/


































































































































































































































































Текст
Прикладная
электрохимия
Прикладная
электрохимия
ИЗДАНИЕ ТРЕТЬЕ. ПЕРЕРАБОТАННОЕ
Под редакцией доктора
технических наук, проф. Томилова А. П.
Допущено Министерством высшего и
среднего специального образования СССР
в качестве учебника для студентов химико-
технологических специальностей вузов
Москва
«ХИМИЯ»
1984
6П7.1
П759
УДК 621.35(075)
Прикладная электрохимия. Учеб, для вузов./Под
ред. докт. техн, наук проф. А. П. Томилова. — 3-е изд.,
перераб. — М.: Химия, 1984. 520 с., ил.
Третье издание (2-е изд. вышло в 1975 г.) переработано с учетом со-
временного состояния электрохимической промышленности. Описаны перс-
пективные источники тока, мембранная технология и новые процессы син-
теза органических веществ и электролитического разложения воды. Учтены
достижения в технологии гальванотехники, гидрометаллургии, электролиза
расплавов и синтеза неорганических веществ.
Для студентов химико-технологических и металлургических вузов, спе-
циализирующихся в области прикладной электрохимии.
520 стр., 21 табл., 215 рис., список рекомендуемой литературы 65 биб-
лиографических ссылок.
Рецензенты:
1. Новочеркасский политехнический институт,
кафедра электрохимии, зав. кафедрой проф.
Кукоз Ф. И.
2. Проф. Распопин С. Л. (Уральский политех-
нический институт)
Авторы: Р. И. Агладзе, Т. А. Баграмян, Н. Т. Гофман,
К. Т. Кудрявцев, А. П. Томилов, К. М. Тютина, М. Я. Фиошин,
Ю. П. Хранилов.
„ 2802000000-071
П 050(01)-84 7,84
© Издательство «Химия», 1984 г.
СОДЕРЖАНИЕ
Предисловие ..................................................... 7
Введение ........................................................ °
В.1. Основные элементы электрохимической системы .... 10
Электроды............................................Ю
Диафрагмы ..........................................17
Электролиты.........................................22
Растворители........................................25
В.2. Баланс напряжения и расход электроэнергии .... 27
В.З. Пути снижения напряжения и расхода электроэнергии . . 29
В.4. Экономическая плотность тока............................34
В.5. Промышленный электролиз ................................35
Схемы включения электродов..........................35
Конструкции электролизеров..........................37
Общая компоновка зала электролиза...................38
Глава 1. Химические источники тока (ХИТ).............................40
1.1. Общие сведения ['!•—3]....................................40
Основные термины и определения.....................40
Электроды. Активные вещества. Активные массы . . 41
Электролиты........................................45
Сепараторы.........................................47
Характеристики ХИТ.................................48
Электрические характеристики аккумуляторов ... 53
Сравнительные характеристики ХИТ...................53
Некоторые особенности электродных процессов в ХИТ 54
Общие вопросы конструкции ХИТ......................57
•1.2. Первичные химические источники тока..................61
Марганцево-цинковые элементы и батареи .... 61
Воздушио-цинковые и марганцево-воздушно-цинковые
элементы и батареи [1, 4]............................72
Ртутно-цинковые элементы.............................75
Резервные ХИТ........................................76
Перв ичные ХИТ с неводными электролитами ... 82
1.3. Аккумуляторы..............................................85
Свинцовые (кислотные) аккумуляторы [1, 5, 6] . . 85
Никель-железные и никель-кадмиевые аккумуляторы . 99
Серебряно-цииковые аккумуляторы.....................111
Другие аккумуляторы с водными электролитами [1] . 114
Аккумуляторы с иеводиыми электролитами [1] . . 116
1.4. Топливные элементы [8, 9]................................118
1.5. Сравнение ХИТ различных систем...........................122
1.6. Техника безопасности и охрана природной среды .... 123
Литература.................................................125
Глава 2. Электрохимическое производство химических продуктов . . 125
2.1. Электролитическое разложение воды.........................125
Теоретические основы процесса электролиза воды . . 126
Электролиз воды под давлением........................128
3
Конструкции электролизеров ........................
Технологическая схема производства водорода
Электрохимический метод производства тяжелой воды
'Интенсификация электрохимических методов получения
водорода .......................................
2.2. Электрохимическое производство хлора, щелочи и водорода
Сырье.....................................................
Теоретические основы электролиза растворов хлоридов
Электролиз с твердым катодом н фильтрующей диаф
рагмой .........................................
Электролиз с ртутным катодом....................
Электролиз с ионообменной мембраной
Электрохимическая регенерация хлора из абгазиой со
ляной кислоты ..................................
Перспективы развития хлорной промышленности
2.3. Электрохимический синтез неорганических веществ
Электросинтез гипохлорита натрия .........................
Электросинтез хлоратов .........................
Электросинтез перхлоратов ......................
Электросинтез хлорной кислоты...................
Электросинтез пероксодвусерной кислоты и пероксид
водорода .......................................
Электросинтез пероксодисульфатов................
Электросинтез пероксобората натрия ....
Электролиз перманганата калия ..................
Электросинтез диоксида марганца.................
2.4. Электрохимический синтез органических веществ
Электросинтез адиподинитрила..............................
Электросинтез себациновой кислоты...............
Электросинтез тетраэтилсвинца ..................
Электросинтез гидрохинона.......................
Электрохимическое фторирование..................
Пути интенсификации электрохимического синтеза ор
ганическнх веществ..............................
2.5. Техника безопасности и охрана природной среды
Литература................................................
129
135
135
140
142
148
161
171
177
178
178
178
180
186
190
191
193
197
198
204
208
209
217
221
224
226
228
230
233
Глава 3. Гальванотехника .........................................233
3.1. Общие сведения.............................................233
Электродные процессы.................................235
Механизм электрокристаллнзации металлов . . . 237
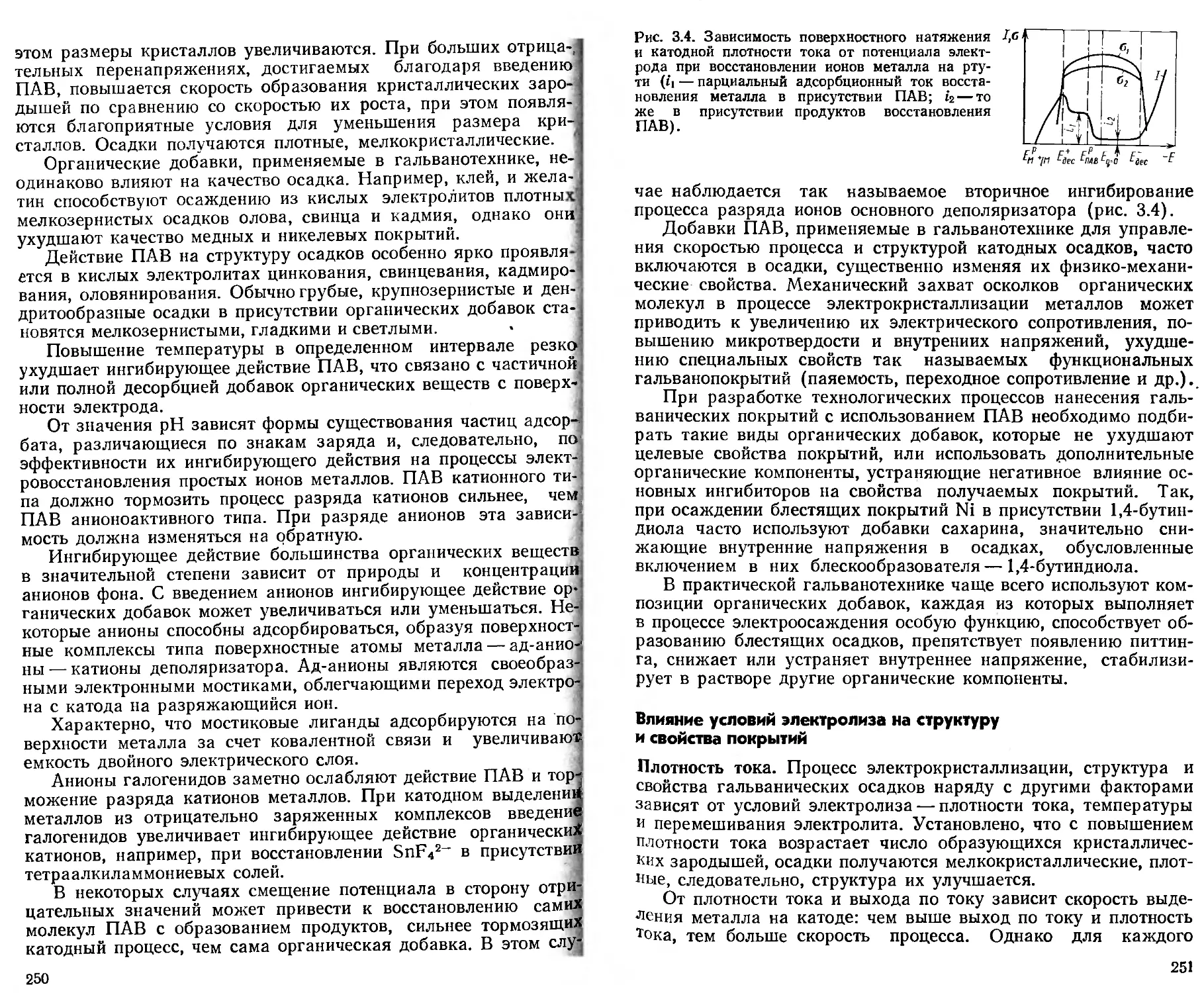
Влияние состава электролита иа структуру и свойства
металлических покрытий................................242
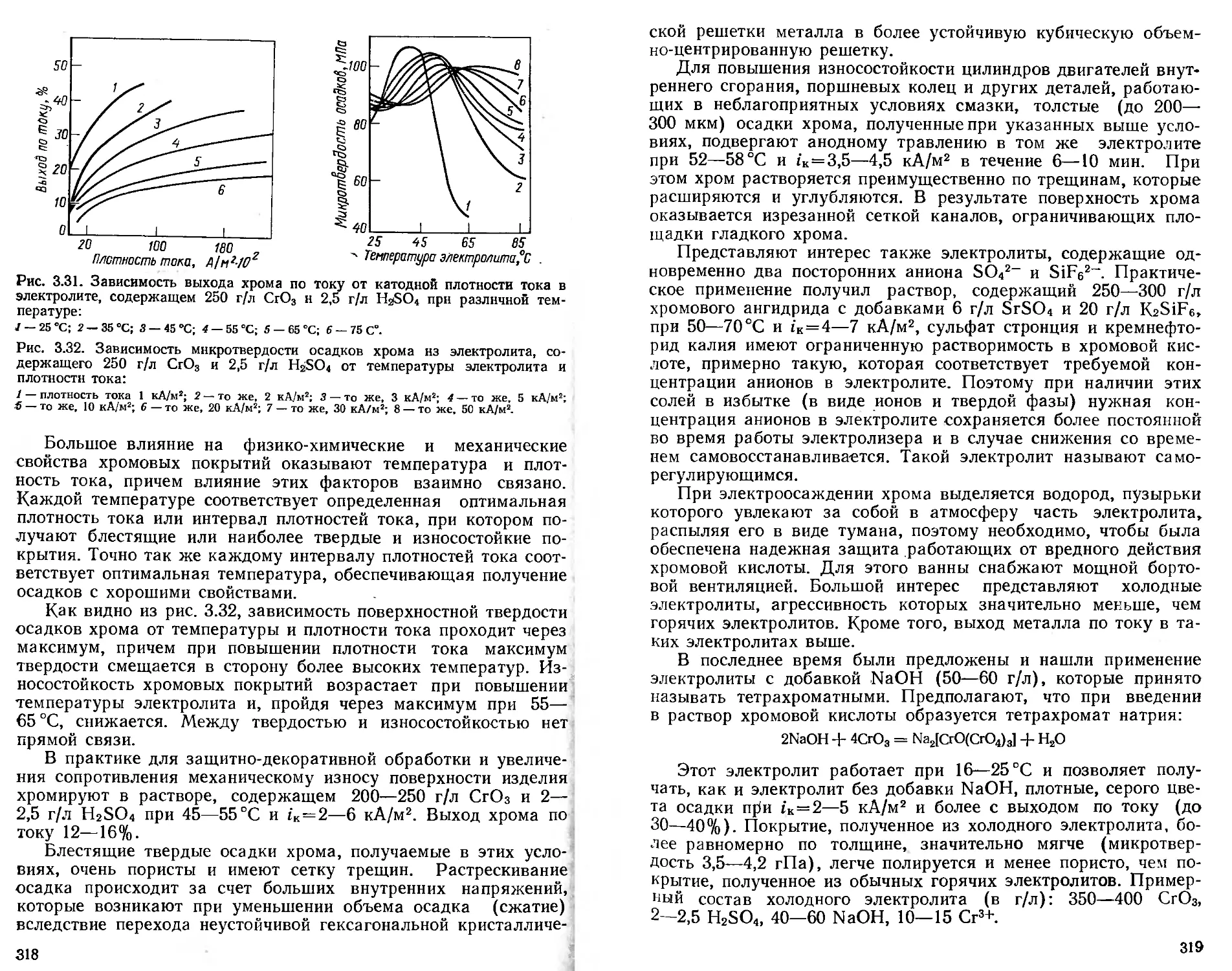
Влияние условий электролиза на структуру и свойства
покрытий..............................................251
Основные закономерности совместного разряда иоиов
металлов..............................................254
Распределение металла на поверхности катода . . 259
Факторы, влияющие на получение блестящих гальва-
нических покрытий.....................................270
Композиционные и многослойные покрытия .... 271
3.2. Электролитические покрытия металлами и сплавами . . 273
Подготовка поверхности металлических изделий перед
нанесением гальванических покрытий....................273
Электролитическое цинкование и кадмирование . . 280
4
Электролитическое оловяиироваиие..............290
Электролитическое свинцевание.................296
Электролитическое меднение....................298
Электролитическое покрытие металлами группы железа 306
Электролитическое хромирование................312
Электролитическое покрытие благородными металлами. 320
Электролитические покрытия сплавами...........326
Нанесение гальванических покрытий иа алюминиевые и
цинковые сплавы и неметаллы...........................332
Химическая металлизация без наложения электрическо-
го тока ..............................................334
Методы контроля качества покрытий.....................337
3.3. Электролитическое получение металлических копий (гальвано-
пластика) .....................................................339
3.4. Анодная и химическая обработка металлов................341
Оксидирование ........................................341
Электрохимическое и химическое полирование . . 344
Электрохимическая размерная обработка .... 345
3.5. Оборудование гальванических цехов......................347
3.6. Техника безопасности и защита природной среды . . . 349
Литература..............................................351
Глава 4. Гидроэлектрометаллургия......................................351
4.1. Общие сведения................................................351
Подготовка электролита ............................ 353
4.2. Электрохимические способы извлечения металлов из раство-
ров ...........................................................364
Электролиз с твердыми электродами........................371
Электролиз с жидкими электродами (амальгамная ме-
таллургия) ..........379
4.3. Электрохимические процессы в гндроэлектрометаллургни . 379
Электролиз в металлургии цинка и кадмия . . . 379
Электролиз в металлургии марганца.394
Электролиз в металлургии хрома....400
Электролиз в металлургии металлов группы железа . 402
Электролиз -в производстве свинца и олова . . . 415
Электролиз в металлургии меди.....418
Электролиз в металлургии благородных металлов . 431
4.4. Охрана труда и природной среды при гидроэлекгрометаллур-
гических процессах ........................................... 434
4.5. Перспективы развития гидроэлектрометаллургнческих процес-
сов ...........................................................436
Литература.....................................................439
Глава 5. Электролиз расплавов.....................................440
5.1. Общие сведения............................................440
Строение расплавленных солей ....................... 442
Электропроводимость расплавленных солей .... 443
Электродное равновесие в расплавах ................. 445
5
Выход по току и удельный расход энергии при элект-
ролизе расплавов......................................446
Влияние физико-химических свойств электролита иа
процесс электролиза ................................. 447
Некоторые специфические явления при электролизе
расплавов.............................................450
5.2. Производство алюминия
Получение чистых исходных материалов
Электролиз криолнт-глнноземного расплава
Конструкция и эксплуатация электролизеров
Рафинирование алюминия...................
Электролиз хлорида алюминия..............
5.3. Производство магния...........................
Получение исходных материалов
Свойства электролитов ...................
Электролиз и конструкции ванн . . . .
Рафинирование первичного магния
5.4. Производство некоторых металлов и фтора
Производство натрия......................
Получение других металлов................
Производство бора .......
Производство фтора.......................
451
453
464
471
475
479
480
481
486
489
492
493
493
497
511
512
5.5. Техника безопасности и охрана природной среды . . . . 515
Литература................................................516
Общаи рекомендуемая литература............................517
Предметный указатель....................................
ПРЕДИСЛОВИЕ
Курс «Технология электрохимических производств», читаемый
на соответствующих кафедрах технологических, химико-техно-
логических и политехнических вузов, включает ряд разделов, в
которых рассматриваются процессы электролиза водных и не-
водных растворов и расплавов, осуществляемых для выделения
металлов, получения отдельных химических продуктов (хлора,
водорода), электрохимического синтеза органических и неорга-
нических веществ, а также основы производств источников элек-
трической энергии. Задачей курса является ознакомление сту-
дентов с процессами превращения химической энергии в элект-
рическую и возможными путями использования электролиза для
получения металлов, гальванических покрытий и различных хи-
мических продуктов.
В данном учебнике рассматриваются теоретические основы
этих процессов, механизм протекающих на электродах реакций,
технологические схемы описываемых производств (включая ста-
дии выделения получаемых продуктов), необходимое оборудо-
вание. При изложении материала авторы учитывали, что общие
теоретические вопросы электрохимии студенты изучают в пред-
шествующем курсе «Теоретическая электрохимия».
Первое издание учебника по прикладной электрохимии выш-
ло в свет в 1949 г. Книга была написана В. Г. Хомяковым,
В. П. Машовцем и Л. Л. Кузьминым. Второе издание, сущест-
венно переработанное и отражающее новые достижения в об-
ласти прикладной электрохимии, было выпущено в 1975 г. под
редакцией проф. Кудрявцева Н. Т. В 1980 г. Н. Т. Кудрявцев с
соавторами приступил к работе над третьим изданием, но тра-
гическая смерть его прервала эту работу.
Приступая к подготовке третьего издания, авторы нашли,
что некоторые разделы, написанные Н. Т. Кудрявцевым, к на-
стоящему времени не устарели, поэтому они оставлены в учеб-
нике без существенной переработки.
За время, прошедшее после второго издания, в ряде направ-
лений практического использования электрохимии наметились
существенные изменения, поэтому главы 1 и 2 написаны практи-
чески заново. Существенной переработке подверглись и осталь-
ные главы. Каждая глава дополнена разделами, в которых об-
суждаются перспективы дальнейшего развития отдельных элек-
трохимических производств, а также рассматриваются основы
техники безопасности и охраны природной среды.
В настоящем учебнике глава 1 написана Храниловым Ю. П.,
предисловие, введение и глава 2— Фиошиным М. Я. и Томило-
вым А. П., глава 3 написана Кудрявцевым Н. Т., Тютиной К. М.
и Баграмяном Т. А., глава 4 написана Гофман Н. Т., глава 5 —
Агладзе Р. И.
7
ВВЕДЕНИЕ
Возможность взаимного превращения химической и электриче-
ской энергий, была открыта в начале XIX в. Первым известным
химическим источником электроэнергии явился так называемый
«вольтов столб», описанный итальянским физиком Вольта в
1800 г. В 1802 г. русский академик В. В. Петров с помощью соз-
данной им мощной гальванической батареи выполнил ряд важ-
ных исследований по электролизу оксидов ртути, свинца и оло-
ва, воды и органических соединений. В 1837 г. член Российской
академии наук академик Б. С. Якоби опубликовал сообщение
о разработанном им методе гальванопластики — получении ме-
таллических копий с рельефных изделий методом электролиза.
Открытие Б. С. Якоби в 1847 г. получило практическое приме-
нение при рафинировании меди. В 1807—1808 г.г. английским
исследователем Г. Дэви с помощью электролиза были получены
неизвестные ранее металлы натрий и калий, а позднее электро-
лиз был использован для получения магния н алюминия.
Уже в результате первых исследований стало ясно, что пу-
тем электролиза можно получать вещества, которые в некото-
рых случаях с трудом производятся обычными химическими
методами. Однако практическое применение электролиз нашел
лишь после изобретения в 1870 г. динамомашины.
Первые электрохимические заводы для рафинирования меди
были построены в 70-х годах прошлого столетия. В 1886—
1888 г.г. возникли заводы для электролитического получения
алюминия и хлорноватокислых солей. В 1890 г. введены в экс-
плуатацию заводы для электролитического получения хлора и
щелочи, а также металлического натрия, а затем для электро-
лиза воды, электролитического рафинирования никеля и т. д.
В настоящее время электролиз водных растворов солей,
электролиз расплавов, производство аккумуляторов и гальвани-
ческих батарей представляют одну из крупнейших отраслей
промышленности — электрохимическую промышленность. Зада-
чи электрохимической промышленности разнообразны. Наибо-
лее важными из них являются:
рафинирование цветных и благородных металлов
получение цветных металлов из руд
получение щелочных, щелочноземельных и других легких
металлов
получение хлора и щелочей
электролитическое разложение воды
электролитический синтез неорганических и органических
веществ
декоративные и антикоррозионные покрытия металлов
изготовление электрических аккумуляторов, гальванических
элементов и других химических источников электроэнергии.
За короткий промежуток времени многие химические мето-
ды были вытеснены электрохимическими, которые стали единст-
8
венными методами получения хлора, некоторых пероксидных со-
единений, окислителей, алюминия, магния, натрия и др. В на-
стоящее время практически весь хлор, подавляющее количество
едкого натра, такие металлы, как магний и алюминий, без ко-
торых немыслимо развитие современной авиации, производятся
только электрохимическим путем. Электрохимические процессы
играют важную роль в металлургии меди, цинка, кадмия, ни-
келя, олова, натрия, бериллия, циркония, индия и в получении
ряда благородных металлов (особенно золота).
Велико значение химических источников тока. Достаточно
отметить, что весь автомобильный парк, насчитывающий более
300 млн. автомобилей, оснащен электрическими аккумулятора-
ми, позволяющими осуществлять запуск двигателей внутреннего
сгорания без затраты физических усилий водителя. Миниатюр-
ные батареи обеспечивают питание электронных часов, транзи-
сторных приемников и другого электронного оборудования.
Общий выпуск первичных химических источников тока со-
ставляет 10 млрд, шт/год (из них 90% составляют элементы и
батареи марганцево-цинковой системы).
По современным прогнозам электрохимия должна играть
важную роль в энергетике будущего. После овладения управля-
емой термоядерной реакцией возникнет проблема разумного ис-
пользования получаемой энергии. В связи с этим большое зна-
чение отводится водородной энергетике. Энергия термоядерных
электростанций будет в основном расходоваться на разложение
воды. Получаемый таким путем водород может быть использо-
ван как экологически чистый теплоноситель для отопления горо-
дов, для приведения в движение электромобилей, оборудован-
ных надежными в работе водород-кислородными топливными
элементами.
Большое будущее принадлежит, например, электрохимиче-
ской промышленности при решении проблемы комплексного ис-
пользования руд. Вследствие постепенного истощения залежей
концентрированных руд в настоящее время начинают разраба-
тываться более бедные месторождения, которые в соизмеримых
количествах содержат несколько ценных металлов. Современные
достижения в области гидрометаллургии свидетельствуют о том,
что в ближайшие годы следует ожидать внедрения технологиче-
ских линий, позволяющих извлекать несколько металлов из од-
ного и того же рудного сырья.
Уже сейчас электрохимические методы начинают успешно
использовать для очистки сточных вод, причем в процессе элек-
трохимической очистки не только разрушаются вредные орга-
нические примеси, но одновременно может быть осуществлено
выделение редких или дефицитных металлов таких, как сереб-
ро, золото, медь, цинк и др.
Электрохимия сейчас находит новые области применения.
Так, в практику металлообрабатывающих заводов внедрены
станки по размерной обработке твердых сплавов, изготовлению
9
изделий сложной конфигурации, которые иногда невозможно
обрабатывать режущим инструментом.
Для опреснения засоленных вод и морской воды, для разде-
ления солей на свободные кислоты и основания, довольно широ-
кое применение получил процесс электродиализа.
К сожалению, из-за ограниченного объема курса «Приклад-
ная электрохимия» эти и многие другие новые применения
электролиза для нужд народного хозяйства не смогли найти
должного освещения в учебнике, поэтому студентов, интересую-
щихся этими вопросами, можно отослать лишь к специальной
литературе.
В.1. ОСНОВНЫЕ ЭЛЕМЕНТЫ ЭЛЕКТРОХИМИЧЕСКОЙ
СИСТЕМЫ
Всякое электрохимическое устройство представляет собой как
минимум два электрода, погруженные в раствор электролита.
В большинстве случаев возникает необходимость отделения ка-
тодного пространства от анодного полупроницаемой перегород-
кой — диафрагмой.
Электроды
Электроды — проводники, обладающие электронной проводимо-
стью и контактирующие с раствором электролита. С помощью
электродов осуществляют подвод (или отвод) электроэнергии от
электрохимического устройства. В зависимости от проводимого
процесса электроды имеют различное назначение. В химических
источниках тока материал электрода, как правило, принимает
участие в токообразующей реакции, растворяясь или изменяя
свой химический состав. При получении химических продуктов
в большинстве случаев электроды в реакции не участвуют, а
служат только для подведения электричества к границе элект-
род— раствор, где протекает электрохимическая реакция.
В гальванотехнике и гидроэлектрометаллургии на отрицательно
заряженном электроде — катоде происходит выделение металла.
В этих процессах, как правило, используются растворимые ано-
ды, материал которых обогащает раствор ионами того металла,
который выделяется на катоде. В том случае, когда необходимы
нерастворимые электроды, кроме химической устойчивости в
данной среде они должны обладать и другими свойствами, на-
пример, каталитической активностью, которая позволяет с вы-
сокой селективностью проводить основную электрохимическую
реакцию; достаточной механической прочностью. Материал, из
которого изготовляется электрод, должен быть дешев и досту-
пен. Немаловажное значение имеет стабильность состояния по-
верхности электрода во времени.
Определенные требования предъявляют к конструкциям
электродов: они должны обеспечивать надежный токоподвод и
Ю
равномерность распределения тока по всей поверхности элект-
рода, а также свободный подвод исходных веществ и удаление
продуктов электролиза.
В настоящее время наиболее сложной проблемой в электро-
химии является создание нерастворимых анодов, сохраняющих
свои свойства в течение длительного времени.
Нерастворимые аноды. Самыми широко применяемыми до
последнего времени нерастворимыми анодами в электрохимиче-
ской промышленности были углеродсодержащие материалы —
искусственный графит. Он заменил угольные аноды, которые
использовались в ряде процессов на первом этапе развития элек-
трохимических производств.
Угольные аноды не обладали достаточными химическими и
механическими свойствами, обеспечивающими их длительную и
надежную эксплуатацию в промышленных электрохимических
процессах, в первую очередь в производстве хлора, и были до-
статочно быстро вытеснены анодами из искусственного графита.
Технология изготовления графитовых анодов позволяет по-
лучать материал крупнокристаллической структуры. Графито-
вые аноды хорошо поддаются механической обработке.
В процессе эксплуатации графитовые аноды подвергаются
износу. Существуют химический и механический износ. Химиче-
ский износ может быть вызван взаимодействием углерода с вы-
деляющимся при электролизе кислородом:
2Н.О ---► 2ОВДС + 4Н+ + 4е
2С -J- 2ОадС ► 2С[О]адС
2С[О|адс -> с+со2
С[О1адс + НаО -> СОа + 2Н+ 4- 2е
Химический износ может происходить также в результате
взаимодействия углерода с окислителями, присутствующими в
растворе, например, с гипохлоритом, хлоратом, бихроматом
с + 2осг —> со2 + га-
зе + 2сю3- ---> ЗСОа + 2С1-
+I6H1-
ЗС + 2СгаО7«---»- ЗСОа + 4СгЗ+ + 8Н2О
Механический износ обусловлен протеканием процессов окис-
ления углерода в порах анода, которые интенсифицируются за
счет увеличения доли тока на выделение кислорода. Последняя
возрастает вследствие замедления диффузии из объема раство-
ра, восполняющей убыль исходного вещества в порах анода, и
снижения анодной плотности тока. Из рис. 1 видно, что при низ-
ких анодных плотностях тока в растворах хлорида натрия на
расположенных в порах участках анода, потенциал которых
близок к равновесному потенциалу выделения кислорода, может
происходить преимущественное образование этого продукта.
Об отличии габаритных илотностей тока (рассчитанных на
геометрическую поверхность электрода) от действительных, ха-
Ц
рактеризуемых силой тока на единицу истинной поверхности
анода можно судить по данным, приведенным ниже:
Плотность тока, кА/м2
габаритная 0,3 1,0 3,0 10,0
действительная . 0,009 0,09 0,7 3,0
Увеличение доли тока, расходуемого на выделение кислоро-
да в порах графитового анода, способствует окислению углеро-
да в порах, нарушению связи между отдельными зернами гра-
фита и механическому осыпанию электрода с образованием
шлама.
Для уменьшения пористости и снижения главным образом
механического износа, графитовый анод пропитывают раствора-
ми льняного масла или талловой олифой в тетрахлориде угле-
рода. За счет частичного перекрытия узких каналов и пор объ-
емная пористость графитового анода уменьшается более, чем
на 30%.
При использовании пропитанных графитовых анодов, напри-
мер в производстве хлора, скорость химического износа умень-
шается в 1,2—1,4 раза по сравнению с применением непропи-
танных анодов, а скорость механического износа — в 1,8—2,4
раза. Соответственно отношение химического износа к механи-
ческому возрастает с 1,2 до 1,8—2,0.
В ряде процессов электрохимического окисления применяют
пористые графитовые аноды (объемная пористость 40—60%), а
также аноды из стеклоуглерода, пористость которых близка к
нулю.
В некоторых процессах электролиза используют нерас-
творимые аноды на основе никеля и его оксидов. При анодной
поляризации в щелочной среде никель покрывается оксидной
пленкой, при этом потенциал растворения металла сдвигается в
область более положительных значений, чем потенциалы, при
которых на данном электроде происходит реакция окисления.
Образование поверхностных оксидов на никеле обусловлено адсорбцией
кислорода, растворенного в электролите, и ионов ОН- при потенциале 0,1 В.
Прн потенциале 0,2 В поверхность никеля покрывается фазовыми слоями
Ni(OH)2, накопление которых продолжается до достижения потенциала 0,9 В.
Поляризация анода до более положительного по-
тенциала приводит к появлению на поверхности
анода соединения NiOOH, образующегося вслед-
ствие протекания реакции:
Ni(OH)24-OH- ----* NiOOH-|-Н2О-р е
Отрыв протона от гидроксида никеля не свя-
зан с изменением параметров кристаллической ре-
шетки, поэтому переход от Ni(OH)2 к NiOOH
происходит непрерывно. По мере обогащения по-
верхностного слоя NiOOH происходит образова-
Рис I. Вольтамперные кривые выделения хлора
(/) и кислорода (2) на графитовом аноде.
12
ние твердого раствора диоксида никеля:
NiOOH + ОН ---► NiOj+HjO + e
Диоксид никеля неустойчив и разлагается при прекращении поляризации
с выделением кислорода:
2NiOa + НаО --► 2NiOOH ф- VsOa
Используются специальные методы изготовления оксиднони-
келевых электродов с применением технологии, разработанной
для производства положительных пластин безламельных акку-
муляторов.
Диоксид свинца принадлежит к классу полупроводников, об-
ладающих проводимостью, близкой к проводимости металлов.
Аноды из диоксида свинца обладают высокой стойкостью и мо-
гут быть использованы для проведения реакций электрохимиче-
ского окисления при высоких положительных потенциалах. По-
лучают такие аноды электроосаждеиием при электролизе кис-
лых или щелочных растворов солей свинца. В результате анод-
ного окисления двухвалентного свинца, являющегося катионом
при электролизе кислых растворов или входящего в состав
анионов при электролизе щелочных растворов, образуется РЬО2.
В качестве основы, на которую производится электроосаждение
диоксида свинца, с наибольшим успехом используется титан,
поверхность которого обрабатывают механически (например,
фрезерованием) для улучшения сцепления покрытия путем на-
несения сетки канавок или выступов.
Для того, чтобы предотвратить возрастание переходного со-
противления на границе титан — диоксид свинца «вследствие уве-
личения толщины оксидной пленки на поверхности титановой
основы в процессе эксплуатации анода, рекомендуют наносить
на титан перед электроосаждением диоксида тонкий слой бла-
городных металлов или их оксидов, графита, карбида либо бо-
ридов титана, смеси оксидов олова или сурьмы. При подборе
соответствующих условий удается получить гладкие блестящие
осадки диоксида свинца толщиной в несколько миллиметров.
Аноды из оксидов железа. Наибольшее распространение из
анодов этой группы получили магнетитовые аноды. Магнетит
Fe3O4 представляет собой смешанный оксид железа со структу-
рой обратной шпинели Fe3+ (Fe2+Fe3+) О4. Магнетит принадлежит
к классу полупроводников, обладающих электронной проводи-
мостью. Электропроводимость магнетита низка и сильно зави-
сит от соотношения Fe3+: Fe2+. Наибольшей электропроводимо-
стью обладают оксидные фазы, по составу близкие к Fe3O4 и
при соотношении Fe3+ : Fe2+=2.
Существуют различные методы получения магнетитовых ано-
дов. Наиболее старый из них основан на расплавлении пирито-
вых огарков в электрической печи при температуре 1600 °C. При
добавлении в тигли соответствующего оксида железа можно
получить расплав состава Fe3O4.
13
Для повышения электропроводимости и улучшения распре-
деления тока по поверхности магнетитового анода его делают
полым, покрывая внутреннюю поверхность полости медью, слой
которой наносят электрохимическим способом. Можно изготав-
ливать аноды, у которых расплавленный слой магнетита нано-
сят на поверхность титановой основы, либо на титановую основу
наносят слой железа и его окисляют в атмосфере водяного па-
ра или диоксида углерода при температуре 800—900 °C.
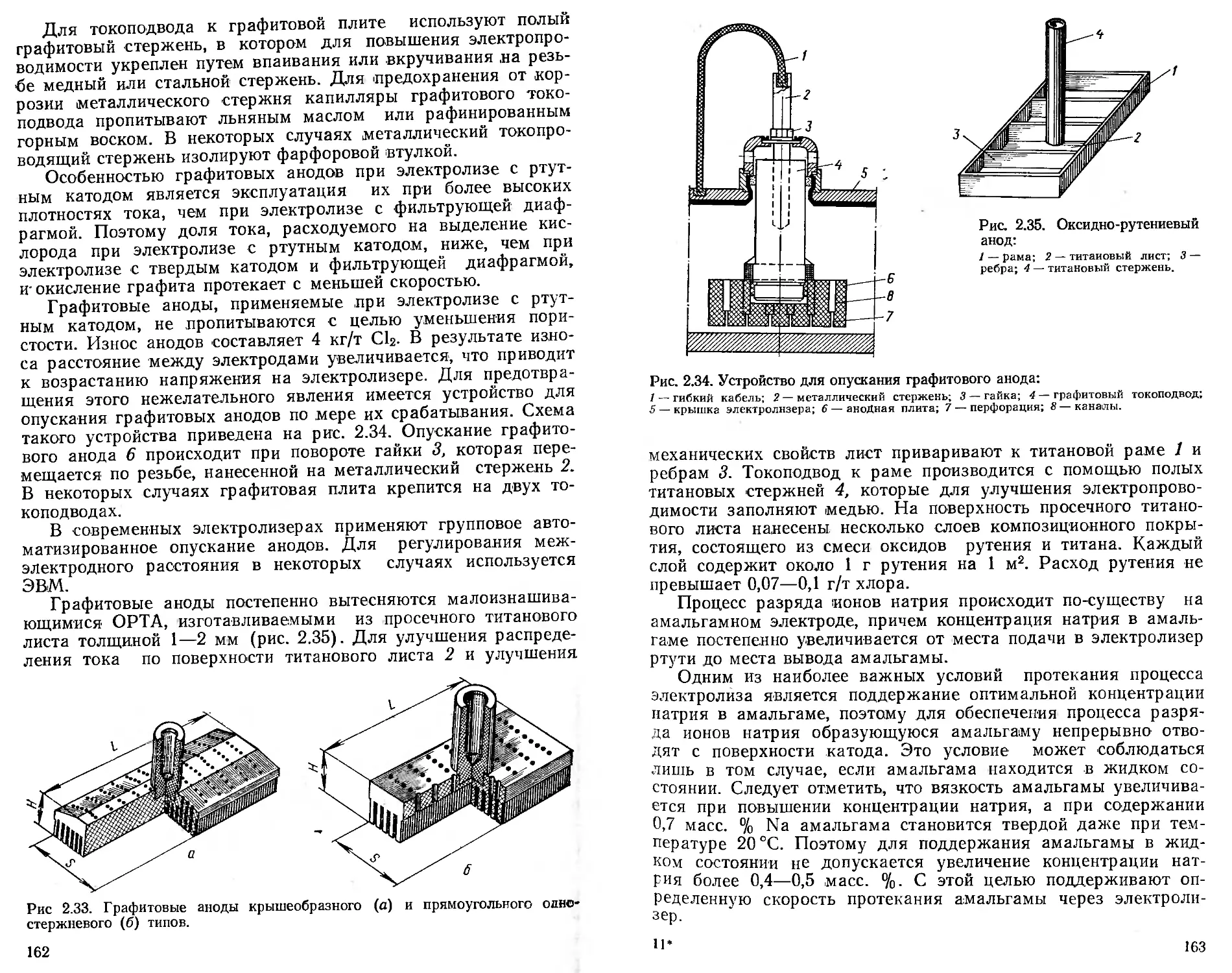
Оксидно-рутениевые аноды получили наиболее широкое рас-
пространение в производстве хлора. Эти аноды представляют
собой композицию из оксидов титана и рутения, нанесенных на
титановую основу. Они получили товарный знак ОРТА (оксид-
но-рутениевые титановые аноды).
Оксид титана, входящий в состав композиции, обладает ме-
таллической проводимостью и достаточно высокой электрохими-
ческой активностью. ОРТА обладают высокой коррозионной
стойкостью в хлоридных растворах. Оптимальным с точки зре-
ния электрохимических и электрофизических свойств признано
соотношение RuO2:TiO2 = 30:70 (в мол. %). ОРТА получают
путем термической обработки смеси нитратов рутения и титана,
нанесенной на титановую основу. Операцию повторяют много-
кратно до получения покрытия необходимой толщины.
Критический потенциал ОРТА для электролиза водных рас-
творов хлорида равен 1,45—1,50 В, выше его происходит окис-
ление RuO2 до RuO4, сопровождающееся разрушением компози-
ционной пленки. Толщина композиционного слоя на поверхности
титановой основы, равная нескольким микрометрам, обеспечи-
вает эксплуатацию ОРТА при электролизе растворов хлоридов
в течение 4—6 лет. Титановая основа может быть повторно ис-
пользована для нанесения композиции из RuO2 h TiO2.
Аноды на основе платины и ее сплавов. Платина принадле-
жит к числу металлов, наиболее стойких при анодной поляри-
зации до высоких положительных потенциалов. Устойчивость
платины обусловлена свойствами оксидов, образующихся на ее
поверхности.
При потенциалах 0,7—0,9 В (отн. н. в. э.) на поверхности платинового элект-
рода происходит хемосорбция кислорода в виде кислородсодержащих частиц
(ОН-, ОН, НЮ), которая сопровождается образованием оксидов по схеме:
Pt + 2Н2О --> PtOH + Н+ + е
РЮН ----► РЮ + Н+4-е
Формирование монослоя хемосорбированного кислорода, соответствующе-
го низшему оксиду РЮ, заканчивается прн потенциале 1,4—1,5 В. При бо-
лее положительных потенциалах образуется высший оксид платины, содер-
жащий лабильный кислород:
РЮ + НаО ---► РЮ(О)аде + 2Н++ 2е
При потенциале 2,0—2,1 В толщина кислородного покрытия составляет
2—3 монослоя. Поляризация платинового аиода до потенциалов 2,7—2,8 В
сопровождается образованием оксидов платины формулы PtOi.
И
Коррозионная стойкость платинового анода может быть су-
щественно повышена путем введения в состав платины некото-
рых легирующих добавок, например, иридия.
Платиновые аноды нашли особенно широкое применение в
процессах электрохимического окисления, протекающих при по-
тенциалах положительнее, чем 2,0 В. Благодаря высокому пе-
ренапряжению кислорода платиновый анод может быть поля-
ризован до значительных положительных потенциалов и сохра-
нять при этом пассивное состояние, что позволяет проводить
электрохимическое окисление с высокой селективностью.
Недостатком платиновых анодов является их высокая стои-
мость. С целью экономии драгоценного металла были предло-
жены составные аноды, в которых платина нанесена тонким сло-
ем на основу, сохраняющую пассивное состояние за счет суще-
ствования на ее поверхности плотных оксидных пленок. В каче-
стве такой основы наиболее широко применяется титан.
Существуют различные методы нанесения платины на по-
верхность титана, из них практическое значение имеют методы
гальванического осаждения и наваривания платиновой фольги.
Первый метод дает возможность получать покрытия платиной
толщиной 5—7 мкм, хорошо сцепленные с основой. По второму
методу на титановую основу наваривают платину как в виде
фольги толщиной 30—50 мкм, так и в виде отдельных плоских
кусков.
Износ платинового электрода существенно зависит от вели-
чины потенциала: с ростом анодного потенциала износ резко
возрастает. С увеличением толщины покрытия его износ возра-
стает, однако увеличивается и время службы анода.
Растворимые аноды. Растворимые аноды широко использу-
ются в гальванотехнике и гидрометаллургии, а также в процес-
сах, протекающих с образованием продуктов, в состав которых
входит материал анода. Электролиз с растворимыми анодами
позволяет получать некоторые неорганические окислители и ме-
таллоорганические соединения. Если к нерастворимым анодам
предъявляется требование сохранять пассивные свойства в об-
ластях потенциалов, при которых протекает процесс электрохи-
мического окисления, то растворимые аноды, наоборот, не долж-
ны пассивироваться и выбор условий электролиза производят с
учетом поддержания анода в активном состоянии.
Устранение пассивации анода зависит как от примесей, при-
сутствующих в нем, так и от состава подвергаемого электролизу
раствора, анодного потенциала и температуры.
Для электросинтеза неорганических соединений марганца и
хрома используют аноды из сплавов марганца с железом (фер-
ромарганец) и сплавов хрома с железом (феррохром). Промыш-
ленное применение в электросинтезе тетраалкильных соедине-
ний свинца получили растворимые свинцовые аноды.
Катодные материалы. Катодно-поляризованный металл, как
правило, ие подвергается электрохимической коррозии, поэтому
15
перечень материалов, используемых для изготовления катодов,
весьма обширен. /
Важной характеристикой материала катода яйляется перена-
пряжение выделения водорода. В зависимости От его величины
катодные материалы можно разделить на три группы: с высо-
ким перенапряжением (ртуть, свинец, цинк, олово, кадмий);
со средним перенапряжением (серебро, железо, медь, ни-
кель) ;
с низким перенапряжением (платина, палладий, золото)-
В том случае, когда катодный процесс используется для вы-
деления водорода, как например, при электролизе воды, получе-
нии хлора и хлорсодержащих окислителей, целесообразно при-
менять катоды с низким перенапряжением водорода. В этом
случае максимально снижается расход электроэнергии в про-
цессе электролиза, поскольку перенапряжение водорода являет-
ся составной частью напряжения на электролизере. Однако пе-
ренапряжение выделения водорода имеет наиболее низкое зна-
чение на благородных металлах, поэтому в техническом элект-
ролизе обычно используют катоды из стали. Имеются многочис-
ленные предложения о снижении перенапряжения водорода на
стали путем осаждения на ней микроколичеств благородных
металлов, введением солей этих металлов в католит. Однако
эффект от введения добавок непродолжителен и не нашел при-
менения в практике.
Если же на катоде протекает какой-либо электрохимический
синтез, то, помимо перенапряжения водорода, существенную
роль играет каталитическая активность электродной поверхно-
сти. Для проведения электрохимических синтезов с использова-
нием трудновосстанавливаемых органических веществ использу-
ют электроды с высоким перенапряжением водорода. В лабора-
торной практике в качестве катода часто применяют ртуть, а в
техническом электролизе — преимущественно свинец или более
твердый сплав свинца с сурьмой. Хорошие результаты получе-
ны при использовании электродов из кадмия. Некоторые орга-
нические вещества хорошо восстанавливаются на электродах-
катализаторах — никеле Ренея или платинированной платине.
На этих электродах процесс восстановления протекает через
стадию образования на поверхности катода хемосорбированно-
го атомарного водорода.
Несмотря на то, что материал катода не подвергается элект-
рохимической коррозии, срок службы катодов ограничен. В про-
цессе работы, особенно при высоких плотностях тока, с поверх-
ности электрода происходит распыление металла (катодная де-
зинтеграция), в результате чего электрод покрывается слоем
губчатого металла, к которому затруднен доступ электрохимиче-
ски активного вещества. Как правило, процесс дезинтеграции
протекает более интенсивно в присутствии органических ве-
ществ. Некоторые электродные материалы (титан, никель,
хром) при работе в качестве катода поглощают водород (наво-
16
дораживаютс^), приобретая хрупкость. Вследствие протекания
указанных процессов катоды должны подвергаться периодиче-
скому осмотру и чистке. Общий срок службы катодов может
составлять несколько лет.
Диафрагмы
Диафрагмы применяют во многих электрохимических процессах,
как необходимый элемент конструкции электролизера, с по-
мощью которого осуществляется разделение межэлектродного
пространства на анодное и катодное. При этом достигается
разделение жидких или газообразных продуктов электролиза,
образующихся на электродах или в объеме раствора, предот-
вращение участия исходных, промежуточных и конечных про-
дуктов электролиза в реакциях на электроде противоположного
знака, а также предотвращения участия продуктов электролиза
в химических реакциях, протекающих в межэлектродном прост-
ранстве, прилегающем к электроду противоположного знака.
Любая диафрагма должна быть проницаема для ионов, с
помощью которых происходит перенос тока через электролит, и
непроницаема для исходного вещества и продуктов электролиза.
Все применяемые диафрагмы можно разделить на две груп-
пы — пористые и ионообменные. В пористых диафрагмах пере-
нос ионов осуществляется их миграцией через поры, заполнен-
ные раствором электролита; в ионообменных мембранах перенос
ионов представляет собой эстафетную передачу между диссо-
циирующими функциональными группами, входящими в состав
полимера, образующего мембрану.
Пористые диафрагмы характеризуются следующими пара-
метрами. Пористость может быть определена с помощью следу-
ющего уравнения:
Ь = nr2lSnfi/lS = лг2л0
где b — общая пористость, доли единицы; г — средний эффективный радиус
пор, см2; I — толщина диафрагмы, см; S — площадь диафрагмы, дм2; Р — ко-
эффициент извилистости пор, равный /5ф//; /эф — эффективная длина пор, см;
п — эффективное число пор.
Пористость диафрагмы может быть различной и колебаться
в зависимости от материала диафрагмы и ее назначения в пре-
делах от 0,35 до 0,6. Коэффициент извилистости пор составляет
от 1,15 до 1,5. Толщина пористой диафрагмы меняется в доволь-
но широких пределах — от 0,3 до 3,0 мм.
Протекаемость характеризует фильтрующие пористые диаф-
рагмы и может быть определена из выражения:
V = kF Hi/ 1ц
где V — объем жидкости, протекающей через диафрагму, см3; k — коэффи-
циент протекаемости; F — площадь диафрагмы, см2; Н — гидростатическое
давление жидкости, измеряемое высотой ее столба, см; т — время, ч; ц —
вязкость раствора, сП; I — толщина диафрагмы, см.
2—2021
17
Коэффициент протекаемости равен количеству раствора
(в см3), которое проходит через диафрагму площадью 1 дм2 и
толщиной 1 см за 1 ч при гидростатическом напоре 1 см вод. ст.
и вязкости 1 сП.
Удельное электрическое сопротивление на 1 см2 площади ди-
афрагмы определяют по следующему уравнению:
Яд = р/₽*/Л
где Ra— электрическое сопротивление диафрагмы. Ом-см; р—удельное
электрическое сопротивление электролита в порах диафрагмы, Ом-см; /—
толщина диафрагмы, см; Ь — пористость диафрагмы, доли единицы; р— ко-
эффициент извилистости пор.
Количество вещества QD, переносимое через пористую пере-
городку в результате диффузии под действием градиента кон-
центрации, может быть определено по уравнению:
Л DSx&cb
Qd = —/рт
где D — коэффициент диффузии, см2/с; S — площадь диафрагмы, см2; ДС —
разность концентраций по обе стороны диафрагмы, г/см3; Ь — пористость,
доли единицы; / — толщина диафрагмы, см; f — коэффициент извилистости
лор.
Пористые диафрагмы в зависимости от размера пор условно
делятся на микропористые с диаметром пор не более 100 мкм
и крупнопористые с размерами пор, значительно превышающи-
ми эту величину.
Микропористые диафрагмы предназначены для устранения
конвективного переноса раствора от электрода одного знака к
электроду противоположного знака и предотвращения смешива-
ния продуктов электролиза из одного электродного пространст-
ва в другое. Однако такие диафрагмы не позволяют предотвра-
тить изменение состава раствора вследствие электропереноса
ионов под влиянием электрического поля.
Микропористые диафрагмы изготавливают прессованием ли-
бо волокнистых материалов, либо плотных полимерных мате-
риалов с последующим порообразованием. В качестве порообра-
зователя используют воду или высококипящие жидкости, вод-
ные растворы минеральных солей, некоторые органические ве-
щества, например крахмал. На практике нашли применение ас-
бестовый картон, войлок из синтетических материалов, пористый
армированный (винипор) и силикатированный микропористый
поливинилхлорид. Для небольших производств могут использо-
ваться керамические диафрагмы.
Своеобразные требования предъявляются к диафрагме в
производстве хлора: она должна обеспечивать направленное
движение раствора электролита от анода к катоду. Такая филь-
трующая диафрагма должна обладать значительной протекае-
мостью.
В настоящее время фильтрующие диафрагмы изготавливают
главным образом из асбеста, свойства которого изменяются в
18
процессе эксплуатации вследствие сложного физико-химическо-
го взаимодействия асбеста с электролитом. В результате этого
волокна набухают и могут деформироваться, в порах диафрагм
осаждаются нерастворимые соединения кальция и магния, соли
которых присутствуют в подвергаемом электролизу растворе
хлорида. Все эти явления приводят к уменьшению пористости
диафрагмы и увеличению ее толщины от 2—3 мм в начале экс-
плуатации до 6—7 мм в конце. Такое изменение свойств асбе-
стовой диафрагмы приводит к снижению ее протекаемости. Та-
ким образом, недостатками асбестовой диафрагмы являются
высокое электрическое сопротивление (при общем межэлектрод-
ном расстоянии 12 мм на долю диафрагмы приходится четвер-
тая часть этого расстояния и 60% общего электрического сопро-
тивления диафрагмы и электролита), короткий срок службы,
обусловленный снижением протекаемости. Срок службы асбе-
стовой диафрагмы, например в производстве хлора и каустиче-
ской соды, составляет примерно 5 мес.
Наиболее эффективный путь усовершенствования фильтрую-
щей асбестовой диафрагмы заключается в ее модификации,
которая состоит в обработке диафрагмы инертным полимером,
приводящей к скреплению асбестовых волокон. Образуется так
называемая асбополимерная диафрагма, сохраняющая свои раз-
меры в ходе эксплуатации вследствие существенного уменьше-
ния набухаемости. Стабильность размеров модифицированной
диафрагмы позволяет снизить межэлектродное расстояние и
омическое падение напряжения в электролите и диафрагме при-
мерно на 0,4 В. Модифицированные асбестовые диафрагмы слу-
жат значительно дольше обычных асбестовых. Так, например,
срок службы модифицированной диафрагмы в электрохимиче-
ском производстве хлора и каустической соды составляет при-
мерно 1,5 года.
Наряду с усовершенствованием асбестовых диафрагм пред-
принимались попытки применить в производстве хлора микропо-
ристые фильтрующие материалы, изготовленные из полимерных
веществ.
Существенное значение имеет армирование фильтрующей
микропористой диафрагмы при ее изготовлении. В качестве ар-
мирующего материала рекомендуют использовать сетку из по-
липропилена. По имеющимся данным, микропористые фильтру-
ющие диафрагмы в производстве хлора и каустической соды
служат до 2 лет, а расход электроэнергии при их использовании
сокращается на 4—6%.
Крупнопористые диафрагмы имеют высокую протекаемость
и не могут предотвратить смешение анолита и католита. Они
используются в основном для разделения газообразных продук-
тов (например, при электролизе воды) или для улавливания
шлама, образующегося при работе с растворимыми анодами в
гидрометаллургии и гальванотехнике, а также применяются при
изготовлении ХИТ в качестве сепараторов.
2*
19
©=-so3
высокомолекулярные соединения
Рис. 2. Схема катионитовой мем-
браны.
Крупнопористые диафраг-
мы изготавливают из тканей
(поливинилхлоридная, хлори-
новая, капроновая, полипро-
пиленовая, тефлоновая), при-
годны также некоторые нетка-
ные материалы, получаемые
различными способами, приня-
тыми в текстильной промыш-
ленности. Для снижения пори-
стости эти ткани могут под-
вергаться уплотнению путем
термической обработки при
температуре 150—200 °C.
Ионообменные диафрагмы.
Недостатки, свойственные по-
ристым диафрагмам, в значи-
тельной степени отсутствуют у
ионообменных диафрагм, или
мембран.
Ионообменные мембраны —
(матрицы), имеющие ионоген-
ные группы, связанные с ионами, которые способны к обмену
с аналогично заряженными ионами раствора. В зависимости от
природы ионогенных групп мембраны бывают катионитовые и
анион итовые.
Если ионогенными группами в матрице являются кислотные
группы (например, —SO3OH, —Н2РО3, —СООН), то такие
иониты способны обменивать катионы, связанные с ионогенны-
ми группами, и относятся к классу катионитов. Если ионоген-
ные группы катионного характера, то с ионами раствора обме-
ниваются анионы, и мембрана относится к классу анионитовых.
Формальная модель катионитовой мембраны представлена на
рис. 2. Ионообменные мембраны характеризуются следующими
показателями.
Обменная емкость определяется числом функциональных
групп, способных к ионному обмену, в единице сухого (мэкв/г)
или набухшего ионита (мэкв/см3). Полная обменная емкость
характеризуется максимальной способностью ионита к ионному
обмену и соответствует числу функциональных групп.
Под селективностью, или избирательностью, понимают спо-
собность ионита избирательно сорбировать из раствора некото-
рые ионы. В идеальном случае мембрана должна сорбировать и
пропускать только ионы одного знака, например, катиониювая
мембрана должна пропускать только катионы. Однако возможен
20
и перенос анионов, например анионов ОН- (см. рис. 2), за счет
присутствия в мембране ионов ОН, попадающих из щелочного
католита. Не будучи закрепленными на матрице, анионы миг-
рируют через мембрану из катодного пространства в анодное.
Содержание гидроксильных ионов в мембране зависит от кон-
центрации щелочи в катодном пространстве. При увеличении
концентрации щелочи возрастает содержание ионов ОН~ в мем-
бране, увеличивается перенос этих ионов через мембрану в анод-
ное пространство и снижается селективность мембраны.
Возможен также перенос воды через мембрану (см. рис. 2).
Так, вода может проникать через катионитовую мембрану в ка-
тодное пространство из анодного вместе с катионами (гидрат-
ная вода) и за счет электроосмоса. Перенос воды возрастает с
уменьшением в анолите активности катионов, переносимых че-
рез мембрану. Таким образом, от селективности мембраны за-
висит концентрация конечного продукта, его чистота и выход.
Эквивалентная масса (ЭМ) — это количество смолы (в еди-
ницах массы), которое нейтрализуется одним эквивалентом ос-
нования. Эквивалентная масса связана с обменной емкостью
(ОЕ) следующим уравнением:
ОЕ = 1000/ЭМ
Адсорбция воды и ее перенос через мембрану уменьшаются
с увеличением эквивалентной массы и уменьшением обменной
емкости. Зависимость адсорбции воды от эквивалентной массы
для различных подвижных катионов представлена на рис. 3.
Ионитовые мембраны бывают трех типов: гомогенные, изго-
товленные из одной ионообменной смолы; гетерогенные, полу-
чаемые прессованием тонкоизмельченной ионообменной смолы
и инертного связующего, и интерполимерные, получаемые сме-
шением ионообменной смолы и связующего, имеющего линей-
ную структуру. Последний тип мембран, изготавливаемых из
хорошо растворимых в воде полиэлектролитов и нерастворимых
инертных веществ, не получил распространения вследствие де-
фицитности исходных полиэлектролитов и их вымывания в про-
цессе эксплуатации.
Гомогенные мембраны получают методом полимеризации или
сополимеризации ненасыщенных соединений, одно из которых
содержит либо готовые ионогенные группы, либо функциональ-
ные группы, которые легко переходят в ионогенные.
Гетерогенные мембраны изго-
тавливают путем прессования
тонко измельченной ионообмен-
ной смолы и инертного термопла-
ста. Последний играет роль свя-
Рис. 3. Зависимость адсорбции воды от
эквивалентной массы катионита:
1 — Н+; 2 — Na+; 3 — К+.
21
зующего материала (полиэтилен, полистирол, полиизобутилен,,
фторолефины). Мембраны армированы тканями из лавсана,
капрона.
К ионообменным следует отнести также набухающие мем-
браны. В сухом состоянии такие мембраны обладают пористо-
стью. При набухании в растворе электролита поры захватыва-
ют находящиеся в растворе ионы, которые и обусловливают их
электропроводимость (целлофан).
Электролиты
Электролит — вещество, придающее раствору способность про-
водить электрический ток, является важнейшим компонен-
том любой электрохимической системы*.
Требования, предъявляемые к электролиту в прикладной
электрохимии, могут быть сформулированы следующим обра-
зом: 1) растворы электролитов должны иметь минимальное
удельное электрическое сопротивление; 2) ионы электролита не
должны участвовать в побочных электрохимических и химиче-
ских реакциях, протекающих при электролизе; 3) электролит
должен обладать минимальной агрессивностью по отношению к
материалам, из которых изготовлена аппаратура, применяемая
в данном электрохимическом производстве; 4) электролит дол-
жен быть доступен и иметь минимальную стоимость; 5) элект-
ролит должен сохранять стабильность своих характеристик на
протяжении длительного периода электролиза.
В большинстве реакций, протекающих при электролизе не-
органических соединений, электролит одновременно является
исходным веществом, которое превращается в результате реак-
ций на электродах в целевой продукт.
Во многих реакциях электролиза электролит служит элект-
ропроводящей добавкой к раствору вещества, подвергаемого
электрохимическому превращению. Требования, предъявляемые
к электролиту в том и другом случаях, существенно отличаются,
поэтому целесообразно рассматривать эти две группы электро-
литов отдельно.
Электролиты — исходные вещества в реакциях электролиза.
При получении химических продуктов электрохимическими ме-
тодами наиболее часто используют в качестве исходных ве-
ществ, являющихся одновременно электролитами, минеральные
соли кислот или щелочи. В этом случае основным требованием
к электролиту является преимущественное по сравнению с рас-
творителем участие ионов в реакциях электрохимического окис-
ления или восстановления. Критерием эффективности процесса
служит выход, который в данном случае определяется долей то-
* В техническом электролизе, особенно в гальванотехнике и гидрометал-
лургии под термином «электролит» понимают растворы, из которых выделяет-
ся металл. К сожалению, этот термин укоренился, поэтому в главах 3 и 4
им пользуются в этом общепринятом смысле.
22
ка, расходуемой на превращение иона электролита в целевой
продукт. Эта доля тока зависит от соотношения потенциалов
окисления или восстановления ионов электролита и потенциа-
лов, при которых протекает разложение растворителя. В общем
случае, потенциал окисления аниона должен иметь более отри-
цательное значение (быть более отрицательным), а потенциал
восстановления катиона — более положительное значение (быть
более положительным), чем соответствующие потенциалы окис-
ления и восстановления растворителя.
Вместе с тем известны примеры, когда окисление или вос-
становление ионов электролита протекает соответственно при
более положительных или более отрицательных потенциалах,
чем потенциалы разложения растворителя в отсутствие исходно-
го вещества.
Фоновые электролиты. Ряд соединений, особенно органиче-
ских, не является электролитами, поэтому при использовании
их в качестве исходных веществ в электрохимических процессах,
а также в источниках тока в раствор приходится вводить для
придания ему проводимости электролиты, которые сами не
должны участвовать в реакциях окисления или восстановления.
Эти электролиты называют фоновыми. Подбор фоновых элект-
ролитов ведут с учетом многих факторов, одним из которых яв-
ляется электродный потенциал. Значение потенциала, при кото-
ром проходит электрохимическая реакция с участием исходного
вещества, должно быть в принципе отрицательнее потенциала
окисления аниона и положительнее потенциала восстановления
катиона электролита.
Кроме электродных потенциалов, природа фонового электро-
лита и его концентрация определяются электропроводностью
раствора, влиянием фона на растворимость исходного продукта,
устойчивостью, а также стабильностью промежуточных и конеч-
ных продуктов электролиза.
В качестве фоновых электролитов в водных растворах ис-
пользуют растворы кислот (H2SO4, НСЮ4, FKSiFe и др.) или
щелочей, так как они обладают высокой подвижностью ионов
гидроксония Н3О+ и гидроксил-ионов ОН-, т. е. характеризуют-
ся высокой электропроводимостью. Зависимость электрической
проводимости растворов кислот и щелочей от концентрации
имеет максимум. Выбор концентрации таких электролитов про-
водится с учетом высокой проводимости. Для химических источ-
ников тока обычно требуется также широкий температурный
интервал работы. Из используемых в ХИТ водных растворов
солей можно отметить концентрированные растворы NH4C1 и
природную (морскую или пресную) воду. В случае неводных
растворов в качестве фоновых электролитов могут применяться
тиоцианаты NH4CNS, KCNS или литиевые соли сильных кис-
лот (LiC104, LiPF6, LiBF4, L1AICI4 и т. д.).
Твердые электролиты. Твердыми электролитами называют
кристаллические вещества, обладающие ионной проводимостью.
23
В последнее время их начинают использовать с целью сниже-
ния расхода электроэнергии в электрохимических процессах.
Например, электролит из диоксида циркония, модифицирован-
ный для увеличения электропроводимости добавками оксидов
других металлов (кальция, иттрия, иттербия, ванадия), кото-
рые вводят в количестве 10—15 мол. %, применяют при получе-
нии водорода электролизом водяного пара при температуре
800—1000 °C. Электропроводимость в таком электролите созда-
ется за счет ионов кислорода, образующихся в результате раз-
ложения воды:
Н2О (пар) + 2е -> О2~ + Н2 (газ)
О2- ---- V2O2(ra3) + 2e
В качестве твердых электролитов используются также ионо-
обменные мембраны из перфторированных полимеров. Такие
электролиты позволяют проводить процессы электролиза при
температурах до 150 °C, низком напряжении и высоких плотно-
стях тока. Твердые полимерные электролиты применяют в про-
изводстве водорода электролизом воды, а также при электроли-
зе хлоридов и соляной кислоты.
Твердые электролиты находят применение в некоторых ви-
дах ХИТ. Определенный практический интерес представляют
так называемые ионные сверхпроводники. Одной из характер-
ных черт этих проводников является скачкообразное (в несколь-
ко раз или даже на несколько порядков) изменение ионной
электрической проводимости, которое происходит при темпера-
туре, несколько ниже температуры плавления кристаллов. Это
обусловлено скачкообразным разупорядочением («плавлени-
ем») подрешетки одного из видов ионов (обычно катионов), в
то время как подрешетка из другого вида ионов остается упоря-
доченной и обеспечивает жесткость кристалла. Примером ион-
ных сверхпроводников служат a-Agl (выше 147°C), PbAgJs
(выше —65°C), «-Ag3SI, j[(CH3)4N]i2Ag3l5, в которых разупоря-
доченной является подрешетка ионов серебра.
Разупорядоченная структура может быть обусловлена при-
сутствием примеси твердого электролита. Так, если в ZrO2 вве-
сти около 10% Se2O3, катионные места в решетке займут ионы
Zr41 и Se3+. Ввиду разности зарядов этих ионов в анионной под-
решетке появятся вакантные узлы, по которым после наложения
постоянного электрического поля будут двигаться анионы кис-
лорода. Подобные твердые электролиты на основе ZrO2, НЮ2,
СеО2 имеют высокую электрическую проводимость при темпера-
турах около 1000 °C.
Среднетемпературным (температура 100—350 °C) твердым
электролитом, используемым в ХИТ, является р-глинозем (по-
лиалюминат натрия) Na2O-nAl2O3 (и=5—11). Решетка 0-гли-
нозема состоит из кислородно-алюминиевых шпинелеподобных
блоков, соединенных кислородным мостиком. В щелях между
24
блоками перемещаются ионы натрия, обеспечивающие электро-
проводимость системы.
Расплавы. Ионные расплавы, как правило, обладают высо-
кой удельной электропроводимостью, в несколько раз превыша-
ющую электрическую проводимость водных растворов кислот и
щелочей. Это свойство используют для получения электрохими-
ческим путем, например, щелочных и щелочно-земельных ме-
таллов, алюминия и других веществ, выделение которых невоз-
можно из водных растворов. Расплавы используют в некоторых
видах ХИТ. С целью снижения температуры плавления в каче-
стве расплавов часто применяют эвтектические смеси двух или
трех солей. Например эвтектика LiCI (45 масс. %)—КС1
(55 масс. %) имеет т. пл. 352°C. Данная эвтектическая смесь
обладает наименьшей плотностью по сравнению со смесями
других солей, что позволяет получить от ХИТ более высокие ха-
рактеристики на единицу массы.
Растворители
Растворителям принадлежит существенная роль в создании го-
могенных растворов, при электролизе которых протекает реак-
ция получения тех или иных химических продуктов. Для прове-
дения электрохимических реакций используются как водные,
так и неводные растворители, а также их смеси.
В зависимости от выполняемой роли в электрохимических
реакциях к растворителям предъявляются следующие требова-
ния: 1) растворитель, используемый как среда для проведения
электрохимических реакций, должен сохранять инертность и не
участвовать в этих реакциях в области потенциалов, при кото-
рых протекает восстановление или окисление; 2) растворитель,
который является одновременно компонентом реакционной сме-
си, должен окисляться или восстанавливаться в области потен-
циалов, соответствующих образованию целевого продукта ре-
акции, 3) растворитель должен растворять электролиты с обра-
зованием систем, хорошо проводящих ток; 4) растворитель дол-
жен хорошо растворять исходное вещество с образованием до-
статочно концентрированных гомогенных растворов.
Одной из важнейших характеристик растворителя является
диэлектрическая проницаемость (е). В зависимости от ее значе-
ния все растворители могут быть разделены на две группы —
полярные (е>30) и малополярные (е<30).
Основным условием пригодности того или иного растворите-
ля для проведения различных реакций электролиза является
способность его образовывать достаточно хорошо проводящие
ток растворы электролитов. Поэтому растворители с очень низ-
кими значениями диэлектрической проницаемости нельзя ис-
пользовать в качестве среды для проведения электрохимических
реакций.
С точки зрения протонодонорной активности растворители
можно разделить на три группы: 1) протонные; 2) апротонные;
25
3) непротонные. Характерной особенностью протонных раство-
рителей является способность отдавать протоны, т. е. служить
донорами протонов. Эта группа растворителей в свою очередь
делится на три класса: 1) гидроксильные (вода, спирты, глико-
ли, фенолы); 2) протоногенные (кислоты, значительно более
сильные, чем вода); 3) протонофильные (основания, значитель-
но более сильные, чем вода).
К числу протонных растворителей относятся вода, уксусная
кислота, метиловый и этиловый спирты, формамид, метил-
формамид, метилацетамид.
Апротонные растворители имеют водород, но не обладают
достаточно ярко выраженными кислотными и основными свой-
ствами (диметилформамид, диметилсульфоксид, ацетонитрил,
тетрагидрофуран).
Наконец, непротонные растворители не имеют в своем соста-
ве водорода, их диэлектрическая проницаемость низка и они не
пригодны для создания систем, достаточно хорошо проводящих
электрический ток.
К апротонным растворителям относятся диоксан, диметил-
формамид, диметилацетамид, ацетонитрил, диметилсульфоксид,
тетрагидрофуран, 4-бутиролактон, сульфолан, гексаметапол,
этиленкарбонат, пропиленкарбонат, нитрометан, метиленхлорид,
пиридин.
Для проведения электролиза с целью получения неорганиче-
ских соединений обычно в качестве растворителя используют
воду, в которой хорошо растворимы различные электролиты,
исходные вещества и продукты электролиза.
Для проведения электрохимических реакций с участием ор-
ганических соединений в гомогенной системе часто используют
органические растворители, их смеси или водно-органические
растворители, позволяющие создавать достаточно концентриро-
Таблица 1. Характеристика некоторых органических растворителей
Растворитель Т. пл., •С Т. кип., °C е
наименование формула
Пропиленкарбонат СН3СН—СН2—С=О 1 О 1 —49,2 241,7 65,1
у-Бутиролактон СН2СН2СН2С=О 1—0 । —42 206 39
Тетрагидрофураи СНгСНгСНаСНг 1 О—1 -65 65,4 7,4
Ди метилсульфоксид СНз—S—CHS II 0 18,4 189 46,6
Ацетонитрил CHjCN -45,7 81,6 36
26
ванные и обладающие хорошей электропроводимостью растворы
электролитов.
В табл. 1 приведены некоторые применяемые в настоящее
время растворители.
В.2. БАЛАНС НАПРЯЖЕНИЯ И РАСХОД ЭЛЕКТРОЭНЕРГИИ
Напряжение на электролизере определяет расход электроэнер-
гии при электролизе. Анализ составляющих баланса напряже-
ния позволяет оценить возможности его снижения путем влия-
ния на отдельные составляющие.
Баланс напряжения на электролизере складывается из сле-
дующих составляющих (в В):
Пэ = Еа — Ек 4" Ча + Чк “В Еэ_т 4" Ед 4" ^э-д 4" Еконт
где Ua — напряжение ' на электролизере; Ел — обратимый потенциал анода;
Ек — обратимый потенциал катода; ца — поляризация анода; цк — поляриза-
ция катода; Еэ_т— падение напряжения в электролите; Ея— падение напря-
жения в диафрагме; Еэ_д — падение напряжения в электроде; Еконт — паде-
ние напряжения в контактах.
Напряжение разложения. Алгебраическая разность термоди-
намически обратимых потенциалов называется теоретическим
напряжением разложения:
t/p = Ea — Ек
Потенциалы Еа и Ек могут быть рассчитаны по уравнению
Нернста.
Например, для расчета обратимых потенциалов анода и катода при электро-
литическом разложении воды могут быть предложены следующие выраже-
ния:
2,3RT 2.3RT
Еог = Е°Ог + —р— 1g он+ = 1.23 - —— pH
2,3RT
Ен, = Евн, 4- —р— lg°H+
2,3RT
= -—f—PH
где E°o1 и Е°нг—стандартные потенциалы, равные соответственно 1,23 и
0,0 В. Таким образом, напряжение разложения воды равно UP=EB—Ек=
= 1,23 В.
Для электролиза хлоридов электродные потенциалы могут быть рассчи-
таны по следующим уравнениям:
£a,=E.a,_^lgaa-
2.3RT
Ен, = Д°н2 4- —~р— 1g «н+
где E’er =1,359 В. Для раствора NaCl концентрацией 4,53 экв/л значение
£с12= 1,326 В (при температуре 25°C).
Для католита, содержащего 3 экв/л NaOH и 3,35 экв/л NaCl значение
Ен,:=—0,845 В. Таким образом, напряжение разложения будет равно 2,17 В.
При электролизе с ртутным катодом катодный потенциал может быть
определен из уравнения Нернста, записанного в следующем виде:
К К F к ONa
F
27
где ана+—активность ионов натрия в растворе; дна — активность натрия в
амальгаме.
Стандартный потенциал £°к при 25 °C равен 1,849 В и напряжение раз-
ложения, таким образом, при электролизе с ртутным катодом будет равно,
3,17 В.
Напряжение разложения можно рассчитать, пользуясь урав-
нениями:
А
UP~ zF
или
Q dU
zF ±Т dT
где А— максимальная работа; Q — тепловой эффект реакции.
Например, для электролитического разложения хлорида натрия тепловой
эффект можно определить из суммарного уравнения процесса:
NaCl+nH2O ----► NaOH + [п — 1] Н2О + VjCl, + VzHj
Определяют тепловой эффект реакций:
гидратации хлорида
NaCl + HjjO --> NaOH + НС1 + 1,93 кДж
и разложения хлорида на составляющие элементы:
NaC) ---► Na-j-VaCla—409,09 кДж
и взаимодействия металлического натрия с водой:
Na 4- [п + 1] HjO -* NaOH+nHsjO + + 185,84 кДж
Таким образом, тепловой эффект реакции, найденный путем суммирова-
ния тепловых эффектов частных реакций, будет равен 221,32 кДж. Значение
температурного эффекта ЭДС:
dUp/dT = —0,0004 В/°С
Таким образом, напряжение разложения хлорида натрия можно опреде-
лить, подставив найденные значения в уравнение Гиббса—Гельмгольца:
“ 0’0004'298 = 2, !7 В
Напряжение разложения является термодинамической ха-
рактеристикой электрохимической системы и мало зависит от
условий электролиза.
Поляризация. Электрохимическая реакция является гетеро-
генным процессом и ее скорость лимитируется одной из стадий:
подвод реагирующего вещества к границе раздела фаз — раз-
ряд-ионизация — отвод продуктов реакции. Поляризация, опре-
деляемая медленной стадией массопереноса, называется кон-
центрационной. Если медленной стадией является разряд-иони-
зация, то поляризация называется перенапряжением. Природа и
значение поляризации зависят от многих факторов — природы
реагирующего вещества, материала электрода и состояния егс
поверхности, плотности тока, состава раствора, температуры и
т. д.
28
Электрохимические реакции, протекающие при электролизе
воды или хлоридов с твердым катодом, характеризуются замед-
ленностью стадии разряд-ионизация. Скорость некоторых реак-
ций электрохимического синтеза лимитируется скоростью до-
ставки исходного вещества к поверхности электрода.
Падение напряжения в электролите может быть определено
по формуле:
Еэ-т — //?э-т ~ IРодЕ = ipoi
где Лэ-т — сопротивление электролита; / — сила тока, проходящего через
электролизер (нагрузка); р0—удельное сопротивление электролита; I — рас-
стояние между электродами; S — площадь сечения электролита, равная при-
мерно площади электрода; i — плотность тока.
Если в процессе электролиза образуются газообразные про-
дукты, заполняющие электролит и уменьшающие сечение S, че-
рез которое проходит ток, в выражение для расчета падения
напряжения в электролит вводят коэффициент k. Этот коэффи-
циент характеризует увеличение удельного сопротивления элек-
тролита по сравнению с сопротивлением электролита, не запол-
ненного газом, т. е.
* = Р/Ро
где р — удельное сопротивление, газонаполненного электролита.
Следовательно, выражение для расчета падения напряжения
в электролите принимает вид:
Е$—т в 1*Ро/Л
Падение напряжения в диафрагме рассчитывают по фор-
муле:
£д=^д = / Р^-
где / — сила тока, проходящего через диафрагму, А; /?д — сопротивление
диафрагмы, Ом; р0—удельное сопротивление электролита в порах диафраг-
мы, Ом-см; р — коэффициент извилистости пор; b — пористость диафрагмы,
доли единицы.
Падение напряжения в электродах рассчитывают по закону
Ома. Падение напряжения в контактах обычно принимается
равным 0,05 В.
Расход электроэнергии на 1 т произведенного продукта мо-
жет быть определен по следующему уравнению:
m 1000 и
W - Э ’Вт
где W7—расход электроэнергии, кВт-ч/т; Э — электрохимический эквивалент,
г/(А-ч); // — напряжение на электролизере, В; Вт — выход по току, доли
единицы.
в.3. ПУТИ СНИЖЕНИЯ НАПРЯЖЕНИЯ И РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Из всех составляющих баланса напряжения лишь теоретическое
напряжение разложения практически не зависит от условий
электролиза. Остальные составляющие определяются условиями
29
Рис. 4. Перенапряжение выделения хло-
ра при электролизе растворов хлорида
натрия:
1 — ПТА пассивированные, 40 °C; 2 — ПТА пас-
сивированные, 80 °C; 3—ПТА активированные,
40 °C; 4 — графитовые, 37 °C; 5 — графитовые.
50 °C; 6 — графитовые, 80 °C; 7 — ПТА активи-
рованные, 80 °C; 8 — ОРТА, 20 °C; 9 — ОРТА,
80 °C.
проведения данной реакции элек-
тролиза (материал электрода и
состояние его поверхности, плот-
ность тока, состав раствора, тем-
пература, конструкция электро-
лизера и его элементов). Во всех
случаях стремятся к снижению
составляющих баланса напряже-
ния, а следовательно, и расхода
электроэнергии при сохранении
выходов по току.
Зависимость перенапряжения
хлора от материала анода, состояния его поверхности и темпе-
ратуры показана графически на рис. 4. Из этого рисунка сле-
дует, что наименьшим перенапряжением выделения хлора обла-
дают ОРТА, что является одной из причин интенсивного про-
никновения анодов данного типа в промышленность. Пассива-
ция платино-титановых анодов (ПТА), связанная, в частности,
с повышением pH прианодного слоя, приводит к резкому возра-
станию перенапряжения хлора (аналогично влияет и снижение
температуры электролита).
Перенапряжение кислорода при электролизе воды может
быть снижено путем нанесения на катод никелевого покрытия
из электролитов, в состав которых входят роданиды, нитриты и
некоторые другие добавки. Однако стабильные результаты уда-
ется получить лишь в лабораторных условиях. В промышленном
процессе подвергаемые электролизу растворы содержат ионы
некоторых металлов, например ионы железа, попадающие из
аппаратуры и трубопроводов. При осаждении металлического
железа в результате разряда этих ионов происходит образова-
ние на катоде металлической губки и потеря активности.
Во всех случаях с целью снижения перенапряжения стремят-
ся проводить электролиз при повышенных температурах. Темпе-
ратурный коэффициент перенапряжения при выделении газов
составляет обычно 2—3 мВ/°С. Однако при повышении темпе-
ратуры необходимо учитывать побочный эффект, например,
увеличение скорости коррозии деталей электролизера.
Снижение перенапряжения является важным фактором ин-
тенсификации процесса, так как при этом можно повысить
плотность тока без увеличения расхода электроэнергии на
электролиз.
30
Поляризация, обусловленная скоростью массопереноса ис-
ходного вещества к поверхности электрода и отвода продуктов
электролиза в объем раствора, что особенно часто наблюдает-
ся в процессах электрохимического синтеза, может быть сниже-
на путем проведения электролиза в режиме интенсивного пере-
мешивания электролита. В последнее время особенно широкое
развитие получили процессы, в которых перемешивание созда-
ется за счет интенсивной циркуляции раствора через электро-
лизер.
Снижение падения напряжения в электролите может быть
достигнуто максимальным уменьшением межэлектродного рас-
стояния, выбором концентрации электролита, при которой рас-
твор обладает максимальной удельной электропроводимостью,
нахождением оптимальных температурных режимов электроли-
за, а также применением наиболее электропроводящих фоно-
вых электролитов. Большое значение имеют конструкции элект-
ролизеров и электродов, обеспечивающие снижение газонапол-
нения электролита.
Следует отметить, что при электролизе с графитовыми ано-
дами вследствие их износа в процессе электролиза увеличивает-
ся межэлектродное расстояние, что приводит к повышению па-
дения напряжения в электролите. Проблема увеличения рас-
стояния между электродами в процессе электролиза не сущест-
вует в случае применения малоизнашивающихся анодов (напри-
мер, ОРТА).
Удельная электропроводимость электролита зависит от его
концентрации и температуры и всегда повышается при увели-
чении последней. Зависимость удельной электропроводимости
от температуры выражается уравнением:
А — температурный коэффициент (зависит от природы электролита).
В некоторых случаях удель-
ная электропроводимость имеет
максимум при определенной кон-
центрации электролита. Зависи-
мость удельной электропроводи-
мости от концентрации распрост-
раненных электролитов при раз-
личных температурах приведена
на рис. 5—7. В большинстве слу-
Рнс. 5. Зависимость удельной электро-
проводимости растворов NaOH от кон-
центрации при различных температу-
2-18 °C; 3 — 50 °C; 4 —60 °C; S —
/и С; 6 — 80 °C; 7 — 90 °C; 8 — 100 ”С.
1
Рис. 6. Зависимость удельной электропроводимости растворов NaCl от кон-
центрации при различных температурах:
J — 95 °C; 2 — 90 °C; 3 — 80 °C; 4 — 70 °C; 5 — 50 °C; 6 — 30 °C; 7 — 18 °C.
Рис. 7. Зависимость удельной электропроводимости растворов НС1 от кон-
центрации при различных температурах:
7 — 94 °C; 2 — 80 °C; 3 — 60 °C; 4 — 10 °C; 5 — раствор NaCl при 60 °C.
чаев выбирают концентрацию электролита, соответствующую’
максимуму удельной электропроводимости. В некоторых случа-
ях, однако, приходится отходить от этой концентрации для до-
стижения максимального выхода целевого продукта и создания
менее коррозионно-активной среды.
При выборе температурного режима электролиза также учи-'
тывают удельную электропроводимость раствора. Если с повы-
шением температуры выход по току и по веществу не уменьша-
ется, то электролиз проводят при максимально возможных тем-
пературах. Для водных растворов это 80—100 °C. Для дальней-
шего повышения температуры водного раствора требуется уве-
личение давления в электролизере.
В процессах электролиза, протекающих с образованием га-
зообразных продуктов, необходимо учитывать влияние темпера-
туры на величину газонаполнения. Зависимость газонаполнения
от температуры при электролитическом получении хлора в
электролизерах с электродами разной высоты приведена на
рис. 8. Из рисунка видно, что температура практически не вли-
яет на газонаполнение до 80 °C. При более высоких температу-
рах происходит увеличение объема газов и эффект возрастаний
32
Рис. 9. Зависимость коэффициента увеличения удельного сопротивления
электролита от газонаполнения:
1 _ измеренное значение; 2 — рассчитанное значение.
Рис. 8. Зависимость газонаполнения от температуры для электродов различ-
ной высоты:
I — 500 мм; 2 — 1000 мм; 3 — 1500 мм.
газонаполнения по этой причине
снижения газонаполнения за счет
гаемого электролизу раствора и
превалирует над эффектом
уменьшения вязкости подвер-
облегчения подъема газовых
пузырьков.
Увеличение газонаполнения приводит к возрастанию удель-
ного сопротивления раствора (рис. 9).
Основным методом снижения газонаполнения является соз-
дание конструкций электродов, обеспечивающих быстрый отвод
образующихся газов из межэлектродного пространства в про-
странство, находящееся с обратной стороны электродов. Такой
электрод, применяющийся в современных электролизерах для
электролиза воды, представлен на рис. 10. Он состоит из ос-
новного сплошного листа 1, на котором с помощью анкерных
болтов укрепляют выносные перфорированные электроды 2. Га-
зы выделяются при электролизе в основном на выносных элект-
родах и сквозь перфорацию удаляются на его обратную сторо-
ну, не заполняя, таким образом, межэлектродное пространство.
Указанное устройство позволяет создать внутреннюю цирку-
ляцию. осуществляемую за счет разности плотностей менее и
более газонаполненного электролита. Внутренняя циркуляция
способствует более быстрому подъему пузырьков газа из меж-
электродного пространства. Одним из путей снижения газо-
наполнения является создание си-
стемы интенсивной внешней цирку-
ляции, при которой газы отделяют-
ся от раствора в вынесенном из
электролизера сепараторе.
Рис. 10. Электрод с выносными перфори-
рованными листами:
* — основной электрод; 2 — выносной электрод.
3—2021
33
Рис. 11. Зависимость падения напряжения от эквивалентной массы двух об-
разцов мембраны из перфторированного полимера.
Рис. 12. Зависимость удельного сопротивления мембраны от концентрации
NaOH в катодном пространстве для различных типов мембран марки «на-
фион»:
1 — нафион 315; 2 — нафион 425; 3— нафион 415; 4 — раствор едкого натра.
Электропроводимость ионообменной диафрагмы и падение
напряжения в ней зависят от эквивалентной массы (рис. 11).
В связи с тем, что потери напряжения и выход по току (хлора
при использовании данной мембраны в процессе электролиза
растворов хлорида) увеличиваются с ростом эквивалентной мас-
сы полимера, оказалось целесообразным изготавливать мембра-
ну из двух слоев — тонкого с высокой эквивалентной массой, и
толстого — с низкой эквивалентной массой. Тонкий слой, имею-
щий низкую удельную электропроводимость, обращен к катоду,
а толстый — с более высокой удельной электропроводимостью—
к аноду.
При повышении концентрации щелочи структура ионообмен-
ной перфторированной мембраны изменяется, происходит уве-
личение ее удельного сопротивления (рис. 12).
Для снижения напряжения на электролизере ионообменные
мембраны применяются обычно небольшой толщины — от 0,1 до
0,2 мм.
При разработке конструкции электролизера следует учиты-
вать, что электропроводимость проводников первого рода и кон-
тактов снижается при повышении температуры, поэтому сечение
проводников и конструкция контактов должны выбираться с
учетом возможности исключения перегрева.
В.4. ЭКОНОМИЧЕСКАЯ ПЛОТНОСТЬ ТОКА
Экономическая плотность тока соответствует минимальному
значению себестоимости продукта электролиза. При прочих не-
изменных технологических и конструктивных параметрах про-
цесса повышение электродных плотностей тока сопровождается
увеличением напряжения на электролизере и, следовательно,
34
Рис. 13. Зависимость себестоимости про-
дукта от плотности тока.
Анодная плотность тока. а1”>
возрастанием расхода электроэнергии. С повышением плотности
тока доля затрат на электроэнергию в себестоимости продуктов
увеличивается в пределах, определяемых ценами на электро-
энергию. Однако повышение электродной плотности тока сопро-
вождается пропорциональным увеличением количества продук-
та, синтезируемого на единице поверхности электрода (если вы-
ход по току не уменьшается). Повышение производительности
электролизера приводит к снижению капитальных затрат.
Таким образом, целесообразность интенсификации процесса
электролиза за счет повышения электродных плотностей тока
можно оценивать как конечный экономический эффект, дости-
гаемый в результате влияния двух противоположных факторов:
повышения расходов на электроэнергию и снижения капиталь-
ных затрат.
Себестоимость продукта X представляет собой сумму двух
составляющих:
X = Y + Z
где У — доля себестоимости, не зависящая от плотности тока (затраты на
сырье, материалы и т. д.); 2— доля себестоимости, зависящая от плотности
тока (затраты на электроэнергию, цеховые расходы, амортизационные отчис-
ления, заработная плата основного персонала).
Наименьшая себестоимость будет соответствовать плотности
тока, при которой Z имеет минимальное значение. Это и будет
экономическая плотность тока. Значение последней можно оп-
ределить графически, оценивая зависимость от нее составляю-
щих. Суммарная кривая зависимости себестоимости продукта
от плотности тока приведена на рис. 13. Минимум на кривой со-
ответствует экономической плотности тока. Значение экономи-
ческой плотности тока увеличивается со снижением стоимости
электроэнергии, повышением электропроводимости подвергаемо-
го электролизу раствора.
В-5. ПРОМЫШЛЕННЫЙ ЭЛЕКТРОЛИЗ
Схемы включения электродов
В электрохимии применяются электролизеры с моно- и биполяр-
ным включением электродов в цепь постоянного тока.
При монополярной схеме (рис. 14) все электроды одного
знака присоединены к шине, идущей от соответствующего по-
люса источника постоянного тока. Ток, проходящий через один
Рис. 14. Схема монополярного элект-
ролизера:
1 — корпус электролизера; 2 — аноды; 3 —
катоды.
Рис. 15. Схема биполярного электро-
лизера.
электрод, в соответствии с законом параллельного соединения
проводников равен общей силе тока, деленной на число элект-
родов. Напряжение, возникающее между парой электродов про-
тивоположного знака, равно общему напряжению на электроли-
зере.
При биполярной схеме включения электродов ток от источ-
ника тока подводится лишь к крайним электродам, являющим-
ся монополярными (рис. 15). Все остальные электроды, распо-
ложенные между крайними монополярными электродами, токо-
подводов не имеют и работают как биполярные — одна сторона
электрода является катодом, а другая — анодом. Через каждую
ячейку биполярного электролизера проходит весь ток, поступа-
ющий от внешнего источника постоянного тока, а общее напря-
жение равно произведению напряжения на одной ячейке на чис-
ло ячеек.
Для биполярного электролизера существуют понятия линей-
ной и эквивалентной силы тока (токовой нагрузки). Эквива-
лентная сила тока (/экв) равняется линейной силе тока (/ЛИн),
проходящего через электролизер, умноженного на число ячеек
(п):
1экв = 1птп
Монополярные электролизеры обычно рассчитаны на боль-
шой ток и малые напряжения, биполярные — на сравнительно
небольшой ток и высокие напряжения.
Определенные трудности при создании конструкций биполяр-
ных электролизеров возникают в тех случаях, когда катод и
анод изготавливают из разных материалов. При этом становит-
ся важной проблема надежности и коррозионной стойкости уст-
ройств, с помощью которых осуществляется электрический кон-
такт двух поверхностей одного биполярного электрода. В по-
36
среднее время эта проблема решается путем применения метал-
лических электродов, например, типа ОРТА.
Если монополярные электролизеры не создаются на токовые
нагрузки выше 150—200 кА, то известны промышленные конст-
рукции биполярных электролизеров, рассчитанные на эквива-
лентную нагрузку 800—1000 и даже 1800 кА.
Конструкции электролизеров
Все электролизеры, применяемые в электрохимических произ-
водствах, делятся на ящичные и фильтр-прессные. Ящичные
электролизеры могут быть цилиндрическими и прямоугольными.
Обычно отношение площади электродов к объему раствора, на-
ходящегося в ящичном электролизере, невелико. Монополярный
или биполярный пакет электродов помещают в один корпус
ящичного электролизера. В гидрометаллургии и гальванотехни-
ке используют исключительно ящичные электролизеры, в галь-
ванотехнике их обычно называют гальваническими ваннами.
Фильтр-прессные электролизеры состоят из отдельных рам,
которые стягиваются в единую конструкцию с помощью винто-
вого или гидравлического устройств. Уплотнение между отдель-
ными рамами достигается с помощью эластичных прокладок,
которые плотно прижимаются к рамам при их стягивании. От-
ношение площади электродов к объему раствора в фильтр-прес-
сных электролизерах выше, чем в ящичных. Скорость процесса
разложения исходного вещества в электролизерах этого типа
также больше, чем в ящичных. Поэтому для поддержания оп-
тимального состава раствора путем его корректирования вне
электролизера, а также для сохранения теплового режима при
эксплуатации предусматривается система интенсивной циркуля-
ции. В фильтр-прессных электролизерах обычно применяют би-
полярное включение электродов.
Недостатком электролизеров фильтр-прессного типа являет-
ся наличие большого числа разъемных деталей, что требует
особенно тщательного уплотнения с целью герметизации конст-
рукции. Кроме того, монтаж и ремонт этих электролизеров свя-
зан со значительно большими трудностями, чем электролизеров
ящичного типа. Однако несмотря на это, фильтр-прессные элек-
тролизеры завоевывают все большее признание при проведении
различных процессов электролиза.
Основным недостатком как ящичных, так и фильтр-прессных
электролизеров является их малая производительность по срав-
нению с химическими реакторами. В последнее время большое
внимание уделяют конструированию и освоению новых типов
электролизеров с объемными электродами, производительность
которых приближается к производительности химических реак-
торов. Однако эти электролизеры не получили пока распростра-
нения в промышленности.
В гндроэлектрометаллургии используют отдельные неболь-
шие установки, оборудованные перспективными электролизера-
37
ми с вращающимися дисковыми и барабанными катодами, а
также с катодами в виде бесконечной движущейся ленты. При-
менение движущихся катодов позволяет повысить плотность то-'
ка и автоматизировать снятие металла с катода, особенно если
металл осаждается в виде порошка.
Общая компоновка зала электролиза
В крупных электрохимических производствах в цехах электро-
лиза размещается значительное число электролизеров (до
100 шт. и более). Электролизеры располагают рядами и элект-
рически соединяют последовательно в серии. Каждая серия пи-
тается одним выпрямительным агрегатом, рассчитанным на на-
пряжение 350—400 В и силу тока 12,5, 25 или 50 кА. Выпрями-
тельная подстанция должна находиться в непосредственной
близости к цеху. В настоящее время в электрохимических про-
изводствах используют исключительно полупроводниковые вы-
прямительные агрегаты.
На рис. 16 представлены различные типы включения элект-
ролизеров в серии. Последовательно в серии могут быть соеди-
нены как отдельные ванны, (внутри которых электроды соеди-
нены параллельно), так и блоки ванн. При выборе оптималь-
ного включения ванн учитывается возможность экономии шин-
ной меди, а также удобство и простота обслуживания ванн,
съем продукта с 1 м2 площади пола. Так, например, система по-
следовательного включения многих ванн по Уокеру (рис. 16,в),
объединенных в блоки по 10—20 ванн, дает огромную экономию
шинной меди, однако при этом затрудняется обслуживание ванн.
Рис. 16. Схема включения ванн в серии:
J — параллельио-последовательиое включение моиополярных электродов; а — последова-
тельное включение отдельных ванн; б — последовательное включение сдвоенных ваннз
в — последовательное включение вани с общими токораспределительными шинами (систе-
ма Уокера); г — последовательное включение с непосредственным контактом электродов
(система Уайтхеда); ZZ — система последовательного включения блоков ваин (д—ж) с би-
полярными электродами.
38
Тем не менее эта система сравнительно широко распространена
в гидрометаллургии.
При соединении электролизеров в серии необходимо прини-
мать меры для устранения токов утечки. Для этой цели на тру-
бопроводах, подающих и отводящих раствор, устанавливают
вставки из неэлектропроводящих материалов, а сами трубопро-
воды монтируют на электроизоляционных опорах. В производ-
стве хлора на линии отходящих электролитических щелоков
устанавливают капельницы, обеспечивающие разрыв струи.
В зале электролиза электролизеры обычно устанавливают
на фарфоровых изоляторах, чтобы устранить возможные токи
утечки. Иногда их размещают на кирпичных или бетонных стол-
бах, которые окрашивают смоляной краской. Высота столба-
изолятора 2,0—3,5 м. При таком размещении под ваннами обра-
зуется этаж, используемый для размещения сливных трубопро-
водов, баков, насосов и другого вспомогательного оборудования,
предназначенного для обслуживания процесса. Рядом с залом
электролиза размещают ремонтные мастерские. Электролизер,
подлежащий замене, шунтируют с помощью передвижной шун-
тирующей тележки, отсоединяют от шин и трубопроводов и мо-
стовым краном транспортируют в мастерскую. Замену электро-
лизеров проводят, как правило, без остановки производственно-
го процесса.
В гидрометаллургических производствах рядом с залом элек-
тролиза располагается отделение подготовки анодов и катодов.
Гальванические цехи имеют также отделения, в которых про-
изводят обработку поверхности изделий перед нанесением по-
крытий.
ГЛАВА 1
ХИМИЧЕСКИЕ ИСТОЧНИКИ ТОКА (ХИТ)
1.1. ОБЩИЕ СВЕДЕНИЯ [1—3]
Основные термины и определения
Химическими источниками тока (ХИТ) называют электротех-
нические устройства, в которых энергия химической окислитель-
но-восстановительной реакции непосредственно превращается в
электрическую энергию. Процесс, во время которого ХИТ отда-
ет энергию во внешнюю цепь, называется разрядом.
ХИТ, состоящий из одной электрохимической ячейки, пред-
ставляет собой гальванический элемент. Он может действовать
как самостоятельный источник электрической энергии или как
составная часть батареи. Батарея —это два или более элемен-
та, соединенные электрически (последовательно или параллель-
но), имеющие общий корпус, выводы и маркировку.
Существуют три основных типа ХИТ: первичные ХИТ, вто-
ричные ХИТ и топливные элементы.
К первичным ХИТ относятся устройства, которые допуска-
ют лишь однократное использование заключенных в них актив-
ных материалов. При этом отдача электрической энергии мо-
жет быть осуществлена в один или несколько приемов. Полно-
стью разряженный первичный источник тока к дальнейшей ра-
боте непригоден.
Вторичными называют такие ХИТ, работоспособность кото-
рых после разряда может быть восстановлена путем заряда,
т. е. путем пропускания постоянного электрического тока через
источник тока в направлении, противоположном тому, в котором
протекал ток при разряде. При заряде продукты разряда пре-
вращаются в первоначальные реагенты. Вторичные ХИТ подраз-
деляются на аккумуляторы (вторичные элементы) и аккумуля-
торные батареи. В дальнейшем в тексте для краткости вторич-
ные ХИТ будут называться аккумуляторами.
Топливный элемент (ТЭ)—это ХИТ, в котором реагенты
(топливо, т. е. восстановитель, и окислитель) непрерывно и раз-
дельно подводятся к электродам. Таким образом, ТЭ преобра-
зует химическую энергию в электрическую до тех пор, пока в
него поступают реагенты. ТЭ входят в состав электрохимическо-
го генератора (ЭХГ), который включает батарею ТЭ, устройст-
ва для переработки и подвода топлива и окислителя, для выво-
да продуктов реакции, контроля и поддержания температуры и
другие устройства.
Существуют также комбинированные (полутопливные) ХИТ,
в которых заложен запас лишь одного из активных материалов;
второй реагент при разряде непрерывно подается извне.
40
За годы советской власти в СССР создано мощное производ-
ство ХИТ, представляющее важную отрасль электротехнической
промышленности. Существенный вклад в исследование механиз-
ма электродных процессов в ХИТ внесли работы, выполнен-
ные под руководством академика А. Н. Фрумкина, профессоров
Б. И. Кабанова, В. С. Багоцкого, М. А. Дасояна, В. Е. Дмитрен-
ко, II. Д. Луковцева, М. Ф. Скалозубова и многих других со-
ветских ученых.
Электроды. Активные вещества. Активные массы
Конструктивное выполнение ХИТ может быть самым различ-
ным, но в принципе любой гальванический элемент состоит из
двух электродов, разделенных слоем электролита.
Электродная электрохимическая (окислительная или восста-
новительная) реакция протекает на границе раздела фаз меж-
ду электродом и электролитом. Кроме электронного проводника,
электрод может содержать и другие фазы, например твердые
реагенты, добавки, улучшающие работоспособность электрода.
Реагенты (окислители и восстановители), участвующие в элект-
родных реакциях, называются активными веществами. Актив-
ные вещества в совокупности с электролитом образуют электро-
химическую систему, которая условно изображается следующим
образом:
(— )активное вещество | электролит | активное вещество! + )
Состав активных веществ электродов и электролита обозна-
чается химическими формулами. Активным веществом отрица-
тельного электрода служит восстановитель, отдающий электро-
ны. При разряде отрицательный электрод является анодом, т. е.
электродом, на котором протекают окислительные процессы.
Активным веществом положительного электрода служит окис-
литель, присоединяющий электроны. При разряде положитель-
ный электрод является катодом—-электродом, на котором про-
текают восстановительные процессы.
В тех случаях, когда материал электронного проводника
электрода оказывает существенное влияние на характеристики
ХИТ, целесообразно его указывать (в скобках, рядом с форму-
лой активного вещества) в обозначении электрохимической си-
стемы. Например, обозначение кислородно-водородного топлив-
ного элемента с платиновыми электродами-катализаторами за-
пишется
(—) (Pt)H21 КОН | O2(Pt) (-}-)
В табл. 1.1 приведена характеристика некоторых активных
веществ, нашедших применение в ХИТ с водными электролита-
ми. Фактические значения потенциалов электродов из табл. 1.1
во многих случаях соответствуют равновесным значениям или
близки к ним (Zn, Pb, Н2, Fe, Cd, PbO2, AgO, Ag2O, NiOOH,
AgCl.CuCl).
41
Таблица 1.1. Характеристика некоторых активных веществ [/]
Источник тока Отрицательный электрод Положительный электрод
активное вещество продукт реакции Потенциал, В э, г/(Ач) активное вещество продукт реакции Потенциал, В э, г/(А-ч)
стандарт- ный факти- ческий стандарт- ный факти- ческий
Марганцево-цинковый элемент с солевым элек- тролитом гп Zn2+ —0,763 —0,76 1,220 МпО2 MnOOH (1.25) 0,8-1,1 3,244
Элементы с щелочным электролитом марганцево-цинковый МпО2 MnOOH (0,35) 0,15—0,35 3.244
ртутно-цинковый Zn ZnO —1,254 —1,30 1,220 HgO Hg 0,098 0,05 4,041
воздушно-цинковый о2 он- 0,401 0,1—0,2 0,298
Активируемый хлорной кислотой Pb Pb2+ —0,126 —0,154- —0,2 3,865 РЬО2 Pb2+ 1,455 1,65—1,75 4,462
Активируемый природ- ной водой Mg Mg2+ —2,363 — 1,24- —1,8 0,454 AgCl CuCl Ag Cu 0,222 0,137 0,22 0,14 5,348 3,694
Свинцовый (кислотный) аккумулятор Pb PbSO4 —0,357 —0,36 3,865 PbO2 PbSO4 1,690 1,76 4,462
Серебряно-ципковый ак- кумулятор l Zn ZnO —1,254 —1,30 1,220 AgO Ag2O Ag2O Ag 0,605 0,345 0,56 0,30 4,622 4,324
Никель-цинковый акку- мулятор
Никель-железный акку- мулятор Fe Fe(OH)2 —0,877 —0,96 1,042 NiOOF Ni(OH)2 0,49 0,41—0,45 3,422
Никель-кадмиевый акку- мулятор Cd Cd(OH)2 —0,809 —0,89 2,097
Никель-водородный ак- кумулятор H2 H2O
Кислородно-водородный топливный элемент —0,828 —0,91 0,038 O2 OH- 0,401 0,1—0,2 0,298
Кислородно-гидразион- ный топливный элемент n2h4 n2 —1,160 -0,94- —1,0 0,299
Кислородно-метанольный топливный элемент CH3OH CO32- —0,91 —0,6-=- —0,8 0,199
Примечания, 1. Электродные реакции приведены при рассмотрении соответствующих ХИТ (разделы 1, 2, 1.3 и 1.4). 2 Для МпО2 при-
ведены условные средние значения Ео, так как термодинамические значения потенциала сильно колеблются в зависимости от модификации сте-
пени окисленности и гидратации MnOs. ’
Значения равновесных потенциалов могут быть рассчитаны
по уравнению Нернста:
ЕР = ЕО— -рр- 1л (Пл,- 1) = Ео — -рр- 2, vt- In ai
где £*о — стандартный электродный потенциал; ai—активности участников
электродной реакции; V» — стехиометрические числа участников реакции с
соответствующим знаком.
Для реакции, записанной в виде Ох+не—>Red, v;<0 для
исходных веществ и v;>0 для продуктов реакции.
Для ряда электродов необходимо знать не равновесные, а
компромиссные значения бестоковых потенциалов, что обуслов-
лено протеканием на неполяризованном электроде сопряженных
электрохимических реакций. Значительная разница между комп-
ромиссными и равновесными значениями потенциала характер-
на, например, для пассивирующихся металлов (Mg, Al, Ti).
Равновесный потенциал не достигается на кислородном, гидра-
зиновом, метанольном электродах. Неравновесным является и
оксидно-марганцевый электрод.
Прн сравнении значений электрохимических эквивалентов
различных веществ видно, что для всех окислителей (за иск-
лючением кислорода) характерен высокий теоретический рас-
ход активного вещества. Минимальным электрохимическим эк-
вивалентом среди восстановителей обладает водород; малым
теоретическим расходом отличаются метанол, гидразин, маг-
ний. Указанные обстоятельства обусловили повышенный инте-
рес к разработке ХИТ с данными активными веществами, а так-
же с кислородом.
Термодинамическую устойчивость активных веществ ХИТ в
водных растворах характеризует диаграмма на рис. 1.1. Потен-
циалы большинства рассмотренных электродов находятся вне
области термодинамической устойчивости воды, следовательно,
при хранении таких электродов в водных растворах возможен
их саморазряд с выделением водорода или кислорода. Однако
все рассмотренные электро-
ды реализованы в ХИТ по-
тому, что побочные реакции
саморазряда этих электро-
дов идут с малой скоростью,
или вследствие разработки
так называемых резервных
ХИТ (с. 76), которые хра-
нятся без электролита.
Рис. 1.1. Соотношение потенциа-
лов положительных и отрицатель-
ных электродов ХИТ и равновес-
ных потенциалов водородного (1)
и кислородного (2) электродов.
В зависимости от фазового состояния используемых актив-
ных веществ различают электроды с твердыми или с жидкими
и газообразными реагентами (электроды-катализаторы или
инертные электроды). Для улучшения работоспособности элект-
рода твердые активные вещества часто используют в составе
так называемых активных масс — смесей их с веществами, при-
дающими массе определенные физико-химические свойства.
В качестве компонентов активных масс могут быть использо-
ваны:
электропроводящие добавки (металлические, угольные, гра-
фитовые порошки);
различные связующие (карбоксиметилцеллюлоза, фторо-
пласт, полиэтилен и т. д.);
так называемые расширители — соединения, препятствующие
рекристаллизации частиц активного вещества и тем самым спо-
собствующие сохранению высокой истинной поверхности элект-
рода;
ингибиторы коррозии (для порошковых металлических ано-
дов);
активирующие добавки, способствующие повышению коэф-
фициента использования активного вещества, и т. д.
В элементах с жидкими и газообразными реагентами мате-
риал электрода не расходуется, а лишь оказывает ускоряющее
влияние на протекание электрохимических реакций (т. е. вы-
полняет функции токоотвода и катализатора).
Электролиты
В выпускаемых промышленностью и в разработанных новых
ХИТ используются различные типы электролитов. Наиболее
широко применяются водные растворы кислот и щелочей; из
используемых в ХИТ водных растворов солей — концентриро-
ванные растворы NH4CI и природная (морская или пресная)
вода. Хотя природная вода имеет низкую проводимость, ее при-
менение оправдано для некоторых типов резервных ХИТ, хра-
нящихся без электролита.
Выше было указано, что многие восстановители и окислите-
ли, используемые в ХИТ, термодинамически неустойчивы при
хранении в контакте с водными растворами и постепенно разла-
гаются (саморазряд ХИТ). Кроме того, при заряде аккумулято-
ров с водными электролитами на электродах выделяются водо-
род и кислород вследствие электролиза воды, что осложняет
эксплуатацию и конструирование аккумуляторов. Избежать
этих трудностей позволило бы применение некоторых типов не-
водных электролитов.
Представляют интерес электролиты на основе неорганиче-
ских неводных растворителей. К ним относятся, в частности,
жидкий аммиак, оксихлорид фосфора РОС13 (т. пл. 1,15 °C,
т. кис. 108°С), тионилхлорид SOC12 (т. пл. —104,5 °C, т. кип.
45
75,6°C), жидкий диоксид серы (т. пл. —72,7 °C, т. кип. —10 °C).
В соответствии с теорией образования сольватированных систем
эти вещества способны к ионизации
2NH3 NH4+4-NH2-
2SO2 ч—» S02++SO32-
с образованием катионов и анионов, обладающих свойствами
соответственно кислоты и основания. Этим и объясняется их
способность образовывать со многими солями электропрово-
дящие системы. К таким солям относятся тиоцианаты NH4SCN
и KSCN (в случае жидкого аммиака), литиевые соли сильных
кислот (для других растворителей).
В целях повышения рабочего напряжения и других харак-
теристик ХИТ применяют также электролиты на основе невод-
ных апротонных растворителей и ионные расплавы. Максималь-
ная удельная электрическая проводимость апротонных электро-
литов на 1—2 порядка ниже проводимости водных электроли-
тов (табл. 1.2), поэтому разрядные плотности тока в элементах
с апротонными электролитами невелики.
Ионные расплавы, напротив, имеют удельную электрическую
проводимость, в несколько раз превышающую проводимость
водных растворов кислот и щелочей. Для снижения нижнего
Таблица 1.2. Удельная электрическая проводимость некоторых электролитов
Электролит Состав электролита Темпера- тура, °C Электриче- ская прово- димость, См/см
Водные растворы КОН (6 моль/л) 18 0,565
30% H2SO4 20 0,758
35%! НСЮ4 20 0,725
25% H2SiF6 20 0,615
25% NH.C1 18 0,4
Морская вода 25 0,034-0,06
Электролиты на основе неорганических раствори- телей Электролиты на основе Раствор LiAlCl4 (2 моль/л) в soci2 Раствор LiC104 (1 моль/л): 25 0,02
органических раствори- в пропиленкарбонате 25 0,0073
телей в диметилсульфоксиде 25 0,0137
в у-бутиролактоне 25 0,0107
в тетрагидрофуране 25 0,0050
Расплавленные электро- Эвтектическая смесь LiCl— 450 1,571
ЛИТЫ КС1 700 Около 3
Твердые электролиты RbAg4I5 25 0,164-0,26
a-Agl 200 1
(ZrOa) o,85 (CaO) 0,15 1000 0,03
(ZrOa) 0,9 (SC2O3) 0,1 1000 0,34
N a2O • 11A12O3 (монокрис- талл) Na2O-(9—11)A12O3 (поли- кристаллический' 300 0,234-0,30
300 0,03-40,06
46
температурного предела эксплуатации ХИТ с расплавленными
электролитами используют эвтектические смеси двух или трех
солей, чаще всего смесь LiCl (45 масс. %) —КС1 (55 масс. %),
имеющую температуру плавления 352 °C. Эта эвтектическая
смесь обладает наименьшей плотностью по сравнению со сме-
сями других солей, что позволяет улучшить показатели ХИТ на
единицу массы.
Находят применение в ХИТ и твердые электролиты, имею-
щие ионную проводимость в твердом состоянии.
В некоторых топливных элементах в качестве электролита
используют ионообменные мембраны (с. 121).
Если жидкий электролит (раствор или расплав) находится
в порах твердого непроводящего тела — электролитоносителя
(так называемой матрицы), его иногда называют матричным
электролитом. Проводимость матричного электролита (оэф)
уменьшается по сравнению с проводимостью жидкости в сво-
бодном объеме и может быть рассчитана по уравнению
Цэф =
где а — электрическая проводимость электролита; £—пористость матрицы;
Р — коэффициент извилистости пор.
Разновидностью матричного электролита является загущен-
ный электролит, в котором матрицей служат макромолекулы
загустителя (крахмала, муки, силикагеля и т. п.) с малопо-
движной пространственной структурой. В матричных электроли-
тах отсутствует перемешивание жидкости за счет конвекции,
поэтому их применение облегчает герметизацию ХИТ.
Сепараторы
Почти во всех ХИТ с жидким электролитом между электрода-
ми устанавливают сепараторы, выполняющие (в общем слу-
чае) следующие основные функции:
предотвращение внутренних коротких замыканий между раз-
ноименными электродами;
механическое удержание активной массы на электродах во
избежание ее выкрашивания и осыпания;
замедление роста металлических дендритов при заряде не-
которых типов аккумуляторов;
удержание электролита капиллярными силами вблизи по-
верхности электродов (функция электролитоносителя);
уменьшение саморазряда ХИТ вследствие замедления мас-
сопереноса растворенных активных веществ к противополож-
ным электродам.
В качестве сепараторов используют микро- и крупнопори-
стые диафрагмы и набухающие мембраны.
47
Характеристики ХИТ
Электродвижущая сила. Значение электродвижущей силы
(ЭДС) электрохимической системы, используемой в ХИТ, оп-
ределяется изменением энергии Гиббса AG при электрохимиче-
ском процессе:
£ __ *1
£т----nF
где п —число электронов, участвующих в реакции; F—-число Фарадея.
Поскольку уменьшение энергии Гиббса равно максимально
возможной работе химической реакции (1Гтах=—AG), то вели-
чина Ет — это предельно возможное напряжение разряда.
Согласно уравнению Гиббса — Гельмгольца
Д6 = ДЯ — 7Д5 = ДЯ + 7 (d&G/dT)p
где ДЯ — изменение энтальпии при электрохимическом процессе; AS — изме-
нение энтропии; Т — термодинамическая температура.
Из приведенных выше уравнений следует, что
л <? I aAG \ ( д (~nFEJ \ _ г( дЕт\
—Дд — I I — I дт — —ni- дт 1
\ /р \ /р \ 1р
т. е., зная AS при электрохимической реакции, можно опреде-
лить температурный коэффициент ЭДС электрохимической си-
стемы (и наоборот). Таким образом
ДЯ / дЕт \
£г----nF + Г( дТ )
\ !р
Этим уравнением пользуются для проверки правильности пред-
полагаемой реакции, протекающей в ХИТ. Величины £т и
(дЕт/дТ)р определяют экспериментально, а затем вычисляют
АН. Равенство тепловых эффектов, вычисленных по термодина-
мическим данным и по уравнению (а), указывает на правиль-
ность принятой реакции, протекающей в ХИТ.
ЭДС может быть также определена как разность равновес-
ных потенциалов электродов элемента:
£т = £р+ — Ер—
каждый из которых может быть рассчитан по уравнению Нерн-
ста.
Далеко не во всех электрохимических системах достигается
термодинамически рассчитанная величина Ет. Во многих слу-
чаях приходится иметь дело с неравновесными значениями бес-
токовых потенциалов электродов. Поэтому для характеристики
ХИТ широко используют понятие напряжение разомкнутой цепи
(НРЦ), представляющее собой разность бестоковых потенциа-
лов положительного и отрицательного электродов
Up ц = Е+ — Е_ причем Яр ц £т
Напряжение ХИТ при разряде L/P меньше напряжения ра-
зомкнутой цепи на абсолютную величину поляризации электро-
48
дов h+l и П-) 11 на величину падения напряжения на омиче-
ском сопротивлении Rom (сопротивление электролита, электро-
дов и других токоведущих деталей ХИТ):
UP — 17р. ц — (14+1 + Л-) — IpRom
Одновременно, согласно закону Ома
Up == IpRa.u
где /?в.ц — сопротивление внешней цепи при разряде ХИТ.
При заряде аккумулятора 173>t/p.u, т. е.
U3 = иРл + (т]+ + | т]_ |) + /3/?ом
В уравнениях для Up и U3 учтено, что катодная поляризация
отрицательна (катодный процесс при разряде протекает на по-
ложительном электроде, а при заряде — на отрицательном).
Индексы «р» и «з» в уравнениях, приведенных выше, пока-
зывают, что данная величина относится к разряду или заряду.
В дальнейшем, если речь пойдет о разряде, индекс «р» будет
опущен.
Вольт-амперная характеристика. Внутреннее сопротивление.
Зависимость разрядного напряжения от силы тока представля-
ет вольт-амперную характеристику ХИТ (рис. 1.2), обычно име-
ющую нелинейный характер.
Частное от деления разности между НРЦ и напряжением
ХИТ на силу тока есть внутреннее сопротивление ХИТ:
17рц —17
Внутреннее сопротивление ХИТ равно сумме омического со-
противления ХИТ ROM и поляризационных сопротивлений его
электродов Rnon-
п__ р л_р ____Р [ 1 '*!-»-1 ~Ь 'П-
М - МОМ МПОЛ -- МОМ 1 I
Поскольку в общем случае между поляризацией и силой то-
ка нет линейной зависимости, величины Rnon и R обычно зави-
сят от силы тока.
Внутреннее сопротивление ХИТ меняется в процессе разря-
да. Кроме того, величина R зависит от размеров и конструкции
ХИТ: чем больше размеры, тем меньше величина R для ХИТ
одной системы.
С целью снижения омического сопротивления ХИТ уменьша-
ют межэлектродное расстояние и используют материалы и элек-
тролиты, обладающие высокой электропроводимостью. Если ак-
тивные вещества отличаются низкой электропроводимостью, в
активную массу вводят электропроводящие добавки (графит,
сажу, металлический порошок).
Для снижения поляризационного сопротивления применяют
электроды с развитой поверхностью (порошковые, губчатые и
Др.), используют комбинации активного вещества и электроли-
49
4—2021
Рис. 1.2. Типичная вольт-амперная кривая и зависимость мощности ХИТ от
тока нагрузки.
Рис. 1.3. Разрядная кривая ХИТ (точка А—конечное напряжение).
та с высоким током обмена электродной реакции, подбирают
электролиты, в которых растворяются продукты разряда.
Разрядная кривая. По кривой разряда ХИТ можно судить
о величине и степени постоянства напряжения. По оси абсцисс
откладывается либо время разряда (рис. 1.3), либо количество
электричества Q, получаемое от ХИТ (или пропорциональная
ему величина) (см. также рис. 1.17, 1.31).
Резкое снижение напряжения в конце разряда может быть
вызвано: расходом активного вещества по крайней мере одного
электрода; расходом электролита; пассивацией одного из элект-
родов; короткими замыканиями между электродами. Постепен-
ное снижение напряжения при разряде может быть обусловле-
но уменьшением НРЦ; увеличением поляризации одного или
обоих электродов во времени и увеличением значения /?ом.
Характер разрядной кривой зависит от многих факторов, в
частности, от вида электрохимической системы, конструкции и
размеров ХИТ и режима разряда. Под режимом разряда пони-
мают совокупность условий, при которых происходит разряд
ХИТ: температуру окружающей среды и электролита, силу
разрядного тока или нагрузочное внешнее сопротивление, вид
разряда (прерывистый, непрерывный, с подзарядом и т. д.), а
также допустимое конечное напряжение (7КОН, ниже которого
ХИТ считают разряженным.
Мощность ХИТ — количество энергии, отдаваемое им в еди-
ницу времени. Полезная мощность Р равна разности между
теоретической мощностью Рт и потерями мощности внутри ХИТ:
P = PT — PR = 1UPM — I2R
Дифференцируя по I и приравнивая производную нулю, най-
дем условие получения максимальной полезной мощности:
dP
d! —Up,n 21R — 0; I — Up _u/(RB ,ц + R)
и R
^P.u 2 -1 R ~ или Rb.ij = R
50
Для получения во внешней цепи максимальной полезной
мощности необходимо, чтобы внешнее сопротивление было рав-
но полному внутреннему сопротивлению ХИТ (при выводе рас-
смотрен простейший случай, когда /? = const).
Полезная мощность ХИТ не является присущей ему посто-
янной величиной, так как она зависит от силы тока. Зависи-
мость Р от I может быть легко получена из вольт-амперной ха-
рактеристики (см. рис. 1.2), поскольку
Р = IU
Видно, что зависимость проходит через максимум: при боль-
шой силе тока существенное влияние оказывает падение напря-
жения.
Емкость. Энергия. Разрядная емкость С — это количество
электричества, отдаваемого источником электроэнергии при его
разряде до достижения 17кон при заданном режиме разряда.
Если разряд ведут при I—const, то
С; = 7т
Если разряд ведут при постоянном сопротивлении внешней
цепи /?в. ц, то
_ й ip
Сд= /т= -р---т = -р--- I Udx
<\в.ц ^в.ц J
О
где I и U — средние значения тока и напряжения за время т; т — время раз-
ряда до достижения конечного значения напряжения.
Различают также номинальную емкость С°, которая отно-
сится к номинальному режиму разряда и гарантируется изгото-
вителем. Нередко величина С° входит в условное обозначение
ХИТ. Фактическое значение емкости при номинальном режиме
разряда на 5—15% превышает гарантированное.
Емкость электрода пропорциональна массе активного веще-
ства М и коэффициенту его использования X и обратно про-
порциональна электрохимическому эквиваленту реагента Э:
Коэффициент использования реагента характеризует ту его
долю в активном веществе, которая расходуется на токообра-
зующую реакцию, и зависит от режима разряда.
При рассмотрении ХИТ вводится понятие ограничитель ем-
кости. Разрядная емкость ХИТ ограничена тем электродом
(положительным или отрицательным), чья емкость меньше.
Если емкость можно рассматривать для отдельных электро-
дов, то понятие энергии характеризует ХИТ в целом.
Энергия, отдаваемая источником тока во внешнюю цепь при
полном разряде, равна произведению его емкости на среднее
4*
51
значение напряжения:
W = CU
т
При 1 = const Wj = I j Udr
о
т
При RB ц = const U:\ = -J U2dx
о
Если аналитическая зависимость V от т неизвестна, емкость
и энергию можно определить графически: заштрихованная пло-
щадь под разрядной кривой (рис. 1.3) пропорциональна емко-
сти CR, а также энергии Wj.
Саморазряд — потеря емкости ХИТ, обусловленная протека-
нием в нем самопроизвольных процессов. Саморазряд имеет ме-
сто как при хранении, так и при разряде ХИТ. К процессам,
приводящим к саморазряду, относятся следующие:
а) взаимодействие активных веществ электродов с электро-
литом, обусловленное термодинамической неустойчивостью мно-
гих восстановителей и окислителей. Например, на отрицатель-
ном электроде свинцового аккумулятора
Pb + II2SO4-> PbSO4 + Н2
па положительном электроде
РЬО2 + H2SO4 -—► PbSO4 + 4,0 + »/20а
б) взаимодействие активного вещества отрицательного элек-
трода с окислителями, присутствующими в ХИТ (растворенный!
кислород, ионы Fe3+, МпО4_ и др.), и активного вещества поло-
жительного электрода с материалом токоотвода, например, в
свинцовом аккумуляторе
Pb + 2Fe3+ + H2SO4 ► PbSO4 + 2Fe2++ 2Н+
PbO2 + Pb (токоотвод) + 2H2SO4 -»- 2PbSO4 + 2H2O
в) взаимодействие активных веществ отрицательного и по-
ложительного электродов, обусловленное их непосредственным
контактом внутри ХИТ вследствие повышенной растворимост!
в электролите одного или обоих активных веществ;
г) диффузионный и конвективный вынос активного вещества
растворенного в электролите, за пределы межэлектродного про
странства, например, в ХИТ, работающих в морской воде;
д) рекристаллизация активного вещества порошкового элект
рода при хранении, приводящая к уменьшению истинной по-
верхности электрода и к снижению его коэффициента исподы
зования;
е) разряд ХИТ без подключенной внешней нагрузки на мо-
стики с электронной проводимостью, образующиеся внутри
ХИТ между электродами (такие мостики, например, образуются
в серебряноцинковом аккумуляторе);
ж) разряд ХИТ без подключенной внешней нагрузки на
электролитные мостики; возможен в тех случаях, когда на
крышке источника тока находится пролитый электролит или
сконденсированная влага, а напряжение ХИТ достаточно, что-
бы электролиз воды шел с заметной скоростью (Ц> 1,7 В).
Скорость саморазряда в общем случае не является постоян-
ной величиной. Саморазряд усиливается с повышением темпе-
ратуры. В связи с этим ХИТ рекомендуют хранить в прохлад-
ном месте.
Процессы саморазряда определяют срок сохраняемости ХИТ,
в первую очередь первичных (т. е. максимально допустимый
срок хранения от момента изготовления до начала разряда), и
срок службы (максимально допустимое общее время хранения
и работы). В течение этих сроков емкость не должна снижать-
ся более чем на определенную долю (обычно около 20%) от
исходного значения, а разрядное напряжение должно сохранять-
ся в заданных пределах.
Электрические характеристики аккумуляторов
Для характеристики аккумуляторов используют несколько спе-
цифических терминов. .
Отдача аккумулятора — отношение количества электричества
(энергии), отдаваемого аккумулятором при разряде, к количе-
ству электричества (энергии), необходимому для заряда акку-
мулятора до первоначального состояния при определенных ус-
ловиях.
Отдача по емкости
Отдача по энергии
1 t/р / р1/ рТр
шг-pq
Технический ресурс аккумулятора — число циклов, которое
должен выдержать аккумулятор при эксплуатации или испыта-
ниях, пока его емкость не снизится до значения, установленного
в стандарте на аккумулятор (обычно в конце срока службы на
20—25% меньше номинальной). Цикл представляет собой заряд
н следующий за ним разряд.
Сравнительные характеристики ХИТ
Для сравнения различных ХИТ, отличающихся размером, кон-
струкцией или электрохимической системой, удобно использо-
вать удельные (нормированные) показатели. Так, пользуясь по-
нятием разрядной плотности тока I, можно судить об интенсив-
ности разряда ХИТ произвольного размера. В зависимости от
53
применяемой плотности тока (на единицу видимой поверхности
электрода) ХИТ ориентировочно можно разделить на источники
интенсивного действия (свыше 1000 А/м2), слаботочные (до не-
скольких десятков А/м2) и на ХИТ, работающие в среднем ре-
жиме.
Удобным параметром для сравнения режимов разряда или
заряда ХИТ и получаемых при этом характеристик (например,
напряжения, емкости) служит нормированный ток /. Это чис-
ленное значение отношения тока (в А) к номинальной емкости
(в А-ч):
i=ii&
Размерность нормированного тока ч-1 — иногда не указывается.
Обычно потребителей ХИТ интересуют энергия и мощность.
источника, отнесенные к единице его массы (Л4) или объема
(V), поэтому в практике широко пользуются показателями
удельной энергии (wM, wv) и удельной мощности (рм', Pv)-
Удельная энергия уменьшается с ростом удельной мощности.
Зависимость w от р характеризует энергетическую возможность
различных систем ХИТ (стр. 124).
Некоторые особенности электродных процессов в ХИТ
Электродные процессы с участием труднорастворимых соедине-
ний. Во многих ХИТ в качестве активного вещества положи-
тельного электрода используют труднорастворимые соединения,
которые при разряде восстанавливаются либо до металла, либо
до соединения низшей валентности. При разряде отрицатель-
ных электродов ХИТ также часто образуются труднораствори-
мые соединения. Процесс катодного восстановления и анодного
образования этих соединений может проходить по твердофаз-
ному или жидкофазному механизму. Твердофазный механизм
означает, что электрохимическая реакция идет путем непосред-
ственного превращения одного твердого вещества в другое без
перехода в растворимое состояние.
При жидкофазном механизме восстановления труднораство-
римых соединений стадии переноса заряда предшествует их рас-
творение в электролите, затем растворенная соль диффундирует
через слой жидкости к токоотводу (механизм «растворение —
диффузия»). Восстановление труднорастворимых соединений в
твердой фазе происходит тогда, когда скорость растворения со-
ли не может обеспечить реализуемые при работе электрода
плотности тока.
В анодных процессах, идущих по жидкофазному механизму,
стадии кристаллизации соединений предшествует стадия диффу-
зии частиц — продуктов первичной электродной реакции — от
токоотвода (механизм «диффузия — осаждение»).
Возможно и параллельное восстановление или образование
труднорастворимых соединений по обоим механизмам.
54
Существует несколько критериев, позволяющих предпола-
гать, что электрохимическая реакция протекает по твердофаз-
ному механизму. К ним относятся:
наличие концентрационной поляризации в твердой фазе (она
проявляется в том, что вследствие замедленности диффузион-
ных процессов в твердой фазе потенциал электрода после от-
ключения тока медленно, в течение нескольких часов, возвра-
щается к стационарному значению);
независимость предельной скорости электродного процесса
от растворимости труднорастворимых соединений в окружаю-
щем электролите или от скорости перемешивания самого элект-
ролита;
структурное соответствие между окисленной и восстановлен-
ной фазами — участниками электродной реакции.
Следует признать, что в настоящее время нет единой точки
зрения на механизм электродных процессов с участием многих
соединений. Однако большинство исследователей утверждают,
что в твердой фазе электродный процесс протекает при восста-
новлении многих высших оксидов (AgO, PbO2, MnO2, NiOOH).
Восстановление труднорастворимых хлоридов (AgCl, CuCl,
РЬС12), используемых в водоактивируемых резервных ХИТ, а
также HgO протекает по механизму «растворение — диффузия».
Анодное окисление свинца и цинка с образованием соответст-
венно PbSOr, и Zn(OH)2 — идет в основном по механизму
«диффузия — осаждение». Обратный процесс восстановления
указанных соединений до металлов (при заряде аккумуляторов)
идет по механизму «растворение — диффузия». Процессы Cd**
5*Cd(OH)2 и Fe**Fe(OH)2 протекают по смешанному механиз-
му.
Знание механизма процесса с участием труднорастворимых
соединений позволяет правильно определить замедленную ста-
дию электродной реакции и на этой основе искать пути улучше-
ния характеристик электрода.
Особенности работы пористых электродов [1]. В большинст-
ве ХИТ (кислотные, щелочные аккумуляторы, марганцево-цин-
ковые, ртутно-цинковые элементы, водородно-кислородные топ-
ливные элементы) электроды (оба, реже один) являются пори-
стыми. В пористых электродах имеется высокоразвитая
поверхность раздела трех фаз (активного вещества, электроли-
та — проводника с ионной проводимостью; проводника с элект-
ронной проводимостью). Наличие большой истинной внутренней
поверхности X по сравнению с внешней геометрической S по-
верхностью позволяет получать при использовании ХИТ боль-
шой ток при небольшой поляризации.
Если все поры электрода заполнены жидким электролитом,
электрод называют жидкостным. В газожидкостных электродах
часть пор заполнена газом. Ниже будет рассмотрена работа
Жидкостных электродов (о газожидкостных электродах см.
Раздел. 1.4).
55
Пористый электрод представляет собой систему с распреде-
ленными параметрами. Это означает, что разные точки внутри
электрода неравнодоступны для электродной реакции, в резуль-
тате ток распределяется неравномерно по толщине электрода.
Обычно локальная плотность тока io имеет максимальное зна-
чение вблизи наружной (фронтальной) поверхности электрода,
где облегчена подача компонентов в зону реакции и минималь-
ны омические потери в электролите.
Представляет интерес распределение локальной плотности
тока по толщине d электрода. Если можно пренебречь электрон-
ным сопротивлением твердой фазы и изменением концентрации
электролита по толщине электрода и принять линейной зависи-
мость между током и поляризацией (область малых плотностей
тока), это распределение будет описываться уравнением (приво-
дится без вывода [1]):
iox = i0 ch [(</ x)/LOM]/ch (d/L0M) (6)
где io — локальная плотность тока на фронтальной поверхности электрода;
вХ-ре-У
ch — гиперболический косинус (cht/=—g—);х — расстояние от фронтальной
стороны электрода; LaM — так называемая характерная длина омического
процесса [имеет размерность длины и соответствует глубине электрода х, на
которой локальная плотность тока у уменьшается в е (2,72) раз].
Величину Lom рассчитывают по уравнению
^-OM = V И/ОрРэф
где со — поляризационное сопротивление, определяемое из соотношения
io=T]o/<o (т]о — поляризация на фронтальной стороне электрода); Sv — удель-
ная истинная поверхность пористого электрода на единицу его объема; рЭф—
эффективное удельное сопротивление электролита в пористом электроде.
На рис. 1.4 показано распределение плотности тока по тол-
щине пористого электрода для тонкого (di = 0,33LoM) и толстого
(с?2=2,5Ёом) электродов. Видно, что тонкий электрод работает
равномерно по всей глубине. Напротив, в толстом электроде глу-
бинные слои практически не вносят вклада в общий ток. Поэто-
му при проектировании ХИТ не имеет смысла увеличивать тол-
щину электрода более (24-3) Еом, так как коэффициент исполь-
зования активной массы будет мал..
Если можно пренебречь омическим сопротивлением электро-
лита в порах электрода и известно, что скорость электродного
процесса определяется перенапряжением перехода и концентра-
ционной поляризацией, получают выражение, аналогичное (б).
Но скорость затухания процесса по толщине электрода зависит
уже от характерной длины диффузионного процесса
^-диф = I rdFD&fylG\fkp
где £>Эф — эффективный коэффициент диффузии в пористой среде; kP — кон-
станта скорости электродной реакции, зависящая от поляризации.
Величина ЕДИф уменьшается с ростом поляризации, поэтому
при повышении плотности тока изменяется соотношение между
56
Рис.
электродов [1].
по толщине пористого электрода.
1.5. Схема поляризационных кривых гладкого (/) и пористого (2)
d и ЛД11ф. При малых плотностях тока (рис. 1.5, участок АВ на
кривой 2) толщина электрода d<Z-La,^; электрод работает рав-
номерно на всю глубину. Когда с!>£Диф, наклон поляризацион-
ной кривой на пористом электроде в 2 раза выше, чем на глад-
ком (участок ВС). Наконец, при еще более высоких плотностях
тока электродный процесс на пористом электроде целиком вы-
тесняется на поверхность и поляризационные кривые гладкого
и пористого электродов совпадают.
Для повышения эффективности работы пористых электродов
необходимо увеличивать Ьоы и ЛД11ф (уменьшая ,рЭф и повышая
ПЭф за счет увеличения пористости электрода).
Общие вопросы конструкции ХИТ
При разработке конструкции и изготовлении ХИТ необходимо
учитывать следующие общие условия эффективной работы ис-
точников тока: разделение активных веществ; хороший контакт
между электродами и электролитом; отвод тока из зон элект-
родных реакций от внешних выводов ХИТ с минимальными оми-
ческими потерями.
При конструировании ХИТ следует решать и ряд других спе-
цифичных проблем, которые будут рассмотрены ниже.
Масса реагентов ХИТ. Одним из важных вопросов, решае-
мых па стадии проектирования ХИТ, является соотношение
масс активных веществ положительного и отрицательного элект-
родов. Нередко они закладываются в источник тока в стехио-
метрическом соотношении согласно токообразующей реакции
(но с учетом коэффициентов использования реагентов). Однако
во многих случаях один из реагентов берут в избытке, следова-
тельно, электрод противоположного знака будет ограничителем
емкости. Это имеет место тогда, когда, в частности, необходимо
предотвратить нежелательные побочные реакции (в ртутно-цин-
57
ковых элементах, стр. 76; в герметичных никель-кадмиевых ак-
кумуляторах, стр. 109; в серебряно-цинковых аккумуляторах,
стр. 114.)
Избыток одного из активных веществ необходим также тог-
да, когда реагент является конструктивным элементом (цинко-
вый корпус марганцево-цинкового ХИТ с солевым электроли-
том).
Электролит ХИТ может участвовать в суммарной токообра-
зующей реакции (например, в свинцовом аккумуляторе) либо
не участвовать в ней. В первом случае количество электролита
определяется емкостью ХИТ с учетом запаса, необходимого для
нормальной работы. Во втором случае количество электролита
может быть минимальным, но достаточным для пропитки элект-
родов и заполнения тонкого межэлектродного зазора.
Одно и то же количество активных масс может быть ском-
поновано в малом числе толстых электродных пластин либо в
большом числе тонких пластин. Выбор толщины электрода за-
висит от режима разряда ХИТ. Как указано ранее (стр. 56), в
более интенсивном режиме (с лучшим коэффициентом исполь-
зования) работают тонкие электроды. Однако при использова-
нии тонких электродов увеличивается суммарная масса токоот-
водов и сепараторов ХИТ.
Конструкционные материалы. При выборе конструкционных
материалов для ХИТ учитывают их коррозионную стойкость в
контакте с активными массами и электролитом, механические
свойства, электропроводность, экономические показатели. Ис-
пользуемые материалы не должны вносить вредных примесей в
электролит.
При выборе материалов токоотводов положительных элект-
родов аккумуляторов важно обеспечить их практическую пас-
сивность (при сохранении электрической проводимости) в усло-
виях заряда (т. е. при анодной поляризации до весьма высоких
потенциалов). Для этой цели широко применяются в растворах
серной кислоты (в кислотных аккумуляторах) свинец или его
сплавы; в растворах щелочей (в различного типа аккумулято-
рах с положительным электродом на основе NiOOH) —никели-
рованная сталь или спеченный никелевый порошок.
В первичных ХИТ токоотвод положительного электрода в
контакте с окислителем также находится в условиях анодной
поляризации, хотя ее величина и не достигает столь положитель-
ных значений, как при заряде аккумуляторов. Для токоотводой
применяют следующие материалы: в контакте с МпО2 в хло-;
ридных электролитах — различного рода углеродистые материал
лы; в контакте с HgO и МпОг в щелочном электролите — нике4
лированную сталь.
Требования к токоотводу отрицательных электродов в от4
дельных случаях менее жесткие (так, в ламельных никель-жез
лезных и никель-кадмиевых аккумуляторах не требуется нике-t
лированная сталь). Однако необходимо учитывать возможно^
58
влияние материала токоотвода на саморазряд анода. Поэтому,
например, токоотводом порошкового цинкового электрода в мар-
ганцево-цинковых и ртутно-цинковых элементах с щелочным
электролитом служит оловянированная сталь (перенапряжение
выделения водорода на олове значительно больше, чем на же-
лезе) .
Сказанное выше относится и к порошкообразным электро-
проводящим материалам, вводимым в активные массы электро-
дов для повышения коэффициента использования реагентов.
В качестве таких материалов используют графит, сажу, метал-
лические порошки, устойчивые при контактировании с электро-
литом.
Корпус и крышка ХИТ могут быть изготовлены либо из ста-
ли, либо из различных диэлектриков. Использование стали обес-
печивает механическую прочность и жесткость ХИТ; однако при
этом возникает необходимость изоляции между разноименными
электродами. В ХИТ чашечной конструкции (см. рис. 1.18 и
1.35) крышка и корпус одновременно служат токоотводами;
между ними имеется герметизирующая изолирующая проклад-
ка. В ХИТ баночной конструкции корпус, сваренный с крышкой,
электрически соединен с одним из полублоков; токоотвод дру-
гого электрода изолирован от крышки прокладкой.
Для некоторых типов ХИТ применение стального корпуса
невозможно или нецелесообразно. Так, в свинцовых кислотных
аккумуляторах недопустимо применение стальных деталей (да-
же из коррозионно-стойких нержавеющих сталей) вследствие
резкого усиления саморазряда свинцового электрода, поэтому
корпус.выполняют из эбонита, полипропилена, стекла. При из-
готовлении серебряно-цинковых аккумуляторов применяют проз-
рачные корпуса из полиамидных смол, что позволяет следить за
уровнем электролита.
Герметизация. Необходимость в герметичных конструкциях
ХИТ обусловлена необходимостью сохранения их работоспособ-
ности в любом положении. Для первичных ХИТ герметизация
осложняется газовыделением при саморазряде (в основном, вы-
делением водорода на отрицательном электроде). Для аккуму-
ляторов дополнительные осложнения вносит выделение на элек-
тродах водорода и кислорода при заряде.
Отсутствие герметизации затрудняет эксплуатацию ХИТ
(требуется периодическая доливка воды вследствие ее разло-
жения и испарения; на зарядных аккумуляторных станциях
Должна быть предусмотрена вытяжная вентиляция во избежа-
ние накопления в воздухе водорода до взрывоопасной концент-
рации и для удаления брызг электролита). Щелочные электро-
Диты негерметичных ХИТ при взаимодействии с диоксидом уг-
лерода воздуха образуют карбонаты, что приводит к ухудшению
характеристик источников тока.
В практике используются следующие приемы, способствую-
щие частичной или полной герметизации ХИТ:
59
1) в некоторых конструкциях (см. рис. 1.8, 1.35) предусмот-
рено газовое пространство, в котором могут накапливаться га-
зообразные продукты при эксплуатации ХИТ;
2) используют герметичные прокладки между корпусом и
крышкой ХИТ (см. рис. 1.9, 1.18, 1.35); обеспечивают герметич-
ное сочленение токовыводящнх деталей и корпуса ХИТ с по-
мощью мастик или прокладок (см. рис. 1.8, 1.27);
3) в некоторых конструкциях предусмотрена возможность
диффузии водорода через прокладочные материалы (резиновое
кольцо в ртутно-цинковых элементах, см. рис. 1.18) или выхода
газа через клапаны при некотором избыточном его давлении.
Существуют и другие приемы, обеспечивающие герметиза-
цию ХИТ, которые будут изложены при рассмотрении источни-
ков тока.
Особенности конструкции батарей. При последовательном
соединении элементов (аккумуляторов) в батарею возможны
следующие основные варианты:
батарею собирают из отдельно изготовленных источников
тока, каждый из которых имеет индивидуальный корпус и мо-
жет эксплуатироваться самостоятельно; такая компоновка ха-
рактерна, в частности, для батарей никель-железных и никель-
кадмиевых аккумуляторов и ртутно-цинковых элементов; элек-
трическое соединение ХИТ в батарее осуществляется или с по-
мощью межэлементных соединений, или непосредственным кон-
тактом корпуса и крышки соседних ХИТ;
блоки электродов нескольких элементов или аккумуляторов
размещают в специально изготовленном многокамерном баке —
так называемом моноблоке; такая компоновка характерна для
батарей свинцовых стартерных аккумуляторов (см. рис. 1.27);
межэлементные соединения располагаются либо на крышке мо-
ноблока, либо внутри его, проходя через перемычки из диэлект-
рика, разделяющие соседние аккумуляторы;
в галетных батареях марганцево-цинковой системы использу-
ются элементы плоской конструкции, каждый из которых загер-
метизирован по периметру с помощью кольца из поливинилхло-
рида (см. рис. 1.10); положительные и
I п ш nr I отрицательные электроды соседних
элементов электрически соединены с
помощью инертного электропроводя-
щего слоя, непроницаемого для элек-
тролита; элементы стягиваются в сек-
ции так называемым бандажом;
Рис. 1.6. Схема батареи, составленной из че-
тырех элементов (I—IV) на основе двух мо-
нополярных (крайних) и трех биполярных,
электродов:
1 — биполярный электрод; 2 — разделительный слой:
' I i 3— ИЗОЛЯЦИОННЫЙ слой.
60
большой компактностью отличаются также батареи, изготов-
ленные с применением биполярных электродов (рис. 1.6), одна
сторона которых работает как положительный, а другая — как
отрицательный электрод; инертный токопроводящий слой 2 в
биполярном электроде 1 обеспечивает электрическое соединение
в батарею последовательно соединенных элементов и в то же
время предохраняет реагенты обеих сторон электрода от непо-
средственного контакта, следствием которого может быть само-
разряд. Изоляционный слой 3, нанесенный по периметру бипо-
лярного электрода, препятствует образованию короткозамкну-
тых элементов с участием активных веществ.
Известны и другие варианты конструкций батарей.
1.2. ПЕРВИЧНЫЕ ХИМИЧЕСКИЕ ИСТОЧНИКИ ТОКА
Марганцево-цинковые элементы и батареи
Марганцево-цинковые (МЦ) элементы и батареи [1, 4] являют-
ся наиболее распространенными химическими источниками то-
ка. Различают элементы с солевым электролитом, впервые раз-
работанные Лекланше в 1865 г., и с щелочным электролитом,
предложенные в 1912 г., но впервые выпущенные в промышлен-
ном масштабе лишь в 1949 г. Щелочные МЦ элементы превос-
ходят элементы Лекланше по допускаемой интенсивности раз-
ряда, работоспособности при низких температурах, удельной
энергии и по сохраняемости. Они дороже элементов с солевым
электролитом, но стоимость их на единицу электроэнергии при-
мерно одинакова [около 20—60 руб/(кВт-ч)] и является мини-
мальной для первичных ХИТ.
МЦ ХИТ широко используются для питания автономных
радиотехнических устройств (транзисторных радиоприемников,
магнитофонов, переносных телевизоров, радиопередатчиков и
т. п.), осветительных ламп, приборов, телефонной аппаратуры,
электронных ламп-вспышек для фотографии, слуховых аппара-
тов, электрифицированных игрушек и для других устройств-по-
требителей не слишком больших токов. Годовой выпуск элемен-
тов с солевым электролитом во всем мире оценивается в 7—
9 млрд. штук.
Теоретические основы процессов. Электрохимическая систе-
ма элемента с солевым электролитом:
(-)Zni zna'lMn°2( + )
| ZnCi2 I
В элементах некоторых типов в состав электролита входит
также СаС12. Концентрация растворов, используемых в произ-
водстве элементов, колеблется в пределах 4—23 масс. % (по
ХН4С1), до 32% (по ZnCl2) и до 27% (по СаС12). Из-за гидро-
лиза этих солей электролит имеет слабокислую реакцию (рН?а
61
На катоде при восстановлении МпО2 в слабокислой среде]
(рН=с5) первоначально образуются ионы Мп2+:
МпО2 + 4Н+ + 2е > Мп2+ + 2Н2О
Эта реакция сопровождается подщелачиванием прикатодного
слоя; в нейтральной и щелочной средах ионы Мп2+ неустойчи-
вы и при взаимодействии с МпО2 образуют манганит:
МпО2 + Мп2+ + 2Н2О х—> 2MnOOH + 2Н+
Суммарная реакция запишется как
МпО2 + Н2О + е -> МпООН + ОН-
В нейтральных и щелочных растворах восстановление МпО2'
проходит в твердой фазе без предварительного перехода ионов
марганца в раствор. При разряде происходит непрерывное изме-
нение состава в кристаллической решетке — замена части ионов
О2- на ионы ОН-, что возможно благодаря близости параметров,
решеток МпО2 и MnOOH:
MiP+O2- + Й—ОН + е -----> Мп3+ °2 4- ОН-
....: = ОН-
О2-
В результате образуется фаза переменного состава'
z/MnOOH-(l—z/)MnO2, причем по мере разряда активность
МпО2 в поверхностных слоях зерен оксида снижается, что при-
водит согласно уравнению Нернста к уменьшению потенциала
электрода:
RT «МпО2сН2О
£ = £0 + -р- In --2——
г «МпООНйОН-
Невысокая буферная емкость слабокислых и нейтральных
растворов приводит к резкому увеличению «он- в прикатодном
слое (pH«8ч-10) и к дополнительному снижению потенциала.
Обычно марганцево-цинковые ХИТ эксплуатируют в преры’
вистом режиме разряда. В период бездействия за счет диффу-
зионных процессов происходит выравнивание концентраций
МпО2 в зернах активного вещества. Движущей силой диффузий
является градиент концентрации (по протонам) между наружч
ной и внутренней частью зерна: в глубине зерна
МпО2 + Н+ + е -► MnOOH
в поверхностном слое
MnOOH—Н+ — е --> МпО2
Вследствие выравнивания концентрации частично восстанав-
ливается потенциал катода и повышается напряжение ХИТ по-
сле периода бездействия (рис. 1.7).
Первичным продуктом анодной реакции являются ионы цин-
ка Zn2+. Диффундируя в объем электролита и далее к катоду,
62
Рис. 1.7. Разрядная кривая марганцево-
шшкового (МЦ) элемента; изменение НРЦ 1,6
после отключения нагрузки.
ё ifi
Од
5,2
поны Zn2+ вступают в разнообраз- ’
ные вторичные реакции с образова- * г,о
нием труднорастворимых соедине-
ний.
При глубоких разрядах положи-
тельного электрода имеет место восстановление MnOOH до
Мп (ОН) 2, которое не сопровождается образованием твердых
растворов.
При концентрации NH4C1 свыше 7—10 масс. % в основном
образуется аммиакат цинка:
Zn2+ + 2NH4C1 Zn(NH3)2Cl2 + 2H+
По мере уменьшения концентрации NH4C1 все большую роль
играет реакция гидролиза, протекающая в зоне с повышенным
значением pH и приводящая к осаждению оксихлоридов:
4Zn2+ + 8Н2О + ZnCl2 <—> ZnCl2-4Zn(OH)2+ 8Н+
Таким образом, с учетом приведенных выше реакций суммар-
ные токообразующие реакции в МЦ ХИТ с солевым электроли-
том могут быть условно записаны в следующем виде:
Zn + 2МпО2 + 2NH4C1 ---- Zn(NH3)2Cl2 + 2MnOOH
4Zn + ZnCl2 + 8MnO2 + 8H2O -> ZnCl2-4Zn(OH)2 + 8MnOOH
При работе этих источников тока помимо образования амми-
аката и оксихлорида цинка возможно также осаждение трудно-
растворимого гетеролита:
Zn2+ + 2МпООН <—> ZnO-Mn2O;i + 2Н+
Образование труднорастворимых соединений приводит к ча-
стичному экранированию поверхности электродов и к увеличе-
нию внутреннего сопротивления марганцево-цинковых ХИТ.
Для МЦ ХИТ с солевым электролитом характерен значи-
тельный саморазряд (до 30% в год), обусловленный взаимодей-
ствием цинкового электрода с хлоридом аммония, водой и рас-
творенным кислородом с последующим образованием трудно-
растворимых пассивных пленок:
Zn + 2NH4C1 --► Zn(NH3)2Cl2 + H2
Zn-f-2H2O ---► Zn(OH)2 + H2
2Zn + O2 + 2H2O ---> 2Zn(OH)2
По мере расходования растворенного кислорода в электро-
лит поступают новые порции кислорода, образующегося при са-
моразряде катода, который протекает с очень малой скоростью:
2MnO2 -j- Н2О + С -> С(Оадс) + 2МпООН
63
Электрохимическая система элемента с щелочным электро
литом:
( —)Znl К°Н 1мпО.( + )
I K2[Zn(OH)4] I
Разряд диоксидно-марганцевого электрода в щелочных рас-
творах рассмотрен выше. Здесь можно указать, что в щелочных
растворах потенциал электрода более стабилен вследствие вы
соких буферных свойств щелочного электролита.
Работа цинкового электрода в щелочных электролитах отли-
чается рядом особенностей. В избытке щелочи в результате
анодной реакции (так называемого первичного процесса)
Zn4-4OH- ----► Zn(OH)42- + 2е
образуется цинкат калия, имеющий хорошую растворимость (д<
1—2 моль/л).
После достижения концентрации насыщенного по цинкат)
раствора начинается его распад с выделением в осадок гидрок-
сида и оксида цинка (растворимость ZnO в щелочи примерна
в 2 раза ниже растворимости 2п(ОН)г:
Zn(OH)42-
Zn(OH)2 + 2ОН-
ZnO + H2O + 2OH"
B насыщенном цинкатном растворе анодная реакция будет
идти по уравнению
/-* Zn(OH)2 + 2е
Zn + 2OH-z
Х-Э. ZnO + Н2О + 2е
(вторичный процесс).
Если ионизация цинка идет по вторичному процессу, расхо,
щелочи уменьшается в два раза по сравнению с первичным про
цессом. Однако реакция сопровождается образованием трудно
растворимого соединения, поэтому цинковый анод склонен 1
пассивации; использование гладкого анода возможно лишь пр
очень малых плотностях тока. Применение же порошкового
цинкового электрода с развитой поверхностью позволяет вест
разряд при очень высоких габаритных плотностях тока (окол(
1 кА/м2).
При изготовлении МЦ ХИТ с щелочным электролитом его
как правило, вводят уже содержащим значительные количества
цинката. Поэтому коррозия порошкового цинка
Zn + 2КОН + 2Н2О > K2Zn(OH)4 + Н2
протекает с малой скоростью (саморазряд не превышав
10%/год).
В МЦ ХИТ с щелочным электролитом используется вторич
ный анодный процесс. Суммарная токообразующая реакции
будет идти без расхода щелочи:
Zn + 2MnO24-H2O -«- 2МпООН
64
При разряде малыми плотностями тока наблюдается обра-
зование пересыщенных по цинкату растворов, которые являются
нестабильными и распадаются с образованием оксида цинка с
нарушенной кристаллической решеткой (так называемое «старе-
ние раствора»). Такой оксид цинка обладает электронной про-
водимостью, что приводит к внутренним межэлектродным замы-
каниям. Для снижения скорости старения в электролит вводят
ионы SiO32- или Li+.
Конструкции элементов. Промышленность выпускает мар-
ганцево-цинковые ХИТ стаканчиковой и галетной конструкций.
На рис. 1.8 изображено устройство цилиндрического стакан-
чпкового элемента 373 «Марс» с солевым электролитом. Поло-
жительный электрод элемента представляет собой угольный
стержень 7 с напрессованной на него активной массой 8 (так
называемый агломерат). На верхнюю часть угольного стержня
надевают металлический колпачок 1. Цинковый цилиндрический
стакан 12 является одновременно отрицательным электродом и
корпусом элемента. Сепаратором служит пастовая диафрагма
10. Она представляет собой карточку из кабельной бумаги, про-
питанную электролитом; на одну сторону карточки, обращен-
ную к цинковому аноду, нанесен загущенный электролит. Кар-
тонная чашечка 11 предотвращает короткие замыкания между
электродами в нижней части элемента.
В нерхней части элемента расположены две картонные шай-
бы 4 и 6, пропитанные парафино-канифольной композицией.
Рис. 1.8. Элемент 373 «Марс» с солевым электролитом:
£ ~ колпачок; 2 — декоративная шайба; 3 — битумная композиция; 4, 6 — картонные шай-
5 ~ газовос пространство; 7 — угольный стержень; 8 — активная масса положитель-
0,0 электрода; 9 — футляр; 10 — пастовая диафрагма; // — картонная чашечка; /2 —от-
рицательный электрод.
Рис. 1.9. Элемент 373 с щелочным электролитом:
пр°кладка; 2—активная масса отрицательного электрода; 3 —пастовая диафрагма;
Эл,.ь рпус; 5 — токоотвод отрицательного электрода; 6 — активная масса положительного
ктрода; 7 — крышка; 8 — полиэтиленовое кольцо.
5—2021
65
при разряде
Рис. 1.10. Элемент батареи галетной
конструкции с солевым электролитом: 1
1 — электропроводящий слой; 2 — отрицатель-
ный электрод; 3 — электролит; 4 — положи-1
тельный электрод; 5—афишная бумага; 6 —
поливинилхлоридное кольцо.
Положение верхней шайбы
фиксируется с помощью галте-
ли — пояска на верхней части
цинкового стакана. В газовом
пространстве 5 между шайбами
могут накапливаться газообраз-
и саморазряде элемента (водород, а
ные продукты
также аммиак, образующийся при взаимодействии NH4C1 с ио-
нами ОН- в прикатодпом слое).
Вторую шайбу заливают сверху изолирующей композицией 3
на основе битума для герметизации элемента и предотвращения
высыхания электролита. Изолирующую композицию покрывают
декоративной шайбой 2; снаружи на цинковый электрод надета
картонная гильза-футляр 9.
Выпускаются и другие типы стаканчиковых элементов с со-
левым электролитом. Так, в элементах 336, используемых в ба-
тареях 3 336 для карманного фонаря и для других бытовых це-
лей, положительный электрод обертывают миткалевой диафраг-
мой и обвязывают нитками, а пространство между электродами
заполняют электролитом, который загустевает после сборки эле-
мента. В солевых элементах 145-Л, 145-У, 165-Л и 165-У цинко-.
вый стаканчиковый электрод имеет прямоугольное сечение.
На рис. 1.9 показано устройство стакапчикового цилиндри-
ческого элемента 373 с щелочным электролитом, имеющего те
же габариты, что и элемент «Марс». Необходимость применения!
порошкового цинкового анода обусловила особенности конст-|
рукции. Активная масса положительного электрода 6 запрессо-
вана в периферийной части элемента и плотно прилегает к стен-]
ке корпуса 4, который представляет собой стальной никелиро-
ванный стакан с контактным выступом в верхней части. Отрица-
тельный электрод 2, изготовленный из смеси цинкового порошка
с загущенным электролитом, расположен в центральной части
элемента. Покрытый оловом токоотвод отрицательного электро-
да 5 — трубчатый, скрепленный с крышкой 7 (в элементах с ще-
лочным электролитом меньших размеров используют токоотво-)
ды стержневой конструкции). Между электродами расположена;
диафрагма 3 — загущенный крахмалом щелочной электролит.]
Поливинилхлоридная прокладка 1 служит для предотвращен
ния межэлектродных замыканий. Для этой же цели, а также!
для герметизации элемента служит полиэтиленовое кольцо 8
сложной конфигурации, армирующее крышку.
Существуют и другие варианты конструкции цилиндриче-|
ских марганцево-цинковых элементов.
Для создания компактных батарей высокого напряжения ис-
пользуют марганцево-цинковые элементы галетной конструкции
с солевым электролитом (рис. 1.10). Отрицательный электрод
галетного элемента представляет собой цинковую пластину 2,
на которую нанесен электропроводящий слой 1 из графита со
связующим. Этот слой является токоотводом для положитель-
ного электрода соседнего элемента и в то же время препятству-
ет саморазряду, который имел бы место при непосредственном
контакте цинка и MnO2. Электролит 3 имеет пастообразную
консистенцию. Афишная бумага 5 предохраняет элемент от
межэлектродных замыканий кусочками отколовшейся от бри-
кета 4 положительной массы. Поливинилхлоридное кольцо 6
обеспечивает герметичность элемента.
NH4C1 ZnCl2 СаС12 Вода
Рис. 1.11. Схема изготовления элементов 373 (позиции соответствуют рис. 1.8).
5* 67
Галетные батареи намного дешевле батарей, собранных из
элементов стаканчиковой конструкции, поскольку резко сокра-
щается расход материалов на их изготовление (не требуются
угольные стержни и битумная композиция, на 64% снижается
расход цинка и на 20% — картона).
Описанные конструкции элементов не исчерпывают всего
многообразия МЦ ХИТ, выпускаемых в настоящее время.
Технология изготовления марганцево-цинковых элементов
и батарей.
Производство этих элементов и батарей включает операции
изготовления агломератной смеси, положительных и отрица-
тельных электродов, электролитов, диафрагм, картонажных и
металлических деталей, изолирующих композиций и последую-
щую сборку элементов с соединением их в батареи. На рис. 1.11
в качестве примера приведена упрощенная схема производства
самых распространенных цилиндрических стаканчиковых эле-
ментов с солевым электролитом типа 373 «Марс».
Агломератная смесь марганцево-цинкового элемента (актив-
ная масса положительного электрода) состоит из диоксида мар-
ганца, хлорида аммония, элементного графита, ацетиленовой
сажи и электролита.
В производстве МЦ ХИТ в основном используют три разно-
видности диоксида марганца: 0-МпО2 (пиролюзит) и у-МпО2 в
виде активированного пиролюзита (ГАП) и электролитического
диоксида марганца (ЭДМ). Все эти разновидности отличаются
содержанием МпО2, стехиометричностью (состав выражается
формулой МпОп, где п=1,7-^-2), степенью гидратации, удель-
ным электрическим сопротивлением и удельной поверхностью.
Все эти факторы влияют на активность (потенциал, коэффици-
ент использования) МпО2 при разряде элемента. Наименее ак-
тивным материалом является природная руда пиролюзит (удель-
ная поверхность SM=8—10 м2/г). Промежуточную активность
имеет ГАП (£м=15—35 м2/г), получаемый прокаливанием пи-
ролюзита с последующей обработкой серной кислотой. Наиболее
активен ЭДМ, что частично связано с ее высокой чистотой, высо-
кой удельной поверхностью (28—45 м2/г) и малым сопротивле-
нием.
Однако главной причиной высокой активности ЭДМ являет-
ся наличие в его структуре большого количества хемосорбиро-
ванной воды, что облегчает диффузию протонов.
ЭДМ получают из низкосортных руд путем обжига руды до
МпО, растворения оксида марганца в серной кислоте и анодно-
го окисления MnSO4 на титановых или свинцовых электродах
до МпО2. В последние годы в связи с истощением запасов бога-
тых марганцевых руд ЭДМ все шире применяется в промышлен-
ности ХИТ. Особенно целесообразно применение ЭДМ в источ-
никах тока, предназначенных к эксплуатации в более интенсив-
ном режиме и при низких и средних температурах.
Емкость марганцево-цинковых источников тока зависит от
68
соотношения в активной массе углеродных материалов (графи-
та и сажи) и МпО2. Существует некоторое оптимальное соотно-
шение (от 1 :3 до 1:6), при котором электрическое сопротивле-
ние смеси еще невелико, а отдаваемая удельная емкость макси-
мальная. При содержании МпО2 выше 87 масс. % резко увели-
чивается сопротивление смеси из-за нарушения контакта меж-
ду частичками МпО2 и углеродными материалами; в результате
снижается коэффициент использования МпО2. В ХИТ, эксплуа-
тируемых при больших плотностях тока (элементы 343, 373,
батарея 3 336), используют агломератные смеси с высоким со-
держанием углерода; для ХИТ, разряжающихся малыми плот-
ностями тока («анодные» батареи), в массу вводят больше
МпО2.
Ацетиленовая сажа является также электролитудерживаю-
щей добавкой, так как обладает высокой адсорбционной спо-
собностью по отношению к электролиту. Это приводит к сни-
жению концентрационной поляризации положительного элект-
рода. Хлорид аммония вводят в состав активной массы для под-
держания постоянной концентрации раствора в порах элект-
рода.
Агломератную смесь увлажняют электролитом для улучше-
ния прессуемости и увеличения зоны контакта активного веще-
ства с электролитом. Содержание влаги в агломератной массе
13—19%.
Перед приготовлением агломератной смеси диоксид марган-
ца сушат в барабанной сушильной печи до влажности 2—3%,
размалывают в мельнице (обычно маятникового типа) для по-
лучения однородных по размеру (около 50—80 мкм) частиц и
просеивают. Хлорид аммония дробят на щековой дробилке и
также просеивают. Твердые компоненты активной массы (вклю-
чая графит и сажу) поступают в барабанный смеситель, где
они тщательно перемешиваются, после чего сухую массу направ-
ляют в лопастной смеситель для увлажнения электролитом.
Рыхлую агломератную смесь уплотняют на вальцах, просеивают
и направляют на склад для вылеживания в закрытых ящиках
в течение 2—3 сут с целью равномерного распределения влаги
по массе, а затем она поступает на изготовление агломератов.
Агломератную массу напрессовывают на угольные стержни
на горизонтальных эксцентриковых прессах большой произво-
дительности (6000 и более штук в 1 ч). Перед прессованием
угольные стержни пропитывают парафином во избежание про-
никновения электролита через капилляры стержня к металли-
ческому колпачку — токоотводу.
Исходным материалом для изготовления анодов солевых
МЦ элементов служит коррозионно-стойкий цинк высокой чи-
стоты (марки Ц-0 или Ц-1), содержащий не менее 99,95% цин-
ка. в виде листов толщиной от 0,3 до 1 мм или цилиндрических
заготовок-ронделлей. Из листового цинка делают аноды галет-
ных батарей и стаканчиковых элементов с прямоугольным кор-
69
пусом. Ронделли используют для изготовления корпусов цилий
дрических стаканчиковых элементов методом экструзии. Перед
подачей на пресс ронделли галтуют для снятия заусенцев, при
мывают бензином, смазывают ланолином и нагревают до 150--.
180 °C При этой температуре цинк пластичен, что позволяет ко.
ротким (менее секунды) ударом пуансона вытянуть из заготов
ки цинковый стакан. Толщина стакана соответствует зазору
между матрицей, куда помещают ронделль, и пуансоном. Прей
изводительность пресса 3—4 тыс. электродов в час.
После вытяжки края стаканов обрезают до стандартного
размера на специальной машине.
Для производства элементов 373 «Марс» используют двд
типа электролитов. Один из них содержит хлориды аммония,
цинка, кальция; он используется как добавка в агломератнук
массу и для предварительной пропитки кабельной бумаги, яв-
ляющейся частью пастовой диафрагмы (см. рис. 1.8). Этот же
электролит, но с добавками HgCl2, раствора сульфата хрома
или бихромата калия и крахмала является самозагустевающим
и применяется для покрытия той стороны кабельной бумаги, ко-
торая в элементе обращена к цинковому аноду. Самозагустева-
ющий электролит наносят на кабельную бумагу при 14—16 “С
в виде тонкого (0,5—0,7 мм) слоя пасты; затем бумагу с нане-
сенной пастой выдерживают при 90 °C, при этом происходит ее
загустевание. Элементы с таким вязким и нетекучим электроли-
том часто называют сухими.
Рассмотрим назначение компонентов электролитов. Хлорид
аммония участвует в токообразующей реакции, обеспечивает
электропроводность электролита, а также вследствие буферных
свойств растворов NH4C1 стабилизирует pH электролита при не-
высоких плотностях тока. Хлорид кальция снижает температу-
ру замерзания электролита. Он обязательно используется в ре-
цептурах для ХИТ, работающих при низких температурах до
—40 °C; хлорид цинка ускоряет загустевание электролита Я
предохраняет пасту от гниения. Сулема HgCl2 является ингиби-
тором коррозии цинка. Контактно восстанавливаясь на нем до
металлической ртути, она амальгамирует поверхность цинка, й
результате увеличивается перенапряжение водорода и снижает-
ся скорость саморазряда. Следует отметить, что ввиду токсич-
ности соединений ртути ведутся поиски других способов защитЦ
цинка от коррозии. Рекомендованы органические ингибиторы
коррозии, а также использование более стойких сплавов цинка
со свинцом и кадмием. Сульфат хрома является дубителем И
способствует упрочнению пасты. Бихромат калия служит инги-
битором коррозии цинка. Крахмал (250 г/л) является загусти-
телем.
В производстве некоторых сухих элементов (например, дл^
батарей 3 336) электролит заливают в межэлектродное прост-!
ранство, где он загустевает в процессе изготовления элемента^
Сборочные операции осуществляют на автоматических ро-,
70
торных линиях большой производительности. Последователь-
ность операций видна из приведенного рис. 1.11.
Изготовление щелочных МЦ элементов во многом отличается
от технологии солевых МЦ ХИТ.
Активная масса положительного электрода состоит из диок-
сида марганца (обычно ЭДМ), графита и щелочного электро-
лита. Проводимость последнего выше, чем солевого. В порах по-
ложительного электрода не выпадает осадок, аналогичный осад-
ку Zn(NH3)2C12 в солевых элементах, поэтому можно уменьшить
объем электролита в активной массе, снизить пористость элект-
рода (сильнее подпрессовать массу) и не обязательно вводить
в массу сажу, выполняющую функции электролитоудерживаю-
щей добавки. В результате закладка активного вещества в ще-
лочной элемент может быть увеличена примерно в 1,5 раза по
сравнению с солевым элементом.
Отрицательный электрод — пастированный, с развитой гра-
ницей раздела цинк — электролит, что исключает пассивацию
электрода. Паста содержит цинковый порошок, ингибитор кор-
розии (желтый оксид ртути, около 1% к массе цинка), щелоч-
ной электролит и загуститель (крахмал, карбоксиметилцеллю-
лозу и т. п.). Оксид ртути амальгамирует цинковый порошок,
что увеличивает перенапряжение выделения водорода на цин-
ке. Электролит, используемый для приготовления пасты, содер-
жит 680—760 кг/м3 КОН и 40—60 кг/м3 ZnO.
Сборку щелочных цилиндрических элементов ведут в следующей после-
довательности. Сначала активная масса положительного электрода запрес-
совывается в стальной никелированный корпус (см. рис. 1.9). Затем на сбо-
рочном автомате вставляют изолирующую прокладку, через коаксиально рас-
положенные трубки в элемент выдавливают загущенный электролит 3 и па-
стированный цинк 2 и одновременно устанавливают токоотвод отрицательно-
го электрода 5; затем в элемент вставляют предварительно армированную
полиэтиленом 8 крышку 7 и завальцовывают край корпуса (внизу на
рис. 1.9),
Рис. 1.12. Зависимость емкости цилиндрических МЦ элементов 336 (1), 343
(2) и 373 (3, 4) от величины разрядного тока: ’ * '
,~3 ~ непрерывный разряд до Ц1О1]=0,8 В; 4 — прерывистый разряд (4 ч/сут).
Рис 1.13. Разрядные кривые элемента 373 «Марс» при различных темпера-
гУРах и токе разряда, равном 0,02 А:
7 — 20 °C; 2 — 0 °C; 3 — минус 20 °C; 4 — минус 40 °C.
71
Количество
электричества, А-ч
элементы емкостью до
Рис. 1.14. Сравнительные разрядные кривые МЦ
элементов 373 с солевым (7) и с щелочным (2)
электролитом (ток разряда 0,25 А).
Характеристики МЦ элементов. Эле-
менты с солевым электролитом выпуска-
ют емкостью от 0,01 до 600 А-ч; в ос-
новном изготавливают малогабаритные
~5 А-ч. Напряжение разомкнутой цепи
свежеизготовленных элементов от 1,55 до 1,85 В и зависит от
типа используемого диоксида марганца и состава активной
массы; значение НРЦ снижается по мере разряда.
Начальное напряжение составляет при малых токах в сред-
нем 1,6—1,65 В, при больших 1,2—1,3 В на элемент. Конечное
напряжение зависит от режима разряда и составляет 0,7—1,0 В.
Для МЦ-элементов с солевым электролитом характерна за-
висимость разрядной емкости от тока (рис. 1.12) и температуры
(рис. 1.13), а также нестабильность напряжения при разряде.
Отдаваемая емкость при прерывистом режиме разряда, как
правило, выше, чем при непрерывном разряде до одинакового
конечного напряжения (кривые 4 и 1 на рис. 1.12). Это объяс-
няется восстановлением потенциала катода в период бездейст-
вия.
Цилиндрические МЦ элементы с солевым электролитом мо-
гут быть заменены щелочными элементами, так как имеют те
же габаритные размеры.
Щелочные МЦ элементы имеют по сравнению с солевыми не-
сколько меньшее значение НРЦ (от 1,5 до 1,7 В). Однако из-за
большей стабильности потенциала положительного электрода и
вследствие более высокой его электропроводности разрядное
напряжение щелочных МЦ ХИТ выше и стабильнее, чем у соле-
вых элементов (рис. 1.14). Внутреннее сопротивление щелочных
элементов в 12—20 раз ниже сопротивления солевых элементов.
Если учесть также, что при изготовлении щелочных элементов
количество активного вещества катода может быть взято в 1,5
раза больше, то ясно, что щелочные элементы превосходят со-
левые по удельной энергии. При малых разрядных токах соот-
ношение емкостей равно 1,5; при средних и повышенных токах
и непрерывном режиме разряда оно составляет 3—6.
Дополнительное увеличение удельной энергии МЦ ХИТ воз-
можно в случае применения кислорода воздуха в качестве ак-
тивного вещества, работающего параллельно с МпОа.
Воздушно-цинковые и марганцево-воздушно-цинковые
элементы и батареи [1,4]
Целесообразность более широкого использования кислорода
воздуха в качестве активного вещества положительного электро-
да ХИТ обусловлена малым электрохимическим эквивалентом
72
кислорода, его практически неограниченными запасами, величи-
ной равновесного потенциала кислородного электрода, близко-
го к потенциалам многих окислителей, применяемых в ХИТ.
Суммарная реакция восстановления кислорода (в щелочном
растворе):
О2 + 2НгО + 4е -> 4ОН"
С учетом парциального давления кислорода в воздухе
(0,2 МПа) равновесный потенциал кислородного электрода бу-
дет равен 0,391 В; фактически значение потенциала (в 7 моль/л
растворе КОН) составляет лишь 0,1—0,2 В.
Механизм восстановления кислорода очень сложен. В каче-
стве промежуточного продукта может образоваться пероксид
водорода:
О2 + Н2О + 2е --► НО2- + ОН-
который либо накапливается у электрода, либо восстанавлива-
ется электрохимически:
НО2~ + Н2О + Че--► ЗОН-
либо каталитически разлагается до воды и кислорода. При на-
коплении пероксида водорода потенциал электрода резко сме-
щается в сторону отрицательных значений. Кроме того, увели-
чивается расход кислорода, так как электрохимический его эк-
вивалент при образовании пероксида водорода в 2 раза выше.
Возможно восстановление кислорода и без образования пе-
роксида водорода, если адсорбированные на электроде молеку-
лы кислорода диссоциируют на атомы с разрывом связи
-О—О-.
Необходимо, чтобы материал электрода был катализатором
либо электрохимического восстановления пероксида водорода,
либо диссоциации молекул кислорода. Наиболее эффективными
катализаторами являются платина и серебро, однако даже на
этих электродах восстановление кислорода идет с большой по-
ляризацией. На практике воздушные электроды обычно изготав-
ливают из углеродистых материалов; каталитической активно-
стью обладает, в частности, активированный уголь. В состав
электрода вводят и другие катализаторы, например, МпОг.
Примером источника тока с такими электродами служит бата-
рея «Крона ВЦ», состоящая из 7 последовательно соединенных
элементов (рис. 1.15) и предназначенная для питания транзи-
сторных радиоприемников.
Электрохимическая система:
КОН МпО2
K2Zn(OH)4 О2(С)
Отрицательный электрод 4 представляет собой амальгамиро-
ванный цинковый порошок, смешанный с загустителем (щелоч-
вой электролит+крахмал). Расположенная между электродами
( —)Zn|
73
Рис. 1.15. Устройство элемента ба-
тареи «Крона ВЦ»:
1 — положительный электрод; 2 — корпус;
3 — электролит; 4 — отрицательный элект-
род; 5 — эпоксидная композиция; 6 — токо-
отвод.
Рис. 1.16. Секция батареи «Крона
ВЦ» в сборе.
паста 3, состоящая из щелочного раствора, загущенного крах-
малом и мукой, выполняет одновременно функции электролита
и сепаратора. Состав щелочного электролита подобран таким
образом, чтобы паста не высыхала и не намокала при колеба-
ниях температуры и влажности окружающего воздуха. Электро-
лит представляет собой насыщенный по ZnO раствор КОН с
добавкой ингибитора коррозии цинка К2СГ2О7.
Своеобразной является чашечная конструкция элемента.
Корпус 2 изготовлен из тонкого винипласта. В дне корпуса по
центру расположен токоотвод 6 из никелированной проволоки,
соединяющий электроды противоположного знака соседних
элементов. Место ввода проволоки в корпус изолировано эпо-
ксидной композицией 5.
Положительный электрод 1 в виде двухслойной таблетки на-
прессован на стальную сетку. Внутренний слой электрода, об-
ращенный к пасте, является гидрофильным, наружный — гидро-
фобным (ненамокающим). Оба слоя содержат пиролюзит
(30 масс. %), сажу и древесноугольную пыль; гидрофильный
слой дополнительно увлажнен щелочным цинкатным электро-
литом.
Элементы собирают в батарею, как схематично показано на
рис. 1.16. Батарея не вполне герметична: кислород воздуха мо-
жет проникать к положительным электродам и адсорбироваться
на их гидрофобных слоях. Доступ кислорода к цинку преграж-
дает пастовая диафрагма. Следовательно, батарею «Крона ВЦ»
можно отнести к комбинированным (полутопливным) ХИТ.
Каталитическое действие диоксида марганца в батарее
«Крона ВЦ» связано с окислением продукта его восстановле-
ния— манганита адсорбированным кислородом:
2МпООН + V2O2 -->- 2МпО2 + Н2О
Таким образом, МпО2 неоднократно участвует в токообразу-
ющей реакции, что позволяет резко уменьшить размеры поло-
74
жительного электрода и за счет этого увеличить количество
цинка на отрицательном электроде и емкость ХИТ.
Удельные энергии МЦ элементов с солевым и щелочным
электролитами и батареи «Крона ВЦ» составляют в среднем
режиме разряда соответственно 45—60; 90 и 150 — 200 Вт-ч/кг.
ртутно-цинковые элементы
Современные ртутно-цинковые (РЦ) элементы [4, 1] электрохи-
мической системы (—)Zn|KOH, K2Zn(OH)4|HgO(C)(+) были
разработаны Рубеном в 40-х годах XX в.
Элементы работают с минимальным количеством электроли-
та, поэтому процесс на цинковом электроде аналогичен процес-
су, протекающему на порошковом цинковом электроде
(стр. 64). На положительном электроде идет восстановление
оксида ртути с образованием в отличие от электрода из МпО2
самостоятельной фазы с хорошей электропроводимостью:
HgO + НаО + 2е ► Hg + 2ОН"
По этой причине потенциал оксидно-ртутного электрода (так же
как и порошкового цинкового электрода) при разряде довольно
стабилен.
Элементная реакция протекает без расходования электро-
лита:
Zn + HgO --► ZnO + Hg
Величины ЭДС и НРЦ совпадают и составляют 1,350—
1,354 В.
Преимуществами РЦ элементов являются: стабильность ЭДС
(изменение не более 0,2% в год) и напряжения (рис. 1.17); вы-
сокая удельная энергия (особенно объемная)—300 кВт-ч/м3 и
100 Вт-ч/кг; малый саморазряд (1% в год) и длительная со-
Рис. 1.17. Разрядные кривые элемента РЦ 53 при 20 °C и различном сопро-
тивлении внешней цепи:
1 — Ю Ом; 2 — 25 Ом; 3 — 45 Ом; 4 — 100 Ом; 5 — 500 Ом.
Рис. 1.18. Ртутно-цинковый элемент пуговичного типа:
лтЛР'‘,ШКа: резиновое кольцо; 3 — отрицательный электрод; 4 — диафрагмы; 5 —по-
°жительный электрод; 6 — корпус.
75
хранность; высокий коэффициент использования активных ве-
ществ (около 100% для Zn и 90% для HgO); работоспособность
в широком интервале температур (до 70°C); хорошая герметич-
ность. Недостатки РЦ элементов: плохая работоспособность
при низких температурах, дороговизна и дефицитность приме-
няемого сырья (HgO), опасность загрязнения окружающей сре-
ды. Все это ограничивает область их применения.
РЦ элементы используются для питания научной аппарату-
ры (как опорные источники напряжения), миниатюрной меди-
цинской аппаратуры (радиокапсулы для исследования желудоч-
но-кишечного тракта, электрокардиостимуляторы и др.), наруч-
ных электрочасов, слуховых аппаратов, карманных электронных
калькуляторов.
РЦ элемент имеет пуговичную (рис. 1.18) или цилиндриче-
скую конструкцию. Активная масса положительного электрода
5 содержит 85—95% красного оксида ртути и 5—15% графита.
Положительный электрод запрессован в никелированный сталь-
ной корпус 6. Анодом 3 служит амальгамированный цинковый
порошок, содержащий до 10% ртути. Анод запрессован в по-
крытую оловом стальную крышку 1. Между электродами разме-
щены диафрагмы 4 из щелочестойкой бумаги, пропитанной кон-
центрированным (480—600 кг/м3) раствором КОН, насыщенным
оксидом цинка. Резиновое кольцо 2 изолирует токоотводы элект-
родов друг от друга и герметизирует элемент.
Ограничителем емкости РЦ элементов служит отрицатель-
ный электрод. Если бы ограничителем емкости был оксид ртути,
то после его полного восстановления на катоде при подключен-
ной внешней нагрузке начался бы следующий по очереди элект-
родный процесс — восстановление водорода из электролита, что
привело бы к разрушению элемента.
Резервные ХИТ
Развитие новой техники потребовало разработки ХИТ, которые
имели бы высокие удельные характеристики и постоянную го-
товность к действию. В связи с этим были разработаны так на-
зываемые резервные, или активируемые, ХИТ [1, 3], которые
приводятся в рабочее состояние перед подключением к ним на-
грузки. Кратковременность нахождения ХИТ в активированном
состоянии перед работой позволяет пренебречь опасностью са-
моразряда и дает возможность использовать высокоактивные
материалы, неприемлемые для ХИТ длительного действия и
хранения.
Резервный ХИТ может быть приведен в действие осущест-
влением контакта электродов с электролитом или переводом
электролита в такое состояние, при котором он становится про-'
водником ионов. Различают ХИТ, активируемые электролита-,
ми (растворами кислот, щелочей, пресной или морской водой Я
др.); активируемые введением активного вещества одного из
76
электродов (например, хлора) и активируемые нагреванием
(тепловые батареи).
ХИТ, активируемые растворами кислот или щелочей. В этих
ХИТ в качестве электролита используют концентрированные
растворы кислот или щелочей, обладающие высокой электропро-
водимостью и низкой температурой замерзания. Активные веще-
ства подбирают таким образом, чтобы в результате разряда,
как правило, могли образоваться хорошо растворимые соедине-
ния. Поэтому такие ХИТ могут разряжаться высокими плотно-
стями тока в широком интервале температур.
Примеры электрохимических систем ХИТ, активируемых
кислотами: Pb|H2SiF6|PbO2; Pb|HBF4|PbO2; РЬ|НС1О4|РЬО2.
Электродные и токообразующая реакции:
( —)РЬ---> РЬ2+4-2е
(+ ) РЬО2 + 4Н+ + 2е -> РЬ2+ + 2Н2О
Pb + РЬО2 + 4Н+ -2РЬ2+ + 2Н2О
Ввиду кратковременности работы элемента требуется огра-
ниченное количество активных веществ. Поэтому, в отличие от
свинцового аккумулятора, используют тонкие (несколько мкм
или десятков мкм) слои РЬ и РЬО2, которые наносят электро-
осаждением на подложку из металлической фольги. Свинец
осаждают из обычных электролитов свинцевания. Электролити-
ческий диоксид свинца получают анодным окислением раство-
ров нитрата свинца на подложке из пассивного металла (ни-
кель, нержавеющая сталь, пассивированное железо).
Наилучшие характеристики имеет элемент с хлорной кисло-
той. Недостатком кислоты является потенциальная взрывоопас-
ность при контакте с органическими веществами и при повы-
шенной температуре. Кислоты HBF4 и H2SiF6 свободны от это-
го недостатка; кроме того, применение этих кислот позволяет
увеличить время хранения элемента после активации до суток
и более по сравнению с несколькими часами для элемента
с НС1О4.
Элементы, активируемые кислотами, работоспособны в ин-
тервале от —40 до +60 °C, могут кратковременно работать при
плотности тока до 3 кА/м2, время их активирования составляет
0,16—0,25 с, разрядное напряжение 1,6—2,1 В.
Более высокими удельными характеристиками обладают ре-
зервные элементы электрохимической системы Zn|KOH|AgO.
Электродные и токообразующая реакции:
(—) Zn + 4КОН > K2Zn(OH)4 + 2К+ + 2е
(+ ) AgO + Н2О + 2К+ + 2е -» Ag + 2KOH
Zn + AgO + 2КОН + Н2О —* K2Zn(OH)4 + Ag
Электролитом при активации служит 25—35%-ный раствор
КОН, не содержащий оксида цинка, поэтому реакция на цинко-
вом аноде идет с образованием растворимого соединения (цин-
77
Рис. 1.19. Разрядные кривые батареи системы Mg — CuCl:
/ — секция из 78 элементов (разряд до 1/кон=95 В; /?в ц=38 000 Ом). 2 — секция из
5 элементов (разряд до Укон=6,1 В; Лв ц=28,8 Ом).
Рис. 1.20. Зависимость потенциала без тока в растворе 0,5 моль/л NaCl (/)
и газовыделения на аноде при ia=3 кА/м2 (2) от содержания ртути в сплаве
с магнием.
ката). Во избежание пассивации анод изготавливают с разви-
той поверхностью, которая создается путем электролитического
осаждения на токоотвод губчатого цинка из цинкатного элект-
ролита или за счет применения порошкового электрода.
Реакции оксидносеребряного электрода будут подробно рас-
смотрены ниже.
Серебряно-цинковые элементы могут разряжаться в широ-
ком интервале плотностей тока (до 10 кА/м2). Продолжитель-
ность разряда может составлять от нескольких часов до 45 с;
в последнем случае развивается удельная мощность до 1 кВт/кг.
ХИТ, активируемые природной водой. Эти источники тока
получают в последнее время все большее распространение вви-
ду расширения работ по освоению морей и океанов и вследствие
того, что отсутствует необходимость в специальном хранении и
транспортировании электролита — морской или пресной воды.
Обычно в качестве анода в водоактивируемых ХИТ применяют
магниевые сплавы, а в качестве катода — труднорастворимые
хлориды (AgCl, CuCl, РЬС12).
Водоактивируемые батареи применяются для питания ра-
диопередатчиков метеорологических радиозондов, шаров-пило-
тов, для питания светильников шлюпок, буев, аварийных радио-
маяков, спасательных комплектов моряков и других целей.
ХИТ с катодом из AgCl имеют максимальные характеристи-
ки (wM=130 Вт-ч/кг, (7=1,45 В), высокую надежность, 'наибо-
лее широкий диапазон рабочих плотностей тока (до 2,5 кА/м2).
Применение этих ХИТ ограничено вследствие дороговизны и де-
фицитности хлорида серебра.
ХИТ с катодом из CuCl имеют близкие характеристики
(гйм=115 Вт-ч/кг, (/=1,3 В), но менее надежны в работе, тре-
буют хранения в герметичной упаковке, так как в присутствии
влаги и воздуха CuCl окисляется до электрохимически малоак-
тивного оксихлорида CuOHCl.
78
Этого недостатка лишены ХИТ с катодом из PbCh, но их ха-
рактеристики ниже (wM=80 Вт-ч/кг, £7=1,0 В).
Работа водоактивируемых ХИТ с магниевым анодом и като-
дами из труднорастворимых хлоридов отличается следующими
характерными особенностями; наличием периода активации —
от нескольких секунд до 15 мин (рис. 1.19); значительным вы-
делением водорода на магниевом аноде; интенсивным тепловы-
делением при разряде.
Элементная реакция в таких ХИТ сопровождается образова-
нием металла и раствора MgCh:
n/2Mg + MCl„--*- n/2MgCl2 + M
в результате чего резко снижается сопротивление катода и элек-
тролита и увеличивается напряжение.
Скорость выделения водорода на магниевом аноде прямо
пропорциональна анодной плотности тока. Это явление носит
название отрицательный разностный (дифференц-) эффект. Од-
ним из объяснений указанного явления является увеличение
активности поверхности магния и за счет этого — скорости кор-
розионного процесса в результате анодной поляризации:
Mg + 24,0 --> Mg(OH)2 + H2
Из-за отрицательного дифференц-эффекта коэффициент ис-
пользования магния в анодной реакции составляет лишь около
65%.
Тепло, выделяющееся в результате коррозии, является од-
ной из причин саморазогрева батарей. Вторая причина.— боль-
шая разница между равновесным и стационарным значениями
потенциала магния (стандартный потенциал Е°мег+ /Mg =
=-—2,36 В; потенциал магния в морской воде около —1,4 В).
Благодаря разогреву водоактивируемые ХИТ могут эксплуа-
тироваться при температуре окружающего воздуха до —55°C,
если активация проводится при плюсовых температурах.
Пассивация и явление отрицательного дифференц-эффекта
не позволяют реализовать высокие теоретические энергетические
возможности магниевого анода. Значение стационарного потен-
циала магния в водных растворах является средним между зна-
чениями равновесных потенциалов ионизации магния и восста-
новления водорода. Для смещения значения этого потенциала в
отрицательную сторону необходимо таким образом модифици-
ровать поверхность магния, чтобы либо уменьшилось перенапря-
жение ионизации магния, либо увеличилось перенапряжение
восстановления водорода. Такая модификация может быть до-
стигнута сплавлением магния с металлами, обладающими высо-
ким перенапряжением выделения водорода (Pb, Tl, Hg), или
амальгамированием поверхности магния. Во многих случаях од-
новременно со смещением потенциала в сторону отрицательных
значений уменьшается газовыделение на магниевом аноде
(рис. 1.20).
79
Обычно водоактивируемые ХИТ конструктивно оформляются
в виде батарей, собранных из биполярных электродов. Отрица-
тельный электрод представляет собой лист, пластину, а иногда
фольгу из деформируемого сплава. Катоды изготавливают из
хлоридов серебра, меди(1), свинца путем прессования, намазки,
прокатки или литья. Между рабочими поверхностями разнои-
менных электродов помещают сепаратор. В батареях небольшой
мощности с длительным временем разряда используют пористые
сепараторы из ткани, волокна, некоторых сортов бумаги (алиг-
нин), которые служат также и для удержания электролита, пре-
пятствуя его испарению, например, в условиях вакуума на боль-
ших высотах (метеорологические радиозонды).
В батареях большой мощности обычно применяют проточ-
ный электролит, поэтому сепараторы выполняют лишь функцию
фиксатора межэлектродного расстояния. Это могут быть: за-
прессованные в активный материал стеклянные или пластмассо-
вые шарики; волокна из синтетических материалов, расположен-
ные по направлению потока электролита, и т. д.
Относительно новой разновидностью водоактивируемых ХИТ
являются так называемые гидронные батареи, в которых мор-
ская вода служит не только электролитом, но и активным веще-
ством катода (окислителем). Катодная реакция в таких ХИТ
сводится к восстановлению водорода:
НаО е-----> ОН--р/2Н2
В качестве анода в гидронных батареях используют сплавы
магния, алюминия, а также литий.
Для обеспечения нормального протекания катодной реакции
необходимо подобрать материал катода, обладающий минималь-
ным перенапряжением выделения водорода, инертный по отно-
шению к электролиту, устойчивый к действию примесей элект-
ролита, доступный и технологичный. Минимальным перенапря-
жением выделения водорода обладают металлы платиновой
группы, группы железа, ряд металлов V—VII групп (W, Mo, Re,
Nb). В качестве основы для покрытий вышеуказанными метал-
лами могут быть использованы никелевая спеченная металло-
керамика, уголь, сетки из железа и стали, так называемая
стальная «шерсть», металлическое волокно и т. д.
Гидронные батареи с магниевым анодом и катодом из ме-
таллической «шерсти» создают напряжение (на один элемент)
в пределах 0,3—0,7 В и работоспособны в течение нескольких
месяцев.
Для интенсивных режимов разряда перспективным является
применение лития в качестве анодного материала. Для элемент-,
ной реакции
Li-|-H2O -> LiOH-H/A
£1=2,22 В (равновесный потенциал водородного электрода взят
для щелочного раствора); теоретическое значение удельной
энергии (без учета воды) —8,57 кВт-ч/кг.
80
Практическое осуществление этой системы возможно при ус-
ловии контроля над скоростью реакции щелочного металла с
водой. При концентрации ионов ОН_>1,5 моль/л на поверхно-
сти лития образуется защитная полуизоляционная пленка
LiOH, находящаяся в динамическом равновесии с водой. При
малой концентрации LiOH и высокой температуре литий лиша-
ется защиты и легко корродирует; при больших концентрациях
LiOH (близких к насыщению) и низких температурах пленка
LiOH пассивирует анод. Оптимальными являются средние зна--
чения температур и концентраций LiOH.
При испытании водоактивируемых батарей с литиевым ано-
дом достигнута удельная энергия 2,2 кВт-ч/кг лития и макси-
мальная удельная мощность 1,11 кВт/кг.
Тепловые батареи. В тепловых батареях электролит в обыч-
ных условиях не проводит ток и, следовательно, не может вы-
зывать электрохимическую коррозию анодного материала при
хранении. Это обстоятельство позволяет использовать в качест-
ве анода активные металлы, не опасаясь их саморазряда.
В качестве анода в тепловых батареях обычно применяют
кальций и магний (потенциал Са на 0,9 В отрицательнее). Бо-
лее активные щелочные металлы (Li, Na, К) применяются ред-
ко, так как при работе источника тока они находятся в расплав-
ленном состоянии, что затрудняет эксплуатацию ХИТ.
Токоотводом для анода из кальция обычно служит никеле-
вая сетка.
В качестве катодных материалов используют окислители:
КгСгО4, РЬСгО4, WO3, СаСгО4, V20s, в меньшей степени СиО
и другие соединения. В состав активной массы катода рекомен-
дуется добавлять от 5 до 37 масс. % электролита (эвтектиче-
ская смесь LiCl — КО), что увеличивает зону контакта актив-
ного вещества катода и электролита и снижает катодную поля-
ризацию. Нередко электролитом пропитывают специальную
пористую неорганическую диафрагму (из фосфатов, силикатов,
алюмосиликатов, стеклоткани).
Катод и анод обычно имеют таблеточную конструкцию. Теп-
ловые батареи собирают в атмосфере сухого воздуха, инертного
газа или в вакууме, что обусловлено высокой химической актив-
ностью анодных материалов и гигроскопичностью электролита.
Рабочая температура (360—700 °C) в тепловых батареях
создается за счет тепла, выделяющегося при сгорании специаль-
ных нагревательных смесей. Для поджога смесей служат за-
пальные устройства. К таким нагревательным смесям относятся
смеси пероксида бария с порошком алюминия или магния, ок-
сидов железа и алюминия и др.
Обычно тепловая батарея представляет собой блок, состоя-
щий из чередующихся электрохимических и нагревательных эле-
ментов. Блок снабжен теплоизоляцией и герметизирован. Элект-
рохимические элементы соединены между собой последователь-
но или параллельно. Блок находится в поджатом состоянии, что
6-2021
81
обеспечивает хорошие условия теплопередачи в батарее и хоро-
ший контакт активных веществ электродов с электролитом.
Тепловые батареи способны развивать высокую удельную
мощность (до 600 Вт/кг), могут работать в интервале окружа-
ющих температур от —70 до -(-100 °C, быстро активируются (за
0,3—0,5 с). Однако продолжительность их работы невелика
(несколько минут), что обусловлено затвердеванием электро-
лита.
Довольно широкое применение нашли тепловые источники
тока электрохимической системы Ca|LiCl—КС1|СаСгО4.
Электродные и элементная реакции
( —)Са --► Са2++2е
(+ ) 2СгО4а- + бе -> 2СгО4б- у—* СгаО3 + 5О2~
ЗСа + 2СаСгО4 -► СгаО3 + 5СаО
НРЦ элемента около 3,3 В, разрядное напряжение 1,5—
2,3 В. Батареи могут разряжаться плотностью тока до 4 кА/м2.
Первичные ХИТ с неводными электролитами
ХИТ с электролитами на основе органических растворителей.
Применение неводных электролитов позволяет использовать
в ХИТ i[ 1, 3] высокоактивные анодные материалы и за счет это-
го резко увеличить напряжение и удельную энергию источника
тока. Наиболее перспективным анодным материалом является
литий. В растворах литиевых солей сильных кислот в органиче-
ских растворителях литий находится в устойчивом полупассив-
ном состоянии.
В качестве катодных материалов рекомендованы сульфиды,
хлориды, фториды, оксиды ряда металлов (Ag, Си, Ni, Со, Hg
и др.). Большой практический интерес представляет разрабо-
танный впервые в Японии катод из фторированного углерода
(CFx)n. Значение х может изменяться от 0,13 до 2; в элементах
используют фторуглерод, у которого х находится в пределах от
0,8 до 1,35. Это твердое вещество, которое получают фторирова-
нием искусственного графита, кокса, ацетиленовой сажи при
нагревании в атмосфере фтора до 250—450 °C в течение '1 ч. Во
фторуглероде атомы фтора располагаются между слоями гра-
фита и ковалентно связаны с атомами углерода. Восстановле-
ние полифторуглерода проходит по уравнению
(CFx)n + пхе ->- С„ + nxF~
Расчетное значение ЭДС системы Li—(CFx)n составляет
около 4,5 В.
В ряде стран выпускают в промышленных масштабах литие-
во-органические элементы цилиндрической формы (аналогичные
МЦ элементам) с удельной энергией 250—480 Вт-ч/кг и раз-
рядным напряжением 2,2—2,8 В. Электролитом служит раствор
LiBF4 в у-бутиролактоне. Положительный электрод изготавли-
82
вают из смеси (CFx)n, ацетиленовой сажи и связующего; смесь
впрессовывают в титановую сетку. По величине разрядного на-
пряжения литиево-органические элементы превосходят марган-
цево-цинковые в 2 раза, а по длительности разряда (при тех
же габаритах и величине 7?в.ц) в 10 раз.
Своеобразным катодным материалом является диоксид се-
ры SO2, который насыщает органический электролит и находит-
ся в непосредственном контакте с литиевым анодом. При этом
на поверхности анода образуется пленка Li2S2O4, обладающая
свойствами полупроницаемой мембраны, не препятствующей
ионизации лития (аналогично действию пленки LiOH на литии
в водных электролитах, стр. 81). Катодным токоотводом слу-
жит материал с развитой поверхностью (платинированная пла-
тина, графит, сажа).
Разработанные фирмами США элементы системы Li — SO2
имеют напряжение разомкнутой цепи 2,8 В, удельную энергию
209 Вт-ч/кг и сохраняются в течение 10 лет при комнатной тем-
пературе.
Различные ХИТ с литиевым анодом и органическим элект-
ролитом нашли применение в метеорологических зондах, меди-
цинском электронном оборудовании, вычислительных машинах
и даже в бытовой технике благодаря их высокой удельной энер-
гии. Однако эти источники не могут работать в интенсивном ре-
жиме ввиду невысокой электропроводимости электролита.
ХИТ с электролитами на основе неорганических растворите-
лей. Краткая характеристика таких электролитов дана ранее
на стр. 45. Несколько систем нашли ограниченное применение в
практике. Жидкий аммиак используется как растворитель в ре-
зервных ХИТ электрохимических систем: анод (Zn, Pb или
Mg) |NH4SCN|PbO2 или МпО2. Активация осуществляется пу-
тем поглощения паров аммиака тиоцианатом аммония (разби-
вается ампула с аммиаком, сжиженным под давлением 1 МПа).
Источник тока работоспособен при температурах до —55 °C, до-
пускает интенсивный разряд в течение 1 мин.
Выше указывалось на возможность применения SO2 в каче-
стве активного вещества катода в ХИТ с органическими элект-
ролитами. Поскольку жидкий SO2 сам является растворителем,
можно исключить применение органического электролита, сов-
местив в диоксиде серы две функции: активного вещества и
электролита. В этом случае используют сжиженный под давле-
нием обезвоженный SO2, в котором растворены соли типа
ЬСЮ4.
Токообразующая реакция при разряде элемента:
2SO2 + 2Li -► Li2S2O4
Аналогично работают и источники тока с тионилхлоридом.
Преимуществом этого растворителя и активного вещества явля-
ется его устойчивость при комнатной температуре, поэтому от-
падает необходимость в использовании сжиженного газа (как
6*
83
c S02). Применение жидких окислителей позволяет работать
при относительно высоких плотностях тока. Так, ХИТ с литие-
вым анодом и электролитом SOCh+LiAlCh работоспособен при
х = 0,1—0,3 кА/м2. Токообразующая реакция в элементе:
4Li + 2SOC12 -> 4LiCl + SO2 + S
Высокие энергетические характеристики имеет система
Li | РОС13, LiAJCl41С12 (Ет = 4,08 В, теоретические удельные ем-
кость и энергия — 634 А-ч/кг и 2580 Вт-ч/кг). Такие источники
тока относятся к резервным, активируемым введением активно-
го вещества (С12).
ХИТ с твердыми электролитами (ТЭЛ). Низкотемператур-
ные первичные ХИТ с ТЭЛ являются очень компактными и
обычно собираются в виде батарей; они используются в часах,
в запоминающих устройствах, в зарядных устройствах, в меди-
цинских приборах, в стимуляторах сердечной деятельности. По
конструкции элементы могут быть таблеточными и пленочными.
В элементах таблеточного типа электролит прессуется из по-
рошков исходных материалов. В пленочных элементах электро-
лит получают иодированием поверхности металла (Ag или Li),
напылением пленок в вакууме, нанесением их электрохимиче-
ским путем. Толщина пленок электролита 10—20 мкм, что при-
мерно в 100 раз меньше, чем в таблеточных элементах.
Достоинствами ХИТ с ТЭЛ являются практическое отсутст-
вие саморазряда и обусловленная этим высокая сохранность
(10 и более лет). Кроме того, ТЭЛ одновременно выполняют
функцию сепаратора.
В качестве электрохимических систем для низкотемператур-
ных ХИТ с ТЭЛ в основном используются системы типа Ag| се-
ребропроводящий электролит)катод-галогеноноситель и В1|ли-
тийпроводящий электролит]катод-галогеноноситель.
В системах первого типа серебро является анодом, а на ка-
тоде происходит восстановление галогена (обычно иода) до со-
ответствующего аниона. Поскольку применение свободных га-
логенов в элементах длительного хранения представляет боль-
шие технические сложности, как правило, используют соедине-
ния, которые содержат избыточный галоген в связанной форме,
например Rbl3. Вследствие униполярной (катионной) проводи-
мости твердого электролита продукты электрохимической реак-
ции локализуются на катоде (ниже приведена суммарная катод-
ная реакция):
RЫ3 + 2Ag+ + 2е -> Rbl + 2AgI
Значение ЭДС для пары Ag —12 составляет 0,67 В.
В системах с литиевым анодом иод связан с донорным поли-
мерным веществом в виде комплекса переноса заряда типа по-
ли-2-винилхинолин-п!2 или поли-2-винилпиридин-п12. При изго-
товлении элемента ТЭЛ (Lil) специально не вводят; он обра-
84
зуется при контакте литиевого анода с комплексом. ЭДС пары
Li —12 равна 2,72 В.
Допустимый режим разряда ХИТ определяется сопротивле-
нием ТЭЛ, которое является функцией его толщины и проводи-
мости. Проводимость ТЭЛ отличается на 3—6 порядков, поэто-
му и диапазон реализуемых токов составляет от мА/м2 (Lil) до
сотен А/м2 (RbAg4Is).
1.3. АККУМУЛЯТОРЫ
Свинцовые (кислотные) аккумуляторы [1, 5, 6]
Первый образец свинцового аккумулятора был создан Планте
(Франция) в 1860 г. с использованием идеи русского ученого
Якоби. В 80-х годах прошлого века было налажено серийное
производство аккумуляторов. Свинцовый аккумулятор — наибо-
лее распространенный вторичный ХИТ. Он отличается дешевиз-
ной, надежностью в работе, высоким и стабильным напряже-
нием.
Выпускают три основных типа свинцовых аккумуляторных
батарей: стационарные, стартерные и тяговые. Стационарные
батареи емкостью от 40 до 5000 А-ч применяют для питания
потребителей постоянного тока на электрических станциях и
подстанциях; для поддержания напряжения в сети постоянного
тока при пиковых нагрузках путем подключения батарей парал-
лельно преобразователям; в качестве резерва электроэнергии
там, где недопустимы перерывы в подаче тока; для обслужива-
ния телефонных станций. Стартерные батареи используют для
запуска двигателей и освещения транспортных средств; напря-
жение батарей — 6,12 или 24 В, емкость от 6 до 215 А-ч. Тяго-
вые батареи емкостью от 40 до 1200 А-ч применяют для энерго-
снабжения электрокар, электропогрузчиков, рудничных элект-
ровозов. Кроме того, свинцовые батареи используют для осве-
щения железнодорожных вагонов, для запуска дизелей теплово-
зов, для энергоснабжения подводных лодок, в радиотехнике.
Теоретические основы процессов. Электрохимическая систе-
ма свинцового аккумулятора: РЬ|НгВСЦРЬОг-
Концентрированные растворы серной кислоты, применяемые
в аккумуляторах, диссоциированы на ионы Н+ и HSO4~, поэто-
му электродные реакции идут с участием гидросульфат-ионов:
разряд
( —)Pb + HSO4- PbSO4 + Н+ + 2е
заряд
разряд
(+) РЬО2 + HSO4- 4- ЗН+ 4- 2е PbSO4 + 2Н2О
заряд
Суммарное уравнение токообразующего процесса
разряд
РЬ + РЬО2 + 211^04 ч==* 2PbSO4 + 2H2O
заряд
85
Значения потенциалов отрицательного и положительного
электродов находятся вне области термодинамической устойчи-
вости воды (см. рис. 1.1). Это обусловливает термодинамиче-
скую возможность саморазряда электродов. Однако перенапря-
жения выделения водорода на свинце и кислорода на диоксиде
свинца имеют высокие значения, поэтому скорость реакции са-
моразряда невелика, а экспериментальные значения потенциа-
лов можно рассматривать как равновесные.
Соответственно и напряжение разомкнутой цепи свинцового
аккумулятора совпадает с рассчитанным значением ЭДС; при
25 °C оно равно
„ 2,3RT aH,so.
t/p ц = Ет = 2,046 + —— 1g
Таким образом, значение 7/Р.ц увеличивается с ростом кон-
центрации H2SO4. Однако применение очень концентрирован-
ной кислоты недопустимо ввиду сильного саморазряда отрица-
тельного электрода; кроме того, с увеличением концентрации
серной кислоты более 30% растет сопротивление электролита.
Электролит современных аккумуляторов в заряженном состоя-
нии содержит от 28 до 41% серной кислоты (плотность 1,20—
1,31 т/м3).
При разряде концентрация серной кислоты уменьшается и в
конце разряда составляет от 12 до 24% (плотность 1,08—
1,17 т/м3). Следовательно, концентрация (плотность) электро-
лита может служить критерием заряженности или разряжен-
ное™ аккумулятора.
Уравнение токообразующего процесса лежит в основе тео-
рии двойной сульфатации, согласно которой именно сульфат
свинца является продуктом разрядной реакции на обоих элект-
родах. Имеются следующие подтверждения этой теории: фазо-
вый анализ начальных и конечных продуктов, содержащихся в
активных массах; точные измерения изменений концентрации
H2SO4 при разряде и при заряде; соответствие между собой экс-
периментальных и расчетных значений ЭДС; соответствие экс-
периментального значения температурного коэффициента ЭДС
(дЕт/дТ)р и рассчитанного на основании термодинамических
данных.
Разряд отрицательного электрода проходит через промежу-
точную стадию образования ионов РЬ2+ (по механизму диффу-
зия — осаждение):
—2е +HSO4_
РЬ ---► РЬ2+------> PbSO4]
При этом на поверхности частиц свинца после прохождения оп-
ределенного количества электричества Q формируется пассиви-
рующий слой PbSO4, что приводит к резкому сдвигу потенциа-
ла в положительную сторону. Величина Q (а следовательно, и
разрядная емкость электрода) возрастает с увеличением тем-
86
пературы и уменьшается с повышением Сна$о4так же, как и
растворимость PbSO4.
При осаждении PbSO4 из его пересыщенных растворов в сер-
ной кислоте происходит как образование новых центров кри-
сталлизации, так и рост уже образовавшихся кристаллов. По-
вышение растворимости PbSO4 способствует увеличению скоро-
сти роста кристаллов, что приводит к формированию крупно-
кристаллического пористого слоя сульфата свинца. При этом
для образования сплошного пассивирующего слоя требуется
значительно больше вещества.
Для борьбы с пассивацией отрицательного электрода в со-
став активной массы вводят депассиватор BaSO4 и органиче-
ские расширители. Сульфат бария изоморфен сульфату свинца,
поэтому частицы BaSO4 служат центрами кристаллизации для
PbSO4. Кристаллы PbSO4 начинают расти не на поверхности
свинца, а на поверхности кристаллов сульфата бария и свинец
медленнее покрывается изолирующим слоем. Органические до-
бавки адсорбируются на поверхности свинца, что препятствует
образованию новых центров кристаллизации PbSO4 и способст-
вует росту более крупных кристаллов.
Диоксид свинца в свинцовом аккумуляторе может существо-
вать в двух модификациях: а-РЬО2 (орторомбическая структу-
ра) и р-РЬО2 (тетрагональная). Оба оксида — нестехиометриче-
ские соединения; их состав выражается формулой РЬОХ, где
1,85<х<2,05.
Восстановление РЬО2 протекает по твердофазному механиз-
му. При этом образуются промежуточные оксиды РЬОП (2>
>п>1,33).
РЬО2 + 2 (2 — п) Н+-|-2 (2 — и) е > РЬО„ + (2 — и) Н2О
а активная масса в различные моменты разряда представляет
собой твердый раствор, содержащий ионы РЬ41-, РЬ2+ и О2- (или
ОН-) в разном соотношении. При взаимодействии промежуточ-
ных оксидов с серной кислотой на поверхности электродов обра-
зуется сульфат свинца. Доказательствами твердофазного меха-
низма являются наличие промежуточных оксидов РЬОП в струк-
туре восстановленного электрода и изоморфность кристаллов
а-РЬО2 после заряда кристаллам PbSO4, которые подвергались
анодному окислению.
Следует отметить, что а-РЬО2 имеет меньшую удельную по-
верхность, чем р-РЬО2, поэтому коэффициент использования
a-модификации в 1,5—3 раза ниже. При циклировании а-РЬО2
постепенно переходит в более устойчивую (3-модификацию и ем-
кость электрода повышается.
При эксплуатации свинцовых аккумуляторов наблюдаются
нежелательные явления, приводящие к уменьшению емкости и
ресурса: коррозия решеток и оплывание активной массы поло-
жительного электрода; саморазряд отрицательного электрода;
сульфатация пластин.
87
Причиной коррозии токоотводящих решеток из свинцовых
сплавов является термодинамическая неустойчивость свинца в
условиях работы положительного электрода: часть свинца кор-
родирует в местах контакта с РЬО2 и кислотой. Кроме того, при
заряде обнаженный участок решетки может анодно окисляться:
РЬ + Н2О > РЬО + 2Н+ + 2е
В дальнейшем РЬО может вступать в реакции с серной кисло-
той с образованием PbSO4 и с атомарным кислородом, выделя-
ющимся в конце заряда:
РЬО + О --> РЬО2
Вредное действие всех этих процессов заключается в том,
что нарушается контакт решетки с активной массой. Кроме то-
го, образующийся диоксид свинца имеет больший удельный объ-
ем, чем свинец, поэтому происходит деформация решетки. Для
борьбы с коррозией решеток применяют мелкокристаллические
отливки, обладающие более равномерной структурой (с добав-
ками As, S, Ag).
Оплывание активной массы положительного электрода за-
ключается в отделении от пластин кристаллов и зерен РЬО2
размером менее 0,1 мкм; оно наблюдается в конце и начале за-
ряда. В настоящее время считают, что основной причиной оплы-
вания является образование при разряде плотного слоя PbSO4
(наблюдается при пониженных температурах и повышенной
плотности тока, а также при увеличении Ch8so4). В этом случае
при заряде электрода образуются легко осыпающиеся дендриты
РЬО2.
Оплыванию способствуют также примеси BaSO4 в активной
массе. Ввиду изоморфности BaSO4 и PbSO4 последний при раз-
пяде будет кристаллизоваться вокруг частиц сульфата бария на
внешней стороне электрода, образуя друзы кристаллов; при по-
следующем заряде зерна РЬО2 отваливаются. Поэтому попада-
ние BaSO4 в активную массу положительного электрода долж-
но быть исключено.
Для борьбы с оплыванием применяют плотную сборку элект-
родов с сепарацией (стекловойлок); иногда в активную массу
вводят связующие (фторопласт, синтетические волокна).
При хранении свинцовый аккумулятор теряет около 1°/о ем-
кости в сутки. Основная причина саморазряда — коррозия губ-
чатого свинца из-за воздействия вредных примесей в электроде
и в электролите. К этим примесям относятся металлы с малым
перенапряжением выделения водорода (Fe, Си, As, Sb, Pt
и др.), ускоряющие коррозию с водородной деполяризацией.
Сурьма и мышьяк появляются в электролите в результате раз-
рушения решетки положительной пластины, а затем катодно
выделяются на отрицательном электроде. Вредны металлы, ко-
торые могут образовать ионы переменной валентности, напри-
мер МпО4_ и MnO42-, Fe2+ и Fe3+. Так, при взаимодействии с
88
губчатым свинцом ион МпО4~ восстанавливается до манганата:
2МпО4- + РЬ-------------------> 2МпО42- + РЬ2+
Затем ион МпО42-, продиффундировавший к положительному
электроду, может окислиться (при заряде) до перманганата и
вновь участвовать в саморазряде отрицательного электрода
(так называемый челночный механизм влияния примесей).
Скорость коррозии свинца возрастает при повышении тем-
пературы и концентрации серной кислоты.
Из сказанного следуют меры борьбы с саморазрядом: при-
менение чистого свинца для получения активной массы; приме-
нение чистой H2SO4 (электролит готовят на дистиллированной
воде); поддержание оптимальных условий эксплуатации.
Сульфатация пластин проявляется в образовании на элект-
родах плотной белой корки сульфата — аккумулятор не прини-
мает заряд. Причиной является рекристаллизация сульфата
свинца при хранении аккумулятора в разряженном состоянии.
В связи с этим аккумулятор не рекомендуют хранить в разря-
женном состоянии: периодически его необходимо подзаряжать.
Конструкции пластин и аккумуляторов. Активными вещест-
вами свинцового аккумулятора являются губчатый свинец и ди-
оксид свинца. При изготовлении аккумулятора используют два
метода введения активных веществ в электроды. По первому из
них активное вещество (РЬО2) получают путем электрохимиче-
ского окисления поверхности токосъемного каркаса, изготовлен-
ного из чистого свинца. Полученные таким образом пластины
называют поверхностными (рис. 1.21). При работе аккумулято-
ра по мере осыпания наружного активного слоя прорабатыва-
ются те слои свинца, которые расположены глубже. Значитель-
ная толщина (10—12 мм) поверхностных пластин обеспечивает
их длительный срок службы (10 лет и более; 1000—1500 цик-
лов) .
Второй метод создания активных масс в электродах заклю-
чается в том, что на электропроводящий каркас той или иной
конструкции наносят пасту или смесь оксидов свинца; при по-
следующем формировании пластин оксиды свинца превращают-
ся в активные вещества. Такого рода пластины подразделяются
в зависимости от типа каркаса на пастированные (решетчатые,
намазные), коробчатые и
панцирные. Большинство
аккумуляторов собирают из
намазных пластин. При их
изготовлении пасту из окси-
дов свинца вмазывают в
ячейки профилированных
решеток толщиной 1—7 мм,
Рис. 1.21. Поверхностная пласти-
на со сквозными ребрами.
llllllllllllllllllllllllllllllllllll
llllllllllllllllllllllllllllllllllll
llllllllllllllllllllllllllllllllllll
iiiiiiitiuiiiiiiiimiiiiiiiiiiiiii
и llllllllllilllllllllllllllllllll
1 iiiiifiiiiiiiiiiiiiiiiiiiiniiii
[JI IIIIIIIIIIIIIIIIIIIIUIIIIIIIIII
miiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
iiiHimiiiiiiiiiiiiiiiiiiiiiiiiiii
iiiiiiiiiiiniiiiiiitiiiiiiiiiiinii
IlllHlllllllllllllinilllllllllllll
89
Рис. 1.22. Однорядная решетка.
Рис. 1.23. Двухрядная решетка.
отлитых из свинцово-сурьмяного сплава. После затвердевания
паста удерживается жилками решетки (рис. 1.22 и 1.23). Срок
службы тонких (1—3 мм) пластин 2—3 года (150—400 цик-
лов).
Коробчатая пластина (рис. 1.24) отличается тем, что к ре-
шетке с квадратными ячейками с обеих сторон приварены тон-
кие перфорированные свинцовые листы, препятствующие выпа-
дению активной массы. Толщина пластины 8 мм, емкость на
единицу массы в 2—2,5 раза выше, чем у поверхностных.
Панцирная пластина (рис. 1.25) толщиной 10—12 мм состо-
ит из штыревого токоотвода (рис. 1.26), выполненного из РЬ—
Sb-сплава, и надетых на штыри трубок из эбонита или вини-
пласта и стеклоткани. В стенках трубок имеется множество
мелких отверстий для проникания кислоты к пасте или к смеси
оксидов, набитым внутри трубок. Панцирные пластины хорошо
переносят тряску и имеют большой ресурс (свыше 1000 циклов),
в связи с чем применяются в некоторых типах батарей для осве-
щения поездов и в тяговых аккумуляторах в качестве положи-
тельных электродов.
Поверхностные положительные пластины в сочетании с отри-
цательными коробчатыми применяются в стационарных аккуму-
ляторах типа С, СК, выпускаемых в основном в открытом испол-
нении (без крышек). Стационарные аккумуляторы типа СН вы-
пускаются в закрытых баках и имеют намазные пластины тол-
щиной 5—7 мм. В стартерных автомобильных батареях приме-
няют намазные пластины толщиной около 2 мм, в авиацион-
ных— около 1 мм. Намазные пластины используют также в ва-
гонных и тяговых аккумуляторах.
В дальнейшем, если не будет особо оговорено, речь пойдет
о стартерных свинцовых аккумуляторах.
90
Аккумуляторы (рис. 1.27) состоят из следующих основных
частей: полублоков отрицательных и положительных электродов
(изображены отдельно на рис. 1.28), межэлементных соедине-
ний, электролита, сепараторов, сосуда и крышки. Одноименные
пластины соединены в полублоки с помощью баретки — пере-
мычки из РЬ — Sb-сплава. Межэлементные соединения из того
же сплава служат для соединения аккумуляторов в батареи.
Батарея монтируется в моноблоке — общем сосуде из кислото-
стойкого материала (эбонита, полипропилена и т. д.), разделен-
ном внутри перегородками.
В качестве сепараторов применяют микропористый эбонит
(мипор), микропористый поливинилхлорид (мипласт, порови-
нил и т. д.), стеклянный войлок и др.
Аккумулятор закрыт крышкой с отверстиями для штырей-
токовыводов и для съемных вентиляционных пробок. Вентиля-
ционная пробка обеспечивает выход газов при саморазряде и
небольшом перезаряде аккумулятора и обеспечивает сохран-
ность (невыливаемость) электролита при небольших наклонах
во время эксплуатации. Отверстием для пробки пользуются при
доливке электролита, измерении его уровня и концентрации; оно
также служит для выхода газов в конце заряда. Места соеди-
нений крышки с корпусом аккумулятора и с токовыводящими
штырями герметизируют с помощью особых мастик (для корпу-
са из эбонита) или путем сварки (для корпуса из термопла-
стичных пластмасс).
Производство стартерных аккумуляторов. Большинство стар-
терных аккумуляторов изготовляют по порошковой технологии,
принципиальная схема которой приведена на рис. 1.29.
йвми
ШМП
ев
Рис. 1.24. Коробчатая пластина.
Рис. 1.25. Панцирная (трубчатая) пластина:
1 ~ трубки; 2 — активная масса; 3 — свинцовый токоотвод.
91
ft 13
12
11
10
Рис. 1.26. Штыревая рамка панцирной пластины.
Рис. 1.27. Батарея из трех свинцовых аккумуляторов:
1— отрицательная пластина; 2— сепаратор; 3— выступы на дне сосуда для установки
пластин; 4 — положительная пластниа; 5 — сосуд с двумя перегородками (моноблок);
6, 14 — баретки; 7—выводной штырь; 8 — уплотнение; 9— крышка; 10, 13 — клеммы; 11 —
пробка; 12 — межэлементное соединение.
лее предпочтительным является
и 0,1—0,3% As.
Для изготовления решеток используют сплав свинца и 6—
8% сурьмы, для деталей крепления — сплав свинца и 3—6% Sb.
Сплав получают в стальных котлах вместимостью около Юте
электрообогревом при температуре свыше 290 °C. Добавка сурь-
мы к свинцу способствует улучшению литейных свойств, сниже-
нию температуры плавления, увеличению прочности сплава. Од-
нако вследствие более низкого перенапряжения выделения водо-
рода на сурьме по сравнению со свинцом усиливаются коррозия
решеток и саморазряд аккумулятора. Для повышения коррози-
онной стойкости сплава в его состав нередко вводят модифика-
торы, способствующие образованию при литье мелкокристалли-
ческой структуры (добавки серебра, серы, мышьяка). Наибо-
сплав, содержащий 3—5% Sb
Отливку решеток ве-
дут на литейных автома-
тах карусельного типа,
снабженных шестью —
восемью литейными фор-
мами. Форма состоит из
ЩЗ двух чугунных плит (по-
Иж
щй Рис. 1.28. Полублоки свинцо-
вого аккумулятора:
1 — выводной штырь; 2 — баретка;
3 — пластины; 4 — ножки пластиньк
92
Сурьма Свинец .
Рис. 1.29. Схема производства стартерных аккумуляторов.
луформ), одна из которых подвижна. После заливки сплава
форма поворачивается на вращающемся столе, происходит за-
твердевание сплава, раскрытие формы, решетка выталкивается
из формы специальным толкателем на обрубочный пресс для
Удаления лишнего металла.
Применяются также одноместные литьевые автоматы анг-
лийской фирмы Хлорайд производительностью 5 тыс. отливок
в смену, совмещенные с обрубочным прессом и накопительным
выводным устройством. Сплав из котла подают в автомат порш-
невым насосом; при этом он дополнительно разогревается в тру-
бопроводе до температуры, необходимой при заливке. Такой ре-
жим литья предохраняет сплав от угара, позволяет избежать
шлакообразования и резко снижает потери сплава.
Свинцовый порошок готовят во вращающейся мельнице (си-
товой, вихревой, циклонной или конической), куда подают свин-
цовые чушки или шарики и воздух с определенной скоростью.
Одновременно с измельчением свинца происходит его нагрева-
93.
ние и окисление. Готовый порошок содержит от 55 до 75%
РЬО, имеет насыпную плотность от 1,5 до 2,6 т/м3. Размер ча-
стиц порошка от 10~5 до 10-1 см, зерна имеют лепестковую или
комковатую форму.
Широкое применение нашли вихревые мельницы типа «Хар-
динг» английской фирмы Хлорайд. Барабан мельницы, враща-
ющийся со скоростью 20 оборотов/мин, питается чушками свин-
ца массой 35—40 кг. Образующийся порошок поднимается чер-
паками, рассыпается при повороте барабана и выносится пото-
ком воздуха. В центробежном классификаторе отделяется мел-
кая фракция; крупный порошок вновь направляется в барабан.
Свыше 90% частиц порошка получается размером менее
53 мкм.
По мнению специалистов, более экономичным по сравнению
с мельничным является метод получения порошка распылением
жидкого свинца.
Оборудование для приготовления паст положительных и от-
рицательных пластин разделено на два самостоятельных пото-
ка, так как пасту для положительных пластин необходимо пре-
дохранять от попадания расширителей (прежде всего, BaSO4),
входящих в состав пасты для отрицательных пластин. Некото-
рые рецепты паст приведены ниже:
Состав Для поло- жительных пластин Для отри- цательных пластин
Свинцовый порошок, кг . . . 100 100
Серная кислота, л
плотностью 1,07 т/м3 . 17 11,3
» 1,4 т/м3 . 2,5 3,6
Вода, кг 0—4 0—2
BaSO4, кг — 0,4—0,6
Расширитель БНФ, кг . . . — 0,25—0,4
Активная масса должна обладать определенной пористостью
в заряженном состоянии (около 50%). При увеличении пори-
стости облегчается доступ кислоты в глубь электрода, при этом
возрастает коэффициент использования активного вещества, но
одновременно уменьшаются прочность электрода и срок служ-
бы аккумулятора. Пористость активной массы будет тем выше,
чем больше окисленность свинцового порошка и чем больше в
составе пасты серной кислоты и воды.
Введение расширителей в пасту отрицательных пластин обу-
словлено, в частности, тем, что при хранении аккумулятора
наблюдается рекристаллизация губчатого свинца, сопровождаю-
щаяся укрупнением частиц активной массы, уменьшением рабо-
чей поверхности и емкости электрода. Органические расшири-
тели — гуминовая кислота, дубитель № 4, БНФ* — адсорбиру-
ются на свинце и препятствуют его рекристаллизации при хра-
* БНФ — продукт конденсации §-нафтолсульфокислоты, синтетических
фенолов и формалина.
<94
нении и образованию крупных кристаллов свинца в процессе
заряда.
Как указывалось ранее, добавка BaSO4 способствует образо-
ванию при разряде крупных кристаллов PbSO4, расположенных
на некотором удалении от зерен губчатого свинца. Вследствие
этого при последующем заряде катодное восстановление свин-
ца проходит с диффузионными затруднениями по ионам РЬ2+,
поэтому образуется высокодисперсный слой губчатого свинца.
Расширители выполняют также функции депассиваторов.
Пасту готовят обычно в шнековых смесителях. При ее изго-
товлении некоторая часть РЬО переходит в основные сульфаты
свинца (3PbO-PbSO4-H2O, 4PbO-PbSO4 и др.), обладающие
цементирующими свойствами, что позволяет получить после на-
мазки и сушки механически прочные и неосыпающиеся пла-
стины.
Пасты, содержащие четырехосновный сульфат свинца, позво-
ляют изготовить аккумуляторы с более высокими емкостью и
ресурсом. Для получения 4PbO-PbSO4 температура в смесите-
ле должна быть не ниже 80 °C, а свинцовый порошок должен
содержать p-модификацию РЬО.
Намазку пластин осуществляют на специальных намазочных
машинах высокой производительности шпательного или ленточ-
ного типа. Решетки на цепном или ленточном конвейере посту-
пают под бункер, из которого паста выдавливается на пласти-
ны и на них разравнивается.
После намазки пластины обрабатывают раствором карбона-
та или сульфата аммония. При этом на поверхности пластин
образуется тонкий слой нерастворимой соли свинца (РЬСО3 или
PbSO4), препятствующий усадке и растрескиванию пластин при
последующей сушке. Сушку ведут в камерных, конвейерных или
туннельных сушилках с регулированием температуры и влажно-
сти воздуха. При сушке пластин происходит удаление влаги,
затвердевание пасты и доокисление свинцового порошка.
Формирование пластин необходимо для образования на элек-
тродах активных веществ из сульфата свинца. Формирование
положительных и отрицательных пластин обычно проводят сов-
местно. При этой операции пластины выдерживают в эбонито-
вых формировочных баках 1—2 ч в растворе H2SO4 плотностью
1,06—1,12 т/м3, после чего включается ток и на пластинах про-
текают реакции заряда.
Выдержка перед включением тока нужна для перевода ос-
новного количества оксида свинца в сульфат в порах пластин.
В формировочном электролите должна быть ограничена кон-
центрация Cl-иона (не выше 25 мг/л). В противном случае уси-
ливаются коррозия токоотвода и оплывание активной массы по-
ложительного электрода. Продолжительность формирования со-
ставляет обычно 10—30 ч (при i=50—100 А/м2). В последнее
время разработаны форсированные режимы заряда при форми-
ровании с начальной плотностью тока 0,4—0,6 кА/м2 и со сту-
95
пенчатым ее понижением. Продолжительность процесса умень-
шается до 4—6 ч. Конец формирования сопровождается значи-
тельным газовыделением, обусловленным образованием водоро-
да и кислорода при электролизе воды. После формирования
пластины сушат.
Аккумуляторные батареи стартерного типа выпускают без
электролита с сухими заряженными электродами, в так назы-
ваемом сухозаряженном исполнении. Они приводятся в дейст-
вие без подзаряда через 20 минут после заливки электролитом.
В сухозаряженном исполнении электроды должны обеспечивать
•сохранность заряда батареи в течение 3—5 лет.
Особую сложность представляет сушка после формирования
отрицательных пластин сухозаряженных аккумуляторов. Отри-
цательная пластина после сушки должна содержать губчатый
свинец; серная кислота должна отсутствовать; содержание РЬО
не должно превышать 15%• Перед сушкой пластины отмывают
от кислоты. Сушку ведут перегретым паром, а если в состав
пасты для отрицательных электродов введен ингибитор корро-
зии свинца (а-оксйнафтойная кислота)—горячим воздухом.
Сформированные сухозаряженные отрицательные пластины
•содержат около 90% РЬ, 7% РЬО и 3% PbSO4, положитель-
ные— около 90% РЬО2, 3—5% PbSO4, остальное — РЬО.
Сборочные операции осуществляют на конвейере с использо-
ванием автоматизированной технологии (сборка блоков, пайка
пластин) или ручным способом.
Характеристики аккумуляторов. На рис. 1.30 приведены ти-
пичные разрядные и зарядные кривые свинцового аккумулято-
ра. Изменение напряжения во времени в основном соответству-
ет изменению НРЦ, которое в свою очередь обусловлено изме-
нением концентрации кислоты.
В начале разряда часто наблюдается некоторый спад напря-
жения, связанный с затруднениями в образовании новой фазы—
в кристаллизации PbSO4 на электродах из пересыщенных по
ионам РЬ2+ растворов (перенапряжение кристаллизации).
В ходе разряда увеличивается разность 7/р.ц— Up, что свя-
зано с уменьшением пористости активных масс (мольный объем
PbSO4 больше, чем свинца и диоксида свинца) и распростране-
нием электродных реакций в глубь электродов (при этом растут
сопротивление электролита в порах электрода и концентраци-
онная поляризация).
В начале заряда иногда наблюдается максимум напряжения,
обусловленный повышенным сопротивлением электролита в
плотном малопористом слое сульфата свинца. В конце заряда,
после превращения основной массы сульфата в активные веще-
ства, напряжение резко возрастает и затем стабилизируется на
уровне 2,6—2,7 В, соответствующем электролизу воды и выде-
лению водорода и кислорода.
Емкость аккумуляторов сильно зависит от интенсивности
разряда / (рис. 1.31) и от температуры: при уменьшении темпе-
96
Количество электричества,
% от номинальной емкости
Рис. 1.30. Типичные разрядная
Количество электричество
°/о Огп номинол^ной емкости
и зарядная кривые свинцового аккумулятора.
Рис. 1.31. Разрядные кривые стартерного свинцового аккумулятора.
ратуры ниже 0°С емкость заметно падает. Диапазон рабочих
температур ограничен с одной стороны температурой замерза-
ния электролита (около —30°C), с другой — усиливающимся
саморазрядом (40—50°C).
Отдача свинцового аккумулятора по емкости составляет
80—90%, по энергии — 70—80%.
В ГОСТ регламентированы значения некоторых характери-
стик стартерных аккумуляторных батарей для транспорта ем-
костью от 45 до 215 А-ч. Эти характеристики легко определить
из обозначения батареи. Так, батарея 6СТ-90 состоит из 6 ак-
кумуляторов и дает номинальное напряжение 6-2 В=12 В, но-
минальную емкость при 20-часовом режиме разряда (/==0,05)
90 А-ч; емкость при 10-часовом режиме разряда на 10% ниже
и составляет 81 А-ч. Стартерный ток численно равен утроенно-
му значению номинальной емкости (3-90=270 А).
Возможность работы в стартерном режиме обусловлена
очень малым внутренним сопротивлением свинцовых аккумуля-
торов.
Пути совершенствования свинцовых аккумуляторов. Акту-
альной является задача повышения удельной энергии свинцовых
аккумуляторов, которая достигает в настоящее время лишь 20—
40 Вт-ч/кг. В современных батареях масса деталей, не участ-
вующих в реакции токообразования, составляет 50% от массы
батарей, из них половина приходится на токоотводы. Поэтому
применение решеток из более легких материалов сулит значи-
тельную выгоду. Такие материалы должны быть химически стой-
кими и механически прочными. Для токоведущих основ отрица-
тельного электрода считаются перспективными освинцованные
алюминий, медь или титан, армированный винипласт; для поло-
жительных пластин изучается возможность применения реше-
7—2021 97
ток из титана, покрытого диоксидом свинца, или дырчатого ви-
нипласта, армированного свинцовым сплавом. Применение по-
добных материалов позволило бы создать вариант батареи для
электромобиля с энергией около 70 Вт-ч/кг.
Большие резервы заложены и в самих активных массах
электродов. В настоящее время коэффициент использования ак-
тивных масс свинцовых батарей очень мал (4—10% при стар-
терных режимах разряда, 50% — при длительных режимах).
Увеличение коэффициента использования может быть достиг-
нуто путем применения более тонких электродов с одновремен-
ным увеличением их числа в аккумуляторах большой емкости.
Другой проблемой является разработка" и внедрение малооб-
служиваемых (герметичных) батарей. Чтобы герметизировать
аккумулятор, необходимо создать такие условия, при которых
газы при заряде или не выделялись бы совсем, или поглоща-
лись внутри аккумулятора. Кроме того, необходимо свести к
минимуму газовыделение при саморазряде.
Газовыделение при заряде может быть сведено к минимуму,
если заряд проводить при напряжении, лишь незначительно
превышающем НРЦ аккумулятора (2,20-т-2,47 В).
В качестве электролита в герметичных батареях используют
раствор серной кислоты, загущенный кремниевой кислотой или
мелкодисперсным диоксидом кремния; он может быть залит в
жидком состоянии и загустевает внутри аккумулятора. Гелеоб-
разное состояние электролита позволяет эксплуатировать акку-
мулятор в любом положении.
Для изготовления решеток в герметичных аккумуляторах
применяются свинцово-кальциевые сплавы (около 0,1 % Са),
обладающие высоким перенапряжением водорода, что позволя-
ет уменьшить саморазряд примерно в 10 раз (до 0,1% в сутки)
по сравнению с обычными аккумуляторами.
В конструкции крышек герметичных аккумуляторов преду-
смотрены клапаны, которые при избыточном давлении внутри
аккумулятора открываются наружу для выпуска газа и затем
закрываются; брызги электролита наружу не выделяются.
В настоящее время герметичные свинцовые аккумуляторы
емкостью до 20 А-ч и с ресурсом до 300 циклов выпускаются в
СССР, США, ФРГ, Японии. Их используют для питания тран-
зисторных приемников, телевизоров, магнитофонов, в электро-
инструментах, игрушках и т. д.
Уход и эксплуатация. Плотность раствора серной кислоты,
заливаемой в автомобильные аккумуляторы, должна соответст-
вовать климатическому поясу и времени года (зимой она вы-
ше); температура заливаемого электролита не должна превы-
шать 25 °C.
Обычно стартерные аккумуляторы работают в буферном ре-
жиме, т. е. после частичной отдачи емкости при запуске двига-
теля они подзаряжаются от автомобильного генератора при по-
стоянном напряжении (2,45 или 2,37 В). Как правило, зарядная
98
емкость выше отданной при разряде, поэтому подзаряд сопро-
вождается газовыделением, обусловленным электролизом воды.
Для поддержания уровня электролита требуется примерно раз
в 2—3 недели доливать в аккумуляторы дистиллированную
воду.
Периодически проверяют ареометром плотность электролита
после заряда. Заряд проводят постоянным током или при по-
стоянном напряжении. В первом случае зарядное напряжение
растет примерно от 2,3 до 2,7 В; интенсивное газовыделение в
конце заряда способствует разрушению пластин, поэтому в на-
чале газовыделения ток следует уменьшить до /3 = 0,05 ч-1.
Критерием конца заряда является неизменность плотности
электролита в течение 2—3 ч при пропускании зарядного тока.
Залитые электролитом аккумуляторы хранят только в заря-
женном состоянии (во избежание сульфатации).
Если аккумулятор ставят на хранение без электролита, его
предварительно разряжают, затем сливают электролит, тщатель-
но промывают дистиллированной водой, высушивают теплым
воздухом и закрывают пробкой.
Никель-железные и никель-кадмиевые аккумуляторы
Высокий теоретический удельный расход активных веществ и
электролита в свинцовом аккумуляторе [12 г/(А-ч)] побудил
исследователей к разработке новых электрохимических систем.
В 1900 г. Юнгнером (Швеция) был предложен щелочной ни-
кель-кадмиевый (НК) аккумулятор, а в 1901 г. Эдисоном
(США) —никель-железный (НЖ). Теоретический расход актив-
ных веществ в этих аккумуляторах значительно ниже, чем в
свинцовом, и составляет соответственно 6,2 и 5,1 г/(А-ч).
В большинстве конструкций НК и НЖ аккумуляторов [1, 7]
применяются так называемые ламельные пластины, состоящие
из комплекта плоских продолговатых перфорированных паке-
тов, или ламелей, которые содержат запрессованную в них ак-
тивную массу.
Аккумуляторы с ламельными электродами выпускают емко-
стью от 2 до 1000 А-ч. Они применяются для питания электро-
двигателей шахтных электровозов, электрокар, погрузчиков,
для питания шахтерских ламп, установок связи и в радиотехни-
ке. По сравнению со свинцовыми стартерными аккумуляторами
НК и НЖ аккумуляторы прочнее, лучше сохраняются при пе-
рерывах в работе, имеют большой ресурс (до 1500 циклов за-
ряд— разряд) и срок службы (8—10 лет). Однако удельные
характеристики этих аккумуляторов хуже, чем свинцовых, так
как меньше напряжение разомкнутой цепи. НЖ аккумуляторы
хуже свинцовых работают при низких температурах и имеют
большой саморазряд. НК аккумуляторы лишены этих недостат-
ков, но ввиду дороговизны и дефицитности кадмия их примене-
ние ограничено.
7»
99
Теоретические основы процессов. Электрохимические систе-
мы никель-железного и никель-кадмиевого аккумуляторов:
Fe|KOH или NaOH|NiOOH; Cd | КОН или NaOH|NiOOH.
Электродные реакции:
разряд
(- )Fe + 2OH- =f=± Fe(OH)a + 2e
заряд
разряд
(_)Cd + 2OH- Cd(OH)a+2e
Заряд
разряд
( +) NiOOH + Н2О +е Ni(OH)2+OH-
варя д
Суммарные уравнения токообразующих процессов
разряд
Fe + 2NiOOH + 2Н2О Fe(OH)a + 2Ni(OH)a
заряд
разряд
Cd+ 2NiOOH + 2НаО Cd(OH)a + 2Ni(OH)a
Напряжение разомкнутой цепи свежезаряженного НЖ акку-
мулятора 1,48 В. НК аккумулятора — 1,45 В. Через некоторое
время эти значения снижаются до 1,32—1,35 В.
В качестве электролита применяют растворы КОН или
NaOH, концентрация которых соответствует высокой электро-
проводимости и низкой температуре замерзания. Добавка LiOH
к электролиту несколько увеличивает срок службы аккумулято-
ров при температуре от —15 °C до +35 °C; концентрация элект-
ролита зависит от температуры эксплуатации (табл. 1.4).
Активными веществами отрицательного электрода служат
мелкодисперсные железо или кадмий (нередко оба металла
вместе), положительного электрода — гидроксид никеля(III)
P-NiOOH. Эти вещества трудно выделить отдельно в чистом
виде с требуемыми свойствами. Поэтому при изготовлении ак-
кумуляторов в электроды обычно вводят железо или кадмий В
окисленной форме (в виде оксидов или гидроксидов), а ни-'
кель — в виде гидроксида никеля(II). При последующем форми-
ровании аккумуляторов исходные вещества превращаются в ак-
тивные в соответствии с реакциями, протекающими при заряде.
Поскольку Ni(OH)2 неэлектропроводен, его смешивают с
электропроводящей добавкой — графитом. Произведение раство-
Таблица 1.4. Составы электролитов для щелочных аккумуляторов
Диапазон рабочих температур, °C Плотность, т/м3 Концентрация LiOH, кг/м3
кон NaOH
-254- -40 1,27 —
—154—25 1,25 — —
—154-+35 1,19—1,21 — 10—15
4-15—р35 — 1,18—1,20 5
4-404-4-60 — 1,17—1,19 10—15
100
римости Ni(OH)a равно 10-14, следовательно, в щелочи концент-
рация Ni2+ составляет 1O~1S моль/л. При такой ничтожной кон-
центрации зарядный процесс на положительном электроде не
может идти за счет окисления ионов Ni2+ раствора — этому пре-
пятствует концентрационная поляризация. Процессы на оксид-
но-никелевом электроде (ОНЭ) протекают в твердой фазе.
Зарядный процесс начинается в местах плотного контакта
зерен Ni(OH)2 и электропроводящей добавки. При анодной по-
ляризации гидроксил-ионы электролита, расположенные у по-
верхности зерен, связываются с протоном, превращаясь в воду:
о2-
Ni2+ --------Nis+ +н,О + е
он- он-
Таким образом, активная масса обогащается активным кис-
лородом (ионы О2- кристаллической решетки).
Соединения никеля, обогащенные кислородом, являются го-
раздо более электропроводящими; следовательно, в дальней-
шем реакция может проходить не только на границе графит —
Ni(OH)2, но и на границе NiOOH— Ni(OH)2. В результате за-
рядной реакции образуется, по мнению ряда исследователей,
непрерывный твердый раствор р-NiOOH в ₽-Ni(OH)2. Эти ве-
щества близки по своей кристаллической структуре (гексаго-
нальные решетки). При большой концентрации щелочи или
большом зарядном токе образуется у-NiOOH с большим удель-
ным объемом, что приводит к набуханию электрода.
В частично заряженном зерне активной массы оксидно-ни-
келевого электрода имеется градиент концентрации по активно-
му кислороду, направленный от поверхности зерна вглубь. Ана-
логично можно говорить о градиенте концентрации по прото-
нам (входящим в состав ОН_-ионов), направленном из глуби-
ны зерна к поверхности. Указанный градиент концентрации яв-
ляется движущей силой диффузионных процессов в твердой
фазе, приводящей к постепенному выравниванию активностей
Ni(OH)2 и NiOOH. Если диффузия протонов из глубины зерна
не будет обеспечивать образования NiOOH с заданной скоро-
стью заряда, то параллельно может проходить другой процесс:
NiOOH + ОН" ---* NiO2 + Н2О + е
Таким образом, в зависимости от степени заряда получается
активная масса с различным содержанием активного кислорода.
Диоксид никеля неустойчив и постепенно разлагается:
2NiO2 + Н2О -► 2NiOOH + VA
В результате протекания этой реакции и диффузионных про-
цессов в твердой фазе после заряда потенциал оксидно-никеле-
вого электрода постепенно снижается — примерно на 0,2 В, в
связи с этим уменьшается и значение t/р.ц аккумулятора.
Приведенные уравнения реакций не описывают всех процес-
сов, протекающих на положительном электроде. Гидроксиды ни-
101
келя имеют слоистую структуру и содержат так называемую
межслоевую воду. Согласно взглядам, развиваемым В. 3. Бар-
суковым, стадии диффузии протона ОНЭ не существует. Про-
цесс заряда ОНЭ идет через медленную стадию отдачи электро-
на с образованием неустойчивого иона Ni(OH)s+, который раз-
лагается на NiOOH и протон, переходящий в межслоевую воду.
Вредное влияние на работу ОНЭ оказывают примеси соеди-
нений железа, магния, кремния, алюминия, цинка. Наблюдается
резкое снижение емкости, когда гидроксиды указанных метал-
лов осаждаются на зернах активной массы ОНЭ.
Активаторами для ОНЭ являются кобальт, литий, барий,
марганец, ртуть. Ионы Li+ (из LiOH, присутствующего в соста-
ве электролитов, см. табл. 1.4), адсорбируясь на зернах гидр-
оксида никеля(II), препятствуют их укрупнению, т. е. сохраня-
ют массу в высокодисперсном состоянии. Аналогично действует и
барий в качестве активирующей добавки. Избыточное количест-
во Li+ ухудшает работоспособность электрода вследствие внед-
рения этого иона в решетку активной массы с образованием
электрохимически инертного соединения LiNiO2.
Практическое применение, помимо добавок Li и Ва в виде
LiOH и Ва(ОН)2, нашла активируемая добавка кобальта (вви-
де раствора CoSO4 в количестве 3% Со к Ni). При этом ем-
кость тяговых НЖ аккумуляторов удалось повысить на 20%.
Добавка Со увеличивает также глубину заряда и разряда по-
ложительных электродов и повышает емкость аккумулятора
при низких температурах и больших токах разряда.
Рассмотрим процессы, протекающие на отрицательных элек-
тродах.
Первичной стадией анодного окисления кадмия является ад-
сорбция ионов ОН~ на активных центрах. При этом блокиру-
ется часть поверхности электрода и образуется адсорбционный
комплекс
Cd-J-OH" CdOH-a„c
который окисляется
С<ЮН“адс -*• С4Оадс -|- Н+ + 2е
и затем претерпевает химические превращения:
С<1Оадс + ОН- + Н2О Cd(OH)3-
Возможно и непосредственное образование комплекса
Cd + ЗОН" --► Cd(OH)i3" + 2е
последующий распад которого приводит к выпадению осадка
Cd(OH)2:
Cd(OH)3- Cd(OH)2 + ОН-
Аналогично протекают процессы и на железном электроде.
102
Таким образом, пассивация отрицательного электрода обу-
словлена наличием как поверхностных оксидов адсорбционного
характера типа СбОадс, так и труднорастворимых соединений
типа Cd (ОН) 2 или CdO. Железный электрод более склонен к
пассивации, чем кадмиевый, поэтому он менее работоспособен
при низких температурах и высоких плотностях тока.
Равновесный потенциал железного электрода в щелочной
среде имеет более отрицательное значение, чем потенциал водо-
родного электрода, тогда как кадмиевого — более положитель-
ное: £'0[Fe(OH)2/Fe] =—0,877 В; £0[Н2О/Н2, ОН"] =—0,828 В;
£o[Cd(OH)2/Cd] =—0,809 В). В связи с этим железный элект-
род подвержен саморазряду (до 50% емкости за месяц при
25 °C) с выделением водорода. Кадмиевый электрод не может
корродировать с выделением водорода; саморазряд Cd возмо-
жен лишь при взаимодействии с кислородом, выделяющимся на
ОНЭ при заряде.
При заряде железного электрода значительная часть элект-
ричества расходуется на выделение водорода, поскольку этот
процесс идет в первую очередь и с малым перенапряжением на
железе. При заряде кадмиевого электрода выделение водорода
происходит из-за высокого перенапряжения на кадмии лишь по-
сле восстановления Cd (ОН) 2 до металла.
В активной массе железного электрода вредными примеся-
ми являются Мп, Са, Mg, Al, Ti, Cr, V. Эти примеси затрудня-
ют процесс заряда, так как повышают перенапряжение восста-
новления оксидов железа и снижают перенапряжение выделе-
ния водорода.
Вредной примесью в кадмиевой активной массе является
таллий, присутствие которого приводит к резкому уменьшению
поверхности губчатого кадмия и емкости электрода.
Для железного электрода эффективным активатором являет-
ся сера (в виде сульфидов). Прочно адсорбируясь на поверхно--
сти металлического железа, сульфид-ионы препятствуют пасси-
вирующей адсорбции кислорода, вследствие чего увеличивается
Рис. 1,32. Схема соединения двух ламелей в ремень:
1 желобок; 2 — активная масса; 3 — крышка.
103
продолжительность активного растворения Fe в щелочи. Акти-
вирующей добавкой для железного и кадмиевого электродов яв-
ляется сульфат никеля, а для кадмиевого электрода — соляро-
вое масло (поддерживает высокодисперсное состояние кадмие-
вой губки вследствие адсорбции на кристаллах кадмия).
Применение активирующих добавок и тщательный контроль
за содержанием отравляющих примесей позволили довести ко-
эффициент использования никеля в положительном электроде
до 57—70%, кадмия — до 60—75%. Коэффициент использова-
ния железа значительно ниже (~25%), что связано с повышен-
ным саморазрядом.
Устройство ламельных электродов и аккумуляторов. Актив-
ная масса НЖ и НК аккумуляторов в отличие от свинцовых яв-
ляется сыпучей, не обладает способностью схватываться. По-
этому в большинстве НЖ и НК аккумуляторов ее помещают в
ламели — перфорированные металлические коробочки.
Стальная или стальная никелированная (в случае положи-
тельных электродов) ламельная лента толщиной 0,1 мм предва-
рительно перфорируется и поступает на поточную механизиро-
ванную линию. Лента, идущая на донышко ламели, пропускает-
ся через профилирующие ролики, и она приобретает профиль
желобка 1 (рис. 1.32), который заполняется активной массой 2.
Сверху подается лепта 3 для крышки ламели, которая закаты-
вается на донышко. Выходящие из машины ламели разрезают
на куски длиной 16 м.
Для получения электродов требуемого размера ламели сши-
вают в ремни, ширина которых соответствует высоте электрод-
ной пластины. Одновременно со сшиванием на гофрированных
вальцах выдавливаются углубления на ламелях, благодаря че-
му уплотняется активная масса и улучшается ее контакт с то-
коотводом. Ремни разрезают на заготовки, соответствующие ши-
рине электродной пластины. На края заготовок надевают ребра
для предотвращения высыпания активной массы и обеспечения
токоотвода (рис. 1.33).
Электроды собирают в полублоки положительных и отрица-
тельных пластин, которые вставляют снизу в железный никели-
рованный сосуд. Токовыводящие штыри полублоков изолируют
от крышки сосуда с помощью резиновой втулки и эбонитовой
шайбы.
Болтовое соединение пластин в полублок в аккумуляторе
ламельной конструкции изображено на рис. 1.34. Более надеж-
ным считается сварное соединение пластин.
В НЖ аккумуляторах число отрицательных пластин на одну
больше, чем положительных; крайние пластины могут соприка-
саться с сосудом, ребра положительных пластин изолируют от
сосуда винипластовыми прокладками. В НК аккумуляторах
крайними являются положительные электроды.
В качестве сепараторов между разноименными электродами
применяют эбонитовые палочки, резиновый или поливинилхло-
104
Рис. 1.33. Ламельная пластина тягового НЖ аккумулятора:
/ — контактная планка; 2 — ламели; 3 — ребра.
Рис. 1.34. Общий вид НЖ аккумулятора.
ридный шнур, волнистый перфорированный винипласт, полиэти-
леновую сетку.
Производство ламельных аккумуляторов включает приготов-
ление активных масс положительных и отрицательных электро-
дов; изготовление ламелей и электродов (см. выше); изготовле-
ние сосудов, крышек, деталей крепления; сборку и формирова-
ние аккумуляторов.
Основу активной массы положительного электрода представ-
ляет гидроксид никеля (II), получаемый при взаимодействии
растворов NiSO4 и NaOH. Реакцию ведут в небольшом избытке
щелочи, так как в кислой и нейтральной средах образуются
электрохимически неактивные основные сульфаты никеля. Оса-
док Ni(OH)2 после сушки тщательно отмывают от Na2SO4. Ани-
оны SO42~, попав в активную массу, вызывают ее разбухание в
растворах щелочи, так как основные соли никеля занимают
больший объем. Разбухание пластин приводит к их разрушению
и к коротким замыканиям.
В состав активной массы, кроме Ni(OH)2, входит графит, а
также раствор КОН, улучшающий брикетируемость массы в ла-
мелях. Активирующую добавку Ва(ОН)2 вводят либо при осаж-
дении Ni(OH)2, либо при смешении компонентов. Готовая ак-
тивная масса имеет состав в (%): Ni(OH)2 в пересчете на
105
Xi— 45—48; графит—16—18,5; Ba(OH)2 (по отношению к
Xi) —1,7—2,3.
В производстве некоторых типов аккумуляторов в активную
массу добавляют соединения кобальта.
Для повышения удельной поверхности, а следовательно, и
удельной емкости активную массу для некоторых типов акку-
муляторов подвергают вальцеванию. Однако электроды с валь-
цованной массой имеют меньший срок службы вследствие вы-
мывания массы из электродов через отверстия в ламелях.
Активная масса железного электрода закладывается в ла-
мели либо в виде восстановленного железного порошка, либо в
виде электропроводящего магнетита Fe3O4; последний применя-
ется чаще.
Производство железной активной массы включает стадии
получения чистого оксида железа (III) Fe2O3 и восстановление
его до Fe3O4 или до Fe. Оксид железа может быть получен обо-
гащением руды (естественный оксид железа) или химическим
способом (искусственный оксид железа).
По первому способу в качестве сырья используют криво-
рожскую руду «синьку», отличающуюся высокой чистотой, од-
нако предварительно ее обогащают флотацией, т. е. освобож-
дают от примесей кремния и алюминия (в %):
Fe Si: Fe Al.* Fe
До обогащения . . . 64—67 4,5 0,5
После обогащения . . >69 <0,7 ^0,1
Из искусственного оксида железа раньше получали всю ак-
тивную массу для отрицательных электродов; сейчас ее приме-
няют как добавку к обогащенной руде для улучшения брике-
тирования активной массы. Искусственный оксид железа полу-
чают гидратным способом из сульфата железа (II) путем его
перевода в Fe(OH)2, окисления до Fe(OH)3 и последующего
прокаливания.
Для восстановления Fe2O3 применяется термический метод;
восстановители — водород, железный порошок, сажа или при-
родный газ. Термическое восстановление протекает в две стадии:
3Fe2O3 4- Н2 > 2FesO4 + Н2О
Fe3O4 + 4Н2 3Fe + 4Н2О
Вторая стадия является равновесной, для ее протекания тре-
буется большой избыток водорода. С точки зрения экономии
времени и восстановителя предпочтительнее восстановление до
магнетита (первая стадия).
Примерный состав активной массы железного электрода
(масс, частей): восстановленный искусственный оксид железа—
25; восстановленная руда—100; графит (для электропроводи-
мости)— 2,5; активирующие добавки: NiSO4 — 0,65; сульфид
железа — 0,38.
106
Для изготовления железного электрода наиболее выгодно
применение природной обогащенной магнетитовой руды, по-
скольку при этом исключается операция термического восста-
новления оксидов железа.
При изготовлении кадмиевых электродов в ламели заклады-
вают оксид кадмия CdO, получаемый в окислительных камерах
при взаимодействии паров кадмия (т. кип. 778°C) с кислородом
воздуха. По одному из рецептов на 100 частей CdO вводят 118
частей Fe3O4 и 6,5 частей солярового масла; Fe3O4 вводят как
активное вещество, работающее параллельно с оксидом кадмия
с целью экономии дефицитного кадмия; соляровое масло — как
активирующую добавку.
После сборки аккумуляторы заливают электролитом (КОН,
плотность 1,18—1,21 т/м3 с добавкой 4—15 кг/м3 LiOH) и про-
водят формирование. После часовой пропитки пластин щелочью
дают 1—3 цикла заряд — разряд, при этом аккумулятору сооб-
щают 150—300% номинальной емкости. Затем щелочь выли-
вают.
Безламельные аккумуляторы. Недостатком ламельных акку-
муляторов является относительно высокое внутреннее сопротив-
ление, обусловленное малым общим сечением отверстий в ла-
мелях (около 18% к поверхности электрода) и большим меж-
электродным расстоянием (для предотвращения коротких замы-
каний вследствие разбухания электродов). Поэтому были раз-
работаны аккумуляторы с безламельными электродами различ-
ной конструкции.
В спеченных электродах токоведущая основа представляет
собой пористую пластину толщиной 1—2 мм, спеченную из по-
рошка карбонильного никеля высокой чистоты. Для получения
основы никелевый порошок смешивают с порообразователем
(карбонат аммония или карбамид) и напрессовывают на под-
ложку (например, безотходную растяжную решетку, получае-
мую путем создания прорезей в фольге с последующей ее рас-
тяжкой) .
При спекании (900—950 °C в инертной или восстановитель-
ной атмосфере) частички никеля образуют прочный каркас; по-
рообразователь разлагается при меньших температурах. Пори-
стость пластин составляет 70—90% • При пропитке основ солями
кадмия и никеля, а затем щелочью, в порах образуются актив-
ные вещества соответственно отрицательного и положительного
электродов в разряженном состоянии:
CdCl24-2KOH ---* Cd(OH)a+2KCl
Ni(NO3)2 + 2КОН -► Ni(OH)2 + 2KNOS
После пропитки основ в щелочи их тщательно отмывают от
ионов С1~ и NO3~ для снижения саморазряда аккумулятора.
В зависимости от толщины электрода и требуемого количества
активной массы в порах операции пропитки и отмывки повто-
107
ряют 3—5 раз, в связи с чем длительность процесса возрастает
до 115 ч.
Разработан метод электрохимической пропитки металлоке-
рамических основ. Основу погружают в раствор нитрата кад-
мия или никеля и катодно поляризуют. В порах основы нитрат-
ион восстанавливается и образуются гидроксил-ионы:
NOS~ + Н2О + 2е > NO2- + 2ОН"
В результате подщелачивания поры заполняются соответствую-
щими гидроксидами [Cd(OH)2 или Ni(OH)2], Количество гидр-
оксида в электроде определяется плотностью катодного тока и
временем поляризации; поэтому требуемое содержание актив-
ной массы можно получить за одну пропитку (от 3 до 16 ч).
Разновидностью спеченных электродов является фольговый
электрод, который представляет собой тонкую никелевую фоль-
гу с нанесенной на нее методом спекания пористой порошковой
основой из карбонильного никеля, пропитанной активным веще-
ством. При изготовлении этого электрода на фольгу наносят
смесь никелевого порошка с летучим связующим (клей БФ), за-
тем спекают и пропитывают основы. Применение тонких фольго-
вых электродов позволяет создать компактные миниатюрные ак-
кумуляторы.
Применение спеченных электродов исключает ’разбухание
активной массы, поэтому разноименные электроды можно сбли-
зить. Ввиду большой открытой поверхности и высокой пористо-
сти таких электродов можно вести разряд в интенсивном режи-
ме; работоспособность аккумуляторов сохраняется до —50 °C;
удельные характеристики примерно в 1,5 раза выше, чем у ла-
мельных щелочных аккумуляторов. Недостатком спеченных
электродов, препятствующим их широкому применению, являет-
ся высокая стоимость, обусловленная сложностью технологии и
большим расходом никеля.
Прессованные оксидно-никелевые, кадмиевые и железные
электроды изготавливают путем напрессовки соответствующей
активной массы на токопроводящую перфорированную подлож-
ку. Для повышения механической прочности электродов полу-
ченные брикеты смачивают лаком; положительные электроды
обертывают в хлориновую и капроновую ткань. Осуществляют
плотную сборку электродов. Аккумуляторы могут разряжаться
большими плотностями тока. Ресурс — 500—700 циклов, в 2—
3 раза меньше, чем у ламельных аккумуляторов, ввиду корот-
ких замыканий через поры ткани, разделяющей электроды.
Разработаны способы изготовления прессованных безламель-
ных электродов путем вальцевания (прокатки). Общий принцип
изготовления вальцованных электродов заключается в одновре-
менной подаче сетки — основы и порошкообразного активного
материала между парой прижимных вращающихся валков.
Преимуществами прокатки перед методами прессования яв-
ляются: возможность механизации производства электродов}
108
увеличение производительности оборудования; большая ста-
бильность электродов по толщине, пористости и емкости; воз-
можность изготовления тонких электродов с большой площадью
и высокой пористостью. Прочный и пористый отрицательный
электрод может быть получен, например, при вальцевании на
сетчатую основу железного порошка, содержащего 40—70%
металлического железа, полученного восстановлением гематито-
вой руды сажей.
Герметичные аккумуляторы. В герметичных конструкциях
НК аккумуляторов при заряде не выделяется водород на кад-
миевом электроде, а кислород, выделяющийся на оксидно-нике-
левом электроде, поглощается. Такое управление процессом за-
ряда достигается благодаря тому, что ограничителем емкости
является в соответствии с количеством заложенных активных
масс оксидно-никелевый электрод. Поэтому, когда в конце за-
ряда аккумулятора на положительном электроде начинает вы-
деляться кислород, отрицательный электрод еще не будет пол-
ностью заряжен, и восстановление водорода не происходит.
В дальнейшем кислород растворяется в электролите, диффунди-
рует к кадмиевой губке и реагирует с ней. В результате кад-
миевый электрод будет всегда содержать некоторое количество
гидроксида кадмия.
Условиями надежной работы герметичного НК аккумулято-
ра являются: длительный режим заряда (рекомендуется заряд
током /з = 0,1 ч-1 в течение 16—20 ч); минимальные количество
электролита и межэлектродное расстояние. При осуществлении
этих условий выделяющийся при заряде кислород успевает
диффундировать к кадмиевому электроду и прореагировать на
нем.
Когда герметичные аккумуляторы соединены в батареи, су-
ществует опасность, что отдельные аккумуляторы будут раз-
ряжаться раньше и произойдет их «переполюсовка». Следую-
щим процессом после восстановления NiOOH при разряде
Рис. 1.35. Герметичный НК аккумулятор дисковой конструкции:
' ~ положительный электрод; 2 — отрицательный электрод; 3 — сепаратор; 4 — пружина;
5 — крышка; 6 — герметизирующее кольцо; 7 — корпус.
Рис. 1.36. Типичные разрядные (1,2) и зарядные (Г,2') кривые никель-же-
лезного (1,1') и негерметичного ннкель-кадмиевого (2,2') аккумуляторов.
109
является выделение водорода, который создает опасное давле-
ние внутри сосуда. Поэтому в состав положительной массы
вводят антиполярную добавку — вещество, восстанавливающе-
еся при более положительном (по сравнению с потенциалом
водорода) потенциале, например, CdO. Надежность источника
тока повышается, но емкость положительного электрода ста-
новится меньше.
Внутри герметичного НК аккумулятора (рис. 1.35) имеет-
ся некоторое пространство между кадмиевым электродом 2 и
крышкой 5, в котором может собираться кислород, не успев-
ший прореагировать с кадмием. Пружина 4 способствует плот-
ной сборке электродов. Сепаратор 3 изготовлен из очень тон-
кого (около 0,1 мм) синтетического материала (капрон, най-
лон и др-). Токоотводом положительного электрода 1 служит
корпус 7. Крышка и корпус разделены изоляционным гермети-
зирующим кольцом 6. Кроме дисковых (типа Д), выпускают
также герметичные аккумуляторы цилиндрической и прямо-
угольной формы (типы ЦНК и НКГ).
Характеристики НК и НЖ ламельных аккумуляторов. Ти-
пичные разрядные и зарядные кривые приведены на рис. 1.36.
При комнатной температуре номинальным режимом разряда
является разряд при /’ = 0,1—0,2 ч-1 до Пко„=1,0—1,1 В; при
этом среднее напряжение составляет 1,20—1,24 В.
Если разрядные кривые НК и НЖ аккумуляторов анало-
гичны, то зарядные резко отличаются друг от друга. Поскольку
гидроксид железа восстанавливается с большим перенапряже-
нием, зарядное напряжение НЖ аккумулятора на 0,25 В выше,
чем никель-кадмиевого; большое количество электричества в
течение заряда тратится на выделение водорода. При заряде
НК аккумулятора выделение водорода имеет место лишь на
второй площадке зарядной кривой.
При заряде часть электричества расходуется на выделение
кислорода на положительном электроде, поэтому аккумулято-
рам сообщается избыточная емкость. С учетом этого отдача по
емкости не превышает 70%; отдача по энергии — 56% для НК
аккумуляторов и 50% для НЖ аккумуляторов. Для НК акку-
муляторов со спеченными электродами отдача по емкости и
энергии выше (соответственно 83 и 72%). НК аккумуляторы
работоспособны при температурах до —40 °C: разрядная ем-
кость при —40 °C меньше, чем при комнатной температуре,
лишь в 2—4 раза. Саморазряд НК аккумуляторов обусловлен
разложением высших оксидов никеля и составляет 25% в пер-
вые 2 месяца хранения при комнатной температуре, затем
уменьшается до 2—3% в месяц. НЖ аккумуляторы из-за кор-
розии железа теряют всю емкость за 3 месяца.
О других характеристиках аккумуляторов сказано в преды-
дущих разделах.
Эксплуатация НК и НЖ аккумуляторов. В отличие от свин-
цовых допускается хранение этих аккумуляторов как в разря-
110
женном, так и в заряженном состоянии. Не допускается экс-
плуатация аккумуляторов при температурах выше 40—45 °C из-
за окисления графита на положительном электроде и ухудше-
ния электропроводимости электрода. Для негерметичных акку-
муляторов требуется периодическая доливка дистиллированной
воды с целью компенсации ее потерь .на разложение при заря-
де; уровень электролита не должен снижаться ниже верхней
кромки электродов.
После накопления большого количества (около 50 кг/м3)
карбонатов вследствие взаимодействия электролита с диокси-
дом углерода воздуха электролит меняют; перед этим акку-
мулятор разряжают, чтобы губчатые кадмий или железо не
окислялись воздухом. Смена электролита проводится не реже
одного раза в год.
Негерметичные аккумуляторы нуждаются в поддержании
чистоты, так как щелочной электролит может проникать на
поверхность крышки и превращаться в корку карбонатов.
При заряде негерметичным ламельным аккумуляторам сооб-
щают не менее 140% номинальной емкости, а аккумуляторам
со спеченными электродами — не менее 120%. При заряде гер-
метичных аккумуляторов критерием конца заряда может слу-
жить повышение температуры.
Серебряно-цинковые аккумуляторы
Активным веществом отрицательного электрода в серебряно-
цинковых (СЦ) аккумуляторах [1, 7] служит цинковый поро-
шок, положительного электрода — AgO (в частично разряжен-
ном состоянии—AgsO). Эти вещества получают при формиро-
вании (при заряде) аккумулятора или непосредственно вво-
дят в состав электродов (сухозаряженные аккумуляторы). При
изготовлении электродов в качестве исходных веществ обычно
используют: для отрицательных электродов —смесь порошков
Zn и ZnO со связующим (поливиниловый спирт, карбоксиме-
тилцеллюлоза и т. п.); для положительных электродов — порош-
ки Ag или AgaO. Электроды получают методами прессования,
а также вальцевания (Ag-порошок) и намазки (Zn-электрод).
Токоотводами служат проволока, сетка или просеченная растя-
нутая фольга. Отрицательные электроды обертывают щелоче-
стойкой бумагой.
Отрицательные электроды 1 (рис. 1.37) располагают попар-
но нижними концами друг к другу и завертывают в 2—5 слоев
гидратцеллюлозной пленки (целлофана) 3; между отрицатель-
ными электродами помещают положительную пластину 2 в
капроновом сепараторе. Отдельные токоотводы 4 пластин одно-
го знака группируют вместе и протягивают через отверстия в
крышке аккумулятора. Корпус аккумулятора изготавливают из
прозрачных пластмасс (например, полиамида или полистирола)
Для контроля за уровнем электролита.
111
Рис. 1.37. Комплект из двух цинковых и одного
серебряного электродов:
1 — отрицательные электроды; 2 — положительный элект-
род; 3 — сепаратор; 4 — токоотводы.
СЦ аккумуляторы применяют в уста-
новках связи, сигнализации, переносных
киносъемочных камерах, в звуковой ап-
паратуре, для энергоснабжения самоле-
тов и космических аппаратов. К досто-
инствам СЦ аккумуляторов следует отнести их высокую
удельную энергию и мощность (i до 4 кА/м2, или j до 10 ч~‘).
Удельные характеристики СЦ аккумуляторов в 4 раза выше
характеристик никель-кадмиевых и свинцовых аккумуляторов.
Недостатками СЦ аккумуляторов являются малый ресурс
'.(в среднем до 150 циклов), сложность приведения их в дейст-
вие (требуется длительная пропитка электродов электролитом),
малая сохранность в залитом состоянии (около 6 мес), неудов-
летворительная работоспособность при пониженных темпера-
турах, дороговизна.
Теоретические основы процессов. Электрохимическая си-
стема аккумулятора:
Zn|KOH, K2Zn(OH)4] AgO; Ag2O
Электролит плотностью 1,40 т/м3 насыщен оксидом цинка.
Количество электролита минимальное; после пропитки электро-
дов и сепараторов его уровень должен находиться примерно на
середине аккумуляторного сосуда.
Электродные реакции и суммарные токообразующие реак-
ции:
разряд
(-)Zn + 2OH- «= ZnO + H2O + 2e
оарИД
разряд
(+ ) AgO + Н2О + 2е Ag2O + 2ОН"
разряд
(+) Ag2O + Н2О + 2е ₽= 2Ag + 2ОН~
Заряд
разряд
Zn -f- 2AgO Ag,0 + ZnO
заряд “
разряд
Zn Ag2O ч- -* 2Ag + ZnO
заряд
При разряде и заряде СЦ аккумулятора наблюдаются две
площадки на кривой изменения напряжения (рис. 1.38), соот-
ветствующие различным процессам на положительном электро-
де. Площадки при более высоком напряжении (1,9—2,0 В при
заряде и 1,80—1,54 В при разряде) соответствуют протеканию
реакций с участием AgO, площадки при более низком напря-
112
жении (1,6—1,64 В при заряде и 1,54—1,3 В при разряде) —
реакциям, соответствующим переходу AgzO^Ag.
Рассмотрим особенности работы положительного электро-
да. Зарядные и разрядные процессы на этом электроде не впол-
не обратимы. Это проявляется в том, что количество электри-
чества, отдаваемого аккумулятором при разряде на верхней
(первой) ступени, значительно меньше количества, сообщенного
на верхней (второй) ступени при заряде (см. рис. 1.38). При-
чина этого заключается в том, что, во-первых, происходит само-
разряд
Ag + AgO---> Ag2O
2AgO ---> Ag2O+V2O2
и, во-вторых, при заряде на первой ступени не все серебро
окисляется до Ag2O. Часть серебра пассивируется слоем Ag2O,
потенциал резко смещается в сторону положительных значений,
и на второй ступени заряда параллельно с реакцией окисле-
ния Ag2O идет непосредственное окисление Ag до AgO.
Оксид Ag2O обладает некоторой растворимостью в щелочах.
При разряде и хранении СЦ аккумулятора растворенный оксид
серебра диффундирует по направлению к отрицательному
электроду и постепенно окисляет целлофан, восстанавливаясь
на нем до серебра. Образование мостиков металлического се-
ребра, замыкающих электроды, является одной из причин вы-
хода из строя аккумулятора. Поэтому СЦ аккумуляторы, за-
литые электролитом, рекомендуется хранить в разряженном
состоянии при 5—10 °C (при пониженных температурах целло-
фан меньше разрушается щелочью).
В случае полного заряда положительного электрода раз-
рядное напряжение непостоянно, что недопустимо для некото-
рых потребителей. С целью стабилизации величины U проводят
частичный разряд СЦ аккумулятора до напряжения, соответ-
ствующего второй ступени, или проводят заряд асимметричным
током. После заряда асимметричным током напряжение будет
сразу же соответствовать второй ступени. Причина этого заклю-
чается в интенсивном разогреве (до 40—50 сС) электролита при
заряде, что резко ускоряет разложение AgO.
Работа цинкового электрода в щелочных цинкатных раство-
рах в условиях первичного источника тока была рассмотрена
ранее (стр. 64).
Количество электричество. % от номинальной емкости
Рис. 1.38. Разрядные и зарядные кривые серебряно-цинкового аккумулятора:
1 — разряд при /=0.1 ч_|; 2 — разряд при /=1 ч-‘; 3 — заряд при /=0,1 ч-’.
8—2021
113
В условиях перезаряжаемого электрода эксплуатацию ХИТ
осложняют дендритообразование при заряде цинкового элект-
рода и перемещение его активной массы при циклировании. Эти
явления приводят к тому, что после 30—200 циклов заряд—
разряд аккумулятор выходит из строя. Дендритообразование
проявляется в том, что в конце заряда, после восстановления
ZnO, цинк восстанавливается из раствора цинката, находяще-
гося в межэлектродном пространстве. В условиях диффузион-
ных ограничений по ионам раствора осадок цинка приобретает
дендритную форму и растет по направлению к положительному
электроду, приводя к коротким замыканиям.
Для предотвращения коротких замыканий в СЦ аккумуля-
торах в качестве сепаратора используют беспористые пленки из
высокомолекулярных соединений (например, целлофан), спо-
собные набухать в щелочных растворах и за счет этого обеспе-
чивать ионную проводимость между электродами. Ограничите-
лем емкости служит положительный электрод; поэтому в кон-
це заряда в отрицательном электроде еще остается невосста-
новленный оксид цинка. Недопустим перезаряд СЦ аккумуля-
тора; заряд прекращают при достижении t/3=2,05 В (иногда
2,1). Однако несмотря на принимаемые меры, дендриты цинка
со временем прорастают сквозь гидратцеллюлозную пленку.
При циклировании цинкового электрода активная масса по-
степенно перемещается с одного участка электрода к другому,
что связано с неравномерностью электродного процесса по пло-
щади электрода и с возникающими в результате этого разли-
чиями в концентрации цинката. Неравномерность проявляется
тем сильнее, чем интенсивнее режим разряда и заряда СЦ ак-
кумулятора. Надежных мер по предотвращению перемещения
активной массы пока не предложено.
Другие аккумуляторы с водными электролитами [1]
Недостаточный срок службы СЦ аккумуляторов побудил иссле-
дователей обратиться к системе Cd|KOH|AgO, AgsO. Вслед-
ствие более положительного потенциала кадмия по сравнению
с потенциалом цинка энергетические возможности этой систе-
мы хуже, чем СЦ аккумуляторов. Однако кадмий не корроди-
рует с выделением водорода, поэтому возможна герметизация
серебряно-кадмиевых (СК) аккумуляторов, принципиально не
отличающаяся от герметизации, описанной на стр. 109. Рас-
творимость Cd (ОН) 2 в щелочи на несколько порядков ниже,
чем ZnO, поэтому прорастания дендритов кадмия через сепа-
ратор практически не происходит; короткие замыкания в СК
аккумуляторах обусловлены проникновением серебра к отри-
цательному электроду.
СК аккумуляторы имеют напряжение разомкнутой цепи
1,41 В, напряжение 0,95—1,02 В при 10—30-минутном режиме
разряда и 1,1 В при 5-часовом; удельная энергия в 1,5—2,5
114
раза выше, чем у свинцовых и никель-кадмиевых аккумулято-
ров. Ресурс аккумуляторов — до 500 циклов. Сохранность пол-
ностью разряженных СК аккумуляторов составляет 3—4 года
и определяется скоростью разрушения гидрат-целлюлозной
пленки в щелочи.
Электрохимическая система Zn| КОН | NiOOH представляет
интерес для разработки дешевого аккумулятора с высокими
характеристиками. Цена активных масс в НЦ аккумуляторе
составляет 10, 20, 40% от цены активных масс соответственно
серебряно-кадмиевого, серебряно-цинкового и никель-кадмие-
вого аккумулятора. Замена кадмия цинком в аккумуляторах с
оксидно-никелевым электродом позволяет повысить напряжение
примерно до 1,6 В и удельную энергию до 70 Вт-ч/кг. НЦ ак-
кумуляторы хорошо работают при коротких режимах разряда
и низких температурах. Электролитом обычно служит 40% КОН
+ 1% LiOH.
Серьезным недостатком НЦ аккумуляторов является малый
ресурс (до 300 циклов). Основная причина выхода из строя —
перемещение активной массы цинкового электрода, что приво-
дит к осаждению оксида цинка в порах положительного элект-
рода и к его «отравлению». Электрод ламельной конструкции
выходит из строя уже через 10—20 циклов; безламельные элект-
роды служат гораздо дольше.
В 1964 г. советские ученые Центер и Клосс предложили гер-
метичный никель-водородный аккумулятор на основе электрохи-
мической системы Н2| КОН |NiOOH. Поскольку газ (Н2) яв-
ляется активным веществом одного из двух электродов, этот
аккумулятор также называют полугазовым.
На водородном электроде идет реакция
разряд
Н, + 2ОН- <=* 2Н,О + 2е
2 1 заряд 2
При заряде образующийся водород накапливается под дав-
лением в свободном объеме аккумулятора, включая свободное
от электролита пространство пор электродов и сепаратора. При
разряде на катализаторе водородного электрода ионизируется
водород, поступающий из газовой фазы.
Конструктивно водородный электрод представляет собой
никелевую металлокерамическую основу толщиной 0,5 мм с
химически введенным в нее платиновым катализатором (0,6—
0,8 мг Pt на 1 см2 поверхности электрода). Электролитом явля-
ется 7 моль/л раствор КОН с добавкой 30 кг/м3 LiOH. Сум-
марная токообразующая реакция в аккумуляторе:
разряд
H2 + 2NiOOH 2Ni(OH)2 £/р ц= 1,31В
заряд
Одной из отличительных особенностей никель-водородного
ХИТ является то, что для него нет необходимости пространст-
венно разделять активные вещества отрицательного и положи-
8*
115
О 10 20 30 40 50
Количество электричества, А-ч
Рис. 1.39. Типичные кривые изменения на-
пряжения (/,/') и давления (2,2') при за-
ряде и разряде никель-водородного акку-
мулятора емкостью 40 А-ч.
тельного электродов, поскольку их непосредственное взаимо-
действие проходит с большими кинетическими затруднениями.
Однако полностью пренебречь опасностью саморазряда нельзя,
поэтому никель-водородный аккумулятор целесообразно при-
менять в буферных режимах эксплуатации, а также при усло-
вии непродолжительного хранения в заряженном состоянии.
Аккумулятор работоспособен в интервале температур от
—20 до +50 °C, ресурс— 1000 циклов, удельная энергия и мощ-
ность соответственно 55—60 Вт-ч/кг и 90 Вт/кг. Высокая удель-
ная энергия обусловлена возможностью использования водород-
ного электрода минимальной толщины, поскольку он не явля-
ется хранителем активного вещества, а служит лишь для его
адсорбции и передачи заряда.
Конструктивно аккумулятор оформлен в виде баллона,
внутри которого расположены полублоки разнополярных пла-
стин. Электроды одного знака выведены на корпус, другого —
на борн, выходящий в верхней части аккумулятора через гер-
метизирующее и изолирующее уплотнение (резина и полиамид-
ная смола).
Давление водорода в аккумуляторе (рис. 1.39) увеличива-
ется при заряде пропорционально количеству пропущенного
электричества до тех пор, пока не закончится заряд оксидно-ни-
келевого электрода. При перезаряде положительного электро-
да выделяется кислород, который при достижении некоторого
давления реагирует с водородом, в результате чего давление в
аккумуляторе стабилизируется.
Ведутся также работы по созданию воздушно-цинкового,
воздушно-железного, серебряно-водородного, хлорно-цинкового
аккумуляторов с водными электролитами.
Аккумуляторы с неводными электролитами [1]
Наиболее известны серно-натриевые аккумуляторы с твердым
натрий-проводящим электролитом (р-глинозем), разрабатывае-
мые для применения в электромобилях. Электромобили с даль-
ностью пробега около 300 км должны иметь аккумуляторы со
следующими характеристиками: удельная энергия — 220 Вт-
•ч/кг, удельная мощность — 220 Вт/кг, минимальная продолжи-
тельность работы — 5 лет, ресурс—1000 циклов. Указанные
значения энергии и мощности в настоящее время реализованы
116
в лабораторных образцах аккумуляторов системы Na—S с
твердым электролитом, а также систем Li—S и Li—С12 с рас-
плавленным электролитом.
ЭДС элемента системы Na—S равна 2,08 В, теоретиче-
ская удельная энергия для токообразующей реакции
2Na + S ► NagS
составляет 1430 Вт-ч/кг. Натрий и сера дешевы; температура
их плавления составляет соответственно 97,8 и 112,8 °C, сле-
довательно, при рабочей температуре (около 300 °C) активные
вещества находятся в жидком состоянии. В связи с этим при
циклировании аккумулятора не происходит изменения структу-
ры электродов, характерного для систем с твердыми активны-
ми веществами и приводящего к изменению истинной поверхно-
сти электродов.
В качестве электролита используют прессованные и спечен-
ные таблетки или керамические пробирки из р-глинозема тол-
щиной 0,5—1 мм. Отрицательным электродом является метал-
лический натрий; положительный электрод представляет собой
пористый графит, пропитанный серой. При разряде на положи-
тельном электроде образуются полисульфиды натрия, облада-
ющие ионной проводимостью и обеспечивающие таким образом
контакт графита с р-глиноземом:
2Na+ -Ь Sz + 2е ► Na^
Разряд ограничивают образованием трисульфида натрия
Na2S3— жидкого при рабочих температурах; при более глубо-
ком разряде образуются твердые фазы Na2S2 и Na2S, что сни-
жает обратимость аккумулятора.
Аккумулятор работоспособен в интенсивном режиме разря-
да и заряда (i до 5 кА/м2); разрядное напряжение 1,5—2 В.
Для приведения в действие батарей необходимо предваритель-
но расплавить серу и натрий. В дальнейшем рабочая темпера-
тура поддерживается за счет джоулева тепла, выделяющегося
при работе батареи.
Еще более высокой теоретической удельной энергией обла-
дает система Li—S (2625 Вт-ч/кг). Однако практическое ее
осуществление в сочетании с расплавленным электролитом,
когда активные вещества также находятся в жидком состоя-
нии, исключительно сложно. Поэтому в настоящее время разра-
батываются аккумуляторы, в которых и линий, и сера находят-
ся в связанной форме (в твердом состоянии). Электрохимиче-
ская система Li—Al сплав | LiCl—KCl|FeS2 с токообразующей
реакцией
разряд
4Li + FeS, «=* Fe + 2Li,S
* заряд
имеет теоретическую удельную энергию 1495 Вт-ч/кг. Разрабо-
таны батареи этой системы с удельной энергией 150 Вт-ч/кг,
работающие при среднем напряжении 1,45 В на элемент.
117
1.4. ТОПЛИВНЫЕ ЭЛЕМЕНТЫ [8, 9]
Обычно переход химической энергии топлива в электрическую
осуществляется многостадийно: химическая энергия—►тепло-
вая—►механическая.—>-электрическая энергия. Наибольшие по-
тери происходят на стадии перехода тепловой энергии в меха-
ническую; даже по самому термодинамически выгодному
циклу Карно к. п.д. этого перехода составляет лишь около 50%.
На практике же к. п. д. газовых и паровых турбин не превыша-
ет 45%, дизельных установок — 30%, бензиновых двигателей —
20%.
В случае прямого преобразования химической энергии в
электрическую можно принципиально достичь высоких значений
к.п.д. Максимальное количество энергии, которое может быть
получено от ХИТ, равно изменению энергии Гиббса (—AG) при
электрохимической реакции. В энергетических расчетах к. п.д.
(т]) представляет собой отношение полученной энергии к теп-
ловому эффекту сгорания топлива (изменению энтальпии
—АН):
Чшах = —AG/—АН
С учетом уравнения Гиббса — Гельмгольца получим, что
_ As
Чтах — 1 — Г дуу
В зависимости от знака при AS можно получить электрохими-
ческим путем как больше, так и меньше энергии, чем это со-
ответствует тепловому эффекту реакции окисления топлива
Q=—АН. Если учесть, что для самопроизвольно протекающей
реакции величина АН имеет отрицательный знак, то при AS>0
значение т]тах>1. Это означает, что при изотермической и об-
ратимой работе ХИТ в электрическую энергию превращается не
только химическая энергия —АН, но и поступающее из окружа-
ющей среды тепло в количестве AQ = TAS и к.п.д. ХИТ пре-
высит 100%. Знак изменения энтропии определяется балансом
превращения газов (в молях). Например, для реакции С+
-Ь’/гОг—>СО число молей газа увеличивается с 0,5 до 1, по-
Таблица 1.5. Расчетные параметры некоторых электрохимических систем
(25 °C и 0,1 МПа)
Реакция л § < м дн. кДж/моль , о а 1э (д Ет/д Г) , мВ/К ё р- к ю <т>°
Н2+%О2->Н2О(ж) —237,0 —284,8 —163 1,23 —0,85 83 0,336
c+'/jA—>со —137,1 —110,4 +89,5 0,71 +0,47 124 0,485
С+О2—^СО2 —394,0 —393,1 +2,9 1,02 +0,01 100 0,410
118
Рис. 1.40. Схема распределения жидкости и газа
в бипористом газожидкостном электроде:
1 — запорный слой; 2 — активный слой; 3 — поры, запол-
ненные газом; 4 — поры, заполненные жидкостью.
этому Д5>0 и r]max> 1 (табл. 1.5). В ре-
акции Нз+'/гОг—^НаО(ж) число мо-
лей уменьшается'с 1,5 до 0, и Д5<0.
Другим преимуществом топливных
элементов (ТЭ) является малый расход
активных материалов по сравнению с
традиционными электрохимическими си-
стемами (сравни данные табл. 1,1 и 1.5).
В зависимости от агрегатного состоя-
ния реагирующих веществ ТЭ можно
2
подразделить на элементы с газообраз-
ным топливом (Н2, СО, газообразные углеводороды), с жидким
топливом (метанол, формальдегид, гидразин), с твердым топ-
ливом (С; металл, например, Zn). Элементы с твердым топли-
вом не вполне соответствуют определению ТЭ: расходуемые
электроды должны периодически заменяться новыми.
Наиболее разработаны теория протекающих процессов, кон-
струкция и технология изготовления для кислородно-водород-
ных ТЭ.
Элементы на газообразных реагентах могут работать под
избыточным и при нормальном давлении газов.
Избыточное давление газов препятствует намоканию пори-
стых электродов в среде электролита, поэтому создается раз-
витая межфазная граница электролит — газ — электрод, требую-
щаяся для протекания реакции. В то же время необходимо,
чтобы газ не барботировал через электролит. Для выполнения
этих условий Бэконом разработан двухслойный электрод с по-
рами различного радиуса (рис. 1.40). Электролит под дейст-
вием капиллярных сил заполняет мелкие поры запорного слоя,
но не проникает в крупные газовые поры.
Если электрод гидрофобизирован (пропитан парафином или
изготовлен путем совместного прессования катализатора с по-
рошком фторопласта и т. п.), он не намокает, и газ может на-
ходиться при нормальном давлении. Применение гидрофобизи-
рованных электродов позволяет снизить толщину электрода
примерно в 10 раз — до 20—50 мкм — и тем самым повысить
удельные характеристики ТЭ.
Проникновению в поры электрода электролита могут пре-
пятствовать электролитоносители, в роли которых могут высту-
пать ионообменные мембраны (до t= 100°C), асбестовая диаф-
рагма (выше 100°C), матрица из MgO, пропитанная расплава-
ми карбонатов щелочных металлов (500—700 °C). При высоких
температурах применяются и твердые электролиты (на основе
ZrO2).
119
Электрохимическая реакция в основном протекает непо-
средственно в поре, заполненной газом и покрытой пленкой
электролита. Если поры электрода полностью заполнены элект-
ролитом (отсутствие пленки), за счет свободной диффузии газа
к электроду может быть получен ток лишь около 10 А/м2 види-
мой поверхности; на трехфазных электродах, частично запол-
ненных электролитом, реализуются токи до 5 кА/м2. Таким
образом, максимальное развитие границы раздела трех фаз яв-
ляется необходимым в конструкции газожидкостных электро-
дов.
Однако столь высокие плотности тока (5 кА/м2) могут быть
получены только на высокоактивных электродах-катализато-
рах, на которых стадия разряда проходит с высокой скоростью.
В случае малоактивных электродов плотность тока достигает
лишь примерно 50 А/м2 несмотря на развитую поверхность.
Поэтому актуальной является задача разработки эффективных
и в то же время дешевых и технологичных катализаторов
для ТЭ.
Высокая каталитическая активность электродного материа-
ла имеет большое значение для низкотемпературных ТЭ, ра-
ботающих при /<100 °C. При температурах выше 200—300 °C
катализатор играет второстепенную роль, поскольку скорость
электрохимической стадии электродного процесса обычно до-
статочно велика.
По отношению к реакции ионизации водорода высокоактив-
ными катализаторами являются сильно адсорбирующие водо-
род металлы — палладий, платина, никель Ренея. Никель Ре-
нея относится к так называемым металлам Ренея, которые по-
лучают выщелачиванием активного компонента из его сплава
с более благородным металлом. В частности, никель Ренея
получают выщелачиванием алюминия из Ni—Al сплава. Если
прессованием порошка никеля Ренея изготовить электрод, он
будет иметь упорядоченную структуру и малую каталитическую
активность. Поэтому готовят так* называемые двухскелетные
катализаторы по следующей схеме:
готовят Ni—Al сплав, измельчают его до частиц размером 6—
10 мкм. Затем смешивают порошок сплава с измельченным
карбонильным никелем (1:2) и изготавливают из смеси прес-
сованием электрод. Последний подвергают спеканию в атмосфе-
ре водорода, а затем активации щелочью в условиях анодной
поляризации.
При активации электрода алюминий из сплава растворя-
ется, но при этом механическая прочность электрода сохраня-
ется, поскольку имеется спеченный каркас («скелет») из карбо-
нильного никеля, вторым «скелетом» служит никель Ренея с
неупорядоченной структурой. Анодная поляризация позволяет
ускорить растворение алюминия.
В последнее время в качестве катализатора для водородного
электрода предложены также карбиды вольфрама и других ме-
120
таллов, сульфиды молибдена, вольфрама, железа, кобальта,
никеля.
Катализатором для кислородного электрода обычно служат
платина и серебро Ренея, полученное выщелачиванием магния
из Ag—Mg сплава. Используются также углеродистые мате-
риалы, активированные добавками благородных металлов.
Предложены также сульфидные катализаторы.
Поляризация кислородного электрода значительно выше,
чем водородного, что обусловлено большей сложностью процес-
сов при восстановлении кислорода, сопровождающемся образо-
ванием промежуточных пероксидных соединений (см. стр. 73).
Практический к. п. д. ТЭ т]пр ниже т]тах вследствие поляри-
зации электродов и неполного использования реагентов и свя-
зан с т]тах соотношением _
и ,
Г]пр — 'Птах А
где X — коэффициент использования активных веществ.
Так, для кислородно-водородного ТЭ при г = 500 А/м2 и t =
=25 °C [7=0,85 В и Х=95%. Отсюда т]пр=0,83-0,85/1,23-95 =
= 54%. что не намного выше, чем к.п.д. современных энерге-
тических установок. Поэтому в настоящее время ТЭ (учиты-
вая их дороговизну) не являются конкурентоспособными источ-
никами энергии для массовых потребителей.
Для космических кораблей США были разработаны низко-
температурные ТЭ с ионообменной мембраной, которая пред-
ставляла собой твердый полимерный электролит в кислотной
форме:
CF3
I
(—CF2—CF—CF—-)п
(SO3-) (Н+)
На аноде ионы Н+ образуются в результате ионизации во-
дорода
2Н2 --► 4Н+ + 4е
на катоде ионы Н+ ассимилируются кислородом
Оа + 4Н+ + 4е > 2Н2О
Образующаяся на катодной стороне вода удаляется с помощью
микропористого водоотделителя. Катализаторы электродов —
платиновые. Батареи такого типа работоспособны в течение не-
скольких тысяч часов при / = 65—100 °C, плотности тока до
2,9 кА/м2; удельная мощность — 88 Вт/кг (в расчете на всю кон-
струкцию, с учетом вспомогательных агрегатов).
На космических кораблях США применялись также средне-
температурные ТЭ, работавшие при 200—260 °C и давлении
0,1—0,5 МПа; электролитом служил 75—85%-ный КОН. Элект-
роды— двухслойные пористые; активный слой из оксида нике-
121
ля, запорный слой — из никеля. Батареи при пуске разогрева-
лись с помощью специального нагревателя. Реагенты (Н2 и О2)
хранились при полетах в сжиженном виде и перед подачей в
элементы подогревались до 65 °C.
Образующуюся в ТЭ воду использовали на борту космиче-
ского корабля. Нормальные плотности тока — 0,25—1 кА/м2, при
этом U= 1,14-0,9 В, пиковая нагрузка — 3,25 кА/м2, удельная
мощность 130 Вт/кг, гарантированное время работы—1000 ч.
Батареи ТЭ являются частью сложных энергоустановок,
в которые входят емкости для реагентов; регуляторы давления
газов; конденсаторы образующейся воды; насосы; теплообмен-
ники для поддержания оптимальной температуры и т. п.
Практическое применение в технике нашли также ТЭ на гид-
разине:
N2H4 I кон I воздух; N2H4 | КОН | Н2О2
и на метаноле
СН3ОН | кислый или щелочной электролит | воздух
Преимущество этих элементов заключается в том, что запас
топлива можно хранить в жидком виде.
Реакции на анодах (в щелочной среде):
N2H4 + 4OH" --► N2 4- 4Н2О + 4е
СН3ОН + 8 ОН- --> СО32- + 6Н2О + бе
Катализатором для гидразинового электрода является никель,
активированный палладием; для метанольного — Pt или Pd.
Реализуемые плотности тока в элементах с гидразином — около
1 кА/м2, с метанолом — 20—400 А/м2.
1.5. СРАВНЕНИЕ ХИТ РАЗЛИЧНЫХ СИСТЕМ
С целью систематизации изложенного выше материала в табл.
1.6 и на рис. 1.41 и 1.42 приведены основные характеристики
важнейших ХИТ [1]. Из этих данных видно, что среди пер-
вичных ХИТ элементы МЦ системы, а среди аккумуляторов —
свинцовые аккумуляторы, уступают по многим характеристи-
кам источникам тока, позже разработанным. Тем не менее,
в настоящее время марганцево-цинковые элементы и свинцовые
аккумуляторы занимают ведущее Место. Это обусловлено их
относительной дешевизной, доступностью сырья для изготовле-
ния, стабильностью характеристик. Масштабы производства и
Рис. 1.41. Зависимость емкости от норми-
рованного тока разряда для серебряно-цин-
ковых (/), никель-кадмиевых (2) и свин-
цовых (3) аккумуляторов и для ртутно-
цинковых (4) и марганцево-цинковых (5)
элементов [1].
122
Таблица 1.6. Основные характеристики некоторых ХИТ
Электрохимическая система II n9 и, в Теоретический расход активных Удельная энергия, Вт-ч/кг Ресурс, циклы (для аккуму- ляторов)
p.Bu- веществ и электролита, г/(Ач) теоре- тиче- ская практи- ческая
Первичные и с- •
точной тока
Zn|NH4Cl|MnO2 1,5- 1,65 1,1— 1,35 6,46 232 4—60
Zn|KOH|MnO2 1,5 1,1— 1,3 5,14 292 ДО 70—100
Zn|KOH|O2 Zn|KOH|HgO 1,5 1,35 1,0— 1,3 1,25 1,52 5,26 987 257 70—200 20—100
Аккумуляторы
Pb|H2SO4|PbO2 в т. ч. стартерные тяговые 2,1 1,7— 2,0 11,98 175 30—34 20—28 100—300 800—1200
стационарные Fe|KOH|NiOOH 1,35 1,0— 1,2 5,14 263 8—12 25—30 1000 1500
Cd|KOH|NiOOH 1,32 1,0— 1,2 6,19 213 35-40 1000
Zn|KOH|AgO 1,85— 1,89 1,3- 1,8 3,53 524 100 150—200
Cd | КОН | AgO 1,41 0,95— I 1 4,41 320 58 500
ZnlKOH|NiOOH H2|KOH|NiOOH 1,76 1,31 1,6 1,0- 1,3 4,98 3,46 353 379 70 55-60 100 1000
внедрения других, более энергоемких и мощных ХИТ будут оп-
ределяться их конкурентоспособностью именно по этим пара-
метрам. Существует, однако, ряд отраслей техники, где эти
соображения не учитываются: когда стоимость источника тока
мала по сравнению со стоимостью изделий, в котором он при-
меняется. В этих случаях определяющую роль играют надеж-
ность ХИТ и удельные характеристики (на единицу массы или
объема).
1.в. ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ПРИРОДНОЙ СРЕДЫ
Производство ХИТ отличается применением разнообразных ток-
сичных веществ (сильных окислителей; соединений свинца, рту-
ти, цинка, кадмия, никеля, других тяжелых металлов, причем
применяются они обычно в мелкодисперсном состоянии; кислот,
щелочей, органических растворителей и т. д.). Предельно до-
пустимые концентрации (ПДК) токсичных веществ в воздухе
производственных помещений регламентируются соответствую-
123
щими нормами. Для аэрозолей элементов и их соединений при-
няты следующие ПДК:
пдк.
мг/мЗ
Свинец и его неорганичес-
кие соединения . . . 0,01
Оксид кадмия . . . . 0,1
Сулема...................0,1
Марганец (МпО2) . . . 0,3
Никель и оксид никеля .
Щелочные аэрозоли (NaOH)
Пары H2SO4 . . . .
Оксид цинка . . . .
Угольная пыль (без SiO2)
ПДК,
мг/мЗ
0,5
0,5
1.0
6,0
6,0
Для обеспечения нормальных условий труда в производстве
ХИТ предусмотрены механизация и автоматизация производст-
венных процессов, рациональные системы вентиляции, включа-
ющие применение местных отсосов от аппаратов с токсичными
выделениями, герметизация оборудования, замена сухих спо-
собов переработки пылящих материалов мокрыми, очистка за-
грязненного воздуха и газов от аэрозолей, очистка промышлен-
ных сточных вод и др. Наиболее вредным является производст-
во свинцовых аккумуляторов; рабочие, занятые в отделениях
литья, приготовления порошка, намазки, разрубки пластин и
формирования, должны быть снабжены респираторами.
Массовое использование ХИТ в народном хозяйстве связа-
но с проблемами экологии. Если свинец из аккумуляторов в
основном может быть возвращен потребителями на заводы по
его переработке, то утилизация небольших бытовых первичных
ХИТ экономически нецелесообразна. В США около 2,5 млн. че-
ловек пользуются слуховыми аппаратами с миниатюрными
ртутно-цинковыми батареями. Каждая батарея обеспечивает
работу слухового аппарата в течение 5—7 дней, поэтому еже-
годно требуется около 160 млн. батарей, и соответственно вы-
брасывается несколько десятков тонн ртути, загрязняющей
природную среду.
Однако применение химических источников тока может со-
действовать решению крупных экологических проблем. Напри-
мер, в настоящее время весьма актуальной является разработ-
ка электромобилей, у которых вместо двигателей внутреннего
сгорания, отравляющих атмосферу городов выхлопными газа-
ми, использовались бы ХИТ. Первые образцы электромобилей
созданы и проходят ис-
тытания. Для электромо-
билей возможно приме-
нение свинцовых аккуму-
ляторов с более высокой
удельной энергией, ни-
кель-цинковых аккумуля-
Рис. 1.42. Зависимость удель-
ной энергии ХИТ от удельной
мощности для некоторых
электрохимических систем [1].
124
торов, имеющих повышенный по сравнению с нынешними об-
разцами ресурс, сменных воздушно-цинковых батарей, а в бу-
дущем — серно-натриевых аккумуляторов.
ЛИТЕРАТУРА
1. Багоцкий В. С., Скундин А. М. Химические источники тока. — М.: Энерго-
издат, 1981. — 360 с.
2. ГОСТ 15596—78. Источники тока химические. Термины и определения.
3. Коровин Н. В. Новые химические источники тока. — М.: Энергия 1978,—
184 с.
4. Домье В. Н., Рысухин Н. Ф. Производство первичных химических источ-
ников тока.—М.: Высшая школа, 1980.—288 с.
5. Дасоян М. А., Агуф И. А. Современная теория свинцового аккумулятора.—
Л.: Энергия, 1975.—312 с.
6. Дасоян М. А., Агуф И. А. Основы расчета, конструирования и технологии
производства свинцовых аккумуляторов. — Л.: Энергия, 1978. 152 с.
7. Дасоян М. А., Новодережкин В. В., Томашевский Ф. Ф. Производство
электрических аккумуляторов. — М.: Высшая школа, 1978.—381.
8. Макрокинетика процессов в пористых средах/Ю. А. Чизмаджев, В. С. Мар-
кин, М. Р. Тарасевич и др. — М.: Наука, 1971.—364 с.
9. Генераторы прямого преобразования тепловой и химической энергии в
электрическую. Том I. Г. Л. Резников. Электрохимические генераторы
(Итоги науки и техники). ВИНИТИ, 1974, 207 с.
ГЛАВА 2
ЭЛЕКТРОХИМИЧЕСКОЕ ПРОИЗВОДСТВО
ХИМИЧЕСКИХ ПРОДУКТОВ
2.1. ЭЛЕКТРОЛИТИЧЕСКОЕ РАЗЛОЖЕНИЕ ВОДЫ
Водород является ценным сырьем, которое находит широкое и
разнообразное применение. Мировое производство водорода в
настоящее время составляет 30 млн. т в год. Более половины
всего водорода используется в промышленности для синтеза
аммиака. Значительные количества водорода расходуются в
процессах гидрокрекинга и гидроочистки нефтепродуктов, син-
теза метанола и в других процессах.
Основными методами производства водорода являются па-
ровая конверсия углеводородов или конверсия нефтепродуктов.
На долю электрохимических методов приходится примерно 3%
получаемого в мире водорода. Однако по существующим оцен-
кам доля электролитического водорода, получаемого в процес-
се, в дальнейшем будет увеличиваться в связи с сокращением
мировых запасов природных газов и нефти. В последние годы
довольно широко обсуждается перспектива использования во-
дорода в качестве топлива, при сжигании которого в тепловых
машинах практически не образуется экологически вредных ве-
125.
ществ. В связи с этим большое внимание уделяется усовершен-
ствованию электрохимических методов получения водорода.
При электролитическом разложении воды вместе с водоро-
дом на аноде выделяется кислород, который находит широкое
применение в черной и цветной металлургии, химической про-
мышленности и других областях техники.
Теоретические основы процесса электролиза воды
Чистую воду подвергать электролизу нецелесообразно вследст-
вие ее малой удельной электропроводности (4-Ю-6 Ом/м— для
дистиллированной воды и НО-1 Ом/м — для водопроводной).
Поэтому электролитическое разложение воды проводят в при-
сутствии фонового электролита. Хотя минеральные кислоты при
растворении в воде и образуют растворы, имеющие более вы-
сокие значения удельной электропроводимости, чем растворы
щелочей, их, как правило, не используют в качестве фоновых
электролитов в связи с агрессивностью кислот и трудностями,
возникающими при подборе материалов для изготовления
электродов и электролизера.
В промышленности для получения водорода и кислорода
электролизу подвергают водные растворы щелочей — NaOH
или КОН. При этом процессы на электродах могут быть выра-
жены в виде следующих уравнений:
в кислой среде
на катоде 2Н+ + 2е -► Н2
на аноде Н2О --► 2Н+ + т/2С>а + 2е
в щелочной среде
на катоде 2Н2О + 2е-► Hj + 2ОН“
на аноде 2ОН" -> 2Н2О -f- + 2е
Электродные материалы. В качестве анодов при электроли-
зе водных щелочных растворов обычно используют сталь, на
которую электрохимически наносят никелевое покрытие тол-
щиной 100 мкм. Такой анод сохраняет достаточную коррозион-
ную устойчивость в щелочных растворах даже при наличии до
1,5-103 пор на 1 м2. Малый износ такого анода даже при боль-
шой пористости гальванического покрытия объясняется заби-
ванием пор продуктами коррозии стальной основы.
Никелирование анода переводит его в пассивное состояние
и делает нерастворимым в области потенциалов, при которых
происходит выделение кислорода.
В качестве материала для изготовления катодов использу-
ется обычная сталь. В некоторых случаях для снижения пере-
напряжения водорода на поверхность катода наносят слой ни-
келя, содержащий серу.
Электродные плотности тока. Значение электродных плотно-
стей тока при электролитическом разложении воды колеблется
126
в довольно широких пределах в зависимости от конструкции
электролизера. В старых конструкциях электролизеров плот-
ности тока составляли 0,4—0,6 кА/м2.
Успехи в области создания конструкций электролизеров с
электродами, обеспечивающими быстрый отвод газов и сниже-
ние газонаполиения, активирование поверхности электродов,
повышение температуры электролита и снижение вследствие
этого перенапряжения газов, позволили в новых конструкциях
промышленных электролизеров повысить плотности тока до
2,5—3,7 кА/м2. При этом расход электроэнергии существенно не
увеличивается. В литературе приводятся сведения о создании
электролизеров, позволяющих вести электролиз при плотностях
тока до 8,6 кА/м2.
Вероятно, во всех случаях оптимальное значение электрод-
ных плотностей тока будет определяться соотношением между
долями себестоимости, приходящейся на сооружение цеха и
электролизера и на расход электроэнергии (экономическая
плотность тока).
Состав раствора. Для приготовления растворов щелочей,
применяемых для электролитического производства водорода и
кислорода, используют дистиллированную или обессоленную
воду. Электропроводимость такой воды не должна превышать
10-4 см/м. Содержание железа в воде допускается не выше
1 мг/л, хлоридов — 2 мг/л, сухого остатка — 3 мг/л. В процессе
электролиза происходит накопление в электролите примесей —
карбонатов, хлоридов, сульфатов, силикатов, а также железа,
образующихся в результате разрушения деталей электролизе-
ра и диафрагмы.
Посторонние анионы, накапливающиеся в растворе, не участ-
вуют в электрохимических реакциях за исключением ионов хло-
ра, которые могут вызвать депассивацию анода. Накопление
карбонатов, образующихся в результате поглощения диоксида
углерода из окружающей атмосферы, допускается до значений,
при которых существенно не уменьшается электропроводимость
раствора.
Ионы железа, присутствующие в электролите, разряжаются
на катоде с образованием железной губки. Толщина губки в
процессе электролиза увеличивается, слой ее достигает диаф-
рагмы, вызывая ее металлизацию, вследствие чего на анодной
стороне начинает выделяться водород. Установлено, что электро-
осаждение железа на катоде уменьшается при введении в
раствор добавок хромата калия или натрия (2,5—3,0 г/л). Ве-
роятно, в присутствии этих добавок на катоде образуется плен-
ка из продуктов неполного восстановления хроматов, затруд-
няющая электровосстановление соединений железа.
Примеси, образующиеся в результате разрушения металли-
ческих частей электролизера и материала диафрагмы, могут
забивать поры последней, вызывая некоторое повышение на-
пряжения.
127
/51___I_____I______10,6
50 60 70 00
Температура,°C
Рис. 2.1. Зависимость оптимальной концентрации
С и удельного сопротивления р растворов щело-
чей от температуры:
1 — КОН; 2 —NaOH; 3 —удельное сопротивление раство-
ров КОН; 4— удельное сопротивление растворов NaOH.
С целью предотвращения попадания
в раствор хлоридов в качестве электро-
литов используют КОН или NaOH, по-
лученные электролизом с ртутным като-
дом. Концентрации щелочей несколько
ниже, чем значения, соответствующие
минимальным удельным сопротивлениям —25—30%-ный рас-
твор КОН или 16—20%-ный раствор NaOH. При снижении
концентрации щелочей уменьшается коррозионная активность
растворов и понижается стоимость электролита без существен-
ного увеличения напряжения.
Температура. Электролиз водных растворов щелочей прово-
дят при повышенных температурах с целью снижения перена-
пряжения, выделения газов и удельного сопротивления элект-
ролита. Между температурой, удельным сопротивлением и оп-
тимальной концентрацией растворов щелочей существует за-
висимость (рис. 2.1).
При температуре растворов щелочей, не превышающих
100 °C, зависимость напряжения на электролизере от темпера-
туры выражается следующим уравнением:
Ut = U7S ес [1 — 0,0025 (/ — 75)]
Температурные коэффициенты изменения напряжения на
электролизере, работающем при атмосферном давлении, имеют
следующие значения:
Температура, °C 80-90 91—95 96—100 101—105 106—110
Температурный
коэффициент —0,42 —0,27 —0,23 —0,07 +0,07
Повышение температурного коэффициента и напряжения на
электролизере при температурах выше 105 °C связано с ростом
газонаполнения. Электролиз при более высоких температурах
щелочных растворов проводят при повышенных давлениях.
Электролиз воды под давлением
В большинстве случаев в технике применяют предварительно
сжатый газ. С целью отказа от установки газгольдеров и комп-
рессоров, а также исключения затрат электроэнергии на комп-
римирование, предложен и успешно развивается способ элект-
ролиза воды под давлением.
Прежде всего необходимо оценить влияние давления на на-
пряжение и расход электроэнергии на электролиз. Известно,
128
что напряжение разложения увеличивается с ростом парци-
ального давления газов:
Р, МПа .... 0,1 1,0 10,0 100,0
Д£/р, В
при 80 °C . . 0 0,052 0,104 0,156
при 10 °C . . 0 0,044 0,087 0,131
Однако несмотря на возрастание одного из составляющих
баланса — напряжения разложения — напряжение на электро-
лизере с ростом давления уменьшается. Это объясняется тем,
что другие составляющие баланса напряжения с ростом давле-
ния уменьшаются и эффект снижения значительнее эффекта
повышения напряжения разложения.
Рост давления позволяет повысить температуру подвергае-
мого электролизу раствора, снизить поляризацию электродов и
падение напряжения в электролите и в диафрагме без повы-
шения газонаполнения. Снижение напряжения на электролизе-
ре с ростом давления обеспечивается также и путем уменьше-
ния газонаполнения, что связано с уменьшением объема об-
разующихся газов. Суммарный эффект влияния давления на
напряжение представлен на рис. 2.2.
Обычно электролиз проводят при давлении 1—3 МПа, что
позволяет поддерживать температуру электролита до 120 °C.
Следует отметить, что дальнейшее повышение температуры свя-
зано с возрастанием коррозии деталей электролизера, износом
диафрагмы.
Экономически целесообразно проводить электролиз при дав-
лениях, не превышающих 3 МПа, так как стоимость компрес-
сии с ростом давления падает. Так, стоимость компрессии от 1
до 10 МПа примерно такая же, как и от 0,1 до 1,0 МПа. Кроме
того, повышение давления более 3—4 МПа связано с необходи-
мостью выполнения специальных требований к конструкциям
электролизеров, прокладкам, системам регулирования давления
образующихся газов.
Конструкции электролизеров
Все современные конструкции электролизеров относятся к
фильтр-прессному типу с биполярным включением электродов.
Схема фильтр-прессного бипо-
лярного электролизера для
получения водорода и кисло-
рода представлена на рис. 2.3.
Фильтр-прессные биполяр-
ные электролизеры могут
Рис. 2.2. Зависимость напряжения на
электролизере от давления при раз-
личных плотностях тока:
1 — 2.5 кА/м2; 2 — 5,0 кА/м2; 3 — 10,0 кА/м2;
* — 1Б кА/м2.
Давление, 10 s Па
9—2021
129
Рис. 2.3. Биполярный фильтр-пресс-
ный электролизер:
1 — выносной электрод; 2 — монополярный
электрод — анод; 3 — биполярный электрод;
4 — монополярный электрод — катод; 5 —
диафрагма; 6 — стяжная плита; 7 — стяж-
ной болт; 8— диафрагменная рама.
Рис. 2.4. Ячейка биполярного фильтр-
прессного электролизера:
1 — рама; 2 — диафрагма; 3 — биполярный
электрод из сплошного листа; 4, 5 — вы-
носные перфорированные электроды; 6 —
анкерные болты; 7 — прокладка; 8—канал
для подачи электролита; 9 — канал для
сбора водорода; 10 — канал для сбора кис-
лорода.
иметь эквивалентную нагрузку до 1200—1800 кА и состоять из
160—170 отдельных ячеек.
Схема отдельной ячейки фильтр-прессного биполярного
электролизера приведена на рис. 2.4. Внутренняя часть рамы 1
обычно никелируется. Ячейка разделена диафрагмой 2, в ка-
честве которой в современных электролизерах используется
асбестовая ткань, армированная никелевой проволокой. На
сплошном биполярном электроде 3 с помощью анкерных бол-
тов 6 крепятся выносные перфорированные электроды 4 и 5.
Для герметизации электролизера, собранного из отдельных яче-
ек, используют прокладки 7. В большинстве конструкций кана-
лы для сбора образующихся газов 9 и 10 вынесены из электро-
лизера. Подача электролита в каждую ячейку производится
через канал 8.
Электролизеры, работающие при атмосферном давлении.
Электролизер ФВ-500 (рис. 2.5) рассчитан на работу под ат-
мосферным или небольшим избыточным давлением. Электроли-
зеры этого типа имеют от 20—25 до 164 ячеек 2 п рассчитаны
на линейную нагрузку 7,5—11 кА. Ячейки с помощью стяжных
плит 1 и болтов 6 жестко скреплены в единую фильтр-прессиую
9-
130
Рис. 2.5. Электролизер ФВ-500:
1 — стяжные плиты; С —ячейки электролизера; 3 — газосборники; 4 — Ловушки для электролита; .5 — Холодильник; 6 — стяжИые болты; 7 — ограж1
донне; S — фильтр для электролита; 9 — средняя камера,
Рис. 2.6. Электролизер ЭФ:
I — газос’бориик водорода; 2 — газосборник кислорода; 3 — коллектор для электролита; 4 — стяжная плита; 5 —стяжные болты; 6—тарельчатые
пружины; 7 — трубы для вывода газов из ячеек; 8 — трубы для ввода раствора электролита в ячейки; 9 — электролитические ячейки.
Таблица 2.1. Характеристики некоторых электролизеров фильтр-прессного
типа для получения водорода и кислорода
Электролизер Нагрузка, кА Напряже- ние на ячей- ке, В Плотность тока, кА/м2 Расход элек- троэнергии, кВт-ч/м3 Н2 Число ячеек
Электролизеры, работающие при атмосферном давлении
ФВ-500 (СССР) Де-Нора (Италия) Демаг (ФРГ) 7,5—11,0 1—10 0,15—8,5 2,15—2,39 2,12—2,16 2,0—2,1 2,5—3,7 5,6 4,8—4,9 4,45—4,5 До 160 10—100 50—100
Электролизеры, работающие при повышенном давлении
ЭФ (СССР) БЭУ-250 (СССР) Зданского — Донца (ФРГ)* 0,61 6,0 2,0—6,6 2 3 2,05—2,08 1,75—1,8 1,56 2,0 1,0—1,5 5,6 4,9—5,0 4,3 50—100 100 100—556
* Давление до 4 МПа.
конструкцию. Тазы из ячеек поступают в водородный и кисло-
родный газо-сборные каналы 3. Увлекаемый вместе с газами
электролит — 30%-ный раствор КОН — отделяют в ловушках 4.
Далее водород и кислород поступают в холодильники 5, охлаж-
даемые водой. Электролит, отделенный от газов, попадает в
среднюю камеру 9, представляющую собой многоходовой теп-
лообменник, где электролит охлаждается, затем фильтруется
и вместе с питающей водой подается в нижнюю часть ячеек
электролизера. Следовательно, в электролизере осуществляется
внешняя естественная циркуляция по системе: ячейка — газо-
сборник— средняя камера — ячейка, при которой происходит
Рис. 2.7. Общий вид цеха, оснащенного электролизерами БЭУ-250.
133
одновременный отвод избыточного джоулева тепла и поддержа-
ние оптимальной температуры электролита.
При линейной токовой нагрузке 7,5 кА производительность
электролизера ФВ-500, состоящего из 160 ячеек, равна 500м3/ч
водорода и 250 м3/ч кислорода. Электролизер работает при тем-
пературе 90—95 °C. Чистота получаемого водорода составляет
99,8 объемн. %.
В различных странах мира в эксплуатации находятся
фильтр-прессные биполярные электролизеры фирм Де-Нора,
Демаг и др. Конструкции этих электролизеров несколько от-
личаются от конструкций электролизера ФВ. Некоторые экс-
плуатационные характеристики электролизеров Де-Нора и Де-
маг приведены в 1абл. 2.1.
Электролизеры, работающие при повышенном давлении.
Электролизеры типа ЭФ работают при давлении 1—1,5 МПа
(схема представлена на рис. 2.6). Электролизеры типа ЭФ вы-
пускают в виде двух модификаций — ЭФ-24, состоящий из 100
ячеек и рассчитанный на производство в час 24 м3 водорода и
12 м3 кислорода, и ЭФ-12, имеющий 50 ячеек и соответственно
меньшую производительность. Чистота получаемого водорода
достигает 99,8%, кислорода — 99,6%. Характеристики электро-
лизеров ЭФ приведены в табл. 2.1.
Фильтр-прессный биполярный электролизер БЭУ-250 имеет
конструкцию, состоящую из шести блоков на .нагрузку 1 кА
каждый. Блочная конструкция позволяет проводить ремонт без
остановки всего электролизера, а лишь путем отключения вы-
шедшего из строя блока.
Некоторые характеристики электролизера БЭУ-250 приве-
дены в табл. 2.1. Общий вид цеха, оснащенного электролизера-
ми БЭУ-250, представлен на рис. 2.7.
Газоразделители установлены на высоте 2 м над электро-
лизером, что позволяет осуществлять естественную циркуляцию
электролита, извлекаемого из
электролизера потоком газа.
Электролизер Зданского —
Лонца — фильтр прессный би-
полярного типа — выпускается в
ФРГ; он рассчитан на эксплуа-
тацию при давлениях 3—4 МПа.
В отличии от рассмотренных вы-
Рис. 2.8. Ячейка электролизера Здаи-
скОго — Лонца:
1—диафрагменная рама; 2— прокладка; 3 —
отверстие в гофрированном электроде; 4 — пи-
тательный канал; 5 — отверстие для подачи
электролита в ячейку; 6 — гофрированный
электрод; 7 — электродная сетка; 8~ асбесто-
вая диафрагма; 9 — отверстия для отвода га-
зов из ячеек; 10 — газовый водородный канал;
11 — газовый кислородный канал.
134
ше конструкций электролизер Зданского — Лонца имеет внут-
ренние газообразные каналы, поэтому напора, создаваемого по-
током газа, для организации естественной циркуляции недоста-
точно, принудительная внешняя циркуляция создается с по-
мощью насоса.
Конструкция ячейки электролизера Зданского — Лонца при-
ведена на рис. 2.8. Электроды — гофрированные — изготовлены
из никелированной стали. В качестве диафрагмы 8 используют
асбестовый картон, укрепленный между электродными сетка-
ми 7, которые служат для увеличения прочности диафрагмы.
Электролит — 25%-ный раствор КОН; его температура под-
держивается в пределах НО—120 °C. Некоторые характеристи-
ки электролизера Зданского — Лонца приведены также в
табл. 2.1. В современной литературе описаны и другие конструк-
ции, например, с пористыми электродами, диафрагмами из син-
тетических материалов, в том числе и с ионообменными мембра-
нами.
Технологическая схема производства водорода
Технологическая схема электрохимического производства водо-
рода и кислорода включает системы охлаждения и циркуляции
электролита, регулирования уровня электролита и сохранения
равенства давлений газов в ячейках, а также системы осушки
и очистки газов. Одна из схем действующей установки приве-
дена на рис. 2.9.
Газы из электролизеров 1 поступают в газоотд ел ители во-
дорода 2 и кислорода 3, являющиеся общими для всех катод-
ных и всех анодных ячеек. Здесь происходит частичное отделе-
ние паров воды и унесенных капель электролита. Далее водо-
род и кислород поступают в холодильники 4, орошаемые во-
дой, а затем в регуляторы давления газов 5. Последние служат
для предотвращения перепада давлений в катодной и анодной
ячейках электролизера, которое может привести к обнажению
диафрагмы и передавливанию электролита из одного отделения
в другое. Для регулирования давления используются поплавко-
вые регуляторы, в которых одновременно происходит очистка
охлажденных газов от щелочного тумана при барботаже их
через слой воды, подаваемой из бака 8.
Кислород из поплавкового регулятора выбрасывается в
атмосферу, а водород поступает потребителю. Электролит из
электролизера направляют в теплообменик 6 для охлаждения
водой.
Электрохимический метод производства тяжелой воды
Тяжелая вода находит применение в атомной энергетике в
качестве замедлителя нейтронов, а также используется для
получения химических соединений с тяжелым изотопом водо-
рода.
135
Рис. 2.9. Технологическая схема получения водорода электрохимическим ме-
тодом:
/ — электролизеры; 2 — газоотделнтель водорода; 3 — газоотделитель кислорода; 4 — холо-
дильники газов; 5 — регулятор давления газов; 6 — теплообменник для электролита; 7 —
насос-дозатор; 8 — питательный бак.
Электрохимический метод основан на концентрировании тя-
желой воды. Процесс протекает при электролизе вследствие
различия в потенциалах выделения легкого (протия) и тяже-
лого (дейтерия) изотопов водорода. Потенциал выделения на
катоде дейтерия имеет более отрицательное значение, чем по-
тенциал выделения протия за счет более высокого перенапря-
жения (на 0,1 В) и более отрицательного значения равновес-
ного потенциала (на 0,003 В) тяжелого изотопа водорода. Сле-
дует учитывать также и то, что содержание тяжелой воды в
природной очень мало (1 :5000).
Экономически целесообразно получать тяжелую воду в ка-
честве побочного продукта в сочетании с крупномасштабным
производством электролитического водорода.
Обогащение легкой воды тяжелой в процессе электролиза
характеризуется коэффициентом разделения а:
С 1 —С'
а ~ С 1 — с
136
где С и С' — концентрации дейтерия соответственно в электролите н в сухом
катодном газе, мольн. доли.
Коэффициент разделения зависит от материала катода и
состояния его поверхности, потенциала, состава электролита,
температуры и других параметров электролиза.
Зависимость а от материала катода при 75 °C характери-
зуется следующими данными:
Катод а Катод а
Fe 6,9—7,6 Ni 4,0—6,5
РЬ 6,3—7,4 Pt 4,7—7,6
Си 5,5—6,8 Pt (платинир.) 3,4—4,7
Ag 5,3—6,0 Hg 2,8—2,9
В значительной степени величина а зависит от температуры:
—19 1 6 15 25 50 75 97
а . . . . 17,5 14,4 13,2 12,7 10,6 8,6 7,1 5,8
Зависимость а от условий электролиза объясняется реакцией
изотопного обмена между газовой (г) и жидкой (ж) фазами
Н2О (ж) + HD (г) НЕЮ (ж) + Н2 (г)
которая катализируется в разной степени различными металла-
ми и ускоряется при повышении температуры.
Каталитический эффект, оказываемый некоторыми материа-
лами катода (например, ртутью) настолько значителен, что
образующийся тяжелый водород успевает обратно вступить в
реакцию с легкой водой, что приводит к снижению коэффициен-
та разделения.
Наибольшее значение кх достигается в условиях электролиза,
при которых скорость реакции выделения дейтерия опережает
скорость реакции изотопного обмена. В связи с этим электролиз
рекомендуют проводить при высоких катодных плотностях то-
ка, пониженных температурах и с использованием катодов,
материал которых оказывает минимальное каталитическое дей-
ствие на реакцию изотопного обмена.
Концентрирование тяжелой воды можно проводить периоди-
ческим и непрерывным методами.
При периодическом методе воду подвергают исчерпываю-
щему электролизу, не компенсируя количество, которое под-
верглось электролитическому разложению. В принципе при пе-
риодическом электролизе содержание тяжелой воды в электро-
лите может достигать 99,5%. В процессе обогащения подвергае-
мого электролизу раствора тяжелой водой возрастает содержа-
ние дейтерия в катодном газе. В этом случае образующиеся
газы целесообразно сжигать, а воду — возвращать в процесс.
Периодический способ электролитического получения тяже-
лой воды в промышленности не применяют главным образом
вследствие высоких энергетических затрат.
137
В промышленности используют непрерывные методы, осно-
ванные на электролизе воды в каскаде электролизеров. Первая
ступень каскада оснащена обычными фильтр-прессными бипо-
лярными электролизерами. В качестве электролита используют
26%-ный раствор едкого кали, обладающий более высокой
удельной электропроводимостью, чем растворы едкого натра.
На первой ступени электролиза температура электролита под-
держивается в пределах 60—70 °C.
Вторая ступень каскада содержит меньшее число электро-
лизеров, чем первая; сюда поступает вода, которая образуется в
результате конденсации испарившейся воды из электролизеров
первой ступени каскада, обогащенной тяжелой водой. Газооб-
разный водород из электролизеров первой и второй ступе-
ней каскада передают непосредственно потребителю.
Третья ступень каскада, состоящая из еще меньшего, чем
вторая, числа электролизеров, питается конденсатом второй
ступени. Газообразный водород, образующийся в электролизе-
рах третьей ступени, содержит значительные количества дейте-
рия, который должен быть извлечен из водорода. Для этого
существуют следующие методы.
1. Метод, основанный на сжигании водорода третьей ступе-
ни электролиза в рекуперационной печи и возвращения образо-
вавшейся воды на предыдущую ступень электролиза. Удельные
затраты электроэнергии в этом случае значительно ниже, чем
при периодическом методе, однако все же достаточно велики.
Основные энергетические затраты будут зависеть от количест-
ва сжигаемого в рекуперационных печах водорода, обогащен-
ного дейтерием.
2. Метод извлечения тяжелой воды, основанный на реакции
каталитического изотопного обмена (КИО). В этом случае при
контакте обогащенного дейтерием водорода, выходящего из
электролизера, с парами воды устанавливается следующее
равновесие:
HD + Н2О <—»- HDO + Н2
D2 + HDO d2o + hd
Степень извлечения дейтерия из катодного газа зависит от
условий, обеспечивающих сдвиг равновесия этих реакций впра-
во. Для повышения скорости реакций изотопного обмена в си-
стему вводят катализаторы — скелетный никель и никель, на-
несенный на оксиды алюминия или хрома.
Каталитический изотопный обмен так же, как и электролиз,
проводят в несколько ступеней, что существенно снижает за-
траты электроэнергии по сравнению с методом рекуперации.
Процесс изотопного обмена является парофазным и протекает
между парами воды и водородом, при этом возрастают расхо-
ды пара.
3. Каталитический изотопный обмен сочетают с фазовым
изотопным обменом (ФИО), что позволяет снизить расход па-
138
Рис. 2.10. Принципиальная схема концентрирования тяжелой воды:
/ — ступени (I—III) электролиза; 2 — холодильники; 3 — ступени (I—HI) фазового ката-
литического обмена.
ра. В этом случае стадии конденсации пара из парогазовой
смеси, выходящей из ступени, и испарения конденсата заменя-
ют фазовым изотопным обменом, происходящим между водой,
содержащей меньшее количество дейтерия, и парами воды. Дей-
терий переходит в жидкую фазу без конденсации паров. Если
поверхность контакта пар — жидкость достаточно развита, то
распределение дейтерия между фазами будет приближаться к
равновесному.
Принципиальная схема концентрирования тяжелой воды с
использованием фазового каталитического ионного обмена при-
ведена на рис. 2.10.
Водород и кислород из первой ступени каскада электроли-
зеров 1 поступают в холодильники 2, откуда конденсат подает-
ся в колонну фазового изотопного обмена 3 второй ступени.
В эту же колонну поступает водород, обогащенный дейтерием,
из второй ступени каскада электролизеров. Вода из колонны
второй ступени фазового изотопного обмена поступает в каскад
электролизеров второй ступени, а водород подается в первую
ступень колонны фазового изотопного обмена, которая питается
обычной водой. Водород, обедненный дейтерием, из первой сту-
пени колонны фазового изотопного обмена поступает потреби-
телю, а вода-—в каскад электролизеров первой ступени. Воду,
обогащенную тяжелой водой, выводят из холодильника третьей
ступени каскада электролизеров.
139
Интенсификация электрохимических методов
получения водорода
Основной причиной малой доли электролитического водорода в
общем объеме производства этого продукта является высокий
расход электроэнергии на электролиз. Поэтому основные уси-
лия исследователей, работающих в области усовершенствова-
ния электролиза воды, направлены как на интенсификацию
процесса, так и на снижение расхода электроэнергии.
Одним из путей повышения интенсивности процесса полу-
чения водорода является электролиз с применением твердых
электролитов.
Использование для электролиза водяного пара при темпе-
ратуре 800—1000 °C электролитов, состоящих из оксидов неко-
торых металлов (циркония, иттрия), позволяет проводить про-
цесс при плотности тока до 30 кА/м2 и напряжениях около 1,3 В.
Применение твердого полимерного электролита, содержа-
щего перфторуглеродный полимер с ионоактивными сульфо-
группами, для проведения электрохимического разложения во-
ды позволяет снизить температуру процесса до 150 °C и плот-
ности тока до 20 кА/м2 при напряжении 1,6—1,75 В.
Перспективно также проведение электролиза с деполяриза-
цией анодного процесса.
Значительный эффект снижения напряжения на электрохи-
мической стадии получения водорода может- быть достигнут в
комбинированных системах, включающих электролиз с образо-
ванием на катоде водорода, а на аноде какого-либо химическо-
го продукта, подвергаемого на второй ступени термическому
разложению. Анодная реакция должна протекать при менее
положительном потенциале, чем реакция выделения кислоро-
да. Снижение напряжения и расхода электроэнергии в этом слу-
чае достигается за счет уменьшения теоретического напря-
жения разложения, а в некоторых случаях, очевидно, и вслед-
ствие меньшего перенапряжения выделения водорода и омиче-
ского падения напряжения по сравнению с условиями при
электролизе щелочных растворов.
Химический продукт, образующийся на аноде, подвергается
термическому разложению с образованием исходного продукта,
вновь используемого на стадии электрохимического окисления.
Для получения водорода предложены разнообразные 'тер-
моэлектрохимические процессы (циклы), из которых ниже бу-
дет рассмотрен только так называемый сернокислотный цикл,
состоящий из двух стадий:
1) электролиза сернокислотных растворов, протекающего с
выделением на катоде водорода и окислением на аноде диокси-
да серы. Суммарная реакция может быть выражена следую-
щим уравнением:
±2е
SO2 + 2Н2О -► H2SO4 + Н2
140
Рис. а2.11. Схема комбинированного тер-
моэлектрохимического производства водо-
рода.
2) термического разложения
серной кислоты, полученной на
стадии электролиза, с образовани-
ем диоксида серы:
HgSO4 --♦ SO2 + н2о + V2O2
Схема электрохимической ста-
дии представлена на рис. 2.11.
Электролиз проводят с применени-
ем катодов из нержавеющей стали,
стойкой в серной кислоте. В каче-
стве анода используют пористый
активированный графит. Диоксид
серы подают во внутреннюю по-
лость пористого анода, сквозь поры он поступает на внешнюю
поверхность. Концентрация серной кислоты на входе в электро-
лизер 245 г/л, на выходе — 600—900 г/л.
Электролиз ведут при плотности тока около 1 кА/м2 и тем-
пературе раствора 60 °C. При данной плотности тока напря-
жение на электролизере составляет 1,15 В, а расход электро-
энергии—-2,8 кВт-ч/м3 водорода (по сравнению с 4,3—5,6 кВт-
•ч/м3 при электролизе щелочных растворов).
2,2. ЭЛЕКТРОХИМИЧЕСКОЕ ПРОИЗВОДСТВО ХЛОРА,
ЩЕЛОЧИ И ВОДОРОДА
Производство хлора, щелочи и водорода относится к числу
самых крупнотоннажных электрохимических производств. В на-
стоящее время в мпре производится свыше 30 млн. т хлора еже-
годно. Подавляющее количество хлора получают электрохими-
ческим методом — электролизом водных растворов хлорида
натрия.
Суммарная реакция, протекающая в электролизере, может
быть выражена следующим уравнением:
±2е
2NaCl + 2Н2О --> С12 + 2NaOH + Н2
Одновременно с хлором образуется соответствующее коли-
чество едкого натра (каустической соды) и водорода.
Основным потребителем хлора (70%) является промышлен-
ность органического синтеза, где этот продукт используется в
производстве винилхлорида, перхлорэтилена, хлорметанов и
других хлорорганических продуктов. Определенное количество
хлора расходуется также в производстве хлоридов некоторых
металлов (железа, алюминия), а также тетрахлорида кремния,
хлорной извести, гипохлорита кальция, для очистки воды и т. д.
141
Второй продукт, получаемый одновременно с хлором — ед-
кий натр — применяется в производстве различных химических
продуктов, в целлюлозно-бумажной промышленности, в техно-
логии искусственных волокон, в нефтехимической промышлен-
ности и т. д.
Сырье
Существуют четыре вида сырьевых источников хлорида нат-
рия, применяемого в производстве хлора, каустической соды и
водорода.
Каменная соль залегает на различных глубинах в виде пла-
стов, куполов или линз. Добывается шахтным или открытым
способами, а также методом подземного выщелачивания через
буровые скважины, в которые вставляются две трубы разного
диаметра (одна в другой). По внешней трубе в скважину по-
дается вода, а по внутренней — отводится рассол.
В нашей стране особую известность получили Артемовское,
Славянское, Усольское, Илецкое месторождения каменной соли.
Озерная соль добывается из соляных озер с донными отло-
жениями самосадочной соли. Наибольшее количество соли из-
влекают из озер Баскунчак, Бутурлинское, Джаксы-Клыч, Кал-
кам анское и др.
Природные подземные рассолы, получаемые из буровых
скважин в разных районах страны, также могут служить деше-
вым источником хлорида натрия.
Морская или океанская вода, содержащая 20—30 г/л со-
лей, может быть использована как сырье в странах с жарким
климатом, где для упаривания этой воды можно использовать
солнечную энергию.
В некоторых случаях с целью получения хлора и едкого ка-
ли электролизу подвергают водный раствор хлорида калия.
Источником КС1 являются минералы сильвинит и карналлит.
Природные хлориды содержат ряд примесей, отрицательно
влияющих на процесс электролиза, поэтому рассолы перед по-
дачей в электролизеры подвергают специальной очистке.
Теоретические основы электролиза растворов хлоридов
Направление реакций при электролизе растворов хлорида и вы-
ходы продуктов зависят от селективности электрохимических
реакций на электродах и от химических реакций в объеме рас-
твора.
Электрохимические реакции. На аноде во всех способах
электрохимического производства хлора могут протекать две
электрохимические реакции — выделение хлора и кислорода:
С1- ---* С1 (ад) + е
С1(ад) + С1~ -► С12 + е
2Н2О --*- Оа + 4Н+ + 4е
142
Рис. 2.12. Зависимость потенциала анода и выхода хлора по току от плотно-
сти тока при электролизе раствора хлорида натрия:
1 — поляризационная кривая выделения хлора; 2 — поляризационная кривая выделения
кислорода; 3 выход по току хлора.
Рис. 2.13. Поляризационные кривые выделения хлора на различных анодах:
S — платинированная платина; 2 — графит (80 °C); 3 — графит (75 °C); 4 — платинирован-
ный тнтан (70 °C); 5 — оксидно-рут.ениевый анод (70 °C).
Выход хлора по току определяется соотношением долей
тока, расходуемых на выделение хлора и кислорода.
Обратимый потенциал разряда ионов хлора в растворе, со-
держащем 4,53 моль/л NaCl, при температуре 25 °C равен
1,325 В; обратимый потенциал выделения кислорода в резуль-
тате окисления молекул воды, рассчитанный по уравнению
Нернста, при 25 °C равен 1,23 В. Следовательно, хлор на аноде
выделяется при электролизе водных растворов хлоридов за счет
более высокого перенапряжения выделения кислорода.
На рис. 2.12 изображена зависимость потенциала выделения
хлора и кислорода и выхода хлора по току от анодной плот-
ности тока. С ростом плотности тока доля тока на выделение
кислорода уменьшается, что соответствует повышению выхода
хлора по току. С повышением активности ионов хлора в рас-
творе потенциала его выделения сдвигается в сторону менее
положительных значений и увеличивается выход по току.
Уменьшение выхода хлора по току при достижении определен-
ного потенциала связано с возрастанием диффузионных огра-
ничений по доставке ионов хлора к аноду с ростом плотности
тока.
Потенциал выделения хлора зависит от природы материала
анода (рис. 2.13). Из рисунка следует, что наиболее приемлемы-
ми с точки зрения величины анодных потенциалов являются
аноды из платинированной платины, платинированного титана
и оксидно-рутениевые. При повышении температуры потенциалы,
выделения хлора на всех электродах снижаются за счет умень-
143
Рис. 2.14. Изменение потенциала выделения хлора на графитовом аиоде при
повышении температуры на 1 °C при различных плотностях тока.
Рис. 2.15. Поляризационные кривые выделения водорода на ртути (1 и 2) и
натрия на амальгаме (3—5):
/ — при рН=3; 2— при рН=7; 3 — концентрация натрия в амальгаме 0,05 масс. %; 4—
то же, 0,2 масс. %; 5 — то же, 0,3 масс. %.
шения перенапряжения выделения хлора. Изменение потенциа-
ла выделение хлора при повышении температуры на 1° харак-
теризуется данными, представленными на рис. 2.14.
На твердых катодах при электролизе растворов хлоридов
щелочных металлов протекает реакция электрохимического вы-
деления водорода:
Н2О + е -► ОН" + Щад)
2Н (ад) -► Н2
ИЛИ
Н2О + е + Н (ад) ► ОН- + Н2
С целью снижения напряжения на электролизере стремятся
уменьшить потенциал выделения водорода. В качестве твердо-
го катода обычно используют сталь. Потенциал выделения во-
дорода зависит от состояния поверхности катода, плотности то-
ка, температуры и состава раствора.
Обратимый потенциал выделения водорода в растворе, со-
держащем хлорид натрия и едкий натр при соотношении,
реально существующем в условиях электрохимического произ-
водства, составляет примерно —0,845 В (отн. н. в.э.). Перена-
пряжение водорода на стальном катоде при электролизе рас-
творов хлорида с твердым катодом составляет 0,3 В. Перспек-
тивным, вероятно, является снижение потенциала в результате
деполяризации катода кислородом. При подаче к поверхности
катода кислорода или воздуха протекает реакция
О2 + 2Н2О + 4е -4ОН~
которой соответствует более положительный, чем потенциал
реакции выделения водорода. При использовании пористого
144
графитового катода, подвергнутого предварительной гидрофо-
бизации путем пропитки полимерным соединением (например,
политетрафторэтиленом.) и активированного солями некоторых
металлов (например, меди, серебра), потенциал катода может
быть снижен до 0,3—0,4 В, т. е. на 0,7—0,8 В.
На твердом катоде могут протекать побочные процессы, на-
пример, восстановление анионов гипохлорита и хлората, кото-
рые могут образоваться в качестве побочных продуктов:
СЮ- + Н2О + 2е -► СГ + 2ОН~
С1О3- + ЗН2О + бе -> С1“ + 6ОН"
Разряд ионов натрия на твердом катоде происходить не мо-
жет, так как для его протекания необходим значительно более
отрицательный потенциал, чем потенциал выделения водорода.
На ртутном катоде, также используемом в производстве
хлора, протекает иная электрохимическая реакция, чем при
электролизе с твердым катодом. На ртутном катоде возможен
разряд ионов натрия с образованием сплава натрия с ртутью —
амальгамы:
Na+ + nHg + e -► NaHgn
Потенциал разряда ионов натрия имеет более положитель-
ное значение, чем обратимый потенциал натрия, за счет обра-
зования амальгамы и непрерывного отвода ее с поверхности
вследствие растворения в избытке ртути. Поляризация катода
будет определяться скоростью диффузии амальгамы натрия с
поверхности катода вглубь ртути.
При определенных активности натрия в амальгаме и pH рас-
твора потенциал разряда натрия с образованием амальгамы
приобретает более положительное значение, чем потенциал вы-
деления водорода, который на ртутном катоде имеет высокое
перенапряжение.
На рис. 2.15 приведены поляризационные кривые выделения
водорода и натрия при различном содержании натрия в амаль-
гаме. На основании данных рис. 2.15 можно сделать следую-
щие выводы: 1) потенциал катода сдвигается в сторону более
отрицательных значений с ростом концентрации натрия в
амальгаме; 2) потенциал выделения водорода имеет более
отрицательное значение, чем потенциал разряда ионов натрия-
лишь в нейтральных растворах; в кислых растворах при рН<3
на катоде выделяется водород, так как потенциал его выделе-
ния более положительный, чем потенциал разряда ионов нат-
рия; 3) поляризация при разряде ионов натрия практически не
зависит от плотности тока.
К побочным процессам, протекающим на ртутном катоде,,
следует отнести выделение водорода и разложение амальгамы
с образованием щелочи и водорода:
NaHg„ + Н2О ---► NaOH + V3H2 + nHg
10—2021
145-
Скорость этих процессов возрастает при понижении pH
.раствора и повышении температуры, увеличении концентрации
натрия в амальгаме.
Кроме того, на ртутном катоде возможно восстановление
молекулярного хлора:
С12 + 2е -> 2С1“
Разложение амальгамы является второй стадией производ-
ства хлора, щелочей и водорода по методу электролиза с ртут-
ным катодом.
Процесс разложения амальгамы проводят в отдельном ап-
парате, называемом разлагателем. Это электрохимическая ре-
акция, протекающая в короткозамкнутом гальваническом эле-
менте, в котором амальгама является отрицательным электро-
дом. Эффективность разложения амальгамы в короткозамкну-
том элементе определяется силой разрядного тока, который вы-
ражается уравнением
Е
/р_R+K+r
Чем больше скорость разложения амальгамы, тем больше
сила разрядного тока, которая прямо пропорциональна ЭДС
(Е) и обратно пропорциональна внешнему омическому сопро-
тивлению системы R, сопротивлению поляризации К и внутрен-
нему омпческому сопротивлению г. Следовательно, увеличению
скорости разложения амальгамы будут способствовать все
факторы, которые уменьшают сопротивления, т. е. повышение
температуры, уменьшающее поляризацию и внутреннее сопро-
тивление электролита, перемешивание амальгамы, увеличива-
ющее скорость доставки ее из глубины слоя ртути к поверхно-
сти, а также применение электролита оптимального состава (по
удельной электропроводимости).
Учитывая тот факт, что элемент является короткозамкнутой
системой, внешнее сопротивление R и расстояние между элект-
родами будут минимальны.
Если амальгаму, поступающую из электролизера в разлага-
тель, обрабатывать водой, то процесс разложения будет соот-
ветствовать процессу в короткозамкнутом элементе, где анодом
является амальгама, электролитом — щелочь, катодом — ртуть,
т. е. NaHg|NaOH|Hg. Однако в таком элементе разложение
амальгамы будет протекать медленно, поскольку на ртути, яв-
ляющейся катодом, водород будет выделяться с большим пере-
напряжением и сопротивление поляризации будет весьма зна-
чительным. В связи с этим в качестве катода целесообразно
применять материал с невысоким перенапряжением выделения
водорода и не вступающий в реакцию со ртутью, т. е. не об-
разующий амальгамы, на которой перенапряжение водорода
также велико. Таким материалом является графит. Следова-
тельно, в разлагателях, эксплуатируемых в промышленных ус-
346
ловиях, реализуется короткозамкнутый гальванический элемент
NaHg|NaOH|C.
Реакции, протекающие в объеме раствора. Все побочные
реакции в объеме раствора связаны с гидролизом хлора, обра-
зующегося на аноде в результате разряда ионов хлора и рас-
творенного в электролите:
С12 + Н2О НОС1 + НС1
или
С12 + ОН" НОС1 + Cl-
Константа равновесия последней реакции может быть выражена следую-
щим образом:
[С12] [ОН~]
А - [НОС1] [СГ]
Учитывая, что ионное произведение воды [Н+][ОН~] есть постоянная ве*
личина, уравнение примет внд:
[С12] .
Л - [НОС1] [СГ] [Н+1 'const
Введя новую константу Ki, получим следующее выражение:
[НОС1] [СГ] [Н+]
[С12]
Величина Ki очень мала. Она составляет при 25 °C 3,9-10-4, т. е. кон-
центрация хлорноватистой кислоты нйзка и равновесие гидролиза сдвинуто в
левую сторону.
Вследствие низкой константы диссоциации хлорноватистой кислоты
*2 =
[Н+1 [ОСГ]
[НОС1]
= 3,7-10-8
ионный состав раствора в результате ее диссоциации также практически не
меняется.
Одновременно с реакцией образования хлора на аноде на
катоде происходит разряд молекул воды и накопление у по-
верхности катода щелочи.
В результате электропереноса и диффузии ионы ОН~ попа-
дают в межэлектродное пространство, где вступают в реак-
цию с хлорноватистой кислотой, образуя хорошо диссоцииро-
ванную соль — гипохлорит:
НОС1 + NaOH ---► NaOCl + Н2О
Равновесие гидролиза хлора сдвигается в правую сторону,
новые порции хлора растворяются с образованием хлорновати-
стой кислоты. Таким образом, процесс электролиза направлен
не в сторону образования хлора и каустической соды, а проте-
кает с образованием гипохлорита натрия.
Появление вблизи анода гипохлорит-ионов меняет направ-
ление электрохимической реакции, так как эти анионы окисля-
ются на аноде при .менее положительных потенциалах, чем по-
тенциал окисления ионов хлора. Поляризационные кривые
10* 147
Рис. 2.16. Поляризационные кривые окис-
ления анионов ОС1~ (/) и С1~ (2).
окисления ионов хлора и гипохлорит-ионов приведены на
рис. 2.16.
В результате электрохимического окисления на аноде ионов
образуются ионы хлората С1О3_:
6ОС1- + ЗН2О --► 2С1О3- + 4С1- + 3/2О2 + 6Н+ + 6а
По мере увеличения концентрации гипохлорита увеличива-
ется доля тока на его окисление с образованием хлората.
Электролиз с твердым катодом и фильтрующей диафрагмой
Электрохимическая система, состоящая из электролизера с
разделенным нефильтрующей пористой перегородкой межэлект-
родным пространством не дает возможности осуществить про-
изводство хлора, каустической соды и водорода со стабильными
выходами по току. При неподвижном электролите или при не-
зависимой циркуляции анолита и католита через электролизер,
снабженный пористой диафрагмой, невозможно предотвратить
диффузию и электроперенос гидроксильных ионов, накаплива-
ющихся в катодном пространстве, в анодное пространство. По
мере электролиза и роста концентрации щелочи проникновение
ее в анодное пространство усиливается, что приводит к проте-
канию рассмотренных выше реакций, связанных с образовани-
«ем гипохлорита и хлората.
Высокие и стабильные на протяжении длительного времени
выходы хлора и каустической соды могут быть достигнуты при
электролизе с пористой диафрагмой и твердым катодом лишь
при осуществлении принципа противотока, т. е. непрерывной
подачи рассола в анодное пространство и фильтрации его че-
рез диафрагму в катодное пространство навстречу ионам ОН-
{рис. 2.17).
Принцип противотока и выходы по току хлора, щелочи и
водорода. При выборе оптимального соотношения между ско-
ростью подачи рассола в электролизер (или скоростью противо-
тока) и скоростью электропереноса и диффузии щелочи из ка-
тодного пространства возможны три случая: 1) скорость про-
тивотока заведомо выше, чем это необходимо для предотвра-
щения проникновения щелочи из катодного пространства в анод-
ное; 2) скорость противотока равна тому минимальному значе-
нию, которое не позволяет ионам ОН- попадать из катодного
148
пространства в анодное; 3) скорость противотока заведомо ни-
же значения, при котором ионы ОН- не попадают в анодное
пространство.
Роль соотношения скоростей противотока и движения гидроксил-ионов
из катодного пространства в процессе электролиза может быть качественно
представлена с помощью схемы, изображенной на рисунке 2.18.
В процессе электролиза вследствие гидролиза хлора и побочной электро-
химической реакции выделения кислорода у анода создается кислая среда.
Кислотность раствора при условии сохранения постоянным выхода хлора по
току в процессе электролиза остается постоянной и может быть выражена
отрезком вг. У поверхности катода вследствие выделения водорода образуется
щелочь, концентрация которой непрерывно повышается во времени. Предпо-
ложим, что в определенный момент времени концентрация щелочи у катода
равна отрезку аб. Численные выражения концентраций кислоты и щелочи в
любой плоскости межэлектродного пространства будут пропорциональны ве-
личинам оснований треугольников соответственно его и ибо с общей вершиной
в точке о.
Плоскость АБ, проходящая через эту вершину, будет соответствовать со-
стоянию, при котором концентрации кислоты и щелочи равны нулю, т. е. зоне
нейтрального раствора.
При электролизе с неподвижным раствором электролита вследствие уве-
личения концентрации щелочи возрастает ее количество, поступающее к
плоскости АБ. Избыток щелочи, поступающей от катода к плоскости АБ,
будет нейтрализоваться кислотой, что приводит к установлению новой зоны
нейтрального раствора—-в плоскости А'Б'. При нейтрализации щелочи кис-
лотой в условиях электролиза образуется гипохлорит, равновесие гидролиза
смещается вправо и выход хлора щелочи по току падает.
Гипохлорит-ионы за счет диффузии и электропереиоса попадают на анод,
где окисляются до хлората. Если электролиз будет продолжаться без проти-
вотока, то постепенно зона нейтрального раствора начнет сдвигаться к ано-
ду, хлор и щелочь образовываться не будут, а продуктами электролиза ока-
жутся гипохлорит, хлорат и водород.
Предположим, что противоток раствора хлорида начали осуществлять
после того, как зона нейтрального раствора переместилась в плоскость А'Б'.
До начала противотока п молей щелочи поступало в плоскость А’Б' за счет
электропереноса и т молей за счет диффузии. Кислота от анода поступала
в плоскость А’Б’ в количестве р молей. После включения противотока по-
ступление кислоты в плоскость А'Б' увеличивается на s молей за счет ко-
личества, приносимого потоком раствора хлорида, а количество щелочи
уменьшается на г молей за счет уноса с потоком. В этом случае зона нейт-
рального рассола смещается в плоскость АБ.
Рис. 2.17. Схемы производства хлора, щелочи и водорода:
« — электролиз с твердым катодом и фильтрующей диафрагмой (/); б —электролиз С
ртутным катодом; в — электролиз с ионообменной мембраной (2).
149
Рис. 2.18. Схема электролиза с противотоком раствора хлорида.
Концентрация NaOH в католите, н.
Рис. 2.19. Зависимость выхода по току продуктов электролиза от концентра-
ции NaOH при изменении скорости противотока:
/ — хлор; 2 — гипохлорит; 3 —хлорат.
При сохранении скорости противотока постоянной Sn/nr=Sps, побочные
продукты не образуются, так как зона АБ находится в нейтральной плоско-
сти и выходы хлора и щелочи по току будут максимальными.
Если скорость противотока возрастет, то к плоскости АБ начнет Посту-
пать больше кислоты, т. е. 2Jps'>Sps. Зона нейтрального раствора сместится
в сторону катода, где избыток кислоты будет нейтрализован щелочью с об-
разованием гипохлорита. Если дальнейшее повышение скорости противотока
не произойдет, то зона нейтрального рассола будет постоянно располагаться
ближе к катоду и hps'—Zn'mr, ио выходы хлора и щелочи по току при этом
будут ниже за счет образования гипохлорита. Зависимость выходов по току
продуктов электролиза от скорости противотока раствора хлорида приведена
на рис. 2.19.
Максимальные выходы по току достигаются в том случае, когда зона
нейтрального раствора АБ проходит в порах фильтрующей диафрагмы Д
(см. рис. 2.18). Однако такая зона не представляет собой плоскости из-за
неравномерной скорости протекания рассола в порах. Согласно законам про-
текания жидкости через капилляры, скорость будет максимальной в центре
(со) и уменьшаться по параболической кривой ближе к стенкам Пон
(рис. 2.20). Поэтому плоскость зоны нейтрального раствора будет размытой
и начнет выходить за пределы диафрагмы там, где наблюдаются избыточные
количества щелочи или кислоты и ниже выходы по току.
В процессе эксплуатации электролизера протекаемость ди-
афрагмы, а следовательно, и скорость противотока меняются.
Этот процесс связан с физико-химическими изменениями, про-
исходящими в диафрагме. За первые несколько суток работы
(до 7 сут.), составляющих период формирования диафрагмы, ее
толщина увеличивается от 2,5—3,0 до 6—7 мм. Кроме того,
происходит постепенное забивание пор диафрагмы примесями,
образующимися вследствие перехода ионов кальция и магния в
порах диафрагмы в нерастворимые соединения, либо графито-
вым шламом —в случае применения графитовых анодов. Поэто-
му в период формирования диафрагмы скорость противотока
выше, чем это необходимо для предотвращения проникнове-
ния ионов ОН- в анодное пространство и выход по току сни-
жается за счет нейтрализации хлорноватистой кислоты и рас-
творенного в анолите хлора щелочью, присутствующей в ка-
тодном пространстве. Затем процесс стабилизируется и в те-
чение 3—4 мес. электролиз проводят в условиях противотока
150
при скорости, соответствующей оптимальному выходу по току,
примерно определяемому прохождением зоны нейтрального
раствора по диафрагме. В течение указанного срока протекае-
мость диафрагмы постепенно снижается, что приводит к умень-
шению скорости противотока, смещению зоны нейтрального
рассола в анодное пространство и падению выхода по току
хлора и щелочи вследствие образования гипохлорита и хлората.
Скорость противотока можно поддерживать при уменьшении
протекаемости диафрагмы путем сохранения уровня анолита
на 300—400 мм выше уровня католита. Выше этого уровня
протекаемость и скорость противотока уже практически не за-
висит от давления столба анолита Н (рис. 2.21).
Условия электролиза. В производстве хлора используются
аноды из графита или ОРТА. До 70-ых годов графит служил
основным материалом для изготовления анодов. Недостатком
графитовых анодов является их значительный износ, составля-
ющий 3,5—6,0 кг/т С12 при правильной эксплуатации электроли-
зера. Износ графитовых анодов приводит к возрастанию напря-
жения на электролизере из-за увеличения межэлектродного
расстояния, а, следовательно, и расхода электроэнергии, а так-
же к изменению температурного режима процесса вследствие
увеличения количества джоулева тепла. Образование графи-
тового шлама в результате механического износа графитового
анода способствует преждевременному выходу из строя фильт-
рующей диафрагмы. Диоксид углерода, образующийся вслед-
ствие химического износа, загрязняет хлор. Графитовые аноды
не позволяют проводить электролиз с высокими плотностями
тока вследствие возрастания износа. Срок службы графитовых
анодов не превышает 12—14 мес.
В последние годы графитовые аноды вытесняются ОРТА —
151
3
4
Рис. 2.22. Гребенчатый катод:
а — схема устройства: 1 — корпус: 2 — гребенка; 3 — катодное пространство; 4 — анодное
пространство; б — катодная сетка.
металлическими — титановыми — покрытиями слоем оксидов
рутения и титана толщиной в несколько мкм.
Износ таких анодов составляет 0,1 г/т хлора, что обеспечи-
вает эксплуатацию в течение 4—6 лет. Естественно, что элект-
ролиз при использовании малоизнашивающихся ОРТА протека-
ет при постоянном падении напряжения в электролите за счет
практически неизменного межэлектродного расстояния и ста-
бильности свойств покрытия оксидами рутения и титана.
В настоящее время практически все новые электрохимиче-
ские производства хлора, щелочи и водорода по методу элект-
ролиза с твердым катодом и фильтрующей диафрагмой осна-
щены электролизерами с малоизнашивающимися металлически-
ми анодами.
Катоды изготавливают из малоуглеродистой стали. В боль-
шинстве современных конструкций электролизеров катод имеет
гребенчатую разветвленную форму (рис. 2.22, а), выполненную
из плетеной сетки (рис. 2.22, б).
Плотность тока зависит от природы материала анода, при-
меняемого в хлорном электролизере. При использовании гра-
фитовых анодов максимальная плотность тока составляет
1,0—1,5 кА/м2. Применение ОРТА позволило повысить плот-
ность тока до 2,5-—3,0 кА/м2 без увеличения напряжения и рас-
хода электроэнергии, т. е. интенсифицировать процесс в два
раза.
Состав раствора характеризуется начальной концентрацией
исходного хлорида, pH анолита, концентрацией щелочи и хло-
рида в электролитическом щелоке, вытекающем из электроли-
зера, а также содержанием примесей в рассоле, подаваемом на
электролиз. При повышении концентрации хлорида натрия воз-
растает активность ионов хлора, увеличивается доля тока на
выделение хлора на аноде и уменьшается доля тока на вы-
деление кислорода. Кроме того, с ростом концентрации хло-
рида натрия уменьшается растворимость хлора в анолите и
количество его, попадающее в католит и реагирующее с об-
разованием гипохлорита.
152
Зависимость растворимости хлора при температуре элект-
ролита 70 °C от его концентрации приведено ниже:
Концентрация NaCl, г/л 217 250 280 300
Растворимость хлора, г/л 0,82 0,75 0,67 0,64
Зависимость выхода хлора по току от концентрации хлори-
да натрия в рассоле представлена на рис. 2.23.
Кроме того, при увеличении концентрации хлорида натрия
повышается удельная электропроводимость раствора и умень-
шается падение напряжения в электролите. Исходя из выше-
сказанного, оптимальная концентрация хлорида натрия в ис-
ходном рассоле составляет 310±5 г/л. Конечная концентрация
хлорида определяется концентрацией щелочи, образующейся в
катодном пространстве. Степень превращения хлорида в ще-
лочь и хлор определяют как отношение количества разложив-
шегося NaCl к суммарному количеству хлорида в 1 л электро-
литического щелока.
Степень разложения хлорида должна составлять 45:—55%.
Подвергать исходный рассол более глубокому электролизу не-
целесообразно, так как при этом возрастает концентрация ще-
лочи в катодном пространстве и невозможно предотвратить ее
проникновение в анодное пространство при скоростях противо-
тока, предельно достигаемых в данном режиме эксплуатации
электролизера.
Зависимость выхода по току от концентрации едкого натра
в электролитическом щелоке изображена на рис. 2.24.
Из рисунка видно, что при увеличении концентрации NaOH
более 140 г/л выход по току начинает резко падать, поэтому
при электролизе с фильтрующей диафрагмой концентрация ед-
кого натра не должна превышать 140—145 г/л.
Существует эмпирическое выражение, предложенное швед-
ским исследователем Г. Ангелом, с помощью которого можно
установить связь между концентрациями хлорида натрия в ис-
ходном рассоле (Со) и в электролитическом щелоке (CJ и ед-
кого натра (С2):
сг = Со — 1,163С2
где Со, С] и С2 выражаются в г/л. Это уравнение позволяет с
достаточной точностью вычислить концентрацию хлорида нат-
рия в электролитическом щелоке, если известны Со и С2 при
сравнительно невысоких температурах (50—70°C), когда ис-
Рис. 2.23. Зависимость выхода хлора по
току от концентрации хлорида натрия в
исходном рассоле.
153
Рис. 2.24. Зависимость выхода по току хлора от концентрации NaOH.
Рис. 2.25. Зависимость выхода кислорода по току при электролизе раствора
хлорида (300 г/л) от pH анолита:
1 — анод из МпОг (90 "С, 1 кА/м2); 2—ОРТА (80’С, 10 кА/м2); 3 — платинотитановыЛ
анод (80 °C, 2 кА/м2).
парение и унос влаги из электролизера незначительны. При бо-
лее высоких температурах, устанавливающихся в современных
электролизерах, существует аналогичное уравнение, в котором
учитывается количество испаряющейся воды:
С^Со—1,065С2
Величина pH прианодного слоя рассола определяет соот-
ношение между выходами по току хлора и кислорода. О зави-
симости выхода кислорода по току на некоторых анодах мож-
но судить из данных, приведенных на рис. 2.25. Из рисунка вид-
но, что для ОРТА, представляющего практический интерес в
качестве анода в производстве хлора, резкое повышение выхода
кислорода отмечается при рН>3,5. При понижении pH умень-
шается износ графитовых анодов и падает растворимость хло-
ра в анолите. Однако следует иметь в виду, что в слишком кис-
лых рассолах увеличивается износ асбестовой диафрагмы.
Существенное влияние на процесс электролиза с фильтрую-
щей диафрагмой оказывают примеси ионов некоторых метал-
лов, которые присутствуют в исходном рассоле. В порах диаф-
рагмы, где кислый анолит встречается со щелочным католитом,
происходит взаимодействие растворимых солей кальция и маг-
ния со щелочью и карбонатами с образованием нерастворимых
осадков. Последние забивают поры фильтрующей диафрагмы,
уменьшают скорость противотока и способствует преждевремен-
ному выводу диафрагмы из строя. Поэтому рассол подвергают
предварительной химической очистке путем обработки содой й
едким натром. При этом протекают следующие реакции:
СаС12 Na2CO3 ---> СаСО3 -|- 2NaCl
Са(НСО3)2 + 2NaOH -> СаСО3 + Na2CO3 + 2Н2О
I
MgCJ2 + 2NaOH --> Mg(OH)2 + 2NaCl
I
154
Температура подвергаемого электролизу рассола поддержи-
вается в пределах 90—95 °C. Проведение электролиза при по-
вышенной температуре способствует снижению перенапряжения
хлора и водорода, а также падению напряжения в электролите,
что приводит к уменьшению напряжения на электролизере и
расхода электроэнергии. Кроме того, при повышении темпера-
туры уменьшается растворимость хлора в анолите и снижаются
потери его вследствие взаимодействия со щелочью, образую-
щейся в катодном пространстве.
Диафрагма изготавливается из асбестового волокна, которое
осаждается из пульпы, содержащей 6—8 г/л асбеста, 200—
240 г/л NaCl и 50—60 г/л NaOH, на катодную сетку в течение
15 мин в вакууме. По истечении 4—5 мес. диафрагму меняют,
осаждая новый слой асбестового волокна на ту же катодную
сетку. В последнее время в производстве хлора начинают ши-
роко применять модифицированные полимерным‘веществом ас-
бестовые осажденные диафрагмы, имеющие значительно более
длительный срок службы.
Конструкции электролизеров. Ниже описаны некоторые со-
временные конструкции электролизеров с фильтрующей диаф-
рагмой, используемые в промышленности нашей страны и за-
рубежных стран.
Электролизер БГК-50 [Бюро главного конструктора, СССР],
представленный на рис. 2.26, рассчитан на нагрузку 50 кА. Он
Рис. 2.26. Электролизер БГК-50:
J — днище; 2 — рама; 3 — корпус с катодной гребенкой; 4 — катодная шина; 5 — крышка;
— рассольный трубопровод; 7 — хлорный коллектор; 8 — водородный коллектор; 9 —
анодная шина; 10 — капельница для слива электрощелока; 1/ — анод.
155
представляет собой монополярную конструкцию с нижним
анодным токоподводом, состоящую из днища / с рамой 2, кор-
пуса, на котором укреплен катодный комплект 3 и крышки 5.
Ток к катоду подводится через шину 4. Аноды 11 могут быть
графитовые и ОРТА. Ток к анодам подводится через днище,
которое соединено с анодной шиной 9. Щелочь .сливают через
капельницу 10, разрывающую струю и предотвращающую тем
самым утечки тока. Рассол подают через стальную гуммиро-
ванную крышку по трубопроводу 6, хлор отводят в коллектор
7, водород —в коллектор 8. За счет модернизации нагрузка на
электролизер БГК-50 может быть повышена до 65 кА.
Электролизер, изображенный на рис. 2.27, состоит из крыш-
ки 8, корпуса с катодным комплектом 5 и стального днища 3.
Ток к анодам подводится с помощью вертикальных перегоро-
док 2 от стального днища, соединенного с анодной шиной 12,
а к катодам — с помощью шин 7. Слив щелочи производится
через капельницу 6, отвод хлора по коллектору 10, водорода —
по коллектору 11, подача рассола — по коллектору 9.
На рис. 2.28 изображена конструкция электролизера фирмы
Хукер (США), который долгие годы работал с графитовыми
анодами, но с 1971 г. снабжен ОРТА. Электролизер выполнен
с нижним токоподводом, осуществляемым через днище 1 к ано-
дам 3. На поверхность гребенчатых катодов 2 осаждают асбе-
стовую диафрагму, в последнее время модифицированную
Рис. 2.27. Электролизер БГК-100:
1 — анод; 2 — вертикальная токонесущая перегородка; 3 — днище; 4 — рама днища; 5 —•
корпус; 6 — капельница; 7 — катодные шины; в—крышка; 9 — рассольный трубопровод;
10 — хлорный коллектор; 11 — водородный коллектор; 12 — анодная шина; 13— перего-
родка катодного комплекта.
156
Рис. 2.28. Электролизер фирмы Хукер:
1 — днище; 2 — катод; 3 — анод; 4 — катодное пространство; 5 — труба для слива щело-
чи; 6 — капельница; 7 —трубы для отвода водорода; в—рассольный трубопровод; 9 —
водородный коллектор; 10 — хлорный коллектор; 11 — крышка; 12 — катодные шины;
13 — корпус; 14 — анодная шина.
Рис. 2.29. Схема биполярного электрода хлорного электролизера:
/ — анодная камера; 2—анод; 3— отверстие для отвода хлора; 4,— катодная камера;.
5 — катод.
полимерным материалом. Подвод рассола осуществляется по
трубе 10. Щелочь отводится в коллектор 5 через капельницу6,
водород — по трубе 7 в коллектор 11. Хлор удаляют из элект-
ролизера в коллектор 12. В электролизере старой конструкции
крышку изготавливали из бетона, в новых электролизерах с
малоизнашивающимися анодами ее выполняют из стеклопла-
стика. Подвод тока к катоду осуществляется через корпус с
помощью шин 14. Электролизеры фирмы Хукер с графитовы-
ми анодами имели нагрузку до 55 кА, с малоизнашивающи-
мися анодами — до 150 кА.
В последние годы наметилась достаточно четкая тенден-
ция к применению электролизеров с биполярным включением
электродов. Этому способствовало широкое внедрение в про-
мышленность малоизнашивающихся анодов и диафрагм с по-
вышенным сроком службы. В хлорной промышленности появи-
лись фильтр-прессные электролизеры большой мощности с би-
полярным включением электродов. В связи со значительными
трудностями при монтаже и ремонте биполярных, фильтр-прес-
сных электролизеров увеличению срока службы анодов и диаф-
рагм приобретало особое значение.
Схема биполярного электрода хлорного электролизера пред-
ставлена на рис. 2.29. Аноды 2 выполнены из просечной тита-
новой сетки, на поверхность которой наносится композицион-
ное покрытие из оксидов рутения и титана. Сетка приварена к
анодной камере 1, изготовленной из титана; сюда через отвер-
157
Рис. 2.30. Фильтр-прессный биполярный электролизер:
j — катодная камера; 2— катоды; 3 — ячейка; 4 — стяжной болт; 5 — стяжная плитаз
'6 — анодная камера; 7 — аноды.
стие 3 поступает образующийся на аноде хлор. Рассол прохо-
дит сквозь анод 2 и далее фильтруется через диафрагму, на-
несенную на стальной сетчатый катод 5, приваренный к сталь-
ной камере 4. Электролитический щелок, хлор и водород отво-
дятся по соответствующим трубопроводам.
Общий вид фильтр-прессного электролизера, оборудованного
металлическими анодами, представлен на рис. 2.30. Отдельные
ячейки 3, снабженные катодами 2 и анодами 7 собирают с по-
мощью стяжных болтов 4 и плит 5; такой фильтр-прессный
электролизер может содержать различное число ячеек. Элект-
ролизер фирмы Гленор (Италия — США), представленный на
рис. 2.31, рассчитан на линейную нагрузку 80 кА и состоит из
11 ячеек стянутых в фильтр-пресс. Поверхность анодов одной
ячейки 36 м2. Электролизер имеет модифицированную асбесто-
вую диафрагму.
Характеристика некоторых электролизеров представлена в
табл. 2.2.
Технологическая схема процесса получения хлора, каустиче-
ской соды и водорода (рис. 2.32) состоит из отделений раство-
рения соли и очистки рассола, электролиза, выпарки электро-
литического щелока, сушки хлора и водорода.
Если в качестве сырья используют привозную соль, то рас-
сол готовят на складе-растворителе.
Соль растворяют в горячей воде и подают в подогреватель2Л
Где температура неочищенного рассола повышается до 50 СС.
Далее рассол поступает в аппарат непрерывной очистки —
осветлитель 3. В нашей стране в качестве осветлителей исполь-
зуют аппараты со шламовым фильтром; в них обеспечивается
158
Таблица 2.2. Характеристики некоторых электролизеров с твердым катодом
и фильтрующей диафрагмой
Электролизер Нагрузка. кА Напряжение, В Плотность тока, кА/м2 Расход элек- троэнергии, кВт-ч/т Ch Материал анода
БГК-50 (62), СССР 50(62) 3,75 1,1 2960 Графит
БГК-50 50 3,45 1,45 2720 ОРТА
БГК-ЮО (150) 100(150) 3,45 1,45 2720 ОРТА
Хукер (США) 30—55 60—150 3,95 3,56—3,85 1,24—1,43 2,21—2,32 3120 2860—3010 Графит ОРТА
Даймонд (США) 25—40 20—150 3,48—4,2 2,97—3,64 1,01—1,61 0,99—2,76 2740—3330 2330—3250 Графит ОРТА
Гленор (Италия — США) 80* 3,5 2,0—2,2 2895 ОРТА
* Линейная нагрузка.
хорошее перемешивание сырого рассола с реагентами, исполь-
зуемыми для очистки. Очищенный рассол отводят из верхней
части осветлителя, а из нерастворимых осадков, образовавших-
ся в результате химических реакций с вводимыми реагентами,
формируется взвешенный слой (фильтр). Примеси осаждают с
помощью щелочи и карбоната натрия. Щелочь вводится вместе
с обратным рассолом, поступающим со стадии выпарки. Кар-
бонат образуется в результате карбонизации обратного рас-
сола, часть которого подается со стадии выпарки в колонну
карбонизации 4; сюда же поступает СО2. Для ускорения выпа-
дения в осадок нерастворимых соединений кальция и магния в.
рассол вводят добавки полиакриламида, адсорбирующие при-
меси и ускоряющие их отделение.
Рис. 2.31. Общий вид электролизера Гленор.
159
Кратный рассол из ап !3
Рис. 2.32. Технологическая схема получения хлора методом электролиза с
твердым катодом и фильтрующей диафрагмой:
1 — склад-растворитель неочищенного рассола; 2 — подогреватель неочищенного рассола;
3 — осветлитель; 4 — колонна карбонизации обратного рассола; Б — сборник осветленного
рассола; 6 — фильтры; 7 — нейтрализатор; 8 — индикатор pH; 9 — промежуточная ем-
кость; 10 — серия электролизеров; // — колонна промывки и охлаждения хлора; 12 — осу-
шители; 13 — трехкорпусная выпарная установка; 14 — выпарной аппарат с принуди-
тельной циркуляцией.
Осветленный рассол собирается в баке 5, откуда подается
на фильтры 6, где освобождается от механических примесей.
Далее рассол поступает на нейтрализацию соляной кислотой в
бак 7. Перед подачей на электролиз рассол должен содержать
не более 5 г/л сульфата, натрия, 5 мг/л кальция и 1 мг/л маг-
ния. Прозрачность рассола оценивается «по кресту» (старая
градуировка, при которой визуально оценивалась высота стол-
ба рассола, позволяющая видеть при подсветке нарисованный
на дне стеклянного цилиндра крест). Прозрачность должна
быть не менее 1000 мм.
Рассол из напорного бака 9 подается в электролизеры 10,
соединенные в серии, обычно состоящие из четкого числа ря-
дов. Рассол из общего рассолопровода поступает в каждый
электролизер самотеком.
В электролизере создается вакуум, причем в катодном про-
странстве он больше, чем в анодном, так как попадание водо-
рода в хлор опаснее, чем хлора в водород. Хлор, отводимый из
электролизера при повышенной температуре, насыщен парами
воды, которая частично конденсируется в трубопроводе. Для
лучшего стока конденсата, содержащего некоторое количество
унесенного рассола, хлорный и водородный коллектора уста-
навливаются наклонно.
160
Хлор из хлорного коллектора поступает на осушку, состоя-
щую из двух стадий — охлаждения водой и обработки серной
кислотой. Охлаждение хлора водой происходит в колонне 11,
футерованной кислотоупорными плитками и заполненной на-
садкой, которая орошается водой.
Кроме холодильников смешения в некоторых случаях ис-
пользуют поверхностные титановые холодильники. Температура
хлора на этой стадии сушки снижается до 15—20 °C, что вы-
зывает конденсацию примерно 60% влаги, содержащейся в
хлоре.
Вторая стадия сушки хлора осуществляется последователь-
но в нескольких башнях 12, орошаемых серной кислотой. По-
следняя по ходу хлора башня орошается 96%-ной серной кис-
лотой, которую затем подают в предыдущие башни, т. е. суще-
ствует противоток серной кислоты и осушаемого хлора. В пер-
вой башне кислота разбавляется водой, содержащейся в хлоре,
до концентрации 74—76% и в таком виде выводится из системы.
Хлор, пройдя осушку, утрачивает коррозионную активность и
поступает потребителю либо на сжижение.
Водород, отводимый из электролизера, охлаждается в хо-
лодильниках смешения и при этом осушается и направляется
потребителю.
Электролитический щелок выпаривают с целью повышения
концентрации NaOH. В процессе выпаривания выпадают хло-
рид и сульфат натрия, их отделяют от раствора щелочи. Выпа-
ривание электролитических щелоков ведут вначале в трехкор-
пусной выпарной установке 13, а затем после отделения от хло-
рида в аппарате окончательного упаривания 14, yjio. концентра-
ция NaOH доводится до стандартной — 42%. Хлорид натрия,
отделенный на центрифуге, должен содержать некоторое коли-
чество (2—2,5 г/л) щелочи, необходимое для очистки от ионов
магния.
Электролиз с ртутным катодом
Хотя доля хлора, каустической соды и водорода, получаемая
при электролизе с ртутным катодом, за последние годы непре-
рывно уменьшается, она все еще остается значительной. Этот
метод включает две стадии — электролиз с образованием хлора
и амальгамы и разложение амальгамы с образованием щело-
чи, водорода и ртути (см. рисунок 2.17,6).
Условия электролиза. В промышленности используют элект-
ролизеры с горизонтальным расположением ртутного катода.
Соответственно горизонтально располагаются и аноды. В каче-
стве материала для изготовления анодов используется графит,
а также применяются ОРТА. Для развития поверхности анода и
облегчения удаления из межэлектродного пространства пузырь-
ков хлора, выделяющихся на нижней стороне анода, графитовые
плиты снабжают перфорацией (рис. 2.33).
U-2021 161
Для токоподвода к графитовой плите используют полый
графитовый стержень, в котором для повышения электропро-
водимости укреплен путем впаивания или вкручивания ,на резь-
бе медный или стальной стержень. Для предохранения от кор-
розии металлического стержня капилляры графитового токо-
подвода пропитывают льняным маслом или рафинированным
горным воском. В некоторых случаях металлический токопро-
водящий стержень изолируют фарфоровой втулкой.
Особенностью графитовых анодов при электролизе с ртут-
ным катодом является эксплуатация их при более высоких
плотностях тока, чем при электролизе с фильтрующей диаф-
рагмой. Поэтому доля тока, расходуемого на выделение кис-
лорода при электролизе с ртутным катодом, ниже, чем при
электролизе с твердым катодом и фильтрующей диафрагмой,
и-окисление графита протекает с меньшей скоростью.
Графитовые аноды, применяемые при электролизе с ртут-
ным катодом, не пропитываются с целью уменьшения пори-
стости. Износ анодов составляет 4 кг/т С1г- В результате изно-
са расстояние между электродами увеличивается, что приводит
к возрастанию напряжения на электролизере. Для предотвра-
щения этого нежелательного явления имеется устройство для
опускания графитовых анодов по мере их срабатывания. Схема
такого устройства приведена на рис. 2.34. Опускание графито-
вого анода 6 происходит при повороте гайки 3, которая пере-
мещается по резьбе, нанесенной на металлический стержень 2.
В некоторых случаях графитовая плита крепится на двух то-
коподводах.
В современных электролизерах применяют групповое авто-
матизированное опускание анодов. Для регулирования меж-
электродного расстояния в некоторых случаях используется
ЭВМ.
Графитовые аноды постепенно вытесняются малоизнашива-
ющимися ОРТА, изготавливаемыми из просечного титанового
листа толщиной 1—2 мм (рис. 2.35). Для улучшения распреде-
ления тока по поверхности титанового листа 2 и улучшения
Рис 2.33. Графитовые аноды крышеобразного (а) и прямоугольного одно-
стержневого (б) типов.
162
Рис. 2.34. Устройство для опускания графитового анода:
1 — гибкий кабель; 2 — металлический стержень; 3 — гайка; 4 — графитовый токоподвод;
5 — крышка электролизера; 6 — аноДная плита; 7 — перфорация; 8 — каналы.
Рис. 2.35. Оксидно-рутениевый
анод:
1 — рама; 2 — титановый лист; 3 —
ребра; 4 — титановый стержень.
механических свойств лист приваривают к титановой раме 1 и
ребрам 3. Токоподвод к раме производится с помощью полых
титановых стержней 4, которые для улучшения электропрово-
димости заполняют медью. На поверхность просечного титано-
вого листа нанесены несколько слоев композиционного покры-
тия, состоящего из смеси оксидов рутения и титана. Каждый
слой содержит около 1 г рутения на 1 м2. Расход рутения не
превышает 0,07—0,1 г/т хлора.
Процесс разряда ионов натрия происходит по-существу на
амальгамном электроде, причем концентрация натрия в амаль-
гаме постепенно увеличивается от места подачи в электролизер
ртути до места вывода амальгамы.
Одним из наиболее важных условий протекания процесса
электролиза является поддержание оптимальной концентрации
натрия в амальгаме, поэтому для обеспечения процесса разря-
да ионов натрия образующуюся амальгаму непрерывно отво-
дят с поверхности катода. Это условие может соблюдаться
лишь в том случае, если амальгама находится в жидком со-
стоянии. Следует отметить, что вязкость амальгамы увеличива-
ется при повышении концентрации натрия, а при содержании
0,7 масс. % Na амальгама становится твердой даже при тем-
пературе 20 °C. Поэтому для поддержания амальгамы в жид-
ком состоянии не допускается увеличение концентрации нат-
рия более 0,4—0,5 масс. %. С этой целью поддерживают оп-
ределенную скорость протекания амальгамы через электроли-
зер.
1]
163
При выборе оптимальной концентрации натрия в амальга-
ме следует принимать во внимание и возможность разложения
ее в электролизере. Скорость этой реакции увеличивается про-
порционально корню квадратному из концентрации натрия.
Разложение амальгамы в электролизере приводит к появлению
водорода в хлоре, а также к подщелачиванию рассола, приво-
дящему к образованию гипохлорита и хлората.
Плотность тока. Как было сказано выше, электролиз с ртут-
ным катодом происходит при более высоких электродных плот-
ностях тока, чем электролиз с фильтрующей диафрагмой и с
твердым катодом. Повысить плотность тока при электролизе с
графитовыми анодами удается путем создания и совершенст-
вования системы регулирования межэлектродного расстояния,
что позволяет вести процесс при минимальном расстоянии (2—
3 мм) и перфорации анодов, обеспечивающей эффективное уда-
ление пузырьков газа. Все эти усовершенствования позволяют
поддерживать плотность тока до 10 кА/м2 при электролизе с
графитовыми анодами. Электролизеры, оснащенные ОРТА,
могут работать при плотностях тока до 14—15 кА/м2.
Состав раствора. Концентрация исходного хлорида натрия в
рассоле, поступающем на электролиз с ртутным катодом, не
отличается от концентрации рассола, подаваемого в электроли-
зер с твердым катодом и фильтрующей диафрагмой. Однако
коэффициент разложения хлорида при электролизе с ртутным
катодом значительно ниже и не превышает 0,17. Это обуслов-
лено зависимостью потенциала разряда ионов натрия и хлора
от их активности в растворе, а также растворимостью хлора,
которая существенно зависит от концентрации исходной соли.
Снижение концентрации хлорида сопровождается увеличением
растворимости молекулярного хлора в рассоле и возрастанием
скорости его восстановления на катоде.
Существенное значение имеет pH рассола. Для уменьшения
гидролиза хлора и снижения содержания растворенного хлора
и хлорноватистой кислоты pH рассола должно быть не менее 3.
В прикатодном слое pH рассола будет выше за счет некото-
рого разложения амальгамы и выделения водорода.
На процесс электролиза значительное влияние оказывают
некоторые примеси, присутствующие в рассоле, поэтому их со-
держание в рассоле регламентировано. Так, содержание каль-
ция в рассоле может быть не более 1 г, магния — 0,005 г/л. При
более высоком содержании ионов этих металлов образуются
гидроксиды, которые осаждаются на ртутном катоде, экранируя
часть его поверхности. Участки катода, свободные от нераство-
римых гидроксидов, работают при высоких плотностях тока и
на них образуется концентрированная амальгама, разлагаю-
щаяся в электролизере с высокой скоростью с образованием
щелочи и водорода.
Очистку от ионов кальция и магния ведут так же, как и при
производстве хлора, щелочи и водорода электролизом с фильт-
164
рующей диафрагмой и твердым катодом. При этом содержа-
ние сульфата не должно превышать 5 г/л, так как при более
высокой концентрации возрастает износ графитового анода.
Установлено, что существенное влияние .на катодный про-
цесс оказывают ионы некоторых металлов, которые могут на-
ходиться в рассоле в количестве десятых и сотых долей милли-
грамма. К таким металлам относятся германий, ванадий, молиб-
ден и хром. Очистку рассола от ионов этих металлов рекомен-
дуется проводить с помощью амальгамы натрия или приме-
нять сорбционные методы, основанные на пропускании рассола
через колонны, заполненные ионообменными смолами.
Отрицательное влияние на электролиз с ртутным катодом
оказывают твердые примеси, которые могут попадать в рассол,
подвергаемый электролизу, например, частицы графита, обра-
зующиеся при разрушении анодов. Ионы некоторых металлов
могут восстанавливаться на ртутном катоде с образованием
соответствующих амальгам или металлов в коллоидной форме.
Эти примеси образуют так называемое амальгамное масло. Оно
легче ртути и всплывает на поверхность катода, образуя уча-
стки с интенсивным выделением водорода, что может вызывать
короткие замыкания.
Температура. Повышение температуры при электролизе с
ртутным катодом целесообразно с точки зрения снижения на-
пряжения на электролизере за счет уменьшения перенапря-
жения выделения хлора, падения напряжения в электролите.
С повышением температуры уменьшается растворимость хлора
в рассоле и доля тока на его восстановление на катоде.
Однако с повышением температуры понижается перена-
пряжение выделения водорода и увеличивается скорость разло-
жения амальгамы в электролизере. Поэтому одновременно с
повышением температуры необходимо увеличивать катодную
плотность тока. При этом скорость образования амальгамы
возрастает, а скорость разложения ее при данной температуре
остается прежней и уменьшения выхода по току не происходит.
Учитывая сказанное, электролиз в современных электролизе-
рах с ртутным катодом проводят при температуре 75—80 °C.
Разложение амальгамы. При рассмотрении режима работы
разлагателей необходимо принимать во внимание влияние кон-
центраций амальгамы и щелочи, а также температуры на раз-
ряд короткозамкнутого гальванического элемента NaHgn
|NaOH|C.
Учесть эти факторы можно с помощью уравнения:
0 F aNa
где Е — ЭДС короткозамкнутого элемента; Ео — ЭДС при стандартных усло-
виях, равная Ео=—0,828—(—1,849) = 1,021 (—1,849 — стандартный потенциал
амальгамного электрода; —0,828 — стандартный потенциал водородного
электрода в щелочном растворе).
165
Из этого уравнения следует, что ЭДС амальгамного эле-
мента возрастает при повышении активности натрия в амаль-
гаме и понижении активности щелочи. Скорость разложения
амальгамы увеличивается при повышении активности натрия,
как за счет уменьшения концентрационной поляризации, обу-
словленной скоростью доставки натрия из глубины катода на
его поверхность, так и за счет повышения ЭДС.
Зависимость ЭДС от концентрации щелочи приведена ниже:
Концентрация
NaOH, % .... 10 20 30 40 50 60 70
ЭДС, В . . . . 1,0 0,9 0,8 0,7 0,62 0,57 0,53
Следовательно, из приведенных данных можно сделать вы-
вод об уменьшении скорости разложения амальгамы при по-
вышении концентрации щелочи.
Однако необходимо принимать во внимание зависимость
удельной электропроводимости щелочи от ее концентрации, ко-
торая проходит через максимум, сдвигающийся в сторону бо-
лее концентрированных растворов при возрастании температу-
ры. При 100 °C максимум удельной электропроводимости рас-
твора едкого натра соответствует его концентрации 35%. Сле-
довательно, при данной температуре дальнейшее повышение
концентрации щелочи приведет к снижению скорости разложе-
ния амальгамы за счет уменьшения как ЭДС, так и удельной
электропроводимости раствора.
При повышении температуры скорость разложения амальга-
мы увеличивается за счет возрастания удельной электропрово-
димости и снижения перенапряжения водорода на графитовом
катоде.
Конструкции электролизеров и разлагателей. Ниже описаны
некоторые электролизеры и разлагатели, которые в настоящее
время находятся в эксплуатации в хлорной промышленности.
Отечественный электролизер Р-101 представляет собой рам-
ную конструкцию с горизонтальным разлагателем, рассчитан-
ную на эксплуатацию как с графитовым, так и с металличе-
ским ОРТА. Схема электролизера Р-101 с графитовыми анода-
ми представлена на рис. 2.36. Электролизер рассчитан на на-
грузку 100 кА при плотности тока 5,3 кА/м2 или 150 кА при
плотности тока 8 кА/м2.
Электролизер состоит из днища 8, гуммированных рамы 1
из стали швеллерного профиля и крышки 4, имеет выходной 22
и входной 13 карманы. Ртуть из разлагателя 19 поступает во
входной карман и равномерно распределяется по незащищен-
ному днищу, имеющему уклон 10 мм/м. Амальгама проходит
через весь электролизер, обогащается натрием (концентрация
0,4—0,5 масс. %) и поступает в выходной карман 22, снабжен-
ный крышкой 21. Через выходной карман можно удалять амаль-
гамное масло и графитовый шлам, не останавливая процесс
166
Рис. 2.36. Электролизер Р-101:
1 — гуммированная рама; 2— контактный уголок; 3— анодная шина; 4 — крышка; 5 —
токоподвод к аноду; 6 — уплотнение анода; 7 — анод; 8 — дннще; 9 — катодная шина;
10 — изоляторы; 11 — гидрозатвор . входного кармана; 12 — труба для подачн ртути в
электролизер; 13 — коробка входного кармана; 14 — конусный ртутный насос; 15 — опора
насоса; 16 — электродвигатель; 17 — штуцер для ввода рассола; 18 — крышка входного
кармана; 19— разлагатель; 20 — крышка люка разлагателя; 21 — крышка выходного
кармана; 22— коробка выходного кармана; 23 — гидрозатвор выходного кармана; 24 —
грубы для подачи амальгамы нз электролизера в разлагатель; 25 — штуцер для отвода
хлора и анолита.
электролиза, так как выходной (и входной) карманы отделены
от электролизера гидравлическим затвором 23.
Амальгама из выходного кармана поступает в разлага-
тель 19, где обрабатывается водой с образованием щелочи, во-
дорода и ртути. Разлагатель имеет уклон в сторону, противо-
положную уклону электролизера, 18—20 мм/м.
Аноды расположены на крышке 4 в четыре ряда. Подвод
тока к анодам осуществляется непосредственно от крышки с
помощью гибких кабелей 5, а к крышке — от токоподводящей
шины 3, на которой имеется шунтирующее разъединительное
устройство для отключения электролизера. Хлор отводится из
электролизера вместе с анолитом через штуцер 25. Ртуть вы-
текает из разлагателя на уровне, расположенном ниже уровня
ее подачи в электролизер. Подъем ртути осуществляется с по-
мощью центробежного насоса 14 (рис. 2.37). Она поступает в
приемную камеру и поднимается по стенкам конуса за счет
центробежной силы, создаваемой конусом, вращающимся с ча-
стотой 500 об/мин. Напряжение на электролизере Р-101 состав-
ляет 4,3 В, а расход электроэнергии соответственно 3000 и
3385 кВт-ч/т щелочи и хлора.
Замена графитовых анодов на ОРТА позволяет проводить
электролиз при плотности тока 10—12 кА/м2 без повышения
напряжения и расхода электроэнергии.
167
Рис. 2.37. Ртутный насос с конусным
ротором:
/ — корпус насоса: 2 — конусный ротор; 3 —
отбойник; 4 — подшипниковый узел; 5 — под-
шипник; 6 — ротор.
гатели этого типа занимают
они интенсивно вытесняются
Разлагатели бывают горизон-
тальные и скрубберные. Гори-
зонтальные разлагатели пред-
ставляют собой сварной прямо-
угольный короб, длина которого
равна длине электролизера. Раз-
лагатели этого типа последних
конструкций не имеют съемной
крышки, а снабжены лишь лю-
ками. На дно разлагатели укла-
дывают графитовые плиты, вы-
полненные в виде гребенки, кото-
рые образуют с электролитичес-
кой амальгамой короткозамкну-
тый гальванический элемент
(рис. 2.38). Срок непрерывной
эксплуатации графитовой насад-
ки составляет несколько лет.
Горизонтальные разлагатели
располагают рядом с электроли-
зером, либо под ним и имеют ук-
лон, противоположный уклону
электролизера. Поскольку разда-
нного места, в последнее время
вертикальными, скрубберного ти-
па (рис. 2.39).
Графитовая насадка в скрубберном разлагателе, имеющем
цилиндрическую или прямоугольную форму, помещается между
двумя решетками. Амальгама из электролизера поступает в
верхнюю часть разлагатели и с помощью верхней решетки рав-
номерно распределяется по всему объему насадки. В нижнюю
часть разлагатели противотоком к амальгаме подается вода.
Ртуть отводится снизу, а водород и щелочь — из верхней части
разлагателя.
Характеристика некоторых электролизеров с ртутным като-
дом приведена в табл. 2.3.
Технологическая схема. Технологические схемы получения
хлора, щелочи и водорода по методу электролиза с ртутным
катодом несколько различаются в зависимости от вида исход-
ного сырья (твердая соль или подземный рассол).
Схема электролиза с ртутным катодом, рассчитанная на ис-
пользование привозной соли, приведена на рис. 2.40.
Амальгама, образующаяся в электролизере 1, самотеком от-
168
Таблица 2.3. Характеристика электролизеров с ртутным катодом
Электролизер Наг- рузка, кА Напоя- жеиие, В Плотность тока, кА/м2 Тип разлагателя Расход электро- энергии, кВт-ч/т С12
Р-101 (СССР) 100 4,4 5,8 Г оризонтальный 3660
Р-20М (СССР) 150 4,6 8,1 То же 3780
Р-300 (СССР) 300 4,6 10,4 Скрубберный 3760
Р-300* (СССР) 300 4,3 10,4 То же 3530
Р-600’ (СССР) 600 4,5 14,0 3660
СДМ-200/7,5 (СССР— ГДР) Кребс, К-200 (Франция) 200 4,6 7,5 » 3350
200 4,6 8,25 —
Де-Нора, 241-15 (Ита- лия) 250 4,7 7,75 3726
Де-Нора, 24М2* 295 4,2 И,2 3450
Де-Нора, 30М2* 400 4,3 12,1 3510
Уде (ФРГ) 300 4,5 10,3 » 3740
Уде (ФРГ)’ 375 4,25 12,5 3380
Олин-Матисон (США) Унде (США) 288 4,66 10 3730
130—150 М* 192 4,54 15,0 » 3460
350—150 М* * С металлическими ано/ 518 1ЭМН. 4,62 15,0 » 3460
водится в разлагатель 2, куда противотоком подается обессо-
ленная вода, в количестве, обеспечивающем получение 42—
45%-ной щелочи. Ртуть, вытекающая из разлагателя, насосом 8
подается в электролизер. Щелочь отделяется от водорода в ап-
парате 3, охлаждается в холодильнике 4 и разливается в тару
или направляется на плавку для получения твердого продукта.
Водород, образующийся в разлагателе, увлекает за собой
ртуть (2—3 г/м3). Очистка от ртути заключается в охлаждении
водорода в трубчатом холодильнике 4 до 20—30 °C. При этом
конденсат металлической ртути возвращают в электролизер,
а водород выбрасывают в атмосферу либо пропускают через
Рис. 2.38. Горизонтальный разла-
гатель:
1 — амальгама; 2 — графитовая гре-
бенка.
Рис. 2.39. Скрубберный разлагатель.
169
Рис. 2.40. Технологическая схема получения хлора, каустической соды и во-
дорода электролизом с ртутным катодом:
/ — электролизер; 2— разлагатель; 3— отделитель водорода; 4, 10— холодильники; 5 —
7 — колонии для очистки водорода; 8 — ртутиый иасос; 9 — отделитель хлора и рассола;
// — колонна осушки хлора; 12 — вакуумная колонна; 13 — отдувочная колонна; 14—бак
для обесхлориваиия; 15 — фильтр; 16— склад-растворитель; 17 — отстойник рассола; 18 —
напорный бак; 19 — вакуумный насос.
колонну 5, где обрабатывают хлорной водой или раствором
хлорида железа. Затем его отмывают щелочью в колонне 6
и водой в колонне 7.
С целью предотвращения подсоса воздуха и образования
взрывоопасной смеси в разлагателях создается избыточное дав-
ление 100—150 Па.
Рассольный цикл предусматривает отделение хлора от ано-
лита, с которым он выводится из электролизера под небольшим
вакуумом. Анолит, отводимый из электролизера, содержит око-
ло 270 г/л NaCl и 20 мг/л ртути. Вначале в абшайдере 9 рас-
сол отделяют от хлора и основная масса отделенного хлора по-
падает в хлорный коллектор. Далее рассол подкисляют и на-
правляют в колонну 12, где он обесхлоривается в условиях
вакуума. Хлор, отделенный от рассола в колонне 12, также
поступает в хлорный коллектор. Для более полного освобожде-
ния от хлора рассол подается в колонну 13, где он продувается
170
воздухом; при этом содержание хлора снижается до 10—
20 мг/л.
Следующей стадией обработки рассола перед донасыщени-
ем является очистка от ртути, которую проводят в баке 14 с
помощью щелочного (0,01—0,03% NaOH) раствора сульфида
натрия. Сулема, в виде которой ртуть содержится в основном
в рассоле, при этой обработке переходит в слаборастворимый
и выпадающий в осадок сульфид ртути. Одновременно за счет
реакции восстанов.ления сульфидом натрия происходит удаление
остатков активного хлора, растворенного в рассоле. При очист-
ке сульфидом натрия в осадок выпадают в виде малораствори-
мых сульфидов некоторые вредные примеси — хром, ванадий,
молибден.
Обесхлоренный и очищенный от ртути рассол поступает
после фильтра 15 на склад-растворитель 16, где донасыщается
твердой солью. Донасыщенный рассол подвергают химической
очистке в баке 17, если содержание кальция, магния и сульфа-
та превышает установленные нормы. Очистку от этих приме-
сей проводят так же, как и при электролизере с фильтрующей
диафрагмой и твердым катодом.
Рассол далее поступает на фильтр 15, где отделяется от
шлама, и в напорный бак 18, откуда подается на электролиз.
Очищенный рассол должен соответствовать следующим требо-
ваниям:
Содержание, г/л
NaCl.................... 305±5
Na2SO4 . . . .5,0
Са2+..................1,0
Mg2+................. 1,0
ионы Fe 0,5
Прозрачность «по кресту»,
мм, не менее .... 2000—3000
Хлор по хлорному коллектору поступает в холодильник 10,
где происходит частичная конденсация влаги, и далее подверга-
ется осушке серной кислотой в колонне 11, аналогично соот-
ветствующей стадии технологической схемы электролиза с
фильтрующей диафрагмой и твердым катодом.
При использовании в качестве сырья рассолов, полученных
подземным выщелачиванием каменной соли, обесхлоренный и
очищенный от ртути анолит закачивают в скважины и дона-
сыщают хлоридом натрия под землей с последующей очисткой
от некоторых химических и механических примесей.
Существуют схемы, основанные на использовании подзем-
ных рассолов, из которых путем выпаривания и отделения суль-
фата натрия получают очень чистый хлорид натрия, поступаю-
щий далее для донасыщения обедненного рассола.
Электролиз с ионообменной мембраной
Электролиз с ионообменной мембраной используется для полу-
чения химически чистой щелочи, не содержащей хлоридов.
В качестве ионообменных мембран используют катионитовые
171
мембраны, изготовленные на основе фторированных органиче-
ских полимеров.
При электролизе с ионообменной мембраной в отличие от
способа получения хлора, щелочи и водорода с фильтрующей
диафрагмой осуществляется независимая циркуляция католи-
та и анолита через катодное и анодное пространства электроли-
зера. (см. рис. 2.17, в).
Аналогично способу электролиза с фильтрующей диафраг-
мой, на катоде электролизера с ионообменной мембраной выде-
ляется водород, а в катодном пространстве накапливается ще-
лочь, на аноде происходит выделение хлора. Вследствие мигра-
ции ионов ОН~ через катионитовую мембрану из катодного
пространства в анодное выход щелочи по току ниже 100%, а в
анодном пространстве появляется гипохлорит и хлорат (стр.
147). Для нейтрализации щелочи, проникающей через мембра-
ну в анолит, в систему циркуляции анолита вводят соляную
кислоту.
Условия электролиза. Материал электродов. В качестве ано-
дов в электролизерах с мембраной обычно используют титан
часто в виде просечной сетки, покрытой смесью оксидов руте-
ния и других металлов (например, титана). Катодом служит
стальная сетка. Обычно электроды биполярные. Электрический
контакт между стальным катодом и титановым анодом осуще-
ствляется с помощью металлических шпилек, которые .прохо-
дят сквозь пластмассовую перегородку. В некоторых случаях в
качестве биполярного электрода используют биметалл из ти-
тана и стали, полученный из листов этих металлов с помощью
взрывной технологии.
Плотность тока. Промышленные электролизеры с ионооб-
менными мембранами эксплуатируются при довольно высоких
анодных плотностях тока, ^достигающих 4—5 кА/м2. Выход по
току практически не зависит от плотности тока (рис. 2.41), од-
Рис. 2.41. Зависимость выхода по току (а) и напряжения (б) от плотности
тока при электролизе с катионообменной мембраной.
172
нако при этом повышается напряжение на электролизере
(рис. 2.41,6), а следовательно, увеличивается расход электро-
энергии.
Состав раствора. Выход щелочи по току зависит от концент-
рации хлорида натрия в анолите (рис. 2.42). Для питания
электролизера с ионообменной мембраной используют рассолы,
состав которых такой же, что и состав рассола для производ-
ства хлора, щелочи и водорода другими описанными выше ме-
тодами. Однако степень разложения хлорида натрия состав-
ляет 0,7 по сравнению с 0,5 при электролизе с фильтрующей
диафрагмой и 0,17 — при электролизе с ртутным катодом.
Катионообменная мембрана весьма чувствительна к при-
месям некоторых ионов, присутствующих в рассоле, особенно
ионов кальция и магния. Эти ионы образуют внутри мембраны
и на ее поверхности нерастворимые соединения, приводящие к
механическому разрушению мембраны, ухудшению ее физико-
химических свойств и снижению выхода по току продуктов
электролиза. Поэтому после обычной стадии содово-каустиче-
ской очистки рассола необходимо проводить тонкую очистку от
ионов кальция и магния путем пропускания рассола через ко-
лонну с ионообменной смолой.
Важной проблемой при электролизе хлоридов с ионообмен-
ной мембраной является концентрация едкого натра в катодном
пространстве электролизера. Обычно в катодное пространство
поступает вода, которая, проходя через электролизер, насыща-
ется щелочью. От концентрации щелочи в катодном простран-
стве зависят выход по току и напряжение на ячейке:
Концентрация
NaOH, г/л ... 168 124 91 64
Напряжение на
ячейке, В ... 4,35 4,45 4,65 5,0
Выход по току, % 81,8 89,5 90,0 95,0
Из приведенных данных видно, что повышение концентра-
ции щелочи приводит к снижению напряжения на ячейке, но
при этом уменьшается выход по току за счет усиления миграции
ионов ОН- в анодное пространство. Однако при использовании
некоторых типов модифицированных катионообменных мембран
(например, мембран, обработанных этилендиамином), удается
сохранить высокий выход по току и получать в катодном про-
странстве 30—40%-ные и более растворы щелочи.
В литературе указывается, что содержание хлорида в кау-
стической соде составляет 0,03—0,05% и ниже (в пересчете на
100% NaOH), однако в промышленных условиях концентрация
хлорида составляет 0,05—0,1%.
Температура. При выборе температуры раствора, подвер-
гаемого электролизу, следует учитывать снижение напряжения
в мембране и увеличение коэффициента диффузии щелочи че-
рез мембрану, что приводит к снижению выхода по току. Обыч-
173
Рис. 2.43. Зависимость выхода щелочи
по току от эквивалентной массы ионо-
обменной мембраны.
но температура в электролизере
поддерживается в интервале
80—90 °C, хотя мембраны из пер-
фторированного полимера позво-
ляют проводить электролиз и
при более высоких температурах.
Мембрана. В производстве хлора, каустической соды и во-
дорода используют исключительно катионообменные мембраны
из перфторированных полимеров. Предложены модифицирован-
ные катионообменные мембраны из перфторированного полиме-
ра (стр. 121). В качестве модифицирующих агентов используют
аммиак или амины. При модификации ионогенные сульфогруп-
пы превращаются в сульфамидные. Выход по току при исполь-
зовании модифицированных мембран выше, чем на немодифи-
цированных за счет резкого уменьшения диффузии щелочи. Вы-
ход щелочи по току существенно зависит от эквивалентной
массы полимера (рис. 2.43).
В связи с тем, что повышение эквивалентной массы сопро-
вождается увеличением электрического сопротивления мембра-
ны, в практике используют двухслойную мембрану. При этом
эквивалентная масса на анодной стороне мембраны ниже (на-
пример, 1100), а на катодной — выше (например, 1500).
Конструкции электролизеров. Предложен ряд конструкций
промышленных электролизеров с катионообменными мембрана-
Рис. 2.44. Ячейка электроли-
зера с ионообменной мембра-
ной:
1 — стальная рама; 2 — титановое
покрытие; 3 — мембрана; 4 — основ-
ной лист электрода; 5 — титановые
токоподводящие ребра; 6 — вынос-
ной анод; 7 — выносной катод; 8 —
стальные токоподводящие ребра.
174
ми. Схема одной из таких конструкций разработана и исполь-
зуется в Японии фирмой Асахи кемикл.
Электролизер представляет собой фильтр-прессную бипо-
лярную конструкцию, состоящую из 88 ячеек в одной стяжке.
Конструкция ячейки изображена на рис. 2.44. Ячейка представ-
ляет собой стальную раму 1, анодная сторона которой изнутри
покрыта титаном 2.
Электрод с анодной стороны состоит из сплошного титано-
вого листа 4 и выносного перфорированного титанового листа 6,
скрепленного с основным листом с помощью титановых ребер 5.
С обратной стороны к титановому листу 4 взрывным методом
приварен сплошной стальной лист, на котором стальными реб-
рами 8 укреплены выносные перфорированные катоды 7. Ячей-
ки фиксируют в электролизере с помощью опорных лап 9.
Общий вид электролизера этого типа, рассчитанного на ли-
нейную нагрузку 13,5 кА (эквивалентная нагрузка 1000 кА),
представлена на рис. 2.45.
Площадь мембраны составляет 2,7 м2, плотность тока —
5 кА/м2, выход по току выше 90%. Из катодного и анодного
пространства электролизера газожидкостная смесь попадает в
сборный коллектор. Коллектор хлора изготавливают из титана,
водорода — из стали.
В коллекторах с помощью специальных сепараторов газы
отделяются от жидкости, которая возвращается соответственно
в анодное и катодное пространства.
Рис. 2.45. Биполярный фильтр-прессный электролизер с ионообменными мем-
бранами.
175
Рис. 2.46. Технологическая схема получения хлора, щелочи и водорода элект-
ролизом с ионообменной мембраной:
I— отделение приготовления и очистки рассола; II— отделение электролиза; III — отде-
ление выпарки; 1 — бак для растворения соли и очистки рассола; 2—аппарат для ионо-
обменной очистки рассола; 3 — сборник аиолита; 4—электролизер; 5 — сборник католи-
та; 6— подогреватель щелочи; 7 — выпарные аппараты; 8— дополнительный выпарной
аппарат; 9 — барометрический конденсатор.
Технологическая схема производства хлора, каустической
соды и водорода электролизом с ионообменной мембраной пред-
ставлена на рис. 2.46. Производство состоит из трех отделе-
ний— приготовления и очистки рассола, электролиза, выпарки
каустической соды. Очистка рассола — двухстадийная. На пер-
вой стадии в бак 1 подают твердую соль, воду и обратный рас-
сол, вытекающий из анодного пространства и обедненный по
содержанию хлорида. В баке 1 рассол очищается от ионов
кальция и магния по схеме, принятой для очистки рассола в
производстве хлора, каустической соды и водорода по методу
электролиза с фильтрующей диафрагмой. Дополнительную очи-
стку рассола ведут в аппарате 2, заполненном катионообмен-
ной смолой, сорбирующей катионы кальция и магния. Очищен-
ный рассол поступает в бак 3, который входит в систему цирку-
ляции через анодное пространство электролизера 4. Обедненный
хлоридом рассол из анодного пространства электролизера сно-
ва отводится в бак 3, а хлор поступает потребителю. Цирку-
ляция католита осуществляется через сборник 5, куда из ка-
тодного пространства электролизера поступает 21%-ный рас-
твор каустической соды. Тепло католита утилизируется в теп-
лообменнике выпарной установки 6, откуда католит поступает
в выпарной аппарат 7. Выпаривание ведут в основных выпар-
176
чых аппаратах 7 и в дополнительной выпарной установке 8„
откуда вытекает 50%-ная каустическая сода.
Электролизер описанной конструкции рассчитан на про-
изводство 10 тыс. т хлора и соответствующего количества ще-
лочи и водорода в год.
Электрохимическая регенерация хлора
из абгазной соляной кислоты
В ряде химических производств образуются в качестве побоч-
ных продуктов значительные количества соляной кислоты и
хлористого водорода (заместительное хлорирование органиче-
ских соединений, производство металлического магния, фосфор-
ной кислоты и фосфатов и т. д.). Эти так называемые абгазные
соляная кислота и хлористый водород содержат различные при-
меси, что затрудняет использование соляной кислоты в каче-
стве товарного продукта. Одним из путей утилизации абгазной
кислоты является ее электролиз с целью регенерации хлора.
В промышленности нашел применение прямой электролиз соля-
ной кислоты, в результате которого образуются хлор и водород.
Условия электролиза. В промышленности применяются ис-
ключительно графитовые электроды, достаточно устойчивые в
концентрированных растворах горячей соляной кислоты. За счет
протекания побочной электрохимической реакции выделения
кислорода наблюдается незначительный износ графитовых ано-
дов (0,1 кг/т хлора). Доля тока на выделение кислорода и из-
нос графитовых анодов резко 1возрастают при концентрации
соляной кислоты ниже 10%.
Плотность тока, при которой протекает электролиз, доста-
точно высока для графитовых электродов и достигает 4 кА/м2.
Состав раствора. Электролизу подвергаются концентрирован-
ные растворы соляной кислоты, близкие к концентрации НС1,
соответствующей максимуму удельной электропроводимости.
Концентрация соляной кислоты, подаваемой на электролиз,
составляет 23—25%, а в некоторых случаях—-до 30%. Из
электролизера отводят раствор, содержащий 18—20% НС1.
Температура. Удельная электропроводимость растворов со-
ляной кислоты существенно увеличивается с ростом температу-
ры, поэтому электролиз проводят при температуре раствора
соляной кислоты 70—80 °C.
Диафрагма служит для предотвращения попадания хлора,
сравнительно хорошо растворимого в соляной кислоте, в катод-
ное пространство. В качестве диафрагмы используют пористые
полимерные материалы—поливинил- или поливинилиденхло-
ридные ткани, обладающие достаточно высоким диффузионным
сопротивлением. Применение диафрагмы из политетр афторэти-
леновой ткани позволяет повышать температуру подвергаемого
электролизу раствора соляной кислоты, не опасаясь разруше-
ния диафрагмы.
12—2021 177
Электролиз соляной кислоты обычно проводят в фильтр-
прессных биполярных электролизерах на линейную нагрузку
10—12 кА, изготовленных, как правило, из кислотостойких по-
лимерных материалов — фаолита, фенолоформ альдегидных
смол, полиэтилена и т. д. Выход по току хлора составляет 95—
97%, расход электроэнергии 1560—2200 кВт-ч/т С12.
Перспективы развития хлорной промышленности
До начала 70-х годов около 60% хлора и каустической соды
производили электролизом с ртутным катодом, 40%—электро-
лизом с твердым катодом и фильтрующей диафрагмой. В ре-
зультате электролиза с ртутным катодом получают чистую
каустическую соду, не содержащую хлоридов. В связи с тем,
что часть ртути неизбежно теряется и попадает в окружающую
среду, в последние годы в ряде стран электролиз с ртутным
катодом начал интенсивно сокращаться. В связи с этим осо-
бенно перспективен метод электролиза с ионообменной мембра-
ной, который позволяет получать щелочь, практически не от-
личающуюся по качеству от продукта, образующегося при раз-
ложении электролитической амальгамы натрия.
Особенностью современного этапа развития хлорной про-
мышленности является широкое применение металлических
анодов. В настоящее время более половины хлора и каустиче-
ской соды колучают в- электролизерах, оснащенных ОРТА.
В связи с заменой графитовых анодов на ОРТА усиливается
тенденция к повышению электродных плотностей тока до 2—
3 кА/м2 в диафрагменных электролизерах и до 10—14 кА/м2—
в электролизерах с ртутным катодом. Освоены, в промышлен-
ности фильтр-прессные биполярные электролизеры большой
мощности.
2.3. ЭЛЕКТРОХИМИЧЕСКИЙ СИНТЕЗ НЕОРГАНИЧЕСКИХ
ВЕЩЕСТВ
Электросинтез гипохлорита натрия
Гипохлорит натрия (NaOCl) является достаточно сильным
окислителем и находит применение при очистке от примесей
сточных вод, а также как эффективное антисептическое средст-
во. Гипохлорит натрия получают электролизом водного рас-
твора хлорида натрия без диафрагмы. Суммарная реакция об-
разования гипохлорита натрия в электролизере может быть за-
писана следующим образом:
NaCl + HSO---► NaOCl -f- Hg
Побочными электрохимическими реакциями являются
на аноде 6ОСГ + ЗН,О -------► 2С1О," + 4СГ + »/,О, + 6Н+ + бе
на катоде ОСГ + НаО 4- 2е-----► С1~ + 2ОН“.
178
Условия электролиза. В производстве гипохлорита натрия
используют различные материалы для изготовления анодов —
графит, магнетит, титан с осажденной на поверхность платиной,
ОРТА. Наибольший интерес в настоящее время представляют
ОРТА.
Выход гипохлорита по току зависит от потенциала ОРТА.
Максимальный выход по току (98,0%) достигается при по-
тенциале анода +1,6 В (отн. нас. каломельного электрода).
Плотность тока зависит от материала анода. При использо-
вании графитовых анодов электролиз можно провести при плот-
ностях тока до 1,4 кА/м2. На платино-титановых анодах выход
гипохлорита натрия по току практически не изменяется до до-
стижения плотности тока 4 кА/м2. Оптимальной плотностью
тока при электролизе с ОРТА является 1,5—2 кА/м2. При повы-
шении анодных плотностей тока выход гипохлорита натрия по
току несколько снижается и возрастает выход хлората по току.
Состав раствора. Концентрация растворов гипохлорита нат-
рия, получаемых в результате электролиза, зависит от кон-
центрации исходного хлорида .натрия. Чем выше концентрация
подвергаемых электролизу растворов хлорида, тем более кон-
центрированный гипохлорит может быть получен без уменьше-
ния выхода по току. Это объясняется снижением потенциала
разряда ионов хлора с ростом их концентрации, что позволяет
накапливать в растворе гипохлорит, не опасаясь дальнейшего
окисления анионов ОС1~. Поскольку для практического исполь-
зования пригодны разбавленные растворы гипохлорита, приме-
нять концентрированные исходные растворы хлорида натрия
экономически нецелесообразно. Обычно электролизу подверга-
ют растворы, содержащие 50—100 г/л NaCl, а в некоторых слу-
чаях— морскую воду.
Оптимальное значение pH раствора хлорида близко к 7.
Подкисление исходного раствора приводит к повышению кон-
центрации свободной хлорноватистой кислоты и к возрастанию
скорости побочной химической реакции образования хлората:
ОС1 + 2НОС1 --> С1О3“+2НС1
При повышении pH раствора зона образования гипохлорита
сдвигается в сторону анода, что благоприятствует попаданию
ионов ОСИ на анод и их окислению до хлората. Кроме того,
с увеличением pH облегчается побочная электрохимическая ре-
акция выделения кислорода.
Для уменьшения потерь гипохлорита вследствие восстанов-
ления на катоде в раствор обычно вводят добавки бихромата
натрия или калия (4—10 г/л). В результате адсорбции этих
Добавок на катоде потенциал восстановления гипохлорита сме-
шается в сторону более отрицательных значений, чем потенциал
выделения водорода, и потери гипохлорита в результате вос-
становления уменьшаются до 0,5—1,5%.
того, увеличивается скорость
Раствор . Раствор Рис. 2.47. Электролизер для получе-
—S) 5| © иия гипохлорита:
1 — корпус; 2 — поддон; 3 — катод; 4—на-
сыпной электрод; 5 — анод; 6 — электро-
лизер.
Температура раствора под-
держивается в пределах 20—
25 °C. Повышение ее снижает
выход гипохлорита натрия по
току вследствие увеличения
доли тока на выделение кис-
лорода за счет уменьшения
его перенапряжения. Кроме
побочной реакции образования
хлората и уменьшается растворимость хлора в электролите.
Конструкция электролизера. Для электросинтеза гипохлори-
та натрия получают распространение электролизеры сравни-
тельно небольшой мощности. Одна из таких койструкций пред-
ставлена на рис. 2.47.
Корпус электролизера 1 выполнен из асбоцементной трубы
диаметром 200 мм. На поддоне 2, изготовленном из нержавею-
щей стали, устанавливают два электролизера. Катод 3 изготов-
лен из нержавеющей стали. Внутренняя часть корпуса засыпа-
на кусками магнетитовой руды 4 размером 1,5—5,0 см. В верх-
ней части электролизера расположен анод 5. Электролит посту-
пает в верхнюю часть одного электролизера, соприкасается с
магнетитом и собирается_в поддоне 2, откуда подается во .второй
электролизер 6 снизу вверх. Из второго электролизера раствор
гипохлорита выводится по трубе. Напряжение на электролизе-
ре составляет 100 В.
Электросинтез хлоратов
Соли хлорноватой кислоты, или хлораты, находят широкое
применение в органическом синтезе, пиротехнике, в производст-
ве гербицидов, а также высших кислородных соединений хло-
ра — перхлоратов.
Наибольшее значение имеют хлораты натрия и калия (бер-
толетова соль).
Образование хлоратов при электролизе водных растворов
хлоридов в электролизере без диафрагмы можно представить в
следующем виде:
при протекании электрохимической реакции
6ОСГ + ЗН2О --> 2C1OS- + 4С1- + 6Н+ + «/А -+- бе
и при протекании химической реакции в объеме раствора
НОС1 + 2ОС1- -► С1О„- + н++ 2С1-
180
В качестве побочных реакций следует привести выделение
кислорода и восстановление кислородных соединений хлора:
ОС1" + Н2О + 2е -* СГ + 2ОН"
С1О3“ + ЗН2О + бе -► СГ + 6ОН-
Условия электролиза. Промышленное производство хлоратов
организовано с применением графитовых, а также некоторых
металлоксидных анодов. Наиболее существенным недостатком
графитовых анодов является их значительный износ, который
зависит от плотности тока, pH раствора и температуры. Пока-
зано, что износ графитовых анодов резко возрастает в интер-
вале анодных плотностей тока 0,8—1,0 кА/м2, что соответствует
превышению некоего критического потенциала, равного 1,6 В.
Любое изменение условий электролиза, связанное с изменением
потенциала графитового анода в сторону более положительных
значений чем 1,6 В, вызывает резкое усиление износа.
Износ графитового анода резко возрастает при повышении
температуры, от 40 до 50 °C. При пропитке льняным маслом из-
нос графитовых анодов уменьшается в 3 раза по сравнению с
износом непропитанных анодов. В оптимальных условиях износ
графитовых анодов составляет 6—8 кг/т хлората.
Значительно меньше разрушаются в процессе электросинте-
за хлората магнетитовые аноды.
В последнее время в производстве хлоратов уделяется боль-
шее внимание применению ОРТА. Композиционное покрытие
из оксидов рутения и титана может быть нанесено как на
сплошную, так и на сетчатую титановые основы.
Весьма перспективными в производстве хлората являются
аноды из электроосажденного на титановую основу диоксида
свинца. Износ таких анодов в несколько раз меньше, чем износ
графитовых анодов, и составляет 0,8—1,0 кг/т хлората.
Используются также титановые аноды, покрытые тонким
слоем платины (несколько мкм).
Плотность тока зависит от материала анода. На графитовых
анодах плотность тока должна соответствовать потенциалу ни-
же критического.
Проведение электросинтеза хлората в более интенсивном ре-
жиме, т. е. при более высоких плотностях тока, возможно при
использовании малоизнашивающихся анодов. Высокие выходы
по току сохраняются при плотностях тока 1,5—3,5 кА/м2 на
ОРТА, платино-титановых и диоксидносвинцовых анодах.
В связи с тем, что хлорат образуется в результате не толь-
ко электрохимической, но и химической реакции, процесс харак-
теризуется помимо электродной и объемной плотностью тока
(или концентрацией тока).
Объемная плотность тока представляет собой отношение си-
лы тока, проходящей через электролизер, к объему электроли-
та и измеряется в А/л. Поскольку химическая реакция между
гипохлоритом и хлорноватистой кислотой в объеме раствора
181
приводит к образованию целевого продукта — хлората, целесо-
образно увеличить пребывание раствора в электролизере, т. е.
проводить процесс с низкими объемными плотностями тока.
Обычно объемные плотности тока составляют 10 А/л и более.
Состав раствора. Концентрация исходного хлорида в рас-
творе, подаваемом на электролиз, зависит от способа обработ-
ки раствора после электролиза с целью получения твердого
хлората натрия. При электролизе с последующей выпаркой
раствора, .выходящего из электролизера, концентрация хлорида
натрия составляет 280 г/л. Кроме того, раствор содержит 40—
80 г/л NaClOg, оставшегося после выделения твердого хлора-
та, и 3—6 г/л бихромата, вводимого для уменьшения потерь ги-
похлорита и хлората вследствие восстановления на катоде.
Электролиз проводят при pH раствора, равном 6,0—6,8, и под-
держивают эту величину введением НС1, используя буферные
свойства бихромата в этой области pH:
Сг2О,2- + Н2О ц—>- 2СгО42- + 2Н+
Оптимальное значение pH раствора соответствует соотноше-
нию между концентрациями гипохлорита и хлорноватистой кис-
лоты, при котором скорость химической реакции между этими
веществами с образованием хлората является максимальной.
Концентрация хлорида натрия в конце электролиза зависит
от материала анода. При использовании графитовых анодов
концентрация хлорида в растворе, вытекающем из электроли-
зера, должна быть не ниже 100—120 г/л во избежание увели-
чения доли тока на выделение кислорода и износа анода. При
электролизе с малоизнашивающимися анодами допускается
обеднение раствора по содержанию хлорида до 50 г/л. Концент-
рация хлората составляет 350—375 г/л.
л Если для выделения хлората используют вымораживание, то
исходный раствор содержит 200 г/л NaCl, 340 г/л NaClO3 и 3—
8 г/л бихромата, а содержание хлората после электролиза до-
стигает 550—600 г/л.
Температура подвергаемого электролизу раствора зависит от
материала анода. Скорость химической реакции образования
хлората существенно возрастает при повышении температуры
раствора. Однако на графитовых анодах нельзя вести электро-
лиз при температурах выше 40°C вследствие резкого возраста-
ния износа анода.
Применение малоизнашивающнхся анодов позволяет повы-
сить температуру до 70—80°C, что существенно увеличивает
вклад химической реакции в образование хлората, снижает на-
пряжение на электролизере и расход электроэнергии вследствие
уменьшения падения напряжения в электролите и перенапря-
жения водорода на катоде.
В описанных выше условиях выход хлората натрия по току
составляет при использовании графитовых анодов 83—85% и
lfi2
Рис. 2.48. Электролизер с охлаждаемыми катодами для получения хлората
натрия:
1—корпус; 2 — крышка; 3—прокладка; 4 — токоподводящая пиша; 5 — анодный короб;
6 — битумная заливка; 7 — гуммировка; 8 — катодный комплект; 9 — анод.
до 94—96% в электролизерах с малоизиашивающимися ано-
дами.
Конструкции электролизеров. В промышленности применяют
как монополярные, так и биполярные электролизеры.
На рис. 2.48 показана конструкция отечественного монопо-
лярного электролизера с графитовыми анодами 9 и охлаждае-
мыми катодами 8. Последние выполнены в виде двойной гре-
бенки из плоских прямоугольных коробок, присоединенных к
коллекторам, по которым протекает охлаждающая вода. Кор-
пус 1 изолирован от крышки 2 прокладками 3. Головки ано-
дов и стояки для подачи воды проходят через крышку. Отдель-
ные аноды над крышкой соединены с анодными шинами, кото-
рые в свою очередь присоединены к общей токоподводящей ши-
не 4. Ток к катодам подводится через стояки для охлаждающей
воды. Герметизация мест вывода анодов и стояков достигается
с помощью битумной заливки 6, которая находится в коро-
бах 5. Корпус электролизера гуммирован. Электролизер дан-
ного типа рассчитан на нагрузку 20—25 кА при анодной плот-
ности тока 1 кА/м2 и объемной плотности тока 10 А/л.
Конструкция электролизера с биполярными электродами
представлена на рис. 2.49. Такой электролизер рассчитан на
полную переработку электролита от начального состава до ко-
183
нечного путем каскадного перетока из ячейки в ячейку. Отдель-
ные ячейки 1 соединены в единую конструкцию с помощью ра-
мы 2. Биполярные электроды выполнены в виде гребенки. Ячей-
ки снабжены холодильником 4. Между отдельными ячейками
установлены перегородки 5. Газы, образующиеся при электро-
лизе (главным образом водород), отделяются от увлеченного
электролита в сепараторе 6. Нагрузка на электролизер состав-
ляет 25 кА и 50 кА на одну ячейку; число ячеек определяется
производительностью электролизера.
В последнее время намечается тенденция к увеличению доли
хлората, образующегося в результате химической реакции
между гипохлоритом и хлорноватистой кислотой. Поэтому со-
здаются установки, в которых при электролизе образуются рас-
творы, содержащие гипохлорит и хлорноватистую кислоту. Ре-
акция между этими соединениями протекает в основном вне
электролизера. Одна из таких установок разработана фран-
цузской фирмой Кребс, ее схема показана на рис. 2.50.
Рис. 2.49. Биполярный электролизер для получения хлората натрия:
1 — ячейка; 2 — рама; 3 — изолятор; 4 — холодильники; 5 — перегородки; 6 — сепаратор.
184
Рис. 2.50. Установка фирмы Кребс с
пространственным разделением зон
образования гипохлорита и хлорно-
ватистой кислоты:
1 — электролизеры; 2 — трубы; 3 — сепара-
торы; 4 — бак; 5 — труба для отвода рас-
твора хлората.
В электролизерах 1 проте-
кает электролиз с образовани-
ем гипохлорита и хлорновати-
стой кислоты. Электролит за
счет подъемной силы водоро-
да, образующегося на катоде,
поднимается по трубам 2 и поступает в сепараторы 3, где от-
деляется от жидкости. Далее электролит поступает в бак 4,
где при повышенной температуре идет химическая реакция об-
разования хлората. После накопления хлората до концентра-
ции 550—600 г/л раствор отводят по трубе 5.
Технологическая схема. Как отмечалось выше, существуют
два метода выделения хлората из раствора после электроли-
за— выпаривание и вымораживание. Ниже будет рассмотрена
технологическая схема с выпариванием раствора, вытекающего
из электролизеров (рис. 2.51).
В баке 1 готовят исходный раствор с использованием твер-
дого хлорида натрия и маточника после стадии выпаривания,
а также очищают его от ионов кальция и магния. Затем после
фильтрации на фильтре 2 раствор насосом 3 подают в напор-
ный бак 4. Сюда же поступают соляная кислота и бихромат.
Электролиз проводят в- каскаде электролизеров (обычно 4—
6 электролизеров) либо в многосекционном электролизере, по-
добном изображенному на рис. 2.49, с внутренним каскадом.
Из последнего электролизера каскада раствор поступает в
сборный бак 6, где подогревается для ускорения химической
реакции между гипохлоритом и хлорноватистой кислотой й
подается в бак 7. Здесь происходит подщелачивание и восста-
новление непрореагировавшего гипохлорита и хлорноватистой
кислоты с помощью химических восстановителей (например,
формиата). Затем раствор поступает в аппараты 8 и 9 на вы-
парку. Между выпарными аппаратами на фильтрах 10 отделя-
ют выпавший хлорид натрия.
Раствор, содержащий после выпарки 900—950 г/л NaClO3 и
80—90 г/л NaCl, проходит фильтр 11 и из приемника 12 посту-
пает в вакуум-кристаллизатор 13. Вакуум в кристаллизаторе
создается с помощью установки 14. Далее на центрифугах 15
отделяются кристаллы хлората натрия. Их собирают в бунке-
ре 17 и сушат в сушилках 18. Маточник с центрифуги из сбор-
ника 16 подают в бак 1.
По схеме с вымораживанием растворы, содержащие 550—
о00 г/л NaClOg, подогревают до 40—50 °C и насыщают хлори-
185
Рис. 2.51. Технологическая схема получения хлората натрия с применением
выпарки:
1 — бак для приготовления и очистки исходного раствора; 2, 11, 15 — фильтры; 3 — на-
сос; 4 — напорный бак; 5 — электролизеры; 6 — сборник электролита; 7 — аппарат для
окончательного дехлорирования электролита; 8 — второй корпус выпарки; 9 — первый
корпус выпарки; 10 — фильтры для отделения хлорида натрия; 12— приемник упарен-
ных щелоков; 13 — кристаллизатор; 14 — паровакуумная установка; 16 — сборник маточ-
ника; 17 — бункер солн; 18 — сушилка хлората натрия; 19 — колонна для отмывки во-
дорода от хлора; 20 — колонна для промывки водорода водой; 21 — вентилятор для во-
дорода; 22 — контактный аппарат, 23 — холодильник; 24 — компрессор.
дом натрия, который создает эффект высаливания хлората.
Затем раствор поступает на стадию кристаллизации, где при
охлаждении до —34-5 °C твердый хлорат натрия выпадает в
осадок.
Электросинтез перхлоратов
Соли хлорной кислоты (НС1О4), или перхлораты, находят при-
менение в пиротехнике, аналитической химии, фотографии,
а также являются катализаторами некоторых реакций. Основ-
186
ным промышленным методом получения перхлоратов в настоя-
щее время является электрохимический. Этим методом получа-
ют перхлорат натрия. Другие перхлораты производят в про-
мышленности обменной химической реакцией перхлората нат-
рия с соответствующими хлоридами.
Перхлорат натрия образуется на аноде в результате элект-
рохимического окисления хлората:
ММО + С1О3" --► ММО[С1О3] (аде) + е
ММО[С1О3] (аде) Н2О -»- ММО + С1О4_ + 2Н+ + е
Условия электролиза. Реакция электрохимического окисле-
ния хлоратов протекает при высоких положительных потенциа-
лах (более 2,0 В отн. н. в. э.), поэтому анод должен обладать
высоким перенапряжением кислорода и сохранять пассивные
свойства при этих значениях потенциала. Лучше всего этим
требованиям удовлетворяет гладкая платина. В промышлен-
ности, как правило, используют платино-титановые аноды.
Достаточно высокие, но все же ниже, чем на платиновых
или платино-титановых анодах, выходы перхлората по току
могут быть достигнуты и на анодах из электроосажденного ди-
оксида свинца.
Плотность тока. Для поляризации анодов до высоких зна-
чений потенциалов, соответствующих оптимальным выходам
перхлората по току, необходимы высокие анодные плотности
тока. Для платиновых или платино-титановых анодов эти зна-
чения составляют 3—5 кА/м2, а в некоторых случаях —
10 кА/м2. Оптимальный потенциал анода из диоксида свинца
имеет на 0,25 В более отрицательное значение, чем потенциал
платинового анода. Возможно, поэтому оптимальные плотности
тока на анодах из диоксида свинца ниже и составляют 2,0—
2,5 кА/м2.
Состав раствора характеризуется прежде всего высокими
концентрациями исходного хлората натрия, достигающими
600—700 г/л. Характерно, что выход перхлората по току мало
зависит от концентрации хлората и практически не снижается
при ее уменьшении до 100 г/л. В процессе электросинтеза пер-
хлората целесообразно поддерживать рН = 6,6--6,8 путем вве-
дения соляной кислоты. В более щелочных растворах облегча-
ется протекание побочной электрохимической реакции выделе-
ния кислорода. *
Уменьшаются выходы по току и при сильном подкислении
раствора. В значительной степени это объясняется расходом
части тока на окисление ионов хлора, вводимых в раствор в
виде соляной кислоты.
В тех случаях, когда используют платиновые или платино-
титановые аноды, в раствор вводят буферирующую добавку
бихромата (до 5 г/л), которая одновременно предупреждает
восстановление хлората на катоде. Следует отметить, что при-
сутствие в растворе бихромата недопустимо в тех случаях, ког-
187
диоксида свинца, проявляющимся
выхода перхлората.
Уменьшить потери вследствие
можно путем изготовления его из
Рис. 2.52. Биполярный электро-
лизер для получения перхло-
рата:
1 — биполярные электроды; 2 — мо-
нополярный электрод; 3 — токопод-
водящая шина; 4— крышка; 5—|
корпус; 6 — отверстие для перетока
электролита; 7 — рамки; 8 — труба з
для перетока воды.
да используют аноды из
диоксида свинца. Это
обусловлено отрицатель-
ным влиянием бихромата
на активность анода из
в снижении потенциала и
восстановления на катоде
нержавеющей стали. При
использовании анодов из диоксида свинца в раствор рекоменду-
ют вводить небольшие количества фторида натрия (2 г/л). Бла-
годаря адсорбции ионов' фтора на аноде его потенциал сдви-
гается в сторону более положительных значений и выход пер-,
хлората по току повышается.
Температура. С понижением температуры раствора несколь-
ко возрастает выход перхлората по току за счет повышения
перенапряжения выделения кислорода. В то же время при уве-
личении температуры уменьшаются падение напряжения в
электролите и расход электроэнергии на электролиз. Обычно
электролиз проводят при температурах 35—50 °C. Следует от-
метить, что при более высоких температурах возрастает износ
платиновых анодов.
При соблюдении описанных выше условий выход перхлорат
тов по току составляет около 90% на платиновых или платино
титановых анодах и 70% —на анодах из диоксида свинца.
Конструкция электролизеров. Одна из конструкций биполяр-
ных электролизеров для получения перхлоратов представлена
на рис. 2.52. Корпус 5 и крышка 4 электролизера изготовлены,
из поливинилхлорида. Полые биполярные титановые электро-
ды 1, на поверхность которых нанесен слой платины, укрепле-
ны в рамках 7 из токонепроводящего материала, например,
поливинилхлорида или тефлона. Рамки одновременно являются
прокладками, предотвращающими короткое замыкание. В про-
тивоположных торцевых стенках электролизера укреплены два
монополярных электрода 2, к которым ток подводится с по-
мощью шины 3. В крышке имеется труба для отвода газов. Че;
рез полые электроды циркулирует охлаждающая вода.
Технологическая схема получения перхлоратов калия или'
аммония из перхлората натрия приведена на рис. 2.53.
188
Раствор .хлората натрия готовят в баке 1. Пройдя фильтр 2,
раствор поступает в бак 3, а из него — в электролизер 4. Элект-
ролиз ведут при температуре 45—50 °C и плотности тока
3,5 кА/м2. Плотность тока на катодах из нержавеющей стали
составляет 0,8 кА/м2. Концентрация хлората натрия в раство-
ре, поступающем на электролиз, равна 650—700 г/л. Раствор-
отводится из электролизера при концентрации перхлората нат-
рия 700—750 г/л, проходит фильтр 5 и поступает в сборник 6.
Дальнейшие операции проводят для получения из перхлората
натрия перхлоратов аммония или калия. В первом случае рас-
твор упаривают в аппарате 7, обогреваемом паром, до концент-
рации 1100 г/л NaClO4. Затем раствор поступает в охлаждае-
мый водой бак 8, куда из емкости 9 подается насыщенный рас-
твор хлорида аммония. В результате обменной реакции между
перхлоратом натрия и хлоридом аммония образуется перхлорат
аммония, кристаллы которого отделяют на центрифуге 10. Сы-
рой перхлорат аммония, содержащий 94% .NH4CIO4, перекри-
сталлизовывают в кристаллизаторе 11. Выпавшие кристаллы
отделяют на центрифуге 12, сушат воздухом в сушилке 13 при
105 °C и упаковывают. Фильтрат из центрифуги 12, содержащий
100—120 г/л NH4CIO4, используют для получения перхлората
калия или направляют в аппарат 9 для приготовления раство-
ра хлорида аммония.
Для получения перхлората калия весь раствор или часть его
из сборника 6 направляют в бак 15, куда из емкости 16 посту-
пает раствор КС1. Кристаллы КСЮ4 отделяют на центрифуге
17, сырой перхлорат калия (95% КС1О4) отмывают от приме-
Рис. 2.53. Технологическая схема получения перхлоратов аммония и калия:
1, 3, 8, 15, 18 — баки; 2, 5 — фильтры; 4 — электролизер; 6 — сборник; 7 — аппарат для
Упаривания; 9 — емкость для приготовления раствора хлорида аммония; 10, 12, 17, 19 —
центрифуги; 11 — кристаллизатор; 13, 20 — сушилки; 14, 22 — отделения упаковки гото-
вого продукта; 16 — емкость для приготовления раствора хлорида кал ня; 21 — распы-
литель.
leg
сей в баке 18. Кристаллы соли отделяют на центрифуге 19, вы-
сушивают воздухом в сушилке 20 при 105 °C, направляют в рас-
пылитель 21 и далее на упаковку.
Электросинтез хлорной кислоты
Хлорная кислота принадлежит к числу наиболее сильных ми-
неральных кислот. Она представляет собой весьма эффективный
окислитель. Хлорная кислота используется для окисления ор-
ганических и неорганических соединений, при обработке руд,
в аналитической химии, гальванопластике, для получения пер-
хлоратов и в других областях.
Производство хлорной кислоты в промышленных масштабах
возможно путем электрохимического- окисления соляной кисло-
ты или растворенного хлора:
НС14-4Н2О --► НС1О4 + 8Н+ + 8е
CU + SHjjO -> 2НСЮ4+ 14Н++ 14е
Следует отметить, что анодное окисление ионов хлора или
молекулярного хлора вряд ли можно рассматривать как один
электродный акт. По-видимому, процесс протекает через ста-
дии образования промежуточных хемосорбированных кислород-
ных соединений хлора.
Условия электролиза. Электрохимический синтез хлорной
кислоты протекает при высоком анодном потенциале (выше
2,5 В отн. н. в. э.), поэтому в качестве анода следует применять
металл с высоким перенапряжением кислорода. Учитывая агрес-
сивность хлорной кислоты, таким металлом может быть лишь
платина или титан, покрытый платиной.
Плотность тока. Анод может быть поляризован до высокого
положительного потенциала только при высокой плотности то-
ка, которая в процессе электросинтеза хлорной кислоты состав-
ляет 2,5 кА/м2.
Состав раствора. Электрохимическое окисление соляной
кислоты и хлора проводят в присутствии фонового электроли-
та— 40%-ой хлорной кислоты. Концентрация исходной соля-
ной кислоты зависит от температуры.
В случае электролиза при положительных температурах
концентрация исходной соляной кислоты не должна превышать
0,1—0,2 экв/л. При повышении концентрации НС1 выход хлор-
ной кислоты по току уменьшается, а ток расходуется на выде-
ление хлора. Оптимальный выход НСЮ4 по току в этом слу-
чае составляет 60%. При снижении температуры в качестве
исходного раствора можно использовать более концентрирован-
ные растворы соляной кислоты в хлорной кислоте. Так, при
температуре —20 °C концентрация соляной кислоты может быть
увеличена до 1,5—1,8 экв/л, а выход по току —до 80—85%.
При получении хлорной кислоты электрохимическим окис-
лением хлора его концентрация в хлорной кислоте составляет
около 3 г/л.
J90
Электросинтез пероксодвусерной кислоты
и пероксида водорода
Пероксодвусерная кислота H2S2O4 и ее соли — пероксодисуль-
фаты являются сильными окислителями; они представляют со-
бой также полупродукты в производстве пероксида водорода.
Практически вся пероксодвусерная кислота и большая часть
пероксодисульфатов, получаемых электрохимическим методом,
перерабатываются в пероксид водорода. Последний относится
к числу важных препаратов и находит широкое применение как
окислитель для отбеливания различных текстильных материа-
лов и мехов, в целлюлозно-бумажной промышленности, меди-
цине и т. д.
При исследовании строения растворов серной кислоты ме-
тодом спектров комбинационного рассеяния света установлено,
что в оптимальных условиях электросинтеза пероксодвусерной
кислоты серная кислота диссоциирует в основном на ионы
HSO4_ и Н+. Следовательно, реакцию анодного окисления анио-
нов HSO4_ с учетом возможного участия в ней промежуточных
земосорбированных на окисленной ‘Поверхности платины соеди-
нений можно представить в виде следующих уравнений:
PtPtO -J- HSO4- -> PtPtO(HSO4] (аде) + е
PtPtO[HSO4] (аде) + HSO4- —> H2S2O8 + PtPtO+e
или
2PtPtO[HSO4] (аде) -> H2S2O8 + 2PtPtO
При выборе оптимальных условий электросинтеза пероксо-
двусерной кислоты и ее солей приходится учитывать не только
протекание на аноде электрохимической реакции окисления
аниона HSO4“, ,но и поведение продуктов электролиза в объеме
раствора.
Условия электролиза. Окисление аниона HSO4~ протекает
при высоком положительном потенциале (3,0—3,3 В), поэтому
в качестве материала анода с наибольшей эффективностью мо-
жет быть использована гладкая платина, на которой перенапря-
жение кислорода высоко. Используют также платино-титановые
аноды. С целью уменьшения износа платины в некоторых слу-
чаях применяют ее сплавы с небольшим количеством иридия.
Катоды изготавливают из свинца или графита и охлаждают во-
дой.
Плотность тока. Анод может быть поляризован до высокого
положительного потенциала лишь при высокой плотности тока,
которая в производстве пероксодвусерной кислоты составляет
5—10 кА/м2.
Пероксодвусерная кислота, образующаяся в результате
анодного окисления серной кислоты, склонна к гидролизу, про-
текающему в объеме раствора. Этот процесс протекает в две
стадии:
H^Og -f- Н2О ----Н-ЗОб + H2SO4
H2SO5 4- Н2О ----► H2SO4 Н2О2
191
Образующаяся на первой стадии мононадсерная кислота,
или кислота Каро, окисляется на аноде при более отрицатель-
ных потенциалах, чем серная кислота:
HjSOj 4- Н2О -* H2SO4 4- О2 + 2Н+ + 2е
На аноде возможна и реакция окисления пероксида водорода:
Н2О2 -----------------------► Ог4-2Н+4-2е
В объеме раствора наблюдается взаимодействие мононадсер-
ной кислоты и пероксида водорода:
h2so5 4- н2о2 —► h2so4 4- оа 4- н2о
Таким образом, в побочных реакциях, связанных с потерей
активного кислорода, участвуют продукты гидролиза пероксо-
двусерной кислоты. Поэтому целесообразно проводить электро-
лиз в малом объеме электролита, стремясь с большой скоро-
стью выводить его из электролизера.
Таким образом, электросинтез пероксодвусерной кислоты
должен протекать при высоких объемных плотностях тока, до-
стигающих 0,5 кА/л.
Состав раствора. Выход пероксодвусерной кислоты в зави-
симости от концентрации исходной серной кислоты достигает
максимума, соответствующего 700—800 г/л H2SO4. Понижение
концентрации серной кислоты связано с возрастанием доли то-
ка, расходуемой на побочную электрохимическую реакцию вы-
деления кислорода на аноде. Характерно, что при повышении
анодной плотности тока концентрация серной кислоты, при ко-
торой начинается образование пероксодвусерной кислоты,
уменьшается.
Падение выхода по току в концентрированных растворах
•серной кислоты объясняется возрастанием скорости гидролиза
,пероксодвусерной кислоты. Практически в производстве перок-
содвусерной кислоты используют растворы., содержащие 550—
625 г/л H2SO4, так как более концентрированная серная кисло-
та обладает слишком малой удельной электропроводностью.
Верхний предел концентрации продукта электролиза — пер-
•оксодвусерной кислоты —ограничен скоростью реакции гидро-
лиза в электролизере, которая резко возрастает по мере повы-
шения концентрации продукта более определенного значения.
Обычно на стадии электролиза получают растворы, содержащие
•от 250 до 300 г/л H2S2O8.
Выход пероксодвусерной кислоты по току в большой степе-
ни зависит от присутствия в растворе таких анионов, как, на-
пример, F-, Cl~, CNS~. Роль их заключается в адсорбции на
аноде и повышении перенапряжения побочной электрохимиче-
ской реакции выделения кислорода. При этом указанные ионы
мало влияют на скорость разряда анионов HSO4_. Наибольший
эффект возрастания выхода пероксодвусерной кислоты по току
наблюдается при введении в раствор фторидов. Однако эта до-
192
бавка не применяется в промышленных процессах, так как
фториды вызывают повышенный износ платиновых анодов.
Обычно в раствор вводят небольшие количества хлоридов или
роданидов (до 1 г/л).
Температура подвергаемого электролизу раствора серной
кислоты не должна превышать 15—17 °C. Повышение темпера-
туры вызывает увеличение скорости гидролиза пероксодвусер-
ной кислоты в электролизере и падение вследствие этого вы-
хода по току. Более низкие температуры электросинтеза пер-
оксодвусерной кислоты поддерживать нецелесообразно, так как
при этом снижается электропроводимость раствора и возникают
конструктивные трудности, связанные с обеспечением эффектив-
ного охлаждения в условиях высоких объемных плотностей тока.
Диафрагма. Электросинтез пероксодвусерной кислоты про-
текает в электролизерах с диафрагмой, которая препятствует
попаданию продукта электросинтеза на катод и его восстанов-
лению. В качестве материала для изготовления диафрагмы
можно использовать керамику, а также пористый винипласт.
Электросинтез пероксодисульфатов
Условия электролиза. Условия электролиза с целью получения
солей пероксодвусерной кислоты мало отличаются от описан-
ных выше. В качестве анодов применяют титан с нанесенной на
его поверхность платиной, а также диоксид свинца, электро-
осажденный на титановую основу.
Плотность тока. Окисление сульфатов, как и окисление сер-
ной кислоты, протекает при высоких положительных потенциа-
лах, поэтому электролиз следует проводить при больших анод-
ных плотностях тока (до 5 кА/м2). Гидролиз пероксодисульфа-
тов протекает с меньшей скоростью, чем гидролиз .пероксодву-
серной кислоты, поэтому электролиз можно проводить при по-
ниженных объемных плотностях тока (15—20 А/л).
Состав раствора. Подвергать электролизу растворы сульфа-
тов, не содержащие серной кислоты, нецелесообразно, так как
происходит подщелачивание раствора, приводящее к уменьше-
нию выхода пероксодисульфата по току. При этом протекает
реакция:
±2е
2(NH4)2So4 + 2Н2О -* (NH4)2S2O8 + 2NH4OH + Н2
В связи с этим электролизу подвергают подкисленные сер-
ной кислотой растворы сульфатов, т. е. по существу, растворы
бисульфатов. При определении оптимального состава раствора
существенным является природа катиона бисульфата. Прак-
тически во всех случаях используют растворы бисульфата аммо-
ния, так как эта соль отличается хорошей растворимостью и в
растворе создается высокая концентрация аниона HSO4_.
Соотношение между концентрациями сульфата и серной
кислоты в исходном растворе зависит от способа переработки
13-2021 193
пероксодисульфатов в пероксид водорода. Известны два спо-
соба получения пероксида водорода из растворов пероксоди-
сульфатов аммония, образовавшихся в результате электролиза.
В первом способе пероксодисульфат аммония путем обмен-
ной реакции с бисульфатом калия переводят в малорастворимый
пероксодисульфат калия, который подвергают гидролизу. При
получении пероксида водорода по этому способу ведут электро-
лиз раствора, содержащего (в г/л) 275—300 (NH4)2SO4, 70—
90 H2SO4, 40 K2SO4 и 75—80 (NH4)2S2Oe. Последние два соеди-
нения остаются в растворе от предыдущего цикла переработки
пероксодисульфата в пероксид водорода.
Во втором способе гидролизу подвергают пероксодисульфат
аммония, образовавшийся в процессе электролиза. Чтобы гид-
ролиз протекал с достаточно высокой скоростью и полнотой,
концентрация серной кислоты должна быть значительно выше,
чем в первом случае. Обычно на электролиз подают раствор,
содержащий 235 г/л (NH4)2SO4 и 285 г/л H2SO4. По первому
способу пероксодисульфат аммония накапливается в растворе
до концентрации 160—170 г/л, по второму — до 230 г/л.
Так же, как и при электросинтезе пероксодвусерной кисло-
ты, для получения пероксодисульфата аммония в электролит
вводят добавки хлорида или роданида для понижения выхода
кислорода по току.
Температура раствора при электросинтезе пероксодисульфа-
тов может поддерживаться более высокой, чем в производстве
пероксодвусерной кислоты, вследствие меньшей склонности ко-
нечного продукта к гидролизу. Обычно электролиз проводят
при температуре раствора 30—40 °C. Повышение температуры
благоприятно влияет на электропроводимость раствора.
Диафрагма. Как и в производстве пероксодвусерной кисло-
ты используется диафрагма, разделяющая межэлектродное про-
странство. В качестве диафрагмы используют пористый вини-
пласт. Выход пероксодисуль-
фата аммония по току состав-
ляет 82—85%.
Конструкция электролизе-
ров. Одна из конструкций про-
мышленного электролиза для
получения пероксодвусерной
кислоты представлена на
рис. 2.54.
Рис. 2.54. Электролизер для получе-
ния пероксодвусерной кислоты:
1 — корпус; 2 — изолятор; 3 — катод; 4 —
анод; 5 —диафрагма; 6 — поддон; 7 — кол-
лектор охлаждающей воды; 8 — труба для
подачн электролита; 9 — анодная шнна;
10 — катодная шнна; 11—трубы для от-
вода охлаждающей воды; 12 — крышка^
13—коллектор для отвода анолнта; 14 —
коллектор для отвода охлаждающей воды.
194
Рис. 2.55. Технологическая схема получения пероксида водорода:
1 — напорный бак; 2— электролизеры; 3— сборник католита; 4 — сборник анолита;
5, 8 — гидролизеры; 6 — бак для конденсата водяного пара; 7 — сепаратор; 9 — абсорб-
ционные колонны; 10 — барометрический конденсатор; 11— вакуум-насос; 12— бак для
приготовления электролита; 13 — сборник оборотной кислоты.
Электролизер представляет собой ящичную монополярную
конструкцию. Корпус электролизера 1 изготовлен из поливи-
нилхлорида и снабжен ребрами жесткости. В электролизере
помещены шесть платино-титановых анодов-холодильников 4,
выполненных в виде сварных полых титановых коробов, охлаж-
даемых внутри водощ которая подается по трубе 10 из коллек-
тора 7. К поверхности титановых коробов приварены платино-
вые ленты. Аноды помещают в винипластовые пористые диаф-
рагмы 5.
Катоды 3 представляют собой графитовые пластины, верх-
ние концы которых выведены через крышку 15 и присоединены
к катодным шинам 12. Для сбора водорода на катоде укрепле-
на диафрагма из хлорвиниловой ткани. Электролит поступает
в электролизер по трубе 8, газы отводят по трубам 9 и 13,
а охлаждающую аноды воду — по трубам 14 в коллектор 17.
Анолит, обогащенный пероксодвусерной кислотой, выводят в
коллектор 16. Ток к анодам подводится через шину И. Элект-
ролизер с помощью изоляторов 2 устанавливают на поддоне 6.
Характеристика некоторых отечественных электролизеров
приведена в табл. 2.4.
Технологическая схема процесса получения пероксида во-
дорода через стадию электросинтеза пероксодвусерной кислоты
приведена на рис. 2.55.
К серной кислоте, применяемой в электросинтезе пероксодву-
серной кислоты, предъявляются высокие требования, касающие-
ся содержания некоторых примесей. Особенно отрицательно
сказывается на выходе конечного продукта присутствие в рас-
творе примесей мышьяка, железа, марганца, платины. Все эти
»3* 195
Таблица 2.4. Характеристика отечественных электролизеров
для получения пероксодвусерной кислоты
Показатели Электролизер
БМЭ-56/13 с сетчатыми неохлаждае- мымн анодами (ГИПХ) с Ti-Pt охлаж- даемыми анода- ми (ГИПХ)
Нагрузка, кА 8,0—9,8 1,0 12—25
Напряжение, В 4,1—4,5 4,3—4,5 4,5—4,7
Анодная плотность тока, кА/м2 5,0—6,0 5,0—6,0 5,0
Объемная плотность тока, А/л — 120 400—500
Температура анолита, °C 15—22 17—22 12—16
Выход по току, % 68—70 68—70 75—76
примеси способны катализировать разложение пероксосоедине-
ний, поэтому концентрированную серную кислоту, применяемую
для приготовления исходного электролита, подвергают предва-
рительной очистке путем перегонки.
Очищенная серная кислота проходит последовательно через
анодные пространства каскада электролизеров 2. В каскаде
устанавливают до 30 электролизеров. Обогатившись пероксо-
двусерной кислотой, раствор поступает в сборник 4, а отсю-
да — в свинцовый змеевик гидролизера 5, обогреваемого глухим
паром, где гидролизуется 80—90% H2S2O8. Далее раствор по-
дается в сепаратор 7. Здесь происходит разделение Н2О2 и рас-
твора, содержащего негидролизованную пероксодвусерную кис-
лоту. Последнюю направляют на гидролиз в аппарат 8, обо-
греваемый острым паром. Пары пероксида водорода направля-
ют в абсорбционную насадочную колонну 9, орошаемую водой.
Две колонны, в которых последовательно происходит абсорбция
паров Н2О2, соединяются через барометрический конденсатор 10
с вакуум-насосом И. Из первой абсорбционной колонны отби-
рается товарный пероксид водорода, содержащий 30—35%,
Н2О2.
Серная кислота, содержащая H2S2O8, H2SO5 и Н2О2 из гид-
ролизера 8 поступает в бак 12, из которого, пройдя напорный
бак 1, подается в катодное пространство первого электролизе-
ра каскада, последовательно проходя катодные пространства
всех электролизеров каскада. При этом на катоде восстанавли-
ваются кислота Каро, пероксид водорода, присутствие которых
в анолите приводит к уменьшению выхода пероксодвусерной
кислоты. Кроме того, на катоде осаждаются некоторые метал-
лы, также снижающие выход пероксодвусерной кислоты по то-
ку. Последовательное протекание электролита через катодные
пространства всех электролизеров дает возможность выравнить
концентрацию серной кислоты, изменяющуюся за счет электро-
переноса анионов HSO4_ в анодное пространство. Из катодного
пространства последнего электролизера каскада раствор посту-
196
пает в анодное пространство первого электролизера каскада и
далее проходит через анодные пространства всех электролизе-
ров каскада.
Электросинтез пероксобората натрия
Пероксоборат натрия, NaBO2-H2O2-3H2O, представляет значи-
тельный интерес как мягкий окислитель, который находит ши-
рокое применение в качестве отбеливающего средства, компо-
нента моющих средств и т. д. Одним из промышленных мето-
дов производства пероксобората натрия является электрохими-
ческий. Он заключается в электролизе растворов, содержащих
буру, карбонат и бикарбонат натрия. В щелочном растворе бу-
ра разлагается с образованием метабората натрия:
Na2B4O, + 2NaOH -• 4NaBO2 + Н2О
На аноде протекает реакция, выражаемая следующим сум-
марным уравнением:
ВО2” + 2ОН~ --> ВО2-Н2О2~ + 2е
Реакция протекает через стадию образования радикалов
ОН- и ВО2- либо через стадию окисления на аноде карбоната
в пероксокарбонат
2COS2----*- С2Ов2~4-2е
с последующим взаимодействием анионов С2О62- с анионами
метабората:
С2О62- + ВО2- + 2Н2О * ВО2-Н2О2- 4- 2НСО3-
Условия электролиза. Процесс электрохимического синтеза
пероксобората протекает при высоком положительном потен-
циале, поэтому в качестве анода используют платину либо ти-
тан, покрытый платиной.
Плотность тока. Проведение процесса электрохимического
окисления при высоком положительном потенциале требует вы-
соких анодных плотностей тока, которые в электросинтезе пер-
оксобората достигают 4—6 кА/м2.
Состав раствора. Подвергаемый электролизу раствор обычно
содержит 40 г/л буры, 130 г/л соды и 15—20 г/л бикарбоната
натрия. Для предотвращения восстановления пероксобората на
катоде в раствор вводят 0,2 г/л Na2Cr2O7. Стабилизация раство-
ров пероксобората натрия достигается введением в раствор
0,1—0,3 г/л силиката магния.
Температура. Электролиз проводят при температурах 10—
12 °C. Понижение температуры обусловлено возрастанием пе-
ренапряжения кислорода и уменьшением доли тока на выделе-
ние кислорода. Кроме того, понижение температуры способству-
ет стабилизации пероксобората.
Промышленный электролизер представляет собой аппарат,
оснащенный пакетом из 35 стальных никелированных катодов
197
и 34 платиновых анодов (сетка из проволоки диаметром
0,13 мм). При нагрузке на электролизер 6 кА цех, оснащенный
шестью электролизерами, дает 70 кг/ч пероксобората.
Пероксобораты склонны к образованию пересыщенных рас-
творов, поэтому для облегчения кристаллизации продукта
электролизера в раствор вводят в качестве затравки кристаллы
пероксобората. В последнее время считают целесообразным
проводить кристаллизацию не в электролизере, а в отдельном
аппарате — кристаллизаторе, находящемся в замкнутом кон-
туре с электролизером. Температура в кристаллизаторе поддер-
живается на 5—10° ниже, чем в электролизере. Выход пероксо-
бората по току составляет 60—70%.
Электросинтез перманганата калия*
Перманганат калия используется как окислитель в органическом
синтезе, в фотографии, медицине и других областях. Существу-
ют два промышленных метода производства .перманганата ка-
лия— комбинированный, или полуэлектрохимический, и элект-
рохимический.
Комбинированный метод производства
перманганата калия
Исходным сырьем в данном методе является природный пиро-
люзит, содержащий диоксид марганца. Обогащенную руду под-
вергают окислению кислородом в присутствии КОН. При этом
протекает следующая реакция:
2MnOa + 4КОН + Оа -«- 2КаМпО4 4-21^0
Образовавшийся в результате химического окисления ман-
ганат калия подвергается электрохимическому окислению в
перманганат:
2КаМпО4 --► 2КМпО4 + 2К++ 2е
На катоде происходит выделение водорода и суммарный
процесс в электролизере может быть записан в виде следующе-
го уравнения:
2КаМпО4 + Н2О -> 2КМпО4 + На 4- 2КОН
Условия электролиза. Аноды изготавливают из никелирован-
ной или нержавеющей стали, устойчивой яри анодной поляриза-
v ции в щелочном растворе за счет образования оксидной пленки.
Плотность тока. Скорость анодного окисления манганата-ио-
на зависит от скорости диффузии этих ионов из объема рас-
твора к поверхности электрода. Поэтому плотность тока на
аноде зависит от эффективности перемешивания раствора.
В существующих промышленных конструкциях электролизеров
анодная плотность тока составляет 0,08—0,09 кА/м2.
Раздел написан с использованием материалов Р. И. Агладзе.
198
Состав раствора. Электросинтез перманганата калия прово-
дят в электролизерах периодического действия. В электролизер
подают раствор, содержащий (в г/л) 115—140 К2МПО4, до 30
КМпО4, 70—90 КОН, до 40 К2СО3 и до 15 МпО2. В процессе
электролиза манганат превращается в перманганат, который
вследствие плохой растворимости выпадает в виде кристаллов
на дно электролизера.
После электролиза раствор должен содержать (в г/л) 15—
25 К2МПО4, 100—125 КМпО4, 95—120 КОН, до 40 К2СО3, до
15 МпОг.
Повышение концентрации щелочи в конечном растворе не-
желательно, так как при этом увеличивается скорость побочной
химической реакции в объеме раствора:
4КМпО4 + 4КОН ----► 4К2МпО4 + 2Н2О 4- О2
Температура. Процесс электролиза протекает при темпера-
туре 50—60 °C. При повышении температуры снижается на-
пряжение на электролизере вследствие уменьшения перенапря-
жения выделения водорода на катоде и увеличения удельной
электропроводимости раствора. Кроме того, повышение темпе-
ратуры способствует повышению скорости растворения твердой
фазы — манганата, — присутствующей в растворе. Выход пер-
манганата калия по току в описанных условиях достигает 83%.
Конструкция электролизера. Схема одной из промышленных
конструкций электролизеров для получения перманганата ка-
лия из манганата представлена на рис. 2.56.
Прямоугольный корпус 1 электролизера, снабженный тепло-
изоляцией, имеет днище с уклоном 3°, которое заканчивается
карманом для сбора кристаллов перманганата. Перманганат
выгружают из электролизера через штуцер 4. Электролизер
имеет 20 листовых анодов 3, изготовленных из стали Х18Н10Т,
и 60 катодов 2, изготовленных из стали Ст. 3.
С целью уменьшения потерь продуктов вследствие восста-
новления катоды снабжают чехлами из стеклоткани, пропитан-
ной хлорвиниловым лаком ХСЛ. Чехлы плотно прилегают к по-
верхности катода. Для перемешивания раствора служит осе-
вой насос 11. Газы, образующиеся
при электролизе, отводят через
штуцер 7, расположенный в центре /® ГИ
крышки 6. Раствор вводят в элект- 9 X.
ролизер через штуцер 9. Ток к
анодам подводится с помощью ши- 5 6
ны 5, к катодам — с помощью ши- fXX' чХ @
Рис. 2.56. Электролизер для получения II
перманганата калия из манганата: | Is Ир. 2
1 — корпус; 2 — катод; 3 — анод; 4 — штуцер для I И я 3 ,
выгрузки продукта; 5 — анодная шина; 6 — крыш- s'
Ка; 7 — штуцер для отвода газообразных продук- к. s'
тов; 8 — штуцер для подсоса воздуха; 9 — штуцер ,-Jr
Для загрузки раствора; 10 — катодная шина; 11 —
электродвигатель с осевым насосом. '
199
Рис. 2.57. Технологическая схема получения перманганата калия комбиниро-
ванным способом:
/ — бункер; 2, 4, 17 — шнековые питатели; 3, 18 — барабанные сушилки; 5 — шаровая
мельница; 6— бункер размолотой руды; 7 — емкость для раствора КОН; 8 — смеситель;
9 — реактор для окисления пиролюзита; 10 — аппарат для выщелачивания манганата;
И, /£ —центрифуги; 12 — сборник электролита; 13— напорный бак; 14 — электролизер;
15 — кристаллизатор; 19 — сборник перманганата; 20 — сборник маточных растворов; 21 —
бак для продукционного раствора; 22 — бак-растворитель КОН.
ны 10. Описанная конструкция электролизера рассчитана на
эксплуатацию при нагрузке 5 кА.
Технологическая схема получения перманганата калия из
манганата представлена на рис. 2.57. Пиролюзит из бункера 1
через шнековый питатель 2 поступает в барабанную сушилку 3
и оттуда через шнековый питатель 4 — в шаровую мельницу 5.
Из бункера размолотой руды 6 пиролюзит подают в смеси-
тель 8, куда из бака 7 поступает также раствор КОН. Далее
смесь направляют в реактор 9, сюда же в реактор подается кис-
лород.
Процесс окисления пиролюзита протекает при температуре
220—300 °C. Полученный в реакторе 9 плав манганата поступа-
ет в аппарат для выщелачивания 10, куда подается также ма-
точный раствор после кристаллизации перманганата. Далее
раствор фильтруют на центрифуге 11, собирают в баке 12 и че-
рез напорный бак 13 дают в электролизер 14. Пульпу из элект-
ролизера направляют в сборник продукционного раствора 21,
а отсюда перекачивают в кристаллизатор 15, где он охлажда-
ется до 20—25 °C.
Выпавшие кристаллы перманганата калия отфильтровыва-
ют на центрифуге 16 и через шнековый питатель 17 подают в
барабанную сушилку 18, а затем — в сборник готового продук-
200
га 19. Маточник собирают в баке 20 и подают на выщелачи-
вание.
Фармакопейный перманганат калия получают путем допол-
нительной перекристаллизации.
Электрохимический способ производства
перманганата калия
Электрохимический .метод в отличие от двухстадийного комби-
нированного метода получения перманганата калия позволяет
получать этот продукт в одну стадию.
Электрохимический метод разработан под руководством
академика АН Груз. ССР Агладзе Р. И. Он заключается в
анодном растворении марганца из сплавов
Мп -J- 8КОН -► КМпО4 + 4HjO + 7е 4- 7К.+
На катоде происходит выделение водорода и суммарная ре-
акция может быть выражена следующим уравнением:
Мп + ЗН2О + КОН --*- КМпО4 + 3,5Н2
Условия электролиза. В качестве материала для изготовле-
ния растворимых анодов в электрохимическом производстве
перманганата калия используют ферромарганец — сплав, со-
держащий 78% Мп, около 13% Fe, 6—7% С и 1,25% Si.
Плотность тока. Электролиз проводят при высоких анодных
плотностях тока, достигающих 1,5—4,5 кА/м2 и соответствую-
щих пребыванию анодов в активном состоянии. Это позволяет
получать перманганат калия с максимальным выходом по току.
Состав раствора. Оптимальным является раствор 17—25%-
ного КОН. Этот интервал концентраций соответствует области
активного растворения ферромарганцевого анода и исключает
разложение перманганата калия (стр. 199).
В процессе электролиза происходит поглощение диоксида
углерода, образующегося в результате окисления углерода, ко-
торый входит в состав ферромарганца. К концу электролиза
концентрация карбоната калия увеличивается до 150 г/л.
Температуру раствора поддерживают в интервале 15—30 °C.
При этой температуре процесс кристаллизации перманганата
калия из раствора протекает с достаточно высокой скоростью.
Повышение температуры приводит к уменьшению выхода по
току перманганата калия вследствие пассивации анода и раз-
ложения продукта электролиза.
Конструкция электролизера. Схема электролизера для про-
изводства перманганата калия из ферромарганца представлена
на рис. 2.58. Прямоугольный стальной корпус 1 с коническим
Дном имеет две откидные крышки 7. В электролизере имеется
26 пустотелых стальных катодов 2, охлаждаемых изнутри во-
дой, которую подводят с одной стороны электролизера (на схе-
201
Рис. 2.58. Электролизер для получения перманганата калия из ферромар-
ганца:
/ — корпус; 2—-катод; 3 —анод; 4 —сливной штуцер; 5 —короба для отсоса газов; 6—
анодная штаига; 7— откидные крышки; 8 — держатель анода; 9 — анодная шина; 10 —
катодная шина; // — трубы для отвода охлаждающей воды; /2 —желоб для сбора ох-
лаждающей воды; 13 — изолятор.
ме не показано), а отводят с противоположной — через тру-
бы 11 в желоб 12.
Ферромарганцевые литые аноды 3 помещают между катода-,
ми и укрепляют на анодных штангах 6 с помощью держате-
лей 8. Пульпу, содержащую кристаллы перманганата калия,
сливают после окончания электролиза через штуцер 4. Ток под-
водится к анодам и катодам соответственно с помощью шин 9
и 10. Газы из пространства над электролитом удаляют через
короба 5, расположенные на торцевой стороне электролизера и
соединенные с вентиляционной системой. Электролизер рассчи-
тан на нагрузку 6,5—10 кА. Выход перманганата калия по току
составляет около 50% •
Для интенсификации процесса получения перманганата ка-
лия электрохимиками, возглавляемыми Агладзе Р. И., предло-
жен биполярной электролизер с насыпным электродом, состоя-
щим из кусков ферромарганца размером 50—100 мм. Слой кус-
кового ферромарганца засыпают между токоподводами, распо-
ложенными в нижней и верхней частях электролизера. Корпус
электролизера выполнен из фторопласта. Плотность тока на
1 м2 сечения насыпного слоя составляет 10—15 кА. Раствор в
электролизере циркулирует за счет подъемной силы, создавае-
мой выделяющимися газами.
202
Один электролизер с насыпным электродом площадью попе-
речного сечения 0,5 м2 и высотой слоя засыпки 0,5 м способен
заменить серию из 15 электролизеров с литыми анодами.
Помимо экономии производственных площадей, применение
насыпных электродов позволяет отказаться от трудоемких опе-
раций, связанных с отливкой анодов и их креплением в элект-
ролизерах, полностью автоматизировать процесс электролиза и
проводить его непрерывно.
Технологическая схема. Раствор электролита готовят в баке
1, (рис. 2.59), куда подают КОН и промывные воды с после-
дующих стадий. Далее электролит поступает в электролизер 2,
где помещаются ферромарганцевые аноды в виде стержней
размером 550X50X25 мм, которые отлиты в высокочастотных
печах в формах, имеющих магнезитовую футеровку. Пульпу,
образующуюся в электролизере, фильтруют на центрифуге 3.
Кристаллы перманганата калия поступают в бак 4, где раство-
ряются при 90 °C в маточнике, отделяемом после кристаллиза-
ции. Раствор фильтруют от шлама на центрифуге 5. Шлам по-
ступает в бак 6, где его промывают водой, и подают в шламо-
сборнпк. Промывные воды из бака 6 поступают на приготовле-
ние электролита. Маточник, содержащий перманганат, перека-
чивают в кристаллизатор 10, охлаждаемый рассолом. Выпав-
шие кристаллы отделяют на центрифуге 11 и через шнековый
Рис. 2.59. Технологическая схема получения перманганата калия электрохи-
мическим способом:
' — бак для приготовления электролита; 2 — электролизер; 3, 5, 8, 11 — центрифуги;
6. 9 —баки; 7 —аппарат для каустификации; 10 — кристаллизатор; 12 — шнековый пи-
а>ель; /У — барабанная сушилка; 14— сборник перманганата калия.
203
питатель 12 направляют в барабанную сушилку 13, затем в
сборник 14 и выдают в качестве готового продукта.
Маточник из центрифуги 11 используют для растворения
перманганата калия.
Часть раствора из центрифуги 3 подают на каустификацию,
которая осуществляется в аппарате 7 с помощью негашеной
извести:
KjCOa + СаО + Н2О -► 2КОН + СаСО3
I
После каустификации содержание карбоната калия в раство-
ре снижается до 20 г/л. Шлам из аппарата 7 отфильтровывают
на центрифуге 8. Затем он поступает в бак 9, где промывается
водой, и далее направляется в шламосборник. Промывные воды
подаются в бак 1 для приготовления исходного электролита.
Электросинтез диоксида марганца*
Диоксид марганца находит широкое применение в качестве ком-
понента активной массы электрода гальванических элементов
системы Zn—МпО2. Он используется как окислитель, абсорбент,
катализатор и поглотитель в химической, пищевой, металлур-
гической и других отраслях промышленности. Природный диок-
сид марганца — пиролюзит Чиатурского месторождения — из-
давна находит широкое применение во многих отраслях народ-
ного хозяйства СССР.
В настоящее время вч связи с истощением запасов высоко-
качественных пиролюзитовых руд появилась потребность в за-
менителе. Таким заменителем стал искусственный диоксид мар-
ганца, который получают из рядовых марганцевых руд. Подав-
ляющее большинство искусственного диоксида марганца полу-
чают электрохимическим методом (ЭДМ), химический диоксид
марганца (ХДМ) осаждается при взаимодействии раствора со-
ли двухвалентного марганца с сильными окислителями — пер-
хлоратом, перманганатом.
Известно несколько разновидностей диоксида марганца,
различающихся строением кристаллических решеток. В настоя-
щее время классифицируют а-, 0-, у-, >6-, е-модификации. Кро-
ме того, каждая модификация имеет разновидности. Различие
в свойствах МпО2, полученного разными методами, объясняется
не только строением кристаллической решетки, но и размерами
кристаллов, их формой и взаиморасположением.
Особенности строения кристаллической решетки играют су-
щественную роль для характеристики качества диоксида мар-
ганца как активного вещества источника тока, катализатора,
абсорбента, твердого электролита. Для пиролюзита характерна
модификация 0-МпО2; широко используемый в настоящее вре-
* Раздел написан с использованием материалов Р. И. Агладзе.
204
мя в химических источниках тока диоксид марки ЭДМ-2 имеет
структуру у-МпО2.
Электрохимический метод синтеза диоксида марганца осно-
ван на анодном окислении сульфата марганца:
MnSO4 + 2HSO -► МпО2 + Нг5О4 + 2Н+ + 2е
На катоде одновременно происходит выделение водорода и
суммарная реакция, протекающая в электролизере, выражается
следующим уравнением:
MnSO4 + 2НаО -► МпО2 + 2HJSO4 + Н2
Исходным сырьем в производстве диоксида марганца элект-
рохимическим способом служат пиролюзит и родохрозит
(МпСОз).
Условия проведения электросинтеза диоксида марганца,
предложенные различными исследователями, существенно от-
личаются по составу электролита, его температуре, а также
по природе материалов, используемых для изготовления анодов.
Условия процесса. Ранее диоксид марганца получали с ис-
пользованием анодов из графита. Эти аноды были рассчитаны
на одноразовое использование — после электролиза графитовые
аноды перерабатывали вместе с диоксидом марганца. На прак-
тике кроме графитовых используются свинцовые аноды; испыта-
ны титановые аноды и аноды из сплава титан — марганец, по-
следние отличаются малой склонностью к пассивации.
Качество диоксида марганца, получаемого на титановом
аноде, значительно выше, чем например, на свинцовом. Ниже
приведен химический состав продукта, получаемого на титано-
вом и графитовом анодах (в %):
МпОг MnO Мп Fe РЬ Си С
Титановый анод . . 92,54 1,35 59,85 0,004 0,001 0,0002 Отс.
Графитовый анод . . 92,12 1,52 59,76 0,006 0,002 0,0004 0,5
При использовании свинцовых анодов качество диоксида
ухудшается за счет попадания в продукт свинца, сурьмы и
мышьяка.
Плотность тока. Анодная плотность тока зависит от сорта
получаемого диоксида марганца. Мелкодисперсный диоксид
марганца (ЭДМ-1) в виде частиц размером 1-2 мкм получают
при анодных плотностях тока 0,75 кА/м2. Крупнокристалличе-
ский диоксид марганца (ЭДМ-2), содержащий в основном
^-модификацию, получают при более низких анодных плотно-
стях тока — 0,15 кА/м2.
Состав раствора оказывает решающее влияние на кристал-
лическую структуру диоксида марганца. ЭДМ-1 образуется при
электролизе концентрированных растворов, содержащих 300—
350 г/л MnSO4 и 180—200 г/л H2SO4. Электролиз продолжают
до тех пор, пока концентрация сульфата марганца не уменьшит-
ся до 50 60 г/л, а концентрация серной кислоты не возрастет
205
до 450 г/л. В концентрированных растворах серной кислоты
скорость гидролиза дисульфата марганца, образующегося в
качестве промежуточного продукта,
MnSO4 + H2SO4 --► Mn(SO4)2 + 2Н+ + 2е
Mn(SO4)22Н2О ---► MnOs4-2H2SO4
замедлена и диоксид образуется в объеме подвергаемого элект-
ролизу раствора.
ЭДМ-2 может быть получен при электролизе более разбав-
ленных растворов, содержащих 100 г/л MnSO4 и 10 г/л H2SO4.
За счет высокой скорости гидролиза дисульфата марганца ди-
оксид образуется непосредственно у анода, выпадая в виде
осадка на его поверхности. Осадок диоксида марганца легко
снимается с титановой основы.
Т емпература раствора зависит от сорта диоксида марганца:
ЭДМ-1 получают при 20—25 °C, когда скорость гидролиза за-
медлена и продукт образуется в объеме раствора. Для получе-
ния ЭДМ-2, наоборот, рекомендуют поддерживать температуру
раствора высокой — 90—94 °C; при этом гидролиз протекает
быстро и продукт кристаллизуется на поверхности анода. Вы-
ход МпО2 по току достигает 94—98%.
Конструкция электролизера. Одна из конструкций электро-
лизера, используемая для получения диоксида марганца, пока-
зана на рис. 2.60. Прямоугольный корпус электролизера 1 из-
Рис. 2.60. Электролизер для получения диоксида марганца:
1 — стальной корпус; 2 — гуммированное покрытие; 3 — бетонный фундамент; 4 — пере-
ливное устройство; 5 — сливной штуцер; 6 — опорные промежуточные стойки; 7 — про-
межуточные шины (анодная и катодная); 8 — катодная рама; 9 — крючок для подъем»
штанг иран-балкой; 10 — изолирующие бруски; 11 — подогреватель; 12 — анодная рама.
206
Рис. 2.61. Технологическая схема получения диоксида марганца:
/ — бункер для руды; 2, 18 — барабанные сушильные печи; 3 — элеватор; 4, 19 — шаро-
вые мельницы; 5 — печь восстановительного обжнга; 6 — реактор нейтрального выщела-
чивания; 7 — отстойник; 8 — реактор кислого выщелачивания; 9 — барабанный вакуум-
фильтр; 10 — рамный фильтр-пресс; // — сборник шлама; 12, 14— сборники отработанно-
го электролита; 13— электролизер; 15— отбивочиая машина; 16 — щековая дробилка;
17 — промыватель.
готовлен из листовой стали-3, снаружи он покрыт слоем теп-
лоизолятора, а изнутри гуммирован. Электролит подводят
шлангами и сливают с противоположной стороны электролизе-
ра с помощью сливного штуцера 5.
Ванна установлена на бетонном фундаменте 3. Между фун-
даментами стоящих рядом ванн возведены опорные лромежу-
точные стойки 6, на которых располагают покрытые изоляцион-
ным слоем бетонные головки с промежуточной медной шиной 7.
Катодные 8 и анодные 12 рамы с электродами загружают в
ванны сверху, с одной стороны ванны они опираются на соот-
ветствующую промежуточную шину, а с другой стороны на фто-
ропластовые или полипропиленовые изолирующие бруски.
Верхняя часть ванны до 500 мм по высоте покрыта слоем
неопрена. В каждой ванне установлено 50 анодов и 51 катод.
Внутри ванны по торцам размещены подогреватели 11 из свин-
цовых труб, в которые подают пар.
Современные электролизеры рассчитаны на нагрузку 10—
20 кА. Для ванн с нагрузкой 20 кА подогрев электролита необ-
ходим только в период пуска.
Технологическая схема получения диоксида марганца марки
ЭДМ-2 представлена на рис. 2.61. Исходным сырьем для про-
изводства диоксида марганца служит обогащенная руда, содер-
жащая 40—45% марганца. Руду предварительно сушат в ба-
рабанной печи 2 горячими (120 °C) газами. После сушки влаж-
107
ность руды снижается до 0,5% • Высушенная руда с помощью
элеватора 3 поступает на шаровую мельницу 4. Измельченная
руда пневмотранспортом подается в печь восстановительного
обжига 5, имеющую участок подогрева, в котором поддержива-
ют температуру 700 °C. В качестве восстановителя используют
водород или азотоводородную смесь. Температура в восстанови-
тельной зоне 800 °C и в зоне охлаждения 100—200 °C. В ре-
зультате обжига пиролюзит восстанавливается до оксида мар-
ганца МпО. Степень восстановления достигает 96—98%.
Обожженная руда вначале подвергается выщелачиванию от-
работанным электролитом (нейтральное выщелачивание) в ре-
акторе 6, где протекает реакция:
MnO + H2SO4 --*- MnSO4 + H2O
Полученная в аппарате 6 пульпа поступает в отстойник 7,
осветленный раствор подают на фильтр 10, а загущенную пуль-
пу направляют на кислое выщелачивание раствором серной
кислоты. Кислое выщелачивание проводят в реакторе 8. Пуль-
па после кислого выщелачивания разделяется на барабанном
вакуум-фильтре 9. Осветленный раствор направляют в аппарат
нейтрального выщелачивания 6. Раствор из фильтра 10 поступа-
ет на электролиз. На современных заводах в каждой серии не
менее 60 электролизеров. Напряжение на каждом электролизе-
ре составляет 2,3 В (на свинцовых анодах). Отработанный
электролит стекает из ванн в сборник 14, из которого его пе-
рекачивают в реактор 6 для выщелачивания новых порций руды»
Анодные штанги с отложившимся на них диоксидом марган-
ца тельфером выгружают из ванн и направляют на отбивочные
машины 15, и далее ЭДМ поступает в щековые дробилки 16,
а затем в промыватель 17 для удаления следов серной кисло-
ты. Вначале ЭДМ промывают раствором щелочи, а затем во-
дой, нагретой до 60—80 °C. Промытую ЭДМ сушат на барабан-
ной сушилке 18 и размалывают в шаровой мельнице 19.
2.4. ЭЛЕКТРОХИМИЧЕСКИЙ СИНТЕЗ ОРГАНИЧЕСКИХ '
ВЕЩЕСТВ
Органические соединения способны участвовать в электродных
процессах, что с успехом используется в органическом синтезе.
Электрохимический способ получения органических веществ на-
шел промышленное применение в конце 50-х годов. Первым'
крупным производством является получение диальдегидной фор-,
мы крахмала путем обработки крахмала раствором иодной кис-
лоты, организованное в США. В результате окисления крахма-
ла иодная кислота переходит в йодноватую кислоту, которую
вновь окисляют до иодной кислоты электрохимическим путем.
В 1963 г. в США фирма Монсанто сообщила о пуске первой
очереди производства адиподинитрила. До настоящего времени
этот продукт является наиболее крупнотоннажным среди дру-
208
гнх органических продуктов, получаемых электрохимическим
способом. Успех в промышленном освоении производства адипо-
динитрила значительно оживил интерес к использованию элект-
рохимических методов в промышленности и к настоящему вре-
мени по официальным данным эксплуатируются более тридцати
различных процессов электрохимического синтеза. К странам,
наиболее активно использующим электросинтез, относятся Ин-
дия, Япония, ФРГ, Англия, США. Некоторые из промышлен-
ных процессов, представлены в табл. 2.5. Ниже описаны про-
цессы, использование которых дает существенный экономиче-
ский эффект по сравнению с традиционными химическими ме-
тодами.
Электросинтез адиподинитрила
Адиподинитрил NC(CH2)4CN является одним из промежуточ-
ных продуктов в производстве синтетического волокна най-
лон-6,6 или анид. Последний представляет собой полимер со-
ли АГ, получаемой взаимодействием адипиновой кислоты с гек-
саметилендиамином — продуктом гидрирования адиподинитри-
ла. Адиподинитрил является наиболее дефицитным сырьем в-
производстве соли АГ. Классический метод его получения осно-
ван на переработке ароматического сырья— бензола или фе-
нола. Электрохимический метод позволяет использовать алифа-
тическое сырье — пропилен. Пропилен при окислении в присут-
ствии аммиака (окислительный аммонолиз) образует акрило-
нитрил:
сн3сн=сн2 + О2 4- NHS---► CH2=CHCN 4- Н2О
В последующей электрохимической стадии катодной гидро-
димеризации акрилонитрил количественно превращается в ади-
подинитрил:
2CH2=CHCN 4- 2Н+ 4- 2е -► NC(CH2)4CN
Механизм катодной гидродимеризации акрилонитрила изу-
чен весьма обстоятельно. Предполагают, что на первой стадии
катодного процесса акрилонитрил присоединяет два электрона
н один протон:
CH2=CHCN 4- 2е 4- Н+-> CH2CH2CN
Образующийся анион взаимодействует со второй молекулой
акрилонитрила
CH2=CHCN4-CH2CH2CN -----► NCCH(CH2)3CN
и димерный анион реагирует с ионом водорода, образуя адипо-
Динитрнл:
NCCHCH2CH2CH2CN4-H+-----► NC(CH2)4CN
Н—2021
209>
01 г
Таблица 2.5. Промышленные процессы электрохимического синтеза органических веществ
Продукт Исходное вещество Электрохимическая реакция Страна
Диальдегидная форма крахмала Адиподииитрил Тетраэтилсвинец Глюконат кальция Себациновая кислота Гидрохинон Крахмал Акрилонитрил Магний, этилхлорид Глюкоза Монометиловый эфир адипиновой кислоты Бензол СН2ОН СН2ОН О\/н пуП yj pj CH2=CHCN + 2Н+ + 2е > CN(CH2)4CN 4CaHsCl + Mg + Pb ► (C2H6)4Pb + MgCl2 + 2e 2HOCH2(CHOH)4C^ + Ca(OH)2 ► “Г z°l ► HOCH2(CHOH)4C"Z Ca + 2HSO + 4e Xoj2 2CH8OOC(CH2)4COOH > ► CHsOOC(CHa)8COOCH8 + 2COa + 2e 0 OH II 1 H2o +2«. 2H+ II 1 о OH США США, Англия, Япония США СССР, Индия СССР ФРГ
* Диметокенфуран
л-Аминофенол
Дигидрофталевая кис-
лота
Гексагидрокарбазол
Фталид
Ацетиленкарбоновая
кислота
Салициловый альде-
гид
Бензиловый спирт
Фуран
Нитробензол
Фталевая кислота
Тетрагидрокарбазол
Фталевый ангидрид
Пропаргиловый спирт
Салициловая кислота
Бензойная кислота
2OII”
CHesCCH2OH -----* СН=ССООН 4-2е + 2Н2О
Индия
Индия
ФРГ
ФРГ
ФРГ
ФРГ
Индия
Индия
Условия электролиза. Процесс гидродимеризации акрило-
нитрила существенно зависит от материала катода, как можно
.видеть из данных, полученных в сравнимых условиях (электро-
лит: фосфат калия-фгидроксид тетраэтиламмония):
Материал катода Графит Cd Pb Hg Ni
Выход адиподини-
трила, % . . . . 99,6 95,4 88,0 86,4 81,0
Наилучшие выходы адиподинитрила получены на металлах,
обладающих высоким перенапряжением водорода, — на свин-
це, кадмии, а также на графите. В настоящее время предпочте-
ние отдают кадмиевому катоду,' на котором удастся получать
устойчивый выход адиподинитрила в течение длительного пе-
риода эксплуатации.
Оптимальная плотность тока зависит от используемого
электродного материала. Максимальный выход адиподинитрила
на графите и свинце достигается при плотностях тока 0,6—
0,8 кА/м2, в то время как на кадмии можно использовать плот-
ность тока до 2 кА/м2 без существенного снижения выхода целе-
вого продукта.
Первоначально процесс гидродимеризации акрилонитрила
осуществляли в диафрагменном электролизере. Анолитом слу-
жила серная кислота, в качестве анода использовали сплав
свинца с 1—2% серебра. В последнее время отмечается тенден-
ция перехода на бездиафрагменный процесс, в котором исполь-
зуют аноды с низким перенапряжением выделения кислорода —
магнетит или железо. В последнем случае для ингибирования'
коррозии железа в раствор добавляют небольшие количества
этилендиаминтетрауксусной кислоты. При этом разрушение же-
лезного анода составляет 0,8—1,0 мм/год. Окисление акрило-
нитрила на этих электродных материалах незначительно.
Состав раствора. В качестве фонового электролита для про-
ведения гидродимеризации акрилонитрила используют 10—
15%-ный раствор фосфата калия. Путем добавления фосфор-
ной кислоты pH раствора поддерживают в пределах 9,0—8,5.
Из приведенных выше реакций следует, что для получе-
ния адиподинитрила с высоким выходом процесс нужно прово-
дить в среде с малой протонодонорной способностью. Для сни-
жения концентрации протонов в двойном электрическом слое В
раствор вводят хорошо адсорбирующиеся и мало гидратиро-
ванные катионы тетраалкиламмония. Наиболее эффективными
являются катионы тетраэтиламмония, которые, вероятно, наи-
более плотно закрывают поверхность электрода, вытесняя и!
двойного электрического слоя молекулы воды.
Другим важным фактором является концентрация акрило-
нитрила. По мере повышения его концентрации в растворе вы-
ход адиподинитрила возрастает вплоть до достижения насыщен-
ного раствора, содержащего около 5% акрилонитрила. Особен-
:212
Рис. 2.62. Влияние содержания акрилонит-
рила в водной фазе на выход адиподинит-
рила (пунктирная линия характеризует
растворимость акрилонитрила).
ностью данной реакции является
тот факт, что, если по достижении
предела растворимости повышать
концентрацию акрилонитрила уже
за счет образования неводной фа-
зы, выход адиподинитрила будет
продолжать увеличиваться (рис. 2.62).
Содержание акрилонитрила, %
С учетом этого целесооб-
разно осуществлять процесс получения адиподинитрила в гете-
рогенной среде. Это позволяет не только увеличить выход ади-
подинитрила по веществу и по току, но и существенно упростить
технологическую схему выделения адиподинитрила, так как
практически весь образующийся продукт экстрагируется избыт-
ком акрилонитрила и переходит в органическую фазу. Таким
образом можно полностью исключить трудоемкую стадию отде-
ления органических продуктов от водной фазы.
Процесс проводят при температуре 30—50 °C. Повышение
температуры более 50 °C нежелательно, так как при этом сни-
жается чистота получаемого продукта.
Для получения адиподинитрила используют электролизер
фильтр-прессного типа с интенсивной циркуляцией раствора
электролита (рис. 2.63) и биполярным включением электродов.
Основным элементом такого электролизера является электрод-
ная плита 1, изготовленная из пластмассы, устойчивой к дей-
ствию органических растворителей (полипропилен, фторопласт).
С боковых сторон плиты в пазах устанавливают электроды 2 и
-3, электрически соединенные между собой металлическими
шпильками 4. В теле электродной плиты имеются каналы 5
для ввода и вывода раствора как в анодную, так и в катодную
камеры. Каналы имеют отверстия 6, по которым раствор рав-
номерно распределяется по камере. Каждая электродная плита
зажата между двумя мембранными рамами 7, также изготов-
ленными из пластмассы. В середине мембранной рамы запрес-
сована мембрана 8. С торцов электролизера устанавливают
концевые плиты 9, имеющие по одному электроду.
Промышленный электролизер собирают из 25—30 ячеек раз-
мером до 1 м2 каждая. Линейная нагрузка от 1,0 до 2,0 кА.
Описанная конструкция электролизера пригодна не только для
гидродимеризации акрилонитрила, но и для проведения разно-
образных электрохимических синтезов органических веществ.
Технологическая схема. Предложены две технологические
схемы получения адиподинитрила с использованием диафраг-
менного и бездиафрагменного электролизера. Диафрагменный
процесс осуществлен японской фирмой Асахи. Технологическая
схема этого процесса представлена на рис. 2.64.
213
Рис. 2.63. Ячейка фильтр-прессного электролизера с повышенной скоростью
циркуляции раствора электролита:
а — ячейка в разрезе; б — вид отдельных элементов; 1 — электродная плита; 2 — катод;
3 — анод; 4 — соединительные Шпильки; 5—каналы для ввода и вывода раствора; 6 —
распределительные отверстия; 7 — мембранные рамы; 8 — мембрана; 9 — концевые плиты
с токо подводам и.
Гетерогенный католит после электролиза в электролизе 1
поступает в отпарную колонну 4, где отгоняется легкокипящая
фракция, содержащая азеотропную смесь акрилонитрила, про-
пионитрила и воды. Азеотроп разделяют во флорентийском со-
суде 5. Верхний органический слой делят на колонне 6 на
пропионитрил и акрилонитрил, последний возвращают в про-
цесс. На колонне 7 из водного слоя отгоняют растворенные в
нем органические вещества, которые возвращают во флорен-
тийский сосуд 5. Неперегоняемый остаток из колонны 4 посту-
пает во флорентийский сосуд 9, где от водного католита отде-
ляют адиподинитрил-сырец. Последний сушат в отпарной колон-
не и подвергают ректификации в системе колонн 11—13 с вы-
делением товарного продукта.
Недостатком рассмотренного выше процесса является ис-
пользование диафрагменного электролизера, что приводит к
необходимости обслуживания двух циклов — анодного и катод-
ного. В связи с этим значительное внимание уделяется бездиаф-
рагменному электролизу.
Схема получения адиподинитрила с использованием безди-
афрагменного электролизера представлена на рис. 2.65. Водный
раствор фосфата калия, гидроксида тетраэтиламмония и акри-
лонитрил соответственно из мерников 1—3 загружают в цирку-
ляционный контур, состоящий из электролизера 4, холодиль-
ника 5 и центробежного насоса. Объемное отношение водной и
органической фаз 1 :0,5. Скорость циркуляции раствора уста-
навливается такой, какая необходима для получения тонкой
эмульсии акрилонитрила в межэлектродном зазоре (около
0,2 м/с). По мере течения электролиза из мерника 3 в электро-
лизер непрерывно поступает акрилонитрил.
В процессе электролиза часть воды разлагается, поэтому для
ее компенсации из мерника 1 непрерывно дозируют раствор
214
фосфата тетраэтил аммония. В результате коррозии магнетито-
вых анодов образуется фосфат железа, поэтому водную фазу,
циркулирующую в электролизере, периодически (не реже одно-
го раза в пять суток) анализируют на содержание фосфора и
в случае необходимости из мерника 2 подают расчетное коли-
чество фосфата калия. Из циркуляционного контура с помощью
фазоразделителя 7 отделяют только органическую фазу, содер-
жащую около 30% адиподинитрила, 0,5—3,0% пропионитрила
и около 0,1 % четвертичных солей тетраэтил аммония. Остальное
составляет непрореагировавший акрилонитрил.
Отводимый из электролизера органический слой в колонией
промывают водой для отделения четвертичных солей аммония,
которые возвращают в процесс. Промывные воды предваритель-
но проходят скруббер 6, где они абсорбируют поступающие из
электролизера газообразные продукты, в частности, пары акри-
лонитрила. Вода, содержащая акрилонитрил, поступает на
промывку органического слоя в колонну 8 с насадкой, работа-
ющую по принципу флорентийского сосуда. Поскольку четвер-
тичная соль аммония мало растворима в органическом слое, то
для извлечения основного количества соли достаточно однократ-
ной промывки.
Далее органический слой подвергают ректификации в ко-
лонне 9 для выделения акрилонитрила, не вступившего в реак-
Рис. 2.64. Технологическая схема получения адиподинитрила в диафрагмен-
ном электролизере — процесс фирмы Асахи (АН — акрилонитрил, ПН — про-
пионитрил, АДН-адиподинитрил):
1 — электролизер; 2 — емкость для анолита; 3 — емкость для католита; 4 — отпарная ко-
лонна; 5, 9 — флорентийские сосуды; 6 — колонна для отгонки АН; 7 — колонна для от-
гонки летучих из водного слоя; 8 — аппарат для очистки католита; 10 — испаритель;
Н — колонна для выделения олигомеров; 12 — колонна для удаления летучих из АДН;
13 — колонна для выделения АДН из легкой фракции; 14 — сборник олигомер«в.
215
Рис. 2.65. Технологическая схема получения адиподинитрила в бездиафраг-
менном электролизере:
.3 — мерники; 4 — электролизер; 5, 14 — холодильники; 6, 8 — скрубберные колонны;:
7 — фазоразделнтель; 9, 11 — ректификационные колонны; 10 — сборник азеотропа АН —
вода; 12 — сборник пропионитрила; 13 — перегонный куб; 15 — сборник АДН.
цию, и возвращают его на электролиз. Так как электролиз
ведут в водной среде, нет необходимости освобождать выделен-
ный акрилонитрил от воды. Кроме того, присутствие в акрило-
нитриле небольшого количества пропионитрила (до 3%) не
оказывает нежелательного влияния на процесс электролиза.
Азеотроп, содержащий смесь акрилонитрил — воду, акрилонит-
рил и частично пропионитрил и отбираемый с верха колонны,
расслаивается в сборнике 10. Верхний слой, содержащий до
96% акрилонитрила, возвращают на электролиз, а нижний вод-
ный слой, включающий около 7% акрилонитрила, направляют
в колонну 8 для извлечения четвертичной соли аммония и воз-
вращения ее на электролиз. Кубовый остаток колонны 9 кроме
адиподинитрила и его олигомеров содержит около 9% пропио-
нитрила. Его отгоняют в колонне 11 при остаточном давлении
54 кПа. Пропионитрил собирают в сборнике 12.
Кубовый остаток колонны 11 представляет собой адиподи-
нитрил— сырец, содержащий до 94% основного вещества,
и олигомеры акрилонитрила. Товарный адиподинитрил выделя-
ют из этой смеси вакуумной перегонкой при остаточном давле-
нии 1,3 кПа в перегонном аппарате 13. В приемник 15 поступа-
ет адиподинитрил с содержанием основного вещества более99%.
В настоящее время электрохимический метод получения
адиподинитрила используют в США, Англии и Японии. По
официальным сведениям, этим методом в 1978 г. производилось
около 200 тыс. т/год адиподинитрила.
216
Расход электроэнергии постоянного тока составляет
4000 кВт-ч/т адиподинитрила при использовании диафрагмен-
ного процесса, а расход акрилонитрила 1,1 т/т; в бездиафраг-
менном процессе расход электроэнергии равен 3000 кВт-ч/т, но
расход акрилонитрила 1,15 т.
Электросинтез себациновой кислоты
Себациновая кислота находит разнообразное применение в хи-
мической промышленности. Ее эфиры являются лучшими пла-
стификаторами поливинилхлорида; полиамидные смолы на ос-
нове себациновой кислоты и гексаметилендиамина обладают
высокими электроизоляционными свойствами. Однако широкому
применению себациновой кислоты в значительной степени пре-
пятствует высокая стоимость исходного сырья. До последнего
времени основным сырьем для получения себациновой кисло-
ты было касторовое масло, выделяемое из семян клещевины,
которая произрастает только в районах с теплым и влажным
климатом. В связи с этим естественным является стремление
перевести производство себациновой кислоты на более доступ-
ное сырье.
Одним из возможных методов получения себациновой кис-
лоты является электрохимическая конденсация монометилового
эфира себациновой кислоты по реакции:
2СН3ООС(СН2)4СООН --► СН3ООС(СН2)8СООСН3 + 2СО2 + 2е + 2Н+
Промышленное производство себациновой кислоты по этому
методу освоено в Советском Союзе. Процесс состоит из трех
последовательных стадий: получения монометилового эфира
адипиновой кислоты, электрохимического синтеза диметилсеба-
цината по описанной выше реакции и омыление полученного
при электролизе диметилсебацината.
Условия процесса. Реакция катодного сочетания мономети-
лового эфира себациновой кислоты (реакция Брауна — Уолке-
ра) является частным случаем хорошо изученной реакции Коль-
бе, протекающей при электролизе карбоновых кислот:
2RCOOH ---► R—R 4- 2СО2 + 2Н+ + 2е
Типичная поляризационная кривая платинового анода в
водном растворе соли карбоновой кислоты
рис. 2.66. В области потенциалов 0,8—
1,0 В наблюдается возрастание тока, соот-
ветствующее выделению кислорода при раз-
ложении воды. По мере дальнейшего сме-
щения потенциала в положительную об-
ласть наблюдается замедление выделения
Рис. 2.66. Поляризационная кривая платинового
анода в водном растворе монометилевого эфира
адипиновой кислоты на фоне ацетата калия.
представлена на
217
кислорода и при потенциалах +1,94-2,2 В происходит новый-
подъем тока, соответствующий протеканию синтеза Кольбе
Предполагается, что при высоких положительных потенциалах
вследствие перестройки двойного электрического слоя, на окис-
ленной поверхности анода начинается сорбция карбоксилат-ио-
нов с вытеснением молекул воды, вследствие чего разряд мо-
лекул воды заменяется разрядом карбоксилат-ионов
RCOO- ---> RCOO- + е
Образующиеся карбоксилат-радикалы, находясь в адсорби-
рованном состоянии на поверхности электрода, декарбоксили-
руются
RCOO- ---► R- +СО2
с последующей димеризацией освобождающихся радикалов
2R. --» R—R
В среде органических растворителей, например, в метаноле,,
выход продукта анодного сочетания выше, чем в воде, так как
в этом случае на окисление растворителя расходуется значи-
тельно меньшая доля тока.
Поскольку процесс разряда ионов карбоксилата начинается
в области высоких отрицательных потенциалов, то до послед-
него времени единственным*
электродным материалом, на
котором можно осуществить
этот процесс, была платина.
Сравнительно недавно было-
показано, что синтез Кольбе с
удовлетворительным выходом-
возможно вести на стеклогра-
фите, но пока этот электрод-
ный материал не нашел про-
мышленного применения.
Плотность тока определя-
ется необходимостью достиже-
ния высокого положительного-
потенциала. Наиболее эконо-
мичной является плотность то-
ка 2—3 кА/м2.
Состав раствора- Электро-
синтез себациновой кислоты
осуществляют в метанольном
Рис. 2.67. Электролизер для синтеза
диметилового эфира себациновой1
кислоты:
1 — корпус; 2 — электродный пакет; 3 — вы-
носной холодильник.
218
Дизгрир оВипиноВой кислоты___Метанол
1 — этерификатор; 2 — перегонный куб; 3, 4, 7, 9, /3 — ректификационные колонны; 5 — каскад электролизеров; 6 — фазоразделители; 3 — разде-
лительный сосуд; 10 — подогреватель; 11— автоклав непрерывного действия; /2 — отгонный куб; 14 — аппарат для гидролиза монометилади-
пииата; /5 —фильтр; 16 — насос; П — кристаллизатор; 18 — вакуум-фильтр; 19 — сушилка кипящего слоя.
растворе, содержащем 46% монометиладипината. Такой раствор
обладает низкой электропроводимостью, поэтому его частично
(•—10%) нейтрализуют содой. Образующаяся натриевая соль
монометиладипината хорошо диссоциирована
CH3OOC(CH2)4COONa ?—* CHjOOClCH^COO’ 4- Na
и придает раствору электропроводимость, выполняя роль фоно-
вого электролита. Повышение температуры не снижает выхода
диметилсебацината, но существенно повышает электропроводи-
мость раствора, поэтому электролиз ведут при максимально
высокой температуре, значение которой ограничено кипением
метанола. В указанных условиях выход диметилсебацината со-
ставляет 75% по току и 82% по веществу.
Электролизер. Для синтеза диметилсебацината используют
электролизер ящичного типа (рис. 2.67). Он представляет со-
бой прямоугольный корпус 1 из нержавеющей стали, в .котором
закреплен электродный пакет 2, состоящий из чередующихся
анодных и катодных перфорированных пластин. Катодные пла-
стины изготовлены из нержавеющей стали, анодные — из тита-
на, на который наварена платиновая фольга. В крышке корпу-
са имеется штуцер для вывода водно-газовой эмульсии, которая
по вертикальному трубопроводу поступает в выносной холо-
дильник 3, расположенный на 2—3 м выше электролизера.
В холодильнике конденсируются пары метанола и газы отделя-
ются от жидкой фазы. Газы сбрасывают в атмосферу, а жид-
кость по трубопроводу возвращается обратно в электролизер..
Таким образом, перемешивание раствора в электролизере осу-
ществляется путем создания эрлифта. Промышленный элект-
ролизер рассчитан на нагрузку 12—25 кА.
Технологическая схема получения себациновой кислоты при-
ведена на рис. 2.68. Смесь адипиновой кислоты, метанола и
возвратного диметилового эфира адипиновой кислоты поступа-
ет в этерификатор 1, где под давлением (9,9—14,8)-10s Па и
при температуре 200—220 °C образуется монометиловый эфир-
адипиновой кислоты. После дросселирования из продуктов эте-
рификации в кубе 2 отгоняют метанол и воду, которые направ-
ляются в ректификационную колонну 13 для получения безвод-
ного метанола. Этот метанол возвращают в процесс этерифика-
ции.
Смесь эфиров адипиновой кислоты и не вступившей в реак-
цию адипиновой кислоты после отгонки метанола и воды пода-
ют в две последовательно установленные вакуумные ректифи-
кационные колонны для отгонки: на первой колонне 3 — диме-
тилового эфира адипиновой кислоты, который вновь возвраща-
ют на процесс этерификации, на второй колонне 4~ мономе-
тилового эфира адипиновой кислоты. Из куба второй колонны
адипиновая кислота, не вступившая в реакцию, возвращается
в процесс этерификации.
220
Монометиловый эфир адипиновой кислоты направляется в
каскад электролизеров 5, >в которых осуществляется электро-
химический синтез диметилового эфира себациновой кислоты на
платиновом аноде в растворе метанола в присутствии натрие-
вой соли монометилового эфира адипиновой кислоты. Каждый
электролизер каскада устанавливается в комплекте с фазор аз-
делителем 6, предназначенным для отделения от жидкости га-
зообразных продуктов электролиза. Жидкую фазу из фазораз-
делителя 6 частично направляют на ректификационную колон-
ну 7 для отгонки метанола под вакуумом (5,9 кПа) и при тем-
пературе 30—85 °C, а затем в сосуд 8 для разделения органи-
ческого и водно-солевого слоев. Из разделительного сосуда
водно-солевой слой после упарки (на схеме не показана) воз-
вращают на электролиз, а органический слой направляют на
ректификацию для отделения побочных продуктов — диметил-
адипината, эфиров валериановой и аллилуксусной кислот — и
выделения диметилсебацината.
Диметилсебацинат после ректификационной колонны 9 под-
вергают гидролизу, который осуществляют в автоклаве 11 не-
прерывного действия при температуре 220—250 °C и давлении
~ 59-10s Па. Для подогрева смеси диметилсебацината и воды
устанавливают подогреватели 10. После дросселирования и от-
гонки метанола в кубе 12 раствор себациновой кислоты обраба-
тывают 0,1—0,5%-ным раствором азотной кислоты для полного
гидролиза моно- и диметилсебацината и побочных продуктов в
аппаратах непрерывного действия 14. Затем полученный рас-
твор себациновой кислоты направляют на очистку активиро-
ванным углем, фильтруют на фильтре 15 и далее направляют
на кристаллизацию в вакуум-кристаллизатор 17. Кристаллы се-
бациновой кислоты выделяются на вакуум-фильтрах 18 и су-
шат в сушилке кипящего слоя 19.
Электросинтез тетраэтилсвинца
Тетраэтилсвинец является наиболее широко используемым ан-
тидетонатором, вводимым в моторные топлива для повышения
октанового числа. В настоящее время мировое потребление тет-
раэтилсвинца превышает 500 тыс. т/год.
Химический метод получения тетраэтилсвинца основан на
взаимодействии этилхлорида со свинцовонатриевым сплавом.
Недостатком этого метода являются большие потери свинца
(свыше 3/4 от вводимого в реакцию) со шламом, регенерация
которого весьма затруднительна.
В литературе описано несколько электрохимических мето-
дов, приводящих к получению тетраэтилсвинца: анодное раство-
рение свинца в комплексе триэтилалюминия с фторидом щелоч-
ного металла или в эфирном растворе реактива Гриньяра, или
катодный синтез, заключающийся во взаимодействии катодно
поляризованного свинца с этилбромидом:
РЬ + 4(С2Н5)Вг -> РЬ(С2Н5)4 + 4Вг- + 4е
221
Промышленное применение нашел метод, основанный на элект-
ролизе реактива Гриньяра. Первой стадией производства явля-
ется синтез реактива Гриньяра при обработке этилхлорида ме-
таллическим магнием:
С2Н6С1 4-Mg--> C2H5MgCl
В качестве растворителя применяют дибутиловый эфир ди-
этиленгликоля.
Полученный раствор подвергают электролизу с использова-
нием свинцового анода:
4C2H6MgCl + РЬ -> (C2H£)4Pb + 2MgCl2 + 2Mg2+ + 4«
Процесс обычно ведут с периодическим добавлением в рас-
твор этилхлорида. При этом выделяющийся на катоде магний
вновь образует реактив Гриньяра.
Суммарное уравнение реакции:
4С2НвС1 + Pb 4- 2Mg-> Pb(C2H5)4 4- 2MgCl2
Таким образом, единственным отходом (производства является
хлорид магния, используемый в производстве магния.
Условия электролиза. Процесс образования тетраэтилсвинца
происходит на анодно поляризованном свинце. В процессе ис-
пользуют очищенный свинец, содержащий не менее 99,8% РЬ.
Катодом служит Ст. 3.
Процесс анодного растворения свинца мало интенсивен и
электролиз без заметного снижения выхода ведут при плотно-
сти тока 50—100 А/м2 поверхности катода (рабочую поверх-
ность анода трудно учитывать, поскольку используется насып-
ной анод).
Электролизу подвергают эфирный раствор реактива Гринья-
ра без добавления дополнительного фонового электролита. Кон-
центрация реактива Гриньяра около 20%. Электропроводи-
мость раствора обусловлена частичной диссоциацией реактива
Гриньяра, которая, как полагают, протекает по уравнению:
C2H6MgCl 4=>= (С2Н5)" 4- MgCl+
В качестве растворителя используют высшие эфиры, на-
пример дибутиловый эфир диэтиленгликоля или полиэтиленгли-
коли с температурой кипения выше 100 °C. Для растворения вы-
деляющегося на катоде магния в раствор добавляют этилхлорид
(мольное соотношение С2Н5С1: C2H5MgC 1 = 0,9: 1,0).
Конструкция электролизера. Для осуществления электрохи-!
мического синтеза тетраэтилсвинца предложен электролизер с
насыпным анодом (рис. 2.69). Корпусом электролизера явля-
ется стальной цилиндр 1, имеющий плоскую крышку 2 и конус-
ное днище 3. Корпус подключается к анодной шине. Катодами
служат стальные пластины 5, изолированные от крышки пласт-
массовыми втулками. Поверхность катодов защищена сеткой иэ
изолирующего материала толщиной 3—4 мм. Свободное прост-
222
Рис. 2.69. Промышленный электролизер для полу-
чения тетраэтилсвинца:
1 — корпус; 2 — крышка; 3 — конусное днище; 4 — свинцовые
гранулы; 5 — катоды.
ранство электролизера заполнено свинцо-
выми гранулами 4, которые контактируют
с корпусом электролизера и выполняют
функцию растворимого анода.
В конической части электролизера уста-
новлена сетка, предупреждающая попада-
ние свинцовых гранул в нижний штуцер, ко-
торый предназначен для слива раствора
электролита и продукта электролиза. На-
сыпной анод имеет хорошо развитую по-
верхность, что позволяет конструировать
сравнительно компактные электролизеры.
Электролизер на нагрузку 70 кА имеет вы-
соту 6 м и рабочий объем 3—6 м3. Меж-
электродное расстояние составляет несколь-
ко миллиметров и определяется толщиной
сетки, закрепленной на катоде. Несмотря
на низкую электропроводимость употребляемых растворов, на*
пряжение на электролизере не превышает 8 В.
Технологическая схема получения тетраэтилсвинца представ-
лена на рис. 2.70. Для приготовления реактива Гриньяра ме-
таллический магний, измельченный в мельнице 1, через засып-
Рис. 2.70. Технологическая схема получения тетраэтилсвинца:
— гранулятор (мельница) магния; 2 — бункер; 3 — реактор; 4 — емкость для хранения
ранулированного свинца; 5 — электролизер; 6 — выпрямитель тока; 7 — аппарат для из-
лечения этилхлорида; 8 — аппарат для очистки растворителя; 9 — аппарат для нзвле-
ения тетраэтилсвинца; 10 — смеситель.
223
ной бункер 2 поступает в реактор 3; сюда же подают этилхло-
рид и дибутиловый эфир диэтиленгликоля. Выход реактива
Гриньяра составляет 98%. Далее реактив поступает в элект-
ролизер 5 и непрерывно циркулирует в межэлектродном за-
зоре. Свинцовые гранулы из емкости 4 непрерывно поступают
через люк в верхней крышке электролизера 5 для восполнения
убыли свинца вследствие образования тетраэтилсвинца. Через
этот же люк в электролизер вводят алкилгалогенид для под-
держания его избытка в растворе электролита. Выход тетра-
этилсвинца достигает 96%.
Раствор после электролиза поступает в аппарат 7, где про-
исходит отделение продукта электролиза от этилхлорида, воз-
вращаемого в реактор 3, а в аппарате 9 тетраэтилсвинец от-
деляют от растворителя, возвращаемого после очистки в аппа-
рате 8 также в реактор 3. В аппарате 10 продукт электролиза
смешивают с другими компонентами антидетонирующих смесей
и выпускают в виде товарной продукции.
Расход электроэнергии на получение 1 т тетраэтилсвинца
составляет 4—5 тыс. кВт-ч.
Электросинтез гидрохинона
Электрохимический синтез гидрохинона из бензола интересен
тем, что в этом процессе полезно используются как анодная,
так и катодная реакции. На аноде бензол окисляется до п-бен-
зохинона (остановить процесс на стадии образования гидрохи-
нона достаточно селективно не представляется возможным):
•уСЗ/ + 2На°--* ° \ /=о + 6Н++ 6е
Полученный в анодной камере гидрохинон поступает в ка-
тодное пространство, где восстанавливается на катоде до гид-
рохинона
=О + 2Н++ 2е -> НО—ОН
Стадию окисления ведут в 20%-ном растворе серной кисло-
ты. Бензол незначительно растворим в серной кислоте, поэто-
му процесс протекает в режиме интенсивного перемешивания
чем достигается эмульгирование бензола. Анодом служит сплав
свинца с 1% серебра. Для эффективного эмульгирования бен-
зола скорость анолита в межэлектродном пространстве долж
на быть не менее 0,08 м/с. Межэлектродный зазор составляй
около 2 мм. При высоте электрода 1 м время контакта с ано-
дом составляет 1,2 с. При плотности тока 4,0 кА/м2 и при рабо-
те в указанном режиме содержание бензохинона в продуктах
анодного окисления составляет около 3%.
Восстановление бензохинона в катодной камере ведут на
свинцовом катоде в 15%-ном растворе серной кислоты. Технод
224
Рис. 2.71. Технологическая схема получения гидрохинона:
/ — электролизер; 2, 8 — смотровые фонари; 3, 5 — газоотделители; 4 — сепаратор; 6 —
испаритель; 7, 14— вакуумные насосы; 9— фильтр; 10— коагулятор; 11 — флорентийский
сосуд; 12, 15, 20. 22 — холодильники; 13 — вакуум-кристаллнзатор; 16 — друк-фильтр; 17 —
промывная колонна; 18 — центрифуга; 19 — абсорберы; 21 — аппарат для отгонки бензо-
ла; 23 — сушильная камера.
логическая схема процесса существенно упрощается благодаря
тому, что бензохинон хорошо растворим в бензоле и в анолите
почти не переходит в водную фазу, в то время как гидрохинон,
напротив, хорошо растворим в воде, а в бензоле практически
нерастворим. Процесс осуществляют в фильтр-прессном элект-
ролизере, снабженном катионообменными диафрагмами (см.
рис. 2.63).
Технологическая схема производства представлена на рис.
2.71. В контур циркуляции анолита, отмеченный на рисунке
жирной линией, непрерывно с помощью дозирующего насоса
подается бензол в газоотделитель 3, смесь освобождается от
кислорода и углекислого газа, выделяющихся в процессе элект-
ролиза. Циркулирующий в системе анолит представляет со-
бой смесь 20%-ной серной кислоты и бензола в соотношении
2:1. Часть анолита непрерывно поступает в сепаратор 4, где
бензол, содержащий хинон, отстаивается, отделяется и направ-
ляется в газоотделитель 5 катодного контура. Во второй ка-
мере сепаратора раствор серной кислоты очищается от шлама и
возвращается на электролиз.
Для поддержания в катодном контуре температуры не вы-
ше 40 °C имеется испаритель 6, в котором с помощью вакуум-
ного насоса 7 поддерживается небольшой вакуум. Часть бен-
зола испаряется, охлаждая раствор католита до требуемой тем-
пературы. Католит состоит из смеси 15%-ной серной кислоты
и бензола в соотношении 8:1. По мере протекания процесса
часть католита поступает во флорентийский сосуд 11, где от-
деляется раствор кислоты, содержащей гидрохинон. Этот рас-
15—2021 225
твор поступает в вакуум-кристаллизатор 13, выпавшие кристал-
лы гидрохинона отделяют на друк-фильтре 16, промывают бен-
золом на колонке 17; на центрифуге 18 гидрохинон освобожда-
ется от избыточной влаги и затем проходит через сушильную
камеру 23. Сухой продукт направляют далее на расфасовку.
Электрохимический метод позволяет получать очень чистый
хинон. Общий выход гидрохинона по вступившему в реакцию
бензолу достигает 80%, расход электроэнергии постоянного то-
ка 15 тыс. кВт-ч/т. Основные расходные коэффициенты на 1 т
гидрохинона составляют 0,940 т бензола и 16500 кВт-ч/т элект-
роэнергии.
Электрохимическое фторирование
В 1949 г. американским исследователем Саймонсом было пока-
зано, что многие органические вещества относительно хорошо
растворяются в безводном фтористом водороде, образуя элект-
ропроводящие растворы. При электролизе таких растворов на
никелевых электродах происходит полное фторирование огани-
ческого соединения с заменой атомов водорода на фтор. Этот
метод получения фторорганических соединений получил назва-
ние фторирования по Саймонсу. Как показали более поздние
исследования, механизм этого процесса заключается в том, что
на поверхности никелевого анода в процессе электролиза обра-
зуются высшие фториды никеля NiF3 и NiF4, которые действу-
ют как сильные фторирующие агенты.
Метод электрохимического фторирования быстро нашел
практическое применение для получения различных перфтори-
рованных соединений в небольших масштабах. Наиболее удоб-
но использовать его для получения перфторкарбоновых кислот.
Для этой цели во фтористом водороде растворяют хлорангид-
рид кислоты. При этом хлорангидрид переходит во фторан-
гидрид:
RCOC1 + HF --> RCOF + HC1J
В процессе электролиза происходит фторирование углеводо-
родной цепи и образуется летучий фторангидрид перфторкарбо-
новой кислоты, который удаляется из электролизера с отходя-
щими газами. При электрохимическом фторировании более
длинноцепных карбоновых кислот образуются циклические про-
дукты, например,
CFa
/° Fac/ \CF2
СН3СН2СН2СН2СЧ ----*- | |
ХС1 F2Cx zCF2
о
Путем электрохимического фторирования с удовлетвори-
тельным выходом получают перфторированные простые эфиры,
амины, нитрилы и другие соединения.
226
Условия электролиза. Процесс электрофторирования проте-
кает в относительно узком интервале экспериментальных усло-
вий. Как уже отмечалось, единственным материалом анода яв-
ляется никель, причем достаточную устойчивость имеет никель
чистоты не менее 99,9%. Наличие примесей существенно сни-
жает коррозионную стойкость металла. В качестве катода мож-
но использовать Ст. 3 или медь, но учитывая их низшую корро-
зионную стойкость при эксплуатации, предпочитают никелевые
катоды.
Фтористый водород кипит при температуре около 20 °C, по-
этому электролиз ведут при температуре 5—15 °C. Оптималь-
ная плотность тока лежит в пределах 200—350 А/м2. Концент-
рация исходного органического вещества во фтористом водоро-
де 3—10%- Содержание влаги во фтористом водороде не долж-
но превышать 0,2%. При большем содержании влаги начинает
образовываться оксид фтора F2O, что существенно снижает вы-
ход продуктов фторирования.
Конструкция электролизера. Для электрохимического фто-
рирования используют электролизер ящичного типа (см. рис.
2.62). Корпус электролизера представляет собой металлическую
емкость, футерованную фторопластом, в которой размещают
электродный пакет из никелевых анодов и никелевых или сталь-
ных катодов. Межэлектродный зазор равен 4—5 мм. Циркуля-
ция раствора создается за счет эрлифта. Для поддержания тре-
буемой температуры (5—15 °C) устанавливают выносной холо-
дильник. Принципиально узел электролиза для электрофтори-
рования не отличается от рассмотренной ранее схемы электро-
лизера для получения себациновой кислоты.
Процесс электрофторирования получил наибольшее .приме-
нение для получения перфторалкансульфокислот, являющихся
эффективными поверхностно-активными веществами, устойчи-
выми в среде хромового ангидрида. Эти вещества используют в
качестве добавок в процессе хромирования под названием пре-
парата «хромин», который существенно уменьшает унос хро-
мового ангидрида при работе ванн.
Фирма Bayer (ФРГ) разработала и освоила в опытно-про-
мышленном масштабе электрохимическое фторирование октан-
сульфофторида с получением перфтороктансульфофторида. Про-
дукт фторирования нерастворим во фтористом водороде; он со-
бирается на дне электролизера в виде тяжелого масла, откуда
его периодически удаляют.
Универсальная технологическая схема установки для элект-
рохимического фторирования приведена на рис. 2.72. Смесь га-
зов, образующихся при фторировании и содержащих водород и
фторорганические продукты, из электролизера 3 проходит че-
рез обратный холодильник 4, где конденсируется уносимый из
электролизера фтористый водород. Затем ее направляют в аб-
сорбер 5, где пары фтористого водорода улавливаются фтори-
дом натрия, и далее в щелочной скруббер 6. Здесь протекает
,5‘ 227
Соль трифторуксусной
Рис. 2.72. Технологическая схема электро-
химического фторирования:
/, 2 — мерникн; 3 — электролизер; 4 — обратный
холодильник; 5—адсорбер HF; 6 — щелочные
скруббера; 7 — компрессор; 8 — конденсатор.
гидролиз продуктов, содержащих
подвижный атом фтора. Например,
при фторировании ацетилфторида
образующийся трифторацетилфто-
рид гидролизуется до соли трифтор-
уксусной кислоты. Низкокипящие
продукты после компримирования
конденсируют, водород сбрасывают
в атмосферу.
кислоты из скрубберной жидкости
обычными приемами переводят в трифторуксусную кислоту. При
аналогичном синтезе высших перфторкарбоновых кислот, ши-
роко используемых в качестве эмульгаторов, фторангидриды
кислот, нерастворимые во фтористом водороде, отделяют в ви-
де слоя в придонной части электролизера. При гидролизе этого
слоя получают целевые продукты.
Пути интенсификации электрохимического
синтеза органических веществ
Несмотря на большие успехи, достигнутые в области промыш-
ленного использования электрохимического синтеза органиче-
ских веществ, недостатком этого метода остается низкая про-
изводительность электролизера по сравнению с обычными хи-
мическими реакторами. Так, если при проведении химических
процессов съем продукта в час с 1 л реакционного объема до-
стигает 100—120 кг, то в диафрагменных электролизерах фильтр-
прессного типа он не превышает 1,0 ,кг (при этом учитывают так-
же и объем анодного пространства). В бездиафрагменныхэлект-
ролизерах этот показатель примерно в два раза выше, но и в этом
случае производительность электролизера примерно в 50 раз
меньше, чем химического реактора. В связи с этим в настоя-
щее время ведутся поиски путей максимального развития элект-
родной поверхности внутри рабочего пространства электролизе-
ра. Этого можно достигнуть за счет использования объемных
электродов.
Объемные электроды состоят из отдельных гранул, запол-
няющих рабочее пространство электролизера. При этом следу-
ет различать три типа объемных электродов — насыпные, псев-
доожиженные и суспензионные. Примером использования насып-
ного электрода является процесс получения тетраэтилсвинца,
в котором применяется электрод, состоящий из отдельных гра-
нул свинца, засыпаемых в анодную камеру. Другим типом объ-
228
J
емкого электрода является псевдоожиженный электрод, кото-
рый отличается от насыпного тем, что под действием восходя-
щего потока раствора электролита отдельные гранулы электро-
да проходят в состояние кипения (псевдоожижения). Наконец,
в суспензионном электроде мелкие частицы металла находятся
во взвешенном состоянии и циркулируют вместе с потоком рас-
твора электролита. Подвод тока к взвешенным частицам осу-
ществляется с помощью токосъемников — решеток из электро-
проводящего материала.
Конструктивно наиболее простым является насыпной элект-
род. Однако, как показало изучение распределения потенциала
в насыпном электроде, плотность тока в нем распределяется
крайне неравномерно: примерно 90% от всего проходящего че-
рез электрод тока приходится на толщину 0,1—0,2 мм. В связи
с этим насыпной монополярный электрод не может способство-
вать существенному увеличению производительности электроли-
зера.
Значительно более перспективным может оказаться приме-
нение насыпного биполярного электрода. В простейшем случае
биполярный насыпной электрод будет состоять из чередующих-
ся рядов электропроводящих и неэлектропроводящих гранул.
Непосредственно с концевыми электродами контактируют элект-
ропроводящие гранулы. При прохождении тока каждый слой
таких гранул начинает работать как биполярный электрод. При
этом плотность тока распределится равномерно во всем объеме
электрода. Испытание таких электродов в бездиафрагменных
электролизерах, например, для получения оксида пропилена,
дало вполне удовлетворительные результаты. Использование
насыпных биполярных электродов позволяет в 5—8 раз повы-
сить производительность электролизера с единицы реакционно-
го объема. Ограничение производительности электролизера свя-
зано с тем, что частицы, работающие как биполярные электроды,
должны иметь строго определенные размеры. Для того, чтобы
частица, находящаяся в электрическом поле стала работать
биполярно, надо, чтобы градиент падения .напряжения на этой
частице был не менее 2 В, что необходимо для преодоления
падения напряжения на поляризованных участках. В водных
растворах при плотности тока около 1 кА/м2 такое падение на-
пряжения достигается при размере частицы 8—10 мм, который
и является минимальным размером гранул, не позволяющим
более эффективно развивать поверхность электрода.
Псевдоожиженный (кипящий) электрод пока изучен недо-
статочно, чтобы можно было обсуждать перспективу его ис-
пользования, однако удачные попытки его применения для ин-
тенсификации гидрометаллургических процессов, заставляют
считать его перспективным.
Заслуживает внимания также возможность применения
Щелевых электролизеров. Электродный пакет такого электроли-
зера состоит из сложенных друг с другом металлических дис-
229
ков, имеющих центральное отверстие. Между дисками радиаль-
но располагаются прокладки из фторопласта или полиэтилена,
что фиксируют определенный зазор между электродами (поряд-
ка 0,1—0,2 мм). Электродный пакет устанавливают на конце-
вую плиту и покрывают кожухом из цеэлектропроводящего ма-
териала. В верхней части кожуха имеется пустотелый прижим-
ной винт. Он служит одновременно для закрепления электрод-
ного пакета, токоподводом и штуцером для подачи электролита.
После сборки электролизера через отверстие в прижимном вин-
те подают раствор электролита под давлением 2,45—2,97 МПа.
Раствор продавливается через зазоры между дисками и соби-
рается снаружи дисков в кожухе, откуда и отводится. Опре-
деленный объем раствора электролита многократно проходит
через электролизер, пока не будет достигнута нужная степень
превращения.
Электролизер описанной конструкции весьма производите-
лен, прост по конструкции, удобен в сборке и разборке. Одна-
ко он пригоден для осуществления только бездиафрагменных
процессов.
Таким образом, задача повышения производительности без-
диафрагменных электролизеров близка к своему разрешению,
в то время как интенсификация диафрагменных процессов по-
ка еще не нашла удовлетворительного решения.
2.5. ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА
ПРИРОДНОЙ СРЕДЫ
Электрохимические производства по сравнению с химическими
обладают тем преимуществом, что в них роль окислителя или
восстановителя выполняет электрический ток и таким образом
исключается необходимость введения дополнительных реаген-
тов. С этой точки зрения электрохимические процессы могут
быть с успехом использованы для создания малоотходных тех-
нологических процессов. Примером таких процессов может слу-
жить электролиз воды, получение хлора и щелочи диафрагмен-
ным или мембранным методами. Следует отметить, что пробле-
ма создания малоотходных производств стала особенно острой
лишь в последние годы. Пока работы в этом направлении толь-
ко развертываются, хотя и имеется возможность снизить отхо-
ды в уже действующих производствах за счет применения
электрохимических методов. Так, например, в анилинокрасоч-
ной промышленности для восстановления ароматических нит-
росоединений используют насыпные железные стружки в соля-
ной кислоте. В результате реакции образуются отходы хлорида
железа, идущего в отвал. Применение электролиза позволит
полностью исключить образование этого нежелательного от-
хода.
Существует много аналогичных примеров. Благодаря указан-
ным факторам сфера применения электрохимических методов
230
для получения органических и неорганических веществ должна
расширяться.
Все электрохимические производства требуют соблюдения
одних и тех же мер предосторожностей, обеспечивающих без-
опасность обслуживающего персонала. В электролизных цехах
электролизеры соединяются в серии. Напряжение на каждой
серии составляет до 350—400 В. Так как максимальное безопас-
ное напряжение составляет 30 В, то в цехах должны строго
соблюдаться следующие меры предосторожности: выпрямитель-
ные агрегаты следует устанавливать в отдельных помещениях,
вход в которые разрешается только при выключенных агрега-
тах. Токоподводящие шины располагают на такой высоте, что-
бы они не мешали движению; как правило, они имеют металли-
ческие заземленные ограждения. Шунтирующие тележки пере-
двигаются по изолированному настилу. Обслуживающий пер-
сонал должен иметь средства электрической защиты — резино-
вые перчатки и сапоги, периодически проверяемые на электри-
ческое сопротивление. Необходима надежная изоляция мосто-
вых кранов.
В электролизных цехах возможно возникновение искр, по-
этому должны быть приняты меры, обеспечивающие взрывобез-
опасность воздушной среды. Для этой цели вводится тщатель-
ный контроль за обеспечением герметичности электролизеров
при сборке, а цехи должны иметь надежную приточно-вытяж-
ную вентиляцию. Правила пожарной безопасности должны осо-
бенно тщательно соблюдаться в цехах, связанных с электроли-
зом органических веществ.
Особого внимания заслуживают вопросы техники безопас-
ности в цехах электролиза воды и получения хлора и каусти-
ческой соды. Основная опасность при электрохимическом полу-
чении водорода и кислорода связана с возможностью образо-
вания взрывоопасных смесей водорода с кислородом или возду-
хом. При содержании водорода в кислороде от 4 до 95% или
от 4 до 75% в воздухе существует опасность взрыва образую-
щейся смеси. Поэтому перед пуском и после отключения все
аппараты и трубопроводы технологической схемы производст-
ва водорода и кислорода должны тщательно продуваться азо-
том. Работу в цехе с открытым огнем можно вести лишь после
отключения установки, проведения анализа, воздуха на содер-
жание водорода и при непрерывной вентиляции производствен-
ного помещения. Всякие ремонтные работы на аппаратах, за-
полненных водородом, запрещаются.
В помещениях, где установлены аппараты, заполненные во-
дородом, запрещается курение, а также пользование электриче-
скими нагревательными приборами и переносными лампами.
Производственные помещения должны быть оснащены сред-
ствами пожаротушения, в них должны быть вывешены плака-
ты, предупреждающие о правилах работы с водородом. В по-
мещениях для электролиза и приготовления электролита долж-
231
ны быть установлены источники воды (фонтанчики или рако-
вины) для смыва электролита, попавшего на кожу. Обслужи-
вающий персонал, работающий с электролитом, должен поль-
зоваться защитной спецодеждой и очками.
Правила электробезопасности предусматривают пуск элект-
ролизера только после проверки состояния электроизоляции и
осмотра аппаратуры. Не разрешается прикасаться к электроли-
зерам без защитных средств. Оборудование и трубопрово-
ды электролизной установки должны быть заземлены с по-
мощью устройств, сопротивление которых составляет не бо-
лее 100 Ом.
При электролизе под давлением необходимо один раз в два
года производить внутренний осмотр всех сосудов с целью конт-
роля за состоянием их поверхности. При регистрации в органах
Госгортехнадзора сосуды, работающие под давлением, следует
осматривать раз в четыре года и раз в восемь лет подвергать
гидравлическому испытанию.
Перед вводом в эксплуатацию предохранительные клапаны
на аппаратах, находящихся под давлением, должны быть опро-
бованы на специальном стенде и не реже 1 раза в шесть меся-
цев подвергаться проверке.
Пробы электролита для контроля концентрации должны от-
бираться при снятом давлении.
В производстве хлора и каустической соды для предотвра-
щения проникновения хлора в атмосферу цеха вся аппаратура
и трубопроводы должны быть герметизированы. Предельно до-
пустимая концентрация хлора в атмосфере цеха составляет
1 мг/м3. При содержании в водороде более 4 масс. % хлора
возникает взрывоопасная смесь, поэтому вакуум в катодном
пространстве электролизера должен быть выше вакуума в анод-
ном пространстве. При электролизе с ртутным катодом особую
опасность для обслуживающего персонала и для окружающей
среды представляет ртуть. Предельно допустимая концентрация
паров ртути в помещении составляет 0,01 мг/м3. Для уменьше-
ния потерь ртути процесс производства хлора и щелочи осуще-
ствляют по замкнутой технологической схеме, которая предус-
матривает возвращение загрязненных ртутью конденсатов и вод
обратно в процесс.
Для поддержания ПДК хлора и ртути в атмосфере производ-
ственных помещений предусматривают мощную вентиляцию, а
также устанавливают системы автоматического регулирования
разряжения в хлорном и водородном коллекторах. При внезап-
ной остановке хлорных и водородных компрессоров с помощью
предусмотренной системы блокировки происходит отключение
электролизеров с подачей сигнала в производственные помеще-
ния. Сигнализация включается и при остановке электродвигате-
лей ртутных насосов.
Обслуживающий персонал должен быть снабжен противога-
зами соответствующих марок, защитной спецодеждой.
232
Для предотвращения поражения обслуживающего персонала
электрическим током электрооборудование во всех производст-
венных помещениях заземляется в соответствии с существую-
щими инструкциями.
Установлены и должны соблюдаться нормы выбросов в ат-
мосферу хлора и паров ртути, а также сбросов со сточными во-
дами хлора, металлической ртути и ее соединений. Содержание
хлора при выбросе в атмосферу не должно превышать 0,03 мг/м3
воздуха, что достигается многоступенчатой щелочной отмывкой
отходящих газов. Нормы выброса ртути в атмосферу составляют
0,00003 мг/м3 воздуха, а нормы содержания в сточных водах —
4 мг/м3. Очистка от ртути описана при рассмотрении технологи-
ческой схемы производства хлора, щелочи и водорода электро-
лизом с ртутным катодом.
ЛИТЕРАТУРА
1. Якименко Л. М. Получение водорода, кислорода, хлора и щелочей — М.,
Химия, 1974, 552 с.
2. Андрющенко Ф. К., Горбачев А. К. — В кн.: Труды МХТИ им. Д. И. Мен-
делеева, 1981. Вып. 117. Некоторые проблемы современной электрохимии,
с. 118—130.
3. Волков Г. И. Электролиз с ртутным катодом. — М., Химия, 1979, 192 с.
4. Фиошин М. Я., Смирнова М. Г. Электросинтез окислителей и восстановите-
лей.— Л., Химия, 1981, 212 с.
5. Томилов А. П., Фиошин М. Я., Смирнов В. А. Электрохимический синтез
органических веществ, —Л., Химия, 1976, 424 с.
ГЛАВА 3
ГАЛЬВАНОТЕХНИКА
3.1. ОБЩИЕ СВЕДЕНИЯ
Современная гальванотехника — один из крупных разделов при-
кладной электрохимии, который включает два основных направ-
ления: гальваностегию и гальванопластику. Гальваностегия —
процесс электроосаждения покрытий металлами и сплавами с
целью придания поверхности металлов различных физико-хими-
ческих свойств и для защиты их от коррозии. Гальванопласти-
ка — процесс электроосаждения толстых металлических осадков
для изготовления и размножения точных копий с различных
предметов.
С развитием новых отраслей техники, таких как радиоэлек-
троника, атомная энергетика, ракетостроение, полупроводнико-
вая промышленность возникли новые, более сложные задачи,
связанные с обработкой поверхности металлов. Во многих слу-
чаях поверхности изделий необходимо придавать целый
233
комплекс заданных свойств. Например, покрытия должны иметь
высокую коррозионную стойкость в жестких условиях, хорошую
электропроводимость, способность к пайке в течение длительно-
го времени, а также быть достаточно равномерными по толщине
и составу на сложно-профилированной поверхности. Необходи-
мы покрытия с особыми физико-химическими свойствами, на-
пример, они должны обладать определенными магнитными ха-
рактеристиками, полупроводниковыми свойствами, жаростойко-
стью, сверхпроводимостью и т. д.
Благодаря использованию ценных свойств индивидуальных
металлов покрытиям можно придавать путем совместного элек-
троосаждения металлов в виде сплавов разнообразные свойства.
В виде сплавов можно получать электролитические покрытия ме-
таллами, которые не выделяются из водных растворов на като-
де, как например, вольфрам, молибден, рений и др. Таким спо-
собом получают жаростойкие покрытия сплавами вольфрам
железо, вольфрам—никель, вольфрам — кобальт, вольфрам —
хром, молибден — никель и др.
Успешно развиваются и получают все более широкое распро-
странение в различных отраслях промышленности гальванопла-
стические методы электроосаждения металлов. Они стали неза-
менимы в полиграфии, при производстве грампластинок, изго-
товлении печатных схем, волноводов, вкладышей подшипников,
тонких металлических сеток, в копировании художественных из-
делий и т. д.
В связи с разнообразием задач, которые решаются в послед-
ние годы путем электроосаждения металлов и сплавов, появи-
лось новое направление — функциональная гальванотехника.
К ней относятся процессы нанесения покрытий не для традици-
онных целей (защиты от коррозии, декоративная отделка, повы-
шение твердости и износостойкости), а для придания специаль-
ных свойств поверхности деталей, приборов, работающих на
электронных, оптических, магнитных и других принципах дейст-
вия.
В настоящее время гальванические цеха превращены в круп-
ные электрохимические производства, оснащенные разнообраз-
ными автоматическими и полуавтоматическими линиями. На
предприятиях созданы современные лаборатории для научных
исследований, контроля производства и качества продукции.
Развитие гальванотехники идет в направлении интенсификации
процессов, применения более высоких плотностей тока, исполь-
зования нестационарного электролиза, разработки ресурсосбере-
гающих процессов, создания новых видов покрытий сплавами
с целью расширения спектра физико-химических и механических
свойств покрытий. Перспективным направлением является по-
лучение блестящих и выравнивающих покрытий в процессе
электролиза, что приводит к существенному снижению объема
шлифовально-полировальных операций и применения ручного
труда.
234
Важной проблемой в гальванотехнике является замена ток-
сичных электролитов другими растворами, менее опасными для
здоровья людей и природной среды. Максимальная автоматиза-
ция гальванических процессов на базе малоотходных гибких
автоматизированных производств. Получают дальнейшее разви-
тие способы химического восстановления металлов на различ-
ных диэлектриках — пластмассах, керамике, что позволяет
сократить расходы основных конструкционных металлов. Чрез-
вычайно актуальной задачей является экономия цветных и дра-
гоценных металлов при электроосаждении покрытий путем раз-
работки новых сплавов, покрытий металлами совместно с бо-
ром, фосфором, неметаллическими частицами (композиционные
покрытия), а также уменьшение толщины покрытий без сниже-
ния их защитно-декоративных свойств.
Электродные процессы
Катодные реакции. В гальванотехнике основной катодной
реакцией является осаждение металла в соответствии с уравне-
нием
Мп+4-«е---► М°
В большинстве случаев эта реакция сопровождается выделе-
нием водорода за счет разряда ионов водорода или разложе-
ния молекул воды соответственно в кислом или щелочном элек-
тролитах. На катоде также могут проходить и побочные реак-
ции, как например, неполного восстановления
рез+_ре---„ Fe2+
или восстановления оксидных пленок
Cu2O + 2Н++ 2е --*• 2Cu + HsO
Оксидные пленки, находящиеся обычно на поверхности ме-
талла, могут в определенных условиях сильно влиять на про-
цесс осаждения. В большинстве случаев для .получения прочно
сцепленных осадков оксиды должны удаляться с поверхности
путем предварительной ее обработки.
Электроосаждение металлов ведут как из водных растворов,
так и из неводных — органических и расплавленных сред. Ос-
новные закономерности электроосаждения металлов из водных
и органических сред существенно не отличаются. Использование
органических, чаще всего апротонных органических растворите-
лей, позволяет осаждать сильно электроотрицательные металлы,
такие как алюминий и титан, с высоким выходом по току.
Хотя из водных растворов не удается осаждать металлы со
стандартными потенциалами, значения которых более отрица-
тельны, чем—1,2 В, и в ряде случаев процесс выделения
металла сопровождается побочными реакциями (чаще всего вы-
делением водорода), тем не менее водные растворы наиболее
235
широко используются в промышленности для электроосаждения
металлов.
При электроосаждении металлов на катоде происходит ряд
последовательных процессов: деформация гидратной оболочки
с одновременным вытеснением чужеродных частиц с поверхности
электрода, освобождение ионов от гидратной оболочки, адсорб-
ция и миграция их к активным участкам электрода, разряд
и включение образующихся атомов в кристаллическую решет-
ку. Однако последовательность стадий электрохимических реак-
ций не является вполне определенной. Например, неясно, во
всех ли случаях адсорбция восстанавливающихся ионов пред-
шествует акту разряда или же он происходит на некотором рас-
стоянии (так называемый туннельный эффект); образуются ли
атомы металла на поверхности кристалла или разряд ионов
происходит в момент их внедрения в кристаллическую решетку.
Осложняющими факторами при изучении электроосажденйя
металла является непрерывно изменяющаяся поверхность, кото-
рая является энергетически неоднородной.
Нужно также отметить, что изучение электроосажденйя ме-
таллов в широком диапазоне плотностей тока и потенциалов
затруднено, поскольку, с одной стороны, процесс сопровождает-
ся разрядом посторонних ионов, а с другой — резко изменяется
структура и истинная поверхность электрода. Последнее делает
неопределенной истинную плотность тока.
Обычно степень затруднения протекания электрохимического
процесса выражается перенапряжением или поляризацией тр
При этом экспериментально определяемое общее катодное пе-
ренапряжение т]общ в процессе электроосажденйя можно услов-
но разделить на несколько составных частей: омическое перена-
пряжение 1]ом, концентрационное перенапряжение т]Конц, актива-
ционное перенапряжение, или перенапряжение перехода, т]п, хи-
мическое перенапряжение т]Хим, кристаллизационное перенапря-
жение Т]крнст' •
Чобщ = Чом + Чконц + Чп + Чхим “F ЧкрИСТ
Каждое из составляющих за исключением первого относится
к определенной стадии процесса электроосажденйя, а соотно-
шение их величин определяет вклад этих составляющих в тор-
можение процесса.
Анодные процессы. В гальванической ванне, работающей с
растворимыми анодами, основной реакцией является ионизация
металла:
М° ---*• М"+ -}- пе
При работе с нерастворимыми анодами основной реакцией, как
правило, является реакция выделения кислорода. Прохождение
на анодах тех или иных реакций определяется потенциалом,
причем многие анодные реакции протекают одновременно.
236
В стандартном электролите хромирования на нерастворимом
аноде наряду с выделением кислорода происходит процесс окис-
ления трехвалентных соединений хрома в шестивалентные:
Сг3+---> Сг«+ + 3е
В определенных условиях, особенно при повышенных анод-
ных плотностях тока, растворимые аноды могут пассивировать-
ся. Например, вследствие диффузионных ограничений концент-
рация ионов металла может стать такой высокой, что будет
превышен предел растворимости. При пассивировании раство-
римых анодов на их поверхности образуются фазовые пленки,
которые могут быть как токопроводящими, так и непроводящи-
ми. В последнем случае ток будет проходить через поры, если
пленка не сплошная.
Во всех случаях при пассивации анода анодный потенциал
будет повышаться, что приведет к изменению анодных реакций
или к изменению валентности металла, переходящего в раствор.
Так, по мере возрастания анодного потенциала, олово встаннат-
ных растворах будет растворяться сначала в виде двухвалент-
ных ионов, а затем четырехвалентпых.
Механизм электрокристаллизации металлов
Механические, физические и коррозионные свойства металличе-
ских осадков сильно зависят от условий электроосажденйя, по-
этому изучение механизма электрокристаллизации металлов
имеет большое практическое значение.
В отличие от гидрометаллургии в гальванотехнике расход
электроэнергии не отражается значительно на стоимости покры-
ваемых изделий. Наиболее важно получение плотных компакт-
ных равномерных осадков с мелкозернистой структурой. Такие
осадки обладают как правило меньшей пористостью, лучшей
способностью защищать детали от коррозии, повышенной твер-
достью, износостойкостью и имеют красивый внешний вид.
Для получения металлических осадков требуемого качества
в гальванотехнике приходится применять более сложные усло-
вия электролиза, чем в гидроэлектрометаллургических процес-
сах. Процесс электрокристаллизации можно разделить на две
стадии. К первой относится перенос иона из объема электроли-
та к поверхности электрода и его разряд, ко второй — включе-
ние атома в кристаллическую решетку и рост кристаллов.
Сложность процесса электрокристаллизации связана как с неоднород-
ностью кристаллической поверхности, так и с образованием новой фазы.
При образовании твердой фазы возникает кристаллизационное перенапря-
жение, причиной которого является замедленность вхождения атомов в упо-
рядоченную структуру кристаллической решетки твердого металлического
тела. Перенапряжение кристаллизации проявляется в чистом виде только
тогда, когда все другие стадии, кроме кристаллизации, а именно, стадия
перехода, диффузия и химические реакции в электролите при протекании то-
ла, находятся в условиях, очень близких к термодинамическому равновесию.
В случае, если электроосаждение происходит на идеально гладкой по-
,237
верхности, кристаллизационное перенапряжение связано с образованием за-
родышей. Кристаллические зародыши металла состоят из небольшого числа
атомов, расположенных в одной плоскости (двухмерные зародыши), либо
наслоенных друг на друга (трехмерные зародыши). Количественная теория
образования и тех и других зародышей в процессе электрокрйсталлизации
металлов основана на представлениях о механизме возникновения новой фа-
зы из паровой фазы или пересыщенного раствора.
Согласно этим представлениям, образовавшаяся из пересыщенного пара
вследствие флуктуации капля жидкости, состоящая из нескольких атомов,
может стать центром дальнейшего роста; для этого она должна обладать
некоторым определенным размером (критический радиус г), который зависит
от степени пересыщения пара и определяется соотношением Томпсона:
. с*
ЯТ1П-7Г-
2иУт
(1>
где С*, Cs — концентрация соответственно пересыщенного и насыщенного
пара; а — поверхностное натяжение жидкости; Vm — мольный объем жидко-
сти.
Работа образования такой капли будет равна:
X = V3oS (2)
Подставляя в уравнение (2) площадь поверхности образующейся новой фазы
3=4лг2, а вместо г его значение из формулы (1), получаем:
16ло3К2т
А ~ 3R2T2 [In (C*/Cs)]2
(3)
Если капля возникает не в объеме, а на твердой плоской поверхности,
то работа ее образования определяется соотношением:
А = Х/з (°2‘S2 + О12*$12 ^1*^12)
где О] — обратимая работа образования твердой поверхности; о2—поверх-
ностное натяжение жидкости; Си— обратимая работа образования границы
жидкость—твердое тело; 32—свободная площадь капли; Sl2— площадь раз-
дела капля — твердое тело.
Работа образования капли на твердой поверхности уменьшается за счет
выигрыша энергии, связанного со взаимодействием между частицами твер-
дого тела и жидкостью.
Представления об образовании капель жидкости из пересыщенного пара
справедливы и для объяснения механизма образования трехмерных кристал-
лических зародышей. Так как поверхностная работа для разных граней
кристалла различна, то общая работа будет составлять сумму работ по всем
рраиям
^ = 1/з2аЛ
Вместо радиуса г можно ввести параметр hi, который удовлетворял бы-
условию;
0*1 о2 Of
hx = h2 ~ ht
Переходя от пересыщения, к перенапряжению и используя соотношение
Томпсона, уравнение -тг можно записать
Пл С» j
2аУт
’I nFr
Из него следует, что с увеличением перенапряжения критический радиус за-
родыша уменьшается, тогда, подставив значение перенапряжения в уравнение
2в8
(3), можшл записать работу образования трехмерного жидкого зародыша в
виде: \
' 16ла3Ут2
А = 3n2F2rf
Работа связана с вероятностью образования капли (IF) в соответствии
с уравнением Больцмана:
(А \
— ~kT~)
где k — константа Больцмана; В — постоянная величина или
IF = Вехр (—ki/rf)
где kt — константа.
Если принять, что скорость образования зародышей пропорциональна веро-
ятности их появления, то для тока, протекающего через ячейку, можно за-
писать:
/ = /0 exp (—^i/T)2) (4
где /о— константа и тогда 1п/=1п/0—kt/i]2.
Хотя процесс образования твердого зародыша является более сложным,
можно показать, что уравнение (4) будет справедливым и в этом случае.
С увеличением перенапряжения уменьшается размер зародышей и увеличи-
вается скорость их образования, что приводит к получению мелкокристалли-
ческой структуры осадков.
Если рост граней кристалла при электроосаждении происходит за счет
образования двухмерных зародышей на металле, ионы которого разряжаются,
то необходимо определенное минимальное скопление частиц на поверхности
осаждения. Для описания свойств такой системы вводим понятие о краевом
натяжении р, которое является аналогом поверхностной работы. Формула
Томпсона, связывающая критический радиус зародыша с величиной пересы-
щения, в этом случае примет вид:
RTln(C*/Cs) = pSm/r
где Sm — площадь, занимаемая молем вещества, распределенного в виде мо-
нослоя, работа образования которого равна Д=рлг. Используя те же приемы,
что и при вычислении работы образования трехмерного зародыша, можно
показать, что
А = 2p2Sn/zEt]
При медленном образовании двухмерного зародыша наблюдается линейная
зависимость между 1п/ и 1/т):
In I = k2 — ks/r\
где k2 и k3 — константы.
При изучении роста монокристаллов было обнаружено, что
процесс электрокристаллизации может протекать без образова-
ния новых зародышей. Такие условия возможны, если на по-
верхности растущего кристалла имеются дефекты кристалличе-
ской решетки.
На рис. 3.1 схематически представлена структура поверхно-
сти кристалла с простой кубической решеткой. Идеальная упа-
ковка нарушена вакансиями и адсорбированными атомами.
Края неукомплектованных плоскостей образуют ступени (изло-
мы). Присоединение новой частицы к ступени не ведет к ее
239
исчезновению, поэтому изломы иногда называют активными
местами роста, так как здесь происходит присоединение боль-
шинства частиц, встраивающихся в кристаллическую решетку.
В том случае, если на поверхности имеются винтовые дисло-
кации, построение кристаллической решетки может происходить
путем спирально передвигающегося роста грани кристалла
(рис. 3-2).
Часто в процессе электрокристаллизации слой растущей гра-
ни состоит из многих атомных плоскостей (иногда до 1000 и
более).
Значения кристаллизационного перенапряжения невелики и
зависят от природы металла и состояния поверхности. Для мно-
гих металлов (Zn, Pb, Ag и др.), имеющих сравнительно высо-
кие токи обмена, кристаллизационное перенапряжение составля-
ет всего лишь несколько милливольт.
Одним из важных в теории электрокристаллизации является
вопрос о месте разряда ионов металла. Непосредственно восста-
новление гидратированных ионов металла до атомов в местах
роста зародышей статистически маловероятно. Можно предпо-
ложить, что ионы металла восстанавливаются в любом месте
поверхности до адсорбированных атомов, которые потом по по-
верхности металла диффундируют к месту роста. Согласно дру-
гой концепции (Дж. Бокрис, Б. Конвей) энергия активации пе-
рехода из гидратированного иона в растворе в незаряженный
атом слишком велика и перенос не может осуществляться с за-
метной скоростью. В связи с этим переносимая по поверхности
частица является не адсорбированным атомом (ад-атом), а ад-
сорбированным ионом (ад-ион). Миграция ад-иона по поверхно-
сти будет сопровождаться постоянным уменьшением гидратной
оболочки и увеличением числа координационных связей с ато-
мами металла.
Существенным фактором, определяющим характер образова-
ния и роста кристаллов в процессе электроосаждения металлов,
является скорость пассивации катода. Причиной пассивирования
является адсорбция активными участками поверхности катода
посторонних молекул органических и неорганических веществ,
гидроксидов металлов, водорода, образующихся продуктов взаи-
модействия металла с электролитом, кислорода воздуха и т. п-
Блокирование некоторой части поверхности катода чужеродны-
ми веществами приводит к увеличению истинной плотности то-
ка, а следовательно, и потенциала катода, достигающего таки»
значений, при которых возможно образование новых кристаллн-
840
ческих зародышей на неактивных или менее активных участках
поверхности. Разряд ионов на блокированных участках возоб-
новляется только после удаления пассиваторов или происходит
через пленку.
Электрокристаллизация часто сопровождается образованием
осадков с предпочтительной ориентацией кристаллов (тексту-
рой). При образовании текстуры в расположении отдельных
кристаллов наблюдается некоторая упорядоченность. Кристал-
лографические направления кристаллов становятся параллель-
ными какому-то общему направлению, называемому осью тек-
стуры. В поликристаллическом осадке может быть одновремен-
но несколько различных кристаллографических направлений.
Чем больше кристаллов, имеющих данное направление роста,
по отношению к общему числу кристаллов, тем выше степень
ориентации или степень совершенства текстуры. Интерес к изу-
чению проблемы образования текстуры в покрытиях объясняет-
ся тем, что в некоторых случаях от текстуры зависят свойства
покрытий (блеск, твердость и др.).
Иногда структура растущего осадка повторяет структуру
металла основы. Такое явление называется эпитаксиальным,
ростом.
В практических условиях процесс электроосаждения поли-
крйсталдических осадков довольно сложный. После формирова-
ния сплошного слоя осадка дальнейший его рост можно рас-
сматривать как осаждение на подложке из того же металла.
Принято различать четыре типа поликристаллических осадков:
крупнокристаллические осадки, ориентированные по отноше-
нию к основе и воспроизводящие ее структуру;
мелкокристаллические неориентированные осадки, состоящие
из беспорядочно расположенных кристаллов;
мелкокристаллические осадки столбчатой структуры, предпо-
чтительно ориентированные в направлении электрического поля;
изолированные кристаллы, ориентированные в направлении
электрического поля (дендриты, порошки).
Кристаллическая решетка электроосажденного металла име-
ет многочисленные нарушения различного типа. Непосредствен-
но в момент выделения твердой фазы, как правило, образуются
метастабильные фазы, которые могут в дальнейшем перестраи-
ваться. Процесс упорядочения
структуры может закончиться
либо в течение того времени,
пока происходит наращивание
вышележащих слоев, либо за
более длительный период (до
нескольких суток).
1’ис. 3.2. Модель роста винтовой
дислокации.
16—2021
241
Влияние состава электролита на структуру /
и свойства металлических покрытий /
Влияние природы и концентрации ионов металлов. В электро-
литах, используемых для электроосажденйя металлов, ионы ме-
талла могут находиться в виде гидратированных катионов и в
виде комплексных соединений. В зависимости от этого все
электролиты принято условно делить на простые и комплексные.
На основании экспериментальных данных установлено, что
ионы Pb, S.n, Bi, Cd, Си, Ag и других металлов восстанавлива-
ются на катоде из растворов простых солей в отсутствие спе-
циальных добавок при сравнительно малой, а некоторые из них
(Pb, Sn, Ag) при едва заметной катодной поляризации. Послед-
няя обусловлена, главным образом, уменьшением концентрации
ионов металла в прикатодном слое (концентрационное перена-
пряжение) и торможениями, связанными с построением кри-
сталлической решетки (кристаллизационное перенапряжение).
Образующиеся осадки этих металлов имеют крупнозерни-
стую структуру или растут в виде отдельных изолированных
кристаллов (или агрегатов кристаллов), ориентированных по
линиям поступления ионов (например, осадки свинца, серебра
из азотнокислых растворов, олова из сернокислых растворов
и др.). Только в присутствии определенных для данного элек-
тролита поверхностно-активных веществ (ПАВ), вызывающих
сильное торможение процесса, некоторые из этих металлов об-
разуют мелкозернистые осадки, часто с неориентированными
субмикроскопическими частицами. Наоборот, металлы группы
железа, платины, а также хром и марганец выделяются из рас-
творов простых солей даже в отсутствие ПАВ с высоким пере-
напряжением и образуют мелкозернистые осадки.
Было высказано несколько причин зависимости перенапря-
жения от природы металла, в которых учитывались электрон-
ные структуры разряжающегося иона и выделяющегося метал-
ла, прочность связи ионов в растворе и в кристаллической ре-
шетке металла и др- Наиболее широкое распространение
получило объяснение, основанное на различной склонности ме-
таллов к пассивации.
Металлы с высоким перенапряжением имеют большую
склонность к пассивированию, поэтому поверхность таких ме-
таллов (более или менее прочно) покрыта чужеродными части-
цами, присутствующими в электролите. Наличие на поверхно-
сти прочно адсорбированных соединений препятствует разряду
ионов металла и, следовательно, вхождению их в кристалличе-
скую решетку.
Большое влияние на структуру осадков оказывает комплек-
сообразование ионов. Как правило, при выделении на катоде
металлов из растворов некоторых комплексных солей получают
мелкозернистые осадки, особенно при избытке комплексообра-
зующего лиганда. Характерным примером таких растворов,
242
применяемых для электролитического покрытия металлами, яв-
ляются растворы цианидов меди, серебра, золота, цинка, кад-
мия и др. Мелкозернистая структура осадков, получаемых из
этих растворов, обычно обусловлена величиной катодной по-
ляризации, которая в цианидных растворах при достаточном
содержании свободного цианида значительно больше, чем в
кислых растворах солей тех же металлов.
Высокая катодная поляризация в цианидных электролитах
связана, по-видимому, с теми затруднениями, которые опреде-
ляются природой комплексных ионов и механизмом их раз-
ряда, а также характером изменения энергетического состояния;
поверхности катода при электролизе.
Вопрос о том, каким образом происходит выделение метал-
лов из комплексных электролитов, еще остается дискуссионным.
В случае существования прочных комплексов, например цианид-
ного комплекса меди с константой нестойкости 10-29, разряд
простых ионов меди вряд ли возможен. Простой расчет показы-
вает, что в растворе, содержащем 1 моль/л цианида меди и
1 моль/л избыточного цианида калия, концентрация свободных,,
не связанных в виде комплекса, ионов меди составляет
5-10~29 моль/л.
Для менее стойких комплексных соединений возможна пред-
шествующая разряду стадия диссоциации комплексов.
Большинство исследователей считает, что выделение метал-
лов из растворов цианидных и некоторых других комплексных
солей происходит непосредственно в результате разряда адсор-
бированных на катоде комплексных анионов
M(CN)/-*4-ze --► M-f-xCN-
Вместе с тем, при изучении разряда комплексных ионов цин-
ка, кадмия, серебра, ртути и других металлов пришли к выво-
ду, что в большинстве случаев на катоде разряжаются ионы с
меньшим числом комплексообразующих лигандов, чем преобла-
дающие комплексные ионы в растворе.
Сложность проблемы можно проиллюстрировать на примере
разряда пирофосфатных комплексов. Наиболее распространена
следующая схема их катодного восстановления
М(Р2О7)2«--> М(Р2О7)2---> М2+4-Р2О74-
Предполагают, что при малых избыточных концентрациях
РгО?4- и низких плотностях тока на катоде происходит разряд
аниона М(Р2О7)2-. Перед этим наблюдалась диссоциация ком-
плекса с отщеплением одной молекулы лиганда, причем сдела-
но допущение, что скорость реакции диссоциации мала. Если
в электролите лиганд находится в большом избытке, то возмо-
жен прямой разряд аниона М(Р2О7)26-. В ряде случаев следует
Дополнить схему распадом анионных комплексов и образованием
аквакомплексов в прикатодном слое.
Торможение процесса разряда ионов может быть весьма
1б!
243
!
значительным вследствие затруднения подвода анионрв к като-|
ду, а также из-за неблагоприятных условий адсорбдии разря-
жающихся ионов на катоде. Как известно, возможность адсорб-
ции на катоде анионов определяется знаком и значением потен-
циала заряда поверхности металла по отношению к раствору
в приведенной шкале потенциалов <р=Е—En (где Е — потенци-
ал металла в данных условиях, En — потенциал нулевого заря-!
да, или нулевая точка). Если потенциал электрода в данных
условиях находится в отрицательной области относительно по-
тенциала нулевого заряда, т. е. <р=Е—2\<0, то поверхность
его заряжена отрицательно и адсорбция анионов будет крайне
затруднена. Наоборот, при потенциале электрода, расположен-
ном в положительной области относительно нулевой точки (ког-
да (р—Е—EnZ>0), адсорбция анионов на его поверхности впол-
не возможна. Поэтому условия, способствующие сдвигу потен-
циала электрода в положительную область от нулевой точки
металла, значительно облегчают адсорбцию анионов на катоде.
Это достигается, например, добавлением к электролиту посто-
ронних положительных ионов, которые сами не восстанавлива-
ются, но смещают ф' потенциал диффузной части двойного
электрического слоя в сторону электроположительных значений.’
Некоторые исследователи указывают также, что разряд
комплексных анионов на катоде может облегчаться в результа-
те их деформации в двойном электрическом слое под действием
сильного электрического поля с напряженностью 1010—109 В/м
и соответствующей их ориентацией как диполей: положитель-
ным концом по направлению к катоду, отрицательным — в про-
тивоположную сторону.
Причиной торможения процесса электроосаждения металлов
из комплексных электролитов часто может служить пассивация,
поверхности катода, возникающая вследствие взаимодействия
электрода с основными компонентами электролита, а также с
продуктами вторичных процессов, протекающих на поверхности
катода и в диффузионном слое.
Кроме комплексных анионов, в состав которых входит ме-
талл, восстанавливающийся на катоде, в электролите могут при-
сутствовать комплексы катионного характера. К таким электро-
литам, применяемым в гальваностегии, относятся растворы ам-
миачных солей (аммиакатов) цинка, кадмия и меди, аминоком-
плексных соединений с органическими лигандами. В некоторый
случаях восстановление этих ионов не требует большой поляри-
зации катода, так как они разряжаются как обычные гидрати-
рованные или сольватированные ионы. Константа нестойкост
этих комплексов больше, чем цианидных комплексных аниона
в присутствии избытка цианида. Выделение металла, например
из хлор-аммиакатных растворов можно представить в виде еле
дующей схемы:
M(NH3)„C12--> M(NH8V+ + 2C1-
M(NH3)n2++ 2е -► M + nNH3
"244
Освобождающиеся при этом нейтральные молекулы МНз,
взаимодействуя с водой, превращаются в гидроксид аммония.
В зависимости от pH среды и концентрации аммиака в растворе
могут присутствовать наряду с аммиакатами и гидроксиком-
плексы.
Не во всех комплексных растворах осадки металлов на ка-
тоде получаются мелкозернистыми и однородными по структуре.
Так, при электролизе станнитных и плюмбитных растворов, про-
текающем при очень малой поляризации, а также в некоторых
аммиачных растворах в отсутствие поверхностно-активных ве-
ществ осадки на катоде по структуре мало отличаются от осад-
ков тех же металлов из растворов простых солей. Возможно,
что в таких растворах, по крайней мере до некоторого значения
потенциала или до определенной плотности тока, разряжаются
гидратированные ионы или комплексы с меньшим числом
аддендов, для разряда которых требуется меньшая энергия
активации процесса и концентрация которых в растворе не
слишком мала.
В некоторых случаях на структуру осадка влияет природа
аниона простой соли выделяемого металла. Например, осадки
свинца из азотнокислых и уксуснокислых (без добавок) раство-
ров всегда крупнозернисты, в то время как из растворов бор-
фтористоводородных, кремнефтористоводородных и перхлорат-
ных солей выделяются мелкозернистые осадки, особенно в при-
сутствии поверхностно-активных веществ. В последних электро-
литах наблюдается заметная поляризация, в то время как в
первых она почти отсутствует.
Концентрация ионов, разряжающихся на катоде, имеет зна-
чение, главным образом, с точки зрения интенсификации про-
цесса осаждения металлов. В концентрированных растворах
допустимый верхний предел плотности тока всегда выше, чем
в разбавленных. На структуру осадка этот фактор влияет срав-
нительно мало. Очень большое разбавление раствора нежела-
тельно, так как оно резко снижает выход металла по току и
ухудшает качество осадка. Кроме того, при сильном разбавле-
нии электролита (не содержащего электропроводящих солей
других металлов) водой значительно снижается его электропро-
водимость, что повышает общее напряжение на электролизере
и вызывает излишний расход электроэнергии, если электролиз
при данных условиях вообще возможен.
Влияние концентрации водородных ионов. Процесс электро-
осаждения металла часто сопровождается выделением водоро-
да. Распределение тока между реакциями разряда ионов ме-
талла и водорода определяется соотношением их концентраций
в электролите, а также перенапряжениями выделения металла
и водорода. Чем выше кислотность электролита, тем, при про-
чих равных условиях, ниже выход металлов по току.
При электролизе растворов простых солей электроотрица-
тельных металлов с низким перенапряжением выделения водо-
245
пода (железо, никель) уже при небольшом pH в электролите
происходит выделение водорода на катоде, вследствие чего вы-
ход металла по току падает. Одновременное выделение водорода
может приводить также к нарушению условий роста осадков.
Однако в некоторых случаях выделяющийся водород, создавая
затруднения для роста кристаллов, будет способствовать обра-
зованию более мелкокристаллических осадков. Такое явление
наблюдается при электроосаждении цинка и никеля из рас-
творов простых солей.
Внедряясь в катодный осадок, водород в ряде случаев повы-
шает внутренние напряжения, вызывает хрупкость, растрескива-
ние, образование пузырчатых вздутий-
Кроме того, следует отметить влияние водорода на свойства
металла основы и в особенности стали. Адсорбируясь на по-
верхности катода, атомы водорода частично диффундируют в
основной металл, вызывая водородную хрупкость. Последующая
термическая обработка не всегда способна полностью восста-
новить свойства изделий. В некоторых случаях водородная
хрупкость, вызванная поглощением водорода в процессе нанесе-
ния гальванопокрытий, настолько велика, что препятствует при-
менению гальванопокрытий. Выделение водорода — это один
из тех факторов, которые обусловливают пористость покрытий
и питтинг. Прилипающие пузырьки водорода экранируют нахо-
дящийся под ними металл, значительно замедляя рост покры-
тия в этих местах, в результате чего в покрытии возникают
углубления.
Для борьбы с питтингом используют различные методы, в
том числе применяются специальные добавки, уменьшающие
сцепление пузырьков водорода с поверхностью металла, меха-
ническое встряхивание и др.
Интенсивное выделение водорода может приводить к повы-
шению pH раствора особенно в прикатодном слое. Если измене-
ние pH приэлектродного слоя невелико, то присутствие в не-
большом количестве высокодисперсной коллоидной взвеси гид-
роксида иногда оказывает благоприятное влияние на качество
осадков. При сильном изменении pH прикатодного слоя выпа-
дает осадок гидроксида выделяемого металла, что сопровожда-
ется резким обеднением прикатодного слоя разряжающимися
ионами, соответственно уменьшается и допустимый предел
повышения плотности тока. Чем выше плотность тока, тем бы-
стрее прикатодный слой подщелачивается и загрязняется осад-
ком гидроксида металла. Поэтому в некоторых случаях, особен-
но при перемешивании, при электролизе с высокими плотностя-
ми тока целесообразнее применять электролиты с повышенной
кислотностью.
Для поддержания постоянной малой кислотности электроли-
тов цинкования, никелирования, кадмирования, железнения и др-
к ним добавляют специальные вещества, сообщающие раствору
в определенном интервале pH высокие буферные свойства. Та*
£46
кими веществами являются слабо диссоциированные неоргани-
ческие и органические кислоты (борная, уксусная, аминоуксус-
ная, муравьиная и др.) или их соли. Например, высокие буфер-
ные свойства аминоуксусной кислоты при pH 2—3 обеспечивают
повышение допустимой плотности тока при железнении и нике-
лировании.
Буферное действие аминоуксусной кислоты можно изобра-
зить в виде следующих уравнений реакций
в кислой среде
NH3+CH2COO~ 4- н+ -<—> NH3+CH2COOH
в щелочной среде
NH3+CH2COO- + ОН- 7—> NH2CH2COO- 4- Н2О
В растворах солей свинца и олова, вследствие низкого pH
их гидролиза, кислотность должна быть значительной
(0,3—2н.). Она поддерживается добавлением соответствующей
кислоты. Так как перенапряжение водорода на этих металлах
достаточно высоко, повышенная кислотность таких растворов
практически не влияет на выход металла по току, но оказывает
благоприятное влияние на качество осадков.
При электролизе простых солей электроположительных ме-
таллов, например при электроосаждении меди из раствора суль-
фата меди, большой избыток кислоты в растворе не влияет на
выход металла по току, так как в этих условиях потенциал вос-
становления водородных ионов не достигается даже при боль-
ших плотностях тока. В данном случае повышенная кислотность
растворов необходима прежде всего для предупреждения гид-
ролиза солей и увеличения электропроводимости раствора.
В растворах комплексных солей металлов концентрация во-
дородных ионов влияет как на состав комплексных ионов, так
и на устойчивость комплексных соединений, что, в свою очередь,
отражается на величине катодной поляризации и структуре
осадков.
Влияние поверхностно-активных веществ. На структуру и
свойства электролитических покрытий металлами и сплавами
оказывают существенное влияние добавки органических ве-
ществ, обладающих поверхностно-активными свойствами. Под
влиянием поверхностно-активных органических веществ изменя-
ется кинетика электроосаждения металлов, структура и свойст-
ва осадков и электролитов (коррозионная стойкость, пористость,
внутренние напряжения, твердость, блеск; рассеивающая, вы-
равнивающая способность и стабильность электролитов). При
электроосаждении сплавов добавки поверхностно-активных
веществ могут оказывать влияние также и на состав сплава
вследствие неодинакового действия на процессы восстановления
разряжающихся ионов различных металлов.
В зависимости от природы и концентрации органических до-
бавок осадки металла на катоде могут быть плотными, мелко-
247
зернистыми, блестящими или, наоборот, губчатыми, порошкооб-
разными. В большинстве случаев изменение структуры осадкой
в присутствии ПАВ сопровождается повышением катодной пси
ляризации и уменьшением скорости электроосажденйя метал-
лов.
Действие ПАВ на электродные процессы обусловлено двумя
основными причинами: изменением строения двойного электри-
ческого слоя и затруднением разряда ионов через адсорбцион-
ные пленки. Оба эти эффекта были учтены в уравнении, предло-
женном для жидких электродов, например ртути (А. Н. Фрум-
кин):
i = nFkCsox exp
ап' (<р — ф') F
RT
zFty'
~RT~
где F — число Фарадея; k — константа скорости; п, п’ — число электронов
соответственно в суммарном уравнении реакции и в скоростьопределяющей
стадии; Csox— концентрация разряжающихся ионов на внутренней границе
диффузионного слоя; Д(/е—увеличение энергии активации, зависящее от при-
роды адсорбата, степени заполнения поверхности и электродного потенциала-'
а — коэффициент переноса; ф'— скачок потенциала в диффузной части двой-
ного электрического слоя; z — заряд разряжающего иона.
Позднее предложено использовать это уравнение для случая
электрокристаллизации. При высоких степенях заполнений
(6—>1) величина AZ7e резко возрастает и оказывает определя-
ющее влияние на скорость электродных процессов и их важней-
шие показатели: структуру, поляризуемость, выход по току,
предел допустимых плотностей тока и др. При относительно не-
больших степенях заполнения поверхности действие ПАВ сво-
дится к простому блокированию поверхности (изменению доли
свободной поверхности) и к влиянию на скорость разряда ио-
нов через величину ч|/ потенциала:
an'F (<р — ф')
RT
zFip'
“RT“
i = (1 — 0) nFkCsox exp
exp
где (1—0)—доля поверхности электрода, на которой протекает электрохими-
ческая реакция.
Однако уже при средних степенях заполнения торможение
электродного процесса оказывается значительным, что свиде-
тельствует о существенном влиянии величины ехр (—AUjIRT).
Если адсорбционный слой органических молекул выходит за
пределы внешней плоскости двойного электрического слоя, влия-
ние поля на скорость разряда ослабляется, и более мед-
ленной стадией процесса может стать проникновение разряжаю-
щихся ионов через сплошную адсорбционную пленку ПАВ.
Резкое уменьшение скорости электрохимической реакции на
катоде при большой степени заполнения поверхности ПАВ объч
ясняется появлением дополнительного активационного или по-
тенциального барьера на границе электрод — раствор электро-
лита. Так как для разряда ионов через плотный слой адсорби-
248
Рис. 3.3. Поляризационные кривые при электро-
осаждении олова без добавок (кривая 1) и с
добавкой неионогенного ПАВ (кривая 2).
рованного вещества необходима повы-
шенная энергия активации, то процесс
протекает при значительном смещении
потенциала в сторону электроотрицатель-
ных значений. Это явление впервые об-
наружено и изучено на многих примерах
электроосажденйя металлов М. А. Лош-
каревым и сотрудниками. Формально
этот случай можно истолковать как равенство нулю коэффи-
циента переноса а- На поляризационных кривых наблюдается не
зависящий от потенциала предельный кинетический ток проник-
новения— предельный адсорбционный ток (рис. 3.3).
Энергия активации процесса разряда ионов при этом не за-
висит от величины гальвани-потенциала на границе металл —
—>-
раствор электролита (Амдф), AT^=«nFAML<p=0. При этом урав-
нение (3.7) приобретает следующий вид:
-* / А(/л \
i — ~ nFexp I RT /
zFty' \
~ RT J
•ехр
( AtJe
\ RT /
Как видно, в этом случае плотность тока перестает зависеть от
потенциала электрода.
Допуская, что электрическое взаимодействие ионов деполя-
ризатора с полем двойного электрического слоя много слабее
специфического взаимодействия деполяризатора с адсорбатом,
это уравнение можно записать в виде:
i = nFkCSox exp
где Csox — концентрация разряжающих ионов на внутренней границе диф-
фузионного слоя.
Следует отметить, что вышеприведенные уравнения, характе-
ризующие влияние ПАВ на скорость электрохимической реак-
ции, можно считать достаточно экспериментально обоснованны-
ми лишь для энергетически однородных поверхностей (жидкие
электроды).
Обсудив причины и механизм торможения процесса электро-
кристаллизации металлов в присутствии ПАВ, рассмотрим
влияние этого торможения на структуру и свойства осадков,
получаемых в присутствии органических добавок. Если осажде-
ние металла протекает при потенциале, близком к равновесному
значению, процесс образования кристаллических зародышей
идет лишь на некоторых энергетически выгодных участках по-
Верхности. Далее наблюдается рост первичных зародышей; при
249
этом размеры кристаллов увеличиваются. При больших отрица-,
тельных перенапряжениях, достигаемых благодаря введению
ПАВ, повышается скорость образования кристаллических заро-
дышей по сравнению со скоростью их роста, при этом появля-
ются благоприятные условия для уменьшения размера кри-
сталлов. Осадки получаются плотные, мелкокристаллические.
Органические добавки, применяемые в гальванотехнике, не-
одинаково влияют на качество осадка. Например, клей, и жела-
тин способствуют осаждению из кислых электролитов плотных'
мелкозернистых осадков олова, свинца и кадмия, однако они
ухудшают качество медных и никелевых покрытий.
Действие ПАВ на структуру осадков особенно ярко проявля-
ется в кислых электролитах цинкования, свинцевания, кадмиро-
вания, оловянирования. Обычно грубые, крупнозернистые и ден-
дритообразные осадки в присутствии органических добавок ста-
новятся мелкозернистыми, гладкими и светлыми.
Повышение температуры в определенном интервале резко
ухудшает ингибирующее действие ПАВ, что связано с частичной
или полной десорбцией добавок органических веществ с поверх-
ности электрода.
От значения pH зависят формы существования частиц адсор-
бата, различающиеся по знакам заряда и, следовательно, по
эффективности их ингибирующего действия на процессы элект-1
ровосстановления простых ионов металлов. ПАВ катионного ти-1
па должно тормозить процесс разряда катионов сильнее, чем
ПАВ анионоактивного типа. При разряде анионов эта зависи-'i
мость должна изменяться на обратную.
Ингибирующее действие большинства органических веществ
в значительной степени зависит от природы и концентрации
анионов фона. С введением анионов ингибирующее действие ор*!
ганических добавок может увеличиваться или уменьшаться. НеЧ
которые анионы способны адсорбироваться, образуя поверхност-
ные комплексы типа поверхностные атомы металла — ад-анио-j
ны — катионы деполяризатора. Ад-анионы являются своеобраз-
ными электронными мостиками, облегчающими переход электро-
на с катода на разряжающийся ион.
Характерно, что мостиковые лиганды адсорбируются на по-
верхности металла за счет ковалентной связи и увеличивают
емкость двойного электрического слоя.
Анионы галогенидов заметно ослабляют действие ПАВ и тор
можение разряда катионов металлов. При катодном выделенш
металлов из отрицательно заряженных комплексов введени<
галогенидов увеличивает ингибирующее действие органически
катионов, например, при восстановлении SnF42- в присутстви
тетраалкиламмониевых солей.
В некоторых случаях смещение потенциала в сторону отри
цательных значений может привести к восстановлению самих
молекул ПАВ с образованием продуктов, сильнее тормозящи
катодный процесс, чем сама органическая добавка. В этом слу
250
Рис. 3.4. Зависимость поверхностного натяжения
и катодной плотности тока от потенциала элект-
рода при восстановлении ионов металла на рту-
ти (t‘i — парциальный адсорбционный ток восста-
новления металла в присутствии ПАВ; 12—то
же в присутствии продуктов восстановления
ПАВ).
чае наблюдается так называемое вторичное ингибирование
процесса разряда ионов основного деполяризатора (рис. 3.4).
Добавки ПАВ, применяемые в гальванотехнике для управле-
ния скоростью процесса и структурой катодных осадков, часто
включаются в осадки, существенно изменяя их физико-механи-
ческие свойства. Механический захват осколков органических
молекул в процессе электрокристаллизации металлов может
приводить к увеличению их электрического сопротивления, по-
вышению микротвердости и внутренних напряжений, ухудше-
нию специальных свойств так называемых функциональных
гальванопокрытий (паяемость, переходное сопротивление и др.).
При разработке технологических процессов нанесения галь-
ванических покрытий с использованием ПАВ необходимо подби-
рать такие виды органических добавок, которые не ухудшают
целевые свойства покрытий, или использовать дополнительные
органические компоненты, устраняющие негативное влияние ос-
новных ингибиторов на свойства получаемых покрытий. Так,
при осаждении блестящих покрытий Ni в присутствии 1,4-бутин-
диола часто используют добавки сахарина, значительно сни-
жающие внутренние напряжения в осадках, обусловленные
включением в них блескообразователя — 1,4-бутиндиола.
В практической гальванотехнике чаще всего используют ком-
позиции органических добавок, каждая из которых выполняет
в процессе электроосаждения особую функцию, способствует об-
разованию блестящих осадков, препятствует появлению питтин-
га, снижает или устраняет внутреннее напряжение, стабилизи-
рует в растворе другие органические компоненты.
Влияние условий электролиза на структуру
и свойства покрытий
Плотность тока. Процесс электрокристаллизации, структура и
свойства гальванических осадков наряду с другими факторами
зависят от условий электролиза — плотности тока, температуры
и перемешивания электролита. Установлено, что с повышением
плотности тока возрастает число образующихся кристалличес-
ких зародышей, осадки получаются мелкокристаллические, плот-
ные, следовательно, структура их улучшается.
От плотности тока и выхода по току зависит скорость выде-
ления металла на катоде: чем выше выход по току и плотность
тока, тем больше скорость процесса. Однако для каждого
251
электролита существует предел допустимой плотности тока, по
достижении которого качество осадков резко ухудшается и сни-
жается выход по току. Максимально допустимая плотность тока '
зависит от состава электролита, концентрации соли осаждае-
мого металла, pH среды, наличия буферирующих добавок и т. д.
Температура электролита. Повышение температуры электро-
лита так же, как и перемешивание, способствует интенсифика-
ции процесса электроосаждения металлов. При нагревании
электролита возрастают катодный и анодный выходы по току
(устраняется пассивирование анодов), увеличивается раствори-
мость солей металлов и электропроводимость растворов, улуч-
шается качество осадков вследствие снижения внутренних на-
пряжений. В ряде случаев при комнатной температуре ком-
пактные, доброкачественные осадки вообще не образуются
(станнатные) или качество осадков существенно ухудшается
(пирофосфатные электролиты), поэтому электролиты нагребают
до 50—80 °C. При этом появляется возможность работать пр»
более высоких плотностях тока. Вместе с повышением темпера-
туры обычно снижается катодная поляризация, а в этих услови-?
ях скорость роста кристаллов преобладает над скоростью воз-,
никновения активных, растущих кристаллов, что должно приво-
дить к образованию крупнозернистых и более пористых осадков.
В то же время в горячих электролитах можно значительно,
увеличить допустимую плотность тока и как бы нейтрализовать
отрицательное влияние температуры на структуру осадков.
Перемешивание электролита. Благодаря перемешиванию
электролита происходит выравнивание концентрации в объеме
раствора и у электродов, что сопровождается снижением кон-
центрационной поляризации. При этом допустимый предел плот-
ности тока повышается примерно в два раза в зависимости от
интенсивности перемешивания. На катоде осаждаются плотные
мелкокристаллические металлические покрытия с более высоким
выходом по току-
С целью интенсификации перемешивания электролита рек»
мендуют применять ультразвуковую обработку раствора. Нало^
жение мощного ультразвукового поля полностью снимает диф
фузионные ограничения, благодаря чему концентрационная по
ляризация снижается, а предел допустимых плотностей ток.
резко повышается. Под влиянием ультразвука с катодной по
верхности могут удаляться поверхностно-активные вещества
ингибиторы, что будет сказываться на структуре осадков. Пр1
наложении ультразвукового поля покрытия получаются боле
компактными мелкокристаллическими, менее пористыми. В не
которых случаях получают блестящие осадки. Следует отметил
однако, что ультразвук оказывает вредное влияние на организ!
человека.
Нестационарный режим электролиза. К нестационарному ре
жиму электролиза относятся реверсирование тока, различия
формы периодического тока, импульсный ток.
252
Периодическим током называется ток, мгновенное значение
которого повторяется через равные промежутки времени, при-
чем при совпадении его с направлением постоянного тока он
называется прямым током и при противоположном направле-
нии— обратным током.
Периодическое колебание потенциалов в процессе электро-
лиза влияет на кинетику разряда ионов металла, на адсорбци-
онные и поверхностные явления, на состав осадков при электро-
осаждении сплавов. Во многих случаях электроосаждения ме-
таллов с применением нестационарного электролиза удается по-
лучать покрытия с улучшенными физико-химическими свойства-
ми, повышать предельные плотности тока и скорости процессов.
Из сульфатных электролитов получают цинковые покрытия
с более мелкозернистой структурой, а из цинкатных — без губки.
Осаждающиеся никелевые покрытия обладают меньшей пори-
стостью и внутренними напряжениями, а при определенных ус-
ловиях— блестящей поверхностью без специальных блескообра-
зующих добавок. Наложение переменного тока частотой 50 Гц
на постоянный при отношении /перЛпост = 2,5—3 дает возмож-
ность повысить скорость осаждения серебра из цианидного
электролита и получить плотные гладкие светлые осадки тол-
щиной до 500 мкм и более.
Показана также возможность непосредственного меднения
стали в кислых электролитах при нестационарных режимах и
целесообразность использования периодического тока при элек-
троосаждении сплавов. Получены интересные результаты при
электроосаждении металлов с использованием различных форм
пульсирующего тока: прерывистого, выпрямленного однофазно-
го и многофазного, выпрямленного с отсечкой, а также отдель-
ных импульсов малой продолжительности. Однако, несмотря на
очевидные преимущества наложения переменного тока на по-
стоянный, применение этого метода для электролитического
осаждения металлов пока находит ограниченное применение.
Это объясняется сложностью процессов, протекающих на элек-
тродах, и также отсутствием до недавнего времени мощных ис-
точников питания.
Большое распространение получило электроосаждение метал-
лов с применением тока переменной полярности или так назы-
ваемого реверсированного тока, который получают с помощью-
специальных реверсаторов — электрических устройств. При этом
устанавливают определенный режим изменения направления
постоянного тока в цепи гальванической ванны. Покрываемая
деталь через определенный промежуток времени (не более 20%
катодного времени) находится под воздействием тока обратного-
направления. Происходит чередование на одном электроде ста-
ционарных катодных и анодных процессов.
Чаще всего применяется реверсирование тока с отношением
катодного к анодному периоду тк и та=Ю: 1 или 20:1 (в секун-
253
дах). В анодный промежуток времени осадок частично раство-1
ряется (главным образом на микровыступах рельефа), что
предотвращает образование дендритов и губки. Этому же спо- '
•собствует выравнивание концентрации ионов разряжающегося |
металла в прикатодном слое и объеме раствора.
При электролизе реверсированным током структура метал-
лов улучшается, они становятся более гладкими светлыми полу-
блестящими; снижаются внутренние напряжения и пористость.
Одновременно можно интенсифицировать процесс и применять
более высокие плотности тока. Однако скорость процесса воз-
растает непропорционально повышению плотности тока, так как
при этом эффективная (или средняя) плотность тока меньше ра-
бочей плотности тока.
'Основные закономерности совместного разряда
ионов различных металлов
Возможность соосаждения металлов на катоде так же, как и
состав получаемых сплавов, зависит от относительных скоростей
восстановления их ионов в данных условиях. Необходимым ус-
ловием для совместного разряда двух или большего числа ка-
тионов является равенство потенциалов их восстановления.
В наиболее простом случае (если металлы на катоде не взаимо-
действуют) оно имеет вид:
РТ РТ
Ei° + ~^F 1п а1~ т)1 = £20 1п аг— ’ll (8)
тле и Е°2 — стандартные потенциалы металлов; at и аг—активности раз-
ряжающихся ионов в растворе; щ и т]2— перенапряжение катода в процессе
разряда ионов; zt и г2— валентности разряжающихся ионов.
Из этого уравнения следует, что если стандартные потенциа-
лы металлов близки, а перенапряжения одинаковы или не
намного различаются между собой, сблизить значения потен-
циалов выделения можно путем уменьшения активности ионов
металла с более электроположительным потенциалом и увели-
чения активности ионов металла с более электроотрицательным
потенциалом.
В этом случае, изменяя относительные концентрации иоиов
обоих металлов в растворе, можно получить сплавы, различные
по составу. Таким примером служит электроосаждение метал-
лов, стандартные потенциалы которых отличаются незначитель-
но, в виде сплавов Sn—Pb и Ni—Со из растворов простых со-
лей.
В большинстве случаев стандартные потенциалы металлов
заметно различаются. Поэтому, уменьшая концентрацию простор
соли более благородного компонента, нельзя существенно изме-
нить в нужном направлении потенциалы выделения металлов.
Значительного сдвига потенциалов достигают, применяя ве-
щества, образующие прочные комплексные соединения с ионами
254
выделяемых металлов. При этом изменяются не только актив-
ности ионов, но и механизм их разряда. Наиболее известными и
широко применяемыми лигандами являются цианиды, родани-
ды, щелочь, пирофосфаты, некоторые органические соединения
(трилон Б, аминоуксусная кислота).
Одним из самых эффективных способов сближения потен-
циалов восстановления ионов является соответствующее воздей-
ствие на перенапряжение при выделении компонентов сплава.
Для этого используют, как было уже сказано выше, комплек-
сообразующие лиганды или ПАВ селективного действия, увели-
чивающие перенапряжение выделения компонента с более
электроположительным потенциалом. В некоторых случаях воз-
можно соосаждение металлов с сильно отличающимися стан-
дартными потенциалами, если компонент с более положитель-
ным потенциалом выделяется на предельном токе диффузии. На
практике применение этого метода возможно лишь в том случае,
когда компонент с более электроположительным потенциалом
содержится в кристаллизующемся сплаве в очень небольшом
количестве (до 1—2%). В противном случае на катоде образу-
ются губчатые осадки.
При образовании сплавов типа твердого раствора или хими-
ческого соединения происходит изменение энергетического со-
стояния атомов в металле по сравнению с их энергетическим
состоянием в индивидуальных кристаллических решетках метал-
лов или в кристаллических решетках сплавов типа механической
смеси. Уменьшение парциальной молярной энергии Гиббса ком-
понентов в сплавах типа твердых растворов или химических сое-
динений приводит к смещению равновесных потенциалов метал-
лов в положительную сторону на величину
Д£спл = ДФ/(г£) (9)
где ДФ — изменение парциальной молярной энергии Гиббса компонента при
осаждении его в сплав.
Если величина аФ больше для компонента с более отрицатель-
ным потенциалом, потенциалы выделения металлов на катоде
сближаются. Примером взаимодействия компонентов при обра-
зовании сплава являются олово — никель, олово — сурьма,
медь — цинк и медь — олово. Учитывая смещение равновесного
потенциала в сторону положительных значений при образовании
сплава типа твердого раствора или химического соединения и
изменение перенапряжения при восстановлении ионов на поверх-
ности осаждающегося сплава, уравнение (8) можно написать,
в следующем виде:
„ ДФ, RT ДФ, RT
£1° + -# + 1П*1 - = £2° + 1П - ЪСПЛ
Если принять, что при совместном разряде ионов скорости
не меняются по сравнению с раздельным выделением металлов,
т° по расположению поляризационных кривых можно было бы
255
определить относительное содержание металлов в сплаве в за-
висимости от потенциала. Так, из рис. 3.5 видно, что при потен- 1
циале Ех скорость разряда ионов металла Mi выражается от- ]
резком AX=ii, а ионов металла М2 — отрезком BX=i2.
В отсутствие побочных процессов (выделение водорода |
и др.), когда суммарный выход по току обоих металлов состав- ]
.ляет 100% и валентность металлов одинакова, относительное
содержание их в сплаве можно считать равным отношению то-
ков, т. е. Mi/M2 = h/i2. Отсюда количество каждого металла
в сплаве будет соответствовать отношению долей тока, расходуе- ]
зного на их восстановление:
Однако определить таким образом состав сплава можно лишь 5
® отдельных случаях, когда скорости осаждения при совместном
выделении металлов мало отличаются от скоростей при их раз-1
дельном осаждении (например, Sn—Pb).
В большинстве случаев скорости электрохимических реакций]
совместного восстановления ионов существенно отличаются от.
скоростей раздельного выделения чистых металлов при соответ-,
ствующих потенциалах электрода. Следовательно, в реальных,
условиях электроосаждения сплавов необходимо учитывать,;
кроме указанных выше факторов, влияние изменения природы'
и состояния поверхности электрода, строения двойного электри-
Г и 2Т — парциальные поляризационные кривые.
•256
го раствора или химического соединения на относительную ско-
рость восстановления соосаждающихся металлов.
Чтобы судить о реальной скорости выделения металлов в
сплав, нужно на основании экспериментально полученной сум-
марной поляризационной кривой совместного разряда ионов
рассчитать и построить парциальные поляризационные кривые.
Для этого необходимо учитывать состав сплавов при различных
потенциалах (при плотностях тока), электрохимические экви-
валенты и выход сплава по току. При этом определяют парци-
альные доли тока (11,1’2,13,.--), приходящиеся на восстановление
ионов каждого компонента сплава по формуле:
Эспл1£;Вт^ Эспл1хВт,У2
11 ~ Э1-100 ’ = Э2-100
где и и «г — катодные плотности тока, приходящегося на восстановление ио-
нов компонентов сплава; ЭСПл — электрохимический эквивалент сплава; и
N?—массовые доли компонентов сплава; is — плотность тока суммарного
процесса; Вт — выход сплава по току, %; Э>, 32 — электрохимические экви-
валенты компонентов сплава.
Так, электрохимический эквивалент двухкомпонентного
сплава рассчитывают по формуле:
3j32
Эспл =3^ + 3^
Выход сплава по току (Вт, %) при использовании медного ку-
лонометра рассчитывают по формуле:
где gcn.i — масса осадка сплава; gCu — масса осадка меди; Эси — электрохи-
мический эквивалент меди.
Рассмотрим пример построения парциальных кривых для
случая электроосаждения сплава, когда суммарная поляризаци-
онная кривая находится в области более положительных потен-
циалов по сравнению с поляризационными кривыми раздельно-
го выделения компонентов сплава и выходы металлов и сплава
по току равны 100% (рис. 3.6).
Рассчитанные по уравнению (9) плотности тока, приходяще-
гося на выделение ионов каждого компонента сплава (парци-
альные токи и, i2 и т. д.), наносят на ординаты в виде точек
при каждом значении Ек, соответствующем плотности тока сум-
марного процесса. Соединяя эти точки кривыми, получают пар-
циальные поляризационные кривые выделения каждого металла
в сплав.
Сравнивая парциальные кривые с поляризационными кривы-
ми раздельного осаждения металлов, можно оценить характер
и степень изменения скорости восстановления ионов при совме-
стном осаждении металлов. В определенных условиях проявля-
ется как торможение процесса восстановления отдельных ком-
17-2021 257
понентов в сплав (сверхполяризация), так и облегчение разря-
да ионов (деполяризация). При этом для сохранения постоян-
ной активности ионов металла ионная сила исследуемых
растворов должна быть одинаковой. Она представляет собой
полусумму произведений моляльных концентраций всех видов
ионов в растворе на квадрат их валентности:
, х? т<2»2
1 ~ Zd 2
Изменение состояния поверхности электрода (активное или
пассивное) при совместном восстановлении ионов также играет
большую роль при образовании сплавов на катоде. Различная
склонность растущих участков поверхности к пассивированию
за счет адсорбции органических веществ, гидроксида, водорода
и др. может затруднить или облегчить разряд ионов металла.
Поверхностно-активные вещества влияют не только на сос-
тав, но и на фазовое строение сплава. Так как условия адсорб-
ции поверхностно-активных веществ зависят от потенциала ну-
левого заряда поверхности, то изменение его по знаку и вели-
чине при совместном восстановлении ионов (при переходе от
индивидуального металла к сплаву) может существенно отра-
жаться на составе и фазовом строении сплава.
С увеличением концентрации одного из металлов в растворе
содержание его в катодном осадке во многих случаях возраста.-
ет, но эта зависимость не пропорциональна. Соотношение метал-
лов в сплаве может приближаться к соотношению их в растворе
в основном тогда, когда равновесные потенциалы выделения со-
осаждающихся металлов достаточно близки, например, при
электроосаждении свинца и олова из борфтористоводородных
растворов.
Влияние pH раствора на скорость восстановления ионов при
электроосаждении сплава связано с соответствующим изменени-
ем потенциалов выделения водорода и металлов на растущей
поверхности осадка.
Большое влияние на состав оказывают плотность тока и тем-
пература электролита. С повышением плотности тока в боль-
шинстве случаев увеличивается относительное содержание в
сплаве компонента с более электроотрицательным потенциалом.
При получении сплава определенного состава важно, чтобы эта
зависимость была очень мала, так как из-за неравномерного
распределения тока на рельефной поверхности изделий осадки
сплава будут неоднородны по составу, структуре и другим свой-
ствам. Влияние температуры зависит от состава электролита
и условий электролиза, что объясняется различным изменением
потенциалов при разряде ионов соосаждающихся металлов.
Существенную роль при электроосаждении сплавов играет
правильный выбор материала анодов и режим анодного процес-
са. Для обеспечения постоянства состава электролита целесооб»
разно применять аноды из сплава, компоненты которого в дан-
258
пых условиях растворяются с той же скоростью, с какой осаж-
даются на катоде. Практически осуществить это не удается и
приходится применять комбинированные аноды из отдельных
металлов, входящих в состав сплава, или один из этих метал-
лов. Исключение составляют лишь латунь, желтая бронза.
Распределение металла на поверхности катода
Поскольку качество и свойства электрохимических покрытий
наряду с прочими факторами определяются и толщиной покры-
тия, вопрос о распределении металла на поверхности катода
имеет большое практическое значение. Особенно неравномерно
осаждается металл на изделиях сложной конфигурации. Это
отрицательно сказывается на антикоррозионных, механических,
электрических и других свойствах покрытия, поскольку на от-
дельных участках его толщина может быть меньше минимально
допустимой. При некоторых обстоятельствах, чаще в глубине
пустотелых деталей (в трубах, глубоких отверстиях и т. д.),
покрытие вообще отсутствует.
Говоря о равномерности распределения тока на поверхности
металла, принято различать микрораспределение и макрорас-
пределение тока и металла на поверхности катода. Под терми-
ном микрораспределение обычно понимают распределение ско-
рости осаждения металла на отдельных элементах рельефа с
размерами меньшими, чем 0,5 мм. Макрораспределение отно-
сится к участкам с большими размерами рельефа поверхности.
Различие в механизмах макрораспределения и микрораспре-
деления металла на катодной поверхности состоит в следующем.
При хорошей конвекции электролита в области макрораспреде-
ления нет заметной разницы в толщине катодного диффузионно-
го слоя и, в основном, причиной неравномерности являются
геометрические факторы. В области микрораспределения тол-
щина диффузионного слоя у катода соизмерима с масштабом
микропрофилей, поэтому микропрофили неравнодоступны в
диффузионном отношении — эффективная толщина диффузион-
ного слоя различна на разных участках микропрофиля.
Для характеристики распределения покрытия по макропро-
филю предложен термин рассеивающая способность электроли-
та, что означает способность к образованию более или менее
равномерных по толщине покрытий. Рассеивающая способность
тем лучше, чем равномернее происходит распределение покры-
тия. Иногда (в последнее время все реже) употребляют термин
«кроющая способность», под которым подразумевают способ-
ность электролита давать покрытие, закрывающее сплошь или
частично рельефную поверхность без учета толщины слоя.
Для характеристики равномерности распределения металла
на микропрофиле пользуются термином «выравнивающая спо-
собность электролита», или «выравнивающее действие», или
«микрорассеивающая способность». Хотя общепринятая оценка
17‘ 259
выравнивающей способности отсутствует, часто оценку произво-
дят по толщине покрытия металла, выделившегося на различ-
ных участках микропрофиля (например, на вершине гребня и
гладком участке).
Необходимо отметить, что, несмотря на различие в меха-
низмах макро- и микрораспределения металла на поверхности
катода, переход от макро- к микропрофилю непрерывен. Суще-
ствуют изделия, где для объяснения распределения металла не-
обходимо учитывать оба механизма распределения.
Распределение тока и металла на макропрофиле. Неравно-
мерное распределение тока на поверхности электродов связано
с тем, что ток при прохождении через электролит на пути меж-
ду анодом и катодом встречает неодинаковое сопротивление,
в результате чего на разных участках катода плотность его бу-
дет различной вследствие прежде всего геометрических факто-
ров. Учесть геометрические факторы на простых объектах лег-
че, используя представление о полях в электролитах, поскольку
первичное (без учета электрохимических процессов на электро-
дах) распределение тока определяется конфигурацией-электри-
ческого поля, характеризуемой силовыми линиями. На рис. 3.7
дана схема первичного распределения тока на различных элек-
тродах.
В прямоугольном сосуде, где электроды полностью закрыва-
ют обе противоположные стенки (подразумевается, что сосуд
сделан из диэлектрика), преобладает равномерное распределе-
ние тока (см. рис. 3.7). Линии электрического поля идут парал-
лельно. Если электроды расположены параллельно друг другу,
но не закрывают полностью стенки, происходит искажение си-
лового поля и плотность повышается от середины к его кракъ
На катоде со сложным профилем различие в плотности тока
выражено еще сильнее. Плотность тока на выступе катода вы-
ше, чем в углублении.
Электрохимические свойства системы превращают первичное
распределение тока во вторичное. Различие между первичным и
вторичным распределением тока определяется всеми теми фак-
Рис. 3.7. Первичное распределение тока при различной форме электродов:
1 — анод; 2 — катод.
260
торами, которые воздействуют на появляющуюся при осаждении
металла поляризацию.
Изучение распределения первичного поля позволяет регули-
ровать равномерность распределения путем изменения геомет-
рических параметров системы. Практически это можно осуще-
ствить выбором подходящей формы анодов или катодов, уста-
новкой устройств, экранирующих поля.
К сожалению, математический расчет первичного распреде-
ления тока возможен только для геометрически простой систе-
мы. Для практических условий этот расчет применить нельзя.
При изучении процесса распределения тока на поверхности ка-
тода принято характеризовать электрическое поле функцией
распределения потенциала или просто потенциалом. Обозначая
Vi — потенциал первичного поля, У2— потенциал вторичного по-
ля, можно записать уравнение:
V2 = V1 + Vo
где Vo — часть вторичного поля, которая связана с протеканием электрохими-
ческих процессов, и ее называют потенциалом поля поляризации.
В том случае, когда влияние электрохимических факторов
резко возрастает и стремится к некоторому предельному значе-
нию, поле поляризации называют предельным полем поляриза-
ции Уп°°. В этом случае вторичное поле стремится к предель-
ному полю V°°. Исходя из этих представлений, некоторые ис-
следователи определяют рассеивающую способность по току
как отношение поля поляризации к предельному полю поляри-
зации, выраженное в процентах:
Pc = (W»)-100
Влияние различных факторов на распределение тока и ме-
талла. Факторы, влияющие на распределение тока на поверх-
ности электрода, можно разделить на несколько групп:
1) геометрические факторы (форма и размер электродов,
расположение электродов друг относительно друга и относитель-
но стенок электролизера);
2) электрохимические факторы (изменение катодного потен-
циала при различной плотности тока, электропроводимость, за-
висимость выхода по току от плотности тока и факторы, влия-
ющие на эти величины: состав электролита, температура, вяз-
кость и т. д.);
3) «случайные» факторы: природа покрываемого металла,
состояние его поверхности, неоднородность покрываемого метал-
ла по структуре и составу, характер предварительной обработки
II др.
Чтобы представить влияние геометрических и электрохимических факто-
ров на распределение тока, рассмотрим простейшую геометрическую систему,
представленную на рис. 3.8. Ширина впадины а .катода значительно превы-
шает ее глубину Д/ и расстояние между электродами /, т. е. а^Д/ и а^>/.
Выделим участки: во впадине д, а на выступе — равный ему по площади
Участок б, достаточно удаленные от краев. Тогда можно принять, что ток к
261
а
Рис. 3.8. Схема ячейки с уг-
лублением на катоде.
этим участкам проходит через электролит в
направлении, перпендикулярном
электродам. Вследствие высокой электропроводимости металлов можно счи-
тать, что значения потенциалов внутри электродов равны, т. е. падение на-
пряжения на участке д равно падению напряжения на участке б: 1/в=1/в.
Общее падение напряжения между электродами складывается из трех
величин: 1) падение напряжения на границе анод—раствор или потенциал
аиода £6а и Еда; 2) падение напряжения катод — раствор или потенциал
катода £бк и £дк; 3) падение напряжения на преодоление омического сопро-
тивления в соответствующих слоях электролита £6aa и £дэл.
Ебэл = 1б1бР и £дэл = /д»дР (10)
где р — удельное сопротивление электролита; 1в и /д — расстояние от аиода
до ближнего и дальнего участков катода; if, и iB — соответствующие плотно-
сти тока.
Учитывай сказанное выше, можно записать:
£ба _ £бк + Z6,-6p = £Ла _ £ДК + (/б + М) /6р (11)
При условии, что распределение тока не очень сильно отклоняется от
равномерного и разность потенциалов £бк — £дк мала, можно принять, что
в пределах £6К и £дк изменение потенциала катода при изменении плотности
тока имеет приближенную линейную зависимость. Тогда, выражая £6К и £дя,
получим
дЕ
£®К==£ДК"Ь Qi Об *д)
Можно также принять, что поляризация анода мала и ею можно пре-
небречь или поляризация одинакова по всей поверхности. Тогда, подставляя
уравнение (10) в уравнение (11), получим:
дЕ
—Е\ — —q-~ Об — (д) + 1б'бР = —Епк — (Ifj + Д/) (др
дЕ
Перенесем £дк и —— iA в правую часть уравнения и разделим его на in:
di
дЕ \ дЕ
— di ' бРJ ~ — di +
или
дЕ , ,
i6 ~ di + 'бР _ д/р t _ Д/
i д ~ дЕ + дЕ -1 + 1 дЕ
~-qT + 1^ — “аг + 'бР — р"“ёг + /б
Удельное сопротивление часто заменяют удельной электропроводимостью
1/р = х, тогда:
»б , , А/
«Д + -K(dE/di) + l6
Величина г'бЛ'д, характеризующая относительную равномерность распре-
|d£ I
деления тока, зависит от соотношения между произведением х rgf и не-
<б (
,д \
262
дЕ
di
которыми геометрическими параметрами, в данном случае величиной /в- Та-
ким образом, произведение х
можно рассматривать как показатель, ха-
рактеризующий рассеивающую способность электролита по току; он имеет
размерность длины.
Если показатель рассеивающей способности мал по сравнению с геомет-
рическими параметрами, то вторичное распределение тока приближается к
первичному; при обратном условии — вторичное распределение тока прибли-
жается к равномерному даже при большом значении AZ/Ze. Так, если
IdE I
<SZe, то «бЛ'д ad+AZ/Zo, т. е. распределение тока является первичным и
IdEI
зависит только от геометрических параметров. Если отношение
«бЛ’д стремится к единице, т. е. распределение тока становится равномерным
и достигается хорошая рассеивающая способность электролита по току.
Таким образом, чем выше поляризуемость катода и электропроводимость
раствора, тем равномернее распределение тока по катодной поверхности при
данных геометрических параметрах.
Эти примеры приведены для очень простой геометрической
модели. Для более сложных случаев характер распределения
тока будет определяться соотношением между х и други-
ми геометрическими параметрами в зависимости от линейных
размеров и формы системы.
При значительном отклонении распределения тока от равно-
мерного зависимость распределения тока от катодной поляриза-
ции качественно можно характеризовать поляризационными
кривыми. На рис. 3.9 приведены две поляризационные кривые:
кривая / относится к случаю, когда потенциал катода меняется
при изменении плотности тока незначительно, кривая 2 —
к случаю, когда потенциал катода резко возрастает при повыше-
нии плотности тока. Как видно из расположения кривых, при
изменении катодного потенциала на одну и ту же величину раз-
ница между плотностями тока на различных участках катода
в первом случае значительно больше, чем во втором. Следова-
Рис. 3.9. Зависимость плотности тока
осаждении.
Рис. 3.10. Зависимость выхода металла по току от плотности тока при элект-
роосаждеиии металлов.
263
тельно, чем резче изменяется потенциал катода при повышении
плотности тока, тем равномернее распределение тока.
Очень важно, чтобы наибольшая поляризуемость катода со-
ответствовала тому интервалу плотностей тока, в котором осу-
ществляется данный процесс. Если изменение катодного потен-
циала в рабочем интервале плотностей тока незначительно, то
% | мало и распределение тока будет неравномерным, хотя
суммарная поляризация (отклонение катодного потенциала от
равновесного) может выражаться большой величиной, как, на-
пример, при электроосаждении никеля и железа из кислых рас-
творов. В этих электролитах катодная поляризуемость макси-
мальна при очень низких плотностях тока. При более высоких
плотностях тока (например, для никеля и железа при
iK>500 А/м2), при которых обычно осаждаются эти металлы
в производстве, катодная поляризуемость невелика.
Такое положение будет наблюдаться во многих электрохи-
мических процессах, для которых поляризация приблизительно
описывается уравнением Тафеля:
т] = а 4- b 1g i
Из этого уравнения следует, что Ybi' т‘ е‘ в дан‘
|д£| .
ном случае показатель рассеивающей способности х КН будет
изменяться обратно пропорционально средней катодной плотно-
сти тока и прямо пропорционально константе Ь.
Иногда для определенных формы и расположения электро-
дов играет роль природа поляризации. Так, устранение путем’
перемешивания электролита концентрационной поляризации,
обусловленной недостаточной конвекцией по высоте катода
(стержень, лист и др.), расположенного параллельно (по высо-
те) аноду, улучшает равномерность распределения тока. Устра-
нение же (перемешиванием) концентрационной поляризации,
вызванной ограниченной скоростью подачи разряжающихся ио-
нов к выступающим участкам катода, расположенным перпен-
дикулярно к плоскости анода, наоборот, ухудшает равномер-
ность осаждения металла.
С увеличением электропроводимости раствора равномер-
ность распределения тока, как правило, улучшается. Однако в
тех случаях, когда факторы, способствующие повышению элек-
тропроводимости, одновременно, но в большей степени, снижа-
ют катодную поляризуемость (например, увеличение температу-
ры раствора), распределение тока может ухудшиться.
Помимо катодной поляризации при распределении тока на
рельефном катоде иногда может иметь значение также и анод-
ная поляризация. Если она очень мала, то на плоском аноде ток
будет концентрироваться на участках, наиболее близко распо-
264
ложенных к соответствующим выступающим местам катода и,
следовательно, распределение тока будет ухудшаться.
При большой анодной поляризации распределение тока бу-
дет более равномерным как па аноде, так и на катоде. Однако
такая зависимость возможна лишь при определенных геометри-
ческих параметрах, когда анод расположен очень близко к ка-
тоду. При достаточно большом удалении катода от анода, как
это обычно бывает на практике, эффект влияния поляризуемо-
сти анода на катодное распределение тока очень мал.
По равномерности распределения тока не всегда можно до-
статочно точно судить о равномерности распределения метал-
ла, которая выражается отношением массы (привеса) или тол-
щины осадка на ближнем участке к массе (привесу) или толщи-
не осадка на дальнем участке катода gelgn- Распределение ме-
талла совпадает со вторичным распределением тока при дан-
ных геометрических параметрах лишь в том случае, если выхо-
ды металла по току на ближнем и дальнем участках катода
одинаковы, т. е. когда выход металла по току не зависит от
плотности тока (рис. 3.10, кривая /).
Если выход по току изменяется в зависимости от плотности
тока, распределение металла будет в простейшей геометричес-
кой системе описываться уравнением:
Ag6 __ «б Вте
1д Втд
где Вт6 и Втд — выходы металла по току при плотностях тока is и 1д.
Из этого уравнения можно сделать вывод, что распределение
металла более равномерно, чем распределение тока, в том слу-
чае, если выход металла по току падает при увеличении плотно-
сти тока (рис. 3.10, кривая 2). Если же выход металла по току
растет с повышением плотности тока (рис. 3.10, кривая <?), то
распределение металла хуже, чем распределение тока. На прак-
тике выход металла по току снижается с ростом плотности тока
в цианидных и других растворах комплексных солей металлов
и повышается в кислых электролитах хромирования, никелиро-
вания и др.
Как уже отмечалось, иногда для улучшения распределения
металла по поверхности сложных по форме изделий используют
фигурные аноды, по форме соответствующие профилю катода;
дополнительные аноды, которые подводятся к углубленным уча-
сткам изделий; неметаллические экраны, затрудняющие прохож-
дение тока к выступающим участкам катода и снижающие тем
самым плотность тока на этих местах.
Методы оценки рассеивающей способности и определение
равномерности распределения тока. Предложен ряд методов оп-
ределения равномерности распределения тока и оценки рассеи-
вающей способности. Наибольшее распространение получили
методы непосредственного измерения силы тока и увеличения
265.
массы осаждаемого металла в различных ячейках. Реже ис-
пользуют расчетные методы определения распределения метал-
ла и тока. Для исследовательских целей проводят моделирова-
ние и экспериментальное определение электрических полей в
электрохимических системах-
Экспериментальные методы оценки рассеивающей способ-
ности основаны на том, что в сосудах определенной геометри-
ческой формы и размера определяют распределение металла на
двух или большем числе катодах с различным расстоянием от
анодов или же на одном катоде определенной геометрической
формы. Полученные таким образом результаты имеют лишь
сравнительное значение. Поэтому оценивать рассеивающую спо-
собность различных электролитов можно по данным, получен-
ным каким-либо методом при одинаковых геометрических пара-
метрах электролизеров.
Для непосредственного определения распределения металла
и тока удобно применять угловые ячейки с разборным катодом.
Угловая ячейка, в которой катод расположен под углом а=5Г
к аноду, носит название ячейки Хулла. Разборный катод состо-
ит из отдельных секций — узких, изолированных друг от друга
пластин. Схема измерения представлена на рис. 3.11.
Силу тока можно определять по падению напряжения, изме-
ряемому потенциометром или милливольтметром с большим
внутренним сопротивлением на калиброванных, совершенно оди-
наковых сопротивлениях 0,05—0,1 Ом, включенных в цепь каж-
дого катода; расчет силы тока производится по закону Ома.
О распределении тока судят по расположению кривых, характе-
ризующих зависимость силы или плотности тока от расстояния
между крайним (ближним к катоду) и последующими измеряе-
мыми участками (номер секции) катода.
Во избежание влияния анодной поляризации на распределе-
ние тока расстояние между анодом и ближним участком (сек-
Рис. 3.11. Схема измерения распределения тока на угловом катоде:
1 — ячейка; 2 — анод; 3 — угловой катод; 4 — калибровочные сопротивления.
Рис. 3.12. Щелевая ячейка Молера:
1 — катод; 2 — анод; 3 — токоиепроводяхцая перегородка; h — расстояние от катода до
перегородки; I — длниа катода.
266
Рис. 3.13. Распределение тока иа ка-
тоде в угловой ячейке.
цией) катода в ваннах с угло-
выми катодами должно быть
не менее 4—5 см. Распределе-
ние металла оценивают по уве-
личению массы секций за вре-
мя электролиза. Для угловой
ячейки может быть рассчитано
и первичное распределение
тока.
В некоторых случаях для определения рассеивающей способ-
ности удобно использовать щелевую ячейку, впервые предло-
женную Молером (рис. 3.12). В ячейке, представляющей собой
сосуд прямоугольной формы, катодное пространство отделено
от анодного токонепроводящей перегородкой, причем между
ней и одной из боковых стенок ванны образуется щель шири-
ной 1—2 мм. Преимущество щелевой ячейки перед другими
заключается в том, что катодное распределение тока в ней не
зависит ни от формы, ни от расположения находящегося за
щелью реального анода. Кроме того, щель является в данном
случае неполяризуемым анодом, не вызывающим концентраци-
онных изменений в растворе. Первичное распределение тока для
щелевой ячейки также может быть рассчитано.
Для щелевой и угловой ячеек с разборными катодами рас-
сеивающую способность по току можно определять как отноше-
ние потенциала поля поляризации к потенциалу предельного
поля поляризации:
Pc = (Vo/Vo“)-100
Это отношение может быть найдено по кривым первичного, вто-
ричного и идеально равномерного распределения тока
(рис. 3.13).
Рс___Saoc + SBOd
г — q 1 о * 1 w
*лом + ЛВОМ
Значение площадей можно найти с помощью графического
интегрирования, либо заменить приближенным интегрировани-
ем. В этом случае при разборном катоде рассеивающая способ-
ность по току равна:
Рс
п
I (1'п/гср)г (1'лЛср)11
п=1
п
I 1 — ОпЛср)! I
Л=1
где п — число секций разборного катода; (in/icp) i — первичное распределение
тока на секциях для щелевой ячейки; (in/icpjs — вторичное распределение то-
ка; экспериментально полученные значения.
267
Первичное распределение тока (ira/icp)i вычисляется по урав-
нению Гнусина — Зражевского:
/ nix \ ехр (—
I h ) ехр (л//Л — 1)
Здесь х — относительная координата катода; в интервале 0,1^
1,0 /г=1, т. е. т =—1; 0; 1.
В тех случаях, когда катод в угловых ячейках является
сплошным или профилированным, вместо привеса определяют
толщину покрытия.
Распределение тока и металла на микропрофиле катода.
Микрорельеф поверхности электроосажденного металла зависит
от начальных микрогеометрических характеристик поверхности
катода и от характера микрораспределения осаждаемого метал-
ла. Различают три основных типа микрораспределения металла,
которые схематически показаны на рис. 3.14: равномерное, по-
ложительное истинное выравнивание и отрицательное выравни-
вание (антивыравнивание). При положительном выравнивании
в микроуглублениях наблюдаются более высокие скорости осаж-
дения, чем в микровыступах, при отрицательном выравнивании
характер микрораспределения меняется на противоположный.
При равномерном осаждении металла на противоположные
стороны углублений происходит геометрическое выравнивание.
На формирование микрорельефа поверхности электроосажден-
ных металлов влияют также особенности процесса электрокри-
сталлизации. Размеры, форма отдельных кристаллов, ступени
роста и дислокационные искажения — все это в совокупности
определяет так называемую кристаллическую шероховатость.
Современные представления о механизме микрорассеивания
и выравнивания основаны на так называемой диффузионно-ад-
сорбционной гипотезе.
Толщина диффузионного слоя у катода соизмерима с масш-
табом микропрофиля, поэтому различные участки микропрофи-
ля неравнодоступны осаждаемому металлу — толщина диффу-
зионного слоя различна на разных участках микропрофиля.
Отрицательное выравнивание происходит в тех случаях, ког-
да с ростом эффективной толщины диффузионного слоя (б)
скорость осаждения уменьшается.
Как правило, антивыравнивание наблюдается в том случае,
когда скорость электроосаждения зависит преимущественно от
скорости подвода простых или комплексных ионов металла к по-
Рис. 3.14. Микрораспре-
деление металла:
2 2 2 а — равномерное; б — поло
жительиое истинное вырав-
~ ----- _______—----— -----» нивание; в — отрицательное
/ 7. I / выравнивание; 1 — микро-
1 f I профиль начальной поверх-
Q б и нести металла; 2 — микро-
“ профиль поверхности осадка.
268
верхности катода, т. е. когда плотность тока электроосаждения
становится соизмеримой с предельной диффузионной плотно-
стью тока.
Положительное истинное выравнивание проявляется, как
правило, только в присутствии специальных добавок в электро-
лите, так называемых выравнивающих агентов.
Механизм действия выравнивающих агентов в настоящее
время довольно хорошо изучен. Все выравнивающие агенты
являются ингибиторами катодного процесса и расходуются на
катоде во время электроосаждения металла. В условиях, когда
электролит проявляет положительные выравнивающие свойства,
скорость расхода выравнивающих агентов определяется диффу-
зией, что было доказано для многих соединений путем измере-
ния скорости их расходования на вращающемся дисковом или
цилиндрическом катоде.
Неравнодоступность микропрофиля является причиной не-
равномерного распределения скорости подвода молекул или
ионов выравнивающего агента к различным участкам микро-
профиля. Поскольку ингибирующее или стимулирующее дейст-
вие, оказываемое выравнивающим агентом на процесс электро-
осаждения металла, усиливается по мере увеличения скорости
диффузии агента к катоду, то это действие проявляется в боль-
шей степени на микровыступах и в меньшей — в микроуглубле-
ниях.
Выравнивающими агентами могут быть различные органи-
ческие соединения и неорганические ионы. Как правило, кон-
центрация выравнивающих агентов в электролитах относитель-
но мала. Необходимо отметить, что нестационарные режимы
электролиза, например, периодическое включение или реверси-
рование тока существенно влияют на микрораспределение ме-
талла по поверхности катода.
Как уже отмечалось, выравнивающее действие или микро-
рассеивающую способность предложено оценивать различными
способами, в основном по толщине слоя металла на выступах
и во впадинах. При исследовании выравнивающей способности
часто используют пологий синусоидальный микропрофиль.
В этом случае выравнивающая способность Р может быть рас-
считана по формуле:
п ° и
Р 2ndcp 1п Нв
где а — длина волны синусоиды; Нв и И — амплитуды синусоиды соответст-
венно до и после осаждения слоя металла со средней толщиной dcp.
Если отношение Н]Н0 близко к единице, то уравнение мож-
но записать в виде
а Н — Нв_____а Но— Н
2лДср Нв 2лДРр Hq
Знак Р указывает на положительное (Р>0) или отрица-
тельное (Р<0) выравнивание.
269
Факторы, влияющие на получение блестящих
гальванических покрытий
Этот процесс особенно важен для получения защитно-декора-
тивных покрытий или с целью получения покрытий с высокой
отражательной способностью. В некоторых случаях блестящие
покрытия обладают более высокими физико-механическими
(твердость, износостойкость) и специальными свойствами.
При непосредственном получении блестящих покрытий устра-
няется дорогостоящая и трудоемкая операция полирования, со-
кращается расход цветных металлов и других материалов, элек-
троэнергии, увеличивается производительность труда.
Результаты обширных исследований структуры осадков
позволили сделать вывод о том, что основную роль в проявле-
нии блеска играет рельеф электрохимического осадка в целом.
Только при учете совокупности всех неровностей, чем бы они
ни определялись (размером и ориентацией зерен, несовершенст-
вом структуры, наличием пор и т. д.), можно охарактеризовать
степень блеска осадка.
Шероховатость поверхности оценивается наличием микроне-
ровностей и субмикронеровностей. Микронеровности — это вы-
ступы и впадины с линейным размером от нескольких до сотен
микрометров. Субмикронеровности имеют линейный размер ше-
роховатости менее 1 мкм. Сглаживание субмикронеровностей
при электроосаждении приводит к образованию блестящих по-
крытий. Это согласуется с точкой зрения о том, что зеркальным
блеском могут обладать лишь осадки, линейный размер шеро-
ховатостей которых не превышает длины самых коротких волн
видимого света (0,4 мкм).
В процессе электрокристаллизации на микрорельеф и, сле-
довательно, на блеск осадков будут влиять такие факторы, как
структура основного металла, энергетическая неоднородность
выходящих на поверхности граней кристаллов, вероятность об-
разования трех- и двумерных зародышей, степень ингибирова-
ния примесями и т. д. Важную роль играет и форма роста элек-
трохимических осадков. Слоистые осадки, образующиеся в при-
сутствии ПАВ или в некоторых нестационарных режимах
электролиза, обладают наибольшим блеском поверхности.
На практике блестящие осадки получают в присутствии спе-
циальных преимущественно органических добавок, которые при-
нято называть блескообразователями. Характерно, что боль-
шинство из блескообразователей являются крайне специфичны-
ми, т. е. влияют на блеск осадков только одного металла в оп-
ределенном растворе и узком диапазоне концентраций. Обычно
блескообразователи вводят в очень небольшом количестве (до-
ли грамма на 1л).
Большинство исследователей делят блескообразователи на
два класса: слабые (1-й) и сильные (2-й). К слабым блескооб-
разователям относятся вещества, в присутствии которых блеск
270
осадков уменьшается с увеличением толщины слоя, или точнее,
они способны сохранять блеск исходных поверхностей лишь до
достижения определенной толщины слоя. Как правило, они поч-
ти не влияют на механические свойства осадка (твердость, пла-
стичность) и мало влияют на катодную поляризацию. К силь-
ным блескообразователям относят вещества, которые способст-
вуют образованию зеркального блеска в осадках. Они, как пра-
вило, влияют на механические свойства осадков и катодную
поляризацию.
Существуют различные мнения о механизме действия блес-
кообразователей; в основном, они сводятся к тому, что блеско-
образующие добавки в результате адсорбции тормозят рост
кристаллов в определенных направлениях. При этом происхо-
дит сглаживание поверхности. Предполагают, что при образова-
нии блестящих осадков, независимо от применяемого блескооб-
разователя, на катоде существует мелкодисперсный слой (типа
пленки) определенной структуры. Регулирующее действие блес-
кообразующих добавок на образование таких пленок может
проявляться по-разному: за счет адсорбции на катоде, восста-
новления на катоде с поглощением атомарного водорода или
образования с разряжающимися ионами устойчивых комплек-
сов в приэлектродном слое.
Современные гипотезы о механизме блескообразования, одна-
ко, не позволяют целенаправленно проводить поиски блескооб-
разователей. До настоящего времени новые блескообразовате-
ли в виде индивидуальных веществ или их комбинаций находят,
используя имеющиеся сведения об известных добавках или
функциональных группах органических веществ.
Композиционные и многослойные покрытия
Композиционные (комбинированные) электрохимические покры-
тия (КЭП) представляют собой осадки металла, содержащие
включения большого числа мелких инертных частиц, так назы-
ваемой второй фазы. В зависимости от назначения КЭП в ка-
честве второй фазы используют различные вещества и соедине-
ния. Комбинированные покрытия позволяют улучшать поверхно-
стные свойства изделий путем совмещения свойств гальванопо-
крытий со свойствами других материалов. Так, в технике ис-
пользуют износостойкие и твердые композиционные покрытия:
никель — алмаз; никель — карборунд, никель — корунд, само-
смазывающиеся покрытия с пониженным коэффициентом тре-
ния, никель — сульфид молибдена, медь — графит, термостойкие
покрытия никель — карбид кремния или вольфрама, антикорро-
зионные покрытия и др.
Порошки второй фазы чаще всего размером 0,1—1 мкм вво-
дятся в электролит для электроосаждения металла и поддержи-
ваются там во взвешенном состоянии.
Механизм электроосаждения металла в присутствии второй
фазы заключается в том, что при перемешивании электролита
271
сжатым воздухом или механическими мешалкауи, а также за
счет электрофоретических явлений частицы второй фазы попа-
дают на катод, налипают на него или задерживаются за счет
электростатического притяжения. Частицы зарастают осаждаю-
щимся металлом и закрепляются в покрытиц. Получаемые КЭП
содержат до 10% второй фазы. Часто для/улучшения свойства
КЭП подвергают последующей термической обработке.
Для придания изделиям защитно-декоративных и специаль-
ных свойств часто используют многослойные покрытия из раз-
личных металлов либо из слоев одного металла, но с различ-
ными физико-механическими и антикоррозионными свойствами.
Для декоративных целей часто используют комбинацию
медь — никель — хром. Считается, что чередование меди и нике-
ля в покрытии обеспечивает большую коррозионную защиту,
кроме того, медный подслой улучшает прочность сцепления и
позволяет экономить более дефицитный никель при сохранении
защитных свойств суммарного покрытия. Слой хрома в защит-,
но-декоративных целях придает поверхностную твердость и со-
храняет блестящий вид изделий в течение длительного времени.
Обычно толщины медного и никелевого слоев в многослойном
покрытии составляют около 20 мкм. Толщина покрытия хромом
значительно меньше и находится в интервале 0,25—2 мкм.
В декоративных целях тонкий слой хрома можно наносить
и на цинковые покрытия. В свою очередь медные и никелевые
покрытия часто состоят из двух слоев. При электроосаждении
на сталь вначале наносят тонкий слой меди из электролита,
обеспечивающего хорошее сцепление, а затем основной слой
наращивают из электролита, обеспечивающего выравнивание и
блеск поверхности.
В последнее время широко используют многослойные никеле-
вые покрытия, которые отличаются более высокими защитными
свойствами вследствие обеспечения электрохимической защиты,
осуществляемой внутри никелевых слоев, и механической защи-.
ты, обусловленной различными структурами слоев никеля.
К многослойным покрытиям никеля относятся покрытия би-ни-
кель, три-никель и сил-никель.
При двухслойном никелировании нижний матовый или
полублестящий слой никеля наносят из электролитов с вырав-
нивающими добавками, не содержащими серу; толщина этого
слоя составляет 80% толщины всего осадка. Верхний блестя-
щий слой осаждают из электролита с блескообразующими до-
бавками, содержащими серу. Этот слой содержит от 0,08 до
0,1% серы, поэтому приобретает потенциал более отрицатель-
ный, чем нижний слой. В результате между нижним и верхним!
слоями образуется гальваническая пара, которая тормозит кор-
розию нижнего слоя, являющегося в этой паре катодом
(рис. 3.15).
Покрытие три-никель отличается от покрытия би-никель на-
личием третьего среднего слоя, содержащего 0,1—0,2% серы.
272
Рис. 3.15. Схемы коррозионного разрушения многослойных покрытий:
1—хром; 2— никель (5=0,05—0,08%); 3—блестящий никель (5=0,1—0,2%); 4 — матовый
никель.
Этот слой разделяет полублестящий и блестящие слои никеля,
его толщина составляет 1—2 мкм. В результате повышенного
содержания серы средний слой никеля в контакте с агрессивной
средой (в порах покрытия) приобретает отрицательный потен-
циал по отношению как к нижнему, так и к верхнему слою,
сильно замедляя коррозию обоих слоев (см. рис. 3.15). При
этом коррозия в порах промежуточного слоя, служащего актив-
ным анодом, распространяется горизонтально вдоль границы
блестящего и полублестящего слоев. Таким покрытием являют-
ся, по существу, любые покрытия никеля, содержащие 0,1%
серы; в них содержится большое число токонепроводящих ча-
стичек (в основном каолина), размер которых составляет 0,01—
0,02 мкм. Сил-иикель применяют как последний слой перед на-
несением хрома в защитно-декоративном покрытии. Вследствие
наличия в никелевом покрытии большого числа токонепроводя-
щих включений в слое хрома образуется множество мелких
пор — от 20000 до 50 000 на 1 см2, т. е. микропористый хром.
В таком покрытии коррозия нижележащего слоя никеля, как
анода в образующихся коррозионных микроэлементах, протека-
ет равномерно по всей поверхности и, таким образом, проникно-
вение ее вглубь замедляется. Толщина слоя сил-никель состав-
ляет 1—2 мкм.
3.2. ЭЛЕКТРОЛИТИЧЕСКИЕ ПОКРЫТИЯ МЕТАЛЛАМИ
И СПЛАВАМИ
Подготовка поверхности металлических изделий
перед нанесением гальванических покрытий
Предварительная подготовка поверхности металла перед по-
крытием необходима для того, чтобы обеспечить прочное сцеп-
ление покрытия с основным металлом, создать условия для сни-
жения пористости покрытия и улучшения его внешнего вида.
На деталях, поступающих в гальванический цех, всегда
имеются различные загрязнения—жировые, оксидные (окалина,
ржавчина) и другие. Эти загрязнения должны быть тщательно
удалены, так как они препятствуют прочному сцеплению с ос-
новным металлом. Если детали плохо очищены, покрытие будет
частично или полностью отслаиваться и со временем темнеть.
18—2021
273
Большинство дефектов покрытий связано с плохим качеством
подготовки поверхности перед покрытием. /
Наличие на поверхности деталей царапин, рисок, мелких ра-
ковин вызывает увеличение пористости покрытия, снижает его
коррозионную стойкость, ухудшает внешний вид покрытия. Для
обеспечения высокого качества последующего покрытия к дета-
лям, поступающим в цех, предъявляются определенные требо-
вания.
Для нанесения покрытий допускаются детали, на поверхно-
сти которых нет раковин, окалины, ржавчины, заусенцев и дру-
гих дефектов. Шероховатость покрываемой поверхности деталей
должна быть не ниже 4 класса точности (по ГОСТ 2789—73).
Затем проводят подготовительные операции, от тщательности
выполнения которых во многом зависит качество покрытия и
эксплуатационные свойства изделий. Порядок проведения под-
готовительных операций зависит от природы основного мате-
риала, способа изготовления детали (штамповка, резание, литье
и т. д.), срока межоперационного хранения и характера загряз-
нений.
Для подготовки поверхности изделий перед покрытием при-
меняют механические, химические и электрохимические способы
обработки поверхности. К механической обработке относится
шлифование, полирование, крацевание, пескоструйная, гидроаб-
разивная, вибрационная обработка деталей и др. Механическую
обработку проводят в том случае, если наряду с очисткой по-
верхности от продуктов коррозии необходимо получить поверх-
ность более высокой чистоты.
Выбор способа механической обработки определяется со-
стоянием поверхности деталей, поступающих в цех, и назначе-
нием последующего покрытия.
Шлифование заключается в механическом снятии зернами
абразива тонкого слоя металла для устранения царапин, забоин,
рисок и других дефектов поверхности. Шлифование осущест-
вляется с помощью твердых или эластичных кругов, а также
абразивных лент на одно- и двухшпиндельных станках или шли-
фовально-полировальных ленточных станках. Твердые круги
(для грубой обработки) представляют собой монолит из абра-
зивного материала на керамической или синтетической связке.
Эластичные круги делают из войлока, фетра и другого текстиль-
ного материала. На них с помощью столярного клея или жид-
кого стекла наносится (накатыванием) 2—3 слоя абразивного
материала, после чего они просушиваются.
Для шлифования мелких деталей применяют вращающиеся
металлические барабаны, которые заполняют обрабатываемыми
деталями и абразивным материалом. При трении деталей про-
исходит очистка и сглаживание поверхности. Для облегчения
удаления оксидов металлов и других загрязнений в барабан до-
бавляют щелочной, реже — кислый растворы. Более эффективно
вибрационное шлифование в барабанах, так как при колеба-
274
тельном движении обеспечивается интенсивное перемешивание
и улучшается контакт деталей и абразива.
Полирование'—процесс окончательной отделки деталей с
целью получения зеркально-блестящей сглаженной поверхности.
Полированию подвергают покрытия медью, никелем, хромом
или детали из цветных металлов перед нанесением покрытия.
С помощью полирования шероховатость поверхности может
быть повышена от 7—9 до 10—13 класса. Его проводят как до
нанесения покрытия, так и после этого с помощью эластичных
мягких кругов и полировочных паст на таком же оборудовании,
как и шлифование. Под воздействием полировочных паст и ра-
зогревания металла в результате трения происходит перенос
металла с микровыступов на микроуглубления и таким обра-
зом достигается сглаживание поверхности без заметного съема
металла.
Для мелких деталей применяется подводное полирование во
вращающихся барабанах, где детали обкатываются стальными
шариками или какими-либо абразивами.
Пескоструйная очистка — это обработка деталей сильной
струей кварцевого* или металлического песка или стальной дро-
би с целью удаления толстого слоя окалины, ржавчины, не-
больших рисок и раковин. После обработки поверхность стано-
вится равномерно матовой и чистой. Последующее гальваничес-
кое покрытие будет иметь прочное сцепление с такой поверх-
ностью.
Более эффективна гидроабразивная обработка деталей. Очи-
стку деталей таким способом проводят струей воды с абразивом,
подаваемой в специальную камеру под давлением. Абразивом
могут служить кварцевый песок, электрокорунд, карборунд, тре-
пел и другие материалы. Зернистость абразива выбирают в со-
ответствии с назначением данной операции: крупнозернистый
абразив используется для грубой обработки поверхности (сни-
мает больше металла), а мелкозернистый абразив применяется
для повышения чистоты обработки. Для замедления коррозии
металла в воду добавляют ингибиторы, например, нитрит нат-
рия, кальцинированную соду, хромпик, триэтаноламин. Все
операции механической обработки должны быть обеспечены
мощной вентиляцией.
Химическая и электрохимическая подготовка поверхности
включает химические и электрохимические процессы обезжири-
вания, травления, активации и полирования.
В большинстве случаев подготовку деталей перед покрытием
начинают с процесса химического обезжиривания поверхности,
т. е. удаления следов минерального масла, консервационных
смазок, полировочных паст и т. д. Жировые загрязнения могут
* Использование кварцевого песка может вызывать тяжелое заболева-
ние «силикоз», поэтому в настоящее время использование пескоструйной об-
работки резко ограничено.
18* 275
быть животного и растительного происхождений (омыляемые
жиры) и минеральные масла. Эти загрязнения хорошо раство-
ряются в органических растворителях, щелочных растворах,
синтетических поверхностно-активных веществах. Обезжирива-
ние осуществляют путем погружения детали в жидкость, струй-
ным способом или обработкой в паровой фазе.
Из негорючих органических растворителей для обезжирива-
ния обычно применяют хлорированные углеводороды: тетра-
хлорэтилен или трихлорэтилен. При обезжиривании деталь по-
следовательно обрабатывают в жидкой (погружением) или па-
ровой фазах при температуре 125 °C для тетрахлорэтилена и
87 °C для трихлорэтилена. Эти процессы проводят в специаль-
ном герметизированном оборудовании, так как при высокой
температуре хлорированные углеводороды разлагаются с выде-
лением токсичных соединений. Применение бензина и уайт-спи-
рита, керосина и других легко воспламеняющихся жидкостей
(лвж) должно быть резко сокращено вследствие их большой
пожароопасности и дефицитности.
Для обезжиривания поверхностей, загрязненных жирами
растительного и животного происхождения, можно применять
растворы щелочей. Такие жиры представляют собой глицери-
новые эфиры жирных кислот — пальмитиновой, стеариновой,
олеиновой; при взаимодействии со щелочами они омыляются:
C3HS(COOR)3 + 3NaOH = С,Н5(ОН)3 + 3RCOONa
Образующиеся глицерин и соли карбоновых кислот раство-
ряются в воде при повышенной температуре. Минеральные
масла не растворяются в щелочных средах, однако они способ-
ны образовывать водные эмульсии в присутствии специальных
веществ — эмульгаторов, понижающих поверхностное натяже-
ние на границе масло — раствор, что облегчает отрыв масляной
пленки от основного металла. В качестве эмульгаторов приме-
няют мыло, жидкое стекло NasSiOs, органические смачивающие
поверхностно-активные вещества: синтанол ДС, сульфанол НП-3
и др.
Щелочные растворы, применяемые для обезжиривания ста-
ли различных марок, содержат 5—15 г/л едкого натра или
кали, 15—35 г/л тринатрийфосфата Na3PO4- 12Н2О, 15—35 г/л
кальцинированной соды NazCO3 и 3—10 г/л эмульгатора.
Эмульгатор нужно выбирать с учетом возможности последую-
щей очистки сточных вод. По этим соображениям такие широко
применявшиеся ранее эмульгаторы, как ОП-Ю, «Прогресс», в
настоящее время не рекомендуются для использования, так как
они не разрушаются при биологической очистке сбрасываемых
сточных вод.
Алюминий, цинк и их сплавы легко растворяются в раство-
рах щелочей. Поэтому для обезжиривания этих металлов при-
меняют менее концентрированные щелочные растворы, содер-
жащие жидкое стекло, в присутствии которого на металле
276
образуется пленка, предохраняющая поверхность от разруше-
ния.
Хорошая очистка от полировочных паст достигается промыв-
кой деталей в технических моющих средствах: ТМС-31, МЛ-51,
МЛ-52, «Лабомид», «Деталин», «Импульс» и др. Химическое
обезжиривание щелочными растворами и моющими средствами
быстрее протекает при повышенной температуре (60—80°C),
так как при этом ускоряются реакции омыления, гидролиза и
усиливается циркуляция раствора, способствующая эмульгиро-
ванию. Продолжительность обезжиривания от 5 до 20 мин в за-
висимости от характера загрязнений и металла изделий.
Известно химическое обезжиривание с применением ультра-
звука— высокочастотных звуковых колебаний. Этот способ
наиболее эффективен при обезжиривании в слабощелочных рас-
творах очень мелких или сложно-профилированных деталей и
применяется в производстве часов, медицинских инструментов
и т. д.
Электрохимическое обезжиривание — способ обезжиривания
металлов на катоде или на аноде в щелочном растворе под дей-
ствием электрического тока. В зависимости от того, каким
электродом (катодом или анодом) является изделие, обезжири-
вание называют катодным или анодным. Состав раствора, при-
меняемого для электрохимического обезжиривания, приблизи-
тельно такой же, как и для химического обезжиривания, но без
добавления эмульгаторов. Процесс ведут при температуре рас-
твора 60—80°C и плотности тока 0,2—1 кА/м2. Электрохимичес-
кое обезжиривание более эффективно, чем химическое, благо-
даря тому, что газы (водород и кислород), выделяющиеся на
электродах, выполняют роль эмульгаторов, ослабляют связь
жировых капель с поверхностью металла и тем самым ускоряют
их удаление.
При обезжиривании на катоде возможно его наводоражива-
ние, металл становится хрупким, поэтому практикуют комбини-
рованное обезжиривание: катодное в течение 3—10 мин и анод-
ное в течение 1—3 мин. Детали типа пружин, стальные изделия
с цементированными поверхностями, а также тонкостенные де-
тали (до 1 мм) во избежание наводораживания обрабатывают
только на аноде в течение 3—10 мин. Чтобы исключить возмож-
ность растворения деталей из цинковых сплавов, их обезжири-
вают только на катоде.
Травление — процесс удаления продуктов коррозии и оксид-
ных соединений с поверхности металла путем растворения их в
кислотах или растворах щелочей. Обычно пленка оксидных
соединений или других продуктов коррозии образуется на по-
верхности металла под действием окружающей среды. В зави-
симости от природы металла это могут быть соединения желе-
за, меди, цинка, алюминия и др. Оксидная пленка может по-
являться также в результате предварительной обработки ме-
талла, например, поверхность стали после термической обработ-
277
ки покрывается толстым слоем окалины, которая состоит из
смеси оксидов: FeO, Ре20з, РезС>4. Такая пленка на поверхности
деталей препятствует нанесению гальванического покрытия. Хи-
мическое травление проводят после обезжиривания детален
путем погружения их в травильный раствор.
Для травления углеродистых, низко- и среднелегированных
сталей и чугунов применяют растворы серной, соляной кислот
или их смеси. Растворение оксидов и самого железа сопровож-
дается протеканием следующих реакций:
FeO + H2SO4 = FeSO4 + Н2О (а)
Fe2O3 + SH2SO4 = Fe2(SO4)3 + 3H8O (б)
Fe3O4 + 4H2SO4 = FeSO4 4- Fe2(SO4)3 + 4H2O (в)
Fe -J- = FeSO4 + H2 (r)
Реакции (б) и (в) протекают очень медленно. В основном на-
блюдается растворение чистого железа по реакции (г). Этот
процесс сопровождается выделением водорода. Выделяющийся
водород восстанавливает оксиды, а также подтравливает и раз-
рыхляет слой окалины, способствуя ее отслаиванию и отделе-
нию от поверхности. Максимальная скорость растворения окси-,
дов железа в серной кислоте наблюдается при концентрации
20—25%. В соляной кислоте преимущественно растворяются ок-
сиды железа, причем растворимость их повышается с увеличе-
нием концентрации соляной кислоты.
С повышением температуры скорость травления возрастает,
особенно в серной кислоте, поэтому рекомендуют поддержи-
вать температуру раствора 40—80°C. При травлении в соляной
кислоте температура не должна быть выше 40—50 °C вследствие
большой летучести НС1.
На практике чаще всего для травления черных металлов
применяют смесь серной (175—200 г/л) и соляной кислот
(80—100 г/л).
Как уже отмечалось, растворение железа в кислотах вызы-
вает перетравливание и наводораживание деталей. Водород,
выделяющийся при травлении черных металлов в кислотах, мо-
жет проникать в металл, накапливаться, вызывая внутренние
напряжения; металл становится хрупким и прочность его резко
снижается. Адсорбированный водород можно частично удалить
путем нагревания деталей в течение 2—3 ч при температуре
180—250 °C. Для снижения количества выделяемого водорода в
ванны травления добавляют специальные замедлители, или ин-
гибиторы травления. Обычно это поверхностно-активные веще-
ства, которые, адсорбируясь на отдельных участках поверхно-
сти, замедляют процесс травления металла. В качестве ингиби-
торов применяют, например, препараты 4М (смесь хинолиновых
оснований), БА-6, БА-12 (продукты конденсации бензиламина
с уротропином), ПБ-5 (продукт конденсации анилина с уротро-
пином). Наиболее эффективными ингибиторами травления явля-
278
ются ката пин КПИ-1 [Ы-(н-децил)-3-оксипиридинхлорид] и уро-
тропин (гексаметилентетрамин), которые добавляют в количе-
стве соответственно 3—5 и 40—50 г/л травильного раствора.
На поверхности стальных деталей после травления в серной
кислоте появляется темный налет — шлам, который состоит из
магнетита (на низкоуглеродистой стали) и цементита РезС (на
высокоуглеродистой стали).
Этот шлам должен быть удален химическим, электрохими-
ческим или механическим способом.
Травление меди и ее сплавов обычно проводят в смеси сер-
ной, азотной и соляной кислот в два приема: предварительное
травление — для удаления оксидов и глянцевое — для отделки
поверхности до блеска.
Состав травильных растворов зависит от состава сплавов
меди. Для травления алюминия и его сплавов применяют 10—
15%-ные растворы щелочи, содержащие 20—25% NaCl. Для
последующего осветления поверхности алюминия изделие вы-
держивают в концентрированной азотной кислоте в течение не-
скольких секунд.
Травление поверхностей металлов может осуществляться
электрохимическим способом на катоде или на аноде.
При электрохимическом травлении деталей, имеющих окали-
ну, сокращается продолжительность травления и расход кисло-
ты по сравнению с химическим травлением.
Катодное травление основано на электрохимическом восста-
новлении оксидов железа и отделении их от основы выделяю-
щимся в большом количестве водородом. Следует учитывать
возможность наводораживаиия изделий, поэтому для коррозион-
но-стойких сталей этот способ не применим.
Анодное травление заключается в электрохимическом рас-
творении металла и механическом отрыве оксидов железа пу-
зырьками кислорода. В этом случае может происходить сильное
перетравление поверхности и образование язв, шероховатости,
а также уменьшение размеров детали. Однако, чем выше плот-
ность тока, тем меньше проявляются эти дефекты. Таким обра-
зом, катодное травление целесообразно применять в тех случа-
ях, когда требуется сохранить точные размеры деталей или ког-
да после термообработки остается толстый слой окалины, а
другие методы обработки (химическое травление, дробеструй-
ная обработка) неэффективны.
Анодное травление наиболее распространено при очистке де-
талей перед покрытием другими металлами, так как обеспечи-
вает более прочное сцепление с основой за счет возникающей
шероховатости поверхности во время травления на аноде.
Активация — химическая операция, проводимая непосредст-
венно перед нанесением металлических покрытий для удаления
тонких пассивирующих пленок, появляющихся в процессе пред-
варительной подготовки изделий. При химической активации
изделия выдерживают в разбавленных растворах серной и со-
279
Перемещение деталей Рис. 3.16. Схема каскадной противоточной
--------------------* _ промывки.
I п Вода
ляной кислот (50—100 г/л) или их
смеси при температуре 15—30 °C
в течение 5—60 с.
Промывка. После каждой подго-
товительной операции детали тща-
тельно промывают водопроводной
(питьевой) водой, чтобы освободить
их поверхность от остатков загряз-
нений и химических реагентов. Для промывки применяют теп-
лую воду (40—50 °C)—после операций обезжиривания, хроми-
рования, горячую воду (70—90 °C)—перед сушкой деталей
(кроме хроматированных цинковых и кадмиевых покрытий) и
воду при комнатной температуре — во всех остальных случаях.
Промывку проводят одноступенчатым или двухступенчатым про-
тивоточным и трехступенчатым противоточным (каскадным)
способами. При выборе способа промывки следует учитывать
экономное расходование воды и улучшение качества подготов-
ки деталей перед покрытием.
Применение противоточной промывки уменьшает расход во-
ды в 5—6 раз по сравнению с одноступенчатой промывкой
(рис. 3.16).
Электролитическое цинкование и кадмирование
Из металлов подгруппы цинка (Zn, Cd, Hg) наиболее широко
в гальванотехнике используют цинк, в меньшей степени — кад-
мий. Область применения кадмиевых и цинковых покрытий в
значительной степени определяется защитными и физико-меха-
ническими свойствами цинка и кадмия. Основной областью ис-
пользования цинковых и кадмиевых покрытий является защита
стальных деталей от коррозии. Несмотря на относительно высо-
кий нормальный потенциал —0,76 В, металлический цинк яв-
ляется довольно коррозионностойким в атмосферных условиях.
Так как потенциал цинка имеет более отрицательное значение,
чем потенциал железа, то при контакте цинка'с железом и на-
личии влаги образуется гальванический элемент, в котором
железо служит катодом. Таким образом, покрытие цинком за-
щищает сталь не только механически, но и электрохимически.
В случае повреждения цинкового покрытия на небольшом уча-
стке железо корродировать не будет. J
В отличие от цинка потенциалы кадмия и железа довольно
близки (нормальный потенциал кадмия —0,402 В, железа
Fe/Fe2+ —0,440 В). Поэтому вид зашиты стальных изделий кад-
мием (механическая или электрохимическая защита) в большой
степени будет зависеть от среды и условий эксплуатации. Испы-
280
тания показали, что в тех случаях, когда в коррозионноактив-
ной среде присутствуют ионы хлора, кадмий защищает сталь
электрохимически.
Ограничениями в использовании кадмия является его высо-
кая стоимость и дефицитность. В последние годы на ряде про-
изводств ограничено применение кадмиевых покрытий (вплоть
до полного их исключения) вследствие высокой токсичности
соединений кадмия. Поскольку кадмиевые покрытия более
стойки в среде, содержащей ионы хлора, кадмирование исполь-
зуют для защиты черных и цветных металлов, соприкасающих-
ся с морской водой, растворами солей. Кадмий более пластич-
ный металл, чем цинк, поэтому кадмирование используется для
защиты наиболее ответственных резьбовых изделий. Однако в
последнее время все шире используют и цинковые покрытия.
В промышленных условиях для создания электрохимической
защиты предпочитают цинковые покрытия. Цинкованию подвер-
гают не только готовые изделия, но и стальные листы, ленту.
Цинковое покрытие часто применяют для защиты от коррозии
водопроводных труб и запасных емкостей. В мягкой воде цин-
ковое покрытие защищает сталь хуже, чем в жесткой. В горя-
чей непроточной воде (свыше 70 °C) цинковое покрытие не обес-
печивает надежной защиты стали от коррозии, так как в этих
условиях цинк защищает сталь лишь механически.
Цинковое покрытие хорошо защищает стальные изделия от
коррозионного воздействия бензина и серосодержащих жидко-
стей. При этом цинковое покрытие эффективнее, чем кадмиевое
или свинцовое.
При действии газообразного аммиака, фенола, уксусной кис-
лоты и формальдегида цинк менее устойчив, чем кадмий.
Сравнительная характеристика цинковых
и кадмиевых электролитов
Цинк и кадмий относятся к металлам, которые выделяются из
растворов простых солей с небольшим перенапряжением, обра-
зуя крупнокристаллические осадки. Применяемые в промышлен-
ности электролиты цинкования и кадмирования принято делить
на простые кислые электролиты: сернокислые, солянокислые и
борфтористоводородные растворы, в которых цинк и кадмий
находятся в виде гидратированных ионов, и сложные комплекс-
ные, в которых оба металла присутствуют в виде отрицатель-
ных (анионы) или положительных (катионы) ионов. К комп-
лексным электролитам относятся щелочноцианидные, аммиакат-
ные, пирофосфатные и другие. На рис. 3.17 и 3.18 приведены
поляризационные кривые некоторых, используемых на практике
электролитов цинкования и кадмирования. Из рисунка видно,
что наибольшая поляризация характерна для цианидных элект-
ролитов, наименьшая — для сернокислых.
Из простых кислых электролитов наибольшее распростране-
ние получили сернокислые и меньшее — борфтористоводород-
281
Рис. 3.17. Катодные поляризационные кривые в различных электролитах цин-
кования (содержание в г/л):
1 — ZnSO4*7H2O — 215; A12(SO4)3-18H2O — 30; Na2SOvl0H2O - 70; 1=18—25 "С: 2 —ZnSO4.
•7HjO — 2|5; A12(S()<)s-I8H2O —30; NajSO,-ЮН2О — 50—100; декстрин — 10; 1 = 18—25 °C;
3 —ZnO —15; ZnCl2 —20; NH4C1 — 250; H3BO3 — 20; клей — 5; 1=30 °C; 4 — ZnO - 30;
К4Р2О2-ЗН2Оо6щ —386; Na2HPO4-12H2O —50; декстрин — 3; 1=50 °C; 5 — ZnO — 10; NaOH —
80; ПЭИ—I; 1=50 °C; 6 — ZnO — 40; NaCN — 122; NaOH — 68; 1=18—25°C.
Рис. 3.18. Катодные поляризационные кривые в различных электролитах кад-
мирования .(содержание в г/л):
1 — CdSO4-'/3H2O — 60; A12(SO4)3-18H2O —25; (NH4)2SO4 — 36; клей —0,5; 1=20-25 °C;
2 — CdSO4-e/3H2O— 50; (NH4)2SO4 — 250; диспергатор НФ-5—100; уротропин — 15—20;
ОП-Ю —0,7—2; 1 = 20—25 °C; 3 — CdO — 40; (NH4)2SO4 — 300; Н3ВО3 — 20; тиокарбамид —
2,5; клей—1; 1=20—25 °C; 4 —CdO —30; NaCNoOm — 100; Na2CO3—10; NaOHoOm —2;
1=20—25 °C; 5 — CdSO4-'/3H2O — 25; К4Р2О2-ЗН2Оо6щ — 190; трилон Б — 37; 1=50 °C.
ные. Для этих электролитов характерна низкая рассеивающая
способность, поэтому они применяются главным образом для
цинкования изделий простой формы. Допустимые катодные
плотности тока и выход металла по току в кислых электролитах
выше, чем в комплексных, следовательно и скорость процесса
более высокая. Простые кислые электролиты чаще используют
с добавками органических веществ, повышающих катодную по-
ляризацию и улучшающих структуру осадков. Кроме того, часто
к сернокислым электролитам добавляют блескообразующие ве-
щества.
Борфтористоводородные электролиты могут работать при
значительно больших плотностях тока, чем сернокислые элект-
ролиты. Их используют при непрерывном цинковании про-
волоки и ленты. Одной из причин высокой допустимой плот-
ности тока является высокая буферная емкость борфтористово-
дородных электролитов.
В цианидных электролитах цинк и кадмий находятся в виде
комплексных анионов типа M(CN)42-. Кроме того, в щелочных
цианидных электролитах цинк частично связан в виде комплек-
са Zn(OH)42-. Для электроосаждения этих металлов требуется
высокая катодная поляризация, которая возрастает с увеличе-
нием содержания свободного цианида. Выход по току падает
с повышением плотности тока. Обладая наивысшей рассеиваю-
щей способностью, осадки из цианидных электролитов получа-
282
ются мелкозернистыми, с хорошим сцеплением с основой без
введения в электролит специальных добавок. Анодный процесс
в отличие от простых кислых электролитов также сопровож-
дается высокой поляризацией и пассивированием анодов, что
приводит к снижению анодного выхода по току. До настоящего
времени цианидные электролиты цинкования и кадмирования
были одними из самых распространенных. Однако им присущи
некоторые недостатки. Так, цианидные электролиты обладают
высокой токсичностью: при взаимодействии свободного цианида
с СОг в присутствии влаги воздуха в атмосферу выделяется
HCN:
2KCN + СО2 + Н2О у—>- 2HCN + К2СО3
Поэтому электролизеры должны быть оборудованы специаль-
ными устройствами для вентиляции, чаще всего бортовыми от-
сосами.
Вследствие карбонизации цианидные электролиты менее ус-
тойчивы по составу, чем кислые, и требуют частой корректиров-
ки.
Серьезным недостатком цианидных электролитов цинкова-
ния (без специальных добавок) является значительное наводо-
роживание стальных деталей, что приводит к резкому ухудше-
нию механических свойств деталей после покрытия: уменьшается
пластичность, увеличивается хрупкость.
Большинство других комплексных электролитов цинкования
рассматривается в основном с точки зрения возможности заме-
ны токсичных цианидных электролитов, а также возможности
улучшения распределения металла на поверхности катода по
сравнению с простыми кислыми электролитами.
В связи с этим в последние годы активно разрабатываются
новые щелочные цинкатные электролиты. Аналогичных электро-
литов кадмирования не существует, так как кадмий практичес-
ки не растворяется в щелочах и не образует подобно цинку со-
ответствующих комплексных ионов в заметных количествах.
Катодная поляризация в цинкатных электролитах без спе-
циальных добавок ПАВ сравнительно невелика, поэтому хоро-
шие компактные осадки можно получать лишь в присутствии
небольшого количества других металлов (Sn, Pb, Hg). Однако
допустимые катодные плотности тока тоже очень небольшие
(100 А/м2), вследствие чего такие электролиты распространения
не получили.
Недавно были разработаны цинкатные электролиты, в состав
которых входят органические поверхностно-активные вещества,
способствующие значительному повышению катодной поляриза-
ции (см. рис. 3.17) и улучшению качества осадков цинка на
катоде в широком интервале плотностей тока iK=50—1000 А/м2.
Рассеивающая способность цинкатных электролитов с добавкой
ПАВ зависит от концентрации ионов цинка в электролите, но во
всех случаях превосходит рассеивающую способность простых
283
кислых электролитов благодаря большой электропроводимости,
повышенной поляризуемости катода и снижению выхода по току
с ростом плотности тока.
Достоинствами цинкатных электролитов является нетоксич-
ность и отсутствие коррозионной активности, простота состава
и приготовления электролита.
В пирофосфатных электролитах металл входит в состав
комплексных анионов преимущественно типа М(Р2О7)26-. Ка-
тодная поляризация в пирофосфатных электролитах выражена
резче (см. рис. 3.17 и 3.18), чем в кислых электролитах, особен-
но при кадмировании, благодаря чему осадки на катоде полу-
чаются из пирофосфатных электролитов более равномерными по
толщине слоя. Этому способствует также снижение выхода ме-
талла по току при повышении плотности тока.
Характерной особенностью поведения анодов в пирофосфат-
ных электролитах является склонность их к пассивированию,
которая проявляется тем сильнее, чем ниже концентрация сво-
бодного пирофосфата калия или натрия и температура элект-
ролита.
В аммиакатных электролитах цинк и кадмий присутствуют
в виде аммиачного комплексного катиона М(ЫНз)п2+. Восста-
новление этих ионов протекает при более отрицательном потен-
циале, чем восстановление простых гидратированных ионов, од-
нако при повышении плотности тока катодный потенциал изме-
няется не так резко (см. рис. 3.17 и 3.18), как в цианидных
и пирофосфатных электролитах.
В последние годы получили распространение аммонийхло-
ридные электролиты, которые готовят из сульфата или оксида
цинка и хлорида аммония. Эти электролиты в присутствии ПАВ
могут успешно заменять сернокислые, а в некоторых случаях и
цианидные электролиты.
Выход металла по току близок к теоретическому и мало из-
меняется при повышении плотности тока в допустимых преде-
лах (150 А/м2). Осадки хорошего качества выделяются из этих
электролитов в присутствии определенных органических доба-
вок. По рассеивающей способности аммиакатные электролиты
лучше кислых (без специальных добавок), но уступают цианид-
ным. Аноды в аммиакатных электролитах растворяются в ин-
тервале рабочих плотностей тока (равных катодным) с высоким
выходом по току.
Из комплексных электролитов с органическими лигандами
были разработаны этилендиаминовые, моноэтаноламиновые,
триэтаноламиновые, полиэтиленполиаминовые, гликоколевые,
трилонатные и другие электролиты. Рассеивающая способность
этих электролитов достаточно высокая. Процесс сопровождает-
ся повышенной поляризацией, а осаждаемые покрытия при оп-
ределенных условиях получаются блестящими, однако следует
отметить, что некоторые электролиты на основе аминопроизвод-
ных являются токсичными.
284
Состав электролитов цинкования и условия
электролиза
Кислые электролиты. Из кислых электролитов наибольшее рас-
пространение получили сернокислые, так как в хлористых рас-
творах цинковые аноды сильно разрушаются, а борфтористово-
дородные растворы сложны в приготовлении, более дороги и
токсичны.
Для цинкования деталей на подвесках или в насыпном виде
в колоколах и в барабанах обычно применяют растворы, содер-
жащие 80—160 г/л ZnSO4. Цинкование проволоки и ленты на
конвейерной установке при высоких плотностях тока 5—30 кА/м2
ведут из раствора с более высокой концентрацией цинка (до
700 г/л).
Значения pH в кислых растворах поддерживают в интервале
3,5—4,5. Для этой цели к электролиту добавляют 20—30 г/л
сульфата алюминия или 30 г,/л алюмокалиевых квасцов. В при-
сутствии солей алюминия повышается также катодная поляри-
зация и осадки цинка получаются полублестящими с мелкозер-
нистой структурой. Буферные свойства сульфата алюминия ос-
нованы на том, что при pH=4,0—4,5 он гидролизуется с обра-
зованием H2SO4:
A12(SO4)3 + 6Н2О 2А1(ОН)3 + 3H2SO4
К сернокислому электролиту цинкования для увеличения его
электропроводности иногда добавляют сульфаты или хлориды
натрия и аммония. Для улучшения структуры и внешнего вида
покрытий в состав электролита вводят декстрин, глюкозу,
2,6(2,7)-нафталиндисульфокислоту, тиркарбамид и др.
Температура кислых электролитов с органическими добавка-
ми поддерживается в пределах 18—25'°С, а в электролитах, не
содержащих органических добавок (например, для цинкования
проволоки, ленты или листов при высоких плотностях тока),—
до 50 °C. В неперемешиваемых электролитах плотность тока на
катоде достигает 0,2—0,3 кА/м2, при перемешивании сжатым
воздухом — до 1 кА/м2 и более в зависимости от состава и тем-
пературы электролита и характера покрываемых изделий. Ка-
тодные выходы по току колеблются в пределах 95—100%.
Аноды для цинкования в кислых электролитах изготовляют,
как правило, из чистого электролитического цинка (99,85—
99,9%), содержащего не более 0,02—0,03% РЬ. Во всех кислых
электролитах цинковые аноды растворяются с высоким выхо-
дом по току, который при повышенной кислотности превышает
100% вследствие коррозии.
Щелочно-цианидные электролиты. Основными компонентами
таких электролитов являются: комплексный цианид цинка
Na2Zn(CN)4 или K2Zn(CN)4, цинкат натрия или калия —
Na2Zn(OH)4 или K2Zn(OH)4, свободные цианиды натрия или
калия — NaGN или KCN и щелочь — NaOH или КОН.
285
Общая концентрация цинка в электролите может изменяться
в широких пределах от 3 до 35 г/л (в пересчете на металл).
Относительное содержание цианидного и цинкатного комплек-
сов цинка зависит от концентраций свободных цианида и щело-
чи, количество которых учесть раздельно в цинковом электроли-
те очень трудно, так как нет метода, который позволил бы до-
статочно точно установить соотношение комплексных солей
цинка (цинката и цианида) в растворе. Поэтому концентрацию
свободного цианида и свободной щелочи в цианидном цинковом
электролите лучше выражать через суммарное содержание
обоих компонентов.
Избыток цианидов и щелочи необходим, во-первых, для пре-
дупреждения гидролиза комплексных солей цинка и выпадения
из раствора гидроксида и цианида цинка и, во-вторых, для уст-
ранения пассивирования цинковых анодов. В большинстве слу-
чаев применяют растворы, содержащие 1—2 экв/л свободных
цианида и щелочи (в сумме).
На качество осадков и выход по току влияет не только аб-
солютное содержание свободных цианида и щелочи, но и соот-
ношение концентраций этих веществ и концентрации цинка. Чем
больше суммарный избыток цианида и щелочи (главным об-
разом, цианида), тем, при прочих равных условиях, выше ка-
тодная поляризация, и, следовательно, осадки цинка будут бо-
лее мелкозернистыми и равномерными по толщине.
Увеличение концентрации цианида в растворе приводит к
снижению выхода металла по току, которое проявляется тем в
большей степени, чем выше плотность тока. Увеличение же от-
носительной концентрации щелочи в растворе при соответствую-
щем уменьшении содержания цианида способствует возраста-
нию выхода металла по току, При покрытии мелких деталей
в насыпном виде в колоколах или в барабанах применяют рас-
творы с повышенной концентрацией щелочи, так как они об-
ладают высокой электропроводимостью.
Примером цианидного электролита цинкования без блеско-
образующих добавок является электролит состава (в г,/л):
ZnO —40—60, NaCNO6iH — 80—85, NaOH — 40—60. При темпе-
ратуре 18—25 °C допустимая катодная плотность тока составля-
ет 150—200 А/м2, выход по току 70—80%.
Карбонаты, всегда присутствующие в небольшом количестве
(40—80 г/л) в растворе, не оказывают заметного влияния на
катодный и анодный процессы. При чрезмерном накоплении
карбонатов (^90 г/л) заметно ухудшается растворимость ано-
дов. Избыток карбонатов осаждают путем введения в электро-
лит цианида бария либо вымораживания раствора.
Цинкатные электролиты. Основными компонентами этих
электролитов являются цинкат натрия или калия и щелочи —
едкий натр или едкое кали соответственно. Цинк находится в
растворе в виде ионов [Zn(OH)4]2-, [Zn(OH)]+ и [Zn(OH)3]_-
Осадки, полученные из электролитов, содержащих только ще-
286
лочь и цинк, обычно имеют губчатую структуру даже при не-
больших плотностях тока.
Для повышения качества осаждаемых покрытий и увеличе-
ния катодных плотностей тока в цинкатные электролиты пред-
ложено вводить различные органические добавки, в основном
аминосоединения, например, благоприятное действие на качест-
во покрытий оказывают моно-, ди- и триэтаноламины. Посколь-
ку эти соединения способны образовывать комплексные соеди-
нения с цинком, их добавляют в достаточно больших количест-
вах— 20—60 г/л. Электролиты подобного состава иногда
называют цинкатноэтаноламиновыми. Из таких электролитов
в присутствии блескообразователей можно получать блестящие
осадки в интервале плотностей тока 0,1—0,5 кА/м2. Установле-
но также, что при добавлении к электролиту полиэтиленполи-
амина (ПЭПА) или полиэтиленимина (ПЭИ) в количестве
1—5 г/л значительно улучшается качество осадков и расширя-
ются допустимые интервалы катодных плотностей тока. Дейст-
вие добавок заключается в ингибировании процесса электро-
осаждения цинка при малых плотностях тока, вследствие чего
потенциал повышается на 100—150 мВ. При этом до достиже-
ния предельного тока становится возможным выделение водо-
рода, пузырьки которого перемешивают прикатодный слой, по-
вышая предельный ток диффузии.
Снижение выхода по току с ростом плотности тока способст-
вует также более равномерному распределению цинка.
Для улучшения качества осадков в эти электролиты предло-
жено вводить блескообразователи: для электролита с ПЭПА —
фурфурол, фенолформальдегидную смолу СФ; для электролита
с ПЭИ — вератровый альдегид и др. В таких электролитах ин-
тервал катодной плотности тока при 50 °C составляет 0,1—
0,8 кА/м2.
Цинкатный электролит готовят растворением свежеприготов-
ленного гидроксида или оксида цинка в горячем щелочном рас-
творе (NaOH или КОН):
Zn(OH)2 + 2NaOH -* Na2Zn(OH)4
Концентрацию цинка выбирают в зависимости от сложности
конфигурации покрываемого изделия, она составляет от 5 до
15 г/л ZnO. Чем выше концентрация цинка, тем меньше рассеи-
вающая способность, но тем больше допустимая катодная плот-
ность тока. Концентрация щелочи NaOH чаще всего составляет
80—120 г/л.
Цинкатные электролиты чувствительны к примесям ионов
Caz+, Mg2+, а также к присутствию окислителей. Для уменьше-
ния жесткости водопроводной воды в электролиты предложено
Добавлять трилон Б. Анодная поляризация в цинкатных элект-
ролитах до определенной плотности тока невелика. Аноды изго-
тавливают из технического цинка, содержащего до 1% олова
и 0,5—1% свинца.
287
Аммиакатные электролиты получают чаще всего растворе-
нием оксида или гидроксида цинка в избытке хлорида аммо-
ния:
ZnO + 2NH4C1 --> Zn(NH3)2Cl2 + Н2О
При pH <5 образующийся комплекс распадается. Наиболь-
шие поляризуемость катода и рассеивающая способность ам-
миакатных электролитов соответствует нейтральной области.
При увеличении и уменьшении значений pH в растворе катод-
ная поляризация и рассеивающая способность снижаются. Та-
кое же влияние оказывает и увеличение концентрации цинка
в растворе.
Аммиакатные электролиты обладают высокими буферными
свойствами, которые определяются равновесием:
[Zn(NH3)„]2+ + Н+ [Zn(NH3)„_1]2+ + NH4+
[Zn(NH3)„]2+ + NH4+ + ОН" 5=^ [Zn(NH3)„+J2++H2O
В аммиакатные электролиты, как правило, вводят органиче-
ские вещества (уротропин, тиокарбамид, желатин, клеи, декст-
рин и др.), которые способствуют образованию более светлых
гладких цинковых покрытий.
Температура электролитов — от 20 до 40 °C. В зависимости
от концентрации цинка, pH и температуры растворов катодная
плотность тока составляет 0,1—0,3 кА/м2. Выход по току 96—
100%.
Состав кадмиевых электролитов кадмирования
и условия электролиза
Кислые электролиты по составу и режиму работы подобны кис-
лым электролитам цинкования, но отличаются от них тем, что
в кадмиевых электролитах допускается изменение кислотности
в более широких пределах.
Простые кислые электролиты кадмирования из-за низкой
рассеивающей способности используются ограниченно лишь для
покрытия деталей несложной формы. Ниже приведен состав
серпокислого электролита, используемого для покрытия
мелких деталей в барабанах (в г/л): CdSO4 — 60—65;
(NH4)2SO4— 30—35; А12(5О4)з— 25—30; клей столярный или
желатин — 0,5—0,7; pH — 3,5—5,5; /=20—30 °C; iK=50—
100 А/м2; выход по току около 90%.
Из борфтористоводородных электролитов рекомендуется рас-
твор следующего состава (в г/л): Cd(BF4)2— 143, HBF4 — 42,
желатин — 5, аллиламин—1; рН = 4,0—4,5; /=20—30°С и
iK — до 400 А/м2.
Цианидные электролиты содержат комплексную соль циани-
да кадмия — Na2Cd(CN)4 или K2Cd(CN)4, свободные цианид
и карбонаты калия или натрия. Исходными компонентами для
получения в растворе комплексных солей кадмия являются
CdO, Cd(OH)2 и CdCO3.
288
При взаимодействии цианида натрия с гидроксидом кадмия
наряду с комплексной солью кадмия образуется щелочь:
Cd(OH)2 + 4NaCN -► Na2Cd(CN)4 + 2NaOH
Концентрация кадмия в электролите (в пересчете на CdO)
25—40 г/л, содержание свободного цианида равно содержанию
связанного цианида. Обычно общая концентрация цианида на-
ходится в пределах 60—120 г/л.
Показано, что предельный ток диффузии разряжающихся ио-
нов и выход металла по току резко возрастают при повышении
концентрации кадмия в растворе и при достаточном содержании
кадмия (2^30 г/л), почти не зависят от концентрации общего и
свободного цианида. В соответствии с этим наводороживание
стали при кадмировании в цианидном электролите уменьшается
при повышении концентрации кадмия и мало изменяется при
увеличении концентрации цианида.
Для снижения наводороживания в цианидные электролиты
на основе калия добавляют 0,4—0,7 г/л метатитапата калия (в
пересчете на металлический титан). Считается, что при после-
дующей термической обработке включившийся в осадок титан
ускоряет процесс удаления водорода.
В качестве блескообразующих веществ используют соли
никеля (0,1—0,2 г/л Ni) и кобальта, замещенные ароматические
и гетероциклические альдегиды, нафтоловые и нафталиновые
сульфокислоты, сульфированные масла, алкиларилсульфонат
(моющее средство).
Температура цианидных электролитов кадмирования колеб-
лется в пределах 20—35 °C. Плотность тока на катоде — от 50
до 300 А/м2. Катодный выход по току при плотности тока до
300—400 А/м2 составляет около 90%. Аноды выполняют из чи-
стого электролитического кадмия, содержащего не менее
99,9% Cd. Анодная плотность тока не более 200 А/м2.
Аммиакатные комплексные электролиты кадмирования полу-
чают при взаимодействии CdO или Cd(OH)2 с концентрирован-
ным раствором сульфата или хлорида аммония. Электролиты
применяют при рН = 6,8—9. К аммиакатному электролиту кад-
мирования добавляют органические вещества: желатин, клей,
тиокарбамид, декстрин, этилендиамин, уротропин, гликокол
и др-, для улучшения качества осадков.
Температура электролитов — от 18 до 30 °C. Плотность тока
на катоде —в пределах 50—150 А/м2. Аноды выполнены из чи-
стого электролитического кадмия; анодная плотность тока при-
мерно равна катодной или несколько ниже ее.
Антикоррозионная обработка цинковых
и кадмиевых покрытий
В атмосфере повышенной влажности и переменной температу-
ры цинк довольно быстро подвергается коррозионному разруше-
нию, покрываясь пленкой оксидов и солей цинка. То же самое
19—2021
289
происходит и с кадмием, хотя он несколько устойчивее. Для
усиления защитных свойств цинкового покрытия и сохранения
внешнего вида оцинкованных и кадмированных изделий во вре-
мя хранения и транспортирования непосредственно после нане-
сения покрытия и промывки изделия подвергают химической
обработке погружением в пассивирующие растворы. Иногда
перед пассивированием для улучшения внешнего вида покрытия
изделие подвергают осветлению. Как правило, это осущест-
вляют в 1—3%-ном водном растворе азотной кислоты в течение
нескольких секунд. Если азотная кислота входит в состав рас-
творов пассивирования, то операции осветления и пассивирова-
ния совмещаются.
Пассивирование чаще проводят в растворах бихроматов
натрия или калия, подкисленных серной кислотой, с добавками
некоторых других веществ, улучшающих качество пассивирую-
щей пленки.
При пассивировании в хроматных растворах происходит
окисление цинка и кадмия:
Na2Cr2O7 + 3Zn + 7H2SO4 -> 3ZnSO4 + Cr2(SO4)3 + Na2S04 + 7H2O
Одновременно с этим происходит растворение цинка
Zn + 2Н+---*- Zn2+ + Ha
Процесс сопровождается понижением кислотности.
Помимо этих процессов в растворе происходит гидролиз
Сг2(5О4)з и образование гидроксида хрома, а также основных
хроматов, которые выделяются в виде тонкой пленки нераство-
римых соединений типа СггОз-СгОз-НгО. Толщина пленки
обычно составляет около 0,5 мкм. Скорость образования
пленки зависит от кислотности растворов и продолжительности
выдержки изделия в них. Продолжительность пассивирования
в зависимости от состава раствора составляет от 15 с до 2 мин.
Стойкость пассивирующих пленок сильно зависит от темпе-
ратуры растворов. При высоких температурах пленки становят-
ся рыхлыми и пористыми, поэтому свежеполученные хроматные
пленки нельзя промывать горячей водой. В последние годы в
Институте химии и химической технологии АН Литовской ССР
разработаны составы для цветного пассивирования под общим
названием «Ликонда», позволяющие получать пассивирующие
пленки высокого качества.
Электролитическое оловянирование
Олово на воздухе окисляется медленно, сернистые соединения
на него почти не влияют. В разбавленных растворах неоргани-
ческих кислот без нагревания олово не растворяется.
При пониженной температуре (менее —13°C) олово подвер-
гается аллотропическому переходу из устойчивой при обычных
290
условиях p-модификации в «-форму (серое порошкообразное
олово). В результате компактное олово превращается в серый
порошок («оловянная чума»). Этот процесс можно существенно
замедлить оплавлением олова или добавлением к нему других
металлов, таких как свинец, висмут, сурьма.
Олово, нанесенное на сталь, проявляет катодный характер
защиты, так как потенциал его имеет более положительное зна-
чение по отношению к железу. Однако в среде органических
кислот, содержащихся, например, во многих пищевых средах,
олово образует комплексные соединения с ними, и потенциал
его становится более электроотрицательным. В этих условиях
олово является анодным покрытием и защищает сталь электро-
химически. Даже тонкие покрытия олова толщиной 0,5—1,5 мкм
достаточно надежно защищают жесть от коррозии в пищевых
средах.
Соединения олова нетоксичны, это обусловило его использо-
вание в изготовлении тары для пищевых продуктов. Особенно
широко его применяют для производства белой жести в кон-
сервной промышленности. Сплавами олова (олово — свинец,
олово — висмут) покрывают детали под пайку при изготовле-
нии печатных плат, электрических контактов и других мон-
тажных элементов в радиотехнической, электронной и других
отраслях промышленности.
Оловянирование используют также для защиты медного ка-
беля от воздействия серы, содержащейся в резиновой изоляции.
Ранее широко применявшийся горячий метод покрытия почти
полностью вытеснен электролитическим. При этом достигается
существенная экономия дефицитного олова.
Недостатком оловянных покрытий на меди, латуни и других
ее сплавах является самопроизвольный рост нитевидных кри-
сталлов («усов»). Процесс иглообразования значительно замед-
ляется при нанесении перед оловянированием тонкого слоя ни-
келя.
Сравнительная характеристика электролитов
Электролиты, применяемые для оловянирования, можно разде-
лить на кислые и щелочные. К кислым электролитам относятся
сернокислые, хлорид-фторидные, фенолсульфоновые и борфто-
ристоводородные, а к щелочным — станнатные и пирофосфат-
ные.
Из кислых электролитов оловянирования наиболее распрост-
ранен серпокислый электролит, основными компонентами кото-
рого являются сульфат олова, серная кислота и органические
поверхностно-активные вещества. В отсутствие органических
добавок нельзя получить доброкачественные осадки олова (в
этом случае на катоде образуются игольчатые дендритообраз-
ные рыхлые осадки). Это объясняется тем, что олово из кислых
растворов выделяется на катоде из простых гидратированных
19’
291
Рис. 3.19. Поляризационные кривые при электроосаждении олова из кислый
и щелочных электролитов:
№ кривых
Компоненты электролитов
SnSO4, г/л
H2SO4, г/л
Na2Sn(OH)6, г/л
NaOH, г/л
Клей столярный, г/л
о-крезол, г/л
Температура, °C
65
10
70
65
10
25
двухвалентных ионов Sn2+ без заметной поляризации (рис. 3.19,
кривая 1). Поверхностно-активные вещества, адсорбируясь на
катоде, образуют сплошную пленку, которая затрудняет про-
никновение через нее и разряд ионов олова. В результате про-
исходит резкое торможение процесса и катодные потенциалы
значительно (на 0,5—0,4 В) смещаются в сторону электроотри-
цательных значений (см. рис. 3.19, кривая 2), при этом осадки
получаются мелкозернистыми плотными и гладкими.
Для предупреждения гидролиза солей олова, окисления его
до четырехвалентного состояния, а также для повышения элек-
тропроводимости в электролит вводят значительное количество
серной кислоты 50—100 г/л. Большая концентрация кислоты не
влияет на выход металла по току; он остается близким к 100%,
так как перенапряжение водорода на олове очень высокое. Ско-
рость осаждения олова из кислых электролитов выше, чем из
щелочных и станнатных, так как электрохимический эквивалент
Sn2+ в два раза больше, чем Sn4+. Преимуществом кислых
электролитов является также более высокие допустимая плот-
ность тока и выход по току. В кислых электролитах с повышен-
ным содержанием олова при перемешивании плотность тока
может достигать ЗкА/м2, например при электрохимическом
оловянировании стальной полосы в конвейерных автоматах.
Кислые электролиты работают при комнатной температуре,
они просты по составу и достаточно устойчивы. Однако рассеи-
292
вающая способность их ниже, чем щелочных электролитов
(рис. 3.20). Кислые электролиты целесообразно использовать
для покрытия деталей простой и средней сложности конфигу-
рации.
Станнатные электролиты для оловянирования, относящиеся
к щелочным электролитам, обычно содержат комплексный стан-
нат натрия Na2[Sn(OH)e] или калия Кг[5п(ОН)6] и свободную
щелочь NaOH или КОН для предупреждения гидролиза комп-
лексных солей олова и повышения электропроводимости раство-
ров.
Станнат натрия получают при взаимодействии тетрахлорида
олова и щелочи:
SnCl4 + 6NaOH --»- Na2[Sn(OH)e] + 4NaCl
Олово в щелочном электролите частично может находиться
также и в двухвалентной форме в виде станнита Na2{Sn(OH)4],
который является вредной примесью, вызывающей образование
губчатого осадка.
Электроосаждение олова из комплексных анионов четырех-
валентного олова [Sn(OH)6]2- протекает при высокой катодной
поляризации (см. рис. 3.19, кривая 3), что способствует образо-
ванию плотных мелкокристаллических осадков олова. Катод-
ная поляризация в станнатном электролите возрастает при по-
вышении концентрации свободной щелочи и снижении концент-
рации соли олова и температуры. Как видно из рис. 3.21,
Рис. 3.20. Распределение металла в щелевой ячейке в станиатном электролите
(1—4), содержащем 65 г/л Na2Sn(QH)e и 10 г/л NaOH(CBo6) при 62°C, и в
сульфатном электролите (5—9), содержащем 50 г/л SnSO<; 90 г/л H2SO4;
10 г/л о-крезола; 1 г/л желатина или клея при 20 °C и различных плотностях
тока (в кА/м2):
7 — 0.05; 2, 5 — 0,1; 3, 6 — 0.15; 4, 7 — 0,2; 8 — 0,3; 5 — 0,5.
Содержание Na ОН сбой. г/л
Содержание Sn в электролите, г/л
Рис. 3.21. Влияние состава электролита на катодный выход олова по току
при 65°C и различных плотностях тока (в кА/м2):
7 — 0,055; 2 — 0,11; 3 — 0,17; 4 — 0,22; 5 — 0.28; 6 — 0,35.
293
выход олова по току из станнатных электролитов ниже, чем из
кислых растворов, и сильно уменьшается с повышением плот-
ности тока. Электропроводимость станнатного электролита вы-
сокая благодаря наличию щелочи. Таким образом, станнатные
электролиты обладают всеми свойствами, обусловливающими
равномерное распределение тока и металла по поверхности ка-
тода, поэтому они могут применяться для покрытия деталей
сложного профиля.
Хорошее качество осадков достигается только при темпера-
туре электролита 60—70 °C, при более низкой температуре об-
разуются рыхлые губчатые осадки. Из калийстаннатного элект-
ролита олово осаждается в более широком интервале плотнос-
тей тока и с более высоким выходом по току. Это объясняется
большей растворимостью K2[Sn(OH)e] и лучшей электропрово-
димостью КОН по сравнению с NaOH.
Составы электролитов и условия электролиза
Основными компонентами кислых электролитов являются: в
сульфатном — SnSO4, в хлоридфторидном—(галогенидном) —
БпОг-йНгО, в фенолсульфоновом — Sn(C6HsSO4)2, в борфтори-
стоводородном— Sn(BF4)2- Концентрация этих солей составля-
ет 0,5—1,5 н.
Соли олова легко гидролизуются с образованием нераство-
римого осадка метаоловянной кислоты, который загрязняет элек-
тролит. Для предупреждения гидролиза ко всем электролитам
добавляют избыток (1—2 н.) соответствующей кислоты. В хло-
ридфторидном электролите олово входит в состав комплексных
анионов [SnF4]2-, для повышения их устойчивости в раствор
вводят избыток фторидов (NaF или NH4F).
Для формирования компактных осадков олова необходимо
присутствие одной или нескольких добавок органических ве-
ществ. Благоприятное влияние оказывают органические соеди-
нения ароматического ряда — технические фенол и крезол, кол-
лоиды— клей и желатин, ПАВ, обладающие смачивающим и
ингибирующим действием (ОС-20) и т. д. Температура электро-
лита 18—30 °C. Плотность тока в электролитах без перемеши-
вания до 200 А/м2 и до 500 А/м2 с перемешиванием.
В борфтористоводородном электролите плотность тока в
2—3 раза выше, чем в сульфатном за счет лучшей растворимо-
сти фторбората олова, а также высоких буферных свойств это-
го электролита.
Фенолсульфоновый электролит применяется преимуществен-
но для покрытия движущейся стальной полосы при плотности
тока 4,5 кА/м2 и температуре 40—50 °C. Устойчивость фенол-
сульфонового электролита и качество осадков улучшаются при
добавлении небольшого количества ПАВ: диоксида дифенил-
сульфона и монобутилфенилфенолсульфоната натрия (арескап).
Блестящие покрытия оловом могут быть получены из сер-
294
нокислых электролитов в присутствии специальных блескообра-
зующих композиций. В состав их входит неионогепное ПАВ ти-
па смачивателей (ОС-20, синтанол ДС), ингибирующая добавка
сложного состава и формальдегид.
Предложены разнообразные добавки, представляющие собой
продукты конденсации ацетальдегида и ацетона или о-замещен-
ных аминов. Так, например, в МХТИ им. Д. И. Менделеева раз-
работана блескообразующая добавка Н-3 на основе спиртового
раствора коричного альдегида, о-анизидина и продуктов их
взаимодействия. Электролит с этой добавкой отличается хоро-
шей стабильностью, простотой приготовления, дает возможность
работать без перемешивания электролита.
Щелочные (станнатные) электролиты. Наиболее распростра-
нен электролит, в состав которого входят станнат натрия
Na2Sn(OH)6 в количестве 45—90 г/л, свободная щелочь 8—
16 г/л и ацетат натрия не менее 15 г/л. Вследствие карбониза-
ции щелочи в растворе всегда присутствует сода №2СОз. Тем-
пература электролита 60—80 °C, плотность тока 50 А/м2. Вы-
ход по току 60—70%. В растворе не допускается присутствие
двухвалентного олова, так как наличие его даже в малом коли-
честве приводит к образованию рыхлых губчатых осадков. При
содержании более 0,005 и. Sn2+ раствор следует окислять пе-
роксидом водорода. Ионы [Sn(OH)4]2_ образуются в электро-
лите как за счет реакции диспропорционирования
Sn4+ + Sn ч—>- 2Sn2+
так и вследствие анодного растворения. При низких плотностях
тока олово на аноде переходит в раствор в виде [Sn(OH)4]2-,
что нежелательно. Растворение анодов с образованием четырех-
валентных соединений олова [Sn(OH)6]2 возможно только
при высоких анодных потенциалах, которые достигаются при
плотности тока 0,3—0,4 кА/м2, при этом аноды частично пасси-
вируются.
Характерным признаком пассивного состояния анодов явля-
ется появление пленки золотисто-желтого цвета. Это свидетель-
ствует о нормальном растворении
анодов с образованием Sn4+. Такое §
состояние анодов достигается перед -S.
электролизом путем их формирова-
ния при более высоких плотностях §6
тока, чем рабочие. Можно приме-
нять также комбинированные ано- §е
ды из нержавеющей стали. §
§
Рис. 3.22. Зависимость анодного потенциа- R
ла при 70 °C (±1) от плотности тока в §2
станнатном электролите, содержащем g
16,1 г/л Sn и различные количества сво- "ч q
водной щелочи: ~0fi -Ofi 0 1,7 2,1
1 — содержание свободной щелочи 12,4 г/л; 2 —
то же, 26,4 г/л; 3 — то же, 55 г/л.
Анодные потенциалы, В
295
На нерастворимых анодах происходит окисление
Sn2+—2е—wSn4+, что полезно для ведения катодного процесса.
Как видно на рис. 3.22, с повышением концентрации щелочи
в электролите плотность тока, при которой наступает пассиви-
рование анодов, увеличивается. Поэтому при содержании стан-
ната 30 г/л, 60 г/л и выше рекомендуется поддерживать кон-
центрацию свободной щелочи 10, 15 и 20 г/л, соответственно.
Электролитическое свинцевание
Высокая устойчивость свинца в растворах серной и хромовой
кислот и их солей определяет область применения свинцовых
покрытий для защиты оборудования' и деталей из черных и
цветных металлов в химической промышленности, в производст-
ве свинцовых аккумуляторов. Электролитический свинец приме-
няют для покрытия подводных и подземных кабелей, деталей
железнодорожных конструкций в качестве антикоррозионной за-
щиты. Медные и стальные стержни, покрытые слоем электроли-
тического свинца значительной толщины, используют в качестве
внутренних нерастворимых анодов при электролитическом хро-
мировании. Свинец находит применение и для специальных це-
лей, например, при защите от рентгеновского излучения, для
придания поверхности антифрикционных и сверхпроводящих
свойств.
По отношению к железу свинец имеет менее отрицательный
потенциал (—0,13 В) и проявляет катодный характер защиты.
Поэтому устойчивость изделий из черных металлов в коррози-
онноактивных средах при условии отсутствия пор в покрытии
достигается только при нанесении слоев свинца значительной
толщины (200—300 мкм и более).
Для электролитического свинцевания пригодны как кислые,
так и щелочные электролиты. Известны составы на основе про-
стых и комплексных солей: фторборатные, кремнефторидные,
перхлоратные, сульфаматные, нитратные, ацетатные, плюмбит-
ные, фенолсульфоновые, тартратные, пирофосфатные, полиэти-
ленполиаминовые, нитрилтриацетатные и др. Промышленное
значение имеют борфторидные, кремнефторидные и фенолсуль-
фоновые электролиты.
Необходимыми компонентами электролитов свинцевания
на основе простых и комплексных солей являются добавки ор-
ганических веществ. В отсутствие коллоидов и поверхностно-
активных веществ свинцовые покрытия осаждаются в виде не-
компактных дендритных отложений или, в лучшем случае, име-
ют грубокристаллическую структуру. Склонность к дендритному
росту и формированию грубокристаллической структуры воз-
растает с увеличением толщины покрытия. Для получения
доброкачественных свинцовых покрытий, особенно из растворов
простых солей, необходимо, как правило, присутствие компози-
ции добавок. Наибольшее влияние на процесс электроосажде-
296
ния свинца оказывают неионогенные, анионоактивные органиче-
ские вещества и высокомолекулярные ПАВ различной при-
роды.
В состав кислых электролитов свинец входит в виде следую-
щих солей: борфторида Pb(BF4)2, кремнефторида Pb(SiF6)2.
фенолсульфоната Pb(C6H4SO3OH)2, перхлората РЬ(С1О4)2
и сульфамата Pb(H2'NSO3)2 в количестве 0,5—2,0 н. В таких
электролитах необходимо присутствие свободной кислоты для
предупреждения гидролиза соли свинца, увеличения электро-
проводимости, некоторого улучшения структуры осадков и сни-
жения склонности к дендритообразованию. В составе электро-
лита для первых двух ванн содержится, кроме того, борная
кислота, необходимая для повышения устойчивости соответст-
вующих свинцовых солей.
Температура электролитов 18—40 °C. Катодная плотность
тока составляет до 0,3 кА/м2 в борфторидном, кремнефторид-
ном, перхлоратном электролитах и до 0,1—0,2 кА/м2 в фенол-
сульфонатном и сульфаматном электролитах. Выход металла по
току близок к 100% вследствие высокого перенапряжения выде-
ления водорода на свинце и невысокой катодной поляризации.
Аноды изготовлены из чистого свинца. Анодная плотность тока
равна катодной. В качестве добавок в кислые электролиты
свинцевания вводят коллоиды (клеи, желатин, декстрин, пеп-
тон), которые оказывают благоприятное влияние на структуру
покрытий и несколько увеличивают катодную поляризацию.
Эффективными добавками являются фенол, резорцин, гидрохи-
нон, ароматические амины, некоторые природные соединения
(алоин, таннин, производные лигнина), производные сульфона-
мидов, полиэтоксилированные производные, смачиватели и дис-
пергаторы анионной природы.
Щелочные плюмбитные электролиты просты по составу, до-
ступны, их легко приготовить. В этих электролитах свинец при-
сутствует в виде анионов РЬ(ОН)42-, образующихся в резуль-
тате диссоциации комплексных солей плюмбитов натрия или
калия Na2i[Pb(OH)4] или К2[РЬ(ОН)4]. Низкая растворимость
плюмбитов в щелочном растворе (0,23 экв РЬ в 4 н. КОН) ог-
раничивает верхний предел допустимых плотностей тока (10—
40 А/м2). Для расширения интервала плотностей тока рабочую
температуру электролита поддерживают в пределах 60—70 °C.
Растворимость свинца увеличивается в присутствии 60—65 г/л
глицерина или сегнетовой соли. Это объясняется, по-видимому,
образованием растворимых комплексных соединений свинца
типа глицератов.
В этом случае допустимая плотность тока увеличивается до
150 А/м2.
Свинцовые аноды в плюмбитном электролите пассивируются
вследствие накопления карбоната натрия, образующегося при
взаимодействии свободной щелочи с диоксидом углерода воз-
духа. Катодная поляризация в щелочном плюмбитном электро-
297
Рис. 3.23. Поляризационные кривые при
электроосаждении свинца из кислого и
щелочного электролитов при 20 °C:
/—190 г/л Pb(BF4)2+44 г/л HBF4; 2 — то же+
+0,5 г/л желатина; 3 — 97 г/л Pb+250 г/л
КОНобщ+35 г/л КгСОз+бб мл/л глицерина.
лите невелика (рис. 3.23), поляри-
зуемость dE/di катода в интервале
рабочих плотностей тока более вы-
сокая, что наряду с хорошей элек-
тропроводимостью электролита об-
условливает более высокую рассеи-
вающую способность по сравнению
с кислыми растворами.
Свинцовые покрытия, осажденные из плюмбитных электро-
литов без добавок, имеют вид дендритов, рост которых может
быть несколько задержан введением добавок 0,3—1 г/л Sn4+
и 1—2 г/л Hg2+. Кроме того, рекомендуются добавки канифоли,
четвертичных аммониевых оснований, фенолов, спиртовых рас-
творов бакелита, винной кислоты, полиэтиленполиамина. Ши-
рокое применение щелочных электролитов ограничено невысо-
кой стабильностью растворов, низкими плотностями тока, пас-
сивированием анодов и отсутствием хорошего сцепления свин-
цовых покрытий со стальной основой.
Электролитическое меднение
В гальванотехнике медь широко применяется в основном как
подслой при многослойном защитно-декоративном покрытии на
изделиях из стали, цинка, цинковых и алюминиевых сплавов,
перед нанесением никелевого, хромового и других видов покры-
тий. Пластичность, хорошее сцепление, низкая пористость пер-
вого медного слоя позволяют улучшить коррозионную стойкость
покрытий и снизить толщину слоев более дефицитных метал-
лов.
Для защиты от коррозии стали в атмосферных условиях
медные покрытия небольшой толщины не пригодны. Потенциал
меди более электроположителен (стандартный потенциал меди
равен £cu/cu2+=+0,34 В), чем потенциал железа, и в порах
основной металл будет разрушаться быстрее в результате обра-
зования гальванических пар. Кроме того, медь легко окисляет-
ся, реагируя с влагой и диоксидом углерода воздуха, покрыва-
ется оксидами и темнеет. При длительном воздействии воздуха
медь покрывается так называемой патиной — зеленым налетом
карбонатов. Тем не менее в последние годы медь все шире ис-
пользуется как самостоятельное функциональное покрытие.
Прежде всего это связано с применением меди в электронной
и приборостроительной промышленности (например, для произ-
298
водства печатных плат и др.), как защитного слоя при избира-
тельной цементации изделий, а также как декоративного по-
крытия с последующим оксидированием или окрашиванием.
Толстые медные покрытия используются также в гальвано-
пластике для изготовления металлических копий, а также не-
которых крупных изделий.
Сравнительная характеристика электролитов
Электролиты меднения можно разделить на две основные груп-
пы: простые кислые (сернокислые, борфтористоводородные) и
сложные комплексные. В последних медь находится в виде от-
рицательно или положительно заряженных комплексных ионов.
Кислые электролиты просты и устойчивы по составу, позво-
ляют работать при высоких плотностях тока, особенно при по-
вышенной температуре и перемешивании сжатым воздухом.
Медь выделяется на катоде в результате разряда простых, глав-
ным образом, двухвалентных ионов при положительных значе-
ниях потенциалов, мало изменяющихся с повышением плотнос-
ти тока — катодная поляризация не превышает 50—60 мВ
(рис. 3.24). Поэтому осадки меди из кислых электролитов гру-
бее по структуре, чем из цианидных, однако они достаточно
плотны и выделяются с высоким, почти 100%-ным выходом по
току в интервале рабочих плотностей тока. Наибольшее распро-
странение получили сернокислые электролиты.
Недостатками кислых электролитов являются плохая рассеи-
вающая способность и невозможность непосредственного медне-
ния стали, цинковых сплавов и других металлов с более элект-
роотрицательным потенциалом, чем медь. При погружении в
кислый электролит меднения эти металлы вытесняют медь и
она осаждается в виде пористого, плохо сцепленного с основой,
иногда рыхлого (на цинке) осадка. По этой причине перед мед-
нением из кислых электролитов на поверхность стальных изде-
лий предварительно наносят тонкий (3 мкм) слой меди из циа-
нидных растворов или никеля из обычного кислого электролита.
Изделия из цинка и цинкового сплава, как правило, покрыва-
ют медью только из цианидного раствора. Вследствие высокого
электроотрицательного потенциала меди в цианидных растворах
вытеснения ее железом не происходит.
Рис. 3.24. Поляризационные je
кривые при электроосаждении
меди из различных электроли- д'
тов: §
I — сульфатный (190 г/л CuSO4- =s
•5Н2О+75 г/л H2SO4) при 20 °C; 2— §
пирофосфатный (90 г/л CuSO4- о
5H2O+3S0 г/л К4Р2О,-ЗН2О+20— |
30 г/л NH,NOa); 3— пирофосфатный Q
без NH4NO3; 4 — цианидный элект- §
Ролнт, 185 г/л CuCN+10 г/л
NaCNcBoe; 5 — цианидный электро-
лит (85 г/л CuCN4-20 г/л NaCN«»o6).
299
Из комплексных щелочных электролитов наибольшее распро-
странение получили цианидные электролиты.
В цианидном электролите медь всегда одновалентна и нахо-
дится в виде комплексных анионов типа Cu(CN)n”-1. Константа
,, [Cu+] [CN-]
нестойкости такого комплекса \k= |Cu^) очень мала и ко-
леблется в пределах от 10-24 до 5-10-31 в зависимости от кон-
центрации свободного цианида. В связи с этим равновесный по-
тенциал меди в цианидных растворах значительно (на 1 В и бо-
лее) сдвинут в сторону электроотрицательных значений.
Электроосаждение меди в отсутствие перемешивания раство-
ра сопровождается высокой катодной поляризацией (см.
рис. 3.24), которая, по данным ряда исследователей, обусловле-
на главным образом концентрационными изменениями в прика-
тодном слое и явлениями пассивирования.
Выход металла по току в цианидных электролитах меньше,
чем в кислых растворах, и в отличие от выхода из кислых рас-
творов резко снижается при повышении плотности тока. Это яв-
ление, а также высокая катодная поляризуемость обеспечивают
равномерное распределение металла по поверхности катода, ко-
торое тем лучше, чем выше концентрация свободного цианида
и меньше содержание меди в растворе. Осадки меди из циа-
нидных растворов отличаются мелкозернистой структурой, осо-
бенно при повышенной концентрации свободного цианида.
Недостатками цианидных электролитов являются их высо-
кая токсичность и неустойчивость состава вследствие карбониза-
ции свободного цианида под действием диоксида углерода воз-
духа и выделения HGN.
Для замены цианидных электролитов разработаны менее
токсичные растворы других комплексных солей меди: пирофос-
фатные, аммиакатные, этилендиаминовые, этаноламиновые, по-
лиэтиленполиаминовые, оксалатные, роданидные, тиосульфат-
ные, триполифосфатные и др. Из них наибольшего внимания
заслуживают пирофосфатные электролиты. Они нетоксичны,
просты и устойчивы по составу.
Медь выделяется из пирофосфатных электролитов при по-
вышенной катодной поляризации (см. рис. 3.24) в виде плот-
ных, мелкозернистых и относительно равномерных по толщине
осадков. По рассеивающей способности такие электролиты при-
ближаются к цианидным.
Хорошие по внешнему виду мелкозернистые осадки меди с
более равномерным распределением по толщине, чем в кислых
электролитах, получают также из аммиакатных (с добавкой
NH4NO3) и этилендиаминовых электролитов. Однако первые
недостаточно устойчивы вследствие летучести аммиака, а эти-
лендиаминовые обладают некоторой токсичностью и относи-
тельно дороги.
300
Составы электролитов и условия электролиза
Кислые электролиты. Основными компонентами кислых элект-
ролитов являются соль меди и соответствующая аниону этой
соли кислота в достаточно большом избытке (50—70 г/л).
В кислом растворе медь находится в виде двухвалентных ио-
нов. Однако в присутствии металлической меди наряду с иона-
ми Сн2+ в растворе могут находиться в незначительном коли-
честве также и одновалентные ионы меди, образующиеся вслед-
ствие протекания реакции диспропорционирования
Си + Си2+ x-=fe 2Си+
При накоплении в растворе ионов Си+ более, чем это соот-
ветствует условиям равновесия, например, за счет протекания
анодной реакции при высокой анодной поляризации, металли-
ческая медь будет выпадать в виде мелкого порошка (смеще-
ние равновесия влево). При недостаточной кислотности раство-
ра соль одновалентной меди легко гидролизуется с образовани-
ем гидроксида меди I или темно-красного порошка оксида ме-
ди I:
Cu2SO4 + Н2О ч—* Си2О + H2SO4
В результате электролит загрязняется взвешенными части-
цами порошкообразной металлической меди или ее оксида, и
качество медных осадков, осаждающихся на катоде, ухудшает-
ся— они получаются темными шероховатыми с включениями
Си2О, а иногда и рыхлыми.
В присутствии достаточного количества серной кислоты
соль меди I окисляется кислородом воздуха с образованием
сульфата меди II:
Cu2SO4 + H2SO4 + V2O2 -► 2CuSO4 + Н2О
а также
Cu2O + 2H2SO4 + i/2O2 -► 2CuSO4 + 2Н2О
Таким образом, серная кислота в электролите меднения не-
обходима прежде всего для предупреждения накопления одно-
валентных ионов меди и гидролиза закисной соли меди, вредно
отражающейся на качестве осадков. Кроме того, она увеличи-
вает электропроводимость раствора, снижая напряжение на
электродах, и уменьшает активность ионов меди, способствуя
повышению катодной поляризации и образованию на катоде
мелкозернистых осадков.
Электродные процессы заключаются главным образом в
разряде двухвалентных ионов на катоде и ионизации меди на
аноде. Однако наряду с этим на катоде могут протекать также
процессы неполного восстановления двухвалентных ионов
Си2++е—>-Си+, что зависит от потенциала катода и условий
электролиза. На аноде возможно также протекание соответст-
вующих реакций окисления.
301
Сернокислый электролит имеет следующий примерный со-
став (в г/л): CuSO4 • 5Н2О — 200—250 и H2SO4 50—70. Элект-
ролиз ведут при 20—50 °C и плотности тока 100—200 А/м2.
Выход меди по току практически равен 100%- При перемеши-
вании электролита сжатым воздухом плотность тока может
быть увеличена до 500—1000 А/м2 и более в зависимости от ин-
тенсивности перемешивания, температуры электролита, разме-
ров и формы покрываемых изделий.
Для получения блестящих осадков на катоде к электролиту
рекомендуют добавлять тиокарбамид (1—10 мг/л) и его произ-
водные, сульфирол-8, сахарную патоку (до 100 мг/л), нафталин-
дисульфокислоту, полиакриламид и его производные, продукты
гидролиза белка, продукты конденсации моносахаридов или по-
лисахаридов, производные аминов, Лимеда Л-2А и БС-1 и др.
На современных предприятиях чаще всего используют комбина-
ции нескольких добавок, состоящие из блескообразователей и
выравнивающих добавок, а также добавки, снижающие внут-
ренние напряжения. В СССР имеется положительный опыт ис-
пользования зарубежных добавок, таких как Б-7211, Юбак-1
и др.
В связи с применением сульфатных электролитов для произ-
водства печатных плат (комплексные электролиты в ряде слу-
чаев использоваться не могут из-за нестойкости некоторых
элементов печатных плат в щелочной среде) возникла необхо-
димость повысить рассеивающую способность этих электроли-
тов. Для этой цели была увеличена концентрация серной кис-
лоты и уменьшена концентрация меди. Примерный состав та-
ких электролитов (в г/л): CuSO4-5H2O— 50—80; H2SO4 —
200—150. В отсутствие специальных органических добавок по-
лучают крупнокристаллические осадки. Для получения блестя-
щих осадков важную роль играет также концентрация ионов
С1_. Как правило, она поддерживается в определенных преде-
лах (~0,05 г/л СиС12), что способствует блеску и равномер-
ности покрытия.
Вредными примесями в медных сернокислых электролитах
являются мышьяк, сурьма, клей, желатин (0,01 г/л), продукты
выщелачивания электролитом некоторых сортов резины, взвеси
Си2О, анодного шлама и т. п.
Примерный состав борфтористоводородного электролита
меднения (в г/л): 225 CuBF4; 15 flBF4, 15 Н3ВО3; рН=0,8—1,7.
Температура электролита 25—50 °C. Катодная плотность тока —
до 500 А/м2.
Цианидные электролиты. Основным компонентом цианидного
медного электролита является комплексная цианидная соль ме-
ди CuCN-nNaCN или CuCN-nKCN, где п=1—3 в зависимости
от концентрации свободного цианида. Предполагают, что в рас-
творе, содержащем даже небольшое количество свободного
цианида, медь находится преимущественно в виде Na2Cu(CN)s
или KsCu(CN)3.
302
Для приготовления электролита следует исходить из циани-
да CuGN, который при взаимодействии с цианидом натрия или
калия в растворе образует соответствующую комплексную соль
меди.
При действии цианида натрия или калия непосредственно на
двухвалентную соль меди часть цианида непроизводительно
расходуется иа восстановление меди дэ одновалентной, причем
этот процесс сопровождается выделением весьма токсичного
газа дициана:
2CuSO4 + 4NaCN --► 2CuCN + (CN)2 + 2Na2SO4
Для предупреждения образования дициана к раствору при-
бавляют сульфит натрия, который восстанавливает двухвалент-
ную медь до одновалентной. При этом протекают следующие ре-
акции: '
2СиСО3 Na2SO3 -J- 6NaCN ---> 2NaaCu(CN)3 + NaaCO3 + Na2SO4 + CO,
2Cu(OH)a + Na2SO3 + 6NaCN -► 2NaaCu(CN)3 + 2NaOH + Na2SO4 + H,O
На практике концентрация меди в цианидном электролите
колеблется в пределах 10—40 г/л, концентрация свободного
цианида поддерживается в интервале 10—20 г/л. Избыток циа-
нида необходим для обеспечения устойчивости комплексной со-
ли меди в растворе и для предотвращения пассивирования ано-
дов. Чем выше концентрация свободного цианида и меньше
концентрация меди в растворе, тем резче выражена катодная
поляризация, в большей степени снижается катодный выход
металла по току при повышении плотности тока (рис. 3.25) и,
следовательно, тем равномернее по толщине осадки.
При повышенной температуре электролита, а также при от-
носительно высоких плотностях тока избыток свободного циа-
нида следует уменьшить примерно в 2—2,5 раза. При этом во
избежание пассивирования анодов в электролит рекомендуют
вводить до 60 г/л сегнетовой соли KNaC4H4O6-4H2O или рода-
Рис. 3.25. Зависимость катодных выходов меди по току от плотности тока
в цианидных электролитах различного состава при 20 (а) и 40 °C (6):
— концентрация меди 30 г/л; 4—6 — то же, 60 г/л; /, 4 — концентрация NbCNcboC
2 г/л; 2, 5 — то же, 12 г/л; 3, 6 — то же, 25 г/л.
303
нида натрия (калия). На катодную поляризацию сегнетова
соль влияет мало.
В цианидном электролите всегда присутствуют карбонаты
натрия (40—80 г/л), которые повышают электропроводимость
раствора.
Из специальных добавок, сообщающих блеск медным осад-
кам, в цианидных электролитах применяют тиосульфат натрия,
фурфуриловый спирт (0,3—0,6 г/л), изопропилнафталинсульфо-
нат натрия (0,02—0,06 г/л), сульфат марганца совместно с вин-
ной кислотой, соединения селена, лития, титана, таллия, кобаль-
та, никеля, различные спирты и др.
Температуру цианидных электролитов поддерживают в за-
висимости от требуемой плотности тока: при низких плотностях
тока (до 0,1 кА/м2) она не превышает 30 °C, при высоких плот-
ностях тока (до 0,4 кА/м2) в концентрированном по меди элект-
ролите с относительно малым содержанием свободного цианида
температуру увеличивают до 50°C. С ростом температуры
электролита выход меди по току увеличивается (см. рис. 3.25).
Однако необходимо иметь в виду, что при повышении темпера-
туры возрастает скорость карбонизации свободного цианида и
увеличивается выделение HCN в атмосферу, следовательно,
ванны должны быть снабжены мощной вентиляцией.
Покрытия хорошего качества (по структуре и внешнему ви-
ду) получают в медных цианидных электролитах при примене-
нии реверсированного тока.
Аноды в цианидных электролитах должны быть из чистой
электролитической меди с достаточно большой поверхностью
(во избежание пассивирования). Чем ниже температура элек-
тролита, выше анодная плотность тока и меньше концентрация
свободного цианида (в отсутствие сегнетовой соли и роданида),
тем скорее пассивируются аноды, покрываясь пленкой CuCN.
При этом анодный потенциал сильно смещается в сторону поло-
жительных значений, выход меди по току и концентрация ее
в растворе снижаются. Наряду с этим происходит окисление
одновалентных ионов меди до двухвалентных и цианида в циа-
наты, что вызывает излишний расход цианида . натрия или ка-
лия.
Пирофосфатные электролиты. Эти электролиты содержат в
основном комплексные пирофосфаты меди и избыток пирофос-
фата натрия или калия. Так как растворимость Na4P2O7 в воде
значительно меньше, чем К4Р2О7, предпочтение отдают калие-
вой соли. В зависимости от pH и концентрации свободного
Р2О74- в растворе могут существовать в различных относитель-
ных количествах ионы меди СиР2О72- и Си(Р2О7)26-, константы
нестойкости которых равны соответственно 2-10~9 и З-Ю'13-
В щелочном растворе при pH = 8 и избытке ионов Р2О74- медь
находится преимущественно в виде комплексных ионов
Си(РгО7)26“, которые образуются в результате диссоциации:
К6Си(РаО7)а-* 6К+ + Си(РаО7)/-
304
При понижении pH возрастает относительная концентрация
С11Р2О72-. В слабокислых растворах (pH = 5,0—7,0) при неболь-
шом избытке ионов Р2О74- могут присутствовать комплексы ти-
па СиНЛ (Р2О7)ь,,!“1 и в небольшом количестве — простые ионы
меди Си2+, образующиеся в результате диссоциации:
СиР2О72- Cu2+ + Р2ОЛ
В связи с этим равновесный потенциал и потенциал выделе-
ния меди при понижении pH в кислой области смещается в сто-
рону менее электроотрицательных значений.
Высокая катодная поляризация, особенно при большом из-
бытке РгО?4-, обусловлена, по данным ряда исследователей, за-
медленной скоростью поступления комплексных анионов и пас-
сивированием катодной поверхности вследствие адсорбции
РгО?4- или образования оксидных (Си2О и др.) и солевых пле-
нок.
Используемые в настоящее время электролиты содержат
(в г/л): 50—90 CuSO« - 5Н2О; 300—400 К4Р2О7 • ЗН2О; pH = 8,3—9;
обычно работают при повышенных температурах (около 50°C),
что позволяет увеличить катодную плотность тока.
При добавлении к раствору 20—30 г/л нитрата аммония по-
вышается допустимая плотность тока и более равномерно рас-
пределяется металл на катоде. Это объясняется тем, что на вы-
ступающих местах рельефных изделий, где плотность тока мо-
жет превышать допустимый предел, часть тока затрачивается на
восстановление ионов 1NO3- до гидроксиламина и аммиака.
В связи с этим выход меди по току при повышении плотности
тока в электролите, содержащем нитрат аммония, снижается в
большей степени, чем в отсутствие его.
Для получения блестящих осадков меди к пирофосфатному
электролиту (без МОз~) предложено добавлять смесь селенита
натрия (2 мг/л) и триоксиглутаровой кислоты, а также 2-амй-
нотиазол. Примерные составы пирофосфатных электролитов
приведены в подрисуночной подписи к рис. 3.24.
Аноды из меди в пирофосфатном электролите склонны к
пассивированию тем в большей степени, чем меньше концентра-
ция свободного Р2О74-, больше анодная плотность тока и ниже
температура электролита. Допустимая анодная плотность тока,
при которой анодный выход по току остается высоким (не ни-
же 70—80%), составляет 300—350 А/м2. Для улучшения рас-
творения анодов к электролиту рекомендуется добавлять амми-
ак (1—3 г/л), лимонную (5—15 г/л), щавелевую (15—20 г/л)
и триоксиглутаровую (7 г/л) кислоты.
Осадки меди из пирофосфатного электролита имеют плохое
сцепление с основой, что объясняется контактным выделением
меди на активной поверхности железа или пассивированием ее.
Для обеспечения прочного сцепления катодных осадков реко-
мендуется предварительно покрывать поверхность стали тонким
слоем меди из разбавленного (по содержанию меди) пирофос-
20—2021
305
фатного раствора с повышенной (примерно в 20—25 раз) кон-
центрацией свободного иона РгО?4- при комнатной температу-
ре в течение 0,5—3 мин.
Надежное сцепление достигается также после кратковремен-
ной (0,3—0,5 мин) катодной обработки стали перед меднением
в сильнокислом растворе сульфата или хлорида никеля при
(=0,8—1,2 кА/м2. При этом на поверхности стали образуется
тончайшая пленка никеля.
Электролитическое покрытие металлами группы железа
Металлы этой группы: железо, кобальт и никель имеют много
общего не только по физическим и химическим свойствам, но и
по электрохимическому поведению. Они обладают повышенной
реакционной способностью и легко пассивируются во многих
средах, вследствие чего стационарные потенциалы их сущест-
венно отличаются от равновесных, рассчитанных на основании
термодинамических данных. Осаждение на катоде и растворе-
ние на аноде этих металлов происходит со значительным тормо-
жением, особенно при комнатной температуре (рис. 3.26).
Электролитические осадки металлов группы железа, полученные
из растворов простых солей, всегда отличаются очень мелкозер-
нистой структурой, легко полируются и в зависимости от усло-
вий электролиза могут быть и мягкими и очень твердыми, мато-
выми или блестящими.
Наибольшее практическое значение имеют электрохимиче-
ские покрытия никелем и железом и в меньшей степени кобаль-
том. Никелирование — один из самых старых и распространен-
ных видов защитно-декоративных покрытий, одновременно вы-
полняющего функцию защиты от коррозии и декоративной от-
делки. Никелирование применяется как самостоятельное покры-
тие для меди и ее сплавов, а также в составе многослойных
покрытий медь — никель — хром для стали. Никелирование от-
носится к катодным покрытиям, так как никель более благород-
ный металл, чем железо, и в атмосферных условиях и некото-
рых агрессивных средах может надежно защищать от коррозии
только тогда, когда покрытие имеет достаточную толщину (40—
50 мкм) и беспористое. Поэтому с целью снижения пористости
и экономии никеля его осаждают обычно на подслой меди тол-
щиной 25—30 мкм. Для повышения защитной способности ре-
комендуется также способ никелирования в 2—3 слоя, основан-
ный на различной электрохимической активности слоев никеля,
содержащих и не содержащих серу (см. стр. 273).
Покрытие никелем применяется также для специальных це-
лей, например, для повышения износостойкости изделий в поли-
графии при изготовлении печатных форм (гальваностереотипы,
медные клише), в производстве граммофонных пластинок для
покрытия матриц. Уже при небольшой толщине слоя (20—
30 мкм) никелевые покрытия значительно повышают тиражеспо-
306
Рис. 3.26. Поляризационные кривые
при электроосажденни кобальта, ни-
келя н железа при 25 °C (1, 4, 5) и
95 °C (2, 3) н при рН=1,9 из раз-
личных электролитов:
/ — 280 r/л CoS.',-711,0; 2. 4 —140 г/л
NiSO4-7H2O; 3, 5 — 140 г/л FeS04-7H2O.
собность этих изделий. Для
защиты оборудования химиче-
ской промышленности, работа-
ющего в различных агрессив-
ных средах, применяют толстые
покрытия никейем (200—
300 мкм) без подслоя меди; никелевое покрытие толщиной 9—
12 мкм применяют также при изготовлении хирургических ин-
струментов.
Электролитическое покрытие кобальтом имеет примерно те
же свойства и назначение, что и никелевое покрытие, причем
оно обладает повышенной твердостью. Однако кобальтирование
практически не применяется из-за высокой стоимости и дефи-
цитности металлического кобальта.
Электролитическое железнение применяется главным обра-
зом для повышения поверхностной твердости и сопротивления
механическому износу изделий. При определенных условиях
электролиза (высокая плотность тока, не очень высокая темпе-
ратура, присутствие в электролите специальных добавок) мож-
но получать осадки железа, по твердости равные и даже превы-
шающие твердость высокоуглеродистой стали, что объясняется
главным образом структурными особенностями покрытия.
В связи с этим процесс электролитического железнения часто
называют «осталиванием», хотя осадки железа почти не содер-
жат углерода.
Большое внимание уделяется процессу электроосаждения
железа с целью восстановления изношенных частей машин и
механизмов.
Электролитическое никелирование
Применяют сульфатно-хлоридные, борфтористоводородные,
сульфаминовые, ацетатно-хлоридные электролиты.
Как указывалось ранее, процесс осаждения никеля на като-
де при комнатной температуре сопровождается высокой катод-
ной поляризацией. Несмотря на это рассеивающая способность
никелевых электролитов невелика и мало отличается от рассеи-
вающей способности кислых растворов солей других металлов
'Zn, Cd, Си), не содержащих ингибирующих добавок. Эта осо-
бенность объясняется тем, что при тех плотностях тока, при ко-
торых обычно проводится никелирование (более 50 А/м2), ка-
тодные потенциалы мало изменяются при повышении плотности
20'
507
тока (рис. 3.27). Кроме того, при повышении плотности тока до
некоторого допустимого предела выход металла по току возра-
стает, что также неблагоприятно влияет на рассеивающую
способность электролита.
Анодное растворение никеля при комнатной температуре
сопровождается также значительной поляризацией (вследствие
пассивирования), которая, как и катодная поляризация, снижа-
ется при повышении температуры. Для устранения пассивирова-
ния никелевых анодов к электролиту добавляют хлориды нике-
ля, натрия или калия, в присутствии которых анодная поляри-
зация значительно уменьшается (рис. 3.28).
Активирующее действие хлоридов на растворение никелевых
анодов объясняется специфической адсорбцией хлорид-ионов, в
результате чего с поверхности никеля удаляются кислород,
гидроксил-ионы и другие пассивирующие ее чужеродные части-
цы. Кроме того, растворимость хлорида никеля выше, чем суль-
фата.
В практике наибольшее распространение получили сульфат-
но-хлоридные электролиты, содержащие сульфат и хлорид ни-
келя и буферные добавки. Концентрация сульфата никеля при-
нята равной 80—240 г/л в зависимости от заданной плотности
тока. Чем больше концентрация соли никеля, тем выше допусти-
мый верхний предел плотности тока. Для активирования по-
верхности никелевых анодов в раствор вводят 20—30 г/л
NiC12-6H2O или 5—20 г/л NaCl.
Вследствие высокой катодной поляризации и незначительно-
го перенапряжения водорода на никеле катодный выход никеля
по току в большой степени зависит от pH раствора; чем ниже
pH, тем меньше выход металла по току, особенно при низкой
Рис. 3.27. Поляризационные кривые при электроосаждении никеля нз элект-
ролита, содержащего 280' г/л NiSO4-7H2O н 30 г/л Н3ВО3 при рН=4,0 и
различной температуре:
1 — при 65 °C; 2 — при 50 °C; 3 — при 25 °C.
Рнс. 3.28. Зависимость анодного потенциала от плотности тока в никелевом
электролите, содержащем 140 г/л NiSO4-7H2O и 20 г/л Н3ВО3 при рН =
=5,4—5,8 и 17 °C:
/ — без хлоридов; 2 — в присутствии 20—30 г/л NiCli-6H±O или 5—20 г/л NaCl.
308
температуре. При никелировании в холодном (18—25°C) рас-
творе значение pH поддерживают в пределах 4,5—5,5, при этом
выход по току составляет примерно 90—96% в рабочем интер-
вале плотностей тока.
При повышении температуры до 70—80°C катодная поляри-
зация сильно снижается, что позволяет вести электролиз при
малых значениях pH (1—2) и высоких плотностях тока с до-
статочно большим выходом по току (75—85%). Такой электро-
лит содержит лишь сульфат никеля (1,7—2,0 н.) и серную кис-
лоту. Осадки, выделяемые из него, получаются более пластич-
ными, чем из электролита с высоким значением pH при ком-
натной температуре.
Превышение допустимого верхнего предела pH, величина
которого зависит также от температуры и плотности тока, мо-
жет привести к образованию гидроксида и основных солей ни-
келя, что вызывает резкое обеднение прикатодного слоя ионами
никеля и снижение выхода по току, при этом ухудшается каче-
ство никелевого покрытия. Поэтому кислотность никелевых
электролитов устанавливается в зависимости от выбранного ре-
жима электролиза и поддерживается при этом режиме постоян-
ной. Для этой цели в электролит, работающий при невысокой
температуре (до 40—50 °C), добавляют слабо диссоциированные
кислоты, сообщающие ему буферные свойства.
В качестве буферной добавки в сульфатно-хлоридных элект-
ролитах широко используют борную кислоту, хотя буферные
свойства таких электролитов невелики. Борная кислота прояв-
ляет максимальную буферирующую способность при рН = 9
(pKi = 9,22), что сильно отличается от рабочего диапазона pH
электролитов никелирования. Наиболее эффективными являют-
ся аминоуксусная и янтарная кислоты (20—30 г/л), в присутст-
вии которых при рН = 3,5—4,5 и 50°C без перемешивания элек-
тролита плотность тока на катоде можно увеличивать до 2—
3,5 кА/м2, а с адипиновой и глутаровой кислотами — до
1,5 кА/м2.
Примерные составы электролитов и условия электролиза:
Состав, г/л I II
NiSO4-7H2O 210—420 240—250
NiCl2-6H2O 30—60 28—32
Н3ВОз 30 —
лаурнлсульфат натрия — 0,05—0,1
янтарная кислота . — 28—32
pH 4,5—5,5 2,0—3,5
Температура, °C Катодная плотность тока, А/м2 20—50 45—60
без перемешивания 100—200 500-3000
при перемешивании 300—500 —
Выход по току, % 95—97 80-90
Для получения блестящих осадков никеля к сульфатному
электролиту предложены разнообразные добавки, относящиеся
к различным классам органических соединений: сульфосоедине-
309
ния ароматического ряда, ненасыщенные спирты и гликоли, со-
держащие двойную или тройную связь (1,4-бутиндиол, пропар-
гиловый спирт и их производные), лактоны (кумарин и его про-
изводные), азотсодержащие соединения (хинолин, хинальдин,
пиридин и др.), аминзамещенный тиокарбамид, алкилзамещен-
ные нитрилы и т. д. Многие из этих веществ (за исключением
некоторых ароматических сульфосоединений) оказывают вырав-
нивающее действие— сглаживают микропрофиль поверхности
и уменьшают пористость осадков.
Эффективность добавок в значительной мере зависит от их
концентрации в растворе, некоторые из них действуют лишь в
очень малых количествах (10~3—10~5 моль/л). Часто в электро-
лит вводят одновременно 2—3 добавки, из которых одна (на-
пример, сахарин, n-толуолсульфамид и другие из группы суль-
фосоединений ароматического ряда), помимо придания блеска,
снижает внутренние напряжения в осадке, вызываемые вырав-
нивающими агентами.
Кроме блескообразующих и выравнивающих агентов к ни-
келевому электролиту добавляют поверхностно-активные веще-
ства типа смачивателей, например, моющее средство «Прогресс»
(0,01—0,3 мл/л), лаурилсульфат натрия, изопропилнафталин-
сульфонат натрия, алкилзамещенные бензолсульфонаты и др.
(0,005—0,1 г/л). Эти добавки понижают поверхностное натяже-
ние раствора и облегчают отрыв пузырьков водорода, предот-
вращая или снижая тем самым образование точечной язвенно-
сти в осадке (питтинг).
Один из рекомендуемых электролитов блестящего никелиро-
вания с выравниванием микрорельефа поверхности имеет сле-
дующий состав (в г/л): 250—300 NiSO4-7H2O; 50—60 NiCl2-
•6Н2О; 25—40 Н3ВО3; 1,0—2,0 сахарина; 0,08—0,12 фталимида;
0,15—0,2 1,4-бутиндиола (100%-ного раствора). Электролиз ве-
дут при рН = 4,0—4,8, tK=300—800 А/м2, ia = 0,l—0,2 кА/м2 и
/=50-—60 °C; электролит перемешивают очищенным сжатым
воздухом.
Борфторидные электролиты содержат в основном 300—
400 г/л борфторида никеля Ni(BF4)2, небольшое количество
свободной HBF4 до pH = 2,5—3,5 и 15—30 г/л Н3ВО3. Такие
электролиты отличаются хорошими буферными свойствами,
большой устойчивостью состава по сравнению с некоторыми
сульфатными электролитами и позволяют вести электролиз при
50 °C и высоких плотностях тока — до 2 кА/м2 — с выходом по
току около 100%. Избыток Н3ВО3 необходим для предотвра-
щения гидролиза борфтористоводородной кислоты и образова-
ния плавиковой кислоты.
Сульфаминовые электролиты содержат соль никеля сульф--
аминовой кислоты (300—450 г/л), 25—30 г/л борной кислоты,
12—15 г/л хлорида никеля для активирования никелевых ано-
дов и органические и антипиттинговые добавки при pH = 3,6—4,2.
Из таких электролитов можно получать осадки с пониженными
310
внутренними напряжениями при относительно высоких плотно-
стях тока (0,5—1,2 кА/м2 при 50—60 °C) с выходом металла по
току 99—100%. Электролит должен перемешиваться.
Для приготовления электролита в раствор сульфаминовой
кислоты при комнатной температуре вводят карбонат никеля:
NiCOs + 2NH2SO3H -> Ni(SO3NH2)2 + СО2 + Н2О
Температура раствора не должна превышать 60 °C во избе-
жание гидролиза и разложения сульфаминовой кислоты.
В качестве анодов для никелирования рекомендуют приме-
нять никель высокой чистоты. Во избежание загрязнения элек-
тролита анодным шламом никелевые аноды полезно заключать
в чехлы из ткани «хлорин» или «бельтинг», которую предвари-
тельно обрабатывают 2—10%-ной НС1.
Электролитическое железнение
Для железнения применяют растворы хлорида, сульфата и
борфторида двухвалентного железа. Характер электродных про-
цессов и свойства осадков железа в значительной степени зави-
сят от температуры электролита. При комнатной температуре
процесс протекает при резко выраженной катодной поляриза-
ции, причем потенциал осаждения железа имеет более электро-
отрицательное значение, чем потенциал осаждения никеля и ко-
бальта. Так как перенапряжение водорода на железе невелико,
то уже при сравнительно небольшой кислотности (рН= 1—2)
из холодного электролита металл осаждается на катоде с очень
низким выходом по току.
При повышении температуры электролита катодные потен-
циалы смещаются на 150—250 мВ в сторону положительных
значений (см. рис. 3.26), что способствует увеличению выхода
по току и позволяет получать хорошие осадки при более высо-
ких плотностях тока.
Так как соли двухвалентного железа легко окисляются на
воздухе, а окисные соли подвергаются гидролизу при меньших
значениях pH, чем закисные, то в электролите необходимо под-
держивать некоторый минимум кислотности. Этот минимум за-
висит от температуры раствора и применяемой плотности тока:
чем выше температура электролита и плотность тока, тем боль-
ше должна быть кислотность.
В горячих электролитах (при 80—100 °C и более) значение
pH должно быть на уровне 1—2. Для поддержания такой кис-
лотности в раствор периодически добавляют соответствующую
кислоту. В холодных и теплых электролитах, работающих при
рН>2 можно применять добавки, сообщающие буферные свой-
ства раствору и предохраняющие его от окисления. Такими до-
бавками являются сульфаты аммония, алюминия, калия, а так-
же некоторые органические кислоты, например аминоуксусная
кислота (гликолол), аскорбиновая кислота и др. Аминоуксусная
311
кислота (7—10 г/л) способствует образованию зеркально-бле-
стящих осадков железа, при более высоком ее содержании ка-
тодные осадки получаются хрупкими. Аскорбиновая кислота
восстанавливает Fe3+ до Fe2+ и тем самым предотвращает вы-
падение гидроксида железа.
Концентрацию соли железа выбирают в соответствии с за-
данной плотностью тока и температурой электролита: чем выше
концентрация соли железа и температура электролита, тем
больше допустимый верхний предел плотности тока. При ком-
натной температуре и плотности тока не выше 500—600 А/м2
концентрация соли железа составляет 1—2 н. В горячих элект-
ролитах, в которых допустимый верхний предел плотности тока
достигает 5 кА/м2 и более, содержание соли железа увеличива-
ют до 3—6 н. в зависимости от ее растворимости. Наибольшей
растворимостью обладает хлорид железа, концентрация которо-
го в горячем растворе может быть повышена до 6—7 н.
К холодному электролиту иногда добавляют хлориды нат-
рия, магния, аммония для повышения электропроводимости или
улучшения структуры осадка.
Осадки железа как из холодных, так и горячих электроли-
тов получаются плотными, мелкозернистыми. В зависимости от
температуры и плотности тока они могут быть твердыми или
мягкими. Чем выше плотность тока, тем при прочих одинако-
вых условиях больше твердость осадков. При повышении темпе-
ратуры и сравнительно невысоких плотностях тока твердость
осадков значительно уменьшается.
На качество осадков (хрупкость, растрескивание) вредно
влияют гидроксид железа и некоторые органические вещества,
например, клей, желатин, декстрин и т. п.
>
Электролитическое хромирование
Свойства и области применения хромовых покрытий
Высокая коррозионная стойкость хрома несмотря на довольно
высокий электроотрицательный потенциал £сг/сгз+ =—0,74 В
обусловлена наличием на поверхности тонкой плотной оксидной
пленки. Поэтому электрохимические осадки хрома хорошо
сохраняются на воздухе и начинают изменять свою окраску
лишь при температурах около 500 °C. Хром обладает большой
стойкостью при действии многих кислот и щелочей; органичес-
кие кислоты и сероводород практически не влияют на хром.
По твердости хромовые покрытия превосходят высокоугле-
родистую и закаленную сталь, что связано с некоторыми струк-
турными особенностями электрохимического хрома. Сопротив-
ление механическому износу после хромирования изделий из
стали увеличивается в 5—10 раз.
Хромирование получило широкое применение в промышлен-
ности при изготовлении таких изделий, как измерительный и
312
режущий инструменты, валы, оси, цилиндры двигателей, лопат-
ки водяных и паровых турбин и т. д. В полиграфии хромирова-
ние повышает тиражеспособность печатных форм. Большой эф-
фект дает хромирование штампов и матриц при изготовлении
различных изделий из пластических масс. В зависимости от ха-
рактера изделий и их назначения толщина хромового покрытия
колеблется от 5—10 мкм (измерительный и режущий инстру-
менты) до нескольких десятков и сотен микрометров.
Электрохимическое хромирование широко применяется для
защиты от коррозии и с целью декоративной отделки поверх-
ности изделий. Так как хромовое покрытие трудно полируется,
то процесс хромирования в этом случае ведут в условиях, обес-
печивающих получение блестящих осадков небольшой толщины
(0,5—1,0 мкм). При этом стальные изделия предварительно по-
крывают медью толщиной 20—40 мкм и никелем 10—15 мкм.
Электрохимические осадки хрома, особенно блестящие, от-
личаются большой пористостью, склонностью к растрескиванию
вследствие наводороживания и структурных изменений, вызы-
вающих повышенные внутренние напряжения в металле. В свя-
зи с этим хромовое покрытие, нанесенное непосредственно на
поверхность стали (без подслоя), не обеспечивает надежной
защиты ее от коррозии. В последнее время микропористые
осадки хрома успешно применяют для защиты от коррозионно-
го разрушения стальных изделий, покрытых никелем с вклю-
чением дисперсных минеральных частиц.
Пористость хромовых покрытий в некоторых случаях ис-
пользуется для увеличения срока службы трущихся изделий,
требующих постоянной смазки их поверхности. Хромовое по-
крытие, пронизанное микротрещинами, впитывает смазочный
материал, обеспечивая тем самым смазку без непрерывной по-
дачи ее извне.
Сравнительно недавно была разработана технология нанесе-
ния покрытия хромом черного цвета в декоративных целях и
для некоторых деталей, используемых в оптических системах.
Некоторые особенности процесса хромирования
Электрохимические осадки хрома можно получать из растворов
как трех-, так и шестивалентных соединений хрома. В послед-
ние годы большое внимание уделяется разработке условий по-
лучения высококачественных осадков хрома из его трехвалент-
ных соединений, так как они отличаются меньшей токсично-
стью, а электрохимический эквивалент этих соединений вдвое
выше, чем шестивалентных.
В гальванотехнике, однако, пока используют только шести-
валентные соединения хрома, в которых металл находится в ос-
новном в виде комплексных анионов СгО42-, НСгО4_ и Сг2О72_.
Этот процесс имеет ряд специфических особенностей.
Хром не осаждается из растворов, содержащих только хро-
мовую кислоту,' поэтому в состав электролита должны входить
313
такие анионы, как SO42~, F-, SiFe2~. Кроме того, особенностью
электролитов является высокая плотность тока, при которой на-
чинается процесс осаждения хрома. Эта величина во много раз
ниже, чем плотность тока в процессах электроосажденйя других
металлов. Для хромирования характерным является также
чрезвычайно низкий катодный выход по току, который в стан-
дартном электролите хромирования составляет около 13% и
лишь в некоторых специальных электролитах возрастает до
30%. Электролиты хромирования весьма чувствительны к ре-
жиму электролиза: температуре, плотности тока. Помимо этого
для процесса хромирования характерно исключительно неравно-
мерное распределение металла на поверхности катода.
Выяснение механизма электроосажденйя хрома из его шести-
валентных соединений представляет собой одну из сложнейших
задач электрохимии.
В настоящее время существуют две точки зрения. Одни ис-
следователи считают, что восстановление шестивалентного иона
хрома происходит по-стадийно с образованием ряда соединений
промежуточной валентности
Сгв+---> Сг3+--„ Сг2+---сто
другие полагают, что металлический хром образуется при вое-*
становлении непосредственно шестивалентного иона. Большин-
ство исследователей поддерживают вторую точку зрения.
Важную роль в механизме восстановления хрома играют
пассивационные явления на поверхности катода. В определен-
ных условиях при наличии посторонних анионов пассивирую-
щая пленка, постоянно присутствующая на поверхности хрома
и обеспечивающая его химическую устойчивость, утолщается,
разрыхляется и становится видимой через микроскоп с неболь-
шим увеличением. Считают, что она состоит из продуктов не-
полного восстановления хрома.
Показано, что образующаяся на катоде в процессе электро-
лиза пленка, способствует восстановлению хромат-ионов до ме-
талла. По данным ряда авторов, в чистом растворе хромовой
кислоты электроды из хрома, железа, никеля, кобальта и дру<
гих металлов покрываются прочной оксидной пленкой, которая
препятствует восстановлению ионов хрома даже при поляриза-
ции катода до высокого электроотрицательного потенциала.
В этих условиях выделяется только водород, причем при повы-
шенном перенапряжении. Восстановление хромат-иона на этих
электродах возможно только в присутствии небольшого коли-
чества указанных выше анионов, которые служат как бы ката-
лизаторами процесса. При этом в зависимости от потенциала
изменяется как характер, так и скорость электрохимических
реакций (рис. 3.29).
Из рисунка видно, что характер и скорость процесса в элек-
тролитах без добавок и с добавками посторонних анионов рез-
ко отличаются. В первом случае уже при незначительной плот?
314
Рис. 3.29. Зависимость плотности тока от потенциала при электролизе хро-
мовой кислоты (250 г/л СгО3) без добавок (/) н с добавкой 2,5 г/л H^SO4
(2) на хромовом катоде при 18°C (потенциостатическнй метод измерения).
Рис. 3.30. Зависимость выхода хрома по току от содержания (в % к СгОз)
посторонней кислоты в хромовом электролите:
1 — HF; 2—II2SO4; 3— H2SiF6 (заштрихованные участки соответствуют условиям полу-
чения блестящих твердых осадков хрома).
ности тока потенциал резко смещается в сторону отрицатель-
ных значений (кривая 1) и на катоде выделяется лишь один
водород (поверхность катода пассивна). Во втором случае
(кривая 2) скорость процесса вначале сильно возрастает (учас-
ток ав), что указывает на активное состояние поверхности, за-
тем при дальнейшем повышении потенциала постепенно сни-
жается (участок вс) и, достигнув минимума при Е=—1,04-
—1,1 В, увеличивается (участок сд).
В работах А. Т. Баграмяна и сотр. было показано, что при
потенциалах, соответствующих отдельным ветвям поляризацион-
ной кривой 2, протекают следующие электрохимические реак-
ции. На участке ав — неполное восстановление Сг6+—>Сг3+ по
уравнению:
Cr2O72~ + 14Н+ + бе -♦- 2Сг3+ + 7Н2О (а)
На участке вс наряду с реакцией (а), скорость которой посте-
пенно снижается, происходит выделение водорода
2Н3О- + 2е --* Н24-2Н2О (б)
На участке сд протекают одновременно три реакции: кроме пер-
вых двух происходит восстановление Сг6+—>Сг° по уравнению
Cr2O72- + 14Н+ + 12е ► 2Сг + 7Н2О (в)
Роль анионов заключается в том, что, адсорбируясь на по-
верхности катода, они препятствуют образованию на ней проч-
ной оксидной пленки и тем самым облегчают адсорбцию и вос-
315
становление хромат-ионов до трехвалентных (участок ав). Сни-
жение скорости процесса при смещении потенциала’в сторону
электроотрицательных значений (участок вс) обусловлено обра-
зованием на катоде фазовой пленки из продуктов восстановле-
ния хромат-ионов. Затрудняя более выгодные в энергетическом
отношении реакции (а) и (б), эта пленка создает благоприят-
ные условия для протекания реакции (в).
По мере уплотнения пленки потенциал катода все более
сдвигается в сторону электроотрицательных значений и дости-
гает такой величины, при которой возможно непосредственное
восстановление хромат-ионов до металла. При этом на участке
сд поляризационной кривой процесс не облегчается, как указы-
вали некоторые исследователи, а, наоборот, затрудняется — ка-
тодные потенциалы на этом участке смещаются в сторону бо-
лее электроотрицательных значений относительно поляризаци-
онной кривой без добавок.
Предполагают, что в восстановлении принимают участие хро-
мат-ионы, входящие в состав пленки, но не исключена возмож-
ность участия в этой реакции также ионов, поступающих из
объема электролита и проникающих к катоду через поры
пленки.
Интересные эксперименты для устранения разряжающихся
ионов с использованием радиоактивных изотопов Е‘Сг были про-
ведены А. Бренером и Н. Огберном. Найдено, что при введении
в электролит меченых ионов Сг6+ активность осадка на не-
сколько порядков больше, чем при введении меченых ионов
Сг3+. Эти опыты подтверждают предположение, что металличес-
кий хром является продуктом восстановления шестивалентных
ионов хрома, а не трехвалентных.
Электролиты и режимы электролиза
Основными компонентами хромового электролита являются хро-
мовые кислоты Н2СгО4 и Н2СГ2О7, посторонние анионы SO42~
и SiF62~ и соединения трехвалентного хрома. Электролит гото-
вят путем растворения в чистой воде (конденсат) хромового
ангидрида СгО3, свободного от примесей NO3“. Концентрацию1
хромовой кислоты можно изменять в пределах от 50 до 500 г/л.
Чем больше концентрация хромовой кислоты, тем выше элект-
ропроводимость раствора, но тем значительнее ее потери за счет
уноса электролита с выделяющимся водородом и с покрывае-
мыми изделиями. В практике чаще применяют растворы, содер^
жащие 200—300 г/л хромового ангидрида.
Более существенное влияние на выход металла по току Hj
свойства осадков оказывает концентрация в растворе посторон-
них анионов. Максимальный выход по току, наибольшая твер-
дость и блеск осадков достигаются при определенном соотно-
шении концентраций хромовой кислоты и посторонних анионов,
которое зависит, в свою очередь, от природы аниона, темпераг
316
гуры и плотности тока. Так, при концентрации СгО3 250 г/л,
/ = 55°С и iK = 5 кА/м2 наиболее высокий выход хрома по току
при получении твердых и блестящих осадков, по данным
А. Бильфингера, получен при содержании анионов SO42-, F~
и SiF62, равном 1—2,5% от количества растворенного СгО3
(рис. 3.30). При других температурах и плотности тока опти-
мальная концентрация этих анионов будет иная.
Чаще всего применяют сульфатсодержащие электролиты при
отношении СгОз : SO42-~ 100 (1% SO42~ от СгОз). При боль-
шем относительном содержании сульфат-иона заметно умень-
шается рассеивающая способность электролита. Сульфат вводят
в виде серной кислоты или ее соли.
Кроме хромовой кислоты и посторонних анионов в электро-
лите должны присутствовать в небольшом количестве соедине-
ния трехвалентного хрома. В отсутствие последнего осаждение
хрома на катоде начинается при более высокой плотности тока.
Допустимое содержание трехвалентного хрома составляет
1—2% от количества растворенного хромового ангидрида.
Вредной примесью в хромовом электролите являются азот-
ная кислота и ее соли, которые даже при очень малом содержа-
нии в электролите (1 г/л), сильно снижают выход хрома по то-
ку. При большом содержании нитрат-ионов хром вообще не вы-
деляется на катоде. Примесь в электролите солей железа
уменьшает рабочий интервал плотностей тока и увеличивает со-
противление электролита.
Температура электролита и плотность тока оказывают боль-
шое влияние на выход по току и свойства катодных осадков
хрома. Выход металла по току при повышении температуры
уменьшается, а при увеличении плотности тока возрастает
(рис. 3.31). Предполагают, что первое связано с удалением с
поверхности катода продуктов восстановления хромат-ионов
и растворением пленки, второе объясняется тем, что повышение
плотности тока способствует накоплению продуктов реакции
Сг6+—>-Сг3+ и уплотнению пленки, а это затрудняет протекание
более легко идущих реакций (а) и (б) и способствует увели-
чению скорости осаждения металлического хрома. Для каждой
температуры при прочих равных условиях существует опреде-
ленный минимум плотности тока, ниже которого хром не осаж-
дается на катоде.
Так как с повышением плотности тока при выделении хрома
катодный потенциал изменяется мало, а выход металла по току
увеличивается, электролит имеет очень низкую рассеивающую
способность. Кроме того, отсутствие выделения металла при
низких плотностях тока делает вообще невозможным получение
сплошного покрытия на рельефной поверхности. В случае хро-
мирования очень рельефных изделий, особенно при нанесении
относительно толстого покрытия, применяют профилированные
аноды или к углубленным местам подводят дополнительные
аноды.
317
Рис. 3.31. Зависимость выхода хрома по току от катодной плотности тока в
электролите, содержащем 250 г/л СгО3 н 2,5 г/л HaSO4 прн различной тем-
пературе:
Г —25 °C; 2 —35 °C; 3 — 45 °C; 4 — 55 °C; 5 — 65 °C; 6 —75 С".
Рис. 3.32. Зависимость мнкротвердости осадков хрома нз электролита, со-
держащего 250 г/л СгО3 и 2,5 г/л H2SO4 от температуры электролита и
плотности тока:
1 — плотность тока 1 кА/м2; 2 — то же, 2 кА/м2; 3 — то же, 3 кА/м2; 4 — то же, 5 кА/м2;
5 — то же, 10 кА/м2; 6 — то же, 20 кА/м2; 7 — то же, 30 кА/м2; 8 — то же, 50 кА/м2.
Большое влияние на физико-химические и механические
свойства хромовых покрытий оказывают температура и плот-
ность тока, причем влияние этих факторов взаимно связано.
Каждой температуре соответствует определенная оптимальная
плотность тока или интервал плотностей тока, при котором по-
лучают блестящие или наиболее твердые и износостойкие по-
крытия. Точно так же каждому интервалу плотностей тока соот-
ветствует оптимальная температура, обеспечивающая получение
осадков с хорошими свойствами.
Как видно из рис. 3.32, зависимость поверхностной твердости
осадков хрома от температуры и плотности тока проходит через
максимум, причем при повышении плотности тока максимум
твердости смещается в сторону более высоких температур. Из-
носостойкость хромовых покрытий возрастает при повышении
температуры электролита и, пройдя через максимум при 55—
65 °C, снижается. Между твердостью и износостойкостью нет
прямой связи.
В практике для защитно-декоративной обработки и увеличе-
ния сопротивления механическому износу поверхности изделия
хромируют в растворе, содержащем 200—250 г/л СгОз и 2—
2,5 г/л H2SO4 при 45—55 °C и iK=2—6 кА/м2. Выход хрома по
току 12—16%.
Блестящие твердые осадки хрома, получаемые в этих усло-
виях, очень пористы и имеют сетку трещин. Растрескивание
осадка происходит за счет больших внутренних напряжений,
которые возникают при уменьшении объема осадка (сжатие)
вследствие перехода неустойчивой гексагональной кристалличе-
318
ской решетки металла в более устойчивую кубическую объем-
но-центрированную решетку.
Для повышения износостойкости цилиндров двигателей внут-
реннего сгорания, поршневых колец и других деталей, работаю-
щих в неблагоприятных условиях смазки, толстые (до 200—
300 мкм) осадки хрома, полученные при указанных выше усло-
виях, подвергают анодному травлению в том же электролите
при 52—58 °C и 1к=3,5—4,5 кА/м2 в течение 6—10 мин. При
этом хром растворяется преимущественно по трещинам, которые
расширяются и углубляются. В результате поверхность хрома
оказывается изрезанной сеткой каналов, ограничивающих пло-
щадки гладкого хрома.
Представляют интерес также электролиты, содержащие од-
новременно два посторонних аниона SO42- и SiFe2-. Практиче-
ское применение получил раствор, содержащий 250—300 г/л
хромового ангидрида с добавками 6 г/л SrSO4 и 20 г/л IGSiFe,
при 50—70 °C и 1К=4—7 кА/м2, сульфат стронция и кремнефто-
рид калия имеют ограниченную растворимость в хромовой кис-
лоте, примерно такую, которая соответствует требуемой кон-
центрации анионов в электролите. Поэтому при наличии этих
солей в избытке (в виде ионов и твердой фазы) нужная кон-
центрация анионов в электролите сохраняется более постоянной
во время работы электролизера и в случае снижения со време-
нем самовосстанавлнва-ется. Такой электролит называют само-
регулирующимся.
При электроосаждении хрома выделяется водород, пузырьки
которого увлекают за собой в атмосферу часть электролита,
распыляя его в виде тумана, поэтому необходимо, чтобы была
обеспечена надежная защита работающих от вредного действия
хромовой кислоты. Для этого ванны снабжают мощной борто-
вой вентиляцией. Большой интерес представляют холодные
электролиты, агрессивность которых значительно меньше, чем
горячих электролитов. Кроме того, выход металла по току в та-
ких электролитах выше.
В последнее время были предложены и нашли применение
электролиты с добавкой NaOH (50—60 г/л), которые принято
называть тетрахроматными. Предполагают, что при введении
в раствор хромовой кислоты образуется тетрахромат натрия:
2NaOH + 4СгО3 = Na2[CrO(CrO4)3] + Н2О
Этот электролит работает при 16—25 °C и позволяет полу-
чать, как и электролит без добавки NaOH, плотные, серого цве-
та осадки при tK = 2—5 кА/м2 и более с выходом по току (до
30—40%). Покрытие, полученное из холодного электролита, бо-
лее равномерно по толщине, значительно мягче (микротвер-
Дость 3,5—4,2 гПа), легче полируется и менее пористо, чем по-
крытие, полученное из обычных горячих электролитов. Пример-
ный состав холодного электролита (в г/л): 350—400 СгО3,
2—2,5 H2SO4, 40—60 NaOH, 10—15 Cr3+.
319
Электролиты для черного хромирования отличаются тем, что
в их составы вместе с хромовым ангидридом входят специаль-
ные добавки. Черное покрытие наряду с металлическим хромом
содержит его оксиды, причем образующаяся чрезвычайно раз-
витая мелкодисперсная поверхность определяет цвет покрытия.
Покрытие черным хромом обладает хорошей износостойко-
стью и термостойкостью. Толщина его составляет 1,5—2 мкм.
Один из электролитов для черного хромирования имеет сле-
дующий состав (в г/л): СгО3 — 300—350, NaNO3— 5—7,
Ва(СНзСОО)2 — 7—10, НзВО3— 12—15. Температура 30—40°C,
плотность тока 40—800 А/м2. К электролитам хромирования
для снижения потерь электролита и улучшения условий труда
часто добавляют препарат хромин, который, снижая поверхно-
стное натяжение, облегчает выход пузырьков газа с минималь-
ным уносом электролита.
Аноды. Растворимые аноды (из металлического хрома) при
хромировании применять нецелесообразно, так как хром раство-
ряется на аноде с большим выходом по току, чем осаждается
на катоде. Хром с анодов переходит в раствор в виде ионов
различной валентности, из-за хрупкости хромовые аноды труд-
но поддаются механической обработке, а следовательно, им не
всегда можно придать нужную форму. Вследствие этого приме-
няют нерастворимые аноды преимущественно из свинца с сурь-
мой (6%)- При этом на аноде происходит выделение кислорода
и окисление Сг3+.
В процессе электролиза свинцовые аноды покрываются сло-
ем диоксида свинца РЬО2, который катализирует окисление
трехвалентного хрома и защищает свинец от дальнейшего раз-
рушения. При поддержании определенного соотношения анод-
ной и катодной плотностей тока можно установить равновесие,
при котором на аноде будет окисляться такое же количество
трехвалентного хрома, которое попадает в электролит из катод-
ной зоны. Чем больше анодная поверхность и, следовательно,
чем меньше анодная плотность тока, тем с большим выходом по
току окисляется трехвалентный хром. В нормально работающих
ваннах рекомендуется поддерживать соотношение анодной и ка-
тодной поверхностей в пределах от 1 : 2 до 1 : 1,5.
Для поддержания требуемой концентрации хромовой кисло-
ты в ванну периодически нужно добавлять хромовый ангидрид
и корректировать содержание посторонних анионов, согласно
данным анализа.
Электролитическое покрытие благородными металлами
Электролитическое серебрение
Наиболее ценными свойствами серебра является его высокая
электропроводимость, отражательная способность и красивый
декоративный вид полированных осадков. Свежеполированное
или электрохимически осажденное в специальных условиях се-
320
ребро имеет самый высокий коэффициент отражения света
(около 99%). Серебро химически устойчиво в щелочных раство-
рах и большинстве органических кислот, однако в атмосфере
воздуха, содержащего даже незначительное количество серово-
дорода или других соединений серы, оно покрывается темным
налетом сульфида серебра. Для защиты серебра от потемнения
изделия покрывают бесцветными лаками, тонкими слоями ро-
дия или палладия, подвергают оксидированию или получают
сплавы с кадмием или палладием. Серебром обычно покрывают
детали из меди или ее сплавов.
Серебро относится к благородным металлам — стандартный
потенциал его имеет положительное значение ( + 0,81 В). Поэто-
му при погружении более электроотрицательных металлов в
раствор комплексных солей серебра происходит контактное
осаждение на них серебра, однако оно не имеет прочного сцеп-
ления и легко отслаивается от основы. Для устранения этого
явления изделия из меди и ее сплавов амальгамируют в раство-
рах цианида или хлорида ртути путем кратковременного по-
гружения. Возможно также непосредственное серебрение мед-
ных деталей в разбавленном по серебру цианидном электролите
с высоким содержанием свободного цианида, т. е. в условиях,
когда потенциал серебра имеет более электроотрицательные
значения, чем потенциал меди.
Серебрение широко применяется в радиоэлектронике, элект-
ротехнике и других отраслях промышленности для улучшения
поверхностной электропроводимости и максимального снижения
переходного сопротивления в местах контакта, а также для при-
дания оптических свойств поверхности изделия. В ювелирной
промышленности покрытие серебром применяется для защитно-
декоративной отделки предметов из цветных металлов. В по-
следнее время в связи с большим дефицитом серебра расход его
строго лимитируется и сокращается путем замены другими ви-
дами покрытий из металлов и сплавов.
Для электролитического серебрения применяют в основном
растворы комплексных солей, так как из растворов простых со-
лей, например нитрата серебра, осадки получаются крупнозер-
нистыми и рыхлыми — катодная поляризация в отсутствие спе-
циальных добавок практически равна нулю. Наибольшее рас-
пространение получили цианидные растворы. Разработаны
также железистосинеродистые, синеродистороданистые, пиро-
фосфатные, иодистые, сульфитные электролиты, которые при-
меняются как заменители токсичных цианидных электролитов.
Основными компонентами цианидных электролитов являются
комплексная соль серебра AgCN-nKCN (п = 2—4 в зависимости
от концентрации свободного цианида) и свободный цианид. Об-
разующиеся в растворе комплексные ионы серебра Ag(CN)nn-1
слабо диссоциированы, константа нестойкости
[Ag+HCN-p
ft-[Ag(CN)„p-i
= х-10-22
21—2021
321
Выделение серебра на катоде происходит непосредственно
из комплексных анионов в результате разряда ионов серебра:
Ag(CN)a- + е-> Ag + 2CN-
Чем выше концентрация свободного цианида, тем больше
катодная поляризация, мельче кристаллы в осадке, равномернее
распределение тока на катоде, но тем ниже допустимая плот-
ность тока (рис. 3.33).
Качество осадков серебра и допустимая плотность тока на
катоде зависят также и от природы катиона щелочных метал-
лов. В очищенных электролитах, приготовленных на основе со-
лей калия, ухудшения качества осадков не наблюдалось вплоть
до достижения предельной плотности тока.
В электролитах, приготовленных на основе соли калия, хо-
рошие осадки можно получать и без специальной чистки рас-
творов, если в них присутствуют нитрат-ионы; ухудшения струк-
туры осадков не происходит вплоть до достижения предельного
тока диффузии разряжающихся ионов серебра. Возможно, что
ионы NO3_ хорошо адсорбируются поверхностью серебра и пре-
пятствуют адсорбции посторонних примесей. По этой же при-
чине, вероятно, в электролитах, содержащих нитраты, поверх-
ностно-активные вещества не влияют на структуру покрытий,
тогда как в отсутствие ЬЮз~ добавление ПАВ способствует об-
разованию блеска. Таким образом, для приготовления и кор-
ректирования состава электролита лучше применять цианид
калия и растворять нитрат серебра, не переводя его в хлорид»
как это делалось обычно. Кроме того, учитывая, что нитрат-ио-
ны улучшают структуру осадков, повышают допустимый верх-
ний предел плотности тока и равномерность распределения ме-
талла на катоде, к электролиту на основе KCN следует добав-
лять дополнительно 70—120 г/л KNO3.
Рекомендуется следующий состав электролита (в г/л):
30—65 (0,18—0,38 н.) AgNO3, 40—85 (0,62—1,3 н.) KCN (общ),
17—35 (0,26—0,54 н.) KCN (своб), 70—120 (0,7—1,2 н.) KNO3,
20—80 (0,15—0,6 н.) К2СО3. Карбонат калия вводят в электро-
лит для увеличения его электропроводимости. Температура
электролита 20—25 °C; плотность тока в электролите, содер^
жащем соли калия и нитрат-ионы — 200 А/м2. Катодный выход
по току в электролите без нитрат-ионов около 100%; в присут-
ствии нитрат-ионов несколько ниже (до 80—90%) за счет вос-
становления МОз“ до аммиака и гидроксиламина.
Для получения блестящих осадков серебра к цианидному
электролиту, не содержащему нитрат-ионов, предложены добав-
ки поверхностно-активных веществ, относящихся к различным
классам органических соединений, а также соли некоторых ме-
таллов (сурьмы, селена, теллура). Наибольшее применение
нашли главным образом органические серосодержащие вещест-
ва. В присутствии таких добавок катодная поляризация значи-
тельно уменьшается и допустимый предел iK увеличивается.
322
Рис. 3.33. Поляризационные кривые при электроосаждении серебра из раз-
личных цианидных растворов:
а —29 г/л Ag, 32 г/л NaGNoCm, 21 г/л Na2COj; 6 — 29 г/л Ag, 50 г/л NaCNoBm, 21 г/л
Na2COj; / — при 25 *С; 2 —при 32 °C; 3 — при 40 “С.
Возможно, что эти добавки лучше адсорбируются поверх-
ностью серебра, чем анионы CN~, вытесняя последние с поверх-
ности катода. В результате устраняется торможение разряда
Ag(CN)2-, вызываемое адсорбцией ионов CN-.
К наиболее эффективным блескообразующим веществам от-
носятся меркаптиды, например меркаптобензотиазол (~ 0,5 г/л),
а также тиокарбамид, сероуглерод, тиосульфат натрия, селенит
натрия и др. Зеркально-блестящие осадки были получены в при-
сутствии 0,005—0,05 г/л 2,3-дитиолпропансульфоната натрия при
температуре 20—25 °C и катодной плотности 10—250 А/м2. Эф-
фективность большинства блескообразующих добавок снижает-
ся в присутствии нитрат-ионов и при увеличении температуры
электролита.
Для повышения твердости и износостойкости серебряных
покрытий к электролиту добавляют соли других металлов (Ni,
Sb, Pd, Cd), образующих с серебром сплавы на катоде.
В качестве анодов применяют чистое серебро, растворимость
которого зависит от концентрации KCN (своб), карбонатов и
плотности тока. Чем меньше содержание KCN (своб) и больше
концентрация К2СО3, тем меньше допустимый предел анодной
плотности тока, до достижения которого аноды растворяются со
100%-ным выходом по току. Так, в растворе, содержащем около
10 г/л (0,15 н.) KCN (своб), в отсутствие депассивирующих до-
бавок анодная плотность тока не должна превышать 50 А/м2;
при концентрации 60 г/л (0,9 н.) KCN — не выше 200 А/м2. При
более высоких плотностях тока аноды пассивируются, и выход
по току уменьшается.
Для предотвращения пассивирования серебряных анодов ре-
комендуется добавлять к раствору дицианоаргентата калия (в
отсутствие свободного цианида) роданид калия или аммония,
которые и влияют в основном на анодное растворение серебра;
влияние других компонентов электролита незначительно. Уста-
новлено, что в растворах, содержащих роданиды (1—3 моль/л),
21 * 323
присутствует главным образом комплексное соединение, обра-1
зующееся по реакции
Ag+4CNS“ ----► Ag(CNS)4®-+ е
В этом случае на катоде разряжается не роданид, а цианидный {
комплекс Ag(CN)2_, который образуется в результате реакции (
Ag(CNS)4s- 4- 2CN- -> Ag(CN)a” + 4CNS"
Рекомендуется следующий состав электролита (в г/л): Ag;
(мет.) в виде KAg(CN)2 — 40—50; KCNS — 200—250; К2СО3— I
20—40; рН = 9—10; температура 18—30 °C; катодная плотность
тока 100—200 А/м2.
Электролитическое золочение
Золото обладает высокой стойкостью против коррозии и окисле-
ния при высоких температурах, не растворяется в кислотах и
щелочах, не реагирует с сероводородом и другими серосодер-
жащими соединениями. По электро- и теплопроводности, nepe-v
ходкому сопротивлению покрытия золотом несколько уступают,,
серебру, но эти свойства, так же как и внешний вид его, не из-
меняются со временем, в агрессивных средах и в условиях сме-'
ны низких и высоких температур (термоудар).
Золото — мягкий металл — легко полируется до высокой»
блеска и имеет высокий коэффициент отражения. Для повы-;
шения твердости, износостойкости и получения разнообразны^
декоративных оттенков осаждают сплавы золота с никелем, ко-
бальтом, серебром, кадмием, медью, цинком и оловом. По ха-
рактеру защиты покрытия золотом относятся к катодным, та^
как золото является благородным металлом и имеет высокий]
положительный потенциал ( + 1,5 В). Для защиты от коррозии
основного металла золотые покрытия должны быть практиче-t
ски беспористыми.
До пятидесятых годов покрытие золотом применялось
только в ювелирной технике, а также для защиты от коррозиц
некоторых видов лабораторного оборудования (аналитически^
разновесы, калориметрические бомбы и др.). Благодаря такиН
ценным свойствам, как устойчивость к потускнению, окислению^
и коррозии, низкое электрическое контактное сопротивление»
способность к пайке покрытия золотом стали широко приме-
няться в электронной технике.
Электролитическое золочение ведут из комплексных, прет
имущественно щелочных цианидных (pH = 11,5) растворов, В
которых золото находится в виде комплексного соединения од?
новалентного металла KAu(CN)2. В последнее время получили
применение слабокислые (pH от 4 до 6) электролиты, содер?
жащие в основном комплексы одновалентного золота. Послед?
ние в отличие от комплексных цианидов других металлов ус-
тойчивы в слабокислой среде и разрушаются лишь при рН=3,
24
Рис. 3.35. Зависимость выхода золота по току от температуры в цианидно-
цитратном электролите (10—12 г/л Ан) при рН=4,2 и различных плотностях
тока:
1 — при 0,015 кА/м2; 2 — при 0,03 кА/м2; 3— при 0,05 кА/м2; 4 — при 0,1 кА/м2.
Рис. 3.34. Поляризационные кривые при электроосаждении золота из цианид-
ных (1—3) и цианидно-цитратных (4—6) электролитов при pH = 4,2 и раз-
личной температуре:
I, 4 — при 20 °C; 2, 5 — при 40 °C; 3, 6 — при 60 “С.
В присутствии других тяжелых металлов разложение комп-
лекса может наступить при более высоких значениях pH. Так,
например, в присутствии ионов меди граница устойчивости на-
ходится при pH = 5,5.
Так как константа нестойкости комплекса KAu(CN)2 нич-
тожно мала (6 = 5-10~39), то равновесный потенциал золота в
цианидном щелочном растворе значительно смещен в сторону
отрицательных значений. Это исключает опасность взаимного
вытеснения металлов при погружении в электролит золочения
изделий из меди и ее сплавов, а также из других металлов.
Электроосаждение золота из щелочных цианидных электро-
литов протекает при большой катодной поляризации, что обу-
словливает мелкозернистую структуру катодных осадков. Зна-
чительное смещение катодного потенциала (на 400—500 мВ)
в сторону отрицательных значений происходит при очень низ-
ких плотностях тока (<20 А/м2); при iK>20 А/м2 поляризуе-
мость катода сравнительно невелика (рис. 3.34).
Концентрация золота в щелочном растворе колеблется от
0-5 до 12 г/л, концентрация свободного KCN — от 5 до 25 г/л.
Температура электролита — от 60 до 80СС, катодная плотность
тока от 10 А/м2 и выше (при большой концентрации золота).
Выход золота по току 70—100%. Чем выше концентрация зо-
лота и температура электролита, тем больше допустимая плот-
ность тока и выход металла ио току.
Цианид должен быть в виде KCN, так как цианиднонатрие-
вая соль золота мало растворима и золотые аноды в таком
325
растворе быстро пассивируются. Для повышения электропро-
водимости к электролиту иногда добавляют 25—30 г/л орто-
фосфата калия или натрия. В слабокислых (цианидно-цитрат-
ных) электролитах при рН<6 значения катодных потенциа-
лов располагаются в области величин менее отрицательных,
чем в щелочных цианидных растворах (см. рис. 3.34). С увели-
чением плотности тока выход металла по току уменьшается,
Причем тем в большей степени, чем ниже pH и температура
электролита (рис. 3.35).
Как и в щелочных цианидных растворах, выделение золота
на катоде из цианидно-цитратных электролитов происходит в
результате непосредственного восстановления цианоауратного
комплекса
Au(CN)2" + е -► Au + 2CN"
В этих электролитах значение pH от 4 до 6 поддерживают
добавлением органических кислот (лимонной, винной и др.).
Один из таких электролитов имеет следующий состав (в г/л):
10 Au в виде KAu(CN)2), 80 калия лимоннокислого трехзаме-
щенного, 20 лимонной кислоты, pH = 5,5—6; температура 65—
70 °C, плотность тока 40—60 А/м2. Выход золота по току 96—
98%. В таких электролитах используют нерастворимые аноды
из платины или платинированного титана, так как золото в них
анодно практически не растворяется. Рассеивающая способ-
ность таких электролитов ниже, чем щелочных цианидных.
Электролитические покрытия сплавами
Олово — никель. Сплав олово — никель, содержащий 60—65%
Sn, обладает высокой антикоррозионной стойкостью и хоро-
шими декоративными свойствами. Этот сплав представляет со-
бой интерметаллическое соединение, которое можно получить
только электролитическим способом. Электролитическое по-
крытие этим сплавом имеет красивый внешний вид (розовый
оттенок), обладает повышенной твердостью и износостойкостью
и при определенных условиях электролиза получается блестя-
щим непосредственно из ванны. Защитно-декоративные покры-
тия наносят на изделия из меди и ее сплавов или стали с мед-
ным подслоем взамен хромирования и никелирования.
Нормальный потенциал никеля примерно на 0,1 В электро-
отрицательнее потенциала олова, причем катодная поляриза-
ция при электроосаждении никеля выражена значительно рез-
че, чем при электролизе сульфата или хлорида олова. Если к
хлоридному электролиту добавить фториды натрия и аммония,
то стационарный и катодный (до некоторого значения /к) по-
тенциалы олова приобретают более электроотрицательные зна-
чения, чем потенциалы никеля в таком же растворе. Смещение
потенциалов олова при этом происходит благодаря образова-
нию прочных комплексных ионов SnF<2- и SnCbFj2-.
326
В зависимости от условий электролиза и состава электроли-
та можно осаждать сплавы олово — никель, имеющие различ-
ные внутренние напряжения. Растрескивание таких осадков
происходит при наличии в нем внутренних напряжений растя-
жения свыше 49 МПа, что влечет за собой ухудшение защит-
ных свойств покрытия и увеличение его хрупкости. Повышение
температуры, добавление хлорида аммония к хлорид-фторид-
ному электролиту снижает внутренние напряжения растяже-
ния, при этом получают более коррозионно-стойкие покрытия.
В процессе работы в электролитах происходит накопление
четырехвалентного олова. При увеличении концентрации Sn4+
до 1 н. и неизменной общей концентрации фторида содержание
никеля в сплаве уменьшается до 22%, ухудшается качество
покрытия и снижается устойчивость электролита. Такое влия-
ние четырехвалентного олова, очевидно, связано с частичным
распадом комплекса SnF42~ за счет образования более прочно-
го комплекса SnF62-. Последний не принимает участия в
электродной реакции, так как не достигается потенциал его
разряда из кислого электролита (pH» 2,5).
При введении в хлорид-фторидный электролит дополнитель-
ного количества фторида аммония, которое необходимо для
образования комплексного иона SnF62- (соотношение
Sn4+:F_=1 : 1,5), состав и качество осадков сплава практиче-
ски не меняются даже при увеличении концентрации Sn4+ в
электролите до 30 г/л, и в осадках сплава наблюдается внут-
реннее напряжение сжатия.
Для покрытия сплавом Sn—Ni (~65% Sn) рекомендуют
следующие растворы:
Концентрация, г/л I II
NiCl2-6Н2О 250—300 250—300
SnCl2-2H2O 45—57 45—57
NH4F 60 60
NH4C1 — 50—100
pH 2,5 4,5
Температура, °C 68—70 50—60
Плотность тока iK, А/м2 . 50-400 50—500
Выход по току, % 95—98 95-93
Состав сплава мало зависит от концентрации олова и нике-
ля, плотности тока и температуры электролита в указанных
пределах. В качестве анодов можно применить термические
сплавы Sn—Ni (Ni — 28%) или никель при ia = 50—300 А/м2.
Во втором случае к электролиту нужно периодически добав-
лять SnCl2 и NFI4F.
Сплав олово — свинец. Покрытия сплавом олово — свинец с
содержанием 60±2% олова нашли широкое применение при
изготовлении различных паяемых элементов радиоэлектронной
аппаратуры. Такое покрытие обладает высокой антикоррозион-
ной устойчивостью, хорошей паяемостью и может выполнять
Функцию металлорезиста при изготовлении печатных плат по
субтрактивной технологии. Покрытие сплавом олово — свинец
с содержанием 8—12% олова применяется для придания из-
делиям антифрикционных свойств.
На практике наибольшее распространение нашли борфто-
ридные и n-фенолсульфоновые электролиты. Относительные
концентрации свинца и олова в растворе выбирают в зависи-
мости от состава сплава. Для получения сплава с малым со-
держанием олова (8—12%) примерные концентрации солей со-
ставляют 120—160 г/л Pb(BF4)2 и 25—35 г/л Sn(BF4)2; для
сплавов, содержащих 60±2% олова (эвтектический сплав),
электролит имеет состав: 5—25 г/л Pb(BF4)2 и 20—60 г/л
Sn(BF4)2, 100—350 г/л свободной борфтористоводородной кис-
лоты и 20—30 г/л борной кислоты. Температура электролитов
18—30°С; аноды — комбинированные (из олова и свинца) или
из сплава, соответствующего составу катодного осадка.
Для улучшения структуры покрытий и повышения допусти-
мых катодных плотностей тока в электролит добавляют клей,
пептон (1—1,5 г/л) или синтанол ДС-10 в сочетании с препа-
ратом ДС-Na. Допустимые плотности тока в таких электроли-
тах соответственно 50—100 и 50—200 А/м2. Выход по току
-(100%.
В настоящее время все более широкое применение находят
блестящие покрытия сплавом олово — свинец с содержанием
олова 60±2% (ПОС-60). Для получения таких покрытий в
электролит вводят блескообразующую добавку СТАНЕКС-ЗНЗ
(5—15 мл/л) в сочетании с неионогенным ПАВ (10—30 г/л) и
формальдегидом (10—20 мл/л 37%-го водного раствора). Пре-
имуществом этой технологии является возможность интенси-
фикации процесса нанесения сплава (допустимые катодные
плотности тока 100—1800 А/м2). Кроме того, блестящие покры-
тия, полученные непосредственно из гальванической ванны, со-
храняют в отличие от матовых покрытий способность к пайке
без оплавления, что позволяет значительно упростить и уде-
шевить технологию их нанесения. Выход по току в электроли-
тах с добавкой СТАНЕКС-ЗНЗ несколько ниже и равен 85 -
95%.
Олово — висмут. В последнее время большое распростране-
ние в промышленности получило покрытие сплавом олово —
висмут, содержащим до 1% висмута. В отличие от чистого^
олова такое покрытие менее подвержено аллотропическому пре-
вращению при низких температурах, самопроизвольному росту
кристаллов (иглообразованию) и сохраняет способность к пай-
ке при хранении более года. Для осаждения сплава Sn—Bi
рекомендуют электролит, содержащий (в г/л): 20—60 сульфа-
та олова, 90—ПО серной кислоты, 0,5—1,5 нитрата висмута С
добавкой 2—4 ОС-20, температура 18—25 °C, iK=50—150 А/м2.
При совместном присутствии ОС-20 и ДДДМ (4,4-диамино^
3,3-диметоксидифенилметан) в количестве 2—4 г/л плотность
тока достигает 50—400 А/м2.
328
В последние годы все большее признание получают новые
отечественные ингибиторы БОС-2, Н-3, Лимеда Sn-2, позволя-
ющие получать зеркально-блестящие покрытия сплавом оло-
во — висмут в процессе электролиза. Преимуществами таких
покрытий являются хорошая способность к пайке, а также
улучшенные физико-химические и декоративные свойства. Для
получения блестящих покрытий к сульфатному электролиту
добавляют одновременно с ингибитором БОС-2, Н-3 или Лиме-
да Sn-2 смачиватель ОС-20 и формалин. Процесс ведут при
плотности тока 200—500 А/м2 как при перемешивании элект-
ролита (в присутствии БОС-2 или Лимеда Sn-2), так и без не-
го (в присутствии Н-3).
Медь — олово. Покрытие сплавом медь — олово, или брон-
зирование, применяется как для защиты от коррозии, так и
для декоративной отделки поверхности изделий. Покрытие ма-
лооловянистым сплавом (10—20% Sn) золотисто-желтого цве-
та используют также в качестве подслоя взамен медного и ни-
келевого покрытий перед хромированием. Высокооловянистый
сплав (40—45% Sn), так называемая белая бронза, в некото-
рых случаях может служить заменой серебра.
В простых кислых растворах потенциал меди положитель-
нее потенциала олова примерно на 0,5 В, поэтому для сов-
местного осаждения этих металлов пользуются растворами их
комплексных солей, цианида меди и станната калия или нат-
рия. Стационарные и катодные потенциалы меди и олова в
этих растворах довольно близки и поэтому изменение относи-
тельного содержания металлов в растворе заметно отражает-
ся на составе сплава. Однако наибольшее влияние на состав
сплава оказывает концентрация свободного цианида и свобод-
ной щелочи. С повышением концентрации свободного цианида
в растворе увеличивается содержание олова в осадке, с повы-
шением концентрации свободной щелочи, наоборот, содержание
олова уменьшается, а меди увеличивается.
Это объясняется влиянием цианида и щелочи на катодные
потенциалы выделения меди и олова из станнатно-цианидного
электролита.
Таким образом, изменяя относительную концентрацию
Цианида и щелочи, можно довольно легко регулировать состав
катодного осадка. Температура электролита должна быть 60—
70 °C и выше, так как при более низкой температуре резко
снижается выход по току и осадки получаются неудовлетвори-
тельными по структуре, как и при осаждении олова из стан-
натного электролита.
С повышением температуры электролита содержание меди
в осадке уменьшается (при 30—70°C от 70 до 45%). Повыше-
ние плотности тока влияет на состав осадка в обратном на-
правлении и в меньшей степени, чем температура электролита.
Выход сплава по току при повышении плотности тока снижает-
ся. Примерная характеристика электролитов:
329
Желтая
бронза
(12% Sn)
Белая
бронза
(40% Sn)
Содержание, г/л
станната натрия .
цианида меди .
цианида калия (своб.)
едкого натра (своб.) .
Температура, °C
Плотность тока
iK, А/м2 .
30—55
27—37
20—25
8—10
60—70
100—300
100—125
15—22
15-25
14-16
60—70
150—300
малооловянистой (желтой)
из термического сплава, если
бронзой можно
содержание
При покрытии
применять аноды
олова в нем не превышает примерно 5%. Аноды с повышенным
содержанием олова (примерно 12%) должны быть предвари-
тельно термически обработаны, что обеспечивает гомогенность
сплава.
При электроосаждении белой бронзы аноды выполняют из
меди и нержавеющей стали или графита. Оловянные аноды
нежелательны из-за опасности появления в электролите ионов
двухвалентного олова, вызывающих образование на катоде
губчатых осадков. Кроме того, трудно поддерживать режим
анодного процесса таким образом, чтобы при растворении оло-
ва образовались ионы только четырехвалентного олова.
Кроме щелочно-цианидных электролитов для бронзирования
предложены пирофосфатные, триполифосфатные, борфторидные
и другие электролиты с добавками поверхностно-активных ве-
ществ.
Медь — цинк. Одним из старейших процессов электроосаж-
дения сплавов является латунирование. Латунь принято делить
на белую (2—30% меди), желтую (60—80% меди) и томпак,
или красную (88—95% меди). Если концентрация меди в ме-
таллургических латунях не менее 62%, то по фазовому соста-
ву латунь представляет собой твердый раствор замещения.
Большую часть электрохимических латунных покрытий со-
ставляют желтые латуни. Декоративные покрытия желтыми
латунями придают изделиям золотистый цвет. Поскольку латун-
ные покрытия довольно быстро тускнеют на воздухе, обычно их
покрывают слоем бесцветного лака либо оксидируют.
Латунь с содержанием меди 68—73% имеет большую проч-
ность сцепления с резиновыми покрытиями, поэтому электро-
химическое латунирование широко используют для улучшения
адгезии резины со стальными и алюминиевыми изделиями.
При более высоком содержании меди электрохимическое по-
крытие Си—Zn применяют для получения биметалла сталь —
томпак, оно может использоваться также в качестве подслоя
под покрытия другими металлами. В некоторых условиях ла-
тунные покрытия используют для защиты металлов от кор-
розии.
Совместное осаждение сплава медь — цинк затруднено тем,
что стандартные потенциалы меди и цинка отличаются более,
330
чем на 1 В. В настоящее время для получения электрохимиче-
ского сплава медь — цинк предложены как комплексные, так
и простые электролиты. Если при электроосаждении сплава из
комплексных электролитов стремятся к сближению равновес-
ных и катодных потенциалов путем изменения активности
ионов, то при осаждении из растворов простых солей сближе-
ние достигается путем электроосаждения меди на предельном
токе. В последнем случае, однако, удается получать осадки ла-
туни толщиной до 1 мкм и только в присутствии ПАВ.
При сопоставлении равновесных и катодных потенциалов для
различных комплексных соединений меди и цинка установи-
ли, что только в цианидных растворах возможно наиболее пол-
ное сближение как равновесных, так и катодных потенциалов.
Кроме цианидных электролитов для латунирования были
предложены также пирофосфатные, роданидные, тиосульфат-
ные, оксалатные, трилонатные полилигандные и другие, од-
нако значительного практического применения они не нашли
вследствие нестабильности процесса.
Основными компонентами электролита являются комплекс-
ные цианиды меди (Си 10—30 г/л) и цинка (Zn 10—30 г/л),
свободный цианид — 11—30 г/л, а также карбонат натрия или
калия. Соотношение концентраций меди и цинка (в г/л) может
колебаться от 1:3 до 3:1. Электролиты для осаждения жел-
тых латунных покрытий (Си~60%) содержат 55—70% Си и
45—30% Zn; для покрытия сплавом под резину (Си~70%)
80% Си и 20% Zn; для получения томпака (Си~90%) 90%
Си и 10% Zn. При увеличении концентрации свободного циани-
да содержание меди в осадке и выход сплава по току умень-
шается.
Кроме основных компонентов, в электролите могут присут-
ствовать 5—10 г/л сульфита натрия, до 8,0 г/л NaOH или
11,2 г/л 'КОН, 40 г/л сегнетовой соли, 0,25—1 г/л гидроксида
аммония (при температуре не более 30°C) и блескообразую-
щие вещества: 0,001—0,01 г/л AS2O3, 0,01 г/л декстрина, ни-
кель в виде комплексной цианидной соли, 0,5—1,0 г/л крезол-
сульфоната натрия и др.
Гидроксиды щелочных металлов повышают электропроводи-
мость раствора, а гидроксид аммония способствует постоянст-
ву состава сплава при значительных изменениях плотностей то-
ка и относительного содержания меди и цинка в растворе.
Температура электролита 20—50 °C. Катодная плотность тока
20—300 А/м2 (в зависимости от содержания металлов в элект-
ролите и температуры электролита). В указанном интервале
плотностей тока катодный выход по току изменяется при 20 °C
от 60 до 20%, а при 50 °C — от 70 до 50%. В качестве анодов
служит латунь (Си 60—75%). Анодная плотность тока не вы-
ше 100 А/м2; при этом анодный выход по току приблизительно
равен катодному.
331
Нанесение гальванических покрытий на алюминиевые
и цинковые сплавы и неметаллы
Покрытия алюминия и его сплавов. Алюминий электрохимиче-
ски покрывают металлами и сплавами. Для придания декора-
тивного вида и увеличения поверхностной твердости его хроми-
руют; с целью повышения прочности сцепления резины с алю-
минием — латунируют, меднят, серебрят, для уменьшения пе-
реходного электрического сопротивления или улучшения паяе-
мости — оловянируют. Однако непосредственное нанесение
гальванических осадков из стандартных электролитов связано
с большими трудностями в связи с наличием плотной пленки
оксидов. Присутствие пленки оксидов ухудшает сцепление
осадков. Кроме того, алюминий может разрушаться во многих
электролитах, особенно вследствие коррозии при контакте с
металлом, обладающим более электроположительным потен-
циалом. Перед нанесением покрытия поверхность алюминия
должна быть очищена путем травления или активирования.
Затем наносят промежуточный слой, обладающий хорошим
сцеплением.
Для нанесения промежуточного слоя без применения внеш-
них источников тока чаще используют цинкатный способ. Он
заключается в контактном выделении цинка на алюминии из
цинкатного раствора:
3Na2ZnO2 + 2Al + 2HjO > 2NaA103 + 3Zn + 4N'aOH
Одновременно достигается некоторая шероховатость по-
верхности. Продолжительность обработки составляет несколь-
ко секунд.
Контактным способом на алюминий наносят также соли
кадмия, железа, олова, обладающие хорошим сцеплением. Из-
делия после цинкования промывают и покрывают сначала
медью из цианидного электролита, а затем другими метал-
лами.
Электрохимическое цинкование и кадмирование алюминия
и его сплавов в цианидных электролитах можно осуществлять
и без предварительного меднения. Тонкие пленки никеля или
железа наносят на поверхность алюминиевых сплавов погру-
жением изделий на 1—2 мин в подкисленные соляной кислотой
(10—20 мл/л НС1) растворы хлоридов этих металлов (напри-
мер, 20—30 г/л FeCl3) при 90—95 °C.
Оксидный промежуточный слой наносят на поверхность
алюминиевых сплавов при постоянном токе на аноде в фосфор-
ной, щавелевой или серной кислотах. В щавелевой кислоте ок-
сидирование можно вести также при переменном токе. После
оксидирования в серной и щавелевой кислотах изделия погру-
жают на 1—3 мин в горячий (50—55°С) 3—5%-ный раствор
соды для создания шероховатости и нужной пористости. После
такой обработки изделия можно покрывать медью или нике-
лем из кислых электролитов с последующим хромированием.
332
Разработаны также условия непосредственного электроли-
тического никелирования и меднения алюминиевых сплавов
без промежуточной прослойки.
Для меднения:
Для никелирования:
Состав, г/л
NiSO4-H2O . . . 150—250
Н3ВО3 .... 23—30
NaF 2—3
K2S2O8 .... 1—2
NaCl 1—2
pH 4,5
Температура, °C . 30
Катодная плотность то-
ка, А/м2 100—200
Состав, г/л
CuSO4-5H2O ... 50
Na4P2O7-ЮН2О ... 220
KNO2.................... 12
pH..........................8,5
Температура, °C 60
Катодная плотность тока,
А/м2.....................40—60
Покрытие цинкового сплава. Методом литья под давлением
изготовляют разнообразные детали из цинковых сплавов
(обычно содержащих около 4% А1). Большую часть из них
подвергают гальванической обработке для получения декора-
тивного антикоррозионного и химически стойкого покрытия,
так как незащищенные цинковые детали даже в обычной ат-
мосфере быстро теряют свой внешний вид вследствие окисле-
ния и образования карбонатов. Коррозионная стойкость галь-
ванически обработанных деталей из цинкового литья под дав-
лением зависит от толщины слоя, прочности сцепления и преж-
де всего от отсутствия пористости.
Для защитно-декоративной отделки изделия из цинкового
сплава чаще всего покрывают медью, никелем и хромом. Пе-
ред нанесением покрытия поверхность полируют и очищают от
жировых и других загрязнений. Обезжиривание ведут в слабо-
щелочных растворах (pH —10—11) химическим и электрохи-
мическим способами. В обоих случаях рекомендуют применять
растворы, содержащие 20—40 г/л кальцинированной соды
1\а2СОз и 20—40 г/л фосфата натрия Na3PO4. Температура рас-
творов 60—80 °C.
При химическом обезжиривании к щелочному раствору до-
бавляют поверхностно-активные вещества (например, синтанол
ДС-10 3—5 г/л) или применяют специальные технические мою-
щие средства (типа ТМС-31, «Лабомид», МЛ-51 и др.). При
электрохимическом обезжиривании (на катоде или на аноде)
плотность тока от 300 до 1000 АЦм2.
Химическое обезжиривание можно вести также в органиче-
ских растворителях.
После обезжиривания изделия подвергают активированию
в 1—3%-ном растворе НС1 или H2SO4, промывают, покрывают
медью, затем никелируют и хромируют. Меднение рекоменду-
ют вести в цианидных электролитах. Сначала процесс ведут
в растворе, содержащем 0,17—0,23 н. меди и 0,15—0,20 н. сво-
бодного цианида в присутствии сегнетовой соли (20 г/л) при
рН = 11—12, 45—60 °C и катодной плотности тока 200—600 А/м2
в течение 1—3 мин. После этого изделия переносят в рабочий
333
цианидный медный электролит для наращивания меди до слоя
нужной толщины, а затем никелируют и хромируют.
Непосредственное никелирование цинкового сплава, как
правило, не применяется из-за трудности получения беспорн-
стого покрытия и загрязнения никелевого электролита цинком
вследствие контактного обмена.
Химическая металлизация без наложения
электрического тока
Металлизированные пластмассы, обладая полезными свойства-
ми металла и диэлектрика, находят все более широкое приме-
нение во многих отраслях народного хозяйства. Металлизации
подвергают разнообразные материалы, из которых наиболее
широко распространены пластмасса АВС — сополимеры поли-
стирола, акрилонитрила и бутадиена, — а также стеклотексто-
лит. Химический способ металлизации является наиболее
удобным и доступным для различного рода диэлектриков.
Металлизация диэлектриков включает следующие опера-
ции:
1) подготовку поверхности с целью придания ей лиофиль-
ных свойств и увеличения прочности сцепления (механическая
обработка, обезжиривание, травление);
2) сенсибилизацию и активирование поверхности — созда-
ние условий для протекания автокаталитической реакции хи-
мического восстановления металла;
3) осаждение металлического покрытия.
Подготовка поверхности диэлектриков необходима для уве-
личения смачиваемости диэлектрика и адгезионной прочности
металлического покрытия, так как большинство пластмасс в
большей или меньшей степени гидрофобны. После механиче-
ской обработки и обезжиривания поверхность диэлектрика об-
рабатывают соответствующими растворителями с целью уве-
личения шероховатости и изменения химической природы вы-
ходящих на поверхность полимерных молекул. В результате
такой обработки в полимерных макромолекулах образуются
полярные группы и поверхность диэлектриков приобретает
гидрофильные свойства.
Первичная обработка поверхности влияет на последующее
активирование, а следовательно, и на прочность сцепления по-
крытия. Существуют два метода активирования диэлектрикам
физическая адсорбция ионов или коллоидных частиц активато-
ра, которая зависит от микрошероховатости поверхности; хе-
мосорбция ионов или коллоидных частиц активатора (в этом
случае прочность сцепления покрытия с диэлектриком зависит
от шероховатости и сил химического взаимодействия между
покрытием и диэлектриком).
Качество покрытия во многом зависит от активирования
поверхности диэлектрика, которое сводится к образованию на
334
его поверхности каталитических центров. Для этого поверх-
ность диэлектрика сначала сенсибилизируют обработкой ее
раствором солей олова, а затем активируют раствором соли
каталитически активного металла платиновой группы. В по-
следнее время применяют одностадийный совмещенный спо-
соб активации в смешанных растворах хлоридов палладия и
олова.
Исследования, выполненные в МХТИ им. Д. И. Менде-
леева, позволили установить, что, как и при раздельном акти-
вировании диэлектрика, на поверхности диэлектрика в случае
применения совмещенного активатора образуются активные
центры кристаллического палладия. Это позволяет получать
покрытия медью или никелем путем химического восстановле-
ния этих металлов на образующихся каталитических центрах
палладия.
Известен также способ активирования поверхности ди-
электриков, исключающий применение драгоценных металлов.
Активирование поверхности диэлектрика по этому способу за-
ключается в обработке ее светочувствительным раствором с
последующей фото- или термообработкой. Под воздействием
светового или теплового импульса происходит разложение хи-
мических соединений активатора, не содержащего драгоценных
металлов. В данном случае происходит реакция, в результате
которой на поверхности диэлектрика образуются активные цент-
ры, содержащие медь и ее соединения; они и катализируют
восстановление меди из растворов химического меднения.
Первый слой покрытия на диэлектрики наносят путем хи-
мического восстановления металла. Наиболее изученными яв-
ляются процессы никелирования, кобальтирования и меднения.
Эти процессы — автокаталитические, т. е. процесс восстановле-
ния (например, солей никеля гипофосфитом натрия) начинает-
ся самопроизвольно только на поверхности некоторых метал-
лов — никеле, кобальте, железе, палладии и алюминии, — ко-
торые являются катализаторами. Однако никелевые покрытия
можно нанести и на другие металлы и сплавы, например медь,
латунь и платину, если эти металлы после погружения их в
раствор привести в контакт с никелем или другими более
электроотрицательными металлами. На цинке и кадмии про-
цесс химического восстановления никеля совсем не протекает.
После нанесения тонкого слоя никеля на них покрытие само
катализирует процесс восстановления металла. Одним из ос-
новных факторов, определяющих скорость процесса, является
температура раствора, оптимальной является температура 96—
98 °C.
Значительное влияние на скорость процесса химического
никелирования оказывает pH раствора, так как в процессе
восстановления металла кислотность раствора увеличивается.
При pH = 4,7—5,5 достигается оптимальная скорость процесса
при хорошем качестве никелевых покрытий.
385
Скорость восстановления никеля мало зависит от концент-
рации гипофосфита натрия при сохранении постоянной концент-
рации всех остальных компонентов. В процессе образования
никелевого покрытия протекает несколько реакций. Реакция
взаимодействия гипофосфита натрия с водой представляется
как присоединение иона ОН- к месту разрыва связи Р = Н в
молекуле гипофосфита натрия. Протеканию этой реакции спо-
собствует каталитическое действие поверхности никеля. Про-
исходит окисление гипофосфита с образованием электронов,
которые через металл восстанавливают водород:
Н2РОа- (аде) + ОН' -► НРО3- + Н (аде) + е (а>
Н+ + е --► Н Н + Н -------►Hj
Если в растворе присутствуют ионы никеля, то электроны,
образующиеся по реакции (а), восстанавливают их до ме-
талла:
Ni2+ + 2e -► Ni (б>
Суммарная реакция восстановления ионов никеля гипофосфи-
том натрия в кислой среде может быть представлена в виде
следующего уравнения:
Ni2+ + 2112РО2" + 2Н2О -► Ni + 2Н2РО3" + 2Н+ + Н2 (в>
Таким образом, восстановление никеля сопровождается восста-'
новлением водорода, причем на один ион Ni2+ расходуются две
группы Н2РО2~.
Одновременно с реакцией (б) происходит восстановление,
фосфора из ионов Н2РО2_, обращенных к каталитической по-
верхности двумя атомами водорода. При таком расположенииI
расстояние между атомами фосфора и каталитической поверх-
ностью будет наименьшим. Так как процесс восстановления ги-
пофосфитом натрия является автокаталитическим, то наличие
в растворе даже малого количества порошкообразного никеля ‘
способствует быстрому разложению раствора. При осаждении
никеля восстановление его может происходить не только на
поверхности металла, но и в объеме раствора в виде порошка. ;!
Поэтому для повышения стабильности раствора он должен со-
держать комплексообразователи.
Восстановление меди в растворах химического меднения,
осуществляется с помощью формальдегида в щелочной среде,
при этом формальдегид окисляется до муравьиной кислоты.
Cu2+ + 2НСОН + 4ОН- --► Си + 2НСОСГ + 2Н2О + Н2
Во избежание образования гидроксида меди в раствор вво-
дят органические вещества, образующие с ней прочные соеди-
нения (тартраты, глицерин, трилон Б и др.).
Согласно современным представлениям процесс восстанов-
ления меди формальдегидом протекает по электрохимическому
336
механизму: на поверхности металла или активированного ди-
электрика протекает анодная реакция окисления формальдеги-
да и катодная реакция восстановления меди.
Методы контроля качества покрытий
Качество электрохимических покрытий характеризуется такими
физико-механическими и химическими свойствами, как корро-
зионная стойкость, твердость, прочность сцепления с основой,
внутренние напряжения, пористость, блеск, равномерность рас-
пределения по поверхности изделия. При контроле качества
покрытий принято руководствоваться ГОСТ 16875—71 «Покры-
тия металлические и неметаллические органические».
Определение толщины покрытия. Методы определения тол-
щины покрытия можно разделить на две группы: разрушаю-
щие и неразрушающие покрытие. К наиболее известным спо-
собам определения толщины гальванического покрытия, свя-
занным с разрушением изделия, относится исследование шли-
фов (определение с помощью микроскопа). Изделие разрезают
в нескольких местах, плоскость разреза шлифуют и полируют;
толщину покрытия измеряют с помощью микроскопа, снаб-
женного окуляром с измерительными делениями или винтовым
микрометром. К разрушающим методам’относятся также хими-
ческие методы, которые заключаются в растворении всего слоя
покрытия или небольшого участка капельным или струйно-объ-
емным методом.
В последние годы как в нашей стране, так и за рубежом
получил распространение кулонометрический метод. Сущность
метода заключается в анодном растворении небольшого участ-
ка покрытия, ограниченного площадью наконечника толщино-
мера в условиях контролируемого постоянного напряжения или
анодного потенциала. При соответствующем подборе электро-
лита конец реакции растворения данного покрытия сопровож-
дается скачком потенциала. О толщине покрытия судят по
количеству пропущенного электричества до появления скачка по-
тенциала. Метод пригоден для измерения толщины как одно-
слойных, так и многослойных покрытий, относительная погреш-
ность кулонометрических толщиномеров АТС-1 или КТ 02 око-
ло 10%.
К неразрушающим покрытия методам относятся магнитный,
электромагнитный, радиационный, гравиметрический. Простей-
шим является гравиметрический, или весовой, метод. Он за-
ключается в определении толщины слоя по изменению массы
изделия до и после нанесения покрытия.
Магнитные методы основаны на измерении силы отрыва
магнита от поверхности деталей из ферромагнитного металла,
покрытых слоем немагнитного или слабо магнитного материа-
ла, либо на измерении магнитного потока в цепи, образованной
сердечником электромагнита, покрытием и металлом детали.
22-2021 337
Чем толще немагнитное покрытие, тем меньше сила отрыва от
испытуемой поверхности. Толщину покрытия затем определяют
по градуировочным кривым, построенным для данного прибора
по специальным эталонам с известной толщиной покрытия.
Если магнитный метод основан на различии в магнитной,
проницаемости, то метод вихревых токов базируется на опреде-
лении разницы в электропроводимости покрытия и основного
материала. Чем больше разница, тем точнее результат. Этот
метод применим для определения толщины покрытий на ме-
таллической основе и толщины металлических покрытий на не-
металле.
Методы оценки прочности сцепления электрохимических
осадков с основой обычно делят на количественные и качест-
венные. На заводах чаще используют качественные методы.
Критериями достаточной прочности являются отсутствие от-
слаивания при изгибах до излома, растяжениях и нанесении
серии царапин и отсутствие вздутия и отслаивания при нагре-
вании до определенных температур.
Существует несколько методов определения пористости по-
крытия, из которых самым доступным является химический, ос-
нованный на окрашивании участков, где имеются поры. При
этом в порах покрытия образуются гальванические микроэле-
менты, в которых растворяющимся электродом — анодом — яв-
ляется основной металл или подслой. Для определения пори-
стости медных, никелевых, оловянных, свинцовых, хромистых
покрытий, нанесенных на стальную поверхность, применяют
обычно раствор железосинеродистого калия, с которым ионы
железа, возникающие в результате действия гальваноэлемен-
тов, образуют в порах окрашенное соединение — турнбулеву
синь.
По количеству синих пятен, приходящихся на единицу по-
верхности, судят о степени пористости покрытия.
Твердость осадков измеряют с помощью микротвердомеро»
типа ПМТ-2 или ПМТ-3. Метод основан на вдавливании алмаз-
ной пирамиды в покрытие с последующим измерением глубины
отпечатка.
Из-за отсутствия общепринятого метода определения бле-
ска его чаще всего оценивают визуально. Количественно блеск
можно оценить путем измерения интенсивности зеркально-отра-
женного и диффузно-рассеянного света с помощью специаль-
ных приборов: рефлектомеров, фотометров.
Антикоррозионные свойства покрытий наиболее точно опре-
деляют при испытании в естественных условиях эксплуатации
с определением скорости коррозии. Однако эти испытания до-
вольно продолжительны, поэтому существуют ускоренные ме-
тоды испытания. Их выполняют в специальных камерах, в рас-
творах с применением ускоряющих факторов: повышенные кон-
центрации коррозионно-активных агентов, температура и влаж-
ность окружающей среды. Условия в коррозионных камерах
338
должны имитировать реальные условия эксплуатации изделий:
(морские среды, промышленную атмосферу и т. д.).
Для определения количества водорода (наводороживание),
поглощаемого сталью при химической и электрохимической
обработке изделий, используют метод нагревания в вакууме.
Образец помещают в замкнутую изолированную систему из-
вестного объема и создают остаточное давление около 10~6 мм
рт. ст. Затем образец нагревают до температуры 400—500 °C
и определяют количество выделившегося при этом газа по раз-
ности давлений в системе до и после нагревания образца.
Для определения количества водорода, продиффундировав-
шего в сталь при нанесении гальванического покрытия, не-
обходимо удалить покрытие при таких условиях, которые не
привели бы к изменению содержания водорода в стали и под-
травливанию основы.
3.3. ЭЛЕКТРОЛИТИЧЕСКОЕ ПОЛУЧЕНИЕ
МЕТАЛЛИЧЕСКИХ КОПИЙ (ГАЛЬВАНОПЛАСТИКА)
Гальванопластика — как метод получения точных металличе-
ских копий — был открыт впервые в 1837 г. академиком
Б. С. Якоби и получил во всем мире широкое признание и
дальнейшее развитие. В настоящее время гальванопластика
применяется в самых различных отраслях промышленности
для изготовления изделий, инструмента, а также матриц для
воспроизведения и размножения оригинальных предметов ис-
кусства, копирования художественных ценностей.
Гальванопластическое изготовление изделий позволяет эко-
номить металлы, снизить вес изделий, улучшить физико-хими-
ческие свойства; с помощью гальванопластики можно решать
проблемы усовершенствования конструкций приборов и аппа-
ратов, используемых в авиации и микроэлектронике.
В английской научной литературе термину гальванопласти-
ка соответствует термин электроформование (electroforming).
В отечественной литературе эти понятия неоднозначны. Гальва-
нопластика — это раздел гальванотехники, а электроформова-
ние — это одна из операций гальванопластики — процесс
электроосажденйя толстых слоев металлов и сплавов.
В гальванопластике используются понятия «форма» и «ко-
пия».
Форма — это специально изготовленный образец при ори-
гинал, предмет, с которого снимается копия, например: скульп-
тура, модель, гравюра и т. д. Копия — образец, полученный
электроформованием, воспроизводящий поверхность и рельеф"
формы и отделенный от нее.
Технология гальванопластики состоит из следующих опера-
ций: изготовление форм (металлических, неметаллических и
комбинированных); подготовка и нанесение проводящего слоя
339
на неметаллические формы и нанесение разделительного слоя
на металлические формы; электроосаждение металла или спла-
ва (электроформование), отделение готового изделия от формы.
Изготовление формы. Форма определяет конфигурацию,
размер, точность и чистоту поверхности выполняемого изделия.
Для изготовления форм применяют различные материалы: ме-
таллы (сталь, медь, алюминий, титан, цирконий, свинец и др.);
неметаллы (пластмассы, гипс, воск, пластизоль, пенопласт,
кремнийорганические каучуки, стекло, дерево и др.). В зави-
симости от материала формы подразделяют на металлические,
неметаллические и комбинированные. Формы могут быть мно-
гократного использования (неразрушаемые) и однократного
использования (выплавляемые, растворимые, выжигаемые).
К формам предъявляется определенное требование: они не
должны разрушаться и искажаться при длительном пребыва-
нии в электролите, изменении температуры или небольшом ме-
ханическом воздействии.
Формы бывают сплошные (неразборные) и составные (из
нескольких частей); их конструкция должна обеспечивать воз-
можность отделения копии от формы без ее повреждения с
применением механических приспособлений, вакуума, термо-
удара и др.
Нанесение проводящего слоя. Независимо от природы по-
верхность материала должна быть электропроводящей; на ма-
териалы, не проводящие электрический ток, наносят проводя-
щий слой.
Для этого существуют следующие способы.
1. Механический способ — напыление графита, металличе-
ского порошка, нанесение проводящих электролитический ток
лакокрасочных или других покрытий, в которых содержатся
порошки металлов или графит.
2. Химический способ — серебрение, меднение, никелирова-
ние, кобальтирование; нанесение пленок CuS, PbS, CdS, PbSe;
оксидных пленок РЬО, ZnO, CdO, Sn02 и др.
3. Термический способ — разложение металлорганических
соединений в паровой фазе (карбонилы никеля и железа);
вжигание проводящей пасты, содержащей соли серебра.
4. Вакуумное напыление различных металлов (Ni, Ag, Си
« др.).
Нанесение разделительного слоя. Для отделения копии от
формы на поверхность формы наносят разделительный элект-
ропроводящий слой, физико-химические свойства которого под-
бирают в зависимости от материала формы и копии и состава
электролита.
Это очень важная операция, так как при нарушении разде-
лительного слоя или .плохом его качестве невозможно точное ко-
пирование и может произойти повреждение оригинала.
340
Самопроизвольное образование оксидных разделительных
сдоев происходит на формах из титана, никеля, рения, нержа-
веющей стали, хромоникелевых сплавов, сплавов алюминия.
В качестве разделительных слоев применяют дисульфид воль-
фрама, тонкие пленки из силиконового масла, масляной эмуль-
сии, спиртовой раствор нигрозина, раствор яичного альбуми-
на. Для образования устойчивого оксидного слоя на нержаве-
ющей стали или никеле эти материалы обрабатывают 1—2%-
ным раствором бихромата калия (К2СГ2О7).
Электроформование. Материалы для изготовления копий
выбирают с учетом технической и экономической целесообраз-
ности и требований, предъявляемых к физическим, химическим
и механическим свойствам материала. В процессе электроосаж-
дения толстых слоев эти материалы должны сохранять элект-
ропроводимость (или каталитическую активность при химиче-
ском восстановлении), не искажать форму и легко отделяться
от нее, допускать механическую обработку, не разрушаться в
агрессивной среде, в которой будут эксплуатироваться.
Копии изготовляют из никеля, меди, сплавов Ni—Со,
Ni—Fe, Ni—Мп и Со—W, композиционных покрытий на осно-
ве никеля, наполненных порошком вольфрама или волокнами
из вольфрама, бора или iSiO2, а также на основе меди и спла-
вов.
При выборе электролита и режима электролиза необходимо
учитывать скорость процесса, а также возможность получения
мелкозернистых осадков с малыми внутренними напряжения-
ми, равномерным по толщине распределением осадка. В про-
мышленной гальванопластике чаще всего применяют сульфат-
ный электролит меднения, сульфатно-хлоридный или сульфа-
миновый электролит никелирования. Последний обладает высо-
кой рассеивающей способностью, дает осадки с минимальны-
ми внутренними напряжениями и работает при высоких плот-
ностях тока (до 80—100 кА/м2). Из сульфаминового электроли-
та осаждают также сплавы Ni—Со, Ni—Fe, Ni—Мп, которые
нашли применение для наращивания копий в последние 15—
20 лет.
Отделение готового изделия от формы. По окончании нара-
щивания металла производится разъем копии от формы с по-
мощью механических усилий, гидравлического давления, путем
нагревания, охлаждения, вакуумирования или подачи сжатого
воздуха. Алюминиевые формы растворяют в кислотах или ще-
лочах, легкоплавкие металлы выплавляют в горячем песке.
3.4. АНОДНАЯ И ХИМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Оксидирование
Оксидирование — процесс искусственного образования на по-
верхности черных или цветных металлов оксидов с целью за-
щиты от коррозии, декоративной отделки, повышения сопротив-
341
ления износу и др. Для оксидирования стали (раньше процесс
называли воронением) применяют химические или термические
методы.
Старейшим процессом термического оксидирования являет^
ся нагревание стальных или чугунных деталей до температур
около 500 °C с последующим погружением в льняное маслом
Операцию повторяют многократно. В настоящее время боль-
шое распространение получило термооксидирование горячим
воздухом и паром.
Из методов химического оксидирования наибольшее рас-
пространение получила обработка деталей щелочными раство-i
рами с добавлением сильных окислителей. Так, в качестве!
примера можно привести состав такого раствора (в г/л): 600—<
700 NaOH, 50—100 NaNO3 и 200—250 NaNO2.
Процесс проходит при температурах 135—140 °C, его про-
должительность 20—50 мин. В результате на поверхности об-,
разуется оксидная пленка толщиной 0,6—0,8 мкм, состоящая,
в основном из магнитного оксида железа.
Следует отметить, что коррозионная стойкость оксидных
пленок, образующихся на черных металлах в результате ок-|
сидирования, невысока и они способны защищать стальные из-
делия лишь в легких условиях эксплуатации.
Оксидированию подвергают и цветные металлы: медь, ее
сплавы, титан, сплавы цинка и др. Наибольшее распростране-
ние получило оксидирование алюминия и его сплавов.
Пассивность алюминия и его стойкость в атмосферных ус-
ловиях, несмотря на сильно электроотрицательный стандарт-d
ный потенциал (£ai/ai3+ =—1,67 В) объясняется наличием на
его поверхности естественной пленки оксидов А120з . или
А12О3-Н2О. Эта пленка предохраняет алюминий от коррозии во
многих нейтральных и слабокислых растворах. Однако в более
жестких коррозионных условиях, например, в присутствии хло-
ридов, стойкость естественной пленки недостаточна.
Оксидирование алюминия позволяет увеличить коррозион-
ную стойкость и износостойкость его поверхности, придать ей
декоративный вид и высокие электроизоляционные свойства
и т. д.
Различают химическое и электрохимическое оксидирование
(анодное окисление) алюминия. Электрохимические методы,
несмотря на их сложность, используют чаще, так как получае-
мые при этом оксидные пленки обладают самыми разнообраз-
ными свойствами.
Анодное окисление можно вести как с помощью постоян-
ного, так и переменного тока. В настоящее время предложено
большое число электролитов оксидирования, которые можно
разделить на две группы: электролиты, в которых оксид алю-
миния практически не растворим и те, в которых оксид алкн
миния достаточно хорошо растворим. Электролиты первого
типа представляют собой обычно растворы слабых кислот —
342
Рис- 3.36. Схема образования оксидной
пленки.
0,01-QJmn Z-SOwm
борной, винной, лимонной н других
или их солей. Из этих электролитов
получают тонкие плотные пленки,
применяемые, главным образом,
для электролитических конденсато-
ров.
Ко второй группе электролитов
относятся растворы серной, фосфор-
ной, хромовой, щавелевой и некото-
рых других кислот. В этих электро-
литах удается получать толстые
пленки, достигающие иногда
500 мкм.
Механизм образования и роста пленки достаточно сложен.
При оксидировании в электролитах второй группы растущая
поверхность оксида алюминия состоит из двух слоев: тонкого
(0,01—0,1 мкм), барьерного беспористого слоя и более толстого
пористого. Предполагают, что барьерный слой растет в ре-
зультате взаимодействия ионов алюминия и кислорода при
встречной миграции этих ионов в барьерном слое. Ионы алю-
миния, образующиеся по реакции А1°—>А13++Зе, мигрируют
вследствие большой напряженности электрического поля в ион-
ной решетке оксида к внешней поверхности барьерного слоя, а
ионы кислорода, образующиеся на поверхности барьерного
слоя по реакции Н2О—^2Н++О22_, мигрируют в направлении к
металлу навстречу ионам А13+ (рис. 3.36).
В общем виде процесс анодного окисления алюминия мож-
но представить в виде уравнения:
2А1 + ЗН2О -> A12OS + 6Н++ бе
Так как под воздействием электролита оксидная пленка
растворяется, то рост ее будет зависеть от относительных ско-
ростей образования и растворения барьерного слоя. При ра-
венстве этих скоростей толщина барьерного слоя сохраняется
практически постоянной. При этом с внешней стороны барьер-
ный слой под действием электролита разрыхляется и в нем об-
разуются поры. В порах (d = 0,054-0,1 мкм), заполненных
электролитом, происходит дальнейшее формирование нового
барьерного слоя. Таким образом, оксидная пленка растет за
счет образования пористого слоя, продвигаясь в глубь метал-
ла (см. рис. 3.36). Толщина анодных пленок для каждого усло-
вия проведения процесса имеет свой предел, до которого воз-
можен их рост.
В качестве электролита при анодном оксидировании чаще
всего применяют 20%-ный раствор серной кислоты при темпе-
ратуре около 20°С. При увеличении концентрации H2SO4 и по-
вышении температуры при прочих условиях возрастают ско-
ва
рость растворения и пористость пленки и уменьшается ее тол-
щина. Поэтому при наращивании толстых пленок процесс ве-
дут, как правило, при более низкой температуре. Скорость
формирования оксидной пленки возрастает при . повышении
плотности тока. Однако при увеличении плотности тока более
допустимого предела при данных условиях скорость формиро-
вания может снизиться вследствие повышения температуры в
зоне роста пленки.
Пленки толщиной до 10—15 мкм получают при комнатной
температуре и плотности тока 100—200 А/м2, напряжении 12—
28 В в течение 20—40 мин, а пленки толщиной 50—100 мкм — прн
температуре не выше 0°С, плотности тока 200—1000 А/м2, на-
пряжение 80—120 В в течение 90 мин. Пленки толщиной
150 мкм и более получают с применением двустороннего ох-
лаждения: электролита и металла (внутреннее охлаждение).-
Контактные приспособления •— подвески — должны быть из-?
готовлены из алюминиевого сплава, который тоже подвергается
анодному окислению.
Для повышения защитных и антикоррозионных свойств ок-<
сидной пленки изделия после оксидирования и промывки обра-
батывают паром или горячей водой, погружают в горячие рас-
творы хроматов и бихроматов. При этом происходит гидрата-
ция оксида и поры смыкаются, а при обработке хроматами,,
кроме того, образуются соединения типа (А1О)2СгО4.
Для окрашивания оксидированной поверхности алюминия
применяют органические и неорганические красители. Послед-
ние представляют собой нерастворимые соединения, образую-
щиеся в порах пленки в результате протекания химических ре-
акций. Так, при погружении в растворы железистосинеродис-
того калия и хлорида железа поверхность алюминия окраши-
вается в синий цвет.
Электрохимическое и химическое полирование
Электрохимическое полирование используют в технике для уве4
личения блеска металлической поверхности, а также в ряде-
случаев для улучшения таких свойств поверхности, как умень-
шение коэффициента трения и электронной эмиссии, повыше-
ние коррозионной стойкости и др. Особенность электрохимиче-
ского и химического полирования заключается в том, что сгла-
живание происходит на микроуровнях, макрошероховатости
остаются.
Вместе с тем для некоторых материалов, например алюми-*
ниевых сплавов, электрохимическое полирование более эффек-
тивно, чем механическое. При электрохимическом полирова-
нии не происходит деформации изделия в процессе обработки,,
оно менее трудоемко. К недостаткам электрохимического по-
лирования относится разнообразие используемых растворов.
Так, для электрохимического полирования каждого металла;
344
или сплава (в ряде случаев и для металлов определенной чи-
стоты) существуют свои собственные растворы. Например,
растворы, используемые для полирования низкоуглеродистых
сталей, нельзя применять для качественного электрополирова-
ния высокоуглеродистых сталей.
Существует несколько объяснений механизма процесса, ко-
торые в общем сводятся к неодинаковому энергетическому со-
стоянию поверхности выступов и углублений в процессе элект-
ролиза, что и обусловливает различие в скорости их растворе-
ния. Предполагают, что пассивная пленка в углублениях устой-
чивее и толще, чем на выступах, вследствие чего последние рас-
творяются быстрее. Меньшая степень пассивирования выступов
объясняется их повышенной химической активностью и более
интенсивным растворением образующейся на них оксидной
пленки за счет большей скорости диффузии в глубь электроли-
та продуктов анодного растворения — на выступах слой тонь-
ше и градиент концентрации выше, чем в углублениях. Повы-
шенная растворимость оксидных пленок на выступах связана
также с большей пористостью пленок на острых выступах.
Электрохимическое полирование применяют главным обра-
зом для отделки поверхности несложных по форме изделий из
алюминия, серебра, нержавеющей стали, а также изделий по-
сле покрытия их другими металлами (никелем, медью).
Химическое полирование применяется реже, чем электрохи-
мическое, так как оно не обеспечивает зеркального блеска по-
верхности. Однако оно более экономично и проще в выполне-
нии, поэтому обладает несомненными преимуществами перед
электрохимическим и механическим полированием, особенно
при обработке изделий сложной формы. Электролиты для хи-
мического полирования отличаются сильным окислительным
действием, почти все они содержат азотную кислоту. Механизм
процесса точно не установлен. Предполагают, что он подобен
механизму электрохимического полирования.
Электрохимическая размерная обработка
Сущность этого процесса заключается в том, что металл под-
вергается локальному анодному растворению при высоких
плотностях тока в проточном электролите с целью придания
поверхности нужного рельефа или формы (формообразование),
прошивки отверстий, создания фасонных пазов и щелей, изме-
нения размеров, шлифования, удаления заусенцев, разрезки
металла и т. д. При этом инструмент — катод соответствую-
щей формы — устанавливают на минимально возможном рас-
стоянии (0,05—0,1 мм) от детали — анода. Зазор между ними
заполняется электролитом.
Электрохимический способ обработки имеет ряд преиму-
ществ перед механическими. Технологические показатели элект-
рохимической размерной обработки (ЭХРО) мало зависят от
345
физико-механических свойств обрабатываемого материала
(твердость, вязкость и др.)> что позволяет обрабатывать разно-
образные материалы, твердые высоколегированные металлы и
сплавы, в том числе заготовки в закаленном состоянии. Элект-
рохимическая обработка не сопровождается износом рабочего
инструмента (катода), а также исключаются механические де-
формации поверхности в процессе обработки. В процессе ЭХРО
могут быть изготовлены сложные конструкционные формы
(трехмерные полости и выступы, глубокие отверстия сложного
профиля и др.).
К недостаткам метода относятся повышенный расход элект-
роэнергии, в отдельных случаях более чем в 150 раз превы-
шающий расход энергии при резании, сложность оборудова-
ния и необходимость утилизации отходов (соли металла, выде-
ляющиеся газы).
Состав электролита зависит от обрабатываемого материа-
ла и характера обработки. Чаще всего используют растворы
NaCI, NaNO3, KNO3, Na2SO4 и др. При выборе электролита
следует учитывать и коррозионное воздействие на обрабаты-
ваемое изделие водного раствора нейтральных солей, чаще-
всего хлорида натрия (10—20%)- В зависимости от характера
обработки катод может быть неподвижным, вращающимся или:
находиться в поступательном движении.
Благодаря высокой анодной плотности тока (2 кА/м2) и со-
ответственно большой скорости съема металла межэлектрод-
ное расстояние быстро заполняется продуктами анодного рас-
творения, которые могут пассивировать анодную поверхность.
Поэтому их необходимо своевременно удалять из рабочей зоны
путем непрерывного прокачивания электролита через электрод-
ное расстояние под давлением.
Для электрохимической размерной обработки выпускают
станки различных типов: копировально-прошивочные, шлифо-
вальные и заточные, станки для заточки пера лопаток турбин,,
маркирования.
При абразивно-электрохимической обработке анодное рас-
творение металла сочетают с механическим воздействием не-
обрабатываемую поверхность; продукты реакции удаляют с по-
верхности изделия механическим путем и выводят из рабочей
зоны с потоком электролита. К этому виду обработки следуег
отнести электроабразивную, или электроалмазную обработку,
электрохимическое шлифование, хонингование и полироваиие-
с применением электронейтрального абразивного инструмента,
анодно-механическое полирование с применением дисперсного
абразивного порошка (оксиды хрома или алюминия), находя-
щегося в электролите в виде взвеси.
Для электроабразивного и электроалмазного шлифования в
качестве катода применяют специально изготовленные на ме-
таллической основе круги из абразивов (карбид кремния, бе-
лый электрокорунд, алмаз и др.). При этом съем металла
346
производится не только за счет анодного растворения, но так-
же с помощью зерен абразива или алмаза. Электроабразивное
и электроалмазное шлифование применяют главным образом
для обработки изделий из твердых сплавов (профильное шли-
фование, заточка инструментов и т. д.). Преимуществами этого
процесса шлифования по сравнению с обычным абразивным
шлифованием являются: быстрый съем металла, высокая точ-
ность обработки, отсутствие заусенцев, шлифовочных трещин
и других дефектов.
Существуют также комбинированные методы электрофизи-
ческой и электрохимической обработки, когда анодное раство-
рение металла сочетается с эрозионным или ультразвуковым
его разрушением, а продукты реакции удаляются с обрабаты-
ваемой поверхности механическим путем и выносятся из рабо-
чей зоны с потоком электролита.
3.5. ОБОРУДОВАНИЕ ГАЛЬВАНИЧЕСКИХ ЦЕХОВ
После механической обработки все операции, за редким исклю-
чением, проводят в ваннах, заполненных соответствующими
растворами или водой для промывки. Ванны чаще всего изго-
товляют из стали и футеруют внутри для предотвращения кор-
розии. В качестве футеровочного материала широко использу-
ют пластические массы (чаще всего винипласт), эбонит, свинец
и др. Материал футеровки выбирают с учетом дальнейших ус-
ловий эксплуатации.
Конструкция гальванической ванны определяется режимом
работы электролита. Если в процессе работы требуется пере-
мешивание и нагрев, ванну снабжают змеевиком для обогрева
и барботером, либо размещают детали на качающейся штанге.
Змеевик располагают по боковым стенкам или на дне ванны,
он выполнен из титана, нержавеющей стали или свинца. В не-
которых случаях для нагревания электролитов служат парово-
дяные рубашки. Барботеры изготовляют из винипласта, титана
и нержавеющих сталей. Ванны с коррозионно-активными элект-
ролитами, а также ванны травления снабжают бортовыми от-
сосами, выполненными из винипласта или кислотостойких ма-
териалов.
Детали могут погружаться в ванну либо на подвесках, либо
в барабанах и колоколах. В колокола и барабаны загружают
преимущественно мелкие детали. Внешний вид барабана пред-
ставлен на рис. 3.37. Колокола и барабаны изготовляют из
пластмасс или стали (в последнем случае они футеруются) и
снабжают перфорацией — мелкими отверстиями в боковых
стенках. Во время работы колокола и барабаны вращаются.
Электрический контакт в ваннах электрообезжиривания и для
нанесения электрохимических покрытий обеспечивается с по-
мощью специальных приспособлений (гибкие шипы, головки
болтов, металлические обода и др.), находящихся внутри ба-
34 Г
Рис. 3.37. Общий вид барабана автооператорной линии.
рабанов. Поскольку в практических условиях не все детали
контактируют с источником питания одновременно при расчет
те катодных плотностей тока вносят поправку. Подвод тока к
ванне осуществляют с помощью токонесущих шин. Для каж-
дой ванны устанавливают индивидуальный источник тока.
Все оборудование, используемое для нанесения покрытий,
можно разделить по степени автоматизации на: автоматиче-
ские, полуавтоматические или ванны с частичной механизацией
(например, детали на подвесках перемещаются от ванны к
ванне с помощью специальных подъемников), и стационарные
ванны.
Автоматическое оборудование в зависимости от способа пе-
ремещения обрабатываемых деталей делят на автоматы каре-
точные с жестким циклом и автооператорные с нежестким цик-
лом (с программным управлением). Транспортирующее устрой-
ство в автоматах с жестким циклом совершает прерывистое
движение в одном направлении. Шаг перемещения и единич-й
ный цикл т. е. время движения и время паузы, жестко заданы
темпом автомата.
Автоматическая линия состоит из нескольких рядов ванн,'
установленных в порядке выполнения технологического про-
цесса. Между рядами ванн расположены механизмы для пере-
носа кареток с подвесками из ванны в ванну и перемещения
их вдоль линии. Линии оснащены однопозиционными и много-
позиционными ваннами. Длина ванны в однопозиционных ван-:
нах соответствует шагу перемещения в одном направлении.
Однопозиционные ванны предназначены для операций обезжи-
ривания, промывки, активации, нейтрализации, осветления.
Многопозиционные ванны предназначены для выполнения опе-
раций, более продолжительных по времени, чем темп работы
£48
автомата. Многопозиционная ванна в зависимости от располо-
жения автоматической линии может быть прямолинейной и
овальной формы. Автоматы жесткого цикла применяют в ус-
ловиях массового производства при больших программах и
стабильном технологическом процессе.
Транспортное устройство автооператорных линий придает
деталям горизонтальное движение вдоль ванн в прямом и об-
ратном направлениях и вертикальное перемещение подвесок
пли барабанов с деталями (см. рис. 3.37). Продолжительность
каждой операции не ограничена. Обработка деталей может
производиться одновременно по одному или нескольким тех-
нологическим процессам на подвесках и в барабане. В случае
необходимости возможна быстрая перестройка линии одного
вида покрытия на другой.
3.6. ТЕХНИКА БЕЗОПАСНОСТИ И ЗАЩИТА
ПРИРОДНОЙ СРЕДЫ
В современных гальванических процессах участвует большое
число разнообразных органических и неорганических веществ,,
которые в ряде случаев являются токсичными. Особую эколо-
гическую опасность представляют сточные и промывные воды
гальванических производств. В процессе сброса сточных вод,
иногда теряются значительные количества цветных металлов.
Пары и аэрозоли, отводимые от технологических ванн через си-
стему вентиляции, приводят к загрязнению атмосферного воз-
духа.
До недавнего времени проблемы охраны окружающей среды
в гальваническом производстве решались в основном за счет
усовершенствования системы очистки и обезвреживания сточ-
ных вод. Большинство из используемых для этой цели методов,
основано на превращении вредных веществ в безвредные, но не
на утилизации отходов. Это можно объяснить неэффектив-
ностью утилизации ценных веществ, присутствующих в сточ-
ных водах в очень малых концентрациях. Однако при этом за-
траты на очистку сточных и промывных вод бывают довольно-
высоки. Поэтому в последние годы основное внимание обра-
щено на создание малоотходных технологий на основе тщатель-
ного учета материально-энергетического баланса всех стадий
производства.
До недавнего времени для очистки сточных вод преимущест-
венно использовали реагентный метод очистки. В качестве при-
мера можно рассмотреть обезвреживание цианид- и хром-со-
держащих стоков. Обезвреживание цианидсодержащих сточных
вод заключается в окислении цианидов активным хлором, на-
пример, хлорной известью:
NaCN + СаОС12 + 2Н2О = СаСО3 + NH4C1 + NaCl
Реагентная очистка хромсодержащих сточных вод протекает
в две стадии: восстановление соединений шестивалентного-
349-
хрома до трехвалентного в кислой среде и превращение его
и сопутствующих металлов в малорастворимые гидроксиды, ко-
торые выпадают в осадок. В качестве реагента-восстановите-
ля применяют гидросульфит или сульфит, газы, содержащие
диоксид серы, а также сульфат железа, железную стружку и
др. Восстановление шестивалентного хрома сульфитами проте-
кает по схеме:
4CrOs + 6NaHSO3 + 3H2SO4 -► 2Cr2(SO4), + 3Na2SO4 + 6H,O
Трехвалентный хром превращают с помощью известкового мо-
лока в гидроксид хрома:
Crt(SO4), + Na^C^ + 4Са(ОН)2 -> 2Сг(ОН), + 4CaSO« + 2NaOH
При реагентной очистке загрязненные сточные воды из
ванн объединяют в три потока: хромсодержащие, цианидсодер.-
жащие и кислотно-щелочные. В соответствии с типовой схемой
сброса сточных вод их отводят из гальванического цеха на
станцию обезвреживания или нейтрализации.
Таким образом, метод реагентной очистки от ионов тяже-
лых металлов заключается в получении труднорастворимых
соединений и отделении их от жидкой фазы. К недостаткам
реагентного метода следует отнести повышение солесодержания
очищенной воды, что препятствует ее повторному использова-
нию в производстве, а также образованию большого количества
твердых осадков, содержащих ценные цветные металлы.
В настоящее время большое распространение получают фи-
зико-химические методы очистки сточных вод, благодаря ко-
торым в производство возвращают не только очищенную воду,
но и ценные металлы. Для очистки сточных вод с общим со-
лесодержанием до 2—3 г/л рекомендуют применять в основном
метод ионного обмена, который обладает универсальностью и
позволяет удалять тяжелые металлы не только в виде катио-
нов, но и анионов. Другим перспективным методом очистки
сточных вод является метод обратного осмоса. Современные
высокоселективные обратноосмотические мембраны делают ме-
тод весьма эффективным и экономичным. Электрохимический
способ наиболее часто применяется для удаления шестивалент-
ного хрома из сточных вод. Способ заключается в восстановле-
нии Сг6+—>Сг3+ с помощью ионов двухвалентного железа и
осаждении Сг(ОН)з. Применяют также электрохимические ме-
тоды очистки цианидсодержащей сточной воды, заключающий-
ся в окислении цианидов на графитовых анодах, а также извле-
чения ионов тяжелых металлов (иногда селективно на враща-
ющихся катодах при заданных потенциалах осаждения). Элект-
рохимический способ очистки более экономичен для растворов,
содержащих более чем 0,1 г/л металлов. Для очистки сточных
вод гальванических производств используют также процессы
электрокоагуляции. При этом применяют электролизеры с ано-
дами из низкоуглеродистых сталей, которые растворяются в про-
350
цессе электрокоагуляции. В результате протекания химических
и физико-химических процессов из сточных вод можно удалять
различные токсичные продукты.
Существуют также физические методы регенерации метал-
лов из сточных вод (выпаривание, вымораживание и др.).
Большое внимание уделяется обеспечению безопасного тру-
да в гальваническом производстве. Это достигается, во-первых,
соблюдением санитарных правил по устройству и содержанию
цехов и участков покрытий, во-вторых, путем комплексной ме-
ханизации и автоматизации производства, как основных, так
и вспомогательных процессов, в-третьих, выполнением санитар-
но-технических и медико-профилактических требований.
К наиболее токсичным веществам, используемым в гальва-
нических производствах, относятся свинец, хром, ртуть, мышь-
як и их соли, цианиды. С целью обеспечения безопасных ус-
ловий труда все работающие в цехе должны четко выполнять
инструкции и правила эксплуатации оборудования, а также
правила обращения с ядовитыми веществами и растворами.
При работе с цианидными электролитами ванны должны быть
оснащены мощной бортовой вентиляцией. Кроме того, должны
соблюдаться требования к параметрам воздушной среды по
ГОСТ 12.1.003—76.
ЛИТЕРАТУРА
1. Кудрявцев И. Т. Электролитические покрытия металлами. М.: Химия, 1979,
351 с.
2. Лошкарев М. А., Лошкарев Ю. М., Кудина И. П. — Электрохимия, 1977,
т. 13, Хе 5, с. 715—720.
3. Левин А. И. Электрохимия цветных металлов. М., Металлургия, 1982,
255 с.
4. Пурин Б. А. Электроосаждение металлов из пирофосфатных электролитов.
Рига, Зинатне, 1979, 196 с.
5. Практикум по прикладной электрохимии/Под ред. Кудрявцева Н. Т. и Вя-
чеславова П. М. — М.: Химия, 1980, 287 с.
6. Мату лис Ю. Ю. — В сб. XII Менделеевский съезд по общей и прикладной
химии. М., Наука, 1981, с. 98.
ГЛАВА 4
ГИДРОЭЛЕКТРОМЕТАЛЛУРГИЯ
4.1. ОБЩИЕ СВЕДЕНИЯ
Электролитическое извлечение металлов из водных растворов
их соединений является во многих случаях завершающей ста-
дией ряда металлургических процессов. Электролиз играет
большую роль в производстве таких важных металлов, как
электротехническая медь и цинк, как чистые никель и марга-
нец.
351
Извлечение чистых соединений металлов из руд осуществля-
•ется в настоящее время в основном с помощью процессов пирг '
металлургии и гидрометаллургии.
Если пирометаллургия основана на химических процессах,
протекающих в расплаве сырья при высоких температурах, и
для разделения его компонентов используется различное их
сродство к шлакообразующим, кислороду или к сере, то гид-
рометаллургия основана на извлечении соединений металлов из
руд и концентратов водными растворами различных реагентов
при низких температурах. При селективном действии реаген-
тов в раствор переходят главным образом полезные компонен-
ты; пустые породы практически не растворяются в реагентах.
Этим гидрометаллургия выгодно отличается от пирометаллур-
гии, при которой переплавляется вся масса руды. Такое отли-
чие особенно важно при переработке бедных руд, содержание
•полезного компонента в которых мало.
Одним из существенных преимуществ гидрометаллургиче-
ских методов по сравнению с металлургическими переделами
является также то, что они часто позволяют более полно пе-
рерабатывать бедные и полиметаллические руды с раздельным
получением всех полезных компонентов, а основного — в виде
продукта высокой чистоты. Так, цинковые заводы одновремен-
но с цинком выпускают кадмий, свинец, соли или концентраты
меди, кобальта, ряд редких металлов и концентратов, а также
серную кислоту; медерафинировочные заводы — медь, соли
цветных металлов, шламы, содержащие благородные металлы.
-Стоимость попутно получаемых продуктов является весьма
важным экономическим фактором, определяющим рентабель-
ность гидроэлектрометаллургического производства по сравне-
нию с пирометаллургическим. Поскольку в будущем ожидается
вовлечение в переработку бедных и забалансовых руд, необхо-
димо разработать наиболее целесообразные пути извлечения
всех полезных компонентов руд, их разделения и получения
металлов или концентратов. При этом пирометаллургические
процессы будут заменены гидрометаллургическими.
Как сказано выше, завершающей стадией любого метал;,
лургического процесса является извлечение металла из его рас-
творимого или нерастворимого соединения, выделенного в ре-
зультате предшествующих операций в чистом виде, т. е. пере*
вод элемента из его термодинамически более устойчивой ион-
ной формы в менее устойчивую форму металла. Этот перевод'
требует затраты энергии. Если для этой цели используют]
электрическую энергию и процесс проводят в водных раство-
рах, то весь передел называют гидроэлектрометаллургическим?
Извлечение металлов из руд можно осуществить путем;
электролитического рафинирования или электроэкстракции.
Электролитическое рафинирование предусматривает анод-1
ное растворение пирометаллургического загрязненного метал-1
ла и катодное его осаждение в более чистом виде в том же
.352
электролизере (рис. 4.1). При этом в качестве товарных про-
дуктов получают металлы как в результате пирометаллургиче-
ской переработки (металлы пониженной чистоты), так и элект-
ролитического рафинирования (чистые металлы).
Другие металлы после извлечения их соединений из руд
различными растворителями (в том числе и отработанным
электролитом) и отделения от других компонентов руды, выде-
ляют в чистом виде на катоде в электролизере с нераствори-
мыми анодами. Этот способ для краткости иногда называют
электроэкстракцией.
Рафинирование и электроэкстракция из водных растворов
осуществляют с применением как твердых, так и жидких элект-
родов— ртути и ее сплавов (амальгамная металлургия). За-
кономерности обоих процессов близки между собой, однако
практическое распространение получил первый способ.
Вместо восстановления ионов металлов из водных раство-
ров на катоде с применением источников постоянного тока,
возможно их восстановление при определенных условиях дру-
гим металлом, с более электроотрицательным потенциалом,
или водородом. Такие процессы носят название цементации и
вытеснения и также могут быть отнесены к электрохимическим
процессам.
Упомянутые на рис. 4.1 гидроэлектрометаллургические про-
цессы включают две основные стадии: подготовку электролита
и извлечение из него металла. Для организации процесса по-
лучения металла с высокими показателями важны обе стадии.
Поскольку гидрометаллургия в ближайшие годы должна
получить все возрастающее применение, ниже будут рассмот-
рены в первую очередь процессы получения металлов способа-
ми гидроэлектрометаллургии (получение цинка, кадмия, мар-
ганца), а затем классический и наиболее многотоннажный про-
цесс электролитического рафинирования пирометаллургической
меди.
Подготовка электролита
Предшествующие электролизу операции переработки руд
относятся к технологии неорганических веществ (за исключе-
нием плавки). К ним относятся обжиг руды или концентрата,
выщелачивание продукта обжига или самой руды соответству-
ющим жидким реагентом (часто — отработанным кислым
электролитом) и очистка раствора от нежелательных компо-
нентов. В результате каждой из этих операций выделяют по-
бочные продукты, обычно тоже используемые (на рис. 4.1 они
выделены жирным шрифтом).
Обжиг руд и концентратов. Путем обжига руд основной
компонент переводят в форму, более удобную для выщелачива-
ния. Это улучшает его растворимость, предотвращает вредные
выделения и облегчает отделение основного компонента от
23—2021
353
Рис. 4.1. Принципиальные схемы переработки руд.
23*
других. Обжиг является сложным химико-металлургическим
процессом. В зависимости от условий проведения различают
окислительный обжиг, при котором находящиеся в руде суль-
фиды переходят в сульфаты или оксиды; восстановительный
обжиг, позволяющий переводить высшие оксиды в низшие и,
наконец, хлорирующий обжиг, с помощью которого оксиды ме-
таллов превращаются в соответствующие хлориды.
Обжиг ведут в печах разнообразных конструкций: горизон-
тальных, трубчатых, шахтных, а также в многоподовых печах
с гребками, расположенными на центральном вращающемся ва-
лу, для передачи руды с одного пода на другой. В последние
годы в гидрометаллургии получили распространение печи ки-
пящего слоя (КС), вихревые печи (рис. 4.2).
При обжиге в кипящем или вихревом слое руду или кон-
центрат подают в печь в измельченном виде и вдувают соот-
ветствующий газ. Газ участвует в реакции обжига и в то же
время поддерживает руду в кипящем состоянии (в данном слу-
чае под кипением подразумевают некоторое промежуточное со-
стояние зернистого материала, характеризующее его переход
из неподвижного во взвешенное состояние). Это состояние до-,
стигается при определенной скорости газа, когда сыпучий ма-1
териал становится легкоподвижным и ведет себя как жидкость
(отсюда слой получил название псевдоожиженный).
В случае окислительного обжига газом-носителем и реаген-j
том является воздух, иногда обогащенный кислородом. Прй
восстановительном обжиге такими газами являются газы ме-
таллургических, коксохимических печей, природный газ, водо-
род. Газы поступают в печь под давлением 0,2—0,3 МПа.
Преимущество печей с кипящим слоем заключается в том, что
каждая частица мелкодисперсной руды (размер примерно
0,1—2 мм) омывается газом-реагентом, поэтому процесс об-'
жига протекает быстро и полно. Недостаток печей КС —।
большой унос руды в виде пыли '(40% и более), что обуслови-
ло необходимость установления мощных пылеотделителей—'
циклонов, электрофильтров, рукавных фильтров — для возвра-
щения пыли на стадию выщелачивания.
При применении вихревых печей проблема пылеулавлива-.-
ния особенно остра из-за трудного совмещения высокой скоро-
сти потока газа в вихре и необходимого снижения его скорости
при пылеулавливании.
Процессы выщелачивания. В зависимости от соединения, в
виде которого находится основной элемент, руду можно под-!
вергать выщелачиванию, т. е. воздействию химических реаген-
тов, либо непосредственно после механического и флотацион-
ного обогащения, либо после обжига.
Выбор аппарата для выщелачивания зависит в основном от
типа руды и требований, которые предъявляются к скорости
и стоимости процесса выщелачивания.
Первыми аппаратами, применявшимися для выщелачивания
356
Рис. 4.2. Схема печи кипящего слоя типа УРКС (а) и вихревой печи (б):
1 — свод из жаропрочного бетона; 2 —свод из шамота; 3 — кладка; 4 — загрузочное Устройство; 5 — каркас; 6 — под (рещетка); 7 — кожух;
8 — горелка; 5 —камера сгорания; 10 — разгонный канал; //—улитка; /2 — коническая камера обжига; 13 — диафрагмы.
^Сжатый
воздух
Рис. 4.3. Аппарат для выщелачивания с аэролиф-
том («Пачук»),
Пульпа ПРИ атмосферном давлении, были перко-
ляторы. Однако в них не обеспечивается
интенсивное выщелачивание, так как
раствор в крупных чанах просто проса-
чивается сквозь слой кусковой руды. В
то же время этот процесс дешев, его
проведение не связано с затратами энер-
гии. В последние годы перколяторы
вновь стали применяться в гидроэлектро-
/7 ^ металлургии меди.
Более распространены чаны с механи-
ческим перемешиванием пропеллерными,
цепными или гребковыми мешалками.
В тех случаях, когда при выщелачива-
нии руды или огарка компоненты не
окисляются с понижением растворимости, применяют чаны с
воздушным перемешиванием: аэролифтные аппараты «Пачуки»
(от названия местности в Мексике), показанные на рис. 4.3.
Давление подаваемого воздуха обычно равно 0,2—0,3 МПа. На-
сыщаясь пузырьками воздуха, пульпа в центральной трубке ста-
новится легче общей массы пульпы, поднимается вверх по
трубке и выбрасывается через верхнее отверстие обратно в чан.
Процесс выщелачивания может быть осуществлен в одном
чане до максимально возможного обеднения руды одним и тем
же раствором (одноступенчатое выщелачивание) либо путем
последовательной, так называемой многоступенчатой обработ-
ки прямоточным или противоточным способом (рис. 4.4). При
этом большую часть полезных компонентов извлекают на ста-
дии кислого выщелачивания, когда частично обедненную руду
обрабатывают сильнокислым раствором. В стадии нейтрально-
го выщелачивания небольшое количество кислоты, оставшееся
в растворе после кислого выщелачивания, нейтрализуется све-
жей рудой или огарком. Выбор метода обработки руды зави-
сит от ряда факторов. Для одноступенчатого выщелачивания
требуется меньшее число аппаратов, уменьшается производст-
венная площадь и сокращается обслуживающий персонал. Од-
нако на донейтрализацию затрачивается много руды, поэтому
снижается степень извлечения полезных компонентов.
Автоклавный метод обработки руд характеризуется возмож-
ностью проведения процессов при повышенных давлениях и
температурах. При этом в одном процессе сочетаются обжиг и
выщелачивание руды. Замена пирометаллургического процесса
автоклавным гидрометаллургическим, — одно из наиболее пер-
спективных направлений при использовании бедных руд. При
высоких давлениях (0,5—2 МПа) и температурах от 100 до
358
200 °C химические реакции сильно ускоряются. При автоклав-
ной обработке становятся возможными процессы, не протека-
ющие в обычных условиях. В автоклавах могут быть проведены
реакции простого обмена (типа MO+H2SO4—xMSC^+bhO),
реакции обменного разложения солей, а также реакции окис-
ления и восстановления. Например, возможно одновременное
окисление и выщелачивание сульфидов:
MS + 0,5О2 + H2SO4-► MSO4 + S + Н2О
Автоклавный метод, давно используемый для переработки
бокситов в производстве алюминия, применительно к гидроме-,
таллургическим процессам интенсивно разрабатывается только
в последнее время.
Очистка растворов. Как в пирометаллургически рафинируе-
мом металле, так и в растворах рудного выщелачивания содер-
жатся компоненты, отрицательно влияющие на электролиз.
Кроме того, нередко присутствуют ценные компоненты, выделе-
ние и использование которых экономически выгодно.
После фильтрации и длительного отстоя в растворе могут
оказаться не только примеси ионов других металлов, но и кол-
лоидные взвеси нейтральных частиц, различные анионы, с ко-
торыми в катодный осадок могут попасть сера, углерод, фос-
фор и другие неметаллические примеси. Нередко в электролит
попадают и нежелательные поверхностно-активные вещества,
поэтому в ряде случаев в отделении подготовки электролита
должна быть предусмотрена возможность очистки раствора от
этих примесей.
В гидроэлектрометаллургии нашли применение различные
методы разделения компонентов раствора, например, осажде-
ние малорастворимых соединений, вытеснение, экстракция, ад-
сорбция, ионный обмен и электрохимический метод.
Метод осаждения малорастворимых соединений — один из
наиболее распространенных. Он основан на введении в очищае-
мый раствор веществ, селективно образующих с ионами той
Остаток после
Выщелачивания
Нейтральный
раствор
Рис. 4.4. Схема двухступенчатого выщелачивания.
359
или иной примеси соединения с возможно малым произведе-
нием растворимости. При этом не следует вводить вещества,
которые могут затем оказать на электролиз отрицательное
влияние. С этой точки зрения наиболее приемлемым является
метод гидролиза
MSO4 + 2H2O ---► H2SO4+M(OH)a
Гидроксиды и основные соли металлов образуются при раз-
личных значениях pH и обладают разными произведениями
растворимости. Это позволяет путем подбора соответствующей
кислотности среды отделить в виде гидроксида или малорас-
творимой основной соли какую-либо примесь, не затрагивая
ионы, pH гидратообразования которых выше. От значения про-
изведения растворимости Пр гидроксида зависит глубина очи-
стки от данного иона:
Пр = aMz+a?oir cMz+ = Пр/агон~
°Он~ = KWCH+ амг+ = Пр’а2н+/^2№'
Произведение растворимости гидроксидов уменьшается с
увеличением валентности нона металла, например, для
Fe(OH)2 значение ПрлНСН5, а для Fe(OH)3— 3,2-10~38. По-
этому нередко гидролизной очистке предшествует окисление
удаляемого иона до более высокой валентности при условии,
что последний образует гидроксид при более низком значении
pH, чем основной ион. В качестве окислителей применяют кис-
лород, воздух, диоксид марганца, газообразный хлор и др. На-
пример
2FeSO4 + МпО2 + 2H2SO4 -—* Fe2(SO4)3 + MnSO4 + 2Н2О
Fe2(SO4)3 + 6Н2О -► 2Fe(OH)3 + 3H2SO4
При гидролитическом методе очистки нейтрализацию до
нужного pH желательно проводить рудой, чтобы не вводить
посторонние соединения. Процессы окисления до ионов высшей
валентности и гидролиз сочетают с выщелачиванием, проводя
их, по возможности, в одном реакторе.
Довольно распространены и другие способы осаждения при-
месей в виде сульфидов, ксантогенатов, реже — карбонатов или
специфических органических веществ. Как и при гидролизе,
ионы примесей иногда осаждают после предварительного их
окисления до ионов высшей валентности, если последние обла-
дают меньшим Пр. Так, осаждение кобальта в виде этилксан-
тогената проводится после предварительного окисления Со2+
до Со3+. В качестве окислителей применяют CuSO4, КМпО4,
NaNO3 и др.:
2C2HsOCS2K + CoSO4 ---► (C2HsOCS2)2Co + K2SO4
(C2H5OCS2)2Co 4- CuSO4 + 2C2HsOCSK ►
----► (C2HsOCS)3Co + C2HsOCS2Cu + K2SO4
360
Для предотвращения вредного влияния избытка вводимых
посторонних соединений на процесс электролиза, их удаляют
адсорбцией. В качестве адсорбентов используют активирован-
ный уголь и ионообменные смолы, глины, гидроксиды железа
и алюминия, диоксид марганца.
Имеются сведения о попытках очищать электролиты спе-
циальными селективными осадителями.
Очистка цементацией основана на принципе, сходном с ра-
ботой гальванических элементов и электрохимической коррози-
ей технических металлов, содержащих примеси с низким пере-
напряжением водорода. При этом в общей химической реакции
окисление (анодный процесс) и восстановление (катодный про-
цесс) протекают на разных участках одной и той же частицы
металла, энергетически для этого более выгодных, что возмож-
но из-за наличия проводящей среды. Поэтому скорость реак-
ции вытеснения типа CuSO4+Zn—>Cu+ZnSO4 определяется
скоростями анодного (Zn—>Zn2++2e) и катодного (Си2++
',+2е—>-Си) процессов, которые зависят от своего потенциала
и других факторов, характеризующих любой электрохимиче-
ский процесс. Так же, как и любая электрохимическая реакция,
процесс цементации может в зависимости от условий протекать
при замедленных диффузии или собственно электрохимической
стадии.
Скорость вытеснения металла с электроположительным потенциалом ме-
таллом с электроотрицательным или менее электроположительным потенциа-
лом непостоянна во времени. Если Afj — металл, имеющий более отрицатель-
ный потенциал (например, цинк), a М2—более положительный (например,
медь), то при появлении первых же количеств меди на поверхности цементи-
рующих зерен цинка образуется короткозамкнутая гальваническая пара. Че-
рез эту систему начинает протекать ток определенной силы. Прохождение то-
ка через электроды Afi и М2 вызывает их поляризацию (рис. 4.5), которая
выражается сдвигом потенциала Mi, работающего анодом, к более положи-
тельным значениям (кривая 1), и сдвигом потенциала Л42, работающего ка-
тодом, к более отрицательным значениям (кривая 2). Пересечение этих кри-
вых характеризует определенный компромиссный (стационарный) потенциал
Е'с и ток i'c.
Такое положение могЛо бы сохраниться, если бы поверхности Mi и М2
не изменялись в процессе цементации. Однако, практически поверхность це-
ментирующего металла Mi, образующего анодные участки, постепенно покры-
вается (обволакивается) выделяемым металлом М2, поверхность анодов
уменьшается, а катодов увеличивается. Влияние катодных положительных
участков на величину Ес возрастает, и Ее сдвигается в сторону положитель-
ных значений, a tc уменьшается. Чтобы увеличить поверхность анодных
участков, цементирующий металл вводят в процесс в виде дисперсного по-
рошка.
Кроме исходных потенциалов обоих металлов и их поляризуемости при
прохождении тока, определенную роль играют и другие факторы, обычно
влияющие на скорость любого электрохимического процесса. Так, при малом
значении СМ2+ в растворе и значительной скорости собственно электрохими-
ческой стадии, на скорость цементации решающее влияние могут оказывать
скорость диффузии ионов М2г+ к поверхности зерен, а также диффузия ионов
металла Mt в глубь раствора через слой осевшего на нем вытесненного ме-
талла (накопление ионов Mt у его поверхности может затормозить дальней-
шее его растворение). В этом случае цементация протекает в диффузионной
области.
361
Рис. 4.5. Поляризационные кривые
процесса цементации.
Очень важным фактором
является концентрация водо-
родных ионов в растворе, так
как они могут выполнять роль
металла M2Z+ и замедлять вы-
деление этих ионов из раство-
ра, увеличивая расход цемен-
тирующего металла. С другой
стороны, слишком малая концентрация Н+ (высокий pH) при-
ведет к появлению малорастворимых соединений основного ха-
рактера, которые, осев на Мь уменьшают его активную поверх-
ность.
Помимо ионов водорода, роль M2Z+ может выполнять рас-
творенный в электролите кислород: восстанавливаясь при бо-
лее положительных потенциалах, он забирает электроны, пред-
назначенные для восстановления ионов металла M2Z+ (см.
рис. 4.5, кривая 3), поэтому удаление ионов M2Z+ из раствора
замедляется. Следовательно, при удалении из растворов кисло-
рода процесс цементации протекает полнее, что особенно важ-
но для извлечения из раствора последних малых количеств це-
ментируемого металла.
Значительное и различное влияние оказывает на процесс
цементации температура. С одной стороны, она увеличивает
скорость диффузии и электропроводимость, снижает поляриза-
цию М2 и способствует удалению кислорода из раствора, а с
другой — она ощутимо снижает перенапряжение водорода, уве-
личивая непроизводительный расход цементирующего металла.
Конец процесса цементации — наиболее ответственная ста-
дия, поскольку она определяет конечную степень чистоты рас-:
твора. При малой остаточной концентрации ион M2Z+ выделя-
ется при предельном токе и возможность протекания нежела-
тельных процессов (разряд Н+, восстановление кислорода и
др.) значительно возрастает. Скорость протекания этих конку-
рирующих процессов следует, по возможности, уменьшить пу-
тем регулирования перечисленных выше параметров. При сов-
местном контактном вытеснении нескольких ионов, процесс
может осложниться. В этом случае целесообразнее проводить
ступенчатую цементацию, вводя последовательно строго огра-
ниченные количества цементирующего металла.
Метод экстракционной очистки основан на различной рас-
творимости примесей в двухфазной системе, состоящей из не-
смешивающихся водной и жидкой органической фаз. Примеси
распределяются между фазами, последние отделяются друг от
друга. Органическая фаза может быть возвращена в процесс
путем реэкстракции или другим методом (высаливанием, выпа-
риванием, кристаллизацией, дистилляцией). Выделенная при-
зе 2
месь является концентратом, который может быть использо-
ван.
Основной величиной, характеризующей протекание экстрак-
ции, является коэффициент распределения D — отношение кон-
центрации вещества в органической фазе (СОрг) к его концент-
рации в водной фазе (СВОдн) в равновесных условиях
- Сорг/^водн ИЛИ Copp —- D/Cqqpa
Экстракционную очистку целесообразно применять, если
величина Е)^0,3—0,5.
Если водную фазу подвергать нескольким экстракциям, очи-
стка раствора улучшится. Примером такого процесса очистки
является экстракция металлов смесью жирных кислот. Соли
жирных кислот (мыла) не смешиваются с водой и образуют
органическую фазу:
при экстракции
MSO4 + 2RCOOH ---► M(RCOO)2 +
при реэкстракции
M(RCOO)2 -ь H2SO4 -> 2RCOOH + MSO4
О возможности применения экстракционной очистки жирны-
ми кислотами судят в первом приближении по ряду, в кото-
ром каждый, правее стоящий ион, вводимый в виде мыла, вы-
тесняет в органическую фазу левее стоящие ионы: Sn4+, Bi3+,
Fe3+, Pb2+, Al3+, Cu2+, Cd2+, Zn2+, Ni2+, Co2+, Mn2+, Na+.
Экстракция жирными кислотами (а также алкилфосфорны-
ми кислотами) относится к катионообменной экстракции, т. е.
экстрагируемый катион металла обменивается на катион экст-
рагента. Применяется также анионообменная экстракция (экст-
рагенты — различные амины, обмен протекает между металло-
содержащим анионом и анионом соли амина) и экстракции
нейтральными экстрагентами (спирты, эфиры, кетоны и др.).
Применяемый экстрагент должен обладать качествами, де-
лающими целесообразным его применение: селективностью, лег-
кой разделяемостью с основным растворителем (например, с
водой), простотой регенерации, химической инертностью, малой
растворимостью в воде и, что особенно важно, дешевизной и
доступностью.
В настоящее время два последних требования еще не удов-
летворяются в полной мере, поэтому чрезвычайно эффективный
и перспективный способ экстракционной очистки медленно
внедряется в промышленную практику.
Ионообменный метод очистки основан на специфических
свойствах некоторых веществ (синтетических смол, углей, гид-
росиликатов и др.), имеющих хемосорбированный ион, кото-
рый легко заменяется на другие катионы раствора (такие ве-
щества называют катионитами) или другие анионы раствора
(аниониты). Однако современные иониты не обладают доста-
363
точным избирательным действием по отношению к какой-либо
группе ионов и можно назвать только некоторые случаи, когда
удается подобрать или специально изготовить избирательный
ионит.
Электрохимический метод очистки (форэлектролиз) приме-
няется в гидроэлектрометаллургии сравнительно редко, только
при получении высокочистых металлов.
4.2. ЭЛЕКТРОХИМИЧЕСКИЕ СПОСОБЫ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ
ИЗ РАСТВОРОВ
К электрохимическим способам извлечения металлов из рас-
творов могут быть отнесены способы вытеснения и электролиза
с твердым и ртутным катодами.
Способы вытеснения. Один из них — цементация — получил
распространение не только для очистки растворов от нежела-
тельных компонентов, но и для извлечения металлов из раз-
бавленных растворов (например, золота, иногда меди и др.).
Другая разновидность способа вытеснения — получение по-
рошков металлов путем вытеснения металла водородом в авто-,
клавах по реакции типа Mz++zH°—>zH++M.
Первые исследователи подобных процессов Н. Н. Бекетов
(1860 г.) и В. В. Ипатьев показали, что этот процесс, как и
процессы цементации (см. выше) связаны с соотношением по-
тенциалов обоих участников реакции — Mz+/M и Н+/Н2 —
и протекают лишь в том случае, если потенциал водорода име-
ет более электроотрицательное значение, чем потенциал систе-
мы Mz+/M.
Так как рабочий потенциал водорода можно определить по)
уравнению (при 25 °C)
£н2 — In («н+/^н21/2) + Лн2 = 0,059 (pH + 0,5 1g Рц2) + Лн2
то ясно, что потенциал водорода можно регулировать в до-
вольно широких пределах путем изменения pH и давления во-
дорода. Так, например, изменение pH на 0,5 сдвигает потен*
циал так же, как и изменение давления на порядок. Количест-
венно процесс протекает только в автоклавах. При этом, чем
электроотрицательнее потенциал вытесняемого металла, тем
ниже должна быть концентрация Н+ (выше pH), при которой
потенциал водорода приобретает более отрицательное значе4
ние.
Важным обстоятельством при восстановлении ионов метал-
ла водородом является участие его в реакции в атомарном, а
не в молекулярном виде. Процесс Нг—*2Н° протекает при ад-
сорбции газообразного водорода на зернах металла, служащих
катализатором, поэтому процесс вытеснения носит ярко выра-
женный гетерогенный характер. Для начала вытеснения в pacj
твор необходимо вводить затравку — зерна порошка никеля
364
или железа, служащие катализатором. Дальнейшее восстанов-
ление может протекать уже с участием порошка, образующего-
ся при вытеснении.
Процессы рафинирования и экстракции металлов с тверды-
ми и жидкими электродами. Механизм процессов электрохими-
ческого рафинирования с твердыми электродами основан на
том, что системы Mz+/M в зависимости от металла и состава
раствора, а также от плотности тока и других факторов, ха-
рактеризуются различными электродными потенциалами и раз-
ными скоростями процессов растворения и разряда.
Известно, что разряд или растворение металла связаны не
только с равновесным его потенциалом, но и с перенапряжени-
ем в данных конкретных условиях, на которое влияют плот-
ность тока, состав раствора и температура. Точно так же реаль-
ные скорости разряда и растворения являются функциями не
только равновесного тока обмена iop, но и других параметров.
В соответствии с этим протекает растворение отдельных сос-
тавляющих многокомпонентного анода и выделение на катоде
ионов, перешедших в раствор.
Продуктами рафинирования являются катодный металл,
компоненты раствора электролита и анодный шлам (газы не
учитываются). Составляющие анодного металла распределя-
ются между этими тремя продуктами в соответствии с их ре-
альными потенциалами и скоростями растворения и осажде-
ния.
Из анода, состоящего из основного металла и некоторых
примесей, в первую очередь растворяются металлы с наиболее
отрицательными потенциалами. При этом общий потенциал
анода является компромиссным, но практически обусловлен по-
тенциалом растворения основного металла, так как растворе-
ние примесей протекает при предельном токе из-за малой кон-
центрации их. С определенным приближением о поведении от-
дельных металлов на растворяющемся аноде можно судить по
значениям их стандартных потенциалов, учитывая, что в реаль-
ных условиях потенциалы могут значительно отличаться от
стандартных, в первую очередь из-за малых'значений активно-
стей ионов примесей в растворе.
Если расположить металлы по значениям потенциалов в не-
комплексных растворах от более электроположительных к бо-
лее электроотрицательным: Au, Ag, Си, Bi, Sb, Pb, Sn, Ni, Co,
Cd, Fe, Cr, Zn, Mn — то для ориентации можно принять, что
яри рафинировании каждого из них все расположенные левее
металлы перейдут в шлам, а расположенные правее перейдут в
раствор вместе с основным металлом. На катоде совместно с
основным металлом будет происходить разряд ионов всех ле-
вее расположенных перешедших в раствор, металлов, а ионы,
расположенные правее, — будут накапливаться в растворе. Та-
ким образом, рафинированию анодного металла способствует
как анодный процесс (более электроположительные металлы
365
выделяются в шлам), так и катодный процесс, в результате ко-
торого электроотрицательные примеси собираются в растворе.
В шлам, кроме более электроположительных, чем основной,
металлов, попадают также крупные частицы основного метал-
ла, потерявшие связь с телом анода при растворении более
мелких частиц, а также оксиды, сульфиды, селениды, углерод,
силикаты, нерастворимые при данном потенциале анода. Ча-
сто в анодном шламе обнаруживаются и слаборастворимые со-
единения (гидроксиды, соли). В ряде случаев анодный шлам
представляет собой ценный промежуточный продукт, подлежа-
щий переработке.
Наличие в растворе ионов с более электроположительным
потенциалом, чем основного иона, нежелательно. При малых
концентрациях эти ионы разряжаются на катоде при предель-
ном токе, т. е. скорость лимитируется диффузией ионов приме-
си к катоду. Возможен случай, когда разряд протекает не при
предельном токе, тогда скорость выделения лимитируется пе-
ренапряжением разряда ионов примеси. Примером нежела-
тельных анионов являются NO3-, МпО4_ и др., которые восста-
навливаются при положительных потенциалах.
Для разряда примеси на предельном токе было показано
(Ротинян А. Л., Хейфец В. Л.), что содержание примеси в ка-
тодном металле Дм (в %) зависит от плотности тока и кон-
центрации примеси в растворе:
( ЮОО/Смбм
^м =-----1----
где i — плотность тока, кА/м2; См — концентрация примеси в растворе, экв/л;
Км—константа скорости диффузии ионов примеси при данных условиях
конвекции.
При малых концентрациях этой примеси кристаллизация
металлов (при предельном токе) протекает в специфических
условиях, которые обусловливают образование мелкодисперс-
ных порошкообразных включений в основной металл. Такие
включения нарушают нормальный рост кристаллов основного
металла и становятся особенно опасными, если они обладают
малым перенапряжением водорода. Вследствие облегчения вы-
деления водорода на этих участках компромиссный потенциал
катода приобретает более электроположительное значение по
сравнению с потенциалом чистого металла; происходит пере-
распределение катодного тока в пользу выделения водорода.
В некоторых случаях выход основного металла по току может
снизиться до нуля. Примером может служить катодное осажде-
ние марганца в присутствии нонов никеля и кобальта. Все
факторы, снижающие перенапряжение при выделении водоро-
да, усиливают вредное влияние примесей, и наоборот, факто-
ры, повышающие перенапряжение водорода, ослабляют их
вредное влияние.
366
Рис. 4.6. Поляризационные кривые сов-
местного выделения двух металлов (илн
одного металла и водорода).
Примеси с более электроотри-
цательным потенциалом, чем по-
тенциал основного металла, так-
же несколько влияют на разряд
основного иона, но в значительно
меньшей степени. Обладая тем
же зарядом, что и основной ион, они участвуют в построении
двойного электрического слоя, занимают в нем места основных
ионов и этим затрудняют процесс их разряда. Кроме того, нали-
чие неразряжающихся катионов может привести к перераспреде-
лению молекул воды, к общему изменению ионной силы и, сле-
довательно, к изменению активности основных ионов. Установле-
ны также случаи каталитического влияния на разряд водорода
ионов металлов с электроотрицательным потенциалом, что зна-
чительно снижает выход получаемого металла по току.
В некоторых случаях ионы с более электроотрицательным
потенциалом могут и сами участвовать в катодном разряде,
если концентрация их достигает определенной величины.
В этом случае значение более отрицательного потенциала иона-
примеси приблизится к значению потенциала разряда основ-
ного нона, т. е. к общему потенциалу катода (ведущая при-
месь).
Восстановление такого иона-примеси совместно с основ-
ным разряжающимся ионом становится особенно реальным,
когда примесь осаждается при значительно меньшей поляриза-
ции, чем основной металл.
На рис. 4.6 приведены анодная (1—/') и катодная (/—/")
поляризационные кривые основного металла с более положи-
тельным потенциалом, а также анодная (3—3') и катодная
(3—3") поляризационные кривые металла (примеси) с более
отрицательным потенциалом. Точки пересечения катодных и
анодных кривых характеризуют равновесные потенциалы EPMi
и ЕрМ2, при которых скорости катодного и анодного процессов
.равны и определяют токи обмена i0M1 и i0M2- Если поляризо-
вать электрод катодно до потенциала Ек, более отрицательно-
го, чем равновесный потенциал ЕРМа (при этом сила тока iK),
то поляризация металла Mj равна АЕм, , а поляризация ме-
талла-примеси — АЕмг. В случае, изображенном на рис. 4,6,
металл М2 имеет значительно меньшую поляризацию, чем Мь
В соответствии с этим распределение тока между этими метал-
лами в интервале катодных потенциалов будет неравномер-
ным: меньшая поляризация металла М2 обусловит большую
плотность тока, приходящегося на его долю (Ai2) по сравнению
С плотностью тока, приходящуюся на металл Mi (Aii). Рас-
367
Рис. 4.7. Анодные поляриза-
ционные кривые:
1 — для никеля в растворе 1,0 н.
H2SO4; 2 —для железа в растворе
Na3PO4. pH=9,37; 3— для свинца а
растворе H2SO4, рН=0.
смотренное распределе-
ние плотности тока мо-
жет, очевидно, иметь ме-
сто только при высоком
катодном потенциале и
при значительной кон-
центрации примесей, об-
ладающих электроотри-
цательным потенциалом.
При электроэкстракции с твердыми электродами катодный
процесс, в общем, сходен с процессом рафинирования, а анод-
ные процессы коренным образом отличаются, так как аноды из-
готовляют из чужеродных материалов.
Анод практически нерастворим (его ионы не переходят или
переходят в малом количестве в раствор), и пропущенное ко-
личество электричества затрачивается на один из процессов
окисления:
4ОН- ---► О24-2На0-}-4е
2Н2О ---*- О2 -f- 4Н+ + 4е
2СГ ---> С12 + 2е
Ео — +0.41В (аон~ = 1 н.)
Ео = 4-1 ,23В (оц+ = 1
£0 = 4-1,366
Если сравнить потенциалы этих процессов с учетом их пе-
ренапряжений с соответствующими потенциалами важнейших
металлов, то станет очевидным, что растворение даже таких
металлов, как медь и серебро, протекает при менее положи-
тельных значениях потенциалов, чем приведенные потенциалы
окисления. Причина нерастворимости металла или сплава при
анодной поляризации в то время, когда его потенциал должен
иметь достаточно отрицательное значение, заключается в пас-
сивности электрода.
Зависимость плотности тока от потенциала при пассивации
различных металлов приведена на рис. 4.7. Эта зависимость
имеет одинаковый характер. Участки I во всех случаях соот-
ветствуют активному растворению металлов, например, по ре-
акции
РЬ 4- SO42~ -» PbSO4 -Ь 2е £0 = —0,335В
Участки II соответствуют резкому снижению скорости про-
цесса растворения вследствие блокирования поверхности ме-
талла, например, малорастворимым PbSO4; участки III харак-
теризуют установившуюся скорость растворения металла в со-
стоянии пассивности и быстрый рост потенциала при малом
368
увеличении скорости. При этих потенциалах на свинце возмож-
ны процессы РЬ2+—>РЬ4++2е с последующим гидролизом
Pb(SO4)a + 2НаО -► РЬО2 4- 2H£SO4
или
РЬ + 2НаО -> РЬОа + 4Н+ + 4е Ео = 0,665В
Процессы, протекающие на поверхности электродов при по-
вышенных положительных потенциалах, приводят к образова-
нию оксидов на этих электродах. При этом на них при дости-
жении соответствующих потенциалов начинается разряд кис-
лорода (разложение ОН- или воды в случае кислых сред см.
с. И), или процесс перепассивации с образованием ионов вы-
сокой валентности, что соответствует участкам IV.
Торможение процесса М—>М2+ пассивирующими пленками
и протекание процесса 40Н"—4е—>-О2+2Н2О со сравнительно
высокой скоростью обычно объясняется тем, что эти пленки об-
ладают невысокой ионной и хорошей электронной проводимос-
тями.
Потенциал, при котором наступает пассивность (так назы-
ваемый потенциал пассивации), и глубина пассивации, т. е. сте-
пень уменьшения скорости растворения, зависят от свойств ме-
талла и электролита. Так, никель, железо и стали пассивиру-
ются быстро и глубоко в растворах щелочей и поэтому практи-
чески не растворяются в этих средах. Свинец быстро и глубоко*
пассивируется в сернокислых (нейтральных и кислых) раство-
рах.
Электрод, покрытый пассивирующим слоем, не перестает
взаимодействовать с электролитом. В системе металл — соеди-
нение— электролит непрерывно протекают реакции взаимодей-
ствия, в результате которых металл постепенно разрушается, а
соединения, образующиеся на его поверхности, переходят и
раствор. Вследствие этого металлические аноды в определен-
ной степени растворяются, и в электролите и в катодном ме-
талле обнаруживается некоторое количество анодного металла.
Легирующие добавки к анодному металлу уменьшают его рас-
творимость. Для свинцовых анодов, например, наиболее эф-
фективными оказались небольшие количества сурьмы или се-
ребра (1%); железные аноды обычно заменяют анодами из
нержавеющих сталей. Более подробные сведения о нераствори-
мых анодах приведены во введении.
Механизм процессов электрохимического рафинирования и
электроэкстракции с применением жидких электродов из ртути
или ее сплавов — амальгамная металлургия — сходен с меха-
низмом процессов, протекающих на твердых электродах.
Особенностями электролиза с ртутными электродами, отли-
чающими его от процессов на твердых электродах, являются
высокое перенапряжение выделения водорода т)н,Нв= 1,41+1
+0,114 Igi) и значительная деполяризация вследствие образо-
24—2021 369-
Рис. 4.8. Поляризационные кривые
анодного растворения полиметалличе-
ской амальгамы в 0,1 н. растворе НС1О<
(поляризация от — к +).
вания сплава металла с ртутью.
Оба эти обстоятельства позволя-
ют выделять из водных раство-
ров даже такой электроотрица-
тельный металл, как натрий.
Амальгама какого-либо ме-
талла, находясь в контакте с рас-
твором, содержащим ионы этого
металла, образует электрод
Мг+/М, Hg, потенциал которого определяется реакцией
Таким образом, ртуть в потенциалопределяющей реакции не
участвует. Потенциал амальгамного электрода зависит только
от активности ионов соответствующего металла в растворе и.
от активности его в амальгаме. По достижении амальгамой на-
сыщенного состояния потенциал ее уже не зависит от даль-
нейшего увеличения концентрации металла. Это свойство
амальгам сохранять более электроотрицательный потенциал ме-
талла, сплавленного с ртутью, используется в амальгамной гид-'
роэлектрометаллургии для проведения реакций фазового обме-
на (цементации) между электроотрицательным металлом
амальгамы и ионами более электроположительного металла в
растворе:
ZnHg + Cd2+ > CdHg + Zn2+
Два диффузионных процесса — замедленное передвижение
атомов металла в амальгаме и частиц-адендов из глубины рас-^
твора к поверхности амальгамного электрода — обусловливают
.в ряде случаев довольно быстрое достижение предельного тока
растворения. Величина его прямо пропорциональна концентра-
ции металла в амальгаме
/д — КСй
Достижение предельных токов растворения металлов при
характерных для них потенциалах, особенно для амальгамы с
малым содержанием металлов-примесей, позволяет фракционной
растворять полиметаллический амальгамный анод, содержа-t
щий несколько металлов (рис. 4.8), и этим путем их разде-
лять.
370
Электролиз с твердыми электродами
В дополнение к общим сведениям, приведенным во введении1
(с. 8) по подбору параметров электролиза, для гидроэлектро-
металлургических процессов следует учесть ряд особенностей.
В гидроэлектрометаллургии практическое применение получи-
ли, в основном, сульфатные электролиты. Растворы хлоридов
обладают более высокой электропроводимостью и позволяют
работать при значительно более высоких плотностях тока. Од-
нако выделение на аноде токсичного хлора связано с необхо-
димостью герметизации ванны и осложняет процесс. В процес-
сах рафинирования хлориды часто вводят в качестве добавки
для активирования анодов, а также для повышения проводимо-
сти электролита. Нитратные растворы практически используют
только для рафинирования, так как подбор анодов, стойких в
этой среде, затруднителен. В некоторых случаях применяются
и более сложные электролиты. В гидроэлектрометаллургии зна-
чительное внимание уделяется не только технологической, но и
экономической плотности тока. Так, для получения меди и цин-
ка исследования по установлению экономических плотностей то-
ка были проведены еще вначале внедрения этих методов (для
меди в 1909 г. П. М. Аваевым и в 1934 г. А. И. Гаевым и
А. А. Булах; для цинка в 1939 г. Ю. В. Баймаковым). В на-
стоящее время такая работа проводится для процесса электро-
литического рафинирования никеля в связи с выяснением це-
лесообразности повышения плотности тока в действующих це-
хах вместо увеличения мощности путем строительства новых
цехов.
Выражение, предлагаемое для расчета экономической плот-
ности тока (в А/м2), включает ряд величин, правильный учет
которых возможен только в результате длительного изучения
процесса электролиза:
_ Ю(ДР1 + ^Р2 + сРз+^Р4)
/эк - У S2T (7?кш + яр)] +
где числитель характеризует амортизацию капитальных затрат, которые-
уменыпаются при повышении плотности тока; а знаменатель — увеличение-
расхода электроэнергии; рь рг, рз, рь — амортизационные отчисления от стои-
мости здания, износа электродов, оборудования, %; a, b, с, d — стоимость-
соответственно 1 м® ванны, здания и электродов и капиталовложения в цех
выщелачивания, руб.; S — площадь катодов, отнесенная к 1 м3 объема ванны,
м2; т — продолжительность работы в году, ч; К — стоимость 1 кВт-ч электро-
энергии на шинах цеха электролиза, руб.; 7?Кш, R?— сопротивления контак-
тов, ошиновки и раствора, отнесенные к il м3 объема ванны, Ом; Кв — стои-
мость 1 м3 охлаждающей воды, руб.; W— расход охлаждающей воды, м3/ч
на 1 кВт тепловой мощности, отнесенный к 1 м3 ванны.
Целесообразность любой попытки интенсифицировать про-
цесс электролиза путем повышения плотности тока должна быть-
оценена с точки зрения влияния на экономическую плотность
тока.
24*
37J
Таблица 4.1. Примеры вкладов Отбельных составляющих 6 общее напряжение на электролизерах
.372
Рис. 4.9. Схема включения электродов:
а, б — параллельное включение (монополярная система); в, г — последовательное вклю-
чение (биполярная система); .1— ванна; 2, 3 — анодный и катодный токоподводы.
При выборе температуры электролита следует учитывать ее
влияние на электропроводимость раствора и перенапряжение
выделения металла и водорода. В некоторых случаях при уве-
личении температуры нужно принимать во внимание повыше-
ние коррозионной активности электролита, возможность его
разложения и укрупнение зерен осадка на катоде.
Если приход и расход тепла не балансируется, то электро-
лит приходится искусственно охлаждать или нагревать в са-
мом электролизере или в какой-либо внешней емкости с по-
мощью змеевиков -с охлаждающим или греющим веществом
(вода, аммиак, пар и др.).
Оборудование электролизных цехов. Осаждение металла в
большом числе однотипных ванн и продолжительное наращи-
вание слоя металла на одном и том же электроде позволяют
без ущерба для процесса включать эти ванны последователь-
но, сериями. Число ванн в серии при данном напряжении ис-
точника тока зависит от напряжения на одном электролизере,
складывающемся из разности рабочих потенциалов анода и ка-
тода, падения напряжения в электролите, диафрагмах, шламе
и проводниках I рода (табл. 4.1).
Соединение электродов в электролизерах. Основные, приме-
няемые в настоящее время способы включения электродов
(рис. 4.9) были разработаны при изучении первого промышлен-
ного процесса электролиза с получением металла — рафиниро-
вания меди. Как при параллельном (рис. 4.9, а и б), так и при
последовательном (рис. 4.9, в и а) электрических включениях
373
Рис. 4.10. Схемы электродов с опорными приспособлениями:
а — отлитый фигурный электрод; б — электрод соединен со штангой винтами; в — элект-
род ушкамн надевается на ломик; г — электродный блок для стержневых (или цилинд-
рических г', г") электродов; д — электродный блок для вращающихся дисковых электро-
дов; е — барабанный электрод с насыпным электродным материалом; ж — ленточный
электрод с токоподводящимн роликами; з — электрод с вплавленными стержнями; и —•
полый электрод с водяным охлаждением.
электродов, электроды могут располагаться либо поперек ванн
(рис. 49,а и в), либо, что реже, вдоль боковых стенок (рис.
4.9,6 и г).
Последовательное включение биполярных электродов (рис.
4.9, виг) применяют главным образом при оформлении процес-
сов рафинирования, когда с одной стороны электрод растворя-
ется, с другой — наращивается чистым металлом.
Для биполярных электродов требуется большая тщатель-
ность при отливке и обслуживании. Они применяются реже мо-
нополярных.
Электроды обычно опираются на борта электролизеров, на
которых расположены токоподводящие шины и изоляторы (рис.
4.10).
Важнейшим фактором для обеспечения нормальной работы
электролизеров и экономии энергии является наличие хороше-
го электрического контакта между плечиком или валом элект-
рода и токоподводящей шиной на ванне. Некоторые из при-
меняемых контактов показаны на рис. 4.11. (Схемы соединения'
электролизеров с источниками тока приведены на рис. 16). ]
Электроды. Катоды, применяемые в гидроэлектрометаллур-
гии, могут быть подразделены на катоды-матрицы, с которых
снимают наращиваемый слой металла определенной толщины,
и катоды-основы, которые вместе с наращиваемым металлом|
поступают на переплавку или прямо к потребителю.
374
Катоды-матрицы применяют почти во всех гидроэлектроме-
таллургических производствах либо для наращивания основно-
го металла (производство цинка, кадмия, марганца и др.), ли-
бо для предварительного электролитического осаждения буду-
щих катодных основ — тонких листов металла, получаемого в
данном производстве (рафинирование меди, никеля).
Катоды-матрицы должны служить длительное время. Этим
и объясняются предъявляемые к ним высокие требования. На-
ращиваемый металл должен легко сниматься с катодов без ко-
робления матриц, поэтому в качестве матричного металла ис-
пользуют алюминий, титан или нержавеющую сталь, т. е. ме-
таллы, окисляющиеся на воздухе, и не обладающие высоким
сцеплением с осаждаемым металлом. Катоды-матрицы должны
обладать высокой химической стойкостью в электролите, чтобы
основной металл не загрязнялся продуктами их коррозии. Ка-
тоды-матрицы требуют тщательного ухода: их обычно снабжа-
ют изолирующими рамками по ребрам для облегчения снятия
металла, часто обрабатывают механически для удаления по-
вреждений, иногда покрывают слоем масла или мыльного рас-
твора для облегчения сдирки.
Катоды-основы, получаемые в матричных ваннах, помеща-
ют на много суток в ванны наращивания. Значительная масса
наращиваемого металла обусловливает высокие требования,
предъявляемые к катодам-основам: они должны обладать вы-
сокой пластичностью, равномерной и тонкой структурой, не
Рис. 4.11. Способы подвода тока к электродным штангам:
1 — электродные штанги; 2 — распределительные шины и токоподводящие устройства;
g — шина треугольного сечения; б — шина прямоугольного сечения с плоскостным кон*
тактом со штангой или с плечом электрода; в — подвод тока путем непосредственного
контакта между электродными штангами соседних ванн; г — шина прямоугольного сече-
чения со сферическим контактом со штангой; д — цилиндрический вращающийся вал со
скользящими контактами-щетками; е—передача тока от шины к вращающемуся валу
через ртутный контакт.
375
Питающий Питающий
и очистка фильтрование
а б
Анолит Католит
--------- ------------------
Рис. 4.12. Электролизеры с разделением электродных пространств диафраг-
мой:
а — в — фильтрующие диафрагмы; г — погружная диафрагма.
иметь трещин и шишек. Для получения таких основ электролит
в матричных ваннах должен быть особо чистым, применяемая
плотность тока ниже обычной, поверхностно-активные вещества
добавляют в малых количествах.
Диафрагмы. В гидроэлектрометаллургии обычно применяют
фильтрующие диафрагмы (рис. 4.12, а—в). В электролизерах
с фильтрующей диафрагмой обеспечивается циркуляция рас-
твора из одного электродного пространства в другое противо-
током ионам, стремящимся проникнуть в ограждаемое от них
электродное пространство.
Питание ванн электролитом. При длительном ведении элект-'
ролиза состав электролита должен поддерживаться постоянным,
по концентрациям основного иона и добавок, а также по pH.
Только в редких случаях процесс ведут с истощением электро-
лита до определенной минимальной концентрации ионов основ-
ного металла.
При рафинировании постоянство концентрации основного
иона достигается поддержанием близких выходов по току на
катоде и аноде, в процессах электроэкстракции с нерастворимы-
ми анодами — питанием катодного пространства свежим рас-
твором, обогащенным основным ионом в процессе выщелачи-
вания руд или огарков. Таким образом, во втором случае цир-
куляция электролита — ввод более концентрированного и вы-
376
вод обедненного раствора — особенно необходима, хотя она
осуществляется и при рафинировании для корректирования и
выравнивания параметров электролиза.
Правильная организация движения электролита должна
быть в каждом случае тщательно продумана. В общую схему
циркуляции включают помимо самих электролизеров напорные
и сливные баки, часто при циркуляции происходит нагревание
или охлаждение раствора.
В практике получили применение две схемы питания: так
называемая каскадная, когда электролит перетекает из одной
ванны в другую самотеком благодаря ступенчатому располо-
жению ванн (рис. 4.13, а), и схема независимого питания
электролизеров от генеральных трубопроводов с ответвляющи-
мися патрубками (рис. 4.13,6). Каскадный способ дешев, но
при организации искусственного нагревания раствора в напор-
ных баках не обеспечивается равенство температуры во всех
ваннах каскада; не обеспечивается также постоянная концент-
рация во всех электролизерах каскада в случае работы с не-
растворимыми анодами.
С точки зрения интенсификации процесса электролиза, наи-
более удачной схемой, оправдавшей себя при осуществлении
Раствор из напорного бака
Раствор в сливной бак
Раствор в сливной бак
--------A JiAiJyg
Раствор _J -J —Ц|~~Г~
из на- -=~”~Т "~f "~f р- 'И
парного уЦР- IH-Ifr-*- |р-
Раствор в сливной бак
Рис. 4.13. Способы питания ванн электролитом:
а — серия ванн, соединенных электрически в блоки, а по типу питания электролитом —
Каскад ио с двумя блоками (/ и 2) в каскаде; / — электролит подается на зеркало ван-
ны; //— электролит подается на дно ванны;
6 — серия ванн, соединенных электрически в блоки с раздельным питанием электроли-
том от разводящих трубопроводов;
« — серия прямоточных ванн с подачей электролита по направлению вдоль поверхно-
сти электродов.
377
Рис. 4.14. Возможная схема циркуляции электролита внутри ванны:
а — аиолит проникает в католит; б — анолит не проникает в католит.
6
процессов рафинирования, является так называемая прямоточ-
ная система циркуляции электролита (см. рис. 4.13, в). Движе
ние электролита вдоль поверхности электродов обеспечивает
значительный обмен электролита и позволяет применять более
высокие плотности тока. Перегородки между ваннами изготов-
ляют из кислотоупорного кирпича.
В зависимости от того, куда подается и откуда отводите}
электролит в электролизере, а также от процессов, протекаю-
щих на электродах, и от температуры, потоки растворов в са^
мой ванне могут иметь разнообразное направление. В процес-
сах рафинирования без интенсивной циркуляции со времене»
происходит значительное расслаивание электролита вследствш
перепада концентраций раствора: у анода высокая концентра
ция, у катода — меньшая концентрация.
При работе с нерастворимыми анодами в анодном простран-’
стве обычно образуется кислота, которая должна быть соответ-*
ственно распределена и выведена из электролизера. Направле
ния потоков электролита различной плотности при рафиниро
вании с диафрагмой показаны на рис. 4.14, где рассмотренt
два случая отвода анолита высокой плотности из ванны с по
мощью бокового кармана (Ю. В. Баймаков, А. И. Журин).
Конструкции электролизеров с твердыми катодами. В на
стоящее время наибольшее распространение в гидроэлектроме
таллургии получили стационарные электролизеры ящичного ти
па с неподвижными электродами. Для многотоннажного произ
водства эти электролизеры оказались сравнительно простыми I
обслуживании и устойчивыми в работе, хотя в таких конструк
циях невозможна значительная интенсификация процесса пу
тем повышения плотности тока, а автоматизация процессов
электролиза затруднена.
Принципы создания современных ванн для электролиза вод-'
ных растворов с получением металлов на твердых катодах одиз
каковы, независимо от получаемого металла. Такие электролиз
378
зеры состоят из определенных конструкционных элементов
(рис. 4.15).
В диафрагменные ящики вставляются электроды одного
знака — катоды или аноды. Корпуса ванн 1 могут быть изго-
товлены из дерева, железобетона, стали, пластмасс.
Ванны из дерева сохранились в старых цехах, так как они очень устой-
чивы в работе, легко ремонтируются. Эти ванны изготовляли из хорошо вы-
сушенных высококачественных брусьев прямоугольного сечения (обычно сос-
на). В стенках, которые несут тяжесть электродов, брусья стоят вертикаль-
но. Отдельные части ванн скреплены болтами. Корпуса ванн покрывали ка-
менноугольной смолой для уплотнения и защиты от разрушающего действия
электролита. Внутри ванны выложены слоем свинца толщиной 2,5—4 мм,
сплавом свинца с сурьмой, резиной, а в последнее время чаще листами пла-
стических масс толщиной 6—12 мм, из которых сваривается цельная коробка.
Иногда применяется многослойная футеровка, возможна изоляция асфаль-
том, керамической плиткой и другими коррозионно-стойкими материалами.
В настоящее время наиболее распространены железобетон-
ные ванны. Они дороже деревянных и при пропитке электроли-
том стенок ванн возможна утечка тока через железную армату-
ру, однако они служат 12—15 лет, монтаж их несложен. Как и
деревянные, железобетонные ванны покрывают смолой 19 и
внутри выкладывают соответствующим материалом.
Для деревянных и железобетонных ванн ответственной де-
талью являются несущие стенки 20, на которые опираются
электроды и где расположены шины 10. Шины тщательно изо-
лируют от корпуса ванн.
Электролиз с жидкими электродами (амальгамная
металлургия)
Осуществление процесса получения металлов в амальгамной
металлургии значительно облегчено. На рис. 4.16 приведены
схемы электролизеров, предназначенных для рафинирования
металла из амальгамы, получаемой фазовым обменом вне ван-
ны, или прямого рафинирования чернового металла. Чистый
металл всегда получается на твердых электродах.
4.3. ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ В ГИДРОЭЛЕКТРОМЕТАЛЛУРГИИ
Электролиз в металлургии цинка и кадмия
Электрохимические свойства цинка и кадмия и электродные ре-
акции. По электрохимическим свойствам (табл. 4.2) цинк и
кадмий относятся к группе металлов, выделяющихся на катоде
при сравнительно малом перенапряжении и обладающих высо-
ким током обмена. Вследствие этого осадки цинка и кадмия из
простых растворов получаются крупнозернистыми. Высокое пе-
ренапряжение водорода на обоих металлах обеспечивает воз-
можность их катодного осаждения с высокими выходами по то-
379
Таблица 4.2. Некоторые электрохимические параметры металлов
(в простых растворах)*
Металл Водород на металле
Ме2+/Ме £°, B i0, A/m2 при 25 “С, В (1. А/М2) Постоянные урав- нения Тафеля
ДЛЯ кислых р-ров ДЛЯ щелочных р-ров
а в ° в
Zn2+/Zn Cd2+/Cd Mn2+/Mn Fe2+/Fe Co2+/Co Ni2+/Ni Pb2+/Pb Sn2+/Sn Cu2+/Cu Ag+/Ag —0,76 —0,403 —1,150 —0,440 —0,277 —0,250 —0,126 —0,136 +0,337 +0,799 0,2 n-10 n-10 l-10~* 2-10-3 2-10» 1-103 1-103 0,2 1-102 n-10-2 n-10-3 n-10-2 2-Ю"* 1 2,9-10-* 4-10-1 n-10-3 n-10-3 n-10-2 n-10-3 —6,5 —7,5 —6,9 —1,6 —1,3 —1,25 —7,4 —3,8 —3,8 —3,9 1,24 1,40 1,50 0,70 0,62 0,63 1,56 1,20 0,87 0,12 0,12 0,16 0,12 0,14 0,11 0,11 0,18 0,12 1,20 1,05 0,90 0,76 0,60 0,65 1,36 1,28 0,96 0,12 0,16 0,10 0,11 0,14 0,10 0,25 0,2» 0,12
• Индекс «л» означает, что данные, о значении коэффициента разноречивы и досто-
верны только порядки для io н т]ме.
ку даже из кислых растворов. Так, сопоставление потенциалов
выделения цинка и водорода при 300 А/м2 показывает, что
цинк выделяется преимущественно до начала образования во-
дорода. В растворе, содержащем 1 моль/л ZnSO4 и 1 моль/л.
H2SO4
Ец+/Н2 = 0 + 0,058 Ig 1 — 1,057 = —1,057В (25 °C)
£Zn2+/Zn = —0,76 + 0,029 lg 1 — 0,01 = —0,77В (25OQ
Чем выше плотность тока, тем больше перенапряжение во-
дорода и выше выход цинка по току.
Поляризационные диаграммы для цинка и водорода
(рис. 4.17) показывают, что стационарный потенциал цинка при
погружении его в кислый раствор своей соли будет иметь более
положительное значение, чем равновесный потенциал £PZn=
= —0,8 В, так как в установлении потенциала принимает
участие не только реакция Zn—>Zn2++2e (обратной реакци-
ей Zn2++2e—><Zn пренебрегают из-за малой скорости), но и
2Н++2е—>-Н2 (обратной реакцией Нг—>2Н++2е пренебрегают,
из-за малой скорости).
Рис. 4.15. Железобетонный электролизер с диафрагмой и способы укладки-
бортовых шин и изоляции корпуса:
I ~~ корпус; 2— обкладка (футеровка); 3— сливная трубка; 4 — сливной карман; 5 —
Разводящая труба с патрубками для подачи раствора; 6 — аноды; 7 — диафрагмы; 8 —
Катоды; 9— патрубок для удаления шлама; 10— шины; 11 — изолятор; 12— штанги; 13 —
стены смежных ванн; 14 — прокладка из резины; 15 — деревянный брус; 16 — крепление
П1ины к корпусу; 17 — шпонки; 18 — изоляция из фарфора; 19 — железобетонная балка,
Скрытая смолой; 20 — несущий и изоляционный столб» покрытый смолой н известковым
Раствором.
381
Электролит
Г“
Нейтральный
электролит
*г_.| Кислый
электролит
Кислый
L.J £JОбогащение
щ анальгины
б
। MHg
Обогащение I 15
' анальгины 1 ~ -
а
Нейтральный
электролит —
——т шектромт
=;—I
4J-
Обогащение
') амальгамы
”1 Часть на
очистку
В
Mi
„ , Чистый
Перегородки „етМлГ-
Черновой металл
г
Рис. 4.16. Электролизеры, рекомендуемые в амальгамной металлургии:
б — электролизеры соответственно с горизонтальными и вертикальными электродамя;
в— последовательно включенные ванны с нерастворимыми твердыми и растворимым
ртутными анодами; г — многоячейковая ванна с биполярными электродами из амальгам!
для электролитической переочистки получаемого металла.
-Е,В
а б
Рис. 4.17. Поляризационные кривые для цинка и водорода в кислом растворе
а — принципиальная схема с парциальными кривыми; б — реальные парциальные кр1*
вые.
Стационарный потенциал цинка при ан+=1 моль/л будет
примерно равен —0,772 В (см. рис. 4.17,а). При указанном
значении стационарного потенциала цинк, погружаемый в кис-
лый раствор своих ионов, самопроизвольно растворяется со
скоростью, соответствующей плотности тока ic'. При этом пре-
имущественным анодным процессом будет растворение цинка,
катодным — выделение водорода, a ia = iK=ic/-
При поляризации внешним током картина изменяется.
Вследствие малого перенапряжения при разряде и ионизации
цинка и высокого перенапряжения водорода на цинке наклоны
кривых поляризации цинка и водорода будут различны (для
водорода tg 6 = 6 = 0,12 В). Поэтому кривая катодной поляри-
зации водорода при определенной плотности тока пересечет
анодную кривую цинка. До достижения значения равновесного
потенциала цинка в данных условиях на катоде выделяется
только водород, а цинк растворяется. При катодной поляриза-
ции электрода водород образуется уже за счет двух процессов^
самопроизвольного растворения цинка (процесс 2Н++2е—>-Нг
является сопряженным с процессом Zn—>Zn2++2e) и внешне-
го катодного тока.
Скорость катодных процессов, т. е. суммарное количество
выделяющегося водорода в этом случае выше скорости анодно-
го процесса на том же электроде (SiK>Sia) и возрастает при
увеличении внешней поляризации. Начиная с величины EpZn
(в нашем случае —0,8 В), возникают условия, при которых
возможно выделение цинка на катоде. Катодная защита цинка
достигается при плотности тока i3', при дальнейшем повыше-
нии плотности тока скорость ионизации цинка становится ис-
чезающе малой и совместно с водородом начинает выделяться
цинк.
Чем выше плотность тока, тем большая доля затрачивае-
мого электричества приходится на процесс выделения цинка,
т. е. повышается его выход по току.
Линией А—В на рис. 4.17, а обозначена катодная кривая
выделения водорода при большей концентрации Н+, т. е. из
более кислого раствора. При определении кинетических пара-
метров по графику видно, что EcZn сдвигается в сторону поло-
жительных значений (£/'), а скорость самопроизвольного рас-
творения цинка увеличивается до ic". Для достижения катод-
ной защиты требуется более высокая плотность тока
(i3z/), следовательно, цинк начнет выделяться на катоде только
при более высоких плотностях тока.
Соответственно, для получения высоких выходов цинка по'
току необходима еще большая плотность тока, чем в менее кис-
лых растворах.
Реальное распределение затрачиваемого электричества меж-
ду цинком и водородом, может быть определено только при со-
поставлении суммарной и парциальных поляризационных кри-
вых (рис. 4.17,6).
383
При потенциале —0,788 В (см. рис. 4.17,6)
_ t’zn 0,065
Вт2п = 100 = -0’072 • 100 = 90%
„ ‘Н2 , 0,0072
ВтНг = 100 = -^072--100 = 10%
Такие же соотношения действительны для растворов хлори-
дов; аналогичная картина наблюдается и для кадмия, перена-
пряжение водорода на котором выше, чем на цинке.
При электролитическом получении цинка и кадмия с нерас-
творимыми анодами наряду с двумя катодными реакциями (см.
выше) протекают и анодные реакции:
2Н2О - О, + 4Н+ + 4е £0 = 1,23В
пи- ____„ п , 7е F , ocr (“н+ = 1 моль/л)
J* vjlg С Q - - 1 , ОО tS
Суммарные реакции электролиза в сульфатных электроли-
тах при получении, например, цинка:
ZnSO4 + Н2О ± 2е -> Zn + H2SO4 + 0,5О2 Н2О ± 2е Н2 + 0,50
Таким образом, кислотность электролита при электролизе
увеличивается. Выход цинка по току зависит от распределении
количества электричества между двумя реакциями электролиза.
Аналогичные выводы и для процесса получения кадмия.
Производство цинка
Около 40% производимого цинка используют для цинкований
железа, определенное количество — в гидрометаллургии для
цементации, при производстве гальванических элементов. Спла-
вы цинка (главным образом латуни и жидкотекучие литейные
сплавы с алюминием, медью и магнием) обладают ценными
свойствами и широко применяются в различных отраслях про
мышленности. Они пригодны также в качестве полиграфически:
сплавов для литья шрифтов.
Цинк встречается преимущественно в виде сульфидов, об
разуя минералы сфалерит (ZnS), марматит (Zn, Fe)S и др
Самостоятельных цинковых руд не существует: минералы цин-
ка практически всегда сопровождают минералы свинца или ме-
ди. В этих полиметаллических рудах присутствуют также со-
единения железа, кадмия, в малых количествах — никеля, ко-
бальта и некоторых редких и благородных металлов. Содержа-
ние цинка в этих рудах колеблется в пределах 0,5—15%. На
заводы поступают концентраты, получаемые обычно флотаци-
онным обогащением. Они содержат не менее 40% цинка в ви-
де сульфида, а также сульфиды и оксиды свинца, железа, ме-
ди, кадмия и др. 1
Наиболее мощные месторождения сосредоточены в СССР
(Алтай, Урал, Северный Кавказ и др.) и в США (Оклахома,
Миссури, Теннеси и др.).
384
Немногим более половины производимого цинка получают
пирометаллургическим способом, остальную часть — гидро-
электрометаллургическим способом. В России способ гидро-
электрометаллургии был впервые осуществлен в 1909 г. инже-
нером Лащинским, которому принадлежит идея применения
анодов из свинца. Увеличение за последние 40 лет почти в два
раза мирового производства цинка следует отнести в основном
за счет развития именно гидроэлектрометаллургического спо-
соба. В СССР цинк почти целиком производят этим путем.
Гидроэлектрометаллургическое получение цинка. Цинк по-
лучают в гидроэлектрометаллургии главным образом методом
электроэкстракции.
Обжиг концентратов сульфидных цинковых руд ведут при
такой температуре (850—900°C), чтобы основным продуктом
был оксид цинка, а сульфат цинка образовывался в малом ко-
личестве. Сульфиды сопровождающих металлов — свинца, же-
леза, кадмия, меди — также образуют оксиды. Нежелательный
смешанный оксид ZnOFe2O3 (феррит) образуется при темпе-
ратурах около 600 °C; реакция интенсифицируется повышением
температуры, но для ее протекания требуется определенное
время, так как она связана с диффузией в твердом состоянии.
В настоящее время обжиг цинковых концентратов на всех
заводах проводится в печах КС (см. рис. 4.2). Размер зерен
50—70 мкм. Доля концентрата, уносимого с газами и улавли-
ваемого в виде пыли, достигает в производстве цинка 40—70%
массы концентрата. Около 90% этого количества возвращается
на выщелачивание. Содержание SO2 в газах печей КС высокое
(7,5—9%), поэтому такие газы могут быть использованы для
производства серной кислоты.
Тепло, выделяемое при окислительном обжиге, позволяет
поддерживать температуру печи на уровне 900—950 °C, а в
случае необходимости и выше. Имеются данные о том, что вы-
сокая скорость процесса обжига в печах КС и отсутствие по-
стоянного контакта между отдельными оксидами металлов
сильно уменьшает образование ферритов, поэтому отпадает не-
обходимость в специальных мероприятиях для возвращения
ферритного цинка из кеков в растворы для получения цинка.
Для выщелачивания огарка используют отработанный кис-
лый электролит (замкнутый процесс). Эта операция позволяет
разделить компоненты огарка между раствором и остатком от
выщелачивания. В зависимости от концентрации кислоты и
температуры выщелачивания, а также от свойств отдельных
оксидов распределение каждого из компонентов между раство-
ром и остатком может быть различным. В остатке от выщела-
чивания находится обычно основная часть свинца, кальция,
магния, алюминия в виде сульфатов и оксидов, а также диок-
сид кремния и феррит цинка (при содержании кислоты в от-
работанном электролите до 100 г/л), половина всей меди, зо-
лото и серебро.
25—2021
385
В раствор переходят основные количества цинка, кадмия^
никеля, половина меди, практически все количество оставших-'
ся после обжига мышьяка и сурьмы. Железо находится в огар-;
ке в виде Fe2O3, Fe3O4 и отчасти ZnO-Fe2O3; растворимость no-J
следнего составляет 3—4% от его содержания в огарке.
Силикаты цинка и других металлов могут также частичнсх
переходить в раствор, что сильно усложняет отстаивание а
фильтрование нейтральных растворов. Количество растворяю-1
щихся силикатов зависит от концентрации кислоты. При выще-J
лачивании разбавленными растворами серной кислоты (100—
200 г/л) специальные меры для отделения остатков после вы-
щелачивания обычно не принимаются. Раствор достаточно хо-
рошо осветляется в чанах-отстойниках. При применении более
концентрированных растворов H2SO4 силикаты растворяются
в значительном количестве, тогда проводят горячее фильтрова-,
ние на фильтрах высокого давления.
В производстве цинка организуют как одноступенчатый, так
и многоступенчатый процесс выщелачивания (см. рис. 4.4). Од-J
ноступенчатое выщелачивание при 80 °C применяют для рабо-
ты с более концентрированными кислыми растворами; при этом
серная кислота полностью нейтрализуется огарком в одном
чане.
Двух-, а иногда и многоступенчатое выщелачивание приме-
няют чаще, главным образом, при работе со слабо кислыми
растворами (100—200 г/л кислоты). При этом на стадии кис-
лого выщелачивания содержание кислоты доводят до 3—5 г/л
(рН»1). В кислую пульпу вводят обычно марганцевую руду
для окисления ионов железа. В стадии нейтрального выщела-
чивания (проводят в отдельных емкостях) раствор донейтрали-
зовывают свежим огарком до pH = 5—5,5. При этом протекает
первая стадия очистки раствора от нежелательных примесей:.
Происходит гидролиз солей алюминия и трехвалентного желе-;
за, частично выпадают мышьяк и сурьма в виде нерастворимых
основных солей [по-видимому, Fe4O5(OH)gAs], увлекаемых в
осадок гидроксидами алюминия и железа, и выводится в оса-
док весьма вредная примесь — германий. Иногда, если в рас-
творе присутствует слишком много мышьяка, сурьмы и герма-
ния, в него специально добавляют железо. На этой же стадии
процесса в виде геля выпадает кремнекислота.
В качестве аппаратов выщелачивания в производстве цин-
ка нашли применение «Пачуки» (см. рис. 4.3) и только при ра-
боте с концентрированными (по кислоте) растворами и при вы-
сокой температуре используют чаны с механическим перемеши-
ванием.
При наличии в растворе больших количеств кремнекислотьг
всю массу раствора фильтруют; обычно же используются от-
стойники (сгустители) и отфильтровывают только нижние сли-
вы сгустителей. Применяют рамные вакуум-фильтры, а для!
промывки — барабанные фильтры.
386
Отделяемый от раствора кек составляет около 30% массы
огарка. Иногда он содержит достаточно большое количество
цинка (если при обжиге образовалось много ферритов или ос-
тался необожженным сульфид цинка), а также соединения
свинца, меди и редких металлов (кадмий, индий, галлий, гер-
маний, серебро, золото). Поэтому кек обрабатывают для из-
влечения полезных компонентов.
В настоящее время повсеместное распространение для обработки цинко-
вого кека нашел так называемый вельц-процесс (walzen — катать), проводи-
мый во вращающихся печах. Это окислительно-восстановительный обжиг с
участием угля и при доступе воздуха. В результате обжига образуются так
называемые вельц-оксиды, содержащие ZnO, PbO, CdO, А12О3, Sb2O3, 1п2О3,
Ga2O3, Ge2O3, хлорид натрия, и клинкер, в состав которого входят соедине-
ния меди, железа, золота, серебра, а также кремнезем.
Вельц-оксиды вместе с газами поступают на фильтры и направляются
далее иа выщелачивание и очистку. Продукты выщелачивания оксидов — кек
и раствор — используются следующим образом: кек поступает на извлечение
свинца и других компонентов, а раствор возвращается в производство цинка
после предварительной очистки от меди, которую перерабатывают вместе с
другими медьсодержащими продуктами. Клинкер направляют для переработ-
ки на медеплавильные заводы.
Очистка раствора служит не только для подготовки элект-
ролита, но и для выведения и последующего использования та-
ких компонентов раствора, как соли меди, кадмия, кобальта
и др.
Ионы меди и кадмия обычно удаляют цементацией цинко-
вой пылью (избыток) с получением так называемого медно-
кадмиевого кека. Наличие в растворе обоих ионов (меди и кад-
мия), цементируемых цинком с различной скоростью, иногда
делает целесообразным постепенное введение цинковой пыли с
цементированием вначале более электроположительной меди.
Из раствора, получаемого после отделения медно-кадмиево-
го кека, осаждают кобальт ксантогенатом или, в последнее
время, ортосульфоантимонатом (соль Шлиппе) с образовани-
ем малорастворимого осадка. Кобальтовый кек отправляют на
соответствующие предприятия для производства чистого ме-
талла.
Ионы хлора, попадающие в раствор как из огарка (напри-
мер, в виде NaCl), так и из воды, обычно в достаточной степе-
ни удаляются из раствора уже в самом начале процесса (при
выщелачивании) ионами серебра, переходящего из огарка, в
виде AgCL Если концентрация ионов хлора все же слишком
зелика, хлор удаляют специально — осаждением труднорас-
творимого хлорида меди I. Для этого в раствор вводят медную
губку, получаемую в производстве кадмия
2СГ + Си + Си2*---*- Си2С12
В обычных условиях такой очистке от хлора подвергают
только растворы выщелачивания вельц-оксидов.
Процесс электролиза. Пределы допустимых изменений пара-
метров электролиза при производстве цинка сравнительно не-
25*
387
велики, поскольку цинк — электроотрицательный металл — ц
процесс его осаждения на катоде в значительной степени за*
висит от состава электролита, плотности тока, температуры я
чистоты раствора.
В состав электролита входят основные компоненты — соот-
ветствующая соль цинка и кислота. Как уже отмечалось, в на-
стоящее время все заводы применяют сернокислые растворы;
хотя первым промышленным электрохимическим методом про*
изводства* был электролиз раствора ZnCl2 и интерес к этому
методу и сейчас велик. С повышением концентрации серной
кислоты снижается выход цинка по току, но значительно умень-
шается и сопротивление электролита, т. е. напряжение на ван>
не. Электропроводимость 1 моль/л раствора ZnSO4 при 40 °C
составляет 6 Ом-1-м-1, проводимость 1 моль/л серной кислоты
примерно в 10 раз выше. Электролит, содержащий эти компа-'
ненты, имеет проводимость до 20—30 Ом-1-м-1. Хлоридные
электролиты обладают более высокой электропроводимостью. I
Допустимые концентрации примесей в электролите, содер-
жащем 50 г/л Zn2+ и 100 г/л H2SO4 при 40 °C следующие:
Ионы Мп2+ Na+, К+. Mg2+ Fe«+, Cl- Со2+ Cu2+, Pb2+ Ni2+, As3+ Ge4+, Sbs<
С, г/л 3 2 ЫО-i 3-1С-» 2-Ю"3 Ы0~3 МО4' ;
На практике описанные выше методы очистки обеспечивают
меньшее содержание примесей. Особенно вредное влияние на
катодное осаждение цинка оказывают германий, мышьяк^
сурьма. Возможно, что эти примеси равномерно распределяют*
ся в цинке при совместном осаждении. Перенапряжение водо-
рода на них мало, что снижает выход металла в катодном
осадке. Кроме того, они образуют гидриды типа GeH4. Выде-
ление GeH4 с поверхности катода или реакция AsH3 и SbH3 с!
ионами As и Sb, находящимися в растворе, способствуют раз-
рыхлению поверхности цинка.
В цинковый электролит вводят некоторые поверхностно-ак-
тивные вещества: клей, мыльный корень и др. Введение ПАВ
улучшает структуру осадка, некоторые из ПАВ повышают пе-.
ренапряжение водорода, а мыльный корень имеет специальное
назначение — он образует на поверхности электролита пенуя
которая удерживает капли кислого раствора, уносимого газа4
ми и создающего вредные условия труда.
Плотность тока, содержание кислоты в электролите и его
температура тесно связаны друг с другом и определяют выход
цинка по току. Частично эта зависимость была рассмотрена
при описании рис. 4.17, где отмечалось, что выход по току оп-
ределяется кинетикой совместного разряда цинка и водорода.
Для получения высокого выхода цинка по току скорость раз-
ряда ионов водорода должна быть по возможности уменьшена-
*Метод Гепфнера. Первый завод в Германии.
388
рис. 4.18. Зависимость расхода энергии
и содержания кислоты в электролите от
плотности тока при электролизе цинка:
I0,3 кА/м2; 2 — 0.5 кА/м2; 3 — 1 кА/м2.
Это достигается увеличением
плотности тока, снижением тем-
пературы электролита (охлажде-
нием) и возможно более тща-
тельной очисткой от тех приме-
сей, которые обладают малым
перенапряжением водорода. При
необходимости интенсификации
процесса путем повышения плот-
ности тока можно (и нужно) повышать кислотность, иначе воз-
растают напряжение и расход электроэнергии.
Установлено, что для каждой плотности тока может быть
подобрана такая концентрация серной кислоты, при которой
расход электроэнергии сохраняется сравнительно низким
(рис. 4.18). В связи с этим предложено (Тейнтон) интенсифи-
цировать процесс электролиза путем проведения его при высо-
ких кислотности и плотности тока. Поэтому долгое время раз-
личали так называемый стандартный метод (метод «Анакон-
да») и метод Тейнтона (интенсифицированный метод),
табл. 4.3.
Интенсифицированный процесс применяли в 1916—1920 гг.
в США на двух заводах. Большого распространения он в то
время не нашел, так как выбор кислотостойких материалов и
нужного оборудования (например, фильтров высокого давле-
ния для отделения осадка с гелем SiOj), был в то время весь-
ма ограничен. В настоящее время заводы все более переходят
от старого, стандартного способа к электролизу при высоких
плотностях тока и повышенной кислотности электролита (см.
табл. 4.4). Температура во всех процессах поддерживается не
более 35—40 °C.
При электролизе цинка выделяется большое количество теп-
ла. Чем выше применяемая катодная плотность тока, тем
больше объемная плотность тока и температура электролита.
Поэтому, если при низких плотностях тока достаточное охлаж-
дение достигалось установлением холодильников в самом элект-
ролизере (с охлаждением отработанной воды в градирнях), то
с повышением плотности тока потребовалось централизованное
охлаждение электролита в вакуум-холодильных или других
установках. В этом случае необходима дополнительная цир-
куляция электролита между ваннами и холодильной уста-
новкой.
Более высокую плотность тока удается достичь при приме-
нении хлоридных электролитов, обладающих высокой электро-
проводимостью, проведении электролиза в барабанных и щеле-
389
Таблица 4.3. Характеристика процесса электролиза цинка
Процесс Плот- ность тока, А/м2 Концентрация, г/л
питающего рас- твора (pH=5,5) электролита в ванне отработанного 1 раствора
Zn H2SO4 Zn H2SO4 Zn H2SO4
Стандарт- ный 200—300 110—140 — 45—50 100 45-50 90—11!
Современ- ные 520-645 130-170 — 45—50 150—200 45-50 150-200
Интенсифи- цированный 1000 175—225 — 50-70 300 50—70 300
вых электролизерах и снятии цинка с барабана в виде беско-
нечной ленты (iK=5—6 кА/м2).
Циркуляцию питающего раствора и циркуляцию электроли-
та с целью охлаждения, когда расхождение между их скорое
тями очень велико, осуществляют раздельно, однако скорост!
обеих циркуляций сильно зависят от плотности тока и возра
стают вместе с ней. Скорость подачи питающего растворг
ориентировочно равна 0,03 л/(А-ч).
В производстве цинка в настоящее время принято парал-'
дельное питание электролитом (см. рис. 4.13).
Аноды для сульфатных электролитов пока еще выполняют
из сплава свинца с 1% серебра, хотя по последним данным!
серебро пытаются заменить другими легирующими металлами.'
Анод из сплава служит почти четыре года, т. е. вдвое больше,
чем анод из свинца. Необходимость замены анодов обусловле-
на скорее уменьшением их толщины по линии уровня раствсм
ра электролита вследствие коррозии, чем общим износом. Раз-
меры анода несколько меньше размеров катодов, что позволяет1
предотвратить краевой эффект.
Для хлоридных электролитов должны применяться графи-
тированные аноды, на которых выделяется хлор.
Катодные матрицы в гидроэлектрометаллургии цинка изго-
товляют обычно из алюминия. Удаление цинка с катода долж-
но производиться тем чаще, чем выше плотность тока: при
стандартном методе и применяемых в настоящее время плотно-
стях тока (до 650 А/м2) цинк снимают один раз в сутки, при
интенсифицированном методе — каждые несколько часов, что
снижает возможность широкого распространения этого метода.
Современные электролизеры для получения цинка рассчита-
ны на силу тока до 15 кА. Расстояние между одноименными
электродами примерно 80 мм. Электроды и ванны включают
последовательно, они имеют общие токораспределительные ши-
ны. Новые электролизеры строят из железобетона или стали,
в старых цехах еще сохранились деревянные ванны.
390
Электролизеры работают без диафрагмы: выход цинка по
току в кислом электролите достаточно высок и в разделении
электродных пространств нет необходимости. Размеры элект-
родов обычно составляют h-l= 1000x650 мм; ванны имеют уже
установившиеся в практике высоту и ширину (1—1,5 ми 1 м),
а длина зависит от числа электродов, т. е. от желаемой силы
тока, и колеблется в пределах 2—3 м.
Усредненные показатели работы заводов, производящих
цинк гидроэлектрометаллургическим способом: Вт=90%, U =
=3—4 В (см. табл. 4.1); расход электроэнергии 3200—
3300 кВт-ч/т.
Чистота цинка, получаемого при электролизе, довольно вы-
сокая и может быть еще увеличена при более тщательной очи-
стке электролита. Электролитический цинк отвечает маркам
Ц0, Ц1, Ц2.
Получение цинка высокой чистоты. Цинк марки ЦВ, содер-
жащий 99,99% Zn, получают дистилляцией катодных металлов.
Для получения цинка еще более высокой чистоты (99,999%)
разработан метод перечистки: электролитический металл рас-
творяют химически или анодно. При химическом растворении
полученные электролиты подвергают глубокой очистке, элект-
ролиз проводят в электролизере с диафрагмой и с нераствори-
мыми анодами. При анодном растворении осуществляют двух-
стадийную очистку: вначале проводят анодное растворение
обычного промышленного металла и его катодное осаждение, а
затем повторное переосаждение полученного металла.
Электролитическое получение порошка цинка. Порошок
цинка нашел довольно большое применение в производстве из-
делий из полимерных материалов, в лакокрасочной промыш-
ленности, в гидрометаллургии для цементации меди и кадмия,
золота, в качестве катализатора.
Определенное значение имеет электролитический метод по-
лучения порошка цинка.
Порошок цинка получают при электролизе щелочных цин-
катных растворов. Наиболее дисперсные осадки со средним
размером частиц 30—40 мкм получают из электролита, содер-
жащего 0,050—0,1 моль/л Zn2+, 3,0 моль/л NaOH, 0,05 г/л
олеата натрия или смесь 0,05 г/л олеата натрия и 3—5 г/л
жидкого стекла, при 20°C и 4<=1—1,5 кА/м2; продолжитель-
ность непрерывного электролиза до 60 мин. Катоды выполня-
ют в виде цилиндрических стержней из титана, аноды из цинка
и нержавеющей стали с индивидуальным питанием током.
Цинковую губку, снятую с катода, загружают на некоторое
время в 0,5%-ный раствор жидкого стекла для стабилизации
частиц или промывают этим раствором на фильтре. Затем губ-
ку промывают теплой и холодной водой для полного удаления
Щелочи и сушат в вакуум-сушилках при 55—60 °C.
391
Производство кадмия
Кадмий — более дефицитный металл, чем цинк. Он дорожу
цинка и поэтому реже применяется для защиты железа от кор*
розии. Его используют в кадмий-никелевых щелочных аккуму,
ляторах.
В технике применяются также сплавы кадмия с медью, оло«
вом и свинцом.
Кадмий обычно сопровождает цинк в рудах. Его получают
в качестве сопутствующего продукта в производстве цинка, из
влекая из так называемых медно-кадмиевых кеков (см
рис. 4.1), получаемых при очистке цинковых растворов. Кад
мий получают также из пылей и отходов пирометаллургиче
ской дистилляции цинка (пуссьеры), из кеков литопонных за
водов. Чаще всего применяется гидроэлектрометаллургически
способ извлечения, реже дистилляционный.
Кадмий, как и цинк, получают методом электроэкстракции
В сырье, из которого извлекают кадмий, обычно содержатс
цинк и медь (например, в медно-кадмиевом кеке производств;
цинка), иногда германий, галлий, сурьма и мышьяк. В зави
симости от состава сырья используют различные способы из
влечения отдельных компонентов.
При получении кадмия из медно-кадмиевой губки примени
ют раздельное концентрирование компонентов, которое явля-
ется многоступенчатой и сложной операцией. В гидроэлектро
металлургии оно осуществляется обычно путем многократной
осаждения компонентов методом цементации (получение губ
ки) и обратным растворением губки. Этот процесс основан на
большей, чем у кадмия, склонности меди к цементации; npi
обратном растворении в раствор в первую очередь переходя1
цинк и кадмий, а медь остается в губке. Последовательность
этих операций показана на схеме рис. 4.19.
Промежуточные растворы, полученные при растворении
первичной губки, очищают от никеля, кобальта, железа, тал-
лия и свинца. Образующиеся осадки используют в качестве ис
жадных материалов для производства соответствующих метал-
лов в других предприятиях.
Все процессы проводят весьма тщательно для снижения
потерь ценного кадмия, поэтому в небольших цехах, произво-
дящих кадмий, тенденция к интенсификации процесса его из-
влечения выражена значительно слабее, чем в производстве
цинка. Это относится и к процессу электролиза.
В отличие от большинства процессов электролиза извлече-
ние кадмия в настоящее время обычно осуществляется перио-1
дическим способом, без циркуляции электролита. В электролич
зер вводят нейтральный электролит, содержащий 150—220 г/Л
кадмия; в процессе извлечения электролит обедняется до 10—1
35 г/л кадмия и выводится из электролизера с содержанием
серной кислоты 70—180 г/л и более.
392
Концентрат (Си - Cd- «ек )
( Cd~6%,Cu~t?%,Zn~50%^
Cd
Рис. 4.19. Упрощенная схема разделения кадмия, меди и цинка.
Степень допускаемого обеднения электролита по ионам кадл
мия и обогащения его по серной кислоте зависит от содержа]
ния в растворе ионов цинка, меди и других примесей. При
слишком сильном обеднении электролита по ионам кадмия и
высоком содержании цинка (до 80 г/л) потенциал разряда
ионов кадмия приближается к потенциалу разряда цинка и на
катоде начинает выделяться также и цинк. При нормальных
условиях выход кадмия по току высок и достигает 85—90%
несмотря на низкие плотности тока (30—200 А/м2). Это связа-
но с высоким перенапряжением водорода на кадмии. Благода
ря применению нерастворимых анодов из сплава свинца с 1%
серебра напряжение на кадмиевых ваннах достигает 2,5—3,0 В,
а расход энергии 1200—1500 кВт-ч/т металла. Катоды изготов-
ляют из алюминия.
Электролизеры для получения кадмия обычно выполняют
аналогично другим электролизерам без диафрагм. Для интем
сификации процесса пытались применить электролизеры с мед-
ленно вращающимися дисковыми электродами, с которых сни
мали кадмий, не останавливая их. В таких электролизерах со-
здавались лучшие условия для диффузии ионов кадмия м
электроду, что позволило повысить плотность катодного тока
до 250—300 А/м2, при этом напряжение достигало 4 В. Кадмий
получали также методом амальгамной металлургии (в Ита-
лии) в объеме 18 т/год.
Электролитический кадмий Кд1 содержит 99,9% Cd.
Электролиз в металлургии марганца
В отличие от других металлов, рассматриваемых в настоящей
главе, около 90% добываемого марганца применяют в черно!
металлургии в виде ферросплавов для раскисления, обессери-
вания и легирования стали. Поэтому марганец относят к чер-
ным, а не к тяжелым цветным металлам. В качестве легирую-
щего компонента марганец придает сталям твердость и ряд
других важных качеств.
Важными потребителями марганца и его соединений явля-
ются также электротехническая, химическая, пищевая про-
мышленности, его применяют при изготовлении стекла и в дру-
гих областях народного хозяйства, в частности для производ-
ства безжелезных сплавов с медью, никелем, магнием, титаном
я другими металлами. Для производства этих сплавов ферро-
сплавы марганца непригодны, поэтому используют марганец в
виде металла или его двойной лигатуры той или иной степени
чистоты.
К промышленным относят руды, содержащие 15% Мп, ча*
ще его содержание достигает 25—50%. Основная масса мар-
ганца находится в природе в виде оксидных минералов: пиро-
люзита (МпОг), псиломелана (коллоидная форма МпО2) и ДР-
часть марганца представлена в виде родохрозита МлСОз, в
394
Л
карбонатных рудах, а также в виде родонита MnSiOg в пер-
вичных силикатных рудах. Марганец в рудах сопровождается
обычно небольшими количествами железа, никеля, кобальта,
цинка, а также весьма нежелательным для металлургии фос-
фором, однако, руды марганца нельзя отнести к полиметалли-
ческим, как руды, содержащие цинк.
Способы производства марганца. Металлический марганец
получают восстановлением его оксидных руд различными вос-
становителями: алюминием, кремнием, углеродом алюмотерми-
ческим, силикотермическим и печным способами. Печной ме-
таллургический марганец получают в рудотермических элект-
ропечах многостадийным переделом марганцевых руд. Полу-
чаемый восстановлением металлический марганец содержит
86—90% марганца (от МР1 до MP4). Чистый металлический
марганец получают электролизом (электрохимический способ —
МРО — 99,7% Мп, МРОО — 99,95% Мп).
Гидроэлектрометаллургический способ получения марганца
начал интенсивно развиваться в конце 30-х годов нашего сто-
летия. Начало этому положили работы П. П. Федотьева (сов-
местно с Городковым) в 1916 г.
В СССР и в Европе впервые производство металла было
организовано по способу Р. И. Агладзе (в 1941 г.). Электроли-
тический марганец получают также в США, Японии, Южной
Африке.
Процесс гидроэлектрометаллургического получения марган-
ца включает четыре стадии (для карбонатных руд — три), см.
рис. 4.1. Преимущество электролитического способа перед тер-
мическими заключается в получении металла высокой чистоты,
возможности использования руд с высоким содержанием фос-
фора, который не включается в металл, бедных руд и отходов
промышленности ферросплавов (например, шлаков).
Электрохимические свойства марганца и электродные реак-
ции. Марганец — наиболее электроотрицательный металл, вы-
деляемый из водных растворов. Для его электроосажденйя не-
обходимы особые условия.
По электрохимическим свойствам марганец относится к той
же группе металлов, что и цинк и кадмий, т. е. к металлам с
малым перенапряжением и высоким током обмена (см. табл.
4.3), поэтому чистый марганец склонен к образованию крупно-
зернистых осадков, к дендритообразованию.
Высокое перенапряжение водорода на марганце все же не
обеспечивает достаточного сдвига потенциала выделения водо-
рода в сторону отрицательных значений и только при pH = 2 и
более марганец удается выделить на катоде (поляризацион-
ные кривые марганца сходны с кривыми для цинка, см.
рис. 4.17).
Для проведения процесса с приемлемым выходом по току
в объеме электролита требуется поддерживать pH в пределах
5—8. При pH>8, который быстро устанавливается у электро-
395
да, появляются взвеси гидроксида марганца. При этом на ка-
тоде выделяется осадок, содержащий только 60—70% метал-
ла, остальное составляет гидроксид марганца. Для предотвра-
щения образования гидроксида марганца в электролит вводят
соли аммония. Весьма положительное влияние иона аммония
на катодное осаждение марганца (в отличие от всех остальных
буферных добавок) можно объяснить следующим. На катоде
протекают следующие реакции:
Мп2+ 2е ------------► Мп
2Н3О+ + 2е »- Н2 4- 2Н2О
Н2О + 2е > 0,5Н2 + ОН-
2NH4+ + 2е --*- Н2 + 2NH3
(водород из гидроксония)
(водород из воды)
(водород из аммоний-иона при
умеренных плотностях тока)
ЫН4+ + е
NH4°
NH4o
NH3 + H
(то же, при высоких плотностях
тока)
и, особенно, в приэлектрод-i
При высоком pH электролита и, особенно, в приэлектрод-
ном слое, основное количество водорода образуется путем вос-
становления ионов NH4+ и частично разложения воды. В ре-
зультате первой реакции получается аммиак, с которым марга-
нец образует растворимые комплексы типа [Mn(NH3)n]SO4.
Аммонийные соли и аммиак затрудняют образование твердой
фазы гидроксида.
Оптимальные значения параметров электролиза в значи-
тельной мере зависят от чистоты раствора и наличия в нем оп-
ределенных микродобавок. Для сульфатных растворов высокой
чистоты влияние параметров электролиза на выход по току по-
казано на рис. 4.20.
Влияние концентрации ионов Мп2+ и аммония, а также
pH и температуры на выход по току характеризуется максиму-
мами. При малой концентрации ионов NH4+ происходит связы-
вание ионов марганца у электрода в виде Мп(ОН)2; в этом
случае разряд марганца затруднен. При слишком больших кон-
центрациях иона аммония возрастает выделение водорода, так
как NH4+ является одним из доноров водорода, и выход мар-
ганца по току снижается.
Более сильное влияние на выход по току оказывает pH.
Кислые и слабокислые среды облегчают выделение водорода.
При высоком значении pH могут образоваться гидроксилы и
основные соли, связывающие ионы Мп2+. Концентрация послед-
них уменьшается и разряд их затрудняется. Повышение темпе-
ратуры сильно снижает перенапряжение водорода. Слишком
низкие температуры, возможно, тормозят процесс разряда
ионов марганца вследствие замедленного поступления их к
электроду. Влияние других параметров на выход марганца
по току выражено менее резко.
Марганец может быть получен электролизом в виде двух
модификаций: чистого пластичного очень мягкого марганца
396
10
Е
20
200 600 1000 1900 1800 1к,А/м!
1111 _1________________I---1_____I
20 30 40 50 60 70
Л? 70 110 150 190 С(р,н4)25О4.г//7
О 10 20 30 90 50 60 t,°C
I I 1___I____I____1---1—
2 3 9 5 6 7 pH
I I I I 1 1 I '
2 6 10 19 18 22 т, ч
рис. 4.20. Влияние параметров про-
цесса на выход по току при осажде-
нии марганца из чистых растворов.
^-модификации и хрупкого
твердого а-марганца. у-Марга-
неи не может существовать при
комнатной температуре и полу-
чение его электролизом, воз-
можно, связано с включением
На в осадок. Электролити-
ческая у-модификация нестой-
ка во времени и постепенно пе-
реходит в а-модификацию.
При соответствующих услови-
ях обе эти модификации могут
быть выделены с достаточно высоким выходом по току. Про-
мышленное значение в настоящее время имеет только а-моди-
фикацня, хотя технология получения пластичного марганца так-
же разработана достаточно хорошо.
Из растворов смеси солей марганца и аммония без специ-
альных добавок на катоде при умеренных плотностях тока
осаждается марганец у-модификации, причем выход по току
при длительном электролизе достаточно чистого раствора мо-
жет достигать 70—75%. При высоких плотностях тока из чис-
тых растворов образуется весьма мелкокристаллическая а-мо-
дификация. Появление а-марганца в этих условиях, возможно,
связано с обильным выделением и включением в металл водо-
рода, который образуется путем химического разложения ра-
дикала NH4° — продукта разряда NH4+ при отрицательных по-
тенциалах — внутри отлагающегося металла. При введении
в раствор определенных микродобавок (соединения серы, селе-
на и теллура) на катоде уже и при умеренных плотностях то-
ка образуется только a-модификация марганца также с высо-
ким выходом по току, достигающим 70% и более при доста-
точной очистке растворов от других примесей.
Возможность образования двух модификаций при катодном
выделении металла — явление нередкое (например, никель, ко-
бальт, хром) и для электролитического получения этих метал-
лов обычно значения не имеет. При катодном осаждении марган-
ца процесс полностью нарушается, если условия электролиза не
подобраны таким образом, чтобы образовалась только одна
модификация. Основным условием является концентрация мик-
родобавок. Помимо того, что они способствуют образованию
многоатомной решетки а-модификацип (возможно, это связа-
но с образованием пленки из соединений серы, селена и тел-
лура, сдвигающих потенциал), микродобавки значительно
снижают чувствительность процесса электролиза к наличию
примесей, высокой температуре и уменьшению концентрации.
397
NH4+ в растворе, однако в то же время они снижают чистоту!
металла по сере (или селену) и водороду.
Анодный процесс достаточно сложен. В слабокислой среде
анолита на нерастворимых анодах из свинца образуются кис-
лота и кислород. Здесь же протекает окисление Мп2+. При по-
ниженной температуре (20—40 °C) и высоких анодных плотно-
стях тока (~600 А/м2) образуется аморфный диоксид марган-
ца, не находящий применения (получаемая a-модификация не
применяется в гальванических элементах) и содержащий сви-
нец. Чтобы избежать потерь марганца в виде МпО2 уменьша-
ют его окисление на аноде путем применения анодов не из чи-
стого свинца, а из сплавов, поддержания определенных плот-
ностей тока и т. д. Как уже отмечалось, аноды из сплавов
свинца снижают также коррозию анодов.
При электролизе протекает общая реакция
2MnSO4 + ЗН2О --> Мл + MnOa + 2HaSO4 + Н2 + 0,5Os
Электролитическое получение марганца. В качестве исход-
ного сырья нашли применение оксидные и карбонатные руды
марганца. Необходимость вовлечения карбонатных руд в про^
изводство марганца возрастает из-за истощения богатых оксид-
ных руд.
Оксидные руды подвергают восстановительному обжигу^
В качестве восстановителей могут применяться углерод, мазут
и газы. В Советском Союзе имеется опыт восстановления пер-
оксидных марганцевых руд способом мазутотермии с использо-
ванием тепла экзотермической реакции, а также восстановле-
ние рядовых оксидных руд в вихревых печах природным газом
или в цилиндрических вращающихся печах азотоводородно»
смесью. Выщелачивание по принятой в настоящее время замк-
нутой схеме проводят в кислом отработанном анолите, содер-
жащем около 50 г/л серной кислоты, с доведением pH пульпы
до 4,5—5. При выщелачивании продукта обжига в раствор пе-
реходит не только марганец, но и определенные количества
солей железа, никеля, кобальта, кальция, магния, кремнекис-
лоты и др.
Карбонатные руды и шлаки могут выщелачиваться бе»
восстановительного обжига. Из карбонатных руд и концентра-
тов марганец выщелачивается легко, однако расход серной'
кислоты и масса отвальных кеков велики из-за большого со-
держания соединений кальция, который не удается отделить orj
минералов марганца механически или при флотационном обо-
гащении.
Для выщелачивания применяют чаны с пропеллерными ме-
шалками.
Чистота электролита при получении марганца имеет боль-
шее значение, чем при электролизе цинка из-за более отрица-
тельного потенциала марганца. Поэтому питающий электролит
подвергают глубокой очистке от наиболее вредных примесей.|
398
Основная часть железа, алюминий, мышьяк, молибден и фос-
фор отделяют в виде гидроксидов и нерастворимых соединений
еще на стадии выщелачивания при нейтрализации раствора.
Ионы тяжелых цветных металлов, особенно никеля и кобальта,
выводят из раствора в виде сульфидов. Для осаждения можно
использовать H2S, (NH4)2S или аммиачную воду третьего сор-
та, содержащую (NH4)2S.
Допустимое содержание примесей в электролите составляет
(в мг/л): 0,5 Со2+, 1 Ni2+ и 5 Си2+. При совместном присутст-
вии примесей содержание их должно быть еще меньше. Для
предотвращения потерь марганца в виде Мп(ОН)2 значение
pH при очистке не должно превышать 5. При рН»3 возможно
образование токсичного сероводорода. Для полноты осаждения
ионов тяжелых цветных металлов в раствор вводят избыток
S2~ по отношению к стехиометрически необходимому количе-
ству.
Для получения а-марганца с низким содержанием серы
(МР-00 — менее 0,03% S) продукты очистки — сульфиды ме-
таллов, элементарная сера, S2- (последний в соответствии с
произведением растворимости MnS) — следует удалять фильт-
рованием и методом адсорбционной очистки, а затем вводить
строго дозированное количество соединений серы. При получе-
нии у-марганца соединения серы и остатки органических соеди-
нений должны быть особо тщательно удалены путем адсорбци-
онной очистки гидроксидом и диоксидом марганца, активиро-
ванным углем, либо с помощью форэлектролиза. Тщательно
удаляют также ионы металлов (Ве2+, АР+) с потенциалом бо-
лее отрицательным, чем марганца, так как они оказывают ка-
талитическое влияние на катодный разряд водорода.
Электролиз. В качестве электролита в настоящее время при-
меняется раствор сульфатов марганца и аммония. Концентра-
ция этих компонентов ограничена вследствие выделения труд-
норастворимой соли MnSO4-(NH4)2SO4-nH2O. В современном
производстве концентрация марганца в католите не превышает
обычно 16—18 г/л, в питающем растворе — 32—40 г/л, в отра-
ботанном анолите— 12—13 г/л, т. е. из 1 л электролита можно
извлечь не более 20 г марганца. Содержание сульфата аммо-
ния во всех этих растворах колеблется в пределах 130—
170 г/л. Аммонийная соль служит не только буфером и доно-
ром аммиака, но и обеспечивает достаточную проводимость
электролита (11 Ом^-м-1)-
Температура электролита не должна превышать 25—40 °C.
Она поддерживается на этом уровне охлаждением водой, цир-
кулирующей в змеевике.
Плотность тока принимают равной 400—500 А/м2 Скорость
циркуляции электролита 0,03 л/(А-ч) и менее. Питание ванн
электролитом — параллельное.
Аноды изготовляют из сплава свинца с 1 % серебра, что по-
шоляет не только значительно увеличить срок их службы, но и
399
уменьшить долю марганца, затрачиваемого на непроизводи-
тельное образование диоксида.
Катодные матрицы изготовляют из нержавеющей стали или-
титана. Съем металла осуществляют один раз в сутки; при бо-
лее длительном наращивании марганца снижается выход его
по току (см. рис. 4.20).
При мощности электролизеров до 3 кА их выполняют из ви-
нипласта в форме ящиков. Как уже отмечалось, марганец, в,
отличие от цинка, не может быть получен с достаточным выхо-
дом по току из кислых растворов. Поэтому катодное и анодное-
пространства в электролизере разделяют проточной диафраг-
мой с поддержанием разных уровней католита и анолита. Дон-
ная часть электролизеров сообщается с диафрагменными прост-:
ранствами через открытые днища. В диафрагменные простран-
ства помещают аноды. Образующийся диоксид марганца час-
тично собирается на дне ванны и время от времени удаляет-
ся. Катоды располагают в междиафрагменном пространстве,
здесь же помещены водяные холодильники. Длина ванны За-
висит от числа электродов, т. е. от силы тока на ванне. С уче-
том наличия диафрагмы расстояние между одноименными
электродами может достигать 150—200 мм. Выход по току при
24 ч электролизе равен 55—65%, напряжение на ваннах 5 В,
расход электроэнергии 7000—8000 кВт-ч/т металла.
Чистота получаемого металла соответствует марке МР-0
(99,7% Мп, до 0,1% S) или МР-00 (99,95% Мп, до 0,03% S),r
Получение марганца повышенной чистоты. Применение
электролиза для этой цели ограничено вследствие значитель-
ного содержания газов и включений соединений основного ха-
рактера в электролитическом металле (чистота до ~ 99,98 %
Мп). В случае необходимости газы могут быть удалены путем
переплавки, желательно вакуумной.
Электролиз в металлургии хрома
Хром применяют при получении легированных сталей, устой-'
чивых против высокотемпературной коррозии и обладающих
значительной твердостью (содержание хрома до 50%), а также
для хромирования стальных изделий.
Промышленные руды содержат более 30% хрома. Основной
разрабатываемой рудой является хромитовая (минерал хромит
РеО-СггОз — хромистый железняк).
Методы производства хрома сходны с методами производ-
ства марганца. Основное количество хрома добывают из руд
в виде феррохрома (60—85% Сг) термическим путем — прос-
тым восстановлением хромовой руды углем и кремнием. Чис-
тый хром получают восстановлением хромовой руды алюмини-
ем, кремнием (98% Сг).
Существуют и другие способы получения металлического»
хрома, среди которых электролиз является наиболее простым
400
и позволяет выделять сравнительно чистый металл. Изучаются
и частично используются в промышленности два способа полу-
чения электролитического хрома: из растворов его трехвалент-
ных соединений (преимущественно сульфатов) и из растворов-
хромовой кислоты. В обоих случаях для приготовления элект-
ролитов используют хромовую руду или феррохром. Примене-
ние феррохрома значительно упрощает гидрометаллургический
цикл производства.
Получение хрома из растворов трехвалентных солей подоб-
но процессу электроэкстракции марганца. Катодные реакции
протекают при значительных электроотрицательных потенциа-
лах:
Сг3+ + е <—г Сг2+ £о = —0,41В
Сг3++ Зе =Е=> Сг Е« = —0,74В
Cr2+ 2е =₽=> Сг £° = —0,91В
Одновременно с этими протекает также реакция 2Н++2е—»•
—>Н2. Выделение металла с практически приемлемым выхо-
дом по току в данном случае возможно при условии, что раз-
ряд ионов водорода будет искусственно затруднен (тем более,
что перенапряжение водорода на хроме мало). Это достигает-
ся путем максимального повышения pH. Однако уже при рН =
=3 образуются гидроксид Сг(ОН)3 и основные соли, сильно
загрязняющие металл. Выделение водорода ведет к повышению
pH приэлектродного слоя. Поэтому так же, как и марганец,
хром получают из сильно буфферированного аммонийными соля-
ми комплексного электролита. Таким путем удается получать
плотные толстые осадки хрома как из сульфатных, так и из
хлоридных электролитов, причем выход по току приближается
к 50%. Процесс проводят при обязательном разделении като-
лита и анолита диафрагмой, с свинцово-серебряными анодами.
Состав электролита, (в г/л): 15 Сг3+ и 15 Сг2+, 200—270
(NH4)2SO4, 250—280 свободной серной кислоты в анолите, что
соответствует извлечению из 1 л питающего раствора около
100 г хрома. Процесс ведут при катодной плотности тока до
1 кА/м2, температуре 50 °C и напряжении до 4,5 В; расход элект-
роэнергии достигает 18000—20000 кВт-ч/т.
Из различных режимов катодного осаждения хрома из хро-
мовой кислоты (см. с. 318) для электроэкстракции применяют
режим, обеспечивающий максимальный выход по току и полу-
чение мягких осадков, т. е. электролиз ведут при низких темпе-
ратурах (25—36°C), раствор содержит 250—350 г/л СгО3 при
соотношении CrO3: H2SO4= 100, iK=2,8—8 кА/м2. Выход по то-
ку— до 35%, напряжение 6—8 В, удельный расход электро-
энергии 40000—70000 кВт-ч/т, т. е. значительно выше, чем при
электролизе трехвалентных соединений хрома.
За последнее время в технологии получения хрома электро-
лизом хромовой кислоты достигнуты значительные успехи. Так,
в частности, из-за малой чувствительности процесса к приме-
26—2021
401
сям в электролите и своеобразного механизма катодных реак-
ций электролиз осуществляется с использованием сверхвысоких
плотностей тока (до 100 кА/м2) без снижения степени чистоты
металла. При этом металл получают в виде осыпающихся
дендритов. Сочетание этих особенностей процесса с полным
разложением исходного сырья (СгО3) без образования проме-
жуточных и побочных продуктов и с отсутствием необходимо-
сти в принудительной циркуляции электролита благодаря
обильному выделению газов на электродах, позволяет создать
мощный биполярный электролизер для получения хрома, близ-
кий по удельным характеристикам к современным металлурги-
ческим агрегатам объемного типа. Это подтверждается успеш-
ным развитием в СССР электрохимического производства хро-
ма не только электролизом его трехвалентных соединений, но
и хромовой кислоты.
Электролиз в металлургии металлов группы железа
Электрохимические свойства металлов и электродные реакции.
Металлы группы железа обладают высокой адсорбционной спо-
собностью, как и все другие металлы VIII группы. Наиболее
чрко эта способность выражена у никеля. Адсорбционная спо-
собность является причиной известной склонности металлов
группы железа к пассивированию на воздухе. Эти химические
свойства оказывают значительное влияние и на электрохими-
ческое поведение металлов группы железа (см. табл. 4-2). При
электролизе такие свойства могут проявиться в затруднениях
при разряде иона и распределении тока в пользу водорода, а
также в пассивировании анодов, что ведет к обеднению элект-
ролита по основному иону и снижению pH. Поэтому необходим
подбор условий, способствующих разряду ионов металлов.
Потенциалы металлов группы железа в растворах их солей
не соответствуют расчетным равновесным потенциалам, так как
они менее отрицательны и неустойчивы. Токи обмена значи-
тельно снижены из-за наличия пассивирующих пленок. При
анодной поляризации даже в нейтральных растворах собствен-
ных солей эти металлы склонны к сильной пассивации, кото-
рая может привести к значительному снижению Вта.
Эти нежелательные особенности металлов группы железа
могут быть в значительной мере снижены подбором темпера-
туры, состава электролита и других параметров электролиза.
Значительное возрастание Втк никеля при повышенной темпе-
ратуре было отмечено в работах А. Т. Баграмяна с сотр., изу-
чавшими катодное выделение металлов при повышенных тем-
пературах (рис. 4.21). Оказалось, что высокая температура спо-
собствует десорбции чужеродных веществ с поверхности метал-
ла и обусловливает сильное уменьшение перенапряжения и
увеличение тока обмена, причем при высоких температурах пе-
ренапряжение и ток обмена металлов группы железа не отли-
-402
Рис. 4.21. Зависимость катодного и
анодного ' перенапряжений металлов
группы железа (раствор 1 и. MSO4)
от температуры при pH=4,5.
чаются от этих величин для ме-
ди или цинка. Поэтому никель,
железо и кобальт выделяются
при повышенных температурах
при более положительных потен-
циалах, чем водород, хотя т]н2 на
этих металлах невелико.
По аналогии с поляризацион-
ными диаграммами для цинка и
водорода, изображенными на
рис. 4.17, и с учетом данных для
металлов группы железа, приведенных в табл. 4-2, можно срав-
нить зависимость распределения количества затрачиваемого
электричества между металлами группы железа и водородом
от pH (например, рН=0 и рН = 4) и плотности тока.
В результате многочисленных исследований показано, на-
пример, что скорость разряда ионов никеля на катоде тем
больше, чем выше pH и плотность тока. Однако верхний допу-
стимый предел pH ограничен образованием основных солей и
гидроксида никеля (pH гидратообразования при Cni=
= 0,5 моль/л равен примерно 5).
Производство никеля
С момента выделения никеля в 1751 г. Кронштедтом в виде
свободного элемента и до конца прошлого столетия он считал-
ся редким и использовался только в ювелирном деле. В 80-х
годах прошлого столетия в Новой Каледонии и Канаде были
открыты крупные месторождения никеля; было обнаружено
также улучшение свойств стали при легировании ее никелем
(английский инженер Райли). С этого времени никель стано-
вится важным промышленным и стратегическим металлом.
Основная часть никеля (85—87%) расходуется на произ-
водство сплавов с железом, хромом, медью и другими метал-
лами. Эти сплавы отличаются высокими механическими, анти-
коррозионными, магнитными и электрическими свойствами.
Сплавы никеля с алюминием (а также с магнием и кремнием)
используют в качестве исходного вещества для получения нике-
ля Ренея — никелевого катализатора скелетного типа, образую-
щегося при действии щелочи на эти сплавы. Никель применя-
ется в производстве щелочных аккумуляторов и в гальванотех-
нике. В 1980 г. производство никеля составило в капиталисти-
ческих и слаборазвитых странах около 1 млн. т, в ближайшие
7—10 лет оно возрастет еще на 7% в год.
26*
403
Около 70% от содержащегося в земной коре никеля пред-
ставлено в виде сульфидных минералов пентлантида
(Fe, Ni)»S8, миллерита NiS и др., остальной никель в виде ок-
сидных и других минералов. Сульфидные руды никеля обычно
являются железоникелевыми или медноникелевыми рудами
(например, Канада) и содержат 0,3—5,5% Ni. Такие руды
легко обогащаются, концентраты содержат до 12% никеля.
В СССР сульфидные руды имеются в Заполярье. Промышлен-
ию важную роль играют окисленные руды, содержащие минерал
гарниерит «NiSiO3-MgSiO3 (0,7—2,5% никеля). Месторождения
их расположены в Новой Каледонии, на Кубе, Филлипинах,
в Австралии и Индонезии, в СССР — на Урале. Значение этих
.руд со временем увеличивается.
Никелевым рудам сопутствуют не только минералы меди и
железа, но и кобальта, мышьяка, селена, теллура, в малых ко-
личествах — минералы свинца, цинка, висмута, а также цен-
ных металлов — платины, палладия, родия, золота, серебра.
Поэтому одновременно с производством никеля извлекают и
ряд других металлов и химических соединений.
Около 60% никеля получают из руд пирометаллургическим
путем. Черновой никель, выплавляемый из сульфидных руд, со-
держит немногим более 93% никеля, из окисленных — до
"99,6%. Поэтому последний частично прямо используется в про-
мышленности, а черновой никель должен быть подвергнут ра-
•финированию. Рафинированию до последнего времени подвер-
галось до 80% всего никеля. В настоящее время возросла до-
ля никеля, получаемого в виде ферроникеля, его применяют в
производстве ферросплавов без предварительного электролити-
ческого рафинирования, что, вероятно, уменьшит значение
электрорафинирования в металлургии никеля.
Как видно из рис. 4.1, в процессе пирометаллургической
переработки никелевых руд* железо отделяется от основных
компонентов в результате плавки штейна в конверторе с про-
дувкой воздуха. Плавка часто осуществляется таким образом,
чтобы в шлак выводилось не все железо, а часть его остава-
лась в штейне. При этом в штейне удерживается и кобальт,
что позволяет позже, в процессе рафинирования никеля, выво-
дить при очистке раствора соединения кобальта и в дальней-
шем перерабатывать их. Иногда кобальт специально переводят
в конверторный шлак, из которого его затем извлекают. По-
скольку оксиды меди и никеля в конце продувки будут взаи-
модействовать со своими сульфидами по реакции
NigS2 + 4NiO -► 7Ni -|- 2SOa
* Дальнейшее развитие технологии переработки сульфидных руд будет
идти по пути замены плавки в электропечах плавкой автогенной и другими
прогрессивными методами плавки, обеспечивающими максимальное улавлива-
ние газов. Это позволяет предотвратить загрязнение воздушного бассейна и
водоемов, обеспечить более высокую эффективность процессов и утилизацию
«сырья.
404
штейн после длительной продувки может содержать большое
количество' металла и всего лишь около 10% серы (при обыч-
ном содержании около 20%). Таким путем получают так назы-
ваемый металлизированный штейн. Последовательность даль-
нейшей переработки штейна для получения чернового никеля
ясна из рис. 4.1.
Из окисленных руд никель извлекают тем же путем, что и
из сульфидных, причем окисленную руду сплавляют с гипсом
или пиритом для получения штейна.
Помимо комплексного пиро-гидроэлектрометаллургического
метода переработки руд разработан также метод прямого хи-
мического выщелачивания штейнов, сульфидных концентратов
и окисленных руд растворами аммиака или серной кислоты
обычным способом или в автоклавах с восстановлением нике-
ля водородом или в результате электролиза. Находит примене-
ние и так называемый карбонильный метод обработки штейна
оксидом углерода под давлением 20 МПа с получением легко-
летучих и разлагающихся карбонильных соединений М(СО).
Оба метода — актоклавный и карбонильный — в последнее
время интенсивно развиваются.
Электрохимическое рафинирование никеля. Рафинированию
подвергают обычно металлический черновой никель, содержа-
щий 90—95% Ni и 0,4—1% серы. Тщательно изучен процесс
непосредственного рафинирования никелевого и медно-никеле-
вого штейна, который нашел практическое применение на не-
которых зарубежных заводах (3—20% серы в анодах). Этот
метод позволяет выделить серу в виде чистой элементной серы
и исключает ряд пирометаллургических процессов для переде-
ла штейна. Независимо от применяемого анода в процессе ра-
финирования осуществляется циркуляция электролита: богатый
примесями анолит выводят из ванны, очищают и в виде чисто-
го раствора подают в катодное пространство, отделенное от
анодного диафрагмой.
Механизмы растворения анодов из чернового металла и из
штейна различны и должны быть рассмотрены раздельно.
Анодные процессы. Черновой никель содержит, помимо ни-
келя, металлы группы платины, селен, сульфиды и оксиды ни-
келя, меди и железа, серу, кремнекислоту, а также включения
шлака. Основной анодной реакцией является ионизация нике-
ля, которая протекает с перенапряжением, т. е. при значитель-
но более положительных потенциалах, чем равновесный (Еа =
=0,1 до 0,2 В). Поэтому в раствор переходят не только никель
и металлы, потенциалы которых имеют более отрицательные
значения, но частично и все примеси, включая медь. Это при-
водит к тому, что раствор содержит, наряду с 65—70 г/л нике-
ля, также 0,2—0,3 г/л Со, 0,3—0,8 г/л Си и 0,3—0,5 г/л Fe.
Нерастворимыми остаются сульфиды и селениды металлов,
благородные металлы и металлы платиновой группы, а также
углерод и остатки шлака. Эти компоненты в процессе рафини-
405
рования никеля и образуют шлам, который составляет 5—10%
от массы анодов. В него переходит и значительное количество
меди, которое зависит от содержания серы в аноде, а также
до 1% содержащихся в аноде никеля, кобальта и железа.
Анодный выход никеля по току не равен 100%, вследствие
пассивации он даже несколько ниже катодного для принятого
состава электролита, что ведет к постепенному обеднению рас-
твора никелем (дефицит никеля) и понижению pH анолита
(2—2,5) вследствие расхода части тока на реакцию Н2О—►
—>0,5 О2+2Н++2е.
При повышенном содержании сульфидов происходит изби-
рательное растворение металлической фазы и образование
сульфидной корки на поверхности анода.
При значительном преобладании сульфидов в анодах боль-
шие количества никеля, меди, кобальта и железа в них нахо-
дятся в ионизированном виде (NisSz и другие сульфиды).
В связи с этим основной анодной реакцией, протекающей при
значительном положительном потенциале, становится окисление
сульфидной серы до элементной (а частично и до сульфатной)
с одновременным переходом ионов металлов из анода в рас-
твор:
NiS---► Nia+-f-S + 2е )
или Ni3S2 —. 3Nia+ + 2S + 6j£=1’°B
В связи с повышенным перенапряжением потенциал анодной
реакции в практических условиях достигает 1,2 В и общее на-
пряжение на ванне составляет вначале 2,8 В. Из-за образова-
ния обильного анодного шлама напряжение постепенно возра-
стает до 4—5 В. \
Образование на анодах сульфидной корки может привести
к повышению анодного потенциала до значений, соответствую-
щих более глубокому окислению серы с образованием сульфат-
ной серы и подкислением электролита:
Ni3S2-|-8H2O -► 3Nia+H-2SO42-+ 16Н++16е
При пониженном содержании серы в анодах из штейна
часть никеля, меди, железа и кобальта находится в штейне в
виде металлов, а не сульфидов, — металлизированный штейн.
Металлическая фаза в этом случае растворяется легче сульфи-
дов и последние частично переходят в шлам, не окислив-
шись; вследствие этого шлам содержит вместо элементной се-
ры сульфиды металлов, что в данном процессе не должно
иметь места. Поэтому желательно, чтобы содержание серы в
аноде было не менее 20%.
Подготовка электролита. Для получения никеля, отвечаю-
щего требованиям ГОСТ, в питающем электролите необходимо
уменьшить содержание примесей. В соответствии с уравнением
Хейфеца и Ротиняна (см. раздел 4.3), для получения металла,
содержащего в сумме не более 0,03% примесей Си, Fe, Со,
406
при плотности тока 0,150 кА/м3 суммарную концентрацию этих
ионов необходимо снизить путем очистки от 1,2 г/л в аноли-
те до
Aui 0,03-0,150
Сме= 1000Лм — ЮОО-2,25-10"2 ~ 2'10 экв'л
или 6,10-10-3 г/л в католите при /См = 2,25-10~2.
В процессе электролитического рафинирования чернового
никеля или штейнов применяют сходные методы очистки элект-
ролита от ионов меди, железа, кобальта, цинка, свинца и др.
Железо удаляют в первую очередь, обычно путем гидроли-
за, причем гидроксид железа образуется при нейтрализации
днолита карбонатом никеля. Окисление железа на ряде заво-
дов проводят озоном или хлором. В последнем случае возрас-
тает концентрация ионов хлора в растворе и улучшается фильт-
руемость кеков.
Для очистки от меди чаще всего используют метод цемента-
ции порошком никеля при избытке никеля 1,4—1,6 против
стехиометрии; его получают на самом заводе из оксида нике-
ля. При этом особое значение имеет присутствие ионов CI-,
которые снижают пассивацию никеля и улучшают цементацию.
В последнее время привлекают внимание методы осаждения
меди и мышьяка сероводородом; осаждения меди в виде CuCl
после восстановления ионов Си2+ сернистым газом или метал-
лической медью; ионообменный метод на смоле АНКБ-1; ме-
тод экстракции алкил фосфорной кислотой в смеси с гидрокси-
мом или нафтеновыми кислотами.
Очистка от кобальта является наиболее ответственной ста-
дией, так как по химическим свойствам никель и кобальт весь-
ма сходны. В последнее время наибольшее распространение
получил метод гидролиза с выделением кобальта в виде
Со(ОН)з после окисления его до Со3+ элементным хлором.
Механизм образования Со(ОН)3 может быть представлен следующим об-
разом. Значение £°со3+/Со2+= +1,832 В. При малом содержании Со2+ в нике-
левом электролите (около 0,003 моль/л), равновесный потенциал £pcos+jCo2+==
= + 1,76 В. При потенциалах Е°о2=+0,41 В и E°ci-/ci2=+1,35 В, ни хлор,
ни тем более кислород не могут окислить Со2+. Однако при pH=3,5—4, ког-
да Со3+ образует Со(ОН)8, произведение растворимости которого равно
2,5-10-43, окислительно-восстановительный потенциал будет определяться
этим произведением растворимости и при pH=4, асо2+=0,003 моль/л и 60 °C
значение £со8+/сог+ составит:
ЯГл3+ Пр
£со8+/Со2+ = 1,832 + 0,065 1g = 1,832 + 0,0651g =
2,5-Ю~43
= 1,832-j-0,0651g 0.10-10J3.3. i(j-3 = 1,18В
Таким образом, очень малая растворимость Со(ОН)з влияет на равнове-
сие реакции, протекающей при рН=3,5—-4
2CoS04 + С1а + 6Н2О 4=t 2Co(OH)s + 2HaSO4 + 2HCl
сдвигая ее вправо.
407
Практически реакцию проводят при избытке в очищенном растворе не
только хлор-газа, но и NiCO3 или Ni(OH)2, вводимых для поддержания нуж-
ного pH.
Цинк и свинец трудно удалять из раствора, их целесообраз-
но отделять при пирометаллургическом переделе. Лишь в по-
следнее время осваивается ионообменный метод очистки нике-
левого электролита от ионов цинка.
Ионы примесей при рафинировании никеля удаляются в
процессе очистки до следующих остаточных концентраций (не
выше мг/л): 4—5 Со2+; 1—3 Си2+; 0,3—0,5 Fe2+. Одна из воз-
можных технологических схем очистки электролита приведена
на рис. 4.22.
В случае рафинирования штейнов схема усложняется уста-
новкой для обработки шлама с целью выплавки из него серы;
серу в виде отдельного продукта выделяют потребителю. Ос-
вобожденный от серы шлам отправляют на переработку.
Процесс электролиза. Первые исследования по электролити-
ческому осаждению металлов группы железа в нашей стране
были проведены под руководством П. П. Федотьева. В резуль-
тате дальнейших многочисленных работ в этом направлении
установлены те оптимальные условия, которые и положены в
основу современного процесса рафинирования. Работы по ра-
финированию штейнов в СССР были проведены в конце 40-х
Катоды
Рис. 4.22. Схема очистки раствора при рафинировании никеля:
1 — электролизер; 2 — реактор для окисления железа; 3 — реактор для осаждения гид-
роксида железа; 4 — свечевой фильтр; 5 — реактор для цементации меди; 6г 11 — отстой-
ники; 7, 13— фильтры; 8— реактор для окисления кобальта: 9— реактор для осаждения
Со(ОН)з; Ю — реактор для обогащения раствора никелем; 12 — репульпаторы; 14—
центробежные насосы; 15 — шламовые насосы.
408
Таблица 4.4. Условия работы и показатели электролиза
при рафинировании металлов группы железа (усредненные данные)
Показатели Никель Кобальт (аноды из ко- бальта) Железо (алоды из стали)
аноды из никеля аиоды из штейиа FeSO4 FeC!3
Состав электролита, г/л:
Ме2+ в католите в ви- 65—80 50 60 55—60 85—140
де MSO4
ионов С1~ 30—70 35—70 12—15 — 200—270
буферных добавок, г/л
Н3ВОз 4-5 4—5 10 — —
NaHCO3 — — — 20 —
добавок для увеличения проводимости, г/л
Na2SO4 35-40 80 125 — —
MgSO4 — — — 70 —
pH католита 2,5—4 2,5—4 3,3 2—2,5 2—2,5
анолита 2,2—4 1,8—2 2,5-3,2 — —
Температура, °C 55—65 60—70 55—65 20—25 до 80
Плотность тока, iK, А/м2 250—500 до 200 160 60—100 500—1000
Скорость циркуляции, л/(А-ч) 0,06—0,1 0,08- -0,17 Разная
Анодная скрап, % Доля шлама от массы ано- 20 До 10 25 0 То же То же
да, %
Продолжительность раство- 28—30 20 То же
рения анодов, сут.
Выход по току, % 95—99 99,5 91—95 90—95 95—97
Напряжение, В 2,3—2,8 до 3,5 2,7—3 0,06—1 0,5—1
Расход энергии, кВт-ч/т 1700— 3700 3000— 3500 1700— 3700 60—100 300—450
годов под руководством Д. М. Чижикова и продолжаются в
настоящее время в институте металлургии АН СССР.
Электролиз проводят в настоящее время в сульфат-хлорид-
ных электролитах. Добавление хлоридов благоприятно влияет
на процесс электролиза: способствует деполяризации катодно-
го процесса, повышает выход по току и электропроводимости
раствора и устраняет пассивирование анодов. Это позволяет
значительно интенсифицировать процесс путем повышения
плотности тока. Одновременно повышенная концентрация ионов
хлора оказывает и отрицательное влияние: увеличивается кор-
розия аппаратуры, анолит загрязняется большим количеством
примесей.
В СССР применяют никелевые электролиты, содержащие
30—40 г/л С1_, что дает возможность работать при плотности
тока 360 А/м2 против обычных ПО—200 А/м2. Введение суль-
фата натрия повышает электропроводимость раствора до 15—
20 Ом-1-м-1. Разработан также чисто хлоридный электролит,
который позволяет получать гладкие осадки при 500—600 А/м2.
Взвеси основных соединений, образующиеся в условиях
409
электролиза вследствие выделения водорода, включаются в ка-
тодный осадок, снижают его чистоту и вызывают появление
шишек, неровностей. Для поддержания pH на постоянном мак-
симально допустимом уровне, обеспечивающем высокий выход
металла по току (см. рис. 4.17) и отсутствие взвесей гидрокси-
дов, в растворы вводят буферные соединения, обычно борную
кислоту, которая не только повышает буферность раствора, но
и вступает с никелем в химическое взаимодействие, образуя
малорастворимые дибораты никеля №(ОН)2-2Н3ВОз, действу-
ющие как коллоиды. Примерные составы растворов приведены
в табл. 4.4.
Выбор оптимальной скорости циркуляции электролита свя-
зан с применяемой катодной плотностью тока: циркуляция
должна снизить концентрационную поляризацию, которая мо-
жет быть причиной появления дендритов. Скорость циркуляции-
может быть тем выше, чем выше степень очистки электролита.
Поэтому в каждом случае подбирают оптимальную скорость
циркуляции. На большинстве заводов она равна от 0,06 до
0,1 л/(А-ч). При рафинировании штейнов циркуляция несколь-
ко интенсивнее. Обогащенный примесями тяжелый прианодный
раствор опускается вниз, поэтому анолит выводят из нижней
части ванны под диафрагменной ячейкой. По мере накопления
в нижней части ванны загрязненного анолита гидростатический
напор превысит напор католита и анолит может проникнуть
в катодную ячейку, загрязняя металл (см. рис. 4.14).
Температура раствора поддерживается повышенной для
обеспечения упомянутой выше деполяризации при катодном
выделении металла (см. табл. 4.4).
Катодная плотность тока должна обеспечивать преимуще-
ственное перед водородом выделение металла на катоде.
Слишком большая плотность тока приводит к образованию
шишковатого неплотного осадка, если одновременно не изме-
няются другие параметры процесса. Поэтому несмотря на эко-
номическую целесообразность применения высоких плотностей
тока их пределы в настоящее время еще ограничены величина-
ми, приведенными в табл. 4.4. В этих пределах плотность тока
может быть различной в соответствии с расчетом экономиче-
ской плотности тока.
Аноды при рафинировании отливают в четырехугольных
изложницах с вставленными при заливке ушками из стальной
полосы (см. рис. 4.10). Масса анодов из чернового никеля со-
ставляет обычно 200—250 кг, размеры 0,8X0,75 м. Толщина
анода зависит от заданной продолжительности его растворе-
ния. Отливка анодов при рафинировании штейнов требует со-
блюдения специального режима охлаждения, так как отливки
склонны к рассыпанию.
Остатки от растворения анодов —• анодный скрап — возвра-
щают на выплавку анодов. Иногда часть скрапа применяют
для ликвидации дефицита никеля (Вта<Втк). путем растворения
410
его в подкисленном анолите или же для получения карбоната
никеля.
Катодами обычно являются никелевые основы, которые по-
лучают в специальных матричных ваннах с основами из не-
ржавеющей стали или титана. Для получения гладких ненапря-
женных основ поддерживают специальный режим процесса их
получения: плотность тока снижена до 200 А/м2, скорость цир-
куляции на 30—40% выше, чем в товарных ваннах для лучше-
го выравнивания концентрации у поверхности катодов; продол-
жительность наращивания основ — 8—12 ч; отключение ванн
для очистки их от шлама чаще, чем товарных, — каждые
15 сут. Листы никеля сдирают с основ из стали или титана,
снабжают ушками из стальных полос и, надев на ломики, по-
гружают в товарные электролизеры, где дальнейшее наращи-
вание продолжается от 3 до 10 сут.
Электролизеры для рафинирования никеля устанавливают
на силу тока 6—10 кА. В практике рафинирования никеля на-
шли применение сдвоенные ванны, соединенные в общий блок
(см. рис. 16). Между каждой парой ванн и блоками имеются
проходы для наблюдения за состоянием диафрагм и катодов.
В современных цехах основные работы — выемка катодов, по-
гружение и выемка анодов — производят с помощью мостового
крана с опускающейся платформой, причем извлекают из од-
ной ванны одновременно 3—4 катода с заменой их новыми ос-
новами, т. е. электролизер не отключается от электропитания.
В один электролизер помещают 30—34 электродов одного
знака, число анодов на один больше числа катодов. Каждый
катод опущен в диафрагменный ящик — каркас из дерева, об-
тянутый тканью из поливинилхлорида или льняного асбеста
(см. рис. 4.15). Расстояние между одноименными электродами
увеличено из-за наличия диафрагмы и достигает 200 мм. При
рафинировании штейнов аноды помещают в мешки, например
из полипропилена, для сбора обильного шлама.
Питание ванн электролитом — параллельное; электролит
подают в каждый диафрагменный ящик. Скорость подачи рас-
твора в католит при рафинировании металлов группы железа
имеет большее значение, чем в других случаях.
Показатели электролиза никеля приведены в табл. 4.4. По-
ниженное напряжение на ваннах рафинирования (см. табл.
4.1), по сравнению с рассмотренными ранее процессами элект-
роэкстракции цинка, марганца, хрома, обусловлено применени-
ем растворимых анодов. Максимальное падение напряжения при
этом следует отнести за счет сопротивления электролита.
В результате рафинирования получают металлы повышен-
ной чистоты (в %):
Ni Со С Fe Си S
Черновой никель . . 89—91 1,2—1,5 0,1—0,3 2,5—3,5 4,5—5,5 0,6—1
Катодный никель ;
Н-1 (ГОСТ) . . . 99,83 0,1 0,01 0,01 0,02 0,03
411
Конечная масса катодов — до 70 кг. Электролитический-
никель переплавляют только в случае необходимости удаления
водорода (вакуумная плавка). Обычный товарный вид элект-
ролитического никеля — нарезанные на куски катоды.
При растворении чернового никеля или файнштейна состав)
анодного шлама одинаков, но количество примесей различно.
При рафинировании чернового никеля получают шлам, состав-
ляющий до 10% массы анодов. Он содержит в основном суль-
фиды никеля, меди, железа, кобальта, до 35% никеля и 0,1—
2% металлов группы платины. Этот шлам направляют на из-
влечение драгоценных металлов.
Шлам от рафинирования штейна на 97% состоит из эле-
ментной серы. Из этого шлама извлекают серу, селен, и, после
многостадийной обработки — платиновые металлы.
Электроэкстракция никеля. Электролиз с нерастворимыми
анодами в последнее время привлекает пристальное внимание
для получения никеля. Производство никеля этим способом
давно освоено на одном из зарубежных заводов (Финляндия).
Исходным сырьем служит дважды конвертированный штейн,
из которого сера удалена настолько, что в виде сульфида оста-
ется только медь. Никель присутствует в виде металла. Этот
материал выщелачивают кислым отработанным анолитом
электролизных ванн, которые работают с анодами из свинца.
Для поддержания pH католита не менее 2,5—3 необходим»
применять диафрагму из весьма плотной ткани. Электролиз ве-
дут с такой скоростью протекания электролита, что при iK=
= 175—180 А/м2 концентрация серной кислоты, образующейся
в анолите, не превышает 30—40 г/л. Выход по току 95%. Рас-
ход энергии ~4000 кВт-ч/т никеля.
Получение никеля высокой чистоты. Один из разработан-
ных методов получения никеля высокой чистоты заключается
в рафинировании обычного электролитического металла в рас-
творах хлоридов при низких плотностях тока. Применяется
промежуточная тщательная очистка растворов от примесей.
Полученный металл термическим способом очищают от приме-
сей (например, путем электронно-лучевой переплавки металл^
в вакууме с получением 99,9999% Ni). Второй метод заключа-
ется в электроэкстракции металлов из растворов, приготовлен-
ных из чистых электролитических металлов вне электролизера
и глубоко очищенных различными способами.
Электролитическое получение порошка никеля. В крупно-
тоннажном производстве порошков никеля, кобальта и железа}
и поликомпонентных композиций современными методами по-
рошковой металлургии возрастает масштаб получения чистый
порошков карбонильным способом и определенное место отво-
дится электролитическому получению порошков этих металлов.
Для получения порошка никеля высокой дисперсности, со-
гласно законам электрокристаллизации, изложенными в гла-
ве 3, рекомендуются электролиты, содержащие 0,3 моль/Л
412
a
NiSO4 или NiSO4- (NH4)2SO4, 0,5 моль/л (NH4)2SO4 или
NH4C1 (буфер) и 0,4 моль/л NaCl (активатор) при рН = 6—7,
20—25°C, iK=l—2 кА/м2. При этом выход металла по току
30—60%, продолжительность непрерывного электролиза 30—
60 мин, средний размер зерен порошка 40—60 мкм. Повысить
выход по току к1ожно при изменении параметров процесса.
В настоящее время широко изучается способ получения по-
рошков в электролизерах с так называемым двухслойным
электролитом, нижний слой которого обычный электролит для
получения порошка, а верхний — органический растворитель,
содержащий ПАВ. Порошок образуется в нижнем слое, при-
чем на его осаждение влияют ПАВ; при извлечении порошок
покрывается пленкой органического растворителя, что защища-
ет его от дальнейшего окисления.
Производство кобальта
Начиная с 20-х годов нашего столетия, кобальт стал одним из
важнейших легирующих металлов, используемых в производст-
ве инструментальных сталей, термических сплавов, сплавов с
особыми магнитными свойствами, на что расходуется 77% все-
го выпускаемого кобальта. Значительную роль кобальт играет
как катализатор в органическом синтезе, в производстве эма-
лей и красок; в медицине изотоп 60Со применяют в кобальто-
вых пушках.
В природе кобальт образует самостоятельные медно-ко-
бальтовые и мышьяково-кобальтовые руды (например, руды
Южного Алтая), но месторождения их редки и сравнительно ма-
ломощны. Обычно соединения кобальта входят в состав медных,
никелевых, железных, цинковых, марганцевых руд; сырьем для
производства кобальта являются также пиритные концентра-
ты, кобальтовые кеки никелевого и цинкового производства.
Промежуточные кобальтовые продукты, содержащие также
никель, медь, железо и другие металлы,, перерабатывают гид-
рометаллургическим путем с получением оксида кобальта. По-
следний применяют.в промышленности частично без дальней-
шей переработки. Часть оксида кобальта используют для полу-
чения кобальта термическим восстановлением в присутствии
угля или оксида углерода с последующим электролитическим
рафинированием.
Электролитическое рафинирование кобальта. Как отмеча-
лось выше, чистый кобальт производят электролитическим ра-
финированием металла, полученного термическим восстановле-
нием оксида кобальта, который содержит значительные приме-
си никеля, железа и других металлов. Благодаря высокой ка-
тодной поляризации при выделении кобальта становится воз-
можным включение в катодный осадок не только меди, но и
никеля, и железа. Поэтому для получения чистого кобальта
требуется весьма тщательная очистка раствора от этих приме-
сей, особенно от никеля.
413;
Железо из электролита осаждают после окисления в виде
Fe(OH)3 при строгом контроле pH, чтобы не происходило од-
новременное осаждение гидроксида кобальта. Ионы меди, цин-
ка, свинца удаляют в виде сульфидов: CuS, ZnS, PbS осажда-
ют в слабокислых растворах при рН = 1—3, в которых CoS не
образуется. Ионы никеля удаляют путем многократной гидро-
литической очистки или с помощью специфических осадителей,
например диметилглиоксима. В последнее время изучают ме-
тод экстракции всех примесей, например кобальтовым мылом
жирных кислот, которое может вытеснить в органическую фазу
практически все примеси.
Электролитическое рафинирование кобальта ведут в усло-
виях, приведенных в табл. 4.4, которые сходны с условиями ра-
финирования никеля. Металл осаждается на матрицы из не-
ржавеющей стали, его чистота достигает 99,5—99,6%.
Электроэкстракция кобальта. В этом процессе применяют
промежуточный кобальтсодержащий материал других произ-
водств, например, богатые кобальтом конверторные шлаки, ко-,
бальтовый шлам из производства цинка или никеля. Если эти,
материалы не обладают достаточно хорошей растворимостью
в кислом анолите электролизеров, то их предварительно пере-:
рабатывают. Так, при применении конверторного шлака его1
подвергают вначале восстановительной плавке в электрических',
печах с получением сплава, содержащего 6—7% Со, 60% Fer
30% Ni и 6% Си. Затем этот сплав анодно растворяют в суль-
фатных или хлоридных электролитах. В случае сульфатных
электролитов получают раствор, содержащий 7—8% Со2+, мно-
го железа и никеля. Эти растворы после очистки подвергают
электроэкстракции. Из хлоридного электролита осаждают ма-
лорастворимые гидраты, которые в дальнейшем могут быть
растворены в кислом анолите электролизеров для экстракции
кобальта из сульфатных электролитов.
Производство железа
Области применения железа общеизвестны, размеры его про-
изводства огромны. Чистое железо обладает высокой пластич-
ностью, поэтому в начале века в Германии и Франции его по-
лучали электролизом и применяли вместо дефицитной меди.,
Чистое железо иногда используют в электротехнике для изго-'
товления сердечников, а также индукционной аппаратуры.
Железо получают пирометаллургическими методами в виде
сплавов с углеродом (доменный, конверторный и мартеновский
процессы). В настоящее время чистое железо производят в
сравнительно малых масштабах путем электролиза водных рая
творов (обычно рафинированием стали), разложения в вакууме
карбонила железа, прямого восстановления из оксидов, выде-
ленных заранее в чистом виде.
Имеются сведения об извлечении железа из отработанных
растворов травильных ванн (100 г/л Fe2+ и 5—10 г/л H2SO4)
414
методом амальгамной металлургии и электролизом с тверды-
ми электродами.
Электролитическое рафинирование стали. Для получения
чистого мягкого электролитического железа применяют аноды
из мартеновской стали. При анодном растворении наряду с
ионами Fe2+ образуются также и ионы Fe3+, поэтому электро-
лиз ведут при рН=2. Во избежание образования Fe(OH)3 и
для обеспечения высокой буферной способности раствора в не-
го вводят NaHCO3 и A12(SO4)3. Для получения высокого выхо-
да металла по току в кислых растворах увеличивают плотность
тока и температуру (см. табл. 4.4). В отличие от процессов ра-
финирования никеля и кобальта при рафинировании стали в
диафрагменные ящики помещают не катоды, а аноды для от-
деления анодного углеродного шлама.
Порошок железа может быть получен из компактного элект-
ролитического железа путем его размола и восстановления в
атмосфере водорода и из губки, осаждаемой на катоде при
специальных условиях. Условия для катодного осаждения дис-
персной губки железа могут быть следующими (работы
Н. Т. Кудрявцева): 0,15—0,25 моль/л FeSO4, 2 моль/л K2SO4,
рН=3—5; /=20—25 °C; <ц=1,5—3,0 кА/м2. В качестве катод-
ных основ рекомендуют применять полированные цилиндриче-
ские стержни из нержавеющей стали или титана, в качестве
анодов — малоуглеродистую сталь. Губчатый осадок железа в
процессе электролиза срывается пузырьками водорода и соби-
рается на дне ванны, образуя пульпу, которую затем направля-
ют на переработку.
Электролиз в производстве свинца и олова
Электрохимические свойства свинца и олова. По электрохими-
ческим свойствам свинец и олово близки друг другу (см.,
табл. 4.2). Ионы металлов разряжаются на катоде без замет-
ного перенапряжения, токи обмена их очень велики. Поэтому,,
разряжаясь с высоким выходом по току, металлы склонны к
образованию игл, дендритов, и без добавок поверхностно-актив-
ных веществ путем осаждения из простых растворов не удает-
ся получить компактные осадки.
Выбор электролитов для получения олова достаточно велик,
так как соли олова хорошо растворяются в воде, поэтому его
можно выделять как из растворов простых солей двухвалент-
ного олова, так и из щелочных и щелочносульфидных раство-
ров (Na2SnS4). В щелочных растворах олово находится в виде
комплексных анионов. В этом случае поляризация при разряде
ионов олова выше, чем в простых электролитах без специаль-
ных добавок, и выше качество осадков.
Выбор электролитов для рафинирования свинца более огра-
ничен, так как хлориды и сульфаты его малорастворимы, а из
раствора нитрата свинец осаждается в виде дендритов или
415
рыхлого осадка. Поэтому в практике рафинирования свинца 1
нашли применение кремнефторидные, борфторидные, перхло-1
ратный и сульфаминовый электролиты с поверхностно-актив- ]
ными добавками.
Производство свинца. Свинец применяется в производстве
аккумуляторов, в качестве футеровочного и электродного ма- j
териалов в химической промышленности, в электротехнике для
изготовления оболочек кабелей; он является основным компо- J
нентом легкоплавких сплавов, например, гартблея для отливки |
типографского шрифта, баббитов для изготовления подшипни- '
ков; из него делают также экраны для защиты, от у-лучей и
тару для хранения изотопов.
Свинец имеет собственные руды, в основном это сульфид-,]
ные (PbS — галенит) руды, которые обычно встречаются вме-
сте с минералами цинка и других металлов.
Основные способы производства свинца из руд — пироме-
таллургические (см. рис. 4.1) с последующим рафинированием.
Электролитическому рафинированию подвергают всего около
12% выплавляемого свинца. Гидрометаллургия свинца с по-
следующей электроэкстракцией металла не нашла применения
из-за отсутствия дешевых растворимых соединений свинца. Та-
ким образом, в металлургии свинца электролиз не нашел ши-
рокого применения.
Электролитическое рафинирование свинца. Черновой свинец
содержит 95—99% РЬ, медь, олово, сурьму, висмут, мышьяк,
цинк, железо. Некоторые из этих металлов при рафинировании
в обычно применяемых электролитах имеют более положитель-
ные потенциалы, чем свинец, и переходят в шлам.
В анодах должно быть ограничено содержание олова, так
как его потенциал близок к потенциалу свинца. Олово раство-
ряется из анода и выделяется на катоде вместе со свинцом;
цинк и железо остаются в растворе.
Подготовка электролита при рафинировании свинца заклю!
чается в выведении накапливающихся ионов электроотрица-
тельных металлов. Из перечисленных выше электролитов при-
меняют более дешевый кремнефторидный. Получил распростра-
нение сульфаминовый электролит, обладающий важными пре-
имуществами: в нем нерастворимы висмут, сурьма, мышьяк,
мало растворимо олово. Все они переходят в шлам, пассива-’
ция анодов в этом электролите минимальная. Сульфаминовый
электролит безвреден, тогда как другие электролиты токсичны*
Примерный состав электролитов
Кремнефторидный
PbSiF6 6—10
H2SiF6 80—150
Клей 0,5—1
(в г/л):
Сульф а м «новый
160
45—85
2—4
4—5
Pb(NH2SO3)2
HNH2SO3
Клей
Фенол
При рафинировании свинца задаются не катодной, а анод-
ной плотностью тока. Это объясняется тем, что анодный шла|
416
не осыпается на дно ванны, а сохраняется в виде корки на
аноде. Последняя создает значительное сопротивление прони-
канию электролита к анодному металлу, особенно при высоких
плотностях тока. Чем чище свинец, тем тоньше корка шлама и
тем выше может быть плотность тока: ia = 100—250 А/м2.
Скорость циркуляции электролита должна быть высокой
[0,35—0,5 л/(А-ч)] из-за склонности его к расслаиванию. Обо-
грев электролита осуществляется за счет тепла Джоуля —
Ленца, и расположение ванн (особенно в старых цехах) еще
сохраняется каскадным — по 3—9 ванн в каскаде (см. рис.
4.13). В новых цехах применяют параллельное питание ванн.
Свинцовые аноды массой до 250 кг и размером около О,6Х
Х0,9 м служат в течение 28—30 сут. После растворения шлам
сохраняет форму анода, его отмывают сильной струей воды и
собирают для дальнейшего использования. Анодный скрап, со-
ставляющий 30—40% исходной массы анода, направляют на
переплавку.
Катодами служат листы электролитического свинца, кото-
рый получают не в матричных ваннах, а путем отливки чистого
металла. Наращивание металла на. основу продолжается в те-
чение 2—10 сут. Удельный расход энергии не превышает 100—
200 кВт-ч/т.
Анодный шлам при рафинировании свинца является исход-
ным сырьем для извлечения сурьмы, висмута, серебра пиро-
металлургическим, а иногда и электрохимическим методами.
Производство олова. Олово применяют для оловянирования
изделий, используемых в пищевой промышленности, при пайках
благодаря способности олова смачивать другие материалы, для
изготовления мягких и легкоплавких сплавов и бронз.
Олово находится в природе в виде собственных оксидных
руд (SnO2 — касситерит).
Для получения чистого олова возможно применение пиро-
металлургического рафинирования чернового олова, содержа-
щего 94—99% Sn, до чистоты 99,8—99,3% Sn или его электро-
химическое рафинирование с получением 99,99%-ного Sn.
Обычно применяют пирометаллургическое рафинирование, но
все же выбор метода зависит от качества руды и энергоснаб-
жения данного района.
Определенное количество олова регенерируют из белой же-
сти (консервная тара), в которой содержание олова составля-
ет до 3% массы жести. Регенерируемое электролизом олово
могло бы при хорошей организации сбора отходов покрывать
большую часть потребности пищевой промышленности. Таким
образом, и в металлургии олова электролиз не нашел широко-
го применения.
Рафинирование олова сходно с рафинированием свинца, его
применяют для отделения олова от свинца и висмута; условия
процесса приведены ниже:
27—2021
417
Кремнефто- ридный электролит Фенолог ул ь- фоповый электролит Сульфамино- 1 вый электролит
Содержание, г/л
основного компонента . 30(H2SiF6) 40(CeH.OHSO3H) 10()(NH2SOaH)
Sn 30 30 40—50
H2SO4 60 40 40
Р-иафтола . 0,1 о,1 0,5
клея 1 1 3—4
Плотность тока, кА/м2 . 65 100 300—500
Температура, °C 38 35 40
Напряжение, В . 0,38 0,35 0,4
Выход по току, % . 88 65 94—96
Применяется также щелочно-сульфидный электролит.
Регенерирование олова из белой жести осуществляют путем-
электролитического растворения олова на аноде в растворе ще-
лочи. Нарезанную белую жесть обезжиривают, обжигают для
удаления краски и прессуют в пакеты. Пакеты укладывают в
корзины из железной проволоки и завешивают в ванны в каче->
стве анодов (железо не растворяется в щелочных растворах).
Большая поверхность таких анодов обусловливает малую плот-
ность тока, поэтому олово переходит в раствор в основном в
виде двухвалентных соединений. Однако в растворе присутстЗ
вует и четырехвалентное олово [в виде Sn(OH)62-], образую-
щееся при окислении Sn2+ воздухом.
В присутствии двух- и четырехвалентных ионов олова на
железных катодах выделяются губчатые осадки, которые за-
тем направляют на переплавку. Периодический процесс ведут
до полного обеднения растворов по олову (остается 2—3 г/л
Sn2+ и 120 г/л NaOH).
Электролиз в металлургии меди
Общие сведения. Электролитическое получение меди было од-
ним из первых оевоенных гидроэлектрометаллургических про-
цессов. По объему производства, числу действующих предприя-
тий и степени изученности электролитическое получение меди
в настоящее время занимает ведущее место в гидроэлектроме-
таллургии. Поскольку медь широко используется в самых раз-
личных отраслях, потребность в ней растет очень быстро, опе-
режая темпы роста промышленности в целом. В настоящее
время производство меди в капиталистических странах дости-
гает 5 млн. т/год. Среди цветных металлов медь уступает по
уровню потребления только алюминию.
Широкое применение меди в промышленности обусловлено
весьма низким электрическим сопротивлением и хорошей теп-
лопроводностью этого металла. Около 50% добываемой меди
потребляет электротехническая промышленность в виде высо-
кочистой меди и медного порошка (99,9% Си); 30—40% меди
расходуется на производство медных сплавов — латуней, бронз*
мельхиора, нейзильбера, константана, манганина и др. В по-
418
средние годы отмечается снижение потребления меди в элект-
ротехнике за счет замены меди алюминием, но возрастает ис-
пользование ее для получения сплавов. Медь и ее сплавы
применяются для изготовления ответственных изделий, которые
должны обладать высокой коррозионной стойкостью и хорошей
теплопроводностью. Потребителями меди являются также галь-
ванотехника, полупроводниковая техника (купроксные выпря-
мители), сельское хозяйство — для борьбы с вредителями рас-
тений и в виде микроудобрения.
Медь сравнительно мало распространена в природе. При-
мерно 80% имеющейся в земной коре меди представлено в ви-
де сульфидов, 15% —в виде оксидных руд, 5% —в виде само-
родной меди.
Медные руды (от 0,2 до 10% Си и более) обычно комплекс-
ные и по содержанию основных компонентов относятся к мед-
но-никелевым, медно-цинковым, медно-молибденовым и медно-
кобальтовым рудам. Меди в рудах сопутствуют и другие цен-
ные металлы, поэтому эти руды являются важными источника-
ми серебра, золота, металлов платиновой группы и других
ценных продуктов.
В настоящее время промышленными считаются руды, со-
держащие от 0,3 до 3% меди.
Способы производства меди. Примерно 80% меди извлека-
ют из руд пирометаллургическим способом по стандартной
схеме: плавка — конвертирование. Значительная часть этой
меди подвергается далее электрохимическому рафинированию;
примерно 20% меди — преимущественно из бедных, окисленных
и самородных руд — получают гидрометаллургическими спо-
собами (в СССР распространены мало). Таким образом, в
производстве меди большую роль играет электролиз.
Пирометаллургические способы* переработки медных руд
так же как и никелевых руд основаны на большем сродстве
меди к сере (образование штейна), а компонентов пустой по-
роды и железа — к кислороду (образование шлака). Конвер-
торная медь содержит такие ценные примеси, как золото, се-
ребро, селен, теллур, висмут и др., и нежелательные примеси:
железо, цинк и др. и является товарным металлом (марки
МК —98—99,6% Ni).
Для дальнейшего разделения компонентов черновую медь
подвергают огневому и электролитическому рафинированию
(см. рис. 4.1). При этом затраты на разделение частично оку-
паются стоимостью драгоценных металлов, извлекаемых из анод-
ных шламов. Так, на 1 т меди получают до 100 г золота и бо-
лее 2 кг серебра.
* Пирометаллургический передел руд частично уже осуществляется более
эффективными, чем раньше, методами получения черновой меди: плавкой во
взвешенном состоянии с кислородным дутьем (автогенная плавка) с получе-
нием богатых штейнов или непосредственно меди, а также электроплавкой
намертво обожженного огарка.
27*
419
Гидроэлектрометаллургический метод получения меди осно.
ван на избирательном растворении минералов меди в сульфат-
ных, хлоридных или аммиачных растворах. После соответству-
ющей обработки растворов медь извлекают электролизом с не-
растворимыми анодами. Применяется и метод цементации ме-
ди железом.
Электрохимические свойства меди и электродные реакции.
Для меди характерны одно- и двухвалентные соединения. Соли
одновалентной меди в воде почти нерастворимы, двухвалент-
ной — хорошо растворимы и достаточно стойки. Между Си2+,
Си+ и Си в растворе существует равновесие:
CuSO4 + Cu г > Cu2SO4
Яр = «2Си+/сСиг+ = х-10 « (при 25°C) Кр = х-10~* (при 55°C)
При таких значениях константы равновесия концентрация Си+
в растворе очень мала и равна 103 экв/л при 25 °C и 5-10~3
экв/л при 55 °C.
По электрохимическим свойствам медь относится к метал-
лам с сравнительно малым перенапряжением и не слишком!
низким током обмена (см. табл. 4.2). Таким образом, в прос-
тых растворах медь сравнительно трудно поляризуется, поэто-
му в отсутствие специальных добавок на катоде образуются
крупнокристаллические, неравномерные по толщине осадки.
Из сравнения потенциалов меди и водорода следует, что даже при элект-
ролизе кислых растворов катодный и анодный выходы меди по току должны
приближаться к 100%. Такому идеальному протеканию катодного и анодного
процессов с участием Си2+ в определенной мере препятствует неизбежное
присутствие в системе иоиов одновалентной меди.
Как известно, наличие основного иоиа в растворе в виде разиовалентных
ионов является во всех случаях нежелательным. Ионы дополнительной ва-
лентности (в нашем случае Сц+) обычно присутствуют в малых количествах,
разряжаются иа катоде при предельных плотностях тока или вступают в ре-
акции диспропорционирования типа
2Си+ ч—» Си + Си2+
образуя дисперсный металл, весьма вредный для нормального роста катод-
ного осадка.
Равновесие между тремя формами меди в растворах характеризуется
стандартными потенциалами:
£°Cu2+/cu=+0,34B (I) £‘,cu+/Cu = +0.51B (II)
£°Cu2+/Cu+ = +0,17B (III)
По значениям стандартных потенциалов можно предполагать, что иа ка-
тоде будет протекать преимущественно реакция восстановления Си+
(£°=0,51 В). Однако приведенная выше константа равновесия реакции меж-
ду Си+ и Си2+ свидетельствует о весьма малой равновесной концентрации
ионов Си+, что и обусловливает сильный сдвиг потенциалов тех реакций, в
которых этот ион участвует. Так, иа аноде, потенциал которого имеет более
положительное значение по сравнению с равновесным потенциалом основной
анодной реакции Си—2е—>-Си2+ (1), сдвиги потенциалов реакций Па и Ша,
в которых участвуют ионы Си+, будут существенными из-за упомянутой ма-
лой равновесной концентрации Си+; в результате этого сумма скоростей ре-
акций образования Си+ будет больше суммы скоростей их потребления:
Поэтому концентрация Си+ у анода будет возрастать во
420
времени и может превысить равновесную; направление реакции 2Си+з=ь
^=Cu2++Cu сдвинется вправо и медь выпадает в виде порошка.
У катода, потенциал которого имеет несколько более отрицательное зна-
чение, чем равновесный потенциал основной реакции Си2++2е—>Си, сдвиги
потенциалов реакций Пк и Шк с участием ионов Си+ обусловят превышение
суммы скоростей реакций потребления Си+ над скоростями ее образования:
»а|1+*к1,,<«а|п+«к11. Концентрация Сц+ у катода может стать ниже равно-
весной, реакция Cu2++Cu^2Cu+ пойдет слева направо за счет некоторого
растворения катодной меди.
Возможность растворения части меди в виде Си+ и образования части
меди нз Сц+ говорит о том, что катодный и анодный выходы по току следо-
вало бы рассчитывать не просто по концентрации Сц2+, а с учетом участия
ионов Сц+ в процессах. Если же считать выходы по току по Сц2+, то
Вта>10(}%, Втк<100%. Растворение меди на аноде больше теоретического
еще и вследствие коррозионного саморастворения по реакции:
Си + H2SO4 + 0,5О2 ---► CuSO4 + Н2О
Скорость этого процесса гораздо ниже, чем скорости электрохимических
реакций, однако, она возрастает по мере повышения температуры, концентра-
ции серной кислоты и насыщения электролита кислородом. Увеличение кор-
розии анодов в присутствии кислорода особенно опасно по ватерлинии, где
доступ кислорода лучше. Анод может оборваться под действием собственной
силы тяжести, поэтому верхнюю часть анода покрывают изолирующей плен-
кой.
Реальные выходы по току, рассчитываемые по Си2+, следующие:
Втк=94—96%, Вта=103—105%.
Таким образом, ясно, что наличие Си+ в сульфатном электролите неже-
лательно, так как при этом возможно образование небольших количеств мед-
ного порошка и оксида меди I по реакции
Cu2SO4 + Н2О ----► Си2О + H2SO4
а также твердых фаз, которые могут попадать в катодный осадок и нарушать
его нормальный рост. В присутствии серной кислоты в электролите ионы
Сц+ окисляются до Сц2+:
Cu2O + 0,5О2 + 2H2SO4 ---->- 2CuSO4 + 2H2O
Существуют, однако, условия, когда соединения одновалентной меди пре-
обладают в растворе и в разряде участвуют преимущественно ионы Сц+.
Это возможно в кислых хлоридных растворах, содержащих хлорид натрия.
В этих растворах медь образует комплексное соединение типа Na2CuCl3, на-
личие которого сильно снижает активность Си+. Тогда равновесная реакция
2Си+ч^Си+Си2+ протекает с образованием Си+. При этом на катоде раз-
ряжаются ионы одновалентной меди. Электрохимический эквивалент таких
ионов [2,3725 г/(А-ч)] в два раза больше, чем Сц2+, поэтому количество
электроэнергии, затрачиваемой на единицу массы меди, меньше.
Электролитическое рафинирование меди. В табл. 4.5 показано
распределение компонентов анодной меди по трем продуктам
электролиза в соответствии с возможным составом анодной
меди, содержащей 99,0—99,7% Си, и закономерностями про-
цесса электролитического рафинирования, т. е. с учетом того,
что потенциал анода зависит от протекания реакции Си—>-
—>-Си2++2е, все же остальные реакции идут при предельном
токе из-за малой концентрации компонентов.
Из таблицы следует, что при разделении компонентов наи-
более нежелательными являются элементы II группы (As, Sb
и Bi), которые присутствуют во всех трех продуктах электро-
28-2021
421
Таблица 4.5. Распределение компонентов анодной меди
(% от содержания в аноде)
Продукты электролиза Си I группа
Ag Au Sn Pb i S+Se+Fe
Катодный металл 88-89 2 1 1 2 2
Электролит 1-2 — — — —• —
Шлам 0,1—0,2 99 99 99 98 98
Стандартные по- тенциалы метал- лов, В +0,337 +0,799 + 1,5 -0,136 —0,126
II группа III группа
Продукты электролиза As Sb Bi Ni Zn Fe
Катодный металл До 10 До 10 До 10 1,50 _ 1
Электролит 55-75 10—70 20—30 75—100 100 100
Шлам 45-25 90—30 20—60 25-0 — —
Стандартные по- тенциалы метал лов, В +0,24 +0,212 +0,126 —0,25 —0,76 —0,44
лиза. Скорости разряда ионов As, Sb и Bi на катоде весьма
малы, но они попадают в катодный металл другим путем. Со-
единения этих элементов склонны к гидролизу с образованием;
гелеобразных взвесей, например, Sb(OH)3, Bi(OH)3, HAsOJ
(«плавучий» шлам). Взвеси электрофоретически переносятся к
катоду и включаются в катодный осадок. Попадание этих при-'
месей в катод следует исключить, так как даже незначитель-
ное количество сурьмы в катодной меди снижает ее пластич-
ность, содержание 0,02% мышьяка уменьшает на 15% электро-
проводимость меди. Лучшим методом борьбы является макси-
мальное удаление этих примесей еще при огневом рафиниро-
вании. Включение примесей в катод несколько снижается при
повышении кислотности электролита, препятствующей гидро-
лизу этих солей. Показано также, что причиной образования
«плавучего» шлама является пассивирование анода.
Свинец и олово практически не растворяются и целиком
поступают в шлам в виде PbSO4 и H2SnO3.
В зависимости от состава руды или других исходных мате-
риалов основными примесями в электролите могут быть ни-
кель, цинк или железо. Предельно-допустимые концентрации
никеля и цинка в растворе 20 г/л, железа—5 г/л. Такие огра-,
ничения концентрации Ni2+ и Zn2+ объясняются тем, что в при- .
сутствии их солей уменьшается растворимость сульфата меди
и он может выпадать в виде кристаллов и прежде всего у ано-
дов, где концентрация Си2+ выше. В результате аноды покры-
ваются пленкой соли, и растворение их затрудняется.
422
Низкая допустимая концентрация ионов железа объясняет-
ся легкостью окисления Fe2+ кислородом воздуха в кислой
среде
2FeSO4 + H2SO4 + 0,5О2 -*- Fe2(SO4)3 + Н2О
Образующийся ион Fe3+ окисляет металлическую медь,
способствуя увеличению Вта и снижению Втк. Никель, цинк и
железо следует выводить из электролита.
Сера, селен, теллур и кислород входят в анодный металл в
виде сульфидов, селенидов, теллуридов и оксидов. Они прак-
тически нерастворимы при потенциале анода (кроме оксида
меди I) и переходят в шлам.
Благородные металлы — золото и серебро — почти пол-
ностью переходят в шлам: золото нерастворимо при потен-
циале медного анода, а незначительное растворение серебра
при случайной пассивации анода сводится к нулю при наличии
ионов С1~ в электролите и образовании нерастворимого AgCL
Подготовка электролита. Вследствие расхождения значений
Вта и Втк электролит обогащается медью. Переход с анода в
раствор избыточного количества меди, а также ионов метал-
лов, не осаждающихся на катоде (никеля, цинка и железа),
приводит к уменьшению концентрации серной кислоты в рас-
творе. Поэтому состав электролита следует корректировать по
содержанию меди, серной кислоты и накапливающихся приме-
сей. Регенерацию электролита до постоянного заданного соста-
ва осуществляют в отделении регенерации. Избыток меди уда-
ляют путем электроэкстракции в ваннах с нерастворимыми
анодами, либо осаждения из раствора в виде кристаллов мед-
ного купороса. Оба продукта в дальнейшем используются.
При обеднении раствора по меди в ваннах регенерации по-
тенциал катода сдвигается в сторону отрицательных значений,
и в катодный осадок вместе с медью попадают мышьяк, сурь-
ма и другие примеси, электролит же частично очищается от
них. Загрязненную катодную медь направляют далее на пере-
плавку. Накапливающаяся при регенерации серная кислота по-
зволяет компенсировать ее расход в основных ваннах.
Выведение избытка меди в виде медного купороса осу-
ществляется методом кристаллизации. При этом кислый рас-
твор вначале насыщают медью. Для этой цели его вместе с
воздухом и паром пропускают через башни с обрезками меди.
Получение медного купороса предпочтительно перед осаж-
дением меди в регенерационных ваннах, так как он находит
применение в сельском хозяйстве.
Накапливающиеся соли никеля (цинка, железа) выводят из
цикла с помощью выпарки и кристаллизации. Такой очистке
подвергается не вся масса электролита, а лишь часть его, рас-
считываемая по скорости накопления ведущей примеси.
Процесс электролиза. Допустимые колебания параметров
электролиза при рафинировании меди значительно выше, чем
28«
423
Рис. 4.23. Зависимость электропроводимости'
электролита для рафииироваиия меди о>
концентраций серной кислоты и ионов ме
ди и температуры (сплошные линии — дл^
55 °C, пунктирные — для 25 °C, заштрихо-
ванный участок — оптимальные условия):
/, Г-4.2 н. H2SO4; 2 — 3,9 и. H2SO<; 3 — 3,5 н.
H2SO4; 4 — 3,03 н H2SO4; 5 — 2,66 н. H2SO4; 2' —
3,1 н. H2SO4; 3' —2,1 н. H2SO4.
при электролизе цинка, марганца
или никеля, так как в этом процес-
се отсутствует выделение водорода,
влияющее обычно на выход по току.
^Cuso >"• Электролит при рафинировании
меди содержит соответствующую
соль меди и кислоту. Высокий выход по току достигается при
весьма различных концентрациях компонентов электролита как
в сульфатных, так и в хлоридных растворах.
В настоящее время применяют практически только суль-
фатные растворы. Хлоридные растворы, содержащие хлориды
меди и натрия и соляную кислоту, обладают более высокой
электропроводимостью по сравнению с сульфатными, но имеют
и существенные недостатки. К ним относятся: трудность отде-
ления меди от мышьяка и сурьмы (так как скорость разряда
последних увеличивается в хлоридных растворах), а также тот
факт, что серебро, образуя такой же растворимый комплекс,
как и медь, не концентрируется в шламе, а включается в ка-
тодную медь. Поэтому хлоридный электролит можно использо-
вать только тогда, когда анодная медь практически не содер-
жит перечисленные металлы.
При выборе концентрации двух основных компонентов суль-
фатного электролита исходят из того, что повышение концент-
рации меди способствует получению более чистого металла, но
при этом увеличивается опасность кристаллизации медного ку-
пороса (при 90 г/л Си2+). Основной функцией серной кислоты
является повышение электропроводимости раствора (рис. 4.23).
Верхний предел ее концентрации ограничен значительным
снижением растворимости соли меди. Как показали исследова-
ния, присутствие серной кислоты позволяет также предотвра-
тить образование основных соединений меди, изменяющих ме-
ханизм разряда.
На электропроводимость раствора оказывают влияние так-
же и накапливающиеся в значительных количествах примеси
солей никеля и цинка, обладающих практически такой же про-
водимостью, что и CuSCU. Это положено в основу расчета
электропроводимости растворов при рафинировании меди по
методу Сковронского и Рейнозо. ,
Ввиду малого перенапряжения меди при разряде катодные
осадки получаются крупнокристаллическими, иногда образуют-
424
ся дендриты и шишки, особенно при высоких плотностях тока,
наличии взвесей в электролите и недостаточной скорости пода-
чи раствора к катоду. Дендриты могут быть причиной коротко-
го замыкания. Для получения плотных и относительно гладких
осадков в электролит вводят поверхностно-активные вещества:
столярный клей, тиокарбамид, сульфиты, иногда желатин.
Они включаются в осадок и в зависимости от плотности тока
и загрязнения электролита их расход составляет 10—300 г/т
металла.
Непременным компонентом сульфатных электролитов явля-
ется ион хлора. Он вводится иногда специально для связыва-
ния серебра в виде хлорида и снижения содержания сурьмы в
катодной меди. Образуя с сурьмой комплексные анионы, ион
хлора снижает активность ионов сурьмы, а следовательно, и
скорость ее разряда при потенциале катода. Иногда ион хло-
ра попадает в раствор с водой. С повышением концентрации
ионов хлора образуется малорастворимый хлорид меди I, ко-
торый пассивирует анод и способствует появлению необыкно-
венно крупных дендритов на катоде. Допустимая концентрация
С1~ не должна превышать 0,5 г/л.
Составы электролитов при рафинировании меди на отдель-
ных заводах различны и зависят от ряда факторов: состава
анодного металла, применяемой плотности тока и скорости цир-
куляции электролита. Содержание компонентов колеблется в
следующих пределах (в г/л):
Сц2+ 30—50 Fe2+ 0,1—3 Sb3+ 0,1—1
H2SO4 145—200 Zn2+ До 1 Bi3+ 0,005—0,02
Ni?+ 1—20 As3+ 0,05—5 ci- 0,01—0,3
Электролит циркулирует в системе, состоящей из напорного
и сливного баков, ванн и отделения регенерации. Путем цир-
куляции электролита устраняется расслаивание, т„ е. выравни-
вается концентрация электролита в ваннах, облегчается под-
вод ионов меди к катоду и отвод их от анода (что весьма важ-
но для интенсификации процесса), осуществляется централизо-
ванный подогрев электролита, а в последнее время, в резуль-
тате установки в циркуляционной системе фильтров для отде-
ления нерастворимых взвесей, и повышается его чистота. В то
же время при выборе скорости протекания электролита следу-
ет учитывать возможность взмучивания шлама и попадания
его в катодный металл, что вызывает не только нарушение нор-
мальной кристаллизации катодного металла, но и потери бла-
городных металлов. Такое ограничение скорости циркуляции
из-за взмучивания электролита не позволяет повышать плот-
ность тока более 300 А/м2 при стандартном способе электро-
лиза.
Для улучшения доступа электролита к электродам созданы
так называемые канальные электролизеры с последовательным
расположением одноименных электродов по длине ванны и дви-
425
жением электролита параллельно поверхности электродов. Бо-
лее удачной конструкцией следует считать разработанные в
СССР ванны прямоточного типа (см. рис. 4.13). В этих ваннах
электролит движется в каждой секции блока параллельно плос-
костям электродов, а из секции в секцию перетекает через щели
в нижней части межсекционных перегородок.
При рафинировании меди частично сохранено каскадное
расположение ванн. В зависимости от плотности тока, чистоты
анодов и других факторов скорость циркуляции принимается
равной 0,17—0,4 л/(А-ч), что соответствует полной замене
электролита в ванне за 2—9,5 ч.
Температура электролита при. рафинировании меди выби-
рается такой, чтобы достигалась высокая электропроводимость
раствора. Однако во избежание сильного испарения и связан-
ного с этим ухудшения условий труда, а также с целью предот-
вращения усиленной коррозии анодной меди температура под-
держивается не выше 55 °C. При современной конструкции ванн
тепла Джоуля — Ленца недостаточно для поддержания темпе-
ратуры на таком уровне, и электролит обычно нагревается в на-
порных баках.
Чем выше качество и лучше отливка анодов, тем при боль-
шей плотности тока можно вести процесс рафинирования. Если
черновая медь содержит повышенное количество нерастворимых
веществ, то аноды будут пассивироваться тем быстрее, чем вы-
ше плотность тока. В растворе могут образоваться частицы
этих веществ и они будут включаться в катодный осадок. Коли-
чество включений тем больше, чем выше плотность тока, поэто-
му осадок получается шишковатым и грязным.
При выборе оптимальной плотности тока следует обязатель-
но учитывать экономические факторы, которые выражаются в
виде экономической плотности тока. В настоящее время приме-
няют плотности тока от 160 до 400 А/м2. Для каждого произ-
водства плотность тока установлена в результате длительного
наблюдения. Однако эти значения постоянно пересматриваются
в связи с тенденцией к увеличению производительности цехов.
Состав анодов имеет решающее значение для улучшения по-
казателей процесса рафинирования. Рафинировать можно медь
различного состава: черновую, конверторную, после огневого
рафинирования, сплавы меди с никелем, цинком, кобальтом,
оловом и другими металлами, а также штейны с меньшим и
большим содержанием серы, однако показатели процесса будут
различными. В тех случаях, когда пирометаллургическое рафи-
нирование неэкономично (например, при отсутствии соответст-
вующего топлива), электролитическому рафинированию подвер-
гают медь, из которой неполностью удалены такие примеси, как
цинк, железо, свинец, олово и висмут, а также кислород и сера.
В последнее время ведутся работы по рафинированию штейна.
На какой стадии пирометаллургического процесса медь будет в
достаточной мере очищена — в конверторах или только при ог-
426
невом рафинировании в отражательных печах, — определяется
уровнем данного производства.
Практически во всех случаях аноды отливают вместе с пле-
чиками для опоры (см. рис. 4.10). Габариты анодов для рафи-
нирования меди стандартны и составляют /Хй = 0,97Х
X (0,6—0,95) м. Толщина анода в зависимости от его массы
(около 350 кг) равна 30—50 мм. Продолжительность растворе-
ния анодов 24—30 сут. Масса нерастворившейся части анодов
не должна превышать 10—18% первоначальной массы. Остаток
возвращается на переплавку.
Катоды-основы для ванн рафинирования меди изготовляют,
как правило, из меди (см. рис. 4.10, в) в матричных ваннах.
Наращивание основ длится около 24 ч, его осуществляют в
электролите более высокой чистоты, чем электролит основных
ванн, с повышенным содержанием меди и желатина и понижен-
ным содержанием серной кислоты, при умеренной плотности
тока. Все это обеспечивает получение основ лучшего качества.
Число матричных ванн составляет примерно 10—14% от числа
основных ванн. Наращивание меди в основных (коммерческих)
ваннах ведут 7—15 сут. Конечная толщина катода достигает
12 мм, масса—130 кг. Катодную медь переплавляют на вайер-
барсы (заготовки для прокатки проволоки) или пластины раз-
ных размеров. Переплавка включает процессы окисления и
дразнения для удаления кислорода, который отрицательно
влияет на электропроводимость меди. Допустимое содержание
кислорода должно быть менее 0,01%.
Современные электролизеры для рафинирования меди изго-
тавливают без диафрагм, обычно из железобетона. Конструкция
узлов не отличается от конструкций, показанных на рис. 4.15.
Мощность электролизера регулируют обычно путем уменьшения
или увеличения числа электродов, а не их размеров. В элект-
ролизеры для рафинирования меди помещают от 20 до 40 одно-
именных электродов. В ваннах электроды площадью 1 м2 поме-
щены на расстоянии 40—50 мм, поэтому естественно, что обра-
зование искривлений или дендритов на поверхности электродов
явление весьма нежелательное.
Основным результатом рафинирования является уменьше-
ние примесей в полученной меди (например Ml); для получения
марки МО тщательно рафинируют анодную медь огневым спо-
собом, фильтруют электролит и после электролиза удаляют га-
зы. Состав меди будет характеризоваться следующим (в %):
Си S Ni Ге As 2ОСТ пр Ag
Черновая медь . . . 98,05 0,015 0,013 0,015 0,045 1,014 1364 г/т
Катодный металл Ml
(ГОСТ)............. 99,90 0,005 0,002 0,002 0,002 0,086 —
Выход по току достигает 96—97% (при ожидаемом 98—
99,5%)- Причиной снижения Втк являются утечки тока через
землю и систему циркуляции. Энергия, затрачиваемая на прове-
427
денис процесса рафинирования меди, мала из-за низкого напря-
жения (см. табл. 4.1). В данном случае основной составляющей
общего напряжения является падение напряжения в электроли-
те, поэтому эту составляющую стремятся снизить путем умень-
шения межэлектродного расстояния. Чтобы исключить возмож-
ные короткие замыкания при сближении электродов, необходи-
мо следить за тщательностью отливки анодов, хорошим вырав-
ниванием катодных основ, отсутствием дендритов и шишек.
Есть попытки изготовлять основы из меди, осажденной в виде
бесконечной ленты на барабанные вращающиеся катоды.
При средних плотностях тока 170—250 А/м2 расход энергии
составляет не более 200—350 кВт-ч/т.
В зависимости от состава рафинируемых анодов анодный
шлам может иметь различный состав, при рафинировании чер-
новой меди его количество будет достигать 1,5% массы анода.
В этом случае шлам почти наполовину состоит из крупных зерен
меди, которые не успели раствориться; он может содержать до
50% серебра, 2—5% золота, иногда значительное количество
свинца, сульфиды и теллуриды меди, элементарную серу.
С целью извлечения всех этих компонентов после отсева круп-
ных зерен меди шлам подвергают переработке. Остальную медь
можно извлекать, например, путем растворения в горячей сер-
ной кислоте при продувке воздуха.
При отделении благородных металлов от других составляю-
щих обычно получают так называемый металл д’оре (золотой
сплав, содержащий серебро и 15—20% золота). Этот процесс
проводят на аффинажных заводах химико-термическим мето-
дом. Затем сплав подвергают электрохимическому разделению
на золото и серебро (см. с. 432), а пыль от плавки направляют
на извлечение селена и теллура.
Получение меди высокой чистоты. Медь высокой чистоты
получают электролитическим рафинированием меди марки МО.
Условия электролиза сходны с условиями обычного рафиниро-
вания, причем исходный раствор готовят из чистой катодной
меди. Плотность тока 120—150 А/м2. Тщательность проведения
электролиза, чистоты растворов, продолжительная промывка
металла в кипящей воде и низкая плотность тока позволяют
получать медь, содержащую 99,995% Си и 5-10~4% серы.
Электроэкстракция в металлургии меди. Гидрометаллурги-
ческий способ извлечения меди из руд был известен еще в
XV столетии. Современный процесс с электролитическим извле-
чением металла из растворов, полученных обработкой сульфид-
ных руд, был организован на рубеже XIX и XX веков в Герма-
нии, а в России инженером Лащинским для окисленных руд.
В настоящее время гидроэлектрометаллургия меди осуществле-
на на пяти заводах в США, Чили, Южной Америке; в СССР
этот способ практически пока не развивается. Производимую
таким путем медь пока не удается получать чище марки Ml
(99,90% Си), поэтому в электротехнике она не применяется.
428
Гидроэлектрометаллургический способ включает стадии вы-
щелачивания, очистки и извлечения меди из раствора электро-
экстракцией или цементацией. Показатели процесса электро-
экстракции приведены ниже:
Содержание в электролите, г/л
Сц2+.......................................... 15—30
H2SO4...................................... 30—85
Fe2+....................................... До 4—5
Температура, °C.............. 25—30
Плотность тока iK, А/м2 .... 50—150
Продолжительность наращивания, сут . 5—14
Напряжение, В................ . 1,8—2,5
Выход по току Втк, % - ... 65—90
Расход электроэнергии, кВт-ч/т................ 2000—3000
Процесс электролиза меди с нерастворимыми анодами отли-
чается от других процессов экстракции и от процесса рафини-
рования меди своеобразным влиянием ионов Fe3+ на катодный
процесс. Эти ионы легко восстанавливаются на катоде вслед-
ствие положительного потенциала Fe3+-—>Fe2+ и при значитель-
ной концентрации трехвалентных ионов заметно снижают вы-
ход меди по току. Протекает также химическая реакция
2Fe3+ + Cu -» 2Fe2+ + Cu2+
которая приводит к обратному растворению катодной меди. По
этой причине условия гидроэлектрометаллургического процесса
получения меди подбирают с учетом уменьшения взаимодейст-
вия с железом: после выщелачивания раствор обрабатывают
SO2 или цементационной медью для восстановления ионов Fe3+
(рис. 4.24).
Электролиз проводят при высокой скорости протекания
электролита через каскад из 8—9 блоков ванн (см. рис. 4.13),
чтобы предотвратить значительное окисление железа на нераст-
воримом аноде, обладающем высоким электроположительным
потенциалом.
Электролитическое получение порошка меди. Электролити-
ческий способ получения порошков нашел наиболее широкое
промышленное применение в производстве меди. Порошок меди
применяется для прессования изделий в электротехнической,
электронной, автомобильной отраслях промышленности, в ка-
честве катализатора и в других областях. В Советском Союзе
производство медного порошка освоено на одном из заводов
(самый чистый в мире порошок).
Согласно законам электрокристаллизации (см. главу 3), для
электролитического получения медного порошка применяют
раствор, содержащий небольшое количество сульфата меди
(0,2—0,4 н.) и значительный избыток серной кислоты (3—
3,5 н.). Температура электролита — около 50°С. Катодная плот-
ность тока 1—2 кА/м2, считая на исходную поверхность катода
(Н. Т. Кудрявцев).
429
Рис. 4.24. Схема извлечения меди с помощью электроэкстракции:
1 — пачуки; 2 — барабан для очистки от С1— н восстановления Fe3+; 3 — отстойник; 4 —
фильтры; 5 — репульпатор; 6— ванны со свинцовыми анодами; 7 — матричные ванны с
медными анодами; 8 — бак для отмывки катодной медн; 9 — аппарат для цементации
меди; 10 — сборник цементационной меди; 11 — печь для переплавки цементационной
меди; 12 — разливочная машина; 13 — бак для отмывки литых анодов.
В качестве катодов служит листовая медь толщиной 2—5 мм
Или медные диски, насаженные на горизонтальный медный вал,
анодами является литая рафинированная медь. Расстояние
между электродами 15—40 мм. Медный порошок с помощью
специальных ножей счищают с катодов на дно ванны через
каждые 20—30 мин. Выгрузка порошка из ванны производится
периодичёски вместе с электролитом через штуцер в дне ванны
в специальный сборник.
Осадок промывают водой, содержащей не более 15 мг/л
хлоридов, так как они способствуют коррозионному разрушению
порошкообразной меди. Для стабилизации порошка в промыв-
ные холодные ванны рекомендуют добавлять 0,05—0,1% хо-
зяйственного (натриевого) мыла или мылонафт (А. В. Поно-
сов), которые создают на поверхности частиц порошка гидро-
фобизирующий слой, защищающий их от коррозии.
После промывки медный порошок сушат при повышенной
температуре в вакуум-сушилках или в печах в атмосфере водо-
рода или азота. Полученный порошок содержит 99,6% и более
меди и имеет дендритную структуру. Обычно электролитиче-
ский порошок дополнительно измельчают и классифицируют на
ситах.
430
Технико-экономические показатели процесса получения вы-
сокочистого порошка меди в настоящее время еще довольно не-
высоки. Так, на 1 т порошка затрачивается 1,6—1,65 т анодов
из меди Ml и около 3200 кВт-ч электроэнергии. Поэтому дела-
ют попытки применить более дешевое исходное сырье, например,
штейны, медный лом, концентраты. Одним из возможных путей
замены дорогих медных анодов из меди Ml может быть осу-
ществление процесса получения медного порошка путем восста-
новления меди из кислого раствора сульфата меди сульфатом
титана Ti2(SO4)g- При этом образуется очень мелкий порошок
недендритной структуры с частицами размером около 1 мкм,
которые оседают на дно электролизера (Н. И. Михайлов). Этот
процесс используют для регенерации титана Ti4+—>Ti3+ и по-
лучения Си2+ из анодов.
Электролиз в металлургии благородных металлов
Благородные металлы давно являются мировым эквивалентом
стоимости вследствие малого содержания в земной коре и труд-
ной добычи, а также высокой стойкости против коррозионного
разрушения. За последнее время эти металлы приобретают все
большее значение и в технике.
Благородные металлы встречаются в виде самородков (осо-
бенно золото и платина) и в разнообразных минералах. Наибо-
лее распространенным минералом серебра является аргентит
Ag2S, сопровождающий руды свинца, цинка и меди.
Благородные металлы добывают как из побочных продук-
тов при извлечении других металлов, так и из собственных са-
мородных и рудных месторождений. Основное количество зо-
лота извлекают из самородных россыпей; главным источником
серебра и платиновых металлов, наоборот, являются побочные
продукты металлургии меди, никеля, свинца и др. Добыча бла-
городных металлов из россыпей и руд — большая и сложная
область гидрометаллургии.
Основным назначением электролиза в металлургии благо-
родных металлов является их рафинирование от загрязнений
другими металлами, оставшимися после огневого рафинирова-
ния, и отделение друг от друга.
Серебро. По своим электрохимическим свойствам серебро
относится к группе металлов с очень низким перенапряжением
разряда и ионизации металла (см. табл. 4.2). В связи с этим
трудно получить плотные катодные осадки серебра из его про-
стых солей: оно выделяется в виде дендритов, губки, игл, но с
высоким выходом по току. Из-за малого перенапряжения при
не слишком высоких плотностях тока реакции растворения и
разряда серебра протекают при потенциалах, близких к равно-
весному. Возможные примеси — золото, платиноиды, медь,
сурьма, висмут, олово, селен и незначительные количества цин-
ка, кадмия, никеля, железа — ведут себя в соответствии с их
143
потенциалами и химическими свойствами. Контролирующей
примесью является медь, допустимое содержание которой со-
ставляет 30—40 г/л. При превышении этого количества часть
электролита отбирают и заменяют свежим; серебро из отрабо-
танного раствора извлекают методом цементации медью.
Технология рафинирования серебра заключается в следую-
щем: из рафинируемого сплава изготовляют аноды, которые
направляют для извлечения содержащегося в нем золота или
серебра. Для получения серебра применяют сплавы, содержа-
щие не менее 65% серебра (650 проба). Электролитом служит
раствор нитрата серебра концентрацией 25—40 г/л, к которому
для повышения электропроводимости добавляют до 10 г/л
HNO3. При большем содержании кислоты на катоде усиливает-
ся реакция восстановления NO3_ до NO2~, что снижает катод-
ный выход серебра по току и способствует загрязнению воздуха
оксидами азота. Низкое допустимое содержание свободной кис-
лоты является причиной сравнительно высокого напряжения на
ванне (1,5—2 В).
Выбор плотности тока определяется не катодным, а анодным
процессом, так как серебро выделяется на катоде при всех ус-
ловиях в виде неплотного рыхлого осадка. Анодное растворение,
наоборот, зависит от плотности тока на аноде. При наличии в
рафинируемом серебре платиноидов повышенная анодная плот-
ность тока может вызвать их растворение (£°Ag = + 0,799 В
и £°Pd 2+/ра= + 0,987 В) и осаждение на катоде до осаждения
серебра. При этом платиновые металлы теряются, а чистота ка-
тодного серебра снижается. Анодная плотность тока колеблется
в пределах 80—400 А/м2.
Анодный шлам от рафинирования металла д’оре («золоти-
стого серебра») содержит кроме 30—70% серебра также значи-
тельные количества золота и иногда платиноиды. Серебро отде-
ляют растворением его в азотной кислоте, а остаток сплавляют,
отливают и в виде анодов направляют на рафинирование зо-
лота.
В некоторых случаях производится рафинирование вторич-
ного серебра (дельное серебро), представляющего собой двой-
ные сплавы серебра с медью или же тройные сплавы с золотом
и медью.
Рафинирование серебра обычно ведут в ваннах из керамики
или другого инертного материала (пластмасса, эбонит) ем-
костью до 0,5 м3. Выход по току при рафинировании серебра
достигает 95—97%, расход энергии 300—400 кВт-ч/т серебра,
чистота катодного серебра 99,95%.
Золото. В отличие от серебра золото образует стойкие одно-
и трехвалентные соединения, причем последние более устойчи-
вы. Значения стандартных потенциалов близки: £°au3+/au =
= + 1,50 В, £°au+/Au = +1,58 В, поэтому при электрохимическом
растворении и осаждении золота из простых растворов происхо-
дит образование и восстановление обоих видов ионов. Преобла-
432
цание участия того или иного иона в анодном и катодном про-
цессах будет зависеть от состава раствора, растворимости солей
и параметров электролиза.
Важным свойством золота для процессов электролиза яв-
ляется склонность его к пассивированию и комплексообразова-
нию. Из всех возможных соединений золота лучшей раствори-
мостью обладает АиС13, который и применяется для рафиниро-
вания золота.
При взаимодействии АиС13 с водой образуется комплекс
Н2[АиС13О]. Ион [АиС13О]2- и принимает участие в анодном
процессе:
Н2АиС13О --* A11CI3 + 2Н++0,5О2 + 2е
Накопление АиС13 у анода приводит к его пассивированию,
которое уменьшают введением НС1:
AuCl3 + HCI -*• HAuC14 H2AuC13O + НС1 ----► HAuCI4 + H2O
В рафинируемом золоте, каким бы путем его ни получали,
содержится серебро (иногда до 20%), платиноиды (до 50%),
медь, свинец и др. Потенциалы металлов анода в водном кис-
лом растворе хлорида следующие:
в°, в
AuC14-/Au +0,90
AuC12-/Au +1,04
PtCl42-/Pt +0,79
PdCl42-/Pd
Ag+/Ag
Cu2+/Cu
£°, В
f-0,62
-0,799
-0,347
Из приведенных данных следует, что все примеси в аноде
должны растворяться легче, чем золото, поэтому они будут на-
капливаться в электролите и осаждаться на катоде вместе с зо-
лотом по достижении критических концентраций: для платины—
50—60 г/л, для палладия— 15 г/л и для меди— 150 г/л.
В процессе рафинирования золота, содержащего серебро,
характерно поведение последнего. В хлоридном растворе сереб-
ро образует нерастворимый хлорид, который частично перехо-
дит в шлам, а частично оседает на аноде, пассивируя его. Для
устранения пассивирования золотого анода, содержащего сереб-
ро, применяют наложение переменного тока на постоянный.
Благодаря этому на золоте чередуются анодная и кратковремен-
ная катодная поляризации. В период катодной поляризации се-
ребро из пленки AgCl частично восстанавливается до металла.
Часть пленки срывается вследствие изменения знака заряда
электрода и поверхностного натяжения. В связи с этим анод
активируется и его растворение протекает нормально.
Из приведенных выше значений потенциалов следует, что
растворение золотого анода протекает с образованием ионов
обеих валентностей, поэтому анодный выход золота по току,
рассчитанный только с учетом Аи3+, равен 125—140%.
Одновременно и на катоде происходит разряд ионов обеих
валентностей. Выход золота по току на катоде из расчета на
Ац3+ ниже — до 115%. Таким образом, скорость образования
433
АиСЬ- количественно больше скорости его разряда, и однова-
лентное золото накапливается в электролите. Это способст-
вует протеканию реакции, характерной для положительных ме-
таллов (Си, Аи)
ЗАи+ 4 »• 2Аи + Аи3+
в результате которой выпадает металлическое порошкообраз-
ное золото, теряемое со шламом.
Электролитическое рафинирование золота постоянным током
производится в растворах, содержащих 30—40 г/л Аи3+ и 30—
40 г/л свободной соляной кислоты, если содержание серебра
менее 4%- При более высоком содержании серебра концентра-
цию ионов золота в электролите принимают равной 60—70 г/л
Аи3+ и 60—70 г/л НС1 и на постоянный ток накладывают пе-
ременный. Рафинирование происходит при 60—70°C и высоких
плотностях тока: для постоянного тока 500—1500 А/м2, а при
наложении переменного тока —1000—3000 А/м2. В этих усло-
виях получают плотный катодный осадок, поэтому катоды изго-
товляют из жести чистого золота. Чистота золота при рафини-
ровании достигает не менее 99,99% Au.
Объем электролизеров не более 20—30 л. Их изготовляют
из фарфора с наружным термостатирующим сосудом для нагре-
вания.
4.4. ОХРАНА ТРУДА И ПРИРОДНОЙ СРЕДЫ
ПРИ ГИДРОЭЛЕКТРОМЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССАХ
По санитарным нормам гидроэлектрометаллургические произ-
водства относятся ко II классу производств, для которых пред-
усматривается защитная зона (500 м) до начала застройкй
другими зданиями.
При проведении гидроэлектрометаллургических процессов
возможны следующие воздействия: токсичных газов, электроли-
тов, электротока (особенно при коротких замыканиях), тепло-
вое воздействие печей, огарков, пылей; создание взрывоопасных
концентраций электролизных газов и др.
Внутренняя планировка цехов электролиза должна предус-
матривать расстояния между аппаратами и стенами не менее
0,5 м. Объем цеха на одного рабочего не должен быть менее
20 м3, а площадь — не менее 1,5 м2. Высота цеха электролиза
составляет 18 м для безопасного обслуживания и ремонта. По-
лы в пролетах между ваннами должны быть из кислотостойко-
го неэлектропроводящего материала. Металлические конструк-
ции в электролизном цехе окрашены кислотостойкой краской, а
опорные конструкции ванн покрыты антикоррозионным покры-
тием. Только для неответственных и ненесущих конструкций
разрешается побелка известковым молоком.
Должна быть обеспечена максимальная вентиляция цеха
(6—10 объемов цеха в час), возможность легкого доступа к ван-
434
нам, трубопроводам, токоподводам. Особое внимание следует
обращать на состояние подвальных или цокольных помещений
под электролизными цехами. Увеличение толщины железобетон-
ных перекрытий позволяет сократить число стоек и, соответствен-
но, увеличить длину пролета между ними. Глубина подванного
помещения (4 м) обеспечивает легкий доступ ко всем циркуля-
ционным трубопроводам, облегчает профилактический ремонт
под ваннами. Имеются сведения, что подванные помещения уже
не являются обязательными для всех цехов электролиза. Ванны
могут быть несколько приподняты над уровнем пола для улуч-
шения вентиляции, воздух можно подавать через проемы в сте-
нах и отводить путем вытяжной вентиляции.
Предложено устанавливать в соответствующих местах (на
стенах, конструкциях) приборы для регистрации температуры и
психрометры для определения точки росы, что позволяет автома-
тически регулировать температуру подаваемого воздуха для
устранения конденсации влаги на стенах и сооружениях. Для
облицовки потолка и верха стен начали применять нержавею-
щую сталь, а для изоляции полов, рабочих площадок, подваль-
ных помещений — эпоксидную смолу.
Мерами по защите от повреждений током являются заземле-
ние корпусов электрооборудования, сток отработанного электро-
лита из ванн по лоткам и желобам из изоляционного материа-
ла, изоляторы под ваннами и обслуживающими площадками,
которые предохраняют от попадания на них растворов; выгруз-
ка катодов и анодов при тщательной изоляции крюков электро-
дов или траверс от крана (если выгрузка протекает отдельными
электродами вручную) и обеспечении обслуживающего персо-
нала резиновыми перчатками, сапогами, передниками. Для се-
рии ванн установлен контроль изоляции с сигнализацией на
преобразовательную подстанцию; серии имеют противоаварий-
ную блокировку, шинопроводы покрыты лаками и красками, их
обеспечивают надежными креплениями и изолируют от земли.
Каждая ванна тщательно изолирована от соседних и от рабоче-
го пола. Для ремонта ванны шунтируют.
Для охраны природной среды прежде всего необходима
очистка выделяющихся дымовых газов от пылей и отсутствие
или обезвреживание сточных вод. Все эти вопросы рациональ-
нее решать при организации технологического процесса как без-
отходного. Если такая технология де разработана, то установки
для сушки, измельчения, обжига руд и концентратов должны
быть снабжены мощными пылеулавливающими устройствами,
а улавливаемые пыли — утилизированы. В металлургии цветных
металлов утилизация выделяющихся газов получила название
«химизация металлургических процессов». Выделение газов
вместе с туманом электролита из электролизеров снижают с
помощью защитных покровов из слоя масла, парафина, плаваю-
щей пластмассы, пен или бортовой вентиляции с соответствую-
щим обезвреживанием вытяжки.
435
Отделения по обезвреживанию сточных вод стали важными
составными частями любого гидроэлектрометаллургического за-
вода. Если промывные воды с фильтров, центрифуг, чанов для
промывки и очистки электродов не полностью возвращают в
цикл, то их собирают в специальных сборниках, отводят в от-
дельную канализацию химически загрязненных вод и направля-
ют на очистку.
4.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ГИДРОМЕТАЛЛУРГИЧЕСКИХ
ПРОЦЕССОВ
Развитие гидроэлектрометаллургических способов получения
металлов — электролиза, цементации ионов получаемого метал-
ла другими металлами или водородом — связано с усовершенст-
вованием не только стадий выделения металла, но и с разработ-"
кой способов получения водных растворов солей производимых
металлов. Вовлечение в производство бедных и забалансовых
руд означает в перспективе коренное преобразование всего тех-?
нологического процесса. Так, например, для производства меди
и никеля из этих руд, классическая схема «плавка — пирометал-
лургический передел — отливка анодов из черновых металлов
или штейнов — электролитическое рафинирование с получением
чистых металлов, шламов с драгоценными металлами и серы»
неприемлема, и должны применяться более гибкие гидрометал-
лургические методы, которые, помимо обжигов, анодных раство-
рений сульфидных концентратов, выщелачивания различными
растворителями, автоклавного метода обработки, процессов
экстракции, ионного обмена, часто включают процессы электро-
лиза и цементации. В применении этих процессов, по-видимому^
одна из перспектив развития металлургии никеля, меди и дру-
гих цветных металлов в ближайшие 10—15 лет. -?
В металлургии меди, по многим данным, ожидается более
широкое применение выщелачивания отвалов, а также забалан-
совых и трудноразрабатываемых руд кучным, или подземным
способами. В частности, в СССР эти способы будут развиваться
для руд Казахстана, Урала, Алтая.
Развитие самих процессов извлечения металлов из раство-
ров электрохимическими методами и, прежде всего электроли-
зом, связано с решением ряда проблем — от усовершенствова-
ния способов очистки питающих растворов, обеспечения токопи-
тания ванн, механизации и автоматизации обслуживания элект-
ролиза (например, автоматического обнаружения коротких за-
мыканий, механизации обеспечения электродного хозяйства) до
интенсификации самого электролиза. Интенсификация процес-
сов электролиза является главной задачей при разработке
электрохимических способов извлечения металлов из водных
растворов.
Пути интенсификации электролиза идут в двух направлени-
ях: 1) увеличения нагрузки ванн за счет увеличения рабочих
поверхностей электродов и 2) повышения плотности тока. Пер-
436
вое направление реализуется путем увеличения габаритов
электродов при тех же размерах ванн за счет уменьшения тол-
щин их стенок, увеличения числа электродов при тех же разме-
рах ванн, что связано с особой тщательностью отливки анодов
или их правки (если они нерастворимы), ухода за катодными
основами из-за малых межэлектродных расстояний. К этим же
мероприятиям относится и замена малых электролизеров круп-
ными при тех же габаритах цеха.
Более перспективным является второе направление — увели-
чение плотностей тока. При определении экономических плот-
ностей тока отмечалось, что при допустимом пределе технологи-
ческой плотности тока наиболее выгодную для данного пред-
приятия плотность тока находят с учетом многих факторов, в
том числе стоимости электроэнергии, охлаждающей воды,
ошинковки и т. д. Интенсификация процесса путем повышения
плотности тока предусматривает создание условий для возмож-
ности расширения пределов именно технологической плотности
тока с сохранением качества и чистоты металла и низкого рас-
хода энергии. К таким условиям можно отнести улучшение спо-
соба подачи электролита к поверхности электродов для сниже-
ния концентрационной поляризации при повышении плотности
тока; применение электролитов, позволяющих работать при
повышенных плотностях тока, применение нестационарных ре-
жимов питания током.
Подача электролита к поверхности электрода может осу-
ществляться разными способами, многие из которых уже прохо-
дят испытания. Выше были рассмотрены некоторые из них и
отмечено, что для увеличения плотности тока наиболее перспек-
тивными представляются разработанные в СССР прямоточные
ванны. К перспективным следует отнести канальные и щелевые
электролизеры, испытанные за рубежом.
Своеобразный подвод электролита и конструкция электро-
лизера разработаны кампанией Continental Copper and Steel
Ind. В электролизере под названием CCS трубы для подачи
электролита расположены на дне, и раствор подается нагнета-
нием его через отверстия в этих трубах фонтанными струями
снизу вверх вдоль плоскостей электродов. Для вывода элект-
ролита служат отверстия в трубах, расположенных на дне ван-
ны. Трубопроводы, подводящие и отводящие электролит, соеди-
нены с главным коллектором, насосом и баком для хранения
электролита и образуют замкнутую циркуляционную систему.
При испытаниях ванн CCS была получена следующая зависи-
мость нужной скорости циркуляции от плотности тока при
электрорафинировании меди:
I,.-. А/м2............. 215 322,5 430 537,5 645 752,5 860
Скорость циркуляции, л/мин
на 1 см2 поверхности 4,8 9,0 9,6 13,0 14,4 16,5 19,2
При организации такой подачи электролита была увеличена
плотность тока при рафинировании меди до 500—700 А/м2 (вме-
29-2021
437
сто 200—300 А/м2). Установлено также, что качество и чистота
меди удовлетворительны. Ванны CCS внедрены в производство.
Снижение концентрационной поляризации достигается также
при проведении электролиза с вибрацией электродов.
Естественно, что при повышении плотности тока возникает
ряд проблем: повышается напряжение, нагревается электролит,
необходим более тщательный подбор состава электролита по
ПАВ, возможны явления пассивации растворимых анодов,
включение мелких фракций шлама (при наличии такового) в
катодный осадок и др. Эти проблемы создают трудности для
широкого промышленного внедрения новых типов электролизе-
ров, способы их устранения находятся в стадии изучения.
Применение новых электролитов взамен наиболее часто
применяемых сульфатных часто ограничено условиями самого
процесса. Так, весьма перспективные с точки зрения повышения
плотности тока хлоридные электролиты имеют ограниченное
применение по разным причинам. Более перспективным счи-
тается подбор добавок в существующие электролиты. Комбини-
рованием нескольких добавок в разных сочетаниях достигается
улучшение качества катодных осадков при высоких плотностях
тока. При рафинировании меди, например, помимо различных
сочетаний клея, тиокарбамида, сульфатно-целлюлозного щелока
и флокулянта (например, полиакриламида, сепарана 2610), хо-
рошие результаты могут быть получены при введении добавок
фосфористых эфиров с органическими растворителями, органи-
ческие соединения типа тиокарбаминовой кислоты, тиозолей,
поливинилового спирта, полиэтиленгликоля, тиоциановой кисло-
ты и др.
Поиск сочетаний ПАВ для повышения плотности тока ин-
тенсивно продолжается.
Применение нестационарных режимов питания током — одно
из важнейших направлений интенсификации процессов. К ним
относятся наложение переменного тока на постоянный и, что
лучше, периодическое реверсирование постоянного тока, нашед-
шее уже практическое применение на ряде заводов. Для рафи-
нирования меди, например, оптимальным отношением времени
(в с) прямого тока к обратному является 200: 10.
К попыткам использования в гидроэлектрометаллургии прин-
ципиально новых устройств относится применение электродов
кипящего слоя в процессах электроосажденйя и электрорафини-
рования. Для меди эти исследования были начаты в Велико-
британии еще в 1970 г. и доведены до применения этого процес-
са в электролизерах на 1000 А; для рафинирования порошков
тяжелых цветных металлов с использованием электродов в виде
кипящего слоя из порошков того же металла такие работы про-
водились фирмой де-Нора в Бельгии и фирмой Англо — Амери-
кен Ко в Южной Африке в течение 70-х годов. Этим способом
можно увеличить плотность тока до 1000 А/м2 и более и обес-
печить непрерывность процесса.
438
Испытания проводили на электролизерах различных конст-
рукций с растворимыми и нерастворимыми анодами. Так, фирма
дё-Нора сообщает, что рафинирование никеля, меди, кобальта
исследовали в ванне с литыми анодами и порошкообразными
катодами, причем отношение FK/Fa было высоким. При этом
стоимость процесса рафинирования снижалась на 15%.
По сообщениям исследователей Великобритании, оптималь-
ные условия электролиза были изучены в полупромышленных
электролизерах для получения меди. Применяли ванны с мем-
бранами и разнообразные электроды: анод в виде кипящего
слоя — плоский катод; оба электрода в виде кипящего
слоя; плоский анод — катод в виде кипящего слоя; нераствори-
мые аноды из титана или графита — катод в виде кипящего
слоя. Для создания кипящего слоя электрода электролит пода-
вали под слой частиц.
Японские исследователи разработали электролизер с диаф-
рагмой для разделения электродных пространств. В оба прост-
ранства загружали порошок никеля (0,25—0,37 кг/дм2 площа-
ди) в виде частиц размером 0,15—0,85 мм. Взвешенное состоя-
ние частиц достигалось с помощью специального вибрационно-
вращающегося устройства. Ток подводили с помощью титановой
сетки. Питание электролитом осуществляли через катодное про-
странство, вывод — из анодного. Катодная плотность тока со-
ставляла 2500 А/м2, температура электролита — примерно 80°С»
для чего дно электролизера охлаждали водой. Напряжение на
ванне составляло 14—15,5 В; Втк=95—98% и качество метал-
ла, по данным исследователей, соответствовало требованиям
промышленного стандарта.
Перспективными являются и новые способы получения мед-
ной и никелевой лент. Так, предложен метод получения никеле-
вой ленты из хлоридных растворов на барабанном вращающем-
ся катоде с нерастворимыми анодами из перфорированного гра-
фита или из титано-рутения. Плотность катодного тока около
370 А/м2.
Аналогичный способ реализован для получения медной лен-
ты из высокочистых сульфатных растворов, интенсивно переме-
шиваемых очищенным сжатым воздухом. Катодная плотность
тока достигает 3000 А/м2, напряжение 6—17 В.
Развитие гидрометаллургических методов переработки руд-
ного сырья, ожидаемое в ближайшие десятилетия, должно обес-
печить комплексное использование всех компонентов руд вплоть
до пустой породы — остатка после извлечения полезных компо-
нентов —- с превращением производств в полностью безотходные.
ЛИТЕРАТУРА
1. Баймаков 10. В., Журин А. И. Электролиз в гидрометаллургии. М., Ме-
таллургия, 1977.
2. Гудима Н. В., Шеин Я. П. Краткий справочник по металлургии цветных
металлов. М., Металлургиздат, 1975.
29*
439
3. Козин А. Ф. Амальгамная металлургия. Киев, Техника, 1970.
4. Исламов Л. Ш. Печи химической промышленности. — Л., Химия, 1969.
5. Ротинян А. Л., Хейфец В. Л. Теоретические основы процесса контактного
вытеснения металлов. — Конспект лекций. ЛПИ им. Ленсовета. Л., 1979.
6. Степин Д. Б. и др. Методы получении особо чистых неорганических ве-
ществ. — М., Химия, 1969.
7. Масленицкий И. Н. и др. Автоклавные процессы в цветной металлургии.—
М., Металлургия, 1969.
8. Лакерник М. М., Пахомова Г. Н. Металлургия цинка и кадмия. — М., Ме-
таллургия, 1969.
9. Электрохимия марганца. Сборник работ, выполненных под руководством
Р. И. Агладзе. Т. I—VIII. — Тбилиси, Мецинереба, 1957—1979 гг.
10. Худяков И. Ф., Тихонов А. И., Деев В. И., Набойченко С. С. Металлургия
меди, никеля и кобальта.—М., Металлургия, 1977.
И. Мазарчук Э. Н., Абрамишвили С. Н. Основные достижения в работе ме-
деэлектролизных заводов за рубежом. — Цветметинформация, 1975.
12. Казаринова 3. П. Никелевая и кобальтовая промышленность капиталисти-
ческих и развивающихся стран в 1976 г. — Цветметинформация, 1977.
13. Новиков Е. И., Михайлов В. В., Казаринова 3. П., Лаврентьева Г. Ф.,
Мансуров Г. С. Производство никеля за рубежом. М. — Цветметинформа-
ция, 1979.
14. Электрохимия. Прошедшие тридцать и будущие тридцать лет. Под ред.
Г. Блума и Ф. Гутмана. Пер. с англ. М., Химия, 1982.
15. Лебедева К. В. Охрана труда и техника безопасности в цветной метал-
лургии. Справочник. М., Металлургия, 1974.
16. Гольварг А. И. Техника безопасности на медеплавильных заводах. М.,
Металлургия, 1977.
ГЛАВА 5
ЭЛЕКТРОЛИЗ РАСПЛАВОВ
5.1. ОБЩИЕ СВЕДЕНИЯ
Электролиз расплавов широко используется для получения лег-
ких, тугоплавких и редких металлов, фтора, хлора, для рафини-
рования металлов, получения сплавов. Перспективные области
применения расплавленных электролитов — нанесение гальвани-
ческих покрытий, химические источники тока. Большой интерес
представляет применение расплавов в машиностроении для
электрохимической очистки стального литья от пригара и ока-
лины.
Первые исследования в области технического электролиза
расплавленных солей в нашей стране были выполнены П. П. Фе-
дотьевым. Он является основателем Ленинградской школы
электрохимиков, внесших существенный вклад в теорию и прак-
тику получения легких металлов (Ю. В. Баймаков, П. Ф. Анти-
- пин, В. М. Гуськов, А. Ф. Алабышев, В. П. Машовец, А. А. Ко-
стюков и др.).
Ценные исследования в области электрохимии ионных рас-
плавов выполнены А. И. Беляевым, О. А. Есиным, С. В. Карпа-
чевым, М. В. Смирновым, А. Н. Барабошкиным, Ю. К- Делимар-
ским и др.
В дополнении текста принимал участие А. Г. Морачевский.
440
Электролиз расплавленных солей с получением металлов
отличается от электролиза водных растворов разнообразием
осуществления катодных процессов. К ним относятся: 1) элект-
ролиз с получением на катоде жидкого металла (алюминий,
магний, натрий, литий); 2) электролиз с применением жидкого
катода и образованием катодного сплава с последующей отгон-
кой получаемого металла (калий, кальций); 3) электролиз с
получением твердой фазы на катоде (некоторые тугоплавкие
металлы). На аноде, как правило, образуются газообразные
продукты.
Наряду с производством первичных металлов все большее
распространение находят электролитическое рафинирование
металлов с целью получения конечного продукта повышенной
чистоты и получение сплавов электролизом.
Интенсивность процесса электролиза расплавов в 25—
100 раз превышает интенсивность электролиза водных раство-
ров. Плотность тока на электродах при получении металлов из
расплавленных сред может достигать 100 кА/м2, тогда как со-
ответствующая величина в водных растворах не превышает
1 кА/м2. Однако к недостаткам процесса следует отнести боль-
шой расход электроэнергии, увеличение капитальных и эксплуа-
тационных затрат на охрану окружающей среды, особенно при
электролизе фторидов и хлоридов.
В настоящее время электролизом расплавов в промышлен-
ных масштабах получают алюминий, магний, литий, натрий,
калий, бериллий, кальций, цирконий, тантал. Расход энергии на
производство 1 кг натрия составляет около 14 кВт-ч, алюми-
ния— 17, магния—18, кальция — 30, лития — 40 кВт-ч, поэто-
му производство этих металлов следует размещать в районах,
имеющих запас дешевой энергии, т. е. около больших электро-
станций. На производство алюминия, учитывая его большие
масштабы, в мире расходуется 60% всей энергии, затрачивае-
мой на электрохимическое получение металлов.
К легким металлам условно относят металлы плотностью от
534 до 3600 кг/м3, а именно: литий (534), калий (860), натрий
(930), рубидий (1520), кальций (1550), магний (1740), берил-
лий (1850), цезий (1870), стронций (2600), алюминий 2700),
барий (3600), а также титан (4540).
Содержание легких металлов в земной коре составляет
(в %): А1 —8,05, Са —3,0, К и Na по 2,5, Mg—1,87, Ti —0,45.
Для сопоставления следует напомнить, что железа содержится
в земной коре меньше алюминия (4,65%), а содержание Ni
(0,006%), Zn (0,008%), Мп (0,01%), значительно меньше со-
держания магния и титана.
Получение легких металлов имеет ряд особенностей, в част-
ности, требуется особенно тщательная очистка электролитов от
воды и металлов с более положительным потенциалом, так как
примеси таких металлов будут выделяться на катоде, а наличие
следов влаги приведет не только к выделению водорода на ка-
441
тоде, но в ряде случаев и к гидролизу компонентов электролита.
В связи с этим на предприятиях, производящих легкие металлы
из руд, имеются цеха предварительной химической и металлур-
гической переработки сырья и обезвоживания продуктов. Так,
современный алюминиевый завод полного цикла включает че-
тыре производства: глинозема, фтористых солей, угольных
электродов и собственно электролитическое производство алю-
миния. На магниевых заводах, кроме электролизного, имеются
цеха по обезвоживанию и хлорированию сырья.
Металлы и сплавы, получаемые электролизом расплавлен-
ных сред, имеют одно существенное преимущество перед метал-
лами и сплавами, выделяемыми из водных растворов: они со-
держат значительно меньше газов (Н2 и др.).
Для электролиза расплавов характерна высокая температу-
ра процесса. В большинстве случаев необходимые температуры
создаются за счет тепла, генерируемого в электролизере прохо-
дящим током. Это исключает необходимость внешнего подогре-
ва и позволяет осуществить специфический для электролиза
расплавов режим с гарниссажем на стенках электролизера,
предотвращающим взаимодействие электролита и продукта
электролиза с футеровкой.
Электролиз расплавленных сред отличается от электролиза
водных растворов физико-химическими свойствами электроли-
тов. Для протекания электролиза необходимо присутствие ио-
нов в электролите. В водных электролитах ионизации способст-
вуют молекулы растворителя. В расплавах ионы образуются в
основном в результате возбуждения молекул при высокой тем-
пературе. Ионные расплавы обладают многими уникальными
свойствами, на этом основано их широкое применение не только
для получения легких металлов, но и в новых областях техники,
в приборостроении и в практике научных исследований.
Строение расплавленных солей
Электролиз расплавленных солей ведут при температурах, не-
значительно превышающих температуру их кристаллизации.
При этих температурах строение расплавов сохраняет некото-
рое сходство со строением твердых веществ. Такие свойства ве-
ществ, как объем и теплоемкость, упорядоченность кристалличе-
ской структуры и др., при плавлении изменяются относительно
мало. Это объясняется тем, что характер химической связи кри-
сталлических веществ в твердом состоянии — ионная, ковалент-
ная, металлическая — сохраняется и для веществ в расплавлен-
ном виде.
Однако существует и различие свойств. При повышении тем-
пературы степень неупорядоченности, имеющаяся в твердых
кристаллах, возрастает и соответственно увеличивается элект-
ропроводимость. Одновременно нарушается порядок расположе-
ния частиц в твердом веществе, т. е. уменьшается «дальний» по-
442
рядок. По достижении температуры плавления «дальний» поря-
док частиц полностью исчезает и вещество переходит в жид-
кость, но ближайшее окружение иона в жидком виде — «ближ-
ний» порядок — остается таким же, как и в твердом теле.
Следовательно, расплавы солей, обладающих в твердом виде
ионной связью, являются ионизированными жидкостями, иони-
зация которых не связана с силами гидратации или сольвата-
ции. Такие наиболее важные для электролиза расплавов соли,
как галогениды щелочных и щелочноземельных элементов, в
твердом виде обладают ионной решеткой; галогениды кремния,
титана, алюминия, сурьмы — молекулярной; галогениды кад-
мия, свинца и других металлов — смешанной. Соответствующие
связи характерны и для расплавов при температурах электро-
лиза.
Высокая электропроводимость большинства расплавленных
солей, используемых на практике, указывает на их ионное
строение. Соли типа SiF4, имеющие молекулярное строение,
сохраняют такое строение и в расплаве, и при наличии их в
смеси расплавленных солей можно говорить о доле ионной свя-
зи в общем ионном расплаве.
Электролиз расплавленных солей обычно проводят в смеси
двух и более солей. В этом случае в идеализированном виде
расплав можно представить как равномерно распределенное
растворенное вещество (один компонент) в растворителе (вто-
ром компоненте) или же равномерно распределенные частицы
одного знака во всем объеме смеси. Вследствие большого элект-
ростатического притяжения противоположно заряженных ионов,
ионы одного знака всегда окружены ионами противоположного
знака, и, как и для водных растворов, здесь может быть приме-
нено понятие об активности данной соли в смеси.
В смесях расплавленных солей ионы одного знака могут
иметь разные заряды, размеры и поляризуемость. Энергетиче-
ская неравноценность ионов одинакового знака приводит к по-
явлению в расплаве группировок ионов, благодаря чему возни-
кает определенная упорядоченность в распределении ионов.
Ионы с особенно большим зарядом, т. е. большой поляризую-
щей силы (например, А13+), влияют на ионы меньшего заряда
как комплексообразователи и группируют их вокруг себя.
Связь ионов внутри группировки и между отдельными группи-
ровками может быть различной.
Электропроводимость расплавленных солей
Для промышленного электролиза расплавленных солей при со-
ставлении электролита подбирают возможно более электропро-
водящие смеси солей, так как это позволяет увеличить силу то-
ка в электролизере, не повышая напряжения.
Большинство расплавленных солей хорошо проводят элект-
рический ток. Имеющиеся исключения (А1С1з, SiCh, TiCl<)
443
Таблица 5.1. Удельная электропроводимость (и, Ом^‘ м-‘)
некоторых расплавленных солей при температуре, близкой к точке плавления
Соль t, °C xlO-2 Соль t °C x-10-2
LiCl 620 5,86 PbCl2 505 1,478
NaCl 805 3,54 B1C13 250 0,406
КС1 800 2,42 AgCl 500 3,910
RbCl 783 1,49 ZnCl2 336 0,0024
CsCl 660 1,14 CaCl2 580 1,878
NaF 1000 4,01 NaOH 350 2,380
KF 860 4,14 KOH 400 2,520
NaBr 800 3,06 K2SO4 1100 1,840
Nal 700 2,56 LiNO3 265 0,967
KI 700 1,39 AgNO3 247 0,817
A1C13 200 0,56-10-6 CaCl2 800 2,020
NaNO3 310 0,997 MgCi2 800 1,700
KNO3 350 0,666 Na3AlF6 1020 2,67
SnCl2 253 0,780
обусловлены наличием гомеополярной связи.
Электропроводимость расплавленных солей намного выше
проводимости водных растворов (табл. 5.1) и, например, для
смеси KCl+TiCh при 800 °C достигает 100—500 Ом_*-м-1, в то
время, как электропроводимость водного раствора хлорида ка-
лия не превышает 30 Ом_|-м-1.
С повышением температуры расплава подвижность ионов
увеличивается и возрастает проводимость, однако зависимость
проводимости от температуры нелинейна и характеризуется
уравнением высшего порядка:
х = х0[1 + а(/-/0) + ₽(/-/0)2...]
Электропроводимость смеси солей не подчиняется закону
аддитивности. Она зависит от взаимодействия компонентов.
С увеличением доли неионной связи в ионизированном рас-
плаве, т. е. с возрастанием в расплаве количества плохо прово-
дящей соли электропроводимость' смеси, как правило, умень-
шается. Известны случаи, когда при смешивании двух плохо
проводящих солей получают расплав с лучшей проводимостью
вследствие образования хорошо ионизированных соединений.
С увеличением вязкости возрастает сопротивление движению
ионов в расплавах. Так как перенос тока и вязкость электроли-
тов обусловлены движением ионов, то значения электрического
сопротивления и вязкости оказываются взаимосвязанными. Для
растворов известно правило Вальдена — Писаржевского о по-
стоянстве в широком диапазоне температур произведения элект-
ропроводимости на вязкость при бесконечном разбавлении рас-
твора. В случае расплавов, как показал К. С. Евстропьев, при
постоянной температуре const, где fe=l,8—2,8 (зависит
от типа соли).
444
При изменении температуры значения изменяются. Это
объясняется тем, что при изменении температуры электропрово-
димость меняется в меньшей степени, чем вязкость.
Электродное равновесие в расплавах
На положение металла в ряду напряжений влияют ионный со-
став расплава и температура (рис. 5.1). В связи с отсутствием
единого растворителя, который имеется в водных растворах,
для расплавов невозможно построить единый ряд напряжений
металлов. Такие ряды можно построить для расплавов и для
индивидуальных солей металлов, имеющих общий ион, или для
металлов в расплавах определенного ионного состава. При пе-
реходе от одного типа анионов к другому и в зависимости от
температуры в некоторых случаях изменяется положение метал-
ла в ряду напряжений. В табл. 5.2 приведены электрохимиче-
ские ряды металлов в различных расплавленных средах.
Потенциалы отдельных электродов в расплавленных элект-
ролитах измеряются с помощью подбираемых для каждого рас-
плава электродов сравнения. В качестве электродов сравнения
наиболее часто применяют хлорный электрод или электроды,
обратимые по отношению к ионам металлов (свинцовый, сереб-
ряный, платиновый и др.).
Так же, как и в водных растворах, кинетика электродных
процессов обусловлена несколькими видами поляризации. При-
чины возникновения этих поляризаций и их сущность такие же,
как и в водных растворах. Изучение поляризации методом ис-
следования кривых поляризации также сохраняется. Однако,
в связи с малым значением поляризации по сравнению с паде-
нием напряжения в электролите, при электролизе расплавов
приходится использовать методы, позволяющие точно учитывать
омическую составляющую. Одним из таких методов является
коммутаторный метод с примене-
нием осциллографа.
Особенность электролиза ин-
дивидуальной расплавленной со-
ли при применении жидкого ка-
тода из расплавленного металла
заключается в том, что концент-
рационная поляризация вследст-
вие высокой подвижности ионов
практически отсутствует, отсутст-
вуют и затруднения, связанные
с электрокристаллизацией. Элек-
трохимическое перенапряжение
Рис. 5.1. Потенциалы разложения неко-
торых расплавленных солей при различ-
ной температуре.
445
Таблица 5.2. Электрохимические ряды металлов в расплавленных средах
Растворители Темпера- тура, СС Электрохимические ряды
Индивидуальные фториды 1000 Ba, Sr, Са, Na, К, Mg, Li, Al, Мп, Cr, Со, Ni, Fe, Cu, Ag
NaF—KF 1000 Na, Mg, Li, Al, Mn, Zn, Cd, Ce, Pb, Co, Ni,. Bi
Na3AlF6 850 Al, Mn, Cr, Nb, W, Fe, Co, Mo, Ni, Cu, Ag
Индивидуальные хлориды 800 Ba, Sr, K, Li, Na, Ca, La, Mg, Th, Be, Mn, Al, Zn, Cd, Pb, Sn, Ni, Co, Hg, Bi, Sb
LiCl—КС1 450 Li, La, Ce, Mg, Th, Mn, U, Zr, Al, Be, Ta, Tl, Zn, W, Cd, Mo, V, Co, Ni, Ag, Sb, Bi, Cu, Pd, Pt
NaCl—КС1 700 Mg, Th, U, Mn, Al, Zr, Ti, Zn, Cr, Fe, Pb, Sn, Co, Cu, Ni, Ag, Pb, Pt, Au
Индивидуальные бромиды 700 Ba, K, Sr, Li, Na, Ca, Mg, Mn, Fe, Al, Zn, Cd, Pb, Sn, Ag, Cu, Co, Hg, Bi, Sb
Индивидуальные иодиды 700 Na, Mg, Mn, Zn, Cd, Al, Ag, Sn, Pb, Cu, Bi, Hg, Co, Sb
очень мало, так как токи обмена в расплавах для всех метал-
лов велики и составляют 5—33 кА/м2 (в водных растворах
i'o=10-2—10-6 кА/м2). Поэтому отклонение потенциала от рав-
новесного значения обычно мало (от 2 до 30 мВ).
В случае смеси солей наблюдается концентрационная поля-
ризация, обусловленная наличием других ионов, которые могут
снизить концентрацию основного иона в приэлектродном слое.
В некоторых случаях отмечается предельный ток по основному
иону и начало разряда более отрицательного иона соли — до-
бавки.
Выход по току и удельный расход энергии
при электролизе расплавов
При электролизе водных растворов катодный выход по току'
чаще всего определяется возможным выделением водорода од-‘
новременно с получаемым металлом. При электролизе обезво--
женных расплавленных сред снижение выхода по току по срав-
нению с теоретическим значением обусловлено специфическими
для расплавов причинами, вследствие которых выход по току в
отдельных случаях может быть даже ниже, чем в водных pac-t
творах. Основной причиной снижения выхода металла по току
является взаимодействие анодных и катодных продуктов элект-’
релиза с электролитом и друг с другом с образованием исход-
ных соединений. Существенно снижается выход по току, напри-
мер, за счет взаимодействия выделившегося на катоде металла
с расплавленным электролитом — образуются соединения низ«
446
шей валентности, так называемые субсоединения, например
А1С1, Mg2Cl2, A1F.
Субсоединения могут достигать анода и там окисляться. Они
могут окисляться, реагируя с образовавшимися на аноде про-
дуктами, например, с растворенным в электролите СО2. Достиг-
нув поверхности электролита, они могут испаряться или взаи-
модействовать с окружающей средой, что также снижает выход
по току.
Определенное количество металла теряется в виде металли-
ческого «тумана» — золя металла, который образуется в ре-
зультате реакций диспропорционирования или диспергирования
катодного металла в электролите.
Растворимость металла в расплаве увеличивается с темпе-
ратурой и иногда достигает весьма больших значений. Взаимо-
действие продуктов электролиза между собой и с электролитом
зависит от плотности тока на катоде.
В практических условиях для проведения электролиза выби-
рают параметры, зависящие от ряда условий. Между парамет-
рами электролиза — составом электролита, плотностью то-
ка, температурой, межэлектродным расстоянием — и их влия-
нием на выход по току обычно существует сложная зависи-
мость.
Работу электролизных цехов в первую очередь оценивают
показателем, который характеризует расход электроэнергии на
единицу массы продукции (кВт-ч/т):
Ю^/С/срТ IWcP
W 10-«/тд-Вт ~ 9-Вт
где I — сила тока, A; t/cp — напряжение на электролизере, В; т — время, ч;
q — электрохимический эквивалент, г/(А-ч); Вт — выход по току, доли еди-
ницы.
На практике, например в производстве алюминия, часто
пользуются величиной, обратной удельному расходу и условно
называемой выходом по энергии Вэ. Эта величина измеряется
количеством металла, выделяемого при расходе 1 кВт-ч энер-
гии:
Влияние физико-химических свойств электролита
на процесс электролиза
Для электролиза расплавленных сред существенное значение
имеют плотность тока, вязкость, поверхностное натяжение и
давление насыщенных паров составных компонентов электроли-
та и продуктов электролиза.
Плотность расплавленных солей имеет большое значение в
сопоставлении ее с плотностью расплавленного металла. Про-
цессы получения легких металлов характеризуются оптималь-
447
ными показателями, которые зависят от расположения металл»
и электролита друг относительно друга. Так, если при электро»
лизе алюминия оптимальным является расположение электро-
лита над слоем расплавленного алюминия, то при электролизе
магния соотношение плотностей электролита и жидкого металла
должно способствовать перемещению металла к поверхности
электролита. В трехслойной ванне рафинирования алюминия
плотность электролита должна обеспечивать создание устойчи-
вого среднего слоя. Поэтому нужно уметь регулировать плот-
ность электролита для обеспечения требуемого гидродинамиче-
ского режима работы электролизера.
С повышением температуры расплава его плотность умень-
шается и с достаточной для практики точностью можно при-
нять, что плотность.в этих условиях снижается линейно:
dt = d0 а (/ —10)
где dt — плотность при температуре t; do — плотность при температуре, близ-
кой к температуре плавления; а — температурный коэффициент (отрицатель-
ная величина).
Для изменения плотности электролита при электролизе рас-
плавленных солей вводят добавки. При этом в первом прибли-
жении можно принять, что плотность смеси солей — аддитивная
величина, хотя имеются отклонения от этого положения.
Вязкость расплавленных солей влияет на скорость движения
ионов и, следовательно, на проводимость расплава. Вязкость
расплавленных солей невелика и лежит в пределах 10-3—
10-2 Па-с*. Так, 1вязкость 25%-ных водных растворов солей рав-
на ~ 1,86 мПа-с, а расплавленного NaCl — 1,49 мПа-с.
С повышением температуры вязкость расплавленной соли
снижается экспоненциально, зависимость т] от температуры ха-
рактеризуется формулой Френкеля:
D uJkT
г] = Be а
где В — постоянная величина для данного электролита, не зависящая от тем-
пературы; Uа — энергия активации для вязкого течения; k — константа
Больцмана.
от плотности и электропроводимости вязкость —
свойство для смеси солей. Изотермы вязкости
экстремумы при определенном содержании соли,
снижения вязкости. В том случае, когда имеется
В отличие
неаддитивное
смесей имеют
вводимой для
ион высокой поляризующей силы, т. е. когда группы ионов по-
хожи на комплексные соединения, изотермы бывают достаточно
сложными, указывающими на наличие не только эвтектических
смесей, но и отдельных химических соединений.
* В Международной системе единиц (СИ) вязкость измеряется в Пас-
каль-секундах fl Па-с=1 Н-с/м2). Для измерения вязкости жидкостей и рас-
плавленных солей удобнее пользоваться в 1000 раз меньшей единицей—'
мПа-c (миллипаскаль в секунду), равной 1 сантипуазу (1сП).
448
Иногда введение малых количеств определенных солей в ос-
новной расплав может значительно изменить его вязкость. Так,
например, наличие в расплавленном электролите взвешен-
ных твердых частиц — углерода, глинозема, не растворившегося
в электролите, шлама и др. — оказывает большое влияние на
вязкость.
Поверхностное натяжение играет большую роль при элект-
ролизе расплавленных солей, поскольку процессы, протекающие
на электродах (аналогично электролизу водных растворов), ча-
сто связаны с адсорбцией. Возможность слияния малых капель
жидкого металла на катоде и в расплаве является функцией
поверхностного натяжения. Степень пропитывания футеровки
ванн электролитом, смачивание твердого тела жидкостью
(в данном случае, жидким металлом или расплавом) также свя-
заны с поверхностным натяжением. Оно служит причиной за-
хвата значительной доли электролита твердым осадком и явле-
ния анодного эффекта — важного для электролиза расплавов.
При повышении температуры поверхностное натяжение
уменьшается. Между этими величинами существует линейная
зависимость.
Изучение краевого угла смачивания (угол между касатель-
ной к капле жидкости и горизонтальной поверхностью твердо-
го тела) для системы NaF — A1F3— А12О3 на границе с углем
показало, что добавление к криолиту фторида натрия ведет к
уменьшению краевого угла смачивания, т. е. к улучшению сма-
чивания. Такой же эффект наблюдается и при добавлении гли-
нозема, являющегося поверхностно-активным веществом.
При рассмотрении возможных вариантов соприкосновения
жидких фаз с твердыми телами в некоторых случаях следует
иметь в виду также наличие окружающего воздуха, поэтому
межфазное натяжение существует не только в системе жид-
кость — твердое тело, но и жидкость — газ, твердое тело — газ.
Все три типа межфазных взаимодействий влияют на поведение
частицы жидкости, лежащей на границе раздела твердое тело—
жидкость — газ.
При равновесии угол смачивания 6 связан с межфазным на-
тяжением следующим соотношением:
О °т7г — ат/ж
COS 0 = ‘-z--!—
°ж/г
Взаимодействие между тремя фазами — твердой, жидкой,
газообразной — влияет на протекание процесса электролиза.
Так, при увеличении cos0 уменьшается угол смачивания, пре-
дельное значение 0 = 0 отвечает полному смачиванию электрода.
В этих условиях пузырьки газа легко отрываются от поверхно-
сти. С увеличением угла 0 выделяющийся газ оттесняет элект-
ролит от поверхности электрода, образуя на электроде газовую
оболочку. Плохая проводимость оболочки приводит к сильному
повышению напряжения. Подобное объяснение лежит в основе
449-
1
предполагаемого механизма возникновения так называемого
анодного эффекта (см. далее).
Давление пара расплавленных солей повышается с ростом
температуры. Зависимость между ними удовлетворительно опи-
сывается приближенным уравнением, вытекающим из уравнения
Клапейрона — Клаузиуса:
исп
•gp = -w+“nst
где Л/Л,сп — теплота испарения, Дж/моль.
Определение давления пара расплавленных солей имеет
практическое значение, так как с испарением (летучестью) свя-
заны потери электролита и загрязнение цехов вредными веще-
ствами. Сопоставление давления паров различных расплавлен-
ных солей и продуктов электролиза позволяет оценить возмож-
ные потери в процессе электролиза.
Изучение зависимости давления пара над смесью расплав-
ленных солей от ее состава позволяет сделать выводы о поведе-
нии компонентов смеси, о большей или меньшей летучести и
потерях при электролизе.
Некоторые специфические явления при электролизе
расплавов
Получение металлов электролизом расплавленных солей может
быть осуществлено при температурах электролиза выше темпе-
ратуры плавления катодного металла или ниже ее. Легкие ме-
таллы на практике получают при температурах выше темпера-
туры плавления. В случае проведения электролиза при темпера-
турах ниже температуры плавления металла на катоде обра-
зуется твердый кристаллический осадок. Существенно, что при
электролизе расплавленных солей электрокристаллизация про-
текает без тех затруднений, которые обычны в водных раство-
рах, поэтому металл кристаллизуется в условиях, более близ-
ких к равновесным, чем при кристаллизации из водных раство-
ров. Это приводит к образованию хорошо формирующихся кри-
сталлов и дендритов. В определенных условиях (высокая чисто-
та электролита, пониженные температуры, низкие плотности
тока и др.) удается получать металлы и в виде плотных осад-
ков.
Для анодных процессов при электролизе расплавов специ-
фическим является сильное повышение напряжения, получив-
шее название анодного эффекта. В промышленности анодный
эффект наблюдается чаще всего в электролизерах для получе-
ния алюминия. Сущность явления состоит в следующем.
Напряжение на ванне резко возрастает до 15—30 В (иногда
до 100 В и более), и на границе соприкосновения анода с элект-
ролитом появляется свечение в виде мельчайших искровых раз-
рядов. Наблюдаемое до появления анодного эффекта равыомер-
450
ное выделение газообразных продуктов прекращается, электро-
лит начинает плохо смачивать поверхность анода. При этом,
если источник тока не рассчитан на дополнительное напряже-
ние, снижается сила тока на ванне.
Анодный эффект приводит к оттеснению электролита от
электрода (несмачиваемость) и, следовательно, к разрыву
электрического контакта между анодом и расплавом.
Каждый расплавленный электролит характеризуется крити-
ческой плотностью тока, по достижении которой наступает
анодный эффект. Критическая плотность тока увеличивается в
ряду: фториды — хлориды — бромиды — иодиды. При повыше-
нии температуры и увеличении содержания оксидов в электро-
лите анодный эффект наступает при более высокой плотности
тока. В настоящее время рассматривают два возможных меха-
низма возникновения анодного эффекта.
Согласно первому, причиной анодного эффекта является
ухудшение смачиваемости анода расплавленным электролитом
вследствие уменьшения концентрации поверхностно-активного
вещества. При этом выделяющиеся на аноде газы задерживают-
ся у поверхности электрода, окружают его, создавая «газовый
чехол», и оттесняют электролит от анода, что и вызывает по-
вышение напряжения. Подвод новых порций ПАВ к поверхно-
сти анода устраняет анодный эффект.
Согласно второму механизму, который за последние годы
разделяет большинство исследователей, происходит перерож-
дение поверхности анода в результате замены хемосорбирован-
ного на ней кислорода другими газообразными продуктами.
Например, при получении алюминия из криолит-глиноземного
расплава анодный эффект наступает при уменьшении концент-
рации доноров кислорода (глинозема) в электролите. В этом
случае на аноде происходит разряд не только кислорода, но и
фтора. При омывании анода газообразным фтором наблюдает-
ся фторирование поверхности электрода и, как следствие, изме-
нение свойств этой поверхности. Фторуглеродистые соединения
обладают высоким электрическим сопротивлением и пассивиру-
ют анод.
При анодном эффекте повышается расход энергии, увеличи-
ваются потери металла. В то же время анодный эффект может
служить в качестве контроля работы ванны, а иногда исполь-
зуется для разогрева остывшего электролита.
5.2. ПРОИЗВОДСТВО АЛЮМИНИЯ
В 1825 г. алюминий был впервые получен Эрстедом, до 80-х
годов прошлого столетия он был редким и дорогим металлом.
Алюминий получали из расплавленных солей алюминия путем
вытеснения металла кальцием, натрием или амальгамой ще-
лочного металла. В середине 80-х годов начал применяться
электролитический способ получения алюминия. Появление
мощных источников постоянного тока обусловило перелом в
451
производстве алюминия: оно неуклонно возрастало при соответ-
ствующем снижении стоимости металла. Мировое производство
алюминия (без стран — членов СЭВ) по оценкам экспертов
превысит к 2000 г. 24 млн. т. За рубежом 2/з производства алю-
мия приходится на долю пяти стран: США, Канады, ФРГ, Япо-
нии, Норвегии. В капиталистических и развивающихся странах
производство алюминия в 1977 г. достигло 11,4 млн. т.
В Советском Союзе развитие алюминиевой промышленности
характеризовалось высокими темпами. От сооружения первого
Волховского алюминиевого завода в 1930 г. до мощных проиа
водств в Иркутске, Красноярске, Братске и ряде других районов
страны, прошло не более 50 лет. За это исторически короткое
время алюминиевая промышленность Советского Союза завое-
вала международное признание и по нашим технологиям и при
непосредственном участии советских рабочих и инженеров за
рубежом построены и введены в строй одиннадцать предприятий
по производству алюминия и глинозема.
Большая часть алюминия применяется в виде его сплавов
с магнием, медью, кремнием, цинком, никелем, железом и дру-
гими металлами. Наиболее важными являются сплавы типа
.дюралюминия (~94% А1, 4% Си 0,5% Mg и 0,5% Мп), литей-
ные сплавы — силумины (~12% Si) и сплавы с магнием
(~10% Mg). По своим свойствам сплавы алюминия занимают
второе место после сплавов железа, причем области применения
их неуклонно расширяются. Особенно возросло применение
сплавов алюминия в транспорте и строительстве. Благодаря ма-
лой плотности, высокой электропроводимости и теплопроводно-
сти, исключительной пластичности чистого металла алюминий
используют для изготовления электрических проводов (взамен
меди), теплообменников, конденсаторов и др. Алюминий приме-
няют в качестве раскислителя сталей, восстановителя при полу-
чении ряда металлов методом алюмотермии.
Современный способ получения алюминия, предложенный в
1887 г. одновременно во Франции (Поль Эру) и в США (Чарльз
Холл), основан на электролизе глинозема, растворенного в кри-
олите, с использованием электродов из углеродистых материа-
лов. При этом на катоде получают алюминий, а на аноде — кис-
лород, который взаимодействует с углеродом анода, образуя
смесь СО и СО2.
Электролиз чистого А12Оз оказался практически невозмож-,
ным: чистый А12О3 неэлектропроводен и имеет температуру
плавления 2050 °C, тогда как алюминий кипит при 2500 °C.
В качестве электролита более приемлемым является расплав-
ленный криолит ЫазАШб (т. пл. 980°C). При растворении гли-
нозема в криолите снижается температура расплава. Эвтекти-
ческая смесь, образующаяся при содержании в криолите 18%
А120з, имеет температуру плавления 962 °C. При растворении
А12Оз в криолите в расплаве образуются ионы, с помощью ко-
торых и осуществляется перенос тока, в основном, это ионы
452
натрия и фторсодержащие ионы. Таким образом криолит яв-
ляется вторым, не менее важным, чем глинозем, материалом
для электролитического производства алюминия.
При производстве алюминия необходимо учитывать также,
из каких материалов сделаны электроды и футеровка электро-
лизера.
В процессе электролиза криолит-глиноземного расплава
многие примеси оказывают вредное влияние на процесс, вклю-
чаются в катодной металл или способствуют выделению вред-
ных газов. Наличие влаги в электролите может привести к об-
разованию плавиковой кислоты:
2Na3AlF6 + ЗН2О -► 6NaF + Ai2O3 + 6HF
Если электролит содержит кремнекислоту, то алюминий мо-
жет восстановить ее, и в катодный металл попадает кремний. Воз-
можно образование и летучего фторида кремния SiF4, который
является весьма токсичным. Железо и другие металлы восста-
навливаются на катоде и также загрязняют алюминий. Невоз-
можность удаления примесей в процессе электролиза делает не-
обходимым применение компонентов электролита высокой
чистоты, получение которых является важнейшей проблемой
производства алюминия.
Получение чистых исходных материалов
Производство глинозема
Характеристика сырья. Постоянное расширение производства
алюминия возможно потому, что запасы горных пород, содер-
жащих алюминий, весьма велики. По распространенности в
земной коре алюминий занимает первое место среди металлов.
Значительное сродство алюминия к кислороду обусловило тот
факт, что основные его минералы — кислородные соединения.
Кроме того, алюминий способен замещать кремний в силикатах,
образуя алюмосиликаты типа тА12О3 • nSiO2. Промышленное
значение имеют и другие оксидные минералы, важнейшие из
которых приведены ниже:
Содержа-
ние AI2O3.
%
Корунд А1гО3........................................ 100,0
Бемит у-АЮОН (устойчив до 350 °C) . . 85,0
Диаспор а-АЮОН (устойчив до 600 °C) ... 85,0
Гидраргиллит, гиббсит А1(ОН)3 ..... 65,4
Силиманит А120з-8Ю2................................... 63,0
Каолинит Al2O3-2SiO2-2H2O............... 39,5
Алунит KzSOr А12(5О4)з-4А1(ОН)з....................... 37,0
Нефелин (Na, К)гО-А120з-28Ю2.......................... 32,3
Криолит 3NaF-AlF3....................... 24,3
Леиугит КгО-А12О3-481О2............................... 23,5
Анальцим Na2O-Al2O3-6SiO2-2H2O........................ 23,2
Полевые шпаты (Na, К)2О-Al2O3-6SiO2 .... 19,3
453
Производство глинозема высокой чистоты возможно из раз-
ных пород, содержащих алюминий. Промышленными рудами в
настоящее время считаются бокситы, нефелины и алуниты. Спо-
соб производства глинозема зависит от состава руды.
В основных рудах для производства алюминия — бокситах—
обычно содержится несколько оксидных минералов алюминия и
в малом количестве — минералы других элементов. Качество
бокситов в значительной мере характеризуется так называемым
кремниевым модулем — отношением А12О3: SiO2. В СССР, со-
гласно ГОСТ, установлено девять сортов бокситов с модулями
от 4 до 10 и более.
Нефелины содержат, помимо А12О3 и SiO2, еще Na2O и К2О,
поэтому их рассматривают как ценное комплексное сырье, из
которого можно получать глинозем, поташ или соду и материал
для цемента.
Комплексным сырьем являются также алуниты; из этого
сырья кроме глинозема получают сульфаты щелочных металлов
и серную кислоту.
Самыми распространенными породами, содержащими алю-
миний, являются каолины и глины. Однако в настоящее время
эти руды применяют только для получения силикоалюминия
электротермическим методом. Для выплавки сплавов алюми-
ния с кремнием используют силлиманитовые руды, запасы кото-
рых в СССР очень велики.
Переработка алюминиевых руд. Глинозем, применяемый для
получения алюминия электролитическим путем, должен удов-
летворять следующим требованиям: быть очень чистым и не
содержать металлов, потенциал которых имеет более электропо-
ложительное значение, чем алюминия; содержать минимальное
количество воды; быть негигроскопичным и обладать хорошей
растворимостью в криолите. В СССР техническими условиями
предусмотрен выпуск шести марок глинозема. В производстве
чистого металлического алюминия применяют глинозем только
трех марок: Г00 (0,06% SiO2), ГО (0,08% SiO2), П (0,15%
SiO2).
Были предложены разнообразные способы переработки алю-
миниевых руд. Все они могут быть разделены на три группы:
щелочные, кислотные и электротермические, — применение ко-
торых зависит от состава руды.
Электротермический способ производства глинозема* предус-
матривает предварительную плавку алюминиевых руд в элект-
ропечах с получением ферросилиция и алюмокальциевого шла-
ка, который является основным сырьем для получения глинозе-
ма. Электротермический способ связан с большим расходом
электроэнергии, поэтому в настоящее время не находит приме-
нения. Однако при наличии дешевой энергии интерес к нему
может возобновиться.
* Этот способ был предложен А. II. Кузнецовым и Е. И. Жуковским
еще в 1915 г.
454
Переработку бокситов ведут обычно двумя способами, при-
чем, важным фактором при выборе способа является их модуль.
Как правило, если модуль равен восьми и более, то бокситы
перерабатывают так называемым щелочным способом Байера;
если модуль меньше восьми, то применяют сухой щелочной
способ — способ спекания. Такое разделение связано с тем, что
SiO2 так же, как и А12О3, растворим в щелочи. В результате
растворения протекает реакция SiO24-2NaOH ---► Na2SiO3+H2O
И далее Na2SiO3 + 2NaA102 + Н2О -► Na2O-Al2O3-SiO2 + 2NaOH.
Кремнекислота связывает глинозем в малорастворимый
алюмосиликат, с которым теряются алюминий и щелочь. При
высоком содержании SiO2 в боксите эти потери значительны.
Способ Байера (мокрый способ) был запатентован в 1889 г.
химиком К- И. Байером, работавшим в России. Сущность спо-
соба заключается в автоклавном выщелачивании бокситов ед-
ким натром при высоких температурах (от 105 до 225 °C) и
давлении примерно 3 МПа с получением раствора алюмината
натрия, содержащего растворимый силикат NazSiO3 и феррит
натрия. Последний легко гидролизуется с образованием оксида
железа (Fe2O3) красного цвета.
Обескремнивание алюминатного раствора при этом способе
происходит только путем связывания SiO2 в алюмосиликат
натрия. Из полученного раствора должен быть выделен гидрок-
сид алюминия. Для разложения алюминатного раствора его
требуется разбавить. Кроме того, при разбавлении пульпы об-
легчается отделение красного шлама Fe2O3.
Гидролиз алюмината натрия с выделением А1(ОН)3 в оса-
док ускоряется введением затравки (центров кристаллизации)
в виде свежеосажденного А1(ОН)3 и интенсивным размешива-
нием смеси в декомпозерах (операция «выкручивания»). Выде-
ленный гидроксид алюминия подвергают затем кальцинации
2А1(ОН)3--------------------> А12О3 4- ЗН2О
при температуре 1300 °C во вращающихся цилиндрических пе-
чах. Оставшийся после осаждения гидроксида алюминия рас-
твор содержит NaOH и Na2CO3. Сода, образующаяся при кар-
бонизации NaOH диоксидом углерода воздуха, подвергается
каустификации с целью регенерации щелочи:
№2СО3 + СаО + Н2О -► СаС03 + 2NaOH
Раствор NaOH после упаривания возвращают в процесс.
Чем ниже концентрация щелочи, тем при меньшем содержа-
нии А12О3 образуется пересыщенный глиноземом раствор. Такой
раствор является метастабильным и стремится к равновесию
путем выделения А1(ОН)3 в осадок по реакции
NaAlO2 -f- 2Н2О А1(ОН)3 + NaOH
С повышением концентрации щелочи равновесие реакции сдви-
гается влево.
455
Рис. 5.2. Цикл процесса Бабе*
ра при 30 °C.
Способ Байера хоро-
шо иллюстрируется диаг-
раммой системы Na2O-
—А12Оз—Н2О (рис. 5.2)<
Линия GHF на диаграмм
ме разделяет три области
(I, П, HI), которые соот-
ветствуют различным
массовым соотношениям
Na2O: А12Оз, т. е. разным так называемым каустическим моду-,
лям. Этот модуль — важнейшая характеристика алюминатного
раствора. Линия GH составлена из точек, координатами кото-
рых являются такие концентрации щелочи и глинозема, которые
характеризуют равновесие указанной выше реакции. При мень-
ших концентрациях щелочи или более высоких концентрациях
А12Оз, чем те, что соответствуют линии GH, равновесие реакци
нарушается и сдвигается вправо, при этом выпадает осадой
А1(ОН)з. Таким образом, область I — это область неравнове»
ных, нестабильных растворов, из которых будет выделяться
А1(ОН)з до тех пор, пока не установится вновь равновесие.
Возможность увеличения содержания алюминия в растворе;
путем повышения концентрации щелочи ограничена тем, что с
повышением концентрации щелочи уменьшается растворимость
в ней алюмината натрия и он начинает кристаллизоваться из
раствора. Поэтому, начиная с определенной концентрации ще-
лочи (на диаграмме это — 23%, точка И), из раствора высалив
вается твердый алюминат натрия, и концентрация алюминия в
растворе быстро снижается. Этот процесс описывается линией'
HF. Таким образом, область III соответствует растворам, пере-1
сыщенным по алюминату натрия. Потери алюмината натрия
нежелательны, поэтому концентрацию щелочи обычно не увели-
чивают.
Область II характеризует условия существования устойчи-.
вых растворов алюмината натрия в щелочи, из которых не сле-
дует ожидать кристаллизации ни А1(ОН)з, ни NaAlO2. Линия]
GHF является изотермой при*30 °C.
Отдельные стадии способа Байера (выщелачивание — разбавление —
«выкручивание» -— выпарка) можно изобразить в виде многоугольника^
ABODE, если выражать эти процессы через концентрации щелочи и алюми-
ния в растворах, т. е. модулем а=ПагО : AI2O3.
Пунктирными линиями соединены точки, модули которых одинаковы (все
точки линии ОМ имеют модуль а =1,89 и т. д.). При построении цикла ис-
ходным положением является то, что после «выкручивания» и выпарки, а
также некоторого обогащения по щелочи раствор, содержащий NaOH и оп-
ределенное количество NaAlO2 возвращают в автоклав для выщелачивания
А12О3. Этот раствор на диаграмме представлен точкой Е и модулем а=4,37 и
456
лежит в области II, т. е. является стабильным. Линия ЕА характеризует про-
цесс выщелачивания:
А12О3 + 2NaOH --> 2NaAlO2 + Н20
А12О3 + 6NaOH --► 2Na3A103 + ЗН2О
AlOOH-f-NaOH ---> NaA102+H20
При протекании этих реакций расходуется щелочь, т. е. ее концентрация
уменьшается, а количество алюминия в растворе увеличивается; точка А ле-
жит далеко в области метастабильных растворов I и соответствует, в нашем
случае, модулю 1,89. Линия АВ характеризует разбавление раствора, при ко-
тором искусственно снижаются концентрации щелочи и алюминия в растворе,
но не уменьшается их соотношение; процесс протекает при сохранении мо-
дуля 1,89.
Линия ВС соответствует процессу выкручивания, в ходе которого резко
изменяется концентрация алюминия в растворе за счет интенсивного образо-
вания А1(ОН)з и практически постоянной сохраняется концентрация щелочи,
т. е. сильно возрастает модуль (а=3,96). Линия CD — выпарка, процесс, об-
ратный разбавлению, протекает при постоянном модуле. На этом заканчи-
вается цикл Байера и, после некоторого обогащения маточного раствора
щелочью (линия DE), начинается новый цикл. Многоугольник ABCDEA
представляет, таким образом, полный цикл Байера. Его площадь определяет
эффективность цикла.
Значения каустических модулей характеризуют процесс Бай-
ера; они подбираются с учетом скоростей отдельных стадий,
качества осадка, экономики и устанавливаются исходя из опыта
продолжительной работы на данном сырье.
Принципиальная схема получения глинозема по способу
Байера приведена на рис. 5.3.
Как уже упоминалось, обескремнивание по способу Байера
протекает только вследствие образования алюмосиликатов нат-
рия и кальция. Полнота обескремнивания характеризуется упо-
мянутым выше кремниевым модулем (А12О3: SiO2).
По способу Байера можно легко перерабатывать бокситы,
содержащие оксиды железа и титана, так как последние прак-
тически нерастворимы в щелочных растворах и при разбавле-
нии раствора количественно переходят в осадок.
Производство глинозема связано с расходом больших коли-
честв воды и пара. Для получения 1 т глинозема по способу
Байера расходуется в среднем 2,2—2,5 т бокситов, 0,11 т каус-
тической соды, 0,12 т извести, 320 кВт-ч электроэнергии, 8—
10 т пара, 150 м3 воды и 0,3 т условного топлива.
Способом спекания (рис. 5.4) перерабатывают бокситы со
сравнительно высоким содержанием кремния, для связывания
которого в реакционную смесь вводят известняк.
Сущность способа заключается в спекании бокситов с содой
и известняком в трубчатых вращающихся печах. Полученный
спек охлаждают и выщелачивают промывными водами. В рас-
твор переходит алюминат натрия, в осадке остается кремнезем
в виде двукальциевого силиката, гидроксид железа и титанат
кальция. Небольшая часть кремнезема, образующая при спека-
нии растворимый силикат натрия, который не отделяется после
выщелачивания и осаждения двукальциевого силиката, удаляет-
30—2021
457
Известь
Боксит
NaOH
Измельчение и мокрый помол
Выщелачивание в автоклаве
Разбавление
Отстаивание и фильтрация
Красный шлам
Na3AlO3
X
О
го
2
х
о
го
2
Выкручивание
Сгущение
А1(ОН)3 Раствор
Отмывка шлама
Выпарка
Шлам - отход
Отделение Na2CO3
Каустификация
Промывка и фильтрация
Отделение раствора
Кальцинация
Промывные воды
Белый шлам
Глинозем
Рис. 5.3. Принципиальная
Байера.
схема получения глинозема
из бокситов по методу
Е
Г
Е
молока при нагре-
и давлении обра-
ся уже из раствора с помощью известкового
вании в автоклавах.
В автоклавах при высоких температуре
зуется белый шлам из нерастворимого алюмосиликата кальция
и малорастворимого алюмосиликата натрия. Глинозем извлека-
ют из очищенного раствора алюмината натрия путем карбони-
зации диоксидом углерода. При карбонизации образуется оса-
док А1(ОН)3 и раствор соды, который после упаривания возвра-
458
тают в цикл. При осуществлении способа спекания протекают
следующие основные реакции:
спекание
А12О3 + Na2CO3 -*- Na2O-Al2O3 + СО2
SiO2+Na2CO3 ----> Na2O-SiO2 + CO2
Fe2O3 + Na2CO3 -> Na2O-Fe2O3 + CO2
2Na2O-SiO2 + 2A12O3 -► Na2O-Al2O3-2SiO2 + Na2O-A12O3
Na2O -Al2O3-2SiO2 + 2CaO -> 2CaO-SiO2 + Na2O-Al2O3
I
выщелачивание и разбавление
Na2O-Fe2O3 + 4H2O --> 2NaOH + 2Fe(OH)3
удаление остатков SiO2
2Na2SiO3 + 2NaA102 + Ca(OH)2 + 4H2O -»- СаО-А1203-23Ю2-2НгО + 6NaOH
I
карбонизация:
Na2O-Al2O3 + CO2 + 3H2O --*- 2A1(OH)3 + Na2CO3
кальцинация
2A1(OH)3 -->' AlaOg + SHjO
Таким образом, спекание следует проводить в таких усло-
виях, которые бы благоприятствовали образованию раствори-
мых соединений алюминия и препятствовали возможности пере-
хода кремнезема в раствор. Кроме того, полученные спеки
должны легко измельчаться после охлаждения. Измельчение об-
легчается благодаря аллотропическим превращениям двукаль-
циевого силиката, что сопровождается увеличением мольного
объема соли в два раза. Решающее значение для правильного
регулирования режима спекания имеют состав шихты и темпе-
ратура. Для образования нужных соединений обычно устанав-
ливают определенные соотношения компонентов (в молях):
AI2O3:Na2CO3= 1:1; Fe2O3:Na2CO3 = 1:1; SiO2:CaCO3 = 1:2
Температуру обжига поддерживают в пределах 1000—
1200 °C; при более высоких температурах двукальциевый сили-
кат взаимодействует вновь с компонентами шихты, увеличивая
тем самым потери. При низких температурах двукальциевый
силикат вообще не образуется, в этом случае с алюмосиликатом
натрия теряется много алюминия. Процесс спекания проводят
в длинных вращающихся цилиндрических печах.
При выщелачивании также необходимо поддерживать опре-
деленные условия. Помимо перечисленных выше соединений при
спекании образуются и другие нерастворимые вещества, кото-
рые связывают А12Оз, например, в виде алюмината кальция
и др. Если спек растворять в воде, эти нерастворимые соедине-
ния будут гидролизоваться с образованием А1(ОН)з, который
30*
459
Бок-
Газ (СО2) Na2CO3 сит Известняк
Измельчение и мокрый помол
Й I f
Спекание
Выщелачивание
Г”
Сгущение и фильтрация
Раствор Осадок
Na3AlO3 Fe(OH)3
I 1
Обескремни - ’
вание Промывка
Карбонизация
Раствор Белый
Na2CO3 шлам
----А1(ОН)3 4-----------''----
Промывка
Кальцинация
А12О3 Красный шлам
Рис. 5.4. Принципиальная схема получе-
ния глинозема по методу спекания.
попадает в осадок и теряется со
шламом. Если же спек раство-
рять в содовом растворе, то
кальций реагирует с содой с об-
разованием растворимого алюми-
ната натрия и нерастворимого
СаСОз- Поэтому для максималь-
ного перевода алюмината в рас-
твор и связывания кальция в
карбонат необходимо на каждый
1 моль СаО в спе,ке вводить в
раствор не менее 1 моль Na2CO3.
При наличии сравнительно
высококремнистого сырья на за-
водах применяют комбинирован-
ный способ, представляющий со-
бой комбинацию способов Байе-
ра и спекания. По этой схеме
часть боксита непосредственно
выщелачивается по способу Бай-
ера, а другая часть подвергается
спеканию. В печь, где происходит
спекание, помимо известняка за-
гружают соду и красный шлам,
остающийся после выщелачива-
ния боксита по способу Байера.
Вследствие высокого содержания
кремнезема в боксите в красном
шламе находится большое коли-
чество неизвлеченного алюминия
в виде 2Na2O-Al2O3-2SiO2. Рас-
твор алюмината, полученный при
выщелачивании спека, соединяют
с оборотным щелочным раствором цикла Байера и применяют
для выщелачивания боксита.
Комбинирование двух способов позволяет не только перера-
батывать боксит с высоким содержанием кремния, но и заме-
нить едкий натр более дешевым карбонатом натрия. Комбини-
рованный способ применяют также для одновременной перера-
ботки низко- и высококремнистого боксита, а также с целью
исключения процесса каустификации соды, которую можно ис-
пользовать при спекании.
Основной целью переработки нефелинов является отделение
А12О3 от кремнекислоты и щелочи. При переработке нефелинов
получают обычно три продукта: глинозем, поташ (или соду)
и известково-кремниевые шламы, используемые для производ-
460
ства портланд-цемента. Переработка нефелинов аналогична
переработке боксита методом спекания. Предложены и гидро-
химические способы переработки нефелинов.
Переработка алунитов осуществляется восстановительно-ще-
лочным способом в печах кипящего слоя. Принципиальной осо-
бенностью этого способа является обезвоживание и восстанови-
тельный обжиг алунитов. При этом в раствор переходят алю-
минат натрия и сульфаты щелочных металлов; раствор выпа-
ривают и сульфаты щелочных металлов выпадают в осадок.
Раствор алюмината натрия далее перерабатывают по способу
Байера.
Получение криолита
Криолит своим названием обязан внешнему сходству со льдом
(ледяной камень). Помещенный в воду минерал становится
почти незаметным благодаря близости показателей преломле-
ния криолита и воды.
Природный криолит в огромном количестве имеется в Грен-
ландии; искусственно его получают из плавикового шпата CaFa,
широко распространенного в природе, и соды.
Процесс получения синтетиче-
ского криолита состоит из стадий
термической обработки плавико-
вого шпата серной кислотой в
цилиндрических вращающихся
печах при 350 °C, улавливания
печных газов водой, очистки рас-
творов от кремнекислоты и выде-
ления криолита.
Основные реакции процессов:
CaF2 + H2SO4 --> 2HF + CaSO4
SiO2 + 6HF --- H2SiFe + 2H2O
Здесь HF и HaSiFe — газооб-
разные продукты, улавливаемые
водой. Для обескремнивания по-
лученного раствора в него внача-
ле вводят расчетное количество
соды:
ftSiFe + Na2Cp3--►
---> Na2SiF„ + СО2 + Н 2О
Труднорастворимый NaaSiF6
отделяют, а оставшийся раствор
Рис. 5.5. Принципиальная схема получе-
ния криолита.
Полевой шпат
А1(ОН)3 Na2CO3 (CaF2) H2SO<
Обжиг бо вращаю -
щеися печи
I +
Поглощение
HF и H2SiF6 f
Обескремнивание и
фильтрация
~I I
Раствор Na2SiF6
Осаждение криолита
Фильтрация
1 г
Сушко Фильтрат
1 EZ
криолит
^(Na3AlF6)
461
плавиковой кислоты нейтрализуют избытком соды и гидрокси-
дом алюминия с получением криолита:
12HF + 3Na2CO3 + 2А1(ОН)3 -► 2(3NaF-A1F3) -f- ЗСО2 + 9Н2О
Принципиальная схема получения криолита приведена на
рис. 5.5.
Таким же путем могут быть раздельно получены NaF и
A1F3, если обескремненный раствор плавиковой кислоты ней-
трализовать рассчитанным количеством Na2CO3 или А1(ОН)3.
Электроды и другие материалы
С помощью электродов электрический ток подводят к шихте
или электролиту. Поэтому электрод должен отличаться хоро-
шей электропроводимостью и химической стойкостью при по-
вышенной температуре, а также высокой чистотой. В большин-
стве случаев, в частности и при получении алюминия, электрод
может и сам участвовать в электрохимических и химических
процессах. Так, при получении алюминия электролизом крио-
лит-глиноземных расплавов энергия, Выделяемая при окислении
анодов, значительно снижает анодный потенциал и, следова-
тельно, напряжение на ванне, а при получении сплавов алюми-
ния в электротермических печах электрод выполняет также и
роль восстановителя.
Различают два типа угольных электродов: прессованные
обожженные (рис. 5.6, а и б) и самообжигающиеся (рис. 5.6, в
и д).
Электроды первого типа изготовляют по схеме, показанной
на рис. 5.7. Мелкие угольные зерна смешивают с углеродистым
связующим (пеком), полученную пластичную массу прессуют и
подвергают длительному обжигу без доступа воздуха при
1300—1400 °C. Прессование электродов под высоким давлением
ведут в формах нужных размеров. Прессованные необожжен-
ные электроды называют «зелеными» электродами. При обжиге
происходит коксование связую-
щего и отдельные зерна твердого
углеродистого материала соеди-
няются в общую массу.
Графитовые электроды полу-
чают путем дополнительной тер-
мической обработки обожженных
угольных электродов при высо-
кой температуре. Самообжигаю-
щиеся электроды коксуют непо-
п
Рис. 5.6. Типы электродов, применяемых
в алюминиевой промышленности:
а — анодный блок; б — катодный блок; в — са-
мообжигающийся анод с боковым токоподво-
цом; г—боковая плита; д — самообжигаю-
щийся анод с верхним токоподводом.
462
Рис. 5.7. Принципиальная схема получе-
ния электродных материалов.
средственно в самом электроли-
зере за счет тепла, выделяющего-
ся при прохождении тока через
сырую углеродистую массу, на-
биваемую в металлический ко-
жух электрода. При этом из мас-
сы удаляются летучие вещества.
Обожженные прессованные
блоки применяют в качестве ано-
дов как при получении электро-
литического алюминия, так и в
процессе его рафинирования.
Блоки снабжают ниппельными
свердые углеродные материалы (неф -
тяной и пековый кокс,антрацит)
Связующее I
(пек, смола) измельчение
1 J :/
Прокалка
!
Помол
~г,
углеродистая масса
п г
Прессование Отливка в формы
“Г —I
гнездами, в которые помещают
концы стержней, подводящих
ток. Гнезда заливают чугуном.
Катодные блоки (см. рис.
5.6,6) служат для футеровки по-
да электролизера. На одной из
плоскостей блока по всей его
длине имеется паз, напоминаю-
щий по своей конфигурации
хвост ласточки. В паз помещен
стальной стержень для отвода
Зеленые
злектроды
Обжиг
Прессованные
электроды
Брикеты
анодной массы
I
графигпирование
с рофитобые
злектроды
тока. Стальной стержень укрепляют в блоке путем заливки чу-
гуном. Боковые стенки электролизера выложены угольными
плитами.
В состав шихты для производства электродной массы, катод-
ных блоков и футеровочных плит помимо твердых углеродистых
материалов входят в определенном соотношении и размягчаю-
щие связующие вещества — каменноугольная смола и пек (по-
следний представляет собой остаток фракционной перегонки
каменноугольной смолы). Температура размягчения пека 65—
75 °C.
Расход катодных блоков на 1 т алюминия по сравнению с
расходами анодов и анодной массы сравнительно мал, поэтому
катодные блоки можно изготовлять из более низкосортного
сырья с высокой зольностью.
Зольность анодов и анодной массы, применяемых в произ-
водстве алюминия, должна быть не более 0,6%. зольность
сырья для катодных блоков и боковых плит может достигать
8%. ГОСТ ограничивает как содержание Fe2O3 и SiOz, так и
размеры пор и механическую прочность блоков. На получение
1 т алюминия расходуется около 0,6 т углеродистого материа-
ла (электродная масса, угольные блоки, плиты для футеровки
электролизера).
463
Электролиз криолит-глиноземного расплава
В соответствии с современными данными о структуре расплав-
ленных солей можно предположить, что криолит-глиноземные
расплавы являются однородными, упорядоченными в ближнем
порядке, системами из ионов Na+, Al3+, F- и О2~.
Принимая во внимание, что некоторые из этих ионов обла-
дают большим зарядом при небольших радиусах, можно счи-
тать, что они способны к сильному взаимодействию с другими
ионами. В результате этого не исключена возможность сущест-
вования в электролите комплексных ионов типа A1F63-, A1F4~
АЮз3-, A1OF2- A1OF32~ и др.
Процесс разложения глинозема при электролизе с инертны-
ми по отношению к кислороду анодами (например, из платины)
может быть в общем виде представлен реакцией
2А12О3 ± бе-> 4А1 + ЗО2
На практике электролиз криолит-глиноземного расплава
проводят на анодах из углеродистых материалов, поэтому ко-
нечными анодными продуктами являются не кислород, а СО и
СО2.
Содержание СО и СО2 в анодных газах зависит от выхода
алюминия по току, свойств анодов, температуры и состава
электролита, ширины анодов, межэлектродного расстояния,
плотности тока на аноде и других факторов. Фактическое со-
держание СО2 в анодных газах при нормальной работе элект-
ролизеров с обожженными электродами составляет 65—95%,
для электролизеров с самообжигающимися анодами и верхним
токоподводом — 40—55% и для электролизеров с самообжигаю-
щимся анодом и боковым токоподводом — 50—80%. Содержа-
ние СО определяют по разности.
Суммарная реакция разложения глинозема в промышлен-
ных электролизерах может быть представлена в виде:
2А12Оз + ЗС± 12е -► 4А1 + ЗСО2
А12О3 + ЗС ± бе * 2А1 + ЗСО
Значения э. д. с. этих реакций, рассчитанные по термодинами-
ческим данным, равны 1,167 и 1,034 В. Экспериментально най-
денное значение обратной э. д. с. в алюминиевых электролизерах
при плотности тока 10 кА/м2 лежит в пределах 1,4—1,8 В. Раз-
личие между фактической и расчетной э. д. с. отдельные авторы
объясняют хемосорбцией кислорода на угольных электродах,
который сохраняется и после отключения тока. Расчеты пока-
зывают, что независимо от характера диссоциации криолита и
глинозема относительное содержание фторсодержащих ионов в
расплаве значительно выше, чем кислородсодержащих. Тем не
менее первичным анодным процессом является разряд кисло-
родсодержащих ионов, при котором в поверхностном слое обра-
зуются промежуточные комплексные углерод-кислородные со-
464
единения типа Сх0. Эти соединения участвуют в ионном обме-
не с электролитом и, следовательно, влияют на анодный потен-
циал. Образующиеся промежуточные соединения углерода
неустойчивы и распадаются с образованием СО и СОг.
При малых плотностях тока разряд анионов протекает на
наиболее активных участках поверхности и разложение комп-
лексов завершается десорбцией СО. С повышением плотности
тока разряд ионов распространяется и на менее активные или
уже занятые углерод-кислородными комплексами участки по-
верхности и завершается электрохимической десорбцией СОг-
При выключении тока на электродах электролизера возникает
обратная э. д. с.
Перенапряжение на угольном аноде, обусловленное замед-
лением процессов изменения и упорядочения форм хемосорби-
рованного кислорода с углеродом, разложения комплексов СЛО
и десорбции продуктов разложения (СО и СО2), при плотности
тока 10 кА/м2 достигает 0,4—0,8 В. Катодное перенапряжение
незначительно.
В криолит-глиноземном расплаве возможно существование
различных катионов и анионов, некоторые из них были перечис-
лены выше, причем каждый из таких ионов может принимать
участие в электрохимических или промежуточных химических
процессах, протекающих в электролизере. Если учесть возмож-
ные взаимодействия, то при получении алюминия могут проте-
кать следующие реакции:
2Na3AlFe + 2А12О3 -> 6NaAlOF2
6NaAlOF2 <==>: 6Na+-f-6A1OF2~
3A1OF2- --* 1,5O2 4- 2A13+ + 3F- 4- A1F3 4- Ge (на аноде)
2A13+ 4- 6e > 2A1 (на катоде)
3A1OF2" 4- 6Na+4- 3F-4- A1F3 * 2Na3AlFe 4-A12O3
A12Os ---- 2A14- l,5O2
Еще П. П. Федотьев обратил внимание на то, что перемеши-
вание электролита способствует восстановлению нормального
хода электролиза и гашению анодного эффекта. Это объясняет-
ся тем, что при перемешивании протекает реакция взаимодей-
ствия ионов с образованием глинозема.
При всем многообразии ионов в криолит-глиноземном рас-
плаве установлено, что перенос тока осуществляется в основ-
ном ионами натрия и фторсодержащими ионами. Таким обра-
зом, в переносе тока участвуют одни ионы, а на электродах
разряжаются другие, что так же, как и протекание приведенных
выше • реакций, естественно, способствует изменению состава
электролита у электродов.
Выход по току при электролизе криолит-глиноземного рас-
плава не достигает 100% и составляет 85—90%. Это объясняет-
ся возможностью обратного растворения катодного металла в
465
электролите и образованием соединений одновалентного алю-
миния, так называемых субсоединений:
2А1 + Na3AIF. -> 3A1+F- + 3NaF
Одновалентный алюминий вновь легко окисляется на аноде,
что снижает долю тока, расходуемого на обычные анодные про-
цессы.
Одновалентный алюминий может взаимодействовать с газа-,
ми, выделяющимися на аноде. При этом происходит растворе-
ние металла в криолитовом расплаве, перенос восстановленных
продуктов к поверхности и взаимодействие с диоксидом углеро-
да, из этих стадий первая является самой медленной. Отсюда
можно сделать вывод, что для повышения выхода по току не-
обходимо подобрать электролит, менее агрессивный к расплав-
ленному алюминию.
Другими побочными реакциями могут быть разряд ионов Na+
на катоде и дальнейшее его взаимодействие с электролитом с
образованием субфторидов натрия (Na2F).
Необходимая температура электролита — от 940 до 960°C.
При этой температуре электролит как бы «перегрет» на 10—
30 °C по отношению к температуре начала кристаллизации.
Температура электролита поддерживается на указанном уровне
за счет тепла, выделяемого при прохождении электрического
тока через электролит. Количество тепла тем значительнее, чем
больше расстояние между электродами при том же их сечении
и меньше удельная проводимость электролита. Исходя из этого,
температуру расплава можно регулировать в определенных пре-
делах путем изменения электродного расстояния, поднимая или
опуская анод.
Рис. 5.8. Изменение напряжения на алюминиевой ваине между двумя анод-
ными эффектами:
а — гашение вспышки и обработка ванны; б — постоянное напряжение; в — постепенные
подъем напряжения; г — быстрый подъем напряжения перед наступлением анодного эф-
фекта.
466
Рис. 5.9. Краевой угол смачивания анода (/) и распределение тока в нем
(П):
а — глинозема достаточно; б — глинозема мало.
Необходимость поддержания температуры около 950 °C обус-
ловлена тем, что при ее повышении возрастают потери элект-
ролита и металла, т. е. уменьшается выход по току, а при по-
нижении — может увеличиваться вязкость электролита и свя-
занные с этим механические потери металла.
Межэлектродное расстояние в процессе электролиза крио-
лит-глиноземного расплава — весьма важный параметр. Оно
определяет не только температуру расплава, но и напряжение
на ванне при постоянных силе тока и составе электролита. Для
поддержания напряжения 4,2—4,5 В межэлектродное расстоя-
ние должно быть в пределах 4—5 см.
Анодный эффект в алюминиевых электролизерах возникает
при обеднении прианодного слоя глиноземом. При этом обыч-
ное для алюминиевых ванн напряжение, равное приблизительно
4,5 В, возрастает до 30—40 В и более и возникает искровой раз-
ряд. На рис. 5.8 показан характер изменения напряжения на
алюминиевой ванне. Гашение вспышки наступает после загруз-
ки глинозема.
На рис. 5.9 показана схема образования газовой пленки при
получении алюминия и распределение тока на аноде в условиях
нормальной работы и возникновения анодного эффекта. Когда
глинозема достаточно, он адсорбируется всей поверхностью
анода. Пузырек газа плохо смачивает эту поверхность
(0 — мал). Так как при этом поверхностное натяжение мало,
пузырек легко отрывается и анодный эффект не обнаруживает-
ся. Если же глинозема мало, он лишь частично закрывает
анодную поверхность и пузырек газа, проникающий к аноду,
хорошо смачивает его (0— велик). При этом поверхностное
натяжение велико, пузырек расплывается по поверхности элект-
рода и экранирует ее. Появляется анодный эффект.
Состав анодный газов во время анодного эффекта резко ме-
няется, появляется CF4, уменьшается содержание СО2 и увели-
чивается СО.
Критическая плотность тока зависит от содержания раство-
ренного в электролите глинозема, материала анода, температу-
ры, концентрации поверхностно-активных веществ в расплаве,
количества взвешенного глинозема, не растворившегося в
467
Рис. 5.10. Зависимость критической
плотности тока (/) и краевого угла 0
(2) от концентрации AI2O3.
электролите, наличия растворенного в электролите А1 и других
факторов. На рис. 5.10 показана зависимость критической плот-
ности тока, при которой наступает анодный эффект, от содер-
жания глинозема в электролите.
Состав электролита
Глинозем и криолит являются основными составляющими элект-
ролита при производстве алюминия электролизом. Многочис-
ленные попытки заменить криолит другими расплавленными
средами не привели к положительным результатам. Преимуще-
ства криолита заключаются в хорошей растворимости в нем
глинозема и отсутствии элементов с более положительным по-
тенциалом, чем алюминий, которые, разряжаясь на катоде, мог-
ли бы загрязнять металл. Криолит-глиноземные расплавы ха-
рактеризуются достаточной электропроводимостью, сравнитель-
но небольшим давлением насыщенного пара. Плотность элект-
ролита меньше плотности расплавленного алюминия, что позво-
ляет применять в качестве катода алюминий, располагаемый
под слоем электролита.
Диаграмма плавкости системы NaF— A1F3 впервые была
изучена еще в 1910—1912 гг. П. П. Федотьевым и В. П. Ильин-
ским и в дальнейшем была лишь несколько уточнена. Как вид-
но из рис. 5.11, в системе образуются конгруэнтно плавящиеся
соединения NasAlF6 (криолит) и NaAlF4 (метафторалюминат
натрия). Соединение 5NaF*3Al;F3 плавится инконгруэнтно.
Исследовалась также диаграмма состояния системы
NasAlFe — AI2O3. По наиболее надежным данным, эта система
относится к числу эвтектических (рис. 5.12). Температура обра-
зования эвтектической смеси 962°C, содержание в ней AI2O3
около 10%. При дальнейшем увеличении содержания глинозема
температура плавления расплава возрастает.
В электролите для получения алюминия соотношение NaF и
A1F3 не всегда соответствует составу криолита, так как оба фто-
рида частично испаряются в ходе электролиза или вступают в
ряд побочных реакций. В практике электролиза алюминия со-
став электролита выражают в виде мольного отношения
NaF:AlF3 (криолитовое отношение, К.О.). Для криолита оно
равно трем; при избыточном содержании A1F3 это отношение
меньше трех (кислые электролиты); для щелочных электроли-
тов оно больше трех.
468
В первом приближении кислые электролиты по своему со-
ставу соответствуют составу расплава NasAlF6— A!F3 — А12О3.
Кроме того, при производстве алюминия в электролите всегда
присутствует CaF2, поступающий в ванну в качестве примеси в
сырье или вводимый специально для снижения температуры
плавления электролита и уменьшения потерь алюминия. Со-
держание основных компонентов в кислых промышленных
электролитах колеблется в следующих пределах (в масс. °/о):
75—95 Na3AIFe, 2—12 A1F3, 2—10 CaF2, 1—8 А12О3; криолитовое
отношение составляет 2,6—2,8.
Для снижения температуры плавления электролита и умень-
шения потерь алюминия кроме CaF2 применяются добавки MgF2
в таком количестве, чтобы сумма CaF2+MgF2 не превышала
10—12 масс. %. В качестве добавок к электролиту могут быть
использованы NaCl (до 10—12 масс. %), LiF (или литиевый
криолит Li3AlF6), снижающие удельное сопротивление электро-
лита.
В щелочных электролитах, т. е. при К. О.>3,0, совместно с
алюминием на катоде возможно выделение натрия. Применение
электролитов с К-О.<2,6 нецелесообразно из-за увеличения по-
терь фторидов с газовой фазой и снижения электропроводимо-
сти электролита.
Плотность криолита (в г/см3) можно определить из выраже-
ния
pz = 2,112 — 0,93-10-8 (/— 1000)
При добавлении к электролиту NaF и AliF3 плотность распла-
ва снижается, а при добавлении CaF2 — увеличивается, но не
настолько, чтобы расплавленный алюминий всплывал на по-
верхность электролита. Зависимость плотности жидкого алюми-
ния от температуры выражается уравнением
pt = 2,382 — 0,273-10-8 (t — 659)
Вязкость электролита зависит главным образом от содержа-
ния в нем глинозема. При содержании в криолите 10 масс. %'
Рис. 5.11. Диаграмма плавкости системы NaF—A1F3.
Рис. 5.12. Диаграмма плавкости системы Na3AlFe — А12О3.
469
Таблица 5.3. Характеристика промышленных электролитов
для получения алюминия (К-0.=2,6—2,8)
Свойства Период работы электролизера
начало середина конец
Содержание А12О3 (масс. %) Температура- начала кри- сталлизации, °C Плотность р-Ю-3, кг/м3 Вязкость т)-10-3, Па-с Электропроводимость х-10-2, Ом-*-м-* 8,0 945—940 2,105—2,085 3,65—3,50 1,85—1,75 5,0 960—955 2,110—2,090 3,26-3,10 2,05—1,95 1,7 975—970 2,125—2,105 2,95-2,85 2,25—2,15
А12О3 вязкость расплава возрастает на 23%'. по сравнению с
вязкостью расплавленного чистого криолита при 1000 °C. Вяз-
кость возрастает и при добавлении к криолиту CaF2 и MgF2.
Электролит хорошо смачивает футеровку ванны и проникает
под слой жидкого алюминия. При демонтаже старых алюминие-
вых ванн можно наблюдать, что катодные угольные блоки про-
питаны расплавом с повышенным содержанием фторида натрия,
что иногда ведет к разрушению подины ванны.
Все физико-химические свойства электролита существенно
зависят от содержания А120з, которое изменяется в процессе
Рис. 5.13. Физико-химические свойства расплавленных систем:
а - NaF — AlFa; б - Na3AlF« - А12О,.
470
электролиза. Условно можно выделить начало работы электро-
лизера (через 1—2 ч после введения порции глинозема), сере-
дину и конец периода — за 1—2 ч до наступления анодного
эффекта (табл. 5.3).
Таким образом, по мере уменьшения содержания А12О3 рас-
тут температура начала кристаллизации, плотность и электро-
проводимость электролита, уменьшается его вязкость (физико-
химические свойства электролита различного состава приведе-
ны на рис. 5.13).
Конструкция и эксплуатация электролизеров
В процессе развития алюминиевой промышленности конструк-
ции электролизеров подвергались значительным изменениям и
усовершенствованиям, увеличивалась их мощность за счет по-
вышения силы тока. Так, если первые электролизеры Волхов-
ского алюминиевого завода работали при силе тока 23 кА, на
современных серийных электролизерах она может достигать
225 кА.
Современный электролизер состоит из пяти основных частей:
корпуса ванны, катода, анода, катодного токоподвода и анодно-
го токоподвода (рис. 5.14).
Корпус ванны изготовляют из стальных листов и швеллер-
ного железа и закрепляют на фундаменте из огнеупорного кир-
пича анкерными болтами. Корпус футеруют угольными блока-
ми 4 и плитами 6, которые уплотняются набойкой из угольной
массы. Между угольными плитами и каркасом имеется кладка
из специального кирпича 2. Основная причина выхода из строя
подины и боковой футеровки — взаимодействие углеродистых
материалов с металлическим натрием, который, внедряясь в
кристаллическую решетку графита, вызывает его набухание и
разрушение. В современных ваннах кирпичная футеровка заме-
нена глиноземной засыпкой. При этом уменьшились потери фто-
ристых солей, впитывающихся в футеровку. В работающей ван-
не образуется корка застывшего электролита — гарниссаж 5,
Рис. 5.14. Электролизер с само-
обжигающимися анодами:
1 — чугунная заливка; 2 — шамотный
кирпич; 3 — стержень: 4 — угольные
блоки; 5 — гарниссаж; 6 — угольные
плнты; 7— серьга; 8 — гибкие шины;
9 — аиод; 10 — стойка для анода; И —
ребро жесткости; 12 — рама анода;
13 — жидкая масса; 14 — тестообраз-
ная масса; 15 — медная шина; 16 —
штырь.
471
которая предохраняет футеровку от разрушения расплавленным
электролитом.
Катодом служит расплавленный алюминий, который распо-
ложен на дне электролизера в виде слоя высотой 0,1—0,2 м.
Подвод тока к расплавленному алюминию через угольные бло-
ки 4 осуществляется с помощью стержней 3. Введенные в блоки
стальные стержни для улучшения контакта заливают чугуном
или утрамбовывают углеродистой массой.
В качестве анодов в электролизерах применяются угольные
блоки 4. Многоанодные электролизеры на большинстве заводов
теперь заменены одноэлектродными, что значительно упростило
регулирование работы электролизеров.
Самообжигающийся электрод представляет собой алюминие-
вый кожух, в который набивают сырую углеродистую массу. По
мере сгорания массы кожух наращивают сверху и наполняют
новыми порциями углеродистой массы, которая расходуется при
электролизе, образуя с выделяющимся кислородом СО и СОг.
По высоте анод можно разделить на три зоны. В верхней зоне
анодная масса находится в расплавленном состоянии, в средней
части (выше зоны спекания)—в виде густой тестообразной
массы и в нижней — в виде твердой спекшейся массы. Для луч-
шего спекания добавляемой порции электродной массы с нахо-
дящейся в аноде старой массой температура внутри кожуха на
поверхности массы должна быть не ниже 100°C. Кожух анода
составляют из отдельных частей — царг.
Аноды подвешивают на железную раму 12 с помощью
стальных штырей 16, которые одновременно служат для подво-
да тока. На углах анодной рамы закреплены тяги, соединенные
с подъемным механизмом. С помощью подъемного механизма
анод по мере его сгорания можно опускать вниз.
В настоящее время применяют аноды с боковым и верхним
токоподводами. При боковом токоподводе штыри вбивают в
анод с двух сторон в шахматном порядке в несколько рядов.
Когда ряд штырей приближается к поверхности электролита,
их выдергивают и перемещают в верхнюю зону, выше конуса
спекания. Здесь электродная масса еще не ококсована, ее кок-
сование и сцепление со штырями происходит одновременно по
мере опускания электрода.
Подвод тока к анодам алюминиевых ванн и отвод его от ка-
тодных стержней осуществляются с помощью алюминиевых
шин. Ошиновку ванны, по которой подводится ток к аноду, на-
зывают анодной, а ошиновку, по которой отводится ток от по-
дины (катода) — катодной. Катодную и анодную ошиновки ван-
ны необходимо тщательно изолировать друг от друга. Изоли-
руется также каркас ванны.
В настоящее время на заводах устанавливают модернизиро-
ванные электролизеры типа С8Б и С8БМ с самообжигающими-
ся анодами и верхним токоподводом. В них используют стале-
алюминиевые штыри, изготовленные методом взрыва, и асим-
метричную секционную ошиновку, значительно снизившую пе-
рекос и волнение металла в ванне. При верхнем токоподводе,
более совершенном и облегчающем обслуживание анодов, шты-
ри вводят в аноды и извлекают из них сверху мостовым кра-
пом. Такие аноды дают возможность собирать выделяющиеся
вокруг них газы, более концентрированные по содержанию фто-
ристых солей.
Для обслуживания ванн, оборудованных самоспекающимися
анодами с верхним токоподводом, используют рельсовые маши-
ны, выполняющие операции по пробивке корки на электролите,
загрузке глинозема и анодной массы. Для перестановки штырей
и транспортирования вакуум-ковшей при извлечении алюми-
ния служат специальные краны.
Цехи, оборудованные электролизерами с обожженными ано-
дами, оснащены краном, управляемым ЭВМ, для извлечения
анодного огарка и установки нового анода.
Современный электролизер для получения алюминия рабо-
тает непрерывно, т. е. во время работы его необходимо постоян-
но снабжать новыми порциями электролита и электродной мас-
сы и отводить продукты электролиза — алюминий п газы.
При получении алюминия расходуется глинозем. Одним из
важных показателей режима работы ванн является частота по-
явления анодных эффектов, вызывающих повышение напряже-
ния, температуры и расхода энергии, а также увеличение по-
терь. Поскольку анодные эффекты возможны при обеднении
электролита глиноземом до 1—2%, т. е. при нарушении подачи
глинозема в ванны, то анодный эффект используют в качестве
одного из способов контроля работы ванны.
Высота уровня катодного металла, накапливающегося в про-
цессе электролиза, должна поддерживаться постоянной. Полу-
ченный алюминий удаляют из ванны с помощью сифона через
летку или вакуум-ковша. После извлечения металла на поду
ванны должен оставаться его слой высотой 10—15 см, обеспечи-
вающий дальнейшую нормальную работу ванны.
Удаляемые анодные газы могут быть утилизированы: из них
улавливают пыль и фториды, которые после регенерации воз-
вращают в производство.
Температуру электролита поддерживают в пределах 940—
960 °C; нарушения этого режима возможны при изменении
межэлектродного расстояния или силы тока, при корректирова-
нии работы по фториду натрия, изменении количества алюми-
ния в ванне и удельного сопротивления электролита. При мест-
ных перегревах и повышенном содержании угля в электролите
на подине могут образоваться «грибы» из карбида алюминия,
что нарушает технологический процесс. При перегреве ванны
расплавляется гарниссаж, в результате чего электролит, сопри-
касаясь с футеровкой, вызывает утечки тока, неравномерное
сгорание анода и короткое замыкание. При снижении темпера-
туры электролита увеличивается толщина гарниссажа, глинозем
31—2021
473
Рис. 5.15. Схема аэрации двухэтаж-
ного электролизного зала с одноря-
довым расположением алюминиевых
электролизеров.
растворяется и накапливается
на подине ванны. При этом
прианодное пространство обед-
няется по глинозему и возника-
ют анодные эффекты. Устра-
нение всех этих неполадок
возможно при тщательном ре-
гулировании отдельных пара-
метров процесса и постоянном
контроле работы ванн. Про-
цесс электролиза алюминия связан с образованием вредных
газов и пыли. Так, анодные газы содержат СО, СО2, HF, пыль
глинозема и криолита и другие вещества. Удаление нагретых
загрязненных газов возможно путем естественного воздухообме-
на— аэрации (схема аэрации электролизного зала, оборудован-
ного сверхмощными ваннами, расположенными в один ряд, по-
казана на рис. 5.15), а также с помощью вытяжной вентиляции.
Так, например, для удаления газов ванну снабжают вентиляци-
онным кожухом, соединенным с мощными вентиляторами. Вен-
тиляционное устройство частично погружено в слой глинозема,
насыпанного на корку электролита. Для лучшего отсасывания
вредных газов ванна окружена шторами и закрыта колпаком.
Обычно электролизные корпуса — одноэтажные здания. Ван-
ны частично утоплены в пол, а вокруг них в полу имеются глу-
бокие каналы, в которые укладывают токоподводящие и токоот-
водящие шины. В эти подземные каналы специальными венти-
ляторами, установленными в торце каждого корпуса, подают
свежий воздух, что улучшает вентиляцию здания.
В современных электролизных цехах ванны расположены в
два или четыре ряда. В связи с применением электролизеров
большой мощности предлагают располагать ванны в один ряд в
двухэтажном здании. Число последовательно соединенных в се-
рии алюминиевых ванн может достигать 160.
С увеличением мощности агрегатов снижаются удельные ка-
питальные вложения, повышается производительность труда, но
с увеличением токовой нагрузки возрастает и отрицательное
влияние электромагнитных и гидродинамических сил. В соответ-
ствии с проведенными расчетами, с повышением мощности ванн
удельные капитальные затраты и себестоимость алюминия до-
стигают минимальных значений в интервале 150—175 кА при
ширине анода в 3 м.
В настоящее время свыше 80% цеховых затрат приходится
на долю сырья, основных материалов и электроэнергии. В цехе,
оснащенном электролизерами с самообжигающимися анодами:
474
глинозем — 43,0%, фтористые соли — 3,7%, анодная масса 8,8%,
электроэнергия — 25,3%. В цехе с электролизерами с обожжен-
ными анодами: глинозем — 43,7%, фтористые соли — 3,1%,
обожженные аноды (за вычетом возврата огарков) — 11,2%,
энергозатраты — 24,3%.
Ниже приведены основные технико-экономические показа-
тели работы электролизера:
Рабочее напряжение, В........................ 4,0—4,5
Температура электролита, °C ................. 940—960
Состав электролита, масс. %
К.О. (NaF; A1F3)......................... 2,6-2,8
MgF2............................................ 3—4
NaCl............................................ 2—4
добавки.................................. 8—10
Число вспышек в сутки (анодный эффект) . . 0,5—1,0
Напряжение при вспышке, В.................... 35—40
Выход по току, %............................. 85—
Выход по энергии, г/(кВт-ч).................. 60—65
Расходные показатели на 1 т алюминия-сырца:
глинозем, т..................................1,92—1,95
криолит свежий, кг....................... 20—25
криолит оборотный, кг.................... 10—15-
фторид алюминия, кг...................... 25—30
электроэнергия, кВт-ч
технологическая (постоянный ток) . . . 15200—16700-
силовая (переменный ток)............... 300—600
Рафинирование алюминия
Извлекаемый из электролизных ванн алюминий часто не яв-
ляется конечным продуктом, его называют алюминием-сырцом,
или черновым алюминием. Он содержит в .виде примесей газы.
(Н2), глинозем, карбид и нитрид алюминия, углерод и некото-
рые металлы (кремний, железо, медь). В зависимости от чисто-
ты исходных материалов содержание примесей в алюминии со-
ставляет 0,15—0,50%. Примеси ухудшают механические свойст-
ва алюминия и его коррозионную стойкость, а также снижают
его электропроводимость.
Более чистый товарный продукт получают из алюминия-сыр-
ца в разливочном цехе, где алюминий-сырец очищают от газо-
вых и неметаллических включений и примесей металлов и отли-
вают в виде слитков-чушек.
Для очистки от включений натрия и других щелочных и ще-
лочноземельных металлов жидкий алюминий может подвергать-
ся хлорированию, что осуществляется иногда непосредственно в
ковшах, в которых алюминий доставляют из цеха электролиза
в разливочный цех путем пропускания газообразного хлора че-
рез расплавленный металл. Эти активные металлы в первую
очередь соединяются с хлором и в виде хлоридов всплывают на
поверхность расплавленного алюминия.
Кроме того, в процессе хлорирования из алюминия удаляют-
ся растворенные в нем водород и значительная часть других га-
31’ 475
зов и примесей. Пары хлорида алюминия и хлора выносят эти
примеси (глинозем, фториды, соли, карбид алюминия и уголь)
на поверхность расплавленного алюминия, они образуют шлак
в виде рыхлого серого порошка, который периодически снимают
с поверхности алюминия ложкой с отверстиями — шумовкой.
Процесс хлорирования ведут в течение 10—15 мин при темпера-
туре 750—770°C. На 1 т алюминия-сырца расходуют 0,3—0,5 кг
хлора. После хлорирования металл в течение 5—10 мин от-
стаивают, а затем удаляют шлак.
Для дополнительной очистки от газов и неметаллических
примесей хлорированный металл подают в отстойники — элект-
рические печи-миксеры, где не только удаляются включения, но
и усредняется состав алюминия, полученного в разных ваннах.
Отстаивание ведут 30—45 мин при 700—730 °C. Затем металл
из печей направляют в изложницы разливочной машины для
непрерывной отливки чушек массой 15 кг или в формы для
отливки ваербарсов массой 35 кг.
На современных заводах повышение чистоты первичного
алюминия достигают посредством продувки газами, вакуумиро-
ванием, обработкой флюсами. Известно комбинированное ра-
финирование, в котором совмещена продувка газом, вакуумиро-
вание и восстановление. Вакуумирование алюминия в миксере
непосредственно перед разливкой считается наиболее надежным
способом удаления водорода.
В рафинировочных печах для лучшего усреднения состава
расплавленного металла и выравнивания его температуры при-
меняют электромагнитное перемешивание. Разработаны конст-
рукции электромагнитных насосов и желобов для создания цир-
куляции металла в печи и подачи его к разливочным устройст-
вам. В качестве датчика в системах автоматического управле-
ния уровнем металла в литейных машинах применяют радио-
изотопный уровнемер.
В соответствии с требованиями ГОСТ 11069—74 предусмот-
рен выпуск алюминия различных марок. В процессе электроли-
за получают алюминий технической чистоты 99,5—99,85% А1.
Металл высокой чистоты (99,95—99,995% А1) получают путем
электролитического рафинирования технического металла, а
металл особой чистоты (не менее 99,999% А1)—в результате,
специальной очистки.
Процесс промышленного электролитического рафинирования
осуществляется в электролизере, особенностью которого являет-
ся наличие в нем трех жидких слоев. Нижний слой служит ано-
дом. Он состоит из рафинируемого алюминия, в который с
целью его утяжеления добавляют 30—40 масс. % меди. При
анодной поляризации медь в этих условиях не растворяется.
Плотность анодного сплава должна быть выше 3,0-103 кг/м3.
Средний слой является расплавленным электролитом (смесь
фторидов и хлоридов бария, натрия, алюминия, кальция, маг-
ния) с плотностью 2,7-103 кг/м3. Один из возможных составов
476
Рис. 5.16. Электролизер для рафини-
рования алюминия:
а — слой жидкого загрязненного алюми-
ния; б — слой электролита; в — слой жид-
кого рафинированного алюминия; 1 — кор-
пус ваииы; 2 — графитовые блоки; 3 — ка-
тодные блоки; 4 — загрузочный люк; 5 —
футеровка; 6 — катодная сборная шина;
7 — анодный токоподводящий стержень.
рафинированный алюминий
электролита (в масс. %):
60 ВаС12, 23 A1F3, 12—17 NaF,
до 4% NaCl. Температура
плавления такого электролита
720—730 °C.
Третий, верхний, слой пред-
ставляет собой расплавлении
(плотность 2,35-103 кг/м3), который служит катодом.
В процессе электролиза такие примеси в рафинируемом ме-
талле, как Си, Fe, Si, Zn, Ti, остаются в анодном сплаве, Na,
Са, Mg переходят в электролит.
Электролизер для рафинирования алюминия (рис. 5.16)
имеет стальной кожух, укрепленный ребрами жесткости, уголь-
ную подину и катодное устройство для подведения тока к верх-
нему слою и футерован магнезитовым кирпичом 5, что исклю-
чает утечку тока с его боковой поверхности. Подина не отличает-
ся по устройству от подины электролизера для производства
алюминия. Она сложена из обожженных подовых блоков с за-
литыми в них стальными стержнями. Ток к верхнему слою
алюминия подводится с помощью графитовых электродов 3,
снабженных алюминиевой рубашкой для защиты от окисления.
В одном из торцов электролизера имеется загрузочный карман
для заливки анодного сплава. Для выгрузки рафинированного
алюминия высокой чистоты используют вакуум-ковш.
Высота слоя анодного сплава 13—17 см. Оптимальная тем-
пература процесса рафинирования алюминия 760—800 °C. Сред-
нее напряжение на, ванне 5,4—5,7 В.
Выход алюминия по току при рафинировании в промышлен-
ных условиях (плотность тока 4,5—7,5 кА/м2) составляет 95—
98%. Он не достигает 100% вследствие окисления расплавлен-
ного алюминия на поверхности, механических потерь алюминия
и отчасти из-за выделения на катоде вместе с алюминием бария
и натрия, обладающих более электроотрицательным потенциа-
лом.
Срок работы электролизера 4—5 лет. Современные промыш-
ленные ванны для получения рафинированного алюминия рас-
считаны на силу тока 25—70 кА. Удельный расход электроэнер-
гии постоянного тока 17370—19830 кВт-ч/т. Расход материалов
на получение 1 т рафинированного алюминия составляет (в кг):
алюминий-сырец 1020—1030, графит 12—17, медь 10—16, хло-
рид бария 27—41, криолит 16—23, фторид алюминия 4—13.
477
Электролитическое рафинирование алюминия является од-
ним из наиболее энергоемких процессов в металлургии легких
металлов, причем 93—95% используемой энергии расходуется
на поддержание теплового режима электролизера. Независимо
от мощности электролизеров 65—75% потерь тепла происходит
через верх электролизера, а падение напряжения в электролите
составляет 80—85% в общем балансе омического падения на-
пряжения на электролизере. Следовательно, основными опреде-
ляющими факторами удельного расхода электроэнергии явля-
ются высота слоя электролита (падение напряжения в электро-
лите пропорционально высоте его слоя) и теплоизоляция верха
электролизера.
Для сохранения теплового баланса электролизера и сниже-
ния тепловых потерь необходимо снизить греющее напряжение,
уменьшив слой электролита и повысив его электропроводимость.
Практика показывает, что с уменьшением слоя электролита
снижается качество получаемого металла, так как возрастает
вероятность попадания анодного сплава в катодный металл.
В настоящее время имеется тенденция к увеличению мощно-
сти электролизеров; так, выполнен проект электролизера на
100 кА.
Важными задачами являются снижение удельного расхода
электроэнергии и изыскание новых футеровочных материалов
взамен магнезита, обеспечивающих повышение срока службы
электролизеров и уменьшение перехода примесей в алюминий.
Для производства полупроводниковых материалов требуется
алюминий чистотой 99,9999—99,999990% А1, что не достигается
при электролитическом рафинировании. Глубокую очистку алю-
миния осуществляют с помощью зонной плавки или дистилля-
ции через субфторид. Очистка путем зонной плавки основана на
различной растворимости примесей в твердом и жидком алю-
минии. При затвердевании кристаллы алюминия содержат
меньше примесей, чем жидкая фаза.
Метод дистилляции алюминия основан на взаимодействии
алюминия с A1F3 при высокой температуре (1000—1050°С)
с образованием летучего монофторида. Парообразный A1F, по-
падая затем в «холодную» зону (700—800°C), распадается.
В ФРГ для получения металла чистотой 99,999% используют
процесс электролитического рафинирования в органических
средах. Для обеспечения чистоты 99,9999% проводят дополни-
тельную зонную перекристаллизацию. Первый процесс проте-
кает в электролите, содержащем А1Р3-2А1(С2Н5)з и толуол
(1:1), при Ю0°С. Катодная плотность тока 30 А/м2 и напря-
жение на ваннах 1,0—1,5 В, межэлектродное расстояние 3 см,
выход по току близок к 100%. Процесс проводят в атмосфере
азота. Рабочая ванна погружена в масляный термостат. При
превышении плотности тока или понижении температуры ме-
талл может осаждаться на катоде в виде дендритов, вызываю^
щих короткое замыкание.
478
Рис. 5.17. Технологическая схема получения алюминия электролизом А1С13:
1 — хлоратор; 2 — фильтры; 3 — десублиматор хлорида алюминия; 4 — конденсатор для
очистки хлора от электролита; 5 — бункер; 6 — декантатор; 7 — электролизер; 8 — вен-
тилятор.
Электролиз хлорида алюминия
Классический способ получения алюминия электролизом крио-
лит-глиноземных расплавов имеет ряд недостатков, главными
из которых являются высокий расход электроэнергии и углеро-
дистых материалов и вредные выделения фторидов. Наиболее
перспективным новым процессом, конкурирующим с классиче-
ским способом, может быть электролиз хлорида алюминия, ко-
торый усиленно разрабатывается.
Технологическая схема, предложенная канадской фирмой,
предусматривает восстановительную электроплавку алюминий-
содержащего сырья с получением сплава состава (в %): А1 —
50, Fe — 30, Si — 10, Ti — 5, С — 5. Далее путем хлорирования
сплава при 1300 °C хлоридом алюминия получают А1С1, из кото-
рого диспропорционированием при 700 °C выделяют А1С1з и ме-
таллический алюминий.
Фирма «Тот» рекомендует хлорирование алюминиевого
сырья при 925 °C в присутствии кокса с получением А1С13 и
восстановление образующегося хлорида марганцем.
На рис. 5.17 приведена технологическая схема получения
алюминия этим способом, разработанная фирмой «Алкоа»
(США). В состав электролита входит 53% NaCl, 40% КС1 и 7%
А1С13.
Температура процесса 700 °C. Процесс ведут в электролизе-
ре с графитовыми биполярными электродами, расположенными
горизонтально.
479
Полупромышленные опыты*, проведенные в СССР на элект-
ролизерах с силой тока 3—6 кА, показали перспективность это-
го способа получения алюминия. Существейным препятствием
для широкого внедрения является трудность' подбора стойких
конструкционных материалов для аппаратов, в которых ведутся
хлорирование и электролиз, и недостаточная разработка конст-
рукции [19].
5.3. ПРОИЗВОДСТВО МАГНИЯ
В начале прошлого столетия Г. Деви удалось получить блестя-
щие кристаллы металла, которому он дал название магний.
В 1828 г. А. Бусси впервые получил в компактном виде магний
и изучил его свойства. Магний не находил широкого примене-
ния до тех пор, пока не был открыт электролитический способ
его получения. В настоящее время годовое производство магния
за рубежом достигает 300 тыс. т. и ежегодно увеличивается на
5—6%. Рост производства магния обусловлен расширением об-
ласти его применения для легирования алюминиевых сплавов,
замены алюминия в литых изделиях, применением в цветной
металлургии при производстве титана, использованием в черной
металлургии для десульфурации чугуна и стали, модифициро-
вания чугуна.
Большие природные ресурсы магния в составе морской во-
ды, доломита, природных рассолов и ископаемых хлоридов
(карналлита и бишофита) обеспечивает потенциальную воз-
можность производства магния в любом регионе, имеющем до-
статочное количество электроэнергии.
В СССР магний получают только электролитическим мето-
дом, за рубежом более распространен термический метод, при
котором в качестве восстановителя используют ферросилиций.
Электролизу подвергают безводный хлорид магния или обез-
воженный карналлит. Вода — наиболее нежелательная примесь
при электролизе, и должна быть возможно тщательнее удалена
из электролита.
Основное применение магния обусловлено его легкостью
(плотность 1,738 г/см3): он в 1,5 раза легче алюминия, в 2,6 ра-
за легче титана, в 4,5 раза легче стали. Сверхлегкие сплавы
состоят в основном из магния, легированного алюминием, цин-
ком, марганцем, титаном, кадмием, цирконием, барием и др.
Легирование магния улучшает его механические и другие свой-
ства. Плотность легированных сплавов обычно не превышает
1,8 г/см3, поэтому они находят широкое применение в авиацион-
ной технике. Детали и подвижные конструкции, изготовленные
из литейных или деформируемых сплавов магния, легче алюми-
ния.
* Борисов Л. С. и др. — Цвет, мет., 1976, № 18, с. 28—32.
480
Магний довольно стоек во влажном воздухе и в воде за счет
образования на его поверхности малорастворимой пленки
Mg(OH)2. В безводной среде, особенно при соприкосновении с
окислителями при высокой температуре, магний — очень актив-
ный металл. Это свойство широко используется в химической
практике для восстановления, в первую очередь, титана, а так-
же бора, кремния, хрома, циркония и других металлов метода-
ми магнийтермии. На этом же свойстве основано применение
магния в кино- и фотоделе и др. Некоторое применение магний
находит и в производстве химических источников тока в качест-
ве анодного материала, а также при проведении магнийоргани-
ческого синтеза. Протекторы, изготовленные из магниевых спла-
вов, широко применяются для защиты от коррозии в морской
воде судов и эксплуатируемых в этих водах стальных конструк-
ций, а также от подземной коррозии — газопроводов, нефтепро-
водов.
Магний находится в природе в первичных горных породах в
виде силикатных минералов (форстерит, оливин) и продуктов
их выветривания (серпентин, асбест). Для производства магния
большое значение имеют магнезит, доломит (продукты взаимо-
действия первичных пород с водами), соленые воды различных
озер и морей, концентрированные по солям воды замкнутых во-
доемов— рапа, в состав которой входит важный минерал би-
шофит, а также мощные солевые отложения карналлита. Со-
держание магния в них может характеризоваться следующими
цифрами:
Содержание
Mg, масс. %
Оливин (Mg, Fe)2SiO4............................... 34,6
Магнезит MgCO3..................................... 28,8
Серпентин, асбест 3MgO-2SiO2-2H2O.................. 26,3
Кизерит MgSO4-H2O.................................. 17,6
Доломит MgCO3-CaCO3................................ 13,2
Бишофит MgCh-бНгО.................................. 12,0
Лангбейнит 2MgSO4-K2SO4-H2O........................ 11,7
Карналлит MgCl2-KCl-6H2O............................. 8,8
Производство магния из природных материалов включает
три стадии: получение хлоридов из природного сырья, обезво-
живание хлоридов и собственно электролиз.
Получение исходных материалов
Как уже упоминалось, для электролитического получения маг-
ния применяют MgCl2 или KCl"'MgCl2. Хлорид магния можно
получать из природного хлоридного сырья — бишофита — озер-
ных или морских вод или же хлорированием магнезита,
KCl-MgCl2—из природного карналлита. Принципиальная схе-
ма получения солей магния из различного исходного сырья при-
ведена на рис. 5.18.
481
Магнезит
Моровая Soda
Природный карналлит
Ростборение
Фильтрация
С12
нефтяной кокс и пек
I
Смешивание и брикетирование
Известковое молока
Са(ОН)2
I
Осаждение Mg(OH)2
I
Сгущение и фильтрация
NaCl Кристаллизация
Сгущение и фильтрация
С12
Искусственный
карналлит
Маточный
раствор
Хлорирование б электропечах
1
Электролиз безводного MgCI2
CI2 Переплавка
Вытеснение бромо
Разливка
Чушки магния
Вг
Обезвоживание
Электролиз
Отработанный электролит
С12
(На производство удобрений, f 1_
или флюсов) м
' ' Магнии
Магний
Рис. 5.18. Принципиальные схемы получения магния из карналлита (а) магне-
зита (б) и морской воды (в).
Схема переработки карналлита состоит в том, что дробленый
и отделенный от пустой породы карналлит растворяют в горя-
чем маточном оборотном растворе, который предварительно об-
рабатывают хлором с целью вытеснения брома (побочный про-
дукт). В раствор полностью переходит MgCl2 и почти весь КС1.
После отстаивания пульпу фильтруют для отделения NaCl,
фильтрат поступает на упаривание и кристаллизацию.
Полученный искусственный карналлит содержит (в %):
NaCl — 21,3, КС1 — 18,5, MgCl2 — 28,7 и Н2О — 31,5.
Перед электролизом искусственный карналлит обезвожива-
ют. Из электролизеров непрерывно выделяется хлор и периоди-
чески выгружаются магний, отработанный электролит и шлам.
Отработанный электролит используют далее для производства
калийных удобрений и флюсов.
На рис. 5.18,6 показана схема получения магния из магне-
зита. Магнезит смешивают с углеродным восстановителем
(обычно нефтяным коксом) и связующим (пек) и брикетируют.
Брикеты загружают в шахтную электропечь для хлорирования.
Шахтная электропечь (рис. 5.19) обогревается с помощью
электроэнергии, подводимой к графитовым электродам. Значи-
482
тельная часть печи заполнена насадкой из углеграфитового ма-
териала. Фурмы для подачи хлора в печь размещены между
расположенными друг над другом рядами электродов.
Хлорирование оксида магния ведут хлоргазом при 500—
700 °C. Выделяющийся кислород взаимодействует с добавлен-
ным углем или СО. Тогда реакция хлорирования MgO проте-
кает следующим образом:
MgO + C + Cl2 ----> MgCl2 + CO+ 142,3 кДж
MgO 4- СО 4- С12 -♦ MgCl2 -ь СО2 + 296,2 кДж
Хлорирование магнезита можно проводить в печах с кипя-
щим слоем при температуре плавления MgCl2. Для этого в
печь подают смесь измельченных магнезита и нефтяного кокса
без брикетирования.
Описано также хлорирование магнезита и оксида магния в
расплавленных хлоридах натрия и калия в присутствии угле-
рода, который связывает кислород в виде СО и СО2. Хлориро-
вание протекает довольно легко, так как MgO и хлор хорошо
растворимы в расплавленных хлоридах.
Получение магния из морской воды или рапы осуществляет-
ся по схеме, показанной на рис. 5.18, в. Магний осаждают из-
вестковым молоком в виде гидроксида по реакции
MgCl2 + Са(ОН)2 * СаС12 + Mg(OH)2
Полученный после фильтрации кек содержит до 25%
Mg(OH)2 и некоторое количество примеси СаС12 и СаСОз. Кек
поступает в баки-нейтрализаторы, сюда же подается смесь со-
ляной и серной кислот. Первая необходима для перевода
Mg(OH)2 в чистый MgCl2, а вторая — для осаждения кальция
в виде сульфата. После кристаллизации раствор хлорида маг-
15% MgCl2, упаривают до содержания при-
в аппаратах с погруж-
ными горелками. Концентрированный рас-
твор отфильтровывают от осадка сульфата
и затем из него кристаллизуется чистый
бишофит. После обезвоживания до
MgCl2-H2O или MgCl2-l,25 Н2О хлорид
магния направляют на электролиз.
Из магнезита удается получить непо-
средственно безводный хлорид магния, ко-
торый направляют далее на электролиз.
Выделяющийся при электролизе хлор воз-
вращают в цикл хлорирования.
ния, содержащий
мерно 35% MgCl2
Рис. 5.19. Шахтная электропечь для хлорирования
оксида магния:
1 — загрузочный бункер; 2 — футеровка; 3 — сварной кожух;
4—уровень заполнения печн брикетами; 5 — верхний ряд
Графитовых электродов; 6 — нижний ряд графитовых элект-
родов; 7 — вагонетка для обезвоженного продукта.
483
Магнезитов^.
Титановый шлак
или рутиловый
Рис. 5.20. Принципиальная схема
совместного получения магния и ти-
тана.
Известна так называемая
смешанная схема получения
магния, в которой в качестве)
исходного сырья применяют
одновременно карналлит и
магнезит. После хлорирования
аналогично описанному выше
получают хлорид магния. По
этой схеме образующийся в
электролизных ваннах хлор
также используется для хло-
рирования магнезита, а поте-
ри хлора восполняются путем
добавления карналлита.
В связи с тем, что в настоя-
щее время основную часть ти-
тана выделяют из его руд маг-
нийтермическим путем, произ-
водство титана тесно связано
с производством магния. Прин-
ципиальная схема этого про-
цесса изображена на рис. 5.20.
Титановый шлак, образую-
щийся в результате плавки
(например, ильменита), хлорируют в шахтных
получением TiCl4. Для хлорирования может
титановой руды
электропечах с
быть использован хлор, выделяющийся при электролизе MgCb,
а также получаемый специально для этой цели. После очистки
от примесей (SiCk, А1С1з, FeCh, TiOCk и др.) тетрахлорид ти-
тана восстанавливают магнием: ,
TiCl4 + 2Mg —► 2MgCl2 + Ti
Все рассмотренные схемы получения магния в той или иной
мере нашли применение в промышленности, хотя каждая из
них имеет недостатки и включает весьма трудоемкие операции
(обезвоживание хлорида магния, удаление больших количеств
отработанного электролита в связи с огромным расходом кар-
наллита на 1 т магния). Выбор той или иной схемы связан с
особенностью и экономикой процесса.
Обезвоживание хлоридов. Хлорид магния образует гидраты
с различным числом молекул воды. Гексагидрат плавится в
собственной кристаллизационной воде при 106 °C. Степень
обезвоживания зависит от температуры процесса:
117 °C 185 °C 240 °C
MgCl2-6H2O --► MgCl.-iH.O----► MgCl2-2H2O]---> MgCl2-H2O]
484
Удаление последней молекулы кристаллизационной воды
при нагревании моногидрата на воздухе сопровождается гид-
ролизом хлорида магния. Сначала при 304 °C образуется
Mg(OH)Cl, а при 554°C протекает реакция
MgCl2-H2O --► MgO4-2HCl
Равновесие этой реакции /<₽=p2hci/Рн2о может быть сдвинуто
путем увеличения давления НС1 при обезвоживании или прове-
дения процесса в атмосфере НС1 или хлора в присутствии угле-
рода:
Н2О + С12 + С 2НС1 + СО
Добавление NH4C1 также способствует обезвоживанию, по-
скольку NH4C1 диссоциирует в водной среде на NH3 и НС1.
На практике обезвоживание бишофита или карналлита ве-
дут в две стадии, причем на первой стадии содержание воды
уменьшается до 1,25—4,0 моль. Дальнейшее обезвоживание
хлорида магния происходит во вращающихся печах в присут-
ствии НО и NH4C1 при высокой температуре, что вызывает
сильное коррозионное разрушение аппаратуры. Поэтому на
практике хлорид магния редко подвергают полному обезвожи-
ванию.
Обезвоживание карналлита протекает легче, так как он зна-
чительно меньше подвергается гидролизу, по-видимому, из-за
наличия КС1. Если при 150°C чистый MgCl2-6H2O гидролизует-
ся на 50%, то карналлит — только на 5,37%. Вторую стадию
обезвоживания карналлита проводят в электрических печах
непрерывного действия или в хлораторах путем хлорирования
расплава. Во всех случаях при обезвоживании получают оксид
магния, который может быть возвращен в аппарат хлорирова-
ния.
На рис. 5.21 схематически показан хлоратор, в котором осу-
ществляют непрерывный процесс обезвоживания карналлита с
одновременным хлорированием содержащегося в нем оксида
магния. В плавильнике / происходит плавление карналлита, по-
ступающего из вращающейся
печи. Одновременно в пла-
вильник подают тонко измель-
ченный углеродистый восстано-
витель (например, нефтяной
Рис. 5.21. Хлоратор:
I — плавильник; // — хлораториые камеры;
III — миксер; 1 — металлический кожух;
2 — футеровка; 3 — электроды плавильни-
ка; 4 — электроды хлораторных камер с
водяным охлаждением; 5—7 — графитовые
горизонтальные перегородки; 8 — переточ-
ные каналы хлораторных камер; 9 — пода-
ча хлора; 10 — летки; 11 — газоотсос; 12 —
электроды миксера.
485.
кокс). Расплавленный карналлит перетекает в хлораторные ка-
меры II, где происходит окончательное обезвоживание карнал-
лита и хлорирование содержащегося в нем оксида магния.
Газообразный хлор подают в нижнюю часть хлораторных
камер, С1г проходит сквозь горизонтальные перегородки 5—7,
что увеличивает поверхность соприкосновения его с расплавом.
Расплавленная соль отстаивается в миксере III, затем обез-
воженный карналлит заливают в ковш и направляют в электро-
лизный цех. Обогрев хлоратора осуществляют с помощью спе-
циальных электродов 8 и нагревателей. Температура в плавиль-
нике 500—550 °C, в хлорных камерах 700—750 °C. Содержание
влаги в карналлите после хлорирования его в хлораторах сни-
жается от 5 до 0,1—0,2% Н2О, a MgO — от 2,0 до 0,2%.
Хлораторы могут быть использованы и для проведения по-
следней стадии обезвоживания бишофита в смеси NaCl и КС1.
Кроме описанного выше хлоратора, обезвоживание карнал-
лита осуществляют в печах соляно-калочного типа — СКН —
стационарных карналлитовых электропечах непрерывного дейст-
вия, которые снабжены восемью электродами. Частично обезво-
женный в печах СКН карналлит дополнительно обезвоживают в
электромиксерах. Перед выводом на электролиз он содержит:
49—50% MgCk, 42—44% КС1 и 7,5—7,7% NaCl. Температура
в печи СКН — 450—480 °C, в электролизере — 780—800 °C.
Свойства электролитов
Попытки применить в качестве электролита расплав оксида
магния во фторидах щелочных металлов не увенчались успе-
хом: растворимость MgO в расплаве фторидов очень низка. В то
же время освоение такого электролита могло бы значительно
облегчить подготовку исходных соединений к ведению процесса.
Электролит для получения магния должен обладать высокой
электропроводимостью, большой плотностью, малой вязкостью,
высоким поверхностным натяжением на границах расплав —
воздух и металл — электролит.
В зависимости от характера исходного сырья для получения
магния электролизом применяют калиевый, натриево-калиевый
и натриево-кальциевый электролиты, составы и свойства кото-
рых приведены в табл. 5.4 и 5.5.
Калиевый электролит применяют только на заводах СССР,
где в качестве исходного магниевого сырья используют искусст-
Таблица 5.4. Состав электролитов для получения магния
Электролит Содержание, масс. %
MgCl, КС1 NaCl CaCl,
Калиевый 4—14 68—78 12—20 0—2
Натриево-калиевый 8—18 40—50 30-35 3—6
Натриево-кальциевый 8—16 0—10 35—45 30—40
486
Таблица 5.5. Физико-химические свойства электролитов
для получения магния
Электролит Температура начала кри- сталлиза- ции, °C р. Л КГ/мЗ 4-108, Па-с Х10-2 Ом—1-м—1 а-юз. Дж/м-2
Калиевый 650—6G0 1600 1,35 1,83 104
Натриево-калиевый 615—625 1630 1,59 2,15 108
Натриево-кальциевый 575—600 1780 2,20 2,00 ПО
• При 700 °C.
венный карналлит. Состав калиевого электролита устанавли-
вается самопроизвольно в зависимости от частоты извлечения
отработанного электролита и добавления безводного карнал-
лита.
Натриево-калиевый электролит наиболее целесообразно при-
менять в тех случаях, когда сырьем является практически чис-
тый безводный хлорид магния, например, получаемый при вос-
становлении TiCl4 магнием. Этот электролит нашел широкое
применение с развитием комбинированного производства тита-
на и магния. Состав электролита регулируют главным образом'
путем добавления чистого хлорида натрия.
Натриево-кальциевый электролит целесообразно применять
тогда, когда в сырье (например, в безводном MgCl2) содержит-
ся значительная примесь СаС12, который накапливается в элект-
ролите по мере течения процесса. Когда его содержание дости-
гает предельной величины, часть электролита удаляют и добав-
ляют в ванну хлорид натрия. В настоящее время такой элект-
ролит используют при получении магния в Норвегии, КНР,
Японии и США.
Таким образом, основными компонентами электролитов при
производстве магния являются MgCl2, КС1, NaCl и СаС12. Наи-
более сложный характер взаимодействия между компонентами
наблюдается в системе MgCl2 — КС1.
На кривой ликвидуса си-
стемы MgCl2—КС1 (рис. 5.22)
наблюдается максимум при
составе, соответствующем сое-
динению KCl-MgCh, темпера-
тура плавления которого
«490 °C, тогда как температу-
ра плавления чистого MgCfb—
Рис. 5.22. Диаграмма плавкости си-
стемы MgCl2— КС1 (по Г. А. Абра-
мову) .
MgCl2 KCL
Содержание, масс. %
487
Рис. 5.23. Физико-химические свойства
расплавов системы MgCl2 — КС1.
718 °C, а КС1 — 768 °C. Участок DEF характеризует непрерывный
ряд твердых растворов КС1 и KCI-MgCl2 переменного состава.
Наличие соединения в твердой фазе существенно сказывает-!
ся на основных физико-химических свойствах расплавов систе-
мы MgCl2— КС1 (рис. 5.23).
Плотность электролитов должна быть выше плотности жид-
кого магния (рис. 5.24), тогда металл всплывает на поверхность
электролита, что исключает обратное окисление его на аноде.
Добавление СаС12 увеличивает плотность электролита.
Вязкость электролита может быть снижена введением КС1
и NaCl (см. рис. 5.23). При уменьшении вязкости капли магния
всплывают на поверхность расплава, а частицы MgO, образую-
щиеся при окислении магния, не задерживаются в электролите.
Путем введения КС1 и NaCl может быть увеличена электро-
проводимость расплава, но снижено поверхностное натяжение.
При получении магния важно достичь увеличения поверхностно-
го натяжения на границе воздух —расплав, чтобы капли магния
не соприкасались с воздухом и не окислялись. Желательно уве-
личить поверхностное натяжение и на границе металл—элект-
ролит для получения крупных капель металла. Для этой цели
в электролит добавляют CaF2, который растворяет пленку MgO,
обволакивающую капли магния, и способствует их слиянию.
Как уже отмечалось, наиболее вредной примесью в элект-
ролите является влага, присутствие которой способствует об-
разованию НС1 и MgO. Образование MgO снижает выход маг-
ния по току (оксид оседает на дно ванны в виде шлама, увле-
кая с собой капли магния) и препятствует образованию круп-
488
Рис. 5.24. Зависимость плотности расплав-
ленных магния и солей от температуры:
1 — Mg; 2 — КС1 — MgCls; 3 — КС1; 4 — MgClj.
650 700 750 800 850 900
Температура °C
ь 1,70^
Д
I
|/,5»
В
выделением кислорода на
пых капель магния, обволакивая
мелкие капельки металла. Хлорис-
тый водород загрязняет анодный
хлор и вызывает коррозионное раз-
рушение оборудования. Вода мо-
жет разлагаться при электролизе с
углеродистых анодах, что приводит к их разрушению.
Вредными примесями являются сульфаты железа и другие
примеси, увеличивающие количество шлама, образующегося
при взаимодействии этих солей с магнием с выделением MgO,
и снижающие выход магния по току. Соли железа и никеля вос-
станавливаются магнием и его субсоединениями; выделяющееся
при этом губчатое железо скапливается у катода, адсорбирует
оксид магния и создает непроводящий слой, который нарушает
нормальный ход электролиза.
Электролиз и конструкции ванн
При электролизе основным процессом является разложение со-
лей магния с выделением на катоде магния, а на аноде — хлора.
Протекание этого первичного процесса подтверждается тем, что
напряжение разложения MgCU ниже напряжения разложения
остальных хлоридов — составляющих электролита. Напряжение
разложения (в В) хлорида магния, рассчитанное по термодина-
мическим данным, равно 2,52 В при 700 °C, 2,49 В при 750 °C и
2,46 В при 800 °C. При 700 °C и в присутствии хлоридов щелоч-
ных металлов £'разл = 2,6—2,7 В. В переносе тока ионы магния
принимают значительно меньше участия, чем ионы К+ и С1“.
Выход магния по току зависит от ряда факторов: плотности
тока, температуры, концентрации MgCh, расстояния между
электродами, содержания примесей и др. Плотность жидкого
магния меньше плотности электролита, поэтому капли магния
и хлор поднимаются вверх. При взаимодействии между ними
может образоваться хлорид магния и соответственно снизиться
выход металла по току. В связи с этим в магниевых электроли-
зерах исключительно важна циркуляция электролита.
В магниевой промышленности применяют электролизеры
двух типов: диафрагменные с вертикальным плоскопараллель-
ным расположением электродов и бездиафрагменные электроли-
зеры. Особенно широкое промышленное применение нашли без-
32—2021 489
Рис. 5.25. Диафрагменный электро-
лизер для получения магния с ниж-
ним вводом анодов:
1 — шамотная кладка; 2 — футеровка; 3 —
аноды; 4 — катоды; 5 — катодное перекрыв
тие; 6 — анодное перекрытие; 7 — диа-
фрагмы-перегородки; 8 — анодные камину
ТО 9 — катодные крышки; 10 — анодные ши-
ны; И — катодные шины.
Рис. 5.26. Схема циркуляции элект-
ролита в бездиафрагменном электро-
лизере с верхним вводом анодов:
1 — анод; 2'— катод; 3 — сборная ячейкам
4 — штора; 5 — магний.
диафрагменные электролизеры, конструкция которых разрабо1-
тана в СССР.
Стальной корпус ванны футерован шамотом, плавленым диа-
базом и изолирован для снижения потерь тепла. Анодами явля-
ются графитовые блоки, катодами — листы стали. В диафраг-
менных электролизерах аноды вводятся сверху, сбоку или сни-
зу, в бездиафрагменных— сверху или снизу.
Диафрагменные электролизеры работают при силе тока
65—125 кА. Они состоят из ячеек, смонтированных параллельно
друг другу внутри корпуса одной герметизированной ванны
(рис. 5.25). Высокая сила тока и хорошая теплоизоляция обес-
печивают поддержание нужной температуры за счет тепла
Джоуля — Ленца. Между анодами 3 и катодами 4 в электролит
погружают на глубину 150—200 мм керамические диафрагмы 7,
благодаря которым наданодное пространство, куда всплывают
пузырьки хлора, отделяется от катодных ячеек, где скапливает-
ся магний.
Диафрагма в данном случае не разделяет катодное и анод-
ное пространства. Вследствие интенсивной циркуляции состав
электролита практически одинаков ио всем объеме ванны. Ка-
тоды изготавливают из малоуглеродистой стали (Ст. 3), раство-
^имость железа в магнии при 750°C не превышает 0,05 масс. %-
(ля диафрагменных электролизеров с верхним вводом анодов
показатели процесса следующие:
490
Натрнево- калиевый электролит Калиевый электролит
Выход магния по току, %' 86 80—83
Напряжение, В 5,75 6,2—6,3
Удельный расход электроэнергии, кВт-ч/т 15 тыс. 16—16.5 тыс.
Съем магния, кг/сут с 1 м2 пло- щади пода 84 80
К числу основных недостатков диафрагменных электролизе-
ров относятся большой удельный расход электроэнергии, низкая
степень полезного использования рабочего объема электролизе-
ра, высокие потери хлора, трудность механизации обслужива-
ния ванны из-за большого числа ячеек, недостаточная стойкость
диафрагм, а следовательно, и малый срок службы электролизе-
ра (до 16—18 мес).
Отличительной особенностью бездиафрагменных электроли-
зеров является небольшое число электролизных отделений, в
которых установлены аноды и двусторонне работающие катоды
и только одна или две сборные ячейки для накапливания маг-
ния, выборки шлама и заливки расплавленного электролита.
Благодаря отсутствию диафрагм электроды можно располагать
более компактно; при этом уменьшаются тепловые потери, сни-
жается удельный расход энергии, повышается съем магния с
1 м2 площади пода, уменьшаются потери хлора.
В отличие от диафрагменных электролизеров, в которых
электролит циркулирует в плоскости, перпендикулярной к по-
верхности электродов, в бездиафрагменных электролизерах
циркуляция электролита происходит вдоль рабочей поверхности
электродов (см. рис. 5.26). В межэлектродном пространстве
между катодом 2 и анодом 1 возникает направленная циркуля-
ция газожидкостной смеси электролита, капель магния и пу-
зырьков хлора. Этот поток выносит магниевые капли, постоянно
укрупняющиеся по мере движения в так называемую сборную
ячейку и удаления от пузырьков хлора. Ячейка отделена от
электролизной секции аппарата гидрозатвором, образуемым ке-
рамической арочной перегородкой или шторой, частично погру-
женной в-расплав.
В бездиафрагменном электролизере с верхним вводом ано-
дов при использовании натриево-калиевого электролита дости-
гаются следующие показатели: выход магния по току 80%, на-
пряжение на ванне 4,7 В, удельный расход энергии 13 тыс.
кВт-ч/т, съем магния не менее 100 кг/сут с 1 м2 площади пода.
Единичная мощность бездиафрагменных электролизеров дости-
гает 150 кА. В результате внедрения бездиафрагменных элект-
ролизеров производительность цехов электролиза по магнию и
хлору возросла на 15—20%, удельный расход электроэнергии
на 1 т магния уменьшился в среднем на 2000 кВт-ч, производи-
тельность труда увеличилась на 20—30%, потери хлора и за-
32*
491
траты на обезвреживание хлорсодержащих газов сократилась в
1,5—2,0 раза, срок службы электролизеров возрос до 2,0—
2,5 лет.
Рафинирование первичного магния
Согласно ГОСТ, магний первичный в чушках выпускается трех
марок: Мг96, Мг95 и Мг90 с содержанием основного компонен-
та соответственно не менее 99,96, 99,95 и 99,90 масс. %. К числу
возможных примесей относятся железо,, кремний, никель, медь,
алюминий и др.
Магний-сырец содержит 0,3—0,4% электролита и иногда же-
лезо в количестве, превышающем допустимое.
Для рафинирования магний расплавляют в тигельных или
электрических печах под флюсом, содержащим 64,2% MgCl2,
13% КС1, 5,2% CaF2 и 5,8% NaF. В таком флюсе растворяется
до 1 % MgO. Рафинирование ведут при постепенном нагревании
флюса до 700—825 °C. При этом во флюс переходят MgO и нит-
риды, на поверхность флюса всплывают хлориды и на дно осаж-
дается шлам. За последние годы технология рафинирования
значительно усовершенствована. Взамен тигельных печей внед-
рены печи непрерывного действия многокамерного и колоколь-
ного типа; флюсовое рафинирование заменено бесфлюсовым
отстаиванием магния-сырца. Для нагревания печей служат
электроды, вмонтированные в футеровку ванны.
Если в многокамерной печи рафинирование происходит в
результате отстаивания металла в атмосфере аргона, то в но-
вых печах рафинирование магния осуществляется путем
контакта с солевым расплавом состава 7,6% MgCl2, 1,44%,
СаС12, 7,4% КС1, 14% NaCl с добавкой ВаСГ2 (для утяжеле-
ния). Расплав является греющей, покровной, и рафинирующей
средой.
Для более глубокого рафинирования магния применяют воз-
гонку или электролиз.
Электролитическое рафинирование магния подобно рафини-
рованию алюминия. Его проводят в электролизере с тремя слоя-
ми масс. Часто для утяжеления рафинируемого металла к нему
добавляют медь, цинк и другие металлы, при этом плотность
сплава возрастает до 2—2,3 г/см3. Рафинирование ведут при
720 °C, т. е. выше температуры плавления магния, в электроли-
те, содержащем 10—15% MgCl2, 10% ВаС12, 40—50% NaCl и
30—40% КС1. Электролизер снабжен стальными катодами и
графитовыми анодами. Плотность тока ia = 6—8 кА/м2, tK=6—
10 кА/м2, напряжение на ванне 4—4,5 В, выход по току 90—
95%, расход энергии 9,5—10 кВт-ч/кг.
Примеси, накапливающиеся в анодном сплаве в процессе
рафинирования, образуют с магнием твердые интерметалличе-
ские соединения, которые выпадают на дно ванны и удаляются!
Содержание примесей в рафинированном металле (в %.}:
492
2-10-4 Cu, 2,4-10-3 Mn, l,6-10-3 Zn, l-10~2Si; 1 • 10-3 Al и
4-IO-3 Re. Такой металл по чистоте не уступает магнию, очи-
щенному возгонкой, но стоимость его ниже.
5.4. ПРОИЗВОДСТВО НЕКОТОРЫХ МЕТАЛЛОВ
И ФТОРА
Производство натрия
Натрий был впервые получен электролизом NaOH (Г. Дэви,
1807 г.), однако из-за отсутствия в то время мощных источни-
ков электрического тока этот способ не нашел применения в
технике. В середине XIX в. промышленное производство натрия
(5—6 т/год) было основано на взаимодействии солей натрия с
углеродом при высокой температуре (способ Сен-Клэр — Де-
вилла). С появлением первых источников дешевой электроэнер-
гии интерес к электролитическому способу вновь возрос.
В 1890 г. Кастнер разработал способ получения натрия элект-
ролизом расплавленного едкого натра. В течение последующих
30—40 лет этот способ был единственным промышленным спо-
собом получения натрия. В 1924 г. Даунсом в качестве электро-
лита была предложена система NaCl — CaCh. С тех пор повсе-
местное распространение получили различные хлоридные элект-
ролиты.
Натрий — мягкий, серебристо-белого цвета металл, т. пл.
97,6 °C, обладает хорошими тепло- и электропроводящими свой-
ствами, является исключительно активным и реакционноспособ-
ным металлом. Мировое (без СССР) производство натрия со-
ставляет примерно 170—200 тыс. т/год.
Натрий находит применение в самых разнообразных обла-
стях техники. Главный его потребитель — производство тетра-
этилсвинца и тетраметилсвинца, используемых в качестве анти-
детонаторов для высокооктановых сортов моторных топлив.
Натрий используют в качестве восстановителя при производст-
ве титана, циркония, ниобия и других металлов; применяют в
производстве цианидов, синтетических моющих средств — детер-
гентов, пероксида и гидрида натрия, синтетического каучука и
других самых разнообразных продуктов неорганического и ор-
ганического синтеза. Кроме того, натрий применяют для раскис-
ления сплавов цветных металлов, специальных сталей. Хорошие
Хеплофизические свойства делают натрий весьма ценным для
использования в качестве теплоносителя в охладительных си-
стемах. Для этих целей требуется натрий весьма высокой сте-
пени чистоты.
Запасы натрия в земной коре достигают 2,64%. Его содер-
жание в морской воде оценивается в 1,5-1016 т. Важнейшими
природными соединениями натрия являются: каменная соль
NaCl; мирабилит (Na2SO4- 10Н2О), чилийская селитра NaNO3;
криолит 3NaF-AlF3 и др. Кроме того, натрий входит в состав
493
многих минералов в виде силиката, сульфата или карбоната.
Месторождения соединений натрия широко распространены.
Получение натрия электролизом хлорида натрия. При элект-
ролитическом получении натрия из расплава NaCl возникает
ряд трудностей. Основная трудность заключается в том, что
температура плавления NaCl (800 °C) и температура кипения
натрия (882,9 °C) слишком близки, вследствие чего получаемый
натрий испаряется. Кроме того, при 800 °C натрий легко рас-
творяется в расплаве электролита, взаимодействует с футеров-
кой ванны и разрушает ее. В то же время применение поварен-
ной соли в качестве электролита имеет большие преимущества,
обусловленные дешевизной сырья и возможностью использова-
ния анодного хлора, поэтому процессу электролиза NaCl уделе-
но большое внимание.
Для снижения температуры плавления поваренной соли к
электролиту добавляют некоторые соли. Однако эти добавки
не должны содержать ионы, способные восстанавливаться на
катоде вместе с натрием, ухудшать свойства электролита
(электропроводимость, плотность, вязкость и др.) и способст-
вовать разряду на аноде какого-либо нежелательного продукта,
например кислорода.
В промышленности применяют несколько электролитов, из
которых наиболее распространены двухкомпонентный электро-
лит NaCl (42%) и СаС12 (58%) и трехкомпонентный электролит
(в %): NaCl — 21—34, ВаС12— 26—70 и СаС12 — остальное.
Хлориды натрия и кальция образуют эвтектическую смесь с
температурой плавления 505 °C (рис. 5.27). При введении хло-
рида бария температура электролита снижается до 450 °C. Для
уменьшения содержания кальция в металлическом натрии сле-
дует увеличить содержание ВаС12 в электролите. При 550—
600°C натрий сравнительно мало растворяется в электролите,
слабо реагирует с футеровкой ванны и кислородом, а выход
натрия по току достаточно высок.
Хлоридные электролиты, используемые для получения нат-
рия, требуют предварительного обезвоживания, так как СаС12
весьма гигроскопичен. Наличие даже незначительных количеств
влаги приводит к быстрому разрушению графитовых анодов
из-за выделения кислорода. Поэтому технологическая схема
получения натрия из поваренной соли состоит из стадий подго-
товки соли и электролиза. Обычно, кроме этих двух стадий,
имеются также стадии рафинирования натрия-сырца и подго-
товки анодного хлора для выдачи потребителю. Подготовка со-
лей заключается в подсушке поваренной соли и в прокаливании
при 200 °C смеси солей, добавляемых к электролиту.
Кроме хлоридных электролитов были предложены фторид-
ные, менее гигроскопичные, отличающиеся /высокой электропро-
водимостью. Однако на практике отдают предпочтение хлорид-
ным электролитам, так как они менее чувствительны к измене-
нию состава электролита в процессе электролиза и обладают
494
Рис. 5.27. Диаграмма
плавкости системы
NaCl — СаС12.
Рис. 5.28. Электролизер для получения металлического натрия электролизом
NaCl при 18—50 кА:
1 — кожух; 2 — труба; 3 — желоб для натрия; 4 — футеровка; 5 — катодная шииа; 6 —
катод; 7 — анодная шнна; 8— анод; 9— сетка-днафрагма; 10— колпак для сбора хло-
ра; И — подъемник для натрия; 12— сборник натрия.
низкими температурами плавления, что исключает перегрев
натрия, получаемого в жидком виде.
Металлический натрий значительно легче электролита и
всплывает на его поверхность. Во избежание соприкосновения
металла с воздухом над катодом установлен колокол — сбор-
ник, откуда натрий по трубе сливается в сборник с минераль-
ным маслом. Хлор удаляется от графитового анода по трубам.
Для натриевых электролизеров характерен ввод анода сни-
зу и разделение анодного и катодного пространств диафрагмой
из железной сетки, которая подвешена к колоколам—сборни-
кам натрия для предотвращения попадания натрия в анодное
пространство.
Мощные современные электролизеры на 18—50 кА (за рубе-
жом— ванны Даунса, в СССР — БГК-Н-50) имеют сходную
конструкцию (рис. 5.28).
В нижней части ванны размещен графитовый анодный комп-
лект. Контакт анода 8 с токоподводящей шиной 7 залит свин-
цом или его сплавом. Напротив анодов в боковых стенках ван-
ны размещены перфорированные катоды 6. Труба, по которой
натрий перетекает в приемник 12, снабжена винтообразным
подъемником 11. Вдоль всего сборника между каждой парой
анодов и катодов имеется металлическая сетка-диафрагма 9.
Поваренную соль загружают в ванну специальным питателем
из бункера, расположенного вверху. Основные технологические
показатели электролизеров БГК-Н-30 и БГК-Н-50 приведены
ниже:
495
Нагрузка, кА ... .
Напряжение, В .
Выход по току, % .
Расход электроэнергии,
кВт-ч/т Na ... .
Производительность по
натрию, кг/ч . . . .
Чистота натрия, % •
Чистота хлора, %
Срок службы между ка-
питальными ремонтами,
сут....................
БГК-Н-30
30
7,3
75
11300
19,3
98,5
98
БГК-Н-50
50
7,0
78
10500
33,5
98,5
98
500 500
Основной металлической примесью в натрии-сырце является
кальций. Близость потенциалов .выделения натрия и кальция
приводит к тому, что в зависимости от содержания CaCU в
электролите концентрация кальция в натрии находится в пре-
делах 0,8—2,2 масс. %.
Рафинирование натрия-сырца обычно осуществляют путем
отстаивания и фильтрации. При этом натрий удается очистить
от оксидов и хлоридов, отделить натриево-кальциевый шлам и
получить металл, удовлетворяющий требованиям ГОСТ
3273—75: содержание натрия не менее 99,7%, кальция не более
0,15%, калия не более 0,10%, железа не более 0,001%. Однако
при таком рафинировании натрия-сырца образуется большое
количество натриево-кальциевого шлама — до 12—15% от мас-
сы рафинируемого металла.
Натрий из шлама может быть выделен путем обработки его
расплавами NaOH, Na2CO3 — NaOH — NaCl. При использова-
нии NaOH кальций взаимодействует со щелочью с образованием
Са(ОН)2 и натрия. Процесс ведут при 350—500 °C в аппаратуре
из нержавеющей стали 1Х18Н9Т. Недостатками являются высо-
кая коррозионная активность расплава и периодичность процес-
са. В тех случаях, когда требуется натрий особенно высокой чи-
стоты (содержание кальция и углерода не должно превышать
0,001%) натрий-сырец обрабатывают различными добавками.
Так, путем обработки металла Na2O2 при 400—500 °C общее со-
держание углерода в натрии может быть снижено с 0,027 до
0,0015—0,0020%.
Получение натрия электролизом едкого натра. Электролиз расплавленного
едкого натра осложнен одновременным протеканием ряда побочных реакций.
Основной побочной реакцией является обратный переход выделяющегося на
катоде натрия в NaOH при взаимодействии натрия с образующейся на ано-
де водой:
4NaOH sp=t 4Na+4-4OH_
на катоде 4Na+ -Т 4е -► 4Na
на аноде 4ОН“ — 4е ---*• 2Н2О + О2
2Na + 2Н2О --► 2NaOH + Н2
Суммарная реакция 2NaOH ± 4е-► 2Na -Ь О2 + Н2
496
Таким образом, если в реакцию вступает вся образующаяся на аноде
вода, то расходуется половина катодного натрия и выход по току не может
быть более 50%.
Возможны также побочные реакции натрия с кислородом, электролитом
и примесями, однако они ие играют существенной роли.
Для повышения выхода по току необходимо максимально снизить рас-
творимость натрия в электролите и ускорить удаление образующейся воды
из анолита. Растворимость натрия в электролите уменьшают путем снижения
температуры электролита, что достигается применением двойного электролита
NaOH+Na2CO3 (до 20%). Сода практически не вводится, она образуется
при карбонизации NaOH.
Хлорид натрия хотя н снижает температуру плавления электролита, но
является вредной добавкой, так как образующийся хлорат натрия
2NaCl + О2 + С12 ---► 2NaOCl2
легко окисляет металлический натрий и увеличивает его потери. При нару-
шении технологического режима выход по току снижается вследствие обра-
зования субсоединений натрия (Na2+).
Скорость растворения натрия в электролите пропорциональна увеличению
поверхности соприкосновения натрия с расплавом.
С повышением температуры увеличивается испарение воды с поверхности
электролизера, что сокращает количество натрия, взаимодействующего с во-
дой. Однако таким приемом следует пользоваться ограниченно, так как при
повышении температуры увеличивается растворимость натрия.
В электролизерах современной конструкции удается получить натрий с
выходом по току 75% путем подбора оптимальной объемной плотности тока
в анолите и создания благоприятных условий для вывода из ванны части
образующейся при электролизе воды вследствие ее испарения с поверхности
электролита и захвата выделившимся на аиоде кислородом.
Чтобы побочная реакция между натрием и водой протекала только в
католите (натрий может реагировать и с анодным кислородом, если проник-
нет к аноду), а также чтобы выделившийся при побочной реакции водород
создавал защитную атмосферу для натрия, ванну снабжают диафрагмой —
сеткой между катодом и анодом.
Обычно электролиз ведут при 295—305 °C и содержании в электролите
12—17% Na2CO3. Плотность тока на катоде 13—20 кА/м2, на аноде'—
10 кА/м2. Среднее напряжение на ванне постепенно возрастает на 0,9—1,0 В.
Первые электролизеры были рассчитаны на силу тока 1000—1200 А.
Впоследствии были сконструированы ванны на 4000 и 12000 А. Электролизер
состоит из стального котла, окруженного кирпичной кладкой. Котел может
подогреваться снаружи горячими газами. Железный катодный стержень с
никелевой головкой проходит через дно котла и трубу, прикрепленную снизу
ко дну, с застывшим электролитом. Цилиндрический сборник для натрия по-
мещают в электролит над катодом. К сборнику подвешивают сетку •— диаф-
рагму из никеля или железа, окруженную, в свою очередь, железным нли
никелевым анодом. Частицы натрия, образующиеся на катоде, всплывают и
собираются в сборнике, откуда периодически вычерпываются. Входящий че-
рез сборник водород зажигают и по равномерности пламени судят о нор-
мальном ходе процесса.
Получение других металлов
Калий представляет собой мягкий серебристо-белый металл,,
его температура плавления 63,5 °C, температура кипения 760 °C.
По химическим свойствам калий близок к натрию, но имеет бо-
лее высокую химическую активность. Основная область приме-
нения калия — производство надпероксида калия КОг. В этом
соединении содержится 33,8% активного кислорода, тогда как
497
в пероксиде натрия Na2O2 только 20,5%. Поэтому при изготов-
лении препаратов для регенерации воздуха в закрытых поме-
щениях лучше применять пероксид калия.
В настоящее время в технологической практике калий полу-
чают обменным методом и методом электролиза с жидким
свинцовым катодом. Обменный метод основан на протекании
реакции
KOH + Na ч—NaOH4-K
или
КС1 + Na NaCl + К
Первый процесс протекает при сравнительно низких темпе-
ратурах, 430—450 °C, но связан с расходом довольно дорогого и
дефицитного сырья — гидроксида калия. Процесс хлоридного
обмена эффективен лишь при температурах около 850 °C, когда
щелочные металлы находятся в паровой фазе, что создает серь-
езные препятствия для промышленной реализации процесса.
Обменную реакцию между КОН и Na ведут в аппаратах,
представляющих собой вертикальные колонны с тарелками —
дисками. Расплавленный натрий подают в нижнюю часть аппа-
рата, КОН — в верхнюю, т. е. противотоком друг другу. Для
получения 1 т калия расходуется 2,8 т КОН и 0,86 т Na.
Расплавы на основе КОН обладают очень большой коррози-
онной активностью. Вся аппаратура должна быть изготовлена
из никеля или легированных сталей.
Способ получения калия путем электролиза с жидким свин-
цовым катодом и последующей отгонкой калия из сплава раз-
работан и применяется только в СССР. В качестве электролита
используют расплав КС1 — К2СО3, содержащий 27—50 масс. %
К2СО3. Вследствие более низкого потенциала разложения и де-
поляризации на аноде разряжаются исключительно ионы СО32-.
Электролиз протекает при 700 °C, катодная плотность тока
0,3 кА/м2, напряжение около 7 В. Применяют электролизеры
корытного типа с графитированными анодами, подвешенными
на подвижной раме. На стенках стального корыта создается
гарниссаж из застывшего слоя электролита.
Сплавы, содержащие 7—8 масс. % калия, направляют на
дистилляцию. Отгонку калия ведут до остаточного содержания
его в сплаве 3—4%; такой сплав возвращают на донасыщение
в электролизер.
Калий отгоняют в вакууме, остаточное давление на выходе
из конденсатора составляет менее 13,3 Па. Температура в испа-
рителе 630—670 °C, в конденсаторе 180—200 °C. Удельная ско-
рость испарения калия 14—16 кг/(м2-ч). На получение 1 т ка-
лия расходуется: около 2,5 т К2СО3, 15 МВт-ч электроэнергии
(из них на дистилляцию — около 4 МВт-ч).
По ГОСТ, содержание калия в продукте должно быть не ме-
нее 97%, натрия — не более 2%, свинца — не свыше 0,8%.
498
Литий — серебристо-белый металл (т. пл. 180,5°C), химиче-
ски менее активный, чем другие щелочные металлы.
В природе литий встречается преимущественно в горных по-
родах в виде алюмосиликатов, содержится в соляных рассолах,
морской воде. Из минералов лития наиболее распространены
сподумен LiAl(Si2O6) (6—7,5% Li2O), лепидолит KLilj5X
X (SisAlio) • (F, ОН) 2 (2—6% Li2O), петалит (Li, Na) AlSi4Oio
(2—4% Li2O). В эксплуатируемых литиевых рудах содержание
оксида лития составляет от 0,7 до 3%. Для получения концейт-
ратов, содержащих 4,5—7,0% Li2O, применяют различные мето-
ды обогащения.
Литий и его соединения находят применение в различных
областях техники: для получения изотопа водорода — трития, в
металлургии в качестве раскислителя и модификатора для чер-
ных и цветных металлов, в качестве компонента легких спла-
вов, в промышленности органического синтеза, при производст-
ве аккумуляторов и химических источников тока.
Металлический литий получают электролизом хлоридных
расплавов. Электролитом является расплав LiCl — КС1 в соот-
ношении 1:1, что близко к составу эвтектической смеси в этой
системе (т. пл. 360°C). Температура электролиза 400—430 °C.
Промышленные электролизеры работают при силе тока 600—
2000 А, применяются катоды из низкоуглеродистой стали, ано-
ды— из графита. Расстояние между электродами составляет
11—18 см. Катодное пространство отделено от анодного диаф-
рагмой, нижняя часть которого представляет собой стальную
сетку. Металлический литий вычерпывают из катодной зоны
сетчатой ложкой. Катодная плотность тока 20—50 кА/м2, анод-
ная— 8—15 кА/м2, выход по току 90—93%. Электролизер име-
ет внешний обогрев в период пуска.
Ввиду близости потенциалов разложения хлоридов лития и
калия (при 405 °C для LiCl 3,78 В и для КС1 3,89 В) в метал-
лическом литии содержится до 1,5% К. В электролитическом
литии марки ЛЭ-1 содержание основного металла составляет
98,0%, а в литии ЛЭ-2 — 97 % • Кроме лития в качестве приме-
сей содержатся натрий, кальций, магний, попадающие в металл
с поступающим на электролиз хлоридом лития. Для очистки
лития от механических примесей используют переплавку и от-
стаивание под слоем вазелинового или парафинового масла,
применяют также фильтрование через сетчатые или проволоч-
ные фильтры. Особенно эффективно низкотемпературное фильт-
ров’ание для очистки лития от нитрида и оксида. При пониже-
нии температуры эти соединения выпадают в осадок. Так, при
снижении температуры с 400 до 250 °C общее содержание кис-
лорода уменьшается в 7 раз, а азота в 30 раз. Глубокую очист-
ку лития от нитрида и оксида осуществляют с помощью губча-
того титана, который восстанавливает эти примеси. Еще более
эффективен для этой цели иттрий, однако стоимость его очень
высока.
499
Очистка лития от натрия и калия основана на различной
летучести их гидридов: температуры кипения LiH, КН и NaH
соответственно равны 850, 427 и 420 °C. При нагревании лития в
атмосфере водорода до 800 °C гидриды калия и натрия испаря-
ются, остается чистый гидрид лития. Нагреванием в вакууме
его разлагают на металл и водород.
Соединения лития токсичны. Токсичность возрастает в ряду:
хлорид, карбонат, гидроксид. Расплавленный литий огнеопасен,
выше 200 °C самовозгорается. Загоревшийся металл рекомен-
дуется засыпать сухим хлоридом натрия или лития, содой.
Хранят литий в герметичной железной таре под слоем пасто-
образной массы из парафина и минерального масла.
По зарубежным данным, для производства лития успешно
эксплуатировалась ванна, рассчитанная на 86 кА и выложенная
изнутри графитовыми платами. На стальных катодах напряже-
ние на ванне составляло 6,3 В, выход по току 99%; производи-
тельность ванны— 12 т/год.
Электролизом расплавов как с тяжелыми, так и с легкими
металлами получают соответствующие сплавы лития с медью,
свинцом, цинком, натрием, магнием, кальцием и алюминием.
На практике для производства лития кроме электролиза
применяются металлокерамические процессы. Особо чистый ме-
талл получают при дополнительном рафинировании.
Щелочноземельные металлы получают электролизом рас-
плавленных солей или металлотермическим путем.
Особый интерес представляет кальций, который обычно вхо-
дит в состав известняков, доломитов и других горных пород.
Благодаря его малой плотности (1,55 г/см3), способности реаги-
ровать с газами, образовывать гидриды, вытеснять металлы и
другим свойствам кальций давно привлекает внимание.
В металлургии кальций широко применяют в качестве вос-
становителя при производстве урана, тория и других металлов.
С помощью кальция можно восстанавливать оксиды и фториды
урана или тория. Сплав кальция с кремнием (силикокальций)
находит применение в качестве раскислителя и дегазатора при
производстве высококачественной стали. Известно применение
сплавов кальция со свинцом в качестве баббитов. Кальций и его
сплавы используются в химических источниках тока. Один из
способов производства гидрида кальция заключается в нагрева-
нии металлического кальция в среде водорода.
В технологической практике кальций получают путем элект-
ролиза расплавов хлоридов кальция и калия при 700—750 °C с
применением жидкого медно-кальциевого катода. Аноды — гра-
фитовые. Используют ванну корытного типа из чугунного литья.
Высокая температура плавления меди (1083 °C) практически
исключает ее применение в качестве жидкого катода. Однако
сплавы меди с кальцием в относительно широком интервале со-
ставов имеют температуры плавления в пределах 700—720 °C.
Исходный катодный сплав содержит около 30% Са (по массе),.
500
в процессе электролиза содержание кальция в сплаве повышает-
ся до 63—65%- Такой сплав поступает на вакуум-дистилляцию
при температуре 1180 °C, в процессе которой содержание каль-
ция снижается до 30—35%. Электролит — смесь СаС1г и КС1
(15—25% КС1). Конструкция электролизера приведена на
рис. 5.29. Высота слоя катодного сплава 5—20 см, а слоя элект-
ролита 20—24 см, межэлектродное расстояние 1—4 см, напря-
жение на ванне 8,5—10 В, катодная плотность тока 8—
10 кА/м2, анодная плотность тока 15—20 кА/м2, сила тока 18—
24 кА.
Возможно получение кальция из электролита, содержащего
наряду с СаС1г также КС1 и NaCl в эквивалентном соотноше-
нии. При этом в ваннах используется так называемый катод со-
прикосновения, когда электрод соприкасается только с поверх-
ностью электролита. Металл, будучи легче электролита, соби-
рается под электродом, который медленно поднимается, засты-
вает и сам затем становится продолжением электрода. Это
уменьшает площадь соприкосновения кальция с электролитом,
а следовательно, и обратное растворение кальция. Выход по то-
ку возрастает до 80%. От окисления кальций защищен тонким
слоем застывшего электролита, который поднимается вместе с
электродом. В месте соприкосновения электрода с электроли-
том выделяется большое количество тепла, благодаря чему под
электродом кальций находится в жидком виде. Стержни каль-
Рис. 5.29. Электролизер для получения медно-кальциевого сплава при 20 кА:
1 — корпус; 2 — электролит; 3 — теплоизоляционная кладка; 4 — сборник обогащенного
кальцием сплава; 5 — скребок; 6 — жидкий металлический катод; 7 — канал с главными
зпинамн; 8— графитовые аноды; 9— бункер для обезвоженного электролита; 10 — гибкие
медные шины.
Рис. 5.30. Электролизер для получения щелочноземельных металлов и их
субсоединений:
/ — облицовка катода; 2 — наружная изоляция катода (керамика); 3 —отверстие для
«пропускания тока; 4 — катод; 5 — анод; 6 — керамический кожух ваииы.
501
ция диаметром 100—120 мм и высотой 500 мм постепенно отре-
зают от верха катода и переплавляют для отделения от элект-
ролита. Металл хранят под слоем керосина.
Сплавы свинца с кальцием, имеющие самостоятельное при-
менение, также могут быть получены электролизом расплавлен-
ных солевых смесей с жидким свинцовым катодом.
Барий и стронций активно растворяются в электролите с об-
разованием субсоединений, что затрудняет их получение прямым
электролизом расплавов.
Для лабораторного получения бария и стронция применяют
электролизер с закрытым катодным пространством (рис. 5.30).
Такой катод обеспечивает полную изоляцию металла от анод-
ного пространства. Он имеет одно или несколько отверстий
только для прохождения тока. Катодом служит изолированное
снаружи железо или другой металл, инертный в расплавлен-
ном барии. При этом барий не смешивается с электролитом и
накапливается под катодом. По мере наполнения металлом
внутреннего объема катода последний вместе с металлом- вы-
гружают из ванны.
Практикуется также получение сплавов кальция или бария
в ваннах с жидким катодом. Сначала получают сплавы (напри-
мер, бария со свинцом), а затем металлический барий выделяют
возгонкой его из сплава при высокой температуре. Сплав бария
со свинцом образует эвтектическую смесь, содержащую 6,5%,
Ва, температура плавления которой 290 °C. В отличие от систе-
мы РЬ — Са в этой системе не образуются тугоплавкие химиче-
ские соединения. Таким образом, при использовании жидкого-
свинцового катода можно получать сплавы, содержащие 25—
30% Ва с сохранением высокого выхода по току.
Бериллий — металл светло-серого цвета, тугоплавкий (т. пл,
1284°C), самый легкий из конструкционных материалов (плот-
ность при 25°C равна 1,847 г/см3). Впервые получен в 1898 г,
электролизом расплава, содержащего фторбериллат калия.
Промышленное производство начато в 30-х годах нашего столе-
тия. Бериллий находит широкое применение в специальных це-
лях; в качестве замедлителя и отражателя нейтронов, для полу-
чения сплавов, обладающих высокой электропроводимостью и
механической прочностью, а также (в качестве покрытия, нано-
симого термодиффузионным способом. Широкое распростране-
ние находят медно-бериллиевые бронзы (0,5—2% Бе), которые
отличаются высокой твердостью и упругостью. Оксид бериллия
(т. пл. 2550 °C) —один из лучших огнеупоров, обладает высокой
химической и термической стойкостью. Прокаленный оксид бе-
риллия практически нерастворим в кислотах и не взаимодейст-
вует с расплавленными металлами.
При применении и получении бериллия следует учитывать,
что аэрозоли частиц металлического бериллия, его оксиды и
соли ядовиты и не должны попадать на кожу, в дыхательные
пути.
502
Бериллий получают из минерала берилла ЗВеО-А12Оз-651О2,
содержание бериллия в концентрате до 10%. Металлический бе-
риллий получают из Ве(ОН)2, ВеО, BeF2 и ВеС12. Для перевода
бериллия из концентрата в соответствующую соль (ВеС12,
BeF2) его обрабатывают различными способами, которые обыч-
но заканчиваются очисткой или многократной кристаллизацией.
Одним из методов очистки бериллия от примесей, разрабо-
танным в СССР, является взаимодействие технического гидрок-
сида бериллия с уксусной кислотой. Полученный основной аце-
тат бериллия очищают сульфидным и ионообменным методами
и затем перегоняют. Полученный чистый продукт подвергают
пиролизу при 600—700 °C с образованием ВеО. Такой оксид мо-
жет быть использован для получения ВеС12, например, хлориро-
ванием в присутствии восстановителя:
2ВеО + 2С12 + С -► 2ВеС12 + СО2
Иногда этим же методом ВеС12 получают непосредственно
из концентрата бериллия. Тогда вначале отгоняют образующие-
ся одновременно хлориды алюминия и кремния, что возможно
•благодаря их большой фугитивности.
В качестве электролита при производстве бериллия применя-
ют эквимолярную смесь NaCl— КС! — ВеС12. Простейшими
электролизерами являются цилиндрические ванны из нержавею-
щей стали. Катодами в электролизерах служат стальные ци-
линдры, вставляемые в кожух, или съемные цилиндрические ка-
тоды из листовой стали, анодами — графитовые электроды. На-
пряжение на ванне 4—6 В; выход по току 75%; расход электро-
энергии— около 40 кВт-ч/кг.
Бериллий производят также магнийтермическим способом,
ряд сплавов бериллия получают электротермическим путем.
Кроме бериллия электролизом расплавленных солей можно
получать и другие тугоплавкие металлы (скандий, иттрий, ти-
тан, цирконий, гафний, торий, ванадий, ниобий, тантал, хром,
молибден, вольфрам и рений). Все они являются элементами
переходных групп Периодической системы, для которых харак-
терно образование катионов нескольких валентностей.
Производство титана является сравнительно молодой
•отраслью электрометаллургии, которая начала бурно развивать-
ся после второй мировой войны. Уже в 1950 г. в США были
получены первые 50 т титана. В 1978 г. производство титана в
капиталистических странах достигло 36,5 тыс. т.
Титан (a-модификация) стоек на воздухе. Он начинает окис-
ляться при 600°С, поглощая кислород (до 12,5%) и образуя
ТЮ. Титан энергично взаимодействует с азотом при температу-
ре выше 800 °C.
Пассивность титана в морской воде и в агрессивных хими-
ческих средах в сочетании с его хорошими механическими свой-
ствами— малой плотностью и относительной жаропрочностью—
делают его незаменимым в химическом машиностроении, в су-
503
до- и авиастроении и других областях техники. Легированный
незначительным количеством добавок титан наряду с алюмини-
ем и магнием является ценным конструкционным материалом.
Титан — биологически инертный материал, поэтому его ис-
пользуют для соединения живых тканей.
В СССР имеются значительные запасы титансодержащих
руд, где титан встречается в виде минералов рутила
(TiO2-SiO2-Fe2O3), ильменита (БеО-ТЮг), титаномагнезита
(Fe3O4-FeO-TiO2) и др.
В настоящее время разработана технология хлорирования
оксида титана, очистка образующегося тетрахлорида ректифи-
кацией и восстановление очищенного TiCl4 магнием или нат-
рием.
Пассивация анодов из диоксида, нитридов и карбидов тита-
на при анодной поляризации стала препятствием при осуществ-
лении производства титана методом электролиза с растворимы-
ми анодами, на первый взгляд казавшимся перспективным. По-
этому электролитическое получение титана проводят с нераство-
римыми графитовыми анодами.
В качестве электролита применяют смесь хлоридов, состоя-
щую из КС1, Т1С12 и TiCl3. Иногда в электролит добавляют фто-
риды, в присутствии которых увеличивается растворимость
TiCl4 —исходного материала для получения титана. В нижнюю
часть ванны подают TiCl4 в виде паров. Здесь он восстанавли-
вается до TiCl3 и TiCl2, и эти хлориды входят в состав электро-
лита.
Потенциал разложения TiCl3, рассчитанный на основе термо-
химических данных для TiCl3 при 700 °C, составляет 1,69 В. На
практике напряжение на ванне равно 6 В. Процесс ведут при
600—700 °C. Плотность тока в начале процесса достаточно боль-
шая (~8 кА/м2). Предполагают, что при большой плотности
тока на катоде может разряжаться также Na+, который будет
восстанавливать TiCl4 до TiCl3 и TiCh. Вначале на катоде TiCl»
восстанавливается до TiCl2, при достаточно высоком потенциа-
ле происходит разряд титана в виде мелких игольчатых кри-
сталлов как из TiCl2, так и из TiC!3. Кроме хлоридов TiCl2 и
TiCl3 в электролите обнаружен и TiCl, который, однако, нестоек
и в результате диспропорционирования
2TIC1 ч—* Ti+TiCl2
может быть причиной выделения металла в электролит.
Кривые катодной поляризации титана имеют три ветви. Сначала проте-
кает наиболее электроположительная реакция:
Tis+-|-e----> Ti2+
По мере увеличения поляризации начинаются реакции;
Tis+4-3e---► Т1
ТР+4-2е ---► Тг
504
протекающие при более отрицательных потенциалах. Наконец," при дальней-
шей поляризации появляется предельный ток разряда ионов Ti2+ и Tis+, а
сдвиг к более отрицательным потенциалам обусловливает одновременный
разряд Na+.
На рис. 5.31 схематически показан электролизер с графито-
вым анодом, питаемый парами TiCl4. Аналогичный электроли-
зер может быть использован для получения ванадия из VC14.
Несмотря на некоторые успехи, достигнутые при получении
титана прямым электролизом его соединений, этот путь не на-
шел применения в промышленности. Предпочтение было отдано
производству титана магнийтермическим способом.
Суть металлотермического получения губчатого титана со-
стоит в восстановлении TiCU магнием или натрием, очистке по-
лученного металла от образующихся хлоридов и подготовке
губчатого титана к плавке. Этот способ хотя и обеспечивает
получение металла высокого качества, однако является весьма
электроемким и дорогим, в первую очередь, вследствие высокой
стоимости восстановителя. Этим объясняются продолжающиеся
поиски новых путей получения титана электролизом, в частно-
сти, при использовании оксикарбонитридов титана в качестве
растворимого анода.
Возросшая потребность в чистом титане и необходимость пе-
реработки отходов титана и его сплавов обусловили необходи-
Рис. 5.31. Электролизер для получения титана и ванадия из легкокипящих
жидких хлоридов:
1 — ложное днище с отверстиями для подачи испаряющегося хлорида; 2 — электролит;
3 — электронагреватели; 4 — анодный токоподвод; 5 — цилиндрический графитовый анод;
6 — катод из жаропрочной стали; 7 — съемный колпак.
Рис. 5.32. Установка для электролитического рафинирования титановых губ-
ки и отходов:
1 — печь; 2— тигель; 3— катод; 4—анодные контейнеры; 5 — рыхлители; 6— загрузоч-
ные бункера; 7 — иожи; 8 — траверса; 9 — камера; 10 — винты; 11 — электропривод; 12 —
тележка; 13 — герметический затвор; 14 — приемный бункер.
33—2021
505
мость осуществления в широких масштабах процесса электро-
литического рафинирования титана и его сплавов. Электролит
для рафинирования титана получают пропусканием паров TiCl4
сквозь смесь титановой губки и твердого или расплавленного
хлорида натрия. Такой электролит содержит хлориды: NaCl,
TiCl3 и TiCl2.
Рафинирование титана ведут при 850—900 °C. Отходы тита-
на загружают в корзину или сетку при катодной плотности то-
ка 5 кА/м2, катодами служат стальные стержни. Размер полу-
чаемых на катоде кристаллов достигает 2—5 мм. Плотность то-
ка на аноде 20—30 кА/м2. Оптимальная концентрация TiCls в
электролите 3—5%, а содержание TiCl2 может быть почти в
четыре раза больше (12—20%).
Электролизеры для рафинирования титана тщательно герме-
тизируют, и работу ведут в атмосфере аргона. Катод периоди-
чески поднимают в установленную над ванной камеру, где в
атмосфере аргона от катода отделяют осажденные кристаллы
титана.
Расход электроэнергии — около 24—26 МВт-ч/т титана. Вы-
ход по току составляет 60—80%. На практике при рафинирова-
нии наблюдается обеднение электролита титаном, поэтому для
компенсации в электролит добавляют новые порции с высоким
содержанием TiCl* и TiCl3.
На рис. 5.32 приведена описанная в литературе установка
для электролитического рафинирования титановых губки и от-,
ходов. Отходы титана или его губка из загрузочных бункеров 6
поступают в анодные контейнеры 4. Электролиз ведут в тигле 2
в атмосфере аргона. Катодная плотность тока 9 кА/м2, анод-
ная — 8—9 кА/м2.
Листовой катод 3 опускают в электролит с помощью мосто-
вого устройства. При этом траверса 8 с ножами 7 находится
над расплавом. По окончании цикла продолжительностью 2—
8 ч ток отключают, катод поднимают в верхнее положение и
под катод подводят тележку 12. Путем опускания траверсы 8
срезают ножами 7 катодный осадок, который собирают в тележ-
ку. После этого поднимают траверсу и отводят тележку в раз-
грузочную камеру, где осадок через откидное дно попадает в
приемник 14. Затем процесс повторяют. Для облегчения запол-
нения анодных контейнеров применяют рыхлители 5.
В процессе электролиза анодный материал растворяется в
электролите и осаждается на катоде в виде кристаллов той или
иной крупности. Примеси в виде шлама осаждаются на дне
тигля, откуда раз в месяц их удаляют вместе с электролитом
вакуум-ковшом.
Катодный осадок из бункера поступает на дробление и гид-
родоработку разбавленной соляной кислотой. На 1 А-ч получа-
ют 0,552—0,650 г титана. Анодный материал используют на 85—
90%. На 1 т рафинированного титана расходуют примерно 1 т
электролита.
S06
К преимуществам метода электролитического рафинирова-
ния (по сравнению с термическим) относятся незначительный
расход тетрахлорида титана (около 40 кг/т рафинированного
металла), возможность получения порошка заданного грануло-
метрического состава, пригодного для порошковой металлур-
гии.
В связи с идентичностью свойств титана и циркония имеется
много общего в технологии их получения.
Цирконий — серебристо-серый тугоплавкий металл (т. пл.
1852°C), обладает весьма высокой коррозионной стойкостью.
Впервые получен в 1824 г. восстановлением фторцирконата ка-
лия KaZrF6 металлическим натрием. Чистый ковкий цирконий
удалось получить лишь сто лет спустя путем термической дис-
социации Zrl4. Промышленное производство циркония возникло
в начале 50-х годов в связи с возросшими потребностями в но-
вых конструкционных материалах.
Содержание циркония в земной коре относительно велико —
0,025 масс. %. Основные источники циркония — минералы цир-
кон и бадделеит. Наиболее распространен циркон ZrSiO4. Руды,
содержащие циркон, подвергают обогащению, получаемые цир-
кониевые концентраты содержат 60—65% ZrO2. Бадделеит по
составу представляет собой почти чистый диоксид циркония
ZrO2, однако его месторождения довольно редки.
Циркониевый концентрат служит исходным сырьем для
производства химических соединений циркония, в частности,
фторцирконата калия.
Металлический цирконий может быть получен следующими
способами:
восстановлением тетрахлорида циркония ZrCl4 магнием или
натрием;
восстановлением фторцирконата калия натрием;
восстановлением диоксида циркония кальцием;
электролизом расплавленных солей.
Для получения циркония электролизом применяют хлорид-
но-фторидные расплавы. Используются следующие электролиты
(в масс. %): 25—30 KaZrpe и 70—75 КС1 или 20 KzZrF6 и
80 NaCl. Более предпочтителен первый электролит, так как он
имеет относительно низкую температуру плавления и анодный
эффект наступает при более высоких плотностях тока. Темпе-
ратура электролиза 750—800 °C. Катодная плотность тока
3—4 кА/м2. Выход по току достигает 80%. На аноде выделяет-
ся хлор.
Катодный процесс можно представить в виде следующей
реакции:
Zr«+-----* Zr8+
+2е
Zr2+ ----► Zr
Суммарная реакция:
K8ZrF. + 4КС1 = Zr + 6KF + 2C1.
33»
507
В случае накопления в электролите фторидов на аноде воз-
можен разряд ионов фтора с образованием CF4. Кроме того, с
повышением содержания фторида калия в электролите возра-
стает его температура плавления и учащаются анодные эффек-
ты. В связи с этим электролит периодически заменяют. Более
экономична технология, при которой питание ванн осуществ-
ляется тетрахлоридом циркония, который и подвергают разло-
жению.
Электролизер для получения циркония изготовляют из
нержавеющей стали, он снабжен водяной рубашкой для охлаж-
дения. Это позволяет создать на дне и стенках ванны гарнис-
саж из затвердевшего электролита для защиты корпуса ванны
от коррозии. Из-за необходимости принудительного охлаждения
« ванну вводят два графитовых электрода для подогрева элект-
ролита путем пропускания переменного тока. Аноды также гра-
фитовые, катод стальной. Конструкция ванны позволяет извле-
кать накопившийся катодный продукт через шлюз в охлади-
тельную камеру, не нарушая герметичности электролизера.
Свойства циркония, его пластичность сильно зависят от содер-
жания в нем таких примесей, как кислород или азот. Поэтому
все операции извлечения металла из ванны, охлаждения, .пере-
работки катодного продукта осуществляют в атмосфере аргона
или в вакууме. Компактный цирконий получают плавкой в
электродуговой печи.
Порошкообразный цирконий, полученный электролизом рас-
плавленных солей, не требует дополнительной очистки. Если же
цирконий получен методами металлотермического восстановле-
ния, требуется его рафинирование. Рафинирование циркония
может осуществляться в электролите того же состава, что и
его получение и при тех же параметрах электролиза. Аноды —
растворимые, из подлежащего рафинированию металла.
Тантал — металл серо-стального цвета, пластичный, весьма
тугоплавкий (т. пл. 3015°C), исключительно коррозионно-стой-
жий. Используется как легирующий компонент в специальных и
жаропрочных сплавах, широко применяется в радиоэлектронике,
в частности, для производства миниатюрных конденсаторов.
Хотя в природе известно свыше 130 минералов, в состав кото-
рых входит тантал, его содержание в земной коре относительно
невелико — 2-10-4 масс. %. В рудах тантал обычно встречается
совместно с ниобием, причем для промышленной эксплуатации
считаются пригодными руды с суммарным содержанием пен-
токсидов тантала и ниобия 0,003—0,2%.
Металлический тантал может быть получен следующими
способами:
восстановлением фтортанталата калия KaTaF7 металличе-
ским натрием;
восстановлением пентоксида тантала ТагО5 углем;
восстановлением хлорида тантала TaCU водородом;
электролизом расплавленных солей.
508
Электролиз расплава KaTaFy с добавлением или без добавле-
ния Та2О5 нецелесообразен из-за высокой температуры плавле-
ния расплава и возникающего уже при низких плотностях тока
анодного эффекта. Устойчивый режим электролиза и более низ-
кие температуры процесса достигаются путем введения в элект-
ролит фторидов и хлоридов щелочных металлов. Одновременно
повышается электропроводимость расплава. Оксидофторидно-
хлоридный электролит содержит следующие компоненты
(в масс. %): K>TaF7 8—х5, КС1 45—55, KF 25—40, Та2О5 4—9.
При недостаточном содержании фтортанталата в расплаве
уменьшается растворимость Та2О5, учащаются анодные эффекты
и порошок тантала получается очень мелким. При содержании
КгТаПт свыше 15% возрастает крупность кристаллов, но повы-
шается температура процесса, снижается выход по току.
Электролиз оксидофторидно-хлоридного расплава ведут при
680—720 °C на никелевом катоде и графитовом аноде; катодная
плотность тока 50 кА/м2, анодная — 120—160 кА/м2. Выход по
току при нормальном режиме процесса составляет 80—85%,
расход электроэнергии 2300 кВт-ч/т тантала. Электролизеры
тигельного типа рассчитаны на силу тока до 5 кА.
Механизм электродных реакций при электролитическом по-
лучении тантала весьма сложен и до конца не изучен. Предпо-
лагают, что в расплаве образуются комплексные оксидофтори-
ды. В этом случае анодный процесс можно записать в виде ре-
акции
2(TaOFs)2- + 4F” + С = 2(TaF7)2- + СО2 + 4е
Катодное восстановление тантала, вероятно, протекает через
ряд последовательных стадий.
Марганец. В производственных условиях при получении
марганца из водных растворов катодный выход металла по то-
ку составляет около 50%. Остальная часть тока расходуется
неэффективно — на выделение водорода. Аналогичное положе-
ние наблюдается при выделении хрома из шестивалентных со-
лей: катодный выход хрома по току еще ниже. При получении
металлов из расплавленных электролитов, не содержащих ионов
водорода, электроэнергия не расходуется на совместное выде-
ление водорода и, следовательно, металл не содержит примесей
водорода. Именно поэтому исследователи неоднократно, начи-
ная с начала XX в., делали попытки получить марганец и хром
электролизом расплавов.
Если электролиз ведут в хлоридных и фторидных электроли-
тах* цри температуре ниже температуры плавления марганца,
полученные катодные осадки состоят из ветвистых дендритов,
заполненных застывшим электролитом. Содержание солей в ка-
тодных осадках составляет 30% и более. После отмывки солей
* Электрохимия марганца/Под ред. Р. И. Агладзе. Тбилиси. Мецниереба.
Т. 3—1967 г., с. 49—73, Т. 4—1969, с. 243—246. Т. 8—1980 г.
509
холодной водой или их отгонки нагреванием осадков в вакууме
получают мелкокристаллический порошок марганца, который
окисляется на воздухе в отличие от катодных осадков, покры-
тых оболочкой солей. Чтобы исключить окисление полученного
таким путем марганцевого порошка, его необходимо хранить в
герметических сосудах.
Перспективно электрохимическое рафинирование дешевых
марганцевых сплавов, получаемых плавкой руды в электротер-
мических печах. При анодном растворении ферро- и силикомар-
ганца в расплавах на их поверхности образуются скелеты из
углерода и кремния, создающие своеобразные диафрагмы во-
круг анодов и приводящие к повышению поляризации, что прак-
тически не наблюдается при применении насыпных анодов.
Проведены исследования электрохимического получения
сплавов марганца с кадмием, медью, цинком, оловом, свинцом,
сурьмой и др.* В начале 70-х годов в Советском Союзе были
завершены производственные исследования по получению лига-
туры А1 — Мп, содержащей до 30% Мп (Грузинский политехни-
ческий институт и ВАМИ). Процесс проводили в мощной алю-
миниевой (ванне современной конструкции, сырьем служила
смесь глинозема и оксидов марганца, полученных электролизом
водных растворов. Опыты показали, что при получении алюми-
ниевого сплава, содержащего 30% марганца, удельный расход
электроэнергии остается таким же, как при получении алюми-
ния. В связи с острой потребностью в чистом металлическом
марганце, используемом для легирования алюминия, за послед-
ние годы интерес к прямому получению сплава алюминия с
марганцем электролизом расплавов из смеси их оксидов возрос.
Хром. Металлический хром в промышленных масштабах по-
лучают алюмотермическим методом и электролизом водных
растворов, однако чистота металла в первом случае не превы-
шает 98%, а хром, полученный электролизом водных растворов,
содержит газы — водород, кислород и азот в количестве до
0,01%. Хром, свободный от газов удается получить электрора-
финированием алюмотермического хрома, используя электролит,
состоящий из смеси NaCl и КС1. Добавление ® этот электролит
NaF улучшило показатели процесса. Используя герметичную
аппаратуру и высокочистые исходные материалы, удалось полу-
чить этим методом пластичный хром.
Известны попытки получения и рафинирования электролизом
расплавов молибдена и вольфрама, а также редкоземельных
металлов. Ввиду высокой активности редкоземельных металлов
электролизеры для их получения помещают в инертную среду.
Свинец и другие легкоплавкие тяжелые металлы. Получение
свинца, цинка, висмута и других легкоплавких металлов элект-
ролизом водных растворов известно давно, однако за последние
* Агладзе Р. И. и др. Сплавы марганца с медью, никелем, цинком.
Тбилиси. Изд-во АН ГССР, 1954. 121 с.
5Ю
годы Ю. К. Делимарским и его учениками (Зарубицкий и др.)
исследован для рафинирования и получения этих металлов ме-
тод электролиза расплавов. Актуальность этой проблемы связа-
на с необходимостью разработки рационального метода регене-
рации пластин аккумуляторных батарей. Для растворения окси-
да свинца удобными оказались РЬС12 и его смеси с NaCl и КС1.
В результате электролиза висмут, сурьма, олово, медь и сереб-
ро, имеющие относительно положительные потенциалы, осажда-
ются вместе со свинцом на катоде, а металлы с более отрица-
тельным потенциалом накапливаются в электролите. Выход по
току достигает 98%, расход электроэнергии 1,22 кВт-ч/кг; в
качестве электролита рекомендован также и расплавленный
NaOH, в котором растворяется до 34% РЬО. Температура
электролиза 500°, плотность тока на катоде 0,125, а на аноде
2,7 кА/м2, напряжение 2,0 В, расход электроэнергии
0,9 кВт-ч/кг.
Богатые висмутом (16—37%) сплавы могут быть электроли-
тически разделены на компоненты, если использовать в качест-
ве электролита систему ZnCl2— РЬС12— КС1 в соотношении
52 : 6 :42.
Производство бора
Хотя первые попытки по получению бора электролизом распла-
вов были предприняты еще в начале прошлого столетия (Деви
и Фарадей), интерес к промышленному его производству возник
недавно.
Бор и его соединения обладают рядом исключительно цен-
ных свойств. Сжигание водородных соединений бора (В2Н6,
В4Ню, B5HU, В6Н12, ВюНн) сопровождается выделением боль-
шого количества тепла. При высокой температуре бор восста-
навливают углерод, кремний, фосфор из их оксидов. Путем раз-
ложения бромида на раскаленной танталовой проволоке полу-
чают сверхчистые кристаллы бора. Весьма ценным свойством
обладает карбид бора В4С.
Следует отметить чрезвычайное возрастание электропрово-
димости бора с увеличением температуры. Так, при 600—1000 °C
она в 100—100000 раз больше, чем при обычной температуре.
Бор применяют в металлургии для легирования специальных
сталей и сплавов. Сталь, содержащая 3% бора, используется
для биологической и тепловой защиты.
Для получения бора используют электролиты, содержащие
KF, КС1 и KBF4. Электролиз ведут в атмосфере аргона при
700—800 °C. В качестве анодов применяют графитовый тигель,
служащий одновременно и корпусом ванны.
Согласно патенту США, продукт, содержащий 99,5% бора,
получают электролизом смеси солей КС1 и KBF4 (1:5). При
этом бор, осажденный на медном или молибденовом катоде,
после промывки разбавленной соляной кислотой сушат.
511
Перспективным может быть процесс электролиза при 850 °C
смеси B2OS, KF и КС1 (20:30:47) при плотности тока
8 кА/м2.
Интересные опыты были проведены с электролитом, содер-
жащим эквимолекулярную смесь КС1 и NaCl, в которой раство-
рен KBF4; применяется растворимый анод из карбида бора.
Полученный черный порошок содержит 99,8% бора.
Производство фтора
Фтор был получен в 1886 г. А. Муассаном путем электролиза
смеси фтористоводородной кислоты и фторида калия в платино-
новом сосуде и с платиновыми электродами. Промышленное
получение фтора осуществлено недавно — в 40-х годах, когда
оказались доступными материалы для электролита и электро-
дов. Из многочисленных минералов фтора только два имеют
промышленное значение: флюорит (CaF2) и криолит.
Фтор—самый активный химический элемент. Он образует
соединения почти со всеми элементами Периодической системы,
а также с их солями и оксидами. Большинство органических
веществ воспламеняется в атмосфере фтора или реагирует с ним'
со взрывом. Однако некоторые металлы (Си, Fe, Сг, Ni, Ag, Sn)
практически не взаимодействуют с фтором, так как на их по-
верхности образуются защитные пленки стойких фторидов.
По литературным данным, количество фтора, производимого
в основных капиталистических странах (США, Англия, Фран-
ция, ФРГ, Япония) превысило несколько десятков тысяч тонн,
а фтористого водорода — 200000 т/год.
Значительную часть фтора и фтористого водорода исполь-
зуют для получения фторорганических соединений, в частности,
для производства широко применяемых фторопласта-3 (три-
фторхлорэтилен) и фторопласта-4 (тет-
рафторэтилен). Фторопласты весьма
стойки в агрессивных средах и выдер-
живают более высокие температуры,
чем винипласт. Фтор используют так-
же в производстве растворителей и
смазочных масел, фторидов урана, ис-
пользуемых в специальной технике.
Электролитом Для получения фто-
ра в настоящее время служит смесь
KF и HF. На диаграмме плавкости
KF и НБ (рис. 5.33) видно, что в
системе образуется ряд конгруэнтно
плавящихся соединений. Чистый HF
Рнс. 5.33. Диаграмма плавкости системы
KF — HF.
512
не проводит ток, но образующиеся в смеси HF—KF кислые со-
ли диссоциированы и характеризуются значительной электро-
проводимостью. Наибольший интерес представляет трифторид
калия (KF-2HF), который находится в жидком состоянии при
относительно низкой температуре.
Температура процесса электролиза и концентрация HF в
расплаве должны соответствовать одному из участков на
рис. 5.33. На этих участках KF и HF будут находиться в жид-
ком состоянии, а давление паров HF не превысит 50 мм рт. ст.
На диаграмме изображена изобарная кривая, соответствующая
указанному давлению.
На практике для электролиза применяют электролит двух
составов. При высокотемпературном электролизе (температура
электролита 250 °C) работают с электролитом, содержащим KF
и HF, а при втором — низкотемпературном электролизе
(~100°C) электролит содержит KF-2HF. Попытка замены в
электролите фторида калия фторидами других металлов не
увенчалась успехом. Было установлено, что только добавление
до 2% Li)F положительно влияет на процесс, снижая темпера-
туру плавления смеси и давление насыщенных паров кислот, а
также способствуя гашению анодного эффекта. Качество фтора
и выход его по току зависят от наличия примесей в электроли-
те (влаги, сульфатов, хлоридов и силикатов).
В присутствии влаги в электролите могут протекать реакции
[2^0-------------------► О24-4Н+ + 4е
2Н2О + 2F2 -► О2 -J- 4HF
В расплавленном электролите, видимо, находятся ионы Н+,
К+, F- и HjF2“- Концентрация водородных ионов в электролите
мала и для их перехода из ионного в молекулярное состояние
необходимо преодолеть высокое перенапряжение.
Суммарная реакция электролиза
2HF ± 2е -> Нг + Fj
Электролизеры работают при относительно высоком напря-
жении (8—12 В), что обусловлено значительным перенапряже-
нием на электродах. Установлена плохая смачиваемость элект-
ролитом поверхности анода, так как он покрывается тонким
слоем твердых фторидов углерода. Выделяющиеся на аноде пу-
зырьки газов также способствуют экранированию значительной
части анода от электролита.
Кратковременное повышение температуры и напряжения на
электролизере хорошо влияет на смачивание электрода электро-
литом и способствует гашению анодного эффекта. Возможно,
при этом происходит освобождение электрода от тонкой пленки
твердого фторида углерода.
На практике получили распространение электролизеры
ящичного типа с параллельно уложенными электродами
513
Рис. 5.34. Электролизер для получения фтора:
1— предохранительный клапан; 2 — изоляционная прокладка; 3 — изолятор анода; 4 —
диафрагма колпака; 5 — уровень электролита; 6 — паровоздушная рубашка; 7 — катоды;
8 — аноды*
(рис. 5.34). Для электролита из KF-2HF катоды выполняют из
мягкой стали, а для электролита KF-HF — из меди или магние-
вого сплава. Корпус ванны снабжен рубашкой 6. Аноды 8 со-
стоят из графитовых блоков и подвешены к крышке электроли-
зера. Они окружены колоколом, с помощью которого обеспечи-
вается сбор фтора. Колокол опущен в электролит на 100——
150 мм и исключает попадание фтора в катодное пространство.
Расход HF пополняется через специальный трубопровод.
Газообразный HF вводится в электролит. Ванна имеет труб-
ки для вывода водорода из катодного пространства и фтора
из-под колокола. Подвод тока к графитовым анодам осуществ-
ляется через медные стержни, ввинченные в тело анодов и изо-
лированные тефлоном от крышек. Крышки должны быть изоли-
рованы от корпуса.
В США получили распространение среднетемпературные
(электролит — трифторид калия) электролизеры фирмы Хуккер».
выполненные из монель-металла. Производство фтора автомати-
зировано, что позволяет исключить вредное влияние продуктов
электролиза.
Полученный электролизом фтор содержит до 15 об. % HF,
который удаляют с помощью фторидов калия и натрия, обра-
зующих с HF кислые соли.
Распространен способ разделения фтора и HF выморажива-
нием HF при —60 °C под давлением. Если производство фтора
и его потребители находятся на расстоянии друг от друга, фтор
перевозят в цистернах и хранят /в танках.
514
Современные электролизеры на силу тока более 10 кА раз-
мещаются в изолированном помещении, и процессом управляют
дистанционно.
S.5. ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА
ОКРУЖАЮЩЕЙ СРЕДЫ
При проектировании и эксплуатации промышленных цехов,
предназначенных для электролиза расплавленных сред предъ-
являются те же требования техники безопасности, что и при
электролизе водных растворов (см. раздел 2). Кроме того, не-
обходимо соблюдать дополнительные меры, обусловленные при-
менением высоких температур. Так, все аппараты, работающие
при высокой температуре, .снабжаются надежной теплоизоляци-
ей, чтобы уменьшить тепловые потери в окружающую среду и
создать благоприятные условия труда. Рабочие должны иметь
спецодежду, принятую для работы в термических цехах. Осо-
бое внимание уделяется борьбе со сбросом в атмосферу вред-
ных газообразных продуктов.
Например, при электролизе расплавов для получения алю-
миния выделяются токсичные газообразные продукты: HF, СО,
С12; с этими газами уносятся пылевидные частицы. Фтор и фто-
ристый водород, хлор, оксид углерода относятся к сильным про-
мышленным ядам.
Для улавливания пыли и очистки отходящих газов современ-
ные алюминиевые заводы оборудуют закрытыми ваннами, при-
способленными для отсоса газов, и специальными газопоглоти-
тельными установками. Объем газовоздушной смеси, отсасывае-
мой из алюминиевых ванн на 50 кА с боковым токоподводом,
•составляет 1 м3/с. Эти газы содержат до 40 мг/м3 фтора (в ви-
де HF), 100 мг/м3 смолы и 90 мг/м3 пыли (Na3AlF6, A1F3,
AI2O3). Перед выпуском в атмосферу отходящие газы проходят
газопоглотительную установку, где из них извлекают ценные
•фторсодержащие и другие продукты.
При взаимодействии HF с 5%-ным раствором МагСО3 полу-
чают NaF. Далее из раствора, содержащего NaF и NaHCO3
осаждают криолит добавлением раствора алюмината натрия,
причем наличие NaHCO3 позволяет исключить операцию карбо-
низации. После отделения криолита образовавшиеся растворы
соды вновь возвращаются в газопоглотительную башню.
Применение электролизеров с самообжигающимися анодами
с верхним токоподводом значительно упрощает систему газо-
очистки, так как эти электролизеры более герметичны и объем
отсасываемых газов во много раз меньше, чем в электролизерах
с боковым токоподводом.
При реконструкции старых и строительстве новых заводов
предусматривается резкое улучшение санитарно-технических
условий труда. При этом все изменения должны базироваться
на следующих технических решениях: применение сверхмощных
электролизеров с обожженными анодами, снабженными инди-
515
видуальными укрытиями, сигнальными устройствами, преду-
преждающими анодные эффекты, и автоматическим питанием
глиноземом; загрузка в ванну брикетированной фторидно-гли-
ноземной шихты; полностью механизированная обработка ван-
ны, дистанционный контроль за технологическим процессом и
автоматическая система управления технологическим процес-
сом (АСУП).
На передовых заводах применяется метод автоматического
управления загрузкой глинозема в ванну по электропроводимо-
сти солевого расплава. Установлено, что после растворения оче-
редной порции глинозема сопротивление расплава достигает
максимума, затем постепенно снижается и по мере приближения
анодного эффекта снова возрастает, что служит сигналом ис-
полнительному механизму, управляющему этим процессом.
За последнее время на ряде зарубежных заводов получил
распространение сухой способ газоочистки, основанный на ад-
сорбции фторидов из отходящих газов на слое оксида алюми-
ния. Преимущество сухого способа перед гидрохимическим в
том, что этим способом можно улавливать как газообразный
фтор, так и пылевидные соли фтора при любой температуре.
При получении щелочных и щелочноземельных металлов не-
обходимо учитывать их .высокую реакционную способность по
отношению к воде. В результате реакции с водой выделяется
водород, образующий с воздухом взрывоопасные смеси. Сами
щелочные металлы способны гореть на воздухе. Для тушения
металлов используют асбестовые одеяла. Горящий металл мож-
но также засыпать большим количеством инертного материала.
Например, сухой кальцинированной содой или сухим хлоридом
натрия, однако ни в коем случае нельзя пользоваться углекис-
лотными огнетушителями.
Для предохранения щелочных и щелочноземельных метал-
лов от воспламенения их держат под слоем керосина.
ЛИТЕРАТУРА
1. Баймаков Ю. В., Ветюков М. М. Электролиз расплавленных солей. М.
Металлургия, 1966. 560 с.
2. Беляев А. И. Металлургия легких металлов. М., Металлургия, 1970. 366 с.
3. Делимарский Ю. К. Электрохимия ионных расплавов. М., Металлургия^
1978. 248 с.
4. Справочник металлурга по цветным металлам: Производство алюминия.
М., Металлургия, 1971. 560 с.
5. Итоги науки. Серия — Металлургия цветных и редких металлов, М.,
ВИНИТИ. Т. 12, 1979 (Балыкин — Производство алюминия, Лай-
нер Ю. А. — Производство глинозема), т. 13, 1980 (Стефанюк С. Л.—
Производство магния; Скрыпнюк В. М. — Производство алюминия).
6. Ивановский Л. Е., Лебедев В. А., Некрасов В. Н. Анодные процессы. М.,
Наука, 1983. 268 с.
7. Научные исследования и опыт проектирования в металлургии легких ме-
таллов.^ Сб. статей под редакцией Калужского Н. А. М., Металлурги^
8. Барабошкин А. Н., Электрокристаллизация металлов из расплавленных
солей. М., Наука, 1976. 279 с.
Б16
9. Смирнов М. В. Электродные процессы в расплавленных электролитах М
Наука, 1973. 247 с.
10. Лайнер А. И. и др. Производство глинозема. М., 1978. 344 с.
11. Зеликман А. Н. Металлургия редких металлов. М., Металлургия, 1980;
328 с.
12. Делимарский Ю. К. Ионные расплавы в современной технике. М., Ме-
таллургия, 1981. 112 с.
13. Морачевский А. Г., Авалиани А. Ш., Миндин В. Ю. Жидкие катоды.
Тбилиси, Мецниереба, 1978. 182 с.
14. Стрелец X. Л. Электролитическое получение магния. М., Металлургия,
1972. 336.
15. Эйдензон М. А. Металлургия магния, М., Металлургиздат, 1969.
16. Устинов В. С., Дрозденко В. А., О лесов Ю. Г. Электролитическое получе-
ние титана. М., Металлургия, 1976. 176 с.
17. Алабышев А. Ф., Грачев К. Я., Зарецкий С. А. и др. Натрий и калий. Л.,
Госхимиздат, 1959. 390 с.
18. Галкин Н. TL, Крутиков А. Б. Технология фтора. М., Атомиздат, 1968.
190 с.
19. Новые высокотемпературные процессы в цветной металлургии. М., Нау-
ка, 1981, с. 5—29.
ОБЩАЯ РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Антропов Л. И. Теоретическая электрохимия. М., Высшая школа, 1975. .
510 с.
2. Ротинян А. Л., Тихонов К- И-, Шошина И. А. Теоретическая электрохи-
мия. Л., Химия, 1981. 423 с.
3. Дамаскин Б. Б., Петрий О. А. Введение в электрохимическую кинетику.
М., Высшая школа, 1983. 415 с.
4. Прикладная электрохимия/Под ред. Н. Т. Кудрявцева. М., Химия, 1975.
552 с.
5. Прикладная электрохимия/Под ред. А. Л. Ротиняна. Л., Химия, 1974;
536 с.
6. Якименко Л. М. Электродные материалы в прикладной электрохимии. М^
Химия, 1977. 264 с.
7. Животинский П. Б. Пористые перегородки и мембраны в электрохимиче-
ской аппаратуре. Л., Химия, 1978. 144 с.
8. Справочник по электрохимин/Под ред. А. М. Сухотина Л., Химия, 1981..
488 с.
9. Электрохимия, прошедшие тридцать и будущие тридать лет/Пер. с англ.
М., Химия, 1982, с. 264—310.
10. Цветная металлургия. Научные поиски, перспективы. М., Наука, 1976..
277 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абгазная соляная кислота 177, 178
Автоклавный метод переработки руд
358, 359
Адиподииитрил 212 сл.
Аккумуляторы 42, 43, 53, 114 сл.
Активация химических изделий 279,
280
Активирующие добавки 102 сл.
Активная масса 45, 69, 89, 90, 94,
100 сл.
Алюминиевые руды, переработка
455 сл., 461
Алюминий 332 сл., 342 сл., 454, 478
Амальгамы 145, 163 сл.
Амальгамная металлургия 369, 370,
379, 382
Анодный эффект 450, 451, 466, 467
Барий 502
Батареи
водоактивируемые 78
галетные 60
гидронные 80, 81
конструкции 60, 61
маргаицево-цинковые 67 сл.
свинцовых аккумуляторов 92, 96
тепловые 81, 82
.Байера способ переработки бокситов
455 сл.
Бериллий 502, 503
'Блескообразователи 270, 271
Бор 511, 512
Вельц-процесс 387
.Водоактивируемые ХИТ 78 сл.
Водородная коррозия 246, 278
Воздушно-цинковые элементы 42, 72,
74, 75
Вольт-ампериая характеристика ХИТ
49, 50
Выравнивающее действие электроли-
та 268, 269
Вытеснение металла, методы 364, 365
Выщелачивание руд 358 сл., 385 сл.
Гальванические осадки 251 сл.,
270 сл., 312
Гидразнвная обработка деталей 275
Гипохлорит натрия 147, 148, 178 сл.
Глинозем 24, 25, 454, 455 сл.
Горизонтальный разлагатель 168, 169
Графит, применение 49
.Депассиваторы электродов 87
Диафрагма 17 сл., 150 сл., 376
Диафрагменный электролиз 148 сл.,
158 сл.
.Диметилсульфоксид, свойства 26
518
Диоксид марганца 68, 74, 75, 204 сл.
Диоксид свинца 13, 87
Диэлектрики, металлизация 334 сл.
Едкий натр 141 сл., 172 сл., 496, 497
Железная губка, образование 127
Железнение 307, 311, 312
Железо 311, 312, 414, 415
Жирные кислоты 363
Золото 325, 431 сл.
Золочение 324 сл.
Изотопный обмен 137 сл.
Ионообменная очистка растворов
электролитов 363, 364
Ионные расплавы, свойства 25, 46, 47
Кадмий 379 сл., 392 сл.
Кадмирование 280 сл., 332
Калий 497, 498
Кальций 500, 501
Карналлит 482, 485, 486
Катодные материалы 16, 17
Кобальт 307, 413, 414
Комплексная переработка руд 9
Композиционные покрытия 271, 272
Контроль качества покрытий 337 сл.
Коррозионная защита покрытий 289,
290
Криолит, получение 461, 462
Ламельные электроды 104, 105
Литиево-диоксндсерный элемент 83
Литиево-органические элементы 82,
83
Литий 80 сл., 499, 500
Магнетит 13, 14, 179
Магниевые сплавы 78
Магний 380 сл., 492, 493
Марганец 394 сл., 509, 510
Марганцево-цинковый элемент 42,
61 сл., 71 сл.
Матричный электролит 47
Меднение 298 сл., 333, 334
Медь 8, 329 сл., 372, 419 сл., 427 сл.
Мембраны катионообменные 34,
172 сл.
Микрораспределение металла 268
Моиополяриые электролизеры 183
Мощность ХИТ, расчет 50, 51
Напряжение, баланс 27 сл.
Натрий 493 сл.
Никелирование 272, 273, 306 сл.
Никель 307 сл., 372, 404 сл., 411 сл.
Никель-железные аккумуляторы 99,
100, 105 сл.
Никель-кадмиевые аккумуляторы 99,
109 сл.
Нитробензол 211
Обезжиривание 275 сл., 333
Обжиг руд и концентратов 356 сл.
Олово 249, 291 сл., 326 сл., 417, 418
Оловянирование 291 сл.
Очистка электролитов 359 сл.
Пассивирование 240, 241, 289, 290
Поструйная очистка поверхности 275
Переработка руд 354 сл.
Перманганат калия, 198 сл.
Пероксид водорода 194, 195
Пероксодвусерная кислота 191 сл.
Пероксодисульфаты 193 сл.
Перхлорат (ы) 186 сл.
Печи обжига 356, 357
Пиролюзит 68, 198
Пирометаллургнческий предел руд
419
Платина 14, 15
Поликристаллические осадки 241
Предельно-допустимые концентрации
неорганических аэрозолей 124
Производство
алюминия 453 сл., 479, 480
водорода 135, 140, 141
натрия 494 сл.
порошков металлов 391, 412 сл.
хлора и каустической соды 14
цинка 385 сл.
Пропилеи 209
Прямой электролиз соляной кис-
лоты 177, 178
Разложение амальгамы 146, 147
Размерная обработка металла 345 сл.
Расплавы солей 443 сл., 486 сл.
Распределение тока 260 сл., 267 сл.
Рассеивающая способность 265 сл.
Рассол (ы) 142, 153 сл., 164 сл.
Рафинирование
алюминия 475 сл.
золота 433, 434
кобальта 413, 414
меди 421 сл.
металлов группы железа 409
натрия-сырца 496
никеля 407 сл.
первичного магния 492, 493
серебра 432
стали 415
титана 506, 507
Резервные ХИТ 44, 45, 77 сл.
Ресурс технический аккумуляторов 53
Ртутно-цинковые элементы 42, 75, 76
Ртуть 232, 233
Свинец 55, 327, 328, 415 сл., 510, 511.
Свинцевание 296 сл.
Свинцовые аккумуляторы 85 сл.,
91 сл.
Себацииовая кислота 217 сл.
Серебрение 320 сл.
Серебро 321 сл., 432
Серебряно-цинковые аккумуляторы,
111 сл.
Скрубберный разлагатель 169, 140,.
141
Сплавы 255 сл., 326 сл., 501, 502
Стронций 502
Тантал 508, 509
Твердые электролиты 24, 84, 85
Термическое оксидирование 342
Тетраэтилсвинец 221 сл.
Титан 484, 504 сл.
Топливные элементы 43, 119 сл.
Травление 277 сл.
Тяжелая вода, концентрирование 139*’
Ферромарганец 201
Феррохром 400, 401
Фоновые электролиты 23, 212
Фталевая кислота 211
Фтор 512 сл.
Химические источники тока
батареи см. Батареи
вторичные см. Аккумуляторы
выбор конструкционных материа-
лов 58, 59
герметизация 59, 60
с жидким электролитом 47
интенсивного действия 54
с неводными растворителями1
82 сл.
основные характеристики 48 сл.,.
122 сл.
первичные 61 сл., см. Элементы»
резервные 44, 45, 77 сл.
слаботочные 54
с твердыми электролитами 24,
84, 85
топливные см. Топливные эле-
менты
с фоновыми электролитами 23
Химическое оксидирование 342
Хлор 141, 143, 147, 153, 154, 177, 17».
Хлорат (ы) 148, 181 сл.
Хлориая кислота 77, 190
Хром 313 сл., 400 сл.
Хромирование 312 сл., 332
Цинк 69, 70, 330, 331, 372, 379 сл.,.
381 сл., 391
Цинкование 281 сл., 332
Цирконий 507, 508
519"
Шахтная электропечь 283
Шлифование металла 274, 275
Электрокристаллизация металлов
237 сл„ 336, 367
Электролиз воды 126 сл.
Электролиз расплавов 441, 446 сл.,
464, 479, 480, 498, 499
Электролиз рассолов 148 сл., 161 сл.,
172 сл.
Электролизеры
биполярные 130 сл., 157 сл.,
174 сл.
БГК-Н-30 и БГК-Н-50 495, 496
бездиафрагменные 489
в гидроэлектрометаллургии 376
диафрагменные для получения
490, 491
моиополярные
для получения гипохлорита 180
для получения диоксида марган-
ца 206, 207
----кислорода и водорода 130,
131
-----меднокальциевого сплава
501
-----натрия 495, 496
-----перманганата калия 198,
202
-----пероксобората натрия 197,
198
----- пероксодвусерной кислоты
194 сл.
-----тетраэтилсвинца 222, 223
----- титана и ванадия 505
-----хлората натрия 193 сл.
-----щелочноземельных метал-
лов 501
для рафинирования алюминия
Электролизеры
476, 477
--------меди 425. сл.
с ртутным катодом 166, 167, 169
с самообжигающимися анодами
471 сл.
серии 38, 39
с твердым катодом 378 сл.
с фильтрующей диафрагмой
155 сл.
щелевого типа 229, 230
ящичного типа 37, 218, 220, 227,
513, 514
Электроосаждение металлов
выравнивание 268, 269
железа 307
золота 324 сл.
на катоде, механизм 235
кобальта 307
меди 299, 300
микрораспределеиие 268
никеля 307
поликристаллические осадки 241
в присутствии второй фазы 271,
272
свинца 298
серебра 320 сл.
торможение процесса 244, 248,
249
из хлор-аммиакатных растворов
244, 245
хрома 314 сл.
Электросинтез органических веществ
209 сл.
Электрохимические генераторы 40
Электроэкстракция 268, 362 сл.,
370 сл., 385 сл., 412 сл., 420,
428
Элементы 42, 61 сл., 71 сл., 82, 83
РАФАЭЛЬ ИЛЬИЧ АГЛАДЗЕ. ТИГРАН АШОТОВИЧ БАГРАМЯН
НЕЛЛИ ТЕОФИЛОВНА ГОФМАН. НИКОЛАЙ ТИХОНОВИЧ КУДРЯВЦЕВ
АНДРЕЙ ПЕТРОВИЧ ТОМИЛОВ. КАЛЕРИЯ МАКСИМОВНА ТЮТИНА
МИХАИЛ ЯКОВЛЕВИЧ ФИОШИН. ЮРИЙ ПАВЛОВИЧ ХРАНИЛОВ
Прикладная электрохимия
Редактор И. В. Лебедева
Художник А. Я- Михайлов
Художественный редактор К. К- Федоров
Технические редакторы В. М. Скитина, О. В. Тюрина
Корректор М. А. Ивлиева
'ИБ № 1568
«Сдано в наб. 31.01.84. Подп. в печ. 7.05.84. Формат бумаги 60X90Vie- Бум. тип. № 2.
Гари. литературная. Печать высокая. Усл. печ. л. 32,5. Усл. кр.-отт. 32,5. Уч.-нзд. л. 36,41.
Тираж 9900 экз. Заказ № 2021. Цена 1 р. 60 к. Изд. № 2574.
Ордена «Знак Почета» издательство «Химия», 107076, Москва, Стромынка, д. 21.
-Московская типография № 11 Союзполнграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
Москва, 113105, Нагатинская ул., д. 1.