/







































Текст
СВАРОЧНОЕ
«ОРУДОВАНИЕ
СМ. БЕЛИНСНИЙ
Б. А. НАГАНСНИЙ
Б. Я.ТЕМНИН
ОБОРУДОВАНИЕ
ДЛЯ СВАРКИ
НЕЛЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
В СРЕДЕ
ИНЕРТНЫХ
ГАЗОВ
6П4.3
Б 43
УДК 621.791^
Белинский С. М. и др.
Б 43 Оборудование для сварки нсплавтцимся элек-
тродом в среде инертных газов. Л., «Энергия»
1975.
104 с. с ил. (Электросварочное оборудование).
Перед загл. авт/. С. М. Белинский, Б. А. Каганскин.
Б. Я- Темкин.
В ^брошюре рассматриваются особенности работы и конструк-
ции оборудования для сварки неплавящимся электродом в среде
инертных газов. Излагаются основные требования к оборудованию,
приводятся функциональные схемы установок, выпускаемых про-
мышленностью, принципиальные схемы их основных узлов. Даются
указания но эксплуатации и наладке сварочных установок.
Брошюра предназначена для наладчиков сварочного оборудо-
вания. по может быть полезна также инженера?/! и студентам, спе-
циализирующимся в области сварки и сварочного оборудования.
30367-107
051(01)-75
172-75
6П4.3
Рецензент Л. В. Глебов
© Издательство «Энергия», 1975
ОТ ИЗДАТЕЛЬСТВА
Предлагаемая вниманию читателей брошюра от-
крывает серию «Электросварочное оборудование».
Издательство предпринимает выпуск серии, стре-
мясь оказать помощь многочисленным работникам
промышленности, имеющим дело с электросварочным
оборудованием. В выпусках будут рассмотрены уст-
ройство современных электросварочных машин, полу-
автоматических и автоматических установок для
различных способов сварки, условия правильной экс-
плуатации оборудования, монтаж и наладка машин,
ремонт электросварочного оборудования.
В текущем году в серии выйдет еще одна книга
«Средства автоматизации в оборудовании дуговой
сварки». Авторы М. П. Зайцев и О. М. Кулешов.
Вслед за этими изданиями намечаются следую-
щие выпуски: Ю. Е. Алексеев, Л. Н. Кушнарев «Обо-
рудование для дуговой сварки под флюсом»,
М. И. Закс, А. Л. Рывкин «Выпрямители для дуговой
сварки», А. И. Комрачев, В. К. Клименко «Свароч-
ные контактные конденсаторные машины», Ю. А. Ко-
ган «Автоматы и полуавтоматы для дуговой сварки
плавящимся электродом в среде защитных газов» и
другие.
Издательство просит читателей присылать свои
пожелания и отзывы по серии. Наш адрес: 192041, Ле-
нинград, Д-41, Марсово поле, д. 1, Ленинградское от-
деление издательства «Энергия».
ПРЕДИСЛОВИЕ
а Сварка дугой, горящей между тугоплавким элект-
1 родом и изделием, была изобретена русским ипжене-
Л ром Н. II. Бенардосом в 1882 г. Электродом в аппа-
«| рате Беиардоса служил угольный стержень, сварка
7 велась в воздухе открытой дугой. Из-за въшмодейст-
вия расплавленного металла и электрода с воздухом
качество сварного соединения было низким, а расход
электрода — большим. Неравномерность обгорания
электрода приводила к нестабильности положения
1*
3
дуги. Низкая плотность гока, допустимая для уголь-
ного электрода, ограничивала производительность
сварщика. После изобретения А. Г. Славяновьцм
в 1888 г. сварки плавящимся электродом, свободней
от большинства этих недостатков, интерес к сварке
неплавящимся электродом угас. Облцстыо примене-
ния способа Бенардоса долгие годи оставалась по
существу лишь сварка ио епбир гонке, где положи-
тельные стороны способа Славя нова нс могут пол-
ностью проявиться.
Интерес к сварке неплавящимся электродом вновь
возродился, когда широкое распространение полу-
чили новые конструкционные материалы — нержавею-
щая сталь, алюминиевые и титановые сплавы и т. п..
Сварка этих материалов вследствие их химической
активности ври высоких температурах оказалась воз-
можной лишь в атмосфере инертных газов. Исполь-
зование инертного газа позволило применять в каче-
стве тугоплавкого электрода вольфрамовый стержень.
Оказалось, что вольфрамовым электродом в среде
инертного газа можно сваривать практически любые
металлы и сплавы. Благодаря инертной газовой за-
щите металл шва не загрязняется посторонними при-
месями. Вводя в дугу металл в виде присадочной
проволоки, можно раздельно влиять на количество
наплавленного металла и на тепловложение в основ-
ной металл, что для некоторых материалов и конст-
рукций чрезвычайно важно.
Применение переменного тока позволило вести
очистку изделия от окислив в процессе сварки, что
в некоторых случаях, в частности при сварке изде-
лий из алюминия и его сплавов, не может быть до-
стигнуто никакими другими способами и играет ре-
шающую роль в обеспечении качества сварки. Про-
цесс сварки идет спокойно, без брызг, характерных
для сварки плавящимся электродом, что позволяет
экономить до 10—12% наплавленного металла изна- '
чительно улучшает условия труда. j
Легкость и мобильность горелки позволяет вы-/
поднять сварку в труднодоступных местах и в любых
пространственных положениях. Все эти достоинства
определили широкое распространение сварки пепла-
вящимся электродом. В настоящее время при соеди-
4
нении изделий из нержавеющих сталей, алюминия и
его сплавов и ряда других цветных металлов этот
способ сварки является преобладающим.
Для сварки неплавящимся электродом необходимо
специфическое оборудование. В довоенные годы обо-
рудование изготавливалось кустарно предприятиями,
применявшими этот способ сварки. Со второй поло-
вины 50-х годов начался промышленный выпуск обо-
рудования. Пионером в этой области был завод
«Электрик», выпустивший установку УРСЛ-600 для
сварки алюминиевых сплавов. Позднее, после орга-
низации Всесоюзного института электросварочного
оборудования (ВПИИЭСО), разработка оборудова-
ния была сосредоточена в институте. Были разрабо-
таны серии установок УДАР, УДГ, УПСР. Работа
продолжается и поныне.
Важную работу провел институт электросварки
им. Е. О. Патона, где были разработаны установки
серии АП для сварки на постоянном токе и уста-
новки для микроплазмешюй сварки. Кроме того,
большую работу вели также и отраслевые техноло-
гические институты судостроительной, авиационной и
других отраслей промышленности. Так, в авиацион-
ной промышленности были разработаны и выпуска-
лись установки серий ИПК и ИПД для сварки на
переменном токе, установки для импульсной и для
трехфазной сварки, автоматы серии АДСВ и др.
В настоящее время в СССР выпускается множе-
ство различных установок как универсальных, так и
специализированных, удовлетворяющих пракгически
полностью потребности промышленности; существую-
щие на ряде заводов полукустарные установки вы-
тесняются современным оборудованием. Грамотная
эксплуатация этого оборудования требует знания про-
цессов, происходящих в дуге и в основных узлах сва-
рочных установок.
В предлагаемой читателю брошюре освещаются
физические основы процесса сварки и работы обо-
рудования для сварки неплавящимся электродом, при-
водятся схемы и конструкции его основных узлов,
а также характеристика ряда промышленных свароч-
ных установок.
Авторы
5
ГЛАВА ПЕРВАЯ
ФИЗИЧЕСКИЕ ПРОЦЕССЫ В ДУГОВОМ ПРОМЕЖУТКЕ
Электрический ток в газах, называемый также га- !
зовым разрядом,— сложное явление, значительно от- i
личающееся от тока в твердых и жидких проводни-
ках. В обычных условиях, при нормальных темпера-
туре и давлении, в газе отсутствуют свободные
заряженные частицы — электроны и ионы. Газ ведет |
себя как изолятор. Для того чтобы в газе мог течь I
ток проводимости, связанный с переносом заряда, за-
ряженные частицы должны быть образованы в газе
путем разрушения нейтральных атомов и молекул
или поступить в газ извне — из окружающих газтвер- J
дых или жидких тел. Процесс разрушения нейтраль- |
пых частиц газа называется ионизацией, а процесс
испускания заряженных частиц твердыми или жид-
кими телами — эмиссией. Оба эти процесса могут
происходить как под действием внешних факторов,
например, ультрафиолетового, радиоактивного или
рентгеновского излучения, высокой температуры и т. п.,
так и иод воздействием приложенного к газу напря-
жения и проходящего через газ тока. Если ток в газе
обязан своим существованием воздействию внешних
факторов, он носит название несамостоятельного
разряда. Если же достаточное для поддержания тока
в газе количество заряженных частиц образуется
в газе или эмиттируст из окружающих газ тел бла-
годаря действию приложенного к газовому проме-
жутку напряжения и протекающего через газ тока,
разряд называется самостоятельным.
Ток в газе может быть постоянным или изменяю-
щимся во времени. При изменении тока может одно-
временно изменяться также и механизм процессов
образования заряженных частиц в газе. В этом слу-
6
час разряд называется неустановившимся. Среди не-
устцновившихся разрядов важное место занимает
процесс перехода разряда из несамостоятельного
в самостоятельный, называемый пробоем или воз-
буждением разряда. Если заряженные частицы, обес-
печившие несамостоятельный ток в газе, остались
в нем после предшествовавшего самостоятельного
разряда, этот процесс называется повторным зажига-
нием. К установившимся относятся такие формы раз-
ряда, которые не изменяются при изменении тока.
Важнейшими для сварки являются две формы раз-
ряда— дуговой (или просто дуга) и тлеющий. Обе
эти формы разряда обязаны своим существованием
эмиссии электронов из отрицательного электрода —
катода, имеют много общих черт и часто переходят
из одной в другую. Процесс перехода является, ко-
нечно, в соответствии с принятой классификацией не-
установившейся формой разряда.
Знание основных процессов, происходящих в ду-
говом и тлеющем разрядах, при возбуждении и пов-
торных зажиганиях разряда, является необходимым
для понимания работы и схемных особенностей обо-
рудования для дуговой сварки неплавящимся элект-
родом.
1. Пробой газового промежутка
Как уже указывалось, газ в исходном состоянии —
изолятор. Однако вследствие воздействия на газ и
окружающие его тела естественной радиоактивности
Земли, солнечного и космического излучений и дру-
гих внешних факторов в газе присутствует некоторое
количество заряженных частиц — электронов и ионов.
При приложении к газовому промежутку напряже-
ния заряженные частицы приобретают в своем хао-
тическом тепловом движении добавочные скорости
вдоль электрического поля. Так как попы имеют боль-
шие массы, приобретаемая ими добавочная скорость
незначительна. Добавочная скорость, приобретаемая
электронами, велика и направлена против сил поля
(из-за отрицательного заряда электронов).
Рассмотрим процессы, происходящие при движе-
нии электрона, образовавшегося у катода. За время
движения между столкновениями с нейтральными
частицами газа электрон приобретает добавочную
энергию. Если энергия электрона при этом окажется
достаточной для ионизации газа, количество ионизи-
рованных частиц в газе будет увеличиваться. В на-
правлении от катода к аноду будет продвигаться
электронная лавина, оставляя позади себя малопод-
вижные положительные ионы, образующие положи-
тельный пространственный заряд. Случайные элект-
роны и электроны, образованные ионизацией газа,
вызванной излучением возбужденных лавиной ато-
мов, и находящиеся вблизи этого пространственного
заряда, будут втягиваться в него, образуя на своем
пути новые короткие лавины. Благодаря этому об-
разуется плазменный канал, т. с. канал, состоящий
из положительно и отрицательно заряженных частиц,
прорастающий от анода к катоду. Этот капал назы-
вается стримером. Головка стримера несет положи-
тельный заряд. При приближении к катоду головка
стримера многократно усиливает напряженность
электрического поля около катода, что приводит
к выходу роя электронов из катода. В результате
между катодом и анодом образуется проводящий
плазменный мостик, по которому протекает ток,—
возникает искра. Рой электронов, движущийся от ка-
тода, многократно усиливает ионизацию в канале,
во много раз- увеличивает его проводимость. Проис-
ходит пробой разрядного промежутка.
Таким образом, для пробоя газового промежутка
необходимо следующее: 1) напряжение должно быть
достаточным для создания электронных лавин;
2) в разрядном промежутке должны находиться сво-
бодные электроны, могущие служить родоначальни-
ками лавин; 3) развитие лавин должно привести
к образованию проводящего мостика между электро-
дами; 4) на катоде должен быть создан эффективный
источник эмиссии электронов; 5) создавшийся при
этом капал должен иметь проводимость, достаточ-
ную для прохождения большого тока.
При сварке неплавящимся электродом для перво-
начального возбуждения дуги необходимо осущест-
вить пробой разрядного промежутка. Необходимое
для пробоя напряжение составляет несколько кило-
8
вольт. Для того чтобы устранить опасность пора-
жения сварщика высоким напряжением, вместо по-
стоянного напряжения применяют напряжение высо-
кой частоты. Высокочастотное напряжение безопасно
для жизни, так как возникающий при его приложе-
нии ток не протекает в глубь тела, а распространяется
ио его поверхности. При большой мощности высоко-
частотный ток может вызвать ожоги кожи.
В сварочном оборудовании для поджига дуги при-
меняют специальные устройства — осцилляторы, гене-
рирующие высоковольтные высокочастотные импуль-
сы. Эти импульсы имеют малую среднюю мощность —
не более 100 Вт и большую мощность в импульсе —
десятки и сотни киловатт. Такие устройства без-
опасны для сварщика. Кроме того, при высокочастот-
ном напряжении на разрядном промежутке облег-
чается образование проводящего капала, так как
электроны нс успевают уходить из капала и усили-
вают ионизацию в нем.
Из изложенного ясно, что пробой не может на-
ступить мгновенно после приложения напряжения
к промежутку. Для появления родоначальника ла-
вины — свободного электрона — необходимо некото-
рое время, называемое статистическим временем за-
паздывания. После появления этого электрона насту-
пает время формирования разряда. Оба эти процесса
ускоряются с увеличением приложенного к проме-
жутку напряжения. Зависимость между полным време-
нем запаздывания (включая и время формирования)
и приложенным напряжением называется вольт-
секупдной характеристикой. В связи с большим раз-
бросом статистического времени запаздывания, за-
висящего от случайных факторов, точки вольт-секуид-
ной характеристики занимают некоторую область,
называемую вольт-секундной областью. Если точка,
соответствующая напряжению и длительности им-
пульса, лежит ниже нижней Гранины области, про-
бой невозможен, если выше верхней границы — про-
бой обязательно наступит. При попадании изобража-
ющей точки внутрь области вероятность пробоя имеет
промежуточное значение. Знание вольт-секундных ха-
рактеристик дугового промежутка позволяет выбрать
необходимую амплитуду и длительность импульса для
9
поджига дуги. Кроме того, знание вольт-секундных
характеристик дает возможность предотвратить про-
бой изоляции сварочной цени. Для этого достаточно,
чтобы вольт-секундная область изоляции4 была выше
вольт-секупдпой области дугового промежутка.
Пробой облегчается, если в момент приложения
напряжения в промежутке уже имеется большое ко-
личество заряженных частиц, что имеет место при
повторных зажиганиях. В этом случае решающее зна-
чение приобретает процесс создания источника эмис-
сии на катоде. Если при этом температура катода
достаточно высока, чтобы обеспечить необходимую
эмиссию электронов, повторное зажигание может
происходить при низких напряжениях. Более подроб-
но повторные зажигания будут рассмотрены при опи-
сании дуги переменного тока.
2. Тлеющий разряд
Тлеющий разряд — один из видов самостоятель-
ного установившегося разряда, имеющий место при
холодных электродах и небольших токах — до 1—2 Л.
Наш интерес к этому виду разряда объясняется тем,
что он является обычно переходной стадией при пов-
торных зажиганиях дугового разряда с катодом, тем-
пература которого недостаточна для эмиссии элект-
ронов.
Рассмотрим общий характер процессов, обеспе-
чивающих существование тлеющего разряда. Разряд-
ный промежуток при тлеющем разряде почти пол-
ностью заполнен плазмой. Благодаря ее высокой про-
водимости почти все напряжение на разрядном про-
межутке сосредоточено в узкой зоне около катода,
где и происходят основные процессы, поддерживаю-
щие разряд. Под воздействием электрического поля
положительные ионы, образовавшиеся вблизи катода
или пришедшие туда из плазменного столба, уско-
ряются и ударяют в катод. Находящиеся в металле
катода электроны приобретают добавочную энер-
гию, достаточную для преодоления удерживающих их
в металле сил притяжения, и покидают катод. Ока-
завшись в сильном прикатодном поле, электроны ус-
коряются и приобретают энергию, достаточную для
16
11 on 11 i а ни и атомов газа. Электроны поступают в столб
разряда, поддерживая его высокую проводимость,
а вновь образовавшиеся ионы устремляются к ка-
тоду, бомбардируя его и поддерживая, таким обра-
зом, необходимую эмиссию.
Прнкатодная область разряда называется об-
ластью катодного падения напряжения. В этой об-
ласти, как уже указывалось, происходят основные
процессы, обеспечивающие существование разряда.
11о характеру зависимости катодного падения на-
пряжения от тока, т. с. вольт-амнерной зависимости,
Рис. 1 10~е 10'* 10" 2 1 100 А
различают несколько стадий тлеющего разряда. При
малых токах вольт-амперная характеристика имеет
падающий характер. Эта стадия, являющаяся пере-
ходной от темного к тлеющему разряду, носит
название субнормального тлеющего разряда- При до-
стижении некоторого значения разрядного тока раз-
ряд переходит в новую стадию — нормальную. Нор-
мальный тлеющий разряд характеризуется широким
диапазоном изменения тока. Такая форма вольт-ам-
перной зависимости объясняется тем, что необходи-
мая для поддержания разряда энергия, достигаемая
в области катодного падения напряжения, зависит
лишь от свойств газа. Увеличение тока приводит
только к расширению области на катоде, с которой про-
исходит эмиссия электронов, и поперечного сечения
11
столба разряда. При дальнейшем увеличении тока
разряд переходит в аномальную стадию, характе- ।
ризующуюся возрастающей вольт-амперной зависи-
мостью, что объясняется сжатием столба в катодной
области разряда и увеличением плотности тока.
В аномальной стадии тлеющего разряда происхо-
дит значительный разогрев газа и электродов. Эта
стадия является переходной от тлеющего в дуговой
разряд. " ’
Вид вольт-амперной характеристики тлеющего раз-
ряда показан на рис. 1 для разряда в аргоне с алю-
миниевым катодом при нормальном давлении.
3. Дуговой разряд
Дуговой разряд, как и тлеющий, обязан своим су-
ществованием процессам на катоде. Эти процессы
весьма сложны и до настоящего времени во многом
не ясны. Существенным отличием дугового разряда
от тлеющего является весьма малое катодное паде-
ние напряжения — порядка потенциала ионизации
газа, в котором горит дуга. Так как вблизи электро-
дов обычно присутствуют в значительных количест-
вах пары электродного металла, потенциал ионизации
которого ниже потенциала ионизации газа, ка-
тодное падение напряжения может быть и ниже по-
тенциала ионизации газа. Столь низкие значения ве-
личины катодного падения напряжения не позво-
ляют объяснить поддержание тока в дуге с помощью
того же механизма, что и при тлеющем разряде, и
требуют привлечения к объяснению новых факторов,
обеспечивающих достаточную эмиссию. Эти факторы
являются различными в зависимости от того, какова
температура плавления материала катода. Рассмот-
рим в отдельности тугоплавкий («нсплавящийся») и
легкоплавкий («плавящийся») катод.
Для того чтобы электроны могли покинуть металл,
их энергия должна превышать энергию связи элект-
ронов с ионами кристаллической решетки металла —
так называемую работу выхода. Эта дополнительная
энергия может быть получена электронами за счет
высокой температуры. Возникающая в этом случае
эмиссия носит название термической. Термическая
12
•/миссия весьма мала при температурах до 3000 К,
и ею практически можно пренебречь. Однако при
дальнейшем росте температуры эмиссия быстро воз-
ристает и при температуре, близкой к температуре
плавления вольфрама, может служить основным ис-
точником образования электронов. При температуре
же плавления легкоплавких металлов (сталь, алюми-
ний, медь) механизм эмиссий совсем иной. Сильное
электрическое поле снижает энергию связи электро-
нов в металле, понижает работу выхода. Происходит
как бы вырыв электронов из металла электри-
ческим полем. Такой вид эмиссии называется авто-
электронной эмиссией и характерен для легкоплав-
ких катодов.
Различием в механизмах эмиссии из электродов
при плавящемся и тугоплавком катодах объясняются
многие особенности дуги при сварке пеплавящимся
электродом, В частности, отсюда вытекает различие
в напряжении горения дуг прямой и обратной поляр-
ности. В то время как катодное падение напряжения
у вольфрамового катода в аргоне составляет 8—10 В,
у алюминиевого катода оно равно 20—22 В. Это об-
стоятельство приводит к появлению постоянной со-
ставляющей тока при сварке па переменном токе.
Эти особенности отражаются также на процессе по-
вторных зажиганий. Благодаря термическому харак-
теру эмиссии па тугоплавком катоде и его значи-
тельной тепловой инерции повторное зажигание дуги
прямой полярности происходит при напряжении,
почти ле превышающем напряжения горения дуги.
Иначе происходит процесс повторных зажиганий
при легкоплавком катоде. В этом случае термическая
эмиссия отсутствует и восстановление напряжения
не приводит* к восстановлению эмиссии. Особенно
затруднен этот процесс в дуге переменного тока,
когда легкоплавкий электрод, бывший ранее анодом,
становится катодом. Как будет показано ниже, вблизи
анода возникает области отрицательного обьемпого
заряда. Эта область при смене полярности снижает
напряженность поля вблизи катода, что еще более
затрудняет повторное зажигание.
Рассмотрим подробнее процесс повторного зажи-
гания при катоде из алюминия. Будем считать, что
13
за время отсутствия дуги нс произошло существен-
ной деионизации плазмы столба. Так бывает, если
восстановление напряжения произошло не позже чем
через несколько десятков микросекунд после пога-
сания дуги. Под действием поля электроны устрем-
ляются к аноду, а ионы из плазмы столба — к катоду.
Па поверхности алюминиевого катода всегда имеется
тонкая пленка окиси алюминия, около которой рас-
полагается положительный объемный заряд, благо-
даря чему напряженность поля у катода становится
достаточно большой, чтобы вызвать особый вид тле-
ющего разряда — диффузный разряд.
Диффузный разряд характеризуется проникнове-
нием эмиттируемых из металла электронов через
пленку окисла. Напряжение горения диффузного тле-
ющего разряда составляет 60—80 В, а напряжение
возникновения его субнормальной стадии 80—90 В.
Развитие тлеющего разряда приводит к росту тока
и переходу разряда в аномальную стадию, при ко-
торой напряжение горения разряда возрастает до
200—220 В. Если мощность источника питания до-
статочна, процесс приводит к переходу разряда в ду-
говой. Если же восстанавливающееся напряжение
ниже напряжения горения аномального тлеющего
разряда, происходит постепенное разрушение пленки
окисла, остывание и деионизация плазмы в разряд-
ном промежутке, и восстановление дуги требует еще
более высоких напряжений.
Различие в катодных процессах сказывается так-
же и при первоначальном зажигании дуги. Как яв-
ствует из вышесказанного, для образования эмитти-
рующего пятна на катоде при термической эмиссии
необходимо, чтобы температура катода была доста-
точно высокой, в то время как для образования та-
кого пятна при автоэлектронной эмиссии достаточно
поля с высокой напряженностью. Это различие весьма
заметно при зажигании дуги переменного тока: в по-
лупериоды, когда электрод является анодом, дуга
возникает практически сразу после пробоя разряд-
ного промежутка, в то время как в полупериоды,
когда вольфрамовый электрод является катодом,
дуга возникает лишь после его разогрева.
Важную роль в сварке играет также процесс ион-
14
нон бомбардировки катода, особенно интенсивной
при автоэлектронной эмиссии из катода благодаря
более высокому катодному падению напряжения и
большей доле тока, переносимой в этой области
ионами. Ионная бомбардировка приводит к разру-
шению пленки окисла на поверхности катода. Этот
процесс носит название катодной очистки. Катодная
очистка является совершенно необходимой при сварке
изделий из алюминия и алюминиевых сплавов, так
как тугоплавкая пленка окиси не может быть пол-
ностью удалена с поверхности изделия и из шва ника-
ким другим способом.
Процессы в столбе дуги нс зависят от вида эмис-
сии. Проходящий по столбу дуги ток вызывает на-
грев плазмы столба так же, как и нагрев обычных
проводников. Высокая температура газа в столбе спо-
собствует термической ионизации газа, в процессе ко-
торой пополняется убыль заряженных частиц, ухо-
дящих на анод (электроны) и катод (положитель-
ные ионы).
Для описания процессов, протекающих у анода,
следует предварительно рассмотреть, каким образом
происходит в дуге перенос заряда, т. е. прохождение
тока. Ток может переноситься как электронами, так
и ионами, причем роль этих носителей в различных
частях разряда различна. Вблизи катода, в области
катодного падения напряжения, ток переносится как
электронами, так и ионами, причем доля ионного
тока может достигать 50—70% В плазме столба
ионы из-за своей малой подвижности принимают ма-
лое участие в переносе заряда. Наконец, в анодной
области ток переносится исключительно электронами,
так как эмиссия ионов из анода практически отсут-
ствует. Из этого рассмотрения следует, что электро-
нов, приходящих из столба разряда, недостаточно для
обеспечения тока, и вблизи анода должна находиться
область усиленной ионизации газа, обеспечивающая
прохождение тока к аноду и пополняющая убыль
ионов в плазме столба, дрейфующих к катоду. Эта
область называется областью анодного падения на-
пряжения. В пей электроны приобретают энергию,
необходимую для ударной ионизации газа у поверх-
ности анода. Высокое анодное падение напряжения
15
обеспечивается благодаря отрицательному объемному
заряду, образующемуся у конца столба дуги из-за
ухода ионов из плазмы в сторону катода.
Различие в процессах у анода и катода вызывает
и различие в потоках энергии на эти электроды. На
катод поступает кинетическая энергия ионов, уско-
ренных полем, энергия рекомбинации ионов на по-
верхности катода и кинетическая энергия нейтраль-
ных атомов и молекул (т. е. обычная тепловая энер-
гия за счет теплопроводности). Уносится же энергия
с поверхности катода путем теплопроводности, излу-
чением и, кроме того, при гермоэлектронной эмис-
сии— с потоком эмиттируемых электронов. Эта по-
следняя энергия достаточно велика, даже если элек-
троны покидают катод с пулевыми скоростями, так
как затрачивается энергия па восполнение работы
выхода. Часть энергии расходуется па испарение
материала катода. При легкоплавком катоде часть
энергии на катоде расходуется на плавление металла.
С другой стороны, энергия, уносимая с катода эмит-
тирусмыми электронами, уменьшается, так как умень-
шается работа выхода.
На анод поступает энергия электронов, накоплен-
ная в поле разряда, и работа выхода; кроме того,
сюда поступает тепловая энергия от столба дуги за
счет теплопроводности. Расходуется же энергия за
счет теплопроводности и на плавление и испарение
анода. Из приведенного рассмотрения ясно, что на
тугоплавком аноде выделяется большая доля энер-
гии, чем на катоде. Это обстоятельство имеет боль-
шое значение при сварке неплавящимся электродом.
Если неплавящимся электрод служит анодом, то вы-
деляющаяся на нем энергия приводит к его быстрому
разрушению. Сварка вольфрамовым электродом на
токе обратной полярности (анод — вольфрамовый
электрод) возможна лишь при плотностях тока, не
превышающих 3 Л/мм2, либо при энергичном охлаж-
дении анода. Так как охлаждение анода представ-
ляет значительные технические трудности, обычная
сварка па токе обратной полярности не применяется.
Этому способствует также и то обстоятельство, что
сварка на токе обратной полярности энергетически
невыгодна: большая доля энергии бесполезно расхо-
16
дуется в электроде, и лишь меньшая идет на плавле-
ние металла изделия. Однако, как уже указывалось,
при сварке металлов с плотной тугоплавкой окисной
плойкой, таких, как алюминий и магний, необходимо
се разрушение, достижимое только при катодной
очистке.
Проблема сварки изделий из алюминия и алюми-
ниевых сплавов была решена применением для
этих целей дуги переменного тока. Применение пе-
ременного тока позволяет равномерно распределить
энергию дуги между электродом и изделием и до-
биться полноценной очистки шва от окисных пленок.
Процессы в дуге переменного тока имеют ряд осо-
бенностей, требующих специального рассмотрения.
4. Особенности дуги переменного тока
В обычной электрической цепи энергия может за-
пасаться в виде магнитной энергии в катушках ин-
дуктивности и в виде электростатической энергии —
в конденсаторах. В цепях, содержащих разрядный
промежуток, появляются дополнительные резервы
энергии — тепловая энергия, энергия ионизации и т.п.
Поэтому проводимость дугового промежутка в дан-
ный момент зависит от предыстории процесса — от
того, какова она была в предшествующий момент.
С помощью статической вольт-амперной характерис-
тики, дающей зависимость дугового напряжения от
величины тока при постоянном токе, нельзя опреде-
лить мгновенное значение напряжения при быстро
изменяющемся токе. Для этой цели служат динами-
ческие вольт-амперные характеристики, вид которых
зависит как от частоты, так и от амплитуды тока
дуги.
Типичная динамическая вольт-амперная характе-
ристика приведена па рис. 2, гче обозначено: 1т—
максимальный ток; (73.п и 63. о — напряжения повтор-
ного зажигания дуги прямой и обратной полярности.
Стрелки указывают направление обхода. По вольт-
амперной характеристике можно проследить основные
особенности дуги переменного тока: высокий пик за-
жигания при переходе с прямой полярности на об-
ратную. низкий пик зажигания при переходе с об-
17
ратной полярности па прямую, высокий пик гашения
дуги обратной полярности (в некоторых случаях, на-
пример, при резком увеличении длины дуги, дости-
гающей пика зажигания), разность напряжений го-
рения дуги в полупериоды прямой и обратной по-
лярности, неодинаковую зависимость напряжения на
дуге от тока при увеличении и уменьшении тока. Вид
вольт-амперной характеристики существенно зависит
также от максимального тока дуги. При малых токах
или интенсивном охлаждении вольфрамового элект-
рода возрастает также пик зажигания полупериода
прямой полярности, что объясняется малой термиче-
Рис. 3
ской эмиссией при малых
токах и малой тепловой
инерцией вольфрамового
электрода.
Па рис. 3 представлен
в увеличенном виде пик
зажигания обратной по-
лярности. Здесь можно
видеть характерные осо-
бенности этого процесса:
восстановление напряже-
ния на дуговом проме-
жутке до напряжения за-
жигания тлеющего раз-
ряда, субнормальную, нормальную и аномальную
стадии этого разряда, переход разряда в дуго-
вую форму. Причины такого хода процесса повтор-
18
fihix зажиганий обсуждались при описании прикатод-
нгк явлений в дуге постоянного тока.
I крвоначальное возбуждение дуги переменного
iomi также имеет ряд особенностей. В то время как
процесс пробоя не зависит от материала электродов,
процесс перехода разряда в дугу требует образова-
ния на катоде условий для достаточной эмиссии. При
катоде с термоэлектронным типом эмиссии для этого
необходим предварительный нагрев участка катода,
что осуществляется последовательной серией искро-
Ш.1Х разрядов. При холодном катоде с автоэлектрон-
ным типом эмиссии пробой может привести к немед-
ленному образованию дуги.
Зажигание дуги переменного тока при сварке нс-
плавящимся электродом всегда происходит при
обратной полярности (катод — изделие), и работа ос-
циллятора в полупериоды прямой полярности бес-
полезна (а если учесть высокий уровень генерируе-
мых осциллятором радиопомех, то и вредна). Момент
пробоя в полупериоды обратной полярности также
имеет большое значение. После образования проводя-
щего капала возбуждение дуги зависит от скорости
нарастания тока. При низкой скорости нарастания
тока дуга не успевает развиться за время существо-
вания канала. Наибольшая скорость нарастания тока
(при синусоидальном установившемся токе) имеет
место при включении напряжения в момент прохож-
дения установившегося тока через пулевое значение.
Более позднее включение приводит к появлению пе-
реходного процесса, резко снижающего скорость на-
растания тока и длительность существования тока
данной полярности. В частности, если включение про-
изошло вблизи максимума установившегося тока при
малом затухании в цепи (что обычно имеет место
в сварочных цепях), ток нужной полярности вообще
появиться не может. При более раннем включении
должен был бы установиться ток прямой полярности,
что при холодном вольфраме, как мы знаем, невоз-
можно.
Особенности дуги при сварке неплавящимся элек-
тродом нашли отражение в схемах и конструкциях
сварочного оборудования.
19
ГЛАВА ВТОРАЯ
ОСНОВНЫЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ ДЛЯ СВАРКИ
НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
1. Оборудование для сварки на постоянном токе
Оборудование должно содержать источник питания
дуги сварочным током, причем внешняя характерис-
тика источника должна быть падающей. Внешней
характеристикой источника питания называется за-
висимость между напряжением на его выходных за-
жимах и током в сварочной цепи. Если с ростом
тока дуги напряжение на зажимах источника пита-
ния падает, его внешняя характеристика называется
падающей. Различают крутопадающие и пологопада-
ющис внешние характеристики. Графическим приме-
ром крутопадающих характеристик могут служить
кривые 1, 2 и 3 на рис. 6 (см. ниже). Практически
кривизна внешней характеристики источника пита-
ния показывает, как сильно меняется величина сва-
рочного тока при изменении дугового напряжения.
Изменения величины дугового напряжения связаны
с изменением длины дугового столба и зависят от
умения сварщика поддержать постоянство межэлект-
родного расстояния. При крутопадающей характерис-
тике источника питания незначительные изменения
дугового напряжения практически не влияют па ве-
личину сварочного тока, что очень важно для обес-
печения стабильности параметров сварочного шва.
В состав оборудования должно входить устройство
для первоначального поджига дуги — осциллятор.
Для обеспечения безопасности и повышения эффек-
тивности поджига генерируемое осциллятором напря-
жение должно быть высокочастотным. Для снижения
мощности устройства, упрощения его конструкции и
повышения безопасности генерируемое им напряже-
ние должно быть импульсным. Длительность и амп-
литуда импульса определяются положением вольт-
секундной области дугового промежутка. Для арго-
нодуговой сварки при длительности импульса 2 мкс
его амплитуда должна быть 8—10 кВ. Для повыше-
ния надежности зажигания при сварке на токе пря-
мой полярности (катот — вольфрамовый электрод)
20
должна использоваться серия импульсов, обеспечива
Ionian локальный нагрев катода.
Следует упомянуть, что параллельно дуговому про
межутку подключены источник питания и элемента
схемы управления сварочным циклом. Эти элемент?
должны быть защищены от действия высокого на
пряжения. Для этой цели обычно служит фильтр, со
СТОЯЩИЙ ИЗ катушки индуктивности, ВКЛЮЧСНН01
в сварочную цепь последовательно, и конденсатора
включенного параллельно защищаемому участку цепи
Высокое напряжение может быть подано либо па
раллелыю дуговому промежутку (параллельноенклю
чение), либо параллельно катушке индуктивност
(«последовательное включение»).
Сварка на постоянном токе ведется, как правиле
при прямой полярности. Для сварки при обратно
полярности плотность тока в электроде не должн
превышать 3 А/мм2 либо должна быть применен
специальная горелка с весьма интенсивным охлажде
нисм электрода.
Прямая полярность применяется, как правиле
для сварки материалов, нс имеющих плотной туг<
плавкой окисной пленки (нержавеющая сталь, медь'
Сварка материалов с тугоплавкой пленкой окиси вое
можна, если дуга горит в газе, обеспечивающем вь
сокое анодное падение напряжения (гелий). Наде??
ное разрушение пленки окисла может быть достш
нуто при сварке на токе обратной полярности путе
катодной очистки.
Сварочная установка комплектуется горелко]
конструкция которой должна обеспечить надеж ну
газовую защиту вольфрамового электрода и металл
шва от окисления в процессе сварки и некоторс
время после ее окончания, до остывания электроде
Сварочный пост снабжается газовой аппаратуре]
баллоном, редуктором и расходомером. Рекомснд;
цип по расходу наиболее распространенного заицг
пего газа аргона приводятся в седьмой главе.
2. Оборудование для сварки на переменном токе
Помимо общих требований, таких, как падающе
внешняя характеристика источника питания, нал
чие осциллятора и защитного фильтра, газовой апп;
г
л
ратуры и других, к оборудованию для сварки пере-
менным током предъявляется рйд специфических тре-
бований, вытекающих из особенностей дуги перемен-
ного тока.
Осциллятор должен генерировать поджигающие
импульсы в момент, соответствующий переходу уста-
новившегося сварочного тока от прямой полярности
к обратной. Генерация поджигающих импульсов
должна продолжаться и после появления полуволн
тока обратной полярности, до тех пор, пока нс уста-
новится гок в полупериоды прямой полярности, т. е.
пока не разогреется вольфрамовый электрод. Во-
просы защиты сварочных цепей и цепей управления
и вопросы техники безопасности должны решаться
здесь так же, как и в оборудовании для сварки на
постоянном токе.
Необходимым условием обеспечения стабильности
горения дуги переменного тока является наличие
значительной индуктивности в сварочной цепи.
Ток в цепи с индуктивностью отстает по фазе от
вызывающего его напряжения, и вследствие этого
переход тока через нулевые значения происходит в те
моменты времени, когда напряжение холостого хода
источника питания близко к максимуму.
При смене полярности дуга обрывается, и на элек-
тродах устанавливается напряжение, равное теку-
щему значению напряжения холостого хода:
w(0) = ^х.х maxSin Ср,
где ср— угол сдвига между их. х и i дуги.
В источниках питания для сварки неплавящимся
электродом угол ср** 704-80 эл. град, т. е.
н(0) = (0,94-^0,98) t/x.xmax-
Если эта величина больше напряжения повтор-
ного зажигания дуги или равна ему, то процесс
сварки идет нормально. В противном случае необхо-
димо повышать напряжение холостого хода свароч-
ного трансформатора или применять специальные
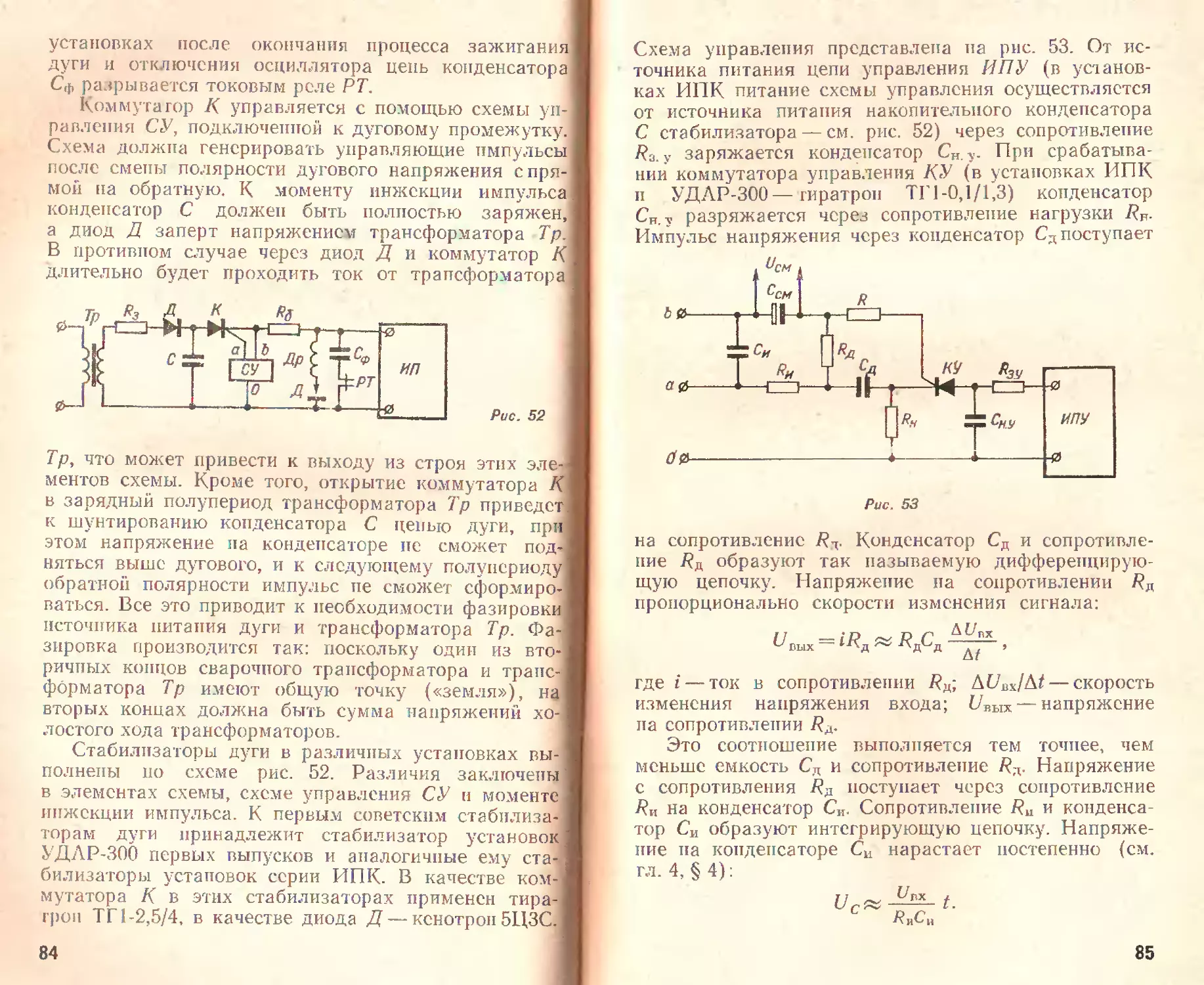
устройства — стабилизаторы горения дуги.
Правилами техники безопасности не допускается
применение источников питания с напряжением хо-
лостого хода выше 80 В. Напряжение повторного за-
22
жнгйния, как указывалось в § 4 первой главы, растет
при интенсивном охлаждении электрода й уменьше-
нии сварочного тока. Практически при напряжении
холостого хода 70—80 В нельзя обеспечить устойчи-
вое повторное возбуждение полупериодов прямой по-
лярности дуги в аргоне на токах ниже 12—15 А без
дополнительных мер. Применение гелия в качестве
защитного газа еще выше поднимает этот предел.
Процесс повторных зажиганий полупериодов об-
ратной полярности дуги па алюминиевом изделии при
напряжении, допустимом по условиям безопасности,
вообще невозможен, так как пик зажигания 200—
220 В значительно превышает допустимую по усло-
виям безопасности амплитуду напряжения питания
100 В. Поэтому устойчивое горение дуги переменного
тока с неплавящимся электродом возможно только
при применении стабилизаторов горения дуги, обес-
печивающих повторное ее зажигание.
Эти устройства представляют собой генераторы
импульсов, инжектируемых (вводимых) в дуговой
промежуток после смены полярности дугового напря-
жения с прямой на обратную. Рассмотрим работу
этих устройств несколько подробнее. После погасания
дуги прямой полярности начинается восстановление
напряжения на промежутке. При этом через проме-
жуток течет ток, обусловленный наличием остаточной
проводимости. Если в этой стадии процесса подать
на промежуток импульс напряжения, достаточного
для его пробоя, разряд будет носить искровой харак-
тер и не обеспечит повторного возбуждения дуги.
Если же в этой стадии будет происходить «естествен-
ное» течение процесса, то возникнет тлеющий разряд.
Дальнейшее развитие процесса приведет к переходу
разряда в аномальную стадию, в которой напряже-
ние горения высоко. В этой стадии разряд геряет
устойчивость. Если в этот момент на промежуток
будет подан импульс напряжения, достаточного для
перехода разряда через пик аномального тлеющего
разряда, будет осуществлено повторное зажигание
дуги.
Для успешной работы стабилизатора напряжение
импульса должно не менее чем вдвое превышать на-
пряжение пика аномального тлеющего разряда, т. е.
23
составлять 500—600 В. Амплитуда тока импульса
должна составлять 60—80 А, а длительность — не
пиже 60 мкс. Внешняя характеристика источника им-
пульсов должна быть падающей, для чего в его цепь
включают обычно сопротивление 2—5 Ом, Импульс
должен генерироваться после того, как в дуговом про-
межутке сформируется тлеющий разряд, т. е. через
60—100 мкс после смены полярности дугового на-
пряжения.
В связи с разницей напряжений горения дуги пря-
мой и обратной полярности ток дуги в полупериоды
прямой полярности превышает ток в полупериоды
обратной полярности. Возникает постоянная состав-
ляющая тока, подмагничивающая источник питания,
увеличивающая нагрузку на электрод и, главное,
резко ухудшающая катодную очистку сварочной
ванны ог окислов, так как при этом уменьшается
время существования катода на изделии и амплитуда
тока в полупериоды обратной полярности. Оборудо-
вание должно содержать устройство, устраняющее
постоянную составляющую тока.
3. Структурная схема сварочной установки
Установки для сварки неплавящимся электродом
должны обеспечивать надежное возбуждение и ста-
бильное горение дуги, газовую защиту сварочной
ванны и электрода, заварку кратера в конце шва,
отключение источника питания и прекращение подачи
защитного газа после сварки.
Для осуществления этих операций сварочные ус-
тановки снабжаются специальными узлами, функции
которых поясняются рис. 4. Сварочная горелка должна
быть обеспечена током от источника питания, защит-
ным газом от баллона с газом (через электрогазо-
клапан), высокочастотным высоковольтным напряже-
нием поджигания от осциллятора и, в случае сварки
переменным током, стабилизирующими импульсами
от стабилизатора. Порядок включения и отключения
этих узлов обеспечивается специальным командным
узлом — блоком управления технологическим циклом
сварки. Последний блок «подчиняется» непосредст-
венно сварщику (оператору). Если узлы установки
24
рассчитаны на водяное или принудительное воздуш-
ное охлаждение, то команда на начало сварки посту-
пит на блок управления циклом только после сраба-
тывания гидрорелс или реле контроля вентиляции.
Рис. 4
В последующих главах приводится описание ряда
источников питания, основных типов осцилляторов и
стабилизаторов- дуги, поясняется работа релейных
блоков управления циклом сварки.
ГЛАВА ТРЕТЬЯ
ИСТОЧНИКИ ПИТАНИЯ ПЕРЕМЕННОГО ТОКА
С УПРАВЛЯЕМОЙ ИНДУКТИВНОСТЬЮ
Источник питания — основная часть сварочной ус-
тановки- Снизить напряжение питающей сети до
необходимых значений, обеспечить практическую не-
зависимость сварочного тока от колебаний дугового
напряжения и возможность широкого регулирова-
ния величины тока — таковы основные требования,
предъявляемые к источникам питания для^ сварки не-
п л а вящи м ся эл ектродом.
Эволюция источников питания для сварки за по-
следние 20 лет отражает общие тенденции в развитии
25
сварочного оборудования: уменьшение веса и габари-
тов, повышение надежности и стабильности работы
оборудования, расширение диапазона плавного регу-
лирования тока, повышение гибкости управления ре-
жимом сварки и в конечном счете приспособляемости
сварочного оборудования к автоматическим поточным
линиям.
Источники питания сварочной дуги рассматрива-
ются начиная с простейших и кончая более сложными.
1. Трансформатор с дросселем
ТС
Рис. 5
Простейший источник питания переменного тока,
состоящий из сварочного трансформатора ТС и дрос-
др селя Др, изображен па
рис. 5. Сварочный транс-
форматор имеет жесткую
нагрузочную характерис-
тику, т. е. напряжение на
его вторичной обмотке
мало зависит от тока на-
грузки. Величина тока
определяется напряже-
нием дуги и индуктивным
сопротивлением дросселя, равным
^ДР ^л/'Гдр, Ом,
где f — частота напряжения сети, Гц; £др —индук-
тивность дросселя, Г.
Индуктивность дросселя зависит от его конструк-
ции: количества витков, сечения магнитопровода и
наличия в нем воздушного зазора:
w2S
6
где ц — магнитная проницаемость воздушного за-
зора; w— количество витков обмотки дросселя; S—
площадь сечения сердечника; б — величина воздуш-
ного зазора.
Изменение числа витков обмотки дросселя про-
изводится ступенчато, с помощью ряда отпаек; так
же ступенчато меняется прй этом и сварочный ток.
26
Плавная регулировка тока осуществляется изме-
нением величины воздушного зазора в магнитопро-
нодс с помощью специального винтового механизма.
Связь между напряжением па выходных зажимах
источника питания и током в его цепи иллюстриру-
ется внешними характеристиками (рис. 6).
Характеристики /, 2, 3 построены для различных
течений индуктивности дросселя; все они исходят
из одной точки на оси напряжения — точки папряже-
Рис. 6 ^К31 ^.32 h<33
ния холостого хода трансформатора. Точки пересече-
ния характеристик с осью токов соответствуют токам
короткого замыкания сварочной цепи:
7 _ Сх. X
‘ к- з — »
ХДР
где L’x. х — напряжение холостого хода.
Штриховой линией на рис. 6 показана внешняя
характеристика трансформатора. Заштрихованная об-
ласть— область между наибольшим t/д шах и наимень-
шим 17дтш напряжениями на дуге при сварке.
На рис. 7 показан типичный сварочный дроссель.
Сердечник из шихтованной электротехнической стали
имеет регулируемый воздушный зазор 6. На сердеч-
ник намотана обмотка из медной или алюминиевой
шины, сечение которой соответствует величине сва-
рочного тока, а число витков равно со.
Приложенное к обмотке синусоидальное напряже-
ние u = Um sin со/ вызывает в пей переменный электри-
ческий ток z. Ток, проходя по виткам катушки, создает
27
электромагнитное ноле и намагничивает сталь сер-
дечника, возбуждая в нем магнитный поток Ф.
Величина и направление магнитного потока зависят
от величины и направления тока, количества витков
и сопротивления магнитной цепи, т. е. цени, по
которой проходит магнитный поток:
СтеЛ .
Магнитное сопротивление состоит из двух слагае-
мых: сопротивления стали сердечника и сопротивле-
ния воздушного зазора. Последнее прямо пропорцио-
нально величине зазора и значи-
тельно превосходит сопротивле-
ние стали сердечника.
Изменяющийся по величине
и направлению магнитный поток
пронизывает витки обмотки и
наводит в ней э. д. с. само-
индукции, уравновешивающую
приложенное к дросселю напря-
жение:
те
Рис. 7
е = Е,п sin Ет = Um.
Таким образом, величина приложенного к дрос-
селю напряжения задает уровень магнитного потока
в его сердечнике. Если воздушного зазора нет,
невелико и достаточно небольшого тока, чтобы раз-
вить магнитный поток, необходимый для создания
уравновешивающей э. д. с. самоиндукции (кривая 1
на рис. 8). По мерс увеличения воздушного зазора
(кривые 2 и 3) для создания той же величины потока
требуется значительно больший ток. Иными словами,
увеличение зазора в сердечнике при постоянстве
числа витков обмотки вызывает увеличение тока.
В правильно спроектированном дросселе магнит-
ный поток во всех режимах не превышает значения,
при котором наступает насыщение сердечника. Кри-
вые 1, 2 и 3 (рис. 8) называются кривыми намагни-
чивания дросселя, а произведение iw — магнитодви-
жущей силон (м. д. с.) его обмотки. Сечение магнито-
провода дросселя и число витков обмотки выбирают
так, чтобы магнитный поток не достигал значений
28
щц мщения (па рис. 8 они обозначены Ф£). При на-
сыщении сердечника его магнитное сопротивление
ргчко возрастает, и для поддержания необходимого
уровня потока м. д. с. должна также резко возрасти.
Ток при этом искажается и достигает недопустимо
больших значений.
2. Трансформатор с дросселем подмагничивания
Выше указывалось, что плавное регулирование
гока дуги можно осуществлять изменением воздуш-
ного зазора в магпитопроводе сварочного дросселя.
Изменение зазора производится сварщиком вручную
(например, дроссель РСТЭ-23) или с помощью элект-
рического привода, как, например, в сварочных транс-
форматорах ТСД и ТСДА.
Под воздействием переменного магнитного поля
подвижные сердечники дросселей сильно вибрируют,
разбалтывают механическую систему регулирования
зазора и сокращают срок службы дроссельных регу-
ляторов тока.
Стремление создать электромагнитный регулятор
бел подвижных частей, позволяющий легко и быстро
29
устанавливать требуемую величину сварочного тока,
привело к разработке регулируемых подмагничива-
нием дросселей (дроссель насыщения ДН) и транс-
форматоров ТРПШ, регулируемых подмагничивае-
мым шунтом.
Дроссель насыщения состоит из двух сердечников,
на каждом из которых расположено по одной рабо-
чей обмотке IFp. Рабочие обмотки включены после-
довательно и присоединены к источнику переменного
Рис. 9
тока так, как показано на рис. 9. Оба сердечника ох-
вачены обмоткой управления, или подмагничивания,
Гу, запитанной от источника постоянного тока. Для
пояснения работы дросселя насыщения обратимся
к кривой намагничивания трансформаторной стали
(рис. 10).
При отсутствии управления по рабочим обмоткам
протекает ток намагничивания /о, который создает
м. д. с. намагничивания /о^’р, достаточную для раз-
вития магнитного потока Ф, периодическое измене-
ние которого наводит э. д. с. самоиндукции, уравнове-
шивающую напряжение питания дросселя. В пра-
вильно (без зазоров) зашихтованном дросселе этот
ток невелик (несколько ампер). Сечение магнитопро-
вода и количество витков рабочих обмоток выбраны
так, чтобы магнитный поток не достигал значений
насыщения ±Ф«.
Теперь зададим ток управления /у так, чтобы
м. т. с. управления /ywy значительно превосходила
м. д. с. намагничивания сердечников loWy. Оба сер-
30
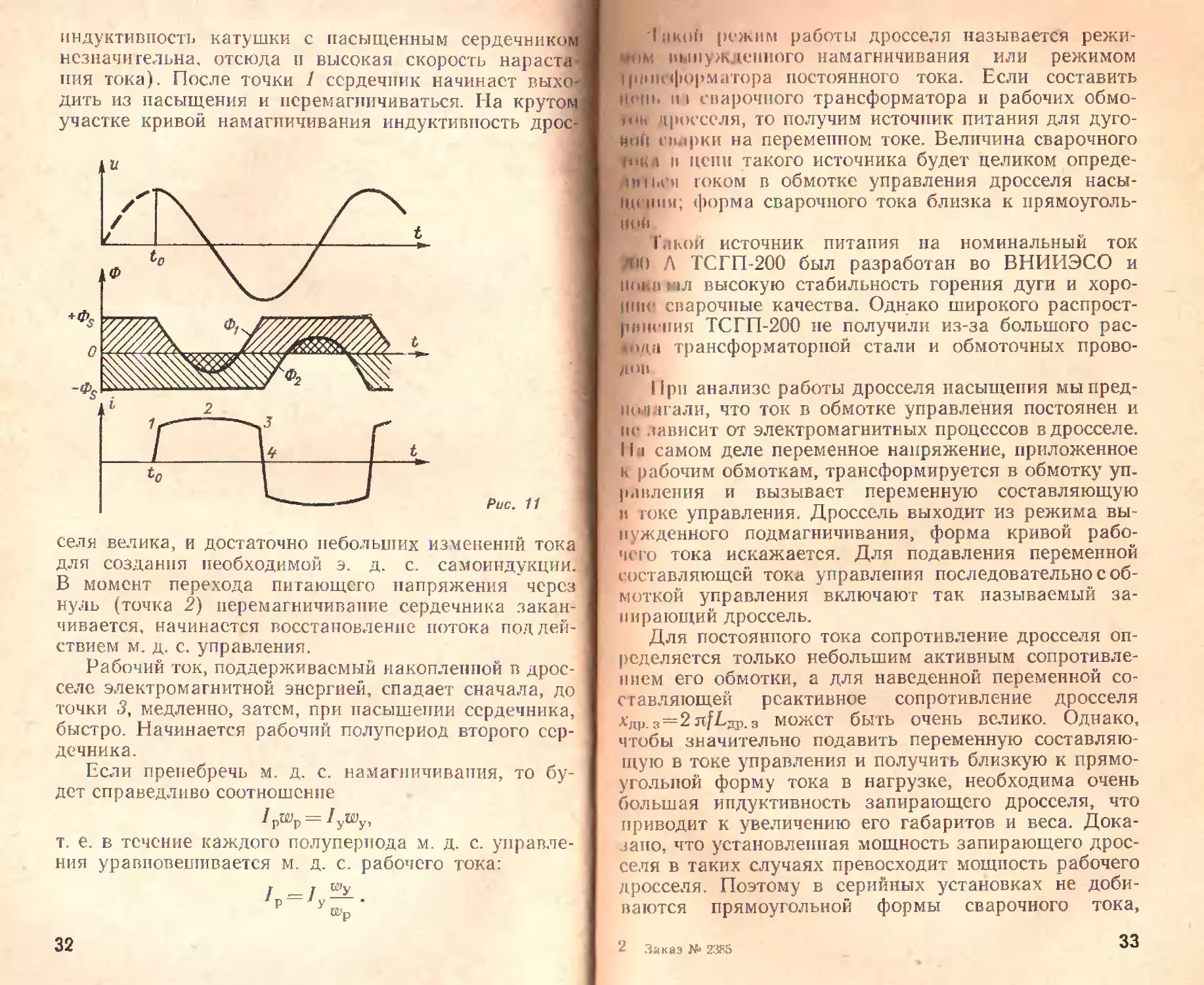
очинка окажутся в состоянии глубокого насыщения.
Допустим, что питание на рабочие обмотки подано
и момент времени /0 (рис. 11). Для одного из сердеч-
ников (например, для второго) возникающая намаг-
ничивающая м. д. с. рабочей обмотки действует в ту
жсторону, что и м. д. с. управления. В этом сердеч-
Рис. 10
нике изменения магнитного потока Ф2 почти не про-
исходит, на его рабочей обмотке э. д. с. самоиндукции
не наводится. Все питающее напряжение оказывается
приложенным к рабочей обмотке первого сердечника
и/р1. В первом сердечнике намагничивающая м. д. с.
обмотки направлена против м. д. с. управления
и стремится перемагнитить сердечник. В начальный
момент времени (от точки 0 до точки 1 на рис. 10)
магнитный поток dh меняется незначительно, и для
того чтобы развить э. д. с., уравновешивающую амп-
литудное значение приложенного к дросселю напря-
жении!, ток в обмотке U/pi должен нарастать очень
быстро (известно, что э. д. с. самоиндукции e = L —
dt ’
31
индуктивность катушки с насыщенным сердечником
незначительна, отсюда п высокая скорость нараста-
ния тока). После точки 1 сердечник начинает выхо-
дить из насыщения и перемагничиваться. На крутом
участке кривой намагничивания индуктивность дрос-
селя велика, и достаточно небольших изменений тока
для создания необходимой э. д. с. самоиндукции.
В момент перехода питающего напряжения через
нуль (точка 2) перемагничивание сердечника закан-
чивается, начинается восстановление потока под дей-
ствием м. д. с. управления.
Рабочий ток, поддерживаемый накопленной в дрос-
селе электромагнитной энергией, спадает сначала, до
точки 5, медленно, затем, при насыщении сердечника,
быстро. Начинается рабочий полупериод второго сер-
дечника.
Если пренебречь м. д. с. намагничивания, то бу-
дет справедливо соотношение
^Р^Р — ^у^у»
т. е. в течение каждого полупериода м. д. с. управле-
ния уравновешивается м. д. с. рабочего тока:
Г _ Т
32
Такой режим работы дросселя называется режи-
мом вынужденного намагничивания или режимом
1рН1Н‘фор.матора постоянного тока. Если составить
ШЧ1ь н i сварочного трансформатора и рабочих обмо-
H‘h дросселя, то получим источник питания для дуго-
вой нырки на переменном токе. Величина сварочного
(нпд в цепи такого источника будет целиком опреде-
О1Н.СИ гоком в обмотке управления дросселя насы-
щении; форма сварочного тока близка к прямоуголь-
ной
Такой источник питания на номинальный ток
|ЛЮ Л ТСГП-200 был разработан во ВНИИЭСО и
Ппцимл высокую стабильность горения дуги и хоро-
шие сварочные качества. Однако широкого распрост-
ранения ТСГП-200 не получили из-за большого рас-
|ода трансформаторной стали и обмоточных прово-
дов
При анализе работы дросселя насыщения мы пред-
полагали, что ток в обмотке управления постоянен и
иг зависит от электромагнитных процессов в дросселе.
H i самом деле переменное напряжение, приложенное
к рабочим обмоткам, трансформируется в обмотку уп-
равления и вызывает переменную составляющую
it гоке управления. Дроссель выходит из режима вы-
нужденного подмагничивания, форма кривой рабо-
чего тока искажается. Для подавления переменной
составляющей тока управления последовательно с об-
моткой управления включают так называемый за-
пирающий дроссель.
Для постоянного тока сопротивление дросселя оп-
ределяется только небольшим активным сопротивле-
нием его обмотки, а для наведенной переменной со-
ставляющей реактивное сопротивление дросселя
*лр.з=2 л/Ьдр.з может быть очень велико. Однако,
чтобы значительно подавить переменную составляю-
щую в токе управления и получить близкую к прямо-
угольной форму тока в нагрузке, необходима очень
большая индуктивность запирающего дросселя, что
приводит к увеличению его габаритов и веса. Дока-
зано, что установленная мощность запирающего дрос-
селя в таких случаях превосходит мощность рабочего
дросселя. Поэтому в серийных установках не доби-
ваются прямоугольной формы сварочного тока,
Заказ № 2385
33
а ограничиваются формой, близкой к синусоидальной,
с несколько ускоренным переходом через пуль. Та-
ковы дроссели насыщения ДИ-300-1, ДН-300-2 и
ДН-500, ДН-500-1 в установках типа УДАР. Устрой-
ство этих дросселей поясняется на рис. 12. 1
На каждом сердечнике дросселя насыщения рас-
положено по рабочей обмотке переменного тока
Рис. 12
Wv. Каждая обмотка разбита на две катушки, кото-
рые соединяются между собой последовательно при
сварке па малых токах и параллельно при сварке па
больших токах. Оба сердечника охватываются обмот-
кой управления №у, питаемой выпрямленным током.
Повышение индуктивности цепи обмотки управления
и частичное подавление наведенной из рабочих об-
моток э. д. с. достигаются в этих дросселях не вклю-
чением запирающего дросселя, а тем, что обмотка
управления пропущена через дополнительный магни-
топровод— так называемый пакет рассеяния. Пакет
рассеяния набран из листов электротехнической стали
того же размера, что и листы, используемые для ра-
бочих магпитопроводов, но имеет в два раза боль-
шую толщину.
34
При последовательном соединении катушек пере-
менного гока обеспечиваются пределы регулирования
(тропного тока от 50 до 200 Л.
При параллельном соединении катушек на каж-
1ом магиигонроводе можно регулировать сварочный
юк в пределах 100—300 А для установок УДАР-300
и 100 500 А для УДАР-500. Таким образом, весь
Д1ПН1ЛЗОП сварочных токов перекрывается двумя сту-
II» ними регулирования. Переключение ступеней про-
и икни гея перестановкой перемычек на доске зажи-
мов дросселя. Плавное регулирование тока в преде-
лах каждой ступени достигается изменением тока
и обмотке управления, которая питается через селе-
новый выпрямитель и регулируемый автотрансформа-
юр от понижающего трансформатора.
Дроссели насыщения установок УДАР выполнены
н ниде отдельных изделий в закрытых кожухах. Ох-
лаждение Д11-300-1 и ДН-300-2 естественное,
а у ДН-500 и ДН-500-1 —принудительное, от венти-
лятора с асинхронным двигателем.
В виде отдельных изделий выполнены и сварочные
|рансформаторы установок УДАР: СТЭ-24 и СТЭ-34.
Ого однофазные понижающие трансформаторы с на-
пряжением вторичной обмотки 60—65 В.
Трансформаторы имеют естественное воздушное
охлаждение через отверстия в стенках кожухов.
3. Трансформатор с подвижными обмотками
Нагрузочная характеристика трансформаторов
СТЭ-24 и СТЭ-34 жесткая (см. рис. 6). Такую харак-
теристику имеют трансформаторы с малым рассея-
нием магнитного потока, т. с. трансформаторы, в ко-
торых весь магнитный- поток, создаваемый первичной
обмоткой, охватывает и вторичную обмотку- Это до-
стигается тем, что вторичная обмотка наматывается
непосредственно поверх первичной. Если же обмотки
гр реформатора разнесены так, как показано на
рис. 13, то часть магнитного потока первичной обмотки
IV'। (тем большая, чем дальше друг от друга разне-
< eiii.i обмотки) будет замыкаться по воздуху, обра-
|уя так называемый поток рассеяния:
Oj — Ф2 Ч- Фрас‘
35
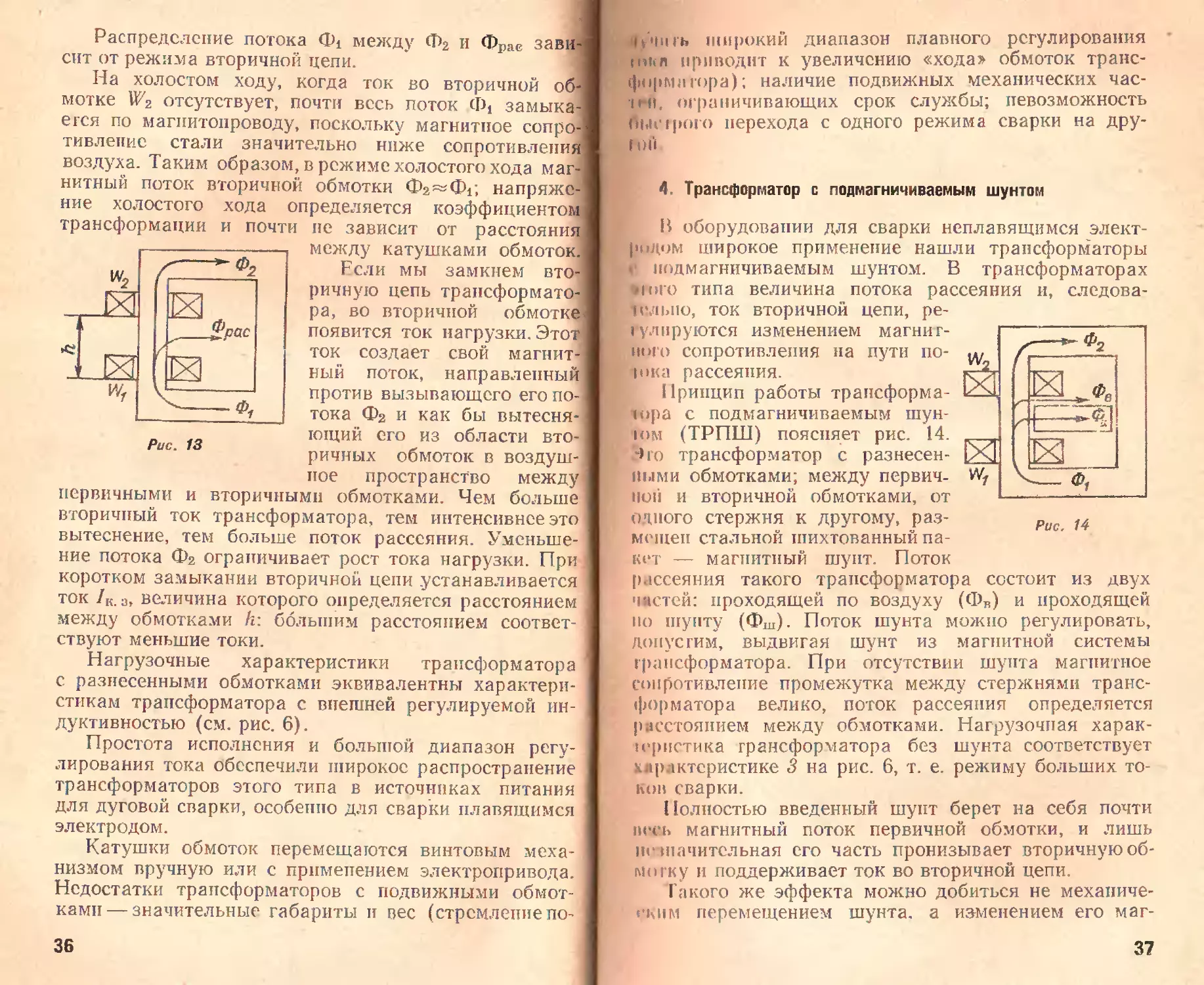
Распределение потока Ф1 между Ф2 и Фрас зави-
сит от режима вторичной цепи. * 1
На холостом ходу, когда ток во вторичной об-
мотке W2 отсутствует, почти весь поток Ф1 замыка-
ется по магпитопроводу, поскольку магнитное сопро-
тивление стали значительно ниже сопротивления
воздуха. Таким образом, в режиме холостого хода маг-
нитный поток вторичной обмотки Ф2~Фг, напряже-
ние холостого хода определяется коэффициентом
трансформации и почти не зависит от расстояния
между катушками обмоток.
Рели мы замкнем вто-
ричную цепь трансформато-
ра, во вторичной обмотке
появится ток нагрузки. Этот
ток создает свой магнит-
ный поток, направленный
против вызывающего его по-
тока Ф2 и как бы вытесня-
ющий его из области вто-
ричных обмоток в воздуш-
ное пространство между
первичными и вторичными обмотками. Чем больше
вторичный ток трансформатора, тем интенсивнее это
вытеснение, тем больше поток рассеяния. Уменьше-
ние потока Ф2 ограничивает рост тока нагрузки. При
коротком замыкании вторичной цепи .устанавливается
ток /к.а, величина которого определяется расстоянием
между обмотками h: большим расстоянием соответ-
ствуют меньшие токи.
Нагрузочные характеристики трансформатора
с разнесенными обмотками эквивалентны характери-
стикам трансформатора с внешней регулируемой ин-
дуктивностью (см. рис. 6).
Простота исполнения и большой диапазон регу-
лирования тока обеспечили широкое распространение
трансформаторов этого типа в источниках питания
для дуговой сварки, особенно для сварки плавящимся
электродом.
Катушки обмоток перемещаются винтовым меха-
низмом вручную или с применением электропривода.
Недостатки трансформаторов с подвижными обмот-
ками— значительные габариты и вес (стремление по-
36
qpnub широкий диапазон плавного регулирования
епкл приводит к увеличению «хода» обмоток транс-
форматора); наличие подвижных механических час-
п-н, ограничивающих срок службы; невозможность
Льнчроп) перехода с одного режима сварки на дру-
I < Hi
4. Трансформатор с подмагничиваемым шунтом
В оборудовании для сварки неплавящимся элект-
ридом широкое применение нашли трансформаторы
г подмагничиваемым шунтом. В трансформаторах
ж>го типа величина потока рассеяния и, следова-
и:лыю, ток вторичной цепи, ре-
гулируются изменением магни г-
ного сопротивления на пути по-
тна рассеяния.
Принцип работы трансформа-
тора с подмагничиваемым шун-
|ом (ТРПШ) поясняет рис. 14.
го трансформатор с разнесен-
ными обмотками; между первич-
ной и вторичной обмотками, от
одного стержня к другому, раз- Рис 14
мешен стальной шихтованный па-
кет — магнитный шунт. Поток
рассеяния такого трансформатора состоит из двух
частей: проходящей по воздуху (Фв) и проходящей
по шунту (Фш). Поток шунта можно регулировать,
допустим, выдвигая шунт из магнитной системы
трансформатора. При отсутствии шунта магнитное
сопротивление промежутка между стержнями транс-
форматора велико, поток рассеяния определяется
расстоянием между обмотками. Нагрузочная харак-
теристика трансформатора без шунта соответствует
характеристике 3 на рис. 6, т. е. режиму больших то-
ков сварки.
Полностью введенный шунт берет на себя почти
весь магнитный поток первичной обмотки, и лишь
незначительная его часть пронизывает вторичную об-
мотку и поддерживает ток во вторичной цепи.
Га кого же эффекта можно добиться не механиче-
ским перемещением шунта, а изменением его маг-
37
нитпого состояния с помощью размещенной на нем
обмотки подмагничивания. Действительно, если про-
пустить ио этой обмотке достаточно большой посто-
янный ток, то наступит насыщение стали шунта; при
этом шунт теряет способность проводить магнитный
поток, и последний вынужден замыкаться по верх-
нему ярму трансформатора, через вторичную обмотку
и по воздуху (кривая 3 на рис. 6). С уменьшением
тока подмагничивания увеличивается магнитная про-
водимость шунта, ток нагрузки падает (кривые 1 и
2 на рис. 6) до минимального значения, соответствую-
щего отсутствию тока в обмотке подмагничивания.
Ток управления в ТРПШ достигает величины 20 А.
Управление таким током с помощью балластного
сопротивления требует громоздкого, плохо поддаю-
щегося автоматизации оборудования. Например, в ус-
тановках для сварки алюминиевых сплавов УД Г-301
и УД Г-501 для заварки кратера сварного шва необ-
ходимо плавное спадание тока дуги в конце цикла
сварки. В системе с автотрансформатором обеспечить
такое спадание тока подмагничивания можно лишь
с помощью специального привода. В связи с этим
в ряде установок (УДГ-301, УДГ-501, УДТГ-600) для
управления подмагничиванием ТРПШ применены уси-
лители тока.
5. Магнитный и транзисторный усилители тока
На рис. 15 приведена принципиальная схема од-
нополупериодного магнитного усилителя (МУ) с са-
монасыщением. На замкнутый Ш-образный или то-
роидальный сердечник намотаны три обмотки: рабо-
чая №р и две управляющие и Начала обмоток
обозначены точками. В цепь рабочей обмотки вклю-
чены диод Д и нагрузка 7?и. Допустим, что обмотки
И5 * 7! и обесточены, сердечник усилителя не намаг-
ничен. Подадим па схему переменное напряжение пи-
тания Uu (кривая 1 на рис. 16). Под действием этого
напряжения по цепи пойдет ток намагничивания сер-
дечника /м, ограниченный э. д. с. самоиндукции.
Через некоторое время под действием гока сер-
дечник намагнитится (точка +Ф8 на кривой намаг-
ничивания— рис. 17). С этого момента магнитный
38
ikhuk в полупериоды проводимости диода Д (так на-
пинаемые рабочие полупериоды) будет изменяться
иньма незначительно: от точки +Ф$, в которую он
Рис 15
возвращается во время нерабочего полупериода, до
точки 1 кривой на рис. 17. Малое изменение потока
вызывает слабую э. д. с. самоиндукции, и практиче-
Рис. 16
ски все напряжение питания будет приложено к на-
грузке (кривая 2 на рис. 16).
Начнем пропускать постоянный ток по одной из
обмоток управления, например ITi, в таком направле-
нии, чтобы вызвать магнитный поток, направленный
встречно потоку рабочей обмотки. Тогда за время
нерабочего полупериода (он называется полуперио-
39
дом управления) сердечник усилителя размагнитится
на величину, пропорциональную м. д. с. управления
AlL’i, например, до значения потока в точке 2 (рис. 17)
кривой намагничивания. Начальная часть рабочего
полупериода напряжения питания уйдет па прира-
щение потока (точки 2, 3 и 4), затем в момент вре-
мени ti произойдет насыщение сердечника. В этот
момент происходит как бы переключение питающего
напряжения с обмотки 1J7P на нагрузку (кривая 3 па
Рис. 17
рис. 16). Иными словами, в момент насыщения сер-
дечника магнитного усилителя его реактивное сопро-
тивление резко падает и напряжение па рабочей об-
мотке скачком изменяется от величины = —
— ImRu при ненасыщенном сердечнике до значения
Ro—^ t где Ro — сопротивление обмотки №р.
Изменяя ток в обмотке можно управлять мо-
ментом насыщения сердечника, т. е. фазой появления
напряжения на нагрузке, и, следовательно, средней
величиной тока в нагрузке усилителя. При достаточно
большом токе Л усилитель полностью «закрывается»,
т. е. все напряжение питания затрачивается на пере-
магничивание сердечника от —Фв до +Ф«, и лишь
намагничивающий ток создает падение напряжения
на нагрузке 1/ншт=АЛ (рис. 16, кривая 4).
40
Число витков обмотки постоянного тока обычно
п /1ГСЯГКИ раз превосходит число витков рабочей об-
мен кп. поэтому ток управления в десятки раз меньше
unui нагрузки, что и дает эффект усиления.
Характеристика вход— выход магнитного усили-
Н'ЛИ с одной обмоткой управления (рис. 18, кривая/)
1й|улобна для регулирования: малому сигналу управ-
•IVинн соответствует большой ток нагрузки, и наобо-
pui Поэтому на практике одну из обмоток управле-
ния обычно используют для смешения усилителя (см.
Рис. 18
рис. 15): задают в ней постоянный ток —ток смеще-
ния /см — такой величины, чтобы характеристика уси-
лителя заняла положение кривой 2 на рис. 18. Эта
обмотка называется обмоткой смещения, ток в ней
настраивается один раз и нс изменяется в процессе
работы с усилителем. Другая обмотка (или несколько
обмоток) постоянного тока используется непосред-
ственно для управления, т. е. для преобразования
непрерывного сигнала постоянного тока в регулируе-
мый по фазе от 0 до 180° эл. ток нагрузки. Эта об-
мотка называется обмоткой управления, ток в ней
направлен против тока обмотки смещения. Ток на-
магничивания, протекающий в нагрузке усилителя
в отсутствие сигнала управления, называется током
холостого хода усилителя и зависит от крутизны ха-
рактеристики намагничивания сердечника: чем круче
они, чем меньший ток необходим для намагничивания
41
сердечника, тем меньше х. с ростом м. д. с. управ-
ления усилитель «открывается» вплоть до номиналь-
ного тока нагрузки; дальнейшее увеличение тока
управления приводит только к перегреву обмотки
управления; усилитель насыщен, напряжение на на-
грузке близко к величине напряжения питания.
В применяемых на практике устройствах управле-
ния используются двухполупериодпыс магнитные
усилители с самонасыщением. Конструктивно такой
усилитель состоит из двух магнитопроводов, на каж-
PdC. 19
дый из которых наложена рабочая обмотка, и не-
скольких управляющих обмоток, охватывающих оба
сердечника усилителя. Рабочие обмогки усилителя,
включенные в противоположные плечи выпрямитель-
ного моста, работают по очереди, каждая в свой по-
лупериод (рис. 19). Нагрузкой усилителя служит об-
мотка управления ОУ шунта ТРПШ (на рисунке
представлена упрощенная схема источника питания
установки типа УДГ).
Важной характеристикой магнитного усилителя
является коэффициент усиления по току
где /у — ток управления одной из обмоток постоян-
ного тока, если все обмотки управления имеют одина-
ковое число витков
42
Можно сказать, что трансформатор с подмагничи-
h.iiihcm также является электромагнитным усилителем
г коэффициентом усиления по току
^ = А«Юч-20,
J ш
IМ /д — ток дуги; /ш — ток шунта.
Характеристика вход — выход ТРПШ похожа на
характеристику магнитного усилителя (см. кривую 2
Ня рис. 18). Правда, такая аналогия уместна лишь
и отношении средних, а не мгновенных значений тока
нагрузки. Таким образом, ТРПШ с магнитным усили-
телем в качестве регулятора тока шунта можно пред-
ставить как два включенных последовательно усили-
1еля с общим коэффициентом усиления по току
Ь/ — Ъ Ъ
общ — му'ч трпш*
Предположим, что /^Му=50, а Лгтрпш=20. Общий
коэффициент усиления будет равен 1000, и изменение
тока дуги, скажем, от 100 до 300 А потребует измене-
ния тока в обмотке управления усилителя от 0,1 до
0,3 А. Однако и такого коэффициента усиления ока-
зывается недостаточно. Рассмотрим, например, схему
заварки кратера в установках УДГ-301 и УД Г-501.
По технологическим условиям сварки время за-
варки кратера шва достигает 15 с. В качестве время-
задающего элемента используется электролитический
конденсатор, который в конце цикла сварки отклю-
чается от питания и разряжается на обмотку управ-
ления магнитного усилителя. Для определенности за-
дадимся напряжением на емкости UC~24B и опреде-
лим величину емкости, необходимую для обеспечения
спада тока дуги от 300 А до минимума за 15 с.
При коэффициенте усиления всей системы 1000
средний ток обмотки управления магнитного усили-
гсля будет (считая разряд емкости линейным)
I -_L£j2« = J22_=o,i5A.
у 2 kt 2-1000
Заряд, накопленный в емкости, Q = CUc, время
разряда Z = Q//y=15 с, отсюда C=tly/Uc = 15-0,15/24=
0,095Ф=95000 мкФ.
43
Такую емкость имеет батарея конденсаторов—^
громоздкая и дорогостоящая. Конечно, применение
такой батареи исключается. ;
Для того чтобы использовать реальные величины
емкости, необходимо повысить общий коэффициент
усиления системы приблизительно в 100 раз. Этого
можно достигнуть, включив в систему третий усили-
тель тока. В установках УДГ используется транзи-
сторный усилитель — сдвоенный триод.
Рис. 20
На рис. 20 изображен транзистор, включенный но
схеме с общим эмиттером. В цепи коллектора три-
ода — сопротивление нагрузки 7?к.
Напряжение управления Uy создает базовый ток
1б=иу/Е^ падением напряжения на переходе база —
эмиттер пренебрегаем, поскольку величина сигнала
обычно несколько вольт, а 1/^, как и падение напря-
жения на обычном открытом диоде, невелико — около
0,2—0,3 В. Наличие базового тока вызывает ток
эмиттера и ток коллектора:
7э=7б + 7К.
Ток коллектора больше гока базы в р раз, где
Р — коэффициент усиления триода но току — величина
для данного прибора постоянная (при постоянстве
окружающей среды). В зависимости от типа транзи-
стора коэффициент р принимает значения от 10
до 200.
Итак,
7к = р7б; Ur =IKRK\ UK^9=Uu~Uj^ ,
т. e. напряжение питания как бы делится на падение
напряжения па сопротивлении нагрузки L'rk и напря-
44
•крипе перехода коллектор—эмиттер С^к-э- Величина
not леднего уменьшается по мере роста тока базы.
При определенном значении этого тока наступает на-
t i.iiii<-niie: 17к.э становится равным 0,2—0,3 В, триод
кик оы «стягивается в точку», становится замкнутым
накоротко. При этом коллекторный ток достигает
I Hi и большего возможного в этой
гд-ме значения Т I
I , _ Un-^K-3 fk IP*
f Rk М ч. ।
I Ток базы, при котором насту-- (/vyr
пжг насыщение триода, { $
I г ____к- нас ___ п
б- нас “ р р£к ’ Рис. 21
Дальнейшее увеличение тока базы не меняет ре-
жима цепи нагрузки триода.
В схемах автоматики часто используют способ пи-
ыния цепи базы от источника коллекторного питания
•||)лнзистора (рис. 21). В этой схеме
7к = ₽/в=(ф.
Кб
Нетрудно найти соотношение сопротивлений /?к и
Ял, при котором наступает насыщение триода:
/ _ Un . Т ___ __ Un .
1 к. нас — п » 1 б. нас о ' п >
Як рЯк Я6
б. нас *
В гех случаях, когда коэффициента усиления од-
ного транзистора недостаточно, часто используют так
называемый сдвоенный (или составной) триод.
Ток эмиттера триода Т1 (см. рис. 19) является ба-
ювым гоком триода Т2:
62 — РгР±^61 === Р1,2^бъ
где Рь2 — общий коэффициент усиления схемы по
ижу.
Параметры цепи базы триода Т1 подобраны таким
Аразом, что при замкнутом ключе Кл триод Т2 на-
сыщен и ток обмотки управления магнитного усили-
лся определяется положением потенциометра Ry. При
45
размыкании ключа емкость плавно разряжается, обес
печивая постепенное спадание тока в обмотке управ
лепия ТРПШ и в сварочной цепи.
6. Подавление постоянной составляющей сварочного
Рис. 22
Основной объект сварки неплавящимся электро
дом на переменном токе —алюминий и его сплавы
Физические свойства электродной пары вольфрам J
алюминий таковы, чго в сварочном токе появляется
значительная постоянная составляющая. Иногда го^
ворят, что дуга вольфрам — алюминий обладает вен-
тильным (выпрямляющим)
свойством. Действительно,
такая дуга может быть
представлена эквивалентной
схемой с двумя вентилями,
разделяющими две э. д. с.,
по величине соответствую-
щих напряжениям полупе-
риодов прямой и обратной
полярности дуги (рис. 22).
Напряжение прямой поляр-
ности (анод — изделие),
приблизительно в 1,5—2,5 раза ниже напряжения об-
ратной полярности, когда анодом служит электрод:
Можно сказать, что воздействующее на цепь
сварки напряжение u==l/wsin<of приобрело постоян-
ную составляющую {70==#обр— ^пр (рис. 23).
Почему весьма скромная по величине (5—10 В)
постоянная составляющая напряжения вызывает боль-
шую постоянную составляющую тока?
Причина этого явления состоит в том, что индук-
тивное сопротивление сварочной цепи не препятствует
прохождению постоянного тока. Величина постоянной
составляющей сварочного тока /о ограничена только
активными сопротивлениями цепи:
где 7?о — суммарное активное сопротивление трансфор-
46
Miijop.i, дросселя, сварочных проводов, составляющее
। (и не доли ома.
Но второй главе отмечалось, что постоянная со-
$Гп1М1яющая сварочного тока ухудшает стабильность
! прения дуги и механические свойства сварных соеди-
нили. Кроме того, постоянная составляющая подмаг-
ничивает сварочный трансформатор, вызывает увели-
чение первичного тока и перегрев первичной обмотки.
Все ио заставляет искать способы частичного подав-
Рис. 23
ЛсПия или полного устранения постоянной составляю-
щей сварочного тока.
Самый простой способ борьбы с выпрямляющим
действием дуги — включение в сварочную цепь, по-
мимо индуктивного, активного сопротивления —
обычно балластного реостата. Такие установки были
широко распространены в 50-е годы и в настоящее
время используются на ряде заводов. Включение бал-
ластных реостатов в значительной степени уменьшает
величину постоянной составляющей гока, однако
ухудшает стабильность горения дуги, так как угол фа-
ювого сдвига между током и напряжением холостого
Хода уменьшается. Переход тока через нулевое зна-
чение происходит при угле <р~404-50° эл.; напряже-
ние холостого хода в этот момент значительно ниже
максимального и вероятность обрыва дуги велика.
Па практике пользуются источниками с повышен-
ным до 100—120 В напряжением холостого хода, не-
редко работают с непрерывно действующим осцилля-
47
тором, что крайне нежелательно из-за высокого
уровня радиопомех и ухудшения качества шва.
В серийно выпускаемых заводом «Электрик» уста-
новках типа УДАР и УДГ применяется конденсатор-
ный способ подавления постоянной составляющей
сварочного тока.
Достаточно большая емкость, включенная в сва-
рочную цепь, практически не препятствует прохожде-
нию переменной составляющей тока, и полностью по-
давляет его постоянную составляющую. Для полу-
чения емкости необходимой величины конденсаторы
соединяют параллельно, образуя так называемые кон-
денсаторные батареи (КБ на рис. 19).
Промышленность выпускает специально для элек-
тросварочного оборудования электролитические кон-
денсаторы типа ЭС, рассчитанные на переменное на-
пряжение 12 В. Емкость каждого конденсатора
1000 мкФ (0,001 Ф). Количество конденсаторов в ба-
тарее зависит от номинального тока установки: каж-
дый конденсатор пропускает ток около 4 А.
Конденсаторная батарея установок УДАР-300-1 и
УДАР-300-2 состоит из 100 соединенных параллельно
конденсаторов ЭС, конструктивно оформленных
в виде двух блоков по 50 конденсаторов каждый.
В установках УДАР-500 и УДАР-500-1 размещены
три таких блока. Батареи установок УДГ-301 и
УД Г-501 состоят из двух и трех блоков соответст-
венно, по 48 конденсаторов в каждом.
Следует отметить, что в процессе первоначального
зажигания дуги конденсаторная батарея должна быть
зашунтирована, так как после возбуждения полу-
волны обратной полярности она зарядится и не даст
возможности появиться следующим полуволнам об-
ратной полярности, нарушив таким образом процесс
поджига дуги.
Недостатками конденсаторного способа подавления
постоянной составляющей сварочного тока являются
высокая стоимость и значительные размеры конден-
саторов.
48
ГЛАВА ЧЕТВЕРТАЯ
ТИРИСТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ ПЕРЕМЕННОГО ТОНА
Серийно выпускаемые источники питания дуги
переменного тока для сварки неплавящимся элек-
тродом на подмагничиваемых дросселях и трансфор-
маторах имеют ряд серьезных недостатков: большие
габариты и вес; необходимость применения дорого-
стоящей конденсаторной батареи; наличие двух диа-
пазонов регулирования, что затрудняет заварку кра-
тера шва; большую инерционность системы регулиро-
вания тока, препятствующую внедрению режимов
сварки пульсирующей дугой.
Широкий промышленный выпуск мощных кремние-
вых управляемых вентилей — тиристоров — позволил
разработать источники питания для сварочных уста-
новок на 300 и 500 А, свободные от перечисленных
недостатков. Разработанные установки проходят ла-
бораторные и промышленные испытания.
1. Фазовое регулирование переменного тока
Прежде чем приступить к рассмотрению тиристор-
ного регулятора, вспомним переходный процесс
в цепи переменного тока с индуктивное гью L и не-
большим активным сопротивлением Допустим,
что цепь замкнута рубильником в момент времени
Начинается переходный процесс. Ток в цепи можно
представить как сумму вынужденной и свободной со-
ставляющих:
Вынужденная составляющая — синусоида с амп-
литудой отстающая от напряжения почти
на 90° эл. Она не зависит от момента включения цепи
и представляет собой ток, который установится в пени
по окончании переходного процесса.
Свободная составляющая — экспонента, в началь-
ный момент равная текущему значению вынужденной
составляющей, с тем чтобы в первый момент после
включения ток в цепи был равен нулю, и постепенно
затухающая.
49
Первая полуволна тока (па рис. 24 заштрихована)
имеет вид части синусоиды, амплитуда и длительность
которой определяются моментом включения цепи:
если включение произошло при фазе напряжения,
Рис. 24
близкой к 180° эл., амплитуда и длительность сину-
соиды равны нулю; если цепь включить при фазе,
близкой к 90° эл., амплитуда синусоиды равна
а длительность — полупериоду.
Теперь вместо рубильника введем в цепь два
встречно-параллельно включенных тиристора. Тири-
Рис. 25
стер проводит ток только в одном направлении (от
анода А к катоду /С) после подачи импульса управле-
ния на его управляющий электрод У (рис. 25) .
До подачи управляющих импульсов тиристоры за-
крыты: все напряжение выделяется на них, тока
в цепи нет. Допустим, в рабочий для тиристора Т1
50
полуиернод (когда «плюс» источника напряжения на
его аноде) в момент времени /1 (рис. 26) на его управ-
ляющий электрод поступил импульс, тиристор мгно-
венно открывается, т. е. становится как бы обычным
диодом. Начинается переходный процесс, в резуль-
тате которого в нагрузку поступает положительный
импульс тока (кривая /). В момент, когда ток им-
пульса спадает до нуля, тиристор закрывается, по-
скольку ток в нем может проходить только в одну
Рис. 26
сторону. Переходный процесс обрывается. Если им-
пульс управления подать на тиристор позже, напри-
мер в момент 4 или 4, в нагрузке будет проходить
ток меньшей амплитуды и длительности (кривые 2
и 3). Таким же образом можно регулировать с по-
мощью тиристора Т2 ток второго полупериода (кри-
вые 4У 5, 6).
Поскольку речь идет о регуляторе тока сварочной
дуги, необходимо обеспечить непрерывность цугового
тока — непременное условие стабильности процесса
сварки. Для этого достаточно зашунтировать тири-
сторы дросселем (рис. 27), параметры которого рас-
считаны так, чтобы при полностью закрытых тири-
сторах Т1 и Т2 в нагрузке шел ток, соответствующий
нижнему пределу диапазона сварки. Для источника
питания с диапазоном регулирования тока от 15 до
51
300 А индуктивность дросселя должна удовлетворять
соотношению *
— Anin — 15 А.
Дальнейшее увеличение тока от 15 до 300 А идет
за счет увеличения времени проводимости тиристоров.
Рис. 27
Ток дросселя сдвинут на 90° эл. относительно питаю-
щего напряжения (кривая 7 на рис. 26) и обеспечи-
вает заполнение пауз между импульсами тиристор-
ного тока нагрузки. Индуктивность сварочного транс-
min ^кзтах рис 28
форматора (на рис. 27 она условно обозначена в виде
отдельного дросселя £тр) в 20—30 раз меньше индук-
тивности дросселя Лдр.
Итак, мы имеем регулятор, ток нагрузки которого
по мере увеличения угла проводимости тиристоров из-
меняется ОТ х/Хдр до /щах ~ Т'х. х/лТр.
* Предполагается, что значительно выше напряжения
душ и ток сварки мало отличается от тока короткого замыкания.
52
Нагрузочные характеристики такою регулятора
показаны сплошными линиями па рис. 28. С измене-
нием дугового напряжения ОТ t/д mln ДО t/д щах ТОК
дуги будет изменяться иа 10—25%. В таких условиях
трудно получить качественный сварочный шов. Необ-
ходимых крутопадающих характеристик (штриховые
линии на рис. 28) можно добиться с помощью отрица-
тельной обратной связи по току.
2. Структурная схема тиристорного источника питания
Механизм действия отрицательной обратной связи
удобнее всего рассмотреть на структурной схеме регу-
лятора (рис. 29).
Рис. 29
Напряжение задания 1/яад, пропорциональное тре-
буемой величине сварочного тока, вручную или автома-
тически формируется в блоке задания тока БЗТ и
подается на блок сравнения БС. Сюда же поступает
сигнал обратной связи по току t/0. с— напряжение,
снимаемое с датчика тока ДТ и пропорциональное
току дуги /д.
В БС происходит вычитание сигнала обратной
связи из сигнала задания. Разность, так называемое
напряжение рассогласования t/pac» подается на вход
фазосдвигающего устройства ФУ, которое преобра-
зует непрерывный сигнал рассогласования в фазу им-
пульсов, поступающих на управляющие электроды
тиристоров регулятора ТР.
Теперь допустим, чго сварочный ток уменьшился:
упало напряжение сети или сварщик случайно увели-
чил длину дуги. Напряжение задания стабилизиро-
вано, т. е. не зависит от внешних воздействий, и по-
этому останется па прежнем уровне. Напряжение UQ, с.
53
уменьшится пропорционально уменьшению тока. В ре-
зультате С7рас возрастет, ФУ выдаст импульсы на от-
крывание тиристоров раньше, каждый тиристор от-
кроется ближе к началу полупериода и ток дуги воз-
растет до значения, близкого к первоначальному.
При увеличении сварочного тока под воздействием
случайных возмущений процесс пойдет в той же по-
следовательности: возрастет уменьшится С/рас, ти-
ристоры откроются позже, гок уменьшится. Таким
образом осуществляется автоматическое поддержание
(стабилизация) тока на заданном уровне.
от 5
3. Постоянная составляющая сварочного тока в источнике
питания с тиристорным регулированием
В отличие от других источников питания дуги пе-
ременного тока тиристорный регулятор позволяет раз-
дельно и независимо друг от друга регулировать каж-
Рис. 30
дую полуволну сварочного тока. Это свойство исполь-
зуется для подавления постоянной составляющей тока
при сварке алюминиевых сплавов. Достаточно откры-
вать тиристор той полуволны, где напряжение дуги
меньше, позднее, чем тиристор второй полуволны, и
мы сможем уравнять токи полуволн. Конечно, это ус-
ложняет схему источника питания: приходится делать
две системы стабилизации тока, по одной на каждый
полупериод (рис. 30).’ - ]
С помощью такого устройства можно задавать и
поддерживать при любых возмущениях нужные вели-
чины токов прямой и обратной полярности в элек-
54
гроде. Если задающее напряжение одно на обе сле-
дящие системы, т. е. 4/зад1 = £Лзад2) то токи полуволн
автоматически поддерживаются равными друг другу
и постоянной составляющей в дуге не будет.
4. Фазосдвигающее устройство
Как уже говорилось выше, фазосдвигающее уст-
ройство (ФУ) предназначено для преобразования не-
прерывного сигнала управления в импульсы, синхро-
низированные с сетью и отстоящие от начала полу-
периода на время, определяемое величиной управляю-
щего сигнала.
Существует множество различных ФУ, основан-
ных на применении 7?С-цепсй, магнитных усилителен,
транзисторов и т. д.
Так, рассмотренный нами ранее магнитный усили-
тель с самопасыщением может служить в качестве
ФУ, если последовательно с рабочими обмотками
включить управляющие переходы тиристоров. Изме-
няя ток в обмотке управления магнитного усилителя,
мы регулируем момент насыщения сердечников уси-
лителя и, следовательно, фазу включения тиристоров.
В рассматриваемых установках применено ФУ на
базе так называемого релаксационного генератора.
Простейшее устройство такого типа показано на
рис. 31. Конденсатор С заряжается от источника по-
стоянного напряжения через сопротивление /?. Па-
раллельно конденсатору через переключающий эле-
мент ПЭ подключена первичная обмотка импульсного
трансформатора ИТ. Переключающий элемент—та-
кой элемент электрической цепи, сопротивление ко-
торого под воздействием определенной величины при-
ложенного напряжения мгновенно падает от очень
большого значения до ничтожно малого. Простейший
пример переключающего элементанеоновая лампа.
До тех пор пока напряжение на конденсаторе Uc
меньше напряжения переключения лампы €/тер (на-
пряжение переключения, или пробоя, лампы — пас-
портная величина, равная нескольким десяткам
вольт), цепь ПЭ — ИТ практически не проводит тока
и не влияет на заряд конденсатора. Как только на-
пряжение Uс достигает значения £/лер, мгновенно
55
происходит зажигание лампы и конденсатор разря-
жается на обмотку ИТ.
С уменьшением тока разряда конденсатора при
напряжении (7Восст происходит быстрое восстановле-
ние электрической прочности лампы, опа теряет спо-
собность проводить ток, и вновь начинается заряд кон-
денсатора. На рис. 32 представлены импульсы напря-
жения пит на обмотках импульсного трансформатора
и кривая напряжения на конденсаторе ис (такая кри-
вая в электронике называется пилообразной или про-
сто пилой).
Упер
Рис. 31
Uqqcct
Рис. 32
Время от начала заряда до разряда конденсатора
определяется величинами £7П, L'nep и скоростью за-
ряда конденсатора. Скорость заряда конденсатора
характеризуется так называемой постоянной времени
цепи т—RC, равной времени, за которое конденсатор
зарядится примерно до 2/3 величины установившегося
напряжения. Изменяя величину сопротивления R,
можно управлять моментом появления импульса в об-
мотках импульсного трансформатора. Для регули-
ровки тока нагрузки достаточно синхронизировать
подачу напряжения Un на ФУ с сетью и подать вы-
воды вторичных обмоток импульсного трансформа-
тора на управляющий электрод и катод тиристоров.
Реальное ФУ релаксационного тока несколько
сложнее (рис. 33). Синусоидальное напряжение Un
выпрямляется диодным мостом Д1—Д4 и через бал-
ластное сопротивление Re питает кремниевый стаби-
56
литрон КС. Кремниевый стабилитрон — широко рас-
пространенный в электронике элемент. Его вольт-ам-
перная характеристика (рис. 34) в области прямых
Рис. 33
напряжений (ток идет от анода к катоду) не отли-
чается от характеристики любого диода. Интерес
представляет обратная ветвь
характеристики, т. е. зави-
симость между током и на-
пряжением на электродах
кремниевого стабилитрона
при обратном его вклю-
чении.
В обычном диоде, вклю-
ченном в обратном направ-
лении, ток практически от-
сутствует; при некотором
значении обратного напря-
жения (напряжение про-
боя — паспоргная величина
диода) ток диода резко воз-
Рис. 34
растает и происходит раз-
рушение (пробой) диода.
Пробой необратим, т. е. диод можно смело выбрасы-
вать.
Стабилитрон, включенный в обратном направлении
имеет обратимый пробой. Это означает, что при до-
стижении обратным напряжением величины пробоя
57
(гак называемое напряжение стабилизации Пст), по-
стоянной для данного типа диода, через стабилитрон
начинает проходить ток, не вызывающий разрушения
структуры прибора. При этом напряжение Пст прак-
тически нс зависит от величины тока. Для ограниче-
ния тока (допустимое значение его указано в паспорте
кремниевого стабилитрона) последовательно со ста-
билитроном обычно включают балластное сопротив-
Рис. 35
ление. Свойство стабилитрона поддерживать постоян-
ное напряжение на электродах независимо от тока
в приборе широко используется во всевозможных
стабилизаторах, формирователях напряжения, огра-
ничителях сигнала и т. п.
Кремниевый стабилитрон в рассматриваемой схеме
ФУ используется для преобразования выпрямленного
синусоидального напряжения в напряжение трапеце-
идальной формы (рис. 35). Допустим, что амплитуда
питающего напряжения равна 100 В, а напряжение
стабилизации С/Ст = 30 В. По мерс возрастания напря-
жения питания от 0 до 30 В оно целиком выделяется
на стабилитроне, поскольку суммарное сопротивление
Стабилитрона при {/кс<£/ст и нагрузки, параллельной
58
стабилитрону, значительно больше 7?б- Ток в балласт-
ном сопротивлении практически отсутствует. При
Un>UCT в цепи появляется ток, напряжение стабили-
трона практически не меняется, весь избыток напря-
жения выделяется на R& (рис. 35).
Форма напряжения на стабилитроне напоминает
трапецию; чем больше разница между Un и 67ст, тем
круче боковые стороны трапеции, тем ближе она
к прямоугольнику.
Подадим па вход ФУ управляющее напряжение
Uy в полярности, указанной на рис. 33. Это напряже-
ние уравновешивается падением напряжения на со-
противлении в цепи эмиттера триода Т1 и пере-
ходе база — эмиттер U^ триода. Пренебрегая вели-
чиной f/б-о, можно записать:
t/y « uRs.
Конденсатор С заряжается
триода ТГ.
коллекторным током
Uy
Напряжение на конденсаторе прямо пропорцио-
нально зарядному току и времени заряда:
Триод Т2 надежно заперт, т. е. не проводит тока,
до тех пор, пока на базе триода существует положи-
тельный потенциал относительно эмиттера. Потенциал
базы Т2 задан делителем /?2-
Соотношение R\ и таково, что на выделяется
около 2/з ^кс, т. е. около 20 В. По мере заряда конден-
сатора С потенциал эмиттера Т2 растет по отношению
к фиксированному потенциалу базы. Когда напряже-
ние Uс достигнет величины эти потенциалы срав-
няются, и триод Т2 начнет приоткрываться. В цепи
его коллектора появится ток, который, проходя по
обмотке импульсного трансформатора, наводит
э. д. с. в остальных его обмотках. Обмотка положи-
тельной обратной связи <• включена таким обра-
зом, что наведенная в ней э. д. с. еще больше откры-
59
васт триод Т2, В результате коллекторный ток увели-
чивается и трансформируется в базу до полного
насыщения триода. Таков механизм действия положи-
тельной (ускоряющей) обратной связи. Время от на-
чала отпирания триода Т2 до его насыщения ни-
чтожно мало и составляет 1—2 мкс.
Сопротивление перехода коллектор — эмиттер на-
сыщенного триода близко к нулю. Таким образом,
триод Т2 с трансформаторной положительной обрат-
ной связью играет роль переключающего элемента
схемы рис. 31.
Конденсатор С начинает разряжаться на обмотку
Энергия, накопленная в конденсаторе, трансфор-
мируется в энергию электромагнитного поля транс-
форматора и выделяется в виде импульса в активных
сопротивлениях цепей его обмоток. 1
Нетрудно найти момент переключения схемы: I
^пср = 77? ^пер ~ Их '» ]
пер —
Для схемы с параметрами/?э= 1 кОм, С = 0,25 мкФ,
UR1 =20 В
. 20-103-0,25-10~6 лппк 1 J
LeD '=--------------= 0,005 — , с.
пер U у Uy
J J
Если учесть, что длительность полупериода сете-
вого напряжения равна 0,01 с, то, очевидно, для пере-
ключения схемы в середине полупериода понадобится
входной сигнал t/y=l В, а для переключения в конце
полупериода достаточно (7У=0,5 В. ।
По мере разряда конденсатора наступает момент,
когда магнитный поток в сердечнике начинает умень-
шаться. Э. д. с. в обмотке IFO.C меняет свое направ-
ление, триод Т2 закрывается, и чем быстрее, тем
больше запирающее напряжение в цепи его базы. По-
сле того как импульс закончился, начинается повтор-
ный заряд конденсатора. Этот процесс образования
пилообразного напряжения окончится только в конце
полупериода, при спаде питающего напряжения, и
снова возобновится в начале следующего полупе-
60
риода. При нулевом питающем напряжении конден-
сатор полностью разряжается. Это обеспечивает син-
хронизацию ФУ с силовой цепью и независимость его
работы в каждый полупериод от предыдущего.
Во вторичных обмотках импульсного трансформа-
тора наводятся импульсы, количество которых равно
числу разрядов конденсатора. Нас интересует только
первый от начала полупериода импульс, точнее, время
от начала полупериода до появления первого им-
пульса. Это время тем меньше, чем большее напря-
жение управления приложено ко входу ФУ.
Рис. 36
В тех случаях, когда амплитуда или длительность
импульсов на выходе ФУ недостаточна для управле-
ния мощными тиристорами источника питания, при-
ходится использовать специальные импульсные уси-
лители. Допустим, что параметры импульсов на вы-
ходе ФУ таковы: длительность £й=10 мкс; амплитуда
/амп==0,3 А, а для уверенного включения мощного
трехсотамперного тиристора Т-320 необходимы им-
пульсы управления амплитудой не менее 1 А и дли-
тельностью по менее 100 мкс. Для усиления импульса
проще всего подать его на управляющий электрод
вспомогательного маломощного (2—10 Л) тиристора.
Этот тиристор (Т1 на рис. 36) замыкает цепь питания
управляющего электрода мощного тиристора Т2, со-
стоящую из обмотки вспомогательного трансформа-
тора ТВ и балластного сопротивления /?п для огра-
ничения тока управления Т2. Подбором величины 7?б
и напряжения на обмотке ТВ можно получить необхо-
димый ток управления силовым тиристором.
61
5. Датчик обратной связи по току
В качестве датчика обратной связи используется
трансформатор тока, представляющий собой замкну-
тый магнитопровод со вторичной обмоткой, имеющей
1^2—1000-4-2000 витков; первичной обмоткой служит
сварочный провод, пропущенный через окно сердеч-
ника. При замкнутой накоротко вторичной обмотке
магнитный ноток Ф1, вызванный сварочным током,
уравновешивается потоком Ф2, вызванным наведен-
ным по вторичной обмотке током: Ф1=Ф2;
(так как t^i = l). ;
Если в цепь вторичной (она называется обычно
измерительной) обмотки включить небольшое актив-
ное сопротивление /?, характер процессов в трансфор-
маторе тока практически не изменится. Напряжение
на сопротивлении R — напряжение обратной связи,
равное С70,с = 7?/2 —— пропорционально вели-
чине измеряемого тока. Например, при 1000 вит-
ков и /? = 50 Ом изменение сварочного тока от 15 до
300 Л вызовет изменение 1/0.с от 0,75 до 15 В.
6. Блок задания тока
Прежде чем перейти к работе блока задания тока
(БЗТ), рассмотрим схему эмиттерпого повторителя
(рис. 37). При описании фазосдвигающего устройства
мы заметили, что в такой схеме практически все при-
ложенное на входе управляющее напряжение урав-
новешивается падением напряжения на сопротивле-
нии в цепи эмиттера: /7ПХ~ Найдем величину
входного сопротивления: /?вх==£Лп7Лх. Поскольку ток
эмиттера приблизительно равен току коллектора,
/б = /э/р; Ia = URg/R9 = £7ВХ/Я/, 1с-ивх1(№э),
т. е.
*вх = ^вх^б ~ ^вхР^э^ВХ = Р^
Таким образом, входное сопротивление эмиттер-
ного повторителя больше сопротивления нагрузки
в р раз, где р — коэффициент усилителя данного тран-
зистора.
Несколько отвлекаясь, заметим, что высокое вход-
ное сопротивление эмиттерного повторителя обеспе-
62
чило применение ею в устройствах выдержки времени
на базе электромагнитных реле. Допустим, чго реле
должно отпускать не сразу после снятия напряжения
со схемы, а с задержкой на 1 с. Обычно для этой
цели параллельно обмотке реле включают конденса-
тор. Определим величину его емкости. Пусть сопро-
тивление катушки реле 7? =1000 Ом. Реле отпускает
при напряжении, приблизительно равном одной трети
номинального. Постоянная времени разряда копден-
Рис. 37
Рис. 38
сатора т=RC, за это время напряжение на конден-
саторе упадет до одной трети первоначального, от-
сюда найдем значение емкости:
С = — =....1С = 0,001 Ф = 1000 мкФ.
R 1000 Ом
Включим реле нагрузкой в эмиттерный повтори-
тель (рис. 38). Теперь конденсатор будет разряжаться
на входное сопротивление повторителя /?пх = р/?. Для
Р = 50 емкость С=т//?ву = 20 мкФ.
Конденсатор на 1000 мкФ требует специального
крепления и занимает заметный обьем в блоке управ-
ления сварочной машины. Конденсатор на 20 мкФ
можно распаять на печатной плате рядом с транзи-
стором.
К блоку задания тока предъявляются следующие
требования:
1. Напряжение задания, соответствующее устано-
вившемуся режиму сварки, задается оператором вруч-
ную.
63
2. В начале цикла сварки величина напряжения
задания устанавливается не сразу, а нарастает по-
степенно с регулируемой выдержкой времени, что не-
обходимо для постепенного разогрева вольфрамового
адсктрода.
3. В конце сварки напряжение задания спадает
плавно с регулируемой выдержкой времени — заварка
кратера шва.
4. В режиме сварки, пульсирующей дугой напря-
жение задания имеет импульсную форму. Длитель-
-Ь8В0
Рис 39
ность импульса и паузы определяется настройкой спе-
циальпого прибора — мультивибратора; амплитуда
тока импульса и амплитуда тока паузы должны раз-
дельно регулироваться оператором от /шт до /max
источника питания.
Упрощенная принципиальная схема БЗТ представ-
лена па рис. 39. На рисунке не показана схема тран-
зисторного мультивибратора МВ\ описание работы
мультивибратора можно найти практически в любой
книге по транзисторным устройствам. Условимся, что
в момент импульса появляется отрицательный потен-
циал Ua па выводе а мультивибратора МВ, а потен-
циал вывода б равен нулю. В момент паузы потен-
циалы выводов МВ меняются местами. Заметим так-
же, что триод Т1 открыт (т. е. в его базовой цени
существует ток, достаточный для насыщения триода)
64
но время паузы МВ, а триод Т2 открыт во время им-
пульса.
В режиме непрерывной сварки МВ все время на-
ходится в состоянии «импульс», триод Т2 постоянно
насыщен, потенциал его коллектора и базы триода
Г4 близок к нулю. Триод Т4 закрыт, ни он, ни его
эмиттерпос сопротивление Я-z в работе не участвуют.
Триод Т1 закрыт нулевым потенциалом точки б муль-
тивибратора МВ, ток в
его цепи отсутствует,
г. е.. можно считать,
что база триода ТЗ
связана только с кон-
денсатором С через
сопротивление
В начале сварки
срабатывает реле Р и
начинается заряд кон-
денсатора. ' Скорость
заряда определяется
установкой переменно-
го сопротивления R$.
Напряжение на кон-
денсаторе делится про-
порционально сопро-
тивлению и входно-
му сопротивлению
эмиттерного повтори-
'Т' о тэ Рис. $0
геля ТЗ. Величина со-
противления /?з при-
близительно в 10 раз меньше повторителя, по-
этому практически все напряжение Uc выделится на
сопротивлении Ry.
Когда Uc достигнет величины напряжения пита-
ния— 24 В, откроется диод ДЗ и дальнейший рост
напряжения прекратится.
В конце цикла сварки конденсатор С разряжается
через размыкающий контакт реле со скоростью, за-
данной сопротивлением Re. Все изменения величины
Uc отражаются на потенциометре с которого сни-
мается сигнал задания тока сварки, и, отрабатываясь
автоматической системой управления, повторяются
сварочным током.
3 Заказ Ns 238v
65
В режиме сварки пульсирующей дугой напряже-
ние Uc поочередно подается на триоды ТЗ и Т4 и де-
лится потенциометрами ₽i («амплитуда импульса»)
и /?2 («амплитуда паузы»). Сигналы задания тока
импульса URl и тока паузы t/Ra через разделитель-
ные диоды Д1 и Д2 суммируются во времени на со-
противлении /?7 и поступают на схему сравнения
с сигналами обратной связи по току полупериодов.
Работа блока задания иллюстрируется примером на-
растания напряжения задания в режиме пульсирую-
щей дуги (рис. 40).
ГЛАВА ПЯТАЯ
ИСТОЧНИКИ ПИТАНИЯ ПОСТОЯННОГО ТОКА
Для сварки на постоянном токе употребляются,
как правило, неспециализированные установки, со-
бранные на базе серийных сварочных выпрямителей
и преобразователей: ВСС, БД, ПСО и др.
Вращающиеся сварочные преобразователи в по-
следние годы интенсивно вытесняются более надеж-
ными и экономичными выпрямителями.
В полевых условиях по-прежнему незаменимы пе-
редвижные сварочные агрегаты, состоящие из при-
водного бензинового двигателя и генератора постоян-
ного тока.
1. Выпрямители с управляемой индуктивностью
Принципы управления током в выпрямителях те
же, что и в рассмотренных нами регуляторах пере-
менного тока. Так, выпрямители типа ВСС состоят из
грехфазного трансформатора с подвижными обмот-
ками и мостовой схемы выпрямления на селеновых
вентилях (рис. 41); в выпрямителях БД применены
кремниевые вентили ВК-200.
Выпрямитель .установки УДГ-101 имеет падающие
характеристики за счет дросселей подмагничивания,
включенных в каждую фазу вторичной обмотки трех-
фазного трансформатора. Если нет выпрямителя с па-
дающей характеристикой, пользуются источниками
66
постоянного тока с жесткой характеристикой и соче-
тании с балластными реостатами.
Рассмотрим подробнее трехфазную мостовую схему
выпрямления. Эту схему часто называют схемой Ла-
рионова по имени ученого, впервые предложившего
се. Трехфазный мост состоит из двух групп вентилей:
анодной /, 3, 5 и катодной 2, 4. 6. Группы названы
по общему электроду их вентилей: в анодной группе
общим является анод А, в катодной — катод /<. В лю-
бой момент времени ток в нагрузку поступает через
два вентиля — один в анодной и один в катодной
группе. Для того чтобы определить, через какие вен-
тили ток проходит в данный момент, пользуются сле-
Рис. 41
дующим правилом: в катодной группе проводит ток
тот вентиль, анод которого имеет наибольший поло-
жительный потенциал, а в анодной группе — тот, ко-
торый имеет наибольший отрицательный потенциал.
На рис. 42 приведены кривые напряжения па венти-
лях, выпрямленного напряжения и диаграмма распре-
деления тока по вентилям мостовой схемы за один
период изменения сетевого напряжения.
В момент времени наибольший положительный
потенциал имеет фаза а. Следовательно, ток пойдет
через вентиль 2 катодной группы. Наибольший отри-
цательный потенциал у фазы Ь, что вызывает работу
вентиля 3 анодной группы. В момент времени /1 отри-
цательный потенциал фазы с превысит потенциал
фазы Ь, и ток перейдет с вентиля 3 в вентиль 5. Вен-
тиль 2 будет проводить ток до тех пор, пока положи-
тельный потенциал на его аноде не уступит потен-
циал у фазы b (момент /2)- С этого момента ток пере-
ходит в вентиль 4 и т. д. Таким образом, любая пара
3*
67
вентилей анодной и катодной групп работает совме-
стно периода, выпрямленное напряжение и ток на-
грузки пульсируют шесть раз за один период. Ток
через каждый вентиль проходит в течение 1/з периода;
2/з периода вентиль закрыт обратным напряжением.
Поэтому средний ток, проходящий через вентиль, ра-
вен одной трети тока нагрузки.
Напряжение на нагрузке в любой момент времени
равно разности напряжений двух фазных обмоток. Так,
Рис. 42
если открыты вентили
2 и 3, то (7ц=(7(го—*
— (7^. Это напряжение
имеет максимум при
фазах напряжения Uno
и (7?.о соответственно
<рпо = 6Ос эл. и срло~1
= — 120° эл. На идем
максимальное и мини-
мальное значения на-
пряжения нагрузки:
max а 0 тах$1п60 ~ ~
— Ц>0 max Sin (— 120 )
= У 3t7max = 2,46(7; 1
н miu ~ о max SIH 30 *
—^ЬОтах^П( —90°) =
= l,5£7niax=2,12t/.
Здесь U и (7max = ]/2U
— действующее и максимальное значения фазовых
напряжений трансформатора.
Итак, напряжение на выходе мостовой схемы вы-
прямления пульсирует от величины (7Н=2,12(7 до
t7u=2,46 U с частотой 300Гц (при частоте сети 50 Гц).
Среднее значение этого напряжения, показанное на
рис. 42 штриховой линией, (7ср=2,34(/.
2. Тиристорный выпрямитель
В ближайшие годы можно ожидать выпуска спе-
циализированных тиристорных выпрямителей для
сварки неплавящимся электродом. В состав выпря-
68
Мигеля войдег трехфазный трансформатор, блок ти-
ристоров (собранных, например, по той же трехфазной
Мостовой схеме) и схема управления тиристорами. Не
пытаясь предугадать детали исполнения таких выпря-
мителей, с уверенностью можно сказать, что это будут
। ьмкнутые системы автоматического регулирования
Рис. 43
1*о структурной схемой, аналогичной той, что приве-
дена на рис. 29. Тиристорный блок в источнике по-
стоянного тока совмещает функцию регулятора и вы-
прямителя; остальные блоки также могут видоизме-
няться, но с сохранением своих функций.
Для того чтобы разобраться в механизме любом
шристорной системы,- необходимо знать работу ее
фазосдвигающего устройства.
Поэтому представляется целе-
сообразным рассмотреть весь-
ма распространенный метод
управления фазой — так назы-
наемый способ вертикального
управления, применяемый в
отечественной и зарубежной
практике сварочного оборудо-
вания. Этот способ заключа-
ла
Рис. 44
г гея в сравнении двух напряжений: опорного и уп-
равляющего.
В качестве опорного напряжения обычно исполь-
зуется пилообразное напряжение с постоянной ампли-
тудой, синхронизированное с сетью (рис. 43). Пило-
образное напряжение сравнивается с управляющим и
подается на вход реле Р (рис. 44). Допустим, что по-
рог срабатывания реле [7Ср=О,5 В, амплитуда пилы
Wmax=10 В, значение управляющего напряжения
('v=5,5 В. Определим фазу срабатывания реле Р.
В начале полупериода пилообразное напряжение
имеет максимальное значение: диол Д
69
знкрьн и реле не срабатывает. По мере убывания
опорного напряжения UQn наступает момент, когда
разность опорного и управляющего напряжений пре-
вышает порог срабатывания реле. В нашем примере
эго произойдет при £7ОП=5В, что соответствует фазе
90° эл. Если Uy будет больше, реле сработает раньше;
если меньше, то позже. Простые геометрические рас-
четы (см. рис. 43) дают зависимость угла включения
реле от управляющего напряжения: 1
ф W/max-t/y) = JgO | 1----£у_'| f эл. ГраД,
^Лпах Umax-
т. е. при изменении сигнала управления от 0 до UmA*
фаза срабатывания реле проходит значения от 180 до
0° эл (без учета порогового напряжения реле).
А—— — . 0 Рцс 45
Функции реле в ФУ этого типа обычно выполняет
транзисторное реле, или так называемый триггер
Шмитта (рис. 45). Придадим параметрам схемы кон-
кретные значения: 1/п=25 В; /?К1 = 2 кОм; &2 =
— 100 Ом; /?э=2 Ом. В исходном состоянии С'вх=0»
Триод Т1 закрыт, а триод Т2 открыт током через/?кь
В цепи коллектора и эмиттера Т2 проходит ток /?~
— 2 = 0,25 А. Этот ток создаст на сопротивлении
падение напряжения Up3 = 0,5 В. Полярность на-
пряжения Ur3 такова, что оно, входя в цепь базы
гриода 77, еще больше закрывает его. 1
Потенциал коллектора Т2 близок к нулю. Начи-
наем подавать управляющее напряжение. При — |
70
= 0,5 В напряжение U^ триода Т1 равно нулю. Если
еще увеличить UBX, триод Т1 начнет приоткрываться,
при этом часть тока IRki пойдет не через базу 72,
а через транзистор Т1. В силу уменьшения базового
тока уменьшится и, следовательно Un3. Уменьше-
ние UR3 равноценно увеличению (7ВХ, ток /б j возра-
стет. Открываясь, триод Т1 шунтирует базовую цепь
Г2, сопротивление которой увеличено диодом Д; Ur
еще уменьшится. Процесс будет продолжаться до на-
сыщения триода Т1 и запирания триода Т2. Дальней-
шее увеличение UBX не изменяет состояния схемы:
Л<2—0;
Напряжение С/Яэ играет роль сигнала положитель-
ной обратной связи, что придает процессу переключе-
ния триодов Т1 и Т2 лавинообразный характер.
Напряжение входа, при котором на коллекторе Т2
появляется сигнал, называется напряжением сраба-
тывания 7/ср (обычно 0,7- 0,9 В).
При уменьшении UBX триод Т1 выходит из насыще-
ния, появляется ток в базе Т2, нарастающее напря-
жение с еще больше закрывает триод Т1 и т. д.
Процесс отпускания реле происходит почти мгновенно
при напряжении, несколько меньшем напряжения
срабатывания.
Импульсы напряжения с коллектора гриода Т2
подаются с помощью импульсного трансформатора
или непосредственно на управляющие электроды си-
ловых тиристоров.
В заключение заметим, что вместо пилообразного
напряжения на вход реле нередко подают часть си-
нусоидального, например от —80 до +80° эл., ту
часть, где нелинейные искажения кривой мини-
мальны.
ГЛАВА ШЕСТАЯ
ОСЦИЛЛЯТОРЫ, СТАБИЛИЗАТОРЫ И БЛОК ЦИКЛА СВАРКИ
1. Осцилляторы
I Осцилляторы предназначены для первоначального
нозбуждения дуги. Как указывалось в первой главе,
Для этой цели применяют обычно источники высоко-
вольтных высокочастотных импульсов.
71
Осциллятор состоит из источника высокого на-1
пряжения, высокочастотного генератора и устройства I
ввода высокого напряжения в цепь дуги. I
По типу источника высокого напряжения разли-1
чают осцилляторы непрерывного и импульсного!
питания.
В первом случае высокое напряжение полу-!
чается при трансформации напряжения нромышлен-1
ной частоты с помощью высоковольтного пизкоча-i
стотного трансформатора. Достоинством осциллятор|
ров этого типа является простота конструкции и 1
схемы, недостатками — наличие высокого напряже |
ния промышленной частоты, опасного для обслужи-]
вающего персонала, сложность и высокая стоимость]
высоковольтного трансформатора и невозможность 1
управления моментом начала генерации импульсов,!
чго затрудняет поджиг дуги переменного тока. I
В осцилляторах с импульсным питанием высокое!
напряжение получается при трансформации импуль-1
сов, генерируемых при разряде предварительно заря-1
женного накопительного конденсатора через первич-1
чую обмотку импульсного высоковольтного 'трансфер-1
матора или автотрансформатора. I
Схема импульсного источника приведена па |
рис. 46. Накопительный конденсатор Сп заряжается!
от низковольтного источника питания через сопро-1
тивлепие Z и разряжается через обмотку импульсЯ
ного трансформатора ИТ при подаче управляющего!
сигнала Uy на вход коммутатора К. В качестве и м-1
пульсного трансформатора обычно используют ка-1
тушку зажигания двигателя внутреннего сгорания!
(бобину), в качестве коммутатора можно использо-1
вать тиратрон или тирисгор. В источнике высокого]
напряжения может быть использован и неуправляем]
мый коммутатор, например переключающий эле- !
мент (см. гл. 4, § 4), но при этом теряется возмож-1
ность согласования момента генерации импульса |
с фазой напряжения источника питания дуги. Упу ?
равляющее напряжение может быть получено от ис-1
точника питания дуги или при поджиге дуги посто-1
явного тока сформировано с помощью рслаксаци-1
оиного генератора, пример которого представлен
в четвертой главе (см. рис. 31).
72
Достоинствами импульсных источников высокого
напряжения являются отсутствие высокого напряже-
ния промышленной частоты, возможность управле-
ния моментом генерации импульса, менее сложная
конструкция трансформатора, чем в осцилляторах
непрерывного питания. Их основной недостаток —
сложность электрической схемы,
В качестве генератора высокочастотных колеба-
ний распространение получили только искровые ге-
нераторы. Схема искрового генератора приведена на
рис. 47. Конденсатор С заряжается от источника пи-
Рис. 46
Рис. 41
тапия через балластное сопротивление Z до напря-
жения пробоя разрядника Р. После пробоя разряд-
ника конденсатор разряжается через катушку индук-
тивности L. В контуре, образованном индуктивно-
стью L, конденсатором С и разрядником Р, возникают
затухающие колебания с частотой, определяемой па-
раметрами контура,
и амплитудой, определяемой напряжением пробоя
разрядника. Сопротивление Z ограничивает ток че-
рез разрядник от источника высокого напряжения.
Величина сопротивления должна быть выбрана та-
кой, чтобы обеспечить падежное погасание разряда
в разряднике после затухания колебаний в контуре
генератора. Чаще всего в качестве сопротивления Z
используется внутреннее сопротивление источника
питания. После восстановления электрической проч-
ности разрядника при непрерывном питании вновь на-
чинается заряд конденсатора, и процесс повторяется.
Заказ № 2385
73
Частота повторения зависит от постоянной времени
зарядной цепи, соотношения между напряжением
питания генератора и напряжением пробоя разряд-
ника, от параметров колебательного контура.
Искровые генераторы обладают рядом существен-
ных недостатков. Они генерируют широкий спектр
частот, что не позволяет эффективно подавлять по-
мехи, посылаемые в питающую сеть; колебания
в контуре генератора быстро затухают из-за значи-
тельных потерь в разряднике. Однако по дешевизне,
простоте конструкции, к. п. д. и надежности искровые
генераторы не имеют конкурентов, что обусловило
их повсеместное применение в осцилляторах. Следует
отметить также, что при пробое дугового промежутка
возникает искровой разряд, являющийся мощным
источником помех в широком диапазоне частот, так
что замена искрового генератора каким-либо другим,
с более стабильной частотой, мало изменила бы об-
щий уровень помех.
Напряжение, образующееся на индуктивном со-
противлении колебательного контура, должно быть
приложено к дуговому промежутку. По тому, как
осуществляется ввод этого напряжения в сварочную
цепь, различают осцилляторы параллельного и по-
следовательного включения. В первом случае коле-
бательный контур должен быть связан со сварочной
цепью с помощью фильтра низких частот, защищаю-
щего элементы контура генератора от протекания
больших токов от источника питания дуги. В каче-
стве такого фильтра обычно используют проходной
конденсатор небольшой емкости, имеющий высокое
сопротивление для тока промышленной частоты, по
малое — для высокочастотного тока. Источник пита-
ния должен быть защищен от воздействия осцилля-
тора с помощью фильтра высоких частот. Обычно
для этих целей используют Г-образный индуктивно-
емкостный фильтр, состоящий из высокочастотного
дросселя (воздушного или с ферритовым сердечни-
ком) и конденсатора. Дроссель включается в свароч-
ную цепь последовательно, и его обмотка должна
быть рассчитана на прохождение полного тока дуги.
Конденсатор включается параллельно источнику пи-
тания дуги. Для эффективной защиты необходимо,
74
чтобы индуктивное сопротивление дросселя на высо-
кой частоте было много больше сопротивления кон-
денсатора. Для этого межвитковая емкость и емкость
на землю у обмотки дросселя должны быть как
можно меньше и индуктивное сопротивление конден-
сатора должно быть мало. Для уменьшения индук-
тивного сопротивления конденсатора применяют
обычно конденсаторы специального типа, например
КЗ, либо параллельно высокоиндуктивному конден-
сатору большой емкости (например, металлобумаж-
ному) подключают низкоиндуктивный конденсатор
малой емкости (например, слюдяной или керамиче-
ский). Провода, соединяющие защитный конденса-
тор с клеммами источника, должны иметь мини-
мальную длину и небольшую собственную индук-
тивность.
Фильтр высокой частоты служит нагрузкой для
генератора высокочастотных колебаний. Поэтому ин-
дуктивность фильтра должна быть много выше ин-
дуктивности контура генератора. Учитывая, что об-
мотка дросселя фильтра должна изготавливаться из
провода большого сечения, это требование трудно
выполнить.
В осцилляторах последовательного включения ка-
тушка индуктивности контура генератора или вто-
ричная обмотка высокочастотного трансформатора,
первичная обмотка которого служит катушкой ин-
дуктивности контура, включаются в сварочную цепь
последовательно. Источник питания шунтируется
конденсатором большой емкости. Требования к кон-
денсатору аналогичны требованиям к конденсатору
фильтра высоких частот. Требования же к катушке
индуктивности контура значительно снижены по
сравнению с требованиями к дросселю фильтра: сте-
пень защиты и нагрузка генератора не зависят от
величины индуктивности дросселя. Для подключения
осциллятора последовательного типа фильтр низких
частот не нужен.
Осцилляторы последовательного включения обыч-
но более эффективны, чем осцилляторы параллель-
ного включения. В первых на дуговом промежутке
после его пробоя выделяется почти вся энергия, на-
копленная к этому моменту в контуре генератора,
4*
75
в то время как в осцилляторах параллельного вклю-
чения значительная часть этой энергии расходуется
в элементах фильтров высоких и низких частот. Дру-
гим дос гоинством осцилляторов последовательного
включения является то, что они не требуют уста-
новки в цепи источника питания дополнительных
устройств для защиты от высокочастотного напря-
жения (кроме конденсатора фильтра Сф), являясь,
таким образом, законченным изделием, в то время
как осцилляторы параллельного включения нужда-
ются в дополнительном устройстве — высокочастот-
ном фильтре.
Работу осциллятора параллельного включения
с непрерывным питанием рассмотрим на примере ос-
циллятора ОСПЗ-2М (рис. 48), применяющегося,
в частности, в установках УПСР-300 для поджига де-
журной дуги. Осциллятор питается от сети перемен-
ного тока через предохранитель Пр1 и помехозащит-
ный фильтр ПЗФ. Трансформатор низкой частоты
ТрНЧ, являющийся источником высокого напряже-
ния, имеет повышенное рассеяние для ограничения
тока после пробоя разрядника Р. Разрядник Л пер-
вичная обмотка трансформатора высокой частоты
ТрВЧ и конденсатор Сг образуют колебательный
контур искрового генератора, проходной конденсатор
Сп образует фильтр низких частот. Трансформатор-
ная связь контура генератора со сварочной цепью
уменьшает опасность попадания высокого напряже-
ния промышленной частоты в сварочную цепь. Пре-
дохранитель Пр2 служит для защиты вторичной
обмотки трансформатора ТрВЧ при пробое конденса-
тора Сп. Выход осциллятора подключается парал-
лельно дуговому промежутку Д. Для защиты источ-
ника питания ИП служит Г-образный фильтр, обра-
зованный конденсатором Сф и дросселем £ф.
Напряжение питания осциллятора ОСПЗ-2М
220 В, максимальное выходное напряжение 6 кВ,
максимальная энергия импульса 0,08 Дж. Собствен-
ная частота колебаний контура 500 кГц. Осциллятор
генерирует до 10—14 импульсов в полунериод, ин-
тервал между импульсами около 0,5 мс. Фаза на-
чала генерации зависит от зазора в разряднике и
составляет 40—60° эл.
76
Следует отметить, что выходные параметры ос-
циллятора определены па холостом ходу. При под-
ключении нагрузки — фильтра высокой частоты —
выходные параметры значительно снижаются. Реко-
мендуемая для данного осциллятора индуктивность
фильтра составляет 200 мкГ, что соответствует ка-
тушке из 50 витков сварочного провода, намотанной
на каркас диаметром 200 мм. При такой индуктив-
ности фильтра максимальное выходное напряжение
снижается до 5 кВ, а максимальная энергия импуль-
са—до 0,05 Дж. При меньшей индуктивности филь-
тра параметры поджигающего импульса еще ниже.
Рис. 48
К осцилляторам непрерывного питания парал-
лельного включения относятся, кроме ОСПЗ-2М, ос-
цилляторы ОСЦ-1, осцилляторы первых выпусков
установок типа УДАР, осцилляторы установок серии
АП и ряд других. Во всех этих осцилляторах отсут-
ствует помехозащитный фильтр в цепи питания ос-
циллятора; кроме того, они отличаются от ОСПЗ-2М
несущественными конструктивными особенностями.
Следует отметить, что наличие помехозащитного
фильтра в цепи осциллятора ОСПЗ-2М не спасает
от появления в сети радиопомех недопустимо высо-
кого уровня. Поэтому в соответствии с нормами пре-
дельно допустимых радиопомех время работы этого
осциллятора и частота его включения, как и всех
других, должны быть ограничены. Для этой цели
в блоке цикла предусмотрены специальные устрой-
ства.
Работу осциллятора непрерывного питания после-
ювательного включения рассмотрим на примере ос-
циллятора ОСППЗ-ЗОО (рис. 49), выполненного на
базе осциллятора ОСПЗ-2М. Вторичная обмотка
77
трансформатора ТрВЧ рассчитана на ток 300А и
включается в цепь дуги последовательно. Напряже-
ние вторичной обмотки поступает на дуговой проме-
жуток Д через защитный конденсатор Сф, емкость
которого на высокой частоте должна быть намного
выше (в сотни или тысячи раз) приведенной ко вто-
ричной стороне емкости контура Сг (приведенная
емкость определяется как емкость, включенная с пер-
вичной стороны, умноженная на квадрат коэффици-
ента трансформации). Параметры импульса этого
Рис. 49
осциллятора соответствуют параметрам импульса ос-
циллятора ОСПЗ-2М. Осциллятор ОСППЗ-ЗОО ис-
пользуется в установках серии ИПК. В установках
УДГ-101 применяется осциллятор ОСИ-50, отличаю-
щийся от осциллятора ОСПЗ-ЗОО номинальным то-
ком вторичной обмотки (50 А), отсутствием помехо-
защитного фильтра и конструктивными особенно-
стями. Амплитуда импульса в осцилляторе ОСИ-50
составляет 6,5 кВ, а энергия импульса — около
0,1 Дж.
Другим вариантом исполнения осциллятора не-
прерывного питания последовательного включения
является осциллятор ОСИ-ЗОО, схема которого пред-
ставлена на рис. 50. В этом осцилляторе отсутствует
трансформатор высокой частоты, дроссель контура
генератора Др непосредственно включается в сва-
рочную цепь. Обмотка высокого напряжения транс-
форматора ТрНЧ отделена от сварочной цепи кон-
денсаторами Сг, а средняя точка обмотки заземлена.
При пробое на корпус одного из конденсаторов Сг
часть обмотки закорачивается и благодаря большому
рассеянию между обмотками низкочастотное напря-
жение резко падает. Осциллятор ОСИ-ЗОО рассчитан
на ток 315 А при продолжительности работы (ПР)
60% и длительности цикла 10 мин. Амплитуда им-
пульса составляет 6,5 кВ, его энергия — около
0,1 Дж. Остальные выходные параметры пе отли-
чаются от параметров осциллятора ОСПЗ-2М. Ос-
цилляторы ОСИ-ЗОО используются в установках типа
УДАР-300, УДАР-301. В установках типа УДАР-500
применяется осциллятор ОСИ-500, отличающийся от
ОСИ-ЗОО поминальным током (500 А при той же ПР).
В последние годы осцилляторы непрерывного пи-
тания вытесняются импульсными осцилляторами. Все
они изготавливаются для последовательного вклю-
чения. Примером осциллятора этого типа является
возбудитель сварочной дуги постоянного тока
ВИС-501 (рис. 51). Осциллятор состоит из двух бло-
ков— высоковольтного блока (ВВБ) и блока филь-
тра (БФ). Питание осциллятора осуществляется
непосредственно от сварочной цепи. Применение в ка-
честве зарядного сопротивления дросселя Др, имею-
щего высокую индуктивность и малое активное со-
противление, позволяет осуществить особый режим
заряда, называемый резонансным. В этом режиме
ток заряда конденсатора постепенно нарастает, пока
напряжение на накопительном конденсаторе Сн пе
сравняется с напряжением питания. После этого ток
начинает спадать, что вызывает появление на дрос-
селе Др э. д. с. самоиндукции, стремящейся сохра-
нить ток неизменным, т. е. действующей согласно
с напряжением источника питания. Заряд конденса-
тора будет продолжаться до гех пор, пока напряже-
ние па конденсаторе пе достигнет двойного напря-
жения питания
При отсутствии диода Д ток в зарядной цепи из-
менил бы свое направление, конденсатор стал бы
79
разряжаться через источник питания. При наличии
диода конденсатор останется заряженным до те^
нор, пока не откроется тиристор Т, После этого кон-
денсатор Сн будет разряжаться через первичную об-
мотку импульсного трансформатора ИТ и тиристор Г.
Так как потери в этом контуре малы, к моменту,
когда конденсатор будет полностью разряжен
разряда достигнет наибольшего значения. Бла
индуктивности трансформатора ИТ этот ток
поддерживаться, вследствие чего конденсатор пере-
зарядится. Когда напряжение на конденсаторе ста-
нет по величине близким к напряжению перед нача-
лом разряда, т. е. к двойному напряжению питания,
Рис. 51
ток разряда упадет до нуля и тиристор Т закроется.
Вновь начнется процесс заряда конденсатора Сп че-
рез источник питания. Но ток через дроссель Др
будет определяться уже суммой напряжения пита-
ния и согласно с ним действующего напряжения на
конденсаторе Си, что приведет в конце заряда к подъ-
ему напряжения на конденсаторе до шестикратного
напряжения питания.
Теоретически, при отсутствии потерь в цепях раз-
ряда и заряда, процесс подъема напряжения мог бы
продолжаться до бесконечности. Практически из-за
потерь в цепях, а также из-за насыщения железа
в дросселе Др и трансформаторе ИТ этот процесс
быстро затухает и напряжение на конденсаторе ус-
танавливается в пределах (3-4-5) Z7n. 1
Управление тиристором Т осуществляется сле-
дующим образом. Конденсатор С заряжается до на-
80
пряжения переключения переключающего элемента —
динистора П и затем разряжается через сопротивле-
ние и цепь управления тиристора (шунтирован-
ную сопротивлением /?4). Частота посылки управ-
ляющих импульсов зависит от напряжения питания
и постоянной времени цепи заряда конденсатора С,
равной С
ПЛИТУДОЙ
. Выбором соотношения ₽i/T?2 опре-
2
деляется наименьшее напряжение питания, при кото-
ром напряжение па конденсаторе С может достиг-
нуть напряжения переключения. При напряжении
питания, большем этого предельного значения, ос-
циллятор будет работать; при меньшем напряжении
тиристор Т будет закрыт и высокое напряжение нс
будет генерироваться. При питании от сварочной
цепи такой осциллятор может быть настроен так,
чтобы он надежно работал при холостом ходе источ-
ника питания ИП, но прекращал бы работу после
возбуждения дуги, при падении напряжения до ду-
гового. К такому осциллятору не нужно подводить
провода для питания и управления, его удобно уста-
навливать вблизи от места сварки.
Осциллятор ВИС-501 генерирует импульс с ам-
частота посылки импульсов
100—150 Гц, собственная частота контура 2000 кГц,
энергия импульса до 0,2 Дж.
Другой осциллятор этого же типа ВИР-101 пред-
назначен для поджига дежурной дуги в установках
для воздушно-плазменной резки. В связи с высоким
напряжением холостого хода при плазменной резке
пет необходимости в подъеме напряжения на нако-
пительном конденсаторе, поэтому вместо дросселя
Др установлено активное сопротивление R. Осцилля-
тор снабжен конденсатором для связи между цепью
питания дежурной и основной дуг. В остальном схема
этого осциллятора не отличается от схемы осцилля-
тора ВИС-501.
Все элементы осциллятора размещены в едином
корпусе. Дроссель осциллятора рассчитан на ток 80 А
при ПР=1% и длительности цикла 2 мин. Ампли-
гуча импульса 20 кВ, собственная частота 1000 кГц,
энергия импульса до 0,2 Дж, частота повторения им-
пульсов 100—200 Гц.
81
Преимущества осцилляторов с импульсным пита-
нием особенно ярко проявляются в установках пе-
ременного тска. В 'том случае обычно объединяются
в единый блок осциллятор и стабилизатор горения
дуги. Схема и работа такого объединенного осцил-
лятора-стабилизатора будут рассмотрены в следую-
щем параграфе.
2. Стабилизаторы
Стабилизаторы дуги предназначены для обеспе-
чения повторных зажиганий полупериодов обратной
полярности дуг переменного тока в тех случаях,
когда напряжение источника питания для этого не-
достаточно. Практически, так как напряжение ис-
точника питания ограничено требованиями безопас-
ности, стабилизаторами дуги должны снабжаться
все промышленные установки для сварки алюминия
и алюминиевых сплавов дугой переменного тока.
Различают пассивные и активные стабилизаторы.
В пассивных стабилизаторах энергия, необходимая
для повторного зажигания, накапливается в реактив-
ных элементах, включенных в цепь дуги последова-
тельно или параллельно дуговому промежутку, и вы-
деляется при переходных процессах, связанных с по-
гасанием дуги. Параметры импульса и момент его
ввода (инжекции) в дуговой промежуток зависят от
процессов в дуге, от свойств цепи питания дуги и от
свойств самого стабилизатора. Возможности пассив-
ных стабилизаторов весьма ограничены, их исполь-
зование имеет смысл лишь при больших токах. В на-
шей стране пассивным стабилизатором снабжалась
установка ИПД-1000. Стабилизатор этой установки
представляет собой батарею конденсаторов емкостью
80—120 мкФ, включенную параллельно дуге через
небольшое активное сопротивление. После погаса-
ния дуги прямой полярности происходит перезаряд
этой батареи через индуктивность источника пита-
ния. Процессы при этом аналогичны процессам при
резонансном заряде конденсатора, максимальное на-
пряжение на батарее может превышать в 2,5—2,7
раза амплитуду напряжения питания. Если это на-
пряжение оказывается достаточным для повторного
12
зажигания, батарея разряжается на дуговой проме-
жуток. Следует отметить, что наличие батареи боль-
шой емкости значительно снижает скорость нараста-
ния напряжения на дуговом промежутке, так что
работа стабилизатора будет успешной лишь при до-
статочно большом объеме плазмы в дуговом проме-
жутке. Устойчивое горение дуги обеспечивается
в установках ИПД-1000 при токах нс ниже 200—
250 Л. Достоинством этого стабилизатора является
простота его конструкции.
В активных стабилизаторах дуги энергия, необхо-
димая для стабилизации, запасается в накопителе,
отделенном от дуги коммутатором, и в нужный мо-
мент инжектируется в дуговой промежуток. Пара-
метры импульса и момент инжекции могут быть вы-
браны в соответствии с потребностями процесса,
стабилизатор не оказывает побочного влияния на
процессы в дуговой цепи. Эти два обстоятельства вы-
годно отличают активные стабилизаторы от пассив-
ных, что и обусловило их широкое применение.
Во второй главе были рассмотрены процессы,
происходящие в дуге переменного тока при повтор-
ных зажиганиях, и сформулированы требования к па-
раметрам стабилизирующих импульсов: амплитуда
напряжения 500—600 В, амплитуда тока 60—80 А,
длительность импульса 60—80 мкс.
Принципиальная схема активного стабилизатора
дуги представлена на рис. 52. Накопительный кон-
денсатор С заряжается от трансформатора Тр через
однополупериодный выпрямитель Д и зарядное со-
противление 7?3 и разряжается на дуговой промежу-
ток Д через коммутатор К и балластное сопротив-
ление Для устранения влияния высокого напря-
жения осциллятора на цепи стабилизатора последний
подключается к дуговому промежутку за дроссе-
лем фильтра высокой частоты Др, ближе к источ-
нику питания дуги ИП. Для импульса стабилизатора
этот дроссель представляет небольшое сопротивление
и на работу стабилизатора не оказывает существен-
ного влияния. Источник питания ИП и конденсатор
фильтра высокой частоты Сф представляют собой
вредную нагрузку для стабилизатора, уменьшая ток,
проходящий через дуговой промежуток. В некоторых
83
установках после окончания процесса зажигания
дуги и отключения осциллятора цепь конденсатора
Сф разрывается токовым реле РТ.
Коммутатор /< управляется с помощью схемы уп-
равления СУ, подключенной к дуговому промежутку.
Схема должна генерировать управляющие импульсы
после смены полярности дугового напряжения с пря-
мой на обратную. К моменту инжекции импульса
конденсатор С должен быть полностью заряжен,
а диод Д заперт напряжением трансформатора Тр.
В противном случае через диод Д и коммутатор К
длительно будет проходить ток от трансформатора
Рис. 52
Тр, что может привести к выходу из строя этих эле-
ментов схемы. Кроме того, открытие коммутатора К
в зарядный полупериод трансформатора Тр приведет
к шунтированию конденсатора С цепью дуги, при
этом напряжение па конденсаторе не сможет под-
няться выше дугового, и к следующему полупсриоду
обратной полярности импульс пе сможет сформиро-
ваться. Все это приводит к необходимости фазировки
источника питания дуги и трансформатора Тр. Фа-
зировка производится так: поскольку один из вто-
ричных концов сварочного трансформатора и транс-
форматора Тр имеют общую точку («земля»), на
вторых концах должна быть сумма напряжений хо-
лостого хода трансформаторов. |
Стабилизаторы дуги в различных установках вы-
полнены по схеме рис. 52. Различия заключены
в элементах схемы, схеме управления СУ и моменте
инжекции импульса. К первым советским стабилиза-
торам дуги принадлежит стабилизатор установок
УДАР-300 первых выпусков и аналогичные ему ста-
билизаторы установок серии ИПК. В качестве ком-
мутатора К в этих стабилизаторах применен тира-
трон ТП-2,5/4, в качестве диода Д — кенотрон 5ЦЗС.
84
Схема управления представлена на рис. 53. От ис-
точника питания цепи управления И ПУ (в установ-
ках ИПК питание схемы управления осуществляется
от источника питания накопительного конденсатора
С стабилизатора — см. рис. 52) через сопротивление
у заряжается конденсатор Сн. у- При срабатыва-
нии коммутатора управления КУ (в установках ИПК
н УДАР-300 — тиратрон ТГ1-0,1/1,3) конденсатор
Сн, у разряжается через сопротивление нагрузки 7?н.
Импульс напряжения через конденсатор Сд поступает
Рис. 53
на сопротивление /?д. Конденсатор Сд и сопротивле-
ние 7?д образуют так называемую дифференцирую-
щую цепочку. Напряжение на сопротивлении
пропорционально скорости изменения сигнала:
Л
пых ^^д
А д А/
где i — ток в сопротивлении /?д; ДС^х/А/— скорость
изменения напряжения входа; L/Bbix— напряжение
ла сопротивлении Кд.
Это соотношение выполняется тем точнее, чем
меньше емкость Сл и сопротивление /?д. Напряжение
с сопротивления поступает через сопротивление
на конденсатор Си. Сопротивление и конденса-
тор Си образуют интегрирующую цепочку. Напряже-
ние па конденсаторе Си нарастает постепенно (см.
гл. 4, § 4):
85
Это выражение тем точнее, чем больше Си и 7?и.
Дифференцирующая цепочка служит для выделе-
ния фронта сигнала. Интегрирующая цепочка слу-
жит для задержки сигнала. Действительно, если на
вход интегрирующей цепочки внезапно подать на-
пряжение, то оно появится на конденсаторе с некото-
рой задержкой, определяемой постоянной времени
интегрирующей цепочки
Напряжение с конденсатора Си поступает на
управление коммутатором стабилизатора К (см.
рис. 52). Таким образом, сигнал на инжекцию им-
пульса поступит на коммутатор К (см. рис. 52) с не-
которой задержкой после срабатывания коммутатора
КУ (рис. 53). Коммутатор КУ управляется от дуго-
вого напряжения, которое поступает па его вход че-
рез конденсатор смещения Ссм и сопротивление R
(рис. 53). Конденсатор Ссм большой емкости предва-
рительно заряжен таким образом, чтобы при дуговом
напряжении коммутатор КУ был закрыт. В момент
смены полярности дугового напряжения с прямой на
обратную на дуговом промежутке и, следовательно,
па входе схемы управления возникает пик повтор-
ного зажигания (как указывалось во второй главе,
его амплитуда почти достигает амплитуды напряже-
ния холостого хода источника питания дуги). Это
приводит к срабатыванию коммутатора КУ. Таким
образом, схема управления обеспечивает инжекцию
стабилизирующего импульса с некоторой задержкой
после смены полярности дугового напряжения с пря-
мой на обратную. Для успешного преодоления пика
аномального тлеющего разряда задержка должна со-
ставлять 60—80 мкс.
В установках ИПК и УДАР-300 первых выпусков
интегрирующая цепочка обеспечивала задержку
около 50 мкс.
Стабилизатор нс должен срабатывать от лож-
ных импульсов управления, возникающих при погаса-
нии дуги обратной полярности, когда возникает пик
напряжения того же знака, что и при повторном
зажигании, так как в этом случае коммутатор К (см.
рис. 52) откроется в зарядный полупериод и оста-
нется открытым, пока напряжение на. трансформа-
торе Тр не поменяет знака, конденсатор С окажется
86
незаряженным и в нужный момент пе будет генери-
. роваться стабилизирующий импульс. Это достигается
в стабилизаторе установок ИПК тем, что конденсатор
Сп.у (рис. 53) заряжается через большое сопротивле-
ние, и к моменту поступления ложного импульса на-
пряжение на конденсаторе Сну недостаточно для
формирования импульса, открывающего коммутатор
АУ (рис. 53).
Недостатком стабилизатора установок ИПК и
УДАР-300 первых выпусков была малая надежность
и неустойчивость работы тиратрона ТГ1-2,5/4. Этот
тиратрон не рассчитан на пропускание больших им-
пульсных токов и быстро разрушается. Другой его
недостаток — большой разброс времени срабатыва-
ния. Этот недостаток приводит к тому, что момент
инжекции импульса нс может быть установлен с не-
обходимой точностью. Эти недостатки заставили раз-
работать новый стабилизатор, в котором в качестве
коммутатора был применен импульсный водородный
тиратрон ТГИ 1-400/3,5. Новый стабилизатор был при-
менен в установках УДАР-300-1 и во всех последую-
щих установках этой серии (УДАР-500, УДАР-300-2
и т. д.).
Тиратрон ТГИ 1-400/3,5 в отличие от тиратрона
ТГ1-2,5/4 имеет положительную характеристику уп-
равления (т. е. открывается при поступлении положи-
тельного сигнала на его управляющий электрод). Это
обстоятельство позволило упростить схему управле-
ния. Дуговое напряжение трансформируется импульс-
ным трансформатором и поступает на дифферен-
цирующую цепочку. Напряжение на выходе этой
цепочки, пропорциональное скорости изменения дуго-
вого напряжения, мало при горении дуги, но велико
в момент смены полярности дугового напряжения.
Напряжение с дифференцирующей цепочки поступает
па интегрирующую цепочку (только в установках вы-
пуска после 1966 г.), где происходит задержка уп-
равляющего импульса, и затем на вход коммута-
тора— тиратрона ТГ 1-400/3,5, который инжектирует
импульс в цепь дуги.
Стабилизатор установок УДАР-300-1 и других
имеет ряд недостатков. Он не защищен от ложных сра-
батываний при погасадии дуги обратной полярности.
87
Тиратрон ТГИ 1-400/3,5 снабжен внутренним гене-
ратором водорода. Количество выделяемого им во-
дорода, т. е. давление внутри тиратрона, и, следова-
тельно, работа тиратрона зависят от температуры
внутри баллона, определяемой током его накала.
Для успешной работы тиратрона оказалось необхо-
димым стабилизировать его накал в пределах ±2,5%.
Несмотря на это, разброс момента генерации импуль-
са часто бывает выше допустимого. Это объясняется
тем, что тиратрон рассчитан на работу при напря-
жении 3500 В; при меньшем напряжении он иногда
работает недостаточно устойчиво.
Появление полупроводниковых коммутаторов—ти-
ристоров— позволило создать стабилизаторы на их ос-
нове. Такими стабилизаторами снабжены установки
серии УДГ. Схема управления тиристором содержит
тиратрон ТГЗ-0,1/1,3. Дифференцирующая цепочка
отсутствует, интегрирующая цепочка помещена не па
входе тиристора, а на входе тиратрона ТГЗ-0,1/1,3.
Схема управления питается от отдельного однополу-
периодпого выпрямителя, в качестве которого служит
кенотрон 5Ц4М. Импульс управления поступает на
тиристор через импульсный трансформатор. Напря-
жение питания стабилизатора сдвинуто относительно
напряжения источника питания па 240° эл., а не на
180° эл.. как в других стабилизаторах.
По принципу действия стабилизаторы установок
УДГ не отличаются от стабилизаторов установок
УДАР и ИПК. Однако в их конструктивном испол-
нении есть одна важная особенность. В установках
УДГ стабилизатор объединен с осциллятором, обра-
зуя единый блок поджигания. Рассмотрим работу
этого блока подробнее.
В цепь накопительного конденсатора стабилиза-
тора введена первичная обмотка импульсного высо-
ковольтного трансформатора, шунтированная размы-
кающими контактами реле дуги. Реле дуги включается
параллельно дуговому промежутку через однонолу-
периодпый выпрямитель. Для устранения дрожа-
ния реле при паузах тока его катушка зашунтиро-
вапа сглаживающим конденсатором. Параметры реле
подобраны таким образом, чтобы оно было включено
при напряжении холостого хода и при горении дуги
88
обратной полярности и отключалось при зажигании
дуги прямой полярности. Таким образом, при нали-
чии напряжения холостого хода реле включено и
первичная обмотка высоковольтного трансформатора
расшунтирована. При срабатывании коммутатора
(тиристора) накопительный конденсатор разряжа-
ется через источник питания дуги и первичную об-
мотку высоковольтного трансформатора, что приво-
дит, так же как это было и в вышеописанном осцил-
ляторе ВИС-501, к появлению высокочастотного
высоковольтного импульса и пробою дугового проме-
жутка. Как указывалось в первой главе, дальнейшее
развитие процесса зависит от того, каков момент про-
боя. Если пробой произошел вблизи момента пере-
хода установившегося тока от прямого к обратному,
то возникнет дуга обратной полярности; в противном
случае возникновение дуги маловероятно.
Выбор необходимого момента для генерирования
поджигающего импульса осуществляется автоматиче-
ски следующим образом. С помощью смещения, за-
данного па конденсаторе Ссм (рис. 53), для стабили-
заторного режима устанавливается фаза первого им-
пульса. Обычно это 40—50° эл. При приложении
синусоидального сигнала к сетке тиратрона КУ сетка
часть периода будет иметь положительный потен-
циал относительно катода, и по цепи сетки будет про-
текать сеточный гок, который немного подзарядит
конденсатор Ссм. Поэтому фаза каждого следующего
импульса будет выше, чем фаза предыдущего, и про-
цесс будет продолжаться до тех пор, пока не про-
изойдет зажигание дуги. Величина ступеньки, на ко-
торую изменяется фаза генерации поджигающего
импульса, зависит от емкости Ссу[ и сопротивления
в цепи сетки 7?. Сопротивление R в установках УДГ
регулируется при настройке так, чтобы обеспечить
устойчивое возбуждение дуги во всем диапазоне
токов.
При правильной регулировке полуволны тока об-
ратной полярности появляются после первого-второго
импульса осциллятора. Длительность всего процесса
зажигания зависит от времени разогрева вольфрамо-
вого электрода и быстро растет с уменьшением тока.
Если при токе более 50—60 Л это время не превы-
89
шает обычно 2—3 периодов, то при токе 15 А оно со-
ставляет обычно 15—20 периодов. После разогрева
вольфрамового электрода возникает ток и прямой по-
лярности, реле дуги отключается и шунтирует пер-
вичную обмотку высоковольтного трансформатора,
блок поджигания начинает работать в режиме ста-
билизатора.
Блок поджигания установок УД Г имеет ряд пре-
имуществ перед системой, состоящей из отдельного
стабилизатора и осциллятора непрерывного питания.
Во-первых, ои обладает всеми достоинствами осцил-
ляторов импульсного питания в отношении безопас-
ности и уровня помех радиоприему; во-вторых,
импульсный осциллятор обеспечивает быстрое и на-
дежное возбуждение дуги благодаря возможности пра-
вильного выбора фазы генерации импульса; в-третьих,
по той же причине уменьшаются броски тока, связан-
ные с переходным процессом при возбуждении дуги
несипхронизированным осциллятором; в-четвертых,
при переходе из режима возбуждения дуги в режим
горения пет паузы в посылке импульсов; наконец,
схема и конструкция блока лишь немного сложнее
схемы и конструкции одного стабилизатора.
К недостаткам блока поджигания следует отнести
ненадежность ламповых элементов схемы, имеющих
малый срок службы, и недостаточную устойчивость
от ложных срабатываний (от пика гашения дуги об-
ратной полярности). В настоящее время для устано-
вок с тиристорным источником питания разрабаты-
вается блок поджигания, лишенный этих недостатков.
3. Блок цикла сварки
Рассмотрим технологический цикл сварки непла-
вящимся электродом и упрощенный пример его реа-
лизации на основе релейных элементов (рис. 54).
Предположим для определенности, что силовые узлы
источника питания установки обдуваются вентилято-
ром, горелка охлаждается водой, установка рассчи-
тана на сварку постоянным током и, следовательно,
не нуждается в стабилизаторе; предусмотрена за-
варка кратера шва.
90
Перед сваркой оператор подает воду в установку
й включает вентилятор. Нажатием кнопки проверки
газа КПГ сварщик открывает электрогазоклапан
ЭГК и с помощью газового редуктора и ротаметра
устанавливает необходимый расход защитного газа.
Затем сварщик подносит горелку к изделию и нажи-
мает кнопку пуска КП. При достаточном расходе
воды и нормальной вентиляции контакты гидрореле
ГР и реле контроля вентиляции РКВ замкнуты, реле
цикла сварки РЦ ср аба- .
тывает. Один из его кон-
тактов включает ЭГК,
другой подает питание
на реле времени РВ1, ко-
торое начинает отсчет
времени продувки газо-
вых шлангов. Продувка
шлангов, освобождаю-
щая их от остатков воз-
духа, продолжается от 1
до 10 с в зависимости от
длины шлангов. В ряде
установок время продув-
ки фиксировано и не мо-
жет быть изменено, в ря-
Рис. 54
де других сварщик пе-
ред началом работы может установить требуемую ве-
личину выдержки времени РВ1.
По окончании продувки РВ1 срабатывает и за-
пускает реле контактора РК, которое включает си-
ловой контактор источника питания дуги. Непосред-
ственно от появившегося напряжения холостого хода
или с помощью реле включения осциллятора РО на-
чинает работать осциллятор и возбуждается дуга.
Момент появления сварочного тока регистрируется
токовым реле РТ (катушка реле РТ на рис. 54 не
показана). Токовое реле прекращает работу осцил-
лятора и блокирует контакт РЦ в цепи реле РВ1.
В установках автоматической сварки это реле дает
команду на включение привода подачи присадочной
проволоки. Далее следует собственно процесс сварки,
в конце которого сварщик отпускает кнопку КП. Реле
РЦ отпускает и снимает питание с реле времени за-
91
варки кратера РВ2, выполненного с задержкой па
отпускание. Начинается плавное уменьшение свароч-
ного гока. Время заварки кратера обычно регули-
руется в пределах от 0,5 до 30 с. По окончании за-
варки кратера реле РВ2 отпускает и выключает си-
ловой контактор источника питания установки.
С прекращением сварочного тока отпускает реле РТ
и снимает питание с реле РВ1. которое выполнено
с выдержкой времени и на срабатывание, и на отпус-
кание. Начинается отсчет времени продувки газа
после сварки, которое обычно регулируется от 3
до 60 с.
Реле РВ1 отпускает и выключает ЭГК, схема при-
ходит в исходное состояние.
Применяемые в блоках цикла реле времени, как
правило, основаны на 7?С-цепях. Для уменьшения ве-
личины емкости используют усилители. Реле времени
с транзисторным усилителем рассмотрено в четвер-
той главе.
В ряде установок (например, УДАР) использу-
ются нс полупроводниковые, а ламповые триоды, что
нс меняет принципов работы реле.
ГЛАВА СЕДЬМАЯ
ПРОМЫШЛЕННЫЕ СВАРОЧНЫЕ УСТАНОВКИ
Советская промышленность выпускает большое
количество универсальных и специализированных
установок для сварки иеплавящимся электродом.
В этой главе дается описание некоторых наиболее
распространенных универсальных установок. Эти ус-
тановки предназначены для ручной сварки, по могут
быть использованы и для комплектования агрегатов
для автоматической сварки. Принципы, положенные
в основу их конструкции, повторяются в других сва-
рочных установках.
Установки постоянного тока предназначены для
сварки изделий из нержавеющей стали, меди, латуни,
титана и других цветных металлов и специальных
сплавов (кроме алюминия и его сплавов) в аргоне
или гелии. Ниже дается краткое описание двух уста-
новок постоянного тока: УД Г-101 и У ПСР-300.
92
Алюминий и сплавы па его основе сваривают, как
правило, с использованием установок переменною
тока. В этой главе рассмотрены распространенные
установки УДАР и УДГ.
Диаметр электрода и расход защитного газа за-
висят от рода (переменный или постоянный) и вели-
чины сварочного тока. На рис. 55 приведены записи-
Рис. 55
мости диаметра вольфрамового электрода от вели-
чины тока дуги в случае сварки переменным (кривая
/) и постоянным (кривая 2) током и рекомендуемый
расход аргона (кривая 3).
1. Установка УДГ-101
Установка предназначена для сварки изделии
малых толщин — от 0,2 до 2,5 мм. Номинальный сва-
рочный ток установки 50 А при продолжительности
работы 60% и длительности цикла 10 мин, напряже-
ние холостого хода 65 В. В установке предусмотрена
регулировка сварочного тока от 2 до 80 А, минималь-
ный ток устойчивого горения дуги 4 А. Установка
состоит из шкафа, пульта управления и ручной сва-
рочной горелки. Она может быть использована так-
же и для автоматической сварки с подвесной свароч-
ной головкой или со сварочным трактором; при этом
пульт управления, связанный со шкафом десятимет-
ровым кабелем, может устанавливаться непосредст-
венно у места сварки или на тракторе.
93
В цжыфу j правления установки размещены источ-
ник шиаиия, осциллятор, блок управления циклом
сварки, измерительная и управляющая аппаратура.
Ih’wniHK питания состоит из трехфазпого трансфор-
мдюра, дросселя насыщения с переключателем диа-
пазонов сварочного тока, выпрямителя и дросселя
в цени постоянного тока. Трансформатор может быть
подключен на напряжение 380 В при соединении
первичных обмоток звездой или на 220 В при соеди-
нении их треугольником. Вторичные обмотки соеди-
нены звездой. Дроссель насыщения имеет по две
рабочих обмотки на фазу, обмотку управления и об-
мотку обратной связи по току. Переключатель диапа-
зонов переключает рабочие обмотки дросселя насы-
щения последовательно или параллельно. В первом
положении ток может регулироваться от 2 до 15 А,
во втором — от 12 до 80 А. Регулирование тока внутри
диапазонов осуществляется изменением тока в об-
мотке управления дросселя с помощью устройства
для регулирования тока и заварки кратера, разме-
щенного в пульте управления. Блок выпрямителей
состоит из двух включенных параллельно селеновых
выпрямителей, собранных по трехфазной мостовой
схеме (схема Ларионова). Дроссель в цепи постоян-
ного тока служит для сглаживания пульсаций в токе.
Для возбуждения дуги служит осциллятор типа
ОСИ-50. В связи с большой индуктивностью свароч-
ной цепи скорость нарастания тока в источнике пи-
тания мала. Для увеличения скорости нарастания
тока при возбуждении дуги параллельно дуговому
промежутку подключена цепочка, содержащая кон-
денсатор емкостью 150 мкФ и сопротивление 10 Ом.
Блок управления сварочным циклом обеспечивает
(после подачи команды па сварку кнопкой «Сварка»)
следующие операции:
а) предварительную продувку газового тракта;
б) включение источника питания и осциллятора;
в) отключение осциллятора после возбуждения
дуги;
г) прекращение цикла (отключение источника пи-
тания, осциллятора и подачи газа) при невозбужде-
нии дуги в течение 1 с после включения источника
питания и осциллятора;
94
д) прекращение сварки (кнопкой «Стоп» или пе-
дальной кнопкой) с плавным снижением сварочного
тока (заварка кратера) или без него;
е) отключение подачи защитного газа после осты-
вания сварочной ванны и электрода.
Устройства нерегулируемой выдержки времени
в блоке цикла выполнены па электромеханических
реле с конденсаторами. На панели аппаратуры
шкафа расположены амперметр и вольтметр для из-
мерения сварочного тока и дугового напряжения, пе-
реключатель полярности выходного напряжения, пе-
реключатель управления с пульта па педальную
кнопку, сигнальные лампочки, контактор для вклю-
чения источника питания, автоматический выключа-
тель для аварийных и защитных отключений уста-
новки, газовый клапан, гидрореле и другая вспомога-
тельная аппаратура.
Пульт управления содержит сигнальную лам-
почку, показывающую наличие напряжения на уста-
новке, регуляторы сварочного тока и переключатель
диапазонов регулирования, узел регулирования тока
и заварки кратера, кнопки включения и прекращения
сварки, проверки газа и проверки работы осцилля-
тора. Прекращение сварки может осуществляться
также педальной кнопкой.
Установка снабжается ручной водоохлаждаемой
малогабаритной горелкой, предназначенной для
сварки вольфрамовыми электродами диаметром от
0,4 до 2 мм.
2. Установка УПСР-300
Установка предназначена для ручной плазменной
сварки. Номинальный сварочный ток (при ПР = 60%
и длительности цикла 10 мин) 300 А, напряжение
холостого хода 85 В, пределы регулирования тока —
от 50 до 300 А. Установка состоит из источника пи-
тания— выпрямителя ВД-303, пульта управления и
сварочной горелки. В пульте управления размещены
осциллятор типа ОСПЗ-2М, элементы схемы, обеспе-
чивающие цикл сварки, измерительная, сигнальная и
управляющая аппаратура. Схема установки обеспе-
95
чивает следующие операции (после подачи команды
на свлрку):
а) прс'днаригельную продувку трактов защитного
и плалмообразующего газов;
б) включение источника питания и осциллятора;
в) отключение осциллятора после возбуждения
дежурной дуги;
г) прекращение цикла в случае невозбуждения
дежурной дуги в течение 1 с;
д) отключение источника питания при отключе-
нии тумблера па горелке;
е) прекращение подачи газа с выдержкой после
отключения источника питания.
Дежурная дуга питается от источника питания
через балластное сопротивление. После возбуждения
дежурной дуги плазменный факел выдувается пото-
ком плазмообразующего газа из сопла горелки. При
приближении факела к поверхности изделия возбуж-
дается сварочная дуга, после возбуждения основной
дуги ток дежурной дуги падает. Обрыв основной
дуги производится отводом горелки от изделия. При
этом дежурная дута продолжает гореть, благодаря
чему возможно возобновление процесса сварки без
промежуточных операций. Следует отметить, что
время горения одной дежурной дуги не должно пре-
вышать 5 с, так как при этом может выйти из строя
сопло горелки.
Установка снабжается водоохлаждаемой плазмен-
ной горелкой.
3. Установки типа УДАР
К этой группе принадлежат установки УДАР-300,
УДАР-300-1, УДЛР-300-2 па поминальный ток 300 А
и установки УДАР-500 и УДАР-500-1 на номиналь-
ный гок 500 А. Установки типа УДАР состоят из
сварочного трансформатора, дросселя насыщения,
шкафа управления и сварочных горелок.
Установки на 300 А комплектуются трансформа-
тором СТЭ-24 и дросселем ДН-300-1 или ДН-300-2,
установки на 500 Л — трансформатором СТЭ-34 и
дросселем Д11-500 или ДН-500-1. Напряжение холо-
стого хода в установках на 300 А составляет 60 В;
96
в установках на 500 А опо равно 65 В. Дроссели
насыщения обеспечивают регулировку тока в преде-
лах от 50 до 300 А или от 60 до 500 А в двух диапа-
зонах, получаемых путем переключения рабочих об-
моток дросселей с последовательного соединения
(50—200 А для Д11-300 и 60—200 А для ДН-500) на
параллельное (100—300 Л и 100—500 А). Установка
па 300 А снабжается двумя горелками — на 200 А
для электродов диаметром от 2 до 4 мм и на 400 А
для электродов диаметром от 3 до 6 мм. Установка
на 500 А дополнительно снабжается горелкой на
550 А для электродов диаметром от 5 до 10 мм. Го-
релки имеют водяное охлаждение, сопла у горелок
на 200 и 400 Л керамические, у горелки на 550 А —
медное водоохлаждаемое.
В шкафу управления установки размещены осцил-
лятор (типа ОСИ-ЗОО или ОСИ-500), стабилизатор
дуги на тиратроне ТГГ11-400/3,5, феррорезопапспый
стабилизатор напряжения цепей стабилизатора дуги
(необходимый для работы тиратрона ТГИ1-400/3,5),
конденсаторная батарея для подавления постоянной
составляющей в токе дуги, контактор для включения
источника питания, блок цикла сварки, амперметр,
сигнальные лампочки, пакетный выключатель,
устройство для проверки фазировки, кнопки проверки
подачи газа и работы осциллятора.
Электрическая схема установок обеспечивает вы-
полнение следующих операций:
а) подачу защитного газа при кратковременном
замыкании электрода па изделие;
б) включение источника питания и осциллятора
с выдержкой времени «продувка» после начала по-
дачи газа;
в) отключение осциллятора после зажигания дуги
и включение стабилизатора дуги;
г) отключение источника питания и осциллятора
при нсвозбуждении дуги в течение времени «работа
осциллятора»;
д) отключение стабилизатора и включение осцил-
лятора в случае обрыва дуги при сварке в режиме
коротких швов;
е) отключение источника питания при обрыве
дуги в режиме длинных швов;
97
ж) прекращение подачи защитного газа после
отключения источника питания с выдержкой «газ
после сварки» и возвращение, схемы в исходное по-
ложение.
Элементы схемы управления выполнены на элек-
тромеханических реле. Устройства выдержки вре-
мени выполнены на электронных лампах (двойные
триоды 6Н8С). Выдержка времени может регулиро-
ваться в широких пределах («продувка» и «работа
осциллятора» — от 0,15 до 3,8 с, «газ после сварки» —
от 2 до 55 с).
4. Установки УДГ-301 и УДГ-501
Установки этой серии выпускаются па номиналь-
ный ток 315 и 500 А при ПР = 60%- Напряжение хо-
лостого хода установок 70±2 В. Пределы регулиро-
вания сварочного тока в установках на 315 А — от 15
до 315 А в трех диапазонах (от 15 до 25, от 20 до
100 и от 100 до 315 А), в установках па 500 А — от
40 до 500 А в двух диапазонах (от 40 до 200 и от
200 до 500 А). Установки выполнены в однокорпус -
ном исполнении. Внутри корпуса размещены транс-
форматор ТРПШ-300 или ТРПШ-500 с подмагничи-
ваемым шунтом, дроссель для диапазона малых то-
ков в установке на 315 А, магнитный усилитель для
управления током подмагничивания трансформатора,
т. е. для регулировки сварочного тока, конденсатор-
ная батарея для подавления постоянной составляю-
щей в гоке дуги, блок поджигания (осциллятор-ста-
билизатор), блок цикла сварки, пусковая и регули-
рующая аппаратура.
Блок цикла установок осуществляет следующие
операции:
а) подачу газа при включении тумблера на сва-
рочной горелке;
б) включение источника питания после выдержки
«продувка» и блока поджигания в осцилляторном
режиме;
в) переключение блока поджигания в стабилиза-
торный режим после возбуждения полуволн прямой
полярности сварочной дуги;
98
г) отключение блока поджигания в случае нсвоз-
буждения дуги за 0,9 с и запрет па повторное вклю-
чение в течение 10 с;
д) переключение блока поджигания со стабилиза-
торного в оснилляторпый режим при случайном об-
рыве дуги;
с) прекращение сварки при отключении тумблера
па горелке — мгновенное (без заварки кратера) или
с плавным уменьшением тока;
ж) отключение источника питания;
з) прекращение подачи защитного газа с выдерж-
кой «газ после сварки» после отключения источника
питания и возврат схемы в первоначальное поло-
жение.
Установки УДГ снабжаются водоохлаждасмыми
горелками. Установка УД Г-301—горелкой на 200 А
(для электродов о г 0,8 до 4 мм) и на 400 А (для
электродов от 3 до 6 мм), установка на 500 А — допол-
нительно горелкой на 500 А с водоохлаждаемым соп-
лом (для электродов диаметром от 5 до 10 мм).
ОГЛАВЛЕНИЕ
От издательства ... ..... 3
Предисловие .............. . ? —
Г лава первая. Физические процессы в дуговом промежутке 6
1. Пробой газового промежутка . . 7
2. Тлеющий разряд , . . . . 10
3. Дуговой разряд . . 12
4. Особенности дуги переменного тока . 17
Глава вторая. Основные требования к оборудованию для
сварки неплавящимся электродом......................20
1. Оборудование для сварки на постоянном токе
2. Оборудование для сварки на переменном токе 21
3. Структурная схема сварочной установки 24
Глава третья. Источники питания переменного тока с управ-
ляемой индуктивностью.............................. ... 25
1. Трансформатор с дросселем . 26
2. Трансформатор с дросселем подмагничивания 29
3. Трансформатор с подвижными обмотками . . 35
4. Трансформатор с подмагничиваемым шунтом 37
5. Магнитный и транзисторный усилители тока 38
6. Подавление постоянной составляющей сварочного тока 46
Глава четвертая. Тиристорные источники питания перемен-
ного тока ........................................ 49
1. Фазовое регулирование переменного тока............... —
2. Структурная схема тиристорного источника питания . . 53
3. Постоянная составляющая сварочного тока в источнике
питания с тиристорным регулированием 54
4. Фазосдвигающее устройство . 55
5. Датчик обратной связи по току 62
6. Блок задания тока —
Глава пятая. Источники питания постоянного тока ... 66
1. Выпрямители с управляемой индуктивностью ... . —
2. Тиристорный выпрямитель ... . . 68
100
Глава шестая. Осцилляторы, стабилизаторы и блок цикла
сварки '
1. Осцилляторы . “
2. Стабилизаторы £
3. Блок цикла свирки
Глава седьмая. Промышленные сварочные установки . . . £
1. Установка УДГ-101 .
2. Установка У11СР-300 .
3. Установки типа УДАР .
4. Установки УД Г-301 и \Д Г-501
93
95
96
98