/


















































































































































































































































































Автор: Зубаков В.Г. Семибратов М.Н. Шандель С.К.
Теги: компьютерные технологии приборостроение машиностроение оптические приборы
Год: 1985




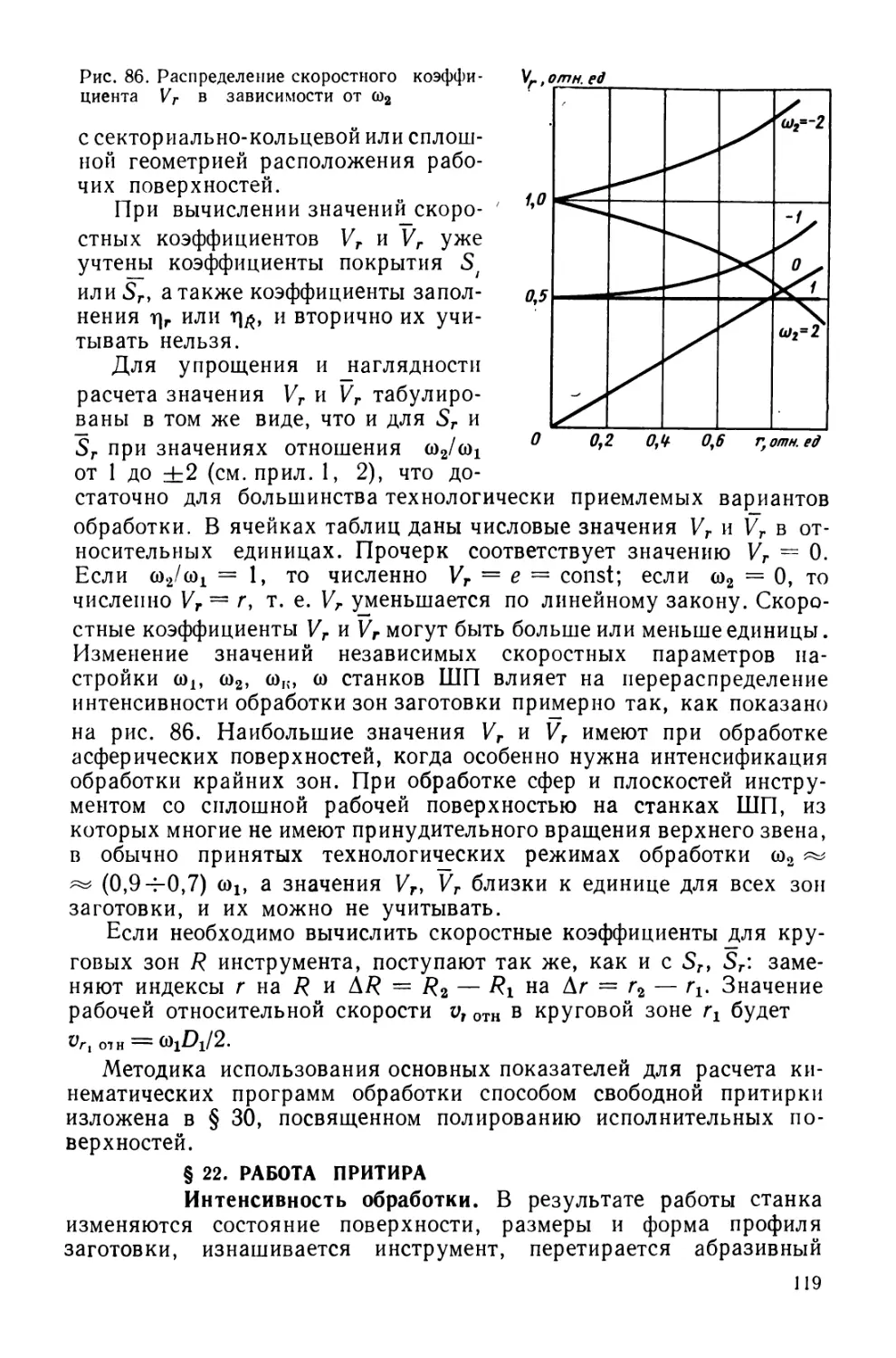
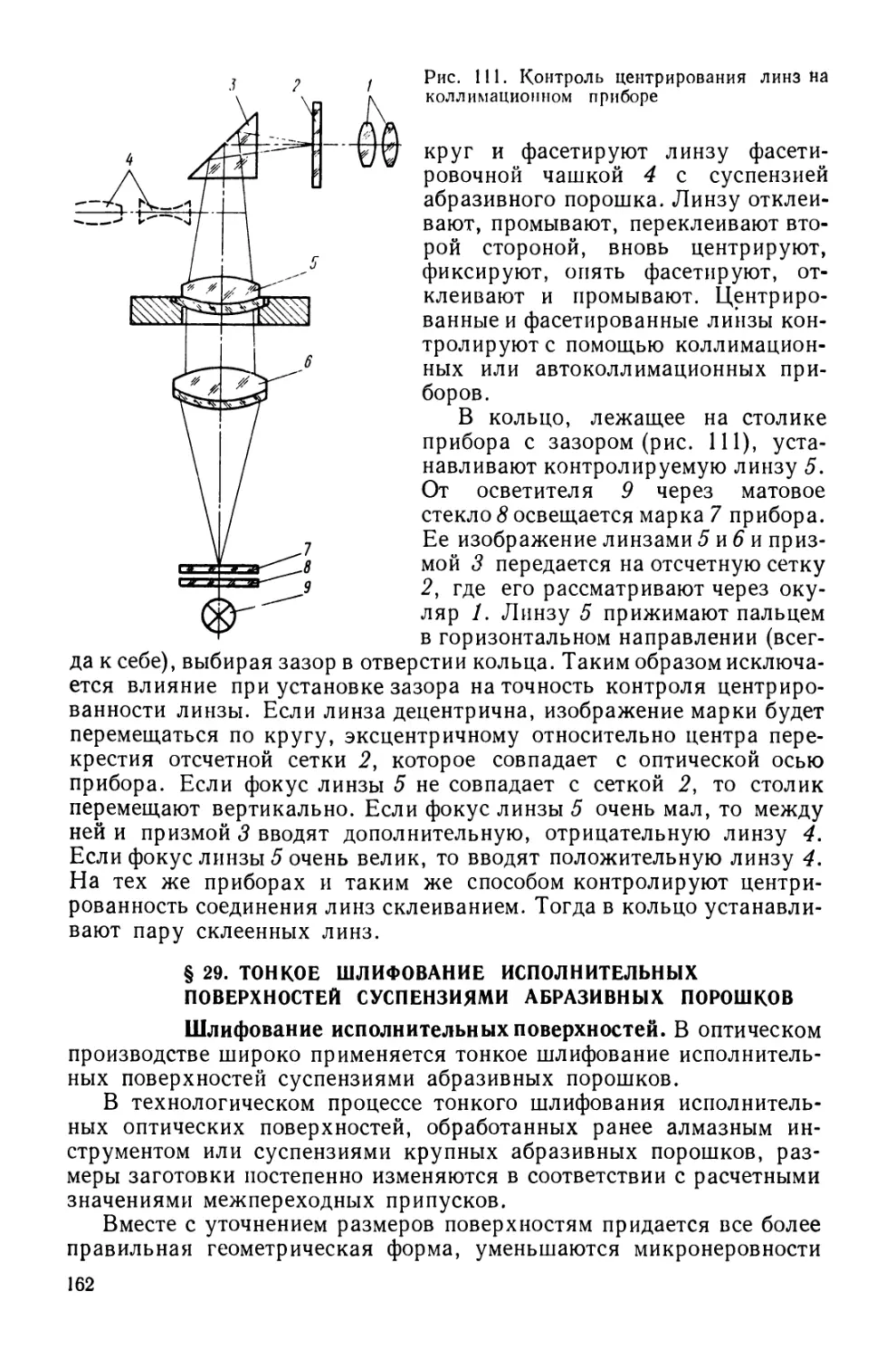
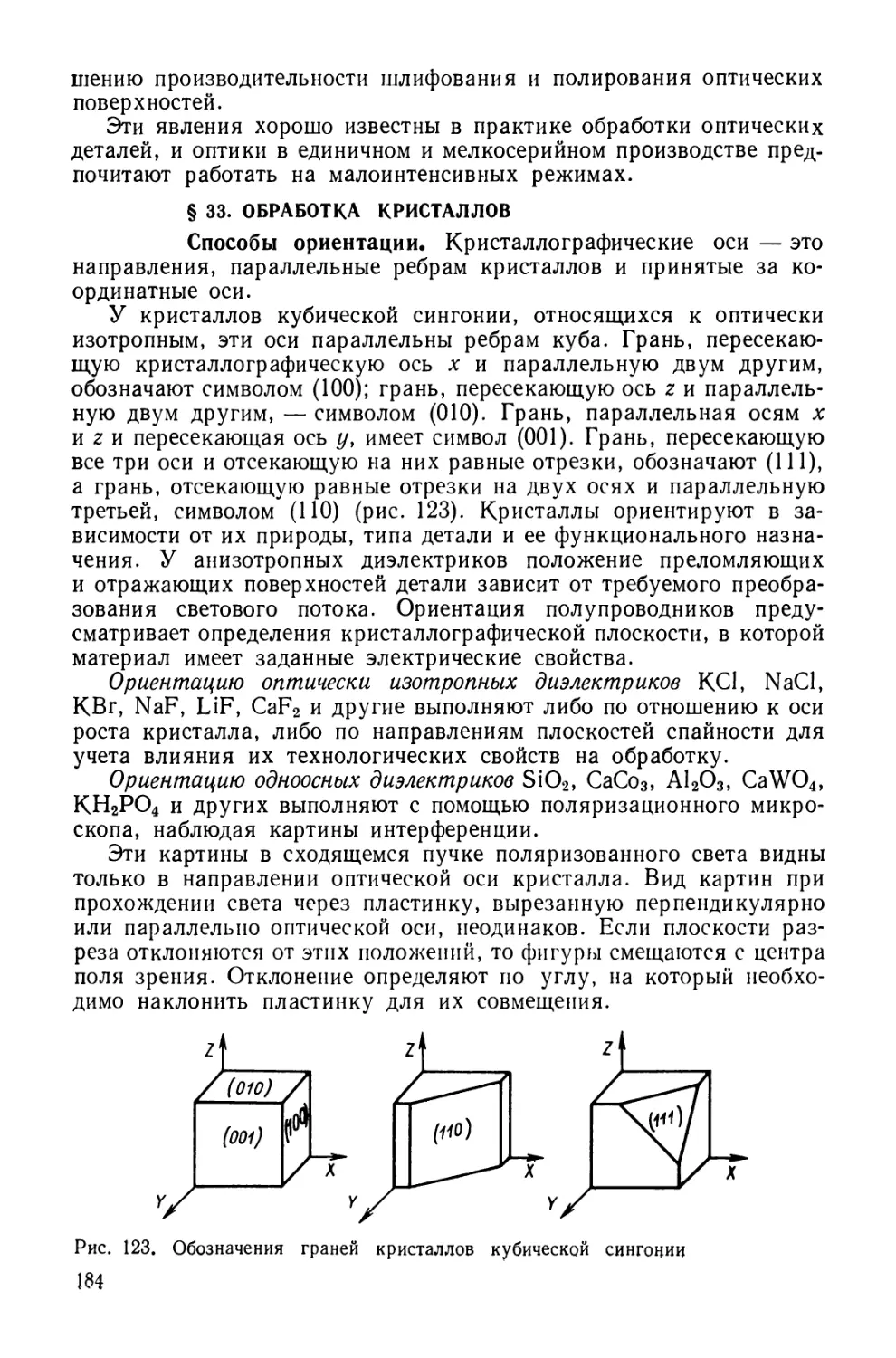
Текст
ДЛЯ ВУЗОВ
В. Г. Зубаков
М. Н. Семибратов
С. К. Штандель
ТЕХНОЛОГИЯ
ОПТИЧЕСКИХ
ДЕТАЛЕЙ
Под редакцией д-ра техн, наук
проф. М.Н. Семибратова
Второе издание, переработанное и дополненное
Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебника для студентов
оптических специальностей вузов
И
МОСКВА
«МАШИНОСТРОЕНИЕ»
1985
ББК 34.9
391
УДК 681.4 (075,8)
Рецензент кафедра Московского института инженеров геодезии,
аэрофотосъемки и картографии; зав. кафедрой д-р техн, наук
проф. В. С. Плотников
Зубаков В« Г,
391 Технология оптических деталей: Учебник для студентов
оптических специальностей вузов./В. Г. Зубаков, М. Н. Семи-
братов, С. К- Штандель; Под ред. М. Н.Семибратова.2-е изд.,
перераб. и доп.—М.: Машиностроение, 1985.—368 с., ил.
В пер.: 1 р. 20 к.
Изложены основы технологии производства оптического стекла, кристаллов, ситал
лов, технологические процессы обработки оптических деталей и основы программиро-
вания механической обработки исполнительных оптических поверхностей, в том числе
и с помощью ЭВМ. Рассмотрены особенности обработки асферических исполнительных
поверхностей, изготовления деталей из кристаллов, полимеров, элементов волокон-
ной оптики, активных тел лазеров, кодовых дисков и др. Во втором издании (1-е изд.
1978 г.) учтены последние достижения науки и техники, повышение уровня оптического
производства и перспективы его развития. Учебник предназначен для студентов опти-
ческих специальностей вузов. Он также может быть полезен работникам предприятий
оптической и радиоэлектронной промышленности.
2706000000-155 ББК 34.9
3038 (01)-85---155’85 6П5.8
© Издательство «Машиностроение», 1978 г.
© Издательство «Машиностроение», 1985 г. с изменениями
ПРЕДИСЛОВИЕ
Научно-технический прогресс в области оптического при-
боростроения неразрывно связан с совершенствованием- технологи-
ческих процессов изготовления деталей.
Появление новых видов инструмента и приемов работы, при-
менение средств автоматизации и новых форм организации труда
изменяют технологические процессы изготовления оптических дета-
лей, заставляют постоянно обновлять содержание учебной литера-
туры, программ и методики обучения. Методологические основы
курса технологии оптических деталей, базирующиеся на использо-
вании новейших достижений фундаментальных наук и оптического
производства, нашли отражение в настоящем издании учебника.
В нем более подробно рассмотрены вопросы изготовления прогрес-
сивных заготовок оптических деталей, методов контроля качества
оптических материалов, технологии тонкого алмазного шлифования.
Процессы обработки типовых оптических деталей конкретизированы
с указанием обобщенных схем обработки.
Приведены примеры расчета кинематических наладок оптических
станков, необходимые для самостоятельной работы студентов при
лабораторных работах и курсовом проектировании, рассмотрены
возможности применения ЭВМ для решения задач технологической
подготовки производства и управления процессами доводки высоко-
точных оптических деталей.
Переработан и дополнен материал о свойствах и технологии из-
готовления волоконно-оптических элементов, даны краткие сведения
об интегральной оптике.
В то же время сокращен объем специальных сведений о теории
стеклообразования, производстве керамических сосудов для варки
стекла [9].
В учебнике изложены методы контроля асферических поверх-
ностей, применяющиеся в серийном производстве, но опущены ме-
тоды анаберрационных точек и компенсационный, подробно изло-
женные в монографии Д. Т. Пуряева [4].
1* 3
В связи с выходом учебника «Оборудование оптических цехов»
[31 глава об оптических станках исключена.
Во втором издании учебника учтены критические замечания,
высказанные преподавателями высших учебных заведений и спе-
циалистами. Авторы надеются, что наряду с основной задачей —
служить источником необходимых технических знаний для студентов
оптических специальностей, книга будет полезна специалистам,
работающим в оптической и смежных с пей областях промышлен-
ности.
Содержание и порядок расположения материала учебника соот-
ветствуют новым программам высших учебных заведений для опти-
ческих специальностей.
При написании учебника учтено, что студенты прослушали не-
которые разделы геометрической оптики, оптических измерений
и имеют элементарные представления об операциях изготовления
оптических деталей, полученные ими во время производственной
практики.
В. Г. Зубаковым написаны гл. 8, 10, 12; М. Н. Семибратовым —
предисловие, гл. 4, 5, 7, 11, § 54, приложения 1 и 2; С. К. Штан-
делем — гл. 1, 2, 3, 6, 9, 13.
Все пожелания по дальнейшему совершенствованию учебника
будут приняты авторами с благодарностью.
глава!
ОПТИЧЕСКИЕ МАТЕРИАЛЫ И ИХ СВОЙСТВА
§ 1. ОБЩИЕ СВЕДЕНИЯ ОБ ОПТИЧЕСКИХ МАТЕРИАЛАХ
Оптические детали изготовляют из материалов, прозрач-
ных для лучей света и имеющих высокую оптическую однородность.
Детали из оптических материалов должны сохранять форму
и прецизионную точность обработанных поверхностей в течение
длительного срока эксплуатации, быть стойкими к воздействию
механических усилий и климатических факторов. Важным показа-
телем возможности применения материала как оптического является
его способность образовывать полированные поверхности высокой
степени чистоты. В ряде случаев оптическим материалам должны
быть присущи и особые свойства, например, избирательное пропуска-
ние света, стойкость к радиационному облучению и др.
Материалами, удовлетворяющими перечисленным требованиям,
являются оптические неорганические и органические стекла, опти-
ческие кристаллы и керамика. Все эти вещества, за исключением
некоторых видов природных кристаллов, получают искусственно
различными технологическими методами из химически чистых эле-
ментов и соединений.
Наибольшее распространение в качестве оптического материала
получили оптические стекла, которым присущи многообразие опти-
ческих свойств, хорошие технологические и эксплуатационные
качества.
На поверхности оптических деталей наносят тонкие пленки
металлов, окислов, диэлектриков. Толщина пленки незначительна —
от одного до нескольких сотен мономолекулярных слоев, благодаря
чему физические свойства пленок резко отличаются от свойств
материала пленок в обычном агрегатном состоянии. Тонкие пленки
прозрачны и так же, как воздух, оптические клеи и иммерсионные
жидкости, являются оптическими средами — через них проходят
лучи света в оптической системе.
Оптические свойства пленок неразрывно связаны с технологией
их нанесения, поэтому характеристики пленочных покрытий рас-
смотрены в гл. 9 «Покрытия оптических деталей», свойства опти-
ческих клеев — в гл. 10 «Соединение оптических деталей».
§ 2. СТЕКЛО ОПТИЧЕСКОЕ БЕСЦВЕТНОЕ
Стеклообразное состояние. Стекло — это аморфное ве-
щество, полученное путем переохлаждения расплава определенного
химического состава, приобретающее в результате увеличения вязко-
5
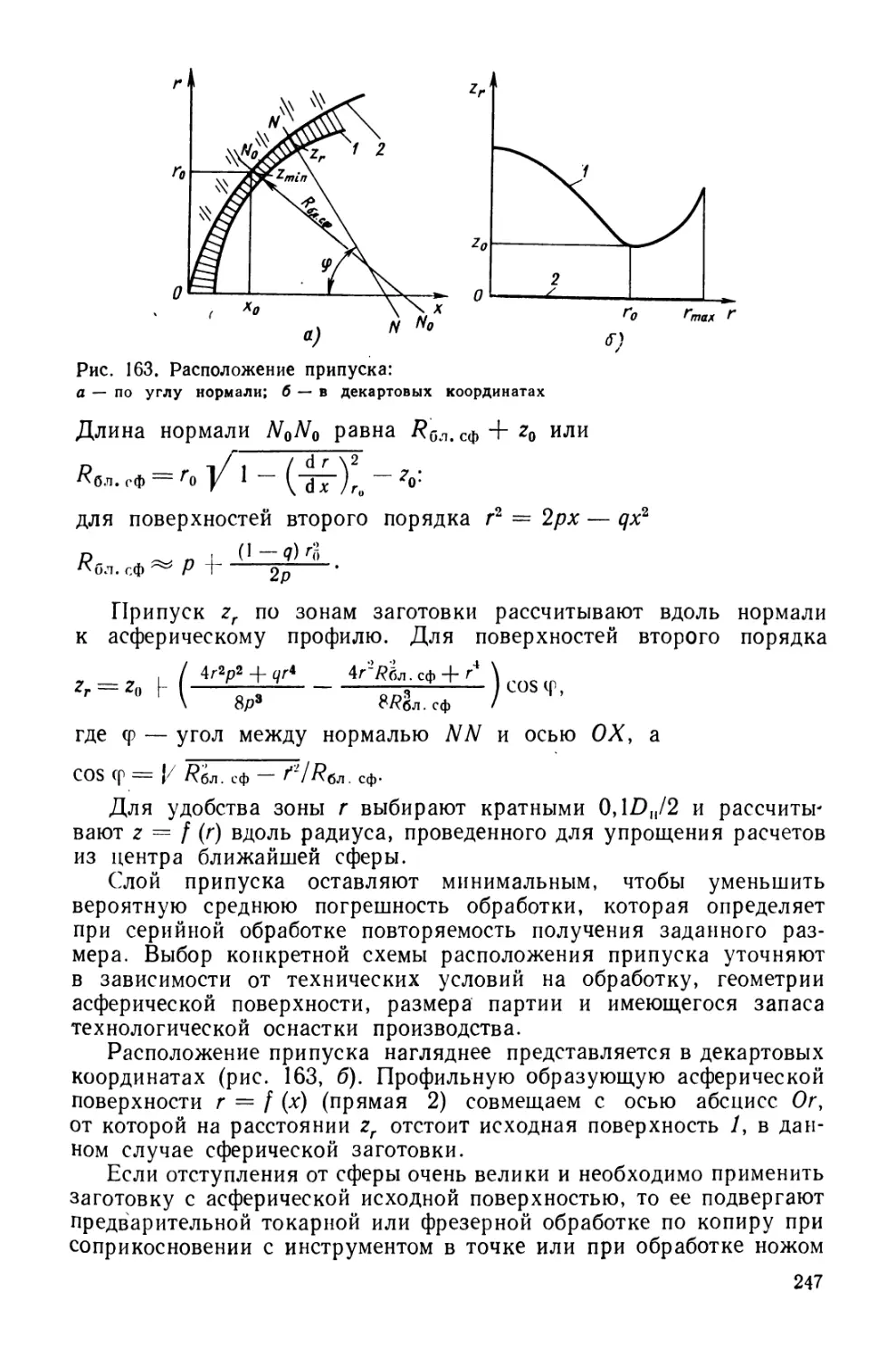
Рис. 1. Изменение агрегатного состояния
стекла при нагревании:
1 — твердое стеклообразное вещество; 2 — раз-
мягченная стекломасса; 3 — жидкая стекломасса
сти свойства твердого тела, причем
процесс перехода из жидкого со-
стояния в стеклообразное должен
быть обратимым.
Процесс превращения стеклооб-
разующего расплава в твердое ве-
щество происходит постепенно, пу-
тем нарастания вязкости в широком
интервале температур tf — tgi минуя
кристаллическую фазу (рис. 1). При тепмературе ff стекломасса
приобретает текучесть; при температуре tg возникает подвижное
состояние стекла. Образование кристаллов в стекле является по-
роком и приводит к потере прозрачности и рассеянию света в де-
тали. В процессе варки стеклообразующий расплав тщательно
перемешивается (гомогенизируется) для достижения высокой сте-
пени однородности.
Благодаря аморфному состоянию стекло в нормальных условиях
изотропно по своим оптическим и механическим свойствам.
Вопросы теории стеклообразования, природы и строения стекла
рассмотрены подробно в.работе [91.
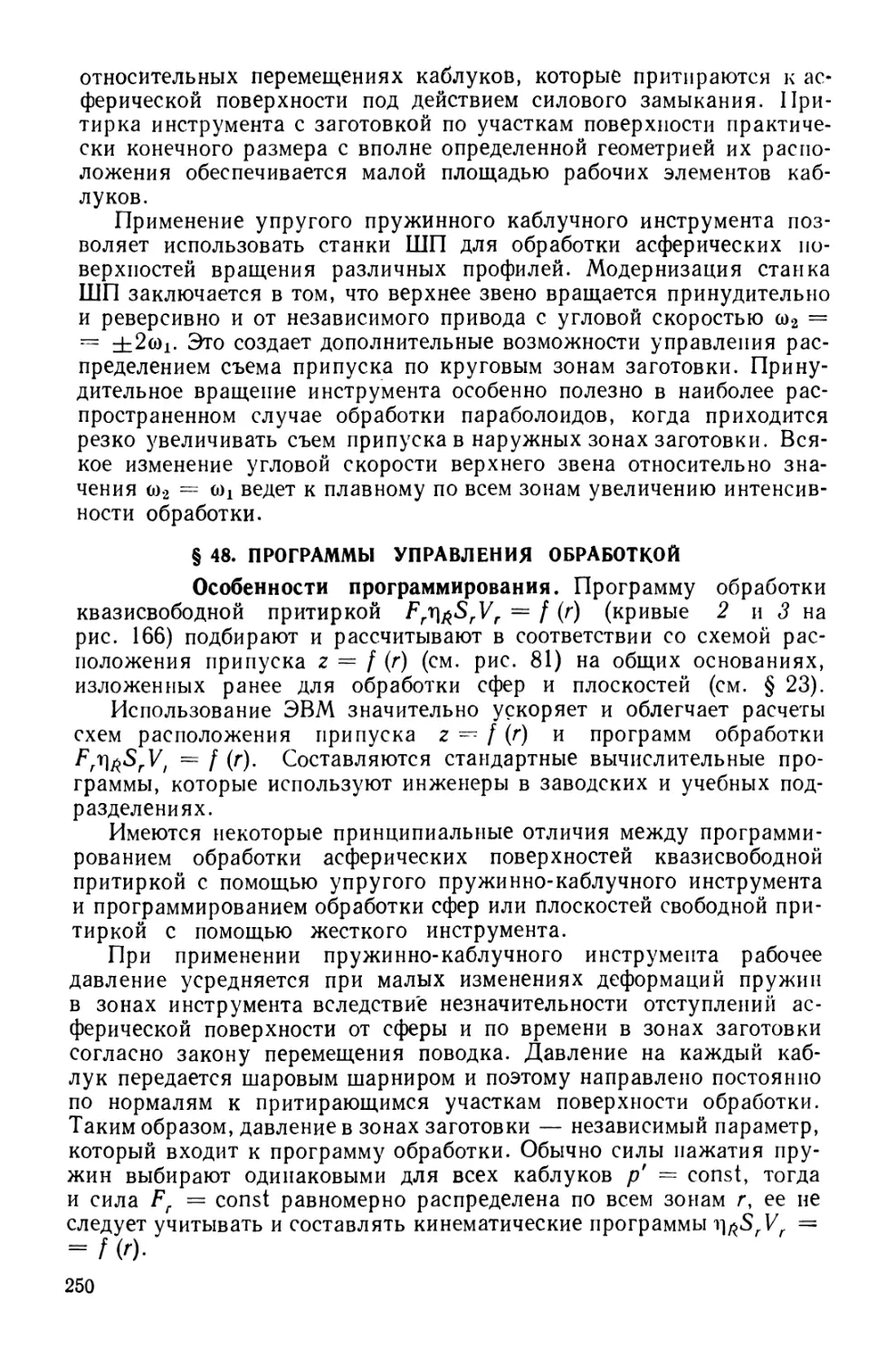
Оптические характеристики. Главной оптической характеристи-
кой оптического материала является показатель преломления и,
измеренный для различных длин волн света. Значение показателя
преломления с изменением длины волны непрерывно и плавно ме-
няется. В фиолетовой части спектра показатель преломления больше,
чем в красной. Это явление называется дисперсией света. Зависимость
показателя преломления от длины волны света п = f (X) изобра-
жается в виде кривых хода дисперсии (рис. 2). Характер кривых,
их крутизна в различных областях спектра специфичны для каждой
марки стекла. У флинтового стекла в видимой области п изменяется
в большей степени, чем у кронового.
В качестве основного показателя преломления оптического стекла
конкретной марки ГОСТ 3514—76 «Стекло оптическое бесцветное»
установлен показатель преломления пе для длины волны 546,07 нм
спектральной линии е ртути. Эта линия расположена в зеленой
части спектра света вблизи области максимума чувствительности
глаза человека.
Дисперсионные свойства стекла в видимой части спектра харак-
теризуются значением основной средней дисперсии, определяемой
как разность показателей преломления nF' — Пс' для длин волн
479,99 и 643,85 нм спектральных линий F' и С' кадмия, ограничи-
вающих видимую часть спектра.
Разность показателей преломления для двух других значений
длин волн, например, соответствующих линиям спектра i и g ртути,
характеризует дисперсионные свойства в другой части спектра,
б
Рис. 2. Кривые хода дисперсии
п = f (М:
1 — для кронового стекла ТКД4; 2 —
для флинтового стекла ТФ1
в данном случае в ультра-
фиолетовой.
При расчете оптических
систем пользуются коэффи-
циентом дисперсии v = (zZi—
— 1)/(^2 — ^з), где п2 и п3 —
показатели преломления для
длин волн, ограничивающих
какой-либо диапазон спектра, а — показатель преломления для
длины волны, расположенный [внутри диапазона. Коэффициент
ve ~ (пе — — Пс') называется основным коэффициентом
дисперсии или числом Аббе.
Классификация и обозначение. Оптические стекла условно делят
на две группы: кроны и флинты. Деление это сложилось исторически
и связано с тем, что для исправления хроматических аберраций
объектива дублета применялась пара линз из двух стекол — крона
и флинта. Флинт имеет значительно больший показатель преломле-
ния и меньший коэффициент дисперсии, чем крон. Достигается это
введением в состав стекла главным образом окислов свинца РЬО.
Поэтому флинтами называли стекла, содержащие в своем составе
более 3 % РЬО.
По мере увеличения номенклатуры выпуска оптических стекол
и применения в качестве стеклообразующей основы наряду с крем-
неземом других веществ появилась необходимость разграничения
стекол флинт и крон на ряд типов и внутри типов на марки.
В настоящее время стекла классифицируют по типам в зависи-
мости от значении показателя преломления пе и коэффициента
дисперсии \е.
Наименование и обозначение типов оптических бесцветных сте-
кол, выпускаемых в СССР, в соответствии с ГОСТ 3514 -76 при-
ведены ниже.
Легкий крон лк Кронфлинт КФ
Фосфатный крон . . . ФК Баритовый флинт . . . БФ
Тяжелый фосфатный крон ТФК Тяжелый баритовый флинт ТБФ
Крон К Легкий флинт ЛФ
Баритовый крон .... БК Флинт Ф
Тяжелый крон .... тк Тяжелый флинт .... ТФ
Сверхтяжелый крон . . стк Сверхтяжелый флинт СТФ
Особый (с особым ходом дисперсии) крон .... ок Особый (с особым ходом дисперсии) флинт . . . ОФ
Марка присваивается стеклу, имеющему определенный хими-
ческий состав и оптические характеристики. Обозначение марки
содержит наименование типа и порядковый номер, например, ТФ5 —
тяжелый флинт пятый.
7
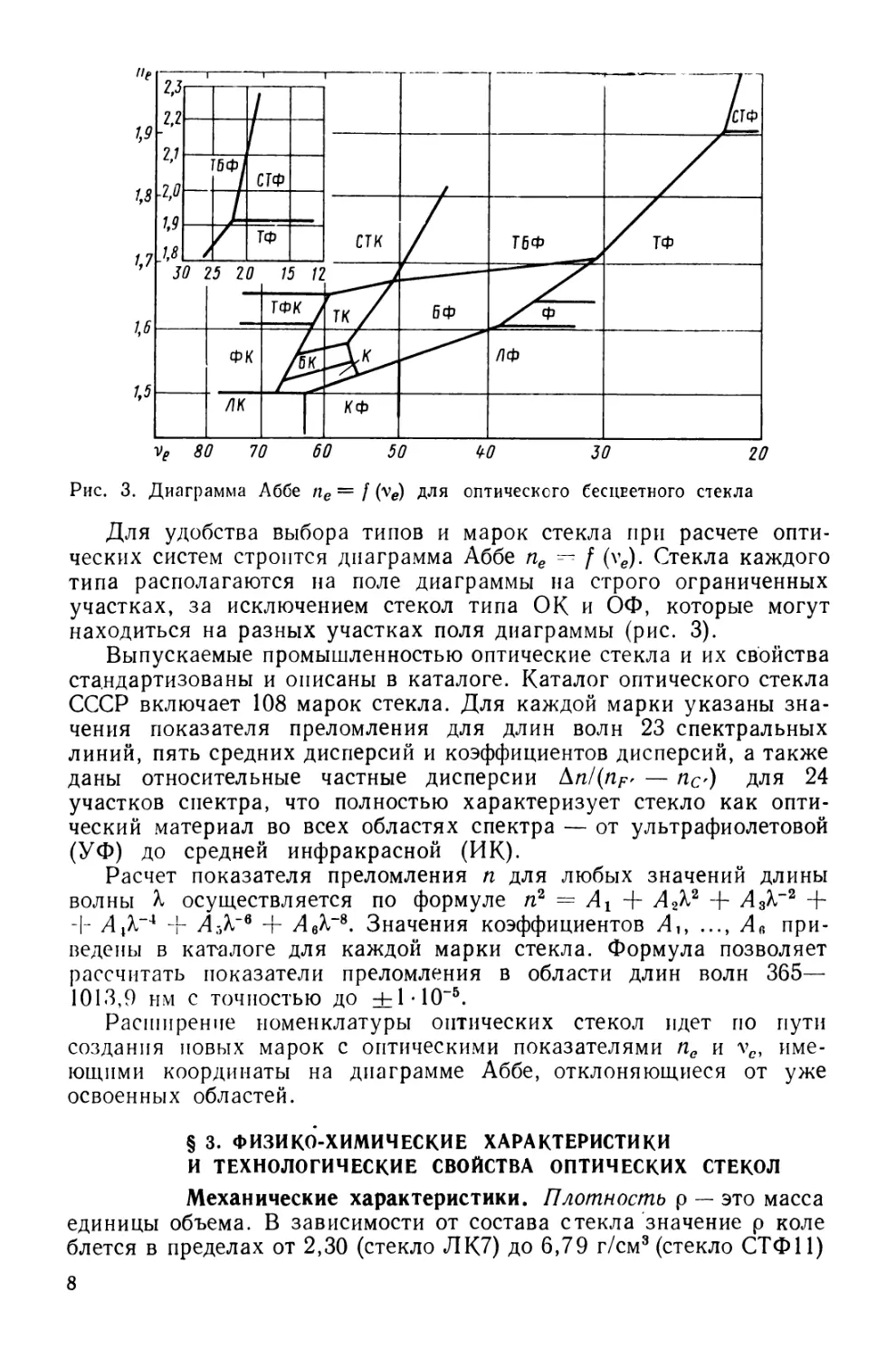
Для удобства выбора типов и марок стекла при расчете опти-
ческих систем строится диаграмма Аббе пе f (ve). Стекла каждого
типа располагаются на поле диаграммы на строго ограниченных
участках, за исключением стекол типа ОК и ОФ, которые могут
находиться на разных участках поля диаграммы (рис. 3).
Выпускаемые промышленностью оптические стекла и их свойства
стандартизованы и описаны в каталоге. Каталог оптического стекла
СССР включает 108 марок стекла. Для каждой марки указаны зна-
чения показателя преломления для длин волн 23 спектральных
линий, пять средних дисперсий и коэффициентов дисперсий, а также
даны относительные частные дисперсии An/(nF, — пс') для 24
участков спектра, что полностью характеризует стекло как опти-
ческий материал во всех областях спектра — от ультрафиолетовой
(УФ) до средней инфракрасной (ИК).
Расчет показателя преломления п для любых значений длины
волны X осуществляется по формуле /г2 = Аг + А2Х2 + А3Х"2 +
-|- АД-4 + Л.-Л"6 + А А-8. Значения коэффициентов А,, ..., А6 при-
ведены в каталоге для каждой марки стекла. Формула позволяет
рассчитать показатели преломления в области длин волн 365—
1013,9 нм с точностью до + 1Л0-5.
Расширение номенклатуры оптических стекол идет по пути
создания новых марок с оптическими показателями пе и ve, име-
ющими координаты на диаграмме Аббе, отклоняющиеся от уже
освоенных областей.
§ 3. ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ
И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ОПТИЧЕСКИХ СТЕКОЛ
Механические характеристики. Плотность р — это масса
единицы объема. В зависимости от состава стекла значение р коле
блется в пределах от 2,30 (стекло ЛК7) до 6,79 г/см3 (стекло СТФ11)
8
Значения плотности, необходимые для расчета массы оптической
детали и заготовки, приведены в каталоге для каждой марки стекла.
Прочностные свойства стекла как конструктивного материала
характеризуются стандартными параметрами: модулем упругости Е
и модулем сдвига G, связанными между собой соотношением Е =
= 2G (1 + р), гДе И — коэффициент поперечной деформации (коэф-
фициент Пуассона). Для оптических стекол Е = (4,84-11,5) 107 кПа,
р = 0,174-0,31. Стекло имеет различную прочность на растяжение
и сжатие. Значение прочности определяется предельными напряже-
ниями а, вызывающими разрушение образца. При сравнительно
высокой пр^ чности на сжатие сгс = (54-10) 107Па прочность на рас-
тяжение ар в 15—20 раз меньше. Стекло практически не имеет
пластических свойств, плохо сопротивляется действию изгибающих
и ударных нагрузок. Хрупкость стекла приводит при обработке
к образованию сколов на краях и ребрах оптических деталей.
Прочность стекла в значительной степени зависит от состояния
его поверхностей — наличия царапин и трещиноватого слоя, обра-
зующегося при обработке. Для повышения прочности стекло под-
вергают закалке, травлению. Однако применение этих процессов вызы-
вает потерю точности рабочих поверхностей из-за появления натя-
жения и неравномерного сьема материала. Прочность точных
деталей можно увеличить глубоким шлифованием и полированием,
в результате чего толщина трещиноватого слоя уменьшается.
Твердость — способность материала сопротивляться проникно-
вению в него другого тела. Различают склерометрическую твер-
дость, характеризуемую шириной царапины, образующейся па
поверхности стекла при царапании иглой с радиусом закругления
2 мкм, и относительную твердость /70ТП по сошлифовыванию, опре-
деляемую как отношение объема сошлифованного свободным абра-
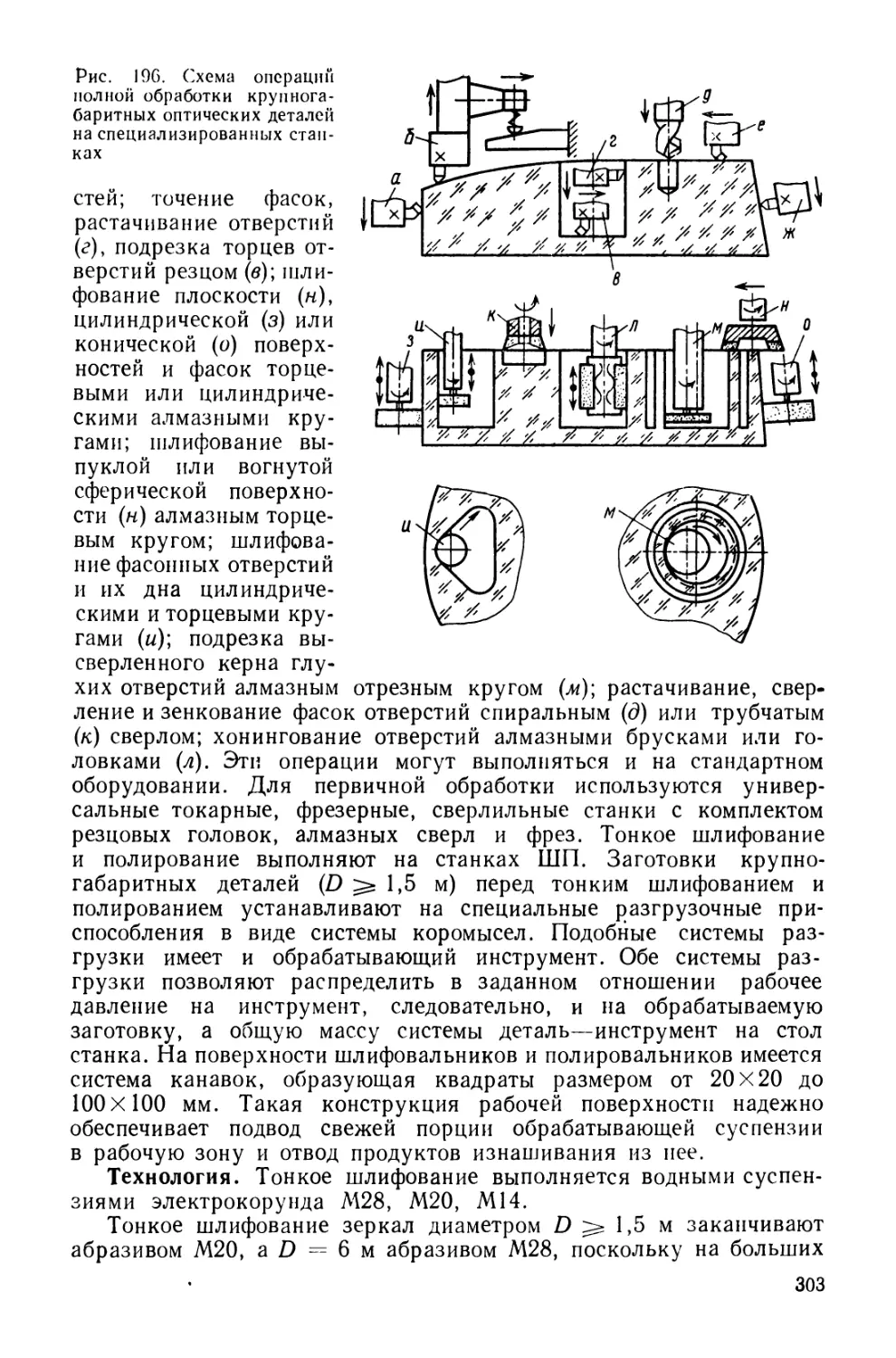
зивом стекла марки К8 к объему стекла данной марки, сошлифовап-
ному в тех же условиях. Значение /70ТН служит также технологи-
ческим критерием скорости износа стекла при шлифовании.
Наибольшая твердость у кварцевого стекла и ситаллов (7/отп
= 1,54-1,9), наименьшая — у стекол ФК (//Отн 0,2) и тяжелых
флинтов ТФ (//отн = 0,5).
Фотоупругие свойства стекла проявляются при возникновении
упругих деформаций в образце. Стекло становится веществом анизо-
тропным, что приводит к появлению двойного лучепреломления:
луч света, проходящий через стекло, поляризуется и разлагается
на два луча — обыкновенный и необыкновенный, плоскости поля-
ризации которых взаимно перпендикулярны.
Это явление, специфичное для прозрачных материалов, назы-
вают фотоупругостью. Показатели преломления стекла для поля-
ризованных лучей отличаются от показателей преломления стекла
в ненапряженном состоянии.
Фотоупругость стекла характеризуется фотоупругимп постоян-
ными С£ и С2, выражающими приращение значения показателя пре-
ломления стекла для лучей света, поляризованных в направлениях,
параллельном И перпендикулярном 'действию напряжения, равного
9
Ю5 Па, а также оптическим коэффициентом напряжения В —
Cj — Сс. Оптический коэффициент напряжения определяет раз-
ность оптического хода поляризованных лучей в стекле и характе-
ризует двойное лучепреломление, возникающее при напряжении,
равном 105 Па. После снятия напряжения стекло становится изо-
тропным материалом.
Термические и термооптические характеристики стекла. Темпе-
ратурный коэффициент линейного расширения (ТКЛР) at характе-
ризует относительное удлинение d 1/1 образца стекла при нагревании
его на 1°: = Значение ТКЛР изменяется в зависимости от
I а/
диапазона температуры d /, в котором он измеряется. Для практи-
ческого применения пользуются средними значениями а, опреде-
ленными для областей от —60 до +20 °C и от +20 до +120 °C.
У оптических стекол наименьший ТКЛР имеет кварцевое стекло
а = (24-5) 10"7 °C"1, у большинства стекол ТКЛР находится в пре-
делах (504-90) IO"7 °C'1.
Удельная теплоемкость С — количество теплоты Q, необходимое
для нагревания единицы массы т на один градус: С = . У оп-
тических стекол С = 3004-800 Дж/(кг-°С); малую удельную тепло-
емкость имеют стекла ТФ и ТК; высокую — стекла К и ЛК.
Коэффициент теплопроводности X характеризует способность
стекла передавать тепло от нагретых участков к менее нагретым.
С коэффициентом X связано понятие температуропроводности а,
определяющей скорость изменения температуры стекла в нестаци-
онарных тепловых процессах: а = V(Cp), где р — плотность. Для
оптических стекол а (0,204-0,81) 10"6 м2/°С при 20 °C. ‘Темпе-
ратуропроводность стекла учитывают при расчете режимов отжига.
Термостойкость — способность стекла выдерживать без раз-
рушения резкие перепады температуры. Критерием термостойкости
является наибольшая разность температуры, которую образец стекла
выдерживает без разрушения. Термостойкость зависит не только
от свойств стекла, но и от размеров и конфигурации образца. При
охлаждении термостойкость стекла значительно меньше, чем при
нагревании. Наибольшую термостойкость имеет кварцевое стекло,
стекло ЛК5 (термостойкое) и ситаллы, способные выдерживать
перепад температуры 300—500 °C.
Термооптические характеристики учитывают изменение по-
казателя преломления и дисперсии стекла при изменении темпе-
ратуры окружающей среды с помощью термооптической постоянной
стекла = Рх/(^х — 1) — аср, где (+ — приращение показателя
преломления при длине волны X с изменением температуры на один
гр’адус; пх — показатель преломления стекла для длины волны X
при t 20 °C; аср — средний ТКЛР в интервале температур от —60
до +20 °C и от +20 до 4-120 СС. Значения и для всех марок
стекла приведены в ГОСТ 13659—78.
Вязкость г| веществ изменяется в зависимости от температуры.
При нагревании выше температуры размягчения стекло приобретает
10
свойства жидкого вещества — становится вязким и текучим. Зависи-
мость вязкости от температуры изображается в виде кривых вяз-
кости т] — f (t) (см. рис. 1). Стекло каждой марки в зависимости
от его химического состава имеет различную крутизну кривой вяз-
кости.
Температурный интервал, в котором вязкость изменяется в опре-
деленных пределах, определяет технологическую «длину» стекла.
Наиболее важны для производства стекла и заготовок интервалы:
«варочный» 1] Ю-НО3 Па-с и «выработочный» г| - 104-?108 Па-с.
Чем больше температурный интервал вязкости, т. е. чем «длиннее»
стекло, тем оно более технологично при варке и горячем формо-
образовании заготовок, так как не требуется точного соблюдения
температуры ведения процессов.
К «длинным» стеклам относятся флинты Ф, ЛФ, ТФ, к «корот-
ким» — кроны К, ТК.
В каталоге оптического стекла для каждой марки стекла при-
ведены температуры, при которых вязкость стекла равна Ю7, Ю9,
1012 и IO13-5 Па-с. Эти вязкости характеризуют соответственно
процессы: моллирования стекла, спекания и отжига.
Температура спекания /С11 — температура, при которой проис-
ходит термическое спекание образцов стекла размером 20 X 20 X
X 10 мм с полированными поверхностями, уложенных один на дру-
гой. Эта температура колеблется для различных марок в пределах
460—680 С. Спекание стекла используют при изготовлении стекло-
металлических зеркал, кювет, волоконно-оптических элементов.
Химическая устойчивость стекла. В оптическом производстве
установлено два показателя химической устойчивости стекла: устой-
чивость полированной поверхности детали к воздействию влажной
атмосферы без конденсации паров (~75 % относительной * влаж-
ности) и устойчивость к действию пятнающих агентов — нейтраль-
ной воде, слабокислым и щелочным водным растворам.
Соприкасаясь с влажным воздухом, поверхность стекла как бы
впитывает молекулы воды, образуя тонкую водяную пленку. Если
в составе стекла содержатся окисли щелочных металлов и некоторые
другие вещества, способные взаимодействовать с водой, то на по-
верхности в результате гидролиза образуется мутная пленка.
По устойчивости к действию влажной атмосферы (налетоопасно-
сти) силикатные оптические стекла делятся на группы: А—не-
налетоопасные, Б — промежуточные, В — налетоопаоные. Большин-
ство оптических стекол относятся к группе А. Оптические детали
из налетоопасных стекол сразу же после обработки покрывают
защитными пленками.
На поверхности оптических деталей под действием пятнающих
агентов, а также вследствие гидролиза происходит поверхностное
растворение и смывание некоторых соединений, входящих в состав
стекла. В результате образуется пленка, отличающаяся по составу
и свойствам от основной массы стекла. Если капельки воды дли-
тельно присутствуют на участках поверхности детали, то на этих
участках образуются пятна (происходит выщелачивание) произ-
11
Вольной формы с различной окраской, вплоть до мутной малопро-
зрачной. Такие оптические детали непригодны для использования
в оптических приборах.
Но устойчивости к действию пятнающих агентов оптические
стекла делят наследующие группы: I — непятнающиеся, II — средней
пятнаемости, III - - пятнающиеся, IV - нестойкие стекла, требу-
ющие обязательного применения защитных покрытий. К последней
группе, например, относятся стекла ОФ4, СТК19, СТКЗ. Пятна-
емость стекол учитывают при обработке, выборе полирующих средств
и промывочных жидкостей. Травление стекла некоторых марок
растворами кислот используют в технологии нанесения штриховых
мер, шкал и сеток на стеклянные подложки.
§ 4. ПОКАЗАТЕЛИ КАЧЕСТВА ОПТИЧЕСКОГО СТЕКЛА
Нормируемые показатели качества. Нестабильность оптие
ческих характеристик стекла существенно влияет на качество пере-
дачи изображения оптической системой прибора.
Допуски на показатели качества материалов рассчитывают в соот-
ветствии с техническими требованиями к оптической системе. За-
вышение требований к показателям качества сверх необходимых
не дает заметного улучшения выходных характеристик прибора,
в то же время резко увеличивает стоимость оптического материала.
Например, при изменении требований к оптической однородности
стекла с третьей категории на первую стоимость стекла возрастает
в 4—5 раз.
Оптические бесцветные стекла нормируют в заготовках по сле-
дующим показателям качества: показателю преломления пе, средней
дисперсии П/г' — пс', однородности партии заготовок по показателю
преломления и средней дисперсии, оптической однородности, двой-
ному лучепреломлению, бессвильности, показателю ослабления,
пузырности.
В зависимости от предельных отклонений указанных показате- ’
лей ГОСТ 3514—76 предусматривает различные категории и классы
качества стекла.
Показатель преломления пе и средняя дисперсия пр, — пС' нор-
мируются пятью категориями качества со следующими допустимыми
отклонениями Дпе и Д (пр, — пС'):
Категория Д/?в104 Д (пр’ — 10*
1 ±2 ±2
2 ±з ±3
3 ±5 ±5
4 ±10 ±10
5 ±20 ±20
Стекло обычного качества, используемое для изготовления опти-
ческих деталей кинофотооптики, относится к 4-й категории по Дпе
и Д (nr — пС').
Допуски на пе и Пр, — пс' могут быть расширены по сравнению
с расчетными при условии ограничения отклонений по этим показа-
телям для заготовок внутри одной партии.
12
Рис. 4. Пороки стекла (масштаб 10 : 1):
а — нитевидная свиль; б — узловая свиль; в — пузыри; г - камень
В этом случае фактические значения пе и пр, — Пс' учитываются
при комплектовании оптических деталей системы, а необходимое
качество выходных параметров сохраняется путем коррекции гео-
метрических размеров линз: толщины, радиусов или воздушных
промежутков между линзами [2].
По однородности показателя преломления пе в партии заготовок
установлено четыре класса, а по средней дисперсии nF, — пС' два
класса качества.
1Т х . Наибольшая разность
сс Наибольшая разность \пс 104 д 10Ь в партии
в партии заготовок заготовок
А 0,2 —
Б 0,5 —
В 1 1
Г В пределах заданной В пределах заданной
категории категории
Оптическая неоднородность стекла и других оптических мате-
риалов рассматривается как неоднородность показателя пре-
ломления по объему материала.
В зависимости от причины образования неоднородности могут
быть химического или физического происхождения. Химические
неоднородности — свили возникают в процессе варки и выработки
13
стекла и обусловлены непостоянством химического состава ввиду
непровара или улетучивания отдельных компонентов, разъедания
сгенок стекловаренных сосудов и плохой гомогенизации расплава.
Различают слоистые нитевидные свили (рис. 4, а) и узловые в виде
небольших вытянутых сфер с отходящими от них нитями (рис. 4, б).
Метод контроля бессвильности заключается в оценке теневой
картины свили, получаемой на экране проекционной установки
и сравнением ее с теневой картиной эталонных свилей 1-й или 2-й
категорий бессвильности.
Физические неоднородности связаны с образованием в заготовках
стекла остаточных напряжений при отжиге вследствие быстрого
охлаждения или температурных градиентов в печи. Напряжения
в прозрачных материалах вызывают появление двойного луче-
преломления и изменение значения показателя преломления.
При прохождении через напряженное стекло поляризованного
луча, полученного с помощью какого-либо поляризатора, проис-
ходит его раздвоение на лучи, распространяющиеся в плоскости
главных напряжений с разной скоростью и имеющие на выходе
разность хода. Разность хода лучей, измеряемая в нанометрах на
сантиметр пути, характеризует двойное лучепреломление.
Физические неоднородности могут быть устранены повторным
тонким отжигом.
По двойному лучепреломлению установлено пять категорий
качества с предельными отклонениями 1,5—65 нм/см.
Бессвильность и двойное лучепреломление позволяют быстро
оценить оптическую однородность заготовки и при небольших раз-
мерах заготовки являются достаточными критериями ее качества.
Однако оба эти показателя не дают количественной оценки неодно-
родности на различных участках заготовки больших размеров и не
характеризуют плавные изменения показателя преломления, хотя
последние ухудшают качество изображения больше, чем одиночные
грубые свили.
Измерить непосредственно значения показателя преломления
>олю заготовки весьма сложно. Поэтому предусмотрено несколько
косвенных методов оценки оптической однородности. Первый —
определение числового отношения угла разрешения <р коллиматор-
ной установки, в которую введена заготовка, к углу разрешения <р0
той же установки без образца стекла. Метод используется для кон-
троля заготовок размерами 60—250 мм, для него установлено четыре
категории качества стекла с отношением ф/ср0, равным 1,0—1,2.
При контроле заготовок, относящихся к первой категории качества,
дополнительно контролируется качество изображения дифракцион-
ной точки на коллиматоре. Точка должна проецироваться в виде
центрального пятна, окруженного двумя концентрическими коль-
цами без разрывов, хвостов и искажения формы.
Существенными недостатками этого метода являются необходи-
мость создания уникальной коллиматорной установки с близким
к теоретическому идеальным изображением дифракционной точки,
субъективность оценки качества изображения точки и миры изме
14
рителями и ограничение размеров контролируемой зоны заготовки.
Оптическую однородность заготовок размерами более 250 мм
оценивают по коэффициентам, характеризующим влияние различных
факторов: двойного лучепреломления, бессвильности, асимметрич-
ности физических неоднородностей по полю.
Заготовки, предназначенные для изготовления оптических дета-
лей высокоточных объективов коллиматоров, интерференционных
и астрономических приборов, у которых остаточные волновые аббер-
рации системы имеют значения, соизмеримые с дополнительными
искажениями, вызываемыми неоднородностью стекла, проверяют
интерференционными методами по искажению волнового фронта.
Точность измерения Ди должна быть в пределах (1-4-5) 10-6. Требо-
вания к однородности подобных деталей оговариваются особо в тех-
нической документации на заготовку.
Светопоглощение стекла нормируется по показателю ослабления
представляющему собой величину, обратную расстоянию, на
котором поток излучения источника света типа А ослабляется в ре-
зультате поглощения и рассеивания в стекле в 10 раз.
Уменьшение Ослабления света в стекле имеет большое значение
при производстве мюголинзовых оптических систем, объективов
для передачи цветного изображения, волоконно-оптических эле-
ментов.
Установлено восемь категорий качества стекла, нормируемых
по показателю ослабления, с допустимыми значениями — 0,0002-4
4-0,0130 см'1.
Пороки стекла. Получить стекло, полностью свободное от пороков,
практически невозможно.
Пузыри и приравниваемые к ним камни в стекле являются вклю-
чениями, образующимися при варке вследствие плохого осветления
стекломассы, попадания в нее непроваренных частиц шихты и ша-
мота со стенок варочного сосуда и образования кристаллов (рис. 4, в).
Одиночные пузыри не влияют на разрешающую способность при-
бора. Увеличение числа пузырей приводит к экранированию света,
увеличению его рассеяния. В деталях типа сеток, лимбов, рас-
положенных в фокальной плоскости измерительных приборов, при-
жимных пластинах проекционных приборов, пузыри четко про-
сматриваются и мешают наблюдению, число их должно ограничи-
ваться. Вскрытые пузыри на рабочих поверхностях оптических
деталей при обработке приводят к появлению располированных
зон, затрудняют чистку оптических деталей. Камни являются источ-
ником возникновения трещин и напряжений в стекле при терми-
ческих нагрузках.
Присутствие пузырей и камней в заготовках регламентируется;
ГОСТ 13240—78 установлено одиннадцать категорий качества.
В заготовках первой категории не допускаются пузыри диаметром
более 0,002 мм, по десятой категории разрешается присутствие
пузырей до 5 мм. Кроме того, каталогом оптического стекла пред-
усмотрена оценка пузырности сырьевого блочного стекла но числу
пузырей, видимых на площади проекции куба стекла объемом
15
100 см3. Эта оценка является справочной и используется при раз-
делке блока стекла на заготовки.
Камни, кристаллы и головки узловых свилей оценивают как
пузыри такого же диаметра. Камни, сопровождаемые трещинами
в заготовках оптических деталей, не допускаются (рис. 4, ?).
§ 5. СТЕКЛА ОПТИЧЕСКИЕ ЦВЕТНЫЕ, СТЕКЛА
С ОСОБЫМИ СВОЙСТВАМИ, СИТАЛЛЫ, ОРГАНИЧЕСКИЕ
СТЕКЛА
Цветные оптические стекла. Если стекло поглощает све-
товые лучи с различной интенсивностью в зависимости от длины
волны спектра излучения, то после прохождения слоя стекла свет
приобретает окраску. Например, стекло, поглощающее все лучи
света, кроме красного, будет выделять только красный свет и само
будет на вид красное.
В оптическом приборостроении цветные стекла применяют для
изготовления светофильтров, ограничивающих или ослабляющих
пропускание света заданного спектрального состава, защищающих
глаза наблюдателя от интенсивного излучения и др.
Основными характеристиками цветного оптического стекла яв-
ляются нормируемые кривые зависимости коэффициента пропуска-
ния или оптической плотности DK от длины волны %, а также
спектральный показатель поглощения Кх-
Показатель поглощения стекла для определенной длины
волны света находят из выражения =—lgxx/Z, где — коэф-
фициент пропускания стекла толщиной I (мм) для монохромати-
ческого света длиной волны X.
Оптическая плотность DK для монохроматического света с длиной
волны X связана с показателем поглощения Кк и коэффициентом
пропускания соотношением
- 1g Ч = Кк1.
Поглощение света для различных значений длины волны света
измеряют на спектрофотометре.
Марку цветного стекла обозначают буквами, из которых первая
или две первых являются начальными буквами наименования цвета
(типа), буква С сокращенно обозначает слово стекло, цифра ука-
зывает порядковый номер марки стекла данного типа. Например,
ЖЗС5 — желто-зеленое стекло пятое.
В соответствии с ГОСТ 9411—81 «Стекло оптическое цветное»
выпускаются цветные стекла 14 типов:
УФС — ультрафиолетовое
ФС — фиолетовое
СС — синее
СЗС — сине-зеленое
ЗС — зеленое
ЖЗС — желто-зеленое
ЖС — желтое
10
ОС — оранжевое
КС — красное
ИКС — инфракрасное
ПС — пурпурное
НС — нейтральное
ТС —'темное
БС — бесцветное
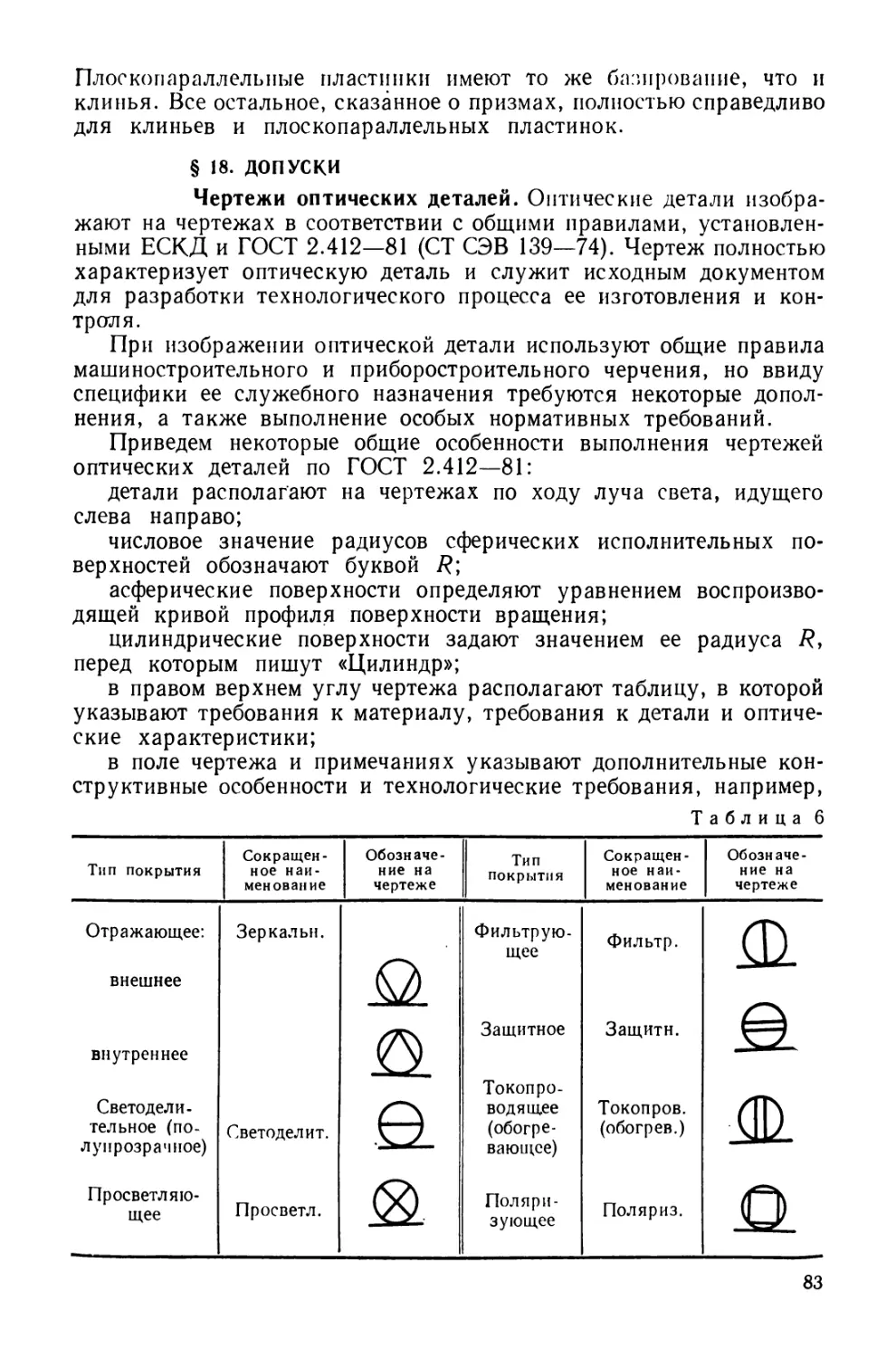
Рис. 5. Спектральные кривые пропускания = f (^) цветных стекол, окрашенных
молекулярными красителями в слое толщиной 2 мм
Стекла БС предназначены для ограничения пропускания света
в ультрафиолетовой или длинноволновой инфракрасной областях
спектра при сохранении пропускания в видимой части.
Окраска стекла обусловливается введением в его состав краси-
телей, которые могут находиться в стекле в молекулярно-раство-
ренном или коллоидном состоянии.
Молекулярные красители — это окислы тяжелых металлов: ко-
бальта, железа, никеля и др. При варке стекла они полностью рас-
творяются в его основе. Избирательное поглощение света в стекле
вызывается резонансными колебаниями электронов красителей. Ха-
рактер спектральной кривой пропускания у стекол, окрашенных
молекулярными красителями, при изменении концентрации краси-
теля практически не меняется, изменяется лишь пропускание. При
вторичной термообработке окраска таких стекол не изменяется.
Спектральные кривые Тх = f (X) некоторых цветных стекол тол-
щиной I = 2 мм, окрашенных молекулярными красителями, при-
ведены на рис. 5.
Стекло СС5 имеет характерную избирательную кривую пропуска-
ния с максимумом в области 415—420 нм. Ультрафиолетовое темное
стекло УФС5 ограничивает пропускание ультрафиолетовой части
спектра в области 370—380 нм. Нейтральные стекла ослабляют
пропускание в видимой части спектра в зависимости от концентрации
красителя в составе.
Окраска стекла коллоидными красителями', металлическим золо-
том, серебром, сульфидами и селенидами кадмия или сурьмы —
основана на избирательном рассеянии света дисперсными частицами
красителей. Стекла, содержащие коллоидные красители в атомар-
ном состоянии, бесцветны, окраска появляется в результате роста
мельчайших кристалликов металла размерами 1 —100 нм при вто-
ричной термообработке — «наводке».
Наибольшее распространение среди этих стекол получили се-
ленокадмиевые стекла, имеющие желтую, красную и оранжевую
окраску. Кривые спектрального пропускания селенокадмиевых сте-
кол (рис. 6) имеют крутой подъем, резко отсекают одну часть спектра
пропускания от другой.
17
Рис. 6. Спектральные кривые пропускания — f (X) цветных селенокадмиевых
стекол, окрашенных коллоидными красителями в слое толщиной 5 мм
Заготовки из цветного оптического стекла нормируют по следу-
ющим показателям качества: показателю поглощения К\, бессвиль-
ности, неоднородности окраски, пузырности и двойному лучепре-
ломлению. Для • стекол, окрашенных сульфоселенидами или
селенидами металлов (стекла ЖС, ОС и КС), нормируют также
минимальную оптическую плотность £>0 при толщине стекла 10 мм;
длину волны Хпр, при которой оптическая плотность стекла пре-
вышает на 0,3 оптическую плотность стекла той же толщины при
длине волны 1(); крутизну /<р кривой оптической плотности, равной
разности оптических плотностей стекла при длинах волны %пр —
20 нм и Х!|р.
Стекла с особыми свойствами. Их используют в оптических при-
борах, в которых наряду с прозрачностью необходимо иметь до-
полнительные свойства, не предусмотренные ГОСТ 3514—76.
Стекла светорассеивающие (молочные) применяют для изготовле-
ния деталей, диффузно рассеивающих проходящий или отраженный
свет, их обозначают МС. Они приобретают рассеивающие свойства
благодаря введению в состав соединений фтора в виде криолита,
кремнефтористого натрия и других соединений, обеспечивающих
мелкодисперсную кристаллизацию («глушение») стекла.
Стекла фотохромные обратимо изменяют свою прозрачность
в видимой части спектра в зависимости от освещенности и длитель-
ности облучения. После прекращения облучения пропускание стекла
восстанавливается. Их применяют для изготовления светофильтров,
светозащитных очков и экранов и обозначают ФХС.
Основными характеристиками фотохромного стекла являются
коэффициент фотохромности /<ф и чувствительность 5Ф. Коэффи-
циент фотохромности — величина, характеризующаяся уменьше-
нием оптической плотности за 30 с термического обесцвечивания.
Чувствительность Зф — величина, обратная освещенности, необхо-
димой для получения добавочной оптической плотности, равной 0,2.
Наиболее характерным представителем группы фотохромных
стекол является стекло ФХСЗ, имеющее Кф 0,5-н0,7; S(J) —
= (2^-5) 10'6 (лк-с)'1.
18
Рис. 7. Кинетическая кривая пропус-
кания фугохром него стекла
Кривая пропускания свето-
фильтров из оптического фото-
хромного стекла ФХСЗ толщи-
ной 2,5 мм в процессе облучения
(зона А) и после облучения
(зона Б) приведена на рис. 7.
Радиационно-стойкие стек-
ла сохраняют оптические свойства
излучения.
под действием радиационного
под действием радиации
Большинство обычных стекол
окрашиваются — темнеют, уменьшается их светопропускание до оп-
ределенного значения, зависящего от дозы радиации и состава стекла.
Устойчивость стекол к воздействию ионизирующего излучения
характеризуется приращением оптической плотности ДО на 1 см
толщины стекла после облучения дозой гамма-лучей 105 Р от источ-
ника излучения Со60.
Повышение радиационной устойчивости стекол достигается вве-
дением в их состав добавок, способных предотвращать образование
центров окраски. Наибольший эффект достигается при введении
в качестве добавки окиси церия СеО2.
Стекла, содержащие СеО2, сохраняют светопропускание после
облучения дозой гамма-лучами 105Р, их обозначают как стекла
серии 100. Например, радиационно-стойкое стекло К8 обозначают
КЮ8, значение ДО после облучения не должно быть более 0,015.
По другим оптическим свойствам радиационно-стойкие стекла се-
рии 100 практически не отличаются от своих аналогов серии 0.
Стекла оптическиелюминесцирующие, активированные неодимом,
имеют узкие полосы люминесценции, причем на полосу 1060 нм
приходится до 80 % всей энергии люминесценции. Их используют
для изготовления активных элементов твердотельных лазеров на-
правленного излучения с длинами волн 900, 1060, 1300 нм, работа-
ющих как в режиме свободной генерации, так и в моноимпульсном
режиме.
Спектр поглощения стекол, активированных неодимом, имеет
много полос в видимой и ближней ИК областях спектра, что облег-
чает оптическую накачку.
Стекла обозначают ГЛС (генерирующее люминесцирующее
стекло).
Инфракрасные бескислородные стекла — стеклообразные веще-
ства, отличающиеся от обычных стекол тем, что в их составе нет
химических соединений, содержащих кислород, а процесс стекло-
образования происходит в бескислородной среде.
Наиболее известны халькогенидные бескислородные стекла,
основными компонентами которых являются трехсернистый мышьяк
As2S3, селен, германий или теллур.
Халькогенидные стекла прозрачны в ИК области спектра в диапа-
зоне длин волн 1 —17 мкм, имеют высокую химическую стойкость
19
О 200 300 WO 500 /00 1500 2000 3000 Л,нм
Рис. 8. Спектральные кривые
коэффициента пропускания
кварцевых ci скол
и достаточную механичес-
кую и термическую проч-
ность. Обозначают их
ИКС, они различаются
границами пропускания
и показателем преломле-
ния /г?2 2,5ч-2,9. Бес-
кислородные инфракрас-
ные стекла используют
для изготовления оптичес-
ких деталей, световодов,
волоконных элементов,
работающих в И К области
спектра.
Стекло оптическое кварцевое — однокомпонентное силикатное
стекло па основе кремнезема SiO2. Оно имеет ряд ценных физико-
химических свойств: прозрачность в широком диапазоне УФ, види-
мых, ИК и радиоволн X = 160-^-6000 нм, высокую термостойкость,
химическую и радиационную устойчивость, малый ТКЛР 1(2-4-
-4-5) 10-7ОС'х].
Оптическое кварцевое стекло применяют для изготовления про-
зрачных люков летательных аппаратов, уголковых отражателей,
призм спектральных приборов, осветителей лазеров, оболочек источ-
ников света и других оптических деталей, подвергающихся резким
температурным воздействиям.
В зависимости от основной области спектрального пропускания
выпускают оптические кварцевые стекла следующих марок: КУ-1,
КУ-2 — прозрачные в УФ области спектра; КВ — прозрачные
в видимой области спектра; КИ — прозрачное в ИК области спектра.
Спектральные кривые коэффициента светопропускания для
кварцевого стекла различных марок в слое толщиной 1 см показаны
на рис. 8. Основные физико-химические свойства оптического квар-
цевого стекла при температуре 20 °C приведены в ГОСТ 15130—79
«Стекло кварцевое оптическое».
Ситаллы. Это особый класс стеклокерамических материалов,
имеющих микрокристаллическую структуру с кристаллами размером
не более 1—2 мкм, равномерно распределенными по всему объему
стеклообразного вещества.
Оптические ситаллы отличаются особо тонкозернистой структу-
рой, размеры кристаллов в них не превышают длины полуволны
видимого участка спектра, а показатели лреломления кристаллов
и стекловидной фазы совпадают или близки между собой, что исклю-
чает светорассеяние на границах раздела фаз стекло — кристалл.
Ситаллы имеют повышенные по сравнению со стеклом термо-
стойкость, механическую прочность и твердость; ТКЛР ситаллов
некоторых марок практически равен нулю.
20
Таблица 1
П араметр Марка ситаллов
COI 1 5 CO15G СО2 1
Показатель преломления Средняя дисперсия Температура, при которой ТКЛР равен 1,5-К)-7 °C1 Термостойкость, °C Относительная твердость по со- шлифовыванию 1,535±5- КГ 3 0,0102 + 3- 10“4 25-t 20 500+ГО 1,78 1,545±2-IO"3 б,0104+2-10-4 25±20 350+50 1,56 1,553±2- 10"3 0,0108+2 • 10"1 2201-50 650±50 1,90
Таблица 2
Материал р, г/см’ 10е °C-1 I [аиболь- шая тем- пература эксплуата- ции мате- риала, °C flD VD T в ви- димой области для об- разца толщиной 5 мм, %
Полиметилметакри- лат 1,18—1,20 63—77 60—105 ' 1,491 57,8 89-92
Полистирол 1,05—1,10 63—90 60—82 1,590 30,8 85
Поликарбонат 1,17—1,24 60—70 121 — 140 1,586 30,3 88-90
Физико-химические свойства оптических ситаллов приведены
в табл. 1.
Органические стекла. Это полимерные термопластические орга-
нические материалы, находящиеся в нормальных условиях в аморф-
ном стеклообразном состоянии. Наибольшее распространение в ка-
честве оптических материалов получили полиметилметакрилат, поли-
стирол и поликарбонат, имеющие прозрачность в видимой и ближней
ИК области спектра.
Полимерные материалы по сравнению с оптическими стеклами
имеют более низкую стоимость, меньшую плотность и высокую ударо-
прочность. Изготовление деталей из органического стекла осуще-
ствляется высокопроизводительными экономичными методами.
Однако недостаточная оптическая однородность, большое значение
ТКЛР, термическая усадка и старение ограничивают применение
полимеров для изготовления оптических деталей ответственного
назначения.
Шлифование и полирование деталей из полимеров с высокой
точностью затруднено ввиду их низкой абразивной стойкости.
Физико-оптические свойства органических стекол приведены
в табл. 2.
Из органического стекла изготовляют неответственные опти-
ческие детали: лупы, линзы окуляров, рассеиватели, фильтры,
растры, очковые контактные линзы, светозащитные очки и др. Из
21
полимеров можно делать детали сложной формы, такие, как линзы
Френеля, детали маячной оптики, изготовление которых из опти-
ческого стекла экономически нецелесообразно, а иногда и невоз-
можно.
§ 6. ОПТИЧЕСКИЕ КРИСТАЛЛЫ И КЕРАМИКА
Свойства кристаллов. Для изготовления оптических де-
талей используют прозрачные кристаллы с необычными для стекол
оптическими свойствами: аномальными значениями показателя пре-
ломления и дисперсии, прозрачностью в УФ и ИК областях спектра
излучения света, лучепреломлением и поляризационной способ-
ностью.
Кристаллы отличаются от стеклообразных веществ тем, что
составляющие их молекулы, атомы, ионы расположены в строго
определенном порядке в узлах пространственной кристаллической
решетки. Характерным признаком кристаллов является их правиль-
ная внешняя форма, ограниченная плоскими гранями, образующими
при пересечении ребра и вершины. Грани, ребра и вершины кри-
сталла являются элементами его огранения. Каждому виду кристал-
лов свойственны закономерная повторяемость и симметрия элементов
огранения в трехмерном пространстве.
Особенностью отдельных кристаллов является также анизо-
тропность — способность проявлять различные свойства в разных
направлениях. Например, прочностные свойства, твердость, сопро-
тивление скалыванию во многом зависят от направления приложения
усилий.
Способность кристаллов раскалываться по плоскостям, парал-
лельным кристаллографическим граням, называется спайностью.
Спайность неразрывно связана со структурой кристалла, раскалы-
вание происходит по определенным плоским сеткам структуры,
обычно перпендикулярно направлению наиболее слабых внутрен-
них связей..
Твердость оптических кристаллов различна, например, сапфир
очень твердый материал, уступающий по твердости только алмазу,
а кристаллы каменной соли NaCl или сильвина КС1 легко цара-
паются и растворяются в воде.
По оптическим свойствам кристаллы делят на две группы: изо-
тропные и анизотропные. В изотропных кристаллах, как и в аморф-
ных стеклообразных веществах, свет распространяется во всех
направлениях с одинаковой скоростью и показатель преломления
и средняя дисперсия — величины постоянные. В оптически анизо-
тропных кристаллах скорость распространения света в различных
направлениях неодинакова, причем луч света, попадая в анизо-
тропный кристалл, делится на два луча: обыкновенный (о) и не-
обыкновенный (е), поляризованные в двух взаимно перпендикуляр-
ных направлениях.
Это явление можно пояснить следующим образом. Если внутри
кристалла поместить точечный источник света, то от него будут
распространяться лучи — обыкновенные и необыкновенные. Обык-
22
Рис. 9. Волновые поверхно-
сти обыкновенных и необык-
новенных лучей в одноосных
кристаллах:
а — оптически положительном;
б — оптически отрицательном
новенные лучи распро-
страняются в кристалле
во все стороны с оди-
наковой скоростью, не-
обыкновенные — с раз-
личной, зависящей от направления. Волновой фронт от обыкно-
венных лучей представляет собой сферическую поверхность,
а от необыкновенных — поверхность эллипсоида вращения. Обе
эти поверхности, называемые волновыми поверхностями Фре-
неля, соприкасаются одна с другой в двух диаметрально распо-
ложенных точках, совпадающих с осями вращения эллипсоида.
Если построить сечение волновых поверхностей в полярных
координатах для по и пе, то они будут иметь вид, показанный на
рис. 9. Если соприкосновение сечений осуществляется по большой
оси эллипсоида (рис. 9, а), кристалл называется оптически отрица-
тельным пе < /го. Если соприкосновение сечений осуществляется
по малой оси эллипсоида (рис. 9, б), кристалл называется оптически
положительным пе п0. Линия, соединяющая точки соприкоснове-
ния сферы и эллипсоида, называется оптической осью. Все лучи,
распространяющиеся в кристалле параллельно направлению опти-
ческой оси, имеют одинаковую скорость и показатель преломле-
ния /2(), при этом двойное лучепреломление не наблюдается. Анизо-
тропные кристаллы, имеющие одно изотропное направление опти-
ческих лучей, называются оптически одноосными кристаллами.
В оптическом приборостроении применяют как природные кри-
сталлы: исландский шпат, кварц, флюорит, так и синтетические
кристаллы, выращенные искусственно.
Природные оптические кристаллы необходимой прозрачности,
однородности и больших размеров встречаются редко. Поэтому
только с развитием технологии выращивания кристаллов значи-
тельно расширилась область их применения. Освоено выращивание
кристаллов с полезными оптическими свойствами, не встречающихся
в чистом виде в природных условиях. К ним относятся кристаллы
полупроводниковых элементов: кремния, германия и сложных со-
единений типа иодистобромистого таллия и арсенида галлия.
Как и к другим оптическим материалам, к кристаллам предъ-
являются требования по стабильности оптических характеристик,
и разработаны нормативы показателей качества, оговоренные в стан-
дартах.
Марку оптического кристалла обозначают начальными буквами
химического названия материала кристалла с добавлением букв У,
В или И, указывающих на основную рабочую область спектра про-
пускания. Например, кристалл фтористого лития для УФ области
23
обозначается ФЛ-У. При использовании оптического кристалла
только в одной области обозначение этой рабочей области допускается
не указывать.
Оптически изотропные кристаллы. К оптически изотропным
кристаллам относятся кристаллы кубической системы (сингонии)
с высокой степенью симметрии пространственной решетки. В основ-
ном это кристаллы галогенидов щелочных и щелочно-земельных
металлов, используемые для изготовления деталей приборов, рабо-
тающих в ИК диапазоне, окон и призм спектральных приборов,
конденсоров и линз микроскопов УФ диапазона.
К изотропным кристаллам относятся также синтетические кри-
сталлы полупроводниковых материалов: кремния, германия, ис-
пользуемых для изготовления оптических деталей, работающих
в дальней ИК области спектра.
Кремний Si прозрачен в области 1,5—22 мкм и непрозрачен
в видимой области излучения. В воде нерастворим, растворяется
в смеси плавиковой и азотной кислот. Его плотность 2,33 г/см3,
показатель преломления п = 3,458 для % = 2 мкм; кристалл
хрупкий.
Германий Ge прозрачен в области 2—265 мкм и непрозрачен
в видимой области спектра. В воде нерастворим, растворяется в го-
рячей серной кислоте. Его плотность 5,327 г/см3, показатель пре-
ломления п = 4,0217 для X = 4,2 мкм; кристалл хрупкий, относи-
тельная твердость по сошлифовыванию 0,53.
Свойства кристаллов галогенидов щелочных и щелочно-земель-
ных металлов приведены в табл. 3.
Одноосные оптические кристаллы. Одноосные кристаллы при-
меняют для изготовления оптических деталей поляризационных,
спектральных приборов и элементов лазеров. Рассмотрим свойства
наиболее широко используемых в оптическом приборостроении
оптических одноосных кристаллов. Величины п0 и пе приведены для
% = 589,3 нм (линия D).
Исландский шпат СаСО3 (кальцит) — природный мягкий кри-
сталл, очень хрупкий, характеризуется сильно выраженным двойным
лучепреломлением, п0 = 1,658, пе = 1,486, плотность 2,71 г/см3.
Хорошо раскалывается по плоскости спайности.
Кварц кристаллический SiO2 (горный хрусталь) — твердый кри-
сталл, имеет относительно слабо выраженное лучепреломление,
п0 = 1,5534, пе = 1,5442, плотность 2,65 г/см3. При нормальных
условиях практически нерастворим в воде и кислотах, за исключе-
нием плавиковой. Кварц обладает хорошей прозрачностью в области
0,18—10 мкм и пьезоэлектрическими свойствами. Спайность прак-
тически отсутствует.
Фтористый магний MgF2 (селлаит) — кристалл средней твер-
дости, п0 = 1,3680, пе = 1,3792. Практически нерастворим в воде,
растворяется в азотной кислоте. Область прозрачности 0,1 —10 мкм.
Лейкосапфир А12О3 (корунд) — очень твердый термостойкий син-
тетический кристалл, п0 1,7681, пе 1,7599. Его плотность
3,98 г/см3, температура плавления 2030 °C. Область прозрачности
24
Название, химический состав р, г/см3 nD для X = 589,3, нм VD
Хлористый натрий NaCl (каменная соль) 2,165 1,5443 42,7
Хлористый калий КО (сильвин) 1,984 1,4904 43,9
Фтористый кальций CaF2 (флюорит) 3,18 1,4339 95,15
Фтористый литий LiF 2,601 1,3921 99,26
Бромистый калий КВг 2,75 1,5601 33,5
Таблица 3
Область прозрач- ности, мкм Свойства
0,25—15 Мягкий кристалл, гигроскопичен, хорошо рас- творяется в воде и глицерине
0,33—21 Очень мягкий кристалл, гигроскопичен, хорошо растворяется в воде и глицерине
0,18—10 Твердый очень хрупкий кристалл, негигроско- пичен, нерастворим в воде
0,18—6 Кристалл средней твердости, негигроскопичен и практически нерастворим в воде, растворяется в кислотах
0,21—27 Очень мягкий кристалл, гигроскопичен, хорошо растворяется в воде и глицерине
Рис. 10. Спектральные характеристики пропускания т— f (1) оптических керамик
толщиной 10 мм
0,17—6 мкм. Из лейкосапфира изготовляют защитные стекла и об-
текатели приборов УФ и ИК диапазона, работающих в тяжелых
условиях эксплуатации.
Рубин — синтетический кристалл корунда А12О3 с добавкой
до 3 % окиси хрома fr2O3, придающего рубину красноватую окраску.
Рубин генерирует излучение в видимой области спектра и исполь-
зуется в качестве активного элемента твердотельных лазеров.
Оптическая керамика. -Поликристаллический материал, прозрач-
ный в ИК области спектра. Изготовляют оптическую керамику
методом горячего прессования химически чистых кристаллических
порошков с размерами зерен 0,1 —10 мкм. Прессование осущест-
вляют в вакууме при больших давлениях (100—300 МПа) и темпе-
ратуре, равной 0,5—0,8 температуры плавления исходного вещества.
Во время прессования происходит спекание зерен и одновременно
процесс рекристаллизации — рост зерен с увеличением их перво-
начальных размеров в 3—5 раз. В результате* получают высоко-
прочный материал плотностью более 99,9 % плотности исходного
монокристалла.
Оптическая керамика изотропна по оптическим и механическим
свойствам, в ней отсутствуют плоскости спайности и трещины,
она термостойка и нерастворима в воде.
Таблица 4
Марка Химический состав р, г/сма п, для X -= 2 мкм Область прозрач- ности, мкм at 10е °C-1
К01 MgF2 фторид магния 3,171 1,3720 1-7 11,3
К02 ZnS сульфид цинка 4,090 2,2631 1—14 6,9
К04 ZnSe селенид цинка 5,250 2,4472 0,5-21 7,7
К05 MgO окись магния 3,578 1,7089 0,4—8 11,0
К06 CdTe теллурид кадмия 5,850 2,711 0,9—29 5,5
26
Обозначают оптическую керамику КО и порядковым номером,
определяющим ее химический состав. Физико-химические свойства
оптической керамики приведены в табл. 4.
Одной из основных характеристик оптической керамики является
прозрачность. Спектральные характеристики пропускания т = f (X)
ряда марок оптических керамик толщиной 1 см приведены на рис. 10.
Коротковолновая граница прозрачности у них находится в пределах
0,5—2,0 мкм, длинноволновая — в пределах 8—28 мкм. Под гра-
ницей прозрачности понимают длину волны, при которой коэффи-
циент пропускания образца толщиной 2 мм равен 50 %.
Детали из оптической керамики хорошо шлифуются и поли-
руются обычными методами обработки оптических деталей, однако
наличие поликристаллической структуры влияет на чистоту обра-
батываемой поверхности.
Оптическая керамика является основным конструкционным ма-
териалом для изготовления оптических деталей приборов, работа-
ющих в ИК диапазоне в условиях больших перепадов давления
и температуры. Так, оптическую керамику КО1 можно применять
при температуре до 900 °C.
ГЛАВА 2
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ОПТИЧЕСКИХ МАТЕРИАЛОВ
§ 7. ПРОИЗВОДСТВО ОПТИЧЕСКОГО БЕСЦВЕТНОГО СТЕКЛА
Состав стекол. Совокупность физико-химических свойств
стекла определяется его химическим составом. Поскольку досто-
верные данные о природе химических соединений, образующихся
в стекле, отсутствуют, принято состав стекла выражать в виде мас-
совых процентов окислов, вводимых в шихту посредством различных
химических соединений. Такой состав называется синтетическим,
фактически он отличается от химического состава сваренного стекла
вследствие улетучивания некоторых соединений и попадания в стекло
окислов при разъедании стенок сосудов при варке.
Ряд химических веществ, например кремнезем SiO2, борный
ангидрид В2О5, фосфорный ангидрид Р2О5, способны при охлаждении
расплава переходить в стеклообразное состояние. Некоторые ве-
щества, например глинозем А12О3, хотя и образуют стекло только
при сплавлении с другими веществами, но составляют его основу —
структурную сетку стекла. Такие химические вещества называют
стеклообразующими. В зависимости от стеклообразующего вещества
стекла относятся к различным группам: силикатным (основа SiO2),
боратным (основа В2О5), фосфатным (основа Р2О5) и др. Стекло-
образующая основа оказывает основное влияние на ход дисперсии
в стекле.
Большинство оптических стекол многокомпонентны, многообра-
зие их оптических свойств достигается введением в состав в различ-
ных соотношениях окислов многих элементов периодической системы
Менделеева, в том числе соединений редкоземельных элементов.
Каждый окисел оказывает определенное влияние на оптические
свойства стекла. Например, чем больше в стекле кремнезема, тем
меньше его показатель преломления. Увеличение окислов свинца
в составе флиптовых стекол приводит к увеличению показателя
преломления и средней дисперсии.
Для улучшения технологических свойств расплавленной стекло-
массы: уменьшения температуры расплавления, снижения вязкости
и повышения химической устойчивости стекла — в состав вводят
окислы щелочно-земельных элементов (калия, лития, кальция).
Добавление небольшого количества окислов А12О3 способствует
снижению кристаллизационной способности стекла. Соединения
мышьяка, сурьмы и церия в массовых долях 0,2—1 % используют
в качестве осветлителей расплавленной стекломассы, они ускоряют
28
процесс удаления из расплава пузырей и нейтрализуют окрашива-
ющее действие вредных красящих примесей — окислов железа.
В технологии стекловарения применяют также химические"ве-
щества, временно понижающие вязкость стекломассы в начальный
период варки, что ускоряет ведение процесса. К таким веществам
относятся сульфат аммония, бифторид калия и др. В дальнейшем
они разлагаются, образуя окислы, или улетучиваются в виде газо-
образных соединений.
В синтетический состав оптических стекол обычно входят 4—12
различных окислов. Например, одна из марок стекла типа К содер-
жит семь окислов в следующем соотношении: SiO2 — 72 %; В2О3 —
8,15 %; К2О—10,45 %; Na2O — 7,20 о/о, СаО — 1,55 о/о; MgO —
0,45 %’, А120д — 0,20 %.
Приготовление шихты. Шихта для варки стекла представляет
собой механическую смесь сырьевых химических материалов: солей,
окислов, гидроокисей. Используют как природные материалы: кварц,
сульфат, так и синтетические: основные и кислотные окислы, азотно-
кислые соли калия и бария, углекислые соли кальция, калия и др.
При высоких температурах соли и гидроокиси разлагаются, образуя
окисел и газообразное соединение. Например, СаСО3 ->СаО + СО2.
В сырьевых материалах для оптического стекловарения не
должны присутствовать красящие примеси: соединения железа,
хрома, никеля, меди. Присутствие соединений железа вызывает
окрашивание стекла и резкое снижение пропускания света, особенно
в УФ области спектра. В молотом кварце, например, содержание
железа в шихте обычных оптических стекол ограничено 0,008 —
0,01 %, а для особопрозрачных стекол 0,0004 %.
Перед составлением шихты материалы подвергают измельчению
и помолу до зернистости 0,05—0,3 мм.
Составляют шихту по строго определенной рецептуре с учетом
поправок на фактическую влажность материала в партии и процент-
ного содержания в нем вводимого окисла. Массу порции составлен-
ной шихты (навески) принимают равной 100 кг. В этом случае
масса каждого компонента соответствует его процентному содержа-
нию. Взвешивание компонентов осуществляется на механизирован-
ной линии.
Механизированная линия приготовления шихты состоит из рас-
положенных в ряд 10—12 секций, каждая из которых предназначена
для хранения и взвешивания только одного компонента шихты
(рис. 11). Материал подают в приемный отсек 7 секции, располо-
женный на перекрытии второго этажа. Некоторые химические ве-
щества гигроскопичны и при длительном хранении и транспорти-
ровке слеживаются и комкуются, поэтому перед употреблением их
необходимо просеять. Вращающиеся обрезиненные лопасти 6 про-
тирщика разминают комки и просеивают материал через отверстия
сита 5 в бункер-накопитель 8. Количество материала, хранящегося
в бункере, не должно превышать 1—2-дневной потребности во
избежание его повторного слеживания. Сыпучие некомкующиеся
материалы — кварц, сурик подают в бункер без протирки.
29
Взвешивание осуществляется на автоматических циферблатных
весах 13. Материалы подаются из бункера в контейнер 3 весов вибро-
питателем 4 сначала с большой скоростью, а к концу взвешивания
с малой, что обеспечивает точность взвешивания 0,1 %. По дости-
жении заданной массы вибропитатель 4 отключается, и материал
из контейнера 3 разгружается вибропитателем 2 весов через’рукав 9
в установленную на самоходной тележке 12 емкость 10 смесителя.
Сырьевые материалы, масса которых не превышает массовой
доли 1 %, взвешивают отдельно и добавляют в емкость вручную
совком.
После взвешивания всех компонентов 100-килограммовой на-
вески операцию повторяют столько раз, сколько навесок необходимо
для составления всего объема шихты для варки.
Взвешенную шихту необходимо тщательно перемешать, чтобы
усреднить распределение всех материалов по объему и обеспечить
обволакивание зерен тугоплавких компонентов легкоплавкими,
30
Один из вариантов конструкции смесителя барабанного типа
показан на рис. 11. Нижняя отъемная емкость 10 смесителя служит
для взвешивания. С помощью поперечной тележки 11 емкость под-
возят под смеситель /, поднимают и закрепляют герметично.
При вращении смесителя частицы различных компонентов за-
хватываются стенками и, свободно падая вниз, равномерно рас-
пределяются по объему.
Соприкасающиеся с материалом поверхности бункеров, лотков
и смесителя во избежание попадания в шихту аппаратурного железа
Футеруют листовым алюминием.
Для варки оптических стекол используют также возвратные
отходы (бой) стекла той же марки в виде кусков массой 10—100 г
в количестве до 40 % теоретической массы навариваемой стекло-
массы. Утилизация отходов стекла позволяет более экономно исполь-
зовать дорогостоящие материалы и способствует сокращению дли-
тельности процесса варки. Бой сортируют, очищают от загрязнений,
взвешивают и в отдельной емкости подают вместе с шихтой к стекло-
варенным агрегатам.
От тщательности приготовления шихты и чистоты сырьевых
материалов во многом зависит качество сваренного стекла.
Варка и выработка стекла. Варка стекла — это термический
процесс, в результате которого шихта и бой стекла превращаются
в расплавленную однородную стекломассу.
Варят стекло в пламенных горшковых печах периодического
действия либо в ванных печах непрерывного действия. Стекла не-
которых марок с повышенными требованиями по однородности и пу-
зырности, имеющие склонность к разъеданию стенок керамических
сосудов в расплавленном состоянии ввиду химической активности
компонентов, варят в платиновых тиглях в печах с индукционным
нагревом.
Выбор печи и метода варки определяется прежде всего объемом
производства и требованиями к показателям качества стекла. Стекла
наиболее распространенных марок К8, ТК14, ТФ5, требующиеся
в больших объемах, целесообразно варить в ванных печах непрерыв-
ного действия, так как при этом значительно облегчается механиза-
ция и автоматизация процессов превращения стекломассы непосред-
ственно в заготовки оптических деталей. Однако варка в ванных
печах всегда связана с трудностями поддержания постоянства опти-
ческих характеристик стекла в процессе эксплуатации печи.
Несмотря на ряд различий, варка стекла в горшковых и в ванных
печах имеет одну и ту же физико-химическую и технологическую
основу и может быть рассмотрена на примере технологического про-
цесса варки в одногоршковой печи периодического действия
(рис. 12).
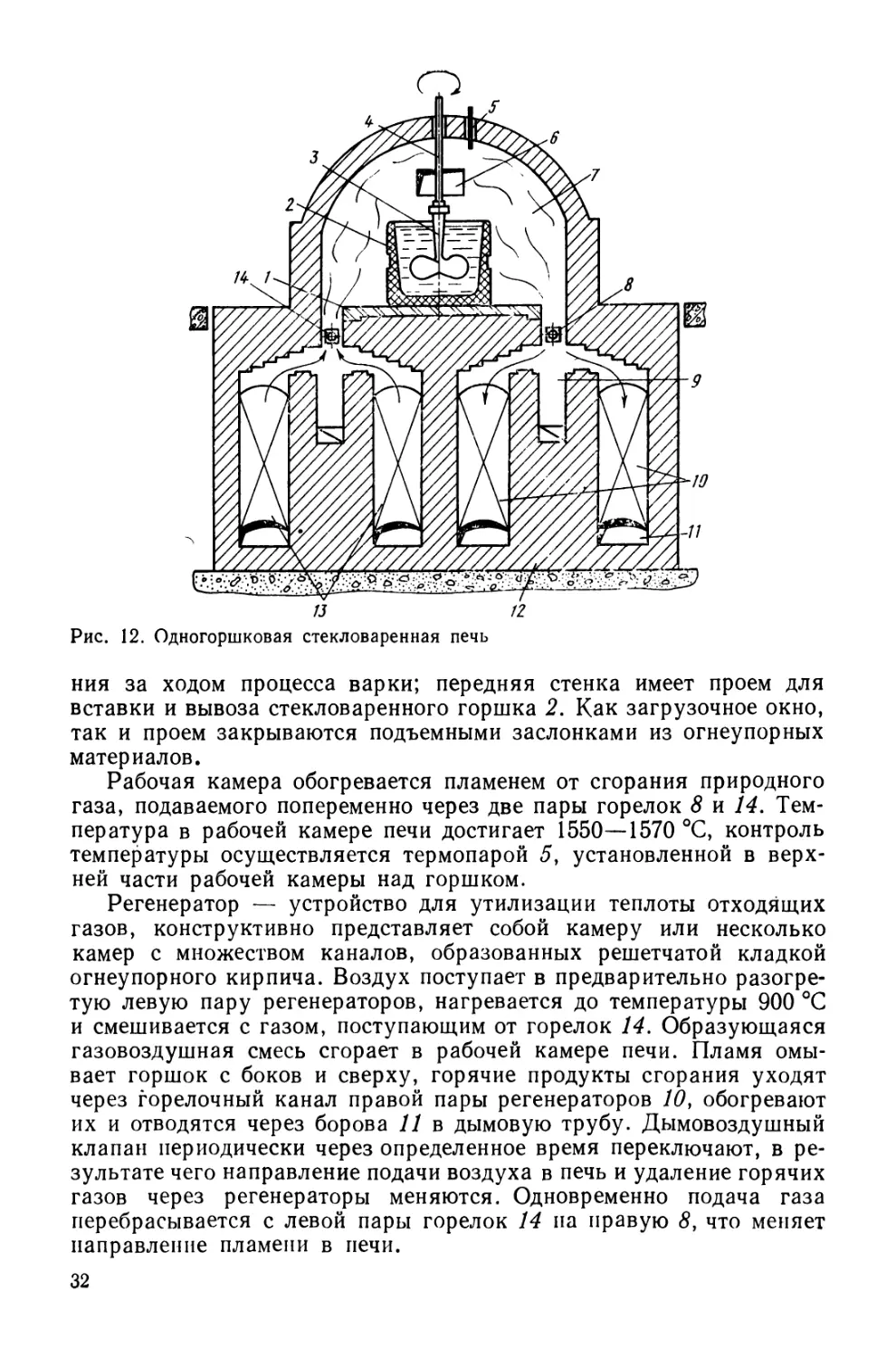
Печь регенеративная с нижним пламенем, состоит из основа-
ния 12, сложенного из огнеупорного кирпича, двух пар регенерато-
ров 10 и 13 и рабочей камеры 7 с арочным сводом. Под 1 рабочей
камеры выложен огнеупорными плитами. На задней стенке рабочей
камеры имеется окно 6 для засыпки шихты, взятия проб и наблюде-
31
Рис. 12. Одногоршковая стекловаренная печь
ния за ходом процесса варки; передняя стенка имеет проем для
вставки и вывоза стекловаренного горшка 2. Как загрузочное окно,
так и проем закрываются подъемными заслонками из огнеупорных
материалов.
Рабочая камера обогревается пламенем от сгорания природного
газа, подаваемого попеременно через две пары горелок 8 и 14. Тем-
пература в рабочей камере печи достигает 1550—1570 °C, контроль
температуры осуществляется термопарой 5, установленной в верх-
ней части рабочей камеры над горшком.
Регенератор — устройство для утилизации теплоты отходящих
газов, конструктивно представляет собой камеру или несколько
камер с множеством каналов, образованных решетчатой кладкой
огнеупорного кирпича. Воздух поступает в предварительно разогре-
тую левую пару регенераторов, нагревается до температуры 900 °C
и смешивается с газом, поступающим от горелок 14. Образующаяся
газовоздушная смесь сгорает в рабочей камере печи. Пламя омы-
вает горшок с боков и сверху, горячие продукты сгорания уходят
через горелочный канал правой пары регенераторов 10, обогревают
их и отводятся через борова 11 в дымовую трубу. Дымовоздушный
клапан периодически через определенное время переключают, в ре-
зультате чего направление подачи воздуха в печь и удаление горячих
газов через регенераторы меняются. Одновременно подача газа
перебрасывается с левой пары горелок 14 па правую 8, что меняет
направление пламени в печи.
32
Рис. 13. Технологический график варки оптического стекла
Для предотвращения засорения каналов регенераторов отходами
стекломассы от вспенивания шихты и потеков горшка печь оборудо-
вана вертикальными каналами-колодцами 9, через которые отходы
периодически удаляются.
На металлической обвязке печи сверху устанавливают стекло-
мешальную машину; на конец штанги 4 машины при варке стекла
надевают пропеллерную керамическую мешалку 3.
Технологический процесс варки стекла можно разделить на
этапы: засыпка и развар шихты, осветление и гомогенизация рас-
плава, охлаждение стекломассы до температуры выработки, вывоз
горшка со стекломассой из печи на отлив. Для удобства ведения
и контроля технологического процесса варки составляется техно-
логический график. Типовой график варки стекла кроновой марки
показан на рис. 13.
Стекловаренный горшок — это сосуд объемом 500—900 л, изго-
товленный из огнеупорных керамических материалов и высушенный
до остаточной влажности 1 — 1,5 %. Перед употреблением горшок
подвергают предварительному обжигу при температуре 900 — 1000 °C
в электрических печах-каленицах, а затем в горячем состоянии
возможно быстро переставляют в разогретую до 800—900 °C стекло-
варенную печь, обращая внимание на центрирование горшка отно-
сительно оси штанги стекломешальной машины. В стекловаренной
печи горшок обжигают окончательно, повышая температуру до
1450—1500 °C.
Засыпку шихты начинают с подачи боя. Куски стекла распла-
вляются и образуют слой стекломассы толщиной несколько санти-
метров, предохраняющий дно горшка от разъедания активными
химическими компонентами шихты. В дальнейшем засыпку шихты
и боя чередуют, пока не засипят все материалы без остатка.
В период развара испаряется влага, плавятся основные компо-
ненты шихты и происходят химические реакции в стекломассе,
в результате которых выделяется большое количество газообразных
соединений СО2, О2, СО и др. Вещества-осветлители разлагаются,
вызывая в стекломассе образование пузырей крупных размеров,
имеющих большую подъемную силу. Крупные пузыри поднимаются
П/р М. Н. Семибратова 33
на поверхность, увлекая за собой по пути мелкие газообразные
включения. При варке вязких стекол (ЛК5 и др.) по окончании
развара шихты проводят бурление. Осиновую мокрую чурку на-
саживают на крючок из жаропрочной проволоки, вводят в стекло-
массу горшка и выполняют круговые движения. Через 20—30 с
чурку вынимают. Действие бурления аналогично действию осветли-
телей, перемешивание вызывает активное выделение из стекломассы
газов, способствует выравниванию температуры по объему стекло-
массы в горшке.
Осветление и гомогенизация стекломассы, в результате осуще-
ствления которых повышается однородность и удаляются пузыри,
протекают практически одновременно. Температура в печи повы-
шается до значения, соответствующего вязкости стекла 1 —10 Па с.
Расплав становится менее вязким,, что интенсифицирует процесс
выделения и подъема на поверхность пузырей. На конец штанги
стекломешальной машины надевают обожженную при температуре
1200—1300 °C керамическую мешалку и вводят ее в расплав, посте-
пенно увеличивая частоту вращения штанги с 10—15 до 70—
80 об/мин. При перемешивании происходит выравнивание химиче-
ского состава стекломассы и удаление оставшихся пузырей, под-
нимающихся вместе со стеклом из нижних слоев в верхние.
Процесс осветления считается законченным, когда в пробе стекла,
взятой из горшка, количество пузырей не превышает допустимого.
Охлаждение — время от конца осветления до вывоза горшка
из печи. В этот период' стекломассу продолжают интенсивно раз-
мешивать во избежание образования свилей. Стекло постепенно
охлаждают, поднимают вверх мешалку и переднюю заслонку печи
и захватывают горшок клещами крана за боковые пазы. Кран вы-
возит горшок си стеклом из печи на площадку отлива.
Выработку стекла из горшка осуществляют двумя способами:
отливом в форму или на литейный стол с прокаткой в лист. Метал-
лическая форма 3 (рис. 14) прямоугольная или круглая в плане
футеруется внутри шамотным кирпичом. Перед отливом форму
разогревают в печи до температуры 300—650 °C и устанавливают
на тележку 4. Отливают стекло через край горшка 2, поворачивая
его вокруг оси клещей 1 крана. Сразу же после отлива форму со
Рис. 14. Отливка стекла в форму Рис. 15. Отливка стекла в лист
стеклом помещают в электрическую печь
отжига.
При прокатке в лист (рис. 15) стек-
ломассу из горшка 3 выливают на подо-
34
Рис. 16. Выработка стекла из ванной печи
гретый литейный стол 6 и раскатывают чугунным катком 2,
перекатывающимся по уложенным на край литейного стола метал-
лическим планкам 4. Толщина прокатанного листа равна толщине
планок. После прокатки лист стекла сталкивают толкателем 1 в печь
5 для отжига. Таким способом получают листы стекла толщиной
18—40 мм.
После отлива стекловаренный горшок ставят обратно в печь
для варки следующего передела стекла той же марки. Срок исполь-
зования горшка зависит от химической активности расплава стекла.
Для стекла некоторых марок, например К8, горшок выдерживает
до 10 переделов. При варке тугоплавких стекол ЛК5 и тяжелых
флинтов горшок используют только для одного передела.
Ванная печь с газовым или электрическим нагревом для варки
стекла представляет собой ряд бассейнов, выполненных из огне-
упорных материалов, отделенных один от другого порогами и соеди-
ненных между собой протоками. Сверху печь закрыта сводом. Шихта
подается в ванную печь через загрузочный карман, разваривается
и перетекает в бассейн осветления и гомогенизации. Здесь стекло-
массу перемешивают керамическими мешалками, добиваясь ее гомо-
генизации.
Стекломасса через платиновую трубу 2 (рис. 16), вставленную
в отверстие бассейна охлаждения 1 ванны, сливается в форму или
на приемное устройство установки для получения профильного
бруса. В последнем случае стекло, попадая на металлический холо-
дильник 5, охлаждаемый проточной водой, остывает и образует твер-
дую корку. Внутри этой корытообразной твердой оболочки стекло
еще находится в состоянии текучести. На графитовой части холо-
дильника 4 температура стекла выравнивается по сечению бруса,
и стекло затвердевает. Вращающиеся ролики рольганга 5 обеспе-
чивают непрерывное вытягивание стекломассы в брус из зоны формо-
вания. Толщина бруса зависит от скорости вытягивания и расхода
стекломассы, сливаемой на холодильник в единицу времени. Горячий
брус раскалывают на мерные куски и укладывают в печь отжига.
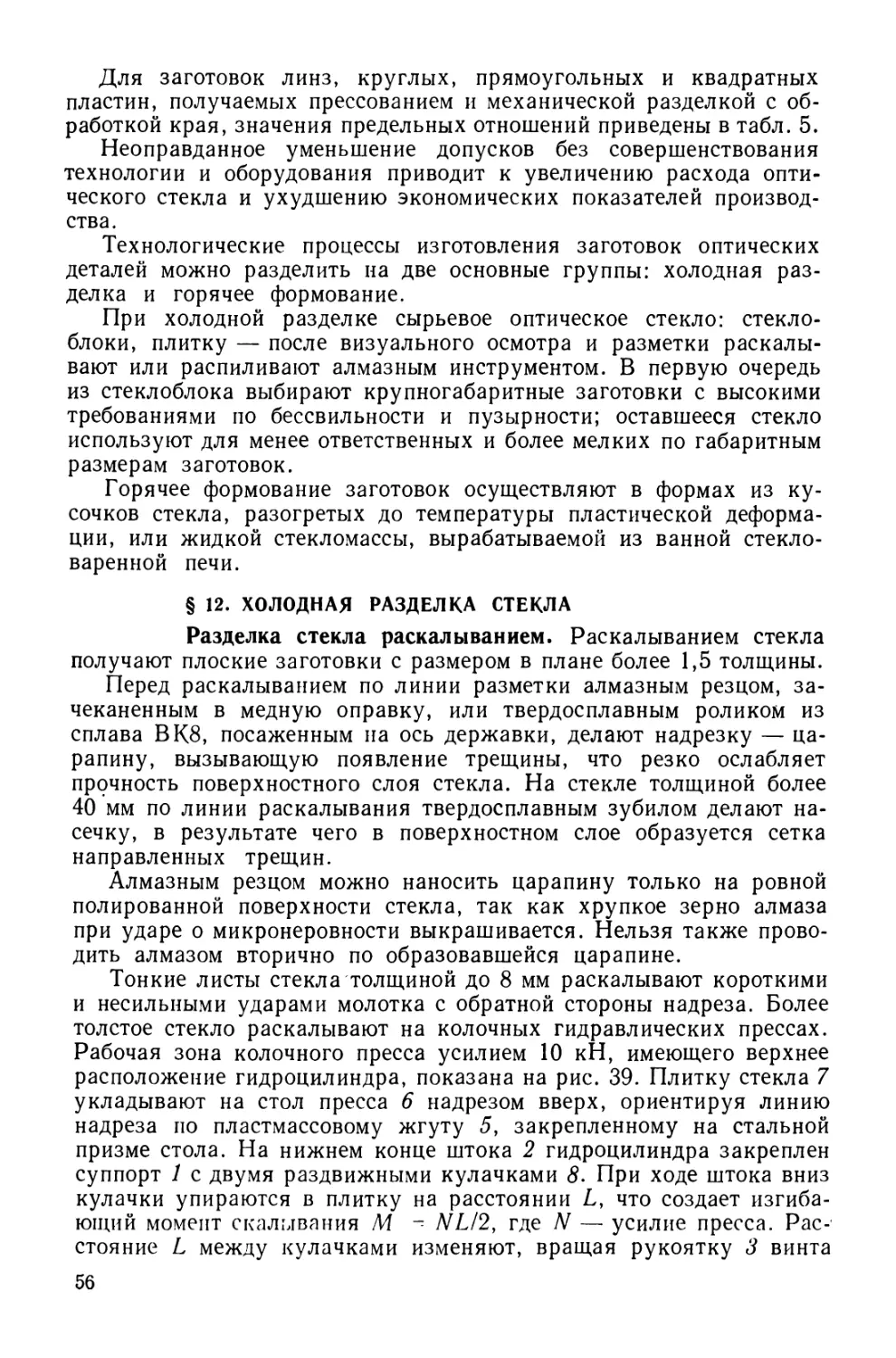
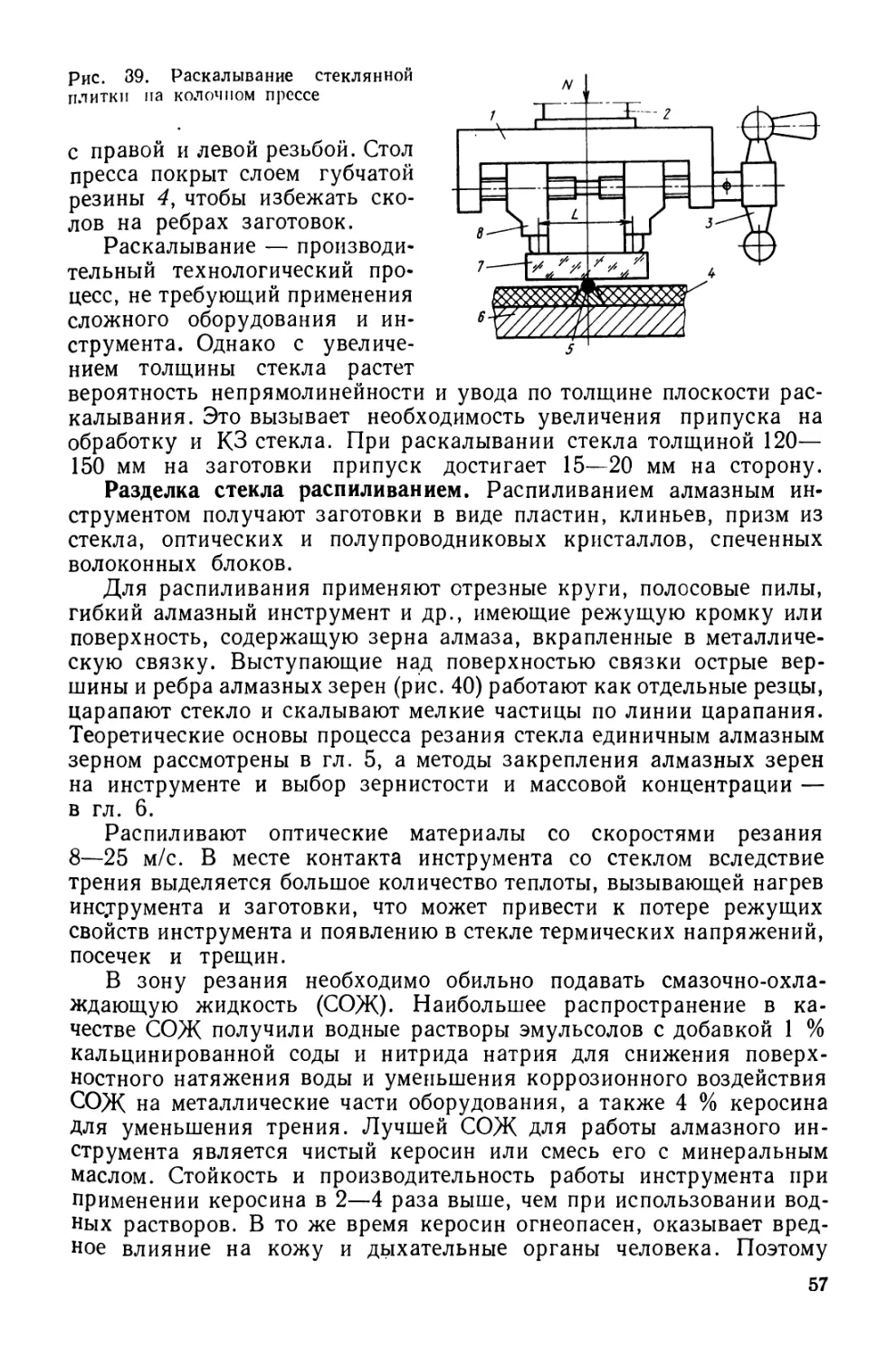
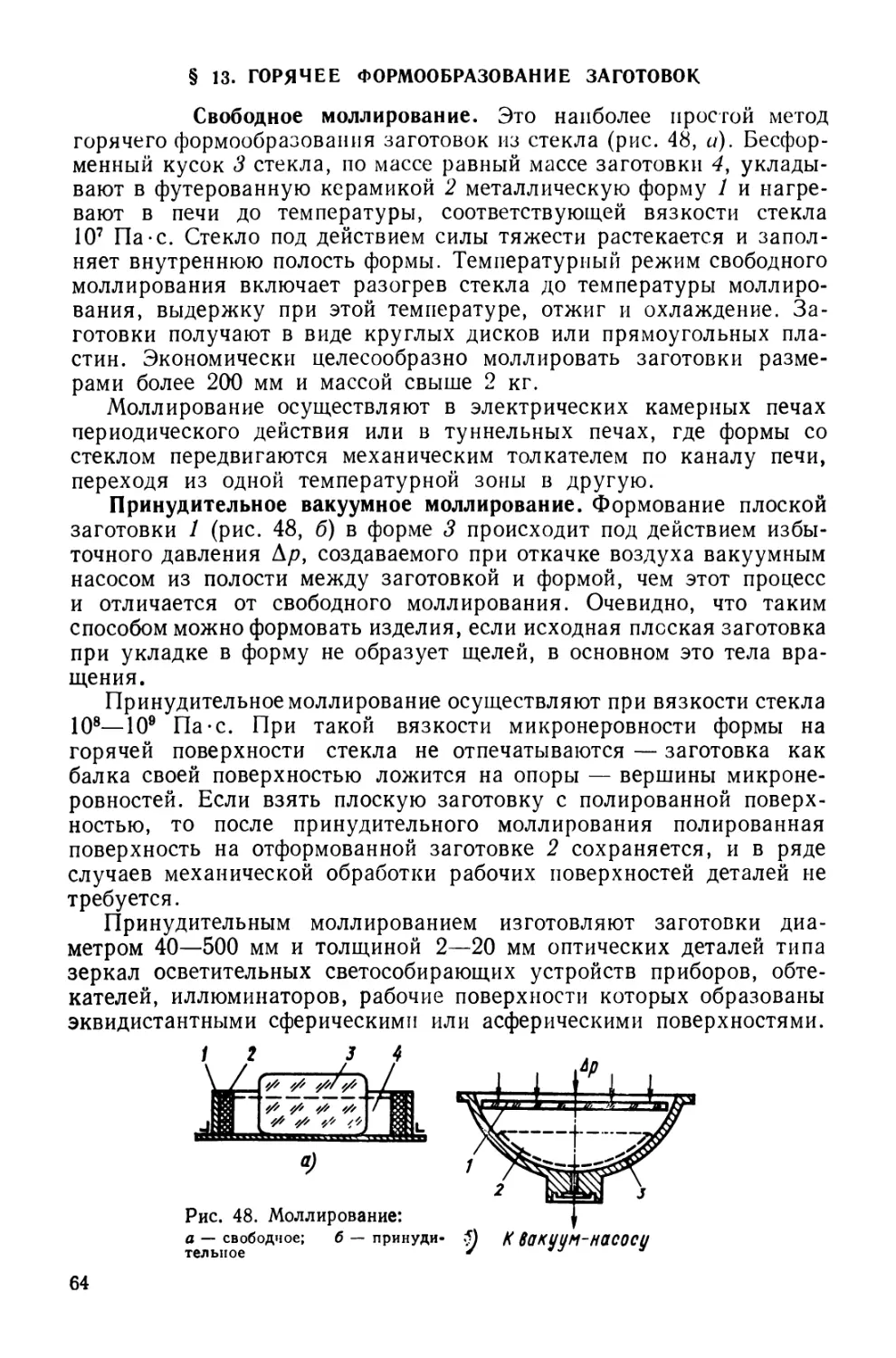
Форма сечения бруса определяется профилем холодильника (сече-
ние А—А). Таким способом получают брус и плитку толщиной 10—
50 мм и шириной до 150 мм.
Наиболее рациональным методом выработки стекла из ванной
печи является прессование из жидкой стекломассы заготовок линз,
призм на автоматических роторных прессах. Этот процесс рассмо-
трен в гл. 3.
2*
35
Рис. 17. Установка для варки стекла
в платиновом тигле
Рассмотрим конструкцию ус-
тановки для варки стекла в пла-
тиновом тигле (рис. 17). Тигель
4 объемом 50—70 л установлен
на керамическом поддоне 11
в каркасе 7 печи. Пространство
между тиглем и индуктором 5
теплоизолируют высокоглинозе-
мистым материалом 6 и закры-
вают керамическим кольцом 9
с коническим отверстием под
разъемную крышку 8. Индуктор
5 изготовлен из медных трубок,
внутри которых циркулирует
вода для охлаждения, и закре-
плен на изоляционных проклад-
ках к стойкам каркаса печи.
При подаче на индуктор 5 на-
пряжения высокой частоты в
тигле 4 индуцируются вихревые
токи, разогревающие его до тем-
пературы 1400—1450 °C. Шихта получает тепло от стенок тигля. На дне
тигля имеется отверстие с патрубком 3 для выпуска сваренного стекла.
Технологический процесс варки стекла в платиновом тигле ана-
логичен процессу варки в керамических горшках. Первую засыпку
осуществляют боем стекла, наплавляют стеклом донный патрубок 3
и дно тигля слоем толщиной 2—3 см. При выключенном индукторе 2
стекло в патрубке охлаждается и является как бы пробкой, препят-
ствующей выливанию расплава из тигля. После засыпки всей шихты,
и боя закрывают крышку 8 и расплавляют стекломассу. Размешивают
стекломассу платинородиевой мешалкой 10 до образования однород-
ного беспузырного расплава. Для отлива стекла включают индуктор
2, выплавляют некачественное стекло из патрубка в отдельную ем-
кость и подводят под струю стекла тележку 12 с предварительно
разогретой формой 1. После отлива форму со. стеклом помещают в
чугунный муфель и устанавливают вместе с муфелем в печь отжига.
Отжиг и контроль сырьевого стекла. Стекло, отлитое в блок,
лист или брус, подвергают отжигу для снятия внутренних напря-
жений, возникающих в стекле в процессе охлаждения. Вследствие
малой теплопроводности стекла при его охлаждении или нагревании
со скоростью v между наружными и внутренними слоями возникает
градиент температуры Д/. Если толщина пластины 2d, то градиент
между поверхностным и средним слоем равен Д/ = vd2/(2a), где а —
коэффициент температуропроводности. Наличие градиента темпе-
ратур приводит к возникновению напряжений в стекле
Р = (d2 - Зх2)
6а (1 — р) ' '
36
Рис. 18. Печь для отжига блочного стекла
где а — коэффициент термического
линейного расширения; Е— модуль
упругости; р — коэффициент попе-
речного сжатия; х — расстояние от
середины пластины до рассматрива-
емого слоя.
Если обозначить Q = -г—--------
ба (1 — ц)
(для стекла определенной марки по-
стоянная величина), то для средних
слоев при х = 0 значение напряжений пропорционально скоро-
сти охлаждения и квадрату толщины пластины
P = Qvd2.
Пока стекло находится в упругохрупком состоянии, напряжения
являются упругими и исчезают после выравнивания температуры.
При нагреве стекла до температуры пластической деформации
напряжения за счет подвижности слоев ослабляются — релакси-
руются — и через определенное время, зависящее от вязкости стекла,
исчезают, хотя градиент температур может остаться.
Температурный интервал, в котором возможна релаксация на-
пряжений, называется областью отжига.
При охлаждении стекла, нагретого до пластического состояния,
наличие градиента температуры приводит к тому, что наружные
слои затвердевают раньше внутренних и в дальнейшем препятствуют
сжатию внутренних более нагретых слоев. Возникающие напряже-
ния не устраняются при выравнивании температуры и называются
остаточными.
За верхнюю границу области отжига стекла принимают темпе-
ратуру /в, при которой вязкость стекла составляет 1012 Па с, при
этой вязкости не наблюдается заметной деформации стекла в течение
суток. Нижняя граница области отжига находится на 70—150°
ниже и определяется опытным путем для каждой марки стекла.
Отжиг оптического стекла проводят в камерных электрических
печах. Печь (рис. 18) перед установкой в нее форм со стеклом разо-
гревается с помощью нагревателей 4 до температуры 200—500 °C.
Формы 2 с горячим отлитым стеклом устанавливают краном на под-
ставки 3, после чего печь закрывают теплоизоляционным колпаком 1.
Стекло разогревается до температуры / = + (10 4-20 °C) и выдер-
живается при этой температуре 4—8 ч.
Охлаждение стекла в области отжига называется ответственным
и осуществляется по строго установленному режиму с постоянной
скоростью, зависящей от марки стекла и размеров отжигаемых
заготовок или блока. После ответственного охлаждения стекло
можно охлаждать с большей скоростью, при которой возникающие
упругие напряжения не приводят к разрушению стекла. Охлажде-
ние может происходить и инерционно без включения нагревателей,
37
Рис. 19. Разметка стеклоблока и дефек-
ты, обнаруженные визуальным осмотром
если теплоизоляция печи обеспе-
чивает необходимую малую ско-
рость снижения температуры.
Качество отжига оценивают
по двойному лучепреломлению
стекла. Полностью устранить на-
пряжения в стекле при длительном
отжиге практически не удается.
Для сырьевого стекла, предназна-
ченного для разделки на заго-
товки, допускаются натяжения до
40—60 нм/см, измеренные по краю
стеклоблока.
Отожженный блок стекла визу-
ально осматривают, подсвечивая
снизу и в торец переносной электролампой. При осмотре выявляют
и зарисовывают в маршрутную карту с помощью условных обозна-
чений (рис. 19) в двух проекциях границы стекла со свилями 3,
пленками 2, отмечают координаты крупных пузырей 5, камней 4
и посечек 1. На основе осмотра определяют наиболее рациональные
линии раскалывания 6 блока с учетом габаритных размеров загото-
вок, установленных конкретными заказами. Двойное лучепреломле-
ние контролируют с четырех сторон с помощью переносного поляри-
метра.
По окончании визуального контроля от двух углов I и II блока
откалывают куски 7 стекла 100 X 100 мм, из которых изготовляют
образцы для определения пузырности, показателя преломления,
дисперсии и показателя ослабления стекла.
После исследования образцов на основе полученных данных*
определяют категории и классы показателей качества стекла всей
варки и принимают решение об использовании варки для изготовле-
ния тех или иных заготовок.
§ 8. ОСОБЕННОСТИ ПРОИЗВОДСТВА ЦВЕТНЫХ СТЕКОЛ
И СТЕКОЛ С ОСОБЫМИ СВОЙСТВАМИ
Цветные оптические стекла. Из варят из шихты сили-
катных кроновых стекол, в состав которой вводят красители в мас-
совых долях 0,2—10 %.
В качестве молекулярных красителей применяют окислы метал-
лов, придающих стеклу определенную окраску. Соединение ко-
бальта СоО окрашивает стекло в синий цвет, никеля NiO — в фиоле-
товый, меди СиО — в голубой, синий или зеленый в зависимости
от концентрации красителя, хрома Сг2О3, СгО3 — в зеленый, желто-
оранжевый и т. д.
Кроме концентрации красителей на окраску стекол оказывают
влияние технологические факторы: температурные условия, про-
38
дол житель ность варки, восстановительно-окислительные свойства
атмосферы печи, а также соотношение в составе основного стекла
кислотных и основных окислов. Это связано с тем, что многие краси-
тели — медь, хром, железо и др. — имеют переменную валентность
в соединениях с кислородом и образуют при определенных условиях
окислы с различной окраской.
Так, стекла, содержащие Сг2О3, имеют зеленую окраску,
а СгО3 — желтую или оранжевую.
Селенокадмиевые стекла, окрашенные коллоидными красителями,
принимают окраску после вторичной термообработки — наводки,
во время которой и происходит выделение из стекла микроскопи-
ческих коллоидных частиц CdS CdSe.
Изменяя относительное содержание селена и сернистого кадмия
в шихте и температуру наводки, получают цветные стекла с окраской
от желтого до оранжевого и красного цвета.
В состав шихты селенокадмиевых стекол вводится окись цинка
ZnO в массовых долях 12—20 %. При высоких температурах цинк
образует устойчивые соединения (сульфид и селенид цинка) и пре-
пятствует образованию сильно окрашивающих стекло вредных
примесей — сульфида и селенида железа.
При варке в отсутствии цинка сера, селен и кадмий образуют
летучее соединение CdS CdSe, и в стекле очень трудно удержать
необходимое количество красителей.
Сваренное и отлитое в лист селенокадмиевое стекло практически
бесцветно. После разделки стекла на заготовки последние подвер-
гаются термообработке в электрических печах при строго заданной
температуре в диапазоне 550—610 °C в течение 20—24 ч для наводки
цвета.
Оптические ситаллы. Основу ситаллов составляют стекла си-
стемы LiO2 — А12О3 — SiO2. Кристаллизация в стекле вызывается
введением в состав катализатора (окисла титана TiO2) и последующей
термической обработкой в твердой фазе.
Термообработку выполняют в электрических печах по режиму,
предусматривающему две ступени выдержки (рис. 20). Первая вы-
держка при температуре 4 = 800 °C обеспечивает условия для
равномерного образования многочисленных центров кристаллизации
по всему объему материала; вторая выдержка при температуре
h = 880 °C — интенсивный рост кристаллов до заданных размеров.
Оптические ситаллы выпускают в заготовках, имеющих форму ди-
сков или прямоугольных пластин с размерами до 1,5 м в плане.
Оптическое кварцевое стекло. Кварцевое стекло варят из при-
родного горного кварца, подвергающегося тщательной сортировке,
комплексному обогащению и помолу на крупку размером 0,1 —
0,5 мм. Содержание посторонних примесей в сырье допускается
в ничтожно малых количествах, например, допустимое содержание
железа в стеклах марок КУ и КВ не должно превышать 3 10'4 %.
Одним из основных методов варки прозрачного кварцевого стекла
является вакуум-компрессионный. Кварцевую крупку загружают
в тигель вакуум-компрессионной печи и нагревают под вакуумом
39
Рис. 20. График термообра-
ботки ситаллов
Рис. 21, Наплавка кварцевого
стекла
до температуры 1800—1850 °C до расплавления. После этого в печь
под давлением подается газ: азот, аргон или углекислота. Вакуумные
межкусковые пустоты стекла под давлением газа распрессовываются,
и стекло после охлаждения получается беспузырным.
Особо чистое оптическое кварцевое стекло получают в факеле
пламени водорода Н2 и кислорода О2 (рис. 21). Шихту (кварцевую
крупку) подают через электрический муфель 4 в камеру 3, где ча-
стички шихты подхватываются пламенем горелки 5 и, расплавляясь
на лету, попадают на разогретую подложку 1. Подложка, медленно
вращаясь, отводится по мере наплавки внутрь муфеля 2.
Бескислородные стекла. Их варят из материалов, не имеющих
в своем составе кислорода. Основным компонентом их является
аурипигмент — материал с содержанием 30—50 % мышьяка As2S3.
Для удаления химически связанного кислорода аурипигмент под-
вергают неоднократной очистке и возгонке в вакууме.
Бескислородное стекло варят в запаянных кварцевых ампулах,
из которых откачивается воздух до давления 0,1 Па. Ампулы по-
мещают в электрические печи и нагревают до температуры 300—
600 °C. В процессе варки для размешивания стекломассы печи с ам-
пулами совершают качательные движения.
Сваренная стекломасса отжигается непосредственно в ампулах.
Остывшие ампулы разбивают и извлекают из них стекло. Бескисло-
родные стекла имеют низкую температуру размягчения 200—400 °C
и хорошо формуются в заготовки методом моллирования в формах.
При работе с бескислородными стеклами возможно соприкосно-
вение с частицами или парами мышьяка, являющегося сильным
ядом, поэтому необходимо работать в специальной одежде под вы-
тяжными зонтами или в вытяжных шкафах.
§ 9. ВЫРАЩИВАНИЕ КРИСТАЛЛОВ
Кристаллизация. Образование и рост кристаллов —слож-
ный физико-химический процесс, связанный со скачкообразным
переходом из неупорядоченного состояния вещества, расплава, рас-
творов, пара в кристаллическую фазу.
Переход в кристаллическое состояние происходит при строго
определенной для каждого вещества температуре кристаллизации.
Необходимым условием начала кристаллизации является нарушение
равновесия системы, например раствора и кристаллической фазы,
путем переохлаждения или перенасыщения раствора.
40
Рис. 22. Установка
для гидротермаль-
ной кристаллиза-
ции кварца
Рис. 23. Выращивание
кристаллов из распла-
ва по методу Чо-
хральского
Процесс кристаллизации
состоит из двух этапов: об-
разования кристаллического
зародыша и роста зародыша
в кристалл. Очень часто
центром кристаллизации яв-
ляется не самопроизвольно
образовавшийся зародыш,
а различные инородные ча-
стицы: пылинки, примеси,
стенки сосуда. Это явление
широко используется в тех-
нологии выращивания кри-
сталлов, когда в раствор
или в расплав вводится кристаллик — затравка со строго опре-
деленной кристаллографической ориентацией.
После появления кристалла зародыша или введения затравки
в жидкую фазу начинается спонтанное отложение на нем вещества,
образующего правильный многогранный кристалл.
Выращивание кристаллов осуществляется кристаллизацией из
раствора, расплава или газовой фазы. Выбор метода кристаллизации
зависит от свойств вещества, в ряде случаев кристаллы одного и того
же вещества можно выращивать различными методами.
Выращивание из раствора. Таким способом получают кристаллы
вещества, образующих перенасыщенные растворы. В качестве рас-
творителей применяют воду, органические вещества (ацетон, толуол
и др.), а также щелочные растворы.
Условия перенасыщения раствора создаются за счет испарения
растворителя, понижения температуры или создания температур-
ного градиента. Для выращивания обычно используют затравочные
кристаллы. В процессе роста кристалла раствор перемешивают.
Способ этот прост, не требует сложного оборудования, но для вы-
ращивания оптических кристаллов применяется редко.
Гидротермальный синтез является разновидностью метода, его
применяют для выращивания синтетических кристаллов
кварца (рис. 22).
В автоклав 1 засыпают размельченный поликристаллический
природный кварц 4, заполняют автоклав до определенного уровня
растворителем (щелочным раствором) и помещают внутрь рамку 2
с затравочными кристаллами. После этого автоклав закрывают
и устанавливают в электрическую печь, где раствор нагревается
до 400 °C. Под действием температуры внутри автоклава создается
давление порядка (2 4-3) 108 Па. В этих условиях кварц интенсивно
растворяется в щелочи, образуя насыщенный раствор.
В верхней части автоклава поддерживается температура на 20°
меньше, чем в нижней. Раствор переохлаждается, и создаются усло-
вия для роста затравочных кристаллов. Наличие градиента темпе-
ратуры и перфорационной решетки 3 вызывает конвекционные по-
токи в растворе, что обеспечивает перемешивание и подачу свежего
41
раствора в верхнюю кри-
сталлизационную зону
автоклава.
Выращенные моно-
кристаллы массой до
800 г имеют совершен-
ную геометрическую
форму. Скорость роста
кристалла достигает
1 мм/сут.
Выращивание кри-
сталлов из расплава.
Этот процесс осущест-
вляется несколькими
методами. Методом Чо-
хральского (рис. 23) пу-
тем вытягивания из рас-
плава получают моно-
Рис. 25. Выращива-
ние кристаллов ру-
бина методом Вер-
нейля
Воздух или вода
Рис. 24. Установка для вы-
ращивания кристаллов ще-
лочно-галоидных солей
кристаллы германия, кремния, кристаллы арсенидов галлия и индия
и др. В слегка перегретый расплав 4, помещенный в тигель 5, опу-
скают монокристаллическую затравку /, имеющую заданную кри-
сталлографическую ориентацию. Оплавляют поверхность затравоч-
ного кристалла для удаления дефектов поверхностного слоя и,
регулируя мощность нагревателей 6, постепенно снижают темпера-
туру расплава.
Затравочный кристалл начинают медленно поднимать вверх,
одновременно вращая его с частотой до 60 об/мин, что вызывает
перемешивание расплава и уменьшает влияние неравномерности
распределения температуры в расплаве. Вращающаяся затравка
увлекает за собой столбик расплава, который, поднявшись над
поверхностью, попадает в зону пониженных температур, где и про-
ходит кристаллизация.
Затравочный кристалл некоторое время подогревают, отчего
его сечение сужается, и образуется шейка 2. После этого температуру
вновь снижают, и сечение кристалла 3 увеличивается. Основное
назначение шейки — предотвратить проникновение несовершенств
структуры затравки в растущий кристалл. Выращенный кристалл
отжигают для снятия внутренних напряжений.
Отсутствие контакта кристалла и фронта кристаллизации со
стенками тиглей, возможность наблюдения за процессом роста кри-
сталла, работа под вакуумом или в защитной среде позволяют полу-
чать этим методом крупные совершенные кристаллы массой до 4 кг.
По методу Киропулоса выращивают щелочно-галоидные кри-
сталлы из расплава (рис. 24). Метод Киропулоса отличается от
метода Чохральского тем, что фронт кристаллизации расположен
под зеркалом расплава.
Исходная кристаллическая соль 3 расплавляется в цилиндри-
ческом тигле 5 и нагревается до температуры, которая превышает
температуру плавления на 100—120°. На поверхность перегретого
42
Рис. 26. Выращивание кристаллов методом зонной /23 4 56
плавки \ \ гХттп / II
расплава опускают закрепленный на охлаж- \ \ / [
даемом стержне 1 затравочный кристалл и п\jB
начинают медленно снижать температуру ——
расплава. В определенный момент на гра- БЕЕИ
нице раздела кристалл — расплав за счет от-
вода теплоты через стержень создается переохлаждение, и на затравке
начинает расти монокристалл 2. Кристалл растет в радиальном направ-
лении от затравки к стенкам тигля, не распространяясь в глубину.
Когда диаметр кристалла достигает размеров, близких к вну-
треннему диаметру тигля, стержень с растущим кристаллом начи-
нают медленно поднимать, следя за тем, чтобы фронт кристаллизации
находился под поверхностью расплава. На стенках тигля обычно
образуются наросты паразитных кристаллов.
При выращивании крупных кристаллов необходимость подъема
выращиваемого кристалла отпадает, так как уровень расплава
опускается за счет сокращения его объема при кристаллизации (для
NaCl, КО на 15—17 %). Для предотвращения испарения и образо-
вания окислов над поверхностью расплава внутри герметичного
кварцевого сосуда 6 поддерживают почти атмосферное давление
инертного газа. Заготовка или расплав вращаются с частотой
2 об/мин. В течение суток кристалл, например КО, вырастает мас-
сой 2 кг.
При работе по методу Киропулоса необходимо тщательно вы-
держивать температурный режим расплава; нагреватели для умень-
шения градиента температуры закрывают выравнивающим экраном 4,
По методу Вернейля выращивают пламенной плавкой кристаллы
с температурой плавления 1500—2500 °C: корунды, титанаты бария,
стронция и др.
При выращивании кристаллов рубина (рис. 25) химически чистая
окись алюминия А12О3 с добавкой окиси хрома Сг2О3 в виде порошков
с частицами размером 1—20 мкм загружается в бункер 2. Под дей-
ствием встряхивающего устройства 1 порошок через сетчатое дно
бункера попадает в струю водородно-кислородного пламени го-
релки 3.
Снизу через муфель 6 вводится ориентированный затравочный
кристалл 5, Благодаря малым размерам частицы шихты распла-
вляются на лету и, попадая на затравочный кристалл, образуют
расплавленный слой 4. Затравка, медленно вращаясь, опускается,
и по мере охлаждения расплава происходит кристаллизация и рост
кристалла. Полученные кристаллы отжигают во избежание образо-
вания трещин и внутренних натяжений.
Для получения качественных кристаллов по методу Вернейля
необходимо точно согласовать расход шихты, подачу водорода
и кислорода и скорость опускания затравки.
Методом зонной плавки (рис. 26) получают тугоплавкие кри-
сталлы сапфира, граната и др.
43
В контейнер-лодочку 6 прямоугольной формы помещают затра-
вочный кристалл 1 и поликристаллический стержень 5. С помощью
нагревателя 3 создают расплавленную зону 4, медленно сдвигают
ее к затравке, добиваясь полного оплавления затравки по торцу.
Затем перемещают нагреватель в направлении от затравки и сме-
щают зону расплава. На границе затравка — расплав 2 происходит
переохлаждение и кристаллизация расплава.
Процесс происходит в вакууме или в среде инертного газа. Ло-
дочку изготовляют из графита, кварца или тугоплавких окислов
алюминия.
Полученные монокристаллы имеют форму плоских пластин тол-
щиной и габаритными размерами, соответствующими размерам
контейнера-лодочки.
При зонной плавке кристалла происходит одновременно очистка
исходного вещества. Примеси ввиду разной растворимости в жидкой
фазе оттесняются в конец лодочки.
Методом Бриджмена выращивают крупные кристаллы различ-
ной формы из расплава щелочно-галоидных и полупроводниковых
веществ. Установка представляет собой вакуумную печь с двумя
температурными зонами: верхней с температурой выше на 5—20°
температуры плавления вещества и нижней с температурой ниже
температуры кристаллизации.
Шихту засыпают в тигель с коническим дном и полностью рас-
плавляют в верхней зоне печи. Кристаллизация осуществляется
при медленном опускании тигля с расплавом через поле температур-
ного градиента, образующегося между верхней и нижней зонами
печи.
Выращивание из газовой фазы. Тонкие монокристаллические
пленки и нитевидные кристаллы получают этим методом. Кристал-
лизацию осуществляют сублимацией собственного пара вещества
в закрытых сосудах с градиентом температуры по зонам, либо путем
транспортных реакций, когда над нагретым веществом пропускают
поток газа, который захватывает образующиеся газообразные про-
дукты реакции.
При росте кристаллов в результате воздействия различных
технологических факторов могут появляться нежелательные дефекты
структуры. Малейшее отклонение от заданной температуры кристал-
лизации, изменение концентрации, скорости роста вызывает по-
явление слоев, отличающихся по составу и физическим свойствам,
в том числе и по показателю преломления. Применение недостаточно
чистого сырья приводит к образованию включений и увеличению
поглощения света.
§ 10. ИЗГОТОВЛЕНИЕ ВОЛОКОННО-ОПТИЧЕСКИХ
ЭЛЕМЕНТОВ (ВОЭ)
Применение ВОЭ. К ВОЭ относятся гибкие и жесткие
световоды, жгуты, фоконы, линзы, преобразователи; их применяют
в оптических приборах для передачи и коммутации световых сигна-
лов, передачи оптического или электронно-оптического изображения,
44
рис. 27. Одножильный световод
Рис. 28. Сечение световодов:
а — круглое; б — квадратное; в — шести-
гранное
преобразования формы сечения светового сигнала, коррекции кри-
визны поля оптической системы.
В приборостроении для изготовления экранов электронно-луче-
вых трубок, фотокатодов и входных окон электронно-оптических
преобразователей, волоконных линз используют спеченные воло-
конные пластины.
Области применения ВОЭ непрерывно расширяются, появляются
новые элементы, используемые не только в оптическом приборо-
строении, но и для передачи сигналов в дальних линиях связи,
устройствах памяти ЭВМ, в электронных приборах и телеметрии.
Одножильный световод и его основные характеристики. Основой
всех ВОЭ является одножильный световод, имеющий световедущую
жилу из оптического материала с высоким показателем преломле-
ния пс, окруженную светоизолирующей оболочкой из оптического
материала с низким показателем преломления п0 (рис. 27). Световой
луч /, падающий на полированную поверхность границы раздела
жила — оболочка под углом, равным углу полного внутреннего
отражения j или большим его, многократно отражается и проходит
через световод:
sin / = п0/пс; j = 90° — и\ п± sin = пс sin ис,
отсюда Hi sin = пс sin (90° — /); после преобразования
sin = Уric — /to*, для возду ха пг = 1.
Предельный угол наклона лучей, проходящих по световоду
без виньетирования, характеризует светосилу световода, а величина
«1 sin называется числовой апертурой Ло. Луч 2, падающий на
торец световода под углом покидает световод.
Значение апертуры зависит от показателя преломления мате-
риалов жилы, оболочки и среды и практически находится в пределах
0,30—0,96. Световоды диаметром D < 0,1 мм имеют гибкость и
называются оптическим волокном. Применение гибких волокон,
соединенных в жгуты, позволяет осуществить передачу света и изоб-
ражения на подвижные узлы приборов по криволинейным каналам.
Сечение световодов может быть круглым, квадратным и в виде
Шестиугольника (рис. 28) и выбирается в зависимости от метода
Укладки световодов в жгуты и назначения ВОЭ.
Разрешающая способность R пучка волокон при условии их
рациональной укладки в жгут определяется выражением R =
45
= 0.5О'1 мм-1, где D — диаметр жилы, мм. Чем меньше диаметр
светопроводящей жилы, тем выше разрешающая способность жгута.
Однако это положение действует до определенных пределов. При
уменьшении D < 2—5 мкм вследствие дифракции света происходит
потеря контраста изображения, что в конечном итоге ведет к сни-
жению разрешающей способности ВОЭ.
Изготовление волокна диаметром менее 40—50 мкм и сборка
из них ВОЭ связаны с большими технологическими трудностями,
так как волокна малых диаметров неосязаемы для оператора. Обычно
диаметр световода находится в пределах 50—70 мкм. Чтобы полу-
чить световоды с меньшим диаметром светопроводящей жилы
(2—5 мкм), используют специальный технологический прием — пере-
тяжку пакета единичных световодов в один многожильный.
Толщина оболочки из условия обеспечения оптической изоля-
ции жилы должна быть не менее Х/2, обычно же толщина оболочки
(14-2) %, так как возможно перетекание материала оболочки в усло-
виях формования и спекания световодов. Допуск на отклонение
диаметра жилы световода от номинала установлен +5 % D.
Коэффициент светопропускания т учитывает все потери света
в световоде. Энергия световых лучей ослабляется за счет поглощения
и рассеяния света материалом жилы световода, потерь на внутрен-
ние отражения на границе жила—оболочка, потерь на френелев-
ское отражение от торцов световода и влияние краевого эффекта.
Основное направление повышения светопропускания световода —
это использование для его изготовления высокопрозрачных оптиче-
ских материалов с поглощением не более 0,05—0,10 % на 1 см пути
лучей. Коэффициент пропускания для стандартных осветительных
жгутов длиной 1 м находится в пределах 30—35 %.
Одножильные жесткие световоды диаметром 0,7—1,5 мм в не-
которых случаях используют в приборостроении для передачи света
по криволинейным каналам, в качестве светового щупа, имитатора
точечного источника света и др., но в основном они являются по-
луфабрикатом для изготовления других ВОЭ.
Материалы для изготовления световодов. Световоды изготовляют
из оптического стекла и полимерных материалов. Наибольшее
распространение получили световоды из оптического стекла, они
имеют высокую оптическую однородность и механическую прочность.
Процесс изготовления световодов связан с одновременным фор-
мованием жилы и оболочки из разогретой до пластического состояния
стекломассы. В этих условиях стекла, используемые для жилы и
оболочки, должны быть химически и технологически совместимы.
Химически совместимыми считаются стекла, у которых на по-
верхности спекания при температуре выработки не образуются кри-
сталлы, не нарушается поверхность раздела при появлении пузырь-
ков и диффузии ионов. Указанные дефекты приводят к резкому уве-
личению рассеяния света и уменьшению отражательной способности
на границе жила—оболочка.
Технологически совместимыми являются стекла, имеющие в диа-
пазоне температур от 20 °C до температуры спекания близкие зна-
46
чения ТКЛР, а также одинаковые вязкости при температуре выра-
ботки. Увеличение разности ТКЛР у пары стекол жила—оболочка
выше (24-3) 10’7 °C"1 приводит к появлению в пограничном слое на-
тяжений, трещин и отслоек в процессе изготовления и эксплуатации
световодов. Составы оптических стекол, пригодных по оптическим
характеристикам для ВОЭ, из соображений совместимости прихо-
дится корректировать и присваивать им другое обозначение.
Стекла для ВОЭ объединены в серию В. Марку стекла обозна-
чают в зависимости от назначения стекла буквенным индексом: ВС —
стекло для жилы (сердцевины), ВО — стекло для оболочки бесцвет-
ное, ВТО — стекло для темной оболочки, и значением среднего
ТКЛР в интервале 20—120 °C. Например, ВО73-2 — стекло для
бесцветной оболочки с ТКЛР, равным 73-10"7ОС_1, второй моди-
фикации.
Технологический процесс варки стекол для световодов волокон-
ных элементов принципиально не отличается от процессов варки
бесцветных оптических стекол. Особенностью его является примене-
ние для составления шихты особо чистых материалов и создание
условий, не допускающих попадания в стекло загрязнений из окру-
жающей среды и аппаратуры варочных устройств.
В качестве материала жилы для волоконных элементов, работа-
ющих в ИК области спектра, используют бескислородные стекла.
Световоды без оболочки хорошо вытягиваются из кварца, они
имеют высокую однородность и прозрачность в видимой и УФ ча-
стях спектра, высокую механическую прочность, однако примене-
ние кварца для световодов с оболочкой ограничено, что объясняется
высокой температурой размягчения кварца, его химической актив-
ностью при температурах плавления и технологической несовмести-
мостью с большинством пригодных для оболочек материалов, име-
ющих низкий показатель преломления.
Для изготовления оптического волокна применяют также вы-
сокопрозрачные полимерные материалы: сополимеры метилмета-
крилата и метилакрилата. Полимерные волокна термостойки до
80 °C, гибки, допускают без разрушения многократный изгиб.
В отличие от большинства стекол, используемых для изготовле-
ния оптического волокна, полимеры радиационно-стойки при воз-
действии у-излучения до 104Р и не уменьшают светопропускание
вследствие появления окраски после облучения.
Ввиду недостаточно высокой оптической однородности полимер-
ные волокна применяют главным образом в сцинтилляторах для
подсчета количества радиационных частиц.
Изготовление одножильных световодов. Одножильные жесткие
и гибкие стеклянные световоды с оболочкой изготовляют вытягива-
нием из расплава пары стекол или вытягиванием из размягченного
конца комплекта, состоящего из трубки—оболочки и штабика—
жилы. Вытягивание из расплава пары стекол осуществляется из
платинового тигля, помещенного в камерную печь 6 с силитовыми
нагревателями 8. Тигель имеет цилиндрическую часть 7, окружен-
ную кольцевым пространством 4, которое разделено радиально на-
47
Рис. 29. Установка для вытягивания жестких
световодов
правленными перегородками на секцию
для стекол оболочки и секцию для стекол
жилы, которая соединена с цилиндричес-
кой частью тигля протокой (рис. 29).
Каждая секция делится на камеры пе-
регородками, образующими систему сооб-
щающихся сосудов. Расплавленное стекло
перетекает тонким слоем через лабиринт
перегородок, что обеспечивает хорошее
осветление стекла. Дно тигля подогрева-
ется нагревателем 9. В дне имеются коак-
сиально расположенные патрубки, соеди-
ненные с выпускными камерами секций.
Сечение этих патрубков может быть круг-
лым, квадратным, шестигранным. После
включения нагревателя 10 стекло вытекает
из патрубков, образуя «луковицу» 5; из
нее непрерывно с помощью вращающихся
роликов 2 вытягивают световод 12 заданного диаметра. Заготовки
длиной 1,0—1,2 м отрезаются устройством 11 и падают в бункер-на-
копитель 1. По мере выработки стекломассы по команде уровнемера
через загрузочные ]отверстия 5 в тигель добавляют новые порции
стекла в виде кубиков с размером сторон ~15 мм.
Диаметр световодов регулируется скоростью вытягивания и из-
менением температуры в зоне выработки. Размеры сечения свето-
вода контролируют при просмотре образцов в торец на микроскопе
с окуляром-микрометром.
Рис. 30. Установка для вытягивания свето-
водов из комплекта штабик—трубка
Рис. 31. Установка для выработки гибкого
волокна
48
Рис. 32. Формование полимерного волокна
методом экструзии
Рис. 33. Гибкий волоконный жгут
При вытягивании световодов из комплекта штабик—трубка
комплект 5 (рис. 30) закрепляется в цанге 6 подвижной каретки 8
механизма подачи 9 и вводится в печь 3 через сменную фильеру 4.
Размягченный конец комплекта 2, постоянно находящийся в зоне
нагрева, спекается и вытягивается в световод с помощью вытяжного
устройства /, представляющего собой непрерывную цепь с закреплен-
ными на ней подвижными захватами 10. Фильера закреплена в ста-
кане 7.
Скорость подачи комплекта и скорость вытягивания световода
vc связаны соотношением
vv/vz = dUdl,
где dm и dc — диаметры соответственно штабика и световода.
Выработка волокна диаметром 10—50 мкм из расплава выпол-
няется на установке, которая показана на рис. 31. Стеклянная
нить 2 вытягивается из тигля 5, перебрасывается через отклоня-
ющий ролик 1 и с помощью раскладчика 7 послойно с шагом t на-
матывается на вращающуюся бобину 8 намоточного станка 9.
При пуске намоточного станка или при обрыве нить заправляется
в боковую канавку 4 бобины, и после того как процесс вытягивания
стабилизируется и установится необходимый диаметр нити, послед-
няя переводится вручную в ролик раскладчика 7 для намотки на
бобину. Перемещение раскладчика происходит от вращающегося
копира 6. Процесс намотки считается законченным, когда волокно
послойно заполнит полость между щечками 5, после чего бобину
снимают с намоточного станка.
Рассмотрим формование полимерного волокна экструзионной
головкой (рис. 32). Полимер из расплава 2 через центральную
фильеру 1 выдавливается под давлением в виде нити 4, которая
обволакивается материалом оболочки 5, поступающим через кольце-
вую фильеру 5. Нить наматывается на бобину намоточного станка.
Многожильные световоды. Для высокоразрешающих ВОЭ мно-
гожильные световоды изготовляют перетяжкой пакета одножильных
световодов в один многожильный при температуре пластической
Деформации стекла. Для этого одножильные световоды длиной
1200 мм, проконтролированные по геометрическим размерам и тща-
тельно очищенные от загрязнений и жировых пятен, укладывают на
приспособлении в пакет, по форме сечения соответствующий буду-
49
Рис. 34. Установка для виброукладки гибкого жгута
щему многожильному световоду: шестигран-
ному, круглому, квадратному. Размер сто-
роны пакета 50—75 мм.
Пакет, скрепленный обжимками, пере-
носится на установку для перетяжки, по
конструкции аналогичную установке вы-
тяжки жестких световодов (см. рис. 29). Один
конец пакета закрепляется в цанге каретки
механизма подачи, другой вводится через
направляющую втулку, по форме и разме-
рам соответствующую сечению пакета, в зону
разогрева печи.
После оплавления нижнего торца осуще-
ствляют перетяжку пакета на световоды диа-
метром 0,8—2 мм или волокно диаметром
50—70 мкм.
Гибкие волоконные жгуты. Так называют пучок оптических во-
локон, защищенных гибкой оболочкой и жестко закрепленных по
торцам. Их используют для передачи света и изображения в том
случае, когда требуется подвижность передающего элемента или
его участков.
В зависимости от назначения гибкие жгуты делят на осветитель-
ные из нерегулярно уложенных волокон и для передачи изображения
из регулярно уложенных волокон.
Жгуты выпускают в различных вариантах исполнения в зави-
симости от формы торца, вида оболочки и наконечников.
Гибкий волоконный жгут 4 с круглыми торцами 1 диаметром d,
заделанный в поливинилхлоридную оболочку 3 с фасонными наконеч-
никами 2 на концах, показан на рис. 33. Стандартные жгуты выпу-
скают длиной L до 1500 мм и с наибольшим диаметром d или стороной
прямоугольника до 15 мм.
Гибкие жгуты для передачи света и изображения с невысокой
разрешающей способностью 10—15 мм’1 изготовляют в такой по-
следовательности .
Намотанное на бобину волокно через пазы на цилиндрической
поверхности корпуса бобины скрепляется струбцинами и разрезается
на жгуты. Наибольшая длина жгута равна длине цилиндрической
образующей бобины, сечение имеет квадратную форму с размерами
не более 100X100 мм. Разрезанный жгут распрямляют, один конец
его закрепляют в обжимку 3 (рис. 34) и осуществляют виброукладку
для удаления поломанных волокон и получения идентичности рас-
положения волокон на торцах. В процессе виброукладки жгут 1
в вертикальном положении подвергают воздействию вибраций,
создаваемых системой, состоящей из электромагнитного вибратора 4
и резонаторной балки 2, закрепленных на основании 6. Одновременно
на верхний торец жгута подается из бачка 5 подмыленная дистилли-
рованная вода до тех пор, пока не прекратится выпадание поломан-
50
рис. 35. Пресс-формы для
спекания волоконных пла-
стин:
а — прямоугольных; б — круг-
лых
ных волокон. После это-
го жгут переворачива-
ют и операцию повто-
ряют. В конце вибро-
укладки жгут промыва-
ют чистой дистиллиро-
ванной водой и просушивают. После сушки торцы жгута закрепляют
клеящим составом, обычно композицией на основе эпоксидной
смолы, выдерживают под вакуумом при нормальной температуре до
отвердения и полируют. Проклеенные квадратные жгуты с отполи-
рованными торцами контролируют и после разметки разделяют на
заготовки меньшего сечения путем раскалывания ножом по торцам.
На окончательно подогнанные по размерам сечения волоконные
жгуты надевают оболочки, например из латекса, полихлорвинило-
вой трубки, и приклеивают наконечники. Торцы собранных жгутов,
выступающие из наконечников на 0,5—1,5 мм, шлифуют и полируют
с применением абразивной и полирующей суспензии.
Жгуты с высокой разрешающей способностью (более 30 мм'1)
изготовляют из многожильного волокна обычно с гексагональной
формой сечения. Волокна после вытяжки в холодном состоянии пе-
рематывают в один слой на цилиндрический барабан с плотной
укладкой. Получившуюся кольцевую полоску проклеивают и сни-
мают с барабана. Полосы набирают в пакет и спекают под давлением
в форме. Далее технологический процесс аналогичен описанному
выше для жгутов с малой разрешающей способностью.
Спеченные волоконные пластины. К оптическим стеклам, при-
меняемым для изготовления световодов и волокон спеченных пла-
стин, используемым в электронно-оптических приборах, предъяв-
ляют дополнительные требования: стекла жилы и оболочки не должны
химически взаимодействовать с материалом фотокатода, например,
световоды из стекол с большим содержанием свинца разрушают
покрытие катода; материалы световодов должны быть согласованы
с материалом колбы по ТКЛР, несогласованность приводит к об-
разованию микротрещин при приваривании волоконных пластин
(шайб) к колбе. Полуфабрикатом для изготовления пластин слу-
жат стеклянные многожильные жесткие световоды или волокно.
Технологический процесс изготовления спеченных пластин на-
чинается с подготовки световодов: их разрезают на мерные куски
длиной 100—150 мм, тщательно очищают от загрязнений, жировых
пятен и плотно укладывают в пресс-формы.
Прессование выполняют в вакуумных пресс-печах при темпера-
туре, соответствующей вязкости стекла 1g т] = 8ч-9. Оболочки све-
товодов под действием прессующих усилий спекаются и, частично
перетекая, заполняют полости между световодами.
51
Рис. 36. Установка для из-
готовления фоконов
В зависимости от ви-
да заготовки и ее назна-
чения применяют пресс-
формы двух видов. Пресс-форма для поперечного прессования прямо-
угольных пластин 2 (рис.^35, а) состоит из матрицы 6 с двумя клино-
выми плоскими направляющими^, пуансона 3 и четырех прессующих
вкладышей /. В собранном виде на форму напрессовывают обойму 5,
удерживающую направляющие 4 и боковые щеки на торцах заго-
товки от выпадения. При прессовании подвижные вкладыши 1 под
действием пуансона 3 перемещаются, обеспечивая равномерное сжа-
тие заготовки в двух взаимно перпендикулярных направлениях.
Пресс-форма для изготовления круглых пластин (рис. 35, б)
имеет верхний 3 и нижний 7 корпуса, между которыми укладывают
монолитное стеклянное кольцо 6 и прессующие пуансоны 5. Корпуса 3
и 7 формы фиксируются по диаметру секторными вставками 2 и
закрепляются обжимным коническим кольцом 1. В отверстия ниж-
него и верхнего корпусов устанавливают пальцы S, упирающиеся
торцами в прессующие пуансоны 5. При нажатии подвижной плиты
пресса на пальцы 8 пуансоны 5 сжимают кольцо 6 размягченного
стекла, которое, как жидкость, передает давление на пакет свето-
водов 4, обеспечивая их равномерное сжатие по диаметру заготовки.
Заготовку подвергают отжигу для снятия остаточных термиче-
ских напряжений и после охлаждения распиливают алмазным кругом
на пластины. Поверхности пластин обрабатывают до заданных раз-
меров детали теми же методами, что и оптические детали из стекла.
Фоконы — волоконные элементы с коническими световодами, их
применяют для изменения масштаба изображения и выравнивания
кривизны поля оптических систем. Небольшие фоконы диаметром
4—25 мм изготовляют из спеченного пучка жестких многожильных
световодов или волокон на установке, показанной на рис. 36.
Заготовку 4 вставляют внутрь кольцевой электрической грелки 3
и в цанговые патроны 2 подвижных шпинделей 5. При включении
грелки происходит местный разогрев центральной зоны заготовки
до температуры пластической деформации стекла. Под действием
пружин 1 шпиндели по мере разогрева стекла перемещаются, растя-
гивая заготовку в двойной конус.
Микроканальные пластины представляют собой элементы, состоя-
щие из большого количества прямых стеклянных капилляров диамет-
ром 10—20мкм при толщине стенок каналов 1,5—Змкм. Используют их
для усиления яркости изображения в электронно-оптических преобра-
зователях. Существует несколько технологических методов изготовле-
ния микроканальных пластин. Основным является метод удаления из
оболочки световодов спеченных волоконных пластин жилы путем хими-
ческого травления. Торцы пластины перед травлением шлифуют и поли-
руют. На внутреннюю поверхность капилляров методом термоводород-
ной обработки наносится активный слой с эмиссионными свойствами.
ГЛАВА О
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
ОПТИЧЕСКИХ ДЕТАЛЕЙ
§ И. ЗАГОТОВКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Заготовки оптических деталей из оптического стекла по-
лучают в виде прямоугольных или круглых пластин, плиток, шта-
биков и прессовок (рис. 37). На обработку заготовки поступают пар-
тиями, состоящими из заготовок одного наименования и размера.
К партии прикладывают сопроводительный паспорт, в котором ука-
зывают фактические значения оптических характеристик стекла,
показатели качества, номера варок и отжига. При обработке нельзя
смешивать заготовки разных партий, так как в ряде случаев при
сборке изделия оптические детали комплектуют с учетом фактических
значений показателя преломления и дисперсии [2].
Наиболее рациональной заготовкой деталей типа линз и призм
является прессовка (рис. 37, д), повторяющая конфигурацию гото-
вой детали. Для изготовления прессовок необходима технологиче-
ская оснастка: пресс-форма, шаблоны и др. Стоимость оснастки
окупается только при прессовании определенного числа заготовок.
Поэтому ГОСТ 13240—78 «Заготовки оптического стекла» установ-
лен минимальный объем партии заготовок, поставляемых в виде
прессовок.
Масса заготовки, г Объем при заказе, шт., не менее
1,5—10 2000
10—15 1000
50—100 250
100—250 150
250—500 100
При заказе меньшего числа заготовок их изготовляют в виде
плитки, штабиков с размерами, кратными размерам единичной за-
готовки (см. рис. 37, а—г).
Технические условия (ТУ) на заготовку составляют на основе
чертежа оптической детали. В ТУ приводится эскиз заготовки с не-
обходимыми для изготовления и контроля размерами и допусками,
указывается марка стекла, технические требования к стеклу и за-
готовке, масса и число заказываемых заготовок в штуках (рис. 38).
На эскизе рядом с размерами заготовки в скобках проставляют
как справочные .соответствующие размеры готовой детали. Для де-
талей с размерами более 150 мм на заготовке указывают также
световой диаметр или расположение рабочей зоны. Вне рабочей
зоны дефекты типа одиночных пузырей и узловых свилей не нор-
мируются.
53
Рис. 37. Заготовки оптических деталей:
а — прямоугольная пластина; б — плитка для круглых деталей; в — плитка с размерами,
кратными размерам единичной заготовки; г — штабик с круглым сечением; д — прессовки
линзы и призмы
Маршрутную технологию (МТ) изготовления заготовки технолог
разрабатывает с учетом требований к стеклу, размерам партии и
габаритным размерам детали. Выбирается метод и последователь-
ность операций на основе типовых технологических процессов.
Номер маршрутной технологии указывают в ТУ на заготовку.
Коэффициент запуска (КЗ), равный отношению массы сырьевого
стекла, необходимого для изготовления заготовки, к теоретической
массе заготовки, устанавливают на основе имеющихся нормативов
и выбранной МТ. Коэффициент запуска зависит от требований
к показателям качества стекла. Например, для заготовок линз
фотооптики диаметром 20—50 мм значение КЗ находится в преде-
лах 2—3.
Размеры заготовки рассчитывают с учетом необходимого при-
пуска на обработку и предельных отклонений размеров. Значение
припуска зависит от выбранной технологии, метода базирования
детали при обработке и толщины дефектного слоя поверхности за-
готовки. Дефектный слой образуется при термических процессах
формообразования ввиду включения в поверхность стекла мелко-
дисперсных частичек порошка подсыпки («шамота»), появления
вмятин, складок и поверхностных посечек. При механических мето-
дах разделки стекла: распиливании, сверлении и др. — образуется
трещиноватый поверхностный слой, сколы и царапины.
Глубина залегания дефектов на поверхности прессованной заго-
товки размером до 50 мм с нижней («зашамоченной») стороны не
должна превышать 0,8 мм, а с верхней («светлой») стороны — 0,5 мм.
У заготовок диаметром 50—150 мм соответственно 1,5 и 0,8 мм.
Методика расчета припуска на обработку приведена в гл. 7. Суще-
ствуют оговоренные стандартом ограничения размеров заготовок.
54
Общие ТУ по ГОСТ 13240 ~ 78
Марка стекла ТК 16 ГОСТ3514~76
Рис. 38. Образец оформления технических условий на заготовку линзы
Кате г. и класс Апе 4-8
К а тег и класс AfnF’-nc') ЗГ
Однородность 3
Дб лцчепреломл. 3
Ра 4
бессбильность 25
Пцзырность 5Д
Штук 10000
МТ 218 -82
КЗ 2,76
Масса, г
макс. 14-.60
ном. 12.50
мин. 11,51
Для заготовок-прессовок размером до 150 мм толщина заготовок не
должна быть менее 3 мм для линз и 4 мм для плоских деталей, от-
ношение диаметра или диагонали заготовки к ее толщине должно
быть в пределах от 15 : 1 до 1,25 : 1.
Значения и расположение полей допусков на размеры заготовок
установлены на основе анализа точностных возможностей существу-
ющих технологических процессов.
Предельные отклонения размеров заготовки регламентирует
ГОСТ 13240—78 в зависимости от ее диаметра или наибольшей
стороны.
Таблица 5
Диаметр или наи- большая сторона заготовки, мм Допуск заготовки, мм Просвет в се- редине сфери- ческой поверх- ности при кон- троле радиус- ным шабло- ном, мм, не более Отклонение от плоско- стности плоских поверх- ностей, мм, не более
диаметра стороны заготовки прямоуголь- ного се- чения толщины по оси
До 20 ±0,3 ±0,5 + 1,5 —0,5 0,5 0,4
20—50 ±0,3 ±0,5 + 1,0 —0,5 0,8 0,5
50—80 ±0,5 ±0,5 + 1,0 —0,5 1,0 0,6
80—120 ±0,8 ±0,8 + 1,5 —0,5 1,2 0,8
120—150 ±1,0 ±1,0 + 1,5 —0,5 1,5 1,0
150—250 ±1,5 ±1,5 +2,0 — 1,0 — 1,2
250—360 ±2,0 ±2,0 ±2,0 — 1,5
360—500 + 5,0 —2,0 + 5,0 —2,0 + 5,0 -2,0 — 2,0
55
Для заготовок линз, круглых, прямоугольных и квадратных
пластин, получаемых прессованием и механической разделкой с об-
работкой края, значения предельных отношений приведены в табл. 5.
Неоправданное уменьшение допусков без совершенствования
технологии и оборудования приводит к увеличению расхода опти-
ческого стекла и ухудшению экономических показателей производ-
ства.
Технологические процессы изготовления заготовок оптических
деталей можно разделить на две основные группы: холодная раз-
делка и горячее формование.
При холодной разделке сырьевое оптическое стекло: стекло-
блоки, плитку — после визуального осмотра и разметки раскалы-
вают или распиливают алмазным инструментом. В первую очередь
из стеклоблока выбирают крупногабаритные заготовки с высокими
требованиями по бессвильности и пузырности; оставшееся стекло
используют для менее ответственных и более мелких по габаритным
размерам заготовок.
Горячее формование заготовок осуществляют в формах из ку-
сочков стекла, разогретых до температуры пластической деформа-
ции, или жидкой стекломассы, вырабатываемой из ванной стекло-
варенной печи.
§ 12. ХОЛОДНАЯ РАЗДЕЛКА СТЕКЛА
Разделка стекла раскалыванием. Раскалыванием стекла
получают плоские заготовки с размером в плане более 1,5 толщины.
Перед раскалыванием по линии разметки алмазным резцом, за-
чеканенным в медную оправку, или твердосплавным роликом из
сплава ВК8, посаженным на ось державки, делают надрезку — ца-
рапину, вызывающую появление трещины, что резко ослабляет
прочность поверхностного слоя стекла. На стекле толщиной более
40 мм по линии раскалывания твердосплавным зубилом делают на-
сечку, в результате чего в поверхностном слое образуется сетка
направленных трещин.
Алмазным резцом можно наносить царапину только на ровной
полированной поверхности стекла, так как хрупкое зерно алмаза
при ударе о микронеровности выкрашивается. Нельзя также прово-
дить алмазом вторично по образовавшейся царапине.
Тонкие листы стекла толщиной до 8 мм раскалывают короткими
и несильными ударами молотка с обратной стороны надреза. Более
толстое стекло раскалывают на колочных гидравлических прессах.
Рабочая зона колочного пресса усилием 10 кН, имеющего верхнее
расположение гидроцилиндра, показана на рис. 39. Плитку стекла 7
укладывают на стол пресса 6 надрезом вверх, ориентируя линию
надреза по пластмассовому жгуту 5, закрепленному на стальной
призме стола. На нижнем конце штока 2 гидроцилиндра закреплен
суппорт 1 с двумя раздвижными кулачками 8. При ходе штока вниз
кулачки упираются в плитку на расстоянии L, что создает изгиба-
ющий момент скалывания М - NL/2, где N — усилие пресса. Рас-
стояние L между кулачками изменяют, вращая рукоятку 3 винта
56
Рис. 39. Раскалывание стеклянной
плитки на колочпом прессе
с правой и левой резьбой. Стол
пресса покрыт слоем губчатой
резины 4, чтобы избежать ско-
лов на ребрах заготовок.
Раскалывание — производи-
тельный технологический про-
цесс, не требующий применения
сложного оборудования и ин-
струмента. Однако с увеличе-
нием толщины стекла растет
вероятность непрямолинейности и увода по толщине плоскости рас-
калывания. Это вызывает необходимость увеличения припуска на
обработку и КЗ стекла. При раскалывании стекла толщиной 120—
150 мм на заготовки припуск достигает 15—20 мм на сторону.
Разделка стекла распиливанием. Распиливанием алмазным ин-
струментом получают заготовки в виде пластин, клиньев, призм из
стекла, оптических и полупроводниковых кристаллов, спеченных
волоконных блоков.
Для распиливания применяют отрезные круги, полосовые пилы,
гибкий алмазный инструмент и др., имеющие режущую кромку или
поверхность, содержащую зерна алмаза, вкрапленные в металличе-
скую связку. Выступающие над поверхностью связки острые вер-
шины и ребра алмазных зерен (рис. 40) работают как отдельные резцы,
царапают стекло и скалывают мелкие частицы по линии царапания.
Теоретические основы процесса резания стекла единичным алмазным
зерном рассмотрены в гл. 5, а методы закрепления алмазных зерен
на инструменте и выбор зернистости и массовой концентрации —
в гл. 6.
Распиливают оптические материалы со скоростями резания
8—25 м/с. В месте контакта инструмента со стеклом вследствие
трения выделяется большое количество теплоты, вызывающей нагрев
инструмента и заготовки, что может привести к потере режущих
свойств инструмента и появлению в стекле термических напряжений,
посечек и трещин.
В зону резания необходимо обильно подавать смазочно-охла-
ждающую жидкость (СОЖ). Наибольшее распространение в ка-
честве СОЖ получили водные растворы эмульсолов с добавкой 1 %
кальцинированной соды и нитрида натрия для снижения поверх-
ностного натяжения воды и уменьшения коррозионного воздействия
СОЖ на металлические части оборудования, а также 4 % керосина
Для уменьшения трения. Лучшей СОЖ для работы алмазного ин-
струмента является чистый керосин или смесь его с минеральным
маслом. Стойкость и производительность работы инструмента при
применении керосина в 2—4 раза выше, чем при использовании вод-
ных растворов. В то же время керосин огнеопасен, оказывает вред-
ное влияние на кожу и дыхательные органы человека. Поэтому
57
Рис. 40. Поверхность алмазного инструмента с выступающими вершинами зерен
алмаза
пользуются им в исключительных случаях при выполнении сложных
и ответственных работ.
Расход W подаваемой СОЖ определяют по эмпирической фор-
муле, например, для отрезных кругов W = 0,40 л/мин, где D —
диаметр круга, см.
Алмазные отрезные круги в зависимости от диаметра круга
и метода нанесения алмазного слоя выпускаются нескольких типов.
Необходимость применения кругов с разным диаметром вызвана
тем, что наибольшая толщина распиливания не превышает 0,3—
0,35 диаметра круга. В то же время увеличение диаметра круга вы-
зывает увеличение его толщины, соответственно увеличивается объем
стекла, превращаемого в шлам, и расход алмаза на единицу площади
пропила.
Круги отрезные со сплошной режущей кромкой (рис. 41, а)
выпускаются диаметром D = 1004-400 мм и толщиной Н = 0,34-
4-2,2 мм. Изготовляют их в форме спекание^м металлического по-
рошка и алмазных зерен связки с корпусом круга.
Круги отрезные сегментные (рис. 41, б) диаметром D = 4004-
4-800 мм изготовляют напайкой на металлический корпус 1 алмазо-
содержащих элементов — сегментов 2. Наличие сегментов и пазов
облегчает подачу СОЖ в зону контакта инструмента со стеклом и
вымывание образующегося шлама. Толщина режущей кромки у сег-
ментных кругов Н = 3,24-5,5 мм.
Отрезные круги с алмазными зернами, закрепленными на режу-
щей кромке завальцовкой зерен в мягкую основу корпуса (рис. 41, в),
58
Рис. 41. Круги отрезные алмазные:
а — со сплошной режущей кромкой; б — сегментные; в — с завальцованной режущей кром-
кой; г — с внутренним резом
имеют при диаметре круга D = 400-?600 мм значительно меньшую
толщину Н, чем сегментные круги.
Материалом для изготовления корпуса таких кругов служит
малоуглеродистая сталь марки 08кп или Юкп. Режущая кромка
на периферии корпуса образуется завальцовкой на специальном
станке с помощью трех роликов, два из которых поддерживают
корпус с боковых сторон, а третий развальцовывает кромку по
цилиндрической поверхности. После завальцовки буртика дисковой
фрезой прорезают пазы шириной 0,2—0,3 мм. Алмазный порошок
смешивают с медным, добавляют чистый вазелин и образовавшуюся
пасту вручную наносят в прорези режущей кромки корпуса. Закатку
алмазных зерен выполняют роликом с профильной канавкой до
момента, когда исчезнут следы прорезей.
Распиливание стекла на заготовки алмазными отрезными кру-
гами осуществляют на специальных распиловочных станках (рис. 42).
Алмазный круг 2 диаметром 500—600 мм смонтирован на съемных
фланцах шпинделя 1 станка. Распиливаемый кусок стекла 9 кре-
пится подвижными губками 8 к планшайбе патрона 7. Движение
подачи осуществляется перемещением каретки 6 с патроном под
действием груза 3. За один проход на станке можно сделать пропил
длиной, равной примерно половине разности диаметров алмазного
круга и зажимных фланцев, что составит 150—170 мм. Для увели-
чения длины пропила до 300 мм стекло пропиливают в два прохода,
для чего каретку отводят в исходное положение и стекло вместе
с патроном разворачивают на 180°, после этого осуществляют рас-
пиливание в том же сечении, но с другой стороны. Головку 4 с па-
троном можно разворачивать вокруг вертикальной оси, устанавли-
вая ее ось по лимбу под углом относительно линии распиливания.
Это позволяет делать скосы на призмах и выпиливать клинья. Установ
59
или штабики наклеивают клеящими
Рис. 42. Схема станка для
распиливания стекла отрезным
алмазным кругом
на размер b распиливае-
мой заготовки выполняют
перемещением суппорта 5
при вращении маховичка
винта подачи.
Большие партии заго-
товок из плитки, пластин
и штабиков распиливают
пакетом алмазных пил 3
(рис. 43), набранных на
оправку 2. Пластину 5
композициями на основе
воска или парафина на подложку-спутник 6 из неметалличес-
кого материала. Такой метод крепления позволяет значительно
уменьшить сколы на заготовках с нижней стороны пропила. Размер
заготовки b определяется толщиной прокладных колец 4, надетых
на оправу. Собранный пакет пил вставляют на конус в шпиндель 1
распиловочного станка.
Рабочую подачу при распиливании отрезными кругами диаме-
тром 400—600 мм выбирают в пределах 30—50 мм/мин в зависи-
мости от твердости стекла. Расход алмаза в среднем составляет
один карат (1 кар) на один кубический дециметр объема пропила
стекла.
Полосовыми алмазными пилами с алмазными элементами, припа-
янными на нижнюю кромку полосы пилы, разделывают стекло на
пластины с габаритными размерами более 250x250 мм.
Станки для распиливания стекла полосовыми пилами (рис. 44)
рамного типа. Пильная рама 3 с набором полосовых пил 5 совершает
возвратно-поступательное движение по направляющим траверсы 1.
Привод движения рамы осуществляется от кривошипно-шатунного
механизма 4, число двойных ходов которого 150—200 в минуту.
На пильной раме крепится одновременно до 20 пил при минимальном
расстоянии между пилами 12 мм. Горизонтальный ход рамы 300 мм;
5 5
Рис. 43. Распиливание стекла пакетом
алмазных кругов
60
Рис. 44. Станок для распиливания
стекла полосовыми пилами
Рис. 45. Распиливание стекла гибким алмазным инструментом:
а — инструмент; б — станок
рабочая подача резания осуществляется перемещением траверсы 1
с пильной рамой вниз со скоростью 5—10 мм/мин. Распиливаемый
блок 7 крепится на тележке 6. СОЖ подается через душирующее
устройство 2.
Гибким алмазным инструментом (рис. 45, а) распиливают
пластины с габаритными размерами более 600x600 мм. Инструмент
представляет собой бесконечный стальной канатик 5, на который
надеты алмазные притиры 1 (кольца) диаметром 1,5—6 мм и про-
межуточные втулки 2, жестко закрепленные на канатике путем об-
жатия и служащие опорой свободно посаженным алмазным прити-
рам при резании. Алмазные зерна зернистостью 200—400 мкм за-
крепляют на поверхности притиров гальваническим осаждением
никеля и меди.
Блок стекла 1 укладывают на стол 2 станка (рис. 45, б) и охваты-
вают по плоскости резания гибким инструментом 7 через направля-
ющие ролики 3 и ведущий шкив 4 привода. Привод со шкивом 4
смонтирован на подвижной каретке 5, создающей под действием
груза 6 постоянное давление инструмента на стекло. Скорость реза-
ния 1,5—2 м/с.
Алмазными кругами с внутренней режущей кромкой распиливают
на тонкие пластины дорогостоящие материалы: спеченные волокон-
ные блоки, кварц, кристаллы, полупроводниковые слитки. Круг
с внутренней режущей кромкой представляет собой корпус толщиной
0,095—0,108 мм из бронзы или коррозионно-стойкой стали, с на-
ружным диаметром D = 206 мм и внутренним d = 83 мм (см.
рис. 41, г). На кромку 2 внутреннего отверстия корпуса 7 гальва-
ническим осаждением никелевой связки закрепляют алмазные зерна
с зернистостью 60/40—100/80. В одном круге содержится 0,5 кар
алмаза. На корпусе круга имеются крепежные отверстия и радиаль-
ные пазы для снятия внутренних напряжений при растяжке круга
на барабане станка.
Рассмотрим работу распиловочного станка с кругом с внутренней
режущей кромкой (рис. 46). Алмазный круг 5 закрепляют перифе-
рийной частью на барабане 4 шпинделя 1 станка и растягивают
в радиальном направлении. Барабан вместе со шпинделем тща-
тельно балансируется в опорах 2 шпиндельной бабки. Распиливае-
мый образец (слиток) 9 устанавливают в ориентированном положении
61
10 9 и
°) ff)
Рис. 46. Распиливание оптических материалов алмазным кругом с внутренней
режущей кромкой:
а — при наружном способе крепления образца; б — при гребенчатом способе
на державке 6 с помощью клеящих веществ 10, которыми могут быть
шеллак, воск или мастика на основе клея БФ4.
Возможны два способа распиливания в зависимости от крепле-
ния образца в державке. При наружном способе (рис. 46, а) обра-
зец 9 приклеивают к державке торцом. Распиливание осуществляется
при подаче Si каретки станка с державкой на внутреннюю кромку
быстровращающегося круга 5. Отрезанная пластинка 7 падает
в приемный лоток 8. После окончания распиливания каретка с дер-
жавкой и образцом отходит в исходное положение, и подачей
суппорта станка осуществляется перемещение образца на толщину
следующей отрезаемой пластинки. При таком способе резания тре-
буется мало времени на крепление образца и съем пластин, удобно
наблюдать за процессом резания. К недостаткам надо отнести вибра-
цию пластины и образование заусенцев и сколов на краю пластины
в конце распиливания.
Этих недостатков лишен гребенчатый способ (рис. 46, б), при
котором образец приклеивают боковой стороной через графитовую
или текстолитовую прокладку 12 к державке 11. Отрезаемая пла-
стинка 13 имеет опору на клеящем слое и удерживается на нем до
окончания распиливания всего образца.
Долговечность работы круга с внутренней режущей кромкой и
качество поверхности распила во многом зависят от равномерности
растяжки корпуса круга в радиальном направлении при креплении
его на барабане станка.
О качестве крепления круга судят косвенным образом по вогну-
тости отрезанных пластин, допускается прогиб не более 10—20 мкм.
Радиальное биение режущей кромки круга должно быть не более
0,01—0,02 мм, осевое в пределах 0,002—0,005 мм.
В зону резания подается СОЖ- В зависимости от вида распили-
ваемого материала это может быть веретенное масло, водные суспен-
62
С У Рис. 47. Сверление заготовок:
зии эмульсолов и др. Отработанная СОЖ'сливается в отстойник
через отверстия 3 в барабане (см. рис. 46, а). Зона резания закрыта
ограждением* и откидным кожухом.
Шероховатость распиленных поверхностей Rz = 0,634-1,25 мкм
при минимальной толщине дефектного слоя. В сочетании с малой
шириной пропила это позволяет наиболее рационально использовать
дорогостоящие материалы: кристаллы, полупроводниковые слитки.
Разделка стекла сверлением. Сверлением стекла алмазными труб-
чатыми сверлами (рис. 47, а) получают цилиндрические заготовки
диаметром 15—300 мм в условиях единичного или мелкосерийного
производства. В качестве заготовок используется керн 2 диаметром d,
равным внутреннему диаметру сверла. Сверлением рационально
получать также заготовки из тонких стеклянных пластин толщиной
1—8 мм и при крупносерийном производстве.
Пластины склеивают в столбик вместе с подложкой 3 из листо-
вого технического стекла и крепят в приспособлении на столе вер-
тикально-сверлильного станка. Трубчатое свррло представляет собой
корпус 1 с хвостовиком, на торец корпуса напаивается алмазная
коронка 4. СОЖ подается в зону резания через внутреннюю полость
сверла и выходит через прорези на торце коронки, вымывая шлам
и охлаждая инструмент. Стеклянная подложка 3 является элемен-
том, к которому крепится столбик склеенных пластин в приспособле-
нии, одновременно она предохраняет нижнюю заготовку от сколов
на выходе сверла в конце процесса сверления. Подача S при сверле-
нии зависит от диаметра d и марки стекла. Для деталей с d 50 мм
из стекла марки К8 S = (204-25) мм/мин.
Для изготовления цилиндрических заготовок длиной L > (84-
4-10) d используют метод кругления корончатым сверлом (рис. 47, б).
Заготовка 4 в виде бруска с квадратным сечением крепится в патроне 5
станка. Корончатое алмазное сверло 1 вращается в корпусе 3 режу-
щей головки от индивидуального привода с ременной передачей
на шкив 2. При одновременном вращении бруска и сверла осуще-
ствляется снятие припуска и кругление заготовок по диаметру d.
63
§ 13. ГОРЯЧЕЕ ФОРМООБРАЗОВАНИЕ ЗАГОТОВОК
Свободное моллирование. Это наиболее простой метод
горячего формообразования заготовок из стекла (рис. 48, а). Бесфор-
менный кусок 3 стекла, по массе равный массе заготовки 4, уклады-
вают в футерованную керамикой 2 металлическую форму 1 и нагре-
вают в печи до температуры, соответствующей вязкости стекла
107 Па-с. Стекло под действием силы тяжести растекается и запол-
няет внутреннюю полость формы. Температурный режим свободного
моллирования включает разогрев стекла до температуры моллиро-
вания, выдержку при этой температуре, отжиг и охлаждение. За-
готовки получают в виде круглых дисков или прямоугольных пла-
стин. Экономически целесообразно моллировать заготовки разме-
рами более 200 мм и массой свыше 2 кг.
Моллирование осуществляют в электрических камерных печах
периодического действия или в туннельных печах, где формы со
стеклом передвигаются механическим толкателем по каналу печи,
переходя из одной температурной зоны в другую.
Принудительное вакуумное моллирование. Формование плоской
заготовки 1 (рис. 48, б) в форме 3 происходит под действием избы-
точного давления Ар, создаваемого при откачке воздуха вакуумным
насосом из полости между заготовкой и формой, чем этот процесс
и отличается от свободного моллирования. Очевидно, что таким
способом можно формовать изделия, если исходная плоская заготовка
при укладке в форму не образует щелей, в основном это тела вра-
щения.
Принудительное моллирование осуществляют при вязкости стекла
108—109 Па-с. При такой вязкости микронеровности формы на
горячей поверхности стекла не отпечатываются — заготовка как
балка своей поверхностью ложится на опоры — вершины микроне-
ровностей. Если взять плоскую заготовку с полированной поверх-
ностью, то после принудительного моллирования полированная
поверхность на отформованной заготовке 2 сохраняется, и в ряде
случаев механической обработки рабочих поверхностей деталей не
требуется.
Принудительным моллированием изготовляют заготовки диа-
метром 40—500 мм и толщиной 2—20 мм оптических деталей типа
зеркал осветительных светособирающих устройств приборов, обте-
кателей, иллюминаторов, рабочие поверхности которых образованы
эквидистантными сферическими или асферическими поверхностями.
64
Рис. 49. Полуавтоматическая установка принудительного моллирования заго-
товок:
а — схема установки; б — температурный режим ведения процесса
Моллирование осуществляют в электрических камерных печах
периодического действия или на полуавтоматических установках
непрерывного действия.
Полуавтоматическая установка (рис. 49, а) представляет собой
печь 1 с кольцевым каналом, соединенную горячей камерой 2 с печьюг5
отжига и охлаждения моллированных заготовок. Формы 9 для мол-
лирования, изготовленные из жаропрочного чугуна или стали, уста-
навливают на карусель, поворачивающуюся за каждый цикл на
1/18’часть оборота. Оператор через загрузочное окно 8 печи уклады-
вает в разогретую до 550—570 °C форму (позиция 1) плоскую заго-
товку. Перемещаясь внутри канала печи с позиции 2 на позицию 11,
стекло нагревается до температуры моллирования (рис. 49, б).
В положении, соответствующем позициям 12 и 13 (см. рис. 49, а),
к шпинделям, на которых установлены формы, через резиновые
эластичные переходники подключается вакуумный насос, происхо-
дит откачка воздуха из полости формы и формование разогретого
стекла/Моллированные изделия на позициях 14 и 15 охлаждаются
до температуры, исключающей деформацию их поверхности при
съеме из формы. Далее на позиции 16 перестановщик 5, работающий
от гидравлического привода 7, с помощью вакуумной присоски авто-
матически вынимает заготовку из формы и укладывает ее на непре-
рывно движущийся транспортер 4 печи отжига, где она охлаждается.
В конце печи оператор снимает с транспортера изделия 6 и выпол-
няет их контроль. Производительность установки при изготовлении
изделий диаметром 300 -400 мм составляет 60—80 шт. в час.
3 П/р М. II. Семибратова 65
Рис. 50. Прессование заготовок из нарезок:
а — распиливание стекла на плитку; б — раскалывание плитки на нарезки; в — обточка
острых граней; г — галтовка; д — разогрев нарезки; е — прессование
Прессование из нарезок. Это один из наиболее распространенных
процессов горячего формования стекла в заготовки типа линз,
призм различной формы и массы, который учитывает многообразие
требований к качеству стекла заготовок и большой ассортимент их
типоразмеров.
Нарезки — это куски стекла прямоугольной или цилиндриче-
ской формы с массой, равной массе будущей заготовки. Изготовление
нарезок начинается с отбора сырьевого стекла, соответствующего
по качеству требованиям ТУ на заготовку. Отобранные куски стекла
распиливают на плитку толщиной h (рис. 50, а), поверхности плитки
шлифуют для устранения неровностей. Плитку размечают твердо-
сплавным роликом на прямоугольные нарезки и раскалывают на
колочных прессах (рис. 50, б). Размер стороны а квадратной нарезки
определяют из соотношения а УrnJph, где т — масса нарезки, г;
р — плотность стекла, г/см3; h — толщина плитки, см. Каждую
нарезку взвешивают на рычажных весах; если ее масса более преду-
смотренной ТУ, осуществляют подгонку массы. Подгонку выпол-
няют заточкой острых граней и вершин на алмазных кругах
(рис. 50, в), а также откалыванием от нарезки частичек стекла не-
большим молоточком. Острые грани нарезок притупляют также
в галтовочных вращающихся барабанах, заполненных водной суспен-
зией абразивных порошков (рис. 50, г). Наличие на ребрах сколов,
мелких посечек может привести к появлению характерных для прес-
совок дефектов — «дымов» — запрессованных на некоторой глубине
от поверхности заготовки непрозрачных частичек или скопления
мелких пузырей.
Подготовленные к прессованию нарезки укладывают поштучно
на вращающийся под кольцевой печи (рис. 50, б), разогревают до
температуры пластической деформации стекла и прессуют в форме
на пневматическом прессе (рис. 50, е). При разогреве во избежание
прилипания стекла к керамическому поду печи на под насыпают
66
1
Рис. 51. Изготовление стеклянных
штабиков методом вытягивания
Рис. 52. Изготовление штабиков методом
раскатки
тонкий слой мелкодисперсного порошка. Обычно это шамот, глино-
зем или другие огнеупорные материалы. Частички шамота прилипают
к стеклу, и после прессования сторона заготовки, лежащая на поду
печи, получается непрозрачной — «зашамоченной». Толщина де-
фектного слоя прессовки с шамотной стороны в 1,3—1,6 раза боль-
ше, чем с обратной — «сьетлои». Предпочтительнее начинать обра-
ботку оптической детали с шамотной стороны.
Формующие части пресс-формы: пуансон, матрицу и поддон-
выталкиватель — изготовляют из жаропрочных чугуна или стали.
В процессе прессования форма разогревается до температуры 400—
500 °C, чтобы избежать появления на заготовках поверхностных
термических трещин — посечек.
Прессованием из нарезок получают заготовки массой 2—2000 г.
Допуски на размеры заготовок — прессовок приведены в табл. 5.
Изготовление из стеклянных прутков — штабиков. Таким спосо-
бом получают заготовки линз в виде цилиндрических таблеток.
Штабики вытягивают из разогретого вязкого стекла (рис. 51). Кусок
стекла 1- прямоугольной формы, проверенный по показателям ка-
чества, загружают в металлический тигель 3 камерной электриче-
ской печи 2. При включении основного электрического нагрева-
теля 4 стекло разогревается до температуры размягчения и заполняет
полость и донный патрубок тигля. Нагреватель 5 в это время от-
ключен, и стекло из патрубка не вытекает, образуя пробку. После
включения нагревателя 5 стекло медленно выходит из патрубка.
Образующуюся каплю, имеющую форму луковицы, оттягивают
Щипцами и заправляют пруток 6 в ролики 7 вытяжного механизма.
При вращении роликов стекло непрерывно вытягивается из тигля.
Размеры и форма сечения штабика определяются формой сечения
фильеры тигля и скоростью вытягивания.
Другим методом изготовления штабиков является раскатка
стеклянных брусков квадратного сечения, нагретых до температуры
пластической деформации стекла.
3* 67
Рис. 53. Прессование заготовок из непрерывно вытягиваемого штабика
Устройство для раскатки (рис. 52) состоит из трех цилиндриче-
ских роликов, имеющих принудительное вращение. Стеклянный
брусок 1 укладывается на нижние ролики 5 и щелевыми газовыми
горелками 3 разогревается до температуры размягчения. Прижимая
брусок верхним роликом 2, раскатывают его в цилиндрический
штабик 4,
При мелкосерийном производстве штабики получают сверлением
стекла алмазным трубчатым сверлом. Полученные штабики длиной
120—150 мм наклеивают воском или парафином на неметаллические
подложки и распиливают набором отрезных алмазных кругов на
цилиндрические таблетки — заготовки линз.
Заготовки из штабиков не имеют сферических поверхностей.
Отсутствие дефектного слоя, присущего прессовкам из нарезок,
позволяет изготовлять их с меньшими припусками по толщине.
Допуск на диаметр заготовок из штабиков составляет ±0,3 мм,
а по толщине ±0,5 мм.
Изготовление заготовок из штабиков установлено ГОСТ 13240—78
как основной процесс получения заготовок линз микрооптики диа-
метром 3—12 мм из некристаллизирующихся при вторичной термо-
обработке стекол типа К, БК, Ф, ТФ, ЛФ и др.
Прессование заготовок из непрерывно вытягиваемого штабика.
Этот новый прогрессивный метод позволяет получать заготовки с ми-
нимальными припусками на обработку в автоматизированном про-
цессе производства.
Непрерывно вытягиваемый штабик 2 (рис. 53) повторно разогре-
вается в кольцевой электрической печи до температуры пластиче-
ской деформации стекла и поступает в рабочую зону пресса. Встреч-
ным движением пуансона /, матрицы 3 и контурного ножа 4 от конца
штабика отрезается и формуется во внутренней полости формы за-
готовка 6. После этого пресс сразу же опускается на 5—15 мм в на-
правлении движения штабика со скоростью, значительно превыша-
ющей скорость его вытягивания, освобождая рабочую зону для
продвижения штабика. Место среза стекла на штабике оплавляется
газовыми горелками до образования каплеобразной формы конца
штабика. Вне зоны прессования форма раскрывается, и выталки-
ватель матрицы 3 при воздействии на него упора 5 извлекает заго-
товку, по лотку она падает в емкость печи отжига.
С8
Рис. 54. Прессование из жидкой стекломассы:
а — налив порции стекла; б — отрезка; в — прессование
Процесс полностью автоматизирован, заготовки получаются с чи-
стыми поверхностями без «шамота», дефектный слой не превышает
0,1 мм. Стандартом на бесшамотные заготовки установлены допуски
на изготовление по диаметру +0,1 мм, по толщине +0,3 мм.
Диапазон типоразмеров заготовок, изготовляемых прессованием
из штабиков, ограничен диаметрами 8—22 мм из флинтовых стекол
Ф, ТФ, ЛФ, ОФ, имеющих «длинный» температурный интервал
вязкости и некристаллизующихся при повторной термообработке.
При прессовании «коротких» стекол в месте среза быстро изнаши-
вается кромка контурного ножа, и он перестает резать штабик.
Прессование из жидкой стекломассы. Этот способ изготовления
заготовок оптических деталей наиболее прогрессивен, так как позво-
ляет полностью автоматизировать весь технологический процесс,
начиная от варки стекла до отжига заготовок.
Стекло варят в агрегате непрерывного действия, представляющего
собой каскад платиновых сосудов, соединенных между собой пла-
тиновыми трубами. Последний выработочный сосуд имеет верти-
кальный сливной патрубок 1 (рис. 54, а), обогреваемый нагрева-
телем 2. Скорость истечения стекла регулируется сечением отвер-
стия фильеры 5, установленной на конце патрубка, и температурой
нагревателя 2. Пресс-формы 7 закреплены на столе 6 12-позиционного
пресса таким образом, что на позиции налива стекла полость пресс-
формы находится под сливным патрубком.
В момент начала заполнения полости пресс-формы жидкой стек-
ломассой нижний пуансон 5 приподнят и по мере подачи опускается,
чтобы сохранить постоянным расстояние от фильеры до поверхности
стекломассы. Это значительно уменьшает вероятность образования
«нахлестов» при падении струи стекла. После наполнения формы
нож 4 (рис. 54, б) отрезает от струи порцию стекла, и стол пресса
поворачивается на 1/12 часть окружности.
На позиции прессования (рис. 54, в) движением штока 9 пневмо-
Цилиндра верхний пуансон 8 закрывает форму. Формообразование
69
заготовки 11 осуществляется нижним пуансоном 5 (см. рис. 54, а) —
выталкивателем, перемещающимся от пневмоцилиндра 10 (см.
рис. 54, в).
Сформованная заготовка перемещается на позицию съема, где
снимается с формы вакуумным присосом и переносится на ленту кон-
вейера и далее в печь отжига. Тепловой режим пресс-форм поддер-
живается пламенем газовых горелок, установленных на прессе.
Жидкая стекломасса не соприкасается с подом нагревательных
печей, поэтому поверхности заготовок .получаются чистыми, без
«шамотного» слоя и с глубиной дефектного слоя не более 0,2—0,4 мм.
Допуск на изготовление заготовок линз диаметром 20—50 мм по
толщине в пределах ±0,5 мм.
Прессованием из жидкой стекломассы целесообразно изготовлять
заготовки партиями более 100 тыс. шт., так как процесс подготовки
и отладки теплового режима агрегатов варки и прессования дли-
телен и экономически целесообразен только при больших партиях
заготовок.
Многообразие методов горячего формообразования объясняется
необходимостью в каждом конкретном случае изготовления заго-
товки учитывать физико-химические свойства используемого стекла,
требования к показателям качества, размеры и число заготовок
в партии. На основе анализа этих сведений выбирают оптимальный
и наиболее экономически целесообразный процесс.
§ 14. ТОНКИЙ ОТЖИГ ЗАГОТОВОК
Тонкий отжиг — последняя операция технологического
процесса изготовления заготовок оптических деталей. Цель его —
снизить до минимально допустимых значений остаточные термические
напряжения в стекле, т. е. ликвидировать физические неоднород-
ности и получить заготовки с одинаковыми для данной партии зна-
чениями показателей преломления и дисперсии. Физические основы
отжига стекла рассмотрены ₽ § 7.
Заготовки нагревают до верхней температуры отжига tn с воз-
можно большей скоростью, исключающей разрушение заготовок
от возникающих термических на-
пряжений (рис. 55). Во время
выдержки при температуре
Рис. 55. Температурный график тонкого
отжига:
/ — нагрев; // — выдержка; /// — ответ-
ственное охлаждение; /V — охлаждение
Рис. 56. График зависимости пока-
зателя преломления от скорости от-
ветственного охлаждения
70
Рис. 57. Печь для тонкого отжига
стекла
происходит релаксация —
снятие остаточных напряже-
ний в стекле. Наиболее важ-
ным этапом процесса явля-
ется ответственное охлажде-
ние в интервале температур
/в—/и, в котором еще воз-
можно возникновение оста-
точных термических напря-
жений. Скорость охлаждения
рассчитывается по таблицам и
номограммам в зависимости от физических свойств стекла, размеров
заготовок и требований к ним по двойному лучепреломлению. Зна-
чения скоростей находятся в пределах 0,05—20 °С/ч.
В температурном интервале отжига /в—tn в стекле происходят
структурные превращения и изменение физических свойств, в том
числе изменяется и показатель преломления п. Для завершения
структурных превращений требуется определенное время. Если
стекло выдерживать при постоянной температуре длительное время,
то для данной марки стекла каждому значению температуры будет
соответствовать равновесное значение показателя преломления nv.
Все значения nv в температурном интервале /в—tH лежат на равно-
весной прямой пр -= f (/) (рис. 56). При непрерывном охлаждении
со скоростью v структурные превращения как бы запаздывают ввиду
недостатка времени и показатель преломления п не успевает достиг-
нуть равновесных значений. В результате показатель преломления п
изменяется не по равновесной прямой 5, а по несколько отличающейся
от нее кривой 1 или 2 и при нормальных условиях при t - 20 СС
будет меньше на величину Ли - т 1g (v/vj, где т —коэффициент
пропорциональности; v и — скорости охлаждения.
Пользуясь этим явлением, можно скорректировать показатель
преломления сырьевого стекла в пределах Д/г - (5н-20) 10"4 при
тонком отжиге, чтобы получить значение п в пределах заданной
категории качества. За нормальную (равновесную) скорость v от-
ветственного охлаждения принята скорость 2,5 °С/ч.
Электрические камерные печи (рис. 57) для тонкого отжига имеют
хорошую тепловую изоляцию 3 и систему нагревателей 4, обеспе-
чивающих равномерный нагрев и принудительное снижение тем-
пературы в подколпачном пространстве 2 печи во время выдержки
и ответственного охлаждения заготовок. Заготовки 5 укладывают
в металлические коробки, поддон или кассеты 1 с массивными стен-
ками, способствующими уменьшению градиентов температуры в печи.
§ 15. КОНТРОЛЬ ЗАГОТОВОК ОПТИЧЕСКИХ ДЕТАЛЕЙ
Заготовки оптических деталей подвергают контролю по
геометрическим размерам, дефектам поверхности и показателям
качества стекла. Контроль геометрических размеров в крупносерий-
71
Рис. 58. Установка для контроля бессвилыюсти стекла
ном производстве заготовок осуществляется выборочно в объеме
1—5 % партии, но не менее 10 шт. С помощью универсальных из-
мерительных инструментов и шаблонов проверяют линейные и угло-
вые размеры, толщину, фаски, отклонение от плоскостности и про-
свет в середине сферической поверхности на соответствие требова-
ниям ТУ и ГОСТ 13240—78.
По состоянию поверхности проверяют все заготовки, определяют
наличие посечек, заколов, дымов и глубину залегания этих дефектов.
Если заготовки имеют непрозрачные, «зашамоченные» поверхности,
затрудняющие визуальный осмотр, их смачивают водой или иммер-
сионной жидкостью и рассматривают при боковом освещении элек-
тролампой мощностью 200 Вт.
Показатели качества стекла заготовок по пузырности, поглоще-
нию и бессвильности для данной варки стекла принимают одина-
ковыми. В случае повышенных требований к бессвильности (1-й и
2-й категории) и пузырности каждую заготовку после изготовления
контролируют по этим показателям.
Бессвильность определяют в заготовках, имеющих шлифованные
или полированные поверхности, путем просмотра стекла в затемнен-
ном помещении на проекционной установке.
Сущность метода контроля заключается в сравнении получаемой
на экране проекционной установки теневой картины от заготовки
с теневой картиной от контрольных образцов со свилями, принятыми
за эталоны первой и второй категории бессвильности. Схема уста-
новки контроля показана на рис. 58. Источник света 7 — газораз-
рядная лампа высокой интенсивности создает световой поток, на-
правляемый конденсором 2 в плоскость диафрагмы 3. Для контроля
бессвильности по первой категории используется диафрагма с отвер-
стием 2 мм, а второй — 4 мм. Образец 5 устанавливают на поворот-
ную подставку 6 и рассматривают теневую картину свили 8 на белом
экране 7. Освещенность экрана регулируют подбором плотности
нейтрального светофильтра 4. При фотографировании свилей в пло-
скость экрана помещают кассету с фотоматериалом.
Образцы со шлифованными поверхностями или поверхностями
раскола помещают при контроле в кювету с иммерсионной жид-
костью, показатель преломления которой не должен отличаться более
чем на 2-Ю"3 от показателя преломления проверяемого стекла.
72
Рис. 59. Установка для кон-
троля пузырности
Пузырность оцени-
вают при просмотре за-
готовки на темном фоне
при направленном бо-
ковом свете. Подсчиты-
вают число пузырей по
всей поверхности заго-
товки. Размер пузыря
определяют путем ви-
зуального сравнения
с пузырями в контроль-
ных образцах или под
увеличением лупы 4\ либо измеряют микроскопом с окуляром-
микрометром. Поверхности образцов стекла при контроле пу-
зырей диаметром менее 0,5 мм должны быть полированными.
Метод контроля основан на свойстве пузырей как микроскопиче-
ских линз рассеивать падающий на них свет, благодаря чему пузыри
вырисовываются на темном фоне как светящиеся точки. Установка
для контроля пузырей (рис. 59) состоит из осветителя 5 с щелевой
диафрагмой 4, который создает направленный пучок света на боко-
вую поверхность образца 2, и столика 1 с ячеистой структурой по-
верхности. Столик окрашен черной матовой эмалью, что в сочетании
с ячеистой структурой позволяет создать темный фон при просмотре
образца. Для контроля мелких пузырей установка снабжена ми-
кроскопом <3.
Двойное лучепреломление, показатель преломления, среднюю
дисперсию, оптическую однородность и однородность партии зато-*
товок по показателю преломления контролируют в заготовках после
тонкого отжига путем контроля самих заготовок или загруженных
в печь тонкого отжига образцов той же марки и варки стекла.
Двойное лучепреломление измеряют на полярископе-поляри-
метре в видимой области спектра [1]. Поверхности образца, имею-
щего форму плоскопараллельной пластины, должны быть шлифо-
ванными или полированными. Шлифованную поверхность перед
измерением смачивают иммерсионной жидкостью. Измерения в каж-
дом образце проводят не менее трех раз и по их результатам выводят
среднее арифметическое значение. Предельная погрешность измере-
ния не должна превышать +3 нм при разности хода лучей до 100 нм
и ±20 нм при разности хода 1000 нм.
Для контроля двойного лучепреломления используют постоян-
ные образцы из стекла той же марки, что и проверяемые заготовки.
Перед укладкой в печь отжига образцы закаливают — создают в них
внутренние напряжения.
Показатель преломления для заданных линий спектра измеряют
методами, имеющими различные погрешности измерения и требова-
ния к подготовке измеряемого образца.
73
Рис. 60. Расположение в печи отжига образцов для
контроля однородности партии заготовок по по-
казателю преломления
Показатель преломления с погрешно-
стью 1-Ю"4 и дисперсию с погрешностью
2-10'5 в видимой части спектра измеряют
на рефрактометре. Метод контроля осно-
ван на использовании явления полного
внутреннего отражения при прохождении
света из среды с большим показателем
преломления в среду с меньшим показа-
телем. В качестве источника монохрома-
тического света для волн, соответствующих линиям спектров из-
лучения ртути и кадмия (е, F' и С7), используют ртутно-кадмиевую
газоразрядную лампу.
Испытуемый образец размером 20x20 мм должен иметь две по-
лированные рабочие грани с допуском на плоскостность N 2.
Измерения показателя преломления образцов стекла 1,2 и 3-й ка-
тегорий с предельной погрешностью не более 1,5-10“5 осуществляют
на гониометре 111. Для контроля изготовляют образцы в виде призмы
с двумя рабочими гранями, имеющими допуск на плоскостность
А 0,25. Измерения показателя преломления для всех выбранных
спектральных линий делают в течение одного рабочего дня, не из-
меняя установку призмы на столике гониометра.
Для определения однородности партии заготовок по показателю
преломления в печь отжига вместе с заготовками в кассеты заклады-
вают образцы стекла одной варки с таким расчетом, чтобы они ха-
рактеризовали режим отжига по всему объему печи. Образцы из-
готовляют в виде комплекта из двух половинок: большая половинка
размером 25X15X12 мм, меньшая 20X15X12 мм. Обе половинки
имеют один и тот же порядковый номер.
Число укладываемых образцов в кассеты печи отжига установлено
в зависимости от класса однородности партии заготовок. Так, при
контроле заготовок класса А и Б в каждый сектор кассеты 7 уклады-
вают комплект из коротких и длинных образцов (рис. 60). Короткие
образцы 2 укладывают ближе к центру кассеты, длинные 3 — к пе-
риферии. Для оценки однородности показателя преломления загото-
вок по высоте печи дополнительно в каждую кассету, кроме средней,
закладывают длинные образцы, а все короткие образцы — в среднюю
кассету.
После отжига образцы комплектно отправляют на обработку и
далее на контроль показателя преломления на рефрактометре.
Результаты контроля заносят в паспорт, которым снабжается
каждая партия заготовок.
ГЛАВА 4
ОСНОВНЫЕ ПОНЯТИЯ, ОПРЕДЕЛЯЮЩИЕ ДОСТИЖЕНИЕ
КАЧЕСТВА ОПТИЧЕСКИХ ДЕТАЛЕЙ
§ 16. ПОВЕРХНОСТИ И БАЗИРОВАНИЕ
Виды поверхностей. Служебное назначение оптических
деталей — пропускать, отражать световые пучки, изменять их спек-
тральный состав, направление, сходимость или свойства.
Оптические детали ограничены поверхностями трех видов: испол-
нительными, вспомогательными, свободными.
Исполнительные поверхности предназначены для выполнения де-
талью своего служебного назначения. Это полированные сферические,
плоские и несферические поверхности.
Полированные поверхности оптических деталей имеют отклоне-
ние от заданных геометрически по стрелке кривизны меньше 2,5 мкм
и по форме меньше 0,5 мкм. Параметр шероховатости Rz
(ГОСТ 2789—73) исполнительных поверхностей находится в пределах
0,1—0,05 мкм. При указанной шероховатости на исполнительных
поверхностях могут быть дефекты чистоты, допустимое число и
размеры которых ограничиваются ГОСТ 11141—76.
Полированные поверхности с Rz ~ 0,1-4-0,05 мкм, применяемые
в оптических системах приборов, кратко называют оптическими.
Качество обработки оптических поверхностей значительно выше
качества, достигаемого в машиностроении.
Вспомогательные поверхности оптических деталей служат для
присоединения к ним оправ, крепежных деталей, упоров и уста-
новочных плат. Это шлифованные цилиндрические или плоские по-
верхности, которые называют также установочными или вспомога-
тельными сборочными. Например, это цилиндрические поверхности
линз, боковые грани призм, торцевые грани пластин. На вспомога-
тельных поверхностях оптических деталей монтируют, собирают,
устанавливают неонтические детали приборов, выполненные обычно
из металлов или пластмасс.
Установочные и вспомогательные сборочные поверхности харак-
теризуются отклонениями размеров и формы по системам посадок
и допусков, принятых в машиностроении и приборостроении, и шеро-
ховатостью по ГОСТ 2789—73.
Свободные поверхности оптических деталей служат для выпол-
нения законченных конструктивных и технологических форм. Они
не соприкасаются с поверхностями других деталей. Свободные по-
верхности — это шлифованные, главным образом плоские, кониче-
ские или сферические поверхности.
75
Рис. 61. Виды поверхностей:
а — у линзы; б — у пластинки; в — у призмы АР — 90°
Свободные поверхности предохраняют детали от заколов (фаски)
или ограничивают форму и размеры деталей гГосле снятия материала,
избыточного для выполнения ее основного назначения.
Исполнительные поверхности оптических деталей (рис. 61) обо-
значены А и 5, вспомогательные В, свободные Г. Исполнительные
поверхности оправ, обозначенные Л', служат для сопряжения с вспо-
могательными поверхностями В оптической детали.
Базирование. Чтобы определить положение твердого тела в про-
странстве, т. е. произвести базирование, задают координаты шести
точек на его поверхностях.
В пространстве положение плоскости определяется координа-
тами трех ее точек, положение оси — координатами двух точек,
лежащих на ней.
Если заданы координаты шести точек, принадлежащих детали,
то ее положение в пространстве определено, т. е. она имеет базу.
Базой оптической детали называют совокупность элементов:
поверхностей, линий или точек, — по отношению к которой задается
расположение других элементов или деталей оптической системы.
Еще при проектировании деталей и технологического процесса
их изготовления выбирают проектную базу. Выбирают опорные
точки, которые символизируют одну из связей заготовки или детали
с избранной координатой.
Оптические детали имеют основную и вспомогательную базы,
которые служат конструкторским, измерительным и технологиче-
ским целям. Все базы связываются размерными цепями.
Основная база определяет расположение исполнительных опти-
ческих поверхностей деталей — это совокупность элементов первой
по ходу света исполнительной поверхности, оптической оси и точки
их пересечения. На первой исполнительной поверхности, например
линзы (рис. 62), выбраны три точки /, 2, 3 и на оптической оси Г—Г
две точки: центр С и фокус F'; шестая опорная точка — пересечение
оптической оси с поверхностью в вершине сегмента — фиксирована.
Эти шесть точек полностью определяют положение первой испол-
нительной поверхности А. Исполнительная поверхность Б с первой
имеет размерную связь а, то же относится и к другим деталям.
76
рис. 62. Базирование Линзы
Изменение звеньев размерной
цепи между исполнительными по-
верхностями деталей меняет фо-
кусировку оптической системы.
Относительно малые повороты
исполнительных поверхностей оп-
тических деталей нарушают цен-
трирование оптической системы.
Для определения этих поворотов
существует своя размерная связь.
Вспомогательная база определяет расположение поверхностей
других деталей по отношению к оптическим, а также местоположение
оптических деталей в собранном приборе, поэтому вспомогательные
поверхности В (см. рис. 61) называют также монтажными или сбо-
рочными.
Совокупность неоптических шлифованных поверхностей и ребер
оптических деталей, определяющая положение неоптических деталей
прибора по отношению к оптической системе, является вспомога-
тельной сборочной базой. Между вспомогательной и основной базами
всегда есть размерные связи, определяющие с допусками расстояния
и повороты элементов вспомогательной базы относительно основной.
Элементы измерительной базы не должны подвергаться повтор-
ным обработкам, чтобы не нарушать точность и сопоставимость ре-
зультатов измерений.
Звенья размерных цепей оптических систем состоят как из рас-
четных нематериализованных, так и из материализованных кон-
структивных параметров деталей. Например, оптическая ось, глав-
ные и узловые точки, точки фокусов являются элементами скрытой
нематериализованной базы, которые нельзя использовать как эле-
менты технологической базы.
В этом заключается специфичность базирования оптических
деталей по сравнению с базированием деталей машиностроения.
Технологические базы — это совокупность поверхностей, линий
или точек, принадлежащих оптическим деталям, которую исполь-
зуют для определения положения заготовки в процессе обработки.
Эти базы определяют при разработке типовых или конкретных тех-
нологических процессов. Примеры технологического базирования
приведены в соответствующих разделах книги.
Технологическими базами могут быть только материализованные
поверхности, линии или точки.
Основные технологические базы используют для определения
положения исполнительных поверхностей деталей в процессе их об-
работки, а вспомогательные — для определения в процессе обра-
ботки положения вспомогательных поверхностей. Обработку ис-
полнительных поверхностей иногда вынужденно приходится вести
от разных технологических баз, хотя это и вносит погрешности
базирования.
77
Определение положения исполнительных поверхностей оптиче-
ских деталей от вспомогательных баз вызывает погрешности бази-
рования. Обработку вспомогательных и свободных поверхностей
оптических деталей можно вести и от основных баз.
В технологических процессах обработки заготовок можно ис-
пользовать вспомогательные измерительные базы, которые могут
отличаться от основной измерительной базы оптической детали.
Не следует одну и ту же исполнительную поверхность обрабаты-
вать от разных баз, так как это кроме появления погрешностей
базирования повлечет за собой неточности результатов технологи-
ческого контроля.
. Все поверхности детали на всех операциях желательно обраба-
тывать и измерять, используя одну и ту же базу. Принцип единства
баз выдерживается полностью, если обработка детали закончена
полностью с одной установки. При обработке оптических деталей
это обычно невозможно и приходится использовать смену баз. Смена
баз увеличивает вдвое число размерных цепей и погрешность обра-
ботки при использовании оборудования той же точности.
Чтобы с наименьшими затратами труда и средств изготовить
деталь с допусками, заданных чертежом, следует управлять сменой
технологических баз, составлять план смены баз.
В проектировании технологических процессов базирование яв-
ляется одним из главных моментов, определяющих возможную сте-
пень точности выполнения размеров детали, сложность технологи-
ческой оснастки и производительность обработки.
Специфика операций шлифования и полирования исполнительных
поверхностей способом свободной притирки и различные способы
крепления заготовок значительно влияют на выбор технологических
баз.
Последовательное расположение исполнительных поверхностей
вдоль оптической оси, специфика конструктивных форм оптических
деталей, как правило, вынуждают проводить обработку и контроль
с нескольких установок и на нескольких технологических системах
станок—приспособление—инструмент—деталь (СПИД).
В зависимости от назначения различают технологические базы
черновые, установочные, настроечные, поверочные, опорные и из-
мерительные.
Черновой базой служит совокупность необработанных поверх-
ностей, используемых для установки полуфабриката на’первой опе-
рации обработки.
После обработки первой поверхности полуфабрикат превра-
щается в заготовку для дальнейшей обработки и изготовления
детал и.
Настроечной базой служит поверхность, обработанная первой.
По настроечной базе выполняют наладку инструмента и настройку
станка и измерение некоторых межоперациоиных размеров заготовки.
Поверхность, обработанная первой, служит, таким образом, и из-
мерительной технологической базой в процессе дальнейшей обра-
ботки.
78
Рис. 63. Черновая и настроечная базы призм:
а — при наклейке первой стороны; б — при обработке второй стороны
Межоперационные размеры, припуски и допуски рассчитывают
для каждой операции, которую проходит заготовка, до тех пор пока
она не станет деталью.
Пример выбора черновой и образования настроечной базы пока-
зан на рис. 63. Прессованные заготовки призм 1 с необработанными
боковыми вспомогательными поверхностями BY приклеены тонким
слоем высотой Дб восковой композиции 2 к установочной поверх-
ности наклеенного приспособления 3, находящегося на шпинделе
шлифовального станка (рис. 63, а) для шлифования стороны В2
инструментом 4.
После переклейки у призм шлифуется вспомогательная боковая
поверхность BY инструментом 3 (рис. 63, б). Таким образом, поверх-
ность Bi выбрана за черновую базу, а поверхность В2 является настро-
ечной базой. Наклеенное приспособление 4 расположено снизу.
Ог поверхности В2 следует отсчитывать размеры h с допусками
±ДЛ на толщину и параллельность боковых сторон призм. Обычно
размер h ± Д/г отсчитывают от поверхности приспособления 3,
принимая постоянной Дб = 0,2 мм. Таким образом, между поверх-
ностями Bi и В2 существуют две размерные связи, определяющие
относительные расстояния.
Установочной базой служит поверхность, определяющая поло-
жение заготовки с помощью координат по крайней мере трех опор-
ных точек и лишающая заготовку трех степеней свободы. Установоч-
ной базой выбирают поверхность, имеющую наибольшие габаритные
размеры, чтобы опорные точки располагались как можно дальше
одна от другой. Это уменьшает погрешность базирования и увеличи-
вает устойчивость заготовки при обработке.
Поверхность В2 служит установочной базой для обработки по-
верхности Въ т. е. установочная база совмещена с настроечной
(рис. 63, б).
Направляющей базой служит поверхность или прямая линия,
на которой находятся по крайней мере две опорные точки. Фикси-
рование двух координат этих точек лишает заготовку двух степеней
свободы перемещения. Выбор поверхности, имеющей наибольшую
79
протяженность при наименьшей ширине, способствует уменьшению
отклонений от заданного направления обработки.
Направляющая база совмещена с установочной, а приклейка
поверхностей В предохраняет заготовку от разворотов в плоскости
обработки.
Опорной базой служит поверхность с малыми габаритными раз-
мерами или одна точка, которая лишает заготовку одной степени
свободы перемещения. Приклейка заготовки к приспособлению
лишает заготовку всех шести степеней свободы, и отпадает необходи-
мость в определении опорной, а также и направляющей базы.
§ 17. РАЗМЕРНЫЕ ЦЕПИ
Размерные цепи линзы. Размеры SF, и d ± Ас/
(рис. 64) определяют положение второй оптической поверхности Б
по отношению к первой А.
Основные конструктивные элементы линзы находят при расчете
размерной цепи из оптических звеньев —/, —SF, f', Sp,.
Оптическая размерная цепь из длин звеньев |—/| + &'НН +
+ f — Sf' — SF замыкается конструктивным размером d ± Ad-
Конструктивные размеры /?2, d сопряжены зависимостями
геометрической оптики &НН' d (1 — 1/n); -j- (п — 1) (l//?i —
— 1//?2) и др.
Звенья /?i, /?2 и d определяют размеры и расположение в опти-
ческой системе исполнительных поверхностей линзы.
Таким образом, размерная линейная цепь линзы алгебраически
точно не замыкается. В формулы, определяющие \ННГ и /, входят
значения показателя преломления п и толщины линзы d. Если вы-
брать замыкающим звеном размер /' как один из суммарных показа-
телей качества линзы, то уравнение размерной цепи запишется
с/ _
' (п— Ri) + d(n- 1) ’
как рекомендовали М. И. Апенко и А. С. Дубовик.
Звенья /?2 и d определяют размеры и расположение в опти-
ческой системе исполнительных поверхностей линзы.
Исполнительные поверхности А и Б служат для контроля зна-
чений отклонений кривизны и формы оптических поверхностей.
Совмещение конструкторской и измерительной баз и высокая
точность обработки оптических поверхностей позволяют отказаться
от контроля S'f' как длины звена размерной оптической цепи и
заменить его косвенным способом контроля отклонений размера
конструктивного материализованного звена R или /?2 от номиналь-
ного значения, заданного радиусом поверхности пробного стекла.
Кроме погрешностей, возникающих в линейной размерной цепи
вследствие неправильного базирования линзы при обработке испол-
нительных поверхностей, появляются их относительные повороты,
которые создают децентрировку линзы, возникает разнотолщинность
линзы по краю. Измерение разнотолщинности линз как линейного
расстояния между двумя краями исполнительных сферических
поверхностей затруднительно и может привести к их порче. Если
выбрать замыкающим звеном для децентрированной линзы угол у
между оптической осью и осью цилиндрической вспомогательной
поверхности, то уравнение размерной цепи в соответствии с рис. 65
можно записать
—С2-С1----
r ri-r2-d
Децентрировку линзы на чертеже показывают, как параллель-
ное смещение с оси симметрии Г—Г цилиндрической поверхности
относительно оптической оси Г—Г, которое измеряют оптическим
способом.
Размерная цепь призмы. Прямоугольная призма АР — 90° раз-
вертывается в плоскопараллельную пластинку, если 2615» = 0 и
л. = 0 (рис. 66). Оптическая ось Г—Г призмы сломана под прямым
углом, лежит в одной плоскости, перпендикулярна наружным испол-
нительным катетным граням А и как ось симметрии пересекает их
в точке пересечения диагоналей.
Основной конструкторской базой призмы является совокупность
исполнительной оптической поверхности А, первой обращенной
к источнику света, оптической оси Г—Г и точки 1 пересечения осью
граней А перпендикулярно поверхности.
Пользуясь законами геометрической оптики, определяют рас-
четные оптические параметры элементов основной конструкторской
базы: длину I хода луча вдоль оптической оси Г—Г и световой диа-
метр О0 в исполнительных поверхностях, перпендикулярных оси.
По параметрам I и Оа определяют размеры материализованных
звеньев размерных цепей призмы: расстояние 2В и размеры, опреде-
ляющие площадь катетных граней.
Допуски на Л, 645. и л как сумма погрешностей базирования
и возникающих при обработке отклонений размеров ограничены
требованиями к детали, указываемыми на чертеже.
В главном сечении призмы есть две размерные цепи: линейных
размеров Г = В + В = 2В и угловых размеров а^4- 26 = 180°.
81
Если у звеньев размерной цепи угловых размеров имеются
погрешности, они вносят клиновидность в плоскопараллельную
пластинку, в которую призма должна развертываться. Высоту
призмы h = Г/]/2 и погрешность ДЛ измеряют между материализо-
ванными базами: гипотенузной исполнительной поверхностью и
ребром прямого угла.
В сечении, перпендикулярном главному, проходящем через
ребро прямого угла перпендикулярного гипотенузной грани, есть
еще одна размерная цепь угловых размеров, на замыкающее звено
которой оптическим расчетом устанавливается допустимое откло-
нение. Общую пирамидальность призмы л при обработке изме-
ряют от гипотенузной плоскости как измерительной базы по раз-
ности размера высоты h на длине ребра прямого угла призмы.
Угол между входной катетной гранью А и зеркальным изобра-
жением выходной грани 2л, причем sin 6 = л }2.
Исполнительные поверхности А служат элементами измеритель-
ной базы при контроле угла призмы 90° с помощью гониометра или
другими методами.
Шлифованные поверхности 3 (см. рис. 66) служат элементами
измерительной базы при определении ширины призмы и установочной
базой при сборке. Иногда края исполнительных поверхностей 2,
выступающие за световой диаметр, служат как установочные базы
при сборке. Фаски 4 только предохраняют ребра призмы от выколок;
это свободные поверхности.
Если исполнительные поверхности выполнены плоскими, то
фокусное расстояние призмы бесконечно велико. Это с достаточной
точностью контролируется пробными стеклами по отсутствию сфи-
ричности исполнительных граней призмы. Если имеются погрешности
сферичности, то появляется фокусность призмы, а если имеются
погрешности формы плоскости, то ухудшается разрешающая способ-
ность призмы.
Клин с заданным углом о рассматривается как частный случай
призмы, не разворачивающейся в плоскопараллельную пластинку.
82
Плоскопараллельные пластинки имеют то же базирование, что и
клинья. Все остальное, сказанное о призмах, полностью справедливо
для клиньев и плоскопараллельных пластинок.
§ 18. ДОПУСКИ
Чертежи оптических деталей. Оптические детали изобра-
жают на чертежах в соответствии с общими правилами, установлен-
ными ЕСКД и ГОСТ 2.412—81 (СТ СЭВ 139—74). Чертеж полностью
характеризует оптическую деталь и служит исходным документом
для разработки технологического процесса ее изготовления и кон-
троля.
При изображении оптической детали используют общие правила
машиностроительного и приборостроительного черчения, но ввиду
специфики ее служебного назначения требуются некоторые допол-
нения, а также выполнение особых нормативных требований.
Приведем некоторые общие особенности выполнения чертежей
оптических деталей по ГОСТ 2.412—81:
детали располагают на чертежах по ходу луча света, идущего
слева направо;
числовое значение радиусов сферических исполнительных по-
верхностей обозначают буквой
асферические поверхности определяют уравнением воспроизво-
дящей кривой профиля поверхности вращения;
цилиндрические поверхности задают значением ее радиуса R,
перед которым пишут «Цилиндр»;
в правом верхнем углу чертежа располагают таблицу, в которой
указывают требования к материалу, требования к детали и оптиче-
ские характеристики;
в поле чертежа и примечаниях указывают дополнительные кон-
структивные особенности и технологические требования, например,
Таблица 6
Тип покрытия Сокращен- ное наи- менование Обозначе- ние на чертеже Тип покрытия Сокращен- ное наи- менование Обозначе- ние на чертеже
Отражающее: Зеркальн. Фильтрую- щее Фильтр.
внешнее Защитное Защити.
внутреннее
Свето дели- тельное (по- лупрозрачное) Светоделит. Токопро- водящее (обогре- вающее) Токопров. (обогрев.)
Просветляю- щее Просветл. Поляри- зующее Поляриз.
83
Рис. 67. Линза из стекла Ф1 ГОСТ 3514—76
W)
Дпе 35
А (п? ~ Пс>) J36_
Однородность 3
Двойное лучеприломл. 3
Яа 2
бессВильность 15
Пузырность ЗА
Na 5 0^ 3
Л Na
Ns
Ms 0t3
Ра F
Ps g
АЯа,Б 2
f -74,22
Sr 78,55
Sf' -74,45+2,23
°0 A 76
00 6 61
1*Размеры для справок
Z®A6-просвет. )r520nni29nn
Рис. 68. Линза с асферической поверхностью
Ane 36
&(nF>-n^ —
Однородность 3
Ддойное лучепрелом. 3
Pa 3
БессВильность 26
Пузырность 26
Na 5
tiNa 0,5
Pa ПГ
Pe r
2
f . 47,87
•42fi2
& 4в,71±0&
°<t>A 26,1
0<t>6 2t,1
из стекла БКЮ ГОСТ 3514—76
84
Ум
Снмеры для спрадок
гЯ-просдетл. 2РН для №20 нн. ±30нм
Рис. 69. Призма с крышей АР — 90° из стекла К8 ГОСТ 3514—76
Лпе ЗГ
^(nF1-ncj зг
Однородность
Двойное лучепре юа ' р
Ма 4
Вессвильность 16
Пузырность ЗД
"в 2
Мб ОД
ОД
0,2
р IV
JT 2'
1'
£ 30"
1 | 74
чертеж штрихов и цифр в увеличенном масштабе с указанием раз-
меров, размер светового диаметра, размеры для справок отмечаются
звездочкой и т. п., а также обозначение материалов покрытия с ука-
занием его типа (табл. 6) (см. гл. 9);
в штампе обязательно пишут наименование детали, марку стекла
и ГОСТ, массу детали, масштаб чертежа;
для сборочных единиц таблица состоит только из требования к из-
делию и оптических характеристик;
на чертежах сборочных единиц склеиваемую поверхность выде-
ляют линией двойной толщины и указывают стрелкой с буквой К
в ее разрыве.
Примеры выполнения рабочих чертежей некоторых оптических
деталей приведены на рис. 67—71 по ГОСТ 2.412—81.
Показатели качества деталей. В таблице чертежа указывают зна-
чения показателей качества материала (см. § 4).
Значения оптических характеристик, помещенных в таблице,
определены при габаритном расчете системы, и при подготовке про-
изводства технологии не должны их пересматривать.
Для разработки технологического процесса изготовления опти-
ческих деталей наиболее важны требования, которые указаны на
чертеже для изготовления.
Наличие или отсутствие какого-либо показателя в таблице
требований к детали имеет для процесса изготовления вполне опре-
деленный технологический смысл. Числовые значения показателей
качества обусловливают трудоемкость и сложность обработки детали.
Кроме главных показателей качества изготовления оптических
85
деталей существуют и дополнительные показатели, но последние
задают значительно реже главных.
Допуски, указываемые в таблицах требований к деталям, как
показатели качества выражают суммарное действие погрешностей
технологического базирования, обработки и измерений.
Суммарные погрешности, независимо от причин их возникновения,
складываются по правилу максимума, минимума или вероятностно
и не должны превышать значений допусков, указанных в таблицах
требований к деталям.
Допуск на стрелку кривизны исполнительных оптических поверх-
ностей А и Б измеряют числом интерференционных колец
(см. рис. 67, Л/А — 5 и = 3) или полос, укладывающихся на
диаметре D или наименьшем размере детали при контроле пробным
стеклом (оптическим калибром), т. е. измеряют косвенным методом.
В производственном обиходе интерференционную картину обычно
называют «цветом», так как при освещении белым светом линии
имеют радужную окраску.
Измерения N надежны, если обрабатываемая поверхность имеет
правильную сферическую форму. Показателям NA и МБ прямо про-
порциональны отклонения кривизны поверхностей от заданных
расчетом.
Если диаметр детали D больше диаметра пробного стекла £>нр. ст,
то для сферической поверхности справедлива формула пересчета
D ~ (D/Dnp. ст)” /Vnp. ст.
Пересчет уменьшает надежность результатов измерений, так
как погрешность измерения N пробным стеклом увеличивается при
£>пр. ст < D пропорционально отношению (D/DniK ст)2.
86
Рис. 71. Стеклянная линза
В некоторых случаях NA и Nb указы-
вают со знаками плюс или минус. Это оз-
начает, что при знаке плюс наблюдается
воздушный зазор на краю, касание в
центре — «общий бугор», а при знаке
Ъ-просОстл. ^РЛЗР. для Л -520нм
минус — зазор в центре, касание на
краю — «общая яма» (рис. 72). Для плоской поверхности это озна-
чает, что при знаке плюс она слегка выпуклая, а при знаке ми-
нус слегка вогнутая.
Показатели А/Л и AfB при знаке плюс или минус могут быть
численно равны, но интерференционная картина будет различна.
При знаке плюс линии расходятся от точки приложения силы на-
жима Р (рис. 73), сохраняя изогнутость внутрь, а красная окраска
находится снаружи линии. Такую картину часто называют не «бу-
гор»,'а «крупный» или «широкий» цвет.
При знаке минус линии сходятся к точке приложения силы на-
жима Р, сохраняя изогнутость вне, а красная окраска находится
внутри линий. Такую картину часто называют не «яма», а «узкий»
или «мелкий» цвет. Для плоских поверхностей общие понятия «бу-
гор» и «яма» сохраняют свое значение.
Измерения значений показателей N А и Nb не зависят от того,
замыкаются интерференционные линии в кольца или представляются
искривленными полосами, и не зависят от симметричности располо-
жения картины относительно центра детали.
Значения ЫА и 7VB определяют по числу колец, видных на пло-
щади детали под пробным стеклом (на рис. 72 N = 3), или по отно-
шению А///, определяющему изогнутость линий (на рис. 73 N = 0,7).
Значения NA и МБ могут быть меньше единицы и выражаться
дробными числами. В этих случаях оценку общего отклонения
кривизны обрабатываемой поверхности от измерительной поверхности
пробного стекла ведут по окраске радужных цветов интерференци-
онных линий, так как на площади детали полного кольца не видно.
Значениям NA и пропорциональна толщина слоя стекла,
который надо сполировать, чтобы сделать отклонение кривизны
поверхности меньше допустимой, заданной чертежом. Толщина
этого слоя по оси увеличивается пропорционально квадрату диаметра
детали. Трудности обработки в процессе полирования в связи с этим
Рис. 72. Измерение пробным стеклом отклонений кривизны поверхности линзы
87
/V=+0,7= ~-
возрастают ориентировочно пропорционально квадрату или кубу
диаметра детали; при этом следует учесть, что полирование выпол-
няется приблизительно в 20 раз медленнее шлифования.
Если на интерференционной картине кольца вытянуты в одном
и сжаты в другом направлении или изогнутые полосы не составляют
часть окружности, то имеется общее отклонение формы поверхности
от сферической.
Это отклонение называют астигматизмом поверхности. Геометри-
чески это означает, что оптическая поверхность стала сфероцилинд-
рической (рис. 74). Значение астигматизма определяется как
разность числа колец W по осям /—/ и II—II.
Получение значений Nx и NBi меньших заданных чертежом,
составляет одну из главных задач, решаемых на операциях шлифо-
вания и полирования.
При единичном производстве решение этой задачи требует вы-
сокой квалификации рабочего для непрерывного управления пара-
метрами геометрии инструмента и настройки станка. При этом не-
обходимо учитывать еще ряд технологических факторов: характер
изменения кривизны поверхности в зависимости от физических
свойств данной марки стекла, способа блокировки, теплового ре-
жима обработки и т. п.
Значительную долю допусков на AfA, составляют отклоне-
ния, возникающие при обработке в зависимости от способа креп-
Рис. 74. Измерение сфсроцилии-
дричности поверхности
Рис. 75. Измерения местных отклонений плос-
кой поверхности
88
лопия заготовки. Например, при эластичном блокирований
можно получить /V< 1, а при жестком блокировании— обычно
/V - 2ч-5.
При серийном производстве требуется тщательная отработка
технологического процесса с последующей его стабилизацией для
надежного получения заданных NA, по методу автоматического
получения размера при заданной настройке станка.
Допуски на радиусы пробных стекол (калибров) ДТ?А, ЛРб по
ГОСТ 2.412—81 или ДгА, АгБ по ГОСТ 2786—82 (на рис. 67 ДТ?АБ -
= 2) выражены в микрометрах или процентах от значения номиналь-
ных радиусов, либо в долях интерференционных полос для плоских
поверхностей (см. § 44).
Допуск формы исполнительных оптических поверхностей Л и Б
вычисляют для диаметра детали как
Д Nd - (D//)2 Д /VM (D/DM)2 Д /VM,
где /, и Д/Vm — соответственно длина, диаметр и значение мест-
ной ошибки.
Местные ошибки формы бывают зональные, т. е. симметричные
относительно вершины сферического сегмента, или несимметричные
в разных местах поверхности (рис. 75).
Местные ошибки формы оптических поверхностей уменьшают
предел разрешения е системы, что не компенсируется размерами
толщин и радиусов линз, воздушных промежутков. Поэтому подход
к допустимым значениям Д/V строже, чем к N.
Предельные отклонения Д/V всегда назначают в долях /V. К тому
же при обычных цеховых наблюдениях интерференционной кар-
тины под пробным стеклом глаз не может различить ошибки меньше
0,1/V, и результаты измерений становятся ненадежными.
При определении знака местных ошибок (сорван или приподнят
край, «местная яма» или «местный бугор») следует руководствоваться
теми же правилами, что и при определении N.
Зональные ошибки обнаруживаются как изменение расстояния
между интерференционными кольцами или, если картину ориентиро-
вать на полосы, лежащие поперек направления отклонения поверх-
ности, как местный изгиб полос (см. рис. 75).
Местные ошибки возникают как результат резкого несоответ-
ствия размеров инструмента и обрабатываемой поверхности, грубых
ошибок в настройке станка, наличия неоднородностей и разной тем-
пературы притирающихся материалов.
Ошибки формы Д/V 3 полированной поверхности обычно ис-
правляют тонким шлифованием.
Допуск на дефекты чистоты полирования РА, РБ выражают
в классах чистоты оптических поверхностей по ГОСТ 11141—76,
которым оговорены размеры и число дефектов — царапин и точек
(см. рис. 67, PAV, PBVI).
Требования регламентированы одиннадцатью классами Р от
1Ха до I для поверхностей, удаленных от плоскостей изображения,
и еще более строгим классом РО с подразделениями 0—40, 0—20
89
и 0—10 для поверхностей, расположенных в плоскостях изобра-
жения предметов. Например, по классу Р подразделением 0—10
допускается ширина царапины 0,002 и диаметр точки 0,004 мм (см.
ГОСТ 11141—76).
Последние требования столь строги, что оговариваются круговые
средняя и краевая зоны диаметром 1/3 и 2/3 светового диаметра.
Дефекты в краевых зонах допускаются, а в центральной зоне их
не должно быть.
Очень трудно не допустить появления царапин и точек на по-
лированных оптических поверхностях. Главными причинами их
образования являются загрязнение среды, окружающей рабочее
место оптика, и загрязнение порошкообразных шлифующих и поли-
рующих материалов.
Допуск на децентрирозку линз выражают в долях миллиметра
(на рис. 67 0,01 | АВ |). Значения децентричности указывают на
параллельное смещение геометрической оси симметрии вспомога-
тельной сборочной цилиндрической поверхности от оптической оси
исполнительных поверхностей линзы. Это допуск на взаимное рас-
положение двух исполнительных и одной вспомогательной поверх-
ности линз, их относительный поворот или смещение.
Если оптическая ось Г—Г проходит под углом к геометрической
оси Г'—/" цилиндрической поверхности, то это называют децентри-
ровкой первого рода (см. рис. 65). На чертеже ее выражают до-
пуском, приводя к децентрировке второго рода как параллельному
смещению осей по формуле
с=у(п 1)/ = (ct4-f2)/2.
Возникает децентричность на первых операциях поштучной об-
работки и при блокировании линз вследствие погрешностей бази-
рования при установке заготовок.
Децентрировку уменьшают до допустимых значений круглым
шлифованием на операции, выполняемой после полирования второй
стороны линзы.
Показатели качества изготовления призм (см. рис. 69) Л/Б,
A/VB, Л/в, ДЛ^в, Р имеют тот же смысл, что и для линз.
Допуск на пирамидальность призмы л выражают в угловой мерс
(на рис. 69 л = 2').
Для прямоугольной призмы л — это отклонение от параллель-
ности ребра прямого угла гипотенузной грани.
Пирамидальность представляет собой допуск на взаимное рас-
положение исполнительных оптических поверхностей призм, их
относительный поворот. Призма, имеющая пирамидальность, стано-
вится пирамидой, но с весьма малым углом при вершине. При этом
разрешающая способность призмы уменьшается.
Пирамидальность возникает вследствие погрешностей обработки
и технологического базирования.
Допуск на разность углов призм 645° выражают в угловой мере
(на рис. 69 6450 Г).
90
Таблица 7
Элементы оптических приборов Допуски на оптические поверхности по
кривизне М форме ДМ классам чистоты Р
Объективы: коллиматоров и астрономические 1—3 0,2—0,3 VII, VIII
телескопические 3—5 0,3 IV, V
аэрофотосъемочные 1—3 0,1—0,5 IV-VI
фотографические 3-5 0,3—0,5 IV-VI
микроскопов: до 10х 2—3 0,2—0,5 III
* от 10х до 40х 1—2 0,1—0,2 II
свыше 40х 0,5—1,0 0,1-0,2 III—V
Окуляры, лупы 3-5 0,5—1,0 III—V
Призмы: отражающие поверхности 0,5—1,0 0,1—0,3 II, III
преломляющие поверхности 2—4 0,5—1,0 III, IV
Сетки и коллективы 5—10 1,0—2,0 0—10, 0-20,
Защитные стекла и светофильтры перед 3-5 0,3—0,5 0—40 V
объективом Светофильтры за и перед окуляром 5—10 0,8—2 II, III
Зеркала средней точности 1,0—2,0 0,2—0,3 III, IV
Если 645о 0, то призма не развертывается в плоскопараллель-
ную пластинку. Клин пластинки отклоняет лучи от расчетных на-
правлений и вносит хроматизм. Из этих условий назначают допу-
стимое значение 645°.
Отклонение угла 90° + 2', указанное на чертеже между гра-
нями ББ, не вносит клиновидность в развертку призмы, и обычно
за допуск принимают 2645°.
Отклонение угла крыши 90° ± 5", указанное на чертеже (см.
рис. 69), вызывает двоение изображения, угловое значение которого
в призме в 4 раза больше допущенной погрешности; таким образом
снижается разрешающая способность.
Разность острых углов призм возникает из-за погрешностей
обработки и технологического базирования.
Допустимое значение предела разрешения е выражают в угловой
мере (на рис. 69 е = 30"). Значение е определяет влияние неоднород-
ности, двойного лучепреломления и бессвилыюсти стекла, а также
влияние значений N, &N, л, 64з° на разрешающую способность призмы.
Длина I хода луча в призме (на рис. 69 I 14) определяется га-
баритным расчетом детали.
Угол 6 отклонения луча выражают в угловой мере, на который
назначают допуски. Показатели качества изготовления клинов N,
&N, Р и другие имеют тот же смысл, что для линз и призм.
Световой диаметр О0 детали выражают в линейной мере — мил-
лиметрах.
91
Для сеток показатели качества изготовления N, &N, Р (см.
рис. 70) имеют тот же смысл, что и для клиньев.
Допуск 0 на клиновидность выражают в угловой мере — секундах
или минутах.
Отклонения угла клина или клиновидность плоскопараллельной
пластинки возникают вследствие погрешностей технологического ба-
зирования и обработки.
Для сеток допуск на ширину штрихов, допуск на расстояние
между штрихами, а также допуск на шрифт надписей указывают на
поле чертежа в виде примечаний.
Показатели качества сборочной единицы (см. рис. 71) Л/, ДЛ\ Р
указывают для наружных оптических поверхностей деталей 1 и 2,
проверяемых после выполнения склеивания или другого типа соеди-
нения.
Значения SF, S'^ указаны для проверки оптических параме-
тров сборочной единицы. Для одной из величин указывают предель-
ное отклонение как на замыкающее звено размерной цепи.
В расчетах, проводимых в учебных целях, можно использовать
примерные допустимые значения допусков (табл. 7), назначаемых
на показатели качества оптических деталей.
ГЛАВА 5
ОСНОВЫ ПРОЦЕССОВ ОБРАБОТКИ
ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ
§ 19. СВОЙСТВА ПРОЦЕССОВ ШЛИФОВАНИЯ
Й ПОЛИРОВАНИЯ СТЕКЛА
Шлифование закрепленными абразивными зернами. Абра-
зивное зерно, закрепленное в связке инструмента, режет стекло.
Шлифование стекла закрепленными абразивными зернами очень
похоже на шлифование металлов на металлорежущих станках.
Действие единичного закрепленного зерна па стекло можно упо-
добить ударам зубила по чугуну: происходит скол частиц хрупкого
материала под действием тангенциальных сил, направленных под
малым углом к поверхности.
Стекло разрушается как весьма хрупкий материал, растрески-
ваясь, откалываясь в виде мелких частиц неправильной формы.
Кинематика процесса резания построена так, что закрепленные
зерна оставляют на поверхности стекла взаимно пересекающиеся
путаные штрихи. Каждый штрих — это царапина с рваными краями.
Внедрение зерен в толщу поверхностного слоя вызывает появление
конических трещин, уходящих в глубь стекла.
Главное движение инструмента — вращательное. Стекло или
инструмент имеют также осциллирующее перемещение, которое пу-
тает направление штрихов — царапин. Вращательное движение
с относительной скоростью иотн в сочетании с хрупкостью стекла
приводит к получению рельефного слоя, идентичного полученному
после обработки пескоструйным аппаратом, т. е. под ударным воз-
действием незакрепленных зерен. Образуется нарушенный слой тол-
щиной п, состоящий из поверхностных неровностей слоя некоторого
рельефа k и лежащего под ним трещиноватого слоя т (рис. 76).
Структура рельефного слоя состоит из впадин и выступов, имеющих
при вершине угол ~150°. Из рельефного слоя удалена приблизительно
половина объема стекла, а остальная часть осталась в виде выступов.
Толщина слоя стекла, снимаемого за один проход инструмента,
определяется геометрически замкнутой размерной цепью, имеющей
звено а между установочными базами инструмента и стекла, диа-
метром D инструмента, высотой I заготовки, а также размером h
частицы, выступающей из связки абразивных зерен.
Между поверхностями стекла и материалом связки круга, из
которого выступают абразивные зерна, обязательно должен быть
зазор, который обеспечивает хорошие условия резания: обильную
подачу СОЖ и отсутствие вредного трения связки инструмента по
стеклу, приводящего к выделению большого количества теплоты.
93
Рис. 76. Схема работы закреплен-
ного абразивного зерна
Таким образом, часть зерна,
взаимодействующего со стек-
лом, составляет менее 1/3 его
наибольшего размера.
Объем удаляемого припуска
зависит от хрупкости, твердо-
сти, прочности абразивных зе-
рен и материала связки и пропорционален интенсивности режима
обработки. На зерно действует сила резания 7?, создаваемая относи-
тельнььм движением инструмента и стекла. Сила /?, приложенная
к стеклу, разрушает его. Она направлена под малым углом к обра-
батываемой поверхности, создает опережающую трещину и некоторое
вздутие стекла вокруг зерна (см. рис. 76).
Составляющая Fh силы 7? направлена под углом 180° к вектору
относительной скорости v0T11, лежащему в плоскости, касательной
к обрабатываемой поверхности. Силе Fk пропорциональна работа,
идущая на удаление стекла и выделение теплоты.
Под действием силы Fn абразивное зерно проникает в толщу и
разрушает стекло, вызывая появление конических трещин и вдавли-
вание зерна в связку инструмента. Трещиноватый слой залегает на
глубину в 2—4 раза большую высоты рельефного слоя.
При резании на стекло действуют одновременно несколько зерен,
находящихся в области соприкосновения инструмента со стеклом.
Закрепленные зерна с течением времени затупляются, усилие
резания увеличивается и зерна выкрашиваются из связки, но не
раскалываются. Рядом вступают в работу новые зерна, и процесс
шлифования идет с равномерной интенсивностью.
Обработка закрепленными абразивными зернами в оптической
технологии — это наиболее эффективный процесс обработки стекла.
Его эффективность особенно увеличивается с применением'природ-
ных и синтетических алмазов в инструментах на металлических связ-
ках, изготовленных методами порошковой металлургии.
Эффективность шлифования стекла закрепленными абразивными
зернами обусловлена несколькими причинами.
1. Закрепленные абразивные зерна работают как резцы, оставляя
на обрабатываемой поверхности стекла сплошные пересекающиеся
царапины.
2. Закрепленные зерна разрушаются только при воздействии на
стекло, но не от перетирания одного о другое.
3. Рабочее давление инструмента сосредоточивается на неболь-
шом числе зерен, выступающих из связки, и достигает значитель-
ных величин.
4. Скорость резания составляет 15—25 м/с, а рабочее давление
1 • 106 Па.
5. Неоднородность размеров зерен не проявляется, поскольку они
работают только частью, выступающей из связки острыми гранями.
94
6. Обильная подача СОЖ эффективно удаляет разрушенное
стекло и теплоту.
7. При работе с малыми подачами образуются малые микро-
неровности поверхности при использовании зерен относительно
крупной зернистости.
Удаление стекла идет столь интенсивно, что влияние химических
реакций не успевает сказываться на скорости разрушения стекла
в механическом процессе.
Процесс шлифования закрепленными абразивными зернами при-
меняют для обработки вспомогательных поверхностей с шерохо-
ватостью до 2,5 мкм и для тонкого шлифования исполнительных
поверхностей.
Производительность обработки оптических поверхностей закреп-
ленными абразивными зернами на этих операциях определяется
объемом припуска, удаленного в единицу времени, и отсутствием де-
фектов (царапин, точек) на тонкошлифованной поверхности.
Широкое применение синтетических алмазов привело к шлифова-
нию всех вспомогательныхПоверхностей оптических деталей только
алмазным инструментом,
Инструмент с закрепленными абразивными зернами применяется
при тонком шлифовании оптических поверхностей, что позволяет
избежать длительной технологической операции шлифования не-
сколькими мелкими абразивными порошками и подготовить поверх-
ность непосредственно к полированию. В этих случаях применяют
алмазные инструменты с зернами мелких размеров и материал связки,
имеющий некоторую пластичность. В дальнейшем, вероятно, станет
возможным и алмазное полирование.
Шлифование суспензиями абразивных порошков. Обработка су-
спензиями абразивных порошков подготовляет исполнительные по-
верхности к последующему полированию с заданными значениями
ДМ, Р.
шлифующая суспензия представляет собой взвесь порошка абра-
зивных зерен в воде.
Разрушение стекла происходит под действием абразивных зерен,
передающих вибрационно-ударным действием кинематическую энер-
гию инструмента на обрабатываемую поверхность стекла. Стекло
разрушается абразивными зернами, и взамен исходной поверх-
ности образуется поверхность с новыми более совершенными каче-
ствами.
Для шлифования применяют порошки, зерна которых по сравне-
нию со стеклом имеют большую твердость. К таким порошкам отно-
сятся карбид кремния, электрокорундовые, кварцевые и алмазные
порошки. Материалы этих порошков имеют абразивные свойства,
т. е. при раскалывании образуют более мелкие частицы, имеющие
также острые грани.
Зерна имеют пирамидальную огранку, у которой наибольший раз-
мер относится к наименьшему приблизительно как 2 : 1, и острые
вершины. Зерна различной крупности классифицируют по зерни-
стости (размерам).
95
Стекло и инструмент имеют
Рис. 77. Схема работы свободного абра-
зивного зерна
Вместе с водой зерна находятся
между рабочей поверхностью ме-
таллического инструмента и обра-
батываемой поверхностью стекла.
Эти поверхности имеют неровно-
сти, размеры которых соизмеримы
с размерами абразивных зерен,
значительный запас кинетической
энергии. Относительное движение стекло — инструмент происходит
при некоторой силе нажатия верхнего звена массой Q на нижнее
и силе нажатия Р поводка станка, причем зерна перекатываются
или проскальзывают с некоторой линейной скоростью v0TH.
Наиболее крупные из зерен взаимодействуют со стеклом и ин-
струментом. Стекло разрушается, а инструмент, сделанный из более
вязкого материала, изнашивается. Более мелкие зерна переносятся
водой до тех пор, пока крупные не раздробятся, после чего мелкие
зерна вовлекаются во взаимодействие со стеклом и инстру-
ментом.
В относительном перемещении кинетическая энергия инструмента
(стекла) 1 (рис. 77) передается стеклу (инструменту) 3 через действие
абразивного зерна 2. Тангенциальными ударами вызывается разру-
шение стекла /, местные пластические деформации материала инстру-
мента 3 и раскалывание абразивного зерна 2. Благодаря соизмери-
мости поверхностных неровностей на стекле и инструменте энергия
передается путем приложения к отдельным зернам элементарных
сил вибрационно-ударного действия.
Зерна при встрече с выступами сопряженной поверхности пар-
ного притирающегося звена получают тангенциальный удар с силой R
под углом 0—90° к направлению относительной скорости v0TII.
Приложение нагрузки к каждому зерну имеет резко выраженный
динамический характер. Динамическая сила R направлена по ли-
нии аа', соединяющей вершины зерна, одна из которых закреплена
в материале шлифовальника более вязком, чем стекло, а другая
воздействует на стекло.
Сила Fn направлена перпендикулярно вектору относительной
скорости иотн, поэтому не может производить работу по удалению
слоя припуска. Сила Fn обеспечивает контакт между шлифовал ь-
ником, абразивным зерном и стеклом, вызывает появление трещин
в стекле и упругих деформаций инструмента, раздавливает выступы
поверхностных неровностей на стекле.
Сила Fk направлена касательно к обрабатываемой поверхности и
противоположна вектору относительной скорости v0TH. Она вызы-
вает скалывание вершин поверхностных неровностей стекла и изна-
шивание рабочей поверхности инструмента. На каждом зерне
силы Fk составляют элементарную пару, которая их перекатывает.
При внешнем рассмотрении силы Fh представляют собой силы тре-
96
Ний, но по существу это элементарные ударно-действующие силы,
которые разрушают и удаляют стекло.
Каждую из вершин зерен, соприкасающихся со стеклом и инстру-
ментом и лежащих на линии аа', в данный момент времени можно
считать мгновенным центром их относительного движения с векто-
ром скорости v0TH- Зерно перекатывается со скоростью v0TH/2 в пло-
скости, содержащей линию аа' и вектор v0TH (плоскость_чертежа
на рис. 77), направленный против вектора силы Fh, т. е. < (/^VothW
- 180°.
Внедрение вершины зерна под действием ударной силы вызывает
появление в стекле конических трещин, расположенных под углом
90—150° одна к другой и уходящих в толщу стекла на величину,
в 4 раза превышающую высоту k рельефного слоя. Разрушение на-
ступает при повторном воздействии зерна на одно и то же место
стекла. Конические трещины7пересекаются; между ними образуется
объем, отделившийся от монолитной массы стекла.
Нарушенный слой стекла толщиной п состоит из рельефного
слоя k, имеющего высоту приблизительно 1/4—1/3 среднего размера
зерен, и трещиноватого слоя глубиной т, превышающей k прибли-
зительно в 2—4 раза (см. рис. 77).
Зерно 2, закрепленное в одной из вершин, накатывается на склон
впадины до тех пор, пока его наибольший размер не станет перпен-
дикулярен к общей поверхности обработки. Вершина поверхност-
ной неровности будет раздавлена, и высота ее уменьшится. При
движении зерна точки его закрепления будут меняться и возможно
его проскальзывание как относительно стекла /, так и относительно
инструмента 3.
При перекатывании по склону поверхностной неровности зерно
может опрокидываться, и возникший при этом удар может повто-
риться. Крупное зерно может раздробиться, но тогда в работу всту-
пят другие зерна. Если при ударе будет сколот выступ ближайшей
поверхностной неровности, то это вызовет или проскальзывание
зерна, или его временное бездействие в большой впадине. При кри-
волинейной или ломаной траектории перекатывания зерно может
вращаться также вокруг оси аа'.
В работе разрушения стекла участвуют одновременно около
15 % зерен, находящихся под шлифовальником. Другие зерна не
участвуют в полезной работе, они или вымываются водой из рабо-
чего пространства под инструментом или перетираются, т. е. не
участвуют в процессе разрушения стекла. Измельченные зерна, сме-
шанные с осколками разрушенного стекла, уносятся водой из-под
шлифовальника.
Равномерность структуры шлифованной поверхности нарушается
дефектами — царапинами, точками и выколками. Царапины обра-
зуются в том случае, если зерно надолго закрепляется в шлифоваль-
нике или имеется более 5 % зерен размером в 4 раза большим раз-
мера зерен основной фракции. В последнем случае крупные зерна
не раскалываются и оставляют при перекатывании следы крупнее
остальных.
4 П/р М. II. Семибратова
Химическое действие процесса проявляется в том, что вода весьма
активно вступает в реакцию с поверхностным слоем стекла, образуя
внутри трещин коллоидную пленку кремневой кислоты, которая
в сравнении со стеклом занимает большой объем. Таким образом,
вода расширяет и углубляет трещины, ускоряя и облегчая удаление
осколков в механическом процессе разрушения стекла при абразив-
ной обработке.
В соответствии с физической природой процесса сила разрушения
стекла является силой резания. Этот процесс получил название
притирки абразивными порошками. В процессе притирки исполни-
тельные поверхности доводятся до параметров кривизны, формы и
шероховатости, предусмотренных чертежом.
Удаление припуска происходит постепенно путем проникновения
инструмента в толщу стекла по направлению, перпендикулярному
к обрабатываемой поверхности. Такой процесс называется обработ-
кой по методу врезания и является одним из наиболее производи-
тельных.
Путем перехода ко все более мелким размерам абразивных зерен
(зернистости) шероховатость обрабатываемой поверхности умень-
шается. Смену зернистости абразивных порошков кратко называют
переходом. Так поверхность подготовляют к успешному проведению
последующего полирования.
Процесс полирования стекла. Полирование необходимо для при-
дания исполнительным поверхностям полной прозрачности для про-
хождения света и обеспечения заданных значений N, &N, Р.
Процесс полирования стекла водными суспензиями полирующих
порошков имеет более сложную, чем шлифование, физико-химиче-
скую природу.
Шероховатость полированной поверхности установлена
ГОСТ 2789—73 как Rz = 0,05-^0,1 мкм.
Наружный рельефный слой, образованный шлифованием, уда-
ляется полированием полностью, а трещиноватый частично остается,
но трещины на поверхности заполняются частицами гидролизирован-
ного стекла и не мешают прохождению света.
Полирующие порошки состоят из окислов металлов: железа,
церия, лантана с размерами зерен 0,2—5 мкм; порошки взвешены
в воде и находятся между притирающимися поверхностями полиро-
вальника и стекла.
Зерна полирующих порошков по сравнению со шлифующими
зернами имеют меньшую твердость и менее резко выраженные абра-
зивные свойства самозатачивания при раскалывании.
Полировальник имеет рабочий слой из смолы или сукна. Пло-
щадки поверхностных неровностей шлифованной поверхности стекла
и поверхности полировальника значительно больше размеров зерен
полирующего порошка. Но на стекле неровности шлифованной по-
верхности имеют микрогеометрическую характеристику, а на поли-
ровальнике макрогеометрическую. Рабочая поверхность вязкого
смоляного полировальника, пластически деформируясь, выглажи-
вается по микронеровной шлифованной поверхности.
98
Вода, в которой взвешены зерна, в первые моменты подачи су-
спензии оказывает гидростатическое противодавление нажиму, но
затем растекается, и зерна закрепляются, адсорбируясь в наружном
слое смолы или сукна. Часть зерен, еще не закрепившихся в смоле,
перекатывается или, закрепившись на мгновение, продолжает дви-
жение по направлению вектора относительной скорости йоти.
Зерна срезают вершины рельефного слоя, которые сразу стано-
вятся гладкими — полированными. В дальнейшем размеры поли-
рованных площадок увеличиваются, высота неровностей уменьшается.
Перекатывающиеся зерна, закрепляясь (адсорбируясь) на по-
верхности полировальника и одновременно в остатках каверн, по-
рах и бороздах на отполированных элементарных площадках стекла,
как бы скчеивают их с поверхностью полировальника и в дальней-
шем при относительном перемещении сдирают кусочки коллоидной
пленки, образующейся на поверхности стекла под химическим воз-
действием воды.
Остаточные Неровности полированной поверхности меньше
0,03 мкм, т. е. меньше длины волны видимого излучения.
В начале процесса полирования работа закрепленных зерен
эффективнее, так как площадь каверн еще велика и перекатыва-
ющимся зернам негде закрепиться. Закрепленные зерна, срезая
вершины конических выступов, если успела образоваться коллоид-
ная пленка, имеющая пластические свойства, сдирают ее, а на по-
верхности образуются площадки в совершенстве отполированной
поверхности. Толщина сдираемых пленок уменьшается при расши-
рении площади полированных участков и к концу-процесса прибли-
зительно равна высоте остающихся неровностей.
Цластические свойства смолы, удерживающей зерна, и коллоид-
ной пленки способствуют тому, что работа зерен полирующего по-
рошка не сопровождается появлением царапин с рваными краями
и растрескиванием стекла в ширину и глубину. Благодаря пласти-
ческим свойствам коллоидной пленки кремневой кислоты борозды,
образующиеся от снятия «стружки», затягиваются. Оставшиеся от
шлифования трещины заполняются коллоидными продуктами гидро-
лиза стекла.
Для расчетов принимают, что кинетическая энергия, расходуе-
мая в относительном движении элементов кинематической пары
стекло — инструмент, идет на преодоление сопротивления стекла
резанию его зернами полирующего порошка. Элементарные силы на
каждом зерне и интегральное усилие резания полирования имеют
статический характер.
Сила нажатия Fn на каждом зерне, действующая нормально
к обрабатываемой поверхности, не производит работу по снятию
припуска стекла при полировании, так как <£ (Fn, v0TH) = 90°,
a cos < (Fn, v0TH) = 0. Сила Fn обеспечивает контактирование поли-
рующего инструмента со стеклом, внедрение зерен в их поверх-
ностные слои, формование смолы, т. е. расходуется на упругопла-
стические деформации. Сила Fk лежит в плоскости, касательной
4*
99
к притирающимся поверхностям. Сила Fh внешне весьма схожа
с силой трения, направлена в каждой точке притирающихся поверх-
ностей против вектора относительной скорости u0TII, a cos <С (Fk,
vOTn) ---1 (см. рис. 76, 77).
Интегральная сумма элементарных сил создает силу взаимо-
действия стекла с инструментом, которая при полировании является
полезной нагрузкой станка. При полировании удаляется небольшой,
но вполне ощутимый слой припуска, так же как при шлифовании.
При полировании химический процесс проявляется в том, что
вода, действуя на стекло, образует коллоидную пленку. Толщина
пленки растет быстро в зависимости от химической стойкости стекла
данной марки, достигая предельной толщины приблизительно за
одну минуту. Раньше считали, что процесс полирования может про-
исходить при взаимодействии зерен только с коллоидной пленкой,
но теперь режимы обработки стали так интенсивны, что пленка не
успевает образовываться, и зерна полирующего порошка воздей-
ствуют на стекло, не имеющее поверхностной пленки. Доказано, что
и в этом случае образуется полированная поверхность с шерохова-
тостью Rz = 0,05-4-0,1 мкм.
Таким образом, механическое воздействие зерен имеет преобла-
дающее значение, и его усиление увеличивает эффективность поли-
рования стекла. При полировании с помощью механических воздей-
ствий можно управлять процессом образования поверхности.
На полированной поверхности, кроме неровностей, нормирован-
ных ГОСТ 2789—73, всегда могут быть дефекты. Дефекты шерохова-
тости остаются от шлифованной структуры или появляются в виде
царапин.
Царапины в процессе полирования образуются при попадании
под инструмент частиц более твердых и крупных, чем зерна поли-
рующего порошка. Размеры допустимых дефектов чистоты полиро-
ванных поверхностей оптических деталей указаны в ГОСТ 11141—76.
Полирование выполняют на тех же станках, что и шлифование,
но при меньшей частоте вращения рабочих органов. Шлифование
длится минуты, а полирование — часы; время полирования прибли-
зительно в 20 раз больше времени шлифования.
§ 20. СХЕМЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК
ОПТИЧЕСКИХ ДЕТАЛЕЙ
Технологические системы обработки. Оптические детали
изготовляют механической обработкой заготовок со снятием при-
пуска. Припуск снимается последовательным выполнением ряда
операций: точения резцом, шлифования инструментом с закреплен-
ными режущими алмазными или абразивными зернами и притиркой
с водными суспензиями шлифующих, а затем полирующих порошков.
Цель операций — уточнение размеров, формы и уменьшение
микронеровностей обрабатываемой поверхности заготовки. Для
достижения цели выбирают технологическую систему СПИД.
Обработка деталей с оптической точностью достигается доводкой
исполнительных поверхностей свободной притиркой. Заготовка и
100
Рис. 78. Системы СПИД обработки заготовок оптических деталей:
а — геометрическое замыкание, контакт в точке; б — геометрическое замыкание, соприкос-
новение по линии; в — силовое замыкание, соприкосновение по линии; г — замыкание гео-
метрическое, соприкосновение по поверхности; д, е — замыкание силовое, соприкосновение
по поверхности, соответственно два или три вращения
инструмент (притир) в процессе обработки составляют два элемента
кинематической пары 3-го класса.
Для обработки оптических исполнительных, вспомогательных и
свободных поверхностей деталей применяют различные технологи-
ческие системы обработки СПИД (рис. 78).
Системы СПИД, применяющиеся в оптической технологии, ха-
рактеризуются геометрическим построением и кинематической схемой
обработки, видом инструмента и способом его замыкания с заготов-
кой, а также способами обработки поверхностей и их точностью.
Основными признаками систем СПИД, применяющихся в оптиче-
ской технологии, являются: 1) геометрический или силовой способ
замыкания цепи движения рабочих органов элементами кинемати-
ческой пары инструмент—заготовка, от которого зависит достижи-
мая точность формы и кривизны обрабатываемой поверхности;
2) вид соприкосновения обрабатывающего инструмента с обрабаты-
ваемой поверхностью заготовки: в точке, по линии, по поверхности,
от которого зависит достижимая шероховатость обработки и геоме-
трическое совершенство формы поверхности.
В системе, приведенной на рис. 78, а, осуществлено геометриче-
ское замыкание заготовки с инструментом — резцом, соприкаса-
ющихся в одной точке или имеющих контакт в виде пятна неболь-
шого размера. Резец перемещается прямолинейно, а заготовка вра-
щается. Припуск снимается точением аналогично токарной обработке
металлов. Размерная цепь В = А + Б (где А — радиус заготовки;
Б — размер для установки инструмента системы СПИД) замыкается
геометрически; измерительная база совмещена с установсчной.
101
Неточности изготовления и настройки станка, погрешности уста-
новки инструмента и заготовки передаются на заданную форму и
размеры детали. Например, непараллельность оси вращения заго-
товки направляющим движения резцового суппорта приводит к обра-
зованию конической, а не цилиндрической поверхности детали.
Точение резцом применяют для снятия большого объема при-
пуска при предварительной обработке вспомогательных цилиндри-
ческих поверхностей заготовок деталей диаметром больше 1 м и
в исключительных случаях при предварительной обработке оптиче-
ских исполнительных поверхностей больших размеров на станках
типа карусельных.
В системе, приведенной на рис. 78, б, осуществлено геометриче-
ское замыкание заготовки с инструментом, которые соприкасаются
по линии или по продолговатой площадке небольшой ширины, как
в круглошлифовальных металлорежущих станках.
Круг с закрепленными абразивными или алмазными зернами пере-
мещается и вращается, а заготовка только вращается. Размерная
цепь В = А + Б системы СПИД замкнута .геометрически; измери-
тельная база совмещена с установочной.
Погрешности изготовления возникают такие же, как и в системе,
приведенной на рис. 78, а, но поверхность не имеет направленных
следов обработки, так как элементы пары инструмент — заготовка
замыкаются по линии, а не в точке. В системе, изображенной на
рис. 78, б, обрабатываются вспомогательные цилиндрические по-
верхности линз, сеток, а также конические фаски оптических деталей
на металлорежущих круглошлифовальных станках. Инструмент не
правится в течение операции обработки. Достижимая точность раз-
мера А после заключительной обработки составляет 0,01 мм.
Эту технологическую систему иногда применяют для грубого
полирования цилиндрических поверхностей, например, активных
тел лазеров, цилиндрических поверхностей для подсветки делений
сеток. При этом достигается шероховатость поверхности Rz =
= 0,1 мкм.
В системе, изображенной на рис. 78, в, соприкосновение заго-
товки с инструментом — ножом осуществляется по линии, а замы-
кание этой кинематической пары осуществляется силой Р.
Съем припуска происходит в процессе взаимной притирки рабочей
кромки инструмента и поверхности заготовки с помощью абразивной
суспензии.
Заготовка вращается, а нож совершает возвратно-поступательное
качательное движение параллельно оси 1—1. Расстояние между
установочной базой заготовки и режущей кромкой ножа переменное.
Кинематическая схема обработки построена так, что способствует
образованию параболических поверхностей. Эта схема материали-
зует геометрическое свойство: при сечении параболоида плоскостями,
параллельными его оси симметрии, образуются параболы одного
и того же параметра. Изнашивание и правка кривизны рабочей
кромки инструмента и изменение параметров настройки станка
способствуют образованию поверхности заданных геометрических
102
параметров. В результате совместного применения принципов гео-
метрического построения и притирки при некоторых модификациях
системы, приведенной на рис. 78, г, образуются поверхности второго
порядка — параболоидные, эллипсоидные и гиперболоидные.
Элу технологическую систему применяют как для операций шли-
фования, так и полирования. Полированием достигается шерохова-
тость поверхности Rz = 0,05 мкм и размер пятна рассеяния изобра-
жения точки 0,1—0,5 мм. В технологической системе, изображенной
на рис. 78, в, серийно обрабатываются почти все конденсоры и дру-
гие детали с параболоидными поверхностями.
В системе, показанной на рис. 78, г, заготовка соприкасается
с инструментом по поверхности при геометрическом замыкании раз-
мерной и кинематической цепи. Установочными базами для инстру-
мента служат упорные подшипники. Взаимный притир не имеет
места, так как инструмент закреплен жестко и не меняет геометрию
профиля за время операции. Применяется инструмент с кольцевой
или секториальной рабочей кромкой. Если заготовка совершает воз-
вратно-поступательное плоское движение, то образуется плоская
поверхность.
Настройку системы при геометрическом замыкании выполняют
как А -= В — Б.
В системе, приведенной на рис. 78, <5, инструмент и заготовка
вращаются на пересекающихся осях, закрепленных под некоторым
углом, и образуется сфера.
Настройку системы для образования сферы заданного радиуса R
выполняют по формулам
d=\72RH и sin а = d/(2R),
где Н — высота сегмента обрабатываемой поверхности; d — наруж-
ный диаметр инструмента; а — угол между осями вращения заго-
товки 1—1 и инструмента 2—2.
Обработку ведут методом врезания, при котором инструмент всей
площадью или широкой кромкой подается на обрабатываемую по-
верхность заготовки. Отклонения размера возникают от неточностей
установок.
Отклонения формы образуются вследствие ограничения числа
рабочих движений только двумя, тогда как плоскость и сфера яв-
ляются элементами кинематической пары 3-го класса.
Отклонения формы от сферы возникают также и из-за погреш-
ностей в компланарности осей. Для обработки сфер применяют опти-
ческие станки типа АЛ или ШС, а для плоскостей металлорежущие.
В этой системе осуществляется главным образом предварительное
шлифование исполнительных оптических или окончательное вспо-
могательных плоских и сферических поверхностей, но иногда ве-
дется грубое полирование линз конденсоров.
В системе, приведенной на рис. 78, е, инструмент соприкасается
с заготовкой по поверхности силовым замыканием, и они взаимно
притираются с помощью суспензий абразивных порошков. Заготовка
или инструмент вращается, а второе звено с помощью шарового
103
шарнира вращается и качается, самоустаиавливаясь на контактной
поверхности притирки. Угол а между осями 1—1 и 2—2 перемен-
ный. Инструмент и заготовка образуют элементы кинематической
пары 3-го класса. При этом образуются только сферы или в частном
(переходном) случае плоскость. Инструмент работает по методу вре-
зания, соприкасаясь с заготовкой большей частью своей поверхности.
В системе СПИД инструмент с осью вращения 2—2 и заготовка
с осью вращения 1—1 рассматриваются как два элемента кинемати-
ческой пары 3-го класса, замыкающих цепь относительных пере-
мещений элементов системы. Оси 1—1 и 2—2 являются установоч-
ными базами заготовки и инструмента соответственно.
Наиболее универсальной для оптической обработки на станках
ШП является система, показанная на рис. 78, е\ с ее помощью обра-
батывают исполнительные поверхности большинства оптических
деталей, т. е. выполняют предварительные и заключительные опера-
ции шлифования и полирования оптических поверхностей.
В обзоре систем СПИД приведены главные технологические прин-
ципы построения операций, при последовательном применении кото-
рых переходят от грубой обработки детали к заключительной,
и в результате они доводятся до заданных параметров оптической
поверхности по ДМ и шероховатости Rz.
На использовании этих принципов построены операции грубого
и тонкого шлифования и полирования вспомогательных и испол-
нительных оптических поверхностей, центрирования и обработки
сферических плоских и асферических поверхностей.
Кинематическая пара инструмент — заготовка. Инструмент и
заготовка в технологической системе СПИД принадлежат к разным
звеньям общей кинематической цепи исполнительного механизма
станка. При холостых ходах станка элементы пары разомкнуты,
а при рабочих ходах инструмент и заготовка соприкасаются и кине-
матическая цепь становится замкнутой.
В системах, приведенных на рис. 78, а, б, цепь замыкается гео-
метрически, т. е. так же, как в металлорежущих станках, и расстоя-
ние между установочными базами заготовки и инструмента при рабо-
чем ходе остается постоянным. Инструмент и заготовка соприка-
саются в точке или по линии и являются элементами высшей кине-
матической пары 4-го класса с геометрическим замыканием.
В системах, изображенных на рис. 78, г, д, инструмент и заго-
товка соприкасаются по участкам поверхностей и, следовательно,
составляют низшую кинематическую пару 4-го класса, в замыкание
может быть геометрическим или силовым. Относительное перемеще-
ние заготовки и инструмента образуется в результате сложения только
двух независимых перемещений.
Погрешности образования плоской или сферической поверхности
зависят от неточности изготовления станка и всей системы СПИД,
и в частности от некомпланарности осей 1 и 2, несоблюдения задан-
ного значения угла а.
В системах СПИД, изображенных на рис. 78, в, е, инструмент и
заготовка составляют кинематическую пару 3-го класса, но в си-
104
стеме, приведенной на рис. 78, в, она высшая, так как соприкоснове-
ние осуществляется по линии, а в системе, изображенной на
рис. 78, е, она низшая, так как соприкасаются площадки поверх-
ностей.
При обработке притиром с абразивными суспензиями на оптиче-
ских шлифовально-полировальных станках наиболее распространен-
ного типа ШП форма соприкасающихся поверхностей инструмента
(притира) и заготовки плоская или сферическая почти одинакового
радиуса. Под действием нажима соприкосновение происходит одно-
временно по нескольким площадкам конечных размеров. Инстру-
мент и заготовка являются элементами низшей кинематической пары
3-го класса с силовым замыканием.
Благодаря свойству обратимости низших пар инструмент и за-
готовку в оптических станках можно располагать как снизу на оси /,
так и сверху на оси 2 (см. рис. 78, с). Распределение между ними
вращательных и поступательных движений может также меняться,
но всегда образуются сферы или плоскости.
Во всех оптических шлифовально-полировальных станках пово-
док верхнего звена — инструмента или заготовки — конструктивно
связывает их с шаровым шарниром, который тоже является кине-
матической парой 3-го класса. Он передает давление станка на
верхнее звено, которое, таким образом, силовым замыканием заклю-
чено между двумя элементами кинематических пар 3-го класса.
Ось вращения верхнего звена самоустанавливается так, что про-
ходит через центр сферы нижнего звена и вершину сферического
сегмента рабочей поверхности верхнего звена. При любых траекто-
риях перемещения верхнего звена по нижнему шаровой шарнир
обеспечивает сохранение компланарности осей 1 и 2 или их парал-
лельности, если притираются плоскости.
Шаровой шарнир обеспечивает условия контакта, необходимые
для сопряженности парных притирающихся поверхностей инстру-
мента и заготовки. Условий контакта три: 1) геометрическое — по-
верхности площадок контакта имеют общую нормаль; 2) кинема-
тическое — вектор скорости относительного движения точек контак-
тирующих площадок находится в общей касательной плоскости;
3) физическое — общие площадки контакта находятся только на
поверхности, а не внутри инструмента или заготовки.
Кинематическая пара оптический инструмент — заготовка отли-
чается от всех других тем, что результатом совместной притирки ее
элементов является быстрое изменение геометрии профиля одного
из них: один элемент обрабатывается, а другой изнашивается.
Способ свободной притирки. При шлифовании заготовка прити-
рается к обрабатывающей поверхности твердого инструмента —
шлифовальника. При полировании мягкие смоляные или войлочные
подложки инструментов притираются к твердой поверхности заго-
товки стекла.
Две сферические поверхности разных радиусов, наложенные
одна на другую, теоретически соприкасаются по линии — окруж-
ности. Так как радиусы, рабочей поверхности инструмента и обра-
105
\р Рис. 79. Схема обработки свободной притиркой
ГП»
батываемой поверхности заготовки почти
одинаковы и имеют противоположные
знаки кривизны, то благодаря промежу-
точному слою абразивной суспензии или
у \ / пластическим деформациям смолы обес-
печивается их соприкосновение по коль-
&2 цевым зонам, имеющим площади конечных
0 '<*>< размеров. Диаметры и ширина этих зон
самопроизвольно меняются в процессе
взаимной притирки сферических и плоских поверхностей стекла
и инструмента. По терминологии машиностроения и приборострое-
ния на операциях шлифования и полирования инструмент назы-
вают притиром. Установочной базой / для рабочей поверхности инстру-
мента 2 (рис. 79) служит исходная поверхность заготовки. В процессе
снятия припуска установочная база изменяет свое положение на /'
относит ельно деталей станка, и радиус /?3 заготовки изменяется на
радиус обрабатываемой поверхности при текущем переходе.
Для обрабатываемой поверхности измерительной базой является
центр сферы О, от которого определяется единственный размер
сферы — радиус /?. Эга скрытая невещественная база — точка О
всегда находится на пересечении осей вращения инструмента и за-
готовки, но ее местоположение в процессе обработки может меняться,
например, с О на О', и никак не фиксируется относительно деталей
станка. Местоположение центра сферы не изменяется, если припуск
снимается слоями равной толщины.
Отклонение обрабатываемых плоскостей на вогнутость или вы-
пуклость переносит положение измерительной базы — точки О —
вдоль оси вращения заготовки из положительной бесконечности
в отрицательную.
Такую обработку оптических поверхностей назвали классическим
методом формообразования или свободной притиркой.
Способ свободной притирки определяется наличием нескольких
признаков.
I. Соприкосновение рабочей поверхности инструмента с обра-
батываемой поверхностью заготовки происходит по площадкам
конечных размеров.
2. Прилегание притирающихся поверхностей инструмента и за-
готовки как двух элементов кинематической пары 3-го класса осу-
ществляется силовым замыканием.
3. Одна из притирающихся поверхностей самоустанавливается
на другой с помощью шарового шарнира 3 поводка верхнего звена.
4. Относительное движение инструмента 2 по обрабатываемой
поверхности заготовки складывается из трех простых вращательных
движений со скоростями верхнего со2 и нижнего сох звеньев и ско-
ростью качания коромысла (он вокруг центра сферы О.
5. Ось одного из вращательных движений является нормалью
к притирающимся сферическим или плоским поверхностям.
106
6. Относительное перемещение и геометрия площадок инстру-
мента выбраны так, что все точки на притирающихся поверхностях
находятся в многократном апериодическом покрытии всеми пло-
щадями парного звена.
Способ свободного притира всегда приводит к образованию сфе-
рической или в частном (переходном) случае плоской поверхности.
Одновременное наличие признаков 4, 5 и 6 обеспечивает полу-
чение, т. е. образование и сохранение, совершенной сферической
или плоской формы обрабатываемой поверхности. Если инструмент
и заготовка имеют только вращательные движения, то образуется
сферическая поверхность; при наличии двух прямолинейных дви-
жений образуется плоская поверхность.
Притирку следует называть свободной по признаку 3, если один
элемент кинематической пары свободно устанавливается (самоуста-
навливается) на своем парном элементе.
Технологическими признаками обработки способом свободной
притирки являются наличие суспензии абразивных порошков, изме-
нение геометрии профиля рабочей поверхности инструмента ввиду
изнашивания за время обработки даже одной заготовки, наличие
притиров из материалов, имеющих по отношению к зернам суспен-
зии при шлифовании фрикционные свойства, а при полировании
абсорбционные.
Незакрепленный (свободный) абразивный порошок и «свободное»,
т. е. происходящее только под действием сил сцепления с нижним
звеном, вращение верхнего звена оптических станков не являются
признаками определения притирки свободной.
Известны примеры обработки оптических поверхностей инстру-
ментами, в смоляной слой которых внедрен абразивный порошок,
существуют также и станки с принудительным вращением обоих
звеньев. И в том и в другом случае в способе обработки, а также в ее
результатах никаких существенных изменений не происходит.
Способом обработки свободной притиркой достигается наилучшее
совпадение формы реальной обработанной оптической поверхности
с идеальной, геометрически заданной, сферической или плоской.
Рабочие поверхности сплошных шлифовальников сохраняют
следы правки — «резы» и волнистость профиля в пределах десятков
и сотен микрометров. Обработанные ими поверхности стекла имеют
макрогеометрию с отступлениями от геометрического профиля в не-
сколько раз меньшими.
Рабочие поверхности полировальника сохраняют следы резов
глубиной до нескольких миллиметров, а оптическая обработанная
поверхность геометрически правильна и совершенно гладкая.
Недостаток способа свободной притирки заключается в том, что
на станке нельзя заранее установить заданный радиус обработанной
поверхности. Это достигается путем правки инструмента и перена-
стройки станка в процессе выполнения операций шлифования и по-
лирования.
Кинематические схемы обработки заготовок на оптических и
металлорежущих станках отличаются тем, что на первых отсутствует
107
Рис. 80. Кинематическая схема обработки
сферических поверхностей деталей на стан-
ках типа ШП
геометрическое построение формы
поверхности и размера детали. Сво-
бодной притиркой на грубом обору-
довании и грубым инструментом
можно обрабатывать весьма точные
поверхности. Это объясняется при-
менением не геометрического, а си-
лового замыкания элементов высшей
пары инструмент—заготовка, кото-
рые соприкасаются не по линии, а по поверхности.
Кинематические схемы обработки. Кинематические схемы обра-
ботки поверхностей оптических деталей отображают абсолютные
простые вращательные и поступательные движения, которые в том
или другом сочетании сообщаются инструменту и заготовке, в раз-
личных технологических системах СПИД. Кинематическая схема
обработки является кинематической основой системы СПИД.
В оптической технологии обработки плоских и сферических по-
верхностей наиболее часто применяется система СПИД (см.
рис. 78, е) на станках ШП, работающих по способу свободной при-
тирки. В качестве примера приведем кинематическую схему обра-
ботки сферических оптических поверхностей деталей на станке ШП
шлифованием и полированием (рис. 80).
Из кинематической схемы станка выделены и рассматриваются
простые движения вокруг осей 1—/, 2—2. Поводок 6 качается во-
круг коромысла 4 и вместе с ним и кареткой 5 вокруг оси 3. Это
сложное движение благодаря шаровому шарниру 7 приводится
к простому плоскому движению вокруг центра обрабатываемой сфе-
рической поверхности.
Условно принято, что заготовка расположена снизу и имеет ин-
декс 1, а инструмент расположен сверху и имеет индекс 2.
§ 21. ПАРАМЕТРЫ И ПОКАЗАТЕЛИ СВОБОДНОЙ ПРИТИРКИ
Схемы расположения припуска. Исходная поверхность
заготовки отстоит от сферической заданного радиуса поверхности
детали на слой припуска z, который по круговым зонам в общем
случае имеет различные толщины.
При обработке сферических поверхностей способом свободной
притирки слой припуска ограничен сферическими поверхностями
исходной заготовки и обработанной детали.
Существуют три схемы расположения межоперационного при-
пуска z -- / (X): минимум припуска на краю заготовки z = zmjn при
Z 0 (рис. 81, а); минимум припуска при вершине заготовки z =
= zinln при X = 0 (рис. 81, б); припуск составляет слой равной
толщины z = zniln - const при любых X < 0 (рис. 81, в).
Межоперационный припуск всегда больше, чем технологически
минимально необходимый слой z/t, определяемый Rz шероховатости
108
Рис. 81. Схемы расположения припуска:
а ~~ zmin по кРаю1 б — zmln в Центре; в — zmjn — слой равной толщины; г — расположе-
ние припуска z* на плоскости
предыдущей обработки. Объем припуска q, снимаемого с поверхности
заготовки, также больше технологически минимально необходимого.
Схема расположения припуска служит основанием для выбора
программы обработки.
Если слой припуска имеет толщину гтщ при всех значениях X
(рис. 81, в), то это даст наименьший объем припуска.
При обработке плоских поверхностей (7? = оо и 0 -= 180°),
если заготовка выпуклая, то q = лг2гт|П + если она вогну-
тая, то q ~ яг2 (zmlII + z*) — лТ?!?*2, где г* — высота шарового
сегмента, имеющего в основании площадь л? (рис. 81, г).
Все возможные и встречающиеся в производственной практике
схемы расположения припуска г (X, г) приведены на рис. 81.
Если стремиться получить q = qm\n, то независимо от радиуса
минимальный слой припуска рационально располагать в вершине
поверхности. Однако с уменьшением угла 0 полураствора блока
заготовок преимущество этой схемы расположения припуска быстро
уменьшается.
При наличии современного мощного оборудования весь объем
припуска удаляется быстро. Главную роль выполняет схема распо-
ложения припуска по зонам z (г, X). По этой схеме выбирают пара-
метры геометрии инструмента и настройки станка.
При обработке асферических поверхностей очень важно, чтобы
функция z (г, X) выражалась плавным графиком с малыми углами
наклона касательных и малыми значениями толщин слоев припуска.
Схему расположения припуска z (X, г) как функцию размера
круговой зоны выбирает технолог и определяет трудоемкость после-
дующей обработки. Режимы и интенсивность обработки назначают
с учетом заданной точности обработки детали. В зависимости от
схемы расположения припуска z (г, X) определяют число переходов
109
и программу обработки на каждом из них, учитывая заданную точ-
ность детали.
На сферических поверхностях по зонам г, X (г = R sin %) распо-
ложен слой припуска, который точно найдем как
гг = [г0 ± (Я — - R2 + Г Я2-г2)] cos %,
где г0 — припуск в зоне г = 0 (в центре поверхности); cos % =
= Vr^72/rv
Для приближенных расчетов
где знак плюс для выпуклых, а знак минус для вогнутых поверх-
ностей.
При 0 > 30° погрешность расчета Дгг с 5 %, а при 0 < 30°
погрешность Дгг с 0,5 %. В частности, при — R2 = z0 имеем
zr = const; при Т?2 > + z0 будет г0 = zlliax, zr max = znlin; при
£2 < + ?o справедливо г0 = z.nm, zr max = z1Iiax; при = R2
получим zr = z0 J//?i — r2//?P
Схема расположения припуска служит основанием для состав-
ления программы обработки. В зонах, где толщина слоя припуска
больше, программа должна предусматривать относительно большую
интенсивность обработки и наоборот. Правильный расчет рациональ-
ной программы полирования сокращает время обработки в несколько
раз.
Если обрабатывается блок заготовок, то не все кольцевые зоны
сплошь заполнены стеклом, и их сопротивляемость обработке умень-
шается. На схеме расположения припуска это не отражается, но при
составлении программы обработки должен быть учтен коэффициент
заполнения зоны стеклом.
Коэффициент заполнения. Схемы расположения заготовок на
поверхности корпуса технологи выбирают заранее, учитывая их,
затем выбирают размеры и геометрию расположения рабочих эле-
ментов обрабатывающей поверхности инструмента.
У блоков заготовок и инструментов следует различать геометрию
площадей притирающихся поверхностей и геометрию профиля.
Заготовки на блоках и рабочие поверхности инструментов распо-
лагают и рассчитывают по зонам радиуса г или угла %, имеющим
некоторую ширину Дг или ДХ, симметрично оси вращения.
Геометрию рабочих поверхностей площадок инструментов и бло-
ков заготовок определяют коэффициентами заполнения кольцевых
зон, расходящихся по радиусу г или углу X от оси вращения.
Коэффициент заполнения г|Л|Г = f (X, г) численно характери-
зует сопротивление обработке данной зоны по сравнению со сплош-
ной зоной того же радиуса г или угла Хи ширины Дгили ДХ. Коэффи-
циент заполнения вычисляют еще на стадии проектирования техноло-
гического процесса как характеристику геометрии инструмента
или блока заготовок.
ПО
а) б)
Рис. 82. Коэффициент заполнения материалом притирающих поверхностей:
а — на плоских; .6 — сферических
Обозначим т]г коэффициент заполнения плоской кольцевой зоны,
лежащей на поверхности и имеющей средний радиус г. Тогда по
определению
п
S бг
2лг Дг ’
где п и Sr — число и площадь участков рабочих площадок, входя-
щих в кольцевую зону (рис. 82, а)\ г и Дг — средний радиус и ши-
рина кольцевой зоны.
Для сфер аналогично (рис. 82, б), но г = R sin X и
п
S бд,
__ 1_________
2л ДА/? sin А *
Коэффициент заполнения — величина безразмерная. Для зон,
включающих сплошные поверхности заготовок и инструментов,
Л = 1, а для всех других зон л < 1. Если в зоне вообще нет уча-
стков, заполненных стеклом, металлом или смолой, то л = 0.
Половину диаметра нижнего блока заготовок принимают за
масштаб, по отношению к которому все линейные размеры выражают
десятичными дробями в относительных единицах. Выделяют десять
кольцевых зон, ширину которых принимают постоянной и малой:
Дг = 0,1 DJ2 или условно Дг 0,1. Тогда с зонами, лежащими
на сферической поверхности, можно обращаться так же, как и с зо-
нами, расположенными на плоской поверхности.
Это естественное упрощение, аналогичное замене малой дуги
стягивающей ее хордой, практически не вводит погрешности в про-
граммирование, но значительно упрощает и сокращает расчеты, из-
бавляя от необходимости рассматривать сферические треугольники
и нелинейные зависимости решений задач для сфер и плоскости.
За единицу сравнения площадей удобно принять полную площадь
сплошной кольцевой зоны.
111
Рис. 83. Схема расположения заготовок
по зонам блока
Тогда значение т] кольцевой
зоны определяется суммой площа-
дей секторов, заполненных мате-
риалом. Для вычисления значения
т] площадь каждого сектора можно
заменить соответствующей ему
длиной дуги или значением цен-
трального угла, т. е любую гео-
метрию площадей блока заготовок
и инструмента можно привести
к секториально-кольцевой.
В общем случае притирающиеся
площадки имеют произвольную
конфигурацию и расположение, т. е. геометрию. Для вычисления г]
следует: 1) всю поверхность разбить на ряд концентричных зон
постоянной ширины; 2) графически или с помощью планиметра опре-
п
делить суммарную площадь 2 заполнения зон; 3) вычислить
1
коэффициенты заполнения т). Наиболее удобно принять г = 0;
0,1; 0,2; ... ; 1 и разбить всю поверхность на десять кольцевых зон,
что позволит табулировать последующие вычисления значений
т| (г). Этот способ подсчета т| дает погрешность результата 2—4 %.
Обычно площадки имеют по сравнению с блоком малый размер,
правильные очертания и расположены по определенной схеме.
Например, блоки заполнены круглыми заготовками, а инструменты
квадратными каблуками или круглыми таблетками.
Для вычисления значений т| следует: 1) за средний радиус
кольцевой зоны принять расстояние между центром симметрии
притирающихся площадок и осью вращения; 2) просуммировать
площади всех площадок, расположенных центрами симметрии по
п п
окружности радиуса г, и найти У, S; 3) найти Дг = 2 6/(2пг),
1 1
а группу площадок, имеющих общее значение г, заменить сплошным
кольцом шириной Дг.
Теперь геометрия притирающихся площадок блока заготовок
или инструмента характеризуется сплошными кольцами разной
ширины Дг, но для всех колец т| = 1. Погрешность определения т]
не более 2 %, если Дг < 0,1.
Например, нормализованное расположение заготовок на блоке
при расчетной замене выразится концентрическими кольцами,
имеющими средние радиусы гь г2 и г3 и почти одинаковую ширину
ДГ], Дг2 и Дг3 с равными промежутками между ними (рис. 83).
Между геометрией площадей обрабатывающей поверхности ин-
струмента и геометрией профиля обрабатываемой поверхности за-
готовки (блока) в процессе взаимной притирки существуют прямая
и обратная функциональные связи.
112
Рис. 84. Параметры настройки станка ШП
но штриху
Прямая связь — изменение ра-
диуса обрабатываемой поверхно-
сти, а обратная — изнашивание
поверхности инструмента, харак-
теризующееся перераспределением
площадей рабочих элементов, уча-
ствующих в притирке, и измене-
нием радиуса общей обрабатываю-
щей поверхности. Взаимосвязь
этих процессов необходима и вну-
тренне присуща способу свободной
притирки. Изменение кривизны
притирающихся поверхностей про-
исходит по круговым зонам, сим-
метричным осям вращения.
Сопротивление круговой зоны
абразивному разрушению мате-
риала пропорционально сумме
участков площадей заготовок или
рабочих элементов инструмента,
входящих в рассматриваемую зону.
Изменение соотношения диаметров верхнего и нижнего звеньев,
а также резы на поверхности инструмента наиболее эффективно
влияют на изменение кривизны обрабатываемой поверхности и слу-
жат одним из наиболее действенных средств управления обработкой
сферических и плоских поверхностей.
Независимые параметры процесса управления обработкой. Про-
цессом изменения радиуса обрабатываемой поверхности заготовки
управляют путем изменения геометрии инструмента и настройки
станка, являющихся независимыми параметрами этого процесса.
Значения независимых параметров процесса управления кривиз-
ной обрабатываемой поверхности /?3 выбирают до начала выполне-
ния операций шлифования и полирования.
Приведем параметры геометрии площадей блока заготовок и
инструмента: Dlt D2, D2/Dr — соответственно диаметры нижнего
и верхнего звеньев (заготовки и инструмента) и их отношение;
б2 и п, г2 — соответственно площади рабочих элементов поверх-
ности инструмента или блока заготовок и средние радиусы узких
кольцевых зон, в которых они расположены.
Значение радиуса кривизны сферической поверхности детали /?д
задано и является независимым параметром, его нельзя менять и
следует получить в процессе доводки.
Параметры настройки станка: (»)ь <о2, <»>> — соответственно
частота вращения нижнего звена, верхнего звена, кривошипа и
коромысла; L — размах перемещения верхнего звена — длина штри-
ха. Параметры под настройки станка: eniax, eQi е|П1п — соответственно
113
Для управления
время обработки
Рис. 85. Определение коэффициента покрытия
и скоростного коэффициента
максимальный эксцентриситет осей
верхнего и нижнего звеньев, зна-
чение несимметрии и смещение
штриха (рис. 84).
При принудительном вращении
верхнего звена <о2 = const. При сво-
бодном вращении (о2 берется осред-
нение, и за значение независимого
параметра следует принимать при
шлифовании <о2 = 0,Эон, а при по-
лировании <о2 = 0,7(01.
Таким образом, кинематика обра-
ботки определяется независимыми
параметрами /?, 6Ь S2, rlt r2i Dly D2i
(01, (02, (0.
процессом изменения радиуса заготовки во
(/) в производственной практике используют
следующие десять первичных независимых параметров геометрии
плещадей инструмента и настройки станка: г, 6, D2/Dlt (ох/(о, (о2/(о,
(о2/о)], Л, г1П.1Х, £0, £|111п.
На работу притира влияет одновременное действие нескольких
независимых геометрических и кинематических параметров при
некотором заданном давлении. Чтобы оценивать направление и
быстроту изменения кривизны профиля по зонам обрабатываемой
поверхности, следует пользоваться относительными значениями
кинематических показателей.
Кинематическими показателями назовем обобщенные безразмер-
ные коэффициенты, выражающие действие параметров кинематики
на интенсивность притирки, по зонам соприкасающихся поверхно-
стей инструмента и заготовки. Эти коэффициенты выражают кине-
матическую программу обработки способом свободной притирки.
Таких показателей два: коэффициент покрытия и скоростной коэф-
фициент. Они служат основой расчетов по управлению изменением
кривизны обрабатываемой поверхности, их вычисляют за-
ранее.
Коэффициент покрытия. Возможность и интенсивность воздей-
ствия на заготовку той или другой кольцевой зоны инструмента
в течение цикла обработки способом свободной притирки выразим
с помощью коэффициента покрытия.
Дуга МхМ2 круговой зоны радиуса г (рис. 85), выделенной на
заготовке, покрывается (перекрывается) кольцевым инструментом
шириной Д/? = R2 —
В наиболее простом случае, если кривошип станка типа ШП не
вращается со 0, то поводок верхнего звена остановлен и центр О2
находится от центра нижнего звена Oi на постоянном расстоянии
OiO2 = е = const, равном эксцентриситему центров Ох и О2.
114
Кольцевая зона заготовки радиуса г покрыта инструментом
только на участке = срг. Отношение длины этого участка
к длине половины окружности лг назовем коэффициентом покрытия
Sr при неперемещающемся верхнем звене:
___________ ср
г лг л
Второй участок перекрытия ^Л43ЛТ4 не рассматриваем ввиду
полной симметрии условий решения задачи.
Угол <р выразим как разность <р2 — <Pi = <Р» где
<р2 = arccos e' + r2~R- , <Pi = arccos е'+^'~ R' .
Если верхнее звено перемещается, то на станках типа ШП,
обрабатывающих более 90 % всех оптических деталей, происходит
приблизительно гармоническое колебательное перемещение цен-
тра О2 относительно Ох. Эксцентриситет е и коэффициент покрытия Sr
становятся переменными величинами в функции времени е = f (t)
и Sr = f (t). В 90 % случаев обработки оптических деталей приме-
няют симметричный относительно направления 030г размах верх-
него звена e = emaxcosco/ = -ycos©/.
Длина дуги MiMn, меняется за один цикл по времени t. Коэффи-
циентом покрытия Sr при перемещающемся верхнем звене назовем
среднее интегральное значение длины дуги Л11Л72-
По теореме о среднем значении функции
о
где Т — время одного оборота кривошипа станка (цикла).
Значения Sr и Sr указывают на соотношение времени обработки
заготовки в зонах различных радиусов г.
Понятие «коэффициент покрытия» применимо только для обра-
ботки способом свободной или квазисвободной притирки.
При е < ДТ?/2 и Т?4 < г < Rz круговая зона радиуса г пол-
ностью покрыта кольцевой зоной инструмента AT? = Rt — Ri и
<Sr = 1. Если на заготовке окружность радиуса г и кольцевая зона
АТ? = Rz — Ri инструмента не соприкасаются, то Sr = Sr = 0
и инструмент не может воздействовать на заготовку.
Выбор значений АТ? = Т?2 — Т?4 произволен, и, набирая коль-
цевые зоны или их секторы, любую геометрию рабочих площадок
инструмента можно представить в виде секториально-кольцевой
(или даже сплошной), а затем рассчитать ее воздействие на все круго-
вые зоны г обрабатываемой поверхности.
Вращение заготовки и инструмента вокруг своих центров О4
и О2 не изменяет значений коэффициентов покрытия Sr и Sr. Значе-
ния Sr не выражаются в элементарных функциях.
115
Чтобы протабулировать значения Sr и Sr, выразим значения
эксцентриситетов е и £П1ах кольцевых зон заготовки радиусов г и
зон /?i, инструмента шириной А/? в относительных единицах,
приняв за масштабную единицу размер DJ2, т. е. половину диа-
метра заготовки (инструмента), принятого за нижнее звено, которое
имеет наибольший размер.
В этом масштабе числовым интегрированием протабулированы
значения Sr и Sr (см. прил. 1, 2), которые необходимы для расчета
кинематических программ удаления припуска и изменения кри-
визны обрабатываемой поверхности.
Значения Sz. и Sr, стоящие в графах таблиц, имеющих прочерк,
равны нулю. Значения эксцентриситетов взяты в технологически
приемлемых пределах (0,1 4-0,7) DJ2.
В выражения для <р2 и <Pi значения е и г входят симметрично.
Таблицы Sr построены для ряда значений г при фиксированном
значении е, но можно считать, что фиксируется г, и выбирать по
ним значения sr для ряда значений е.
Этим свойством таблиц можно пользоваться для интерполяций
при некратных табличных значениях как г, так и е.
Применяют также настройки с несимметричным размахом, как
принято называть со смещением штриха, когда eQ =/= 0 (см. рис. 84)
или когда emln = 0, т. е. имеется смещение поводка перпендику-
лярно штриху. _
При несимметричном размахе е = eQ + етах sin со/. Значения Sr
находят при е = 0,14-0,6, используя таблицы значений Sr и при-
ближенную формулу числового интегрирования:
5Г "2етах ^“2” ~ етах) + етах)1 “Н Sr (во ~ £тах + 1) 4“
4 \ (*о 4" ^тах — 0,2) -р Sr (е0 -|- етах — 0,1)}.
Пусть, например, г = 0,3, е0 = 0,3, втах = 0,2 и А/? = R2 —
— = 0,4 — 0,3 = 0,1, тогда
\ ~ -£±2 (4 [S'<0’3 - °’2) + s'(°’3 + °-2)1 -Ь sr (°’3 - °>2 4- °- о +
+ Зг (0,3 + 0,2 - 0,2) + Sr (0,3 -L 0,2 - 0,1)).
Выбрав из таблиц значения S, для соответствующих е, подставим
их в формулу для определения Sr, тогда
Sr ъ 4(4 [0’55 + 0П1 + 0,18 + 0,13 + 0,11} 0,19.
При gm.Y ►> е0 могут быть значения е < 0. В этих случаях зна-
чения Зг выбирают из таблиц по абсолютному значению е.
В некоторых случаях может оказаться е = 0, тогда Sr = т]д
при условии, что е < Д/?/2 и с г < R2.
116
Для каждой кольцевой зоны инструмента шириной А/? —
= /?2 — вычисляют значение коэффициента заполнения зон
инструмента на которое необходимо умножить значение Sr или
Sr, найденное при сплошных кольцевых зонах, чтобы учесть сниже-
ние интенсивности воздействия инструмента на зону заготовки ра-
диуса г.
Изменение геометрии инструмента, а следовательно, и значений
Sr и Sr наиболее сильно действует на перераспределение интенсив-
ности обработки по круговым зонам заготовки. Значение т]г не сле-
дует учитывать при вычислении Sr и Sr, так как они вычислены
относительно полной длины окружности.
При тщательной отработке технологического режима необходимо
рассчитать распределение износа инструмента по кольцевым зонам
А/? /?2 — определив коэффициент покрытия S# или зон
инструмента радиуса R блоком заготовок. При этом следует учиты-
вать влияние коэффициента заполнения т)г блока заготовок.
Для вычисления значений или инструмента^используют
те же формулы и таблицы, что и для вычисления Sr и Sr заготовки,
но с заменой индексов г на R и А/? = R2 — Ri на Лг = г2 — 1\.
Скоростной коэффициент. С помощью скоростного коэффициента
выразим влияние относительной скорости движения инструмента
(заготовки) на интенсивность обработки круговых зон заготовок
(инструмента).
На дуге МХМ2 (см. рис. 85), покрытой кольцом инструмента,
выделим произвольную точку Mt для которой найдем вектор отно-
сительной (рабочей) скорости ^мотп, который образуется в резуль-
тате сложения векторов скоростей вращения инструмента
вращения заготовки ($2МО2 и качания заготовки (о3МО3:
Ум отн == + (а2МО2 (о3Л403.
Вычисление Отн имеет физический смысл только для покрытого
участка круговой зоны радиуса г, так как на других ее участках
взаимодействия инструмента с заготовкой нет.
Если заготовка не перемещается, скорость | <о3Л403 | О, то
значения вектора Рмотп меняются на отрезке дуги Л41/И2, но не
меняются во времени. Интенсивность свободной притирки не за-
висит от направления вектора относительной скорости им отн и
прямо пропорциональна модулю уГОТн — ее средней величине вдоль
дуги М±М2.
Отношение модуля среднего значения вектора относительной
линейной скорости уготн по участку зоны г заготовки, покрытому
инструментом, к максимальному значению линейной скорости vr max отн
на периферийной зоне инструмента назовем скоростным коэффициен-
том при е = const, т. е. при неперемещающемся верхнем звене
= УГ отн/^гтах,
где yrinax <^/2.
117
При неперемещающемся верхнем звене модуль среднего значения
вектора относительной линейной скорости уготн вычисляют по
теореме о среднем как
Ф j ОТН dO,
^готн
где 9 — произвольно выбранная независимая переменная, или после
ряда преобразований определяют через элементарные функции
„„={«А+^+4+
\ co — 1 co / |_ 1 r co — 1 co J j |Я1
Для узкого кольца (Д/? = 0,1г171ах) инструмента можно приме-
нить приближенную формулу, дающую погрешность менее 2—3 %:
Vr итн = Г" (1 G))-p 7?ср — 0)) -р £ >
где /?Ср = (#1 + W.
Значение iVmax принимают за масштаб сравнения, т. е. равным
единице, поэтому численно скоростной коэффициент Vr = vr 0Tn,
выраженной также в относительных единицах.
Если верхнее звено перемещается, то длина дуги за цикл Т
меняется по времени. Тогда по теореме о среднем
7 ф1
VM отн ^0 d/
v — 0 У»________________
r0T,,_ TnSr
где допущено небольшое приближение <р2 — Ф1 = фСр = л5г. Здесь
^готн есть осредненное по дуге М1М2 и по времени t значение модуля
вектора относительной рабочей скорости им отн, которому прямо-
пропорциональна интенсивность притирки в зоне г.
Скоростной коэффициент при перемещающемся верхнем звене
при е = f (t) будет
17 Vr ОТН
= -т— •
гтах
_3начения У(Г) и Р\Л) зависят от_ коэффициентов покрытия Sr
и Sr круговой зоны г, и при Sr = ST = Q значения Vr = Vr = 0.
Значения скоростных коэффициентов Vr и Vr соответствуют зна-
чениям рабочих скоростей, с которыми происходит обработка заго-
товки в зонах различных радиусов г.
Понятие «скоростной коэффициент» применимо только для обра-
ботки способом свободной или квазисвободной притирки.
Значения Vr и Vr подсчитывают для всех зон заготовки (блока),
выбранных для расчета обработки при применении инструмента
118
Рис. 86. Распределение скоростного коэффи-
циента Vr в зависимости от со2
с секториально-кольцевой или сплош-
ной геометрией расположения рабо-
чих поверхностей.
При вычислении значений скоро- '
стных коэффициентов Vr и Vr уже
учтены коэффициенты покрытия S/
или Sr, а также коэффициенты запол-
нения т]г или и вторично их учи-
тывать нельзя.
Для упрощения и наглядности
расчета значения Vr и Vr табулиро-
ваны в том же виде, что и для Sr и
Sr при значениях отношения
от 1 до ±2 (см. прил. 1, 2), что до-
статочно для большинства технологически приемлемых вариантов
обработки. В ячейках таблиц даны числовые значения Vr и Vr в от-
носительных единицах. Прочерк соответствует значению = 0.
Если о2/сох =1, то численно Vr = е = const; если со2 = 0, то
численно Vr = г, т. е. Vr уменьшается по линейному закону. Скоро-
стные коэффициенты Vr и Vr могут быть больше или меньше единицы.
Изменение значений независимых скоростных параметров на-
стройки <ох, о)2, шк, о) станков ШП влияет на перераспределение
интенсивности обработки зон заготовки примерно так, как показано
на рис. 86. Наибольшие значения Vr и VT имеют при обработке
асферических поверхностей, когда особенно нужна интенсификация
обработки крайних зон. При обработке сфер и плоскостей инстру-
ментом со сплошной рабочей поверхностью на станках ШП, из
которых многие не имеют принудительного вращения верхнего звена,
в обычно принятых технологических режимах обработки со2
(0,9 4-0,7) юх, а значения 1/г, 1/г близки к единице для всех зон
заготовки, и их можно не учитывать.
Если необходимо вычислить скоростные коэффициенты для кру-
говых зон R инструмента, поступают так же, как и с Sr, Sr: заме-
няют индексы г на R и \R = R2 — Rr на Дг = r2 — гх. Значение
рабочей относительной скорости vT отн в круговой зоне гх будет
*4 07 Н == 0)XDX/2.
Методика использования основных показателей для расчета ки-
нематических программ обработки способом свободной притирки
изложена в § 30, посвященном полированию исполнительных по-
верхностей.
§ 22. РАБОТА ПРИТИРА
Интенсивность обработки. В результате работы станка
изменяются состояние поверхности, размеры и форма профиля
заготовки, изнашивается инструмент, перетирается абразивный
119
порошок, образуется теплота и т. п. На работу станка влияют зна-
чения независимых параметров и технологические факторы обра-
ботки.
Удаление припуска абразивным разрушением или полированием
стекла, а также изнашивание инструмента в процессе свободной
притирки происходят при затрате механической работы, значитель-
ная часть которой переходит в теплоту.
Объем припуска стекла q, удаленного притиркой, прямо пропор-
ционален количеству затраченной на это работы А:
q - КА,
где К — технологический коэффициент, выражающийся удельным
объемом припуска, снятого с заготовки при затрате единицы работы А
с учетом действия технологических факторов.
Механическая работа определяется уравнением
А = F vnT,
где F — среднее за цикл Т значение вектора силы взаимодействия
верхнего звена с нижним; v — среднее за цикл Т значение относи-
тельной скорости движения верхнего звена по нижнему; п — число
циклов обработки.
Силу F и скорость v иногда называют рабочими, так как их
значениям прямо пропорциональна работа, затраченная на удаление
припуска. Сила F приложена к шаровому шарниру поводка верх-
него звена, направлена тангенциально к обрабатываемой поверхности
и прямо противоположна вектору относительной скорости.
Экспериментально найдено, что при шлифовании F = (Р + Q)/4
и Кшл = 3,8, при полировании F 2 (Р + Q)/3 и Кп = 3,8* 10"5,
где Р — сила нажатия поводка станка; Q — сила тяжести верхнего
звена.
Если верхнее звено вращается свободно (в большинстве случаев
обработки), то приближенно принимают, что рабочая скорость Vr
во всех зонах г равна средней относительной скорости движения
центра верхнего звена, вычисленной для г = 0:
Vr от.. = 4 " = 4 ~ W55Ln'
где L — размах качания верхнего звена.
Так, в первом приближении по значениям параметров режима
обработки подсчитывают работу А, предназначенную для удаления
слоя припуска объемом q.
Интенсивность обработки измеряется объемом припуска q, уда-
ленного в единицу времени.
Удаление объема припуска прямо пропорционально значениям
параметров интенсивности режима обработки; етах, ох, о)2, wK, со, F
и значениям технологического коэффициента К.
Интенсивность режимов обработки выбирают в зависимости от
геометрических параметров и заданной точности обработки детали,
а также свойств материалов и т. п.
120
Рис. 87. Обработка притирке»*!:
а — вид сбоку; б — вид в плане
Технологические параметры и факторы. Технологическими пара-
метрами процесса механической обработки называют, например, ка-
чество материалов инструментов и стекол, зернистость абразивного
порошка, расход и кислотность суспензии, температуру цехового
помещения и т. п. Эти параметры оказывают влияние на интенсив-
ность обработки, учитываемую значениями технологического коэф-
фициента. Изменение технологических параметров режима обработки
нельзя использовать для управления кривизной обрабатываемой
поверхности.
Кроме технологических параметров, значения которых постоянны
во времени и известны заранее, имеются также технологические
факторы, влияющие на процесс обработки.
Технологическими факторами называют результат одновременного
действия многих независимых параметров режима обработки, свойств
основных и вспомогательных материалов и данных окружающей
среды. Факторы обычно нельзя рассчитать заранее и выразить в явной
функциональной зависимости от одного из них. Качественно резуль-
тат их действия выявляется только после начала выполнения опера-
ции, перехода.
Например, характерным технологическим фактором является
распределение абразивной суспензии. Этот фактор выражает ре-
зультат сочетания одновременного действия нескольких независи-
мых параметров: геометрии и угловых скоростей верхнего и нижнего
звеньев; расхода, места и способа подачи абразивной суспензии и т. д.
Влияние технологических факторов нарушает постоянство и
закономерность действия независимых параметров процесса и повто-
ряемость результатов обработки. Их действие вызывает необходи-
мость регулирования обработки по способу пробных проходов, уве-
личения вспомогательного времени, а это все снижает производи-
тельность.
Сила нажатия поводка Р и сила тяжести верхнего звена Q
(рис. 87, а) распределяются по зонам сопряженных поверхностей.
Они действуют на слои металла инструмента и стекла заготовки
сложной геометрической формы, слои наклеенной и полировочной
121
смол, абразивной суспензии, в результате рабочее давление р6
становится технологическим фактором.
Давление распределяется по зонам притирающихся поверхностей
при перемещении верхнего звена 2 по нижнему 7 и разрушении их
материалов. Упругие, пластические, тепловые и другие деформации
указанных слоев взаимосвязаны, но не имеют какой-либо опреде-
ленной временной зависимости.
Давление р6 на каждой элементарной площадке 6 обрабатывае-
мой поверхности заготовки и рабочей поверхности инструмента
переменно во времени.
Между Р и Q и силой F взаимодействия стекла с инструментом
существует линейная зависимость, которая справедлива и для эле-
ментарных давлений и сил /б.
Если определить силу Fr как среднее значение суммы сил /б,
распределенных по площадкам 6, находящимся в зоне г (рис. 87, б),
и еще раз усреднить ее по времени, то найдем среднее значение силы
_ 1 Гср Т
F' = 1T^\ p"drd;'
о о
но значения сил неизвестны, и среднее значение силы Fr по су-
ществу является технологическим параметром, который нельзя ис-
пользовать для управления процессом изменения радиуса R (/)
обрабатываемой поверхности.
Приемы управления процессом обработки. Перераспределение
интенсивности обработки по зонам обрабатываемых поверхностей
осуществляется с помощью механизмов и элементов управления,
предусмотренных в конструкциях станков и инструментов. Этими
средствами управления процессом образования поверхности детали
и выполнения программы обработки изменяют параметры геометрии
поверхности инструмента г, б, Dly D2, размах L движения верхнего
звена еП1ах, частоты вращения <dx, (о2, (о. Закон движения верхнего
звена е emax sin со/, т. е. приближенно гармонический, для всех
существующих шлифовально-полировальных станков одинаков и
не изменяется.
В единичном производстве главным, наиболее эффективным при-
емом управления служит изменение геометрии сплошной обрабаты-
вающей поверхности инструмента с помощью так называемых резов.
Резы изменяют распределение рабочих площадок по кольцевым
зонам инструмента, что с течением времени вызывает изменение
кривизны профиля сопряженных поверхностей.
В серийном производстве главным средством управления про-
цессом образования оптической поверхности заданной кривизны
служит также правка инструмента.
Перенастройку и поднастройку применяют реже ввиду несовер-
шенства конструкции станков ШП и сложности расчетов эффекта
действия изменения кинематических параметров.
Во избежание остановок станка для правки инструмента, пред-
почтительно применять инструменты с секториально-кольцевой и
122
Рис. 88. Кинематические программы сня- z(r) у(г) $/г)
тия припуска ( Л ’ '
каблучной геометрией, рассчитан-
ной на закономерное изменение
кривизны.
Настройка станка связана с 2
проектированием геометрии ин-
струмента, необходимостью вы- ' ***42^^^
полнения принятой программы
обработки. Поднастройка по и __________
Спнп существенно не меняет режи- о F7
ма обработки, но способствует
учету действия технологических факоров и увеличивает возмож-
ности устранения зональных отклонений формы &N на обрабаты-
ваемой поверхности. Перенастройка станка меняет программу и
режим обработки.
Функция распределения интенсивности обработки. Работа станка
затрачивается на то, чтобы за наименьшее число циклов Т с заго-
товки снять слой припуска толщиной z = f (г) и образовать поверх-
ность измененного состояния и заданного радиуса кривизны.
Для быстрого получения заданной псверхности необходимо при-
вести закон распределения работы притира А (г), затрачиваемой
в круговых зонах заготовки г, в соответствие со схемой расположе-
ния припуска. Работу притира в зонах г можно представить как
?4Г = nFrVr oti/г’
где п — число циклов взаимодействия стекла с инструментом;
Fr — средняя сила взаимодействия зон стекла с инструментом;
Рготп — средняя относительная рабочая скорость в зонах г; tr —
среднее значение времени обработки зон г.
Уравнения профиля слоя припуска z = f (г) и работы Аг, за-
трачиваемой на его удаление, являются исходной и кинематической
программами обработки. В результате выполнения кинематической
программы па заготовке образуется заданная поверхность детали.
Сила Fr в зоне г изменяется в процессе обработки самопроизвольно,
неуправляемо, но так, что ее средним значением остается Fr.
Самопроизвольное выравнивание силы Fr позволяет управлять
процессом изменения кривизны обрабатываемой поверхности, про-
граммируя значения только кинематических компонентов Vr и /г,
т. е. можно принять уравнение
А — - ---
z (г) = = const VrtT = const VrSr.
Задавая некоторый режим обработки значениями Аг и К по
схеме расположения припуска z (г) (кривая 1 на рис. 88), можно
составить программу распределения работы станка по зонам обра-
батываемой поверхности (кривая 2). Работу Аг по зонам г рас-
пределяет обрабатывающий инструмент в зависимости от настройки
станка.
123
Программа снятия припуска z (г), выраженная^ произведением
кинематических показателей (коэффициентов) VrSr, выполняется
с помощью инструмента определенной геометрии и настройки станка
по заданным параметрам при выбранном режиме обработки. Геоме-
трия инструмента и настройка станка, являясь независимыми пара-
метрами процесса управления обработкой, проектируются так,
чтобы произведение кинематических показателей VrSr было плавной
функцией, график которой согласуется с видом, функции z (г).
Одну и ту же программу VrSr : / (г) можно составить, приме-
няя различные по геометрии пнтрументы и настройки станка. Число
вариантов программ ограничено производственной целесообраз-
ностью и принятыми схемами расположения припуска. При рацио-
нальной программе заданное значение R будет получено в наикрат-
чайшее время, а Л/ и ДМ будут минимальными.
Если программа VrSr выбрана неправильно и не согласуется
с видом функции z (г), то при соблюдении условий свободного при-
тира обрабатываемая поверхность все равно примет сферическую
форму, но отклонения N и ДМ стремятся к увеличению, и произво-
дительность падает. ____
В зонах z, где программа VrSr (кривая 3) имеет зубцы или резкие
уступы, следует ожидать появления местных погрешностей фор-
мы ДМ.
При некотором выбранном режиме обработки одновременно дол-
жны быть закончены процессы образования поверхности заданной
кривизны с допустимыми значениями М, ДМ и удаления следов
шлифования с заданным классом чистоты Р. В этом случае произ-
водительность будет наиболее высокой.
§ 23. КИНЕМАТИЧЕСКИЕ ПРОГРАММЫ ОБРАБОТКИ
ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ
Последовательность расчетов. Расчеты кинематических
программ необходимы для отработки оптимальных настроек станков
и геометрий инструмента в технологических процессах серийного
производства и единичного производства крупногабаритных деталей.
Расчет кинематических программ и примеры (см. также § 48)
изложены по методическим пособиям, разработанным канд. техн,
наук А. А. Ефремовым.
Производственный опыт обработки пробных партий, накопленные
результаты расчетов, повторяемость и аналогичность задач значи-
тельно облегчают расчеты. Оказывается возможным после одного-
двух прикидочных расчетов получить удовлетворительные решения,
способствующие повышению производительности обработки оптиче-
ских поверхностей шлифованием и полированием.
Для расчетов кинематических программ используют таблицы
значений коэффициентов покрытий 5ги Sr и скоростных коэффициен-
тов Vr и Vr (см. прил. 1, 2).
124
Расчет начинают с определения значений коэффициента покры-
тия Sr или Sr круговых зон обрабатываемой поверхности заготовки
инструментом *с заранее выбранной геометрией.
При подсчете коэффициентов покрытия круговых зон нижнего
звена каблучным инструментом значения Sr или Sr, имеющиеся
в прил. 1, 2, следует умножать на коэффициенты заполнения соответ-
ствующих зон (колец) инструмента - R2.
При подсчете коэффициентов покрытия S# и S# зон инструмента
значения коэффициентов покрытий, выбранные из таблиц прил. 1
н 2, следует умножить на коэффициенты заполнения соответству-
ющих зон i\ — г2 блока заготовки.
В практике обработки оптических деталей заготовку распола-
гают как сверху, так и снизу инструмента, но схема определения S2
или Зд по таблицам остается неизменной.
Затем рассчитывают распределение значений скоростных коэф-
фициентов Vr или Vr, от которых зависит влияние настройки станка
на распределение средних рабочих скоростей по круговым зонам
заготовки.
Изменение значений параметров настройки и поднастройки
станка плавно действует на перераспределение интенсивности обра-
ботки по всем круговым зонам заготовки, покрытых инструментом.
Далее вычисляют кинематические программы обработки просто
как произведения SrVr или SrVr.
Сопоставление различных программ между собой и со схемой
расположения припуска позволяет судить о рациональности выбран-
ных настроек станка и различных геометрий инструментов.
Кинематические программы обработки служат инженерной базой
для расчета процесса обработки исполнительных поверхностей
оптических деталей шлифованием и полированием.
Примеры расчета программ. Пусть заданы диаметр детали
Dt 100 мм и радиус полированной поверхности R = 300 мм.
Заготовка после тонкого шлифования абразивом М14 имеет по кри-
визне отступление W —4 от заданной поверхности.
Выберем расположение стекла снизу, обработку поштучную,
полировальник сплошной смоляной диаметром D2 = 90 мм, распо-
ложенный сверху на заготовке, станок типа ШП. Остальные пара-
метры режима обработки в учебном расчете не участвуют, так как
определяется распределение интенсивности, а не абсолютное значе-
ние съема стекла. Требуется получить N - Q.
Схема расположения припуска определена тем, что неравномер-
ность толщины слоя припуска составляет ~1 мкм, т. е. 5 % тол-
щины слоя 20 мкм, которые обычно необходимо снять полирова-
нием. Примем, что припуск по всей поверхности расположен слоем
равной толщины, так как погрешность расчетов соизмерима с не-
равномерностью толщины слоя припуска.
Считаем, что обработка всех круговых зон на стекле будет оди-
накова, если применить кинематическую программу
SrVr const.
125
Рис. 89. Программа обработки при
е = const
Рис. 90. Программа обработки при
перемещающемся верхнем звене
За масштабы сравнения примем половину диаметра заготовки
угловую скорость (ог и линейную скорость в центре нижнего
звена iv=o. Тогда в относительных единицах ZJj/2 = 1 и Z)2/2
- 0,9.
Приведем расчеты кинематических программ при различных
значениях параметров геометрии инструмента и настройки станка.
Пример 1. Параметры настройки станка: частота вращения шпинделя с заготов-
кой П1 = 50 об/мин (со 1 = 5,24 рад с); поводок остановлен; эксцентриситет осей вра-
щения заготовки и верхнего звена е = 20 мм или в относительных единицах е = 0,4.
Полировальник на верхнем звене вращается свободно неравномерно, но по опытным
данным принимаем со2 ~ O,75coi. При таком соотношении со2 и (Oi мгновенный центр
относительного движения удаляется на несколько метров от осей вращения, векторы
относительных скоростей направлены в одну стороны, почти параллельны и одина-
ковы по значению. При этом для всех зон гх = 04-1 значение скоростного коэффи-
циента V (г) одинаково и равно
Vr. =0 = 0,4-0,75 = 0,3.
Определим значения S зон на обрабатываемой поверхности.
Значения S* (г{) выписываем из прил. 1 по строкам и суммируем по кольцам
инструмента Л/? от 0—0,1 до 0,8—0,9, входящим в покрытие с круговыми зонами г\
i;a заготовке:
т
Sr,= SS‘(ri),
где т — число зон инструмента.
/1 0,0 0,1 0,2 0,3 0,4
Sr 1,00 1,00 1,00 1,00 1,00
Г1 0,5 0,6 0,7 0,8 0,9 1,0
sn 1,00 0,71 0,54 0,54 0,41 0,35
Распределение значений Sr показывает, что крайняя зона = 1 по времени
обрабатывается приблизительно в 2,5 раза меньше, чем центральные г[ = 0,04-0,50
(кривая 1 на рис. 89).
При свободном вращении верхнего звена кинематическая программа Sr Vr
уподобляется функции 5Г1, но с коэффициентом Vr — 0,3 при = 04-1 (кривая 4).
Относительная скорость во всех зонах имеет минимальное значение, следова-
тельно, применять свободнее вращение верхнего звена нецелесообразно, так как
126
машинное время обработки будет наибольшим. В зоне гх = 0,5 имеется излом кри-
вой и, вероятно, отклонения формы A/V.
Пример 2. Для рациональной обработки требуется выровнять значения Sr Vr
для всех зон, т. е. значительно повысить их в крайних зонах. Для интенсификации
обработки следует увеличить значения скоростного коэффициента Vг . Примем, что
сплошной полировальник на верхнем звене вращается принудительно против направ-
ления вращения шпинделя с частотой п2 = —50 об мин (со2 — —5,24 рад/с). Резуль-
таты этой перенастройки станка показывает кривая 2 на рис. 89.
Кинематическую программу также можно выровнять изменением геометрии
инструмента. При г = 0
Vri отн = | С02 | е = 1 -0,4 = 0,4; Srt = 0,5,
если принять, что инструмент имеет две зоны /?х—R2 от 0,3 до 0,4 и R±—R2
от 0,4 до 0,5.
Значения скоростных коэффициентов Vr определим при е = 0,4 и со2/а>1 = —1
по таблицам прил. 1. Выписываем для каждого гх и каждой зоны инструмента
/?1—R2 значения скоростного коэффициента VLr .
Например, для = 0 при R{ — R2 от 0,3 до 0,4 имеем VLr — 0,3; для = 0,1
при /?!—/?2от 0,4 до 0,5— Vlr = 0,5. Значения R\—R2 от 0,9 до 1 не используем,
так как по условию DHH = 0,9Di.
Затем найденные значения Sr и Vlr перемножим между собой. Например, для
/*1 = 0 при R\—R2 от 0,3 до 0,4 получим SriVrj = 0,5-0,3 = 0,15; для = 0 при
/?1—R2 от 0,4 до 0,5 имеем Sr Vr = 0,5-0,5 = 0,25. Для всех зон г{ суммируем полу-
т т . .
ченные произведения 5^]/^= с Например, для гх = 0 =
т
= 0,5 0,2 4-0,5-0,5 = 0,15 4-0,25 = 0,4; Дляи=0,1 £ = 0,46 0,32 4-
4-0,54 0,51 =0,147 4-0,275 «0,42.
Результаты вычислений приведены ниже.
Г1 т . . . . 0,0 0,1 0,2 0,3 0,4 0,5
0,40 0,42 0,49 0,59 0,73 0,95
Sr Vr '1 г 1 0,40 0,42 0,49 0,59 0,73 0,95
Г1 . . . . 0,6 0,7 0,8 0,9 1,0
т 2Х • • • • . . . . 1,09 1,25 1,41 1,56 1,72
srv. .... Г1 ' 1 . . . . 0,77 0,74 0,76 0,64 0,60
Кинематическая программа обработки Sr Vr (кривая 3 на рис. 89) по зонам гх
распределяется по прежнему неравномерно. Максимум находится в зонах гх = 0,4-?
4-0,6, а минимум в центре гх = 0. Это объясняется неравномерностью распределе-
ния значений скоростного коэффициента и коэффициента покрытия.
Влияние скоростного коэффициента оценивают как частное от деления
т
-
IX
т т . .
График совпаДает с графиком Д° значений гх — 0,5, так как
при этих значениях Sr = 1. Резкий излом значений SrVri может вызвать откло-
нение формы.
В заключение отметим, что выравнивание обработки по зонам следует про-
должить.
127
Интенсивность обработки в общем увеличена приблизительно в 2 раза враще-
нием верхнего звена в обратную сторону.
Пример 3. Выравниванию кинематической программы обработки по зонам спо-
собствует перемещен иЬ верхнего звена.
Применим настройку станка, при которой верхнее звено перемещается с сим-
метричным центральным штрихом. Эксцентриситет еп1ах = L/2 — 0,4 при угловой
скорости кривошипа со = 2,6 рад/с. Другие данные взяты из примера 2.
Значения Sr зон на заготовке выписываем из прил. 2, составленных для пере-
мещающегося верхнего звена при с|Т1ах ~ 0,4. Например, для rL — 0,6 имеем
иг
- 0,05+ 0,008+ 0,114-0,18+0,19+ 0,14+0,12 - 0,87.
Г1 .... 0,0 0,1 0,2 0,3 0,4 0,5
т
1,0 1,0 1,0 1,0 1,0 1,0
Г1 .... 0,6 0,7 0,8 0,9 1,0
т
tlK • • • • .... 0,87 0,75 0,71 0,43 0,16
Значения Уг . определим так же, как в примере 2, по по прил. 2 для 0 ( шах
0,4
со2 = —1. Например, для = 0,2 при —/?2 от 0 до 0,1 имеем Vг -- 0,15; для --
= 0,2 при R{—R2 от 0,3 до 0,4 — УГ1 — 0,51.
Найденные табличные значения Sr и Vr для одних и тех же значений R^—R.y
п _
перемножаем и суммируем • Например, для 0,2 имеем
т
- 0,05-0,15 + 18-0,22 + 0,25-0,37 + 0,19-0,51 +
+ 0,16-0,65 + 0,11-0,79 -- 0,43.
Чтобы учесть отдельно
т
у ^гУг, .
г 1 , т
Выпишем данные
влияние
скоростного коэффициента, вычислим его как
.... 0 0,1 0,2 0,3 0,4 0,5
• • • .... 0,29 0,29 0,43 0,57 0,73 0,89
уГ1 .... 0,29 0,29 0,43 0,57 0,73 0,89
Г1 ffl .... 0,6 0,7 0,8 0,9 1,0
.... 1,02 1,01 1,06 0,71 0,28
.... 1,17 1,34 1,49 1,65 1,75
Результаты щемся верхнем расчетов кинематической программы звене при етах = 0,4 представлены обработки на рис. 90: при перемещаю - кривая 1
VГ — кривая 2, Sr Vг — кривая 3.
По результатам расчетов устанавливаем, что при перемеща-
ющемся (см. рис. 90) и неперемещающемся (см. рис. 89) верхнем
звене неравномерность распределения кинематической программы
по зонам гх мало отличается одна от другой.
128
Рис. 92. Программа обработки каб-
лучным инструментом
Несколько сглаживается
Рис. 91. Геометрия каблучного инстру-
мента:
а — таблеточная; б — каблучная секториаль-
но-кольцевая
излом на графике 3 рис. 90
и уменьшается вероятность появления местной ошибки в зоне
rY = 0,5. Интенсивность обработки несколько увеличивается бла-
годаря увеличению скорости перемещения верхнего звена.
Общий вывод по расчету примеров 1—3: для выравнивания кине-
матической программы обработки недостаточно изменения пара-
метров настройки станка.
Чтобы значительно изменить кинематическую программу, сле-
дует изменить геометрию площадей инструмента, которая влияет
на Srt.
Пример 4. Чтобы выровнять кинематическую программу обработки, вместо
сплошного полировальника применим полировальник с каблучной геометрией. Зна-
чения параметров настройки станка оставим те же, что в примере 3:
етах = 0,4<х> = 0,5а)х и ш2= —(01.
Рабочие площадки поверхности полировальника можно выбрать с круглыми
(рис. 91, а) или с секториальными (рис. 91,6) каблуками, которые различны по
форме, но одинаковы по распределению значений т)^.
Ri — Rz .........
Чд ............
Ri— Rz .........
...............
0,0—0,1 0,1—0,2
0,00 0,34
0,4—0,5 0,5—0,6
0,00 0,00
0,2—0,3 0,3—0,4
0,38 0,40
0,6—0,6 — 0,8—0,9
0,27 0,45 0,55
Геометрия инструмента выбрана так, чтобы значения Sr и Vr были уменьшены
в средних и увеличены в центральных и крайних зонах относительно результатов
примера 3.
Для определения значений коэффициентов покрытий зон в этом примере исполь-
зуем значения Sr для перемещающегося инструмента, которые умножим на соот-
ветствующие значения коэффициента заполнения т)^, чтобы учесть влияние каб-
лучной геометрии инструмента на кинематическую программу обработки.
Значения Sr выписываем из прил. 2 при етах = 0,4 для колец инструмента,
имеющих > 0, и соответственно умножаем их на значения принятые выше.
Значения Sr суммируем построчно. Приведем расчет для зоны гх= 0,4.
Ri . К . . 0,1—0,2 . . 0,07 0,2-0,3 0,11 0,3—0,4 0,18 0,6—0,7 0,13 0,7—0,8 0,09
. . 0,02 0,04 0,08 0,04 0,04
5 П/р М. Н. Семибратова
129
Зона /?! — R2 (0,8 — 0,9) при е|Пах 0,4 не покрывает1 зону
т
1\ == 0,4, следовательно, 2jSri=0. Суммируя по строчке, получим
tn
ESr.n« = 0,22. т для зон
Поступая аналогично, рассчитаем значения
г{ = 04-1 (рис. 92). Г1 т 0,0 0,1 0,2 О.з 0,4 0,5
V- ё • • • • 0,37 0,28 0,25 0,23 0,22 0,18
>1 fYl 0,6 0,7 0,8 0,9 1,0
3Г1 = Ля . . • • 0,15 0,12 0,10 0,08 0,06
Скоростные коэффициенты Vr, и произведения вычислим
по той же методике, что и для примера 3. Для каждого значения
г{ = 04-1 при е|11ах --- 0,4 и <в2 " —1 (см. прил. 2) выписываем зна-
чения Sr, и Vrt, а также значения q# при одних и тех же — R2
зон инструмента.
т
Далее выполняем суммирование для всех зон инстру-
мента от 0 до 0,9. Например, для t\ 0,6 имеем
2 Sr, - 0,05 • 0,88 0,38 + 0,08 • 0,95 • 0,40 -|-
+ 0,19 • 1,23 • 0,27 + 0,14 1,33 • 0,45 + 0,12 • 1,45 • 0,55 = 0,29.
Для всех зон на заготовке
. . 0,0 0,1 0,2 0,3 0,4 0,5
tn
Ё5'Л 0,10 0,08 0,10 0,13 0,12 0,26
Г1 tn . . 0,6 0,7 0,8 0,9 1,0
Zs‘v‘t . . 0,29 0,3 0,39 0,29 0,13
По результатам расчета примера 4 (см. рис. 92) построены графики:
Sr, — кривая /, Vrx — кривая 2, S^Vr,—кривая 3.
На основании графиков можно сделать вывод: изменение геомет-
рии инструмента более эффективно перераспределяет кинемати-
ческую программу по зонам стекла. _
В примере 4 удалось рассчитать программу SriVri, которая зна-
чительно лучше программ, полученных в примерах 1—3, но при
выполнении этой программы возможно приподнятие края на поверх-
ности детали.
Уменьшив в зоне 0,6—0,8 или увеличив в зоне 0,2—0,4 коэф-
фициент заполнения инструмента, можно добиться еще лучших
результатов выполнения программы SriVri.
Вместо неоднократного расчета программ иногда целесообразно
сначала провести пробные обработки, чтобы учесть влияние техно-
логических факторов на изменение кривизны обрабатываемой по-
верхности, и затем, если окажется необходимым, вернуться к уточ-
нению кинематической программы.
ГЛАВА 6
ОБРАБАТЫВАЮЩИЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ,
ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЯ
§ 24. АБРАЗИВНЫЕ И ПОЛИРУЮЩИЕ МАТЕРИАЛЫ
Абразивные материалы. К абразивным материалам отно-
сят порошкообразные твердые кристаллические вещества, зерна
которых при раскалывании образуют острые режущие грани, спо-
собные самозатачиваться при изнашивании. Абразивные свойства
материала комплексно оценивают коэффициентом шлифующей спо-
собности, который представляет собой отношение массы стекла, со-
шлифованного в стандартных условиях данным абразивом, к массе
стекла, сошлифованиого природным алмазом.
В оптическом производстве используются как природные абра-
зивные материалы: алмаз, кварцевый песок, наждак, корунд, так
и искусственные: синтетический алмаз, электрокорунд, карбид
бора. Применение природных материалов в настоящее время зна-
чительно сократилось, так как искусственные материалы имеют
более высокую шлифующую способность, более однородны по свойст-
вам и содержат меньше примесей.
Основные физико-механические свойства абразивных материа-
лов, используемых в технологических процессах обработки опти-
ческих деталей, приведены в табл. 8.
Природный алмаз — самый твердый из известных материалов,
является одной из кристаллических модификаций чистого углерода
и при нагревании до температуры 800 °C в присутствии кислорода
сгорает. Принято выражать массу алмаза в каратах. Один карат
равен 0,2 г.
Природный алмаз в виде порошков с размерами зерен 10—600 мкм
применяют для изготовления шлифовальных кругов, пил и сверл.
Зерна алмаза имеют резко выраженные абразивные свойства, инст-
румент с естественным алмазом отличается высокой производитель-
ностью и стойкостью в работе при обработке хрупких оптических
материалов. Применение природного алмаза ввиду его высокой
стоимости и дефицитности ограниченно. Только освоение промышлен-
ной технологии синтеза искусственных алмазов позволило, начи-
ная с 60-х годов, обеспечить оптическую промышленность в доста-
точном количестве алмазным порошком.
Синтетический алмаз получают из шихты, содержащей углерод
и катализаторы, при разогреве до 2800 °C под давлением до 5 ГПа.
Зерна синтетического алмаза обычно не являются монокристаллами,
а представляют собой конгломерат сросшихся между собой мелких
5* 131
Таблица 8
Наименование материала Твердость р, г/см3 Относитель- ная шли- фующая способность
по минера- логической шкале микротвер- дость, Н-1010, Па
Алмаз природный 10 10 3,01—3,56 1,0
Алмаз синтетический 10 8,6—10 3,48—3,54 0,7—1,0
Карбид бора 9,8—9,9 3,7—4,5 2,48—2,52 0,5-0.6
Карбид кремния 9,5—9,7 2,8—3,5 3,16—3,99 0,25-0,45
Электрокорунд 9—9,2 1,8—2,4 3,93—4,01 0,15-0,25
Песок кварцевый 7 1-1,1 2,6—2,65 0,02—0,03
кристаллов, поэтому они более хрупки, чем зерна природного крис-
талла, и менее прочны.
Электрокорунд представляет собой кристаллическую окись алю-
миния А12О3 с примесями окислов железа, кремния, титана и др.
В зависимости от процентного содержания А12О3 п примесей цвет
порошка электрокорунда изменяется от белого до темно-коричневого.
Белый электрокорунд содержит 96—99 % А12О3, нормальный (обыч-
но серого цвета) 91—93 % А12О3. Электрокорунд получают сплав-
лением боксита с коксом и чугунной стружкой в электропечи при
температуре 1500—1750 °C. Электрокорунд — самый распростра-
ненный абразивный материал, применяемый в связанном или сво-
бодном виде для шлифования оптических деталей.
Карбид бора В4С — очень твердый абразив, получают при сплав-
лении шихты, состоящей из борной кислоты и кокса, при темпера-
туре 2500 °C. Применяют для шлифования твердых кристаллов:
кварца, рубина, сапфира.
Абразивные материалы после добычи или синтеза очищают от
примесей, измельчают до определенной степени дисперсности и
классифицируют по размеру зерен — зернистости.
Классификация абразивных материалов по зернистости и зерно*
вому составу. Порошки электрокорунда, карбида бора и других абра-
зивных материалов, кроме алмаза, в зависимости от размера зерен
делят на группы: шлифзерно (2000—160 мкм), шлифпорошки (125—
40 мкм), микрошлифпорошки (63—14 мкм), тонкие микрошлифпо-
рошки (10—3 мкм), а внутри группы классифицируют по зернис-
тости.
Шлифзерна и шлифпорошки классифицируют просевом через
набор контрольных сит с калиброванными ячейками сеток. Размер
стороны ячейки сетки в свету в микрометрах соответствует номеру
сита. Сита устанавливают одно под другим с последовательно убы-
вающими номерами. Абразивные зерна, задерживающиеся на ка-
ком-нибудь сите, имеют большие размеры, чем размер ячейки ниж-
него сита, и меньшие, чем размер верхнего. Зернистость такого по-
рошка обозначается уменьшенным в 10 раз номером сита, на кото-
ром задерживаются зерна. На практике не удается полностью вы-
делить зерна с заданной зернистостью в узком диапазоне размеров,
132
Некоторые крупные зерна проходят через ячейки верхнего сита по
диагонали, мелкие зерна могут заклиниваться по нескольку штук
в ячейках нижнего сита. Таким образом, порошок каждой зернистости
состоит из нескольких фракций: основной с заданными размерами
зерен, более крупных и мелких. Процентное содержание фракций
в порошке данной зернистости характеризует его зерновой состав.
Присутствующие в порошке мелкие фракции зерен в объеме
3—5 % не оказывают влияния ни на интенсивность абразивного
изнашивания, ни на фактуру (шероховатость) шлифованной поверх-
ности. Крупные зерна оставляют на поверхности обрабатываемой
детали царапины большей глубины, чем зерна основной фракции.
В зависимости от процентного содержания основной фракции
порошки выпускают различных категорий качества, обозначая их
буквенными индексами В, П, Н, Д.
С высшей категорией качества (В) с процентным содержанием
основной фракции 55—60 % выпускаются только микрошлифпо-
рошки и тонкие микрошлифпорошки.
Зерновой состав абразивных порошков различной зернистости
и категорий качества приведен в ГОСТ 3647—80 «Материалы шли-
фовальные».
Микрошлифпорошки по зернистости разделяют методом гидро-
классификации. В основу метода положено свойство твердых частиц,
взвешенных в воде, оседать с различной скоростью, зависящей от
состояния жидкости (покой, движение), массы и состояния поверх-
ности частиц.
Установка для гидроклассификации (рис. 93) представляет со-
бой ряд вертикально расположенных конических циклонов, соеди-
ненных переливными устройствами и трубопроводами. Абразивная
пульпа 2, приготовленная в дозаторе /, подается в нижнюю часть
конуса циклона 3, заполняет его и,
переливаясь через цилиндрическую
часть, по сливному кольцу стекает в ци-
клон 4. Зерна абразива находятся в вос-
ходящем потоке жидкости, скорость
которой меняется по сечению конуса.
Те из зерен, которые не удерживаются
ВоМ
3
СлиЗ
Рис. 93. Установка для гидроклассификации микропорошков
133
Таблица 9
Наименование группы шлифо- вальных порошков Зернистость по ГОСТ 3647-80 Размер зерен основной фракции, мкм Область применения
Шлифзерно 20 16 250-200 200—160 Грубое шлифование
Шлифпорошки 12 10 8 6 5 4 160—125 125—100 100-80 80-63 63—50 50—40
Шлифование
Микрошлифпо- рошки М63 М50 М40 М28 М20 М14 63—50 50—40 40-28 28—20 20-14 14—10
Тонкое шлифование, по- лирование деталей из по- лупроводниковых мате- риалов и кристаллов
Тонкие микро- шлифпорошки М10 М7 М5 10—7 7-5 6-3
вертикальной составляющей скорости восходящего потока, оседают
в конусе циклона или находятся в нем во взвешенном состоянии.
Более мелкие зерна вместе с водой сливаются в следующий циклон,
имеющий больший объем и диаметр цилиндра. Скорость восходящего
потока пульпы в циклонах 4 и 6 соответственно уменьшается, и в них
осаждаются зерна более мелких размеров. Через определенное время
подачу порошка в дозатор прекращают, и в циклоны подается чистая
вода, происходит доочистка пульпы от мелких фракций порошка и
стабилизации зернового состава. После прекращения подачи воды
пульпу из каждого циклона сливают в емкости 5, где выдерживают
до полного оседания порошка. Отдельные мельчайшие зерна абра-
зива улавливаются из сточной воды в отстойнике 7.
Для разделения шлифпорошка малой зернистости и микропорош-
ков применяют метод отмучивания. Абразивную пульпу наливают
в емкость, размешивают и дают ей отстояться некоторое время,
кратное числу минут.
Частицы определенной зернистости осаждаются за этот период
времени на дне емкости. Оставшаяся жидкость со взвешенными
в ней более мелкими зернами сливается с помощью сифона в другую
емкость, где выдерживается более длительное время. Последова-
тельно проводя эти операции, разделяют порошки по зернистости.
Для осаждения зерен, например, со средним размером 15 мкм необ-
ходимо 30 мин. Соответственно такой порошок иногда называют
«тридцатиминутник»,
В процессе шлифования абразивная суспензия загрязняется
частицами стекла, смол и металлической пылью от изнашивания
134
шл ифовальников, зерна абразива измельчаются. Для удаления
загрязнений и повторного использования дорогостоящего абразива
его подвергают регенерации, для чего абразив из остойников соби-
рают в контактные чаны, где обрабатывают серной или азотной ки-
слотой для удаления металлических частиц и промывают водой.
Получившуюся пульпу подвергают гидроклассификации или отму-
чиванию.
Линейные размеры зерен микрошлифпорошков измеряют под
микроскопом или определяют косвенно путем измерения воздухо-
проницаемости поверхности навески порошка, что позволяет вычис-
лить средний размер зерна.
Микрошлифпорошки обозначают буквой М и цифрой, указываю-
щей наибольший размер зерен основной фракции в микрометрах.
Классификация шлифовальных порошков по зернистости и
область их применения в технологических процессах обработки
оптических деталей показаны в табл. 9.
Порошки природного и синтетического алмазов в зависимости от
размеров зерна делятся на три группы: шлифпорошки (3000—40 мкм),
микронорошки (80—1 мкм), субмикропорошки (1,0—0,1 мкм и
мельче).
Зернистость алмазных шлифпорошков определяют по основной
фракции, преобладающей по массе, и обозначают дробью, числитель
которой соответствует размеру стороны ячейки верхнего сита, а зна-
менатель — размеру стороны ячейки нижнего сита в микрометрах.
Зернистость алмазных микро- и субмикропорошков обозначают
дробью, числитель которой соответствует наибольшему, а знамена-
тель—наименьшему размеру зерен основной фракции в микрометрах.
Зерновой состав алмазных порошков характеризуется совокуп-
ностью основной, крупной и мелкой фракций, выраженных в про-
центах: шлифпорошков — по массе, микропорошков и субмикро-
шлифпорошков — по количеству зерен.
В зависимости от вида сырья, из которого изготовлены алмазные
шлифпорошки, их обозначают индексами: А — из природных ал-
мазов; АС — из синтетических алмазов; АР — из синтетических
поликристаллических алмазов.
В оптическом производстве используются порошки А и АС.
К буквенному обозначению шлифпорошков добавляют цифровой
индекс, который выражает: в шлифпорошках из природных алмазов —
содержание зерен изометричной формы, выражаемое десятками про-
центов; в шлифпорошках из синтетических алмазов — среднее ариф-
метическое значение показателей прочности на сжатие всех зерни-
стостей определенной марки, выраженное в сотых долях ньютона.
Алмазные микро- и субмикропорошки обозначают буквенными
индексами: AM — из природных алмазов, АСМ — из синтетических.
К буквенному значению субмикропорошков добавляют цифровой
индекс, обозначающий долю зерен крупной фракции в процентах.
Зернистость алмазных порошков и микропорошков и области
их применения в технологических процессах изготовления опти-
ческих деталей приведены в табл. 10.
135
Таблица 10
Наиме- нование группы Зернистость по ГОСТ 9206-80 Область применения Наиме- нование группы Зернистость по ГОСТ 9206-80 Область применения
Шлифпо ротки 630/500 500/400 400/315 315/250 250/200 200/160 160/125 125/100 100/80 80/63 63/50 50/40 Распиливание стек- ла алмазными от- резными кругами Грубое шлифование, фрезерование, обра- ботка контура, сверление Микро- порошки 60/40 40/28 28/20 20/14 14/10 10/7 7/5 Центрирование, тонкое шлифова- ние алмазными притирами, фасе- тирование
Шлифование алмаз- ными кругами, рас- пиливание стекла, кристаллов алмаз- ными кругами с внутренним резом Суоми к. ропо- рошки 5/3 3/2 2/1 1,0 0,7/0,3 0,5/0,1 Полирование кристаллов при- тирами, изготов- ление полировоч- ных паст и сус- пензий
Полирующие материалы. Для полирования оптических деталей
применяют тонкодисперсные порошки различных окислов металлов.
Основным показателем качества полировального порошка яв-
ляется его полирующая способность, характеризуемая объемом
сполированного стекла К8 в стандартных условиях за определенное
время. Полирующая способность зависит от твердости, формы и
размеров зерен полировальных порошков и химической активности
вещества порошка по отношению к обрабатываемому материалу
и материалу полировальника. Для повышения полирующей способ-
ности порошков практикуют введение в массу основного порошка
добавок других окислов металлов и растворимых солей.
Полирующие порошки должны хорошо смачиваться водой, ста-
бильно сохранять свои полирующие свойства, не образовывать на
полированной поверхности деталей царапин и налетов.
Полирипг — основной полирующий материал для обработки де-
талей из оптического стекла. Он представляет собой гомогенный
твердый раствор окислов редкоземельных элементов на основе
двуокиси церия. Получают полирит путем высокотемпературного
обжига (850—1050 °C) карбонатов редкоземельных элементов.
Высокие полирующие свойства имеют порошки полирйта, со-
стоящие из кристаллических зерен пластинчатой формы со средними
размерами зерна 2—3 мкм. Зерна должны иметь совершенную кри-
сталлическую структуру с минимальными значениями упругих
деформаций. Чем больше в составе двуокиси церия, тем выше поли-
рующая способность полирита.
Порошки полирита после обжига отмывают от остатков карбо-
натов редкоземельных элементов, хлоридов и классифицируют ме-
тодом отмучивания.
136
Наименование материала Химический состав, цвет Размеры зерен, мкм
Крокус НЫЙ сульфат- Безводная окись желе- за Fe2O3 темно-корич- невая 0,6—1,0
Окись хрома Сг2О3 зеленая 0,3—1,2
Двуокись тория ThO2 желтая, коричневая светло- До 10
Двуокись церия СеО2 желтая, коричневая светло- 3—5
Двуокись НИЯ цирко- ZrO2 3,5—5,0
Полирит Смесь окислов редкозе- мельных элементов; не менее 50 % СеО2 светло- коричневая, коричне- вая с красным оттенком До 5,0
Таблица 11
Твердость по минера- логической шкале Относитель- ная поли- рующая способность Область применения
5,0—6,0 1,0 Полирование деталей с высокими класса- ми чистоты (сетки, шкалы и др.) (PI/PII)
8,5 0,9 Полирование кристаллов с малой твер- достью
6,1—6,5 1,8 Применяется редко, имеет высокую по- лирующую способность, но не дает хо- рошей чистоты поверхности детали (PIV/PIX)
7,0 2,5 Применяется редко, имеет наивысшую полирующую способность, дорогой мате- риал
6—7 1,2—1,8 Полирование стекол типа СТК с малым содержанием SiO2
6,0—7,0 2,0 Полирозание деталей из оптического стекла
Крокус Fe2O3 - безводная окись железа. Его получают методом
осаждения солей сульфатного железа из раствора и последующего
прокаливания осадка при 700—800 °C. В оптическом производстве
крокус используется для полирования поверхностей деталей с вы-
сокими классами чистоты. Полирующая способность низкая.
Для полирования твердых кристаллов, волоконно-оптических
пластин и других деталей в качестве полирующего материала исполь-
зуют алмазные микро- и субмикропорошки.
Физико-химические свойства и область применения основных
полирующих материалов, используемых в оптическом производстве,
приведены в табл. 11.
§ 25. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Материалы полировальников. Материал полировальника
оказывает существенное влияние на процесс полирования. Полиро-
вальник должен стабильно сохранять форму рабочей поверхности,
удерживать частицы полирующего порошка и распределять их равно-
мерно по поверхности, не царапать полированную поверхность де-
тали. Не последнее значение в оценке материала полировальника
имеет его стоимость.
Технические грубошерстные ткани: сукно, фетр, очищенный
войлок — применяют для скоростного полирования деталей низкой
точности. Для увеличения износостойкости и полирующей способ-
ности сукно пропитывают полировочной смолой, а фетр — баке-
литовой. В фетре и войлоке не должны содержаться песчинки и
другие механические частицы, вызывающие образование царапины.
Полировальники из шерстяных волокон эластичны, быстро
прирабатываются к поверхности детали, обеспечивают высокую
чистоту обработанной поверхности детали. Недостатками эластич-
ных полировальников являются высокая стоимость материала,
быстрое изнашивание, образование «завала» на краю детали, засо-
рение волокнами помпы и трубопроводов при циркуляционной
подаче полирующей суспензии. Формуют полировальники вспомо-
гательным инструментом: планшайбой, чашкой, грибом, после чего
приклеивают к корпусу.
Полировочные смолы на основе композиций древесного пека и
канифоли с добавлением пластификаторов применяют для изготов-
ления твердых полировальников для полирования точных опти-
ческих деталей. Основными компонентами этих смол являются:
канифоль — продукт перегонки живицы деревьев хвойных пород
желтого цвета. Температура размягчения 65—80 °C. Хорошо раство-
ряется в органических растворителях: бензине, ацетоне, эфирах,
скипидаре. С увеличением содержания канифоли в смоле ее твердость
повышается;
пек древесный — продукт сухой перегонки древесины темного
цвета. Температура размягчения 50—70 °C. Хорошо растворяется
в бензине, ацетоне и скипидаре. Понижает вязкость смолы, придает
эластичность, увеличивает адгезию смолы к полировальнику.
138
Таблица 12
Марка смолы Логарифм вязкости при 25 °C Содержание компонентов. %
пек канифоль воск пчелиный канифоль- ное мыло
СП 1 7,5—7,9 100
СП-2 8,0—8,4 79 20 1 —
СП-3 8,5-8,9 69 30 1 —
СП-4 9,0—9,3 59 40 1 —
СП-5 9,4-9,8 45 50 — 5
СП-6 9,9—10.3 35 60 — 5
СП-7 10,4—10,7 25 70 — 5
Варьируя соотношениями пека и канифоли, получают смолы
нескольких марок с различными пластическими и механическими
свойствами, характеризуемыми логарифмом вязкости (табл. 12).
Недостатком смоляных полировальников является способность
смолы размягчаться при интенсивных режимах обработки, повыше-
нии температуры и давления, что приводит к потере формы полиро-
вальника, прилипанию смолы и образованию «завала» на краю де-
тали.
Марку смолы выбирают с учетом материала обрабатываемой
детали, точности и скорости обработки, температуры в зоне поли-
рования. Мягкие смолы, имеющие логарифмы вязкости 7,5—9,0,
лучше удерживают полирующие порошки, быстрее прирабатываются
к поверхности шлифовальной детали, при их применении меньше
вероятность образования местных ошибок. Твердые смолы обеспе-
чивают большую скорость полирования. Пек древесный не имеет
в своем составе кислотных остатков, присущих канифоли, поэтому
при использовании смол с пеком вероятность появления налетов
на химически нестойких стеклах уменьшается.
Для повышения стабильности формы полировальников и увели-
чения полирующей способности в смолу вводят различные добавки —
наполнители: шерстяные и синтетические волокна, древесные опил-
ки, полирит и др.
Синтетические пластические материалы типа полиуретана с раз-
витой пористой поверхностью применяют для изготовления поли-
ровальников с высокой износостойкостью и хорошей полирующей
способностью. Эти материалы используют на интенсивных режимах
при полировании деталей невысокой степени точности. Заготовку
из полиуретанового листа приклеивают к корпусу водостойким клеем.
Битумно-полистирольные композиции применяют для изготов-
ления твердых полировальников, используемых для скоростного
полирования деталей средней степени точности (N = 34-5 на 040 мм)
с применением интенсивных режимов. Материал хорошо при-
рабатывается к поверхности детали, полировальник длительное
время сохраняет форму без поправки.
139
Состав: битум нефтяной 40—60 %, полистирол 25—35 %, осталь-
ное — различные наполнители. Полировальники изготовляют за-
ливкой на корпус инструмента расплавленной битумпо-полисти-
рольной композиции слоем 3—5 мм с последующим формованием и
охлаждением до нормальной температуры в форме.
Для качественного полирования твердыми полировальниками
из битумпо-полистирольных материалов необходимо шлифовать
детали с высокой точностью и стабильностью по радиусу сферы, так
как корректировка сферы путем подрезки полировальников затруд-
нена.
Наклеенные материалы. К материалам, применяемым для при-
клеивания деталей к подложке приспособления или склеивания
их друг с другом, предъявляют комплекс технологических требо-
ваний. Наклеенные материалы должны иметь хорошую адгезию
к поверхностям детали и приспособления, должны быть химически
инертными, не иметь царапающих включений, должны обеспечивать
быстрое отделение детали после обработки и растворяться в доступ-
ных моечных средствах.
Наклеенные материалы не должны деформировать оптические
детали вследствие образования в клеящем слое напряжений, так
как это приведет к потере базирования и снижению точности обра-
ботки.
В оптическом производстве применяют следующие наклеенные
материалы.
Шеллак — естественная смола желто-оранжевого цвета, пред-
ставляет собой продукт биологической деятельности тропических
насекомых. Температура размягчения 75—90 °C. Хорошо раство-
ряется в спирте, щелочи, почти не растворяется в бензине. Имеет
высокую механическую прочность и водостойкость. Материал доро-
гой и дефицитный. Применяется как клеящий материал и в качестве
добавки в пекоканифольные наклеенные смолы для повышения их
механической прочности.
Воск пчелиный — пластичное вещество органического проис-
хождения желтого цвета, продукт плавления вощины. Температура
размягчения 60—70 °C. Хорошо растворяется в бензине и ацетоне,
устойчив к действию кислот. Применяется в качестве клеящего ве-
щества, вводится как пластификатор в состав различных наклеен-
ных составов. Сплавами воска (23 %) с канифолью (75 %) и битумом
(2 %) склеивают заготовки в столбики на заготовительных операциях
при обработке плоских деталей. Слоем воска защищают поверхности
заготовок шкал и сеток при травлении штрихов плавиковой кисло-
той.
Парафин нефтяной — белое или прозрачное вещество, продукт
переработки нефти. Температура размягчения 48—60 °C. Хорошо
растворяется в бензине, ацетоне, эфирах, устойчив к действию кислот
и щелочей, водонепроницаем. Используется самостоятельно как
наклеенный материал на неответственных технологических опера-
циях, в качестве защитного покрытия при гипсовке деталей, входит
в состав наклеенных парафинов (15—20 % парафина, остальное —
140
Таблица 13
Марка смолы Темпера- тура раз- мягчения, °C Содержание компонентов, %
пек кани- фоль воск кани- фольное масло шеллак тальк гра- фит
СН-5 70—80 25 50 5 20
СН-6 70—80 12 80 3 5 — — —
СН-7 80—90 20 40 — — 40 — —
СН-8 80—90 7 43 — — 50 — —
СН-9 80—90 3 51 — — 46 — —
СН-10 85—95 18 37 — 5 — 40 —
СН-11 90-100 9,3 44,7 — — — 36 10
СН-12 100—110 10 45 — — — 25 '20
воск). Наклеенные парафины пластичны, текучи, образуют тонкий
склеивающий слой толщиной 0,05—0,1 мм, применяются для на-
клейки тонких пластин, лимбов и точных призм.
Гипс — мелкодисперсный белый порошок, получаемый обжигом
природного гипса. В соединении с водой сметанообразный раствор
гипса затвердевает через 1—2 ч после заливки. При этом гипс рас-
ширяется в объеме, что может вызвать деформацию поверхностей
деталей и потерю базирования. Для нейтрализации расширения
гипса в раствор добавляют до 10 % цемента, который при затверде-
вании уменьшает объем.
Наклеечные смолы на основе древесного пека и канифоли с напол-
нителями — основной материал для крепления деталей при шлифо-
вании и полировании.
Составы наклеенных пекоканифольных смол различаются содер-
жанием компонентов и температурой размягчения (табл. 13).
В наклеечные смолы марок СН-10, СН-11 и СН-12, используе-
мые для эластичного метода крепления деталей, вводят наполни-
тели: тальк, графит, — увеличивающие механическую прочность
смоляных подушек.
Смола марки СН-4 для крепления линз на кромке центро-
вочного патрона состоит из канифоли (90 %) и пластификаторов:
битума (2 %) и веретенного масла (8 %). Эта смола сохраняет
вязкость в достаточно большом диапазоне температур, что позво-
ляет центрировать линзу в процессе затвердевания смолы.
Смоляные прокладки для крепления деталей жестким способом
изготовляют из ситца, батиста, марли, пропитанных наклеенной
смолой марки СН-6 или полировочными смолами марок СП-4—СП-7.
Пропитку тканей осуществляют на смолопропиточной машине
(рис. 94). Смолу расплавляют в ванне 2, помещенной в наполненную
горячим минеральным маслом или глицерином емкость 5. Ткань,
свернутая в рулон /, протягивается через ванну 2 и поступает в об-
жимные валки 5, нагретые электрическими нагревателями до тем-
пературы 120 %°С. Горячие валки отжимают излишки смолы и
калибруют ленту по толщине. Просмоленный материал охлажда-
ется и наматывается на приемный барабан 4. Прокладки из просмо-
141
Рис. 94. Схема смоЛопропй-
точной машины
ленной ткани вырубают
штампом на прессе.
Варка и контроль
полировочных и накле-
енных смол. Смолу ва-
рят в электрических
котлах 1 (рис. 95) объе-
мом 10—100 л при тем-
пературе 140—160 °C. Сначала расплавляют основные компоненты:
канифоль, пек, затем к ним добавляют в соответствии с- рецептурой
наполнители и пластификаторы, непрерывно размешивая при этом
расплав лопастной мешалкой 2. Полученную однородную массу
разливают, поворачивая котел вокруг осей цапф 5, в металлические
формы, 5, выложенные внутри пергаментной бумагой, и охлаждают
на цепном конвейере 4. Охлажденные брикеты смолы заворачивают
в бумагу и маркируют.
Перед отливкой каждой партии смолы отбирают контрольные
образцы — пробы, для чего расплавленную смолу черпаком наливают
в металлический стакан высотой 40 мм и диаметром 35 или 70 мм.
У полировочных смол контролируют значение абсолютной вязкости
при температуре 25 °C, у наклеенных смол—температуру размягчения.
Защитные лаки. Полированные поверхности оптических деталей
в процессе дальнейшей обработки защищают от повреждений окрас-
кой лаком. Лак наносят кистью вручную или пульверизатором.
Защитные лаки должны образовывать при высыхании однородную
пленку, имеющую хорошую адгезию к поверхности детали. Лак,
кроме того, должен быть водостоек, химически неактивен к материалу
детали и хорошо растворяться при промывке дешевыми моющими
средствами.
Наибольшее распространение в качестве защитных лаков полу-
чили лаки на основе нитроцеллюлозы типа НЦ-25 с наполнителями —
красящими пигментами различных цветов. Лак НЦ-25 быстро сохнет
(15—20 мин), образует прочную и водостойкую пленку, легко раство-
ряется органическими растворителями. Недостатком этого лака
является нерастворимость в моющих жидкостях типа хлорированных
углеводородов: перхлорэтилене, трихлорэтилене, широко исполь-
зуемых в механизированных моечных установках. В связи с этим
лак НЦ-25 в ряде случаев заменяют лаками на этилцеллюлозной
основе.
Полированные поверхности химически нестойких стекол типа
СТК и кристаллов в процессе обработки защищают фторорганическими
пленками лака ФЛ-32Л, представляющего собой раствор лакового
полимера в смеси ксилола, ацетона, амилацетата.
Для окрашивания нерабочих поверхностей оптических деталей
и фасок используют матовые эмали ХС-1107 и ПФ-163, быстросохну-
щие на воздухе.
142
Рис. 95. Установка для варки и разлива смолы
Смазочно-охлаждающие жидкости. При работе с алмазным ин-
струментом на операциях снятия припуска, сверления, обработки
фасок, кругления и других в зону контакта инструмента с деталью
необходимо обильно подавать СОЖ, которая вымывает частицы раз-
рушенного слоя стекла (шлам), отводит теплоту и уменьшает трение
между режущим инструментом и поверхностью детали. От правиль-
ного выбора СОЖ и метода ее подачи во многом зависят работоспо-
собность алмазного инструмента и его износостойкость.
СОЖ также изменяет физико-механические свойства тонких
поверхностных слоев стекла, что влияет на производительность
обработки и шероховатость полученной поверхности детали.
Лучшей СОЖ для работы алмазного инструмента на операциях
снятия припуска, распиливания стекла является керосин. Однако
применение керосина ограничено ввиду его пожароопасности и
вредного воздействия на дыхательные органы и кожу человека.
Применение в качестве охлаждающей жидкости воды резко сни-
жает работоспособность алмазного инструмента и увеличивает в
4—5 раз удельный расход алмаза. В воду необходимо добавлять
вещества, снижающие поверхностное натяжение жидкости, умень-
шающие коррозионное воздействие СОЖ на металлические детали
оборудования и образующие смазывающие пленки на поверхности
инструмента.
Основной СОЖ, используемой на операциях снятия припуска
с оптических деталей, фрезерования, сверления и др., являются
водоэмульсионные растворы, в состав которых входят: 6 % эмуль-
сола по ГОСТ 1975—75, 4 % керосина, 0,5—1 % кальцинированной
соды и веществ—ингибиторов коррозии. Эмульсол представляет
собой продукт переработки нефти, его вводят для снижения поверх-
ностного натяжения воды и улучшения смачивания поверхности
инструмента в процессе обработки. При работе сводоэмульсионными
СОЖ наблюдается явление «засаливания» инструмента, одной из
причин которого является образование на поверхности связки
инструмента окисной пленки, абсорбирующей частицы разрушен-
143
Рис. 96. Устройство очистки СОЖ от шлама
ного стекла. Чтобы уменьшить засаливание, в состав СОЖ вводят
вещества, снижающие адгезию частиц стекла со связкой, например,
триэтаноламин, глицерин.
Шлам стекла, сошлифованный при обработке, загрязняет СОЖ,
что постепенно приводит к потере ее полезных свойств. Шлам необ-
ходимо непрерывно отделять от СОЖ.
В системах циркуляционной подачи СОЖ оптических станков
применяется устройство для отделения шлама, состоящее из центри-
фуги и отстойника (рис. 96). Отработанная СОЖ по трубопроводу 5
непрерывно сливается на конус ротора 2, вращающегося на валу
электродвигателя. На роторе закреплен металлический цилиндр,
сверху закрытый съемной крышкой с вертикальными лопастями.
Во внутреннюю полость ротора вставлен резиновый чехол 3. Под
действием центробежных сил частицы шлама отбрасываются к пе-
риферии вращающегося цилиндра и спрессовываются на наружной
стенке резинового чехла, образуя плотную корку /. Очищенная от
шлама СОЖ переливается через центральное отверстие в крышке
ротора в бак 6 и по трубопроводу 7 стекает в отстойник 8. Перио-
дически крышку ротора и резиновый чехол снимают и удаляют
осевшие на стенка резинового чехла спрессованные частицы шлама.
В отстойнике 8 имеются два отсека или более, разделенных вер-
тикальной перегородкой. Неотделенные в центрифуге частицы
шлама оседают на дно отстойника. Из последнего отсека СОЖ на-
сосом 9 подают по трубопроводу 10 в зону обработки.
На операции центрирования линз водные растворы СОЖ могут
вызвать на полированных поверхностях деталей появление налетов,
пятен, поэтому в качестве СОЖ необходимо использовать химически
неактивные жидкости: веретенное масло по ГОСТ 1642—75 или масло
индустриальное 10.
Для тонкого шлифования алмазными притирами в качестве СОЖ
используют водный раствор глицерина. Оптимальная массовая кон-
центрация глицерина в СОЖ, поданным Г. С. Ходакова и Ю. А. Глу-
хова, для операции тонкого алмазного шлифования приведена в
табл. 14.
144
Таблица 14
Алмазные микропорошки Массовая концентрация глицерина в СОЖ в зависимости от марок стекла, %
К8, БК6, Л КБ ТК14, ЛФ5 БФ16, ТФ4 СТК9
АСМ 28/20 30 20 15 40
АСМ 10/7 20 15 5 40
В состав СОЖ для тонкого алмазного шлифования при обработке
мягких стекол добавляют триэтаноламин и растворы некоторых со-
лей, что улучшает режущие свойства алмазного инструмента.
Промывочные жидкости. Оптические детали и заготовки на раз-
личных этапах технологического процесса обработки подвергаются
промывке для удаления загрязнений, попадающих на их поверхности
в результате соприсокновения с абразивной и полирующей суспен-
зиями, СОЖ, наклеенными и полировочными смолами. Полирован-
ные поверхности оптических деталей во избежание повреждения
защищают лаками или пленками, которые после обработки необ-
ходимо удалять.
Характер загрязнений в значительной мере определяет выбор
моющих средств.
Неорганические частицы, слабо связанные с поверхностью детали:
шлам стекла, остатки абразивной и полирующей суспензий — легко
смываются теплой водой под душем.
Наклеенные смолы, парафин, воск, нанесенные на шлифован-
ную поверхность детали, отмывают в 4 %-ном растворе кальцини-
рованной соды, подогретом до температуры 90—100 °C.
Остатки наклеенных и полировочных смол, частицы СОЖ, жи-
ровые пятна и лаки удаляют промывкой в органических раствори-
телях.
На практике обычно имеют дело с комплексом различных заг-
рязнений, для которых трудно подобрать растворитель с универ-
сальными моющими свойствами. Одним из лучших растворителей
является смесь, состоящая из 50 % ацетона и 50 % бензина. Она
хорошо растворяет все лаки и смолы, жировые остатки, СОЖ, хими-
чески неактивна к стеклу, но является легковоспламеняющейся
жидкостью (ЛВЖ), и работа с ней связана с повышенной взрыво-
и пожароопасностью. Высокие моющие свойства имеют органические
растворители группы хлорированных углеводородов: трихлорэти-
лен, перхлорэтилен.
Трихлорэтилен — бесцветная жидкость с плотностью 1,46 г/см3,
негорючая и взрывобезопасная, химически неактивна к поверхностям
оптических деталей, не образует налетов и выщелачивания. Три-
хлорэтилен хорошо растворяет загрязнения типа наклеенных и
полировочных смол, жировые налеты, парафин, воск; не растворяет
лаки на нитроцеллюлозной основе,
145
Перхлорэтилеп --- бесцветная жидкость с плотностью 1,62 г/см3
и температурой кипения 121 °C. Моющие свойства аналогичны
свойствам трихлорэтилена.
Пары перхлорэтилена имеют плотность в 5,72 раза большую, чем
воздух, над поверхностью кипящего раствора образуют парообраз-
ное плотное облако. Это свойство перхлорэтилена используют для
окончательной «паровой» очистки оптических деталей путем конден-
сации паров перхлорэтилена на холодной поверхности оптических
деталей, загруженных в кассеты.
Хлорированные углеводороды токсичны, работу с ними необхо-
димо проводить на механизированных промывочных установках
с эффективной вытяжной вентиляцией.
Хорошим растворителем для промывки оптических деталей явля-
ется также технический дибутилфталат. В обычных условиях это
бесцветная, прозрачная слегка желтоватая вязкая жидкость. Про-
мывку осуществляют в разогретой до температуры 80—90 °C жид-
кости. Дибутилфталат отмывает все загрязнения типа наклеенных
и полировочных смол, жировые палеты, защитные лаки, в том числе
и на основе нитроцеллюлозы.
Широкое распространение для промывки оптических деталей
получили водные растворы синтетических моющих средств и поверх-
ностно-активных веществ (ПАВ). Применение ПАВ резко снижает
поверхностное натяжение воды и усиливает молекулярное воздействие
раствора на границе раздела твердой и жидкой фаз, способствует
смачиванию и более легкому отрыву частиц загрязнений, переводя
их в раствор. К наиболее широко применяемым в промышленности
ПАВ относится вещество ОП-7, представляющее собой густую пасто-
образную массу, хорошо растворимую в воде. При добавлении 3 кг
вещества ОП-7 на 1 м3 воды поверхностное натяжение воды сни-
жается с 0,0728 до 0,03 Н/м. Водные растворы пожаробезопасны,
нетоксичны, однако применять их можно только для промывки
деталей из химически стойких пепятнающихся стекол.
После промывки в водных растворах ПАВ детали ополаскивают
сначала водопроводной водой под душем, а затем в ванне с дистилли-
рованной водой. На поверхности деталей остаются капельки, и,
хотя вода дистиллированная, после высыхания от капель остаются
пятна. Для отделения воды от оптических деталей применяют ПАВ —
обезвоживатели жидкости типа РОС-77.
Физический смысл процесса обезвоживания заключается в том,
что с поверхности полированного стекла, находящегося в водном
растворе обезвоживателя, происходит вытеснение молекул воды
с заменой их молекулами ПАВ. Образуется мономолекулярпый
гидрофобный слой пленки. Пленка не видна в проходящем свете,
химически инертна по отношению к стеклу и не мешает контролю
деталей. Пленка легко удаляется обычными методами очистки при
подготовке деталей к нанесению покрытий.
Материалы для чистки оптических деталей. Оптические детали
должны поступать па технологические операции нанесения покры-
тий, склейку, посадку на оптический контакт, контроль и другие
145
Таблица 15
Наименование раство- рителя или смеси Стандарт Соотно- шение раство- рителей в смеси, % по объему Область применения
Спирт этиловый рек- тификованный, высший сорт ГОСТ 18300—72 100 Чистка крупногабарит- ных деталей перед склей- кой бальзамином
Смесь: спирт этиловый абсол юти р ова н н ы й технический; эфир петролейный — 10—15 85—90 Чистка деталей перед склейкой бальзамом, пе- ред контролем после по- лирования
Смесь: спирт этиловый ректификованный, высший сорт; эфир этиловый очи- щенный ГОСТ 18300-72 50 50 Чистка просветленных химическим способом де- талей
Смесь: спирт этиловый ректификованный, высший сорт; эфир этиловый очи- щенный ГОСТ 18300—72 85-90 10-15 Чистка просветленных физическим способом деталей; подготовка де- талей к наненсению по- крытий, посадке на опти- ческий контакт, при из- готовлении шкал и сеток
операции тщательно очищенными от загрязнений, мазков, потеков
и частичек пыли.
Пыль удаляют с поверхности мягкой беличьей кистью. Для уда-
ления других загрязнений применяют очистку моющими средствами
в ультразвуковых ваннах или очищают поверхность вручную ват-
ными тампонами, салфетками, смоченными органическими раство-
рителями. Рекомендуемые органические растворители и смеси для
чистки оптических деталей приведены в табл. 15.
Все перечисленные органические растворители пожароопасны
и токсичны. При длительном вдыхании паров растворителей, содер-
жащихся в воздухе сверх предельно допустимых концентраций,
происходит раздражение слизистой оболочки глаз, носа, горла,
появляется головокружение и возникает расстройство нервной и
сердечно-сосудистой системы. Установлена предельно допустимая
концентрация паров в одном кубическом метре воздуха: для спирта
этилового — 1000 мг; для эфира петролейного— 300 мг; для эфира
этилового — 300 мг.
Для очистки оптических деталей применяют фланель отбеленную,
батист отбеленный, ситец, мадаполам. Одной салфеткой размером
147
50 X 50 см допускается чистить не более 50 шт. деталей средним
диаметром 30 мм. Новые салфетки перед употреблением обез-
жиривают кипячением в 0,5 %-ном водном растворе щелочи, про-
поласкивают в воде, стирают с мылом или с синтетическими мою-
щими средствами. Сухие салфетки проглаживают, складывают ра-
бочей стороной внутрь и убирают в шкаф.
Для тампонов применяют вату хлопчатобумажную для опти-
ческой промышленности по ГОСТ 10477—75 без дополнительного
обезжиривания перед употреблением.
§ 26. АЛМАЗНЫЙ ИНСТРУМЕНТ
Типы и характеристики алмазного инструмента. Алмаз-
ные инструменты широко используют для выполнения различных
технологических операций обработки оптических деталей. Инстру-
мент состоит из металлического корпуса и алмазоносного слоя,
нанесенного на режущую кромку или рабочую поверхность корпуса.
Основными характеристиками алмазного инструмента, опреде-
ляющими его назначение, производительность и износостойкость,
является: форма и размеры алмазоносного слоя, зернистость и
массовая концентрация алмазного порошка в алмазоносном слое,
материал связки.
Таблица 16
Стандарт Эскиз профиля инструмента Область применения
Круг чашечный конический формы 12А2 ГОСТ 16172—80 Обработка плоских и сферических поверх- ностей
Круг плоский прямого про- филя формы 1А1 ГОСТ 16167—80 Обработка цилиндри- ческих поверхностей, центрирование
Круг плоский трехсторон- ний прямого профиля фор- мы 14U1 ГОСТ 16169—81 1 ... I т Обработка пазов, тор- цев, канавок
Круг плоский формы 6А2Т ГОСТ 17007—80 Нанесение фасок на призмах, пластинах
Круг кольцевой формы 2А2 ГОСТ 17006—80 Обработка сфериче- ских и плоских по- верхностей, сверле- ние
Круг плоский с выточкой формы 6А2 ГОСТ 16170—81 Обработка плоских поверхностей широ- ких фасок на пласти- нах
148
Инструментальная промышленность централизованно Выпускает
для нужд оптического производства большое количество типораз-
меров стандартизированного алмазного инструмента: круги, план-
шайбы, кольца, сверла и др. (табл. 16).
Алмазные инструменты некоторых типов: притиры для тонкого
алмазного шлифования, фасонные фрезы, сборные круги, специаль-
ные сверла — изготовляют в инструментальных мастерских опти-
ческих заводов.
Вид и зернистость алмазного порошка выбирают из условий ра-
боты инструмента, требований к производительности и шерохова-
тости обрабатываемой поверхности. Чем больше зернистость ал-
маза, тем интенсивнее работает инструмент, но шероховатость по-
верхности и глубина нарушенного поверхностного слоя увеличива-
ются. В инструментах с малой шириной кромки, например в сверлах
и кольцах, крупные зерна в результате воздействия сил резания не
удерживаются материалом связки и выкрашиваются.
Массовая концентрация алмазного порошка определяет содер-
жание алмаза в алмазоносном слое объемом 1 см3. За 100 %-ную
массовую концентрацию условно принята масса 4,4 кар, или 0,88 г.
При плотности алмаза 3,52 г/см3 объем, занимаемый алмазным по-
рошком при 100 %-ной массовой концентрации, составит 0,25 см3.
Оптимальной является массовая концентрация, обеспечивающая
максимальные размещения на поверхности алмазоносного слоя
режущих кромок зерен при условии их надежного охвата материа-
лом связки и достаточности промежутков между ними для разме-
щения продуктов изнашивания стекла. С увеличением размеров
зерна массовую концентрацию алмазного порошка повышают,
с уменьшением — снижают.
Наряду с зернистостью и массовой концентрацией алмаза в
алмазоносном слое, важным фактором, влияющим на производи-
тельность работы и износостойкость алмазного инструмента, явля-
ется связка. Связка должна прочно удерживать алмазные зерна,
обладать по отношению к ним и к корпусу хорошей адгезией и быть
достаточно термостойкой. В то же время износостойкость связки
не должна препятствовать самозатачиванию инструмента, когда
притупившиеся зерна алмаза необходимо удалить из поверхност-
ного слоя и обнажить новый алмазоносный слой с зернами, имею-
щими острые режущие кромки.
Для алмазного инструмента, используемого для обработки оп-
тических деталей, применяют в основном многокомпонентные метал-
лические связки на основе порошков меди, алюминия, железа, ко-
бальта. Универсальной связки, пригодной для всех видов обработки
оптических деталей, не существует. В каждом конкретном случае
состав связки подбирают экспериментально с учетом условий обра-
ботки, варьируя содержание компонентов, введением легирующих
добавок и наполнителей.
Связки на основе меди (М, Ml, М10 и др.) с добавкой олова, ни-
келя, цинка хорошо спекаются при сравнительно небольших темпс-
ратурах(~750°С), имеют высокую прочность. Их широко используют
149
Рис. 97. Пресс-форма для изготов-
ления алмазного инструмента
Рис. 98. Схема процесса наращивания слоя
связки гальваническим осаждением
для изготовления алмазного инструмента типа кругов, пил, сверл.
Связки на основе алюминия (МО) и железа (МЖ) применяют
для изготовления инструментов, работающих с большими нагруз-
ками, например, для алмазных сегментных пил, сборных фрез и
т. п.
Изготовление алмазного инструмента. Алмазоносный слой за-
крепляют на корпусе инструмента или на отдельных элементах:
кольцах, сегментах, пластинах — путем прессования порошков
связки, смешанной с алмазом, электрохимическим осаждением
связки (гальваностегия) или закаткой алмазных зерен в мягкую
основу корпуса инструмента.
Прессование металлических порошков связки, смешанных с ал-
мазом (порошковая металлургия), с последующим спеканием —
основной метод изготовления инструментов для обработки оптических
деталей. Технологический процесс включает следующие операции:
составление шихты связки и алмазного порошка, брикетирование,
спекание и прессование.
Массу шихты Л4Ш объемом V рассчитывают из соотношения
МШ = У(1 — 0,25/С/100) усп/Сп,
где /С — массовая концентрация алмаза, %, усп — плотность ма-
териала связки, г/см3, Д'п — коэффициент потерь, равный 1,1 —1,4.
Массу алмазного порошка Л4а определяют исходя из известного
объема V алмазоносного слоя в кубических сантиметрах и массовой
концентрации /<:
М.=4,4 0,2-^-К
Пресс-форма (рис. 97) для брикетирования алмазоносной корон-
ки круга типа 2А2 состоит из обоймы /, съемника 6, стержня 4 и
прессующего кольца 3.
Перед брикетированием в полость между обоймой и стержнем
насыпают слой 7 металлической связки толщиной несколько милли-
метров. Навеску 2 алмазоносной шихты, состоящей из алмазного
порошка и компонентов связки, тщательно перемешивают и равно-
мерным слоем засыпают в полость пресс-формы. Брикетирование
осуществляют при нормальной температуре под прессом при дав-
лении (2н-4) 10"2 Па. Безалмазный слой связки предназначен для
пайки алмазного кольца на корпусе инструмента.
150
Рис. 99. Алмазный инструмент для топкого ал-
мазного шлифования
Полученный после прессования брикет
5 спекают в форме при температуре не
выше 0,7—0,8 температуры плавления
основного компонента связки в защитно-
восстановительной атмосфере печи. После спекания пресс-форму
устанавливают снова под пресс и алмазоносный слой вторично
уплотняют под давлением (0,6-4-1,5)10“2 Па, что обеспечивает
прочный охват и закрепление зерен алмаза связкой. Возникшие
при уплотнении остаточные напряжения устраняют отжигом.
Электрохимическим осаждением металлической связки изготов-
ляют алмазный инструмент с тонкими режущими кромками или с фа-
сонной рабочей поверхностью: сверла, круги, с внутренним резом
и др. Металлический корпус инструмента 3 (рис. 98), помещенный в
гальваническую ванну с электролитом, соединяют с источником
постоянного тока. Корпус является катодом. Анод изготовляют
из материала связки, обычно никеля. В процессе электролиза поло-
жительные ионы металла связки устремляются к катоду, проходят
через алмазные зерна /, размещенные на поверхности корпуса инст-
румента, и, восстанавливаясь, образуют слой металлической связки 2.
Изготовление алмазного инструмента закаткой алмазных зерен
в корпус инструмента рассмотрено в § 12.
Алмазные притиры для тонкого алмазного шлифования опти-
ческих деталей представляют собой сборную конструкцию (рис. 99),
состоящую из металлического корпуса 1 и алмазоносных цилиндри-
ческих таблеток—элементов 2. Таблетки формуют диаметром 6—14 мм
и высотой 3—5 мм прессованием медной связки М21 с алмазом АСМ
7/5 — АСМ 40/28. Порошки алмаза тщательно классифицируют.
Массовая концентрация алмаза 6—25 %.
Алмазоносные таблетки крепят на корпус двумя способами.
Первый способ — жесткий: алмазоносные таблетки наклеивают
на обработанную по заданному радиусу сферическую поверхность
корпуса инструмента топким слоем эпоксидной смолы 3. Таблетки
выступают над корпусом, что облегчает доступ СОЖ в зону обра-
ботки и удаление шлама. Второй способ — эластичный: таблетки
устанавливают с помощью шаблона-сепаратора в заданном положе-
нии на поверхности наклеенного приспособления, крепят тонким
слоем пластилина и заливают вместе с корпусом эпоксидной смолой 4.
В этом случае рабочая поверхность алмазоносных элементов распо-
лагается более точно по сфере обработки и требуется меньше времени
на доводку сферы инструмента. К достоинствам этого метода отно-
сится также возможность использования таблеток с различной толщи-
ной. Недостаток эластичного метода крепления — сложность цент-
рирования осей корпуса инструмента и наклеенного приспособления.
Расположение и число размещаемых на корпусе элементов рассчи-
тывают с учетом их равномерного изнашивания в процессе шлифо-
вания, По краю инструмента элементы располагают как можно плот-
151
Рис. 100. Сборный алмазный инструмент
нее, к центру—с убывающей плот-
ностью, плавно изменяя коэффи-
циент заполнения поверхности.
Сферическую поверхность ал-
мазного притира доводят свобод-
ным абразивом на латунном при-
тире.
В связи с тем, что брикетиро-
вание алмазоносного слоя при
увеличении размеров инструмента
требует создания больших усилий
прессования, крупногабаритные
алмазные круги, фрезы изготов-
ляют сборными. Алмазоносные
элементы прессуют отдельно, а за-
тем закрепляют на корпусе. При-
мером сборного алмазного инструмента (рис. 100) служит цилин-
дрическая фреза, у которой алмазоносные бруски 2 вставлены
в пазы корпуса 1 и закреплены винтами 3.
Крупногабаритные чашечные круги (>>200 мм) изготовляют за-
ливкой алмазоносных элементов — пластин в корпус быстротвер-
деющими пластмассами или напайкой сегментов на поверхность кор-
пуса.
§ 27. ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ
Шлифовальный инструмент. Для шлифования свободным
абразивом применяют металлические шлифовальники: плоские план-
шайбы (рис. 101, я), сферические чашки (рис. 101,6) и грибы (рис. 101,
в). Материал шлифовальников — латунь, чугун серый или мягкая
сталь 10 и 20. Крепление шлифовальника на шпинделе станка осу-
ществляют с помощью хвостовика 1 с метрической резьбой Ml4,
М20, М27, М35 в зависимости от габаритных размеров шлифоваль-
ника. Если шлифовальник устанавливают сверху блока с деталями,
в хвостовик ввертывают ниппель 2 для шаровой опоры поводка ме-
ханизма качания станка.
Диаметр плоских планшайб £)11л определяют в зависимости от
диаметра обрабатываемой детали или блока Од:Оил (1,1-4—1,25) Од,
если инструмент находится снизу; £>11Л : ~ (0,8-н0,9) Ьд, если инст-
румент находится сверху.
Планшайбы диаметром до 300 мм имеют толщину Н (0,06-4-
-4—0,1) £>пл;при увеличении диаметра свыше 300 мм плоские шлифо-
вальники для увеличения жесткости изготовляют с ребрами и тол-
щиной Н = (0,03-4-0,06) £)11Л. Точность проточки рабочей поверх-
ности планшайбы контролируют лекальной линейкой.
Шлифование сферических поверхностей оптических деталей вы-
полняют комплектом шлифовальников по переходам, применяя
152
Рис. 101. Инструмент шлифовальный:
а — планшайба; б — чашка; в — гриб
абразивный порошок с убываю-
щей зернистостью. Радиус /?Сф ра-
бочей поверхности шлифовальника рассчитывают для каждого пере-
хода с учетом припуска на обработку и зернистости абразива. При
переходе от более крупного абразива к мелкому/?Сф У грибов увели-
чивается, у чашек — уменьшается.
Стрелку h кривизны рабочей поверхности сферы принимают в за-
висимости от положения инструмента относительно детали и знака
обрабатываемой поверхности в долях от высоты //бл обрабатываемого
блока.
Поверхность обрабатываемой
детали
Выпуклая ...................
Вогнутая ...................
Стрелка h в зависимости
от положения инструмента
сверху снизу
(0,9ч-1,0) Ябл (1,2ч-1,4) Ябл
(0,8ч-0,9) Ябл (1,14-1,2) Ябл
Сферическую поверхность протачивают на сферотокарных стан-
ках и контролируют радиусными шаблонами на просвет. Однако
точность проточки недостаточна, поэтому весь комплект сферических
шлифовальников «расшлифовывают». Расшлифование заключается
в подгонке радиусов сферы на шлифовальном станке ШП путем под-
резки поверхности вручную шабером и шлифованием вспомога-
тельного блока деталей абразивом соответствующей зернистости.
Окончательный контроль радиуса сферы шлифовальников осуще-
ствляют пробной обработкой оптических деталей.
Полировальный инструмент. Полировальный инструмент пред-
ставляет собой металлический корпус, на поверхность которого
приклеен войлок, фетр и т. п. (рис. 102, а) или нанесен слой полиро-
вочной смолы (рис. 102, б).
Корпус изготовляют главным образом из алюминиевых сплавов
АЛ2 и АЛ9, а также из литейного цинкового сплава. Размеры поли-
ровальников устанавливают в зависимости от диаметра Од обраба-
тываемого блока и положения инструмента относительно обрабаты-
ваемых деталей Z)1I0J1 = (0,8-4—1,25)15д.
При изготовлении полировальников из технических грубошерст-
ных тканей материал раскраивают по выкройке и наклеивают на
нагретый корпус с помощью смолы, прижимая сверху вспомогатель-
ным наклеенным инструментом или блоком деталей на прессе.
153
Рис. 102. Инструмент полировальный:
а — войлочный; б — смоляной
Толщину Ь слоя смолы в сантиметрах принимают равной
0,015 ОП()Л + 0,5. В процессе полирования изнашивание сфериче-
ского полировальника происходит за счет уменьшения толщины
смолы в центре. Для увеличения долговечности сферических полиро-
вальников с крутыми радиусами толщину слоя смолы в центре уве-
личивают на V4—1/3 толщины слоя на краю полировальника.
Слой расплавленной смолы наносят на поверхность нагретого
корпуса, равномерно распределяя ее лопаточкой. После загустения
до вязкого состояния смолу формуют увлажненным формовочным
приспособлением, имеющим обратный знак радиуса кривизны. В цен-
тре полировальника делается выемка, а края обрезают ножом. Сферу
полировальника располировывают по поверхности шлифованного
блока деталей на шлифовально-полировальном станке.
Приспособления. Для закрепления оптических деталей приме-
няют приспособления двух типов: для крепления одиночных деталей
при поштучной обработке и для крепления группы деталей, образу-
ющих вместе с приспособлением блок.
В конструкции приспособлений и при выборе метода крепления
необходимо учитывать специфику свойств оптических материалов,
их хрупкость, склонность к образованию сколов на ребрах и углах.
Детали должны быть надежно закреплены без потери базирования
и возникновения в них упругих деформаций.
Рис. 103. Патроны для механического крепления линз:
а — вакуумный; б — мембранный
154
Рис. 104. Приспособление для механического крепления призм сжатием
Для крепления оптических линз на операциях шлифования при-
меняют вакуумные и мембранные патроны.
Вакуумный патрон (рис. 103, а) представляет собой оправку 2,
навернутую на резьбовой конец шпинделя 1 станка. На верхнем
торце оправки протачивается сферическое гнездо с радиусом, равным
радиусу посадочной поверхности детали. Между деталью 3 и посадоч-
ным гнездом оправки укладывают эластичную прокладку 4, напри-
мер, из полихлорвинилового пластиката толщиной 1,5—2 мм. Когда
из полости патрона через центральное отверстие в шпинделе отка-
чивают вакуум-насосом воздух, над деталью создается избыточное
давление Ар воздуха, прижимающее деталь через прокладку к гнезду
оправки.
Мембранный патрон (рис. 103, б) состоит из корпуса 2, закре-
пленного на шпинделе станка, и мембраны с разрезной цангой 1.
При нажатии штока 3 на мембрану губки цанги расходятся и диаметр
посадочного пояска цанги увеличивается, в цангу укладывают линзу.
После снятия усилия штока губки цанги сжимают деталь по поверх-
ности цилиндрического пояска.
Приспособления с механическим креплением заготовок типа призм,
пластин с использованием пневматических и гидравлических при-
жимных устройств применяют на операциях: обработка граней призм,
кругление дисков и т. п. Приспособление для обработки трех граней
призм на плоскошлифовальном станке с электромагнитным столом
(рис. 104) состоит из корпуса 4 и двух торцевых планок 5, прикре-
пленных к корпусу винтами. Обрабатываемые заготовки 3, склеен-
ные в столбик, укладывают в приспособление и зажимают винтом 1
Рис. 105. Приспособления для
крепления призм:
а — гипсованием; б — посадкой
на оптический контакт; в — наклеи-
ванием
155
Рис. 106. Наклеечные приспособления для крепления линз:
а — эластичным способом; б, в — жестким
через шарик, металлическую пластинку и эластичную прокладку 2.
Грани призм обрабатывают, последовательно устанавливая при-
способление на столе станка плоскостями Л, Б и В.
Для группового крепления деталей используют гипсование,
наклейку смолой и посадку на оптический контакт.
Гипсованием (рис. 105, а) крепят призмы с невысокими требова-
ниями к точности изготовления углов (>3') и пластины. Детали 4
притирают к поверхности плоской планшайбы 5, промежутки за-
сыпают тонким слоем опилок, накрывают корпусом 2 и через отвер-
стия 1 в корпусе заливают полость 6 гипсовым раствором. Для обес-
печения зазора а между поверхностями деталей и ободом корпуса
последний устанавливают на прокладочное кольцо 3. После затвер-
девания гипса корпус с деталями снимают с планшайбы и промежутки
между заготовками зачищают проволочной сеткой.
Крепление на оптическом контакте применяют при обработке
призм с точными углами (1—10") и острыми ребрами (рис. 105, б).
Отполированные поверхности призм 2 (N ~ 1-т-3) тщательно очи^
щают и притирают к поверхности контактных пластин /, изготовлен-
ных с высокой степенью точности (N « 0,1ч-0,5). Призмы удержи-
ваются на контактной пластине силами молекулярного сцепления.
Швы 3 между призмами 2, контактными пластинами 1 и контактным
диском 4 покрывают шеллаком, чтобы избежать нарушения контакта.
Наклеечные приспособления для призм (рис. 105, б) представляют
собой жесткий корпус 2 с пазами, обработанными под посадочные
габаритные размеры призм /. Призмы наклеивают тонким слоем
наклеечной смолы на нагретый корпус.
Блокирование линз на наклеечные приспособления осуществляют
эластичным и жестким способами. Наклеечное приспособление для
эластичного крепления линз (рис. 106, а) представляет собой глад-
кий сферический гриб или чашку радиусом R. Инструмент для на-
клейки линз жестким способом (рис. 106, б) конструктивно более
сложен. Гнездо под линзы обрабатывают зенкерами на токарных
станках, оборудованных поворотным столом и делительным устрой-
ством, или изготовляют в виде отдельных оправок, ввернутых в рез!г
бовые отверстия корпуса (рис. 106, в),
ГЛАВА 7
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК
ОПТИЧЕСКИХ ДЕТАЛЕЙ
§ 28. ШЛИФОВАНИЕ
Цели и задачи. В технологическом процессе обработки
заготовок оптических деталей операции шлифования направлены
на то, чтобы удалить припуск, придать детали заданные размеры
и форму, подготовить поверхности по шероховатости к последующему
полированию или закончить обработку вспомогательных поверх-
ностей.
Существуют две операции: грубое и тонкое шлифование.
Грубое шлифование инструментом с крупными закрепленными
зернами необходимо для снятия шамотной корки, большей части
объема припуска, сохранения слоя припуска расчетной толщины для
последующего уточнения размеров и формы детали. Тонкое шлифова-
ние суспензиями мелких абразивных зерен или алмазным инстру-
ментом придает заготовке размеры, заданные чертежом детали, под-
готовляет форму и шероховатость исполнительных поверхностей для
последующего полирования.
Грубое шлифование. В условиях серийного производства грубое
шлифование выполняется главным образом по системам СПИД,
показанным на рис. 78, б, г, д. Применяются станки с алмазными
инструментами прямого или кругового профиля, имеющими ско-
рость ~20 м/с для обработки цилиндрических и плоских поверх*
ностей. Используются геометрическое замыкание и линейный контакт
элементов кинематической пары инструмент — заготовка.
В условиях единичного и мелкосерийного производства иногда
применяют системы СПИД (см. рис. 78, в, е) с разнотипными алмаз-
ными инструментами и станками типа «Парабола», ШП и др., а также
чугунные шлифовальники с суспензиями крупнозернистых абразив-
ных порошков при ручной обработке или машинной на станках
типа ШП.
На операцию грубого шлифования поступает обычно полуфабри-
кат, полученный со стекловаренного завода. Установка полуфабри-
катов деталей возможна только по черновой базе. Грубым шлифова-
нием обрабатывается первая поверхность и образуется настроечная
база. При установке полуфабрикатов по черновой базе в цанговых
приспособлениях поштучно, как, например, в системе, приведенной
на рис. 78, д, или призм в металлическом приспособлении с крепле-
нием толстым слоем смолы (см. рис. 139), или линз, блокированных
ПО жесткому ИЛИ эластичному методу (см. рис. 106), неизбежно воз-
157
никают погрешности базирования, которые переносятся на положе-
ние настроечной базы заготовки. Эти погрешности при установке
заготовки по настроечной базе и грубом шлифовании других поверх-
ностей приводят к трудноустранимым дефектам: децентрировки
линз, отклонениям высоты призм, отклонениям толщины линз
и т. п.
Приспособления должны быть сконструированы так, чтобы учи-
тывать эту специфику грубого шлифования. Приспособления должны
обеспечивать надежную фиксацию полуфабриката при значительных
усилиях, возникающих при интенсивных режимах грубого шлифо-
вания для удаления больших объемов припуска.
Грубое шлифование начинают с шамотной корки и ведут до тех
пор, пока шероховатость поверхности не будет характеризоваться
Ra — 2 О-МО мкм (ГОСТ 2789—73) при алмазном инструменте зер-
нистостью от 200/160 до 80/63 или при абразивных порошках
М63—М40, после чего рационально переходить на шлифование сус-
пензиями М28—М20.
Частоты вращения алмазного инструмента и заготовки должны
быть такими, чтобы линейная рабочая скорость составляла 15—30 м/с,
а подача—4—20 мм/мин. В качестве СОЖ применяют различные
водно-эмульсионные растворы.
Тонкое шлифование алмазным инструментом. После грубого
шлифования выполняется тонкое шлифование. В условиях серийного
производства применяется алмазный инструмент, таблетки которого
укреплены на корпусе эпоксидным клеем главным образом в си-
стеме СПИД (см. рис. 78, е); станки ШП модернизированы и имеют
принудительное вращение верхнего звена против часовой стрелки,
что должно обеспечивать скорость резания 10—20 м/с. Сферические
поверхности обрабатываются в два перехода алмазным инструментом
зернистостью 28/20 и 10/7. Износ алмазных элементов в 200 раз
меньше износа чугуна, что обеспечивает стабильность работы ин-
струмента: правка радиуса интрумента требуется только после об-
работки нескольких десятков блоков, а от засаливания таблетки
предохраняет применение СОЖ — водного 10—30 %-ного раствора
глицерина или 0,5—1,5 %-ного раствора триэтаноламина с добавкой
солей никеля.
Для обработки алмазным инструментом 1А1 цилиндрических
поверхностей активных тел лазеров и вспомогательных поверхностей
сеток приборов иногда применяется СПИД, приведенная на рис. 78, б,
В условиях мелкосерийного или единичного производства в си-
стемах СПИД, приведенных на рис. 78, в, е, применяют тонкое шли-
фование суспензиями абразивных порошков М28, М14, М7 или М20,
М10 в два-три перехода (получают Ra = 2,5-Н),63 мкм) чугунными
и латунными шлифовальниками сплошной или каблучной геометрией.
Тонкое шлифование выполняют без разблокировки линз или пластин
и начинают с придания блоку общей поверхности и шероховатости
порошком М28 или М20, после чего подгоняют заданный радиус
кривизны инструментом с суспензиями более мелких порошков.
Наибольшую опасность при выполнении операции тонкого шлифо-
158
Рис. 107. Сверление глубоких от-
верстий
вания представляет появле-
ние царапин, которые воз-
никают ввиду плохого каче-
ства фракционирования аб-
разивных порошков. Если
царапины появятся на краю **
блока, близкого к полусфе-
ре, то они почти неисправимы. Необходимо заготовку перешлифо-
вывать, а это ведет к потере возможности образовать поверхность
заданного радиуса. Скорость топкого шлифования снижена до 0,5—
1 м/с, что также способствует образованию поверхности без царапин.
Обработка вспомогательных поверхностей. Вспомогательные по-
верхности обрабатываются алмазным инструментом до полной готов-
ности, их не полируют; шероховатость поверхностей характери-
зуется Ra 20-М0 мкм.
Отверстия диаметром до 600 мм сверлят с помощью алмазного
инструмента формы 2А2 (ГОСТ 17006—80) или изготовленного ин-
дивидуально на специализированных или обычных металлорежущих
станках, оснащенных системой подачи СОЖ во внутреннюю полость
инструмента. Давление, под которым подают СОЖ, обеспечивает ее
проникновение к режущей кромке инструмента, устойчивость поло-
жения инструмента, вынос продуктов изнашивания. Частота враще-
ния сверла при обработке стекла колеблется от 100 до 5000 об/мин
при подаче инструмента 30—10 мм/мин соответственно.
Удельный расход алмазов марки АСК составляет 0,15—1,2 кар
на погонный метр сверления.
Во избежание образования сколов на поверхности выхода ин-
струмента к ней приклеивают стеклянную пластинку или сверлят
заготовку с двух сторон для выхода инструмента в середине.
Отверстия до 1000 мм длины и диаметром 2—4 мм, например
в моноблоках кольцевых лазеров, сверлят на переоборудованных
для этой цели металлорежущих координатно-расточных и других
станках, оснащенных устройствами (рис. 107), которые уменьшают
увод оси отверстия, вызываемый радиальным биением инструмента.
Базирование изделия относительно оси вращения инструмента вы-
полняется с точностью до 0,01 мм. С помощью точных цилиндриче-
ских направляющих 2 изделие 4 перемещается со столом станка
относительно инструмента 3. При надлежащей точности станка,
люнета 5 и инструмента отклонение оси отверстия на длине 300 мм
не должно превышать 0,02 мм. Частота вращения инструмента
достигает 25 000 об/мин. Через полость 1 в инструмент под давле-
нием подается СОЖ-
Отверстия большого диаметра сверлят с помощью алмазного
инструмента, чтобы отделить высверливаемый керн от остальной
массы стекла, например, активные тела лазеров или штабики (за-
готовки).
159
Рис. 108. Круглое шлифование пластин Рис. 109. Самоцентрирование линз
Шлифование наружных цилиндрических поверхностей. Круглое
шлифование столбиков пластин или активных тел лазеров выпол-
няют на круглошлифовальных металлорежущих станках алмазным
инструментом формы 1А1 (ГОСТ 16167—80). Заготовки 2 собирают
в столбик (рис. 108) и склеивают между собой, если диаметр обра-
ботанных заготовок меньше 20 мм. Для исключения сколов на
ребрах крайних заготовок к ним приклеивают вспомогательные
шайбы 3 с прокладкой 4 из картона и металлические шайбы 5. За-
готовки с диаметром более 20 мм не склеивают, а собирают в стол-
бик, чередуя с бумажными прокладками, и зажимают в центрах
так же, как и склеенные. Длину столбика ограничивают отношением
к диаметру как 10 : 1, чтобы избежать влияния его нежесткости
на точность обработки. Скорость инструмента 1 составляет 20 —
30 м/с, скорость изделия — 0,5—1,5 м/с, глубина резания —0,01 —
0,1 мм, продольная подача— 1—3 м/мин.
Шероховатость поверхности возрастает с увеличением глубины
резания, продольной подачи и со снижением линейной скорости
изделия.
Центрирование и фасетирование линз. Эта операция состоит из
трех переходов:
1) совмещения оптической оси линзы с осью вращения шпинделя
станка — установка линзы;
2) фиксации линзы на приспособлении;
3) удаления алмазным инструментом припуска, заранее оста-
вленного на вспомогательной цилиндрической поверхности, до за-
данного диаметра под калибр (скобу) и шероховатости Ra = 2,5ч-
4-1,25 мкм (ГОСТ 2789—73).
Не нарушая фиксацию заготовки, на том же станке, но фасонным
алмазным инструментом или чугунной чашкой с абразивной суспен-
зией обрабатывают свободную поверхность — фаску коническую
или сферическую соответственно. Контроль центрированности линз
ведется на коллимационных приборах. Установочной базой линз
всегда служат исполнительные поверхности, и обработка выпол-
няется несколькими способами.
Установка самоцентрированием (рис. 109) применяется в серий-
ном производстве; она осуществляется путем сжатия линз 2 между
патронами 1 и 3 равного диаметра и вращающимися со строго одина-
ковой скоростью в одну сторону. Патрон 3 подпружинен силой 30—
300 Н устройством 4\ сначала патрон передвигается вправо, а затем
поджимает линзу до тех пор, пока она, перемещаясь, не установится
160
Рис. ПО. КругЛение и фасетирование линз
сферическим инструментом
так, что ее толщина на общем
диаметре патронов 1 и 3 не станет
одинаковой. При этом ее оптическая
ось совпадает с осью вращения
патронов, и операции установки
и фиксации линзы совмещены.
Патроны сделаны из твердозакален-
ной стали, их кромки закруглены
с г 0,05 мм, отполированы, что-
бы не царапать линзы, и имеют
биение не более 1 мкм. Диаметр патронов чуть меньше диаметра
линзы 2, чтобы обрабатывалась цилиндрическая поверхность линзы
и возможные царапины не появлялись в световом диаметре. Точность
установки зависит от точности кромки патронов, являющихся уста-
новочной базой, и кривизны поверхностей линзы. Если угол между
преломляющими поверхностями в зоне их контакта с патронами
со >45°, то линзы устанавливаются с погрешностью 0,02—0,03 мм;
если 45° >со >25°, то они центрируются с погрешностью 0,01 мм;
если со < 25°, то линзы этим способом обычно не центрируются.
Имеются станки с автоматическим циклом врезания круга, вы-
хаживания цилиндрической поверхности линзы и выключения
станка; при этом возможно многостаночное обслуживание и произ-
водительность операции повышается. Если применить фасонный
инструмент, то возможно нанесение фаски без переустановки линзы.
Установка по бликам, отраженным поверхностями линзы, при-
меняется в мелкосерийном или единичном производстве, так как
не требует оснастки и оборудования. Центрирование выполняется
на весьма простых станках со съемным и тормозимым вручную
шпинделем. Частота вращения шпинделя устанавливается в зависи-
мости от диаметра линзы. На конце шпинделя крепится латунный
полый патрон 1 (рис. ПО), кромки которого протачиваются на самом
станке непосредственно перед работой и на которых специальной
центрировочной смолой крепится линза 3. Обработка ведется абра-
зивным кругом 2 из карбида кремния; ось круга перпендикулярна
оси патрона. Патрон нагревают газовой горелкой 5, кромку смазы-
вают смолой, нагретую линзу прижимают к кромке. Оттормаживают
шпиндель, и если изображения нити светящейся лампочки, получа-
емые от передней и задней поверхностей при вращении линзы, дви-
гаются, то линзу перемещают по кромке патрона до тех пор, пока
блики будут неподвижными. После центрирования линзы смолу
и патрон охлаждают, поливая теплой водой из намоченной губки.
Положение линзы фиксируется. Допуск на децентрировку соста-
вляет ~0,04 мм, его можно уменьшить до 0,01 мм, применяя авто-
коллимационную трубку (например, Забелина).
Круглят линзу на заданный диаметр постепенно, врезая круг
и перемещая патрон с линзой вдоль оси шпинделя. Откидывают
6 П/р М. Н. Семибратова
161
Рис. 111. Контроль центрирования линз на
коллимационном приборе
круг и фасетируют линзу фасети-
ровочной чашкой 4 с суспензией
абразивного порошка. Линзу отклеи-
вают, промывают, переклеивают вто-
рой стороной, вновь центрируют,
фиксируют, опять фасетируют, от-
клеивают и промывают. Центриро-
ванные и фасетированные линзы кон-
тролируют с помощью коллимацион-
ных или автоколлимационных при-
боров.
В кольцо, лежащее на столике
прибора с зазором (рис. 111), уста-
навливают контролируемую линзу 5.
От осветителя 9 через матовое
стекло 8 освещается марка 7 прибора.
Ее изображение линзами 5 и 6 и приз-
мой 3 передается на отсчетную сетку
2, где его рассматривают через оку-
ляр 1. Линзу 5 прижимают пальцем
в горизонтальном направлении (всег-
да к себе), выбирая зазор в отверстии кольца. Таким образом исключа-
ется влияние при установке зазора на точность контроля центриро-
ванности линзы. Если линза децентрична, изображение марки будет
перемещаться по кругу, эксцентричному относительно центра пере-
крестия отсчетной сетки 2, которое совпадает с оптической осью
прибора. Если фокус линзы 5 не совпадает с сеткой 2, то столик
перемещают вертикально. Если фокус линзы 5 очень мал, то между
ней и призмой 3 вводят дополнительную, отрицательную линзу 4.
Если фокус линзы 5 очень велик, то вводят положительную линзу 4.
На тех же приборах и таким же способом контролируют центри-
рованность соединения линз склеиванием. Тогда в кольцо устанавли-
вают пару склеенных линз.
§ 29. ТОНКОЕ ШЛИФОВАНИЕ ИСПОЛНИТЕЛЬНЫХ
ПОВЕРХНОСТЕЙ СУСПЕНЗИЯМИ АБРАЗИВНЫХ ПОРОШКОВ
Шлифование исполнительных поверхностей. В оптическом
производстве широко применяется тонкое шлифование исполнитель-
ных поверхностей суспензиями абразивных порошков.
В технологическом процессе тонкого шлифования исполнитель-
ных оптических поверхностей, обработанных ранее алмазным ин-
струментом или суспензиями крупных абразивных порошков, раз-
меры заготовки постепенно изменяются в соответствии с расчетными
значениями межпереходных припусков.
Вместе с уточнением размеров поверхностям придается все более
правильная геометрическая форма, уменьшаются микронеровности
162
и устраняются дефекты фактуры поверхности (царапины и др.).
Для операции тонкого шлифования характерны три существен-
ных технологических признака: на заготовке создана по крайней
мере одна шлифованная поверхность — настроечная база; шлифова-
ние ведут способом свободного притира, при котором учитывается
изменение радиуса обрабатываемой поверхности в течение одного
перехода; тонкое шлифование выполняют набором водных суспензий
абразивных порошков М20, М14, М10 и М7 или алмазным таблеточ-
ным инструментом. Суспензию порошка М28 применяют обычно
только для выравнивания общей поверхности блока.
В общем технологическом процессе изготовления оптической
детали трудоемкость тонкого шлифования исполнительных опти-
ческих поверхностей составляет около 20 % .
При поштучном шлифовании рабочий рукой удерживает за-
готовку и прижимает ее к инструменту. Кисть руки служит шаровым
шарниром. Она передает нажим и одновременно своей подвижностью
обеспечивает выполнение кинематических условий способа свобод-
ного притира. Иногда для удобства рабочего мелкие детали накле-
ивают на деревянную рукоятку. Поштучное наклеивание применяют
и в серийном производстве, если нельзя сблокировать вместе не-
сколько заготовок, имеющих оптические поверхности малого ра-
диуса а диаметр деталей, близкий к 2R.
Поштучно ручное тонкое шлифование применяют также в слу-
чаях, когда требуется особая точность обработки деталей, например,
пробных стекол, которая при блокировке не может быть выдержана,
или когда размер партии небольшой и заготовки нецелесообразно
объединять в блок.
Поштучное шлифование применяют и для деталей весьма больших
размеров (200—1500 мм) на станках типа ШП соответствующего
размера.
При единичном изготовлении детали можно применять неполный
комплект обрабатывающих инструментов и подналаживать их в ходе
операции шлифования.
В серийном производстве шлифование ведется блоками, кроме
случаев, указанных выше.
Применение блоков вызывает некоторую специфику выполнения
технологической операции шлифования, Обрабатываемая сторона
проходит все переходы шлифования без разблокирования. Приемы
достижения заданной толщины детали меняются в зависимости от
способа блокирования. Становится необходим полный комплект
обрабатывающих инструментов на несколько переходов. Приме-
няется более мощное оборудование, и станко-часы относительно
уменьшаются, но усложняется выполнение промежуточных вспомо-
гательных операций по смене инструмента, подаче суспензий и
промыванию блоков. Вспомогательное время, необходимое для вы-
полнения этих операций, становится больше машинного.
Требования к шлифованным исполнительным поверхностям. К ис-
полнительной поверхности, прошедшей технологическую операцию
тонкого шлифования, предъявляют несколько главных требований..
б* 163
1. Размеры дефектов шлифованных поверхностей (царапины,
точки и т. п.) должны быть меньше оговоренных техническими тре-
бованиями. Их контролируют с помощью 6х—8х лупы.
2. Размеры микронеровностей на шлифованных поверхностях по
всей обработанной площади должны быть одинаковыми. Закрупне-
ние неровностей как дефект шлифования происходит приблизи-
тельно на 20 % площади с краю шлифуемых поверхностей. Это явле-
ние особенно заметно повышает трудоемкость операции при больших
поверхностях.
3. Геометрическая форма шлифованных исполнительных поверх-
ностей должна быть совершенной. Погрешности формы после тонкого
шлифования бывают как общие в виде некоторой цилиндричности
сферической или плоской поверхности, так и местные: круговые,
зональные или несимметрично расположенные ямы и бугры. Форму
контролируют после недлительного полирования с помощью нало-
жения пробных стекол.
4. Расположение исполнительных оптических поверхностей одна
относительно другой должно быть выдержано в пределах допуска
на замыкающее звено размерной цепи линейных и угловых размеров
(см. § 17).
Заданное расположение исполнительных поверхностей дости-
гается различными приемами в зависимости от типа деталей (линзы,
пластины или призмы), способов блокирования и заданной точности
выполнения назначенных чертежом линейных и угловых размеров.
Контролируют расположение исполнительных поверхностей с по-
мощью универсального измерительного инструмента.
Шлифование линз (см. § 28) в единичном производстве при по-
штучной обработке осуществляется способом пробных проходов на
станках, не имеющих каретки верхнего звена, а заготовку удержи-
вают вручную.
Только при поштучной обработке без наклейки возможны непо-
средственные контактные измерения толщины линз. Если приме-
нена эластичная блокировка линз, то толщина их подгоняется по-
штучным шлифованием второй стороны после обработки первой и
без наклейки. Если применена блокировка по жесткому методу, то
об изменении толщины линз судят по сошлифовыванию впадин на
контрольных линзах. Радиус шлифуемой поверхности блока линз
контролируют между переходами по притирке к контрольному шли-
фовальнику.
Если поверхность линзы близка к полусфере, то необходимы
три перехода крупности абразива, чтобы выровнять обработку в
центре и на краю. При малом телесном угле линзы достаточно двух
переходов.
Разнотолщинность линзы по краю, образовавшаяся при шлифо-
вании, устраняется только после полирования применением отдель-
ной операции — центрирования.
Шлифование призм (см. § 36) для получения заданного располо-
жения исполнительных поверхностей имеет свою специфику и раз-
лично в зависимости от типов призм, которые весьма разнообразны,
154.
Наиболее часто применяют прямоугольные призмы типа АР—90°.
При шлифовании этих призм значения линейных размеров: вы-
сота, длина катетных и гипотенузных (граней — связаны с выпол-
нением угловых размеров. Погрешности в углах Да вызывают по-
грешности в длинах ДЛ, хотя последние и не являются замыкаю-
щими звеньями главной размерной цепи. При обработке необходимо
выдерживать заданными Да, ДЛ в главном сечении призмы и одно-
временно не допускать появления пирамидальности, т. е. отклонения
от параллельности ребер двугранных углов противоположным граням.
Одиночно призмы изготовляют редко, а вручную только при
размерах стороны не меньше 15 мм. В единичном производстве не-
сколько призм блокируются склейкой в столбик, для которого вруч-
ную одновременно, начиная с гипотенузной грани и меняя все время
положение столбика на обрабатывающей поверхности шлифоваль-
ника, подгоняют с помощью универсального измерительного инстру-
мента значения угловых и линейных размеров. При этом процессы
грубого и тонкого шлифования выполняет один рабочий на одном
рабочем месте.
Призмы средней точности, имеющие Да = 64-8', при значитель-
ном размере партии шлифуются блокированными в гипсе для по-
лучения плоской поверхности. Величина Да зависит от погрешностей
базирования заготовок при блокировании, погрешностей углов,
образовавшихся при грубом шлифовании, и от деформации загото-
вок от напряжений, возникающих при застывании гипсового раствора.
Более точные призмы шлифуют на металлических, стеклянных
шлифованных или на оптических приспособлениях. Погрешности
в расположении исполнительных поверхностей при таком приеме
шлифования возникают ввиду погрешностей приспособлений и ба-
зирования на них заготовок.
Шлифование плоскопараллельных пластинок и клиньев (см. § 35)
для получения заданного расположения исполнительных оптических
поверхностей в серийном производстве выполняют с помощью клино-
видных приспособлений с заданным углом и точных планшайб.
Погрешности толщины и угла или отклонение от параллельности воз-
никают при шлифовании вследствие неточностей установочных уголь-
ников, подкладных клиньев, базирования и наклеивания заготовок.
Сферичность плоских поверхностей проверяют притирочной конт-
рольной линейкой по блеску следов от наложения и устраняют в пер-
вую очередь. Клиновидность контролируют микрометром, измеряя
разнотолщинность краев заготовок.
Для точных деталей с Да = Г-415" применяют блокирование
на оптических контактных приспособлениях. В остальном техно-
логия шлифования аналогична технологии, применяемой для линз
и призм.
§ 30. ПОЛИРОВАНИЕ ИСПОЛНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ
Назначение полирования. Полирование как операция
в технологическом процессе изготовления оптических деталей про-
водится после трнкого шлифования. К началу операции полиро-
165
вания заготовка уже обработана до размеров, заданных чертежом
детали.
Операция полирования предназначена для уменьшения микро-
неровностей, оставшихся после шлифования, до Rz = 0,14-0,05
мкм и для получения погрешностей исполнительных поверхностей
по кривизне N и геометрической форме ДМ, меньших заданного
чертежом допуска.
На операции полирования обрабатывающая смоляная или су-
конная поверхность инструмента притирается к полируемой поверх-
ности заготовки.
Для операции полирования характерны три существенных при-
знака: полирование осуществляют водными суспензиями полирую-
щих порошков; в серийном производстве заготовки полируют за
одну установку со шлифованием без разблокирования; полирование
ведут смоляным или суконным притиром. Инструмент — смоляной
полировальник — правится в течение одного перехода.
В зависимости от способа блокирования удается получить раз-
личную точность полирования оптических поверхностей.
При жестком блокировании вследствие значительных деформа-
ций деталей от схватывания смолой нельзя достичь погрешностей,
меньших N = 4 и ДМ = 0,4. При эластичном блокировании возможны
меньшие погрешности М = 2 и ДМ ^0,2, так как толстый слой
наклеенной смолы деформирует деталь меньше, чем тонкий. С уве-
личением точности обработки наклеенную смолу выбирают более
мягкой. Наивысшая точность обработки М = 1 и ДМ = 0,1 дости-
гается при блокировании на оптическом контакте, при котором на-
пряжения распределены равномерно по всей поверхности.
Появление дефектов чистоты на исполнительных поверхностях
усиливается при длительном полировании, которое иногда необхо-
димо для удаления трещиноватого слоя в стекле, и зависит не от
способа блокирования, а главным образом от недостаточной чистоты
полирующих материалов и культуры чистоты в производственных
помещениях.
Полировальный инструмент, рабочее место, одежда и руки рабо-
чего необходимо тщательно оберегать от попадания абразивных
порошков, зерна которых царапают полированные поверхности.
Изменением кривизны полируемой поверхности управляют глав-
ным образом путем правки инструмента с помощью резов. Резы —
это царапание ножом вручную слоя смолы полировальника. С помо-
щью резов изменяют коэффициент заполнения смолой круговых зон
на обрабатывающей поверхности полировальника. Резы делают,
например, спиральные (рис. 112, а), прямые (рис. 112, 6), круговые
в центральных и крайних зонах полировальника.
Уменьшение площади смолы в круговой зоне полировальника
вызывает уменьшение обработки в соответствующих зонах обраба-
тываемой поверхности и увеличение интенсивности истирания и
расплывания смолы в зонах полировальника. Работа притирки
в зоне с резами приходится на меньшую площадь инструмента, уве-
личивается давление на смолу, которая начинает интенсивно расте*
166
Рис. 112. Резы на смоле полировальника: Рис. 113. Полирование пластин в се-
а — в центральных зонах; б — в крайних параторе
зонах
каться. В процессе работы радиус кривизны обрабатывающей по-
верхности полировальника меняется, приближаясь к кривизне по-
верхности стекла, а смола, растекаясь, заполняет резы.
Интенсивность пластических деформаций слоя смолы полироваль-
ника во много раз больше, чем изменение кривизны поверхности
стекла. После заполнения резов смолой распределение интенсивности
притирки по зонам притирающихся поверхностей восстанавлива-
ется при новой, слегка изменившейся их кривизне.
В зависимости от данных контроля, по числу и знаку N выби-
рают новую схему расположения резов, и процесс повторяется.
Нанесение резов и повторяющийся неоднократно контроль на-
ложением пробного стекла вызывают необходимость остановок станка.
Это значительно увеличивает вспомогательное время и снижает
производительность обработки деталей.
Повышение температуры цехового помещения ускоряет полиро-
вание и растекание смолы, чем затрудняет управление процессом
полирования. Необходимо более часто делать резы и, следовательно,
останавливать станок. При интенсификации режимов происходит
то же самое.
Противоречие устраняется тем, что в цехе поддерживают посто-
янную температуру в пределах 22—26 °C, а интенсивность режимов
выбирают в зависимости от конструкции и требующейся точности
обработки детали, а также свойств выбранной наклеенной смолы.
Чтобы не снизилась производительность, следует увеличить изно-
состойкость инструмента и сократить число его правок путем нане-
сения резов, связанных с остановкой станка.
Если предъявляют требования главным образом к чистоте по-
верхности и необходима интенсивная обработка, то применяют
суконные полировальники, но ими нельзя получить требуемой
точности обработки, контролируемой пробными стеклами по интер-
ференционной картине. Как говорят, «при полировке на сукне
Цвет ломается» и N и ДМ нельзя проверить.
Требования к полированным исполнительным поверхностям. Тре-
бования к исполнительной поверхности задают на чертеже детали
по N, &N и Р и иногда по глубине полирования на исчезновение
трещиноватого слоя стекла.
167
Для контроля кривизны и правильности формы сферических и
плоских полированных оптических поверхностей почти всегда при-
меняют пробные стекла (см. § 51), В цеховых условиях пробными
стеклами контролируют погрешности кривизны обработанной по-
верхности с точностью до 0,1 АЛ Отклонения формы ДМ заметны под
пробным стеклом, если их значения больше 10 % N, указанного
в таблице на чертеже.
В серийном производстве для контроля плоскостей большое
распространение получили цеховые устойчивые к вибрациям и
изменению температуры интерферометры типа Тваймана, позво-
ляющие проверять поверхности диаметром до 400 мм. Картина откло-
нений кривизны и формы на интерферометре выглядит так же, как
и под пробным стеклом (см. рис. 72—75). Контроль чистоты поверх-
ности и ее дефектов ведется в концентрированном пучке света с по-
мощью луп, имеющих увеличение 6х—8х.
Взаимное расположение и поворот исполнительных поверхностей
оптических деталей полированием не исправляются.
Полирование в сепараторах. Выполнение операций механической
обработки в условиях серийного производства позволяет получать
поверхности с точностью ДМ = 0,24-0,5. Чтобы достичь более вы-
сокой точности формы, плоскости иногда подвергают дополнитель-
ному полированию в сепараторах (рис. 113). Сепаратор — это стеклян-
ный диск с одним или несколькими отверстиями, которые разме-
щены так, чтобы поддерживать плоскостность полировальника.
Детали 1 помещают в отверстия сепаратора 4, установленного на
полировальнике 5. С помощью поводка 3 сепаратор, как обычное
верхнее звено, совершает возвратно-колебательное перемещение
по полировальнику 5, формируя его поверхность. Суммарная пло-
щадь отверстий не превышает 50 % всей площади сепаратора.
Размер отверстий сепаратора несколько больше диаметра де-
талей, центральные зоны полировальника периодически открыва-
ются и обмениваются теплотой с окружающей средой, температура
поверхности полировальника выравнивается. Уменьшается разница
в интенсивности полирования центральных и краевых зон сепара-
тора и помещенных в него деталей.
При доводке деталей в сепараторах повышению точности формо-
образования, помимо рассмотренных, способствуют другие техно-
логические факторы, благодаря которым, например, исключена
фиксация положения. Детали не приклеиваются к приспособлению,
отсутствуют деформации натяжения, точка приложения тягового
усилия приближена к плоскости перемещения детали, что умень-
шает опрокидывающий момент и его влияние на распределение на-
жима полировальника; детали за край полировальника не выходят.
Полированием в сепараторах получают поверхности с N 0,01.
Точность взаимного расположения поверхностей (плоскопараллель-
ность или заданная клиновидность) достигает 0,*5—1,0" благодаря
применению клиновидных грузов 2. Полировать в сепараторах по-
верхности с N > 0,5 нецелесообразно, так как режим обработки
ненапряженный, операция занимает много времени.
1G8
На детали прямоугольной формы надевают кольцо из органи-
ческого стекла, винипласта или другого материала с вырезом по
соответствующему контуру. Кольцо свободно лежит на поверхности
полировальника.
Сепараторы изготовляют из оптического ситалла, который не-
значительно изменяет форму поверхности при колебаниях темпера-
туры и имеет высокую твердость по сполировыванию. Диаметр се-
паратора равен 0,7—0,9 диаметра полировальника, относительная
толщина составляет 0,1 диаметра.
§ 31. РАСЧЕТНЫЕ ЭЛЕМЕНТЫ ОПЕРАЦИЙ
ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ
Общие замечания. В оптический цех полуфабрикат по-
ступает в виде прессовок, кусков или листов. Полуфабрикат имеет
размеры, которые предусматривают припуски материала на после-
дующие операции механической обработки. После первой операции
механической обработки полуфабрикат превращается в заготовку.
Размеры заготовки для каждой операции отсчитываются от размеров
детали, отличаясь на межоперационные припуски, и имеют поля до-
пусков.
В зависимости от вида производства, размера партии, размеров
и геометрической формы деталей, наличия оборудования, типа ин-
струментов, поштучного или блочного способа изготовления де-
тали технологи рассчитывают размеры приспособлений и инструмен-
тов. Ведутся расчеты радиусов обрабатываемых поверхностей за-
готовок и обрабатывающих поверхностей шлифовальников, так на-
зываемых переходов, определяется число линз, одновременно обра-
батывающихся на одном блоке. Ведутся также расчеты нормы вре-
мени, наценки за сложность детали, коэффициентов запуска и по-
вторяемости, тарификация работ и т. п.
На все указанные расчеты имеются руководящие технические
материалы отрасли или заводов, номограммы, расчетные таблицы,
нормативные материалы и т. п.
Припуски. Припуском на обработку заготовок оптических де-
талей называют толщину слоя стекла, подлежащего удалению на
последовательных операциях механической обработки. Эти при-
пуски обычно называют межоперационными. Припуск предназначен
обеспечить возможность изготовления деталей с необходимой точ-
ностью из заготовок с размерами, имеющими большие допуски и
более грубые по шероховатости поверхности, путем последователь-
ного удаления слоев материала.
Для сферической и плоской поверхностей припуски показаны
на рис. 114, а, для цилиндрической поверхности на рис. 114, б.
Припуски должны иметь оптимальные значения, отсчитываемые
от верхнего предела допуска на размер детали. Если они будут
занижены, то возможен брак, требуется повышенная точность ба-
зирования и фиксации заготовок. Завышение припусков повышает
трудоемкость обработки, вызывает перерасход материалов и увели-
чивает стоимость детали.
169
Рис. 114. Припуски:
а — для плоской и сферической поверхностей; б — для цилинд-
рической поверхности:
а — припуск на грубое шлифование; б — припуск на тонкое
шлифование и полирование; в — полный припуск на обработку
поверхности; г — размер заготовки; д — размер детали после
г
д
е) —и
обработки; е — размер заготовки перед центрированием; ж — половина припуска
на заданный размер детали; з — припуск на центрирование
Чтобы уменьшить брак и снизить себестоимость детали, при-
пуски рассчитывают, а затем на их значения вносят поправки, по-
лученные опытно-статистическим путем. Числовые значения попра-
вок учтены для деталей размерами до 150 мм.
Припуск на распиливание заготовок устанавливают в зависимости
от глубины распила, толщины диска кругов, к которой прибавляют
ширину 1,5—2,5 мм при глубине соответственно 10—65 мм и более.
Припуски на грубое шлифование устанавливают в зависимости
от размеров, формы детали и вида заготовки. На толщину линз и
пластин назначают припуск zt = O,O14Do + 1,2 мм, а на диаметр
z = QSW1D + 1 мм.
Радиусы кривизны 7?3 сферических поверхностей заготовок
назнанают:
для выпуклых поверхностей
Ra= «о И
для вогнутых поверхностей
— Кз = — Яо I—2^" —
где 7?0 — радиус кривизны поверхности готовой детали; коэффи-
циент k = (7?0/£)0)2 (О0 — диаметр детали).
На длину и ширину некруглых пластин припуски назна-
чают 0,5—4 мм в зависимости от размера наибольшей стороны.
На размеры призм таким же образом назначают допуски 1—2,5 мм.
После удаления припусков на грубое шлифование заготовка прини-
мает размеры детали по всем вспомогательным поверхностям, и да-
лее обрабатываются только исполнительные поверхности.
Припуски на тонкое шлифование и полирование устанавливают
в зависимости от размера поверхностных неровностей, оставшихся
после грубого шлифования. Эти неровности имеют размер 0,02—
0,08 мм, но, учитывая возможные погрешности базирования, произ-
водственные дефекты и т. п., оставляют припуск 0,15—0,3 мм на
сторону, не разделяя его между тонким шлифованием и полирова-
нием и считая, что полированием не изменяют толщину детали.
Уточнения г. В оптических приборах наибольшее распростране-
ние получили детали диаметром 30—80 мм средней точности изго-
170
Рис. 115. Поверхностные неровности
Рис. 116. Уточнение размера заготовки
товления по кривизне М = 3±5 и по форме ДМ = 0,3 ±0,5 и^с до-
пуском на толщину по оси 0,02—0,2 мм (см. гл. 4). Числовые значе-
ния припусков в дальнейшем указаны приблизительно, примени-
тельно к изготовлению указанных деталей.
На операцию шлифования исполнительных поверхностей с уча-
стка заготовительных операций поступает заготовка с припуском
?др’ш^0,3 мм на сторону для дальнейшей обработки.
При среднем износе оборудования, инструментов и оснастки на
заготовительных операциях припуск на грубое шлифование каждой
стороны имеет поле допуска отклонений размера толщины слоя
6Zyl/2 ±0,1 мм и радиуса б2у? = ±0,1 мм. Как для сферических,
так и для плоских поверхностей отклонение радиуса от номинала
определяют по размеру стрелки прогиба в центре обрабатываемой
площади.
На полирование и тонкое шлифование оставляют припуск zT- ш
0,02 мм с допуском толщины слоя бг/2 = ±0,005 мм на каждой
стороне и размера стрелки прогиба 6# = ±0,001 мм или 6^/2 =
= 4N на обрабатываемой площади.
Размерные цепи на толщину, радиус и относительный поворот
исполнительных поверхностей составляют в соответствии с прави-
лами базирования оптических деталей.
Замыкающий размер цепи относительных поворотов исполнитель-
ных поверхностей линз выполняют после полирования обеих сторон
на операции центрирования.
Уточнения е при шлифовании и полировании оптических поверх-
ностей разделяют по микронеровностям Rz, толщине детали А,
кривизне N, форме ДМ и углу а. Поле допуска на размер при
уточнении уменьшается.
Размеры микронеровностей Rz отсчитываются от уровня полиро-
ванной поверхности детали и изменяются по переходам последова-
тельно как Rzly Rz2, Rz3 и т. д. Разности Rzt — Rz2, Rz2 — Rz3
показывают уменьшение неровностей в последовательном прибли-
жении заготовки по размерам и состоянию поверхности к детали
(рис. 115). Достигают этого последовательным уменьшением зерни-
стости абразивного порошка на каждом переходе и соответствую-
щим изменением радиуса рабочей поверхности шлифовальника
(см. гл. 6).
Уменьшение высоты неровностей с запасом на обработку прибли-
зительно 20 % составляет минимально необходимое изменение раз-
171
Рис. 117. Уточнение размеров и формы полированной поверхности по интерферен-
ционной картине:
а — после первого перехода; б — после второго перехода; в — после третьего перехода
мера заготовки в сторону приближения к размеру детали, т. е. его
уточнение.
Если Ai — размер заготовки, а Л2 и А3 — наибольший и наимень-
ший уточненные размеры после первого перехода, то Zi и 61 — со-
ответствующие межпереходные припуск и допуск (рис. 116). Раз-
меры А4, Л5, ... имеют тот же смысл, что и Alf А2 и Л3. На каждом
переходе обработки происходит уточнение размера заготовки, т. е.
уменьшение поля рассеяния допуска. Достигают этого изменением
размера и уточнением радиуса инструмента на каждом переходе.
Размеры А откладывают от второй стороны линзы, принятой для про-
стоты изложения за окончательно обработанную.
При снятии слоя припуска кривизна сферической поверхности
изменяется в сторону приближения к заданной, т. е. уточняется.
На каждом переходе должно достигаться уменьшение значений от-
ступлений кривизны Л\, Af2, или N3, или N5 от заданной кри-
визны yV6, т. е. уточнение.
В^процессе^снятия припуска вместе с изменением толщины де-
тали, кривизны и микронеровностей обрабатываемой поверхности
появляются общие и местные погрешности формы — отклонения от
сферической или плоской формы.
Этот процесс уточнения показан на рис. 117 в виде изменения
картины интерференционных колец N, имеющих нарушения ДМ,
которые после первого перехода сильно вытянуты и имеют большую
неровность. На последующих переходах интерференционные кольца
приближаются к диаметру детали, становятся круглее, N2, ДМг!
М3, ДМ3, число их сокращается, искажения их формы уменьшаются.
Изменение картины колец показывает, что кривизна и форма поверх-
ности последовательно уточнены, приближены к заданной поверх-
ности калибра — пробного стекла.
Все сказанное выше об уточнении верно и для обработки плоских
и асферических поверхностей.
При изготовлении призм обрабатываются плоские поверхности,
а добиваются уточнения главным образом значений двугранных уг-
лов.
172
Рис. 118. Уточнение угла и размера заготовки
призмы
Снятие припуска с одной стороны
призмы всегда может вызвать изменение
двух углов. Толщина слоя припуска,
снимаемого при каждом последующем
переходе, в среднем уменьшается, а углы
(один или сразу два) должны получить
уточнение значений а. Для наглядности
на рис. 118 показано, что с одной стороны
припуск снимается слоем равной толщи-
ны, а с другой клином, и прямой угол
получает последовательные уточненные значения аь а2, а3, ...
При изготовлении призм и клиньев уточнение по углу а при об-
работке одной поверхности не имеет смысла, а при обработке поверх-
ностей двугранных углов это понятие следует использовать, но чис-
ловые значения пока установить трудно.
Таким образом, понятие уточнения в технологии обработки
оптических деталей весьма емко и имеет несколько значений, разли-
чающихся по толщине, углу, кривизне, микронеровностям.
Уточнение по толщине заготовки при переходе от шлифования
алмазным инструментом или свободным абразивом к тонкому шлифо-
ванию поверхностей
ед = бдр’ш/бд ш 0,1/0,02 = 5,
а уточнение по радиусу поверхности
е£ = б^ ШМ ш 0,1/0,001 = 100.
Эти уточнения размеров после шлифования делятся между пер-
вым и последующим переходами шлифования, которых обычно не
больше трех, в отношении приблизительно 2:1.
Поверхностные неровности после грубого шлифования поверх-
ностей Ra' ?- ш 40 ±20 мкм, а после тонкого шлифования Ra =
= 4-4-2 мкм, и уточнение по микронеровностям составит
tRa = бй ш'/бЬаШ (40 4- 20)/(4 4- 2) = 10.
Уточнение размера по толщине заготовки на операции полиро-
вания достигается еще ранее поштучным шлифованием со второй сто-
роны на заданную толщину до значения бд = ±0,02 мм или при
жестком блокировании бд = ±0,07 мм, так как допустимые откло-
нения размеров наклеенного инструмента уже равны ~±0,05 мм.
Таким образом, при полировании обычно значение уточнения
Вд = бя ш/б£ 0,005/(0,02 ± 0,07) = 0,25 ± 0,07.
Следовательно, на операции тонкого шлифования достигается
заданная точность выполнения размеров по толщине линз или пла-
стин, а после полирования в блоках она снижается.
173
При поштучной обработке или при блокировании на оптическом
контакте можно достичь значений 6" = -|-0,02 мм, тогда
ед = бд ш/бд 0,005/0,02 = 0,25.
Для указанных наиболее распространенных деталей обработку
обычно выполняют при жестком блокировании при 4 и ДА/
0,4.
Уточнение по радиусу
е^ = бй “Ж 0,001/0,0001 -= 10,
Следовательно, полированием достигается незначительное уточ-
нение радиусов оптических поверхностей, главным образом благо-
даря применению высокоэффективного оптического способа кон-
троля пробными стеклами.
Уменьшение поверхностных неровностей от тонкого шлифования
полированием составит
ейа = б^аш/бйа (4 4- 2)/(0,02 4- 0,01) = 200.
В конкретных технологических процессах, применяемых на раз-
ных предприятиях, числовые значения припусков, допусков, следо-
вательно, и уточнений могут отличаться от приведенных выше.
Определение и сопоставление значений уточнений наглядно показы-
вает главное назначение операций шлифования, полирования и их
переходов.
Расчет наклеенных приспособлений. Наклеенные приспособления
изготовляют заранее как инструмент для оборудования, имеющегося
в цехе. Расчет наклеенных приспособлений сводится к определению
наибольшего числа заготовок, размещающихся на имеющихся в на-
личии корпусах блоков (табл. 17).
В руководящих технических материалах заводов и оптической
отрасли производства имеется почти исчерпывающий набор нормали-
зованных расчетных таблиц, номограммы и другой вспомогательный
материал, которым инженеры и технологи легко пользуются для
расчетов наклеенных приспособлений.
Общая схема расчета такова: выбор схемы расположения заго-
товок в центральной зоне, определение числа зон расположения
заготовок, ограничение размеров приспособления.
На основе большого производственного опыта можно заключить,
что хорошее качество обработки поверхностей получается, если в цен-
Таблица 17
Схема располо- жения линз в центральной зоне Общее число заготовок при числе зон i
1 2 3 4 5 6 7 8
1 7 19 37 62 93 129 173 223
3 3 12 28 50 78 113 154 201
4 4 14 31 54 83 118 159 207
174
тральной зоне расположены одна, три или четыре заготовки. Число
заготовок в зонах последовательно нарастает по арифметической
прогрессии, увеличиваясь на 6 штук. Общее число заготовок на на-
клеенном приспособлении определяется по табл. 17. Размеры плос-
кого блока зависят от мощности станка; размеры сферического блока
ограничиваются возможностью равномерной обработки центральных
и крайних зон. Если блок полусферический (применяется только для
линз малых радиусов), то давление в крайней зоне равно нулю и
съем припуска минимален, поэтому принимают обычно, что высота
блока Н < 0,7 R.
Для определения мощности станка принимают, что диаметры сфе-
рического и плоского блоков находятся в соотношении /)Сф. бл =
= 0,7 ОцЛ. бл- Между заготовками должны быть зазоры 1—3 мм для
промывки блока и возможности свободного растекания смолы, чтобы
не создавались усилия, смещающие и деформирующие заготовки.
Расчет плоских и сферических приспособлений выполняют по
общей, указанной выше схеме с некоторыми различиями. Наклейка
заготовок на приспособления осуществляется по жесткому или эла-
стичному методу. Заготовки наклеиваются тонким (0,2 мм) слоем
смолы — жесткий метод, или толстым (0,1 D3) слоем —эластичный
метод (см. гл. 8).
Сферические наклеечные приспособления рассчитывают по зна-
чениям углов раствора Q центральной и последующих зон, опреде-
ляемых по формулам тригонометрии, справочным таблицам, норма-
лям или на ЭВМ.
Расчет радиуса кривизны рабочей поверхности наклеенного
приспособления /?н. пр выполняется с учетом радиуса кривизны
обрабатываемой поверхности /?3, толщины заготовки t3 и слоя
смолы /см:
пр = «з zr: (^з |’^см),
где знак плюс берется для вогнутой поверхности, а знак минус для
выпуклой.
Высоту наклеенного приспособления 7/н. пр и диаметр Он. пр
рассчитывают по формулам
#н. пр == пр (1 COS Q), Dlu Пр = 2/?н, Пр sin Q.
На расчет наклеенных приспособлений для обработки призм
не существует каких-либо нормализованных указаний. Исходят
обычно из правила наиболее равномерного распределения заготовок
по всей площади обрабатываемой поверхности. Между заготовками
оставляют технологически необходимые зазоры.
Расчет обрабатывающих инструментов. Расчет распиливающего
и высверливающего инструмента ведут так же, как и в металло-
обрабатывающем производстве (см. гл. 3 и 6).
Расчет размеров алмазного инструмента выполняется по дан-
ным гл. 6 во взаимосвязи с параметрами настройки станка и заго-
товки (см. § 26), а также геометрии инструмента.
Алмазный инструмент для обработки исполнительных поверх-
ностей пластин, призм и линз делается каблучной или таблеточной
175
Рис. 119. Схема переходов при шлифо-
вании
конструкции. Лишь в единичном
и мелкосерийном производстве
иногда применяют сплошные ал-
мазированные планшайбы.
Радиус кривизны инструмента
(см. гл. 7) при тонком шлифова-
нии выбирается в соответствии
с номинальным радиусом кривизны
линзы или блока линз в зависи-
мости от того, какой порядок изменения кривизны при выполне-
нии операции полирования выбран: с ямы на бугор или с бугра на
яму — или при грубом шлифовании по расчетному /? заготовки.
Число и размеры рабочих элементов каблуков (таблеток) алмаз-
ного инструмента выбирают так, чтобы они составляли 20—40 %
площади обрабатываемых одновременно блоков заготовок или одной
сплошной поверхности.
Геометрию расположения рабочих элементов алмазного инстру-
мента подбирают так, чтобы изнашивание рабочей поверхности ин-
струмента происходило без_изменения радиуса. Общее условие за-
ключается в том, чтобы Sr.Vr./^R. для стекла и Sr.Vr./?!^ для ин-
струмента были постоянны. Тогда износостойкость инструмента бу-
дет наибольшей. Методика таких расчетов изложена в § 23 и 31.
Расчет сплошных шлифовальников при обработке абразивными
суспензиями ведут по переходам на измененные радиусы обрабаты-
вающей поверхности инструмента и обрабатываемой поверх-
ности заготовки Следовательно, если шлифование выполняется
в три перехода абразива, например, М28, М14 и М7, то необходимо
рассчитать и подготовить три инструмента с различными радиусами
поверхности.
Диаметр шлифовальников назначают в зависимости от диаметра
заготовки или блока заготовок и расположения шлифовальника:
снизу Din (1,1 4-1,4) Df);
сверху Dlu (0,8 4-1,0) £>б.
Высоту Нш рабочей поверхности шлифовальников назначают в за-
висимости от высоты Н6 блока заготовок и положения инструмента
для вогнутого инструмента
сверху Нш — (0,8 4- 1,0) /7б;
снизу /7Ш = (1,1 4- 1,2) Я6;
для выпуклого инструмента
сверху = (0,9 4- 1,0) Н6\
снизу = (1,1 4- 1,9)//6.
Радиусы /?;Лр.ши /?т. ш рабочей поверхности шлифовальника для
каждого перехода абразива (рис. 119) определяют в зависимости от
17§
радиуса Ro полированной поверхности по чертежу детали; зернисто-
сти абразива Л4п; толщины А*1" слоя абразива Мп.
Расчет радиусов шлифовальников, а также радиусов блоков за-
готовок впервые разработан И. Е. Александровым и применяется
в мелкосерийном производстве при обработке исполнительных оп-
тических поверхностей на универсальных станках способом свобод-
ной притирки. При расчете переходов предусматривают запас 20%
толщины слоя на перешлифовку для удаления рельефного слоя и
принимают для блока заготовок Д7?п = 1,2 714п.
! На каждом переходе радиус шлифовальника изменяется на не-
которое значение — переход А/?п*
Радиус шлифовальника для каждого перехода
где знак плюс берется для выпуклой, знак минус для вогнутой по-
верхности.
Шероховатость укрупняется для стекол более мягких по сравне-
нию со стеклом К8, что учитывается коэффициентом шероховатости.
Марка стекла............. К8 ТК2, ЛФ5 Ф4 БФ16 ТФЗ
Коэффициент укрупнения ше-
роховатости .............. 1 1,2 1,35 1,5 1,7
После токарной обработки рабочей поверхности шлифовальника
по рассчитанному размеру ее подготовляют для работы — расшли-
фовывают, уточняя размер.
Расчет размеров сплошного полировальника аналолгичен расчету
шлифовальников. Обычно Оп = (0,8 4-1,2) D6. Смола растекается
от центра полировальника к периферии, и его размер увеличивается.
Смолу срезают ножом с периферии инструмента, делая потом круп-
ный срез под углом 45°, чем регулируется его размер. Если диа-
метр сплошного полировальника велик, то это вызывает срыв фаски,
поэтому размер полировальника уточняется рабочим в процессе
подналадки и обработки.
Размер фетровых полировальников не меняется в процессе обра-
ботки, и его подгонка осуществляется при подготовке (располиро-
ванни) инструмента. Смоляные полировальники каблучной геоме-
трии рассчитывают так, как указано в § 23 и 31.
Общая система расчета геометрии рабочих элементов обрабаты-
вающей поверхности полировальника направлена на то, чтобы криви-
зна обрабатываемой поверхности изменялась как можно медленнее
и чтобы не требовалось правки полировальника в течение процесса
обработки. В мелкосерийном и единичном производствах рабочий
меняет геометрию рабочих площадок, делая резы на поверхности
сплошного полировальника по интуиции, выработанной опытом.
Толщину слоя смолы выбирают приблизительно в зависимости
от диаметра полировальника.
Диаметр полировальника, мм ...... 15—25 25—40 40—55 >55
Толщина слоя смолы, мм........... 2—3 3—4 4—5 >5
177
§ 32. НАСТРОЙКА СТАНКОВ ТИПА ШП
И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ОБРАБОТКИ
Задача управления. Управление процессом обработки
ведется для достижения возможно большей производительности,
измеряемой числом годных оптических поверхностей, обработанных
в единицу времени.
Средствами управления при обработке служат геометрия инстру-
мента и настройка станка.
Действие технологических факторов: распределения суспензии,
пластических деформаций, тепловых градиентов, давления на эле-
ментарные площадки и др. — по данным производственного опыта
принимают стабилизированным во времени и равномерно распре-
деленным по притирающимся поверхностям.
Годными признаются поверхности заданного радиуса с допу-
сками W, ДМ при шероховатости Rz = 0,1 -4-0,05 мкм по
ГОСТ 2789—73, имеющие дефекты чистоты по классу Р не больше
оговоренных чертежом в требованиях к оптической поверхности
по ГОСТ 11141—76.
Задачи управления необходимо решать последовательно в три
этапа: 1) подбором геометрии инструмента и настройки станка по-
лучить заданную точность обработки; 2) интенсифицировать режимы
обработки; 3)- стабилизировать настройку станка и интенсивный ре-
жим обработки, затем перейти к работе по способу автоматического
получения размера и формы поверхности при контроле по времени.
Задача решена, если отработаны стабильная геометрия инстру-
мента, настройка станка и режим обработки, при повторном исполь-
зовании которых достигается высокая производительность.
Элементы настроек станков. Рекомендации по настройке станков
ШП выявлены статистически по данным производственного опыта
и научно обобщены.
1. Отношение диаметров верхнего О2 и нижнего звеньев со
сплошной обрабатывающей поверхностью изменяется в пределах
D2/Dt = 0,8 4-1,4.
Наиболее часто используют D2/^i 1; при полировании D2IDr <
< 1,2. Изменение соотношения D2IDY вызывает резкое изменение
коэффициента покрытия крайних зон. Эта настройка действует наи-
более сильно. Например, если заготовка находится внизу, а инстру-
мент наверху и D2 > то возникает срыв фаски. Если одно звено
не выходит за край другого, то у последнего совсем не обрабаты-
ваются крайние зоны, появляются погрешности формы — подъем
края. Погрешности формы, возникшие от неправильного подбора
размеров D2 и Dr, нельзя исправить никакой перенастройкой станка.
2. Смена положений звеньев с нижнего на верхнее вызывает
изменение направления срабатывания на обратное. Например, если
выпуклое стекло расположено снизу и обрабатывается на уменьше-
ние радиуса, то после перестановки его в верхнее положение, а ин-
струмента в нижнее радиус стекла станет увеличиваться. Этот прием
настройки всегда дает одни и те же результаты.
178
РиС. 120. Расположение штриха
3. Изменение эксцентриситета цен-
тра верхнего звена по отношению к
оси шпинделя
е = (0,25 4-0,65) £>х/2.
С увеличением эксцентриситета-ус-
коряется срабатывание краевых зон
нижнего звена и центральных зон
верхнего звена. В зоне DYI2 = е может
появиться значительная зональная по-
грешность формы ввиду излома с резким
спадом кривой значений коэффициента
покрытия S (см. кривую 2 на рис. 89). Возможно применение ин-
тенсивных режимов при е ~ const, но точность обработки будет
ниже, чем при перемещающемся верхнем звене, так как из трех
возможных движений одно отсутствует.
4. Размах движения верхнего звена с симметричным штрихом
изменяется в пределах
2emax = L = (0,25 4-0,6) Z\.
Длина размаха пропорциональна длине кривошипа.
Длину размаха выбирают в зависимости от отношения D^IDx.
При большем Dx размах L нужно делать больше.
Увеличение размаха и отношения D^IDx интенсифицирует обра-
ботку и выравнивает распределение работы притирки по зонам со-
прикасающихся поверхностей, но при этом возрастают динамические
усилия в станке.
5. Положение штриха относительно оси шпинделя изменяется
вдоль штриха на расстоянии е0 и перпендикулярно штриху на рас-
стоянии еп1|П в пределах до 0,25 еП1ах (рис. 120). Эти небольшие из-
менения настройки не меняют интенсивности, но сказываются на
погрешностях обработки. Рабочему трудно определить влияние
значений е0, ет1п и их различных сочетаний, интуиция часто приводит
к неожиданным результатам и путает действия рабочего.
Смещения от центрального штриха в пределах 0,15 етах не при-
носят вреда и не изменяют существенно основной настройки.
6. При свободном вращении верхнего звена изменение частоты
вращения п± шпинделя приводит к соответствующему изменению
частоты вращения /?2 верхнего звена, но при этом сохраняется от-
ношение
n2//h = 0,64-0,9.
Первое число относится к полированию, а второе — к шлифованию.
При свободном вращении верхнего звена распределение скоро-
стей по зонам притирающихся поверхностей происходит наиболее
равномерно, но относительная скорость притирки наименьшая,
а это невыгодно. Увеличение частоты вращения шпинделя в этом
179
случае интенсифицирует обработку, но не изменяет существенно на*
правления изменения кривизны обрабатываемой поверхности.
7. Изменение частот вращения шпинделя пу и кривошипа п
происходит в пределах
п/пх = 0,5 4-2,5.
Обычно п/щ. = 1. Применять п/пх 2,5, увеличивая п, не ре-
комендуется ввиду возникновения значительных динамических сил.
Увеличение этого отношения способствует избавлению от бугра
в центре обрабатываемой поверхности заготовки.
Отношение п/п^ можно увеличивать, уменьшая частоту вращения
шпинделя. Это выравнивает распределение программы обработки по
зонам притирающихся поверхностей, по снижает интенсивность
обработки.
Приведенные варианты настроек сколько-нибудь существенно
не влияют на шероховатость и дефекты чистоты оптической поверх-
ности.
8. Изменение частоты принудительного вращения верхнего звена
по ходу и против хода шпинделя в пределах ♦
nd= zt 2,
а следовательно, и торможение свободного вращения интенсифи-
цируют режимы обработки, но вызывают при сплошном инструменте
обязательное возрастание скорости притирки в крайних зонах по
сравнению со свободным вращением верхнего звена. Сплошной ин-
струмент при 2 и особенно при n2Mi —2 вызывает срыв
края заготовки.
Плавное изменение п2 или nY является в сочетании с рассчитанной
каблучной геометрией инструмента наилучшим способом управле-
ния процессом обработки.
Подбором соответствующей каблучной геометрии инструмента
по и настройки станка по ^11ах и я2 g 1 можно достичь такой ста-
билизации процесса формообразования шлифованием или полиро-
ванием, при которой радиус поверхности не будет изменяться на всех
переходах и отпадает необходимость промежуточного контроля
обрабатываемой поверхности и правки инструмента (см. гл. 5).
Это позволит оптикам перейти от работы по пробным проходам
к работе по предварительной настройке станка с автоматическим
получением размера с допусками. При этом значительно сокращается
вспомогательное время, особенно при полировании, и возрастает
производительность.
Элементы интенсификации режимов обработки. После настройки
станка и отработки геометрии инструмента при некотором среднем
режиме обработки следует его интенсифицировать, меняя техноло-
гические параметры режима обработки для увеличения производи-
тельности.
Интенсификации режимов способствуют несколько технологи-
ческих параметров процессов шлифования и полирования стекла.
Увеличение твердости обрабатывающих порошков ускоряет съем
стекла. Если принять твердость песка за единицу, то шлифование
180
Рис. 121. Влияние состава суспензии на
интенсивность обработки
электрокорундом ускоряется в
3 раза. В оптических цехах шли-
фование повсеместно выполняют
электрокорундом.
По сравнению с крокусом по-
лирит более твердый порошок,
а окись хрома более мягкий. По-
всеместно оптики полируют поли-
ритовыми суспензиями.
Увеличение зернистости шлифующих и полирующих порошков
вызывает пропорциональное ускорение съема стекла. Зернистость
шлифующих порошков ограничивается 150 мкм на первом переходе
грубого шлифования, так как дальнейшее увеличение глубины про-
изводимых разрушений стекла экономически невыгодно. На всех
остальных переходах крупность зерен определяется зернистостью
на предыдущем переходе.
Возможность интенсификации шлифования ограничивается не-
обходимостью постепенного уменьшения глубины рельефного и тре-
щиноватого слоев. Нарушать это правило нельзя, так как шлифо-
вание абразивом более мелкой зернистости или тем более полирова-
ние относительно глубоких слоев происходит во много раз медлен-
нее и экономически нецелесообразно.
При полировании крупность зерен не меняется.
Оптимальное содержание абразивного порошка в суспензии оп-
ределяют обычно соотношением объема жидкой фазы (воды) к твер-
дой (порошку) как Ж : Т = 3-4-6 (рис. 121). Зерна работают про-
дуктивно, если они расположены между шлифовальником и стеклом
в один ряд.
Увеличение содержания абразива в суспензии не приводит к по-
вышению съема стекла, так как зерна располагаются уже в не-
сколько рядов и начинают больше перетираться одно о другое и
меньше воздействовать на стекло. Если снизить содержание абразива
в суспензии, то уменьшится число эффективных столкновений зерен
со стеклом и разрушение замедлится.
При полировании оптимальное отношение объемов воды и поли-
рита в суспензии соответствует Ж .* Т = 5 4-7. Действие этого тех-
нологического фактора аналогично указанному выше для шлифо-
вания.
Увеличение расхода суспензии, подаваемой на инструмент, вы-
зывает повышение съема стекла, если оно сопровождается интенсифи-
кацией обработки.
Расход суспензии должен соответствовать количеству работы,
затрачиваемой станком. Это соответствие определяется понятием
оптимального расхода а суспензии, его можно проследить по графику,
аналогичному указанному для соотношения жидкой и твердой фаз
(см. рис. 121). Недостаток суспензии под инструментом ведет к появ-
181
лению царапин, а ее избыток вызывает гидростатическое противо-
давление, переуплотнение в расположении зерен и сброс излишков
зерен без выполнения ими полезной работы.
Оптимальный расход суспензии способствует получению поверх-
ности с минимальным числом дефектов как при шлифовании, так
и при полировании.
Подача суспензии различными способами своеобразно влияет
на возможность интенсивной обработки и качество обработанной
поверхности.
1. Суспензию подают вручную кисточкой подмазкой с краю
на участок нижнего звена, освободившийся из-под верхнего. Этот
способ применяют повсеместно при единичном и мелкосерийном
производстве. Ручная подача суспензии отвлекает внимание рабо-
чего, поэтому сокращается число шпинделей, на которых он может
работать одновременно, ограничивает интенсивность режимов обра-
ботки физическими нагрузками рабочего по выполнению вспомога-
тельных приемов. Рабочий может не успеть подать суспензию во-
время, и могут появиться царапины.
Подача суспензии на край всегда ведет к измельчению абразив-
ных зерен по пути к центру звеньев. Этому способу подачи суспен-
зии свойственно укрупнение микронеровностей в крайних зонах
обрабатываемой поверхности. Появление закрупненных неровностей
на больших площадях крайних зон стекла вызывает дополнительные
затраты машинного времени и снижает производительность при по-
лировании.
Однако этот способ чрезвычайно прост, он учитывает возмож-
ные нестабильности обработки, при малоинтенсивных режимах он
все еще применяется в производстве.
2. Суспензия подается в центр или центральные зоны. Расти-
рание зерен абразива при этом происходит равномернее, закрупнен-
ных неровностей в центральных или крайних зонах не обнаружи-
вается. Холостого сброса суспензии нет.
Однако подача суспензии через поводок верхнего звена конструк-
тивно затруднена, а для подачи в центральные зоны требуется не-
сколько усложненное литье инструмента верхнего звена. Подача
через центр инструмента нижнего звена также вызывает конструк-
тивные трудности защиты подшипников от попадания в них абразив-
ной суспензии. Конструкции инструментов для верхнего и нижнего
звеньев в этом случае различны.
3. Суспензия 3 подается автоматически через трубопровод 1
и шланги 2 циркуляционным насосом 6 (рис. 122).
Избыточное количество суспензии служит для стабилизации
температуры заготовок и смолы полировальника. Шлам 4 из зоны
обработки отводится по трубопроводу 5. Один объем суспензии пере-
качивается в течение смены несколько раз, но царапины не появ-
ляются и интенсивность обработки не снижается. Основной труд-
ностью автоматизации процесса подачи суспензии является ее ярко
выраженная способность быстро отстаиваться и забивать трубо-
проводы.
182
Трудности, возникав-
шие в связи с вспенива-
нием суспензии, преодо-
лены, но для подачи сус-
пензий абразивных порош-
ков разной зернистости
нужны отдельные устрой-
ства, которые загромож-
дают станки.
Неограниченную пода-
чу суспензии применяют
только при полировании
деталей крупносерийной
продукции и при ин-
тенсивных режимах обра-
ботки.
Увеличение и и2 интенсифицирует процесс, так как увеличивает
относительную скорость в крайних зонах, но это может привести
к погрешностям формы и сбросу суспензии с притирающихся поверх-
ностей. Следовательно, могут появиться царапины и возможно умень-
шение интенсивности съема стекла.
Рекомендуется применять значения линейной скорости на пери-
ферии нижнего звена в пределах: при шлифовании до 2,5 м/с и при
полировании смолой до 1 м/с.
Увеличение давления интенсифицирует режимы обработки и, сле-
довательно, съем стекла. Давление применяется в пределах (0,4-г-
-4-2) 104 Па.
С увеличением давления требуются соответствующие увеличенный
подвод суспензии и отвод теплоты от притирающихся поверхностей.
Перегрев полировальника ведет к усиленному растеканию смолы,
а следовательно, к изменению радиуса обрабатывающей поверх-
ности, необходимости правки инструмента, частым остановкам станка
и к снижению производительности.
Перегрев стекла и смолы вызывает термические деформации об-
рабатываемой поверхности и появление погрешностей формы. Уве-
личение давления не обусловливает появление царапин при подаче
необходимого количества суспензии.
Интенсификация режимов сокращает машинное время обработки,
однако приводит к ускорению изнашивания инструмента и к необ-
ходимости его правки, учащению циклов промежуточного контроля,
необходимости поднастройки станка, а это все способствует увели-
чению необходимого вспомогательного времени.
Интенсификация режимов обработки приводит также к перегреву
и термическим деформациям обрабатываемой поверхности, погреш-
ностям в определении момента готовности поверхности, появлению
дефектов чистоты поверхностей, вследствие чего снижается предел
экономически достижимой точности обработки.
По достижении некоторого предела интенсификация режимов
при принятых условиях и точности обработки уже не ведет к повы-
183
шению производительности шлифования и полирования оптических
поверхностей.
Эти явления хорошо известны в практике обработки оптических
деталей, и оптики в единичном и мелкосерийном производстве пред-
почитают работать на малоинтенсивных режимах.
§ зз. обработка кристаллов
Способы ориентации. Кристаллографические оси — это
направления, параллельные ребрам кристаллов и принятые за ко-
ординатные оси.
У кристаллов кубической сингонии, относящихся к оптически
изотропным, эти оси параллельны ребрам куба. Грань, пересекаю-
щую кристаллографическую ось х и параллельную двум другим,
обозначают символом (100); грань, пересекающую ось z и параллель-
ную двум другим, — символом (010). Грань, параллельная осям х
и z и пересекающая ось у, имеет символ (001). Грань, пересекающую
все три оси и отсекающую на них равные отрезки, обозначают (111),
а грань, отсекающую равные отрезки на двух осях и параллельную
третьей, символом (НО) (рис. 123). Кристаллы ориентируют в за-
висимости от их природы, типа детали и ее функционального назна-
чения. У анизотропных диэлектриков положение преломляющих
и отражающих поверхностей детали зависит от требуемого преобра-
зования светового потока. Ориентация полупроводников преду-
сматривает определения кристаллографической плоскости, в которой
материал имеет заданные электрические свойства.
Ориентацию оптически изотропных диэлектриков КО, NaCl,
КВг, NaF, LiF, CaF2 и другие выполняют либо по отношению к оси
роста кристалла, либо по направлениям плоскостей спайности для
учета влияния их технологических свойств на обработку.
Ориентацию одноосных диэлектриков SiO2, СаСо3, А12О3, CaWO4,
КН2РО4 и других выполняют с помощью поляризационного микро-
скопа, наблюдая картины интерференции.
Эти картины в сходящемся пучке поляризованного света видны
только в направлении оптической оси кристалла. Вид картин при
прохождении света через пластинку, вырезанную перпендикулярно
или параллельно оптической оси, неодинаков. Если плоскости раз-
реза отклоняются от этих положений, то фигуры смещаются с центра
поля зрения. Отклонение определяют по углу, на который необхо-
димо наклонить пластинку для их совмещения.
Рис. 123. Обозначения граней кристаллов кубической сингоции
184
Ориентация кристалла
кварца выполняется по
ребрам. Оптическая ось
кристалла проходит от
вершины пирамиды пер-
пендикулярно плоскости,
лежащей вдоль естествен-
ного штриха на гранях.
Погрешность ориентации
кварца достигает 3°. Ори-
ентацию с точностью по-
рядка Г выполняют с по-
мощью коноскопа (рис.
124). Свет от источника
4 направляется параллель-
ным пучком на поляриза-
тор — полупрозрачное зер-
кало 3, проходит через
объектив 5, контролируе-
мую пластинку 6 и по-
падает на зеркало 7.
Отраженный от него свет падает на анализатор 2 и попа-
дает в окуляр 1. Стол, на который устанавливают образец, может
изменять угол наклона по отношению к оптической оси прибора.
Помимо двойного лучепреломления кварц способен вращать
плоскость поляризации. Различают право- и левовращающий кварц.
Направление вращения плоскости поляризации в кристалле опреде-
ляют, вводя между объективом 5 и испытуемым образцом эталонную
пластинку из кварца, направление вращения плоскости поляриза-
ции которого известно. Обычно, если вращения плоскости поляри-
зации нет, то коноскопическая картина имеет вид теневых сходят
щихся или расходящихся крестов. При совпадении направлений
вращения плоскости поляризации испытуемого кристалла и контроль-
ного образца кресты одинаковы. Если видны спирали Эри, то коноско-
пические картины неодинаковы, и искривление концов спиралей
соответствует направлению вращения плоскости поляризации
(рис. 125).
Ориентация кальцита так же, как и кварца, сначала выполняется
по ребрам кристалла — его оптическая ось проходит через вершины
ромбоэдра с тупыми углами между гранями. Ориентация поверх-
ностей относительно оптической оси проще, чем у кварца, так как
кальцит имеет совершенную спайность и постоянство углов между
плоскостями скола и направлением оптической оси. Положение
ориентируемых поверхностей контролируют на коноскопе.
Ориентацию рубина выполняют на конометре (рис. 126), который
состоит из осветителя с поляризатором /, зрительной трубы с анали-
затором 6, держателя 5 и может перемещаться в горизонтальной
плоскости и поворачиваться вокруг вертикальной оси. Ориентируе-
мый кристалл 3 устанавливают в держатель 4, Вращением вокруг
185
Рис. 125. Коноскопическая картина
осн Роста находят положение, при ко-
тором оптическая ось располагается
л.Ш1П ш/в гоРизонтальн°н плоскости. Этому по-
ШУШ ложению соответствует наиболее темная
окраска кристалла. Фиксируют это
\ б/сту положение и опускают держатель в кю-
вету 2 с иммерсионной жидкостью, что
исключает при наблюдении влияние
цилиндрической формы образца. Пово-
1 ротом держателя вокруг вертикаль-
ной оси кристалл устанавливают так,
чтобы его оптическая ось совпала с оптической осью при-
бора. При этом должна наблюдаться коноскопическая картина,
симметричная относительно центра поля зрения. По лимбу держа-
теля 4 отсчитывают искомый угол. Перемещением кристалла в го-
ризонтальном направлении определяют ориентацию оптической оси
по его длине.
Ориентацию полупроводников Ge, Si, CaAs, JnAs и других с точ-
ностью 1° выполняют простейшим оптическим способом с помощью
направленного отражения света неровностями шлифованной поверх-
ности. Ориентированные в основном вдоль плоскостей спайности,
они отражают свет в определенном направлении относительно той
или иной кристаллографической плоскости. На экране наблюдают
фигуры, по виду и расположению которых судят, какая из этих
плоскостей и насколько отклонена от поверхности обработки.
Устройство для ориентации полупроводников (рис. 127) состоит
из осветителя 3, полупрозрачного экрана 2 с отверстием в центре
и приспособления для установки кристалла /. При точном совпаде-
нии ориентируемой поверхности с одной из кристаллографических
плоскостей на экране видны соответствующие им световые пятна
отражения, расположенные симметрично относительно точки па-
дения светового потока. По смещению пятен относительно сетки эк-
рана определяют направление и значение отклонения поверхности
от искомой кристаллографической плоскости.
Ориентацию Ge и Si с точностью 15' выполняют на рентгенго-
ниометре путем снятия рентгенограмм в отраженных лучах поли-
хроматического излучения. Ориентируемый кристалл 1 (рис. 128)
перемещается относительно вертикальной и горизонтальной осей,
чтобы установить ориентируемую плоскость в плоскость падающего
и отраженного лучей. Обычно находят плоскость (111), перпендику-
лярную оси роста кристалла. Если эта плоскость совпадает с торце-
вой поверхностью, то кристалл устанавливают под таким углом Р
по отношению к пучку, исходящему от источника 2, чтобы отражен-
ный пучок зафиксировал счетчик 3. Если торцевая плоскость и
ориентируемая не совпадают, то для регистрации пучка кристалл
разворачивают дополнительно. При фиксации счетчиком отражен-
ного пучка на торцевой поверхности кристалла отмечают угол а,
186
Рис. 126. Оптическая схема копометра
указывающий направление ори-
ентации плоскости.
При ориентации полупровод-
никовых кристаллов, исполь-
зуемых в лазерах, отклонение
обработанной поверхности от
заданной кристаллографичес-
кой плоскости должно быть
менее 30"—Г. Такой точно-
сти можно достичь более
сложным методом: по извест-
ному направлению и значению
углов между кристаллографиче-
скими плоскостями, из которых
одна является базовой, находят положение любой другой плоскости.
Технологические свойства кристаллов. На выбор способа обра-
ботки кристаллов влияют также анизотропность, спайность и раство-
римость. Анизотропность кристаллических материалов — одно из
свойств, затрудняющих механическую обработку шлифованием и по-
лированием. Механическая прочность и поверхностная твердость
кристаллов неодинаковы в различных направлениях. При N > 5
и PIV—PIX классах исполнительные поверхности могут быть
расположены в любом направлении; при N < 5 исполнительные
поверхности ориентируют перпендикулярно оси роста кристалла,
чтобы выровнять их деформацию, вызываемую перераспределением
внутренних напряжений. Если исполнительные поверхности ориен-
тированы вдоль оси роста кристалла, то их деформация будет неоди-
накова. Максимально возможная чистота полирования достигается
на поверхности с наибольшей поверхностной твердостью. Возмож-
ные неровности рельефного и глубина нарушенного слоя шлифован-
ной поверхности также зависят от ее ориентации.
Спайность кристаллов ведет к появлению трещин, образующихся
в результате воздействия зерен абразива и распространяющихся
преимущественно по плоскостям спайности, где прочность кристал-
лов наименьшая. Кристаллы раскалываются и расщепляются по
плоскостям спайности.
Если поверхность ориентирована по любой из граней куба, то
трещины окажутся направленными к ней под углом 90°. После их
Рис. 127. Ориентация кристалла по
Направленному отражению света
Рис. 128. Ориентация кристаллов гер-
мания и кремния на рентгенгониометре
187
соединения с одновременно возникающими горизонтальными тре-
щинами откалываются частицы, стороны которых совпадают с гра-
нями куба. Профиль неровностей шлифованной поверхности обра-
зуется выступами и впадинами прямоугольной формы.
При расположении обрабатываемой поверхности по грани ромбо-
додекаэдра трещины в соответствии с направлением плоскостей
спайности составят с нею угол 45°. Неровности имеют вид пирамид
с углом при вершине 90°. Если поверхность ориентирована по грани
октаэдра, профиль неровностей образуется трехгранными пирами-
дами, грани которых параллельны направлению плоскостей спайности.
Выступы неровностей рельефного и глубина трещиноватого слоя по
грани куба, ромбододекаэдра и откаэдра неодинаковы. В частности,
у LiF, NaCl, CaF2 рельефный и трещиноватый слой по грани куба при-
мерно на 40—50 % больше, чем по грани ромбододекаэдра, где воз-
можность проникновения трещин в глубь материала ограничена их
взаимным пересечением под углом 90°.
У синтетического рубина, спайность которого несовершенна,
наблюдается зависимость строения шлифованной поверхности от ее
положения относительно оптической оси кристалла. Трещины, рас-
пространяющиеся в глубь кристалла, приближаются к направлению
этой оси. Если шлифуемая поверхность ориентирована перпендику-
лярно оптической оси, то трещины окажутся направленными под
большими углами к плоскости обработки, а образуемые при их пере-
сечении выколки будут глубокими и узкими. Трещины при ориен-
тации плоскости обработки параллельно оси окажутся под меньшим
углом к ней. Выколки будут иметь малую глубину, но большую ши-
рину.
Особенность строения шлифованной поверхности кристаллов
заключается в наличии зоны, в которой решетка не имеет признаков
нарушения и оказывается лишь деформированной. Эта зона, находя-
щаяся ниже трещиноватого слоя, практически не влияет на оптиче-
ские свойства материала, но ее роль существенна, если о качестве
изделий необходимо судить по их электрическим характеристикам.
Такие требования, в частности, предъявляют к пьезоэлементам из
кварца, полупроводниковым приборам из кремния, германия, арсе-
нида галлия и др.
Растворимость в воде присуща кристаллам с малой твердостью.
Это накладывает ограничения на режимы их механической обработки,
выбор обрабатывающих и вспомогательных материалов. К таким кри-
сталлам, в частности, относятся распространенные NaF, NH4H2PO4,
NaCl, CsB2, KJ.
При работе деталей в УФ области спектра рассеяние света микро-
неровностями полированной поверхности может быть снижено,
если их размер будет меньше длины волны заданной области спек-
тра. В связи с этим жидкая фаза суспензии не должна вызывать ин-
тенсивного растворения кристалла, слой ее должен иметь увеличен-
ную толщину, чтобы уменьшать глубину врезания зерен полирую-
щего абразива, например, используя водные растворы глицерина.
Упругие свойства смолы полировальника должны уменьшать уро-
188
Рис. 129. Разрезание кристаллов, рас-
творимых в воде
вень выступающей части работа-
ющих зерен. Например, приме-
няют воск, наносимый тонким
слоем на поверхность смолы по-
лировальника.
Токсичность свойственна неко-
торым кристаллам: таллий, цезий,
мышьяк и др. При работе с таки-
ми кристаллами необходимо стро-
гое соблюдение правил техники безопасности и производственной
санитарии, в частности максимальная герметизация оборудования,
использование респираторов, резиновых перчаток и напальчников,
отдельное хранение спецодежды, соблюдение личной гигиены, пе-
риодический медицинский осмотр и т. п.
Механические операции обработки кристаллов. Механическая
обработка состоит из тех же операций и служит тем же целям, что
и обработка стекла, но имеет свою специфику.
Разрезание и распиливание применяют для превращения полу-
фабриката в заготовки, их выбор определяется твердостью мате-
риала, степенью совершенства спайности и растворимостью кри-
сталла в воде.
Кристалл 2, растворимый в воде, разрезают движущейся льня-
ной нитью /, проходящей через увлажнитель 4 с помощью меха-
низма 3 и растворяющей материал (рис. 129). Скорость движения
нити ~0,5 м/с. При таком способе разрезания отсутствуют механиче-
ские воздействия на кристаллическую решетку, прочность которой
у растворимых материалов мала.
Кристаллы, имеющие совершенную спайность, например NaCl
и СаСО3, разделяют на заготовки раскалыванием по плоскостям
спайности. Форма заготовок из NaCl — куб, параллелепипед; форма
заготовок из СаСО3 — ромбоэдр. Раскалывание осуществляют но-
жом по плоскости спайности. Ориентированные кристаллы СаСО3
распиливают на заготовки тонкими алмазными отрезными кругами
формы АОК зернистостью 63/50.
Большинство диэлектриков, например CaF2, LiF, BaF2, CaWO4,
SiO2, AI2O3 и др., распиливают алмазными отрезными кругами формы
АОК с зернистостью алмаза 160/125—125/100. Скорость резания круга
20—30 м/с, продольная подача приблизительно 30 мм/мин. В каче-
стве СОЖ используют воду.
Полупроводники (Ge, Si, CaAs, JnAs и др.) распиливают алмаз-
ными кругами формы АКВР или тонкими металлическими полот-
нами с порошками-карбида кремния М10, М7. Хрупкость полупро-
водниковых кристаллов не позволяет отпиливать пластинки тоньше
0,3 мм, что при практически минимальной ширине пропила 0,2 мм
приводит к значительным (до 40 %) потерям материала. Если учесть,
что толщина готовых деталей мала (до 0,05 мм), то потери возрастают
ДО 80 %,
189
Обработанные пластинки разрезают на отдельные заготовки ал-
мазным резцом, нанося ряд взаимно перпендикулярных штрихов —
царапин. Пластинку разламывают, поместив ее между резиновыми
листами и прокатывая роликом.
Сверление отверстий в кристаллах выполняют на том же обору-
довании и тем же инструментом, что и при сверлении стекла; СОЖ
служат те же растворы, что и при распиливании.
Установку и фиксацию заготовок на приспособлениях осуществ-
ляют так же, как и установку заготовок из стекла. Кристаллы, имею-
щие низкую термостойкость и значительные внутренние напряже-
ния, собирают в блоки приклеиванием так, чтобы не создавать в за-
готовках разности температур, превышающей их термостойкость,
т. е. коэффициенты теплопередачи материала наклеенного приспособ-
ления и заготовок должны быть согласованы. Большая разность
коэффициентов термического расширения приведет к возникновению
напряжений в приклеенных заготовках, что неизбежно скажется
на точности обработки.
При нагреве блока водорастворимых и гигроскопичных кристал-
лов полированные поверхности до разборки блока защищают слоем
лака: цапон-лаком, фторопластом и др., чтобы адсорбированная
влага не привела к потере их прозрачности.
Шлифование кристаллов имеет тот же механизм процесса и те же
закономерности и деление на операции грубого и тонкого шлифо-
вания, что и при обработке стекла. В условиях серийного произ-
водства шлифование кристаллов SiO2, А12О3, Ge, Si, S2TiO3 выпол-
няют алмазным инструментом в виде планшайб. В единичном произ-
водстве шлифование ведут на шлифовальных станках типа ШП
алмазным инструментом или свободным абразивом (карбид крем-
ния, карбид бора). Зернистость алмаза 160/125—28/20, а свободного
абразива 4—М40, СОЖ и жидкая фаза суспензии свободного абра-
зива аналогичны применяемым при шлифовании стекла. Шлифова-
ние остальных кристаллов ведут водной суспензией электрокорун-
довых порошков зернистостей М40, М28, М20, MIO, М7 на латунных
шлифовальниках или из стекла марок ЛК5, К8. Необрабатываемые
поверхности водорастворимых кристаллов предохраняют от раз-
рушения нанесением слоя защитного лака.
Шлифование мягких и водорастворимых кристаллов производят
микропорошками электрокорунда зернистостей М20—М5. Жидкой
фазой суспензии служат насыщенные растворы солей этих кристал-
лов, спирт, глицерин. Для уменьшения глубины нарушенного слоя
и вероятности образования царапин, выколок используют инстру-
мент из стекла, хрупкость которого исключает возможность закреп-
ления зерен абразива. Тонкое шлифование водорастворимых кри-
сталлов можно заменить безабразивной обработкой — растворением
поверхностного слоя, образованного грубым шлифованием. Шлифо-
вальник представляет собой металлический или стеклянный корпус
с точной плоской или сферической поверхностью, на которую натя-
гивают и закрепляют тонкую (бязь, батист) или наклеивают толстую
(сукно, фетр) ткань. Вода при температуре 30—40 °C, подаваемая
190
ё зазор между притираемыми поверхностями, растворяет кристалл.
Такой процесс не образует нарушенного слоя, поэтому механическая
прочность и термостойкость деталей выше по сравнению с деталями,
подвергнутыми шлифованию свободным абразивом. Безабразивная
обработка выполняет одновременно функцию предварительного по-
лирования.
Полирование кристаллов рассматривают как процесс, в основе
которого лежит режущее воздействие зерен полирующего абразива.
Полирование кристаллов отличается разнообразием применяемых
порошков, материалов, образующих рабочую поверхность инстру-
мента, и жидкой фазы суспензии.
Рубин полируют на металлических подложках — олове, меди,
а также кварцевом стекле, агате. Полирующим материалом служат
алмазные пасты зернистостью 5/3—1/0.
Кварц полируют теми же материалами, которые используют для
полирования стекла. Ряд кристаллов (CaF2, BaF2 и др.) полируют
водными суспензиями микропорошков алмаза АСМ зернистостью
5/2—1/0, применяя тканевые и пластмассовые полировальники.
Мягкие кристаллы (NaCl, КО, KJ, CsJ и др.) полируют окисью
хрома на полировочной смоле с восковым покрытием, которое спо-
собствует повышению чистоты поверхности. В качестве суспензии
используют водные растворы глицерина.
Смоляную поверхность полировальника не подрезают, а периоди-
чески притирают стеклянным инструментом, поверхность которого
соответствует в точности готовой детали. Форму и взаимное распо-
ложение поверхностей контролируют интерференционным бескон-
тактным способом.
Водорастворимые и гигроскопичные кристаллы полируют до тех
пор, пока смоляные полировальники не станут сухими. Поверхность
водой не промывают, чтобы не вскрыть дефекты, образовавшиеся
при шлифовании. Заготовки хранят в эксикаторах с обезвоженным
хлористым кальцием. Готовые поверхности защищают слоем лака.
Детали сушат в вакуумной установке, прогревают в термостате для
повышения предела прочности кристалла, полированные поверх-
ности защищают лаками или тонкими стеклами.
Для полирования применяют водные суспензии окиси хрома,
полирита, крокуса с добавками насыщенных растворов этих кристал-
лов, кислот и других веществ, действие которых сочетает окисление
поверхности с одновременным ее медленным растворением. Химиче-
ские реагенты улучшают чистоту полируемой поверхности, повышают
интенсивность процесса и уменьшают толщину нарушенного слоя.
ГЛАВА 8
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
ТИПОВЫХ ДЕТАЛЕЙ
§ 34. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Технологический процесс должен обеспечивать возмож-
ность изготовления изделия в полном соответствии с рабочей кон-
структорской документацией на него, что позволит реализовать
базовые показатели технологичности конструкции изделия и выпол-
нить требования техники безопасности и промышленной санитарии.
В основу разработки технологических процессов положены два
принципа—технический и экономический. Технический принцип
предусматривает обеспечение выполнения всех требований чертежа
и ТУ на изготовление, а экономический — выполнение этих требо-
ваний с минимальными затратами сырьевых, энергетических и люд-
ских ресурсов. Разработка технологического процесса сводится к по-
иску оптимального для данного производства варианта перехода
от полуфабриката к готовой детали или сборочной единице.
Оптические детали характеризуются сравнительно большим чис-
лом параметров, определяющих их качество, разнообразием свойств
материалов, используемых для их изготовления, поэтому даже од-
нотипные детали, классифицированные по общности их геометри-
ческих признаков, не могут быть изготовлены по одной и той же тех-
нологии. Кроме того, современное оптическое производство харак-
теризуется значительным (до 70 %) удельным весом единичного и
мелкосерийного производства, частой сменой номенклатуры деталей
и, следовательно, не всегда сбалансированной и ритмичной загруз-
кой всех групп оборудования и исполнителей. Так как специфиче-
ской особенностью оптического производства является многовариант-
ность технологических процессов, то при разработке групповых тех-
нологических процессов для единичного и мелкосерийного произ-
водства и типовых для крупносерийного и массового производства
необходимо учитывать эту особенность.
В общем виде проектирование технологического процесса пред-
ставляет собой решение комплекса взаимосвязанных вопросов:
установление типа производства, выбор метода получения заготовки,
выбор баз, расчет блоков заготовок, установление маршрута движе-
ния заготовки, методов и средств обработки и контроля отдельных
операций, расчет промежуточных припусков, установление тех-
нологических допусков, выбор оборудования и проектирование спе-
циального технологического оснащения, установление режимов
обработки, методов и средств контроля изделия, норм времени и
192
квалификации исполнителей, оформление технической докумен*
тации на все перечисленные этапы. В зависимости от конкретных
условий производства некоторые этапы разработки можно исключать
или, наоборот, вводить дополнительные. Например, в единичном
производстве обычно ограничиваются расчетом блока заготовок,
подбором инструмента и приспособлений, установлением коэффи-
циента запуска и составлением общего маршрута (маршрутно-эс-
кизной технологии), так как более подробная разработка экономи-
чески невыгодна. При всем многообразии оптических деталей все
они характеризуются общностью выполнения отдельных (основных,
вспомогательных или контрольных) операций их изготовления.
В связи с этим при разработке групповых и типовых технологических
процессов за основу берутся похожие операции и последователь-
ность их выполнения с включением дополнительных операций, учи-
тывающих конструктивно-технологические особенности детали, на
которую разрабатывается данный технологический процесс.
Сущность типизации технологических процессов сводится к сле-
дующему.
1. Все детали группируют в классы, подклассы и типы в зависи-
мости от их конфигурации и размеров, точности изготовления, общ-
ности схем базирования, последовательности операций, типов обо-
рудования и оснастки, методов и средств контроля.
2. Для каждого класса конструктивно-технологически сходных
деталей разрабатывают типовой или несколько вариантов типового
технологического процесса, которые можно применить при обработке
любой детали, входящей в данный класс. Обычно варианты выбирают
в зависимости от заданной точности изготовления и серийности.
Наиболее ответственной операцией является установление принад-
лежности детали к тому или иному классу, поскольку это в основном
предопределяет принципиальное содержание технологического про-
цесса.
Разработка технологических процессов в единичном и мелко-
серийном производстве накладывает большие ограничения на ис-
пользование высокопроизводительного оборудования, прогрессив-
ных методов формообразования поверхностей, средств механизации
и автоматизации трудоемких процессов и т. п.
Групповые технологические процессы позволяют приблизить
единичное и мелкосерийное производство к условиям более эффектив-
ного крупносерийного и массового производства. В основе группо-
вой технологии так же, как и типовой, лежит классификация де-
талей по общности конструктивно-технологических признаков; уста-
новление комплексной детали, содержащей все геометрические
элементы деталей данной группы; разработка технологического
процесса, который с небольшими дополнительными изменениями
(подналадкой оборудования, введением дополнительных приспособ-
лений, операций и т. п.) применим для изготовления любой детали
данной группы; проектирование групповых приспособлений и ин-
струментальных наладок, модернизация при необходимости обору-
дования.
7 П/р М. Н. Семибратова
193
Комплексная деталь может быть реальной или условной. В ка-
честве реальной выбирают наиболее сложную деталь данной группы,
обеспечивающую функции комплексной детали, а в качестве услов-
ной — деталь, содержащую все геометрические элементы (поверх-
ности, углы, фаски, выточки и т. п.) деталей данной группы. Метод
групповой технологии включает унификацию не только техноло-
гии, но и всего комплекса подготовки производства, например, про-
ектируемых приспособлений и их отдельных элементов, инструмента
и т. п. Специфические особенности оптической технологии не позво-
ляют распространить групповую технологию на все операции, на-
пример, операции тонкого шлифования и полирования. Большинство
же операций (все операции предварительной обработки, нанесение
покрытий, нанесение делений и других знаков, склеивание и др.)
поддаются группированию.
Для снижения трудоемкости и времени подготовки производства
на ряде предприятий внедрена автоматизированная система техно-
логической подготовки оптического производства на базе ЭВМ,
с использованием действующей в отрасли нормативно-технической
документации. С помощью пакета прикладных программ решаются
следующие задачи:
расчет коэффициентов запуска пластин, призм и линз, проектиро-
вание заготовок;
выбор типового технологического процесса или определение
последовательности операций;
проектирование отдельных операций, т. е. выбор оборудования,
технологической оснастки, определение припусков, режимов, норм
времени и расхода вспомогательных материалов;
формирование технологической документации по форме ЕСТД
и выдача ее на печатающее устройство.
Ввод информации в ЭВМ осуществляется с помощью системы ко-
дирования, переводящей геометрическую (с чертежа детали) и тех-
нологическую информацию в таблицы чисел и символов.
§ 35. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
ПЛОСКОПАРАЛЛЕЛЬНЫХ ПЛАСТИН И КЛИНЬЕВ
Предварительная обработка. Все операции (1—13)
(рис. 130) предварительной обработки заготовок пластин и клиньев
независимо от требуемой точности их изготовления выполняются по
единой схеме. При использовании заготовок в виде прессованного
штабика операцией 1 является распиливание заготовок с припуском
по толщине, которое выполняется на станке, снабженном алмазным
дисковым кругом диаметром 600 мм с алмазом зернистостью 160/125.
Частота вращения инструмента —1420 об/мин обеспечивает оптималь-
ную скорость круга в пределах 37—40 м/с. В качестве СОЖ исполь-
зуют воду с добавлением эмульсола Э-2. При использовании штучных
или кратных заготовок обработку начинают с операции 2 сборки
блока заготовок и установки его на столе плоскошлифовального
станка.
194
Рис. 130. Обобщенная схема технологического процесса обработки заготовок пла-
стин и клиньев
7*
195
Заготовки толщиной более 5 мм плотно одну к другой уклады-
вают на зеркале электромагнитного стола станка, а по контуру
стола размещают стальные планки. Заготовки толщиной менее 5 мм
предварительно приклейвают воском к стальным пластинам, которые
затем устанавливают на зеркале стола. При подаче электропитания
на обмотку стола стальные планки надежно удерживают заготовки
от боковых смещений при их обработке.
Закрепление заготовок механическим зажатием в приспособле-
нии значительно снижает подготовительно-заключительное время
операции обработки. Такой метод применяется только в тех случаях,
когда он обеспечивает сохранность заготовки (отсутствие расколов
и выколок), когда относительное снижение точности конструктивных
параметров деталей под действием упругих напряжений и дефор-
маций, вызываемых зажатием в тисках, цанговых патронах и других
устройствах, не выходит за пределы установленного на данную опе-
рацию допуска. Поэтому область применения методов механического
зажатия заготовок ограничивается в основном операциями предвари-
тельной обработки заготовок, нанесения штрихов и других знаков,
нанесения покрытий и т. п.
Грубое шлифование (3) ведется алмазным чашечным кругом диа-
метром 500 мм с частотой вращения 975 об/мин, что обеспечивает
скорость резания 25 м/с.
Погрешность формы заготовок в пределах 0,01 мм на длине
100 мм, шероховатость поверхностей не грубее Rz = 20 мкм.
Разборка блока (4) выполняется при выключенном электромаг-
ните. Тонкие заготовки отклеиваются от пластин с помощью электро-
плит, промываются в моечной установке барабанного типа в горячем
(90 °C) 4 %-ном растворе кальцинированной соды, высушиваются и
вновь уже обработанной стороной наклеиваются на пластины и
устанавливаются на столе станка. Ненаклеенные заготовки перево-
рачиваются и устанавливаются на столе на прежнее место.
После грубого шлифования второй поверхности (6) разнотолщин-
ность заготовок не превышает 0,02—0,05 мм. Для получения клино-
видной заготовки используют специальные приспособления, нижняя
опорная поверхность которых расположена под заданным углом
к плоскости стола. Погрешность углов не превышает Д = 5\
Процессы разборки блока и промывки (12), выполняемые после
шлифования второй поверхности, аналогичны операции (4).
Более прогрессивной является обработка алмазным инструмен-
том плоскостей на специализированных станках. Заготовки размером
до 150x200 мм устанавливают в пневмоприспособление. Обработка
ведется последовательно тремя алмазными чашечными кругами диа-
метром 250 мм из алмаза зернистостью 315/250, 200/160 и 125/100.
Частота вращения* шпинделей может изменяться в пределах 900—
1500 об/мин.
Далее выполняется сборка заготовок в столбики (8) для обработки
боковых (нерабочих) поверхностей. При использовании кратных
заготовок обработка начинается с распиливания (9) блока на стол-
бики, поперечные размеры которых равны размерам детали с при-
196
Рис. 131. Эластичное крепление заготовок пластин и клиньев:
а — сплошным слоем смолы; б — точечное крепление
пуском. Эта операция аналогична операции 1. Штучные заготовки
зажимаются или вклеиваются в специальные приспособления и уста-
навливаются на столе плоскошлифовального станка. Заготовки круг-
лой формы обрабатываются по диаметру на круглошлифовальном
станке, обеспечивающем наружное шлифование цилиндрических и
конических поверхностей диаметром до 140 мм, длину столбика до
500 мм. Заготовки, собранные в столбики с отношением диаметра
столбика к его длине 1 : 3, закрепляются в центрах сжатием. При
больших отношениях заготовки склеиваются. Точность обработки
диаметра не ниже класса #6.
Более прогрессивной является обработка простых контуров
заготовок алмазным инструментом на фрезерных станках с програм-
мным управлением.
Заключительной операций (13) предварительной обработки за-
готовок является фасетирование заготовок, выполняемое вручную
на станках с алмазированной планшайбой. Прошедшие контроль
по материалу, габаритным размерам и чистоте поверхностей заготовки
направляются на участок тонкого шлифования и полирования для
окончательной обработки исполнительных поверхностей.
Окончательная обработка исполнительных поверхностей. Все
операции (14—22) (рис. 130) окончательной обработки исполнитель*
них поверхностей пластин и клиньев выполняются по единой схеме.
Однако в зависимости от типа детали и точности ее изготовления при-
меняемые способы изготовления могут быть различными. Эти раз-
личия определяются главным образом точностью формы и чистотой
исполнительных поверхностей, точностью их взаимного расположе-
ния, степенью жесткости конструкции и материалом заготовки. На-
пример, операция 22 выполняется только при необходимости.
Технологический процесс начинается с выполнения ответствен-
ной вспомогательной операции (14) — сборки блока. В задачу сборки
блока входит взаимная ориентация заготовок относительно одна дру-
гой и приспособления, равномерная разгрузка массы заготовок и ра-
бочего давления, передаваемого через них на приспособление, точ-
ная и прочная фиксация заготовок в заданном положении.
Способ сборки блока определяется выбранной технологией.
Соединение заготовок с приспособлением для тонкого шлифования
и полирования'первой стороны осуществляется приклеиванием на-
клеенными смолами (см. § 25).
197
Рис. 132. Жесткое крепление заготовок:
а — пластин; б — клиньев
Крепление смолами может быть двух видов: эластичное и жесткое.
Наиболее универсальным является эластичное крепление (рис. 131),
обеспечивающее точную установку заготовок 2 относительно одна
другой и наклеенного приспособления 4. Функции установочной базы
выполняет нижняя поверхность заготовки 2, опирающаяся на рабо-
чую плоскость вспомогательного приспособления 1. Кроме того,
эластичное крепление за счет большой толщины слоя смолы 3 обеспе-
чивает наименьшие деформации обрабатываемых заготовок, что
очень важно при получении поверхностей с жесткими допусками
(N < 1, ДЛГ < 0,2).
Смола на заготовки малых размеров наносится в виде сплошных
подушек (рис. 131, а) вручную или на наклеенном полуавтомате,
а на заготовки более 80—100 мм в виде полосок или точек
(рис. 131, б). Этот вид крепления применяется в единичном и мелко-
серийном производстве, а также для деталей с малой жесткостью.
В крупносерийном и массовом производстве в целях исключения
трудоемкой вспомогательной операции наклеивания на заготовки
смоляных подушек применяется жесткий метод крепления загото-
вок 3 (рис. 132, а) к приспособлению 1. Он предусматривает наклеи-
вание тонким слоем смолы 2 толщиной 0,2 мм плоскопараллельных
заготовок на плоское наклеенное приспособление, а клиньев — на
специальное приспособление (рис. 132, б), имеющее установочные
площадки, расположенные под определенным углом к его основа-
нию.
Функцию установочной базы заготовки в этом случае выполняет
ее поверхность, совмещаемая с установочной базой приспособле-
ния 1 через слой смолы 2. Вследствие его разнотолщинности, вызван-
ной неравномерным прижимом заготовки 3 к опорной плоскости
наклеенного приспособления /, погрешности установки заготовок
больше погрешностей при эластичном способе крепления и состав-
ляют Д = 104-15.
Операцию (15) тонкого шлифования (см. рис. 130) выполняют на
станках ШП способом свободного поверхностного притира водными
суспензиями микропорошков электрокорунда с зернистостью М20
и М10 в два перехода или алмазным инструментом в виде планшайбы
с наклеенными на ее рабочую поверхность алмазосодержащими эле-
ментами в один переход. После промывки блока, контроля плоско^
стности, равномерности шероховатости и отсутствия Царапин на по-,
верхности приступают к полированию. Полирование (16), как пра*
198
1
б)
исполнительных
Рис. 133. Крепление заготовок с по-
мощью оптического контакта:
а — пластин: б — клиньев
вило, выполняется на тех же
станках способом свободной
притирки. Материал подложки
полировальника выбирают в за-
висимости от требований к
точности формы и чистоте
Операцию (17) разборки блоков производят тепловыми и уль-
тразвуковыми способами. Наиболее распространенным способом
является охлаждение блока в камере при температуре от —30 до
—50 °C. Отделение заготовок от приспособления происходит в ре-
зультате тангенциальных сил, возникающих в склеивающем слое
за счет разности ТКЛР смолы (64-10) 10~3 и стекла (6-4-10) 10_7° С-1.
Меньшее распространение получил способ нагрева блока. Более
прогрессивными являются ультразвуковые способы разборки
блоков, значительно сокращающие время выполнения этой опе-
рации, которая может выполняться путем непосредственного
воздействия ультразвуковых колебаний на блок, закрепленный хво-
стовиком на ультразвуковой разблокировочной машине, или через
жидкую среду. В первом случае отделение заготовок происходит
в результате неодинаковой частоты вынужденных собственных ко-
лебаний металлического наклеечного приспособления, смолы и стекла.
Во втором случае блоки помещаются в ванны ультразвуковых про-
мывочных установок. В качестве рабочей жидкости используются
обычные органические растворители или водные растворы щелочей
и ПАВ.
Это позволяет совместить операции разблокировки блока, про-
мывки заготовок и наклеенных приспособлений в одном агрегате.
Промытые заготовки зеркал после контроля чистоты поверхно-
стей направляются для выполнения дополнительной операции —
нанесения отражающего покрытия. Заготовки плоскопараллельных
пластин и клиньев направляются на повторную сборку блока (18)
для последующего тонкого шлифования (19) и полирования (20)
второй исполнительной поверхности. Заготовки деталей с широкими
допусками на плоскопараллельность и клиновидность собираются
теми же способами, что и при выполнении операции 14.
Для крепления заготовок с допусками на плоскопараллельность
или клиновидность деталей Д с 3" независимо от типа производства
применяется оптический контакт. Для этого заготовки плоскопарал-
лельных пластин 2 (рис. 133, а) закрепляются непосредственно на
стеклянном приспособлении /, а клиньев (рис. 133, б) через проме-
жуточные стеклянные плашки 3 приспособления.
Операции тонкого шлифования (19), полирования (20) и разборки
блоков (21) выполняются аналогично операциям 15—17 (см. рис. 130).
Разборку блоков, собранных с помощью оптического контакта, вы-
полняют тепловым (локальный нагрев или охлаждение для созда-
ния температурного градиента между заготовкой и приспособлением),
199
ультразвуковым (в ванне ультразвуковой установки с жидкостью),
расклинивающим действием жидкости. В последнем случае блоки
помещают на длительное время (~24 ч) в ванну с водой. Для уско-
рения процесса на установочных элементах контактных приспособ-
лений создают систему тонких каналов, через которые в зону кон-
такта под давлением подают воду. При этом операция выполняется
в течение нескольких минут.
Большинство заготовок после ультразвуковой промывки и кон-
троля качества поверхностей направляются для выполнения опера-
ций дополнительной обработки.
Заготовки деталей с жесткими допусками на точность формы
N < 0,1, ДМ <0,1, плоскопараллельность ДО < 3" и клиновид-
ность До < 3" проходят операцию доводки (22) в сепараторах
(см. § 30).
Дополнительная обработка заготовок. Дополнительную обра-
ботку заготовок осуществляют по единой схеме (см. операции 23—
30 на рис. 130), но различными способами в зависимости от класса
детали.
На операции 23 заготовки зеркал покрываются металлическими
отражающими, а плоскопараллельные пластины светоделительными
металлическими или диэлектрическими, защитными, токопроводя-
щими или поляризационными покрытиями (см. гл. 9); иногда под-
вергаются операции 24 склеивания с другими деталями.
Заготовки шкал, сеток и лимбов покрываются в зависимости от
способа нанесения рисунка слоем металла, веска, лака, светочув-
ствительной эмульсией и т. п.
Операции 25—28 при обработке заготовок шкал, изготовляемых
способом гравирования с последующим травлением и термообработ-
кой, выполняются способами, изложенными в § 53, 54. Большинство
Шкал, сеток и лимбов проходят операцию 29 заклеивания покров-
ным стеклом (см. гл. 10).
Готовые шкалы и лимбы точных приборов на операции 30 ат-
тестуются государственным поверителем.
В технологическом процессе, описанном выше, в зависимости от
конструктивных особенностей деталей ряд операций, указанных
в схемах, может не выполняться.
§ 36. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
ПРЯМОУГОЛЬНЫХ ПРИЗМ
Предварительная обработка. При использовании кратной
заготовки или штабика предварительная обработка (рис. 134) начи-
нается с распиливания (1). Распиленные и штучные заготовки по-
ступают на сборку блока (2), которая в зависимости от выбранного
оборудования, используемого для последующих операций, выпол-
няется различно. Изготовление призм, в отличие от пластин, всегда
начинается с обработки боковых поверхностей. В условиях единич-
ного производства операции 3,6 выполняют вручную свободным аб-
разивом или на алмазированной планшайбе на станках для грубого
шлифования. При серийном производстве обычно используют плоско-
200
Рис. 134. Обобщенная схема технологического процесса предварительной обработки
заготовок прямоугольных призм
шлифовальные станки. Для этого заготовки приклеивают к метал-
лическим пластинам и устанавливают на электромагнитный стол
станка. После грубого шлифования (3) первой боковой поверхности
блок разбирают (4) путем нагрева на электроплите, а заготовки про-
мывают и наклеивают (5) обработанной стороной на пластины, т. е.
собирают блок, после чего обрабатывают вторую боковую поверх-
ность.
На ряде предприятий в условиях серийного производства нашел
применение способ обработки заготовок в металлических сепарато-
201
Рис. 135. Агрегатный станок для обработки боковых поверхностей призм
рах без их приклеивания. В процессе отработки плотно уложенные
одна к другой заготовки удерживаются от смещения краями сепара-
тора (групповая обработка). Грубое шлифование ведется на станках
свободным притиром с применением водных суспензий абразива.
Исключение операций наклеивания, расклеивания, промывок и воз-
можность одновременной обработки большого числа заготовок обес-
печивают высокую производительность.
В условиях массового производства на поточной линии призм
биноклей нашел применение агрегатный станок, выполняющий опе-
рацию (7) одновременной обработки обеих ее боковых поверхностей.
При обработке заготовки*/ (рис. 135) закрепляются механическим
зажимом 3 в гнездах медленно вращающегося ротора 2, по бокам
которого попарно установлены четыре шпинделя с инструментом
в виде алмазного чашечного круга 4. Первая пара служит для сня-
тия основной массы припуска, вторая пара, сошлифовывая остав-
шуюся часть припуска, уточняет размер и уменьшает шероховатость
поверхностей.
В зависимости от выбранной технологии предварительной обра-
ботки исполнительных поверхностей и оборудования операция (9)
(см. рис. 134) сборки блока выполняется по-разному.
При единичном производстве заготовки склеивают (9) боковыми
поверхностями в столбик.
Затем последовательно обрабатывают первую (10) и вторую (13)
исполнительные поверхности с подгонкой угла 90°, далее обрабаты-
вают третью исполнительную поверхность (16) с выдерживанием за-
данной разности углов 45°, высоты и пирамидальности призм. При
этом операции 11, 12, 14, 15 исключаются. В условиях серийного
производства широко используется предварительная обработка за-
готовок (9, 12, 15), приклеенных на специальные приспособления,
202
имеющие фигурные пазы, соответствующие форме и размерам при-
клеиваемых заготовок.
Нашли применение специальные приспособления, обеспечиваю-
щие последовательное грубое шлифование исполнительных поверх-
ностей заготовок призм, собранных в столбики, с одной установки.
При этом заданный угол поворота и фиксация столбика могут выпол-
няться по эталону или с помощью делительной головки. Дальней-
шее развитие этот способ базирования и обработки нашел в приме-
нении фрезерных металлорежущих станков с программным управле-
нием и привел к созданию специализированного полуавтомата.
При работе по этой схеме точность выполнения заданного взаимного
расположения обрабатываемых поверхностей определяется точностью
станка и делительного устройства.
В целях избежания появления выколок на заготовке при выходе
инструмента за край обработку ведут в такой последовательности:
Рис. 136. Обобщенная схема технологического процесса окончательной и допол-
нительной обработки исполнительных поверхностей заготовок призм
203
Рис. 137. Эластичное крепление заго-
товок призм
Рис. 138. Жесткое крепление заготовок
призм
После разборки (18) столбиков заготовки промываются и направ-
ляются на фасетирование, которое выполняется вручную на станках
для грубого шлифования свободным абразивом или на алмазирован-
ной планшайбе.
Окончательная обработка исполнительных поверхностей. Наи-
более целесообразно окончательную обработку исполнительных по-
верхностей (рис. 136) выполнять в такой последовательности: ка-
тет—катет—гипотенуза, поскольку при обработке последней грани —
гипотенузы наиболее удобно выдерживать допуски на разность уг-
лов 45° и пирамидальность. При блокировании заготовок призм
так же, как и пластин, используются эластичный и жесткий способы
их приклеивания смолой к приспособлениям, а также крепление
гипсованием и оптическим контактом.
Операция 20 сборки блока при эластичном способе блокирования
начинается с наклеивания на заготовки 2 (рис. 137) смоляных по-
душек 5, после чего заготовки устанавливаются на рабочую плос-
кость вспомогательного приспособления 1. Расположение заготовок
должно соответствовать установочным элементам наклеечного при-
способления 4, которое в разогретом виде опускается на заготовки 2
со смолой. После оплавления смолы, выравнивания и остывания
блока заготовки оказываются плотно закрепленными на наклеечном
приспособлении.
Тонкое шлифование первой исполнительной поверхности (21)
(см. рис. 136) заготовок выполняют на станках ШП. Модель станка
выбирают в зависимости от размера блока. Операция заканчивается
измерением разнотолщинности блока, промывкой обработанной по-
верхности и ее контролем по равномерности шероховатости и отсут-
ствию царапин.
Полирование (22) блока осуществляют обычно на том же обору-
довании, что и шлифование. Полирование выполняют водными сус-
пензиями полирита полировальниками со смоляной подложкой.
Операцию разборки (23) блоков ведут тепловым способом (нагре-
вом на электроплите или охлаждением в камере); промывку (23)
выполняют органическими растворителями.
204
Рис. 139. Крепление заготовок призм
с помощью оптического контакта
Рис. 140. Закрепление заготовок призм
гипсом
Все последующие операции сборки блоков (24, 28), тонкого шли-
фования (25, 29), полирования (26,30) второй и третьей исполнитель-
ных поверхностей, разборки и промывки блока (27, 31) выполняют
аналогично соответствующим операциям обработки первой исполни-
тельной поверхности. Погрешность изготовления углов не превы-
шает А = 5'.
Операции 20, 24, 28 сборки блока при жестком способе закреп-
ления (рис. 138) производят приклеиванием тонким слоем смолы 3
разогретых заготовок 2 к приспособлению 1 с использованием вспо-
могательных плашек 4. Первую установку (20) заготовок выполняют
по катетным граням, являющимся черновой базой. Погрешность
этой установки не имеет значения, поскольку точность обработки
определяется последующими установками. Операции 24 и 28 уста-
новки (см. рис. 136) используют для обработки катетов. При обра-
ботке катетов может быть два варианта. При использовании нераз-
борных приспособлений (см. рис. 137) выполняют операции 24, 28
отклеивания и наклеивания заготовок тонким слоем смолы непосред-
ственно на приспособление. При использовании разборных приспо-
соблений (23, 27) (рис. 138) заготовки 2, зафиксированные смолой 5,
не переклеиваются, а вместе с металлической плашкой 4 поворачи-
ваются относительно опорной плоскости приспособления 1 и вновь
закрепляются. При обработке контролируют плоскостность и парал-
лельность обрабатываемых поверхностей к измерительной базе прис-
пособления. Погрешности установки и смена установочных баз яв-
ляются основными источниками погрешностей углов, которые со-
ставляют А = 5-4-10'.
В целях повышения точности углов заготовки 2 на второй и тре-
тьей установке используют стеклянные контактные приспособле-
ния, состоящие из плоскопараллельной пластины 1 и призмы 3
(рис. 139). Высокие точности приспособления и способа крепления
оптическим контактом, возможность использования оптических спо-
собов технологического контроля параллельности обрабатываемых
поверхностей заготовок относительно измерительной базы приспо-
собления обеспечивают погрешность углов А = 1-?5".
В ряде случаев для увеличения коэффициента заполнения блока
и исключения изготовления приспособлений при сохранении точ-
ности выполнения углов 5—8' применяют закрепление заготовок 4
205
твердеющим гипсовым раствором 3 (рис. 140). При этом так же,
как и при эластичном способе блокирования, используется точная
вспомогательная поверхность приспособлений 6, на которую в оп-
ределенном порядке устанавливают заготовки 4, кольцо 2 и корпус 5,
свободное пространство в котором заполняется сначала тонким слоем
древесных опилок /, а затем водным раствором гипса 3 с добавкой
цемента. Добавка цемента компенсирует расширение гипса. В ре-
зультате изменение объема затвердевшего раствора сводится к ми-
нимуму. После затвердевания гипса блок переворачивается, опилки
ссыпаются, и вся поверхность между призмами тщательно заливается
парафином так, чтобы его слой был ниже обрабатываемых поверх-
ностей. Эти поверхности выполняют функцию настроечной базы.
Разборка блоков осуществляется на специальном винтовом прессе
или вручную с помощью деревянного молотка. Этот способ блокиро-
вания постепенно вытесняется более прогрессивными способами креп-
ления заготовок.
Обработанные заготовки после операции 31 контроля исполни-
тельных поверхностей по точности N, &N, чистоте Р и шероховатости
поверхностей, точности их взаимного расположения (645°, л) на-
правляются на дополнительную обработку.
Дополнительная обработка. В процесс дополнительной обработки
призм (см. рис. 136) входят операции нанесения покрытий (32)
и склеивания (33).
Нанесение на заготовки просветляющих, светоделительных, за-
щитных и других покрытий в зависимости от требований, предъ-
являемых к ним, осуществляется способами и средствами, описан-
ными в гл. 9, 10. Способы и средства для склеивания призм
рассмотрены в § 45.
§ 37. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛИНЗ
Изготовление линз с эластичным способом их крепления
к приспособлению. В единичном и мелкосерийном производстве все
операции (1 —14) обработки заготовок (рис. 141) делятся на три
группы: грубое шлифование исполнительных поверхностей и диа-
метра; тонкое шлифование и полирование исполнительных поверх-
ностей, центрирование и фасетирование; дополнительная обработка
заготовок — нанесение покрытий и склеивание. При этом операции
тонкого шлифования и полирования выполняются при эластичнох
способе блокирования заготовок.
При использовании кратной заготовки или штабика операцией 1
является распиливание, кругления и подгонка толщины заготовок;
операцией 3 — грубое шлифование исполнительных поверхностей,
которое выполняется в единичном производстве вручную на станках
для грубого шлифования с применением водных суспензий абразива.
Первой обрабатывается сторона, имеющая меньший радиус. На
заготовках D 5* 60 мм кроме толщины выдерживается и допустимая
косина. При мелкосерийном производстве для выполнения этой
операции применяют станки, оснащенные алмазным инструментом.
206
Рис. 141. Обобщенная схема технологического процесса обработки заготовок линз
Заготовки крепятся в цанге. В качестве черновой базы используют
поверхность, имеющую меньший радиус.
Следующей операцией (4) является сборка блока эластичным
способом. Наиболее целесообразно первыми обрабатывать поверх-
ности заготовок с большим радиусом или с менее жесткими требова-
ниями по точности и чистоте поверхностей. Операции сборки блока
(рис. 142) предшествует наклеивание смоляных подушек 3 на за-
207
готовки 2, которое выполняется вручную или на наклеенном полу-
автомате. Далее заготовки линз в соответствии с установленным
при расчете блока порядком всухую или с помощью тонкого слоя
вазелина, используемого при малом радиусе кривизны, притираются
к поверхности притирочного (настроечного) приспособления (гриб
или чашка) 1.
Наклеенное приспособление 4, нагретое в электрической печи
или током высокой частоты до температуры 80—100 °C, накладывают
на подушки, которые оплавляются и прилипают к нему. Охлаждают
блоки в воде при нормальной температуре. Для обеспечения осевой
симметрии блока с притирочным приспособлением и для погружения
наклеенного приспособления в толщу смолы применяют специальное
устройство.
Тонкое шлифование (5) первой исполнительной поверхности
выполняют на станке ШП в два перехода водными суспензиями
микропорошков электрокорунда или алмазным инструментом. Ра-
диус поверхности блока после первого перехода контролируют по
ширине зоны ее контакта (притирке) с поверхностью инструмента
для второго перехода. В зависимости от радиуса кривизны поверх-
ности, высоты блока и зернистости абразива при первом переходе
ширина кольцевой зоны может составлять 0,15—0,25 диаметра блока.
Расположение этой зоны по самому краю блока указывает на пра-
вильность ведения процесса шлифования на первом переходе. После
выполнения второго перехода радиус и форму поверхности кон-
тролируют пробным стеклом, которое накладывается на увлажнен-
ную шлифованную поверхность заготовки.
Полирование (6) (см. рис. 141) ведут на тех же станках водной
суспензией полирита с применением смоляных полировальников.
Марку смолы выбирают в зависимости от интенсивности процесса
и температуры помещения. После контроля качества поверхностей
заготовки защищают лаком. Разборку блоков (7) выполняют в хо-
лодильных камерах, или с помощью ультразвука на специальном
полуавтомате (сухая разблокировка), или в ультразвуковых ваннах
с использованием в качестве рабочих жидкостей щелочных раство-
ров и ПАВ.
Промывку заготовок
звуковых установках с
а промывку наклеенных
осуществляют вручную или на ультра-
применением органических растворителей,
приспособлений на специальном агрегате,
собой
уста-
типа.
карусельного
который представляет
четырех позиционную
новку
Рис. 142. Эластичное крепление зато- Рис. 143. Жесткое крепление заготовок
товок линз линз
208
На крестовине установки закреплены четыре металлические
корзины, в которые на первой позиции загружаются приспособле-
ния; на второй позиции происходит разогрев приспособлений до
температуры 250- 400 °C в электропечи. На третьей и четвертой по-
зициях выполняют горячую предварительную (в растворе щелочи) и
окончательную (в воде) промывку приспособлений. Операции 8—11
обработки второй исполнительной поверхности заготовок линз выпол-
няются таким же образом, как и первой. Заключительной операцией
этого цикла обработки является центрирование и фасетирование (12)
заготовок. Задача центрирования — совмещение геометрической оси
(оси симметрии цилиндрической образующей заготовки) с ее оптиче-
ской осью (осью, соединяющей центры кривизны обеих поверхностей).
Операция выполняется на специальных станках ЦС. Наиболее рас-
пространенным представителем этой гаммы станков является станок
ЦС-50, предназначенный для центрирования линз диаметром 10—
50мм. Установка линз осуществляется в самоцентрирующих патронах
методом сжатия. Круглое шлифование цилиндрической образующей
поверхности производится алмазным инструментом АПП диаметром
200 мм, вращающимся с частотой 2800 об/мин, что обеспечивает
скорость резания 28 м/с. В качестве СОЖ используют масло инду-
стриальное 20 или МВП, подаваемое в рабочую зону насосом.
Кроме того, применяют центрировочные станки, на которых уста-
новку заготовок производят вручную «по блику», а закрепление —
приклеиванием специальной смолой.
Фасетирование осуществляют одновременно с центрированием
комбинированным алмазным кругом, режущая кромка которого
имеет цилиндрическую и коническую части. На линзах, изготовля-
емых малыми партиями, фасетирование ведут вручную алмазной
чашкой на станках для грубого шлифования с закреплением загото-
вок к патронам.
В крупносерийном производстве грубое и топкое шлифование,
полирование исполнительных поверхностей (2а—10а) (см. рис. 141)
выполняют с одной установки заготовок на наклеечном приспособле-
нии жестким способом. Такое построение маршрута обработки дает
значительный экономический эффект, так как позволяет сократить
несколько вспомогательных операций, а грубое шлифование испол-
нительных поверхностей вести блоком.
Схема построения технологических операций (2а—10а) при круп-
носерийном изготовлении линз с применением жесткого способа
блокирования имеет существенное отличие от ранее описанной
(2—12). Основным отличием является последовательное выполнение
операций грубого шлифования (За), тонкого шлифования (4а) и по-
лирования (5а) исполнительных поверхностей заготовок без раз-
борки и сборки блока, т. е. последовательная обработка с одной
установки заготовок на наклеечном приспособлении. Такое решение
снижает объем вспомогательных операций и сокращает цикл об-
работки.
Вторым отличительным признаком является приклеивание за-
готовок 2 первой полированной поверхностью к приспособлению 1
209
тонким слоем (0,1—0,3 мм) смолы 3 или с помощью тканевой про-
кладки, пропитанной смолой (рис. 143).
Клиновидность и разнотолщинность клеящего слоя исключают
возможность точного совмещения установочной и измерительной баз.
Это обстоятельство и погрешности изготовления установочных эле-
ментов приспособления приводят к появлению разпотолщинности
(0,05—0,2 мм) и клиновидности заготовок.
Грубое шлифование первой исполнительной поверхности (За)
производится блоком на станках с алмазным инструментом. После
промывки блока и контроля качества поверхности блоки поступают
на тонкое шлифование, которое осуществляется на станках ШП,
алмазным инструментом или водными суспензиями электрокорунда.
После промывки блока и контроля качества поверхности блоки
поступают на полирование. Полирование (5а) выполняется на тех же
станках. Отполированные блоки после контроля качества поверх-
ности и защиты лаком поступают на разблокирование (6а), выполня-
емое теми.же способами и средствами, что и при эластичном методе
разблокирования. Операции сборки блока (7а), обработки второй
исполнительной поверхности (8а—На) и центрирования (12а) вы-
полняются по той же схеме, что и операции первой исполнительной
поверхности.
Способ жесткого блокирования не исключает обработку заготовок
по схеме эластичного способа крепления, т. е. предварительную
обработку заготовок поштучно с дальнейшей сборкой блока по
жесткому способу, тонким шлифованием и полированием.
Дополнительная обработка. В процесс дополнительной обработки
линз (см. рис. 141) входят операции нанесения просветляющих,
защитных и других покрытий (13) и склеивание (14). Нанесение
покрытий в зависимости от требований, предъявляемых к ним,
осуществляется способами и средствами, описанными в гл. 9. Спо-
собы и средства склеивания линз рассмотрены в гл. 10.
§ 38. ПОТОЧНОЕ ПРОИЗВОДСТВО ОПТИЧЕСКИХ ДЕТАЛЕЙ
При крупносерийном производстве наиболее целесооб-
разно использовать поточные линии. В отличие от поточных линий,
применяемых для изготовления механических деталей в приборо-
строении и машиностроении, поточные линии для производства опти-
ческих деталей имеют ряд существенных отличий. Эти отличия
обусловлены свойствами обрабатываемых материалов и особенно-
стями их обработки. Организационная структура обычных цехов
предусматривает поэтапную обработку заготовок на различных
изолированных один от другого участках: заготовительном, шлифо-
вально-полировальном, центрировочном и др. — с особым выделе-
нием участков промывки, контроля, склеивания, нанесения покры-
тий и др. Этот же принцип сохранен и в организации поточных
линий. Поэтому конвейерные линии для передачи заготовок от
станка к станку или на другой участок выполняются пе встроенными,
а выносными. В ряде случаев для выполнения требований техники
210
безопасности и пожарной безопасности заготовки передаются вруч-
ную. Кроме того, на таких линиях не применяют бункерные загру-
зочные и накопительные устройства, не обеспечивающие сохран-
ности деталей. Хорошо себя зарекомендовали специализированные
поточные линии для производства очковых линз и фотооптики,
призм биноклей. Наряду с однопредметными линиями, служащими
для производства одного изделия, широко используются и много-
предметные, имеющие возможность переналадки для производства
нескольких технологически родственных изделий. Для этого тре-
буется минимальная переналадка оборудования и полное совпадение
операций технологического процесса.
Например, технологический процесс изготовления двояко-
выпуклой линзы фотообъектива «Гелиос» на поточной линии содер-
жит следующие операции: грубое шлифование (R -23,6) первой
исполнительной поверхности на станке «Алмаз», контроль, про-
мывку, блокирование по жесткому способу, грубое шлифование
(R = 66,3 мм, b = вД-0-1 мм) второй исполнительной поверхности,
контроль, тонкое шлифование (AJ = 66,085 мм, b = 7,27”°*°? мм)
второй исполнительной поверхности (1-й переход), контроль, тонкое
шлифование (R = 66,085 мм, b = 7,25"0’05 мм) второй исполнитель-
ной поверхности, контроль, полирование второй исполнительной
поверхности (Л? 66,085 мм, b = 7,25"0’05 мм, N = 10, АЛ/ =
= 1, PV), контроль, покрытие защитным лаком, разборку блока,
блокирование жестким способом, грубое шлифование первой испол-
нительной поверхности (R = 22,3 мм, b — 6,35 мм), контроль,
тонкое шлифование (R 22,21 мм, b = 6,27 мм) первой исполни-
тельной поверхности (1-й переход), контроль, тонкое шлифование
(R = 22,21 мм, b -= 6,25~°-05 мм) первой исполнительной поверх-
ности (2-й переход), контроль, полирование первой исполнительной
поверхности (/? = 22,21 мм, b = 6,25"0’15 мм, N = 3, АЛ/ = 0,5,
PIV), контроль, покрытие защитным лаком, разборка блока, про-
мывка, контроль, нанесение просветляющего покрытия, контроль,
склеивание, контроль.
Одним из вариантов поточного изготовления нескольких типо-
размеров прямоугольных призм бинокля АР—90° является линия,
включающая специализированное и универсальное оборудование.
Основные операции технологического процесса выполняются в такой
последовательности: грубое шлифование одновременно двух боковых
поверхностей на шлифовальном станке под размер 17,бЗ^ мм,
контроль, грубое шлифование последовательно трех исполнительных
поверхностей (катет — гипотенуза — катет) на специализированном
полуавтомате, контроль, фасетирование вручную на станке для
грубого шлифования, промывка, контроль, сборка блока, тонкое
шлифование (два перехода) и полирование (Л/ = 3, АЛ/ = 0,5,PIV)
последовательно обоих катетов, лакирование, разборка блока, про-
мывка, контроль, сборка блока, тонкое шлифование (два перехода)
и полирование (Л/ 1, АЛ/ = 0,3, PIV) гипотенузы, лакирование,
разборка блока, промывка, контроль, нанесение просветляющих
покрытий, контроль.
211
ГЛАВА 9
ПОКРЫТИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ
§ 39. ТИПЫ ПОКРЫТИЙ И ИХ СВОЙСТВА
Оптические свойства пленочных покрытий. На преломля-
ющие и отражающие поверхности оптических деталей наносят по-
крытия — тонкие пленки различных веществ: металлов, окислов
металлов, диэлектриков, кремнийорганических соединений и др.,
что позволяет изменять оптические характеристики деталей, при-
давать им новые физические свойства.
Покрытия могут быть одно-, двух-, трех- и многослойными,
состоящими из чередующихся слоев пленок различных веществ.
В зависимости от назначения и физических свойств покрытия делят
на следующие типы.
Просветляющие покрытия применяются для уменьшения потерь
света на отражение от поверхностей оптических деталей. Отражение
значительно уменьшает количество света, проходящего через много-
линзовую оптическую систему; образующиеся при отражении вто-
ричные рефлексы вызывают рассеяние света.
Эффект просветления достигается созданием на преломляющей
поверхности линзы прозрачной пленки с показателем преломления п2
более низким, чем показатель преломления материала подложки и3.
Физическая основа процесса просветления связана с интерферен-
цией света. Свет, отраженный на границе воздух — пленка, интер-
ферирует со светом, отраженным на границе стекло — пленка. При
условии равенства амплитуд и сдвиге колебаний по фазе, равном Х/2,
две отраженные волны могут подавить одна другую. Для выполнения
этих условий коэффициент отражения от поверхности пленки рх --
= [(и2 — щ)1(п2 + nJ]2 и коэффициент отражения от поверхности
пленка — подложка р2 = [(п3 — п2)/(п3 + nJ]2 должны быть равны
между собой: [(п2 — nj/fa + nJ]2 = [(п3 — п2)/(п3 + nJ]2. По-
лагая п± = 1 (воздух), имеем п2 = ]/п3. Минимальная толщина
пленки d определяется из условия, что оптическая разность хода
лучей в пленке б = X/2 = 2dn2, отсюда геометрическая толщина
просветляющей пленки d = X/(4nJ, а оптическая n2d = Mb.
Однослойное просветляющее покрытие теоретически позволяет
уменьшить до нуля отражение света определенной длины волны X
от поверхности подложки. В качестве расчетной для видимой области
спектра выбирают длину волны X = 540 нм, расположенную в об-
ласти максимальной чувствительности глаза человека — в зеленой
части спектра.
212
Рис. 144. Спектральные коэффициенты
отражения рх просветляющих покрытий,
нанесенных на пластину из стекла марки
К8 по ГОСТ 3514—76 толщиной 3 мм:
/ — однослойного 24И; 2 — двухслойного
44Р.43Р; 3 — трехслойного ахроматического
45Р.44Р.43Р
600 700 000
Рис. 145. Спектральная кривая
коэффициента отражения рх покры-
тия «Зеркальн. [(14К.12К)Х8].14К»Г
нанесенного на подложку из стекла
К8 по ГОСТ 3514—76
При просветлении кронового стекла с п3 = 1,51 необходима
пленка из вещества с п2 1,23. Однако веществ, образующих проч-
ные, стойкие в эксплуатации прозрачные пленки, с таким малым
показателем преломления нет. Наиболее близкие значения п имеют
пленки фтористого магния MgF2 (п — 1,38) и криолита Na3AlFe
(п — 1,35). Просветляющие покрытия из этих веществ снижают
остаточное отражение на поверхности детали из кронового стекла
при однослойном просветлении до 1,33 и 0,75 % соответственно
(кривая / на рис. 144). У двухслойного просветляющего покрытия
при оптической толщине слоев Х/4 интенсивность отраженного света
может быть равна нулю при условии п3/п2 = Vn4i где п2 и и3 —
показатели преломления соответственно первого и второго слоев
покрытия, а и4 — показатель преломления материала подложки.
Коэффициент отражения для X = 540 нм при двухслойном про-
светляющем покрытии (кривая 2 на рис. 144), нанесенном на под-
ложку из стекла К8, не превышает 0,5 %.
Как видно из рассмотрения спектральных кривых на рис. 144,
однослойные и особенно двухслойные просветляющие покрытия
хроматичны. При значительном снижении коэффициента отражения
в узкой расчетной части спектра на других участках спектра коэф-
фициент отражения увеличивается и может быть даже большим, чем
у непросветленной детали. Детали с такими покрытиями имеют
избирательное светопропускание, что искажает цветопередачу объ-
екта. Для оптических систем, например объективов для цветной
фотографии, у которых требуется высокое качество цветопередачи
света, применяют многослойные ахроматические просветляющие
покрытия, позволяющие уменьшить остаточное отражение рост до
значения менее 0,8 % (кривая 3 на рис. 144) в широкой области
спектра, характеризуемой относительной шириной
6Х = (Х2 — Х1)/%0 > 0,7 при Хо = 2Х1Х2/(Х1 + Х2).
213
В качестве ахроматических просветляющих покрытий исполь-
зуют трехслойные с толщиной пленок 0,25Х 0,5Х н- 0,25Х и много-
слойные покрытия, образованные тугоплавкими пленкообразующими
веществами. Технологический процесс нанесения ахроматических
покрытий значительно более трудоемок, чем процесс нанесения
одно- и двухслойных просветляющих покрытий, и требует для осу-
ществления более сложного оборудования.
Отражающие непрозрачные покрытия (зеркала) используют для
изготовления оптических деталей, отражающих свет в видимой
или в заданной части спектра излучения. В первом случае основной
характеристикой отражающего покрытия является интегральный
коэффициент отражения рЛ для источника света А (цветовая темпе-
ратура 2854 К ио ГОСТ 7721—76) и приемника — селенового фото-
элемента, исправленного на чувствительность глаза, при углах
падения лучей 10-15’. В других случаях должна быть указана
спектральная кривая зависимости коэффициента отражения от
длины волны рх г-= / (ty.
Простейшими отражающими покрытиями, широко используемыми
для изготовления призм, зеркал, отражателей осветительных уст-
ройств ит. п., являются металлические пленки серебра, алюминия,
хрома. Значения интегрального коэффициента отражения рА для
ряда металлических отражающих покрытий приведены ниже.
Вид покрытия РА, %
Серебрение химическое без защиты................................. 94
Серебрение химическое заднее с защитой медью и лаком............. 88
Алюминирование испарением с защитой анодным оксидированием 86
Хромирование..................................................... 50
Металлические отражающие покрытия, за исключением пленок
хрома, механически не прочны, легко царапаются, неустойчивы
к воздействию атмосферных условий при эксплуатации. Их при-
ходится защищать оксидными пленками или тонким слоем прозрач-
ных лаков.
Прочные отражающие покрытия с коэффициентом отражения,
близким к единице, получают нанесением на подложку многослойных
пленочных покрытий из диэлектрических материалов. Детали с та-
кими покрытиями получили название интерференционных зеркал.
Для изготовления интерференционных зеркал используют по-
крытия из нечетно чередующихся слоев диэлектриков с большими
и малыми показателями преломления и оптической толщиной 0,5л-
т. е. создают покрытия, имеющие «антипросветляющие» свойства.
В отличие от просветляющих покрытий наружный слой интерферен-
ционного покрытия должен иметь показатель преломления, больший
чем показатель преломления подложки. С увеличением числа слоев
коэффициент отражения увеличивается. Так, 15—17-слойные си-
стемы, представляющие собой чередующиеся слои пленок SiO2
и ТЮ2 или MgF2 и ZnS, имеют коэффициент отражения не менее
99 % в широкой области спектра. Используя системы пленок из
различных диэлектрических материалов, можно изготовить интер-
ференционные зеркала с избирательным отражением по спектру.
214
Рис. 146. Спектральные кривые покрытия «Свето-
делит. 29И.29И. 24И. 29И», нанесенного па
подложку из стекла К8 по ГОСТ 3514—76 при
Рл : Ч = 1:1
Рис. 147. Спектральная кри-
вая пропускания 13-слойного
узкополосного фильтра
Например, покрытие зеркала лазера, полученное нанесением 17 слоев
двуокиси тантала и кремния* катодным распылением в среде кисло-
рода, имеет спектральную кривую Рь = f (^), приведенную на
рис. 145. Для X " 694,3 нм коэффициент отражения рп]ах не менее
99 %. Зеркала «холодного света» отражают свет видимой части спек-
тра и практически полностью прозрачны для ИК лучей, что весьма
важно при применении зеркал в осветительных системах кинопроек-
ционных аппаратов.
Прочные высокоотражающие покрытия с коэффициентом отраже-
ния рА = 92-4-94 % получают нанесением на металлические пленки
слоев тугоплавких веществ SiO2, TiO2 или ZrO2.
Такие покрытия называют металлодиэлектрическими, они имеют
высокий коэффициент отражения в широкой полосе спектра с мень-
шим числом слоев пленки, чем у диэлектрических многослойных
покрытий.
Светоделительные покрытия (полупрозрачные зеркала) делят
световой поток на отраженный и проходящий, характеризуются
отношением коэффициента отражения р7и к коэффициенту пропуска-
ния тх. Это отношение может быть получено в широком диапазоне
нанесением на подложку металлических пленок разной толщины
или пленок из диэлектриков (рис. 146).
Интерференционные фильтры выделяют из пучка ахроматиче-
ского излучения участки спектра различной ширины. Наибольший
интерес представляют фильтры, отрезающие инфракрасную или
ультрафиолетовую часть спектра, а также узкополосные фильтры.
Фильтры — это многослойные системы, состоящие из 7—И
и более чередующихся слоев пленок. Их оптические свойства кроме
спектральной характеристики определяются: длиной волны макси-
мума пропускания Атах; наибольшим значением коэффициента про-
пускания ттах; шириной полосы пропускания 6XPj5 для значения
коэффициента пропускания, равного 0,5т^ах; шириной полосы пропус-
кания 6Х0Ддля значения коэффициента пропускания 0,1 т,пах (рис. 147).
215
Изготовление узкополосных фильтров — сложный технологи-
ческий процесс, требующий применения чистых пленкообразующих
материалов, высокого вакуума и прецизионного контроля толщины
наносимых слоев пленок.
Защитные прозрачные покрытия предохраняют полйрованные
поверхности химически нестойких материалов от разрушения и
образования налетов в процессе эксплуатации. Для этой цели на
поверхность детали наносят прозрачную химически устойчивую
пленку окислов кремния, тантала, фторорганического полимера
Ф32Л и других веществ. Распространенным видом защитного по-
крытия является прогрев детали в расплавленном пчелином воске
при температуре 230 °C. Просветляющие покрытия, нанесенные на
поверхность химически нестойких стекол, выполняют также функцию
защитного покрытия.
Токопроводящие прозрачные пленки используют как омическое
сопротивление для обогрева деталей или как проводник для удале-
ния статических электрических зарядов, образующихся при облуче-
нии детали потоком мощного электромагнитного излучения. Токо-
проводящие пленки применяют также как теплофильтры, пропуска-
ющие лучи в видимой части спектра (до 75 %) и отражающие
инфракрасные лучи (до 80 %).
Получают токопроводящие покрытия нанесением на подложку
тонких слоев окислов металлов: олова, кадмия, индия, тория и др.
Эти окислы имеют высокую электрическую проводимость в тонких
слоях (до 0,5 мкм), прозрачны. Вследствие высокого показателя
преломления (п = 2) пленки коэффициент отражения от поверхности
детали увеличивается до 12—15 %. После нанесения на деталь
с токопроводящей пленкой просветляющих покрытий светопропуска-
ние повышается. Изменяя толщину токопроводящей пленки, можно
получить покрытие с различным электрическим сопротивлением.
Поляризующие покрытия представляют собой многослойные по-
крытия из чередующихся слоев пленок с большим и малым показате-
лем преломления, например ZnS — Na3AlF3, расположенные отно-
сительно направления светового потока под углом полной поляри-
зации. Поляризующие покрытия наносят на грань стеклянной
призмы и заклеивают его с другой стороны призмой, идентичной
первой. Доля поляризованного света в отраженном и проходящем
пучках составляет до 99 %.
Обозначение покрытий. На чертеже оптической детали на контуре
поверхности, подвергаемой покрытию, указывают с помощью услов-
ного графического обозначения тип покрытия (см. гл. 4). На поле
чертежа приводятся сведения о технологии нанесения покрытий
в виде условного обозначения, содержащего: сокращенное наимено-
вание типа покрытия, цифровой код пленкообразующих материалов
и буквенное обозначение способа нанесения покрытия. Например
«Зеркальн. 1И» обозначает зеркальное покрытие, алюминиевое
(цифра 1), нанесенное испарением в вакууме (буква И). Условное
обозначение некоторых материалов и способов нанесения приведено
в табл. 18 и 19.
216
Таблица 18
Материал Условное обозначение Материал Условное обозначение
Алюминий 1 Кремний двуокись 41
Золото 2 Эфир этиловый орто- 43
Медь 3 кремневой кислоты
Серебро 8 Эфир этиловый ортоти- 44
Хром 9 тановой кислоты
Кремний 12 Кислота уксусная 63
Тантал 14 Лак бакелитовый про- 71
Магний фтористый 24 зрачный
Серебро азотнокислое 25 Лак бакелитовый с на- 72
наполнителем
Олово двухлористое 26 Воск пчелиный 85
Цинк сернистый 29 Церия двуокись 94
Таблица 19
Способ нанесения Условное обозначение Способ нанесения Условное обозначение
Из раствора Р Катодным распылением К
Испарением в вакууме Испарением с помощью И ИЭ Обработкой в расплаве с нагревом н
электронного нагрева Травление Т Кистью, пульверизато- ром п
Электролизом Е Обработкой газах в парах или г
Обозначение многослойных покрытий должно содержать сведе-
ния о всех слоях пленок и последовательности их нанесения. На-
пример, «Просветл. 44Р. 43Р» обозначает просветляющее покрытие,
двухслойное, первый слой наносят из раствора этилового эфира
ортотитановой кислоты, второй из раствора этилового эфира орто-
кремневой кислоты. К обозначению покрытия добавляют еще цифру
температуры предварительного прогрева детали, на которую нано-
сится покрытие, или последующей термообработки слоев покрытия.
Например, «Токопров. 26Г. 24ИЗС0» обозначает токопроводящее по-
крытие, получаемое обработкой оптических деталей в парах дву-
хлористого олова с последующим нанесением пленки фтористого
магния испарением в вакууме на нагретую до 300 °C деталь.
Механические и термические свойства покрытий. Для каждого
вида покрытий в нормативно-технических документах приводятся
характеристики термических свойств, механической прочности и
влагоустойчивости. Эти характеристики учитывают при выборе
покрытия и определения его функциональной пригодности к кон-
кретным условиям эксплуатации детали.
По механической прочности все покрытия разделены на пять
групп:
0 — особо прочные, допускается протирка тканью с применением
растворителей и без них в полевых условиях;
217
I — прочные, допускается чистка ватой пли салфеткой с при-
менением органических растворителей;
II — средней прочности, требуют осторожности при чистке ва-
той или салфеткой с применением органических раствори-
телей;
III — непрочные, не допускающие механической чистки;
IV — механически и химически непрочные, требуют обязатель-
ной защиты после нанесения.
Механическая прочность некоторых интерференционных покры-
тий количественно определяется способностью поверхности враща-
ющейся детали сопротивляться истиранию от давления резинового
наконечника, обтянутого миткалевой тканью. Деталь вращается
с постоянной частотой 500 об/мин, усилие наконечника 200 г. По-
крытия, выдерживающие без повреждения не менее 3000 циклов,
относятся к группе 0, не менее 2000 циклов — к группе I и не менее
1000 циклов — к группе II. Число циклов фиксируется счетчиком
прибора.
Влагоустойчивость покрытий оценивается способностью пленки
выдерживать без повреждений и изменения оптических свойств
воздействие в течение 10 сут влажной атмосферы (95—98 % относи-
тельной влажности при температуре +40 + 2 °C), а также устойчи-
востью к пятнаемости при попадании на поверхность капель пресной
и морской воды.
Термическая прочность определяется максимальной температурой,
при которой пленка не теряет своих свойств, а также способностью
выдерживать термоудар при перепаде температур от —60 до +60 °C.
§ 40. ХИМИЧЕСКИЕ ПРОЦЕССЫ НАНЕСЕНИЯ ПОКРЫТИЙ
Травление. Процессы нанесения пленочных покрытий на
оптические детали подразделяют на химические и физические. К хи-
мическим относят те процессы, при которых исходное пленкообразу-
ющее вещество претерпевает изменение своего химического со-
става — выделяет отдельные составляющие компоненты или вступает
в реакцию с материалом подложки.
Процесс травления заключается в обработке поверхности детали,
изготовленной из стекол, содержащих кремнезем, слабым 0,5 %-ным
раствором уксусной или азотной кислоты. Под действием разбавлен-
ной кислоты происходит удаление растворимых гидроокисей, солей
и образование прозрачной пленки кремнезема SiO2 с меньшим, чем
у стекла, показателем преломления. Процесс используют для про-
светления деталей, имеющих большие габаритные размеры и массу
или сложную форму поверхности.
Наибольший эффект дает пр.осветление стекол с большим пока-
зателем преломления. Так, у стекла ТФ5 коэффициент отражения
поверхности снижается с 7,5 до 1,2 %. Пленка кремнезема, образо-
вавшаяся при травлении, выполняет также функцию защитного
покрытия, предохраняющего поверхность химически нестойких сте-
кол от образования налетов.
218
Рис. 148. Нанесение зеркальных и светодели-
тельных покрытий восстановлением серебра из
раствора азотнокислого серебра
| К Вакуумной системе
Рис. 149. Схема станка для
химического просветления де-
талей
При травлении детали помещают в ванну из кислотоупорного
материала таким образом, чтобы вся поверхность детали была по-
крыта раствором, и выдерживают определенное время, зависящее
от химического состава стекла. Протравленные детали промывают
водой, сушат и протирают мягкой салфеткой. Пленки получаются
механически прочными (0—I группа).
Нанесение отражающих и светоделительных покрытий восстанов-
лением серебра из раствора азотнокислого серебра. Предварительно
обработанные растворами кислоты, щелочи, двухлористого олова
и промытые в дистиллированной воде подложки (призмы) 2 (рис. 148)
укладывают на подставку в кювету 1 из винипласта и заливают
смешанными в пропорциях 2 : 1 свежеприготовленными серебрящим
и восстанавливающим растворами. В состав Серебрящего раствора
входят азотнокислое серебро, натрий едкий, аммиак и 1 %-ный
спиртовой раствор йода; в восстанавливающий раствор — глюкоза.
Растворяют вещества в дистиллированной воде.
При включении эксцентрикового механизма 5 стол 3 вместе с кю-
ветой покачивается вокруг оси неподвижного шарнира 4. Процесс
длится 8—12 мин до полного восстановления серебра на поверхности
деталей. При покачивании отработанный раствор замещается све-
жим, уменьшается вероятность образования воздушных пузырьков
и осаждения посторонних частиц на поверхности серебряного слоя.
Толщина покрытия зависит от времени наращивания слоя серебра.
После серебрения детали тщательно промывают в дистиллирован-
ной воде и сушат. Серебро с нерабочих поверхностей снимают ват-
ными тампонами, смоченными в азотной кислоте. Зеркальное сереб-
ряное покрытие типа «Зеркальн. 25Р» имеет высокий коэффициент
отражения (более 94 %), но как наружное покрытие в эксплуатации
быстро тускнеет, неустойчиво к влаге и механически непрочно
(III—IV группа). При защите серебряного покрытия тонким слоем
прозрачного бакелитового лака толщиной 3—4 мкм стойкость по-
крытия увеличивается (II группа), но коэффициент отражения
Снижается.
219
В зеркалах с внутренним отражением заднюю поверхность сереб-
ряного покрытия защищают слоем меди и бакелитового лака с на-
полнителем — алюминиевой пудрой. Меднение осуществляется
электролизом в растворе медного купороса.
Светоделительные покрытия типа «Светоделит. 25Р» получают
аналогично зеркальным покрытиям с уменьшением времени серебре-
ния до 4—7 мин в зависимости от требуемого отношения р : т. Защита
светоделительных серебряных покрытий осуществляется приклеива-
нием стеклянной пластины или призмы.
Гидролиз спиртовых растворов эфиров. Процесс основан на спо-
собности тонких слоев растворов этиловых эфиров ортокремневой
и ортотитановой кислот быстро гидролизироваться под действием
влажного воздуха нормальной температуры. В результате гидролиза
этиловый спирт испаряется, а на поверхности детали осаждается
прозрачная пленка двуокиси кремния или титана.
Технологический процесс достаточно прост. В центр быстро-
вращающейся детали пипеткой наносят дозированную порцию плен-
кообразующего раствора. Под действием центробежных сил раствор
равномерно растекается по поверхности, образуя пленку. Толщина
пленки зависит от состава раствора, частоты вращения детали и
последующей термообработки. Процесс используют в основном для
получения одно- и двухслойных просветляющих (43Р и 44Р. 43Р)
и светоделительных покрытий, имеющих высокую химическую и ме-
ханическую прочность (I—II группа).
Для осуществления процесса применяют одношпиндельные
станки (рис. 149). Станок имеет вертикально расположенный шпин-
дель I с бесступенчатым регулированием частоты вращения в пре-
делах 6000—18 000 об/мин для линз диаметром до 30 мм и в пределах
1000—6000 об/мин для линз диаметром 30—150 мм. Отклонение от
заданной частоты вращения составляет ±3 %. Электропривод дол-
жен обеспечивать быстрый разгон шпинделя станка до заданного
числа оборотов в начале процесса и быстрое торможение после
отключения. У станков, оборудованных системой электродинамиче-
ского торможения, время разгона и торможения не превышает соот-
ветственно 5 и 6 с.
В целях уменьшения вибрации шпинделя станка электродвига-
тель М и шпиндель 1 смонтированы на резиновых втулках-амортиза-
торах 2. Шпиндель полый, на верхнем его конце устанавливается
патрон 3 для крепления детали 4, нижний конец имеет уплотнение 6
для соединения с вакуумной системой. Рабочая зона станка закрыта
цилиндрическим кожухом 5.
Для крепления детали при нанесении покрытий применяют три
вида патронов: цанговый, вакуумный и с механическим креплением
детали.
Цанговый патрон (рис. 150, а) представляет собой оправку /,
с посадочным конусом 5, тремя губками 3 и пояском 2 по диаметру
линзы. При передвижении вниз вручную кольца 4 по конической
поверхности оправки губки 3 сжимаются и удерживают де-
таль.
220
Рис. 150. Патроны для крепления деталей на станке:
а — цанговый; б — вакуумный; в — с механическим креплением Детали
Вакуумный патрон (рис. 150, б) имеет конус 3 для посадки
в шпиндель станка, оправку 2 по диаметру линзы и установочное
кольцо 1. От проворачивания кольцо 1 фиксируется штифтом 4,
входящим в паз кольца. Деталь удерживается на кромке патрона
избыточным давлением воздуха, создаваемым вакуум-насосом при
откачке воздуха из внутренней полости патрона.
Патрон для механического крепления призм (рис. 150, в) имеет
посадочный конус 4, оправку 3, обработанную по посадочному углу
призмы, и пластинку 1 с отверстием по контуру детали. Призма кре-
пится в оправке винтом 2. Верхняя поверхность пластинки 1 должна
быть немного ниже просветляемой поверхности детали.
При двухслойном химическом просветлении типа 44Р. 43Р на
поверхность быстровращающейся детали последовательно наносят
растворы этиловых эфиров ортотитановой и ортокремневой кислот,
не выключая вращения шпинделя станка.
Детали с покрытиями проходят термообработку (упрочнение)
при температуре 250—350 °C. Наибольшая допустимая температура
нагрева деталей должна быть на 30° меньше нижней границы отжига
стекла данной марки. В результате термообработки свойства пленок
стабилизируются, при этом показатель преломления и толщина
пленки несколько уменьшаются. Термообработку проводят в муфель*
ных печах. При крупносерийном и массовом производстве деталей
рекомендуется применять печь непрерывного действия.
К преимуществам процесса следует отнести высокую производи-
тельность и простоту осуществления, получение пленок с высокой
механической и химической прочностью. Недостаток процесса за-
ключается в отсутствии контроля толщины пленки во время нанесе-
ния покрытия. Толщина пленки обеспечивается тщательным соблю-
дением технологического режима и стабильностью состава растворов.
На оптических деталях некруглой формы на углах образуются по-
теки ввиду образующихся срывов струй воздуха, захватываемого
при вращении приспособления с деталью. Процесс требует создания
стабильных климатических условий в помещении производственного
участка (температура 22 ± I °C, относительная влажность 50 ±
± 5 о/0).
221
Рис. 151. Схема установки для
нанесения покрытий методом пи-
ролиза
Рис. 152. Полуавтоматическая установка
нанесения токопроводящих покрытий аэро-
зольным методом
Пиролиз. Этот процесс осуществляется образованием пленки при
воздействии на горячую поверхность подложки газообразных про-
дуктов разложения солей металлов или полупроводниковых соеди-
нений при нагревании их до температуры расплавления. Наиболее
широко применяется пиролиз для нанесения прозрачных токопро-
водящих покрытий из двуокиси олова SnO2,
Схема установки для осуществления процесса показана на
рис. 151. Исходным пленкообразующим веществом является обез-
воженное двухлористое олово SnCl2, разлагающееся при нагревании
в присутствии влажного воздуха с выделением SnO2. Перед нанесе-
нием покрытия двухлористое олово смешивают по массе с 5—6 <у0
фтористого аммония, добавляемого в качестве легирующей присадки
для повышения электрической проводимости.
Подложки 6 закрепляют на диске 5, устанавливают в верхнюю
часть печи 2 и разогревают с помощью электрического нагревателя 3
до температуры 375—420 °C в зависимости от марки стекла. Одно-
временно в испарителе 8 нагревают пленкообразующее вещество.
Испаритель во время разогрева закрыт заслонкой 9. После того
как двухлористое олово расплавится, открывают заслонку и под-
нимают поддон 7 с испарителем к печи 2. Пары двуокиси олова по-
падают в верхнюю часть печи и осаждаются на поверхности подло-
жек. Непрореагировавшие газообразные продукты удаляются через
вентиляционное отверстие 4 в печи 2 потоком восходящего воздуха,
поступающего из диффузора /.
В процессе пиролиза получают пленки толщиной 0,5—2 мкм.
Этот процесс трудоемкий и не обеспечивает достаточно высокой
воспроизводимости толщины покрытий и равномерности электриче-
ского сопротивления по площади подложки.
Аэрозольный метод. Метод используют для получения прозрач-
ных токопроводящих пленок путем распыления пленкообразующего
раствора на нагретую подложку. В состав пленкообразующего рас-
твора входят хлорное олово, фтористоводородная кислота, этиловый
спирт и соляная кислота.
222
Процесс осуществляется на полуавтоматической установке ротор-
ного тина (рис. 152). Установка состоит из кольцевой печи 16 нагрева
заготовок, поворотной карусели 1 с шестью шпинделями и камеры
напыления 10. Карусель поворачивается периодически на оборота
за один цикл напыления. Стеклянные подложки укладывают на
графитовые поддоны шпинделей на позиции 3 (загрузка-выгрузка),
открытой для подхода оператора, и разогревают их с помощью
электрических нагревателей в кольцевом канале печи. В процессе
разогрева шпиндели с подложками на позициях 17, 13—15 вра-
щаются с частотой 30 об/мин для улучшения равномерности нагрева
подложек. На позиции 3 шпиндель не вращается. Горячая камера
печи отделена от окружающего пространства и камеры распыления
шиберными заслонками 2 и 12. Заслонки поднимаются и опускаются
автоматически с помощью пневмоцилиндров перед поворотом ка-
русели.
. Нагретые заготовки, поступившие в камеру распыления на пози-
цию 11, подвергаются обработке струей пленкообразующего рас-
твора, распыляемого форсункой 5. Во избежание попадания капель
раствора на поверхность заготовки после окончания распыления
сопло форсунки смещено за пределы площади заготовок. Форсунка
установлена на двух подвижных каретках 7 и <8, совершающих воз-
вратно-поступательные перемещения с разным числом качаний
в минуту в двух взаимно перпендикулярных направлениях от криво-
шипно-шатунных механизмов 6 и 9. В сочетании с вращением под-
ложки с заготовками это значительно улучшает равномерность
образующейся пленки по толщине. Время напыления составляет
3—18 с. Непопавшие на заготовки частички раствора эвакуируются
из зоны напыления через вентиляционные отверстия, расположенные
под заготовкой, и через трубу 4.
§ 41. ФИЗИЧЕСКИЕ ПРОЦЕССЫ НАНЕСЕНИЯ ПОКРЫТИЙ
Термическое испарение вещества в вакууме. При термиче-
ском испарении пленкообразующее вещество нагревается до тем-
пературы расплавления и испаряется в условиях высокого вакуума.
Молекулы вещества, не испытывая сопротивления остаточных газов,
распространяются прямолинейно и, попадая на поверхность деталей
(подложек), конденсируются, образуя пленку. Некоторые пленко-
образующие вещества, например сернистый цинк, образуют паровую
фазу (возгоняются) при температурах, меньших температуры пла-
вления.
Расстояние, которое молекула распыленного вещества проходит
до столкновения с молекулами остаточных газов, называется средней
длиной L свободного пути. Это расстояние рассчитывают на основа-
нии уравнений кинетической теории газов. Чем выше степень раз-
режения, тем больше длина L свободного пути. Для вакуума при
остаточном давлении Р 1,33-10~2 Па имеем L = 67 см, при р —
= 1,33-10~3 Па L 670 см. Расстояние от испаряемого вещества
До подложек в вакуумных установках должно быть меньше длины L.
223
Рис. 153. Схема вакуумной уста-
новки нанесения покрытий методом
термического испарения
Вакуумная установка тер-
мического испарения (рис.
153) состоит из камеры, за-
крытой от окружающей ат-
мосферы подъемным метал-
лическим колпаком 12, рабо-
чей плиты 18, откачивающей
вакуумной системы, подкол-
пачного устройства для кре-
пления напыляемых деталей
и их вращения, испарителей
5 и пульта управления рабо-
той узлов и агрегатов уста-
новки. Для наблюдения за
ходом процесса напыления
в колпаке имеется иллюми-
натор 7.
При загрузке и выгрузке напыляемых деталей колпак с помощью
винтового механизма или гидроцилиндра поднимается вверх и от-
водится в сторону, освобождая подколпачное устройство для работы
оператора. В верхней части колпака установлены кварцевые лампы 9
с рефлекторами 8, обеспечивающие нагрев подложек до температуры
100—320 °C перед напылением пленок, и осветитель 10 фотометри-
ческого устройства. Подогрев подложек улучшает адгезию и меха-
ническую прочность пленки. Место стыка колпака с рабочей плитой
герметизируется резиновым уплотнением 17.
Система откачки воздуха состоит из форвакуумного насоса 2
предварительной откачки, диффузионного высоковакуумного на-
соса 22, системы клапанов, ловушек и трубопроводов. Для раз-
герметизации колпака по окончании процесса служит кран-натека-
тель 4.
Напыляемые подложки 13 и образец-свидетель 11 для контроля
толщины пленки в процессе напыления устанавливают в отверстия
приспособления 14. Для улучшения равномерности толщины пленки
приспособление 14 вращается с частотой 20—100 об/мин на ролико-
вых опорах. Привод вращения приспособления осуществляется
через конический ролик 16 и бесконтактную электромагнитную муфту
19, расположенную на рабочей плите установки.
Технологический процесс нанесения покрытий в вакууме. Процесс
объединяет ряд операций, выполняемых в определенной последова-
тельности.
Подготовка установки к работе включает очистку поверхности
колпака и плиты от загрязнений, адсорбированных газов и влаги.
При длительной работе на стенках камеры и плите напыляется
пористый слой пленкообразующих веществ. Газы из пор отделяются
медленно, так как они удерживаются силами поверхностного сцепле-
224
Рис. 154. Контейнеры-испарители пленкообразующего вещества в вакууме:
а — лодочки из листового материала; 6 — спираль; в — коническая спираль; г — керами-
ческий тигель
ния. Это увеличивает время откачки до заданного разрежения.
Стенки и плиту необходимо периодически очищать. Чтобы упростить
этот процесс, внутрь колпака и над плитой 18 (см. рис. 153) ставят
съемные экраны из тонколистовой коррозионно-стойкой стали.
Экраны периодически снимают и протравливают в кислоте для уда-
ления напыленного слоя.
Загрузка пленкообразующего вещества осуществляется в метал-
лические контейнеры («лодочки») небольшого объема 0,2—3 см3.
Разогревают вещество за счет выделения теплоты при прохождении
через контейнер электрического тока большой силы. Материал
контейнера не должен распыляться вместе с пленкообразующим ве-
ществом во избежание загрязнения покрытий и изменения их свойств,
а также не должен вступать в химические реакции с пленкообразу-
ющим веществом. Для изготовления испарителей используют туго-
плавкие металлы: вольфрам и молибден. Контейнеры из этих метал-
лов (рис. 154, а) допускают нагрев до 1800 и 1400 °C соответственно.
При испарении металлов металлическую фольгу или кусочки
проволоки («гусарики») надевают на витки спирали испарителя
(рис. 154, б) или помещают в коническую чашечку, образованную
навивкой спирали (рис. 154, в). Спираль изготовляют из молибдено-
вой проволоки диаметром 0,8—1 мм.
Тигли из металла, графита, тугоплавких окислов (рис. 154 г),
применяют для испарения веществ в больших количествах. Нагре-
вают тигли тепловым излучением спирали из тугоплавких металлов.
В качестве пленкообразующих веществ используют металлы,
окислы и другие химические соединения, способные образовывать
пленки с заданными оптическими свойствами и имеющими сравни-
тельно невысокую температуру расплавления (табл. 20).
Важной характеристикой пленкообразующего вещества яв-
ляется температура, при которой упругость паров вещества достигает
Давления 1,33 Па. Эта температура называется условной температу-
рой испарения. Для достижения давления паров 1,33 Па большинство
пленкообразующих веществ необходимо нагревать выше темпера-
туры плавления. Некоторые вещества: сернистый цинк, сернистый
Кадмий и др. — испаряются (возгоняются) из твердого состояния.
в Н/р М. Н. Семибратова 225
Таблица 20
Наименование пленкообра- зующих веществ Температура плавления, °C Температура, при которой упругость па- ров достигает давления 1,33 Па, °C Показатель преломления пленки при X = 550 нм
Алюминий 660 1220
Медь 1084 1260 —
Серебро 961 изо —
Фтористый кальций СаГ\ 1360 1280 1,23—1,46
Криолит Na3A4F6 1000 860 1,35
Фтористый магний M^F2 1260 изо 1,38
Сернистый кадмий CdS 1405 680 2,5
Сернистый цинк ZnS 1850 970 2,3
Сернистая сурьма Sb2S3 550 300 3,0
Очистка подложек в значительной степени влияет на адгезию
пленок к подложке и воспроизводимость свойств покрытия. Опти-
ческие детали чистят с применением обезвоженного спирта, на руки
надевают обезжиренные резиновые перчатки или напальчники.
Пылинки с поверхности деталей удаляют беличьей кисточкой.. Ки-
сточки периодически промывают в эфире и тщательно высушивают.
Разрежение в камере создают последовательным включением
форвакуумного 2 (см. рис. 153) и диффузионного насосов. При за-
крытых высоковакуумном клапане /, клапане 24, натекателе 4
и открытом клапане 3 включают форвакуумный насос и нагреватель
23 диффузионного насоса. После откачки из камеры воздуха до да-
вления 1,33 Па и прогрева диффузионного насоса открывают кла-
пан 24, соединяющий форвакуумный и диффузионный насосы. Одно-
временно включается вращение приспособления с деталями и высокое
напряжение 1,5—2,5 кВ на электрод очистки 15 подложек тлеющим
разрядом.
Плазма тлеющего разряда воздействует на поверхность подложек,
происходит бомбардировка их заряженными частицами, что вы-
зывает отделение загрязнений и газовых пузырьков, а также пре-
вращение органических осадков в летучие соединения в результате
химических реакций с диссоциированным кислородом.
Когда очистка закончена, клапан 3 закрывают, открывают вы-
соковакуумный клапан 1, диффузионным насосом откачивают воздух
до давления 1,33-10 3—6.6-10~4 Па.
Испарение пленкообразующего вещества начинают при достиже-
нии внутри камеры заданного разрежения воздуха. Включив напря-
жение на испаритель 5 (см. рис. 153), испаряют поверхностный
загрязненный слой вещества, экранируя поток частиц поворотной
заслонкой 6. Затем заслонку поворачивают, и молекулы напыля-
емого вещества направляются к подложкам. Толщина пленки в про-
цессе напыления контролируется фотометрическим устройством,
фиксирующим с помощью фотоэлектрической приставки 21 изме-
нение коэффициента пропускания контрольного образца-свидетеля 11
226
Рис. 155. Зависимость коэффициента про-
пускания тд, от оптической толщины пленки
для однослойного просветляющего покрытия,
нанесенного на подложку из стекла К8 по
ГОСТ 3514—76
по мере наращивания слоя. Для
однослойного просветляющего по-
крытия^ MgF2, напыляемого на под-
ложку из кронового стекла с п
== 1,51, значение коэффициента пропускания т в зависимости от
оптической толщины покрытия n2d показано на рис. 155.
В "момент достижения экстремального значения ттах, регистри-
руемого по показанию гальванометра А (см. рис. 153), процесс на-
пыления прекращается. При контроле пропускания по спектру
используют набор сменных фильтров 20 или монохроматор. Испари-
тель для нанесения многослойных пленок выполнен в виде револьвер-
ного устройства, позволяющего вводить в зону распыления контей-
неры с различными веществами и подключать их к контактам
электрической сети.
Разгерметизация камеры осуществляется открытием крана-нате-
кателя 4 воздуха после выключения высоковакуумного насоса 22
(см. рис. 153) при закрытых клапанах 1 и 3. Если процесс напыления
повторяется, то форвакуумный насос 2 и нагреватель 23 не выклю-
чают. м
Термическим испарением в вакууме получают все типы оптиче-
ских покрытий из большого числа веществ с различными свойствами.
Процесс высокопроизводителен, возможен контроль толщины в про-
цессе напыления, что позволяет наносить на детали многослойные
покрытия с заданными стабильными свойствами. К недостаткам
процесса можно отнести ограничение по использованию тугоплавких
материалов в качестве пленкообразующих веществ, что сужает
область выбора покрытий.
Электронно-лучевое испарение вещества в вакууме. При воздей-
ствии сфокусированного мощного пучка ускоренных электронов
на поверхность плеикообразующего вещества происходит его нагрев
и испарение. С помощью электронно-лучевого испарителя возможен
локальный нагрев вещества до 5000 °C, что позволяет испарять
тугоплавкие окислы SiO2, ТЮ2 и др.
Испарение осуществляют при высоком’ вакууме, конструкция
вакуумной установки принципиально не отличается от установки
термического испарения. Серийно выпускаемый электронно-лучевой
испаритель УЭЛИ-Г включает электронную пушку, систему фоку-
сирования и поворота пучка электронов. Электроны испускаются
нагретым катодом, выполненным в виде спирали из пяти витков
вольфрамовой проволоки диаметром 0,5 мм. Слабо расходящийся
электронный пучок формируется системой, состоящей из фокусиру-
ющего катода, анода и электромагнитных призм, разворачивается
на 180° и направляется на тигель. В целях равномерного испарения
вещества под большими углами и без брызг сфокусированный пучок
8*
227
Таблица 21
Наименование пленкообразу- ющего вещества Температура плавления, °C Температура, при которой упругость паров достигает давле- ния 1,33 Па,°C Показатель преломления пленки при X = 550 нм
Двуокись церия СеО2 2600 1600 1,95
Окись магния MgO 2800 1560 1,7
Двуокись кремния SiO2 1730 1200 1,46
Окись тантала Та2О5 1880 2000 2,1
Двуокись циркония ZrO2 2700 2000 2,05
электронов диаметром 5—8 мм сканируют с частотой до 50 Гц по
полю размером до 30 X 30 мм. Тигель с напыляемым веществом
охлаждается водой; для нанесения многослойных покрытий исполь-
зуют испарители с несколькими тиглями.
При электронно-лучевом испарении можно расплавить большое
количество различных пленкообразующих веществ, некоторые из
которых приведены в табл. 21. Пленки получают чистые и одно-
родные, так как стенки контейнера не соприкасаются с расплавлен-
ным веществом. Работа с электронно-лучевыми испарителями тре-
бует высокой квалификации обслуживающего персонала.
Катодное распыление. При возникновении электрического тлею-
щего разряда между электродами в разреженной атмосфере газов
поверхность катода медленно разрушается под действием ударов
ионизированных атомов или молекул газа. Частички вещества ка-
тода распыляются и осаждаются на подложках, находящихся на
аноде или вблизи него.
Явление катодного распыления объясняют тем, что ионы газа
в результате столкновения с атомами катода передают им свою
кинетическую энергию. Это приводит к разрушению связей между
атомами в поверхностном слое и вылету частиц с поверхности. Одно-
временно при бомбардировке кинетическая энергия ионов частично
превращается в тепловую энергию, происходит сильное локальное
повышение температуры и испарение вещества катода.
Установка катодного распыления (рис. 156) представляет собой
вакуумную камеру, по конструкции аналогичную камере термиче-
ского распыления, но с меныпей высотой. Внутри камеры располо-
жены катод 2, анод 7, поворотный экран 4 и нагреватель подложек 6.
После откачки воздуха из вакуумной камеры до давления остаточ-
ных газов 6,6-10“3 Па во внутреннюю полость 3 камеры напускают
через натекатель 1 инертный газ — аргон до давления 0,13 Па.
Плазму получают при разности потенциалов катода и анода 3—5 кВ.
Катод изготовляют из пленкообразующего вещества, размеры ка-
тода должны быть на 10—20 % больше размеров подложек. Под-
ложки 5 предварительно разогревают до температуры 300 °C.
Катодным распылением наносят пленки металлов, диэлектриков,
в том числе тугоплавких веществ. В атмосфере активного газа (кис-
228
Рис. 156. Схема установки для катодного
распыления
лород 4- аргон) получают пленки
окислов металлов. В этом случае на-
ряду с физическими процессами рас-
пыления вещества одновременно про-
исходят химические реакции на ка-
тоде и в газовой фазе с образо-
ванием оксидной пленки. Способ
нанесения пленок в присутствии
активных газов получил название
реактивного катодного распыления.
Катодным распылением получают
просветляющие, зеркальные,
светоделительные интерференционные покрытия из тугоплавких
пленкообразующих веществ. Обеспечивается хорошая адгезия пле-
нок с подложками и равномерность нанесения пленок ио толщине.
Состав пленок почти не отличается от состава вещества катода.
К недостаткам процесса следует отнести трудность изготовления
катода большого размера из химически чистого тугоплавкого пленко-
образующего вещества, затруднен контроль толщины при нанесении
пленок.
§ 42. КОНТРОЛЬ И ИСПЫТАНИЕ ПОКРЫТИЙ
Контроль оптических характеристик. Контроль покрытий
осуществляют не ранее чем через сутки после их нанесения, так как
покрытия стареют и изменяют свои характеристики. Перед контро-
лем все детали просматривают в отраженном или проходящем свете,
обращая внимание на однородность покрытия по цвету, на наличие
пятен, точек, царапин и отслоений.
Интегральный коэффициент отражения просветленных деталей
со сферическими и плоскими поверхностями измеряют на рефлексо-
метре (рис. 157). Рефлексометр содержит осветитель 9, проекцион-
ную систему 7, приемную систему 3, приемник лучистой энергии —
фотоэлектронный умножитель /, микроамперметр и стабилизирован-
ные блоки питания. Оси проекционной и приемной оптических систем
развернуты под углами 15° относительно оси проверяемой детали 4.
Перед контролем на поверхность конической диафрагмы 6 уста-
навливают эталонный образец в виде непросветленной пластинки
с клином из стекла К8, коэффициент отражения которой равен 4,2 % .
Силу фототока Лк фиксируют по показаниям микроамперметра.
Затем устанавливают проверяемую деталь и также определяют силу
фототока Аи. Коэффициент отражения проверяемой детали р’ =
= 4s-4,2 %.
71К
Изменяя ирисовой диафрагмой 8 значение светового потока про-
екционной системы, можно подобрать такой световой поток, при
котором показание Лк микроамперметра будет численно равно
или кратно значению коэффициента отражения эталонного образца.
229
Рис. 157. Оптическая схема рефлексометра
для контроля коэффициента отражения просвет-
ляющих покрытий
Тогда Аи будет соответственно равна
или кратна значению коэффициента
отражения р от поверхности проверяе-
мой детали.
Прибор снабжается наборами кони-
ческих диафрагм с входными отвер-
стиями 2, 5, 10, 15, 20 и 30 мм и све-
тофильтров 2. Для', устранения влия-
ния посторонних засветок на резуль-
таты измерения посадочное место за-
крывают поворотным экраном 5.
Соответствие Zmln просветляющего
покрытия заданной области спектра
определяют путем сравнения интерфе-
ренционной окраски пленки в отра-
женном свете с цветом пленки на кон-
трольных образцах детали. Однослой-
ные и двухслойные просветляющие покрытия в зависимости от
длины волны Xmln, для которой коэффициент отражения должен
быть минимальным, имеют следующую окраску в отраженном свете:
Xmjn Цвет пленки
450 Желто-коричневый
500 Оранжево-красный
540 Темно-пурпурный
580 Темно-фиолетовый
600 Темно-синий
Спектральные характеристики отражающих, светоделительных
и просветляющих покрытий контролируют на спектрофотометрах
с насадками для различных областей спектра.
Для контроля правильности соблюдения технологического про-
цесса периодически проводят испытания покрытий на термическую,
механическую прочность и влагоустойчивость. Для испытания от-
бирают детали в количестве 3—5 % предъявленной партии.
Испытания на термическую прочность. Покрытия деталей типа
линз, призм и пластин небольших и средних размеров испытывают
на термическую прочность в такой последовательности:
деталь нагревают до максимальной температуры, указанной
в стандарте для данного вида покрытия, и постепенно охлаждают
до нормальной температуры;
испытывают на перепад температур — помещают в камеру холода
с температурой —60 °C, где выдерживают в течение суток, затем
в нормальных условиях в течение суток, после чего помещают в ка-
меру тепла с температурой +60 °C тоже на сутки;
испытывают на термоудар — помещают деталь поочередно в ка-
меры холода (—60 °C) и тепла (+60 °C) с выдержкой при этих тем-
пературах в течение 1 ч; время переноса из камеры холода в камеру
тепла не более 3-5 мин,
230
Испытания на механическую прочность. Прочность просвет-
ляющих покрытий проверяют испытанием на чистку. Детали про-
тирают сухим или смоченным в растворителе ватным тампоном или
салфеткой. При чистке на пленке не должны образовываться цара-
пины.
Стандартом предусмотрена также количественная оценка механи-
ческой прочности просветляющих покрытий О, II и III групп проч-
ности. Методика и конструкция устройства для проведения
испытаний рассмотрена ранее в § 39.
Испытания на влагоустойчивость. Испытания проводят в камере
влажности. Детали с покрытиями выдерживают в камере при тем-
пературе +40 ±2 °C и относительной влажности 95—98 о/о в течение
10 суток. Через каждые сутки детали осматривают и отмечают со-
стояние покрытий.
Если покрытия нанесены на подложки из химически нестойких
оптических материалов, то условия испытания на влагоустойчивость
оговаривают особо с учетом свойств материала.
После проведения испытаний снова проверяют оптические ха-
рактеристики покрытия; они должны остаться без изменения. .
ГЛАВА 10
СОЕДИНЕНИЕ ОПТИЧЕСКИХ ДЕТАЛЕЙ
§ 43. СПОСОБЫ СОЕДИНЕНИЯ
Компоненты некоторых узлов оптических систем (объек-
тивы, окуляры, оборачивающие системы, ахроматические клинья,
сложные призмы, зеркальные отражатели, светофильтры, поляроиды,
сетки и т. и.) соединяют вместе в моноблоки. Это позволяет улучшить
технологичность конструкций и эксплуатационные характеристики
оптических систем. Применяют такие способы соединения, как скле-
ивание, спекание, оптический контакт, сваривание и паяние. Любой
из этих способов должен удовлетворять следующим требованиям:
не изменять оптические свойства соединенных деталей, обеспечивать
достаточную механическую, химическую, термическую и световую
прочность соединения.
Большинство оптических деталей соединяют путем склеивания.
Для склеивания оптических деталей, изготовленных из неоргани-
ческих и органических стекол всех марок, ситаллов, кристаллов,
а также для склеивания оптических деталей с металлическими
ГОСТ 14887—80 предусматривает специальные виды оптических
клеев. Оптические клеи, кроме бальзама (природный термопластич-
ный материал), являются синтетическими термореактивными мате-
риалами и представляют собой вязкие и прозрачные растворы низко-
или высокомолекулярных веществ в органических растворителях
без добавок или с добавками отвердителей. Клеи на основе термо-
пластичных полимеров не обеспечивают высоких механических
характеристик и плохо работают при повышенных температурах
вследствие обратимости процессов твердения и расплавления.
Клеи на основе термореактивных полимеров независимо от того,
происходит твердение при полимеризации или при поликонденсации,
дают высокопрочные, холодо- и теплостойкие соединения.
Клеящая способность неорганических клеев объясняется тем,
что опа связана с многими явлениями: механическими, абсорбцией,
диффузией, электростатическими и химическими взаимодействиями.
В определенных условиях каждое явление по-разному влияет на
прочность клеевого соединения.
Взаимное спекание твердых тел, контактирующих вдоль участка
поверхности, сопровождается образованием устойчивых физи-
ческих связей между телами, что определяет механическую проч-
ность соединения.
Оптический контакт двух полированных поверхностей обусло-
влен силами молекулярного взаимодействия контактируемых тел.
232
Поскольку активная площадь оптического контакта не превышает
30 % общей площади соединения, то для увеличения площади вза -
имодействия необходима дополнительная дисперсионная среда.
Наличие на поверхностях паров воды или тонкой пленки создает
условие подвижности частиц, включая в образование элементарных
контактов броуновское движение, что позволяет осуществить кон-
такт на большей площади. Наличие пленки воды образует водород-
ные связи между молекулами воды и атомами кислородного твердого
тела. Создание на поверхностях полярных адгезионно-активных
функциональных групп улучшает совместимость поверхностей соеди-
няемых деталей.
Соединение деталей, осуществляемое при расплавлении мате-
риала поверхностей до жидкой фазы с последующим охлаждением,
называется свариванием. С физико-химической точки зрения соеди-
нение является однородным, поскольку между атомами в поверхно-
стных слоях свариваемых деталей возникают такие же ковалентные
связи, какими связаны атомы в объеме стекла.
§ 44. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ СОЕДИНЕНИЯ
Клеи. В последнее время широко развивается производ-
ство клеев различных видов и типов, применяющихся в оптической
промышленности.
Бальзам пихтовый типов О и Оп — клей, получаемый в резуль-
тате переработки смолы (живицы) пихтовых деревьев, в состав
которой входят скипидар, канифоль и летучие эфирные масла.
Бальзам может быть обычный (О) и пластифицированный (Оп).
В качестве пластификатора применяют льняное или вазелиновое
масло, добавка которого увеличивает пластичность клея. Благодаря
этому повышается его морозостойкость. При нормальной темпера-
туре бальзам находится в твердом состоянии. По твердости бальзам
делится на следующие группы: весьма твердый (ВТ), твердый (Т),
средний (С), мягкий (М), весьма мягкий (ВМ), которые по этому же
признаку разделены на марки. Положительными свойствами бальза-
мов являются способность выдерживать большое число расплавлений
и затвердеваний без существенного изменения свойств, легкость
расклейки склеенных деталей, возможность уменьшения деформации
склеенного соединения путем его отжига, относительно малое время
процесса склеивания. К недостаткам клея относятся узкий темпе-
ратурный интервал, в котором может работать соединение, наруше-
ние центрирования при неравномерной закатке в оправе, самопроиз-
вольное относительное смещение склеенных деталей при повышении
температуры.
Эти особенности клея ограничивают области его применения.
Бальзам применяется для склеивания оптических деталей, точная
центрировка которых обеспечивается индивидуальным креплением
и фиксацией в оправах, шкал и сеток с фотослоем, микрооптики.
Расклеивание осуществляют постепенным нагреванием в тер-
мостате.
233
Применение синтетических клеев, не имеющих недостат-
ков, свойственных бальзаму, позволило значительно расширить
возможности этого способа соединения оптических деталей между
собой.
Бальзамин — соединение бальзамина-мономера и перекиси бен-
зоила, являющейся инициатором полимеризации клея. Жидкие
компоненты хранятся отдельно друг от друга. Перед нанесением их
смешивают для получения оптически однородного состава, частично
они полимеризуются (при температуре 50—60 °C до вязкости 0,2—
0,5 Па*с). Бальзамин применяют для склеивания оптических дета-
лей, в условиях эксплуатации подвергающихся динамическим на-
грузкам, тепловым ударам. Во избежание деформации склеиваемых
тонких оптических деталей отношение их толщины к диаметру t/D
должно быть не менее 1:10. Соединение деталей со светоделитель-
ными покрытиями ограниченно. Процесс полимеризации клея может
происходить как при нормальной, так и при повышенной (30—
70 °C) температуре. При температуре 25—30 °C полная полимериза-
ция заканчивается через сутки. Наибольшая прочность соединения
достигается уменьшением толщины клеящего слоя до нескольких
микрометров.
К основным недостаткам бальзамина относятся оптическая не-
однородность и малая эластичность. Поскольку затвердевший баль-
замин нерастворим в бензине, керосине и маслах, то неправильно
склеенные детали расклеивают ударом деревянного молотка по
цилиндрической образующей или шву соединения при пониженной
до 10—20 °C температуре или, наоборот, нагревом до 200 °C, при
этом возможно раскалывание линзы.
Бальзамин-М — соединение исходных компонентов бальзамина-
мономера, инициатора и ускорителя полимеризации. Перед упо-
треблением из указанных компонентов приготовляют два раствора.
Первый раствор состоит из смеси бальзамина-мономера и продукта
23; второй — из бальзамина-мономера и диметиламинобензольде-
гида. Бальзамин-М применяют для склеивания оптических деталей
с отношением толщины к диаметру t/D не менее 1 : 10, деталей со
светоделительными покрытиями, светофильтров и поляроидов. Про-
цесс полимеризации происходит при температуре 18—26 °C в течение
1—3 сут.
Клей акриловый — раствор низкомолекулярного сополимера ме-
тил- и бутилметакрилата в ксилоле с добавкой бензоила. Вязкость
клея подбирается изменением количества вводимого в состав ксилола.
Акриловый клей применяют при температуре 18—26 °C для склеива-
ния линз, призм и других оптических деталей диаметром до 30 мм
(только в приборах, не допускающих люминесценции), поляриза-
ционных призм из кальцита, светофильтров и клиньев с желатино-
выми пленками, поляроидов с поливиниловыми пленками, оптиче-
ских деталей из квасцов, а также для приклеивания стеклянных
оптических деталей к металлу. Для повышения механической проч-
ности соединения склеенных компонентов их высушивают при тем-
пературе 50—60 °C в течение 5—6 сут. или при температуре 80—
234
90 °C в течение 3—4 сут. Расклеивание осуществляют погружением
в ацетон или ксилол, а также нагревом до 120—150 °C.
Клей ОК-50П — раствор эпоксидной смолы в эпихлоргидрине
и фракции полиэтиленполиаминов. Приготовляется смешением двух
компонентов перед склеиванием. Первый компонент представляет
собой раствор смолы ЭД-20 в эпихлоргидрине, второй — фракцию
полиэтиленполиаминов, служащую отвердителем. Соотношение масс
компонентов 10 : 1.
Клей ОК-50П применяют для склеивания оптических деталей,
работающих во влажном тропическом климате. Благодаря хорошей
адгезии клея к стеклу соединение имеет высокую прочность, что
позволяет соединять консольно подвешенные детали. Малая эластич-
ность клея ограничивает разность ТКЛР материалов соединяемых
деталей. Отвердение клея происходит при температуре. 18—26 °C
и деформаций не вызывает. Для придания склеивающему слою влаго-
стойкости и повышенной механической прочности склеенные детали
прогревают при 60 °C в течение 5—7 ч.
Клей ОК-72ФТЬ и ОК-72ФТ\Ь — растворы смоляного компонента
и отвердителя, содержащего эпоксидную смолу ЭД-20 в фенил-
глицидном эфире и териноне — компонент ЛфТ и диэтилентриамин,
модифицированный фенилглицидным эфиром — компонент Бф.
Клей приготовляют перед склеиванием. Для этого компоненты
^4фт и Бф смешивают в различных соотношениях, обеспечивающих
определенные свойства клея.
Клей ОК-72ФТ5 применяется для склеивания деталей приборов,
работающих в средней климатической зоне, на севере, в сухих и
влажных тропиках.
Клей ОК-72ФТ15 применяют для склеивания оптических деталей,
которые имеют различные ТКЛР, что обеспечивает отсутствие де-
формации склеенных поверхностей при температуре от —60 до
+ 80 °C, а также для герметизации склеивающих слоев (швов). Для
придания склеивающему слою влагостойкости и повышенной меха-
нической прочности склеенные детали диаметром до 60 мм через
сутки прогревают в термостате при температуре 65 °C в течение 5 ч,
а детали больших размеров в течение 7 ч.
Клей ОК-90П — ненасыщенная полиэфирная смола ПН-3, моди-
фицированная силаном, для полимеризации которой используют
окислительно-восстановительную среду — гидроперекись изо-
пропиленбензола и ванадиевый ускоритель. В качестве пластифика-
тора в состав вводится 20 % диметил фталата. Клей применяют для
склеивания крупногабаритных деталей диаметром 250—600 мм, име-
ющих малую разность ТКЛР. Склеивание выполняют при темпе-
ратуре 18—26 °C с выдержкой при этой же температуре в течение
5 сут. Клей ОК-90М (модификация клея ОК-90П) применяется для
тех же целей.
Клей УФ-235М — раствор полимера винилацетата в циклогекса-
ноле. Применяется для склеивания деталей из увиолевого и кварце-
вого стекла, фтористого кальция, фтористого лития и других кри-
сталлов, прозрачных в УФ области спектра X < 220 нм. При скле-
235
ивании детали нагревают до 60 бС, а клей до 100 °C. Склеенные
детали прогревают при температуре 75 °C в течение 2 сут, после чего
температуру повышают до 95 °C и выдерживают детали в течение
суток.
Клей ОК-()0, представляющий собой раствор кремнийоргани-
ческой смолы К-40 в тетрахлорэтилене, применяют для склеивания
деталей из фтористого кальция, хлористого натрия, бромистого
калия и других кристаллов, прозрачных в ИК области, имеющих
малую разность ТКЛР. Склеивание выполняют при температуре
18—26 °C с прогревом через сутки при температуре 120 °C в тече-
ние 2 ч.
Клеи ММ А и ММАК —смесь двух растворов эпоксидной’смолы
ЭД-20 в мономере полиметилметакрилата.
Клей ММА применяют для склеивания деталей диаметром до
250 мм с большой разностью ТКЛР, работающих в средней клима-
тической зоне, на севере, в сухих и влажных тропиках. Клей ММАК
применяют для склеивания крупногабаритных деталей диаметром
250—600 мм с малым ТКЛР. Склеивание выполняют при темпера-
туре 18—26 °C с выдержкой при этой же температуре в течение
5 сут.
Сплавы. Термопластичный сплав ТКС-1 применяют для склеи-
вания деталей с пе 2,0, работающих от видимой до далекой ИК
области спектра, например, стекол ИКС, кристаллов кремния,
германия, арсенида и антимонида индия и др., имеющих одинаковые
ТКЛР. Сплав используют при температуре 160—170 °C.,
Пасты. Для склеивания деталей применяют пасты, представля-
ющие собой смеси легкоплавких стекол с глицерином. ТКЛР легко-
плавкого стекла и стекла спекаемых деталей должны быть равными
или близкими.
§ 45. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Соединение склеиванием. Наиболее распространенным
способом соединения оптических деталей между собой является их
склеивание. Выбор марки клея, технологии склеивания и дополни-
тельной термической обработки определяется размерами и мате-
риалом склеиваемых деталей, качеством сопрягаемых поверхностей
(погрешностью сопряжения поверхностей N и чистотой поверх-
ностей Р), техническими требованиями к соединению, свойствами
клея.
Обычно технологический процесс склеивания оптических деталей
включает следующие основные операции: подготовку деталей к скле-
иванию, подготовку клея, нанесение клея, взаимную юстировку
склеиваемых деталей и фиксацию найденного положения, удаление
клея с боковых поверхностей, выдержку склеенного соединения
в заданных условиях, контроль.
1. Подготовка деталей состоит из двух последовательно выпол-
няемых операций — комплектации деталей и промывки склеиваемых
поверхностей органическими растворителями. Комплектация
линз снижает суммарную погрешность толщин склеиваемых линз
236
И тем самым обеспечивает получение заданных значений фокусных
отрезков и качества изображения. При комплектации линз должны
быть выполнены следующие условия:
а) алгебраическая сумма отклонений толщин отдельных линз
двухлинзового комплекта должна быть минимальной и удовлетво-
рять требованиям чертежа. У трехлинзовых комплектов отклонение
толщины одной из линз должно быть равно по абсолютному значению
и противоположно по знаку сумме отклонений толщин двух других.
Для обеспечения условий комплектации склеенных таким образом
двух- или трехлипзовых комплектов с другими элементами оптической
системы компоненты должны иметь определенные (по знаку) откло-
нения от поминала;
б) точность сопряжения склеиваемых поверхностей должна быть
N - 34-5.
Соединяемые поверхности линз промывают, чистят, накладывают
одну на другую и комплектами устанавливают на строго выставлен-
ную по горизонту плоскость.
Комплектация призм по углам снижает погрешности углов
отклонения лучей, других геометрических параметров, повышает
качество изображения за счет снижения хроматизма.
2. Подготовка клея зависит от выбранной марки клея. Пробирки
с бальзамом нагревают в водяной бане до температуры 130—135 °C.
Синтетические клеи, состоящие из нескольких компонентов, тща-
тельно смешивают в пробирке с помощью механического сме-
сителя.
3. Нанесение клея осуществляется с помощью стеклянной па-
лочки — капельницы на верхнюю вогнутую поверхность нижней
линзы. Затем накладывается верхняя линза и деревянной рукояткой
с замшей или пробковой шайбой плавно круговыми движениями
притирается к нижней. При этом пузырьки воздуха выдавливаются
вместе с избытком клея. Оптимальная толщина слоя клея составляет
0,005—0,01 мм. Избыток клея удаляется салфеткой, смоченной
органическими растворителями.
4. Юстировку и фиксацию- найденного положения деталей для
совмещения оптической оси склеенного линзового комплекта с гео-
метрической осью нижней — базовой линзы выполняют с помощью
центрировочных микроскопов с коллиматором (см. гл. 8). Для скле-
ивания пластин, клиньев и призм используют специальные устрой-
ства, включающие коллиматоры, зрительные трубы, микроскопы
и юстировочные приспособления.
5. Удаление клея с боковых поверхностей склеенных деталей
выполняют механическим путем. Иногда дополнительно протирают
ватным тампоном, смоченным в растворителе.
6. Выдержка склеенных деталей в заданных условиях произ-
водится в термостатах или в помещении под электроламповыми
нагревателями.
7. Контроль склеенных деталей выполняют по расклейкам и ца-
рапинам, а при необходимости по точности поверхностей и геометри-
ческим параметрам.
237
Соединение спеканием. Применяют для обеспечения большой
стойкости деталей типа кювет к химическим, термическим, механи-
ческим воздействиям. Перед спеканием поверхности очищают и про-
тирают органическими растворителями. Затем с помощью стеклян-
ной палочки на спекаемые поверхности наносят пасту. Взаимная
ориентация и фиксация найденного положения осуществляются на
специальных столиках или с помощью струбцин. Температура печи,
время и режим спекания и охлаждения печи зависят от марки стекла,
размеров деталей и состава пасты.
Соединение оптическим контактом. В ряде случаев в целях более
точной взаимной ориентации соединяемых деталей применяют опти-
ческий контакт. Для этого тщательно очищенные и промытые поверх-
ности сжимаются для удаления между ними слоя воздуха. Критерием
качества соединения является отсутствие световых оттенков и пятен
в плоскости контакта, наблюдаемых при боковом освещении.
Для предохранения от самопроизвольного снятия деталей с кон-
такта стыки покрывают лаком или герметиком. Предварительное
нанесение на контактируемые поверхности тонкой пленки кремне-
зема с последующим прогревом при 250 °C делает соединение не-
разъемным. Такое соединение носит название «глубокий оптический
контакт», который значительно расширяет область применения
оптического контакта, заменяет спекание и сварку.
Соединение свариванием. Сваривание кварцевых деталей выпол-
няют в пламени кислородно-водородной горелки при температуре
2000 °C. Высокая температура местного нагрева вызывает кристал-
лизацию поверхностного слоя, что приводит к деформациям деталей.
Соединение паянием. Операция выполняется лазерным излуче-
нием, сфокусированным в плоскость шва, содержащего светопогло-
щающий припой. Для этого используют специальные технологи-
ческие лазерные установки с возможностью точных перемещений
луча вдоль стыка.
ГЛАВА 11
ОБРАБОТКА ИСПОЛНИТЕЛЬНЫХ
АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
§ 46. ТЕХНОЛОГИЧНОСТЬ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Применяемость асферических поверхностей. Как показы-
вает опыт аберрационных расчетов, почти полностью исчерпаны
возможности проектирования оптических систем из деталей со сфе-
рическими и плоскими поверхностями для конструирования при-
боров с новыми повышенными характеристиками. Существенного
улучшения параметров оптических систем, развития оптики ожи-
дают прежде всего от применения исполнительных асферических
поверхностей вращения.
Асферические поверхности применяют для увеличения поля
зрения и светосилы систем (преимущественно глубокие поверхности
второго порядка, отступающие от сферы на десятые доли милли-
метра); для коррекции аберраций систем (обычно одна-две поверх-
ности высокого порядка с малыми отступлениями от плоскости
или сферы); сокращения числа линз, габаритных размеров и массы
систем; решения новых задач приборами космической и реактивной
техники.
Поверхности эллипсоидные применяют в системах накачки свето-
вой энергии, параболоидные -и гиперболоидные в оптических кон-
денсорных устройствах и астрономических приборах, поверхности
высших порядков в объективах заатмосферных приборов и объекти-
вах любительских фотоаппаратов.
Наибольшее распространение в оптических приборах получили
поверхности второго порядка, из которых параболоиды вследствие
наличия удобных методов их изготовления и контроля составляют
наибольшую часть.
1 В промышленности налажен крупносерийный выпуск наблюда-
тельных и фотографических приборов. В оптических системах при-
боров можно использовать анаберрациопные преимущества асфери-
ческих поверхностей вращения, если они будут исправлять
интерференционную картину до значений, не превышающих N =
= 2-4-4 и ДМ = 0,24-0,5. Асферичность таких, заданных расчетным
уравнением поверхностей, примененных в уже существующих при-
борах, составляет обычно несколько десятков микрометров, а по-
грешности обработки не должны превышать десятых и сотых долей
микрометров. Для деталей конденсорных и сканирующих систем
необходимую надежность результатов формообразования асфери-
ческих поверхностей вращения оценивают концентрацией световой
239
Рис. 158. Обработка асферических поверхно-
стей упругим лепестковым инструментом
Рис. 159. Профильные кривые по-
верхностей второго порядка
энергии в изображении точки пятном рассеяния размером 0,05—
0,5 мм. Эти поверхности отступают от сферы на десятые доли милли-
метра, а погрешности обработки достигают нескольких десятков
микрометров.
Глубокие тонкостенные отражатели параболоидной и эллипсо-
идной формы для прожекторов и кинопроекционных аппаратов
выпускают серийно около 1 млн. шт. в год. Они дают пятно рассе-
яния размером ~1 мм.
Существенного совершенствования и развития оптика достигнет
при серийном производстве значительного числа точных оптических
деталей с асферическими поверхностями.
Виды обработки. Существует несколько видов обработки, с по-
мощью которых изготовляют огромное большинство оптических
деталей, имеющих асферические поверхности.
Тонкостенные отражатели (см. рис. 48, б) изготовляют по спо-
собу, разработанному С. К. Штанделем, принудительного моллиро-
вания из листовой полированной заготовки 1 с помощью приспо-
собления 3, в котором отсосом воздуха создается вакуум 0,1 Па.
Параболоидные выпуклые поверхности конденсоров 3
(рис. 158) обрабатывают в серийном производстве упругим лепе-
стковым инструментом 2 на станках «Планета» с круговым движением
поводка 1. Заданная форма достигается программированием квази-
свободной притирки по эпюре распределения давления пружины 4
на профильные лепестки инструмента и на обрабатываемую по-
верхность.
Профиль лепестков (вид А) инструментов рассчитывается на
ЭВМ. Пятно рассеяния имеет размер 0,2—0,5 мм.
Параболоидные поверхности энергетических систем, создающие
пятно рассеяния точки размером 0,07—0,2 мм, обрабатывают на
станках «Парабола» с параллелограммным устройством для пере-
мещения ножа 2, притирающегося к обрабатываемой поверхности 3,
соприкасающегося с ней по линии (см. рис. 78, в). Нож, перемещаясь
240
горизонтально, как бы создает плоские сечения, параллельные оси
вращения заготовки, и геометрически способствует образованию
параболоидальной формы обрабатываемой поверхности 3, а скользя
по ней вертикально и притираясь к ней, уничтожает направленные
следы обработки. Так же обрабатывают выпуклые и вогнутые пара-
болоиды на модернизированных станках ШП с возвратно-поступа-
тельным во взаимно перпендикулярных направлениях перемеще-
нием ножа, расположенного на верхнем звене.
В настоящее время выпускается много крупногабаритных опти-
ческих деталей для астрономических, фотографических и других
приборов с ужесточенными требованиями к точности обработки
исполнительных оптических асферических поверхностей. Для
изготовления по указанным требованиям деталей с асферическими
поверхностями в серийном производстве применяют два способа.
Первый способ — асферизация поверхностей наращиванием слоев
переменной толщины испарением вещества в вакууме. Этот способ
перспективен, но надежность результатов применения метода не-
достаточно проверена в различных производственных условиях.
Многие вещества в слоях толщиной более 15 мкм плохо держатся
на стекле. Управление процессом нанесения слоя вещества испаре-
нием в вакууме аналогично управлению процессом снятия припуска,
но изменение значений геометрических профильных параметров
противоположно.
Второй способ, применяемый в подавляющем большинстве слу-
чаев, — асферизация поверхностей путем снятия припуска квази-
свободной притиркой при автоколлимационном или интерфероме-
трическом контроле.
Обработка асферических поверхностей квазисвободной притир-
кой имеет общие основы проектирования технологических процессов
с обработкой сфер и плоскостей свободной притиркой:
съем припуска прямо пропорционален работе притира, затрачен-
ной на данном участке поверхности стекла;
квазисвободная притирка позволяет обрабатывать поверхности
с точностью близкой к точности обработки сферической поверхности;
уравнение работы притирки стекла служит основой для создания
настраиваемых процессов и программирования образования опти-
ческих асферических поверхностей;
программу кинематики обработки и геометрии инструмента
составляют на основании схемы расположения припуска на обра-
батываемой поверхности детали;
обработка асферических поверхностей происходит при система-
тическом технологическом контроле, в результате которого опре-
деляют звенья размерной цепи обратной связи для управления про-
граммируемой обработкой.
'Признаки технологичности. Технологичностью асферических по-
верхностей назовем возможность использовать в производстве все
особенности экономически эффективного технологического про-
цесса обработки, обеспечивающего заданную надежность контроля
результатов изготовления.
241
Расчетчики оптических систем должны уметь оценивать возмож-
ность реализации и технологичность серийного изготовления асфе-
рических поверхностей оптических деталей по таким признакам,
как форма профиля, параметры поверхности, контролируемость,
конструктивные параметры.
Форма профиля асферической поверхности вращения опреде-
ляется уравнением воспроизводящей его плоской кривой. Семейство
кривых’второго порядка, отнесенное к вершине как началу коорди-
нат (рис. 159), определяется уравнением
у2 — 2рх + qx2 = О,
где q — параметр асферичности, определяющий отступления образу-
ющей кривой от окружности ближайшей сферы радиуса /?бл>Сф,
проходящей через начало координат.
При различных значениях q образуются разные кривые: q =
= 1 — окружность, 0 < q < I — эллипс, q = 0 — парабола, q <
<0 — гипербола, q > 1 — сжатый эллипс;
Если на рис. 159 провести к профилирующей кривой нормаль NN
при заданном угле <р, то ее отрезок аа равен толщине слоя припуска,
снимаемого со сферической поверхности заготовки радиуса /?бл. сф-
Размеры сегмента кривой q < 0 диаметром D и высотой Н равны
размерам гиперболоидной асферической поверхности детали.
При малых значениях х в области у вершины для всего семей-
ства кривых радиус кривизны приблизительно одинаков и равен
#бл.сф^ ; при Х = 0 7?бл.гф = р.
Если применить поверхность высокого порядка, то ее воспроиз-
водящая штрихпунктирная кривая вероятнее всего уместится где-то
между кривыми второго порядка указанного семейства (см. рис. 159).
Штрихпунктирной линией показан один из возможных профилей
поверхности высокого порядка. Если профили асферических по-
верхностей имеют весьма малую кривизну и плавные перегибы, то
их рассматривают как приближающиеся к плоскости. Чем больше
асферичность, тем больше требуется технологических переходов,
труднее обработка и меньше надежность в получении поверхности
с заданной точностью.
Наиболее технологичны профили поверхностей, которые при-
ближаются к ближайшей сфере или плоскости с наименьшими от-
ступлениями. Цилиндрические и конические поверхности занимают
особое положение, так как образуются вращением прямой, соот-
ветственно параллельной или наклонной к оптической оси.
В зависимости от формы профиля выбирают приемы обработки,
тип оборудования и инструмента, а также способы и приборы тех-
нологического контроля.
Для технологичности контроля совсем не безразлично, задаются ли
выпуклые или вогнутые поверхности даже при одинаковых ком-
бинациях размеров и параметров. Отражающие поверхности должны
обрабатываться в 4 раза точнее аналогичных преломляющих поверх-
ностей. Поверхности, имеющие профили с перегибами или крутые,
242
обрабатывать И контролировать в большинстве своем трудно, и,
следовательно, они нетехнологичны.
Указанное необходимо учитывать и оценивать при вводе в опти-
ческую систему асферической поверхности нового, ранее не применяв-
шегося Профиля.
Параметры поверхности определенного профиля характеризуются
заданным диаметром D и соответствующей ему высотой сегмента Н
(см. рис. 159). Трудности обработки, и контроля поверхности возра-
стают быстрее, чем увеличение отношения HID, так как крутизна
и отступления поверхностей от сферы увеличиваются одновременно.
При Н const возрастание асферичности для различных про-
филей характеризуется отношением £>/(2/?Ол. сф). Технологичность
поверхностей различной формы, но с одинаковыми размерами Н и D
по асферичности можно характеризовать отношениями
__ 2/?бЛ. сф
— Н
Значения р, q, Н, D и координата xQ вершины исходной поверх-
ности заготовки определяют возможные схемы расположения при-
пуска в круговых зонах заготовки.
Не на каждый профиль поверхности, заданный расчетчиком,
удается подобрать удобную для обработки схему расположения
припуска.
Если подбор значений р, q, Н, D и х0 дает отступления от бли-
жайшей сферы менее 50 мкм, то обработку асферической поверх-
ности можно ограничить только полированием, и технологический
контроль полируемой поверхности при этом будет облегчен, что
способствует получению наиболее надежных результатов обработки
с оптической точностью.
Если отступления достигают 150 мкм и более, то необходимо
многопереходное шлифование и полирование поверхности заготовки.
В этом случае приближение к сфере с /?бл. сф р не является наи-
лучшим в технологическом отношении.
Если отступления от сферы более 150 мкм и отношение HID ве-
лико, то технологически целесообразнее применять асферическую
заготовку.
Контролируемые признаки заготовки оптической детали. Зада-
вать Дг/ и Дх таблицей значений координат у = f (х) не рекоменду-
ется. Значения' &у, Дл определяют на контактных измерительных
машинах весьма медленно, и погрешность результата измерения
составляет 3—5 мкм, что превышает допустимые погрешности об-
работки.
Назначают допустимый угол Дер отклонения нормали АГАТ
от ее расчетного направления NN (рис. 160), определенного по
уравнению воспроизводящей кривой рм = f Н), причем Дер непо-
средственно характеризует значения аберраций. Для шлифованных
поверхностей после их легкого прополировывания угол Дц измеряют
бесконтактным способом с помощью коллиматоров и зрительных
труб.
243
Рис. 160. Отклонения но углу нормали
Рис. 161. Отклонения по ЛУ и А<р
Погрешности формы поверхности можно оценивать также с по-
мощью значений Л/ и A7V, которые поддаются сравнению с углами
отклонения нормали. Например (рис. 161), если а = 0,5 мкм,
b = 10 мм, то
'О-*; Дф^4 = 20-.
Такая погрешность обнаруживается коллимационными устройствами
для измерений углов.
Для непосредственного измерения N и &N применяют модифи-
цированные интерференционные схемы, а также схемы с использо-
ванием компенсаторов.
Удобство интерференционного способа измерения погрешностей
обработки заключается в том, что он аналогичен способу контроля
сфер по значениям N и &N. Погрешность результатов измерений
может быть меньше в 2 раза допустимой погрешности обработки
A2V = 0,2 -т-0,4.
Технологический контроль асферических поверхностей непо-
средственно входит в технологический процесс их обработки, но его
схема не зависит строго от способа задания допустимых отклонений.
Для контроля шлифованных асферических поверхностей, чтобы
достичь надежных результатов измерения отклонений 0,5 мкм,
приходится прибегать к прополировыванию с последующим исполь-
зованием оптических методов измерения.
Для контроля полированных асферических поверхностей следует
применять оптические бесконтактные методы: автоколлимационные,
теневые, интерференционные. Асферические пробные стекла не дают
достаточно надежных результатов измерения ошибок обработки, так
как погрешности измерений составляют 7V^2 4-4, AJV 5* 0,4 -4-0,5.
Поверхности выпуклые и вогнутые, отражающие и преломляю-
щие, фокусирующие и нефокусирующие можно контролировать
с помощью различных схем измерений, и, следовательно, они могут
иметь разную технологичность изготовления. Для каждого типа,
а иногда и размера асферических поверхностей приходится подби-
рать или разрабатывать свой способ, а часто и прибор контроля.
Асферическую поверхность считают технологичной, если реали-
зация возможного способа измерений проста и результаты, получен-
244
ные на типовых обычных автоколлимационных и интерференционных
приборах, надежны.
Конструктивные параметры. Параметры, зависящие от место-
положения детали в системе, также определяют технологичность
обработки асферической поверхности. Чтобы улучшить техноло-
гичность деталей с асферическими поверхностями, следует избегать
назначения конструктивных параметров, неудобных для материали-
зации и обработки.
Ухудшает технологичность деталей с асферическими поверхно-
стями применение легкорастворимых, малотермостойких и сверх-
твердых материалов. На технологичность деталей оказывают влияние
соотношения геометрических параметров, а также острые края,
большие и крупные фаски, прорези, фасонные вырезы или выступы.
В зависимости от выбора местоположения асферической поверх-
ности в оптической системе увеличиваются или уменьшаются ее раз-
меры, требования к допустимым дефектам чистоты и значения допу-
стимой децентричности.
Проектирование систем со склеенными блоками из деталей с ас-
ферическими поверхностями создает значительные технологические
трудности.
Выбор экстремальных значений конструктивных параметров ухуд-
шает технологичность деталей с асферическими поверхностями и
ставит под сомнение возможность их материализации.
В серийном производстве технологически проще изготовить две
детали с асферическими поверхностями, незначительно отступаю-
щими от сферы, чем одну с большими отступлениями и экстремаль-
ными значениями конструктивных параметров.
§ 47. ЭЛЕМЕНТЫ ТЕХНОЛОГИИ ОБРАБОТКИ АСФЕРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Квазисвободная притирка. Для обработки асферических
поверхностей способ свободной притирки неприменим, так как от-
сутствует кинематическая сопряженность притирающихся жестких
поверхностей инструмента и заготовки. Необходимо приблизить
притирку к свободной, сделать ее квазисвободной, усовершенство-
вать инструменты для обработки асферических поверхностей.
Управление технологическими процессами обработки сфер и не-
сфер свободной и квазисвободной притиркой основано на общих
принципах (см. § 20, 21). Одинаковы выбор технологических баз,
схемы расположения в зонах заготовки неравномерного по толщине
слоя припуска, основные принципы проектирования геометрии ра-
бочих площадей инструментов, приспособлений, настройки станков,
а также режимы обработки и последовательность операций. Техноло-
гии отличаются лишь устройством рабочих элементов инструментов
и приборов контроля.
Квазисвободная притирка отличается от свободной тем, что не-
которые элементы рабочей поверхности инструмента имеют возмож-
ность перемещаться вдоль нормали к обрабатываемой поверхности
245
Рис. 162. Схема расположения припуска
на каждом ее участке. Работу притира
распределяют по кольцевым зонам обра-
батываемой поверхности периодически.
Несовершенство квазисвободной при-
тирки по сравнению со свободной
в том, что нельзя достичь полного соприкосновения площадок
рабочей поверхности инструмента с обрабатываемой асферической
поверхностью, которая в каждой точке имеет двоякую кривизну.
Рабочие площадки инструмента, притираясь, принимают поверх-
ность сферы ближайшего радиуса.
Схемы расположения припуска. Заготовки для получения асфе-
рической поверхности способом притирки выполняют с исходной
поверхностью двух видов: асферической и сферической.
Рациональную схему расположения припуска выбирают в зави-
симости от вида асферической поверхности, ее крутизны и формы.
Схему расположения припуска z = f (г) следует выбирать так, чтобы
градиент перепада толщины слоя между соседними зонами и гм
и средняя толщина слоя были минимальными. Выполнение этих
условий значительно облегчает обработку.
Выбранная схема расположения припуска является програм-
мой, в соответствии с которой инструмент должен распределить
работу притирки по зонам обрабатываемой поверхности. Если по-
верхность 1 — сфера, а 2 — асферическая поверхность, то воз-
можна схема (рис. 162), по которой zmln находится в некоторой про-
межуточной зоне г0.
Для вогнутых параболоидных поверхностей такая схема наибо-
лее технологична, так как позволяет варьировать распределением
толщины слоя припуска по круговым зонам детали.
Если исходная поверхность заготовки задана в виде ближайшей
сферы, то предварительно ее полируют с погрешностями, меньшими,
чем допускается для асферической поверхности детали. Это обстоя-
тельство уточняет составление программы обработки и результаты
технологического контроля полируемой асферической поверхности.
Для образования асферической поверхности из сферы полирова-
нием после тонкого шлифования необходимо, чтобы z,nln 10 4-
4-20 мкм, а полированием по полированной сфере zinln = 5 4-7 мкм.
Чтобы составить программу обработки по заданному профилю
асферической поверхности г = f (х), рассчитывают радиус /?бл.сф
и относительное расположение сферы (рис. 163, а). При профиле
г = f (х) по уравнению нормали NQNQ для точки г0> которой соответ-
ствует абсцисса х0 асферического профиля, находят радиус ближай-
шей сферы. В точке (х0) г0) погрешность обработки, а следовательно,
и толщина слоя припуска должны быть минимальными. Уравнение
нормали к асферическому профилю в точке (х0, г0) будет
г ~ / А~(* ~хо)-
\ d X )г„
246
Рис. 163. Расположение припуска:
а — по углу нормали; б — в декартовых координатах
Длина нормали A^o^o равна /?бл.сф + 2о или
R^- сф = г0 У 1 — (-jy)Г(> — Л>:
для поверхностей второго порядка г2 = 2рх — qx2
D п I 1 Г(2)
z'6n. сф Р Г 2д
Припуск zr по зонам заготовки рассчитывают вдоль нормали
к асферическому профилю. Для поверхностей второго порядка
/4^ + уА._ 4Г^ф + ^\со8
\ 8р3 8/?бл.сф /
где ср — угол между нормалью NN и осью ОХ, а
COS ср = /?бл. сф I/?бл. сф-
Для удобства зоны г выбирают кратными 0,1/)п/2 и рассчиты-
вают z = f (г) вдоль радиуса, проведенного для упрощения расчетов
из центра ближайшей сферы.
Слой припуска оставляют минимальным, чтобы уменьшить
вероятную среднюю погрешность обработки, которая определяет
при серийной обработке повторяемость получения заданного раз-
мера. Выбор конкретной схемы расположения припуска уточняют
в зависимости от технических условий на обработку, геометрии
асферической поверхности, размера партии и имеющегося запаса
технологической оснастки производства.
Расположение припуска нагляднее представляется в декартовых
координатах (рис. 163, б). Профильную образующую асферической
поверхности г = f (х) (прямая 2) совмещаем с осью абсцисс Or,
от которой на расстоянии zr отстоит исходная поверхность /, в дан-
ном случае сферической заготовки.
Если отступления от сферы очень велики и необходимо применить
заготовку с асферической исходной поверхностью, то ее подвергают
предварительной токарной или фрезерной обработке по копиру при
соприкосновении с инструментом в точке или при обработке ножом
247
Рис. 164. Пружинно-каблуч-
ный инструмент
или фасонным инстру-
ментом, т. е. методами,
при которых обрабаты-
ваемая поверхность со-
прикасается с инстру-
ментом по линии. В этих
случаях асферические
поверхности заготовки для последующей обработки квазисвободной
притиркой подготовляют с погрешностями, большими допускаемых
для детали.
В общем случае, если отступление от сферы более 150 мкм, обра-
ботку ведут в несколько переходов шлифованием и полированием
с промежуточным контролем.
Расположение припуска по поверхности, эквидистантной к ас-
ферической, не имеет практического значения, так как снять слой
равномерной толщины не легче, чем слой неравномерной толщины.
При каждом переходе обработки слой припуска снимается в кру-
говых зонах всегда с некоторыми отступлениями толщины. Форма
задается расчетом программы обработки и образуется с некоторыми
отклонениями от нее, проявляющимися как отклонение нормалей
от тех направлений, которые заданы уравнением образующего
профиля.
По результатам межоперационного контроля погрешности формы
учитываются корректировкой программы для обработки на следу-
ющем переходе. Рассеяние размеров по толщине слоя и угловые от-
клонения от заданных направлений нормалей, возникающие как
случайные погрешности, составляют 6—15 % толщины снятого
слоя припуска и отработкой технологического процесса для серийного
производства сводятся к допустимым значениям.
Инструмент и станок. Три жестко связанные между собой точки
самоустанавливаются на поверхности тела любой формы. Большее
число точек и даже площадок конечного размера также самоустанав-
ливается, если нарушена жесткость их связей и имеется достаточно
универсальный шарнир. Для обработки асферических поверхностей
способом квазисвободной притирки применяют упругий пружинно-
каблучный инструмент.
Наружное разрезное упругое кольцо корпуса 1 (рис. 164) инстру-
мента разделено на каблуки 2, закрепляемые с помощью штырей 3
в корпусе, который самоустанавливается на обрабатываемой по-
верхности заготовки благодаря шаровому шарниру 5 поводка станка,
входящему в ниппель 6 со шпильками 7, передающими принудитель-
ное вращение корпусу 1 инструмента.
В корпусе инструмента установлены пружинные устройства 10,
к которым шаровыми шарнирами 8 присоединены рабочие элементы —
кольцевые каблуки 9, получившие, таким образом, возможность
самоустанавливаться на асферической обрабатываемой поверхности.
248
Рис. 165. Упруголепёстковый инструмент Р
Этим обеспечиваются условия контакта
отдельных площадок рабочей поверхно- jt
сти инструмента с заготовкой при их : '
взаимном перемещении и притирке с пе- и&ъ «
которым нажимом.
С помощью упругокаблучных ин-
струментов с раздельными рабочими \ С ч ।
элементами можно обрабатывать асфе-
рические поверхности способом квазисвободной притирки. В унру-
гокаблучном инструменте каждый из рабочих элементов ставится
в условия работы, близкие к свободной притирке. Это достигается
замыканием элементов кинематической пары инструмента—заготовка
шаровым поводком станка с силой Р, а также замыканием пружин-
ными устройствами 10 с силой р' шаровых шарниров 8.
Сила Р нажатия поводка станка разлагается на /?" и р' соот-
ветственно по каблукам 2 наружного кольца и кольцевым каблукам 9,
Пружинные устройства 10 вставляют с натягом в отверстия 11,
и их можно переставлять по прорезям в корпусе. Параметры про-
граммы обработки подбирают по числу, размерам и расположению
каблуков 2 и 9. Геометрию площадей рабочей поверхности инстру-
мента можно изменить сменой контуров и положения каблуков 2
разрезного наружного кольца и перестановкой каблуков 9 во вну-
тренних зонах в заранее подготовленные отверстия 11 или прорези.
Размеры каблуков 2 и 9 для крутых поверхностей выбирают мень-
шими, а для пологих большими. Размер каблуков всегда мал по
сравнению с диаметром корпуса, поэтому при расчете скоростных
коэффициентов свободным вращением их на шарнире 8 следует пре-
небрегать. Конструкция неполного шарового шарнира (узел дета-
лей 5, 6 и 7) способствует устойчивой работе инструмента с прину-
дительным вращением при обработке крутых поверхностей (-р-^
1 : 1 у. Конструкция инструмента универсальна для ряда асфери-
ческих поверхностей различной кривизны и размеров.
Каблучный инструмент конструктивно можно выполнить в не-
скольких вариантах: каблуки не вращаются, отсутствует шаровой
шарнир S; каблуки изготовляют в виде невращающихся профиль-
ных пружин. Последний вариант конструкции получил название
упруголепесткового инструмента, и его применяют в промышленно-
сти (рис. 165). Для полирования на рабочую поверхность всех ка-
блуков наносят слой смолы 4 (см. рис. 164).
Технологическая цель конструирования всяких инструментов
заключается в создании наилучшего приближения к выполнению
программы образования асферических поверхностей в условиях
работы свободного притира.
Осуществляется квазисвободная притирка при различных зна-
чениях эксцентриситета расположения инструмента и плавных
249
относительных перемещениях каблуков, которые притираются к ас-
ферической поверхности под действием силового замыкания. При-
тирка инструмента с заготовкой по участкам поверхности практиче-
ски конечного размера с вполне определенной геометрией их распо-
ложения обеспечивается малой площадью рабочих элементов каб-
луков.
Применение упругого пружинного каблучного инструмента поз-
воляет использовать станки ШП для обработки асферических по-
верхностей вращения различных профилей. Модернизация станка
ШП заключается в том, что верхнее звено вращается принудительно
и реверсивно и от независимого привода с угловой скоростью со2 =
= ±2(0!. Это создает дополнительные возможности управления рас-
пределением съема припуска по круговым зонам заготовки. Прину-
дительное вращение инструмента особенно полезно в наиболее рас-
пространенном случае обработки параболоидов, когда приходится
резко увеличивать съем припуска в наружных зонах заготовки. Вся-
кое изменение угловой скорости верхнего звена относительно зна-
чения со2 = ведет к плавному по всем зонам увеличению интенсив-
ности обработки.
§ 48. ПРОГРАММЫ УПРАВЛЕНИЯ ОБРАБОТКОЙ
Особенности программирования. Программу обработки
квазисвободной притиркой FrT]^SrVr = f (г) (кривые 2 и 3 на
рис. 166) подбирают и рассчитывают в соответствии со схемой рас-
положения припуска z = f (г) (см. рис. 81) на общих основаниях,
изложенных ранее для обработки сфер и плоскостей (см. § 23).
Использование ЭВМ значительно ускоряет и облегчает расчеты
схем расположения припуска z f (г) и программ обработки
= f (г). Составляются стандартные вычислительные про-
граммы, которые используют инженеры в заводских и учебных под-
разделениях.
Имеются некоторые принципиальные отличия между программи-
рованием обработки асферических поверхностей квазисвободной
притиркой с помощью упругого пружинно-каблучного инструмента
и программированием обработки сфер или плоскостей свободной при-
тиркой с помощью жесткого инструмента.
При применении пружинно-каблучного инструмента рабочее
давление усредняется при малых изменениях деформаций пружин
в зонах инструмента вследствие незначительности отступлений ас-
ферической поверхности от сферы и по времени в зонах заготовки
согласно закону перемещения поводка. Давление на каждый каб-
лук передается шаровым шарниром и поэтому направлено постоянно
по нормалям к притирающимся участкам поверхности обработки.
Таким образом, давление в зонах заготовки — независимый параметр,
который входит к программу обработки. Обычно силы нажатия пру-
жин выбирают одинаковыми для всех каблуков р' = const, тогда
и сила Fr = const равномерно распределена по всем зонам г, ее не
следует учитывать и составлять кинематические программы =
= f (г).
250
Рис. 166. Схема расположения припуска и
программы обработки
Компоненты программы r|^Srl/f =
~ f (г) при каблучном инструменте
различно действуют на распределение
интенсивности обработки по зонам г
сплошной асферической поверхности.
Произведение г|^5г выбирают, оно
значительное влияние оказывает на
интенсивность обработки в различных
зонах г. Значениями произведений за-
даются ориентировочно, подбирая геометрию инструмента при
некотором значении е = const или еП1ах.
Изнашивание каблуков по высоте не вызывает изменения геомет-
рии профиля обрабатываемой поверхности и рабочей поверхности
инструмента. Его не следует учитывать при расчете программы
обработки, так как оно компенсируется деформацией эластичной
пружины.
Изменения геометрии рабочих площадок инструмента не проис-
ходит, так как не меняются площади и схема расположения эле-
ментов контакта каблуков с заготовкой.
Соответствие безразмерной кинематической программы
= f (г) размерной программе расположения припуска zr =
= / (г) следует оценивать по программе zr = f (г), условно приведен-
ной к безразмерной, и уточнять при больших значениях grad zr —
— (крутые поверхности) сравнением их производных
dzr __ d(x]RSrVr)
dr dr
которое показано на конкретном примере (см. рис. 169).
Интенсивность съема припуска определяют пробными обработ-
ками. В дальнейшем процесс повторяется, и достаточно кинематиче-
ской программы, чтобы управлять распределением известной ин-
тенсивности притирки по зонам г заготовки.
При технологических расчетах нет необходимости определять
работу притирки с учетом силы Fr через технологический размерный
коэффициент k как
R
Указания к расчетам по управлению обработкой. При выборе зна-
чений параметров геометрии инструмента и настройки станка следует
руководствоваться: 1) данными чертежа детали и требованиями
к ней; 2) размером партии; 3) техническими возможностями обору-
дования; 4) аналогией действия параметров при обработке сфери-
ческих, плоских и асферических поверхностей.
Размер каблуков инструмента выбирают в зависимости от кру-
тизны и относительного отверстия Dlf' асферической поверхности,
251
который равен производной функции распределения припуска zr =
= f (И:
gradzf=^-.
Для поверхностей второго порядка
gradz, .
2р* ’
где </ — градиент асферичности; р — параметр асферической по-
верхности.
Для первых приближенных вычислений можно использовать
средний градиент асферичности
gradzr — £max/rmax.
Максимальный зазор между сферической поверхностью 7?бЛвСф
кольцевого каблука шириной г' — г" и асферической поверхностью
должен быть меньше размера зерна абразива а основной фракции:
(г' — г") grad zr < а.
Размеры кольцевого каблука выбирают исходя из приведенного
соотношения и технологичности конструкции инструмента.
Максимальный полезный диаметр каблуков определяют так,
чтобы на среднем радиусе кольца каблука гср = (г' + г")/2 зазор
между обрабатывающей поверхностью инструмента и обрабатывае-
мой поверхностью был меньше размера зерна абразива а. Следует
применять каблуки максимально полезного диаметра.
Всегда выбирают максимально возможное число каблуков наи-
большего диаметра, которое может разместиться в расчетной коль-
цевой зоне инструмента с зазором между ними__3—5 мм, так как
это увеличивает абсолютные значения Sr и Sr. Технологичны
конструкции инструментов, у которых г" = (0,1-?0,15) rmax, а при
деталях диаметром 50—400 мм конструкции инструмента, у которых
г" — 10-?40 мм. Расчет по таблицам Sr (см. прил. 1) избавляет
от вычерчивания геометрии инструмента и графического подсчета
площадей каблуков.
Рассмотрим перекрытие некоторой зоны инструмента радиуса R
группой одинаковых колец — каблуков, центры которых лежат
в одной зоне /?ср. Каблук отождествляют с кольцевым инструментом,
у которого г" = /?ь г' = R2 и центр его смещен на эксцентриситет
= Rep*
Тогда определяется так:
Ц/?=г = mSr (г' - г"; /?ср е),
где /л — число каблуков.
В таблице для е = /?ср в вертикальном столбце соответствующему
размеру каблука находят значение Sr для требуемой зоны R = г.
По значениям Sf в вертикальном столбце таблицы определяют,
какие зоны г' — г" заполняет каблук при заданном среднем радиусе
Rep ~
252
Для выпуклых поверхностей второго порядка минимальный
припуск z0 рационально располагать одновременно в центральной
и краевой зонах; г = 0 и г = DJ2. В этом случае радиус зоны,
в которой расположен максимальный припуск zmax, окажется рав-
ным г = 0,7£>i/2 и объем припуска будем минимальным из всех воз-
можных вариантов схем расположения припуска.
При принудительном вращении верхнего звена в направлении,
противоположном вращению нижнего, следует увеличить размер
зоны, в которой zmax, до г - (0,75 н-0,85) £>i/2.
Каблуки на инструменте следует располагать в зонах R =
~ 0,64-0,7 шириной А/? = 0,3 4-0,6.
Настройку следует применять с симметричным размахом поводка
при етах = 0,2 4-0,4.
Для вогнутых поверхностей возможны два рациональных вари-
анта расположения припуска.
1. Объем снимаемого припуска будет минимальным, если при-
нять, что z0 расположен в зоне г = 0,71rmax, a zIliax одновременно
в зонах г = 0 и г = г111ах. Этот вариант следует выбирать при об-
работке асферических поверхностей повышенной точности с большим
числом переходов, выполняемых инструментами с различными гео-
метриями. Первый инструмент для обработки центральной зоны
г = 0 4-0,8 имеет каблуки, расположенные в зоне R от 0,3 до 0,5
шириной А/? = 0,2 4-0,4; второй инструмент для наружной зоны
г = 0,7 4-1,0 имеет каблуки, расположенные в крайней зоне шириной
Л/? = 0,2 4-0,5.
2. Если z0 находится в зоне z1Ilax, a zmax в зоне г = 0, объем
припуска увеличивается в 3 раза и значение zmax в 4 раза больше по
сравнению с первым вариантом. Для этого варианта конструкцию
и геометрию инструмента легче реализовать, конструкции более
технологичны, а увеличение слоя припуска не имеет существенного
значения, так как его объем остается небольшим. Лучше выбирать
зону расположения каблуков R от 0,4 до 0,6, а ширину А/? = 0,2 4-
4-0,4 и применять настройку сначала с остановленным поводком при
етах = 0,5 4-0,6, а затем с несимметричным штрихом при е1пах =
= 0,14-0,2 и е0 = 0,5 4-0,6.
Последовательность расчета кинематических программ. Для крат-
чайшего расчета кинематических программ необходимо принять та-
кую последовательность.
1. Выберем некоторую схему расположения припуска 1 (см.
рис. 166) как одну из самых рациональных. Из опыта расчета зна-
чений Sr известно, что такую программу обработки можно выпол-
нить инструментом, состоящим из двух колец.
2. Построим программы 2 и 3 для последовательной обработки
двумя кольцевыми инструментами, состоящими из пружинящих каб-
луков. Кольцо меньшего диаметра предназначено по программе 2 для
снятия припуска главным образом во внутренних зонах, а большего
диаметра—по программе 3 для снятия припуска в наружных зонах.
3. Подберем по данным таблиц Sr (см. прил. 2) функцию Sr =
= / (г), по виду похожую на функцию zT = f (г), учитывая соотно-
253
шение значения z0, zmJn, zmax и строя ее график. При остановленном
поводке верхнего звена с е = const функция Sr = f (г) малопри-
годна для реализации программы zr = f (г).
4. Зададим ориентировочно геометрию инструмента, при_которой
можно распределить работу притирки с учетом значений Sr = f (г)
И ^шах*
5. Выберем ориентировочно так, чтобы лучше подогнать вид
функции 5Г = f (г) к zr — f (г), учитывая, что зонам, в которых zr
велико, должны соответствовать зоны инструмента с большими зна-
чениями
6. Умножим на' соответствующие табличные значения коэф-
фициента покрытия Sr. Значения 5Г в круговых зонах заготовки
г — 0,0; 0,1; 0,2, имеющих индексы 1, 2, ..., и, выбираем для
колец инструмента шириной АТ? = 0-4-0,1; 0,14-0,2; имеющих
индексы 1, 2, ..., т. Суммируем построчно значения произведений
т]д5г для каждой круговой зоны. Построим график Sz.r]^ = f (г)
в масштабе У (З/П/Ошах — го так, чтобы ордината графиков 3 (см.
рис. 166) при г0 хорошо совпадали, т. е. чтобы zmm = (Srr]^)mln.
Схожесть графиков!улучшается* уточнением геометрии инстру-
мента и значений геометрических параметров настройки станка.
Зон i.i г Кольца AR GO •тз'*
1 2 т
1 S7 * * * * 12n2 . . . с1т„т лг ^R т
2 q22 2 Л/? с2т tn tn
п ^'•IR З'г'Ч
Пя 'Ir . . . ’|R —
7. Выполним плавную корректировку графика У r]^Sr = f (г)
принудительным изменением угловой скорости а)к и чаще всего со2,
с помощью которой изменяются значения скоростного коэффициента
Vr = f (г). Вращение верхнего звена в направлении, противополож-
ном ходу нижнего, увеличивает интенсивность обработки в крайних
зонах, а в-Направлении, совпадающем с ходом, снижает ее. Значения
функции Vr находим, пользуясь данными прил. 2 и вписываем их
в расчетную таблицу.
При свободном вращении верхнего звена <о2 1 скоростной ко-
эффициент практически постоянен во всех зонах.
254
Рис. 167. Алгоритм программной об-
работки асферической поверхности
Произведение У i^SrVr яв-
ляется кинематической про-
граммой съема припуска при-
тиркой. Если не удается полу-
чить программу ^i^SrVr=f (г),
схожую с zr=f (г) на всем уча-
стке от 0 до rmax, то приходится
применять два или три инстру-
мента разной геометрии, вести
обработку в две или три смены
инструмента. Например, на
рис. 166 в общем виде показаны
программы обработки двумя ин-
струментами в виде кривой 2
(от 0 до г0) и кривой 3 (от г0
ДО Лпах)*
По расчитанным программам
выполняют пробные проходы и
устанавливают машинное время
обработки, так как интенсив-
ность обработки зависит также
от силы нажатия поводка, тем-
пературы, материала и инстру-
мента и других технологических
факторов.
Недостаток или избыток съе-
ма припуска за время обработки
приводит к образованию про-
филя асферической поверхно-
сти, отличного от заданного.
Применение ЭВМ для рас-
четов программ обработки ас-
ферических поверхностей со-
кращает труд технолога в десятки раз. Расчеты на ЭВМ [выпол-
няют по программе: на перфокартах на языке ФОРТРАН для ЭВМ
серии ЕС или на магнитной ленте в машинных кодах для микро-
ЭВМ «Электроника ДЗ-28». При расчете кинематической программы
= f (г) в общем случае используют все независимые пара-
метры настройки станка и геометрии инструмента, которые в отно-
сительных значениях вводят в память машины:
<ок> е|пах> е0, = /(/?), R2.
В программе учитывают области существования значений Sr
и Vr только в покрытых круговых зонах г путем введения элементов
логики по условию
_ 1 r2 + g2_/?2
2ег ""
255
Программа вычисления кинематических показателей по состав-
ленному алгоритму (рис. 167) на языке ФОРТРАН записывается на
стандартном бланке кодирования. Бланк разделен на строки, а стро-
ки — на позиции, которые последовательно номеруют слева направо
от 1 до 80.
В каждой позиции строки записывают отдельный символ алфа-
вита ФОРТРАН. В первых пяти позициях записывают метки опе-
раторов, которые принимают значения от 00001 до 99999. Пробелы
(пропуски порядковой нумерации) в записи метки, а также нули,
предшествующие первой цифре метки, не изменяют ее значения.
Метки операторов могут быть записаны в любом порядке; цифровое
значение метки не влияет на последовательность выполнения опера-
тора. Одна и та же метка не может быть использована для обозна-
чения более чем одного оператора программной единицы.
Строка, в которой указывается комментарий к программе, поме-
чается символом «С» в первой позиции.
В позициях строк 7—72 записывают непосредственно операторы
программы. Если оператор занимает более одной строки, то ка-
ждая строка продолжения отмечается знаком переноса в шестой
позиции. Всего допускают не более 19 переносов. Позиции бланка
с 73 по 80 рекомендуют использовать для порядковой нумерации
строк.
Каждая программа помимо основных операторов должна содер-
жать управляющие операторы, совокупность которых образует
задание для операционной системы. С помощью указанных операторов
назначается:
а) вид задания;
б) заказ па использование библиотеки стандартных программ;
в) конец файла и задания;
г) форма распечатки программы.
Процесс составления программ содержит следующие этапы:
256
а) постановка задачи вычисления; б) разработка методики решения;
в) разработка алгоритма; г) программирование; д) отладка про-
граммы.
При разработке алгоритма составляют структурную схему (см.
рис. 167), определяющую процесс преобразования исходных данных
в искомый результат. Структурная схема алгоритма расчленена на
части, в ней применены символы, предусмотренные ГОСТ 19.003—80.
Приведем примеры расчета кинематических программ обработки.
Пример 1. Обработка вогнутой эллипсоидной поверхности, имеющей уравнение
г2, = 719,96х—0,3915х2; Di= 200 мм. Поверхность полируем, начиная с тонко-
шлифованной поверхности заготовки.
Из уравнения асферической поверхности (р = 359,98 мм, q= 0,3915) опреде-
ляем радиус ближайшей сферы, принимая г0 = 100 мм:
Ябл. Сф ~ 359,98 + (‘ ~20-75^1002 = 367,32мм.
Z • оОУ, г/с
Вычислим в зонах припуски zr с учетом z0 ~ 20 мкм:
г.............. 0,0 0,1 ... 0,9 1,0
Zr ........... 124 121 ... 25 20
Выберем инструмент с однокольцевой зоной, имеющей средний радиус /?ср =
= 0,5, в которой расположено восемь каблуков г' = 15, г" = 10 мм (рис. 168, а).
Подсчитаем значения т]^:
/?! — Я2 ................. 0,3—0,4 0,4—0,5 0,5—0,6 0,6-0,7
т]л....................... 0,26 0,29 0,30 0,16
Вычислим коэффициент покрытий Sr по прил. 1 для е = 0,5 (остановленный
поводок).
Круговые зоны г заготовки Slr при кольцах инструмента — /?2 0,7 0,3
0,3-0,4 0,4-0,5 | 0,5-0,6 1 0,0-0,7
0,0 0,145 0,150 — 0,295
’ 0,3* *0,029 *0,032 0,036 *0,024 *0,12*1
пл 0,260 0,290 0,300 | 0,160 —
Выберем значения независимых параметров настройки станка: поводок оста*
новлен е = 0,5/? щах- Верхнее звено принудительно вращается в ту же сторону,
что и нижнее, причем — +2.
Вычислим значения 2^г^Лс Учетом скоростных коэффициентов, взятых по
таблицам для е = 0,5 из прил. 1.
Круговые зоны г заготовки ^г^г^Л при К0ЛЬ1*ах инструмента 0,7 0,3
0,3-0,4 0,4 —0,5 0,5 0,6 0,6-0,7
0,0 — 0,105 0,116 — 0,021
’ 6,3* *0,01*9 0,022 *0,026 *0,619 0,086
0,260 0,290 0,300 0,160 —
9 П/р М. Н. Семибратова
257
Рис. 169. Сопоставление частных производ-
ных от программ обработки со схемой
расположения припуска
т
Построим график J]= f(r) и
сравним его с графиком расположения при-
пуска zr = f (г) (рис. 168, б).
Дополнительно оценим точность сов-
падения программ, сравнивая частные про-
изводные функций
д / . д ( т . \
dr ~ dr \ ’
найденные графическим дифференцированием
в безразмерных единицах (рис. 169).
Пример 2. Обработка выпуклой парабо-
лоидной поверхности, имеющей уравнение
г2=104х, т. е. q = 0, р = 52 мм, £)i=40MM,
полированием из полированной заготовки.
Из уравнения асферической поверхности определим радиус ближайшей сферы
по формуле
Ябл. Сф =-- Р + = 52 -I-
*р
(1 — 0)14,2» n.
----q-fo----- MM = 53,94 мм,
где r0 = 0,71Di.
При таком выборе значения г0 отступление гГо сферической поверхности заго-
товки от выпуклой параболоидной поверхности детали и объем слоя припуска будут
минимальными.
Радиус ближайшей сферы 7?бл. сф отличается от радиуса поверхности заготовки:
R3 = *бл. Сф + zr„> но гг0 « ^бл’сф и считаем Ra » /?бл сф.
Толщина слоя припуска в центре и на краю детали одинакова и минимальна
(около 3 мкм), а в зоне г0 максимальная.
Вычислим толщину слоя припуска zr по круговым зонам заготовки с учетом ми-
нимального значения z0 = 3 мкм:
г1 . . 0 0,1 0,2 0,3 0,4
Zr, мкм . . . . . 3 3,4 4,2 6 10
J£ . . 0,5 0,6 0,7 0,8 0,9 1,0
гТ, мкм . . . . . 15 25 31 28 17 3
По полученным значениям строим график zr= f (г) и ^^^(рис. 170, а). Вы-
чертим в масштабе рабочую поверхность инструмента (рис. 170, б), разобьем ее на
кольцевые зоны шириной Д# = 0,1 и вычислим отношение площадей, подсчитывая
значения т]^:
.................
.......................
— ^2 ..................
.......................
0,3—0,4 0,4—0,5 0,5—0,6 0,6—0,7
0,15 0,21 0,42 0,46
0,7—0,8 0,8—0,9 0,9—1,0
0,53 0,61 0,61
Выберем значения независимых параметров настройки станка: етах = 0,25 —
поводок перемещается симметрично. Верхнее звено вращается свободно, соа = 0,8
и сок = 0,5.
Вычисление кинематической программы Для примера выполним на
ЭВМ-1033, как показано Vr ниже.
258
Метка Операторы ФОРТРАН-IV Порядко- вый номер строки
1 .... 5 6 7 72 73 80
С Кинематическая программа DIMENSION RM(11),R 1( 10),R2( 10),НJ(10) REAL EO,EMAX,WB,WK,R,PI,X2,X3,X4 REAL XH,XB,H,S,RH,NB,S1,F2,F4
100 FORMAT(2X,’E0—’,G10.4,2X,’EMAX=’,G10.4, * 12X,’W2-’,G10.4,2X,’WK=’,G10.4)
101 102 103 1 FORMAТ(2Х, ’ИСХОДНЫЕ ДАННЫЕ’) FORMAT(2X,’R=’,G10.4,2X,’J=’,G10.4) FORMAT(2X, ’РЕЗУЛЬТАТЫ РАСЧЕТА’) E0=0. EMAX=.25 W2=.8 WK=.5 DATA HJ/0.,0.,0.,.15,.21,.42,.46, 1 .53,.61,.61/ NS=20 RM(1)=0.001 PI= 3.14159265 DO 1 1=1,10 Rl(I)=.l *(I—1) R2(I)=.l *1 R.M(H-l)=.l *1 PRINT 101 PRINT 100,EO,EMAX,WB,WK PRINT 103 XH=0.0001 XB=EO+EMAX H=(XB—XH)/NS DO 2 1=1,11 R=RM(I) S=0. DO 3 K=l,10 RB=R1(K) RH=R2(K) S1=F(XH,RB,RH.R,WB,WK,EMAX) NS1=NS—3 DO 4 N=1,NS1,2 X2=XH+H *(N+1) X4=XH+H *N F2=F(X2,RB,RH,R,WB,WK,EMAX) F4=F(X4,RB,RH,R,WB,WK,EMAX)
4 Sl=Sl+4. *F4+2. *F2 X3=XB—H F4=F(X3,RB,RH,R,WB,WK,EMAX) Sl=Sl+4. * F4+F(XB,RB,RH,R,WB,WK,EMAX) S1=S1 *H/3.
9*
259
Продолжение табл.
1 .. 5 6 7 72 73 80
3 S=S-| S1 *Ш(К)
2 S=S/(*PI *ЕМАХ)
6 8 9 7 10 11 13 14 12 15 PRINT 102, R.S STOP END FUNCTION F (E,RB,RH,R,WB,WK,EMAX) REAL E,RB,RH,R,WB,WK,EMAX,F,A,A1,A2 REAL ARC1,ARC2,Q1,PI PI-3.14159265 A1 = (R * *2.-| E* *2.—RB* *2.)/(2. * E * R) A20(R * * 2.+E * * 2.—RB * * 2.)/(2. * E * R) A-ABS(Al) IF(A—1.)7,7,6 IF(AI -1)8,7,9 ARC1-PI GO TO10 ARC1=0. GO TO 10 ARC1 = ARCOS(A1) A=ABS(A2) IF(A—l.)12,12,ll IF(A2—1) 13,12,14 ARC2-PI GO TO 15 ARC2=0. GO TO 15 ARC2= ARCOS(A2) Q1 = SQRT(ABS(R * *2. * (1.—WB)+RB * *2. *
1 (WB* *2.-WB)+E* *2. *WB)
F—(ARC2—ARC1) * (Ql+WK * EMAX * *(L- E)/(L-|-E)) RETURN END
ZnMKM____________________lSr riKf
] ' \отн.ед. Рис. 170. Обработка выпуклой
260
Результаты вычислений на ЭВМ сравниваем с графиками, приведенными на
рис. 170, а. Эти графики по виду направлены на совпадение, поэтому уточняющий
расчет на этом закончим.
§ 49. обработка параболоидных поверхностей
НОЖЕВЫМ ИНСТРУМЕНТОМ
В промышленности чаще всего серийно изготовляют вы-
пуклые параболоидные линзы конденсоров и вогнутые параболоид-
ные линзы оптических систем, качество обработки которых харак-
теризуется энергетическим параметром — размером пятна рассея-
ния, создаваемого системой при изображении точки. Для обработки
параболоидной поверхности используют геометрическое свойство:
в сечении параболоида плоскостями, параллельными оси, образу-
ются параболы одинакового параметра.
Технологически это геометрическое свойство материализуется
на станке «Парабола» (см. рис. 78, в) с помощью ножа-, который
имитирует секущую плоскость. Нож закреплен в параллелограм-
мном суппорте и перемещается возвратно-поступательно криво-
шипно-шатунным механизмом. Он прижат к заготовке плоскими
пружинами, но не вращается. После некоторой притирки режущая
кромка ножа и сферическая поверхность заготовки получают пара-
болический профиль и соприкасаются по линии профиля.
Технологический процесс обработки вогнутых поверхностей за-
ключается в следующем. Заготовку грубо шлифуют на сферу бли-
жайшего радиуса с таким расположением припуска, при котором
минимальный слой располагается в средних зонах, а в крайних и
центральных приблизительно одинаков. Заготовку наклеивают и
центрируют на приспособлении. На этом же приспособлении крепится
и центрируется относительно заготовки наружное стеклянное
кольцо — «фальшборт» диаметром £>ф. о = 1,4D3. Наружное кольцо
диаметром £)к = 1,2£>3 изготовляют из того же стекла, что и заго-
товку, обрабатывают вместе с ней. В зоне остановки ножа неизбе-
жно возникает грубая кольцевая зональная яма, находящаяся за
краем заготовки, и качество обработанной асферической поверх-
ности детали не ухудшается.
Шлифующий нож 2 изготовляют из пластины мягкой стали или
латуни длиной I =-~- 0,7£>ф.б и толщиной 4—8 мм. Шлифующим ма-
териалом служат водные суспензии абразивных порошков М40,
М28, М10 или равноценного набора переходов. Для тонкого шлифо-
вания иногда применяют пластмассовые ножи, чтобы избежать по-
явления царапин.
Рабочая кромка ножа имеет конечную ширину и в отличие от
бесконечно тонкой плоскости не может давать в сечении геометри-
чески правильную параболу. При переходе с одной половины про-
филя поверхности на другую боковые кромки ножа изнашиваются.
Соприкосновение из линейного переходит в точечное. Точка контакта
скользит по боковой поверхности режущей кромки ножа, описывая
сплошную пространственную кривую типа восьмерки, образуется
квазипараболоидная поверхность.
261
Чтобы обработать поверхность заданного параметра, в процессе
операции шлифования рабочая кромка ножа несколько раз пра-
вится подрезкой. Увеличение кривизны кромки подпиливанием ее
в средних зонах способствует образованию вогнутых параболоидных
поверхностей большого параметра.
Подпиливание в наружных зонах увеличивает кривизну вогну-
тых поверхностей и уменьшает кривизну выпуклых поверхностей.
Чтобы форма параболоида представляла собой одноосную поверх-
ность вращения, нож устанавливают симметрично относительно оси
вращения заготовки и в плоскости, ей параллельной.
После каждой подрезки, для чего нож снимают со станка, нож
вновь устанавливают в прежнее положение с помощью приспособле-
ния, которое способствует лучшей повторяемости установки его
положения относительно заготовки.
Для изготовления параболоидов часто применяют модернизи-
рованные станки ШП, устанавливая прямолинейные направляющие
для движения верхнего звена, схема которого аналогична приведен-
ной на рис. 78, в.
Процесс полирования протекает аналогично шлифованию, но
нож делают смоляным и поэтому широким. Значительная ширина
ножа еще больше искажает параболическую поверхность. При
полировании стараются не испортить форму поверхности и доби-
ваются одновременного удаления следов шлифования во всех кру-
говых зонах. Размер пятна рассеяния удается получить в пределах
0,15—0,5 мм.
§ 50. КОНТРОЛЬ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Контроль шлифованных поверхностей. Для технологи-
ческого контроля шлифованных асферических поверхностей наиболее
надежным прибором является полярный компаратор.
Полярный компаратор (рис. 171) в общем случае измеряет длину
радиуса-вектора р асферической поверхности 1 детали. Компаратор
имеет шкалу 2 отсчета углов, шкалу 4 отсчета размеров радиуса-
вектора р и измерительный стержень 3.
Погрешность измерений радиуса-вектора зависит от погрешности
совмещения геометрического центра ближайшей сферы детали с на-
чалом координат, некомпланарности осей вращения измерительной
головки со стержнем 3 и оптической оси детали, погрешностей уста-
новки заданного координатного угла ф и отсчета по шкалам 4 и 2
значений длины радиуса-вектора р и углов ф.
Средняя погрешность результата измерений на полярном ком-
параторе составляет 2 мкм. В настоящее время это наиболее надежный
способ контроля шлифованных несферических поверхностей, он
весьма трудоемкий.
Имеются также фотоэлектрические полярные компараторы со
средней погрешностью результатов измерений 0,5—1 мкм.
Пробные стекла при контакте с полированной, а при иммерси-
онном слое и со шлифованной поверхностью заготовки позволяют
наблюдать интерференционную картину.
262
Рис. 171. Схема измерений на полярном компа-
раторе
Сферические пробные стекла имеют
радиусы кривизны, равные /?бл.сф, Rr0
или /?гП1ах, а иногда и для других проме-
жуточных зон, для которых заранее рас-
считаны число и характер расположения
интерференционных колец. Точка касания
•пробного стекла с контролируемой поверх-
ностью находится в вершине, на краю или
в зоне г0, но колец, по которым судят о правильности хода полиров-
ки, образуется обычно много, так как отступления от сферы велики.
Поэтому применяется монохроматическое освещение и используется
лупа для счета колец.
Асферические пробные стекла как средство технологического
контроля иногда применяют, но это неоправданно. Расстояние между
поверхностями, от которых происходит интерференция в зонах ра-
диуса г,
г2_5/J____1_\
2 \Р1 Рг)'
где Pi и р2 — параметры соответственно асферического пробного
стекла и обрабатываемой поверхности.
В технических требованиях к асферическим поверхностям обы-
чно Др = р2 — Pi 1,5 %, при этом, например, в зоне г = 60 мм
может быть ДМ = 2,25 и N = 21, и наблюдение интерференцион-
ной картины не имеет практического смысла. Погрешности нало-
жения, определяемые по неконцентричности колец, не будут меньше
ДМ,= 1, также будут ошибки счета колец, температурные деформа-
ции и другие, создающие погрешность измерения М 1. Таким об-
разом, оказывается, что на детали возможно замерить отклонение по-
грешности формы ДМ > 4, которые в скрытом виде заложены в ин-
терференционной картине, возникающей при разнице параметров
Pi и р2.
Применение асферических пробных стекол вызывает ненужное
ужесточение допуска Др детали, удорожает производство, и следо-
вательно, сдерживает развитие технологических процессов обработки
асферической оптики.
Контроль полированных поверхностей. Для контроля полирован-
ных поверхностей применяют коллимационные интерферометрические
приборы, работающие бесконтактным методом.
Двойной аберрометр предназначен для технологического конт-
роля оптических несферических поверхностей вращения второго
порядка (кроме выпуклого эллипсоида), а также некоторых поверх-
ностей высшего порядка.
Отклонения профиля контролируемой поверхности от заданного
геометрического вызывают поворот нормалей на угол а от расчетного
направления, а следовательно, и отраженного луча на угол 2а.
263
Рис. 172. Схема двойного аберро-
метра
Рис. 173. Вид поля зрения в двой-
ном аберрометре
При этом отраженный луч пересечет оптическую ось в точке, отстоя-
щей от фокуса зоны у на расстоянии
А £ _____Psina .
' 2 sin 2ф (1 — cos 2<р)
В качестве примера рассмотрим схему контроля вогнутого пара-
болоида. Углы отклонения нормалей а от расчетных измеряют
в зонах у профиля контролируемой поверхности 1 (рис. 172). Пучок
лучей из автоколлимационной зрительной трубы 6 проходит пента-
призмы 2 и 4, перемещающиеся симметрично и перпендикулярно
оптической оси детали, и отражается контролируемой поверхностью
/, собираясь на плоском зеркале 5, расположенном в фокусе парабо-
лоида Fn. Отразившись от плоского зеркала, пучки лучей идут на-
встречу один другому и после прохождения пентапризм в обратной
последовательности направляются в автоколлимационную трубу 69
В поле зрения возникают два изображения щели (рис. 173).
Если положение точки фокуса Fn контролируемой зоны не совпадает
с плоскостью зеркала, то изображения штрихов расходятся на рас-
стояние
I = /об • 4а,
где /об — фокусное расстояние объектива автоколлимационной
трубы.
Расстояние I измеряют с помощью винтового окулярного микро-
метра 5 (см. рис. 172). Смещением зеркала 3 можно добиться совпаде-
ния изображений щели. При контроле фокусирующих поверхностей
высшего порядка последовательно замеряют при переходе от зоны
к зоне поверхности величину А/, по которой определяют соответству-
ющее значение параметра
_ 2 sin 2ф (1 — cos 2ф) д р
sin а ' *
264
Схема двойного аберрометра имеет следующие преимущества:
высокую чувствительность, так как дифференциальным или ну-
левым методом измеряется учетверенная расходимость пучка па-
раллельных лучей;
точность измерений, не зависящую от точности изготовления
направляющих для4 перемещения пентапризм, и сколь угодно боль-
шой диаметр детали;
легкую приспособляемость схемы для измерения эллипсоидов и
гиперболоидов путем замены плоского зеркала сферическим.
Недостатки схемы заключаются в том, что измеряются зна-
чения углов отклонения ау, усредненные по размеру ширины грани
пентапризмы, а не в узкой зоне у\ пентапризмы перекрывают средние
зоны, в которых измерения невозможны.
Если необходимо определить отклонение реального профиля от
заданного в зоне у параболы с фокусным расстоянием /л, то пользу-
ются формулой
z \ /п '
В приборе при /об = 500 мм точность измерения составляет при-
близительно 4" при чувствительности 0,75".
Интерференционные приборы. Интерференционные методы кон-
троля являются бесконтактными и применяются для технологиче-
ского контроля асферических поверхностей и систем.
Интерферометр Тваймана—Грина применяют для контроля
асферических поверхностей с помощью компенсатора. Для измерения
используют метод, разработанный Д. Т. Пуряевым. Компенсацион-
ный объектив 2 (рис. 174) преобразует плоский волновой фронт /,
выходящий из интерферометра,
и волновой фронт, совпадающий
с расчетным профилем контроли-
руемой поверхности 5, и, следова-
тельно, все лучи направлены по
нормали к последней. Для многих
•Я)
Рис. 174. Измерения ио методу
Д. Т. Пуряева
Рис. 175. Неравноплечип интер-
ферометр
265
случаев контроля разпичных типоразмеров асферических поверхно-
стей компенсатор выполняют в виде простой одиночной сфериче-
ской линзы.
Параксиальный фокус компенсатора Fq совмещают с центром
кривизны при вершине асферической поверхности с0.
Совмещение Fq и с0 определяется по контрастности и минимуму
числа колец интерференционной картины в поле зрения. Графики
аберраций компенсационного объектива 2 и нормалей асферической
поверхности 3 должны совпадать. Несовпадение отражается в поле
зрения прибора как искажение интерференционной картины и сви-
детельствует о погрешностях обработки асферической поверхности.
Для наблюдения интерференционной картины зрачок глаза на-
блюдателя совмещают с задним фокусом объектива. Предусмотрена
также возможность фотографирования интерференционной картины.
Сохраняя основные преимущества теневого метода (высокую чув-
ствительность и возможность контроля поверхностей вращения за
один прием), интерферометр дает количественную оценку погрешно-
стей. Этот способ измерения применяют и для контроля асферических
поверхностей большого диаметра.
Если в рабочую ветвь интерферометра Тваймана—Грина вклю-
чить контролируемый (изготовленный) объектив 2, например, фото-
аппарата или микроскопа, имеющий линзу с асферической поверх-
ностью, то, считая все сферические поверхности (5 и др.) точными
и приписывая все погрешности асферической поверхности, по воз-
никающей интерференционной картине можно определить искажения
волнового фронта, создаваемого объективом 2. При этом учитыва-
ются неоднородность стекла, децентричность линз и склейки и другие
дефекты, т. е. дается оценка, результирующая работу объектива при
эксплуатации прибора.
Неравноплечие интерферометры (рис. 175) используют вместе
с лазерами 4 в качестве источника света для контроля асферической
поверхности детали 5. Высокая монохроматичность и когерентность
излучения лазеров позволяют достигнуть разности хода 200 м.
Возможен контроль асферических поверхностей большого диаметра
с малыми отступлениями от сферы с применением эталона / малого
диаметра.
Применение лазеров повышает чувствительность схемы контроля.
При контроле необходимы повышенные требования к чистоте контро-
лируемой поверхности, а также к вибро- и термоизоляции всей из-
мерительной схемы.
Интерференционная картина в зрачке 2 появляется при совмеще-
нии заднего фокуса F' объектива 3 большой апертуры с центрами
эталонной с<> и контролируемой поверхностей.
Голографический интерферометр вместе с лазером в качестве ис-
точника света используют для технологического контроля вогнутых
параболоидных поверхностей оптических деталей диаметром 150—
300 мм. В этой оптической схеме (рис. 176) интерферометр Твай-
мана—Грина 5 работает вместе с искусственной голограммой. Го-
лограмма 9 материализована со средней для оптики точностью
266
3
расположения и ширины, нанесенными
прорезью на алюминированной поверхности стеклянной пластинки.
Пучок света от лазера 3 попадает на светоделитель 2 и зеркало
/, откуда в расширяющую его систему 4 и далее в интерферометр
5. С другой стороны лазерный пучок от светоделителя 2 и зеркала
11 попадает в микрообъектив 10 большой апертуры и на голограм-
му 9. Пучки света от голограммы 9 падают на контролируемую
поверхность 12 и отраженные ею попадают в рабочую ветвь
интерферометра. Пучки лучей опорной и рабочей ветвей интерфе-
рируют. Интерференционная картина с некоторым увеличе-
нием наблюдается на экране 7. Экран может быть использован от
телевизионного устройства, а картине можно придавать желаемый
вид, наклоняя плоское зеркало опорной ветви интерферометра. По-
грешности формы контролируемой поверхности удобно оценивать,
настроив интерферометр так, чтобы на экране были видны полосы.
Ширину полос, и их число (как правило, М 3-45) выбирают
в зависимости от ожидаемой наименьшей зональной или местной
погрешности форм. Астигматизм поверхности выявляется при на-
стройке картины на кольца и повороте их осей под углом 45°.
При отступлении контролируемой поверхности от заданной
формы более чем на пять колец интерферометр настраивается на
бесконечно широкую полосу. Интерференционная картина в этом
случае состоит из концентрических колец различной ширины,
причем расположение наиболее широких указывает на максималь-
ные значения местных погрешностей. Знак зональной или местной
погрешности формы определяют, вводя в рабочую ветвь нагретый
до 100—300 °C тест-объект. Местный градиент температур вызывает
искривление полос. Изогнутость полос в направлении движения
тест-объекта соответствует бугру, в обратном направлении — яме.
Если интерференционная картина имеет вид колец, то увеличение
ширины колец свидетельствует о выпуклости на обрабатываемой по-
верхности — бугре; сгущение колец указывает наличие ямы.
267
Таким образом можно контролировать асферические поверхности
с допустимыми погрешностями: угол отклонения нормали а 20°,
диаметр наименьшего пятна рассеяния £>п^0,1 мм, изменение
параметра р на ±2 %.
Голографический асферометр позволяет также осуществлять
теневой контроль обрабатываемой поверхности. Нож Фуко 6 (см.
рис. 176) устанавливается в месте схождения лучей — точке О2.
Тень ножа, введенного до оптической осп, позволяет, прослеживая
направление движения тени, выявить знак погрешности.
Если в точке Oj схождения лучей установить микрометренную
щель <$, то можно определить размеры пятна наименьшего рассея-
ния. Щель 8 закрывают до появления на экране 7 первых признаков
теневой картины. Ширина щели, измеренная микрометренным уст-'
ройством, дает размер пятна наименьшего рассеяния в перпендику-
лярном ей направлении. Поворачивая щель на 0 и 45°, можно опи-
сать конфигурацию пятна. Используя формулу
D = Dnkf4R,
где Dn — диаметр пятна наименьшего рассеяния в плоскости щели <?;
k — числовой коэффициент, равный 1,25; /' — фокусное расстояние
контролируемой поверхности; R — расстояние от вершины контро-
лируемой поверхности до щели 8.
Можно оценить диаметр Dn пятна наименьшего рассеяния и
по формуле а = Dn/(4R) определить значение максимальной угло-
вой погрешности. Преимущества голографического интерферометра
заключаются в возможности комплексного контроля асферической
поверхности по интереференционной картине, теневой картине и
диаметру пятна наименьшего рассеяния.
К недостаткам этого устройства относятся экранирование цен-
тральной зоны контролируемой поверхности, сложность изготов-
ления искусственной голограммы, высокие требования к качеству
изготовления объектива 10, трудоемкость проведения юстировочных
и наладочных работ.
ГЛАВА 12
ИЗГОТОВЛЕНИЕ НЕТИПОВЫХ ОПТИЧЕСКИХ ДЕТАЛЕЙ
§ 51. ПРОБНЫЕ СТЕКЛА
Назначение. Пробные стекла являются особым видом
гладких калибров — мер, служащих для хранения, воспроизведения
и измерения радиусов сферических поверхностей. Набор таких мер
с целесообразно выбранными значениями радиусов по ГОСТ 1807—75
предназначен для контроля сферических и плоских поверхностей
оптических деталей интерференционным методом (ГОСТ 2786—82).
По метрологическому назначению пробные стекла делят на три
типа: основные (образцовые) пробные стекла — ОПС, предназначен-
ные для хранения единиц измерения и передачи их вторичным ме-
рам — контрольным пробным стеклам; контрольные пробные сте-
кла — КПС, предназначенные для проверки рабочих мер; рабочие
пробные стекла — РПС, предназначенные для контроля поверхно-
стей изделий.
Такой последовательный ряд образцовых мер надежно обеспечи-
вает передачу единицы измерения радиуса г от образцового стекла
до рабочего, а тем самым и сохранение единства мер.
В серийном и массовом производстве, когда расход РПС велик,
для наилучшей сохранности ОПС применение КПС обязательно.
В единичном и мелкосерийном производстве допускается применение
двухступенчатой системы ОПС—РПС.
Конструкция. Конструктивные параметры вогнутых и выпуклых
пробных стекол (рис. 177) зависят от их типа, радиуса измеритель-
ной поверхности, диаметра контролируемой детали.
Диаметры ОПС находятся в пределах 1 —130 мм. Диаметры КПС
и РПС изменяются в широких пределах и могут достигать 220 мм.
Диаметр РПС должен быть равен 1,1 диаметра контролируемой по-
верхности. Иногда допустимо применять РПС, у которых диаметр
значительно меньше диаметра контролируемой поверхности, напри-
мер, при контроле крупногабаритных оптических деталей методом
переналожения. В этом случае следует использовать специальную
методику измерений, в основу которой положен принцип перекры-
тия зон контроля (до 50 %).
Диаметр КПС можно выбрать на 2—3 мм больше диаметра РПС.
Рабочие стекла диаметром 220 мм и более должны изготовляться по
КПС диаметром не менее 180 мм. Пробные стекла диаметром менее
10 мм для удобства измерений наклеивают с помощью бальзама или
бальзамина на полированные стеклянные пластинки.
269
Рис. 177. Пробные стекла:
а — вогнутое; б — выпуклое
Пробные стекла диаметром
до 180 мм изготовляют из опти-
ческого стекла ЛК7 и ЛК5, а
свыше 180 мм из ЛК5 или из
кварцевого стекла КВ.
Технология изготовления.
Технологический процесс изго-
товления ОПС имеет специфи-
ческие особенности.
ОПС всех радиусов изготовляют парами, состоящими из выпук-
лого (+) и вогнутого (—) стекло, которые сопрягаются своими изме-
рительными поверхностями с погрешностью не более N ~ 0,1.
КПС и РПС всех радиусов, как правило, изготовляют только
одного знака: радиусы КПС соответствуют кривизне контролируе-
мой детали, радиусы РПС имеют противоположный знак. Техноло-
гия изготовления ОПС, метод и средства операционного контроля
и аттестации зависят прежде всего от радиуса г. На производстве
существуют технологические процессы трех видов в зависимости от
радиуса пробных стекол.
ОПС радиусом от 0,5 до 37,5 мм изготовляют по технологии,
которая обусловлена соответствующей конструкцией выпуклых
стекол, имеющих толщину Н = 1,2г. Конструкцию стекол выбирают
из условий возможности применения наиболее рациональных мето-
дов и средств косвенного измерения радиуса г, равного половине
диаметра D шарика.
Образцовые стекла изготовляют на станках ШП и ПД поштучно
на латунных шлифовальниках с применением абразивных суспензий.
Применяют наклеечные приспособления и деревянные ручки,
приклеиваемые сургучом к нерабочей стороне заготовок. Измери-
тельным инструментом на стадии предварительной обработки служат
радиусные шаблоны, а на завершающей — скобы, микрометры и
другой измерительный инструмент.
Процесс шлифования поверхностей большей полусферы (Н >> г)
по сравнению со сферическими, у которых Н < г, имеет специфиче-
ские особенности. При обычном шлифовании деталей с Н <Г г после
очередной подачи абразивной суспензии съем стекла в центре не-
сколько больше, чем на краях. В результате кривизна поверхности
остается без изменений. При шлифовании деталей с Н >> г съема
стекла в краевой зоне не будет, что приведет к образованию деформи-
рованной (сплющенной) сферы.
Для получения правильной сферической поверхности ОПС не-
обходимо обеспечить постепенное и равномерное изменение заготовки,
что достигается изменением радиуса шлифовальника путем его под-
резания.
Таким образом, в отличие от стабилизированного технологиче-
ского процесса, когда стремятся по возможности сохранить постоян-
270
ным радиус обрабатывающего инструмента, в данном случае, нао-
борот, путем целенаправленного постепенного изменения этого
радиуса добиваются нужного его значения.
Особенность также заключается в большой точности выдержива-
ния размеров заготовки после каждого перехода к следующему но-
меру абразива. Наиболее ответственный момент наступает при
предварительном прополировывании, когда диаметр заготовки на
0,5—1,5 мкм больше необходимого. Полирование временно пре-
кращают и приступают к грубому и тонкому шлифованию заготовки
вогнутого стекла. На предварительно отполированное вогнутое
стекло накладывают выпуклое и контролируют местные погрешно-
сти, после чего начинается окончательная доводка поверхностей обоих
стекол. Обычно доводка вогнутого стекла заканчивается при общем
бугре около N = 0,25. Небольшая недополировка измерительных
поверхностей ОПС не только не вредна, а, наоборот, имеет ряд по-
ложительных свойств. Такие поверхности лучше притираются,
меньше царапаются и реже садятся самопроизвольно на оптический
контакт.
ОПС радиусом свыше 37,5 мм изготовляют парами одновременно.
Грубое шлифование выполняют на латунных шлифовальниках
поштучно вручную на станках ШП. Контроль радиусов осуществляют
шаблонами. Тонкое шлифование заготовок выполняют на станках
ПД попарно стекло на стекле. В качестве шлифовальника на шпин-
дель станка попеременно устанавливают то выпуклое, то вогнутое
стекло. При этом у нижней заготовки края срабатываются быстрее,
чем середина, а у верхней середина срабатывается быстрее, чем
край. Умелое использование этой закономерности позволяет целе-
направленно изменять значения г притирающихся поверхностей.
Контроль значений г ведут на сферометре поочередным измерением
стрелки h обоих стекол с последующим расчетом г.
Процесс полирования выполняют в два приема. Сначала пред-
варительное полирование поверхностей обоих стекол и контроль
точности их сопряжения. Половина измеренной погрешности устра-
няется последующим полированием одной из поверхностей. При этом
роль пробного стекла выполняет второе стекло. Затем, наоборот,
при использовании первого стекла в роли пробного полированием
Устраняется вторая часть погрешности сопряжения. Заключительная
операция направлена на устранение зональных и мелких местных
погрешностей.
При изготовлении и контроле плоских ОПС используют метод,
заключающийся в одновременном изготовлении трех стекол с конт-
ролем и аттестацией их по методу совмещения трех поверхностей.
KJ1C и РПС изготовляют по обычной технологии с контролем
по ОПС или с помощью интерферометра (см. § 35).
Изготовленные пары пробных стекол, оставаясь наложенными
одно на другое в течение нескольких часов, даже в термостатирован-
ном помещении изменяют вид интерференционной картины. Как
правило, маленькая яма переходит в большую, а маленький бугор —
в небольшую яму. Это явление есть результат действия упругих сил
271
в сопряженных деталях, которое зависит от многих факторов (жест-
кости конструкции, физико-механических свойств материала, зна-
чения и распределения остаточных4 напряжений и др.). Поэтому
при изготовлении ОПС заведомо ^вводят соответствующую по-
правку, .учитывающую возможное < изменение картины после
отстоя.
Аттестация. Готовые ОПС аттестуют в отделе главного метро-
лога предприятия.
Первой операцией всегда является оценка точности сопряжения
радиусов сферических поверхностей пары пробных стекол, которая
выполняется путем их наложения одного на другое и наблюдением
интерференционной картины. Для этого совмещают вогнутое и вы-
пуклое стекла одной пары их сферическими поверхностями, осто-
рожно накладывая их одно на другое, слегка нажимают на них паль-
цами до получения однородной окраски соломенно-желтого цвета,
что соответствует толщине воздушного слоя, равной 0,15 мкм (се-
редина 1-го порядка интерференционных цветов). В этом случае
считается, что радиусы пары стекол совпадают, и данная пара проб-
ных стекол может быть отнесена к группе сопряжения I
(ГОСТ 2786—82). Если радиусы поверхностей не совпадают, то
вместо однородной окраски будут наблюдаться другие цветовые
оттенки или искривленные полосы.
Интерференционную картину наблюдают после выдерживания
пары стекол в течение длительного времени в термостатированном
помещении. Оценивают картину в белом рассеянном свете, при этом
колебания температуры не должны превышать +03°.
Второй операцией является измерение радиуса г только одного*
из стекол. Измеряемую поверхность, метод и средства ее измерений
выбирают исходя из условий удобства и наибольшей точности из-
мерений.
Радиус в пределах 0,5—37,5 мм измеряют на выпуклых ОПС
на горизонтальном оптиметре с помощью концевых мер. Такое же
значение радиуса г приписывают и вогнутому стеклу этой пары.
Суммарная погрешность измерений составляет ±0,006 %.
Радиус в пределах 37,5—2000 мм наиболее целесообразно изме-
рять на вогнутых ОПС с помощью коинцидентного сферометра^
ИЗС-10, а радиус в пределах 2000—4000 мм на автоколлимационной’
установке, работающей по тому же принципу, что и сферометр
ИЗС-10. Автоколлимационная установка собрана на базе длино-
измерительной машины ИЗМ-12. Такое же значение радиуса г при-
писывают и выпуклому стеклу данной пары. Погрешность измерений
составляет ±0,005 %.
Радиусы в пределах 4000—40 000 мм измеряют методом колец
Ньютона на выпуклых ОПС с помощью специальной установки,
включающей измерительный микроскоп, например горизонтальный
компаратор ИЗА-2, визирный микроскоп которого дополнен опак-
иллюминатором типа ОИ-1, и спектральную лампу, выделяющую
зеленую линию ртути с X - 546 нм. Вместо штатного объектива при-
меняют микрообъектив типа ОМ-12.
272
Перед измерением ОПС со значениями радиусов свыше 4000
до 15 000 мм на их сферическую поверхность и рабочую поверх-
ность плоских стекол наносят в вакууме слой алюминия с коэффи-
циентом отражения р = 0,7. Этим обеспечивается высокая контраст-
ность многолучевой интерференционной картины.
Точность формы плоских ОПС определяется абсолютным способом
по результатам изменения интерференционной картины при взаим-
ном наложении одной па другую трех плоскостей или с помощью ин-
терферометра.
В зависимости от отклонений измеренного значения радиуса от
номинального, регламентируемого ГОСТ 1807—75, всем парам ОПС
присваивается соответствующий класс точности.
Контроль и аттестацию КПС и РПС выполняют методом сличе-
ния (путем наложения) соответственно с ОПС и КПС. Одновременно
оценивают и точность сопряжения радиуса кривизны пары стекол.
Группа сопряжения II допускается только для РПС.
Всем КПС и РПС присваивается класс точности того ОПС или
КПС, с которым они сличаются.
Маркировка и хранение. Аттестованные пробные стекла марки-
руют. Маркировку наносят на краевую зону нерабочей полированной
поверхности стекла или на прополированный участок цилиндриче-
ской поверхности. Стекла диаметром менее 10 мм маркируются на
наклеенной к ним пластинке. Наиболее распространено гравирование
алмазным карандашом вручную. Указывают товарный знак пред-
приятия-изготовителя; тип стекла: О — основное, К — контрольное,
Р — рабочее; номинальное значение радиуса (фактическое заносят
в паспорт) со знаком плюс для выпуклых поверхностей, со знаком
минус для вогнутых; для плоских поверхностей наносится знак оо;
класс точности 1 или 2; заводской номер стекла.
Пробные стекла хранят в специальных гнездах ящиков или в фут-
лярах завернутыми в папиросную бумагу при температуре 20 ±
± 5 °C, относительной влажности не более 90 % при отсутствии
паров кислот и щелочей.
Гарантийный срок сохранения параметров ОПС 3 года. Находя-
щиеся в эксплуатации РПС подвергаются периодической поверке
с КПС или ОПС. Последнее допустимо только при мелкосерийном
производстве. Стекла считают изношенными, если общие или местные
отклонения их измерительных поверхностей на 50 % превышают
допустимые отклонения для новых стекол или имеют царапины гру-
бее VI класса чистоты.
§ 52. ОПТИЧЕСКИЕ ДЕТАЛИ ИЗ ПОЛИМЕРОВ
Эффективность применения полимеров. Эффективность
использования полимеров в оптике основана на их низкой стоимости,
высокой производительности методов переработки, а также на воз-
можности сочетания в одной детали оптических и механических
функций. По качеству передачи оптического изображения полимерные
детали значительно уступают аналогичным деталям из неорганиче-
ского стекла. Полимерные материалы наиболее целесообразно при-
273
Рис. 178. Оптические детали из полимеров:
а — линза Френеля; б — линзовый растр; в — микропирамида
менять при массовом и крупносерийном производстве оптических
деталей неответственного назначения: линз визирных устройств фо-
то- и киноаппаратов, светопроводов, защитных стекол и т. п.
Полимерная оптика служит средством для решения новых тех-
нических задач, связанных со снижением массы и улучшением тех-
нологичности конструкций оптических деталей, повышением эффек-
тивности производства и т. п. Из полимеров чаще всего в оптических
целях используют полиметилметакрилат и полистирол.
Для изготовления оптических деталей применяют почти все
методы переработки полимерных материалов. Основными требова-
ниями к каждому из них являются производительность и точность
получаемых деталей. При определении способа изготовления поли-
мерной оптики учитывают как требования, предъявляемые к пока-
зателям качества полимерных деталей, так и требования к объему
их производства.
Конструкции деталей. Конструкционные и технологические осо-
бенности оптических полимерных деталей определяются их функцио-
нальным назначением, способом крепления и методом изготов-
ления.
Соотношения между толщиной d по оси, толщиной t по краю
и диаметром Z), принятые для линз из оптического стекла, действи-
тельны и для полимерных линз. Минимальную толщину принимают
не менее 1 мм, если это обеспечивает жесткость конструкции.
Защитные стекла, шкалы, колпаки и другие детали изготовляют
главным образом из полиметилметакрилата, имеющего относительно
высокую ударную вязкость и стойкость к естественному старению.
Толщины полимерных защитных стекол устанавливают в пределах
0,8—2 мм. Для плоскопараллельных пластин допустимую клино-
видность 9 задают не более 10—15'.
Полимерные зеркала невысокой точности применяют в неот-
ветственных узлах оптических приборов (осветительных устройст-
вах, видоискателях камер и др.). Как правило, отражающие слои
этих зеркал наносят на наружной поверхности. Оптимальная тол-
щина полимерных зеркал составляет 2—2,5 мм.
Так как полимерные материалы имеют хорошую формуемость,
из них изготовляют детали сложной конфигурации, например, линзы
Френеля (рис. 178, а), растры различного профиля (рис. 178, б, в).
274
Рис. 179. Литье полимеров под давлением
Часто полимерные детали выполняют одновременно несколько функ-
ций, крепежные оправы и оптические поверхности изготовляют как
единое целое с деталью.
Крепление оптических полимерных деталей выполняют прикле-
иванием, завальцовкой, прижимными планками.
Низкая устойчивость полимеров к истиранию определяет рас-
положение полимерных деталей внутри оптических приборов. Их,
как правило, защищают деталями из неорганического стекла или
устанавливают в недоступных для царапания местах прибора.
Технология изготовления. Качество полимерных оптических
деталей и производительность процесса их изготовления находятся
в обратной зависимости.
Литье под давлением термопластов позволяет полностью авто-
матизировать основные операции процессе формообразования всех
видов оптических деталей.
Исходный материал — гранулы высушивают в вакуумных шка-
фах до остаточной влажности не более 0,06 %, так как наличие влаги
в гранулах приводит к появлению пузырей в литых деталях. Перед
высушиванием гранулированный полимер равномерными слоями
толщиной 20—25 мм помещают на поддоны из коррозионно-стойкой
стали. Высушенный полимер хранят в герметичной таре.
Рассмотрим процесс литья под давлением на червячном термо-
пластавтомате (рис. 179).
Цикл литья под давлением начинается с закрытия литьевой
формы 1 (поз. /). При вращении червяка 2 происходит выгрузка
гранул из бункера 4, их расплавление и перемещение в переднюю
часть пластикационного цилиндра 3. После этого сопло 6 (поз. II)
пластикационпого цилиндра давлением со стороны гидроцилиндра 5
прижимают к литьевой форме. Расплав термопласта подается в форму,
червяк работает как поршень.
После отверждения отливки форма 1 открывается, готовое из-
делие 7 выталкивается в разъем формы (поз. III), и цикл повто-
ряется.
Для литья под давлением оптических деталей из термопластов
применяют, как правило, такие же многогнездные стационарные
литьевые формы, как и для литья металлов.
При расчете исполнительных размеров литьевой формы учиты-
вают усадку полимерного материала (0,02—0,04 %).
Формующие пуансоны литьевой формы обычно выполняют из
коррозионно-стойкой стали 9X18 с отклонением формующих поверх-
275
Рис. 180. Полимерная литниковая система
ностей от заданной кривизны не более N = 2, AjV = 0,2 при шеро-
ховатости не грубее Rz = 0,05 мкм.
Литниковая система литейной формы линзы 5 (рис. 180) состоит
из центрального литникового канала /, который заканчивается
затылочком 2 для улавливания первой охлажденной порции расплава
полимера, разводящих 3, впускных 4, сливных 6 и вентиляционных 7
каналов. Полости формы заполняются через широкощелевые или
точечные впускные каналы. Широкощелевой литник обеспечивает
относительно равномерное заполнение формы без образования сви-
лей и пузырей в деталях большого объема и с большими поверхно-
стями.
Литье оптических деталей выполняют на специальных одно-
червячных термопластавтоматах, основными характеристиками ко-
торых являются: удельное давление литья не менее 150 МПа, обес-
печивающее постоянство размеров деталей; точное регулирование
температуры пластикационного цилиндра в пределах 140—300 °C
и бесступенчатое регулирование скорости впрыска расплава в форму.
Прессование термопластов эффективно главным образом при
производстве крупногабаритных и разкотолщинных деталей. Этот
процесс используют также при изготовлении пленочных эшелеттов.
Его применяют для серийного производства оптических деталей,
хотя по производительности он и уступает методу литья под дав-
лением.
Технология прессования сводится к следующему. В пресс-форму,
разогретую до температуры расплава полимера, загружают мате-
риал в виде заготовки, максимально приближенной к окончательной
форме детали. Под давлением расплавленный материал принимает
необходимую форму. После охлаждения пресс-формы под давлением
извлекают готовую деталь, с которой удаляют заусенцы и облой.
Температуру нагрева пресс-формы задают в пределах 150—
250 °C в зависимости от марки полимера. Давление прессования со-
ставляет 20 МПа.
Для прессования термопластов используют любые прессы, обес-
печивающие необходимое давление.
Прессованием получают детали с более высокой точностью пре-
ломляющих поверхностей и меньшими значениями двойного луче-
преломления, чем литьем, что объясняется минимальным переме-
щением материала в пресс-форме и достаточным временем релаксации
макромолекул в пластическом состоянии.
276
Полимеризацию термореактивных полимеров в форме применяют
в мелкосерийном и единичном производстве для изготовления опти-
ческих деталей с высокими требованиями по однородности материала
и качеству поверхностей — коррекционные пластины Шмидта, кон-
тактные линзы и т. п.
Процесс полимеризации в форме сводится к следующему. При-
готовляют смесь жидкого мономера с инициатором полимеризации.
Количество инициатора, вводимого в смесь, колеблется в пределах
0,02—0,1 % веса мономера. Смесь вакуумируют для удаления пу-
зырьков воздуха и заливают в форму. Форма, как правило, состоит
из двух половинок — пуансона и матрицы, изготовленных из стекла
или металла. Формующие поверхности имеют шероховатость —
— 0,05, погрешность формы N = 1, ДА = 0,3.
Полимеризацию мономера в форме ведут в термошкафу или
автоклаве при температуре 30—60 °C. Усадку материала в процессе
полимеризации компенсируют соединением обеих половинок формы
с помощью струбцин или других упругих элементов.
Механическую обработку блочных термопластов применяют в мел-
косерийном производстве, когда использование дорогостоящего прес-
сового или литьевого оборудования экономически нецелесообразно.
Термопластичные материалы легко подвергаются всем видам
механической обработки на обычном металлорежущем оборудовании.
Однако качество поверхности полимерных деталей, получаемых
методом резания, не соответствует требованиям, предъявляемым
к оптических деталям. Для этих деталей необходима дополнительная
обработка — оптическое полирование на смоляном полировальнике
(1g т] = 7,54-8,0) окисью хрома или алмазным порошком АСМ 1/0
с добавкой глицерина.
Штампование листовых термопластов применяют для получения
крупногабаритных деталей, изготовление которых другими спосо-
бами потребовало бы громоздких и дорогих машин. Этот метод
особенно выгоден при мелкосерийном производстве, что объясняется
относительной простотой формующего инструмента. Штамповкой
изготовляют прозрачные крышки, колпаки, защитные маски, отра-
жатели и др.
Для штампования деталей заготовки вырезают из листов, очи-
щают от заусенцев и тщательно полируют их поверхности. Готовую
для штампования заготовку равномерно прогревают до размягчен-
ного состояния, помещают в штамп и после прессования охлаждают
под давлением до полного отвердения. Снятую со штампа заготовку
подвергают окончательной отделке: обрубке края, зачистке заусен-
цев, полированию на бязевых или хлопчатобумажных кругах
с окисью хрома.
Оборудование для штампования термопластов состоит из нагре-
вателя, допускающего прогрев листового материала до температуры
250—300 °C, и любых прессов, обеспечивающих необходимое дав-
ление.
Контроль. Многие оптические показатели оптических полимер-
ных деталей зависят от технологии переработки исходного материала.
277
При изготовлении деталей в них появляются оптическая неоднород-
ность, двойное лучепреломление, свили, пузыри, посторонние вклю-
чения, погрешность преломляющих поверхностей, децентрирование
и клиновидность. Уменьшению дефектов способствует рациональная
конструкция деталей, точное соблюдение технологии литья и чистота
производственного помещения.
Показатель преломления исходного полимера измеряют в гра-
нулах по методу Обреимова.
Коэффициент интегрального светопропускания полимера опре-
деляют на стандартных образцах по ГОСТ 15875—80.
Посторонние включения в гранулах определяют в пробах массой
2 кг, взятых из четырех-пяти мест каждой контролируемой партии.
Для оценки оптической неоднородности и погрешностей прелом-
ляющих поверхностей, которые в оптических полимерных деталях
(N 20, ДА/ 2) превышают погрешности, допустимые для дета-
лей из неорганического стекла, используют грубые методы контроля,
в частности растровые.
(Применение растровых муармикрометров с изменяющейся ши-
риной штриха позволяет быстро контролировать форму и качество
изображения полимерных деталей, а также фокусных расстояний поли-
мерных линз.
[Двойное лучепреломление в оптических полимерных деталях
контролируют на полярископе-поляриметре ПСК-250.
[Свили и пузыри контролируют визуально в проходящем свете.
Геометрические размеры, децентрирование и клиновидность опти-
ческих полимерных деталей оценивают способами, принятыми при
контроле деталей из неорганического стекла.
Высокая производительность способов переработки полимерных
материалов требует специальных экспресс-методов контроля ка-
чества полимерной оптики, позволяющих быстро и надежно опреде-
лить, протекает ли процесс в допустимых границах или нуждается
в корректировке. Такие методы основаны на контроле одного или
нескольких наиболее важных оптических параметров, по которым
определяют качество изготовляемой детали. Например, при изготов-
лении полимерных линз за контрольный параметр принимают их
фокусное расстояние или разрешающую способность.
Оптические покрытия. Для полимерных деталей разработаны
оптические покрытия нескольких типов. Многослойные интерферен-
ционные светоделительные и зеркальные покрытия обеспечивают
коэффициенты пропускания т = 1 4-70 % и отражения до р = 99 %
в видимой области спектра и ближней ИК-
Светоделительные и зеркальные системы получают на основе
чередующихся слоев веществ с высоким и низким показателем
преломления (GeO2—SiO2, ZrOa—SiOa и др.) методом электронно-
лучевого испарения в вакууме.
Покрытия этого типа имеют высокие эксплуатационные характе-
ристики: по механической прочности относятся к II—III группам,
устойчивы к действию воды и допускают чистку с применением орга-
нических растворителей.
278
Защитные покрытия на основе окислов кремния SiO2 (или SiO)
получают электронно-лучевым испарением в вакууме.
Зеркальные покрытия наносят методом копирования оптических
поверхностей с эталона. Эти покрытия имеют высокую прочность
на отслоение и тепломорозостойкость. В отличие от обычной вакуум-
ной металлизации поверхностные дефекты полирования не выяв-
ляются, а скрадываются.
[Метод копирования в сравнении с другими способами перера-
ботки полимерных материалов является менее производительным,
однако он обеспечивает получение наиболее точных поверхностей.
Преимущество метода заключается в возможности воспроизведения
асферических поверхностей.
При изготовлении асферической оптики нашли применение две
разновидности метода копирования: снятие корковых копий на ос-
нове синтетических смол и метод асферизации сферы тонкой полимер-
ной пленкой.
Метод снятия корковых копий с оригинала используют
в гелиотехнике для получения легковесных зеркал размером до
1,5 м.
Практически наибольший интерес представляет изготовление
высокоточных вогнутых параболических, эллиптических и ториче-
ских отражателей методом асферизации. Сущность метода заклю-
чается в заполнении пространства между сферической поверхностью
заготовки оптической детали (подложки) *и асферической поверх-
ностью оригинала синтетической смолой. После окончания процесса
полимеризации смолы асферический оригинал отделяют от под-
ложки, а на сферической поверхности остается тонкая асферизу-
ющая пленка.
Метод асферизации обеспечивает получение асферических по-
верхностей с максимальным отступлением от сферы до 40 мкм.
Точность копий характеризуется отклонением от оригинала, которое
составляет не более 0,1—0,5 мкм.
Основной трудностью метода копирования является изготовление
точных шаблонов-оригиналов из оптического стекла или инструмен-
тальной стали с высокой поверхностной твердостью и способностью
к оптическому полированию. Шаблоны-оригиналы изготовляют пу-
тем съема избытка материала с помощью тонкого алмазного точения
или шлифования и полирования. Точность изготовления балонов-
оригиналов, шероховатость и чистота их поверхности определяются
требованиями, предъявляемыми к копируемым зеркалам.
Подложки (заготовки) для зеркал изготовляют из стекла К8
или литьем под давлением из алюминиевого сплава АЛ2. Поверх-
ность подложек выполняют радиусом ближайшей сферы к копируе-
мой поверхности с погрешностью до N = 3.
Для получения тонких асферизующих пленок используют тер-
мореактивные материалы на основе полиэфирной или эпоксидной
смол, которые должны удовлетворять следующим требованиям:
минимальной усадке; хорошей адгезии к подложке и отражающему
слою; способности к полимеризации при нормальной температуре;
279
I HI r
Рис. 181. Схема технологического процесса копирования полимерных зеркал
стабильности свойств во времени; влагоустойчивости; стойкости к пе-
репаду температур в пределах ±60 °C.
Технологический процесс копирования состоит из следующих
операций (рис. 181).
Позиция I. Нанесение на шаблон-оригинал 1 последовательно
трех слоев: разделяющего (растворимого) слоя 2 маннита, отража-
ющего слоя 3 алюминия, адгезионного слоя 4 хрома.
Нанесение на заготовку 6 слоя 5 смолы.
Позиция II. Соединение шаблона-оригинала с заготовкой и поли-
меризация под давлением в термошкафу при температуре 30—60 °C.
Позиция III. Разделение шаблона-оригинала с заготовкой.
Позиция IV. Отмывка шаблона-оригинала 1 и заготовки 6 с на-
несенными слоями 3—5 от слоя 2 маннита.
Термическая обработка. Термическую обработку оптических
полимерных деталей применяют для стабилизации размеров и умень-
шения внутренних напряжений.
В блочных и листовых полимерах внутренние напряжения воз-
никают как на стадии полимеризации в результате несоблюдения
оптимального режима, так и при их переработке (прессовании,
вытяжке, механической обработке) под действием тепловых нагру-
зок. В литых полимерных деталях причиной возникновения внутрен-
них напряжений являются резкие перепады температур и давлений
в процессе литья, «замороженная» ориентация макромолекул в на-
правлении течения материала, неудачная конфигурация изделия,
местные перегревы при отделении литников.
Внутренние напряжения можно уменьшить постепенным нагре-
ванием изделия выше температуры стеклования. При этой темпе-
ратуре изделие выдерживают до тех пор, пока макромолекулы не
будут приведены в равновесное состояние, после чего следует охла-
ждение, более медленное, чем нагрев. В любом случае температура
должна быть ниже температуры деформации данного материала.
Режим термической обработки выбирают с учетом коэффициента
теплопроводности полимера, толщины изделия и коэффициента
теплопередачи среды при термообработке.
§ 53. СЕТКИ
Основными измерительными элементами оптических при-
боров являются сетки, которые представляют собой плоскопараллель-
ные пластинки с нанесенными на них перекрестиями, шкалами и
280
Рис. 182. Сетки:
а - - визирные; б - измерительные
другими знаками, например,
марками. Сетки устанавли-
вают в плоскостях изобра-
жения оптических систем
или в плоскости предмета.
Иногда в качестве подложек для сеток применяют плосковыпуклые
линзы (коллектив — сетка) или другие сферические детали.
По назначению сетки делятся на визирные (прицельные), измери-
тельные (шкалы, лимбы, растры), комбинированные (марки и т. п.).
Визирные сетки (рис. 182, а) обычно имеют перекрестие с раз-
рывом в центре и предназначаются исключительно для наведения на
объект.
Измерительные сетки (рис. 182, б) представляют собой системы
повторяющихся однотипных элементов (линий или фигур), располо-
женных один относительно другого по определенному закону.
Через 5—10 элементов обычно располагаются цифры, служащие
для оценки измеряемых величин. Сетки с делениями, нанесенными
в линейной мере, называются шкалами, а в угловой — лимбами.
Комбинированные сетки представляют собой сложные системы
штрихов, марок, индексов и делений.
По точности изготовления сетки делят на три разряда. Степень
точности определяется главным образом значением допусков на рас-
стояниях .любых штрихов от начального (нулевого) штриха. Сетки
с допусками ±(0,002 4-0,015) мм, ±(2±7)' относят к .точным, с до-
пусками ±(0,0054-0,040) мм, ±(7 4-17)' — срфщей точности, а с до-
пусками ±(0,01 ±0,09) мм, ±(10 ±20)' — к грубым.
Заготовки сеток. Материал заготовок сеток выбирают в зависи-
мости от толщины штрихов, способа нанесения на них делений и
знаков и условий эксплуатации. При фотографическом способе нане-
сения для заготовок используют в основном стекло К8, при грави-
ровании алмазным резцом непосредственно по стеклу — К8, Ф2
и ТФ2, при гравировании по тонкому слою металла или лака —
К8, при гравировании по тонкому слою воска, лака с последующим
травлением — Ф8, Ф18, БКЮ, СВВ.
Качество материала заготовок должно удовлетворять следующим
требованиям: отклонение по показателю преломления и средней
дисперсии в пределах 4-й категории и класса Г; отклонения оптиче-
ской однородности по 3-й и 4-й категории; отклонение показателя
ослабления по 6-й категории; отклонение двойного лучепреломления
по 3-й категории; бессвильность по 2-й категории и классу Б; пу-
зырность (для рабочей зоны) по 1-й категории и классам А, Б.
Допуски на изготовление заготовок сеток (за исключением чи-
стоты) задаются сравнительно широкие. Поскольку отклонения
поверхностей заготовок сеток не оказывают заметного влияния
на качество изображения, допуски на них задаются в пределах
N =- 10 ±15, ДМ = 2 (полирование на сукне). Допуски на толщину
281
Способы нанесения рисунка. В
Рис. 183. Резцы для нанесения
делений на штриховых мерах:
i — алмазны резец для резания но
стеклу; б — стальной резец для грави-
рования рисунка но слою воска
составляют 0,3—1 мм, а кли-
новидность 0 = 5н-1 О'. Чи-
стота поверхностей в рабочей
зоне не грубее 0—40, а в
нерабочей — V.
зависимости от назначения и
условий эксплуатации прибора, требуемой точности изготовления,
ширины штрихов, габаритных размеров и других конструктивных
особенностей сеток, а также способа перенесения рисунков па
сетки нанесение последних может быть выполнено различными
методами или их комбинацией. Выбор метода также зависит от
технико-экономических показателей.
Резанием непосредственно полированной поверхности заготовки
алмазным резцом наносят штрихи шириной 0,3—2,0 мкм. При малой
нагрузке на режущий инструмент и небольшой ширине штрихов
характер разрушения стекла подобен резанию пластического ма-
териала — образуются глянцевые штрихи. Резанием стеклянной
подложки изготовляют дифракционные решетки, работающие в про-
ходящем свете, и перекрестия окулярных микрометров, которые
запускаются черным запуском.
Глянцевые штрихи образуются и на слое алюминия, нанесенного
на поверхность стеклянной подложки. Для повышения прочности
сцепления на подложку предварительно наносят слой хрома, обра-
зующего устойчивую адгезию со стеклом. Качественные штрихи
получают на свежем, еще не покрытом в атмосфере пленкой окиси,
слое алюминия. Всю толщину его (0,5—3,0 мкм) наносят на под-
ложку в один прием, иначе каждый из промежуточных слоев по-
кроется пленкой окиси и на штрихах образуются заусенцы. Глян-
цевые штрихи на стекле и по слою металла нарезают тонким алмаз-
ным резцом (рис. 183, а) с естественной гранью кристалла или остро-
заточенным острием кристалла. Стальные резцы непригодны ввиду
их малой износостойкости.
Гравирование рисунка выполняют различными способами в за-
висимости от того, каким он должен быть: прозрачным па темпом
фоне или темным на прозрачном фоне, а также в зависимости от кон-
фигурации штрихов, их ширины и допусков на размеры.
Прозрачный рисунок на темном фоне получают прорезанием
металлического покрытия (Al, Ag, Au, Pt) без повреждения под-
ложки. Рисунок гравируют сразу же после нанесения покрытия,
пока оно имеет мелкозернистую структуру. Со временем слой уплот-
няется и получает свойства, характерные для сплошного металла,
а у некоторых веществ, например А1, покрывается пленкой окиси.
Имея повышенную прочность, такие слои плохо режутся, растре-
скиваются, отстают от подложки.
282
Штрихи, получаемые гравированием по слою металла, в боль-
шинстве случаев имеют зазубрины по краям, видимые при большом
(~100х) увеличении. На широких штрихах вследствие неплотного
прилегания режущей кромки резца к поверхности подложки остаются
неснятыми с поверхности металла. Учитывав это при гравировании
штрихов шириной более 0,1 мм, нанесенный на подложку слой ме-
талла покрывают кислотоупорным грунтом. Прорезают только грунт,
а оставшееся под ним покрытие удаляют травлением. После нане-
сения рисунка оставшееся на подложке покрытие подвергают обра-
ботке для придания ему непрозрачности или заданной оптической
плотности. Покрытие может быть нанесено катодным распылением
(Au, Pt), испарением в вакууме (Al, ZnS), химическим восстановле-
нием из раствора (Ag). Металл выбирают исходя из функциональной
задачи, выполняемой деталью, и условий работы.
Непрозрачный рисунок на прозрачном фоне получают гравиро-
ванием стальными резцами (рис. 183, б) по кислотоупорному грунту
без повреждения поверхности подложки. В качестве грунта исполь-
зуют пчелиный воск, в который введены парафин, церезин и кани-
фоль. Парафин и церезин повышают способность воска противо-
стоять разрушению кислотой, канифоль придает ему твердость.
Перед нанесением грунта подложку чистят, прогревают до темпера-
туры 300—400 °C для удаления адсорбированной влаги и охлаждают
до температуры, при которой наносят грунт в виде раствора или рас-
плава. Подложку с грунтом охлаждают равномерно и быстро, что
позволяет получить мелкозернистую структуру слоя, требуемую для
образования тонкого ровного штриха. Толщину слоя грунта согла-
совывают с шириной штрихов. Чем меньше ширина штриха, тем
тоньше должен быть слой грунта. Прорезанный рисунок травят пла-
виковой кислотой или ее парами. Лучшее качество рисунка полу-
чают при травлении в парах благодаря равномерному распределению
мельчайших капель конденсата, которые смачивают поверхность
стекла.
Прозрачность рисунка уменьшается за счет рассеяния или по-
глощения света. Эффект рассеяния света возникает при закрашива-
нии штрихов белой мелкодисперсной массой, а поглощения —
темной. Основу красок составляет жидкое стекло. Наполнителем
Для краски белого цвета служит окись цинка, черного — перекись
марганца, красного — свинцовый сурик. Штрихи, получаемые гра-
вированием по слою грунта с последующим травлением металла
или стеклянной подложки, имеют ширину не менее 2 мкм. Обычно
их ширина с краской достигает 10 мкм. Штрихи шириной до 4 мкм
наносят алмазными резцами: более широкие — резцами из легиро-
ванных сталей.
Фотографический способ нанесения рисунка имеет ряд разновид-
ностей.
1. Фотографирование выполненного в увеличенном масштабе
чертежа шкалы или сетки. Масштаб уменьшения чертежа на снимке
должен соответствовать требуемому размеру. Снимок может быть
поставлен в прибор или использован в качестве оригинала, с которого
283
делают рабочий негатив для размножения копий контактной пе-
чатью. Точность снимка зависит от аппаратуры и процесса фотогра-
фирования. В частности, объектив камеры должен иметь исправлен-
ные аберрации (сферическую, хроматическую, астигматизм, дистор-
сию) и необходимую разрешающую способность. При съемке
совмещают оптическую ось объектива, механическую ось камеры
и центр чертежа. Плоскости чертежа и его изображения должны
быть параллельными. Данный способ образования рисунка исполь-
зуют при изготовлении, например, различных сеток, мир, шкал
спектрографов с шириной штрихов не менее 5 мкм. Для изготовления
рисунка со штрихами тоньше 5 мкм этот способ не применяют ввиду
рассеяния света в слое эмульсии, засветки штрихов, вызываемой
неполным контактом негатива с позитивом при контактной печати,
и т. п. К недостаткам относится и малая прочность фотослоя, что вы-
зывает в ряде случаев необходимость закрывать его стеклом.
2. Фотомультипликация — повторение необходимого числа раз
одного или нескольких элементов шкалы или сетки оригинала, кото-
рый может быть изготовлен любым из рассмотренных выше способов.
Всю шкалу получают последовательной, элемент за элементом, кон-
тактной печатью.
3. Проектирование штриха на светочувствительный слой под-
ложки. Точность нанесения рисунка зависит от точности приспособле-
ния. Преимуществом является возможность получения штрихов
малой ширины, которая определяется разрешающей способностью
эмульсии (до 1700 линий на 1 мм). Фотонасадку устанавливают на
делительной машине вместо механизма нанесения штрихов резцом.
Фотоделение используют при изготовлении самых точных шкал
(для компараторов и других приборов). .
Фотографические изображения на сетках нуждаются в защите.
Поэтому их обычно лакируют или заклеивают защитным стеклом.
Однако это не всегда возможно и удобно. Например, появляется
световой блик от наружной поверхности защитного стекла.
Получение сеток, не нуждающихся в защите, выполняют комби-
нированным способом, который включает фотографирование на спе-
циально подготовленную подложку и закрепление. Существуют
две разновидности комбинированного способа.
Фотокерамический процесс сводится к нагреванию фотографи-
ческого изображения до температуры, при которой вещества, слу-
жащие для создания изображения, впекаются в стекло и уже не
могут быть удалены с поверхности.
Фототравление заключается в следующем. На поверхность стек-
лянной подложки последовательно наносят слои серебра, светочув-
ствительного слоя желатины, шеллака или альбумина с двухромо-
вокислой солью калия или аммония. После высыхания слои экспо-
нируют через позитив. Свет, прошедший через прозрачные участки
позитива, воздействует на светочувствительный слой, в результате
чего желатина на этих участках задубливается. Неэкспонированные
участки слоя, расположенные непосредственно под непрозрачными
участками позитива, остаются незадубленными и легко смываются
284
Рис. 184. Схема однопозиционного вертикального
пантографа:
1 — заготовка сетки; 2 — резец; 3 — плавающий
столик; 4 — карданный подвес; 5 — штифт водила;
6 — шаблон; 7 — рукоятка
j
, которые повышают кон-
с поверхности стекла теплой водой или
спиртом в случае применения шеллака.
Обнаженные участки стекла подвергают
травлению в парах плавиковой кислоты
с последующей промывкой водой. Затем
раствором едкой щелочи или азотной
кислоты смывают защитную маску
(штрихи), полученную дублением.
Изображение в виде матовых линий
и знаков на глянцевой поверхности
стекла достигается запуском в полу-
ченное углубление красителей.
Запуск сеток выполняют красите-
лями черного, белого и красного цве
трастность штрихов на светлом или темном фоне. Для этого
применяют масляные художественные краски, пентафталиевые
эмали и специально приготовленные запуски из окиси кобальта,
цинка, двуокиси титана, свинцового сурика, разведенные в жид-
ком стекле. Запуск втирают равномерным слоем в углубления
штрихов и знаков, после чего свободную поверхность подложки
тщательно протирают салфеткой. Далее сетки высушивают
в термошкафу при температуре до 120 °C в течение 40—45 мин.
Операция высушивания предусматривает медленный нагрев,
выдерживание при заданной температуре и медленное (инерцион-
ное) охлаждение в термошкафу. При нарушении режима, например,
охлаждения шкалы, особенно больших размеров, геометрические
параметры шкал могут изменяться и выйти из поля допуска. Также
может произойти отслоение красителя.
Оборудование для нанесения рисунка. Для нанесения рисунка
применяют копировальные (рис. 184) и делительные устройства.
С помощью копировальных устройств гравированием по слою ме-
талла или грунту на поверхности детали воспроизводят рисунок
шаблона в заданном масштабе. Перенос рисунка основан на прин-
ципе центральной конической проекции. Осуществляют его с по-
мощью горизонтальных и вертикальных пантографов. В соответ-
ствии с числом заготовок, на которых одновременно гравируют
рисунок, пантографы бывают одно- и многорезцовые. Копированием
рисунка шаблона наносят все элементы окулярных и коллиматорных
сеток, а также цифровые и буквенные обозначения на шкалах и
сетках, изготовленных делением.
Делительные машины представляют собой устройства, с помощью
которых наносят рисунок в виде штрихов. Промежутки между
штрихами устанавливают автоматически или измерением перемеще-
ния заготовки (резца).
285
По этому признаку машины делят на винтовые и компараторные,
а по типу изготовляемых на них деталей — на круговые, продольные
и универсальные. Машины могут быть автоматическими, полуавто-
матическими и ручными. По точности нанесения штрихов их отно-
сят к разным классам. Продольные автоматические машины высшего
класса позволяют наносить до 2400 штрихов на 1 мм с погрешностью,
не превышающей 0,025 мкм; круговые — порядка 0,2". Точность
низшего класса имеют ручные машины: продольные 0,01—0,03 мм,
круговые 10—30". В точных продольных автоматических машинах
есть коррекционное и компенсационное устройства. Первое исправ-
ляет местные погрешности резьбы ходового винта, второе вводит
поправку на перемещение стола вследствие изменения длины винта,
вызванного переменой температуры окружающей среды или раз-
ницей температур, при которых винт нарезался, и производится
нанесение делений. Точные круговые машины имеют устройство,
корректирующее погрешность изготовления червячной пары.
Полуавтоматические круговые и продольные машины отличаются
от автоматических наличием разделительных приводов механизма
подачи и механизма нанесения делений. Универсальные машины
при установке на них соответствующих приспособлений способны
выполнять функции как круговых, так и продольных машин. Эти
машины используют в мелкосерийном производстве шкал и сеток
с требованиями к точности рисунка, не превышающими 0,01 мм.
Точные круговые и линейные делительные машины устанавли-
вают в помещениях с кондиционированным воздухом, колебания
температуры которого допустимы в пределах 0,1—0,5°, влажность
50 ± 5 %. Машины устанавливают в отдалении от радиаторов
отопления и внешних стен. Яркость освещения помещения должна
исключать необходимость применения местных светильников. В по-
мещении с кондиционированным воздухом источники света закры-
вают теплозащитным стеклом для исключения прямого теплового
облучения. Стены помещения окрашивают масляной краской; цвет
краски не должен утомлять зрения. Места установки машин изоли-
руют от сотрясений. Если активная амортизация невозможна, то
машины устанавливают в помещении, отделенном от здания, на ви-
броизолированном фундаменте.
Контроль и аттестация. Точность изготовления сеток, шкал и
лимбов, полученных фотокопированием с негатива, не контроли-
руется, поскольку их точность определяется точностью негатива.
Негативы, полученные фотографированием, периодически контро-
лируются, поскольку желатиновая основа слоя эмульсии со вре-
менем подвергается деформированию. Большие точные шкалы и
лимбы после гравирования и травления штрихов проходят предва-
рительный контроль, после которого выполняют надписи на шкалах,
запуск и окончательную аттестацию. Контроль и аттестацию линей-
ных шкал осуществляют с помощью компараторов ИЗА-2 и стерео-
компараторов СКС-3, а лимбов — с помощью гониометров ГС-1
или ГС-5 или специальных устройств, состоящих из четырех микро-
скопов.
286
Все шкалы и лимбы, устанавливаемые в измерительные приборы,
снабжаются паспортом государственной поверки.
§ 54. КОДОВЫЕ ШКАЛЫ
Конструкция. Кодовые шкалы необходимы при преобра-
зовании перемещения объекта в числовой код и наоборот.
Существующие фотоэлектрические преобразователи перемещений,
построенные по методу считывания с кодовой маски, имеют разреша-
ющую способность линейных перемещений 0,02—0,05 мм и угловых
10—20'.
В зависимости от вида перемещений объекта применяют линейные
и круговые кодовые шкалы, представляющие собой жесткое основа-
ние с нанесенной на нее кодовой маской в виде параллельных или
концентрических дорожек с прозрачными и непрозрачными для
лучистого потока градациями. Рисунок кодовой маски отображает
принятый в преобразователе код.
Например, у преобразователя угловых перемещений (рис. 185)
все поле кодовой шкалы разбито на кольцевые концентрические
дорожки.
В конструкциях кодовых шкал непрозрачные градации образо-
ваны самим материалом основания 1 (рис. 186, а)\ тонкой непрозрач-
ной металлической пленкой 2, нанесенной на прозрачное основание 3
(рис. 186, б), или экспонированным непрозрачным участком фото-
эмульсии 2, нанесенной на прозрачное основание 3 (рис. 186, в).
Прозрачные градации образованы отверстиями 2 в непрозрачном
основании (рис. 186, а)\ участками /, свободными от металлической
пленки (рис. 186, б); неэкспонированными участками фотоэмульсии 1
(рис. 186, в).
Специфические особенности конструкции и эксплуатации (фото-
электрические системы) кодовых шкал предъявляют к ним требова-
ния, несколько отличные от требований, предъявляемых к сеткам
(см. § 53).
Основные требования, предъявляемые к кодовым шкалам: проч-
ность материала и жесткость конструкции основания шкалы; точ-
Рис. 185. Кодовый диск
Рис. 186. Сечение кодовых шкал и дисков
287
иость изготовления краев градаций маски по кодовым зонам и между
ними; высокая прозрачность светлых и достаточная плотность
темных градаций (контрастность К 1, плотность D = 2,2 -4-2,5);
высокий коэффициент отражения непрозрачных металлических или
металлизированных шкал, работающих в отраженном свете; отсут-
ствие механических повреждений, посторонних включений и других
дефектов на рабочих поверхностях; стабильность всех параметров
шкалы при изменении условий эксплуатации.
Материалы. В качестве непрозрачного основания кодовых шкал
обычно используют стали, которые хорошо полируются, например
95X18, ХВГ.
Для непрозрачных покрытий, наносимых на стекло, обычно
используют многократно осаждаемые химическим способом слои
свинца и серебра. Свинец имеет хорошую адгезию со стеклом, а се-
ребро обеспечивает достаточную плотность покрытия. Этот тип по-
крытия имеет очень хорошие технологические свойства — при гра-
вировании дает четкую границу штриха. В качестве таких покрытий
применяют также платину, хром, алюминий, серебро и их комбина-
ции, в том числе и с диэлектриками, наносимыми вакуумным способом
на нагретое до температуры 300 °C стеклянное основание. Такие по-
крытия отличаются высокой адгезией, высокой или достаточной
химической стойкостью. Недостаток таких покрытий заключается
в некоторой неравномерности их толщины, особенно на больших
площадях.
В качестве светочувствительных эмульсий наилучшие результаты
дают шеллачные эмульсии и йодированный коллодион. Хорошие
результаты получаются при использовании стандартных эмульсий
унибром-7 или фотобром-7 чувствительностью 5 единиц ГОСТа,
контрастностью 5, плотностью 3, разрешающей способностью более
200 линий на миллиметр. Для качественного полива эмульсии и хо-
рошего ее сцепления с поверхностью стеклянной заготовки сначала
наносится подслой из желатины с хромовыми квасцами.
Можно использовать также высокоразрешающие готовые фото-
пластинки микрат-НК чувствительностью 0,4 единицы ГОСТа.
Технология изготовления. В зависимости от конструктивных
параметров шкал, типа производства и особенностей их эксплуатации
выбирают ту или иную технологию их изготовления. Технология
может предусматривать непосредственно изготовление требуемого
числа рабочих шкал или изготовление эталона, с которого методом
электроэрозионной, ультразвуковой обработки или контактной фото-
печати получают необходимое число рабочих шкал. Нанесение кодо-
вых масок на основание шкалы выполняют механическим, электро-
эрозионным и ультразвуковым способами, применяемыми для обра-
ботки заготовок шкал из металлов; гравированием, фотографическим,
фотомеханическим, лазерным способами, применяемыми для обра-
ботки металлизированных стеклянных заготовок шкал (см. § 53).
Механический способ заключается в удалении материала основа-
ния шкалы путем фрезерования, сверления, прошивания, ручной
вырубки, поэлементного штампования и другой механической обра-
288
ботки, применяемой в условиях единичного производства. Погреш-
ность выполнения размеров прозрачных и непрозрачных градаций
шкал при механической обработке в среднем составляет 0,2—
0,03 мм.
Электроэрозионный способ применяют для изготовления рабочих
шкал (позитивное изображение) и прошивного инструмента, име-
ющего негативное изображение маски.
Ультразвуковой способ во многом аналогичен электроэрозионному.
Гравированием по слою металла изготовляют эталонные шкалы,
получая кодовую маску путем снятия на местах прозрачных градаций
слоя металла, нанесенного на стеклянную подложку. Гравирование
выполняется в два этапа.
Первый этап — металлизация. Металлическое покрытие наносят
путем трехслойного химического осаждения: первого слоя свинца
с поливиниловым спиртом и последующих двух слоев серебра. Затем
покрытие высушивают на воздухе или в термостате. Такое покрытие
имеет высокие делительные и эксплуатационные свойства.
Второй этап — гравирование, которое осуществляется с помощью
стальных резцов на делительных машинах.
Фотомеханический способ заключается в экспонировании свето-
вым лучом участков светочувствительной эмульсии, соответствующих
будущим непрозрачным градациям маски, нанесенной на стеклянное
основание. Перемещение луча осуществляется с помощью высокоточ-
ных делительных устройств, подобных применяемым в предыдущем
способе. Способ отличается от предыдущих высокой разрешающей
способностью, точностью, производительностью и отсутствием физи-
ческого контакта с рабочей поверхностью заготовки.
Фотомеханический способ имеет две разновидности: посекторный
и поразрядный. Посекторный способ предусматривает специальное
световое проекционное устройство, формирующее клиновидный сек-
тор кодовой маски одновременно по всем разрядам. Сектор экспо-
нируется на светочувствительный слой заготовки при периодической
остановке поворотного стола машины. За один оборот стола изго-
товляется один кодовый диск.
Поразрядный способ предусматривает экспонирование града-
ций кодовой маски узким лучом последовательно разряд за разря-
дом при непрерывном вращении заготовки диска. Полное экспони-
рование диска осуществляется за несколько оборотов стола в за-
висимости от числа разрядов.
Лазерный способ можно использовать в качестве импульсного
излучения для термического воздействия на тонкие металлические
слои или в качестве источника фотохимического воздействия на
светочувствительные слои или на фоторезисты.
Для осуществления той или иной операции фигурной обработки
кодовой маски необходимо сформировать световой пучок в соответ-
ствии с формой и размерами зоны обработки и осуществить в ее
пределах требуемое энергетическое воздействие, характер и сте-
пень которого определяются прежде всего плотностью светового
потока.
Ю п/р М. Н. Семибратова
289
Рис. 187. Оптическая схема проекционной лазерной установки для изготовления
кодовых шкал
Оптическое изображение строится путем совмещения поверх-
ности заготовки шкалы с плоскостью эталона или, если это необ-
ходимо, с плоскостью его действительного оптического изображения.
Контактным способом^ получают изображение в масштабе 1 : 1
в виде теневой картины, образующейся в результате освещения
эталона.
Проекционный способ (рис. 187) обеспечивает получение изобра-
жения эталона с уменьшением до 100х. Пучок света от лазера 1
с помощью телескопической системы 2—3 расширяется до размеров
эталона 4, уменьшенное изображение 7 которого строится с помощью
коллектива 5 и объектива 6 на поверхности заготовки 8. Использо-
вание лазера в качестве источника экспонирования имеет ряд пре-
имуществ перед обычными источниками излучения: большую удель-
ную мощность, монохроматичность и когерентность, малое пятно
рассеяния.
Если изображение состоит из множества идентичных или кратных
по размерам элементов, что имеет место на кодовой шкале, то задача
решается методом мультипликации изображения отдельного эле-
мента или группы элементов. Полное изображение маски шкалы
получают в результате механического синтеза этих элементов.
Контурно-лучевой способ основан на синтезе изображения кодо-
вой маски в результате последовательного освещения заданного
контура световым лучом, сфокусированным с помощью микрообъек-
тива. Обход заданного контура на заготовке шкалы осуществляется
путем перемещения заготовки или сканирования ее лучом. Разре-
шающая способность определяется размером кружка рассеяния
в рабочей плоскости микрообъектива \
d^Kf'ID, j
где X — длина волны излучения; f'/D — относительное отверстие
объектива.
Из формулы видно, что предпочтительнее использовать лазеры
с более коротковолновым излучением, а объективы с наименьшим
относительным отверстием.
Для фигурной обработки поверхностей используют также и
тепловое воздействие лазерного излучения. В результате теплового
290
воздействия на прозрачные подложки с нанесенными на них тонкими
поглощающими покрытиями могут происходить различные физико-
химические процессы.
При испарении металла режим облучения характеризуется двумя
параметрами: плотностью потока на рабочей площадке и длитель-
ностью импульса излучения. Обычно обработку ведут в режиме
свободной генерации (0,1 — 1 мс) либо в режиме модулированной
добротности (10— 100 нс). Температура, при которой наступает пол-
ное испарение пленки, зависит от ее толщины, плотности светового
излучения и длительности его воздействия, теплофизических свойств
материала пленки, подложки и окружающей среды, а также условий
удаления образовавшихся паров.
При термическом воздействии лучей лазера градации кодовой
маски получаются прямым испарением металла с облученных мест.
Способ обеспечивает высокое разрешение.
Локальное термическое воздействие может явиться причиной
возникновения трещин в заготовке, нарушения ее прозрачности,
вызванной диффузией металла в стекло и необратимыми структур-
ными изменениями его поверхностного слоя.
Термическая обработка при определенных режимах облучения
вызывает в материале структурные превращения типа рекристалли-
зации или фазовые переходы в твердом состоянии без разрушения.
В результате облученные участки изменяют физико-химические
свойства: электрическую проводимость, твердость, химическую стой-
кость и др. Итогом обработки является образование скрытого опти-
ческого изображения, которое в дальнейшем может быть выявлено,
например, травлением. Получил распространение способ окисления
хрома при облучении в присутствии кислорода с последующим
вытравливанием необлученных участков заготовки.
Фотографический способ имеет две разновидности в зависимости
от вида и технологии изготовления эталонной шкалы.
Первая разновидность способа аналогична фотоспособу получе-
ния шкал и сеток (см. § 53).
Вторая разновидность сводится к контактной печати рабочих
кодовых шкал с эталонной шкалы, полученной одним из описанных
способов.
§ 55. СТЕКЛОМЕТАЛЛИЧЕСКИЕ ЗЕРКАЛА
Характеристики деталей. В ряде устройств применяют
оптические зеркала, которые в процессе эксплуатации подвергаются
воздействию значительных нагрузок от действия как центробежных,
так и других динамических сил. Конструкция таких деталей должна
сочетать высокие оптические свойства отражающих поверхностей
с высокой прочностью материала на разрыв.
Первому условию удовлетворяют такие традиционные оптиче-
ские материалы, как оптическое и кварцевое стекла, ситаллы. Однако
вследствие малой прочности па разрыв эти материалы не выдержи-
вают необходимых нагрузок и разрушаются.
10*
291
Второму условию отвечают металлы, ио вследствие большой
пористости, неоднородности и других специфических свойств ме-
таллов получение на них оптических поверхностей высокого качества
в настоящее время невозможно.
Кроме того, оптические зеркала из стекла имеют большую массу
и не обеспечивают высоко?! стабильности формы отражающей по-
верхности при градиентах температуры окружающей среды и других
изменениях условий работы. Первое обстоятельство вызвано не-
обходимостью выполнения условия оптимальной жесткости кон-
струкции зеркала, которое обеспечивается при d (1/54-1/8) /,
где d - толщина зеркала; / - наибольший размер. Большую массу
и габаритные размеры имеют также и оправы зеркал. Таким образом,
узлы зеркал в оправах представляют собой сравнительно материало-
емкие конструкции.
Большое различие в температурном коэффициенте линейного
расширения стеклянного зеркала и металлической оправы требует
применения температурных компенсаторов, что приводит к дополни-
тельному увеличению габаритных размеров и массы приборов.
Наиболее полно отвечают предъявляемым требованиям стекло-
металлические зеркала, разработанные И. А. Крыжановским, кото-
рые соединяют в себе высокие конструкционные свойства и техноло-
гичность изготовления. Сочетание прочной оптической детали и
удобной оправы в одной конструкции позволяет снизить массу
узла в 3—4 раза.
Конструкция. Основание детали изготовляют из металла в виде
плоского (рис. 188, а), сферического или асферического (рис. 188, б)
зеркала, усеченной пирамиды (рис. 188, в) или другой формы, обус-
ловленной ее функциональным назначением, удобством сборки,
юстировки и закрепления. Для снижения массы при сохранении до-
статочной жесткости конструкции предусматривают глухие облегча-
ющие ячейки в форме треугольников (рис. 188, а), шестиугольников,
цилиндров (рис. 188, б) и других фигур.
Рабочей поверхностью детали является тонкий слой стекла
(t2 = 0,2н-0,3 мм), нанесенный методом спекания. Такое конструк-
тивное решение позволяет изготовлять различные детали, хорошо
работающие в экстремальных условиях. В зависимости от габарит-
ных размеров и массы, вида рабочей поверхности и точности ее формы,
а также условий эксплуатации выбирают металлическое основание
зеркала соответствующей марки, форму и размеры облегчающих
и крепежных элементов, материал спекаемой пластины. I
Материалы. В качестве материала основания зеркал применяют
титановые сплавы, которые, имея относительно низкую плотность,
высокую механическую прочность и низкий коэффициент линейного
расширения, хорошо спекаются со стеклом. Вследствие хорошей
адгезии пленок окислов титана к стеклу прочность сцепления стекла
с титаном превышает прочность сцепления стекла со сплавом типа
ковар, считавшуюся до сих пор наилучшей. Кроме того, применяют
сплавы алюминия, бериллия, коррозионно-стойкой стали 12Х18Н9Т.
В качестве напекаемого слоя используют оптические стекла К8,
292
Рис. 188. Конструкции стекло-
металлических зеркал:
а — плоского; б — сферического;
в — призматического
ЖЗС'18, фотостекло и др.
Заготовки стеклянных пла-
стин не должны иметь сви-
лей и пузырей. В зависимо-
сти от условий работы зер-
кал к нимможно предъявлять дополнительные требования, например,
по устойчивости к воздействию влажной атмосферы (группа А),
устойчивости к воздействию пятнающих агентов (группы I — IV)
и др. (ГОСТ 13659—78). При разнице коэффициентов линейного рас-
ширения стекла и металла не более 1-10"7 образуется соединение,
внутренние напряжения которого практически не оказывают замет-
ного влияния на технологию дальнейшей обработки и эксплуата-
ционные свойства детали; при разнице (14-5) 10‘7 можно получить
изделие удовлетворительного качества, а при разнице (6-4-10) 10-7
возникают критичные напряжения.
Соотношение ТКЛР стекла и металла должно быть аст <амет,
тогда в условиях эксплуатации при более низких температурах
слой стекла испытывает усилия сжатия, что обеспечивает высокую
прочность детали.
Физика процесса спекания. Спекание разнородных твердых
тел — процесс существенно более сложный, чем спекание одно-
родных тел. Спекание взаимно нерастворимых тел, например А и В,
обусловлено происходящим уменьшением свободной поверхностной
энергии иА и ив. Рост поверхности контакта тел Л и В энергети-
чески целесообразен, если возникающая новая граница Л -В имеет
поверхностную энергию илв, меньшую суммы поверхностных энер-
гий каждой из них:
uab< ua + ив-
Невыполнение этого условия означает принципиальную не-
возможность спекания взаимно нерастворимых тел.
293
Взаимное спекание твердых тел может происходить в условиях,
когда в месте контакта между ними появляется жидкая фаза, которая
может возникнуть или при температуре более высокой, чем темпе-
ратура плавления более легкоплавкого компонента, или при тем-
пературе более низкой вследствие так называемого контактного
плавления.
В значительной степени на кинетику процесса переноса одного
вещества на другое влияет упругость паров газовой фазы.
В большинстве случаев спекание тел сопровождается химической
реакцией. При этом уменьшение свободной энергии системы вслед-
ствие реакции зависит от соотношения количества ионов металла
и кислорода в соответствующем окисле. Необходимым условием
образования прочного соединения при спекании является насы-
щение окислами металла поверхности подложки, граничащей со
стеклом.
Технология изготовления. Технология изготовления стекломе-
таллических зеркал состоит из нескольких операций. Обработку
основания зеркала выполняют в две операции. Первая операция —
предварительная механическая обработка всех элементов основания
зеркала с шероховатостью поверхности, спекаемой со стеклом, не
грубее Rz — 20 мкм, так как чистка более грубых поверхностей
затруднительна. Оставшиеся направленные следы обработки при-
водят к неплотному сцеплению металла со стеклом на месте микро-
пустот. Вторая операция — нормализующий отжиг основания зер-
кала для снятия внутренних напряжений, возникших после механи-
ческоР! обработки.
Обработку заготовки стеклянной пластины осуществляют в две
операции. Первая операция — грубое шлифование поверхностей
до толщины 2—3 мм и боковых поверхностей с выдерживанием тех же
габаритных размеров, что и у основания зеркала. Вторая операция —
тонкое шлифование и полирование обеих поверхностей до шерохо-
ватости не грубее Rz = 0,1 мкм. После обработки контролируют
свили и пузыри в проходящем свете. Точность формы и чистоту не
нормируют.
Изготовление детали включает семь операций:
1) чистку и обезжиривание спекаемых поверхностей;
2) нагревание в электрической печи заготовок в наложенном
одна на другую состоянии до температуры спекания с отступлениями
не более Тсп +5 °C, выдерживание при этой температуре и охлажде-
ние вместе с печью;
3) предварительное шлифование до толщины слоя стекла 0,р —
0,6 мм при шероховатости поверхности не грубее Rz ----- 20 мкм;
4) термоциклическая обработка заготовки зеркала в целях ста-
билизации ее размеров и снятия остаточных напряжений в слое
стекло—металл. Эта операция состоит из трех циклов попеременного
нагрева и охлаждения. Затем стабилизирующее старение заготовки
с нагревом, выдерживанием и охлаждением на воздухе;
5) окончательная обработка посадочных мест под подшипники
и других элементов конструкции. Если в процессе эксплуатации
294
зеркало должно подвергаться значительным центробежным нагруз-
кам, то осуществляется балансировка;
6) тонкое шлифование до толщины слоя стекла 0,2—0,3 мм и
полирование с погрешностью поверхности N. 1 и ДМ 0,3 и чи-
стотой III класса;
7) нанесение отражающего покрытия в вакууме.
§ 56. МНОГОГРАННЫЕ ПРИЗМЫ
Конструкция. Многогранные призмы, изготовленные из
стеклянных дисков с гранями, нанесенными по периметру, нашли
широкое распространение в различных областях техники. Их при-
меняют в аппаратуре для скоростной киносъемки, в сканирующих
устройствах, в измерительной технике в качестве эталонов для атте-
стации углоизмерительных приборов и т. п.
В зависимости от назначения многогранные призмы могут иметь
различную конструкцию. Например, призмы для киносъемочной
аппаратуры, работающие в проходящем свете, имеют всегда четное
число граней. Наибольшее распространение получили 24- и 36-гран-
ные призмы, полученные из дисков диаметром 80—160 мм. Погреш-
ность изготовления углов между двумя любыми смежными гранями
обычно не превышает 5", а пирамидальность 2". Отклонение граней
от плоскостности не более N = 0,3 и ДМ = 0,07. Все призмы имеют
большое центральное отверстие правильной цилиндрической формы
(М < 5 и ДМ с 1) с эксцентриситетом не более 0,03 мм.
У многогранных призм сканирующих устройств, работающих
в отраженном свете, центральное отверстие имеет малые размеры
и не полируется, так как служит для закрепления призмы на валу.
Наиболее часто встречаются 4—12-гранные призмы. У призм этого
типа требования к точности выполнения граней и углов между ними
изменяются в относительно широких пределах. Допускаемое откло-
нение от плоскостности М = 0,54-10 и ДМ = 0,14-2. Погрешность
углов составляет от 5" до 5'.
Измерительные призмы, служащие для аттестации угломерных
устройств, центрального отверстия не имеют. Допускаемое отклоне-
ние от плоскостности не более М == 0,2 и ДМ - 0,05. Погрешность
изготовления углов между двумя любыми смежными гранями не
превышает 2—3". Иногда задается максимально допустимая накоп-
ленная погрешность, которая не должна превышать 3".
Для изготовления многогранных призм киносъемочной аппара-
туры обычно применяют оптическое стекло К8. Для призм сканиру-
ющих устройств используют стекло К8, ситалл, а в некоторых слу-
чаях стеклометаллические конструкции (см. § 55).
Измерительные призмы, как правило, изготовляют из кварце-
вого стекла.
Технология изготовления. Высокие требования к точности вы-
полнения плоских граней и их взаимной ориентации создают неко-
торые трудности, которые резко возрастают с увеличением числа
граней и уменьшением их площади. Необходимость выполнения точ-
ного цилиндрического отверстия еще более усугубляет эти трудности.
295
Рис. 189. Приспособление
для обработки заготовок
многогранных призм
Известно несколько
схем построения техно-
логического процесса
изготовления таких
призм.
Преимущества мето-
да последовательной обработки граней заключаются в том, что
благодаря своей универсальности он не накладывает никаких ог-
раничений на размеры и число граней. Недостатком этого метода
является появление накопленной погрешности между первой и послед-
ней обработанными гранями, которая практически не может быть
исправлена.
Метод обработки пар диаметрально противоположных граней
применяют для многогранников с четным числом граней, в этом слу-
чае сначала обрабатывают четыре базовые грани, а уже относительно
них еще восемь граней и т. д. Этот метод иногда дает некоторое на-
копление погрешности, но в пределах трех-четырех граней.
Выбор схемы технологического процесса, оборудования, техно-
логической оснастки, методов и средств измерений зависит от многих
факторов, решающими из которых являются точность и объем про-
изводства.
В качестве примера рассмотрим укрупненный технологический
процесс серийного изготовления многогранных призм. Независимо
от выбранной схемы построения технологического процесса произ-
водства изготовление многогранных призм всегда начинают с обра-
ботки боковых вспомогательных поверхностей, одна из которых
в дальнейшем при единичном производстве является базой для
закрепления заготовки на специальном приспособлении, например,
кубе или оправке.
В серийном производстве заготовки призм боковыми поверхно-
стями склеивают в небольшие столбики для сверления и обработки
центрального отверстия, являющегося установочной базой при на-
несении граней. Затем заготовки 5 (рис. 189) наклеивают на цилин-
дрическую оправку 6 по 17—25 шт. с выдерживанием заданной кли-
новидности блока не” более 15—20". Иногда при этом приходится
прибегать к взаимному развороту пар заготовок, обеспечивающему
компенсацию клиновидности. Собранный блок зажимают резьбо-
вым кольцом 2 через фланец 3 и устанавливают в специальное дели-
тельное приспособление на столе 8 вертикально-фрезерного станка
повышенной точности. Приспособление состоит из поддерживающего
центра 1 и оптической делительной головки 7. Обработку граней
выполняют торцевым алмазным кругом 4 зернистостью 63/40, обес-
печивающим шероховатость поверхности в пределах Rz — 24-20 мкм.
Погрешность углов при этом не превышает ±20". Припуск для
последующего шлифования и полирования граней составляет 0,1 —
0,2 мм.
296
Эту операцию можно выполнять на специальном станке с ЧПУ,
предназначенном для обработки боковых поверхностей призм. Тон-
кое шлифование и полирование выполняют на плоскодоводочном
станке. Рабочая поверхность притира выполнена в виде кольца.
Правильные кольца свободно лежат на поверхности инструмента и
обкатываются по роликам, укрепленным на рычагах. Правильное
кольцо поджимается к роликам и приводится во вращательное дви-
жение благодаря фрикционной связи с поверхностью инструмента.
Управление характером изнашивания поверхности инструмента осу-
ществляется путем изменения расстояния между центром инстру-
мента п центром правильного кольца. В каждом конкретном случае
настройки станка расстояние между центром инструмента и центром
правильного кольца постоянно, и, следовательно, обрабатываемая
заготовка совершает только вращательное движение вокруг своей
оси.
Тонкое шлифование столбика выполняется микропорошком М10.
Обрабатываемую поверхность грани совмещают с плоскостью допол-
нительных пластин путем притира к плоскости образцовой пластины.
Дополнительные пластины крепятся к корпусу приспособления
сплавом Вуда, у которого температура плавления 67 °C. После
окончания обработки каждой грани оправка со столбиком призм
разворачивается на необходимый угол. Разблокировка дополнитель-
ных пластин осуществляется в горячей воде. При шлифовании
приспособление с блоком призм удерживается на поверхности
шлифовальника с помощью сепаратора, который обкатывается по.
роликам. Корректировка углового расположения граней и пира-
мидальное™ блока осуществляется грузами, устанавливаемыми на
приспособление и позволяющими производить направленное давле-
ние. Поверхность шлифовальника сохраняет плоскостность в тече-
ние длительного времени. Форма поверхности шлифовальника ста-
билизируется с высокой точностью специальными правильными
кольцами. Промежуточный контроль с помощью двух автоколлима-
торов и эталонной призмы, а также соответствующее направленное
нагружение призмы позволяют получить погрешность углового
расположения граней в пределах ±10".
Полирование блока выполняют смоляным полировальником на
том же станке. На полировальник наносятся риски в виде сетки
с размерами квадратовг20х20 мм. В’процессе полирования одновре-
менно с блоком деталей на полировальнике находится правйльник —
ситалловый диск, сЪомощью которого ведется непрерывная правка
рабочей поверхности полировальника. Применение твердой смолы и
использование правйльника обеспечивают стабильность формы по-
лировальника в течение 1 —1,5 мес.
Полирование происходит в изолированной среде с определенным
микроклиматом. Это позволяет свести до минимума влияние окру-
жающей среды. Контроль плоскостности грани в процессе полиро-
вания ведут на интерферометре, контроль углов и пирамидальное™
призм осуществляют с помощью автоколлиматоров. Окончательную
аттестацию призм перед расклейкой блока выполняют на гониометре.
297
§ 57. ОПТИЧЕСКИЕ ДЕТАЛИ ЛАЗЕРОВ
Характеристика лазеров. Известно, что в лазерах активным
веществом может быть твердое тело или газ.
Лазеры с активным телом из неодимового стекла или кристалла
рубина выпускаются в серийном производстве и используются в на-
учных и технологических целях.
Лазеры на стеклянных активных телах применяются для работы
в стационарных режимах.
Активные тела служат для возбуждения атомов и генерации
световой энергии лампы-вспышки на различных длинах волн. По из-
готовлению они аналогичны плоскопараллельным пластинам, ко-
торые имеют отношение DH 1 : 20 и более, что делает их недо-
статочно жесткими при обработке цилиндрической поверхности и
неустойчивыми при обработке торцевых поверхностей (рис. 190).
Свойства материала, характер эксплуатации, размеры, техноло-
гические свойства и способы обработки стержней из неодимового
стекла и рубина несколько различны.
Основные преимущества изготовления активных тел лазеров из
неодимового стекла следующие: практически неограниченные раз-
меры, низкая стоимость материала, простота серийного изготовления
активных тел; активатор Nd+3, вводимый в необходимых концентра-
циях, равномерно распределяется по объему стержня, оптические
и технологические свойства материала изотропны, возможны изме-
нения показателя преломления 1,5-=-2 для К = 1060 нм путем
изменения химического состава стекла, высокая оптическая однород-
ность до Дп -= +0,8 -10’6.
Активные тела лазеров. Неодимовые генераторные лазерные
стекла для изготовления активных тел лазеров варятся в Горшковых
печах и разливаются в блоки, которые разделываются алмазными
кругами АДК на бруски — дроты. Если неодимовое стекло варится
в высокочастотных электрических печах в платиновых тиглях малого
объема, то выпускаются сразу дроты. По обрабатываемости неоди-
мовые стекла близки к стеклу К19.
Блочное и дротовое стекло проходит отжиг в электрических
иечах, который начинается при температуре ~600 °C и длится
2—3 недели. После отжига дроты отбраковывают по внутренним
напряжениям.
При шлифовании и полировании обоих торцев для устойчивости
дроты блокируются по нескольку штук, при этом достигается их
параллельность. Через полированные торцы дроты просвечивают
ртутной лампой СВДШ-250 и по изображению на экране или фото-
пленке контролируют бессВиль-
ность.
Заготовки активных тел из
дротов получают продольным
распиливанием алмазными от-
резными кругами АДК или
Рис. 190. Активное тело лазера
298
Рис. 191. Шлифование и полирова-
ние торцев активного тела
Рис. 192. Контроль торца
активного тела
высверливанием стержней алмазным трубчатым инструментом.
Заготовки по диаметру круглят на металлообрабатывающих
круглошлифовальных станках алмазными кругами АПП, при этом
достигается шероховатость поверхности Ra =• 1,25 мкм.
Последующей обработкой цилиндрическую поверхность стержня
делают блестящей, гладкополированной, хорошо пропускающей
энергию накачки, с шероховатостью такой же, как после шлифова-
ния алмазным порошком АСМ зернистостью 7/5. На концах стержня
оставляют шлифованные полоски, которые служат в дальнейшем
для герметизации его в приборе.
Последующими операциями — шлифованием абразивными по-
рошками и глубоким полированием на станках ШП — при обычных
режимах и приемах обработки доводят торцы стержней. Для поштуч-
ной обработки стержней можно применить конструкцию приспособ-
ления, которая показана на рис. 191. Стержень /, зажатый тексто-
литовыми вкладышами 2, с помощью юстировочных винтов 3 уста-
навливают в корпусе 4 приспособления перпендикулярно поверх-
ности обработки. Приспособление перемещается с помощью шарового
шарнира поводка 5. Стержень / внизу укреплен наклеенной смолой 6
и находится в центре между дополнительными кусками 7 стекла
той же марки. Полировочная смола 8 наклеена на корпус инстру-
мента 9.
При установке стержень с помощью юстировочных винтов бази-
руется по сплошному точному диску стекла. Вспомогательные
куски стекла располагают так, чтобы достигалось равномерное
изнашивание инструмента при соответственно подобранной на-
стройке станка.
Контроль отклонения от плоскостности обработанной торцевой
поверхности стержня выполняют накладным интерферометром
(рис. 192). Интерференция происходит между поверхностью торца
и измерительной (нижней) поверхностью эталонной пластины 4.
Свет от ртутной лампы 1 отражается от параболического стража-
299
_2
/IV /ILO/IU,
кость рубина к оптическому
Рис. 193. Грубое полирование цилин-
дрических^поверхностей активных тел
теля 2 и проходит разделитель-
ную 3 и эталонную 4 пла-
стинки. Фольга 5 разделяет
контролируемый торец актив-
ного тела 6 и дополнительные
куски 7 стекла. При этом до-
стигается следующая точность
контроля качества обработки
поверхностей торцев: Nlf2 -
= 0,2 и AA/1j2 0,1 на диа-
метре 10 мм. Высокая стой-
/шению является его основным
преимуществом по сравнению с неодимовым стеклом. Но кристаллам
рубина свойственны оптическая неоднородность, структурные де-
фекты и неравномерное распределение показателя преломления
пк по сечению. Вследствие трудностей выращивания стержни ру-
бина имеют меньшие размеры, чем стержни из неодимового стекла.
Чтобы обеспечить высокое пропускание для энергии накачки,
цилиндрическую поверхность рубиновых стержней делают шерохо-
вато-полированной, шлифуя порошком карбида бора с последующим
полированием грубыми длинноволосными капроновыми щетками.
Шлифование проводится обычно методом притира поштучно. Для
полирования цилиндрических поверхностей можно применить схему
обработки, показанную на рис. 193. Стержни 2 прикреплены к кор-
пусу приспособления поливинилацетатпым лаком. Полирование
выполняют за два приема, перевертывая заготовки. Упругие нити
капроновых щеток /, закрепленных на вращающемся инструменте,
проникают в глубокие каверны грубо шлифованной поверхности
стержней 2 и придают ей блеск. Вращение блоков стержней вокруг
оси 3 ускоряет обработку.
Поверхности торцев доводят обычно в пакетных приспособлениях
с погрешностью (1/204-1/50) X. Для компенсации клиновидности
в стержне и устранения отклонения от параллельности его торцев
применяют неравномерный нажим дополнительными грузами на
периферию приспособления. Отклонение от параллельности торцев
контролируют длиннофокусными автоколлиматорами с погрешностью
до 2". Перпендикулярность торцев оси кристалла выдерживают
с’погрсшностыо до Г. Торцы шлифуют способом свободного притира
порошками карбида бора.
Полирование торцев ведется в три-четыре перехода алмазными
субмикропорошками зернистостью 0,7/0,3; 0,5/0, Г, 0,3/0; 0,1/0.
Такое полирование способствует повышению надежности и долговеч-
ности работы рубиновых стержней.
Осветители. Осветитель (рис. 194) первым воспринимает от лампы
накачки всю тепловую нагрузку, поэтому осветители изготовляют
из кварцевого стекла. Отверстия выполняют сверлением алмазным
300
Рис. 194. Осветитель
бптический контакт
Рис. 195. Интерференционная стопа
инструментом, аналогичным применяемому для высверливания стерж-
ней, но размер отверстия здесь образуется наружной режущей
кромкой. После сверления внутренние поверхности отверстий хо-
нингуются для устранения бочкообразности и седловидности; при
этом достигается такая же шероховатость, как и на наружной по-
верхности стержня, что необходимо для получения равных условий
передачи осветителем и восприятия стержнем энергии лампы на-
качки.
Соосности и прямолинейности отверстий достигают применением
высококачественного металлообрабатывающего оборудования. Кон-
троль отверстий ведут с помощью предельных цилиндрических
калибров из закаленной стали.
Наружную цилиндрическую поверхность, торцы и фаски осве-
тителя обрабатывают алмазным инструментом, шлифуют абразив-
ными порошками, полируют, а затем серебрят, меднят и лакируют
обычными в технологии оптических цехов способами.
Окна и зеркала резонатора. Эти элементы представляют собой
плоскопараллельные пластинки, имеющие светоделительные по-
крытия. Зеркала иногда с одной стороны должны иметь сферичность
большого радиуса. Подложки изготовляют из оптических стекол
К8, БКЮ, ЛК4 или плавленого кварца.
Подложки должны иметь малое поглощение в спектральной об-
ласти излучения генератора, повышенную стойкость к тепловому
воздействию излучения лазера, высокую однородность и изотроп-
ность, хорошую обрабатываемость. К точности изготовления и дол-
говечности подложек окон и зеркал предъявляют приблизительно
те же требования, что и к торцам твердых активных тел.
Высокоотражающие покрытия подложек получают обычными
методами вакуумного испарения или катодного распыления.
В большинстве случаев покрытия делают многослойными метал-
лическими или диэлектрическими.
Основные требования к покрытиям окон и зеркал предъявляют
по точности заданных коэффициентов отражения и пропускания,
спектральной характеристике, долговечности и оптической проч-
ности.
Интерференционные стопы и кюветы. В резонаторах зеркала,
отражающие 30—70 % энергии, иногда заменяют оптическими интер-
ференционными стопами (рис. 195) из отожженного стекла К8, соот-
ветствующего по двойному лучепреломлению 1-й категории. Стопа
из трех пластин, разделенных двумя кольцами, является эквивален-
301
Том диэлектрического зеркала, отражающего 60 % световой энергии.
Допуски на поверхности и клиновидность пластин аналогичны
допускам на торцы активных тел и их клиновидность. Первые по-
верхности пластин и колец обрабатываются по обычной технологии,
обеспечивающей их посадку на оптический контакт. После посадки
на оптический контакт обрабатываются вторые поверхности пары
пластина—кольцо с подгонкой их параллельности. Обработанные
таким образом пары комплектуются и собираются в стопы. Соеди-
нение элементов стопы выполняется методом оптического или глу-
бокого оптического контакта (см. гл. 10).
§ 58. КРУПНОГАБАРИТНЫЕ ОПТИЧЕСКИЕ ДЕТАЛИ
Конструкция. Технология изготовления крупногабарит-
ных оптических деталей имеет ряд специфических особенностей,
обусловленных прежде всего их большими габаритными размерами
(D с 6 м) и массой (до 40 т). Кроме того, отличительной особен-
ностью деталей астрономических приборов является их малая по-
грешность (16-4-50) К. К разряду крупногабаритной оптики обычно
относят линзы диаметром более 350, а зеркала более 500 мм.
Крупногабаритные линзы могут быть простой и сложной кон-
струкции, иметь сферические, плоские и асферические преломля-
ющие поверхности, сложные конструкторские фаски.
Крупногабаритные защитные стекла обычно имеют форму диска
с плоскими преломляющими поверхностями. Коррекционные пла-
стины, как правило, имеют одну плоскую, а вторую сложную асфе-
рическую (например, Шмидта) поверхность.
Крупногабаритные зеркала могут быть выполнены в виде моно-
литного диска равнопрочного сечения с системой глухих разгрузоч-
ных отверстий, расположенных с тыльной стороны, или в виде
равнотолщинной пластины, с тыльной стороны которой расположены
ребра жесткости. Существует большое разнообразие систем ребер
жесткости. Наибольшее распространение получили гексагональная,
треугольная, квадратная и трапецеидальная форма. У крупногаба-
ритных зеркал отражающие поверхности могут быть плоской,
сферической и асферической формы.
Материалы. В качестве материала для крупногабаритных линз
могут быть использованы все основные марки оптических стекол,
защитных стекол — стекло К8, кварцевое и свинцовистое стекла;
для коррекционных пластин — стекло К8.
Наиболее распространенными материалами для зеркал являются
стекла: пирекс 316, ЛК5, кварцевое стекло, ситалл; металлы: сплавы
алюминия, титана, бериллия, хромоникелевые и др.; биматериалы
металл -стекло (см. § 55).
Станки и технологическая оснастка. Полная обработка крупно-
габаритных заготовок (первичная обработка габаритных размеров,
тонкое шлифование и полирование) производится на специализиро-
ванных станках. Набор операций обработки крупногабаритных
оптических деталей такой (рис. 196): обтачивание резцами цилиндри-
ческой (а), сферической (б), конической (ж), плоской (е) /юверхно-
302 I
Рис. 196. Схема операций
полной обработки крупнога-
баритных оптических деталей
на специализированных стан-
ках
стей; точение фасок,
растачивание отверстий
(г), подрезка торцев от-
верстий резцом (в); шли-
фование плоскости (н),
цилиндрической (з) или
конической (о) поверх-
ностей и фасок торце-
выми или цилиндриче-
скими алмазными кру-
гами; шлифование вы-
пуклой или вогнутой
сферической поверхно-
сти (н) алмазным торце-
вым кругом; шлифова-
ние фасонных отверстий
и их дна цилиндриче-
скими и торцевыми кру-
гами (и); подрезка вы-
сверленного керна глу-
хих отверстий алмазным отрезным кругом (л/); растачивание, свер-
ление и зенкование фасок отверстий спиральным (д) или трубчатым
(к) сверлом; хонингование отверстий алмазными брусками или го-
ловками (л). Эти операции могут выполняться и на стандартном
оборудовании. Для первичной обработки используются универ-
сальные токарные, фрезерные, сверлильные станки с комплектом
резцовых головок, алмазных сверл и фрез. Тонкое шлифование
и полирование выполняют на станках ШП. Заготовки крупно-
габаритных деталей (D 1,5 м) перед тонким шлифованием и
полированием устанавливают на специальные разгрузочные при-
способления в виде системы коромысел. Подобные системы раз-
грузки имеет и обрабатывающий инструмент. Обе системы раз-
грузки позволяют распределить в заданном отношении рабочее
давление на инструмент, следовательно, и на обрабатываемую
заготовку, а общую массу системы деталь—инструмент на стол
станка. На поверхности шлифовальников и полировальников имеется
система канавок, образующая квадраты размером от 20x20 до
100X100 мм. Такая конструкция рабочей поверхности надежно
обеспечивает подвод свежей порции обрабатывающей суспензии
в рабочую зону и отвод продуктов изнашивания из нее.
Технология. Тонкое шлифование выполняется водными суспен-
зиями электрокорунда М28, М20, М14.
Тонкое шлифование зеркал диаметром D 1,5 м заканчивают
абразивом М20, a D = 6 м абразивом М28, поскольку на больших
303
площадях растирание абразивного порошка более интенсивное,
в результате чего может быть присушка. Полирование осуществляется
водными суспензиями полирита.
Большая собственная масса зеркал и инструмента, сложная
система разгрузки на станке, неравномерность изнашивания ма-
териала заготовки ввиду различия линейных скоростей обработки
в центре и на краю, неоднородность материала заготовки на различ-
ных участках поверхности, градиент температуры в центре и на краю
вследствие неодинакового перекрытия поверхности заготовки ин-
струментом и другие факторы чрезвычайно усложняют процесс
обработки. Поэтому обработку ведут при сравнительно замедленных
режимах. Частота вращения шпинделя составляет 0,2 —0,5 об/мин
при 3—5 двойных ходах верхнего звена. При обработке плоских и
сферических поверхностей диаметр шлифовальника обычно состав-
ляет (0,74-0,8) D заготовки.
Для получения асферических поверхностей обработку ведут
по зонам (см. гл. 11). Для зонной ретуши применяют полироваль-
ники в форме маски диаметром до 0,Ю заготовки. Форму и размеры
маски рассчитывают в зависимости от заданного уравнения поверх-
ности зеркала. Расчет сводится к получению функциональной зави-
симости площади истирания поверхности от формы и размеров ин-
струмента.
Технологический контроль и аттестация. Непременными усло-
виями контроля и аттестации изделия являются отсутствие вибраций,
турбулентных потоков воздуха и градиентов его температуры по
высоте и длине оптической схемы. Контроль и аттестацию выпол-
няют теневыми и интерференционными методами с помощью контроль-
ных (эталонных) плоских и сферических зеркал, линзовых компен-
саторов. Обычно в начальной стадии (погрешность до 0,5 мкм) наи-
более удобно применять теневой метод, а при погрешности 0,01—
0,02 мкм — интерференционный.
Аттестацию готовых деталей проводят в специальных термоста-
тированных коридорах на амортизированных скамьях длиной до
50 м.
§ 59. ВОЛОКОННО-ОПТИЧЕСКИЕ ДЕТАЛИ
Первичная обработка заготовок волоконно-оптических де-
талей (ВОД) принципиальных отличий от обработки монолитного
стекла не имеет. Более строго регламентируются режимы обработки,
исключающие местные перегревы и сколы. Вводится дополнительная
операция ориентации плоскостей обработки относительно оптических
осей волокон.
Распиливание торцев жгутов и пластин ведется на распиловоч-
ных станках алмазными дисками зернистостью 160/125 или 250/200
с относительной концентрацией 50 %. Скорость инструмента 15—
30 м/с, подача 0,0015—0,005 м/мин. Базовая поверхность реза,
перпендикулярная оптическим осям волокон, определяется с по-
мощью специального оптического прибора, принцип действия кото-
рого основан на способности волоконных элементов переносить
304
сформированный сигнал в поперечном направлении относительно
осей волокон.
Грубое шлифование плоскостей ведется алмазным инструментом
из синтетических или природных алмазных порошков марок А или
АСВ зернистостью 160/125 или 125/100 с относительной концентра-
цией 50 %, а сферических — кольцевым алмазным инструментом из
порошков А или АСВ зернистостью 80/63 с относительной
концентрацией 50 %. Скорость обработки 15—25 м/с, подача 0,2—
2 мм/мин. Шероховатость обработанной поверхности не более Ra =
= 1,2н-0,8 мкм.
Кругление заготовок пластин выполняется на универсальных
круглошлифовальных станках с применением специальных алмазных
инструментов из синтетического порошка АСМ зернистостью 28/20
или природного порошка AM зернистостью 28/20. Скорость инст-
румента 6—15 м/с, изделия —0,5—1,3 м/с. Поперечная подача за
один двойной ход стола составляет 0,0025 мм, продольная подача ин-
струмента 0,0016—0,1 м/с.
В качестве СОЖ применяют эмульсии на основе воды (95 %)
и эмульсола «Эмус».
Блокирование ВОД с хорошо развитой поверхностью опоры
осуществляют обычными методами. Остальные детали блокируются
путем вклеивания смолой в специальные приспособления, обеспечи-
вающие блок с большой площадью опоры поверхностей.
Тонкое шлифование ВОД ведется на универсальных станках
ШП. При обработке с автоматической подачей свободного абразива
(Т : Ж = 1 : 5) процесс тонкого шлифования ведется в один-два
перехода (Ml4, Ml4—М7) на обычных режимах. За 20—30 с до конца
обработки подача суспензии прекращается. При этом происходит
размельчение зерен абразива, что уменьшает шероховатость поверх-
ностей до Ra = 0,32 мкм. Также применяется тонкое алмазное шли-
фование на специализированных станках. Обрабатывающий инстру-
мент составной из таблеток порошка АСМ зернистостью 20/14 на
связке МЖ с относительной концентрацией 10 %.
Шероховатость не более Ra = 0,16 мкм. Полирование ВОД
является наиболее сложной, ответственной и трудоемкой операцией,
в результате которой окончательно формируются структура поверх-
ности, точность ее формы, шероховатость и чистота. Различие фи-
зико-химических свойств пар стекол и объемно-структурных харак-
теристик вызывает анизотропию свойств обрабатываемых поверх-
ностей, что влияет на качество обработанной поверхности и произво-
дительность процесса. Полирование ведется на станках ШП смоля-
ными полировальниками при вязкости смолы 1g л = 8,55 и при
температуре 25 °C. Частота вращения шпинделя равна 9,5 об/мин,
число двойных ходов 72 в минуту.
Погрешности формы составляют N = 0,254-2, ДА/ = 0,14-0,3;
шероховатость Rz = 0,14-0,05 мкм, чистота по II—IV классу.
Отполированные поверхности ВОД имеют специфическую так назы-
ваемую барханную структуру интерференционных полос, размеры
которой не превышают 0,1 А/.
11 П/р М. Н. Семибратваа
305
Устранение этой структуры производится холодным формова-
нием поверхности тонким слоем полимера с помощью плоской эта-
лонной поверхности. Для этого тонкошлифованные (М 10, М7) по-
верхности световодов обрабатываются кремнийорганическцми со-
единениями, повышающими их адгезионные свойства, затем на них
наносится тонкий слой клея с показателем преломления, близким
к стеклу. После чего накладывается предварительно гидрофобизи-
рованная поверхность эталона .
Применяется также заклеивание торцев тонкими стеклянными
пластинками.
§ 60. ОЧКОВЫЕ ЛИНЗЫ
Назначение. Очковые линзы служат средством коррекции
зрения. Ввиду большого разнообразия расстройств зрительного
аппарата промышленность выпускает очковые линзы различного
характера коррекции и значения рефракции. Они классифицированы
по оптическим параметрам, характеру взаимодействия с глазом и
конструктивным параметрам.
По оптическим параметрам очковые линзы делят на три группы:
афокальные — А, однофокальные — О и многофокальные, которые
могут иметь ступенчатое или плавное изменение рефракции: бифо-
кальные — Би трифокальные — Т.
По характеру взаимодействия с глазом очковые линзы делят
на группы, которым присущи специфические свойства. Например,
изейконические линзы, предназначенные для коррекции зрения
при неодинаковом восприятии размеров изображения в обоих гла-
зах, изменяют увеличение изображения на сетчатке глаза в преде-
лах 0,5—8 %. Призматические линзы предназначены для коррек-
ции косоглазия. Астигматические линзы служат для коррекции
зрения при изменении кривизны роговой оболочки, поверхностей
хрусталика или его положения, которое приводит к различной
рефракции глаза в разных меридианах. По разнице рефракции в двух
главных меридианах различают пять видов астигматизма глаза.
Конструкция. Качество коррекции зрения определяется качест-
вом выполнения конструктивных параметров очковых линз, регла-
ментируемых ГОСТ 23915—79. Отечественная промышленность вы-
пускает нефасетированные очковые линзы нескольких основных
типов.
Рис. 197. Линзы очковые однофокальные стигматические нефасетированные:
а — положительная; б — отрицательная »
306
Рис. 198. Линзы очковые бифокальные стигматические:
а, б — цельные; в — спеченные
Линзы очковые однофокальные стигматические (С) показаны
на рис. 197.
Линзы очковые бифокальные стигматические (БС) могут быть
цельными с большим полем зрения для близи: положительные
(рис. 198, а) и отрицательные (рис. 198, б); спеченными (С) с малым
полем зрения для близи (рис. 198, в).
Бифокальные цельные линзы образуют две части, имеющие раз-
личную рефракцию, используемую дня дали и близи. Различие в реф-
ракции частей линзы достигается за счет соответствующего соотно-
шения ее радиусов и Т?2, Т?2 и ^2 =/= Относительное распо-
ложение оптических осей частей линзы выбирается так, чтобы обес-
печить минимум «скачка изображения» при переходе от визирования
с далекого объекта на близкий и наоборот. У линз такой конструкции
линия раздела частей всегда видима.
Бифокальные спеченные линзы (БСС) (рис. 198, в) состоят из
двух стекол с различными показателями преломления. Различие
в рефракции частей линзы достигается изменением соотношений
ее радиусов и Т?2, Т?2 и /?3; показателей преломления и п2.
Линия раздела обеих частей почти незаметна, поскольку значение
радиуса для обеих частей линзы одинаково. Также одинаково и
значение радиуса 7?3.
Существуют также линзы очковые афокальные призматические—
П; линзы очковые астигматические — А; линзы очковые комбини-
рованные. Например, призматические и изейконические могут быть
афокальными и однофокальными, а астигматические одно- и бифо-
кальными. Для коррекции сложных патологических изменений
функций глаза иногда применяют многолинзовые системы.
Материал. Большинство очковых линз изготовляют из специаль-
ного силикатного очкового стекла с показателем преломления пе =
= 1,523 ± 0,003. Для изготовления сложных линз и систем при-
меняют оптические стекла различных марок. Например, для спе-
ченных бифокальных линз используют стекло К8 с пе = 1,518 и
БФ21 с пе 1,617. При этом выбирая марку стекла, кроме оптиче-
ских свойств необходимо учитывать и способность их к взаимному
спеканию. Качество стекла нормируется по бессвильности и пузыр-
11 * 307
ности. Пузыри и точки нормируют по двум зонам: центральной
(0 30 мм) и краевой (>0 30 мм).
Технология изготовления. В зависимости от конструкции очко-
вых линз существует несколько типов их производства. Линзы слож-
ной конструкции (астигматические высоких рефракций, сферопризма-
тические, астигматические призматические и т. п.), применяемые,
как правило, для комплексной коррекции зрения, изготовляют
в специальных мастерских или на заводах по индивидуальным за-
казам. Афокальные и однофокальные линзы, предназначенные для
коррекции наиболее часто встречающихся растройств зрительного
аппарата, изготовляют в условиях массового производства, имеющего
специализированные поточные линии.
Существует несколько схем построения технологического про-
цесса. Например, обработка блоками и поштучно, крепление заго-
товок в зажимных патронах или с помощью легкоплавких металлов,
в автоматическом или полуавтоматическом режиме и т. д. В послед-
нее время преобладает тенденция поштучного изготовления с креп-
лением заготовок с помощью вакуума. При этом большое значение
имеет последовательность обработки сторон. Точность установки
заготовок линз в зажимном патроне во многом определяется зна-
ком поверхности, служащей базой. Вогнутые поверхности, опира-
ющиеся на поверхность базы патрона наружным краем, фиксируются
более точно, чем выпуклые, опирающиеся частью сферы. Поэтому
первой всегда обрабатывается вогнутая сторона относительно менее
устойчивой выпуклой. Этим достигается наименьший разброс заго-
товок линз по толщине и особенно по косине.
Диаметр заготовок 45—60 мм является достаточной базой для
стабильной настройки станков на образование поверхностей с за-
данными радиусами.
Существует, например, линия, состоящая из четырех станков
«Алмаз», двух станков для тонкого шлифования и шести станков для
полирования.
Грубое шлифование осуществляется на станке-автомате «Алмаз»
с роторным загрузочным устройством, которое представляет собой
поворотный стол, по концентрической окружности которого разме-
щены спутники с установленными на них заготовками деталей.
Загрузка и выгрузка заготовок деталей осуществляется путем верти-
кального возвратно-поступательного движения стола и его поворота
на заданное значение — шаг. Вместимость устройства 18 шт. заго-
товок. Крепятся заготовки в вакуумном патроне. Обработка обеих
поверхностей осуществляется поштучно в автоматическом режиме.
Первой обрабатывается вогнутая сторона.
Тонкое шлифование выполняется одновременно для двух штук на
двухшпиндельном станке-полуавтомате. Закрепление и снятие обра-
ботанных заготовок осуществляется с помощью специальных ва-
куумных устройств. Конструкция станка предусматривает осцил-
ляцию обрабатывающего инструмента по обрабатываемой поверх-
ности вокруг центра ее кривизны. Инструмент представляет собой
металлический корпус, на сферическую поверхность которого на-
308
клеены по концентрическим окружностям алмазные таблетки.
Полирование осуществляется на станке-полуавтомате, имеющем
конструкцию и технические характеристики, аналогичные станку
для тонкого шлифования, но частота вращения шпинделя инстру-
мента снижена до 2200 об/мин. Инструмент имеет сферическую форму,
подложка выполнена из полиуретана толщиной 2 мм. Полирующая
суспензия—двуокись церия.
Контроль. Готовые очковые линзы контролируют по следующим
параметрам: качеству материала, чистоте поверхностей, точности
взаимного расположения поверхностей, положению оптического
центра (отмечается точкой, которая наносится тушью), значению
рефракции.
На астигматических линзах контролируют положение главного
сечения с наименьшей по абсолютному значению рефракцией, которое
отмечают двумя точками, расположенными симметрично относи-
тельно оптического центра.
На афокальных призматических линзах контролируют направ-
ление линии вершина—основание (главное сечение клина), отме-
чаемого двумя точками.
§ 61. ШАРОВИДНЫЕ ЛИНЗЫ
Характеристики деталей. В микро- и фотообъективах,
светосильных конденсорах положительные линзы диаметром D
с радиусами сферических поверхностей с 15 мм < Т?2 и толщи-
ной dr = (0,84-1,3) 7?! (рис. 199) составляют класс оптических де-
талей, обрабатываемых по особой технологии.
Необходимость разработки этой технологии вызвана чрезвычайно
большой трудоемкостью получения обычными средствами таких
деталей с погрешностью оптических поверхностей N с 1, ДА/ < 0,2
и чистотой выше II класса для стекол с твердостью по сошлифовыва-
нию не менее 0,8 и с чистотой выше IV—VI класса — для остальных
материалов.
Технология изготовления. Специфической особенностью изготов-
ления шаровидных линз является шлифование и полирование сфе-
рической поверхности в свободном состоянии, т. е. без закрепления
заготовок на наклеечном приспособлении. Это позволяет механизи-
ровать и автоматизировать большинство операций и переходов.
Весь технологический процесс обработки разбит на операции, оди-
наковые или кратные по времени. Станки и приборы составляют
линию, настраиваемую на автоматическое получение шариков задан-
ного диаметра. Такая технология на производстве дает значительный
экономический эффект.
Заготовка будущего шарика в зависимости от партии делается
в виде прессовок — кубиков, рассчитанных на получение кратного
числа единичных заготовок с Ьш с 8 мм или в виде прессовок шаро-
образной формы с > 8 мм. Если (см. рис. 199), т. е.
готовая линза больше или равна половине диаметра шара, заготовка
представляет собой монолитный кубок или шар. При dt < Ri заго-
товка представляет собой кубик, состоящий из двух склеенных
309
Рис. 199. Шаровидная
линза
Рис. 200. Предварительная об-
работка (галтовка) заготовок
шаровидных линз
половинок, а шар — из двух склеенных полушарий. При dY < Ri
заготовкой является куб, состоящий из восьми штук склеенных ме-
жду собой кубиков.
В зависимости от вида и размеров заготовки, типа и конкретных
условий производства некоторые операции могут выпадать или,
наоборот, вновь появляться.
При использовании заготовок в виде пластин обработку начинают
со шлифования плоскостей на плоскошлифовальном станке алмаз-
ным шлифовальным кругом диаметром 500 мм, зернистостью 160/125.
Плоские прессовки или пластины распиленного оптического стекла
наклеивают воском на стеклянные или металлические пластины, ко-
торые помещают на круглый магнитный стол станка. Их фиксацию
и закрепление выполняют с помощью устанавливаемых по периметру
небольших прямоугольных стальных пластин. Последние при вклю-
чении магнита фиксируют и прочно удерживают наклеенные пластины
при вращении стола в процессе шлифования.
Обработку заготовок больших размеров и толщиной более 5 мм
ведут без наклеенных пластин, устанавливая их в магнитных сепа-
раторах. Машинное время обработки, включая врезание, шлифова-
ние и выхаживание, в зависимости от толщины снимаемого слоя для
полностью загруженного стола станка составляет 10—20 мин. Ка-
чество обработки: погрешность формы не более 0,01 мм, разнотол-
щинность не более 0,02—0,05 мм, шероховатость поверхности не
более Rz = 20 мкм.
Следующей операцией является склеивание воском пластин
в столбики, распиливание в размер + 2 мм, подшлифовывание
сторон и т. д. В результате многократного повторения этих операций
получают кубики, стороны которых а = (2R± + 2)"0J мм. При из-
готовлении кубиков, состоящих из двух половинок, последние
склеивают шеллаком.
Галтовка кубиков включает грубое шлифование, тонкое шлифо-
вание и полирование.
В результате грубого шлифования заготовкам придается предва-
рительная форма шара. Обработку выполняют на специальном на-
стольном станке (рис. 200), состоящем из цилиндрического неподвиж-
ного корпуса 2, шпинделя 1 с закрепленным на нем шлифовальным
310
кругом 4 диаметром 250 мм и крышки 3. Бесступенчатое регулирова-
ние частоты вращения шпинделя в пределах 1 —1400 об/мин позво-
ляет устанавливать оптимальные режимы круглеппя в зависи-
мости от марки стекла, размера кубика и степени приближения
его формы к диаметру шарика.
Кубики, находящиеся на вращающемся шлифовальном круге 4,
вследствие большого трения о его поверхность получают вращатель-
ное движение. Одновременно под действием центробежной силы ку-
бики перемещаются к внутренней поверхности неподвижного кор-
пуса 2. При этом нижние постепенно перемещаются кверху. Самый
верхний ряд кубиков скатывается на центральную зону круга, сво-
бодную от кубиков. Такое постоянное перемещение заготовок обеспе-
чивает их галтовку до шарообразной формы. Одновременно загру-
жают 200—1000 кубиков. Машинное время обработки составляет
1—4 ч.
Если использовать заготовки в виде полушара (R > 8 мм),
то их обработку всегда начинают с шлифования плоскостей на тол-
щину, равную радиусу их кривизны, с припуском zr R± + 0,5 мм
и последующим склеиванием попарно с помощью шеллака. Полу-
ченный таким образом шарик должен иметь диаметр
Ош =- (2/?i + 1 мм)’0’1 мм.
При использовании заготовки в виде шара (при R > 8 его диа-
метр должен быть Ош = (2Л\ + I)’0,1 мм.
Дальнейшие операции являются общими для всех видов заго-
товок.
Шлифование придает заготовкам строго сферическую форму,
заданный диаметр и шероховатость поверхности не более Ra =
= 0,6 мкм.
Шлифование выполняют на станке (рис. 201), нижнее звено
которого представляет собой планетарно перемещающуюся план-
шайбу 3 диаметром приблизительно 120 мм; на верхнюю поверхность
планшайбы наклеена листовая резина 2. Верхним звеном является
неподвижно закрепленный латунный шлифовальник /, в котором
высверлены конические отверстия, нижняя часть последних имеет
диаметр D = DL11 (0,2ч-0,5) мм в зависимости от размера зерен
применяемого абразива. Средняя, переходная часть имеет кониче-
скую форму с углом 60°. Глубину отверстий выполняют такой, чтобы
обеспечить выступание шариков наружу на 1/3£>ш. Так как коэффи-
циент трения стекла о резину больше, чем стекла о латунь, шарики
начинают свободно вращаться в конических лунках. Коническая
поверхность выполняет функцию шлифовальника переменного ра-
диуса кривизны. Шар в конусе можно рассматривать как кинема-
тическую пару 3-го класса, в которой возможно вращение в трех
направлениях. Реализация подобного движения осуществляется пла-
нетарной кинематикой станка. Вследствие постоянного изменения
направления вектора скорости происходит постоянное смещение
мгновенных центров вращения шариков, что обеспечивает автома-
тическое получение поверхности строго сферической формы. Благо-
311
Рис. 202. Полирование загото-
вок шаровидных линз
даря этой же кинематике пути, проходимые всеми шариками, на-
ходящимися как в центре, так и на краю, равны. Этим достигается
одинаковость диаметров всех одновременно обрабатываемых
шариков. Шлифование выполняют суспензией с абразивами М20,
М14, М7 в три перехода.
Эксцентриситет е планетарной передачи изменяется в зависимо-
сти от требуемой интенсивности процесса шлифования, а также диа-
метра шлифовальника /, который зависит от диаметра обраба-
тываемых шариков. Чем больше /)ш, тем больше должны быть диа-
метр планшайбы 5, диаметр шлифовальника 1 и эксцентриситет е.
С увеличением эксцентриситета интенсивность процесса обработки
возрастает.
Отшлифованные шарики сортируют в кассы по диаметрам через
0,005 мм.
Полированием выполняют все требования к поверхности
указанные на чертеже. Полирование осуществляют на станке
(рис. 202) с помощью двух полировальников, состоящих из смеси
смолы с опилками мягких пород дерева. Полировальник 1 закреплен
на вращающемся вертикальном шпинделе станка, а полироваль-
ник 2 неподвижен. Полирующей суспензией служит полирит с во-
дой Т : Ж = 1 : 1. На обеих поверхностях полировальников про-
тачивают канавки с одной установки резца, глубина канавок 0,251?!.
Диаметр средней окружности канавок делают таким, чтобы в ка-
навках поместилось около 200 шт. обрабатываемых шариков и столько
же разделительных из целлулоида или полистирола.
Разделительные шарики предохраняют полируемые поверхности
стеклянных шариков от царапин и выколок. Диаметр разделитель-
ных шариков выбирают на 0,1—0,2 мм меньше обрабатываемых.
Частота вращения шпинделя составляет 180—120 об/мин; сила
прижима верхнего звена 50—250 Н. Заданное значение диаметра
шариков достигается за определенное время их обработки. Напри-
мер, за 1 ч полирования шариков £>ш < 8 мм уменьшается на 10 мкм,
а Ьш > 8 мм на 30—35 мкм. Готовые шарики сортируют по диа*
метрам через 0,1 мкм на вертикальном оптиметре, снабженном спе-
циальным устройством, или на ультраоптиметре с погрешностью
измерения не более 0,01 % диаметра шарика £>ш. Контроль радиуса
будущей линзы по диаметру шарика £)ш вместо измёрения N с по-
312
мощью-пробных стекол целесообразнее, так как результаты объек-
тивнее, долговечность средств измерений больше, а погрешность
результатов и трудоемкость процесса измерений меньше.
Дальнейшую обработку шарика выполняют различно в зависи-
мости от конструктивных особенностей линз.
§ 62. ИНТЕГРАЛЬНО-ОПТИЧЕСКИЕ ЭЛЕМЕНТЫ
Общие сведения. Интегральная оптика представляет но-
вую область прикладной физики и радиоэлектроники, возникшую на
стыке современной оптики и квантовой электроники. Интегральная
оптика основана на том, что световые волны могут распространяться
по очень тонким слоям (пленкам), прозрачным для данной области
спектра материалов. Объединяя такие слои вместе и придавая им
необходимую конфигурацию, с помощью методов интегральной'оптики
можно создавать разнообразные элементы, позволяющие осуществ-
лять ряд операций над оптическими волнами. Интегральная оптика
занимается исследованием особенностей распространения световых
волн в тонких диэлектрических слоях — пленочных волноводах —
и на основе этих исследований созданием интегрально-оптических
элементов для генерирования и канализации излучения, ввода-
вывода излучения, а также для управления светом в тонких пленках
(модуляция, детектирование, переключение, селекция и т. п.).
Интегрально-оптические схемы по своему функциональному на-
значению являются аналогами существующих электронных схем на
полупроводниках. Интегральная оптика базируется на результатах
и достижениях, полученных в когерентной оптике, квантовой элек-
тронике, технике сверхвысоких частот, полупроводниковой элек-
тронике, физике тонких пленок, кристаллов и полупроводников, по-
лимеров и в других областях науки и техники. Использование в каче-
стве переносчика информации не потока электронов, а потока фото-
нов создает большие преимущества: более высокое быстродействие
и широкополосность, нечувствительность к электромагнитным и
иным помехам, компактность и малую массу устройств.
Некоторое сходство интегрально-оптических элементов по кон-
структивным или технологическим параметрам с элементами элек-
тронных интегральных схем позволяет использовать то же оборудова-
ние и технологию. Это обстоятельство и обусловило возникновение
самого названия новой области «интегральная оптика».
Материал. Диапазон работы интегрально-оптических элементов
ограничен областью 0,1—10 мкм. Это обусловлено существующими
частотами лазерного излучения и оптическими свойствами волно-
водных материалов. Применению волноводных эффектов в диапазоне
длин волн менее 0,1 мкм препятствует отсутствие необходимых исто-
чников излучения и диэлектрических материалов с малым поглоще-
нием и рассеянием энергии в этой области спектра. Для излучения
с длиной волны более 10 мкм с успехом применяются СВЧ-волноводы,
обеспеченные пока более совершенной технологией.
Для изготовления подложек тонкопленочных элементов исполь-
зуют различные стекла и кристаллы, например, КДР, LiNbO3.
313
В качестве матриц диффузных волноводов используют стекла для
выщелачивания, способные после их выщелачивания иметь поры раз-
мером ~10 мкм и более, а также другие материалы.
Для образования пленок используется чрезвычайно широкий ряд
элементов и их соединений: многокомпонентные стекла, смеси SiO2,
BaO, Та2О5, Nb2O5 и As2S3, полимеры.
Для электродов, устройств теплоотвода и других целей исполь-
зуют некоторые металлы.
Пассивные элементы. По своему характеру действия все интег-
рально-оптические элементы можно разделить на две группы: актив-
ные и пассивные. Пассивные элементы: волноводы, вводы, выводы,
кабели — могут быть классифицированы по геометрическим призна-
кам на планарные и линейные. Линейные делят на полосковые и
канальные (волоконные).
Волноводы могут быть выполнены в виде пластины, полоски или
волокна (рис. 203). Независимо от конструкции волноводов, распро-
странение в них света происходит благодаря явлению полного вну-
треннего отражения на границе слоев с большим п± и меньшим п2
показателями преломления.
Недостатком длинных волоконных многомодовых волноводов
является расширение светового импульса. Это обусловлено главным
образом, тем, что световая энергия различных мод проходит волно-
вод за разное время. Минимальную модовую дисперсию имеют одно-
модовые волноводы и волноводы с распределенным показателем пре-
Рис. 204. Конструкции элементов ввода вывода излучения:
а — поперечный (прямой); б — призменный; в — решетчатый; г — с суживающимся краем
314
2
3
4
Рис. 205. Линза
Рис. 206. Интегрально-оптическая схема пе-
редатчика:
1 — лазер; 2 — волновод; 3 — модулятор; 4 —
переключатель; 5 — одномодовое волокно; 6 —
кабель
ломления (см. рис. 203, г),
например, по параболичес-
кому закону (селфоки).
Вводы-выводы (рис. 204)
(рис. 204, а), в которых пучок света фокусируется на открытое по-
перечное сечение волновода, и продольные (рис. 204, б—г), в кото-
рых пучок падает наклонно на волновод. Элементы второго типа
могут быть в виде призмы, решетки или в виде суживающегося края.
Элементы двумерной оптики при локальном изменении показателя
могут быть двух типов: поперечные
преломления или толщины пленки позволяют изменять рефракцию
лучей. Например, получать линзы (рис. 205).
Интеграция элементов применяется в целях миниатюризации.
Для повышения надежности интегрально-оптических систем их
объединяют на одной подложке. Например, для реализации таких
активных функций, как генерация, модуляция и детектирование,
используется монолитная интегрально-оптическая система на GaAs.
Конструкция передатчика в интегральном исполнении приведена
на рис. 206.
Технология. Для интегрально-оптических элементов технология
нанесения тонких пленок имеет специфические особенности, обуслов-
ленные главным образом особенностями распространения в них
света. Тонкие пленки, широко используемые в классической оптике,
работают при нормальных или близких к ним углах падения. При
этом свет пересекает пленку в направлении наименьшего ее сечения,
поэтому даже если луч отражается в ней много раз, полный оптиче-
ский путь невелик. Кроме того, в классической оптике для просвет-
ляющих покрытий и многослойных диэлектрических зеркал нет
необходимости точно знать геометрическую толщину и показатель
преломления каждого слоя с очень большой точностью. Надо лишь
точно знать оптическую толщину пленки, которая и измеряется в про-
цессе ее нанесения. При этом учитывается лишь номинальное зна-
чение показателя преломления.
В оптических волноводах свет распространяется в плоскости
пленки. Длина оптического пути может быть большой. В применении
к волноводам оптическая толщина пленки вообще не имеет значе-
ния. Вместо нее необходимо знать геометрическую толщину и пока-
затель преломления. Кроме того, свет распространяется не только
внутри пленки, но и в средах, прилегающих к ней, — в подложке
315
и покрытии. Поэтому материалы, используемые для образования
слоев, должны иметь хорошие оптические характеристики и не иметь
рассеивающих свет дефектов (пузырей, трещин и т. п.). Последнее
требование особенно важно.
Значительную роль выполняет подложка: дефекты, не устранен-
ные с нее, не позволяют получать пленки высокого качества.
Волноводные пленки можно получить методом нанесения мате-
риала на подложку и методом изменения свойств самой подложки.
В первом случае изменение показателя преломления между пленкой
и подложкой скачкообразное, во втором — плавное. В первом ме-
тоде используется эпитаксия, распыление, осаждение из газовой
фазы, плазменная полимеризация, нанесение из жидкой фазы вра-
щением или погружением, во втором — ионное внедрение (имплан-
тация).
Степень интеграции оптических и электрооптических элементов
находится в прямой зависимости от конструктивно-технологических
возможностей: наличия оборудования и материалов высокого ка-
чества, совместимости комбинаций материалов, технологии и опыта
исполнителей.
Подготовка положки должна быть тщательной, так как к подлож-
кам интегрально-оптических элементов предъявляются специфиче-
ские требования. Точность формы не регламентируется. Качество
поверхностей определяется минимальным значением нарушенного
механической обработкой слоя и максимальной его чистотой, а для
кристаллических материалов—монокристалличностью и точностью
ориентации кристаллографических осей. Наилучшие результаты
достигаются применением дополнительного электрохимического,
огневого или ионного полирования с тщательной очисткой и промыв-
кой поверхностей. Контроль — в темном поле при косом освещении.
Напыление равномерной по толщине пленки с малыми потерями
выполняют на специальном оборудовании, состоящем из вакуумного
объема, в котором поддерживается разряд между катодом (мишенью)
и стенками вакуумной камеры. Стенки заземлены и охлаждаются
водой. Подложка располагается параллельно катоду, размеры кото-
рого существенно превышают размеры подложки. В качестве ми-
шени используют металлы, диэлектрики и смеси сложного состава.
Материал с поверхности мишени удаляется при бомбардировке
атомами или ионами с высокими энергиями. В результате на под-
ложке медленно накапливается слой атомов. Использование газовой
среды существенно изменяет скорость и качество распыления. Кроме
установок для вакуумного напыления применяют установки, обычно
используемые для ионно-лучевого травления в высоком вакууме.
В этом случае мишень облучается коллимированным пучком из
ионной пушки.
Плазменная полимеризация происходит при электрическом раз-
ряде в атмосфере газа, содержащего легкие органические соединения
типа ацетона, циклогексана метилметакрилата и их смесей; может
происходить полимеризация, в результате чего на подложке обра-
зуются свободные от дефектов пленки, толщина которых Сможет
316 \
быть от десятых долей до нескольких микрометров. Вследствие рас-
членения и ионизации молекул в разряде возникают кремнийоргани-
ческие соединения, имеющие не линейные, а двух- и трехмерные
связи, что придает пленкам термостабильность и устойчивость
к действию слабых кислот, щелочей и большинства органических
растворов.
Нанесение из раствора применяют для образования пленок
из лаков, эпоксидных смол, полиуретана, фоторезистора и других
материалов методом центрифугирования и полива. Преимущество
таких методов — в простоте и быстроте их осуществления, недоста-
ток в трудности управления толщиной.
Диффузия возникает при приложении электрического поля
к нагретой стеклянной подложке из известково-натриевого стекла;
ионы начинают двигаться к отрицательному электроду, в результате
на поверхности образуется тонкий слой SiO2 без примеси натрия,
имеющий отличный от подложки показатель преломления.
Диффузией акцепторных примесей в GaAs можно создать области,
обедненные свободными носителями, имеющие более высокий пока-
затель преломления, чем окружающие области, что приводит к огра-
ничению распространения света вблизи обедненного слоя.
Ионное внедрение происходит при бомбардировке твердых тел
тяжелыми ионами. В кварцевом стекле имплантированные ионы
и изменения решетки, вызванные имплантацией, увеличивают пока-
затель преломления пропорционально числу частиц на единицу
объема. Глубина имплантации регулируется энергией бомбардиру-
ющих частиц. В полупроводниковых материалах при ионной бомбар-
дировке происходит смещение решетки. В результате образуется
слой с показаталем преломления выше, чем в объеме. Толщина слоя
определяется областью проникновения ионов в материал.
Плазменное распыление осуществляется при электрическом подо-
греве аргона, водорода, азота и их смесей до высоких температур,
при которых их молекулы распадаются на атомы и от последних
отрываются электроны. Благодаря этому возникают ионы, которые
ионизируют газ и делают его электропроводным. Смесь электронов,
ионов и нейтральных атомов газа образует плазму. Подавая в плазму,
находящуюся в распылительной головке, тонкодисперсный порошок
материала, можно получать на подложках сравнительно равномерные
пленки, характеризуемые большим разнообразием свойств.
Эпитаксия — это направленный рост одного кристаллического
вещества по поверхности другого, служащего затравкой. При этом
в области между кристаллографическими плоскостями сросшихся
кристаллов наблюдается определенных закономерный рост струк-
тур, включая все их несовершенства. Методы эпитаксии из газовой
и жидкой фазы хорошо развиты в полупроводниковой промышлен-
ности. Эпитаксиальные слои толщиной несколько микрометров из
GaAs имеют наименьшие потери.
Изменение структуры материала при оплавлении лазерным
лучом или горелкой участков пористого (выщелоченного) стекла
заключается в образовании прозрачных каналов, по которым рас-
317
ионно-лучевое травление
Решетка с низкик
показателем
без последующей
обработки
Экспонирование
электронным
лучом
I ♦ I
а без проявления
Осаждение металла
удаление
резиста
Удаление
проявление
Подложка (массивная или тонкопленочная)
Решетка
В виде канавок
2J резиста
Имплантированная
решетка: Дп=пгп2
Металлическая
решетка
Слои резиста
Решетка из
резиста
совместнее
применение Удаление р
™т°м 8
имплантирование
ионов
Утопленная
металлическая
решетка
nt
Рис. 207. Некоторые методы лучевой обработки планарных волноводов:
а — без обработки после облучения; б — создание волноводов по рисунку прямо в негатив-
ном резисте; в — с ионно-лучевым травлением; г — с осаждением металла; д — совместное
применение методов в и г; е — имплантирование ионов
пространяется свет. По этой же технологии изготовляются линзовые
микрорастры.
Изменение состава материала используют для изготовления
планарных (сэндвич) и волоконных волноводов, что нашло широкое
распространение главным образом для создания средств дальней
связи. Для изготовления волокон со скачкообразным изменением
показателя преломления используют двойной тигель или систему
стержень—трубка. Для изготовления селфоков используют стержни,
полученные при пропускании через опорную кварцевую трубку
газообразных тетрахлорида кремния и хлорида легирующих эле-
ментов, например SiCl4 + ВС13, вместе с кислородом. При нагревании
трубки происходит реакция окисления с последующим осаждением
продуктов реакции на внутренней поверхности трубки. После этого
трубка сжимается в сплошной стержень. В последнее время находит
применение метод получения заготовок для селфоков путем выщела-
чивания тяжелых ионов и введения взамен их легких в поверхность
стекла ДВ.
Нанесение пленок для получения заданного профиля, В отличие
от волоконных волноводов планарные интегрально-оптические эле-
318
менты представляют собой системы разнообразного профиля. Про-
филь получают тремя методами: маскированием, травлением и пря-
мой записью структуры.
Маскирование может быть сплошное и поэлементное (мульти-
пликация). Мультипликация и прямая запись рисунка осуществ-
ляются с помощью двухкоординатного прецизионного стола, авто-
матически управляемого от интерферометра. Точность позициониро-
вания 0,1 мкм. Маски изготовляют на тонком слое металла (хром,
марганец и др.). Через маску могут наноситься дополнительные
слои, может осуществляться ионное травление, а также импланта-
ция или ионная диффузия.
Прямая запись структуры волновода может осуществляться
электронным или оптическим (лазерным) пучком по слою предвари-
тельно нанесенного резиста. В результате получается профиль,
соответствующий распределению интенсивности электронов (света),
полученной материалом.
Разнообразие описанных технологических способов получения
интегрально-оптических элементов показано на рис. 207.
Методы лучевой обработки дают преимущества при изготовлении
схемных элементов, работающих в видимой области спектра элек-
тромагнитных волн.
§ 63. ДЕТАЛИ ИЗ НЕКОТОРЫХ КРИСТАЛЛОВ
Поляризационная призма из кальцита. Поляризационная
призма Глана—Томпсона из кальцита склеена по диагональным
плоскостям из двух частей (рис. 208).
Процесс изготовления призмы состоит из ряда последовательно
выполняемых операций:
полуфабрикат кристалла раскалывают по плоскостям спайности
на ромбоэдры с припусками на обработку по размерам призмы;
две базовые плоскости, перпендикулярные оптической оси, соз-
дают шлифованием. Заготовку распиливают по диагонали в при-
способлении, используя ориентированную пластинку для определе-
ния требуемого положения относительно оптической оси в каждой
из половин. Затем гипотенузные грани обрабатывают и склеивают
вареным льняным маслом или бальзамом;
части заготовок призм обрабатывают соединенными в столбик
или установленными на приспособлениях, аналогичных используе-
мым для изготовления призм из стекла.
Обработку ведут с учетом хрупкости, малой твердости и низкой
термостойкости кальцита. Оптическая ось каждой части призмы
не должна отклоняться от заданного ей направления более чем на
5' ± 30", допуск на угол 90° + 10'. Эти допуски выдерживают шли-
фованием и полированием торцевых поверхностей. Для торцевых
поверхностей N = 0,2н-0,3, для поверхности склеивания N = 1,0-=-
-т-10; чистота полированных поверхностей PIV—PVII. Боковые
поверхности шлифуют, а после сборки обертывают черной бу-
магой.
319
Рис. 208. Поляризационная призма из каль-
цита
Технологические процессы изготов-
ления других поляризационных призм
(Аренса, Сенармона, Волластона и др.)
из кальцита аналогичны.
Линзы призмы и пластинки из
кварца. В линзах и призмах из кварца
исключают его двойное лучепреломление и вращение плоскости
поляризации. В линзах совмещают оптически оси детали и кри-
сталла. Заготовкой линзы служит прямоугольный параллелепипед,
большие стороны которого перпендикулярны оптической оси кри-
сталла. Его круглят до диаметра, заданного чертежом на линзу.
Одну из поверхностей обрабатывают на сферу заданного радиуса
и контролируют при этом разнотолщинность по краю с минимальной
погрешностью, чтобы после обработки второй сферической поверх-
ности оптические оси кристалла и линзы совпадали. Децентрировку
линзы устраняют в процессе шлифования.
Диспергирующие 60-градусные призмы спектральных приборов
составлены из двух призм с углом 30°, одна из которых изготовлена
из правовращающего, а другая из левовращающего кварца. Из ку-
сков право- и левовращающего кварца выпиливают заготовки в виде
параллелепипедов с соотношением сторон 2 : 1, у которых сначала
шлифуют и полируют две большие плоскости, ориентированные пер-
пендикулярно оптической оси кристалла. По отношению к ним
обрабатывают, ограничиваясь шлифованием, остальные грани. Распи-
лив параллелепипед по диагонали, получают две заготовки призм.
Используя большой катет призмы в качестве измерительной базы,
образуют гипотенузную и малую катетную грани.
Призмы комплектуют с учетом знака и значения отклонения от
плоскостности поверхностей, по которым они должны быть соеди-
нены. Возможные деформации поверхностей и неоднородности
материала вызывают необходимость коррекции волнового фронта
путем ретуши гипотенузной грани. После чистки поверхности соеди-
няют оптическим контактом, получая 60-градусную призму.
Пластинки с разностью хода X/4, Х/2 изготовляют из кристалли-
ческого кварца. Толщина таких пластинок
1 X
п0 — пе k ’
где % — длина волны света; k — коэффициент, учитывающий задан-
ную разность хода (k = 4, 2, 1); пе и п0 — показатели преломления
соответственно необыкновенного и обыкновенного лучей.
Последовательно выполняют операции:
изготовляют плоскопараллельную пластинку толщиной 2—2,5 мм
с поверхностями, ориентированными параллельно оптической оси
кристалла; \
обрабатывают полностью поверхность, выбранную первой, за-
ведомо удаляя полированием трещиноватый слой; \
320
соединяют заготовки с контактным приспособлением и шлифуют
микропорошками М28, М20, М10 вторую поверхность, уменьшая h
до 0,3—0,4 мм;
полированием доводят пластинки до толщины, определяемой
заданной разностью хода, которую измеряют, не снимая пластины
с контактного приспособления.
Пластины из германия и кремния. Пластины из Ge и Si при-
меняют в ПК технике и полупроводниковых оптико-электронных
приборах. Монокристалл Ge или Si наклеивают мастикой на основе
клея БФ на столик, который укреплен в поворотном приспособле-
нии для ориентированной отрезки. Отрезку проводят алмазными
кругами формы АОК или АКВР зернистостью 28/20 — 14/10.
СОЖ — водные растворы ПАВ. Отрезка ведется стальными полот-
нами с суспензией карбида кремния (М20, М14). Толщина полотен
0,10—0,15 мм, ширина реза 0,3—0,4 мм, минимальная толщина пла-
стины 0,3 мм, отход материала 40 %. Пилы движутся с частотой
600 двойных ходов в минуту, диаметр слитка около 40 мм.
Шлифованием пластин диаметром 30 мм добиваются отклонения
от плоскостности не более 1 мкм, заданной толщины пластин,
а также уменьшения глубины нарушенного отрезкой слоя.
Инструмент 4 (рис. 209) из стекла ЛК5; суспензии абразивных
порошков М14—М10 подаются приспособлением 6\ пластины 3
(Ge или Si) наклеены воском на кольцо 2 и прижаты к инструменту
грузами /; кольца 2 вращаются от сцепления с инструментом 4
и удерживаются роликами 5; изнашивание плоской формы инстру-
мента выравнивается изменением эксцентриситета е положения
кольца 2.
Полированием пластин диаметром 30 мм добиваются отклонения
от плоскостности меньше 1 мкм и высоты рельефного слоя меньше
0,1 мкм.
Очень точное и тонкое шлифование ведется на станках типа ШП,
но используется инструмент с фетровым покрытием и абразивные
порошки М7, а далее алмазные субмикронные порошки АСМЗ, АСМ1
на инструменте с велюровым покрытием. Наклеивают пластины
воском, суспензии водные.
321
При химико-механическом полировании материал Ge или Si уда-
ляется воздействием химически активных сред, механическим воз-
действием абразивных частиц и ворсинок тканых и нетканых мате-
риалов притира. В качестве абразива используют чаще всего мелко-
дисперсную окись циркония ZrO2 с кубической структурой кристал-
лической решетки и аэросил или цеолит. Аэросил — искусственный
высокодисперсный препарат кремнезема SiO2, диаметры шарообраз-
ных частиц которого составляют 0,01—0,4 мкм. Поверхность частиц
покрыта гидроксильными группами ОН, которые способствуют удер-
жанию воды и могут замещаться устойчивыми группами атомов из
соприкасающихся химических соединений.
Цеолиты — по существу молекулярное сито с размером пор
(0,4—0,5 нм), равным размеру молекул. Цеолит — это минерал
алюмосиликатной природы (например, NaAl) с каркасной структу-
рой, кристаллы которого, полученные гидротермальным синтезом,
размером около 1 мкм после обезвоживания имеют резко выраженное
избирательное поглощение. Большая часть пор кристаллической
решетки занята молекулами воды, а присутствующие катионы ме-
таллов способны к обмену.
Полированную поверхность кремниевых пластин наивысшего
качества получают, добавляя к суспензиям химически активные
вещества (обычно это NaOH или Na2CO3), которые создают щелочную
среду с pH 10.
Ионообменное полирование с присутствующими в суспензии
катионами двухвалентной меди применяют для обработки кремния.
При этом происходят реакции
2Cu+2 + Si->Si+l + 2Cu;
Si+4 + 6F — (SiFe)%
SiF6 растворяется в воде. Процесс полирования происходит при
давлении 104 Па и частоте вращения инструмента 80—250 об/мин
и дает съем слоя 10 мкм в течение 15 мин. Указанные выше про-
цессы полирования Ge и Si с применением аэросилов или цеолитов
и двухвалентной меди устойчиво способствуют получению поверх-
ности с мелкозернистой структурой рельефного слоя высотой
0,006—0,01 мкм, нарушенного слоя менее 0,05 мкм и высотой
этих слоев вместе с упругонапряженным слоем менее 0,3 мкм, от-
сутствуют механические повреждения (риски, микротрещины).
ГЛАВА 13
ОРГАНИЗАЦИЯ ОПТИЧЕСКОГО ПРОИЗВОДСТВА
§ 64. СТРУКТУРА УПРАВЛЕНИЯ И ОСОБЕННОСТИ
ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ОПТИЧЕСКОГО ЦЕХА
Структура управления. Изготовление оптических деталей
на оптико-приборостроительных предприятиях осуществляется в оп-
тическом цехе, являющемся одним из основных цехов производства.
В зависимости от вида производства, номенклатуры выпускаемых
деталей и требований к точности их изготовления структура управ-
ления оптическим цехом имеет различные схемы. Рассмотрим в ка-
честве примера типовую схему управления и производства оптиче-
ского цеха, выпускающего детали средней степени точности (линзы
и призмы для кинофототехники), с числом работающих 600—1000 че-
ловек (рис. 210).
Руководителем и организатором производства в цехе является
начальник, который осуществляет свою деятельность на основе
принципа единоначалия, опираясь на помощь партийной, проф-
союзной и комсомольской организаций.
Начальник цеха должен обеспечить выполнение планово-экономи-
ческих показателей работы цеха, повышение технического уровня
производства, выпуск продукции высокого качества, строгое соблю-
дение технологической, производственной и трудовой дисциплины,
соблюдение норм техники безопасности и производственной санита-
рии, правильное расходование фонда заработной платы, подбор и
расстановку кадров.
Оперативное управление производством начальник цеха осу-
ществляет через заместителей и цеховые службы.
Заместитель начальника цеха по технической части занимается
вопросами технической подготовки производства, совершенствова-
нием действующей технологии, освоением и внедрением новых более
производительных методов работы, новой технологии, оборудова-
ния и инструмента, контролем соблюдения технологической дисцип-
лины на производственных участках цеха, обеспечением работо-
способности действующего оборудования и наращиванием производ-
ственных мощностей.
В непосредственном подчинении заместителя начальника цеха по
технической части находятся технологическое бюро, службы меха-
ника и энергетика, инструментальная мастерская, мастерская проб-
ных стекол и экспериментальная мастерская по отработке и внедре-
нию новых технологических процессов, оснастки и инструмента.
Технологическое бюро разрабатывает технологию изготовления
оптических деталей, чертежи оснастки и инструмента, нормативную
323
Рис. 210. Структурная схема организации и управления
оптическим цехом
и другую техническую документацию, необходимую для подготовки,
ведения производства и контроля деталей. В обязанности техноло-
гов бюро входят также вопросы внедрения новой технологии, обо-
рудования, средств автоматизации и механизации, контрольных при-
боров. На крупных предприятиях, имеющих несколько оптических
цехов, технологическая подготовка производства новых изделий,
разработка и внедрение крупных организационно-технических меро-
приятий по совершенствованию технологии осуществляется в отделе
главного оптика. Этот отдел подчинен главному технологу или не-
посредственно главному инженеру предприятия.
Оптическая лаборатория выполняет контроль и аттестацию особо
точных и сложных оптических деталей и пробных стекол. На ряде
предприятий оптическая лаборатория починена главному метрологу.
Бюро цехового контроля. (БЦК) проводит межоперационный кон-
троль и приемосдаточные испытания деталей на производственных
участках цеха. Контроль готовых деталей, выпускаемых цехом,
выполняют контролеры отдела технического контроля (ОТК) пред-
приятия. В цехе имеется бюро технического контроля ОТК, возглав-
ляемое контрольным мастером, не подчиненным административно
начальнику цеха. \
324
Группы механика и энергетика обслуживают работу и ремонт
цехового оборудования, энергосистем, систем вентиляции и конди-
ционирования цеха.
Инструментальная мастерская занимается изготовлением и ре-
монтом инструмента и приспособлений. Большой объем работы ма-
стерской занимает проточка шлифовальников, изнашивающихся
в процессе обработки, ремонт алмазного инструмента с заменой
алмазоносных элементов и т. п. Сложный инструмент, для изготов-
ления которого требуется специальное оборудование, например
центрировочные патроны, калибры и шаблоны, изготовляют по
заказам технологического бюро в инструментальном цехе пред-
приятия.
Экспериментальная мастерская отрабатывает новые технологи-
ческие процессы, изготовляет первые образцы изделий и мелкие
партии деталей.
Мастерская пробных стекол создает эталонные и рабочие пробные
стекла для контроля сферических и плоских рабочих поверхностей
деталей. Помещение мастерской должно быть термостатировано,
необходимо иметь отдельную комнату для «отстоя» и контроля проб-
ных стекол.
Заместитель начальника цеха по производству и экономике орга-
низует и контролирует работу по выполнению плановых заданий
производственными участками, обеспечивает выполнение цехом
планово-экономических показателей, правильное нормирование
труда, отвечает за обеспечение участков необходимыми для работы
материалами и заготовками. В его непосредственном подчинении
находятся бюро организации труда (БОТ), производственно-диспет-
черское бюро (ПДБ), складское хозяйство цеха и производственный
участок упаковки готовой продукции.
Производственно-диспетчерское бюро планирует и контролирует
ход производственного процесса в цехе. На основе плановых заданий
цеху, расчетной трудоемкости изготовления деталей, имеющейся
производственной мощности оборудования и действительного фонда
времени работы в ПДБ составляют ежемесячные планы-графики
изготовления и сдачи деталей каждым производственным участком
цеха.
Планирование ведется с учетом коэффициента запуска — норма-
тивного процента отхода деталей, — связанного с выполнением
технологического процесса. Число заготовок, необходимое для пла-
нового выпуска деталей, берется с учетом общего коэффициента
запуска 7С3 по всем операциям технологического процесса:
/<3 = /<Э1Кз2..Лзп,
где Лзп — коэффициент запуска по каждой операции.
По месячным планам-графикам мастера участков и распредели-
тели работ ежедневно выдают сменные задания бригадам, рабочим и
контролируют ход их выполнения.
Бухгалтерский учет хозяйственной деятельности цеха, начисле-
ния заработной платы и других денежных выплат выполняет цен-
325
тральная бухгалтерия предприятия на основании первичных доку-
ментов: нарядов, отчетов, накладных и других документов, представ-
ляемых цехом. Организация бухгалтерского учета на основе его
максимальной централизации позволяет использовать электронно-
вычислительные машины, оперативно руководить финансово-хозяй-
ственной деятельностью предприятия, сократить административно-
управленческий аппарат.
Производственный процесс изготовления оптических деталей осу-
ществляется на производственных участках, подразделяющихся на
основные и вспомогательные.
Основные участки ведут непосредственную работу с оптическими
заготовками и деталями по изменению их формы, размеров, нанесению
покрытий и т. п.
Вспомогательные участки выполяют работы, связанные с обеспе-
чением технологических процессов: приготовление и регенерация
абразивных и полирующих материалов, варка смол, изготовление
полировальников, промывка инструмента и др. К вспомогательным
участкам можно отнести и химическую лабораторию, занятую при-
готовлением в достаточных для производства количествах оптиче-
ских клеев, просветляющих растворов, промывочных жидкостей.
На химическую лабораторию возлагаются функции контроля за
качеством основных и вспомогательных материалов, поступающих
в цех, и испытание наклеечных и полировочных смол.
Производственные участки оптического цеха обычно имеют тех-
нологическую форму специализации, т. е. на них выполняются одно-
родные технологические операции: шлифование и полирование,
центрирование, склеивание и др. — на однотипном технологическом
оборудовании.
В оптическом цехе могут быть участки, организованные по
предметно-замкнутому принципу, когда изготовление детали осуще-
ствляется по всему технологическому циклу на одном участке,
например, участок астрономической оптики, лимбов и др. Это вы-
звано спецификой изготовления деталей, необходимостью уменьшить
транспортные операции, повысить ответственность руководителей и
рабочих участка за получение деталей высокого качества и особен-
ностями контроля. При предметно-замкнутой организации работы
участок должен быть оснащен различными станками и оборудова-
нием, часть из которых может быть недозагружена.
Работой основных производственных участков руководят началь-
ники участков, в их подчинении могут быть два—четыре мастера
смен или отдельных мастерских. Численный состав рабочих участка
колеблется от 30 до 100 человек в зависимости от вида работы и ха-
рактера производства. Например, на участках шлифования-полиро-
вания работает 60—100 человек, на участках склейки й нанесения
покрытий 30—50 человек. Начальники участков подчиняются не-
посредственно начальнику цеха.
Организация производства. Первичным структурным звеном,
осуществляющим производственный процесс, является рабочий опе-
ратор или бригада. х
326
Рис. 211. Планировка рабочих мест бригады шлифовщиков-полировщиков
Наиболее распространенной формой организации труда на про-
изводственных участках цеха является бригада.
Бригада выполняет операции закрепленной за ней части техно-
логического процесса, заканчивающегося сдачей деталей на кон-
троль.
В состав бригады могут входить рабочие разных профессий и
различной квалификации. При бригадной системе организации труда
упрощается учет деталей при передаче их с операции на операцию,
появляется возможность совмещения рабочими смежных профес-
сий, подмены их в случае болезни или вынужденного отсутствия.
Все члены бригады несут коллективную ответственность за качество
изготовляемых деталей, выполнение плановых заданий и работают
на единый наряд.
В качестве примера (рис. 211) рассмотрим планировку рабочих
мест бригады шлифовщиков-полировщиков сферических линз. Со-
став бригады пять-шесть человек: два шлифовщика, два полировщика
и один-два блокировщика. Оборудование: шлифовальные станки 5
и 6, полировальные станки 2 и 7, вытяжные шкафы 4 с электропли-
тами для блокировки деталей, промывочные ванны /, стол-стеллажи 3.
Оборудование размещено с учетом наименьших перемещений дета-
лей внутри бригады.
В крупносерийном и массовом производстве оптических деталей
с выпуском более 100 тыс. деталей в год прогрессивной формой
организации производства является создание поточных линий.
Поточная линия представляет собой производственный участок,
технологическое, вспомогательное и транспортное оборудование
которого размещено по ходу выполнения технологического процесса
(по потоку), при этом за каждым рабочим местом закрепляется опре-
деленная операция.
Время выполнения отдельных операций на поточной линии син-
хронизируется, т. е. оно должно быть равным или кратным ритму
работы линии, иначе часть оборудования окажется недостаточно
загруженной и будет периодически простаивать. Ритм работы ли-
нии определяют по формуле
R = Тсм/У,
327
Рис. 212. Размещение оборудования в поточной линии
где Тсм — продолжительность рабочей смены с учетом потерь вре-
мени на подготовительно-заключительные работы и обслуживание
рабочего места; N — сменная программа выпуска изделий в штуках.
Синхронизация достигается изменением технологии путем сов-
мещения или разделения операций, подбором режимов обработки
и стойкости инструмента.
Для перемещения изделий или приспособлений с изделиями
с одного рабочего места поточной линии на другое применяют меж-
операционный транспорт прерывного или непрерывного действия:
ленточные или цепные конвейеры, монорельсы, тележки.
Принудительный ритм работы, уменьшение и механизация транс-
портных операций позволяют получить на поточной линии наиболь-
ший эффект от использования средств механизации и автоматизации.
В то же время работа на линии требует высокой организации всего
производственного процесса: ритмичной подачи заготовок, прину-
дительной смены инструмента, планово-предупредительного осмотра
и ремонта оборудования. Выход из строя какого-либо элемента ли-
нии влечет за собой дезорганизацию работы и даже остановку всего
участка.
Размещение оборудования и рабочих мест технологической
нитки поточно-механизированной линии обработки линз фотообъек-
тивов, наклеенных на блоки жестким методом, показано на рис. 212.
Блоки с заготовками поступают по конвейеру 1 последовательно
к станкам: 2 — для шлифования сферы, 4 — для тонкого шлифова-
ния алмазным инструментом и 5 — для полирования. На проме-
жуточных позициях между станками блоки промываются водой
в автоматических установках 5.
Конвейер снабжен магазинными устройствами для накопления
блоков на рабочих позициях. Отполированные детали передаются
на разблокировку, контроль и далее на обработку другой стороны.
Линию обслуживают четыре рабочих; она обеспечивает в час обра-
ботку 30—50 поверхностей блоков диаметром 30—100 мм.
Автоматическая линия, на которой все операции, в том числе
транспортные, выполняются без участия рабочего, является наивыс-
шей формой организации производства.
Важнейшей предпосылкой автоматизации является прогрессив-
ная технология. Как правило, при автоматизации нецелесообразно
непосредственно заимствовать приемы ручной обработки, заменяя
их движениями механизмов. Необходимо находить принципиально
новые решения осуществления технологического процесса, учитыва-
ющие возможности известных средств автоматизации. Специфика
328
Рис. 213. Автоматическая линия для двухсторонней обработки сферических поверх-
ностей заготовок линз
технологии обработки оптических деталей как объекта автоматиза-
ции часто затрудняет создание полностью автоматизированного обо-
рудования вследствие высоких требований к точности, качеству ра-
бочих поверхностей деталей и хрупкости материала.
Рассмотрим автоматическую линию для двухсторонней обработки
заготовок линз (рис. 213), состоящую из четырех сферошлифоваль-
ных станков АЛ-1М.
Заготовки, поступающие на обработку первой поверхности,
укладываются в тарельчатый питатель 10 станка 1. Манипулятор 9
берет из питателя с помощью вакуум-присосной головки заготовку
и укладывает ее в оправку нижнего шпинделя станка 1. По окон-
чании обработки механическая рука 8 вынимает заготовку из оправки
и переносит ее в питатель 7, откуда заготовка поступает на станок 2.
Питатель 5 станка 2 имеет устройство 6, переворачивающее заго-
товки для обработки второй поверхности на станках 3 и 4,
Транспортные устройства работают синхронно в автоматическом
цикле от распределительного устройства станка. Производитель-
ность линии для деталей диаметром 16—25 мм от 150 до 200 шт.
в час.
§ 65. технологическая подготовка производства
Технологическая подготовка вновь осваиваемых в произ-
водстве оптических деталей представляет собой комплекс организа-
ционно-технических мероприятий и работ, содержащий: разработку
технологии, инструмента и оснастки; нормативных документов по
труду и расходу материалов; выбор оборудования для осуществле-
ния технологического процесса; перепланировку производственных
участков в случае необходимости.
Исходными материалами для технологической подготовки яв-
ляются конструкторская документация на деталь или сборочную
единицу, программа выпуска и информационные данные о техниче-
ском оснащении производства.
Технологическую подготовку необходимо начинать на этапе
разработки конструкторской документации в целях обеспечения
329
Технологичности конструкции. Технологичной считается деталь,
допускающая изготовление производительными и экономичными
методами с учетом имеющихся возможностей производства при
сохранении технических требований к параметрам детали. Нетехно-
логичны, например, линзы с малым радиусом и тонким краем, так
как в первом случае линзы приходится обрабатывать на станке по-
одиночке, а во втором возможно скалывание кромок и затруднено
базирование детали, что приводит к большому браку.
Иногда целесообразно конструктивно изменить оптическую схему
прибора: увеличить число оптических деталей, но их параметры
должны быть технологически приемлемыми для производства.
В конструкции призм необходимо предусматривать установочные
базовые поверхности, позволяющие надежно крепить призмы при
обработке и контролировать размеры. Конструктор при расчете
оптических схем должен учитывать также ограничительный перечень
применяемых на предприятии и в отрасли марок стекол, материалов
покрытий и лаков, а также радиусов сферических поверхностей
в целях определения возможности использования имеющихся проб-
ных стекол.
Технологический процесс. На основе использования прогрессив-
ного оборудования и методов обработки разрабатывается техноло-
гический процесс, включающий текстовые и графические материалы,
определяющие процесс изготовления деталей и сборочных единиц,
необходимую оснастку, материалы и маршрут прохождения деталей
по операциям. Эти документы оформляют в соответствии с единой
системой технологической документации (ЕСТД).
В технологических документах должны также содержаться в за-
кодированном виде сведения информационного обеспечения авто-
матической системы управления производством (АСУП).
С учетом специфики изготовления оптических деталей в развитие
государственных стандартов ЕСТД выпущен стандарт «Документа-
ция технологическая оптического производства», определяющий
виды, комплектность и правила оформления технологических доку-
ментов на процессы изготовления оптических деталей.
В зависимости от программы выпуска деталей и сроков техноло-
гической подготовки производства используют следующие техноло-
гические документы: маршрутную карту, операционную и карту
эскизов.
Маршрутная карта содержит перечень технологических опера-
ций изготовления детали, включая транспортные и контрольные
операции, с указание?л данных об оборудовании, оснастке, материа-
лах и нормах времени для каждой операции. Маршрутная карта
является основным технологическим документом в единичном и
мелкосерийном производстве.
Операционная карта технологического процесса содержит описа-
ние технологического процесса одного вида работы, выполняемого
на одном участке в технологической последовательности, с указа-
нием переходов, режимов обработки и данных о средствах техноло-
гического оснащения, а также нормы времени по переходам и в це-
ззо
лом на операцию. Операционные карты являются основными техно-
логическими документами в серийном производстве.
Карта эскизов содержит эскизы, схемы, таблицы, необходимые
для выполнения технологического процесса.
Карты типового технологического процесса разрабатывают на
группы деталей, имеющих общие признаки, аналогичных по форме,
по требованиям к точности изготовления и другим параметрам.
По точности изготовления оптические детали делят на три группы.
К первой группе относят детали низкой точности («бесцветная»
оптика): конденсоры, лупы, очковые линзы, призмы и пластины
приборов, — работающие без увеличения. Контроль точности изго-
товления рабочих поверхностей таких деталей осуществляют сферо-
метрами или визуальным просмотром через них искажения штрихов
сеток.
Вторую группу составляют детали средней точности — это наи-
более массовая продукция оптических цехов: линзы кино- и фото-
аппаратов, микроскопов, призмы и линзы биноклей и т. п. Точность
изготовления рабочих поверхностей таких деталей контролируют
по пробным стеклам. Допускается общая ошибка обработанной
поверхности N = 3 4-5 на диаметре 20—30 мм. Местная ошибка
обработанной поверхности ДА/' = 0,3 4-0,5.
К третьей группе принадлежат оптические детали высокой точ-
ности для научных, контрольно-измерительных и астрономических
приборов. При изготовлении допускается общая ошибка N = 1 4-2
на всем диаметре детали, местные ошибки ДМ = 0,14-0,2. Так как
отклонение в одно интерференционное кольцо соответствует стрел-
ке 0,25—0,28 мкм при длине волны света X = 500 4-560 нм, выпол-
нить такие требования могут только высококвалифицированные спе-
циалисты длительной доводкой с применением интерференцион-
ных методов контроля.
В зависимости от требований к точности изготовления деталей
необходимо выбирать различные варианты технологического про-
цесса и соответственно оборудование, позволяющие оптимально соче-
тать требования к точности и производительности обработки.
Применение типовых технологических процессов с групповыми
наладками позволяет резко сократить время на технологическую под-
готовку производства.
После разработки технологического процесса составляют ведо-
мости сферического инструмента и приспособлений, пробных стекол,
расхода вспомогательных материалов.
Комплектность необходимых документов определяется техноло-
гом в зависимости от степени организации технологического процесса
и типа производства.
Технические условия на поставку заготовок разрабатывают и
согласовывают со стекловаренными заводами. В технических усло-
виях помещают чертеж заготовки с размерами, учитывающими при-
пуски на обработку, указывают допуски на изготовление заготовок
по ГОСТ 13240—78, технические требования к стеклу и заготовке,
размер партии.
331
В оптическом производстве используют вспомогательные мате-
риалы широкой номенклатуры: шлифовальные и полирующие по-
рошки, материалы для нанесения покрытий, компоненты смол и т. п.
На основе исследований, расчетов и длительного анализа
расхода вспомогательных материалов в цеховых условиях передо-
вых оптико-механических заводов установлены отраслевые удельные
пооперационные нормы.
Удельные нормы — это количество вспомогательных материалов
в килограммах, литрах, штуках и других единицах, необходимое
для обработки 1 м2 поверхности оптических деталей. Зная площадь
детали, по удельным нормам технолог составляет пооперационные
и сводные нормы расхода вспомогательных материалов.
Технологическая подготовка производства — сложный и тру-
доемкий процесс, требующий от технолога как творческих усилий,
так и поиска необходимой информации и решения стандартных
задач и расчетов.
К творческим задачам можно отнести выбор маршрута, структуры
технологического процесса, баз, разработку конструкции техноло-
гического оснащения; к стандартным задачам — расчет расхода вспо-
могательных материалов, выбор режимов обработки, расчет геоме-
трии шлифовального, полировального инструмента, наклеенных
приспособлений и пробных стекол.
Стандартные задачи применительно к изготовлению оптических
деталей типа линз, пластин и призм средней группы точности реша-
ются с применением ЭВМ.
Для решения на ЭВМ задач технологической подготовки произ-
водства необходимо закодировать сведения об оптической детали
в виде чисел и символов, которые затем переводятся на машинные
носители информации.
Применительно к сферической линзе кодируется следующее:
1) элементы, несущие информацию о геометрии линзы: радиусы
и знак сфер, размеры цилиндрической поверхности, фаски, тол-
щина линзы и др.;
2) элементы, несущие информацию о требованиях к изготовле-
нию линзы: характеристики материала, требования к точности изго-
товления поверхностей, децентрировка, виды и характеристики
покрытий и др.;
3) производственные требования: годовая программа выпуска,
серийность.
Информация с ЭВМ поступает в виде отпечатанных материалов,
сведения с которых переносят в технологические документы.
Технологическая подготовка производства высокоточных опти-
ческих деталей, таких, как линзы и зеркала астрономических при-
боров, включает разработку управляемого процесса доводки рабо-
чих поверхностей с помощью системы, состоящей из доводочного
станка с программным управлением, ЭВМ и средств автоматического
контроля качества обработки поверхностей.
Структурная схема автоматизированного технологического про-
цесса доводки деталей показана на рис. 214.
332
Рис. 214. Структурная схема автоматизированного технологического процесса
доводки высокоточных оптических деталей
Контроль поверхности детали осуществляется на станке с по-
мощью лазерного интерферометра. В результате контроля получают
фотографию интерференционной картины поверхности (интерферо-
грамму), содержащую все информацию о форме проверяемой поверх-
ности. По интерферограмме можно построить контурную карту,
профиль поверхности в любом сечении, получить данные о местных
ошибках обрабатываемой поверхности и астигматизме. Расшифро-
вывают интерферограмму на специальных фотоэлектрических проек-
торах путем ее сканирования и определения координат экстремумов
интерференционных полос. Перевод полученной информации в удоб-
ную для решения технологических задач форму: таблицу отступле-
ний поверхности от эталонной по зонам, контурную карту или аксо-
нометрический рисунок нормальных уклонений элементов поверх-
ности — выполняется с помощью математического аппарата и ЭВМ.
Полученные данные о форме поверхности кодируются и вводятся
в ЭВМ для определения технологических параметров процесса:
траектории движения инструмента по зонам, времени нахождения
инструмента в зонах и т. п.
Универсальной машиной для доводки поверхностей оптических
деталей является станок — координатограф — с программным
управлением перемещения поводка полировальника (рис. 215)
по осям х и у. Во время обработки деталь 3 закреплена неподвижно
на столе станка. Полировальник 5 принудительно вращается на
шпинделе каретки 4. Каретка в соответствии с заданной программой
перемещается по порталу 2 и вместе с ним по направляющим 1
станка.
Поверхность детали условно разбивают на зоны в виде шести-
угольников, которые кодируют цифрами в условных единицах сред-
него значения припуска, снимаемого в процессе обработки (съема).
Число шестиугольников зависит от размеров детали и требований
к точности ее обработки.
Значение съема получают с контурной карты, построенной на
основании анализа интерферограммы (рис. 216).
Программу движения инструмента рассчитывают в виде нецикли-
ческих траекторий центра инструмента по шестиугольникам, начи-
ная с шестиугольника, имеющего наибольшее значение съема. После
333
Рис. 215. Доводка оптических по-
верхностей с программным переме-
щением инструмента по координатам
Рис. 216. Контурная карта поверх-
ности оптической детали, построенная
на основе анализа ее интерферограммы
съема материала в первом шестиугольнике инструмент плавно пере-
мещается в следующий, граничащий с первым и имеющий наиболь-
шую высоту съема по сравнению с другими. Процесс продолжается
до тех пор, пока не будет выполнена программа всех проходов инстру-
мента.
Обработка поверхности происходит в несколько приемов с обя-
зательным повторным контролем и корректировкой программы
движения инструмента по результатам контроля.
§ 66. ТЕХНИКА БЕЗОПАСНОСТИ
И ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ
При выполнении технологических процессов обработки
оптических деталей необходимо строго выполнять требования тех-
ники безопасности, изложенные в государственных стандартах, це-
ховых инструкциях для каждой операции оптической технологии
и в паспортах используемого оборудования.
Рабочее место и проходы на участках должны быть свободными, не
загромождены тарой, ящиками с деталями и заготовками. Перед
началом работы рабочий обязан проверить чистоту и исправность
оборудования, ограждений, инструмента и приспособлений. Разре-
шается работать только на исправном оборудовании.
Запрещается убирать рабочую зону, производить непредусмо-
тренное инструкциями регулирование кинематики рабочих органов
станков, устанавливать шлифовальный, полировальный инструмент
и блоки на край станины станка, устанавливать и снимать детали
или блоки со шпинделя до его полной остановки.
При работе на шлифовально-полировальных станках с пневмо-
давлением на поводок инструмента в схеме подачи сжатого воздуха
должно быть предусмотрено блокирование работы электропривода
вращения шпинделя станка при падении давления воздуха в системе.
Блокировочное устройство пневмосистемы станков ШП (рис. 217)
работает следующим образом:'сжатый воздух под давлением (4-г
4-6) 105 Па через фильтр Ф поступает в реле 5 давления, отжимает
поршень реле и включает контакты цепи управления пуском электро"
двигателя станка. Если давление становится меньше допустимого
334
Рис. 217. Схема блокировочного устройства пневмосистемы станков ШП
[(34-3,5) 105 Па], пружина перемещает поршень, контакты реле
размыкаются и станок останавливается.
Падение давления сжатого воздуха в сети может произойти
внезапно, например вследствие обрыва шланга. В этом случае по-
водок узла пневматического давления поднимается быстро вверх,
а шпиндель станка по инерции будет некоторое время продолжать
вращаться. В результате блок с деталями или инструмент будут
сброшены со шпинделя, что может вызвать поломку станка и нанести
травму рабочему.
. Для предотвращения подобных случаев в пневматической схеме
предусмотрен обратный клапан 4, обеспечивающий сохранение дав-
ления воздуха в пневмокамере 1 до полной остановки станка. Регу-
лятор давления 5, кран 2 и манометр служат для регулирования и
контроля давления воздуха в пневмокамере.
Полирит, применяемый в качестве полирующего материала,
содержит в незначительных количествах (0,04—0,075 %) примеси
природного токсичного тория. Работая с полиритом, необходимо
следить за состоянием кожи, тщательно мыть руки. Принимать пищу
и хранить продукты питания на рабочем месте не допускается. При
соблюдении правил техники безопасности работа с полиритом безо-
пасна.
Для приготовления наклеенных смол используют каменноуголь-
ный пек, тальк и другие компоненты, выделяющие при нагревании
летучие ароматические углеводороды, вредные для организма че-
ловека. В связи с этим работы по приготовлению смол, а также
разблокирование деталей и наклейку их на наклеечные приспособ-
ления следует выполнять в вытяжных шкафах или на оборудовании
с местной вентиляцией.
Около станков на участках центрирования и распиливания
где используются СОЖ, в состав которых входят минеральные масла,
укладывают деревянные решетки — трапы.
Заготовки оптических деталей на различных этапах технологиче-
ского процесса их обработки подвергаются промывке и очистке в раз-
личных промывочных жидкостях для удаления технологических
загрязнений.
Пары промывочных жидкостей: бензина, ацетона, хлорированных
углеводородов — токсичны.
Предельно допустимые концентрации паров промывочных жидко-
стей в воздухе не должны превышать для ацетона 0,2 мг, для бен-
зина 0,3 мг, для хлорированных углеводородов 0,01 мг на 1 л воздуха.
335
Рис. 218. Полуавтоматическая установка для промывки оптических деталей
Детали промывают в ваннах с бортовыми отсосами и с закрыва-
ющимися крышками. Расходные емкости с растворителями должны
быть небьющимися, необходимо хранить их в цехе в металлических
вентилируемых шкафах. На емкостях делают надпись с названием
ЛВЖ и предупреждением «Огнеопасно».
Наиболее рациональным решением вопросов безопасности труда
на участках промывки является применение механизированных
установок с автоматизацией транспортных операций перемещения
кассет в ванны.
Полуавтоматическая установка для промывки (рис. 218) состоит
из ванн, установленных в технологической последовательности.
Промывка осуществляется с применением ультразвука. Ультра-
звуковой генератор и пульт управления для снижения уровня шума
помещают в отдельном помещении, на самой установке смонтирована
только пусковая станция с кнопками «Пуск» и «Стоп».
Ванны объемом 60 л изготовлены из коррозионно-стойкой стали.
Ванны 13 и 14 оборудованы магнитострикционными преобразова-
телями 15 ультразвуковых колебаний. Для подогрева моющих рас-
творов предусмотрены трубчатые электронагреватели 16 мощностью
по 2 кВт каждый. Контроль температуры осуществляется датчиками,
соединенными с терморегуляторами. Работа машины происходит
в такой последовательности. Оператор помещает кассету 17 с дета-
лями на позицию «Загрузка» и включает кнопку автоматического
цикла. От редуктора 3 и двух приводных валов 2 с коническими
колесами синхронно вращаются две замкнутые цепные передачи 1
и 5. С ними через шарнирные подвески 19 соединена рама 6, имеющая
угловые захваты.
Рама перемещается сначала горизонтально, затем вверх, при этом
захваты входят в полуоси 18 кассет и поднимают кассеты из ванн с ры-
чагов 4 механизма качания. Высота подъема рамы больше, чем размер
кассет. В дальнейшем рама с кассетами перемещается горизонтально
вправо и далее вниз, кассеты опускаются в гнезда механизма кача-
336
ния следующей ванны, и рама освобождается от кассет. Путевой
выключатель при нажатии па пего упора цепной передачи 1 отклю-
чает привод перемещения рамы и включает привод механизмов кача-
ния и клапан промывочного устройства (душа) 11 ванны 10.
Ванны 12, 13 и 14 заполнены моющим раствором, в них отмы-
вают основную массу загрязнений, в том числе нитролаки, смолы
и т. п. В ванне 10 кассеты с деталями подвергаются промывке по-
догретой водопроводной водой, подаваемой через душевое устрой-
ство И. Окончательная промывка осуществляется дистиллирован-
ной водой в ванне 9. Ванна 8 заполнена водным раствором ПАВ
и предназначена для удаления с поверхности оптических деталей
капель воды.
При промывке кассеты покачиваются для улучшения процесса
растворения загрязнений и обмена раствора.
Цикл пребывания кассеты в одной ванне задается с помощью
реле времени. После срабатывания реле отключается механизм пока-
чивания и включается привод механизма перемещения рамы. Кас-
сета с промытыми деталями выдается на стол 7 позиции «Выгрузка»,
откуда оператор передает ее на контроль. Таким образом, функции
оператора сводятся к работе по загрузке и выгрузке кассет и кон-
тролю за работой механизмов установки.
Оптическое производство — производство высокой культуры, тре-
бует чистоты помещения и рабочего места. Появление пыли, грязи
неизбежно ведет к увеличению процента брака оптических деталей,
а в ряде случаев делает невозможным качественное выполнение тех-
нологических операций.
Склейка деталей, посадка на оптический контакт, изготовление
высокоточных оптических поверхностей требуют стерильности по-
мещения. На рабочих местах, где выполняют эти операции, не до-
пускается более 50 шт. пылинок размером до 1 мкм на 1 л воздуха.
Обеспыливание обеспечивается герметизацией помещения, устрой-
ством шлюзовых обдуваемых дверей, специальной внутренней от-
делкой стен, потолков и полов, фильтрацией подаваемого воздуха,
применением изолированных рабочих мест (скафандров), влажной
уборкой помещения.
Оптические цехи должны быть оборудованы системой обменной
вентиляции, поддерживающей температуру внутри цеха в пределах
20—22 °C независимо от температуры окружающей среды. При этом
не допускается сильной конвекции потоков воздуха, особенно на
участках обработки и контроля точных оптических деталей.
Вода, используемая для приготовления полирующей и шлифо-
вальной суспензий и промывки деталей, не должна содержать меха-
нических частиц, которые могут вызвать появление царапин на
деталях. Рабочие места душевой промывки оснащают смесителями
горячей и холодной воды, отрегулированными на температуру
35—45 °C.
Кроме общего освещения в оптическом цехе должна быть пре-
дусмотрена система местного освещения напряжением 36 В, обеспе-
чивающая освещенность на рабочих местах станочников не менее
12 П/р М. Н. Семибратова
337
150 лк, а на рабочих местах склейки и контроля деталей не менее
300 лк.
Участки заготовки, наклейки, приготовления и регенерации
абразивных материалов необходимо располагать в отдельных не-
проходных помещениях цеха во избежание переноса крупных абра-
зивных частиц, пыли и грязи на участки окончательной обработки-
При выполнении ряда технологических процессов оптического
производства, связанных с применением и приготовлением органиче-
ских промывочных средств и горючих компонентов смол и лаков,
требуется строгое соблюдение правил пожарной безопасности.
Наиболее пожароопасны работы с такими легковоспламеняю-
щимися жидкостями (ЛВЖ), как эфир, бензин, ацетон. Все ЛВЖ
имеют температуру вспышки паров менее 28 °C и при определенных
условиях образуют с воздухом взрывоопасные смеси.
Для предупреждения опасности загорания и взрыва паров ЛВЖ
необходимо прежде всего правильно выбрать и оборудовать произ-
водственное помещение, где будут храниться и использоваться ЛВЖ-
Участок промывки должен размещаться отдельно от других
производственных участков, у наружных стен одноэтажного здания
или на верхнем этаже в многоэтажном здании. Стены, полы и по-
толок выполняют из несгораемых материалов.
Все работы с ЛВЖ можно вести только в вытяжных шкафах
с работающей вентиляцией. Скорость воздуха в рабочем сечении
отсосов должна быть не менее 0,5—0,6 м/с.
В помещении участка промывки не должно быть источников от-
крытого огня и искрообразования. Электроприборы, приборы осве-
щения, вентиляторы применяют только во взрывобезопасном испол-
нении. Помещение оснащают автоматической системой пожароту-
шения.
На всех производственных участках оптического цеха должны
быть установлены противопожарные щиты, где хранятся первичные
средства пожаротушения: асбестовое одеяло, ящик с песком и по-
жарный инвентарь.
Помещения оптического цеха с повышенной пожароопасностью
снабжают средствами сигнализации о начальной фазе возникновения
пожара и автоматическими устройствами пожаротушения.
СПИСОК ЛИТЕРАТУРЫ
1. Афанасьев В. А. Оптические измерения: Учебник для вузов. М.:
Высшая школа, 1981. 228 с.
2. Мальцев М. Д. Расчет допусков на оптические детали. М.: Машинострое-
ние, 1974. 168 с.
3. Михнев Р. А., Штандель С. К. Оборудование оптических цехов: Учебник
для техникумов. М.: Машиностроение, 1981. 368 с.
4. Пуряев Д. Т. Методы контроля оптических асферических поверхностей.
М.: Машиностроение, 1976. 264 с.
5. Русинов М. М. Техническая оптика. Л.: Машиностроение, 1979. 488 с.
6. Справочник технолога-оптика/И. Я. Бубис, В. А. В е й д е н б а х,
И. И. Д у х о п е л, В. Г. Зубаков и др.; Под ред. С. М. Кузнецова и
М. А. Окатова. Л.: Машиностроение, 1983. 416 с.
7. Теория оптических систем: Учебник для вузов. 2-е изд./Б. Н. Бегунов,
Н. П. 3 а к а з н о в, С. Н. Кирюшин, В. Н. К у з и ч е в. М.: Машино-
строение. 1981. 432 с.
8. Технология оптических деталей: Учебник для вузов/Под ред. М. Н. С е-
мибратова. М.: Машиностроение, 1978. 415 с.
9. Физико-химические основы производства оптического стекла/И. М. Б у-
жинский, Л. И. Демкина, К- С. Евстропьев, Г. Т. Петров-
ский и др.; Под ред. Л. И. Демкиной. Л.: Химия, 1976. 456 с.
12*
j— О О О О О О О ООО
о То оо 05 "сл Ъо to Т— а Размеры кру-
говых зон г
ПРИЛОЖЕНИЕ 1
при е = const и - ^-2
СО 2 (0|
0,5-0,6 0,6—0,7 0,7-0,8 0,8—0,9 0,9—1,0
— 2 -1 +2 — 2 —1 +2 — 2 —1 +2 — 2 -1 +2 — 2 -1 +2
0,1
— — — — —
0,53 — — — —
1,59 1,04 0,61
0,47 0,53
1,69 1,15 0,51 1,82 1,24 0,71
0,48 0,52
2,0 1,35 0,61 2,19 1,44 0,81
0,48 0,52
2,3 1,55 0,71 2,49 1,65 0,91
0,48 0,52
2,6 1,75 0,81 2,8 1,85 1,01
0,48
2,9 1,95 0,91
0,2
— — — — —
— — — — —
— — — — —
— — — — —
0,40
1,49 0,94 0,72
0,18 0,38
1,58 1,03 0,66 1,79 1,14 0,82
341
0,29 0,7
f (Rt — Rt; (Oj/oj,; r)
Продолжение прил. 1
при е -- const и
/?t - R2
0,5 —0,6 0,6-0,7 0,7 —0,8 0,8 —0,9 0,9-1,0
-2 -1 4-2 — 2 -1 4-2 — 2 —1 4-2 — 2 -1 4-2 -2 —1 4-2
0,16 0,18 0,38
1,68 1,13 0,57 1,88 1,23 0,75 2,09 1,84 0,92
0,29 0,16 0,17 0,37
1,80 1,24 0,44 1,98 1,34 0,66 2,20 1,44 0,85 2,39 1,54 1,02
0,30 0,16 0,17 0,37
2,10 1,44 0,53 2,30 1,54 0,75 2,48 1,64 0,94 2,69 1,74 1,12
0,30 0,16 0,17
2,39 1,64 0,63 2,58 1,74 0,85 2,79 1,84 1,04
0,31 0,16
2,69 1,85 0,72 2,89 1,94 0,94
0,3
— — — — —
— — — — —
— — — — —
0,37
1,38 0,83 0,83
0,15 0,35
1,45 0,91 0,79 1,68 1,04 0,93
0,12 0,15 0,33
1,54 1,01 0,73 1,76 1,12 0,88 1,99 1,24 1,03
0,11 0,12 0,14 0,32
1,65 1,11 0,65 1,85 1,21 0,82 2,07 1,82 0,97 2,29 1,44 1,12
0,11 0,11 0,11 0,14 0,32
1,76 1,22 0,54 1,96 1,32 0,73 2,16 1,42 0,90 2,37 1,53 1,07 2,59 1,64 1,22
0,22 0,11 0,11 0,11 0,14
1,89 1,34 0,38 2,07 1,43 0,62 2,26 1,52 0,82 2,46 1,62 0,99 2,67 1,73 1,16
0,23 0,11 0,11 0,11
2,19 1,54 0,46 2,37 1,63 0,70 2,57 1,72 0,90 2,77 1,83 1,08
0,23 0,12 0,11
2,49 1,74 0,55 2,67 1,83 0,79 2,87 1,93 0,99
0,4
343
I (Ki - R,; г)
f (Rt — Rt; r)
Продолжение прил. 1
при е = const и ——
C02/CDt
—
0,5-0,6 0,6-0,7 0,7—0,8 0,8—0,9 0,9-1,0
— 2 -1 4-2 — 2 —1 4-2 -2 —1 4-2 -2 —1 4-2 -2 -1 4-2.
— — — — —
0,40
1,27 0,72 0,94
0,15 0,35
1,33 0,79 0,91 1,58 0,93 1,04
0,11 0,14 0,32
1,41 0,87 0,87 1,64 1,00 1,00 1,88 1,13 1,13
0,09 0,10 0,13 0,31
1,50 0,97 0,82 1,72 1,19 0,96 1,95 1,21 1,09 2,18 1,34 1,23
0,08 0,09 0,10 0,13 0,29
1,60 1,08 0,75 1,82 1,19 0,90 2,03 1,30 1.04 2,26 1,42 1,19 2,48 1,54 1,33
0,08 0,08 0,09 0,10 0,12
1,72 1,19 0,66 1,92 1,29 0,82 2,13 1,39 0,98 1,34 1,50 1,13 2,56 1,62 1,29
0,09 0,08 0,08 0,09 0,10
1,85 1,31 0,53 2,03 1,40 0,72 2,23 1,50 0,90 2,44 1,60 1,06 2,65 1,71 1,22
0,18 0,09 0,08 0,08 0,08
1,98 1,44 0,34 2,16 1,52 0,60 2,34 1,61 0,80 2,54 1,70 0,98 2,74 1,81 1,15
0,18 0,09 0,08 0,08
2,28 1,64 0,41 2,46 1,72 0,67 2,65 1,81 0,87 2,85 1,91 1,06
0,5
0,50
1,15 0,60 1,05
0,53
1,16 0,61 1,05
0,18 0,39
1,20 0,66 1,03 1,47 0,82 1,14
0,12 0,15 0,33
1,26 0,73 1,01 1,52 0,88 1,12 1,77 1,03 1,24
0,09 0,10 0,13 0,31
1,34 0,82 0,97 1,59 0,96 1,09 1,83 1,09 1,21 2,08 1,23 1,34
008 0,08 0,10 0,12 0,29
1,44 0,82 0,92 2,67 1,05 1,05 1,90 1,17 1,17 2,14 1,30 1,30 2,38 1,43 1,43
0,07 0,07 0,08 0,09 0,12
1,55 1,04 0,86 1,66 1,15 0,99 1,99 1,26 1,12 2,22 1,38 1,26 2,45 1,51 1,39
345
co
G>
О
О
О
00
о
Размеры кру-
говых зон г
< j '.1р>/гт :!ц — '£/)!
(J ‘.гЦ - 'if) !
Продолжение прил. 1
при е = const и
Ri - /?2
С02/С01
0,5-0,6 0,6—0,7 0,7 —0,8 0,8-0,9 0,9-1,0
-2 -1 4-2 — 2 -1 4-2 — 2 -1 4-2 -2 -1 4-2 — 2 -1 4-2
0,06 0,07 0,07 0,08 0,09
1,67 1,16 0,78 1,87 1,25 0,92 2,08 1,36 1,07 2,30 1,47 1,21 2,53 1,59 1,35
0,06 0,06 0,07 0,07 0,08
1,80 1,28 0,68 1,99 1,40 0,84 2,19 1,47 0,99 2,40 1,57 1,14 2,61 1,68 1,29
0,07 0,07 0,06 0,06 0,07
1,94 1,41 0,54 2,11 1,49 0,73 2,30 1,58 0,90 2,50 1,68 1,07 2,71 1,78 1,22
0,15 0,07 0,07 0,06 0,06
2,08 1,53 0,32 2,24 1,61 0,59 2,42 1,70 0,79 2,61 1,79 0,97 2,81 1,89 1,14
0,6
0,50 0,50
1,05 0,49 1,15 1,35 0,69 1,25
0,47 0,53
1,06 0,51 1,15 1,36 0,71 1,25
0,16 0,17 0,38
1,10 0,57 1,13 1,39 0,75 1,23 1,66 0,92 1,34
0,11 0,62 0,14 0,32
1,17 0,65 1,11 1,44 0,82 1,21 1,71 0,97 1,32 1,97 1,12 1,44
0,08 0,09 0,10 0,13 0,29
1,25 0,75 1,08 1,51 0,90 1,19 1,77 1,04 1,30 2,02 1,19 1,42 2,27 1,33 1,54
0,07 0,07 0,08 0,09 0,12
1,36 0,86 1,04 1,60 0,99 1,15 1,84 1,12 1,26 2,08 1,26 1,38 2,33 1,39 1,51
0,06 0,06 0,07 0,07 0,09
1,47 0,98 0,98 1,70 1,10 1,10 1,93 1,22 1,22 2,16 1,34 1,34 2,40 1,47 1,47
0,05 0,06 0,06 0,06 0,07
1,60 1,11 0,91 1,81 1,21 1,04 2,03 1,32 1,16 2,25 1,44 1,29 2,48 1,56 1,43
0,05 0,05 0,06 0,06 0,06
1,74 1,23 0,83 1,93 1,33 0,96 2,14 1,43 1,10 2,35 1,54 1,23 2,57 1,65 1,37
0,05 0,05 0,05 0,06 0,06
1,88 1,36 0,72 2,06 1,45 0,87 2,25 1,54 1,02 2,46 1,64 1,16 2,67 1,75 1,31
0,07 0,05 0,05 0,05 0,05
2,02 1,50 0,57 2,19 1,58 0,75 2,38 1,66 0,92 2,57 1,76 1,08 2,77 1,86 1,23
0,7
0,50 0,50
1,25 0,60 1,35 1,55 0,80 1,45
0,48 0,52
1,26 0,61 1,35 1,56 0,81 1,45
347
0,0 0,1 0,2 0,3 Размеры кру- говых зон г
0,18 0,14 0,06 0,05 0,02 0,13 0,38 р СЛ 1 to £ 4- to О о 1 р Sr f (Rt - Re. г) f (R1 — R2\ (Ог/СОп Г)
р СО € а СО 0,39 0,24 0,22 0,44 0,35 0,20 0,24 0,62 1 0.25 | -2 -1 +2 0,1-0,2
О 00 о о СЛ СЛ о to 0,69 0,45 0,31 0,46 0,56 1 1 | -2 -1 +2 I 0,2-0,3
О о о о СЛ р 0,54 1 1 1 1 | -2 -1 -f-2 I 0,3-0,4
1 1 л 1 X и | -2 -1 +2 0,4-0,5
L
о р о о р о о о
о СО 00 -Ч о СЛ 00
Размеры кру-
говых зон г
1 1 1 0,71 0,70 0,70 0,05 1 1 1 1 1 1 1 1 2 -1 4-2 p 0 1 0
1 1,04 0,91 0,62 0,79 0,73 0,73 0,07 1,48 0,52 0,81 0,05 0,09 1 1 1 1 — 2 —1 4-2 p 7 0 to
1,35 1,12 0,54 1,15 0,95 0,68 0,09 0,93 0,78 0,78 0,05 0,69 0,60 0,86 0,05 0,38 0,37 0,92 0,05 0,12 1 1 . 1 I to £ 4- to 0,2—0,3
1,66 1,32 0,47 1,48 1,17 0,64 0,10 1,29 1,02 0,76 0,05 1,11 0,86 0,86 0,05 0,91 0,69 0,93 0,05 0,71 0,50 0,99 0,05 0,48 0,27 1,03 0,07 0,16 1 1 — 2 -1 4-2 0,3-0,4
1,80 1,38 1,62 1,63 1,24 0,76 0,05 1,47 1,09 0,86 0,05 1,31 0,95 0,95 0,05 1,15 0,80 1,01 0,05 1,00 0,64 1,06 0,05 0,84 0,48 1,11 0,06 0,71 0,31 1,14 0,09 0,21 -2 -1 4-2 0,4-0,5
f (R1 Rz'i ^2/<•>!» r)
Продолжение прил. 1
дри е = const и -——
С02/(01
0,5-0,6 0,6—0,7 0,7—0,8 0,8-0,9 0,9-1,0
-2 -1 4-2 — 2 -1 4-2 -2 —1 4-2 -2 -1 4-2 -2 -1 4-2
0,29 0,16 0,17 0,37
0,98 0,44 1,24 0,11 1,29 0,66 1,34 0,11 1,59 0,85 1,44 0,11 1,86 0,02 1,54 0,14 0,32
1,50 0,54 1,22 0,08 1,35 0,73 1,32 0,08 1,63 0,90 1,42 0,09 1,90 1,06 1,53 0,10 2,17 1,22 1,64 0,12
1,15 0,66 1,20 0,06 1,43 0,82 1,29 0,07 1,70 0,98 1,39 0,07 1,96 1,13 1,50 0,08 2,22 1,28 1,62 0,09
1,26 0,78 1,15 0,05 1,52 0,92 1,25 0,06 1,77 1,06 1,36 0,06 2,03 1,21 1,47 0,07 2,88 1,35 1,59 0,07
1,38 0,91 1,11 0,05 1,62 1,04 1,21 0,05 1,86 1,16 1,32 0,05 3,11 1,29 1,44 0,06 1,35 1,43 1,56 0,06
1,52 1,05 1,05 0,05 1,74 1,15 1,16 0,05 1,97 1,27 1,27 0,05 2,20 1,39 1,39 0,05 2,43 1,51 1,51 0,06
1,66 1,18 0,97 0,05 1,86 1,27 1,09 0,05 2,08 1,38 1,21 0,05 2,30 1,49 1,34 0,05 2,52 1,61 1,46 0,05
1,81 1,32 0,88 0,05 2,00 1,40 1,01 0,05 2,20 1,50 1,14 0,05 2,41 1,60 1,27 0,05 2,62 1,71 1,40 0,05
1,96 1,45 0,76 2,13 1,53 0,91 2,82 1,62 1,05 2,52 1,72 1,19 2,73 1,82 1,34
ПРИЛОЖЕНИЕ 2
ПРИ "max и
R1 ^2
СОг/со,
0,5-0,6 0,6—0,7 0,7—0,8 0,8—0,9 0,9-1,0
— 2 —1 4-2 -2 -1 4-2 — 2 -1 4-2 -2 -1 4-2 -2 -1 4-2
0,1
_ — _ — —
349
Продолжение прил. 2
ПРИ етях и
0,5—0,6 0,6 —0,7 0,7 —0,8 0,8-0,9 0,9-1,0
-2 -1 +2 -2 -1 +2 -2 -1 +2 — 2 —1 +2 — 2 —1 +2
0,52 — — — —
1,60 1,05 0,61 0,48 0,52
1,70 1,15 0,51 1,90 1,25 0,71 0,48 0,52
2,00 1,35 0,61 2,20 1,45 0,81 0,48 0,52
2,30 1,55 0,71 2,50 1,65 0,90- 0,49 ОДЛ
2,60 1,75 0,80 2,80 1,85 1,00 0,49
2,90 1,95 0,90
0,2
0,18 1,50 0,95 0,69 0,37 1,59 1,04 0,63 0,34 0,17 1,80 1,15 0,79 0,36 ! 0,17 —
1,69 1,14 0,53 0,13 1,89 1,24 0,72 0,34 2,10 1,35 0,89 0,36 0,17
1,80 1,25 0,39 1,99 1,34 0,63 0,14 2,19 1,44 0,82 0,34 2,40 1,55 0,99 0,36 0,16
2,10 1,45 0,49 2,29 1,54 0,72 0,14 2,49 1,64 0,92 0,34 2,70 1,75 1,10 0,36
2,40 1,65 0,59 2,59 1,74 0,82 2,79 1,84 1.02
351
О? Р -° Р р Р
to GO ND '*►— о
2
Продолжение прил. 2
ПРИ "max и
fit — R2
0)2/®!
0,5—0,6 0,6—0,7 0,7-0,8 0,8-0,9 0,9-1,0
— 2 —1 +2 — 2 -1 +2 — 2 —1 4-2 -2 —1 4-2 -2 -1 4-2
— — — 0,14 2,70 1,85 0,69 0,34 2,89 1,95 0,92
0,3
0,10
1,42 0,86 0,77
0,18
1,49 0,94 0,72
0,29
1,58 1,03 0,65
0,26
1,68 1,13 0,56
0,13
1,79 1,24 0,43
0,07
1,91 1,36 0,16
0,10
1,71 1,06 0,87
0,17
1,79 1,14 0,82
0,28
1,88 1,23 0,75
0,26
1,99 1,34 0,65
0,13
2,09 1,44 0,53
0,07
2,21 1,56 0,32
0,10
2,01 1,26 0,97 0,16
2,09 1,34 0,92 0,28
2,18 1,44 0,84 0,27
2,28 1,54 0,75 0,14
2,39 1,64 0,62 0,07
2,51 1,76 0,44
0,09
2,31 1,46 1,08 0,16
2,39 1,54 1,01 0,28
2,48 1,64 0,94 0,27
2,59 1,74 0,84 0,14
2,69 1,85 0,72
0,09
2,61 1,66 0,16 1,18
2,69 1,74 0,28 1,11
2,79 1,84 0,27 1,03
2,89 1,94 0,94
0,4
—
0,09
1,34 0,79 0,83 0,12 0,08
1,40 0,85 0,80 0,16 1,64 0,98 0,94 0,12 0,07
1,47 0,93 0,75 1,70 1,05 0,90 1,93 1,18 1,04
353
сл
о
о
о
00
р
о
о
о
U1
о
о
G0
о
ND
О
О
О
р
сл
о
CD
О
ND
О
G0
О
СЛ
а>
f (Ri - ₽а; г)
f (₽1 — Я2; «а/©!-, г)
Продолжение прил. 2
при етах и
^2
0.5 —0,6 0,6-0.7 0,7 —0,8 0,8 —0,9 0,9— 1,0
-2 -1 +2 -2 -1 +2 — 2 —1 +2 -2 -1 4-2 — 2 —1 4-2
0,24 0,16 0,11 0,07
1,56 1,02 0,69 0,22 1,78 1,13 0,85 0,24 2,00 1,25 1,00 0,15 2,23 1,37 1,15 0,11 0,06
1,66 1,12 0,60 0,12 1,88 1,23 0,78 0,22 2,08 1,33 0,94 0,24 2,30 1,45 1,10 0,15 2,52 1,57 1,25 0,10
1,78 1,23 0,48 0,08 1,97 1,33 0,69 0,12 2,17 1,43 0,87 0,22 2,38 1,54 1,04 0,23 2,60 1,65 1,20 0,15
1,90 1,35 0,25 0,04 2,08 1,44 0,57 0,08 2,27 1,53 0,78 0,12 2,48 1,63 0,96 0,22 2,68 1,74 1,14 0,23
2,03 1,47 0,07 2,20 1,55 0,38 0,04 2,38 1,64 0,66 0,08 2,58 1,73 0,87 0,12 2,78 1,83 1,06 0,22
0,5 05 2,33 1,67 0,11 2,50 1,75 0,49 2,68 1,84 0,75 2,88 1,93 0,96
1,27 0,70 0,89 0,09
1,28 0,72 0,88 0,11 0,07
1,32 0,77 0,87 0,12 1,57 0,91 1,00 0,09 0,06
1,37 0,83 0,84 0,15 1,62 0,96 0,97 0,11 1,86 1,10 1,11 0,09 0,05
1,45 0,91 0,79 0,21 1,68 1,03 0,93 0,14 1,91 1,16 1,07 0,11 2,15 1,29 1,21 0,08 0,05
1,54 1,00 0,73 0,19 1,76 1,12 0,88 0,21 1,98 1,24 1,03 0,14 2,21 1,36 1,18 0,11 2,44 1,49 1,32 0,08
1,64 1,11 0,65 0,11 1,85 1,21 0,82 0,19 2,06 1,32 0,98 0,20 2,29 1,44 1,13 0,14 2,54 1,56 1,28 0,10
1,76 1,22 0,54 0,07 1,95 1,31 0,73 0,11 2,16 1,42 0,91 0,19 2,37 1,53 1,07 0,20 2,59 1,64 1,23 0,13
1,88 1,34 0,33 0,05 2,06 1,42 0,62 0,07 2,26 1,52 0,82 0,11 2,46 1,62 1,00 0,19 2,67 1,73 1,16 0,20
2,01 1,46 0,15 0,03 2,18 1,54 0,44 0,05 2,37 1,63 0,70 0,08 2,56 1,72 0,91 0,11 2,77 1,82 1,09 0,19
2,15 1,58 0,04 2,31 1,66 0,20 2,49 1,74 0,55 2,67 1,83 0,79 2,87 1,93 1,00
355
356
Размеры кру-
говых зон г
f (^1 — Я2; co2/wi; г)
^||^|
Продолжение прил. 2
при е и —1 /?2
,TldX (02/(0i
0.5-0,6 0,6 —0.7 0,7—0,8 0,8—0,9 0.9-1,0
— 2 -1 +2 -2 -1 +2 — 2 -1 4-2 — 2 -1 4-2 — 2 -1 4-2
0,6 0,17 1,24 0,68 0,93 0,14 1,25 0,69 0,92 0,12 0,04 1,50 0,84 1,04 0,07 1,51 0,85 1,05 0,09 0,05
1,29 0,74 0,91 0,12 . 1,54 0,89 1,03 0,10 1,79 1,03 1,16 0,07 0,05
1,34 0,80 0,88 0,14 1,59 0,94 1,01 0,11 1,84 1,08 1,14 0,09 2,08 1,22 1,24 0,07 0,04
1,42 0,89 0,84 0,19 1,66 1,01 0,97 0,13 1,89 1,14 1,11 0,10 2,13 1,28 1,24 0,08 2,37 1,41 1,38 0,06
1,51 0,98 0,78 0,17 1,73 1,10 0,92 0,18 1,96 1,22 1,07 0,13 2,19 1,34 1,21 0,10 2,43 1,47 1,35 0,08
1,62 1,09 070 0,10 1,83 1,19 0,86 0,17 2,04 1,31 1,01 0,18 2,27 1,42 1,16 0,12 2,49 1,55 1,31 0,10
1,73 1,20 0,59 0,07 1,93 1,30 0,78 0,10 2,14 1,40 0,94 0,17 2,36 1,51 1,10 0,18 2,57 1,63 1,26 0,12
1,86 1,32 0,40 0,05 2,04 1,41 0,67 0,07 2,24 1,51 0,86 0,10 2,45 1,61 1,03 0,17 2,66 1,72 1,19 0,18
1,99 1,44 0,24 0,03 2,17 1,53 0,51 0,05 2,35 1,63 0,75 0,07 2,55 1,71 0,94 0,10 2,75 1,82 1,12 0,17
2,13 1,57 0,12 0,7 0,14 2,29 1,65 0,28 0,14 2,47 Г,73 0,60 0,04 2,66 1,82 0,84 2,85 1,92 1,03
1,20 0,64 0,97 0,14 1,47 0,81 1,09 0,12 1,73 0,97 1,21 0,06
1,21 0,65 0,97 0,13 1,48 0,82 1,09 0,10 1,74 0,98 1,21 0,07 0,05
1,25 0,70 0,95 0,12 1,51 0,83 1,07 0,10 1,77 1,01 1,20 0Д)8 2,02 1,16 1,32 0,06 0,04
1,31 0,77 0,91 0,13 1,58 0,91 1,05 0,11 1,81 1,06 1,18 0,09 2,07 1,20 1,31 0,07 2,31 1,36 1,44 0,06
1,39 0,86 0,88 0,17 1,63 0,99 1,01 0,12 1,87 1,12 1,14 0,10 2,11 1,26 1,28 0,08 2,35 1,39 1,41 0,07
1,48 0,96 0,83 1,71 1,07 0,97 1,94 1,20 1,10 2,17 1,33 1,24 2,41 1,46 1,38
357
)Ы круго- >н г £ II i — Я2; (i)a/cot; г)
V ° и X « 2 0,0—0,0 —2 —1 4-2 0,1-0,2 —2 —1 4-2 0,2—0,3 -2 -1 4-2 0,3-0,4 —2 -1 4-2 0,4-0,5 -2 -1 4-2
0,6 0,7 0,8 0,9 1,0 0,01 0,03 0,04 0,06 0,09
0,83 0,73 0,23 0,006 0,90 0,76 0,25 0,02 1,03 0,81 0,30 0,03 1,20 0,88 0,40 0,05 1,39 0,97 0,59 0,07
1,05 0,89 0,16 1,10 0,91 0,18 0,01 1,21 0,96 0,22 0,02 1,35 1,02 0,29 0,03 1,52 1,09 0,42 0,05
1,30 1,07 0,11 1,39 1,10 0,14 0,01 1,51 1,16 0,21 0,02 1,66 1,22 0,30 0,03
1,56 1,25 0,08 1,67 1,30 0,13 0,01 1,81 1,36 0,20 0,02
1,83 1,44 0,05 1,96 1,49 0,11
Продолжение прил. 2
Xi — «2
ГфИ И --1------
,Т1ах С02О>1
0,5 -0,6 0,6-0,7 0,7-0,8 0,.8—0,9 0,9 —1,0
—2 —1 +2 —2 -1 -1-2 —2 -1 Н-2 -2 -1 -1-2 2 —1 +2
0,15 0,16 0,12 0,10 0,08
1,59 1,07 0,75 0,09 1,80 1,17 0,91 0,15 2,02 1,29 1,05 0,16 2,25 1,41 1,20 0,12 2,48 1,59 1,34 0,09
1,71 1,18 0,65 0,07 1,91 1,28 0,83 0,09 2,12 1,39 0,99 0,15 2,33 1,50 1,14 0,16 2,55 1,61 1,29 0,11
1,83 1,30 0,48 0,05 2,02 1,39 0,73 0,07 2,22 1,49 0,91 0,10 2,43 1,59 1,07 0,15 2,64 1,70 1,23 0,16
1,97 1,43 0,33 0,04 2,14 1,51 0,58 0,05 2,33 1,60 0,80 0,07 2,53 1,70 0,99 0,10 2,73 1,80 1,16 0,15
2,11 1,36 0,21 2,27 1,63 0,37 2,45 1,72 0,66 2,64 1,81 0,88 2,84 1,90 1,07
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Аббе диаграмма — см. Диаграмма Аббе
Алмаз — Порошки 135
— природный 131
— синтетический 131
Аппертура световода 45
Астигматизм 88
Асферизация вакуумная 279 — Контроль 262 — Программирование
процесса 250
— ножевым инструментом 261
— упругим лепестковым инструментом 240
Ацетон 145
Аэрозоль 222
Б
База 76 — Выбор 76
— вспомогательная 77
— направляющая 79
— настроечная 78, 79
— технологическая 77
— установочная 79
Бальзам пихтовый 233
Бальзамин 234
Бензин 145
Бессвильность 14, 72
Блокирование 197
В
Волоконно-оптические элементы (ВОЭ) 44 — Обработка 304
— Типы 45, 49—52 — см. под названием, например Жгуты гибкие
Воск пчелиный 140
Г
Германий — Выращивание 42 — Пластины 32 — Свойства 24
Гидроклассификация 133
Гидролиз 220
Гипс 141
Гипсование 156, 205
Гониометр 74
Горшок стекловаренный 33
ГОСТ 2.412—81 (СТ СЭВ 139—74) 83, 85, 89
ГОСТ 19.003—80 257 /
ГОСТ 1642—75 144-^
ГОСТ 1807—75 269, 273
ГОСТ 1975—75 143
ГОСТ 2786—82 89, 269
ГОСТ 2789—73 75, 98, 100, 158, 160, 178
ГОСТ 3514—76 6, 7, 12, 18, рис. 38, рис. 67—70
ГОСТ 3647—80 133
ГОСТ 7721—76 214
ГОСТ 9411—81 16
ГОСТ 10477—75 148
ГОСТ 1П41—76 75, 89, 178
ГОСТ 13240—78 15, 53, 55, 68, 72, 331
ГОСТ 13659—78 10, 293
ГОСТ 14887—80 232
ГОСТ 15130—79 20
360
ГОСТ 15875—80 278
ГОСТ 16167—80 148, 160
ГОСТ 16169—81 148
ГОСТ 16170—81 148
ГОСТ 16172—80 148
ГОСТ 17006—80 148, 159
ГОСТ 17007—80 148
ГОСТ 18300—72 147
ГОСТ 23915—79 307
Д
Детали оптические — Допуски 85 — Параметры конструкционные 83
— Показатели качества 85
— крупногабаритные 302
— полимерные 273
Децентрировка 81 — Допуск 90, 161
Диаграмма Аббе 8
Дисперсия — Коэффициент 7 — Контроль 73 — Нормирование 12
— средняя 6
Документация технологическая 54 — Карта маршрутная 330
— Карта операционная 330 —Карта типового технологического процесса 331 —
Карта эскизов 331
Ж
Жгуты гибкие 50
Жидкость легковоспламеняющаяся 145, 338
— промывочная 145
— смазочно-охлаждающая 143
3
Заготовка — Вид поставки 53 — Дефекты 54 — Контроль 71
— Предельные отклонения 54 — Тонкий отжиг 70 — Условия технические 55
Зеркала интерференционные 214
— стеклометаллические 291
— холодного света 215
И
Индий 216
Инструмент алмазный гибкий 61 — Изготовление 58, 150
— Круг отрезной 58 — Круг с внутренним резом 61 — Пила полосовая 60 — При-
тир 151 — Резец 56 — Сборный 152 — Сверло 63
— Типы и характеристики 148
Инструмент полировальный — Конструкция 153 — Расчет 174
Инструмент шлифовальный — Конструкция 152 — Расчет 175
Интерференция 87
Интерферометр 265
Испаритель резистивный 225
электронно-лучевой 227
К
Калий бромистый 25
— хлористый 25
Кальций фтористый 25, 226
Кальцит 24, 185, 319
Канифоль 138
Карбид бора 132
— кремния 132
Карта маршрутная 330
— операционная 330
Кассета для промывки 336
Кварц кристаллический — Выращивание 41 — Ориентация 185
— Свойства 24, 47
361
Керамика оптическая 26
Клей оптический акриловый 234 — Применение 236
— ММА 236
— ОК 235
Клин 194
Клиновидность 210
Коллиматор 14, 162
Контакт оптический 156, 199, 205, 238
Коноскоп 185
Корунд 24
Коэффициент дисперсии 7
— заполнения ПО
— запуска 54, 325
— отражения 213
— покрытия 114
— пропускания 215
— скоростной 117
Красители коллоидные 17
— молекулярные 17
Кремний — выращивание 42 — Пластины 321 — Свойства 24
Крепление заготовок жесткое 197, 204, 208
— элластичное 197, 204, 208
Криолит 7, 11
Кристаллы оптические — Выращивание 40 — Кристаллизация 40
— Обработка 184 — Ориентация 184 — Свойства 22, 187
— изотропные 24
— одноосные 24
Крон 7, 11
Крокус сульфатный 137, 138
Л
Лак защитный 142
Легковоспламеняющаяся жидкость (ЛВЖ) 338
Лейкосапфир 24
Линза — Базирование 77 — Децентрировка 81 — Параметры конструктивные 83 —
Показатели качества 85 — Размерные цепи 80
— кварцевая 320
— очковая 306
— полимерная 274
— шаровидная 309
Линия автоматическая 326 — Приготовление шихты 30
— поточная 210, 327
Литий фтористый 25
Лучепреломление двойное 14, 73
1 М
Магний фтористый 24, 25, 213, 226
Материалы абразивныё 132 — Зернистость 132 — Зерновой состав — 133 — Клас-
сификация 132 — Регенерация 135 — Физико-химические свойства 132
Материалы вспомогательные 138 — Приготовление смол 142
— защитные лаки 142
— наклеечные 139
— полировальников 138
— промывочные 145
— смазочно-охлаждающие 143
— чистки оптики 146
Материалы полирующие — Применение 136 — Свойства 137
Машина делительная 285
— пропиточная 142
Микроскоп поляризационный 184
Моллирование принудительное 64
— свободное 64
362
н
Нарезки стекла 66
Натрий хлористый 25
Нормы удельные 332
О
Обработка оптических деталей — Настройка станков 178 — Параметры управления
процессом 113, 122 — Припуск на обработку 169 — Расчет кинематических про-
грамм 124 — Схемы 100
Однородность оптическая 13, 74
Олова двуокись 222
П
ПАВ (поверхностно-активные вещества) 146
Пантограф вертикальный 285
Парафин нефтяной 140
Пек древесный 138
Перхлорэтилен 146
Песок кварцевый 132
Печь ванная 35
— горошковая 31
— отжига стекла 37
— с платиновым тиглем 36
Пирамидальность 90
Пиролиз 222
Пластина плоскопараллельная 194
Пластины микроканальные 52
Пластины спеченные 51
Поверхностно-активные вещества 146
Показатель преломления — Контроль 73
— кристаллов 22
— основной 6
— стекла 6, 8, 12, 71
Покрытия оптические защитные 216 — Контроль и испытания 229 — Механические
и термические свойства 217 — Обозначение 83, 216 — Оптические свойства 212 —
Типы 212 — Фильтры 215
— отражающие 214
— полимерных материалов 278
— поляризующие 216
— просветляющие 212
— светоделительные 215
— токопроводящие 216
Полиметилкрилат 21
Поликарбонат 21
Полирование — Процесс 98, 165 — Расчет инструмента 175
— в сепараторе 168
Полирит 136
Полистирол 21
Призмы — Базирование 78 — Цепи размерные 81
— кварцевые 320
— многогранные 295
— поляризационные 319
Припуски операционные 108, 169
Приспособления — Для крепления деталей при механической обработке 154 —
Нанесения покрытий 221
— наклеенные 155, 174
Притир алмазный 119, 151
Притирка — Интенсификация режимов 180 — Параметры и показатели 108, 121 —
Элементы настройки станка 178
— свободная 105
Пузырность 13, 15, 73
363
р
Разборка блока 196
Раскалывание стекла 56
— кристаллов 319
Распиливание стекла гибким инструментом 61
— кругом с внутренним резом 61
— отрезным кругом 57
— полосовыми пилами 60
Раствор пленкообразующий 220
— серебрящий 219
Регенератор 32
Рефлексометр 230
Рубин 26 — Выращивание 43 — Ориентация 185 — Свойства 26
С
Сапфир 43
Сверление 63, 159
Сверло алмазное 63
Световод многожильный 49
Световод одножильный 45
Селлаит 24
Серебрение из раствора 219
Сетки — Заготовки 281 — Изготовление 283 — Назначение 86, 280 — Нанесение
штрихов 282 — Контроль и аттестация 286
Ситалл 20,’ 39
Система станок — приспособления — инструмент — деталь (СПИД) 78, 100, 101, 104
Смазочно-охлаждающая жидкость (СОЖ) 57
Смола наклеенная 141
— полировочная 138
— эпоксидная 235
Соединение оптических деталей — Оптический контакт 238 — Склеивание 236 —
Спекание 11 — Способы 232
Спирт этиловый 147
Станок обработки поверхностей призм 202
— распиливания стекла 60
— химического просветления 219
Стекло оптическое бескислородное 19, 40, 47 — Бой 31,33 — Варка и выработка 31,
38 — Вязкость 6 — Классификация и обозначение 7, 16—Контроль 38, 71 —
Оптические характеристики 6 — Отжиг 36, 70 — Показатели качества 12 — Пороки
и дефекты 15 — радиационно-стойкое 19 — светорассеивающее 18 — Термические
свойства 10 — Типы и марки 7, 16 — Физико-химические свойства 8 — Фотоупру-
гость 9 — Фотохромное 18 — Химическая устойчивость 11
— кварцевое 20, 39
— люминесцирующее 19
— органическое 21
— цветное 16, 38
Сфера — Контроль 87
Т
Твердость по сошлифованию 9
— склерометрическая 9
Температурный коэффициент линейного расширения (ТКЛР) 10, 47, 293
Технологичность 241 — Признаки 241 — Контролируемые признаки 243 — Кон-
структивные параметры 245
Трихлорэтилен 145
У
Упругость паров 225
Установка варки стекла в платиновом тигле 36
— варки и розлива смолы 143
— виброукладки жгута 50
364
— выработки волокна 48
— выращивания кристаллов щелочно-галлоидных солей 42
— вытягивания жестких световодов 48
— вытягивания световодов из комплекта штабик — трубка 48
— гидротермальной кристаллизации кварца 41
— гидроклассификации микропорошков 133
— катодного распыления 229
— принудительного моллирования 65
— промывки оптических деталей 336
Ф
Фасетирование 160, 209
Фаски — Размеры и обозначения 81
Фильтры интерференционные 215
Флинт 7, 11
Флюорит 23
Фокон 52
Фотоупругость 9
ц
Центрирование 160
Цинк сернистый 226
Ч
Чашка фасетировочная 161
Чистота поверхности — Допуски 89
Ш
Шероховатость поверхности 98, 177
Шеллак 140
Шихта стекла 29, 33
Шкалы кодовые 287
Шлифование грубое 157 — Расчет инструмента 175
— закрепленными абразивными зернами 93
— кристаллов 190
— линз 206
— призм и пластин 194
— суспензией абразивных порошков 95
— тонкое 158, 162, 208
— цилиндрических поверхностей 160
Шпат исландский 24
Штабик стеклянный 67
Э
Элементы интегрально-оптические 313
Электрокорунд 132
Эпоксидная смола 151
ОГЛАВЛЕНИЕ
Предисловие .................................................................... 3
Глава !• Оптические материалы и их свойства..................................... 5
§ 1. Общие сведения об оптических материалах........................ 5
§ 2. Стекло оптическое бесцветное . ............................... 5
§ 3. Физико-химические характеристики и технологические
свойства оптических стекол .................................. 8
§ 4. Показатели качества оптического стекла........................ 12
§ 5. Стекла оптические цветные, стекла с особыми свойствами,
ситаллы, органические стекла ............................... 16
§ 6. Оптические кристаллы и керамика............................... 22
о
Глава Технология производства оптических материалов............................ 28
§ 7. Производство оптического бесцветного стекла. 28
§ 8. Особенности производства цветных стекол и стекол с осо-
быми свойствами............................................. 38
§ 9. Выращивание кристаллов .................... 40
§ 10. Изготовление волоконно-оптических элементов (ВОЭ) 44
Глава Зе Технология изготовления заготовок оптических деталей, ... 53
§11. Заготовки оптических деталей ......................... 53
§ 12. Холодная разделка стекла.............................. 56
§ 13. Горячее формообразование заготовок.................... 64
^14. Тонкий отжиг заготовок................................. 70
§ 15. Контроль заготовок оптических деталей................. 71
Глава * • Основные понятия, определяющие достижение качества оптиче-
ских деталей.......................................................... 75
§ 16. Поверхности и базирование ........................... 75
§ 17. Размерные цепи........................................ 80
§ 18. Допуски............................................... 83
Глава 5 • Основы процессов обработки оптических поверхностей........... 93
§ 19. Свойства процессов шлифования и полирования стекла 93
§ 20. Схемы механической обработки заготовок оптических де-
талей ................................................... 100
§ 21. Параметры и показатели свободной притирки......... 108
§ 22. Работа притира...................................... 119
366
§ 23. Кинематические программы обработки оптических по-
верхностей ..............................................
Глава 6 • Обрабатывающие и вспомогательные материалы, инструмент,
приспособления ......................................................
§ 24. Абразивные и полирующие материалы .................
§ 25. Вспомогательные материалы .........................
§ 26. Алмазный инструмент................................
§ 27. Инструмент и приспособления для шлифования и полиро-
вания ...................................................
7
Глава Л • Механическая обработка заготовск оптических деталей .......
§ 28. Шлифование.........................................
§ 29. Тонкое шлифование исполнительных поверхностей суспен-
зиями абразивных порошков................................
§ 30. Полирование исполнительных поверхностей............
§ 31. Расчетные элементы операций шлиф сг и: г я и г.слпрс-
вания ...................................................
§ 32. Настройка станков типа ШП и технологические пара-
метры обработки .........................................
§ 33. Обработка кристаллов ..............................
Глава 8» Технологические процессы изготовления типовых деталей. . .
§ 34. Проектирование технологических процессов...........
§ 35. Технологический процесс изготовления плоскопараллель-
ных пластин и клиньев ...................................
§ 36. Технологический процесс изготовления прямоугольных
призм ...................................................
§ 37. Технологический процесс изготовления линз..........
§ 38. Поточное производство оптических деталей...........
Глава 9 • Покрытия оптических деталей................................
§ 39. Типы покрытий и их свойства........................
§40. Химические процессы нанесения по^ытнй..............
§41. Физические процессы нанесения покрытий.............
§ 42. Контроль и испытания покрытий......................
Глава Ю «Соединение оптических деталей...............................
§ 43. Способы соединения.................................
§ 44. Материалы, применяемые для соединения..............
§ 45. Технология соединения оптических деталей...........
Глава 11 • Обработка исполнительных асферических поверхностей ....
§ 46. Технологичность асферических поверхностей..........
§ 47. Элементы технологии обработки асферических поверхно-
стей ....................................................
§ 48. Программы управления обработкой....................
§ 49. Обработка параболоидных поверхностей ножевым ин-
струментом ..............................................
§ 50. Контроль асферических поверхностей.................
124
131
131
138
148
152
157
157
162
165
169
178
184
192
192
194
200
206
210
212
212
218
223
229
232
232
233
236
239
239
245
250
261
262
367
Глава 12« Изготовление нетиповых оптических деталей...................... 269
§ 51. Пробные стекла..................................... 269
§ 52. Оптические детали из полимеров..................... 273
§ 53. Сетки.............................................. 280
§ 54. Кодовые шкалы...................................... 287
§ 55. Стеклометаллические зеркала........................ 291
§ 56. Многогранные призмы................................ 295
§ 57. Оптические детали лазеров.......................... 298
§ 58. Крупногабаритные оптические детали................. 302
§ 59. Волоконно-оптические детали........................ 304
§ 60. Очковые линзы ..................................... 306
§ 61. Шаровидные линзы .................................. 309
§ 62. Интегрально-оптические элементы.................... 313
§ 63. Детали из некоторых кристаллов..................... 319
Глава 13 «Организация оптического производства........................ 323
§ 64. Структура управления и особенности организации произ-
водства оптического цеха............................. 323
§ 65. Технологическая подготовка производства............ 329
§ 66. Техника безопасности и производственная санитария 334
Список литературы..................................................... 339
Приложение 1. 341
Приложение 2.......................................................... 349
Предметный указатель.................................................. 360
Вадим Гаврилович Зубаков, Михаил Николаевич Семибратов,
Станислав Константинович Штандель
ТЕХНОЛОГИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ
Редактор 3. С. Баранова
Художественный редактор С. С. Водчиц
Технический редактор Н. В. Тимо феенко
Корректор А. П. Сизова
ИБ № 4262
Сдано в набор 22.05.84. Подписано в печать 18.12.84. Т-24409. Формат 60X90*/ie-
Бумага типографская № 2. Гарнитура литературная. Печать высокая.
Усл. печ. л. 23,0. Усл. кр.-отт. 23,0. Уч.-изд. л. 27,08.
Тираж 4700 экз. Заказ 136. Цена 1 р. 20 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союэполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
ТЕХНОЛОГИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ
ДЛЯ ВУЗОВ
В. Г. Зубаков
М. Н Семибратов
С.К.Штандель
ТЕХНОЛОГИЯ
ОПТИЧЕСКИХ
ДЕТАЛЕЙ
МАШИНОСТРОЕНИЕ-