

























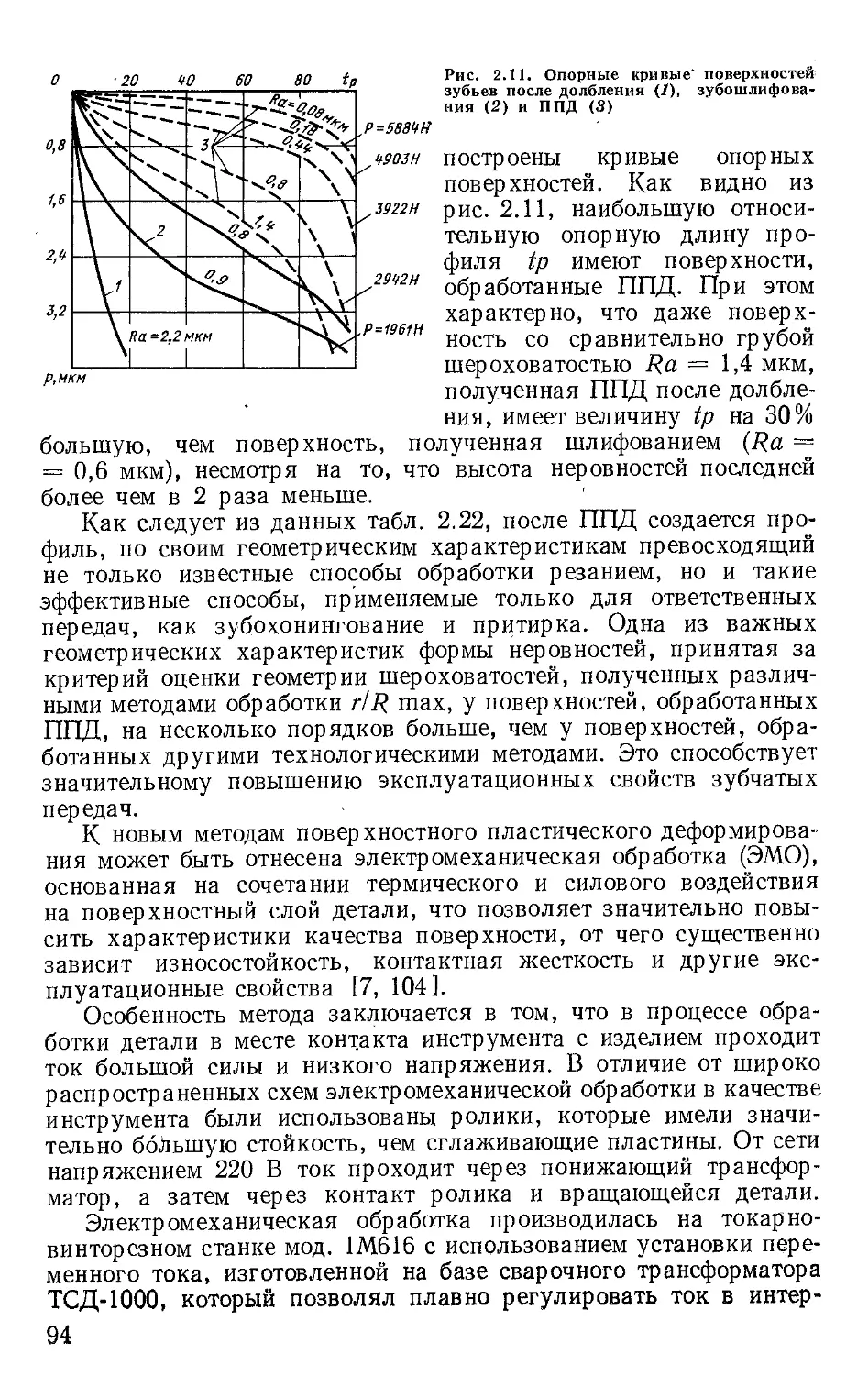
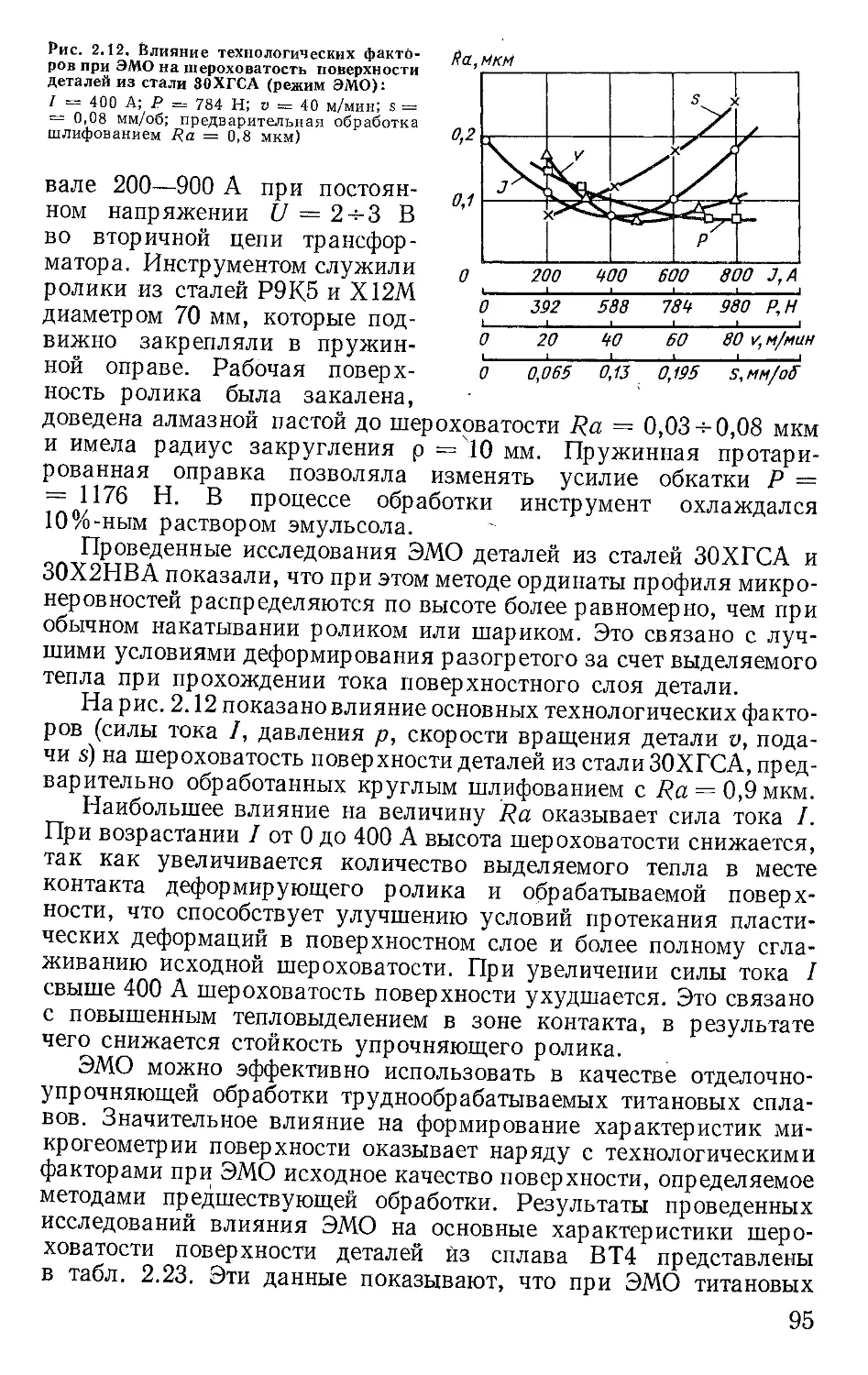








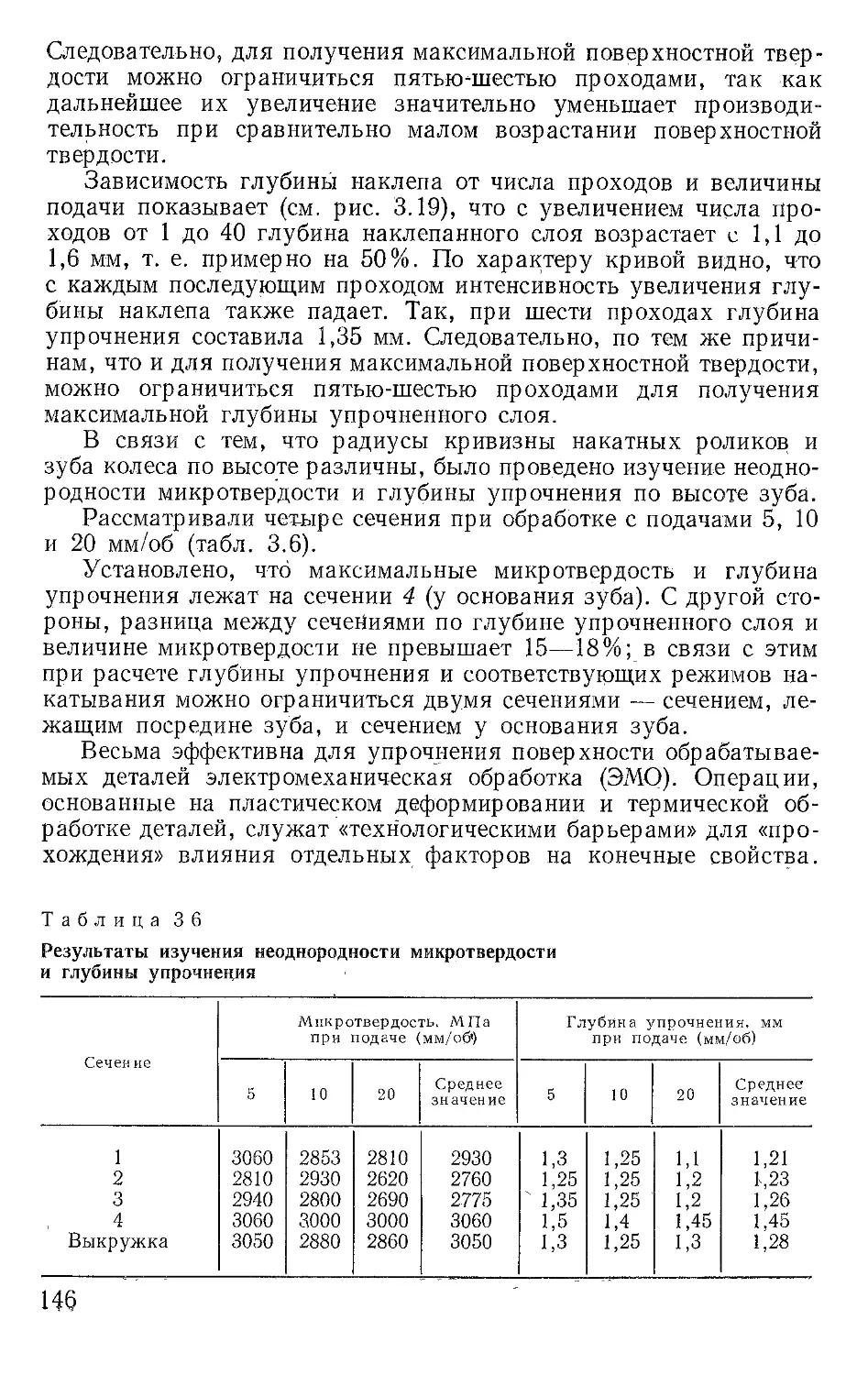




























Автор: Н. Б. Демкин Э. В. Рыжов
Теги: общее машиностроение технология машиностроения машиноведение трение машиностроение машины технология производства обработка материалов издательство машиностроение качество поверхности контакт деталей износостойкость износ контактные пятна поверхностная шероховатость физико-механические свойства материалов инженерные измерения
Год: 1981




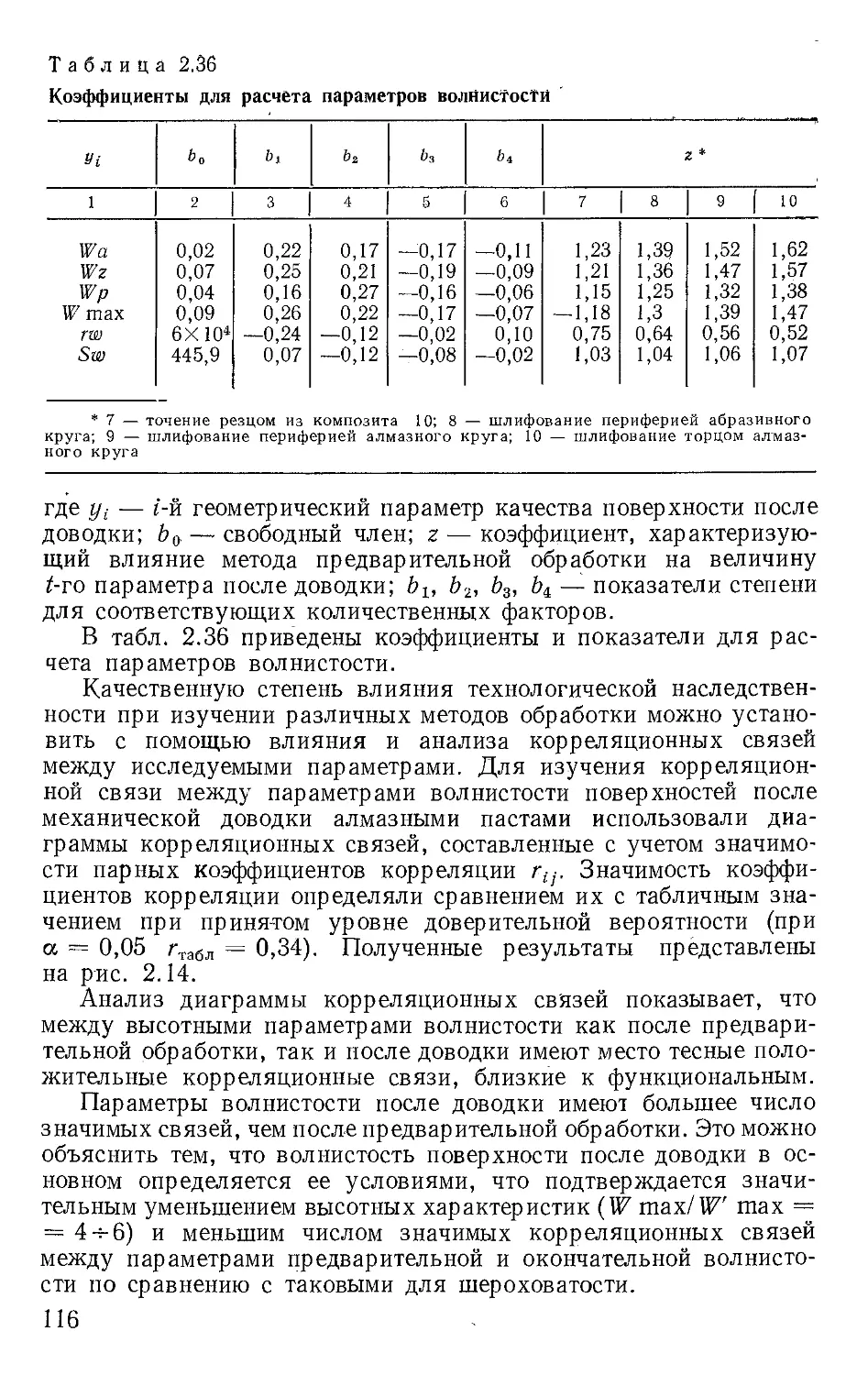
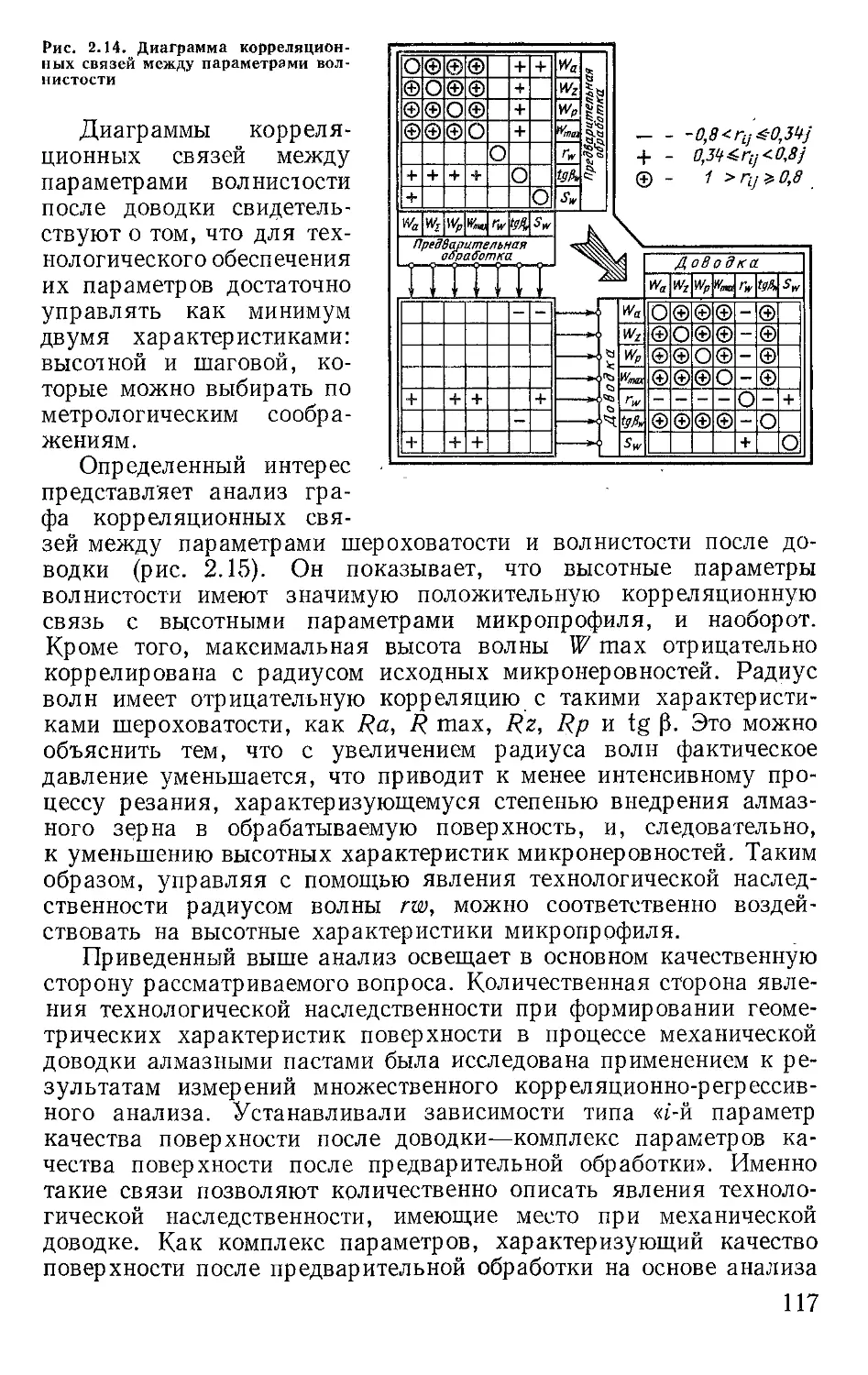
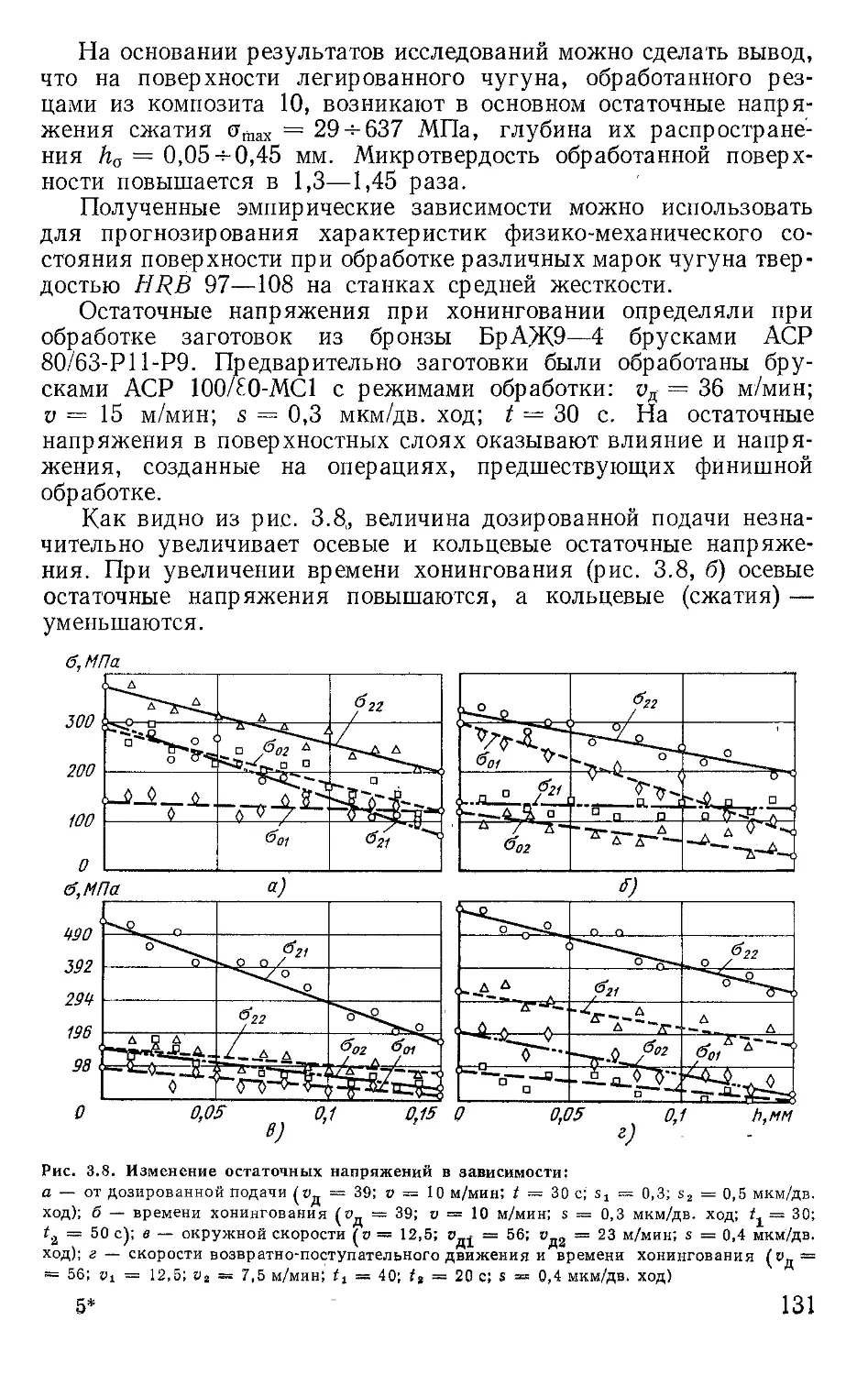
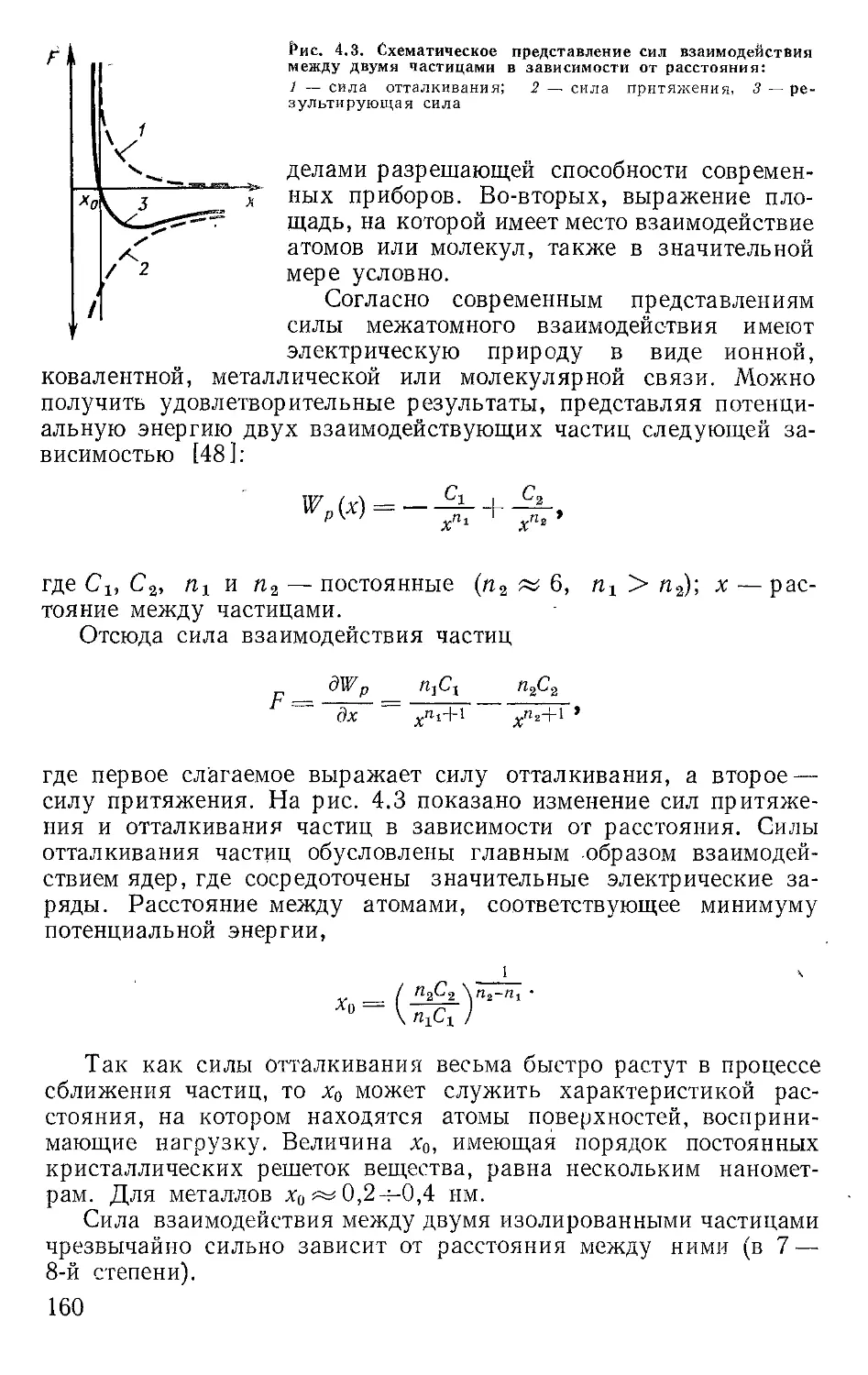
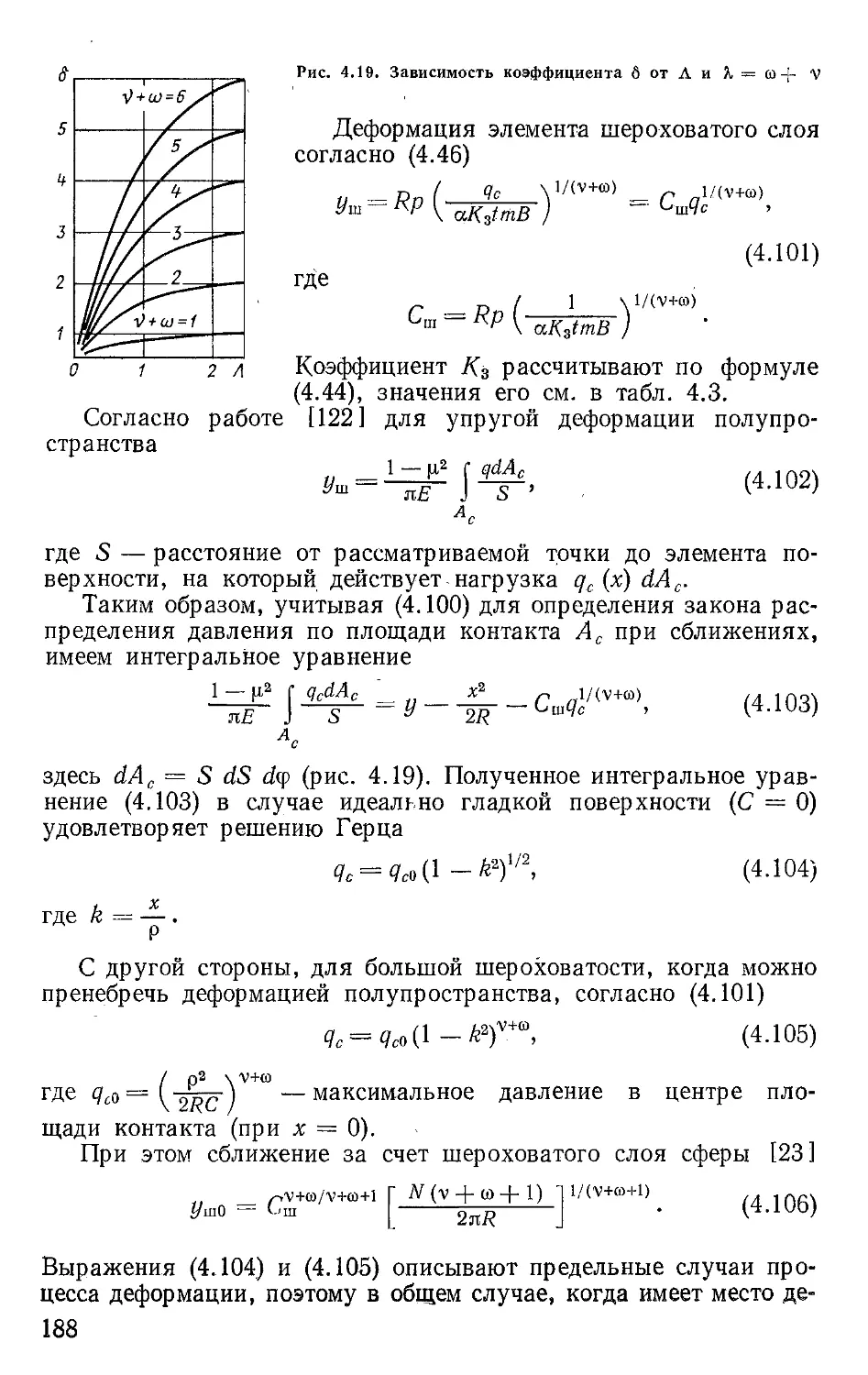
„л*-
Н.Б.Демкин, Э-В,Рыжов
КАЧЕСТВО
ПОВЕРХНОСТИ
И КОНТАКТ
I
ДЕТАЛЕЙ
МАШИН
Н. Б. Демкин,
Э. В. Рыжов
КАЧЕСТВО
ПОВЕРХНОСТИ
И КОНТАКТ
ДЕТАЛЕЙ
МАШИН
Москва
«МАШИНОСТРОЕНИЕ»
1981
ББК 34.44
дзо
УДК 621.81.004
Рецензент д-р техн, наук проф. Н. Д. Тарабасов
Н. Б. Демкин, Э. В. Рыжов
ДЗО Качество поверхности и контакт деталей машин.—М.:
Машиностроение, 1981. — 244 с.
В пер.: 1 р.
В книге рассмотрено современное состояние экспериментальных и теоре-
тических исследований качества поверхностей деталей машин и изложены резуль*
тэты изучения влияния технологии механической обработки на параметры каче-
ства. Приведены основы расчетов характеристик контакта деталей машин, опре-
деляющих их эксплуатационные свойства.
Книга предназначена для инженерно-технических работников машинострое-
ния и приборостроения, инженеров-конструкторов, технологов, научных работ-
ников, а также может быть полезна студентам машиностроительных вузов.
Издательство «Машиностроение», 1981 г.
ВВЕДЕНИЕ
Развитие современного машиностроения характеризуется увели-
чением быстроходности машин, их мощности, производительности
и точности. Поэтому проблема надежности и увеличения срока
службы машин приобретает первостепенное значение. Часто на-
блюдается, что машины совершенно одинаковых конструктивных
компоновок имеют разную надежность. Причиной этого во мно-
гих случаях являются различия в технологических процессах
изготовления деталей. Это обстоятельство послужило основой для
создания научного направления в технологии машиностроения —
управление эксплуатационными параметрами машин при помощи
технологических методов.
Развитие новых прогрессивных технологических методов спо-
собствует конструированию более современных машин, снижению
их себестоимости, уменьшению затрат труда на их изготовление.
К числу важных достижений науки, открывающих новые возмож-
ности значительного повышения надежности машин, относится
разработка учения о качестве поверхности обработанных деталей.
Многие эксплуатационные свойства машин — износостойкость,
контактная жесткость, усталость, коррозионная стойкость, элек-
тро- и теплосопротивление контактов, герметичность соединений
и другие — в большой мере определяются контактным взаимодей-
ствием деталей, в основе которого лежат свойства поверхностных
слоев.
Исследования контактного взаимодействия деталей машин
применительно к задачам расчета трения и износа, контактной
жесткости, герметичности стыков ш?контактной проводимости
позволяют предложить инженерные методики расчетов эксплуата-
ционных характеристик контакта деталей машин.
Процесс контактирования деталей определяется геометриче-
скими параметрами, характеризующими шероховатость, волни-
стость, отклонения от правильной геометрической формы и физико-
механическими свойствами сопрягаемых поверхностей, управлять
которыми можно с помощью технологии обработки деталей. Напри-
мер, для повышения износостойкости трущихся деталей путем
уменьшения первоначального износа целесообразно создавать по-
1* 3
верхности скольжения, шероховатость которых приближается
к шероховатости приработанных деталей. Изменяя волнистость и
макрогеометрические погрешности, остаточные напряжения, на-
клеп и другие показатели качества поверхности деталей, можно
сократить их износ, в первую очередь за счет его уменьшения
в период приработки.
Таким образом, во-первых, необходимо знать, какая микро-
геометрия и какие свойства поверхностных слоев обеспечивают
необходимые эксплуатационные характеристики контакта и, во-
вторых, как получить поверхности с нужными свойствами. Пер-
вую задачу решают при помощи экспериментальных исследований
и теоретического анализа, выполняемого на основе модели шеро-
ховатой поверхности, позволяющего всесторонне оценить степень
и характер воздействия отдельных параметров. Вторую задачу
решают технологическими методами. Поскольку каждый техноло-
гический метод обработки создает вполне определенные количе-
ственные и качественные параметры поверхностного слоя: высоту
и форму неровностей, их направление, закон распределения вер-
шин, величину и знак остаточных напряжений, глубину и степень
наклепа и др., оказывается возможным установить связь условий
обработки с этими параметрами поверхностного слоя. Это дает
возможность выбрать технологию изготовления деталей, позво-
ляющую получить необходимые эксплуатационные свойства по-
верхностных слоев.
В данной книге приведены в основном результаты эксперимен-
тальных и теоретических исследований характеристик контакта
деталей машин и исследований по технологическому управлению
свойствами поверхностных слоев при механической обработке,
выполненные под руководством и при участии авторов в Кали-
нинском политехническом институте и Брянском институте транс-
портного машиностроения. Эти результаты являются дальнейшим
развитием ранее опубликованных исследований авторов.
При изложении материала авторы стремились давать резуль-
таты теоретических и экспериментальных исследований в форме,
удобной для практического использования, в частности, приве-
дены таблицы данных, необходимых для расчетов, методики опре-
деления ряда параметров и математические зависимости для
оценки характеристик контакта деталей машин, а также некото-
рые практические приложения полученных результатов. Однако
практическое значение результатов исследований контакта дета-
лей и качества их поверхностей далеко не исчерпывается приве-
денными примерами, ибо не рассматриваются электропроводность
стыков, прочность прессовых посадок и клеевых соединений и ряд
других вопросов, в основе которых лежат свойства контакта
сопрягаемых поверхностей.
Глава 1
ГЕОМЕТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПОВЕРХНОСТЕЙ
И МЕТОДЫ ИХ ОЦЕНКИ
1.1. ХАРАКТЕРИСТИКИ МИКРОГЕОМЕТРИИ
ПОВЕРХНОСТЕЙ
Неровности поверхностей деталей машин разделяют на шерохо-
ватость, волнистость и макроотклонения формы. К макроотклоне-
ниям относят единичные, регулярно не повторяющиеся отклоне-
ния реальной поверхности от номинальной (выпуклость, вогну-
тость, конусность и т. д.). Волнистость представляет собой сово-
купность периодических, регулярно повторяющихся, близких
по размерам выступов и впадин, расстояние между которыми зна-
чительно больше, чем у неровностей, образующих шероховатость
поверхности, и превышает базовую длину /, используемую для
оценки шероховатости. Расстояние между вершинами волн (шаг
волны) находится в пределах 0,8—10 мм, а высота 0,03—500 мкм
1451.
Под шероховатостью поверхности понимают совокупность ми-
кронеровностей с относительно малым шагом, образующих рельеф
поверхности и рассматриваемых в пределах участка, длина
которого равна некоторой базовой длине I. Шаг микроне-
ровностей меняется в пределах от 2 до 800, а высота 0,03—
400 мкм.
Кроме того, на выступах, образующих шероховатость, имеются
еще более мелкие неровности — субмикрошероховатость. Суб-
микрошероховатость не нормируется, так как пока не разра-
ботаны достаточно надежные средства ее оценки, однако она играет
существенную роль в протекании контактных процессов. Элек-
тронно-микроскопические исследования поверхностей показывают,
что субмикрошероховатость образуется неровностями, имеющими
высоту 2—20 нм.
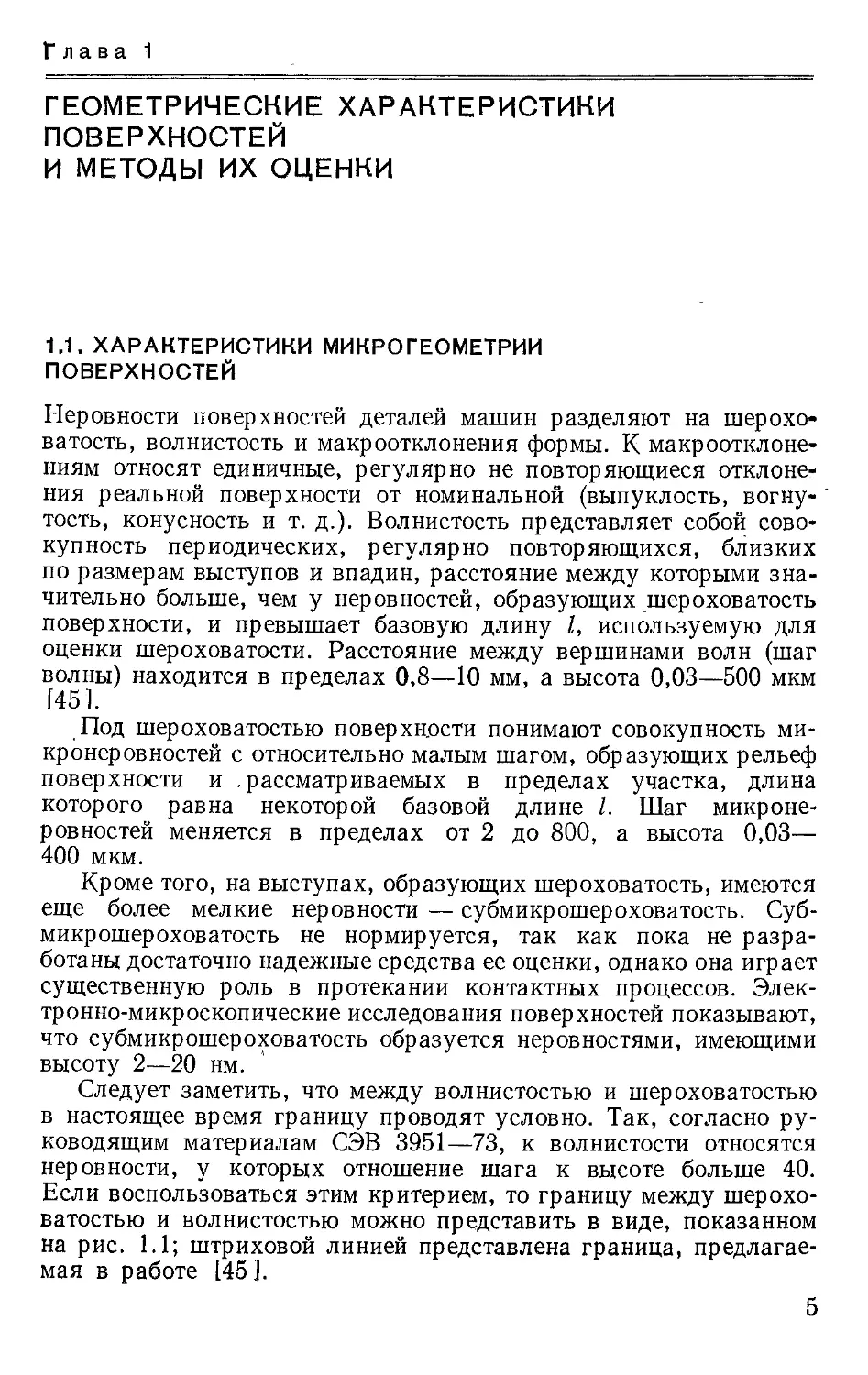
Следует заметить, что между волнистостью и шероховатостью
в настоящее время границу проводят условно. Так, согласно ру-
ководящим материалам СЭВ 3951—73, к волнистости относятся
неровности, у которых отношение шага к высоте больше 40.
Если воспользоваться этим критерием, то границу между шерохо-
ватостью и волнистостью можно представить в виде, показанном
на рис. 1.1; штриховой линией представлена граница, предлагае-
мая в работе [45].
Расстояние между неровностями, мкм Высота, неровностей, мкм
0-1 1-2 2-4 4-8 8-16 16- 32 32- 64 64- 128 128- 256 256- 500
0-1
1-2
2-4 <|
4-8 л//
8-16 УЛ
16-32 77< /У/
32-64 с! 7/>
64-128 'икронероИноспнГ/
128-256 /// /// У*
256-500 1 7/г 77
500 -1000 77 /
1000-2000 (Ж \\\ */// 776 <77/
2000-4000 Ч \\\ 'Х'ч' 77
4000 - 8000 Волнистость
8000-16000 ЛЛ4
16000-32000 А V У?
32000 -64000 Ж
64000 -128000 $$$
128000-256000 - ^4,4
256000-500000
Рис. 1.1. Граница между волнистостью и
шероховатостью
Можно сказать, что макро-
отклонения — отклонения пер-
вого порядка, волнистость —
второго порядка, шерохова-
тость — третьего и четвертого,
субмикрошероховатость — пя-
того и шестого.
Форма и размер микроне-
ровностей на поверхности дета-
ли зависят от кинематической
схемы и способа обработки,
механических свойств материа-
ла и колебаний в системе СПИД. Субмикрошероховатость в зна-
чительной мере определяется структурой обрабатываемого мате-
риала и его напряженным состоянием. Волнистость образуется
главным образом вследствие вынужденных колебаний, возни-
кающих в процессе обработки. Макроотклонения являются
следствием погрешностей, вызванных неточностью изготовления
станка и инструмента, а также упругими деформациями, возни-
кающими под влиянием переменной силы резания [43, 45].
В процессе трения и износа деталей машин микрогеометрия
их поверхностей претерпевает значительные изменения. При этом
наибольшие изменения испытывает более мягкая из сопряженных
поверхностей, ее шероховатость в процессе приработки изме-
няется в сторону приближения к шероховатости твердого контр-
тела до тех пор, пока не достигнет некоторого оптимального зна-
чения, характерного для данных условий трения. Образование
шероховатости на поверхности трения происходит вследствие
процессов пластического оттеснения, усталостного разрушения и
в некоторых случаях микрорезания и глубинного вырывания [73].
10МКМ
2000МКМ
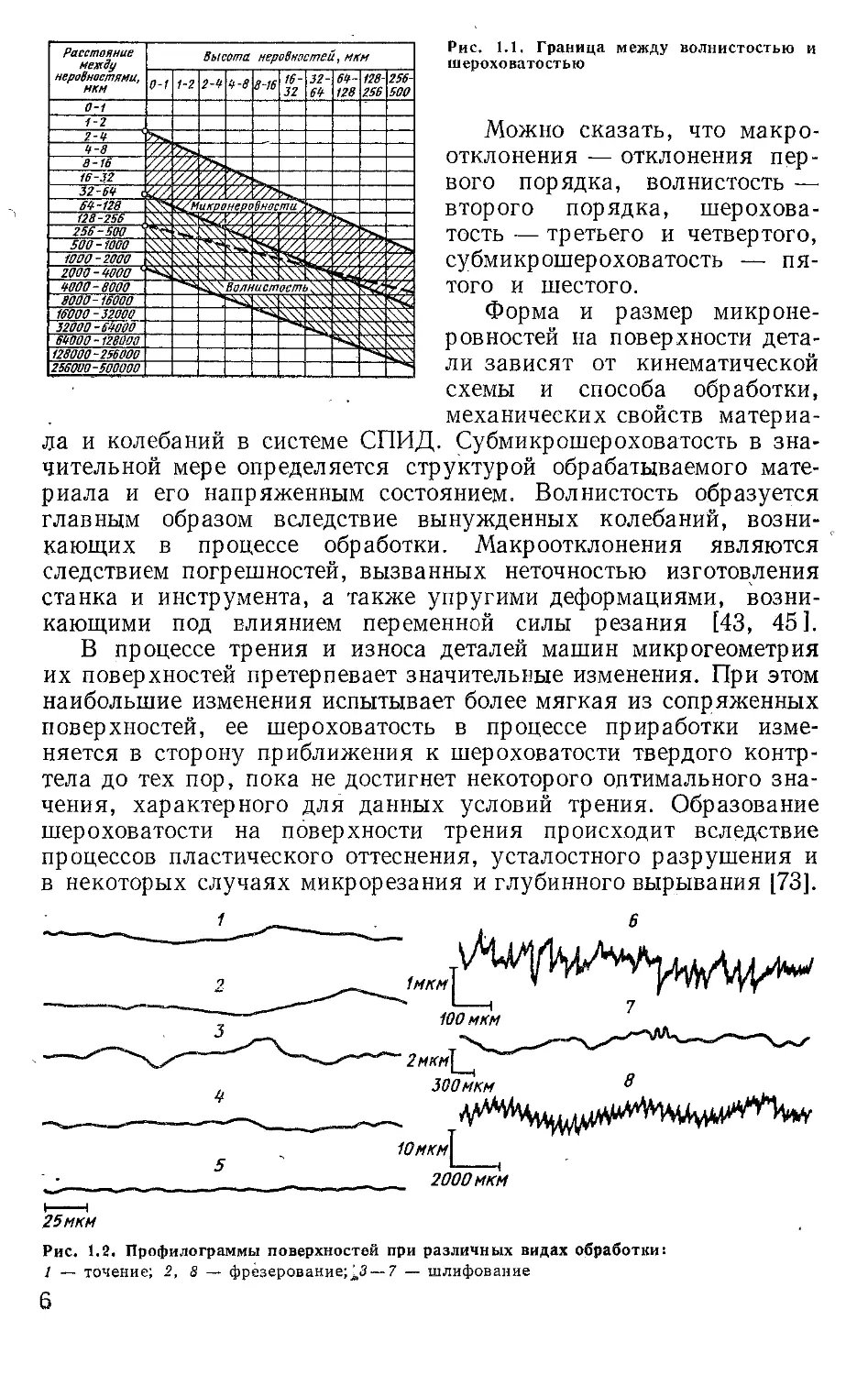
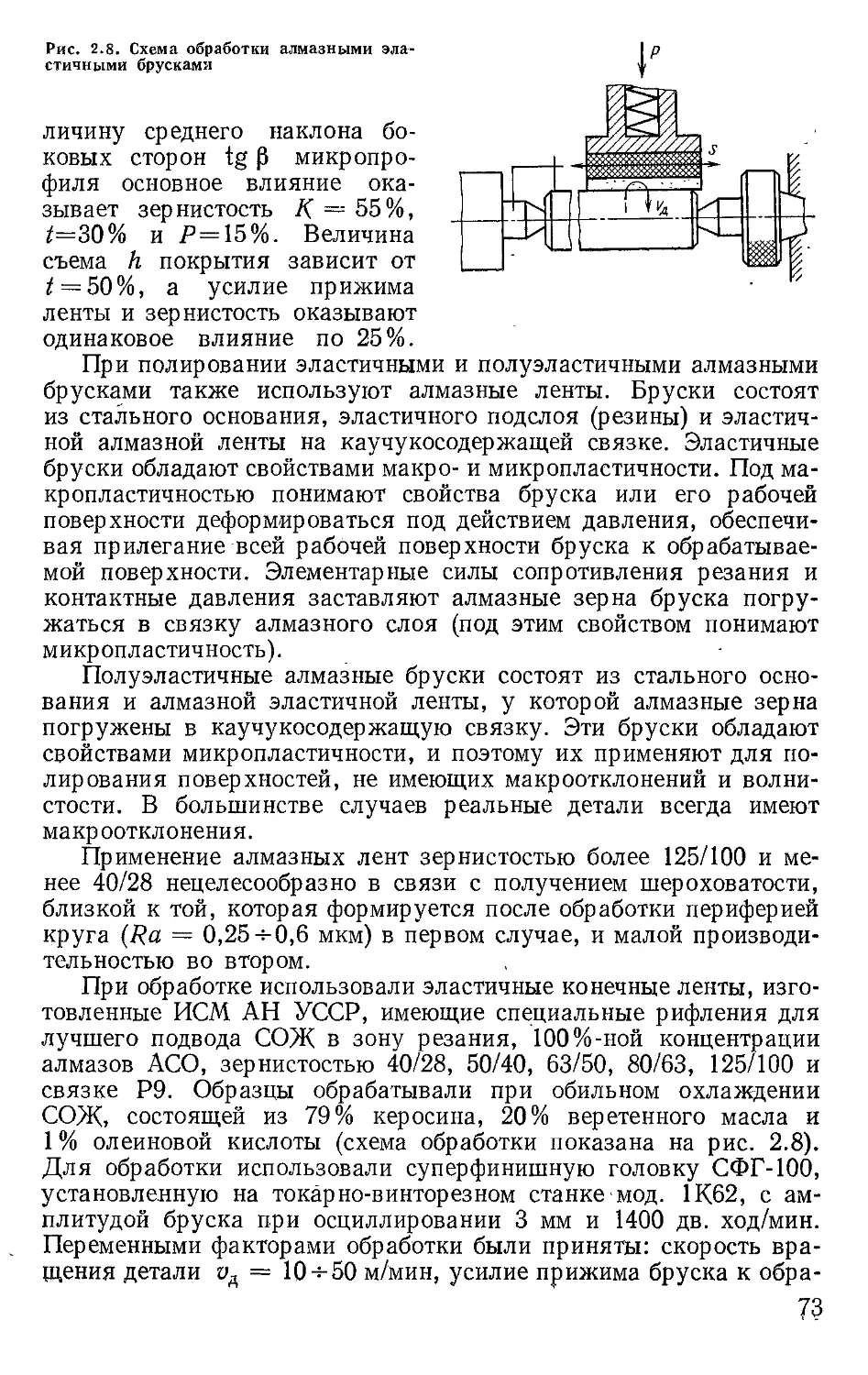
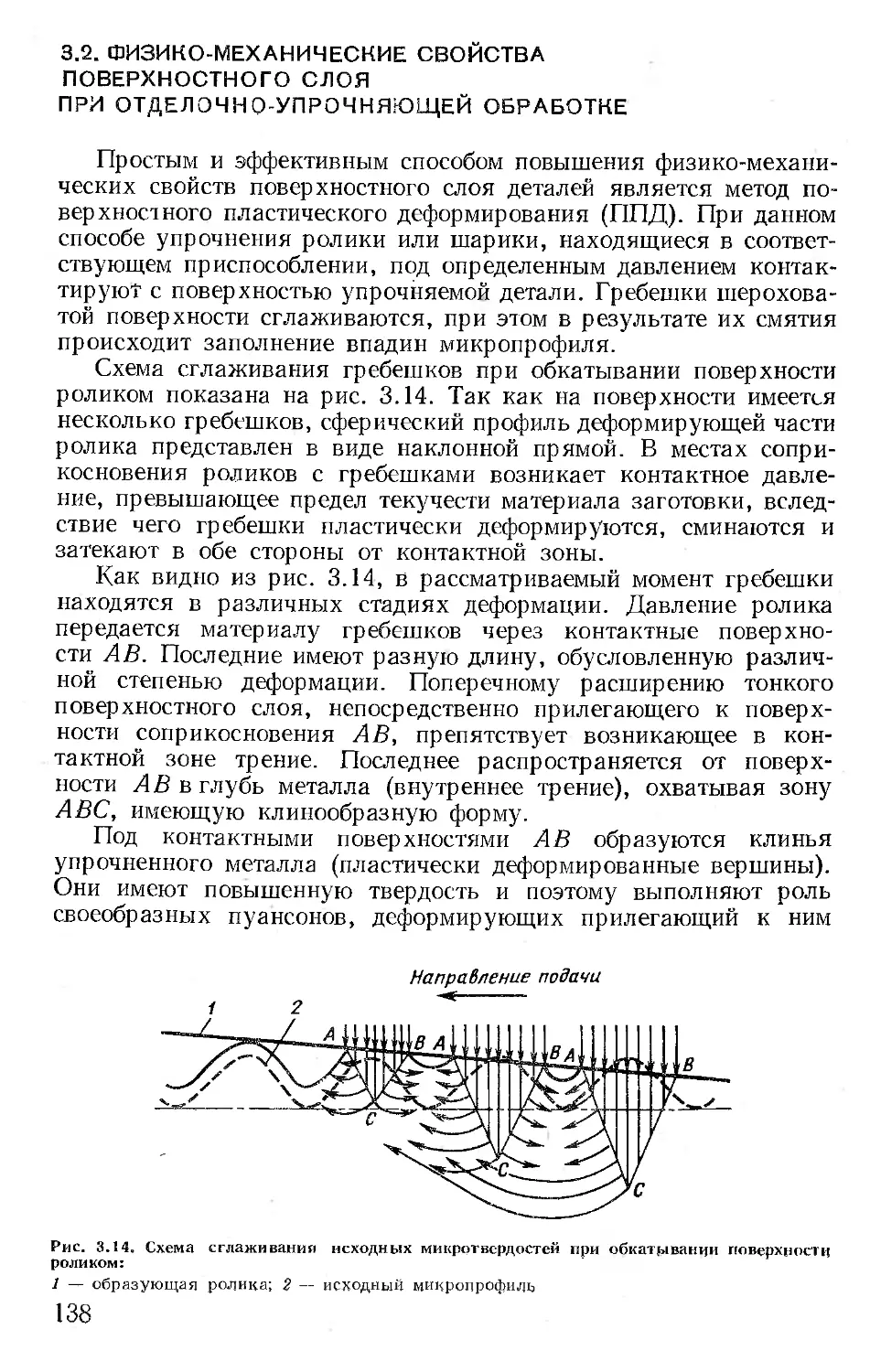
Рис. 1.2. Профилограммы поверхностей при различных видах обработки:
1 — точение; 2, 8 — фрезерование;^ — 7 — шлифование
I----1
25 мкм
Рис. 1.3. Основные характеристики
профиля поверхности
При трении пластмасс и металлов было обнаружено образова-
ние волн, расположенных перпендикулярно к направлению тре-
ния [12]. Размер этих неровностей в значительной мере опреде-
ляется давлением. Возникновение поперечных неровностей было
отмечено также при трении металлов об абразивную массу, Меха-
низм возникновения неровностей при трении в настоящее время
изучен недостаточно.
Для оценки микрогеометрии поверхности пользуются ее про-
филем, представляющим собой сечение поверхности плоскостью,
перпендикулярной к этой поверхности и ориентированной в не-
котором заданном направлении. Профилограмму в направлении,
перпендикулярном к следам обработки (или следам в результате
износа), называют поперечной, а в направлении следов обра-
ботки — продольной.
На рис. 1.2 показан профиль поверхности при различных ви-
дах обработки (1—5 — поперечные профилограммы, имеющие оди-
наковое вертикальное и горизонтальные увеличение, т. е. без ис-
кажения формы; 6, 7 — поперечная и продольная профилограммы
с разным увеличением по оси абсцисс и ординат и 8 — профило-
грамма поверхности, имеющей шероховатость и волнистость).
Характеристики шероховатости оценивают преимущественно
по профилограммам в пределах стандартизованной базовой
длины I. Базовую длину выбирают таким образом, чтобы на ней
не проявлялись другие виды неровностей (волнистость и макро-
отклонения) [43, 45].
В нашей стране принята система отсчета высот неровностей
от средней линии (система М). Среднюю линию в пределах базо-
вой длины по направлению профиля проводят так, чтобы сумма
квадратов' отклонений от нее точек профиля, расположенных
выше и ниже средней линии, была минимальной. Через вершину
наиболее высокой неровности и дно наиболее низко расположен-
ной впадины проводят линии выступов и впадин, параллельные
средней линии т—т (рис. 1.3). Характеристики профиля, отсчи-
тываемые отношению к этим линиям:
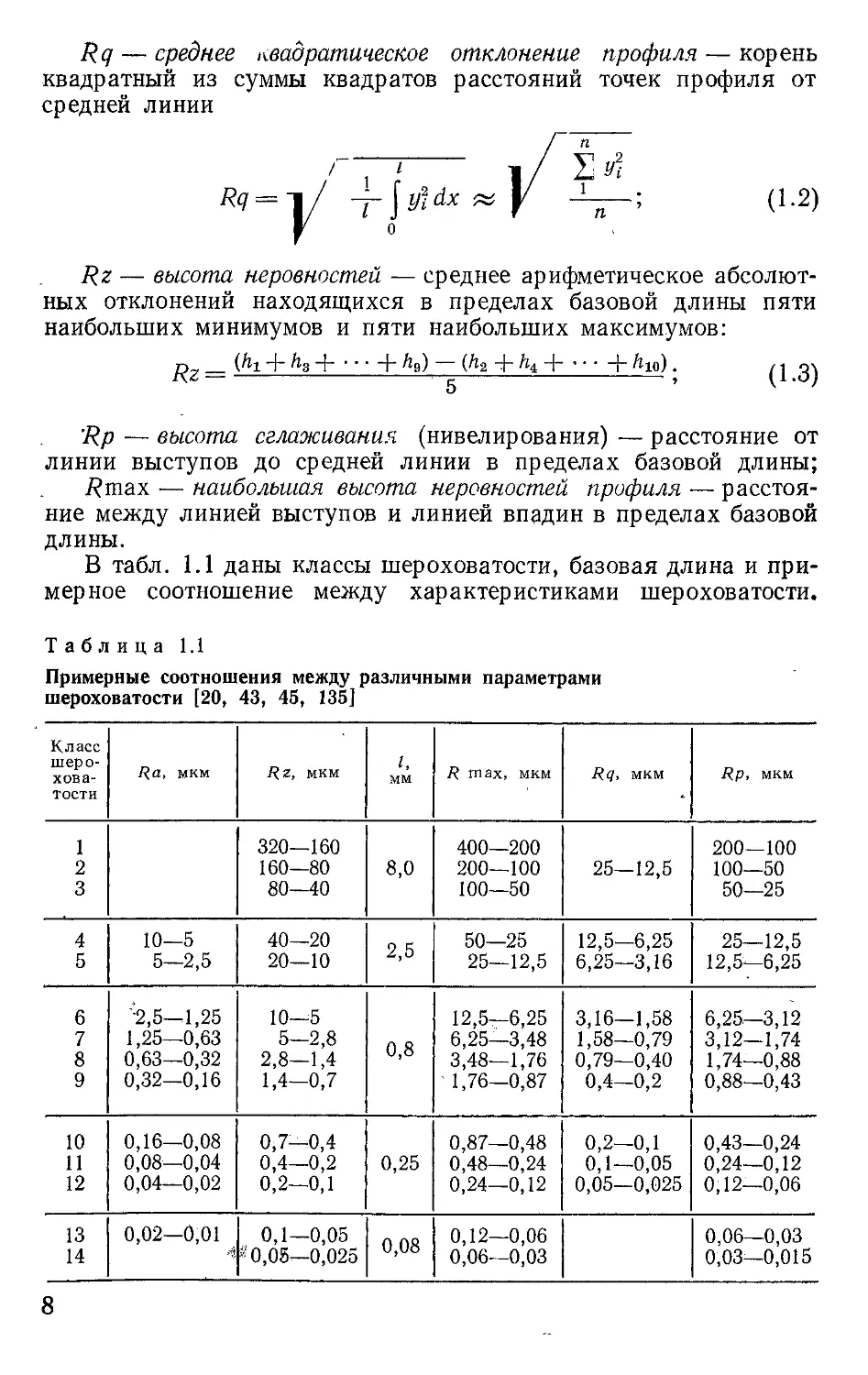
Ка — среднеарифметическое отклонение профиля — среднее
арифметическое абсолютных значений отклонений профиля (г/г,
у2, ..., уп) в пределах базовой длины
п
Кд — среднее квадратическое отклонение профиля — корень
квадратный из суммы квадратов расстояний точек профиля от
средней линии
п
(1-2)
7?г — высота неровностей — среднее арифметическое абсолют-
ных отклонений находящихся в пределах базовой длины пяти
наибольших минимумов и пяти наибольших максимумов:
__ (^1 + + •' • + Л9) — (Л2 4- • + А10).
(1-3)
— высота сглаживания (нивелирования) — расстояние от
линии выступов до средней линии в пределах базовой длины;
У?шах •— наибольшая высота неровностей профиля •— расстоя-
ние между линией выступов и линией впадин в пределах базовой
длины.
В табл. 1.1 даны классы шероховатости, базовая длина и при-
мерное соотношение между характеристиками шероховатости»
Таблица 1.1
Примерные соотношения между различными параметрами
шероховатости [20, 43, 45, 135]
Класс шеро- хова- тости мкм П%, мкм 1, мм П шах, мкм Пя> мкм Пр, мкм
1 2 3 320—160 160—80 80—40 8,0 400—200 200—100 100—50 25—12,5 200—100 100—50 50—25
4 5 10—5 5—2,5 40—20 20—10 2,5 50—25 25—12,5 12,5—6,25 6,25—3,16 25—12,5 12,5—6,25
,к
6
7
8
9
-2,5—1,25
1,25—0,63
0,63—0,32
0,32—0,16
10—5
5—2,8
2,8—1,4
1,4—0,7
0,8
12,5—6,25
6,25—3,48
3,48—1,76
1,76—0,87
3,16—1,58
1,58—0,79
0,79—0,40
0,4—0,2
6,25—3,12
3,12—1,74
1,74—0,88
0,88—0,43
10
11
12
0,16—0,08
0,08—0,04
0,04—0,02
0,7—0,4
0,4—0,2
0,2—0,1
0,25
0,87—0,48
0,48—0,24
0,24—0,12
0,2—0,1
0,1—0,05
0,05—0,025
0,43—0,24
0,24—0,12
0,12—0,06
13
14
0,02—0,01
0,1—0,05
0,05—0,025
0,08
0,12—0,06
0,06—0,03
0,06—0,03
0,03—0,015
А
Свойства исследованного участка профиля наиболее полно отра-
жают параметры и 7?д, имеющие ясный статистический смысл.
При определении учитывают всего десять точек профиля;
эта величина характеризует профиль весьма условно и приме-
няется по соображениям простоты ее определения.
Параметры 7?шах и характеризуют границы, в которых
меняется высота профиля. Причем Яр равно величине, на кото-
рую уменьшится высота профиля, если поверхность станет глад-
кой. Эти величины существенно влияют на контактные свойства
поверхностей. ГОСТ 2789—73 в качестве высотных параметров
шероховатости рекомендует 7? г и 7?шах. В ГОСТ введены
также характеристики, учитывающие в некоторой степени форму
неровностей:
8т — средний шаг неровностей профиля, среднее арифметиче-
ское значение длин отрезков средней линии, равных расстоянию
между двумя соседними пересечениями 'ее со средней линией
(с положительной производной), в пределах базовой длины;
5 — средний шаг неровностей по вершинам, равный среднему
арифметическому длин отрезков средней линии, равных расстоя-
нию между проекциями на нее двух наивысших точек соседних
выступов профиля;
1р — относительная опорная длина профиля, равная отноше-
нию суммы длин отрезков, отсекаемых на заданном уровне р
в материале выступов линией, эквидистантной средней, к базовой
длине (рис. 1.3).
Перечисленных выше характеристик недостаточно для того,
чтобы полностью охарактеризовать микрогеометрию поверхности,
так, как, например, при одном и том же значении Яа форма не-
ровностей и их распределение по высоте могут быть совершенно
различными и, следовательно, различными будут и эксплуата-
ционные свойства поверхностей. Поэтому при расчете контактного
взаимодействия шероховатых/поверхностей приходится исполь-
зовать ряд дополнительных геометрических параметров.
Интегральной характеристикой профиля является Кр — коэф-
фициент заполнения профиля — отношение площади фигуры, об-
разованной измеряемым профилем и линией впадин, к площади,
заключенной между линией выступов и линией впадин в пределах
базовой длины [44]:
где равно отношению площади, занимаемой пустотами,
к площади, заключенной между линиями вершин и впадин в пре-
делах базовой длины.
Форму единичных выступов можно охарактеризовать, поль-
зуясь следующими понятиями.
Радиус кривизны вершины выступа профиля
дй
г
Г{ = 8Л(- ’
- (1-5)
где Л/; —длина сечения выступа линией, параллельной средней,
на расстоянии Лх- от вершины, равном 0,37?а « 0,057?тах.
Среднее значение радиуса кривизны вершин выступов попе-
речного гп и продольного гпр профиля, определяемое как среднее
арифметическое для пяти наиболее высоких вершин в пределах
базовой длины,
гпр I
(1-6)
Средний радиус кривизны выступов гт, который рассчиты-
вают по формулам (1.5) и (1.6) [при этом в (1.5) полагают А/г =
= А/т, где А/т — среднее арифметическое сечений пяти наи-
более высоких выступов профиля по средней линии и Л/], берут
равным расстоянию от вершины до средней линии.
Наиболее высокие выступы выбираются из тех соображений,
что они играют главную роль при контактном взаимодействии.
Угол наклона неровностей профиля ут — среднее арифметиче-
ское угла, образованного при пересечении профиля со средней
линией в пределах базовой длины.
Волнистость оказывает весьма существенное влияние на свой-
ства стыка, поскольку определяет зоны, в которых возможен кон-
такт неровностей, образующих шероховатость, а деформация волн
может значительно превышать деформацию неровностей. Для того
чтобы описывать поведение волнистой поверхности при контакти-
ровании, будем пользоваться следующими параметрами вол-
нистости.
Наибольшая высота волн № шах — расстояние между линией
вершин и линией впадин волнограммы. Линия вершин волно-
граммы — линия, проведенная параллельно средней линии волно-
граммы через вершину наиболее высокой волны в пределах участка
измерения. Линия впадин определяется как линия, проведенная
параллельно средней линии волнограммы через дно наиболее
глубокой впадины. Все параметры относятся к определенной
длине участка измерения 1^, которая должна включать не менее
пяти волн.
Средняя высота волн (определяемая по десяти точкам
волнограммы подобно 7?г).
Высота сглаживания волн "№р— расстояние от вершины
наиболее высокой волны до средней линии волнограммы.
Средний шаг волн 8^ — среднее расстояние между точками
пересечения! волнограммы со средней линией (с положительной
производной).
Относительная опорная длина волнограммы — отношение
суммарной длины сечения волн линией, эквидистантной средней,
проведенной на расстоянии р^ от линии выступов, к длине вол-
нограммы.
Средний радиус кривизны выступов продольной и поперечной
волнограммы — среднее арифметическое радиусов выступов в пре-
делах участка измерения:
%11--
где г^1 = -------радиус единичной волны; А/^- — длина се-
чения волны средней линии волнограммы; —расстояние
от вершины волны до средней линии.
Для синусоидальной волнограммы
(1-8)
Гу7п = 321(7 о '
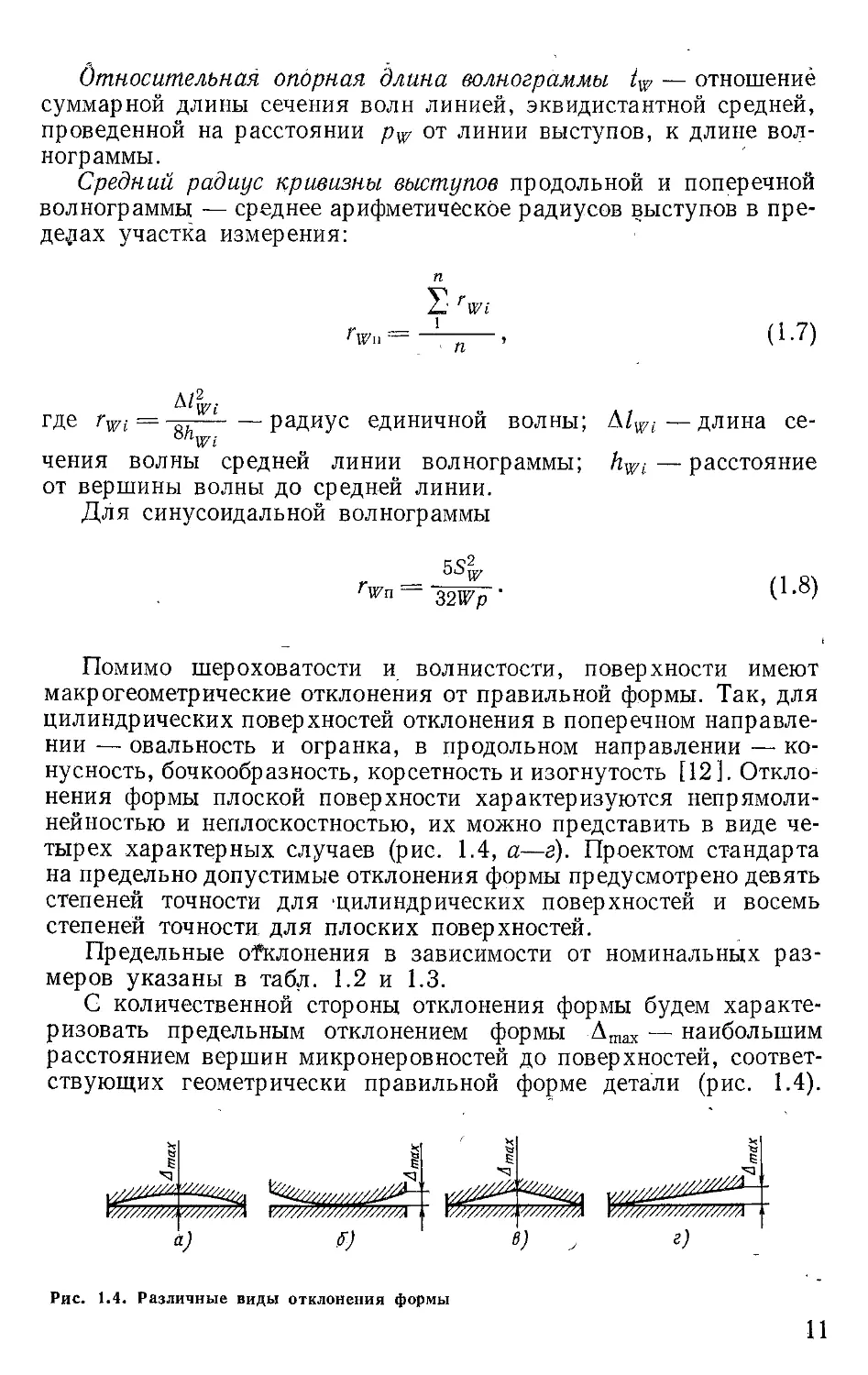
Помимо шероховатости и волнистости, поверхности имеют
макрогеометрические отклонения от правильной формы. Так, для
цилиндрических поверхностей отклонения в поперечном направле-
нии — овальность и огранка, в продольном направлении — ко-
нусность, бочкообразность, корсетность и изогнутость [12]. Откло-
нения формы плоской поверхности характеризуются непрямоли-
нейностью и неплоскостностью, их можно представить в виде че-
тырех характерных случаев (рис. 1.4, а—г). Проектом стандарта
на предельно допустимые отклонения формы предусмотрено девять
степеней точности для 'цилиндрических поверхностей и восемь
степеней точности, для плоских поверхностей.
Предельные отклонения в зависимости от номинальных раз-
меров указаны в табл. 1.2 и 1.3.
С количественной стороны отклонения формы будем характе-
ризовать предельным отклонением формы -Атах — наибольшим
расстоянием вершин микронеровностей до поверхностей, соответ-
ствующих геометрически правильной форме детали (рис. 1.4).
Рис. 1.4. Различные виды отклонения формы
Таблица 1.2
Предельно допустимые отклонения формы цилиндрических поверхностей
Диаметр цилиндра, мм Предельное отклонение (мкм) при степени точности
1 2 3 4 5 6 7 8 9 ♦
1—10 ъ 1 1,5 2 3 5 8 12 20 50
10—18 1 2 3 5 7 10 16 25 65
18—30 1 2 3 5 8 12 20 32 80
30—50 1,5 3 4 6 10 16 25 40 100
50—80 1,5 3 4 7 12 13 30 48 120
80—120 2 4 5 8 14 22 35 55 140
120—180 2 4 6 10 16 25 40 65 160
180—260 3 5 7 12 18 30 45 75 180
260—360 3 6 8 14 22 35 55 85 220
360—500 4 7 10 16 25 40 65 100 250
Таблица 1.3
Предельно допустимые отклонения формы плоских поверхностей
Длина плоской поверхности, мм Предельное отклонение (мкм) при степени точности
12 2 3 4 5 6 7 8
До 60 0,6 1,2 2,5 5 10 20 40 80
60—100 0,8 1,6 3 6 12 25 50 100
100—160 1,0 2 4 8 16 32 60 120
160—250 1,2 2,5 5 10 20 40 80 160
• 250—400 1,6 3 6 12 25 50 100 200
400—630 4 8 16 32 60 120 250
630—1 000 5 10 20 40 80 160 320
1 000—1 600 6 12 25 50 100 200 400
1 600—2 500 — 1 8 16 32 60 120 250 500
2 500—4 000 10 20 40 80 160 320 630
4 000—6 300 12 25 50 100 200 400 800
6 300—10 000 ~ 16 32 60 120 250 500 1000
1,2. ТОПОГРАФИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПОВЕРХНОСТЕЙ. ОПОРНАЯ КРИВАЯ
I
К топографическим будем относить такие характеристики, ко-
торые характеризуют микрогеометрию поверхности, а не ее от-
дельное сечение. Вместе с тем ряд суждений о топографии поверх-
ности можно сделать, изучая ее профиль,
Геометрия поверхности при обработке образуется в результате
суммарного воздействия периодических факторов с наложенными
на них случайными возмущениями. Систематическая (периодиче-
ская) составляющая обусловлена видом обработки, кинемати-
12
кой подачи, профилем режущих кромок инструмента и другими
постоянно действующими факторами. Случайная составляющая
связана с процессами, происходящими при пластической дефор-
мации материала при обработке (наросты, вырывы, сколы и др.).
В зависимости от соотношения технологических факторов в про-
филе могут преобладать случайно или периодически расположен-
ные неровности [18, 43, 106].
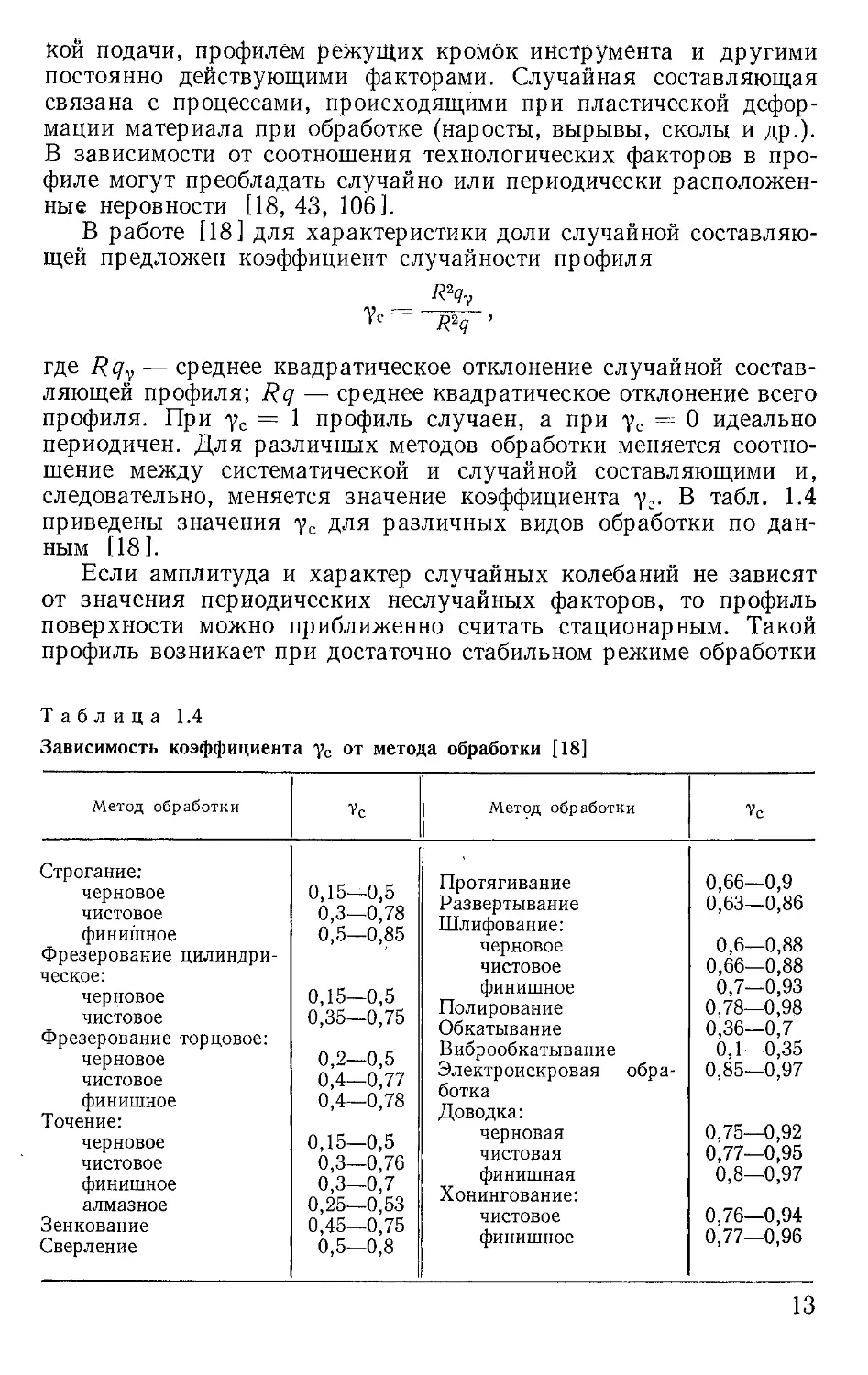
В работе [18] для характеристики доли случайной составляю-
щей предложен коэффициент случайности профиля
„ ^т
Тс ,
где — среднее квадратическое отклонение случайной состав-
ляющей профиля; Л?# — среднее квадратическое отклонение всего
профиля. При ус = 1 профиль случаен, а при ус 0 идеально
периодичен. Для различных методов обработки меняется соотно-
шение между систематической и случайной составляющими и,
следовательно, меняется значение коэффициента ус. В табл. 1.4
приведены значения уе для различных видов обработки по дан-
ным [18].
Если амплитуда и характер случайных колебаний не зависят
от значения периодических неслучайных факторов, то профиль
поверхности можно приближенно считать стационарным. Такой
профиль возникает при достаточно стабильном режиме обработки
Таблица 1.4
Зависимость коэффициента ус от метода обработки [18]
Метод обработки
Тс
Метод обработки
Те
Строгание:
черновое
чистовое
финишное
Фрезерование цилиндри-
ческое:
черновое
чистовое
Фрезерование торцовое:
черновое
чистовое
финишное
Точение:
черновое
чистовое
финишное
алмазное
Зенкование
Сверление
0,15—0,5
0,3—0,78
0,5—0,85
У
0,15—0,5
0,35—0,75
0,2—0,5
0,4—0,77
0,4—0,78
0,15—0,5
0,3—0,76
0,3—0,7
0,25—0,53
0,45—0,75
0,5—0,8
Протягивание
Развертывание
Шлифование:
черновое
чистовое
финишное
Полирование
Обкатывание
Виброобкатывание
Электроискровая обра-
ботка
Доводка:
черновая
чистовая
финишная
Хонингование:
чистовое
финишное
0,66—0,9
0,63—0,86
0,6—0,88
0,66—0,88
0,7—0,93
0,78—0,98
0,36—0,7
0,1—0,35
0,85—0,97
0,75—0,92
0,77—0,95
0,8—0,97
0,76—0,94
0,77—0,96
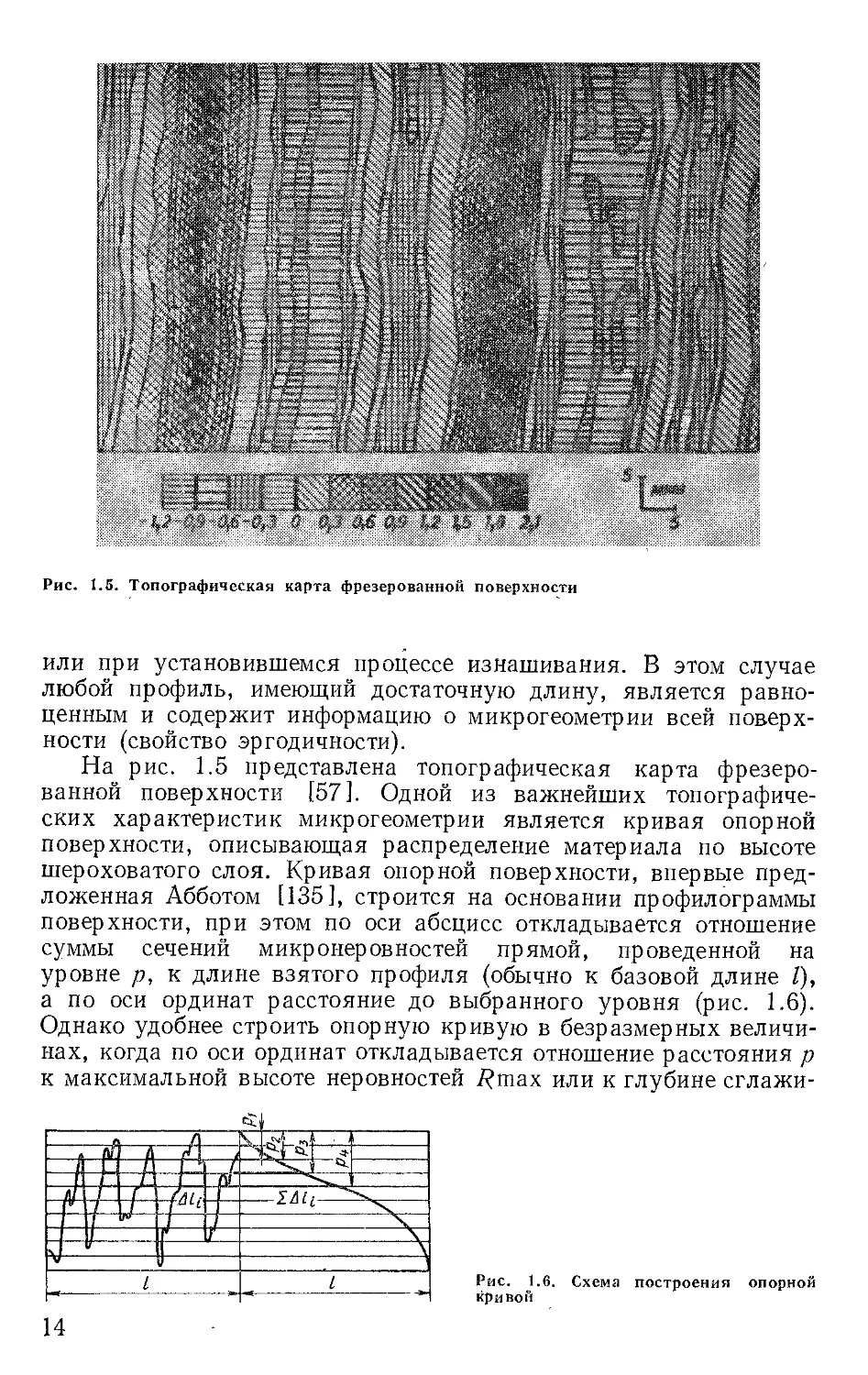
Рис. 1.5. Топографическая карта фрезерованной поверхности
или при установившемся процессе изнашивания. В этом случае
любой профиль, имеющий достаточную длину, является равно-
ценным и содержит информацию о микрогеометрии всей поверх-
ности (свойство эргодичности).
На рис. 1.5 представлена топографическая карта фрезеро-
ванной поверхности [57]. Одной из важнейших топографиче-
ских характеристик микрогеометрии является кривая опорной
поверхности, описывающая распределение материала по высоте
шероховатого слоя. Кривая опорной поверхности, впервые пред-
ложенная Абботом [135], строится на основании профилограммы
поверхности, при этом по оси абсцисс откладывается отношение
суммы сечений микронеровностей прямой, проведенной на
уровне р, к длине взятого профиля (обычно к базовой длине /),
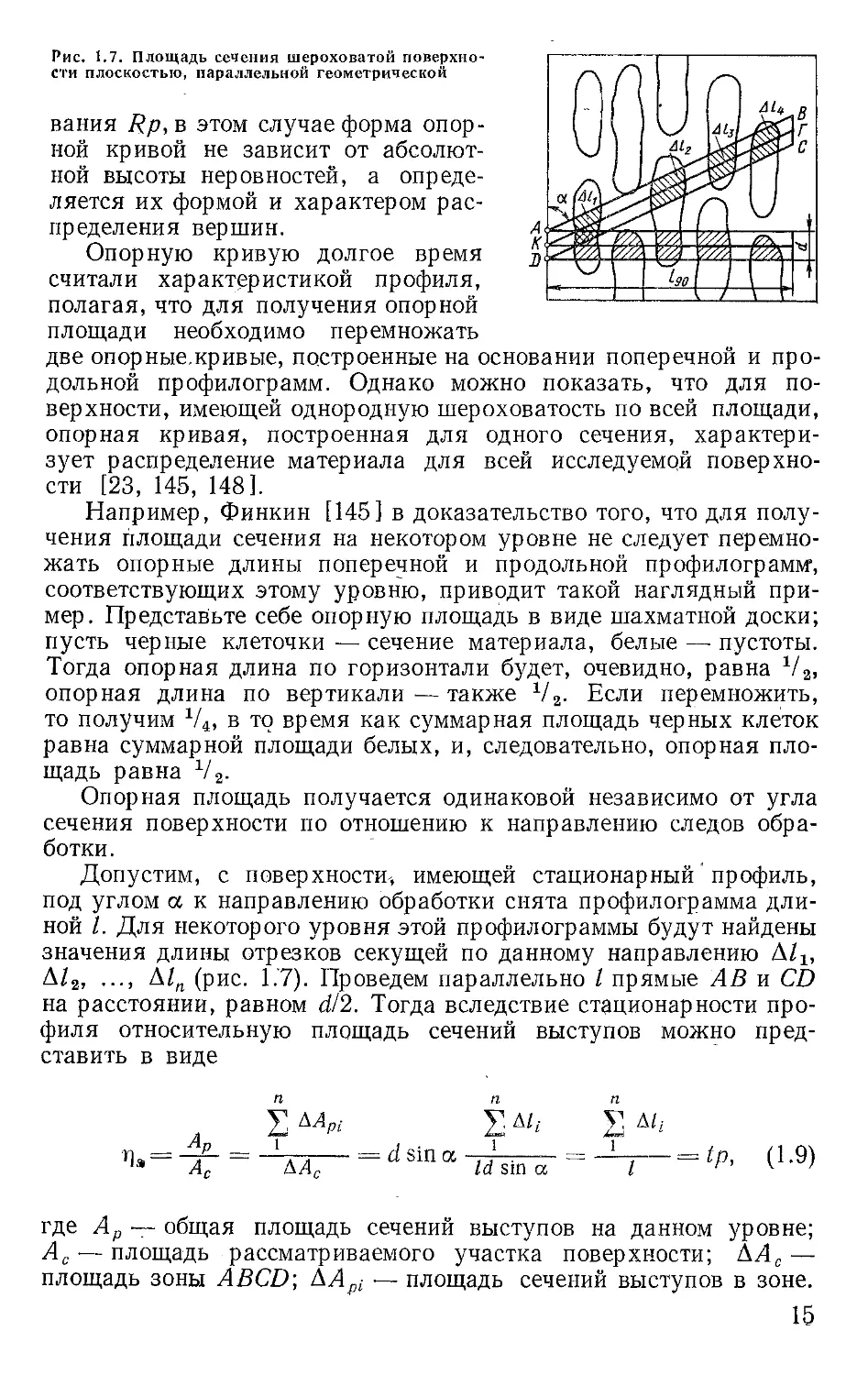
а по оси ординат расстояние до выбранного уровня (рис. 1.6).
Однако удобнее строить опорную кривую в безразмерных величи-
нах, когда по оси ординат откладывается отношение расстояния р
к максимальной высоте неровностей 7?тах или к глубине сглажи-
Рис. 1.6. Схема построения опорной
кривой
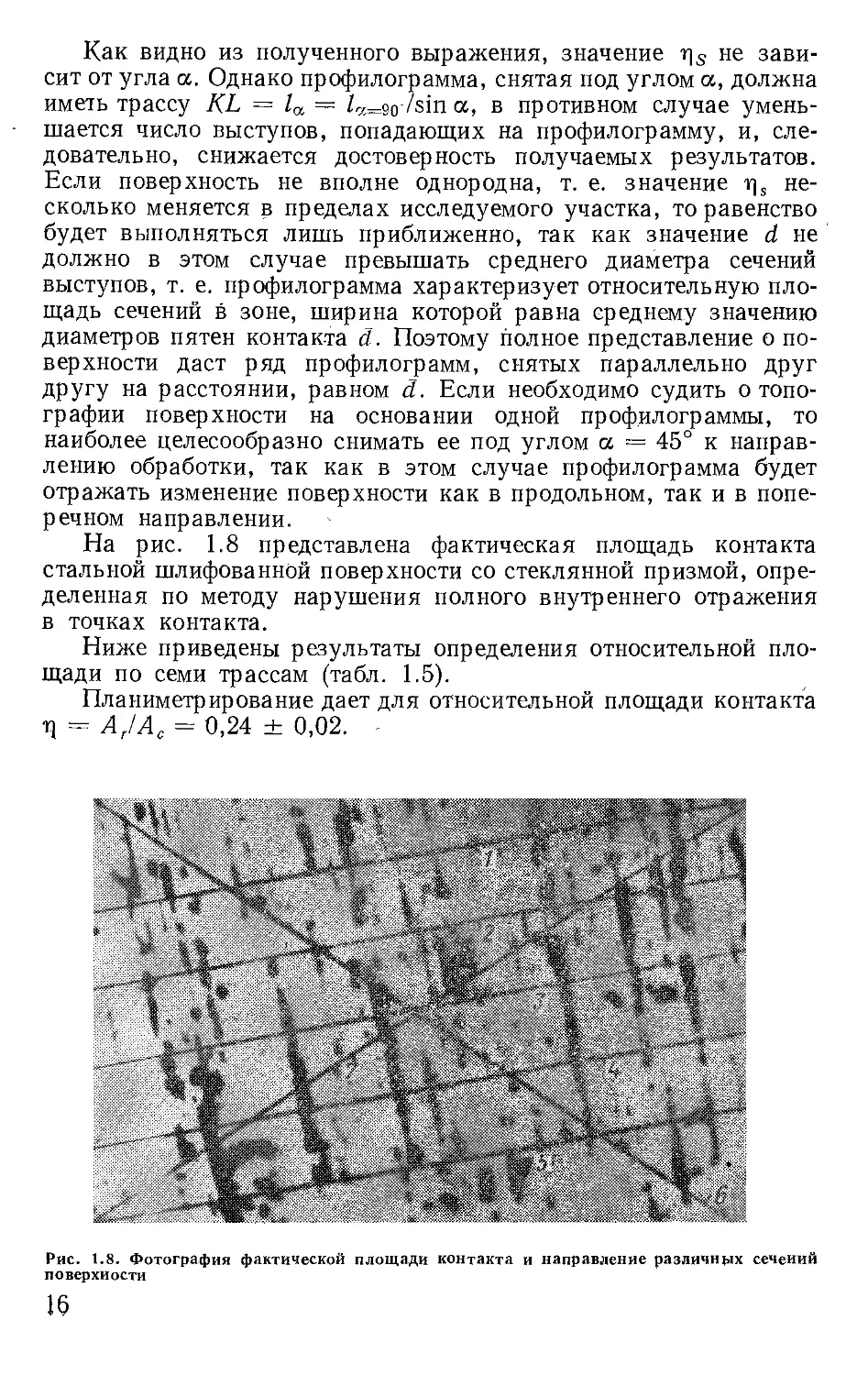
Рис. 1.7. Площадь сечения шероховатой поверхно-
сти плоскостью, параллельной геометрической
вания Ер, в этом случае форма опор-
ной кривой не зависит от абсолют-
ной высоты неровностей, а опреде-
ляется их формой и характером рас-
пределения вершин.
Опорную кривую долгое время
считали характеристикой профиля,
полагая, что для получения опорной
площади необходимо перемножать
две опорныежривые, построенные на основании поперечной и про-
дольной профилограмм. Однако можно показать, что для по-
верхности, имеющей однородную шероховатость по всей площади,
опорная кривая, построенная для одного сечения, характери-
зует распределение материала для всей исследуемой поверхно-
сти [23, 145, 148].
Например, Финкин [145] в доказательство того, что для полу-
чения площади сечения на некотором уровне не следует перемно-
жать опорные длины поперечной и продольной профилограмм,
соответствующих этому уровню, приводит такой наглядный при-
мер. Представьте себе опорную площадь в виде шахматной доски;
пусть черные клеточки — сечение материала, белые — пустоты.
Тогда опорная длина по горизонтали будет, очевидно, равна
опорная длина по вертикали—также х/2. Если перемножить,
то получим х/4, в то время как суммарная площадь черных клеток
равна суммарной площади белых, и, следовательно, опорная пло-
щадь равна х/2.
Опорная площадь получается одинаковой независимо от угла
сечения поверхности по отношению к направлению следов обра-
ботки.
Допустим, с поверхности, имеющей стационарный * профиль,
под углом а к направлению обработки снята профилограмма дли-
ной I. Для некоторого уровня этой профилограммы будут найдены
значения длины отрезков секущей по данному направлению А/х,
Д/2! • ‘ (Рис. 1.7). Проведем параллельно I прямые АВ и СО
на расстоянии, равном й/2. Тогда вследствие стационарности про-
филя относительную площадь сечений выступов можно пред-
ставить в виде
Ар
Ас
1(1 81П а
V, А//
-Ц-----= 1р, (1.9)
где Ар — общая площадь сечений выступов на данном уровне;
Ас —площадь рассматриваемого участка поверхности; ДЛС —
площадь зоны АВСО; АА{Л — площадь сечений выступов в зоне.
Как видно из полученного выражения, значение не зави-
сит от угла а. Однако профилограмма, снятая под углом а, должна
иметь трассу КЬ = 1а = /а=9о '81П а, в противном случае умень-
шается число выступов, попадающих на профилограмму, и, сле-
довательно, снижается достоверность получаемых результатов.
Если поверхность не вполне однородна, т. е. значение не-
сколько меняется в пределах исследуемого участка, то равенство
будет выполняться лишь приближенно, так как значение <1 не
должно в этом случае превышать среднего диаметра сечений
выступов, т. е. профилограмма характеризует относительную пло-
щадь сечений в зоне, ширина которой равна среднему значению
диаметров пятен контакта й. Поэтому полное представление о по-
верхности даст ряд профилограмм, снятых параллельно друг
другу на расстоянии, равном й. Если необходимо судить о топо-
графии поверхности на основании одной проф.илограммы, то
наиболее целесообразно снимать ее под углом а = 45° к направ-
лению обработки, так как в этом случае профилограмма будет
отражать изменение поверхности как в продольном, так и в попе-
речном направлении.
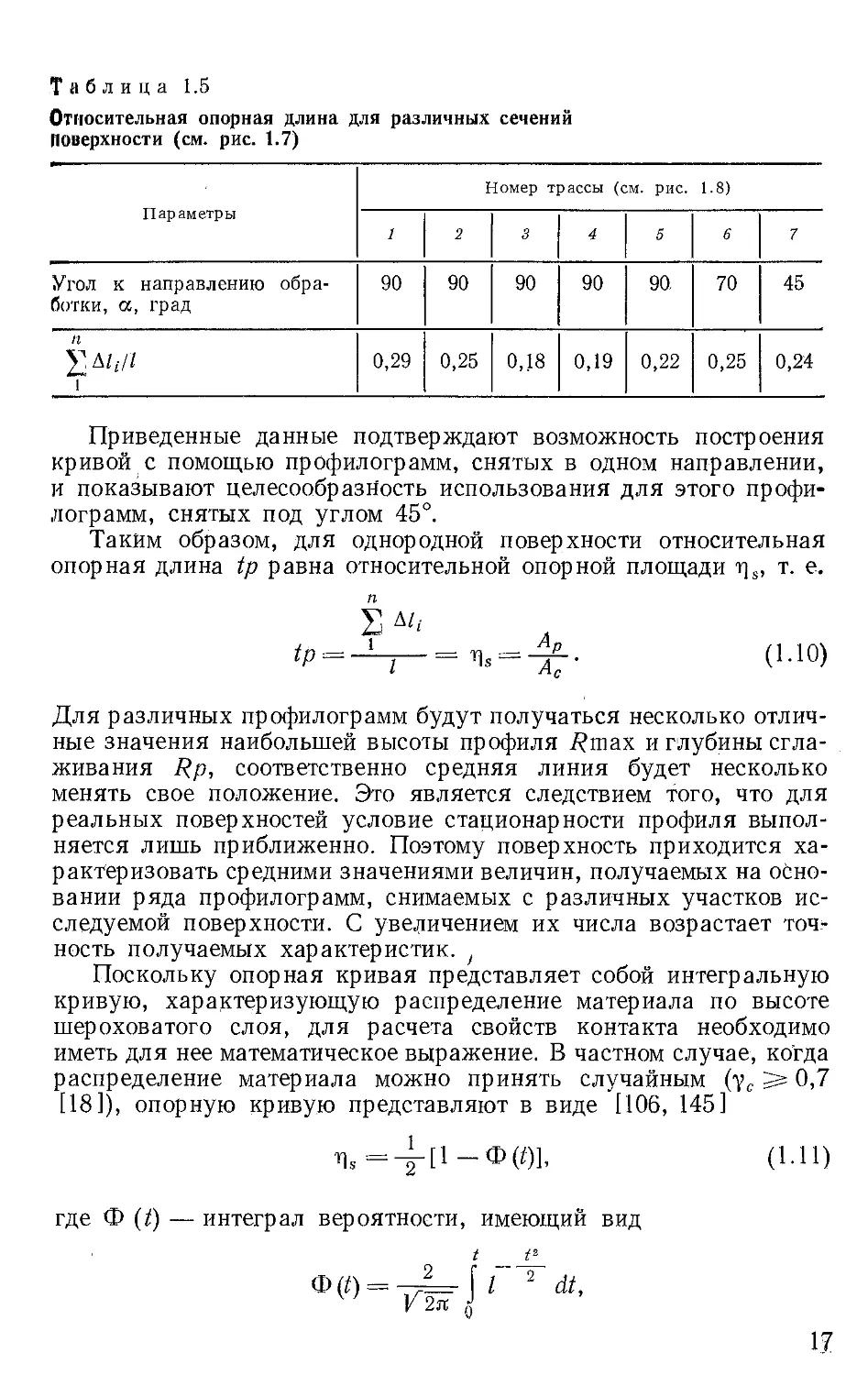
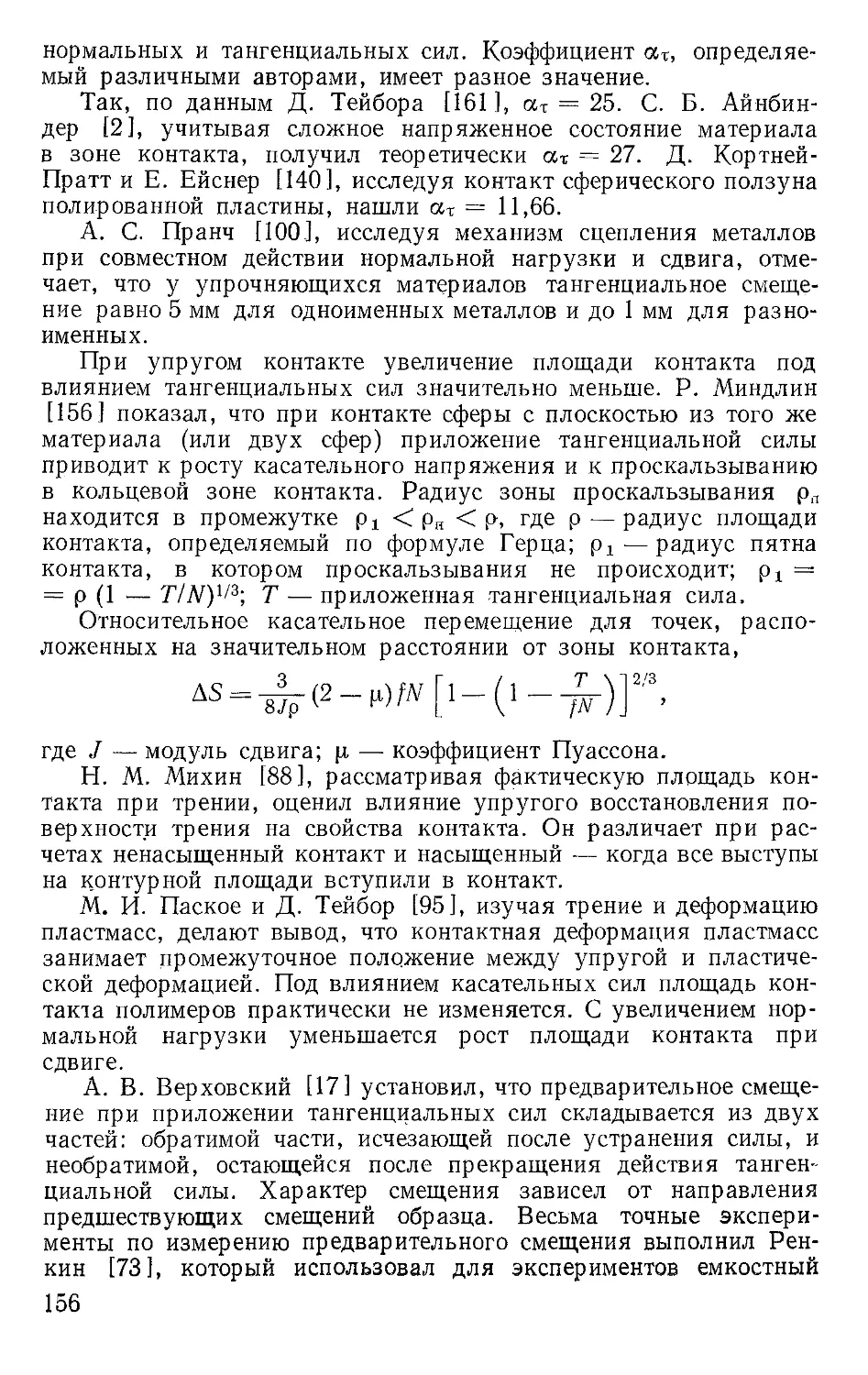
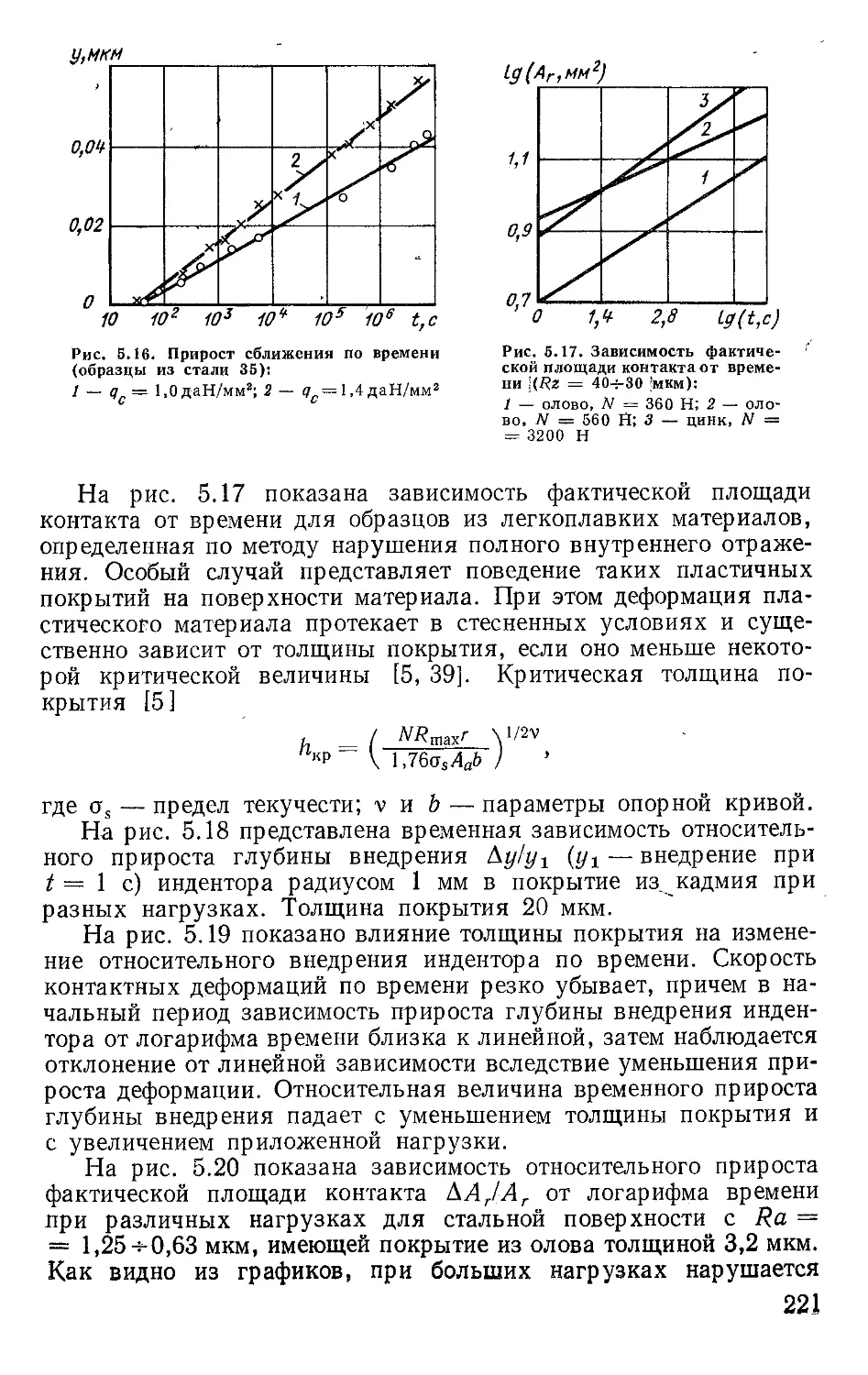
На рис. 1.8 представлена фактическая площадь контакта
стальной шлифованной поверхности со стеклянной призмой, опре-
деленная по методу нарушения полного внутреннего отражения
в точках контакта.
Ниже приведены результаты определения относительной пло-
щади по семи трассам (табл. 1.5).
Планиметрирование дает для относительной площади контакта
ц = АГ!АС = 0,24 ± 0,02.
Рис. 1.8. Фотография фактической площади контакта и направление различных сечеиий
поверхности
Таблица 1.5
Относительная опорная длина для различных сечений
Поверхности (см. рис. 1.7)
Пар аметры Номер трассы (см. рис. 1.8)
1 2 3 4 5 6 7
Угол к направлению обра- ботки, а, град 90 90 90 90 90. 70 45
Ёдо// 1 0,29 0,25 0,18 0,19 0,22 0,25 0,24
Приведенные данные подтверждают возможность построения
кривой с помощью профилограмм, снятых в одном направлении,
и показывают целесообразность использования для этого профи-
лограмм, снятых под углом 45°.
Таким образом, для однородной поверхности относительная
опорная длина 1р равна относительной опорной площади т]8, т. е.
п
У А
1р —-2-^—= =. (1.10)
Для различных профилограмм будут получаться несколько отлич-
ные значения наибольшей высоты профиля 7?тах и глубины сгла-
живания соответственно средняя линия будет несколько
менять свое положение. Это является следствием того, что для
реальных поверхностей условие стационарности профиля выпол-
няется лишь приближенно. Поэтому поверхность приходится ха-
рактеризовать средними значениями величин, получаемых на осно-
вании ряда профилограмм, снимаемых с различных участков ис-
следуемой поверхности. С увеличением их числа возрастает точ-
ность получаемых характеристик. ,
Поскольку опорная кривая представляет собой интегральную
кривую, характеризующую распределение материала по высоте
шероховатого слоя, для расчета свойств контакта необходимо
иметь для нее математическое выражение. В частном случае, когда
распределение материала можно принять случайным (ус 0,7
[18]), опорную кривую представляют в виде [106, 145]
л5=4п-фШ (1-П)
где Ф (/) — интеграл вероятности, имеющий вид
/___
Ф (0 = -^= \ I 2 <11,
здесь I =
х
Яд
— отношение расстояния сечения от
средней пло-
скости к средней квадратичной высоте неровностей.
Формулу (1.11) можно переписать в виде функциональной за-
висимости т]8 (в), если учесть, что при нормальном распределении
тах
так как х = %д1 и о =
Кд
К тах ’
то
(1-12)
(1-13)
откуда
Недостатком выражения (1.13) является отсутствие уверенности,
насколько соответствует нормальному закону, распределения ма-
териала в рассматриваемом шероховатом слое. В частности, во мно-
гих случаях шероховатость поверхности лучше описывается бета-
распределением [32]. Исследования различных поверхностей по-
казали, что для достаточно точного описания формы опорной кри-
вой необходимо использовать минимум два переменных пара-
метра [23].
В частности, для реальных поверхностей можно указать зна-
чение наибольшей высоты профиля, в то время как согласно (1.13)
имеется определенная вероятность обнаружить на поверхности
сколь угодно высокий выступ. С другой стороны, формула (1.13)
не позволяет в явном виде выразить значения входящих в нее
параметров, что затрудняет расчеты. Поэтому одним из авторов
было предложено выражать начальную часть опорной кривой
простой степенной зависимостью в виде [24, 34]
(1.14)
у
здесь 1т — относительная опорная длина на уровне средней
линии.
Вводя обозначения относительных величин етах = — и
шах
е = перепишем (1.14) в виде
Ар
= ^Л’гпах === $т& . (1.16)
Параметры опорной кривой V, Ъ и /т определяют эксперимен-
тально, и, следовательно, опорная кривая, описываемая выраже-
нием (1.15), будет соответствовать распределению материала изу-
чаемой реальной поверхности.
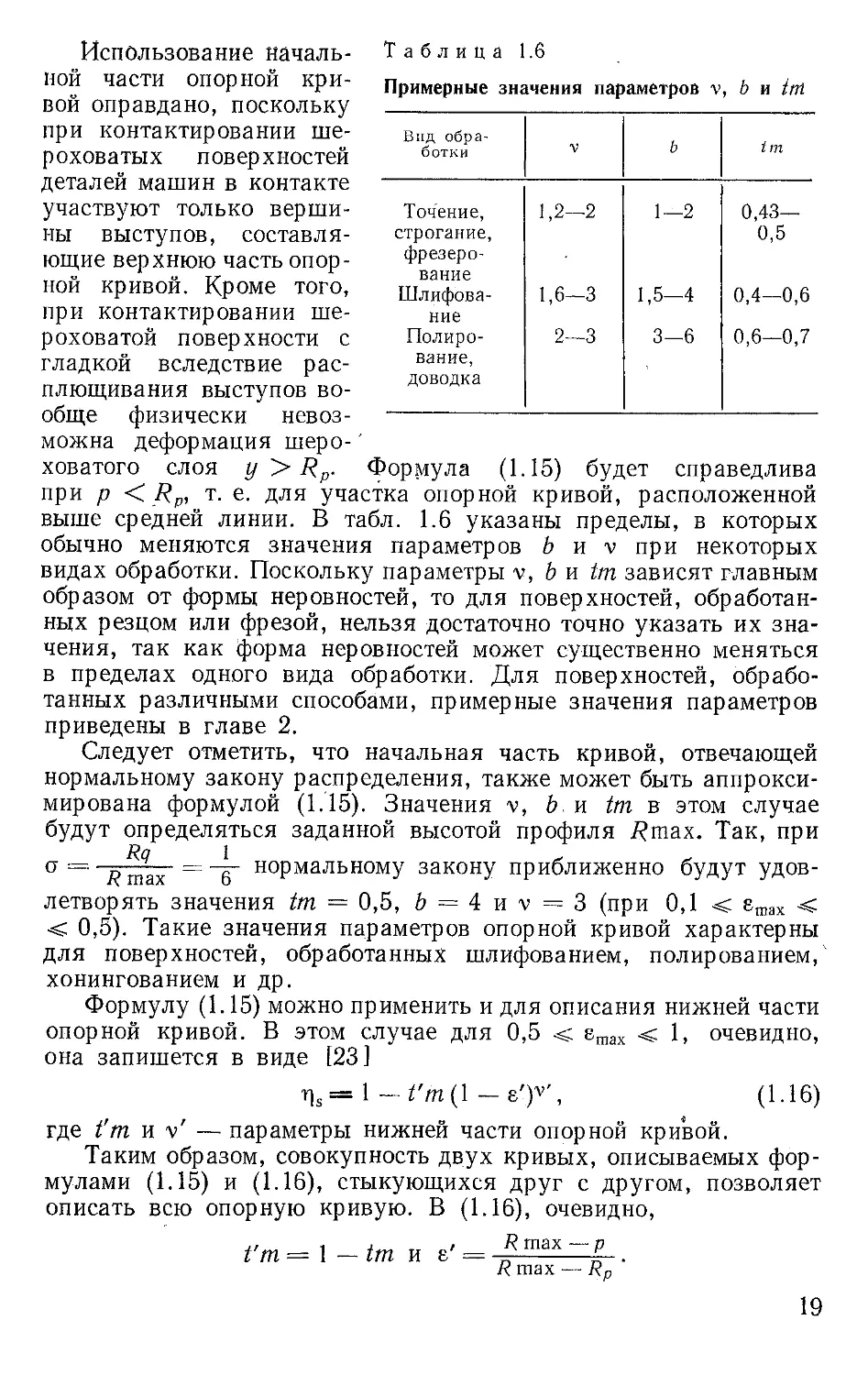
Использование начали- Таблица 1.6
ной части опорной кри-
вой оправдано, поскольку
при контактировании ше-
роховатых поверхностей
деталей машин в контакте
участвуют только верши-
ны выступов, составля-
ющие верхнюю часть опор-
ной кривой. Кроме того,
при контактировании ше-
роховатой поверхности с
гладкой вследствие рас-
плющивания выступов во-
обще физически невоз-
Примерные значения параметров V, Ь и ип
Вид обра- ботки V ь /т
Точение, 1,2—2 1—2 0,43—
строгание, 0,5
фрезеро-
вание
Шлифова- 1,6—3 1,5—4 0,4—0,6
ние
Полиро- 2-3 3—6 0,6—0,7
вание, 1
доводка
можна деформация шеро-'
ховатого слоя у > $р. Формула (1.15) будет справедлива
при р </?р, т. е. для участка опорной кривой, расположенной
выше средней линии. В табл. 1.6 указаны пределы, в которых
обычно меняются значения параметров Ъ и V при некоторых
видах обработки. Поскольку параметры V, Ь и 1т зависят главным
образом от формы неровностей, то для поверхностей, обработан-
ных резцом или фрезой, нельзя достаточно точно указать их зна-
чения, так как форма неровностей может существенно меняться
в пределах одного вида обработки. Для поверхностей, обрабо-
танных различными способами, примерные значения параметров
приведены в главе 2.
Следует отметить, что начальная часть кривой, отвечающей
нормальному закону распределения, также может быть аппрокси-
мирована формулой (1.15). Значения V, Ь. и 1т в этом случае
будут определяться заданной высотой профиля /?гпах. Так, при
Кд
Я т ах
нормальному закону приближенно будут удов-
летворять значения 1т ~ 0,5, Ъ = 4 и V = 3 (при 0,1 < егаах <
< 0,5). Такие значения параметров опорной кривой характерны
для поверхностей, обработанных шлифованием, полированием,
хонингованием и др.
Формулу (1.15) можно применить и для описания нижней части
опорной кривой. В этом случае для 0,5 < етах < 1, очевидно,
она запишется в виде [23 ]
г]5= 1 - Гт(1 - е')Л (1.16)
где 1'т и V' — параметры нижней части опорной кривой.
Таким образом, совокупность двух кривых, описываемых фор-
мулами (1.15) и (1.16), стыкующихся друг с другом, позволяет
описать всю опорную кривую. В (1.16), очевидно,
1'т = 1 ~ 1т и е'
7? шах — р
8 тах — 8Р
Значение V' по аналогий е полученным ниже выражением (1.24)
можно записать в виде
, 21'т(Ктах — Кр) ]
Однако опорная кривая отражает одновременно форму микроне-
о
и и
ровностей и их распределение по высоте, т. е. одной и той же кри-
вой могут соответствовать выступы разной формы, имеющие раз-
личное распределение по высоте. Чтобы характеризовать распре-
деление выступов по высоте, введем безразмерную функцию
<Рт (р) ==-^, равную отношению числа выступов выше уровня р
к числу их на уровне средней плоскости. В некоторых случаях
удобнее пользоваться функцией распределения выступов в виде
<р(р) = , где пс — число всех выступов на контурной площади.
К с
Форму выступов опишем функцией фт = -Л А р , где АЛР—
среднее значение площади сечения единичного выступа на
уровне р\ ДАт — среднее значение площади сечения выступов
на уровне средней плоскости. Другая форма записи этой функции
ф (р) = , где АЛС— среднее значение контурной площади,
приходящейся на один выступ.
Все три функции распределения связаны между собой '
ПЛр) = Ф(рШр) = ^Ф/п(рЖ(р)- (М7)
Формула (1.17) дает зависимость между распределением мате-
риала в шероховатом слое, формой выступов и распределением
их высот.
К топографическим; характеристикам поверхности относится
также расчетный радиус кривизны
Г -- ]/"пГпр ,
(М8)
где ггр и гп — радиусы, определенные на основании продольной
и поперечной профилограмм. Для расчетов берут средний геоме-
трический радиус, потому что форма выступов обычно в какой-то
мере приближается к эллиптической с главными радиусами гг
и г2- Тогда на некотором уровне р сечение эллипсоида будет иметь
такую же площадь, как и сфера с приведенным радиусом г.
Действительно, при условии р г
АЛ
р сферы
2пгр
и
ЬАр эллипс = ^Р1Рг = л V2г±р 2г,р = 2пгр,
т. е. площади равны.
20
Расчетный радмус кривизны волн определяется, так же как и
среднее геометрическое, из продольной и поперечной волнограмм
= ]//'й7п<й7пр • (1.19)
На основании волнограмм также может быть построена кривая
Опорной площади волн. В относительных величинах часть кривой,
Лежащая выше средней линии волнограмм, так же как для по-
верхности, может быть представлена в виде
П/ = ^ = ’ О ,2°)
/1(2 \ И' р /
где л®' — относительная опорная площадь волн; 1т-^ — относи-
тельная опорная длина волнограммы; Ар^ — площадь сечения
па уровне р\ УРр ,— высота сглаживания волн; \ге— параметр
опорной кривой волнограммы.
1.3. СВЯЗЬ МЕЖДУ ХАРАКТЕРИСТИКАМИ ТОПОГРАФИИ
И ПРОФИЛЯ
Поскольку в настоящее время хорошо разработаны приборы
и методы для оценки характеристик профиля поверхностей, на
основе модели шероховатой поверхности представляет интерес
выразить параметры опорной кривой через характеристики про-
У Мт.1
филя [34]. Параметр 1т = —------- легко определяется непо-
средственно из профилограмм как отношение опорной длины по
п
средней линии У к базовой длине I. Из равенства
следует
Ь = (А?-аху. (1.21)
Для определения V найдем площадь профиля, лежащую выше
средней линии т—т (рис. 1.9), в относительных величинах
где Да3 — среднее арифметическое отклонение ординат выше сред-
ней линии. По определению Да = + Да2 (1 — /т), где
Да2 — среднее арифметическое ординат профиля ниже средней
линии. Поскольку = 52, то /тДй! = (1 — 1гп) И.а2.
Откуда
(1-23)
21
Рис. 1.9. Схема для расчета параметра V
и = 2 (1 —- 1т)
Тогда из (1.22) и (1.23)
у = 21т(^Л - 1. (1.24)
\ Ра / у г 7
Таким образом, параметры опорной кривой Ь и V можно выразить
через характеристики профиля. Эти параметры дают аппроксима-
цию опорной кривой до средней линии. На основании (1.24)
выражение (1.15) будет иметь вид
= (1.25)
\ Кр /
Соответственно для части кривой, расположенной ниже средней
линии, т. е. при р > получим
2 (1—/т) тах — Яр)
Я= 1 _ (1 _ 1т) ( ^тах ’. (1.26)
15 4 7 \ /< тах — Рр / 4 7
Для симметричной опорной кривой 1т = 1/2, и фдрмулы (1.25)
и (1.26) перепишутся в виде
и при р >
(1-27)
(1.28)
Таким образом, опорная кривая, описывающая распределение
материала в шероховатом слое и являющаяся важнейшей характе-
ристикой топографии поверхности, может быть получена на осно-
вании характеристик профилограммы, методы определения кото-
рых хорошо известны.
Как говорилось выше, кривая опорной поверхности выражает
распределение материалов по высоте шероховатого слоя, а распре-
деление вершин выступов и распределение материала единичного
(усредненного) выступа даются функциями (в) и (е). Эти
функции связаны зависимостью (1.17).
Рассмотрим связь топографических характеристик с профиль-
ными на основе модели шероховатой поверхности. Можно напи-
сать для профиля зависимость, аналогичную полученной для по-
верхности, в виде (1.17)
Т)5 (е) = /тср„а (е) (е), (1.29)
п ,
где Фть = ——----отношение числа выступов профиля, вер-
птЬ
Шины которых выше уровня р, к числу выступов профиля, пере-
„ „ т Д/ „
секаемому средней линиеи; фтд= —----------отношение средней
А/ т
длины сечения выступов на уровне р к средней длине сечения про-
фи ля средней линией.
Для расчета деформации шероховатой поверхности необходимо
моделировать ее набором тел геометрически правильной формы.
В качестве модели единичного выступа предлагали клин
10],
пирамиду [53], стержень [70], конус [153], сферу [72, 138],
эллипсоид [46, 107] и др.
Рассмотрим различные модели выступов и найдем для них
площади сечения ДЛр; в зависимости от уровня р [25, 34 ]. Для по-
перечного профиля этих моделей выразим длину сечения высту-
пов Д/; также в зависимости от уровня р.
В табл. 1.7 представлены площади сечений и длины отрезков
для различных моделей и коэффициенты формы выступов поверх-
ности у и выступов профиля
Для моделей выступов, перечисленных в табл. 1.7, отноше-
ние ДЛр1-/ДЛтг можно представить как
ДЛр,- __ V
- ДЛт1- ~ 8‘ ’
причем, поскольку это отношение справедливо для выступов
любой высоты, можно записать
фт = еу. (1.30).
Таблица 1.7
Характеристики выступов различной формы
Форма выступа ААр1 А1р1 V
Клин 1 1
Пирамида четырех- гранная Д/2 (Д-У т\Пр / ^р 2 1
Стержень 0 0
Конус / р \2 2
4 \Нр)
Сферический сег- мент (р < г) 2пгр 2 1/%/ 1 1/2
Эллипсоидальный сегмент 2л ]/*гпрГп Р 2 V 2гир 1 1/2
Цилиндр 21У2гр 2 / Др 1/2 1/2
Аналогично отношение Д1т1 выразится (за исключением
конической модели)
= (1-31)
Распределение вершин выступов поверхности по высоте на
основании (1.17) представится как
(Рт =
1т^т (е)
(1.32)
где % = V — у.
Аналогично распределение вершин профиля, даваемое профи-
лограммой, для некоторого сечения поверхности выразится в виде
ФтЬ = 8^ = (1.33)
где Хг = — уь.
Из формул (1.31) и (1.32) найдем соотношение между функ-
циями распределения выступов поверхности и профиля
X .
Фт = фть = фтД , (1.34)
откуда
V—у
„ __ /1 оп
Ф — ФтЛ • (1 оо)
• •'С
Для сферической модели выступов у = 1 и уь = 1/2, тогда
Фт = ф1гт. (1.зб)
Например, при V = 1,5 фт = ф™1; при V = 2 фт = <р^1.
Из формул (1.30) и (1.31) получим соотношение между средней
площадью сечения выступов поверхности и средней длиной сече-
ния выступов профилограммы
(1-37)
для сферической модели выступов формула представится в виде
Фт — фтЬ- (1.38)
Таким образом, можно на основании профилограмм определить
топографические характеристики микрогеометрии поверхностей
в том случае, если зададимся моделью выступов, описывающей
их форму с достаточным приближением.
Как показывают эксперименты и расчеты, наиболее удобной
моделью, удовлетворительно описывающей свойства поверхности,
является модель выступов в виде сферических сегментов, имею-
щих расчетный радиус согласно (1.18) [24].
1.4. МЕТОДЫ И ПРИБОРЫ ДЛЯ ОПРЕДЕЛЕНИЯ
ХАРАКТЕРИСТИК МИКРОГЕОМЕТРИИ
Для определения стандартных характеристик микрогеометрии
разработан ряд приборов и методов. Почти все применяемые ме-
тоды оценивают геометрию поверхности по ее профилю. Методы
определения топографии поверхностей весьма трудоемки-или дают
невысокую точность и находят применение главным образом для
сравнительной оценки поверхностей. Как было показано выше,
профиль содержит информацию о всей поверхности и позволяет
рассматривать некоторые топографические параметры, а ряд па-
раллельно снятых профилограмм позволяет судить о трехмерной
картине поверхности.
Для определения параметров шероховатости и волнистости
наиболее широко применяют щуповые приборы, позволяющие
быстро получать результаты с высокой точностью. Сущность ме-
тода состоите том, что на поверхности перемещается игла с малым
радиусом закругления (2—10 мкм). Колебания иглы в вертикаль-
ном направлении повторяют неровности профиля поверхности.
Эти колебания иглы преобразуются в электрические сигналы,
усиливаются и записываются в виде профилограммы (профило-
графы) или поступают в интегрирующие устройства, которые не-
посредственно выдают значения Р.а или в виде показаний
стрелочного прибора (Профилометры).
Наиболее совершенными являются индуктивные и пьезоэлек-
трические профилографы и профилометры. Эти приборы позво-
ляют измерять шероховатость от Р.а = 0,05 мкм до Ра = 5 мкм
с погрешностью 4—10%.
Недостатками щупового метода измерения профиля поверх-
ностей являются искажения, возникающие в результате вдавли-
вания иглы в исследуемую поверхность, поскольку в зоне контакта
возникает значительное давление. Кроме того, ощупывающая
игла имеет радиус конечных размеров 2—10 мкм, поэтому при
скольжении по выступу профиль искажается.
Из оптических методов широко используют метод светового
сечения, теневой проекции и интерференционный. Метод свето-
вого сечения состоит в том, что На исследуемую поверхность
проектируют под углом 45° узкую ярко освещенную щель; так как
поверхность имеет неровности, то проекция воспроизводит форму
профиля (рис. 1.10). Этот профиль рас-
сматривают в микроскоп, имеющий
отсчетное устройство. Вся измеритель- //////////
ная система носит название двойного //УУУУ////
микроскопа. Двойной микроскоп по-
зволяет изучать поверхности, име-
ющие параметры шероховатости от
Рис. 1.10. Схема метода светового сечения
К.2 = 80-4-40 до Ка = 0,32-4-0,16 мкм. Метод позволяет наблю-
дать форму и размеры достаточно крупных неровностей, однако
его разрешающая способность невелика и погрешность определе-
ния параметров шероховатости достигает 25%. Лучшие резуль-
таты он дает при исследовании поверхностей, имеющих регуляр-
ный характер неровностей.
При методе теневой проекции к исследуемой поверхности под
углом 60° прижимают острое лезвие. С одной стороны лезвие под-
свечивают так, чтобы на поверхность падала его тень, которая
воспроизводит неровности профиля. Профиль измеряют с помощью
микроскопа, имеющего отсчетное устройство.
Этот метод применяют только для измерения шероховатости
весьма грубо обработанных поверхностей.
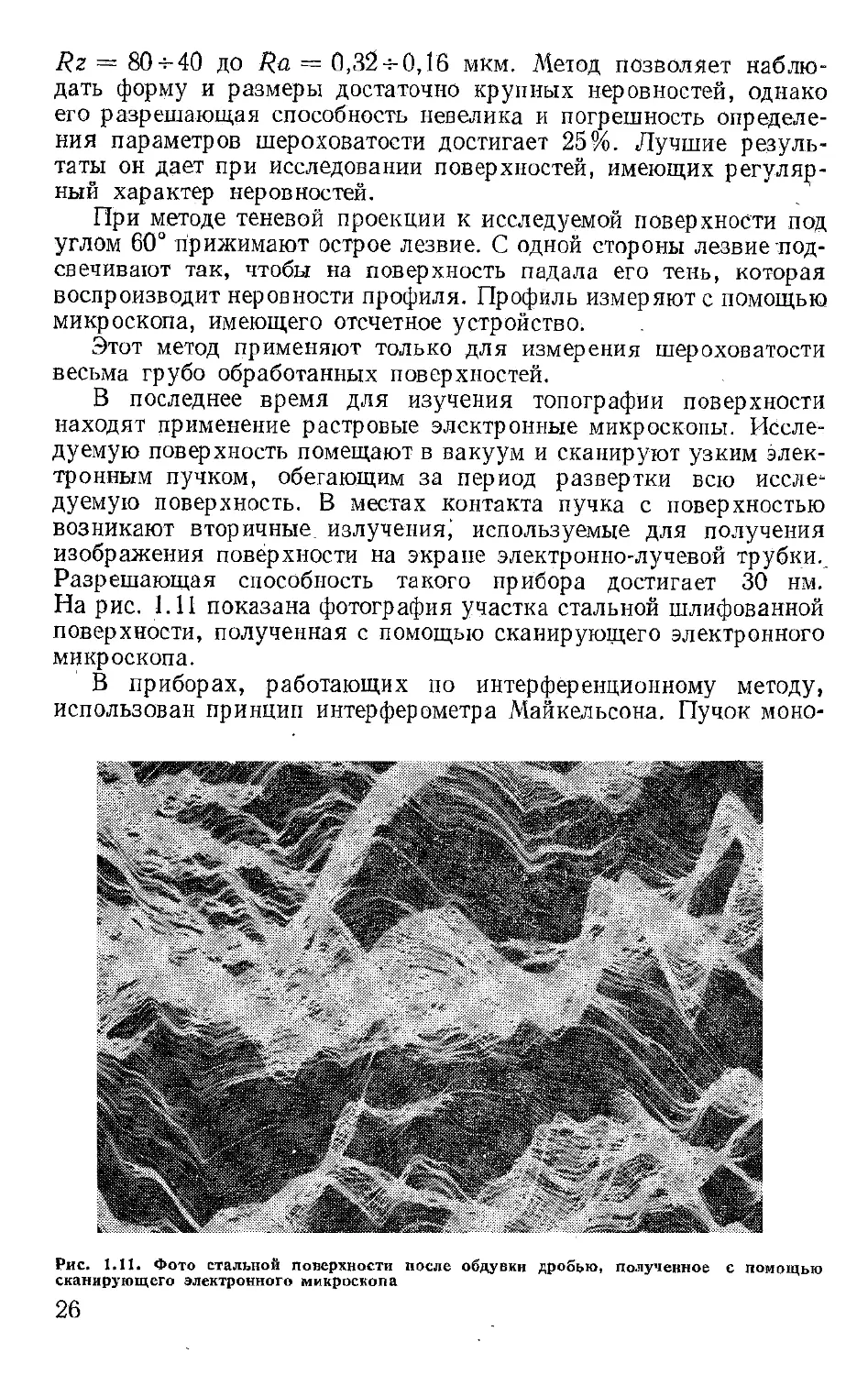
В последнее время для изучения топографии поверхности
находят применение растровые электронные микроскопы. Иссле-
дуемую поверхность помещают в вакуум и сканируют узким элек-
тронным пучком, обегающим за период развертки всю иссле-
дуемую поверхность. В местах контакта пучка с поверхностью
возникают вторичные излучения,’ используемые для получения
изображения поверхности на экране электронно-лучевой трубки.
Разрешающая способность такого прибора достигает 30 нм.
На рис. 1.11 показана фотография участка стальной шлифованной
поверхности, полученная с помощью сканирующего электронного
микроскопа.
В приборах, работающих по интерференционному методу,
использован принцип интерферометра Майкельсона. Пучок моно-
Рис. 1.11. Фото стальной поверхности после обдувки дробью, полученное с помощью
сканирующего электронного микроскопа
Хроматического света разделяется полупрозрачным зеркалом на
две части, одна из которых попадает на зеркало и отражается,
другая падает на изучаемую поверхность и также отражается.
Отраженные пучки света складываются и дают картину интерфе-
ренции. В местах, соответствующих разности хода пучков, равной
целому числу волн, получается максимум света; при; разности
хода, равной нечетному числу полуволн, — минимум. В окуляре
микроскопа картина интерференции видна в виде чередующихся
светлых и темных полос. Поскольку свет, отраженный от вершин
неровностей, проходит меньший путь, чем свет, отраженный от
впадин, то неровности искажают картину интерференции, при-
водя к изгибу полос.- Переходу от темной полосы к светлой соот-
ветствует изменение разности хода на Х/2; основываясь на этом,
легко рассчитать высоту неровностей. Особенно четкую картину
полос интерференции, позволяющую сделать точные отсчеты,
дают многолучевые интерферометры. Преимуществом интерферен-
ционного метода является наглядность картины, позволяющая
оценить как форму, так и высоту неровности. Этот метод позво-
ляет измерять шероховатость мягких поверхностей, деформирую-
щихся под давлением щупа. Недостатками метода являются малые
размеры изучаемого участка поверхности, невозможность измере-
ния неровностей высотой более 1—1,5 мкм, большая трудоемкость
и невысокая точность определения статистических характеристик
шероховатости поверхностей.
Существует ряд методов, позволяющих оценивать шерохова-
тость поверхности не по профилю, а на площади. К ним относится
пневматический метод, при котором к поверхности прижимается
сопло измерительной головки, через которую продувается воздух
под определенным давлением. В зависимости от шероховатости
поверхности меняется сопротивление протеканию воздуха и по
его расходу косвенно оценивается шероховатость [135]. Известны
методы интегральной оценки шероховатости по электроемкости
покрытой диэлектриком пластины, прижимаемой к шероховатой
поверхности, по зависимости силы электростатического притяже-
ния от шероховатости взаимодействующих тел, по рассеянию
света шероховатой поверхностью и др.
Представляют интерес разработанные в последние годы методы
оценки шероховатости по отражению поверхностью когерентного
света луча лазера [96]. Как показывают проведенные исследова-
ния, приборы, основанные на этом принципе, позволяют весьма
быстро и с достаточной точностью определять параметры шерохо-
ватой поверхности.
Для измерения волнистости могут быть использованы профи-
лографы, имеющие специальные приспособления. Такие приборы
обеспечивают достаточно большую площадь измерения, имеют
образцовую поверхность сравнения, по отношению к которой
записывается профиль. Чтобы исключить запись шероховатости,
иглу малого радиуса заменяют сферической опорой радиусом в не-
сколько миллиметров. Для измерения волнистости могут быть
использованы приборы для измерения макроотклонений формы
[81 ]. К таким приборам для контроля плоских поверхностей отно-
сятся оптические линейки. Оптическая линейка опирается на по-
верхность двумя шариками, между которыми расположен сфери-
ческий щуп. Оптическая система позволяет фиксировать переме-
щения щупа со значительным вертикальным увеличением. Пере-
мещая линейку по поверхности, можно измерять отклонения от
прямолинейности и волнистость. Некоторые линейки имеют при-
способления для записи профиля.
Для контроля отклонений формы и волнистости цилиндриче-
ских поверхностей применяют кругломеры. В кругломерах не-
круглость и волнистость измеряют при помощи базирования на
образцовую цилиндрическую деталь шпинделя прибора. В про-
цессе работы по поверхности детали перемещается измерительный
наконечник, отклонения которого от образцовой поверхности
с помощью датчика (обычно индуктивного) поступают на усили-
тель и записываются в виде круглограммы.
1.5. МЕТОДИКА ОПРЕДЕЛЕНИЯ НЕСТАНДАРТНЫХ
ХАРАКТЕРИСТИК МИКРОГЕОМЕТРИИ
Как отмечалось выше, для описания свойств контакта прихо-
дится применять ряд нестандартных характеристик, определение
которых может вызвать определенные трудности. К числу таких
характеристик шероховатости относят наибольшую высоту не-
ровностей 7?шах, высоту сглаживания 7?р, радиус кривизны
вершин выступов г, параметры опорной кривой /т, Ь и V. Харак-
теристиками волнистости являются наибольшая высота волн
IV шах и радиус кривизны волн
Рассмотрим рациональные приемы определения этих характе-
ристик [23, 127]. Профилограммы снимают с нескольких (не ме-
нее пяти) участков исследуемой поверхности. На полученных
профилограммах выбирают участки, наиболее характерные для
данной поверхности, длиной, равной базовой. На каждом участке
строят среднюю линию. Для построения средней линии проводят
горизонтальную прямую ниже самой глубокой впадины профиля.
От этой линии измеряют ординаты профиля у{ (через каждые
2 мм). Все полученные значения уь разбивают на две равные
группы, соответствующие первой и второй половинам профило-
граммы (от 1 до п/2 и от п/2 до и). Среднюю линию проводят через
две точки с координатами ут1 и хт2, ут2\
Параллельно средней ли- Таблица 1.8
нии через самую высокую
точку профиля (в преде-
лах базовой длины) про-
водят линию выступов, а
через самую низкую точ-
ку — линию впадин (см.
рис. 1.3). Наибольшую вы-
соту профиля /?шах оп-
Коэффициент вариации параметра
для различного числа базовых длин
Обработка 5/ 10/ 40/
Полирование 4—8% 3—6% 2—3%
Шлифование 4—6% 2-5% 2-3%
ределяют как среднее
арифметическое для всех исследуемых участков поверхности.
С этой целью на каждом участке профилограммы, равном ба-
зовой длине, измеряют расстояние от линии выступов до ли-
нии впадин, а затем 7? гпах рассчитывают по формуле
шах
(1.39)
Высоту сглаживания (наибольшую высоту выступа) опреде-
ляют как среднее арифметическое расстояний между линией вы-
ступов и линией впадин для всех исследованных участков по-
верхности
Яр =
(1.40)
С увеличением числа участков, используемых для определения
Я тах и Яр, возрастает точность их определения. В табл. 1.8
приведены значения коэффициента вариации, найденного для раз-
личного числа базовых длин [32].
В первом приближении для оценки Я шах можно воспользо-
ваться зависимостью Я тах ж кЯа, где к = 6 для поверхностей,
у которых преобладает случайная составляющая профиля (шли-
фование, доводка, хонингование и др., см. табл. 1.4), и к = 5
для поверхностей с преобладанием систематической составляющей
(строгание, фрезерование, точение и др.).
Параметры кривой опорной поверхности также находят как
средние для тех участков, для которых определяли значения
Я тах и Яр- В частности, параметр 1т находят как среднее
арифметическое для обработанных профилограмм. Параметры V
и Ь можно рассчитать по формулам (1.21) и (1.24) для каждого
из участков и затем взять среднее значение. Однако следует иметь
в виду, что эти формулы дают значения Ь и V, позволяющие аппро-
ксимировать степенной зависимостью часть опорной кривой, рас-
положенную выше средней линии. Если требуется выразить
с большей точностью меньшую часть опорной кривой (например,
до уровня р = 0,3), то параметры опорной кривой Ь и V опреде-
29
ляют с помощью спрямления исследуемой части опорной кривой
[23, 127] или рассчитывают по двум значениям опорной площади,
соответствующим двум уровням. В последнем случае, выражая
опорную кривую формулой (1.14), можем записать 1§т|51 =
= 1§ Ь + т етах1; 1§ т]52 = 1§ Ъ + т етах2, откуда для опре-
деления V и Ь имеем
етах 2
ешах 1
етах 2
етах 1
= —^1§етах1.
(1.41)
V.
(1.42)
При построении опорной кривой или расчетах коэффициентов V
и Ь все измерения проводят в миллиметрах без учета горизон-
тального и вертикального увеличения (так как используют отно-
сительные значения величин).
Пример 1. Для поверхности найдены значения Яа = 2,3 мкм; Кр = 5,3 мкм;
Я тах — 10,3; 1т ~ 0,52. Определить параметры опорной кривой V и Ь для
0 < Етах <: 0,5. По формуле (1.24)
Пя2
Согласно (1.21)
Ь~ 1т
Я тах
= 2,52.
Пример 2. Определить параметр для части опорной кривой 0 < 8тах с 0,3.
Для этой цели найдем относительные опорные длины для 6^^ —0,1; етах = 0,2
и етах = 0,3 и соответственно /Од ~ 0,03; /0>2 = 0,11; /0,з = 0)29. По формуле
(1.41), учитывая, что /р — Чз> найдем
1Й Аа.
V <8 2.636 . 0,42
1 ~ , ешах 3 ~ 12 1,5 0,176 ~/,й9’
Етах 2
, _ 1§^о,2/<о,1 = 3,667 = 0,56 _
8тах а/8тпах 1 0,3
^о,з/-о,1
ешах з/8тах 1
12 9,667 _ 0,985
1§ 3 “ 0,47
^2 Ч”
Расчетное V = —
= 2,12.
3
Радиус кривизны вершин неровностей г определяют по про-
филограмме, снятой в двух взаимно перпендикулярных направле-
ниях (поперечном и продольном). На участках профилограммы
30
Измеряют вершины пяти наиболее высоких выступов. Для этого
на расстоянии Н1 = 0,37? а ж 0,1/?р от вершины каждого выступа
измеряют длину сечения выступа А// и радиус кривизны рассчи-
тывают по формуле (1.5), которую можно записать в виде
Тв
Д/^
С"
(1.43)
Тг ’
здесь ?в и Тг — вертикальное и горизонтальное увеличение.
Берут среднее значение для поперечного гп и продольного гпр
профилей. Значение расчетного (топографического) радиуса на-
ходят как среднее геометрическое радиусов, определенных по по-
перечным и продольным профилограммам |/ гпгпр. Если тре-
буется найти радиус не вершины, а всего выступа до средней
линии, то его также рассчитывают по (1.43), в которой в этом
случае А/,* = А/т/—длина сечения выступа по средней линии,
а И1 == Ит1 — расстояние от вершины до средней линии.
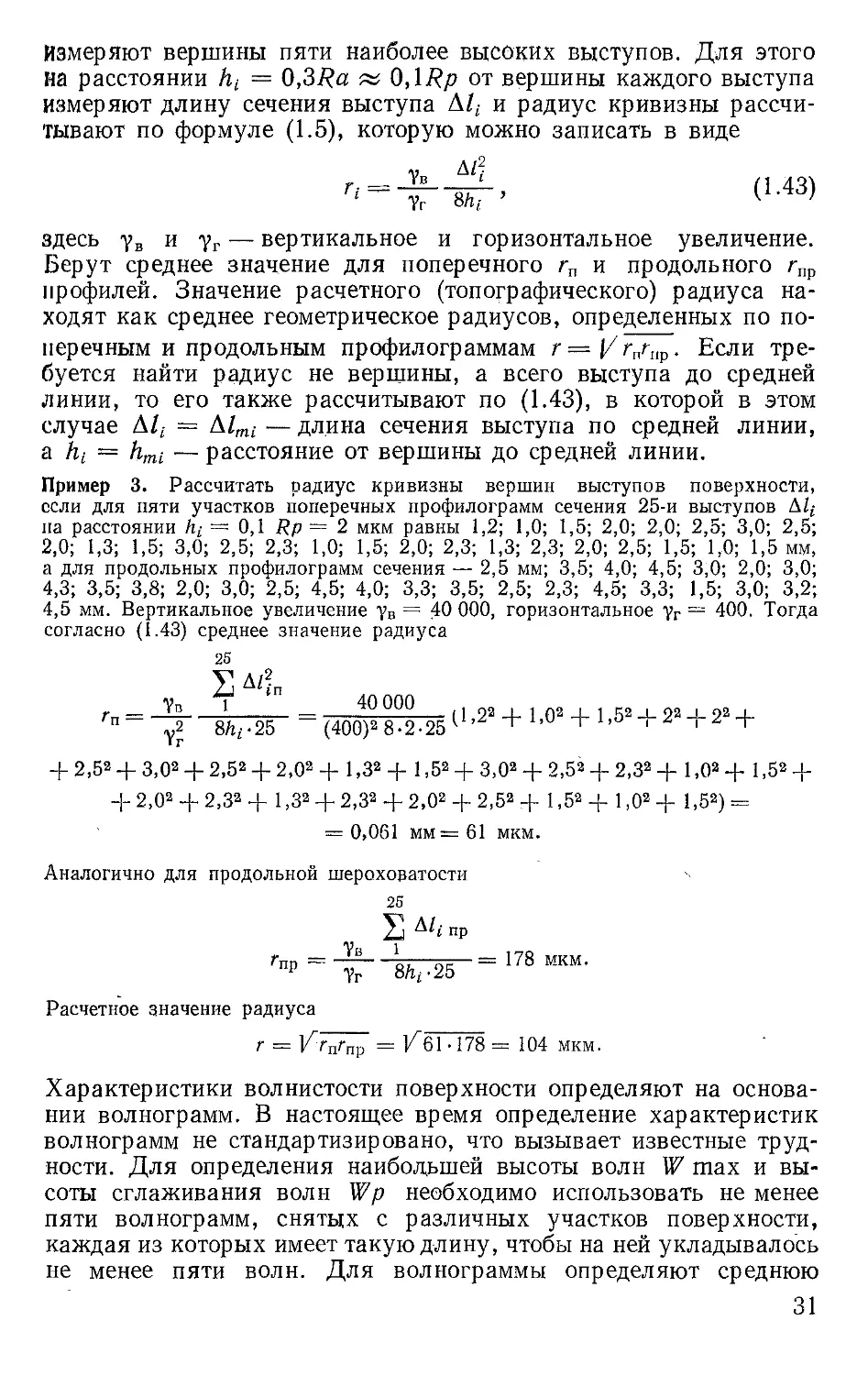
Пример 3. Рассчитать радиус кривизны вершин выступов поверхности,
если для пяти участков поперечных профилограмм сечения 25-и выступов Д//
па расстоянии Л; = 0,1 — 2 мкм равны 1,2; 1,0; 1,5; 2,0; 2,0; 2,5; 3,0; 2,5;
2,0; 1,3; 1,5; 3,0; 2,5; 2,3; 1,0; 1,5; 2,0; 2,3; 1,3; 2,3; 2,0; 2,5; 1,5; 1,0; 1,5 мм,
а для продольных профилограмм сечения — 2,5 мм; 3,5; 4,0; 4,5; 3,0; 2,0; 3,0;
4,5 мм. Вертикальное увеличение ув = 40 000, горизонтальное уг — 400. Тогда
согласно (1.43) среднее значение радиуса
п
Тв
40 000
?2 8АГ25 (400)28*2*25
+ 2,52 + 3)02 _|_ 2,52 _|_ 2,02 + 1,32 -р 1,52 + 3,02 + 2,52 + 2,32 + 1,02 + 1,52 +
+ 2,02 + 2,32 + 1,32 + 2,32 + 2,02 + 2,52 4- 1,52 + 1,02 + 1,52) =
= 0,061 мм—61 мкм.
Аналогично для продольной шероховатости
/ 1 пр
ГпР = '8^ .25 = 178 МКМ’
Расчетное значение радиуса
г = = /61 * 178 = 104 мкм.
Характеристики волнистости поверхности определяют на основа-
нии волнограмм. В настоящее время определение характеристик
волнограмм не стандартизировано, что вызывает известные труд-
ности. Для определения наибольшей высоты волн И? шах и вы-
соты сглаживания волн №р необходимо использовать не менее
пяти волнограмм, снятых с различных участков поверхности,
каждая из которых имеет такую длину, чтобы на ней укладывалось
не менее пяти волн. Для волнограммы определяют среднюю
длину и параллельно ей проводят линию выступов и линию впа-
дин, 117 тах и №р находят как средние арифметические для всех
участков измерения (подобно У? тах и Цр). При определении
среднего радиуса волн имеет смысл использовать радиус,
определенный относительно средней линии, т. е. пользоваться
формулой
гмс —
п
1 <3
8п
1
А/2
А
(1.44)
где п — число волн; — длина сечения волны средней
линией; — расстояние вершины волн от средней линии.
Если форма волнограммы приближается к эллипсоидальной, для
расчета радиуса можно использовать формулу (1.8).
Для выражения относительной опорной площади волн по фор-
муле (1.20), вследствие высокой трудоемкости обработки доста-
точно представительных волнограмм, можно воспользоваться при-
ближенными значениями параметров. Так, 1т^ » 0,5, = 1
для случая, когда вершины волн расположены на одном уровне;
Ти/ = 2, если вершины расположены по нормальному закону.
Для контакта двух волнистых поверхностей можно принять
Тцу = 3.
Таким образом, дополнив стандартные характеристики микро-
геометрии несколькими характеристиками, не стандартизирован-
ными в настоящее время, но определить которые можно с помощью
стандартного оборудования, получаем возможность полностью
описать топографию поверхности. Для рассмотрения задач кон-
тактного взаимодействия необходимо использовать модель шеро-
ховатой поверхности в виде набора выступов, имеющих правиль-
ную форму, расположенных таким образом, чтобы воспроизводи-
лась реальная форма опорной кривой. Использование модели
позволяет получить соотношения между профильными и топогра-
фическими характеристиками поверхностей.
Глава 2
ВЛИЯНИЕ ТЕХНОЛОГИИ
НА ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
ПОВЕРХНОСТИ
Технический прогресс в машиностроении характеризуется не
только улучшением конструкции машин, но и непрерывным со-
вершенствованием технологии их производства. Важным достиже-
нием является создание научного направления в технологии ма-
шиностроения, способствующего повышению эксплуатационных
свойств деталей машин технологическими методами. Это откры-
вает новые возможности значительного повышения качества, на-
дежности и срока службы машин.
Эксплуатационные свойства многих деталей машин — износо-
стойкость, контактная жесткость, герметичность соединений, элек-
тро- и теплосопротивление контактов и другие — определяются
геометрическими и физико-механическими параметрами их рабо-
чих поверхностей [22,73, 107]. Указанные характеристики ка-
чества в большей степени зависят от технологии производства
деталей и их сборки.
Промышленная задача технологического обеспечения качества
изготовления решается при условии, что технологу в большинстве
случаев предоставлена возможность произвольного выбора тех-
нологического процесса и метода обработки, обеспечивающих
лишь заданные конструктором шероховатость и точность. Только
в отдельных случаях конструктор, например, указывает, кроме
высотного параметра шероховатости, дополнительные требования
по виду окончательной обработки поверхности. Запрещая опе-
рацию шлифования или требуя применения методов упрочняющей
обработки, конструктор тем самым, не нормируя количественно
физические характеристики поверхности, предусматривает воз-
можность образования дефектного слоя, сопровождающего про-
цесс шлифования, или предусматривает упрочнение поверх-
ностного слоя с образованием в нем наклепа и остаточных напря-
жений. Характерно, что при этом не учитывается изменение боль-
шинства параметров рабочих поверхностей, и в итоге далеко не
всегда достигаются положительные результаты. Вместе с тем уже
накоплен определенный материал, позволяющий более успешно
решить задачу по технологическому управлению качеством по-
верхности и эксплуатационными свойствами деталей машин.
2 Демкин Н. Б. 33
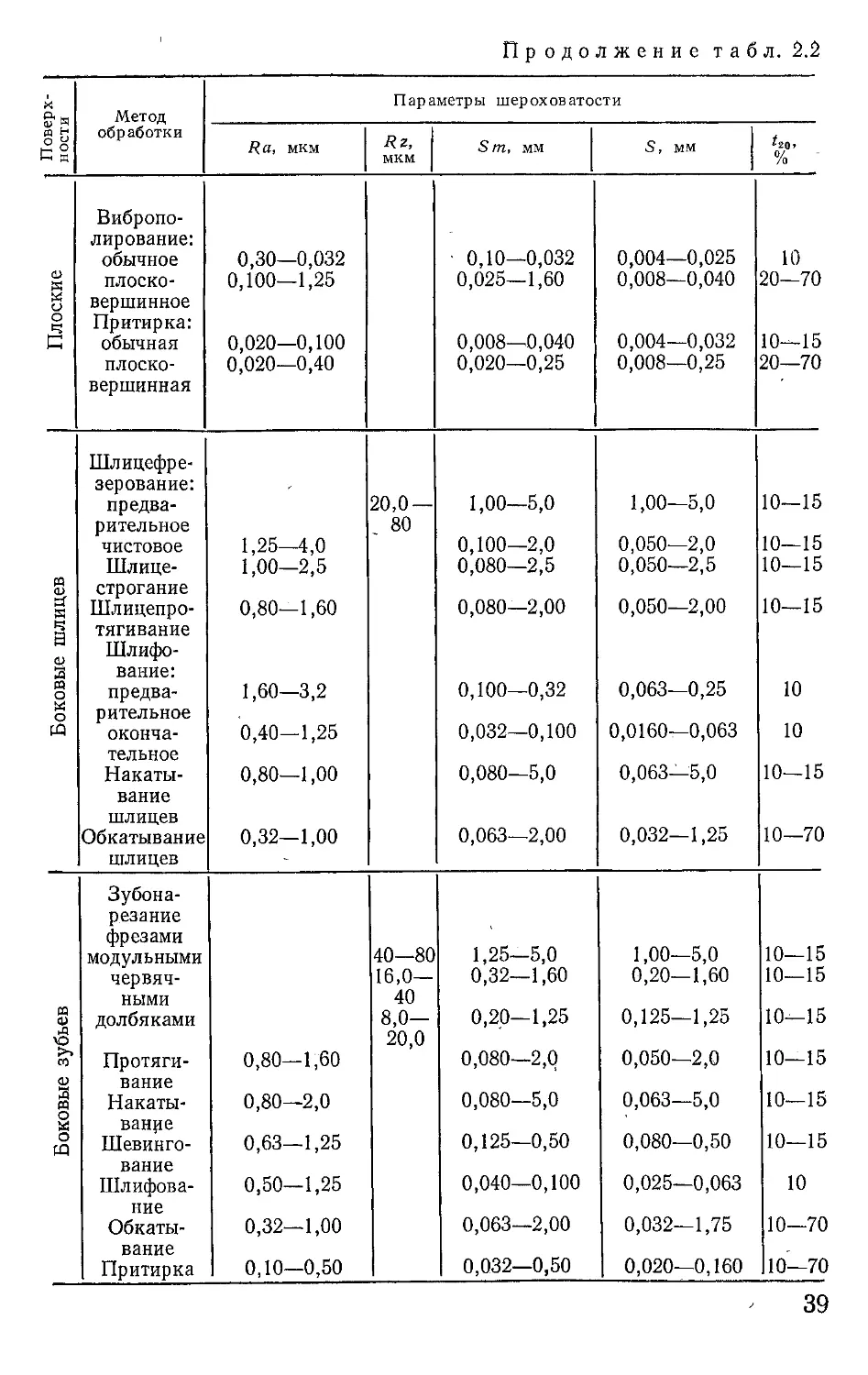
2.1. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Шероховатость является одной из основных характеристик
качества поверхности.^Требования к ее параметрам устанавливают
на основании их связи с функциональными показателями изделия,
определяющими его надежность (табл. 2.1). Причем значения
этих параметров конструктор может рассчитать по теоретическим
или эмпирическим уравнениям связи показателей эксплуатацион-
ных свойств деталей машин и их соединений с характеристиками
качества сопрягаемых поверхностей, имеющихся в соответствую-
щих работах по трению к износу, контактной жесткости и т. д.
Кроме того, оптимальные параметры шероховатости можно опре-
делить их измерением, например на приработанных поверхно-
стях.
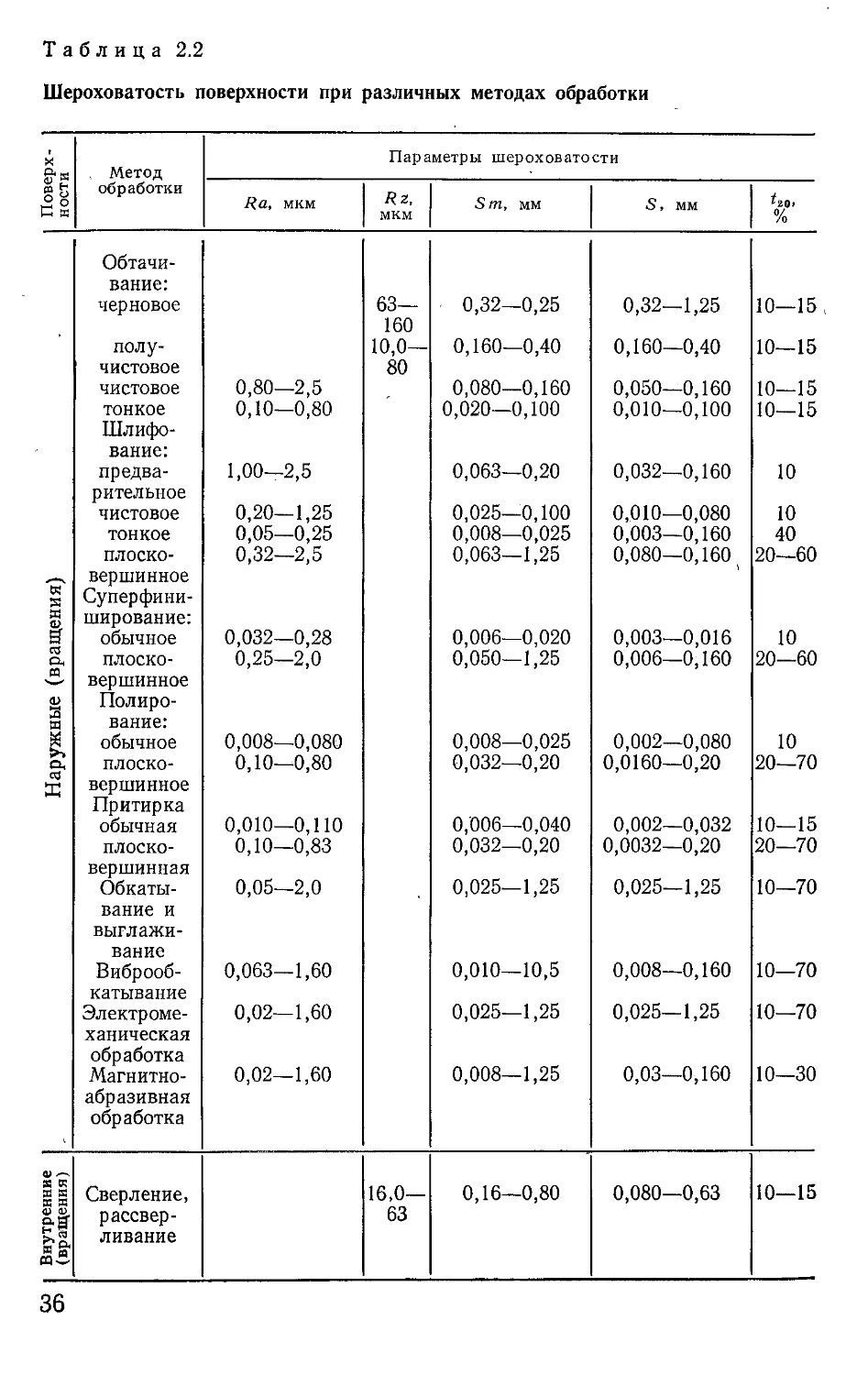
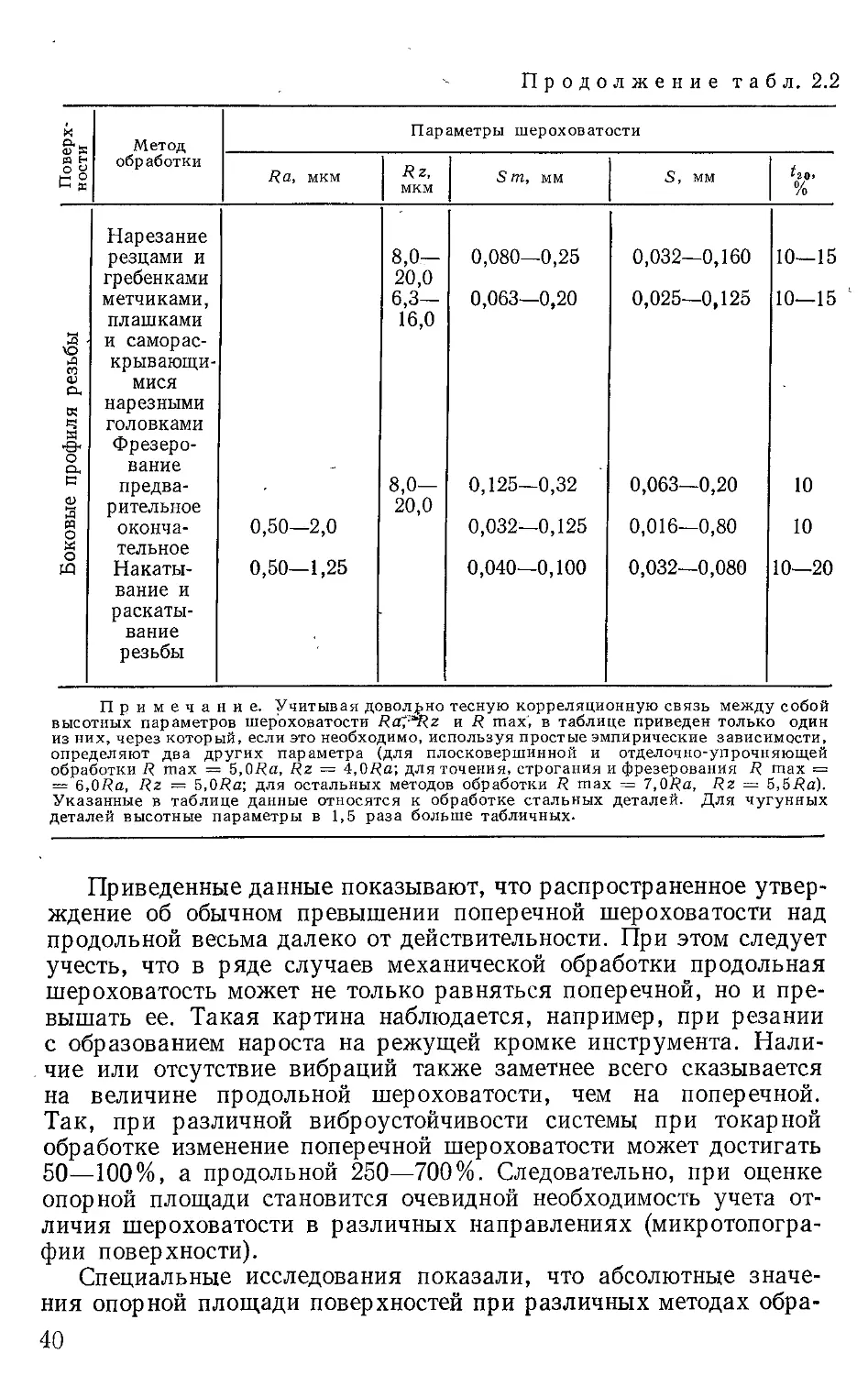
Технологическое обеспечение шероховатости поверхности ба-
зируется на экспериментальном изучении зависимостей между
методом окончательной обработки и параметрами шероховатости
(табл. 2.2).
При этом следует учитывать, что существует определенное
соотношение между требованиями по точности обработки элемен-
тов детали и высотными параметрами шероховатости [65].
Достигаемая при определенном методе обработки шерохова-
тость прежде всего характеризуется высотными параметрами Да,
Дг или Д тах. Однако поверхности с одинаковой высотой не-
ровностей, но полученные различными технологическими мето-
дами, могут иметь разные эксплуатационные свойства, например,
по-разному сопротивляться действию сил, стремящихся деформи-
ровать выступы [107]. Такие поверхности прежде всего могут
отличаться по величинам их опорных (несущих) площадей.
При этом следует учитывать, что в общем случае шероховатость
поверхности различна в разных направлениях. В первом прибли-
жении следует рассматривать не только поперечную, но и про-
дольную шероховатость, которая во многих случаях оказывается
соизмеримой с высотой шероховатости в поперечном направле-
нии.
С уменьшением высоты поперечных микронеровностей соотно-
шение между высотами продольной и поперечной шероховатостей
увеличивается и они становятся примерно одинаковыми. Наиболь-
шее различие между ними наблюдается пр.и грубой обработке,
когда продольная высота составляет малую долю от поперечной.
Указанное соотношение зависит не только от вида обработки,
но и от материала. В одних случаях продольные неровности имеют
большее значение при обработке стальных деталей (например,
при плоском и круглом шлифовании периферией круга), в дру-
гих случаях — при обработке чугунных деталей (строгание, ци-
линдрическое фрезерование, доводка цилиндрических поверх-
ностей).
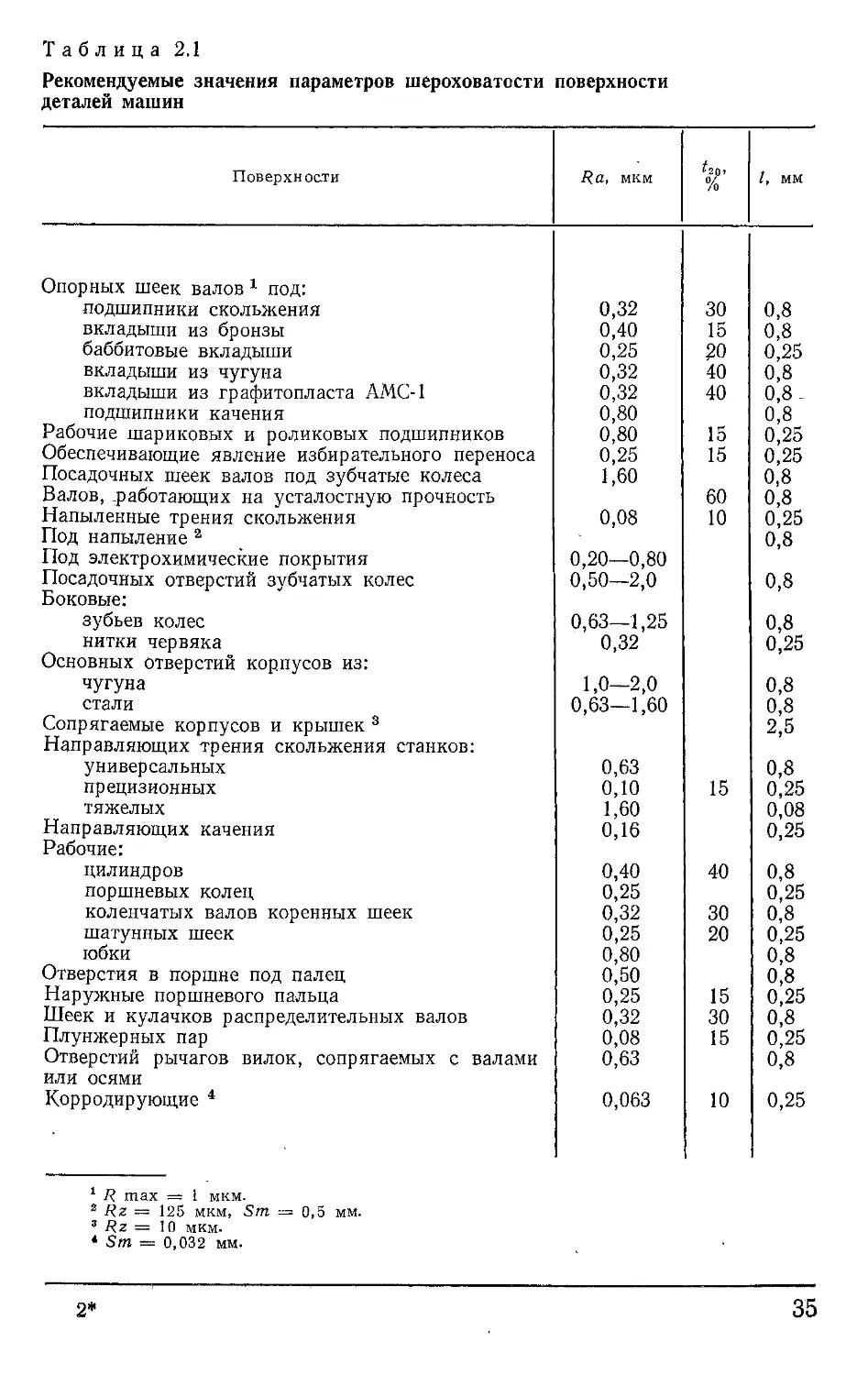
Рекомендуемые значения параметров шероховатости поверхности
деталей машин
Поверхности
мкм
I, мм
Опорных шеек валов 1 под:
подшипники скольжения
вкладыши из бронзы
баббитовые вкладыши
вкладыши из чугуна
вкладыши из графитопласта АМС-1
подшипники качения
Рабочие шариковых и роликовых подшипников
Обеспечивающие явление избирательного переноса
Посадочных шеек валов под зубчатые колеса
Валов, .работающих на усталостную прочность
Напыленные трения скольжения
Под напыление 2
Под электрохимические покрытия
Посадочных отверстий зубчатых колес
Боковые:
зубьев колес
нитки червяка
Основных отверстий корпусов из:
чугуна
стали
Сопрягаемые корпусов и крышек 3
Направляющих трения скольжения станков:
универсальных
прецизионных
тяжелых
Направляющих качения
Рабочие:
цилиндров
поршневых колец
коленчатых валов коренных шеек
шатунных шеек
юбки
Отверстия в поршне под палец
Наружные поршневого пальца
Шеек и кулачков распределительных валов
Плунжерных пар
Отверстий рычагов вилок, сопрягаемых с валами
или осями
Корродирующие 4
1 Д шах = 1 мкм.
2 Дг — 125 мкм, 5т — 0,5 мм.
3 Д2 = 10 МКМ.
* 8т — 0,032 мм.
0,32 30
0,40 15
0,25 20
0,32 40
0,32 40
0,80
0,80 15
0,25 1,60 15
60
0,08 10
0,20—0,80 0,50—2,0
0,63—1,25
0,32
1,0—2,0
0,63—1,60
0,63
0,10
1,60
0,16
0,40
0,25
0,32
0,25
0,80
0,50
0,25
0,32
0,08
0,63
0,063
15
40
30
20
15
30
15
10
0,8
0,8
0,25
0,8
0,8-
0,8
0,25
0,25
0,8
0,8
0,25
0,8
0,8
0,8
0,25
0,8
0,8
2,5
0,8
0,25
0,08
0,25
0,8
0,25
0,8
0,25
0,8
0,8
0,25
0,8
0,25
0,8
0,25
Шероховатость поверхности при различных методах обработки
Поверх- ности , Метод обработки Параметры шероховатости *
Яа, мкм Яг, мкм 8 т, мм 5, мм ^20» %
Обтачи-
вание:
черновое
полу-
чистовое
чистовое
тонкое
Шлифо-
вание:
предва-
рительное
чистовое
тонкое
плоско-
вершинное
Суперфини-
ширование:
обычное
плоско-
вершинное
Полиро-
вание:
обычное
плоско-
вершинное
Притирка
обычная
плоско -
вершинная
Обкаты-
вание и
выглажи-
вание
Виброоб-
катывание
Электроме-
ханическая
обработка
Магнитно-
абразивная
обработка
0,80—2,5
0,10—0,80
1,00—2,5
0,20—1,25
0,05—0,25
0,32—2,5
0,032—0,28
0,25—2,0
0,008—0,080
0,10—0,80
0,010—0,110
0,10—0,83
0,05—2,0
0,063—1,60
0,02—1,60
0,02—1,60
63—
160
10,0—
80
0,32—0,25
0,160—0,40
0,080—0,160
0,020—0,100
0,063—0,20
0,025—0,100
0,008—0,025
0,063—1,25
0,006—0,020
0,050—1,25
0,008—0,025
0,032—0,20
0,006—0,040
0,032—0,20
0,025—1,25
0,010—10,5
0,025—1,25
0,008—1,25
Сверление,
рассвер-
ливание
16,0—
63
0,16—0,80
0,32—1,25
0,160—0,40
0,050—0,160
0,010—0,100
0,032—0,160
0,010—0,080
0,003—0,160
0,080—0,160
10—15,
10—15
10—15
10—15
10
10
40
20—60
0,003—0,016 10
0,006—0,160 20—60
0,002—0,080
0,0160—0,20
0,002—0,032
0,0032—0,20
0,025—1,25
10
20—70
10—15
20—70
10—70
0,008—0,160 10—70
0,025—1,25 10—70
0,03—0,160 10—30
0,080—0,63
10—15
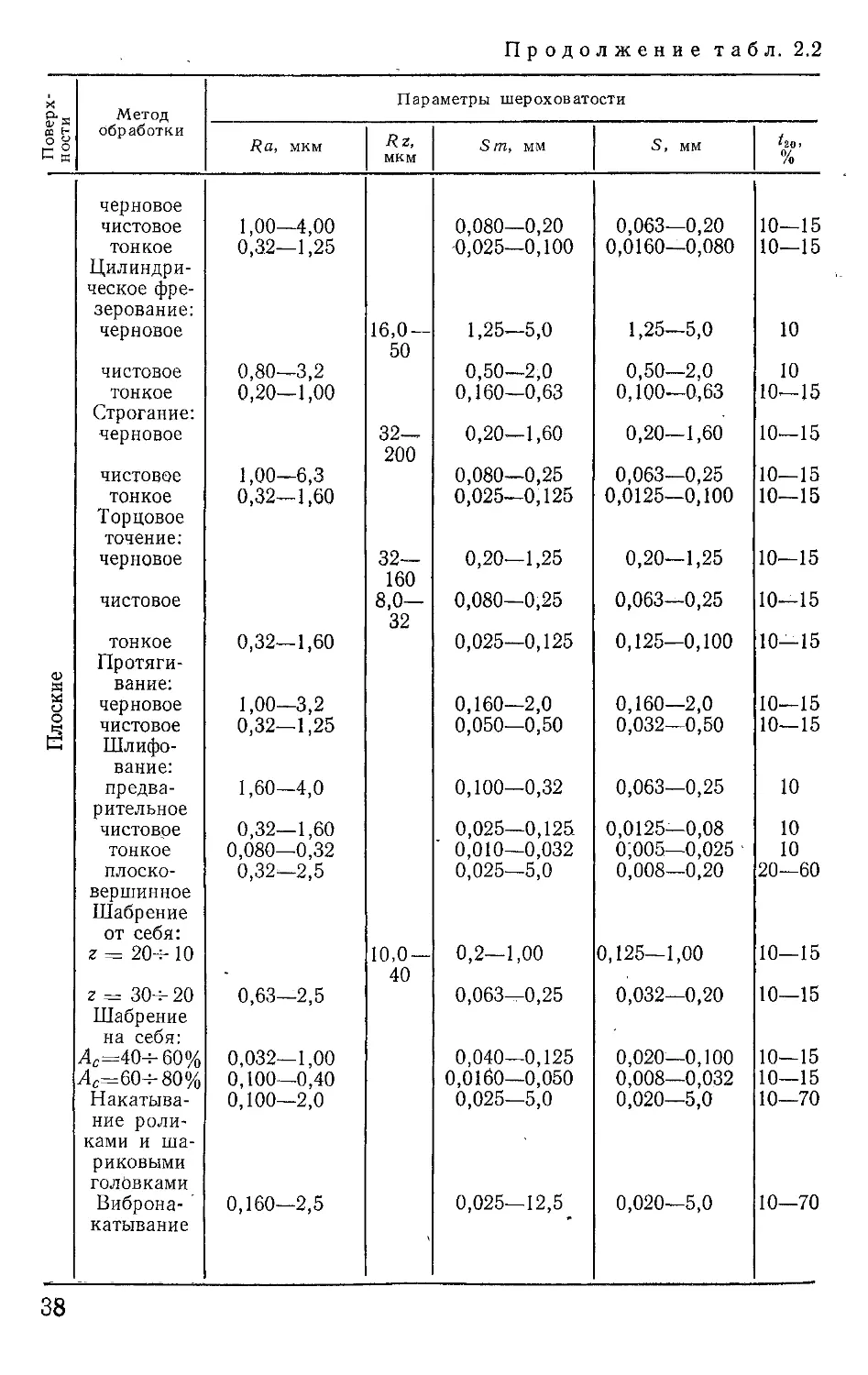
Продолжен и е табл. 2.2
1 Поверх- 1 ности | Метод обработки Параметры шероховатости
Д а, мкм Дг, мкм 5 т, мм 5, мм ^20’ %
к я Зенкеро- вание черновое чистовое Разверты- вание черновое чистовое тонкое Протяги- вание черновое чистовое Растачи- вание черновое полу- чистовое чистовое тонкое Шлифова- ние пред- варительное 1,25—3,2 1,25—2,5 0,63—1,25 0,32—0,63 1,25—3,2 0,32—1,25 0,80—2,0 0,20—0,80 1,60—3,2 12,5— 40 40—80 80—40 0,16—0,80 0,08—0,25 0,08—0,20 0,032—0,100 0,0125—0,040 0,080—0,25 0,020—0,100 0,25—1,00 0,125—0,32 0,080—0,160 0,020—0,100 0,063—0,25 0,063—0,40 0,050—0,160 0,040—0,160 0,0125—0,063 0,008—0,020 0,040—0,20 0,008—0,08 0,25—1,00 0,125—0,32 0,050—0,160 0,010—0,100 0,032—0,160 10—15 10—15 10—15 10—15 10—15 10—15 10—15 10—15 10—15 10—15 10—15 10
й> чистовое 0,32—1,60 0,25—0,100 0,10—0,80 10
э тонкое 0,08—0,32 0,008—0,25 0,003—0,0160 10
плоско- вершинное 0,32—2,5 0,063—1,00 0,008—0,160 20—60
ренни е Хонингова- ние пред- варительное 1,25—3,2 0,063—0,25 0,085—0,160 10
чистовое 0,25—1,25 0,020—0,100 0,008—0,080 10
со тонкое плоско- вершинное Притирка обычная плоско- вершинная Раскатыва- ние и вы- глаживание Виброрас- катывание Калибро- вание Торцовое фрезеро- вание 0,04—0,25 0,25—2,0 0,020—0,160 0,10—0,80 0,050—2,0 0,063—1,60 0,10—1,60 20,0— 80 0,006—0,20 0,040—1,00 0,005—0,040 0,032—0,20 0,025—1,00 0,010—12,5 0,025—1,00 0,160—0,40 0,003—0,160 0,008—0,20 0,002—0,020 0,003—0,20 0,025—1,00 0,008—0,160 0,025—1,00 0,160—0,40 10 20—60 10—15 20—70 10—70 10—70 10—70 10—15
Метод
обработки
Параметры шероховатости
мкм Яг, мкм 8 т, мм 5, мм ^20 ? 0/ /о
черновое
чистовое
тонкое
Цилиндри-
ческое фре-
зерование:
черновое
чистовое
тонкое
Строгание:
черновое
чистовое
тонкое
Торцовое
точение:
черновое
чистовое
тонкое
Протяги-
вание:
черновое
чистовое
Шлифо-
вание:
предва-
рительное
чистовое
тонкое
плоско-
вершинное
Шабрение
от себя:
2 = 20^-10
г = 304- 20
Шабрение
на себя:
Л=404- 60%
Лс=604- 80%
Накатыва-
ние роли-
ками и ша-
риковыми
голдвками
Виброна-
катывание
1,00—4,00
0,32—1,25
0,80—3,2
0,20—1,00
1,00—6,3
0,32—1,60
0,32—1,60
1,00—3,2
0,32—1,25
1,60—4,0
0,32—1,60
0,080—0,32
0,32—2,5
0,63—2,5
0,032—1,00
0,100—0,40
0,100—2,0
0,160—2,5
16,0 —
50
200
32—
160
8,0—
32
ю,о—
40
0,080—0,20 0,063—0,20 10—15
0,025—0,100 0,0160—0,080 10—15
1,25—5,0
0,50—2,0
0,160—0,63
0,20—1,60
0,080—0,25
0,025—0,125
0,20—1,25
0,080—0,25
0,025—0,125
0,160—2,0
0,050—0,50
0,100—0,32
0,025—0,125
0,010—0,032
0,025—5,0
0,2—1,00
0,063—0,25
0,040—0,125
0,0160—0,050
0,025—5,0
0,025—12,5
1,25—5,0
0,50—2,0
0,100—0,63
0,20—1,60
0,063—0,25
0,0125—0,100
0,20—1,25
0,063—0,25
0,125—0,100
10
10
10—15
10—15
10—15
10—15
10—15
10—15
10—15
0,160—2,0 10—15
0,032—0,50 10—15
0,063—0,25 10
0,0125—0,08
0,005—0,025
0,008—0,20
0,125—1,00
0,032—0,20
0,020—0,100
0,008—0,032
0,020—5,0
0,020—5,0
10
10
20—60
10—15
10—15
10—15
10—15
10—70
10—70
I
Метод
обработки
Параметры шероховатости
Яа, мкм Я 2, МКМ 8 т, мм 5, мм ^20* %
со
Вибропо-
лирование:
обычное
плоско-
вершинное
Притирка:
обычная
плоско-
вершинная
0,30—0,032
0,100—1,25
0,020—0,100
0,020—0,40
0,10—0,032
0,025—1,60
0,008—0,040
0,020—0,25
0,004—0,025
0,008—0,040
0,004—0,032
0,008—0,25
10
20—70
10—15
20—70
Шлицефре-
зерование:
предва-
рительное
чистовое
Шлице-
строгание
Шлицепро-
тягивание
Шлифо-
вание:
предва-
рительное
оконча-
тельное
Накаты-
вание
шлицев
Обкатывание
шлицев
1,25—4,0
1,00—2,5
0,80—1,60
1,60—3,2
0,40—1,25
0,80—1,00
0,32—1,00
80
1,00—5,0
0,100—2,0
0,080—2,5
0,080—2,00
0,100—0,32
0,032—0,100
0,080—5,0
0,063—2,00
1,00—5,0
0,050—2,0
0,050—2,5
0,050—2,00
0,063—0,25
0,0160—0,063
0,063—5,0
0,032—1,25
10—15
10—15
10—15
10—15
10
10
10—15
10—70
Зубона-
резание
фрезами
модульными
червяч-
ными
долбяками
Протяги-
вание
Накаты-
вание
Шевинго-
вание
Шлифова-
ние
Обкаты-
вание
Притирка
0,80—1,60
0,80—2,0
0,63—1,25
0,50—1,25
0,32—1,00
0,10—0,50
40—80
16,0—
40
8,0—
20,0
1,25—5,0
0,32—1,60
0,20—1,25
0,080—2,0
0,080—5,0
0,125—0,50
0,040—0,100
0,063—2,00
0,032—0,50
1,00—5,0 0,20—1,60 10—15 10—15
0,125—1,25 10—15
0,050—2,0 10—15
0,063—5,0 ч 10—15
0,080—0,50 10—15
0,025—0,063 10
0,032—1,75 10—70
0,020—0,160 10—70
Метод
обработки
Параметры шероховатости
7?а, мкм Я 2, мкм 5 т, мм 5, мм ^20» %
Нарезание
резцами и
гребенками
метчиками,
плашками
и самор вс-
крывающи-
мися
нарезными
головками
Фрезеро-
вание
предва-
рительное
оконча-
тельное
Накаты-
вание и
раскаты-
вание
резьбы
0,50—2,0
0,50—1,25
8,0—
20,0
6,3—
16,0
8,0—
20,0
0,080—0,25
0,063—0,20
0,125—0,32
0,032—0,125
0,040—0,100
0,032—0,160
0,025—0,125
0,063—0,20
0,016—0,80
0,032—0,080
10—15
10—15
10
10
10—20
Примечание. Учитывая довольно тесную корреляционную связь между собой
высотных параметров шероховатости и 7? тах, в таблице приведен только один
из них, через который, если это необходимо, используя простые эмпирические зависимости,
определяют два других параметра (для плосковершинной и отделочно-упрочняющей
обработки 7? тах — 5,07?а, ~ 4,07^ц; для точения, строгания и фрезерования К тах =
— 6,07?а, 7?з = 5,07^а; для остальных методов обработки 7? тах — 7,07?а, — 5,57^ц).
Указанные в таблице данные относятся к обработке стальных деталей. Для чугунных
деталей высотные параметры в 1,5 раза больше табличных-
Приведенные данные показывают, что распространенное утвер-
ждение об обычном превышении поперечной шероховатости над
продольной весьма далеко от действительности. При этом следует
учесть, что в ряде случаев механической обработки продольная
шероховатость может не только равняться поперечной, но и пре-
вышать ее. Такая картина наблюдается, например, при резании
с образованием нароста на режущей кромке инструмента. Нали-
чие или отсутствие вибраций также заметнее всего сказывается
на величине продольной шероховатости, чем на поперечной.
Так, при различной виброустойчивости системы при токарной
обработке изменение поперечной шероховатости может достигать
50—100%, а продольной 250—700%. Следовательно, при оценке
опорной площади становится очевидной необходимость учета от-
личия шероховатости в различных направлениях (микротопогра-
фии поверхности).
Специальные исследования показали, что абсолютные значе-
ния опорной площади поверхностей при различных методах обра-
40
ботки могут сильно отличаться. При этом далеко не всегда по-
верхность с малой шероховатостью имеет большую опорную пло-
щадь, чем поверхность с более высокой шероховатостью, но по-
лученная другим методом обработки.
Следовательно, при необходимости обеспечения определенной
опорной (несущей) площади данной детали совершенно недоста-
точно ограничиваться только назначением высотного параметра
шероховатости, а следует обязательно указывать технологический
метод получения поверхности с заданной шероховатостью.
При одном методе обработки уменьшение высоты неровностей
сопровождается увеличением опорных площадей 1р [108].
Изучение верхних участков шероховатых поверхностей позво-
лило установить значения параметров Ь и V, характеризующих
начальную часть опорных кривых (опорную площадь). Каждому
технологическому методу обработки соответствуют свои значе-
ния V и Ь [109]. Приведенные значения параметров Ь и V позво-
ляют выполнить ориентировочные расчеты по определению опор-
ной площади шероховатых поверхностей, обработанных резанием.
Опорная площадь может оказаться одинаковой для нескольких
поверхностей, обработанных различными методами. Отличие та-
ких поверхностей устанавливают по геометрическим характери-
стикам отдельных микронеровностей (углам профиля, радиусам
закругления выступов и т. д.).
В большинстве случаев форма микронеровностей в вертикаль-
ных сечениях представляет криволинейную трапецию с различ-
ными размерами оснований и радиусами закругления выступов,
а в горизонтальном сечении — фигуры, близкие к эллипсам.
Каждому методу обработки соответствует определенный диапазон
изменения углов профиля и радиусов в зависимости от высоты
шероховатости получаемых поверхностей.
В большинстве случаев радиус закругления вершин микро-
неровностей в продольном направлении гпр превышает радиус
закругления в поперечном направлении гп. Углы профиля, на-
оборот, для поперечного направления больше, чем для про-
дольного рпр. С уменьшением высоты неровностей наблюдается
общая тенденция к уменьшению углов профиля и соответствую-
щему увеличению радиусов закругления выступов. Меньшей вы-
соте неровностей, полученной одним методом, не всегда соответ-
ствуют большие радиусы закругления выступов и меньшие углы,
чем для поверхностей с большей высотой неровностей при ином
методе обработки.
Радиусы закругления выступов, углы профиля, высота неров-
ностей и размеры основания отдельных микронеровностей, их
шаги связаны между собой. С уменьшением высоты неровностей
при аж дом методе обработки возрастает соотношение между ша-
гом неровностей профиля 5 и высотой Л? тах.
Для большинства методов механической обработки при сред-
ней высоте неровностей поверхностей шаг поперечной шерохова-
тоста не превышает 407? шах (шлифование, точение, строгание,
фрезерование, растачивание стальных и чугунных деталей).
Для неровностей с меньшей высотой значения их шага могут до-
стигать почта 3007? шах. Шаг продольной шероховатости 5пр
обычно превышает шаг поперечной. Отношение этих величин
в большинстве случаев не превышает 15, хотя в отдельных слу-
чаях доходит до 40. Абсолютные значения шага продольных не-
ровностей достигают 8007? шах. Следовательно, чем больше ра-
диусы закругления выступов, тем меньше углы профиля и больше
размеры оснований отдельных неровностей и их шаг (при опре-
деленной высоте шероховатостей).
Таким образом, за критерий оценки геометрии шероховатостей,
полученных различными методами обработки, можно принять
отношение радиуса закругления выступов к высоте неровно-
стей [107].
При необходимости получения более точных значений величин,
характеризующих опорную площадь и другие геометрические
параметры качества поверхности деталей, обязательно следует
учитывать конкретные условия выполнения соответствующей тех-
нологической операции (материал обрабатываемой детали, полу-
чаемую шероховатость при определенных режимах обработки,
материал инструмента и т. д.) [108, 113]. Это связано с возмож-
ными колебаниями параметров качества в зависимости от указан-
ных условий.
При этом во многих случаях целесообразно учитывать техно-
логическую наследственность [ПО, 111, 137]. Наиболее приемле-
мой формой представления всех указанных зависимостей «усло-
вия обработки — качество поверхности (свойства поверхностного
слоя)» является описание их в виде формул, обобщающих графи-
ческий и табличный варианты.
2.2. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ ТОЧЕНИИ
Обработка точением является одним из самых распространен-
ных методов формообразования поверхностей деталей машин как
на предварительных, так и на окончательных операциях их изго-
товления'.. Поэтому технологическое обеспечение параметров ше-
роховатости при точении имеет весьма важное значение.
Одним из перспективных технологических методов с использо-
ванием сверхтвердых синтетических материалов является точе-
ние резцами, оснащенными композитным материалом. Применение
таких резцов может существенно расширить технологические
возможности обработки точением. Однако для успешного внедре-
ния этих резцов в промышленность технологам необходимо знать,
каким путем можно управлять в этом случае параметрами каче-
ства поверхности, в частности шероховатостью. В связи с этим
в Брянском институте транспортного машиностроения проведен
комплекс исследований влияния параметров точения резцами
42
Из композита 10 (гексанйта-Р) на характеристики качества по-
верхности закаленной стали ХВГ (Н$С 60—62) и высокопроч-
ного чугуна (прочность на изгиб оиз^539 МПа. твердость Н$В
98—104).
Исследования при точении образцов из стали ХВГ проводили
на токарно-винторезном станке мод. 8У18КА (ЧССР) повышен-
ной точности. Статическую жесткость станка определяли по
ГОСТ 18097—72, которая составляла 15 МН/м. Резцы затачивали
на универсально-заточном станке мод. ЗА64 алмазными чашеч-
ными кругами АСР зернистостью 80/63 на органической связке Б1,
100%-ной концентрации с последующей доводкой граней алмаз-
ным чашечным кругом АСО зернистостью 40/28 на эластичной
связке БР. Исходные геометрические параметры резца: главный
угол в плане ф = 45°; вспомогательный угол в плане фх = 20°;
задний угол а ~ 6°; передний угол у = —2°; угол наклона
главной режущей кромки % = +10°; радиус при вершине резца
р = 0,15 мм. Углы ф, фх и радиус р контролировали на универ-
сальном микроскопе УИМ-21, углы у, X, а и а3 — на инструмен-
тальном угломере. Образцы имели форму колец, наружный и
внутренний диаметры были соответственно равны 50 и 40 мм,
ширина 10 м. Перед термообработкой образцы подвергали точе-
нию резцами, оснащенными твердым сплавом Т15К6 до 7?г =
— 10^20 мкм. Термообработанные образцы набирали на оправку
с центровыми гнездами для последующей обработки резцами
из композита 10.
Первоначально была поставлена задача получения однофактор-
ных зависимостей, с помощью которых можно исследовать влия-
ние режимов резания на шероховатость поверхности. Шерохова-
тость поверхности измеряли на профилографе-профилометре
мод. 201 завода «Калибр», а относительную опорную длину про-
филя 1р и средний шаг неровностей 8т с помощью специальной
приставки к профилографу-профилометру мод. 201 [112]. После
каждого опыта величины 1р и 8т определяли как сред-
ние из пяти значений. При увеличении глубины резания I от 0,1
до 1,0 мм величина Яа практически была постоянной; при изме-
нении подачи 5 от 0,02 до 0,16 мм/об величина На увеличивалась
с 0,20—0,24 до 1,8—1,9 мкм; с повышением скорости резания V
от 20 до 180 м/мин величина У? а уменьшалась с 0,38—0,42 до
0,22—0,24 мкм.
Технологические факторы точения для планируемого экспери-
мента выбирали на основе предварительных исследований [93].
Из геометрических параметров резца в эксперимент включали
радиус при вершине р, как наиболее сильно влияющий на пара-
метры шероховатости. На основании предварительных исследова-
ний были выбраны следующие интервалы варьирования:
Уровень точения ............
Верхний (-[-)...............
Нижний (—)..................
I 5 V р
0,5 0,1 170 1,0
0,05 0,02 50 0,1
^ля получения линейного описания поверхности отклика иС*
пользовали регулярную дробную реплику типа 24-1, что в итоге
да'е'Г матрицу с восмью опытами. Матрица эксперимента была
представлена в виде: (1), ай, Ьй, аЬ, ей, ас, Ьс, аЪсй. Матрицу
планирования рассчитывали по стандартной программе на ЭЦВМ
«Наири-К». Отсеивая незначимые факторы, были получены сле-
дующие зависимости параметров шероховатости точения образцов
из стали резцами из композита 10:
$0,69
Р.а = 4,4 0,01 о,1б о,4 ’
и о *
.0,59
= 7,65 ,0,1у0,18р0,37 ’
.0,09 п0,01
8т — 1,65 • 10 2 0,02^0,08 ’ ,0,02'0,05 •
& V 4 о
Статистический анализ, проведенный по критерию Фишера,
показал адекватность полученных зависимостей.
расследования по точению высокопрочного легированного чу-
гуна выполняли на образцах с размерами, как и для стали ХВГ,
а также на отливках (маслотах) диаметром 150—160 мм, приме-
няемых для изготовления поршневых колец. Обрабатывали об-
разцы на станках мод. 8У18КА и МК-612. Чугун имел следующий
состав, %: 2,8—3,3 С; 1,4—1,95 81; 1,2^1,7 Мп; 0,3—0,6 Р; 8 < 1;
0,2—0,5 Сг, 0,3—0,9 ХИ.
Для .заточки резцов использовали станок ЗВ642, круги зер-
нистостью 80/63 или 100/80, а для доводки — зернистостью 40/28
или 28/20. Шероховатость граней после доводки составляла
= 0,12-^0,15 мкм.
Вследствие недостатка априорных сведений о процессе чисто-
вого точения резцами, оснащенными композитом 10, были изу-
чены однофакторные связи, позволившие установить влияние
элементов режима точения и геометрии резцов на шероховатость
поверхности. Все параметры резца и шероховатость поверхности
контролировали, как и при точении стали ХВГ. Дополнительно
контролировали радиус скругления главной режущей кромки ркр
по профилограммам, снятым со свинцовой пластинки, с нанесен-
ных вдавливанием отпечатков главной режущей кромки резца.
результаты проведенных экспериментов показали, что с уве-
личением подачи от 0,02 до 0,16 мм/об величина 7?а возрастает
от 0,46 до 1,3 мкм, 7? шах от 3 до 6,5 мкм, 8 т от 0,087 до 0,163 мм.
С повышением скорости резания от 100 до 700 м/мин наблюдается
монотонное уменьшение 7?п с 0,9 До 0,5 мкм, 7? шах с 5,8 до
3,25 мкм, 8т вначале уменьшается с 0,064 до 0,05 мм при V =
= 200-^-270 м/мин, а затем возрастает до 0,07 мм. Увеличение
глубины резания от 0,1 до 1,0 мм привело к некоторым измене-
ниям параметров: 7?а от 0,26 до 0,32 мкм, 7? тах от 1,3 до 2,35 мкм,
8т от 0,155 до 0,182 мм. Рост радиуса при вершине резца бт 0,1
до 1,0 мм способствует снижению величины Да с 0,7 до 0,3 мкм,
7? шах с 4,5 до 1,5 мкм, 8т увеличивается с 0,06 до 0,08 мм.
При изменении ср от 20 до 50°, 21 от —10 до +10°, у от —15 до +10°,
ркр от 0,01 до 0,07 вначале наблюдается тенденция к уменьшению
параметров и Д тах до определенных значений, а затем их
увеличение. Изменение 8т носит более сложный характер.
Во всех случаях значение /т менялось мало.
Для планируемого эксперимента на основе предварительных
исследований были выбраны такие же технологические факторы,
как и при исследовании точения образцов из стали ХВГ с интер-
валами варьирования:
Уровень точения...................... I 8 V р
Верхний (+) ........................ 0,80 0,10 660 1,0
Нижний (—).......................... 0,30 0,02 ПО 0,10
и такой же матрицей эксперимента.
В итоге были следующие зависимости:
6 О 8°’28 • / = 0,45
на 0,0 ^0,08 0,21 0,2 /0,03 0,04 0,02 ’
к V О I Ь V
„0,04
8т = 0,063 ^о,о98о,О1рО,оз *
В эти зависимости вошли только статистически значимые фак-
торы Для определения степени влияния факторов точения рез-
цами из композита 10 были использованы ранговые диаграммы,
которые строили на основании значений коэффициентов регрес-
сии в закодированной форме (рис. 2.1). Анализируя эти диаграммы,
можно отметить, что- подача, скорость резания, радиус при вер-
шине резца и передний угол наиболее сильное влияние оказывают
на высотные параметры шероховатости Да .и Д тах. Влияние
угла <р, радиуса ркр и глубины резания на эти параметры неве-
лико. На величину 8т существенно влияет подача, с увеличением
которой 8т возрастает, и глубина резания — ее увеличение
приводит к уменьшению 8т. На относительную опорную длину
профиля 1т., как и на радиус закругления выступов профиля,
основное влияние оказывают подача и радиус при вершине резца.
Исследования по влиянию износа резцов на шероховатость
поверхности при точении с глубиной 0,2 мм, подачей 0,04 мм/об
и скоростью резания 410 м/мин показали, что с увеличением пути
резания изменение параметров шероховатости незначительно.
Так, после прохождения резцом пути резания 3 км Да составляло
0,95 мкм, а после 21 км — 1,3 мкм, хотя износ резца по задней
грани возрос с 22 до 88 мкм.
Следовательно, в условиях установившегося износа резцов
из композита 10 изменением параметров шероховатости можно
пренебречь.
5 V р 90*1° Ч> 1 Чкр
С>1 <й>- о"
я
5 I 9кр V 9 Я?*/
ь
V ф 9кр 90+/°
О
Рис. 2.1. Ранжирование факторов точения по степени их влияния на параметры шерохо-
ватости
Исследования по технологическому обеспечению качества по-
верхности деталей машин из сталей 20, 45, 70, СтЗ, ХВГ, У10А,
материалов СНГН, ВКД5 резцами, оснащенными твердыми спла-
вами и эльбором-Р, изложены в работе [113]. В этой же работе
описано технологическое обеспечение параметров качества поверх-
ности при алмазно-абразивном и отделочно-упрочняющих мето-
дах обработки. Результат дальнейших исследований указанных
методов приведен ниже.
1
2.3. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ ПЛОСКОМ ШЛИФОВАНИИ
Во многих случаях для завершающей финишной обработки
поверхностей применяют методы алмазно-абразивной обработки
(шлифование кругами и лентами, хонингование, полирование
и др.). В СССР для финишных операций все большей применение
находят сверхтвердые материалы, значительно расширяющие тех-
нологические возможности указанных методов.
Плоское шлифование периферией круга широко применяют
при обработке ответственных деталей — направляющих станин,
плит и др. Основные детали универсально-сборных приспособ-
лений (УСП) изготовляют из стали 12ХНЗА, цементированной и
закаленной до твердости Н1^С 56—60. Большинство деталей
УСП имеют прерывистую поверхность (центрирующие пазы, кре-
пежные отверстия и др.), что наряду с высокой твердостью обусло-
вило применение для них в качестве основного метода финишной
46
обработки шлифование. Плохая шлифуемость цементируемых
сталей (склонность к появлению прижогов, трещин и большой
глубины дефектного слоя даже при оптимальных режимах обра-
ботки) объясняется значительным количеством карбидов леги-
рующих элементов в цементированном слое, твердость которых
соизмерима с твердостью абразивных зерен шлифовального круга.
Все это делает актуальным применение для шлифования цемен-
тируемых сталей кругов их синтетических сверхтвердых материа-
лов с более высокой твердостью зерен.
В. Б. Ильицким были проведены исследования возможности
применения шлифования деталей УСП кругами из синтетических
сверхтвердых материалов по характеристикам шероховатости и
контактной жесткости. Для обработки были приняты круги
марки АСО на связке БЗ и ЛО на связке Б1 различной зернисто-
сти. Кроме того, были использованы круги из металлизирован-
ных алмазов марки АСВ на металлической связке МО4, металли-
зированного кубонита КОМ и силикатизированного КОС соот-
ветственно на связках Б1 и Б8.
Образцы из стали 12ХНЗА, цементированной и закаленной
до Н&С 58—62, обрабатывали на плоскошлифовальных станках
мод. ЗГ71 и 3711 периферией круга и на станке мод; ЗБ641 тор-
цом круга. Круги правили абразивными брусками КЗ-10-СМ1К
с охлаждением при жестком их закреплении в тисках. Принятые
режимы и условия обработки образцов с характеристикой кру-
гов приведены в табл. 2.3.
Для сравнительной оценки характеристик шероховатости и
жесткости образцы обрабатывали кругами из электрокорунда на
режимах, принятых для шлифования деталей УСП на заводах
производственно-технологического объединения «Союзтехоснастка»
(г. Харьков). На профилографе-профилометре мод. 201 снимали
профилограммы обработанных поверхностей в поперечном и про-
дольном к следам обработки направлениях. В результате их
обработки на ЭВМ «Наири» были установлены параметры шеро-
ховатости и опорной кривой (табл. 2.4).
Анализируя полученные результаты,, можно сделать вывод,
что характеристики шероховатости поверхностей, обработанных
кругами из синтетических сверхтвердых материалов, значительно
лучше, чем поверхностей, обработанных электр о корундом.
При этом увеличиваются опорная площадь, радиусы кривизны
выступов микронеровностей и уменьшаются углы наклона прог
филя [113, 115, 137]. При периферийном и торцовом шлифовании
применяют круги из металлизированного кубонита и металлизи-'
рованных алмазов АСВ на металлической связке, причем харак-
теристика качества поверхности, обработанной кругами из кубо-
нита, несколько лучше, поскольку при обработке алмазными
кругами имеет место большая продольная шероховатость, возни-
кающая, вероятно, из-за высокой жесткости металлической
связки.
Таблица 2.3
Виды шлифования кругами из синтетических сверхтвердых материалов
деталей УСП из стали 12ХНЗА
Условное Режимы обработки
Шлифо- вание мкм обозна- чение обработки Характеристика круга мм 5 , мм/ход °кр’ м/с °д’ м/мин Охлаждение
Перифе- рией круга 0,63 0,32 1,25 0,63 0,32 1,25 0,63 0,32 1,25 0,63 0,32 1,25 0,63 0,32 П8 П9 ПА7 ПА8 ПА9 ПЛ7 ПЛ8 ПЛ9 ПАМ7 ПАМ8 ПАМ9 ПК7 пкз ПК9 ПП 250X75X25 24А25-СМ-1К АПП 150X32X10 АСО 125/100-БЗ-100% АПП 150X32X10 АСО 80/63-63-100% 1111 150X32X10 ЛО 100/80-61-100% ПП 150X32X10 ЛО 80/63-61-100% АПП 250X 32X15 АСВ 125/100-М04-100% ПП 250X32X15 КОМ 160/125-61-100% 0,02 0,01 0,02 0,02 0,01 0,02 0,01 0,005 0,04 0,03 0,02 0,01 0,01 0,01 0,5 0,4 1,5 1,0 1,0 1,8 1,8 0,8 2 1,5 1,5 1 0,5 0,5 35 35 30 30 30 30 30 30 35 35 35 35 35 35 8 6 10 7 5 8 8 5 22 22 18 15 15 8 / 3% -ным содовым раствором Вода с антикор- розионной добав- кой
Торцом
круга
0,63 Т8 ЧК 150X32X15 24А 40 СМ2К 0,007 мм/дв. ход 25 6
0,32 Т9 0,003 25 4
0,63 0,32 ТА8 ТА9 АЧК 150X32X12 АСО 160/125-63-100% 0,003 0,005 25 25 4 4 Вода с антикор- розионной добав-
0,63 0,32 ТЛ8 ТЛ9 ЧК 150X32X12 ЛО 160/100-61-100% 0,005 0,003 25 25 4 4 кой
0,63 0,32 ТАМ8 ТАМ9 АЧК 125X32X10 АСВ 160/125 МО4-Ю0% 0,01 0,01 21 21 3 1
0,63 0,32 ТК8 ТК9 ЧК 125X32X10 КОС 160/125-68-100% 0,02 0,02 21 21 3 1 Без охлаждения
Таблица 2.4
Значения параметров шероховатости и опорной кривой
Условное обозная чение обра- ботки мкм Я тах, мкм V Ь г , мкм Гпр’ мкм
П8 0,56 3,27 1,98 1,86 66 12 9,2
П9 0,26 .1,3 1,95 0,45 72 7 16
ПА7 1,1 5,1 1,96 3,4 57 15 5
ПА8 0,4 2,7 1,9 3,03 70 10 11
ПА9 0,25 1,49 1,82 2,1 80 6 20
ПЛ7 0,9 2,6 2,15 3,12 57 14 6
ПЛ8 0,48 3,21 2,06 3,22 60 11 10
ПЛ9 0,29 1,59 1,98 1,17 76 6 18
ПАМ7 1,1 5,7 1,5 1,65 ПО 12 0,6
ПАМ8 0,42 2,8 1,5 1,78 180 7 1
ПАМ9 0,24 1,4 1,77 2,8 220 4 4
ПК7 1,02 5,29 1,56 1,62 130 11 9
ПК8 0,5 2,9 2,1 3,96 140 ' 7 12
ПК9 0,18 1,2 2,6 8,1 300 3 20
Т8 0,52 з,з 2,17 2,68 40 15 —
Т9 0,27 1,91 2,0 1,02 40 14
ТА8 0,41 2,9 2,4 4,35 32 16 —
ТА9 0,24 1,3 2,1 0,71 50 13 1 III
ТЛ8 0,42 3,1 2,2 3,36 39 16 14
ТЛ9 0,25 1,4 2,06 0,82 52 12 1
ТАМ8 0,53 3 2,4 4,55 180 8 —" -
ТАМ9 0,29 1,57 2,58 5,7 240 6 ч а
ТК8 0,48 2,8 2,27 3,6 75 8 -
ТК9 0,24 1,42 2,34 3,9 145 5
АВ9 0,2 1,2 2,69 8,9 970 3 4
п римечание. АВ9 — алмазное выглаживание. Остальные обозначения соот-
ветствуют табл. 2-3.
Преимущество кругов из синтетических алмазов и кубонита
по параметрам шероховатости в значительной мере можно объяс-
нить тем, что они длительное время работают затупленным зер-
ном, выполняя помимо резания сглаживание поверхности.
Для этих кругов характерны высокая твердость, износостойкость
и прочность удержания режущих зерен в связке (для металличе-
ской связки вследствие химического взаимодействия металлов
связки с покрытием), в то время как зерна электрокорунда быстро
изнашиваются, вырываются из связки и поверхность круга не-
прерывно обновляется. Кроме того, что характерно в основном
для кругов типа АСО и ЛО на органических связках, в резуль-
тате истирания, микровыкрашивания кромок алмазных зерен,
а также их диффузионного, адгезионного, теплового износа и
забивания в возникающие или имеющиеся неровности стружки
и других отходов шлифования режущая способность рабочего
профиля значительно уменьшается. При этом уменьшается ко-
личество режущих кромок и глубина залегания алмазных зерен.
Рис. 2.2. Схема головки для планетарной об-
работки плоскостей алмазно-абразивными
брусками
Если процесс уменьшения вы-
ступающих зерен более интен-
сивен, чем забивание круга от-
ходами шлифования, то рас-
стояние связки от поверхности
резания уменьшается, площадь
контакта с обрабатываемым ма-
териалом возрастает, а сгла-
живающее действие связки увеличивается, что повышает ха-
рактеристики качества поверхности.
При затуплении алмазных зерен шлифование может происхо-
дить и без снятия стружки и сопровождаться лишь упругой и
пластической деформацией с результирующим сглаживанием по-
верхности детали. Эта особенность алмазных кругов ухудшает
режущие свойства круга, но положительно сказывается на несу-
щей способности обработанной поверхности.
Одним из возможных путей повышения стойкости алмазного
инструмента является создание процесса обработки с такой ки-
нематикой, при которой бы единичное зерно резало металл всей
боковой поверхностью, «оборачиваясь» в процессе резания вокруг
своей оси. Для обеспечения требуемой кинематики движения
разработана конструкция головки к вертикально-фрезерному
станку для планетарной обработки плоскостей, представляющая
собой планетарный механизм с встроенным лобовым вариатором
(рис. 2.2). Зерна алмазно-абразивных брусков совершают слож-
ное движение по поверхности детали со скоростью: аОкр — ВОКРУГ
оси инструментального шпинделя, упл — вокруг оси головки и
— обеспечиваемой продольной подачей стола станка. Головка
была испытана при обработке образцов из стали 12ХНЗА
с Н^С 58—62. В качестве предварительной обработки было вы-
брано плоское шлифование. Это обусловлено тем, что при отде-
лочной обработке инструментом упругого действия копируются
погрешности обрабатываемой поверхности, образующиеся на пре-
дыдущих операциях технологического процесса, и высокой твер-
достью поверхности.
В ходе проведения однофакторных экспериментов было уста-
новлено, что на качество получаемой поверхности при планетар-
ной обработке влияют такие факторы, как зернистость брусков Д,
продольная подача стола 5 (мм/мин), давление р (МПа) брусков,
обеспечиваемое пружиной, частота вращения водила пв (об/мин),
исходная шероховатость поверхности Даисх (мкм) и передаточное
отношение вариатора /, показывающее увеличение скорости ин-
струментального шпинделя.
В качестве выходных параметров планируемого эксперимента
были приняты Да, Д тах, 8т, 1т,
После обработки данных экспериментов получены эмпириче-
ские зависимости
ТС1’4^0’01/!0’12-10°’11
Ра = 3 • 10"1 -Тич------—гг^7 ’
+ 00Л7№0ЛЗ
8т = 1,54-10-3
1т = 0,75
30,06<100,06
5°’03№исх‘^°’01
^,13^,03^0,01(^^0,08 *
I
Эффективность процесса высокая—удельная производитель-
ность планетарной обработки стали 12ХНЗА составила 0,120 кг/кар
в то время как при хонинговании закаленных сталей ее величина
не превышает 0,020 кг/кар.
2.4. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ ШЛИФОВАНИИ ТОРЦОМ КРУГА
Шлифование торцом алмазного чашечного круга является
одним из методов, обеспечивающих получение деталей высокого
качества.
Исследование шлифования торцом чашечного круга проводили
на токарно-винторезном станке мод. 1Е61М с применением спе-
циального приспособления, состоящего из шлифовальной головки
станка мод. ЗА64М и электродвигателя АО2-31-2-В (А = 3 кВт,
п = 2280 об/мин). Шпиндель головки и установленная на ней
пружинная оправка с кругом вращаются от электродвигателя
через клиноременную передачу. Оправка была протарирована,
усилие прижима изменялось от 19,6 до 117,6 Н. Цель исследова-
ния — изучение влияния процесса алмазного шлифования торцом
круга на качество поверхности и износостойкость деталей вту-
лочно-роликовых цепей судовых дизелей, изготовляемых из це-
ментированной и закаленной стали 12ХНЗА (НРС 58—64).
По существовавшему технологическому процессу окончатель-
ную обработку роликов производили круглым шлифованием кру-
гами из обычных абразивов. Шероховатость поверхности состав-
ляла Ра = 0,3-т-0,6 мкм, что приводило к преждевременному
износу деталей. В эксперименте детали, предварительно обрабо-
танные по существующей технологии в заводских условиях, шли-
фовали за один проход кругами АЧК 125x5x3x32 на связке БР
с алмазами марок АСО и АСМ зернистостью 80/63, 63/50 и 40/28
100%-ной концентрации.
Из экспериментальных данных следует, что требуемая шеро-
ховатость поверхности < 0,3 мкм и наибольшая производи-
тельность * обеспечиваются при шлифовании на режимах: уд =
== 40-^50 м/мин; Р = 44-^49 Н; 5 = 0,09 -ь 1,0 мм/об. При этом
целесообразно использовать круги из алмазов зернистостью 80/63.
Ё качестве смазочно-охлаждающей жидкости (СОЖ) применили
водную эмульсию (8 г/л триэтаноламина и 2,5 г/л нитрата натрия)
и 3%-ный раствор кальцинированной соды. Как показали иссле-
дования, состав СОЖ не оказывает значительного влияния на
качество поверхности.
Для оценки влияния вида обработки на износостойкость де-
тали исследовали качество поверхности образцов после шлифова-
ния торцом алмазного круга, а также после процесса приработки
(пц = 306-103 циклов). Аналогичные опыты проводили с образ-
цами, обработанными абразивными кругами по заводской техно-
логии.
Из табл. 2.5 видно, что при алмазном шлифовании деталей
на выбранных режимах, обеспечивающих получение шероховато-
сти < 0,3 мкм, значительно изменяются параметры кривой
опорной поверхности Ь и V, увеличиваются значения радиусов
закругления г выступов, уменьшаются углы наклона 0 их сторон.
Исходя из современных представлений о влиянии микрогеометрии
поверхности на механизм износа, можно предположить, что изно-
состойкость образцов после алмазного шлифования торцом круга
должна повыситься. Результаты экспериментов подтвердили это
предположение: износостойкость образцов, прошлифованных ал-
Таблица 2.5
Параметры шероховатости поверхностного слоя образцов
до приработки и после нее
Номер образца 7? тах, мкм мкм ь V г, мкм 3°
1,60 0,26 3,5 1,8 106 4,45
0,52 0,09 3,5 1,8 150 1,40
9 1,10 0,17 2,2 2,1 41 4,45
0,53 0,08 3,0 1,5 270 2,50
о 1,06 0,16 2,0 1,8 42 4,20
о 0,50 0,10 2,2 1,8 200 2,50
4 1,20 0,18 2,6 1,8 82 3,50
0,75 0,12 1,9 1,7 140 2,40
4,20 0,68 1,5 1,9 72_ 9,50
О 1,15 0,15 10,0 2,2 650 2,60
Примечания: 1. Образцы № 1 — 4 прошлифованы алмазным кругом, а обра-
зец № 5 — абразивным.
2. В числителе приведены характеристики, полученные до приработки (после шли-
фования), в знаменателе — после приработки.
Разными кругами, повысилась в 1,4—1,6 раза по сравнению
с износостойкостью образцов, обработанных кругами из обычных
абразивов.
Изучение шероховатости поверхности до приработки и после
нее показывает, что при алмазном шлифовании торцом круга обра-
зуется профиль, по своим характеристикам близкий к эксплуата-
ционному, формирующемуся в процессе износа деталей. Это при-
водит к снижению времени их приработки и улучшает работу
узла в целом.
2.5. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ ХОНИНГОВАНИИ
В качестве финишной обработки отверстий деталей машин все
большее распространение получает алмазное хонингование, по-
зволяющее высокопроизводительно, с высоким качеством и эко-
номично обрабатывать ряд материалов.
В литературе широко представлены рекомендации по выбору
оптимальных условий хонингования, но недостаточно данных
о влиянии условий обработки на качество поверхности. Уже на-
коплен определенный опыт, позволяющий наметить пути более
эффективного применения алмазного хонингования для повышения
качества поверхности. Влияние зернистости алмазных брусков
исследовали при последовательном хонинговании брусками сле-
дующих характеристик: АСР 80/63-М1-100%, АСР 50/40-М1-100%
и АСМ 28/20-М1-100%. Хонингованию подвергали образцы-втулки
с внутренним диаметром 70 и длиной 120 мм из стали 45
(Н#С 48—52) и серого чугуна СЧ 21—40. Образцы обрабатывали
на станке мод. ОФ-38А двухшарнирной головкой при жестком
закреплении образцов в приспособлении. Режимы хонингования:
скорость вращательного движения = 60 м/мин, скорость воз-
вратно-поступательного движения V ~ 6 м/мин, давление бру-
сков р = 10,6 МПа, машинное время обработки / = 30 с. Охла-
ждение — керосином. Для оценки шероховатости поверхности
изучали параметры г, (3 и 1р. Установлено, что обработка
образцов из чугуна брусками зернистостью 50/40 после предва-
рительного хонингования брусками, зернистость#) 80/63 лишь
незначительно снижает Яа. Однако уменьшается [3, возрастают г
и 1р (при р = 1 мкм 1р увеличивается в 6 раз).
Последующее хонингование брусками зернистостью 28/20 при-
водит к резкому снижению шероховатости (7?я = 0,45 мкм вме-
сто 1,85), увеличению г более чем в 2 раза и 1р — в 10 раз при
уменьшении р в 3 раза. Еще в большей степени уменьшение зер-
нистости брусков сказывается при обработке стальных образцов.
Так, если бруски зернистостью 80/63 обеспечивают Яа = 1,2 мкм,
г = 30 мкм и Р = 24°, то бруски зернистостью 50/40 — соответ-
ственно 0,35 и 62 мкм, 5°, что увеличивает опорную поверхность
на уровне р = 1 мкм с 2 до 65%, т. е. в 32,5 раза. Последующее
хонингование брусками 28/20 позволяет получить 1р = 100%
Т а'б л и'ц а 2.6
Параметры шероховатости образцов, обработанных брусками
на эластичных связках (концентрация алмазов 50%)
Характеристика брусков мкм Г, мкм ₽
АСО 80/63-Р11 Чугун СЧ 21—4 0,14 0 126 1°45’
АСМ 40/28-Р11 0,060 267 1° 05'
АСМ20/14-Р11 0,060 600 0° 50'
АСМ 10/7-Р11 0,048 900 0° 28'
АСМ5/3-Р11 0,080 730 0° 45'
АСМ 20/14-Р1 0,055 782 0° 30'
АСО 80/63-Р11 Сталь 45 0,090 302 1° 06'
АСМ 40/28-Р11 0,075 450 0° 50'
АСМ 20/14-РИ 0,060 930 0° 28'
АСМ 10/7-Р11 0,045 1230 0° 20'
АСМ 5/3-Р11 0,050 1600 0° 18'
АСМ 20/14-Р1 0,060 1770 0° 25'
уже на уровне р = 0,9 мкм. Анализ показывает, что зернистость
алмазных брусков оказывает влияние на все исследуемые харак-
теристики шероховатости, но степень этого влияния различна
для разных параметров, диапазонов зернистости и обрабатывае-
мых материалов. Применение брусков на эластичной связке спо-
собствует значительному улучшению параметров шероховатости
поверхности (табл. 2.6). Так, хонингование на одном и том же
режиме чугунных образцов брусками из алмазов зернистостью
80/63 100%-ной концентрации на связке Р11 по сравнению с хо-
нингованием брусками такой же зернистости и концентрации на
связке М1 уменьшает шероховатость в 16,5 раза, р в 10 раз,
увеличивает г в 11 раз. При этом опорная поверхность на уровне
р = 0,25 мкм возрастает более чем в 100 раз. Если для поверх-
ностей, обработанных брусками на связке М1, характерны неров-
ности в форме остроконечных выступов, то для поверхностей/
обработанных брусками на связке РН, неровности более при-
тупленной формы. Это объясняется тем, что эластичная связка
способствует выравниванию нагрузки на алмазные зерна в про-
цессе хонингования и уменьшает их внедрения в обрабатываемую
поверхность. Повышение концентрации алмазов в брусках с 12,5
до 100% приводит к улучшению характеристики шероховатости.
Дальнейшее увеличение концентрации при хонинговании чугуна
нецелесообразно.
Хонингование стальных образцов брусками на эластичной
связке также улучшает микрогеометрию поверхности, причем это
улучшение особенно эффективно при повышении концентрации
до 50% (дальнейшее увеличение концентрации вызывает интен-
сивный рост только г).
Анализ свидетельствует, что параметры шероховатости по-
верхностей, обработанных брусками на эластичной связке, улуч-
шаются при уменьшении зернистости алмазов (табл. 2.6). При ис-
пользовании инструмента из алмазов зернистостью ниже 10/7 эта
зависимость уже не наблюдается.
Определенный интерес представляет связь условий хонингова-
ния с качеством поверхности деталей из серого закаленного чу-
гуна Н^С ^40 (например, гильз двигателей внутреннего сгора-
ния). Исследования выполнял Н. С. Карпович при хонинговании
деталей диаметром 84/64, длиной 100 мм из серого закаленного
чугуна марки СЧ 21—40. Предварительно втулки гильз обраба-
тывали растачиванием до = 20М0 мкм. Хонингование вы-
полняли на вертикально-хонинговальном станке мод. 3821.
В исследованиях была принята распространенная технология,
по которой снятие припуска абразивными или алмазными бру-
сками выполняется за четыре операции хонингования: черновую,
получистовую, чистовую и окончательную. При этом рассматри-
вали целесообразность использования на черновых и получисто-
вых операциях брусков из крупнозернистых синтетических алма-
зов АСК или АСО размером от 200/160 до 800/630 на новых адге-
зионно-активных пористых связках-МП!, МП4 и др. Замена на
черновом и получистовом хонинговании абразивных брусков
К312 и К38 брусками с алмазами АСК соответственно зернисто-
стей 400/315 и 250/20С позволила повысить производительность
хонингования в 1,5 раза, а износостойкость брусков в 250 раз
(табл. 2.7). Однако при этом повысилась шероховатость поверх-
ности с 0,6—1,0 до 2,5—5 мкм. При чистовом хонинговании бру-
сками АСВ зернистостью 125/100 различие в высоте (шерохова-
тости по сравнению с хонингованием абразивными брусками К36)
Таблица 2.7
Основные технологические показатели хонингования гильз
из серого чугуна СЧ 21—40 твердостью НЯС 40
Хонин-
гование
Хар актеристика
брусков
V
м/мин
V, М/МИН
Р,
МПа
Режимы хонингования
Черно-
вое
Полу-
чисто-
вое
Чисто-
вое
Оконча-
тельное
К312-СТ1К
АСК 400/313-МП4-50%
К38-СТ1К
АСК 250/200-МП4-50%
К36-СТ1К
АСВ 125/100-МШ-100%
КЗМ20-СМ1К
АСО 80/63-Р11-50%
0,15
0,08
0,04
0,01
70
117
80
117
80
60
12. . .15
15. . .20
12. . .15 0,8
10. . .12 0,6
45
30
40
25
30
20
10
35
9 000
60
15 000
75
5 000
600
6 000
Таблица 2.8
Параметры шероховатости поверхности гильз
после хонингования их брусками из различных абразивов
Вид и зерни- стость абразив- Геометрические характеристики шероховатости поверхности
ного материала брусков Кг 7? тах Г 8т
мкм мм
К312 2,10 8,40 12,60 5,45 87,2 0,082
АСК 400/315 5,27 21,08 31,60 13,70 131,6 0,0496
К39 1,05 4,20 6,30 2,72 76,3 0,053
АСК 50/200 3,20 12,80 19,20 8,30 80,6 0,096
К36 0,75 3,75 4,50 1,95 69,9 0,043
АСВ 125/100 1,15 5,75 9,10 3,00 57,4 0,048
КЗМ20 0,22 1,10 1,32 0,57 53,6 0,020
АСО 80/63 0,19 0,95 1,14 0,49 803,0 0,075
уменьшилось. Использование при окончательном хонинговании
алмазных брусков АСО 80/63 вместо КЗМ20 позволило достичь
меньшей шероховатости.
Анализ профилограмм позволил выявить характер изменения
основных параметров шероховатости (табл. 2.8). Интересно отме-
тить, что вначале с понижением высоты шероховатости наблю-
дается уменьшение радиуса закругления, и только при оконча-
тельной обработке алмазными брусками резко возрастает его зна-
чение. Следовательно, рост опорной площади при хонинговании
абразивными брусками во всех случаях происходит в результате
большего числа выступов, приходящихся на единицу рассматри-
ваемой поверхности. Подобная картина наблюдается и при алмаз-
Таблица 2.9
Параметры шероховатости поверхности после хонингования
в зависимости от связки алмазных брусков
(режимы обработки; од = 44 м/мин; V = 15 м/мин;
5 = 0,6 мкм/дв. ход; I = 60 с)
Параметры шероховатости Связка и зернистость
БП2, АСР 63/40 . МН2, АСР 63/50 М17, АСР 60/40 Б2, АСР 63/5 0 М20, АСР 63/50
/?тах, мкм 2,115 2,532 2,135 2,023 1,952
На, мкм 0,306 0,408 0,329 0,313 0,336
8т, мм 0,044 0,051 0,043 0,042 0,045
0,029 0,033 0,030 0,035 0,032
ф (0,1) 0,009 0,014 0,012 0,015 0,027
(р (0,5) 0,142 0,125 0,202 0,188 0,198
₽° 4,107 4,328 3,767 4,369 3,694
V 1,740 1,057 1,769 1,352 0,684
ь 1,815 0,422 2,589 0,861 0,186
ном хонинговании, кроме окончательного хонингования, — здесь
форма выступов меняется,' число их сокращается. Такое отличие
достигается применением на последней операции алмазных бру-
сков на эластичной связке. В итоге улучшение геометрических
характеристик обработанных деталей позволило повысить их
долговечность на 15—20%.
Таким образом, при обработке стальных и чугунных деталей
алмазным инструментом опорная поверхность и радиус закругле-
ния вершин могут быть увеличены в несколько раз при соответ-
ствующем уменьшении угла наклона профиля по сравнению
с обработкой инструментом из абразивных материалов.
Однако образование поверхностей с большой опорной пло-
щадью приводит к тому, что при последующей обработке резко
снижается контактное давление, зерна абразива не могут вне-
дриться в обрабатываемую поверхность, режим частичного само-
затачивания нарушается, производительность падает. Поэтому
для предварительных операций необходимо подбирать такие ха-
рактеристики брусков и режимы, при которых получается срав-
нительно небольшая опорная поверхность. Оптимальные пара-
метры качества должны быть обеспечены на окончательной опе-
рации алмазного хонингования.
Алмазное хонингование все шире применяют и для обработки
бронзовых деталей. Влияние условий хонингования на качество
поверхности указанных деталей рассмотрено Н. И. Бровченко.
Учитывая опыт использования алмазного инструмента, наряду
с изучением влияния характеристики алмазных брусков и режи-
мов хонингования на параметры шероховатости подбирали ре-
жимы чернового и чистового хонингования деталей из бронзы
БрАЖЭ—4, обеспечивающие наибольшую производительность.
По значениям параметров шероховатости Л? тах, Р.а, 8т (табл. 2.9)
плмазных брусков
М1, АСР 60/40 Б156, АСР 60/4 0 Б1, АСР 63/50 МС1, АСР 63/50 М73, АСР 50/40 МС2, АСР 80/63
1,804 2,188 2,093 2,014 2,553 2,518
0,290 0,373 0,342 0,309 0,406 0,400
0,046 0,050 0,048 0,046 0,054 0,051
0,046 0,044 0,041 0,033 0,029 0,041
0,040 0,013 0,018 0,014 0,011 0,015
0,326 0,198 0,193 0,213 0,115 0,167
3,612 4,385 4,075 4,454 5,578 4,951
1,280 1,676 1,279 1,606 0,997 1,381
1,652 2,236 0,854 1,691 0,373 1,287
5т Йа,мкм
ками на связках МН2, М73 и
Рис. 2.3. Изменение параметров шерохова
тости поверхности в зависимости от зерни-
стости алмазных брусков = 44 м/мин;
V ~ 15 м/мин; з = 0,2мкм/дв. ход; I = 60 с)
поверхности, обработанные ал-,
мазными брусками на различ-
ных связках, можно разделить
на три группы.
К первой группе относят по-
верхности, обработанные брус-
МС2; здесь 7? тах = 2,518-н
-^2,553 мкм; На = 0,4-0,408 мкм; 8т = 0,05-^0,51 мкм.
Ко второй группе — поверхности, обработанные брусками на
связках БП2, М17, Б1, Б156; в этом случае параметры шерохо-
ватости на 10—12% ниже, чем у первой группы.
К третьей группе — поверхности, обработанные брусками на
связках Б2, М20, М1 и МС1; здесь параметры шероховатости
на 15—18% ниже, чем у первой группы.
С увеличением зернистости алмазных брусков (связка Б1)
7?а и 8т увеличиваются (рис. 2.3). Поверхности, обработанные
брусками АСР 63/50 и АСР 80/63, имеют лучшую обрабатывае-
мость на последующих операциях.
Изменение концентрации алмазов в слое существенного влия-
ния на параметры шероховатости не оказывает: при изменении
концентрации алмазов в брусках АСР 80/63-Б1 от 50 до 200%
7? а составило 0,38—0,62, а 8т = 0,3 —0,4 мм.
Бронзовые заготовки можно успешно обрабатывать брусками
на эластичных связках типа Р11. Обработка идет без засаливания
(небольшой налет легко снимается при промывке брусков в бен-
зине). Поэтому определенный интерес представляет изменение
шероховатости поверхности в результате обработки этими бру-
сками.
После обработки заготовок брусками АСМ 40/28-Р11/Р9-100%
параметры На и 8т имеют меньшие значения (На = 0,02 мкм,
8т = 0,01 — 0,014 мм), чем после обработки брусками
АСМ 28/20-Р11-50% (На = 0,06-0,18 мкм, 8т = 0,016-
^-0,028 мм). Это объясняется тем, что, снимая несколько больший
слой металла, бруски зернистостью 40/28 практически полностью
устраняют исходную шероховатость поверхности, а бруски зер-
нистостью 28/20 лишь частично.
Однако, если рассматривать поверхности, обработанные алмаз-
ными брусками зернистостью 28/20, 50/40, 80/63 (здесь и далее
Р11/Р9 50% концентрации), то видно, что значения У? тах, На,
8т с увеличением зернистости возрастают.
Сравнивая параметры Н тах, На поверхности после обра-
ботки брусками на бакелитовой связке Б1 зернистостью 20/14
с этими же параметрами поверхности после обработки брусками
Рис. 2.4. Зависимость параметров шерохо-
ватости от величины дозированной подачи 8
при I = 60 с и времени хонингования I при
5 — 0,2 мкм/дв. ход от в; 2 — 8т
от 8; 3 — от I; 4 — я от /)
на эластичной связке, можно
отметить, что они соответству-
ют параметрам, полученным
в результате обработки брус-
ками на эластичной связке зер-
нистостью 80/63 (бруски зерни-
стостью 20/14 Ха = 0,122-н
-: 0,173 мкм; бруски 80/63 —
— Ха - 0,104-187 мкм).
Хонингование бронзовых заготовок алмазными брусками на
эластичных связках позволяет получить поверхности с Ха —
= 0,021 мкм.
Проведенные эксперименты дали основание сделать вывод, что
хонингование необходимо проводить в две операции. Для сня-
тия припуска, исправления исходной погрешности целесообразно
предварительно обрабатывать заготовки брусками зернистостью
80/63—100/80» а для образования требуемой шероховатости сле-
дует обрабатывать (окончательно) брусками на эластичной связке
зернистостью 80/63, 50/40 или 28/20.
Некоторое возрастание шероховатости поверхности при уве-
личении дозированной подачи (рис. 2.4) связано с повышением
нагрузки на каждое алмазное зерно и соответственно с большой
глубиной их внедрения в поверхность, ростом глубины и ширины
царапины.
С увеличением дозированной подачи растет площадь фактиче-
ского контакта брусков с поверхностью, чем затрудняется отвод
стружки из зоны резания, возрастают силы трения, в отдельных
случаях возникает даже схватывание связки брусков с обрабаты-
ваемым металлом, что в конечном счете ухудшает качество обра-
ботанной поверхности. Так, при хонинговании бронзовых загото-
вок алмазными брусками зернистостью 20/14 на бакелитовой связке
с увеличением дозированной подачи с 0,05 до 0,25 мкм/дв. ход
Ха увеличивайте# и при 5 = 0,1 мкм/дв. ход достигает значения
0,151 мкм, затем при 5 = 0,15 мкм/дв. ход уменьшается до Ха =
= 0,143 мкм, при этой же подаче получается и наибольшая опор-
ная поверхность 1Р ю% = 10,2% и наибольший шаг 8т = 0,018.
При обработке заготовки брусками АСР 80/63-Б1 (см. рис. 2.4)
с разным значением дозированной подачи параметры шерохова-
тости изменяются в такой же последовательности, как и при обра-
ботке брусками АСМ 20/14. Так, при 5 = 0,4 мкм/дв. ход выяв-
лено наивыгоднейшее соотношение между параметрами шерохо-
ватости и параметрами опорной кривой.
Последования также показали, что шероховатость (Ха) по-
верхности зависит от продолжительности обработки. Она интен-
Рис. 2.5. Изменение параметров шерохо-
ватости в зависимости от окружной ско-
рости Од (о = 15 м/мин) и скорости
возвратно-поступательного движение
V (о = 44 м/мин):
1 — зависимость от у ; 2 — 8т от
од; 3 — от о; 4 — 8т от о; бруски
АСР 80/53 Б1, 8 = 0,2 мкм/дв, ход, I —
= 60 с)
сивно уменьшается в начальный период работы брусков (до 30 с),
когда устраняется исходная шероховатость поверхности. Мини-
мальное значение Ра — 0,563 мкм и максимальное значение
8т = 0,042 мм достигаются при / = 120 с. При обработке бру-
сками АСР 160/125-Б1 минимальное значение Ра = 0,671 мкм
получено также при времени хонингования / = 120 с, максималь-
ные значения Ра = 0,948 мкм и 8т = 0,41 мм получены при
/ = 15 с. Однако уже через 60 с обработки их значения близки;
к минимальному.
С увеличением окружной скорости до 44 м/мин (рис. 2.5)
Ра уменьшается, что можно объяснить уменьшением размеров
стружки, приходящейся на одно зерно; затем при повышении ско-
рости до 60 м/мин Ра увеличивается (связано с ухудшением отвода
шлама и проникновения СОЖ в зону резания). Параметр 8т до
Уд = 44 м/мин увеличивается, а затем уменьшается. С повыше-
нием скорости возвратно-поступательного движения Ра посте-
пенно уменьшается. Это объясняется уменьшением углубления
алмазных зерен в обрабатываемый металл за один ход хона.
Параметр Ра достигает своего минимального значения 0,56 мкм
при V = 14-е 15 м/мин.
Параметры шероховатости при хонинговании зависят от соот-
ношения уд/у. Так, при хонинговании брусками АСР 50/40 и
АСМ 28/20-Р11/Р9 с изменением угла 9 пересечения направления
неровностей поверхности от 18 до 80,5° (соответствует измене-
нию Уд с 4,5 до 90,3 м/мин при у = 15 м/мин) Ра сначала умень-
шается, а затем возрастает. При обработке брусками АСМ 80/63
Ра изменяется от 0,1 до 0,13 мкм; при обработке брусками
АСМ 28/20 влияние угла 9 заметнее — Ра меняется от 0,03 до
0,07 мкм.
С увеличением угла 9 от 18 до 60° величина 8т уменьшается
для брусков зернистостью 28/20 с 0,027 до 0,011 мм, для брусков
зернистостью 50/40 с 0,032 до 0,015 и для брусков зернистостью
80/63 с 0,036 до 0,017 мм; при 9 = 75° 8т находится примерно
на том же уровне, после чего несколько возрастает (до 0,013—
0,019 мм).
Радиус закругления выступов с увеличением угла 9 умень-
шается со 150 до 60 мкм при обработке брусками зернистостью
60
80/63, с 290 до 100 мкм — зернистостью 50/40 и с 350до 100 мкм —
зернистостью 28/20 при соответствующем увеличении угла про-
филя р с 3 до 4,5°; 1,4 до 3,5 и с 1,0 до 4,2°.
На рис. 2.6 представлены начальные участки опорных кривых
В зависимости от частоты вращения хонинговальной головки
(изменения Vр), из которых видно, что величина Vд (изменение
од/V, т. е. изменение угла пересечения направления неровностей
поверхности) оказывает существенное влияние на величину отно-
сительной опорной длины профиля 1р.
Технико-экономические показатели машин, детали которых
работают в условиях трения, улучшаются с увеличением масло-
емкости обработанной поверхности и ее опорной площади. Высо-
кие параметры опорной площади и увеличение маслоемкости до-
стигаются, когда обработанная поверхность представляет собой
чередование плоских выступов с углублениями для размещения
смазки, причем относительная опорная длина профиля данной
поверхности составляет 50—70% (на уровне р = 1ч-2 мкм от ли-
нии выступов), глубина рисок для размещения смазки 2,5—10 мкм,
а их ширина 15—80 мкм. Такие параметры могут быть достигнуты
при использовании прогрессивного метода обработки — плоско-
вершинного хонингования.
Рис. 2.6. Изменение величины (р в зависимости от частоты вращения хонинговальной
головки п об/мин:
а — бруски АСМ 28/20; б — АСМ 40/28; в — бруски АСР 50/40; г — АСР 80/63
Рис. 2.7. Изменение шероховатости поверхности детален из бронзы БрАЖ 9—4 при
плосковершннном хонинговании
Неровности микропрофиля в этом случае формируют в про-
цессе хонингования крупнозернистыми брусками на металличе-
ской связке, позволяющего получить поверхность с глубокими
рисками для размещения смазки, но малой опорной площадью
(1р = 1 -н 10% на уровне р = 1,5-^-2 мкм). Большая опорная пло-
щадь поверхности (50—66%) обеспечивается последующим затуп-
лением выступов микропрофиля (рис. 2.7) при хонинговании
алмазными брусками меньшей зернистости на эластичной каучу-
косодержащей связке Р11.
Указанные бруски обладают локальной эластичностью: алмаз-
ные зерна, находящиеся на их поверхности, погружаются в связку
под действием сил микрорезания и выступают из нее при отсут-
ствии нагрузки (например, когда зерно расположено над впади-
ной исходного микропрофиля). Это свойство брусков дает воз-
можность при обработке скруглять края рисок микропрофиля и
тем самым исключать появление заусенцев, снижающих маслоем-
кость трущихся поверхностей.
Исследование процесса плосковершинного хонингования об-
разцов из стали и чугуна выполняли при неизменных режимах:
в случае хонингования брусками на металлической связке ско-
рость вращательного движения детали составляла Vд = 40 м/мин,
скорость возвратно-поступательного движения V = 15 м/мин,
давление р = 0,78 МПа; в случае использования брусков на эла-
62
стичной связке — соответственно = 30 и V — 10 м/мин; р ~
™ 0,58 МПа. Предварительное и окончательное плосковершинное
хонингование выполняли на вертикально-хонинговальных стан-
ках мод. ОФ-38А при охлаждении керосином. Обрабатывали
образцы диаметром 65 и длиной 100 мм из закаленной стали 45
(НВС 48—52), сырого (НВ 170—220) и закаленного (НВС 40)
чугуна СЧ 21—40, широко применяемых в парах трения, рабо-
тающих в условиях длительного нагружения. Глубину рисок и
относительную длину профиля определяли по профилограммам,
полученным на профилографе-профилометре мод. 201.
Анализ глубины рисок и относительной опорной длины про-
филя при различных условиях алмазного плосковершинного хо-
нингования показывает, что этот процесс стабильно обеспечивает
указанные требования к обработанной поверхности.
При предварительном хонинговании использовали бруски из
алмазов АСК разной зернистости на металлической связке М1,
при этом глубина рисок составляла от 3 до 17 мкм. В случае обра-
ботки брусками из алмазов АСР и АСВ риски отличаются значи-
тельно меньшей глубиной (2—7 мкм) и большой шириной (120—
200 мкм), что ухудшает удержание смазки поверхностью. С уве-
личением зернистости алмазов в брусках для предварительной
обработки маслоемкость поверхности возрастает, а удержание
смазки и опорная площадь снижаются. В связи с этим очевидно,
что алмазное плосковершинное хонингование наиболее эффек-
тивно в случае применения на данной операции алмазов средней
з ер нистости (125/100—250/200).
Концентрация алмазов в брусках на металлической связке
для предварительного плосковершинного хонингования не ока-
зывает существенного влияния на шероховатость поверхности, и
выбирают ее в соответствии с производительностью и экономиче-
ской эффективностью процесса.
Окончательно образцы обрабатывали брусками АСО
80/63-Р11-50%. Важнейшей характеристикой, определяющей эко-
номичность хонингования брусками на эластичной связке, яв-
ляется концентрация алмазов. При 50%-ной концентрации алма-
зов плосковершинность в пределах 70% на уровне р = 2 мкм
достигается за 30 с обработки. Повышение концентрации до 100
и 150% позволяет увеличить опорную поверхность. При этом про-
изводительность окончательного хонингования повышается,
однако расход алмазов возрастает.
Увеличение твердости серийной связки РИ (50—60 условных
единиц) до 100 единиц в результате дополнительной термообра-
ботки позволяет при хонинговании брусками с 50%-ной кон-
центрацией алмазов снизить время окончательной операции
до 10 с.
На основе проведенного исследования для предварительного
хонингования чугунных нетермообработанных деталей рекомен-
дуется использовать бруски из алмазов АСК 50-100%-ной кон-
о? Таблица 2.10
Параметры шероховатости при плосковершиииом хонинговании бронзовых деталей
Параметры шероховатости (черновое хонингование, бруски АСР 160/125-Б1) Чистовое хонингование, бруски АСМ 40/28-Р11/Р9
Число двойных ходов п тах, мкм На, мкм ^р (0,1) *р (0,15) *р (0, 2) ^р (0,3) *Р (0,4) (0,5) V ь
А? тах = 7,929 мкм, 3 1,532 0,436 0,093 0,215 0,356 0,524 0,630 0,678 1,9 1,9
Яа = 1,211 мкм, 6 1,452 0,255 0,096 0,223 0,327 0,482 0,587 0,689 1,4 2,2
/10 = 0,023, /20 = 0,077, 9 1,368 0,240 0,177 0,354 0,498 0,672 0,742 0,783 1,7 2,3
/зо “ 0,124, /до = 0,184, V = 1,484, Ъ = 2,126 12 1,183 0,189 0,188 0,407 0,569 0,789 0,904 0,929 1,5 2,3
Таблица 2.11
Параметры шероховатости (черновое хонингование, бруски АСР 200/160-Б1) Чистовое хонингование, бруски АСМ 40/28-Р11/Р9
Число двойных ходов п К тах, мкм мкм 1р (0,1) ^Р (0,15) *р (0,2) ^Р (0,3) /р (0,4) *р (0,5) V ъ
Я тах = 8,575 мкм, 3 1,585 0,301 0,509 0,121 0,224 0,399 0,539 0,627 1,9 2,4
Яа = 1,359 мкм, 6 1,332 0,244 0,148 0,276 0,396 0,603 0,691 0,770 1,4 2,7 2,07
/10 = 0,029, /20 = 0,089, 9 1,094 0,196 0,166 0,339 0,496 0,699 0,785 0,838 1,5
/30 = 0,138, Ъо = 0,188, V = 1,373, Ь = 1,914 12 1,063 0,190 0,191 0,287 0,387 0,553 0,704 0,819 1,02 3,12
центрации на связках М1 и МП1, чугунных закаленных деталей —
на связках МП4 и МП5, стальных деталей — на связках МСЗ
И МС15. Для окончательного хонингования во всех случаях реко-
мендуется применять бруски из алмазов АСО или АСР зерни-
стостью 63/50 или 80/63 концентрации 50 или 100% на связках
Р11 и Р11Т.
Для уточнения параметров шероховатости, которые полу-
чаются при плосковершинном хонинговании бронзовых деталей,
проведен эксперимент, при котором черновое хонингование осу-
ществлялось брусками АСР 250/200-М1, АСР 200/160-М1,
АСР 160/125-Б Г (цд = 44 м/мин; V = 15 м/мин; 5 =
= 0,08 мкм/дв. ход; / = 60 с), чистовое хонингование брусками
АСМ 40/28-Р11/Р9 на эластичной связке (цд = 44 м/мин; у =
= 15 м/мин; 5 = 0,1 мкм/дв. ход; время определяли по числу
двойных ходов хонинговальной головки).
В результате, как видно из табл. 2.10 и 2.11, 7? шах, 7?а зна-
чительно уменьшаются и зависят от числа двойных ходов. Так, при
исходной шероховатости 7? тах = 7,929 мкм; 7?а = 1,211 мкм
(бруски АСР 160/125) в процессе чистового хонингования при
числе двойных ходов п = 3 7? шах = 1,539 мкм; 7?а = 0,436,
а при п = 12 7? шах = 1,188; 7?а = 0,189, т. е. при 12 дв. ход.
7? шах и 7?а уменьшаются почти в 7 раз. Одновременно с умень-
шением шероховатости увеличивается относительная опорная
длина профиля. Если на уровне 10% 1р = 0,023 (бруски зер-
нистостью 160/125), то после 3 дв. ход. (обработка брусками зер-
нистостью 40/28) /р = 0,095, при п = 6 /р = 0,111, при п = 12
1р = 0,170.
Предварительно бронзовые детали целесообразно хонинговать
крупнозернистыми брусками, например 160/125—100/80, а окон-
чательно — мелкозернистыми брусками или брусками на эластич-
ной связке РН.
2.6. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ ОБРАБОТКЕ ЛЕНТАМИ
Одним из перспективных методов финишной обработки дета-
лей является шлифование и полирование их поверхностей беско-
нечной лентой из синтетических сверхтвердых материалов. Этот
гибкий инструмент'находит широкое применение для шлифования
и полирования сложных криволинейных поверхностей деталей,
штоков поршней, формообразующих элементов пресс-форм и дру-
гих, изготовленных из сталей, чугунов и твердых сплавов. Неболь-
шие давления и силы резания, возникающие при этом методе
шлифования, позволяют с успехом применять его для обработки
хрупких материалов. В сравнении с обработкой кругом шлифова-
ние лентами имеет существенные преимущества.
При обработке гибкой бесконечной лентой необходимость в ее
балансировке отпадает. Значительная протяженность рабочей
3 Демкин Н. Б. 65
поверхности и эластичность, во много раз превышающие рабочую
поверхность и упругость шлифовального круга, способствуют
более интенсивному рассеянию и отводу теплоты из зоны шлифо-
вания, что весьма существенно при шлифовании деталей из жаро-
прочных сталей и сплавов. В отличие от кругов с относительно
жестким закреплением режущих зерен в связке гибкие ленты
позволяют в широких пределах изменять площадь контакта между
инструментом и обрабатываемой деталью, что создает возможность
управлять величиной и характером распределения контактного
давления, количеством режущих элементов в зоне резания в соот-
ветствии с физико-механическими свойствами обрабатываемой де-
тали и технологическими условиями на ее обработку.
Было изучено влияние некоторых технологических факторов
при алмазном ленточном шлифовании на шероховатость поверх-
ности. При экспериментах внутренние кольца подшипников из
стали ШХ15 (НВ.С 58—62) с исходной шероховатостью поверх-
ности К.а = 0,63-^1,25 мкм шлифовали бесконечными алмазными
и кубонитовыми лентами на связках Р1, Р9 и Р14, а также абра-
зивными лентами. Концентрация кубонита и алмазов в лентах
составляла 100%. Шлифование алмазными лентами выполняли
с помощью специального приспособления, которое устанавливали
на токарно-винторезный станок мод. 1К62. Режимы обработки:
скорость ленты 34 м/с; скорость вращения детали 20 м/мин; про-
дольная подача 0,3 м/мин; давление 0,24 МПа.
В качестве СОЖ применяли смесь керосина (75%) и масла
веретенного (25%).
Для получения Да < 0,04 мкм кольца шлифовали алмазными
лентами в два прохода (табл. 2.12). После шлифования изме-
ряли Да и снимали профилограммы, по которым устанавливали
координаты профиля. Затем эти данные обрабатывали на ЭВМ
«Наири», в результате чего определяли микрогеометрические ха-
рактеристики и строили кривые опорных поверхностей.
Эксперименты показали, что ленты из кубонита КО зерни-
стостью 80/63 на связках Р1, Р9 и Р14 обеспечивают больший съем
металла, чем ленты из алмазов АСО аналогичной зернистости на
тех же связках. С повышением жесткости связок кубонитовых и
алмазных лент съем металла возрастает, углы профиля 0 микро-
неровностей увеличиваются.
Уменьшение угла 0 при обработке менее жесткими связками
можно объяснить увеличением доли пластических деформаций
при резании (микровыглаживание).
Шероховатость поверхности после шлифования лентой из ал-
мазов АСО меньше, чем при обработке кубонитовыми лентами,
и значительно меньше, чем при шлифовании кругами.
После обработки алмазной лентой на связке Р1 величина 1р
при р = 0,5 мкм составляет 50%, а при использовании кубонито-
вой ленты на той же связке — 15%. В случае р = 1,2 мкм при
шлифовании алмазными и кубонитовыми лентами на связке Р14
66
Таблица 2.12
Параметры шероховатости поверхности после обработки лентами
Тип ленты Съем металла, мкм/диа- метр Я а, мкм Я 2, МКМ Я тах, МКМ & V г, мкм 3
КО 80/63-Р14 85 0,520 2,50 2,76 2,3 2,35 57 10° 29'
КО 80/63-Р9 63 0,460 1,80 2,40 1,8 1,90 55 4° 29'
КО 80/63-Р1 18 0,300 1,60 1,83 1.5 1,79 36 4° 21'
ЭБ16, клей мездровый 320Р (ГДР) 45 0,280 1,61 2,00 1,9 1,90 35 7° 12'
Лента Э9, водостойкая 40 0,450 2,30 2,42 2,0 1,80 72 6° 38'
АСО 80/63-Р14 56 0,290 1,60 2,10 2,6 2,15 78 6° 12'
АСО 80/63-Р9 45 0,270 1,20 2,14 2,8 2,30 74 2° 24'
АСО 63/50-Р9 32 0,143 0,62 0,98 2,2 2,00 72 3° 23'
АСМ 40/28-Р9 17 0,094 0,48 0,52 1,8 1,95 52 СО о ОО
АСО 80/63-Р1 16 0,136 0,76 0,89 2,0 2,30 40 2° 4'
АСО 80/63-Р9, АСМ 40/28-Р9 55 0,030 0,14 0,18 2,7 2,00 62 1° 22'
АСМ 40/28-Р9, АСМ 10/7-Р9 25 0,012 0,06 0,09 1,5 1,60 45 1° 19'
величина опорной поверхности соответственно составляет 47 ш
35%, при шлифовании лентами на связке Р9 — 63 и 53%. Алмаз-’
ные ленты на всех исследуемых связках обеспечивают не только
малую шероховатость обрабатываемой поверхности, но и большую
величину опорной поверхности, чем кубонитовые и абразивные.
С уменьшением зернистости алмазных лент уменьшается шерохо-
ватость поверхности, а опорная поверхность при этом увели-
чивается.
Шлифование лентами АСМ 40/28 и АСМ 1р/7 в два прохода
обеспечивает шероховатость обработанной поверхности <
< 0,02 мкм, лентами АСО 80/63 и АСМ 40/128 — Ра = 0,02-ь
0,04 мкм. Величина опорной поверхности на уровне р ==
= 0,08 мкм в первом случае составляет 95%, во втором 50%.
Уменьшение зернистости алмазов приводит также к изменению
радиусов закругления вершин г от 74 до 45 мкм и уменьшению
углов профиля р.
Таким образом, при выборе характеристики эластичных лент
необходимо учитывать, что ленты из кубонита обеспечивают более
высокую производительность обработки, чем алмазные. В то же
время алмазными лентами можно получить поверхность с мень-
шей шероховатостью и большей опорной площадью. Причем с уве-
личением жесткости связки и зернистости алмазов характеристики
шероховатости обработанной поверхности улучшаются.
Велика роль алмазно-абразивных методов при обработке де-
талей с самофлюсующимися покрытиями типа СНГН. Известно,
что самофлюсующиеся покрытия на основе —Сг—В—81 наибо-
лее эффективно применяют в случаях, когда деталь надо одновре-
менно защитить от износа, коррозионного действия агрессивной
среды и высокой температуры (до 800° С). Эти покрытия широко
применяют также для повышения долговечности машин и обору-
дования: насосов, литейных машин, печей отжига, технологиче-
ской оснастки и т. д. Если для обработки этих покрытий на ци-
линдрических поверхностях вполне подходят алмазные круги,
то их использование для прерывистых и фасонных поверхностей
затруднено. В связи с этим И. А. Бугаевым были проведены ис-
следования по финишной обработке твердых самофлюсующихся
покрытий таких поверхностей.
Исследования выполняли на установке, разработанной в ИСМ
АН УССР и имеющей бесступенчатую регулировку скорости
ленты до 120 м/с. При однофакторных экспериментах использо-
вали ленты с алмазом АСО на связке Р9, ленты АСО на тканевой
основе с клеевым креплением алмазов и кубонитовые ленты КО
на связке Р1 различных зернистостей 100%-ной концентрации.
Время / обработки варьировали от 10 до 90 с, а усилие прижима Р
от 19,6 до 68,6 Н при обильном охлаждении СОЖ, состоящей
из смеси 79% керосина, 20% веретенного масла и 1% олеиновой
кислоты. Результаты однофакторных экспериментов сведены
в табл. 2.13. Установлено, что за время от 10 до 40 о происходит
63
Таблица 2.13
Влияние условий обработки алмазными бесконечными лентами покрытий СНГН
на шероховатость поверхности (уд = 30 м/мин, ал = 40—45 м/с)
Тип ленты
Я а,
мкм
Яг,
мкм
Яр,
мкм
Я тах,
МКМ"
г, МКМ
рад
5 т. 103,
мм
АСО 50/40 на тка-
невой основе
10
20
40
'60
90
588,4
0,427
0,391
0,373
0,368
0,355
2,743
2,408
1,828
1,902
1,889
1,375
1,488
1,251
1,185
1,309
3,562
3,081
2,288
2,456
2,580
2,44
2,48
2,29
2,00
2,59
2,89
2,34
1,77
1,53
3,02
56,9
42,6
37,2
101,6
80,2
0,120
0,113
0,108
0,088
0,095
41,1
41,1
45,5
40,0
44,3
19,6 34,3 0,261 0,261 1,355 1,273 0,759 0,817 1,490 1,486
20 44,1 0,289 1,684 0,743 2,038
53,9 0,324 1,520 ' 1,013, 1,875
68,6 0,405 1,795 1,321 2,311
2,06
2,13
1,77
2,23
2,48
1,82
1,61
2,77
1,92
2,05
70,6
78,3
114,6
106,8
51,2
0,65
0,072
0,070
0,077
0,098
44,1
30,0
28,6
44,5
41,1
10
20
40
60
90
58,8
0,399
0,361
0,371
0,310
0,285
2,036
1,671
1,951
1,616
1,536
1,014
0,883
1,200.
1,135
0,88^
2,590
2,065
2,423
2,544
1,876
1,95
2,02
2,23
2,68
2,11
4,09
3,33
2,54
3,61
2,86
83,8
56,3
82,5
121,7
121,6
0,104
0,099
0,096
0,081
0,068
43,0
42,9
39,6
42,7
42,4
о
Продолжение табл.2.13
Тип ленты 1, с Р, Н Ха, мкм мкм Кр, МКМ тах, мкм V Ь г, мкм 3- РЗД 8т- 10\ мм
10 0,218 1,048 0,450 1,153 1,26 1,49 1402 0,014 98,4
20 0,125 0,554 0,330 0,640 1,92 1,94 74,7 0,035 42,5
40 58,8 0,088 0,450 0,194 0,517 1,61 2,93 486 0,019 51,7
60 0,071 0,326 0,159 0,366 1,30 1,49 , 756 0,0'15 77,5
КО 50/40-Р1-100% 90 0,101 0,470 0,192 0,559 0,91 1,36 ’ 814 0,030 105
19,6 0,169 0,713 0,380 0,785 1,57 1,77 275 0,020 107
34,3 0,079 0,413 0,203 0,453 1,46 1,42 НО 0,028 38,3
20 44,1 0,100 0,472 0,621 0,921 2,51 0,41 170 0,047 41,1
53,9 0,119 0,634 0,358 0,745 2,08 2,07 212 0,031 31,4
68,6 0,175 0,982 0,444 1,253 2,47 8,51 865 0,024 68,3
10 0,145 0,644 0,318 0,749 2,06 2,80 146 0,028 46,5
20 0,071 0,399 0,146 0,499 1,71 1,26 84,2 0,026 25,6
40 58,8 0,055 0,291 0,179 0,380 2,16 2,15 117 0,029 20,5
АС0 50/40-Р9-100% 60 0,055 0,288 0,199 0,353 1,77 0,87 87,1 0,029 18,7
90 0,046 0,246 0,162 0,292 1,97 1,06 123 0,017 23,9
19,6 0,085 0,468 0,235 0,516 1,66 1,71 6825 0,006 139,6
34,3 0,037 0,204 0,098 0,235 1,48 1,64 582 0,018 27,5
2,0 44,1 0,044 0,217 0,105 0,262 1,39 1,74 126 0,017 21,1
53,9 0,049 0,284 0,123 0,357 1,45 2,25 126 0,022 19,3
1 68,6 0,125 0,400 0,462 0,977 2,02 1,34 539 0,076 35,9
Влияние зернистости режущих зерен алмаза
и кубонита на параметр шероховатости
(од = 30 м/мин, ол = 40 м/с, Р = 44,1 Н, I = 45 с)
Тип ленты Зернистость
40/28 50/40 80/63 125/100
АСО 50/40-Р9-100% Ра = Ра = Ра = Ра =
= 0,03 мкм = 0,05 мкм = 0,15 мкм = 0,34 мкм
КО 50/40-Р1-100% Ра = Ра — Ра = Ра =
= 0,10 мкм == 0,10 мкм = 0,25 мкм = 0,60 мкм
АСО 50/40-100% на тка- Ра = Ра = Ра = Ра =
невой основе с клеевым креплением алмазов = 0,20 мкм = 0,37 мкм = 0,45 мкм = 0,77 мкм
интенсивное уменьшение высоты неровностей. Например, при
обработке лентой КО 50/40-Р1 -100% высота неровностей сни-
жается в 2—2,5 раза с = 0,218 до Л’а = 0,088 мкм. В дальней-
шем время обработки практически не влияет на изменение высоты
неровностей, а влияет только на величину съема металла. Таким
образом, можно отметить, что за первые 40 с предшествующая
исходная шероховатость полностью исчезает.
Влияние зернистости режущих зерен алмаза и кубонита на Л’а
приведено в табл. 2.14. При обработке бесконечными лентами
зернистостью от 40/28 до 80/63 происходит увеличение высоты
неровностей, но не такое интенсивное, как при зернистости ленты
от 80/63 до 125/100. Наименьшая шероховатость обеспечивается
при обработке лентами АСО на связке Р9, а наибольшая при
обработке лентами АСО на тканевой основе с клеевым крепле-
нием алмазов, что объясняется более жесткими режимами работы
(невозможность погружения режущих зерен в связку). Эти же
ленты быстро выходили из строя по причине интенсивного рас-
хода алмазов (одной лентой можно обработать две-три детали
диаметром 80 и длиной 30 мм).
Ниже представлены результаты однофакторных экспериментов
съема покрытия в зависимости от времени обработки и усилия
прижима (пд = 30 м/мин).
Для ленты КО 50/40-Р1-100% при Р = 58,8 Н
1, с й, мм 10 . 0,009 20 0,015 40 0,023 60 0,073 90 0,115
При 1 = 20 с -
Р, Н 19,6 34,3 44,1 53,9 68,6
И, мм . 0,011 0,019 0,022 0,031 0,049
Для ленты АСО 50/40-100% на тканевой основе с клеевым
креплением алмазов при Р = 58,8 Н
I, с.............. 10
А, мм.............. 0,066
При I = 20 с
Р, Н................ 19,6
А, мм.............. 0,028
20 40 60
0,140 0,188 0,210
34,3 44,1 53,9
0,063 0,063 0,068
90 .
0,244
68,6
0,072
Для ленты АСО 50/40-Р9-100% при Р — 58,8 Н
I, с............. 10
/г, мм............. 0,004
При I — 20 с
Р, Н............. 19,6
Л, мм............. 0,004
20 ' 40 60 90
0,010 0,012 0,015 0,020
34,3 44,1 53,9 68,6
0,005 0,015 0,022 0,031
Основной съем металла происходит в течение первых 40 с
(исчезает исходная шероховатость), далее фактическая площадь
контакта пары лента—деталь увеличивается, нагрузка на единич-
ное зерно падает и интенсивность съема покрытия уменьшается
(т. е. происходит приработка пары лента—деталь). Усилие при-
жима к обрабатываемой детали влияет на съем покрытия равно-
мерно, т. е. с увеличением усилия прижима съем возрастает ли-
нейно, но интенсивность прироста съема меньше в 2—2,5 раза,
чем от времени обработки в первый период (в течение 40 с). Наи-
больший съем металла в зависимости от времени и от усилия при-
жима наблюдается при обработке лентой АСО на тканевой основе
е клеевым креплением алмазов, которая обладает лучшими режу-
щими свойствами (алмазы не замурованы в связку). Эта же лента
имеет и наибольший расход алмазов вследствие недостаточной их
прочности сцепления с основой при обработке деталей с твердым
самофлюсующимся покрытием типа СНГН и НГ-ХН80СР4.
В результате проведенных исследований можно отметить, что
для финишной обработки деталей самофлюсующимися сплавами
можно успешно применять алмазные ленты АСО Р9-100% зер-
нистостью 50/40—80/63 и ленты из кубического нитрида бора на
связке Р1. При использовании этих лент обеспечивается мини-
мальная высота неровностей, наименьший расход алмазов и высо-
кая производительность. Детали с твердым самофлюсующимся
покрытием обрабатывать алмазными бесконечными лентами на
тканевой основе с клеевым креплением алмазов не рекомендуется
вследствие интенсивного расхода алмазов и быстрого выхода
ленты из строя.
Ранжировка технологических факторов (время обработки /,
усилие прижима ленты Р, зернистость /С) при обработке ал-
мазными бесконечными лентами АСО на каучукосодержащей
связке Р9 на параметры шероховатости поверхности показывает,
что степень влияния их на высотные характеристики (Ра, Рр,
Рг, Р тах) следующая: К = 50%, / = 40%, Р = 10%. На ве-
72
Рис. 2.8. Схема обработки алмазными эла-
стичными брусками
Р
личину среднего наклона бо-
ковых сторон р микропро-
филя основное влияние ока-
зывает зернистость К = 55%,
/=30% и Р = 15%. Величина
съема И покрытия зависит от
/ = 50%, а усилие прижима
ленты и зернистость оказывают
одинаковое влияние по 25%.
При полировании эластичными и полуэластичными алмазными
брусками также используют алмазные ленты. Бруски состоят
из стального основания, эластичного подслоя (резины) и эластич-
ной алмазной ленты на каучукосодержащей связке. Эластичные
бруски обладают свойствами макро- и микропластичности. Под ма-
кропластичностью понимают свойства бруска или его рабочей
поверхности деформироваться под действием давления, обеспечи-
вая прилегание всей рабочей поверхности бруска к обрабатывае-
мой поверхности. Элементарные силы сопротивления резания и
контактные давления заставляют алмазные зерна бруска погру-
жаться в связку алмазного слоя (под этим свойством понимают
микропластичность).
Полуэластичные алмазные бруски состоят из стального осно-
вания и алмазной эластичной ленты, у которой алмазные зерна
погружены в каучукосодержащую связку. Эти бруски обладают
свойствами микропластичности, и поэтому их применяют для по-
лирования поверхностей, не имеющих макроотклонений и волни-
стости. В большинстве случаев реальные детали всегда имеют
макроотклонения.
Применение алмазных лент зернистостью более 125/100 и ме-
нее 40/28 нецелесообразно в связи с получением шероховатости,
близкой к той, которая формируется после обработки периферией
круга (7?а = 0,25^0,6 мкм) в первом случае, и малой производи-
тельностью во втором.
При обработке использовали эластичные конечные ленты, изго-
товленные ИСМ АН УССР, имеющие специальные рифления для
лучшего подвода СОЖ в зону резания, 100%-ной концентрации
алмазов АСО, зернистостью 40/28, 50/40, 63/50, 80/63, 125/100 и
связке Р9. Образцы обрабатывали при обильном охлаждении
СОЖ, состоящей из 79% керосина, 20% веретенного масла и
1 % олеиновой кислоты (схема обработки показана на рис. 2.8).
Для обработки использовали суперфинишную головку СФГ-100,
установленную на токарно-винторезном станке мод. 1К62, с ам-
плитудой бруска при осциллировании 3 мм и 1400 дв. ход/мин.
Переменными факторами обработки были приняты: скорость вра-
щения детали = Ю-г-50 м/мин, усилие прижима бруска к обра-
73
Влияние условий обработки эластичными, брусками деталей с покрытием СНГН и ПГ-ХН80СР4
на шероховатость поверхности
м/мин Л с Р, н Д’, мкм Ра, мкм Р 2, мкм Рр, мкм Р тах, мкм V Ь г, мкм з; рад 5т- 10я, мм
10 0,094 0,487 0,308 0,614 2,24 2,21 41,7 0,050 18,5
20 0,060 0,323 0,183 0,394 1,83 1,26 103 0,022 24,0
30 30 0,049 0,247 0,134 0,291 2,00 2,91 96,5 0,024 21,4
40 0,040 0,201 0,111 0,246 1,68 1,61 149 0,022 18,1
50 147,1 50/40 0,028 0,157 0,076 0,197 2,31 7,51 466 0,016 20,4
10 0,055 0,368 0,127 0,435 1,87 3,48 451 0,012 35,4
20 0,041 0,196 0,111 0,234 1,73 1,89 154 0,020 25,8
30 40 0,035 0,191 0,094 0,234 2,19 4,20 292 0,016 29,5
60 0,036 0,191 0,107 0,244 2,25 2,78 203 0,015 24,7
80 0,038 0,190 0,102 0,225 2,19 3,11 149 0,016 23,2
88,2 0,041 0,216 0,114 0,284 2,11 3,25 143 0,021 19,6
147,1 0,033 0,170 0,101 0,209 2,11 1,49 203 0,017 17,0
205,9 50/40 0,028 0,144 0,070 0,172 2,18 3,40 183 0,015 21,7
30 30 294,2 0,036 0,195 0,114 0,241 2,58 3,85 85,5 0,016 31,2
382,4 0,054 0,271 0,141 0,334 2,09 2,45 82,3 0,028 22,5
125/100 0,210 1,278 0,663 1,515 2,56 5,57 54,7 0,072 40,0
100/80 0,060 0,326 0,181 0,400 2,17 2,76 99,6 0,027 17,5
147,1 80/63 0,040 0,192 0,103 0,218 2,11 2,74 172,6 0,019 21,1
65/50 0,027 0,134 0,080 0,160 2,15 1,79 176,2 0,020 14,3
50/40 0,022 0,129 0,058 0,178 2,45 9,67 776,7 0,011 18,2
Рис. 2.9. Изменение На для сплава
СНГН, обработанного алмазными
эластичными брусками АСО на связ-
ке Р9 100%-ной концентрации:
1 — Р = 150 Н, I = 30 с, зерни-
стость 50/40; 2 — Р — 150 Н, =
= 30 м/мин, зернистость 50/40; 3 —
р = 30 м/мин, = 30 с, зернистость
50/40; 4— Р = 150 Н, I = 30 с, =
= 30 м/мин
батываемой детали от 29,4
до 392 Н, т. е. 0,7—
1,3 МПа, зернистость (К)
от 50/40 до 125/100.
Результаты однофак-
торных экспериментов по
обработке деталей с покры-
тием СНГН и ПГ-ХН80СР4
100 200 300 ЧОО Р,Н
~50^0 63/50 80/63 100/80 К
приведены в табл. 2.15.
Анализ результатов эксперимента показывает, что основное влия-
ние на формирование микропрофиля оказывают зернистость К
инструмента и время обработки. С увеличением зернистости вели-
чина шероховатости растет, особенно при обработке брусками
зернистостью 100/80. Более крупные зерна алмаза начинают сре-
зать большую стружку, следы движения зерен становятся глубже.
Максимальное влияние времени обработки сказывается в первые
20—30 с, затем оно практически не влияет на формирование
микропрофиля (за это время предшествующая шероховатость
полностью исчезает), а влияет только на производительность
процесса, которая со временем также снижается. Это объясняется
тем, что в начальный период обработки контактирование инстру-
мента и детали происходит по отдельным неровностям обрабаты-
ваемой поверхности. После 15—20 с обработки на микронеровно-
стях поверхности образуются площадки, которые увеличивают
число контактирующих зерен бруска.
Упругие свойства каучукосодержащих связок и эластичного
подслоя также способствуют участию в процессе обработки боль-
шего числа зерен. В связи с этим усилие, приходящееся на еди-
ничное зерно, снижается, а следовательно, глубина следов дви-
жения зерен становится меньше и съем металла также умень-
шается, что приводит к постепенному переходу процесса резания
в полирование.
Увеличение усилия прижатия бруска к детали способствует
большему внедрению зерен инструмента в обрабатываемую по-
верхность. Это приводит к увеличению съема металла и уменьше-
нию исходной шероховатости (рис. 2.9). Например, увеличение
усилия с 88,24 до 196 Н привело к уменьшению с 0,041 до
0,028 мкм. Однако дальнейшее увеличение усилия прижима
(196 Н) приводит к некоторому росту высоты микронеровностей.
Скорость враЩеййй Детали в пределах 50—50 м/мйй оказалась
наиболее благоприятной для получения минимальной шерохова-
тости. Угол наклона в этом Случае составил 0 = 72—82°.
Ранжировка технологических факторов од, /, Р, К при обра-
. ботке алмазными эластичными брусками показывает, что степень
влияния их на высотные характеристики Ра, Рг, Рр, Р тах
следующая: уд = 15%, I — 23%, Р = 10%, Р = 52%. На ве-
личину г основное' влияние оказывают зернистость Р = 53%,
скорость вращения детали пд = 26%, а время обработки и усилие
прижима Р в сумме составляют 21%. Величина |3 зависит
от зернистости Р = 50%, а скорость, время обработки и усилие
прижима оказывают влияние на 16%. Шаг 8т зависит от зерни-
стости (Р = 45%) и времени обработки (/ = 34%), а скорость
вращения детали и усилие прижима оказывают одинаковое влия-
ние по 10%. Таким образом, можно отметить, что во всех случаях
на параметры шероховатости основное влияние оказывает зер-
нистость. Для получения Ра = 0,16-г-0,18 мкм детали с покры-
тиями типа СНГН, ПГ-СР4, ПГ-СРЗ целесообразно обрабатывать
алмазными эластичными брусками с алмазом АСО на каучуко-
содержащей связке Р9 и зернистостью 40/28—80/63 на режимах:
= 30-^50 м/мин; / = 20-г-40 с; р = 0,5-г-0,8 МПа, используя
стандартную суперфинишную головку СФГ-100. При времени
обработки менее 20 с и усилии прижима р = 0,3 -г-0,4 МПа можно
получить микрокарманы (следы предшествующей обработки), ко-
торые способствуют лучшим условиям смазки при граничном и
полусухом трении. При этом следует отметить, что одним алмаз-
ным эластичным бруском площадью 3 см2 можно обработать
3000—3500 деталей с покрытием СНГН и ПГ-ХН80СР4 диаме-
тром 40 и длиной 30 мм.
С. С. Филин провел исследования на образцах-дисках, изго-
товленных из закаленных сталей 45 (НРС 58—62), ЗбХГСА
(НРС 30—35) и титанового сплава ВТ4. Предварительная обра-
ботка: шлифование (сталь ЗОХГСА), суперфиниширование
(сталь 45) и точение (ВТ4), что отвечает условиям технологиче-
ского процесса обработки многих деталей из данных материалов.
Комплект образцов на оправке устанавливали в центрах токар-
ного станка и обрабатывали с помощью суперфинишной головки
СФГ-100 (ленты конечной длины). Микрогеометрию поверхностей
оценивали на основании изучения профилограмм с использова-
нием ЭВМ «Наири».
Величину съема металла измеряли аналогично величине ли-
нейного износа, т. е. по профилограмме участков поверхности
до обработки и после нее.
Для установления связи технологических факторов обработки
с исследуемыми параметрами применяли метод рационального
планирования экспериментов с обработкой результатов по методу
случайного баланса и использованием зависимостей однофактор-
ного эксперимента.
В качестве исследуемых факторов обработки принимали еле*
дующие: время обработки I = 104-160 с, усилие прижатия ленты
к детали р = 0,15 4-0,9 МПа, величина среднего арифметического
отклонения профиля 7?аисх предшествующей обработки от 2,1 до
0,3 мкм. Для охлаждения использовали смесь керосина, веретен-
ного масла и олеиновой кислоты, в которой переменной величиной
было соотношение керосина и веретенного масла.
Соотношение между скоростью деталей и скоростью осцилли-
рования характеризует траекторию движения (след на поверх-
ности режущего зерна).
При обработке брусками установлено, что при угле наклона
сетки 0 = 45—60° происходит наибольший съем металла, а при
угле 0 = 73—84° — чистовая обработка 0 = цд/пл). Поэтому
представляет определенный интерес исследование влияния вели-
чины соотношения од и ц,, на производительность и качество обра-
ботанной поверхности. Так как суперфинишная головка СФГ-100
имеет постоянную частоту осциллирования пл = 1400 дв. ход/мин
и амплитуду а = 1,5 мм и соответственно цл = 8,4 м/мин, то ре-
жим обработки в зависимости от требуемого угла устанавливают
только за счет частоты вращения детали.
Исследовали также влияние на производительность и качество
поверхности скорости вращения детали, при которой угол 0 < 45°.
Изменение скорости вращения детали принято от 82 (пд —
= 475 об/мин) до 5,3 м/мин (пд = 30 об/мин), что соответствует
углу 0 = 84° 10' и .32° 20'.
Полученные в результате эксперимента данные (табл. 2.16)
показывают, что наибольшее уменьшение шероховатости происхо-
дит в первые 40—50 с обработки. В дальнейшем изменение шеро-
ховатости поверхности незначительно. Это объясняется тем, что
в начальный период обработки контактирование инструмента и
детали происходит по отдельным неровностям обрабатываемой
поверхности. После некоторого времени на микровыступах по-
верхности образуются площадки, которые приводят к большему
числу контактирующих зерен инструмента с поверхностью детали.
Упругие свойства каучукосодержащих связок и эластичного под-
слоя также способствуют участию в процессе обработки большего
числа зерен. Поэтому усилие, приходящееся на единичное зерно,
уменьшается, глубина внедрения их в обрабатываемую поверх-
ность, а следовательно, и съем металла также уменьшаются, и
постепенно процесс резания переходит в полирование.
Большей величине шероховатости исходной поверхности 7?аисх
соответствует большее значение Ра после обработки. Увеличение
усилия прижатия ленты к детали способствует большей глубине
внедрения зерен и более быстрому уменьшению исходной шеро-
ховатости. Такая закономерность наиболее сильно проявляется
при увеличении усилия до 0,7 МПа. Уменьшение зернистости спо-
собствует получению поверхности с меньшей шероховатостью. Уве-
личение содержания веретенного'масла в СОЖ до 12—15% спо-
Влияние технологических факторов на парамётр шероховатости Ка
при обработке брусками (сталь 45)
СОЖ к Л с р, МПа ^аИСХ’ мкм м/мин Яа, мкм
99% керосина 125/100 10 0,15 2,28 82,0 0,71
1% олеиновой кис- 100/80 20 0,8 1,51 65,6 0,44
ЛОТЫ 80/63 - 40 0,5 0,76 32 0,11
63/50 80 0,7 0,41 8,3 0,06
50/40 160 9,6 0,30 5,3 0,03
94% керосина 5% веретенного 50/40 10 0,3 0,44 32,8 0,12
масла
1% олеиновой 125/100 20 0,7 0,77 5,8 0,18
КИСЛОТЫ 63/50 40 0,9 2,10 65 0,38
100/80 80 0,5 0,30 82,0 0,05
80/63 160 0,15 1,60 8,6 0,31
89% керосина, 65/50 10 0,5 1,51 5,3 0,4
10% веретенно- 80/63 20 0,9 0,42 82,0 0,07
го масла, 1% 125/100 40 0,3 0,26 8,3 0,13
ь* олеиновой кис- 50/40 80 0,1 0,80 65,6 0,18
ЛОТЫ 100/80 160 0,7 2,23 32,8 0,32
79% керосина, 80/63 10 0,7 0,30 65,6 0,08
20% веретен- 50/40 20 0,5 1,89 8,3 0,40
ного масла, 1% 100/80 40 0,15 0,41 5,3 0,25
олеиновой кис- 125/100 80 0,9 1,70 32,8 0,22
- лоты 63/50 160 0,3 0,70 82,0 0,12
69% керосина, 100/80 10 0,9 0,65 8,3 0,17
30% веретен- 63/50 20 0,15 0,30 32,8 0,16
ного масла, 1% 50/40 40 07 1,51 82,0 0,28
олеиновой кис- 80/63 80 0,3 2,02 5,3 0,58
лоты 125/100 160 0,5 0,43 65,6 0,06
собствует повышению эффективности процесса, свыше 20% при-
водит к росту Л?а. Скорость вращения детали пд = 30-^-50 м/мин
является наиболее благоприятной для снижения шероховатости
поверхности. Угол наклона сетки в этом случае составил 0 =
= 74° 25'—80° 20'.
Результаты экспериментов по обработке образцов из стали
ЗОХГСА и сплава ВТ4 представлены в табл. 2.17—2.19. Наиболь-
шее влияние на все параметры шероховатости оказывает время
обработки.
Основное изменение этих параметров происходит за 40 с
(сталь ЗОХГСА и сплав ВТ4 при 7?аисх = 1,84 мкм) и за 20 с
для ВТ4 (при 7?аисх = 0,22 мкм), после чего наступает процесс
образования шероховатости, определяемый режимами рассматри-
ваемого метода обработки и не зависящий от исходного микро-
78
рельефа. В тех случаях, когда требуется получить поверхность
с большими значениями опорной длины профиля на уровне сред-
ней линии /т, обработку целесообразнее проводить при значе-
ниях I < 40 с для стали ЗОХГСА и сплава ВТ4 (7?аисх —
= 1,84 мкм) и I < 20 с для сплава ВТ4 (7?аисх = 0,22 мкм).
В этом случае сохраняются следы исходной шероховатости и
создаются поверхности, хорошо работающие в условиях износа.
При необходимости повышения усталостной прочности деталей
исходный микропрофиль, являющийся концентратором напряже-
ний, целесообразнее полностью устранять.
Значительное влияние на все параметры шероховатости оказы-
вает усилие прижатия ленты к обрабатываемой детали, с увеличе-
нием которого возрастает съем металла и обеспечивается более
быстрое достижение минимальных значений.
С увеличением зернистости алмазных лент возрастают высот-
ные характеристики шероховатости.
Таблица 2.17
Влияние технологических факторов полирования
на исследуемые параметры (сталь ЗОХГСА)
Технологические факторы полирования Основные характеристики качества поверхности
постоянные переменные мкм К. 2, МКМ Яр, МКМ Ц тах, МКМ 1т, %
Характеристика качества ис- ходной поверхности 0,68 3,2 1,74 3,64 51
у = / (К) 125/100 0,27 1,3 0,57 1,43 58
р = 0,4 МПа 100/80 0,22 1,15 0,52 1,30 57
ид = 35 м/мин 80/63 0,17 1,1 0,50 1,23 60
1 = 20 с 63/50 0,17 1,06 0,45 1,18 61
50/40 0,15 1,05 0,43 1,12 62
Характеристика качества ис- ходной поверхности 0,76 3,8 - 1,93 4,17 52
у = / (0 / = 10 с 0,30 1,2 0,53 1,35 54
р = 0,4 МПа 1 = 20 с 0,22 1,05 0,45 1,12 63
= 35 м/мин 1 = 40 с 0,16 0,98 0,38 1,08 58
АСО 50/40 1 = 60 с 0,15 0,94 0,36 1,01 56
Р9-100% 1 = 90 с 0,13 0,93 0,35 0,96 53
/ = 120 с 0,14 0,94 0,33 1,60 53
Характеристика качества ис- ходной поверхности 0,68 3,2 1,74 3,64 51
Ид = 35 м/мин р = 0,3 МПа 0,20 1,25 0,58 1,34 59
у = / (Р); 1 = 20 с р = 0,4 МПа 0,18 1,06 0,48 1,22 62
АСО 50/40 р = 0,6 МПа 0,17 1,00 0,45 1,13 63
Р9-100% р = 0,8 МПа 0,15 1,00 0,42 1,08 66
Влияние технологических факторов полирования
на исследуемые параметры (сплав ВТ4)
Технологические факторы полирования Основные характеристики качества поверхности
постоянные переменные мкм Я 2, МКМ Яр, мкм Я шах, мкм 1т, %
Характеристика качества ис- ходной поверхности 0,220 0,87 0,52 0,97 48
у = 7 (0 1 = 5 с 0,120 0,66 0,23 0,73 58
К = 50/40 1 = 10 с 0,088 0,42 0,22 0,47 52
р = 0,4 МПа 1 = 20 с 0,064 0,33 0,19 0,38 48
Од = 35 м/мин 1 = 30 с 0,057 0,31 0,18 0,39 51
/ = 40 с 0,056 0,30 0,19 0,38 50
У = 7 Р) р = 0,3 МПа 0,073 0,41 0,26 0,47 48
К = 50/40 р = 0,4 МПа 0,066 0,32 0,19 0,41 - 51
Од = 35 м/мин 1 = 20 с р = 0,6 МПа 0,065 0,32 0,21 0,39 47
р = 0,8 МПа 0,062 0,30 0,18 0,38 51
'/-/(/О К = 50/40 0,063 . 0,31 0,20 0,37 49
Vд = 35 м/мин К = 63/50 0,067 0,35 0,22 0,41 48
/ = 20 с К = 80/63 о;о78 0,38 0,22 0,44 50
р = 0,4 МПа # = 100/80 0,122 0,57 0,33 0,69 50
Таблица 2.19
Влияние технологических факторов обработки
на исследуемые параметры при обработке брусками (сплав ВТ4)
Технологические факторы обработки Основные характеристики качества поверхности
постоянные переменные Яа, мкм Я 2, МКМ Яр, мкм Я тах, мкм (т, %
Характеристики качества ис- ходной поверхности 1,8 5,6 3,2 6,3 68
Р = / (0 ( = 10 с 0,420 2,83 0,96 3,10 66
К = 50/40 ( = 20 с 0,130 1,75 0,68 2,00 57
р = 0,4 МПа 1 = 30 с 0,074 0,39 0,22 0,44 49
Пд = 35 м/мин / ,= 40 с 0,073 0,40 0,21 0,45 50
У = ЦР) р = 0,3 МПа 0,15 1,95 0,76 2,28 57
К = 50/40 р = 0,4 МПа 0,12 1,64 0,64 1,86 56
Пл = 35 м/мин р = 0,6 МПа 0,09 0,48 0,28 0,56 49
/= 20 с р = 0,8 МПа 0,07 0,41 0,23 0,48 50
у = 7 (К) X = 50/40 0,12 1,73 0,65 1,94 57
(=20 с М = 63/50 0,12 1,48 0,53 1,70 68
Од = 35 м/мин К = 80/63 0,14 0,87 0,44 1,02 55
р = 0,4 МПа К = 100/80 0,18 1,15 0,67 1,40 51
ао
2.7. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКЕ
С повышением требований к эксплуатационным свойствам де-
талей машин необходимы новые эффективные методы обработки,
обеспечивающие получение высоких характеристик качества по-
верхности. Одним из таких методов является магнитно-абразив-
ная обработка.
Сущность этого метода [611 заключается в том, что деталь,
имеющую форму тела вращения, помещают между двумя сердеч-
никами электромагнитов с некоторым зазором. Наводимый в сер-
дечнике магнитный поток пронизывает деталь в диаметральном
направлении. Электромагниты питаются пульсирующим (выпрям-
ленным) током. В зазоры между деталью и сердечником подается
твердый ферромагнитный порошок, например ферробор, ферро-
вольфрам, кермет и др. В процессе обработки деталь вращается,
а режущие элементы (зерна ферромагнитного порошка), удержи-
ваемые в зазоре силами электромагнитного поля, получают коле-
бательное движение относительно оси детали за счет осцилляции
полюсников электромагнита. В рабочую зону (зазор) подается
СОЖ (керосин, 5—10%-ный раствор товарного эмульсола в воде
и др.).
Абразивные зерна (частицы ферромагнитного порошка) ориен-
тируются наибольшими осями по направлению магнитно-силовых
линий, т. е. перпендикулярно обрабатываемой поверхности. При-
жимаясь к ней, они производят микрорезание, что является по су-
ществу резанием ориентированными абразивными зернами. Вслед-
ствие наличия силы трения в местах контакта зерна несколько
смещаются в направлении вращения детали и пересекают магнит-
ные линии, в результате чего возникает ЭДС. Возникшие микро-
токи интенсифицируют процесс съема металла и улучшают физико-
механические свойства обработанной поверхности. Повышению
производительности при магнитно-абразивной обработке способ-
ствует СОЖ, которая является скорее носителем поверхностно-
активных веществ, а не средством охлаждения детали. Отличи-
тельной особенностью рассматриваемого процесса перед другими
отделочными процессами, использующими эластичный режущий
инструмент, является то, что во время обработки зерна контакти-
руют преимущественно с выступами неровностей поверхности,
которые являются концентраторами магнитного поля. Это при-
водит к снятию наибольших выступов и неровностей поверхности
детали.
В Брянском институте транспортного машиностроения было
проведено исследование технологических возможностей магнитно-
абразивной обработки по управлению свойствами поверхностного
слоя деталей. Экспериментальные исследования этого метода про-
водили по описанной выше схеме на установке ФАС-3. В качестве
образцов использовали ролики диаметром 40 мм из закаленных
Влияние времени магнитно-абразивной обработки на съем ДО (мкм)
и шероховатость поверхности Ца (мкм)
Материал образца Время обработки 1, с
20 60 180
Яа ДО На ДО Яа до
Сталь У8А о,1 1,5 0,05 6,5 0,03 11,5
Сталь ЗОХГСА 0,103 1,8 0,04 9,5 0,02 15
Чугун СЧ 21—40 0,075 5 0,036 15 0,03 26
Чугун ВЧ 45—0 0,24 3,5 0,134 10 0,1 14,5
сталей У8А (ИКС 56—58) и ЗОХГСА (Ш?С 35—38), а также
из серого СЧ 21—40 и высокопрочного ВЧ 45—0 чугуна. Пред-
варительно образцы обрабатывали шлифованием на круглошли-
фовальном станке до Ра = 0,45 мкм для' стальных образцов и
Р.а = 0,6 мкм для чугунных. Окончательную магнитно-абразив-
ную обработку проводили на следующем режиме: магнитная ин-
дукция В = 0,9 Тс; скорость осцилляции полюсников 9 м/мин;
амплитуда /1=2 мм; размер зерна порошка 250/160 мкм; зазор
между деталью и сердечником 0,9 мм; СОЖ— 8%-ный раствор
эмульсола в воде; ферромагнитный порошок — кермет ЭБМ40 +
+ 80% Ре.
Основным технологическим фактором магнитно-абразивной об-
работки является время обработки. В табл. 2.20 приведены зна-
чения съема и шероховатости поверхности для исследуемых мате-
риалов после различного времени обработки. Приведенные дан-
ные показывают, что производительность процесса обработки
(съем АО) и шероховатость (7?ц) в значительной степени опреде-
ляются видом обрабатываемого материала и, в частности, его
твердостью и ферромагнитными свойствами.
Рассматриваемый метод относится к отделочным видам обра-
ботки, для которых особое значение имеет исходное качество по-
верхности, полученное на предшествующих операциях. Поэтому
одним из важных вопросов при исследовании процесса магнитно-
абразивной обработки является изучение явления технологиче-
ской наследственности. Это связано с тем, что при магнитно-
абразивной обработке происходит последовательное снятие вер-
шин микронеровностей до тех пор, пока не удалится верхний
слой, равный по высоте исходной шероховатости, после чего фор-
мируется новый микрорельеф, определяемый видом и размерами
зерна порошка, а также технологическими факторами исследуемого
процесса. Например, магнитно-абразивная обработка образцов
из стали У8А, имеющих исходную высоту шероховатости Ра =;
82
*= 1,6 мкм, приводила к снижению после I — 10 с значений Ва
на 50%, после I = 20 с — на 70%, и после I = 40 с появлялся
микропрофиль без видимых следов исходной обработки.
Таким образом, следует различать два вида магнитно-абразив-
ной обработки: 1) .обеспечивающий частичное сохранение исход-
ной шероховатости и 2) полностью устраняющий ее. При первом
виде наряду с меньшим временем обработки получается поверх-
ность с большой величиной опорной длины профиля (1р = 50 = 70%
при р = 50%) и большими радиусами закругления вершин ми-
кронеровностей. Наличие на поверхности канавок в виде впадин
исходного профиля (регулярного для предварительной обработки
точением) способствует улучшению смазки при трении. Поэтому
при необходимости повышения износостойкости поверхности де-
талей можно рекомендовать первый вид обработки, при котором
микрогеометрия поверхности во многом определяется проявле-
нием технологической наследственности от предыдущей обра-
ботки (при I < 40 с). В тех случаях, где требуется снижение
влияния концентраторов напряжений на рабочих поверхностях
деталей (например, при работе деталей на усталостную выносли-
вость), необходимо применять второй вид магнитно-абразивной
обработки, полностью устраняющий отрицательное проявление
исходного микрорельефа (при /^40-с).
При проведении исследований магнитно-абразивной обра-
ботки покрытий использовали установку ФАС-3 конструкции
ФТИ АН БССР. Образцы с покрытием СНГН и ПГ-Ср4, СрЗ перед
магнитно-абразивным полированием обрабатывали алмазным кру-
гом АПП-АСКМ 250/200-100%-М016 на станке ЗА130, для исклю-
чения влияния неравномерности толщины покрытия на магнит-
ный поток (толщина ее находилась в пределах 0,6°-01 мм). После
предварительной обработки алмазным кругом шероховатость по-
верхности 7?а = 0,5-г-0,6 мкм. Инструментом при магнитно-абра-
зивной обработке служил ферромагнитный порошок кермет
марки ЭБМ (40—80% Ре) зернистостью 160/80, 250/160, 315/250,
400/315. В качестве охлаждающей жидкости применяли 8%-ный
раствор эмульсола Э2 в воде. Исследовали влияние следующих
основных технологических факторов процесса обработки на фор-
мирование шероховатости поверхности: время обработки / (с),
зернистость ферромагнитного порошка К (мкм), величина магнит-
ной индукции В (Т); скорость вращения образцов цд (м/мин).
Величина рабочего зазора (б = 0,8 мм), скорость осцилляции
полюсников (ц0 = 9 м/мин) и амплитуда осцилляции (А = 1,5 мм)
в процессе исследований не изменялись. Принятые их величины
(указанные выше) являются оптимальными с точки зрения интен-
сификации процесса магнитно-абразивной обработки практически
для всех материалов.
Эксперименты проводили при следующих режимах обработки:
/ = 30н-240 с (/фИКСиР = 120 с); В = 0,3 = 1,2 Т (Вфиксир =
= 0,8 Т); цд = 84; 168 м/мин (РцфИКсир = 168 м/мин); д =
83
*= 160/80 <-400/315 (Лфиксир = 250/160); 6 = 0,8 мм = сопз!;
ц, = 9 м/мин]= сопз1; А = 1,5 мм — сопзЕ
Анализ результатов исследований показывает, что основное
влияние на высотную характеристику Да микропрофиля поверх-
ности покрытия оказывает время обработки. В течение первых
120 с обработки происходит наибольшее изменение высотных
характеристик; в дальнейшем эти параметры шероховатости
практически не изменяются.
Как показали опыты, даже при 240 с магнитно-абразивной
обработки не происходит полного удаления исходной шерохова-
тости после обработки алмазными кругами АПП. Это связано
с тем, что микротвердость отдельных включений покрытий пре-
восходит в 1,5—2 раза микротвердость ферромагнитного по-
рошка ЭВМ.
При этом магнитная индукция В, скорость вращения заго-
товки и зернистость А оказывают меньшее влияние, чем время
обработки I та 30%. Положительным явлением при магнитно-
абразивной обработке твердосплавных покрытий является то, что
в процессе резания вскрываются микропоры, из которых уда-
ляются шлаковые включения, образовавшиеся после оплавления,
и продукты предшествующей обработки. При магнитно-абразив-
ной обработке происходит резкое увеличение (на 1,5—2 порядка
в сравнении с исходными) радиусов закругления вершин неров-
ностей с г — 100 150 до г = 1000-<-2000 мкм, что обусловлено
физической сущностью процесса. Относительная опорная длина
профиля 1т доходит до 60—70%.
Аналогичные результаты получают и при магнитно-абразив-
ной обработке твердосплавных покрытий карбидом титана.
2.8. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ ДОВОДКЕ ПАСТАМИ
Доводка является одной из основных финишных операций.
Ее возможности в последнее время значительно расширились
в связи с широким внедрением на промышленных предприятиях
алмазных паст.
Г. Ю. Красильщиков исследовал влияние условий механиче-
ской доводки алмазными пастами на геометрические характери-
стики цилиндрических поверхностей (применительно к гладким
калибрам) с учетом технологической наследственности. В качестве
переменных факторов, характеризующих режимы доводки, рас-
сматривали зернистость алмазной пасты К, скорость вращения
притира V, величину погонной нагрузки д по линии контакта
обрабатываемой поверхности с притиром и время доводки /.
Исследования выполняли на специальном стенде конструкции
П. Н. Орлова (МВТУ им. Баумана).
С целью изучения влияния технологической наследственности
на формирование качества поверхности рассматривали различные
84
Методы предварительной
обработки. При этом учи-
тывали, что методы обра-
ботки , пр едшествующие
доводке, должны удовле-
творять наряду с форми-
рованием определенных
качественных показателей
поверхности сравнительно
высоким требованиям к ее
точности. Так, напри-
мер, технология обработки
гладких цилиндрических
калибров предусматривает
точность обработки заго-
товок на операциях, пред-
шествующих доводке, в
пределах 2—2а класса. Та-
ким требованиям с точки
зрения экономической це-
лесообразности могут удо-
влетворять тонкое точение
резцом из композита и
шлифование абразивными
Таблица 2.21
Уровни переменных независимых
факторов при алмазной доводке
Метод
предвари-
тельной
обработки М
Зернистость
алмазной
пасты 7\
АСМ 20/14 Точение 20 0,03 20
АСМ 10/7 резцом из компози- та 10 Шлифова- ние: периферией 50 0,1 60
АСМ 5/3 абразивно- го круга периферией 100 0,15 180
АСМ ч 3/2 алмазного круга торцом 150 0,3 300
алмазного круга
кругами.
Уровни рассматриваемых факторов приведены в табл. 2.21.
Образцы изготовляли из стали У10А 61—64).
Предварительную обработку образцов выполняли:
1) точением резцом из композита 10 на токарно-винторезном
станке 8У18КА (ЧССР) повышенной точности;
2) шлифованием периферией абразивного и алмазного кругов
на круглошлифовальном станке 3131;
3) шлифованием торцом алмазного круга на токарно-винторез-
ном станке 1616 с использованием шлифовальной головки заточ-
ного станка.
Режимы предварительной обработки подбирали с учетом обес-
печениями = 0,2н-0,3 мкм.
После доводки параметры шероховатости поверхности имели
следующие значения: = 0,037ч-0,197 мкм; 7? тах = 0,25ч-
ч-1,26 мкм; г = 13 ч-114 мкм; 8т = 7,9 ч-36,3 мкм; 0 = 0,046 ч-
—0,15. Установлено, что изменение метода предварительной об-
работки влечет за собой изменение параметров шероховатости
на 38—60%, зернистости алмазной пасты на 33—61%, скорости
резания на 29—44%, удельной погонной нагрузки на 15—54%
и времени обработки на 38—43%. Причем, если рассматривать
влияние методов предварительной обработки на формирование
параметра то оказывается, что минимальная его величина
достигается при предварительной обработке точением резцом
из композита 10. Применение на предварительной операции шли-
фования периферией абразивного или алмазного круга приводит
к повышению от 0,067 до 0,143 мкм, а предварительная обра-
ботка шлифованием торцом алмазного круга ведет к дальнейшему
увеличению 7?а до 0,167 мкм. Таким образом, изменяя метод
предварительной обработки, но сохраняя при этом высотные
параметры шероховатости, можно управлять величиной 7?а после
доводки в пределах 60%, а выбор зернистости алмазной пасты
позволяет варьировать ею лишь на 33%, выбор скорости на 29%,
удельного давления на 15% и времени обработки на 30%. Ана-
логичная картина наблюдается для остальных высотных пара-
метров. С точки зрения минимизации их величины после доводки
в качестве метода предварительной обработки целесообразности
применять точение резцом из композита 10, а в случае отсутствия
такой возможности — круговое шлифование периферией абразив-
ного или алмазного круга (применение двух последних методов
равноценно).
Рассматривали шероховатость не только в поперечном, но и
в продольном направлении. Параметры продольной шероховато-
сти характеризовались следующими значениями: 7? а — 0,034-
4-0,18 мкм; 7? тах = 0,23 4-1,7 мкм; г = 0,27 4-3 мм; 8пг =
= 54 4-95 мкм; (3 = 0,02 4-0,34.
Результаты дисперсионного анализа свидетельствуют о том,
что зернистость алмазной пасты статистически значимо влияет
на все параметры, за исключением шага 8т. Метод предвари-
тельной обработки не оказывает статистически значимого влияния
на 7? тах и 8т и сильно влияет на такие высотные параметры,
как 7?г и 7?ш Скорость вращения притира оказывает значимое
влияние на все параметры, давление и время доводки не влияют
на 7? шах. Таким образом, соответствующим изменением уровней
технологических факторов процесса доводки можно варьировать
параметрами продольного микропрофиля, например в результате
изменения метода предварительной обработки параметр 7?а изме-
няется на 52%, 7? г на 64%, 7? шах на 63%, г на 61%; вследствие
изменения зернистости алмазной пасты параметр Ца изменяется
на 51%, 7?г на 57%, 7? шах на 56%, г на 64%.
Степень 'влияния уровней остальных факторов несколько
меньше, хотя скорость резания V оказывает в данном случае более
сильное влияние, чем на формирование поперечной шерохова-
тости. Это объясняется тем, что согласно кинематике процесса
доводки микрорезание алмазными зернами происходит в основ-
ном в направлении продольной шероховатости.
2.9. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКЕ
Методы механической обработки резанием дают возможность
варьировать параметрами шероховатости обрабатываемых поверх-
ностей в сравнительно узких пределах. Изменение условий обра-
86
ботки (режимов резания, инструментального материала и т. д.)
позволяет несколько расширить возможности этих методов.
Значительно большие возможности в технологическом управ-
лении качеством поверхности, в частности шероховатостью по-
верхности, имеются при внедрении таких прогрессивных методов
обработки, как, например, разновидности отделочно-упрочняю-
щей обработки, в основе которых заложено поверхностное пла-
стическое деформирование (ППД). Отделочно-упрочняющую об-
работку применяют для повышения усталостной прочности (ис-
следования И. В. Кудрявцева), износостойкости трущихся поверх-
ностей (работы Д. Д. Папшева, В. М. Браславского и др.), кон-
тактной прочности, жесткости и улучшения других эксплуатацион-
ных свойств деталей машин. Наибольшее распространение полу-
чили методы ППД при обработке плоских и цилиндрических на-
ружных и внутренних поверхностей. Исследованиям качества
обрабатываемой поверхности, а также вопросам конструкции ин-
струмента и технологии обработки данными методами посвящены
работы П. Г. Алексеева, М. А. Балтера, В. А. Белова, В. М. Брас-
лавского, Е. Г. Коновалова и В. А. Сидоренко, И. В. Кудрявцева,
А> А. Маталина, Д. Д. Папшева, Ю. Г. Проскурякова,
Ю. Г. Шнейдера, Д. Л. Юдина и др.
Для обработки поверхности применяют различные схемы про-
цесса, и существует много разнообразных конструкций инстру-
ментов и деформирующих элементов [97, 136].
Обкатку поверхностей можно выполнять инструментами упру-
гого или жесткого .действия. Причем применение инструмента
упругого действия обеспечивает получение равномерного усилия
обкатывания по всей длине обрабатываемой поверхности, что
создает условия плавного ведения процесса независимо от точ-
ности формы заготовки и правильности ее установки на станке.
Жесткие инструменты применяют для калибрования, а также от-
делки и упрочнения. Инструменты упругого действия по сравне-
нию с жесткими позволяют получать более стабильное качество
поверхности и эксплуатационные свойства деталей машин. Это свя-
зано с тем, что жесткие инструменты не обеспечивают постоянства
натяга при обработке, который является основным параметром
обкатывания.
Известны многие качественные зависимости между условиями
и результатами обкатки, причем некоторые из них носят наслед-
ственный характер. Вместе с тем область применения ППД все
расширяется, создаются новые разновидности этого прогрессив-
ного метода. Так, В. А. Павловым для чистовой обработки зубча-
тых прямозубых и косозубых цилиндрических колес был предло-
жен двухкорпусный накатной инструмент, который позволяет
пластически деформировать поверхностный слой зуба от вершины
до окружности впадин.
Инструмент (рис. 2.10) состоит из двух цилиндрических кор-
пусов 7, сидящих на втулках 2, которые в свою очередь насажены
87
Рис. 2.10. Инструмент для обработки ППД цилиндрических зубчатых колес
на оправку 3 зубофрезерного станка. В корпусах инструмента
на подшипниках качения 4 по винтовой линии расположены
накатные ролики 5. На каждом корпусе накатные ролики обра-
зуют около двух витков; для уменьшения динамического удара
в процессе обработки ролики первого и второго витка смещены
относительно друг друга на половину шага, т. е. установлены
в шахматном порядке, корпусы подпружинены навстречу друг
другу тарированными пружинами 6.
После нарезания червячной фрезой зубьев колеса на зубофре-
зерном станке с окончательным размером фрезу снимают с оправки
и на ее место устанавливают накатной инструмент так, чтобы
расстояние между роликами а и Ь было меньше толщины зуба
на определенную величину. В процессе работы корпусы накат-
ного инструмента вращаются вокруг своей оси со скоростью у,
перемещаются вдоль оси колеса с вертикальной подачей 5 и со-
вершают возвратно-поступательные колебания (перемещение) 8п
на шариковых шпонках вдоль оси оправки под действием пружин
с заданным усилием; в свою очередь зубчатое колесо вращается
со скоростью цк, участвуя в процессе обкатки.
Пружины рассчитывают и тарируют, исходя из давления ме-
жду зубом колеса и роликом инструмента порядка (1,9—2,1) от,
где ат — предел текучести обрабатываемого материала.
Обработка зубчатых колес поверхностным пластическим де-
формированием ставит своей целью уменьшение продольной и по-
перечной шероховатости рабочих поверхностей зубьев, увеличе-
ние радиусов закругления вершин неровностей и увеличение твер-
дости поверхности при максимальной глубине упрочнения. Про-
дольная и поперечная шероховатость, степень и глубина упроч-
нения зубьев зависят от усилия прижатия роликов, исходной
шероховатости 7?йисх, скорости вращения V и величины подачи 5
накатного инструмента, а также от твердости обрабатываемого
материала. Известно, что наиболее существенное влияние на весь
процесс пластической деформации оказывает усилие накаты-
вания.
Для получения априорной информаций нового процесса Нака-
тывания зубчатых колес был проведен однофакторный экспери-
мент и построены зависимости поперечной и продольной шеро-
ховатости рабочих поверхностей зубьев, микротвердости и глу-
бины упрочненного слоя в зависимости от величины прилагае-
мого усилия.
Для определения оптимальных режимов ППД использовали
зубчатые колеса из стали 40ХН твердостью НВ 190—210, с чис-
лом зубьев 2 ~ 38, /п — 10 мм и шириной Ъ = 80 мм. Подтвер-
ждено, что усилие обкатывания существенно влияет на шерохо-
ватость поверхности. Уменьшение поперечной шероховатости
от Яа = 0,6 до = 0,32 мкм происходит с ростом усилия на-
катывания от 2452 до 3923—4413 Н, дальнейшее увеличение
усилия приводит к некоторому росту шероховатости поверхности.
Это можно объяснить тем, что малое усилие не обеспечивает пол-
ного смятия гребешков исходного микропрофиля поверхности.
Увеличение шероховатости при накатывании с усилиями более
4413 Н связано с перенапряжением поверхностного слоя, которое
наступает после того, как усилие пружины в начальный момент
контакта ролика с зубом колеса превысит предел прочности ма-
териала на разрыв. В этом случае на поверхности появляются
микротрещины.
Как следует из однофакторного эксперимента, изменение уси-
лия от 1960 до 5884 Н позволило установить минимальные значе-
ния шероховатости. Следовательно, дальнейшее увеличение уси-
лия более 5884 Н при других величинах скорости или подачи
может изменить положение этой точки. В то же время измене-
ние 5, V и 7?аисх позволяет уменьшить усилие при оптимальной
величине шероховатости. Оптимальные режимы ППД выбирали
методом крутого восхождения (симплексным методом) к опти-
мальной области.
Из однофакторного эксперимента следует, что диапазон изме-
нения усилий может быть в пределах 1960—5884 Н.
Максимальную величину подачи при работе накатного инстру-
мента определяли по установленной автором зависимости, и для
накатника т = 10 мм, а = 20°, Р]Г. 0 = 200 мм она составила
32 мм/об. Исходя из того, что работать с подачами менее 1 мм/об
нецелесообразно из-за малой производительности, диапазон изме-
нения подачи был выбран 1—30 мм/об.
Из условий работы инструмента следует, что динамическая
составляющая усилия накатывания изменяется пропорционально
скорости, следовательно, для обеспечения однородности поверх-
ности работать со скоростями более 60 м/мин нецелесообразно.
С другой стороны, накатной инструмент предназначен для обра-
ботки крупномодульных колес, а скорости крупных зубофрезер-
ных станков не превышают 40 м/мин. Учитывая экономичность
процесса, принят диапазон скоростей 10—40 м/мин. Величина
исходной шероховатости крупномодульных зубчатых колес изме-
няется от Раисх ~ 8 до 7?аисх = 1,77 мкм.
Дальнейшие эксперименты проводили на зубчатых колесах
из сталей 40Х и 40ХН, твердость заготовок зубчатых колес
НВ 190—210.
С увеличением усилия 2452 Н и выше шероховатость умень-
шается, и после точки минимума (Р = 4707 Н) при дальнейшем
повышении усилия деформации шероховатость увеличивается.
Уменьшение исходной шероховатости уменьшает величину шеро^
ховатости, полученную после поверхностного пластического де-
формирования. Величина скорости при обработке незначительно
влияет на величину шероховатости (доверительный интервал
равен ±0,023).
В связи с тем, что величина подачи оказывает наибольшее
влияние на производительность процесса накатывания, был про-
веден однофакторный эксперимент, при котором менялась вели-
чина подачи. В случае малой подачи каждая точка поверхности
подвергается обкатыванию несколько раз. Известно, что поверх-
ностный слой может разрушаться не только при усилии, превос-
ходящем критическую величину, но и при весьма малой нагрузке,
если кратность приложения ее на каждую точку достаточно ве-
лика. С другой стороны, малая величина подачи снижает произво-
дительность обработки. Повышение подачи с $ = 0,8 до $ =
= 30 мм/об увеличивает шероховатость в 1,5—2 раза. Следова-
тельно, с целью получения максимальной производительности
необходимо работать с максимально допустимой подачей.
Повторные проходы сравнительно мало влияют на шерохова-
тость поверхности и могут производиться в зависимости от задач,
. ставящихся при применении накатывания. При упрочняюще-
сглаживающих режимах накатывания первый проход позволяет
полностью деформировать гребешки от предварительной обра-
ботки и получить шероховатость в пределах Ра ~ 0,6-И мкм.
Повторный проход приводит к некоторому понижению шерохова-
тости в результате дополнительного смятия гребешков исходной
поверхности. Однако при последующем проходе сглаживание
происходит в меньшей степени. Это объясняется тем, что при пер-
вом проходе деформируются неровности, имеющие заостренные
вершины; в дальнейшем неровности приобретают трапециевидную
форму и оказывают возрастающее сопротивление деформации.
Дальнейшее увеличение числа проходов может привести к пере-
напряжению металла и некоторому повышению шероховатости.
Вопрос об оптимальном числе проходов при ППД следует ре-
'шать совместно с выбором подачи, усилия накатывания и произ-
водительности. Подобные результаты были получены и для зубча-
тых колес, изготовляемых из высоколегированных сталей с твер-
достью поверхности зубьев НРС 32—38, получаемой объемной
закалкой, или из цементируемых сталей с твердостью НРС 58
после химико-термической обработки.
Требуемая точность и шероховатость поверхностей зубьев
обычно достигается с помощью различных способов зубошлифова-
ния. Увеличение производительности этого трудоемкого процесса
в большинстве случаев ограничивается повышением контактной
температуры, что вызывает обезуглероживание поверхностного
слоя, появление шлифовочных прижогов и трещин. Происходя-
щие при этом, фазовые и структурные превращения, сопровождаю-
щиеся ростом остаточных растягивающих напряжений, значи-
тельно снижают долговечность зубчатых колес.
Ниже приведены результаты исследований влияния ППД на
качество поверхности и некоторые эксплуатационные свойства
зубчатых колес среднего модуля. Испытания проводили на образ-
цах (диаметром 38, шириной 41 мм) и цилиндрических зубчатых
колесах (гп — 2,75, 2 = 10, Ъ = 18, исходный контур по
ГОСТ 1643—72), изготовленных из стали 40ХНМА с закалкой
до НРС 32—38 и цементированной стали с твердостью после
химико-термической обработки НРС 58.
Обрабатывали зубчатые колеса ППД тем же инструментом, что
и в предыдущих исследованиях.
В связи с тем, что инструмент не исправляет погрешностей
предыдущей обработки для получения требуемой точности 77)
по ГОСТ 1643—72, зубчатые колеса из стали 40ХНМА, закален-
ной до НЕС 32—38, предварительно обрабатывали зубодолбле-
нием. Шероховатость впадин профилей зубьев соответствовала
= 16-^20 мкм. Технологический процесс с ППД предложен
взамен следующих: для зубчатых колес из стали 40ХНМА — зубо-
фрезерование с последующим зубошлифование; для зубчатых ко-
лес из цементованной стали—зубофрезерование—химико-терми-
ческая обработка—зубошлифование.
Предварительно образцы обрабатывали по данным вариантам
технологических процессов цилиндрической фрезой на зубофре-
зерном станке. Образцы из цементированной стали перед шлифо-
ванием подвергали химико-термической обработке, состоящей
из цементации, закалки и обработки холодом.
Для выбора оптимальных режимов обработки ППД был при-
менен полный факторный эксперимент метода экстремального пла-
нирования эксперимента. Варьировались четыре фактора: 1) уси-
лие вдавливания деформирующего ролика в зуб колеса Р, Н;
2) скорость обработки V, м/мин; 3) исходная шероховатость /?гисх,
мкм; 4) число проходов I.
Область эксперимента выбирали с учетом априорной инфор-
мации и условий получения максимальной производительности
обработки. Усилие вдавливания деформирующего ролика в зуб
колеса определяли предварительно по известной формуле Хей-
феца—Кудр явцева.
Для обеспечения однородности поверхностного слоя по длине
зуба и прочности деформирующего ролика работать со скоростями
более 50 м/мин нецелесообразно. Исходная шероховатость изме-
нялась (от = 16 до — 30 мкм) точно так же, как и в усло-
виях завода.
Как уже отмечалось, на качество поверхностного слоя боль-
шое влияние оказывает кратность приложения нагрузки. Разру-
шение поверхностного слоя происходит не только при усилии
вдавливания, превосходящем критическую величину, но и при
весьма малом усилии, если кратность приложения ее весьма ве-
лика. С другой сторойы, большое число проходов значительно уве-
личивает общее технологическое время. С целью снижения усилия
вдавливания деформирующего ролика и с учетом того, что время
на обработку зубчатого колеса с одним проходом составляет
не более 20 с, число проходов инструмента изменялось от трех
до пяти.
Опыт обработки ППД зубчатых колес показал, что давать вер-
тикальную подачу инструмента не следует, так как необработан-
ный участок зуба в районе переходной кривой при ширине колеса
Ь = 18 мм не превышает 0,14 мм и лежит вне активной зоны
зацепления.
Параметрами оптимизации экстремального эксперимента явля-
лись микротвердость, глубина упрочнения и шероховатость по-
верхностного слоя зубьев.
В результате проведенных экспериментов были определены
следующие оптимальные режимы обработки: усилие вдавливания
деформирующего ролика Р = 5884 Н; скорость обработки V =
= 20 м/мин; число проходов I = 4.
На указанных режимах обработки шероховатость поверхности
уменьшилась с Рх — 20 до Рх = 0,4 мкм.
Если форма отдельных неровностей поверхностей, обработан-
ных долблением, представляла собой конус с острой вершиной,
то уже при начальном усилии Р = 2942 Н — усеченный конус.
Высота неровностей при этом уменьшилась с Рх = 16 до Рх =
— 4,5 мкм, т. е. более чем в 3 раза; резко изменились и другие
параметры шероховатости; радиусы закругления вершин г,
углы наклона |3, а также распределение вершин по высоте
(табл. 2.22).
С увеличением усилия до Р — 3920 Н постепенно уменьшается
высота неровностей, но форма их — усеченный конус — практи-
чески не изменяется. Данное обстоятельство подтверждает тот
факт, что для определенных условий деформирования, характе-
ризующихся, в частности, значительным радиусом кривизны ро-
ликов и малыми усилиями, уменьшение высоты неровностей проис-
ходит в результате осадки их основания в основной металл.
При дальнейшем увеличении усилия до Р = 4903-^5884 Н металл
выступов полностью заполняет впадины, поверхность выравни-
вается, образуется новый профиль, отличающийся от исходного
не только высотой неровностей, но и их формой и шагом.
По всем профилограммам, снятым с образцов, обработанных
долблением, шлифованием и ППД при различных режимах, были
92
Таблица 2.22
Влияние методов обработки зубьев колес на параметры шероховатости
Метод обработки
Материал образца
Параметры шероховатости
Ха, мкм Х%, МКМ X тах, мкм Г, мкм 3° г Лф/п0 при р, % Ь V
X тах 10 20 40
Зубофр езерование
Долбление
Сталь 40ХНМА
(НЯ С 32—38)
Зубошл ифов а н и е
Поверхностное пласти-
ческо е дефо р м и р ов а -
ние ПЦД
Зубохонингование
Притирка в среде абра-
зива
Цементированная
сталь (Я 7? 6^58)
4,5
2,5
6,5
4,2
2,2
0,9
0,56
1,4
0,8
0,44
0,18
0,08
0,22
0,9
20
12
22
16
7
3,7
2,0
4,5
2,35
1,35
0,78
0,28
0,85
2,8
24
15
30
22,5
11
4,8
2,9
6,5
2
1,75
0,95
0,5
1,8
3,9
40
50
20
36
60
30
45
180
300
720
940
1200
80
35
14 12 1,9 3,3 14 20 20 35 50 70 1,3 1,4.5 2,9 2,7
20 0,91 10 15 40 1,4 2,75
16 1,6 12 29 60 1,75 2,6
10 5,45 15 30 75 1,95 2,4
9 8,1 6,2 11,8 52 1,8 1,86
8 15,5 15,8 21 73,5 2,5 2,1
8 28 20 32 90 1,25 1,8
7 127 25 36 100 1,5 1,6
5 535 35 42 100 1,6 1,05
4 1000 44 65 100 1,75 0,9
1 2400 54 77 100 1,8 0,8
9 44,5 20 40 95 1,25 1,5
11 12,5 25 67 ' 90 2,2 1,4
Примечание. Пф — число вершин, расположенных выше данного уровня;
— общее число вершин на всех уровнях.
Рис. 2.11. Опорные кривые' поверхностей
зубьев после долбления (/), зубошлифова-
ния (2) и ППД (3)
Р=5889Н
'Юозн построены кривые опорных
поверхностей. Как видно из
/1922Н рИс. 2.11, наибольшую относи-
тельную опорную длину про-
филя 1р имеют поверхности,
^2якн обработанные ППД. При этом
характерно, что даже поверх-
р^1981н ность со сравнительно грубой
шероховатостью Да = 1,4 мкм,
полученная ППД после долбле-
ния, имеет величину 1р на 30%
большую, чем поверхность, полученная шлифованием (Да =
= 0,6 мкм), несмотря на то, что высота неровностей последней
более чем в 2 раза меньше.
Как следует из данных табл. 2.22, после ППД создается про-
филь, по своим геометрическим характеристикам превосходящий
не только известные способы обработки резанием, но и такие
эффективные способы, применяемые только для ответственных
передач, как зубохонингование и притирка. Одна из важных
геометрических характеристик формы неровностей, принятая за
критерий оценки геометрии шероховатостей, полученных различ-
ными методами обработки г/Д тах, у поверхностей, обработанных
ППД, на несколько порядков больше, чем у поверхностей, обра-
ботанных другими технологическими методами. Это способствует
значительному повышению эксплуатационных свойств зубчатых
передач.
К новым методам поверхностного пластического деформирова-
ния может быть отнесена электромеханическая обработка (ЭМО),
основанная на сочетании термического и силового воздействия
на поверхностный слой детали, что позволяет значительно повы-
сить характеристики качества поверхности, от чего существенно
зависит износостойкость, контактная жесткость и другие экс-
плуатационные свойства [7, 104].
Особенность метода заключается в том, что в процессе обра-
ботки детали в месте контакта инструмента с изделием проходит
ток большой силы и низкого напряжения. В отличие от широко
распространенных схем электромеханической обработки в качестве
инструмента были использованы ролики, которые имели значи-
тельно большую стойкость, чем сглаживающие пластины. От сети
напряжением 220 В ток проходит через понижающий трансфор-
матор, а затем через контакт ролика и вращающейся детали.
Электромеханическая обработка производилась на токарно-
винторезном станке мод. 1М616 с использованием установки пере-
менного тока, изготовленной на базе сварочного трансформатора
ТСД-1000, который позволял плавно регулировать ток в интер-
94
Рис. 2.12. Влияние технологических факто-
ров при ЭМО на шероховатость поверхности
деталей из стали ЗОХГСА (режим ЭМО):
I — 400 А; Р = 784 Н; V ~ 40 м/мин; 5 —
— 0,08 мм/об; предварительная обработка
шлифованием Ра = 0,8 мкм)
вале 200—900 А при постоян-
ном напряжении V ~ 2-4-3 В
во вторичной цепи трансфор-
матора. Инструментом служили
ролики из сталей Р9К5 и Х12М
диаметром 70 мм, которые под-
вижно закрепляли в пружин-
ной оправе. Рабочая поверх-
ность ролика была закалена,
доведена алмазной пастой до шероховатости = 0,03 н-0,08 мкм
и имела радиус закругления р = 10 мм. Пружинная протари-
рованная оправка позволяла изменять усилие обкатки Р =
= 1176 Н. В процессе обработки инструмент охлаждался
10%-ным раствором эмульсола.
Проведенные исследования ЭМО деталей из сталей ЗОХГСА и
30Х2НВА показали, что при этом методе ординаты профиля микро-
неровностей распределяются по высоте более равномерно, чем при
обычном накатывании роликом или шариком. Это связано с луч-
шими условиями деформирования разогретого за счет выделяемого
тепла при прохождении тока поверхностного слоя детали.
На рис. 2.12 показано влияние основных технологических факто-
ров (силы тока 7, давления р, скорости вращения детали п, пода-
чи $) на шероховатость поверхности деталей из стали ЗОХГСА, пред-
варительно обработанных круглым шлифованием с Ра = 0,9 мкм.
Наибольшее влияние на величину Ра оказывает сила тока /.
При возрастании I от 0 до 400 А высота шероховатости снижается,
так как увеличивается количество выделяемого тепла в месте
контакта деформирующего ролика и обрабатываемой поверх-
ности, что способствует улучшению условий протекания пласти-
ческих деформаций в поверхностном слое и более полному сгла-
живанию исходной шероховатости. При увеличении силы тока I
свыше 400 А шероховатость поверхности ухудшается. Это связано
с повышенным тепловыделением в зоне контакта, в результате
чего снижается стойкость упрочняющего ролика.
ЭМО можно эффективно использовать в качестве отделочно-
упрочняющей обработки труднообрабатываемых титановых спла-
вов. Значительное влияние на формирование характеристик ми-
крогеометрии поверхности оказывает наряду с технологическими
факторами при ЭМО исходное качество поверхности, определяемое
методами предшествующей обработки. Результаты проведенных
исследований влияния ЭМО на основные характеристики шеро-
ховатости поверхности деталей из сплава ВТ4 представлены
в табл. 2.23. Эти данные показывают, что при ЭМО титановых
^Таблица 2.23
Параметры шероховатости поверхности образцов из сплава ВТ4
после электромеханической обработки
Вид Предварительная обработка Электромеханическая обработка
обработки А я, /?тах, Г, I, V, 5, А я, 7?тах, Г,
мкм мкм мкм 3 А м/мин мм/об мкм мкм ъ V мкм Р
Точение 1,2 5,5 1,75 1,56 75 8° 30' 0 12 0,08 0,24 1,61 3,04 1,93 565 2° 15'
1,2 5,5 1,75 1,56 75 8° 30' 0 40 0,08 0,31 2,11 4,07 1,53 480 3° 30'
1,2 5,5 1,75 1,56 75 8° 30' 0 784 80 0,08 0,43 2,58 2,35 1,22 660 3°
1,4 6,6 1,6 1,58 29 12° 300 40 0,08 0,11 0,65 4,00 1,88 800 1°
1,4 6,6 1,6 1,58 29 12° 300 80 0,08 0,13 0,92 3,32 1,65 900 1°
0,92 5,6 1,6 1,4 237 6° 350 980 40 0,08 0,35 2,32 2,3 1,86 650 4° 30'
1,34 6,6 1,6 1„67 45 10° 600 40 0,08 0,77 5,5 1,6 1,83 200 6°
1,34 1,13 6,6 5,6 1,6 1,67 45 10° 600 80 0,08 0,44 0,24 2,7 1,79 1,00 5,73 1,25 1,76 1000 2°
Шлифа- 1,12 2,00 37 15° 0 12 0,08 600 4°
вание 1,13 5,6 1,12 2,00 37 15° 0 40 0,08 0,31 2,27 5,38 1,65 500 4°
1,13 5,6 1,12 2,00 37 15° 0 784 80 0,08 0,27 2,25 11,3 2,29 300 3° 30'
1,54 7,1 1,9 1,73 42 16° 300 40 0,08 0,39 3,00 24,5 2,8 220 4° 30'
1,54 7,1 1,9 1,73 42 16° 300 80 0,08 0,57 4,25 11,7 2,37 300 6°
1,35 7,1 1,47 1,49 22 23° 450 80 0,08 0,46 2,88 1,62 1,67 300 6°
1,35 7,1 1,47 1,49 22 23° 450 980 40 0,08 0,22 1,37 1,9 1,43 200 4°
1,6 10,2 3,6 1,85 53 18° 600 784 80 0,08 1,71 11,8 2,3 1,59 •150 9°
сплавов может быть получена шероховатость На = 0,22^-0,11 мкм
с большими радиусами закругления г и улучшенными значе-
ниями других характеристик. Так, увеличение силы тока I от 0
до 300 А приводит к значительному увеличению опорной поверх-
ности от 40—50 до 80—90%.
2.10. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ПАРАМЕТРОВ
ШЕРОХОВАТОСТИ
Технологические методы обработки деталей машин характери-
зуются вполне определенными не только качественными, но и
количественными показателями, позволяющими технологу уста-
навливать конкретные методы обработки, обеспечивающие полу-
чение требуемых характеристик качества поверхности, в том
числе и ее шероховатости.
Для определения конкретных условий обработки деталей необ-
ходимо иметь их функциональную связь с характеристиками
получающейся поверхности.
Количественные зависимости между параметрами шерохова-
тости поверхностей деталей машин и условиями их обработки
могут быть получены двумя методами: теоретическим — на основе
углубленных исследований физических явлений, происходящих
в поверхностном слое при обработке, и специально спланирован-
ным статистическим экспериментальным исследованием. Второй
метод требует меньших затрат времени и ресурсов и позволяет
получать результаты в виде соответствующих статистических мо-
делей, которые достаточно точно отражают количественную сто-
рону рассматриваемого процесса, просты в практическом приме-
нении и могут быть использованы в качестве технических ограни-
чений по шероховатости при расчете оптимальных условий обра-
ботки с использованием ЭВМ.
В Брянском институте транспортного машиностроения были
проведены специальные исследования, позволившие установить
связь параметров шероховатости и других характеристик качества
поверхности с условиями обработки. Ряд этих исследований был
приведен в данной главе, а также в работе [ИЗ]. Получены
следующие зависимости, связывающие исследуемые параметры
шероховатости с входными факторами (условиями обработки).
Наружные поверхности вращения
Полу чистовое и чистовое обтачивание
п „ а*’ (90 + у)к‘
На = До------------------- — мкм,
где 8 = 0,43-г-0,05 — подача, мм/об; р = 2,04-0,5 — радиус при
вершине резца, мм; V = 714-282 — скорость резания, м/мин;
у = +'44-—40° — передний угол резца.
Значения коэффициентов Ло, Ки Кл для различных
обрабатываемых сталей приведены в табл. 2.24.
4 Демкин Н. Б- 97
Значения коэффициентов
Сталь Ко К1 к3 —* — - 1 /<4
СтЗ 0,01 0,65 0,6 0,5 1,9
20 41,8 0,75 0,55 1,38 0,25
45 7,0 0,85 0,65 0,36 0,15
70 5,8 1,1 0,68 0,15 0,45
Результаты последних
экспериментальных иссле-
дований показали, что на-
ряду с режимами и гео-
м етр и ей и нстр уме нта з на -
чительное влияние на ше-
роховатость поверхности
оказывает жесткость обо-
р удова ния, на котор ом
обрабатывают деталь.
Так, при обтачивании деталей из стали 40Х получено следую-
щее уравнение с учетом статической жесткости оборудования
МН/м:
в0,42 0,1,100,44
Яа = 416,6 -ггт=—. пп„ п 99 мкм.
V0*45 (50 + т)°’00%22
Тонкое алмазное обтачивание
5^1 90 + тГ4
------------- мкм;
5К, (90 + у)к4
ДГ МКМ ,
рКзуКэ
5
ММ
р
где Яр —расстояние от линии выступов до средней линии.
Пределы изменения параметров обработки: 5 = 0,05->
-г-0,5 мм/об; о = 50-И50 м/мин; р = 0,5 +2 мм; у = +4ч—40°.
Значения коэффициентов, входящих в уравнения, приведены
в табл. 2.25. Значение параметра 1р можно определить, используя
зависимость
0,055Кар \ На
Предварительное и получистовое шлифование (40Х, НЯС
30—35)
Яа
.0,35/0,29 08 ;0,34
5пр ь А /ст
0,06 0,003,0,024100,68 ’
рад
Яр^= 1,08
_0,16 0,03/0,008гтО,7^0,03/0,24
5пр 5рад‘ Л А .
у0,018100,48 »
8т = 0,017
.0,34/0,04 о0,25 ъИ),055*0,13
5пр 1 11 /ст
-.0,22.0,1517x0,26
и Ьрад1и
Таблица 2.25
Значения коэффициентов
Материал образца Пар аметр шерохо- ватости Кз
Сталь 45 (НЕС 48) Ра 0,16 0,59 0,29 0,19 0,66
Ер 0,82 0,69 0,33 0,08 0,52
8т 0,81 1,34 —0,19 0 0,1
Сталь У10А Ра 0,68 0,77' 0,28 0,24 0,56
(НРС 62) Рр 0,77 0,75 0,24 0,09 0,62
8т 0,74 1,2 0,12 0 0,08
Композиционные Ра 0,43 0,54 0,19 0,33 0,49
СНГН яр 0,65 0,69 0,29 0,07 0,47
8т 0,96 0,96 0,32 0 0,22
ВК15 Ра 0,36 0,64 0,33 0,19 0,44
Рр 0,59 0,78 0,31 0,14 0,76
8т 0,68 1,32 0,21 0 0,19
Высокопрочный Ра 6,0 0,28 0,2 0,21 0
чугун яр 8,36 0,24 0,2 0,12 0
8т 0,063 0,01 0,03 —0,04 0
где V ~ 50-^20 м/мин; $пп = В-+0,5 В — продольная подача
в долях ширины; 5рад = 0,05-н0,1 мм/дв. ход —радиальная по-
дача; /ст = 30-ИО МН/м — жесткость станка; I = 5 + 1 —число
выхаживаний; Н — твердость круга (С2—2, СМ1—1); К = 40-+
-+16—зернистость круга. Параметр используемый для вы-
числения относительной длины опорной линии на любом уровне,
при шлифовании определяется из равенства Яр ~
Тонкое шлифование торцом чашечного алмазного круга (сплавы
СНГН и ВСНГН)
г) __ а лао 1 Г\ 0у27 0,45 г^0,85т-)0,27
т\С1 — 0^003 • 10 <$пр *\ * мкм,
Кр = О,О2-1СГ°’\р№’6Р0'2 мкм,
где К — 28/20125/100 —зернистость; «пр = 0,15-*-1,5 мм/об;
Р = 20+-137 Н —усилие прижима.
Суперфиниширование
При суперфинишировании алмазными брусками (сплавов СНГН
и ВСНГН) можно использовать следующие уравнения:
п0,15д-1,71 л0,15
Яа == 0,0003 ——и о п о-- мкм;
-0,17^1,8 1л0,1 7
= 0,0006 ---- мкм,
у V । V я си
Таблица 2.26
Геометрические параметры шероховатости поверхности детален
при суперфинишировании
Материал брусков; связка, охлаждение к Л с Ха, мкм 2?тах, мкм ь V Р, мкм
Сталь Х15
Эльбор; связка ме- 50/40 5 0,32 2,2 3,7 2,4 34
таллическая М28/20 2 0,057 0,32 4,2 2,1 90
СОЖ — специаль- ная жидкость ПТОБ М28/20 5 0,025 0,12 4,8 1,72 180
Эльбор; связка ме- 50/40 5 0,22 1,4 3,6 1,81 22
таллическая ' М28/20 2 0,062 0,48 7,1 2,16 17
СОЖ — 80% ке- росина, 20% ве- ретенного масла М28/20 5 0,043 0,33 5,0 1,64 34
Эльбор; связка ба- келитовая 50/40 5 0,057 0,42 3,5 1,78 30
СОЖ — 80% ке- росина, 20% мас- ла веретенного М28/20 5 0,05 0,33 1,41 0,9 38
Эльбор; связка ме- 50/40 5 0,05 0,26 5,4 1,98 40
таллическая М28/20 2 0,04 0,17 4,24 1,52 188
СОЖ — специаль- ная жидкость ПТОБ М28/20 5 0,032 0,11 1,64 1,64 237
Сталь 30X13
Эльбор; связка ме- 50/40 5 0,31 1,5 2,0 1,55 18
таллическая М28/20 2 0,072 0,52 2,7 1,5 28
СОЖ — 80% ке- росина, 20% мас- ла веретенного М28/20 6 0,067 0,3 5,0 1,64 130
Эльбор; связка ба- келитовая 50/40 5 0,064 0,39 2,4 1,53 40
СОЖ — 80% ке- росина, 20% мас- ла веретенного М28/20 5 0,061 0,4 2,82 1,44 56
Эльбор; связка ме- 50/40 5 0,34 3,3 3,6 1,97 30
таллическая М28/20 2 0,063 0,49 4,7 1,7 77
СОЖ — специаль- ная жидкость М28/20 5 0,03 0,3 5,1 1,55 162
Эльбор„ связка ба- 50/40 5 0,052 0,2 2,2 1,6 36
келитовая М28/20 2 0,05 0,25 4,5 1,55 154
СОЖ — специаль- ная жидкость ПТОБ М28/20 5 0,04 0,2 8,3 1,65 196
100
где р = 0,3 4-1,3 МПа —давление бруска на обрабатываемую по-
верхность; V == Ю-г-50 м/мин — скорость вращения детали; I =
= 10-^80 с — время обработки.
Значения некоторых характеристик шероховатости при супер-
финишировании сталей ШХ15 и 30X13 брусками из эльбора на
оптимальных режимах приведены в табл. 2.26 (частота колеба-
ния брусков / = 2800 дв. ход/мин; амплитуда колебаний брусков
А = 3 мм; давление брусков р = 0,19 МПа; скорость вращения
детали V = 35 м/мин; продольная подача $пр — 0,7 м/мин).
Полирование конечными лентами
2хиисхх
10К»
мкм;
На = Ко
мкм;
2
р«з^*.10Кз
мкм;
мм,
где 7?аисх = 0,324-0,80 — исходная шероховатость поверхности;
А = 63/50—80/63 — зернистость; р = 0,09-5-0,58 МПа —давле-
ние; V = 9,4-5-36,4 м/мин — скорость вращения детали; 1 =
— 25-5-60 с — время полирования.
Значения коэффициентов Ао, М2, А3, М4, приведены
в табл. 2.27.
Полирование образца из сплава ВТ4 лентой АСО 50/40-Р9-100%
при 7?йисх = 1,8 мкм, р = 0,39 МПа, ь — 35 м/мин позволяет
получить через I — 20 с 7?а = 0,13 мкм.
Значения коэффициентов при полировании конечными лентами
Полирование бесконечными лентами
Значения характеристик шероховатости при полировании раз-
личными бесконечными лентами образцов 'из стали ШХ15
(НИС 58—62) с А?аисх — 0,8 4-1,0 мкм; = 34 м/с; V = 20 м/мин;
р = 0,23 МПа; = 30 м/с приведены в табл. 2.28.
При обработке образцов из самофлюсующихся покрытий типа
СНГН бесконечными лентами связь параметров шероховатости
с условиями обработки может быть представлена в виде
р0,46^1,26^-0,46 р0,25^1,151п-0,25
- 0.004 К ; Яр = 0,013 ...« 1;'° ,
о ппод^'34^1’33!0"0'34
7? шах =г 0,026----,
где I — 10 — 70 с — время обработки; Р = 19,6 — 68,6 Н —уси-
лие прижима ленты; К 40/28—125/100 — зернистость лент.
Притирка
Зависимости получены применительно к доводочным станкам
для обработки калибров из стали У10А (НРС 60—65)
36^-0,7*9^0,1
Ка = 0,4 0,2/0,27 ..... мкм’> № — 1,13
ОС1 4
д42Х'72У°-15а0’06
Рр —0,08 исх ;5 -----------
о0,19
5т = 0,069 • 10"3 0 42 о от о 2
„0,11/0,35
мкм;
мкм;
мм,
где а = 10—25° —угол атаки; А?аисх = 0,17 — 0,89 мкм; V =
-40-150 м/мин; К-.АСМ 2/3; АСМ 10/7; I - 120-300 с.
Таблица 2.28
Значения характеристик шероховатости при полировании
бесконечными алмазными лентами
Ленты На, мкм 1 7? г, мкм Яр. мкм 8т, мм
АСО 80/63-Р14 0,29 1,60 1,12 0,036
АСО 80/63-Р9 0,27 1,20 0,90 0,036
АСО 80/63-Р1 0,14 0,76 0,39 0,028
АСО 63/50-Р9 0,14 0,82 0,42 0,030
АСМ 40/28-Р9 0,09 0,48 0,21 , 0,025
КО 80/63-Р14 0,52 2,50 1,40 0,040
КО 80/63-Р9 0,46 1,80 1,26 ' 0,032
КО 80/63-Р1 0,30 1,60 1,39 0,030
Э9 (водостойкая) АСО 80/63-Р9 0,45 2,30 1,20 0,050
АСМ 40/28-Р9 0,03 0,14 0,07 ’ 0,022
АСМ 40/29-Р9 АСМ 10/7-Р9 0,012 0,012 0,06 0,036 0,014 —*— 1
Обкатывание и выглаживание
При обкатывании роликами после обтачивания с учетом тех-
нологической наследственности параметры шероховатости можно
определять из уравнения
у^К^О х5 2р Зу 4рр6Р 0О 75и8Уд9,
где V и 5 — скорость резания и подача при точении; р — радиус
при вершине резца; у — передний угол резца; рр — заборный
радиус ролика; Р — усилие на ролик; И—диаметр ролика;
5И, — подача инструмента и скорость вращения детали при
обкатывании.
Значения коэффициентов, входящих в уравнение для различ-
ных материалов, приведены в табл. 2.29.
Параметр 1р определяется из равенства
= 6 (тооТ1ОО%-
Средний шаг неровности по средней линии 8т при малых
усилиях обкатывания определяется подачей при точении 5 и при
больших усилиях обкатывания — подачей при обкатывании $и.
При обкатывании шариками и алмазном выглаживании дета-
лей из стали ШХ15 и стали с НРС 62—63 характеристики шеро-
ховатости определяются следующими зависимостями:
Обкатывание шариками
Ра = мкм;
V = 0,2^4и’с8ха^3П-0’03з0-%р’02100’03;
Ь = 0,24&°Ис6х1о°п;2а8хО0-35-0’18и-0’0310-0’28.
Алмазное выглаживание
№= 1)1/?г°с7х7атах7П’о’35о,14у°’о51О0'27 мкм;
V = 0,58УисхО'т0ах4О'0’0450’04г'0'01100’04;
ь = ОДО^МГхП0*32^’16^о’о21О-°-36,
где атах = 4900 + 8825 МПа —максимальное напряжение в кон-
такте; В = 3 + 5 мм—диаметр деформирующего инструмента;
8 = 0,03 + 0,11 мм/об — подача; V — 10 + 70 м/мин — скорость
обработки.
Электромеханическая обработка (ЭМО)
Характеристики шероховатости при ЭМО деталей из стали 45
можно определить из следующих уравнений.
Таблица 2.29
Значения коэффициентов
Образец из стали У1 Ло К1 4 Кз Л 4 Лб к? Лв
20 Яа 139,4 —0,18 0,3 0,5 —0,28 —0,18 —1,15 0,97 0,33 0
V 7,6 20,20 . —0,28 0,32 —0,61 0,58 —0,55 0,46 0,6 0,40
ь 0,02 0,24 —0,08 г 1,13 0,19 0 0,46 * —0,42 е ? —0,19 —0,05
45 Яа 228,6 —0,11 0,47 —0,78 —0,22 —0,26 —1,15 0,86 0,27 0
г V 0,4 —0,07 —0,12 0,31 —0,3 0,27 —0,29 0,66 0,02 0,27
Ь 0,04 0,16 —0,08 0,12 0,12 0 0,58 —0,62 —0,11 —0,04
70 г Яа 287,0 0 0,5 —0,75 —0,38 —0,21 —1,27 1,05 0,39 0
V 0,21 —0,08 —0,11 0,30 —0,11 0,75 —0,33 0,77 0,07 а 0,23
Ь 0,08 0,06 —0,11 0,11 0,17 0 0,61 —0,72 —0,16 0,06
Для предварительного обтачивания (7?аисх ~ 1,5-ь6,2 мкм)
№ = О,006/?а^0х/'0-03р°-4^0’37з0'3^р-36(^ Ф)1 ’°31^ мкм;
Пр = О,О26№оИс®87-о-оУО’34^'255°'41рор-41 (1§ ср)-0’8810°-34 мкм.
Для предварительно шлифованных поверхностей (Па.^ =
= 0,35-?-1,6 мкм)
На = 0,18/?а'е2х2Г0-03/’-0‘41И0’365°’29р0р'2 <Р~°’28 мкм;
/?р = 0,21 Д0°’377?а°-с9х67-0-03Р"0’37^’3580’3рр’3 ^ф-0,35 мкм,
где 7=1->500 А — сила тока; ф = 0,3-?-0,7° — задний угол
вдавливания.
Параметр 1р определяют из уравнения
1р = 55 ( °’04^ар
(МЯа/Яр-1)
5
где I = 1-2-500 А; Р ~ 294^-784 Н; V — 30-2-80 м/мин; рр —
~ 0,5-ь 1,5 мм; 5 ~ 0,07-2-0,15 мм/об.
Магнитно-абразивная обработка
Зависимость параметров шероховатости от условий обработки
определяется следующими уравнениями:
Ра = 0,58
Я&°Д560^3
х1л_Л
^0,52^0,05^0,08^0,26
мкм;
П 1 АО №исхК°’23$0’05
Рр = 1,08 п п А 91 А 14 МКМ>
39^0,05^0,2 ’^О, 18 ’
где б — 0,8-2-2 мм — зазор между полюсниками и деталью; В =
= 0,3-2-1,1 Тс — магнитная индукция в зазоре; о0 — 3-2-9 м/мин
скорость осцилляции.
Внутренние поверхности вращения
Сверление (сталь 40X)
й = 12-2-25 мм; о = 12 -г-20 м/мин; 5 = 0,06-2-0,14 мм/об;
Ра = 6,36^0’25у0,1250’41 мкм; Рр = 52,4 ** п514— мкм;
гг'1
Яг = 48,7^ *— мкм; Я шах = 61,Зй0,17гЛ02$0’46 мкм;
^1) 1 *
5т = 233,9- 10_380,23у0,3280’62 мм.
Зенкерование (сталь 40Х)
й = 12 4-25 мм; V = 254-40 м/мин; 5 ~ 0,30,6 мм/об;
у0,16$0,76
Ра = 5,6 —— мкм;
а0’23
$0,53
Ер = 254,8 ^0,5^0,51” мкм>
$0,41 $0,55
= 458 ^о.640о,5 мкм; я тах = 98>4 ^о.^о— мкм;
„0,85
8т = 1539 • 10 3 02^722
мм.
Развертывание (сталь 40X)
й = 124-25 мм; V = 5^-10 м/мин; 5 = 0,64-1,6 мм/об;
Л),26 0,89 лО,19 0,36
№ = 0,1—— мкм; Рр = 0,85——— мкм;
//0,04 0,4 . л0,02 .0,35
№=1,82—тп— мкм; /? шах = 2,5~~—— мкм;
$0,1 50,^
Л), 13
5т — 403,5-10-3 —0 6?о г мм.
а * 5 ’
Растачивание получистоеое и чистовое
(сталь 40Х, НРС 30—35)
50,57у0,03у0,011о0,08
/0,08р0,2а0.34 (50 + т)0,35 МКМ;
$0,65 ;0,051()0,1
Рр 2 2 8,18 0,02 0,16 0,52
& (_) мС
о^з мкм;
0,006
уО,О35О,46рО,12(5о + ?)1,О5
0,19
мм.
Причем эти зависимости адекватны для следующих диапазонов
изменения входных параметров условий обработки: = 0,15 =
4-1,0 мм — глубина резания; в = 0,054-0,5 мм/об — подача;
V = 50 4-150 м/мин — скорость резания; р = 0,54-2 мм —радиус
при вершине резца; у = +4°4-—40° — передний угол; а =
= 3—7° — задний угол; /ст = 104-40 МН/м — статистическая
жесткость станка.
Шлифование числовое (сталь 40Х, НВС 30—35)
50,ЗЭ50,05/0,012^0,05 до-1,96
= 9,25 — Р о,2зоО,04Л,98 мкм,
V П /ст
/?р = 76,6
0,28 0,11
пр йрад
Ю-2,32
у0,16/0,ОбууО,53^-0,08^1,16
С т
мкм,
8т 0,005.10“3
у0,27^,08/0,29^0,19^0,62до-0,66
0,02/0,33
пр -'ст
ММ,
где V = 20-?-50 м/мин — скорость вращения детали; 5пр = В +
-5-0,55 •— продольная подача, выраженная в долях ширины круга
на один оборот детали; $рад = 0,05^0,1 мм/дв. ход — радиаль-
ная подача; I = 1 -5-5 — число выхаживаний; Н — твердость
круга (Ст2—5, МЗ—З); К = 16-5-40 — зернистость круга; /ст =
= 8-^30 МН/м — жесткость станка.
Хонингование
Хонингование отверстий, предварительно прошлифованных,
из стали ШХ15 с А?аисх = 0,5 мкм брусками из электрокорунда
зернистостью 50/40 на керамической связке с СОЖ на основе
керосина
Яа — 0,028
^0,16^0,03р0,24^0,4^0,09100,27
мкм;
0,04 0,33/0,11
^1 у2 42
/0,19/0,04„0,04р0,3410,43^0,03100,38 '
= 0,024 ^0,05^0,23 мкм,
5т = 0,017
/О,1рО,16^0,37лО,310О,16
„.0,36/0,17
и2 2
ММ,
где — 26-5-75 и о2 ~ 50-5-150 м/мин — скорость вращатель-
ного движения инструмента соответственно при черновом и чисто-
вом хонинговании; р±~ 0,5-ь 1,5 МПа и р2 = 0,3-5-1 МПа —
давление брусков на обрабатываемую поверхность при черновом
и чистовом хонинговании; / = 1300-^-1900 мин'1 — частота коле-
баний инструмента; А = 1-5-2 мм — амплитуда колебаний; 1± =
= 5-5-10 и /2 = 5-н10 с — время обработки при черновом и
чистовом хонинговании.
Хонингование на оптимальных режимах (г^ = 54 м/мин; о2 =
= 200 м/мин; рх = 0,8 МПа; р2 = 0,2 МПа; / = 1400 1 мин; А =
= 1,5 мм; /х = 5м; /2 = 8 с) позволяет получить 7? а = 0,10 мкм;
Яр = 0,3 мкм; 8т — 0,040 мм.
Геометрические характеристики шероховатости поверхности
деталей при алмазном хонинговании деталей из чугуна и стали
представлены в табл. 2.30.
Т а б л и ц а 2.30
Характеристики шероховатости поверхности после
хонингования алмазными брусками
Бруски Обрабаты- ваемый ма- териал Ка, мкм V ь
АСР 80/63М1-100% АСР 50/40М1-100% АСМ 28/20М1-100% СЧ 21—40 1,65 1,55 0,47 1,85 1,1 0,35. 1,1 1,65 0,6
АСР 80/63М1-100% АСР 50/40М1-100% АСМ 50/40М1-100% . Сталь 45 1,2 0,35 0,15 2,65 1,48 0,66 1,83 1,88 1,14
Примечание- V и Ь — параметры аппроксимации начального участка опор-
ных кривых.
Плоские поверхности
Торцовое фрезерование чистовое (сталь ШХ15)
Яа = 4,83
.1,69/0,15
1,23 0,14 0,46
р I
мкм;
.1,15
у 1,27 0,24^0,62
МКМ,
где = 0,08-^0,5 мм/зуб — подача на зуб; I = 0,3-И,8 мм —
глубина фрезерования; V = 18-^44 м/мин — скорость резания;
р = 0,5 + 2 мм — радиус при вершине резца; у = 5—20° — перед-
ний угол резца.
Строгание чистовое (сталь ШХ15)
51,93 0,27
№ = 37,3 о.И/0,12.о?8 мкм»
и р
№ = 131,42
52Т°’15
у0,13/0,29р0,8
МКМ,
где 5 = 0,25 -г-0,5 мм/дв. ход — подача; о — 5,6-г-22 м/мин —
скорость резания.
Остальные факторы такие же, как при фрезеровании.
Торцовое точение чистовое (сталь ШХ15)
.Ц69 0,59 1,49„0,36
Яа 10,88 —— мкм; Яр = 58,79 -—— мкм,
Р Р
где 5 = 0,1 ^0,5 мм/об — подача; у и р — то же, что и при фре-
зеровании.
Чистовое шлифование (сталь 12ХНЗА)
/х0,48 0,27-0,8/0,13 /х0,29_.0,2_0,32/0,12
/?а = 0,27——--------------- мкм; #« = 2,28^—ц А— мкм,
11 От то
Таблица 2.31
Значения коэффициентов
Образец из стали Шлифоваль- ный круг У'ь Ао Кз К4 с
Абразивный Да 0,01 0,46 0,1 0,54 —0,07 —0,42
Ир 0,06 ’ 0,32 0,1 0,62 —0,11 0,08
8т 7-Ю"6 0,26 0,01 0,22 —0,12 0,87
20Х у*
(НДС 54—60) Алмазный Да 0,007 1,08 0,21 0,4 —0,15 0
& пр 0,008 1,16 0,42 0,36 0,06 0
8т 4-Ю"6 0,73 0,01 0,27 —0,01 0
12ХНЗА Абразивный Да 0,17 0,08 0,27 0,17 0,06 —0,15
(ЯКС 60—64) - ИР 1,3 —0,02 0,22 0,14 0,05 —0,25
8т 0,028 0,22 0,16 0,04 0,18 0,03
Алмазный Да 0,5 ‘ 0,01 0,01 0,01 —0,01 0
1 Др 1,58 0,01 0,01 0,01 —0,01 0
8т р 1040 0,02 —0,01 —0,01 с —0,01 0
где К = 46-5-1000 мкм — зернистость круга; V = 0,21 -5-0,37 м/с —
скорость перемещения стола; 5 = 3-5-6 мм/ход — поперечная по-
дача стола; / = 0,01 -5-0,04 мм — глубина шлифования; I = 1^-5 —
число выхаживаний.
Данные уравнения получены для следующих условий правки
абразивного круга: р — 2 мм; $ = 0,3 мм/об.
Отделочное шлифование абразивными и алмазными кругами
У1 =
где Ъ характеризует твердость связки абразивного круга, если
твердость связки С2, то Ь = 2, если СМ2, то Ь = 1.
Значения коэффициентов с, Ко, /Сь при шлифова-
нии абразивными и алмазными кругами приведены в табл. 2.31.
Накатывание шариковыми головками
РпК1 5X3 Рп^1
г* 1г Аиисхдпр П тг А^исхдпр
Д9—- - МКМ Кр^Ко к -К К . К МКМ’
где 5яр = 13-5-42 мм/мин — продольная подача; р = 200-5-600МПа —
нагрузка; / = 1-5-3 —число проходов; V = 14-5-70 м/мин — ско-
рость вращения шариковой головки с О ~ 90 мм.
Значения коэффициентов /Со, К1, /С2, 7(3, /С4, К5 приведены
в табл. 2.32.
Накатывание деталей из чугуна СЧ 21—40 на оптимальных
режимах (р — 240 МПа; 5пр = 13,3 мм/мин; о = 35 м/мин; I = 1)
при исходной их шероховатости /?аисх 1,6-5-2,0 мкм позволяет
получить = 0,40 мкм; Кр = 0,82 мкм.
В иброн акатыван ие
Ва Ко
Ра^1
АаисхЛпр
’ ПК2;К4
К *
мкм;
ч^исхпр
Кр — /Со КК1 мкм-
р ь
Таблица 2.32
Значения коэффициентов
Материал образца Параметры шерохова- тости к0 Х3 К 3 Хе
Чугун СЧ 21-40 Ра Рр 3,43 3,14 0,99 0,93 0,90 0,96 0,20 0,26 0,02 0,03 0 —0,02
Сталь 40X (НРС 30—32) На Нр 8,07 17,42 0,77 0,64 0,65 0,81 0,10 0,10 0,21 0,21 0,09 0,09
Сталь 40X (НРС 40—42) Ра Пр 12,15 17,83 0,80 0,77 0,75 0,89 0,03 0,06 0,03 0,07 0,02 0,03
НО
Таблица 2.33
Значения коэффициентов
Материал образца Пара- метры п] ерохо- ватости До Кг /<4
Чугун СЧ 21-40 Ра 48,67 1,01 0,72 —0,29 0,19
РР 0,57 0,90 0,78 0,41 0,16
Сталь 40Х Ра 6,58 0,87 0,99 0,23 0,09
(НРС 30—32) РР 1,81 0,82 0,90 0,41 0,14
Сталь 40Х Ра 7,0 0,90 0,82 0,17 0,09
(НРС 40—42) РР 8,5 0,92 1,03 1,03 0,10
Значения коэффициентов, входящих в эти уравнения, приве-
дены в табл. 2.33.
Вибронакатывание деталей из стали 40Х (НН(С 30—32) на
оптимальных режимах (р = 686 МПа; 5пр = 160 мм/мин; I — 2)
при исходной шероховатости 7?аисх = 1,6-ь2,0 мкм позволяет
получить Ра = 0,30 мкм; = 0,75 мкм.
2.11. ВОЛНИСТОСТЬ ПОВЕРХНОСТИ
ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Волнистость, как и шероховатость, является одной из основ-
ных характеристик качества поверхности, оказывающей большое
влияние на многие эксплуатационные свойства деталей ма-
шин [113]. Прежде всего это связано с тем, что наличие волн
приводит к уменьшению опорной площади в 5—10 раз по сравне-
нию с ровной шероховатой поверхностью. Волнистость представ-
ляет собой совокупность периодически повторяющихся возвыше-
ний и впадин с взаимным расстоянием значительно большим, чем
у неровностей, образующих шероховатость. Такой подход к раз-
делению шероховатости и волнистости является весьма условным
и сложившимся в процессе изучения неровностей под влиянием
развития техники измерений. Так, в качестве шаговой границы
между шероховатостью и другими видами неровностей была регла-
ментирована «базовая длина» — длина базовой линии, используе-
мая для выделения неровностей, характеризующих шероховатость
поверхности, т. е. совокупность неровностей поверхности с отно-
сительно малыми шагами на базовой длине. Наиболее употреби-
тельными базовыми длинами и до настоящего времени являются
I = 0,25 и 0,8 мм.
Таким образом, физически обоснованной, а тем более есте-
ственной физической границы между шероховатостью, с одной
стороны, и волнистостью поверхности как совокупностью неров-
ностей с шагами, превышающими базовую длину, с другой сто-?
роны не имеется. При выбранной базовой длине с помощью раз-
личного рода фильтров (механических, электрических и др.) вы-
деляют шероховатость и волнистость из общей совокупности не-
ровностей поверхности. Выделение происходит автоматически,
например при измерениях и записях неровностей посредством
частотных фильтров, встроенных в электромеханические профи-
лометры.
Шероховатость и волнистость профиля поверхности имеют
сложные спектральные составы, причем шаги и отвечающие им вы-
соты неровностей варьируют по длине профиля и, конечно, в еще
большей мере на разных профилях поверхности детали. Поэтому
еще в самом начале развития формирования и контроля неровно-
стей возникла идея количественной оценки неровностей в виде
неких средних величин. Такие оценки, определяемые на профилях,
стали традиционными, они фигурируют в национальных стан-
дартах различных стран и в международной нормативной доку-
ментации [43].
Стандарта на волнистость в СССР пока нет, хотя в отдельных
отраслях для волнистости поверхности давно имеются нормативы,
например в подшипниковой промышленности для шлифования
колец на автоматах установлены нормы на высоту волн. Суще-
ствует рекомендация СЭВ РС 3951—73, по которой для оценки
волнистости поверхности следует учитывать максимальную вы-
соту волнистости 1Гшах, среднюю высоту волнистости по десяти
точкам вычисляемые аналогично параметрам 7? тах и 7?г
шероховатости поверхности, и средний шаг волнистости 5Ш,
определяемый как среднее арифметическое расстояние из пяти
значений между волнами на пяти равновеликих отдельных участ-
ках измерения волнистости (аналогично шагу 8т для шерохова-
тости), числовые значения волнистости по этой рекомендации
выбирают из ряда 7? 10/3 (0,1-5-200 мкм).
Однако оценка волнистости только по указанным параметрам,
по нашему мнению, явно недостаточна. Для установления конеч-
ных зависимостей в системе «условия обработки—качество по-
верхности-—качество продукции» критерием оптимизации должен
быть главный эксплуатационный показатель заданного качества
продукции, эффективно, полно и статистически однозначно выра-
жающий соответствующие ее свойства. Исходя из этого условия
и рассматривая контактное взаимодействие поверхностей, оцени-
вать волнистость следует по тем же параметрам, что и шерохова-
тость: высотным 117 тах, №а, 117г, №р, шаговым 5Ш, форме не-
ровностей волн гш, их направлению, опорной длине профиля
Волны могут образовываться на детали в двух взаимно пер-
пендикулярных направлениях, в связи с чем рекомендуется раз-
112
личать продольную и попе-
речную волнистость. Если
первая обычно возникает
в результате вибраций тех-
нологической системы «ста-
нок—приспособление—ин-
стр у м е нт—д ета л ь »(СПИД),
то вторая вызывается не-
р ав номер ностью подачи,
неправильной заправкой
шлифовального круга, не-
равномерностью его изно-
са и т. д.
В любом случае вол-
нистость определяется ус-
ловиями выполнения тех-
Таблица 2.34
Интервалы варьирования исследуемых
факторов
Уровень 5, мм/об V, м/мм р, мм фО (90 + + т)°
Верхний 0,14 560 1,0 65 100
Нижний 0,02 НО 0,2 35 80
Основ- ной 0,08 335 0,6 50 90
нологического процесса и
метода обработки [107].
Сопоставление данных, полученных для различных методов
обработки, показывает, что для продольной волнистости имеют
место большие значения 1Ггпр, $допр, чем для поперечной
волнистости.
Следовательно, радиусы закругления вершин волн различны
в продольном и поперечном направлении, а их форма в общем слу-
чае одинакова с формой вершин отдельных микронеровностей.
В большинстве случаев высоты отдельных волн отличаются
незначительно (отклонение в высоте волн достигает 15—20%).
Таким образом, форма отдельных волн представляет собой часть
эллипсоида (или тора) или цилиндра.
Исследования связи условий обработки с волнистостью позво-
ляют наметить пути технологического управления этой важной
характеристикой качества.
Волнистость при точении исследовал Т. А. Михеенко для слу-
чая обработки легированного чугуна Н1^В 98—104, применяе-
мого для поршневых колец ДВС, резцами с композитом 10 (усло-
вия обработки приведены в п. 2.2). В качестве образцов использо-
вали заготовки (маслоты) для колец 0 160 мм. Параметры вол-,
нистости измеряли с помощью специального приспособления
к профилографу-профилометру 201, а исходные данные профило-
грамм обрабатывались на ЭВМ «Наири».
Для получения комплексных зависимостей, связывающих
основные параметры точения и геометрии резца с характеристи-
ками волнистости, использован метод планирования эксперимента.
В качестве переменных условий обработки рассматривали сле-
дующие факторы: 5 — подача при точении; V — скорость резания;
р — радиус при вершине резца; <р — главный угол резца в плане;
ф— передний угол резца (табл. 2.34). Глубина резания состав-
ляла 0,5 мм.
Рис. 2.13. Ранжирование факторов точения и их взаимодействий по степени влияния
на параметры волнистости
Параметры
волнистости
Т а б л и ц а 2.35
Результаты дисперсионного анализа
Расчетное значение Г-критерия при исследовании факторов
* м V <7
Х7а 23,8 13,3 6,98 8,04
Гг 20,1 16,8 12,8 14,8
Х7р 7,56 4,60 11,1 7,62
Х7 тах 9,50 7,91 8,48 11,9
3,17 1,82 1,66 3,33
5 о» 0,67 4 1,92 1,67 4,54
4,67
4,39
1,15
2,08
3,22
1,04
Был реализован план Хартли-5, который для данных условий
является наиболее эффективным. В результате обработки экспе-
риментальных данных получены адекватные зависимости второго
порядка. Степень влияния каждого фактора, его квадратного
эффекта, или взаимодействие с другим фактором, на формирова-
ние того или иного параметра можно проанализировать с помощью
ранговых диаграмм, которые для ряда параметров волнистости
приведены на рис. 2.13, а, б.
Так, на параметр ХРа наибольшие линейные эффекты оказы-
вают ф и ь, причем их увеличение ведет к росту ХУа. Повышение
значений факторов у и р ведет к уменьшению ХРа. Среди эффектов
взаимодействия существенно влияют на XVа эффекты 5 (90 + у)0,
ур и уср. На шаг волн 8ю наибольшее влияние оказывает радиус
при вершине резца р и т. д.
Изучение волнистости при доводке алмазными пастами деталей
из стали У10А показало, что И? шах изменяется от 0,15 до 0,62 мкм
(XV? от 0,13 до 0,46 мкм), от 200 до 500 мкм, га от 12 до 55 мм.
Анализ данных табл. 2.35 показывает, что факторы механиче-
о / г-.табл
скои доводки оказывают статистически значимое влияние (го,о5 =
= 2,91) на большинство рассмотренных параметров. Так, зер-
нистость А алмазной пасты влияет на формирование всех пара-
метров, за исключением шага волны 8ш; метод предварительной
обработки М влияет лишь на высотные параметры волнистости,
скорость резания V не воздействует на параметры га и 5^; дав-
ление 7 значительно влияет на все параметры, а время доводки I
существенно сказывается лишь на величинах и га.
Малое влияние рассматриваемых факторов доводки на пара-
метры гю и 8ш указывает на значительную долю случайностей,
определяющих процесс их формирования.
Обработка результатов экспериментов на ЭВМ «Наири-К»
позволила получить количественные соотношения следующего
вида:
У: = Ь07ЛЬ1иь*дь°1\
Таблица 2.36
Коэффициенты для расчета параметров волнистости
Ус ^0 61 62 Ьз 6« 2 *
1 2 3 4 5 6 7 8 9 10
Га 0,02 0,22 0,17 —0,17 —0,11 1,23 1,39 1,52 1,62
Гг 0,07 0,25 0,21 —0,19 —0,09 1,21 1,36 1,47 1,57
Гр 0,04 0,16 0,27 —0,16 —0,06 1,15 1,25 1,32 1,38
Г тах 0,09 0,26 0,22 —0,17 —0,07 — 1,18 1,3 1,39 1,47
ГМ 6Х104 —0,24 —0,12 —0,02 0,10 0,75 0,64 0,56 0,52
8ъи 445,9 0,07 —0,12 —0,08 —0,02 1,03 1,04 1,06 1,07
* 7 — точение резцом из композита 10; 8 — шлифование периферией абразивного
круга; 9 — шлифование периферией алмазного круга; 10 — шлифование торцом алмаз-
ного круга
где у1 — 1-и геометрический параметр качества поверхности после
доводки; &(,. — свободный член; г — коэффициент, характеризую-
щий влияние метода предварительной обработки на величину
1-го параметра после доводки; Ьг, Ь2, Ь3, — показатели степени
для соответствующих количественных факторов.
В табл. 2.36 приведены коэффициенты и показатели для рас-
чета параметров волнистости.
Качественную степень влияния технологической наследствен-
ности при изучении различных методов обработки можно устано-
вить с помощью влияния и анализа корреляционных связей
между исследуемыми параметрами. Для изучения корреляцион-
ной связи между параметрами волнистости поверхностей после
механической доводки алмазными пастами использовали диа-
граммы корреляционных связей, составленные с учетом значимо-
сти парных коэффициентов корреляции гг/. Значимость коэффи-
циентов корреляции определяли сравнением их с табличным зна-
чением при принятом уровне доверительной вероятности (при
а = 0,05 гтабл = 0,34). Полученные результаты представлены
на рис. 2.14.
Анализ диаграммы корреляционных связей показывает, что
между высотными параметрами волнистости как после предвари-
тельной обработки, так и после доводки имеют место тесные поло-
жительные корреляционные связи, близкие к функциональным.
Параметры волнистости после доводки имеют большее число
значимых связей, чем после предварительной обработки. Это можно
объяснить тем, что волнистость поверхности после доводки в ос-
новном определяется ее условиями, что подтверждается значи-
тельным уменьшением высотных характеристик (IV7 тах/№" тах =
= 4-5-6) и меньшим числом значимых корреляционных связей
между параметрами предварительной и окончательной волнисто-
сти по сравнению с таковыми для шероховатости.
Рис. 2.14. Диаграмма корреляцион-
ных связей между параметрами вол-
нистости
Диагр аммы корр ел я -
ционных связей между
параметрами волнистости
п осл е дов од ки св ид етел ь -
ствуют о том, что для тех-
нологического обеспечения
их параметров достаточно
управлять как минимум
двумя хар актер истинами:
высотной и шаговой, ко-
торые можно выбирать по
метр ол огическим сообр а -
жениям.
Опр ед ел енный и нтер ес
представляет анализ гра-
фа корреляционных свя-
зей между параметрами шероховатости и волнистости после до-
водки (рис. 2.15). Он показывает, что высотные параметры
волнистости имеют значимую положительную корреляционную
связь с высотными параметрами микропрофиля, и наоборот.
Кроме того, максимальная высота волны 1У шах отрицательно
коррелирована с радиусом исходных микронеровностей. Радиус
волн имеет отрицательную корреляцию с такими характеристи-
ками шероховатости, как шах, 7?г, 7?р и р. Это можно
объяснить тем, что с увеличением радиуса волн фактическое
давление уменьшается, что приводит к менее интенсивному про-
цессу резания, характеризующемуся степенью внедрения алмаз-
ного зерна в обрабатываемую поверхность, и, следовательно,
к уменьшению высотных характеристик микронеровностей. Таким
образом, управляя с помощью явления технологической наслед-
ственности радиусом волны нм, можно соответственно воздей-
ствовать на высотные характеристики микропрофиля.
Приведенный выше анализ освещает в основном качественную
сторону рассматриваемого вопроса. Количественная сторона явле-
ния технологической наследственности при формировании геоме-
трических характеристик поверхности в процессе механической
доводки алмазными пастами была исследована применением к ре-
зультатам измерений множественного корреляционно-регрессив-
ного анализа. Устанавливали зависимости типа <а-й параметр
качества поверхности после доводки—комплекс параметров ка-
чества поверхности после предварительной обработки». Именно
такие связи позволяют количественно описать явления техноло-
гической наследственности, имеющие место при механической
доводке. Как комплекс параметров, характеризующий качество
поверхности после предварительной обработки на основе анализа
Рис. 2.13. Граф корреляционных связей мешдо
параметрами шероховатости и волнистости по-
сле доводки (сплошные линии — 0,34 < <
< 0,8; штриховые линии — 0,8 < Гц < о,34
описанных выше диаграмм кор-
реляционных связей, были вы-
браны наиболее характерные па-
раметры поперечного микропро-
филя и волнистости, а именно:
для поперечного микропрофиля
7?а, г, р, «; для волнистости
№а, гш, рш,
Рассматривали влияние на па-
раметры На, Ир, 7?тах, г, 5,
ГРа, ГРр, 1Р тах, гда, 5к’(с индек-
сом «Л — конечный») поперечной
шероховатости и волнистости по-
верхности после доводки. В ре-
зультате обработки эксперимен-
тальных данных для параметров поперечного микропрофиля
получены следующие зависимости:
- Га°-6г°’14з0’56
’ №0’2^°'04Щ р°'04Щ ^25а"-9 ’
п_ = 90 7 Га°-7г°'185°-48 .
’ Яа0'12™0'02 Щ р°'09 Щ Р°;35^ ’
__ 1 7 о Га°-68г°Л0-41
1 Хк ’ №0-14гш0,°4Щр0-07Щ^325ВД0’92 ’
4 = 3944
Ла0’59 Щ Р”;17
Га0'13г®0'004Л12Щ р0’57?™0’01?’"
5К = 464
Ла0’35^0-1^-09 Щ Й02
^0,05^ р0,27^0,36^0.34
Зависимости показывают, что увеличение значений параметров
ГРа, г и 5 ведет к повышению величин высотных характеристик
шероховатости после доводки. Это объясняется тем, что увеличе-
ние указанных параметров, особенно г и «, вызывает более интен-
сивную работу алмазной пасты во впадинах исходного микро-
профиля и приводит к росту углубления исходных впадин. Воз-
растание остальных характеристик исходной поверхности вызы-
вает уменьшение высотных параметров поперечного микропро-
филя. Например, с увеличением радиуса волны растет контурная
площадь касания обрабатываемой поверхности с притиром, что
в свою очередь приводит к более равномерному съему металла
и, следовательно, к уменьшению высотных параметров шерохо-
118
ватости. Сравнение расчетных значений ^-критерия (4,62 для
5,26 для $р, 4,75 для 7? тах, 1,76 для г и 1,65 для 5) с таблич-
ным (/^оГоз1 = 2,57) показывает, что влияние комплекса рассма-
триваемых параметров исходной поверхности на высотные харак-
теристики микр'опрофиля после доводки нельзя считать чисто
случайным, т. е. для указанных параметров получены адекватные
зависимости. Влияние же рассматриваемых факторов на пара-
метры г и 5 после доводки, для условий данного эксперимента,
можно признать случайным с уровнем значимости а = 0,05, так
как расчетное значение /^-критерия для них меньше табличного.
Аналогичные зависимости получены для рассматриваемых па-
раметров волнистости после доводки
ттгг __0 14 7?а0,131Га0’33га0>2$0’04 .
\^ак — ^0Д)4 р0>02 р0,и5ау0,4б ’
___ р Т^д0’36ГИ;0,01350,03
~ Га0’07/'0’08 гд р0’03
Гшах(4= 1,48
/?а0’05ТГа0,28/'0,01гш0’()9 Щ б0,06
Р^’15°’085и/)’3
Л0К = 302
/?а°’24^а0,41/'0’1У’ 145ш0,41
0,33^ р0,16^0,21
1 Н К /^бА55ГШ°’0750’95^0,28
= 10’5 ^а0-07/-0’07 ^4818 [М;1 ’
В отличие от зависимостей для шероховатости на высотные
параметры волнистости рассматриваемые показатели предвари-
тельного качества поверхности оказывают менее согласованное
воздействие. Так, с увеличением параметра после предвари-
тельной обработки параметры и Ц7 тах после доводки воз-
растают, а параметр уменьшается, т. е. в зависимости-от сред-
неарифметического отклонения профиля волнистости после пред-
варительной обработки может изменяться ее несущая способность
после доводки, которая и характеризуется параметром ^р.
Однако наследственную связь, количественно характеризуемую
выражениями для волнистости, нельзя считать случайной, так
как расчетные значения Т’-критерия. (3,21 для Ц7а, 2,67 для Ц7р,
2,76 для 117 тах, 3,18 для га/, 2,89 для 5^) больше табличного
(для а = 0,05).
Большие возможности открываются в управлении волнистостью
при других методах обработки, особенно при вибронакатыва-
нии [113, 136].
Результаты исследований, изложенные в настоящей главе,
убедительно подтверждают реальную возможность технологиче-
ского управления формированием параметров шероховатости и
волнистости при механической обработке.
Глава 3
ВЛИЯНИЕ ТЕХНОЛОГИИ
НА ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ПОВЕРХНОСТНОГО СЛОЯ
Качество обработанных деталей характеризуется не только гео-
метрическими параметрами шероховатости и волнистости, но и
физико-механическими свойствами поверхностного слоя [86, 97,
120]. Тонкий поверхностный слой деталей машин имеет механиче-
ские, физические и химические свойства иные, чем в глубинной
части металла.
Этот слой, толщина которого в зависимости от вида обработки'
находится в пределах от нескольких ангстрем до сотых и десятых
долей миллиметра, оказывает большое влияние на работоспособ-
ность деталей. Качество поверхностей детали в основном обеспе-
чивается при окончательной обработке. Предшествующая обра-
ботка, а также заготовительные процессы на качество поверх-
ности готовой детали влияют в силу технологического наследова-
ния исходных свойств заготовки на различных этапах ее обра-
ботки. Достижение необходимого качества поверхности деталей,
особенно физико-механических свойств, и поддержание его на
заданном уровне в производственных условиях является задачей
всего технологического процесса.
Физико-механические свойства поверхностного слоя характе-
ризуются его твердостью, структурными и фазовыми превраще-
ниями, величиной, знаком и глубиной распространения остаточ-
ных напряжений, деформацией кристаллической решетки мате-
риала. Физико-механическое состояние поверхностного слоя де-
тали в основном является следствием упругопластической дефор-
мации и местного нагрева, возникающих в зоне обработки.
Так, в процессе резания верхний слой претерпевает значи-
тельные пластические деформации и поэтому оказывается накле-
панным, его твердость повышается, в нем возникают внутренние
напряжения. В этом слое могут появиться надрывы и поверх-
ностные трещины. Подобная картина имеет место и при других
видах механической обработки деталей.
На рис. 3.1 слева схематически показан разрез верхнего слоя
металла деталей. Общая глубина наклепанного слоя прости-
рается от вершин гребешков до наиболее глубоко залегающих на-
клепанных зон. Металл под гребешками обычно наклепан на боль-
120
Рис. 3.1. Структура и микротвердость поверхностного слоя:
1 — наклеп; 2 — исходный металл
шую глубину, чем под впадинами. Справа
показан разрез по АВ, По оси ординат §
отложена микротвердость Н, по оси абс-
цисс—расстояние И от поверхности ме-
талла. Обычно верхний тонкий слой ме-
талла характеризуется сильным разруше-
нием зерен (аморфным состоянием) и получается в результате
суммарного воздействия давления и температур резания. За этим
слоем следует собственно наклепанный слой металла, глубже
которого располагается исходная структура. В переходной зоне
участки наклепанных слоев могут перемежаться с исходным ма-
териалом.
По мере удаления от поверхности микротвердость металла
падает. Характер изменения микротвердости деформированного
слоя может быть двояким. В одних случаях микротвердость по-
верхности на 30—50% выше твердости исходной структуры, и при
этом она сравнительно медленно снижается по мере удаления
от поверхности. Кривая, падения микротвердости имеет примерно
постоянный наклон. В других случаях микротвердость поверх-
ности в 3—4 раза выше микротвердости исходной структуры, и
по мере удаления от поверхности она вначале резко падает, а за-
тем, начиная с некоторой глубины, снижается значительно мед-
леннее и плавно переходит к исходной микротвердости металла.
Глубина наклепанного слоя и степень его упрочнения зависят
в первую очередь от условий резания. При снятии стружки взаимо-
действуют два противоположных процесса — наклеп, получаю-
щийся в результате действия усилий резания и пропорциональ-
ный давлению резания, и одновременное снятие наклепа (разупроч-
нение), получающееся из-за повышающейся температуры в зоне
резания, которая способствует протеканию таких процессов, как
рекристаллизация и пр. Прочные и хрупкие обрабатываемые ме-
таллы склонны к наклепыванию в меньшей степени, чем мало-
прочные и вязкие, тем более, что и температура при резании
прочных металлов обычно значительно выше.
Сильно влияют на глубину и степень наклепа такие факторы,
как скорость резания, подача, степень затупления режущего
инструмента; слабее влияние геометрической формы инструмента
и глубины резания.
Глубина наклепывания поверхностного слоя стали средней
твердости при механической обработке на принятых в промышлен-
ности режимах при резании лезвийным инструментом (точении,
сверлении, зенкеровании, фрезеровании, зубофрезеровании и др.)
колеблется от 0,1 до 0,25 мм в зависимости от условий обработки.
При тяжелых условиях обработки глубина наклепа возрастает
и достигает 1 мм и выше.
Рис. 3.2. Распределение остаточных напряжений по сечению (Н —
расстояние от поверхности)
Микротвердость в наклепанном слое дости-
гает величины Н = 2450-^-5884 МПа (для ста-
лей 45, 50 и др.). Для большинства методов
механической обработки твердость в поверхно-
стном слое повышается в 1,5—2 раза по сра-
внению с твердостью сердцевины. При наличии
волнистости глубина наклепанного слоя раз-
лична на вершинах волн и во впадинах. При основных видах
резания металлов твердость на вершинах волн при наличии
волнистости в большинстве случаев будет меньше, чем твер-
дость того же металла при той же обработке без нали-
чия волн.
При обработке металлов резанием возникают внутренние оста-
точные напряжения, сосредотачивающиеся в поверхностном слое.
Эти напряжения могут быть сжимающими или растягивающими.
Во многих случаях на различном расстоянии от поверхности
существуют остаточные напряжения различных знаков (рис. 3.2).
В процессе резания слои металла, находящиеся под обрабатывае-
мой поверхностью и впереди инструмента, сначала сжимаются
передней поверхностью инструмента, а при трении его задней
поверхности об обрабатываемую поверхность растягиваются.
Зерна верхнего слоя частично уносятся со стружкой, оставшиеся
части зерен вытягиваются по направлению резания. При этом
возникают напряжения растяжения. После прекращения резания
и снятия внешней нагрузки пластически деформированный слой
стремится под действием упругих сил вернуться в первоначальное
положение. Слои, лежащие ниже, препятствуют этому процессу.
Происходит перераспределение напряжений, причем растягиваю-
щие напряжения значительно снижаются, а иногда даже воз-
можно появление сжимающих напряжений в самом верхнем
слое при остаточных растягивающих напряжениях в ниж-
них слоях.
Напряженное состояние в значительной степени зависит от
температуры в верхнем слое. Установлено, что температурное
поле в слое толщиной 10—20 мкм резко отличается по распределе-
нию температур от температурного поля в слоях, залегающих на
глубине 100—150 мкм. Разогретый при резании металл верхнего
слоя стремится расшириться, но этому мешают мало прогретые
нижние слои и остальная масса металла, вследствие чего в разо-
гретом слое возникают напряжения сжатия. По мере охлаждения
верхний слой будет сокращаться в объеме, но этому будут препят-
ствовать лежащие ниже слои, охлаждающиеся медленнее. После
остывания наружные слои перестают сжиматься, а внутренние
слои еще некоторое время продолжают сокращаться в объеме,
увлекая за собой и верхние слои. При этом напряжения перерас-
пределяются: в верхних слоях образуются растягивающие напря-
жения, в нижних — сжимающие.
При обработке деталей из высокоуглеродистых металлов, на-
ряду с пластическими деформациями и тепловыми явлениями,
в верхних слоях имеют место фазовые превращения, сопровождаю-
щиеся появлением слоев разной структуры, с объемными измене-
ниями в них и возникновением остаточных напряжений. Так как
различные структуры обладают разными удельными объемами,
характер распределения напряжений в верхних слоях может
измениться. Например, мартенсит имеет больший удельный объем,
чем троостит и аустенит. Следовательно, распад мартенсита
с образованием троостита вызывает остаточные растягивающие
напряжения, а распад аустенита и возникновение мартенсита при-
водит к появлению сжимающих напряжений.
Таким образом, основными причинами возникновения остаточ-
ных напряжений при резании являются: неравномерная пласти-
ческая деформация поверхностного слоя, связанная с увеличением
удельного объема деформированного металла и развитием в нем
остаточных напряжений сжатия; локализованный нагрев тонких
поверхностных слоев, связанный с возникновением в нем остаточ-
ных напряжений растяжения; фазовые превращения различных
слоев металла, приводящие к образованию в них различных струк-
тур, обладающих разным удельным объемом и в конечном счете
создающих в этих слоях остаточные напряжения различного знака
и величины.
Величины остаточных напряжений достигают 980—1275 МПа,
зона их распределения — в слое толщиной до 0,5—0,7 мм.
Поверхности деталей покрыты наружным граничным слоем,
образуемым адсорбционными и оксидными пленками, являющи-
мися неизбежными спутниками всякой металлической поверх-
ности. Большинство поверхностей, находящихся на воздухе, под-
вергается действию водяных паров, образующих на поверхности
металла пленку толщиной 10 “7—10“6 мм. Естественные оксидные
пленки, присутствующие на большинстве выдержанных на воздухе
металлов, имеют незначительную толщину, часто меньше 10 нм.
После медленного окисления пленки обладают первоначальным
топографическим рельефом лежащего под ними металла, а при
быстром окислении образуются пирамиды окислов, лежащие выше
общего уровня. Окисные пленки играют защитную роль, причем
степень этой защиты различна в зависимости от природы металла
и окисла и зависит главным образом от относительных механиче-
ских свойств пленок, и в первую очередь от твердости. В боль-
шинстве случаев твердость пленок выше твердости основного
металла.
Глубину и общую характеристику поверхностных слоев опре-
деляют по методу исследования микрошлифов. Микротвердость
поверхностных слоев исследуют методом вдавливания алмазной
пирамиды на приборе ПМТ-3, Наиболее удобно исследовать глу-
бину поверхностного слоя и изменение его микротвердости по мере
удаления от поверхности по микрошлифу, выполненному в виде
косого среза. При испытании на микротвердость применяют на-
грузки 0,05—5 Н.
Для исследования изменений поверхностного слоя после тон-
кой обработки применяют рентгеноструктурный анализ. Остаточ-
ные напряжения в поверхностном слое металла при этом опреде-
ляют, стравливая с поверхности образца слой толщиной 5—
10 мкм, и после каждого травления снимают рентгено-
грамму.
Изменения в слоях металла толщиной менее 5 мкм не улавли-
ваются рентгеноанализом. В этих случаях поверхностный слой
исследуют методом структурной электронографии, основанном на
дифракции электронов, позволяющим исследовать строение тон-
чайшего поверхностного слоя различных материалов.
Микротрещины в поверхностном слое определяют различными
методами дефектоскопии (магнитной суспензии, магнитной индук?
ции, ультразвуком, флюоресценции).
Остаточные напряжения в поверхностных слоях исследуют,
используя методы Н. Н. Давиденкова или Г. Закса. Эти напряже-
ния определяют расчетом по величине деформации образца после
снятия с него напряженного слоя. Для тонких слоев применим
рентгеновский метод, основанный на измерении межатомных рас-
стояний в напряженном и ненапряженном металле.
Перспективен бесконтактный метод неразрушающего исследо-
вания Микродеформаций детали для определения остаточных на-
пряжений методом голографической интерферометрии. Он основан
на дифракции и интерферации электромагнитных сигналов и при-
годен для исследования деталей простой и сложной формы, позво-
ляя обнаруживать области повышенной концентрации остаточных
напряжений.
Взаимосвязь параметров физико-механического состояния по-
верхностного слоя с технологическими факторами и эксплуата-
ционными свойствами деталей машин мало изучена. Дальнейшие
исследования по установлению взаимосвязи между приведенными
параметрами качества поверхностного слоя и характеристиками
эксплуатационных свойств (усталости, ползучести, длительной
прочности, трения и износа, коррозии и др.) позволят выделить
из них наиболее существенные, которые будут использованы для
разработки научно обоснованных справочно-нормативных мате-
риалов и методов расчетов по Технологическому обеспечению опти-
мальных свойств поверхностного слоя деталей из условий их
эксплуатации для регламентации параметров качества в процессе
изготовления детали.
Ниже приведены результаты исследований физико-меХаниче-
ских свойств поверхностных слоев, выполненные в Брянском ин-
ституте транспортного машиностроения.
3.1. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ПОВЕРХНОСТНОГО СЛОЯ
ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ РЕЗАНИЕМ
Обработка точением, как уже отмечалось, является одним
из основных методов формообразования поверхностей деталей
машин.
С целью получения количественных зависимостей параметров
качества поверхностей от режимов обработки был поставлен
эксперимент *. Исследовали точение наружных цилиндрических
поверхностей резцами, оснащенными пластинками из твердого
сплава Т15К6. В качестве переменных факторов, характеризую-
щих условия обработки, были приняты: о — скорость резания;
5 — подача; / — глубина резания; р — радиус при вершине резца;
у — передний угол; а — задний угол; ркр—-радиус скругления
режущей кромки; <р—главный угол в плане; <рх — вспомога-
тельный угол в плане; % — угол наклона режущей кромки. Интер-
валы варьирования факторов выбирали по данным литературы и
предварительных экспериментов таким образом, чтобы в этих
пределах получалось монотонное изменение исследуемых показа-
телей качества поверхности. Однако эти интервалы (табл. 3.1)
были достаточно широки для исследования технологических воз-
можностей изменения геометрических и физико-механических ха-
рактеристик качества поверхности при данном методе обработки.
План эксперимента представлял собой дробную реплику типа 210"6,
основу которой составлял полный факторный эксперимент типа 21.
Таблица 3.1
Интервалы варьирования исследуемых факторов
Уровень V, м/мин 5, мм/об мм р, мм У а° Ркр’ мм
Верхний 282 0,43 0,95 2,4 +4 7 0,20 65 54 +4
Нижний 71 0,05 0,15 0,5 —4 3 0,04 45 26 —4
Исследовали следующие параметры физико-механического со-
стояния обрабатываемых поверхностей: Н — микротвердость на
поверхности образца; — глубину наклепанного слоя; й_атах —
глубину залегания максимальных сжимающих напряжений
(рис. 3.3); стшах — величину максимальных сжимающих напряже-
ний; <тп — величину максимальных растягивающих напряжений.
Образцы, изготовленные из сталей 20, 45 и 70, перед исследо-
ванием подвергали отжигу. При измерении микротвердости по по-
верхности шлифа наблюдался чрезвычайно большой разброс
Исследования проводились канд. техн, наук В. А. Бауманом.
Рис. 3.3. Схема характерных точек эпюры остаточных
напряжений после точения
экспериментальных точек, основной
причиной которого является наличие
двух составляющих в структуре иссле-
дуемых сталей — феррита и перлита.
Типичные кривые распределения
микротвердости по глубине образцов
из стали 20 показаны на рис. 3.4,
причем сплошная линия иллюстрирует
результаты расчетов относительно экс-
периментальных точек по приведенным ниже формулам. Кривые
характеризовались микротвердостью на поверхности образца Н
(экстраполяцией экспериментальных данных), глубиной накле-
панного слоя На и микротвердостью в середине наклепанного
слоя Н. Эти характеристики достаточно полно описывают эпюру
распределения микротвердости.
Обработка экспериментальных данных позволила получить
адекватные зависимости
? 250,062^0,035а0,025р0,062
1)0.061 (90 -1- у)0’160
1,3550,32/0,27а0,09р9’р9 .
р0.35 ( 90 + 7)0,43 ’
О.Эз0’031/0'011^’02^006
(90 + у)0'052
сталь 20
1387,Оз0’022/0,022а0’010р3^61
и0,041 (90 + у)0’284
__ 4,128°’29^0’!1а0,02р9()44 .
“ р0’31 (90 + у)0’49 ;
_ 31 1,^.014/0.014^,015^019
(90 + у)0'66
Полученные формулы подтверждают известные из литературы
зависимости о влиянии факторов V, 8, I, ркр, р, у на Н и Ан.
Экспериментальные исследования проведены с относительно
большими радиусами скругления режущих кромок ркр, и поэтому
повышение микротвердости и глубины наклепанного слоя по мере
увеличения угла а можно объяснить большими площадями кон-
такта задней кромки резца и обрабатываемой поверхности, кото-
рые с увеличением угла а соответственно уменьшаются и прибли-
жаются к своим оптимальным значениям. Следует_также отме-
126
Н,МПа
Рис. 3.4, Распределение микротвердости вглубь образцов при различных условиях
обработки
тить, что влияние заднего угла а на микротвердость и глубину
наклепа наименьшее по сравнению с влиянием других исследован-
ных параметров (рис. 3.5).
Остаточные напряжения и их распределение в поверхностном
слое металла оказывают большое влияние на усталостную, кор-
розионно-усталостную прочность и другие эксплуатационные ха-
рактеристики деталей машин. Поэтому необходимо изучение во-
просов, связанных с формированием этих напряжений и их управ-
лением, с точки зрения получения остаточных напряжений нуж-
ного знака и соответствующей интенсивности. Кривую остаточ-
ных напряжений рассчитывали и строили не менее чем по 50—
60 точкам.
Для возможности применения в исследовании остаточных на-
пряжений математического аппарата планирования эксперимента
эпюра характеризовалась несколькими наиболее важными точ-
ками (см. рис. 3.3): Но, Н-отах, <Лпах, Щг
Сталь 20
Сталь 20
Сталь 45
9кр3
Рис. 3.5. Ранговые диаграммы влияния условий обработки на микротвердость поверхност-
ных слоев
В результате обработки экспериментальных Данных для изу-
чаемых характеристик были получены следующие зависимости:
6,085°’ 14/°’17р^13 , _ 20,350’19/°’24р^°\
’ “ (90 +у)0’44 ; тах (90 + у)0’80 5
/,^ркр _ _ г1д Оо о,26с,0,39„0,24
Фпах — ^0,30 ’ 5 рКр .
сталь,45
Из рассмотрения полученных зависимостей можно сделать
выводы.
1. Глубина распространения остаточных напряжений опреде-
ляется действием силовых факторов процесса обработки: подачей,
глубиной резания, радиусом скругления режущей кромки, при-
чем степень их влияния примерно одинакова (в исследуемых интер-
валах их изменения) (рис. 3.6).
2. По мере повышения степени действия силовых факторов
смещается в глубь детали максимум сжимающих остаточных на-
пряжений.
3. В исследуемом интервале изменения условий резания на
характеристики <тшах и стп передний угол резца не оказывает
заметного влияния. Формирование этих характеристик происхо-
дит под действием радиуса скругления режущей кромки, непо-
средственно соприкасающейся с обрабатываемой поверхностью.
Исследования влияния режимов резания и геометрических па-
раметров резцов из композита 10 (гексанита-Р) при точении образ-
цов из легированного чугуна на остаточные напряжения, глубину
их распространения, микротвердость поверхностного слоя и глу-
бину наклепанного слоя проводили на токарно-винторезном
станке 8У18РА (ЧССР).
Для получения комплексных зависимостей, связывающих ос-
новные технологические факторы процесса точения с физико-
механическими характеристиками поверхностного слоя, исполь-
зован метод планирования экспериментов.
При проведении опытов неизменными оставались задний угол
резца а = 10°, вспомогательный задний угол = 10° и угол
наклона главной режущей кромки А = 0°. Переменными факто-
рами являлись глубина резания I (мм); подача при точении 5
(мм/об); скорость резания V (м/мин); главный угол резца в плане <р;
передний угол резца у; радиус при вершине резца р (мм); радиус
скругления главной режущей кромки ркр (мм). Геометрические
параметры резцов контролировали на универсальном микроскопе
УИМ-21 и инструментальном угломере. Радиус скругления глав-
ной режущей кромки определяли по профилограммам, снятым
со свинцовой пластинки, на которую вдавливанием наносили
отпечатки этой кромки.
Глубину резания как один из параметров срезаемого слоя уста-
навливали с помощью индикатора с ценой деления 0,01 мм до
128
Рис. З.в. Ранговая диаграмма влияний условий обработки
на характеристики
обработки и после нее. Остаточные напря-
жения измеряли по методу колец, микро-
твердость измерял^ на косых срезах с по-
мощью прибора ПМТ-3.
Для линейного описания поверхности
отклика использовали регулярную дроб-
ную реплику типа 27-4 в сочетании с ме-
Г
тодом «перевала».
Интервалы варьирования факторов выбирали на основании
предварительных исследований таким образом, чтобы исследуемые
показатели качества поверхности в этих пределах изменялись
монотонно (табл. 3.2).
В качестве исследуемых характеристик физико-механического
состояния поверхности были выбраны следующие: Н, огаах —
максимальные остаточные напряжения; Иа — глубина распро-
странения остаточных напряжений; К. — Н/Нт — характери-
стика величины наклепа, где Н — микротвердость поверхностного
слоя, Яисх — микротвердость основного металла.
Результаты экспериментов обрабатывали на ЭЦВМ «Наири-К».
В итоге получены следующие адекватные зависимости, связываю-
щие основные параметры точения с исследуемыми характеристи-
ками физико-механического состояния поверхностного слоя:
о-тах = —39,13 + 14,16/ + 37,55 — 0,08н + 0,20<р° 4
4 0,13 (90 4- у)0 — 9,Ор - 26,2ркр;
/га = —0,2 - 0,02/ Д- 0,35 4 0,0001 н - 0,003ф° -Ц
+ 0,005 (90 -ф у)0 + 0,05р - 3,1ркр;
Н = 290,6 + 38,3/ 4- 2645 4 0,023г; - 0,06ср° -
-0,003 (90 4- у)0 4- 15,15р 4- 453,5ркр;
4 = 2,85
/0,22 „0,27„0,002-0,09, ,0,07
1 Р Ркр .
ф0.17 (90 4 у)0’13 ’
/0,04-0,056 0 013Л),025-0,004
1 5 у Р Ркр
ф0,04
Д = 1,7
Таблица 3.2
Интервалы варьирования исследуемых факторов
Уровень /, мм 5, мм/об V, М/МИИ ф° (90 + + Т)° р, мм Ркр, мм
Верхний (+) Нижний (—) 0,8 0,1 0,16 0,02 430 90 60 35 100 85 1,0 0,1 0,04 0,005
5 Демкин Н. Б.
129
Ф = 35°; 90 + V = 85°; р = 1,0 мм; р =
V = 430 м/мин; (р = 60°; 90 + V = 100°; р =
Рис. 3.7. Характерные эпюры остаточных
напряжений:
7 — = 0,8 мм; $ = 0,02 мм/об; V =
= 90 м/мин; ф = 60°; 90 4~ у — 100°; р =
— 0,1 мм; р„_ = 0,005 мм; 2 — I = 0,1 мм;
кр
$ — 0,002 мм/об; V = 90 м/мин; ф = 35°;
90 + у = 85°; р — 0,1 мм; рк^ = 0,04 мм;
3— 1=0,8 мм; 5 = 0,02 мм/об; у=430 м/мин;
0,005 мм; 4 — I = 0,8 мм; 5 =0,16 мм/об;
= 1,0 мм; РКр = 0,005 мм
Эпюры напряжений, построенные по 30—40 точкам (рис. 3.7),
показывают, что при точении чугуна резцами из композита 10
на поверхности формируются напряжения обоих знаков. Суще-
ственное влияние на величину напряжений и глубину их распро-
странения оказывают такие параметры, как 8 и ( с увеличением
которых сг.щах возрастает, а также р и ркр, с повышением кото-
рых о_тах уменьшается.
Анализируя зависимость микротвердости поверхностного слоя
от режимов точения и геометрических параметров резцов, можно
отметить, что основное влияние на увеличение микротвердости
поверхностного слоя оказывают подача, радиус скругления ре-
жущей кромки и радиус при вершине резца. С ростом указанных
параметров увеличиваются силы резания, которые благоприят-
ствуют упрочнению поверхностного слоя. Глубина упрочненного
слоя и степень наклепа также находятся в прямой связи с микро-
твердостью поверхностного слоя.
Для определения взаимосвязи рассмотренных факторов рас-
считаны коэффициенты парной корреляции (табл. 3.3).
Анализ полученных данных показал, что для параметров Н
и Лн, Яи К, Л„и К коэффициенты корреляции составляют соот-
ветственно 0,87; 0,86; 0,96, т. е. связь между ними довольно тес-
ная; менее тесная связь наблюдается между ашах и о„, й_ашах и сгп
и статистически незначимая между п1Пах и /г_ашах, <тшах и Н,
®тах и Д, Щ, И Аст, Яд И Но И Д.
Таблица 3.3
Коэффициенты парной корреляции исследуемых факторов
Факторы °п атах — атах н Лн К
1,0 0,68 0,57 —0,027 0,15 0,34 0,300
Чгаах 0,68 1,0 0,29 —0,11 0,086 0,17 0,070
Л — стах 0,570 0,29 1,0 0,15 —0,17 —0,15 —0,110
—0,026 —0,11 0,15 1,0 —0,100 —0,25 —0,13
и 0,15 0,086 —0,17 —0,1 1,00 0,87 0,86
0,34 0,17 —0,15 —0,25 0,87 1,0 0,96
к 0,3 0,070 —0,11 —0,13 0,86 0,96 1,0.
На основании результатов исследований можно сделать вывод,
что на поверхности легированного чугуна, обработанного рез-
цами из композита 10, возникают в основном остаточные напря-
жения сжатия ашах = 29 = 637 МПа, глубина их распростране-
ния = 0,05 = 0,45 мм. Микротвердость обработанной поверх-
ности повышается в 1,3—1,45 раза.
Полученные эмпирические зависимости можно использовать
для прогнозирования характеристик физико-механического со-
стояния поверхности при обработке различных марок чугуна твер-
достью НВВ 97—108 на станках средней жесткости.
Остаточные напряжения при хонинговании определяли при
обработке заготовок из бронзы БрАЖЭ—4 брусками АСР
80/63-Р11-Р9. Предварительно заготовки были обработаны бру-
сками АСР 100/80-МС1 с режимами обработки: цд = 36 м/мин;
V = 15 м/мин; 5 = 0,3 мкм/дв. ход; I = 30 с. На остаточные
напряжения в поверхностных слоях оказывают влияние и напря-
жения, созданные на операциях, предшествующих финишной
обработке.
Как видно из рис. 3.8,, величина дозированной подачи незна-
чительно увеличивает осевые и кольцевые остаточные напряже-
ния. При увеличении времени хонингования (рис. 3.8, б) осевые
остаточные напряжения повышаются, а кольцевые (сжатия) —
уменьшаются.
Рис. 3.8. Изменение остаточных напряжений в зависимости:
а — от дозированной подачи (од = 39; о = 10 м/мин; / = 30 с; з, = 0,3; з2 = 0,5 мкм/дв.
ход); б — времени хонингования (од = 39; о = 10 м/мин; з = 0,3 мкм/дв. ход; = 30;
= 50 с); е — окружной скорости (о = 12,5; од1 = 56; од2 = 23 м/мин; з = 0,4 мкм/дв.
ход); г — скорости возвратно-поступательного движения и времени хонингования (од =
= 56; и, = 12,5; о2 = 7,5 м/мин; = 40; = 20 с; 8 = 0,4 мкм/дв. ход)
5* 131
50/10 63/50 80/63 100/80 К, мкм
нис. а.у. влияние технологических факто-
ров обработки конечными лентами на И
(сталь ЗОХГСА)
Возрастание окружной ско-
рости вращения хонинговаль-
ной головки приводит к повы-
шению осевых и уменьшению
кольцевых остаточных напря-
жений (рис. 3.8, в). Уменьшение
осевых и кольцевых остаточных
напряжений имеет место и при
увеличении скорости возврат-
но-поступательного движения
(рис. 3.8, г).
создания в поверхностных слоях
~/3 1/4 ~0/ 1/6 о',Тр,~МПа
Исходя из изложенного, для
кольцевых остаточных напряжений сжатия, которые до опреде-
ленного значения положительно влияют на износостойкость по-
верхности, обработку заготовок следует вести при незначитель-
ном времени хонингования и небольших значениях возвратно-
поступательной скорости.
Полирование брусками с алмазными лентами наряду с улуч-
шением характеристик шероховатости (см. п. 2.6) приводит к по-
вышению микротвердости поверхностных слоев (рис. 3.9).
В отличие от шлифования алмазными кругами с жестким креп-
лением зерна в связке (например, обработки торцом алмазного
круга, при котором процесс резания происходит без значитель-
ных деформаций), в рассматриваемом методе алмазное зерно имеет
возможность погружаться в каучукосодержащую связку. Это спо-
собствует наряду с резанием протеканию процесса деформирова-
ния тонких поверхностных слоев.
Повышение давления р с 0,3 до 0,8 МПа увеличивает микро-
твердость Н с 3760 до 3570 МПа. Как видно из рис. 3.9, значи-
тельное влияние на Н оказывает также время обработки, и вели-
чина зернистости (в первом случае с увеличением / с 10 до 120 с
Н возросла с 3280 до 3570 МПа; во втором — при переходе от
обработки лентами зернистостью 125/100 и 50/40 Н уменьшилось
с 3628 до 3400 МПа). Исходные условия щ = 35 м/мин; р =
= 0,39 МПа; I = 20 с; лента АСО 50/40-Р9-100%; Яисх = 5500 МПа.
При обработке лентами из сплава ВТ4 наблюдается следую-
щая картина: с увеличением времени обработки I с 5 до 40 с
Я вначале повышается с 5630 до 5687 МПа при I — 20 с, затем
незначительно снижается до 5660 МПа; изменение давления
с 0,3 до 0,78 МПа привело к росту Н с 5600 до 5786 МПа, а пере-
ход от обработки лентами зернистостью 100/80 к 50/40 понижает
Н с 5730 до 5687 МПа (исходные условия = 35 м/мин; р ~
= 0,39 МПа; I = 20 с; К = 50/40; Н = 5630 МПа).
Эти изменения происходят в ВТ4 при /?аИСх = 0,22 мкм.
Если 7?аисх = 1,8 мкм, то при тех же диапазонах изменения I, р
132
и К наблюдается рост Н соответственно с 5510 до 5540, 5610,
5530 МПа (Яисх = 5510 МПа).
Физико-механические свойства поверхностного слоя при меха-
нической доводке алмазными пастами исследовали для случая
предварительной обработки точением резцом из композита 10.
Это обусловлено тем, что данный метод обработки позволил в за-
висимости от режимов варьировать количественными характери-
стиками физико-механических свойств предварительно обработан-
ной поверхности в значительно больших пределах, чем круглое
шлифование [113]. Следовательно, учитывая возможность влия-
ния технологической наследственности на формирование физико-
механических свойств поверхности при доводке, с целью получе-
ния их характеристик в более широких пределах, целесообразнее
было применить в качестве предварительной обработки точение
резцом из композита 10. Эксперименты проводили на образцах,
механическую доводку которых выполняли по плану Хартли-5.
Условия проведения экспериментов и матрица планирования при-
ведены в табл. 3.4 и 3.5.
Полученные эпюры остаточных напряжений, построенные по
20—50 точкам, показаны на рис. 3.10. Разнообразие характера
эпюр остаточных напряжений обусловлено наряду с факторами
доводки различными условиями предварительной обработки.
Это заметно по глубине залегания максимальных сжимающих на-
пряжений, которая делится в основном на три интервала, соот-
ветствующих верхнему, нижнему и нулевому уровням фак-
тора 7?аисх, а также по общей глубине залегания остаточных
напряжений. На рис. 3.10 показана схема определения характер-
ных точек эпюры остаточных напряжений.
Таблица 3.4
Условия проведения эксперимента
Уровень ^аИСХ’ мкм (Хх) К, мкм (Х2) V, м/мин (Х3) |3° (Х4) 1. с(Х5)
Верхний 0,89 0,84 8,5 150 25 480
Нижний 0,17 0,25 2,5 40 10 120
Основной 0,53 0,55 ' 5,5 95 17,5 300
Примечание. В числителе дано значение №иСх Для точения резцом из ком-
позита 10, в знаменателе — для круглого шлифования. Величина К соответствует сере»
дине интервала зернистости, указанной в марке алмазной пасты АСМ (X1—X® — код
фактора).
Анализ ранговых диаграмм для параметров остаточной напря-
женности поверхностного слоя (рис. 3.11, а—а) позволяет уста-
новить, что на их формирование значительно влияет технологиче-
ская наследственность. Так, для параметров ап, <ттах и А_ошах
самым большим положительным основным эффектом обладает ше-
Таблица 3.5
Матрица планирования (для пяти факторов)
о О
о 00 Е . X, х2 Х3 х, х-, с б X. х2 Хз Х4 Х5
.о, а < а еО. а < о.
1 2 3 4 5 6 7 8 9 10 И 12 13 14 +11++11++1+11+ + + + + + + ++1111++++11++ ++11++11++1111 ++++1111++11++ 15 16 17 18 19 20 21 22 23 24 25 26 27 0 0 0 0 0 0 0 0 0 + 0 0 0 + 0 0 0 0 0 0 0 0 0 0 0 + 0 . 0 0 0 + + 0 0 0 0 0 0 0 + 0 0 0 0 0 0 0 0 0 0 0 +
1?
Рис. 3.11. Ранжировка исследуемых факторов доводки и их взаимодействий по степени
влияния на характеристики остаточной напряженности поверхностного слоя
Рис. 3.12. Схема формирования остаточных
напряжений поверхностного слоя при до-
водке
роховатость поверхности после
пр едвар ител ь ной обр аботки.
С повышением 7?аисх указанные
параметры увеличиваются, воз-
растает также и параметр
характеризующий общую глу-
бину залегания остаточных на-
пряжений, хотя влияние 7?аисх
на него по основному эффекту
занимает второе место после V.
Это можно объяснить тем, что
получение больших значений
7?аисх сопровождается измене-
нием режимов точения, кото-
рые вызывают в свою очередь
увеличение рассматриваемых параметров остаточной напряжен-
ности предварительно обработанной поверхности.
Таким образом, фактор /?аисх влияет на параметры <уп, ошах,
Л_атах, Ла вследствие своей корреляционной связи с соответ-
ствующими параметрами при точении резцом из композита 10,'
а последние в дальнейшем наследуются при доводке. Обращает
внимание незначимость влияния линейного эффекта фактора зер-
нистости на рассматриваемые параметры эпюр остаточных напря-
жений. Кроме этого, с увеличением времени доводки уменьшается
глубина залегания остаточных напряжений и величина растяги-
вающих напряжений на поверхности. Указанное позволяет пред-
ложить физическую картину формирования остаточных напря-
жений поверхностного слоя при доводке. Предлагаемый процесс
трансформирования исходной эпюры остаточных напряжений
в конечную показан на рис. 3.12. В координатных осях оОЛ пока-
зана эпюра остаточных напряжений предварительно обработан-
ной поверхности.
Процесс доводки способствует перемещению оси ординат
вправо. Так, если величина съема составила Дъ то полученная
эпюра остаточных напряжений показана в координатных осях
При этом уменьшалась величина растягивающих напря-
жений на поверхности (Оп)! < оп, глубина залегания максималь-
ных сжимающих напряжений (А_атах)1 < общая глубина
залегания остаточных напряжений < Ио. Как видно из пред-
лагаемой схемы формирования остаточных напряжений при ме-
ханической доводке, увеличивая съем металла, чему способствует
повышение времени обработки, можно получить на поверхности
сжимающие остаточные напряжения, которые согласно исследо-
ваниям способствуют повышению износостойкости поверхности.
Рис. 3.13. Ранжировка исследуемых факторов
и их взаимодействий по степени влияния на
ми крот вердость
Так, при съеме Д2 > Дг эпюра
распределения остаточных напря-
жений показана в координатных
осях а2О2/г, при этом на поверх-
ности имеют место сжимающие ос-
таточные напряжения (ап)2 < 0.
Как видно из эпюр остаточных
напряжений (см. рис. 3.10), такие
ситуации часто возникали в про-
цессе эксперимента.
Таким образом, предлагаемая
схема формирования эпюры ос-
таточных напряжений при до-
водке не противоречит опытным
данным для таких параметров,
как оп, Л_агаах и йст. На вели-
чину же отах самое сильное влияние оказывают главный эффект
фактора /?апсх и его взаимодействия со скоростью обработки й
зернистостью алмазной пасты (см. рис. 3.11). Следовательно,
изменяя характер распределения остаточных напряжений подбо-
ром соответствующих режимов предварительной обработки (в коор-
динатах оОН), его можно изменять тем самым после доводки.
В этом заключается суть влияния технологической наследствен-
ности на формирование остаточных напряжений поверхностного
слоя в процессе доводки.
Влияние рассматриваемых факторов на микротвердость по-
верхности видно из ранговой диаграммы (рис. 3.13). По величине
линейных эффектов значимое влияние оказывают лишь фак-
торы V и 7?аисх, причем с ростом скорости доводки V микротвер-
дость поверхности повышается. Это согласуется с результатами
электронно-микроскопического исследования поверхности. Отме-
чено, что рост скорости доводки способствует повышению доли
пластической деформации в формировании поверхностного слоя,
а это в свою очередь ведет к повышению его микротвердости.
Увеличение же предварительной шероховатости дает отрицатель-
ный линейный эффект и положительный квадратичный. Это объяс-
няется тем, что чем выше исходная шероховатость, тем хуже
осуществляется процесс пластического деформирования мелкими
зернами алмазной пасты. Влияние остальных факторов на микро-
твердость поверхности статически незначимо.
Таково влияние технологической наследственности и режимов
на количественные характеристики физико-механических свойств
поверхностного слоя при доводке.
3.2. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ПОВЕРХНОСТНОГО СЛОЯ
ПРИ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКЕ
Простым и эффективным способом повышения физико-механи-
ческих свойств поверхностного слоя деталей является метод по-
верхностного пластического деформирования (ППД). При данном
способе упрочнения ролики или шарики, находящиеся в соответ-
ствующем приспособлении, под определенным давлением контак-
тируют с поверхностью упрочняемой детали. Гребешки шерохова-
той поверхности сглаживаются, при этом в результате их смятия
происходит заполнение впадин микропрофиля.
Схема сглаживания гребешков при обкатывании поверхности
роликом показана на рис. 3.14. Так как на поверхности имеется
несколько гребешков, сферический профиль деформирующей части
ролика представлен в виде наклонной прямой. В местах сопри-
косновения роликов с гребешками возникает контактное давле-
ние, превышающее предел текучести материала заготовки, вслед-
ствие чего гребешки пластически деформируются, сминаются и
затекают в обе стороны от контактной зоны.
Как видно из рис. 3.14, в рассматриваемый момент гребешки
находятся в различных стадиях деформации. Давление ролика
передается материалу гребешков через контактные поверхно-
сти АВ. Последние имеют разную длину, обусловленную различ-
ной степенью деформации. Поперечному расширению тонкого
поверхностного слоя, непосредственно прилегающего к поверх-
ности соприкосновения АВ, препятствует возникающее в кон-
тактной зоне трение. Последнее распространяется от поверх-
ности АВ в глубь металла (внутреннее трение), охватывая зону
АВС, имеющую клинообразную форму.
Под контактными поверхностями АВ образуются клинья
упрочненного металла (пластически деформированные вершины).
Они имеют повышенную твердость и поэтому выполняют роль
своеобразных пуансонов, деформирующих прилегающий к ним
Направление подачи
Рис. 3.14. Схема сглаживания исходных микротвердостей при обкатывании поверхности
роликом:
1 — образующая ролика; 2 — исходный микропрофидь
металл. Это явление подобно образованию нароста на передней
поверхности резца в процессе обработки резанием. Нарост, как
известно, режет основной материал заготовки. Металл, смежный
со сторонами клина АС и ВС, течет в направлении наименьшего
сопротивления, т. е. к свободным поверхностям гребешков и их
основаниям. Наряду с осадкой гребешков имеет место течение
металла из глубины к поверхности. При этом гребешки утол-
щаются, заполняя металлом впадины. Процесс выглаживания
продолжается до тех пор, пока сжатый гребешок и поднятое осно-
вание не окажутся на одном уровне.
В общем случае основной целью обкатывания деталей роли-
ками или шариками является уменьшение шероховатости поверх-
ности и повышение усталостной выносливости.
Значительные исследования по упрочнению деталей машин
проведены И. В. Кудрявцевым, Е. Г. Коноваловым, Д. Д. Папше-
вым и др. [60,75,97]. В работе [60] описан процесс центро-
бежно-ротационного упрочнения различных металлов. При рас-
смотрении микрошлифов обкатанных деталей замечено, что по-
верхностный пластически деформированный слой значительно
отличается от основного металла. Первоначальное воздействие
обкатывающих элементов на поверхность заготовки сопрово-
ждается сильным дроблением зерен металла на блоки (полигони-
зацией), при этом возникает так называемая мозаичная структура.
В дальнейшем вследствие усиливающихся сдвигов по плоскостям
скольжения зерна значительно измельчаются. При этом кристаллы
вытягиваются в направлении деформации, образуя так называе-
мую текстуру.
Пластическое деформирование настолько сильно искажает кри-
сталлическую решетку металла, что с помощью микроструктур-
ного анализа кристаллическое строение самого верхнего слоя уже
не обнаруживается. Исследовать строение металла можно только
с помощью электронной микроскопии.
Исследованиями [60] установлено, что процесс упрочнения
ограничен определенной максимально возможной для данного
металла степенью деформации, превышение которой вызывает
перенаклеп и разрушение поверхностного слоя детали. Для угле-
родистых сталей и сталей перлитного класса это разрушение
наступает при степенях деформации 40—45%, а для сталей аусте-
нитного класса при 60—70%.
Как отмечалось выше, при упрочнении в поверхностном слое
создаются сжимающие напряжения, а в нижележащем слое —
растягивающие. Однако вследствие малой толщины наружного
сжатого слоя и взаимной уравновешенности внутренних сил сжи-
мающие напряжения значительно больше по абсолютной величине
и как бы перекрывают вредное влияние растягивающих напря-
жений.
В работе [60] также установлено, что между глубиной зале-
гания остаточных сжимающих напряжений и их величиной суще-
ствует определенная зависимость. Чем больше абсолютное зна*
чение напряжений, тем меньше глубина их залегания, т. е. тем
больше градиент напряжений.
Упрочнение наклепом чаще всего применяют после шлифова-
ния до /?а = 0,63 4-2,5 мкм, реже после чистового точения и
растачивания до 7? 2 = 10-^20 мкм. Изменение диаметра после
обкатки составляет 1—2 мкм, и лишь в некоторых случаях оста-
точная деформация достигает 5 мкм. Такие изменения размеров
обычно укладываются в допуск на изготовление деталей, и по-
этому их можно не учитывать. Следовательно, точность геометри-
ческой формы и размеров деталей должна обеспечиваться на пред-
шествующей операции.
Эффективность упрочнения зависит от материалов обрабаты-
ваемой детали. Так, по данным Е. Г. Коновалова и В. А. Сидо-
ренко [60], твердость поверхностного слоя в зависимости от чув-
ствительности металла к наклепыванию увеличивается в пределах
30—80%, при обработке деталей из . силумина — на 50, стали
марки 25 — на 45, чугуна — на 30—60, латуни — на 60%. Глу-
бина наклепа для мягких материалов составляет 0,8—3 мм, а для
материалов средней твердости 0,3—0,8 мм.
В работе [97 ] приведены данные по упрочнению рабочих по-
верхностей шарикоподшипников обкаткой. Были испытаны три
серии подшипников № 409. У этих серий желоба наружных и
внутренних колец после окончательной обработки (доводки) об-
катывались при помощи шарика с контактным давлением 14701
(первая серия), 2255 (вторая серия) и 2745 МПа (третья серия).
Кольца первой и второй серий обкатывались в два прохода.
Сравнительные испытания упрочненных и неупрочненных под-
шипников выполняли при максимальном напряжении (по Герцу)
3255 МПа и 3200 об/мин. Подшипники испытывали до момента по-
явления на рабочих поверхностях усталостных выкрашиваний.
Оказалось, что долговечность подшипников первой серии не уве-
личилась, а второй и третьей серий увеличилась соответственно
в 5,9 й 5,3 раза по сравнению с неупрочненными подшипниками.
В работе [ПО] рассмотрен процесс ППД роликом, имеющим
каплевидный контакт с деталью и обеспечивающий большие тех-
нологические возможности регулирования качества с точки зре-
ния требуемых характеристик шероховатости и микротвердости
поверхности, а также роликом с прямолинейной образующей.
Предварительно образцы обрабатывали точением резцами, осна-
щенными твердым сплавом с различной геометрией и режимами
резания, что позволило получить разную величину и глубину
упрочнения поверхностных слоев.
На рис. 3.15 показано изменение поверхностной микротвер-
дости от режимов предшествующей обработки. Обкатку при этом
производили на одинаковых режимах. Как видно из приведенных
графиков, закономерности изменения микротвёрдости вполне соот-
ветствуют аналогичным зависимостям после точения. С возраста-
140
1*ис. 3.15. Влияние предшеству-
ющей обработки на микротвер-
дость поверхности после ППД
(/ — сталь 70; 2 — сталь 45;
3— сталь 20)
нием скорости точения
для сталей марки 20 и
45 поверхностная ми-
кротвердость умень-
шается как при точе-
нии, так и при обкатке,
а для стали 70 возра-
стает, что обусловлено,
очевидно, протеканием
н,мпа
40 30 20 Ю о у
в тонких слоях фазо-
вых превращений с образованием структур закалки. С увели-
чением радиуса скругления режущей кромки ркр и переднего
угла резца микротвердость снижается, а с повышением подачи
и глубины резания — возрастает, причем глубина оказывает
меньшее влияние.
Влияние усилия обкатки на микротвердость поверхности ис-
следовали на образцах, имеющих различную поверхностную ми-
кротвердость, которая создавалась за счет точения резцами с раз-
личными передними углами у и радиусами ркр. В результате
установлено, что усилие, при котором достигается максимальная
поверхностная микротвердость, зависит от исходной микротвер-
дости, и оно тем меньше, чем больше исходная микротвердость
(рис. 3.16, а). В некоторых случаях на кривой микротвердости
обнаруживается только одна ветвь перенаклепа.
Предшествующая механическая обработка влияет и на макси-
мальную получаемую микротвердость. При малой исходной микро-
твердости не достигается максимально возможное ее повышение
даже при очень больших давлениях. Общее изменение микротвер-
дости в результате изменения усилия во всем исследуемом диапа-
зоне не превышает 20—30 единиц. Литературные данные разно-
речивы, однако имеются исследования, в которых также не полу-
чено значительного изменения микротвердости от усилия.
Физическая сущность влияния усилия обкатки, заборного
радиуса и диаметра ролика на характеристики упрочнения одна
Рис. 3.16. Влияние условий деформирования на микротвердость поверхности
Уменьшение подачи и увеличение
Рис. 3.17. Распределение микро-
твердости вглубь образца после
обработки ППД (1—Р = 6180Н;
2 — Р = 10 400 Н; 3 — Р =
= 1275 Н)
и та же: в каждом
случае•объяснение по-
лученной качественной
зависимости следует ис-
кать в основном в из-
менении величины кон-
тактного давления ме-
жду роликом и обраба-
тываемой поверхностью,
числа проходов приводит
к росту кратности приложения нагрузки, что вызывает изменение
микротвердости поверхности при обкатке, которое в большой
степени зависит от приложенного давления. На рис. 3.16, б кри-
вая 1 показывает изменение микротвердости Н при нагрузке
2157 Н. Снижение Н можно объяснить уменьшением кратности
приложения нагрузки. Кривая 2 соответствует трехкратной об-
катке при той же нагрузке 2157 Н. В этом случае уменьшение
подачи относительно некоторого оптимума приводит к перена-
клепу и снижению твердости в результате чрезмерного увеличения
кратности приложения нагрузки. Такой же характер имеет и
кривая 3, соответствующая однократной обкатке при нагрузке
7845 Н.
Зависимость микротвердости от скорости обкатки выявляется
лишь при значительном диапазоне ее изменения, причем закон
ее изменения аналогичен зависимости Н = / (5). При малых на-
грузках обкатки (кривая 1 — 1960 Н) с увеличением скорости
микротвердость уменьшается, при больших нагрузках (кри-
вая 2 — 6180 Н) зависимость носит экстремальный характер
(рис. 3.16, в).
Распределение микротвердости по глубине детали приведено
на рис. 3.17, где можно видеть три характерных участка.
1. Участок максимального упрочнения с интенсивным паде-
нием микротвердости по глубине; распределение микротвердости
на этом участке почти полностью характеризуется условиями
предшествующей обработки.
2. Участок наклепа от ППД характеризуется сравнительно
большой глубиной и невысоким приростом микротвердости (отно-
сительно первого участка); определяется режимами упрочнения
и отчасти предшествующей обработкой.
3. Исходный материал.
С повышением усилия обкатки происходит значительный рост
характеристик упрочнения второй зоны. При сравнительно высо-
кой исходной поверхностной микротвердости относительно боль-
шой прирост упрочнения второго участка начинается при боль-
ших усилиях, т. е. происходит как бы продавливание более твер-
дой «корки», сдерживающей распространение пластических де-
формаций на глубинные слои.
Подобную зависимость окончательной поверхностной микро-
твердости от режимов предшествующей обработки показали и
эксперименты по ультразвуковому упрочнению деталей с одинако-
выми режимами во всех опытах: статическая сила прижатия ша-
рика к детали Рст = 73,5 Н, амплитуда колебаний шарика
2А = 20 мкм, диаметр шарика <1 = 8 мм, скорость вращения
упрочняемой детали V = 63 м/мин; подача 8 = 0,07 мм/об; число
проходов 1—1.
№ опыта........................... 1 2 3 4
Микротвердость Н, МПа ......... 2280 2910 4460 6110
Различными были режимы предшествующей обработки и гео-
метрия инструмента. Так, в опыте № 1 перед ультразвуковым
деформированием образцы подвергали следующей механической
обработке: точению, опиловке бархатным -напильником, шлифо-
ванию наждачной бумагой, полированию. При такой обработке
наклеп, полученный в результате точения, снимается. Микро-
твердость слоев металла, измеренная на приборе ПМТ-3 при
нагрузке 0,8 Н составляла Н = 2250 МПа.
В опыте № 2 образцы перед ультразвуковым деформированием
обтачивали резцом с положительным передним углом у = +5° и
острой режущей кромкой ркр = 0,04 мм, в опыте № 3 у = —5° и
Ркр = 0,2 мм, в опыте № 4 — у — —5°, ркр = 0,3 мм. 'После
упрочнения для изучения процесса деформирования на образцах
срезали лыску, которую затем шлифовали наждачной бумагой
по известной методике. Полученные данные показывают, что
микротвердость после ультразвукового деформирования в боль-
шой степени зависит от состояния поверхности до деформирова-
ния, т. е. велико влияние технологической наследственности.
Рассмотрено влияние предварительной обработки точением на
образование остаточных напряжений при ППД. Распределение
остаточных напряжений по глубине описывалось с помощью сле-
дующих характеристик: глубины залегания сжимающих остаточ-
ных напряжений /гст (мм); глубины залегания максимальных
сжимающих напряжений /г_ошах (мм); величины максимальных
сжимающих напряжений атах (МПа); величины остаточных на-
пряжений на поверхности образца оп (МПа).
Предварительно образцы обрабатывали точением резцом с пе-
редним углом у и радиусом при вершине р на трех режимах:
I. V = 282 м/мин, 8 = 0,05 мм/об, / = 0,15 мм, у = —40°,
р = 0,2;
II. V = 70 м/мин, 8 = 0,43 мм/об, / = 0,15 мм, у = +4°,
р = 0,2 мм;
III. V = 282 м/мин, 8 = 0,05 мм/об, / = 0,15 мм, у = —40°,
р = 0,04 мм.
В результате образцы имели примерно одинаковую величину
напряженности <тп на поверхности и различные эпюры напряже-
ний по глубине детали. Образцы каждой серии были обкатаны
с усилием 588, 980 и 2942 Н, после чего исследовали изменение
величин На, /г_атах, ошах, оп по мере увеличения усилия обкатки
(рис. 3.18).
Глубина залегания сжимающих остаточных напряжений /гст
с повышением усилия в исследуемых пределах непрерывно воз-
растает, однако скорость роста при небольших давлениях зависит
от величины На, полученной на предшествующей токарной опе-
рации. Причем чем больше тем меньше ее увеличение по мере
повышения давления. После некоторого значения усилия (Р =
= 980 Н) изменение Ло- не зависит от ее исходной величины.
Изменение глубины залегания максимальных сжимающих на-
пряжений /кипах зависит также от первоначальной величины,
только при небольших давлениях. Причем при малом исходном
значении /кипах происходит ее непрерывный рост с увеличением
давления, при большей исходной величине она снижается до не-
которого минимума, после которого также начинается увеличе-
ние значений /килах-
Кривые зависимости максимальных сжимающих напряже-
ний ашах и величины остаточных напряжений на поверхности
от нагрузки носят экстремальный характер (см. рис. 3.18). Пред-
шествующая механическая обработка сказывается при усилии
Рж 980-5-1470 Н, после чего ее влияние оказывается незначи-
тельным и им можно пренебречь. Чем меньше абсолютная вели-
Рис. 3.18. Зависимость величин <гтах, <7П. и ^_атах от предварительной обработки
и усилия деформирования при ППД (X — режим I; △ — режим II; ф — режим III)
144
Рис. 3.19. Зависимость микротвер-
дости и глубины упрочнения от
усилия (кривые 7, 2 при 5 = 5 мм/об)
и вертикальной подачи (кривые 3,
4 при Р = 4410 Н); /, 3 — мик-
ротвердость; 2, 4 — глубина упроч-
нения
чина сжимающих остаточ-
ных напряжений перед
ППД, тем меньше она в об-
катанной детали при ука-
занных усилиях.
Учитывая, что при применяемых режимах ППД, обеспечиваю-
щих получение требуемых характеристик шероховатости, давле-
ние обкатки превышает 1960 Н, при котором конечное напряжен-
ное состояние определяется только условиями деформирования,
можно пренебречь влиянием технологической наследственности
на изменение остаточных напряжений при этих условиях обра-
ботки ППД.
В. А. Павлов исследовал влияние ППД на микротвердость и
глубину упрочненного слоя при обработке зубьев колес (см.
п. 2.9). Степень и глубину упрочнения определяли измерением
микротвердости на приборе ПМТ-3 при нагрузке 1,96 Н.
Установлено, что микротвердость связана с величинами уси-
лия Р деформирования, исходной шероховатости Даисх зубьев,
вертикальной подачи 5 и скорости вращения инструмента (ро-
лика) V следующей зависимостью: Н = 268,5 + 17, ЗР —
— 6,127?аисх + 2,69у — 5,1з.
Анализ экспериментальных данных (рис. 3.19) показывает, что
характер зависимости степени и глубины упрочненного слоя
от усилия обкатки сохраняется одинаковым, т. е. обе величины
резко возрастают с ростом Р. Микротвердость Н увеличивается
до 2942 МПа при Р = 4900 Н, затем рост ее замедляется.
Дальнейшее увеличение давления будет вызывать переупроч-
нение, сопровождающееся в ряде случаев некоторым падением
поверхностной твердости. В то же время глубина упрочненного
слоя продолжает возрастать. Микротвердость упрочненного слоя
будет также стремиться к своему пределу, зависящему от мате-
риала, величины радиуса ролика и кривизны эвольвенты зуба.
Кратность приложения нагрузки зависит от величины подачи:
чем больше 8, тем меньше кратность (число проходов). Изменение
подачи от 0,8 до 30 мм/об соответствовало кратности приложения
нагрузки от 40 до 1.
При максимальной подаче микротвердость поверхности состав-
ляла почти 2745 МПа, а при минимальной Н достигло 3040 МПа.
С каждым последующим проходом интенсивность повышения твер-
дости падает.
Так, при шести проходах или подаче 5 мм/об Н = 2900 МПа,
что составляет около 50% прироста поверхностной твердости.
Следовательно, для получения максимальной поверхностной твер-
дости можно ограничиться пятью-шестью проходами, так как
дальнейшее их увеличение значительно уменьшает производи-
тельность при сравнительно малом возрастании поверхностной
твердости.
Зависимость глубины наклепа от числа проходов и величины
подачи показывает (см. рис. 3.19), что с увеличением числа про-
ходов от 1 до 40 глубина наклепанного слоя возрастает с 1,1 до
1,6 мм, т. е. примерно на 50%. По характеру кривой видно, что
с каждым последующим проходом интенсивность увеличения глу-
бины наклепа также падает. Так, при шести проходах глубина
упрочнения составила 1,35 мм. Следовательно, по тем же причи-
нам, что и для получения максимальной поверхностной твердости,
можно ограничиться пятью-шестью проходами для получения
максимальной глубины упрочненного слоя.
В связи с тем, что радиусы кривизны накатных роликов и
зуба колеса по высоте различны, было проведено изучение неодно-
родности микротвердости и глубины упрочнения по высоте зуба.
Рассматривали четыре сечения при обработке с подачами 5, 10
и 20 мм/об (табл. 3.6).
Установлено, что максимальные микротвердость и глубина
упрочнения лежат на сечении 4 (у основания зуба). С другой сто-
роны, разница между сечениями по глубине упрочненного слоя и
величине микротвердости не превышает 15—18%; в связи с этим
при расчете глубины упрочнения и соответствующих режимов на-
катывания можно ограничиться двумя сечениями — сечением, ле-
жащим посредине зуба, и сечением у основания зуба.
Весьма эффективна для упрочнения поверхности обрабатывае-
мых деталей электромеханическая обработка (ЭМО). Операции,
основанные на пластическом деформировании и термической об-
работке деталей, служат «технологическими барьерами» для «про-
хождения» влияния отдельных факторов на конечные свойства.
Таблица 36
Результаты изучения неоднородности микротвердости
и глубины упрочнения
Сечен ие М.икротвердость. МПа Глубина упрочнения, мм при подаче (мм/об)
при подаче (мм/об’)
5 10 20 Среднее значение 5 10 20 Среднее значение
1 3060 2853 2810 2930 1,3 1,25 1,1 1,21
2 2810 2930 2620 2760 1,25 1,25 1,2 1,23
3 2940 2800 2690 2775 ' 1,35 1,25 1,2 1,26
4 3060 3000 3000 3060 1,5 1,4 1,45 1,45
Выкружка 3050 2880 2860 3050 1,3 1,25 1,3 1,28
ЭМО объединяет оба названных вида обработки деталей в одном
методе, поэтому представляет особый интерес изучение явлений
технологической наследственности при ЭМО. Причем наиболее
важным является вопрос об изменении характера упрочнения
поверхностных слоев при этом виде обработки.
ЭМО стали характеризуется значительным повышением твер-
дости поверхностных слоев. С точки зрения металловедения про-
цесс ЭМО имеет наибольшее сходство с высокотемпературной тер-
момеханической обработкой (ВТМО), где пластическая деформа-
ция стали производится при температуре выше порога рекристал-
лизации. Однако ЭМО имеет ряд особенностей: 1) длительность
нагрева и выдержка в зависимости от поверхности контакта и-
скорости обкатки весьма кратковременна (0,01—0,001 с); 2) высо-
кая скорость охлаждения обеспечивается быстрым отводом теп-
лоты от поверхностных слоев в глубь детали; 3) тепловое и сило-
вое воздействие осуществляется одновременно, а не последова-
тельно, как при других процессах ВТМО.
Наибольшее влияние на процесс упрочнения и изменения
структуры поверхностных слоев при ЭМО оказывают сила тока /,
усилие Р и скорость V.
Было проведено исследование влияния процесса ЭМО на ха-
рактер упрочнения поверхностного слоя деталей из сталей ЗОХГСА
и 30Х2НВА. За основу был принят режим ЭМО (/ = 450 А;
Р = 784 Н; V = 100 м/мин; 5 = 0,096 мм/об;- / = 1), обеспечи-
вающий получение шероховатости Ра 0,16-^0,63 мкм при ис-
ходном Ра = 1,25-е5 мкм. В качестве предварительной обработки
использовали точение с V = 75 м/мин; 8 = 0,14 мм/об; / = 0,22 мм.
На рис. 3.20 показаны результаты экспериментов по влиянию
силы тока I, усилия Р и скорости V на характер изменения микро-
твердости Н по глубине к. Микротвердость измеряли на ПМТ-3
при усилии на алмазную пирамиду, равном 0,9 Н. Наибольшее
влияние на изменение Н оказывает сила тока I (рис. 3.20, а).
При увеличении I повышается количество теплоты, выделяемой
«в высокотемпературном» объеме. При этом, если температура
ниже критических температур ЛС1—Лс3, то при одновременном
воздействии пластического деформирования происходит измель-
чение перлитно-ферритной структуры, что приводит к упрочне-
нию поверхностного слоя. При нагреве стали до критических
температур и выше происходит измельчение структуры аустенита
под действием пластической деформации, что в дальнейшем при
быстром охлаждении приводит к мартенситному превращению и
значительному повышению микротвердости. Таким образом, уве-
личение силы тока I при ЭМО повышает величину и глубину
упрочнения поверхностного слоя. Так, с повышением / от 450
до 750 А микротвердость изменяется от 2255 до 3380 МПа.
Еще более сложный характер носит изменение Н—к от уси-
лия Р (рис. 3.20, б). С одной стороны, увеличение Р приводит
к повышению доли пластической деформации в упрочнении по-
верхностного слоя, а с другой стороны, возрастает площадь кон-
такта инструмента с деталью и уменьшается плотность тока.
Это в свою очередь снижает количество теплоты, выделяемой
при ЭМО. Поэтому увеличение Р от 98 до 392 Н приводит к воз-
растанию микротвердости до Н = 3334 МПа, а от 392 Н и выше —
к снижению Н.
Влияние скорости ЭМО на упрочняемость стали ЗОХГСА по-
казано на рис. 3.20, в. С увеличением скорости V время высоко-
температурного воздействия на поверхностный слой детали умень-
шается, в связи с чем температура нагрева поверхности также
уменьшается и упрочнение за счет фазовых превращений сни-
жается. С другой стороны, увеличение скорости приводит к повы-
шению количества теплоты, выделяемой при трении инструмента
о деталь. Взаимодействие этих двух факторов дает наибольшее
упрочнение по глубине при скорости V = 75 м/мин.
Число проходов I также влияет на величину и глубину упроч-
нения. Причем увеличение микротвердости происходит на первых
двух проходах, а в дальнейшем в основном увеличивается глу-
бина упрочнения.
Исследования влияния отдельных факторов ЭМО на микро-
твердость поверхностного слоя показали, что наибольшее упроч-
нение достигается при I = 750 А, Р = 392 Н, V = 75 м/мин и
8 = 0,096 мм/об. Электромеханическая обработка на этом режиме
дает упрочнение поверхностного слоя образцов из незакаленной
стали ЗОХГСА до Я = 3432-^-3920 МПа. Для незакаленной стали
30Х2НВА влияние режимов ЭМО на характер упрочнения ана-
логично.
При исследовании ЭМО как барьера для технологической на-
следственности анализировалось влияние отдельных элементов
148 ' '
Рис. 3.21. Технологическая наследствен-
ность при упрочнении поверхностного
слоя ЭМО (образцы из стали ЗОХГСА):
1 — исходная микротвердость (после
точения); 2 — I — 450 А; Р — 980 Н;
V = 100 м/мин; 5 = 0,096 мм/об; 3 —
I — 450 А; Р — 588 Н; о — 100 м/мин;
5 — 0,096 мм/мин
режима обработки. Оказа-
лось, что характер упроч-
нения при изменении ско-
рости V, силы тока / и уси-
лия Р остается тем же
(рис. 3.21), т. е. ни один из
факторов в рассмотренных пределах не является таким барье-
ром, который бы полностью изменял характер исходного уп-
рочнения. Однако при определенных значениях I и Р характер
исходного упрочнения сказывается в меньшей мере. Следовате-
льно, при необходимости снижения влияния исходной микро-
твердости, возникшей при предварительной обработке или из-за
неоднородности структуры, на эксплуатационные свойства можно
рекомендовать ЭМО с оптимальными значениями силы тока и
усилия Р.
На характер поверхностного упрочнения при ЭМО оказывают
влияние методы и режимы предварительной обработки. Для выяв-
ления степени этого влияния был проведен дополнительный экс-
перимент. Образцы из незакаленной стали ЗОХГСА предвари-
тельно обрабатывали точением проходным резцом, точением рез-
цом с отрицательным передним углом у = —40° и радиусом при
вершине р = 2 мм, а также круглым шлифованием. При этом
было получено упрочнение поверхностного слоя, показанное на
рис. 3.22, а. В дальнейшем все образцы подвергали ЭМО (/ =
= 500 А; Р = 784 Н; V = 57 м/мин; 5 = 0,08 мм/об), изменение
микротвердости поверхности для которых показано на рис. 3.22, б.
Рис. 3.22. Влияние на характер распределения микротвердости поверхностного слоя пред-
варительных методов обработки (а) и ЭМО (б) (образцы из стали ЗОХГСА; / = 500 А;
Р 784 Н; V — 57 м/мин; 5 = 0, 08 мм/об):
1 — точение проходным резцом (V — 115 м/мин; 5 — 0,08 мм/об; I — 0,15 мм); 2 — то-
чение резцом су — 40° и р — 2 мм (V = 115 м/мин; 5 — 0,32 мм/об; / = 0,4 мм); 3 —
круглое шлифование (у — 50 м/мин; у = 30 м/с; / = 0,01 мм; $ — 6 м/мин)
Как видно из приведенных Данных, предварительная обработка
в существенной степени определяет величину и характер распре-
деления микротв,ердости по глубине после ЭМО.
Повышение качества поверхности при ЭМО положительно
влияет на многие эксплуатационные свойства. В работе [114]
показано, что сопротивление ударно-усталостному разрушению
стали ЗОХГСА значительно выше (до 30%) у образцов после ЭМО,
чем после круглого шлифования. Число микронеровностей у шли-
фованных поверхностей гораздо больше, чем у поверхностей,
прошедших ЭМО после точения или шлифования. Таким образом,
ЭМО снижает число микроконцентраторов напряжения, что на-
ряду с упрочнением поверхностных слоев повышает ударную
выносливость деталей.
Преимущество ЭМО перед накатыванием при обработке образ-
цов из закаленных сталей может быть объяснено тем, что высо-
кие прочностные характеристики стали не позволяют в значи-
тельной степени деформировать микронеровности и упрочнять
поверхностный слой при накатывании без тока, в то время как
при ЭМО под действием теплоты, выделяемой в точке контакта
ролика и детали, происходит, во-первых, вторичная закалка, по-
вышающая микротвердость поверхности, и, во-вторых, оплавле-
ние и деформирование микронеровностей, что и приводит к обра-
зованию более износостойких поверхностей.
Таким образом, методы обработки позволяют управлять не
только геометрическими параметрами, но и физико-механическими
свойствами поверхностного слоя деталей, а следовательно, и их
эксплуатационными показателями.
Глава 4
ВЗАИМОДЕЙСТВИЕ
СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ
И ПЛОЩАДЬ КОНТАКТА
4.1. ИССЛЕДОВАНИЯ КОНТАКТА ШЕРОХОВАТЫХ
ПОВЕРХНОСТЕЙ
Вследствие шероховатости и волнистости поверхностей деталей
машин контакт их является дискретным и осуществляется на
отдельных малых площадях, сумма которых образует фактиче-
скую площадь контакта. А. В. Верховский один из первых обра-
тил внимание на то, что истинная площадь контакта составляет
незначительную часть от номинальной площади [17]. В 1939 г.
Ф. П. Боуден и Д. Тейбор исследовали фактическую площадь
контакта, измеряя его электропроводность [14]. Они нашли, что
фактическая площадь контакта составляет десятые и сотые доли
процента от номинальной и линейно зависит от нагрузки. Отсюда
был сделан вывод о пластической природе контакта металлов.
Ф. П. Боуден и Д. Тейбор предложили для расчетов фактической
площади контакта формулу
где №— нормальная нагрузка; ^—давление текучести мате-
риала.
Однако выражение (4.1) не учитывает влияния геометрии по-
верхности на величину площади фактического контакта, так как
оно выведено в предположении чисто пластического контакта,
в то время как при контакте гладких поверхностей значительная
часть выступов находится в режиме упругой деформации, причем
на величину площади оказывает влияние как высота неровностей,
так и их форма. На зависимость площади контакта от шерохова-
тости и неприменимость формулы (1.31) к гладким поверхностям
указывают Р. Хольм [128] и В. Дрейхаупт [41]. И. Ф. Арчард
[138], В. Кейл и В. Шилл [152], исследуя площадь контакта
экспериментально, получили значительное возрастание площади
контакта при уменьшении шероховатости поверхностей контакта.
Тем не менее формула (4.1) позволяет получить правильные ре-
зультаты для металлических поверхностей грубой и средней ше-
роховатости, причем обычно полагают давление текучести равным
твердости по Бринеллю,
Зависимость фактической площади контакта от нагрузки при
упругом контакте двух шероховатых поверхностей, моделирован-
ных в виде набора сфер одинакового радиуса, была рассмотрена
в работе В. А. Журавлева [49]. Рассчитывая площадь единичного
контакта по формуле Герца для контакта двух тел сферической
формы и задаваясь линейным распределением выступов по высоте,
В. А. Журавлев получает силу трения, пропорциональную на-
грузке в степени 10/11, и обосновывает этим справедливость за-
кона Амонтона в случае упругого контакта. Так как вывод де-
лается им в предположении наличия прямой пропорциональности
между силой трения и фактической площадью контакта, то, сле-
довательно, и площадь контакта будет пропорциональна нагрузке
в степени 10/11. Полученное выражение является принципиально
важным, так как оно показывает, что и при упругом контакте
площадь фактического контакта может быть прямо пропорцио-
нальной нагрузке.
Позже аналогичный результат получил И. Ф. Арчард [138,
139]. Рассчитывая площадь контакта отдельных сфер по формуле
Герца и суммируя их, И. Ф. Арчард оценил влияние геометрии
поверхности на зависимость фактической площади от нагрузки.
При контакте единичной сферы площадь Аг пропорциональна
нагрузке А2/3; если сфера имеет сферические выступы второго
порядка, то Аг пропорциональна Л/8/9; при сферических выступах
третьего порядка Аг пропорциональна Л/26/27 и т. д., т. е. с возра-
станием комплексности модели показатель степени при нагрузке
стремится к единице. Подобные результаты получили В. Лин-
кольн [155] и А. Лодж и Н. Хоувелл [154].
В 1943 г. И. В. Крагельский для расчета фактической пло-
щади контакта предложил стержневую и сферическую модель
шероховатой поверхности, им были рассмотрены случаи линей-
ного и нормального распределения вершин неровностей, причем
получены формулы, в основном правильно отражающие экспери-
ментальные факты [68]. Принципиально новые результаты были
получены в работе И. В. Крагельского, Л. Ф. Бессонова и
Е. М. Швецовой, где с помощью оригинального метода, основан-
ного на использовании прозрачных моделей шероховатых поверх-
ностей, было показано, что фактическая площадь контакта уве-
личивается с нагрузкой главным образом в результате роста
числа пятен контакта, а не их площади [71 ]. К такому же выводу
пришли И. Дайсон и В. Хирст [144] и Е. Рабинович [157].
В работе Ф. Линга анализированы факторы, которые могут
вызвать нелинейность зависимости площади контакта от нагрузки
[153]. К числу таких факторов относятся упрочнение материала,
размер неровностей, распределение их по высоте и наличие ста-
тистической связи между формой неровностей и их распределе-
нием. В работе показано, что если вершины выступов распреде-
лены по экспоненциальному закону, то фактическая площадь
контакта будет прямо пропорциональна нагрузке. Для расчета
152
площади контакта использовали различные модели: Ф. Линг
[153], Г. Яшимото и Т. Тзюкирое [151] — конус; А. Лодж и
Н. Хоуэлл [154], С. Рубинштейн [158] — сферу и цилиндр;
П. Е. Дьяченко и Н. Н. Толкачева [46] —эллипсоид. Недостат-
ком этих расчетов является то обстоятельство, что модель не отра-
жает реальную микрогеометрию поверхностей.
В 1959 г. Н. Б. 'Демкиным был предложен метод расчета ха-
рактеристик контакта шероховатых поверхностей, основанный
на модели, соответствующей реальной шероховатой поверхности.
Соответствие достигается тем, что, задаваясь формой единичного
выступа, полагают распределение их вершин таким образом, чтобы
достигалось совпадение опорной кривой модели и поверхности.
Аппроксимируя начальную часть опорной кривой степенной
функцией, удается получить выражения для характеристик кон-
такта/ в которые входят параметры микрогеометрии реальной
поверхности [251. В 1966 г. расчет был выполнен для произволь-
ной модели выступа, что позволило оценить применимость различ-
ных моделей [24].
Значительное число работ по изучению контакта деталей ма-
шин связано с определением жесткости. Обстоятельное исследова-
ние жесткости стыков было выполнено А. П. Соколовским [119].
Экспериментально он нашел зависимость сближения у от дав-
ления
У^кдт, (4.2)
где т = 0,3-^0,5; коэффициент для стальных образцов 4—60,
для чугунных 10—130. Было рассмотрено влияние волнистости
на жесткость стыков. Однако схема расчета является весьма
приближенной, так как не учитывается распределение волн по вы-
соте и вероятность их встречи.
Г. Е. Чихладзе [130] исследовал влияние масштабного фак-
тора на контактную жесткость. Проведенные им .эксперименты
показали, что между контактной жесткостью и номинальной пло-
щадью контакта существует линейная зависимость при первом
приложении нагрузки и степенная при повторном нагружении.
Влияние волнистости на жесткость контакта изучал Л. А. Го-
гава [22]. На основе сферической и цилиндрической модели автор
получил расчетные зависимости. Исследовав влияние выборки на
контактную жесткость, он установил, что с увеличением выборки
до определенного предела жесткость стыка возрастает.
Э. В. Рыжовым [107, ИЗ] на основе эллипсоидальной модели
выступов выполнен расчет жесткости стыков для различных слу-
чаев, применение эллипсоидальной модели позволило учесть
влияние направления следов обработки на контактную жесткость
стыков.
' Расчет контактной жесткости деталей станков рассмотрен
в работах Д. Н. Решетова и 3. М. Левиной [78]. Используя для
элемента поверхности зависимость деформации от давления вида
153
<4
(4.2), они приводят методику расчета жесткости направляющих
станков с учетом влияния их конструкции, формы поверхностей и
характера приложения нагрузки. В частности, рассмотрено влия-
ние эксцентричности приложенной нагрузки на деформацию стыков.
И. В. Крагельским [70] было рассмотрено на базе стержневой
модели контактирование двух шероховатых поверхностей с уче-
том вероятности встречи отдельных стержней для случая линей-
ного распределения вершин по высоте. Эти результаты были
обобщены Н. Б. Демкиным для степенного распределения вершин
выступов [24].
В работах И. В. КрагельскОго и Н. Б. Демкина [72] впервые
было введено понятие контурной площади, что позволило полу-
чить зависимости, пригодные для инженерных расчетов. Суще-
ственное упрощение расчета было достигнуто также введением
понятия об эквивалентной поверхности, которая, контактируя
с гладкой поверхностью, дает такую же площадь контакта, как
при контакте двух рассматриваемых шероховатых поверхностей
[23,24].
Я. А. Рудзит детально изучил взаимодействие поверхностей
контакта, имеющих нерегулярную шероховатость. Им найдены
выражения для оценки точности определения параметров микро-
геометрии таких поверхностей и рассмотрено их контактное
взаимодействие. В основу расчетов положено предположение
о нормальном распределении материала в шероховатом слое [106].
Значительное число работ посвящено изучению площади кон-
такта полимеров, где преобладают упругие деформации. А. Шал-
ломах [160] моделирует микрогеометрию поверхности резины -
в виде набора сфер одного радиуса, расположенных с постоянной-
плотностью. Полагая номинальную площадь, приходящуюся на
одну сферу, пропорциональной размеру сфер,, и считая нагрузки
на сферу распределенными равномерно, А. Шалломах приходит
к выводу о независимости площади фактического контакта от раз-
мера сфер. Определяя площадь контакта резиновой сферы с пло-
скостью, он нашел, что в этом случае уравнение Герца остается
справедливым и для больших деформаций.
К. Шутер и Д. Тейбор [154], исследуя фрикционные свойства
пластмасс, обнаружили значительное преимущественное влияние
упругой деформации на формирование фрикционного контакта.
С увеличением нагрузки характер деформации неровностей ме-
няется и она становится преимущественно пластической.
Г. М. Бартенев и В. В. Лаврентьев предложили для расчета
фактической площадц контакта пластмасс следующую фор-
мулу [9]:
где р — коэффициент, зависящий от шероховатости; Аа и да —
номинальные площадь контакта и давление.
Эта формула была проверена в исследованиях Н. А. Констан-
тиновой [59], которая изучала влияние температуры на площадь
контакта полимеров. Площадь контакта полимеров была рассчи-
тана С. Б. Айнбиндером и Э. Л. Тюниной [3], исходя из предпо-
ложения о нормальном распределении материала в шерохова-
том слое.
А. И. Свириденок [118] выполнил расчет фактической пло-
щади контакта с учетом вязкоупругих свойств полимеров. И. Г. Го-
рячева и М. Н. Добычин [21] получили расчетные зависимости,
позволяющие оценить взаимное влияние деформируемых выступов.
А, Аппал и С. Проберт [163] обнаружили, что при очень высо-
кой плотности контакта (большое давление) давление текучести
возрастает вследствие взаимного влияния выступов и относи-
тельная фактическая площадь контакта подчиняется эмпириче-
ской зависимости
1 — ч \ НУ ) ’
где НУ — твердость по Виккерсу; п = 0,65 при 0,025 < <
с 0,44, п — 0,3 при > 0,44. Аналитически эта задача была
решена для случая клинообразных выступов в работе [142].
И. Гринвуд [147] рассмотрел влияние шероховатости на пло-
щадь контакта упругой сферы. Полученное численное решение
показывает существенное увеличение площади контакта по сравне-
нию с расчетами по формулам Герца. В более общем виде эта за-
дача была рассмотрена М. А. Коротковым [64], А. А. Лайковым
[76] и В. М. Алексеевым [4]. В. В. Измайлов [51] получил
решение для контакта шероховатого цилиндра.
А. П. Грин [146] изучал экспериментально на моделях и теоре-
тически условия формирования единичного контакта при пла-
стической деформации без наклепа. Автор различает случаи
прочного контакта при наличии сильной адгезии и слабого кон-
такта, когда адгезия невелика.
При прочном контакте тангенциальное смещение вызывает
у пластических металлов значительное увеличение площади кон-
такта и, следовательно, коэффициента трения. У хрупких материа-
лов контакт разрушается быстрее и увеличение площади кон-
такта невелико. Для слабых контактов влияние пластичности на
увеличение площади контакта мало.
Изменение площади контакта под влиянием силы трения мо-
жет быть представлено в виде эмпирической формулы
X л г о
где / — коэффициент трения; А.о — площадь контакта под дей-
ствием нормальных сил; Аг — площадь контакта под действием
нормальных и тангенциальных сил. Коэффициент ат, определяе-
мый различными авторами, имеет разное значение.
Так, по данным Д. Тейбора [161], ат = 25. С. Б. Айнбин-
дер [2], учитывая сложное напряженное состояние материала
в зоне контакта, получил теоретически = 27. Д. Кортней-
Пратт и Е. Ейснер [140], исследуя контакт сферического ползуна
полированной пластины, нашли ат = 11,66.
А. С. Пранч [100], исследуя механизм сцепления металлов
при совместном действии нормальной нагрузки и сдвига, отме-
чает, что у упрочняющихся материалов тангенциальное смеще-
ние равно 5 мм для одноименных металлов и до 1 мм для разно-
именных.
При упругом контакте увеличение площади контакта под
влиянием тангенциальных сил значительно меньше. Р. Миндлин
[156] показал, что при контакте сферы с плоскостью из того же
материала (или двух сфер) приложение тангенциальной силы
приводит к росту касательного напряжения и к проскальзыванию
в кольцевой зоне контакта. Радиус зоны проскальзывания рп
находится в промежутке рх < рп < р, где р — радиус площади
контакта, определяемый по формуле Герца; рх—радиус пятна
контакта, в котором проскальзывания не происходит; рг =
- р (1 — Т/А)1/3; Т — приложенная тангенциальная сила,
Относительное касательное перемещение для точек, распо-
ложенных на значительном расстоянии от зоны контакта,
2/3
где — модуль сдвига; р, — коэффициент Пуассона.
Н. М. Михин [88], рассматривая фактическую площадь кон-
такта при трении, оценил влияние упругого восстановления по-
верхности трения на свойства контакта. Он различает при рас-
четах ненасыщенный контакт и насыщенный — когда все выступы
на контурной площади вступили в контакт.
М. И. Паское и Д. Тейбор [95], изучая трение и деформацию
пластмасс, делают вывод, что контактная деформация пластмасс
занимает промежуточное положение между упругой и пластиче-
ской деформацией. Под влиянием касательных сил площадь кон-
такта полимеров практически не изменяется. С увеличением нор-
мальной нагрузки уменьшается рост площади контакта при
сдвиге.
А. В. Верховский [17] установил, что предварительное смеще-
ние при приложении тангенциальных сил складывается из двух
частей: обратимой части, исчезающей после устранения силы, и
необратимой, остающейся после прекращения действия танген-
циальной силы. Характер смещения зависел от направления
предшествующих смещений образца. Весьма точные экспери-
менты по измерению предварительного смещения выполнил Рен-
кин [73], который использовал для экспериментов емкостный
156
датчик и метод интерференции. Он обнаружил линейную зависим
мость между предварительным смещением и приложенной тан-
генциальной силой. И. Р. Коняхин [62] с помощью оптико-меха-
нического прибора оригинальной конструкции установил, что
первое смещение сжатых образцов является пластическим, а по-
вторное приложение тангенциальной силы, не превышающей пер-
воначальную, вызывает упругое смещение.
Расчет предварительного смещения при пластическом контакте
выполнен в работах И. В. Крагельского и Н. М. Михина [74].
В основе расчета лежит факт перераспределения площади кон-
такта сферы, внедрившейся в пластическое полупространство
под влиянием тангенциальных сил. В результате перераспреде-
ления площади контакта происходит дополнительное углубление
выступа.
Н. Б. Демкин и И. В. Крагельский [33] выполнили расчет
предварительного смещения при упругом контакте. При расчете
предполагается, что предварительное смещение равно перемеще-
нию, при котором на наиболее деформированном выступе зона
проскальзывания распространится на всю площадь контакта.
Наиболее полно предварительное смещение при упругом контакте
изучил В. И. Максак [83], который рассматривал тангенциальное
смещение при сложном нагружении контакта и диссипацию энер-
гии при сдвиге.
4.2. КОНТАКТ МИКРОНЕРОВНОСТЕЙ И ВОЛН.
ФАКТИЧЕСКАЯ И КОНТУРНАЯ ПЛОЩАДИ КОНТАКТА
При контакте двух плоских поверхностей, имеющих волни-
стость, вначале вступают в контакт выступы, расположенные на
вершинах волн. При этом первыми будут контактировать те вы-
ступы, вершины которых противостоят друг Другу, и сумма высот
является наибольшей. С увеличением нагрузки выступы и волны
деформируются и в контакт вступают новые пары выступов и
волн. Контактирующие выступы будут группироваться на верши-
нах волн в отдельных зонах, совокупность которых составляет
контурную площадь контакта. Последнюю можно характеризо-
вать как площадь, на которой осуществляется контакт волн, есте-
ственно дискретный ввиду наличия шероховатости. Поскольку
различие между шероховатостью и волнистостью является в зна-
чительной мере условным, то контурную площадь можно опреде-
лить как площадь, на которой имеет место контакт микровысту-
пов, причем расстояние между пятнами контакта не превышает
базовую длину, соответствующую данной шероховатости обра-
ботки согласно ГОСТ 2789—73. Понятие контурной площади
является в некоторой степени условным, но введение этого поня-
тия позволяет решить задачу о контакте шероховатых и волни-
стых поверхностей [72], так как для расчета контактных дефор-
маций шероховатых поверхностей необходимо знать число вы-
I
Рис. 4.1. Номинальная Л,, контур-
ная А и фактическая А площади
/
ступ ов, которые могут
вступить в контакт. Зная
какая доля выступов бу-
дет участвовать в контакте
при данном давлении,
можно рассчитать число
контактирующих высту-
пов, их деформацию и
другие характеристики
контакта. Без определе-
ния контур ной площади
такой расчет выполнить,
по-видимому, можно толь-
ко для пластического контакта, когда напряжение на деформируе-
мых выступах предполагается постоянным. Как будет показано
ниже, введение понятия контурной площади позволяет также
учитывать взаимное влияние деформируемых микронеровностей.
Рассмотрим контакт микровыступов на контурной площади.
При контактировании шероховатой поверхности с гладкой вна-
чале соприкасаются более высокие выступы поверхности, а затем
по мере сближения поверхностей в контакт вступает все большее
число менее высоких выступов. С увеличением нагрузки, воспри-
нимаемой выступами^ одновременно с деформацией микровыступов
происходит упругая деформация волн, приводящая к росту кон-
турной площади. В каждый момент времени деформация разных
выступов одной и той же поверхности при данном сближении бу-
дет различной. Наиболее деформируются самые высокие выступы,
а выступы, высоты которых меньше средней, даже при больших
нагрузках обычно не претерпевают никакой деформации (для по-
верхностей средней и высокой твердости).
При контактировании двух шероховатых поверхностей пер-
выми вступают в контакт противостоящие выступы, для которых
сумма высот выступа первой поверхности и противолежащего ему
выступа второй поверхности окажется наибольшей. По мере уве-
личения нагрузки в контакт будут вступать все новые пары про-
тивостоящих выступов, обладающих все меньшей суммой высот.
Площадь контакта, состоящую из суммы пятен контакта отдель-
ных пар выступов, образующих поверхность, будем называть
фактической площадью контакта. Фактическая площадь контакта
будет состоять из площадок, расположенных на разных высотах
и под различными углами. Однако отличие величины пятен фак-
тического контакта от их проекции на плоскость, параллельную
рассматриваемым поверхностям, невелико, так как углы этих
площадок обыкновенно не превышают 3—10°, и, следовательно,
увеличение площади за счет наклона площадок не превышает 1,5%.
158
Рис. 4.2. Фактическая площадь
(белые пятна), определенная по
методу разрушения тонких
угольных пленок
Поэтому при расчете
принимают, что все пло-
щади контакта распо-
ложены в одной пло-
скости.
Если контактирует
менее твердая шерохо-
ватая поверхность с бо-
лее твердой гладкой,
то выступы шерохова-
той поверхности в про-
цессе деформации рас-
плющиваются. Если же
гладкая поверхность
имеет меньшую твер-
дость, чем шероховатая,
то выступы шероховатой
поверхности по мере де-
формации внедряются
в гладкую поверхность.
В этом случае на площадь контакта будет влиять главным обра-
зом геометрическая форма шероховатой поверхности и механиче-
ские свойства гладкой.
На рис. 4.1 показаны три площади контакта: номинальная,
контурная и фактическая.
На рис. 4.2 показана фотография фактической площади кон-
такта, полученная по методу разрушения тонких угольных пле-
нок в местах контакта [35]. Видны зоны, в которых группируются
пятна контакта (белые); эти зоны образуют контурную площадь.
Как показывают эксперименты, для металлов контурная пло-
щадь обычно составляет 5—10% от номинальной, а фактическая
0,01—0,1% от номинальной [23,731; для полимеров контурная
и фактическая площади контакта много больше. В большинстве
случаев фактическая площадь почти не зависит от номинальной;
этим, в частности, объясняется известный вывод Кулона о незави-
симости силы трения от площади трущихся тел.
4.3. ФИЗИЧЕСКАЯ ПРИРОДА ФАКТИЧЕСКОЙ ПЛОЩАДИ
КОНТАКТА
Фактическая площадь, на которой контактируют деформируе-
мые микровыступы, в большинстве случаев больше той площади,
на которой происходит взаимодействие атомов, молекул или ионов
вещества. Во-первых, кроме микрошероховатости поверхность
имеет так называемую субмикрошероховатость, лежащую за пре-
159
Рис. 4.3. Схематическое представление сил взаимодействия
между двумя частицами в зависимости от расстояния:
1 — сила отталкивания; 2 — сила притяжения, 3 — ре-
зультирующая сила
делами разрешающей способности современ-
ных приборов. Во-вторых, выражение пло-
щадь, на которой имеет место взаимодействие
атомов или молекул, также в значительной
мере условно.
Согласно современным представлениям
силы межатомного взаимодействия имеют
электрическую природу в виде ионной,
ковалентной, металлической или молекулярной связи. Можно
получить удовлетворительные результаты, представляя потенци-
альную энергию двух взаимодействующих частиц следующей за-
висимостью [48]:
где Сг, С\, П1 и и2 — постоянные (п2 ~ 6, > и2); х — рас-
тояние между частицами.
Отсюда сила взаимодействия частиц
/г,С1 п2С2
дх ^П2-Н *
где первое слагаемое выражает силу отталкивания, а второе —
силу притяжения. На рис. 4.3 показано изменение сил притяже-
ния и отталкивания частиц в зависимости от расстояния. Силы
отталкивания частиц обусловлены главным образом взаимодей-
ствием ядер, где сосредоточены значительные электрические за-
ряды. Расстояние между атомами, соответствующее минимуму
потенциальной энергии,
__1 \
Хц = ( П2С2 \П2-П' ‘
Так как силы отталкивания весьма быстро растут в процессе
сближения частиц, то х0 может служить характеристикой рас-
стояния, на котором находятся атомы поверхностей, восприни-
мающие нагрузку. Величина х0, имеющая порядок постоянных
кристаллических решеток вещества, равна нескольким наномет-
рам. Для металлов х0 0,2ч-0,4 нм.
Сила взаимодействия между двумя изолированными частицами
чрезвычайно сильно зависит от расстояния между ними (в 7 —
8-й степени).
Однако для двух систем частиц, образующих твердую или
жидкую фазу, силы взаимодействия с расстоянием изменяются
не столь быстро. Взаимодействие систем частиц нельзя рассматри-
вать как сумму независимых взаимодействий пар частиц.
Электромагнитная теория молекулярных сил основывается на
представлении о взаимодействии систем частиц в результате излу-
чения и поглощения электромагнитных волн атомами, входящими
в состав этих систем. Согласно этой теории, при х > X (X —-длина
основных волн спектра вещества) сила притяжения
Р Ьел _ 0,013
Г — 480х4 х4 ’
где е — заряд электрона; Ь — постоянная Планка (здесь х выра-
жено в микрометрах). При х < X сила притяжения обратно
пропорциональна ха.
Экспериментальные исследования, выполненные И. И. Абри-
косовой и Б. В. Дерягиным [1 ], показали, что на расстоянии
0,1—0,2 мкм уже обнаруживаются значительные силы притяже-
ния. Силы отталкивания проявляются между атомами взаимодей-
ствующих поверхностей при их сближении на расстояние, при-
мерно равное сумме атомных радиусов, т. е. порядка нескольких
ангстрем, в то время как силы притяжения проявляются на зна-
чительно больших расстояниях.
При контактировании шероховатых поверхностей не все атомы
или ионы деформируемых поверхностей сблизятся, на расстояние,
на котором проявляются силы атомного взаимодействия, кроме
того, соотношение между силами притяжения и отталкивания
будет зависеть от взаимного положения частиц. Поле кристалли-
ческого тела будет обладать структурной неоднородностью.
Поэтому говорить о площади, на которой происходит силовое
взаимодействие атомов ионов или молекул, можно лишь с извест-
ным приближением. Неоднородность силового поля непосред-
ственно связана с субмикрошероховатостью, которая в значитель-
ной мере обусловлена дефектами структуры поверхностного слоя.
Субмикрошероховатость существенно зависит от характера
напряженного состояния. Наблюдать ее можно методами элек-
тронной микроскопии.
Однако, несмотря на известную условность понятия фактиче-
ской площади контакта, она непосредственно связана с числом
взаимодействующих атомов поверхности, поскольку она пропор-
циональна силе трения. В ряде случаев сила трения, рассчитан-
ная на единицу фактической площади контакта, приближается
к сопротивлению материала на срез [14].
Пользуясь понятием фактической площади контакта, подра-
зумевая под этим площадь, на которой происходит деформация
контактирующих микровыступов в результате действия сил от-
талкивания, можно решать ряд практически важных задач.
6 Демкин Н. Б. 161
4.4. КОНТАКТ ШЕРОХОВАТОЙ ПОВЕРХНОСТИ
С ГЛАДКОЙ И ДВУХ ШЕРОХОВАТЫХ ПОВЕРХНОСТЕЙ
При контактировании шероховатой поверхности с гладкой
вначале соприкасаются наиболее высокие выступы поверхности,
а затем, по мере сближения поверхностей, в контакт вступает
все большее число менее высоких выступов. Для выступа, в слу-
чае контакта шероховатой поверхности с гладкой, вероятность
контактирования полностью определяется его высотой й, и вели-
чиной сближения у1, равной уменьшению расстояния между кон-
тактирующими поверхностями в процессе деформации.
Таким образом, для выступов шероховатой поверхности ве-
роятность контактирования равна относительной площади сече-
ния поверхности на данном уровне, т. е. Р Р тах — у) =
— т]5, и соответственно вероятность неучастия в контакте Р <
< Р тах — у) = 1 —
Доля материала, соответствующая сечению шероховатого слоя
плоскостью, параллельной геометрической поверхности при дан-
ном сближении, выражается опорной кривой и может быть пред-
ставлена формулой (1.14) при условии 0 < р <0,5. Или если
рельеф поверхности имеет случайный характер и распределение
материала подчиняется нормальному закону то
п8 = 4-П-ф(0]. (4.3)
Эта формула справедлива при 0 < р < 1. Если аппроксимиро-
вать начальную часть зависимости, выражаемой (4.3), функцией
вида (1.14), то через параметры аппроксимации 1т и V можно
получить и значение I в виде [23]
I = 1,47г2/3 [1 - (2/т),/л’-^-] .
В этой формуле предполагается наличие функциональной связи
между коэффициентами 1т и V, так как в противном случае функ-
цию т]8 нельзя характеризовать одним параметром.
Площадь сечения шероховатой поверхности, соответствующая
некоторому уровню р, будет равна сумме площадок контактов
отдельных микровыступов
пг
^Р ~ Т1 ’
где АЛ.,; — площадь сечения 1-го микровыступа; пг — число вы-
ступов выше уровня р.
Так как число выступов весьма велико, функцию распределе-
ния выступов по высоте можно считать практически непрерыв-
ной. Тогда выражение для площади сечения перепишется в виде
пг
Ар = | АЛр йпг.
о
Фактическая площадь контакта будет пропорциональна пло-
щади сечения выступов Аг = аАр, откуда, учитывая, что
1% = 1т&*, (4.4)
получим
т| = = а^е'у, (4.5)
где а— коэффициент, учитывающий отличие площади сечения
выступов при некотором сближении от площади контакта при
том же сближении. В зависимости от характера деформации
а меняется от 0,5 до 1, хотя при очень больших давлениях может
быть а > 1.
Следовательно, можно записать
Л
Аг == а | А Ар Лпг (4.6)
о
или в относительных величинах
ч>
г] = аг]8 = а | ф йср. (4.7)
о
Таким образом, мы видели, что для контакта шероховатой
поверхности с гладкой функция т]5 (е), характеризующая распре-
деление материала по высоте шероховатого слоя, численно равная
вероятности того, что материал расположен выше некоторого
уровня р, может быть представлена формулой (4.4), а для поверх-
ностей с нерегулярной шероховатостью — (4.3).
Покажем, что и в случае контакта двух шероховатых поверх-
ностей функция т]3 (е) будет иметь тот же вид.
Задачу контактирования двух шероховатых поверхностей
можно рассмотреть, используя результаты, полученные для стерж-
невой модели поверхности И. В. Крагельским [23, 70], и приме-
няя для описания опорной кривой выражение (4.4).
Пусть функции распределения выступов по высоте для первой
и второй поверхностей представлены в виде пх = <рг (х) и п2 =
= Фг (*/)> а число вершин, расположенных в слое с1х и йу, будет
дп1 — ф' (х) йх и йп2 = <р' (у).
6* 163
Таблица 4.1
Значения коэффициента К2
VI У2
1 2 3
1 0,5 0,33 0,25
2 0,33 0,16 0,1
3 0,25 0,1 0,05
Тогда число контактов
двух любых слоев будет
равно произведению ве-
роятности встречи пары
стержней (выступов) на
число вершин в данном
слое, т. е.
= Л- ср' (г/) ф5 (%) Ду ах,
где ис — число выступов
поверхности.
Если сблизить поверхности на величину р, то число контактов,
образовавшихся от соприкосновения слоя йу, находящегося на
глубине у, со всеми слоями первой поверхности будет
р-у
ПГ1 = — (
•1с
Тогда полное число контактов при сближении р будет
Р Р-у
= | фг(*/)ф1 (х)йуйх.
с о
Учитывая, что Лг1 = фх (х) Ас — Аг2, получаем
р р-у
Пз == | | ф2 (у) ф! (X) ^х Ау. ' (4.8)
о о
Подставляя в (4.8) уравнения начальной части опорной кри-
вой из (4.4) и произведя приближенное интегрирование, найдем
для относительной площади двух шероховатых поверхностей сле-
дующее выражение:
== (Ащ + Ар2)У1+Уг е1'12+У!, (4-9)
15
где Ка = Некоторые значения приве-
дены в табл. 4.1.
Вводя обозначение в формулу (4.9)
К2(т11т2 (Нрг + Яр2)Л',+Л?2 /41(у>
/Ш1’2= (4-Ю)
и полагая относительное сближение
4 = , (4-11)
КР1 "Г Кр2
можем переписать формулу (4.9) в виде
(4-12)
Сравнивая (4.12) и (4.4), видим, что они имеют одинаковую
структуру, и при
V = а = V! 4- (4.13)
и 1т — 1т1<2 формула (4.12) переходит в формулу (4.4), т. е.
при контакте двух шероховатых поверхностей сохраняется сте-
пенной характер зависимости, меняется только величина коэффи-
циентов. При другой форме записи опорной кривой, когда сбли-
жение берется по отношению к максимальной высоте неровностей,
параметр опорной кривой Ь будет иметь вид, аналогичный (4.10):
, __ (/?тах ! + Т?тах2)Л'1+Л'2
а----------лл----V--------- •
Атах! /чтах2
Если обе контактирующие поверхности одинаковы, то формулы
упростятся и запишутся в виде
1тх, 2 = 22%/т2; Ь., 2 = 22лХ#; тх, 2 = 2т,
причем
__ у __ у
Ё1’ 2 — 2Цр И Еп1ах Ь 2 “ 27?тах '
В случае поверхностей с нерегулярным рельефом можно вос-
пользоваться для математического описания опорной кривой не
только выражением (4.4), но и (4.2); в этом случае при контакте
двух шероховатых поверхностей будет иметь место композиция
двух нормальных законов. При этом, как известно, получим
также нормальный закон, причем его дисперсия будет
= (4-14)
Таким образом, и в этом случае эквивалентная кривая двух
шероховатых поверхностей будет иметь вид (4.2), причем параметр
/ — 4- — у _ 1 -~Ч 2
2 ^91, 3 °1, 2 *
где
У 2
Ё1’2 — #Р1 + кр2 и О1>2 — Кр± + Т?р2 •
Таким образом, видим, что при контакте двух шероховатых
поверхностей композиция законов распределения приводит только
к изменению значений коэффициентов в формуле, описывающей
закон распределения, а сам закон сохраняется неизменным как
для случая степенной функции, так и для случая нормального
распределения. Это позволяет при решении задач вместо контакта
двух шероховатых поверхностей рассматривать контакт поверх-
ности, эквивалентной двум шероховатым поверхностям с гладкой.
Принцип эквивалентной поверхности, впервые использованный!
в работе [72], весьма существенно упрощает расчеты, позволяя;
учесть вероятность встречи выступов сопряженных поверхностей..
4.6. МОДЕЛИ ВЫСТУПОВ И ИХ ДЕФОРМАЦИЯ
Для расчета контактных деформаций необходимо выступы по-
верхности моделировать телами, имеющими правильную геоме-
трическую форму, для- которых получены решения контактных
задач упругости и пластичности.
Решая задачу о внедрении сферы в пластическое полупро-
странство, А. Ю. Ишлинский [54] нашел, что нормальное напря-
жение на контакте « Зсг5, где а5 — предел текучести.
К- Хилл [149] рассмотрел задачу о сплющивании плоского
клина. Он получил для давления на контакте следующее выраже-
ние (рис. 4.4,, а, б): дг ~ (1 + у) <т5, где у — угол между боковой
поверхностью клина и нормалью к его основанию.
Для вдавливания цилиндрического штампа в плиту, находя-
щуюся в пластическом состоянии, Прандтль [99] нашел д„ —
В. Н. Марочкин, решая осесимметричную задачу теории пла-
стичности о деформации усеченного конуса, получил для макси-
мального давления на контакте [85] д, тах — (1 + у + к) о3 —
= Со8, где к — коэффициент осесимметрииности. Коэффициент С
для углов, имеющих место на реальных поверхностях, линейно
возрастает от 2,7 до 3,1, принимая большее значения для случая
внедрения и меньшее для сплющивания.
Таким образом, для реальных выступов отличие коэффи-
циента С при сплющивании и при внедрении невелико. Анологич-
ные данные были получены в работах Д. Тейбора [161] и
С. Б. Айнбиндера [2].
а)
Рис. 4.4. Пластические деформации при контакте тел различной формы [85]
166
В рассмотренных случаях прн пластическом контакте
<7г = Сот, (4.15)
где С — коэффициент, близкий к трем; от — предел текучести
материала в упрочненном состоянии.
При упругом контакте сферических выступов по формулам
Герца
___ 0,43г/1/2
“ /У!/2
(4.16)
где
I — ' I1! I 1 Нг •
Г1Г2
1'^2 /ТН-Гз
Е — модуль упругости; р — коэффициент Пуассона; г — радиус
сферы; у — сближение.
Для тел, ограниченных криволинейными поверхностями и даю-
щих площадку контакта в виде эллипса [104], фактическое дав-
ление будет
Яг
0,ЗЛеК^1/2
(4-18)
I
где — сумма главных кривизн контактирующих тел в точке
соприкосновения; Ке — коэффициент, зависящий от соотношения
полуосей эллиптической площадки контакта (аэ/Ьэ):
а3/Ьэ............. 2 4 6 8 10 12 14
Ке................ 0,97 0,89 0,86 0,84 0,81 0,80 0,79
Для модели выступа в виде стержня будем иметь, считая на-
пряженное состояние одноосным,
<7, = ^ = ^.
(4-19)
Для конуса, пирамиды и клина чисто упругая деформация,
по-видимому, невозможна, так как в начальный момент дг стре-
мится к бесконечности и происходит пластическое смятие вер-
шины.
На практике пластическая деформация выступов обычно со-
провождается упрочнением материала. Воспользуемся для опре-
деления контактного давления в этом случае эмпирической фор-
мулой Майера, который нашел, что при внедрении жесткой сферы
в плоскость выполняется зависимость
Мг- = (4.20)
где — нагрузка на сферу; д, — диаметр отпечатка; й —
коэффициенты, характеризующие свойства материала.
(4.22)
Эта формула справедлива и в ряде других случаев, в част-
ности при сдавливании двух шаров, вдавливании цилиндра в пло-
скость [90, 126]. Из геометрических соображений находим
(1 « У 8рг.
Подставляя значение <1 в (4.20), получим
= 8#/2 (Орг/12 ё^- (4.21)
Однако коэффициент § не является константой, а зависит
от диаметра сферы, поэтому сделаем следующее преобразование.
Так как твердость по Майеру
Ям = 4/л^#-2,
то ё можно выразить через максимальную твердость по Майеру
Нкт, получаемую при (1=0, т. е. при внедрении сферы до
экватора
—__ пНмт
ё ~~ 4П'°'~2'
Подставляя значение ё в (4.21), получим
Отсюда, учитывая, что площадь смятия выступа
ДДгг « 2лайг81-,
и обозначая й/2 — 1 = тг, найдем
.(2Н^р\^ т1
Чг=[——] В •
Таким образом, для рассмотренных моделей микровыступов
среднее давление на контакте может быть представлено в виде
д, = В&а, (4.25)
где Вий — коэффициенты, зависящие от формы выступов и
свойств материала.
Под влиянием приложенной нагрузки каждый выступ дефор-
мируется вначале упруго, а затем пластически (точнее, упруго-
пластически).
Рассмотрим на примере сферической модели выступа, при ка-
ких условиях начнется пластическая деформация. Критерий на-
чала пластической деформации в первом приближении можно
определить, рассчитав сближение, при котором среднее давление
на контакте будет равно давлению текучести дт. Воспользовав-
шись формулой Герца, получим
0,58Л/1(3
= Со8 = 2/3 2/з • (4.26)
(4.23)
Отсюда
дгт= 16,7С2о2/272.
Соответствующее этой нагрузке критическое сближение
ут = 5,35С2а2/2/2. (4.27)
Полагая С = 3, получим ут = 48<т1/2/2.
Площадь пятна контакта можно представить в виде
ААГ = пр2 = 2,6 (ЛМГ)2/3.
Отсюда, учитывая (4.26), р/7 = 2,34СоД. Для деформации вы-
ступа абсолютно жесткой плоскостью найдем
= , (4.28)
где г — радиус выступа; р — радиус пятна контакта; Кт — коэф-
фициент, зависящий от условий деформирования.
В рассматриваемом случае Кт — 6,78; в работах [2, 1401
приведены значения Кт = 74-12. Из [4.281 следует, что выступ
деформируется упруго, если
СТ5(1-^2) . (4.29)
В табл. 4.2 даны значения углов наклона выступов, соответ-
ствующих упругой деформации [23, 73]. Как видно из табл. 4.2,
для металлов с малой шероховатостью и тем более для пластмасс
выполняются условия, при которых деформация микровыступов
будет упругой. Кроме того, если выступ деформировался при
первом нагружении пластически, то при повторной деформации,
пока нагрузка не превышает первоначальную, деформация будет
упругой. Даже прй появлении на поверхности контакта пластиче-
ской деформации она все еще составляет незначительную долю
Таблица 4.2
Значение углов наклона выступов при упругой деформации
Материал Е • 1 0—4 МПа о8- ю-1 МПа о5/Е а, град
Сталь; закаленная 20 120 0,006.. 2,3
сырая 20 40 0,002 0,7
Медь 11 12—40 0,001—0,004 0,35—1,7
Алюминий 7 5—20 0,003 0,3—1
Бронза 10 20—80 0,002—0,008 0,7—3
Пластмасса 0,02—0,03 10—20 0,08—0,03 3—10
Гранит — — 0,025 9,5
Карбид вольфрама — — 0,007 2,7
Рис. 4.5. Схема вдавливания сферического индент
тора в упругопластическое полупространство
от общей деформации, развитый пла-
стический контакт наступает при
значительно большей деформации.
Таким образом, даже при усло-
вии, что деформация превышает кри-
тическую #т, деформация будет уп-
ругопластической, причем по мере увеличения нагрузки вначале
преобладает упругая деформация, а затем ее доля будет все более
уменьшаться. Упругопластическую деформацию можно рассмо-
треть на примере внедрения сферы в полупространство [52].
Допустим сфера радиуса г под влиянием . некоторой нагрузки
внедрилась на глубину у в полупространство (рис. 4.5). Послек
снятия нагрузки произойдет упругое восстановление отпечатка
на величину ууу а сам отпечаток будет иметь радиус гг > г. Пла-
стическая часть сближения упл равна глубине остаточного отпе-
чатка, и ее можно записать в виде
— ы
У пл 1 2лг1С(У5
(4.30)
По формуле Герца радиус площади контакта сферы со сфериче-
ской впадиной
(4.31)
Поскольку
из (4.31) получим
На основании (4.30) и
—3/4У7л
(4.32)
(4.42) имеем
-5-4------11 (МпСа3)у2
•2лгСа5 8 ' 3/
(4.33)
Подставляя в формулу Герца для сближения сферы со сфери-
ческой впадиной из (4.32), найдем для упругой части сближения
Уу = 4 1 ]А\глС<у8. . (4.34)
Тогда общее сближение при упругопластическом контакте будет
+ <4'35)
РиС. 4.6. ЗавйсймдётЪ Глубины йнёдренйй
индентора от нагрузки:
1 — сталь 35; 2 — медь
В формуле первый член дает
сближение за счет пластиче-
ского внедрения выступа, а
второй в результате упругой
деформации.
Условием применимости фор-
мулы (4.35) является апл = 0,
откуда критическое значение
! = 40о2/2г (4.36)
и
, Укр1 = 380оЩ2. (4.37)
1 10 100 Мъ даН
Близкие результаты б&ли получены М. С. Дроздом [42]. Для слу-
чая равенства пластической и упругой деформации //Ш1 = уу
получйм
2 = 260о^/2/;
(4.38)
Млр2 — 3,4-103п|/2г2.
(4.39)
На рис. 4.6 показана зависимость полного сближения от на-
грузки для вдавливания стального шарика (г ~ 5 мм) в гладкую
.поверхность из стали 35 и меди. Сплошные линии-—расчетные
кривые, точки—результаты эксперимента. Точка А соответ-
ствует укр1, точка В — укр2. Штриховые линии — расчет по фор-
мулам Герца для контакта сферы с плоскостью (у < #кр2) и для
контакта сферы с жесткопластическим полупространством (у >
> УпР 2)*
4.6. РАСЧЕТ ХАРАКТЕРИСТИК КОНТАКТА
В ОБЩЕМ СЛУЧАЕ
Рассчитаем характеристики контакта шероховатых поверхно-
стей, моделированных выступами, форму которых, как было по-
казано в гл. 1, можно описать в виде фДе) =
Допустим рассматриваемый участок поверхности А
ААрт
столь велик,
что функцию распределения вершин выступов в пределах его
можно считать непрерывной, и в то же время достаточно мал,
чтобы можно было пренебречь влиянием волнистости.
Воспользовавшись принципом эквивалентности, будем рас-
сматривать контакт шероховатой поверхности с гладкой.
Согласно (4.25) нагрузку, воспринимаемую единичным высту-
пом, можно представить в виде
= дг \Аг1 = В&Т&Агь
где 8/ = -^-; Л/1^— площадь пятна контакта при данном
сближении.
Поскольку сближение у отсчитывается от плоскости, проходя-
щей через вершину наиболее высокого выступа, для любого
другого выступа оно будет меньше на столько, насколько меньше
высота рассматриваемого выступа, т. е. 8/ = е — х, где х =
= ? а —расстояние от вершины выступа до средней
линии.
Тогда
Л^ = аАДрВ (г-х)ю.
Полную нагрузку # найдем, полагая йпг и суммируя
нагрузки, воспринимаемые всеми вступившими в контакт высту-
пами. Полагая
(1пг = ср' (ь) Й8,
можем записать
8
ТУ = (хВпт кАр1 (8 — ф' (е) Йе.
о
Здесь
А/1^ — ф (е) ЛА/д — Ат4теУ — АДт (8 - х)^«
Для учитывая (4.40) и (1.31), получим
Апг = пт (V — у)
’ (4.40)
(4-41)
(4.42)
(4.43)
Подставляя (4.42) и (4.43) в (4.41), представим нормальную на-
грузку в виде
Л/ = аВ1тАс (у — у)
е
о
Произведя интегрирование, найдем
а1тАсВ^
или, обозначая
(4.44)
можем записать
М = К3а1тАсВ^т.
(4.45)
Таблица 4.3
Значения коэффициента К3
V Кз при у = 0 и со Кз при у = 1 и со Кз при у = 2 и со
0,5 1' 0,2 0,4 0,5 0,2 0,3
1 0,67 0,42 1 1 1
2 0,52 0,38 0,91 0,83 0,80 1 1
3 0,44 0,25 0,85 0,83 0,69 0,94 0,91
4 0,36 0,20 0,81 0,69 0,61 0,90 0,85
5 0,32 0,16 0,78 0,61 0,55 0,84 0,76
Примечание. = 1 при со — 0 для всех значений у, указанных в таблице.
В табл. 4.3 даны некоторые значения коэффициента К3- Из (4.45)
получим выражение для относительного сближения
Яс
1/(у+со)
(4.46)
Подставляя е в формулу (4.5), найдем выражение для относи-
тельной площади контакта
а(о/т^со/у^\т/(у+со)
(4.47)
где а — коэффициент, характеризующий упругую осадку вы-
ступов; дс — контурное давление; 1т — относительная опорная
длина по средней линии; V — параметр опорной кривой; В, со —
коэффициенты, характеризующие контактные напряжения на вы-
ступах, зависящие от их формы и свойств материала.
Среднюю относительную площадь пятна контакта получим,
воспользовавшись (1.30):
1-у/(у+со) / Яс \Т/(^+ю)
\К31тВ/
(4.48)
Из (4.47) найдем выражение для фактического давления на
контакте в виде
®/(У-Н0)
К^В^ЯС
а1т
(4.49)
Формулы (4.46)—(4.49) применимы при условии т] < 0,3 для
любых из рассмотренных выше моделей выступов как для упру-
гой, так и для пластической деформации.
Коэффициенты ® и у для рассмотренных выше моделей ме-
няются в пределах 0 < со < 1/2; 0 < у < 2.
Параметр опорной кривой V обычно имеет значение 1 < V < 3.
Коэффициент а меняется в пределах 1/2 <а < 1. При контак-
тировании двух шероховатых поверхностей формулы (4.46)—(4.49)
Рис.** 4.7< Влияние различных
факторов на относительное сближение и относительную
площадь контакта
сохраняют свой вид, только в этом случае меняются коэффи-
циенты V, 1т и Ь согласно (4.10) и (4.13), принимая значения,
соответствующие параметрам эквивалентной поверхности, т. е.
в этом случае
VI, 2 = -ф V/, (4.50)
/т12 = где (4.51)
к - к (Крг + Пр^1 . * 2 Пр^нр^ (4.52)
, (Яшах! + Ц тах2)л',+л'г . Д2 % % ^тахх Т?тах2 (4.53)
М#2; (4.54)
= -Рй 4“ -РРг» (4.55)
Из формулы (4.46) видно, что сближение зависит от нагрузки
в степени, меньшей единицы. Линейная зависимость возможна
только при со = 0 и V = 1. Показатель степени при нагрузке
в формуле для площади контакта может меняться от 1 до 2/3,
что хорошо согласуется с данными работы [119]. Условие линей-
ности этой зависимости со = 0. С увеличением V показатель сте-
пени при нагрузке приближается к единице. Средняя площадь
пятна контакта зависит от нагрузки в степени, меняющейся от 1
до 0,2, причем на нее существенно влияет форма микронеров-
ностей.
На рис. 4.7, а, б показано влияние различных факторов на 8
и т]. Расчет выполнен применительно к контакту двух стальных
174
поверхностей с шероховатостью поверхности — 2,5 4-
-^•0,64 мкм. Оценка различных моделей шероховатой поверх-
ности [23] показала, что наиболее правильные результаты расче-
тов можно получить, цспользуя сферическую и эллипсоидальную
модели. Допустимо также использование модели в виде клина.
Применение сферической модели существенно упрощает расчеты и
позволяет получить удовлетворительные результаты. Поэтому
в дальнейшем будем использовать для расчетов сферическую
модель.
4.7. РАСЧЕТ ФАКТИЧЕСКОЙ ПЛОЩАДИ КОНТАКТА
И ФАКТИЧЕСКОГО ДАВЛЕНИЯ
Для модели шероховатой поверхности в вйде набора сфериче-
ских сегментов коэффициент формы выступов у = 1. Найдем
значения параметров В, со и а, входящих в расчетные формулы,
полученные в п. 4.6, для случая контакта сферических выступов.
Для упругого контакта из (4.16) и (4.25) получим
со = 1/2; а = 1/2.
(4.56)
Для пластического контакта согласно (4.15) и (4.25)
(4.57)
Для пластического контакта с упрочнением, воспользовав-
шись (4.24) и (4.25), найдем
7 ; а~1; ш = 1, (4.58)
\ V / &
где '0* — показатель сФ^пени в выражении для закона Майера.
И, наконец, при упругопластическом контакте в первом прибли-
жении значения В и со можно принять, как и для пластического
контакта, а влияние упругой деформации учитывать за счет
изменения коэффициента упругой осадки а, значение которого
находится в пределах от 1 до 1/2 и рассчитывается согласно фор-
мулам (4.35) и (4.75).
Выражение для В можно представить в виде
Тогда, воспользовавшись (4.49) для фактического давления, по-
лучим следующее выражение:
(4.60)
где дс~-д----контурное давление; —высота сглаживания;
1т — относительная опорная длина на уровне средней линии;
— Г г (значения /С3 для некоторых случаев
даны в табл. 4.3). В табл. 4.4 и 4.5 представлены значения 6),
а для различных случаев контакта.
Для упругого контакта, который имеет место для поверхно-
стей, имеющих = 0,16-^0,08 мкм, или при контактировании
низкомодульных материалов можно получить приближенное вы-
ражение для оценки задаваясь типичными значениями харак-
теристик микрогеометрии. Полагая V = 2, 1пг = 1/2, К3 = 0,7,
а = 1/2, со — 1/2 и получим для фактического давле-
ния при упругом контакте следующее приближенное выражение:
Яа \МЗ
Л2 /
(4.61)
где сг = 0,61 и т ~ 0,14 для двух шероховатых поверхностей;
с1 = 0,86 и т ~ 0,2 для контакта шероховатой поверхности
с гладкой.
Для пластического контакта микронеровностей, который пре-
обладает для грубообработанных поверхностей (А?а ~ 1,25 4-
ч-0,63 мкм) и для пластичных материалов, фактическое давление
Яг = Сот, (4>62)
где С — коэффициент, зависящий от формы поверхности (см.
п. 4.5), для сферы С = 2,8^3. При расчетах фактическое давле-
Таблица 4.4
Значения коэффициентов со, и а
Деформация
Упругая
Пластическая
Пластическая с упрочнением
Упругопластическая
1/2
0
0—1/2
0
0,42//
Со8
2аНмт
С'сГ'р
1/2
1
1/2—1
1/2—1
Примечание. <гт — предел текучести, причем Спт Н; Нмт — максималь-
ная твердость по Майеру.
К
(
Таблица 4.5 (
Значение а при $т!&г
НВ а при 8т/$г
1 10 20 30 40
50 1,0 0,85 0,75 0,65 0,55
® 100 0,9 0,75 0,56 0,50 0,50
200 0,8 0,56 0,50 0,50 0,50
400 0,7 0,50 0,50 0,50 0,50
ние можно принимать равным микротвердости, т. е. дг « Н* для
приближенной оценки принимают дг ж НВ [14, 28]. Однако, как
показывают экспериментальные исследования, если контурное
давление превышает дс ~ 1/3 НВ, то фактическое давление растет
и может существенно превышать твердость материала [143, 163].
Объясняется это тем, что при больших давлениях проявляется
взаимное влияние при деформации отдельных микро неровностей,
нарушаются условия пластического течения и давление на кон-
такте растет.
На рис. 4.8 показана зависимость фактического давления от
контурного при внедрении стальной сферы радиуса 40 мм в шеро-
ховатую строганую медную поверхность (Лг ~ 60 мкм).
Для расчета фактического давления при больших контурных
давлениях можно использовать полуэмпирическую формулу [143]
Большие контурные давления, при которых фактическая площадь
контакта достигает 30—40% от контурной, встречаются довольно
редко; в особых условиях (стесненная деформация, пластичный
материал), обыкновенно в узлах машин, фактическая площадь
не превышает нескольких процентов.
Для расчета фактической площади контакта достаточно взять
отношение нагрузки к фактическому давлению, т. е.
(4.64)
где значение дг берут в зависимости от рассматриваемого случая
из формул (4.61)—(4.63).
Для металлических поверхностей следует различать первое
приложение нагрузки и повторное. Если при первом нагружении
обычно преобладает пластическая деформация выступов, то при
повторном нагружении, без сдвига контактирующих поверхно-
стей, деформация будет упругой до тех пор, пока нагрузка не пре-
высит приложенную первоначально.
В процессе нагружения вершины выступов деформируются
пластически, причем происходит их упругое вдавливание в полу-
пространство, на котором они расположены. Упругая деформация
наиболее высоких выступов, испытавших большую деформацию
Рис. 4.9. Опорная кривая, образовавшаяся после упругого
восстановления деформированных неровностей
и несущих большую нагрузку, в соответ-
ствии с формулой (4.19) больше, чем у
выступов меньшей высоты. При снятии
нагрузки происходит упругое восстана-
г вливание выступов и возникает шерохо-
7 ватость, обусловленная различием упру-
гой деформации выступов (рис. 4.9).
Если распределение материала по высоте до первого нагруже-
ния описывалось зависимостью г]5 — то при повторном на-»
гружении относительная площадь может быть записана в виде [211
(4.65)
где ау = = сс1/?; 8П — пластическая часть сближения. При по-
вторном нагружении в контакт вступают уже деформированные
выступы, каждый из которых имеет постоянную площадь кон-
такта. Если допустить, что деформация выступов линейно зависит
от нагрузки, то при повторном нагружении свойства контакта
соответствуют стержневой модели микровыступов.
Так как для стержневой модели т]3 = 1р ~ ср, то, учиты-
вая (1.32), получим для опорной кривой при повторном нагруже-
нии следующее выражение:
т] = <р = (4.66)
Значение коэффициента /тп определим из условия равенства пло-
щадей контакта при первом и повторном нагружении
аЧт
(4-67)
ц = аЛт&ъ ~
где 80 — сближение при первом нагружении стыка. Отсюда
1тп =
$л0 •
ау Чт
(4.68)
Значение пластической части сближения при первом нагружении
найдем согласно (4.46)
1/У
(4.69)
Так как 8у0 = ~—то, подставляя в
у с^у
и еу0, выраженное через 8п0, получим
с«.
(4.67) значения ‘ /тп
*•<
(4.70)
па
1*ис. 4.10. Фактическая площадь контакта при первом
(кривая 7) и повторном (кривая 2) нагружении (по-
верхности из меди, На — 0,9 мкм)
где — контурное давление при пер-
вом нагружении; дс — контурное да-
вление при повторном нагружении. Или
полагая Со, = Н и подставляя вместо
давления нагрузку, перепишем (4.70)
в виде
(4.71)
где Л/о и Л/ — первоначальная и после-
дующая нагрузки.
Из (формулы (4.71) получим следующую зависимость для фак-
тического давления при повторном нагружении:
(4.72)
На рис. 4.10 показано изменение фактической площади кон-
такта при первом и повторном нагружении. Теоретическая кри-
вая по своему характеру в основном соответствует данным экспе-
римента.
4.8. РАСЧЕТ ДЕФОРМАЦИИ КОНТАКТА
ШЕРОХОВАТЫХ ПОВЕРХНОСТЕЙ
Для сферической модели выступов, подставляя в (4.46) зна
чения В,
со и а
(для упругого контакта В ~ 1,37
лУ1/2/’
со = 1/2 и а ~ 1/2), получим
\ К%1т )
(4.73)
(значения УС3 см. в табл. 4.3).
Для пластического контакта, подставляя соответствующие
значения коэффициентов В = Со5, со ~ 0 и а = 0, найдем
(4-74)
где Со5 = Н.
Представляет интерес выразить сближение поверхностей через
фактическое давление, формулы для расчета которого получены
в п. 4.7. Согласно (4.5) площадь сечения р на уровне р будет
у, мкм
Рис. 4.11. Сближение при первом (кривые /, Я)
и повторном (кривые Г, 2') нагружении (по-
верхности из меди, — 30 мкм): 1 — обе по-
верхности шероховатые; 2 — шероховатая по-
верхность и гладкая
отсюда, учитывая, что Аг — аЛ5,
откуда
(4.75)
При повторном нагружении пластически деформированного кон-
такта будет иметь место упругая деформация, причем сближение
можно выразить из формулы (4.66), полученной на основании
стержневой модели выступов
Аг \У(У-1>
Ае/тп/
Подставляя значения Аг из (4.71) и /тп из (4.68) в эту формулу,
найдем
(4.76)
Здесь 1т и V — характеристики исходной шероховатости, т. е.
шероховатости, которую имела поверхность до первого нагру-
жения.
На рис. 4.11 показана зависимость сближения от давления
при первом и повторном нагружении. Если поверхность имеет,
волнистость, то в этом случае деформация контакта будет склады-
ваться из деформации микронеровностей и волн. Деформация
волн рассмотрена ниже.
4.9. ЧИСЛО КОНТАКТИРУЮЩИХ ВЫСТУПОВ
И СРЕДНЯЯ ПЛОЩАДЬ ПЯТЕН КОНТАКТА
С увеличением нагрузки, прикладываемой к контакту, растет
число выступов, вступивших в контакт, и возрастает, хотя и не-
значительно, площадь отдельных пятен контакта. Средняя пло-
щадь пятен контакта ДЛГ в общем виде выражается -формулой
(4.48), которую применительно к сферической модели неровностей
можно переписать в виде
1/<г,+М> • (4-77)
Значение коэффициентов а, со и В дано в табл. 4.4. Формулу (4.77)
можно применять для случая, когда пятна контакта имеют вытя-
180
йутую форму. Переход от круговой к эллиптической форме пятна
легко можно сделать на основании (4.50). Согласно зависимости
п
АЛГ = яр2 = я У
П
где р — среднее квадратическое радиуса круговой площадки кон-
такта; а31 и Ъз1>—полуоси эллипса.
Поскольку для сферических выступов у = 1, то площадь пя-
тен будет зависеть от нагрузки в степени 1/(у + ш). Фактическая
площадь контакта зависит от нагрузки в степени у/(у + со).
Таким образом, площадь контакта растет от нагрузки в степени
в V раз большей, чем площадь одного пятна, т. е. для контакта
шероховатой поверхности с гладкой в 2—3 раза, а для контакта
двух шероховатых поверхностей в 4—5 раз быстрее.
На рис. 4.12 показ|)<0; изменение диаметра пятна контакта
с увеличением давления., При сферической форме микронеровно-
стей средняя относительная площадь пятен контакта выражается
согласно (4.77), откуда для пластического контакта
ф = (
Яс \
К3Со31т /
(4-78)
и для упругого контакта
К1 ( 2,35/71/2<?с \2/(2т+1)
2(2Т-1)/(2Т+1) I КзЦр^{т I
(4.79)
Среднюю площадь пятен контакта можем выразить через факти-
ческое давление, формулы для которого даны в п. 4.7.
Полученное выражение не зависит от характера деформации
микронеровностей. Воспользовавшись- (4.49) и (4.78), найдем
2 пг а Яр
V
АЛЛ =
(4.80)
Из (4.80) также видно, что средняя площадь пятен сравнительно
мало зависит от нагрузки и существенно зависит от формы опор-
ной кривой. При этом<при пластической деформации выступов
зависимость площади пятен от нагрузки более существенна, чем
при упругой.
Наибольшую площадь контакта имеют те выступы, которые
испытали большую деформацию. Так как деформация выступов
оЦмкм__________________
№ I л А
Рис. 4.12. Изменение среднего диаметра пятна кон-
такта с увеличением давления (при шлифовании
медного образца, 1 ~ Ла — 1,75 мкм и 2 — —
==;= 0,95 мкм)
Лп/п • 100, %
О 5 6 4, мкм
Рис. 4.13. Кривые распределения по размерам относи-*
тельного числа пятен контакта стальных поверхностей
=0,6 кПа):
1 — полирование, ~ 0,12 мкм; 2 — шлифование,
= 60 мкм; 3 — фрезерование —• 1,85 мкм
неодинакова, площадь пятен контакта
также различна, относительное постоян-
ство средней площади пятен контакта
объясняется тем, что в процессе дефор-
мации наряду с ростом площадей кон-
такта деформируемых выступов вступа-
ют в контакт новые выступы и образу-
ются новые контактные площади ма-
лых размеров. Было проведено экспе-
риментальное исследование распреде-
ления пятен контакта по размерам.
Размер пятен определяли методом тонких угольных пленок.
Исследовали поверхности из стали, бронзы и меди, обработан-
ные фрезерованием, шлифованием и полированием.
На рис. 4.13 показаны кривые распределения диаметров пятен
контакта. Как видно из графиков, это распределение прибли-
жается к нормальному. Наиболее вероятный диаметр пятен воз-
растает с уменьшением твердости материала и находится для
исследованных поверхностей в пределах 3—6 мкм. Форма пятен
определяется видом обработки и характером наложения образцов.
При фрезеровании пятна вытянуты в направлении обработки,
а при шлифовании и полировании они имеют неправильную
форму.
На рис. 4.14 показаны пятна контакта для поверхностей с раз-
личной обработкой. Размер пятен контакта близок к найденным
в работе Д. Дизона и В. Хирста [144].
В литературе часто для среднего диаметра пятна контакта
указывается величина порядка 30—40 мкм, что объясняется недо-
статочной разрешающей способностью методов, применяемых для
определения размера пятен, причем пятна сливаются в более
крупные.
При контактировании металлических поверхностей, обрабо-
танных по 3—5-му классу шероховатости, зона деформации еди-
ничной микронеровности имеет диаметр в несколько десятков Л
микрометров, однако вследствие имеющейся субмикрошерохова-
тости это пятно при ближайшем рассмотрении оказывается состоя- _
щим из более мелких пятен диаметром в несколько микрометров.
Для шлифованных поверхностей контурные площади контакта
также имеют диаметр в несколько десятков микрометров, а еди-
ничные пятна контакта несколько микрометров.
Число пятен фактического контакта
_
&АГ ~
(4.81)
Подставляя в (4.81) значение ДЛГ из (4.80), найдем выражение
для числа пятен контакта
2ягЯр \ адг /
(4.82)
Как видно из (4.82), при больших значениях V, характерных
для контакта двух шероховатых поверхностей, зависимость числа
контактирующих выступов от нагрузки будет приближаться
к линейной.
Среднее расстояние между пятнами контакта 5р можно оце-
нить, рассчитав контурную площадь, приходящуюся на одно
пятно, и полагая, уто в среднем расстояние-между пятнами будет
равно линейному размеру этой площадки
И-83)
Подставляя в (4.83) пг из (4.82), представим выражение для сред-
него расстояния между пятнами контакта в виде
_ /2лг7?р\1/2 / сс?г \(У-1)/2у
Л \у^т1/'г'/ \ <?с /
(4.84)
Представляет интерес выразить среднее расстояние между
пятнами по отношению к их диаметру. Из (4.83) и (4.82), учиты-
вая, что диаметр пятна й &]/ААг, можно записать
(4.85)
8Р = / Ас \1/2 /Ду/2 / И1/2
а \пгкАг) \ Аг } \ Т)_/
Рис. 4.14. Пятна фактического контакта при торцовом фрезеровании (а) и шлифовании (б)
183
т. е. расстояние между пятнами, выраженное в их диаметрах,
не зависит от размера пятен, а определяется относительной факти-
ческой площадью касания. Например, если площадь касания
равна 0,01, то 8Р = 10й.
4.10, ОБЪЕМ МЕЖКОНТАКТНОГО ПРОСТРАНСТВА
ШЕРОХОВАТЫХ ПОВЕРХНОСТЕЙ
Рассмотрим контакт шероховатой поверхности с гладкой, по-
скольку переход к контакту двух шероховатых поверхностей
может быть осуществлен соответствующей заменой параметров
опорной кривой (см. п. 4.4).
При нулевой нагрузке (рис. 4.15), согласно определению сред-
ней плоскости, объем межконтактного пространства между шеро-
ховатой поверхностью и плоскостью
У3 = АсРр. (4.86)
Под влиянием приложенной нагрузки выступы деформируются и
поверхности сблизятся на величину у. Тогда объем межконтакт-
ного пространства, который в дальнейшем для краткости будем
называть зазором, уменьшится
У3 = Д(/?р-//) + У1, (4.87)
где Ух — уменьшение объема материала за счет упругой дефор-
мации. При пластическом контакте Ух = 0, так как объем мате-
риала не меняется. При упругом контакте
а1туч+1Ас
(4.88)
как показывает расчет, для металлов величина Ут мала. Прене-
брегая Ух и подставляя значение сближения, получим для рас-
чета объема зазора следующее выражение:
<4-89>
Соответственно объем материала в шероховатом слое
Ум == АСЯ шах — У3 = Ас (У? шах — Яр — у).
(4.90)
Плотность стыка Л3, равную отно-
шению объема материала в кон-
тактном слое ко всему объему,
представить в виде
д = АСК тах — У8 _ ._________У3
3 АСРтах АСР тах
(4.91)
Рис. 4.15. Схема для расчета объема межкон-
тактного пространства
Очевидно, пластическая деформация контакта теоретически воз-
можна только до тех пор, пока к ф 0, т. е. пока в процессе дефор-
мирования выступов имеется объем, в котором может распола-
гаться деформируемый материал. Таким образом, как следует
из (4.93), при пластическом контакте максимально возможное
сближение г/шах = Яр. Подставляя значение Яр из (1.24), по-
лучим •
7?я(у-Н 1)
»тах 2/т
На практике столь большое сближение возможно только для
очень пластичных материалов или в специальных уусловиях.
В обычных условиях на металлах шероховатость сохраняется
даже при значительной пластической деформации основы мате-
риала.
Подставляя ^формулу (4.89) значение дг, получим выражение
для объема зазора при пластическом контакте
Таким образом, объем зависит главным образом от Яр и несколько
меньше от Н и приложенного давления дс. Из (4.94) следует,
что полное уплотнение стыка будет достигнуто при дс — 1тН «
та \/2Н, однако такой вывод был бы неверным, так как формула
для сближения, а следовательно, и формула (4.94) справедливы
только для не слишком высоких нагрузок (дс < 1/3 НВ). Для осу-
ществления высоких давлений требуются особые условия, причем
фактическое давление становится существенно большим твер-
дости.
На рис. 4.16 показано изменение плотности стального стыка
средней чистоты обработки в зависимости от микрогеометрии и
давления.'
При упругом контакте, подставляя в формулу (4.87) значе-
ние у и пренебрегая УД, получим выражение для объема зазора
= [1 - (X)— .(«5)
?ис. 4.1?. Зависимость объема зазора От Но-
минального давления (сталь 35, =
= 2,75 мкм) при контакте поверхностей:
1 — шероховатой с гладкой; 2 — двух ше-
роховатых
Как видно из (4.95), на величи-
ну объема между контактиру-
ющими поверхностями сущест-
венно влияют высота неровно-
стей, их форма и характер рас-
пределения по высоте.
Представляет интерес найти
изменение зазора при повторном
нагружении контакта в условиях, когда неровности пластически
деформировались при первом нагружении. Согласно (4.87) (пре-
небрегая V!) получим для изменения объема зазора при повтор-
ном нагружении контакта
№3^(Нр-у)Ас. (4.96)
Причем 0 < у < у0 — улл, где у0 — сближение при первом на-
гружении Л^о; улл — сближение после снятия первоначального
нагружения.
Подставляя в (4.96) значение у из (4.76), найдем
' <4-97>
соответственно для средней толщины изменения зазора получим
(«8>
В формулах (4.97) и (4.98) АУ3 и Ай — изменение объема и
средней толщины зазора от Уп = Уо + АУ до Уо и от /гп = й0 +
+ Ай до йс, где Уо, Но — объем зазора и его средняя толщина
при первоначально приложенном давлении (?с0; Ул и йп — то же
после снятия первоначально приложенного давления; дс — по-
вторно приложенное давление, причем дс <. дс0.
На рис. 4.17 приведено, по данным В. М. Алексеева [41, изме-
нение объема зазора при первом и повторном приложении на-
грузки к контакту двух стальных шлифованных поверхностей
(На = 2,75 мкм).
4.11. КОНТАКТ ШЕРОХОВАТОЙ СФЕРЫ
Для расчета деформации контакта волнистой поверхности мо-
гут быть использованы модели волн в виде сферического или эл-
липсоидального сегмента, цилиндрических и синусоидальных по-
верхностей. Рассмотрим деформацию контакта единичной сфери-
186
Рис. 4.18. Схема контакта упругой шероховатйо
сферы с упругим полупространством
ческой волны. Если шероховатость
мала, то для описания деформа-
ции волны можно, пренебрегая де-
формацией микронеровностей, ис-
пользовать формулы Герца. Нао-
борот, если шероховатость велика,
а деформация выступов является
преимущественно пластической,
то можно пренебречь деформа-
цией сферы и выполнить расчет
контурной площади контакта,
пользуясь формулой (4.47) для
пластического контакта микронеровностей шероховатой поверх-
ности и учитывая влияние сферической волны на распределе-
ние вершин микровыступов по высоте. Эта задача рассмотрена
в работе [23].
В том случае, когда высота волн соизмерима с высотой микро-
выступов, деформация микронеровностей существенна влияет на
упругую деформацию волны. В работе [147] найдены численные
решения для различных случаев, показавшие существенное влия-
ние шероховатости на деформацию сферы, но не получено анали-
тическое выражение. Существенный вклад в решение этой задачи
сделан М. А. Коротковым, А. А. Лайковым и В. М. Алексеевым
[4, 64, 76].
Рассмотрим контакт единичного сферического жесткого глад-
кого сегмента радиуса 7? с шероховатым полупространством [143].
От этого случая легко перейти к контакту шероховатой упругой
сферы с жесткой .плоскостью и к контакту двух шероховатых
сфер. Для точки поверхности, расположенной в центре сферы,
сближение
У — Упо Д Ушо,
(4.99)
где уп0— упругая деформация полупространства; уши—дефор-
мация шероховатого слоя.
Для любой другой точки поверхности сферы, находящейся на
расстоянии х от центра в пределах площади касания радиуса р,
сумма деформаций упругого полупространства и шероховатого
слоя будет меньше на величину первоначального зазора, обуслов-
ленного сферической формой индентора (рис. 4.18),
У (.Уих Ь Ушх)
(4.100)
где упх и г/шх— деформация полупространства и шероховатого
слоя в точке на расстоянии х от центра; гх — зазор в этой точке.
Из геометрических соображений гх — х2/2Д.
где
Рис. 4.19. Зависимость коэффициента 0 от Л и Х = со-(- V
Деформация элемента шероховатого слоя
согласно (4.46)
УШ-КР\ аКз1гпВ ) С'^с
(4.101)
Сш \ аК3(тВ
1/('У+со)
Согласно работе
странства
Коэффициент К3 рассчитывают по формуле
(4.44), значения его см. в табл. 4.3.
[122] для упругой деформации полупро-
_ 1 —• ц2 С дЛАс
пЕ ] 5 ’
Ас
(4.102)
где 5 — расстояние от рассматриваемой точки до элемента по-
верхности, на который действует нагрузка дс (х) УАС.
Таким образом, учитывая (4.100) для определения закона рас-
пределения давления по площади контакта Ас при сближениях,
имеем интегральное уравнение
1 Н2 С <7с^с ____ ,, X2 Л1/("У+<0) /л 1Г1Э\
~ИЁ~ ] ~- У ~~ ~2К ~ шУс ’ (4.103)
здесь <1АС = 5 <18 скр (рис. 4.19). Полученное интегральное урав-
нение (4.103) в случае идеально гладкой поверхности (С = 0)
удовлетворяет решению Герца
7с = <Ы1 -^2)1/2, (4.104)
где к = — .
Р
С другой стороны, для большой шероховатости, когда можно
пренебречь деформацией полупространства, согласно (4.101)
?с = ^0(1-^+а, (4.105)
/ О2 \ Т+<0
где —максимальное давление в центре пло-
щади контакта (при х — 0).
При этом сближение за счет шероховатого слоя сферы [23]
г-,х+и/х+ш+1 Г № ("V 4- и> + 1) 11/(х+а>+1)
Уш0 “ Сш [------2л7? ]
(4.106)
Выражения (4.104) и (4.105) описывают предельные случаи про-
цесса деформации, поэтому в общем случае, когда имеет место де-
188
формация полупространства и шероховатого слоя, распределение
давления можно представить в виде
7с = 7о(1-^Л
(4.107)
где р — переменный показатель, причем 1/2 < р < V + «». Под-
ставляя (4.107) в уравнение (4.103) и произведя интегрирование,
получим
Л
2
В(1 +Р; 0,5) г [ (1 -Аа81п2<р)₽+1/2аф =
о
= у-^-СшдГ^ (4.108)
^1\
где В (1 + Р; 0,5) — бета-функция.
В частных случаях при к2 = 0 и к2 = 1, т. е. при х = 0 и
х = р, интеграл в уравнении (4.108) выражается через бета-
функцию, что дает возможность получить два уравнения.
Поскольку (4.108) содержит три неизвестных у, р и Р, то для
получения третьего уравнения разложим подынтегральную функ-
цию и функцию правой части по степеням к2 и отбросим члены
больших порядков, чем к2. Тогда для определения сближения у
радиуса площади контакта р и параметра р имеем систему трех
уравнений ,
Уп® ~7/ш0 У'
(Р + 0,5) Ум + \ аУш<> = >
в(1 + Р; о,5) 4» . р2
л ' у 27? ’
(4.109)
где уа0 = В (1 + р; 0,5) № (1/Г р)- и уш0 = Решение
системы уравнений (4.109) дает для сближения в центре площади
касания у0 и для радиуса р следующие выражения:
У = Уг
~8(1 + Р)^в12/3
(4.110)
2Р + 1 Ке р
4 л К
/2|3+1 р , (Ив\’
\ 4 X лХ / -
(4.1П)
здесь уг и рг — сближение и радиус площади контакта, рассчи-.
тайные по формулам Герца; Дв = В (1 + 0; 0,5); X = V + со.
Показатель эпюры давления определяется из выражения
Уш у!+ц/% _ у 4-худ| ру2Л+1)/ЗХ
где М
4/<в
2/з(-<4^) М,
(4.112)
26+1 , Кв ,
4 'л
20+1 20 2КВ \(А.-2)/зг.
2 % л /
Полученное выражение можно аппроксимировать с ошибкой,
не превышающей в наиболее неблагоприятном случае 10%, сле-
дующими функциями:
с/ = //г(1+Ф)%/(%+1);
р = рг(1+2(1+адлФ)%/(Л+,);
(4.113)
(4.114)
(4.115)
где Ф= (*+*".
Подставляя в выражение для Ф значения уш0 из (4.106) и уг
по формуле Герца, получим
Ф = Кр (91+^-У/Х7?(Х-2)/3^ (1’тДГ(2А+1)/3\
\ 2ал1тк1В / 1.3(1 —р2 *)_]
Для оценки точности решения уравнения (4.103) перепишем его
в виде
_ЗДЬ-_^ ВД_С (4.116)
р2 пЕ 5 1 р2 р2 4 * * 7 В
Ас
Функция распределения давления может быть такой, чтобы левая
часть данного уравнения была линейной относительно к?. Если
аппроксимировать давление формулой (4.107), уравнение будет
иметь вид
Я/2
Г (1 _ 31П2 ф)₽+0.5 + 2Я|ШО ц _ = ВД. у _
р л р р
о
(4.117) ’
В табл. 4.6 представлены отношения правой и левой частей урав-
нения, рассчитанные для различных значений А2 в зависимости
от отношения изменяющегося от 0 до оо, для внедрения
жесткой сферы в шероховатый слой на жестком основании.
190
Таблица 4.6
Отношение правой и левой частей уравнения (4.117)
для различных значений к2
Уш (Дп„
0 0,2 0,4 0,6 0,8 1
0 1 1 1 1 1 1
0,8 1 1,01 1,03 1,09 1,25 1
3 1 1,01 1,03 1,07 1,16 1
ОО 1 1 1 1 1 1
Из табл. 4.6 видно, что распределение давления в виде (4.107)
удовлетворительно соответствует интегральному уравнению
(4.103).
Выражение (4.113) для сближения контакта сферы с шерохо-
ватым упругим полупространством, введя относительные сближе-
ния и подставив значения величин, можно переписать в виде
= 8г 1 4~
1 + 1/Ь
2 )
„2Л-1/2Х
(4.118)
где и ег = ---относительное сближение шерохо-
ватой и гладкой волн; % = © + у;
Л = -^-
Гр
4л“Г/Д2 \1/А
Зла//пА'3В171?р(0/?1/2 /
(4.119)
Для упрощения расчетных формул выражение (4.118) можно,
аппроксимировать формулой
е
1 ..з/гу/и+б)
(4.120)
где 2 и $ — коэффициенты, зависящие от X и Л. Эта зависимость
показана на рис. 4.20 [4 ].
Формула (4.120) удовлетворяет граничным случаям. При ма-
лой шероховатости, когда сближением вследствие деформации
шероховатого слоя можно пренебречь, Л стремится к нулю, при
этом 6 = 1/2 и = 1, т. е. е = гг. При большой шероховатости,
когда можно пренебречь упругой деформацией волны, Л 2,5,
2
прием 6 =Х, а 2 = - и
е = [±±± , (4.121)
т. е. формула (4.121) совпадает с (4.106).
Рис. 4.20. Зависимость коэф-
фициента X от Л и X = со -(- V
Рис. 4.21. Зависимость диаметра площадки
касания от нагрузки для контакта стальной
сферы с плоскими шероховатыми поверхно-
стями:
1 — На = 4 мкм; 2 — На = 2,1 мкм; 3 —
= 0,7 мкм
На рис. 2.21 показана зависимость площади контакта сталь-
ной сферы (/? = 100 мм) с поверхностями из сплава Д16 различ-.
ной шероховатости от нагрузки, точки получены эксперимен-
тально. Сплошные линии соответствуют расчету по формуле (4.44),
штриховая линия — расчету по формуле Герца. Как видно из ри-
сунка, шероховатость поверхности приводит к существенному
увеличению площади контакта, причем полученные теоретические
зависимости удовлетворительно соответствуют эксперименту.
4.12. КОНТАКТ ВОЛНИСТЫХ ПОВЕРХНОСТЕЙ
При контактировании поверхностей, имеющих волнистость,
одновременно с деформацией микронеровностей происходит упру-
гая деформация волн. По мере деформации в контакт вступают
новые микронеровности, что приводит к росту контурных площа-
дей контакта, и новые волны, в результате чего растет число кон-
турных площадок. К деформации волн может быть применен
тот же математический аппарат, который применяли для описа-
ния контакта шероховатых роверхностей с учетом особенностей
деформации волн.
Распределение материала волн по высоте, даваемое волно-
граммой, опишем зависимостью, аналогичной (1.14), в виде
= (4.122)
Ас5
здесь 'Пи>==_тг-отношение сечения волн на уровне р к номи-
нальной площади; — уровень сечения волнограммы; —
относительная опорная длина по средней линии волнограммы;
192
№р и Тяглах —высота сглаживания и максимальная высота волн;
уш — параметр опорной кривой волнограммы. Можно положить
1Г тах ж и 1тш 1/2.
Моделируя волны гладкими сферическими сегментами, можно
выполнять расчеты по формулам, полученным для упругого кон-
такта шероховатых поверхностей. Однако такую модель можно
использовать в случае, если высота микронеровностей суще-
ственно меньше высоты волн (на порядок и более). Для этого слу-
чая по аналогии с (4.60) можно написать для контурного давления
следующую формулу:
0.42Л2. тах^Уц,/(2Уи,+1) ^1/(2',ш+1) 123)
Задаваясь типичными значениями расчетных параметров, фор-
мулу (4.123) можно записать в виде, аналогичном (4.61), удобном
для расчетов:
/1Гтах\0.43 т
С,а’ (4.124)
где с, = 0,28 и т = 0,14 для контакта двух волнистых поверх-
ностей; = 0,4 и т = 0,2 для контакта волнистой поверхности
с плоской. Контурная площадь контакта будет, очевидно, равна
4=~, . (4.125)
Чс
причем для относительных площадей контакта будет выполняться
равенство
Лг = ППо
(4.126)
Л Аг
гдет)г = -^-, =
Ас
“а
Для деформации контакта в этом случае с
чим выражение
/ Зл/7^/2Г тахг’®/2<?а'\2/(2л’®+1>
# = 1 оУ /2*- /
\ 2 оу' /\з /
Однако полученные формулы справедливы только в случае, когда
высота микронеровностей существенно меньше высоты волн, и
влиянием деформации микронеровностей можно пренебречь, ис-
пользуя для расчета формулы Герца.
На практике часто высота волн одного порядка с высотой не-
ровностей; в этом случае необходимо учитывать влияние шерохо-
ватости на дёформацию волн и использовать для расчета зависи-
мости, рассмотренные в (4.118) и (4.120).
Для контакта волнистых поверхностей отличие результатов
расчета контурной площади с учетом влияния шероховатости на
упругую деформацию волн от расчета по формулам Герца более
х/з 7 Демкин Н. Б. 193
(4.127)
значительно, чем для контакта единичной сферы. Это объясняется
тем, что волны распределены по высоте, и в. процессе приложения
нормальной нагрузки часть волн будет нести небольшую нагрузку,
т. е. будет находиться в условиях, когда влияние шероховатости
на контурную площадь особенно велико.
Рассмотрим контакт волнистой поверхности, моделированной
набором сферических сегментов с твердой гладкой плоскостью.
Нагрузку, приложенную к поверхности, можно представить
в виде
# = Г (4.128)
о
где №1 — нагрузка на единичную волну; па — число волн; пс^ —
число контактирующих волн; срш — функция распределения вер-
шиц волн по высоте, аналогичная ср для микронеровностей. Пред-
полагается, что все волны имеют высоту выше средней линии
волнограммы.
Согласно (4.122) и по аналогии с (1.32)
я ‘ А V
(4.129)
Из (4.120), учитывая, что по формуле Герца для рассматривае-
мого случая
Ж \2/3.
г1/2 ’
^ =
0,47 У тах 1+в
--------—--------------О а, .
I
(4.130)
Подставив (4.130) и (4.129) в (4.128) и проинтегрировав, получим
для давления в стыке
Ча =
Гтах\1/2 Д Vе
2г™ .' Зя/ ’
(4.131)
где Кз =
Отсюда
Г (2 + 6)Г^Ш+ 1)
Г(Та, + 6+1) "
4,24яг1'/2/^0 \1/(у®+6)
У шах/
(4.132)
Согласно (4.122) можем записать
Ав = а2Л’“'“1Л1е^
где а — коэффициент упругой осадки волн. С учетом влияния
шероховатости аш = 0,75 при X = 2 и = 0,65 при % = 3 [28].
Тогда для контурной площади получим выражение в виде
2г а,
I?7 шах
(4.133)
где Кв =
5,4Г (гш+ 1,5)
Г (2,5) Г (^ + 1)
И^ =
3% \
Для = 2 (типичное значение для контакта волнистой по-
верхности с плоской) Дв = 1,8. При контактировании двух вол-
нистых поверхностей можно принять у& ~ 3 и Дв = 2,4.
В табл. 4.7 даны значения Ди и б в зависимости от микро-
геометрии поверхностей (Дтах/1^тах) и свойств материала (1/7/7);
Дш1, Доу2 и б 2 — значения коэффициентов для случая контакта
двух волнистых поверхностей и для контакта волнистой поверх-
ности с плоской.
Таблица 4.7
Значения коэффициентов и 6
Деформация
выступов
У? шах/ Ш ах
1/1Н
Коэффи-
циенты
0,1
0,2 0,4 0,8 1,6 3,2
Пласти-
ческая
1,05 1,15 1,20 1,35 1,55 2,1
61 0,6 0,7 0,85 1,15 1,5 2,3
50 Д"ш2 0,95 0,90 0,85 0,85 1,10 1,5
в,' -Л7 1,05 1,45 2,15 3,15 3,9
Дад. 1,10 1,17 1,28 1,45 1,75 2,6
А 0,65 0,80 1,00 1,30 1,65 2,0
100 0,95 0,88 0,85 0,90 1,20 2,1
А 0,75 1,10 1,60 2,40 3,40 4,0
1,13 1,20 1,35 1,55 2,10 3,3
6, 0,7 0,85 1,10 1,50 2,35 2,0
200 Дш2 " 0,9 0,85 0,85 0,93 1,35 2,5
«2 0,8 1,20 1,7 2,60 3,60 4,0
Упругая
1,05
0,65
0,88
0,75
1,06
0,80
0,85
1,10
1,14
1,05
0,80
1,70
1,25
1,40
0,85
2,60
1,50
1,95
1,10
2,60
2,1
2,4
1,8
4,5
у, мкм
Рис. 4.22. Сближение волнистых шлифован-
ных стальных поверхностей в зависимости
от давления (сталь 45, =1,3 мкм)
На рис. 4.22 показана за-
висимость сближения от на-
грузки для контакта двух вол-
нистых поверхностей при пер-
вом (кривая /) и повторном
(кривая 2) нагружениях.
4.13. ЗАВИСИМОСТЬ ФАКТИЧЕСКОГО И КОНТУРНОГО
ДАВЛЕНИЯ ОТ НАГРУЗКИ
Из формулы (4.133) получим для контурного давления поверх-
ности, имеющей шероховатость и волнистость, выражение
^/2 (Vе)
«/(V6)
Ча ’
(4.134)
В частном случае, типичном для контакта двух волнистых по-
верхностей, = 3, и формула (4.134) примет вид
__ 1 /№тах\ з/2 (3+6) о/(з+С)
— 2,4АСда <27^7* ) Ча
При малой шероховатости (7? шах < 1Г тах) для этого слу-
чая контурное давление будет выражаться приближенной фор-
мулой
п /Я/тах\<МЗ о,14 1ОГ-Х
<7, = 0,45 (—7»-) Яа (4.135)
Формулы для фактического давления были получены выше.
При упругой деформации микровыступов фактическое давление
согласно (4.61)
дг = 0,61
Ка \0,43 0/14
При пластической деформации микронеровностей фактическое
давление постоянно и равно микротвердости или твердости мате-
риала.
Рассмотрим, как меняется в процессе нагружения сопряжен-
ных поверхностей соотношение между номинальным, контурным
и фактическим давлениями. Из формул (4.134) и (4.135) видно, что
для случая, когда шероховатость мала, контурное давление зави-
сит от номинального давления в степени 0,14—0,18, когда обе
поверхности имеют волнистость, и в степени 0,26—0,27, если
волнистость имеет только одна поверхность. Если высота микро-
Рис. 4.23. Относительное увеличение контурно-
го и фактического давления при изменении но-
минального давления
неровностей одного порядка с вы-
сотой волн, то контурное давле-
ние зависит от номинального да-
вления в степени 0,3—0,35 для
контакта двух волнистых поверх-
ностей и в степени 0,5—0,6 для
контакта волнистой поверхности
с гладкой. Таким образом, при
контакте двух волнистых поверхностей изменение номинального
давления в 2 раза приводит к изменению контурного давления
на 10—27%.
Фактическое давление при упругом контакте микронеровно-
стей, как следует из (4.60), зависит от контурного давления в сте-
пени 0,14—0,2. Тогда фактическое давление будет зависеть от но-
минального давления в степени 0,02—0,07, т. е. при изменении
номинального давления в 2 раза фактическое изменится на
1,3—5%. Таким образом, и при упругом контакте фактическое
давление практически постоянная величина, что дает основание
в некоторых работах вводить для расчетов эту величину под назва-
нием «упругая твердость». При пластическом контакте фактиче-
ское давление обычно определяется только свойствами .материала
и микрогеометрией поверхностей (исключение составляет случай
особо больших давлений).
Таким образом, фактическое давление практически не зависит
от приложенной нагрузки, и поэтому протекание различных про-
цессов на контакте в большей мереюпределяется микрогеометрией
поверхностей и механическими свойствами поверхностных слоев,
Цем номинальным давлением.
На рис, 4.23 показано изменение относительной величины кон-
турного и фактического давления с увеличением нагрузки при
упругом контакте двух шероховатых и волнистых поверхностей.
4.14. ОБЪЕМ МЕЖКОНТАКТНбГо'ПРОСТРАНСТВА
ВОЛНИСТЫХ ПОВЕРХНОСТЕЙ
Объем межконтактного пространства волнистых поверхностей
определяется объемом впадин между волнами, объемом впадин
между микронеровностями и сближением под влиянием прило-
женной нормальной нагрузки. Таким образом объем будет зави-
сеть от микрогеометрии поверхностей, их физико-механических
свойств и приложенного к стыку давления. Используя описанную
выше модель волнистой поверхности, объем зазора для случая
контактирования волнистой поверхности с гладкой плоскостью,
может быть по аналргии с (4.87) записан в виде,
' уз = Аа (Ер + Ц7р) Аа (Ер + , (4.136)
7 Демкин Н. Б.
197
О 1,5 ЕМО'5, МПа
Рис. 4.25. Зависимость объема зазора от но-
минального давления стальных волнистых
поверхностей:
1 — волнистая поверхность с плоской; 2 —
две волнистые поверхности
Рис. 4.24. Влияние различных факторов на
объем зазора волнистых поверхностей
где Аа — номинальная площадь контакта; Лр и №р — глубина
сглаживания микронеровностей и волн; ТУшах— максимальная
высота волн.
Под действием приложенной нагрузки поверхности сближаются
на величину у и объем зазора уменьшается на АУ3 = уАа —
— уз — уз, Где Уз и Уз — уменьшение объема материала вслед-
ствие упругой деформации микровыступов и волн.
Пренебрегая Уз и Уз вследствие их малости, получим зависи-
мость объема зазора от сближения поверхностей в виде
V
№ тах
2
(4.137)
Подставляя в (4.137) значения у из (4.127), найдем выражение
для объема зазора в случае, когда шероховатость невелика и
объем в основном определяется волнистостью,
тах
“2
Яр
ЗлЛ/1/2Г тах^2
2^/2Кз /
(4.138)
Формула (4.138) может описывать объем зазора и в случае повтор-
ного нагружения к контакту, если в нее подставить значение Нр
с учетом пластического смятия микровыступов.
На рис. 4.24 представлено влияние различных факторов на
объем зазора волнистых поверхностей при условии пластической
деформации микровыступов. Как видно из рис. 4.24, наибольшее
влияние на объем зазора оказывает высота микронеровностей и
волн, существенным также является их распределение по высоте.
198
Свойства материала для рассмотренного диапазона влияют на
объем зазора незначительно.
Экспериментальное исследование объема межконтактного про-
странства было выполнено В. М. Алексеевым [4], который опре-
делял объем по массе специально подобранного масла, заполняю-
щего исследуемый объем.
На рис. 4.25 показана зависимость объема зазора от номиналь-
ного давления да для контакта волнистой шлифованной стальной
поверхности (7?а = 2,75 мкм; 117 тах = 10,6 мкм) с плоской
твердой плитой (У) и для контакта двух одинаковых волнистых
поверхностей (2) [4].
4.15. ВЛИЯНИЕ ТАНГЕНЦИАЛЬНЫХ СИЛ
НА ПРЕДВАРИТЕЛЬНОЕ СМЕЩЕНИЕ И ПЛОЩАДЬ
КОНТАКТА
Под влиянием тангенциальных сил изменяется напряженное
состояние, что может приводить к увеличению площади контакта.
При упругом контакте приложение тангенциальных сил изме-
няет эпюру напряжений и ведет к смещению точки с максималь-
ным касательным напряжением к поверхности соприкасающихся
тел [122]. Кроме того, как показано в работе [19], площадь кон-
такта смещается в сторону действия тангенциальной силы.
Расчеты показывают, что увеличение площади упругого кон-
такта под влиянием касательных сил при средних значениях
коэффициента трения не превышает 5% [56].
Как показал Р. Миндлин, при упругом контакте сфер под
влиянием тангенциальной силы возникает бесконечно большое
касательное напряжение на периферии зоны контакта, приводящее
к проскальзыванию в кольцевой области [156] (рис. 4.26). В цен-
тре сохраняется круговая зона, в которой проскальзывание
не имеет места. Радиус кольца скольжения р' < гс < р, где р —
радиус площади контакта; р' — радиус круговой зоны, в которой
скольжение не имеет места. При этом р' = р (1 — 77/А/), где Р —
тангенциальная сила.
С увеличением тангенциальной силы ширина кольцевой зоны
проскальзывания растет до тех пор, пока не распространится
на всю площадь контакта. Это произойдет при условии Р = Щ
и р' = 0. Относительное касательное смещение под действием
некоторой касательной силы
(4.139)
где О — модуль сдвига.
Смещение, соответствующее распространению зоны проскаль-
зывания на всю площадь контакта,
< А^- = 3(285р>г) (4.140)
199
7*
Рис. 4.26. Эпюры напряжений на контакте двух
сфер при одновременном действии нормальных
и тангенциальных сил — нормальное напря-
жение; Т1 и — касательные; т2 при / = 0)
Радиус площади контакта
р = 0,9 (Ж)1/3,
отсюда
до 3 (2 ц)
ват/3 ’ -
К*. Джонсоном [150] проведена экспериментальная проверка
формулы (4.139) применительно к контакту остальных сфер с пло-
скостью. Эта проверка показала хорошее соответствие экспери-
ментов с расчетом.
Теория Р. Мйндлина позволяет рассчитать величину предвари-
тельного смещения Д5 при упругом контакте. Поскольку вы-
ступы поверхности имеют различную величину, то их деформация
при контактировании различна и, следовательно, для них 0 <
< Д5 < Д$;Шах- Наибольшее смещение будет соответствовать
предварительному смещению поверхностей, т. е. примем, что
Д5 = Дзетах- Большее значение Д5/шах будет у выступов, на
которые приходится наибольшая нагрузка Л^шах, т. е. у высту-
пов, испытавших наибольшую деформацию егтах. Но, очевидно,
максимальная деформация равна сближению поверхностей, т. е.
в/шах ~ Нз этого условия согласно (4.16) и (4.73)
0,82572/3^/9
1 =
и
1,5л/71/2А/ \ 2/<2'’+1)
(4.141)
Тогда
отсюда
2/3 /<2У44)/(6у+3)др2У/(2У+1)
* 0,8257 С^-4)/(бу+3)
1,5л^ у/(2У+1) в
К$Ас1т /
Подставляя ТУ,- тяУ в (4.141) и учитывая, ЧТО 6 = :--г, полу-
^11 т И)
чим выражение для предварительного смещения при упругом
контакте
Д5 =
0,9 (2-ц> (1 + |л)/: '
[2 (1 —
(4.142)
Рис. 4.27. Поле линий скольжения и
годограф скоростей при внедрении
клина в пластическое полупростран-
ство
Из формулы (4.142)
следует, что предварите-
льное смещение при уп-
ругом контакте линейно
зависит от коэффициента
трения и возрастает с на-
грузкой в степени 2/(2у + 1). Это хорошо согласуется с экспе-
риментальными данными И. Ренкина [73] и Д. Кортней-Пратт,
Ё. Ейснера [140].
В. И. Максак [83] выполнил всестороннее теоретическое и
экспериментальное исследование предварительного смещения
в условиях упругого контакта. В частности, им изучено рассеяние
энергии в стыке и влияние анизотропии поверхности на контакт-
ные деформации.
При пластическом контакте площадь касания и сближение
меняются под влиянием тангенциальных сил вследствие измене-
ния напряженного состояния и перераспределения площади кон-
такта. Увеличение фактической площади контакта под влиянием
тангенциальных сил может быль описано полуэмпирической фор-
мулой в виде
(4.143)
где коэффициент а? = 11,66 [140].
Пластический контакт под влиянием тангенциальных сил ис-
следовали М. А. Коротков [63] и А. С. Шевченко [132]. В работе
[40] теоретически рассмотрено влияние сил трения на изменение
фактической площади контакта и предварительное смещение на
примере внедрения со сдвигом жесткого клина в пластический
материал. Выбор клина в качестве модели неровности продиктован
возможностью получения приемлемой математической формализа-
ции задачи для решения ее с использованием метода построения
полей линий скольжения. Для сферической и эллипсоидальной
моделей решение контактных задач о внедрении со сдвигом с уче-
том сил трения весьма сложно. Рассмотрена плоская контактная
задача о внедрении со сдвигом жесткого клина в жесткопластиче-
ское полупространство при наличии трения в области контакта и
с учетом выдавливания материала полупространства. Считаем,
что материал находится в плоскодеформированном состоянии и
для него выполняются условия пластичности, несжимаемости,
равновесия пластической области и соосности девиаторов напря-
жений и скоростей. Граничные условия заданы в следующем
виде (рис. 4.27): на свободной поверхности полупространства
АСБЕ ~ ~ 0; максимальное контактное трение ткт =
«в к соз 2ут, где к — пластическая постоянная; — некоторый
201
угол, характеризующий максимальное тангенциальное напряже-
ние на контактирующей поверхности, обусловленное межмолеку-
лярным взаимодействием поверхностей.
Как следует из экспериментальных данных, процесс внедрения
и смещения единичного индентора под действием нормального
усилия и постепенно возрастающего от нуля до силы статического
трения сдвигающего усилия в общем случае носит трехстадийный
характер [1411.
Первая стадия. На рис. 4.27 показаны поле линий скольжения
и годограф скоростей на первой стадии внедрения.
В областях АВС и ВОЕ равномерное напряженное состояние;
эти области соединены центрированным полем ВСО. Если тан-
генциальная прочность адгезионной связи на срез не равна нулю,
то увеличение сдвигающего усилия будет приводить к росту каса-
тельных напряжений на гранях клина. Это приведет к уменьше-
нию нормальных напряжений и, следовательно, к увеличению
площади контакта, причем внедрение и смещение клина увеличи-
ваются. Этот процесс протекает до тех пор, пока касательные на-
пряжения на задней грани клина не достигнут своего максималь-
ного значения т = после чего начнется проскальзывание
пластического материала относительно задней поверхности ин-
струмента. Таким образом, если адгезионное взаимодействие
не равно нулю, предварительное смещение вначале сопрово-
ждается ростом площади контакта, которое с погрешностью, не
превышающей 5%, можно аппроксимировать следующим выра-
жением;
(ЧМ2 = !+ (4.144)
\ /1Г() /
-
где 20 — угол раствора клина; /с — коэффициент сцепления.
Вторая стадия начинается с момента проскальзывания мате-
риала относительно задней поверхности клина (тангенциальные
напряжения на передней грани еще меньше ткт, и на ней про-
скальзывания не происходит). На этой стадии происходит пере-
распределение внешних нагрузок и площади контакта на перед-
нюю поверхность клина, внедрение клина происходит скольже-
нием вдоль задней поверхности и протекает более интенсивно, чем
на первой стадии. Процесс заканчивается тогда, когда напряже-
ния на задней поверхности клина станут равными нулю. При не-
значительном адгезионном взаимодействии первая стадия отсут-
ствует и процесс внедрения сразу начинается с перераспределения
нагрузок и площади контакта на фронтальную часть индентора,
что согласуется с ранее полученным результатом [88].
На третьей стадии происходит дальнейшее увеличение тан-
генциальных напряжений на передней поверхности клина, вне-
дрение увеличивается незначительно, смещение клина достигает
своего максимального значения, равного предварительному сме-
щению, а коэффициент сцепления становится равным коэффи-
202
циенту статического тре- ния. На этом процесс предварительного смеще- ния заканчивается, и на- ступает устойчивое сколь- жение клина вдоль по- Таблица 4.8 Изменения Аг/Аг0 при сдвиге
} Расчет по формуле (4.144) Эксперимент
[ЫО] [25]
верхности пластического материала. Увеличение площади контакта при пластиче- ском контакте в случае внедрения микронеровно- 0,1 0,2 0,3 0,4 1,1 1,11 1,32 1,62 1,058 1,22 1,44 1,7 1,09 1,72
сти можно подсчитать по
формуле (4.144), подставив в нее значения коэффициента сцепления,
соответствующего окончанию первой стадии, так как в основном
на первой стадии и происходит ее увеличение. Однако на практике
удобнее иметь дело с коэффициентом статического трения, а не
с коэффициентом сцепления. Для практических целей их взаимо-
связь можно аппроксимировать следующей зависимостью: /с =
= 1,03/— 0,086.
В табл. 4.8 приведены результаты расчета по формуле (4.144)
и экспериментальные данные для контакта металлических по-
верхностей.
На рис. 4.28 показана зависимость внедрения клина от коэф-
фициента трением. Эксперименты, выполненные при внедрении
стального клина в пластилин, подтверждают сложный характер
внедрения клина, состоящий из трех стадий, и приведенный
выше расчет.
К аналогичным результатам приводит решение задачи о сплю-
щивании пластического клина [63].
Результаты, полученные для внедрения единичного клина,
могут быть распространены на контакт шероховатой поверхности
с гладкой в соответствии с зависимостями, полученными в гл. 4.
Результаты удобно представить в следующем виде:
0,03
Уо—у-
Л5 =-----—
(104’54?с - 1) + 5,67 [у - у0 (1 + 1,38/С)1Л,1
Ут + 0,1
Рис. 4.28. Зависимость относительного внедрения
клина в пластическое полупространство от коэф-
фициента трения (штриховая линия — экспери-
мент, сплошная линия — расчет)
У = Уо
80 [0,17 — /2с08 (1,22 — ут) 81п (0,17 - 0,27^)]
3,05 -|-
1/у
(4.146)
(4.147)
(4.148)
где А5 — предварительное смещение; у — сближение поверх-
ностей .
Экспериментальная проверка формул показала их прин-
ципиальную правильность. Причем проверка результатов на
сферических инденторах показала аналогичный характер зави-
симости предварительного смещения и площади контакта от при-
ложенных тангенциальных сил.
Глава б
РЕОЛОГИЧЕСКИЕ СВОЙСТВА КОНТАКТА
МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ
6.1. ИССЛЕДОВАНИЯ КОНТАКТНОЙ ПОЛЗУЧЕСТИ
Так как фактическая площадь контакта весьма мала, на пятнах
контакта возникаю! высокие напряжения, в ряде случаев прибли-
жающиеся к твердости материала и даже превышающие ее. Высо-
кие напряжения способствуют проявлению процесса контактной
ползучести, приводящего к увеличению со временем сближения и
фактической площади контакта.
Общепринятым является представление о ползучести как
о термически активируемом процессе. В результате теплового дви-
жения и напряжения в металле происходит направленное движе-
ние дислокаций и протекают диффузионные процессы. В зависи-
мости от температуры и напряжения может преобладать тот или
иной механизм ползучести. При высоких температурах и неболь-
ших напряжениях преобладает диффузионный механизм [94, 74,
105], при низких температурах и высоких напряжениях сдвиго-
вые процессы [90].
И. А. Одинг [94] полагал, что процесс ползучести зависит
от числа дислокаций, способных перемещаться, и предлагает для
скорости ползучести выражение в виде
I
* =4'^(1 4-а/)'",
где А', а — коэффициенты, зависящие от температуры и напря-
жения; — число дислокаций, подготовленных к движению
в момент времени /; т — коэффициент, зависящий от природы
материала.
С. Н. Журков [50] процесс ползучести объясняет последова-
тельным разрывом межатомных связей пбд влиянием напряжения
и термических флуктуаций. Скорость установившейся ползучести
описывается зависимостью у
-^- = Се~ кТ ’ Н5-1)
а1
где и — энергия активации процесса при ст, = 0; и — уст — акти-
вационный барьер при данном напряжении; у — структурно
чувствительный коэффициент.
Ю. Н. Работнов [102] приводит для скорости деформации ряд
зависимостей
с1&
(11
(5-2)
= к^1А ;
(5.3)
д,1
= 2к зЬо/Д
(5.4)
где р, л, к, А — константы, зависящие от температуры. Для раз-
ных случаев та или иная зависимость оказывается наиболее под-
ходящей. При сложнонапряженном состоянии, которое имеет
место при контактных деформациях, теоретическое изучение про-
цесса ползучести существенно осложняется.
И. В. Крагельский [69] рассмотрел временную зависимость
контактных деформаций применительно к задаче об увеличении
силы трения от продолжительности контакта. Предполагая, что
деформация выступов на контакте описывается уравнением
А. Ю. Ишлинского [66] и напряжение на контакте постоянно,
он получает зависимость сближения от времени I в виде
#/ = #00 — (#00 — #э е^, (5.5)
где у0— упругая часть сближения; — сближение, соответ-
ствующее окончанию процесса формирования площади контакта;
и — скорость последействия.
Исследования временной зависимости силы трения примени-
тельно к процессу автоколебаний во фрикционных узлах выпол-
нены Ю. И. Костериным [66]. Для описания процессов, проте-
кающих на контакте, он использовал модели Томсона, Максвелла,
Ишлинского с учетом изменения контактного напряжения в ре-
зультате ползучести. Временную зависимость сближения
Ю. И. Костерив выражает в виде
= (5.6)
4
где 6 и р —реологические константы.
С. Брокли и Н. Дейвис [15] для описания процесса ползучести
используют выражение для скорости деформации при испытаниях
на растяжение
<и — е ’
где Сип — константы материала.
Реологические свойства контакта на основе нелинейной упру-
говязкой модели изучал Г. В. Самме [117]. Им получены уравне-
ния для временной зависимости силы трения и сближения и про-
ведены весьма тонкие эксперименты.
Значительное число работ посвящено изучению временной за-
висимости твердости. Обширные эксперименты проведены
В. П. Шишокиным [133], на основании которых предложена сте-
пенная зависимость диаметра отпечатка от времени
(5-7)
где (1О — начальный диаметр отпечатка; иг — константа мате-
риала при данной температуре. Формула удовлетворительно опи-
сывает результаты экспериментов в интервале времени от 5 с
до 96 ч.
А. А. Бочваром [16] показано, что формула (5.7) выполняется
для алюминиевых сплавов при высоких температурах. Временную
зависимость твердости при повышенных температурах исследо-
вали также М. Г. Лозинский [80] и А. М. Борздыка [13]. Для по-
лимеров изменение напряжения на контакте от времени под влия-
нием нормальных и тангенциальных сил исследовано С. Б. Айн-
биндером и Э. Л. Тюниной [3]. В работе приведены теоретиче-
ские зависимости, позволяющие рассчитать фактическую площадь
контакта.
Обстоятельные исследования реологических свойств контакта
полимеров выполнены в работе В. А. Белого, М. Н. Петраковца,
А. И. Свириденка [11].
Теоретические и экспериментальные исследования реологиче-
ских свойств фрикционного контакта выполнены В. В. Алиси-
ным [6]. Им рассмотрена задача о внедрении твердого клина
в вязкопластическое полупространство и на основании модели
шероховатой поверхности в виде набора клиновидных штампов
получена формула для расчета сближения в зависимости
от времени /
У1 =
бп^У'ф \ 7?тах
V + 1 /
IV
______________________
Аг 81п 7 (I + ф) ап
где Ъ и у — параметры опорной кривой; у —: половина угла
раствора клина; 7? шах — максимальная высота неровностей;
вп, ап, и — параметры ползучести, не зависящие от напряжения.
В работе дан расчет коэффициента трения покоя в зависимости
от продолжительности контакта.
П. Д. Нетягов [92] выполнил всестороннее исследование вре-
менной зависимости фактической площади касания и контактных
деформаций металлических поверхностей. В основу работы поло-
жены экспериментальные исследования временной зависимости
деформации контакта единичных сферических выступов. Полу-
ченные результаты позволяют на основе модели шероховатой по-
верхности в виде набора сферических сегментов получить формулы
для расчета временных характеристик контакта. Результаты этой
работы приведены ниже.
Н. Н. Киршин и М. А. Коротков изучали деформации и факти-
ческую площадь контакта металлических поверхностей при повы-
шенных температурах и разработали методику расчета для этих
условий [55].
5.2. РАСЧЕТ ВРЕМЕННОЙ ЗАВИСИМОСТИ
КОНТАКТНЫХ ДЕФОРМАЦИИ
Как было показано в гл. 4, для контакта металлических по-
верхностей с Да — 0,160-^-0,080 мкм имеет место пластическая
деформация микронеровностей и, следовательно, протекают про-
цессы контактной ползучести. Скорость деформации определяется
гомологической температурой, структурными параметрами мате-
риала, энергией активации данного механизма ползучести и др.
Деформация единичного выступа может быть изучена на мо-
дели. Рассмотрим внедрение единичной жесткой сферы в пласти-
ческое полупространство (смятие мягкой сферы жесткой пло-
скостью при небольших деформациях протекает аналогично).
Экспериментальные данные свидетельствуют о том, что в боль-
шинстве случаев для металлов зависимость скорости деформации
от напряжения может быть выражена формулой (5.2). Так как
для сферы величина внедрения и площадь контакта линейно свя-
заны, то из (5.2) вытекает зависимость для скорости изменения
нормального напряжения по времени [37 ]
А!
где Да и п — константы материала при данной температуре.
Полагая, что при I — 0 у = 0, найдем следующее выражение
для глубины внедрения за время I
= (5-9)
Эта формула согласуется с экспериментальными данными, полу-
ченными в работах [16, 133].
Обозначим т — 2727т и перепишем (5.9) в виде
(5.10)
где 7) — диаметр сферы.
Из (5.10) следует выражение для временной зависимости фак-
тического давления
Ян = (1го^т,
(5.Н)
/ Л 1
где <7го= \~к~) —давление при I = 1 с.
На основании (5.10) можем записать
. дго = НВ^в, (5.12)
где 1НВ — время выдержки индентора под нагрузкой при опре-
делении твердости по Бринеллю.
Выражение (5.11), характеризующее изменение контактного
давления со временем на единичном выступе, позволяет перейти
к контакту шероховатых поверхностей. Для этой цели восполь-
зуемся моделью шероховатой поверхности в виде набора сфериче-
ских сегментов.
Для единичного выступа можем записать
дг( = НВ1%вГт. (5.13)
Тогда нагрузка, воспринимаемая отдельным выступом,
ЛГ, = пВу{НВ1ввГт. (5.14)
Из условия равновесия полная нагрузка, приложенная к поверх-
ности, должна быть равна сумме нагрузок, воспринимаемых от-
дельными выступами. При этом необходимо учесть закон распре-
деления вершин неровностей по высоте (1.32). Для упрощения
расчетов будем рассматривать контакт шероховатой поверхности
с абсолютно гладкой твердой плоскостью. Тогда можем записать
♦
№ = Лпг.
о
(5.15)
(5.16)
Согласно (1.32)
, __(V — 1)х'’-2
г пИВру
где х — переменное значение сближения; 1пг — опорная длина
по средней линии.
Подставляя (5.16) и (5.14) в (5.15), получим
(й - X) _
/ Кр
(5-17)
где у1 ;— деформация выступа, имеющего максимальную высоту
в момент времени Л /
Интегрируя (5.17) и решая полученное уравнение относи-
тельно уь найдем
\1 /ул! V
Яг^т / ’
(5.18)
где дс — контурное давление.
Учитывая связь между сближением и фактической площадыб
контакта, даваемую формулой (1.14), получим выражение для
временной зависимости фактической площади контакта
__ ЯсАс
Яго
(5.19)
Подставляя в (5.18) и (5.19) значение дг0 из (5.12), перепишем
формулы в виде
Д — /т___
с НШ™В НВ1™в ‘
(5.20)
(5.21)
Из найденных формул видно, что на временную зависимость де-
формации контакта влияют свойства материала (твердость и кон-
станта т, характеризующая реологические свойства), контурное
давление и микрогеометрия поверхностей (Яр, 1т, V). Временная
зависимость фактической площади контакта определяется только
нагрузкой и свойствами материала. Из формул (5.20) и (5.21)
прирост сближения Д^ и фактической площади контакта
за промежуток времени —/2 выразится в виде
Отсюда можно найти относительный прирост сближения и факти-
ческой площади контакта
&У1 __ Ч "42
У1НВ ~
Лг1НВ ’
(5.24)
(5.25)
где ушв и АгШВ — сближение и фактическая площадь контакта
для времени контакта, равного длительности выдержки инден-
тора под нагрузкой при определении твердости по Бринеллю.
Таким образом, относительный прирост сближения зависит от ми-
крогеометрии и реологических свойств материала, относительный
прирост фактической площади контакта только от реологической
константы материала т. Полученные выражения для контакта
шероховатой поверхности с гладкой могут быть легко распростра-
нены на контакт двух шероховатых поверхностей, при этом зна-
чения V, 1т и Яр рассчитываются по формулам (4.10), (4.11)
и (4.13).
При контакте двух различных металлов в основном будет
проявляться ползучесть металла, находящегося при более высо-
кой гомологической температуре.
При выводе формул (5.20) и (5.21) не учитывали неодновре-
менность вступления выступов в контакт, поскольку в процессе
контактной ползучести в контакт вступают новые выступы, для
которых продолжительность контакта будет меньше. Влияние
этого фактора было исследовано М. А. Коротковым и Н. Н. Кир-
шиным на основе сферической модели выступов шероховатой по-
верхности [55]. Пусть шероховатая поверхность контактирует
с гладкой твердой плоскостью. Из уравнения (5.8), полагая при
/ = 0, дг = <?г0, получим
<7г = ?го(1 +
(5.26)
Распределение выступов по высоте согласно (1.14) для сфери-
ческих выступов можем записать в виде
(5.27)
Пусть •— сближение поверхностей непосредственно после при-
ложения нагрузки: — сближение через промежуток времени /;
х — расстояние от вершины некоторого выступа до линии высту-
пов, равное сближению, при котором этот выступ вступит в кон-
такт. Тогда давление на отдельном выступе будет некоторой
функцией от х.
Запишем эту зависимость в виде
(5.28)
при X С Уо
!
(х) = 7п-оФ
> /
а при х = у1
Яг1 С^)
Обозначим нагрузку, воспринимаемую выступами, для которых
х < уь через Л/\, а для у0 < * < У1 через Ы тогда с учетом
(5.27) и (1.31) (
Л^1 = 12лг - х) ?гОф
Уъ
х^2(1х.
кр"-[
Интегрируя эти выражения, получим
(5.29)
У — 21 (V— 1)
5
у
(5.30)
м
где гх = и г2 = —.
У1 У1
Поскольку Ыг-\- 2 = Ы и Ух/У + = 1,
(5.30) получим
из (5.29) и
1 = Ф (21) ——---------- + г?'’ — 1) |( 1 — г2) <р (г2) г2’2йг2.
г*
(5.31)
Дифференцируя (5.31), найдем
(21) = У — 1/(у — 1) (V — 1)21 — [У — (У— 1)211 _
агх ' гх г?
1
— V2 (V — 1) гГ'-11 (1 — г2) ф (г2) 22~2 —
' гх
— V (у — 1) г?г'(1 — ?1)ф(21)21’“2. (5.32)
Из (5.31) и (5.32) получим уравнение
Решая (5.33), приходим к выражению
ф(21) = —-^гу1п[у —(V— 1)2Х] + С. (5.34)
I
При гх = 1 ф (1) = 1 и С = 1. Перепишем (5.34) в виде
откуда получим для фактического давления следующее выра-
жение:
Из (5.36) и (5.35) для выступов, у которых х < у0, найдем
1------1п Гу - (у - 1) = (1 + Ка1)-т,
V — 1 [ 4 Щ Л Х '
откуда
Уо (V — 1)
(5,36)
и с учетом (1.14)
(5.37)
Анализ выражений (5.36) и (5.37) показывает, что неодновремен-
ность вступления в контакт выступов, имеющих различную вы-
соту, приводит к некоторому увеличению сближения и фактиче-
ской площади контакта по сравнению с рассчитанными по фор-
мулам (5.20) и (5.21). Однако для большинства реальных метал-
лических поверхностей и интервала времени 1 г это увеличе-
ние не превышает 6—10%. Поэтому для практических целей
вполне пригодны уравнения (5.20) и (5.21).
5.3. ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ИССЛЕДОВАНИЯ
КОНТАКТНОЙ ПОЛЗУЧЕСТИ
Экспериментальное изучение временной зависимости контакт-
ных деформаций представляет значительные трудности, поскольку
измерительная система, применяемая для этой цели, должна ^
обладать помимо большой чувствительности высокой стабиль-
ностью показаний по времени. Деформация легкоплавких метал-
лов, имеющих при комнатной температуре высокую гомологиче-
скую температуру, протекает во времени достаточно интенсивно,
и если взять образцы, имеющие большую шероховатость, то абсо-
лютная величина временного прироста у них сравнительно велика.
Исследование деформации контакта таких металлов можно вы-
полнять на приборе ПКД-5 [36]. Этот прибор можно использо-
вать и для изучения временной зависимости внедрения жесткой
сферы в легкоплавкие и конструкционные материалы, поскольку
величина деформации в этом случае весьма значительна.
Принципиальная схема прибора ПКД-5 показана на рис. 5.1.
Верхний образец 2 изготовлен в виде цилиндра с центральным
каналом и пазом в нижней части. В канал вставлена трубка 5,
имеющая в нижней части выступ в виде кольца. Трубка упирается
с натягом в паз верхнего образца. Натяг осуществляется с по1-
мощью плоской пружины 6. Через трубку пропущен шток 4,
который упирается в нижний образец 1. Верхний конец штока
соединен с датчиком 9. На верхнем конце трубки 3, проходящей
в отверстие станины 5, жестко укреплена траверса 7, служащая
для закрепления корпуса датчика 9. При приложении нагрузки
к нижнему образцу 1 шток 4 смещается по отношению к трубке 3.
Рис. 5.1. Схема прибора
ПКД-5 для исследования
контактных деформаций
Рис. 5.2. Общий вид прибора
ПКД-5'
Это смещение в данной конструкции прибора измерялось оптика-
тором с ценой деления 0,2 мкм. Отсчет производили с точностью
0,05 мкм. Конструкция прибора позволяет исключить из отсчета
объемную деформацию контактирующих образцов. Установка
нуля осуществляется винтами 8, 10. На рис. 5.2 показан общий
вид прибора ПКД-5.
Проверка на временную стабильность показала, что изменение
показаний прибора под влиянием случайных факторов за сутки
составляет 0,2—0,3 мкм, поэтому прибор непригоден для дли-
тельных исследований металлов, имеющих небольшую ползучесть.
Для изучения временной зависимости глубины внедрения сфери-
ческих инденторов в легкоплавкие металлы на приборе ПКД-5
в верхний образец впрессовывали симметрично три шарика
(рис. 5.3). Образец с впрессованными шариками приводили в кон-
такт с гладким нижним образцом и прикладывали нагрузку.
Такие эксперименты позволяли моделировать процессы ползуче-
сти, протекающие на единичном контакте.
Наибольшие трудности представляет изучение контактной пол-
зучести конструкционных материалов, для которых величина
деформации во времени может быть весьма мала. Для исследова-
ния временной деформации стыков конструкционных материалов
одним из авторов совместно с П. Д. Нетяговым был разработан
специальный метод [36]. Сущность метода состоит в том, что
используют образцы особой формы, в которых за одно целое с по-
214'
Рис. 5.3. Схема контакта образцов Для ис-
следования временной зависимости внедре-
ния сферических инденторов
верхностями контакта выпол-
няют с весьма малой шерохо-
ватостью базовые плоскости,
находящиеся на одном уровне.
Изменение взаимного располо-
жения базовых плоскостей мож-
но измерять с помощью различ-
ных высокочувствительных дат-
чиков. При этом процесс изме-
рения занимает мало времени,
и поэтому временная нестабиль-
ность датчиков не сказывается
А-А
на результатах измерений. Образцы для исследований 7, 2
имеют цилиндрическую форму и располагаются соосно (рис. 5.4
и 5.5).
Контакт образцов осуществляется в кольцевой зоне с. Торцы А
и В являются базовыми поверхностями; они расположены на
одном уровне и имеют малую шероховатость (7?а = 0,02 мкм).
Сопряженную пару образцов помещают в нагружающее устрой-
ство (рис. 5.5). Давление прикладывается с помощью винта 5
через динамометр 4 и нагрузочную шайбу 5, служащую для равно-
мерного распределения давления по контактной зоне. Деформа-
ция контакта приводит к изменению взаимного расположения
поверхностей А и В деталей 7, 2, Поправка на упругую деформа-
цию слоя толщиной I (см. рис. 5.4) легко может быть учтена,
поскольку этот слой находится в условиях одноосного сжатия.
Рис. 5.4. Схема образцов для иссле-
дования длительной ползучести кон-
такта
Рис. 5.5. Нагружающее устрой-
ство для изучения контактной
ползучести
Рис. 5.6. Стопа исследуемых
образцов
Рис. 5.7. Схема установки для иссле-
дования контактных деформаций
при повышенных температурах:
1 — нагревательная камера; 2 — об-
разец: 3 — шток; 4 — компенсацион-
ный шток; 5 — микронный индика-
тор; 6 — выводы термопары
Изменение взаимного расположения базовых плоскостей будет
определяться только деформацией ползучести в контактной зоне.
Данная форма образцов позволяет применять для регистрации
смещения базовых плоскостей различные датчики. Наилучшие
результаты дает использование в качестве датчика линейных пе-
ремещений микроинтерферометра МИИ-4. Нагружающее устрой-
ство с образцами устанавливают на столик микроинтерферометра
таким образом, чтобы граница между базовыми образцами нахо-
дилась в поле зрения объектива. Смещение базовых плоскостей
вследствие деформации контакта приводит к относительному
сдвигу полос интерференции различных базовых плоскостей.
Сдвиг картины интерференции на расстояние, равное ширине
полосы, составляет смещение базовых плоскостей на %/2 (X — длина
волны используемого света, для белого света принимают % =
= 0,54 мкм). Смещение полос можно отсчитывать с точностью
до 0,1 полосы, что соответствует точности измерения смещения
0,03 мкм. Чувствительность метода можно повысить применением
образцов в виде стопы (по А. С. Ахматову). Схема такой стопы
показана на рис. 5.6. При исследовании таких образцов величина
деформации увеличивается во столько раз, сколько стыков содер-
жит стопа. Метод измерения контактной ползучести, основанный
на применении образцов, имеющих базовые плоскости, показал
высокую стабильность и возможность изучать деформации в те-
чение 100 суток и более.
Еще большие трудности возникают при измерении контактной
ползучести при высоких температурах, поскольку в этом случае
существенное влияние на результаты измерений оказывают темпе-
ратурные деформации отдельных частей измерительной системы.
216
Была разработана специальная установка, позволяющая изме-
рить временную зависимость контактных-’ деформаций при повы-
шенных температурах [38].
На рис. 5.7 приведена принципиальная схема установки.
Прибор, измеряющий линейное перемещение, изолирован терми-
ческими прокладками и поэтому нагревается незначительно.
Поскольку измерительный и компенсационный штоки совершенно
одинаковы, то изменение их линейных размеров не сказывается
на показаниях прибора. Измерения проводят после прогрева при-
бора, когда устанавливаются стационарные по времени тепловые
потоки. Как показали эксперименты, данная установка позволяет
изучать контактную ползучесть при температурах до 500° С.
Температурно-временную зависимость фактической площади кон-
такта можно непосредственно изучать, пользуясь методом нару-
шения полного внутреннего отражения (см. гл. 4), если приме-
нять не стеклянные, а кварцевые или алмазные призмы.
%
6.4. ТЕМПЕРАТУРНО-ВРЕМЕННАЯ ЗАВИСИМОСТЬ
КОНТАКТНЫХ ДЕФОРМАЦИЙ
+•
Временную зависимость деформации единичных выступов, как
отмечалось в п. 5.2, можно изучать на модели, представляющей
собой жесткую сферу, внедряемую в пластическое полупростран-
ство. Влияние масштабного фактора хотя и имеет место, однако
для небольших глубин вдавливания, характерных для деформа-
ции микровыступов, оно в большинстве случаев незначительно
[37]. В частности, при проведении экспериментов по изучению
временной зависимости внедрения сфер с диаметрами 1; 2 и 3,2 мм
диаметр сфер не влиял на результаты. При контактировании ше-
роховатых поверхностей в контакт вступает большое число высту-
пов одновременно, тем самым компенсируется влияние структур-
ной неоднородности, которая может проявить* себя на контакте
единичного выступа.
На рис. 5.8 показана временная зависимость глубины внедре-
ния сферического индентора в поверхность образцов из олова
при различных нагрузках [37]. Диаметр сферы 2 мм. На рис. 5.9
показана аналогичная зависимость для образцов из свинца и
цинка, построенная в логарифмических координатах. В логариф-
мических координатах зависимость является практически линей-
ной, причем наклон прямых почти не меняется от нагрузки.
Это свидетельствует о возможности использования для расчетов
формулы (5.13).
На рис. 5.10 приведены результаты исследования временной
зависимости внедрения сферического индентора в образцы из кон-
струкционных материалов. Прирост контактной деформации про-
должается при комнатной температуре даже после выдержки
80—100 суток.
8 Демкин Н. Б. 217
Рис. 5.8. Временная зависимость глубины
внедрения сферических инденторов в образ-
цы из олова:
/ — 27 == Ю.7 Н (т = 0,091); 2 — Я =
= 21,4 Н (т == 0,095); 3 — 27 = 32 Н (иг =
= 0,096); 4 - 27 = 53 Н (т = 0,112)
Рис. 5.9. Временная зависимость глубины
внедрения сферических инденторов в образ-
цы из кадмия:
1 — Ы = 18,5 Н (иг = 0,064); 2 — Ы =
= 37 Н (пг = 0,066); 3 — 27 = 80 Н (иг =
= 0,069)
На рис. 5.11 показано влияние температуры на временную за-
висимость внедрения сферических инденторов в образцы из се-
ребра. С увеличением температуры линейный характер зависи-
мости 1§ у (1§ /) сохраняется, однако наклон прямых возрастает
с увеличением температуры. Увеличение наклона прямых харак-
теризуется возрастанием показателя степени т, - характеризую-
щего реологические свойства материала. Так, для серебра при
увеличении температуры с 293 до 688 К т возрастает почти
в 10 раз.
Н. Н. Киршин предлагает выражать т в зависимости от тем-
пературы в виде т = 5ме₽е, где Вм и 0 — постоянные мате-
риала, определяемые экспериментально (табл. 5.1).
Рис. 5.11. Влияние температуры
иа временную зависимость внед-
рения инденторов в серебряные
образцы (27 = 4 7 0 Н):
1 — Т = 548 К (т = 0,065); 2—
Т = 470 К (иг == 0,045); 3— Т =
= 433 К (иг = 0,031)
Рис. 5.10. Временная зависимость внедре-
ния инденторов в образцы из конструкцион-
ных материалов:
1 — сталь 35, 27 — 320 Н; 2 — сталь 35,
27 = 76 0 Н; 3 — ВТ1, 27 = 320 Н
В табл. 5.2 приведены зна-
чения реологической постоян-
ной т для различных материа-
лов и для разных гомологиче-
ских температур значения твер-
дости материала НВ и значения
давления при времени при-
ложения нагрузки 1.
На рис. 5.12 показана зави-
симость сближения от времени
для контакта твердой шерохо-
ватой поверхности с гладким
Таблица 5.1
Материал образна
Алюминий 0,19 9,43
Медь 0,63 9,68
Бронза 0,10 10,25
БрАЖ9—4
Сталь 45 0,56 3,5
образцом из свинца. 'В . этом
случае будут проявляться реологические свойства олова и ми-
крогеометрии жесткой поверхности. Как виДнр из рисунка,
скорость деформации быстро убывает. На рис. 5.13 зависимость
деформации контакта шероховатой поверхности с гладким
образцом из свинца представлена в логарифмических коорди-
натах. Как и при контакте сферического индентора, в этом слу-
чае 1§ у прямопропорционален что говорит о справедли-
вости расчетной формулы (5.20). Наклон прямых, характеризую-
щий величину показателя степени в (5.20), почти не зависит рт при-
ложенного давления, что соответствует допущениям, сделанным
при выводе формулы.
На рис. 5.14 показано влияние параметра опорной кривой на
зависимость сближения от времени. С увеличением V наклон пря-
мых, определяемый величиной показателя степени при /, умень-
шается, что соответствует (5.20)_ Расчетные данные (штриховые
Таблица 5.2
Значения т, ВВ и дг0 для некоторых материалов
при различных гомологических температурах
Материал т НВ, даН/мм2 *Г0’ даН/-мм2 е ^/ГПЛавл
Олово 0,096 5,5 8,6 0,56
Кадмий 0,066 28,1 36,1 0,48
Свинец 0,065 4,5 5,8 0,48
Цинк 0,056 34,5 42,8 0,42
Магний 0,026 34,8 37,5 0,32
Серебро 0,014 66,0 69,0 0,24
Серебро 0,031 37,5 42,5 0,35
Серебро 0,049 33,2 40,5 0,38
Серебро 0,085 20,0 28,5 0,44
Серебро 0,0115 11,6 17,5 0,56
ВТ1-1 0,021 101 106 0,14
ВАД-1Ф 0,0076 118 120 1 1
Сталь 2X13 0,0074 280 284 0,17
Сталь 35 0,0067 257 261
Рис. 5.12. Зависимость сближения от времени
(стальная поверхность, Нг ~ 31 мкм, с глад-
кой из олова):
1 — (1С = 0,1 даН/мм2; 2 — ? = 2 даН/мм2;
штриховые линии ~~ расчетные
Рис. 5.13. Зависимость сближения
от времени в логарифмических ко-
ординатах (шероховатая стальная
поверхность (Нг — 31 мкм) с глад-
кой свинцовой):
1 — дс~ 0,2 даН/мм2; 2 — дс =
— 3 даН/мм2; 3—дс = 3 даН/мм2;
штриховые линии — расчетные
линии) выполнены по формуле (5.20). Результаты расчета дают
несколько меньшие значения, чем эксперимент, что объясняется,
по-видимому, неучтенным влиянием волнистости поверхностей,
которого трудно избежать полностью.
Относительный прирост сближения /±у!у при различных на-
грузках показан на рис. 5.15. Относительный прирост сближения
практически не зависит от приложенной нагрузки, что хорошо
согласуется с формулой (5.24). Для конструкционных материа-
лов деформация контакта по времени существенно меньше, и
ее измерение, как уже говорилось выше, представляет большие
трудности.
На рис. 5.16 приведены экспериментальные данные по изуче-
нию прироста сближения от времени для образцов из стали 35.
Рис. 5.15. Относительный прирост сближе-
ния при различных нагрузках (образец из
кадмия с твердой поверхностью шерохова-
тостью Нг — 55 мкм, V — 1,5):
О—<7^=0,5 даН/мм2; △— дс— 1,0 даН/мм2;
X —(7с=2,0 даН/мм2; □ — дс~3,2 даН/мм8
Рис. 5.14. Влияние параметра V на зависи-
мость сближения от времени:
1 — V — 1,3,; 2 — V = 3; 3 — V — 1,5, ма-
териал образца^—^олово
у, мкм
Рис. 5.16. Прирост сближения по времени
(образцы из стали 35):
1 — д„~ 1,0 даН/мм2; 2 ~ я, —1,4 даН/мм2
с с
1д(Аг,ммг)
и 1,ч- г,в 1д(1,с)
Рис. 5.17. Зависимость фактиче-
ской площади контакта от време-
ни = 40-—30 мкм):
1 — олово, М = 360 Н; 2 — оло-
во, К — 560 Й; 3 — цинк, Л/ —
= 3200 Н
На рис. 5.17 показана зависимость фактической площади
контакта от времени для образцов из легкоплавких материалов,
определенная по методу нарушения полного внутреннего отраже-
ния. Особый случай представляет поведение таких пластичных
покрытий на поверхности материала. При этом деформация пла-
стического материала протекает в стесненных условиях и суще-
ственно зависит от толщины покрытия, если оно меньше некото-
рой критической величины [5, 39]. Критическая толщина по-
крытия [5 ]
Ь \ 1/2У
< 1,76а$АаЬ ) >
где о3— предел текучести; V и Ь — параметры опорной кривой.
На рис. 5.18 представлена временная зависимость относитель-
ного прироста глубины внедрения &у1уг — внедрение при
/ = 1 с) индентора радиусом 1 мм в покрытие из кадмия при
разных нагрузках. Толщина покрытия 20 мкм.
На рис. 5.19 показано влияние толщины покрытия на измене-
ние относительного внедрения индентора по времени. Скорость
контактных деформаций по времени резко убывает, причем в на-
чальный период зависимость прироста глубины внедрения инден-
тора от логарифма времени близка к линейной, затем наблюдается
отклонение от линейной зависимости вследствие уменьшения при-
роста деформации. Относительная величина временного прироста
глубины внедрения падает с уменьшением толщины покрытия и
с увеличением приложенной нагрузки.
На рис. 5.20 показана зависимость относительного прироста
фактической площади контакта \АГ1АГ от логарифма времени
при различных нагрузках для стальной поверхности с Яа =
= 1,25-^0,63 мкм, имеющей покрытие из олова толщиной 3,2 мкм.
Как видно из графиков, при больших нагрузках нарушается
Лу/у
Рис. 5.18. Временная зависимость прироста
глубины внедрения сферического индентора
в покрытие из кадмия (>Ч — 20 мкм):
/ - .V 30 Н: 2 ~ = 75 К, 3 ~
100 Н; 4 - ТУ = 160 Н
Рис. 5.19. Влияние толщины покрытия из
олова на измерение относительного внедре-
ния индентора по времени:
1 — Н ~ 20 мкм; 2 — Н — 10 мкм; 3 — й =»
~ 5 мкм
линейный характер прироста площади от времени вследствие
уменьшения скорости роста площади, вызванного влиянием под-
ложки. Таким образом, реологические свойства металлических
пленок, нанесенных на твердые металлы, существенно иные, чем
у монолитных образцов, из материала покрытий.
Экспериментальные исследования позволяют получить необ-
ходимые данные для расчета временной зависимости сближения и
фактической площади контакта. Как видно из (5.21), для расчета
изменения фактической площади контакта по времени необходимо
располагать постоянной материала т и значением твердости
материала при данной температуре. Для некоторых материалов
значения т приведены в табл. 5.2. Чтобы определить т из экспе-
римента, необходимо измерить глубину внедрения в исследуемый
материал сферического инден-
тора для двух моментов време-
ни уа и Тогда
У2 — У1
Надежность определения т бу-
дет тем выше, чем для больших
Рис. 5.20. Зависимость прироста фактиче-
ской площади контакта от логарифма време-
ни для стальной поверхности, имеющей по-
крытие из олова (й = 3,2 мкм):
/ — — 200 Н; 2 — = 500 Н; 3 — Л/ =
1000 н
промежутков времени определяют т. Надежные данные можно
получить, если /2 составляет около 1/10 от промежутка времени,
для которого рассчитывают площадь [92]. Значение можно
взять меньше в 2—3 раза.
Для ориентировочных расчетов можно воспользоваться дан-
ными по скоростной зависимости сопротивления деформирова-
нию [39]. При 0 > 0,46 температурная зависимость т выра-
жается в виде т. = тх0 — с1г
В табл. 5.3 приведены значения и для различных сталей.
Поскольку значения тх и сх мало отличаются для большин-
ства сталей, можно выразить зависимость от гомологической тем-
пературы в виде т ж 0,2800 — 0,04. При 0 < 0,3 постоянная т
слабо зависит от температуры. Для сталей при комнатной темпе-^
ратуре т имеет значение порядка 0,005—0,01. При т <0,01
формулу (5.23) для временного прироста площади можно заменить
на более удобную для расчетов
Л4 = 2,3и~1й-^-.
При расчете временной зависимости контактных деформаций,
как видно из (5.20), необходимо также располагать значениями т
и, кроме того, характеристиками микрогеометрии. Определение
характеристик микрогеометрии описано в гл. 1. Поскольку отно-
сительный прирост деформации от времени выражается (5.24),
т. е. прирост зависит только от т и V, то, располагая деформацией
за некоторое время можно прогнозировать дальнейший ход
процесса, если известны эти параметры. В первом приближении
для контакта шероховатой поверхности с гладкой можно считать
V == 1,5, а для контакта двух шероховатых поверхностей V = 3.
Таблица 5.3
Значения коэффициентов т1 и для различных сталей
Сталь
Углеродистая 0,278 0,034
Марганцовистая Хлористая 0,279 0,0389
Хромоникелевая 0,280 0,0391
Хромованадиевая и хромомолибденовая 0,280 0,0420
Хромоникельмолибденовая и хромоникельванадие- вая 0,282 0,044
Никелейая Легированная перлитного класса: 0,280 0,040
ХВГ и др. 0,280 0,0392
60С2 и др. 0,282 0,0395
40ХС и др. 0,280 0,0392
Стабильная аустенитная 0,385 0,051
При контактировании поверхностей, имеющих различную твер-
дость, принимается во внимание твердость более мягкого мате-
риала.
Для гомологических температур 0 < 0,3 формула для расчета
временного прироста контактных деформаций может быть запи-
сана в виде
Ьу = 2,3 — Кр (V/Л? .
’ V \ 1тНВ / 6
Временная зависимость контактных деформаций может суще-
ственно влиять на протекание таких процессов, как увеличение
силы трения покоя со временем, увеличение по времени герметич-
ности стыков, ослабление натяга в соединениях и др.
Глава 6
НЕКОТОРЫЕ ТЕХНИЧЕСКИЕ ПРИЛОЖЕНИЯ
6.1. ВРЕМЕННАЯ СТАБИЛИЗАЦИЯ ДЕФОРМАЦИИ СТЫКОВ
В приборах измерительных систем высокой точности даже незна-
чительные деформации контактов деталей, протекающие во вре-
мени, могут приводить к существенным погрешностям измерений.
Поэтому возникает задача повышения временной стабильности
таких стыков. Основной причиной деформации контакта во вре-
мени является контактная ползучесть, которая может быть опи-
сана выражением
где и /2 — время; 1НВ — время выдержки индентора при изме-
рении твердости по Бринеллю; дс — контурное давление; 1т и
V — параметры опорной кривой; — глубина сглаживания;
т — коэффициент, характеризующий реологические свойства ма-
териала.
Ниже приведены результаты анализа влияния различных фак-
торов на изменение относительной деформации стыка во времени,
где дано приращение деформации в процентах, соответствующее
увеличению одного из параметров на 15%. Знак минус указывает
на уменьшение деформации при увеличении параметра [36].
Факторы.............. Рр т дс 1НВ V
%.............: . . . 15 15—20 —7,5 —7,5 13—30
Наибольшее влияние на изменение деформации во времени
оказывают параметр опорной кривой V (зависящей от формы не-
ровностей и распределения их вершин по высоте), глубина отла-
живания Яр и коэффициент, характеризующий реологические
свойства материала т, причем прирост контактных деформаций
увеличивается с ростом т, дс, V и убывает с возрастанием
НВ и 1т.
Таким образом, повышению временной стабильности контакта
способствует применение материалов с возможно малым значе-
нием реологической константы т и большой твердостью, малая
шероховатость поверхностей и небольшое значение параметра V.
Как видно из формулы (1.24), V будет тем меньше, чем меньше
для данной поверхности отношение Вр/На (или В тах/7?а).
Уменьшению контактной ползучести способствует также сниже-
ние давления, прикладываемого к стыку, однако это приводит
к уменьшению' нормальной и касательной жесткости. Влияние
ползучести на деформацию твердых конструкционных мате-
риалов, если сопряженные поверхности обработаны по 11—
12-му классу, весьма мало. Но получение поверхностей малой
шероховатости требует дополнительных затрат и в ряде случаев
затруднено. Простейшим способом уменьшения контактной ползу-
чести является замена пластической деформации упругой за счет
предварительного нагружения стыка. Если при первом нагруже-
нии поверхности выступы деформируются упругопластически,
то при повторном — упруго до тех пор, пока нагрузка не превысит
приложенную первоначально. В этом случае деформация описы-
вается формулой
(62)
т. е. несмотря на упругий характер деформации, на величину
сближения влияет твердость материала, поскольку она определяет
формирование контакта при первом нагружении. Из (6.2) выте-
кает парадоксальный на первый взгляд результат, что стык из бо-
лее мягкого материала после обжатия может обладать большей
жесткостью, чем из более твердого. Это объясняется зависимостью
деформации при повторном нагружении от выражения
Упругая деформация будет иметь место только в том случае,
если поверхности после первого нагружения не смешались отно-
сительно друг друга. Если разъединить поверхности, а затем
снова привести в контакт, то вновь деформация будет пластиче-
ской, так как в контакт вступают новые выступы. При много-
кратном приложении нагрузки с последующим смещением поверх-
ностей доля пластической деформации постепенно убывает, и
после нескольких десятков нагружений деформации становятся
преимущественно упругими.
При упругой деформации выступов проявление контактйой
ползучести весьма мало, и в ряде случаев его не удается обнару-
жить экспериментально. В табл. 6.1 приведены данные по вре-
менной деформации контакта ряда материалов без предваритель-
ного нагружения (^х = 0) и после предварительного нагружения.
Причем первоначальное нагружение примерно в 2 раза превы-
шает повторное нагружение (7К72 2).
Контактную деформацию измеряли интерференционным мето-
дом с применением стопы из десяти стыков. В табл. 6.1 приведена
деформация для десяти стыков [36]. Таким образом, из табл. 6.1
видно, что предварительное сжатие стыков нагрузкой, в 2 раза
превышающей эксплуатационную, практически полностью устра-
няет контактную ползучесть стыков из конструкционных мате-
риалов.
Таблица 6.1
Влияние предварительного нагружения на временную
зависимость контактных деформаций
Время контакта Дг/^, мкм
ВТ1-1 Сталь 35 ВАД-1Ф
91 = 0, <?2 = 1 91 = з, <7 2 = 1,6 91 = 0, 91 = 1 я, = 5,6, <7г = 3,5 91 = 0, <72= 0,9 <7 Я = 1,4, = 0,7
2,7 мин 0,03 0 0,08 0 0,04 0
10 мин 0,18 0 0,14 0,03 0,11 0
45 мин 0,26 0,03 0,20 0,03 0,19 0,03
3 ч 0,34 0,03 0,28 0,03 0,22 0,03
1 сут 0,43 0,03 0,38 — 0,30 0,03
4 сут 0,54 0,04 0,40 0,06 0,39 0,03
16 сут 0,60 0,04 0,50 0,06 0,43 0,03
6.2. ТЕПЛОВАЯ ПРОВОДИМОСТЬ КОНТАКТА
Современные машины часто имеют узлы, работающие при вы-
сокой тепловой напряженности (теплообменники, тормоза и др.),
причем в ряде случаев решающее значение имеет отвод теплоты
от узла посредством контактной теплопроводности. Передача теп-
лоты от одной поверхности к другой существенно влияет на эф-
фективность работы ряда энергетических установок. Для решения
такого рода задач необходимо оценивать величину -термического
сопротивления контакта, обусловленного несовершенствами изго-
товления поверхностей деталей машин. Изучению термического
сопротивления контакта посвящен ряд исследований [87, 98, 134],
однако приведенные в настоящей работе зависимости позволяют
уточнить решение задач, связанных с прохождением теплового
потока через зону контакта шероховатых поверхностей.
Рассмотрим на основе сферической модели шероховатой по-
верхности контакт шероховатой поверхности с гладкой твердой
плоскостью. Как указывалось выше, этот случай легко распростра-
нить на контакт двух шероховатых поверхностей, если рассматри-
вать некоторую поверхность, эквивалентную рассматриваемым
двум и характеризуемую следующими параметрами:
VI, 2 = V! + У2; Кр!, 2 = + Кр2,
^а1,2 = 1/"+ Ка1 ; Г\ 2 = - \2 ' >
Г 'I “Г Г2
гле К — Г (Ух -|- 1) Г (у2 4- 1)
Д Г (У, + У2 + 1)
Индексы 1 и 2 соответствуют первой и второй поверхностям.
На основе теории контактного теплообмена тепловую проводи-
мость контакта ат можно представить в виде [5, 100]
здесь 7,,г = —приведенный коэффициент теплопровод-
ности материалов контактирующей пары; Хс — коэффициент тепло-
проводности межконтактной среды; Аг и Ас — фактическая и кон-
турная площади контакта; р — средний радиус пятна контакта;
Фс — коэффициент, учитывающий сужение переходного сечения
для теплового потока у контактной поверхности; /гэ — эквива-
лентная толщина' межконтактного зазора.
Отношение площадей согласно (4.5)
д
= <з.1тяУ, (6.4)
А-с
Средний радиус пятна контакта для моделей выступа в виде сфе-
рического сегмента можно найти как радиус пятна контакта вы-
ступа, имеющего среднюю деформацию, т. е.
Р - (6.5)
Пренебрегая аккомодационным эффектом, эквивалентную тол-
щину зазора найдем, приравнивая объем межконтактного про-
странства к объему тела, имеющего площадь основания, равную
номинальной, и высоту, равную Нэ. Тогда для эквивалентной тол-
щины зазора можем записать
йэ = /?/?(! —е). (6.6)
Величину коэффициента срс можно выразить в виде
<рс = 1 -{- 1,41 т]0’5 4- 0,3ц1’5 -|- 0,05ц2’5, (6-7)
где ц = . Поскольку значение фактической площади кон-
такта обычно не превышает долей процента, примем фс = 1.
Подставляя значения ц, р, Нэ и фс в (6.3), получим следующую
зависимость тепловой проводимости от относительной деформации
контакта 8 [30]:
“ ТГ У^ ^"г‘ + ТППГП • <6-8)
Для пластической деформации микровыступов контакта
отсюда термическая проводимость пластически деформированного
стыка
а =2^- 1/ 2у 1т ('АЛ2'’ 1/2л'_|___________________________ (6 9)
л V гПр 1т \н) + рр
где дс — контурное давление; Н — микротвердость. Для упру-
гого контакта согласно (4.73) относительное сближение выра-
зится формулой
4,72г1/2/?с\2/<2у+1>
Крх/2К91т /
(6.10)
где I = ——+ 1 „ '<2 ; Еъ Е2, рх и ц2 — модули Юнга и
коэффициенты Пуассона поверхностей контакта.
Подставляя значения 8 в (6.8), получим следующее выражение
для тепловой проводимости стыка при упругом контакте:
7тт1/2/т2/(2л,+1) / 4,72Л/С \ (2у-1)/(2д?+1) ,
я^/(2у+1)г1/(2^+!) \ /<3 / +
7.
4,72г1''2/9с \ 2/(2у+1)
/?р1/2к3 у
(6.Н)
Выражения (6.9) и (6.11) позволяют оценить влияние физико-меха-
нических свойств материала, микрогеометрии поверхностей и дав-
ления на тепловую проводимость контакта.
На рис. 6.1 показано влияние параметров микрогеометрии на
величину тепловой проводимости контакта при пластической и
упругой деформации микронеровностей.
На рис. 6.2 показана зависимость термического сопротивления
контакта от давления. Эксперимент выполнен по данным ра-
боты [100], расчет по формулам (6.9) и (6.11). Как видно из ри-
сунка, расчет согласуется с данными эксперимента.
Поскольку интенсивные тепловые потоки наблюдаются обычно
при высоких температурах, когда имеет место ползучесть кон-
такта, представляет интерес оценить временную зависимость теп-
ловой проводимости контакта. Как было показано в гл. 5, давле-
ние на контакте может быть представлено в виде
где I — время; 1НВ — время при испытании на твердость по
Бринеллю.
Кк-ю‘!Вт/(м2-граЭ) Вк-10^Вт/(мг-граа)
Ат
• 10'2, м
лт
5 10 15 Кр^мкм
5 10 15 Ир, МКМ
/>)
Рис. 6.1. Влияние параметров микрогеоме-
трии на тепловую проводимость контакта
при пластическом (а) и упругом (б) контакте
5 Ю ра, МПа О
О)
3,0
2,0
1,0
5 10 Ча,МПа
6.2. Зависимость термического со-
тивления контакта /?к от давления
при пластическом (а) и упругом (б) кон-
такте:
1 — сталь 12Х18Н9Т, == 24 мкм с
гладкой; 2 — сталь 12Х18Н9Т, Яг =
= 5,7 мкм с гладкой; 3 — сталь 45,
— 24, = 5,9 мкм; 4 — сплав
Д1Т, — 46 мкм с гладкой [4]
Подставляя это выражение в (6.9), получим формулу для рас-
чета временной зависимости тепловой проводимости контакта
лс
дс1т \1ЛГ' '
1тНВ1’)}р /
(6.12)
Анализ формулы (6.12) показывает, что даже при нормальной
температуре тепловая проводимость стальных стыков может уве-
личиваться на 5—7% вследствие их ползучести. Причем ползу-
честь быстро затухает по времени.
6.3. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ
НА НОРМАЛЬНУЮ ДЕФОРМАЦИЮ
КОНТАКТА
Рассмотрим частные случаи, более удобные для анализа.
Для контакта двух шероховатых поверхностей при пластической
деформации микровыступов используем на основании (4.74) сле-
дующую формулу:
(6,3>
Подобным же образом при упругой деформации микронеровностей
согласно (4.73), сделав некоторые упрощения, можем записать
для контакта двух шероховатых поверхностей
У — 1,777°.57?^/? (^)2/(т1). (6.14)
Таблица 6.2
Влияние различных факторов на деформацию
шероховатых поверхностей контакта
Ду/у, % У Нр V 1т I и «с
Упругий контакт 1,4 5,1 18 2,9 2,9 2,9
Пластический контакт — 12 16,4 3,4 — 3,4 3,4
Задаваясь изменением одного из факторов на 0,1, найдем соответ-
ствующее изменение деформации применительно к стальной по-
верхности средней (пластический контакт) и малой (упругий кон-
такт) шероховатости обработки. Результаты приведены в табл. 6.2.
Таким образом, при упругом и пластическом контакте наи-
большее значение имеют параметр опорной кривой и высота вы-
ступов, при пластическом контакте влияние высоты выступов
особенно велико. Наименьшее значение имеет радиус кривизны
выступов.
Для контакта поверхностей, имеющих волнистость, влияние
различных факторов удобно оценить на основе формулы (4.127),
полученной для случая, когда высота микронеровностей суще-
ственно меньше высоты волн.
Ниже показано влияние параметров волнистых поверхностей
на деформацию контакта.
Факторы..................... I I® 1Гтах дс
Ьу/у,%...................... 2,7 1,3 4,4 15 2,7
Наибольшее влияние на деформацию во всех случаях оказы-
вает параметр опорной кривой волнограммы. Поскольку со-
гласно (1.24)
^>-1. (6.15)
то, следовательно, для повышения жесткости стыка выгодно,
чтобы Рр было возможно ближе к этого можно достигнуть,
если подвергнуть поверхность дополнительной обработке, вырав-
нивающей вершины выступов.
Поскольку для волнограммы можно написать формулу, ана-
логичную (6.15), то, следовательно, для повышения жесткости
контакта волнистых поверхностей также необходимо стремиться
к выравниванию высоты волн.
6.4. ГЕРМЕТИЧНОСТЬ КОНТАКТА
ШЕРОХОВАТЫХ ПОВЕРХНОСТЕЙ
Утечка рабочих сред в неподвижных соединениях деталей и
узлов аппаратов и машин обусловлена несовершенством механи-
ческого контакта уплотнительных поверхностей, поскольку кон-
тактирующие поверхности имеют шероховатость и волнистость.
Контактный слой, образованный сжатыми поверхностными не-
ровностями, характеризуется наличием множества пересекаю-
щихся микроканалов, разнообразных по форме и протяженности,
по своей структуре он напоминает пористую среду. В связи с этим
оказывается удобным моделировать движение рабочих сред в меж-
контактном зазоре их течением в пористом теле, размеры которого
совпадают с размерами зоны контакта [103, 123].
Рассмотрим утечку газа через стык, образованный сжатыми
шероховатыми поверхностями. В зависимости от размеров по-
верхностных неровностей, давления и свойств газа режим его
течения в межконтактном зазоре может быть молекулярный, ла-
минарный или смешанный. Как показывают экспериментальные
исследования, для стыков, образованных поверхностями средней
чистоты обработки, при давлении газа выше 0,2 МПа, как пра-
вило, имеет место ламинарный режим течения.
Полагая, что движение газа в межконтактном зазоре подобно
его течению в пористом теле для массового расхода газа, имеем [82 ]
о , Г рЛр
ц РтТ ега(1 ] >
(6.16)
где А.. — площадь сечения контактного слоя нормальному по-
току; кп — коэффициент проницаемости; 7?т — газовая постоян-
ная; Т — абсолютная температура; р—давление газа; — ди-
намический коэффициент вязкости.
В соответствии с теорией Козени-Кормана коэффициент про-
ницаемости
к - пз
П ’
(6-17)
где П — пористость контактного слоя; Ло— удельная внутрен-
няя поверхность контактного слоя; к$ — коэффициент, завися-
щий от формы каналов; ки — коэффициент, зависящий от изви-
листости каналов.
По определению
где Лст — свободная внутренняя поверхность контактного слоя;
Ус — объем контактного слоя; У3 — объем межконтактного про-
странства.
Свободная внутренняя поверхность контактного слоя в общем
случае
Лст = 2(Ма-Л), (6-18)
где кн — коэффициент, учитывающий отличие площади контакти-
рующей поверхности от номинальной площади контакта.
В первом приближении величину коэффициента кн можно
рассчитать по формуле
&я = 1 4“ Рср }
где рСр — средний уклон боковых поверхностей микровыступов.
Поскольку в подавляющем большинстве случаев величина уср
меняется в пределах 0,04—0,2 и не превышает 0,3 [5], с доста-
точной для практического использования погрешностью коэффи-
циент кн может быть принят равным единице.
Коэффициент формы кф, поданным работы [100], для каналов
с прямоугольной и эллипсоидальной формой сечения с увеличе-
нием соотношения размеров сечения стремится к 3. Поскольку
при контактировании шероховатых поверхностей образуются ми-
кроканалы щелевой формы с минимальным соотношением разме-
ров (в случае контакта всех выступов) 8т!2Ц тах = 5 -ь50, вели-
чину кф можно принять равной 3.
Коэффициент к,, представляет собой отношение пути, пройден-
ного газом, к длине пористого слоя в направлении течения и
в случае течения газа в межконтактном зазоре зависит от направ-
ления следов обработки по отношению к направлению потока.
При контактировании изотропных шероховатых поверхностей,
когда неровности располагаются по поверхности случайным обра-
зом в соответствии с данными работы [8], величину к,, можно
принять равной |/2 . В иных случаях значение С может в де-
сятки раз превышать принятое значение.
Таким образом, с учетом (6.17) и (6.18) выражение (6.16)
перепишется в виде
<2 = —------------------§га(1 Г Р^Р_ . (6.19)
24Л2(1-т]г)21/ст/?тТ ] П
Полученное выражение является общей зависимостью массового
расхода газа от свойств контакта изотропных шероховатых по-
верхностей и позволяет рассчитать величину утечки в каждом
конкретном соединении.
Так, для плоскорадиального течения газа в затворах арма-
туры вентильного типа при условии, что вязкость газа не зависит
от давления и, учитывая, что А = 2лр/гс, Уст = 1гстАа, где 1гс —
высота контактного слоя; р — текущий радиус.
Произведя интегрирование, имеем
0 _ Л______________^3 (И р2)___________
~ 24
(6.20)
где рг и р2 — давление на входе и выходе уплотнения; рх, р2 —
внутренний и наружный радиус уплотнения.
Рис. 6.3. Схема стенда для определения Рис. 6.4. Зависимость потока воздуха через
расхода газа через зону контакта ше- стык контактирующих поверхностей от номи-
роховатых поверхностей: нального давления
1 — компрессор; 2 — демпфирующий
баллон; 3 — манометр; 4 — образцы -
Объем зазора при контактировании волнистых поверхностей
согласно (4.137) может быть представлен в виде
У3 = 4(^Л1 + ^ + Яр1 + Яра-у), (6.21)
где у — сближение поверхностей под действием сжимающей на-
грузки согласно выражениям, полученным в гл. 4, может быть
рассчитано по следующей приближенной формуле:
^ = ^ш+ 1ЖтаХ1+ ^тах2)о^ (6.22)
' “Г г&)2 / ]
здесь уш — сближение, обусловленное деформацией микровысту-
пов, которое при условии пластического контакта в соответствии
с (4.74) может быть приближенно рассчитано по формуле
I 1 л 27 С • (6-23)
При отсутствии волнистости на контактирующих поверхностях и
условии пластического контакта объем зазора' можно рассчиты-
вать по формуле
У3 = Аа — уш),
где уш — рассчитывается по формуле (6.23) при дс = да.
Выражения (6.20), (6.21) позволяют установить связь вели-
чины утечки с геометрическими и механическими характеристи-
ками контактирующих поверхностей и сжимающей нагрузкой для
затворов арматуры вентильного типа и могут быть использованы
в проектных расчетах для определения силы, обеспечивающей
заданный уровень герметичности соединения, а также для назна-
чения требований на обработку уплотнительных поверхностей.
234
Экспериментально выражение (6.20) проверяли на стенде,
схема которого представлена на рис. 6.3. В качестве протекающей
среды использовали воздух при давлении 0,14 МПа. Эксперимен-
тальные образцы изготовляли из стали в виде полых цилиндров
с внутренним диаметром 32 мм и наружным диаметром 40 мм, на
торцовые поверхности которых доводкой на плоской плите с по-
мощью абразивных паст наносили изотропную шероховатость.
Контактирующая поверхность основного образца со штуцером для
подвода газа имела шероховатость — 0,04 мкм. Съемные об-
разцы имели 0,5 мкм < < 3 мкм. Это позволило реализовать
случай контакта шероховатой поверхности с гладкой.
На рис, 6.4 результаты эксперимента сопоставлены с расчетом
по формуле (6.20). Результаты эксперимента удовлетворительно
соответствуют расчетным данным при контактных давлениях
свыше 5 МПа. При малых контактных нагрузках имеет место рас-
хождение расчета и эксперимента в результате неадекватности
модели в виде пористого тела реальному контакту. В этом случае
число контактирующих микровыступов оказывается недостаточ-
ным для создания в зоне контакта развитой системы микроканалов,
подобной пористому телу, при этом коэффициент извилистости
становится равным единице. С увеличением нагрузки возрастает
число контактирующих микровыступов, что приводит к возраста-
нию коэффициента извилистости до принятого значения. Кроме
того, отклонение экспериментальных данных от расчетных обуслов-
ливается наличием на контактирующих поверхностях отклонений
формы и случайных микровыступов, способных существенно уве-
личить объем зазора при малых нагрузках.
СПИСОК ЛИТЕРАТУРЫ
1. Абрикосова И. И., Дерягин Б. В. О законе межмолекулярного взаимодей-
ствия на больших расстояниях. —ДАН СССР, 1953, т. ХС, № 6, с. 1055—1058.
2. Айнбиндер С. Б. Исследование трения и сцепления твердых тел (обзор
работ). Рига: изд. АН Лат. ССР, 1966, 78 с.
3. Айнбиндер С. Б., Тюнина Э. Л. Введение в теорию трения полимеров.
Рига: Зинатне, 1978. 221 с.
4. Алексеев В. М. Исследование площадей касания и объема зазоров при
контактировании волнистых поверхностей применительно к расчетам внешнего
трения. Автореф. дис. на соиск. учен, степени канд. техн. наук. Калинин: 1975.
24 с. (КПИ).
5. Алексеев Н. М. Металлические покрытия опор скольжения. М.: Наука,
1973. 74 с.
6. Алисин В. В. Исследование реологических свойств фрикционного кон-
такта. Автореф. дис. на соиск. учен, степени канд. техн. наук. М: 1973. 24 с.
(ИМАШ).
7. Аскинази Б. М. Упрочнение и восстановление деталей электромеханиче-
ской обработкой. Л.: Машиностроение, 1977. 184 с.
8. Аэров М. Э., Тодес О. М. Гидравлические и тепловые основы работы
аппаратов со стационарным и кипящим зернистым слоем. Л.: Химия, 1968. 238 с.
9. Бартенев Г. М., Лаврентьев В. В. Трение и износ полимеров. М.: Хи-
мия, 1972. 240 с.
10. Бобрик П. И. Влияние качества обработки металлов на жесткость на-
ружных стыков. Автореф. дис. на соиск. учен, степени канд. техн. наук. М.:
1977. 24 с. (НАТИ).
11. Белый В. А., ПетроковецМ. Н., СвириденокА. И. Фактическая площадь
касания при вязкоупругом контакте.—Механика полимеров, 1970, № 1,
с 18—22.
12. Беляев Н. М. Сопротивление материалов. М.: Государственное изда-
тельство технико-теоретической литературы, 1958. 856 с.
13. Борздыка А. М. Методы горячих механических испытаний металлов.
М.: Металлургиздат, 1955. 241 с.
14. Боуден Ф. П., Тейбор Д. Трение и смазка твердых тел. М.: Машино-
строение, 1968. 543 с.
15. БроклиС., ДейвисН. Временная зависимость статической силы трения. —
Труды Американского общества инженеров-механиков, 1968, т. 90, № 1, серия Г,
с. 341.
16. Бочвар А. А. Зависимость жаропрочных алюминиевых сплавов от их
состава и строения. — Изв. АН СССР, 1947, № 10.
17. Верховский А. В. Явление предварительного смещения при трогании
несмазанных поверхностей с места. —Журнал прикладной физики, 1926, т. III,
вып. 3, 4, с. 157.
18. Витенберг Ю. Р. Шероховатость поверхности и методы ее оценки. Л.:
Судостроение, 1971. 106 с.
19. Галин Л. А. Контактные задачи теории упругости. М.: Гостехиздат,
1953, 232 с.
20. Гнусин Н. П., Коварский Н. Я- Шероховатость электроосажденных по-
верхностей. Новосибирск: Наука, 1970. 234 с.
21. Горячева И. Г., Добычин М. Н. Теоретические основы метода расчета
жесткости стыка шероховатых тел с учетом взаимного влияния микроконтактов. —
В кн.: Контактная жесткость в машиностроении. НТО Машпром. Куйбышев:
1977, с. 26—27.
22. Гогава Л. А. О расчете узлов трения при волнистости. — В кн.: Теория
трения и износа. М.: Наука, 1965, с. 115.
§3. Демкин Н. Б. Контактирование шероховатых поверхностей. М.: Наука,
1970 . 227 с.
24. Демкин Н. Б. Фактическая площадь касания твердых поверхностей.
М.: Изд-во АН СССР, 1962. ПО с.
'25 . Демкин Н. Б. Контакт шероховатых поверхностей. — В кн.: Новое в
теории трения. М.: Наука, 1966, с. 3—6.
26. Демкин Н. Б. Исследование площади касания шероховатых поверхно-
стей. М.: Изд-во АН СССР, т. I, 1959, с. 131—142 (ИМАШ).
27. Демкин Н. Б. Упругое контактирование шероховатых поверхностей.
М.: — Изв. вузов. Машиностроение, 1959, с. 6—8.
28. Демкин Н. Б., КоротковМ. А., Алексеев В. М. Методика расчета харак-
теристик фрикционного контакта. — В кн.: Расчет и моделирование режима
работы тормозных и фрикционных устройств. М.: Наука, 1974, с. 5—15.
29. Демкин Н. Б., Беркович И. И. Статистический анализ топографии шеро-
ховатых поверхностей. М.: — Изв. вузов. Машиностроение, 1977, № 9, с. 179.
30. Демкин Н. Б., В. М. Алексеев, Н. Н. Киршин. Влияние микрогеометрии
и времени контактирования на тепловую проводимость контакта. — В кн.: Ме-
трологические и технологические исследования качества поверхности. Рига:
Зинатне, 1976, с. 64—69.
31. Демкин Н. Б., Измайлов В. В. Новый метод расчета характеристик кон-
тактного взаимодействия. — В кн.: Физико-химическая механика контактного
взаимодействия и фреттинг-коррозия. Киев: Техника, 1973, с. 98.
32. Демкин Н. Б., Измайлов В. В., Курова М. С. Определение статистиче-
ских характеристик шероховатой поверхности на основании профилограмм. —
В кн.: Жесткость машиностроительных конструкций. Брянск: НТО Машпром,
1976, с. 17—21. 4
33. Демкин Н. Б., Крагельский И. В. Предварительное смещение при упру-
гом контакте твердых тел. — ДАН СССР, 1969, т. 186, № 4, с. 212—213.
34. Демкин Н. Б., Коротков М. А. Оценка топографических характеристик
шероховатой поверхности с помощью профилограмм. — В кн.: Механика и фи-
зика контактного взаимодействия. Калинин: КГУ, 1976, с. 3—6.
35. Демкин Н. Б., Ланков А. А. Определение фактической площади касания
двух тел при помощи угольных пленок. М.: — Заводская лаборатория, 1965,
№ 6, с. 739—740.
36. Демкин Н. Б., Нетягов П. Д. Исследование временной зависимости де-
формации контакта шероховатых поверхностей. М.: — Изв. вузов. Машино-
строение, 1973, № 3, с. 30—32.
37. Демкин Н. Б., Нетягов П. Д. Расчет временной зависимости фактической
площади касания и перемещений в местах контакта деталей машин. — Вестник
машиностроения, 1974, № 1, с. 34—36.
38. Демкин Н. Б., Нетягов П. Д., Киршин Н. Н. Реологические свойства
контакта металлических тел при различных температурах. — В кн.: Надеж-
ность и долговечность деталей машин. Калинин: КПИ, 1974, с. 42—47.
39. Демкин Н. Б., Саватеев В. М., Нетягов П. Д. Влияние тонких металли-
ческих покрытий на деформационные характеристики контакта сопряженных по-
верхностей. — В кн.: Надежность и долговечность деталей машин. Калинин:
1975, с. 96—105.
40. Демкин Н. Б., Шевченко А. С. Исследование влияния статического
трения на контактные характеристики. М.: — Изв. вузов. Машиностроение.
№ 12, с. 25—28.
41. Дрейхаупт В. Новый метод определения фактических площадей касания
шероховатых тел. Сб. трудов и переводов обзоров иностранной периодической
литературы, М.: Машиностроение. 1955, № 4, с. 58—61.
42. Дрозд М. С. Определение механических свойств металла без разрушения.
М.: Металлургия, 1965. 172 с.
43. Дунин-Барковский И. В., Карташова А. Н. Измерения и анализ шерохо-
ватости, волнистости и некруглости поверхности. М.: Машиностроение, 1978.
232 с.
44. Дьяченко П. Е. Критерии оценки микрогеометрии поверхностей. М.—Л.:
Изд-во АН СССР, 1942, с. 104.
45. Дьяченко П. Е., Вайнштейн В. Э., Розенбаум Б. С. Количественная оцен-
ка неровностей обработанных поверхностей. М.: Изд-вр АН СССР, 1952. 129 с.
46. Дьяченко П. Е., Толкачева Н. Н., Карпова Т. М. Определение фактиче-
ской площади контакта сопряженных поверхностей. М.: — В кн.: Труды третьей
всесоюзной конф, по трению и износу. Т. II — АН СССР, 1960, с. 46—50.
47. Егоров В. А. Оптические и щуповые приборы для измерения шерохо-
ватости поверхности. М.: Машиностроение, 1962. с. 222.
48. Жданов Г. С. Физика твердого тела. М.: Изд. МГУ, 1962. 500 с.
49. Журавлев В. А. К вопросу о теоретическом обосновании закона Амон-
тона—Кулона для трения несмазанных поверхностей. — Журнал технической
физики, 1940, т. 10, вып. 17, с. 1447.
50. Журков С. Н. Проблема прочности твердых тел. — Вестник АН СССР,
1957, № 11, с. 31—32.
51. Измайлов В. В. Разработка метода определения характеристик фрик-
ционного контакта на основе исследований внедрения инденторов в шероховатый
слой. Автореф. дис. на соиск. учен, степени канд. техн. наук. Калинин: 1974,
22 с. (КПИ).
52. Измайлов В. В., Нетягов П. Д. Упругопластический контакт шерохова-
тых поверхностей. М.:—Изв. вузов. Машиностроение, 1974, № 7, с. 28—30.
53. Ильиченко О. Т. Определение площади контакта двух плоских тел. —
Вестник машиностроения, 1958, № 10, с.'24—26.
54. Ишлинский А. Ю. Осесимметричная задача теории пластичности и проба
Бринелля. — Прикладная механика и математика, 1944, т. 8, вып. 3, с. 201—224.
55. Киршин Н. Н., Коротков М. А. Влияние неоднородности вступления
выступов в контакт на временную зависимость контактных деформаций. — В кн.:
Надежность и долговечность деталей машин. Калинин: 1974, с. 68—72 (КПП).
56. Ковальский Б. С. Контактная задача в инженерной практике. М.: —
Изв. вузов. Машиностроение, 1960, № 6, с. 81—97.
57. Кокин В. П., Рутск О. Я* Приспособление и способ построения микро-
карт шероховатой поверхности. — В кд.: Метрологические и технологические
исследования качества поверхности. Рига. Зинатне, 1976, с. 43—47.
58. Комбалов В. С. Влияние шероховатости твердых тел на трение и износ.
М.: Наука, 1974. 112 с.
59. Константинова Н. А. Исследование трения и площади фактического кон-
такта высокоэластичных материалов. Автореф. дис. на соиск. учен, степени канд.
техн. наук. М.: Гос. пед. ин-т, 1967, 14 с.
60. Коновалов Е. Г., Сидоренко В. А. Чистовая и упрочняющая обработка
поверхностей. Минск: Вышэйшая школа, 1968. 364 с.
61. Коновалов Е. Г., Сакулевич Ф. Ю. Основы электроферромагнитной об-
работки. Минск: Наука и техника, 1977. 270 с.
62. Коняхин И. Р. Теория предварительных смещений применительно
к вопросам контактирования деталей. Томск: Томский университет, 1965. 116 с.
63. Коротков М. А. Влияние трения при сдвиге на механические и электри-
ческие свойства контакта металлов. Автореф. дис. на соиск. учен, степени канд.
техн. наук. Калинин: 1973, 26 с.
64. Коротков М. А. Влияние шероховатости на формирование единичной
контурной площадки контакта. — В кн.: Вопросы механики. Калинин: 1972,
вып. XV (XIII), с. 172—177 (КПП).
65. Косилова А. Г., Мещеряков Р. К-, Калинин М. А. Точность обработки,
заготовки и припуски в машиностроении. Справочник технолога. М.: Машино-
строение, 1976. 288 с.
66. Костерин Ю. И. Механические автоколебания при сухом трении. М.:
Изд-во АН СССР, 1960. 75 с.
67. Костецкий Б. И., Колесниченко Н. Ф. Качество поверхности и трение в
машинах. Киев: Техника, 1969. 216 с.
68. Крагельский И. В. Трение несмазанных поверхностей. Автореф. дис.
на соиск. учен, степени д-ра техн. наук. М.: ИМАШ, 1943, 31 с.
69. Крагельский И. В. Влияние продолжительности неподвижного контакта
на силу трения. — ЖТФ, 1943, т. 18, вып. 3, с. 145—151.
70. Крагельский И. В. Трение покоя двух шероховатых поверхностей. М.: —
Изв. АН СССР. ОТН, 1948, № 10, с. 1621—1625.
71. Крагельский И. В., Бессонов Л. Ф., Швецова Е. М. Контактирование
шероховатых поверхностей. —ДАН СССР, 1953, т. 93, № 1, с. 43—46.
72. Крагельский И. В., Демкин Н. Б. Определение фактической площади
касания. — В кн.: Трение и износ в машинах. Т. 14. М.: Изд-во АН СССР, 1960,
с. 37—62.
73. Крагельский И. В., Добычин Н. М., Комбалов В. С. Основы расчетов на
трение и износ. М.СМашиностроение, 1977. 526 с.
74. Крагельский И. В., Михин Н. М. О природе контактного предваритель-
ного смещения твердых тел. — ДАН СССР, 1963, т. 153, № 1, с. 78—81.
75. Кудрявцев И. В. Современное состояние и перспективы развития методов
повышения прочности и долговечности деталей машин. — Вестник машинострое-
ния, 1970, № 1, с. 9—13.
76. ЛанковА. А. Расчет деформационных характеристик при сжатии твердых
шероховатых тел, поверхности которых выполнены в виде элементов сфер. —
В кн.: Надежность и долговечность деталей машин. Калинин: 1974, с. 19—29
(КПИ).
77. Лаврентьев В. В. Исследование фактической площади контакта поли-
меров. — Высокомолекулярные соединения, т. 4, № 8, 1962, с. 41—43.
78. Левина 3. М., Решетов Д. Н. Контактная жесткость машин. М.: Машино-
строение, 1971. 261 с.
79. Лившиц И. М. К теории диффузионно-вязкого течения поликритических
тел. — ЖТФ, т. 44, вып. 2, 1963, с. 101.
80. Лозинский М. Г. Высокотемпературная металлография. М.: Машгиз,
1956. 572 с.
81. Лоповок Т. С. Волнистость поверхности и ее измерение. М.: Изд-во
стандартов, 1973. 183 с.
82. Лыков А. В. Тепломассообмен. М.: Энергия, 1972. 315 с.
83. Максак В. И. Предварительное смещение и жесткость механического
контакта. М.: Наука, 1975. 59 с.
84. Малинин Н. Н. Прикладная теория пластичности и ползучести. М.:
Машиностроение, 1975. 400 с.
85. Марочкин В. Н. Предельное пластическое состояние при вдавливании
и сжатии конуса. — В кн.: Трение и износ в машинах. М.: Изд-во АН СССР,
1959, т. XIII, с. 84—135.
86. Маталин А. А. Технология механической обработки. Л.: Машинострое-
ние, 1977. 464 с.
87. Миллер В. С. Контактный теплообмен в элементах высокотемпературных
машин. Киев: Наукова думка, 1966. 162 с.
88. Михин Н. М. Внешнее трение твердых тел. М.: Наука, 1977, 221 с.
89. Монолов Н. Т. Акустический метод исследования контакта твердых тел.
Автореф. дис. на соиск. учен, степени канд. техн. наук. М.: Мосстанкин, 1970,
с. 21.
90. Мотт Б. В. Испытание на твердость микровдавливанием. М.: Металлург-
издат, 1960. 338 с.
91. Мур Д. Основы применения трибоники. М.: Мир, 1978. 484 с.
92. Нетягов П. Д. Исследование временной зависимости фактической пло-
щади касания и контактных деформаций металлических поверхностей. Автореф.
дис. на соиск. учен, степени канд. техн. наук. Калинин: 1973, 27 с. (КИИ).
93. Налимов В. В., Чернова Н. А. Статистические методы планирования эк-
стремальных экспериментов. М.: Наука, 1965. 340 с.
94. Одинг И. А. Релаксация и ползучесть металлов с учетом неоднородности
распределения напряжений. —Изв. АН СССР. ОТН, 1948, № 10, 1561 с.
95. Паское М. И., Табор Д. Трение и деформация пластических материалов.
М.: —Изв. вузов. Машиностроение, 1966, № 8, 27 с.
96. Пастушков А. А. Определение параметров случайных полей методами
когерентной оптики. Автореф. дис. на соиск. учен, степени канд. техн. наук. М.:
Московский ин-т радиотехники, 1975, 18 с.
97. Папшев Д. Д. Отделочно-упрочняющая обработка поверхности пласти-
ческим деформированием. М.: Машиностроение, 1978. 152 с.
98. Попов В. М. Теплообмен в зоне контакта разъемных и неразъемных
соединений. М.: Энергия, 1971. 214 с.
99. Прандтль Л. Применение теории Генки к равновесию пластических
тел. — В кн.: Теория пластичности. Под ред. Ю. Н. Работнова. М.: ИЛ, 1948,
с. 51—55.
100. Пранч А. С. Механизм возникновения и разрушения сцеплений между
контактирующими металлическими телами при совместном действии нормальной
нагрузки и сдвига. Автореф. дис. на соиск. учен, степени канд. техн. наук. Рига:
Институт механики. — АН Латв. ССР, 1969, 28 с.
101. Проскуряков Ю. Г. Технология упрочняюще-калибрующей и формооб-
разующей обработки металлов. М.: Машиностроение, 1971. 208 с.
102. Работнов Ю. Н. Ползучесть элементов конструкций. М.: Наука, 1966.
149 с.
103. Расход газа через стык контактирующих поверхностей/Авт. Н. Б. Дем-
кин, В. А. Алексеев, В. Б. Лемберский, В. И. Соколов. М.: — Изв. вузов. Ма-
шиностроение, 1976, № 6, с. 40—44.
104. Расчеты на прочность в машиностроении. Под ред. С. Д. Пономарева.
М.: Машгиз, 1958, т. 1. 751 с.
105. Розенберг В. Ползучесть металлов. М.: Металлургия, 1967. 237 с.
106. Рудзит Я. А. Микрогеометрия и контактное взаимодействие поверхно-
стей. Рига: Зинатне, 1975. 210 с.
107. Рыжов Э. В. Контактная жесткость деталей машин. М.: Машинострое-
ние, 1966. 194 с.
108. Рыжов Э. В. Технологическое управление геометрическими параметрами
контактирующих поверхностей. — В кн.: Расчетные методы оценки трения и
износа. Брянск: Приокское книжное издательство, Брянское отделение, 1975,
с. 98—138.
109. Рыжов Э. В. Геометрические параметры шероховатости поверхности
детали. Справочник металлиста. Т. 3. М.: Машиностроение, 1977, с. 732—735.
ПО. Рыжов Э. В., Бауман В. А. Влияние технологической наследственности
на качество поверхности при обработке поверхностным пластическим деформиро-
ванием ППД. — Вестник машиностроения, 1973, № 10, с. 59—62.
111. Рыжов Э. В., Горленко О. А. Влияние технологической наследственно-
сти на формирование микронеровностей. В кн.: Микрогеометрия и эксплуата-
ционные свойства машин и приборов. Рига: Знание, 1972, с. 29—40.
112. Рыжов Э. В., Суслов А. Г., Пыриков И. Л. Приставка к профилометру
для определения параметров шероховатости. — Измерительная техника, 1977,
№ 3, с. 38—39.
113. Рыжов Э. В., СусловА. Г., Федоров В. П. Технологическое обеспечение
эксплуатационных свойств деталей машин. М.: Машиностроение, 1979. 176 с.
114. Рыжов Э. В., Федоров В. П., Климентьев В. И. Контактная жесткость
и ударная выносливость деталей из сталей ЗОХГСА и 30Х2НВА после электроме-
ханической обработки. — В кн.: Жесткость в машиностроении. Тез. докл. Все-
союзн. конф. Брянск: 21—23 сентября 1971 г., Брянск: ЦНТИ, 1971, с. 343—354.
240
115. Рыжов Э. В., Чеповецкий И. X., Ильицкий В. Б. Основы механики кон-
тактного взаимодействия при алмазной обработке. Синтетические алмазы. Киев:
Наукова думка, 1976, вып. 4, с. 9—15.
116. Саверин М. 1УЕ Контактная прочность материалов в условиях одновре-
менного действия нормальной и касательной нагрузок. М.: Машгиз, 1946. 320 с.
117. Самме Г. В. Исследование режимов пуска грузового электропривода
и реологические свойства фрикционного контакта колесо — рельс. Автореф.
дис. на соиск. учен, степени канд. техн. наук. М.: МИИТ, 1965, 27 с.
118. Свириденок А. И. Температурная зависимость фактической площади
касания полимеров. — Изв. АН БССР, 1970, № 3, с. 161—164.
119. Соколовский А. П. Жесткость в технологии машиностроения, М.: Маш-
гиз, 1946. 346 с.
120. Сулима А. М., Евстегнеев М. И. Качество поверхностного слоя и уста-
лостная прочность деталей из жаропрочных титановых сплавов. М.: Машино-
строение, 1974. 256 с.
121. Тарасенко В. С. Методы и аппаратура для определения фактической
площади контакта. М.: ГОСИНТИ, 1961. 65 с.
122. Тимошенко С. П. Теория упругости. М.: ОНТИ, 1937. 670 с.
123. Ткач Л. Н., Домашнев А. Д. О механизме герметизации и оценке плот-
ности пористых контактных уплотнений. — Химическое и нефтяное машино-
строение, 1968, № 11, с.
124. Трение, изнашивание и смазка. Справочник. Т. 1. М.: Машиностроение,
1978. 395 с.
125. Уваров Б. М. Определение характеристик поверхностного слоя металлов
расходом воздуха. Автореф. дис. на соиск. учен, степени канд. техн. наук. Киев:
КНИГА, 1969, с. 205.
126. Фридман Я. Б. Механические свойства металлов. М.: Оборонгиз, 1946.
555 с.
127. Характеристики микрогеометрии, определяющие контактное взаимодей-
ствие шероховатых поверхностей. М.: изд. НИИинформтяжмаш, 1973, 31 с.
128. Хольм Р. Электрические контакты. М.: ИЛ, 1961. 461 с,
129. Хусу А. П., Витенберг Ю. Р., Пальмов В. А. Шероховатость поверхно-
стей. Теоретико-вероятностный подход. М.: Наука, 1975. 343 с.
130. Чихладзе Г« Е. О влиянии размера детали на сближение в контакте.
АН Груз. ССР, 1968, т. 51, № 3, с. 271.
131. Швецова Е. М. Определение фактических площадок соприкосновения
поверхностей на прозрачных моделях. — В кн.: Трение и износ в машинах.
М.: Изд-во АН СССР, вып. VII, 1953, с. 12—33.
132. Шевченко А. С. Исследование трения при переходе от покоя к скольже-
нию с учетом свойств окисных пленок. Автореф. дис. на соиск. учен, степени канд.
техн. наук. Калинин: 1979, 20 с. (КПИ).
133. Шишокин В. П. Влияние продолжительности нагрузки на твердость
металлов и сплавов. —ЖТФ, т. 8, вып. 18, 1938, с. 118—121.
134. Шлыков Ю. П., Ганин Е. А., Царовский С. Н. Контактное термическое
сопротивление. М.: Энергия, 1977. 327 с.
135. Шмальц Г. Качество поверхности. М.: Машгиз, 1947. с. 647.
136. Шнейдер Ю. Г. Образование регулярных микрорельефов на деталях
и их эксплуатационные свойства. Л.: Машиностроение, 1972. 240 с.
137. Ящерицын П. И., Рыжов Э. В., Аверченков В. И. Технологическая на-
следственность в машиностроении. Минск: Наука и техника, 1977. 256 с.
138, АгсИагд Лт Г. Е1азНс ОеГоггпаНоп ап6 1Ье Соп1ас1 о! ЗигТасез ИаШге,
Уо1. 172, 1951, р. 918—919.
139. АгсЬагд Л. Р. Е1аз11с БеГоппаНоп апб 1йе Ьатз оГ ГпсНоп. Ргос. Ноу.
Зое. Зег А., уо1. 243, И 1233, 1957, р. 190—205.
140. Соийпеу-РгаК Л. Екпег Е. ТЬе ЕНес! о! а Тап^епНа! Ротсе оп 1Ъе
Соп1ас1 о! Ме1аШс ВосНез. Ргос. Роу. Зое., уо1. 238, И 1215, 1957, р. 529—550.
141. Соске М. ТЬе еНес! о! сошргезз1уе аш! зейеапщ* Гогсез оп 1Ие зитГасе
Штз ргезеп! т те1аШс соп!ас1з. Ргоз. РЬуз. Зое. Зег. В, 67, 1954. р. 170.
142. Беткт И. В., 1$таПоу V. V. Р1азНс Соп1ас1 ипбег погта1 Ргез-
зигеАУеаг, уо1. 31, 1975, р. 391.
143. Веткш Ы. В., ктаПоу V. V., КогоШоу М. А. ЕзНтаНоп о! 1ке
ВеГогтаНоп о! гои^к зркегез апс! СуПпЛегз т сотргеззюп ХУеаг. 1976, 39, р. 63.
144. Вузоп Л. Шгй XV. Тке Тгие Соп1ас1 Агеа Ье1дуееп ЗоИЛз Ркуз. Зое.
Зег’ В, уо1. 67, К 412, 1954, р. 309—312.
145. Нпкип Е. Г. ЗиНасе Кои§кпезз 1п ХУеаг. ХУеаг. 1963, уо1. 6 И 4, р. 263.
146. Сгееп А. Р. РпсНоп ЬсЫееп ип1иЬг1са1еЛ МеЫз а 1кеогеНса1 апа1уз1з
оГ 1ке рпсНоп МоЛе1. Ргос. Коу. 8ос. 8ег. А., И 1173, уо1. 228, 1955, р. 191—204.
147. СгеепжюЛ Л. А., Тпрр Л. Н. Тке е1азНс Соп1ас1 оГ гои^к Зркегез.
Тгапз. А8МЕ, 1967, зЕ, уо1. 34, И 1, р. 153—159.
148. 6гееп\уооЛ Л. А., ХУППатзоп Л. Соп!ао1 о! ЫопипаИу Е1а! ЗигГасез.
Ргос. Роу. 8ос. з А, уо1. 295 Ы 1442, 1966, р. 300.
149. НП1 К. Тке Ма1етаНса1 Ткеогу о! Р1азИсИу. ОхГогЛ. 1950. С1агепЛоп
Ргезз. 396 р.
150. ЛоЬпзоп К. Е. ВеГогшаНоп оГ а Р1азНс ХУеЛ^е Ьу а К1§1с1 Р1а1 В1е ИпЛег
1Ье АсНоп оГ Тап^епНа! Рогсе. Л. Меск. Ркуз. ЗоИЛз, уо1. 16, Ы 16, 1968, р. 395—
402.
151. ЛозЫшоЬ О., Тзиккое Т. Оп Лке Мескашзш о! ХУеаг ЬсЫееп Ме1а1
ЗиНасез. ХУеаг, Ы. I, И 6, 1958, р. 472—490.
152. КеИ XV. ипЛ 8сЫ11 М. В1е Ке1Ьип§ ипЛ Лег КаикеИ. РешАуегк1ескшк,
1954, Н. 8, 5. 275.
153. Ып^ Г. Г. Оп АзрегИу В1з1г1ЬиНопз о! Ме1аШс ЗиНасез. Л. Арр1. Ркуз,,
уо1. 29 И 8, 1958, р. 1168—1174.
154. ЬоЛ^е А. Е., НочгеП Н. О. РпсНоп о! Е1азНс 8оНЛ. Ргос. Ркуз. Зое.,
уо1. 67 410, 1954, Зег В, р. 89—97.
155. Ыпко1п В. Е1азНс ВеГогтаНоп апЛ 1ке Ьахуз о! РпсНоп. Какие, уо1.
172, 1953. р. 169.
156. МтЛПп Н. В. СотрИапсе о! Е1азНс ВосНез т Соп1ас1. Л. Арр1. М1ск,
уо1. 16, К 3, 1949, р. 259—268.
157. КаНпожИг Е. РпсНоп ипс! ХУеаг о! Ма1епа1з. Л. ХУШеу, Уогк,
1965. 244 р.
158. НиЫпзЫп С. Кеу1еуг оп 1ке Рас1огз ТпПиепст^ 1ке РпсНоп о! Р1Ьегз,
Лагпз апд РаЬпсз. ХУеаг, уо1. 2, М 4, 1958, р. 296—310.
159. 8коо1ег К. В., ТаЬог В. Тке РпсНопа! РгорегИез о! Р1азНсз. Ргос.
Ркуз. Зое. Зег. В, уо1. 65, р. 661—671.
160. ЗскаПашаск А. РпсНоп апд АЬгазюп о! КиЬЬег ХУеаг, уо1. I, 1957—1958, ’
р. 384—417.
161. ТаЬог В. Тке НагЛпезз о! Ме1а1з. ОхГогсЬ С1агеп6оп Ргезз. 1951. 175 р.
162. 1Лрра1 А. Н., РгоЪег! 8. В. ВеГогтаЬоп о! 81п§1е апд МиШр1е Азреп-
Нез оп Ме1а1 ЗиНасез, ХУеаг, уо1. 20, 1972, р. 381—400.
163. Врра! А. Нм РгоЬег! 8. В. ВеГогтаНоп о! 81п^1е апё МиШр1е АзрегИу
МоЛе1з о! МоёеШп^ С1ау. ХУеаг, уо1. 23, 1973, р. 367—375,
164. ХУППатзоп Л. В. Р, Ри11еп Л, Нин! Р. Т. Р1азНс Сол1ас1 о! ЗиНасез.
ВигпЛу Кез. Кер. 78, а. 79, 1970. 22 р.
ОГЛАВЛЕНИЕ
Введение............................................................ 3
Глава 1. Геометрические характеристики поверхностей и методы их
оценки (Н. Б. Демкин).............................................. 5
1.1. Характеристики микрогеометрии поверхностей.................. 5
1.2. Топографические характеристики поверхностей. Опорная кривая 12
1.3. Связь между характеристиками топографии и профиля .... 21
1.4. Методы и приборы для определения характеристик микрогеоме-
трии ........................................................... 25
1.5. Методика определения нестандартных характеристик микро-
геометрии ...................................................... 28
Глава 2. Влияние технологии на геометрические параметры поверх-
ности (Э, В. Рыжов)................................................. 33
2.1. Шероховатость поверхности при механической обработке ... 34
2.2. Шероховатость- поверхности при точении ..................... 42
2.3. Шероховатость поверхности при плоском шлифовании .... 46
2.4. Шероховатость поверхности при шлифовании торцом круга 51
2.5. Шероховатость поверхности при хонинговании................. 53
2.6. Шероховатость поверхности при обработке лентами............ 65
2.7. Шероховатость поверхности при магнитно-абразивной обработке 81
2.8. Шероховатость поверхности при доводке пастами ............. 84
2.9. Шероховатость поверхности при отделочно-упрочняющей об-
работке ........................................................ 86
2.10. Технологическое обеспечение параметров шероховатости .... 97
2.11. Волнистость поверхностей при механической обработке. ... 111
Глава 3. Влияние технологии на физико-механические свойства по-
верхностного слоя (Э. В. Рыжов).................................... 120
3.1. Физико-механические свойства поверхностного слоя при обработ-
ке деталей резанием ........................................... 125
3.2. Физико-механические свойства поверхностного слоя при отде-
лочно-упрочняющей обработке ................................... 138
Глава 4. Взаимодействие сопряженных поверхностей и площадь кон-
такта (Н. Б. Демкин)............................................... 151
4.1. Исследования контакта шероховатых поверхностей............ 151
4.2. Контакт микронеровностей и волн. Фактическая и контурная
площади контакта.............................................. 157
4.3. Физическая природа фактической площади контакта .... 159
4.4. Контакт шероховатой поверхности с гладкой и двух шерохова-
тых поверхностей ........................................... 162
4.5. Модели выступов и их деформация .......................... 166
4.6. Расчет характеристик контакта в общем случае.............. 171
4.7. Расчет фактической площади контакта и фактического давления 175
4.8. Расчет деформации контакта шероховатых поверхностей . . . 179
4.9. Число контактирующих выступов и средняя площадь пят'ен
контакта................................................. 180
4.10. Объем межконтактного пространства шероховатых поверхностей 184
4.11. Контакт шероховатой сферы............................ 186
4.12. Контакт волнистых поверхностей ........................... 192
4.13. Зависимость фактического и контурного давления от нагрузки 196
4.14. Объем межконтактного пространства волнистых поверхностей 197
4.15. Влияние тангенциальных сил на предварительное смещение
и площадь контакта.............................................. 199
Глава 5. Реологические свойства контакта металлических поверхно-
стей (Н. Б. Демкин)................................................. 205
5.1. Исследования контактной ползучести......................... 205
5.2. Расчет временной зависимости контактных деформаций .... 208
5.3. Экспериментальные методы исследования контактной ползучести 213
5.4. Температурно-временная зависимость контактных деформаций 217
Глава 6. Некоторые технические приложения (Н. Б. Демкин) .... 225
6.1. Временная стабилизация деформации стыков .................. 225
6.2. Тепловая проводимость контакта ............................ 227
6.3. Влияние различных факторов на нормальную деформацию кон-
такта .......................................................... 230
6.4. Герметичность контакта шероховатых поверхностей . . ; . . 231
Список литературы................................................. 236
ИБ № 2243
Николай Борисович Демкин,
Эдуард Вячеславович Рыжов
КАЧЕСТВО ПОВЕРХНОСТИ
И КОНТАКТ ДЕТАЛЕЙ
МАШИН
Редактор Н. А. Иванова
Художественный редактор И. К. Капралова
Технический редактор Н. Н. Чистякова
Переплет художника Л. С. Вендрова
Корректор Н. Г. Богомолова
Сдано в набор 30.06.80.
Подписано в печать 04.01.81. Т-01302.
Формат бОХЭО1/^. Бумага типографская № 2.
Гарнитура литературная. Печать высокая.
Усл. печ. л. 15,5. Уч.-изд. л. 16,6.
Тираж 2450 экз. Заказ № 235. Цена 1 р.
Издательство «Машиностроение», 107078,
Москва, ГСП-6, 4-й Стромынский пер., 4
Леиииградская типография № 6 ордена Трудового
Красного Знамени Ленинградского объединения
«Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном ко-
митете СССР по делам издательств, полиграфии
н книжной торговли.
193144, г, Ленинград, ул. Моисеенко, 10.
УВАЖАЕМЫЕ ЧИТАТЕЛИ!
В 1981 ГОДУ ВЫЙДУТ В СВЕТ КНИГИ
Повышение надежности тяжелонагруженных зубча-
тых передач. Авт. Генкин М. Д., Рыжов М. А., Ры-
жов Н< М,
В книге рассмотрены методы снижения динамиче-
ских нагрузок и вибраций, а также закономерности
изменения физико-механических свойств (микрострук-
туры, твердости, остаточных напряжений) поверхност-
ного слоя зубьев колес при отделочных операциях, ме-
тоды оценки эксплуатационной надежности работы зуб-
чатых колес, пути повышения долговечности и надеж-
ности зубчатых колес.
Книга предназначена для инженерно-технических
работников машиностроительных заводов и конструк-
торских бюро, занимающихся вопросами повышения
прочности и надежности приводов машин.
Соединения с натягом. Авт. Гречищев Е. С., Илья-
шенко А. А.
В книге приведены методы расчета соединений с на-
тягом на прочность и определения их несущей способ-
ности при различных видах динамических нагрузок.
Уделено внимание технологии изготовления конических
соединений, их функциональной взаимозаменяемости и
обоснованию выбора допусков. Рассмотрены техноло-
гия монтажа и разборки соединения с натягом, а также
применяемое оборудование и использование покрытий
с целью повышения прочности соединений, снижения
влияния коррозии и восстановления геометрических
размеров.
Книга предназначена для инженерно-технических
работников всех отраслей машиностроения, занимаю-
щихся вопросами посадок, допусков и взаимозаменяе-
мости.
Шлицевые соединения. Авт. Скундин Г. И., Ники-
тин В. Н.
В книге изложена научно обоснованная методика
расчета на износостойкость и долговечность шлицевых
соединений. Приведены результаты исследований авто-
ров по влиянию геометрических и физико-механических
параметров на износостойкость шлицев и долговечность
сопрягаемых колес. Рассмотрены перспективные методы
обработки шлицевых отверстий, а также методы кон-
троля шлицевых соединений.
Книга предназначена для инженеров-расчетчиков,
конструкторов и технологов всех отраслей машино-
строения.
Переводная литература
Обкатывающее протягивание зубьев зубчатых колес.
Дер. с болг. Авт. Харлампиев И. С.
В книгеописан новый высокопроизводительный метод
изготовления зубчатых колес— обкатывающее протяги-
вание. Даны характеристики инструмента и станков,
применяемых при нарезании зубьев. Приведены резуль-
таты оригинальных исследований, проведенных авто-
ром — крупным болгарским специалистом. Рассмотрена
методика расчета протяжек. Показана экономическая
эффективность нового метода.
Книга предназначена для инженерно-технических
работников машиностроительных заводов.
По гарантированным заказам
Деформационные критерии разрушения и расчет эле-
ментов конструкций на прочность. Авт. Махутов Н. А.
В книге рассмотрены закономерности статического
и циклического деформирования металлов в упругопла-
стической области при однородных и неоднородных на-
пряженных состояниях. Приведены расчетные зависи-
мости для определения запасов прочности по предель-
ным нагрузкам, критическим температурам и цикличе-
ской долговечности.
Книга предназначена для инженерно-технических
работников всех отраслей машиностроения, занимаю-
щихся вопросами прочности машин и конструкций.
Своевременно заказывайте и приобретайте новые
книги издательства «Машиностроение» в магазинах,
распространяющих техническую литературу!