















































































































































































































































































Автор: Вальтер А.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение металлургия технологические процессы литейное производство
ISBN: 978-5-9729-0363-4
Год: 2019




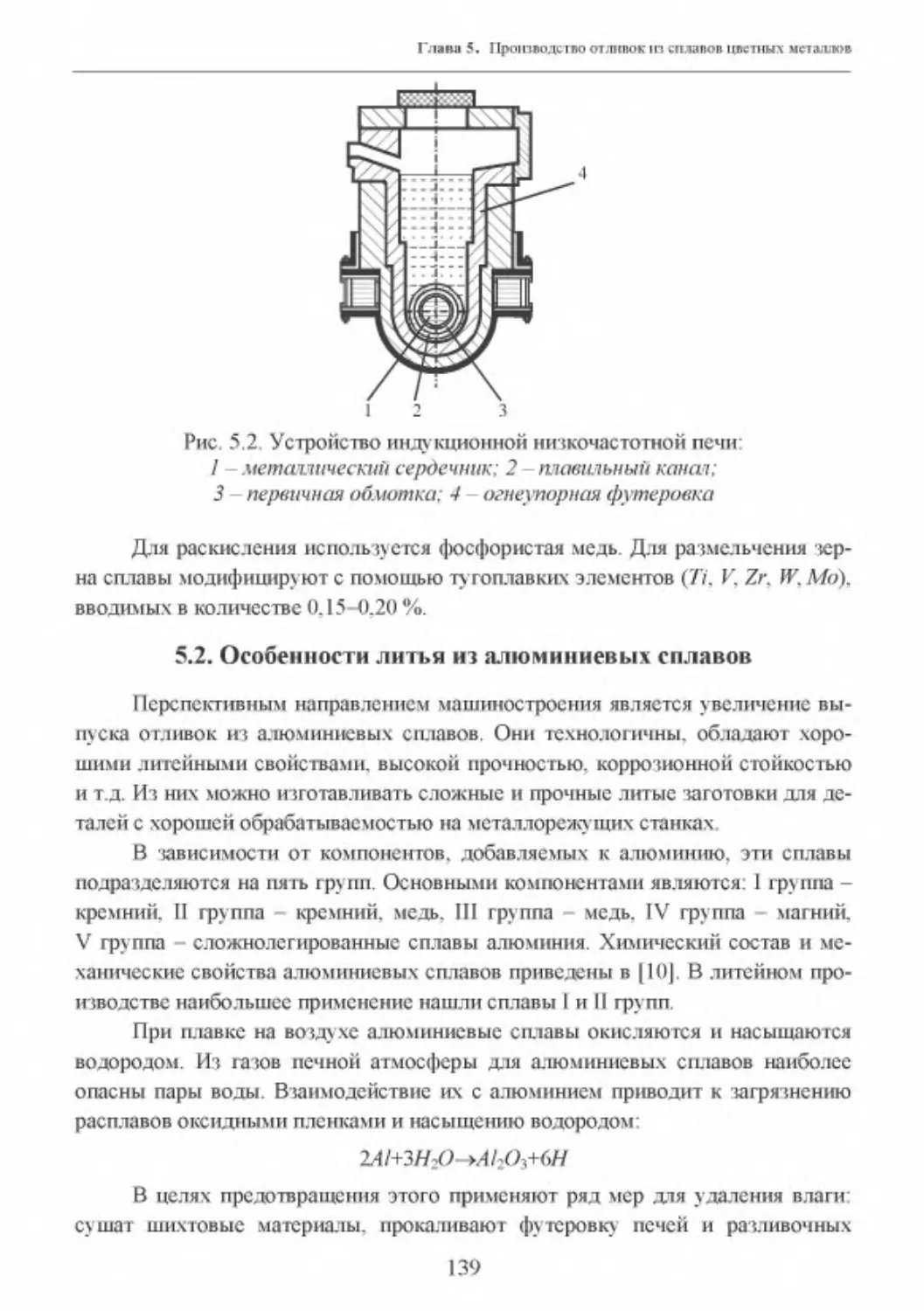
А. И . Вальтер, А. А . Протопопов
ОСНОВЫ ЛИТЕЙНОГО
ПРОИЗВОДСТВА
Учебник
Москва Вологда
«ИнфраИнженерия»
2019
УДК 621.74
ББК34.61
В16
Рецензенты:
Чудин В. H ., проф., др техн. наук, лауреат Государственной премии РФ
(Московский государственный университет путей
сообщения МИИТ, г. Москва);
Золотухин В. И ., проф., др техн. наук, ген. директор НПП «ВулканТМ» (г. Тула)
Вальтер, А. И., Протопопов, А. А .
В16
Основы литейного производства : учебник / А. И . Вальтер, А. А. Про
топопов Москва; Вологда : ИнфраИнженерия, 2019. 332 с. : ил., табл.
ISBN 9785 97290363 4
Изложены основные положения теории и технологии процессов литейно
го производства для различных материалов и сплавов. Приведены базовые
принципы разработки технологии художественного литья монументов, памят
ников. Рассмотрены характеристики литейного процесса, необходимые для
компьютерного моделирования при выборе оптимального способа литья и
определении технологических параметров.
Для преподавателей, аспирантов и студентов металлургических и маши
ностроительных специальностей всех уровней обучения.
УДК 621.74
ББК34.61
ISBN 978597290363 4
© Вальтер А. И, Протопопов А. А. , 2 0 19
© Издательство «ИнфраИнженерия», 2019
© Оформление. Издательство «ИнфраИнженерия», 2019
ВВЕДЕНИЕ
Изложены особенности технологии производства отливок из различных
чугунов и сталей; сплавов меди, алюминия и магния, процессы поздней вне
печной обработки металлических расплавов в литейной форме и в процессе ее
заливки; приведены конструкции и технологические варианты производства
литосварных заготовок и деталей; дана краткая информация о технологических
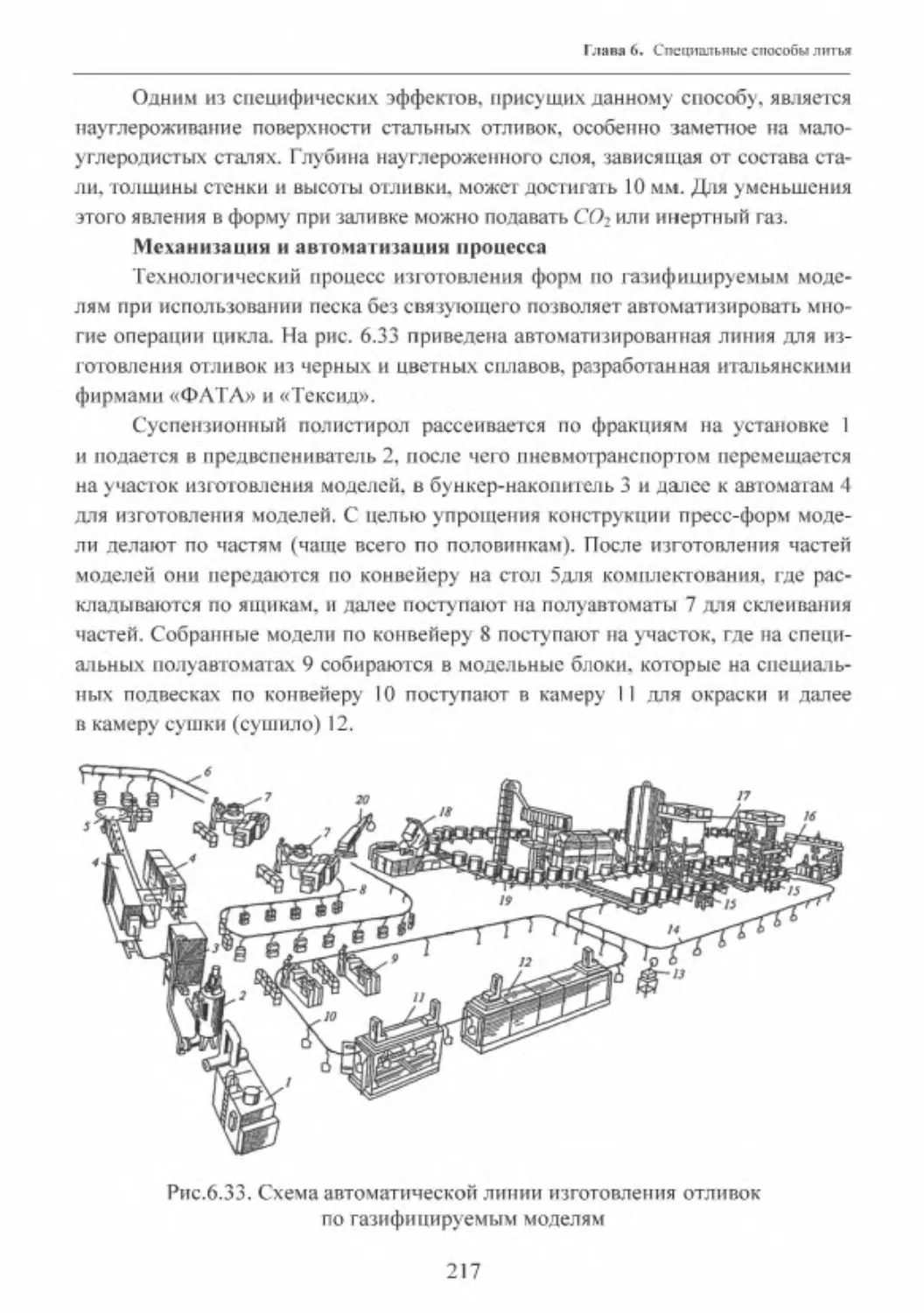
вариантах изготовления художественных отливок.
Литье является одним из старейших способов, которым еще в древности
пользовались для производства металлических изделий вначале из меди
и бронзы, затем из чугуна, а позже из стали и других сплавов.
Первым литейным заводом в России по производству бронзовых отливок
был пушечнолитейный завод (Пушечная изба), построенный в Москве в 1479 г.
В России были изготовлены самые крупные в мире отливки, такие, как
«Царьколокол» (Иваном Моториным), «Царьпушка», (Андреем Чоховым), за
мечательные произведения искусства: памятник Минину и Пожарскому, «Мед
ный всадник» и т.д . Первые чугунные отливки изготовлялись на металлургиче
ских заводах непосредственно из жидкого металла, выплавленного в доменных
печах. Позже на машиностроительных заводах стали строить самостоятельные
чугунолитейные цехи, где в специальных печах переплавляли чушковый до
менный чугун с металлическим ломом. Цех такого типа впервые был построен
в 1774 г. на Гусевском заводе, где были установлены опрокидывающиеся шахт
ные печи прототип современных вагранок. В 1868 г. на Мальцевских заводах
впервые были получены стальные фасонные отливки.
Основными процессами литейного производства являются плавка метал
ла, изготовление форм, заливка металла и охлаждение, выбивка, очистка, об
рубка отливок, термическая обработка и контроль качества отливок.
В зависимости от металлов, из которых изготовляют отливки, различают
отливки из черных металлов и сплавов (стали, серого и ковкого чугуна), а также
отливки из цветных металлов и сплавов (медных, алюминиевых, магниевых).
Основным способом изготовления отливок до настоящего времени оста
ется литье в песчаные формы, в которых получают около 80 % отливок от об
щего количества. Однако точность и шероховатость поверхности отливок,
полученных в песчаных формах, во многих случаях не удовлетворяют требова
ниям современного машиностроения. В связи с этим в последнее время бур
но развиваются специальные способы литья: в металлические формы (кокили),
3
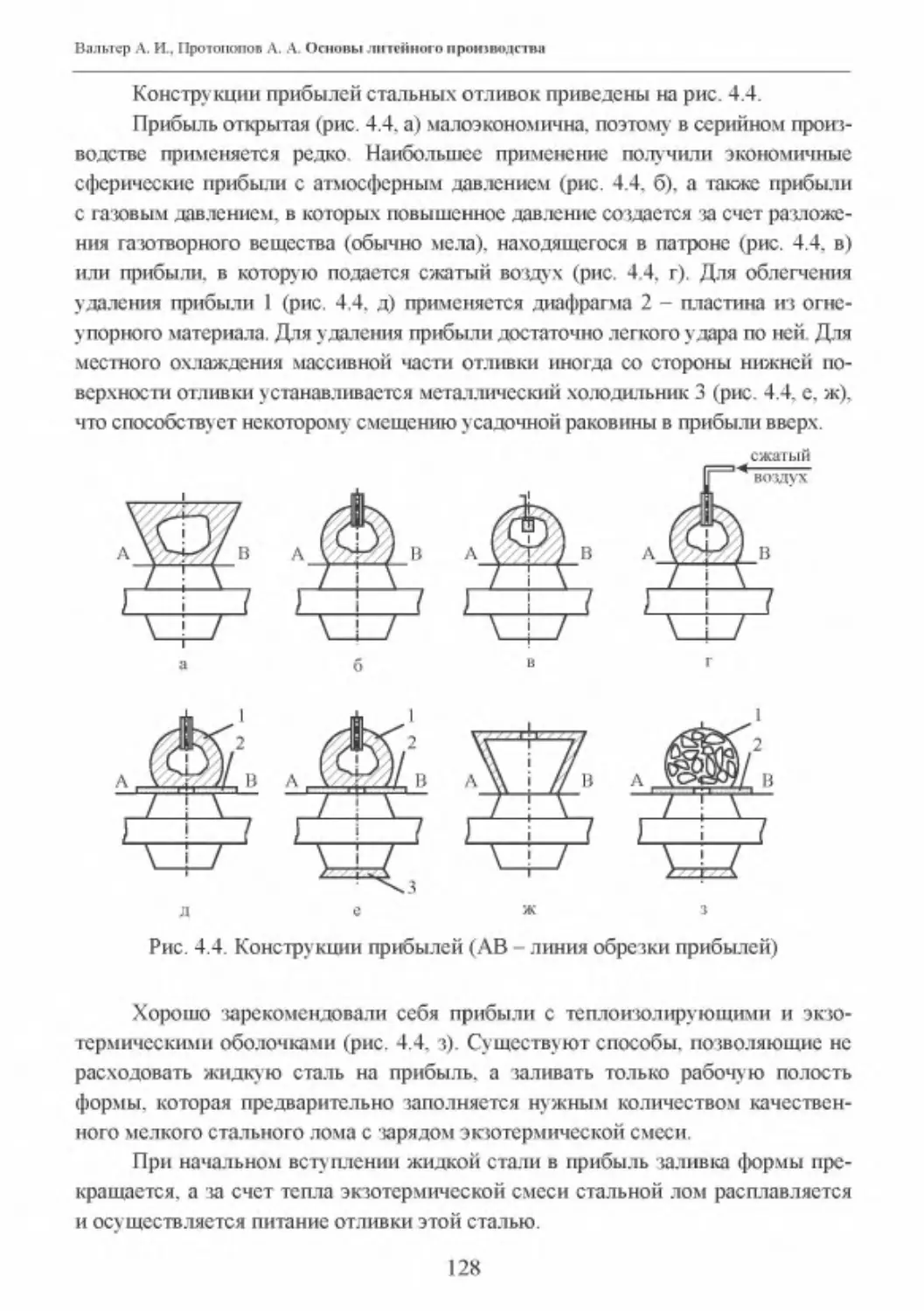
Вальтер А. И ., Протопопов А. А . Основы литейного производства
под давлением, по выплавляемым моделям, центробежное, в оболочковые фор
мы, позволяющие получить отливки повышенной точности, с минимальной ше
роховатостью поверхности и незначительным объемом механической обработки.
Выплавку металла чаще всего производят электроплавкой, причем в ряде
цехов собственно плавку ведут в ночное время с использованием наиболее де
шевой электроэнергии, с последующим миксированием и раздачей металла в те
чение дня на разливку. При применении электроплавки шихта хорошо подготав
ливается, прокаливается, поэтому при загрузке в печь не выделяются дым и газы.
Практически во всех цехах производят модифицирование чугуна, как в ковше,
так и непосредственно в форме. Широко применяются вибротранспортеры, осо
бенно при перевозке отливок, во время их охлаждения и сортировки. На вибро
транспортерах после выбивки форм происходит их разрушение, выбивка стерж
ней и охлаждение отливок. По мнению американских специалистов, вибротранс
порт значительно эффективнее других транспортных средств: пластинчатых
и ленточных конвейеров.
Кондиционные исходные материалы, хорошая отделка стержней и форм
приводят к заметному снижению трудоемкости финишной обработки отливок.
Основным материалом литых деталей и изделий является чугун сплав на ос
нове железа с содержанием на менее 2,14 % углерода, имеющий в своей струк
туре эвтектику.
В машиностроении на долю чугунных отливок приходится в среднем
75 % всей массы литья. В России 2022 % отливок производят из стали, а в пе
редовых промышленно развитых странах 10 12 %. Сталь, даже углеродистая,
по литейным свойствам хуже чугуна, а широкий сортамент высокопластичных
и прочных чугунов конкурентоспособен в отливках со сталями, имеющими
прочность на разрыв (7В=750 МПа и даже более.
Конкурентами черным сплавам в производстве отливок становятся и ли
тейные сплавы алюминия, механическая прочность которых в пересчете
на удельную массу не уступает им. В ряде производств приходится создавать
сложные заготовки и отдельно отлитых фасонных элементов с последующей
их сваркой. Существующие способы сварки позволяют это осуществлять
в широком диапазоне толщин стенок литых элементов и марок сталей и даже
чугунов.
Расширяется выпуск отливок из сплавов меди, титана, магния, при этом
все они имеют специфические присущие им литейные свойства, которые следует
учитывать при разработке технологического процесса как для изготовления ли
тейной формы, так и для выплавки надлежащего сплава. Дискуссионные вопро
сы возникают при выборе материала отливки, его выплавки и внепечной обра
ботки, заливки, термической обработки, а также при отработке конструкции
4
Введение
отливки на технологичность и разработке конструкции литейной формы, обес
печивающей получение качественной отливки.
По сравнению с другими способами изготовления заготовок для деталей
машин (прокатка, ковка, сварка) литейное производство обладает значитель
ными преимуществами. Литьем можно изготовлять заготовки любой конфигу
рации с минимальными припусками на механическую обработку, хорошими
механическими свойствами. Технологический процесс изготовления отливок
механизирован и автоматизирован, что снижает стоимость литых заготовок
по сравнению с поковками, сварными конструкциями, деталями из проката.
Дальнейшее совершенствование технологии, механизация и автоматизация из
готовления отливок, повышение их качества осуществляются на базе научных
исследований. Достижения современной науки во многих случаях позволяют
коренным образом изменить технологический процесс, резко увеличить произ
водительность труда, создать новые высокопроизводительные литейные маши
ны и автоматы.
5
ГЛАВА 1. ОСНОВЫ ТЕОРИИ ФОРМИРОВАНИЯ
ОТЛИВКИ
Получение изделий из жидкого расплава сопряжено со сложнейшими про
цессами, которые обусловливают появление в отливках различного рода дефектов.
Для получения качественных заготовок литейщик должен уметь на науч
ной основе управлять формированием отливок. Оптимальное управление тех
нологией получения отливок основывается на глубоком знании разнообразных
процессов, исследование сущности которых составляет предмет дисциплины
«Теория литейных процессов».
В настоящее время теория литейных процессов является базой как для
прогнозирования качества изготовляемых отливок, так и для определения оп
тимальных значений комплекса технологических параметров.
1.1 . Теория жидкого состояния расплавов
В теории жидкого состояния, как и в теории твердого тела, под структу
рой понимают пространственное расположение атомов.
Известно, что в кристалле имеется ближний и дальний порядок, а в
жидкости только ближний. Ближний порядок можно определить как упоря
доченное расположение атомов, окружающих произвольно выбранный цен
тральный атом на расстоянии порядка межатомного Ra
.
Дальний порядок
в структуре кристалла правильное периодическое расположение атомов
в узлах трехмерной решетки, образуемой повторяющимися элементами кри
сталла. Дальний порядок распространяется на расстояния, по крайней мере,
в десятки раз превышающие межатомное (для бесконечной идеальной решетки
на бесконечно большое расстояние). При плавлении дальний порядок исчезает.
На расстоянии, в Ъ4 раза превышающем межатомное, положение атома в любой
точке жидкости равновероятно, как в газе, а плотность жидкости равна среднему
значению ро. Упорядоченное расположение атомов в жидкости сохраняется
лишь на небольших расстояниях, в области ближнего порядка.
В начале 20х годов XX века Я.И . Френкель [23] разработал квазикристал
лическую модель строения жидкости. Согласно этой модели в жидкости сохраня
ются черты ближнего порядка, характерного для твердого тела вблизи температу
ры плавления Xnjl. Предположение о квазикристаллическом строении жидкости он
обосновал близостью ряда структурных и физических характеристик металлов
в жидком и твердом состояниях вблизи Tnjl плотности, энтальпии, теплоемкости
б
Глава 1. Основы теории формирования отливки
и др. Квазикристаллическая модель позволила правильно предсказать комплекс
свойств жидкости вблизи тел. Методом «размытия» кристаллической решетки
удается оценить структурные параметры жидкости межатомные расстояния
и число ближайших соседей.
Так, у твердого Fe расстояние между ближайшими соседями Ra при
T= 1500
0
C 0,2545 нм, у жидкого Fe при T= 1500
0
C 0 ,254 нм. Практически
не изменяется величина Ra при плавлении Au, Pb, Cu, Al и других металлов.
При плавлении изменяются строение и свойства металлов. На рентгено
граммах металлов в различных состояниях видно, что у твердых металлов име
ются острые максимумы, в жидком состоянии вблизи температуры плавления
имеются максимумы размытые, а близко к температуре кипения максимумы
исчезают (рис. 1.1).
Таким образом, температура плавления и температура кипения являются по
роговыми величинами: при температуре плавления разрушается дальний порядок,
характерный для кристаллического состояния, но сохраняется ближний порядок,
т.е . порядок в пределах нескольких межатомных расстояний. При температуре ки
пения нарушается ближний порядок, и металл утрачивает свойства твердого тела.
При плавлении металлов сохраняется высокое значение координационного
числа К. Так, у плотноупакованных металлов в твердом состоянии К=\2, а при
плавлении Xf=8... 10, т.е. каждый атом теряет только 23 соседа. Следовательно,
в жидком состоянии частично сохраняется расположение атомов, характерное для
твердого состояния. При этом межатомное расстояние и плотность, изменяются
не более чемна36%.
1.2 . Температура плавления и плотность металлов и сплавов
От температуры плавления металла зависят способ его плавки, материал
футеровки плавильной печи или тигля и линейной формы. Температура плав
ления и плотность всех основных литейных металлов приведены в табл. 1.1 .
Угол отражения sin Q/2
Рис. 1.1. Рентгенограммыметаллов:
1 при TKOMH;
2приTNN; 3при ТШП
1
Вальтер А. П., Протопопов А. А. Основы литейного производства
Плотность металлов измеряется массой в единице объема. Значение плот
ности используют в расчетах массы расплава или отливок по геометрическим
размерам или их объемы, если известна масса.
Из приведенных в табл. 1 .1 металлов самым легким является цинк, а наибо
лее тяжелым вольфрам, имеющий плотность более 19 г/см
3
.
Температура плавле
ния металлов охватывает промежуток от419°Су цинка до 3400
0
C у вольфрама.
Таблица 1.1
Температура плавления и плотность металлов
Плотность, г/см
3
Изменение
Металл
Атомная
масса
Температура
плавления,
0
C
Твердого
металла
при
комнатной
температуре
Жидкого
металла при
температуре
плавления
удельного
объема
при
плавлении
AV,%
Цинк
65
419
7,10
6,60
4,0
Магний
24
650
1,70
1,59
3,0
Алюминий
27
660
2,70
2,37
6,1
Медь
64
1083
8,92
8,00
5,3
Марганец
59
1240
7,40
6,75
Кремний
28
1430
2,35
2,53
10,0
Никель
59
1455
8,90
7,90
5,3
Железо
56
1539
7,87
7,00
5,0
Титан
48
1670
4,50
4,10
4,0
Молибден
96
2620
10,20
9,30
4,0
Вольфрам
184
3400
19,20
17,60
3,0
Металлы, имеющие температуру плавления ниже 500600 °С, называют
легкоплавкими. В табл. 1 .1 к легкоплавким относится цинк. Принято также вы
делять тугоплавкие металлы, обладающие более высокой температурой плав
ления, чем железо, то есть (табл. 1.1) это титан, молибден и вольфрам.
Из табл. 1.1 видно, что по плотности металлы при комнатной температуре
также имеют очень широкий промежуток значений.
В технике принято выделять группу легких металлов, служащих основой
конструкционных металлических материалов. К легким металлам относят те,
у которых плотность не превышает 5 г/см
3
, то есть в эту группу входят титан,
алюминий, магний.
8
Глава 1. Основы теории формирования отливки
Температуру плавления сплава рассчитывают с учетом концентрации,
атомной массы и понижения температуры плавления основного металла:
Tт.ст = Т%аТтме
(%ЬТта
+ VoiTrmb
+ ...VoATrmj),
(1.1)
где
Гпл .ь
температура плавления чистого металла;
%а, %b, Voi массовые доли отдельных элементов в сплаве;
ATimi
_
снижение температуры плавления чистого металла, вызванное
одним массовым процентом каждого данного элемента соответственно.
Например, температура плавления чистого железа снижается в присут
ствии одного массового %: Cu 1 °С; V Mo, Mn2
°С;Al 3,5 °С;Si 12 °С;
Ti 18 °С;P28 °С;S30 °С;С 73°С;В90°С.
С повышением температуры от комнатной до температуры плавления
плотность большинства металлов уменьшается на 35 % вследствие того, что
переход металла в жидкое состояние сопровождается увеличением объема. Ис
ключение составляют гелий, висмут, сурьма, германий и кремний, которые при
плавлении уменьшаются в объеме при соответствующем повышении плотности
расплава.
Изменение плотности сплава при переходе из жидкого состояния в твер
дое предопределяет возникновение объемной усадки. В отливках из сплавов
с положительным значением Ap усадка проявляется в виде усадочных раковин
и мелких пор, а с отрицательным значением Ар — в виде наростов (выдавленных
на поверхность отливки).
Наряду с плотностью р, для описания свойств металлов используется об
ратная величина удельный объем V=IIp, [см
3
/г]. С повышением температуры
плотность всех металлов в твердом состоянии уменьшается, удельный объем
соответственно увеличивается. Увеличение удельного объема твердого метал
ла, не испытывающего полиморфных превращений, при нагреве на At может
быть довольно точно описано линейной зависимостью V
t
rne = Vn]® (1(3 + Amet), где
/?та
температурный коэффициент объемного расширения. Как известно из фи
зики, ртъ=Ъа,
где а температурный коэффициент линейного расширения
в данном температурном интервале.
Переход металла в жидкое состояние сопровождается в основном увели
чением объема и соответствующим уменьшением плотности. В табл. 1.1 это
выражено через изменение удельных объемов AV = Vm
—{Vme I Vx )100% , где
VxиVMB
удельные объемы жидкого и твердого металла при температуре
плавления. Можно показать, что
AV=
Vx
~
Vтв
100%=Ар=
Рж
~
Рте
100%.
(1.2)
Vx
рж
9
Вальтер А. П . , Протопопов А. А. Основы литейного производства
Уменьшение плотности при плавлении выражается несколькими процен
тами. Кроме того, имеется несколько металлов и неметаллов, у которых наблю
даются обратные изменения плотности и удельного объема при плавлении.
Галлий, висмут, сурьма, германий, кремний уменьшаются в объеме при плав
лении, и поэтому у них A F имеет отрицательные значения. Для сравнения мож
но отметить, что плавление льда сопровождается уменьшением объема, т.е . для
BOflHAV=Il %.
Незначительное изменение объема металлов при плавлении свидетель
ствует о том, что расстояние между атомами в жидком металле мало отличается
от межатомных расстояний в кристаллической решетке.
Повышение температуры жидкого металла вызывает постепенное изме
нение его свойств и приводит к постепенным структурным перестройкам, кото
рые выражаются в понижении координационного числа и постепенном исчез
новении ближнего порядка в расположении атомов. Вызываемое повышением
температуры увеличение удельного объема расплава может быть приближенно
описано линейной зависимостью Vx
= Vx (1(3+ A xt). Температурный коэффи
циент объемного расширения жидкого металла рж существенно больше, чем та
кой же коэффициент твердого металла. Обычно /?ж=1,53/? та .
Сплавы как в твердом, так и в жидком состоянии в общем случае не яв
ляются совершенными растворами, и сплавление двух и более металлов всегда
сопряжено с изменением объема.
Как правило, отмечается уменьшение объема сплава в сравнении с сум
марным объемом чистых компонентов с учетом их содержания в сплаве. Одна
ко для технических расчетов можно пренебречь уменьшением объема при
сплавлении. В этом случае удельный объем сплава может быть определен
по правилу аддитивности, то есть по значениям удельных объемов чистых ком
понентов с учетом их содержания в сплаве. Таким образом, удельный объем
сплава, который состоит из компонентов А, В, С,...,Х, содержащихся в процен
тах по массе в количестве a, b, с,...,х, соответственно составляет
=
V
Aa
+УФ+VCC +
... +
V
x
^
сил
100
где
VA, VB, VC,...VX — удельные объемы чистых компонентов при той же тем
пературе, для которой вычисляется удельный объем сплава.
Важно иметь в виду, что указанное правило аддитивности в том виде, как
оно написано выше, справедливо именно для удельного объема сплава. Если
заменить удельные объемы плотностями, то получается значительно более
сложное выражение, поэтому целесообразнее пользоваться именно удельными
объемами.
10
Глава 1. Основы теории формирования отливки
В научных исследованиях часто используется величина, называемая
атомным объемом или объемом грамматома металла или сплава . Эту величину
находят делением атомной массы на плотность. Для металлов атомный объем
имеет пределы 520 см
3
, чаще 812 см
3
.
Плотность зависит от природы вещества (сплава), от комплекса индиви
дуальных свойств элементов, входящих в его состав, и вида их взаимодействия.
Одно и то же вещество (металл) может иметь разную плотность в зависимости
от кристаллического строения, типа кристаллической решетки.
Например, Fea=768 и Fe==7,76; Салм=3,51,
Сгр а ф=2,23;
акеарц=2,65,
/?квар ц=2,51 идр.
Важно учитывать различие понятий «плотность» и «удельный вес» мате
риала.
Плотность это отношение массы вещества к занимаемому объему:
р=mIV,
(1.4)
где
m — масса, г (кг); V— объем, см
3
(м
3
);
р плотность, г/см
3
(кг/м
3
).
Удельный вес определяют как отношение веса вещества к занимаемому
объему:
Y=PIV,
(1.5)
где
Рвес,(н);
у — удельный вес, см
3
(м
3
).
Вес находят по отношению:
P=mg илиP=kmg,
(1.6)
где
g ускорение свободного падения;
k коэффициент пропорциональности, зависящий от выбора единиц из
мерения входящих в формулу величин.
И, следовательно,
I=Pg
•
(17)
Масса тела является неизменной величиной и мерой гравитационных и
инерционных свойств вещества, а вес величина переменная, зависящая от
ускорения свободного падения в точке наблюдения. Поэтому удельный вес не
может являться справочной величиной.
Отношение масс двух тел в одной и той же точке наблюдения равно от
ношению весов этих тел:
m2
m2g km2g
P2 G2
'
11
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Поэтому при взвешивании находят массу тела в сопоставлении ее с мас
сой гирь. В результате взвешивания определяют массу материала.
На практике плотность определяют для выявления изменений в конечном
виде металла по сравнению с исходным. Поэтому имеет значение установление
плотности, а не разница плотностей или, что еще более показательно,
отно
шение плотностей:
Ap = Rl^El
Ю0%.
(1.9)
Pl
Методы определения плотности классифицируются по групповым при
знакам: весовым, объемным, иммерсионным.
К весовым методам относятся гидростатическое взвешивание, микромет
рический метод, ареометрический метод постоянного объема и массы и др. Это
наиболее распространенные и точные методы.
К объемным определение объема образца путем линейных измерений
(образец правильной формы) с помощью газовых или жидкостных волюмо
метров. Объемные методы (по геометрическим размерам) дают возможность
сделать точные вычисления при больших объемах образцов.
Уравновешивание плотности в жидкости называют иммерсионным мето
дом. К нему также относится метод термоградиентной трубки и др.
Кроме перечисленных, используют еще и механические, радиационные,
рефрактометрические, аналитические и другие методы определения плотности
по косвенным показателям.
Чтобы расплавленный металл хорошо заполнял форму, поверхностное
натяжение и вязкость его не должны препятствовать поступательному движе
нию расплава до тех пор, пока она не будет полностью заполнена. Вязкость,
поверхностное натяжение и диффузия влияют на процессы рафинирования, ле
гирования, модифицирования сплавов.
1.3 . Вязкость металлов и сплавов
Вязкость, или внутреннее трение, представляет собой внутреннее сопро
тивление, оказываемое взаимному перемещению смежных слоев жидкости, по
этому и определять ее можно только при движении расплава.
В то время как твердое тело обладает свойством оказывать сопротивление
самой деформации, жидкость оказывает сопротивление увеличению скорости
деформации. Это свойство жидкости называется вязкостью.
Различные тела поразному ведут себя под действием приложенной
нагрузки (рис. 1 .2). Модель 1 характеризуется наличием линейной связи между
касательным сдвиговым напряжением I и поперечным градиентом скорости
12
Глава 1. Основы теории формирования отливки
dV/dx, или скоростью деформации de/dx (рис. 3). При этом смещение слоев про
исходит при любом малом приложенном сдвиговом усилии. Такая реологиче
ская модель отвечает так называемой ньютоновской жидкости и описывается
уравнением
до
(1.10)
T
Рис. 1.2 . Различные виды реологических моделей:
1 ньютоновская
жидкость
1
; 2 неньютоновская
жидкость;
3 тело Бингама
2
Реологический коэффициент ц принято называть динамической вязко
стью жидкости. Кривая 2 (рис. 1 .2) иллюстрирует поведение неньютоновской
жидкости, где величина т| зависит от скорости деформации. Зависимость 3 от
вечает реологическому телу Бингама, течение которого начинается только то
гда, когда нагрузка превзойдет статическое напряжение сдвига. В этом случае
dV
t=toЈ+
r
I•
(1.11)
dx
Исследования по течению расплавленных металлов показывают, что при
температурах выше ликвидуса жидкие сплавы по реологическому состоянию
близки к вязким ньютоновским жидкостям. В интервале кристаллизации, где си
стема становится гетерофазной, сплав отвечает уже более сложной реологической
1
Ньютоновская жидкость (названная так в честь Исаака Ньютона) вязкая жидкость,
подчиняющаяся в своём течении закону вязкого трения Ньютона, то есть касательное напря
жение и градиент скорости в такой жидкости линейно зависимы. Коэффициент пропорцио
нальности между этими величинами известен как вязкость.
2
Бингамовская жидкость (бингамовский пластик, пластик Бингама, модель Бингама)
жидкость, имеющая начальный предел текучести T0 ниже которого она не течет и имеет
свойства твердого тела.
13
Вальтер А. И., Протопопов А. А . Основы литейного производства
модели, более близкой к зависимости (1.2), причем величина T0 увеличивается с
ростом количества твердой фазы в потоке вплоть до полной потери текучести.
•/////////
/////////
1и
'////////,
Рис. 1.3. Градиент скорости в поперечном сечении потока
Величина, обратная вязкости, является мерой текучести, следовательно,
чем меньше вязкость, тем больше текучесть.
Вязкость ц представляет собой отношение касательного напряжения т,
действующего между слоями текущего вещества в направлении его движения,
к величине градиента скорости dV/dx, перпендикулярного к потоку. Динамиче
ская вязкость
' =1Шх
^
•
С
1•
(112)
Вспомогательной единицей измерения является Пуаз: 17=0,1 Па с. Влия
ние внутреннего трения на скорость течения расплава лучше выражает кинема
тическая вязкость, учитывающая плотность расплава:
\=ц Iр[л*
2
/с] .
(1.13)
Вспомогательной единицей измерения является стоке: CT=IO"
4
м/с.
Вязкость зависит от удельной теплоемкости металла, от скрытой теплоты
плавления и теплопередачи от металла к форме.
В значительной мере влияют включения, присутствующие в расплаве,
при этом влияют как их количество, так и их температура плавления.
При понижении температуры расплава вязкость возрастает, и особенно
сильно при температуре ниже температуры ликвидуса, когда сплав переходит
в жидкотвердое состояние.
Динамическая вязкость металлов в 27 раз превышает вязкость воды при
комнатной температуре, а кинематическая вязкость во многих случаях мень
ше, чем у воды (табл. 1 .2). Это позволяет рассматривать жидкие металлы как
14
Глава 1. Основы теории формирования отливки
относительно маловязкие жидкости, обладающие в изотермических условиях
хорошей текучестью: (р=\1ц.
Динамическая вязкость падает при повышении температуры металла.
Так, у ртути это падение составляет около 30 % при нагреве от 0 до 100 °С.
Вязкость алюминия уменьшается в 1,5 раза при нагреве от 700 до 800 °С.
Температурная зависимость динамической вязкости выражается экспо
ненциальным законом
ц = AexpQ IRT,
(1.14)
где
А постоянная величина;
R газовая постоянная;
T термодинамическая температура, К;
Q энергия активации вязкого течения, Дж/г.
Таблица 1.2
Вязкость некоторых жидких металлов
Материал
T,°C
/ 7ТО3, Нс/м
2
VlO3, м
2
/с
Железо
1550
7,0
1,0
Чугун (3% С,
2%Si)
1330
7,4
1,1
Сталь (0,5 % С)
1500
6,0
0,9
Никель
1450
5,0
0,65
Медь
1100
3,6
0,45
Алюминий
700
2,83 ,8
1,21,6
Цинк
450
3,2
0,46
Свинец
350
2,6
0,25
С увеличением давления уменьшается среднее расстояние между части
цами и усиливается взаимосвязь между ними. В связи с этим растет сопротив
ление сдвигу, а следовательно, и вязкость.
Наибольшие колебания внешнего атмосферного давления, а также метал
лостатический напор в ковше или в форме не могут скольконибудь существен
но изменить величину вязкости металла. Однако в машинах для литья под дав
лением удельные давления достигают 300400 МПа. При этом вязкость металла
возрастает в десятки раз.
Известно, что в сплавах энергии взаимодействия одноименных и разно
именных частиц могут отличаться. Это может приводить к возникновению раз
личных фаз, а в крайних случаях к образованию интерметаллических соеди
нений или к несмешиваемости компонентов.
15
Вальтер А. И., Протопопов А. А. Основы литейного производства
Жидкий бинарный сплав можно рассматривать как раствор из атомов А и
В. Если обозначить силы связи между одноименными и разноименными атома
ми как FAA, Fbb, и FAB, ТО ВОЗМОЖНЫ следующие случаи:
FAA ~
F
BB~
F
AB\
(1.15)
F
AA<FAB>FBBJ
(1.16)
F
AA>FAB<FBB
•
(1.17)
F
AA>
F
AB>
F
AB•
(1.18)
Соотношение (1.15) характеризует образование идеального раствора, си
лы связи между отношениями и разноименными атомами близки. Случай (1.16)
указывает на наличие мощных сил связи между разноименными атомами, при
смешении происходит выделение тепла. Соотношение (1.17) является призна
ком сопротивляемости компонентов смешению и обусловливает наличие хими
ческой неоднородности в расплаве. В случае (1.18) также будет химическая не
однородность, однако теплота смешения может быть и положительной, и отри
цательной.
На рис. 1 .4 представлены основные типы диаграмм состояния бинарных
сплавов, отвечающие соотношениям (1.15)(1.17), в сопоставлении с характер
ными для них изотермами вязкости расплавов. Для бинарных систем с неогра
ниченной растворимостью в жидком и твердом состоянии (1.18), атомы в рас
плаве находятся в статистическом распределении, и вязкость незначительно от
клоняется от правила аддитивности (рис. 1 .4, а).
В системах с интерметаллическими соединениями (1.16), действие сил
притяжения между разноименными атомами вызывает увеличение вязкости
расплава (рис. 1 .4, б). На изотерме вязкости обычно имеется максимум, или из
гиб (1.18), координата которого близка к концентрационной точке, отвечающей
химическому соединению. Образование химического соединения сопровожда
ется настолько значительным изменением вязкости, что это позволило выде
лить системы, где подобные явления имеют место, в особый класс систем
с сингулярными точками. Таким образом, существует связь между изотермой
вязкости сингулярной системы и кривой ликвидуса, где также имеется сингу
лярная точка, отвечающая химическому соединению.
Несколько сложнее ведут себя эвтектические сплавы (1.17), для которых,
однако, в большинстве случаев наблюдается минимум вязкости, отвечающий
эвтектической точке (рис. 1 .4, в).
Таким образом, вязкость (при небольших перегревах ликвидусом) являет
ся структурночувствительным свойством, активно реагирующим на особенно
сти строения жидкого сплава.
16
Глава 1. Основы теории формирования отливки
Жидкие металлы и сплавы всегда содержат большое количество взвешен
ных включений.
а
б
в
A
BA
BA
В
А В,%>
В
А В,%>
В
А В,%>
В
Рис. 1.4. Вид изотерм вязкости в системах:
а с неограниченной
растворимостью;
б с химическим
соединением;
вс
эвтектикой
Количество, форма, состояние (жидкое или твердое) и распределение не
металлических включений влияют на вязкость сплава.
Когда в жидком металле образуются твердые включения, его вязкость
существенно повышается.
Так, проведение раскисления металла в большинстве случаев приводит
к образованию мелкодисперсных твердых продуктов (например, SiO2 ,
AJ2O3
в сталях). Введение азота для уменьшения зерна в ферритную высокохроми
стую сталь повышает ее вязкость вследствие образования тугоплавких нитри
дов хрома. В чугунах текучесть может понижаться за счет твердых включений
MnS, а также графита. Алюминиевым сплавам свойственно ухудшение текуче
сти ввиду образования AJ2O3
и т.д.
Присутствие твердых взвешенных частиц увеличивает БЯЗКОСТЬ литейно
го сплава и усложняет заполнение литейных форм.
Сравнивая между собой значения кинематической вязкости различных
металлов, можно видеть, что величина v связана с атомным объемом Vax: чем
больше атомный объем металла, тем меньше его вязкость (рис. 1.5). Эта зави
симость приближенно характеризуется соотношением
V = К},
(1.19)
V
am
где
#=4...5 .
17
Вальтер А. И ., Протопопов А. А . Основы литейного производства
20
Рис. 1.5 . Соотношение между вязкостью металлов и их атомным объемом
Есть еще одна характеристика, проявляющая связь с величиной v это
энтропия, отражающая степень упорядочения атомов в системе. Кинематиче
ская вязкость металла тем больше, чем меньше его энтропия, т.е. чем слабее
происходит разупрочнение структуры при нагреве (рис. 1.6).
Таким образом, два параметра могут служить средством оценки вязкости
металлов: а) атомный объем как геометрический фактор; б) стандартное значе
ние энтропии как энергетический фактор.
0,7
0,4
0,1
Вязкость V *10
6
,м
2
/с
.•Gt./ .! CoV
Sfc
li
^V
.
••Pb
12
3
4
Энтропия, Дяк/моль град
Рис. 1.6. Соотношение между вязкостью жидких металлов и стандартным
значением энтропии
Сравнение характера течения расплавов в форме можно осуществить
только при достижении одинакового числа Рейнольдса в обеих системах:
V1D1 V2D2
Re=
(1.20)
где
D является характеристическим размером (при течении через трубку это
диаметр трубы);
V скорость потока.
18
Глава 1. Основы теории формирования отливки
Если число Рейнольдса имеет большое значение (например, для серого
чугуна более 7000, для литой стали более 3500), то в данном литейном канале
течение становится турбулентным, и количество протекающей жидкости (рас
плава) понизится по сравнению с приведенным уравнением для ламинарного
течения в трубке.
Так как при большой вязкости движение расплава замедляется, то вязкие
расплавы для заполнения формы требуют более продолжительного времени. Во
время заполнения формы снижается температура расплава, ухудшается его те
кучесть, поэтому очень вязкий расплав качественно не заполнит форму, что
приведет к недоливу отливки.
Определение вязкости жидких металлов представляет большие трудности
вследствие высокой температуры и большой реакционной способности метал
лических расплавов. Для измерения вязкости жидких металлов и сплавов при
меняют следующие методы: ротационный и вибрационный, затухающих кру
тильных колебаний и падающего шарика.
Схема ротационного метода представляет собой два цилиндра, один
в другом, внешний из них принудительно вращается. Вязкость определяется
в зависимости от угловой скорости вращающегося внешнего цилиндра и кру
тящего момента Мк,
оцениваемого по углу поворота внутреннего цилиндра
по уравнению
П=
l
T
l
T,
\Па • с],
(1.21)
где
Mk крутящий момент, Н/м;
RJ, R 2 радиусы цилиндров, м;
l — длина погруженного цилиндра, м;
ю угловая скорость, рад/с;
С поправочный коэффициент, учитьтающий концевой эффект цилин
дров (определяется опытным путем).
Можно также данный прибор проградуировать по материалу, вязкость
которого известна (например, по касторовому маслу). При этом константу при
бора k определяют из упрощенного уравнения
M
T1= k.
(1.22)
w
Обычно приборы построены так, что внешний цилиндр может вращаться
с постоянной скоростью в диапазоне n=0,5...50 об/мин. В этом случае измеря
ется крутящий момент Мк, обусловленный трением расплава о внутренний ци
линдр.
19
Вальтер А. П., Протопопов А. А. Основы литейного производства
1.4 . Диффузия в металлических расплавах
Диффузия это процесс самопроизвольного выравнивания концентрации
веществ по всему объему системы.
Различают внешнюю диффузию, когда массоперенос идет в газовой фазе,
и внутреннюю, при которой перемещение идет через слой твердой фазы, обра
зовавшейся в результате реакции.
Движущей силой диффузии является градиент концентрации dc/dx, т.е .
изменение концентрации диффундирующего вещества в соседних точках про
странства; dc/dx скалярная величина в направлении диффузии.
Явление диффузии описывается законами Фика.
Первый закон Фика: скорость диффузии VD, равняется массе вещества dm,
продиффундировавшего через поверхность S за время dr:
VD=
dm
L=D
dc
,
(1.23)
SdT
dx
где
D коэффициент диффузии, зависящий от природы диффундирующего
вещества и температуры, см
2
/с.
Отсюда при известной скорости VD МОЖНО найти количество вещества,
переносимого диффузией
dm = VDSdr = D—Sdr.
(1.24)
dx
Следовательно, скорость внешней диффузии зависит от градиента кон
центрации и температуры.
Перемешивание или турбулентность ускоряют диффузионные процессы.
С помощью коэффициента диффузии, который корректируется в зависи
мости от среды, можно проследить влияние температуры на эти процессы,
например, для газов
D=KT
n
,
(1.25)
где
К коэффициент пропорциональности;
T1
абсолютная температура для газов 0,12.. .0,2.
При рассмотрении внутренней диффузии вместо D вводится D3
эффек
тивный коэффициент диффузии:
D3=PD,
(1.26)
где /? показатель пористости, определяемый как отношение суммарного
объема пор к общему объему тела:
20
Глава 1. Основы теории формирования отливки
P=
.
(1.27)
V
тепа
Следовательно, скорость внутренней диффузии зависит не только от гра
диента концентрации и температуры, но и от пористости твердого тела.
Очевидно, что по мере развития процесса и утолщения слоя, через кото
рый идет массоперенос, скорость диффузии снижается.
Различные металлы, растворенные в одной основе, имеют различные ко
эффициенты диффузии, но для большинства металлов они расположены в пре
делах (15)10"
5
см
2
/с, если температура расплава не превышает на 2030
0
C
температуру плавления.
Скорость диффузии зависит от типа соединения элемента с основой спла
ва в твердом состоянии. Коэффициенты диффузии компонентов, образующих с
основой сплава растворы замещения, составляют около IO 8
см
2
/с, а компонен
тов, дающих растворы внедрения, IO 5
см
2
/с и ниже.
Например, если в жидком железе Ni и Cr имеют коэффициент диффузии
около 5T0"
5
см
2
/с, то коэффициент азота и углерода ~ 5T0"
4
см
2
/с, а водород
имеет коэффициент ~ IO 3
см
2
/с. Это объясняется малыми размерами атомов
этих элементов.
С повышением температуры жидкого сплава коэффициент диффузии воз
растает приблизительно вдвое при перегреве на каждые 2030 °С, что выража
ется зависимостью
D3
=PD,
(1.28)
где
D0 постоянная величина;
Q — энергия активации;
R газовая постоянная;
T температура.
Расстояние, на которое смещается слой с заданной концентрацией X за
время х, можно определить из параболического закона диффузии:
X = JlzD.
(1.29)
Например, глубина взаимной диффузии металлов за1ч составит
X =^j 2 (510
~
5
)• 3600 = 0,6 см.
Таким образом, несмотря на то, что в жидких металлах коэффициент диффу
зии примерно в 1000 раз больше, чем в твердых, нельзя добиться усреднения хими
ческого состава сплава при плавке, только за счет диффузионного массопереноса.
Кроме диффузионного, массопереносу в жидких сплавах способствует кон
вективное перемещение слоев в процессе плавки, скорость движения отдельных
21
Вальтер А. П., Протопопов А. А. Основы литейного производства
слоев расплава может достигать 1 м/с, однако и свободной конвекции недостаточ
но для выравнивания состава сплава.
Поэтому при плавке всегда прибегают к механическому или электромаг
нитному перемешиванию сплава.
1.5. Давление пара металлов
Как и все вещества, металлы обладают конечным значением давления
собственного пара, хотя весьма незначительным. С этим свойством приходится
считаться при приготовлении сплавов из компонентов с очень различными дав
лениями пара и, особенно при плавке в вакууме.
Давление пара металлов P определяется температурой и приблизительно
выражается уравнением:
1од? =1+В.
(1.30)
Повышение температуры вызывает непрерывное возрастание давления
пара металла. При плавлении не наблюдается скачка на кривойp=f(T), меняется
лишь ее наклон.
Давление пара сплава складывается из суммы парциальных давлений
компонентов и примесей, входящих в состав сплава. Если сплав рассматривать
как совершенный раствор, то парциальное давление пара какоголибо компо
нента или примеси рх определяется законом Рауля:
Px =PoNx,
(1.31)
где
p о давление пара чистого компонента,
Nx
его атомная доля в сплаве.
При отклонении поведения жидкого сплава от закона Рауля в форму вво
дится коэффициент активности ух,
который может быть меньше или больше
единицы. Для совершенных растворов у=1.
В табл. 1 .3 приведены данные о давлении паров некоторых металлов при
температуре плавления, а также температуры плавления и кипения. Как извест
но, температурой кипения является температура, при которой давление пара
вещества достигает величины 0,101 МПа=1 атм=760 мм рт. ст.
Из таблицы видно, что температура кипения металла никак не связана
с его температурой плавления. Легкоплавкое олово кипит при 2600 °С, а более
тугоплавкий цинк имеет температуру кипения всего 905 °С. Точно как же мар
ганец, плавящийся при 1240 °С, обладает температурой кипения в 2100 °С,
а медь с точкой плавления 1083
0
C кипит при 2500 °С.
Для оценки поведения металла при плавке большее значение чем темпе
ратура кипения, имеет величина давления пара при температуре плавления, так
22
Глава 1. Основы теории формирования отливки
как именно это свойство предопределяет, например, величину потерь за счет
испарения (табл. 1.3). К металлам, у которых давление пара при температуре
плавления составляет 13,3 Па (0,1 мм рт. ст.) и более, относятся (цинк, магний,
кальций, марганец, хром). Их называют легколетучими.
Таблица 1.3
Давление пара металла при температуре плавления
Свойства
металлов
Металлы
Свойства
металлов
Hg
Sn
Pb
Zn
Mg
Al
Ca
Cu
Температура
плавления,
0
C
3 9 232 327 419 650 660 850 1083
Температура
кипения,
0
C
357 2600 1900 905 1100 2500 1500 2500
Давление пара
при температуре
плавления, Па
(мм рт. ст.)
IO"4
(!О"6)
ю
21
(Ю21
)
IO"6
(!О"8)
13,3
(!О"1)
520
(4)
IO"6
(!О"8)
270
(2)
0,13
(!О"3)
Величина давления пара приобретает решающее значение в условиях, ко
гда плавка ведется в вакууме, при остаточном давлении газов над расплавом
менее 0,130,013 Па (IO 3
IO 4
мм рт. ст .). В этих условиях меняется характер
движения частиц в газовой фазе. При больших давлениях частицы в этой фазе
имеют очень малую величину свободного пробега, расстояния между двумя по
следовательными столкновениями не превышают долей миллиметра и скорость
испарения невелика, поскольку значительная доля вырвавшихся из жидкости
частиц изза частых столкновений возвращается обратно. При давлении над
расплавом менее 0,13 Па уходящие из жидкости частицы свободно перемеща
ются в пространстве, заполненном разреженным газом, двигаясь по прямым
траекториям вплоть до стенки печи. Поэтому испарение указанных легколету
чих металлов в вакууме делается столь интенсивным, что плавка становится
невозможной.
В вакууме процесс испарения может быть описан формулой Ленгмюра,
выведенной на основе закона молекулярнокинетической теории газов:
M =P °SWA/ InRT ,
(1.32)
где
M масса испарившегося металла за время т с площади S при темпера
туре расплава T
0
C (г/моль);
R газовая постоянная;
23
Вальтер А. П., Протопопов А. А. Основы литейного производства
PA давление пара металла при температуре Т:
А атомная масса металла.
В большинстве случаев пары металлов, подобно инертным газам, одно
атомны, именно поэтому одноатомную массу обозначают А. Некоторые эле
менты при испарении образуют двух, трех, четырехатомные комплексы. То
гда в А подставляют соответствующий коэффициент, который больше единицы.
В том случае, если рассматривается испарение металла в вакууме из жид
кой ванны, представляющей собою раствор, в котором атомная доля данного
металла составляет NA,
формула Ленгмюра приобретает следующий вид:
—
= yAp ОNASJA / InRT
.
(1.33)
Поскольку испарение данного металла А идет из раствора, учитывается
парциальное давление пара этого металла, равное произведению давления пара
чистого металла P а на его атомную долю в сплаве NA И на коэффициент актив
ности уА.
Кроме того, в формулу входит уже не просто масса испарившегося
металла, а скорость испарения, выраженная как dm/dz. Это объясняется тем, что
основа сплава и рассматриваемый металл обладают разными атомными масса
ми и разными давлениями пара. Поэтому они будут испаряться поразному, и
содержание рассматриваемого металла в расплаве начнет сразу изменяться.
Только в самый первый момент процесса испарения величина NA известна точ
но это концентрация металла в исходном сплаве.
1.6. Электрическое сопротивление жидких металлов
Способность металлов пропускать электрический ток характеризуется
удельной электропроводностью. Однако удобнее пользоваться обратной характе
ристикой удельным электрическим сопротивлением, которое принято обозна
чать греческой буквой р. Единицей удельного электросопротивления в системе
СИ является 1 Ом
м. В физике обычно пользуются единицей 1мк
Ом
см,ав
технике 1 Ом
мм
2
/м. Нетрудно показать соотношение 1мк
Ом
см=ГЮ~
8
Ом
м,
а1Ом
мм
2
/м=1Т0~
6
OMM=I
IO2 МКОМХМ.
Известно, что электросопротивление твердых металлов возрастает с ро
стом температуры (табл. 1 .4). К моменту достижения температуры плавления
электросопротивление большинства металлов увеличивается в 210 раз по срав
нению со значениями при комнатной температуре. Увеличение электросопро
тивления отражает те затруднения, которые испытывают электроны при движе
нии в кристаллической решетке изза возрастающей амплитуды тепловых коле
баний атомов, находящихся в узлах решетки. Плавление металла, связанное
24
Глава 1. Основы теории формирования отливки
с разрушением кристаллической решетки, сопровождается существенным уве
личением электросопротивления металлов, примерно в 1,22,2 раза.
Таблица 1.4
Удельное электрическое сопротивление металлов
Металл
Электросопротивление
твердого металла при
комнатной
температуре, мкОмтм
Электросопротивление
твердого металла
при температуре
плавления, мкОмхм
Электросопротивление
жидкого металла
при температуре
плавления, мкОмтм
Sn
11
23
48
Bi
109
500
130
Zn
6,1
17
37
Sb
39
183
113
Mg
4
15
27
Al
2,6
11
24
Ag
1,6
8
17
Cu
1,7
10
21
Ni
8
65
85
Fe
10
130
140
Металлы, у которых между атомами в решетке действуют ковалентные
связи, при плавлении показывают снижение электросопротивления. Это сниже
ние сравнительно невелико у сурьмы и висмута в 1,53,5 раза, так как у них
в решетке довольно сильно выражена металлическая связь. У германия и крем
ния, решетка, которых целиком удерживается ковалентными силами, это сни
жение очень значительно в 1530 раз. Падение электросопротивления у этих
элементов объясняется появлением свободных электронов, способных созда
вать электрический ток. Повышение температуры вызывает у всех жидких ме
таллов возрастание электросопротивления.
Электросопротивление жидких сплавов зависит от их состава. Имеются
случаи, когда сопротивление жидких сплавов изменяется в пределах, определяе
мых значениями этого свойства у чистых компонентов. Часто, особенно если в
твердом состоянии в сплавах образуются промежуточные фазы, на изотермах
электросопротивления отмечаются экстремумы. Для технических расчетов элек
тросопротивление жидких сплавов при небольшом содержании легирующих ком
понентов можно принимать равным электросопротивлению основного металла.
В твердых и в некоторых жидких металлах между электропроводностью
и теплопроводностью наблюдается прямо пропорциональная зависимость.
25
Вальтер А. И ., Протопопов А. А . Основы литейного производства
1.7. Тепловые свойства жидких металлов
Теплота плавления q некоторых металлов указана в табл. 1 .5 . Если срав
нивать теплоты плавления, выраженные в Дж/г, то бросается в глаза очень
большая разница в величинах. У легкоплавких металлов олова, висмута, цин
ка теплота плавления составляет несколько десятков джоулей на 1 г; у меди,
никеля, железа она измеряется в 200300 Дж/г; у магния и алюминия теплота
плавления приближается к 400 Дж/г. Очень большие теплоты плавления имеют
кремний и бериллий 1800 и 1590 Дж/г, что в 2030 раз больше, чем у олова и
висмута. Однако если учесть, что теплота плавления отражает энергию, необ
ходимую для разрушения кристаллической решетки, в узлах которой находятся
атомы (у металлов ионы), то более правильно теплоту плавления относить не
к единице массы, а к одинаковому числу атомов.
Таблица 1.5
Теплота плавления металлов
Металл
Атомная теплота плавления,
кДж/моль
Sn
7,0
Bi
8,8
Zn
6,8
Mg
9,0
Al
10,7
Cu
12,8
Ni
17,5
Fe
13,9
Здесь надо сравнивать атомную теплоту плавления, приходящуюся
на один моль металла. Эта энергия необходима для разрушения такого объема
кристаллической решетки, в узлах которого находится совершенно одинаковое
число атомов 6,03Т023 (число Авогадро). Переход к атомной теплоте плавле
ния, выраженной в кДж/моль (см. последнюю строку табл. 1.5), дает возмож
ность увидеть, что у типичных металлов, обладающих четко выраженной ме
таллической связью в кристаллической решетке, атомная теплота плавления со
ставляет 418 кДж. У бериллия атомная теплота плавления равна 14,3 кДж. Как
видно, наблюдается заметное возрастание этой характеристики от 4,36,8 кДж
у свинца и цинка до 13,917,5 кДж у железа и никеля. Это объясняется тем, что
температура плавления также отражает энергию межатомных связей кристал
лической решетки.
26
Глава 1. Основы теории формирования отливки
По атомной теплоте плавления из ряда металлов выпадают олово и висмут
и, особенно, германий и кремний. Германий и кремний имеют так называемую
алмазную кристаллическую решетку с очень прочными ковалентными связями
между атомами. Именно поэтому у них очень большая атомная теплота плавле
ния, превосходящая теплоту плавления металлов в 3—4 раза. Олово и висмут обла
дают нехарактерными для металлов рыхлыми кристаллическими структурами,
в которых имеется значительная доля ковалентных связей, что и отражается
в повышенных величинах атомной теплоты плавления 7,08,8 вместо ожидае
мых 4 кДж.
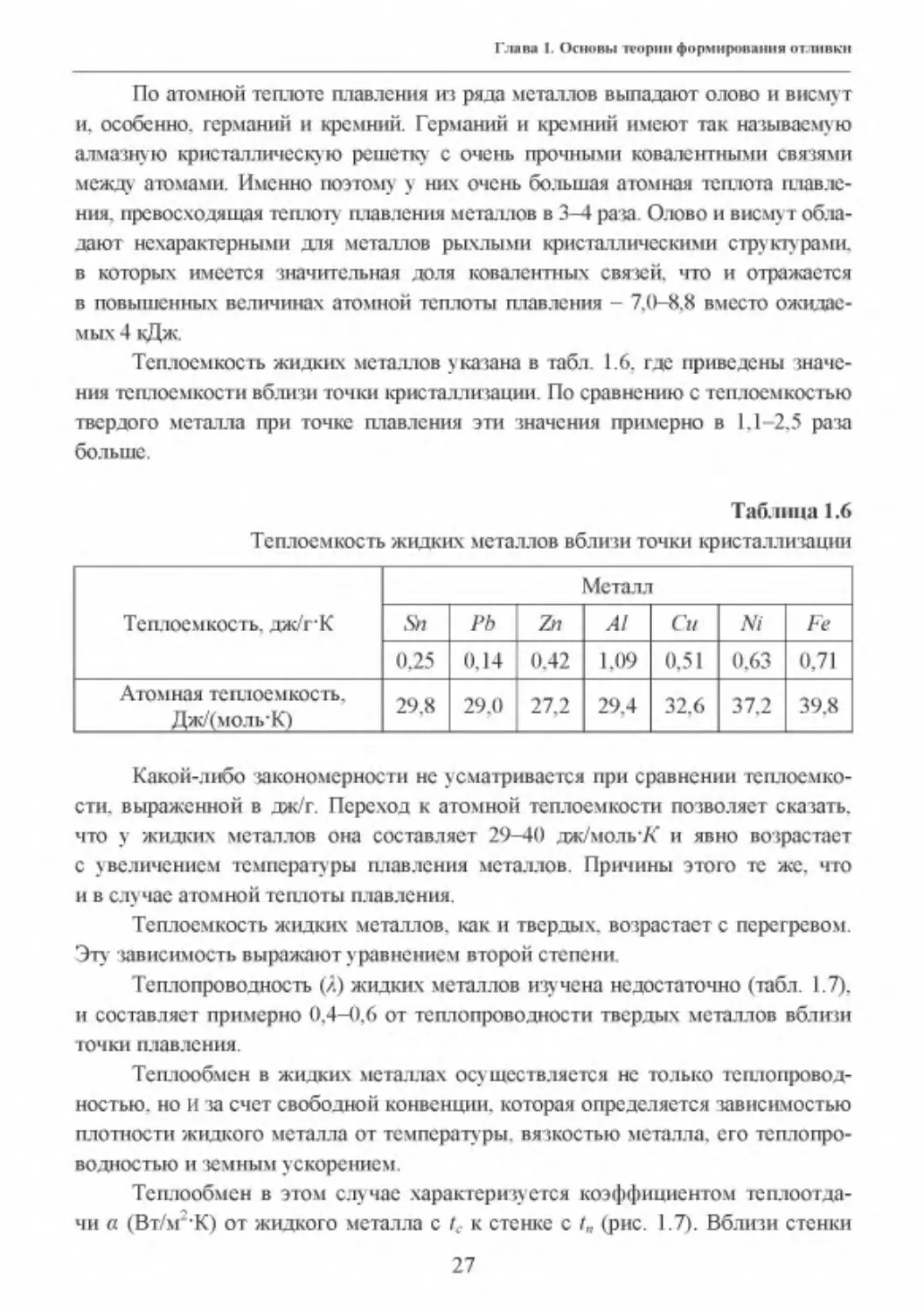
Теплоемкость жидких металлов указана в табл. 1 .6, где приведены значе
ния теплоемкости вблизи точки кристаллизации. По сравнению с теплоемкостью
твердого металла при точке плавления эти значения примерно в 1,12,5 раза
больше.
Таблица 1.6
Теплоемкость жидких металлов вблизи точки кристаллизации
Теплоемкость, дж/г
К
Металл
Теплоемкость, дж/г
К
Sn
Pb
Zn
Al
Cu
Ni
Fe
Теплоемкость, дж/г
К
0,25 0 ,14 0 ,42 1 ,09 0,51 0,63 0,71
Атомная теплоемкость,
Дж/(моль
К)
29,8 29,0 27,2 29,4 32,6 37,2 39,8
Какойлибо закономерности не усматривается при сравнении теплоемко
сти, выраженной в дж/г. Переход к атомной теплоемкости позволяет сказать,
что у жидких металлов она составляет 29^0 дж/моль'К
и явно возрастает
с увеличением температуры плавления металлов. Причины этого те же, что
и в случае атомной теплоты плавления.
Теплоемкость жидких металлов, как и твердых, возрастает с перегревом.
Эту зависимость выражают уравнением второй степени.
Теплопроводность (X) жидких металлов изучена недостаточно (табл. 1.7),
и составляет примерно 0,40,6 от теплопроводности твердых металлов вблизи
точки плавления.
Теплообмен в жидких металлах осуществляется не только теплопровод
ностью, но и за счет свободной конвенции, которая определяется зависимостью
плотности жидкого металла от температуры, вязкостью металла, его теплопро
водностью и земным ускорением.
Теплообмен в этом случае характеризуется коэффициентом теплоотда
чи а (Вт/м
2
К) от жидкого металла с tc к стенке с tn (рис. 1 .7). Вблизи стенки
27
Вальтер А. П ., Протопопов А. А. Основы литейного производства
температура снижается от tc к tn .
Величина tc
—
tn=At называется температур
ным напором, который и определяет теплообмен. Зависимость между а и At
является критерием Нуссельта:
Nu=CGr
n
• Pr®'
4
,
(1.34)
где
к теплопроводность жидкого металла;
l линейный размер стенки в вертикальном направлении (рис. 1.7);
С постоянный множитель, величина которого выбирается по справоч
нику в зависимости от величины критерия Грасгофа (Gr):
Gr=
g
^ /Зж,
(1.35)
где
g земное ускорение;
l характерный линейный размер стенки (ее высота);
V кинематическая вязкость жидкого металла;
/?ж
объемный коэффициент теплового расширения жидкого металла;
Таблица!.7
Теплопроводность металлов в жидком и твердом состоянии
вблизи точки плавления
Свойства
Металл
Свойства
Sn
Zn
Al
Cu
Fe
ХЖ,
Вт/(мК)
Sn
Zn
Al
Cu
Fe
ХЖ,
Вт/(мК)
59
96
185
300
29
XTB, Вт/(мК)
35
60
90
17
0,59
0,63
0,49
0,62
Рис. 1 .7 . Распределение температуры в жидком металле
около «холодной» вертикальной стенки в условиях свободной конвенции
28
Глава 1. Основы теории формирования отливки
Показатель степени п составляет 0,250,33 и выбирается по справочникам
в зависимости от величин С и Gr:
cd
Pr=—=
у—.
a
X
(1.36)
где
Pr критерий Прандтля;
V кинематическая вязкость жидкого металла;
а его температуропроводность;
с теплоемкость;
d плотность;
Я теплопроводность.
Индекс m критериев Gr и Pr означает, что свойства, входящие в эти кри
терии и зависящие от температуры, выбираются при средней температуре:
t=(tc+tn)/2.
(138)
При использовании критериальных зависимостей надо тщательно следить
за единицами измерения, чтобы каждый критерий был действительно безраз
мерной величиной.
Теплота образования жидких сплавов измеряется той энергией, которая
поглощается или выделяется при взаимном растворении двух или более жид
ких металлов, взятых при одинаковой температуре. В термодинамике принято
считать положительной энергию, поглощенную системой, и приписывать ей
знак «+». Энергия, выделившаяся из системы, считается отрицательной и обо
значается знаком «» . Этот же подход будет соблюдаться и в данном случае.
Количество энергии, поглощенное или выделенное при образовании сплавов,
относят к 1 молю сплава и называют его интегральной молярной теплотой
смешения или образования.
В двухкомпонентных сплавах указанная величина (ЛЯ) обычно меняется
по кривой с экстремумом, проходящей, естественно, через нуль у чистых ком
понентов (рис. 1 .8).
+ДН
макс
ДН
Рис. 1.8. Теплота образования АН сплавов систем^ В и CD
29
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Эта кривая близка к параболе. Максимум или минимум кривой приходит
ся на сплавы приблизительно эквиатомного состава, то есть при атомной доле
каждого из компонентов около 0,5 или 50 % атм. Эта наибольшая по абсолют
ному значению теплота образования AHMSKC.
В табл. 1 .8 приведены величины
AHMQKC
ДЛЯ некоторых систем с указанием температуры и состава сплава, на ко
торый приходится эта величина.
Теплоты образования жидких сплавов могут иметь в различных системах
положительные и отрицательные значения, при этом в последнем случае
AHMSKC
может достигать очень больших величин, сравнимых и даже превосходящих
теплоты плавления металлов (см. табл. 1.5).
На основе данных табл. 1 .8 можно сделать определенные выводы. Тепло
та образования сплавов близка к нулю или имеет небольшую величину в том
случае, если в системе наблюдаются непрерывные твердые растворы от А до В.
Таблица 1.8
Теплота образования двойных жидких сплавов
Система AB Температура,
0
C АНмакс, кДж/моль
Состав сплава,
(атомная доля В)
AuCu
1150
0
0,5
BiSb
800
+1,3
0,5
AgCu
1200
+3,8
0,5
BiSn
350
+2,1
0,5
PbSn
500
+1,3
0,5
AlZn
800
+0,8
0,56
AgLi
1000
8,4
0,5
MgSn
800
14,4
0,38
AlCu
1150
1 8,5
0,65
FeSi
1600
37,6
0,5
AlY
1600
50,0
0,45
NiSi
1600
58,5
0,40
YSi
1600
79,9
0,53
Примером таких систем могут служить AuCu, BiSb . Если же в системе
при переходе в твердое состояние образуются два ограниченных твердых рас
твора с простым эвтектическим превращением, то AHMSKC
имеет положительный
30
Глава 1. Основы теории формирования отливки
знак, а абсолютное значение может доходить до нескольких кДж/моль. К по
добным системам относятся AgCu,
BiSn,
PbSn.
Наконец, если в системе
в твердом состоянии имеются промежуточные фазы, то теплота образования
жидких сплавов всегда отрицательна и может быть очень большой (AgLi и все
расположенные ниже ее).
Рекордной в этом отношении является система YSi, где AHMSKC
достигает
величины почти 80 кДж/моль, что существенно больше атомной t плавления
самого энергоемкого элемента при плавке кремния.
Необходимо напомнить еще раз, что отрицательный знак теплоты образо
вания свидетельствует о выделении тепла при сплавлении. Так, например, при
введении в жидкую медь твердого алюминия или в жидкие никель или железо
твердого кремния не наблюдается «захолаживания» расплава от затрат тепла на
нагрев и расплавление вводимой добавки. Наоборот, отмечается значительный,
более чем на 100 °С, подъем температуры изза того, что теплота образования
сплава превышает теплоту нагрева и плавления кремния. Явление подобного са
моразогрева приходится учитывать во время приготовления некоторых сплавов.
1.8. Поверхностное натяжение и смачиваемость
Отдельные атомы внутри жидкости связаны между собой взаимно урав
новешенными силами, поэтому жидкость находится в покое. Равновесие ато
марных сил, однако, нарушено на поверхности, где жидкость контактирует
с другой средой, например, со стенкой формы, воздухом и т.п . Здесь атомы ме
талла имеют меньше соседей, чем внутри расплава. Вследствие этого силы при
тяжения на поверхности расплава не уравновешиваются, а возникают силы,
направленные во внутрь расплава перпендикулярно к его поверхности, называ
емые поверхностным натяжением. В результате на внутренние слои расплава,
лежащие непосредственно под его поверхностью, действует давление, которое
снижается пропорционально восьмой степени расстояния от поверхности.
Поверхностное натяжение о„ соответствует силе, которую необходимо
приложить, чтобы увеличить периметр поверхности расплава на единицу дли
ны, или работе, которую необходимо произвести для увеличения поверхности
жидкости на единицу площади:
dF
dA
стп=—
,
или Gn
=—.
(1.38)
dl
dS
Термодинамика рассматривает поверхностное натяжение как меру изме
нения свободной энергии системы при изменении ее поверхности:
dZ =UdS.
(1.39)
31
Вальтер А. И., Протопопов А. А. Основы литейного производства
Отсюда видно, что самопроизвольными могут быть только те процессы,
которые сопровождаются уменьшением поверхности раздела фаз, поскольку
только в этом случае dS<0 и dZ<0 (рис. 1.9).
Рис. 1.9. Действие поверхностного натяжения на границе контакта двух сред:
а расплав
не смачивает
форму; б расплав
индифферентен
к форме;
в расплав
смачивает
форму
Если силы, связывающие атомы, больше сил взаимодействия между ними
и другой средой, например стенкой формы, то вследствие неуравновешенности
сил поверхность жидкого металла приобретает выпуклую форму (рис. 1.9, а).
Напряжение, возникающее на границе контакта между формой и расплавом,
при этом уравновешивается некоторым превышением уровня металла над ме
стом контакта. Форма оказывает противодействие контакту металла с ней,
т.е. она является
несмачиваемой.
Применим следующие обозначения: 1 расплав, 2 воздух и 3 форма.
Теоретически на границе раздела этих трех сред вследствие описанного эффек
та действуют силы поверхностного натяжения. Между расплавом и воздухом
поверхностное натяжение составит Oi2, между расплавом и формой Oi3 и меж
ду воздухом и формой 02,з В данном случае о\з> 02,3.
В соответствии со схемой рис. 1 .9, а можно записать соотношения:
cr
U=^2,3
+<J
i,2 cos 8 = CJ1 сг12 cos (180°Ј);
(140)
cos 8=
ai
3
~
a2
\
(1.41)
где
S краевой угол смачивания.
Несмачиваемость формы играет положительную роль, в частности, пре
пятствует проникновению расплава в поры поверхности формы и образованию
механического пригара на отливках.
32
Глава 1. Основы теории формирования отливки
Если поверхностное натяжение на границе между расплавом и формой
и между воздухом и формой одинаково, т.е . 01,3=02,3 (рис. 1 .9, б), то форма ин
дифферентна по отношению к металлу. В этом случае на границе контакта ме
талла с формой не происходит изменения уровня расплава. В уравнении (1.40)
исчезает второй член так как (5=90 °, то cos^=0. Тогда
CT13 =CT13 .
(1.42)
Третий возможный вариант: Oi,3<o2,3 Здесь справедливо равенство
02,3
=
01,2COS S или
CrI, з
2, з CT1I2 cosS;
(1.43)
cosS =
a%
3
~
CTu
.
(1.44)
CT1, 2
В этом случае уровень металла на границе контакта с формой повышает
ся, металл поднимается на стенку формы, т.е . она является смачиваемой (ме
таллофильной). Смачивание формы способствует проникновению металла
в поры ее поверхности, образованию пригара на отливках, а также более пол
ному заполнению тонких сечений отливок и получению более точного отпечат
ка полости металлом.
Смачиваемость и несмачиваемость формы зависят от химического срод
ства металла и формы. Например, форма из смеси на основе кварцевого песка
для сплавов железа является несмачиваемой. Однако изза быстрого окисления
поверхности расплава стали и чугуна на их поверхности образуется пленка
из оксидов железа, которая является причиной повышения смачиваемости. Ес
ли в стали и чугуне содержится алюминий, то на их расплаве образуется пленка
оксида алюминия, поверхностное натяжение повышается, и форма плохо сма
чивается металлом.
Величина поверхностного натяжения расплава и краевой угол смачивания
определяют работу адгезии WA ЖИДКОСТИ К твердой поверхности:
WA
=cru(l + cosS) .
(1.45)
Работа адгезии, характеризующая сцепление жидкости с твердой фазой,
например металлического расплава со стенкой литейной формы, в значитель
ной степени определяет шероховатость поверхности отливки.
Высокое поверхностное натяжение значительно облегчает разливку ме
таллов. Оно препятствует вспениванию, затрудняет нежелательное разделение
струи металла и препятствует проникновению металла в стенку песчаной фор
мы. В то же время поверхностное натяжение препятствует затеканию металла
в острые углы и кромки и делает их закругленными. Поверхностное натяжение
33
Вальтер А. И ., Протопопов А. А. Основы литейного производства
является показателем состояния расплава и изменяется в зависимости от соста
ва, температуры и степени засоренности его неметаллическими включениями.
Металлы с высокой температурой плавления обладают, как правило, более вы
соким поверхностным натяжением, чем легкоплавкие металлы. Поверхностное
натяжение при литье достигает еще более высоких значений вследствие неиз
бежного окисления металлов.
Значения поверхностного натяжения некоторых сплавов и металлов при
ведены в табл. 1.9. Разработаны различные методы измерения формы капли
в зависимости от свойств подложки.
Таблица 1.9
Поверхностное натяжение некоторых металлов и сплавов
Металл
Температура, при
которой произведено
измерение,
0
C
Поверхностное
натяжение, Н/м*10"
3
Олово
232
526
Алюминий
300
Медь
1181
1103
Сталь (0,3 % С)
1520
1500
Серый чугун
(3,9%Q
1300
1150
Ковкий чугун
(3,1 %С)
1420
1500
Вода
20
81 (для сравнения)
Метод измерения формы капли (статический) основан на том факте, что
конечная форма капли расплава является результатом действия сил гравитации
и поверхностного натяжения. Поверхностное натяжение стремится придать
капле шарообразную форму, в то время как гравитационные силы каплю
сплющивают. Установившаяся форма капли соответствует равновесию между
этими двумя силами.
Метод лежащей капли наиболее распространенный метод определения
смачиваемости (Рис.1.10).
Уравнение равновесия поверхности капли (равенство давления) имеет вид:
Ap = и(\/R1
+1/R2)=(Ар2) gx +2u/R 0,
(1.46)
где
RiиR2
главные радиусы кривизны поверхности капли;
Ro радиус кривизны в вершине капли;
34
Глава 1. Основы теории формирования отливки
Р2 плотность среды;
Pi плотность капли;
х координата точки по вертикали (И);
g98,1 см/с
2
.
а
б
в
Рис.1 .10. Смачивание твердого тела жидкостью в среде газа:
а смачивание;
б несмачивание;
в параметры для расчета формы
капли
Расчет состоит в графическом (приближенном) обсчете параметров капли.
Необходимо определить зависимость х от размеров капли и другие параметры,
а это сложно. Поэтому строят ряд кривых для капель разной величины и опреде
ляют зависимость K=AaVa при Ad=(prp2)g.
За начало принимают произвольное
значение К и находят соотношение И и L. Затем соотношения И и L определяют
для новых значений К и т.д . Получив закономерность И и L в зависимости от К,
можно решить обратную задачу найти значения поверхностного натяжения.
Главный источник ошибок в расчетах несимметричность капли, т.к. чем
меньше капля, тем она симметричнее, но тем меньше и точность замера.
Используя численный метод БашфортаАдамса [7], смачиваемость мож
но определить по величине угла ср\
cr(l /Rlx
+ sin(f)/x ) = 2<т/ вр + gp/Z,
(147)
где
в радиус в вершине капли;
х горизонтальная координата поверхности;
Z вертикальная координата поверхности;
(р угол между осью вращения в точке контакта капли с твердой фазой и
радиусом кривизны.
Контрольные вопросы
1.Чем сопровождается переход металла из твердого состояния в жидкое?
2. Что такое масса в единице объема?
З.Что такое вязкость жидкости?
35
Вальтер А. П ., Протопопов А. А. Основы литейного производства
4.Какие реологические модели жидкости вы знаете?
5.Чем определяется текучесть расплава?
6. При большой вязкости движение расплава замедляется или ускоряется?
7.Что такое диффузия металла?
8.0т чего зависит скорость внутренней диффузии?
9.Для чего используется давление пара металла при температуре плавле
ния?
Ю.Что происходит с электросопротивлением металла при повышении тем
пературы?
П.Что такое теплоемкость?
12.Что такое теплоты образования жидких сплавов?
13. Какое напряжение возникает на границе контакта между формой и рас
плавом?
14. Каким методом определяется смачиваемость?
15. Какое поверхностное натяжение значительно облегчает разливку ме
таллов?
36
ГЛАВА 2. ПРОИЗВОДСТВО ЛИТЫХ ЗАГОТОВОК
В ПЕСЧАНЫХ ФОРМАХ
Литейное производство основная заготовительная база машинострое
ния. Оно является второй по величине металлообрабатывающей отраслью про
мышленности после прокатного производства и обеспечивает металлообраба
тывающие отрасли народного хозяйства, прежде всего машиностроения, и ме
таллообработку литыми фасонными металлическими заготовками и деталями.
Литейное производство, как бог римской мифологии Янус, имеет два «лица»:
одно из них обращено к металлургии, сплавам, жидкому состоянию, процессам
плавки; другое к механике, литейной форме, процессам уплотнения и упроч
нение формовочных смесей, точности отливок, физикохимическими взаимо
действиям сплавов и форм.
2.1.Способы производства отливок в песчаных формах
Способ производства отливок в песчаных формах и сами формы характе
ризуются следующими основными признаками и технологическими приемами:
•
основа материала формы формовочные пески, металлическая дробь,
железные порошки;
•
связующие добавки влажная формовочная глина, технологические
добавки;
•
оснастка вытяжные или шаблонные модели, возгоняемые модели
из пенополистерола и др.;
•
способ изготовления формы любой вид уплотнения;
•
способ заливки свободная.
Примерно четыре пятых всех отливок получают в разовых песчаных
формах и одну пятую специальными видами литья.
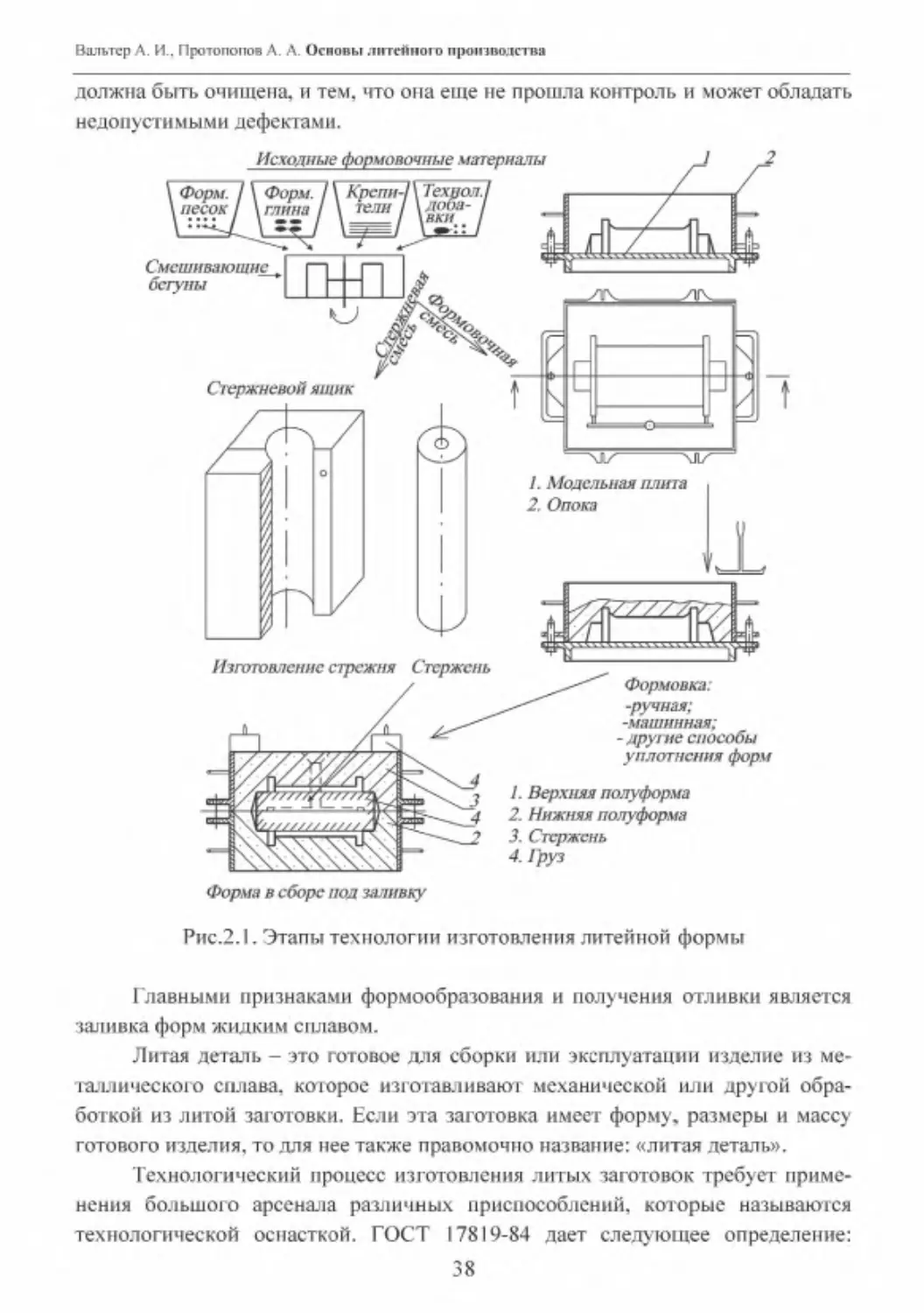
Пример изготовления разовой песчаной формы схематически приведен
на рис. 2.1.
Литейные цеха выпускают литые заготовки, которые нуждаются в меха
нической обработке и литые изделия ее не требующие.
Отливкой называют всю массу металла, затвердевшую в литейной форме и
извлеченную из нее. Она отличается от литой заготовки наличием полного ком
плекта технологических элементов (литниковой системы, прибылями, припус
ками и др.), часть которых отделяется в литейном цехе; пригаром, от которого
37
Вальтер А. И ., Протопопов А. А . Основы литейного производства
должна быть очищена, и тем, что она еще не прошла контроль и может обладать
недопустимыми дефектами.
Исходные формовочные материалы
_J
_2
Форма в сборе под заливку
Рис.2.1 . Этапы технологии изготовления литейной формы
Главными признаками формообразования и получения отливки является
заливка форм жидким сплавом.
Литая деталь это готовое для сборки или эксплуатации изделие из ме
таллического сплава, которое изготавливают механической или другой обра
боткой из литой заготовки. Если эта заготовка имеет форму, размеры и массу
готового изделия, то для нее также правомочно название: «литая деталь».
Технологический процесс изготовления литых заготовок требует приме
нения большого арсенала различных приспособлений, которые называются
технологической оснасткой. ГОСТ 1781984 дает следующее определение:
38
Глава 2. Производство литых заготовок в песчаных формах
«Технологическая
оснастка
литейного
производства
это средства
технологи
ческого
оснащения,
дополняющие
литейное
технологическое
оборудование
для
выполнения
определенной
части технологического
процесса получения
отливок».
Используемую в литейном производстве специальную технологическую
оснастку можно классифицировать на три группы:
•
оснастка для изготовления литейных форм;
•
заливочная оснастка;
•
плавильнопечная оснастка.
Рассмотрим первую группу, рис. 2 .2.
Оснастка для изготовления
литейных форм
X
I
Модельный комплект
литейная модель:
неразъемная;
разъемная;
мног ократная;
разовая
формов. шаблоны
нату ральный
образец
стержневые ящики
модельные плиты
драйеры
Формовочные
приспособления
опоки
съемные опоки
жакет для безопочной формы
наполнительная рамка
подопечная плита
кокильхолод ильник
су шительная плита
жеребейки
стержневой каркас
Рис. 2.2 . Оснастка для изготовления литейных форм
К модельноопочной оснастке предъявляются следующее требования:
•
обеспечение получения рабочей полости формы с заданными техно
логическим чертежом, конфигурацией и размерами. Это обеспечивает
модельный комплект, элементы которого образуют совокупность
опорных поверхностей для формовочной смеси при ее уплотнении;
•
обеспечение необходимой прочности и жесткости для противодей
ствия нагрузкам, возникающим при уплотнении смеси и заливке фор
мы. Это требование относится максимально к опокам;
•
получение технологических поверхностей, обеспечивающих необхо
димую точность сборки элементов литейной формы и удобство мани
пуляций с ней.
На рис. 2 .3 показан один из вариантов модельноопочной оснастки для
машинной формовки.
39
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Рис. 2.3 . Модельноопочная оснастка для машинной формовки:
1 штыри; 2 модельная
плита;
3 стол формовочный
машины; 4
модель;
5 опока; 6 крепление
модели к плите; 7 крепление
плиты к столу;
8 стояк; 9 цапфа
плиты
Основу модельного комплекта составляют модели, модельные плиты,
стрежневые ящики, модели литниковопитающих систем.
Модель это приспособление для получения в форме отпечатка, соответ
ствующего конфигурации и размерам отливки.
Стержневой ящик это формообразующие приспособления, имеющие
рабочую полость для получения в ней литейного стрежня нужных размеров
и очертаний, а материалом для этого является стержневая смесь.
Модели и стрежневые ящики изготавливаются из древесины (пиломате
риалы), металлов и сплавов, пластических масс.
При изготовлении моделей и стержневых ящиков учитываются припуски
на механическую обработку в отливках, величина усадки металла отливки,
а для извлечения моделей из уплотненной формы на модели делаются литейные
формовочные уклоны.
Опоки это приспособления (металлические рамки) для удержания фор
мовочной смеси при изготовлении литейной формы, транспортирования ее и при
заливке жидким металлом. По конфигурации они могут быть прямоугольными,
40
Глава 2. Производство литых заготовок в песчаных формах
круглыми, фасонными; по массе ручными и крановыми; по способу изготовле
ния литыми, сварными и литосварными. При сборке форм опоки соединяются
с помощью центрирующих штырей и втулок.
В комплект модельноопочный оснастки также входят сушильные плиты,
подопочные плиты, наполнительные рамки, модельные плиты, шаблоны для
проверки правильности сборки форм и стрежней и др. приспособления.
Способы центрирования опок приведены на рис. 2 .4 .
а
Исполнение 1
Исполнение 2
"1
б
Исполнение 3
f
Исполнение 4
в
Исполнение 5
Рис. 2 .4 . Способы центрирования опок:
а штырем; б на
штырь;
в на штырь и втулку
Применять их рекомендуется в следующих условиях:
•
«штырем» при мелкосерийном производстве;
•
«на штырь» при серийном и массовом производстве;
41
Вальтер А. П ., Протопопов А. А. Основы литейного производства
•
«на штьгрь и втулку» при транспортировании опок со средним габа
ритом не более 2500 мм по конвейерам и рольгангам.
2.2. Схема построения технологического процесса
изготовления отливки
Разработка технологического процесса изготовления литых заготовок и
деталей в условиях конкретного производства требует глубоких теоретических
знаний и достаточного практического опыта в литейном производстве. Грамот
но разработанный технологический процесс основан на комплексе документов,
обеспечивающем получение качественных отливок с минимальными матери
альными и финансовыми затратами. При его разработке учитывается много
факторов, определяющих выбор способа литья, таких, как вид сплава, серий
ность производства, конструктивность изделия, производственные возможно
сти цеха и др.
Основные факторы отражены в схеме построения технологического про
цесса изготовления отливки (рис. 2 .5).
Проектирование технологического процесса изготовления
отливки
включает разработку необходимой конструкторскотехнологической доку
ментации: расчетов, чертежей, технологических карт и др. Объем технологи
ческой подготовки производства зависит от типа производства. При единич
ном и мелкосерийном производстве все технологические указания наносятся
на чертеж детали. При серийном и массовом производстве разрабатывается
чертёж отливки и конструкция литейной формы, чертежи модельных плит,
стержневых ящиков, опок и другой оснастки. Вся эта документация разраба
тывается в определенной последовательности и в соответствии с ЕСКД,
ЕСТД и др.
Следует дать оценку на технологичность литой детали по основным тех
нологическим признакам. Технологичность отливки не является чемто неиз
менным. Она зависит от технологического процесса, который может меняться,
совершенствоваться и развиваться. Поэтому сформулировать какието незыб
лемые правила конструирования отливок затруднительно.
Конструирование процесс творческий. Отливка должна быть с мини
мальной массой, относительно несложной конфигурации с оптимальными
толщинами стенок. Многочисленные технологические факторы, которые сле
дует рассматривать при разработке конструкции литой детали, можно класси
фицировать на три основные группы: факторы технологичности применяемо
го сплава; факторы способа литья; факторы механической обработки готовой
детали.
42
Вальтер А. П., Протопопов А. А. Основы литейного производства
При разработке модельнолитейных указаний поступают следующим об
разом. На чертеж наносят технологические указания, определяющие параметры
технологии литья. При единичном и мелкосерийном производстве этот чертеж
является основным технологическим документом. Он определяет все особенно
сти технологического процесса и является основой для проектирования и изго
товления модельного комплекта и выбора других приспособлений (опок, шаб
лонов и др.), необходимых для изготовления литейной формы.
Деревянный модельный комплект изготавливается по указанному черте
жу, на котором технологлитейщик нанес черным карандашом все указания для
изготовления модельного комплекта и производства отливки. В арсенал техно
логических указаний входят выбор:
•
положения отливки в форме;
•
плоскости разъема модели и формы;
•
литейные уклоны;
•
припуски на механическую обработку;
•
технологические напуски и приливы;
•
контуры стержневых знаков моделей, их размеры, форма и номера
стержней;
•
линейная усадка, %.
Кроме того, технолог указывает класс точности и прочности модельного
комплекта.
В отличие от технологического процесса изготовления деревянных моде
лей, на металлический модельный комплект, разрабатывается комплект кон
структорских чертежей на всю оснастку. Исходным документом должен быть
чертеж литой заготовки, выполненный в соответствии с ГОСТ 242373, техно
логический процесс ее изготовления с эскизным чертежом литейной формы.
По этим документам разрабатываются сборочные чертежи модельных плит
и стержневых ящиков с деталировкой. На пластмассовые литейные модельные
комплекты, предназначенные для изготовления отливок в песчаных формах,
распространяется ГОСТ 1950586 «Модели литейные и ящики стержневые
пластмассовые». Эти модельные комплекты проектируются и изготовляются
в соответствии с требованиями настоящего стандарта по рабочим чертежам,
утвержденным в установленном порядке.
2.3 . Формовочные материалы
Формовочные материалы это совокупность природных и искусственных
материалов, используемых для приготовления формовочных и стержневых сме
сей. Наука о формовочных материалах и смесях начала развиваться в тридцатые
44
Глава 2. Производство литых заготовок в песчаных формах
годы XX века. Первые специальные монографии по формовочным материалам
были написаны К. И . Козловым в 1931 г. и П. П. Бергом в 1933 г., а
первая
научноисследовательская литейная лаборатория была организована в 1928 г.
П. П . Бергом [2].
Ко всем формовочным материалам и смесям предъявляются следующие
требования:
•
способность выдерживать контакт с жидкими литейными сплавами
без расплавления и разрушения;
•
дешевизна, доступность, большие запасы, наличие источников исход
ных материалов вблизи потребителей;
•
отсутствие токсичности и неприятных запахов как Bi нормальных тем
пературных условиях изготовления форм, так и при нагревании, свя
занном с заливкой литейной формы металлическим расплавом.
Различают исходные формовочные материалы и формовочные смеси. Ос
новными исходными материалами являются формовочные пески и глины,
вспомогательными связующие вещества и добавки (молотый или гранулиро
ванный уголь, древесные опилки, стриженый торф, графит и др.) .
Выбор рациональных составов формовочных смесей, соблюдение техно
логии их изготовления являются главным фактором снижения брака и улучше
ния качества отливок. Известно, что около половины отливок с браком возни
кает изза низкого качества формовочных материалов и смесей.
Требования, предъявляемые к формовочным и стержневым смесям
Формовочные и стержневые смеси должны обладать комплексом свойств;
важнейшие из них приведены на блоксхеме (рис. 2.6).
Рис. 2.6. Классификация свойств формовочных и стержневых смесей
45
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Теплофизические свойства смесей определяют скорость и последователь
ность затвердевания залитого в форму металла, а также режим охлаждения от
ливки. С теплофизическими свойствами смесей связано также образование ряда
дефектов в отливках (внутренних напряжений, трещин, пригара, ужимин и др.) .
Механические свойства смесей определяют неразрушаемость литейной
формы под воздействием собственного веса и различных нагрузок при их сбор
ке и транспортировке; прочность в условиях статического и динамического
давления струи расплавленного металла и массы всей отливки в период затвер
девания. При этом обеспечивают податливость формы в условиях усадочных
процессов в отливке.
Свойства, связанные с газообменом, это газопроницаемость и газотвор
ность. В процессе заливки металла в форму и последующего охлаждения от
ливки в порах формы повышается газовое давление и уплотненная смесь долж
на обладать достаточной газопроницаемостью, чтобы обеспечить отвод обра
зующихся газов в атмосферу. При недостаточной газопроницаемости образо
вавшиеся газы могут направиться в незакристаллизовавшийся металл и образо
вать в отливке газовые раковины.
Технологические свойства это свойства, определяющие рабочее каче
ство смеси и обычно не выражающие количественными характеристиками об
щественных, физических и химических параметров, а оцениваются экспери
ментально:
Текучесть способность смеси под действием внешних сил обтекать мо
дели или заполнять полости стержневых ящиков.
Гигроскопичность способность смесей после сушки поглощать влагу
из окружающей атмосферы. Смеси не должны быть гигроскопичными.
Выбиваемость способность формовочных и стержневых смесей свобод
но удаляться из отливки после её охлаждения.
Термохимическая устойчивость способность смеси не оплавляться при
контакте с жидким металлом и не образовывать с ним и его окислами химиче
ские соединения.
Долговечность сохранение смесью своих рабочих свойств в случае по
вторного использования при изготовлении и заливке форм расплавом.
Для изготовления форм приготавливают смеси из нескольких природных
материалов, и эти смеси называются формовочными.
Исходные формовочные материалы подразделяются на основные (пески
и глины), вспомогательные (гранулированный уголь, опилки, крахмалит и др.)
и связующие материалы (крепители).
Пески являются компонентом смесей. Формовочные пески это горные
породы, существующие в природе в виде россыпей, образованных зернами
46
Глава 2. Производство литых заготовок в песчаных формах
тугоплавких, прочных и твердых минералов. Наиболее широко применяются
кварцевые пески, которые обладают высокой огнеупорностью, их свойства
и требования к ним определены ГОСТ 213884. Кварц является одной из форм
кремнезема (SiO2) и обладает высокой огнеупорностью (1713 °С), прочностью,
твердостью и низкой химической активностью. Недостатком кварца является
его способность к аллотропическим изменениям при нагревании и охлаждении.
В процессе нагрева и температуре более 575 0C /?кварц переходит в акварц
и при этом объем его увеличивается на 2,4 %.
В области высоких температур выше 870 0C происходят изменение кри
сталлического строения с образованием нового минерала /? тридимита с уве
личением объема на 15,1 %, а выше 1470 0C
кварц переходит в аморфное
стекло. При охлаждении эти превращения повторяются в обратном порядке.
Объемные изменения кварца приводят к растрескиванию ряда зерен и превра
щению их в пыль. Это вынуждает при повторном использовании смесей осве
жать их путем ввода свежих кварцевых песков в количестве 3.. .15 % .
Формовочные пески классифицируются в зависимости от содержания
кремнезема и вредных примесей: NaO; K2O;CaO; MgO и R2O3,
кварцевые пес
ки делятся на четыре класса: 1К>97 % SiO2; 2К>96 % SiO2; ЗК>94 % SiO2;
4К>90 % SiO2 .
Формовочные пески подразделяются на классы в зависимости от содержа
ния глинистой составляющей, кремнезема и вредных примесей. При этом услови
лись, что независимо от химического состава зерна размером менее 22 мкм отно
сить к глинистой составляющей, а более 22 мкм к песчаной основе. Содержание
глинистой составляющей в формовочных песках определяется отмучиванием,
т.е. отделением песка от глины.
На рис. 2.7 показала классификация песков по содержанию глины, где К
кварцевый пески; T тощие пески; П полужирные пески; Ж жирные пески;
ОЖ очень жирные пески.
Рис. 2.7 . Классификация формовочных песков по содержанию глины
47
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Пески с содержанием глинистых составляющих более 50 % относятся к гли
нам. ГОСТ предусматривает поставку обогащенных кварцевых песков классов
«061К»; «062К»; «ОбЗК», где количество глинистых составляющих от 0,2 до 1,1 %
и соответственно SiO2
= 98,5...97,5 %. Важным свойством формовочных песков
является их зерновой состав, т. е. размер, форма и однородность песчинок. Он
оказывает влияние на газопроницаемость, механические и технологические
свойства смеси.
На рис. 2 .8 показана классификация формовочных песков по зерновому
составу.
063
04
0315
I
02
% 016
01
0063
005
А
грубый
крупный
А
крупный
А средний
А мелкий
А очень
мелкий
тонкий
пылевидный
Рис. 2.8. Классификация формовочных песков по зерновому составу
1
А
А очень
Б
Б
Б
Б
По величине остатка на трех смежных ситах песок делится на категорию
«А» если максимальный остаток на верхнем сите, и категорию «Б» если
максимальный остаток на нижнем сите. При маркировке песка на первом месте
ставят обозначение класса, на втором группы и на третьем категории.
Например: кварцевый песок средней зернистости обозначается 1К02А или
2К02Б. Тощие пески обозначаются маркой Т0315А и т.п .
Формовочные глины это горные породы, состоящие из тонкодисперс
ных частиц водных алюмосиликатов. Они обладают связующей способностью,
48
Глава 2. Производство литых заготовок в песчаных формах
термохимической устойчивостью и вводятся в формовочные и стержневые смеси
для связывания зерен песка и придания смеси прочности как в сыром, так и в су
хом состоянии, а в увлажненном состоянии они обладают высокой пластично
стью. В литейном производстве используют в основном два вида глин: каолини
товые «К» и монтмориллонитовые (бентонитовые) «М», как обладающие боль
шой термохимической устойчивостью.
Каолинитовая глина содержит основную составляющую каолинит
Al2O3 2 SiO22H2O
водный алюмосиликат, имеющий температуру плавления
17501787 °С.
Монтмориллонитовая глина (бентонит) содержит основную составляю
щую монтмориллонит Al2O3 4 SiO2H 2O+nH2O .
Температура плавления бентони
та 12501300 °С. Требования, предъявляемые к формовочным глинам, опреде
лены ГОСТ 322677 .
Связующие материалы вводят в смеси в замен глины или уменьшение
её дозы, при этом обеспечивать высокие прочностные свойства смеси. Обычно
связующие материалы вводят в смеси в количестве 0,56,0 %.
Применяемые связующие классифицируются по двум признакам:
•
природе материала (органические и неорганические, водорастворимые
и не растворяемые в воде)
•
характеру затвердевания (необратимые, промежуточные и обратимые).
По удельной прочности на разрыв в сухом состоянии связующие делятся
на три группы. Необратимые крепители обеспечивают наибольшую прочность
смесей, а обратимые наименьшую.
Химически твердеющие органические связующие это органические не
водные и водные связующие, которые придают смеси низкую прочность, хо
рошую текучесть во влажном состоянии и высокую прочность в сухом. Это
масла из нефтепродуктов и синтетические смолы. В литейном производстве
применяются поликонденсационные связующие, которые подразделяются на
фенолоформальдегидные, карбомидные (мочевиноформальдегидные), фурано
вые смолы.
Совместно с формовочной глиной хорошо работают органические высы
хающие связующие, при этом глина придает смеси прочность в сыром состоя
нии, а связующие в сухом. К этим связующим относятся барда сульфитного
щелока и на ее основе комбинированные крепители СБ и СП, декстрин и др.
Из неорганических крепителей наиболее широко применяется жидкое стекло
Na2O nSiO2 MH 2O,
которое является водным раствором силикатов натрия или
калия переменного состава. Процесс твердения смеси с жидким стеклом осу
ществляется нагревом или продувкой углекислым газом CO2 .
49
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Вспомогательные формовочные материалы
Для придания формовочным и стержневым смесям надлежащих свойств
(газопроницаемости, податливости, выбиваемости и др.) в их состав вводятся
вспомогательные добавки. В качестве противопригарных добавок применяют
в смесях чугунного литья гранулированный уголь, мазут (не более 0,5 %). Для
податливости и повышения газопроницаемости в смеси вводят древесные
опилки, стриженый торф и др., которые предварительно проходят соответству
ющую подготовку.
В качестве поверхностно активной добавки применяют полифенол лесо
технический (ПФЛТ), который повышает связующую способность формовоч
ной глины. При необходимости применяют добавки, изменяющие теплоакку
мулирующую способность смесей.
2.4. Формовочные и стержневые смеси
Состав формовочных смесей разнообразен и определяется характером
формы (сырая или сухая), заливаемым сплавом (сталь, чугун, цветные сплавы),
массой заливаемого металла, конфигурацией и толщиной стенок отливки, ха
рактером производства.
По использованию в форме формовочные смеси подразделяются на обли
цовочные, наполнительные и единые; по состоянию форм перед заливкой
на смеси для сырых и сухих форм. Единые смеси применяются при машинной
и автоматической формовке в цехах крупносерийного и массового производ
ства литых заготовок.
В составе приготовляемых смесей в основе используется отработанная
смесь, предварительно прошедшая технологическую подготовку, в которую
вводятся освежающие добавки. Это свежие песок и глина, связующие, вспомо
гательные добавки в количествах, необходимых для восстановления технологи
ческих свойств формовочной смеси.
В справочной литературе по литейному производству приводится много
составов формовочных смесей. Исходя из вышеуказанных технологических па
раметров в табл. 2 .1 приведены обобщающие составы формовочных смесей.
Свойства: газопроницаемость смеси ~ 125 см/с; прочность на сжатие сы
рых образцов 170200 кПа.
Для сухих форм применяются аналогичные смеси с добавкой некоторого
количества крепителей и вспомогательных материалов.
Стержневые смеси. Стержни в процессе заливки формы оказываются
в более тяжелых условиях по сравнению с самой формой, а поэтому и требова
ния к стержневым смесям выше. Для их приготовления обычно используются
50
Глава 2. Производство литых заготовок в песчаных формах
свежие пески и глины, и только для очень крупных стержней используется
2060 % отработанной смеси. Основная масса стержней проставляется в форму
сухими, поэтому в стержневую смесь вводится до 4 % органических или неорга
нических крепителей. Прочность на растяжение сухих образцов составляет
0,08...0,1 МПа и более. Эти смеси можно отнести к песчаноглинистым и песча
номасленым и применяют их в условиях единичного и мелкосерийного произ
водства.
Таблица 2.1
Составы формовочных смесей, %
Состав из свежих материалов
Песок кварцевый 100%;
Бентонит 10 15%;
Уголь гранулированный Ъ4 %;
Крахмалит 0,20,25 %;
ПФЛК0,1 0,15%;
Влага3,03,5 %
Состав смеси при освежении
Свежий песок 2 ,83,5 %;
Бентонит 0,6 0 ,9 %
Уголь гранулированный 0,080,16 %;
Крахмалит 0,0150,020 %;
ПФЛК 0,05 0 ,07 %;
Влага 3,03,5 %
Современное направление в производстве стержней это применение
песчаносмоляных смесей, где связующим является быстротвердеющие синте
тические смолы. Стержневая смесь твердеет непосредственно в металлическом
стержневом ящике, обогреваемом газом или электричеством за счет поликон
денсации связующего. Стержни имеют высокую прочность и хорошую га
зопроницаемость, податливы и хорошо выбиваются из отливок.
Изготавливают стержни также из холоднотвердеющих смесей (XTC)
и смеси с жидким стеклом, свойства которых рассмотрены выше.
Пластичные самотвердеющие смеси. В настоящее время сухие формы
все в большем объеме заменяют на формы из XTC Их приготавливают
по двухстадийной технологии. Базовую смесь состава: кварцевый песок 92 %;
глина 5 %; молотый уголь 3 %; жидкое стекло 5,5 %; влажность 3,5 %
приготавливают в центральном смесеприготовительном отделении, подают в
бункер формовочного отделения. Затем из бункера, в количестве, необходимом
для изготовления формы, смесь подаётся в лопастной смеситель, куда одновре
менно вводят 25 % феррохромового шлака, служащего отвердителем.
После перемешивания в течение 5060 с, смесь подается в опоку и рас
пределяется по поверхности модели как облицовочная. Затем из второго бунке
ра подается в опоку наполнительная смесь, и форма уплотняется встряхивани
ем. Затвердевание смеси в форме происходит за счет взаимодействия жидкого
стекла с феррохромовым шлаком и протекает во всем объеме одновременно.
51
Вальтер А. И ., Протопопов А. А. Основы литейного производства
После изготовления формы (из такой смеси) из нее можно сразу удалять мо
дель, через 30 мин форму можно окрашивать, а через 46 ч заливать металлом.
Этот процесс следует рекомендовать для машинной формовке и в условиях се
рийного производства, когда использование других самотвердеющих смесей
нерационально изза уменьшения машинного времени на период отвердевания
смеси.
Жидкие самотвердеющие смеси (ЖСС) обеспечивают значительное со
кращение трудоемкости при изготовлении средних и крупных отливок в усло
виях мелкосерийного и индивидуального производства. Эти смеси имеют вы
сокую текучесть и могут быть залиты в опоку или стержневой ящик.
Для получения ЖСС необходимо сочетание двух условий:
1) выбор ПАВ, обладающих пенообразующими свойствами, позволяю
щими переводить смесь в псевдожидкое состояние при низкой общей
влажности (<6%);
2) введение в состав смеси добавок, обеспечивающих быстрое затверде
вание смеси на воздухе.
Физическая сущность псевдожидкого состояния состоит в следующем:
жидкая композиция при перемешивании распределяет по поверхности песчи
нок пенную добавку DCРАС, при этом снижается поверхностное натяжение,
а на поверхности песчинок образуются мельчайшие пузырьки пены (рис. 2 .9).
В обычных смесях на поверхности песчинок находится пленка связующе
го, и между песчинками имеется место, значительные силы трения.
В ЖСС на поверхности песчинок ПАВ образует микропузырики пены,
что резко снижает трение между песчинками и смесь становится текучей.
Рис. 2 .9. Песчаная смесь:
а обычная; б жидкая
самотвердеющая
Смесь в опоку или стержневой ящик затекает под действием собственного
веса. Добавка DCРАС действует временно. Через 810 мин пузырьки пены раз
рушаются, смесь теряет текучесть, а форма или стержень приобретают свойство
52
Глава 2. Производство литых заготовок в песчаных формах
газопроницаемости. Через ~ 40 мин смесь затвердевает и из формы удаляется
модель. Время затвердевания можно регулировать дозой вводимого в смесь фер
рохромового шлака.
В табл. 2.2 приведены два типовых состава ЖСС с разными крепителями.
Доминирующее положение занимают смеси на основе жидкого стекла.
Пористость форм из ЖСС достигает 50 %; из обычной смеси <30 %. Фор
мы и стержни обладают хорошей податливостью. Газопроницаемость достигает
500 и более, а прочность на сжатие через 4 ч после заливки равна 196393 КПа.
С внедрением ЖСС отпадает необходимость в формовочных машинах
и сушильных печах. Сокращается брак отливок по газовым раковинам и тре
щинам.
Таблица 2.2
Типовые составы ЖСС на минеральном и органическом крепителях
Типовой состав ЖСС
на жидком стекле, %
Типовой состав ЖСС
на органическом крепителе, %
Кварцевый песок
9498
Кварцевый песок
9798
Феррохромовый шлак
26,0
Огнеупорная глина
23
Жидкое стекло
57
Сульфитноспиртовая
барда
55,5
Контакт Петрова или
DCРАС
детергент
рафинированный
(алкиларилсульфонат)
0,50,6
Добавка DCPAC
0,450 ,55
Мылонафт
0,050 ,10
Хромовый ангидрид
55,5
Вода
1,2 2
Вода
3,5^,0
Процесс изготовления форм и стержней из ЖСС позволяет механизиро
вать и автоматизировать технологические операции в индивидуальном и мел
косерийном производстве средних и крупных отливок.
Холоднотвердеющие смеси (XTC) на основе синтетических смол
Современный период развития литейного производства характеризуется
заменой традиционных песчаноглинистых смесей холоднотвердеющими сме
сями (ХТС). Эти смеси применяют в единичном и мелкосерийном производстве
мелких, средних и крупных форм. Они обладают свойством холодного тверде
ния, что позволяет применять дешевую модельную оснастку, в том числе и де
ревянную. Эти смеси состоят из собственно связующего отвердителя, регуля
торов скорости отвердевания и добавок.
53
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Приготавливают такие смеси из обогащенных кварцевых песков. Связующи
ми могут быть карбамидофурановые, фенолоформальдегидные и другие смолы.
Катализатором твердения обычно служит ортофосфорная кислота 7080 %ной
концентрации. Типовой состав ХТС:
•
кварцевый песок марки «061К» 100 %;
•
ортофосфорная кислота указанной концентрации 0,51,2 %;
•
смолаКФ902 ,5%;
•
влажность смеси 0,91,5 %;
•
живучесть 1015 мин.;
•
предел прочности при растяжении (через 2 ч) 196 кПа.
XTC приготавливается непосредственно на месте изготовления формы
или стержня и сразу же используется.
На ряде станкостроительных заводов разработаны ферритофосфатные хо
лоднотвердеющие смеси (ФХТС) на основе магнитного черного порошка, кро
куса, трифолина, железорудного конценрата.
Проведены исследования по использованию в качестве основы связую
щего для приготовления ФХТС таких железосодержащих материалов, как пла
вильная пыль, отходы обработки чугунных и стальных отливок в дробеметных
барабанах, отходы зачистки отливок на станках, отходы химического производ
ства. На базе этих отходов разработаны составы ФХТС и произведены годные
промышленные отливки. Ценным исходным сырьем для получения высокоэф
фективных XTC является плавильная пыль, образующаяся при плавке чугуна
в электропечах.
Для улучшения качества приготовляемых XTC разработаны и изготавли
ваются высокоскоростные смесители с горизонтальной смесительной камерой
одностадийного смешивания для приготовления XTC
В дальнейшем на базе указанных разработок предполагается создание
смесеприготовительных комплексов в стационарном и придвижном исполнени
ях, включая, кроме смесителя бункеры для сыпучих и емкости для жидких ком
понентов, стабилизатор температуры наполнителя и вибростол.
2.5. Литниковая система и ее элементы
Литниковая система это система каналов и элементов литейной формы,
по которым расплавленный металл подводят к полости формы, заполняют ее
и осуществляют питание отливки во время затвердевания. Первые две задачи
выполняются литниковой системой, а третье прибылями, обеспечивающими
питание отливки и предотвращающими образование в отливках усадочных ра
ковин. Простейшая литниковая система представлена на рис. 2.10 .
54
Глава 2. Производство литых заготовок в песчаных формах
Рис. 2 .10 . Литниковая система:
1 литниковая
чаша; 2 стояк;3 коллектор
(шлакоуловитель);
4 питатели;
5 выпор
Литниковая система должна отвечать следующим требованиям: заполнять
форму металлом за определенное время, обеспечивать минимальное количество
неметаллических и газовых включений в металле, создавать рациональный ре
жим затвердевания и охлаждения отливок, иметь небольшую массу и обеспечи
вать удобство формовки.
Литниковая чаша предназначена для приема расплавленного металла и за
держания шлака (рис. 2.11). Перед заливкой крупных и средних форм отверстие
в чаше рекомендуется закрывать пробкой, чтобы в начале заливки чаша наполни
лась расплавом. При этом более легкие шлаки газы успевают всплыть. Затем
пробку вынимают, и металл поступает в полость формы. В течении всего времени
заливки чаша должна быть наполнена расплавом. Заливку прерывать нельзя.
Рис.2.11. Литниковая чаша с пробкой
Стояк 2 (рис.2 .10) вертикальный канал, соединяющий литниковую ча
шу 1 с шлакоуловителем 3, и служит для передачи расплава на другой уровень
и другим элементам литниковой системы.
Шлакоуловитель 3 это горизонтальный канал, соединяющий стояк с пи
тателями. Располагается обычно в верхней полуформе и имеет трапецеидальное
сечение.
55
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Питатели 4 подводят расплав непосредственно в полость формы, их се
чение может быть различным (прямоугольным, круглым, трапецеидальным),
но площадь сечения должна быть меньше толщины стенки, к которой подво
дятся питатели. Выпоры 5 предназначены для вывода воздуха и газов из поло
сти формы при заливке и сигнализации о его завершении.
Выпор 5 это вертикальный канал, служащий для вывода газов из формы
и для контроля заполнения формы расплавленным металлом.
При выборе конструкции литниковой системы важно выбрать место под
вода питателей к отливке. При одновременном затвердевании всех частей от
ливки металл стремятся подвести в ее тонкие сечения, а при направленном за
твердевании в толстые. Так, например, при изготовлении основной массы от
ливок из серого чугуна металл подводят в тонкие места отливок, а при произ
водстве отливок из стали в толстые. Это связано с различной объемной усад
кой этих сплавов.
Литниковые системы подразделяются по гидродинамическому признаку
на сужающиеся и расширяющиеся, а по направлению течения материала в по
лость формы на верхние, боковые и нижние (сифонные).
В сужающихся литниковых системах имеет место последовательное
уменьшение площадей поперечных сечений стояка, шлакоуловителя и питателей:
F
стояка> ^^шлакоул. > ^l
F
num
Такие соотношения площадей поперечных сечений элементов литнико
вых систем находят широкое применение в производстве чугунных отливок.
В расширяющихся литниковых системах узкое место чаще всего находится
в нижнем сечении стояка:
F
стояка< ^^шлакоул. < ^l
F
num
Расширяющиеся литниковые системы применяются при изготовлении
стальных отливок, алюминиевых, магниевых легкоокисляющихся сплавов.
Конструкций литниковых систем много и для каждой отливки она своя.
Большинство их можно классифицировать на следующие группы (рис. 2.12):
•
верхние литниковые системы, с подводом металла в верхнюю часть
отливки (рис. 2.12,а);
•
боковым подводом (рис. 2 .12, б) и дождевая литниковая система
(рис. 2 .12, в);
•
литниковая система по разъему формы с боковым подводом металла
(рис. 2 .12, г) такие литниковые системы применяются часто, в том
числе при машинном изготовлении форм;
56
Глава 2. Производство литых заготовок в песчаных формах
•
нижние литниковые системы с боковым (рис. 2 .12, д) и сифонным
(рис. 2 .12,е) подводом металла в форму;
•
ярусные (этажные) литниковые системы, реализующие подвод метал
ла в форму на нескольких уровнях по высоте, конструктивно пред
ставляющие собой щелевую литниковую систему (рис. 2.12,ж,з).
вг
'
о
^7
J7
д
^*—^
е
ж
з
Рис. 2.12. Литниковые системы с различным подводом металла
а
б
2.6 . Методика расчета литниковых систем
Определение размеров элементов литниковой системы имеет большое
техникоэкономическое значение, так как правильно назначенные размеры лит
никовой системы позволяют уменьшить расход металла на литники, выпоры,
снизить брак литья.
Для расчета литниковой системы используются различные зависимости,
основанные на законах гидравлики, эмпирические формулы и номограммы и
сводятся они к определению суммарной площади поперечных сечений узких
мест питателей. По формуле ОзанаДиттерта [13]:
^Fпит.
=
I
г
>
(21)
ptv
pt/Uyj 2 gHp
где
Q масса всех отливок в форме, включая прибыли;
р плотность жидкого металла;
t — продолжительность заливки формы;
v скорость истечения металла;
57
Вальтер А. П ., Протопопов А. А. Основы литейного производства
р. коэффициент расхода металла, 0< р. <1;
g ускорение свободного падения;
HP
расчетный статический расчет.
Время заполнения формы T можно рассчитать по формуле
T=ASmQ
n
,
(2.2)
где
5 преобладающая толщина стенки отливки (мм);
A, m, п коэффициенты, значения которых приведены в табл. 2.3.
Таблица 2.3
Значения коэффициентов Л, m, п для различных сплавов
Сплав*
A
m
n
Чугун
1,630 2,2
0
0,5
Чугун
2
0,334
0,334
Сталь
1,5
0,334
0,334
Алюминий
1,73
0,334
0,334
Магний
2,3 45
0,334
0,334
**по данным Г.М . Дубицкого [11].
Время заливки часто рассчитывают по формуле
т=Л^SQ .
(2.3)
Коэффициент расхода р отражает суммарные гидравлические потери.
В табл. 2.4 приведены его значения.
Таблица 2.4
Коэффициент расхода р для различных форм и сплавов
Форма
Чугун
Сталь
Мелкая
0,6/05
0,5/0 ,42
Средняя
0,48 0 ,42
0,380,32
Крупная
0,41/0,35
0,3/0 ,25
I
I
I
Примечание. В числителе приведены данные для сухой формы, в знаменателедлясырой.
Наибольшее влияние на коэффициент расхода р. оказывает конструкция
литниковой системы, ее сложность, характер местных сопротивлений, число по
воротов и др., влияние самой рабочей полости незначительно. Для корректировки
58
Глава 2. Производство литых заготовок в песчаных формах
дадим ряд практических рекомендаций. Так, например, по мере перехода от ниж
них к верхним литниковым системам коэффициент р. увеличивается.
Напор HP зависит от способа заливки, типа литниковой системы, положе
ния отливки в форме и др. факторов. Для определения напора при заливке через
литниковую чашу надо учитывать уровень металла в чаше, а при заливке через
воронку уровень металла в ковше. Для распространенного случая подвода ме
талла по разъему формы HP,
(рис. 2.13), напор можно рассчитать по формуле:
P2
Hp=HО
,
(2.4)
где
H0
первоначальный максимальный напор, см;
P расстояние от самой верхней точки отливки до уровня подвода, см;
С высота отливки (по положению при заливке).
Рис. 2.13. Схема литейной формы к расчету напора HP при подводе
металла по разъему формы
При заливке металла из поворотного ковша, рис. 2 .14, часть формы, рас
положенная ниже уровня подвода металла заполняется при постоянном напоре
H0,
а часть, расположенная выше уровня подвода металла при переменном
напоре, изменяющемся от H0 до (H0
—Р). Поэтому в формулу введен средний
напор HP.
При заливке формы через литниковую воронку расчетный статиче
ский напор определяется по формуле:
HP=H
0
"
P
C+
H(2
'
5)
где
H0расстояние
от оси питателей до верхней кромки опоки верха;
H1
расстояние от верхней кромки верхней опоки до уровня металла в
поворотном ковше.
По найденному значению суммарной площади сечения питателей SFNUM
находят площадь сечения шлакоуловителя FUM и стояка FCM по следующим со
отношениям:
59
Вальтер А. П ., Протопопов А. А. Основы литейного производства
•
длятонкостенныхотливок EFnum:
EFum:
Fcm
=1,0: 1,06: 1,1;
•
для отливок массой до 1000 кг: EFnum,:
EFum ,:
Fcm
=1: 1,1: 1,50.
Рис. 2.14. К определению расчетного статического напора при заливке
формы через воронку из поворотного ковша
Расчет и построение прибылей
Прибыль это часть литниковой системы, предназначенная для устране
ния в стальных отливках усадочных раковин и пористости. Эта особенность
технологии литья присуща литейным сплавам с большой объемной усадкой и
требует обеспечения направленного затвердевания отливок. Для обеспечения
направленности можно использовать наружные и внутренние холодильники.
Направленность затвердевания можно проверить методом вписанных окружно
стей, которые должны свободно выкатываться из нижних сечений отливки в
верхние и далее в прибыль.
Расчет и построение прибылей основаны на принципах, сформулирован
ных В.Е . ГрумГржимайло [12], а именно:
•
прибыль должна затвердевать позже питаемого ею узла отливки;
•
объем прибыли (Vnp) должен быть достаточным для питания усадки
теплового узла отливки;
•
высота прибыли (Hnp) должна быть достаточной для размещения в
прибыли усадочной раковины.
При проектировании технологии питания отливки технолог должен:
•
в соответствии с назначенным расположением отливки в форме при
заливке и затвердевании определить места установки прибылей;
•
определить число прибылей и их размеры.
Для решения первой задачи анализируют технологический чертеж детали
и определяют тепловые узлы, в которых возможно образование усадочных рако
вин при данном положении отливки в форме и конструкции литниковой системы.
60
Глава 2. Производство литых заготовок в песчаных формах
Назначают места установки прибылей и их тип: открытые, закрытые, прямые, от
водные и др. Наиболее простой способ расчета прибылей был предложен И. Пржи
былом. Опытным путем он установил, что объем усадочной раковины^) состав
ляет обычно 1/10 объема прибыли открытой (Vnp) и 1/8 прибыли закрытой. Уса
дочная раковина в прибыли образуется за счет расхода металла из прибыли на пи
тание усадки отливки и усадки металла в самой прибыли:
V=BV+ВV
r
P.Иопт.У
г
пр.;
где
P коэффициент объемный усадки металла, P ~ Зел;
гл
линейная усадка металла;
Vowm.
объем питаемого узла отливки.
Поскольку Vp =aVnp
, где а = 1/8 или 1/10 в зависимости от типа прибыли,
ToaVnp
=PVomn+PVnp,
Решая это уравнение относительно Vnp, находим:
V=
г
пр
P
(aPX
V
отп •
(^•^)
Площадь основания прибыли Focmn p
, примыкающая к питаемому узлу от
ливки, рекомендуется принимать более площади Fcmj l ,
сечения узла в месте
установки прибыли:
F
=(12 13) F
1
осн.пр. у
1
?^" '
•
1
^
j
)1
отп. .
Зная объем
и площадьFnp^ определяют ее высоту:
H пр=
v
^—
.
(2.7)
*
осн.приб.
Достаточной надежностью и относительной простотой отличается и ме
тод расчета диаметра цилиндрической прибыли
D=Kз
V0,
(2.8)
Vlx•s
где
Kкоэффициент
f^D
H высота прибыли;
x — отношение объема прибыли к объему осадочной раковины;
е коэффициент объемной усадки сплава (в жидком и твердожидком со
стоянии);
V0
объем питаемого узла отливки. Значения H/D, Kux
приведены
в табл. 2.5.
61
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Таблица 2.5
Значение коэффициентов H/D, К и х
Тип прибыли
H/D
K
x
Работающая под давлением:
H/D
K
x
ниже атмосферного
(без стержня и выступа)
1
1,15
12
атмосферным
(со стержнем или выступом)
1,2
1,07
7,59
выше атмосферного
1,3
1,04
5,5 7,5
Открытая:
1,1
1,11
912
теплоизолирующая
1,4
1,01
45,5
экзотермическая
1,5
0,985
2.7 . Технология изготовления форм
Наиболее сложной и трудоемкой операцией изготовления отливки являет
ся формовка процесс изготовления литейных форм. В зависимости от степени
механизации процесса и сложности литья, этот процесс составляет 3060 % .
Наиболее распространена формовка по моделям в почве и опоках, шаб
лонная и машинная.
Основные операции изготовления форм (формовки): уплотнение формо
вочной смеси для получения точного отпечатка модели в форме и придание
форме достаточной прочности; устройство вентиляционных наколов для выво
да газов из полости формы; отделка и сборка форм.
По степени механизации различают: ручную и машинную формовку.
Формовка по шаблону способ изготовления литейных форм, рабочие
полости которых получают с помощью профильных досок шаблонов, враща
ющихся вокруг оси. Сущность процесса изготовления формы поясняет рис. 2 .15 .
Формовку по шаблону применяют преимущественно в производстве ли
тых заготовок, имеющих, форму тел вращения (втулок, шкивов, маховиков
и др.), а также для отливок, очертания которых получают протягиванием шаб
лона по направляющей (протяжные шаблоны). При формовке с помощью шаб
лонов модельный комплект не используется.
В уплотненной формовочной смеси вращением шаблона оформляют
наружную поверхность литой заготовки и используют ее как модель для фор
мовки в опоке верхней полуформы. Затем удаляют верхнюю полуформу и вто
рым шаблоном оформляют нижнюю полуформу, снимая слой смеси, равный
62
Глава 2. Производство литых заготовок в песчаных формах
толщине стенки отливки. Затем форму собирают. Формовку по шаблону при
меняют редко и только для изготовления одной или нескольких отливок.
в
Рис. 2 .15. Схема формовки по шаблону:
а изготовление
модели из формовочной
смеси;
б изготовление
верхней полуформы
в опоке;
в собранная форма; г
отливка
Безопочная формовка с горизонтальным разъемом форм
В производстве массовых мелких отливок часто применяют безопочную
формовку, которую проще было бы назвать безопочной заливкой, т.к . формов
ку осуществляют в специальной паре опок, которые после сборки формы с нее
снимаются и используются для изготовления последующих форм, а на раздетые
формы перед заливкой одевают жакеты.
Схема процесса приведена на рис. 2 .16 .
Основные преимущества данного способа:
•
не используются опоки. Отсутствует их грузооборот:
•
сокращается использование формовочной площади;
•
себестоимость отливок снижается в среднем на 2025 % .
В последнюю четверть века довольно широко применяют безопочную
формовку с вертикальным разъемом форм (горизонтальная стопка), рис. 2.17.
По данной схеме работают формовочные линии «Дизаматик», где бло
ки полуформ прессуются под давлением 300 МПа, а также отечественные ли
нии типа АЛ237122. На данных линиях блоки форм размером 600*800*300 мм
и максимальный развес отливок до 50 кг, но это далеко не предел возмож
ности.
Механизирована и простановка стержней в подобные формы за счет при
менения простановочной плиты, работающей с вакуумным насосом (рис. 2 .18).
Простановка стержней в форму осуществляется в натяг по знакам.
63
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Рис. 2 .16. Безопочная формовка:
а, б положения
при уплотнении
нижней и верхней
опок;
в, г снятие верхней опоки; д собранная форма в опоках;
е снятие опок с формы; 1 верхняя
опока;
2 модельная
плита; 3 нижняя
опока;
4 подопечный
щиток; 5 металлический
жакет
Рис. 2.17 . Схема безопочной формовкис вертикальной плоскостью разъёма форм:
1 надувная головка; 2, 4 модельные
плиты;
3 прессующий
плунжер; 5 формовочная
смесь;
6 уплотнённая
полуформа;
7 плита; 8 полость
формы;
9 отливки; 10 разливочный
ковш
64
Глава 2. Производство литых заготовок в песчаных формах
Рис. 2.18. Простановочная плита
Стопочная формовка
Данный способ применяют с целью эффективного использования произ
водственной площади на участке с плацевой заливкой (рис. 2 .19).
Различают два вида стопочной формовки: этажную и ступенчатую. При
этажной формовке в одной опоке одновременно делаются две полуформы
нижняя и верхняя и вся стопка форм имеет одну общую литниковую систему с
центральным стояком (рис.2.19. а). Ступенчатая форма дает возможность эко
номить производственную площадь (рис.2.19, б).
а
б
Рис.2 .19. Схема стопочной формовки:
а этажная; б
стопочная
Формовка в парных опоках
Этот способ часто называют «нормальным» и он получил наибольшее
распространение. Обычно формовка производится в двух опоках по разъемным
моделям расположенных на односторонних модельных плитах. При этом могут
применяться различные марки машин, работающие по различным технологич
ным схемам в зависимости от способа уплотнения форм и извлечения из них
моделей. Формовочные машины могут быть пневматические, гидравлические
и реже электрические.
65
Вальтер А. И., Протопопов А. А. Основы литейного производства
2.8. Способы уплотнения формовочной смеси
Уплотнение прессованием это способ уплотнения путем сжатия (прес
сования) формовочной смеси под различным удельным давлением. Процесс
уплотнения можно осуществлять с помощью верхнего и нижнего прессований,
в соответствии с этим прессовые и формовочные машины делятся на машины с
верхним и нижним прессованием (рис. 2.20).
Установлено, что нижнее прессование дает лучшее уплотнение смеси во
круг модели, т.к. прессование осуществляется самой моделью,
Вместе с тем процесс нижнего прессования применяется реже верхнего,
т.к . машины данного типа обладают худшими эксплуатационными качествами.
При совмещении верхнего прессования с вибрацией уплотнение по высоте опо
ки несколько выравнивается.
а
б
Рис. 2.20. Схема верхнего (а) и нижнего (б) прессования
Для данного процесса уплотнения рекомендуется применять формовоч
ные смеси повышенной текучести, т.е . с малым коэффициентом внутреннего
трения. Максимальные размеры форм, получаемых данным способом уплотне
ния 600x800x300 мм, хотя это не предел. Повысить равномерность уплотнения
формовочной смеси при верхнем прессовании можно путём применения в каче
стве уплотняющего органа машины эластичной диафрагмы, жесткой фасонной
прессколодки или многоплунжерной прессовой головки.
Диафрагменное прессование (рис. 2.21) основано на использовании рези
новой диафрагмы, осуществляющей уплотнение смеси под воздействием сжа
того воздуха.
Под действием сжатого воздуха диафрагма растягивается и равномерно
уплотняет формовочную смесь, а поверхность её приобретает волнообразную
66
Глава 2. Производство литых заготовок в песчаных формах
форму, что способствует увеличению площади контакта её со смесью по срав
нению с площадью плоской колодкой на 30—40 %.
Прессование многоплунжерной прессовой головкой заключается в том,
что вся площадь прессующей колодки разбита на отдельные элементы (прес
сующие колодочки), которые работают от самостоятельных пневмо или гид
роцилиндров (рис. 2 .22).
Рис. 2.21 . Схема диафрагменного прессования
Рис. 2 .22. Схема прессования многоплунжерной головкой:
1 прессующие
колодочки;
2
пневмоцилиндры;
3 модельная
плита;4 опока
Давление прессования прессующими колодочками в обычных машинах
составляет 2СМ10 МПА. По такой же схеме могут работать машины с давлением
прессования 150400 МПА.
Пескометную формовку осуществляют при изготовлении средних и круп
ных форм и стержней при любой серийности производства. Это высокопроизводи
тельные машины могут набить в опоки или стержневые ящики от 5 до 35 м
3
/ч сме
си в зависимости от разновидности конструкций и модели. Устройство основной
67
Вальтер А. И ., Протопопов А. А . Основы литейного производства
рабочей части пескомёта
метательной головки
схематически показа
но на рис. 2.23 .
3
Рис. 2 .23. Работа метательной головки пескомёта
В металлическом кожухе 1 со скоростью 14001500 об/мин вращается гори
зонтальный вал, на конце которого насажен ротор с прикреплённым к нему смен
ным ковшом 2. Смесь подается в головку пескомёта транспортёром через окно 3
в стенке кожуха и подхватывается вращающимся ковшом, который с большой си
лой бросает её в опоку (или стержневой ящик) через выходное окно 4. Ударяясь
о препятствие в форме, смесь уплотняется. Уплотнение смеси происходит трое
кратное:
•
в ковше под действием центробежных сил;
•
за счет энергии удара в опоке;
•
ударом последующих порций пакетов смеси.
В результате получается равномерное уплотнение смеси по высоте опоки
с небольшим его увеличением у модели. Плотность набивки смеси пескомётом
не зависит от высоты и габаритов опоки.
В производстве применяют стационарные и передвижные (велосипедного
типа) формовочные пескомёты. Данный способ уплотнения требует тщатель
ной очистки горелой смеси от металлических включений и комков смеси. Не
соблюдение этого приведёт быстро к выходу из строя головки пескомёта.
Вибрационноударное уплотнение этот способ уплотнения является
дальнейшим совершенствованием вибропрессования. На рис, 2.24 представле
ны две схемы прессования:
68
Глава 2. Производство литых заготовок в песчаных формах
а) вибропрессование эластичной диафрагмой;
б) виброударнопрессовое уплотнение жесткой колодкой.
При виброударнопрессовом способе по сравнению с вибропрессованием
появляются дополнительные ударные нагрузки, обусловленные введением огра
ничителей. Итак, сущность способа это колебание стола с модельноопочной
оснасткой с одновременным ударом за каждый полупериод, что приводит к зна
чительному повышению сил инерции, а значит, и уплотняющего воздействия.
Этот процесс похож на встряхивание с малым ходом стола и большой частотой
ударов. С целью уплотнения верхних слоев сверху на смесь накладывается гру
зовая плита.
1
Рис. 2 .24. Схемы вибропроесссования:
а с эластичной
диафрагмой; б с уплотнением
грузовой
плитой
(1 уплотняющий
элемент; 2 опока; 3 стол; 4
амортизаторы;
5 вибратор; 6
ограничитель)
Уплотнение форм замораживанием. В данном способе изготовления
литейных форм основным связующим является вода, а замораживание произ
водится жидким азотом.
Существуют два способа замораживания форм:
•
до снятия с модели;
•
после извлечения модели.
При первом способе применяют формовочный песок с незначительным ко
личеством формовочной глины, а при втором используют песчаноглинистые
смеси.
Формовка крупных форм в кессонах с применением ЖСС значительно
упрощает технологию изготовления крупных форм при существенном улучшении
69
Вальтер А. И. , Протопопов А. А . Основы литейного производства
их качества. Ни рис. 2.25 приведен пример изготовления формы с применением
жидких самозатвердевающих смесей для крупных чугунных отливок.
После фиксации модели 2 (рис. 2 .25) планками 3 через отверстия в моде
ли круглого или квадратного сечения 5 заливают смесь ЖСС и затем выдавли
вают ее толкателями 4 для лучшего заполнения подмодельного пространства.
Затем заливают формовочную смесь по периферии зазор между стенками моде
ли и кессона 2.
Во избежание всплывания модели при заливке ЖСС модель загружают.
Через 3540 мин ее извлекают, форму окрашивают противопригарной краской
и сушат 34 ч (переносными газовыми сушилами). Вследствие высокой га
зопроницаемости форм из ЖСС отвод газов из формы значительно упрощается
по сравнению с формовкой в почве.
Формовку по газифицируемым моделям применяют при изготовлении
крупных, единичных отливок типа штампов, крупных деталей машин и др.
Простота изготовления отливок с применением таких моделей, большие
возможности механизации, высокая точность отливок делают этот процесс все
более распространенным. Отливки в таких формах можно получать из чугуна,
стали, цветных сплавов. Особенность формовки заключается в том, что модель
не извлекается из формы перед заливкой, а во время заливки испаряется и га
зифицируется под действием теплоты заливаемого металла. Освобождаемая
при этом полость формы заполняется расплавом (рис. 2.26).
Отсутствие разъёма формы и извлечение модели снижает трудоёмкость
формовки, повышает точность отливки, исключает зазоры, что способствует
уменьшению трудоёмкости обрубных операций. Для устранения пригара
Рис. 2 .25 . Пример изготовления крупной формы
с использованием ЖСС
2.9. Способы формовки
70
Глава 2. Производство литых заготовок в песчаных формах
на отливке модель покрывают противопригарным покрытием, состоящим
из пылевидного огнеупорного наполнителя (кварц, циркон и др.) и раствора
поливинилбутираля в спирте.
Подвод металла рекомендуется делать сифонный, что способствует луч
шему удалению газообразных продуктов разложения модели. В качестве фор
мовочной смеси в производстве крупных отливок используются ЖСС и ХТС,
а в производстве мелких кварцевый песок. В формах с газифицируемыми мо
делями не делают открытых выпоров и прибылей с целью предотвращения вы
делений в атмосферу цеха газов и сажи от разложения модели. Участок работы
с данными моделями должен иметь хорошую вытяжную вентиляцию, обеспе
чивая не менее чем десятикратный обмен воздуха.
Рис. 2.26 . Литейная форма с возгоняемой моделью
Представляет интерес способ изготовления отливок с применением дан
ных моделей в магнитных формах, когда окрашенную огнеупорным покрытием
модель устанавливают в опоку (ящик) и засыпают магнитным материалом
(стальной или чугунной дробью ДСК, ДЧК). Для уплотнения магнитной смеси
накладывают вибрацию, и затем форма помещается в магнитное поле, которое
фиксирует её во время заливки и кристаллизации отливки. После отключения
электромагнита форма самопроизвольно разрушается, а магнитный материал
после охлаждения поступает на повторное использование. Этот способ в насто
ящее время позволяет получать отливки массой до 500 кг.
Воздушноимпульсное уплотнение с последующим прессованием под
высоким давлением применяют для изготовления отличных форм в широком
диапазоне их размеров (рис. 2 .27). Уплотнение формовочной смеси осуществ
ляется методом воздушного потока с прессованием под высоким давлением.
Машинный стол поднимает модельную оснастку 1 с опокой 2, наполнительной
71
Вальтер А. И., Протопопов А. А. Основы литейного производства
рамкой 3 и засыпанной в них дозой формовочной смеси 4 и прижимает ее к прес
совой плите 5. Таким образом, весь объем формы герметично закрывается. Затем
кратковременно открывается клапан 6, в результате сжатый воздух осуществляет
импульсное уплотнение формовочной смеси и уходит через венты 7. В результате
этого процесса осуществляется плотное прилегание формовочной смеси к поверх
ностному контуру модели, обеспечивая четкий отпечаток ее в форме.
Рис. 2.27. Схемы воздушноимпульсного уплотнения воздушным
потоком (а) и прессовой жесткой колодкой (б)
Плотность формовочной смеси при этом повышается около модельной
плиты и наибольшее уплотнение обеспечивается в слоях вблизи модели. Окон
чательную прочность форма приобретает при последующем прессовании плос
кой прессовой колодкой 8 или прессовым устройством с водяной подушкой.
Величина прессового давления, а также давление и продолжительность
потока сжатого воздуха могут регулироваться, что позволяет получать опти
мальную плотность набивки для каждой конкретной формы.
Вакуумная формовка (пленочновакуумная формовка) применяется
для изготовления сухих песчаных форм без связующего заключается в созда
нии избыточного напряжения сжатия между песчинками, которое определяется
величиной вакуума или разницей между атмосферным давлением и давлением
в сыпучем формовочном материале. Данным способом можно изготавливать
полуформы по односторонним и двухсторонним модельным плитам с обяза
тельным наличием в них вакуумной полости. Технологическая схема вакуум
ной формовки по двусторонней модельной плите представлена на рис. 2.28.
Модельная плита имеет вакуумную полость 2, соединенную с поверхно
стью модели 4 многочисленными каналами 3. Модельную плиту с моделями
72
Глава 2. Производство литых заготовок в песчаных формах
с обеих сторон накрывают подогретой полимерной плёнкой. Обычно это эти
ленвинилацетатная пленка толщиной 0,05...0 ,1 мм. Вакуумным насосом созда
ют в воздушной коробке 2 вакуум равный 40...50 КПа, под воздействием кото
рого пленка плотно прилегает к модели и модельной плите на обеих ее рабочих
поверхностях.
Рис. 2 .28 . Изготовление форм пленочновакуумным уплотнением
Затем на модельную плиту устанавливают две опоки, через люки 7 запол
няют их сухим кварцевым песком 8 и уплотняют его с помощью вибрации. Все
люки 7 герметично закрываются и включением кранов 9, вакуум накладывается
на обе полости с песком и вакуумную полость 10. Вакуум в полости 2 снимает
ся краном 5. Вакуумные камеры 10 отделены от формовочного материала
фильтрующими перегородками 11, представляющими собой проволочные сет
ки на металлическом каркасе. После снятия вакуума с полости 2 с модельной
плиты снимают обе полуформы, и производится сборка формы под заливку.
С залитой формы после остывания отливки снимается вакуум, полуформы
разъединяются, извлекаются отливки, а песок после остывания используется
повторно как формовочный материал.
Применяемая пленка может покрываться каким либо технологическим
покрытием (огнеупорной краской, модифицирующими порошками и др).
73
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Главные преимущества вакуумной формовки:
•
в составе формовочной смеси не применяются связующие материалы,
удешевляется формовочная смесь, в определенной мере отпадает
необходимость наличия смесеприготовительного отделения;
•
применение сухих форм позволяет получать в них тонкостенные от
ливки с минимальным браком по газовым раковинам;
•
сокращается расход песка отход его не превышает 2 %;
•
отливки имеют высокую размерную точность и невысокую шерохова
тость поверхности.
Процесс позволяет получать отливки из различных сплавов массой
0,1.. .10 т, формовка может быть ручной или на автоматических линиях.
Извлечение моделей из форм при машинной формовке является важ
ной операцией технологии машинного изготовления. Качественное выполнение
этой операции обеспечивает точность размеров, снижение массы литой заго
товки за счет минимальных формовочных уклонов и в целом обеспечивает вы
сокое качество форм отливок.
Извлечение модели штифтовым подъемом применяется при формовке по
простым и низким моделям (рис. 2 .29, а). Осуществляется он четырьмя штиф
тами, которые синхронно снимают полуформу с модельной плиты.
Опускание модели через протяжную плиту, применяется при формовке
по высоким и сложным моделям, имеющим высокие рёбра (рис. 2 .29, б). Суще
ствуют два способа протяжки моделей из полуформы:
•
с проваливающейся моделью;
•
протяжка в комбинации со штыревым подъемом.
По последнему варианту протяжкой извлекаются высокие части модели, а
после её завершения производится снятие полуформы с низких частей модели.
Снятие полуформ посредством кантовки на 180 градусов с последующей
вытяжкой моделей, рис. 2 .29, г. Применяются два способа кантовки:
•
кантовка полуформ на поворотных плитах формовочных машин. Из
готовленная полуформа совместно с модельной плитой поднимается
на определенную высоту и кантуется на 180 град. К верхнему краю
полуформы поджимается приемный стол и после раскрепления полу
формы с модельной плитой, она опускается и модель извлекается;
•
по другому варианту извлекают модели из крупных форм (рис. 2 .29, д).
Поворот полуформ в этом случае осуществляется перекидным столом
машины. Полуформа поступает на приемный стол и при опускании его
модель извлекается.
74
Глава 2. Производство литых заготовок в песчаных формах
2.10. Технология изготовления стержней
Стержни это элементы литниковой формы, формирующие те или иные
внутренние ее поверхности, которые нельзя выполнить по модели. Стержни, за
исключением их знаковых частей, со всех сторон контактируют с металличе
ским расплавом, а поэтому к ним предъявляются особые требования. Они
должны быть достаточно прочными, не препятствовать усадке металла, при за
твердевании отливки. В процессе заливки в стержнях выгорают органические
75
Вальтер А. И ., Протопопов А. А . Основы литейного производства
связующие и технологические добавки с выделением газов и для их отвода
в стержнях делаются вентиляционные каналы, отводящие и через знаковые части.
Для повышения прочности в стержнях заформовывают каркасы металлическую
арматуру. В зависимости от условий работы и сложности стержни делятся
5 классов.
Первый класс стержни сложные, с малыми знаками, не образующие
в отливке шероховатость поверхности. Например, стержни для отливки водя
ных рубашек двигателей внутреннего сгорания.
Во второмчетвертых классах снижается сложность стержней, требования
к качеству необрабатываемых поверхностей отливок и т.д.
Стержни пятого класса это массивные стержни, образующие полости
в крупных отливках. На точность поверхностей, получаемых с помощью
стержней, влияют как точность геометрических размеров самих стержней, так
и точность их установки в форме. Последнее достигается наличием на стержнях
достаточного количества знаков, обеспечивающих точность их фиксирования
в форме. В зависимости от положения стержня в форме стержневые знаки под
разделяются на горизонтальные и вертикальные.
Для облегчения установки стержней при сборке форм горизонталь
ные знаки делают цилиндрическими или трапециевидными (рис. 2.30, а), а вер
тикальные коническими (рис. 2 .30, б) или пирамидальными с углом наклона
510° для нижних и615° для верхних знаков.
Рис. 2 .30. Зазоры и закругления у знаковых частей форм и стержней
горизонтального (а) и вертикального (б) исполнения
При этом верхний знак по сравнению с нижним имеет не только большой
уклон, но и меньшую высоту. Изготавливают стержни вручную, на машинах,
стержневых автоматах и автоматических стержневых линиях.
Для ручного изготовления стержней применяют деревянные стержневые
ящики. Различают разъемные и неразъемные стержневые ящики (рис. 2.31).
Стержневые ящики для машинной формовки (рис. 2.32) имеют универ
сальную конструкцию, позволяющую использовать металлический жакет 1 для
изготовления партии аналогичных стержней, меняя деревянные вкладыши.
76
Глава 2. Производство литых заготовок в песчаных формах
Рис. 2 .31. Стержневойящик:
а неразъемный;
б разъемный;
в неразъемный
с
вкладышами:
1 коробка (жакет), 2 ручки, 3
вкладыши,
4 приспособление
для
кантовки
я.
т
Рис. 2 .32. Вытряхной стержневой ящик машинной формовки:
1 жакет (корпус); 2 деревянные
вкладыши
Эти ящики на корпусе жакета должны иметь устройства для подъема
и транспортировки. Уплотнение стержневой смеси в таких ящиках можно про
изводить на пескометах, крупных пескострельных машинах, вибропрессовых
машинах. Изготавливают стержни из жидкостекольных смесей, из ЖСС и ПСС,
из холоднотвердеющих смесей. Для изготовления мелких и средних стержней
по горячим ящикам в условиях массового и крупносерийного производства
следует применять пескодувные стержневые машины, схема устройства кото
рой приведена на рис. 2.33.
77
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Стержневой ящик 1 устанавливается на столе машины 2. Пескодувный
резервуар 4 с помощью толкателя 6 и рольганга 7 перемещается под бункер 8.
Открывая шибер, набирается доза смеси. Толкатель 7 перемещает пескодувный
резервуар в рабочее положение, и ходом поршня стержневой ящик плотно смы
кается с толкателем, который, в свою очередь, смыкается с распределителем
воздуха 5. Открывая клапан 5, производят вдув в стержневой ящик смеси. Пес
кодувные стержневые машины могут работать и на других стержневых смесях,
а при работе на жидкостекольных смесях на машине можно производить и про
дувку стержней газом CO2.
Более перспективным является применение пескострельных машин, прин
цип работы которых основан на отсечке сжатого воздуха при заполнении ящика
стержневой смесью (рис. 2 .34). Сжатый воздух поступает из резервуара 1 через
клапан 2 в пескострельный резервуар 3, заполненный стержневой смесью. При
быстром повышении давлении сжатого воздуха и открытии клапана 2 происхо
дит как бы удар по смеси, которая через конусную насадку 4 заполняет полость 5
стержневого ящика.
Пескострельные машины имеют следующие преимущества: более высо
кую производительность, чем пескодувные машины; возможность применения
как металлических, так и деревянных ящиков (армированных); отсутствие
необходимости в применении выдувных вентиляторов; уменьшение износа
ящика и, следовательно, повышение срока их службы.
Рис. 2 .33. Схема пескодувной машины
78
Глава 2. Производство литых заготовок в песчаных формах
Рис. 2 .34 . Схема работы стержневой пескострельной машины
В настоящее время большинство фирмпроизводителей блоков цилиндров
перешли на процесс «замковый стержень».
Процесс «замковый стержень» в основном заключается в изготовлении
отдельных стержней с использованием ХТС, укладки их в сборочнозажимное
приспособление и соединения их надувом на длину всего пакета в специальной
стержневой машине с использованием той же стержневой смеси, из которой из
готовлены отдельные стержни.
Для сборки стержней способом заливки специально предусмотренны в
стержнях отверстия легкоплавкого цветного сплава (рис. 2 .35) или используют
ся специальные металлические стяжки шпильки. B целях экономии дорого
стоящих плакированных, смоляных стержневых смесей на ряде предприятий
внедрены технологические процессы изготовления оболочковых, пустотелых
стержней. B массовом производстве оболочковых цилиндрических стержней
применяется центробежный способ их изготовления.
Точные фасонные стержни изготавливаются способами «ЛДФ» и «Гимес»
(гидромеханический). Например, способ «Гимес» работает по следующей схеме:
•
приготавливается жидкоподвижная смесь;
•
нагреваются стержневые ящики до Г=170.. .250°С;
•
жидкоподвижная смесь подается в стержневые ящики под давлением
и в ней отвердевает;
•
стержни извлекаются из стержневых ящиков.
79
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Рис. 2 .35 . Сборочный стержень, скрепленныйжидким металлом:
1, 2 и 3 собираемые
стержни; 4 залитый
металл;
5 заделка металла
стержневой
смесью
Область применения этой технологии массовое и крупносерийное про
изводство. Смеси приготавливаются из кварцевого песка и известных терморе
активных связующих материалов типа поливинилацетатных полимеров, фено
лоформальдегидных и карбамидоформальдегидных смол с добавкой поверх
ностноактивных веществ и катализаторов. В качестве наполнителя могут ис
пользоваться циркон, маршалит, глинозем и т.д . Процесс является оригиналь
ной российской разработкой.
2.11. Сборка и заливка отливок
Сборка литейных форм под заливку завершающий, ответственный про
цесс в технологии изготовления литейных форм, который включает в себя сле
дующие операции:
•
подготовку полуформ и стержней к сборке;
•
установку стержней (обычно в нижнюю полуформу);
•
контроль положения и закрепления стержней в форме;
•
установку внутренних холодильников и жеребеек;
•
накрытие нижней полу формы верхней;
•
установку литниковой и выпорной чаш;
•
загрузку или скрепление полуформ.
По каждой операции инструкцией по сборке форм конкретизированы вы
полняемые работы.
На автоматизированных линиях сборка форм также автоматизирована
за счет применения стержнеукладчиков (манипуляторов), которые устанавлива
ют отдельные стержни или собранные блоки стержней в форму. На этих линиях
устанавливаются и сборщики форм механизмы для установки верхней полу
формы на нижнюю. B ряде случаев для выполнения этих операций устанавлива
ются роботы, освобождающие человека от монотонного напряженного труда.
80
Глава 2. Производство литых заготовок в песчаных формах
Крепление собранных форм. В процессе заливки литейной формы рас
плавленный металл создаёт давление на стенки формы, пропорциональное плот
ности и высоте его столба, что может привести к приподниманию верхней полу
формы в процессе заливки и уходу металла по разъёму формы. Для предотвра
щения этого полуформы скрепляют скобами, болтами, струбцинами, загружают
ся грузами, уравновешивающими статическое давление металла.
Заливка форм. Положение формы при заливке определяется технологи
ческим процессом. Она может заливаться в горизонтальном, вертикальном
и наклонном положении с последующим возможным изменением положения
в период кристаллизации.
B механизированных цехах заливка форм производится на конвейерах или
приводных рольгангах и в большинстве случаев в горизонтальном положениях.
B цехах со ступенчатым режимом работы формы заливаются обычно на формо
вочном плацу. Небольшие формы часто устанавливаются в вертикальную или
ступенчатую стопку.
B большинстве литейных цехов заливку металла в форму осуществляют
из заливочных ковшей. Они служат для отбора металла из плавильной или раз
даточной печи, транспортировки его и заливки в формы. На рис. 2.36 приведе
ны схемы чайникового и барабанного ковшей.
б
Рис. 2.36. Чайниковый (а) и барабанный (б) разливочные ковши
На рис. 2 .37 показана схема автоматической заливочной установки для за
ливки серого чугуна в формы. Она состоит из раздаточного устройства 1, имею
щего кольцевой индуктор 6 для подогрева и перемешивания расплавленного чу
гуна и герметичную крышку 2. Для выдачи дозы чугуна надзеркалом распла
ва создают давление, благодаря которому уровень металла в каналах 7 и 3
поднимается, и он через отверстие 4 раздаточного носка поступает в форму 5,
а
81
Вальтер А. И., Протопопов А. А. Основы литейного производства
установленную на конвейере. Периодически через канал 7 в раздаточное устрой
ство заливают чугун из ковша 8. Расходом управляют, изменяя давление газа
на зеркало расплавленного металла. Температура заливочного сплава должна со
ставлять 100.. .1500
0
C выше температуры ликвидуса.
Автоматизация заливки литейных форм обеспечивает высокую точность
дозирования металла, облегчает труд заливщика, повышает производитель
ность труда.
Рис. 2 .37. Установка для автоматизации заливки литейных форм
Контактное литьё. Способ контактного литья был впервые применён на
новой производственной линии для отливки блоков и головок цилиндров. Ос
новная идея контактного литья заключается в том, чтобы повысить выход годно
го литья, отказаться от литниковой воронки (чаши). Наглядно этот способ пока
зан на рис. 38. На рис. 2 .38, а представлена литейная форма с рабочей полостью 1
и литниковым каналом 2. Углубление 3 выполнено путём выглаживания поверх
ности для получения не шероховатой плоской контактной
поверхности.
Над формой расположено заливочное устройство с жидким металлом 4 и стопо
ром 6. На стадии смыкания формы с заливочным устройством (рис. 2.38, б) фор
ма и заливочное устройство находятся в контакте между собой. Прижимается ли
заливочное устройство к литейной форме или наоборот, форма к заливочному
устройству не имеет особого значения.
После их смыкания открывается стопор 6, и жидкий металл заполняет по
лость литейной формы 2. Как только полость формы заполнится, система управ
ления получит сигнал, что уровень жидкого металла в резервуаре 4 более не опус
кается и стопор 6 будет закрыт (рис. 2.38, в). После этого сразу форма и заливоч
ное устройство разъединяются, а оставшийся в выпускном клапане 7 жидкий чу
гун растекается в углублении 3 и в процессе затвердевания, как правило, втягива
ется в литниковый канал 2.
82
Глава 2. Производство литых заготовок в песчаных формах
а
б
в
Рис. 2.38. Схематическое изображение процесса контактного литья:
1 полость литейной формы; 2 литниковый (заливочный)
канал;
3 углубление;
4 резервуар
с жидким
металлом;
5 расплав; 6 стопор; 7 выпускное
отверстие
Преимущество контактного литья:
•
отсутствие литниковой чаши (воронки) в литейной форме;
•
более высокий выход годного литья. Сокращается расход энергии,
уменьшается выброс вредных веществ в атмосферу цеха;
•
жидкий чугун поступает в литейную форму без турбулизации, харак
терной для литейных воронок. Струя металла в процессе заливки
формы закрытая, без контакта с окружающим воздухом;
•
заливка производится без образования брызг метала;
•
контактное литьё повышает безопасность труда.
2.12. Охлаждение отливок и выбивка форм
Залитая форма должна определённое (минимально допустимое) время
охлаждаться. Ранняя выбивка может привести к браку отливки. Выбивку следует
производить при температуре отливок ниже линии, т.е . ниже 723 °С, когда в ме
талле закончатся все структурные превращения. Обычно тонкостенные чугунные
отливки выбивают при температуре 350..400 °С, со средней толщиной стенки
и толстостенные при температуре 550..600 °С. Стальные отливки рекомендуется
охлаждать в форме до 500700 °С, а сложные отливки склонные, к трещинообра
зованию, охлаждают в форме до 200300 °С; температура выбивки отливок
из бронз 300500 °С; из алюминиевых сплавов 200300 °С; магниевых
100150 °С.
Продолжительность выдержки в форме определяется толщиной стенки от
ливки, теплофизическими свойствами сплавов и литейной формы. Температура
выдержки может составлять от нескольких минут до суток и более. Для сокра
щения этого срока применяют способы принудительного охлаждения.
83
Вальтер А. И., Протопопов А. А. Основы литейного производства
Выбивка форм процесс удаления затвердевших и охлаждённых до опре
делённой температуры отливок из литейной формы, сама литейная форма при
этом разрушается. Выбивку отливок производят на различных выбивных уста
новках. Основную массу форм выбивают на механизированных выбивных ре
шетках, которые подразделяются на эксцентриковые, инерционные и инерцион
ноударные (рис. 2 .39).
Решётка 1 с литейной формой 2 с помощью привода 3 и опорных пружин
4 совершает колебательные движения, при этом в каждом цикле колебаний ре
шетки форма подбрасывается вверх и затем, падая, ударяется о решетку
и опорную раму 5. Под воздействием сил инерции в момент соударения форма
разрушается и, выбитая из опок смесь, проваливается через решетку и системой
ленточных конвейеров транспортируется на переработку для повторного ис
пользования.
аб
в
Рис. 2 .39. Схемы выбивных решеток:
а эксцентриковая;
б
инерционная;
в
инерционноударная
B производстве существуют и другие схемы выбивки: на вибрационных
коромыслах; выдавливаем отливок из опок с комом смеси с последующим
освобождением их от смеси на выбивных решетках.
На рис. 2.40 схематически показана автоматическая установка для выбивки
отливок. Форма 2 гидравлическим механизмом 5 выталкивается из опоки вверх
на уровень виброжелоба 3 и сдвигается на него толкателем 1, а пустая опока
остается на заливочном конвейере 4. Выбитая форма по виброжелобу направля
ется на выбивную решетку, где отливки освобождаются от формовочной смеси
и отправляются на очистку, а смесь в смесеприготовительное отделение.
Выбивку стержней из отливок небольших размеров и массы осуществля
ют на стационарных вибрационных установках (рис. 2 .40).
84
Глава 2. Производство литых заготовок в песчаных формах
Отливка 1 (рис. 2.41) со стержнем с помощью пневмоцилиндра 5 зажима
ется между пружинным упором 2 и бойком вибратора 3. Под действием вклю
ченного вибратора 4 стержень разрушается и стержневая смесь высыпается
из отливки. Вибрационные установки изготавливаются в закрытом (пыле
и звукоизолирующем) исполнении, т.к . процесс выбивки стержней сопровож
дается сильным пылевыделением и шумом.
Рис. 2 .40 . Автоматическая установка для выбивки отливок
1
г
2
Pf
Y3
—у
„
/5„
/
2
-Tl—I—1
I
I
/
\
Рис. 2 .41 . Вибрационный станок
Выбивку стержней из крупных чугунных и стальных отливок производят
в гидравлических камерах или электрогидравлических установках. На водо
струйных установках струя воды под давлением 9,819,6 МПа разрушает стер
жень на куски и параллельно с этим очищает поверхности отливки.
Электрогидравлический способ выбивки стержней и очистки отливок
это использование электрогидравлического эффекта, возникающего при высо
ковольтном разряде в воде между специальным электродом и поверхностью от
ливки. B жидкости возникают ударные волны, разрушающие стержни. Пре
имущества этого способа широкое производственное применение, высокая
85
Вальтер А. П ., Протопопов А. А . Основы литейного производства
производительность, исключение тяжёлого ручного труда, снижение запылен
ности воздуха в литейных цехах.
2.13. Обрубка и очистка отливок
Обрубка отливок процесс удаления с отливки литниковой системы,
прибылей, выпоров и заливов. Производят обрубку зубилами пневматических
молотков, газовой резкой, обрубкой на прессах, а также плазменной резкой.
Отливки из алюминиевых, магниевых и медных сплавов обрубают и опиливают
ленточными и дисковыми пилами. После обрубки отливки защищают от зали
вов, остатков прибылей, выпоров и литников. Завершающая зачистка произво
дится абразивными шлифовальными кругами.
Очистка отливок процесс удаления пригара, остатков формовочной
и стержневой смеси с наружных и внутренних поверхностей литых заготовок.
Наиболее простым производственным способом очистки мелких отливок являет
ся обработка их в галтовочных барабанах. Это относительно дешевый способ,
широко применяемый в литейных цехах. Для ускорения и улучшения очистки
в барабан добавляют звёздочки, отливаемые из белого чугуна. Во время работы
из рабочего пространства барабана через левую цапфу производится отсос пыли.
Более совершенной очисткой отливок является обработка их в дробемёт
ных барабанах (рис. 2.42). Рабочим органом любой дробемётной установки яв
ляется дробемётный аппарат турбина. Барабан имеет неподвижные торцевые
стенки 4 (рис. 2.42) и неподвижную при работе барабана крышку 3. Дно бара
бана образовано пластинчатой лентой 5, на которую загружаются отливки ков
шевым элеватором 6. При движении ленты снизу вверх отливки перекатывают
ся и подвергаются воздействию струи металлической дроби, которая выбрасы
вается дробемётной турбиной 2 со скоростью 6070 м/с. После очистки отливок
крышку 3 открывают, ленту направляют в обратную сторону (сверху вниз)
и отливки автоматически выгружаются в ящик, а дробь после очистки от пыли
элеватором 1 подаётся в воронку дробомётной турбины для вторичного исполь
зования.
Дробометные барабаны применяют для мелких отливок массой до 2030 кг.
Для очистки отливок сложных конфигураций применяются дробометные столы,
а для очистки средних и крупных отливок дробеметные камеры.
Электрохимическая очистка применяется для удаления пригоревших остат
ков смеси с внутренних труднодоступных для дробомётной очистки поверхностей
отливок. Производят ее в ваннах с расплавом при температуре 450500 °С. Отлив
ки в ваннах подвешиваются и подключаются к источнику питания постоянного
тока напряжением 2,53,5 B и плотностью 0,030,05 А/м
2
, через 47 мин полюса
меняются. Очистка поверхности отливок происходит за счёт восстановления
86
Глава 2. Производство литых заготовок в песчаных формах
оксидов железа и растворения пригара и смеси в щелочном растворе с образо
ванием силикатов. После такой очистки отливки промываются в холодной воде.
Рис. 2 .42. Схема дробемётного барабана
Отливки с первичной литой структурой имеют пониженные прочностные
и пластические свойства, повышенную твёрдость, значительные внутренние
напряжения, крупнозернистую структуру. Всё это можно улучшить термиче
ской обработкой. Стальные отливки в литейном цехе проходят предваритель
ную термообработку, отжиг или нормализация, иногда нормализация с отпус
ком. Это позволяет снять внутренние напряжения, создать мелкозернистую
структуру, снизить твёрдость перед механической обработкой.
Чугунные отливки подвергаются термической обработке реже. При низ
котемпературном отжиге (500630 °С) снижаются внутренние напряжения, ста
билизируются размеры отливок, при этом механические свойства чугуна прак
тически не снижаются.
Отливки из цветных сплавов могут также подвергаться термической об
работке в соответствии с требованием технических условий.
Окрашивание отливок производят с целью предохранения их от коррозии
в процессе хранения на складе и последующей механической обработки. Перед
окраской отливки промывают в 0,5 % содовом растворе при 8085 °С, а затем
в горячей воде и сушатся горячим воздухом. Обычно окрашивают одним слоем
нитроэмали из пульверизатора или окунанием, а затем сушат в камере при 60
0
C
в течение 10 мин.
87
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Контрольные вопросы
1. Что такое линия разъема формы?
2. Какие виды дефектов определяются теплофизическими свойствами сме
сей?
3. Какой типовой состав ХТС?
4. Что такое «солдатик» в ручной формовке?
5. Для каких сплавов применяют направленное затвердевание?
6. Сколько металла в среднем расходуется на литниковую систему вместе
с прибылями?
7. Чем удаляют литники и выпоры чугунных отливок?
8. Что является основной составляющей, обеспечивающей огнеупорность
глины?
9. Когда рекомендуется применять ЖСС?
10. Когда применяется формовка в почве?
11. Что определяют механические свойства смесей?
12. Что такое твердая постель при ручной формовке в почве?
13. Какие виды машинной формовки вы знаете?
14. Для каких отливок действительно данное соотношение
рFF=i01115?
15. Какие ковши применяются для заливки металла в формы?
16. Какие виды термической обработки применяются к стальным отлив
кам?
17. Какие важнейшие требования предъявляются литейным сплавам?
18. Какие формы изготавливают импульсным уплотнением?
19. Для чего применяются стержни?
20. Какой вид брака связан с газотворностью смеси?
88
ГЛАВА 3. ОСОБЕННОСТИ ПРОИЗВОДСТВА
ОТЛИВОК ИЗ СЕРОГО ЧУГУНА
Сплавы, применяемые в литейном производстве условно можно разде
лить на три группы (рис.3 .1).
Рис. 3 .1 . Классификация литейных сплавов
Чугун является наиболее распространенным материалом для изготовления
литых деталей машин. В разных странах на долю чугунных отливок приходится
7075 % от всей массы производимых отливок. Следует отметить, что область
применения чугуна в дальнейшем будет продолжать расширяться вследствие не
прерывного повышения его прочности и эксплуатационных свойств.
3.1. Общие сведения
Чугун это многокомпонентный сплав железа с углеродом, другими эле
ментами при наличии эвтектических превращений (рис.3.1).
Структура является основным фактором, определяющим свойства чугуна.
По структуре чугуны подразделяются на графитизированные (серые, высокопроч
ные, высокопластичные и ковкие), белые и половинчатые. Процессы, протекающие
89
Вальтер А. И ., Протопопов А. А. Основы литейного производства
при кристаллизации и формировании структуры, можно проследить по двойной
диаграмме равновесного состояния (рис. 3 .2), в которой по существу представлены
две диаграммы: 1) железо графит весь углерод сплава кристаллизуется в виде
графита, а металлическая основа в виде феррита (серый ферритный чугун); 2) же
лезо цементит весь углерод кристаллизуется в составе цементита Fe3C, а метал
лическая матрица представляет собой перлит (белый чугун).
В половинчатом чугуне наряду с графитом имеет место структурно
свободный цементит, а металлическая основа серых чугунов может быть фер
ритной, перлитной или ферритоперлитной. Это объясняется смешанной кри
сталлизацией, когда на разных этапах охлаждения сплава она протекает по ста
бильной или метастабильной диаграмме.
t, °C
1700
1536
1500
911
900
500
7/
(1
0,51) 1496°С
ж
г
/
Уж
+Crp
\ ^4,25
4
/
/
/
Y
ж+у
,0 3 115 з°с\
С7
С
/
/^
D
1252°С
F
G
Acm
Ј2,06
у+1
1140вС
"езС
С 4,30
F'
у+
у
738°С
K
0,02 S
Q
0,80Ai 723°С
а+1"езС
~K'
а+Сгр
I
„
О
Fe
12
3
7
4
5
6
С, % (по массе)
Рис. 3.2 . Двойная диаграмма равновесного состояния
10
С
Выбор вида и марки чугуна производится с учетом ее сечений, массы, га
баритов в зависимости от требований к свойствам чугуна в литой детали. Диа
пазон механических и служебных свойств современных типов и марок чугунов
весьма широк. К общеизвестным серым и белым чугунам надо добавить специ
альные легированные чугуны (никелевые, хромистые, алюминиевые, кремни
стые), предназначенные для деталей, работающих при высоких температурах,
в агрессивных средах и т.д.
Для деталей сложной конфигурации чугун по уровню технологичес
ких свойств зачастую является единственным материалом, из которого можно
90
Глава 3. Особенности производства отливок из серого чугуна
методами литья экономично получать заготовки с требуемыми свойствами.
Надо учитывать, что металлоемкость литых чугунных изделий меньше, чем из
готовленных из проката и деформированных стальных заготовок, поэтому при
менение чугунов обеспечивает снижение металлоемкости конструкций и рас
хода металла при изготовлении деталей.
Важной особенностью чугуна является то, что на его свойства большое
влияние оказывает скорость охлаждения, изменение которой в стенках разной
толщины вызывает образование различных микроструктур в одной и той же от
ливке. Поэтому выбор марки чугуна и ее химического состава необходимо про
водить, учитывая толщину стенок отливки, ее массу и габариты.
Чугунные отливки составляют 7080 % от общего выпуска отливок. По
требители их различные отрасли машиностроения, сантехническая промыш
ленность и др. Наиболее распространенные марки чугуна и его механические
характеристики приведены в табл. 3 .1 .
Таблица 3.1
Механические характеристики литейного чугуна
Чугун
Предел прочности, МПа, не менее
Твердость HB
Чугун
При растяжении
При изгибе
Твердость HB
счю
98
СЧ15
147
314
163229
СЧ20
196
392
170241
СЧ25
245
451
180250
счзо
294
СЧ35
343
539
197269
Механические свойства чугунов определяются испытанием на растяжение
образцов, выточенных из отдельно залитых цилиндрических заготовок
диаметром 30 мм и длиной 400 мм.
Учитывая, что на процесс формирования структуры чугуна, а следова
тельно, и механических свойств оказывает скорость охлаждения, прочность
в различных узлах отливки может быть отличной от прочности, указанной
в ГОСТ для данной марки. Поэтому при выборе марки чугуна для конкретной
литой детали конструктор руководствуется требуемыми механическими свой
ствами в максимально нагруженных сечениях отливки.
Выбор состава чугуна и технологии его получения с учетом влияния
различных факторов на его механические свойства одна из главных задач
91
Вальтер А. П ., Протопопов А. А. Основы литейного производства
литейщика. Технология значительно усложняется, если к данной марке чугуна
по техническим условиям предусматриваются дополнительные требования.
Например, для деталей компрессора бытового холодильника требуется 85 %
перлита в структуре, т.е . эти отливки подвергаются в процессе эксплуатации
повышенному износу.
При производстве чугуна высоких марок используют модифицирование,
легирование и термообработку.
Повышение прочности свойств чугунов в отливках происходит за счет
изменения величин и формы графитных включений, а также улучшения струк
туры металлической матрицы (табл. 3.2).
Таблица 3.2
Способы повышения прочности чугуна
Оптимизация формы, величины
и количества графитовых включений
Улучшение металлической матрицы
Сокращение количества графитовых
включений в чугуне; уменьшение
размеров частиц графитовых
включений; изменение формы
графитовых включений:
пластинчатая, хлопьевидная,
червовидная, шаровидная
Термовременная обработка чугуна;
дегазация и рафинирование расплава;
модифицирование чугуна;
легирование чугуна;
термическая обработка чугуна
По первому направлению анализируется состояние углерода в сплаве.
Углерод в сером чугуне присутствует в виде графита, в белом в форме цемен
тита, придающего свежему излому белый цвет. Одновременное присутствие
графита и цементита делает излом пестрым, а чугун этот называют половинча
тым. Количество, форма и величина графитовых включений предопределяет
многие физикомеханические и химические свойства чугунных отливок.
По второму направлению рассматриваются соотношения перлита и фер
рита, а также степень дисперсности перлита. На форму, размеры и расположе
ние образующихся фаз влияет много факторов. К ним относятся: содержание
элементов, постоянно присутствующих в чугуне (С, Si, Mn, S, Р), легирующих
элементов, а также элементовпримесей, находящихся в очень малых количе
ствах. Большое влияние оказывает скорость охлаждения чугуна, изменение ко
торой в стенках разной толщины вызывает образование различных микрострук
тур в одной и той же отливке.
Конечную структуру чугуна можно изменить воздействием на жидкий
чугун перегревом, модифицированием, методами физического воздействия
92
Глава 3. Особенности производства отливок из серого чугуна
(ультразвуком, магнитными и электрическими полями и др.) . Можно изменить
первичную структуру чугуна и последующей термической обработкой.
3.2 . Плавка чугуна
В литейном производстве отливок из серого чугуна плавку ведут в ва
гранках, электрических печах промышленной частоты тигельных и каналь
ных. Применяют и плавку дуплекспроцессом: дуговая печь + индукционная
печь. Ряд заводов используют в чугунолитейном производстве жидкий домен
ный чугун, который транспортируется в ковшах железнодорожным транспор
том в литейные цехи, сливается в миксеры, а затем передается дозами в индук
ционные печи для доводки его по химическому составу и перегреву с последу
ющей передачей на заливку форм. Этот опыт имеют липецкие заводы «Свобод
ный сокол», тракторный завод и др. Есть технические предложения к разработ
ке по передаче жидкого доменного чугуна автомобильным транспортом на рас
стояние до ЮОкми более.
В качестве шихтовых материалов чугунолитейного производства исполь
зуются первичные материалы в виде доменных чушковых чугунов и ферро
сплавов и вторичные материалы чугунный и стальной лом, возврат собствен
ного производства. В качестве топлива в вагранке используется литейный кокс,
антрацит и природный газ, а флюса известняк, доломит, плавиковый шпат.
Наряду с литейными чушковыми чугунами используются и передельные
доменные чугуны, отличающиеся низким содержанием кремния (Si < 1,3%).
Однако это потребует существенного увеличения в шихте ферросилиция
и необходимость его точного дозирования. Такая шихтовка имеет существен
ные недостатки: неравномерность распределения кремния в жидком чугуне, что
приводит к ликвации его в локальных зонах отливки; большой угар кремния;
использование высокопроцентного ферросилиция.
В настоящее время до 90 % серых чугунов выплавляется в вагранках. Для
производства чугунных и стальных отливок в качестве шихты используются
металлические материалы, топливо и флюсы. Металлическую часть шихты со
ставляют из определенного количества литейного или передельного чугуна, чу
гунного и стального лома, возврата собственного производства (литники, брак,
всплески, стружки и т.п.) и небольшого количества ферросплавов.
В зависимости от типа плавильных печей и принятого технологического
процесса плавки шихтовые материалы проходят соответствующую подготовку.
Куски шихты должны быть в определенных размерах, рассортированы по мар
кам сплавов, иметь поверхность без шероховатости, с отсутствием коррозии
и т.д . Максимальный габарит кусков лома для каждого плавильного агрегата
определяется технологической конструкцией.
93
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Для расплавления шихты в вагранках сжигают кокс, иногда антрацит или
природный газ. Основная масса вагранок в России работает на коксе и газе.
По ГОСТ куски литейного кокса должны иметь размеры 40150 мм и жела
тельно, чтобы они были стабильны по размерам для одной партии.
При плавке чугуна и стали используются флюсы: известняк, доломит, пла
виковый шпат и др. Назначение флюсов понизить температуру плавления об
разующегося шлака. Необходимо флюсы готовить в определенном интервале
по габаритам с отсевом от мелочи и пыли. В механизированных цехах подготов
ку флюсов осуществляют с помощью дробилок и механизированных грохотов.
Плавильные агрегаты чугунолитейных цехов призваны обеспечить полу
чение расплавленных чугунов требуемого химического состава при минималь
ном его угаре, экономном расходе топлива и электроэнергии. Размеры плавиль
ных агрегатов, их производительность должны соответствовать потребности
литейного цеха в жидком металле.
В арсенал плавильных агрегатов чугунолитейных цехов входят: вагранка
коксовая; вагранка коксогазовая; вагранка газовая; электрические дуговые печи
переменного и постоянного тока; индукционные тигельные и индукционные
канальные печи.
Основным плавильным агрегатом для плавки чугуна остается вагранка. Её
технологическое назначение плавить и перегревать чугун при минимальных за
тратах, если при этом не предъявлять требований к качеству жидкого чугуна,
механизации шихтовки и загрузки, условиям труда и социальноэкономическим
показателям, связанным с защитой окружающей среды. Вагранка состоит
из трубы, футерованной огнеупорным материалом, воздухонагнетателя (в виде
вентилятора) и приспособления для шихтовки и загрузки. При небольшой про
должительности работы такой вагранки в старых литейных цехах социально
экономические проблемы не возникают. Схема вагранки приведена на рис. 3.3,а.
Выполнение всех условий, связанных с качеством, непрерывностью про
цесса, производительностью, а также социальноэкономическими проблемами
и т.д., сделало простую вагранку сложным технологическим сооружением, ко
торое требует высоких финансовых вложений. Схема вагранки, отвечающей
всем краевым, условиям приведена на рис. 3 .3, б.
Кокосовая вагранка стребует стабильности свойств кокса, жесткого нор
мирования его порций в рабочей топливной калоше. Вместе с тем качество кок
са в большинстве случаев не постоянно и имеет тенденцию ухудшаться, т.к. за
пасы коксующихся углей во всем мире скудеют. Плохой кокс снижает темпера
туру. Увеличение его количества в рабочей калоше, способствует увеличению
в металле вредных примесей и повышение науглероживания чугуна. В эко
номическом плане резкое удорожание кокса приводит к нивелированию цены
94
Глава 3. Особенности производства отливок из серого чугуна
одной тонны жидкого чугуна до уровня электропечного при одновременном
ухудшении качества и высоком содержании серы в чугуне.
а
б
Рис. 3 .3. Схемы вагранки в простейшем исполнении (а)
и с дополнительными установками и сооружениями (б),
обусловленными технологией и социальными проблемами
Один из эффективных способов получения дешевого высококачествен
ного чугуна это освоение и внедрение газовых вагранок путем модернизации
коксовых. Переход на газовое топливо в ваграночной плавке может быть
обосновано ещё и тем, что Россия обладает более чем 30 % мирового запаса
газа. Характеристика плавильных агрегатов для плавки чугуна приведена
в табл. 3 .3.
Из приведенной таблицы ясно, что газовая вагранка наиболее эконо
мичный и экологически безопасный агрегат для плавки как серого, так и высо
копрочного и высокопластичного чугунов, который может напрямую или
в дуплекспроцессе с электрическими печами обеспечивать литейные цехи лю
быми видами чугунов в производстве отливок. Помимо вагранок используют
дуговые электрические печи переменного и постоянного тока.
В литейных цехах, производящих мелкие отливки ответственного назначе
ния плавку ведут в индукционных высокочастотных и плазменноиндукционных
печах. Их устройство показано на рис. 3.4 .
95
я
=
H
Расход
электроэнергии, кВтч/т
5070
I
500800
400700
300500
Недостатки
I
Высокое содержание
серы в чугуне
Высокий расход
дорогостоящих
электродов; низкая
производительность
I
I
Преимущества
Высокая
производительность; низкое
содержание серы (<0,03%);
низкие капзатраты;
экологическая безопасность;
универсальность
Высокая
производительность; низкие
кашггальные затраты
Возможность вести
металлургический процесс
Возможность длительной
выдержки расплава без
ухудшения его качества;
высокая производительность
Высокая производительность;
возможность переплава любых
отходов; возможность ведения
металлургических процессов;
низкая стоимость
Литейный сплав
Р
Ь
P
Q
О
^
О
СЧ, кч, чшт,
вчг
с использованием
в шихте любых
металлов отходов
Все чугуны
Все чугуны
Плавильный
агрегат
Газовая
вагранка
Коксовая
вагранка
Дуговая
электрическая
печь
переменного;
постоянного тока
Индукционная
печь
гфомышленной
частоты;
средней частоты
Плазменно
индукционная
печь
Глава 3. Особенности производства отливок из серого чугуна
Производительность плазменноиндукционных печей по сравнению с ин
дукционными на 2030 % выше, а расход электроэнергии значительно ниже.
Другие перспективные чугуноплавильные агрегаты дуговые электрические
печи постоянного тока и индукционные печи средней частоты, однако их при
обретение и установка требует больших капитальных затрат. Поэтому на со
временном этапе наиболее целесообразна модернизация имеющихся в литей
ных цехах индукционных печей и миксеров с дооборудованием их системами
дугового подогрева на постоянном токе.
Модернизация этих печей по такой схеме позволит использовать практи
чески любые шихтовые материалы, так как наличие электрической дуги для
нагрева поверхности металла позволит активно вести металлургический про
цесс доводки расплава до требуемой кондиции, сократить общий цикл плавки и
достичь удельной производительности таких агрегатов до уровня ваграночной.
Рис. 3.4. Схемаустройстваплазменноиндукционной печи:
1 плазмотрон,
2 крышка; 3 тигель печи, 4
индуктор,
5 подовый
электрод
В последние годы кафедра СЛиТКМ ТулГУ совместно с ОАО «Интер
метсервис» разработали новый шихтовый композит, получаемый на базе жид
кого доменного чугуна, металлизированных окатышей и ферросилиция. Техно
логическая схема получения такого композита следующая: металлизироован
ные окатыши в количестве ~ 20 % по массе от общей массы будущей чушки
97
Вальтер А. И ., Протопопов А. А. Основы литейного производства
и дозы ферросилиция в количестве, выводящим содержание кремния на уровне
литейного чугуна. Засыпаются в изложницы разливочной машины, которые за
тем заполняются жидким чугуном.
Получаемые чушки нового шихтового материала, получившего название
«синтиком», используются в шихте ваграночной плавки. Возможно использо
вание синтикома на базе доменного чугуна и железорудных окатышей.
Все составляющие металлозавалки должны иметь определенный химиче
ский состав и заданную кусковатость. Количество вводимых в шихту материа
лов рассчитывается в соответствии с требованиями выплавки жидкого чугуна,
определенного для производства химического состава. Работающие в литейных
цехах вагранки требуют существенного совершенствования, а основные меро
приятия для этого приведены в (табл. 3 .4).
Таблица 3.4
Основные мероприятия по совершенствованию ваграночной плавки
С
о
в
е
р
ш
е
н
с
т
в
о
в
а
н
и
е
т
о
п
л
и
в
а
П
о
в
ы
ш
е
н
и
е
К
П
Д
т
о
п
л
и
в
а
Д
о
п
о
л
н
и
т
е
л
ь
н
ы
й
п
о
д
о
г
р
е
в
ч
у
г
у
н
а
Совершен
ствование
футеровки
Улучшение
экологии
Применение
коксогазового
топлива
Подогрев
воздушного дутья
Применение
электроподогрева
на жёлобе
Применение
воздушного
охлаждения
футеровки
Применение
искрогасителей
с водоочисткой
Применение
газообразного
топлива
Обогащение воз
душного дутья
кислородом
Применение
индукционньгх
копилышков
Водяное
охлаждение
футеровки
(душирование)
Применение
вагранок
закрытого типа
с очисткой
отходящих
газов
Дожигание вагра
ночного газа во
втором
(самостоятельном)
поясе дутья)
Применение
когшлышков
с пламенным
подогревом
Плавка без
футеровки
на горнисаже
Грануляция
шлака
Применение
копилышков
с продувкой
чугуна
кислородом
98
Глава 3. Особенности производства отливок из серого чугуна
Плавка чугуна в индукционных печах позволяет получать отливки точного
химического состава, с низким угаром элементов и высоким перегревом жидкого
чугуна, обеспечивающим надлежащую термовременную обработку и оптималь
ные условия при модифицировании серых чугунов повышенной прочности.
З.З.Особенности технологии изготовления отливок
из ковкого чугуна
Ковкий чугун (КЧ) литейный конструкционный материал, широко при
меняемый в автомобильном, транспортном и сельскохозяйственном машино
строении, обладающий по сравнению с серым чугуном высокими механиче
скими свойствами, большим относительным удлинением, что сделало его кон
курентом стального литья в производстве ряда тонкостенных фасонных отли
вок. КЧ представляет собой отожженный белый чугун.
Его химический состав:
С = 2,5...3,0%, S =(до 0,12 %)
Si = 1,0...1,5 %, P =( до 0,15 %)
Mn = 0,3.. .0,5 %, Cr =(до 0,07 %)
Главным технологическим недостатком ковкого чугуна является дли
тельный цикл отжига. Получают его путем графитизирующего отжига отливок
из белого доэвтектического чугуна.
Применяют два вида КЧ: ферритный (черносердечный) и перлитный (бе
лосердечный). Структура ферритного КЧ состоит из хлопьевидных включений
углерода отжига и феррита. В структуре КЧ допускается 1015 % перлита.
Перлитный КЧ имеет перлитную матрицу и включения углерода отжига.
Перлитные ковкие чугуны делятся на перлитоферритные и перлитные. Кроме
того, различают КЧ с пластинчатым, сорбитообразным и зернистым перлитом.
Перлитные чугуны применяют для отливок, работающих главным образом
на износ.
Литейные свойства КЧ. Белый чугун, из которого получают ковкий чу
гун, обладает пониженной жидкотекучестью, большой усадкой (1,6...1,9 %),
большой склонностью к образованию горячих и холодных трещин, а в не
отожженных отливках возникают значительные внутренние напряжения. Это
обуславливает и особенности получения из них отливок: в утолщенных местах
отливок необходимо устанавливать бобышки и холодильники, что позволяет
исключить образование усадочных раковин и рыхлот. В процессе отжига боль
шинство отливок коробятся и после очистки и обрубки подвергаются правке
на прессах. Отливки из КЧ подвергаются двойной очистке до и после отжига.
99
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Особенности технологии изготовления и конструкции литейных
форм в производстве отливок из КЧ
Ковкий чугун применяют в основном для мелких и средних отливок мас
сового производства, а следовательно литейные формы для этих отливок при
готавливают на формовочных машинах, формовочных автоматах и автоматиче
ских линиях. Учитывая большую усадку и вероятность образования в отливках
усадочных раковин и пор, при размещении отливок в форме необходимо иметь
в виду размещение литниковопитающей системы и принципа направленного
затвердения отливок.
Литниковая система должна обеспечивать подвод жидкого чугуна в утол
щенные узлы отливки через питающие бобышки прибыли, затвердевающие
позже, чем в узлах отливки. При этом около трети высоты бобышки должно
находиться в нижней полуформе. Бобышки рекомендуется устанавливать мак
симально близко к питаемому узлу отливки и соединять с ней коротким и ши
роким каналом шейкой. Эта шейка должна иметь прижим для облегчения от
деления отливки от бобышки. Рекомендуется площадь сечения шейки делать
равной 6075 % сечения питаемого узла, а расстояние от прижима до тела
не более 3 мм.
Отливки с резкими переходами от тонких частей к толстым охлаждаются
в залитой форме до более низких температур. Это осуществляется, либо за счет
удлинения конвейера, либо отливки продолжают охлаждать в формовочной
смеси при передаче в очистное отделение. Можно помещать отливки в специ
альные колодцы, где они медленно охлаждаются.
Литниковые системы для отливок из ковкого чугуна
Особенности конструкции литниковой системы для отливок из белого
чугуна (для отжига на ковкий) связаны с литейными свойствами самого
сплава. Этот чугун имеет большую усадку (~2 %), плохо заполняет фор
му, а в закристаллизовавшемся состоянии он хрупкий. Рекомендуется рас
плав подводить к отливке одним питателем, что обеспечивает более спокой
ный процесс усадки при затвердевании без образования трещин в отливке.
Обычно это условие выполнимо, т.к. из КЧ производят мелкие отливки (мас
са < 100 кг).
Подвод металла производят в наиболее массивное место отливки через пи
тающую отливку, представляющую собой отводную прибыль. Если отливка
имеет несколько утолщенных сечений, требующих усадочной подпитки, то в та
ких узлах устанавливаются питающие бобышки (сливные) или ставят чугунные
холодильники для повышения скорости охлаждения. Эти питающие бобышки
имеют большие размеры, т.к . заполняются охлажденным расплавом, прошедшим
через всю форму.
100
Глава 3. Особенности производства отливок из серого чугуна
Литниковую систему можно рассчитать по формуле
F
=
G
=
G
•,
(3.1)
"" >» pt/л ptfji2 gHp
где
G масса отливки, г;
P плотность раплава,
г
/,:
/см
t продолжительность заливки, с;
V скорость истечения расплава,
c
^/;
и коэффициент расхода;
g ускорение свободного падения,
с
у/2;
HP
расчетный статистический напор, см.
Значения коэффициента S в формуле t =
принимаются в зависимо
сти от толщины стенки отливки (табл. 3.5).
Таблица 3.5
Значения коэффициента S
Толщина стенки
отливки
3^
58
815
Значения S
7,5
6,3
5,5
Соотношение поперечного сечения элементов литниковой системы
Y.F»um :•FMA
: FCM
=(1.5 5): 1,0:1,0 .
(3.2)
Таким образом, литниковая система получается незаполненной, расши
ряющейся, что не препятствует попаданию шлака в форму. Для задержания
шлака по ходу расплава в литниковой системе устанавливают фильтровальные
сетки, дроссели, гидравлические затворы (рис. 3.5).
В литниковых цехах КЧ литниковые системы нормализованы для выпус
каемой номенклатуры отливок. В основу нормализации положен метод подвода
литниковой системы для мелких отливок массой до 50 кг с толщиной стенки до
25 мм, который в данном курсе не рассматривается.
Отливают из ковкого чугуна мелкие и реже средние отливки массового
производства. Учитывая большую усадку и вероятность образования в отлив
ках усадочных раковин и пор, при размещении в форме следует использовать
принцип направленного затвердевания отливок, соответствующим способом
размещать в форме их и литниковую систему с наличием питающих бобышек,
примыкающих короткими каналами к узлам отливки.
101
Вальтер А. И., Протопопов А. А. Основы литейного производства
Рекомендации по совершенствованию технологии литья из ковкого чугуна:
•
сокращение цикла отжига отливок за счет модифицирования расплава
теллуром, висмутом или лигатурой на их основе;
•
применение фирампроцесса в технологии отливки заготовок из ков
кого чугуна (рис. 3 .6);
•
качественная подготовка шихты с минимальным содержанием хрома
(не более 0,050,07 %).
Рис. 3 .5 . Типовая литниковая система для отливок из ковкого чугуна:
1 литниковая
воронка; 2 стояк; 3
металлоприемник;
4 фильтровальная
сетка; 5 зумпф; 6 литниковый
ход;
7 питающая бобышка; 8 канал, соединяющий
бабышку
с
отливкой
Стояк
Рис. 3 .6 . Фирампроцесс на мелком литье из ковкого чугуна
(литниковый узел)
Плавка белого чугуна. Высокое качество отливок может быть обеспе
ченно выплавкой белого чугуна с низким содержанием углерода и кремния, что
в значительной мере определяет структуру матрицы и форму графита в КЧ, так
как такой чугун получить в вагранке затруднительно. Наиболее приемлемым
в этом случае является дуплекспроцесс «вагранка дуговая электропечь».
102
Глава 3. Особенности производства отливок из серого чугуна
Может быть «вагранка индукционная печь», «дуговая электропечь индук
ционная тигельная печь» и т.д .
Белый чугун, из которого в первой стадии получаются отливки, обладает
повышенной жидкотекучестью, большой линейной усадкой (1,61,9 %), боль
шой склонностью к образованию горячих и холодных трещин и в неотоженных
отливках возникают значительные внутренние напряжения. Это создает опре
деленные сложности в разработке технологии литейной формы.
3.4 . Особенности производства отливок
из высокопрочного чугуна
Высокопрочные чугуны это чугуны с компактной формой графита, и их
условно можно разделить на чугуны с шаровидным графитом и чугуны вермику
лярным графитом. Однако следует отметить, что чугуны с вермикулярным графи
том занимают как бы промежуточное положение между чугунами с пластинчатым
графитом и шаровидным, а в силу этого он сочетает хорошие литейные свойства
с достаточно высокими прочностью, пластичностью и ударной вязкостью.
Чугун с шаровидным графитом (ЧШГ) обладает значительной пластич
ностью и вязкостью, что обуславливает его название в зарубежных стандартах
пластичный чугун. Этот же чугун имеет и высокую прочность и в нашем
ГОСТ 729385 его марки обозначаются ВЧ, что означает высокопрочный чугун.
Эти чугуны могут быть ферритными и перлитными, но при этом приоритетом
для первых является пластичность, а для вторых прочность. Марки ЧШГ при
ведены в табл: 3.6.
Таблица 3.6
Марки и механические свойства ЧШГ (по ГОСТ 729385)
Марка
ов, МПа,
О~02,
S, %, Твердость
Ударная
вязкость при
20 0C Дж/см
2
чугуна
не менее
МПа
не менее
HB
Ударная
вязкость при
20 0C Дж/см
2
ВЧ35
343
216
22
140170
80.150
ВЧ40
392
245
15
140202
30...80
ВЧ45
441
304
10
140225
30...60
ВЧ50
421
314
7
153245
30...50
ВЧ60
589
363
3
192277
10...30
ВЧ70
687
412
2
228302
10...25
ВЧ80
785
471
2
248351
10...30
ВЧ100
981
687
2
270360
10...20
103
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Показатели относительного удлинения, твердости и ударной вязкости
определяют только при наличии требований в нормативнотехнической доку
ментации и они должны соответствовать нормам того же ГОСТ 729385. Меха
нические свойства ЧШГ должны быть обеспеченны в литом состоянии или по
сле термической обработки.
Сфероидизирующая обработка. Получение TTTT в промышленном чугуне
обычно осуществляется малыми добавками магния или магния совместно с РЗМ.
Наиболее распространенные сфероидизаторы металлический магний; магний,
содержащий лигатуру, магниевый кокс (6pnKeTbiMgFe — наполнитель).
Жидкий чугун, имеющий повышенное содержание серы, подвергается
десульфации. Содержание серы после десульфации не должно превышать
0,01.. .0,025 % в зависимости от степени ответственности отливок.
Имеет место разнообразие методов ввода магния и его лигатур:
•
в открытый ковш с пригружением лигатур и стальной высечкой
сэндвичпроцесс;
•
в открытый ковш с вводом магния или лигатуры на штанге;
•
обработкой магнием в герметизированном ковше;
•
в автоклаве с вводом металлического магния на штанге;
•
в промежуточном заливочном желобе и др. приспособлениях;
•
в реакционной камере литейной формы (рис. 3 .7, 3.8);
•
в струю заливаемого в форму чугуна (рис. 3.9).
з
Л
Рис. 3 .7. Внутриформенноемодифицирование
в литейной воронке из жидкостекольной смеси:
1 — модификатор;
2 — груз; 3 — фасонная
воронка
Магний является карбидообразующим элементом, и для предотвращения
отбела после сфероидизирующей обработки проводят вторичное графитизиру
ющее модифицирование ферросилицием ФС75 в ковше или форме. Количество
104
Глава 3. Особенности производства отливок из серого чугуна
модификатора обычно составляет 0,31,0 % в зависимости от химического со
става чугуна и толщины стенки отливки. Если же отливка подвергается графи
тизирующему отжигу, повторное модифицирование не проводится.
3
4
1
Рис. 3 .8 . Внутриформенное модифицирование в керамической воронке
с металлическим конусом:
1 модификатор,
2груз,3
воронка;
4 конус из листовой
стали; 5 стеклоткань
КС11ЛА
3
4
2
Рис. 3 .9 . Струйное внутриформенное модифицирование чугунов:
1 верхняя полуформа,
2 стержень,
3 заливочная
воронка,
4 дозированная
подача модификатора,
5 коллектор
литниковой
системы,
6 винтообразные
литники
Для сравнительной оценки различных способов введения магния в чугун
наиболее важно учесть максимальный коэффициент усвоения модификатора:
Л = (MgMOJMgycB}\00
%,
(3.3)
где
MgM0) l.
введенный магний;
MgycB магний, усвоенный чугуном.
В настоящее время доказана возможность и экономическая целесообраз
ность замены ряда деталей, получаемых из стального литья и кованых загото
вок, чугунными отливками из ЧШГ.
105
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Обычно после сфероидизирующей обработки чугуна производится графи
тизирующее модифицирование. Для этого применяют ферросилиций. Это спо
собствует образованию зародышей графита и подавляет образование карбидов
в литой структуре ЧШГ, увеличивает количество включений шаровидного гра
фита, улучшает его форму, устраняет структурную неоднородность в отливке,
способствует формированию ферритной металлической основы, снижает склон
ность к образованию в отливках усадочных дефектов и усиливает выход годного.
Термическая обработка отливок из ЧШГ наиболее эффективно повы
шает физикомеханические свойства. Термическая обработка отливок из ЧШГ
проводится с различными целями: повысить физикомеханические свойства,
улучшить обрабатываемость, снять внутренние напряжения и др. Выбор режи
ма термообработки производится исходя из требуемых свойств чугуна к дета
лям, исходной микроструктры и химического состава чугуна.
Высокотемпературный графитизирующий отжиг применяют для устране
ния в чугуне структурносвободного цементита.
Нормализация нагрев чугуна выше критических температур, выдержка
для выравнивания металлической основы чугуна и последующее охлаждение
на воздухе.
Низкотемпературный ферротизирующий отжиг имеет целью снижения
твердости и повышение вязкости ЧШГ за счет уменьшения в его структуре ко
личества перлита и увеличение количества феррита.
В настоящее время доказана возможность и экономическая целесообраз
ность замены ряда деталей получаемых из стальных литых и кованых заготовок
чугунными отливками с шаровидным графитом.
Чугун с вермикулярным графитом (ЧВГ)
В ГОСТ 2839489 «Чугун с вермикулярным графитом» включены четыре
марки чугуна, приведенные в табл. 3 .7 .
Марка определяется минимальным значением временного сопротивления
разрыва при растяжении и условным пределом текучести. Относительное удли
нение и твердость по Бринеллю определяется только при наличии требований
в нормативнотехнической документации.
Вермикулярный графит (ВГ) подобно пластинчатому графиту (ПГ) имеет
форму взаимосвязанных графитов лепестков. Однако лепестки ВГ отличаются
от ПГ меньшей степенью неравностности (отношение длины лепестка ВГ к его
толщине обычно находится в пределах 210, тогда как в ПГ значительно пре
вышает 10), меньшими размерами и округлой формой кромок.
По прочности ЧВГ находятся на уровне высокопрочных марок СЧ или
превосходит их, однако пластичность, ударная вязкость, герметичность и дру
гие свойства ЧВГ выше, чем СЧ.
106
Глава 3. Особенности производства отливок из серого чугуна
Чугун ЧВГ более технологичен, чем СЧ высоких марок и ЧШГ. ЧВГ осо
бенно эффективен для изготовления отливок большой массы, деталей сложной
конфигурации. ЧВГ на 2025 % дешевле КЧ и ЧШГ, хорошо обрабатывается
резанием, однако его производство требует очень жесткого металлургического
контроля.
Таблица 3.7
Марки и механические свойства ЧВГ ГОСТ 2839489
Марка
чугуна
ств, МПа
CT02, МПа
б,%
HB, кг/мм
2
Не менее
чвгзо
300
240
3,0
130180
ЧВГ35
350
260
2,0
140190
ЧВГ 40
400
320
1,5
170220
ЧВГ 45
450
380
0.9
190250
Для получения в структуре вермикулярного графита чугун подвергается
обработке сфероидизирующими присадками, как и ЧШГ, но в меньшем коли
честве. Однако узкий интервал эффективного остаточного содержаниям^ или
Ce и необходимость строгого контроля содержания S в базовом чугуне и тем
пературы обработки расплава затрудняют получение этого сплава в промыш
ленных условиях. Небольшие отклонения оптимального содержания S и Mg
вызывает получение в структуре либо пластинчатого, либо шаровидного гра
фита.
Пока можно рекомендовать два способа получения ЧВГ, обеспечиваю
щих достаточно стабильные результаты:
1. Обработка расплава чугуна РЗМ (Ce и др.) в виде многокомпонентных
лигатур из расчетов получения остаточного содержания РЗМ в преде
лах 0,10,15 %, в том числе 0,020,06 % Ce. Количество лигатур тем
больше, чем выше содержание серы в базовом чугуне. После обработ
ки лигатурой требуется вторичное дополнительное графитизирующее
модифицированние для предотвращения отбела.
2. В чугун вводят лигатуру, содержащую одновременно глобулярезиру
ющие (Mg, Ce) и деглобуляризирующие (Ti, Al) элементы, а так
же кальций. Например, можно использовать лигатуру следующего со
става: Si=48...52 %,Ti=8...10%,Ca = 4...6 %,Mg =4...5%,
Ce = 0,02...0,04 %, Al=I...2 %, Fe остальное.
107
Вальтер А. И ., Протопопов А. А. Основы литейного производства
3.5 . Внепечная обработка металлических расплавов
Качество металла отливок зависит от качества шихтовых материалов,
технического уровня плавильного оборудования, технологии ведения плавки,
внепечной обработки расплавленного металла и условий последующей его кри
сталлизации и охлаждения. В перспективе основное назначение плавильного
агрегата это расплавление и нагрев до заданной температуры базового метал
ла, а все последующие операции обработки (рафинирование, дегазация, легиро
вание, модифицирование, доводка по химическому составу и т.д .) будут вы
полняться вне плавильного агрегата в ковшах, специальных переливочных
устройствах, в литейных формах. Методы внепечного воздействия на жидкий и
кристаллизующийся металл должны получить в дальнейшем большое развитие,
что будет способствовать улучшению свойств и качества отливок.
Рассматривая процессы внепечной обработки расплавов, необходимо от
метить, что получение планируемых свойств металла отливки зависит не толь
ко от выбора вида присадки, но и от состояния и способа ее ввода в расплав,
т.к . этим определяются распределение составляющих присадки в общей массе
металла, степень усвоения расплавом и т.д . (табл. 3.8).
Таблица 3.8
Процессы обработки расплава
Легирование
Модифицирование
Инокулироваие
ввод
охлаждающих
элементов
Кристаллизация
под давлением
сжатого воздуха
или газа
и физическое
воздействие
Поверхностное
В струе заливаемого
расплава (лента,
проволока, гранулы)
Локально
внутренние
холодильники
В камере по методу
Бочвара
Локальное
В промежуточном
приспособлении
перед формой
Захолаживание
элементов
Локальное
давление
через стояк
Легирование
в струе на
определенных
этапах заливки
В реакционной ка
мере литейной
формы.
Модифицирование
стержней
В струе металла
при заливке
Воздействие
магнитным полем,
ультразвуком,
вибрацией
Внепечная обработка сплавов в литейном производстве два этапа техно
логического процесса литья:
108
Глава 3. Особенности производства отливок из серого чугуна
1) Внепечная обработка на ранней стадии выпуск металла из плавиль
ного агрегата (в копильнике вагранки, миксере, в раздаточном и раз
ливочном ковшах). Она присуща процессам рафинирования и дегаза
ции расплава, обработке синтетическими лаками, десульфурации рас
плавов чугуна содой и карбидом кальция, объемное легирование, ран
нее модифицирование. На этом этапе присадки могут вводиться в
плавильном агрегате, копильнике, на желобе плавильного агрегата и в
промежуточных контакторах и т.п. При вводе присадки в ковш ее по
мещают на дно ковша перед набором металла, загружают металличе
ским балластом (сендвичпроцесс). Присадки с магнием вводят в ко
локоле на штанге. Применяются и ковши конвекторного типа.
2) В последнее время литейщики проявили большой интерес к поздней
внепечной обработке расплавов, т.е. в процессе заливки литейной фор
мы, когда присадка вводится в промежуточных контактных устройствах,
в струю металла в литниковой чаше или в реакционной камере самой
литейной формы.
Позднее модифицирование это процесс позднего в форме или при
вводе модификатора в струю металла при его заливке в форму. Он получил
распространение при производстве отливок из чугуна с шаровидным (ЧШГ)
и вермикулярным (ЧВГ) графитом. Это объясняется рядом обстоятельств:
•
раннее модифицирование не обеспечивает хорошее усвоение магния,
оно составляет всего 2530 %;
•
ранний ввод присадки способствует снижению температуры чугуна
в ковше, а эффект модифицирования при его выдержке в ковше быст
ро падает (уменьшается).
При выдержке чугуна происходит снижение содержания магния со ско
ростью 0,0035 %/мин и для сохранения эффекта сфероидизации графита чугун
надо разлить за 510 мин. На практике в это время обычно не укладываются,
что приводит к нестабильности получения чугуна с заданной структурой.
При внутриформенном модифицировании создаются одинаковые условия
модифицирования, хотя требуется отрабатывать присадку модификатора при
менительно к конкретной отливке. Значительно улучшаются условия труда
вследствие отсутствия пилоэффекта и дымовыделений при модифицировании.
Чугун требуемого химического состава заливают в форму, при этом по
ток металла реагирует со сфероидизирующей присадкой, помещенной в реак
ционной камере. Главной и труднорешаемой проблемой в этом процессе явля
ется регулирование синхронности процесса взаимодействия модификатора
с потоком расплавленного чугуна, т. е . обеспечение равномерности усвоения
109
Вальтер А. И ., Протопопов А. А. Основы литейного производства
модификатора расплавом во времени. На рис. 3 .10 приведены возможные вари
анты взаимодействия и усвоения модификатора расплавом.
Mg
1
S~\
J
WAL
4v
\2
\
раст.
время зэлиБк и
зал .
формы
Рис. 3.10. Варианты взаимодействия и усвоения модификатора расплавом
Кривая 1 отражает случай, когда модификатор быстро усваивается метал
лом, т.е . время растворения всей дозы модификатора меньше времени заливки.
Последний чугун будет поступать в форму не модифицированным
{т р < тзал j. Кривая 2, наоборот, показывает случай усвоения модификатора с
запозданием, и в этом случае первый чугун будет поступать в форму не моди
фицированным, при {т р <тзал
j.
Кривая 3 соответствует случаю, когда время растворения модификатора
совпадает со временем заливки, однако усвоение модификатора расплавом идет
не равномерно. И оптимальный случай описывает кривая 4, когда время рас
творения модификатора совпадает со временем заливки формы и процесс усво
ения происходит равномерно и с постоянной скоростью (гр = тзал j .
Рядом экспериментальных исследований установлено, что на скорость
растворения модификатора оказывают влияние многие факторы как то: хими
ческий состав модификатора и его физические свойства, температура модифи
цируемого чугуна и его химический состав, скорость потока металла в реакци
онной камере и ее площадь, размеры и форма кусочков модификатора, степень
заполнения им реакционной камеры и др. Большое влияние на процесс модифи
цирования и глобуляризации графита оказывает сера, содержащаяся в чугуне.
Так при содержании серы в исходном чугуне 0,06 % для обеспечения получения
95%ного сфероидизированного графита необходимо обеспечить остаточный
магний в чугуне 0,060,09 % с учетом магния, связанного в сульфиды.
Это дает основание говорить, что критическое содержание магния для
получения шаровидного графита зависит от содержания серы в исходном
ПО
Глава 3. Особенности производства отливок из серого чугуна
чугуне. Сера в чугуне определяет количество модифицирующей присадки, не
обходимой для обеспечения полной сфероидизации графита. Максимальный
расход модификатора наблюдается при низком содержании в его составе Mg
и Ce. При этом увеличение расхода модифицирующей смеси при повышении
в чугуне серы происходит по параболическому закону. Расход модификатора
с повышенным содержанием Mg, а также смеси, содержащей Ce, увеличивается
(с ростом содержания S) линейно и с небольшой интенсивностью.
Усвоение чугуном модификатора зависит и от гранулометрического соста
ва. Эксперименты выявили, что оптимальным является модификатор с размером
частиц 510 мм. При меньших размерах частиц модификатор образует корку
на поверхности металла, затрудняющую его растворение. При больших размерах
модификатор не успевает раствориться в чугуне. Однако есть работы, где реко
мендуют применять модификатор размером зерна <5мм. Поэтому в каждой кон
кретной технологии следует уточнять гранулометрический состав модификатора.
Большое значение при внутриформенном модифицировании имеет тем
пература заливки. Ее также надо уточнять для каждого конкретного случая.
Однако в соответствии с результатами многих экспериментальных иссле
дований она должна быть > 1360
0
C (рис. 3.11)
%
5 100
SO4
40
I20
I0
/
\
/J/
/
1350
1450
Рис.3.11. Процесс усвоения модификатора
Экспериментально исследовано влияние на процесс модифицирования
относительного объема модификатора в реакционной камере
V мод
.
Уста
новлено, что степень усвоения модификатора уменьшается при возрастании ве¬
личины Vjuo^ / Vk и при
м
> 0,8 не превышает 60 %. Почти полное усвое
у
ч
ние модификатора наблюдается лишь в тех случаях, когда
м
< 0,3
V
111
Вальтер А. И ., Протопопов А. А. Основы литейного производства
При увеличении дозы модификатора улучшаются механические свойства
получаемого чугуна. При вводе 2,5...3,0 % модификатора ЖКМК (43 % Si; 1,5 %
Ca; 4 %Mg; Fe остальное). Формируется почти полностью перлитная структу
ра с ШГ. Максимальные размеры графитных включений <35 40мкм, а их ко
личество ~ 500 шт/мм
2
.
При вводе 1,5...2,5 % модификатора формируется струк
тура с вермикулярным графитом, а доля перлита в матрице уменьшается до
60...85 % . Большое влияние на процесс модифицирования ЧШГ в форме оказы
вает химический состав чугуна. Оно аналогично соответствующему влиянию
при обычном модифицировании в ковше.
Важным параметром, определяющим кинетику и эффективность процесса
модифицирования ЧШГ в форме, является состав модификатора. Основным
сфероидизирующим элементом попрежнему является Mg и эффективность мо
дифицирования чугуна в форме определяется его содержанием в лигитурах.
Эффективной является также лигатура «Ni — Mg». Модифицирование этой ли
гатурой в форме обеспечивает получение более однородной структуры, макси
мальное усвоение Mg и наиболее равномерное его растворение. Недостаток
высокая стоимость и необходимость дополнительного графитизирующего мо
дифицирования ферросилицием FeSi 75. В связи с этим широкое применение
в данном процессе нашли FeSiлигатуры состава: от 45 до 80 % Si; от 4 до 10 %
Mg; Fe остальное . Содержание Mg в FeSiMgлигатурах снижается при вводе
их в состав Ce и др. РЗМ ., которые также измельчают структуру с образованием
большого количества мелких включений графита.
В состав FeSiMgлигатур может входить и кальций. Его наличие в лига
туре дает возможность контролировать скорость взаимодействия лигатуры с
чугуном. При повышении содержания Ca скорость растворения лигатуры
уменьшается и, следовательно, изменяется степень усвоения Mg в расплаве.
При 4% Ca реакция протекает очень медленно и спокойно, что предопределяет
целесообразность использования таких лигатур при очень высокой температуре
модифицирования. Другой функцией Ca является усиление общего сфероиди
зирующего и графитизирующего эффекта лигатуры, оптимальным является со
держание Ca в лигатуре от2до6 %.
3.6 . Выбор модификатора для получения отливок
из ВЧ модифицированием в форме
В отличие от ковшевого или автоклавного способа обработки жидко
го чугуна при модифицировании в форме, модификатор постепенно раство
ряется в металле. Равномерное распределение Mg по сечению отливки дости
гается в основном за счет вида и типа используемого модификатора и выбора
112
Глава 3. Особенности производства отливок из серого чугуна
оптимальной конструкции литниковой системы. Наиболее широко в качестве
модификатора используются лигатуры типа ЖМК1 и ЖМК2, а также ком
плексные модификаторы с Ca и РЗМ ЖКМК, ЖКМКЗР . Их химический со
став приведен в табл. 3.9.
Таблица 3.9
Химический состав лигатуры
Тип
лигатуры
Si%
Mg%
Ca% Fe%
РЗМ
Температура
чугуна при
модифициров.,
T0C
ЖКМ1
4060
45
Ост.
13701390
ЖКМ2
4060
69
Ост.
13701390
ЖКМК
4060
69
1,01,5 Ост.
14201450
ЖКМКЗР
4060
812
1,01,5 Ост.
2,5 3 ,0
14201450
Лигатура, дробленная на фракции 515 мм, помещалась в реакционную
камеру, установленную по ходу литниковой системы. После модифицирования
были получены чугуны, приведенные в табл. 3.10.
Заливка проводилась на автоматической линии с производительностью
до 200 форм в час.
Следовательно, при получении качественных отливок из ВЧ модифици
рованием в форме, когда обеспечиваются условия для высокой степени усвое
ния и равномерного распределения лигатуры в жидком чугуне, рационально
использовать в качестве модификатора бескальциевые FeSMgлигатуры типа
ЖКМ, обеспечивающие стабильность структуры и физикомеханических
свойств в литом состоянии.
Внутри форменное модифицирование помогает решить проблему произ
водства тонкостенных отливок и ВЧШГ. Этому способствует образование
большого количества зародышей графита и минимального количества карби
дов в процессе кристаллизации расплава. Такой способ увеличивает степень
усвоения модификаторов, снижает их расход до 0,7...0,8 % от массы залитого
чугуна.
Внутриформенное модифицирование в производстве серого чугуна
является очень эффективным методом при получении отливок из серого чугуна
с пластинчатым графитом, а также при графитизирующем модифицировании
ЧШГ, сфероидизирующую обработку которого проводили традиционными ме
тодами. Процессы графитизирующего модифицирования ВЧ и СЧ в форме ана
логичны и в дальнейшем пояснении рассматриваются совместно.
113
Мех.
свойства
HB
О
|
>
C
N
C
N
о
i
>
Мех.
свойства
O
4
12,5
12,0
C
N
10,0
Мех.
свойства
«
о
Щ
C
N
т
|
T
t
T
h
С
П
C
N
T
l
Структура
в литом состоянии
ШГ20%
ШГ+П40 %
ШГ+20 %ВГ П45 %
шг+пзо %
Химия, состав модифиц. чугуна, %
0,045
0,052
0,038
0,036
Химия, состав модифиц. чугуна, %
0,032
0,030
0,030
0,021
Химия, состав модифиц. чугуна, %
0,09
0,09
0,10
0,09
Химия, состав модифиц. чугуна, %
Mn
0,55
0,50
0,50
0,50
Химия, состав модифиц. чугуна, %
Si
3,45
2,50
2,64
2,56
Химия, состав модифиц. чугуна, %
3,62
3,64
3,64
3,65
Колво
в форме,
в%от
массы
металла
о
C
N
о
C
N
о
C
N
Тип
лигатуры
ЖКМ1
ЖКМ2
ЖКМК
ЖКМКЗР
Глава 3. Особенности производства отливок из серого чугуна
При графитизации чугуна в форме имеют место такие же преимущества
по сравнению с ковшевым модифицированием, как и при получении отливок
из ЧШГ. Сокращение времени между вводом модификатора и кристаллизацией
чугуна приводит к более экономичному использованию модификаторов и по
вышению их эффективности и т.д .
Влияние технологических параметров литья, таких, как температура и ско
рость заливки, размеры и форма реакционной камеры и др., на процесс графи
тизирующего модифицирования чугуна в форме аналогично рассматриваемо
му ранее для сфероидизирующего модифицирования. Различие этих процессов
заключается в составах чугуна и модификаторов и в характере их взаимодей
ствия.
Внутриформовочное модифицирование с применением вертикальной
реакционной камеры. Ранее была рассмотрена схема внутриформовочного
модифицирования с использованием зерновых модификаторов и горизонталь
ной реакционной камеры. Такая схема модифицирования в форме наиболее
распространена. Однако имеется целый ряд других способов модифицирования
чугуна в форме. Одним из них является процесс с использованием вертикаль
ной реакционной камеры.
Основное отличие этой схемы от горизонтальной заключается в механиз
ме усвоения модификатора чугуном. В случае применения горизонтальной ре
акционной камеры жидкий чугун, протекая над модификатором, взаимодей
ствует с верхними его слоями и усвоение модификатора происходит послойно.
Конструкция реакционной камеры при этом должна обеспечивать спокойное
течение расплава над модификатором и предотвращать его всплывание в случае
применения вертикальной реакционной камеры, ее конструкция, наоборот,
должна обеспечивать всплывание зерен модификатора, при этом каждое зерно
растворяется в чугуне отдельно и независимо от других. Исследование кинети
ки растворения феросилиция ФС75 в вертикальной реакционной камере пока
зало, что для равномерности усвоения модификатора в реакционную камеру
помещают зерна различной величины. Мелкие зерна растворяются быстрее
и модифицируют первые порции. Подбором гранулометрического состава мо
дификатора в реакционной камере можно добиться необходимой равномерно
сти модифицирования определенного количества чугуна.
Несмотря на существенное различие в механизме усвоения модификато
ров при использовании разных схем реакционных камер, процесс модифициро
вания проходит аналогично и зависит от одних и тех же параметров: химиче
ского состава чугуна и модификатора, температуры заливки и т.д . На приве
денных рис.3 .7 3 .9 показан ряд конструктивных схем ввода модификаторов
при внепечной обработке чугунов по этим способам.
115
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Среди других способов модифицирования чугуна в форме, существенно
отличающихся от двух ггоедыдущих, можно отметить следующие:
•
ввод модификатора в поток чугуна во время заливки;
•
ввод модификатора перед заливкой чугуна в форму (преимуществен
но в литниковую чашу);
•
припыливание стенок литейной формы пылевидным модификатором;
•
размещение литых или прессованных вкладышей из модификаторов
в литниковой системе;
•
установка в стояке модификатора в виде стержня сетки;
•
ввод модификатора в виде порошковой проволоки в струю чугуна
при заливке формы.
Использование модифицирующих стержней в виде брикетов, стержней,
сеток, твердых вкладышей, таблеток различной формы снимет большинство
технических проблем. Модифицирующий стержень, вставленный в форму, рас
творяется по мере протекания чугуна. Сложность заключается в строгом кон
троле простановки и крепления этих стержней в форме, а также в необходимо
сти изготовления большой номенклатуры стержней для различных отливок.
Фильтрация в производстве чугунных отливок (фирампроцесс) это
одно из направлений малоотходных технологий. За последние два десятилетия
на многих заводах России внедрен технологический процесс изготовления чу
гунных отливок с применением фильтрации жидкого чугуна при заливке ли
тейных форм. Фильтрация осуществляется в литниковой системе. Сущность ее
состоит в том, что в литниковую систему вводится узел фильтрации специаль
ной конструкции с фильтром из стекловолокна принципиально нового типа.
Это термостойкая кремнеземная стеклоткань марки КСП ЛА, выпускаемая
полоцким химкомбинатом.
Фильтрующие элементы могут быть установлены в любом месте литни
ковой системы или введены производственно в полость литейной формы. В но
вых литниковых системах не только очищается жидкий металл от шлака и не
металлических включений, но и обеспечивается существенное повышение ка
чества отливок (особенно выявляющихся на поздних стадиях механической об
работки), упрощение конструкции литниковой системы и снижение ее массы,
улучшение структуры отливок по сечению. Например, стеклофильтры облада
ют
достаточно высокой
механической
прочностью
при
температуре
Г=1450.. .1750 °С, что позволяет их использовать при производстве, как мелких,
так и крупных отливок.
Для мелкого литья массой до 20 кг применяются обычные литниковые си
стемы с установкой фильтра под стояком. Анализ брака станочного литья, выяв
ленного при механической обработке, показал, что особенно оно эффективно
116
Глава 3. Особенности производства отливок из серого чугуна
применение при литье крупных отливок. Так, например, применение фильтрации
при литье суппорта станка 1К62 позволило сократить брак в 9,4 раза, а при от
ливке станины этого станка в 15 раз. Во всех указанных случаях снижался брак
в основном по засорам и газовой пористости. Фильтрация приводит к уменьше
нию содержания неметаллических включений на30%.
В сером ваграночном чугуне общее содержание кристаллических вклю
чений уменьшалось на 30,4 %. При этом содержание сульфидов снизилось
на 13,8 %, нитридов на 59 %, силикатов на 60,7 %. В исследуемом ваграноч
ном чугуне общее содержание газов снизилось с 16, 59 до 11,96 см
3
на100г
жидкого чугуна. Фильтрация способствует получению более однородной
и мелкодифференцированной структуры чугуна в отливках. В частности, раз
мельчаются включения графита в чугуне, повышается количество перлита
в структуре чугуна, дисперсность и микротвердость перлита. Можно предпо
ложить, что такое влияние фильтрации связано с изменением структуры рас
плава, характера распределения и дисперсности неметаллических включений
происхождения и, следовательно, условий кристаллизации чугуна в отливках.
Указанные изменения структуры благоприятно сказываются на механи
ческих свойствах чугуна, а в ряде случаев прочность его увеличивается
настолько, что он по своим характеристикам после фильтрации соответствовал
более высокой марке чугуна.
Кафедра СЛиТКМ Тульского государственного университета выполняла
прикладные исследования по применению данного процесса в производстве за
готовок для фитингов на Косогорском металлургическом заводе. Промышлен
ный опыт дал хорошие результаты, однако изза трудностей при раскройке
и резке стеклоткани технология не была внедрена.
Контрольные вопросы
1. Что является основным фактором, определяющим свойства чугуна?
2. За счет чего происходит повышение прочностных свойств чугунов в от
ливках?
3. Какие преимущества имеют высокопрочные чугуны с шаровидным
графитом (ЧШГ)?
4. Какие железные руды используются в доменном процессе?
5. Чем удаляется сера из чугуна в доменной печи?
6. Что является металлической основой серого чугуна?
7. Что относится к флюсам при плавке чугуна и стали?
8. Чем достигается улучшение структуры металлической матрицы серого
чугуна?
117
Вальтер А. И ., Протопопов А. А. Основы литейного производства
9. Какая структура металлической матрицы ЧШГ?
10. Чем отличается ЧВГ от ЧШГ?
11. Какова стойкость кокиля при чугунном литье?
12. Что такое линейная и объемная усадка сплава?
13. Что является металлической основой белого чугуна?
14. Для чего проводят модифицирование серого чугуна?
15. Что такое высокопрочный чугун?
16. Для каких целей применяют серый чугун?
17. Сколько содержится марганца в зеркальных чугунах?
18. Какая структура половинчатого чугуна?
19. Какой чугун можно получать в газовой вагранке?
20. Что обозначает марка ВЧ 455?
118
ГЛАВА 4. ПРОИЗВОДСТВО СТАЛЬНЫХ ОТЛИВОК
4.1. Конструкции стальных отливок
и особенности проектирования литейной формы
Сталь сплав железа с углеродом и др. элементами, где углерода содер
жится не более 2,14 %. Стали бывают углеродистыми и легированными. В уг
леродистых сталях содержатся обычные или постоянные примеси до 0,8 % Si,
до 1,0 %Mn, до 0,1 % S, до 0,1 % Р. Стали, содержащие до 0,25 % С, называют
малоуглеродистыми, содержащие до 0,25 % С, называют среднеуглеродистыми,
более 0,6 % С высокоуглеродистыми. Стали, содержащие указанные примеси
в больших количествах или другие примеси (хром, никель, титан, молибден,
и др.), называют легированными. Если общее содержание легирующих элемен
тов в сталях не превышает 2,5 % то они называются низколегированными.
Если же их более 2,5 % и до 10 % их называют среднелегированными, а свы
ше 10% высоколегированными.
Стали обладают пониженной жидкотекучестью по сравнению с чугунами,
значительно большей литейной и объемной усадкой, что затрудняет производ
ство стальных отливок. Плавку стали производят в малых конвекторах с боко
вым дутьём, в дуговых электропечах, в индукционных высокочастотных печах.
Литье отличается от цветного и чугунного сравнительно более высокой
температурой заливки в форму, высокой химической активностью металла
в литейной форме и большой усадкой.
Высокая температура стали способствует образованию на поверхности
отливок толстой корки пригара, удаляемой с большим трудом. Получение чи
стой поверхности стальных отливок является одной из главных задач литейщи
ков. В этом плане важно подобрать необходимые формовочные смеси, образу
ющие стекловидный пригар, отстающий от отливки при легком ударе ручного
молотка. Повышенная усадка стали ведет к почти неизбежному образованию
горячих трещин при затруднении усадки, предотвратить которые можно при
хорошей податливости выступающих частей формы и стержней. Отсюда следу
ет, что составление формовочной или стержневой смеси для стальных отливок
является важным делом.
Литейные свойства сталей существенно отличаются от свойств серого чу
гуна. Стали имеют большую линейную усадку (2...2,5 %), худшую жидкотеку
честь, большую склонность к ликвации.
119
Вальтер А. И., Протопопов А. А. Основы литейного производства
Для получения качественных отливок необходимо учитывать эти особен
ности свойств стали уже на стадии конструирования литой детали или оценки
технологичности при разработке технологии ее изготовления.
Конструкция отдельных элементов стальной отливки и сочетание этих
элементов должны обеспечивать возможность направленного затвердевания
и питания отливки. Конфигурация отливок должна иметь плавные переходы от
утолщенных мест к тонким; скопление металла в местах сопряжения стенок не
допустимы. Следует стремиться к тому, чтобы отливка имела по возможности
одинаковую толщину стенок.
При проектировании технологии формовки отливки следует обращать
особое внимание на взаимное расположение отдельных ее частей в форме при
заливке и затвердевании, а также мест подвода стали и конструкцию литнико
вопитающей системы.
Правильность расположения отдельных частей отливки при затвердева
нии определяют по правилу вписанных окружностей, согласно которому диа
метры окружностей, вписанных в сечение отливки, должны последовательно
увеличиваться от нижних сечений к верхним, так как каждое верхнее сечение
является прибылью для каждого нижнего. Например, расположение отливки
в форме, показанное на рис. 4 .1, а, обеспечит направленное затвердевание и пи
тание отливки. При расположении отливки, показанном на рис. 4 .1, б, в нижней
части отливки появится усадочная рыхлота.
а
б
Рис.4.1. К определению технологичности отливки методом
вписанных окружностей
Правило вписанных окружностей позволяет также оценить рациональность
конструкции отливки. Например, чем меньше диаметр сферы, вписанной в сопря
жение стенок (рис. 4.1, в), тем меньше вероятность появления в этом месте уса
дочной рыхлоты.
120
Глава 4. Производство стальных отливок
Для питания отливки на массивных ее частях устанавливают прибыли, а для
выравнивания скоростей охлаждения тонких и массивных частей отливки
наружные и внутренние холодильники. Конструкция и методы определения раз
меров прибылей и холодильников будут рассмотрены ниже.
При назначении положения отливки в форме при заливке следует учиты
вать возможность образования ужимин на плоских развитых поверхностях. По
этому такие поверхности следует располагать снизу вертикально или наклонно.
Для обеспечения хорошей заполняемости формы тонкие стенки отливок
должны располагаться в нижних частях формы и, по возможности, вертикально
или наклонно.
Вследствие большой усадки стали при изготовлении сложных отливок,
особенно при торможении усадки формой и стержнями, в отливках могут раз
виваться значительные напряжения и образовываться трещины. Поэтому сле
дует располагать отливку в опоках, особенно имеющих крестовины, так, чтобы
последние не препятствовали усадке отливки. Как правило, сталь следует под
водить к тонкому месту отливки. Это место заполняется наиболее горячим
сплавом, а в другие места сплав попадает более холодным, поэтому скорости
охлаждения тонкой и массивной частей отливок выравниваются. Однако часто
такой принцип подвода стали не дает хороших результатов. Поэтому для обес
печения направленного затвердевания отливки сталь подводят в прибыль или
под прибыль в массивное место отливки. В этом случае наиболее разогретым
местом отливки будет прибыль, обеспечивающая питание отливки, что, в свою
очередь, обеспечивает направленное затвердевание отливки и концентрацию
усадочной раковины в прибыли.
При выборе расположения стальной отливки в форме при ее заливке и за
твердевании следует также руководствоваться изложенными ранее общими
принципами проектирования литейной формы.
В процессе формовки для стальных отливок необходимо сильнее уплот
нять форму по сравнению с формовкой для чугуна и отливок. Повышенная
прочность поверхности рабочей полости формы необходима, чтобы противо
стоять размывающей силе струи стали. В связи с этим необходимо применять
меры по улавливанию размытого песка.
Конструкция стальной отливки и её расположение в форме должны обес
печивать направленное затвердевание её в форме, а в местах предполагаемого
образования трещин делаются технологические ребра, которые при обрубке от
ливокудаляются. Их толщина составляет 10...30% толщины стенки отливки.
Для получения плотных отливок (без усадочных раковин) на массивных ее
частях устанавливаются прибыли. Правильный выбор места установки прибы
лей, их формы и размеров дает возможность не только получать качественные
121
Вальтер А. И., Протопопов А. А. Основы литейного производства
стальные отливки, но и улучшает один из главных показателей литейного произ
водства выход ГОДНОГО.
4.2 . Устройство и расчет литниковых систем
Литниковые системы для стальных отливок должны иметь минимальную
протяженность каналов. Питатели необходимо располагать в направлении про
дольной оси стенки отливки в местах, разогрев которых способствует направ
ленному затвердеванию, а движение сплава всплытию неметаллических
включений. При изготовлении крупных и средних отливок первые порции
сплава следует подавать снизу сифоном, а последующие под затопленный
уровень. При этом в прибыли сплав должен поступать через специальные лит
никовые каналы или доливкой из ковша.
Верхний подвод (рис. 4 .2, а) применяют для широких отливок с неболь
шой высотой, заливку с наклоном формы (рис. 4 .2, б) для отливок типа плит.
Рис.4.2 . Конструкции литниковых систем для стальных отливок
Наиболее широко применяют сифонный или ступенчатый подвод стали,
обеспечивающий спокойное заполнение формы. На литниковую систему с при
былями расходуется 25...50 % общей массы жидкой стали. Поэтому увеличе
ния выхода годного литья можно достигнуть за счет уменьшения расхода стали
на прибыль, принимая оптимальные ее размеры.
122
Глава 4. Производство стальных отливок
Сифонный подвод стали (рис 4.2, в) имеет недостаток: в прибыль поступает
более холодный сплав. Однако возможна заливка с кантовкой (рис. 4.2, г): после
заливки формы наиболее горячий металл будет находиться в прибыли и обеспечит
питание отливки. Иногда для плавного заполнения формы делают нижний подвод
стали с помощью рожковой литниковой системы (рис. 4.2, д). Для крупных отли
вок применяют ступенчатую литниковую систему (рис. 4.2, е), в этом случае
в прибыль поступает горячий расплав.
Литниковая система должна обеспечивать четкую направленность затвер
девания отливок; прибыли должны заполняться горячим сплавом. Основное
отличие литниковой системы для стали от литниковой системы для чугуна это
установка прибылей для питания усадки отливки.
По данным [1] , площадь сечения питателей при литье стали должна быть
в 1,52 раза больше, чем при литье чугуна. В случае изготовления крупных от
ливок (массой более Ют) эта разница может увеличиваться до 3 раз.
Применение стопорных ковшей позволяет несколько упростить литнико
вую систему: вместо чаши применяют воронки, не устанавливают фильтро
вальные сетки, шлакоуловители, по возможности уменьшают суммарную про
тяженность каналов. Площади сечения питателя, литникового хода и стояка ре
комендуется делать одинаковыми, а металл подводится в толстые места отлив
ки, обеспечивая направленную кристаллизацию.
Важны, при разработке технологического процесса изготовления сталь
ной отливки это обработка ее на технологичность, обеспечение направленной
кристаллизации и вывод усадочных дефектов в прибыль.
B процессе затвердевания и охлаждения стальные отливки получают круп
нозернистую структуру, обладающую малой прочностью и высокой твердостью,
в связи с чем усложняется механическая обработка деталей. Поэтому термическая
обработка при производстве стальных отливок является необходимой технологи
ческой операцией. Для получения улучшенных механических свойств термиче
ская обработка стальных отливок разделяется на два этапа: предварительную
и окончательную. Предварительная термическая обработка производится с целью
перекристаллизации отливок, имеющих крупнозернистое строение в литом состо
янии, и подготовки их к окончательной термической обработке. Предварительная
термическая обработка отжиг, нормализация. Такой термической обработке
подвергают отливки, прошедшие автогенную обрезку литников и прибылей,
а также очистку их от песка и пригара. Обычно отжиг производят в камерных пе
чах с выдвижным подом.
Окончательную термическую обработку производят после механической
обработки. Эту термическую обработку, заключающуюся в закалке и отпуске,
123
Вальтер А. И., Протопопов А. А. Основы литейного производства
применяют для предания отливкам мелкозернистого строения и требуемой
прочности и пластичности.
Отжигу подвергают практически все стальные отливки. При отжиге про
изводят нагрев со скоростью 6070 °С/ч, затем при необходимой температуре
следует выдерживать в течение 23 ч, после чего печь выключают и отливка
остывает вместе с печью до 200^00 °С. Отжиг для снятия внутренних напря
жений производят при температуре 600650 °С, а для размельчения первичных
зерен при 800920 °С. После отжига увеличивается вязкость отливок вслед
ствие более равномерного распределения углерода внутри кристаллов.
4.3 . Виды прибылей стального литья
Прибыли ставят на самые массивные части отливки. Кроме того, необхо
димо обеспечить легкое их отделение и несложную механическую обработку
мест установки прибылей. В поточномассовом производстве наиболее распро
странены прямые открытые прибыли, которые, помимо своего основного
назначения питания отливки, служат как бы резервуаром для всплывания не
металлических включений (засоров). Их преимущество заключается в удобстве
сборки форм и возможности наблюдения за состоянием формы перед заливкой
и в процессе заливки.
Недостатками открытых прибылей (рис. 4.3, а) являются зависимость вы
соты прибылей от высоты имеющихся в цехе опок и возможность засора формы
через открытые прибыли, а также увеличенный расход сплава на прибыли. За
крытые прямые прибыли (рис. 4 .3, б) следует использовать для высоких опок,
когда применение открытых прибылей вызывает большой расход сплава на при
быль. Отводные прибыли (рис. 4.3, в) устанавливают для питания узлаотливки
в нижней половине формы и в тех случаях, когда нельзя поставить прямую при
быль без изменения конфигурации отливки. На практике очень часто применяют
прибыли сферической формы, что уменьшает расход сплава и увеличивает вы
ход годного литья. Преимущество сфероидальных прибылей: высота их не свя
зана с высотой опок.
Для улучшения работы прибылей важно, чтобы металл в прибыли оста
вался длительное время в жидком состоянии (прибыль должна застывать позже
отливки). С этой целью применяют специальные стаканы (рис. 4.3, г) из экзо
термических смесей, состоящих в основном из термита. При заливке формы эта
смесь разлагается с выделением большого количества теплоты, которая и обо
гревает прибыль. Однако для крупных прибылей такие стаканы применять не
целесообразно, так как они сгорают раньше, чем прибыль закончит свое дей
ствие, и эффект их применения будет небольшим.
124
Глава 4. Производство стальных отливок
г
3
е
Рис.4 .3 . Способыустановки прибылей
Чтобы обеспечить работу закрытой прибыли под атмосферным давлени
ем, в прибыль устанавливают песчаный стерженек (рис. 4 .3, б), вокруг которого
металл не затвердевает, так как стерженек быстро прогревается до температуры
металла. По этому стерженьку воздух из атмосферы проходит в прибыль, кото
рая и работает под атмосферным давлением.
Для улучшения работы прибылей и уменьшения расхода металла приме
няют прибыли, работающие под избыточным давлением, которое создается
специальным патроном 1 (рис. 4 .3, д), вставляемым внутрь формы. Патрон со
стоит из металлического корпуса и мелового заряда. После заливки формы
стенки корпуса патрона расплавляются к моменту, когда на стенках формы уже
образовалась достаточно прочная корка твердого металла (рис. 4 .3, е).
Мел при нагревании разлагается, образуя газ, который и создает внутри
прибыли избыточное давление. Давление улучшает условия заполнения уса
дочных пор жидким металлом.
Для облегчения отделения прибылей от отливки применяют специальные
тонкие керамические пластинки 2 (рис. 4 .3, д), которые, быстро прогреваясь, не
охлаждают перешеек между отливкой и прибылью и не препятствуют перете
канию металла из прибыли в отливку, но создают своеобразный надрез, позво
ляющий легко отделять прибыль от отливки.
Прибыль должна иметь достаточное сечение, затвердевать позже отливки
и иметь минимальный, но достаточный объем, чтобы усадочная раковина не
вышла за ее пределы.
125
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Место установки прибылей определяется расположением термических
узлов в отливке и ее положением при заливке формы. Место расположения
термического узла находят способом вписанных окружностей либо построени
ем расчетных изосолидусов. Для равностенных отливок как например плит или
венцов, протяженность термического узла в центральной зоне равна протяжен
ности всей отливки.
Руководящим принципом в выборе расположения прибыли является со
здание наилучших условий направленного к прибыли затвердевания отливки.
Наряду с этим необходимо руководствоваться и следующими положениями:
1. Следует избегать установки прибылей на необработанных поверхно
стях, отливок.
2. Когда термический узел имеет большую протяженность, то предпо
чтительно вместо одной массивной прибыли ставить две меньших
размеров, чтобы не замедлять чрезмерного охлаждения прилегающих
к прибыли зоны отливки.
3. Верхние прибыли, т.е . располагающиеся непосредственно над питае
мым узлом, работают более эффективно, чем боковые.
4. При одновременной заливке нескольких отливок в одной форме раци
онально устанавливать групповые боковые прибыли, питающие одно
временно несколько узлов рядом расположенных отливок.
5. При установке прибылей на термические узлы, располагающиеся
на разных уровнях отливки, необходимо выдерживать баланс давлений
жидкого металла в затвердевающей отливке, с тем чтобы предотвра
тить перекачивание металла из одной прибыли в другую. С этой целью
необходимо принять меры (установить холодильники) для быстрого
обособления области питания каждой прибыли.
6. Желательно, чтобы расположение прибыли позволяло подводить ме
талл под прибыль либо непосредственно через её полость.
7. Расположение прибыли должно обеспечивать наиболее легкое отделе
ние ее от отливки. После отделение места установки прибыли выбира
ют её геометрическую форму. Наиболее эффективными являются ша
ровые прибыли, затем цилиндрические и в форме призмы.
При определении размера сечения прибыли исходным моментом является
выполнение соотношения
Rn>Rо,
(4.1)
где
Rn
приведенная толщина прибыли;
Rq
приведенная толщина питаемого узла отливки.
126
Глава 4. Производство стальных отливок
Для обеспечения нормального питания отливки, затвердевающей в оди
наковых с прибылью условиях, необходимо принять отношение
—
= 1,1. ..1,2.
(4.2)
ДО
В случае установки боковых прибылей соотношение между приведенны
ми толщинами питаемого узла Rо, перешейка, соединяющего прибыль с от
ливкой
, и прибыли Rn рекомендуется выдерживать следующими:
R
0:R
c
:R
n=
1:1,1:1,2
•
(4
3
)
Высоту прибыли H рассчитывают по формуле
m•R
H=
,
0
,
(4.4)
где
m = 2 для открытой прибыли;
т=1 для закрытой;
а = 0,035 для отливок из углеродистой стали;
а = 0,75 коэффициент запаса
Приведенную толщину R § необходимо рассчитывать как отношение объ
ема питаемого узла VQ К его поверхности S Q. При этом в объем VQ включают
все стенки, сопряженные с термическим узлом, на расстоянии, равном не менее
удвоенной толщины соответствующей стенки или ребра металла и образования
в нем новых структурных составляющих.
Большой износостойкостью отличается заэвтектоидная графитизированная
сталь, содержащая 1,51 ,8 % углерода, сочетающая свойства стали и чугуна.
Имеют место определенные особенности конструкции и технологии изго
товления форм для стальных отливок. Повышенные требования предъявляются
к формовочным и стержневым смесям. Они должны обладать большой проти
вопригарностью, газопроницаемостью, иметь высокую податливость, обеспе
чивая компенсацию линейной усадки.
Поверхности сухих форм и стержней покрываются огнеупорными крас
ками на базе пылевидного кварца (маршалита) и циркониевого песка.
Обычно на верхних и массивных частях отливок устанавливаются при
были резервуары жидкой стали, питающей отливки при их затвердевании.
При этом размеры и расположение прибылей должны быть таковы, чтобы сталь
в прибылях затвердевала после ее затвердевания в утолщенных частях отливки,
в прибылях должны образовываться усадочные раковины.
127
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Конструкции прибылей стальных отливок приведены на рис. 4.4 .
Прибыль открытая (рис. 4 .4, а) малоэкономична, поэтому в серийном произ
водстве применяется редко. Наибольшее применение получили экономичные
сферические прибыли с атмосферным давлением (рис. 4 .4, б), а также прибыли
с газовым давлением, в которых повышенное давление создается за счет разложе
ния газотворного вещества (обычно мела), находящегося в патроне (рис. 4 .4, в)
или прибыли, в которую подается сжатый воздух (рис. 4 .4, г). Для облегчения
удаления прибыли 1 (рис. 4 .4, д) применяется диафрагма 2 пластина из огне
упорного материала. Для удаления прибыли достаточно легкого удара по ней. Для
местного охлаждения массивной части отливки иногда со стороны нижней по
верхности отливки устанавливается металлический холодильник 3 (рис. 4 .4, е, ж),
что способствует некоторому смещению усадочной раковины в прибыли вверх.
сжатый
д
е
жз
Рис. 4 .4. Конструкции прибылей (AB линия обрезки прибылей)
Хорошо зарекомендовали себя прибыли с теплоизолирующими и экзо
термическими оболочками (рис. 4 .4, з). Существуют способы, позволяющие не
расходовать жидкую сталь на прибыль, а заливать только рабочую полость
формы, которая предварительно заполняется нужным количеством качествен
ного мелкого стального лома с зарядом экзотермической смеси.
При начальном вступлении жидкой стали в прибыль заливка формы пре
кращается, а за счет тепла экзотермической смеси стальной лом расплавляется
и осуществляется питание отливки этой сталью.
128
Глава 4. Производство стальных отливок
Литниковая система должна обеспечивать спокойное заполнение формы,
направленное затвердевание сплава снизу вверх и не препятствовать его усадке.
4.4 . Особенности технологии формовки
При разработке технологии литейной формы необходимо соблюдать из
ложенные ранее особенности проектирования литейной формы для стальных
отливок. Припуски на механическую обработку стальных отливок назначают
по ГОСТ P 534642009. Их назначают больше по сравнению с отливками из чу
гуна и цветных сплавов изза повышенной усадки стали и пригара формовоч
ной смеси к отливкам. Вследствие высокой температуры стали формы изготов
ляют из более огнеупорных формовочных и стержневых материалов. Кроме то
го, следует учитывать, что при соприкосновении жидкой стали с формовочной
смесью окислы железа и марганца, соединяясь с кварцевым песком, ошлаковы
вают поверхность формы.
Сырые формы для отливок с малой шероховатостью поверхности изго
товляют из бентонитовых формовочных смесей. Бентонитовая смесь по сравне
нию с жидкостекольной обладает хорошей пластичностью, лучшей формуемо
стью и огнеупорностью, но требует значительного уплотнения и хорошей вен
тиляции формы.
Бентонитовые смеси дают хорошие результаты при содержании До 3,5 %
влаги и при заливке в сырые формы отливок массой до 3000 кг. С увеличением
содержания влаги уменьшается прочность смеси и на отливках появляются
«рванины» следствие обгара формы.
Формы для стальных отливок, в отличие от форм для чугунных и цветных
отливок, должны иметь большую плотность смеси для предохранения поверх
ности формы от размыва струей жидкой стали. Особенно сильно размываются
литниковая воронка и литниковые каналы. Для выноса из формы смытых ча
стиц формовочной смеси применяют открытые прибыли, увеличивают припуск
на механическую обработку в верхней части отливки, а крупногабаритные
формы при заливке иногда располагают с наклоном.
Переувлажнение формовочной смеси и содержание в ней значительного
количества газотворных веществ способствует образованию газовых раковин
на поверхности отливки. Заниженная же влажность формовочной смеси (ниже
3,5 %) препятствует хорошему уплотнению формы. При формовке посырому
количество влаги не должно превышать 3,54,5 %, а при формовке посухому
4,55,5 %. Содержание в формовочной смеси углекислых солей и мела недопу
стимо, так как при высокой температуре они разлагаются и выделяют углекис
лый газ, приводящий к образованию раковин в отливках.
129
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Чтобы предупредить образование трещин, возникающих вследствие не
равномерной усадки, формы изготовляют из податливых формовочных матери
алов, не препятствующих нормальной усадке. Для увеличения податливости
в смесь вводят 1530 % древесной или торфяной муки, которая во время сушки
выгорает и образует пустоты, облегчающие усадку. В стержни для этой цели
вводят патоку, декстрин и другие выгорающие добавки.
Готовые формы сразу после сборки следует быстро заполнять сталью, так
как от длительной выдержки перед заливкой формы выветриваются, осыпаются
или сыреют.
Чтобы предупредить образование усадочной пористости, в подприбыльной
части отливки ставят наружные или внутренние холодильники или применяют
«утепленные» прибыли, при этом вводят термитную смесь в места формы, выпол
няющие прибыли.
Холодильники ускоряют процесс охлаждения утолщенных мест отливок
и уменьшают напряжения, усадочные раковины и предотвращают возникнове
ние горячих трещин. Холодильники могут быть изготовлены из прутков прока
та и могут быть литыми.
Поверхность внутреннего холодильника должна быть чистой и свободной
от ржавчины и окислов. Внутренние холодильники должны свариваться с ме
таллом отливки.
Наружные холодильники от приваривания их к отливке покрывают раз
личными красками, например суриком или формовочной краской. Холодиль
ники 1 перед установкой в форму (рис. 4 .5) должны быть тщательно очищены
от грязи, масла и окалины.
В тех случаях, когда используют внутренние холодильники, которые не
свариваются с металлом отливки, применяют стальные прутки, последние при
механической обработке высверливают из отливки.
1а
1б
Рис.4 .5 . Установкав форме холодильников:
а наружного;
б
внутреннего
130
Глава 4. Производство стальных отливок
4.5 . Термообработка стальных отливок
Для снятия внутренних напряжений, получения мелкозернистой структу
ры и улучшения механических свойств отливки подвергаются отжигу или нор
мализации.
Нормализация применяется для получения необходимой прочности отли
вок вследствие значительного измельчения их структуры. Нормализация это
нагрев отливок до температуры 850950 °С, выдержка при этой температуре
и охлаждение на спокойном воздухе. Прочность и вязкость такой структуры
отливки, состоящей из мелких зерен феррита и перлита, становится значитель
но выше, чем при обыкновенном отжиге. Комбинированный отжиг применяют
для снижения твердости отливки, подвергаемой термической обработке. В от
личие от нормализации он заключается в следующем. По окончании выдержки
при температуре 850950 0C отливки охлаждают на воздухе только до потем
нения (примерно до 550 °С), после чего отливки помещают обратно в печь, где
нагревают до температуры 650
0
C и после двухчасовой выдержки охлаждают
либо в печи, либо на воздухе. Отливки сложной конфигурации и значительных
размеров подвергают медленному охлаждению вместе с печью до 300350 °С,
после чего их можно охлаждать на воздухе. Отливки небольших размеров
и простой конфигурации охлаждают на воздухе.
Закалка углеродистых и легированных конструкционных сталей значитель
но повышает их механические свойства: прочность, вязкость и физическую одно
родность. Перед закалкой отливки должны пройти отжиг или нормализацию.
Закалка заключается в нагреве отливок до 800860 °С, непродолжительной
выдержке и охлаждении в зависимости от конфигурации отливок в воде или
масле. Для предотвращения образования закалочных трещин рекомендуется от
ливки вынимать из закалочной среды горячими (примерно при 150200 °С)
и немедленно загружать в печь для отпуска.
Отпуск стальных отливок производится обычно при температуре 550600 °С,
для снятия внутренних напряжений и изменения структуры. Отпуск приводит
к улучшению механических свойств, устранению хрупкости, повышению прочно
сти и увеличению пластичности.
4.6. Плавка и заливка стали
В литейных цехах для плавки стали применяют мартеновские печи, дуго
вые и индукционные электропечи, малые бессемеровские конверторы.
Плавку стали в мартеновских печах применяют преимущественно для
крупных стальных отливок. Мартеновский способ выплавки стали обладает
131
Вальтер А. П ., Протопопов А. А. Основы литейного производства
следующими преимуществами: возможностью использования большого количе
ства стального лома и передела в жидкую сталь исходных материалов разнооб
разного химического состава; высоким качеством и возможностью выплавки ста
лей многих марок; относительно небольшой стоимостью передела. Емкость мар
теновских печей в цехах фасонного литья машиностроительных заводов 5100 т.
По конструкции современные мартеновские печи подразделяют на непо
движные, стационарные и качающиеся. Большинство мартеновских печей ста
ционарного типа. Преимущество качающихся печей это слив стали в ковш
несколько приемов, порциями, а также слив шлака по ходу плавки через порог
загрузочного окна. Недостаток таких печей сложность конструкции печи.
Процесс выплавки стали в мартеновских печах. В зависимости от фу
теровки ванны основной (магнезитовой) или кислой (динасовой) процесс
выплавки стали может быть основным или кислым. В настоящее время почти
вся сталь выплавляется в печах с основной футеровкой. Это объясняется тем,
что в основном мартеновском процессе можно переплавлять шихту с более вы
соким содержанием фосфора и серы, чем в готовой стали. Мартеновским про
цессом можно выплавлять углеродистые, низко и среднеуглеродистые стали,
используемые для производства фасонных отливок.
Кислый мартеновский процесс благодаря некоторым особенностям обес
печивает получение плотной структуры стали, поэтому он незаменим при вы
плавке высококачественных сталей.
Наибольшее распространение для производства фасонных отливок полу
чил скраппроцесс с использованием твердого передельного чугуна.
Плавка стали в дуговых печах
Главными особенностями электродуговой плавки являются следующие:
возможность получения в плавильном пространстве печи восстановительной
атмосферы; более горячий шлак, разогреваемый дугами, позволяет получать
жидкие, высокоактивные шлаки с содержанием FeO, в 10 раз меньшим, чем
в мартеновском процессе; отсутствие в атмосфере печи кислорода и, как след
ствие, ведение окислительных процессов только за счет железной руды или
вдуваемого в ванну кислорода, меньший угар элементов.
Однако в зоне горения дуги больше вероятность образования активного
азота, который может растворяться в жидкой стали. Поэтому сталь электроду
говой плавки содержит больше азота, чем мартеновская.
Восстановительная атмосфера в печи, наличие основного шлака и более
высокие температуры перегрева стали способствуют понижению содержания
серы в стали.
Плавку в дуговых печах применяют при изготовлении мелких и средних
стальных отливок. Емкость садки печей в цехах фасонного стального литья
132
Глава 4. Производство стальных отливок
колеблется от 0,5 до 10 т, а на заводах тяжелого машиностроения до 30 т. Вы
бор процесса плавки зависит от сорта стали и требуемой чистоты ее по сере
и фосфору.
Печи с основной футеровкой применяют при изготовлении отливок от
ветственного назначения из высокопрочной конструкционной легированной
или жаропрочной стали. В них можно получить сталь с низким содержанием
серы и фосфора. Плавку стали в печах с кислой футеровкой производят только
на чистых по содержанию серы и фосфора шихтовых материалах.
Наиболее простым и удобным в обслуживании сталеплавильным агрега
том является кислая дуговая электропечь. При кислом процессе электроплавки
достигается большая стойкость футеровки, снижается ее стоимость, уменьша
ются расход электроэнергии и продолжительность плавки, сталь лучше раскис
ляется. Поэтому кислый процесс электродуговой плавки в литейных цехах
применяют чаще основного.
Плавка стали в индукционных печах
Особенностями процесса плавки в тигельных индукционных печах являют
ся следующие: возможность плавки в любой атмосфере, состав которой можно
контролировать; отсутствие электрической дуги или иного теплоносителя, спо
собного науглероживать металл или насыщать его газами; непрерывное переме
шивание ванны жидкого металла, что выравнивает химический состав, облегчает
дегазацию и всплывание неметаллических включений; малая интенсивность взаи
модействия шлаков с ванной металла, в результате ограниченные возможности
управления процессом плавки с помощью регулирования состава шлаков; высо
кие температуры, легкость регулирования температурного режима плавки.
Эти особенности наиболее полно можно использовать при плавке легиро
ванных специальных сортов стали для отливок ответственного назначения. По
этому индукционная тигельная плавка находит широкое применение именно
в этой области.
Индукционные печи могут иметь основную и кислую футеровку. Печи с
основной футеровкой используют для плавки высоколегированных сталей с по
вышенным содержанием марганца, титана, алюминия.
В индукционных тигельных печах процесс плавки протекает в условиях
недостатка кислорода, окислительные процессы плавки затруднены, поэтому
при выборе шихты исходят из того, что плавка будет сводиться к переплаву
шихты.
Шихтовые материалы в печь загружают так, чтобы пространство между
кусками было минимальным. Крупные куски укладывают ближе к стенкам тиг
ля, а мелкие в среднюю часть. Наиболее тугоплавкие составляющие шихты
укладывают в нижнюю часть тигля.
133
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Во время плавки шихту периодически осаживают, повышая плотность
укладки нерасплавившихся кусков. После расплавления шихты наводят шлак.
Шлак защищает металл от окисления, снижает угар элементов. При кислом
процессе шлак наводят из смеси шамота и стекла, а при основном из 70 %
обожженной извести, 20 % плавикового шпата и 10 % магнезитового порошка.
Легирующие элементы (ферромолибден, никель, медь) вводят в печь одновре
менно с шихтой. Другие легирующие добавки вводят в такой последовательно
сти: феррохром, ферросилиций, ферротитан. Раскисление стали проводят в пе
чи ферромарганцем и ферросилицием, а в ковше алюминием (200 г на 1 т ста
ли). В индукционных печах с основной футеровкой можно вести плавку с окис
лением углерода удалением фосфора и серы. Этот процесс чаще применяют
при плавке специальных сталей.
Малые бессемеровские конверторы применяют для плавки стали для
фасонных отливок в цехах машиностроительных заводов. Это объясняется вы
сокой экономичностью и простотой процесса, получить сталь высокого каче
ства и с более высокой температурой, чем в большом бессемеровском конвер
торе, применяемом в металлургическом производстве.
Конвертор представляет собой грушеобразный стальной, футерованный
динасовым кирпичом сосуд с боковыми отверстиями фурмами (диаметр 30¬
45 мм). Конверторы с боковым дутьем строят емкостью 5003000 кг.
Процесс плавки в малом бессемеровском конверторе происходит сле
дующим образом. Выплавленный в вагранке чугун, содержащий 3,23,5 % С;
1,61,8 % Si; 0,60,8 %Mn; до 0,050,07 % S, заливают в подогретый конвертор.
В залитый чугуном конвертор вдувается воздух под давлением 0,245 МПа или
кислород; конвертор устанавливают в вертикальное положение так, чтобы
фурма оказалась над поверхностью металла.
Процесс плавки условно можно разделить на три периода.
В первом периоде при продувке окисляется в основном железо, а затем
начинают выгорать сначала кремний и марганец за счет кислорода закиси же
леза, растворенной в металле.
Во втором периоде плавки, когда температура металла в ванне конверто
ра поднимается за счет теплоты горения кремния и марганца до 1450 °С, начи
нает выгорать углерод. В результате металл обезуглероживается.
В третьем периоде догорают примеси, которые не успели выгореть в пер
вом периоде, т.е . кремний и марганец. Когда выгорят все примеси, появляется
бурый дым, указывающий на конец плавки. Раскисление стали производят
обычным способом. Конвертор наклоняют и останавливают дутье. Весь про
цесс в малом бессемеровском конверторе длится 1820 мин.
134
Глава 4. Производство стальных отливок
Недостаток конверторного способа при кислом процессе сера и фосфор
не удаляются, поэтому необходимо применять низкофосфористые чугуны. Этот
недостаток можно устранить продувкой чугуна кислородом, который понижает
содержание закиси железа в шлаке, или переходом на основную футеровку.
Контрольные вопросы
1. Какие стали используются для литейного производства?
2. Какова стойкость кокиля при стальном литье?
3. Что такое линейная и объемная усадка сплава?
4. Чем объясняется снижение применения стального литья в машиностро
ении?
5. Как производится плавка тугоплавких металлов?
6. Основные виды дефектов стальных отливок.
7. Какой химический элемент окисляется при производстве стали в пер
вую очередь?
8. В виде какого соединения удаляется сера из стали при ее выплавке?
9. Что затрудняет получение стальных отливок с плотной структурой?
10. Обозначают ли на чертеже стальной отливки отверстия, которые в даль
нейшем будут изготовляться механической обработкой?
11. Какие пески по зернистости применяют для формовочных смесей при
стальном литье?
12. Назовите изменения в конструкции наружного кристаллизатора, позво
лившие исключить вредное влияние газового зазора на процесс кри
сталлизации стальных полых трубных заготовок.
13. Какое влияние оказывает активность к ликвации стального сплава на
особенности технологии изготовления из него отливок?
14. На каких машинах получают отливки литьем под давлением из стали?
15. Какое оборудование используется для получения стали в литейных це
хах?
16. Назовите виды прибылей при стальном литье.
17. Типовой состав облицовочной смеси при стальном литье.
18. Типы дефектов газоусадочной пористости.
19. Что такое экзотермическая прибыль?
20. Какие смеси используюся для крупного стального литья?
135
ГЛАВА 5. ПРОИЗВОДСТВО ОТЛИВОК
ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ
Из сплавов цветных металлов получают отливки различной конфигура
ции и массой от десятых долей грамма до десятков тонн (массы гребных винтов
из медных сплавов достигает ЗОти более).
Литейные свойства большинства промышленных цветных сплавов позво
ляют изготавливать из них отливки в песчаных формах специальными видами
литья: в кокилях, под давлением и др. Это позволяет производить отливки вы
сокой точности и чистотой поверхности с минимально возможными припуска
ми на обработку.
В машиностроении наиболее широко применяют сплавы на основе меди
(медные сплавы), алюминия (алюминиевые), магния (магниевые) и др.
При разработке технологических процессов изготовления из них отливок
необходимо знать и помнить, что эти сплавы значительно дороже чугунов
и сталей. Эти экономические параметры наложены на них технологиями их
первичного производства.
5.1. Отливки из медных сплавов
Отливки из медных сплавов применяются во многих отраслях промыш
ленности для изготовления арматуры, втулок, подшипников скольжения, греб
ных винтов и др.
Медь дефицитный и дорогостоящий металл. Чистую медь редко приме
няют для отливок изза низких литейных и механических свойств. Чаще ис
пользуют сплавы на основе меди, которые подразделяются на бронзы и латуни.
Медные сплавы имеют достаточную прочность, высокие антифрикцион
ные свойства, хорошо противостоят коррозии в морской воде, паре и других
агрессивных средах, сохраняют пластичность при низкой температуре. Они не
магнитны, легко обрабатываются резанием и полируются.
Бронзы подразделяются на две основные группы: оловянистые (основным
легирующим элементом является олово) и безоловянистые (основная добавка
алюминий, железо, марганец, никель и др.) .
Основное преимущество бронз состоит в том, что они имеют высокую
стойкость против воздействия на них атмосферы и агрессивных сред, а также
низкий коэффициент трения. Именно поэтому бронзовые детали хорошо рабо
тают в условиях коррозии и трения. Хорошая жидкотекучесть оловянистых
136
Глава 5. Производство отливок из сплавов цветных металлов
бронз позволяет литьем в песчаные формы получать сложные по конфигурации
отливки. Технологической особенностью этой группы сплавов является широкий
интервал кристаллизации (150200 °С), что затрудняет технологию получения
плотных отливок. Бронзы с высоким содержанием олова (Бр010Ф1, Бр010Ц2)
применяют для отливок ответственного назначения, они дороги и дефинитны.
Для обычных отливок применяют малооловянистые и безоловянистые бронзы.
Безоловянистые бронзы по механическим, антифрикционным и антикор
розионным свойствам превосходят оловянистые. Большинство безоловянистых
бронз являются сплавами меди с алюминием и некоторыми другими элементами.
Такими элементами являются: железо, способствующее размельчению
структуры, повышению прочности и твердости сплава, марганец, кроме проч
ности повышающий антикоррозионные свойства сплава, никель, улучшающий
антифрикционные, антикоррозионные и механические свойства, а для лучшей
обрабатываемости резанием вводят в сплав 11,5 % свинца.
Безоловянистые алюминиевые бронзы имеют малый интервал кристалли
зации, что обуславливает высокую жидкотекучесть, герметичность отливок, т.к .
в них отсутствует рассредоточенная усадочная пористость, образуются концен
трированные усадочные пустоты, которые могут быть устранены установкой
прибылей и холодильников. Усадка этих бронз достигает 2,5 %. При плавке они
склонны к загрязнению окислами Al2O3,
которые, попадая в отливку, снижают
ее герметичность.
В литейном производстве применяются сложнолегированные латуни,
двойные используются редко.
Легируются латуни кремнием, алюминием, железом, марганцем. В крем
нистых латунях примеси алюминия понижают жидкотекучесть, но повышают
способность к поглощению водорода и образованию в отливках газовой пори
стости. В то же время такие латуни имеют хорошую коррозионную стойкость
в морской воде и широко применяются в судостроении. Марганцовистые лату
ни используются в производстве жаростойких и коррозионностойких отливок.
Свинцовистые латуни используются как антифрикционный материал.
В производстве отливок в песчаных формах следует учитывать их специ
фические особенности. Формовочные смеси должны быть небольшой влажно
сти, малой газотворной способности и высокой газопроницаемости. В облицо
вочной смеси следует применять мелкозернистые формовочные пески, а при
освежении смеси давать не менее 40 % свежих песков.
Недостатком технологии изготовления отливок из сплавов меди является
широкий интервал кристаллизации сплавов. Это особо касается оловянистых
сплавов меди. Частично эту задачу следует разрешать правильным размещени
ем холодильников.
137
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Конструкции литниковых систем для отливок из медных сплавов должны
удовлетворять следующим требованиям:
•
поступление расплава в полость формы и ее заполнение должно быть
спокойным;
•
перепады температур в разных точках отливок должны быть мини
мальны;
•
газам, образующимся в зоне контакта сплава с формой и близлежащих
зонах, необходимо обеспечить беспрепятственный отвод;
•
учитывая повышенную усадку медных сплавов, следует обеспечить
направленную кристаллизацию отливок (рис. 5.1), а если потребуется,
то и установку прибылей; для простых отливок из оловянистой брон
зы, например втулок, следует применять дождевую литниковую си
стему или подводить расплав сверху.
4
AA
5
Рис. 5 .1 . Литейная форма для отливки корпуса из медных сплавов:
1 нижняя полуформа;
2 верхняя
полуформа;
3 стержень; 4 открытая
прибыль; 5
прибыль;
6 холодильник;
7 закрытая
прибыль
При выплавке медных сплавов предпочтение следует отдавать индукци
онным (рис. 5.2) или дуговым электропечам с независимой дугой. Для защиты
от окисления плавку ведут под покровом древесного угля и флюсов на основе
фторидов, стекла и соды.
138
Глава 5. Производство отливок из сплавов цветных металлов
12
Рис. 5.2 . Устройство индукционной низкочастотной печи:
1 металлический
сердечник; 2 плавильный
канал;
3 первичная
обмотка; 4 огнеупорная
футеровка
4
3
Для раскисления используется фосфористая медь. Для размельчения зер
на сплавы модифицируют с помощью тугоплавких элементов (Ti, V, Zr,
W,M6),
вводимых в количестве 0,150,20 %.
5.2. Особенности литья из алюминиевых сплавов
Перспективным направлением машиностроения является увеличение вы
пуска отливок из алюминиевых сплавов. Они технологичны, обладают хоро
шими литейными свойствами, высокой прочностью, коррозионной стойкостью
и т.д . Из них можно изготавливать сложные и прочные литые заготовки для де
талей с хорошей обрабатываемостью на металлорежущих станках.
В зависимости от компонентов, добавляемых к алюминию, эти сплавы
подразделяются на пять групп. Основными компонентами являются: I группа
кремний, II группа кремний, медь, III группа медь, IV группа магний,
V группа сложнолегированные сплавы алюминия. Химический состав и ме
ханические свойства алюминиевых сплавов приведены в [10]. В литейном про
изводстве наибольшее применение нашли сплавы 1иП групп.
При плавке на воздухе алюминиевые сплавы окисляются и насыщаются
водородом. Из газов печной атмосферы для алюминиевых сплавов наиболее
опасны пары воды. Взаимодействие их с алюминием приводит к загрязнению
расплавов оксидными пленками и насыщению водородом:
2Al+3H2O >Al2O 3+6H
В целях предотвращения этого применяют ряд мер для удаления влаги:
сушат шихтовые материалы, прокаливают футеровку печей и разливочных
139
Вальтер А. И ., Протопопов А. А. Основы литейного производства
ковшей, сушат и переплавляют флюсы. Однако полностью предотвратить по
падание газов и паров трудно и расплав в определенной мере все равно загряз
няется оксидными включениями и водородом, что вынуждает делать очистку
расплава перед заливкой форм.
Отливки из алюминиевых сплавов изготовляют всеми известными спосо
бами литья. Однако 80 % отливок производят литьем в металлические формы
(в кокилях, литьем под давлением в прессформы, литьем под низким давлени
ем). Остальные 20 % отливок изготавливают литьем в формы одноразового ис
пользования (песчаные, оболочковые и др.) . При изготовлении отливок из алю
миниевомагниевых сплавов в состав формовочных смесей вводят присадку
BM (на основе технической мочевины) или борную кислоту, предохраняющие
расплавы от возгорания в форме.
Для алюминиевых сплавов обычно применяют незаполненные литнико
вые системы, где наименьшее сечение имеет стояк в нижнем своем сечении.
Эти системы обеспечивают более спокойное заполнение форм, а это очень важ
но при заливке легко окисляющихся сплавов IV группы. Задержание оксидных
плен осуществляется применением фильтровальных сеток, размещаемых под
стояком. Широко применяются литниковые системы с нижним подводом рас
плава в форму и вертикально щелевые с подводом расплава через щель в бо
ковые стенки отливки (рис.5 .3). Часто применяют фильтровальные сетки.
Наименьшее сечение литниковой системы для алюминиевых отливок
можно подсчитать по классической формуле:
T.F
•
=^ —,
(5.1)
mm
р.t
.у
где
V=^yjlgH •
t=S
3
TSG.
При расчете времени заливки коэффициент S принимают в зависимости
от толщины стенки S(табл.
5.1).
Часто площадь сечения стыка как минимальную для алюминиевого литья
определяют по номограммам.
Таблица 5.1
Значения коэффициента S
8, мм
Доб
710
1115
1620
21^0
4160
Св. 60
S
1,8
2,0
2,2
2,4
2,6
3,0
3,0
140
Глава 5. Производство отливок из сплавов цветных металлов
Практика показала, что получение качественных отливок обеспечивается
при скорости заполнения не более 150 см/с, поэтому для алюминиевых сплавов
применяют расширяющуюся литниковую систему с соотношениями:
F
r,•
F
„in • Fmm
= 1:2:3 или 1:2:4 или 1:3:6.
(5.2)
см
шя
пит
v
'
При расплавлении алюминиевые сплавы легко окисляются, растворяют
газы и вредные примеси. Сплав может загрязняться оксидом алюминия, кото
рый не растворим в алюминии, и удаляется только способом рафинирования.
Алюминиевые сплавы интенсивно растворяют газы и главным образом водо
род, что приводит в итоге к образованию в отливках газовых раковин и пори
стости. Поэтому для плавки алюминиевых сплавов важно выбрать плавильный
агрегат и шихтовые матрицы.
а
б
Рис. 5.3 . Литниковые системы:
а вертикальнощелевая
литниковая
система; б зигзагообразный
стояк
Плавку проводят в печах различных конструкций. Это тигельные печи
с газовым и электрическим нагревом в цехах мелкосерийного производства;
в цехах массового производства газовые или электрические отражательные
печи сопротивления или индукционные печи емкостью ванны до 5,0 м
3
.
Тигли
изготавливают из чугуна, внутри окрашивают огнеупорной краской или футе
руют. Для стационарных печей части применяют графитовые тигли вместимо
стью 150300 кг.
Рекомендуется в литейном производстве плавку вести, используя в шахте
чушки сплава, а при отсутствии его с применением соответствующих лигатур.
Шахта должна быть чистой и сухой. Перед загрузкой в печь компонента шахты
доводить до температуры 100150
°С. Перед загрузкой тигель нагревают
до 600700 °С, после чего ведут загрузку.
141
Вальтер А. П., Протопопов А. А. Основы литейного производства
В процессе плавки сплав подвергается рафинированию гексахлорэтаном
C2CL6,
флюсами, может вакуумироваться и подвергаться модифицированию.
Наилучшие результаты достигаются при модифицировании универсальными
флюсами, обеспечивающими одновременно и рафинирование сплава.
Для получения плотного литья применяют кристаллизацию под давлени
ем. Для этого форму заливают металлом в автоклаве, сразу закрывают люк ав
токлава и внутри создают воздушное давление до 0,50,6 МПа. Кристаллизация
сплава происходит под давлением, что обеспечивает удержание газов в твердом
растворе в форме микроскопических пузырьков или в растворе и улучшает
процесс питания отливки. После затвердевания расплава форму из автоклава
удаляют, а в него помещают очередную форму под заливку.
5.3 . Отливки из магниевых сплавов
Сплавы магния являются хорошим конструкционным материалом. Плот
ность магниевых сплавов 1,751,90 г/см
3
, температура плавления 650 °С. Маг
ний в 4,5 раза легче железа и в 1,6 раза легче алюминия. По удельной прочно
сти сплавы магния превосходят многие конструкционные стали, чугуны и алю
миниевые сплавы. Они обладают способностью к поглощению вибрации, что
очень важно в авиации и транспорте.
Для изготовления фасонных отливок используются три группы магние
вых сплавов: сплавы магния с алюминием и цинком; славы магния с цинком
и цирконием; сплавы магния, легированные РЗМ.
Сплавы 1 й группы обладают высокими механическими свойствами и ис
пользуются в производстве высоконагруженных отливок, работающих в атмо
сфере с высокой влажностью. Сплавы этой группы относятся к числу высоко
прочных. Основным упрочнителем в них является алюминий, растворимость
которого в магнии при эвтектической температуре составляет 17,4 %, а при
нормальной 2,82 %. Цинк тоже упрочняет магний, но менее эффективно.
Сплавы 2й группы характеризуются также повышенными механическими
свойствами и хорошей обрабатываемостью резанием. Эти сплавы обладают удо
влетворительными литейными свойствами. Легирование их лантаном улучшает
их, повышает жаропрочность, но несколько снижает прочность и пластичность
при нормальной температуре, цирконий способствует измельчению зерен спла
ва. Отливки из сплавов 2й группы можно эксплуатировать при 200250
0
Cивы
соких нагрузках.
Сплавы 3й группы обладают высокой жаропрочностью и хорошей кор
розионной стойкостью. Они могут длительное время работать при 250350
0
C
и кратковременно при 400 °С. Эти сплавы имеют хорошие литейные свойства,
142
Глава 5. Производство отливок из сплавов цветных металлов
малую склонность к образованию микрорыхлот и усадочных трещин, высокие
однородные механические свойства в сечениях различной толщины.
Для изготовления отливок чаще используют сплавы 1й группы. Лучши
ми литейными свойствами обладают сплавы МЛ5 и МЛ6, отливки из которых
изготавливают в разовых песчаных формах, кокилях и литьем под давлением.
Сплавы магния имеют способность к окислению и даже воспламенению
при их выплавке и заливке в форму. Связано это с тем, что магний вступает
в реакцию с влагой формы и кислородом воздуха в порах формы, а в наиболее
разогретых локальных объемах формы с кремнеземом. Изза этого возможны
реакции с выделением большого количества тепла и возгорание сплава:
Mg+H2O >MgO+H2+324
Дж;
(5.3)
2Mg+O2>2MgO+l206
Дж.
Для предотвращения этого в состав формовочной смеси следует вводить
защитные присадки в виде фтористых солей аммония или фторборкислого ам
мония NH4BF4.
Можно вводить смесь, состоящую из борной кислоты HBO3,
технической мочевины CO(NH2)3
и сернокислого алюминия Al2(SO4)3.
Доза та
кой смеси 48 % от массы формовочной смеси. Компоненты присадок, соеди
няясь с магнием или продуктами его окисления, образуют на поверхности ме
таллического расплава защитные пленки MgOB2O3Al2O3
и др. Этому же спо
собствуют и образующиеся из присадок инертные газы, препятствуя контакту
сплава с парами воды и газа формы.
В производстве отливок из магниевых сплавов следует применять расши
ряющуюся литниковую систему при соотношении площадей сечений ее эле
ментов:
!•(23).(46) F
cT.*
F
nHT. хода^^литн*
(54)
Рекомендуется к широкому применению в магниевом литье способ, кри
сталлизации отливки в форме, помещаемой в автоклав, разработанный А. А . Боч
варом и А. Г . Спасским [19].
Плавку магниевых сплавов приводят в тигельных печах, работающих
на газе, в электрических печах сопротивления (рис. 5 .4, а) и индукционных пе
чах промышленной частоты (рис. 5 .4, б).
В качестве шихты используются чистый магний в чушках, алюминий
в чушках, кремний кристаллический или в чушках, цинк в чушках, отходы соб
ственного производства, предварительные сплавы и лигатуры:
•
алюминиевобериллиевые (9597% Al, 35 % Be);
•
магниевомарганцевые (9698%Mg> 24 %Mn);
•
алюминиевомарганцевые (8892 %Al, 8 12 %Mn) и др.
143
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Температура плавления лигатур 700800 °С. Для защиты зеркала распла
ва от окисления применяют флюсы, делящиеся на покровные (защитные) и ра
финирующие. Наиболее распространенными флюсами являются ВИ2 и ВИЗ,
состоящие из хлористых и фтористых солей MgCl2,
KCl, CaCl2,
NaCl, CaF2 ,
BaCl2 и др. Химический состав магниевых сплавов приведен в табл. 5 .2.
а
б
Рис. 5.4 . Устройства электрической печи сопротивления (а) и индукционной
промышленной частоты (б) для плавки магниевых сплавов:
1 кожух; 2 огнеупорная
кладка; 3
нагреватель;
4 труба для аварийного
выпуска металла; 5
тигель;
6 крышка; 7 поворотный
механизм;
8 индуктор; 9 магнитопровод;
10 тепловая
изоляция
Таблица 5.2
Химический состав, %, магниевых литейных сплавов
по ГОСТ 285679
Группа
сплава
Марка
сплава
Al
Mn
Zn
Zr
Другие
элементы
1
млз
2,53 ,5
0,15 0,5
0,5 1 ,5
1
МЛ4
57
0,15 0,5
23 ,5
1
МЛ5
7,59
0,15 0,5
0,20 ,8
1
МЛ6
910 ,2
0,1 0 ,5
0,6 1 ,2
144
Глава 5. Производство отливок из сплавов цветных металлов
Окончание таблицы 5.2
Группа
сплава
Марка
сплава
Al
Mn
Zn
Zr
Другие
элементы
2
МЛ8
5,5 6 ,6
0,7 1,1
208 Cd
2
МЛ12
45
0,6 1 ,1
3
МЛ9
0,41,0
0,208 In
1,9 2,6 Nd
3
МЛ19
0,10,6
0,41,0
1,42,2 Y
1,6 2,3 Nd
Для модифицирования магниевых сплавов применяется магнезит или
мел, а для легирования металлический кальций, способствующий повышению
плотности отливки.
Отливки из магниевых сплавов изготавливают литьем в песчаные формы
(рис. 5.5),в кокиль, литьем под давлением и др.
AfЧ
9
Рис. 5.5 . Литейная форма для отливки крышки из магниевого сплава:
1 нижняя полуформа;
2 верхняя полуформа;
3 стержень
стояка;
4 прибыль; 5 стержень; 6 коллектор; 7
питатели;
8 место установки
прибылей; 9 зумпф
Универсальным средством для тушения горящего магния является сухой
молотый флюс, который применяется при плавке. Запас его должен постоянно
145
Вальтер А. И ., Протопопов А. А. Основы литейного производства
находиться на рабочих местах и храниться в герметичной таре. Производствен
ное помещение должно иметь огнестойкие стены, металлические фермы и от
каждой плавильной печи должен быть запасной выход на случай пожара.
5.4 . Отливки из тугоплавких сплавов
Понятие «тугоплавкие» определяется их температурой плавления, а тем
пературной границы еще нет. В одних случаях такой температурой является
1600 °С, в других 1875 °С. Если за нижний предел принять температуру
1600 °С, то к тугоплавким можно отнести V, W, Hf, Jz, Lu, Mo, Hb, Os, Pt, Re, Rh,
Та, Te, Th, Ti, Tc, Cr, Zr.
По температуре плавления, перечисленные 18 металлов можно разделить
на три подгруппы:
•
подгруппа хрома (температура плавления 16002000 °С) Ti, V, Cr,
Zr, Rh, Lu, Pt, Th
•
подгруппа молибдена (температура плавления 25003000 °С) Mo,
Tc, Ta, Os;
•
подгруппа вольфрама (температура плавления выше 3000 °С) W, Re.
Тугоплавкие металлы имеют высокую химическую активность в расплав
ленном состоянии. Они активно взаимодействуют с кислородом, азотом, водо
родом и углеродом. Плавку этих металлов и их сплавов следует производить
в вакууме или в среде защитных газов. Для изготовления отливок наибольшее
распространение получили титановые сплавы. B промышленности используют
ся простые и сложные титановые сплавы (табл. 5 .3).
Таблица 5.3
Свойства некоторых литейных титановых сплавов
Сплав
Массовая доля элемента, %
Свойства
Сплав
Al
Mo
V
Другие
СТв,
МПа МПа
8,%
КСИ,
Дж/см
2
ВТ5Л 4,1 6,2
686
618
6
14
29,4
ВТ6Л 56 ,5
3,5 4 ,5
834
736
5
10
24,5
ВТЗЛ1 5,3 7
2,3
0,82,3 Cr,
0,150,4 5/,
0,20,7 F
932
814
4
8
24,5
ВТ9Л 5,67 2,8 3,8
0,82 Zr,
0,20,35 Si
932
814
4
8
19,6
ВТ14Л 4,3 6 ,3 2,5 3,8 0 ,91,0
833
785
5
12
24,5
ВТ20Л 5,57 ,5 0,52,0 0,81 ,8 1,52,5 Zr 932
837
8
20
24,5
146
Глава 5. Производство отливок из сплавов цветных металлов
Разнообразие структур и свойств сплавов объясняется полиморфизмом
титана, хорошей растворимостью в нем многих элементов, его способностью
вступать в химические соединения с другими элементами.
Основной способ изготовления отливок из титановых сплавов литье
в графитовые формы, литье в оболочковые формы, изготовляемые из нейтраль
ных оксидов магния, циркония или из графитового порошка, где в качестве свя
зующего используется фенолформальдегидные смолы. При изготовлении мел
ких сложных тонкостенных отливок применяют формы, изготавливаемые
по выплавляемым моделям.
В качестве материала для таких форм используют кремнезем, циркон, ди
оксид циркония, силиманид. Связующим при этом может использоваться этил
силикат, фосфорнокислый аммоний и нитрат циркония.
Для получения качественных отливок литниковопитающая
система
должна обеспечивать быстрое заполнение формы и надежное питание толстых
сечений.
Для плавки титановых сплавов применяют специальные вакуумные дуго
вые печи с расходуемым электродом, рис. 5 .6.
Рис. 5.6. Поворотная дуговая печь с расходуемым электродом
Перед плавкой в электродержателе 2 печи устанавливают электрод 3,
и перед сливным носком тигля 4 укрепляют литейную форму 7. После этого
кожух печи 5 герметизируют и вакуумируют. Через токопровод 1 на электрод
подают напряжение, и между ними и тиглем загорается электрическая дуга.
По мере наполнения тигля жидким металлом плавильную печь поворотным
147
Вальтер А. П ., Протопопов А. А. Основы литейного производства
механизмом 6 поворачивают на 90°. Титановый сплав при этом переливается
в литейную форму 7. После затвердевания отливки форму удаляют, и цикл по
вторяется.
Отливки из титановых сплавов применяют в судостроении (гребные вин
ты, насосы), турбиностроении (лопатки турбин, диски), авиации (диски и ло
патки компрессоров), в электронной, вакуумной технике и др.
Контрольные вопросы
1. Назовите наиболее применимые виды литья для сплавов из цветных
металлов?
2. Назовите группы алюминиевых сплавов применяемые при литье.
3. Какие кокили применяют для литья алюминиевых сплавов?
4. Назовите сплавы, на основе меди, применяемые при литье.
5. Какой основной вид брака при литье алюминиевых сплавов?
6. Какие важнейшие требования предъявляются к магниевым литейным
сплавам?
7. Какие технологические способы применяются для исправления дефек
тов отливки из титанового сплава?
8. Какие алюминиевые сплавы используются при литье под давлением?
9. Какие виды брака могут быть на отливках из сплавов цветных металлах
при центробежном литье?
10. Какой параметр позволяет использовать оловянистые бронзы в песча
ном литье?
148
ГЛАВА 6. СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
В настоящее время основная масса отливок (—78 %) производится в песча
ноглинистые формы. Остальная масса отливок производится так называемыми
специальными способами. К специальным способам литья относятся все техно
логические процессы производства отливок, позволяющие получать более точ
ные отливки с меньшей шероховатостью поверхности, чем при литье в разовые
песчаные формы. Эти способы позволяют приблизить конфигурацию и размеры
отливки к готовой детали и в ряде случаев получить литые детали, не требующие
никакой механической обработки. Сегодня насчитываются более пятидесяти
специальных способов литья.
Наибольшее применение в литейных цехах нашли такие способы, как ли
тье в металлические формы (кокили), литье под давлением, центробежное ли
тьё, по выплавляемой моделям, в оболочковые формы и ряд других.
Отливки специальными способами литья производятся, как правило,
на автоматизированных или автоматических литейных установках и линиях.
Поэтому область применения этих способов получения литых заготовок в ма
шиностроении и приборостроении расширяется, а технологические процессы
и оборудования совершенствуются.
Каждому специальному способу литья присуща своя рациональная об
ласть применения, своя номенклатура сплавов и отливок.
Поэтому при выборе технологического процесса для производства той или
иной отливки всегда стоит задача определения наилучшего способа литья примени
тельно к конкретной отливки с учетом её специфической особенности. Эта задача
может быть успешно решена только при хорошем знании сущности, преимуществ,
недостатков, области применения, технологических параметров каждого вида литья.
Некоторые усредненные параметры отливок, получаемых специальными
способами литья, приводятся в табл. 6.1 .
6.1. Литьё в кокиль
Кокильное литьё это процесс получения отливок путём свободной за
ливки металла в металлические формы кокили (от франц. coguille),
которые
могут быть использованы многократно.
Большая прочность металлических форм дает возможность получать в них
до десятков тысяч отливок. Изза повышенной охлаждающей способности
кокиля кристаллизация залитого в него металла происходит быстрее, что способ
ствует повышению плотности и металлических свойств сплавов.
149
нО
«
S§&
!
S
*о
s
I
I-J*чо
с
Ч
О
3
3
ч
с
о
Tt
I
о"
S
S7
Ј?Ј§В°
T
4
I
in
О
о"
CS ,г
О
ОО
о
I
Ч
Яо
тг
1)
CJ
Ч
О
5
7
CN
|/1
7
Tt
7CN
§§«
88»SЈ
Isg
IPвg2
Ј°P
Ј6g
gS
I
СП
I
Th
I
©"
«I
©"
©"
ON
©"
СП
ON
©"
S§|
§
«1§§5§1§
g^
1
SI
§IЈ§g|
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Кокильное литьё применяется для производства разнообразных по конфи
гурации и назначению отливок из цветных и чёрных сплавов практически во всех
отраслях промышленности. Изза неподатливости и коробления форм и по ряду
других причин кокильное литьё применяют преимущественно для производства
отливок сравнительно небольших габаритов (до 1000 мм) и массой до 100 кг.
Если к отливке не предъявляются повышенные требования по механиче
ским свойствам, структуре и плотности, то в кокилях производят многометро
вые и многотонные отливки, например, валки прокатных станов и др.
На рис. 6 .1 в качестве примера приведён вытяжной (неразъёмный) кок
иль 1 для отливки поршня двигателя высотой 420 мм. Подвод металла осуществ
ляется сифоном. Стояк 2 с воронкой и четыре питателя 5 выполняются в стержни
3. В целях облегчения изготовления и механической обработки внутренней
поверхности формы кокиль состоит из двух частей цилиндрической час
ти 1 с цапфами 4 и прикрепляемой к ней донной части 6. После подогрева формы
до 200250 °С, покрытия её слоем огнеупорной облицовки на основе кварцевой
муки, жидкого стекла и воды, нанесение слоя краски и воды, и установки стержня
3 форма готова к заливке металла.
234
Рис.6 .1 . Собранная металлическая форма для отливки
поршня двигателя
Основные элементы кокиля полуформы, плиты, вставки, стержни и т.д.
обычно изготавливаются из чугуна или стали, реже из меди и алюминия.
Выше рассмотрен кокиль простой конфигурации, но в практике исполь
зуют кокили различных весьма сложных конструкций.
Основные операции кокильного технологического процесса
Перед заливкой расплава рабочую полость и разъём очищают от следов
загрязнений, масла. Затем на поверхность рабочей полости и металлических
152
Глава 6. Специальныеспособылитья
стержней наносят слой огнеупорного покрытия облицовки и краски. Состав об
лицовок и красок зависит от заливочного сплава, а их толщина от требуемой
скорости охлаждения отливки: чем толще слой покрытия, тем медленнее охла
ждается отливка. Вместе с тем огнеупорное покрытие предохраняет поверх
ность форм от расплавления металлом отливки.
Облицовку приготавливают из наполнителя, связующего и специальных
добавок (активизаторов), назначение которых заключается в усилении сцепле
ния облицовки с кокилем.
B качестве наполнителя для облицовок, применяемых при литье стали,
используют пылевидный кварц (60 % по массе, 40 % сульфитноспиртовая бар
да, плотность 1,43 г/см
3
), окись циркония (до 92 % и вода 8 %), окись хрома, ас
бест и др. Для облицовок, применяемых при литье чугуна, используют пере
численные выше компоненты, а также молотый ферросилиций, графит, сажу,
тальк и др. При литье цветных сплавов используют окись цинка, мел, тальк,
графит, шамот, асбест и др. Связующими для большинства облицовок являются
жидкое стекло (27 %) и сульфатноспиртовая барда.
B качестве активизаторов используют: для шамотных и асбестовых
облицовок буру и борную кислоту, для облицовок на основе пылевидного
кварца кремнефтористый натрий, для тальковых облицовок борную кисло
ту, марганцевокислый калий и др. B качестве растворителя применяется вода.
Облицовка на поверхности кокиля наносят слоем от 0,1до1 мм и более.
Краски состоят из тех же компонентов, что и облицовки , но содержат
меньшее количество наполнителя. Наиболее часто краски используют в каче
стве огнеупорной облицовки кокиля для литья черных сплавов. Краски для чу
гунных и стальных отливок могут содержать сажу, молотый кокс, масло ма
шинное, связующие и другие материалы.
Перед нанесением огнеупорного покрытия кокиль нагревают газовыми
горелками до 150180
0
C Краски наносят на кокиль обычно в виде водной сус
пензии через пульверизатор.
После нанесения огнеупорного покрытия кокиль нагревают до рабочей
температуры. Обычно температура нагрева кокиля перед заливкой 200350
0
C
Затем в кокиль устанавливают песчаные или керамические стержни, если тако
вые необходимы, половины кокиля соединяют и скрепляют зажимами, а при
установке кокиля на кокильной машине с помощью её механизма заранее, по
сле чего расплав заливают в кокиль.
После охлаждения отливки до заданной температуры кокиль раскрывают,
извлекают стержень, а затем удаляют саму отливку из кокиля. Затем обрезают
литники, прибыли, выпоры, контролируют качество отливки, и цикл снова по
вторяется. Обычно огнеупорную краску наносят на поверхность кокиля 12 раза
153
Вальтер А. П ., Протопопов А. А. Основы литейного производства
в смену, изредка восстанавливая ее в местах, где она отслоилась от рабочей по
верхности.
Качество отливок, получаемых литьём в кокиль, по сравнению с литьём
в песчаных формах характеризуется:
а) повышенной точностью геометрических размеров (соответствуют
12...15 квалитетам);
б) снижением шероховатости поверхностей отливок (шероховатость со
ответствует Rz = 80.. .10 мкм);
в) уменьшением припусков на механическую обработку на 10.. .20%;
г) вЗ_5 раз более высокой интенсивностью теплообмена между отлив
кой и кокилем, в результате отливки получаются с более плотной
мелкозернистой структурой, что обеспечивает существенное повыше
ние их прочностных свойств (твердости, временному сопротивлению
разрыву и др.)
д) улучшением санитарногигиенических условий труда.
Недостатками литья в кокиль являются:
а) сложность и трудоемкость изготовления кокилей;
б) ограниченный срок службы кокилей, особенно при литье черных
сплавов;
в) сложность получения тонкостенных чугунных отливок без отбела;
г) повышение в отливках напряжений и трещин вследствие неподатли
вости кокилей и механических стержней;
д) ограниченность номенклатуры чугунных и стальных отливок, получа
емых в кокилях (изготовляют отливки простой конфигурации);
е) затрудненный выход воздуха и газа из полости и формы.
6.2 . Литье по выплавляемым моделям
Сущность литья по выплавляемым моделям состоит в том, что из специ
альных модельных составов, имеющих низкую температуру плавления, изготов
ляют точные неразъемные разовые модели отливок с литниковой системой.
Модели покрывают огнеупорной керамической суспензией в несколько слоев.
Каждый слой обсыпают кварцевым песком и подсушивают. Затем из образовав
шейся оболочки модель удаляется выплавлением, выжиганием, растворением
или испарением. Для удаления остатков модели и упрочнения форма перед за
ливкой расплава нагревается до высоких температур, что улучшает ее наполняе
мость. Литье по выплавляемым моделям применяется в электро и радиотехни
ческой промышленности, авиации, приборостроении, автомобильной, турбин
ной, нефтяной промышленности для изготовления режущего и мерительного
154
Глава 6. Специальныеспособылитья
инструмента, для деталей из жаропрочных или специальных труднообрабатыва
емых сталей.
Типовые детали, изготовляемые способом литья по выплавляемым моде
лям, приведены на рис. 6 .2 .
Рис. 6 .2 . Примеры типовых деталей, отливаемых по выплавляемым моделям
К числу преимуществ этого способа относятся:
1) изготовление заготовок с минимальными припусками на механиче
скую обработку (0,20,7 мм) с точностью по 56му классам и шеро
ховатости поверхности, соответствующей Rz =40.. .10 мкм;
2) возможность изготовления сложных деталей с лабиринтами и поло
стями, а также объединения отдельных деталей в целые неразъемные
литые узлы, как, например сложные пустотелые турбинные лопатки
без последующей механической обработки пера лопатки;
3) возможность механизации и автоматизации процесса.
Наряду с достоинствами способ литья по выплавляемым моделям имеет
и недостатки, к которым относятся следующие:
1) необходимость применения большого количества дорогих вспомога
тельных материалов;
2) относительно длительный цикл получения заготовок;
3) повышенная энергоемкость процесса.
155
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Способ литья по выплавляемым моделям позволяет получать отливки
массой от 10 г до 5080 кг и даже до 300 кг, с толщиной стенки, достигающей
несколько десятых миллиметра.
Припуски на обработку резанием назначают в пределах 0,53 мм.
Выбор места подвода расплава решается одновременно с выбором
типа
литниковопитающей системы. Например, для отливок массой до 1,5 кг часто
назначают литниковую систему, в которой модели крепятся к стояку питателя
ми. Питатели должны подводиться к массивным местам отливки, так как пита
ние
осуществляется от центрально расположенного стояка. Для особо тонко
стенных отливок, отливок из тугоплавких сплавов конструируют разветвлен
ную систему литниковых каналов.
Типы литниковопитающих систем (ЛПС)
При литье в оболочковые формы ЛПС предназначена для заполнения фор
мы расплавом, питания затвердевающей отливки, а также часто является кон
струкцией, на которой монтируются модели (рис. 6 .3). Различают три типа ЛПС:
ЛПС I типа применяют при изготовлении мелких отливок массой до 1,5 кг.
Блок моделей собирают из отдельных звеньев, монтируемых на столе, который
является прибылью для питания отливок.
Рис. 6.3 . Основные типы конструкций литниковопитающих систем
156
Глава 6. Специальныеспособылитья
ЛПС II типа (рис. 6.3) применяют для изготовления отливок сложной
конфигурации, тонкостенных средней и большой массы. Литниковая система
представляет собой стояк в сочетании с местными прибылями.
ЛПС III типа (рис. 6.3) применяют при изготовлении отливок типа крыльча
ток, колес, имеющих тонкостенные элементы и массивную центральную часть пи
таемую прибылью. Заливка метала производится через питающую прибыль.
Для расчета размеров элементов ЛПС I типа используют методику, разра
ботанную М.Л . Хенкиным.
Методика основана на выборе оптимальных соотношений приведенных
толщин (модулей охлаждения) питаемого массивного узла отливки и питающих
элементов ЛПС, при которых соблюдается направленность затвердевания
от отливки к питающему ее стояку или коллектору, т.е. при условии, что
Scm>Sn>S0i
(6.1)
где
Scm
модуль охлаждения сечения стояка (отношение площади сечения
стояка к его периметру);
Sn
модуль охлаждения сечения питателя;
S0
_
модуль охлаждения отливки или его массивного узла.
Модуль охлаждения сечения питателя (отношение площади сечения пи
тателя к его периметру) определяют по формуле
sn=IitEkML,
(6.2)
Scm
где
G масса отливки, г;
In
длина питателя, мм;
Scr
2•$Sj •G •IjTn
Sn
По приведенным формулам рассчитаны размеры ЛПС для множества
стальных отливок. Данные расчеты сведены в таблицы, подобные табл. 6.2 .
По массе отливки (из чертежа) определяют S0 и выбирают значение I „.
В среднем при G< 0,5 кг I„ = 4..10 мм, при 0,5 < G<1,5 кг I„ =8...12 мм.
Затем по таблице 6.2, пользуясь известными G, So, Iп находят диаметр
стоякаДст и размеры питателя.
Второй способ, разработанный Н.Н . Лященко, применяют для расчета
размеров элементов ЛПС II и III типов.
Размеры прибылей определяют по методу вписанных окружностей. Ме
талл в полость формы подводят снизу. Площадь суженного сечения (см
2
) опре
деляют по формуле
157
Вальтер А. И ., Протопопов А. А. Основы литейного производства
/„ = GKp^ts lrn I2gHp),
(6.3)
где
G масса отливки, г;
р плотность жидкого металла; г/см
3
;
/U коэффициент расхода, ц= 0,8. 0,9 без учета энергии струи и
/л = 1,4.. .1,5 с учетом энергии струи расплава из ковша;
tзап время заполнения формы, с;
Hp — расчетный напор столба металла в узком сечении, см;
G ускорение свободного падения, см/с
2
.
Таблица 6.2
Диаметры стояковДст и модули охлаждения Sn
в зависимости от S0 и массы G отливок
Характеризуемый
J0 ,MM
параметр, мм
1,1
1,8
2,5
3,0 3,5 3,9 4,2 4,6
50,0
Дет
Sn:
при IN =8
20
2,0
20
3,0
25
3,2
25
3,5
30
3,75
Дет
20
25
30
30
35
354040
100200
Sn:
при 4=4
при /п=8
2,5
3,0
2,75
3,5
3,0
3,75
3,25
4,25
3,5
4,5
3,75
4,75
4,0
5,0
4,25
5,25
B соответствии с разработанным технологическим чертежом отливки и рас
четами ЛПС с учетом заданной программы технолог проектирует прессформу,
выбирает оборудование для изготовления моделей, приготовления суспензии, из
готовления формы, способа сушки, «пропаливания» оболочки и очистки отливок.
Прессформа это инструмент для изготовления модели. Точность раз
меров модели и качество воспроизведения ее конфигурации зависят от точно
сти размеров полости прессформы, ее конструкции; чем меньше разъемов име
ет прессформа, тем выше точность моделей. Чертеж литой заготовки является
исходным документом для конструирования прессформы. Предварительно
выполняются чертежи общих видов прессформы и каждой ее детали.
Для хорошего заполнения полости прессформы модельным составом она
должна иметь литниковую систему, а для удаления воздуха вентиляционную
систему.
B массовом производстве в целях ускоренного охлаждения модельного
состава в прессформе выполняется система охлаждения водой или другими
теплоносителями.
158
Глава 6. Специальныеспособылитья
Стержни, оформляющие отверстия, оси которых перпендикулярны к по
лости разъема прессформы, чаще всего делают неподвижными. Отверстия оси,
которые расположены параллельно полости разъема, выполняют подвижными
стержнями.
Нежелательно располагать подвижные стержни под углом к плоскости
разъема, так как механизмы для их удаления усложняют конструкцию пресс
формы. Размеры рабочей полости прессформы рассчитывают с учетом усадки
модельного состава, расширения керамической формы при прокаливании и за
ливке и усадки металла отливки. Так при конструировании прессформы для
литых деталей из стали процент суммарной усадки можно принять равным 1,6.
Шероховатость поверхности рабочей полости прессформы должна быть в пре
делах ^z=0,16_0,04 мкм.
В большинстве случаев конструкция прессформы получается сложной,
состоящей из нескольких частей, подвижно соединенных между собой.
Так прессформа (рис. 6 .4) состоит из подвижной 1 и неподвижной 3 мат
риц, неподвижных стержней 8, выполняющих отверстия и полости в моделях,
плиты выталкивателей 4 моделей, плиты стержней 5, стоек 6, трубчатых толка
телей 7, вставки 2 для получения моделей литниковой системы, каналов 9 для
заполнения полости прессформы модельным составом. При раскрытии пресс
формы звено моделей остается в неподвижной матрице и удаляется из нее тол
кателями.
Такие прессформы устанавливают на карусельные автоматы изготовле
ния моделей.
I
I /LJ
II\М U
3
Рис. 6 .4 . Прессформа для изготовления моделей в массовом производстве
159
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Прессформы для единичного и мелкосерийного производства изготов
ляют из свинцовосурьмянных сплавов, гипса, эпоксидных смол ЭД5 и ЭМ6,
резины и др.
Прессформы для серийного и массового производства изготовляют об
работкой резанием или литьем с последующей доводкой.
Матрицы и вставки, оформляющие рабочие полости изготовляют из ста
лей Ст35, Ст45, 40Х, стержни, выталкиватели, литниковые втулки из стали
У8А, плиты выталкивателей, стойки, основания из стали СтЗ. Изготовляют
также прессформы и из алюминиевых сплавов.
Материал для прессформы выбирают в зависимости от необходимого
числа моделей и принятой технологии изготовления.
Стальные прессформы выдерживают более 100 ООО съемов моделей,
из пинковоалюминиевомедных сплавов до50 ООО съемов.
Технология изготовления моделей
Технологический процесс изготовления моделей и блоков моделей со
стоит из приготовления модельных составов, изготовления моделей отливок
и литниковопитающих систем, отделки и контроля моделей, сборки моделей
в блоки.
Для приготовления модельного состава в качестве исходных материалов
используют парафин, стеарин, церезин, буроугольный воск, торфяной битум,
жирные кислоты, озокерит и т.д .
Модельные композиции должны обладать свойствами, обеспечивающими
высокое качество моделей и, следовательно, отливок, то есть они должны иметь
температуру плавления 5090 °С; температуру начала размягчения выше тем
пературы рабочего помещения и не ниже 3545 °С; минимальную и стабиль
ную линейную усадку, а также минимальный объем и линейное расширение;
хорошую жидкотекучесть; прочность и твердость, минимальную зольность
(0,02 %) и неприлипаемость к рукам, прессформам, инструменту; химическую
инертность к материалам прессформ и покрытий; не выделять вредных паров
при нагреве и сгорании; хорошую смачиваемость облицовочным составом;
плотность не должна превышать 1 г/см
3
.
Наибольшее распространение в практике нашли модельные композиции:
ПС 5050 (50 % парафина, 50 % стеарина), ПСЭ 70255 (70 % парафина, 25 %
стеарина, 5 % этилцеллюлозы) и др.
Модельные композиции этой группы нашли широкое применение как
в массовом производстве мелких стальных отливок, так и в серийном произ
водстве тонкостенных отливок сложной конфигурации, в том числе со слож
ными внутренними полостями из труднообрабатываемых сплавов.
160
Глава 6. Специальныеспособылитья
Модельные композиции типа КПсЦ 503020 (50 % канифоли, 30 % по
листирола, 20 % церезина) используются для изготовления моделей точных от
ливок ответственного назначения: турбинных лопаток, лопастей, колес и др.
Модельные составы ПС используются в жидком и пастообразном состоя
ниях. Составы КПсЦ (с церезином) имеют низкую жидкотекучесть, высокая
вязкость их требует повышенного давления прессования (0,61,0 МПа).
Модельные составы
Наибольшее распространение получил полистирол ПСВЛД (100 %й по
листирол) с добавками. Полистирол ПСВЛД вспенивающаяся композиция,
из которой изготовляют модели с использованием термопластавтоматов.
Легкоплавкие модельные составы приготовляют в специальных термо
статах и установках, включающих плавильные агрегаты, обогреваемые горячей
водой, где все компоненты расплавляются.
Перед загрузкой куски исходных материалов измельчают до размеров
3050 мм, тщательно очищают от загрязнений и загружают в бак агрегата. Рас
плавленный модельный состав, нагретый до 8085 °С, перемешивают и затем
выдерживают в течение 1520 мин для осаждения загрязнений. Расплавленную
массу фильтруют, сливают в чистый сосуд и перемешивают до пастообразного
состояния.
Перемешивание модельного состава в серийном и массовом производстве
чаще всего производят в шестеренных смесителях. B процессе непрерывного
перемешивания в модельный состав замешивается воздух в количестве 812 %
по объему, что необходимо для уменьшения усадки модельного состава. Гото
вый модельный состав поступает в сборник, из которого по достижении темпе
ратуры 42^5
0
C его подают для изготовления моделей.
Тугоплавкие модельные составы типа КПсЦ приготовляют в тигельных
поворотных электропечах с терморегуляторами, тигли изготовляют из корро
зионностойких сталей. Для приготовления состава сначала растворяют цере
зин, затем вводят канифоль, нагревают состав до 140150 °С, фильтруют рас
плав, нагревают его до 220
0
C и постепенно засыпают полистиролол, переме
шивая расплав. Затем модельный состав выдерживают 30^0 мин, охлаждают
до 180 °С, снова выдерживают до полного выделения пузырей газа и запрес
совывают в прессформы.
Выжигаемые модельные составы приготовляют перемешиванием гранул
вспенивающегося полистирола ПСВ со смачивателем и пластификатором. Лег
коплавкие модели изготовляют в прессформах, внутренняя полость которых
заполняется модельным составом. Процесс изготовления моделей включает
следующие операции: подготовку прессформы, запрессовку в нее модельного
состава, охлаждение состава в прессформе, извлечение модели.
161
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Подготовка состоит в том, что рабочая поверхность прессформы очищается
от модельного состава и смазывается, например, трансформаторным маслом.
Получение качественных моделей зависит от температуры прессформы.
Каждому модельному составу соответствует интервал температур прессформ,
при котором получают качественные модели. Для составов типа ПС этот ин
тервал 2230 °С.
Запрессовка модельного состава выполняется с помощью специальных
прессов и шприцев. В условиях крупносерийного и массового производства из
готовление модельных звеньев производят на автоматах карусельного типа
(рис. 6 .5).
Рис. 6.5 . Автомат для изготовления модельных звеньев
162
Глава 6. Специальныеспособылитья
Установленный на раме 7 карусельный стол 2 с помощью специального
привода 1 вращается пульсирующе, синхронно с работой автоматического
шприца 6. Открывание прессформ, имеющих вертикальный разъем, выталки
вание секции моделей и закрывание прессформ выполняются автоматически
с помощью пневмоцилиндров 3, установленных на каждой позиции. Пресс
формы охлаждаются циркулирующей в них проточной водой. Стол снабжен ав
томатическими устройствами для продувки 9 и прочистки 10 прессформ. Во
дяной конвейер 8, уносящий модельные звенья , выполнен в виде желоба с про
точной водой. Управление автоматом производится с пульта. Автомат работает
совместно с установкой приготовления модельного состава. Модельный состав
подается по обогреваемому трубопроводу 6 в шприц, посредством которого
нагнетается в прессформы, установленные на десятипозиционном столе.
Позиции стола распределены следующим образом:
I шприцевание; IIVII
охлаждение; VIII раскрытие прессформ и вы
дача готового модельного звена; IX обдув и смазка прессформы; X закры
тие прессформ (позиции IV VIII на рис. 6.5 не показаны).
Готовые звенья моделей выбрасываются в водяной конвейер. После
охлаждения их собирают в блоки. B единичном и мелкосерийном производстве
модели припаивают к стояку, изготовленному из модельной массы. B условиях
массового производства модель изготовляют вместе с питателем и элементом
стояка в виде кольца. Таким образом, получают модельные блоки, которые за
тем собирают на специальном каркасе (рис. 6 .6).
Этилсиликат сложное химическое соединение, основой которого явля
ется эфир ортокремниевой кислоты, содержащей 2845 % SiO г .
Каркас состоит из трубки 6, внутри которой находится стержень 4 с пру
жиной 6. Стержень втягивается пружиной в трубу. Перед сборкой каркас наде
вается на металлическую трубку 9, затем устанавливается модель воронки 8
и секции модельных блоков 7. Нажимают на каркас, при этом сжимается пру
жина, и стержень с поперечной шпилькой 2 выходит из трубы. На этот стер
жень надевают металлический колпачок 1, покрытый модельной массой 3,
и поворачивают каркас на 90°. После прекращения сжатия пружины шпилька
заходит в паз колпачка и секции моделей плотно соединяются в единый блок.
Затем на этот блок наносится огнеупорное покрытие.
Сборку в блоки моделей из плохо припаивающихся составов, например
КПсЦ, производят в кондукторах. Модель и стояк помещают в кондуктор, а ме
сто соединения заливают расплавленным модельным составом.
Модели из полистирола в единичном производстве собирают в блоки
склеиванием.
163
Вальтер А. И., Протопопов А. А. Основы литейного производства
Форма должна быть огнеупорной, достаточно прочной, податливой, га
зопроницаемой, химически инертной по отношению к металлу и легко разру
шаться после затвердевания отливки.
Оболочку изготовляют обычно последовательным нанесением на мо
дельные блоки слоев суспензии, содержащей раствор специального связующего
вещества, например, гидролизованного раствора этилсиликата, и порошок ог
неупорной основы (пылевидных кварца, электрокорунда, циркония и др.).
Для придания вяжущих свойств технический этилсиликат (C 2 H5 O) 4 Si
подвергают гидролизу в среде растворителя и в присутствии катализатора.
Гидролиз проводят в водной среде.
Дорогостоящий и дефицитный этилсиликат в ряде случаев заменяют
жидким стеклом.
Покрытие на модельный блок наносят путем погружения блока в гидро
лизованный раствор этилсиликата с последующей обсыпкой его прокаленным
песком. В массовом производстве для обмазки и обсыпки модельных блоков
применяют автоматические установки (рис. 6.7). Основные узлы автомата: бак
1 для окунания моделей, механизм передачи 2, пескосып 3, ограждение 4, эле
ватор 5, бункер 6, механические руки 7, механизм 8 барботирования суспензии,
164
Глава 6. Специальные способы литья
пульт управления 9, пневмоцилиндр 10 подъема и опускания руки и привод 11
механизма передачи.
Покрытие выполняют в 3—4 слоя. Каждый слой должен подсушиваться
22,5 ч на воздухе. Чтобы сократить продолжительность сушки применяют спе
циальные камеры, в которых блоки подсыхают за 20 мин в среде аммиака (NHз).
Это сокращает цикл изготовления оболочек.
Рис. 6.7. Схема автоматической установки для обсыпки и обмазки блоков
165
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Выплавление модельного состава можно осуществлять горячей водой, па
ром или нагретым воздухом. Чаще всего применяют горячую воду (8090 °С).
Установка состоит из двух обогреваемых ванн (правой и левой). Над ван
ными проходит трасса цепного конвейера, несущего блоки. Блок при подходе
к ванне выплавки копиром переводится из вертикального в наклонное положе
ние, переходит через стенку правой ванны и погружается в среду выплавки.
Пройдя вдоль правой ванны, блок с помощью копира принимает наклонное по
ложение, переходит в левую ванну и погружается в среду выплавки.
Расплавленный модельный состав сдувается с поверхности воды в специ
альный разделитель, из которого через верхнее отверстие он перетекает в при
емную тару для дальнейшего использования.
Подготовленные таким образом формы помещают в печь и прокаливают
в течении 23 ч при температуре 900 °С. В цехах с большим объемом выпуска
отливок керамические блоки в опоки не заформовывают. Прокалку, формовку,
заливку металлом оболочек и охлаждение отливок производят на агрегатах,
один из которых представлен на рис. 6.8.
Оболочки устанавливаются на подвески 7 конвейера, который транспор
тирует их через проходную газовую печь 1, где формы в течение 2325 мин
обжигаются при температуре 950 °С.
Рис. 6 .8. Агрегат прокалки, формовки, заливки металлом и охлаждения отливок
У выхода из печи оболочки погружаются в желоб заливочной карусели 3,
заполненный горячим песком, в «кипящий слой», который образуется сжатым
S
166
Глава 6. Специальныеспособылитья
воздухом, подаваемым через форсунку 2 и после заливки охлаждается в тече
ние 10 мин под кожухом 6. От карусели осуществляется интенсивная вытяжка
через трубки 4и6.
В случае применения формовки блоков в опоках заливку выполняют по
сле обжига форм на литейном конвейере или рольганге при выходе из печи об
жига. После заливки формы охлаждают в течение определенного времени, за
висящего от массы отливки.
При небольших объемах производства керамика отделяется от блоков
с помощью вибрационных установок, а отливки отделяются от стояков на гид
равлическом прессе. При значительных объемах производства эти операции
объединяют в одну и выполняют на специальных полуавтоматах.
Остатки керамики в отверстиях отливок выщелачиваются в течение 120—
180 мин в барабане сначала в растворе щелочей (NaOH, KOH), подогретом газом
до 125150 °С, а затеем в течение 2035 мин их промывают в воде при темпера
туре 60 °С.
B некоторых случаях стальные отливки отчищаются от пригоревшей обо
лочки в дробеметных и дробеструйных установках.
6.3. Литьё в оболочковые формы
Литьё в оболочковую форму это литьё металла, осуществляемое путем
свободной заливки формы. Это один из прогрессивных способов изготовления
мелких и средних по массе отливок любых сплавов: из чугунов с пластинча
тым, шаровидным и вермикулярным графиком, из углеродистых и легирован
ных сталей, из легких и тяжелых цветных сплавов.
B оболочковых формах получают: коленчатые и распределительные ва
лы, ребристые цилиндры, стаканы электродвигателей, корпуса токарных па
тронов, корпуса задвижек, детали текстильных и сельскохозяйственных ма
шин и т.д.
Изготовление оболочковых форм основано на способности термореак
тивных смол при нагреве необратимо затвердевать. Наибольшее распростране
ние из термореактивных смол получили пульвербакелит (порошок фенолофор
мальдегидной смолы с добавкой уротропина). При нагреве смеси песка пуль
вербакелитом до 80
0
C последний расплавляется, а при дальнейшем нагреве не
обратимо твердеет, прочно связывая песчинки друг с другом. Высокая проч
ность смеси позволяет применять формы и стержни в виде оболочек толщиной
810 мм для мелкого литья и толщиной 1215 мм для среднего литья (табл.6 .3).
Оболочковые формы изготавливают в следующем порядке: на односто
роннюю металлическую плиту с моделями, нагретую до 220300
0
C наносится
167
Вальтер А. П ., Протопопов А. А . Основы литейного производства
пульверизатором разделительный состав, затем с помощью поворотного бунке
ра засыпают модельную плиту песчаносмоляной смесью (рис. 6,9, а).
Для формировании оболочки необходимой толщины плиту выдерживают
под смесью в течение 2060
0
C, по истечении которых поворачивают бункер в
исходное положение. За это время от теплоты металлической плиты смола в
пограничном с плитой слое расплавляется, в результате чего на модельной пли
те получается полутвердая песчаносмоляная оболочка толщиной 610 мм.
Таблица 6.3
Технологические параметры литья в оболочковые формы
Покрытие
Температура
оснастки при
нанесении
покрытия,
0
C
Стойкость
покрытия,
число
съёмов
оболочек
Исходные
материалы
1015 %й водный
раствор кремний
органической
эмульсии КЭ1001
(70 %) либо КЭ6009
Не выше 300
515
Эмульсия КЭ1001
(70 %)
поТУ60258775;
эмульсия КЭ6009
(50 %)
по ТУ 60285874
4 %й раствор
синтетического
каучука CKT
в бензинерастворителе
Не выше 170
1520
(в 23 приёма)
Каучук синтетиче
ский CKT по ГОСТ
1468079;
бензинрастворитель
поГОСТ313478
Избыточная смесь, не приставшая к плите, удаляется (рис.6 .9, б), а плиту
с налипшей оболочкой снимают с бункера, переворачивают моделью вверх
и направляют в печь для доотверждения оболочки в течение 1—4 мин при темпера
туре 300400
0
C Прочную, твёрдую тонкостенную полуформу снимают с модель
ной плиты специальными толкателями, проходящими через плиту и модель
(рис.6 .9 в, г) и соединяют с аналогичной второй половинкой формы (рис.6 .9, д).
Стержни, если они имеются, устанавливаются как в обычной песчаной
форме. Готовые полуформы склеивают на пружинных прессах или скрепляют
механическим путём.
Скреплённые формы устанавливают в специальные контейнеры (рис.6 .9, е)
и засыпают песком или чугунной дробью. Заливка расплава, выбивка и обрубка
отливок производится обычными способами.
Литьём в оболочковой форме получают отливки повышенной точности,
поверхность которых соответствует шероховатости Rz=4010 мкм. При этом
168
Глава 6. Специальныеспособылитья
сокращается цикл изготовления отливок, уменьшается брак, повышается выход
годного литья.
Технологические материалы
К технологическим материалам относя пески, смолы, катализаторы и до
бавки, используемые для приготовления песчаносмоляной смесей.
В качестве основы песчаносмоляных смесей применяют обогащенные
кварцевые пески (ГОСТ 213884) марок 1К02А, 1К02Б, 1К01А. Пески должны
содержать не менее 98 % SiO2 и не более 0,5 % глины. Мелкозернистые пески
обеспечивают получение поверхности небольшой шероховатости.
Вальтер А. П ., Протопопов А. А . Основы литейного производства
В ряде случаев применяют циркониевые пески, которые обеспечивают
повышение качества стальных отливок. Для отливки детали из легированных
сталей применяют молотый хромомагнезит, олеиновые пески.
B качестве связующего в песчаносмоляных смесях используют фенол
формальдегидные смолы, лучшей из которых является пульвербакелит.
Количество пульвербакелита в песке колеблется в пределах 510 %.
Для получения однорядной смеси песка с пульвербакелитом применяют
увлажнители, которыми удерживают частицы смолы на поверхности песчинок.
Такими увлажнителями являются керосин, парафин, машинное масло. Значи
тельно более стойкая смесь получается при увлажнителях, растворяющих баке
лит. При этом на поверхности образуется прочная соединительная плёнка. Та
кие смеси называются плакированными. К этим увлажнителям, растворяющим
бакелит, относятся эфироальдегидная фракция (ЭАФ) или фурфурол. Количе
ство увлажнителя берется в пределах 0,31,5 % от массы смеси.
Оболочки, приготовленные из плакированного песка, обладают высокими
физикомеханическими свойствами и могут храниться длительное время.
Оболочковые формы собирают так же, как и песчаные формы. Полуфор
мы совмещают по конкретным знакам, которые предусматривают в плоскости
соединения.
Особенности конструирования и эксплуатации оснастки связаны с тем,
что она работает при 170330
0
C Оснастка должна обеспечить равномерную
по всей площади контакта со смесью передачу теплоты , сохранять заданный
температурный режим , противостоять значительным температурным напряже
ниям и сохранять заданную размерную точность.
Модели и стержневые ящики преимущественно из перлитного серого чу
гуна марок СЧ15, СЧ20 (ГОСТ 141285). Реже применяют стали 15Л25Л
(ГОСТ 97788), алюминиевые сплавы АЦ4Мг, AMrlO (ГОСТ 158393) и мед
ные сплавы БрОЮСЮ, Бр010Ц20 (ГОСТ 61379). Толщина стенок моделей
должна быть не менее 12 мм. Части модели, подвергающиеся быстрому охла
ждению, делают сплошными. Для недопущения коробления модель должна
иметь ребра жесткости; толщина рёбер составляет 0,71,0 толщины стенок мо
дели. Модель должна иметь уклоны: на вертикальных стенках 0,5°1°, знако
вых частях, элементах литниковой системы и стержневых ящиках 2°5°.
Шероховатость поверхности модели должна быть R=T6080 мкм.
Модельные плиты всех размеров изготавливаются из СтЗ (ГОСТ 38088),
плиты небольших размеров из СЧ15, СЧ20 (ГОСТ 141285). Минимальные
толщины нагреваемых модельных плит зависят от их габаритных размеров
(табл.6 .4).
170
Глава 6. Специальные способы литья
Таблица 6.4
Размеры модельных плит для оболочкового литья
Габаритные размеры, мм
300x400
400x600
600x800
800x1600
Толщина, мм
20
25
30
40
Чугунные литые заготовки моделей и стержневых ящиков перед механи
ческой обработкой подвергают искусственному старению: нагреву в течение
4 ч при 600625
0
C с последующим охлаждением с печью.
Толкатели для съёма оболочки с модельной плитой располагают обычно
с шагом 50120 мм по внешнему контуру модели, на расстоянии не менее 5 мм
от вертикальных стенок. Ход толкателей должны быть не менее 2025 мм.
Наиболее распространены толкатели, смонтированные на специальной плите,
которая располагается под модельной плитой.
Расстояние между моделями на модельной плите должно составлять для от
ливок массой от 0,5 до 1,5 кг 2040 мм, для отливок массой свыше 5 кг 50 мм,
между моделью и стояком 20 35 мм.
Разъём формы следует делать плоским. Припуски на обработку назнача
ют в пределах 13 мм, а в некоторых случаях 0,250,5 мм, когда деталь подвер
гается только шлифованию.
Проектирование отливок. При проектировании следует стремиться,
чтобы поверхность разъёма оболочковой формы была плоской. Минимальный
габаритный размер отливки должен располагаться перпендикулярно плоскости
разъёма, а часть отливки расположенную в каждой из полуформ, должна сво
бодно извлекаться из них по нормали к поверхности разъёма.
Для повышения точности размеров большую часть отливки, а по возмож
ности и всю отливку, следует располагать в одной из полуформ, при этом эта
полуформа должна быть нижней.
Тонкие стенки и ребра необходимо располагать вертикально, а на мас
сивных частях отливки устанавливать питающие приборы.
Поверхности отливок, перпендикулярные плоскости разъёма должны
иметь на внутренних и наружных поверхностях уклоны не меньше 0,3°.
При конструировании отливок толщину стенок следует принимать мини
мально допустимой по прочностным характеристикам (табл.6 .5).
B сопряжении радиусы галтелей должны быть не менее 12 мм.
Ребра жёсткости должны быть перпендикулярны поверхности разъёма
формы. Высота рёбер не должна превышать пятикратной толщины стенок.
При конструировании отливок рекомендуется избегать внутренних поло
стей, для получения которых требуются стержни.
171
Вальтер А. П., Протопопов А. А . Основы литейного производства
Таблица 6.5
Минимально допустимые толщины стенок отливок
Габаритные
размеры
отливок, MM
Толщина стенок отливок из различных сплавов, мм
Габаритные
размеры
отливок, MM
чугуна
стали
медных алюминиевых магниевых цинковых
От50до 100
Св. 100до200
Св. 200 до 350
Св. 350 до 500
2,540
2,540
3,04 ,5
4,05,0
2,540
4,04,5
4,5 6,0
5,07,0
2,540
3,0 4,0
3,5 5,0
4,06,0
2,540
3,5 5 ,0
4,06,0
4,07,0
2,540
3,040
3,5 5 ,0
4,06,0
2,040
2,5 3 ,5
3,040
3,55 ,0
Минимальный диаметр d отверстия, получаемого в отливке с помощью
стержня, 810 мм при глубине глухого отверстия до 5d и сквозного отверстия
до IOd. Металл заливается в вертикально или горизонтально собранные обо
лочковые формы.
Вертикальную заливку преимущественно применяет для отливок с рав
номерными толщинами стенок из сплавов с небольшой усадкой. Горизонталь
ную заливку широко используют для сложных деталей ответственного назна
чения, отливаемых из сплавов с большой усадкой, например магниевых.
При литье в оболочковую форму, так же как и для песчаных форм, при
меняют верхнюю, нижнюю с боковым подводом, вертикальнощелевую, си
фонную и ярусную литниковые системы.
Верхняя литниковая система предназначена в основном для мелких отли
вок при вертикальной плоскости разъёма формы и обеспечивает направленное
затвердевание сплава.
При расположении в одной форме нескольких мелких отливок применя
ют упрощённую литниковую систему с боковым подводом расплава.
Для устранения дефектов, вызванных усадкой, подвод расплава произво
дят через отводные боковые прибыли.
Для протяжённых тонкостенных отливок применяют сифонные литнико
вые системы.
Расчёт литниковых систем
Расчёт литниковой системы для литья в оболочковые формы следует
начинать с определения размеров сечения стояка. Площадь нижнего сечения
стояка зависит от общего металлостатического напора, равного высоте жидкого
металла над этим сечением:
Уч
F=—,
(6.4)
PV
где
Уз скорость заливки металла, ч/с;
Vскорость течения металла в стояке, см/с;
P плотность жидкого металла, ч/см
3
.
172
Глава 6. Специальныеспособылитья
Скорость течения металла в стояке
V
2gH
k
(6.5)
где
g=9,81 м/с
2
;
H общий металлостатический напор, мм;
k жидкостное трение в стояке, для круглого k=0,4, для квадратного
k=0,5, для щелевого k=0,9.
Все литниковые системы имеют общий элемент литниковую чашу. Ре
комендуется использовать объёмную чашу, а не выполнять её заодно с оболоч
ковой формой. Размеры литниковых чаш приведёны на рис.6.10 .
095
1
038
082
1,044 J
А)
095
0
I
c\ i|
082
1co l
038
Б)
Рис.6 .10. Размеры литниковых чаш для заливки:
а вертикальной;
б
горизонтальной
"А
у
Скорости заливки металла, приведённые в табл.6 .6, основаны на расчётах
и подтверждены экспериментальными данными.
Металлостатический напор зависит от способа заливки. Каждый способ
заливки влияет на высоту стояка, зависящую от размеров полости отливки. Так
общий металлостатический напор при вертикальной заливке зависит от размера
формы (рис.6 .11).
173
Вальтер А. П., Протопопов А. А. Основы литейного производства
Отношение площади сечения стояка, шлакоуловителя и питателя следует
принимать какFcm'.F
um
:F„=1,4:1,2:1.
Таблица 6.6
Номинальная скорость заливки металла, кг/с
Масса заливаемого
Толщина отливок, мм
металла, кг
2,441
8,011,5
13,216,5
19,823,1
0,452,27
1,81
1,3
0,73
0,32
2,274 ,54
2,27
1,36
1,09
0,73
4,546 ,8
6,89,07
2,50
2,80
2,09
2,36
1,45
2,00
1,18
1,72
15,88 18 ,14
18,1420 ,41
22,6834,02
34,02^5,36
3,58
3,67
3,77
3,81
3,04
3,18
3,31
3,58
2,68
2,77
2,81
2,86
2,10
2,18
2,27
2,68
Конусность стояка определяются отклонением
dx
Hh
где
Hвысота
стояка, см;
h высота чаши, см;
d] Iid2
диаметры верхнего и нижнего сечения стояка, см.
А)
Рис. 6.11. Общий металлостатический напор H при заливке форм:
а вертикальной;
б
горизонтальной
174
Глава 6. Специальныеспособылитья
Размеры питателя и место его установки определяют в соответствии
с направлением затвердевания. В системе отливкапитатель последним должен за
стывать питатель. Питатели устанавливают у наиболее массивных узлов отливки.
Размер питателей определяют с учётом приведенной толщины сечения узла:
где
F площадь поперечного сечения узла в месте подвода металла, см
2
;
P периметр поперечного сечения, см.
Технологическое оборудования для литья в оболочковой форме
Технологический процесс литья в оболочковые формы механизирован,
а в ряде случаев автоматизирован. Созданы специальные машины для изготов
ления формовочного состава, оболочек, склеивания оболочковых полуформ.
На рис.6.12 показан центробежный смеситель периодического действия
для ускоренного приготовления плакированной смеси холодным способом
в условиях крупносерийного и массового производства.
ВидА
108
Рис. 6.12. Центробежный смеситель для приготовления плакированной смеси
холодным способом
Материал, загруженный в смеситель, поднимается со дна чаши с помо
щью двух плужков и подбрасывается под катки, вращающиеся в горизонталь
ной плоскости и прижимающиеся под действием центробежной силы к бортам
чаши. Материал, находясь во взвешенном состоянии, подвергается интенсив
ной продувке воздухом, подаваемым воздуходувной через диффузор.
175
Вальтер А. П ., Протопопов А. А . Основы литейного производства
В смеситель компоненты песчаносмоляной смеси загружают через спе
циальные дозаторы; кварцевый песок поступает через специальные дозаторы 1
и 2, увлажнитель через дозатор 3 и пульвербакелит через дозатор 4. Элек
тродвигатель 5 приводит в движение катки посредством муфты 6 и редуктора.
Воздух подается в коробку 7 вентилятором 8 через диффузор 9 и регулируется
дроссельной заслонкой 10. После перемешивания, просушки и размельчение
смесь через разгрузочное окно 11 выгружается на вибрационное сито 12. Про
сеянная смесь подают в приёмные устройства 14. Цикл работы смесителя мо
жет быть автоматическим. Управление осуществляется с пульта 13.
Машины для изготовления оболочковых полуформ обычно делают мно¬
гопозиционными, причём спекание оболочек занимает несколько позиций. Это
обусловлено тем, что спекание оболочек занимает более продолжительное вре
мя, чем другие операции изготовления оболочковой полуформы.
На рис.6 .13 приведён четьгоёхпозшшонный автомат для изготовления обо
лочковых полуформ. Эта карусельная установка с вертикальной осью вращения.
Песчаносмоляная смесь засыпается на модельную плиту из поворотного
бункера 1.
На этой же позиции эластичной диафрагмой, установленной в бункере, про
изводится допрессовка оболочки при давлении сжатого воздуха 0,150,2 МПа.
Оболочковые полуформы изготавливаются на четырёх позициях: I съём
готовой оболочки с модельной плиты к следующему циклу; II формообразо
вание, оболочки и её допрессовка; III и IV спекание оболочки в печи 2. Плита
подворачивается при каждом цикле на 90° с помощью стола 3, приводимого
от электродвигателя 4.
На автомате можно устанавливать модельные плиты с размерами 500*400 мм
и высотой до 180 мм. Рабочая температура в печи 600
0
C Все операции получения
оболочковых полуформ выполняются автоматически.
Подобные машины выпускают для изготовления оболочек размером
800x600 мм и высотой 200 мм.
Для склеивания оболочковых форм используют машины типа представ
ленной на рис.6.14. Основной механизм машины: станина 4, два пресса 2 шты
ревого типа, механизм нанесения пульвербакелита, роликовый конвейер 3 для
подачи оболочек и уборки форм.
Для склеивания оболочка устанавливается на раму одной из кареток. На
поверхность оболочки наносят пульвербакелит, укладываются стержни на обо
лочку и устанавливается вторая полуформа; собранная полуформа подаётся на
стол пресса, который зажимает её пружинными штырями. По окончании цикла
прессовая каретка подаёт склеенную форму на исходную позицию. Обе каретки
работают аналогично, со смещением времени выполняя операции.
176
Глава 6. Специальные способы литья
177
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Формы с вертикальной плоскостью разъёма устанавливают в металличе
ские контейнеры и упрочняют засыпной дробью диаметром 2,54 мм, сухим
песком или зажимными устройствами.
На рис.6.15 приведена схема установки для выбивки отливок из оболоч
ковых форм.
Рис. 6 .15 . Схемаустановки для выбивки отливок из оболочковых форм
Установка представляет собой барабан 4 с горизонтальной осью враще
ния, стенки которого выполнены из стальных прутьев, расположенных на рас
стоянии 25 мм друг от друга.
Барабан свободно опирается на четыре катка, два из которых приводные.
Барабан закрыт кожухом, в котором предусмотрено подключение к отсасыва
ющей вентиляции.
Выбивка производится следующим образом. Охлаждённые отливки 1 вме
сте с формами пневматическим толкателем сталкиваются с тележки 2 напольно
го конвейера на склиз 3. Если форма при заливке находится на подвесном кон
вейере, отливки с формами сбрасываются на склиз при повороте подвесной
люльки.
По склизу отливки с формами попадают во вращающийся выбивной ба
рабан, где формы разбиваются и их куски проваливаются через щели барабана.
Отливки, перемещающиеся благодаря небольшому наклону барабана, проходят
через последний, падают по склизу 7 на пластинчатый конвейер 8 для транс
портирования в обрубное отделение.
Под выбивным барабаном расположены бункер 5 для сбора отработанной
смеси и ленточный конвейер 6 для подачи её в отвал или на регенерацию.
Наиболее высокие техникоэкономические показатели при производстве
отливок в оболочковые формы достигаются при использовании автоматических
линий.
178
Глава 6. Специальные способы литья
Автоматическая линия для изготовления оболочковых форм (рис.6.16)
включает следующие узлы: автомат 1 для изготовления оболочковых полу
форм, установку 6 для сборки и склеивания оболочковых форм, электрошкаф 2,
гидроагрегаты Зи4, приёмник 5 готовых форм и щит управления 7.
Рис. 6 .16 . Автоматическая линия для изготовления оболочковых форм
Изготовленные на автомате 1 оболочковые полуформы укладываются
на приёмный стол тележки автомата для сборки и склеивания. Пресс для склеи
вания форм состоит из тележки с тремя подъёмными столами на подпружин
ных штырях, дозатора для нанесения клея на разъём нижней полуформы, сбор
щика и четырёхпозиционного агрегата прессования карусельного типа. Готовые
формы выталкиваются на приёмник. Технические характеристики линии 53414
приведены в табл. 6 .7.
Таблица 6.7
Технические характеристики автоматической линии 53414
Размеры изготовляемых форм, мм:
Основные
дополнительные
800x630
800x600
630x400
Наибольшая высота, мм:
формы
моделВ
600x400
400
200
Производительность, форм/ч: для форм, мм
800x630 (800x600)
630x400 (600x400)
35
70
Расход, м
3
/ч: охлаждающей воды
сжатого воздуха
газа
3,6
27,5
45
Установленная мощность, кВт
15,4
179
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Линия может работать в комплекте с автоматизированной системой пода
чи смеси в загрузочный бункер, а также совместно с автоматизированной си
стемой транспортирования готовых форм на дальнейшие технологические опе
рации.
Режимы работы автоматический, полуавтоматический и наладочный.
6.4 . Литье под давлением
Литье под давлением один из перспективных способов получения фасон
ных заготовок. Сущность способа литья под давлением состоит в том, что уста
новленная на машине металлическая форма, называемая прессформой, запол
няется расплавом с высокой скоростью под давлением внешней силы, превос
ходящей силу тяжести, а затвердевание в ней отливки происходит под избы
точным давлением, которое создают с помощью поршня в камере прессования,
соединенной с полостью прессформы. Это давление резко улучшает заполняе
мость формы, т.к. увеличивается жидкотекучесть металла, и отливки с такой
точностью воспроизводят все контуры формы, что необходимость в обработке
заготовки резанием исключается или сводится к минимуму.
К преимуществам литья под давлением относятся также высокое качество
поверхности отливки сложной конфигурации. Высокие скорости охлаждения
металла в прессформе способствуют измельчению структуры металла в отлив
ке, уменьшению усадочных дефектов, повышению механических свойств.
Главные недостатки литья под давлением высокая стоимость оборудо
вания и прессформ, что заставляет применять этот способ только для очень
крупных серий отливок. Литьем под давлением изготовляют главным образом
отливки из цветных сплавов алюминиевых, магниевых, цинковых, медных
и др. Получают под давлением отливки из стали и титана.
Размеры и масса отливок зависят от мощности машин, на которых осу
ществляется процесс: чем большее усилие запирания прессформы может раз
вивать запирающий механизм машины и большее давление и скорость переме
щения развивает её прессующей механизм, тем больших размеров отливки воз
можно получать.
B зависимости от способа, которым металл запрессовывается в форму
(рис.6.17), различают машины с холодной горизонтальной, холодной верти
кальной и горячей камерой прессования.
На машинах с холодной камерой прессования получают отливки из алю
миниевых, магниевых, медных и других тугоплавких металлов; на машинах
с горячей камерой прессования главным образом отливки из более легкоплав
ких сплавов на цинковой, свинцовой или оловянной основе.
180
Глава 6. Специальныеспособылитья
На машинах с холодной горизонтальной камерой прессования (рис.6 .17, а)
расплавленный металл заливается через окно в прессовой цилиндр 1 и прессо
вым плунжером 3 подается в предварительно закрытую механизмом запирания
форму. После затвердевания отливки форма открывается, отливка выталкивается
из неё толкателями и удаляется из машины.
Рис. 6.17. Типы камер прессования:
а холодная
горизонтальная;
б холодная
вертикальная;
в
горячая;
1 прессовый
стакан; 2 прессуемый
металл;
3 прессовый
плунжер; 4 подвижная
половина
формы;
5 неподвижная
половина
формы; 6
отливка
Ha машине с холодной вертикальной камерой прессования (рис. 6 .17, б)
металл заливается в прессовый стакан 1 сверху. При этом литниковые каналы,
соединяющие прессовый цилиндр с формой, перекрыты нижним поршнем
(пяткой) и открываются только после опускания последнего под давлением ме
талла в момент прессования. Такая конструкция механизма прессования ис
ключает попадание расплавленного металла в форму до начала прессования
и позволяет получать отливки с центральным литником.
Извлечение отливок из машины с вертикальной камерой аналогично ма
шине с горизонтальной камерой.
В отличие от машин с холодной камерой прессования у машины с горя
чей камерой прессования (рис. 6.17, в) прессовый стакан 1 опущен в тигель
с расплавленным металлом и полость стакана соединена с тиглем. При подъеме
прессового поршня выше заливочного отверстия металл из тигля через отвер
стие поступает в прессовый стакан. При опускании прессового поршня рас
плавленный металл по подогреваемому каналу, называемому «гузнеком», под
действием плунжера попадает в форму. При новом подъёме поршня избыток
металла сливается и машина после затвердевания и выталкивания отливки го
това к очередному циклу.
B промышленности наибольшее распространение получили машины
с холодной горизонтальной камерой прессования и машины с горячей камерой
прессования.
181
Вальтер А. П., Протопопов А. А. Основы литейного производства
Процесс литья под давлением может быть осуществлен только на маши
нах. Это создает предпосылки комплексной автоматизации технологического
процесса, способствует существенному улучшению санитарногигиенических
условий труда.
На рис. 6.18 приведена машина с горизонтальной холодной камерой прес
сования. На станине 1 размещается прессформа, состоящая из подвижной
и неподвижной частей, закрепленных соответственно на подвижной 2 и непо
движной 3 плитах машины болтами или специальными скобами, механизма за
пирания 5 и прессования 9, гидронасоса с приводом 6, а также электро и гид
рооборудования и аппаратуры. Для нагнетания рабочей жидкости в гидроци
линдры служит насосная установка 7.
Рис. 6 .18 . Машинадля литья под давлением с горизонтальной холодной
камерой прессования
Наличие гидрорычажного механизма 5 запирания позволяет надежно за
переть форму, а гидропневматический аккумулятор 8 обеспечивает быстрый
впрыск металла в форму и выдержку его во время кристаллизации отливки под
необходимым давлением.
Машины с холодной камерой прессования выпускают с усилием запира
ния от 0,4 до 35 МПа. На этих машинах получают отливки массой от несколь
ких граммов до 50 кг и более (из алюминиевых сплавов) со стенками толщиной
от 0,6 до 6 мм, шероховатостью поверхности RZ =40... 10 мкм.
Процесс литья начинается с подогрева прессформы, заливочного стакана
10 и прессующего поршня 9. Температура нагрева прессформы зависит от зали
ваемого сплава: для цинкового 140180
0
C; для алюминиевого 180 210
0
C;
для магниевого 200 240
0
C; для латуни 250300
0
C
182
Глава 6. Специальныеспособылитья
Очень часто на производстве для нагрева прессформы в неё дватри раза
заливают расплав, а полученные отливки затем переплавляют, так как они
имеют дефекты. Подогретая прессформа смазывается специальными смазоч
ными материалами. Затем включается механизм запирания 5, приводимый
в движение гидроцилиндром, который перемещает подвижную плиту 2 и за
крепленную на ней подвижную половину прессформы и соединяет её с непо
движной половиной прессформы. После этого в прессовый стакан 10 заливает
ся расплав.
Рекомендуемые температуры литья для: алюминиевых сплавов 580620 °С,
для стали 14201580 °С.
Включается механизм запрессовки и поршень вытесняет расплав в по
лость формы. После заливки металл выдерживается в форме до затвердевания
(15 с), затем прессформа раскрывается и отливка выталкивается из неё.
При литье под давлением скорость впуска расплава в прессформу колеб
лется от 0,5 до 120 м/с, а конечное давление на расплав может достигать 490 МПа.
B результате форма заполняется за десятые, а часто и за сотые доли секунды.
При высоких скоростях впуска расплава в полость прессформы воздух,
пары, газы, продукты разложения смазочного материала не успевают полностью
удалиться из прессформы за время её заполнения и попадают в расплав. Это
способствует образованию в отливках раковин и газовоздушной пористости.
При термической обработке, при нагреве отливки газы расширяются,
на её поверхности появляются пузыри.
Для уменьшения газовоздушной пористости в отливках используются спе
циальные способы литья под давлением, к ним относят: литье с использованием
вакуумирования прессформы, литьё с регулированием состава газа в полости
прессформы, подпрессовка металла, находящегося в твердожидком состоянии.
Существует несколько способов создания вакуума в полости пресс
формы. Один из них состоит в том, что прессформу заключают в герметичный
кожух, из которого воздух удаляется вакуумными насосами, а затем в неё за
прессовывается расплав. Вакуумирование полости прессформы происходит
в тот момент, когда прессующий поршень перекроет заливочное отверстие
в стакане.
Одним из методов литья под давлением с регулированием состава газов
в полости прессформы является кислородный. Например, перед заливкой рас
плава алюминиевого сплава полость прессформы и камера прессования
продуваются кислородом до полного вытеснения воздуха. При заполнении
прессформы расплавом кислород вступает в реакцию с частицами расплава,
при этом его большая часть расходуется на окисления расплава, а в форме об
разуется вакуум.
183
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Образующиеся мельчайшие частицы окисла Al2O3
не ухудшают механи
ческих свойств и обрабатываемости отливок. Вместе с тем газосодержание от
ливок и пористость в них значительно уменьшаются.
Гелиевый
процесс. Перед заливкой расплава полость камеры прессования и
прессформы заполняются гелием так, чтобы весь воздух был вытеснен и замещен
гелием. При запрессовке гелий, который значительно легче воздуха, легко поки
дает прессформу через каналы вентиляционной системы и не попадает в отливку.
B результате количество газовых пор резко уменьшается и плотность возрастает.
Для уменьшения усадочных пор в отливке и сжатия газовоздушных пор,
уменьшения их объёма, повышения плотности и герметичности отливки произ
водится подпрессовка расплава в конечный момент прессования.
B одном из вариантов подпрессовки отливок используется двойной прес
сующий поршень. Один из поршней основной и второй, меньшего диаметра,
находится в центре плунжера основного поршня. До момента образования ко
рочки металла на стенках камеры прессования оба плунжера перемещаются
вместе, а после остановки основного плунжера продолжает двигаться плунжер
меньшего диаметра и давление на расплав увеличивается.
Прессформы
Качество прессформы в значительной мере определяет качество отливки,
её точность, шероховатость поверхности, наличие газовых и усадочных рако
вин, других дефектов.
Прессформа может иметь одну или несколько рабочих полостей для по
лучения отливки, стержни и вставки, необходимые для выполнения отверстий
в отливке, системы каналов для подвода расплава в рабочую полость и отвода
воздуха и газов (вентиляционную систему), а также системы толкателей и кана
лов для охлаждения деталей прессформы при работе.
При проектировании прессформы поверхность разъёма назначают с уче
том усадки сплава; вследствие усадки отливка обжимает выступающие части
прессформы, стержни и отходит от стенок формы. После раскрытия пресс
формы отливка находится в той полуформе, которая имеет большее число вы
ступов, оформляющих её внутренние контуры и поднутрения. B этой части
прессформы и располагают выталкиватели для удаления отливок.
По плоскости разъёма прессформа делится на две части (рис. 6 .19): не
подвижную, условно называемую матрицей, и подвижную пуансон, в котором
располагаются выталкиватели.
B матрице обычно оформляются наружные контуры отливки, а пуансон
оформляет внутренние её очертания.
Плита 22 матрицы крепится к плите 25 и болтами 1 к неподвижной плите
2 машины. Плита 25 надевается на фланец камеры сжатия 3. B плите матрицы
184
Глава 6. Специальные способы литья
закреплена литниковая втулка 5, в которую входит прессовый поршень. В мат
рицу 6 вставлен неподвижный стержень 7 и в него стержень 8, оформляющий
отверстие.
Рис. 6.19. Прессформа для литья под давлением на машине
с холодной камерой прессования
Промывник Б служит для удаления загрязненного расплава из воздухоот
водного канала B и соединительного канала^.
Литниковая система состоит из прессостатка Г, подводящего канала Е, пи
тателя Д. Пуансон 9 закреплен в плитке 21 пуансона и на подкладной плите 20.
В этой плите и плите 22 сделаны каналы, по которым циркулирует вода для
охлаждения прессформы. Плита 20 через стойки 19 крепится болтами 18 к плите
17 и подвижной плите 16. Плита 17 через стойки 19 крепится болтами 18 к плите
21 и подвижной плите 16. Плита 17 и стойки 19 образуют постамент. Для направ
ления потока металла служит рассекатель 4. Через пуансон проходят выталкива
тели 11 и контрвыталкиватели. Они крепятся между плитой 13 и плитой 14.
185
Вальтер А. П., Протопопов А. А. Основы литейного производства
Контрвыталкиватели возвращают плиты 13 и 14 в исходное положение при сбли
жении половинок форм. Отливка выталкивается при раскрытии прессформы
и перемещения подвижной ее части упором толкателя 15 в плиту, закрепленную
на штоке запирающего цилиндра машины.
Подвижные и неподвижные части прессформы центрируются четырьмя
штырями 23 и втулками 24. Плиты 13 и 14 направляются колонкой 12, что так
же уменьшает износ выталкивателей. Для транспортирования и монтажа в пли
ту 20 ввёрнуты рымболты 10.
Прессформы для массового производства конструируют с полной авто
матизацией всех операций по извлечению стержней и подвижных вкладышей,
выталкиванию отливок, возврату стержней в исходное положение. Извлечение
подвижных стержней и выталкивание отливок осуществляется за счет переме
щения подвижной половины прессформы.
Обычно прессформы для массового производства имеют систему охла
ждения и часто систему терморегулирования, что позволяет повысить темп ра
боты машины, производительность процесса.
Системы терморегулирования включают датчики для изменения темпера
туры прессформы в заданных местах термопары, систему охлаждения от
дельных частей или прессформы в целом, систему регулирования подачи
охладителя в прессформу.
Прессформы для изготовления отливок в мелкосерийном производстве
характеризуются упрощённой конструкцией на базе универсальных блокформ
со сменными вкладышами. Внедрение САПР уменьшает затраты на проектиро
вание и изготовление прессформ на 4070 %. При этих условиях рентабельно
изготавливать даже партии по 400500 отливок.
Основные детали прессформы делятся на три группы: формообразую
щие, конструктивные и входящие в механизм прессформ. Кроме того, в пресс
формах используют крепёжные стандартные детали.
К формообразующим деталям относятся рабочие вкладыши, вставки,
стержни, выталкиватели, литниковые втулки, рассекатели и т.п .
Вкладыши обычно имеют форму цилиндров или параллелепипедов. Же
лательно, чтобы вкладыши имели равномерную толщину стенок.
Стержни могут быть неподвижные, подвижные, отъемные и разовые. Не
подвижные стержни устанавливают перпендикулярно к плоскости разъёма
и закрепляют во вкладышах подвижной и неподвижной частей прессформы.
Подвижные стержни оформляют отверстия и полости в отливке, распо
ложенные под углом к плоскости разъема прессформы или параллельно ей.
Для извлечения стержней широко используется клиновые механизмы, поз
воляющие совместить раскрытие прессформы и удаление стержней. Реечные
186
Глава 6. Специальныеспособылитья
и реечноклиновые механизмы используют для извлечения стержней, ход кото
рых превышает 50 мм.
Гидравлические приводы стержней используют для извлечения длинных
(более 50 мм) и крупных стержней (рис. 6 .20). Для облегчения удаления стерж
ни имеют конусность 30'—1°30'.
Рис. 6.20 . Гидродинамические извлекатели:
1гидроцилиндр
двойного
действия;
2запирающие
клинья с
гидроприводом
Выталкиватели следует располагать равномерно по контуру отливки,
а также в местах её торможения в форме при извлечении. B сечении выталкива
тели могут быть круглые, прямоугольные, квадратные и др. Площадь попереч
ного сечения их должна быть максимальной, чтобы они не продавливали от
ливку и не ломались сами. B закрытом положении прессформы торцы вытал
кивателей должны располагаться на 0,30,5 мм выше или ниже оформляющей
поверхности прессформы.
Трубчатые и сегментные выталкиватели применяют при изготовлении
отливок типа втулок, колец. Выталкивание плитой 13 обеспечивает равномер
ное удаление отливки. Литниковая втулка 5 предназначена для сопряжения
прессформы с камерой прессования 3.
Рассекатель 4 предназначен для направления потока расплава, поступаю
щего из литниковой втулки в каналы литниковой системы и рабочую полость
прессформы.
Конструктивные детали рабочей прессформы предназначены для соеди
нения отдельных ее частей и крепления к плитам машины. К ним относятся:
187
Вальтер А. П., Протопопов А. А . Основы литейного производства
плиты подкладные, прижимные, выталкиватели, постаменты, ползуны, упоры,
контрвыталкиватели, направляющие втулки и колонки, крепёжные детали.
Рабочие части прессформы, соприкасающиеся с расплавом, испытывают
значительные термические напряжения, переменные по знаку. Напряжения вы
зывают появление трещин вследствие термической усталости материала; по
степенно происходит «разгар» этих частей формы. Поэтому матрицы, пуансо
ны, сменные вкладыши, оформляющие рабочие полости, стержни, литниковые
втулки, изготавливают из легированных сталей 4Х5МФС, ЗХ2В8, 5XHM,
а также из сталей У8 и У9. Плиты, колонки и другие менее ответственные части
изготавливают из обычной конструкционной стали.
Для придания необходимых служебных свойств формообразующие дета
ли прессформ подвергают термической обработке низкотемпературному ци
анированию на глубину 0,050,2 мм.
Стойкость прессформ (число запрессовок) при литье сплавов: цинковых
200 000, алюминиевых 50 000; латуни 5000, магниевых 70 000; стальных,
приусловии изготовления форм из молибденовых сплавов, 2500 .
Повышение эксплуатационных свойств прессформ, стержней обеспечи
вают лазерным упрочнением. Это достигается за счет того, что рабочая поверх
ность деталей нагревается выше температуры плавления и в эту зону вводят ле
гирующие компоненты, которые в процессе последующей кристаллизации об
разуют поверхностный слой, отличный по химическому составу от основного
металла. Так, с целью увеличения твердости, износостойкости, теплостойкости
проводят лазерное азотирование, используя азотсодержащие обмазки на основе
карбамида, аммиачной соли и др. При проведении лазерного борирования ис
пользуют смесь бора, карбидов бора, буры и др.
Обмазки и пасты оплавляют импульсным или непрерывным лазером. В част
ности, отмечается, что стойкость прессформ против эрозии возрастает в 3 раза.
Проектирование технологического процесса
Анализ технологичности конструкции отливки является первым этапом
проектирования технологического процесса.
На этом этапе изучаются чертежи деталей, технические, условия, а также
особые условия производства.
Сплавы для литья под давлением должны иметь по возможности неболь
шой интервал кристаллизации, что способствует получению плотных отливок,
обладать достаточной прочностью и пластичностью при высоких температурах
во избежание повреждений отливок при их извлечении из прессформ, хорошей
жидкотекучестью, химической инертностью к материалу прессформы. Этим
требованиям удовлетворяют цинковые сплавы ЦАМ41, ЦАМ510 , алюминие
вые АК12, АК9, АК7 , магниевые МЛЗ, МЛ5, медные ЛЦ40С, ЛЦ16К4 и др.
188
Глава 6. Специальныеспособылитья
Детали, предназначенные к изготовлению литьём под давлением, должны
быть по возможности равностенными. Толщина стенок отливок из алюминие
вых, медных и цинковых сплавов должна быть в пределах 1,56 мм, магниевых
в пределах 1,55 мм, средняя толщина стенок2 2,5 мм.
Для лёгкого удаления из прессформ отливки должны иметь уклоны.
Уклоны наружной поверхности могут быть в пределах Ю'—ЗО', уклоны внут
ренних поверхностей в пределах 30'—2°. В отливках следует избегать острых
углов. Отверстия диаметром меньше 1 мм и глубиной больше 12 мм в отливках
выполнять не следует. Резьба в отверстиях может быть выполнена литьем, если
шаг её не меньше 1 мм. Припуски на обработку резанием обычно не превыша
ют 0,30,8 мм на сторону.
Литниковые системы в зависимости от расположения литникового хода
по отношению к отливке делят на три группы (рис.6.21).
Место подвода питателя зависит от конфигурации отливки. Для отливок
типа пластин металл подводится в основное тело отливки (рис. 6 .21, а) к узкой
стороне, чтобы воздух успел удалиться из полости формы. Для отливки типа
пластин (рис. 6 .21, б) с отверстием необходимо применять рассредоточенный
подвод, чтобы избежать удара расплава в стержень и привар стержня к отливке.
Для отливок типа рамки (рис. 6.21 , в) целесообразнее применять внутрен
ний, а не внешний подвод металла. К плоским тонкостенным отливкам следует
подводить один широкий питатель (рис. 6 .21, г), ибо в противном случае стал
кивающиеся потоки захватывают газы.
Аналогичный подвод металла осуществляют и для круглых пластинчатых
отливок (рис. 6 .21, д), причем ширина питателя должна быть не менее 0,5 диа
метра отливки. Наоборот, если круглая отливка имеет центральное отверстие,
лучше подводить металл по касательной (рис. 6 .21, е), избегая тем самым раз
двоения потока.
К коробчатым отливкам, высота H которых значительно меньше диамет
ра D (рис. 6 .21, ж), питатель подводится в донную часть, так как при подводе
в край поток будет дважды менять направление и не обеспечит подпрессовку
всей отливки. Если H>D (рис. 6 .21, з) рациональнее подводить металл в край
отливки.
Расчёт литниковой системы сводится к расчёту поперечного сечения пи
тателей. Существует несколько способов расчёта, основанных на практических
рекомендациях по скоростям впуска расплава. Часто при расчётах принимают,
что для большинства отливок средняя скорость впуска расплава в режиме
сплошного турбулентного потока заполнения составляет 15 м/с, а продолжи
тельность заполнения тзая=0,06 с.
189
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Скорость впуска расплава в прессформу в зависимости от свойств спла
ва, толщины стенки отливки, её протяженности и конфигурации может быть
определена по формуле:
VEN
=KXomJylТ
зап
,
(6.8)
где
К коэффициент, зависящий от температуры заливаемого сплава, м/с
12
:
для алюминиевых и медных сплавов #=0,015. . .0,03; для магниевых
#=0,018 . ..0 ,035 , для цинковых #=0,013.. .0,026;
Хошл=безразмерная величина, характеризующая конфигурацию отливки:
Рис. 6.21. Расположение питателей
при изготовлении отливок различной конфигурации:
1 неправильное;
2
правильное
190
Глава 6. Специальные способы литья
Xorm=(Ulo)
VZ"^T,
(6.9)
где
L длина отливки;
Io средняя толщина стенки отливки;
n число поворотов расплава в полости формы под углом 90°;
^заппродолжительность
заполнения формы, с.
Площадь поперечного сечения питателя для одного гнезда прессформы
можно определить из выражения
fnum=1,12G/(Ki
К2 K3 K4 рм),
(6.10)
где
G масса отливки с промывниками, г;
рм
плотность металла, (г/см
3
);
KI, K2, K3, K4 коэффициенты, учитывающие соответственно конфигурацию
отливки, давление прессования, состав сплава, толщину стенки отливки.
B табл. 6.8 приведены значения коэффициентов, полученные на основе экс
периментальных и статистических исследований для отливок объёмом до 1000 см
3
.
Таблица 6.8
Значения коэффициентов в формуле (6.10)
Конфигурация отливки
K1
Давление прессования,
МПа
K2
Толстостенная простой
конфигурации
0,75
До 20
2,5
Коробчатого сечения
1
20^0
2,0
Сложной конфигурации
1,5
4060
1,75
Сложной конфигурации с
тонкими рёбрами толщиной
0,50,8 мм
2,0
6080
1,5
80100
1,25
св. 100
1,0
Сплавы
K3
Средняя толщина стенки, мм
K4
Свинцовооловянистые
1,10
До1
0,5
Цинковые
1,00
12
0,75
Алюминиевые
0,90
24
1,0
Магниевые
0,85
46
1,15
Медные
0,75
69
1,30
Сталь и чугун
0,5
св. 9
1,50
191
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Определив скорость впуска Ven и сечение питателями,, из уравнения не
разрывности находим скорость прессования, м/с:
Vnp=
VeJfnum /ж D
2
,
(6.11)
где
Dnp
диаметр прессующего поршня (камеры прессования).
Для многогнездных прессформ находят суммарную площадь сечений
всех питателей, и если скорость прессования превышает допустимую, то увели
чивают диаметр камеры прессования.
Конструкция литниковой системы зависит от типа машины, на которой
изготовляется отливка. При литье на машинах с горизонтальной камерой прес
сования литниковая система состоит из подводящего канала и питателя.
К литникам относят также прессостаток. Высота прессостатка должна
быть минимальной, но не меньше размера входного отверстия в подводящий
канал.
Обычно питатели делают прямоугольного поперпечного сечения, а под
водящий канал трапециевидного. Площадь поперечного сечения подводящего
канала принимают
f„ .K
=(\,2\,b)f„
(6.12)
Глубину аПж. и ширину ЪПж. подводящего канала определяют по форму
лам
a п.к.=
OJlyffU
;Ъ п.к. =(1,55^ 1,95) ^fff •
(6
13
)
Для удаления первых порций расплава, загрязненного продуктами разло
жения смазочного материала, воздухом, газом, окислами, в прессформе вы
полняют промывники технологические приливы. Промывники соединяют
с полостью формы каналами глубиной //=0,8...0,9 мм толщины питателя. Про
мывник может соединяться с атмосферой вентиляционным каналом, но может
быть и глухим. Промывники располагают вблизи утолщенных мест отливки,
под каждым из них устанавливают толкатель.
Для удаления из прессформы воздуха, газов от разложения смазочного
материала выполняется вентиляционная система.
Вентиляционная система прессформы состоит из каналов в виде щелей
глубиной 0,08.. .0,2 мм и шириной 5.. .30 мм. Вентиляционный канал может со
общать полость формы непосредственно с атмосферой или через промывник.
Располагают вентиляционные каналы в местах наиболее вероятного скопления
воздуха, газов, продуктов разложения смазочного материала.
Выбор машины.
Выбор машины для осуществления процесса по разрабо
танной технологии производят по параметрам, входящим в паспорт машины,
192
Глава 6. Специальныеспособылитья
а именно: усилию запирания, давлению прессования, размерам плит машин,
емкости камеры прессования, производительности.
Давление прессования выбирают в соответствии с практическими реко
мендациями в зависимости от сплава, толщины стенки и сложности конфигу
рации отливки (табл. 6.9).
Диаметр камеры прессования DTMTM определяют из условия нераскрытия
прессформы при запрессовке
D„7 > 1,13^/npnp J]Fnp /pз,
(6.14)
где
pnp,p3
~ усилия прессования и запирания, развиваемые механизмами
машины (по паспорту машины);
n — коэффициент зависящий от скорости прессования;
n=l,6.. .2,5 и возрастает с увеличением скорости прессования;
Z FNP
сумма площадей проекций отливок и литниковой системы на
плоскость разъема прессформы.
Вместимость камеры прессования определяют по объёму заливаемого
сплава VM, который складывается из объёма отливки V0, литников с промывни
ками Vn. c, прессостатка Vn,0.
Таблица 6.9
Рекомендуемые давления прессования для различных сплавов, МПа
Толщина
стенки
отливки,
MM
Конфигурация
отливки
Оловянносвинцовый Цинковый
М
а
г
н
и
е
в
ы
й
А
л
ю
м
и
н
и
е
в
ы
й
Л
а
т
у
н
ь
Простая
30
45
50
35
60
ДоЗ
Сложная
35
45
55
45
70
Очень
сложная
45
50
60
50
80
До6
Простая
45
55
70
60
90
До6
Сложная
50
60
80
65 100
Объёмы V0 И VJ1^C определяют по чертежу отливки. Объём VJ.O
=
10...50 %
объёма отливки. Таким образом, объём расплава, заливаемого в камеру прессо
вания
VM=
VO+ VKC+
VNN.
(6.15)
193
Вальтер А. П., Протопопов А. А . Основы литейного производства
По известному объёму определяют массу расплава.
Усилие раскрытия формы, возникающее в результате гидростатического
давления на неё
Qo=qFnp,
(6.16)
где
q гидростатическое давление на металл в камере прессования, Па.
(принимается по данным табл. 6 .9);
Fnp
сумма площадей проекций отливки и литниковой системы на плос
кость разъема прессформы.
Усилию Q0 раскрытия формы должно противостоять усилие запирания
прессформы с некоторым запасом. Усилие запирания прессформы, обеспечи
ваемое механизмом запирания машины, должно быть
Q =QOK,
(6.17)
где
К— коэффициент запаса, #=1,1...1,25 (меньшее значение для крупных
отливок, большее для мелких).
В соответствии с размерами прессформы и её конструкцией определяют
другие технические характеристики машины: расстояние между колонками
по горизонтали и вертикали в свету, ход подвижной плиты машины, наиболь
ший ход гидровыталкивателя.
Сопоставляя полученные расчётом и определяемые конструкцией пресс
формы характеристики машины, устанавливают возможность использования
данной машины для получения отливки.
Автоматизация литья под давлением
При автоматизации литья под давлением обеспечивается выполнение
в автоматическом цикле следующих операций: работа всех механизмов маши
ны; подготовка прессформы к очередной операции (обдувка и опрыскивание);
дозирование и заливка расплавленного металла; извлечение отливок из пресс
формы и уборка их из машины.
При комплексной автоматизации после удаления из прессформы отливки
охлаждаются, и остатки литниковой системы и заусеницы удаляются.
Машины литья под давлением приводятся в действие гидроприводом
и управляются электрогидравлической системой. Современные машины управля
ются с помощью микропроцессора, допускающего программирование технологи
ческого процесса (регулирование ступеней скорости и давление прессования).
Для обдувки и опрыскивания форм машины оборудуются манипулятора
ми, которые закрепляются на неподвижной плите машины. Манипулятор вво
дит блок форсунок в разъём формы и подаёт на поверхность формы смазочный
состав и сжатый воздух. Форма смазывается либо в каждом цикле работы ма
шины, либо по счётчику с пропуском до шести циклов.
194
Глава 6. Специальные способы литья
Для машин с холодной камерой прессования применяют специальные
заливочнодозирующие устройства механического, пневматического или элек
тромагнитного типа. Механические устройства в большинстве случаев копи
руют движения ложки или заливочного ковша.
На рис. 6.22 показан манипулятор для автоматической дозированной за
ливки алюминиевых, цинковых и медных сплавов в машины литья под давле
нием с горизонтальной холодной камерой прессования.
Ковш 3 относительно рычага 5 поворачивается тягой 4 с регулировочной
гайкой 6. Тяга используется и для поворота ковша при заливке при помощи
гидроцилиндра 8, приводящего в движение ползун 9, связанный с тягой.
Рис. 6 .22. Манипулятор для заливки металла в камеру прессования:
1 печь; 2 отверстие
в стенке; 3 ковш;
4 тяга; 5рычаг; 6 гайка
регулировочная;
7 пресскамера;
8 гидроцилиндр;
9 ползун
В исходном положении ковш находится над раздаточной печью. По ко
манде рычаг поворачивает ковш к заливочному окну и выливает металл в камеру
прессования. После этого подается команда на обратный ход ковша и рычага.
195
Вальтер А. И., Протопопов А. А. Основы литейного производства
В конце хода скорость перемещения замедляется и ковш опускается в металл
на глубину ниже уровня металла в печи. Измерительный преобразователь уровня
определяет глубину погружения ковша в металл независимо от изменения уров
ня металла в печи по мере её опорожнения. По команде, поступающей от реле
времени, ковш с замедленной скоростью поднимается из печи. При этом излиш
ки металла сливаются обратно в печь, ковш останавливается над ней, до поступ
ления команды с машины на следующий цикл перемещения.
Ha рис. 6 .23 приведен автоматизированный комплекс для литья под дав
лением, который включает: автоматическую машину 1, электрошкаф 2, кон
трольноизмерительные приборы 3, устройство для термостатирования пресс
формы 4.
Рис. 6.23. Автоматизированный комплекс на основе машины
для литья под давлением
Комплекс оснащается системой программного управления и автоматиче
ского поддержания параметров процесса на заданном уровне.
Комплексная механизация и автоматизация всех вспомогательных опера
ций при литье под давлением возможна при применении промышленных мани
пуляторов (роботов).
Роботы способны извлекать отливки из форм, подавать их на охлаждение
ориентированно в штамп обрезного пресса, на контрольное приспособление
196
Глава 6. Специальныеспособылитья
и дальше в тару или на конвейер для последующей обработки. При этом робот
не только манипулирует с отливкой, но и управляет всем смежным оборудова
нием и операциями, подавая соответствующие сигналы.
На основе описанных устройств и автоматических машин для литья под
давлением и создаются автоматические комплексы и линии для литья под дав
лением.
В состав комплекса входит гидропресс 5, установка 6 для охлаждения от
ливок, промышленный манипулятор (робот) 8 для выемки отливок из пресс
формы и подачи их на охлаждение и в гидропресс для обрубки (на рис. не пока
зан), установка 9 для обдувки и смазывания прессформы, электропечь 11, ма
нипулятор 12 для заливки металла и пульт управления 10. B зоне действия ро
бота ограждена площадка безопасности 7.
6.5. Центробежное литье
Особенность центробежного литья состоит в том, что при заливке метал
ла и его затвердевании форма с металлом находится во вращении и испытывает
действие центробежных сил.
Ось вращения формы может быть горизонтальной,
вертикальной,
наклонной или перемещающейся в пространстве в процессе получения отлив
ки, рис. 6.24 .
Наиболее распространен способ литья во вращающиеся металлические
формы с горизонтальной или слегка наклонной осью вращения. Машины для
центробежного литья с горизонтальной осью вращения разделяют на машины
для литья длинных и коротких заготовок. Для получения коротких заготовок
(втулок) используют машины шпиндельного типа, в которых изложница кон
сольно расположена на шпиндельном валу.
B последнее время разработаны машины, где изложницы зажимают
в центрах, одним из которых служит глухая крышка, осуществляющая враще
ние изложницы, а другим полая, через которую заливают металл.
Для литья длинных заготовок, в том числе труб, используют машины,
в которых изложницы расположены на роликовых опорах (опорных и привод
ных).
Машины с вертикальной осью вращения применяют для получения колец
небольшой высоты и фасонных отливок методом центрифугирования. При
этом вся отливка оформляется самой формой, обычно изготовленной из формо
вочной смеси или оболочковой (керамической).
Существенный параметр машин для центробежного литья частота вра
щения изложницы. При малой частоте вращения металл отливки недостаточно
197
Вальтер А. И., Протопопов А. А . Основы литейного производства
уплотняется. При завышенной частоте вращения происходит ликвация, в от
ливке возникают продольные трещины и наблюдается повышенная вибрация
машины.
Рис. 6.24. Схема получения деталей на различных центробежных машинах:
а с горизонтальной
осью вращения; б с вертикальной
осью
вращения;
1 изложница (форма); 2 заливочная
воронка; 3 формирующаяся
отливка;
4 ковш с жидким металлом;
в методом
центрифугирования;
1 вращающийся
стол; 2 центральный
вал;3 ковш; 4
стояк;
5 питатели; 6 форма
Наиболее известным способом расчета скорости вращения формы являет
ся расчет по коэффициенту гравитации.
Коэффициентом гравитации центробежного литья называют число, кото
рое показывает, во сколько раз сила, действующая на заливаемый металл,
больше силы тяжести.
При расчете частоты вращения формы с горизонтальной осью вращения
на расплав действует центробежная сила (рис. 6.25):
V2
Fu
=m
,
(6.18)
где
m масса частицы, кг;
V линейная скорость, м/с;
R радиус вращения частицы, м.
Коэффициент гравитации представляет собой отношение
F
V
2
к =У
=—
,
(6.19)
mg
Rg
где
g ускорение свободного падения, м/с
2
;
V=2л R•n.
198
Глава 6. Специальные способы литья
Fn>Fg
Рис. 6.25. Гидростатические силы, действующие на металл при вращении
формы относительно горизонтальной оси:
1 расплав; 2 форма;
Fp
равнодействующая
центробежной
силы Fu и тяжести
Fg
После подстановки получаем
,
4 •Ti
2
•R•n
2
2 •Ti
2
•D•n
2
/r
^
к=
=
.
(6.20)
g
g
Искомая частота вращения формы
= 0,705 Л
VD
VD
п = ^Л =».ШЛ,
(6.21)
где
D диаметр формы, м.
Коэффициент гравитации к зависит от материала формы и заливаемого
сплава. Для песчаной формы с горизонтальной осью вращения к = 75, для ме
таллической формы к = 80, для сплавов с узким интервалом кристаллизации
к = 90... 100.
При вращении формы относительно вертикальной оси внутренняя по
верхность отливки имеет форму параболоида вращения (рис. 6 .26), которая об
разуется в результате одновременного действия центробежной силы F4 и силы
тяжести Fg.
Это означает, что толщина стенок отливки в верхней и нижней ча
стях будет различной.
199
Вальтер А. И., Протопопов А. А . Основы литейного производства
R
г
1
Fp
Рис. 6 .26 . Схема вертикального центробежного литья в форму с вертикальной
осью вращения:
1 — расплав; 2 — форма
Для расчета частоты вращения формы с вертикальной осью вращения
можно использовать формулу для горизонтальной центробежной заливки при
k = 100...200.
Для расчета частоты вращения формы используется формула, об/мин,
5520
n=
(6.22)
где
P — плотность сплава, г/см
3
;
r — радиус внутренней поверхности отливки, см, и выражение, об/мин,
n=
C
(6.23)
где
С коэффициент, выбираемый в зависимости от вида сплава: для алюмини
евых сплавов 2250; для серого чугуна и бронзы 1675; для стали 1350 .
R радиус наружной поверхности отливки, см.
Технология изготовления отливок
Для изготовления отливок центробежным способом применяют различ
ные литейные формы: металлические, песчаные, комбинированные (песчано
металлические), керамические, оболочковые, по выплавляемым моделям и др.
Металлические формы обычно называют изложницами. На машинах с го
ризонтальной осью вращения применяют короткие и длинные изложницы. Ко
роткие изложницы крепят на планшайбе или на шпинделе машины. Крышки
к изложницам крепят двумя болтами или тремя центробежными зажимами.
200
Глава 6. Специальныеспособылитья
Диаметр отверстия в крышке должен быть достаточным для введения в излож
ницу заливочного желоба.
Внутренняя поверхность изложницы должна иметь уклон, тем меньший, чем
больше диаметр отливки. При диаметре отливки более 300 мм уклона не делают,
так как отливка легко извлекается вследствие образования зазора при усадке.
Изложницы для центробежного литья перед заливкой расплава подогрева
ют, на их рабочую поверхность наносится слой огнеупорного покрытия. При
необходимости формы охлаждают воздухом или водой. Кроме того, при центро
бежном литье используют сыпучие материалы для покрытия поверхности форм.
Частицы покрытия прочно удерживаются на поверхности формы под действием
центробежных сил.
Различают покрытия теплоизоляционные, предназначенные для регулиро
вания скорости охлаждения отливки и защиты от воздействия на изложницу рас
плавом (мелкий кварцевый песок или пьшевидный кварц (слой толщиной 46 мм)
и химически активные покрытия, взаимодействующие с расплавом (ферросили
ций, графит, алюминиевый порошок и т.д .) и изменяющие свойства поверхност
ного слоя отливки.
Изложницы в процессе работы подвержены циклическому воздействию ме
ханических и термических нагрузок. Поэтому для их изготовления используют
стали, легированные хромом, молибденом, такие, как 25Х2НМ, 34ХМ. B мелкосе
рийном производстве используют изложницы из серых чугунов СЧ20, СЧ26.
При производстве отливок, у которых наружная поверхность имеет вы
точки, бугорки, пояски, на поверхность формы наносят футеровку. Футеровку
наносят формовкой по модели или накаткой роликом.
Песчаные и керамические формы, оболочковые формы по выплавляемым
моделям применяют для изготовления фасонных отливок из бронзы, легирован
ных сталей. B качестве формовочных применяют песчаноглинистые и быстро
твердеющие жидкостекольные смеси. Стержни, изготовленные из этих смесей,
устанавливают в полость изложницы и отливают детали в стержнях.
Оболочковые формы, изготовленные по выплавляемым моделям, форму
ют в контейнерах сыпучим материалом, устанавливают на центробежный стол
и заливают расплавом.
При центробежном литье дозирование расплава существенно влияет
на точность массы и толщину стенок отливок со свободной поверхностью.
Расплавы дозируют:
•
по объему мерными ковшами;
•
по массе с помощью весов, к которым подвешен ковш;
•
по переливу избытка расплава. B этом случае между формой и крыш
кой изложницы устанавливают шайбу, диаметр отверстия которой
201
Вальтер А. П ., Протопопов А. А . Основы литейного производства
равен внутреннему диаметру отливки. Как только металл начинает
переливаться через отверстие в шайбе, заливку прекращают.
Центробежные машины
В зависимости от расположения в пространстве оси вращения изложницы
различают центробежные машины с вертикальной, горизонтальной и наклон
ной осью вращения. B зависимости от конструктивного исполнения различают
шпиндельные, роликовые машины и центробежные столы.
B центробежных машинах с вертикальной осью вращения получают от
ливки кольцеобразной формы небольшой высоты и фасонные отливки.
На рис. 6.27 приведена схема машины с вертикальной осью вращения для
изготовления фасонных отливок. На станине 1 укреплен шпиндель 2, приводи
мый во вращение электродвигателем 3 через клиноременную передачу 4.
На шпинделе смонтирован стол 5, на котором устанавливается форма 6. Чтобы
брызги жидкого металла не попадали на рабочих, машина помещается в кес
соне, который закрывается плитой 7. Форма должна быть хорошо укреплена
на столе.
1
2
4
Рис. 6 .27. Центробежная машина с вертикальной осью вращения
Машины с горизонтальной осью вращения бывают двух типов: шпин
дельные и роликовые. Шпиндельные машины применяют для изготовления ко
ротких отливок (втулок, колец, гильз); роликовые для литья длинных изделий
(труб).
202
Глава 6. Специальныеспособылитья
На концах горизонтального вала 1 укреплены на резьбе (с заходом, об
ратным вращению) стальные изложницы 6. Каждая изложница находится внут
ри защитного кожуха 6. Вал в подшипниках вращается от электродвигателя 7
через ременную передачу 9. Обе изложницы можно заливать расплавом одно
временно. Перед заливкой в изложницы вставляют сменные чугунные гильзы 2.
После установки гильз изложницы закрываются крышками 4 с отверстием.
Крышки прижимаются к изложницам центробежными зажимами 10. Внутрь
изложниц через отверстие в крышках вводят желоба 3. Заливку начинают после
включения машины.
Роликовые машины с горизонтальной осью вращения используют для из
готовления массивных втулок, колец. Изложница имеет на внешней поверхности
два кольцевых выступа, которыми опирается на четыре ролика. Изложница при
водится во вращение от электродвигателя с помощью клиноременной передачи,
приводящей во вращение один из роликов, сидящих на валу. От ролика движе
ние передается изложнице. Для устранения вибрации при работе изложница
сверху прижимается роликами, укрепленными на подпружиненных опорах.
Труболитейные машины
Литые водопроводные и канализационные трубы являются типичными
представителями отливок массового производства. B соответствии с ГОСТ изго
товляют канализационные трубы длиной 2 м, диаметром 50100 мм при толщине
стенок 45 мм и водопроводные трубы длиной 25 м, диаметром 50100 мм
с толщиной стенок 7,530 мм.
203
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Имеется несколько типов машин для центробежной отливки труб.
По типу применяемых изложниц различают машины с металлическими
охлаждаемыми изложницами и с футерованными изложницами.
Наибольшее распространение получили машины с металлической интен
сивно охлаждаемой изложницей, с перемещением последней вдоль продольной
оси при заливке из специального заливочного желоба.
Примером машин этого типа может служить серийно выпускаемая цен
тробежная машина для литья чугунных водопроводных труб (рис. 6 .29).
На машине изготавливаются раструбные трубы. Контуры раструба вы
полняют стержнем, устанавливаемым на металлическом поддоне.
Основные узлы машины: Мобразная чугунная станина 1 со стальными
направляющими 2, на которой смонтированы кантователь, пневмопанель, скаты
3 для труб, две направляющие 4 для поддержки труб, шарнирный механизм 9,
гидроцилиндр перемещения корпуса и клещи 12 для извлечения отлитых труб.
Полый корпус 6 с помощью четырех ходовых колес 5 перемещается
по стальным направляющим станины. В корпусе имеются три опоры для уста
новки изложницы.
9
8
1
5
3
Рис. 6 .29. Центробежная машина для литья чугунных водопроводных труб
На корпусе со стороны раструбной части изложницы расположен меха
низм 7 установки стержней, а со стороны гладкой части изложницы на плите
электродвигатель 8 вращения формы. Подвод воды к изложнице, а также под
вод электроэнергии и отсос газов осуществляются шарнирным механизмом 9,
один конец которого закреплен на станине, а другой на корпусе.
204
Глава 6. Специальныеспособылитья
На гладком конце изложницы закреплены коническая втулка, ограничи
вающая длину отливаемой трубы, и приводной шкив.
Для заливки чугуна на машине имеется заливочный стенд 10, на котором
устанавливается ковш. Два желоба 11 смонтированы на подвижной тележке.
Частота вращения изложницы 1020 с
4
.
Технологический процесс изготовления отливок на центробежных маши
нах состоит из ряда операций:
1. Подготовка изложницы. Перед заливкой расплава изложницу тща
тельно очищают от остатков теплоизолирующего состава и покрытия
сжатым воздухом или щеткой. После этого изложницу нагревают до
температуры 150200 °С.
2. Нанесение покрытия. Если изложница окрашивается, то слой покры
тия наносят кистью или пульверизатором. Если изложница покрыва
ется теплоизоляционным слоем, ее закрывают крышкой, приводят
во вращение и совком наносят на нее слой покрытия.
3. Заливка изложницы расплавом. Перед заливкой желоб нагревают
и вводят во вращающуюся изложницу. Заливают расплав, не прерывая
струю. Изложница вращается до тех пор, пока отливка не затвердеет
полностью. Затем машину выключают, изложница останавливается,
открывают крышку и извлекают отливку из изложницы. Далее цикл
повторяется.
Литье серого чугуна
Втулки и кольца из чугуна отливают на шпиндельных и роликовых маши
нах в изложницах, покрытых теплоизоляционным слоем. Толщину покрытия (су
хой футеровки) назначают в зависимости от толщины стенки отливки (табл. 6 .10).
Сухая футеровка должна быть просушена и просеяна через сита.
Таблица 6.10
Толщина покрытия изложницы
Толщина стенки, мм
ДоЮ
1015
1520
Св.20
Толщина покрытия, мм
1,5
2,5
4,0
5,0
Температура чугуна при заливке должна быть не выше 1400
0
C Изложница
должна вращаться до тех пор, пока температура отливки не снизится до 700 0C
Качество отливок повышается при использовании флюса для обработки
металла непосредственно в изложнице в процессе формирования отливки.
Синтетический флюс в виде легкоплавких или экзотермических смесей
при заливке металла дозаторами подают в заливочное устройство центробежной
205
Вальтер А. П., Протопопов А. А. Основы литейного производства
машины. Флюс защищает металл от окисления, рафинирует его от неметалличе
ских включений и газов.
Для устранения «отбела» применяют модифицирующий флюс, содержа
щий 75 % (по массе) FeSi в смеси с Na3AlF6
или NaF в соотношении 3:1.
При производстве отливок для гильз двигателей внутреннего сгорания
применяют флюсообразующие экзотермические смеси, содержащие, % (по мас
се): силиката кальция 8, алюминиевого порошка 12, натриевой селитры 14, си
ликата натрия 26, плавикового шпата 20, кузнечной окалины 20.
Смесь вводят на струю металла из расчета 0,81,0 % (по массе) заливае
мого в изложницу чугуна.
Как правило, водопроводные и канализационные трубы получают в ме
таллических интенсивно охлаждаемых подвижных изложницах. Трубы, отли
тые в таких изложницах, имеют отбеленную поверхность, поэтому их подвер
гают отжигу при температуре 950960 0C и выдержке 50 мин.
После термообработки и очистки от окалины трубы асфальтируют в ван
нах при температуре 150 °С, затем подвергают гидроиспытанию.
Литье стали
Центробежным литьем трубы и другие отливки получают из углероди
стых, коррозионностойких, жаропрочных сталей. Механические и эксплуата
ционные свойства изделий, полученных центробежным литьем, выше, чем
свойства материала изделий, полученных в разовых формах, а в ряде случаев
кованых изделий.
Однако, несмотря на большие преимущества при центробежном литье
стальных труб и других отливок, имеются и недостатки:
•
повышенная загрязненность металла со стороны внутренней поверх
ности, особенно при получении отливок из титансодержащих сталей;
•
большой брак по горячим трещинам при производстве заготовок из
углеродистых и коррозионностойких сталей;
•
развитие встречного фронта кристаллизации со стороны свободной
поверхности затрудняет выделение неметаллических включений и га
зов из затвердевающего расплава, которые остаются в металле на рас
стоянии 1520 мм от внутренней поверхности отливки, образуя де
фектную зону. Для удаления этой зоны необходимо увеличить при
пуски на обработку отливок резанием.
Применение синтетического флюса, а также флюса в сочетании с печным
шлаком для утепления свободной поверхности отливки способствует более
полному выделению загрязнений из металла и в значительной мере уменьшает
глубину залегания дефектной зоны.
206
Глава 6. Специальныеспособылитья
Для рафинирования металла в изложнице и утепления внутренней по
верхности обычно применяют флюс АНФ29, содержащий, % (по массе): CaF
63, Al2O3
5, CaO 17, SiO2
10,MgO 6.
В табл. 6.11 приведены основные технологические режимы процесса ли
тья труб из углеродистых, коррозионностойких и жаропрочных сталей.
Литье цветных сплавов
Отливки из медных и алюминиевых сплавов, полученные центробежным
способом, часто имеют дефекты мелкие спаи на поверхности, расслоенность, га
зовую пористость, иногда трещины. Все эти дефекты появляются вследствие неот
работанности режима литья. Для цветных сплавов поверхность изложниц жела
тельно покрывать формовочным огнеупорным покрытием, ацетиленовой копотью.
Для получения отливок из бронз необходимо не допускать биения излож
ниц, расплав заливать струей большого сечения и выдерживать его оптимальную
температуру, для бронзы АЖ94
1000 °С; для бронзы ОФ101
10201050 °С;
для бронзы АМц 92
1030 °С. Втулки средних размеров из медных сплавов по
лучают в формах без покрытия или с покрытием ацетиленовой копотью, а также
жирными смазочными материалами.
Таблица 6.11
Технологические режимы центробежного литья стальных труб
Размеры трубы, мм
Т
о
л
щ
и
н
а
ф
у
т
е
р
о
в
к
и
,
м
м
Ч
а
с
т
о
т
а
в
р
а
щ
е
н
и
я
ф
о
р
м
ы
,
м
и
н
"
1
С
к
о
р
о
с
т
ь
з
а
л
и
в
к
и
,
к
г
/
с
С
р
е
д
н
я
я
с
к
о
р
о
с
т
ь
н
а
р
а
с
т
а
н
и
я
с
т
е
н
к
и
,
м
м
/
с
Марка
Диаметр
Т
о
л
щ
и
н
а
ф
у
т
е
р
о
в
к
и
,
м
м
Ч
а
с
т
о
т
а
в
р
а
щ
е
н
и
я
ф
о
р
м
ы
,
м
и
н
"
1
T°с
С
к
о
р
о
с
т
ь
з
а
л
и
в
к
и
,
к
г
/
с
С
р
е
д
н
я
я
с
к
о
р
о
с
т
ь
н
а
р
а
с
т
а
н
и
я
с
т
е
н
к
и
,
м
м
/
с
стали
ВНар 1^внут
Толщина
стенки
Длина
Т
о
л
щ
и
н
а
ф
у
т
е
р
о
в
к
и
,
м
м
Ч
а
с
т
о
т
а
в
р
а
щ
е
н
и
я
ф
о
р
м
ы
,
м
и
н
"
1
T°с
С
к
о
р
о
с
т
ь
з
а
л
и
в
к
и
,
к
г
/
с
С
р
е
д
н
я
я
с
к
о
р
о
с
т
ь
н
а
р
а
с
т
а
н
и
я
с
т
е
н
к
и
,
м
м
/
с
20, 45
245 175
35
3700 5/1
800 14601480 1214
0,73
20Л
290
200
45
3300
7
600
1570
21,4
1,09
20Л
290
178
56
3300
7
600
1610
21,4
ЗОЛ
242 146
48
3500 4,3
700
1480
13,1
0,8
1Х18Н9Т 114 30
42
480
1200 14601490 1,0 1,6 1,91
Х18Н9Т 675 459
108
3500
7
370 15001550 3540
0,77
0Х10Н20Т2
450 170
140
3800
8
380
1485
13
0,45
0Х10Н20Т2
385 155
115
3700
7
400
1485
12
0,48
В числителе дроби указана толщина первого слоя футеровки (песка), в знаменателе
второго слоя (циркония).
207
Вальтер А. П., Протопопов А. А. Основы литейного производства
Втулки из высокосвинцовых бронз для предупреждения
ликвации
по плотности следует отливать при медленном вращении формы и малой интен
сивности ее охлаждения или при большой частоте вращения (8001000 об/мин),
а также при интенсивном водяном охлаждении.
Втулки из оловянной бронзы лучше отливать в стальных изложницах.
Изложницы хорошо натирать графитом, перед заливкой их следует нагревать
до 200250 °С.
6.6 . Литье по газифицируемым моделям
Способ был предложен и запатентован в США в 1958 г., и уже вначале
1960х гг . его стали применять в разных странах для получения отливок.
В настоящее время объем выпуска отливок в мире этим способом оценивается в
сотни тысяч тонн.
Эту развивающуюся технологию можно отнести к группе способов полу
чения отливок в неразъемных формах по разовой модели как литье по выплав
ляемым моделям. Но в отличие от данных сходных способов модель удаляется
(газифицируется) не до заливки, а в процессе заливки формы металлом, кото
рый, вытесняя (замещая) «испаряющуюся модель» из формы, занимает освобо
дившееся пространство полости формы.
Современные варианты технологического процесса заключаются в сле
дующем.
Разовые пенополистироловые модели изготовляют либо засыпкой в специ
альные металлические прессформы (массовое и крупносерийное производство)
суспензионного полистирола в виде подвспененных гранул, либо механической
обработкой нормализованных пенополистироловых плит (мелкосерийное и еди
ничное производство). Сложные модели делают по частям. Отдельные части
и литниковую систему соединяют в единый блок склеиванием или сваркой.
Собранную модель (рис. 6 .30, а) окрашивают слоем огнеупорной краски
и сушат на воздухе. В итоге получается огнеупорная газопроницаемая оболоч
ка, прочно связанная с пенополистироловой моделью.
Готовую модель устанавливают в специальную опокуконтейнер, засы
пают зернистым огнеупорным наполнителем без связующего, уплотняют его
вибрацией, закрывают металлической крышкой с отверстиями, нагружают
и устанавливают литниковую чашу (рис. 6 .30, б).
При изготовлении отливок, более сложных, контейнер после подачи фор
мовочного материала закрывают сверху полиэтиленовой пленкой, как при ва
куумной формовке. Чтобы уменьшить вероятность разрушения формы в ней со
здают разрежение до 0,04 .. .0 ,05 МПа. При изготовлении крупных массивных
208
Глава 6. Специальные способы литья
отливок используют обычные холоднотвердеющие жидкоподвижные или сы
пучие формовочные смеси.
в
Рис.6.30. Схема изготовления отливки по газифицируемой модели:
а пенополистиролоеая
модель отливки; б форма,
подготовленная
к заливке; в заливка формы, газификация
модели; г
отливка
с элементами
литниковой
системы
Приготовленную форму заливают жидким металлом (рис. 6.30, г). Изза
относительно низкой температуры газификации пенополистирола (около 560 °С)
модель газифицируется под воздействием теплоты заливаемого металла и таким
образом полость формы постепенно освобождается для жидкого металла.
После затвердевания и охлаждения отливки опокуконтейнер перевора
чивают, наполнитель высыпается, отделяясь от отливки, и отливка (рис. 6.30, г)
поступает на финишные операции. В случае использования обычных формо
вочных смесей форму выбивают на выбивных решетках.
Главная особенность способа (применение неразъемной формы) опреде
ляет его основное преимущество для качества готовых отливок повышение
точности отливок благодаря сокращению числа частей формы, стержней, а сле
довательно, и возможных искажений конфигурации и размеров отливок, свя
занных с изготовлением и сборкой этих элементов формы. Точность отливок
при литье по газифицируемым моделям в песчаные формы без связующего или
с ним, (ГОСТ 2664585) идентична точности отливок, получаемых в кокиль или
в облицованный кокиль со стержнями. Отливки с размерами до 500 мм могут
209
Вальтер А. П., Протопопов А. А. Основы литейного производства
иметь точность от 7го до 12го класса по ГОСТ 2664586 . Шероховатость по
верхности Rz = 26... 10 мкм.
Кроме того, способ позволяет существенно снизить затраты и сократить
время процесса, особенно в мелкосерийном и единичном производстве средних
и крупных отливок.
К настоящему времени литьё по газифицируемым моделям применяется:
•
при изготовлении средних и крупных массивных отливок в условиях
опытного и мелкосерийного производства;
•
при изготовлении сложных отливок массой до 50 кг с повышенной
точностью размеров в условиях серийного и крупносерийного произ
водства из черных и цветных сплавов. К таким отливкам можно отне
сти, например, отливку типа «блок цилиндров» для автомобильного
двигателя.
Модельные материалы
Материалом для изготовления газифицируемых моделей является вспе
нивающийся полистирол, который представляет собой синтетический поли
мерный продукт суспензионной полимеризации стирола в присутствии эмуль
гатора, стабилизатора и порообразователя. В качестве порообразователя чаще
всего используют изопентан. Применяемые для моделей гранулы вспениваю
щегося полистирола представляют собой полупрозрачные или белые непро
зрачные шарики диаметром до 3,2 мм с внешней твердой полистироловой обо
лочкой, внутри которой находится жидкая фаза изопентан . Чем тоньше стен
ки модели, тем мельче должны быть гранулы вспенивающего полистирола. При
нагреве до 27,9
0
C изопентан закипает и превращается в газ с увеличением объ
ема, а при 80...90 0C полистирольная оболочка размягчается и под действием
давления газа деформируется. Происходит рост объема гранул в 1040 раз.
Этот процесс называется «вспениванием гранул полистирола». При вспенива
нии гранул в замкнутом объеме они спекаются в монолитную пеномассу пе
нополистирол, точно воспроизводя конфигурацию ограничивающей его рост
конструкции.
Для изготовления отливок по газифицируемым моделям пенополистирол
должен обладать следующими свойствами:
•
при плотности 20...30 кг/м
3
иметь достаточную технологическую
прочность ((7ИЗГ = 0,1...0,2 МПа), чтобы сохранять размеры и конфигу
рацию моделей в процессе их изготовления, хранения, транспорти
ровки и формовки;
•
иметь минимальную и стабильную усадку (0,16...0,2 %) на всех стади
ях технологического процесса;
210
Глава 6. Специальныеспособылитья
•
обладать достаточной скоростью газификации, чтобы заливаемый ме
талл успевал заполнить полость формы до его кристаллизации;
•
при газификации разлагаться с минимальным содержанием коксооб
разующих продуктов во избежание появления засоров в отливках.
Процесс получения моделей в массовом и крупносерийном производстве
состоит из двух стадий: предварительное вспенивание в свободном состоянии ис
ходных гранул вспенивающегося полистирола и окончательное вспенивание гра
нул в замкнутой полости прессформы получение модели из пенополистирола.
Предварительная тепловая обработка вспенивающегося полистирола необ
ходима для получения впоследствии газифицируемой модели с заданной объем
ной массой (плотностью), которая определяет прочность модели и качество по
верхности. Вспенивающая способность гранул заданной дисперсности определя
ется температурой и временем тепловой обработки. С увеличением времени теп
ловой обработки объемная масса возрастает и соответственно уменьшается
насыпная масса подвспененных гранул. Хотя повышение температуры обработ
ки приводит к сокращению времени, при котором гранулы достигают макси
мального объема, однако процесс становится нестабильным и передержка гранул
выше температуры 95 0C приводит к потере их активности и усадке. Это связано
с увеличением скорости деформации полистироловой оболочки гранул при по
вышении температуры, в результате чего стенки отдельных ячеек гранул разру
шаются и происходит потеря порообразователя. Поэтому гранулы полистирола
предварительно вспенивают в ваннах с горячей (96...100 °С) водой в течение
1...10 мин, применяют также для нагрева пар или токи высокой частоты.
На предприятиях с небольшим объемом производства предварительное
вспенивание целесообразно проводить в горячей воде. Для этого исходные гра
нулы полистирола помещают в воду с температурой 96...100
0
C и выдерживают
необходимое время при постоянном помешивании, чтобы обеспечить равно
мерность тепловой обработки и исключить слипание гранул. После выдержки,
необходимой для подвспенивания гранул до заданной насыпной массы, их из
влекают и засыпают на стеллажи с сетчатым дном для просушивания и вы
держки на воздухе.
После предварительного вспенивания гранулы выдерживают на воздухе
от 6 ч до 2 сут. В этот период оболочка гранул, охлаждаясь, вновь переходит
в стеклообразное твердое состояние, а пары изопентана конденсируются, что
приводит к возникновению вакуума в гранулах. В процессе выдержки происхо
дит диффузия воздуха внутрь гранул и давление выравнивается. Для сокраще
ния времени выдерживания можно использовать их выдержку при повышенном
до 0,2...0,3 МПа давлении.
211
Вальтер А. П., Протопопов А. А. Основы литейного производства
Изготовление моделей в прессформах
Процесс заключается в повторном нагреве подвспененных и активиро
ванных гранул полистирола, помещенных в прессформу, в результате которого
они окончательно вспениваются и спекаются между собой, образуя пенополи
стироловую модель отливки.
Подготовленные гранулы засыпают или задувают сжатым воздухом
в смазанную специальной смазкой (чтобы исключить прилипание к модели) ра
бочую полость прессформы так, чтобы они полностью заполнили ее объем.
Смазками служат: раствор синтетического термостойкого каучука (СТК), сили
коновая жидкость, глицерин. Смазка рабочей поверхности прессформы крем
нийорганическими соединениями позволяет получать 1015 моделей без ее
возобновления.
Нагрев гранул в крупносерийном и массовом производстве целесообразно
проводить способом так называемого «теплового удара»: перегретый пар
с температурой 126...135
0
C под давлением 0,2...0,35 МПа подают непосред
ственно в прессформу (рис. 6.31), заполненную гранулами полистирола. Про
ходя между гранулами, турбулентный поток пара интенсивно вытесняет воздух,
находящийся в порах засыпки, и равномерно по всему объему нагревает поли
мерный материал, который окончательно вспенивается; образующийся конден
сат под действием расширяющихся гранул отжимается к стенкам прессформы
и удаляется через специальные дренажные отверстия.
При небольших объемах производства чаще используют более простые,
но менее производительные способы:
•
ванный, когда прессформа с подвспененными гранулами помещается
в ванну с водой, нагретую до кипения (по окончании процесса пресс
форму охлаждают в проточной воде);
•
автоклавный, когда перфорированная прессформа, заполненная гра
нулами, помещается в автоклав, куда подается «острый» пар при дав
лении 0,13...0,145 МПа и температуре 106...115 °С. Перфорация пресс
формы в виде отверстий в стенках диаметром 0,6...1,5 мм, а лучше
щелей шириной 0,26...0,5 мм служит для подачи пара внутрь пресс
формы, а также для удаления воздуха и конденсата во время расшире
ния и спекания гранул.
Изготовление моделей из пенополистироловых плит. В качестве материала
используют готовые пенополистироловые плиты марок ПСБ и ПСБС с габари
тами до 1000x700x100 мм. Плотность плит 20...25 кг/м
3
, оиз г=0,09...0 ,23 МПа при
5 %й деформации; остаток после испарения образца не более 2 мае. %; скорость
плавления около 25 мм/с.
212
Глава 6. Специальныеспособылитья
Рис. 6.31 . Прессформа с инжектором для получения модели массивной
прибыли с помощью теплового удара:
1 шланг; 2 инжектор; 3 замок инжектора;
4 зажим; 5 ось
зажима;
6 толкатель;
7 пружина
толкателя;
8, 10 нижняя и верхняя
половины
прессформы;
9 отверстия
в
прессформе
Пенополистирол
легко
обрабатывается
на
обычных
деревооб
рабатывающих станках. Чистовую обработку, стругание, фугование, фрезеро
вание и другие операции ведут на больших скоростях резания при малых пода
чах, используя инструмент с мелкой насечкой, тонкие наждачные круги и шли
фовальную шкурку.
Изготовление литейных форм
В крупносерийном и массовом производстве отливок по газифицируемым
моделям наиболее распространенными для изготовления форм являются сыпу
чие формовочные материалы без связующего: кварцевые, оливиновые, цирко
новые пески, шамот, магнезит, электрокорунд. Их использование позволяет по
лучать отливки при наименьших затратах на изготовление и выбивку форм, ре
генерацию формовочного материала. Чаще всего используют кварцевый песок
213
Вальтер А. И., Протопопов А. А. Основы литейного производства
для отливок из алюминиевых сплавов массой до 100 кг и из черных сплавов
массой до 500 кг.
Процесс формовки осуществляют следующим образом (рис. 6.32). Ha дно
опокиконтейнера 3 насыпают слой сухого песка 4 толщиной 100... 150 мми его
уплотняют вибрацией. Затем в опоку устанавливают модель или блок моделей
6 и заполняют опоку песком при одновременной вибрации.
Опокаконтейнер также имеет в стенках отверстия для выхода газа, за
крытые металлической сеткой. Для обеспечения высокой газопроницаемости
формы (несколько сотен единиц) предпочтительно, чтобы зерна песка имели
угловатую форму. Особые требования предъявляются к литниковым системам.
Они должны обеспечивать плавное и безударное движение металла во время
заливки и определенную скорость его подъема в форме. Турбулентный режим
течения металла является причиной разрушения песчаной стенки. Такой режим
возникает в стояке, поэтому на модель стояка наносят прочное керамическое
покрытие или выполняют его из керамических трубок. При литье по газифици
руемым моделям не используют выпоры и открытые прибыли.
Рис. 6 .32 . Изготовление формы с пенополистироловой моделью с засыпкой
песком без связующего:
1 керамический
стояк; 2 чаша; 3 опока контейнер;
4
предварительная
засыпка песка; 5 вибратор; 6 блок
моделей
После получения отливки и выбивки форм песок просеивают и охлажда
ют, так как изза низкой термостойкости моделей применять горячий песок
нельзя. При необходимости проводят магнитную сепарацию песка, периодиче
ски его прокаливая при 300...400
0
C для выжигания продуктов конденсации, ко
торые, накапливаясь, ухудшают газопроницаемость песка.
214
Глава 6. Специальныеспособылитья
Формы для получения массивных и сложных отливок, а также крупных от
ливок в единичном и мелкосерийном производстве изготовляют из формовочных
смесей. Формовочные смеси для получения отливок по газифицируемым моделям
должны иметь повышенные газопроницаемость (не менее 180... 120 ед.) и пла
стичность. Изза низкой прочности моделей такие методы уплотнения, как встря
хивание и прессование, неприемлемы.
Наиболее 1федпочтительны жидкоподвижные самотвердеющие смеси
(ЖСС), которые имеют необходимые прочность и газопроницаемость, позво
ляют уменьшить опасность деформации модели при формовке. Процесс изго
товления из них форм легко механизировать и автоматизировать. Основные
компоненты этих смесей: кварцевый песок, жидкое стекло, феррохромовый
шлак и поверхностноактивные вещества. Недостатком использования ЖСС
является повышенная трудоемкость их выбивки.
Также широко используют сыпучие пластичные твердеющие смеси: пес
чаноцементные, смеси со смоляным связующим.
Заливка форм
Временные режимы этого этапа технологии оказывают решающее влия
ние на качество получаемых отливок. Предпочтительным вариантом является
плавное поступление металла в форму снизу с оптимальной скоростью и по
следовательная газификация модели снизу вверх.
Идеальный случай, когда скорость подъема металла при заданной темпе
ратуре соответствует скорости плавления модели, т. е . когда происходит заме
щение материала модели жидким металлом. B постоянном зазоре между метал
лом и моделью возникает давление газа, достаточное для его интенсивной
фильтрации в форму и предупреждения возможного обрушения формы в зазоре
при использовании песка без связующего.
Расчет литниковой системы
Расчет начинают с определения объемного расхода металла при залив
кеQ,см
3
/с:
Q = ^(Ает,
(6.24)
где
F0
минимальная площадь сечения отливки в плоскости, пер
пендикулярной направлению поступления металла в форму;
vMem скорость подъема уровня металла в форме.
Рекомендации по оптимальной скорости подъема металла в форме приве
дены в табл. 6.12.
Для мелких отливок массой до 100 кг диаметр отверстия в литниковой
чаше, определяющий расходную характеристику системы, см:
215
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Dч
0,785^ч Л / 2 gh4
где
/ич
коэффициент расхода отверстия чаши.
^,=0,8 ...0,9;
g ускорение свободного падения (9,81 м/с
2
);
h4 высота напора в чаше, см.
(6.25)
Таблица 6.12
Рекомендуемая скорость подъема уровня металла в форме
Толщина
Оптимальная скорость
Максимально допустимая
стенки
отливки б,
MM
i9onT
.
см/с
СКОРОСТЬ 19 „ет5 См/С
стенки
отливки б,
MM
Чугун
Сталь
Чугун
Сталь
10
2,5
5,0
3,5
7,0
20
40
2.0
1,5
4,0
3,0
3.0
2,5
6.0
5,0
Площадь поперечного сечения стояка Fcm
из условий предотвращения
выброса металла из формы под действием газов, выделяющихся из модели в
начальный момент заливки, см
2
,
F
cm
nG
о
P0(
H
+h
"изб У
(6.26)
где
п коэффициент, равный 1,3...0,5;
G0 масса отливки, г;
Po плотность металла отливки, г/см
3
;
h0 высота отливки, см;
hw избыточный напор, принимаемый равным 810 см.
Площадь поперечного сечения питателей Fnum
для массивных отли
вок равна 0,5 Fcm,
для тонкостенных отливок сложной конфигурации
\,QFcm,
а в некоторых случаях 1,5 Fcm
.
Для крупных отливок при заливке из стопорного ковша необходимо со
гласовывать диаметр стопорного отверстия с диаметром отверстия в чаше по
известной методике П.Ф. Василевского. Другие элементы литниковой системы
находят из соотношения
*cm•*л.х•*п.пит
•*
спит= 1,0 :1,3 :1,3 :1,5,
(6.27)
где
FF
ст> iF
n.xi
F
}
cm'?
1
л.х?
1
п.пит?
1
спит
Fc
,
площади сечения соответственно стояка, литнико
вого хода, прямого питателя и сифонного питателя.
216
Глава 6. Специальные способы литья
Одним из специфических эффектов, присущих данному способу, является
науглероживание поверхности стальных отливок, особенно заметное на мало
углеродистых сталях. Глубина науглероженного слоя, зависящая от состава ста
ли, толщины стенки и высоты отливки, может достигать 10 мм. Для уменьшения
этого явления в форму при заливке можно подавать СО2 или инертный газ.
Механизация и автоматизация процесса
Технологический процесс изготовления форм по газифицируемым моде
лям при использовании песка без связующего позволяет автоматизировать мно
гие операции цикла. На рис. 6.33 приведена автоматизированная линия для из
готовления отливок из черных и цветных сплавов, разработанная итальянскими
фирмами «ФАТА» и «Тексид».
Суспензионный полистирол рассеивается по фракциям на установке 1
и подается в предвспениватель 2, после чего пневмотранспортом перемещается
на участок изготовления моделей, в бункернакопитель 3 и далее к автоматам 4
для изготовления моделей. С целью упрощения конструкции прессформ моде
ли делают по частям (чаще всего по половинкам). После изготовления частей
моделей они передаются по конвейеру на стол 5для комплектования, где рас
кладываются по ящикам, и далее поступают на полуавтоматы 7 для склеивания
частей. Собранные модели по конвейеру 8 поступают на участок, где на специ
альных полуавтоматах 9 собираются в модельные блоки, которые на специаль
ных подвесках по конвейеру 10 поступают в камеру 11 для окраски и далее
в камеру сушки (сушило) 12.
Рис.6.33. Схема автоматической линии изготовления отливок
по газифицируемым моделям
217
Вальтер А. П ., Протопопов А. А . Основы литейного производства
После выхода из сушила модельные блоки манипулятором 13 перевеши
ваются на конвейер 14, который подает их на участок формовки 16. Здесь ма
нипуляторы снимают блоки с конвейера и помещают их в опокиконтейнеры,
удерживая блоки в вертикальном положении во время засыпки песком. Затем
формы с блоками моделей подаются на участок 16, где заливаются с использо
ванием роботазаливщика, который перемещается с ковшом расплавленного
металла от плавильной печи к месту заливки. После заливки формы охлажда
ются, перемещаясь по конвейеру 17 к месту выбивки, где с помощью манипу
лятора 18 опрокидываются на выбивную решетку. Затем пустые опоки по кон
вейеру 19 возвращаются на участок формовки, а отливки с помощью манипуля
тора 20 загружаются в транспорт для подачи на участок финишной обработки.
Следует отметить, что подобные автоматизированные линии могут быть
многономенклатурными производить различные отливки без переналадки са
мой линии, что является предпосылкой для создания гибких производственных
систем.
В качестве недостатков способа литья по газифицируемым моделям сле
дует указать на безвозвратные потери материала разовой модели и на выделе
ние токсичных продуктов термодеструкции модели, что требует проведения
соответствующих защитных мероприятий. B варианте процесса с вакуумирова
нием формы во время ее заливки продукты термодеструкции модели могут по
ступать непосредственно из формы в установку для каталитического их дожи
гания до диоксида углерода и паров воды.
6.7. Кристаллизация под давлением и штамповка из расплава
Процессы кристаллизации под давлением и штамповки из расплава поз
воляют в значительной мере компенсировать усадку расплава при кристаллиза
ции благодаря уменьшению объема полости формы. Расплав заливают в не
разъемную или разъемную металлическую форму, достаточно прочную, чтобы
выдержать давление, передаваемое на отливку поршнем (рис. 6 .34, а).
B процессах приложения высоких давлений (до 30 МПа и более) и пере
мещения поршня вследствие пластических деформаций кристаллизующейся ко
рочки происходит уменьшение объема полости формы. B результате расплав по
ступает в образующиеся усадочные поры, рыхлоты и питает кристаллизующую
ся отливку. Под действием внешнего давления, растворенные в расплаве газы,
практически не выделяются из раствора. Высокие скорости кристаллизации рас
плава в металлической форме благодаря отсутствию зазора между стенками от
ливки и формы способствуют измельчению структуры. Эти особенности форми
рования позволяют получать плотные, без усадочных дефектов литые заготовки,
218
Глава 6. Специальныеспособылитья
обладающие высокой прочностью, большей в 24 раза, чем отливки в песчаные
формы, относительным удлинением, высокой ударной вязкостью. Отливки, по
лученные кристаллизацией под поршневым давлением, обладают механически
ми свойствами, одинаковыми с поковками.
а
б
в
Рис. 6.34. Схема кристаллизации под давлением поршня (а),
штамповка из расплава в закрытой (б) и открытой (в) формах
Важным преимуществом этого процесса является также отсутствие рас
хода металла на литники и прибыли.
Кристаллизацию под давлением поршня применяют для изготовления
слитков, фасонных отливок с толщиной стенок до 8 мм из медных, алюминие
вых, цинковых сплавов, чугуна, стали.
Штамповка из расплава (рис. 6.34, б, в) включает, по существу, два процесса
заполнение формы выжиманием и кристаллизация под давлением. Расплав зали
вают в разъемную металлическую форму до определенного уровня и затем по
гружают пуансон в расплав, который выжимает его в полость формы. Давление
на пуансон используется для уплотнения кристаллизующейся отливки и заполне
ния формы.
Штамповку из расплава используют для получения отливок с открытой
полостью или отверстием и сложными наружными очертаниями. В зависимо
сти от конфигурации отливок штамповку из расплава выполняют в закрытой
или открытой прессформе, что как и точность дозирования расплава, влияет на
качество отливок. При штамповке в закрытой форме отливки имеют разную
толщину дна; в открытой форме все внутренние продольные размеры могут
быть неточными, вплоть до незаполнения формы.
Формы для кристаллизации под давлением и для штамповки из расплава
должны быть прочными. Детали форм, соприкасающиеся с расплавом, изготов
ляют из сталей ЗХ2В8Ф, 4ХВ8, XI2M и подвергают термической обработке.
Обычно применяют универсальные формоблоки (рис. 6.35) со сменными мат
рицами 2, пуансонами 1 и толкателями 3,7.
219
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Матрицу 2 устанавливают в обойму 5, имеющую систему для подачи
охлаждающей воды. Обойму 5 крепят на нижней плите 6 пресса. Толкатель 3
опирается на плиту 6 и поднимается штоком 4. Пуансон 1 монтируют на верх
ней плите пресса.
12
12
Вода
ш/ш.
Рис. 6.35 . Формоблоки:
а для кристаллизации
под давлением; б штамповка
из
расплава;
1 пуансон; 2 матрица; 3,7
толкатели;
4 шток привода толкателя;
5
обойма;
6 нижняя плита
пресса
Основные параметры технологического процесса
Технологические режимы кристаллизации под давлением и штамповки из
расплава зависят от свойств сплава, размеров и конфигурации отливки, а также
от предъявляемых к ней требований.
Важнейшими параметрами процессов являются давление прессования,
температурные режимы, скорость опускания пуансона. Давление прессования
назначают с учетом интервала затвердевания сплава, прочности и пластичности
его при затвердевании, конфигурации отливки, продолжительности пребывания
сплава в форме до приложения давления. Для сплавов с широким интервалом
затвердевания давление прессования обычно в 2 раза больше, чем для сплавов
с узким интервалом затвердевания. Чем дольше расплав находится в форме
до приложения нагрузки, тем большее давление требуется для прессования.
Температуры матрицы и пуансона должны находиться в пределах
180...250 °С. При работе прессформа не должна нагреваться выше 400 °С,
поэтому предусматривают охлаждение прессформ водой, протекающей по ка
налам ее обоймы. Температура заливки расплава в форму должна быть на
50...100
0
C выше температуры ликвидуса сплава. Превышение температуры
220
Глава 6. Специальныеспособылитья
перегрева приводит к образованию осевой усадочной пористости или раковин, а
снижение к быстрому затвердеванию и необходимости приложения значитель
ных усилий прессования.
Скорость опускания пуансона при штамповке из расплава должна быть
не более 0,5 м/с. Высокие скорости прессования приводят к замешиванию возду
ха, находящегося между зеркалом расплава в матрице и пуансоном, в расплав
и к образованию дефектов. Продолжительность выдержки под давлением зависит
от длительности затвердевания отливки, которая может быть определена по за
висимостям, известным из тепловой теории литья.
Процессы штамповки из расплава и кристаллизации под давлением
обычно осуществляют на гидравлических прессах.
6.8. Электрошлаковое литье
Получение заготовок деталей машин любым способом литья состоит
в приготовлении металлического расплава и заливке его тем или иным спосо
бом в литейную форму. B процессе заливки и охлаждения в литейной форме
расплав взаимодействует с газами воздуха и среды литейной формы, материа
лами, из которых она изготовлена. Наряду с этими факторами ухудшение
свойств литого металла по сравнению с металлом, обработанным давлением,
связано также с нескомпенсированной усадкой расплава при затвердевании.
B то же время следует отметить, что заготовки, получаемые обработкой давле
нием, часто имеют большие, чем отливки, припуски на обработку резанием.
При использовании поковок для изготовления крупных деталей машин отходы
металла в стружку велики.
B настоящее время разработан способ обработки металлов, позволяю
щий получать литьем точные крупные заготовки со свойствами металла,
не уступающими поковке. Этот способ получил название «электрошлаковое
литье».
Электрошлаковое литье (ЭШЛ) это способ получения фасонных отли
вок в водоохлаждаемой металлической литейной формекристаллизаторе, осно
ванный на применении электрошлакового переплава (ЭШП) расходуемого
электрода. Отливку получают переплавом электродов из металла требуемого
химического состава. Источником теплоты при ЭШЛ является шлаковая ванна,
нагреваемая проходящим через нее электрическим током (рис. 6 .36).
B начале процесса в водоохлаждаемый медный кристаллизатор 2 залива
ют предварительно расплавленный шлак специального состава. Электрический
ток подводится к переплавляемым электродам 1 и затравке 7 в нижней части
кристаллизатора 2.
221
Вальтер А. И., Протопопов А. А. Основы литейного производства
Шлаковая ванна обладает малой электропроводностью, поэтому при про
хождении через нее электрического тока выделяется большое количество теп
лоты, Дж:
Q I
2
RmT ,
(6.28)
Рис. 6.36. Схема получения отливки электрошлаковым литьем:
1 электроды (стрелками
показано
направление
их
движения);
2 кристаллизатор;
3 стержень (наружной
стрелкой показано
направление
его движения
вверх; фигурной
стрелкой
направление
потока
охлаждающей
воды); 4 шлаковая
ванна; 5 расплав; 6 отливка; 7
затравка
где
I сила тока, А;
Rm
электрическое сопротивление шлаковой ванны, Ом;
г время процесса, с.
Шлаковую ванну нагревают до 1700 0C и выше, поэтому погруженные в
нее концы электродов оплавляются. Капли расплавленного металла проходят
через шлаковую ванну 4, собираются в зоне кристаллизации, образуя под слоем
шлака металлическую ванну расплава 6. Металлическая ванна непрерывно по
полняется в верхней части расплавом от плавящихся электродов и последова
тельно затвердевает в нижней части вследствие отвода теплоты через стенки
кристаллизатора. При получении отливки 6 электроды 1 по мере их оплавления
и затвердевания отливки постепенно поднимаются вверх. Для образования
222
Глава 6. Специальныеспособылитья
полости в отливке водоохлаждаемый металлический стержень 3 также переме
щается вверх.
Таким образом, суть процесса электрошлакового литья заключается
в том, что приготовление расплава (плавка) совмещено по месту и времени с
заполнением литейной формы: отливка последовательно наплавляется в форме.
Литейная форма при ЭШЛ выполняет две функции: служит устройством
и для приготовления расплава, и для формирования отливки. Это позволяет ис
пользовать преимущества процесса ЭШЛ для повышения качества металла от
ливок.
При ЭШЛ качество отливок обусловлено особенностями формирования
отливки. Перенос капель расплава с конца электрода через шлаковую ванну,
интенсивное взаимодействие расплава со шлаком, последовательная и направ
ленная кристаллизация расплава при высокой интенсивности охлаждения спо
собствуют удалению из расплава неметаллических включений и растворенных
газов, получению плотного однородного металла отливки.
На кристаллическое строение отливки существенное влияние оказывает
направление тепловых потоков: основное количество теплоты отводится в осе
вом направлении. Переносу теплоты в радиальном направлении препятствует
тонкая корочка низкотеплопроводного шлака между отливкой и кристаллиза
тором. Основное количество теплоты подводится в верхнюю часть отливки
расплавленным электродом, а высокий перегрев шлаковой ванны создает гра
диент температур в осевом направлении. В результате расплав кристаллизуется
в осевом или радиальноосевом направлении. Это способствует формированию
в отливке столбчатых кристаллов и благодаря осевой или радиальноосевой их
направленности непрерывному питанию растущих кристаллов; в отливке ис
ключаются усадочные дефекты, трещины, ликвационная неоднородность.
Химический состав металла в отливке по основным элементам практиче
ски не изменяется по сравнению с металлом электрода, но содержание кисло
рода и азота снижается в 1,52 раза, понижается концентрация серы и уменьша
ется в 23 раза загрязненность металла неметаллическими включениями. При
этом неметаллические включения становятся мельче и равномерно распреде
ляются в отливке. Особенности формирования отливки оказывают положи
тельное влияние на механические свойства металла: улучшается микрострукту
ра, резко возрастают пластические свойства. Поэтому механические свойства
отливок ЭШЛ выше, чем у поковок и проката из металла одинакового химиче
ского состава.
Поскольку отливка выплавляется в металлической форме, покрытой из
нутри тонким слоем шлака, качество поверхности отливки получается высоким,
отливка не требует очистки, а во многих случаях и обработки резанием.
223
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Таким образом, при ЭШЛ отпадает необходимость в плавильньгх печах, при
готовлении формовочных и стержневых смесей, формовке, литниковых системах
и прибылях. Отливки характеризуются высоким качеством металла и поверхности.
Вместе с тем для изготовления отливки требуется достаточно сложная
и дорогостоящая литейная форма, специальные заготовки электроды из про
ката или полученные предварительно литьем.
Накопленный производственный опыт показывает, что наиболее выгодно
использовать этот процесс для получения отливок из специальных сталей
и сплавов и отливок ответственного назначения, к которым предъявляются по
вышенные требования по качеству металла, механическим свойствам.
Способом ЭШЛ получают полые заготовки цилиндров, трубы круглого
и овального сечений, корпусы задвижек запорной и регулирующей арматуры
тепловых и атомных электростанций, сосуды сверхвысокого давления, колен
чатые валы, шатуны и другие детали крупных судовых двигателей, прокатные
валки, бандажи цементных печей, заготовки штамповочного и режущего ин
струмента и другие детали. Область применения ЭШЛ благодаря преимуще
ствам этого метода постоянно расширяется.
Литейные формы
Кристаллизаторы для ЭШЛ обычно изготовляют из меди, их делают тонко
стенными, водоохлаждаемыми. B зависимости от предназначения используют
кристаллизаторы двух типов: для выплавления отливки целиком (см. рис. 6 .35)
и для выплавления только объединяющей части изделия, а остальные части, изго
товленные заранее, устанавливают в соответствующие отверстия литейной формы
и во время выплавки приплавляют их к объединяющей части изделия.
Для выплавки фасонных отливок сложной формы используют кристалли
заторы, имеющие вертикальный и горизонтальный разъемы. Разъемные литей
ные формы бывают двух типов: с разборкой после окончания процесса получе
ния отливки и с подвижными частями для уменьшения напряжений в отливке,
возникающих при ее усадке. Литейные формы с подвижными частями, для
ЭШЛ с переливом, состоят из неподвижной (формообразующей) и подвижной
(плавильной) частей. Формы рассмотренных типов позволяют использовать для
ЭШЛ универсальные установки.
Материал отливок
Основными материалами для получения отливок являются расходуемые
электроды, флюс, разные лигатуры и раскислители.
Расходуемые электроды изготовляют, в свою очередь, также разными
способами: отливкой в изложницы, центробежным, непрерывным литьем; мо
гут быть использованы электроды из металлургического проката. Электроды
должны быть предварительно очищены от масла, загрязнений, окалины.
224
Глава 6. Специальныеспособылитья
Флюсы в процессе ЭШЛ служат источником теплоты и основным сред
ством для регулирования химического состава переплавляемого металла. Тем
пература плавления флюса должна быть несколько ниже температуры плавле
ния металла отливки. Флюс должен быть химически активным к вредным при
месям в переплавляемом металле, например в стали к сере, водороду, азоту.
Флюс в расплавленном состоянии должен обладать низкой вязкостью для по
лучения качественной отливки.
Для ЭШЛ используют разные флюсы, как правило, фтористооксидных си
стем. Например, самый простой флюс АНФ1П содержит 100 мае. % CaF2.
Хоро
шими защитными свойствами, снижающими содержание водорода в металле от
ливки, обладает флюс АНФ6, состоящий из 70 мае. % CaF2 и 30 % AJ2O3.
Перед
началом процесса ЭШЛ флюс предварительно расплавляют в графитовом тигле
графитовым электродом для очистки его от влаги, кремнезема, оксидов железа
и других вредных примесей, а затем в жидком виде заливают в кристаллизатор.
Технологические режимы плавки
В зависимости от размеров изделия, свойств переплавляемого металла,
состава шлака применяют разные технологические режимы ЭШЛ. Важнейшим
параметром процесса является количество теплоты, выделяющейся при про
хождении тока через шлаковую ванну. Оно зависит от электрических парамет
ров процесса (силы тока) и электрического сопротивления шлаковой ванны.
При нормальном ходе процесса (режим сопротивления) оплавленный ко
нец расходуемого электрода имеет конфигурацию конуса с диаметром основа
ния, равным диаметру электрода. Если уменьшить скорость подачи электрода
в ванну, то процесс плавления электрода перейдет в электродуговой режим. Это
приведет к неустойчивому режиму плавления, окислению и насыщению конца
электрода газами, ухудшению качества металла отливки. Если расходуемый
электрод будет слишком глубоко погружен в шлаковую ванну (большая ско
рость его опускания), то процесс перейдет в дуговой режим, когда возможно
короткое замыкание вследствие «вмораживания» конца электрода в ванну.
B этом случае длительность контакта металлических капель со шлаком умень
шается, и рафинирование металла ухудшается.
Контрольные вопросы
1. Какие виды литья относят к специальным?
2. Какую литейную форму называют кокилем?
3. Чем отличается форма, получаемая по выплавляемой модели от песчано
глинистой?
4. Область применения метода непрерывного литья заготовок.
225
Вальтер А. П ., Протопопов А. А . Основы литейного производства
5. Какую структуру имеют силумины при литье в кокиль?
6. Из каких сплавов изготовляются отливки центробежным способом?
7. Для чего окрашивают рабочую поверхность кокиля теплоизоляционной
краской?
8. Какая стойкость кокиля при чугунном литье?
9. Особенности конструкции установки полунепрерывного литья втулок
и труб из чугуна.
10. Какие основные преимущества литья под давлением по сравнению
с литьем в песчаные формы?
11. Какие особенности модельной оснастки для литья в оболочковые формы?
12. Какие стержни используются в прессформах при литье под давлением?
13. Основные виды брака при стальном центробежном литье.
14. Под каким давлением осуществляется холодное прессование?
15. Из каких сплавов изготавливают отливки литьем под давлением?
16. Какие припуски под механическую обработку применяются при литье
по выплавляемым моделям?
17. Назовите изменения в конструкции наружного кристаллизатора, позво
лившие исключить вредное влияние газового зазора на процесс кри
сталлизации стальных полых трубных заготовок.
18. Что повышает трещиноустойчивость чугунов при литье в кокиль?
19. Для чего нагревают оболочковую полуформу вместе с модельной плитой?
20. Какой обработке подвергают рабочие элементы прессформы при литье
под давлением?
226
ГЛАВА 7. ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ
ПРОИЗВОДСТВА
ХУДОЖЕСТВЕННЫХ ОТЛИВОК
В своей книге Н. Н . Рубцов [16] приводит словарь русских литейщиков,
вошедших в историю литейного производства плане художественных отливок,
пушек, колоколов. Первый русский литейный завод это московский пушеч
ный двор, секреты производства которого строго охраняло московское прави
тельство. Иностранцы на его территорию не допускались.
Значительный рост художественных и архитектурных изделий в России
связан с периодом развития СанктПетербурга как столицы. Для его украшения
потребовалось выполнить большие заказы на статуарные и архитектурные от
ливки. Русские и приглашенные иностранные мастера, скульпторы и литейщи
ки создали и отлили в этот период выдающиеся монументальные скульптуры,
памятники и украшения.
B предисловии к книге профессора А. М. Петриченко «Искусство литья»
академик Ф. Н . Товадзе писал: «...Искусство
литья, его секреты
передавались
из поколения
в поколение,
непрерывно развивалось
и совершенствовалось
ма
стерство
литейщиков.
Многие из них увековечили
свое искусство
в
творениях,
дошедших до нас из глубины веков. Свое искусство доводили
они до
совершен
ства, создавая литые творения,
умножающие
мощь государства,
приносящие
радость людям, облегчающие
их труд».
Художественное литье и сам процесс изготовления художественных от
ливок известны с глубокой древности. Литые украшения появились почти од
новременно с возникновения процессов фасонного литья, т.е. с начала бронзо
вого века. Ранние художественные отливки изготавливались преимуществен
но из сплавов цветных металлов. С появлением чугуна появились чугунные
художественные отливки, но они представляли собой в основном изделия
прикладного назначения. Началом эры художественного литья следует счи
тать период XVIXVII вв., когда уральские литейщики придали чугунным от
ливкам особую красоту. Началом этому послужило широкое применение ху
дожественных отливок в архитектуре. И по сей день наши чугунные художе
ственные отливки пользуются в России и за рубежом большим успехом. Они
изготавливаются на Каслинском, Каменском, Кушвинском, Кусинском и дру
гих заводах.
227
Вальтер А. П ., Протопопов А. А . Основы литейного производства
7.1. Разновидности художественных отливок и их классификация
Существует много видов литых художественных изделий. Они различа
ются сложностью и особенностями изготовления. По степени сложности, массе
и продолжительности изготовления литейных форм художественные отливки
можно разделить на несколько видов (рис.7 .1):
1. Мелкие художественные отливки: детские игрушки, пепельницы, де
тали чернильных приборов и др.
2. Тонкостенные художественные отливки со сложными переходами
(ажурные отливки): тарелки, вазы, настенные кронштейны, шкатулки,
барельефы, цепочки и т.п .
3. Мелкие и средние художественные отливки сложной формы: настоль
ные бюсты, статуэтки и др.
4. Крупные скульптурные отливки: статуи, скульптурные группы, памят
ники.
5. Архитектурнохудожественные отливки: садовые решетки, балясины,
колонны и другие части архитектурных сооружений.
По виду и назначению чугунные художественные отливки классифици
руются на:
•
монументальные (памятники, монументы);
•
кабинетные (статуэтки, чернильницы);
•
хозяйственные (печные дверки, горшки);
•
архитектурные (ограды, скамьи);
по конфигурации на три типа:
•
трехмерные (статуи);
•
барельефы (литые панно, портреты);
•
плоские (плакаты, тарелки);
по конструкции на:
•
монолитные (бюсты, простые статуэтки);
•
составные (фонари, павильоны и др.).
По серийности выпуска художественные отливки относятся к массовым
(детали оград, печные дверки, горшки), серийным (статуэтки), единичным
(скульптурные группы).
По размерам они подразделяются на крупные (статуи, колонны), средние
(детали оград) и мелкие (письменные принадлежности); по сложности на про
стые (детали оград), сложные (скульптурные группы, фонари), и ажурные (ва
зы, столешницы).
Для отливки художественного изделия могут быть применены различные
способы литья. Правильный выбор способа литья определяется, прежде всего,
228
Глава 7. Технологические основы производства художественных отливок
опытом литейщика и зависит от вида, назначения, особенностей конфигурации,
размеров и сложности литого изделия и серийности его выпуска. В последние
годы художественные изделия даже различной сложности изготавливают оди
наковыми способами в связи с широким применением метода расчленения
сложных отливок на составные части с последующим их соединением.
Способы изготовления различных форм для художественных отливок
можно классифицировать по следующей схеме (рис.7 .2):
1. Отливка в формах «посырому» с применением разъемных моделей. Из
готавливаются простые мелкие и средние отливки без ажура в крупно
серийном и массовом производстве.
2. Отливка с тонким и несквозным рельефом в мелкосерийном произ
водстве. Изготавливают по образцу или по цельной модели в формах
«посырому», а для четкости рисунка форму подчеканивают.
3. Сложные тонкостенные отливки без тонкого ажура. B крупносерий
ном производстве формуют «посырому» по специальным модельным
плитам.
4. B многоопочных формах «посырому» с применением специальных
опок и разъемных моделей. Изготавливаются сложные отливки при
серийном производстве.
5. Подсушенные (подчеканенные) формы с использованием фальшивых
опок применяют при производстве тонкостенных отливок со сквоз
ным ажуром.
6. B кусковых сырых формах (куски из сырой смеси, с подложкой) изго
тавливают небольшие сложные, с одним тремя выступами, отливки.
7. Сложные отливки с большим количеством выступов получают в су
хих кусковых формах (высушиваются куски, а иногда и форма).
8. При крупносерийном производстве отливок применяют формы, со
стоящие полностью или частично из сухих стержней, изготовленных
по стержневым ящикам.
9. По разрушаемым моделям (выплавляемым и выжигаемым) изготавли
вают отливки сложной конфигурации единичные крупные и мелкие
при массовом производстве.
10. Оболочковые и вакуумнопленочные формы применяют в условиях
массового изготовления отливок простой конфигурации.
11. Для несложных деталей архитектурных ансамблей используют металли
ческие формы (кокили) и иногда с песчаными стержнями и вставками.
Для одних и тех же изделий могут быть применены различные способы
литья, и зависит это от конструкции и назначения отливки, квалификации ли
тейщика, оснащенности литейного цеха и опыта литья.
229
о
s«s
la 11«
«Јоз
isиItfiaJl§a
°
ISggЈ3*§s
>jюкS5I 2| Во|g.
^»t
^p3
^
OO
ggo °
Egg
H
s a§*
s
2
s§Ssi Iag§ »ѕIк
§SS Is gg8S aggs
а
ч
GS,Б,
и
Ii
g3
ss|se§s
3"
оH|&*
g,
оЈR
3|
ffi
GG
Я
2ниM
u
°
K
!U3^u(11
Srt S
aPo>o>
*
rra
ооMЯ
nи
нмЫSм
Sc
ооо,г
л
з1С
5& °о
Ј
я
=
H
%
'
ю
г
а
в
д
о
р
Опилки
22,5
%
'
и
э
э
и
э
и
э
о
н
ж
в
и
д
O
O
4
B
B
H
d
O
H
f
o
H
J
O
B
H
H
I
f
J
О
10
1020
Жирность смеси
Тощая
1045
2450
Жирность смеси
Жирная
*
O
I
I
I
Жирность смеси
§
5
I
I
I
I
I
ч
э
э
и
э
B
B
H
H
B
x
o
g
B
d
i
o
50
4550
8045
4060
Ч
|
.
1
0
1
К
|
О
П
Л
0
1
М
О
Высокая
I
I
Ч
1
Э
0
Н
Ь
И
1
Э
В
1
Г
Ц
Высокая
I
I
Газопрони
цаемость
i
C
w
o
x
^
3
o
n
6070
^
t
о
O
O
Газопрони
цаемость
i
C
w
o
d
i
4
3
o
n
19
1617
I
I
ПрочностьДО5 Па
i
C
w
o
x
^
3
o
n
I
N
ПрочностьДО5 Па
i
C
w
o
d
r
r
a
o
n
0,8
0,60 ,7
0,30,4
0,60,9
Применение
В производстве
тонкостенных,
отливок
В серийном
производстве
скульптурных
отливок
Для простых
неответственных
отливок
Формовка
ажурных отливок,
статуй
и
э
э
э
и
э
в
и
п
в
м
и
ф
и
э
э
в
г
г
^
По способу
изготовления:
естественные
искусственные
По состоянию
формы перед
заливкой:
для сырой
формы
для сухой форм
% 'имявдор
Д
е
к
с
т
р
и
н
1
,
5
,
с
у
л
ь
ф
и
д
н
ы
й
щ
е
л
о
к
% 'иээиэ иэонжетгд
BBHdoilfoniO BHHIfJ
Ж
и
р
н
о
с
т
ь
с
м
е
с
и
Т
о
щ
а
я
7
3
9
0
*
*
*
6
0
Ж
и
р
н
о
с
т
ь
с
м
е
с
и
К
CS
2
2
5
0
*
*
*
Ж
и
р
н
о
с
т
ь
с
м
е
с
и
О
ч
е
н
ь
ж
и
р
н
а
я
*
I
*
Z
о
S
чээиэ BBHHBiogBdio
5
0
9
2
9
3
4X30HdoiifoHio
В
ы
с
о
к
а
я
В
ы
с
о
к
а
я
ЧХЭ0НЫ11ЭВ1ГЦ
В
ы
с
о
к
а
я
I
I
Г
а
з
о
п
р
о
н
и
ц
а
е
м
о
с
т
ь
лио\л.1 оп
6
0
7
0
8
0
В
ы
с
о
к
а
я
Г
а
з
о
п
р
о
н
и
ц
а
е
м
о
с
т
ь
АшсЬчэои
I
I
П
р
о
ч
н
о
с
т
ь
,
1
0
5
П
а
лко\л.1 оп
В
ы
с
о
к
а
я
0
,
8
П
р
о
ч
н
о
с
т
ь
,
1
0
5
П
а
АшсЬчэои
0
,
7
0
,
3
0
,
4
В
ы
с
о
к
а
я
0
,
1
5
0
,
2
0
иэээиэ випвмифиээвс^
3
§If
Il §II I"
all
I
si
S
а
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Так при литье в сырые формы, изготовляемые по неразъемным моделям,
иногда применяют специальные модельные плиты, осуществляют формовку
с подрезкой, фальшивой опокой, «болванами» (в случае полых моделей), а так
же применяют стержни, отъемные части и т.п .
Как правило, для художественного литья используются мягкие марки чу
гуна. Отбел чугуна в отливках не допускается, т.к . в этом случае их почти не
возможно чеканить, а составные части трудно собирать. Важно применять чу
гун с достаточной жидкотекучестью, однако достигать этого за счет большого
перегрева нецелесообразно изза возможности появления пригара. Поэтому же
лательно для ажурных отливок, а также отливок с тонким рельефом использо
вать чугун с высоким содержанием фосфора (до 1,0 %).
Имеет место специфика и в составах, и свойствах формовочных смесей. Чем
тоньше рельеф на отливке, тем должны быть мельче исходные материалы и пла
стичнее смесь. Требования к формовочным смесям представлены в табл. 7.1.
7.2. Очистка, обрубка и отделка отливок
Способы очистки и обрубки художественных отливок в большинстве
случаев такие же, как и для аналогичных художественных отливок; однако
очистка их в барабанах недопустима изза возможного боя и искажения тонкого
рельефа. Важной операцией в художественном литье является операция чекан
ки. Она призвана образовать ту часть рельефа, которая в литье получилась не
достаточно четкой или вовсе не выполнялась: фактура и изгибы тканей на ста
туэтках; волосы и тонкие черточки на лице барельефов и т. п . Все операции че
канки должны выполняться специально предназначенным для каждой операции
инструментом.
Сборка расчлененных отливок производится только из хорошо пригнан
ных частей. Она осуществляется путем их свинчивания, пайкой, сваркой или
склеиванием.
Небольшие отливки подвергаются отжигу для снижения твердости и устра
нения возможного «отбела» в тонких частях и заливах. При этом во время отжига
ажурных отливок и отливок с тонким рельефом не следует допускать образования
большой окалины, т. к . это ухудшает четкость рисунка.
Готовые отливки покрывают защитным слоем или окрашивают, при этом
окраска маслеными красками и лаками неэстетичная. Более приемлемо их галь
ваническое покрытие или придание «естественного» черного цвета. Это дости
гается путем окрашивания (после шпатлевки) отливок олифой с примесью са
жи. Готовую отливку покрывают такой смесью и нагревают до появления лег
кого дымка, повторяя операцию два три раза.
234
Глава 7. Технологические основы производства художественных отливок
7.3. Технологическая схема изготовления
крупных бронзовых монументов
Технология литья крупных монументов основывалась на известном методе
художественного литья по восковым выплавляемым моделям (итальянский ме
тод). Он основан на создании восковой модели по скульптуреоригиналу, выпол
няемой обычно из гипса. Глубоким изучением сохранившихся бронзовых скульп
тур, а также монографии Н. Н. Рубцова «История литейного производства
в СССР», удалось установить ряд интересных особенностей технологии литья
и проанализировать их на примере монументов: «Петр I» (СанктПетербург),
«Иосиф II» (Вена, Австрия), «Минин и Пожарский» (Москва), «Максимилиан II»
(Мюнхен), изготовленных в период 1795 1887 гг. (рис.7.3).
На первом этапе скульптор создает монумент в виде мастерскульптуры,
т.е. в гипсе . Работа над монументом всегда начинается с получения негативных
изображений текстуры мастерскульптуры в виде крупных кусков, уложенных
снаружи поярусно в плотный стык вокруг всей фигуры. Размеры кусков и чис
ло ярусов различны, в зависимости от габаритов фигуры и профессиональных
особенностей работы мастеров. Технологические этапы изготовления литейной
формы (до заливки) представлены на рис. 7.4 .
Указанная в схеме очередность проведения работ сохранилась до сих пор,
хотя детали технологии в различное время существенно изменялись.
Анализ технологических материалов в плане применяемых технологиче
ских приемов при отливке таких монументов показывает, что наибольшие труд
ности всегда возникали при формировании внутренней полости пустотелых от
ливок с помощью стержня. Это массивность стержня, трудность его фиксации
в форме, сложность выбора технологии сушки, а при заливке расплавом
преодоление силы его всплывания, что требует дополнительных гарантий его
фиксации.
Рис.7 .3 . Силуэты монументов:
а «ПетрI», б «Иосиф II», в «Минин и
Пожарский»,
г «Максимилиан
II»
235
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Этапы технологии изготовления литейной формы
I
I
I
I
I
Образование
Формирова
Выпол
Формирова
У креп
Сушка,
восковой
ние стержня
нение
ние
ление
БЫТ апли ванне
модели с
икорпу;
литни
наружной
формы
восковой
толщиной,
пустотелой
ковой
огнеупорной
снару
модели,
равной
отливки и
системы
формы
жи
прокаливание
толщине
его сушка
формы
стенки отливки
Рис.7 .4. Технологические этапы изготовления литейной формы
Технология отливки монумента Минину и Пожарскому сходна с техноло
гией, которая применялась при создании монумента Петру I5 т.к. оба монумента
отлиты в литейной мастерской Петербургской академии художеств. Основные
этапы технологии, применяемые при их отливке, можно изложить в следующей
последовательности (рис.7 .5).
а
б
в
Рис.7.5. Основные этапы технологии, применяемые при изготовлении
литейной формы для памятников
Наружную форму 2, выполненную из алебастра или гипса (куски), выкла
дывали вокруг гипсовой мастерскульптуры 1 в несколько ярусов (по высоте
скульптуры).
236
Глава 7. Технологические основы производства художественных отливок
В качестве модельного состава применяли желтый воск с добавками пла
стификатора (сала, масла, канифоли). Из нагретой восковой массы прокатывали
листы толщиной, равной толщине отливки, которые вручную наносили на внут
ренние поверхности кусков 3, воспроизводящие текстуру наружной поверхности
скульптуры (рис.7.5, б).
Монтаж стальных стержневых каркасов 5 (рис.7.5, в) осуществлялся сле
дующим образом. Наружные куски формы с нанесенным восковым слоем со
бираются в обратном порядке и внутрь заливается стержневая масса 4. Ее со
став: 2/3 гипса, 1/3 толченого красного кирпича и вода.
После затвердевания стержня наружные куски вновь снимаются, но вос
ковая модель остается на стержне.
Монтирование литниковой системы и выпоров
Литниковопитающая система для литейной формы монумента Минину
и Пожарскому состояла из большого числа разветвленных вертикальных стояков
и 300 литников (рис.7.6), подводящих металл в различные части отливки, что
в целом обеспечило заполнение крупной тонкостенной отливки (высота 4,5 м).
После доработки (с участием скульптора) восковой модели и монтажа
литниковопитающей системы на модель наносился облицовочный
слой
наружной поверхности литейной формы. Состав обмазки этого слоя по рецепту
того времени: мелко толченный обожженный кирпич, желтый песок (глини
стый), белый песок и толченный просеянный сырец каждого по 25 %. В каче
стве связующего использовали пиво или пивное сусло.
Для придания этому слою газопроницаемости и податливости добавляли
мелко резанную коровью шерсть. Слой такой мастики наносили кистями на мо
дель в несколько слоев (2030) общей толщиной до 20 мм с последующей по
слойной просушкой.
Рис.7.6. Литниковопитающая система для литейной формы монумента
Восковую модель с нанесенными на нее облицовочными слоями обклады
вают по периметру небольшими кусками обмазки 7 и 8 (рис.7 .7), изготовляемыми
237
Вальтер А. И ., Протопопов А. А. Основы литейного производства
из песка, глины, толченого кирпича, которые затем в определенном порядке сни
мают, просушивают в печи и сухим вновь устанавливают, каждый на свое место
вокруг модели. Такие куски в один или два ряда выполняют функции опоки, ко
торую снаружи оковывают железными обручами.
'•••'H
4
"
I'•••'H
4
"
**
.
•
•
Ш$.
ф
.
ф•.
***
Рис.7 .7 . Изготовление опоки
На некотором расстоянии вокруг опоки дополнительно возводили кир
пичную стену, а пространство между опокой и стеной заполняли щебнем.
В щебне предусматривали отверстия для отвода топочных газов, образующихся
при последующем вытапливании воска, сушке и прокаливании. После сушки
(120150 °С) и прокаливания (700900 °С) щебень убирался, а пространство
между опокой и стеной засыпалось перед заливкой обожженной формовочной
землей с добавками гипса.
При отливке монумента императору Иосифу II была применена принци
пиально иная технология изготовления стержня и восковой модели, по которой
стержень формировали до образования восковой модели (рис.7.8).
Рис.7.8. Схема литья монумента императору Иосифу II
238
Глава 7. Технологические основы производства художественных отливок
Вначале, как обычно, вокруг гипсовой скульптуры оригинала 1 формиро
вали куски наружной формы 2. После их затвердевания форму разбирали. Ори
гинал убирался и на месте стрежня монтировался железный каркас 5. После
этого куски (без нанесения на их рабочие поверхности восковой модели) в об
ратном порядке поярусно вновь собирались вокруг встроенного каркаса и во
внутреннее пространство заливали сверху стержневую массу 4 (гипс + толче
ный кирпич + добавки + вода), т.е. наружная форма 2 использовалась как свое
образный стержневой ящик. После затвердевания стержня наружная кусковая
форма вновь разбиралась. Таким образом, стержень представлял копию ориги
нала скульптуры из стержневой смеси. Снаружи поверхности стержня аккурат
но срезался слой, равный толщине отливки. Из стержня сушкой удаляли остат
ки влаги, исправляли дефекты поверхности стержня.
Восковая модель скульптуры вокруг готового стержня создается по мере
сборки (третьей по счету) ярусов наружных кусков путем поярусного запол
нения восковым составом 3 пространства между внешними очертаниями
скульптуры и стержнем до полной сборки формы на всю высоту скульптуры.
После полного формообразования восковой модели скульптуры вокруг
стержня наружные куски (также в третий раз) удаляются с восковой модели.
При участии скульптора восковую модель доводили до совершенства худо
жественной фактуры, и к ней монтировали литниковую систему и выпоры. Затем
на поверхности восковой модели наносили в несколько слоев оболочку внешней
литейной формы 6 (рис.7.9) из огнеупорного состава: 2/3 гипса и 1/3 толченого
красного кирпича и добавок (пластификатора). Дальнейшие этапы технологии из
готовления литейной формы скульптуры императору Иосифу II в основном по
вторяли традиционную технологию итальянского способа литья.
Дальнейшие поиски упрощения технологии были направлены на изыска
ние способов литья крупных фигур без изготовления восковой модели и на по
лучение крупных скульптур по частям с их последующей сборкой различными
способами.
Рис.7.9. Схема монтажа внешней литейной формы
239
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Это новое решение было применено при отливке монумента Максимили
ану II. Из кратких источников можно полагать, что фигуру отливали по частям
(голову, верхние детали одежды, руки). Наиболее крупную часть отливки
туловище, высотой несколько метров отливали в вертикальном положении
методом блочной, кусковой формовки (рис.7.10).
Вокруг вертикально стоящей скульптуры 1 оригинала снизу вверх в не
сколько ярусов формировались наружные куски 8 из огнеупорной песчано
глинистой смеси с добавками (рис.7 .10, а).
а
б
в
Рис.7.10. Схема формовки при отливке монумента Максимилиану II
Каждый кусок смеси плотно прижимался снаружи к телу скульптуры для
создания хорошего негативного отпечатка фактуры статуи. Стыковые поверх
ности скульптуры и кусков предварительно присыпали толченым углем для
удобства съема кусков с оригинала. Всего формировали четыре яруса с после
дующим созданием (вокруг кусков) опоки толщиной 0,81,0 м из гипса, также
состоящей из четырех ярусов, куски которых скрепляли металлическими бол
тами и винтами. После затвердевания форму разбирали в строгой последова
тельности: сначала снимали гипсовую опоку, затем куски, которые помещали
в сушила для сушки, прокаливания и упрочнения.
Стержень туловища скульптуры изготавливали следующим образом. На ра
бочие поверхности кусков наносили (вместо воскового состава) слой тонко просе
янной пластичной глины 9 толщиной 5080 мм (рис.7 .10, б), которую осторожно
прижимали к негативным поверхностным отпечаткам художественной фигур
240
Глава 7. Технологические основы производства художественных отливок
и статуэткам, хорошо припудрив места соприкосновения глины и оригинала ста
туи тонким порошком из угля. Это обеспечит неприлипание глины к рабочим по
верхностям статуи.
В литейной яме устанавливали металлический каркас 5 (рис.7.10, в)
и начинали установку кусков формы в опоку поярусно, а образующееся внутри
пространство заполняли стержневой смесью (2/3 битый кирпич, 1/3 гипс) по
мере установки каждого из четырех ярусов снизу вверх. После затвердевания
стержня наружные куски снимали, сверху вниз поярусно, при этом глиняный
отпечаток наружных деталей скульптуры оставался на стержне.
Затем снимали (срезали) слой глины, равный толщине отливки (510 мм),
после чего стержень хорошо просушивали с помощью переносных сушильных
устройств и устраняли дефекты поверхности формы.
В обратной последовательности окончательно собирали форму
установкой высушенных кусков в гипсовую опоку с одновременным создани
ем литниковой системы 10 в горизонтальных соединениях ярусов. Места со
единения кусков промазывали гипсовым составом. Снаружи делали кирпич
ную кладку и пространство между опокой и кладкой заполняли формовочной
горелой смесью.
Рис. 7 .11 . Схема литниковой системы при литье
монумента Максимилиану II
Последующие операции по подготовке к заливке и саму заливку прово
дили примерно по классической схеме.
Сравнениями и экспериментами установлено, что при отливке монумента
Минину и Пожарскому использовался сплав состава Cu 87 %; Zn 12 %; Sn
1 %. Подогретая горячая форма (Г = 450500 °С) заливалась расплавом при
7М1001120 °С.
После выбивки отливки из формы удалялись заливы, дефекты поверхно
сти, производилась очистка и чеканка, а также ряд других операций по подго
товке монумента к установке.
241
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Контрольные вопросы
1. Как классифицируются по виду и назначению чугунные художествен
ные отливки?
2. Как классифицируются художественные отливки по конфигурации
и по конструкции?
3. Что такое литье в формах «посырому» с применением разъемных мо
делей?
4. Где применяются подсушенные (подчеканенные) формы с использова
нием фальшивых опок?
5. Как изготовить форму для ажурных отливок?
6. Для каких отливок используют разборные модели, причем части моде
ли удаляются с обратной стороны плиты?
7. Какое содержание фосфора рекомендуется в чугуне при литье ажурных
отливок, а также отливок с тонким рельефом?
8. Укажите основные этапы технологии, применяемые при изготовлении
литейной формы для памятников.
9. Как изготавливается опока для крупного памятника?
10 . Укажите типовой состав сплава при литье бронзовых монументов.
242
ГЛАВА 8. КОНТРОЛЬ КАЧЕСТВА ОТЛИВОК
Всякое нарушение технологии это причина появления дефектов в от
ливках. Брак литья даже на передовых заводах составляет 25 %, а иногда он
достигает 1020 % от количества выпускаемых годных отливок. В результате
предприятие терпит огромные убытки. В литейных цехах предусматривают
специальные площадки брака, куда ежедневно поступают отливки с дефектами.
Эти отливки тщательно осматривают и при участии мастеров, технологов и ви
новников брака анализируют причины появления брака; здесь же определяют
меры борьбы с ним, проверяют выполнение ранее намеченных мероприятий.
Во всех литейных цехах проводят технологические и организационные меро
приятия по изучению основных видов брака и его устранению.
8.1. Организация и основные виды технического контроля
Технических контролем называют операции проверки показателей каче
ства отливок на соответствие требованием нормативнотехнической докумен
тации (НТД). Контроль это гарантии качества и от его организации, совер
шенства, технического оснащения и исполнения в большой степени зависит
эффективность производства. Основными объектами технического контроля
являются:
•
сырье и исходные материалы;
•
технологическая оснастка и инструмент;
•
технологическая точность оборудования;
•
технологические режимы выполнения операций;
•
готовая продукция.
Качество поступающих на предприятие материалов для литейного произ
водства на соответствие НТД контролирует бюро внешней приёмки, входящее
в структуру отдела технического контроля с привлечением центральной заводской
лаборатории. Цель не допустить в производство некачественные материалы.
Качество покупной оснастки и инструмента контролирует также бюро
внешней приёмки с привлечением центральной измерительной лаборатории
(ЦИЛ). Качество оснастки инструмента собственного изготовления контроли
руется бюро технического контроля (БТК) цеха изготовителя или БТК литейно
го цеха с привлечением цехового техбюро. При положительных результатах
контроля составляются паспорта на оснастку, и она запускается в производ
ственный процесс. Цель устранить брак, связанный с оснасткой.
243
Вальтер А. П., Протопопов А. А. Основы литейного производства
Технологическая точность оборудования контролируется БТК литейного
цеха с привлечением службы механика цеха и главного механика. Цель
устранить брак, связанный с работой оборудования.
Технологические режимы выполнения операций контролирует рабочий
(постоянно), мастер, технолог и контролер (периодически).
Качество готовой продукции по внешним дефектам контролирует рабо
чий, мастер, контролёр БТК литейного цеха.
Окончательный контроль отливок приемка готового литья. Осуществ
ляют его в виде сплошного или выборочного контроля.
Точность отливки
Согласно ГОСТ 2664585 точность отливки в целом характеризуется клас
сом размерной точности отливки, степенью коробления, степенью точности по
верхности и классом точности массы. Условное изображение точности отливки
имеет вид, например: Точность отливки 85^7 См 0,8 ГОСТ 2664585, где 8
восьмой класс размерной точности; 5 пятая степень коробления; 4 четвертая
степень точности поверхности; 7 седьмой класс точности массы; См 0,8
допуск смещения 0,8 мм.
Классы размерной точности (табл.8 .1) назначаются по ГОСТ 2664585
в зависимости от технологического процесса литья, наибольшего габаритного
размера, типа сплава и наличия термообработки отливок. Установлено 16 клас
сов точности (с 1го по 16й) и шесть промежуточных классов с индексом «Т».
По своему смыслу понятие «класс точности» по ГОСТ 2664585 соответствует
понятию «квалитет», характеризующему точность механически обработанных
поверхностей. Однако, несмотря на одинаковое смысловое содержание приве
денных понятий, прямого численного соответствия класса точности отливки
квалитету обработанной детали нет. В зависимости от номинальных размеров
отливки определенного класса точности могут соответствовать трем четырем
соседним квалитетам механически обработанных деталей.
Таблица 8.1
Допуски некоторых линейных размеров отливок по ГОСТ 2664585
Интервал
номинальных
размеров, мм
Допуски размеров отливок, мм, не более,
для классов точности
Интервал
номинальных
размеров, мм
4
5т
5
6
7т
7
8
9
1016
0,22
0,28
0,36
0,44
0,56 0,70 0,90 1,1
1625
0,24
0,32
0,40
0,50
0,64 0,80 1,00 1,2
25^0
0,28
0,36
0,44
0,56
0,70 0,90 1,10 1,4
244
Глава 8. Контроль качества отливок
Степень коробления отливки (от 1 до 2) определяет допуски формы и рас
положения элементов отливки. Степень точности поверхности отливки (от 1 до 2)
определяет значение шероховатости поверхности и допуск неровностей поверх
ностей отливки, а класс точности массы (от 1 до 16, плюс 5 промежуточных)
определяет допуск массы отливки по ГОСТ 2664585, который задается в процен
тах от номинальной массы.
Виды контроля точности отливок (сплошной, выборочный и т.д .) и мето
ды контроля, а также проверяемые (сдаточные) размеры и точностные парамет
ры, регламентируются нормативными документами.
8.2. Методы контроля размерной точности отливок
Способы контроля размерной точности отливок можно объединить в три
группы: измерение действительных размеров, проверка соответствия действи
тельных размеров допустимым предельным и контроль отливок разметкой.
Измерение действительных
размеров.
Измерение действительных размеров
применяется главным образом при изготовлении единичных отливок и произво
дится универсальным мерительным инструментом, а именно: мерительными ли
нейками, штангенциркулями, микрометрами, инструментальными микроскопами,
измерительными установками.
Проверка соответствия действительных размеров допустимым пре
дельным
Проверка применяется в крупносерийном и массовом производстве. Про
верку производят специальным измерительным инструментом, который выпол
няется по принципу предельных калибров (скобы, щупы, кольца, пробки и т.д .) .
Так как измерительные средства в процессе эксплуатации изнашиваются, то их
делят на рабочие, копировальные и образцовые. Рабочие калибры используют
рабочие и наладчики, контрольные контролеры, а образцовые служат для
контроля рабочих и контрольных калибров.
Контроль
отливок разметкой. Производится в обязательном порядке при
запуске в производство новых модельных комплектов с новой металлической
оснасткой (кокилей, прессформ и т.д .), а также после их капитального ремонта.
Разметка заключается в перенесении на отливку чистовых размеров готовой де
тали в соответствии с чертежом. При этом на контрольную разметку передают
ся не менее трех первых отливок.
При серийном производстве контроль отливок разметкой проводится
периодически в целях выявления износа и неисправности модельных комплек
тов. Размечаемая отливка крепится на разметочной плите, размечаемые поверх
ности красятся, и затем на этих поверхностях прочерчивают линии чистовых
245
Вальтер А. П ., Протопопов А. А . Основы литейного производства
размеров детали. Базами при контрольной разметке служат только базы для об
работки резанием.
В последнее время в условиях крупносерийного производства вместо кон
троля разметкой используют автоматизированные координатноизмерительные
машины с управлением от компьютера.
Незначительные дефекты в неответственных местах литых заготовок ис
правляют заделкой замазками или мастикой, пропиткой различными составами,
электрической или газовой сваркой.
Газовую и электрическую дуговую сварку применяют для заварки дефек
тов в стальных отливках на необрабатываемых поверхностях (раковины, тре
щины, сквозные отверстия и др.), при этом используют соответствующего со
става электроды.
На чугунных отливках поверхностные дефекты завариваются с использо
ванием чугунных электродов и присадочных прутков. Чугунные отливки перед
заваркой нагревают до температуры 350600
0
C и после заварки их медленно
охлаждают до температуры окружающей среды. Для лучшей обработки резанъ
ем отливки подвергают отжигу.
Заделка дефектов замазками и всевозможными мастиками декоративное
исправление мелких поверхностных раковин на отливках. Перед замазкой де
фектные места очищаются от грязи и обезжириваются. После заполнения рако
вин мастикой исправленная поверхность просушивается и заглаживается.
Для устранения пористости отливок применяется операция пропитки их
разными составами. Пористость чугунных отливок устраняют пропиткой
жидким стеклом с нашатырем, а отливок из цветных сплавок пропиткой ба
келитовым лаком. Применяется пропитка отливок в водном растворе хлори
стого аммония. Время пропитки 812 ч. Проникая в поры и промежутки между
кристаллами металла, раствор образует оксиды, заполняющие указанные пу
стоты.
Дефекты механически обработанных стальных отливок исправляют пай
кой, применяя для этого твердые припои Cu Ni; Cu Ag и др.
После исправления дефектов отливки вновь подвергают контролю.
8.3. Классификация дефектов
•
группа I дефекты, возникающие вследствие химического и механи
ческого взаимодействия с газами и влагой;
•
группа II дефекты усадочного происхождения;
•
группа III неметаллические включения в отливке, не вызываемые
взаимодействием с газами и влагой;
246
Глава 8. Контроль качества отливок
•
группа IV несоответствие состава сплава, свойств, структуры и раз
меров отливок требованиям стандарта.
Несоответствие размеров отливки чертежу может явиться следствием
неправильно назначенной усадки при разработке модельного комплекта, а так
же неточной сборки формы. Этот дефект может быть устранен доводкой мо
дельного комплекта, повышением точности сборки формы.
Несоответствие массы отливки заданной по чертежу, возникает чаще
всего по тем же причинам, что и несоответствие размеров. Кроме этого, увели
чение массы возможно также и вследствие деформации формы при заливке ее
жидким металлом.
Спай и недолив в отливках образуются от неслившихся потоков металла,
потерявших жидкотекучесть и затвердевших до заполнения всей формы. Такие
потоки получаются при заливке формы холодным металлом через питатели ма
лого сечения, при чрезмерно влажной формовочной смеси (в тонкостенных от
ливках) или большом количестве каменноугольной пыли в формовочной смеси.
Заливы на отливке возникают обычно по разъему формы вследствие изно
шенности опок, их коробления, а также изза недостаточного крепления формы.
Перекос в отливках образуется при небрежной сборке формы в результа
те смещения полуформы или неправильной центровке опок, изза износа втулок
и штырей, несоответствия знаковых частей стержня на модели и в стержневом
ящике. Отливка получается со смещенными частями.
Горячие трещины возникают в отливках при высокой температуре зали
ваемого металла, повышенной усадке отливки, неправильной конструкции лит
никовой системы и прибылей, при плохой податливости стержня и формы, не
правильной конструкции отливок, неравномерном охлаждении, вызывающем
внутренние напряжения в отливке, а также при отклонениях химического со
става металла от заданного. Горячие трещины имеют темную окисленную по
верхность, тогда как холодные трещины, образующиеся при более низких тем
пературах металла, имеют светлую металлическую неокисленную поверхность.
Холодные трещины могут быть следствием как неравномерной усадки
отдельных частей отливки, так и просто механических повреждений при вы
бивке и очистке. С целью устранения холодных трещин необходимо обеспечи
вать равномерное охлаждение отливки в тонких и утолщенных местах.
Газовые раковины — пустоты в теле отливки, имеющие чистую и глад
кую поверхность. Они бывают открытые (наружные) или закрытые (внутрен
ние) и возникают при чрезмерной влажности и недостаточной газопроницаемо
сти формовочной смеси, недостаточной вентиляции формы и стержня или не
правильном ее устройте, низкой температуре заливаемого металла, плохой про
сушенности формы и стержня, высоком содержании серы в металле и др.
247
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Устранение этих причин снижает возможность образования газовых ра
ковин.
Обвал формы происходит в основном в результате слабого уплотнения
формы, недостаточной прочности формовочной смеси, а также неисправностей
формовочного оборудования и сильных толчков и ударов по опоке во время
сборки формы.
Песочные раковины возникают вследствие низкой прочности и влажно
сти формовочной смеси, недостаточной поверхностной прочности стержня,
слабого уплотнения и плохой продувки формы сжатым воздухом перед ее
сборкой; кроме того, отдельные комочки и песчинки смываются струей металла
во время заливки и заносятся в отливку. Этот брак можно устранить нор
мальным уплотнением формы, тщательной ее продувкой в процессе сборки
и тщательной отделкой литниковой воронки; не следует допускать длительного
выстаивания формы перед заливкой.
Шлаковые включения могут быть расположены внутри отливки или
на ее поверхности. Шлаковые раковины (включения) всегда полностью или ча
стично заполнены шлаком, попадающим в отливку во время заливки металла
в форму. Они образуются вследствие недостаточно тщательной очистки шлака
с поверхности металла, перед заливкой его в форму, низкой огнеупорности фу
теровки ковшей и неправильной конструкции литниковой системы.
Усадочные раковины возникают вследствие недостаточного питания
отливки металлом в местах его скопления, неправильной конструкции отливок,
неправильной установки литников и прибылей, заливки чрезмерно горячим ме
таллом, а также повышенной усадки металла. Усадочные раковины отличаются
неправильной формой и изрытой шероховатой поверхностью, большей частью
окисленной.
Рыхлота и усадочная пористость в отливках образуются изза недоста
точного питания отливки жидким металлом в процессе кристаллизации, а также
в утолщенных местах отливки. Для устранения местной рыхлоты рекомендуют в
соответствующих утолщенных местах отливки ставить холодильники, изменять
конструкцию отливки, т. е . выравнивать стенки от тонкой ее части к толстой.
Газовые раковины появляются в результате захвата металлом воздуха
при образовании завихрений в случае неправильной литниковой системы. При
чинами появления газовых раковин могут быть недостаточная вентиляция
формы, большая газонасыщенность сплава и недостаточная газопроницаемость
песчаных стержней.
Несоответствие химического состава металла отливок заданному мо
жет произойти вследствие неправильного взвешивания шихтовых материалов,
смешивания различных сортов материалов, неправильного ведения процесса
248
Глава 8. Контроль качества отливок
плавки. Чтобы устранить брак по химическому составу, необходимо контроли
ровать исходные шихтовые материалы, поступающие на шихтовый двор, строго
соблюдать порядок их взвешивания, следить за ходом плавки, т.е. контролиро
вать количество подаваемого воздуха, давление дутья, количество загружаемого
топлива, состав колошниковых газов итд.
Пригар. Существует несколько теорий, объясняющих механизм проник
новения расплава в форму. Согласно одной предполагается проникновение ме
таллических паров в поры формовочного материала и их последующее конден
сирование. Однако расчеты показали, что количество конденсирующегося пара
было бы слишком мало, чтобы вызвать проникновение металла в форму. Про
тив этой теории свидетельствует и то, что химический состав проникающего
металла такой же, как в отливке. С учетом большой разницы давлений паров
различных элементов в металле такая предполагаемая конденсация не могла бы
осуществляться.
При контакте расплава с формой могут наблюдаться два случая:
1) расплав не проникает в поры между зернами;
2) расплав проникает в поры между зернами и просачивается по ним в
глубину формы.
Механические воздействие давления расплава. Математикофизическая
граница между этими двумя случаями определена так называемым критиче
ским давлением, характеризующим проникновение расплава в поры формы.
Его можно определить как давление, необходимое для вдавливания расплава
в капилляр (рис. 8 .1).
Для его расчета и экспериментального измерения можно с определенным
приближением применить капилляр радиусом г, соответствующим размерам
пор между зернами уплотненной формы. Давление против проникновения рас
плава между зернами песка описывается уравнением
pz
=^
0
^,
(8.1)
г
где
pz
давление против проникновения металла в форму, Па;
о„ поверхностное натяжение жидкого металла, Н/м;
8 краевой угол смачивания между капилляром и жидким металлом;
r радиус капилляра, м
Так, например, давление, препятствующее проникновению металла в ка
пилляр радиусом и=0,2Т0~
3
м (что примерно соответствует слабоуплотненной
форме с наполнителем шаровидной формы диаметром «=I
IO3
м) при (5=180°
и <7„=1,5 Н/м, равное 15Т0
3
Па, что соответствует статическому напору 1,5 м
H2O или 0,214 м сплава плотностью /?=7Т0
3
кг/м
3
.
249
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Газ
Расплав
Рис. 8 .1 . Взаимодействие сил при проникновении расплава в поры формы
Отрицательное значение pz указывает, что мениск расплава (который яв
ляется вогнутым) соответствует давлению, направленному от границы «металл
газ» в форму. Очевидно, что величина pz,
полученная из приведенного уравне
ния, отражает внутреннее давление, препятствующее проникновению металла
в капилляр, а его превышение приводит к проникновению металла в капилляр.
Очевидно, что вдавление металла в капилляр может быть вызвано внеш
ним давлением (например, газом) или вакуумом на конце капилляра. Опасного
значения давление может достичь и под действием металлостатического напора
металла, заполняющего форму при атмосферном давлении. Для этого случая
можно рассчитать минимальный напор И„, соответствующий высоте металла
плотностью р, при котором металлостатическое давление находится в равнове
сии с давлением поверхностного натяжения. Металлостатическое давление
определяют по уравнению
Pм =hnpg,
(8.2)
где
высота металла, м:
р плотность, кг/м ;
g ускорение силы тяжести, м/с .
После подстановки этого выражения в уравнение для определения давле
ния расплава в капилляре можно рассчитать напор Hn
так называемый крити
ческий металлостатический напор:
2сг„ cos S
R
PG
(8.3)
250
Глава 8. Контроль качества отливок
Очевидно, что один и тот же металл при постоянной температуре
(jO=const, (7=const), если предположить одинаковое значение ё, будет тем хуже
проникать в зазоры между зернами (капилляр), чем меньше их размер, т.е. чем
больше степень уплотнения формовочного материала. С увеличением уплотне
ния формы возрастает критический напор Hn и проникновение металла между
зернами наполнителя.
Если угол смачивания S будет меньше 90°, то материал смачивается рас
плавом, что способствует проникновению металла в капилляры, так как выра
жение для критического металлостатического давления принимает отрицатель
ное значение. Другими словами, металл засасывается в форму без металлоста
тического давления.
У металлов и сплавов с низкой плотностью (которую имеют легкие ме
таллы и сплавы) опасность проникновения металла в пространства между зер
нами небольшая, поскольку при низкой плотности этих материалов (р) крити
ческое давление Hn очень высокое .
Критическое давление Hn колеблется для стали, заливаемой в нормально
уплотненные формовочные смеси, в интервале 66,5...93,5 кПа для стали. Если для
песка со средней величиной зерна (^50=I
IO"3
м) критический напор К =48,9 кПа
стали, то для песка со средней величиной зерна (d5o=6TO~
5
м) этот напор повышает
ся до 213,3 кПа для стали.
Таким образом, проникновение металла снижается при уменьшении зерен
песка. Установлена взаимосвязь между проникновением металла и газопрони
цаемостью, величиной зерна и температурой спекания. Экспериментально была
показана зависимость между проникновением расплава в формы и их газопро
ницаемостью, поскольку поведение формы при прохождении через нее воздуха
и жидкого металла одинаково.
Экспериментальные работы показали, что давление, необходимое для
преодоления поверхностного натяжения и создания условий для непрерывного
проникновения расплава в форму, прямо пропорционально величине поверх
ностного натяжения данного металла.
Эффективность действия поверхностного натяжения может значительно
измениться при образовании на поверхности расплава окисной пленки. Это
можно наблюдать, например, в расплавленном алюминии, поверхность которо
го покрыта оксидной пленкой, повышающей кажущееся поверхностное натя
жение до трех раз.
Химическое и физикохимическое воздействие. Известно, что элемен
ты, вызывающие повышение текучести расплава, одновременно облегчают его
проникновение в форму, причем при более низкой температуре. Например, до
бавки фосфора в сталь (около 0,9 % Р) вызывают значительное повышение ее
251
Вальтер А. П ., Протопопов А. А. Основы литейного производства
текучести, что приводит к глубокому проникновению металла в форму. Титан,
наоборот, известен как элемент, снижающий текучесть стали. При его добавле
нии в сталь проникновение металла в форму происходит лишь при повышен
ных температурах.
Пока температура поверхности отливки выше температуры солидуса, что
наблюдается в сталях с повышенным содержанием углерода, проникновение ме
талла в форму может произойти. Поэтому если на поверхности формы присут
ствует науглероживающее вещество, то также может произойти местное расши
рение интервала затвердевания и повышение проникновения металла в форму.
После заливки металла в форму и охлаждения отливки можно наблюдать
в слое песка, прилегающем к поверхности отливки, полное изменение его
свойств. Образовавшаяся сплошная масса имеет типичный серый цвет и бле
стящую поверхность. В некоторых случаях этот слой прочно связан с отливкой.
На разрезе этого слоя песка можно видеть исходные кварцевые зерна, ко
торые частично окружены темным шлаковидным веществом (рис. 8 .2). В дан
ном случае это вещество связывает зерна вместе подобно цементу. Химический
анализ такого поверхностного слоя следующий: 88 % SiO2,
1,6 % Fe2O3
и9,2%
FeO. Исходная формовочная смесь содержала примерно 97,7 % свободных
кварцевых зерен.
Рис. 8.2. Схема образования пригара:
1 зерна песка; 2 шлакоеидное
вещество
Микрорентгеновский анализ показал в этом слое наличие фаялита
(2FeO SiO2), который образуется при высокой температуре металла и достаточ
ном времени реакции FeO (из расплава) с SiO2 (наполнителя).
В присутствии оксида алюминия образуется муллит (3A12O3
2SiO2) .
Из приведенного анализа следует, что спекание кварцевых зерен песка
может продолжаться до относительно низких температур.
252
Глава 8. Контроль качества отливок
На процесс проникновения расплава оказывает влияние также содержа
ние марганца в заливаемом металле. Например, если сталь содержит примерно
0,6 %Mn, то оксид марганца, обнаруженный в слое песка, образующего пригар,
составляет примерно 3 % от общего содержания марганца. При повышенном
содержании марганца, например при заливке аустенитной марганцевой стали,
основной оксид марганцаМпО активно реагирует с кварцевыми зернами (SiO2),
которые имеют кислотный характер.
SiO2 +MnO >MnO •SiO2.
Образовавшееся соединение силиката марганца отличается низкой тем
пературой плавления.
В обоих случаях проникновение расплава, вызванное химическими про
цессами, можно значительно ограничить снижением температуры заливаемого
металла и тщательным его раскислением.
Полностью предупредить протекание химических процессов можно лишь
изменением вида формовочного материала. Например, протекание приведен
ных химических реакций можно предотвратить применением магнезита или
хромомагнезита, которые не имеют кислотного характера.
8.4 . Поверхностное расширение формы и ужимины
После заливки происходит интенсивная передача тепла металла в форму.
Вследствие этого поверхностный слой формовочной смеси за короткое время
нагревается до высокой температуры, в то время как более удаленные слои
смеси остаются непрогретыми. Возникший градиент температуры на поверхно
сти формы вызывает неравномерное расширение отдельных слоев смеси.
Кварцевый песок является основным компонентом формовочной смеси и
при повышении температуры расширяется, причем наиболее опасное расшире
ние происходит до температуры 573 °С. При этой температуре изменяется ал
лотропическая модификация песка.
Неравномерное расширение слоев смеси под поверхностью формы вызыва
ет в ней напряжение, которое является опасным и может привести к повреждению
формы. В зоне, где наблюдается наибольшее расширение песка (рис. 8 .3), т.е .
на поверхности формы, расширяющийся формовочный материал тормозится со
седними, слабо подвергшимися действию тепла слоями, поэтому в нем возникает
напряжение сжатия, которое при соответствующей конфигурации отливки пере
ходит в напряжение, перпендикулярное к поверхности формы. Если это напряже
ние превысит жесткость напряженного слоя, то при определенных условиях (низ
кая прочность формовочного материала, влажность и газы) он может вспучиться
и отслоиться. Этот механизм повреждения формы в литературе описывается как
образование ужимин. Протекает этот процесс сложно, так как формовочная смесь
253
Вальтер А. И., Протопопов А. А. Основы литейного производства
представляет собой неоднородный материал, в котором при нагревании вначале
происходит микрорасширение, вызывающее взаимное смещение зерен и частичное
заполнение свободных пространств между ними, а лишь потом макрорасширение.
Образованию ужимин способствуют слишком обширные горизонтальные
стенки отливки при неправильно выбранном положении формы при заливке,
а также неудачный выбор формовочной смеси, имеющей большое тепловое
расширение или низкую сырую прочность, и образование в подповерхностном
слое формы зоны конденсации влаги.
Местному образованию ужимин может способствовать слабое уплотне
ние формы и иногда протекание большого количества металла по отдельным
участкам поверхности формы изза неправильного подвода питателей.
Рис. 8.3 . Факторы, влияющие на образование ужимин:
1 давление газов; 2 сжимающее
напряжение,
обусловленное
расширением
зерен песка; 3 растягивающее
напряжение
смеси; 4 конденсационная
зона;
5 результирующая
сила, вызывающая
отслоение
поверхностной
корки
смеси;
6 направление
перемещения
поверхности
расплава
Неравномерное тепловое расширение на поверхности формы и стержня
может вызвать и мелкие поверхностные трещины, которые проходят только че
рез поверхностный слой. Если металл достаточно перегрет, то он проникает
в трещинки и заполняет их. Так возникают наросты в виде более или менее вы
ступающих ребристых или жилоподобных образований на поверхности отливки.
Причиной этих дефектов являются, прежде всего, неудоветворительные
свойства формовочной смеси, в частности ее низкая прочность и пластичность
и одновременно большая усадка при сушке.
8.5 . Ситовидная пористость
К поверхностным дефектам отливок, обусловленным взаимодействием ме
талла с поверхностью формы, относится ситовидная пористость, опасная, прежде
всего, для отливок из стали и высокопрочного чугуна. Ситовидная пористость
254
Глава 8. Контроль качества отливок
образует сплошную зону удлиненных пузырьков, вытянутых перпендикулярно к
поверхности отливки (рис. 8 .4). Существует много мнений о возникновении сито
видной пористости в стали, высокопрочном и сером чугуне. Причины ищут в ме
талле, форме и воздушной среде. Приведем некоторые из наиболее важных при
чин возникновения ситовидной пористости:
1. Водород или азот, растворяющиеся в расплаве при его контакте с фор
мой, или их сочетание. В процессе затвердевания растворимость этих газов в
металле быстро снижается, и они выделяются, образуя ситовидную пористость:
2Н^>Н2 (ситовидная пористость);
2N^>N2 (ситовидная пористость).
Водородная теория была применена для сплавов Mg, Al, Cu, Fe, а азотная
только для сплавов Fe.
Рис. 8.4. Форма пузырьков ситовидной пористости и характер их роста:
1 оксиды железа; 2 расплав; 3 форма; 4 ситовидная
пористость
2. Образование СО, однако только в сплавах железа. В расплаве присут
ствует кислород в форме оксидов. Содержание кислорода возрастает при кон
такте металла с формой, поскольку на поверхности отливки образуются оксиды
FeO. При определенном содержании кислорода в металле происходит восста
новление оксидов углеродом расплава по реакции:
МеО+С (в металле)—Me+С<9 (ситовидная пористость).
Образовавшиеся пузырьки СО могут затем увеличиваться за счет диффу
зии водорода, иногда других газов, которые в них ассоциируются в молекулы.
СО. Как причина ситовидной пористости для отливок из стали, высокопрочно
го и серого чугуна указывается наличие газовых пор вследствие протекания
следующих реакций:
Fe2O 3+3C (в металле)—>2Fe+3C<3 (ситовидная пористость)
или
2Fe2O3+3C (в металле)—>4Fe+3CO2 (ситовидная пористость)
255
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Присутствующие С или CO2 образуют в пузырьках пленку графита.
3. Образование водяного пара. Эта гипотеза была предложена, в частно
сти, для сплавов Cu, но была применена и для сплавов железа (для отливок
из стали). Водяной пар образуется при повышенной температуре в сырой фор
ме по уравнению
MeO+2H^Me+H2O
(ситовидная пористость)
4. Образование сероводорода. Эта теория была применена специально для
высокопрочного чугуна. При обработке чугуна магнием образуется MgS, который
частично остается в расплаве. При заливке в сырые формы происходит реакция
MgS+H2O^MgO+H2S
(ситовидная пористость)
Таким образом, пористость в отливках из сплавов железа появляется
главным образом при их изготовлении в сырой форме. Для стали наиболее
важной причиной считают СО, в то время как в сером чугуне, и в особенности
высокопрочном,
водород. Однако механизм образования ситовидной пори
стости не является простым, на его образование оказывают влияние одновре
менно и другие газы: азот, водяной пар, углекислый газ и т.п .
Для предупреждения ситовидной пористости отливок производится тща
тельное раскисление металла и обеспечивается полная защита стали от воздей
ствия влаги и водяного пара. Для этого необходимо хорошо просушивать футе
ровку печи и приспособления, которые входят в контакт с жидким металлом.
Контрольные вопросы
1. Что является основными объектами технического контроля?
2. Кто контролирует качество поступающих на предприятие материалов
для литейного производства?
3. Кто контролирует качество покупной оснастки и инструмента?
4. Кто контролирует технологические режимы выполнения операций?
5. Какими параметрами характеризуется точность отливки?
6. Что определяет степень коробления отливки?
7. Какие виды контроля точности отливок вы знаете?
8. Какие измерительные средства относятся к предельным калибрам?
9. Что такое контроль отливок разметкой?
10. Для каких сплавов применяют электросварку для устранения дефектов?
11. Какие средства используют для устранения пористости отливок?
12. Что такое пригар?
13. При каких условиях происходит образование ужимин?
14. Какие факторы влияют на образование ужимин?
15. Что такое ситовидная пористость?
256
ГЛАВА 9. КОМПЬЮТЕРНЫЕ ТЕХНОЛОГИИ
B ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
Поиск оптимальной технологии литья опытным путем требует слишком
много времени и затрат, и при этом не всегда задействованы все потенциальные
возможности литейного производства. Компьютерное моделирование предо
ставляет возможности для комплексной оптимизации литейных процессов еще
до изготовления какойлибо формы или оснастки, позволяет анализировать за
полнение формы, процесс затвердевания, охлаждения, расчет механических
свойств, остаточных напряжений и источников деформации в отливках для
всех сплавов.
9.1 . Анализ современного состояния автоматизированного
проектирования в литейном производстве
Изготовление отливок является одним из наиболее широко используемых
технологических процессов формирования деталей вследствие дешевизны
и возможности его всестороннего применения. Процесс этот может быть при
менен при изготовлении как мелких, так и крупных деталей, как с простыми,
так и со сложными очертаниями, как для индивидуального, так и для массового
производства. Для отливок можно использовать различные сплавы. Во многих
случаях стоимость отливок меньше, чем стоимость подобных деталей, полу
ченных другими технологическими процессами. Выбор наиболее целесообраз
ного технологического процесса изготовления отливок часто бывает затрудни
тельным, так как требует учета множества различных факторов.
В настоящее время существует множество разновидностей способов ли
тья, сущность и область применения которых описаны в литературе. С развити
ем литейного производства появляются новые и совершенствуются существу
ющие способы литья.
Определение и оценка качественных характеристик различных техноло
гических процессов производства отливок являются основанием для выбора
оптимального варианта еще на этапе проектирования.
При проектировании определенного процесса необходимо установить та
кие значения его параметров, которые обеспечивают получение заранее задан
ных показателей этого процесса. В общем виде оптимизация процесса означает
выбор таких параметров процесса и поиск таких значений этих параметров, ко
торые по определенному критерию оптимизации будут наилучшими (табл. 9.1).
257
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Таблица 9.1
Сравнительная характеристика конструктивных особенностей
отливок, полученных различными способами
Характеристика
Металл
Литье в песчаные
формы
2
Чугун, сталь, сплавы
цветных металлов
Ограничиваются
производительностью |
плавильных печей,
грузоподъемностью
транспортных средств,
размерами
формовочных машин
Литье в металличе¬
ские формы
3
Чугун,сталь для
простых отливок,
сплавы цветных
металлов
Чугунные и стальные
отливки примерно
до1т.
Отливки из сплавов
цветных металлов
до нескольких
десятков килограммов
Литье под давлением
Сплавы цветных
металлов: цинка,
алюминия, магния, меди,
олова, свинца
Отливки из цинковых
сплавовдо 16 кг,
из алюминиевых до 8 кг,
из медных до 5 кг.
Максимальные размеры
приблизительно
до 300 мм
Размеры и масса
отливки
Лучше, чем у отливок,
полученных
в песчаных формах
Чугунные отливки
3^1 мм, стальные
1015 мм,
из алюминиевых
и магниевых сплавов
3 мм, из медных
сплавов 3 мм
Довольно большая
Прочностные свойства
в общем лучше, чем
у кокильных отливок
Отливки из цинковых
сплавов 0,61 мм,
из алюминиевых сплавов
0,81,2мм,
из медных
сплавов 1,5 мм
Довольно большая.
В толстых сечениях
возникает пористость
Механические
свойства
Минимальная
толщина стенок
Чувствительность
к разностенности
Хуже, чем
у кокильных отливок
Чугунные отливки
3 мм, стальные 5 мм,
из алюминиевых,
магниевых сплавов
и медных сплавов 3 мм I
Большая
Для чугунных
и стальных отливок
возможна только
несложная
конфигурация.
Для отливок
из сплавов цветных
металлов возможна
более сложная
Нетрудные очертании
для чугунных
и стальных отливок
песчаными стержнями,!
а для сплавов
цветных металлов
металлическими или
песчаными стержнями
Большая, чем
у отливок, полученных
в песчаных формах
Получение
сложных внешних
конфигураций
Получение сложных |
внутренних
конфигураций
(образуемых
стержнями)
Точность
Довольно простое,
однако это
увеличивает стоимость I
изготовления
моделей и отливок
Относительно
простое, но повышает
стоимость
изготовления
стержневых ящиков
и отливок
Небольшая
Возможна сложная
конфигурация, однако
это повышает стоимость
изготовления формы
и отливок
Возможно,
но в значительной
степени увеличивает
стоимость изготовления
формы и отливок
Большая для малых
отливок
258
1
4
Глава 9. Компьютерные технологии в литейном производстве
Окончание таблицы 9.1
12
3
4
Качество
поверхности,
внешний вид
Поверхность
неровная, матовая
Поверхность более
гладкая, чем у отливок,
полученных
в песчаных формах,
имеет металлический
блеск
Поверхность очень
гладкая, имеет
металлический блеск
Применение
заливаемых
вкладышей
из других сплавов
Армированные
чугунные отливки
со стальными
вкладышами.
Отливки
из алюминиевых
и магниевых сплавов
с вкладышами
из чугуна, стали и т.п .
Возможно
Возможно
Стоимость
отливок
При мелкосерийном
производстве
стоимость ниже,
чем кокильных
отливок, однако,
вес отливки больше
При мелкосерийном
производстве
более высокая,
чем стоимость литья
в песчаных формах,
способ рентабелен
при количестве
4001000 шт.
Более высокая, чем
стоимость кокильных
отливок и отливок
в песчаных формах;
способ рентабелен при
колве 300010 000 шт
Стоимость
литейных
приспособлений
Низкая, особенно
при пользовании
деревянными
моделями
Более высокая, чем
стоимость
металлических
моделей и стержневых
ящиков
Более высокая, чем
стоимость металлических
форм, однако,
литье под давлением
позволяет уменьшить
стоимость оборудования
для механической
обработки
Стоимость
очистки
Высокая
Менее высокая, чем
у отливок, полученных
в песчаных формах
Невысокая
Стоимость
механической
обработки
Высокая изза больших
припусков
на обработку
Менее высокая, чем
у отливок, полученных
в песчаных формах
Невысокая ввиду
небольших размеров
площадей,
подвергающихся
обработке, малых
припусков и хорошей
обрабатываемости
сплавов
Производительность
Низкая
Более высокая, чем
при получении
отливок в песчаных
формах
Очень высокая:
601000 отливок в час.
Более низкие цифры
относятся к крупным
отливкам
259
Вальтер А. П ., Протопопов А. А. Основы литейного производства
При наличии заранее заданного комплекса параметров (при рассмотрении
конкретного технологического процесса) оптимизация процесса будет состоять,
только в поиске наилучших значений этих параметров, которые могут быть ми
нимальными, максимальными, а в общем случае оптимальными величинами.
Критерии оптимизации подразделяются на экономические, характеризу
ющие экономическую эффективность процесса, социальные, характеризующие
интенсивность и условия труда рабочих, и технические, характеризующие ка
чественные показатели процесса, например прочность сплава.
Конечной целью выбора является, как уже указывалось выше, изготовле
ние изделия в заданном количестве и требуемого качества при минимальных
затратах труда, материалов, энергии и вредном минимальном воздействии
на окружающую среду.
Для определения оптимального способа изготовления отливок использу
ются различные методы. Все их можно подразделить на методы описательного
и физического моделирования.
К физическому моделированию можно отнести эксперименты, произво
димые с реально существующими моделями, натурные эксперименты. Физиче
ское моделирование позволяет добиться высокого качества расчетов, но вслед
ствие высокой стоимости и большой продолжительности подобных исследова
ний применяется ограниченно.
К описательным моделям относятся модели, в которых моделируемый
объект описывается с помощью слов, графических изображений, математиче
ских зависимостей.
Наиболее точный результат дают методы физического моделирования.
Методы описательного моделирования позволяют моделировать процессы при
некоторых допущениях.
В качестве примера физического моделирования рассмотрим метод функ
ционально стоимостного анализа. Данный метод, основанный на проведении
натурных экспериментов, позволяет наиболее полно и точно охватить все сферы
деятельности и оценить большое количество различных факторов, но одновре
менно с этим натурные эксперименты требуют существенных материальных
и временных затрат, что ограничивает рассматриваемую номенклатуру деталей
и количество рассматриваемых способов литья. Функциональностоимостной
анализ позволяет критически оценить конкретную ситуацию, выявить имеющие
ся резервы и выработать меры по их реализации. Применение его в литейном
производстве поможет быстро найти нетрадиционные экономические решения
и во взаимосвязи с ними улучшить качество выпускаемой продукции, обеспе
чить рост производительности, повысить фондоотдачу, установить строгий
260
Глава 9. Компьютерные технологии в литейном производстве
режим экономии материальных и энергетических ресурсов. В основу функцио
нальностоимостного анализа заложены следующие подходы:
•
хозяйственный, позволяющий оценить поиск рациональной техноло
гии с позиции интересов конкретного производства;
•
комплексный, учитьтающий все стадии технологии изготовления от
ливки (от разработки до контроля отливки), а также социальные
и экологические условия;
•
функциональный, определяющий технологию литья в зависимости
от ее функциональной сущности;
•
системный, определяющий технологию изготовления отливки как
подсистему, входящую в систему технологии изготовления изделия,
а также содержащую такие подсистемы, как разработка технологиче
ских процессов, оснастки и оборудования, изготовления отливки, ее
контроль.
К выбору способа литья методами физического моделирования можно от
нести и метод расстановки приоритетов и комитетов. Метод основан на оценке
отношений, характеризующих предпочтительность одних вариантов перед дру
гими. Ранги (приоритеты) процессов определяются в ряду итераций, с учетом их
значения на предыдущем шаге.
Данный метод использовали для предварительной оценки процессов
формовки при изготовлении отливок массой 3008000 кг различных групп
сложности из углеродистых и легированных сталей.
Оценку производили для отливок 156 наименований, изготовленных в те
чение года при применении восьми процессов формовки с использованием раз
личных смесей.
Процессы формовки оценивали по техникоэкономическому критерию
убыткам от брака. Использовали массив из 43 отливок, описанных по пяти при
знакам: марка стали, масса отливки, группа сложности, процесс формовки, пре
обладающая толщина стенки отливки.
К одному из решений данной задачи методом описательного моделиро
вания можно отнести краткие сравнительные характеристики конструктивных
особенностей отливок, способы изготовления и область применения, представ
ленные в табл. 9.2 и 9.3.
Сравнительные характеристики позволяют приблизительно оценить воз
можность получения отливки и ее относительную стоимость. В ряде случаев по
добные справочные данные могут служить основой для решения о выборе
на раннем этапе проектирования. Подобные таблицы представляют собой сло
весные модели технологических процессов.
261
Вальтер А. П ., Протопопов А. А . Основы литейного производства
Моделирование обеспечивает два существенных преимущества:
•
получение быстрого ответа на поставленный вопрос, на что в реаль
ной обстановке может потребоваться много времени;
•
возможность экспериментирования, осуществить которое в реальной
обстановке иногда невозможно.
Таблица 9.2
Способы изготовления отливок, их особенность
и область применения
Способы
изготовления
отливок
Масса
отливки, T
Материал
Область применения
и особенность способа
1
2
3
4
Разовые формы
Ручная формовка:
в почве с верхом
До200
Сталь, серый,
ковкий
и высокопрочный
чугун, цветные
металлы и сплавы
Станины, корпуса машин,
цилиндры
по шаблону
До 100
Сталь, серый,
ковкий
и высокопрочный
чугун, цветные
металлы и сплавы
Отливки в виде тел вращения
(зубчатые колеса, кольца,
маховики, цилиндры)
в крупных опоках
До 100
Сталь, серый,
ковкий
и высокопрочный
чугун, цветные
металлы и сплавы
Станины, коробки
скоростей, блоки
цилиндров
в съемных опоках со
стержнями из быстро
твердеющей смеси
До35
Станины болтовысадочных
автоматов, ножниц; позволяет
уменьшить припуски на 2530%
и трудоемкость механической
обработки на 2025%
в стержнях
До2
Отливки со сложной ребристой
поверхностью (блоки цилиндров)
в почве открытая
До0,15
Отливки, не требующие механи
ческой обработки
(плиты, подкладки)
в мелких и средних
опоках
ДоОЛ
Рукоятки, шестерни, шайбы,
втулки, рычаги, муфты, крышки
Литье в оболочковые
формы:
песчаносмоляные
До0,15
Сталь, чугун
и цветные сплавы
Ответственные фасонные отливки
в крупносерийном и массовом
производстве
хим. твердеющие
тонкостенные
(1020 мм)
До0,2
Сталь, чугун
и цветные сплавы
Ответственные мелкие фасонные
и средние отливки
хим. твердеющие
толстостенные
(50150 мм)
До40
Сталь, чугун
и цветные сплавы
Большие отливки (станины
штамповочных молотов,
подушки прокатного стана)
жидкостекольные
оболочковые
ДоОЛ
Углеродистые и
коррозионно
стойкие стали,
хромистые и
алюминиевые
сплавы, латунь
Точные отливки с низкой
шероховатостью поверхности
в серийном производстве
262
Глава 9. Компьютерные технологии в литейном производстве
12
3
4
Разовые формы
Литье
по выплавляемым
моделям
ДоОД5
Высоколегиро
ванные стали и
сплавы
Лопатки турбин, клапаны ,
шестерни, режущий инструмент.
Керамические стержни позволяют
изготовлять отливки толщиной
до 0,3 мм и отверстия диаметром
до2мм
Литье
по растворяемым
моделям
ДоОД5
Титан,
жаропрочные
стали
Лопатки турбин, детали приборов.
Солевые модели снижают
шероховатость поверхности
Литье по
замораживаемым
моделям
До 0,14
Тонкостенные отливки
(минимальная толщина стенки
до 0,8 мм, диаметр отверстия
до1мм)
Литье по
газофицируемым
моделям
До15м
Любые сплавы
Мелкие и средние отливки
(рычаги, втулки, цилиндры,
корпуса)
Литье в многократные формы
Песчаноцементные
70
Крупные и средние отливки
в серийном производстве
Кирпичные
200
Крупные и средние отливки
в серийном производстве
Шамотнокварцевые
100
Крупные и средние отливки
в серийном производстве
Глинистые
50
Крупные и средние отливки
в серийном производстве
Графитовые
0,014
Крупные и средние отливки
в серийном производстве
Каменные
0,03
Крупные и средние отливки
в серийном производстве
Металлокерамические
и керамические формы
0,025
Крупные и средние отливки
в серийном производстве
Литье в кокиль
7 (чугун),
4 (сталь),
0,5 (цветные
сплавы)
Сталь, чугун,
цветные металлы
и сплавы
Фасонные отливки
в крупносерийном и массовом
производстве (поршни, корпуса,
диски, коробки подач, салазки)
Литье в облицованный
кокиль
0,25
Сталь
аустенитного
и ферритного
класса
Лопатки рабочих колес
гидротурбин, коленчатые валы,
буксы, крышки букс
Литье под давлением:
на машинах
с горизонтальными
и вертикальными
камерами прессования
0,10
Магниевые,
алюминиевые,
цинковые
и свинцово
оловянные
сплавы, сталь
Отливки сложной конфигурации
(тройники, колена, кольца
электродвигателей, детали
приборов, блок двигателя)
с вакуумом
0,05
Медные сплавы Плотные отливки простой формы
Центробежное литье
на машинах с осью
вращения:
вертикальной
0,05
Чугун, сталь ,
бронза и др.
Отливки типа тел вращения
(венцы, шестерни, маховики),
двухслойные заготовки
(чугун бронза, сталь чугун)
при l: d<1
263
Вальтер А. П., Протопопов А. А. Основы литейного производства
Окончание таблицы 9.2
1
I2|
3|
4
Литье в многократные формы
горизонтальной
0,60
Чугун, сталь ,
бронза и др.
Трубы, гильзы, втулки, оси
при 1: d>l
наклонной
(угол наклона 36°)
1,0
Чугун, сталь ,
бронза и др.
Трубы, валы, слитки
вертикальной,
не совпадающей
с геометрической
осью отливки
0,01
Чугун, сталь ,
бронза и др.
Фасонные отливки,
не являющиеся телами
вращения (рычаги, вилки,
тормозные колодки)
Штамповка жидких
сплавов
До 0,30 Цветные сплавы
Слитки, фасонные отливки
с глубокими полостями
(турбинные лопатки, детали
арматуры высокого давления)
С кристаллизацией
под давлением
0,01
Чугун и цветные
сплавы
Массивные и толстостенные
отливки без газовых раковин
и пористости.
Литье выжиманием
Панели
размером до
1000x2500 мм
с толщ.
2,55 мм
Магниевые
и алюминиевые
сплавы
Крупногабаритные отливки, в том
числе ребристые
Вакуумное всасывание
0,01
Сплавы на медной
основе
Небольшие отливки типа
тел вращения (втулки, гильзы)
Последовательно
направленная
кристаллизация
0,012
Цветные сплавы
Отливки с толщиной стенки
до 3 мм при протяженности
до 3000 мм
Литье под низким
давлением
0,030
Чугун, алюмини
евые сплавы
Тонкостенные отливки
с толщиной стенки 2 мм
при высоте 500600 мм
(головки блока цилиндров,
поршни, гильзы)
Главный недостаток моделей заключается в том, что модель описывает
моделируемый объект не полностью. Все результаты, полученные на модели,
относятся целиком и полностью только к самой модели.
В связи с этим надо четко представлять, в каком смысле модель соответ
ствует объекту, т.е . какие свойства объекта моделируются. Один и тот же объ
ект в зависимости от целей моделирования может иметь различные модели.
Одним из методов моделирования является составление таблиц соответ
ствий, получившее среди разработчиков САПР наибольшее распространение.
Таблица соответствия (TC) незначительно отличается от таблиц сравнительных
характеристик способов литья.
Таблица соответствия представляет собой структурированную форму за
писи информации. В таблице соответствия имеются три области (табл. 9 .3).
264
Глава 9. Компьютерные технологии в литейном производстве
Таблица 9.3
Таблица соответствий
со степенями принадлежности
Способ литья
Условие 1 Условие 2
...
Условие п
Способ литья
123
123
123
4
Способ 1
0,31110,51
10,810,4
Способ 2
10,70,10,610,3
0,4 0,2 1
1
Способ m
0,910,80,50,81
0,810,51
Левую часть таблицы занимает область прибытия множество вариантов
технологических процессов, из которых производится выбор. В правой верхней
части таблицы соответствия находится область отправления множество усло
вий (факторов), определяющих выбор того или иного способа. Область отправ
ления состоит из двух строк. В первой строке записываются названия или коды
условий. Во второй строке для каждого условия записывают значения или коды
значений данного условия. В общем случае каждое условие может принимать
большое число значений.
В центральной части таблицы матрице соответствий показывают
наличие или отсутствие связей между значениями условий и способами литья.
Клетки матрицы заполняются значениями, изменяющимися в определенных
пределах. К примеру, могут присваиваться любые значения между нулем
и единицей или присваиваться только ноль или единица. Интервалы варьирова
ния определяются для каждого конкретного случая в зависимости от алгоритма
обработки.
Таблицы соответствий строят эмпирически, по данным, взятым из лите
ратуры или с помощью экспертов. Выполнение этой процедуры требует про
фессиональных знаний. При выполнении этой операции разработчики постоян
но сталкиваются с неопределенностью или расплывчатостью многих понятий
и оценок. Например, нельзя точно указать диапазоны минимальных толщин
стенок отливок или указать минимальный диаметр отверстия. Принятие реше
ний по таким вопросам является субъективным актом, зависит от знаний и опы
та разработчика.
Подобная форма записи удобна для хранения и обработки информации
с помощью вычислительной техники.
К наиболее простой форме TC можно отнести табл. 9 .4, где по выбран
ным критериям сравниваются четыре способа литья.
265
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Таблица 9.4
Сравнительная характеристика различных способов литья
Характеристика
Способы литья
способов литья
П
о
в
д
Неограниченность
размеров
I
III
IV
V
Произвольность
II
III
I
V
конфигурации
II
III
I
V
Произвольность
I
II
I
V
сплавов
I
II
I
V
Наименьшая
I
III
II
V
экономичная партия
I
III
II
V
Производительность
IV
III
V
I
Шероховатость
поверхности отливок
V
III
II
I
Тонкостенность
IV
III
I
II
отливок
IV
III
I
II
Выход годного
IV
III
II
I
Допуски на размеры
V
III
II
I
Примечание:
П песчаные объемные формы;
0 оболочковые формы;
Впо выплавляемым моделям;
Д под давлением.
1 лучший показатель;
V худший показатель.
Из таблицы видно, что «неограниченность размеров отливки» у песчаных
форм гораздо ниже, чем при литье под давлением, а отливки сложной конфигу
рации легче всего получить с помощью литья по выплавляемым моделям и
труднее всего с помощью литья под давлением, зато по производительности и
точности отливок у литья под давлением нет конкурентов. В данной таблице ве
совой коэффициент варьируется от I до V, что позволяет технологу отдать пред
почтение тому или иному технологическому процессу. В данной таблице стол
бец «Характеристика способа литья» содержит некое подобие модели отливки.
Таблица 9.6 так же является таблицей соответствия. Отличием от табл. 9.5
является варьирование весового коэффициента на двух уровнях («+»; «»). Табл.
9.6 позволяет определить признаки, учитываемые при определении группы слож
ности отливок при данном способе литья.
Таблица 9.6 является таблицей соответствия. Правую верхнюю часть таб
лицы занимает область прибытия множество вариантов технологических про
цессов, из которых производится выбор: П объемные песчаные формы;
266
Глава 9. Компьютерные технологии в литейном производстве
О оболочковые формы; В по выплавляемым моделям; Д под давлением;
Ц центробежное; H под низким давлением.
Таблица 9.5
Классификационные признаки групп сложности отливок
Основные признаки
Способ литья
Основные признаки
П
К
О
в
д
Конфигурация поверхностей
+
+
+
+
+
Масса, кг
+
+
+
+
+
Максимальный размер, мм
+
+
+
+
+
Толщина основных стенок, мм
+
+
+
+
+
Характеристика выступов, ребер,
углублений, отверстий, висячих болванов
+
+
+
+
+
Число отъемных частей модели
+
-
-
-
-
Число стрежней в форме
+
+
+
+
-
Способ механической обработки литой
детали и наличие требований по
шероховатости механически обработанных
поверхностей по ГОСТ 278973
+
+
+
+
-
Особые технические требования
+
+
+
+
+
Число частей кокиля:
всего
+
отъемных
+
Число полостей и отверстий:
выполняемых неподвижными стрежнями,
расположенными в пуансоне
-
-
-
-
+
выполняемых подвижными стержнями,
расположенными по бокам формы
-
-
-
-
+
Число вкладышей, армирующих отливку
или оформляющих резьбу
-
-
-
-
+
Число прессформ:
всего
+
отъемных
+
Примечание:
Знак «+» признаки, учитываемые при данном способе литья;
знак «»
не учитываемые.
П песчаные объемные формы;
О оболочковые формы;
Впо выплавляемым моделям;
Д под давлением.
267
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Таблица 9.6
Рекомендуемые способы литья
Стали
и сплавы
Характеристика отливок
Литье
Стали
и сплавы
по массе,
размерам
по
конструкции
ПКЦов
д
H
Стали
Мелкие
Простые
+++
-
-
-
-
Стали
Мелкие
Сложные
+-
-
++
-
-
Стали
Средние
Простые
+-
+
-
-
-
-
Стали
Средние
Сложные
+-
-
-
-
-
-
Стали
Крупные
Простые
+-
-
-
-
-
-
Стали
Крупные
Сложные
+-
-
-
-
-
-
Чугуны
Мелкие
Простые
+++
-
-
-
-
Чугуны
Мелкие
Сложные
+-
-
++
-
-
Чугуны
Средние
Простые
+++
-
-
-
+
Чугуны
Средние
Сложные
+-
-
+
-
-
-
Чугуны
Крупные
Простые
+-
+
-
-
-
-
Чугуны
Крупные
Сложные
+-
-
-
-
-
-
Цветные легко
плавкие (алю
миниевые, маг
ниевые) сплавы
Мелкие
Простые
-
++
-
-
+-
Цветные легко
плавкие (алю
миниевые, маг
ниевые) сплавы
Мелкие
Сложные
-
-
-
++
-
-
Цветные легко
плавкие (алю
миниевые, маг
ниевые) сплавы
Средние
Простые
-
++
-
-
-
+
Цветные легко
плавкие (алю
миниевые, маг
ниевые) сплавы
Средние
Сложные
-
-
-
+
-
-
-
Цветные легко
плавкие (алю
миниевые, маг
ниевые) сплавы
Крупные
Простые
+++
-
-
-
+
Цветные легко
плавкие (алю
миниевые, маг
ниевые) сплавы
Крупные
Сложные
+-
-
-
-
-
-
Цветные туго
плавкие (мед
ные, титановые)
сплавы
Мелкие
Простые
-
++
-
-
-
-
Цветные туго
плавкие (мед
ные, титановые)
сплавы
Мелкие
Сложные
-
-
-
++
-
-
Цветные туго
плавкие (мед
ные, титановые)
сплавы
Средние
Простые
++-
-
-
-
-
Цветные туго
плавкие (мед
ные, титановые)
сплавы
Средние
Сложные
+-
++
+
-
-
Цветные туго
плавкие (мед
ные, титановые)
сплавы
Крупные
Простые
+-
-
-
-
-
-
Цветные туго
плавкие (мед
ные, титановые)
сплавы
Крупные
Сложные
+-
-
-
-
-
-
Примечание:
Знак «+» означает рекомендуемый способ литья,
знак «»
не рекомендуемый способ литья.
268
Глава 9. Компьютерные технологии в литейном производстве
В левой части таблицы соответствия находится область отправления
множество условий, определяющих выбор того или иного способа. Область от
правления состоит из трех столбцов описывающих отливку. В первом столбце
записывается материал, из которого изготавливается отливка. Во втором столб
це для каждого значения из первого столбца записываются характеристики от
ливок по размерам (мелкие, средние, крупные). В третьем столбце для каждого
значения из второго столбца записывается характеристика отливки по сложно
сти (простые, сложные). В центральной части показывают наличие или отсут
ствие связей между значениями условий и способами литья.
В табл. 9 .6 наглядно описана простейшая модель отливки: материал
масса, размер конструкция. В качестве весовых коэффициентов используются
значения «+» или «—» . Пользователь, выбрав требуемую модель отливки, без
труда может получить рекомендацию о возможности ее изготовления тем или
иным описанным способом литья.
На использовании таблиц соответствий разработан пакет прикладных про
грамм системного морфологического анализа литейной технологии «СМАЛТ»,
который позволяет в режиме диалога с ЭВМ составить комплект технологической
документации или набор управляющих программ, необходимый и достаточный
для практической реализации процесса получения отливки с заданными свой
ствами с учетом цикла, включающего анализ технологичности конструкции дета
ли, а также автоматизированные выбор способа литья, проектирование отливки и
оснастки, разработку маршрутного описания процессов изготовления форм,
стержней, оснастки, отливки и оценку качества продукции [5].
Взаимосвязи таблиц соответствий (таблицы баз данных) определяются
с помощью информационной модели, которая позволяет выбрать ограничения
параметров, необходимых для моделирования и оптимизации режимов формо
образования (на основе известных закономерностей при выделенных целевых
функциях). Логические взаимосвязи параметров устанавливают на основе фи
зического подобия моделируемых и производственных технологических про
цессов. Информационная модель отражает сложное многоуровневое иерархи
ческое объединение баз данных, удовлетворяющее требованиям системного
подхода. Число уровней модели не ограниченно.
При автоматизированном выборе способа литья составляют массивы кон
структорских данных детали, способов литья, а также взаимосвязей характери
стик и способов литья (табл. 9 .7). В таблице представлена информация, сопо
ставляющая конструкторские данные детали и способы литья. Коэффициенты
соответствия принимают значения 0 или 1.
Для выделенной номенклатуры изделий определяют два диапазона ми
нимальных толщин стенок детали, их протяженности относительно толщин
269
Вальтер А. П., Протопопов А. А . Основы литейного производства
стенок, размеров, диаметра отверстий, соотношения высоты и ширины зазора,
углубления, геометрической формы, серийности производства. Для каждого
способа литья находится массив соответствия, определяющий рациональную
область применения способа при выделенных ограничениях.
На экране дисплея в режиме корректировки возможно изменение харак
теристик и параметров массивов, способов литья и взаимосвязей матрицы соот
ветствия. Программное обеспечение выполнено для любых взаимосвязей логи
ческого характера при размере матрицы 14x14. Число матриц не ограничено.
Таблица 9.7
Массив конструкторских данных детали
Номенклатура
Взаимосвязи характеристик и способов литья
отливок
i|2| з|4I s\б|7|8|9IК)!111u\1з|14
Минимальная
толщина стенки
S=5...15 мм
11000
11100
1111
Минимальная
толщина стенки
S=2...4M
00111000110000
Протяженность
минимальной
толщины
стенок <20S
11110
111000101
Протяженность
минимальной
толщины
стенок >20S
00001000111010
Максимальный
размер
200...500 мм
11110
11100
1111
Максимальный
размер
75...200 мм
00001001110000
Диаметр
отверстия
30...200 мм
1100001100
1111
Диаметр
отверстия
10...30 мм
00111100110000
Тело вращения
01000010001100
270
Глава 9. Компьютерные технологии в литейном производстве
Окончание таблицы 9.7
Номенклатура
Взаимосвязи характеристик и способов литья
отливок
1234567891011121314
Не тело
вращения
11111111110011
Мелкосерийное
< 300 шт./г
11010100000000
Серийное,
массовое
> 1000 шт./г
01101011111111
Примечание:
Способы литья:
1. Песчаная форма, прессование.
8. В облицованный кокиль.
2. Песчаная форма, встряхивание + прессование.
9. Под давлением с горячей камерой
прессования.
10. Под давлением с холодной каме
рой прессования.
11. Центробежное горизонтальное.
3. Оболочковая форма.
12. Центробежное вертикальное.
4. Форма, изготовленная из XTC
13. Непрерывное.
5. По выплавляемым моделям.
14. Электрошлаковое.
6. По газифицируемым моделям.
7. В кокиль.
Может быть использована и более сложная модель отливки (табл. 9.8).
Здесь в модель включены конструктивные особенности отливок и тип произ
водства.
Ввод исходных данных детали осуществляется в соответствии с запро
сом. Например, для отливок типа «рабочее колесо» минимальная толщина
стенки 5...7 мм, протяженность 75.. .90 мм (<20 толщин), максимальный размер
250...305 мм, диаметр отверстия 50...80 мм, соотношение высоты и ширины
зазора 70:9, отливка тело вращения, серийность >1000 отливок в год. Кон
структорские данные вводят в ПЭВМ в виде массива данных, в котором запрос
технолога формулируется набором «1».
Аналогично составляются матрицы взаимосвязей способов литья и тех
нических требований, требований технологичности, стоимости, расположения
отливки в форме, размеров припусков, уклонов, галтелей, стрежневых знаков,
тепловых режимов, временных характеристик режимов формообразования от
ливок. Число массивов определяется числом параметров комплекта технологи
ческой документации конкретного производства.
Ввиду сложности технологических процессов литейного производства и в
целях уменьшения субъективного влияния на принятие решения предполагает
ся производить анализ пригодности отливки для изготовления данным спосо
бом литья на основании уже занесенных пользователем данных об отливках.
271
Вальтер А. П., Протопопов А. А. Основы литейного производства
Данная схема позволит отказаться от составления таблиц соответствия вруч
ную. Необходимые таблицы соответствия рассчитываются автоматически, и на
основании рассчитанных коэффициентов делается заключение.
Новизна данной работы заключается в том, что построение таблиц соот
ветствий и расчет коэффициентов, на основании которых делается заключение,
производится автоматически, без вмешательства человека. Таким образом ча
стично устраняется субъективный фактор в определении оптимальности при
менения того или иного технологического процесса.
Таблица 9.8
Конструкторские данные детали
1
Минимальная толщина стенки S, мм
5...15
0
Минимальная толщина стенки S, мм
2...4
1
Протяженность минимальной толщины стенок
<20S
0
Протяженность минимальной толщины стенок
>20S
1
Максимальный размер
200...500
0
Максимальный размер
75...200
1
Диаметр отверстия, мм
30...200
0
Диаметр отверстия, мм
10...30
0
Диапазон соотношений высоты и ширины зазора
0,5. ..1
1
Диапазон соотношений высоты и ширины зазора
1...3
1
Тело вращения
-
0
Не тело вращения
-
0
Мелкосерийное
<300 шт./г
1
Серийное, массовое
>1000 шт./г
9.2 . Определение критериев описания отливки
При постановке задачи оптимизации надо четко представлять следующее:
•
задача оптимизации возникает только в том случае, когда возможно
более одного варианта решения;
•
для решения задачи оптимизации, т.е . выбора оптимального варианта,
необходимо принять, в каком смысле выбираемый вариант должен
быть оптимальным.
272
Глава 9. Компьютерные технологии в литейном производстве
Для определения критерия необходимо представлять предмет исследования.
Для этого необходима систематизация. Обычно результатом систематизации ста
новится классификация. Классификация производится по некоторым признакам,
выбираемым технологом. Поскольку признаков очень много, то и классификации
могут различаться.
Технологические процессы получения заготовок определяются техноло
гическими свойствами материала, конструктивными формами и размерами де
тали и программой выпуска. В действующем производстве учитываются воз
можности заготовительных цехов (наличие соответствующего оборудования);
оказывают влияние плановые сроки подготовки производства (проектные рабо
ты, изготовление моделей, прессформ).
При выборе технологических методов и процессов получения заготовок
учитываются прогрессивные тенденции развития технологии литейного произ
водства. Решение задачи формообразования деталей целесообразно перенести
на заготовительную стадию и тем самым снизить расход материала, уменьшить
долю затрат на механическую обработку в себестоимости готовой детали.
На основе характеристик различных способов литья можно формализо
вать процесс принятия решения выбора оптимальной технологии литья кон
кретной детали.
Выбор способа литья является сложной задачей, которую решают при
проектировании и изготовлении литой детали. Сложность задачи обусловлена
необходимостью учета множества влияющих факторов и тем, что способ литья
выбирают на ранних этапах проектирования, когда известны лишь исходные
данные, большинство параметров еще не установлено и необходимо анализи
ровать различные варианты.
Определение и оценка качественных характеристик различных техноло
гических процессов производства отливок являются основанием для выбора
оптимального варианта еще на этапе проектирования.
При проектировании определенного процесса необходимо установить та
кие значения его параметров, которые обеспечивают получение заранее задан
ных показателей этого процесса. В общем виде оптимизация процесса означает
выбор таких параметров процесса и поиск таких значений этих параметров, ко
торые по определенному критерию оптимизации будут наилучшими.
При наличии заранее заданного комплекса параметров (при рассмотрении
конкретного технологического процесса) оптимизация процесса будет состоять
только в поиске наилучших значений этих параметров, которые могут быть ми
нимальными, максимальными, а в общем случае оптимальными величинами.
Конечной целью выбора является, как уже указывалось выше, изготовле
ние изделия в заданном количестве и требуемого качества при минимальных
273
Вальтер А. И., Протопопов А. А . Основы литейного производства
затратах труда, материалов, энергии и минимальном вредном воздействии
на окружающую среду.
Каждый из рассмотренных способов литья имеет свою рациональную об
ласть применения, свои особенности, недостатки и преимущества. Понятие
«способ литья» охватывает множество различных технологических процессов,
каждый из которых возможно рассматривать только индивидуально, в каждом
отдельно взятом случае. Объединяет различные способы конечная цель техно
логического процесса изготовление отливки. Отливка же может быть прибли
зительно описана сравнительно не большим количеством критериев.
Для описания отливки определили следующие критерии: максимальные
и минимальные габариты, масса отливки, минимальная толщина стенки отлив
ки, минимальный диаметр отверстия, технологический выход годного, относи
тельная трудоемкость, число операций, материал отливки, стойкость формы.
9.2.1. Материал отливки
Материал отливки выбирается конструктором исходя из требований за
казчика, условий работы детали, свойств материала, доступности материала.
Часто возникает необходимость замены выбранного материала неким дру
гим с аналогичными свойствами. Большую помощь в этом может оказать созда
ние базы данных по материалам, дающей возможность выбора по заданным кри
териям (химический состав, механические свойства, технологические свойства
и т.д .). Краткая классификация литейных сплавов приведена на рис.9.1. Одновре
менно с выбором сплавов проводится анализ на степень пригодности того или
иного сплава тем или иным способам литья.
Поведение сплава при заливке в форму является сложным процессом, за
висящим от многих факторов, и вследствие этого однозначное определение
технологических свойств довольно затруднительно. Зачастую технологические
свойства того или иного сплава носят описательный характер, но их нельзя не
учитывать при проектировании того или иного процесса литья.
ЛИТЕЙНЫЕ СПЛАВЫ
Черные [ў
Стали
Углеродистые
>[й
Легированные
Низкоуглеродистые—
Низколегированные —
Среднеуглеродистые
Среднелегировонные—I I Белые
Высокоуглеродистые—I Высоколегированные—I I Ковкие
Чугуны
Серые с
пластинчатым
графитом
Легкие
!Алюминиевые
Тяжелые
Медные
Титановые —I Никеливые
Магниевые —
Цинковые —I
I— Высокопрочные Литиевые —
1
Свинцовые —
1
Рис. 9.1 . Краткая классификация литейных сплавов
274
Глава 9. Компьютерные технологии в литейном производстве
В общем случае литейные свойства сплавов, например жидкотекучесть,
нельзя рассматривать без учета взаимодействия сплава с формой (скорость
охлаждения, скорость заливки, свойства материала формы) и внешних воздей
ствий (давление, температура заливки) и т.д. Например, на жидкотекучесть спла
ва оказывают огромное влияние температура заливки, давление, химический со
став сплава. Для различных литейных форм, с различными теплофизическим
свойствами жидкотекучесть одного и того же сплава будет очень сильно отли
чатся. Например, металлические формы обладают более интенсивным теплооб
меном, нежели песчаные формы; следовательно, при литье в металлические
формы сплав закристаллизуется гораздо быстрее, чем при литье в песчаные
формы, при повышении давления сплав кристаллизуется при более высоких
температурах и, наоборот, при низких давлениях сплав кристаллизуется при бо
лее низких температурах.
Не все известные сплавы в одинаковой степени удобны для изготовле
ния отливок. Из одних сплавов (оловянной бронзы, силумина, серого чугуна
и др.) без особого труда можно получить фасонное литье заданной конфигу
рации и соответствующих свойств, из других (титановых, легированных ста
лей, латуней) получение отливок сопряжено с большими технологическими
трудностями. Из некой группы сплавов либо нельзя изготовить отливки в ме
таллических формах, либо для решения этой задачи требуется применение
специальных мер (литье в вакууме, применение защитных атмосфер, высокое
давление и др.) .
Возможность и трудности получения из металлов и сплавов доброкаче
ственных тонкостенных отливок, сложных по форме или крупных по размерам,
без раковин, трещин, пригара и других литейных пороков, предопределяются
их литейными свойствами.
Литейными свойствами являются такие технологические свойства метал
лов и сплавов, которые прямо и непосредственно влияют на получение каче
ственных отливок заданной конфигурации на эксплуатационные показатели
и получение поверхностей необходимого качества.
При изыскании и разработке новых литейных сплавов следует останавли
ваться на таких композициях, которые обеспечат наиболее благоприятное соче
тание рабочих и литейных свойств. Кроме того, они должны учитываться при
конкретной разработке технологического процесса литья, во всех прочих рав
ных условиях следует отдавать предпочтение сплавам с лучшими литейными
свойствами.
Литейные свойства, с одной стороны, могут совпадать с физическим или
химическими свойствами сплава (например, температуры ликвидуса и солиду
са, вязкость, склонность к поглощению газов и др.), а с другой,
они могут
275
Вальтер А. П ., Протопопов А. А. Основы литейного производства
представлять собой тот или иной сложный комплекс физических и химических
свойств (например, жидкотекучесть, трещиноустойчивость, ликвация и д.р.).
Некоторые свойства сплавов должны рассматриваться в связи со свой
ствами литейной формы, так как для одного и того же сплава литейные свой
ства в зависимости от свойств формы могут проявляться поразному.
Приведем основные физические и химические свойства сплавов и литей
ных форм непосредственно связаные с литейными свойствами:
1. Критические температуры (ликвидуса, солидуса); тип диаграммы со
стояния.
2. Плотность и удельные объемы (в жидком состоянии, в твердом со
стоянии).
3. Коэффициент объемного и линейного расширения и сжатия.
4. Динамическая и кинематическая вязкость в жидком и жидкотвердом
состоянии.
5. Поверхностное натяжение.
6. Теплоемкость (для сплавов в жидком состоянии при затвердевании
и остывании, для материалов литейных форм при различных темпе
ратурах и плотности).
7. Коэффициент теплопроводности.
8. Пластичность и сопротивление пластическим деформациям.
9. Электропроводность.
10. Магнитная восприимчивость и др.
Эти свойства являются решающими при оценке сплава в качестве мате
риала для изготовления литых деталей соответствующей конфигурации тем или
иным методом. К ним относятся:
1. Жидкотекучесть определяет способность металла заполнять по
лость литейной формы и точно воспроизводить в отливке ее очерта
ния.
2. Усадка объемная в области жидкого и жидкотвердого состояния;
объемная при фазовых изменениях, объемная и линейная в области
твердого состояния; склонность к образованию усадочных раковин
и усадочной пористости.
3. Склонность к поглощению газов и образованию газовых включений.
4. Склонность к образованию неметаллических включений.
5. Трещиноустойчивось и трещинопоражаемость.
6. Образование литейных напряжений.
7. Склонность к ликвации.
8. Активность взаимодействия сплавов со средой и формой.
276
Глава 9. Компьютерные технологии в литейном производстве
Выбор способа литья с использованием базы данных «Материалы» осу
ществляется путем ввода конструктором данных сплава и сопоставлением его
с содержащимися в базе данных вариантами.
Также база данных «Материалы» позволит пользователю быстро подо
брать материал с заданными свойствами по имеющимся критериям, например,
сплавы температура плавления которых меньше или равна указанному числу,
а линейная усадка не превышает заданной (%).
Рассмотрим возможность применения различных материалов на примере
литья в кокиль и литья под давлением.
Для литья в кокиль могут быть использованы любые цветные и черные
металлы и сплавы.
Из цветных сплавов чаще всего используются сплавы на основе алюми
ния, магния и меди, из черных сплавов чугуны с пластинчатым и шаровидным
графитом. Менее часто применяются чугуны с вермикулярным и хлопьевид
ным графитом (ковкий чугун). В кокилях изготавливают также отливки из уг
леродистых легированных и высоколегированных (инструментальных) сталей.
Для литья в кокиль можно применять практически все алюминиевые
сплавы, что зависит от сложности отливок (их конфигурации, толщины стенок).
Широко используются сплавы с узким температурным интервалом кристалли
зации и небольшой линейной усадкой на основе систем AlSi (Ал2, АЛ4, АЛ9,
ВАЛ5); AlSiCu (АЛЗ, АЛ5, В124, АЛ4М), а также сложнолегированные силу
мины (АЛ25, АЛ26, АЛЗО), применяемые для литья поршней. Установка в ко
килях податливых песчаных стержней вместо металлических позволяет более
широко применять сплавы с широким температурным интервалом кристалли
зации на основе систем AlMg, AlCu.
Для этого способа литья применяют также магниевые сплавы марок Мл5,
Млб, МлЮ, Мл12, Мл15. Вследствие пониженных литейных свойств магние
вых сплавов и активного окисления и даже возгорания их в процессе литья тех
нологический процесс производства отливок из магниевых сплавов имеет осо
бенности.
Для изготовления отливок из медных сплавов чаще всего применяют ла
туни и реже бронзы. При литье в кокили прочность и относительное удлинение
латуней значительно выше, чем при литье в песчаные формы. Бронзовые от
ливки, получаемые в кокилях, также характеризуются более высокими (при
мерно на ЗСМЮ %) механическими свойствами.
Литье под давлением используют в основном для получения отливок
из цинковых, алюминиевых, магниевых и медных сплавов. Реже этим способом
литья изготавливают отливки из стали, титана или сплавов на основе олова
и свинца.
277
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Требования к технологическим свойствам сплавов обусловлены высокой
скоростью охлаждения потока металла. Сплавы должны иметь хорошую жид
котекучесть, небольшую усадку и не должны сильно взаимодействовать с ме
таллом формы. Если технологическая машина не обеспечивает подпрессовку,
следует выбирать сплавы с узким интервалом кристаллизации.
Для литья под давлением применяют следующие алюминиевые сплавы:
АЛ2, АЛЗ, АЛ4, АЛ5, АЛ9, АЛ11, АЛ13, АЛ22, АЛ29, АЛ32, а также сплавы
ВАЛ5 и В124. Общий недостаток всех алюминиевых сплавов это прилипае
мость к поверхности рабочей полости формы и к стерням в местах наибольшего
разогрева. Для уменьшения прилипаемости в сплавы можно вводить железо.
Сплавы на основе системы AlSi (АЛЗ, АЛ4, АЛ9, ВАЛ5) склонны к газо
вой пористости и к образованию концентрированных усадочных раковин в мас
сивных частях отливки, затвердевающих в последнюю очередь. Поэтому в от
ливках из этих сплавов следует избегать значительных местных утолщений.
Сплавы на основе системы AlSiCu (АЛЗ, АЛ5, АЛ32, В124) имеют по
вышенные механические свойства, но легирование медью ухудшает коррози
онную стойкость и литейные свойства сплавов. Эти сплавы склонны к образо
ванию газовой пористости в отливках.
Сплавы на основе системы AlMg (АЛ13, АЛ22, АЛ29) обладают высокой
коррозионной стойкостью, хорошо обрабатываются резанием. Однако их ли
тейные свойства невысокие, что обусловлено широким температурным интер
валом их кристаллизации. Сплавы склонны к окислению в жидком состоянии,
что усложняет технологию их приготовления и требует защиту поверхности
расплава в раздаточных печах.
Сплав на основе системы AlZn (АЛ11) обладает хорошими литейными
свойствами, является самозакаливающимся, однако отличается повышенной
плотностью и низкой коррозионной стойкостью.
Для литья под давлением применяют следующие магниевые сплавы: Мл5
и Млб. Существенные недостатки, присущие всем магниевым сплавам, а имен
но: низкая коррозионная стойкость (даже в обычных атмосферных условиях),
низкие литейные свойства (малая жидкотекучесть, склонность к образованию
горячих трещин) и повышенная окисляемость ограничивают их применение.
Одно из важнейших технологических достоинств магниевых сплавов отсут
ствие привариваемости. Это позволяет изготовлять тонкостенные крупногаба
ритные отливки. Преимущество магниевых сплавов как конструкционных ма
териалов заключается в их высокой удельной прочности. Обычно для литья под
давлением применяют сплавы системы AlMg с содержанием 710 % Mg и до
бавлением 0,150,5 %Mn и 0,22 % Zn. Алюминий и цинк повышают жидкоте
кучесть и прочность сплава, но снижают его коррозионную стойкость.
278
Глава 9. Компьютерные технологии в литейном производстве
Наилучшее сочетание механических и технологических свойств имеют сплавы
с содержанием 0,30 ,5 % Zn.
Цинковые сплавы не взаимодействуют со стальной формой и деталями
камеры прессования, что позволяет применять автоматические машины с горя
чей камерой прессования. Цинковые сплавы имеют повышенную жидкотеку
честь, низкую температуру плавления. Наиболее распространены сплавы си
стемы ZnAlCu с добавкой 35 % Al и 13 % Cu. Эти сплавы склонны к меж
кристаллитной коррозии и поэтому не должны содержать таких элементов, как
кадмий, медь, олово, свинец и железо.
Медные
сплавы. Для литья под давлением используют в основном крем
нистые латуни с содержанием, %: Zn 20^0; Si 3,5^,4; Pb 0,22,0; остальное
Cu. Латуни имеют низкую температуру плавления, минимальный интервал
температур кристаллизации и максимальную жидкотекучесть. Вредными при
месями в латуни является олово и сурьма, образующие хрупкие соединения на
границе зерен.
Сплавы на основе железа.
Литье под давлением этих сплавов осуществ
ляют на машинах, детали камеры прессования и формы которых изготовлены
из сплавов на основе вольфрама или молибдена, выдерживающих температуру
заливки более 1500 °С. Наиболее технологичны углеродистые коррозионно
стойкие стали, содержащие, %: Cr до 18 %; Ni до 9. Стали с добавками легко
окисляющихся элементов отливают в вакуумируемые формы.
9.2 .2. Критерии,
характеризующие
деталь
Критерий «Максимальные и минимальные габариты отливки»
Каждый способ литья позволяет изготавливать отливки в определенном
диапазоне габаритных размеров. Лимитирующими параметрами могут быть
и невысокая прочность формы (оболочковые формы, литье по выплавляемым
моделям), и ограничения, накладываемые параметрами технологического обо
рудования (размеры опок, размеры подмодельных плит, мощность прессования,
развиваемая при литье под давлением), ограничения, возникающие вследствие
технологических свойств расплава и формы (жидкотекучесть сплавов, тепло
проводность формы).
Различия между способами литья и отсутствие универсальных методик
обоснования интервала габаритных размеров отливок не позволяют однозначно
говорить о пригодности данного технологического процесса для изготовления
отливки заданного размера. Поэтому оптимальными размерами считаются раз
меры отливки, входящие в определенный интервал размеров. Интервал разме
ров определяется на основании известных типоразмеров отливок, изготовляе
мых данным способом литья.
279
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Критерий «Масса отливки»
Причины выбора этого критерия те же, что и для выбора интервала допу
стимых габаритных размеров. Это и ограниченная грузоподъемность машин,
применяемых в литейном производстве, и ограничения, налагаемые прочно
стью литейных форм, и т.п .
Различия между способами литья и отсутствие универсальных методик
обоснования максимальной массы отливок не позволяют с уверенностью сказать
о пригодности данного технологического процесса для изготовления отливки за
данной массы. Поэтому оптимальной массой считается масса отливки не превы
шающая установленного максимума массы. Максимальная масса определяется
на основе известных масс отливок, изготовляемых данным способом.
Критерий «Минимальная толщина стенки отливки»
Критерий «Минимальная толщина стенки отливки» показывает возмож
ность выполнения стенки отливки заданной толщины и протяженности из за
данного материала данным способом литья.
Оптимальным считается значение, входящее в интервал минимальных
толщин стенок определенный на группе отливок представителей при прочих
равных условиях.
Критерий «Минимальный диаметр отверстия»
Критерий «Минимальный диаметр отверстия» показывает возможность
выполнения отверстия в отливке заданного диаметра, глубины и конусности из
заданного материала данным способом литья.
Оптимальным считается значение, входящее в интервал минимальных
диаметров определенных по группе отливокпредставителей при прочих рав
ных условиях.
Критерий «Технологический выход годного»
Критерий «Технологический выход годного» определяет расход металла
на литниковую систему и прибыли.
Оптимальным считается значение, входящее в интервал «Технологиче
ского выхода годного», определенного на группе отливокпредставителей.
Критерий «Относительная трудоемкость и число операций»
Критерий «Относительная трудоемкость и число операций^) позволит ран
жировать способы литья по трудоемкости изготовления и определять наименее
трудоемкие процессы. Наиболее предпочтительны процессы с наименьшим чис
лом операций.
Критерий «Стойкость формы»
Стойкость формы напрямую влияет на себестоимость и трудоемкость про
изводства. Вполне можно обозначить этот критерий с помощью булевой пере
менной (разовая/постоянная), но в этом случае теряется информация о стойкости
280
Глава 9. Компьютерные технологии в литейном производстве
постоянных форм, а они не вечны. Стойкость того же кокиля будет значительно
колебаться в зависимости от заливаемого расплава (от сотен отливок при литье
тугоплавких сплавов до десятков тысяч при литье легкоплавких сплавов). Соот
ветственно будет изменяться и себестоимость литья. Поэтому стойкость форм
обозначается целым числом и одновременно указывается материал формы и ма
териал отливки. Значение данного критерия может колебаться от одного до не
скольких тысяч (ограничивается возможностью примененного типа числа для
хранения данной переменной).
Критерий « Точность отливки»
Точность изготовления отливки разными способами литья варьируется
в широких пределах. Поскольку показатели точности отливки назначаются
на элементы отливки, то определение параметров точности производится по эле
менту, имеющему наиболее высокую точность.
Показателями точности являются: точность размеров, точность массы,
шероховатость поверхности. Наиболее оптимальными считаются наиболее вы
сокие показатели точности.
9.3 . Разработка методов хранения данных и модели анализа
Для решения поставленной задачи сформирован банк данных, включаю
щий в себя: вычислительную систему; базу данных (БД); систему управления
базами данных (СУБД); прикладные программы.
База данных обеспечивает хранение информации и представляет собой
совокупность данных, организованных по определенным правилам.
Для организации работы базы данных использована персональная систе
ма управления базами данных Paradox обеспечивающая ведение локальной БД.
Приложение осуществляет доступ к БД через Borland Database Engine
процессор баз данных фирмы Borland (BDE), который представляет собой
набор драйверов, обеспечивающих доступ к данным.
Локальная БД расположена на том же компьютере, что и приложения, рабо
тающие с ней. Работа с БД происходит в однопользовательском режиме (рис. 9.2).
Прилож ение
BDE
База
данных
Компью тер пользователя
РИС. 9.2. Локальная база данных
При использовании локальной БД в сети возможна организация работы
в многопользовательском режиме. В этом случае файлы БД и приложение,
281
Вальтер А. И., Протопопов А. А. Основы литейного производства
предназначенное для работы с ней, располагаются на сервере сети. Сервером
является любой компьютер, содержащий эту программу. Каждый пользователь
может запускать приложение, находящееся на сервере, при этом на компьютере
пользователя запускается копия приложения. Такой вариант использования ло
кальной БД соответствует архитектуре файлсервера (рис. 9.3).
Рис. 9 .3 . Архитектура файлсервера
Когда пользователь сети работает с БД, на его компьютере появляется
локальная копия общей БД. Эта копия периодически обновляется данными, со
держащимися в БД, расположенной на сервере.
Архитектура файлсервера обычно используется в сетях с небольшим
числом пользователей. Достоинствами архитектуры файлсервера являются
простота реализации. Существенными недостатками являются:
•
каждый пользователь работает со своей локальной копией БД, данные
в которой обновляются при каждом запросе к какойлибо из таблиц на
сервере, при этом с сервера пересылается новая копия всей таблицы,
содержащей затребованные данные;
•
поскольку на каждом компьютере имеется своя копия БД, то измене
ния, сделанные в ней одним пользователем, в течение некоторого
времени неизвестны другим пользователям. Необходима синхрониза
ция работы пользователей;
•
затруднена организация контроля доступа.
9.4. Формализация процесса проектирования БД
В процессе формализации процесса проектирования БД используют сле
дующую терминологию.
Сущность определяется как некоторый объект, представляющий инте
рес. Этот объект должен иметь экземпляры, отличающиеся друг от друга
282
Глава 9. Компьютерные технологии в литейном производстве
и допускающие однозначную идентификацию. Единственный определяющий
признак, который может помочь в нахождении сущностей, состоит в том, что
сущность это , как правило, существительное.
Определены следующие сущности: способ литья; отливка; группа мате
риалов; файлы.
Сущность «Отливка» подразделяется на сущности «Отливка», «Парамет
ры отливки» и «Техпроцесс».
Атрибут есть свойство сущности. Примеры атрибутов сущности ОТ
ЛИВКА: габаритные размеры отливки; масса отливки; технологически «выход
годного»; стойкость формы; материал отливки; материал формы.
Класс принадлежности сущности характеризует обязательность включе
ния каждого экземпляра сущности в связь.
Связь представляет собой соединение между двумя или более экземпля
рами сущностей. При поиске связей в основном следует полагаться на то об
стоятельство, что связь обычно выражается глаголом.
Примеры связей:
•
отливка, ИЗГОТОВЛЕННАЯ способом литья, ИЗГОТОВЛЕННАЯ из ма
териала, ИМЕЕТ параметры отливки, ИМЕЕТ операции техпроцесса;
•
способом литья ДОСТИГАЕТСЯ минимальная толщина стенки от
ливки.
Важной характеристикой между двумя или несколькими сущностями яв
ляется степень связи. Различают три степени связи:
•
одинкодному;
•
одинко многим;
•
многиеко многим.
Степень связи «одинкодному» (1:1) означает, что одному значению ат
рибута одной сущности может соответствовать только одно значение атрибута
другой сущности.
Степень связи «одинко многим» (1:М) означает, что одному значению
атрибута одной сущности может соответствовать несколько значений атрибута
другой сущности.
Степень связи «многиеко многим» (М:М) означает, что многим значени
ям атрибута одной сущности может соответствовать несколько значений атри
бута другой сущности.
Сущности представляются в виде таблиц. Атрибуты сущности представ
ляют собой поля этих таблиц. Связь между таблицами осуществляется с помо
щью ключевых полей первичных ключей. Ключом может быть уже суще
ствующий столбец или искусственно добавленный.
283
Вальтер А. П., Протопопов А. А. Основы литейного производства
Таблицы должны быть нормализованы, т.е . соответствовать нормальным
формам (табл. 9 .9).
Первая нормальная форма (First Normal Form, INF) это основа реляци
онной системы. Она требует, чтобы таблица была двумерной и не содержала
ячеек, включающих несколько значений. Приведение таблицы к INF выполня
ется достаточно легко, в результате чего в таблицу добавляется большой объем
избыточных данных.
Таблица 9.9
Таблица, приведенная к первой нормальной форме
Способ литья
Тип отливки
Операция техпроцесса
Литье в кокиль
Крышка
Окраска кокиля
Литье в кокиль
Крышка
Нагрев кокиля
Литье в кокиль
Крышка
Сборка кокиля
Литье в кокиль
Крышка
Заливка расплава
Литье в оболочковые
формы
Крышка
Изготовление полуформы
Литье в оболочковые
формы
Крышка
Сборка формы
Литье в оболочковые
формы
Крышка
Заливка расплава
Вторая нормальная форма (Second Normal Form, 2NF) требует, чтобы
данные во всех не ключевых столбцах полностью зависели от первичного клю
ча или каждого поля первичного ключа, если он является составным. Если
в таблице имеется хотя бы одно поле, которое не зависит от величины первич
ного ключа, то в этот ключ необходимо включить дополнительные столбцы.
Приведение таблицы ко второй нормальной форме позволяет избавиться
от большей части повторяющихся данных, оставшихся от первого этапа норма
лизации. Пример приведения таблицы ко второй нормальной форме приводится
табл. 9.109.12:
Таблица 9. 10
Таблица «Способ литья», приведенная ко второй нормальной форме
Ключевое поле
Способ литья
1
Литье в кокиль
2
Литье в оболочковые формы
284
Глава 9. Компьютерные технологии в литейном производстве
Таблица 9.11
Таблица «Отливка», приведенная ко второй нормальной форме
Ключевое поле
Отливка
1
Крышка
2
Корпус
Таблица 9.12
Вид таблицы, приведенной ко второй нормальной форме
Ключевое
поле
Код способа
литья
Код
отливки
Операция тех.процесса
1
1
Окраска кокиля
2
1
Нагрев кокиля
3
1
Сборка кокиля
4
1
Заливка расплава
5
2
Изготовление полуформы
6
2
Сборка формы
7
2
Заливка расплава
Третья нормальная форма (Third Normal Form, 3NF) требует, чтобы все не
ключевые столбцы таблицы зависели от первичного ключа, но были независи
мы друг от друга. Очевидно, что для этого столбцы таблиц должны быть при
ведены к первой и второй нормальным формам.
9.5 . Структура базы данных «Отливка»
База данных «Отливка» предназначена для хранения информации об от
ливках. На основании занесенных данных производится анализ предпочтитель
ности способа литья. Состоит из следующих таблиц: способы литья, группы
материалов, отливка, свойства отливки, технологический процесс, файлы.
В основе базы данных лежит таблица «Способы литья» (табл.9.13). Таб
лица содержит два поля:
1. Ключевое поле представляет собой целое число, т.е . содержит уни
кальный номер, который назначается автоматически и используется
внутри программы для определения связей с другими таблицами.
2. Поле «Наименование способа литья» представляет собой текстовую
строку длиной до 255 символов. Данное поле используется для вывода
пользователю.
Таблица «Группы материалов» содержит информацию о различных груп
пах материалов (табл.9 .14).
285
Вальтер А. И ., Протопопов А. А. Основы литейного производства
Таблица 9.13
Таблица «Способы литья»
Ключевое поле
Способ литья
1
Литье в кокиль
2
Литье в оболочковые формы
3
Литье в песчаноглинистые
формы
4
Литье по выплавляемым
моделям
5
Литье под давлением
Таблица 9.14
Таблица «Группы материалов»
Ключевое
Наименование группы
поле
материалов
1
Сталь литейная
2
Чугун с пластинчатым графитом
3
Высокопрочный чугун
с вермикулярным графитом
4
Сплавы на основе алюминия
5
Бронзы без оловянистые
Таблица «Группы материалов» связывает рабочую базу данных и спра
вочную базу материалов. Таблица «Группы материалов» состоит из двух полей:
1. Ключевое поле целое число;
2. Поле «Наименование группы материалов» строка длиной до 255 сим
волов.
Таблица «Отливка» предназначена для хранения информации об отлив
ках, содержит следующие поля (табл.9 .15).
1. Ключевое поле целое число.
2. Поле «Наименование отливки» строка длинной до 255 символов.
Таблица «Свойства отливки» содержит информацию о параметрах отлив
ки (табл.9 .16).
Таблица состоит из17 полей:
1. Ключевое поле целое число.
2. Код способа литья целое число.
3. Код отливки целое число.
4. Код группы материалов для отливки целое число.
286
Глава 9. Компьютерные технологии в литейном производстве
5. Код группы материалов для формы целое число.
6,7,8. Габаритные размеры отливки (X, Y, Z).
9. Масса отливки.
10. Технологический выход годного.
11. Стойкость формы.
12. Минимальная толщина стенки отливки.
13. Площадь участка минимальной толщины стенки отливки.
14. Минимальный диаметр отверстия.
15. Минимальная глубина отверстия.
16. Конусность отверстия.
17. Тип отверстия (глухое/сквозное).
Таблица 9.15
Таблица «Отливка»
Ключевое поле
Отливка
1
Вал
2
Деталь XXXXXXX
3
Маховик
4
Колесо
5
Плита
Таблица 9.16
Таблица «Свойства отливки»
Ключевое поле
1
2
3
4
5
Код способа литья
1
1
1
2
3
Код отливки
2
4
3
2
1
Код группы материалов для
отливки
1
1
2
2
2
Код группы материалов
для формы
1
1
1
1
1
X
100
200
100
100
100
Y
100
300
50
100
100
Z
100
100
20
100
10
Масса отливки
50
200
40
50
45
Технологический выход
годного, %
80
95
82
85
73
Стойкость формы
1000
100
10
1
1
Минимальная толщина
стенки отливки
3
7
5
4
6
287
Вальтер А. П ., Протопопов А. А. Основы литейного производства
Окончание таблицы 9.16
Ключевоеполе
12
3
4
5
Площадь участка
минимальной толщины
стенки отливки
10
15
11
41
12
Минимальный диаметр
отверстия
18
18
23
20
17
Минимальная глубина
отверстия
5
10
18
10
8
Конусность отверстия
1
2
1
1
1
Тип отверстия
(глухое/сквозное)
Глухое Сквозное Сквозное Глухое Глухое
Таблица «Технологический процесс» содержит информацию об технологи
ческих операциях и их трудоемкости (табл.9.17). Состоит из следующих полей:
1. Ключевое поле целое число.
2. Поле «Код свойств отливки» целое число.
3. Поле «Номер операции» тип строка длиной 6 символов.
4. Поле «Наименование операции» строка длиной до 255 символов.
5. Поле «Содержание операции» строка неограниченной длины.
6. Поле «Трудоемкость» вещественное число.
Таблица 9.17
Таблица «Технологический процесс»
Ключевое
поле
1
2
3
4
5
Код свойств
отливки
1
1
1
2
2
Номер
операции
1
2
3
1
2
Наименование
операции
Очистка
кокиля
Окраска
кокиля
Нагрев
кокиля
Очистка
кокиля
Окраска
кокиля
Содержание
операции
Зачистить
рабочие
поверхности
Окрасить
рабочие
поверхности
Зачистить
рабочие
поверхности
Окрасить
рабочие
поверхности
Трудоемкость
операции
0,3
0,1
0,4
0,5
0,2
Таблица «Файлы» содержит информацию о файлах чертежей отливки
и файлах предварительного просмотра (табл.9 .17). Состоит из следующих полей:
1. Ключевое поле целое число.
2. Поле «Код свойств отливки» целое число.
288
Глава 9. Компьютерные технологии в литейном производстве
3. Имя файла строка длинной 255 символов.
4. Описание срока неограниченной длинны.
5. Картинка поле битового типа.
Таблица 9.18
Таблица «Файлы»
Ключевое
поле
1
2
3
4
5
Код свойств
отливки
1
1
2
2
3
Имя файла
c:\001.cdw
c:\002.cdw
c:\011.cdw
c:\012.cdw
c:\014.cdw
Описание
Чертеж
отливки
Чертеж
формы
Чертеж от
ливки
Чертеж
формы
Стержень
Картинка
c:\001.bmp
c:\003.bmp
c:\011.bmp
c:\013.bmp c:\012.bmp
Посредством ключевых полей таблицы связаны в структуру базу данных.
9.6. Структура справочной базы данных
Справочная база данных составляется на основании справочных данных.
Она предназначена для облегчения ввода информации пользователем. В расче
те определения предпочтительности способа литья для отливки участия не
принимает. Состоит из шести таблиц, описывающих минимальную толщину
стенки отливки, минимальный диаметр отверстия, стойкость формы, особенно
сти способов литья, точность отливки.
Таблица «Минимальная толщина стенки отливки» содержит справочную
информацию о минимальной толщине стенки отливки (табл.9 .19). Таблица со
стоит из следующих полей:
1. Ключевое поле целое число.
2. Поле «Код способа литья» целое число.
3. Поле «Код группы материалов» целое число.
4. Минимальная площадь поверхности стенки отливки вещественное
число.
5. Максимальная площадь стенки отливки вещественное число.
6. Толщина стенки отливки минимальная.
6. Толщина стенки отливки минимальная.
7. Толщина стенки отливки максимальная.
Таблица «Минимальный диаметр отверстия» содержит справочную ин
формацию о минимальном диаметре отверстия отливки (табл.9 .20). Таблица со
стоит из следующих полей:
289
Вальтер А. П ., Протопопов А. А. Основы литейного производства
1. Ключевое поле целое число.
2. Поле «Код способа литья» целое число.
3. Поле «Код группы материалов» целое число.
4. Минимальный диаметр вещественное число.
5. Минимальная глубина вещественное число.
6. Тип отверстия (глухое/сквозное) логическое .
Таблица 9.19
Таблица «Минимальная толщина стенки отливки»
Ключевое поле
1
2
3
4
5
Код способа литья
1
1
1
1
1
Код группы материалов
1
1
2
3
3
Минимальная площадь по
25
25
100
250
верхности стенки отливки
Максимальная площадь стен
125
25
125
250
900
ки отливки
Толщина стенки отливки:
минимальная
6
4
2,2
3,5
максимальная
7
5
8
4,0
5,0
Таблица 9.20
Таблица «Минимальный диаметр отверстия»
Ключевое поле
1
2
3
4
5
Код способа литья
5
5
5
5
5
Код группы
материалов
4
4
5
5
6
Минимальный
диаметр
1,5
1,5
2,5
2,5
1,5
Минимальная
глубина
4,5
9
7,5
10
7,5
Тип отверстия
Глухое
Сквозное Глухое
Сквозное
Глухое
Таблица «Стойкость формы» содержит справочную информацию о стой
кости литейных форм (табл.9 .21). Таблица состоит из следующих полей:
1. Ключевое поле целое число.
2. Поле «Код способа литья» целое число.
3. Поле «Код группы материалов материал формы» целое число.
4. Поле «Код группы материалов материал отливки» целое число.
5. Характеристика отливки строка.
6. Стойкость формы целое число.
290
Глава 9. Компьютерные технологии в литейном производстве
Таблица 9.21
Таблица «Стойкость формы»
Ключевое поле
1
2
3
4
5
Код способа литья
1
1
2
3
4
Код группы
материалов материал
формы
2
2
7
7
7
Код группы
материалов материал
отливки
1
5
1
2
1
Характеристика
отливки
Стойкость формы
10
10000
1
1
1
Таблица 9.22 «Особенности способов литья» содержит справочную ин
формацию об области применения, максимальных габаритах и массе отливки.
Таблица 9.22
Таблица «Особенности способов литья»
Ключевое поле
1
2
3
4
5
Код способа литья
1
1
1
2
3
Код группы
материалов
1
2
1
3
4
Масса отливки, кг
30
9
134
43
194
X, мм
400
400
100
100
100
Y, мм
100
35
500
500
500
Z, мм
40
100
500
500
500
Состоит из следующих полей:
1. Ключевое поле целое число.
2. Поле «Код способа литья» целое число.
3. Поле «Код группы материалов» целое число.
4. Масса отливки вещественное число.
5,6 и 7. Габаритные размеры отливки вещественное число.
8. Рекомендуемая область применения строка неограниченной длины.
Таблица 9.23 «Точность» содержит справочную информацию о точности
отливок. Классы точности назначаются по ГОСТ 2664585 . Под видом точно
сти понимается: допуски размеров, допуски формы, допуски неровности по
верхности, допуски массы (табл.9 .23). Состоит из следующих полей:
291
Вальтер А. П ., Протопопов А. А. Основы литейного производства
1. Ключевое поле целое число.
2. Поле «Код способа литья» целое число.
3. Поле «Тип сплава» целое число.
4. 5 . Интервал габаритных размеров вещественное число.
6, 7. Интервал классов точности строка длинной 4 символа.
8. Вид точности целое число.
Таблица 9.23
Таблица «Точность»
Ключевое поле
1
2
3
4
5
Код способа литья
1
1
1
1
1
Тип сплава
1
1
1
4
1
Размер минимальный
-
100
250
-
100
Размер максимальный
100
250
630
100
250
Класс точности
минимальный
Зт
3
4
5т
5
Класс точности
максимальный
6
7т
7
8
9т
Вид точности
1
1
1
1
1
Таблица «Допуск» содержит информацию о допусках и классах точности
(табл.9 .24). Состоит из следующих полей:
1. Ключевое поле целое число.
2, 3. Интервал номинальных размеров вещественное число.
4. Допусквещественное число.
5. Класс точности строка длинной 4 символа.
6. Вид точности целое число.
Таблица 9.24
Таблица «Допуск»
Ключевое поле
3
4
5
Минимальный размер
-
-
10
Максимальный размер
4
6
4
0,1
40
Допуск
0,06
0,07
0,12
1
2
Класс точности
1
1
3
-
4
Вид точности
1
1
1
3
3
292
Глава 9. Компьютерные технологии в литейном производстве
9.7. Справочная база данных «Материалы»
База данных «Материалы» позволяет выбрать предпочтительные способы
литья исходя из свойств данного материала (сплава): механических, физиче
ских, химических (в окружающей среде, при повышенной или пониженной
температуре), технологических (литейные, свариваемость, обрабатываемость).
Справочная база данных «Материалы» содержит информацию о металлах
и сплавах, их механических, физических, технологических свойствах. Состоит
из пяти таблиц: группа материалов, металлы и сплавы, физические свойства,
механические свойства, технологические свойства.
База данных «Материалы» управляется специально разработанным при
ложением, которое позволяет добавлять в базу данных новые материалы, ре
дактировать существующие, осуществлять поиск сплава по многим параметрам
(Приложение).
Таблица «Металлы и сплавы» содержит информацию о марках сплавов,
химическом составе, свойствах, области применения и относительной стоимо
сти (табл.9 .25). Состоит из следующих полей:
Таблица 9.25
Таблица «Металлы и сплавы»
Ключевое поле
1
2
3
4
5
Код группы
1
1
1
2
3
материалов
1
1
1
2
3
Марка сплава
40ХЛ
15ГЛ
20ДХЛ
СЧ15
КЧ 554
Температура
кристаллизации
Стоимость
Дата изменения
Минимальное
содержание углерода
0,35
0,12
0,15
3,5
2,5
Максимальное
содержание углерода
0,45
0,18
0,25
3,7
2,8
Минимальное
содержание марганца
0,4
0,7
0,5
0,5
0,3
Максимальное
содержание марганца
0,9
1
0,8
0,8
1
1. Ключевое поле целое число.
2. Поле «Код группы материалов» целое число.
3. Поле «Марка сплава» строка длинной 50 символов.
293
Вальтер А. П ., Протопопов А. А. Основы литейного производства
4. Поле «Температура кристаллизации» вещественное число.
5. Поле «Стоимость» вещественное число.
6. Поле «Дата изменения» формат даты.
7. Поле «Химический состав» вещественное число.
Таблица «Физические свойства» содержит информацию о физических
свойствах сплавов (табл.9 .26). Состоит из следующих полей:
1. Ключевое поле целое число.
2. Поле «Код сплава» целое число.
3. Поле «Температура» вещественное число.
4. Поле «Коэффициент линейного расширения» вещественное число.
5. Поле «Теплопроводность» вещественное число.
6. Поле «Температуропроводность» вещественное число.
7. Поле «Теплоемкость» вещественное число.
8. Поле «Плотность» вещественное число.
9. Поле «Электросопротивление» вещественное число.
Таблица 9.26
Таблица «Физические свойства»
Ключевое поле
1
2
3
4
5
Код сплава
1
1
1
1
1
Температура
500
600
700
800
900
Коэффициент линейного
расширения
Теплопроводность
Теплоемкость
Температуропроводность
Плотность
Электросопротивление
Таблица «Механические свойства» содержит информацию о механиче
ских свойствах сплавов (табл.9 .27). Состоит из следующих полей:
1. Ключевое поле целое число.
2. Поле «Код сплава» целое число.
3. Поле «Код способа литья» целое число.
4. Поле «Предел текучести» вещественное число.
5. Поле «Относительное удлинение» вещественное число.
6. Поле «Относительное сужение» вещественное число.
7. Поле «Ударная вязкость» вещественное число.
8. Поле «Твердость» целое число.
294
Глава 9. Компьютерные технологии в литейном производстве
Таблица 9.27
Таблица «Механические свойства»
Ключевое поле
1
2
3
4
5
Код сплава
1
2
3
4
5
Код способа литья
1
1
1
1
1
Предел текучести
491
235
392
150
Относительное
удлинение
12
22
12
7
Относительное
сужение
25
35
30
Ударная вязкость
392
373
294
Твердость
241
207
Таблица «Технологические свойства» содержит информацию о техноло
гических свойствах сплавов (табл.9 .28). Состоит из следующих полей:
1. Ключевое поле целое число.
2. Поле «Код сплава» целое число.
3. Поле «Код способа литья» целое число.
4. Поле «Жидкотекучесть по спиральной пробе» вещественное число.
5. Поле «Жидкотекучесть по прутковой пробе» вещественное число.
6. Поле «Линейная усадка» вещественное число.
7. Поле «Объемная усадка» вещественное число.
8. Поле «Температура заливки» вещественное число.
9. Поле «Давление» вещественное число.
Таблица 9.28
Таблица «Технологические свойства»
Ключевое поле
1
2
3
4
5
Код сплава
1
2
3
4
5
Код способа литья
1
2
1
2
1
Жидкотекучесть
по спиральной пробе
100
100
100
100
100
Жидкотекучесть
по прутковой пробе
150
150
150
150
150
Линейная усадка
1,1
1,2
1,4
1,1
1,5
Объемная усадка
1,2
1
1,2
1,1
1,7
Температура заливки
1600
1650
1700 1650 1750
Давление
1
1
1
1
1
295
Вальтер А. П ., Протопопов А. А. Основы литейного производства
9.8. Алгоритм принятия решения
выбора оптимального способа литья
Выбор оптимального способа литья производится на основе введенной
в базу данных информации об отливках. Справочные базы данных заполняются
данными, взятыми из справочников, в определении оптимального способа ли
тья не участвуют, а служат только как справочное пособие.
Особенностью литейного производства являются огромная номенклатура
уникальных отливок и большое число влияющих факторов. Изменение значе
ний одного из факторов изменяет результаты получения всей отливки. В каче
стве основы для анализа возможностей способов литья составляется база дан
ных отливок. Это позволяет заносить в базу данных информацию о деталях,
привязывать их к тому или иному способу литья и на основании этих данных
делать заключение о возможностях того или иного способа литья. При опреде
лении способа литья записи в базе данных группируются по двум признакам:
способ литья, группа сплавов.
Это позволяет в понятие способа литья ввести понятие группы сплавов,
получить следующую логическую связь: способ литья для отливок из
группы
сплавов.
Отливка описывается следующими полями:
1) материал отливки
MatJ:
2) материал формы
Mat2:
3) габаритные размеры X, Y, Z:
4) масса M;
5) технологический выход годного TVG:
6) стойкость формы Stk:
7) минимальная толщина стенки на участке заданной площади Ep:
8) минимальный диаметр отверстия Diam:
9) минимальная глубина отверстия Prof
10) объем стержней Vtige:
11) число стержней Nti ge ,
12) количество операций технологического процесса Nope r:
13) трудоемкость получения отливки Trd:
14) минимальная шероховатость поверхностиRug:
15) минимальная точность массы TM:
16) точность размеров TD:
17) число отливок n:
18) число отливок в форме r:
В результате получаем следующую модель отливки:
296
Глава 9. Компьютерные технологии в литейном производстве
OMatL
Mat2, X, Y, Z, M, TVG, Stk, Ep, Diam, Prof, Vtige, Ntlge,
Noper,
Trd,
Rug, TM, TD, n, r).
По данным этой модели строится и заполняется база данных.
Оценка оптимальности способа литья производится в три этапа. На пер
вом этапе определяются записи, принадлежащие данному способу литья и ма
териалу отливки. На втором этапе определяются возможности способов литья
по записям, содержащимся в БД, для чего записи группируются по принадлеж
ности к способу литья и группе сплавов. На третьем этапе сравниваются вве
денные пользователем данные отливки и определенные ранее показатели и де
лается заключение.
Для установления возможностей способа литья определяем:
1) значение материала отливки
MatJ:
2) MaTepHafl<popMbiMat2;
3) интервал габаритных размеров. Для этого из доступных записей базы
данных выбираются максимальные (Xmax ,
Ymax,
Zmax)
и минимальные
(Xmin, Ymin, Zmin) значения полейХ Y, Z,
4) максимальную массу отливки. Из доступных записей базы дан
ных выбирается максимальное значение M и присваивается пере
MeHHOftMmax;
5) интервал технологического выхода годного. Из доступных записей ба
зы данных выбираются максимальное TVGmax
и минимальное
TVGmin
значения поля TVG:
6) интервал стойкости формы. Из доступных записей базы данных выби
раются максимальное Stkmax и минимальное значения Stkmi n
поля Stk.
7) минимальную толщину стенки отливки. Из доступных записей базы
данных выбирается минимальное значение минимальной толщины
стенки отливки Epmi n
поля Ep:
8) минимальный диаметр отверстия. Из доступных записей базы дан
ных выбирается минимальное значение диаметра отверстия Diammi n
поля Diam:
9) минимальную глубину отверстия. Из доступных записей базы дан
ных выбирается минимальное значение глубины отверстия Profmi n
поля Prof.
10) среднее число операций технологического процесса:
n
YJ Noperl
Noperm
=
,
(9.1)
n
где
Noperm
среднее число операций техпроцесса;
297
Вальтер А. П ., Протопопов А. А . Основы литейного производства
n число отливок;
Noperi ~ число операций техпроцесса данной отливки.
11) интервал трудоемкости. Из доступных записей базы данных выбира
ется минимальное Trdmin
и максимальное значение трудоемкости Trd
max
путем суммирования значения поля Trd подчиненных записей
таблицы «Техпроцесс» текущей записи таблицы «Свойства отливки»
и сравнения полученной суммы со значениями, полученными для
других отливок;
12) минимальную шероховатость поверхности. Из доступных записей
базы данных выбирается минимальное значение шероховатости по
верхности Rugmin
поля Rug:
13) минимальную точность массы. Из доступных записей базы данных
выбирается минимальное значение точности массы TMmin:
14) минимальный допуск размеров. Из доступных записей базы данных
выбирается минимальное значение допуска размеров TDmin:
15) средняя трудоемкость изготовления n отливок при П^ОТЛИВОК В форме.
T=CхA+DхB,
(9.2)
где
C средняя трудоемкость изготовления формы;
B число циклов заливок;
A число форм;
B=—,
(9.3)
A=
B
,
(9.4)
D
где
D стойкость формы;
n число изготавливаемых отливок;
nf число отливок в форме;
16) приблизительная трудоемкость изготовления одной отливки.
T1=
T
,
(9.5)
n
Модель способа литья будет иметь следующий вид:
CifJ(
M
t
at1, MMa t2, X
max
,
^max
Z
max ^^maxi
X
min
,
^mirn
Z
mirn T^^^^ax'
TVG
min
,
Stk
min
Stk
max
,
Ep
min
,
Diam
min
,
Pr of
mim
Noper
vm
T
'
rd
min
,
T
'
rd
max
Rug
min
,
'J^^min
TD
)77iin T) TJ).
298
Глава 9. Компьютерные технологии в литейном производстве
Определение оптимального способа литья для данной отливки произво
дится сопоставлением модели отливки и сформированных моделей способов
литья.
Рассматривается модель отливки со следующими параметрами:
O= f2 MatJ, Mat2, X, Y, Z, M, TVG, Ep, Diam, Prof, Vtlge, Ntlge,
Noper,
Trd,
Rug, TM, TD, n, r).
Производится сравнение с моделью способа литья:
Ci fJ
(
^T
at1 ,
MMat2, X
max
,
Y
max
,
Z
max
,
MM
max
,
X
min
Y
min
Z
min
TVG
max
,
TVG
min
,
S tk
min
,
Stk
max
,
Ep
min
,
D iam
min
,
Prof
min
,
N oper
m
,
Trd
min
,
Trd
max
,
Rug
min
,
TM
min
,
TD
min
,
T).
B процессе сравнения динамически вычисляются весовые коэффициенты:
1. Проверка на соответствие материалов отливки. Если условие о соот
ветствии материалов отливки не выполняется, то текущий способ литья
исключается.
Если OMatJ=C1MatJ,
KJ1=J ,
иначе KJ1=O.
2. Проверка на соответствие габаритных размеров. Если габаритный раз
мер отливки попадает в интервал возможных предельных размеров, вы
численный для способа литья, то запись принимается. Поскольку мы не
знаем реальных возможностей того или иного технологического процесса
и не можем достаточно точно обосновать максимально возможные разме
ры литейной формы при данном технологическом процессе, то в случае
превышения габаритным размером отливки предельных размеров, опре
деленных для способа литья, запись принимается частично. Значение ко
эффициента тем меньше, чем больше разница между габаритным разме
ром отливки и возможным предельным размером способа литья.
Если Ci.Xmin<O.X< Ci.Xmax, K2i=J ,
иначе:
если O.X<Ci.Xmin,
K21=O.X/C1. Xm1n ,
еСЛИ O.X>Ci.Xmax,
K2i=C, . Xmax/O.X.
3. Проверка на соответствие габаритных размеров.
Если C1.Ymm<O.Y< C,.Ymax, KS1=J,
иначе:
если O.Y<CrYm m,
KS1=OJCYm in ;
если O.Y>Q.Ymax,
K3=C^YrnJOY.
4. Проверка на соответствие габаритных размеров.
Если Ci.Zmin<O.Z< Ci.Zmax, K4=J,
иначе:
если O.Z<Ci.Z min,
K4, =O .Z/Ci.Zmin;
еСЛИ O.Z>Ci.Zmax,
K4,= Ci.ZmaJO.Z.
5. Проверка на соответствие массы. Если масса отливки меньше макси
мальной определенной массы для способа литья, то запись принимается,
в противном случае значение весового коэффициента тем меньше чем
299
Вальтер А. П ., Протопопов А. А . Основы литейного производства
больше разница между массой отливки и максимальной определенной
массой для способа литья.
ЕСЛИ O.M< = Ci.Mmax,
K5=J,
иначе
K5i =Ci.M
max
/O.M.
6. Поверка на соответствие технологического выхода годного.
Если Ci.TVGmin<O.TVG<
Ci.TVGmax, K6=J,
иначе:
если O.TVG<C, .TVGmm
K6=O .TVG/C, .TVGmm,
если O.TVG>C..TVGmax,
K6=C.TVGmaJO.TVG.
7. Проверка на соответствие стойкости формы.
Если Ci.Stkmin<O.Stk< Ci.Stkmax, K7i=J ,
иначе:
если O.Stk<Ci.Stkmi n,
K7i =O .Stk/Ci .Stkm in;
если O.Stk>Ci.Stkmax,
K7i=Ci.StkmJO.Stk.
8. Проверка на соответствие минимальной толщины стенки отливки.
Если O.Ep>=Ci.Epmin,
K8=J,
иначе
K8i=O.Ep/Ci.Epmin.
9. Проверка на соответствие минимального диаметра отверстия.
Если O.Diam>=Ci.Diamm in,
K9=J,
иначе
K9i= O.Diam/CfDiamm in.
10. Проверка на соответствие минимальной глубины отверстия отливки.
Если O.Prof<=C,.Profmm,
KJO=J,
иначе
KJO=CiProfmJOProf.
11. Проверка на соответствие числа операций технологического процесса.
Если O.Noper<=Ci.Noperm,
KJJi= J ,
иначе
KJJ=CiNoperJONoper.
12. Проверка на соответствие трудоемкости техпроцесса.
Если Ci.Trdmin <O.Trd<
CiTrdmax,
KJ2=J ,
иначе:
если O.Trd<Ci.Trdmin,
KJ2i =O.Trd/Ci.Trdmim
если O.Trd>Cj.Trdmax,
KJ2=Ci. TrdmJO.Trd.
13. Проверка на соответствие шероховатости поверхности отливки.
Если O.Rug>=Ci.Rugmin,
KJ3=J,
иначе
KJ3=O .RugmiJ O .Rug.
14. Проверка на соответствие точности массы отливки.
Если O.TM>=Ci.TMmin,
KJ4=J,
иначе
KJ4=O .TMm in /O .TM;
15. Проверка на соответствие точности размеров отливки.
Если O.TD>=Ci.TD
mm
,
KJ5=J,
иначе
KJ5=O .TD miJ O .TD .
16. Определение минимального значение трудоемкости T для п отливок
при n/отливок В форме
KJ6i=T(min)/Ti.
300
Глава 9. Компьютерные технологии в литейном производстве
17. Определение минимального значения трудоемкости на изготовление
одной отливки.
KJ7i=TJ(min)/TJi .
Определяется итоговый коэффициент:
Kn=KJixK2ixK3ixK4ixK5ixK6ixK7ixK8ixK9ixKJ0ixKJJixKJ2ixKJ3ix
xKJ4iXKJ5\xKJ6iXKJ7i.
Значения коэффициентов варьируются от 0 до 1. Наиболее предпочти
тельным является значение 1, наименее предпочтительным значение 0 . Таким
образом, предпочтительность способов литья варьируется в зависимости
от введенных данных отливки.
9.9. Пример определения оптимального способа литья
Рассматривается модель отливки «Головка датчика» (рис.9 .4) со следую
щими параметрами:
O= f2 (MatJ =Алюминиевые сплавы, Mat2, X=27, Y=J35, Z=J35,
M=0.86,
TVG>90%, Stk, Ep=6, Diam=JJ, Prof=7, Vtige, Ntige=4, Noper, Trd, Rug, TM, TD,
n=J000,
r).
Рис.9.4. Деталь «Головка датчика»
Производится сравнение с моделью способа литья:
Ci=
f
J
(MatJ, Mat2,
X
max
,
Y
max
,
Z
max
,
M
max
,
X
min
Y
min
Z
min
,
TVG
max
,
TVG
mirn
S tk
min
Stk
max
,
Ep
min
,
Diam
min
,
J^^./mirn
Noper
m
,
Trd
min
,
Trd
max
,
Rug
min
,
TM
min
,
TD
min
,
T).
1. Проверка на соответствие материалов отливки.
Если O.MatJ=CiMatJ,
KJ=J,
иначе
KJ=0.
1.1 . OMatJ= Алюминиевые
сплавы; CJ.Mat J= Алюминиевые
сплавы;
KJJ=J
1.2. O .MatJ = Алюминиевые сплавы; C2MatJ
= Алюминиевые сплавы;
KJ2=J.
301
Вальтер А. П., Протопопов А. А. Основы литейного производства
1.3 . OMatJ= Алюминиевые сплавы; C3.MatJ
=
Алюминиевые сплавы;
KJ3=J .
2. Проверка на соответствие габаритных размеров.
Если Ci.Xmin<O.X< Ci.Xmax, K2i=J ,
иначе:
если O.X<Ci.Xmin,
K2i=O .X/Ci.Xmin;
еСЛИ O.X>Ci.Xmax,
K2i=Cj.Xmax/O.X.
2.1. O.X =27; CJ.Xmin=20; CJ.Xmax=200; CJ.Xmin<O.X< Cj.Xmax',
K2J=J .
2.2 . O .X=27; C2.Xmin=25; C2.Xmax=J200; C2.Xmin<O.X< C2.Xmax', K22 = J.
2.3 . O.X=27; C3.Xmin=20; C3.Xmax=J50; C3.Xmin<O.X< Cs.Xmax; K23 = J.
3. Проверка на соответствие габаритных размеров.
Если Ci.Ymin<O.Y< CiTmax, K3i=J ,
иначе:
если O.Y<CrY
mm
,
K3i=O .Y/C.Y
m
n;
еСЛИ O.Y>C,.Ymax,
K3i=Ci.Ymax/O.Y.
3.1.
O.Y=J35;
Cj.Ymm= 20;
Cj.Ymax=200;
Cj.Ym m<O.Y<
K3J=J.
3.2.
O.Y=J35;
C2. Ynn =25;
C2.Ymax=J200;
C2.Ym m<O.Y<
K32=J .
3.3.
O.Y=J35;
C3. Ymn =2 0;
C3.Ym ax=J30;
O.Y>
K33=C3 .Ymax/O.Y=J30/J35=0 ,963.
4. Проверка на соответствие габаритных размеров.
Если Ci.Zmin<O.Z< Ci.Zmax, K4i=J ,
иначе:
если O.Z<Ci.Zmin,
K4i=O .Z/Ci.Zmin;
еСЛИ O.Z>Ci.Zmax,
K4=Ci.ZmaJO.Z.
4.1. O .Z=135; CbZmm= 20; CbZm a x= 200; CbZ mi n<O.Z< CbZm ax; K4,=l .
4.2. O.Z=135; C2. Zmm=2 5; C2. Z ma x= 12 0 0; C2 .Z m in<O.Z<C2. Z ma x; K42=l.
4.3. O.Z=135; C3. Zmm=2 0; C3 .Z m ax =1 50; C3 .Z m m<O.Z< C3 Z ma x; K43=l.
5. Проверка на соответствие массы.
ЕСЛИ O.M< = d.Mmax,
K5=J ,
иначе
K5i =Ci.M ma x/O .M.
5.1 . O .M=0,86; Cj.Mmax=20; O.M< C1Mmax;
K5J=J .
5.2. O .M=0,86; C2. Mma x= 43 0;
O.M< C2M ma x;
K52=J .
5.3 . O .M=0,86; C3.Mmax=30; O.M< C3.Mmax; K53 = J .
6. Поверка на соответствие технологического выхода годного.
Если Ci.TVGmin<O.TVG<
Ci.TVGmax, K6=J ,
иначе:
если O.TVG<C1 .TVGmm,
K6i=O .TVG/C,TVGmn;
если O.TVG>C, .TVGmax,
K6=C, .TVGmax/O.TVG.
6.1 . O .TVG=90%; Cj.TVGmin=85;
Cj.TVGmax=95.
CJ.TVGmin<O.TVG<
CJ.TVGmax;
K6J=J .
6.2 . O .TVG=90%; C2. TVGnn =85;
C2.TVGmax=95.
302
Глава 9. Компьютерные технологии в литейном производстве
C2.TVGmin<O.TVG<
C2.TVGmax;
K62=J .
6.3 . O.TVG=90%; C3. TVGmm =85;
C3.TVGmax=95.
C3.TVGmin<O.TVG<
C3.TVGmax;
K63=J .
7. Проверка на соответствие стойкости формы.
O.Stk=0. Расчет коэффициента не производится.
KJ1=J; KJ2=J;
K73=J.
8. Проверка на соответствие минимальной толщины стенки отливки.
Если O.Ep>=Ci.Epmn,
K8=J,
иначе
K8i=O .Ep/Ci.Epmn.
8.1 . O .Ep=6; Cj.Epmin=2; O.Ep>=Cj.Epmn,
K8J=J.
8.2. O.Ep=6; C2.Epmn=5; O.Ep>=C2.Epmn,
K82=J .
8.3. O.Ep=6; C3.Epmin=6; O.Ep>=C3.Epmn,
K83=J .
9. Проверка на соответствие минимального диаметра отверстия.
Если O.Diam>=Ci .D iamm in,
K9=J,
иначе
K9i=O .Diam/Ci.D iammin .
9.1. O .Diam=JJ; CJ.Diammi n=5;
O.Diam>=CJ .D iamm in,
K9J =J.
9.2 . O .Diam=JJ; C2.Diammi n=J2;
O.Diam<C2.Diammi n,
K92=O .Diam/C2.Diammin=JJ/J2=0.92.
9.3. O .Diam=JJ; C3.Diammi n=J4;
O.Diam>=C3. Diammi n,
K93=O.Diam/C3.Diammin=JJ/J4=0.79.
10. Проверка на соответствие минимальной глубины отверстия отливки.
Если O.Prof<=CrProfmm,
KJ0=J,
иначе
KW=CiProfmJOProf.
10.1. O .Prof=7; Cj.Profmn=7; O.Prof<=Cj.Profmn,
KJ0J=J.
10.2 . O.Prof=7; C2.Profmn=6; O.Prof<=C2 .Profmm,
KJ02=J .
10.3 . O.Prof=7; C3. Profmn= 7;
O.Prof<=C^Profmn,
KJ03=J .
11. Проверка на соответствие числа операций технологического процесса.
Если O.Noper<=Ci.Noperm,
KJJi=J,
иначе
KJJ=CiNoperJONoper.
Значение O.Noper не задано. Производится выбор по минимальному зна
чению
C.Noperm(min)=6.
11.1. CJ.Noperm=6; C.Noperm(min)>=CJ.Noperm;
KJJ1=J .
11.2 . C2.Noperm=5; C.Noperm(min)>=C2.Noperm;
KJJ2=J .
11.3. C3.Noperm=8;
C.Noperm(min)<C3.Noperm;
KJJ3=C .Noperm(min)/
C3.Noperm=6/8 =0 .75.
12. Проверка на соответствие трудоемкости техпроцесса.
O.Trd=0. Расчет коэффициента не производится.
KJ2J=J; KJ22=J;
KJ23=J .
13. Проверка на соответствие шероховатости поверхности отливки.
303
Вальтер А. И ., Протопопов А. А. Основы литейного производства
O.Rug=0. Расчет коэффициента не производится.
KB1=I;
K132=1;
K133=1.
14. Проверка на соответствие точности массы отливки.
O.TM=0. Расчет коэффициента не производится.
K141=1; K142=1;
K143=1.
15. Проверка на соответствие точности размеров отливки.
O.TD=0. Расчет коэффициента не производится.
K151=1; K152=1;
K153=1.
16. Определение минимального значения трудоемкости T для п отливок
при nf отливок в форме
K16i=T(min)/Ti.
Ттш=1000.
16.1 . T1=1000; K161=1; 16.2 . T2=4000;
K162=1000/4000=0,25.
16.2 . T3=2000;
K163=1000/2000=0,5.
17. Определение минимального значения трудоемкости на изготовление
одной отливки:
K17i=T1(min)/T1i. T1(min)=2.
17.1. T11=2; K171=1; 17.2 . T12=3;
K172=2/3=0,7 .
17.2. T13=1.5;
K173=1.
Рассчитывается итоговый коэффициент:
KTl=K11xK21xK31xK41xK5,xK61xK71xK81xK91xK101xK11
,xK12 ,xK13 ,x
xK14 ,xK15
,xK16,xK17,;
Все полученные данные сведены в табл.9.29.
Таблица 9.29
Таблица результатов расчета
12345
6
7
8
910И1213141516
17 Kt
Cnl11111
1
1
1
1
1
1
1
1
11
1
1
1
Сп.1
11111
1
1
1 0,92
0,25 0,7 0,16
Сп.1
110,9611
1
1
10,7910,751
1
110,5
1 0,28
Наиболее предпочтительным способом литья для изготовления отливки
«Головка датчика» является способ «Сп.1», менее предпочтительным является
способ «Сп.З» и еще менее предпочтительным является способ «Сп.2».
9.10 . Автоматизированный выбор способа изготовления отливки
Программа выбора оптимального способа изготовления отливки предна
значена для выбора оптимального способа литья. На рис. 9.5 представлено окно
анализа исходных данных.
Программа состоит из двух основных частей: программы ввода данных
об отливкахпредставителях способов литья и программы анализа.
304
Глава 9. Компьютерные технологии в литейном производстве
• Г Пуограмка
Г" Материал отливки
таль ГОСТ 9778!
W Масса отливки г
Г~ Габаритные размеры о тли вк и
Г" Стойкость Формы
I
Г~ Минимальная толщина стенки отливки, мм
I
Г~ Минимальный диаметр отверстия, мм
Г~ Технологический выход годного, %
I
гМенкг
Редактор [ у Поиск ~j| Выход
•J
•
ш
ш
Ш
]
.
^——I —^ ^—
Cn1 \ Сп2
Cn 3 Кокиль
Литье под дав лени*
Способы литья
Трудоемкость изготовления партии отливок
012345678 9 1011121314151617181920
Число отли во к
Трудоемкость изготовления 1 отливки
•''I"••I•••I•••I•''Г'' 'I '''I'""I111«•• • | ••IIIiII111111111•IJ•11I
01234567891011121314151617181920
Число отливок
Рис. 9.5 . Окно ввода данных для анализа:
1 выключенный
критерий
отбора; 2 включенный
критерий
отбора;
3 поле ввода значения
критерия
отбора; 4 панель критериев
отбора;
5 диаграмма
трудоемкости
изготовления
одной
отливки;
6 диаграмма
трудоемкости
изготовления
серии
отливок;
7 диаграмма
предпочтительности
способов литья; 8 кнопка запуска
моду
ля «редактор»;
9 кнопка запуска расчета; 10 кнопка завершения
работы
Исходные данные для анализа вводятся в поля 3, представленные на па
нели 4. Поле включается в расчет после установки флажка против соответству
ющего поля в положение включено 2. Поля с выключенными флажками 1
в расчете не участвуют. Расчет производится нажатием кнопки «Поиск» 9. Ре
зультаты расчета выводятся в виде графиков (предпочтительность способов литья
7, трудоемкость изготовления партии отливок 6, трудоемкость изготовления 1
отливки в зависимости от серии 5).
Из диаграммы определения трудоемкости выводится легенда (рис. 9.6).
305
Вальтер А. И ., Протопопов А. А. Основы литейного производства
,\~ Программа
"Вводимые значения
Г~ Габаритные размеры отли вк и
XГ
YГ
Z
I Стойкость Формы
Г" Минимальная толщина стенки отлиеш, мм
I
Г" М и нимальный диаметротверстия,мм
I
Г" Tекнологический вынод годного, X
I
" Меню
Ред ак тор
Пои ск
I
Выход
Предпочти тельность спосо бов ли тья
^B;f
ID,D7|_ ^
.I 0.07 |.["с,07
0,071
Cn1
Сп2 Cn3 Кокиль
Литье под давление
Способы лит ья
Трудоемк ость изготовления партии отливок
SOO
0 |i"U "J
|11Ц 11||||||и7ТП||||||Ш||||
Л t 2 Л S В 7 8 9 10111213Н151617181820
Число отливок
—
Cn1
—
Сп2
Cn3
—
Кокиль
/
—
Литье п рй давлени ем
Оболочковье формы
—
Кокиль
/
—
Литье п рй давлени ем
Трудоемкость изготов пыт я 1 отли Е КИ
I.I.ии.|.шипи!
0 1 2 3 t 5 ( 7/S 91011121314151617131920
Число ОТЛМБОК
—
Cn1
—
Сп2
Cn3
/
—
Кокиль
J Оболочковье формы — Литье под давлением
Рис. 9.6 . Окно ввода данных для анализа с включенной легендой
Щелчком мыши по диаграмме трудоемкости изготовления партии отли
вок вызывается информационное окно с указанием названия выбранного спо
соба литья, партии отливок и трудоемкости их изготовления (рис. 9 .7).
Рис. 9 .7. Диалоговое окно
Из диаграммы трудоемкости изготовления одной отливки вызывается
информационное окно с указанием названия выбранного способа литья, партии
отливок и трудоемкости изготовления одной отливки (рис. 9 .8).
В стартовом окне расположены кнопки запуска модуля «Редактор» 8 и
завершения работы с программой 10.
Модуль «Редактор» (стартовое окно представлено на рис. 9.9) предназна
чен для заполнения базы данных.
306
Глава 9. Компьютерные технологии в литейном производстве
Information
При изготовлени и 6 отливок способом литья Cn 3 трудоемкость изг отовления одной отливки
со ст авила 38,9500007629395
OK
Рис. 9.8. Диалоговое окно
1
2
\
4
Способы литья I
\
Отливки
\
T ex. процесс
\
Выход
Рис. 9.9. Окно «Редактор»:
1 кнопка
«Способы
литья»; 2 кнопка
«Отливки»;
3 кнопка
«Технологический
процесс»; 4 кнопка
«Выход»
Окно, представленное на рис. 9.10, предназначено для ввода наименова
ний способов литья.
Основными элементами данного окна являются: поле ввода названия спо
соба литья 1, навигационная таблица 4, кнопка закрытия окна 5 и панель управ
ления таблицей, состоящая из кнопок 2,614.
Панель управления таблицей обеспечивает возможность перемещения
по таблице с помощью кнопок 2, 6, 7, 8, добавления 9, удаления 10, редактиро
вания 11 записей, сохранения 12 или отказа от изменения 13, а также обновле
ния 14(в случае использования в многопользовательском режиме).
Окно «Отливка» (рис. 9.11) предназначено для ввода данных о наимено
вании отливок. Конструкция данного окна аналогична окну «Способы литья»
(рис. 9 .9).
307
Вальтер А. И., Протопопов А. А . Основы литейного производства
Рис. 9.10. Окно «Способ литья»:
1 поле ввода названия
способа литья; 2 кнопка
«Переход
к первой
записи»;
3 указатель
текущей записи; 4 таблица; 5 кнопка
«Выход»;
6 кнопка
«Предыдущая
запись»; 7 кнопка
«Следующая
запись»;
8 кнопка
«Последняя
запись»; 9 кнопка
«Добавить
запись»;
10 кнопка
«Удалить
запись»; 11 кнопка
«Редактировать
запись»;
12 кнопка
«Сохранить
запись»; 13 кнопка
«Отменить
редактирование»;
14 кнопка
«Обновить базу данных»
Рис. 9 .11 . Окно «Отливка»:
1 поле ввода наименования
отливки; 2 указатель
текущей
записи
таблицы;
3 таблица; 4 панель управления
таблицей;
5 кнопка
«Выход».
308
Глава 9. Компьютерные технологии в литейном производстве
Окно «Описание отливки» предназначено для ввода данных об особенно
стях отливки.
Поля 1, 2 , 3 (рис. 9.12) позволяют сформировать образ отливки: способ
литья 1, наименование отливки 2, материал отливки 3. Поля 1 и 2 снабжены
навигационными кнопками, позволяющими перемещаться по записям соответ
ствующих таблиц. Выбор материала отливки производится из поля, снабженно
го выпадающим списком. С помощью полей, представленных на панели 4, вво
дится описание отливки.
1 «Г Описание отливк и
\
|Сп1
. Отливк а
ал шестерня
^ Материал отливки
Сп особ лит ья
Сталь ГОСТ 97788.
13
I
11
14
11
15
11
16
11
18
11
^ Габаритные размеры отливк и, мм
X
210
214
214
10
Масса отливки, к г I
Е
Технологический выход годного, X
Стойк ость Формы, шт
Число отливок в Форме, шт
Минимальная толщина
стенки отливки, мм
Площадь поверхности, мм
Л
2
•
M+—л.
10
82
M инимальн ый диаметр
отверсти й , мм
Минимальная г лубина
отверсти й , мм
Конусность отверстия, Г
|о
% его глубины
J^^m
(* Ск возное отверстие
С Глухое отверстие
Изображ ение для просмотра
Файл чертежа
/•
Рис. 9 .12 . Окно «Описание отливки»:
1 поле выбора наименования
способа литья; 2 поле выбора
наименования
отливки; 3 поле выбора материала
отливки; 4 поля описания
отливки;
5 панель управления
таблицей; 6 кнопка
«изображение
для
просмотра»;
7 кнопка
«файл чертежа»; 8 кнопка
«операции
техпроцесса»;
9
кнопка
«выход»; 10 изображения
предварительного
просмотра
Кнопка 6 предназначена для добавления графического изображения от
ливки, предназначенного для предварительного просмотра. В базе данных
309
Вальтер А. И., Протопопов А. А . Основы литейного производства
сохраняются изображения в формате bmp. Отображаются изображения в окне
10. С помощью кнопки 7 вызывается диалоговое окно добавления файлов чер
тежей отливки. С помощью кнопки 8 вызывается диалоговое окно редактиро
вания операций технологического процесса.
Диалоговое окно «Файлы чертежей» (рис. 9.13) позволяет добавить в базу
данных пути нахождения файлов чертежей отливок и осуществлять управление
соответствующей таблицей базы данных.
Управление осуществляется с помощью кнопок добавления записей 1,
удаления записей 2, перемещения по записям 4. Информационная панель 5
представляет краткую характеристику текущего процесса. С помощью кнопки
«Добавить» 1 открывается диалоговое окно открытия файла (рис. 9.14).
1
2
3
4
5
6
7
Г
Рис. 9.13. Окно добавления чертежей отливок:
1 кнопка
«Добавить»;
2 кнопка
«Удалить»; 3 список
записей;
4 навигационная
панель; 5 информационная
панель;
6 изображение предварительного
просмотра;
7 кнопка
«Выход»
Окно добавления операция технологического процесса (рис. 9 .15) запус
кается с помощью кнопки 8 (рис. 9.16).
В качестве описания операции вводится следующая информация: назва
ние операции и трудоемкость. На информационной панели 6 выводится инфор
мация о суммарной трудоемкости процесса и числе операций.
310
Глава 9. Компьютерные технологии в литейном производстве
Выберите добавляемый файл
Рис. 9 .14 . Диалоговое окно выбора файла:
1 перечень файлов; 2 фильтр
панели
Рис. 9.15. Окно добавления операций технологического процесса:
1 панель описания отливки; 2 панель ввода
информации;
3 таблица введенных
операций; 4 навигационная
панель;
5 кнопка запуска окна добавления
операций
из
аналогичного
технологического
процесса;6 информационная
панель
311
Вальтер А. И., Протопопов А. А . Основы литейного производства
Рис. 9.16. Окно выбора операций технологического процесса:
1 список способов литья; 2 список операций; 3 список
отливок;
4 кнопка
«Добавить»
9.11 . Программное обеспечение базы данных «Материалы»
База данных «Материалы» предназначена для хранения информации о
химическом составе, механических, физических и технологических свойствах
металлов и сплавов, применяемых в литейном производстве (рис.9.17).
Справочник
Железоуг леродист ые сп лавы
Цветные металлы и сп лавы
Формовочные смеси и кокильные краски
Поиск по базе
Сортаменты
\
Выход
Рис. 9.17. Стартовое окно программы базы данных «Материалы»
312
Глава 9. Компьютерные технологии в литейном производстве
Химический состав | Механические свойства | Область применения | Физические обо ^ I * _
Углерод
J 016
noI
0.22
М едь
отI
0 воI
0
Марганец J
1
дсГ
1.3
Титан
J0доI
0
К ремний
J°
6
доI
0.8
Бор
отI
0 доI
0
ФосФор
не болееI
0.03
Алюмини й J
0 до1
0
Сера
не более I
0.03
Вольфрам от I
доI
.
„1
0 ..I
0
_|
..I
| Марг анец 1,3 |
I
IiWri
I Углерод о!
г
1
Jj 0,16 S
Фосфор 0,03 | Сера 0,03~ |
Уг лерод
Ша г анец Кремний
Фосфор
Сер а
Рис. 9 .18 . Окно редактирования сплава:
1 панель ввода химического
состава; 2 навигационная
панель;
3 список типов сплавов; 4 список марок
сплавов;
5 вкладки свойств сплава; 6 кнопка запуска редактора
типов
сплавов;
7 графическое
изображение химического состава
сплава;
8 список сплавов данного
типа
Управляющая программа выполняет следующие функции: обеспечивает
ввод, редактирование и удаление информации, снабжает навигацией по базе
данных, позволяет производить многокритериальный поиск.
Рассмотрим редактирование базы даных. На рис. 9 .18 изображено окно
редактирования сплава, открыта вкладка редактирования химического состава.
В верхней части окна вводится информация о типе сплава 3 и марке спла
ва 4. С помощью выпадающего списка 4 возможно осуществить быстрый поиск
по марке сплава. Управление таблицей осуществляется с помощью навигаци
онной панели 2. В правой части окна представлена таблица 8 перечень спла
вов текущего типа. В нижней части окна находится диаграмма химического со
става 7, отображающая информацию о химическом составе и о процентном со
держании элементов.
313
Вальтер А. И ., Протопопов А. А . Основы литейного производства
Механические свойства сплавов вводятся во вкладке «Механические
свойства» 2 (рис. 9 .19).
Рис. 9 .19. Редактирование механических
свойств сплавов:
1 диаграмма
механических
свойств
сплава;
2 панель ввода механических
свойств
Графически механические свойства отображаются на диаграмме 1. Диа
грамма снабжена соответствующей легендой. Предусмотрен ввод для одного
сплава нескольких записей механических свойств, то есть в зависимости от со
стояния сплава он может приобретать различные механические свойства.
Физические свойства сплавов вводятся во вкладке «Редактирование физиче
ских свойств сплавов» (рис. 9.20). Основные физические свойства, необходимые
для расчета основных технологических параметров, отображаются в таблице диа
логового окна.
Редактирование типов сплавов осуществляется в окне, представленном
на рис. 9 .21.
314
Вальтер А. И., Протопопов А. А . Основы литейного производства
Возможно осуществлять многокритериальный поиск по> базе данных. На
рис. 9 .22 изображен пример поиска сплавов по минимальному и максимальному
содержанию углерода и марганца. Результаты поиска отображаются в диаграмме 2.
Рис. 9.21 . Редактирование типов сплавов
На рис. 9 .23 показан пример поиска сплава по механическим свойствам.
Возможен поиск в направлениях >, >=, <, <= или = введенному значению.
Направление поиска устанавливается нажатием кнопки напротив соответству
ющего критерия поиска. На диаграмме 2 выводится информация о найденных
соответствующих запросу сплавах.
Щелчком мыши по столбцу какоголибо сплава вызывается окно, предо
ставляющее подробную информацию о данном сплаве.
Полученная методика позволяет дать заключение об оптимальности тех
нологического процесса для производства данной отливки на основании анали
за содержащихся в базе данных описаний отливокпредставителей.
Результатом автоматизированного расчета является ранжирование спосо
бов литья по предпочтительности для анализируемой отливки. С этой целью
разработано програмное обеспечение для анализа оптимальности способа
изготовления отливки.
Построение таблиц соответствий и расчет весовых коэффициентов, на
основании которых делается заключение, производится автоматически, без
вмешательства человека. Таким образом, частично устраняется субъективный
фактор в определении оптимальности применения того или иного технологиче
ского процесса.
316
Глава 9. Компьютерные технологии в литейном производстве
Контрольные вопросы
1. Что такое иерархическая структура системы автоматизированного
проектирования литейных процессов?
2. Перечислите основные базы данных в системе САПР литейного про
изводства.
3. Какие критерии оптимизации используются при разработке алгоритма
автоматизированного проектирования?
4. K какому виду моделирования относится метод функционально
стоимостного анализа?
5. Для чего используется таблица соответствия?
6. Перечислите параметры, входящие в массив конструкторских данных
детали.
7. Что понимают под решением задачи оптимизации?
8. Что включает в себя банк данных?
9. Для чего используется архитектура файлсервера?
10. Как назначаются критерии выбора оптимального решения?
319
СПИСОК ЛИТЕРАТУРЫ
1. Баландин Г. Ф. Теория формирования отливки: Основы тепловой теории. Затвердева
ние и охлаждение отливки: учеб. M.: Издво МГТУ им. Н . Э . Баумана, 1998. 360 с.
2. Берг П. П. Формовочные материалы. M.: Машгиз, 1963. 156 с.
3. Вальтер А. И, Ларин А. В ., Макаров М. А. Структурное моделирование производственно
го процесса литья в песчаные формы//Известия Тульского государственного университета.
Технические науки. Вып. 2, 2002 . С. 216219.
4. Вальтер А. И, Ларин А. В ., Макаров М. А . //Известия Тульского государственного уни
верситета. Технические науки. Вып. 2, 2002. С. 220223.
5. Вальтер А. И, Баранов А. А . Управление качеством машин и технологий: учеб., Тула:
Издво ТулГУ. 2003 . с. 230 .
6. Шестаков И. В., Павлова О. А., Володин И. В. Выбор рациональной литейной техноло
гии с применением функциональностоимостного анализа//Литейное производство.
1988.No11.с .2123.
7. Выгодский М. Я. Справочник по высшей математике. M .: Наука, 1977. 872 с.
8. ГОСТ 141285 . Чугун с пластинчатым графитом для отливок. Сб. ГОСТОв. M .: ИПК
Издательство стандартов. 2004 .
9. ГОСТ Р534652009. Оснастка литейная. Уклоны литейные. М: Стандартинформ, 2010.6 с.
10. ГОСТ Р534642009. Отливки из металлов и сплавов. Допуски размеров, массы и при
пуски на механическую обработку. М: Стандартинформ, 2010. 25с.
11. Гофман В. Э, Хомоненко А. Д. Delphi 5. СПб .: БХВ СанктПетербург, 2000. 800 с.
12. Дубицкий Г. М . Расчеты литниковых систем для стальных отливок. M .: Машгиз,
1945. 35 с.
13. Могилев В. К., Лев О. И. Справочник литейщика. M .: Машиностроение, 1988. 272 с.
14. Производство стальных отливок/Л. Я. Козлов, В. М. Колокольцев, К. Н. Вдовин [и др.]
M.: МИСиС 2003. 352 с.
15. Производство чугунных отливок: учеб./В. М. Колокольцев, В. Д. Белов, К. Н. Вдовин
[и др.] Магнитогорск: МГТУ, 2011 . 405 с.
16. Рубцов Н. Н . История литейного производства в СССР. M .: Машгиз, 1947. 343 с.
17. Рысев М. А., Корнюшкин О. А., Ткаченко С. С . Выбор и оценка процессов изготовления
отливок//Литейное производство. 1999. No6. C .31 33.
18. Ищенко В. В ., Каграманов В. А. Системный морфологический анализ и синтез литей
нойтехнологии//Литейное производство. 1990. No10. С. 30 32.
19. Специальные способы литья: справочник / В. А . Ефимов, Г. А . Анисович, В. Н. Бабич
[и др.]; под общ. ред. В. А. Ефимова. M.: Машиностроение, 1991. 436 с.
20. Степанов Ю. А ., Баландин Г. Ф ., Рыбкин В. А . Технология литейного производства:
Специальные виды литья: учеб. для вузов, под ред. Ю. А. Степанова. M.: Машиностро
ение, 1983.287 с.
21. Тихомиров Ю. В. Microsoft SQL Server 7.0 . СПб .: БХВ СанктПетербург, 1999. 720 с.
22. Физикохимические процессы в железоуглеродистых сплавах/А. И. Вальтер, А. А. Протопо
пов, Е. Г. Евдокимов [и др.]: под общ. ред. А . И. Вальтера. Тула: Издво ТулГУ, 2016,296 с.
23. ФренкельЯ. И . Собрание избранныхтрудов. В 3хтомах . M. , Машгиз. 19561959.
320
ПРИЛОЖЕНИЕ.
ИСХОДНЫЙ ТЕКСТ МОДУЛЯ ОПРЕДЕЛЕНИЯ
ОПТИМАЛЬНОСТИ СПОСОБОВ ЛИТЬЯ
unit Unit5;
interface
uses
Windows, Messages, SysUtils, Variants, Classes, Graphics, Controls, Forms, Dialogs, StdCtrls, DB,
DBTables, Grids, DBGrids, ExtCtrls,Math, TeeProcs,TeEngine, Chart, Series;
type
TForm5 = class(TForm)
DataSourcel: TDataSource;
Tablel: TTable;
Table2: TTable;
ТаЫеЗ: TTable;
Table4: TTable;
DataSource2: TDataSource;
DataSource3: TDataSource;
DataSource4: TDataSource;
DataSource5: TDataSource;
Table5: TTable;
GroupBoxl: TGroupBox;
ScrollBoxl: TScrollBox;
Bevel8: TBevel;
Bevel7: TBevel;
Bevel2: TBevel;
Bevel3: TBevel;
Bevel4: TBevel;
Bevell: TBevel;
LabellO: TLabel;
Label5: TLabel;
Label6: TLabel;
Bevel6: TBevel;
Bevelll: TBevel;
ComboBoxl: TComboBox;
CheckBoxl: TCheckBox;
Editl: TEdit;
CheckBox2: TCheckBox;
CheckBox3: TCheckBox;
Edit6: TEdit;
Edit4: TEdit;
Edit2: TEdit;
CheckBox4: TCheckBox;
CheckBox6: TCheckBox;
CheckBox7: TCheckBox;
Edit8: TEdit;
EditlO: TEdit;
321
Вальтер А. П., Протопопов А. А. Основы литейного производства
CheckBox8: TCheckBox;
Edit9: TEdit;
CheckBoxll: TCheckBox;
CheckBoxl2: TCheckBox;
Edit5: TEdit;
Edit7: TEdit;
Editll: TEdit;
Editl2: TEdit;
ScrollBox2: TScrollBox;
Chartl: TChart;
Seriesl: TBarSeries;
GroupBox2: TGroupBox;
Button3: TButton;
Button2: TButton;
Buttonl: TButton;
Chart2: TChart;
Chart3: TChart;
Splitterl: TSplitter;
Splitter2: TSplitter;
Splitter3: TSplitter;
Bevell2: TBevel;
Labell: TLabel;
Series6: TLineSeries;
Series7: TLineSeries;
SerieslO: TLineSeries;
Seriesll: TLineSeries;
Seriesl2: TLineSeries;
Seriesl3: TLineSeries;
Seriesl4: TLineSeries;
Seriesl5: TLineSeries;
Series2: TLineSeries;
Series3: TLineSeries;
Series4: TLineSeries;
Series5: TLineSeries;
procedure ButtonlClick(Sender: TObject);
procedure Button2Click(Sender: TObject);
procedure Button3Click(Sender: TObject);
procedure FormShow(Sender: TObject);
procedure ChartlClickSeries(Sender: TCustomChart; Series: TChartSeries; Valuelndex: In
teger; Button: TMouseButton; Shift:TShiftState; X, Y: Integer);
procedure Chart2ClickSeries(Sender: TCustomChart; Series:TChartSeries; Valuelndex: In
teger; Button: TMouseButton; Shift: TShiftState; X, Y: Integer);
procedure Chart3ClickSeries(Sender: TCustomChart; Series:TChartSeries; Valuelndex: In
teger; Button: TMouseButton; Shift:TShiftState; X, Y: Integer);
procedure Chart2Click(Sender: TObject);
procedure Chart3Click(Sender: TObject);
procedure Chart2DblClick(Sender: TObject);
private
{ Private declarations }
procedure ComboBoxR(sender:TObject);
Function CalcCoef(CodSp,NZ:SmallInt):Single;
322
Приложение. Исходный текст модуля определения оптимальности способов литья
public
{ Public declarations }
end;
type Valind=record
mmin,mmax,xmin,xmax,ymin,ymax,zmin,zmax: Single;
end;
var
Form5: TForm5;
WWVa:array ofValind;
implementation
uses Unit3, UnitlO, Unitl5;
{$R *.dfm}
procedure TForm5.ButtonlClick(Sender: TObject);
begin
Application.CreateForm(TFormlO, FormlO);
FormlO.ShowModal;
FormlO.Free;
end;
procedure TForm5.ComboBoxR(sender:TObject);
Var a:SmallInt;
begin
ComboBoxl.Items.Clear;
Table3.First;
ComboBoxl.Text:=Table3.FieldByName('Name').AsString;
For a:=lto Table3.RecordCount do begin
ComboBoxl.Items.Add(Table3.FieldByName('Name').AsString);
Table3.Next;
end;
end;
procedure TForm5.Button2Click(Sender: TObject);
Var a:SmallInt;
begin
Chartl.Series[0].Clear;
Tablel.First;
For a:=lto TableLRecordCount do begin
CalcCoef(Tablel.FieldByName('Cod').AsInteger,a l);
Tablel.Next;
end;
end;
Function TForm5.CalcCoef(CodSp,NZ:SmallInt):Single;
Var a,b,c:SmallInt;
Mmax,Mmin,Xmin,Xmax,Ymin,Ymax:Single;
Zmin,Zmax,TVGmin,TVGmax:Single;
EpMin,Dmin,STKm,NoperMF,NoperMO:Single;
323
Вальтер А. П., Протопопов А. А. Основы литейного производства
TrdMF,TrdMO,TrdT,TrdO,T _A,T _B ,NotlM:Single;
K,Kl,K2,K3,K4,K5,k6,k7,k8 ,k9,K10:Single;
begin
Mmax:=0; Mmin:=999999999;
Xmax:=0; Xmin:=999999999;
Ymax:=0; Ymin:=999999999;
Zmax:=0; Zmin:=999999999;
TVGmax:=0;TVGmin:=999999999;
EPmin:=99999; Dmin:=99999; b:=0;
kl:=l;k2:=l;k3:=l;k4:=l;k5:=l;k6:=l;
k7:=l;k8:=l;k9:=l;K10:=l; k:=l;
IfCheckBoxl.Checked=true then kl:=0;
Table4.First;
For a:=l to Table4.RecordCount do begin
IfCodSp=Table4.FieldByName('codSP').AsInteger then begin
If CheckBoxl.Checked=true then
begin
If Table3.Locate('Name',ComboBoxl.Text,[])=True then
IfTable3.FieldByName('Cod').AsInteger = Table4.FieldByName('CodMat').AsInteger then
K1:=K1+1;
end;
IfMmax<Table4.fieldByname('M').AsFloatthen
Mmax:=Table4.fieldByname('M').AsFloat;
IfMmin>Table4.fieldByname('M').AsFloatthen
Mmin:=Table4.fieldByname('M').AsFloat;
IfXmax<Table4.fieldByname('X').AsFloat then
Xmax:=Table4.fieldByname('X').AsFloat;
IfXmin>Table4.fieldByname('X').AsFloatthen
Xmin:=Table4.fieldByname('X').AsFloat;
IfYmax<Table4.fieldByname('Y').AsFloat then
Ymax:=Table4.fieldByname('Y).AsFloat;
IfYmin>Table4.fieldByname('Y').AsFloatthen
Ymin:=Table4.fieldByname('Y).AsFloat;
IfZmax<Table4.fieldByname('Z').AsFloat then
Zmax:=Table4.fieldByname('z').AsFloat;
IfZmin>Table4.fieldByname('Z').AsFloat then
Zmin:=Table4.fieldByname('Z').AsFloat;
IfTVGmax<Table4.fieldByname('TVG).AsFloat then
TVGmax:=Table4.fieldByname('TVG).AsFloat;
IfTVGmin>Table4.fieldByname('TVG).AsFloat then
TVGmin:=Table4.fieldByname('TVG).AsFloat;
IfEPmin>Table4.fieldByname('minT').AsFloat then
EPmin:=Table4.fieldByname('minT').AsFloat;
324
Приложение. Исходный текст модуля определения оптимальности способов литья
IfDmin>Table4.fieldByname('minD').AsFloat then
Dmin:=Table4.fieldByname('minD') .AsFloat
StkM:=StkM+Table4.fieldByname('StkSt').AsInteger;
NotlM:=NotlM+Table4.fieldByname('nombre').AsInteger;
b:=b+l;
SetLength(wwva,b);
wwva[bl].mmin:=mmin; wwva[bl].mmax:=mmax;
wwva[bl].Xmin:=Xmin; wwva[bl].Xmax:=Xmax;
wwva[bl].Ymin:=Ymin; wwva[bl].Ymax:=Ymax;
wwva[bl].Zmin:=Zmin; wwva[bl].Zmax:=Zmax;
Table5.First;
For c:=l to Table5.RecordCount do begin
IfTable5.FieldByName('codO').AsInteger = Table4.FieldByName('Cod').AsInteger then
begin
If Table5.FieldByName('F').AsBoolean=True then begin
NoperMF:=NoperMF+l;
TrdMF:=TrdMF+Table5.FieldByName('tr').AsFloat;
end else begin
NoperMO:=NoperMO+l;
TrdMO:=TrdMO+Table5.FieldByName('tr').AsFloat;
end;
end;
Table5.Next;
end;
end;
Table4.Next;
end;
If boO then begin
Stkm:=RoundTo(StkM/b, 3);
TrdMO:=RoundTo(TrdMo/b,3);
TrdMF:=RoundTo(TrdMF/b, 3);
NoperMF:=RoundTo(NoperMF/b,3);
NoperMO:=RoundTo(NoperMO/b, 3);
NotlM:=RoundTo(NotlM/b, 3);
If CheckBoxl.Checked=true then
Kl:=RoundTo(Kl/b,3);
end;
If CheckBox2.Checked=true then begin
If StrToFloat(Editl.Text)<Mmax then
If StrToFloat(Editl.Text)>Mmin then K2:=l;
If StrToFloat(Editl.Text)>Mmax then
K2:=RoundTo(Mmax/StrToFloat(Editl.Text), 3);
If StrToFloat(Editl.Text)<Mmin then
K2:=RoundTo(StrToFloat(Editl.Text)/Mmin, 3);
end;
325
Вальтер А. П., Протопопов А. А. Основы литейного производства
If CheckBox3.Checked=true then begin
If StrToFloat(Edit2.Text)<Xmax then
If StrToFloat(Edit2.Text)>Xmin then K3:=l;
If StrToFloat(Edit2.Text)>Xmax then
K3:=RoundTo(Xmax/StrToFloat(Edit2.Text),3);
If StrToFloat(Edit2.Text)<Xmin then
K3:=RoundTo(StrToFloat(Edit2.Text)/Xmin,3);
If StrToFloat(Edit4.Text)<ymax then
If StrToFloat(Edit4.Text)>ymin then K4:=l;
If StrToFloat(Edit4.Text)>Ymax then
K4:=RoundTo(Ymax/StrToFloat(Edit4.Text),3);
If StrToFloat(Edit4.Text)<Ymin then
K4:=RoundTo(StrToFloat(Edit4.Text)/Ymin,3);
If StrToFloat(Edit6.Text)<Zmax then
If StrToFloat(Edit6.Text)>Zmin then K5:=l;
If StrToFloat(Edit6.Text)>Zmax then
K5:=RoundTo(Zmax/StrToFloat(Edit6.Text), 3);
If StrToFloat(Edit6.Text)<Zmin then
K5:=RoundTo(StrToFloat(Edit6.Text)/Zmin,3);
end;
IfCheckBox6.Checked=True then begin
If StrToFloat(Edit8.Text)>=EPMin then K6:=l
else K6:=RoundTo(StrToFloat(Edit8.Text)/EPMin,3);
end;
IfCheckBox7.Checked=True then begin
If StrToFloat(EditlO.Text)>=DMin then K7:=l
else K7:=RoundTo(StrToFloat(EditlO.Text)/DMin, 3);
end;
If CheckBox8.Checked=true then begin
If StrToFloat(Edit9.Text)<TVGmax then
If StrToFloat(Edit9.Text)>TVGmin then K8:=l;
If StrToFloat(Edit9.Text)>TVGmax then
K8:=RoundTo(TVGmax/StrToFloat(Edit9.Text),3);
If StrToFloat(Edit9.Text)<TVGmin then
K8:=RoundTo(StrToFloat(Edit9.Text)/TVGmin,3);
end;
IfCheckBoxl2.Checked=true then begin
IfStrToInt(Edit7.Text)<=Round(NoperMF+NoperMO) then k9:=l else
K9:=(NoperMF+NoperMO)/StrToInt(Edit7.Text);
end;
IfCheckBox4.Checked=True then begin
If StrToInt(Editll.Text)<=StkM then K10:=l else
326
Приложение. Исходный текст модуля определения оптимальности способов литья
K10:=StkM/StrToInt(Editll.Text);
end;
IfCheckBoxll.Checked=True then begin
IfNotlM<>0 then begin
T_B:=Ceil(StrToInt(Editl2.Text)/NotlM);
T_A:=Ceil(T_B/StkM);
TRDT:=TrdMF*T_A+TRDMO*T_B;
Chart2.Series[NZ].Clear;
Chart3.Series[NZ].Clear;
For a:=Round(StrToInt(Editl2.Text)(StrToInt(Editl2.Text)*l))to
Round(StrToInt(Editl2.Text)+(StrToInt(Editl2.Text)*l)) do
begin
T_B:=Ceil(a/NotlM);
T_A:=Ceil(T_B/StkM);
TRDT:=TrdMF*T_A+TRDMO*T_B;
Chart2.Series[nz].Title:=Tablel.FieldByName('name').AsString;
Chart2.Series[NZ].Add(Trdt,IntToStr(a),Chart2.Series[nz].SeriesColor);
T_B:=Ceil(a/NotlM);
T_A:=Ceil(T_B/StkM);
IfaoOthen
TRDO:=(TrdMF*T_A+TRDMO*T_B)/a;
Chart3.Series[nz].Title:=Tablel.FieldByName('name').AsString;
Chart3.Series[nz].Add(TrdO,IntToStr(a),Chart2.Series[nz].SeriesColor);
end;
end;
end;
K:=Kl*K2*K3*K4*K5*K6*K7*k8*k9*kl0; kl:=l;
Chartl.Series[0].Add(k,Tablel.FieldByName('name').AsString,TColor(RGB(Random(255)!
Random(255),Random(255))));
end;
procedure TForm5.Button3Click(Sender: TObject);
begin
Form5.Close;
end;
procedure TForm5.FormShow(Sender: TObject);
begin
ComboBoxR(sender);
end;
procedure TForm5.ChartlClickSeries(Sender: TCustomChart;
Series: TChartSeries; Valuelndex: Integer; Button: TMouseButton;
Shift: TShiftState; X, Y: Integer);
begin
Application.CreateForm(TForml5, Forml5);
Forml5.Label4.Caption:=Chartl.Series[0].XLabel[ValueIndex];
Forml5.Label5.Caption:=FloatToStr(RoundTo(wwva[ValueIndex].mmin, 3))+'
'+FloatToStr(RoundTo(wwva[ValueIndex].mmax , 3));
327
Вальтер А. П., Протопопов А. А. Основы литейного производства
Forml5.Label6.Caption:=FloatToStr(RoundTo(wwva[ValueIndex].Xmin, 3))+'
,
+FloatToStr(RoundTo(wwva[ValueIndex].Xmax,3));
Forml5.Label7.Caption:=FloatToStr(RoundTo(wwva[ValueIndex].Ymin, 3))+'
,
+FloatToStr(RoundTo(wwva[ValueIndex].Ymax,3));
Forml5.Label8.Caption:=FloatToStr(RoundTo(wwva[ValueIndex].Zmin, 3))+'
'+FloatToStr(RoundTo(wwva[ValueIndex].Zmax,3));
Forml5.Chartl.Series[0].Add(series.YValue[valueindex],Chartl.Series[0].XLabel[ValueInd
ex],clRed);
Forml5.ShowModal;
Forml5.Free;
end;
procedure TForm5.Chart2ClickSeries(Sender: TCustomChart;
Series: TChartSeries; Valuelndex: Integer; Button: TMouseButton;
Shift: TShiftState; X, Y: Integer);
begin
MessageDlgCFIpH изготовлении '+FloatTOStr(Series.XValue[ValueIndex])+' отливок
способом литья '+Series.Title+' трудоемкость составила '+
FloatToStr(Series.YValue[ValueIndex]), mtlnformation, [mbOk], 0);
end;
procedure TForm5.Chart3ClickSeries(Sender: TCustomChart;
Series: TChartSeries; Valuelndex: Integer; Button: TMouseButton;
Shift: TShiftState; X, Y: Integer);
begin
MessageDlgCFIpH изготовлении '+FloatTOStr(Series.XValue[ValueIndex])+' отливок
способом литья '+Series.Title+' трудоемкость изготовления одной отливки составила
'+FloatToStr(Series.YValue[ValueIndex]), mtlnformation, [mbOk],0);
end;
procedure TForm5.Chart2Click(Sender: TObject);
begin
IfChart2.Legend.Visible=True then Chart2.Legend.Visible:=False else
Chart2.Legend.Visible:=True;
end;
procedure TForm5.Chart3Click(Sender: TObject);
begin
IfChart3.Legend.Visible=True then Chart3.Legend.Visible:=False else
Chart3.Legend.Visible:=True;
end;
end.
328
ОГЛАВЛЕНИЕ
Введение
3
Глава 1. Основы теории формирования отливки
6
1.1. Теория жидкого состояния расплавов
6
1.2 . Температура плавления и плотность металлов и сплавов
7
1.3.Вязкость металловисплавов
12
1.4. Диффузия в металлических расплавах
20
1.5. Давление пара металлов
22
1.6. Электрическое сопротивление жидких металлов
24
1.7. Тепловые свойства жидких металлов
26
1.8. Поверхностное натяжение и смачиваемость
31
Контрольные вопросы
35
Глава 2. Производство литых заготовок в песчаных формах
37
2.1. Способы производства отливок в песчаных формах
37
2.2 . Схема построения технологического процесса изготовления отливки
42
2.3 . Формовочные материалы
44
2.4 . Формовочные и стержневые смеси
50
2.5 . Литниковопитающая система и ее элементы
54
2.6 . Методика расчета литниковых систем
57
2.7 . Технология изготовления форм
62
2.8 . Способы уплотнения формовочной смеси
66
2.9 . Способы формовки
70
2.10 . Технологияизготовлениястержней
75
2.11. Сборка и заливка отливок
80
2.12 . Охлаждение отливок и выбивка форм
83
2.13 . Обрубка и очистка отливок
86
Контрольныевопросы
88
Глава 3. Особенности производства отливок из серого чугуна
89
3.1 . Общие сведения
89
3.2. Плавка чугуна
93
3.3. Особенности технологии изготовления отливок из ковкого чугуна
99
3.4. Особенности производства отливок из высокопрочного чугуна
103
3.5. Внепечная обработка металлических расплавов
108
3.6. Выбор модификатора для получения отливок из ВЧ модифицированием в форме
112
Контрольныевопросы
117
Глава 4. Производство стальных отливок
119
4.1. Конструкции стальных отливок и особенности проектирования литейной формы
119
4.2. Устройство и расчет литниковых систем
122
4.3. Виды прибылей стального литья
124
4.4. Особенности технологии формовки
129
4.5 . Термообработка стальных отливок
131
4.6. Плавка и заливка стали
131
Контрольныевопросы
135
329
Глава 5. Производство отливок из сплавов цветных металлов
136
5.1. Отливки из медных сплавов
136
5.2 . Особенности литья из алюминиевых сплавов
139
5.3 . Отливки из магниевых сплавов
142
5.4 . Отливки из тугоплавких сплавов
146
Контрольныевопросы
148
Глава 6. Специальные способы литья
149
6.1. Литьё в кокиль
149
6.2 . Литье по выплавляемым моделям
154
6.3. Литьё в оболочковые формы
167
6.4. Литье под давлением
180
6.5 . Центробежное литье
197
6.6 . Литье по газифицируемым моделям
208
6.7. Кристаллизация под давлением и штамповка из расплава
218
6.8 .Электрошлаковоелитье
221
Контрольные вопросы
225
Глава 7. Технологические основы производства художественных
отливок
227
7.1 . Разновидности художественных отливок и классификация
228
7.2. Очистка, обрубка и отделка отливок
234
7.3. Технологическая схема изготовления крупных бронзовых монументов
235
Контрольные вопросы
242
Глава 8. Контроль качества отливок
243
8.1. Организация и основные виды технического контроля
243
8.2 . Методы контроля размерной точности отливок
245
8.3. Кпассификациядефектов
246
8.4. Поверхностное расширение формы и ужимины
253
8.5. Ситовидная пористость
254
Контрольные вопросы
256
Глава 9. Компьютерные технологии в литейном производстве
257
9.1 . Анализ современного состояния автоматизированного
проектирования в литейном производстве
257
9.2. Определение критериев описания отливки
272
9.2 .1 . Материал отливки
274
9.2.2. Критерии, характеризующие деталь
279
9.3. Разработка методов хранения данных и модели анализа
281
9.4. Формализации процесса проектирования БД
282
9.5. Структура базы данных «Отливка»
285
9.6. Структура справочной базы данных
289
9.7. Справочная база данных «Материалы»
293
9.8. Алгоритм принятия решения выбора оптимального способа литья
296
9.9. Пример определения оптимального способалитья
301
9.10 . Автоматизированный выбор способа изготовления отливки
304
9.11 . Программное обеспечение базы данных «Материалы»
312
Контрольныевопросы
319
Список литературы
320
Приложение. Исходный текст модуля определения оптимальности способов литья
321
330
Книги почтой
Заказ можно сделать
на сайте
издательства
www.infra-e .ru
No
п/п
Наименование книги
Кол
во
1 СПРАВОЧНИК КОНСТРУКТОРА
Книга 1. Машины и механизмы
Книга 2. Проектирование машин и их деталей
2
АРМАТУРА ПРЕДОХРАНИТЕЛЬНАЯ
Выбор, установка и расчет
3 Блочноматричный метод математического моделирования
поверхностей
4
Вибродиагностика: теория и практика
5 Возможности улучшения качества кокса вне печной камеры
6 Математическое обеспечение чертежа при конструировании
деталей в машиностроении
7
Модернизация двигателей внутреннего сгорания
8 Модернизация станочного парка промышленных предприятий
9 Обеспечение качества продукции в машиностроении
10 Оборудование для намотки сортового проката и катанки.
Теория и конструкции
11 Повышение срока службы чугунных деталей гидроцилиндров
12 Повышение срока службы чугунных деталей зубчатых
и червячных передач
13 СЛЕСАРНОЕ ДЕЛО. Слесарные работы при изготовлении
и ремонте машин. Книга 1
14 СЛЕСАРНОЕ ДЕЛО. Механическая обработка деталей
на станках. Книга 2
15 СЛЕСАРНОЕ ДЕЛО. Сборка производственных машин. Книга 3
16 Справочник мастера машиностроительного производства
17 Огнеупорные, теплоизоляционные и строительные материалы
для печей
18 Основы вибродиагностики и средства измерения вибрации
19 Теория и практика производства червячных передач общего вида
20 Теоретические основы процессов горения топлива
и газодинамики доменной плавки
21 Теплофизические основы технологии непрерывной разливки
стали
22 Токарная обработка
23 Экспертные методы управления технологичностью
промышленных изделий
Учебное издание
Вальтер Александр Игоревич
Протопопов Александр Анатольевич
ОСНОВЫ ЛИТЕЙНОГО
ПРОИЗВОДСТВА
Учебник
ISBN 9785 9729 0363 4
9IlT8597211903634Il
Подписано в печать 08.04 .2019
Формат 60x84/16. Бумага офсетная.
Гарнитура «Тайме».
Издательство «ИнфраИнженерия»
160011, г. Вологда, ул. Козленская, д. 63
Тел.: 8(800)25066 01
Email: booking@ infrae .ru
https://infrae .ru
Издательство приглашает
к сотрудничеству авторов
научнотехнической литературы