица 60 - Допускаемые величины биений заплечиков валов и корпусов под
установку подшипников [10]
Интервалы номиналы ных диаметров d и D, мм Допуск торцового биения заплечиков, мкм:
валов для классов точности отверстий корпусов для классов точности
0 6 5 4 2 0 6 5 4 2
Свыше 18 до 30 21 13 6 4 2,5 33 21 9 6 4
Свыше 30 до 50 25 16 7 4 2,5 39 25 11 7 4
Свыше 50 до 80 30 19 8 5 3,0 46 30 13 8 5
Свыше 80 до 120 35 22 10 6 4,0 54 35 15 10 6
Свыше 120 до 180 40 25 12 8 5,0 63 40 18 12 8
Свыше 180 до 250 46 29 14 10 7,0 72 46 20 14 10
Свыше 250 до 315 52 32 16 — — 81 52 23 16 12
116
6.10 Пример расчета и выбора посадок подшипника качения
Необходимо выбрать посадки для наружного и внутреннего кольца радиаль-
ного шарикового однорядного подшипника 6-308, схема установки которого пока-
зана на рисунке 33, при условии, что на подшипник действует постоянная радиаль-
ная нагрузка величиной 3000 Н. Материал колец и шариков - подшипниковая сталь
ШХ15. Материал вала - сталь 45, материал корпуса - серый чугун СЧЗО. Указанные
исходные данные соответствуют вариантам заданий для самостоятельной работы,
приведенным в приложении Е.
Рисунок 33 - Схема установки подшипника качения
Последовательность расчета и выбора посадок подшипника качения включает
в себя ряд этапов, на первом из которых необходимо определить основные размеры
и характеристики подшипника. Необходимыми для дальнейших расчетов размерами
и характеристиками подшипника являются:
- номинальный внутренний d и наружный D диаметр подшипника;
- ширина подшипника В;
- радиус скругления г или ширина фаски на кольце подшипника;
- диаметр тела качения Dw;
- число тел качения z;
- динамическая грузоподъемность подшипника С;
- номинальный угол контакта а.
117
Все указанные параметры для рассматриваемого подшипника выбираются из
соответствующей таблицы, приведенной в справочной литературе [22]. Для удоб-
ства их дальнейшего использования они сводятся в таблицу 61.
Таблица 61 - Основные размеры и характеристики подшипника качения
d, мм D, мм В, мм г, мм Dw, мм Z, шт. С, кН ОС, °
40 90 23 2,5 15,08 8 41 0
На следующем этапе нужно определить вид нагружения колец подшипника.
При заданной схеме установки подшипника, в соответствии с рисунком 31, внут-
реннее кольцо подшипника будет испытывать циркуляционное нагружение, а
наружное кольцо - местное нагружение.
Далее для циркуляционно нагруженного внутреннего кольца подшипника по
формуле (63) (т. к. вал сплошной) определяется минимальный расчетный натяг Nmjn.
3000
N • =-----
mm 18-л
г1-о,з
k210000
1-0,3
211000>
________2________
211000-^1-0,8012)
«0,0014 мм
где модуль упругости материала вала Es = 21000 МПа принят по таблице 2;
модуль упругости материала внутреннего кольца Ei = 21100 МПа принят
по таблице 36;
коэффициент Пуассона материала вала ps = 0,3 принят по таблице 2;
коэффициент Пуассона материала внутреннего кольца щ = 0,3 принят по
таблице 36;
рабочая ширина посадочного места подшипника b определена по формуле
(65) в виде:
b = 23 —2-2,5 = 18мм
безразмерный коэффициент к, характеризующий отношение диаметральных
размеров внутреннего кольца и вала, определен по формуле (66) в виде:
118
к =-------------------« 0,801
0,5 (40+ 90)-15,08
По таблицам 37 и 38 при известных размерах и классе точности подшипника
выбираются параметры шероховатости посадочных поверхностей внутреннего
кольца и вала в виде:
- Ra0,63 мкм для посадочной поверхности внутреннего кольца;
- Ra0,63 мкм для посадочной поверхности вала.
По формуле (7) определяется поправка на смятие шероховатостей контактных
поверхностей внутреннего кольца и вала:
8r = 0,005 • (0,63+ 0,63) = 0,0063 мм
По формуле (69) определяется поправка на температурные деформации внут-
реннего кольца и вала:
5t = 40 • (50 - 20) • (11,9 • 10-6 -11,9 • 106 ) = 0,
где рабочая температура подшипника tb для нормального режима работы при-
нята равной 50 °C;
коэффициенты линейного расширения материала внутреннего кольца а, и
материала вала ocs приняты равными 11,9-10-6 соответственно по таблицам
35 и 2.
По формуле (68) определяется минимальный допускаемый натяг циркуляци-
онно нагруженного внутреннего кольца подшипника:
[Nmin]= 0,0014 + 0,0063 + 0 « 0,008 мм
По таблице 40 (для подшипника класса точности 6) с учетом условия (70) вы-
_ L6I _о,ою)
бирается посадка внутреннего кольца на вал —)-----для которой средний натяг
VА/ +0,018 \
ко(+0,002 )
119
Nm при номинальном диаметре 40 мм составляет 0,015 мм.
По формуле (76) вычисляется максимальное окружное напряжение на поса-
дочной поверхности внутреннего кольца:
2,4-20,558-(1 + 0,8012)
'тах =------1-0 8012------- 225,992 МПа,
где коэффициент концентрации контактных напряжений на торцах внутреннего кольца
кольца Kt = 2,4 определен по графикам на рисунке Е.2 с учетом того, что наружный
диаметр (диаметр борта) внутреннего кольца принят равным 55,952 мм;
среднее давление рт на посадочной поверхности внутреннего кольца опре-
делено по формуле (77):
3000 • (0,028 - 0,0063 - 0)
pm =------—----------------- « 20,558 МПа,
m 18-тс -40 0,0014
где максимальный табличный натяг выбранной посадки N^ax равен 0,028 мм.
По таблице 49 определяется предел текучести [<jt] материала внутреннего
кольца, который для заданной марки стали ШХ15 составляет 400 МПа, и проверяет-
ся выполнение условия (75). Для рассматриваемого примера данное условие выпол-
няется, то есть:
225,992 МПа < 400 МПа
Таким образом, прочность циркуляционно нагруженного внутреннего кольца
подшипника при выбранной посадке гарантированно обеспечивается.
Посадка местно нагруженного наружного кольца подшипника выбирается по
+0,035 \
таблице 50 и для рассматриваемого примера имеет вид —чт0 соответству-
16^-0.013 )
ет классу точности 6 подшипника и нормальному режиму работы, т. к. выполняется
условие 0,07С < Fr < 0,15С (2,87 кН < 3 кН < 6,15 кН).
В отсутствие особых требований к условиям работы подшипника, по табли-
120
це 55 выбирается нормальная группа внутреннего радиального зазора, в соответ-
ствии с чем минимальный допускаемый внутренний зазор Gr min в подшипнике при-
нимается равным 0,006 мм.
По формуле (80) определяется увеличение радиального зазора, обусловленное
контактными деформациями.
Sw=4,36 10^*
''5-3000 У'3
k8-cos0 ?
. ---® 0,027 мм
mM8cosO
По формуле (83) определяется увеличение размеров внутреннего кольца (при
сплошном вале).
Si = (0,028 - 0,0063 - 0) • 0,801« 0,017 мм
Уменьшение радиальных размеров наружного кольца Se, в отсутствие натяга в
его посадке, принимается равным нулю.
По формуле (85) определяется изменение радиальных размеров колец и тел
качения в подшипнике, обусловленное разностью их температур.
St = [0,5 • (40 + 90) +15,08] • 11,9 • 10-6 • 5 « 0,005 мм
где разность температур внутреннего и наружного кольца подшипника At
принята равной 5 °C.
После вычисления поправок, влияющих на рабочий зазор, проверяется выпол-
нение условия (79).
0,006 + 0,027> 0,017 + 0 + 0,005, т е. 0,033мм> 0,022мм
Данное условие выполняется, откуда следует, что необходимый внутренний
радиальный зазор в подшипнике обеспечивается
Для выбранных посадок подшипника на вал и в корпус выполняются схемы
121
расположения полей допусков, приведенные на рисунке 34.
Рисунок 34 - Схемы расположения полей допусков в посадках подшипника качения
По таблицам 56 и 57 выбираются допуски радиального и торцового биения
подшипниковых колец, величины которых для данных диаметров колец при 6-м
классе точности подшипника, составят:
- 0,010 мм для посадочной поверхности внутреннего кольца;
- 0,012 мм для торцевых поверхностей внутреннего кольца;
- 0,018 мм для посадочной поверхности наружного кольца;
- 0,020 мм для торцевых поверхностей наружного кольца.
По таблицам 58 и 59 выбираются допуски формы и расположения поверхно-
стей вала и корпуса, сопряженных с поверхностями подшипниковых колец, величи-
ны которых для рассматриваемого примера составят:
- 0,014 мм для допусков отклонения от круглости и профиля продольного се-
чения посадочной поверхности вала;
- 0,0075 мм для допусков отклонения от круглости и профиля продольного
сечения посадочной поверхности корпуса;
- 0,016 мм для допуска торцового биения заплечиков вала.
122
Выполняется чертеж подшипникового узла (рисунок 35), на котором указы-
ваются размеры с посадками, допуски формы и расположения поверхностей и пара-
метры шероховатостей, выбранные по таблицам 37 и 38.
Рисунок 35 - Схемы расположения полей допусков в посадках подшипника качения
0,018 Б
0,0075
0,0075
6 .11 Контрольные вопросы
1 Какие поверхности подшипников качения обеспечивают их полную внеш-
нюю взаимозаменяемость?
2 Чем определяется класс точности подшипника качения?
3 На какие классы точности подразделяются подшипники качения?
123
4 Каким условиям должны, в общем случае, удовлетворять посадки подшип-
никовых колец?
5 Каким образом обозначаются поля допусков подшипниковых колец?
6 Какие условия учитываются при выборе полей допусков валов и корпусов
под установку подшипников качения?
7 Чем характеризуется местное нагружение кольца подшипника качения?
8 Чем характеризуется циркуляционное нагружение кольца подшипника ка-
чения?
9 Чем характеризуется колебательное нагружение кольца подшипника каче-
ния?
10 Как определяется минимальный допускаемый натяг в соединении цирку-
ляционно нагруженного кольца подшипника с валом?
11 Как определяется минимальный допускаемый натяг в соединении цирку-
ляционно нагруженного кольца подшипника с корпусом?
12 Что является критерием обеспечения прочности циркуляционно нагружен-
ных колец подшипника?
13 Что служит основанием выбора посадок для подшипниковых колец, испы-
тывающих местное нагружение?
14 На основании каких данных выбираются посадки подшипниковых колец,
испытывающих колебательное нагружение?
15 Каким образом осуществляется проверка рабочего радиального зазора в
подшипнике качения?
16 Какие отклонения формы и расположения поверхностей необходимо нор-
мировать для валов и корпусов под установку подшипников качения?
124
Список использованных источников
1 Анухин, В. И. Допуски и посадки: учебное пособие / В. И. Анухин. - 4-е
изд. - СПб.: Питер, 2008. - 207 с. - ISBN 978-5-91180-331-5.
2 Башта, Т. М. Машиностроительная гидравлика: справочное пособие /
Т. М. Башта. - 2-е изд. перераб. и доп. - М.: Машиностроение, 1971. - 672 с.
3 Белкин, И. М. Допуски посадки (Основные нормы взаимозаменяемости):
учебное пособие для студентов машиностроительных специальностей высших тех-
нических заведений. - М.: Машиностроение, 1992. - 528 с. - ISBN 5-217-01319-2.
4 Биргер, И. А. Расчет на прочность деталей машин: справочник / И. А. Бир-
гер, Б. Ф. Шорр, Г. Б. Иосилевич. - 3-е изд. перераб. и доп. - М.: Машиностроение,
1979.-702 с.
5 ГОСТ 24643-81. Основные нормы взаимозаменяемости. Допуски формы и
расположения поверхностей. Числовые значения. - Введ. 1981-07-01. - М.: Изд-во
стандартов, 1981. - 10 с.
6 ГОСТ 1139-80. Основные нормы взаимозаменяемости. Соединения шлице-
вые прямобочные. Размеры и допуски (с Изменением № 1). - Введ. 1982-01-01. - М.:
Изд-во стандартов, 2003. - 11 с.
7 ГОСТ 23360-78. Основные нормы взаимозаменяемости. Соединения шпо-
ночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и
посадки. - Введ. 1980-01-01. - М.: Изд-во стандартов, 1993. - 18 с.
8 ГОСТ 25347-2013 Основные нормы взаимозаменяемости. Характеристики
изделий геометрические. Система допусков на линейные размеры. Ряды допусков,
предельные отклонения отверстий и валов. - Введ. 2015-07-01. - М.: Стандартин-
форм, 2014. - 54 с.
9 ГОСТ 520-2011. Подшипники качения. Общие технические условия. - Введ.
2012-07-01. - М.: Стандартинформ, 2012. - 66 с.
10 ГОСТ 3325-85. Подшипники качения. Поля допусков и технические требо-
вания к посадочным поверхностям валов и корпусов. Посадки. - Введ. 1987-01-01. -
М.: Изд-во стандартов, 1987. - 104 с.
125
11 ГОСТ 24810-2013. Подшипники качения. Внутренние зазоры. - Введ.
2015-01-01. -М.: Стандартинформ, 2015. - 18 с.
12 ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики
(с Изменением № 1). - Введ. 1975-01-01. - М.: Стандартинформ, 2018. - 8 с.
13 Гречищев, Е. С. Соединения с натягом: расчеты, проектирование, изготов-
ление / Е. С. Гречищев, А. А. Ильяшенко. - М.: Машиностроение, 1981. - 247 с.
14 Иосилевич, Г. Б. Детали машин: учебник для студентов машиностроит. спец,
вузов / Г. Б. Иосилевич. - М.: Машиностроение, 1988. - 368 с. - ISBN 5-217-00217-4.
15 Марков, Н. И. Нормирование точности в машиностроении: учеб, для ма-
шиностроит. спец, вузов / И. И. Марков, В. В. Осипов, М. Б. Шабалина; под ред.
Ю. М. Соломенцева. - 2-е. изд. испр. и доп. - М. Высшая школа; Издательский
центр «Академия», 2001. - 335 с. - ISBN 5-06-003694-4, 5-7695-0710-1.
16 Машиностроительные материалы: краткий справочник / В. М. Раскатов,
В. С. Чуенков, И. Ф. Бессонова, Д. А. Вейс. - 3-е изд. перераб. и доп. - М.: Машино-
строение, 1980. - 511 с.
17 Палей, М. А. Допуски и посадки: справочник: в 2 ч. / М. А. Палей, А. Б.
Романов, В. А. Брагинский. - 8-е изд. перераб. и доп. - СПб.: Политехника, 2001. -
4.1. - 576 с. - ISBN 5-7325-0513-Х.
18 Палей, М. А. Допуски и посадки: справочник: в 2 ч. / М. А. Палей, А. Б.
Романов, В. А. Брагинский. - 8-е изд. перераб. и доп. - СПб.: Политехника, 2001. -
4.2. - 608 с. - ISBN 5-7325-0514-8.
19 Решетов, Д. Н. Детали машин: учебник для студентов машиностроитель-
ных и механических специальностей вузов / Д. Н. Решетов. - 4-е изд. перераб. и доп.
- М.: Машиностроение, 1989. - 496 с. - ISBN 5-217-00335-9.
20 Романов, А. Б. Выбор посадок и требований точности: справочно-
методическое пособие / А. Б. Романов, Ю. Н. Устинов. - СПб.: Политехника, 2008. -
2006 с. - ISBN 978-5-7325-0735-5.
21 Соломахо, В. Л. Основы стандартизации, допуски, посадки и технические
измерения / В. Л. Соломахо, Б. В. Цитович. - Мн.: Дизайн ПРО, 2004. - 296 с. -
ISBN 985-452-083-8.
126
22 Черменский, О. Н. Подшипники качения: справочник-каталог / О. Н. Чер-
менский, Н. Н. Федотов. - М.: Машиностроение, 2003. - 576 с. - ISBN 5-217-03180-8.
23 Чернавский, С. А. Подшипники скольжения / С. А. Чернявский. - М.:
Машгиз, 1963. - 245 с.
24 Booser, Е. R. Grease Life in Ball Bearings: The Effect of Temperatures /
E. R. Booser, M. M. Khonsari // Tribology and Lubrication Technology. - 2010. - Vol.66,
№10-P. 36-44.
25 Harris, T. A. Rolling Bearing Analysis: Essential Concepts of Bearing Technol-
ogy / T. A. Harris, M. N. Kotzalas. - 5th edition. - Boca Raton: CRC Press, 2006. - 392 p.
- ISBN 978-0-8493-7183-7.
26 Koyo: Ball and Roller Bearings: cat. No. B2001E-3. - Osaka: JTEKT Corpora-
tion, 2001.-942 p.
27 ISO 12129-2:2019. Plain bearings - Tolerances - Part 2: Tolerances on form
and position and surface roughness for shafts and thrust collars. - Approved 24.04.2019. -
Geneva: ISO/ТС 123/SC 3, 2019. - 5 p.
28 Rolling Bearings for Industrial Machinery: cat. No. El 103. - Tokyo: NSK Ltd.,
2017.-459 p.
29 DIN 7190-2001-02. Pressverbande - Berechnungsgrundlagen und Gestaltungs-
regeln. - Ausgabedatum 01.02.2001. - Berlin: DIN-Normenausschuss Technische Grund-
lagen, 2001. - 40 p.
127
Приложение А
(обязательное)
Исходные данные для расчета и выбора посадки с натягом
Рисунок А. 1 - Расчетная схема соединения с натягом
Таблица А.1 - Свойства материалов деталей в соединении с натягом
Вариант Марка материала детали Модуль упругости, ГПа Коэфф. Пуассона Предел текучести, МПа Плотность, о кг/м ТКЛР, 10’6/°С
1 2 Ei е2 Ц2 От1 СГт2 Р1 Р2 ОС1 ОС2
1 45 СЧ20 200 100 0,3 0,25 355 200 7826 7100 11,9 9,5
2 50 20Х 216 216 0,3 0,3 375 635 7810 7830 11,2 10,5
3 50Г ЛЦАЖМц 23-6-3-2 216 117 0,3 0,34 390 427 7810 7830 11,8 21,6
4 45 МА2 200 42 0,3 0,34 355 125 7826 1780 11,9 26
5 45 50 200 216 0,3 0,3 355 375 7826 7810 11,9 11,2
6 40Х БрОЦ 10-2 214 98 0,3 0,35 315 100 7820 8500 11,9 17,3
128
Продолжение таблицы А. 1
Вариант Марка материала детали Модуль упругости, ГПа Коэфф. Пуассона Предел текучести, МПа Плотность, кг/м3 ТКЛР, 10‘6/°С
1 2 Ei е2 Ц2 ОТ1 СГт2 Р1 Р2 0.1 0С2
7 20Х 40Х 216 214 0,3 0,30 635 785 7830 7820 10,5 11,9
8 40 Д16 213 72 0,3 0,33 335 285 7850 2770 11,9 22,9
9 50 ВЧ40 216 170 0,3 0,27 375 250 7810 7200 11,2 14,4
10 40 ЛС59-1В 213 105 0,3 0,33 335 240 7850 8400 11,9 20,6
11 50 БрО8Ц4 216 98 0,3 0,34 375 210 7810 8800 11,2 16,6
12 20Х СЧ20 216 100 0,3 0,25 635 200 7830 7100 10,5 9,5
13 50 МА2 216 42 0,3 0,34 375 125 7810 1780 11,2 26,0
14 35 Д16 206 72 0,3 0,33 315 285 7826 2850 12,0 22,9
15 40 50 213 216 0,3 0,30 335 375 7850 7810 И,9 Н,2
16 20Х ЛЦАЖМц 23-6-3-2 216 117 0,3 0,34 635 427 7830 7830 10,5 21,6
17 45 В95 200 74 0,3 0,33 355 420 7825 2850 11,9 23,2
18 20Х 20Х 216 216 0,3 0,30 635 635 7830 7830 10,5 10,5
19 50Г АК4 216 72 0,3 0,33 390 260 7810 2770 11,8 22,0
20 50 40Х 216 214 0,3 0,30 375 785 7810 7820 11,2 11,9
21 40 МА2-1 213 42 0,3 0,34 335 140 7850 1790 И,9 26,0
22 45 55 200 210 0,3 0,30 355 380 7826 7820 И,9 11,0
23 35 БрО8Ц4 196 98 0,3 0,34 340 210 7870 8800 11,0 16,6
24 38ХА 40Х 196 214 0,3 0,30 780 785 7850 7820 12,7 11,9
25 35Х 12ХНЗА 214 200 0,3 0,30 490 685 7850 7850 11,3 11,8
26 30 ВЧ40 206 170 0,3 0,27 315 250 7826 7200 12,0 14,4
27 45 40ХН 200 200 0,3 0,30 355 785 7826 7820 11,8 11,9
28 30 ЛС59-1В 206 105 0,3 0,30 315 285 7826 8400 12,0 20,6
29 45 АК4 200 72 0,3 0,33 355 260 7826 2770 П,9 22,0
30 50 50 216 216 0,3 0,30 375 375 7810 7810 11,2 11,2
129
Таблица А.2 - Геометрические параметры деталей в соединении с натягом
Вариант Диаметральные размеры, мм Осевые размеры, мм Шероховатость, мкм
4 d di d? ds d4 ds m 1 li h h 14 Rzi Rz2
1 50 165 0 71 45 35 138 3,0 40 28 20 25 35 6,3 10,0
2 35 120 15 53 30 25 100 2,5 42 30 21 30 40 6,3 6,3
3 45 135 10 65 40 35 110 3,0 50 35 25 28 38 8,0 10,0
4 40 117 0 63 35 30 95 3,0 45 32 22 22 32 6,3 8,0
5 45 137,5 12 70 40 35 115 2,5 45 32 22 25 35 6,3 10,0
6 40 126 20 65 35 30 105 3,0 40 28 20 20 30 6,3 6,3
7 50 135 0 65 45 40 112 3,0 35 24 17 20 30 6,3 10,0
8 50 125 15 70 45 40 105 2,5 40 28 20 18 28 8,0 8,0
9 45 150 0 60 40 35 125 3,0 35 25 18 22 32 8,0 10,0
10 40 120 0 55 35 30 100 2,0 48 34 24 20 30 6,3 8,0
11 45 125 20 60 40 35 105 2,5 40 28 20 22 32 8,0 8,0
12 35 105 15 50 30 25 85 3,0 35 25 18 20 30 6,3 6,3
13 35 112,5 0 55 30 35 95 2,5 40 28 20 15 25 6,3 6,3
14 40 138 12 60 35 30 115 3,0 35 25 18 19 29 6,3 10,0
15 40 129 0 60 35 30 105 3,0 42 30 21 24 34 6,3 6,3
16 50 150 0 71 45 40 125 3,0 50 35 25 26 36 6,3 8,0
17 45 137,5 18 63 40 35 115 2,5 42 30 21 20 30 8,0 8,0
18 30 100 0 45 25 20 85 2,0 35 25 18 16 26 6,3 8,0
19 30 104 0 42 25 20 85 2,0 36 25 18 15 25 6,3 6,3
20 42 144 0 60 35 30 120 3,0 45 32 22 25 35 8,0 10,0
21 46 147 16 63 40 35 120 3,0 49 34 25 30 40 6,3 10,0
22 38 135 0 55 35 30 112 2,5 42 30 21 26 36 6,3 8,0
23 40 129 20 60 35 30 108 3,0 38 27 19 22 32 6,3 6,3
24 46 153 20 67 40 35 128 3,0 46 32 23 24 34 8,0 8,0
25 45 125 0 60 40 35 105 2,5 40 28 20 22 32 6,3 10,0
26 38 117 0 56 35 30 98 3,0 36 25 18 18 28 6,3 8,0
27 50 150 25 71 45 40 125 3,0 45 32 23 28 38 6,3 6,3
28 40 141 18 60 35 30 118 3,0 40 28 20 18 28 8,0 8,0
29 36 ПО 15 56 30 25 90 2,5 42 29 21 25 35 6,3 8,0
30 40 144 12 63 35 30 120 3,0 48 33 24 28 38 6,3 6,3
130
Таблица А.З - Параметры нагрузки на соединение с натягом
Вариант Силовая нагрузка Тепловая нагрузка, °C Частота вращения п, об/мин Коэффициент концентрации напряжений Kt
Т, Н м Fa,H t] t2 te
1 100 0 20 20 20 1600 1,0
2 80 685 20 20 20 4000 1,3
3 120 0 50 30 20 2000 1,1
4 25 340 20 20 20 2500 1,1
5 150 0 40 40 20 1000 1,3
6 45 0 20 20 20 2000 1,0
7 65 555 24 24 24 3150 1,1
8 90 0 55 35 20 2500 1,1
9 60 0 20 20 20 1600 1,0
10 40 0 20 20 20 2000 1,2
И 75 640 45 22 22 2500 1,1
12 35 0 20 20 20 1800 1,1
13 25 0 20 20 20 4000 1,1
14 30 0 20 20 20 3150 1,0
15 100 850 20 20 20 2800 1,1
16 125 0 20 20 20 2500 1,1
17 90 0 40 25 0 4000 1,1
18 80 685 20 20 20 3150 1,1
19 16 0 20 20 20 2000 1,1
20 115 0 20 20 20 3550 1,1
21 50 0 20 20 20 4000 1,1
22 130 700 20 20 20 3150 1,1
23 85 0 45 20 20 1600 1,0
24 140 0 20 20 20 2500 1,2
25 100 580 20 20 20 2800 1,1
26 45 0 20 20 20 2240 1,1
27 180 0 50 25 20 1250 1,4
28 60 310 20 20 20 2000 1,1
29 30 0 20 20 20 3550 1,1
30 90 450 20 20 20 1600 1,2
131
Приложение Б
(обязательное)
Исходные данные для расчета и выбора посадки с зазором
‘размер округляется до ближайшего значения из рядов
нормальных линейных размеров по ГОСТ 6636-69
Рисунок Б. 1 - Расчетная схема подшипника скольжения
Таблица Б.1 - Параметры подшипника скольжения
Вариант Геометрия деталей Смазочный материал Нагрузка
dn, мм 1, мм Rzi, мкм RZ2, мкм марка Р50, Па-с v50, сСт Fr, Н п, об/мин
1 40 44 2,5 2,5 И-25А 0,023 25 1000 2000
2 45 40 2,5 3,2 И-20А 0,019 20 850 2800
3 35 42 3,2 3,2 Т-46 0,042 46 1100 2250
4 50 50 2,5 3,2 И-30А 0,026 30 1500 1600
5 50 40 3,2 3,2 И-40А 0,035 40 1250 2000
132
Продолжение таблицы Б. 1
Вариант Геометрия деталей Смазочный материал Нагрузка
dn, мм 1, мм Rzi, мкм RZ2, мкм марка Р50, Па-с v50, сСт Н,Н п, об/мин
6 40 48 2,5 4,5 И-20А 0,019 20 750 1800
7 38 38 3,2 4,5 Т-46 0,042 46 1000 2650
8 30 45 2,5 2,5 И-25А 0,023 25 800 3000
9 42 38 2,5 3,2 И-50А 0,045 50 1300 1800
10 52 26 3,2 4,5 И-40А 0,035 40 825 2800
11 30 39 2,5 2,5 Т-46 0,042 46 1000 3000
12 30 33 2,5 3,2 И-40А 0,035 40 650 2800
13 48 38 3,2 3,2 И-30А 0,026 30 1200 2500
14 36 36 2,5 2,5 И-12А 0,010 12 750 4000
15 50 20 2,5 4,5 И-50А 0,045 50 850 4250
16 45 50 2,5 2,5 И-40А 0,035 40 2000 1600
17 56 39 4,5 4,5 И-25А 0,023 25 1000 3000
18 53 48 3,2 5,0 И-30А 0,026 30 1000 2500
19 40 52 3,2 4,5 И-20А 0,019 20 1100 2650
20 29 32 2,5 3,2 И-50А 0,045 50 900 3150
21 28 30 2,5 2,5 И-40А 0,035 40 500 2240
22 36 54 4,5 5,0 Т-46 0,042 46 1200 2500
23 32 40 3,2 3,2 И-ЗОА 0,026 30 750 3000
24 40 40 2,5 4,5 И-25А 0,023 25 1000 2800
25 50 30 2,5 2,5 И-40А 0,035 40 1550 2000
26 45 58 2,5 5,0 И-20А 0,019 20 950 1800
27 28 36 3,2 3,2 И-50А 0,045 50 700 2650
28 45 27 2,5 2,5 И-ЗОА 0,026 30 975 2500
29 45 45 4,5 4,5 И-20А 0,019 20 1000 3150
30 40 60 2,5 3,2 И-40А 0,035 40 1200 2000
133
Приложение В
(обязательное)
Исходные данные для расчета переходной посадки
•размер округляется до ближайшего значения из рядов
нормальных линейных размеров по ГОСТ 6636-69
Рисунок В.1 - Схема соединения деталей по переходной посадке
Таблица В.1 - Параметры соединения деталей по переходной посадке
Вариант Номинальный диаметр dn, мм Поле допуска
отверстия Н вала S
1 30 Н7 пб
2 45 Н7 гпб
3 53 Н8 к7
4 50 Н7 js6
5 40 Н8 т7
6 45 Н8 js7
7 56 Н7 пб
8 30 Н8 п7
9 42 Н7 кб
10 53 Н7 js6
11 40 Н8 п7
134
Продолжение таблицы В.1
Вариант Номинальный диаметр dn, мм Поле допуска
отверстия Н вала S
12 56 JS7 Ь6
13 50 Н8 к7
14 53 Н8 js7
15 56 Н8 m7
16 30 М7 h6
17 48 К8 h7
18 40 Н7 пб
19 45 JS8 h7
20 53 Н7 кб
21 55 Н8 n7
22 30 Н6 m5
23 45 JS7 h6
24 56 Н7 m6
25 30 Н7 кб
26 30 Н7 js6
27 45 Н6 к5
28 55 JS8 h7
29 50 Н6 js5
30 40 N7 h6
135
Приложение Г
(обязательное)
Исходные данные для выбора посадок шпоночного соединения
Рисунок Г. 1 - Схема шпоночного соединения
Таблица Г.1 - Параметры шпоночного соединения
Вариант Диаметр вала d, мм Диаметр ступицы D, мм Вращающий момент Т, H-м Режим работы Материал шпонки Тип соединения
1 35 56 200 1П сталь 45 нормальное
2 50 73 350 II сталь 20 плотное
3 40 63 250 IV сталь 45 нормальное
4 55 80 300 V сталь 50 свободное
5 30 50 215 I сталь 45 свободное
6 42 65 320 1П сталь 45 плотное
7 60 90 450 IV сталь 45 нормальное
8 38 60 220 V сталь 20Х нормальное
9 40 63 200 III сталь 20 свободное
10 32 56 250 I сталь 45 плотное
11 48 71 330 IV сталь 45 свободное
12 53 80 400 IV сталь 45 нормальное
13 45 71 270 III сталь 20 свободное
14 50 75 250 V сталь 50 плотное
136
Продолжение таблицы Г. 1
Вариант Диаметр вала d, мм Диаметр ступицы D, мм Вращающий момент Т, H-м Режим работы Материал шпонки Тип соединения
15 36 60 200 IV сталь 50 плотное
16 40 63 350 II сталь 45 нормальное
17 56 85 350 IV сталь 20 свободное
18 45 71 180 V сталь 50 нормальное
19 30 50 150 III сталь 45 плотное
20 50 73 300 V сталь 20Х свободное
21 35 56 200 II сталь 20 плотное
22 30 50 200 I сталь 45 свободное
23 42 65 250 III сталь 45 нормальное
24 50 73 300 IV сталь 45 свободное
25 48 71 280 II сталь 20 нормальное
26 45 71 300 IV сталь 45 нормальное
27 52 80 380 III сталь 45 свободное
28 40 63 220 II сталь 20 плотное
29 46 71 300 I сталь 20 нормальное
30 60 90 250 V сталь 45 плотное
Примечание : I — нереверсивная нагрузка при отсутствии ударов и вибраций; II - нереверсивная нагрузка с несильными ударами и вибрациями; 1П - нереверсивная нагрузка с сильными ударами и вибрациями; IV - реверсивная нагрузка с несильными ударами и вибрациями; V — реверсивная нагрузка с сильными ударами и вибрациями.
137
Приложение Д
(обязательное)
Исходные данные для выбора посадок шлицевого соединения
*размер округляется до ближайшего значения из рядов
нормальных линейных размеров по ГОСТ 6636-69;
“размер округляется до ближайшего целого числа,
кратного пяти.
Рисунок Д. 1 - Схема шлицевого соединения
Таблица Д.1 - Параметры шлицевого соединения
Вариант Число зубьев Номинальные размеры, мм Серия Тип соединения Центрирование с
d D b
1 8 32 38 6 средняя неподвижное D
2 10 36 45 5 тяжелая подвижное b
3 8 42 48 8 средняя подвижное d
4 8 32 36 6 легкая подвижное D
5 8 42 46 8 легкая неподвижное d
6 10 32 40 5 тяжелая неподвижное b
7 8 36 42 7 средняя подвижное D
138
Продолжение таблицы Д.1
Вариант Число зубьев Номинальные размеры, мм Серия Тип соединения Центрирование с
d D b
8 6 28 34 7 средняя неподвижное D
9 10 42 52 6 тяжелая подвижное b
10 8 46 50 9 легкая подвижное D
11 10 28 35 4 тяжелая неподвижное b
12 8 46 54 9 средняя подвижное d
13 8 52 58 10 легкая неподвижное D
14 8 32 38 6 средняя подвижное D
15 8 42 48 8 средняя подвижное D
16 10 32 40 5 тяжелая подвижное b
17 10 28 35 4 тяжелая подвижное b
18 8 32 36 6 легкая неподвижное D
19 8 42 46 8 легкая подвижное d
20 10 36 45 5 тяжелая неподвижное b
21 6 28 34 7 средняя подвижное d
22 8 52 58 10 легкая подвижное D
23 8 46 54 9 средняя неподвижное d
24 8 36 42 7 средняя неподвижное D
25 8 36 42 7 средняя подвижное d
26 10 42 52 6 тяжелая неподвижное b
27 8 32 38 6 средняя подвижное d
28 8 46 50 9 легкая неподвижное D
29 8 52 58 10 легкая подвижное d
30 8 42 46 8 легкая неподвижное D
139
Приложение Е
(обязательное)
Исходные данные для расчета и выбора посадок подшипника качения
‘размер округляется до ближайшего значения из рядов нормальных линейных размеров по ГОСТ 6636-69
Рисунок Е. 1 - Расчетные схемы соединений с подшипниками качения
Таблица Е.1 - Параметры соединений с подшипниками качения
Вариант Подшипник Do, мм Нагрузка Fr, Н te,°C Материал Схема
подшипника корпуса вала
1 209 100 3500 22 ШХ15 сталь 45 сталь 45 А
2 5-307 95 2000 22 ШХ15 сталь 45 сталь 45 А
3 ПО 135 3000 22 ШХ15 сталь 30 сталь 45 Б
4 6-408 125 4000 22 ШХ15 сталь 45 сталь 50 А
5 6-109 125 2500 22 ШХ15 сталь 30 сталь 45 Б
6 308 150 4000 22 ШХ15 сталь 40 сталь 45 Б
140
Продолжение таблицы Е. 1
Вариант Подшипник Do, мм Нагрузка Fr,H te,°C Материал Схема
подшипника корпуса вала
7 207 85 3500 22 ШХ15 сталь 45 сталь 20Х А
8 405 135 2000 22 ШХ15 сталь 30 сталь 45 Б
9 4-306 105 2000 22 ШХ15 сталь 45 сталь 50 А
10 5-309 165 2000 22 ШХ15 сталь 40 сталь 45 Б
11 6-107 71 2000 22 ШХ15 сталь 45 сталь 50 А
12 309 115 1500 22 ШХ15 сталь 45 сталь 20Х А
13 306 120 2000 22 ШХ15 сталь 30 сталь 45 Б
14 108 115 2500 22 ШХ15 сталь 40 сталь 45 Б
15 6-307 135 2500 22 ШХ15 сталь 30 сталь 45 Б
16 5-409 140 4500 22 ШХ15 сталь 45 сталь 45 А
17 4-109 85 2500 22 ШХ15 сталь 45 сталь 40Г А
18 4-406 150 2500 22 ШХ15 сталь 30 сталь 45 Б
19 210 105 4000 22 ШХ15 сталь 45 сталь 20Х А
20 5-107 105 1500 22 ШХ15 сталь 40 сталь 45 Б
21 407 115 3000 22 ШХ15 сталь 45 сталь 20Х А
22 5-208 135 2000 22 ШХ15 сталь 45 сталь 30 Б
23 6-207 120 1500 22 ШХ15 сталь 45 сталь 40 Б
24 6-308 105 3000 22 ШХ15 сталь 45 сталь 45 А
25 407 165 3000 22 ШХ15 сталь 40 сталь 45 Б
26 5-108 80 1000 22 ШХ15 сталь 45 сталь 45 А
27 6-209 140 3500 22 ШХ15 сталь 30 сталь 45 Б
28 406 105 3500 22 ШХ15 сталь 45 сталь 40Г А
29 206 105 2000 22 ШХ15 сталь 40 сталь 45 Б
30 6-208 95 2500 22 ШХ15 сталь 45 сталь 45 А
141
Таблица Е.2 - Физические свойства некоторых конструкционных сталей
Марка стали Модуль упругости Е, ГПа Коэффициент Пуассона ц ТКЛР а, 1/°С
сталь 30 200 0,3 12,1 -Ж6
сталь 40 213 0,3 11,910 6
сталь 45 200 0,3 11,910’6
сталь 50 216 0,3 11,2-Ю-6
сталь 20Х 216 0,3 10,5-106
сталь 40Г 200 0,3 11,110'6
‘диаметры бортов d2 внутреннего кольца радиальных и радиально-упорных
шариковых однорядных подшипников можно определить по приближенной
формуле d2 = 0,5(D + d) - 0,6Dw
Рисунок Е.2 - Изменение коэффициента концентрации контактных напряжений во
внутреннем кольце подшипника в зависимости от его размеров
142