/


























































































































Автор: Грозовский Т.С. Донской Д.И. Каган Д.Х.
Теги: машиностроение детали автомобиля чертежи автомобили ремонт автомобилей
Год: 1951



Текст
РЕМОНТИРУЕМЫЕ И ДОПОЛНИТЕЛЬНО РЕМОНТНЫЕ ДЕТАЛИ АВТОМОБИЛЯ
ЗИ С -150
Т.С.ГРОЗОВСКИЙ, д.и. доне КО И, Д.Х. КАГАН
МАШ Г И 3 1951
Альбом,чертежей
Т. С. ГРОЗОВСКИЙ, Д. И. ДОНСКОЙ, Д. X. КАГАН
РЕМОНТИРУЕМЫЕ И ДОПОЛНИТЕЛЬНО-РЕМОНТНЫЕ ДЕТАЛИ АВТОМОБИЛЯ ЗИС-150
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ Москва 1951
АЛЬБОМ ЧЕРТЕЖЕЙ
В альбоме приведены способы восстановления работоспособности основных деталей автомобиля ЗИС-150^ чертежи ремонтируемых и дополнительно-ремонтных деталей.
Альбом предназначен в качестве пособия по ремонту автомобиля ЗИС-150 для инженерно-технических работников авторемонтных предприятий.
Редактор инж. Ф. /7. Исаев
Редакция каталогов и плакатов Зав. редакцией инж. А. И. ЭЙФЕЛЬ
ПРЕДИСЛОВИЕ
При освоении ремонта деталей на авторемонтных заводах и в мастерских необходимо иметь исходные данные и рекомендации способов восстановления работоспособности деталей, особенно для новых моделей автомобилей, опыт ремонта которых еще недостаточен.
Наличие таких рекомендаций, необходимых при ремонте деталей автомобиля ЗИС-150, значительно облегчит работу инженерно-технического персонала авторемонтных предприятий и позволит правильно ориентироваться при выборе способа восстановления работоспособности основных деталей. Это также будет способствовать повышению качества ремонта автомобилей и созданию условий, обеспечивающих взаимозаменяемость ремонтируемых деталей.
В альбоме приведены рекомендуемые способы восстановления работоспособности основных деталей автомобиля ЗИС-150, чертежи ремонтируемых деталей и рабочие чертежи дополнительно-ремонтных деталей.
Чертежи ремонтируемых и дополнительно-ремонтных деталей, а также способы восстановления работоспособности основных деталей разработаны авторами на основе анализа работы деталей автомобиля ЗИС-150, по аналогии с автомобилями других марок и с учетом имеющегося опыта работы различных предприятий, ремонтирующих автомобили ЗИС-150.
О всех замеченных недостатках и пожеланиях авторы просят сообщать по адресу: Москва,
Третьяковский пр., 1, Машгиз.
СОДЕРЖАНИЕ
Предисловие 3
Введение . * • • И
Чертежи \7
Двигатель
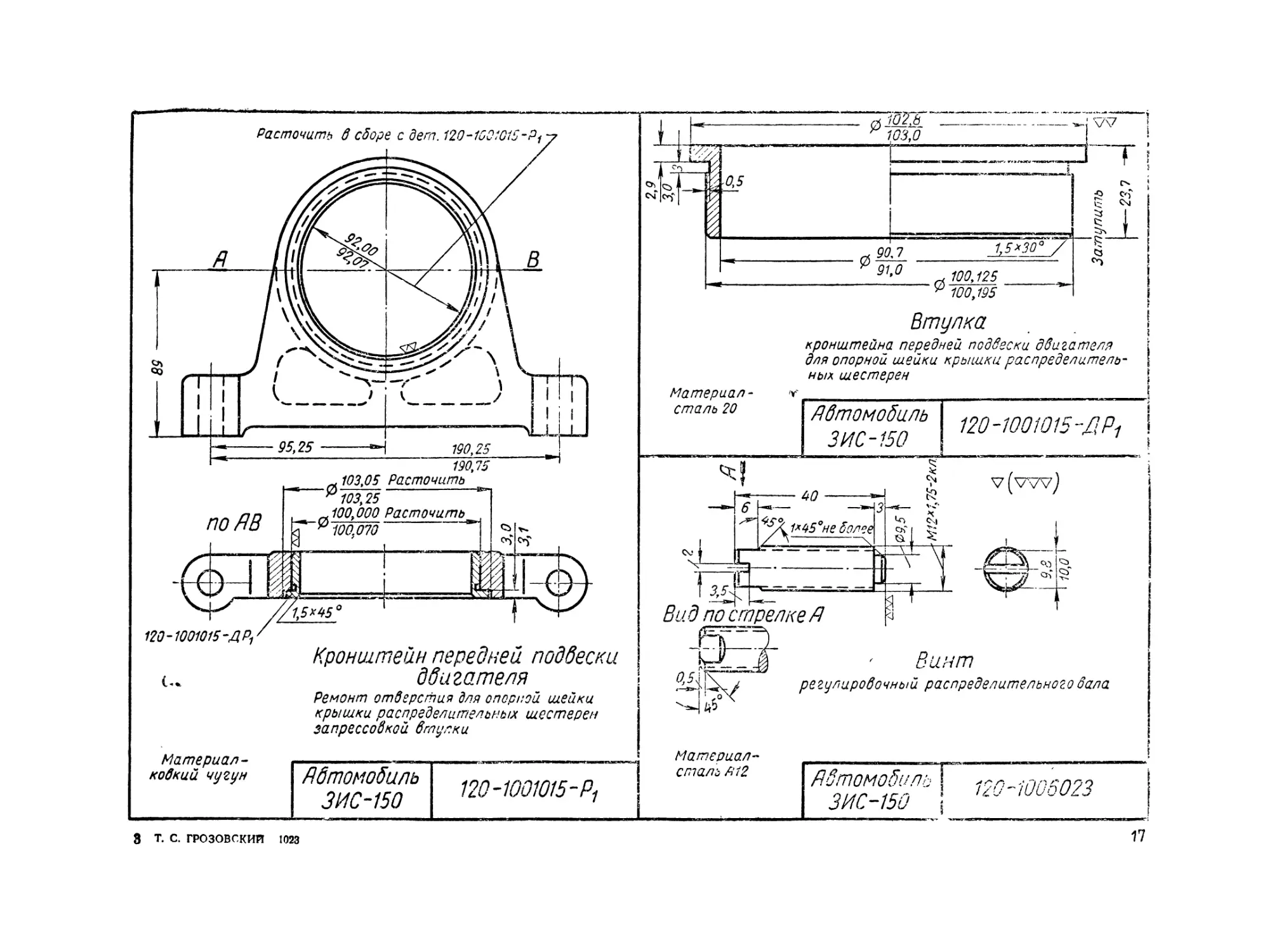
Кронштейн передней подвески двигателя. Ремонт отверстия для опорной шейки крышки распределительных шестерен запрессовкой втулки 17
Втулка кронштейна передней подвески двигателя для опорной шейки крышки распределительных шестерен ' 17
Винт регулировочный распределительного вала . . 17
Крышка распределительных шестерен. Ремонт резьбы в отверстиях для болтов крепления нижнего
картера постановкой ввертышей 18
Ввертыш в отверстие крышки распределительных шестерен для болта крепления нижнего картера ... 18
Крышка распределительных шестерен. Ремонт резьбы в отверстии для регулировочного болта постановкой ввертыш а 18
Ввертыш в отверстие крышки распределительных
шестерен для регулировочного болта 18
Крышка распределительных шестерен. Ремонт
опорной шейки напрессовкой втулки 19
Втулка опорной шейки крышки распределительных
шестерен 19
Крышка распределительных шестерен. Ремон* резьбы в отверстии для пробки редукционного клапана
нарезанием резьбы ремонтного размера 19
Пробка редукционного клапана 19
Блок цилиндров. Ремонт цилиндров растачиванием
до ремонтного размера 20
Блок цилиндров. Ремонт цилиндров растачиванием
под гильзу 21
Гильза цилиндра 22
Гильза цилиндра (отливка) 22
Блок цилиндров. Ремонт запрессовкой вставного
седла для впускного клапана 23
Седло вставное для впускного клапана 23
Блок цилиндров. Ремонт запрессовкой вставного
седла для выпускного клапана 24
Седло вставное для выпускного клапана 24
Блок цилиндров. Ремонт отверстий для направляющих втулок клапанов развертыванием до ремонтного
размера 25
Бло с цилиндров. Ремонт отверстия в направляющей втулке клапана развертыванием до ремонтного или
номинального размеров 25
Блок цилиндров. Ремонт заменой или развертыванием втулок распределительного вала до ремонтного
или но\1Инального размеров 2(5
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления головки блока постановкой ввертышей 26
Ввертыш в отверстие для болта, крепление головки
блока 26
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления крышки люка водяной рубашки постановкой ввертышей 27
Ввертыш в отверстие для болтов крепления
крышки люка водяной рубашки 27
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления крышки распределительных шестерен постановкой ввертышей 27
Ввертыш в отверстие для болта крепления крышки
распределительных шестерен 27
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления картера сцепления постановкой
ввертышей 28
Ввертыш в отверстие для болта крепления картера
сцепления 28
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления направляющих толкателей клапанов
постановкой ввертышей 28
Ввертыш в отверстие для болта крепления направляющих толкателей клапанов 28
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления корпуса водяного насоса постановкой ввертышей 29
4
Ввертыш в отверстие для болта крепления корпуса водяного насоса 29
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления корпуса масляного фильтра постановкой ввертышей 29
Ввертыш в отверстие для болта крепления корпуса
масляного фильтра 29
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления маслоналивной горловины постановкой ввертышей 30
Ввертыш в отверстие для болтов крепления маслоналивной горловины 30
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления нижнего картера постановкой ввертышей 30
Ввертыш в отверстие для Солта крепления нижнего
картера 30
Блок цилиндров. Ремонт резьбы в отверстиях для болтов крепления впускного и выпускного трубопроводов постано. кой ввертышей 31
Ввертыш в отверстие для болта крепления впуск-
ного и выпускного трубопроводов 31
Головка блока цилиндров. Ремонт резьбы в отверстиях для болтов крепления патрубка головки блока
цилиндров постановкой ввертышей 31
Ввертыш в отверстие для болта крепления патрубка
головки блока цилиндров 31
Головка блока цилиндров. Ремонт резьбы в отверстиях для свечей постановкой ввертышей 32
Ввертыш в 01верстие для свечи головки блока
цилиндров 32
Головка блока цилиндров. Ремонт отверстий для
шпилек запрессовкой втулок 32
Втулка для ремонта отверстия крепления головки
блока цилиндров 32
Кольцо поршневое компресси шное верхнее. Изготовление колец номинального и ремонтных размеров 33
Кольцо поршневое компрессионное среднее. Изготовление колец номинального и ремонтных размеров . 34
Кольцо поршневое маслосъемное. Изготовление колец номинального и ремонтных размеров 35
Поршень. Изготовление поршней номинального и
ремонтных размеров 37
Поршневой палец (изготовление) 38
Болт крышки шатуна (изготовление) 38
Гайка болта крышки шатуна (изготовление) .... 38
Шатун. Ремонт спиленной плоскости разъема шатуна или крышки шлифованием „как чисто" с после¬
дующим растачиванием отверстия нижней головки до
номинального размера 39
Шатун. Ремонт верхней головки шатуна развертыванием отверстия для втулки ремонтного размера . 39
Втулка шатуна 39
Вкладыш шатуна. Ремонт заливкой нового баббитового слоя 40
Коленчатый вал. Ремонт шатунных и коренных
шеек шлифованием до ремонтных размеров 41
Коленчатый вал. Ремонт гнезда для подшипника направляющего конца ведущего вала коробки передач
запрессовкой втулки 42
Втулка гнезда для подшипника направляющего
конца ведущего вала коробки передач 42
Коленчатый вал. Ремонт резьбы в отверстии для храповика нарезанием резьбы ремонтного размера . . 42
Храповик коленчатого вала 43
Коленчатый вал. Ремонт отверстий для болтов крепления маховика развертыванием до ремонтного размера 44
Болт крепления маховика 44
Гайка болта крепления маховика 44
Маховик. Ремонт отверстий для болтов крепления маховика развертыванием до ремонтного размера . . 44
Маховик. Ремонт плоскости сцепления протачиванием 45
Маховик. Ремонт отверстий для ведущих пальцев сцепления развертыванием до ремонтного размера . . 45
Палец сцепления ведущий (ремонтный) 45
Шкив коленчатого вала. Ремонт шейки для сальника напрессовкой втулки 46
Втулка шейки для сальника шкива коленчатого
вала 46
Прокладка крышки шатуна 46
Шк1 в коленчатого вала. Ремонт шпоночной канавки изготовлением новой под углом 90° к старой .... 46
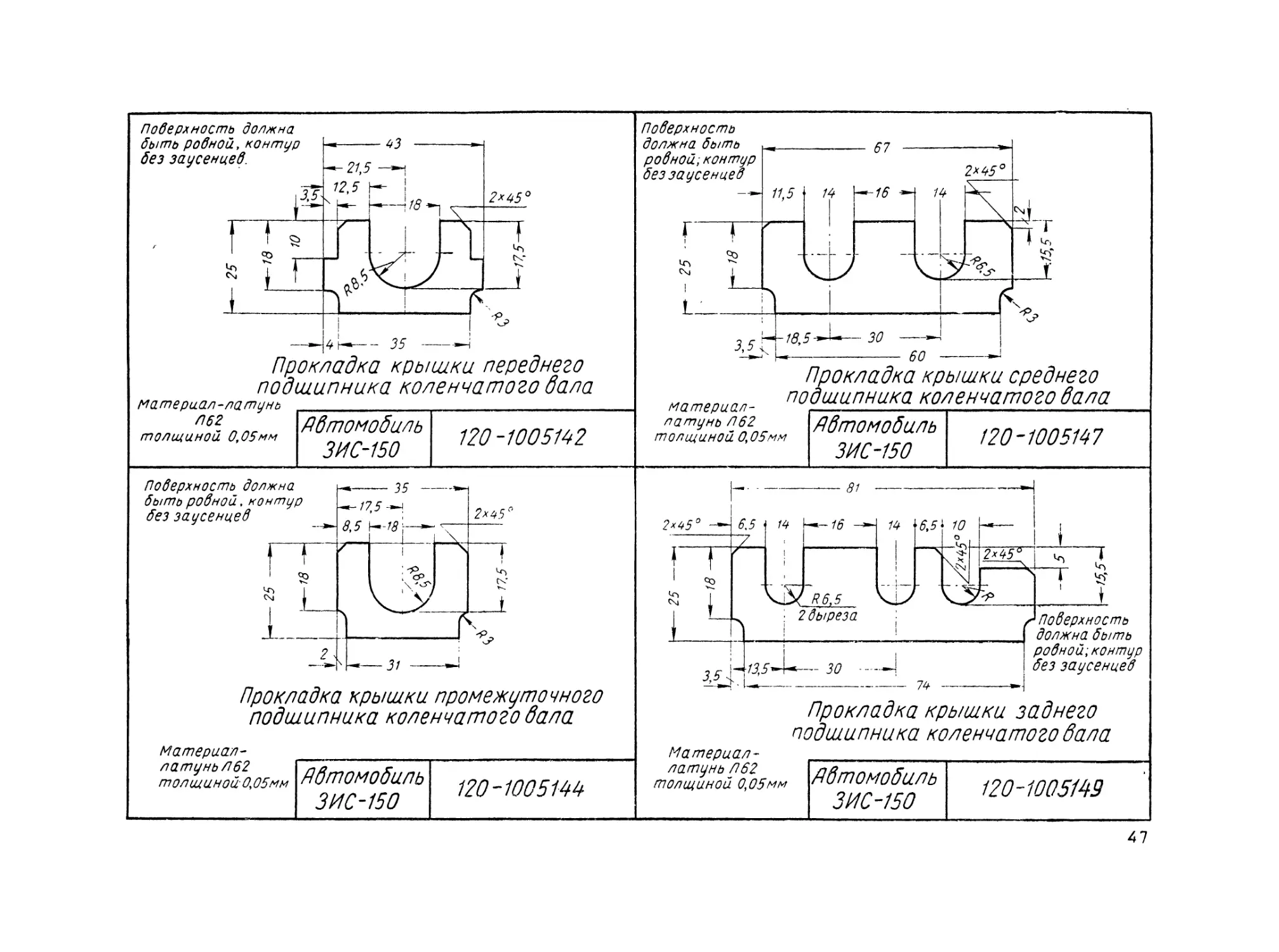
Прокладка крышки переднего подшипника коленчатого вала 47
Прокладка крышки среднего подшипника коленчатого вала 47
Прокладка крышки промежуточного подшипника
коленчатого вала 47
Прокладка крышки заднего подшипника коленчатого вала 47
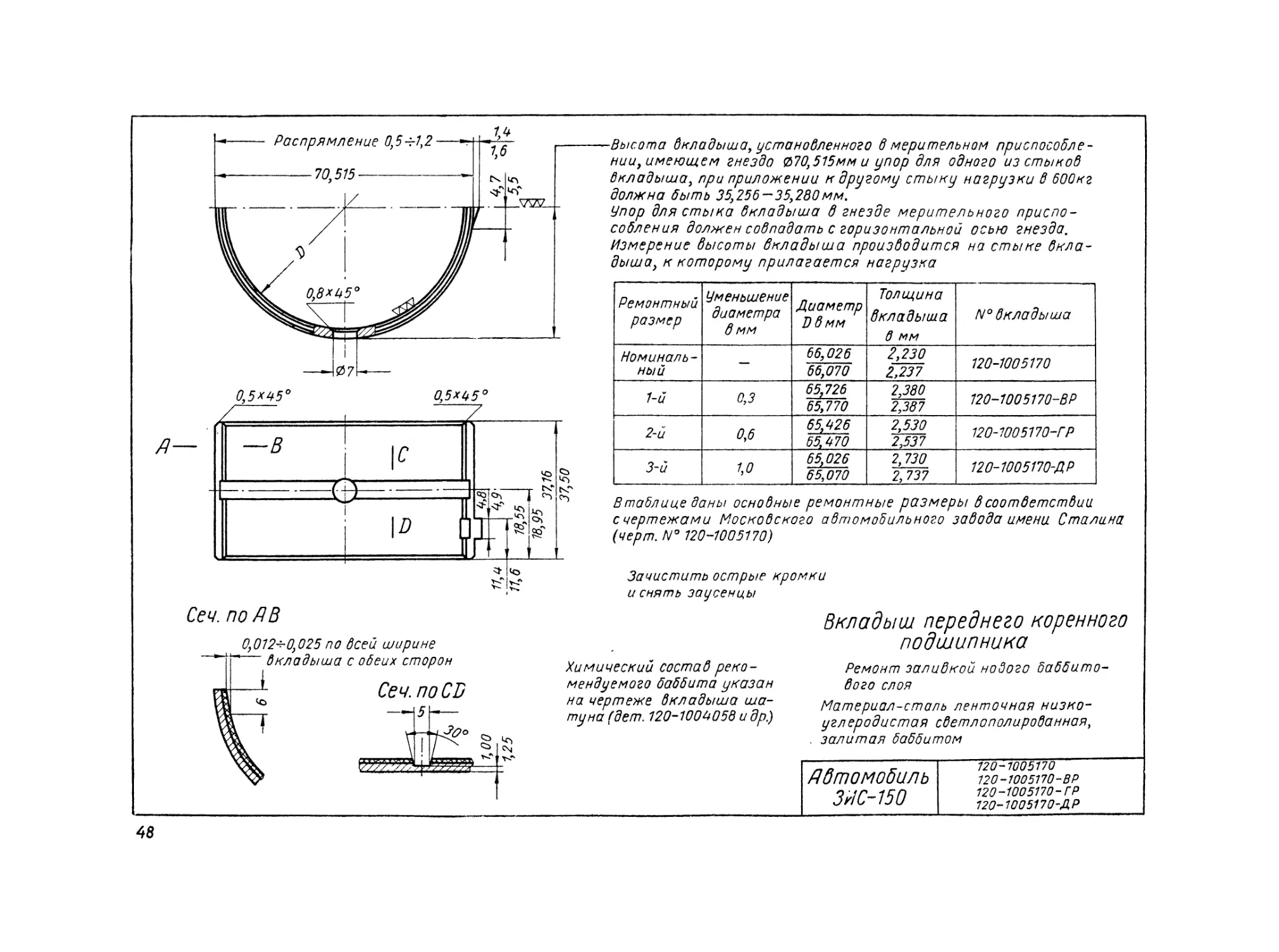
Вкладыш переднего коренного подшипника Ремонт
заливкой нов >го бабби ового слоя 48
Вкладыш промежуточного коренного подшипника.
Ремонт заливкой нового баббитового слоя 49
6
Вкладыш среднего коренного подшипника. Ремонт
заливкой hobOiO баббитового слоя 50
Вкладыш заднего коренного подшипника. Ремонт
заливкой нового баббитового слоя 51
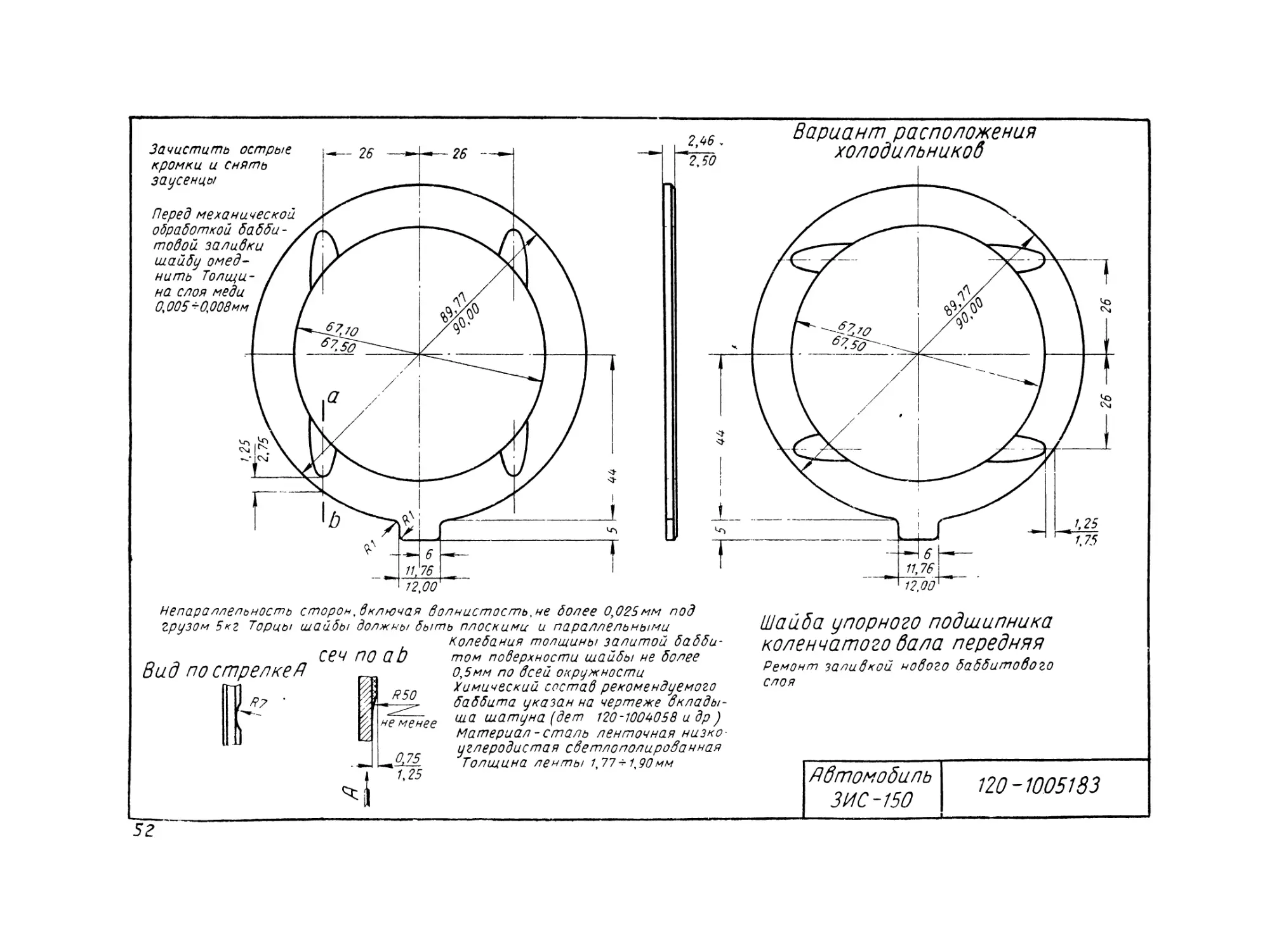
Шайба упорного подшипника коленчатого вала передняя. Ремонт заливкой нового баббитового слоя . . 52
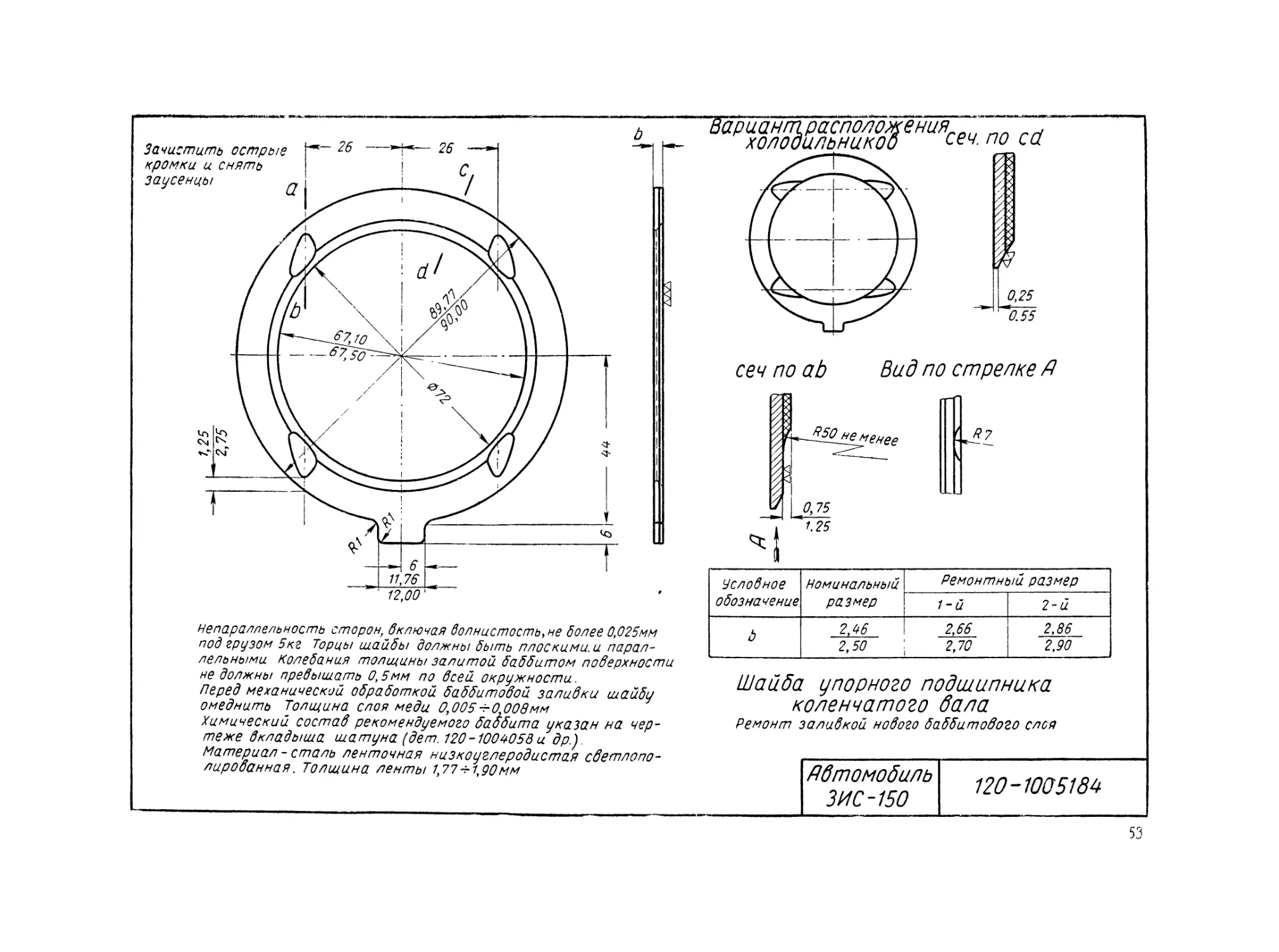
Шайба упорного подшипника коленчатого вала.
Ремонт заливкой нового баббитового слоя 53
Болт крепления головки блока (изготовление). . . 54
Втулка опоры пе едне.. и задней шеек распределительного вала. Ремонт заливкой нового баббитового
слоя 54
Шпилька крепления головки блока (изготов *ение) 54
Втулка опоры средних шеек распреде .ительного вала. Ремонт заливкой иовог ба битовог - слоя ... 54
Распределительный вал. Ремонт опорных шеек шлифованием до ремонтного размера 55
Распределительный вал. Ремонт опорных шеек хромированием с последующим шлифованием до но-
минальн .го размера 55
Вал распределительный. Ремонт отверстия для упорного сухаря pajBepiывапием до ремонтного размера 56
Упорный сухарь (ремонтный) 56
Вал распределительный. Ремонт шейки лля распредели 1ель.юй шестерни хромированием с последующим
шлифованием до ремонтного размера 56
Болт регулировочный толкателя клапана (изготовление) 56
Клапан впускной. Ремонт стержня клапана шлифованием до ремонтного размера 57
Клапан выпускной. Ремонт стержня клапана шлифованием до ре онтного размера 57
Клапан впускной. Ремонт стержня клапана хромированием с последующим шлифованием до номинального или ремонтного размера 58
Клапан выпу.кной. Ремонт С1ержня клапана хромированием с последующим шлифоьанием до номинального или ремонт ого р юмора 58
Направляющая втулка клапана (ремонтная) .... 59
Толкатель клапана. Ремонт стержня толкателя шлифованием ди номинально о или ремонтного размера . 59
Толкатель клапана. Ремонт стержня олкателя хромированием с последующим шлифованием до номи- на шного или увеличенного ремонтного размера ... 59
Направляющая толкателей клапанов (передняя и зад яя). Ремонт отверстий дли толкателей клапанов развертыванием до ремонтного размера 60
6
Направляющая толкателей клапанов (передняя и задняя). Ремонт отверстий для толкателей запрессовкой втулок 60
Втулка в отверстие направляющей толкателей клапанов 60
Впускной и выпускной трубопровод Ремонт резьбы в отверстий для болта крепления кронштейна воздушного фильтра 51
Ввертыш в отверстие впускного и выпускного трубопровода в отверстие для болта крепления кронштейна воздушного фильтра 61
Впускной и вып>скной трубопров д. Ремонт езьбы в отверстии для оси рычага управления карбюратором 61
В. ергыш впускного и выпускною трубо ровода в отверстие для оси рыча! а управления карбюратором 61
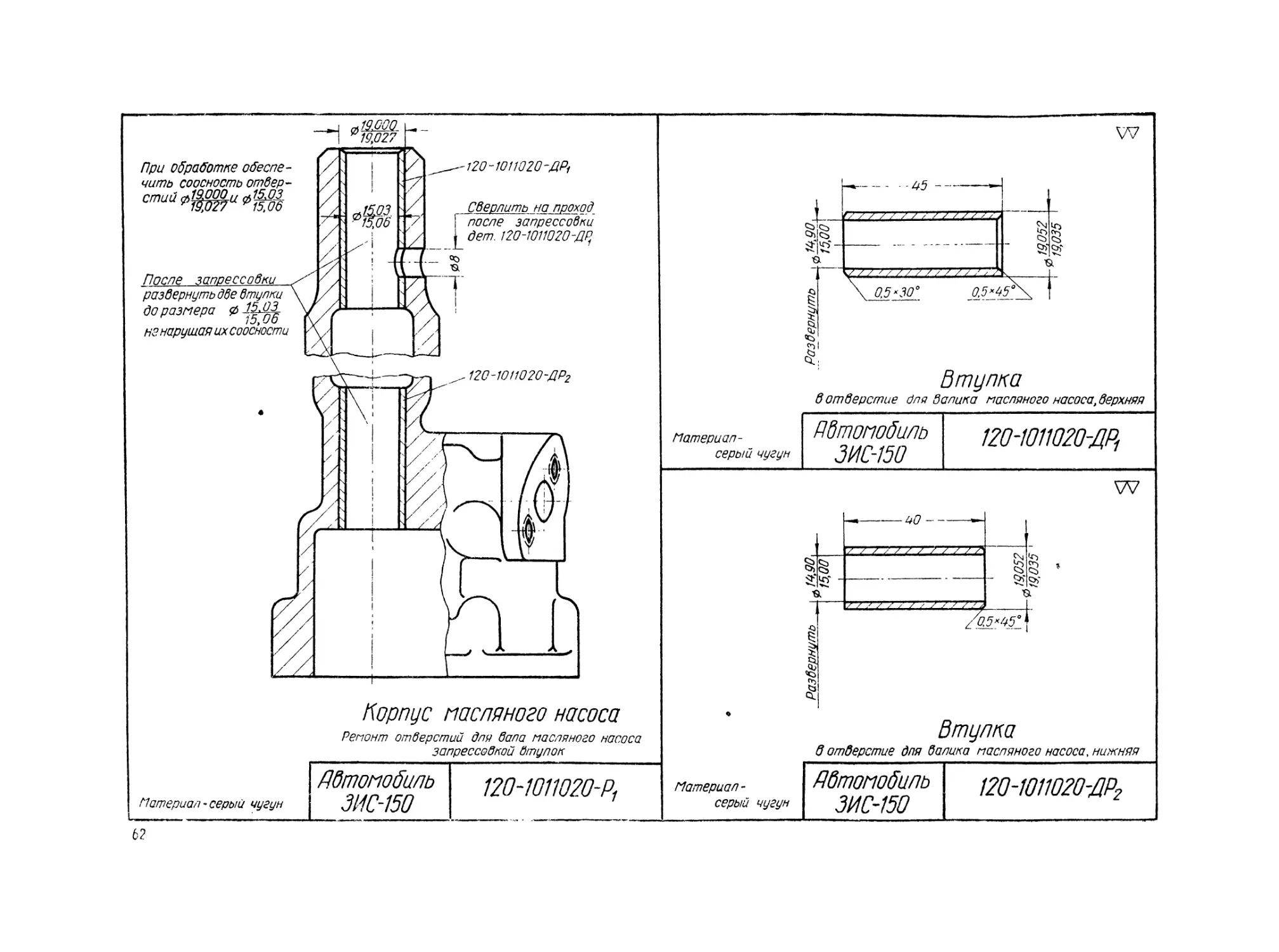
Корпус ма ляноги насоса. Ремонт отверстий для валика масляной* насоса запрессовкой втулок .... 62
Втулка в отверстие для валика масляного насоса
верхняя 62
Втулка в отверстие для валика 1масляного насоса
нижняя 62
Корпус масляного насоса. Ремонт отверстия для оси ведомой шестерни развертыванием до ремонтного
размера 63
Ось ведомой шестерни масляного насоса 63
Ведомая шестерня м сляного насоса в сборе. Ремонт отверстия во втулке шестерни развертыванием
до ремонтного размера 63
Крышка масляною насоса. Ремонт рабочей поверхности шлифованием 63
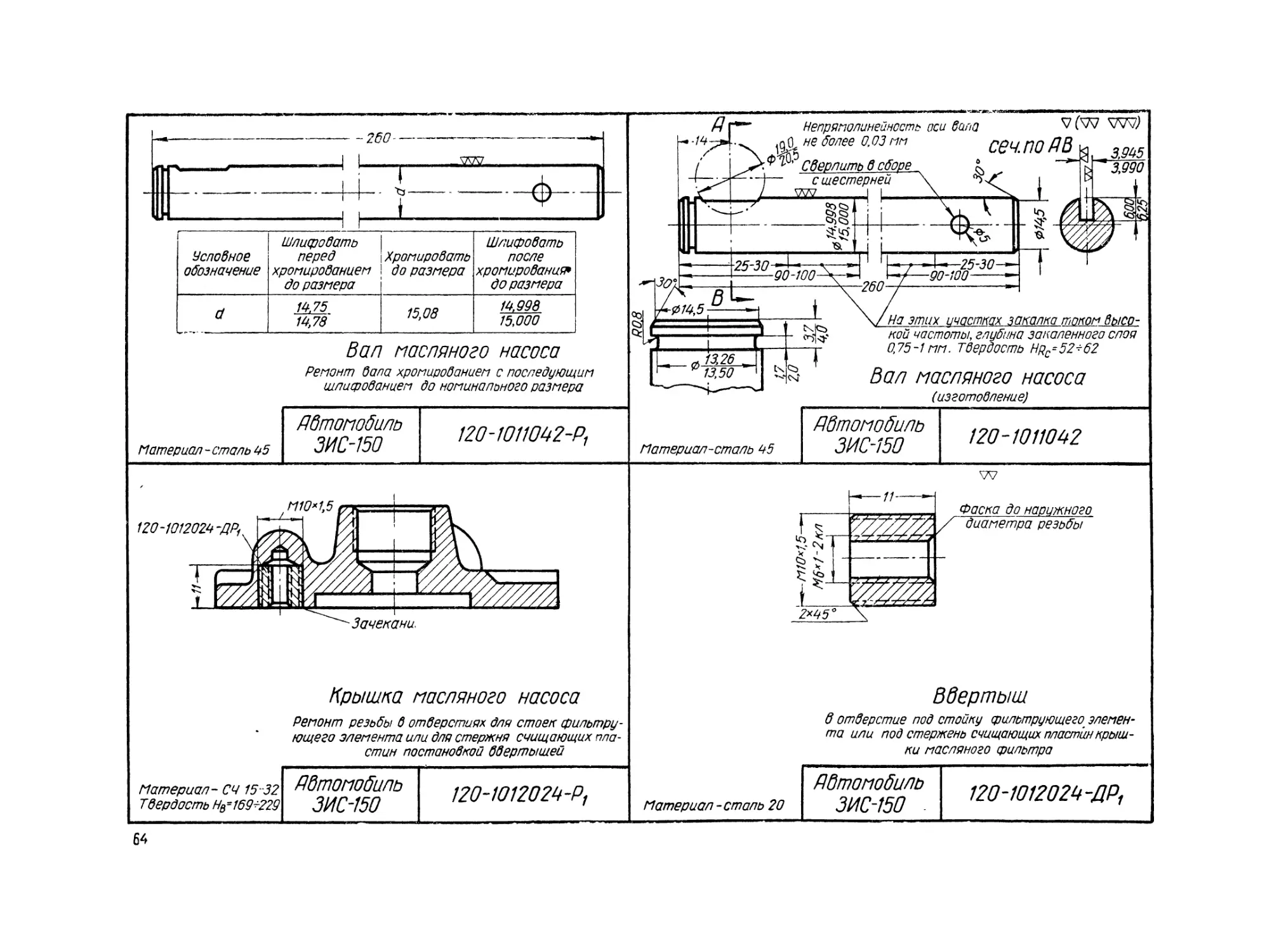
Вал масляною насоса. Ремонт вала хромированием с последующим шлифованием до номинального размера 64
Вал масляного насо а (изготовление) 64
Крышка масляного насоса. Ремонт резьбы в отверст ях для стоек фильтрующего элемента или для стержня счищающих пластин постано! кой ввергышей . 64
Ввертыш в отверстие для стойки фильтрующего элемента или под стержень счищающих пластин крышки масляно о фильтра 64
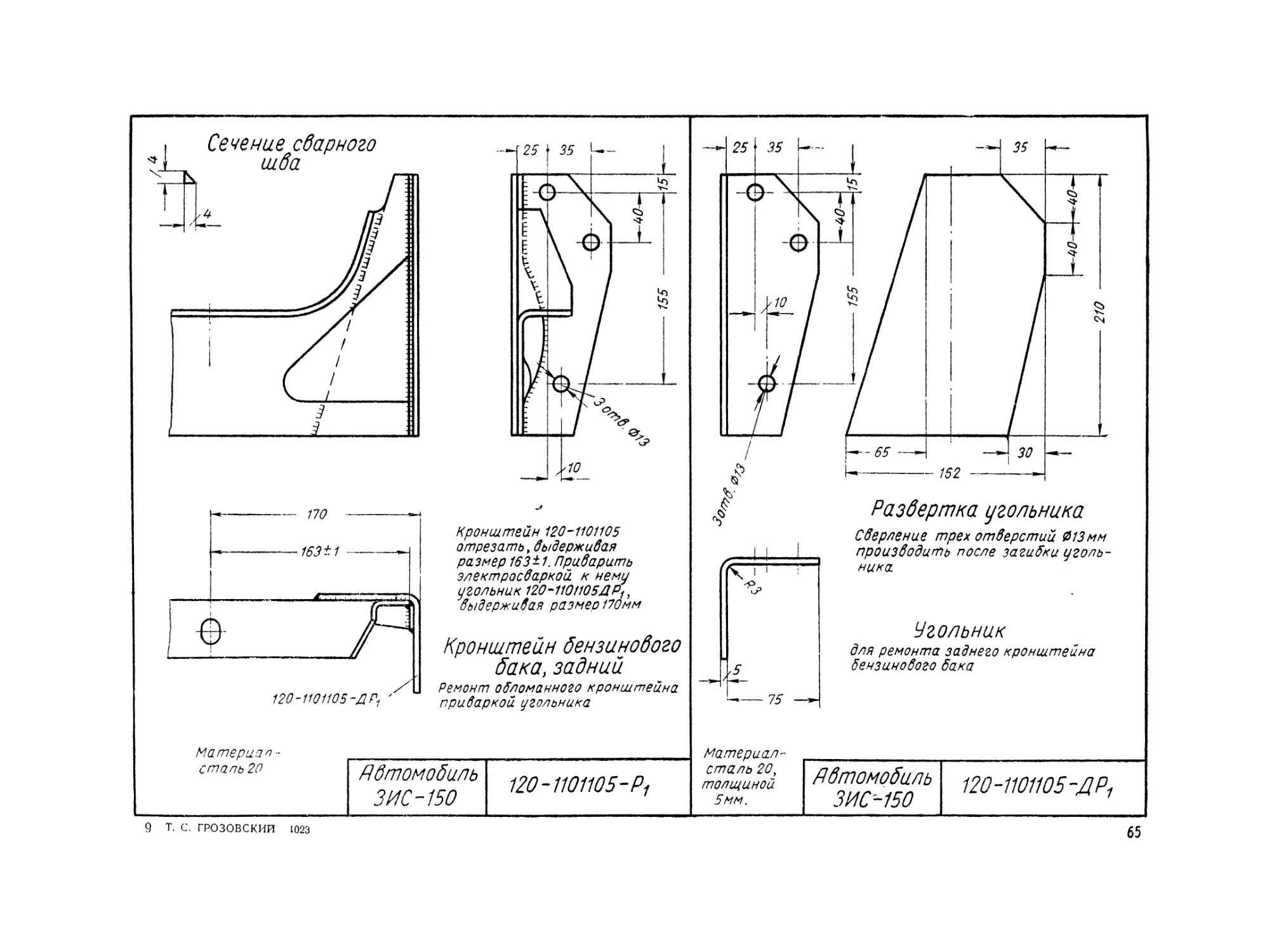
Кронш.е н бензинового бака, задний. Ремонт обломанного кронштейна приваркой угольника 65
Угольник для ремонта заднего кронштейна бензинов го бака 65
К онштейн бензинового бака передний. Ремонт обломанного кронштейна приваркой угольника 66
Угольник для ремонта переднего кронштейна бензинового бака 66
Корпус водяного насоса Ремонт т ^рца для упорной
шайбы крыльчатка запрессовкой втулки 67
Втулка для ремонта торца корпуса водяного насоса
для упорной шайбы крыльчатки 67
Вал водяного насоса. Ремонт хромированием с по- следующим шлифованием до номинального размера . 67
Крыльчатка водяного насоса. Ремонт отверстия для
валика водяного насоса запрессовкой втулки 68
Втулка в отверстие крыльчатки для вала водяного
насоса 68
Крыльчатка водяного насоса. Сверление нов го отверстия для < топорного штифта 68
Шкив вентилятора. Изготовление новой шпоночной канавки номинального размера под углом 90°
к старой 68
Крыльчатка водяного насоса 69
Сцепление
Винт выключения сцепления (изготовление) .... 70
Винт сцепления регулировочный упорный (изготовление) 70
Фланец вилки выключения сцепления. Ремонт отверстия развертыванием для втулки ремонтного размера 70
Втулка фланца вилки выключения сцепления ... 70
Ось педали сцепления Ремонт хромированием с последующим шлифованием до номинального размера 71
Ступица ведомых дисков сцепления. Ремонт отверстий для заклепок сверлением новых отверстий между
старыми 71
Вилка выключения сцепления. Ремонт опорных шеек хромированием с последующим шлифованием
до номинального размера 71
Картер сцепления. Ремонт рабочей поверхности
опорных лап постановкой пластины 72
Плааина опорных лап картег а сцепления .... 72
Шайба замочная упорная регулировочного вн; та 72
Направляющая пружины сиепле. ия 72
Втулка педали сцепления 73
Палец сцепления ведущий. Ремонт поверхности сопряжения с диском сцепления хромированием с последующим шлифованием до номинального размера . 73
Картер сцепления. Ремонт отверстия для втулки вилки выключения сцепления развертыванием под
втулку ремонтного размера 73
Втулка в отверстие картера сцепления для вилки выключения сцепления 73
Диск сцепления прижимной. Ремонт плоскости сцепления диска шлифованием 74
Педаль сцепления. Ремонт отверстия для оси педали запрессовкой втулки . . . .( 74
Коробка передач
Вал вторичный коробки передач. Ремонт шеек для роликового по шипника, шестерни пят й передачи, игольчатою подшипника, шестерни третей передачи, шарикового п 'дшипника и шестерни привода спидом' тра хромированием с последующим шли-
ф1ваиием до номинального размера 75
Ве/ущий вал коробки передач. Ремонт шейки направляющего ко ца и шейки для шарикового подшипника хромированием с последующим шлифованием
до номинального размера 76
Вал промеж уточный KOf обки передач. Ремонт шеек для роликового подшипника, шестерни постоянного зацепление, шестерни плюй передачи, шестерни третьей передачи и п арикового подшипника хромирован ем с пос едующим шлифованием до номинального
размера 77
Картер коробки пер* дач. Ремонт гнезда для шариковою подшипника m рьичного вала запрессов! ой втулки 78 Втулка картера коробки передач в гне.до для шарикового подшипника первичного вала 78
Картер коробки передач. Ремонт гнезда для переднего подшипника промежуточного вала ~arit ессовкой
втулки 78
Втулка картера коробки передач в гнездо для переднего подшипника промежуточного вала 78
Картер коробки передач. Ремонт гнезда для шарикового подшипника промежуточного вала запрессовкой
втулки 79
Втулка в гнездо для шарикового подшипника про-
межуто ного вала картера коробки пе, едач 79
Картер коробки передач. Ремонт отверстия для оси шестерни заднего хода запрессовкой втулки ... 79
Втулка в отверстие для оси шестерни заднего хода картера коробки передач 79
Стержень переключения первой передачи и затнего хода, второй и третьей передач, четвертой и пятой
передач. Рем^ нт опорной повеп хности стержней хро- миров нием с последующим шлифованием до номинального разме- а 80
Крышка коробки передач. Ремонт гнезда для шарового упора рычага переключения передач приваркой нового гнезда 80
7
Гнездо шарового упора рычага переключения передач 80
Рычаг переключения передач. Ремонт шаровой поверхности рычага протачиванием и приваркой новой
шаровой головки 81
Шаровая головка рычага переключения передач . 81
Болт — фиксатор рычага переключения передач . . 81
Задний мост
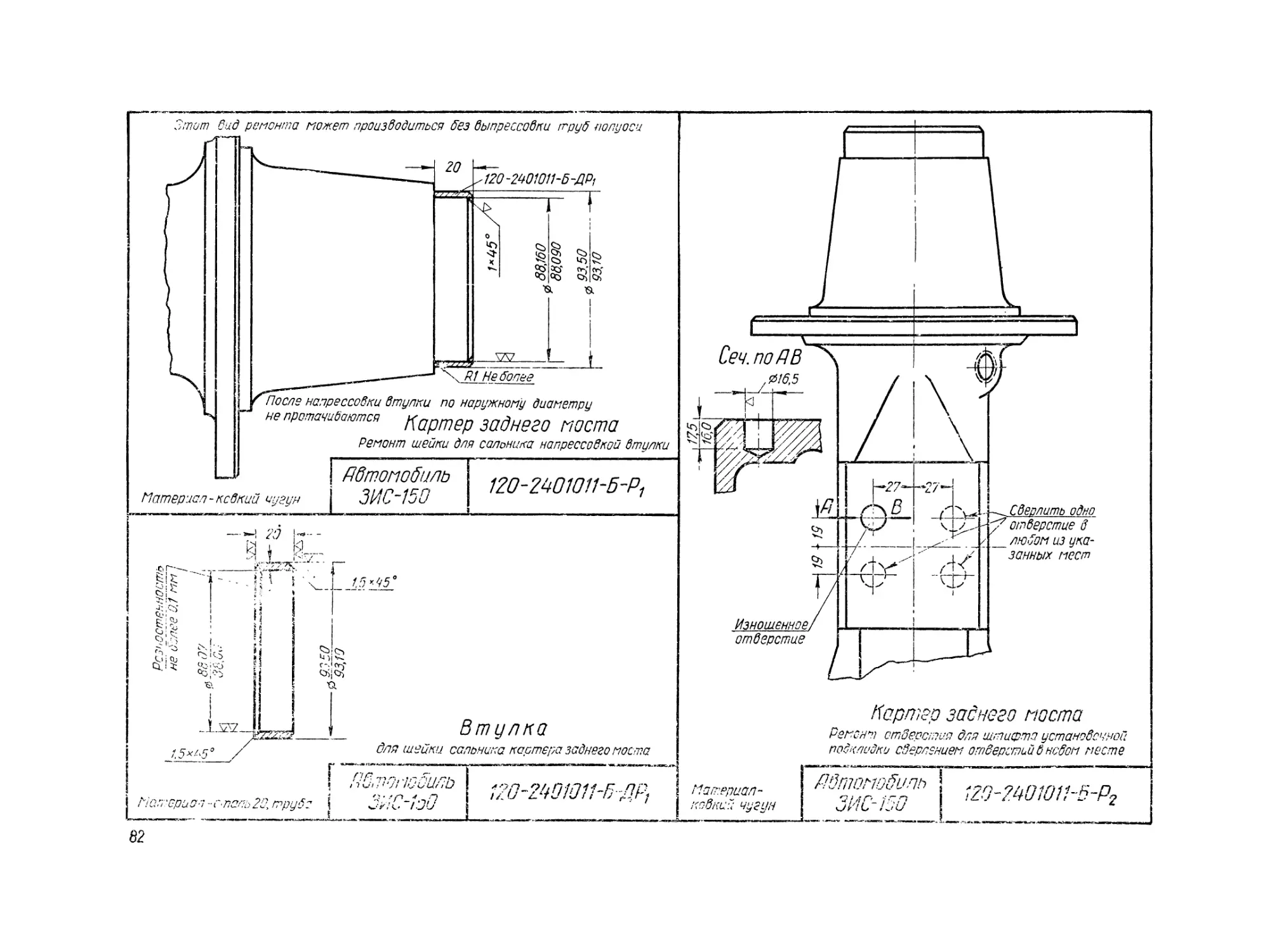
Картер заднего моста. Ремонт шейки для сальника
напрессовкой втулки 82
Втулка для шейки сальника картера заднего моста 82
Картер заднего моста. Ремонт отверстия для штифта установочной подкладки сверлением отверстия в новом месте 82
Труба полуоси. Ремонт шеек для подшипников металлизацией и обработкой до номинального размера . 83
Труба полуоси. Ремонт шеек для подшипников хромированием с последующим шлифованием до номинального размера 83
Картер редуктора. Ремонт резьбы в отверстиях для шпилек крепления крышек подшипников диферен-
циала нарезкой резьбы ремонтного размера 84
Картер редуктора. Ремонт резьбы в отверстии для болтов крепления крышки картера редуктора нарезкой
резьбы ремонтного размера 84
Шпилька крепления крышки подшипника диферен-
циала (ремонтная) . . • 84
Шпилька крепления крышки редуктора (ремонтная) 84
Сталан подшипников ведущей шестерни. Ремонт гнезд для колец подшипников запрессовкой втулок . . 85
Втулка в стакан подшипников ведущей шестерни . 85
Втулка в стакан подшипников ведущей шестерни . 85
Крышка картера редуктора. Ремонт гнезда для
кольца подшипника запрессовкой втулки 86
Втулка в отверстие крышки картера редуктора . 86
Сателлит диференциала. Ремонт отверстия под шейку крестовины шлифованием до ремонтного размера 86
Чашка диференциала правая и левая. Ремонт шейки для подшипника способом раздачи (в холодном состоянии) 87
Чашка диференциала правая и левая. Ремонт протачиванием торца для подкладки шестерни полуоси . . 87
Чашка диференциала правая и левая. Ремонт шейки для подшипника хромированием с последующим шлифованием до номинального размера 88
8
Чашка диференциала правая и левая. Ремонт сверлением новых отверстий между старыми отверстиями
для бо iTOB креплении чашек 88
Подкладка сателлита (ремонтная) 89
Подкладка шестерни полуоси (ремонтная) 89
Крестовина диференциала. Ремонт шеек крестовины напрессовкой втулок номинального или ремонтного
размера 90
Втулка шейки крестовины диференциала (номинального размера) 90
Втулка шейки крестовины диференциала (ремонтного размера) ..... 90
Крестовина диференциала. Ремонт шеек хромированием с последующим шлифованием до номинального
размера 91
Шестерня ведущая цилиндрическая. Ремонт шеек для подшипников хромированием с последующим шлифованием до номинального размера 91
Рама
Лонжерон рамы. Ремонт лонжерона при поперечной трещине длиной до 70 мм в месте крепления передней поперечины рамы постановкой усилительной
коробки . . 92
Болты, потребные при ремонте лонжеронов рамы . 93
Коробка усилительная для ремонта лонжерона рамы при поперечной трещине длиной до 70 мм в месте
крепления передней поперечины рамы 93
Планка усиливающая для ремонта лонжеронов . . 93
Лонжерон рамы. Ремонт лонжерона при поломке его в месте крепления передней поперечины рамы или при наличии поперечной трещины длин ш более 70 мм 94 Наст вок для ремонта лонжерона при поломке ei о
в месте крепления передней поперечины 95
Коробка для ремонта лонжерона при поломке его в месте крепления передней поперечины рамы .... 95
Передняя поперечина рамы. Ремонт поперечных трещин постановкой усиливающего угольника и разрывов отверстий для заклепок постановкой пластин . 96
Угольник усиливающий для ремонта передней поперечины рамы при наличии трещин . ... 97
Пластина усиливающая для ремонта передней поперечины рамы 97
Рессоры
Кронштейн задней рессоры. Ремонт изношенных отверстий постановкой втулок 98
Втулка в отверстие кронштейна задней гессоры . . 98
Втулка в отверстие кронштейна задней рессоры . . 98
Палец передней рессоры (изготовление) . . 99
Кронштейн серьги передней рессоры. Ремонт отверстия для втулки растачиванием до ремонтного размера 100
Втулка заднего кронштейна передней рессоры (ремонтная) 100
Накладка задней рессоры. Восстановление установочных выступов постановкой штифтов 100
Серьга задней рессоры. Ремонт отверстия для втулки растачиванием до ремонтного размера ... 101
Втулка серьги задней рессоры (ремонтная) .... 101
Штифт накладки задней рессоры 101
Палец кронштейнов задней рессоры (изготовление) 102
Палец задней рессоры задний (изготовление) . . . 103
Передняя ось
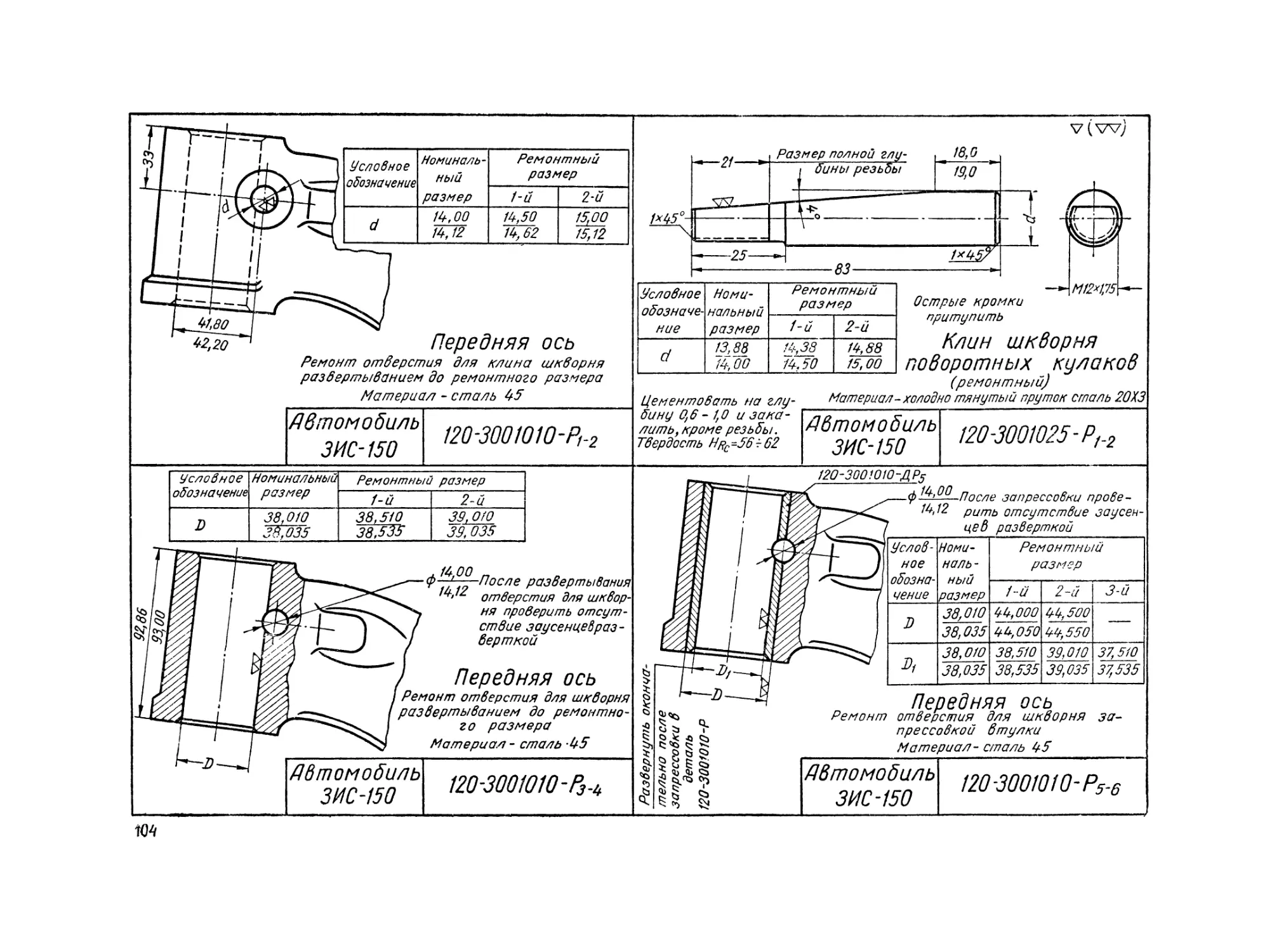
Передняя ось. Ремонт отверстия для клина шкворня
развертыванием до ремонтного размера Ю4
Клин шкворня поворотных кулаков (ремонтный) . 104
Передняя ось. Ремонт отверстия для шкворня развертыванием до ремонтного размера ... .... 104
Передняя ось. Ремонт отверстия для шкворня запрессовкой втулки ... .... 104
Втулка в отверстие передней оси для шкворня . . 105
Рычаг поворотного кулака (правый и левый'*. Ремонт конусного отверстия для шарового пальца развертыванием до ремонтного размера 105
Палец шаровой (ремонтный) • . 105
Кулак поворотный в сборе (правый и левый). Ремонт отверстий для втулок поворотного кулака запрессовкой втулок ремонтного размера 106
Втулка поворотного кулака (ремонтная) 106
Кулак поворотный (левый, правый). Ремонт шеек под наружный и внутренний подшипники хромированием, осталиванием или металлизацией с последующим шлифованием шеек до номинального размера .... 107
Упор поворотного кулака (изготовление) 108
Шайба опорного подшипника (изготовление) . . . 108
Гайка — шайба цапфы поворотного кулака (изготовление) 108
Пробка головки поперечной рулевой тяги 108
Шкворень поворотных кулаков. Ремонт шлифованием до ремонтного или номинального размеров . . . 109
Шкворень поворотных кулаков. Ремонт осталиванием с последующим шлифованием до номинального размера 109
2 Т. С. Грозовский
Ступицы колес
Ступица переднего колеса. Ремонт отверстий для внешнего и внутреннего колец роликовых подшипников запрессовкой втулок .......
Втулка в отверстие для кольца наружного подшипника ступицы переднего колеса . . . . . • .
Втулка в отверстие для кольца внутреннего подшипника ступицы переднего колеса
Ступица переднего колеса. Ремонт отверстий для шпилек крепления колес запрессовкой втулки . . . . Втулка в отверстие для шпилек крепления колес
в ступице переднего колеса
Ступица переднего колеса. Ремонт отверстий для болтов крепления тормозного барабана запрессовкой
втулок
Втулка в отверстие для болтов крепления тормозного барабана в ступице передних колес
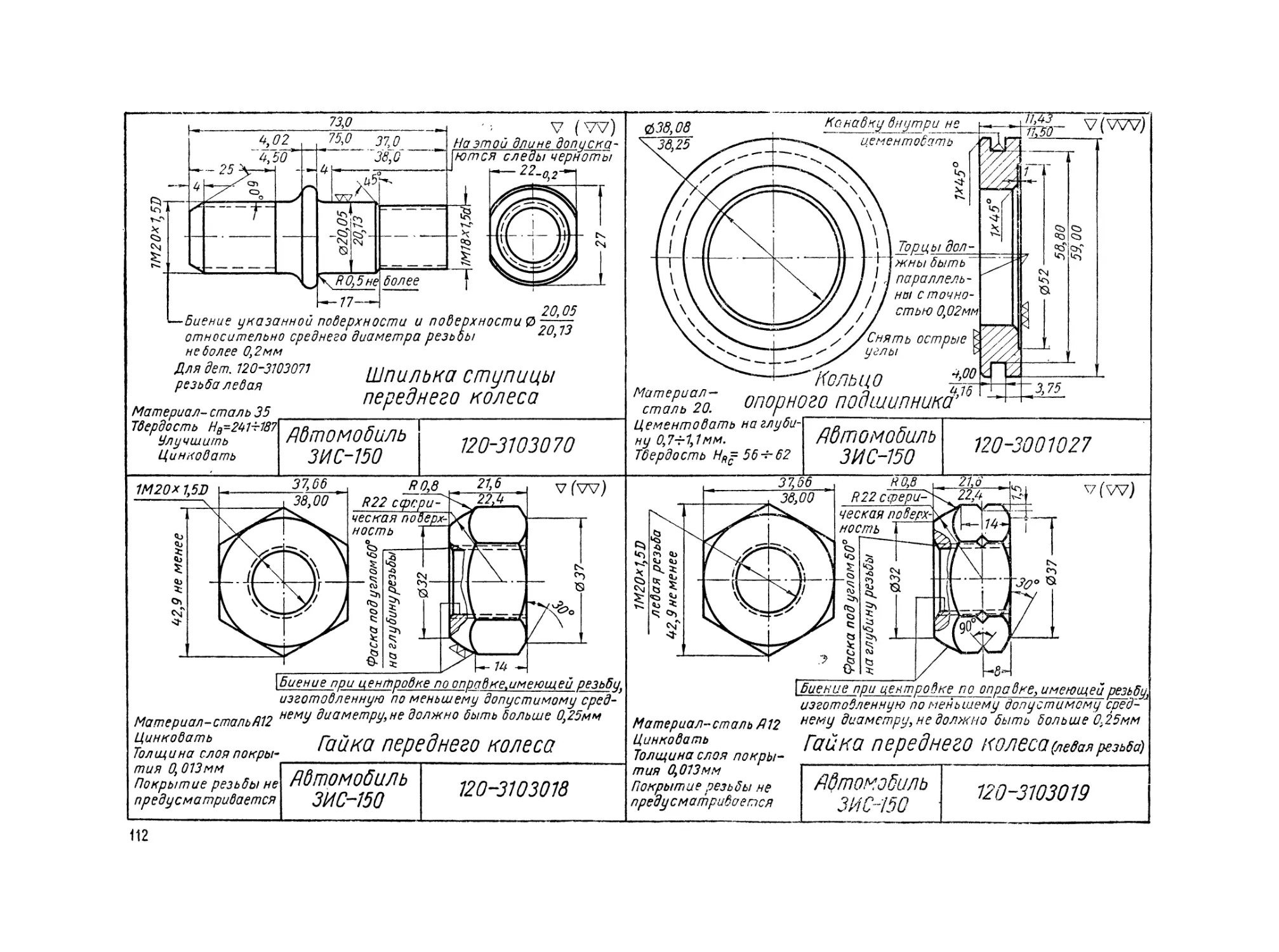
Шпилька ступицы переднего колеса
Кольцо опорного подшипника
Гайка переднего колеса
Гайка переднего колеса (левая резьба)
Ступица заднего колеса. Ремонт гнезд для^колец
подшипников запрессовкой втулок Г . . .
Втулка в гнезда для колец подшипников ступицы
заднего колеса
Ступица заднего колеса. Ремонт—сверление (с нарезкой резьбы) новых отверстий (между старыми) под
болты крепления фланца полуоси ...
Ступица заднего колеса. Ремонт отверстий для шпилек крепления колес запрессовкой втулок . . Втулка в отверстие для шпильки крепления колес
ступицы заднего колеса . .
Шпилька ступицы заднего колеса
Гайка внутренняя шпильки
Гайка внутреннего заднего колеса
Гайка внутреннего заднего колеса, левая резьба . .
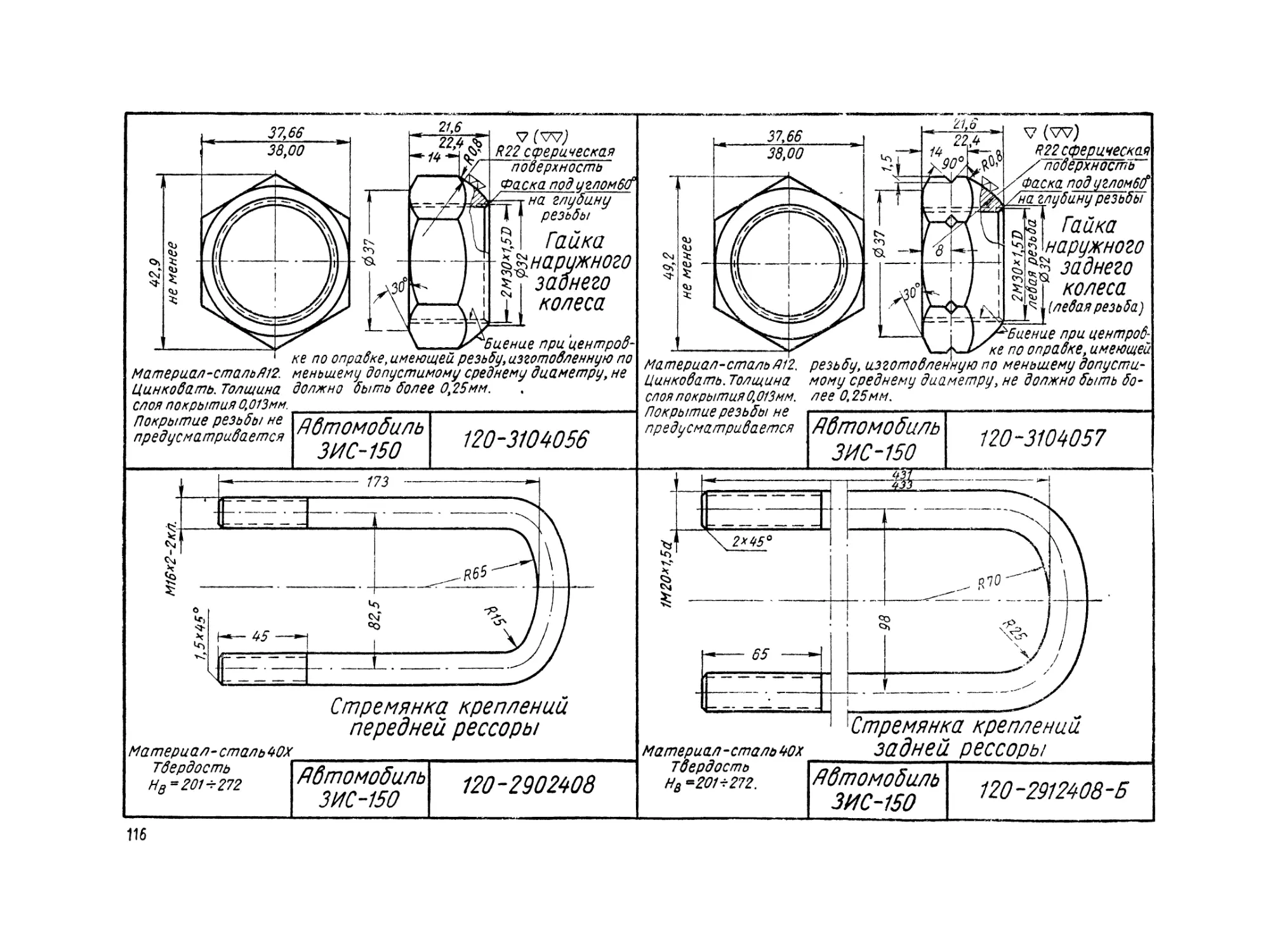
Гайка наружного заднего колеса
Гайка наружного заднего колеса (левая резьба). .
Стремянка крепления передней рессоры
Стремянка крепления задней рессоры
Кронштейн откидной держателя запасного колеса. Ремонт трещин заваркой и приваркой усиливающих
планок
Планка усиливающая для ремонта откидного кронштейна
Планка усиливающая для ремонта откидного кронштейна • . . . .
ПО
ПО
по
111
111
111
111
112
112
112
112
113
113
114
114
114
115
115
115
115
116
116
116
116
117
117
117
9
Рулевое управление
Картер руля. Ремонт отверстия для трубки рулевой
колонки запрессовкой втулки 118
Втулка картера руля" . 118
Картер руля. Ремонт резьбы в отверстиях для болтов крепления нижней крышки постановкой ввертыша 119 Ввертыш в отверстие для болтов крепления нижней
крышки картера руля . Ц9
Крышка картера руля. Ремонт отверстия для втулки вала сошки руля развертыванием до ремонтного размера . . . . 119
Втулка вала сошки руля . 119
Картер руля. Ремонт отверстий для втулок кривошипного вала руля развертыванием до ремонтного
размера 120
Втулка вала сошки руля 120
Вал руля. Ремонт изготовлением новой шпоночной канавки номинального размера под углом Г 0е к старой 120 Вал сошки руля. Ремонт опорных шеек вала сошки руля хромированием с последующим шлифованием до
номинального размера 121
Стопор гайки для крышки руля (изготовление) . . 122
Шайба упорная ролика «изготовление) ..... 122
Вал сошки руля. Ремонт выточки для стопорной шайбы протачиванием по ширине до ремонтного размера 122
Шайба упорная вала сошки руля 122
Тормозы
Тормозной барабан заднего колеса в сборе со ступицей. Ремонт рабочей поверхности растачивай.ем до
ремонтног > размера ... 123
Тормозной барабан переднего колеса в сборе со ступицей. Ремонт рабочей поверхности растачиванием
до ремонтного размера .... 123
Рычаг колодки ручного тормоза (передней и задней). Ремонт отве; стия для оси колодки запрессовкой втулки .... ... 124
Колодка ручного тормоза. Ремонт отверстий для
оси запрессовкой втулок .... 124
Втулка в отверстие для оси рычага колодки ручного тормоза ... 124
Втулка в отверстие для оси колодки ручного тормоза 124
10
Рычаг колодки ручного тормоза (передний и задний)
Ремонт отверстия для оси колодки развертыванием до ремонтного размера ... . . . . . . 125
Колодка ручного тормоза. Ремонт отверстий для оси колодки развертывяни-. м до ремонтного размера . 125
Ось колодки ручного тормоза 125
Диск ручного тормоза. Ремонт поверхностей трения шлифованием или протачиванием 126
^Рычаг колодки ручного тормоза (передний и задний). Ремонт отверстий для оси запрессовкой
втулок 126
Втулка в отверстие для оси рычага колодки ручного тормоза .... 126
Компрессор
Блок цилиндров компрессора. Ремонт цилиндров растачиванием до ремонтного размера . ... 127
Блок цилиндров компрессора. Ремонт запрессовкой
гильз .... 127
Гильза в блок цилиндров компрессора 128
Втулка верхней головки шатуна компрессора (ремонтная) 128
Шатун компрессора в сборе. Ремонт нижней головки заливкой нового баббита и расточкой 129
Шатун компрессора [без крышки). Ремонт верхней головки развертыванием до ремонтного размера . . . 129
Коленчатый вал компрессора. Ремонт шатунных шеек шлифованием до ремонтного размера и коренных шеек хромированием с последующей обработкой
до номинального размера 130
Коленчатый вал компрессора. Ремонт отверстия для уплотняющего кольца задней крышки картера
растачиванием до ремонтного размера 131
Коленчатый вал компрессора. Ремонт—фрезерование новой шпоночной кана.ки под углом 150° к старой канавке ". . . , . . 131
Кольцо задней крышки компрессора уплотняющее
(ремонтное) 131
Коленчатый вал компрессора. Ремонт шейки для сальни' а металлизацией с последующей обработкой
до номинального размера 131
Поршень компрессора (изготовление) 132
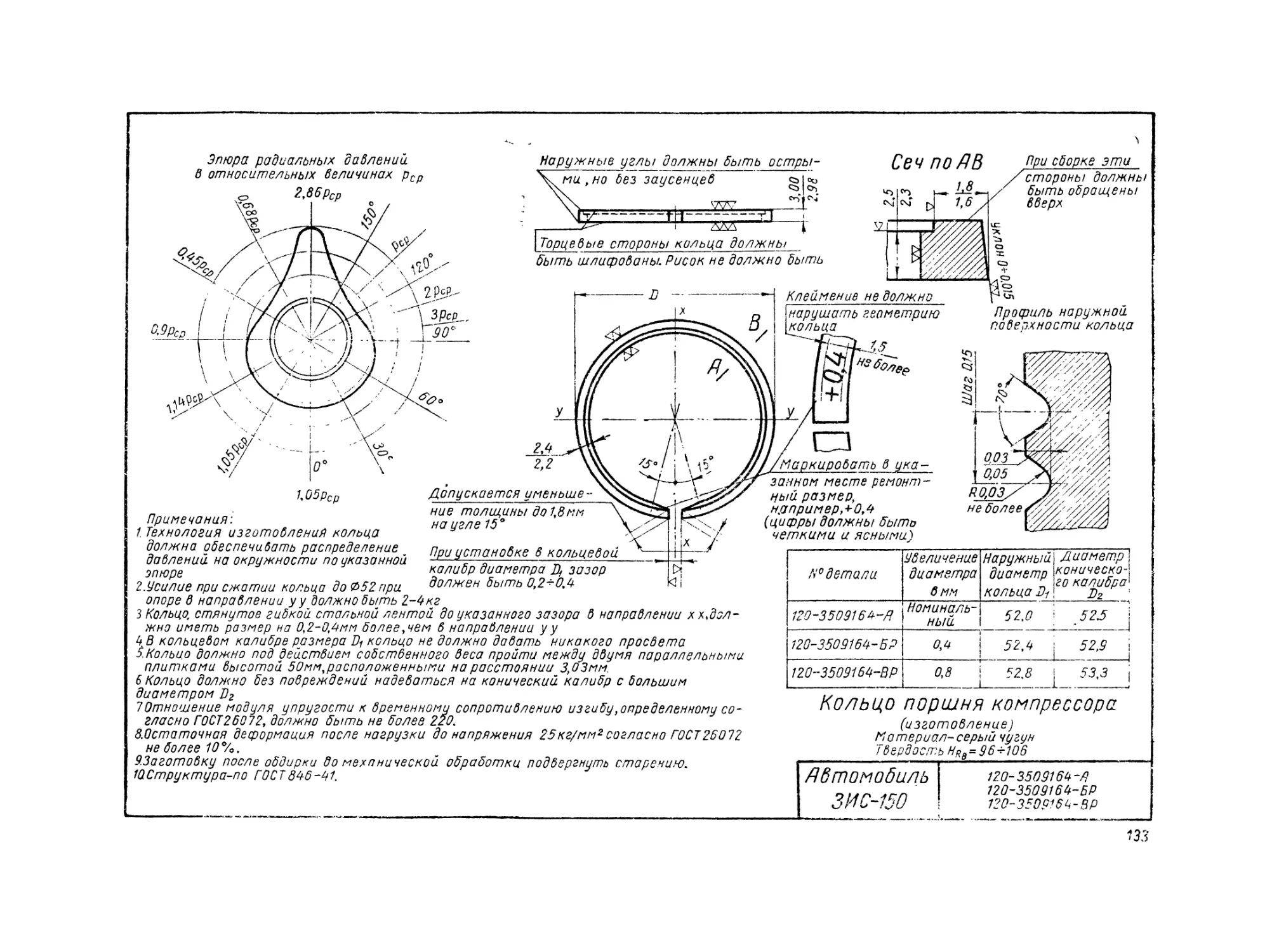
Кольцо поршня компрессора (изготовление) .... 133
Изменения и дополнения, внесенные в чертежи заводом имени Сталина за время издания альбома . 134
ВВЕДЕНИЕ
По мере эксплоатации автомобиля рабочие поверхности сопряженных деталей изнашиваются; форма и размеры их при этом изменяются. Когда вследствие износа* деталей посадка, предусмотренная в соответствии с условиями работы данного сопряжения, изменяется настолько, что работоспособность узла нарушается, возникает необходимость ремонта деталей.
Основное назначение ремонта заключается в том, чтобы восстановить работоспособность сопряженных деталей путем восстановления формы их рабочих поверхностей и первоначальной посадки в сопряжении.
Восстановление первоначальной посадки может быть выполнено как без изменения, так и с изменением номинальных размеров деталей.
В первом случае компенсируют потерю металла на изношенной поверхности деталей наваркой, вставкой гильз, хромированием или другими способами, затем обрабатывают деталь до требуемой геометрической формы и номинальных размеров.
Во втором случае для устранения неравномерности износа рабочую поверхность детали обрабатывают до придания ей правильной формы и заранее установленных ремонтных размеров.
При восстановлении посадки двух изношенных сопряженных деталей путем ремонтных размеров одну из них, более сложную и дорогую (например, блок цилиндров, коленчатый вал), ремонтируют путем снятия металла до устранения неравномерностей износа, а вторую деталь, более простую и дешевую (например, поршень, вкладыш подшипника), заменяют новой, также ремонтною размера.
Восстанавливать детали наваркой, хромированием, металлизацией и т. п. до номинальных размеров или обработкой до ремонтных размеров не всегда можно. В одних случаях эти способы применять затруднительно по технологическим причинам, в других — нецелесообразно по экономическим соображениям.
При срыве или износе резьбы для свечей зажигания в головке блока цилиндров металлизацию или хромирование применять технически невозможно, а наварка может вызвать возникновение внутренних напряжений и деформаций в головке. Восстановить резьбу нарезанием резьбы увеличенного размера также нельзя, так как свечи ремонтного размера не выпускаются.
При износе гнезд для наружных колец подшипников в ступицах колес применение хромирования,
11
металлизации, наварки для восстановления гнезда до номинального размера очень сложно, а обработка до ремонтного размера невозможна, так как подшипники ремонтных размеров не выпускаются.
Выбраковывать детали в этих случаях нецелесообразно, так как они сложны в изготовлении и имеют высокую стоимость.
Для использования изношенных деталей в таких случаях в авторемонтном производстве применяют так называемые дополнительно-ремонтные детали.
Дополнительно-ремонтными деталями (сокращенно их обозначают ДР) называются такие детали, которые в данной конструкции не предусмотрены и отсутствуют в спецификации завода-изго- товителя, а применяются только для ремонта той или иной изношенной детали.
Дополнительно-ремонтные детали применяют преимущественно при восстановлении деталей с изношенными отверстиями и резьбой, реже при износе шеек валов и плоскостей.
Применение дополнительно-ремонтных деталей дает возможность восстанавливать изношенные детали до их номинальных размеров. Этот способ ремонта упрощает все последующие ремонты, сводя их к замене дополнительно-ремонтной детали.
Восстановление изношенных деталей при помощи дополнительно-ремонтных деталей широко использовано авторами при разработке способов ремонта деталей автомобиля ЗИС-150.
При износе отверстий с резьбой в блоке цилиндров, картере заднего моста и других подобных деталях ремонт их производится преимущественно по¬
становкой ввертышей. Такой способ ремонта позволяет сохранить резьбу номинального размера в отверстии и дает возможность использовать сопряженные детали номинальных размеров, т. е. полностью сохраняет взаимозаменяемость многочисленных крепежных деталей.
В некоторых случаях, когда постановка ввер- тыша или восстановление резьбы до номинальною размера другими способами затруднительны, применяются резьбы ремонтных размеров. Если при этом нежелательно отклоняться^ от номинальных размеров у сопряженной детали, то применяют, например, ступенчатые шпильки, имеющие на одном конце резьбу увеличенного ремонтного размера, а на другом — номинальною.
Так, например, ремонтируются изношенные резьбовые отверстия в картере заднего моста для шпилек крепления крышек подшипников диферен- циала.
Во всех случаях, когда рекомендуется применение ввертышей, в альбоме даются рабочие чертежи этих дополнительно-ремонтных деталей и сборочные чертежи той части ремонтируемых деталей, куда дополнительно-ремонтные детали устанавливаются.
Для сохранения заводской нумерации деталей все ввертыши и другие дополнительно-ремонтные детали получают номер основной детали с добавлением индекса ДР и порядковою номера 1, 2, 3 и т. д., так как для основной ремонтируемой детали может потребоваться несколько дополнительно-ремонтных деталей. У основной ремонтируемой детали к заводскому номеру добавляется индекс Р
с порядковым номером, указывающим число ремонтных размеров или число мест, ремонтируемых при помощи дополнительно-ремонтных деталей или другими способами.
Например, ремонтируемая педаль сцепления (ремонт отверстия для оси педали запрессовкой втулки) имеет номер 120-1602015-Pi, где 120-1602015 — заводской номер, Р — индекс, 1 — порядковый номер, а дополнительно-ремонтная деталь — втулка — получает тог же номер с буквами ДР и порядковым номером 1, т. е. 120-1602015-ДРь
Порядковый номер дополнительно-ремонтной детали для удобства планирования в авторемонтном производстве всегда должен соответствовать порядковому номеру основной ремонтируемой детали, обозначающему способ ремонта при помощи данной дополнительно-ремонтной детали.
Так, например, коленчатый вал имеет три ремонтных размера шеек, один ремонтный размер гнезда для подшипника направляющего конца ведущего вала коробки передач, один ремонтный размер резьбы для храповика и один ремонтный размер отверстий для болтов маховика. Соответственно с этим коленчатый вал получает номер 120-1005020-Pi-3 для ремонта шеек, номер 120-1005020-P4 — для ремонта гнезда подшипника, номер 120-1005020-Ps — для ремонта резьбы храповика и номер 120-1005020-Рб — для ремонта отверстий болтов маховика.
При помощи дополнительно-ремонтных деталей у коленчатого вала ремонтируется только гнездо
для подшипника (120-1005020-Р4). Применяемая для этой цели втулка получает соответственно номер 120-1005020-ДР4, хотя для коленчатого вала дополнительно-ремонтных деталей ДРь ДР2 и ДРз не существует.
Если необходимо для одного ремонтируемого места применить несколько дополнительно-ремонтных деталей, то в этом случае основной ремонтируемой детали присваивается один порядковый номер, а дополнительно-ремонтные детали получают несколько номеров соответственно их количеству.
Так, например, ремонт трещины лонжерона производится при помощи двух деталей. Правый и ле-
120-^801020-Pj
выи лонжероны получают номера )20-2801021-Р ’
а дополнительно-ремонтные детали: коробка усилишь 1020Д-Р,
тельная 12о~-28бТё)21'-ДР 11 планка усиливающая
120-2801020-ДР2
120-2801021-ДР2-
Ремонт отверстий для валика в корпусе масляного насоса производится также при помощи двух деталей.
Корпус масляного насоса получает номер 120-1011020-Pi, а дополнительно-ремонтные детали — втулки в отверстия для валика масляного насоса верхняя — 120-1011020-ДР1 и нижняя 120-1011020-ДРг.
В тех случаях, когда для разных мест основной ремонтируемой детали применяются одинаковые дополнительно-ремонтные детали, каждая из них получает самостоятельный порядковый номер, но
13
в чертеже дается указание о том, что данная дополнительно-ремонтная деталь взаимозаменяема с другой.
Отклонение от принятой системы обозначений допущено только для деталей, имеющих ремонтные размеры, установленные заводом-изготовителем и обозначенные буквенными индексами БР, ВР, ГР и т. д., например вкладыш 120-1004058-ВР, поршень 120-1004015-БР, поршневое кольцо 120-1004025-БР
И Т. д.
При установлении допусков и посадок дополнительно-ремонтных деталей учитывался опыт ремонта аналогичных соединений у автомобилей других марок. При этом учтено следующее:
а) ремонт деталей производится, как правило, на универсальных станках, с применением в отдельных случаях специальных приспособлений;
б) во избежание излишней точности обработки для неподвижных посадок, как правило, применяется 3-й класс точности;
в) допуски и посадки назначаются по ГОСТ.
Выбранные посадки соответствуют указанным
в чертежах способам окончательной обработки сопрягаемых поверхностей. Изменение обработки в отдельных случаях может вызвать изменение посадки, а следовательно, и допусков.
Припуски на обработку втулок или гильз после запрессовки их на место приняты, исходя из окончательной обработки отверстий диаметром до 50 мм— путем развертывания (припуск 0,1—0,3 мм) и обработки отверстий диаметром свыше 50 мм — путем растачивания (припуск 2—3 мм).
При изменении принятых способов окончатель пой обработки следует изменять п величины припусков.
Для восстановления работоспособности деталей рекомендуются различные способы ремонта, причем в некоторых случаях указываются возможные варианты.
В некоторых случаях рекомендуется применять ремонт электролитическим осаждением железа (осталиванием).
Этот способ пока еще не получил широкого распространения, но преимущества, которыми он обладает, и, в частности, большая скорость осаждения металла, недефицитные исходные материалы, хорошее качество покрытия и т. д., обеспечивают в будущем его широкое применение в авторемонтном производстве.
Способ осталивания рекомендуется в первую очередь для деталей с неподвижными посадками, а также для осаждения железа в качестве подслоя под хром при необходимости получения поверхности высокой твердости.
При изготовлении на авторемонтных предприятиях поршневых колец ремонтных размеров рекомендуется верхние компрессионные кольца покрывать пористым хромом. Это значительно повышает износостойкость поршневых колец и цилиндра, а следовательно, увеличивает срок их службы.
Для гильз цилиндров вместо обычно применяемого серого чугуна рекомендуется титано-медистый чугун, который- при испытаниях показал большую износостойкость по сравнению с серым чугуном.
При износе стержней клапанов предусматривается восстановление их посадки шлифованием до ремонтных размеров или хромированием до номинального либо ремонтного размера.
Для лучшего использования направляющих втулок клапанов при их замене новыми втулки вначале следует развертывать до второго (меньшего) ремонтного размера, а при следующих ремонтах— до первого ремонтного размера и затем до номинального размера.
Ремонт изношенных отверстий в направляющей толкателей предусматривается развертыванием до ремонтного размера или постановкой втулок. В первом случае толкатели ставятся увеличенного ремонтного размера (по диаметру стержня), а во втором — номинального или уменьшенного ремонтного размера, чтобы в дальнейшем их можно было использовать, развертывая отверстия во втулках до номинального или увеличенного ремонтного размеров.
Крышки шатунов двигателя ЗИС-120 не являются взаимозаменяемыми, так как они обрабатываются в сборе с шатунами.. Поэтому при ремонте их нельзя обезличивать. В тех случаях, когда крышки шатунов все же окажутся обезличенными или со спиленной плоскостью разъема (что категорически запрещается), они могут быть использованы путем обработки в сборе с шатуном.
Вкладыши шатунных и коренных подшипников коленчатого вала залиты баббитом марки Б-88. При необходимости восстановления вкладышей в условиях авторемонтного производства авторы рекомен¬
дуют применять баббит марки БТ (по аналогии с двигателем автомобиля ГАЗ-51).
Для ремонта втулок распределительного вала заливкой нового баббита можно рекомендовать способ центробежной заливки баббитами марки БТ или БН.
Для коленчатого вала основные ремонтные интервалы и размеры шатунных и коренных шеек указаны в соответствии с выпускаемыми в настоящее время заводом размерами вкладышей и допускают уменьшение диаметра шеек до 1 мм. Однако уменьшение диаметра шеек при существующей конструкции коленчатого вала возможно до 2 мм. Дальнейшее уменьшение диаметра шатунных шеек зависит от расположения канала для смазки в месте перехода от щеки к шейке. Канал для прохода смазки у коленчатого вала данной конструкции находится очень близко- от поверхности. Поэтому дальнейшее уменьшение размера шейки может вызвать вскрытие масляного канала, что нарушит смазку шатунного подшипника.
При необходимости нарезания ремонтной резьбы для храповика коленчатого вала возможно прореза- пие дна у шпоночной канавки ввиду малой толщины стенки в этом месте. В этом случае, чтобы обеспечить возможность установки на место шпонки шкива коленчатого вала и свободного завертывания храповика, необходимо у шпонки снять лыску.
Ремонт опорных шеек распределительного вала предусмотрен шлифованием до ремонтных размеров с предельным уменьшением диаметра опорных шеек на 0,4 мм.
Дальнейшее уменьшение размера опорных шеек ограничено размером шестерни привода масляного насоса, которая в случае еще большего уменьшения диаметра опорных шеек не позволит установить распределительный вал в блок. Поэтому при больших износах опорных шеек производится их восстановление до номинального размера.
Ремонт конусного отверстия для шарового пальца в рычаге поворотного кулака производится развертыванием до ремонтного размера для постановки шарового пальца ремонтного размера. В данном случае можно применить и другой способ ремонта — заварку отверстия с последующей обработкой до номинального размера.
Следует указать, что в ряде случаев для восстановления работоспособности деталей можно применять иные способы ремонта, которые окажутся наиболее целесообразными в данных конкретных условиях того или иного производства.
Чертежи на ремонт деталей рамы (лонжероны и поперечины) разработаны по аналогии с ремонтом рам автомобилей других марок. Присоединение дополнительных деталей (усиливающих планок, угольников, коробок и т. п.) при помощи сварки должно производиться только продольными швами, так как при сварке поперечными швами понижается прочность металла по всему сечению лонжерона или поперечины рамы.
По мере накопления опыта ремонта автомобилей ЗИС-150 рекомендуемые способы восстановления работоспособности деталей потребуют уточнений и дополнений в связи с увеличением номенклатуры ремонтируемых деталей и освоением других способов ремонта.
Чертежи, помещенные в альбоме, разработаны применительно к конструкции автомобиля ЗИС-150 выпуска 1950 г. Изменения, внесенные заводом имени Сталина за время издания альбома, даны в конце альбома.
3 т. С. ГРОЗОВСКИИ 1023
г
Отверстие 03 сверлить на гпувичу 8 мм и завить шпильку
130-1002060 -ДР-<
Ввертыш.
в отверстие крышки распределительных шестерен для болта крепления нижнего картера
Материал-сталь 20
Крышка распределительных шестерен
Ремонт резьбы в отверстиях для болтов крапления нижнего картера постановкой ввертыиией. Материал-серый
чугун
Автомобиль
ЗИС-150
120-1002060-Р1
120-1002060 -ДРг
"1
Крышка распределительных шесте-
Отверстие 03 сверлить на глубину 8мм и забить шпильку
рен
Ремонт резьбы в отверстии для регулировочного болта постановкой вверть'ша.
Материал-серый чугун
Автомобиль
ЗИС-150
120-1002060-Р2
Фаска на глубину резьбы
Автомобиль
ЗИС-150
120-1002060
-т\
Ввертыш
в отверстие крышки распределительных шестерен для регулировочного болта
Материал - сталь 20
Автомобиль
ЗИС-150
120-1002060-ДРг
18
Обработать после напрвссобки и сборки. Допустимое ослабление Ф92на0,06мм I сверх допуска вследствие некруглости
Материал-серый чугун
Эта поверхность должнаЗыть /плоской, при проверке на плите ? щуп 0,5мм не должен проходить
щуп 0,5мм не должен проходить Наличие местных „дыхватов" не допускается
л
Зенковать под углом 90°на глуби¬
ну 1,5+2мм и заварить электросваркой пд г "
окружности б трех то чках,расположенных под углом 120 °
Крышка распределительные шестерен.
Ремонт опорной шейки напрессобкой втулки
Автомобиль
ЗИС-150
120-1002060-Рз
V (w)
I3
/жруо
-J22L
-- + Ш
087,00
87,07
Втулка опорной шейки крышки распределительных шестерен
Материал-сталь 20 полосовая
Дбтомобиль
ЗИС-150
120-1002060-ДР3
Зенковать под
до наружного диаметра резьбы
\~-М —-
13
I&
Is
I
>
^ 5
^ £
N
N
$:
1
Крышка распределительных шестерен
Ремонт резьбы вотберстии для пробки редукционного клапана нарезанием резьбы ремонтного размера
Ремонтный
размер
X
N
N
£
Номинальный
размер
■•о
1
CU ч 53
Оз *
'С) «а с> i
£
5 5
зо° На указанной длине резьба
„ с полным профилем
27 И
12Д \L 13,0
Неперпендикулярность поверхности й-относительно среднего диаметра резьбы 0,2мм не более
18,8
Пробка редукционнозо клапана
Материалсерый чугун
Автомобиль
ЗИС-150
120-1002060-Pii
Материал-сталь А12
Автомобиль
ЗИС-150
120-1011062-Р,
19
20
[^ЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧ^Ч^???^ ^чЧ\ЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧ<
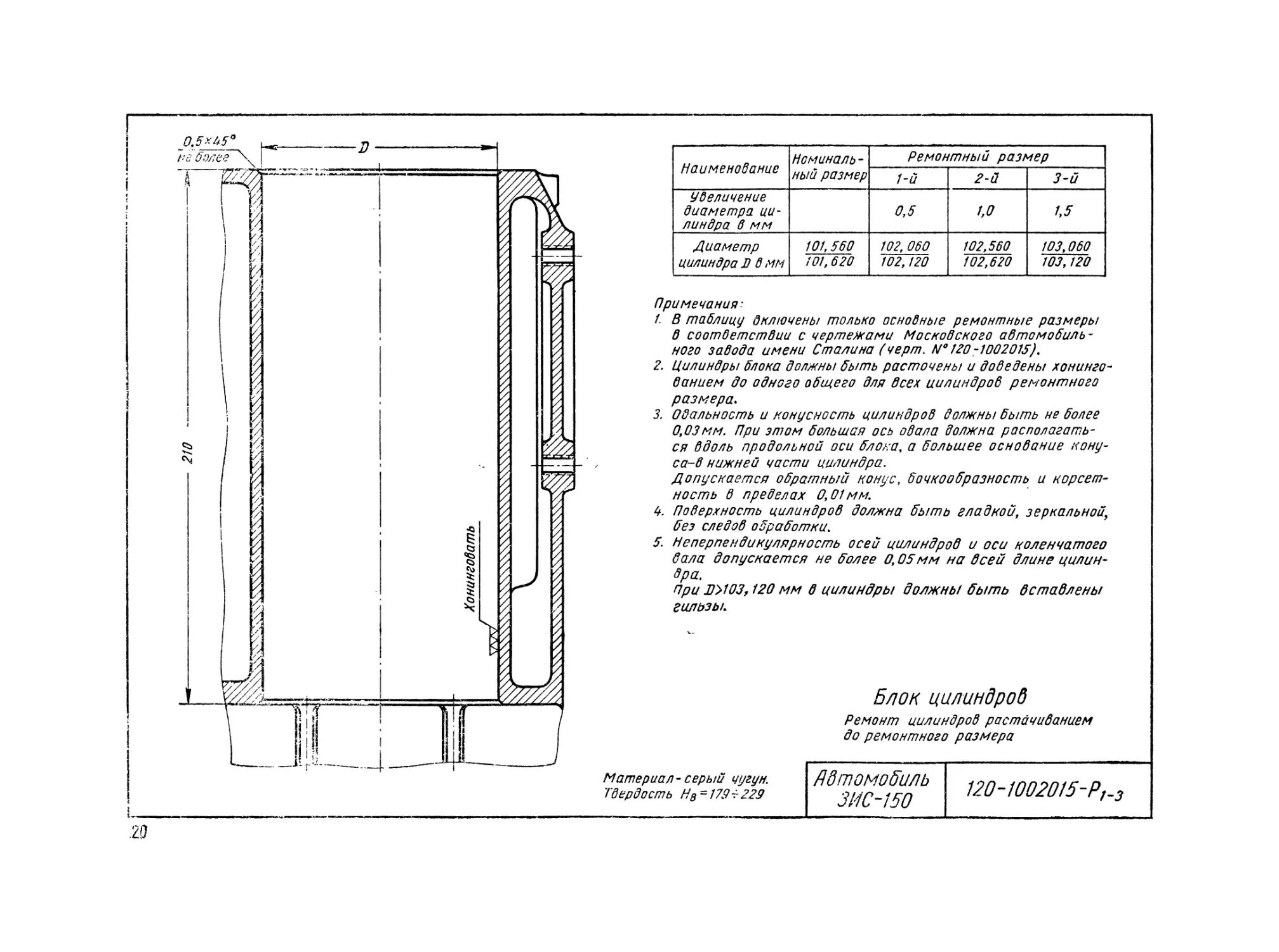
Наименование
Номиналь- ный размер
Ремонтный размер
1-й
2-й
3-й
Увеличение диаметра ии- линдра в мм
0,5
i,o
1,5
Диаметр цилиндра В в мм
101,560 101,620
102, 060 102,120
102,560
102,620
103,060 103,120
Примечания:
1. В таблицу вклтчены только оснобные ремонтные размеры б соотбетстдии с чертежами Московского автомобильного завода имени Сталина (черт. №120-1002016).
2. Цилиндры блока должны быть расточены и доведены хонингованием до одного общего для всех цилиндров ремонтного размера.
3. Овальность и конусность цилиндров должны быть не более 0,03мм. При этом большая ось овала должна располагаться вдоль продольной оси блока, а большее основание кону- с а-в нижней части цилиндра.
Допускается обратный конус, бочкообразность и корсет- ность в пределах 0,01мм.
4. Поверхность цилиндров должна быть гладкой, зеркальной\ без следов обработки.
5. Не перпендикулярность осей цилиндров и оси коленчатого вала допускается не более 0,06мм на всей длине цилиндра.
При В>103,120 мм в цилиндры должны быть вставлены гильзы.
Блок цилиндров
Ремонт цилиндров растачиванием до ремонтного размера
Материал-серый чугун. Твердость Нд = 173 3223
Ддтомобиль
ЗИС-150
120-1002015-Р,.3
Щ560
Перед запрессовкой гильз 6 блок производить подбор по двум классам согласно таблице:
№
детали
Название
детали
Диаметр
Класс Л
Класс Б
120-1002015-ДР4
Гильза(1-й ремонтный размер)
107,075
107,100
107,050
107,075
120-1002015-Р\
Блок
106.975
107,010
106,950
106,975
120-Ю02015-ДР5
Гильза(2-йре- монтный размер).
107.575 \ 107,600
107,550
107,575
120-1002015-Р5
Блок
107,475
107,500
107,950 10 Z 975
Наимено¬
вание
Номинальный
размер
Ремонтный размер
1-й
2-й
3-й
Увеличение диаметра цилиндра в мм
0,5
1,0
1,5
Диаметр цилиндра В в мм
101,560- 101,620
102,060
102,120
102.560
102,620
103,060
103,120
Примечания:
1-6. См. примечания к чертежу „ Блок цилиндров. Ремонт цилиндров растачиванием до ремонтного размера'.’ 7. В случае необходимости можно вставить гильзы в отдельные цилиндры, но не более трех. Запрессованные гильзы должны быть расточены до размера остальных цилиндров.
Материал-серый чугун
Блок цилиндров
Ремонт цилиндров растачиванием под гильзу.
Автомобиль
ЗИС-150
120-1002015-Р^5
21
ё 109,85
Ss
* 110,00 **
п . - 1
1
JH ^ и
31
/У
—вввц:
f /
<Ni
г
JL^.
/
/
И
к
100,00
100,50
-a
v( w)
Условные
овозначе-
ния
Ремонтный размер
1-й
2-й
в
107,05 107,10
107,55
107,60
л,
107,00
106,80
107,50 107,30
Размер предусматривает припуск
на расточку после запрессовки Примечания:
1 Конусность и овальность должны быть в пределах допуска.
2. Неконцентричность наружного и внутреннего диаметра не более 0.20мм показаний индикатора.
3. После запрессовки гильзы в цилиндр обработка должна быть произведена до номинального или одного из ремонтных размеров, указанных в таблиие чертежа 120-1002015-Р/> .5
-И
V
4.15° Гильза цилиндра
Материал - серый чугун Твердость Нв -180 + 230
Ддтомодиль
ЗИС-150
120-1002015-ДР4.5
г
112
115
Л_7_
90
ф
220
223
Мате риал-титаномедистый чугун следующего химического состава: 3,5+3,6% С; 2,3+2,5%Si; 0,7+0,8% Мл; 0,4-5% Р; 0,045%S; 1,5+1,8%Си;
0,1 + 0,3% Л ; примеси Ni и С г менее 0,15 % или серый чугун Твёрдость 11в = 180+230
Гильза цилиндра
(отливка)
Ддтомобиль
ЗИС-150
120-1002015-ДР^5
-- 120°—
блок цилиндров
Ремонт запрессовкой вставного седла для впускного клапана
Материал-серый чугун
Автомобиль
ЗИС-150
120-1002015~Р6
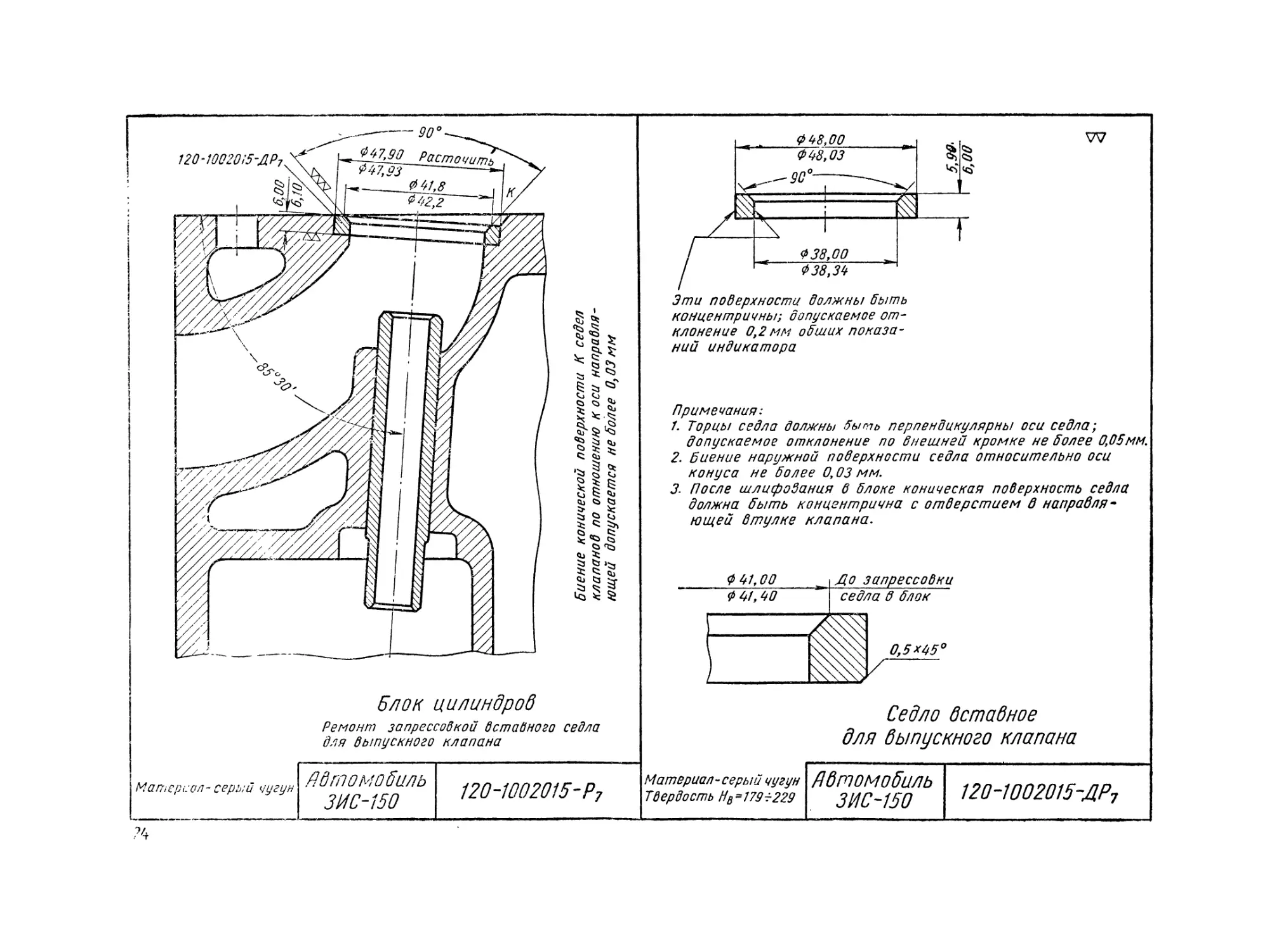
биение конической поверхности К седел клапанов по отношению к оси направляющей допускается не долее 0,03мм
W
Примечания:
1. Торцы должны быть перпендикулярны оси седла : допускаемое отклонение по Внешней кромке не более 0,05мм.
2. биение наружной поверхности седла относительно оси конуса не более 0,03 мм.
?. После шлисродания 6 блоке коническая поверхность седла должна быть концентричнс с отдерстием 6 направляющей дтилке клапана.
Седло вставное для впускного клапана
Материал-серый чугун. Твердость Нв = 179+229
Автомобиль
ЗИС-150
120-1002015-ДРи
23
Ремонт запрессобкой бстабного седла для быпускного клапана
Автомобиль 3И С-150
120-1002015-
Р7
Материал-серый чугун
биение конической поверхности
Эти поверхности должны быть концентричны; допускаемое отклонение 0,2мм обших показаний индикатора
Примечания:
1. Торцы седла должны быть перпендикулярны оси седла; допускаемое отклонение по внешней кромке не более 0,05мм.
2. биение наружной поверхности седла относительно оси конуса не более 0,03 мм.
3. После шлифования 6 блоке коническая поверхность седла должна быть концентрична с отверстием в направляющей втулке клапана.
Седло вставное для выпускного клапана
Материал-серый чугун flвГПОМОбиЛЬ Твердость Нв=179+229 ЗИС~150
120-W02015-MP7
Ремонтный размер направляющей клапана по наружному диаметру дан на чертеже №120 -1007032 - Р1
Условное
обозначение
Номинальный
размер
Ремонтный
размер
d
17,000
17,027
17,200
17,227
Блок цилиндров
Ремонт отверстий для направляющих втулок клапанов развертыванием до ремонтного размера.
Материал- серый чугун
Лвтомобиль
ЗИС-150
120-1002015-Р8
| Т. Q. ГРОЗОВСКИЙ 1023
Раздернуть после запрессовки в блок
120 “1007032 -Р1
Условное
Номинальный
Ремонтный размер
обозначение
размер
1-й
2-й
н
9,500
9,250
9,000
и
9,530
9,280
9,030
материал- серый чугун
Блок цилиндров
Ремонт отверстия в направляющей втулке клапана развертыванием до ремонтного или номинального размеров
Автомобиль
ЗИС-150
120-1002015-Р9.10
25
/Отверстие Р 8,7 свер- лить во всех втулках после запрессовки в блок
Материал-серый чугун
Условное
обозна¬
чение
Номиналь¬
ный
размер
Ремонтный размер
1-й
2-й
Л
54,000
54,030
53,800
53,830
53,600
53,630
Блок цилиндроб
Ремонт заменой или развертыванием втулок распределительного вала до ремонт но - го или номинального размеров
Лбтомобиль
ЗИС-150
120 - W02015- Рп ,12
26'
М12*1,75-2кл.
т
So
1М18*1,5
Блок цилиндров
Ремонт резьбы в отвер - стиях для болтов крепления головки блока постановкой ввертышей
Материал-серый чугун
Лбтомобиль
ЗИС-150
120-1002015~Р13
w
Детали №№ 120-10020!5-ДР,3, 120-Ю02015-ДР,5 и 120-1002015~ДР18 взаимозаменяемые
Вбертыш
в отверстие для болта крепле-
Материал-сталь 20 ния головки блока
Лбтомобиль
ЗИС-150
120-1002015-ДР,3
Отверстие ФЗ евшить нт/шбим 8 мм и забить шпильку
Блок цилиндров
Т А Ремонт резьбы в отверстиях для болтов крепления крыш- ( к и люка водяной рубашки постановкой 66epmbfшей
120Ч002015~ДрР/ Материал - серый чугун
Лвтомобиль
ЗИС-150
120-1002015-Р
/4
2ХР50
Фаска на глубину резьбы
Ввертыш
в отверстие для болтов крепления крышки люка водяной рубашки Материал-сталь 20
Лвтомобиль
ЗИС-150
120-1002015-ДР,
120-1002015-ДP/s
Отверстие ФЗ сверлить на глибини ! 8 мм и забить шпильку
2x65°
Фаска на глубину резьбы
~/
Блок цилиндров
Ремонт резьбы в отверстиях для болтов крепления нрыш- ки распределительных шестерен постановкой вверты- шей
f7777?W7772
/
Ч
- 5
N
4 ^ )
J
—
— 18
W
Детали №№ 120-1002015 ~ДР/з 120 ~1002015~Д Р/5 и 120 ~1002015~ДР/8 взаимозаменяемые
Ввертыш
в отверстие для болтов крепления крышки распределительных шестерен Материал-сталь 20
Материал -серый чугун
Лвтомобиль
ЗИС-150
120-1002015-Р15
Лвтомобиль
ЗИС-150
120-1002015-ДР,
15
27
120-1002015-Д Р}Л
Отверстие ф3 сберлшщ на глубину 8 мм и за бить шпильку
Блок цилиндров
Ремонт резьбы в отверстиях для болтов крепления картера сцепления постановкой ввертышей
Материал - серый чугун
Автомобиль
ЗИС-150
120-1002015-Р,
16
2*Ь5С
Фаско на глубину резьбы
бятшштЛ'-'.
W
Детали № №
120 -1002015 ~ДР]6 у 120-1002015~ДРр и 120^ 1002015~Д Р22 взаимозаменяемью
Материал - сталь 20
Ввертыш
в отверстие для болта крепления картера сцепления
Автомобиль
ЗИСЧ50
120-10020!5-ДР,6
2
Фаска на глубину резьбы
W
120-1002015-ДР17
Отверстие ФЗ сверлить на глубину 8 мм и забить шпильку
Блок цилиндров
Ремонт резьбы в отверстиях для болтов крепления направляющих толкателей клапанов постановкой Ввертышей
мш
~ - 2°
J
>
i
1
1
— 20
Детали №№ 120-1002015-ДР16> 120-1002015-ДРП и 120-1002015ДР22 взаимозаменяемые
Материал -сталь 20
Ввертыш
в отверстие для болта крепления направляющих толкателей клапанов
Материал -серый чугун
Автомобиль
ЗИС-150
120-1002015-Р,,
17
Автомобиль
ЗИС-150
120-1002015-ДР17
2 8
Отверстие ФЗ сверлить на глубину 8 мм и забить шпильку
' Блок цилиндров
Ремонт резьбы в отверстиях для болтов крепления корпуса водяного насоса посту - иовкой вверть/шей
J20 - 1002015~ДР1 Материал - серый чугун
Явтомобиль
ЗИС-150
120-1002015-Р,
!8
Фаска на глубину резьбы
W
Материал - сталь 20
Детали №№
120-1002015 -ДР 13, 120-1002015-Д Р,5 и 120-1002015-Д P/q взаимозаменяемые
Ввертыш
в отверстие Оля болта крепления корпуса водяного насоса
Явтомобиль
ЗИС-150
120-1002015-ЛР,8
Отверстие ФЗ сверлить на глубину 8 мм и забить шпильку
Фаска на глубину резьды
2*Ь5С
W
Блок цилиндров
Ремонт резьбы в отверстиях для болтов крепления корпуса масляного фильтра постановкой ввертышей
%
<\i
I
15
ч*
Ч
5:
Ввертыш
в отверстие для болта крепления корпуса масляного фильтра
Материал-серый чугун
Материал - сталь 20
Явтомобиль
ЗИС-150
120-1002015-PJ9
Явтомобиль
ЗИС-150
120-1002015-ДР!д
29
Отверстие ФЗ сберлить на глубину ' 8 мм и задать шпильку
Блок цилиндра б
Ремонт резьбы в отверстиях для болтов крепления маслоналивной горловины постановкой ввертышей
Материал-серый чугун
Дбтомобиль
ЗИС-150
120-1002015~Р,
го
120-1002015-ДР2,
Отверстие для наружной резьбы
ввертыша сверлить на глубину не более 12 мм
Блок цилиндров
Ремонт резьбы в отверстиях для болтов крепления нижнего картера постановкой ввертышей
Материал-серый чугун
Дбтомобиль
ЗИС-150
120-1002015-Р2,
30
Фоска на глубину
V7
В отверстие для болтов крепления маслоналивной горловины Материал-сталь 20
Дбтомобиль
ЗИС-150
120-1002015-JXP20
2*Р5° Фаска на глубину
В отверстие для болта крепления нижнего картера
Материал-сталь 20
Дбтомобиль
ЗИС-150
120-1002015-ДР21
1М18*1,5
Отверстие ФЗ сверлить на
глубину 8 мм и забить шпильку 120-1002015-ДРР?
Блок цилиндров
Ремонт резьбы в отверстиях для , болтов крепления впускного и выпускного трубопроводов постановкой ввертышей
Материал-серый чугун
Автомобиль
ЗИС-150
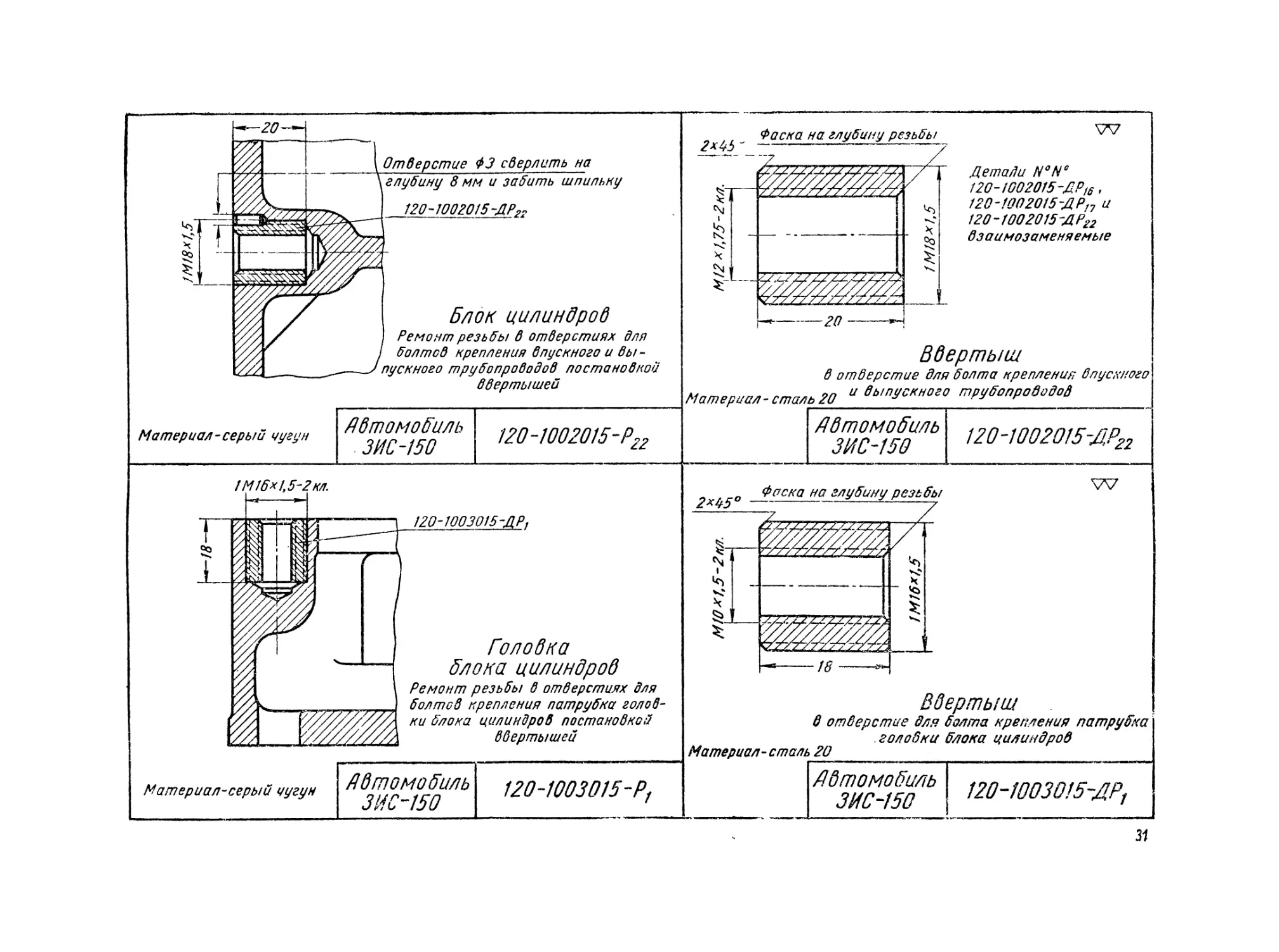
Ввертыш
в отверстие для болта крепления впускного Материал-сталь 20 выпускного трубопроводов
120-1002015-Р
22
2XU5
Фаска на глубину резьбы
*
Ч
(ШШШ
/■
. ч
— 20
W
Детави №№ !20-10020/5-ДР,е,
120-!002015-ДР17 и
120-1002015-ДРг2
взаимозаменяемые
Автомобиль
ЗИС-150
120-1002015-ДР22
2*Ь5
120-1003015-ДР,
Фаска на глубину резьбы
W
vZl
Гтловка
блока цилиндров
Ремонт резьбы в отверстиях для болтов крепления патрубка головки блока цилиндров постановкой ввертышей
Ввертыш
в отверстие для болта крепления патрубка головки блока цилиндров
Материал- сталь 20
Материал-серый чугун
Автомобиль
ЗИС-150
120-1003015-Р,
Автомобиль
ЗИС-150
120-1003015-ДР1
31
120-1003015-ДР^
Головка блока цилиндров
Ремонт^ резьбы в отверстиях для свечей постановкой ввер- тышей.
Материал-серый
чугун
Автомобиль ЗИС-150
120-1003015-Рг
СПМ14 х 1.25 наоижныщ
024 ■
v(w)
диаметр Ф19 не менее;
'$%№ттр Ц'-riU
внутренний диаметр Ш V,
012,509*0,25
-Зенковать z120° до наружного диаметра резьбы
ц г
017,0 -017,5- *11120*1,5
Ввертыш
в отверстие для свечи головки блока цилиндров
Материал- сталь 30
Автомобиль
ЗИС-150
120-1003015-Д Р2
66-01142
Втулки запрессовать в головку на сурике
Расточить
15,50
Головка блока цилиндров
Ремонт отверстий для шпилек запрессовкой втулок
Материал - серый чугун
Автомобиль
ЗИС-150
120 -1003015-Р3
JLw_
1Х45‘
^ Ко
TSL
Биение поверхностей А и В не более 0,15мм
59,75
59,50
i
v(wj
Назначение
D
Для трех передних и трех задних отверстий
12,50
12,70
Для остальных отверстий
13;во 13,20
Материал- сталь 10
Втулка
для ремонта отверстия крепления головки блока цилиндров
Двп1омобиль
ЗИС-150
66-01142
32
Наружные углы должны быть острыми, но 5ез заусенцев
Допускаемое у меньше ние толщины до 3,2мм на угле 15°
£
5:
Ъ*
^Г
'О
Cl
Cl
*Vl
ca
*
c>
*
5c
Сеч. no ЛВ
Эпюра радиальных давлений (в относительных величинах к рср^
2,86рс.
0,9 Pi
№ детали
Увеличение диаметра в мм
Диаметре мм при зазоре в стыке 0,25+0,45
120-1004025
—
101,6
120-1004025-БР
0,5
102,1
120-1004025-ВР
1,0
102.6
120-1004-025-Г Р
1.5
103,1
кольцевой калибр размером Д
4,1
4,3
CV)
111
il -
0
1 ..
Профиль наружной поверхности для колец,не покрываемых пористым хромом.
Примечания•
1 Усилие при сжатии кольца до размера В при опоре в направлении у у должно быть не менее 5 кг.
2 Кольцо,стянутое гибкой стальной лентой до указанного зазора в направлении хх, должно иметь размер на 0,4+Од мм больше, чем в направлении у у
3 При установке в кольцевой калибр размером д^не должно быть просвета между соприкасающимися поверхностями кольца и калибра.
4 Кольцо должно под действием собственного веса пройти между двумя параллельными плитками высотой 102мм, расположенным на расстоянии 3,05мм одна от
другой.
б.Заготовку после обдирки, до окончательной обработки, подвергнуть старению: бСтруктура по ГОСТ 846-41
7 Рабочую цилиндрическую поверхность кольца покрыть пористым хромом, общая толщина хромированного слоя 0,1-0,15мм.Диаметр кольцо под хромирование шлифовать в размере д-(0,10+0,1б).
Кольцо поршневое компрессионное верхнее
I
при помощи резинового штампа.
Цифры должны быть четкими и яснь/ми
Изготовление колец номинального и ремонтных размеров
Материал-серый чугун Твердость HR&-36+106
Лвтомобиль 3 И С-150
120-1004025 120-1004025-БР 120-1004025-ВР 120-1004025-ГР
5 Т. С. ГРОЗОВСКИП Ю23
33
Наружные углы должны быть острыми, но без заусенцев
Эпюра радиальных давлений (6 относительных величинах к рср)
.О
\СР
Vo
лгу
\/ /уг
°,9Рср [ [ / Ш 'Г
V
/Ж'! ^ I 90°
0°
V/
№ детали
Увеличение диаметра в мм
Диаметр в мм при зазоре в стыке 0,25+0,45
120-1004030
-
101,60
120-1004030-БР
0,5
102,10
120-1004030-ВР
1,0
102,60
120-1004030-ГР
1,5
103,10
Рср
Допускаемое у меньше
3 i
ние толщинь/ до 3,2мм на угле 15°
3.5
r-H
О
с обеих сторон
3,6
С
> 0,25 +0,45при установке в
. Сеч по Л В
кольцевой калибр размером Д
Примечания:
1 Усилие при сжатии кольца до размеров при опоре в направлении у у должно быть 4,5+7 кг.
2 Кольцо,стянутое гибкой стальной лентой до указанного зазора в направлении хх,должно иметь размер
на 0,4 + 0,8 большеу чем в направлении у у,
ЗЛри установке в кольцевой калибр размером D не должно быть просвета между соприкасающимися поверхностями кольца и калибра 4.Кольцо должно под действием собственного веса пройти между двумя параллельными плитками высотой 102мм,расположенными на расстоянии 3,05мм одна от другой
бЗаготовку после обдирки, до окончательной обработки, подвергнуть старению
б.Структура по ГОСТ 846-41.
Просриль наружной поверхности кольца
не более 0,03+0,05
j Нанести размер кольца при помощи резинового штампа.
Цифры должны быть четкими и ясными
Кольцо поршневое компрессионное среднее
Изготовление колец номинального и ремонтных размеров
Материал-серь/й чугун Твердость Нрв-96+106
Лвтомобиль ЗИС-150
120-1004030 120-1.00403О-БР 120-1004030-8Р 120-1004030-ГР
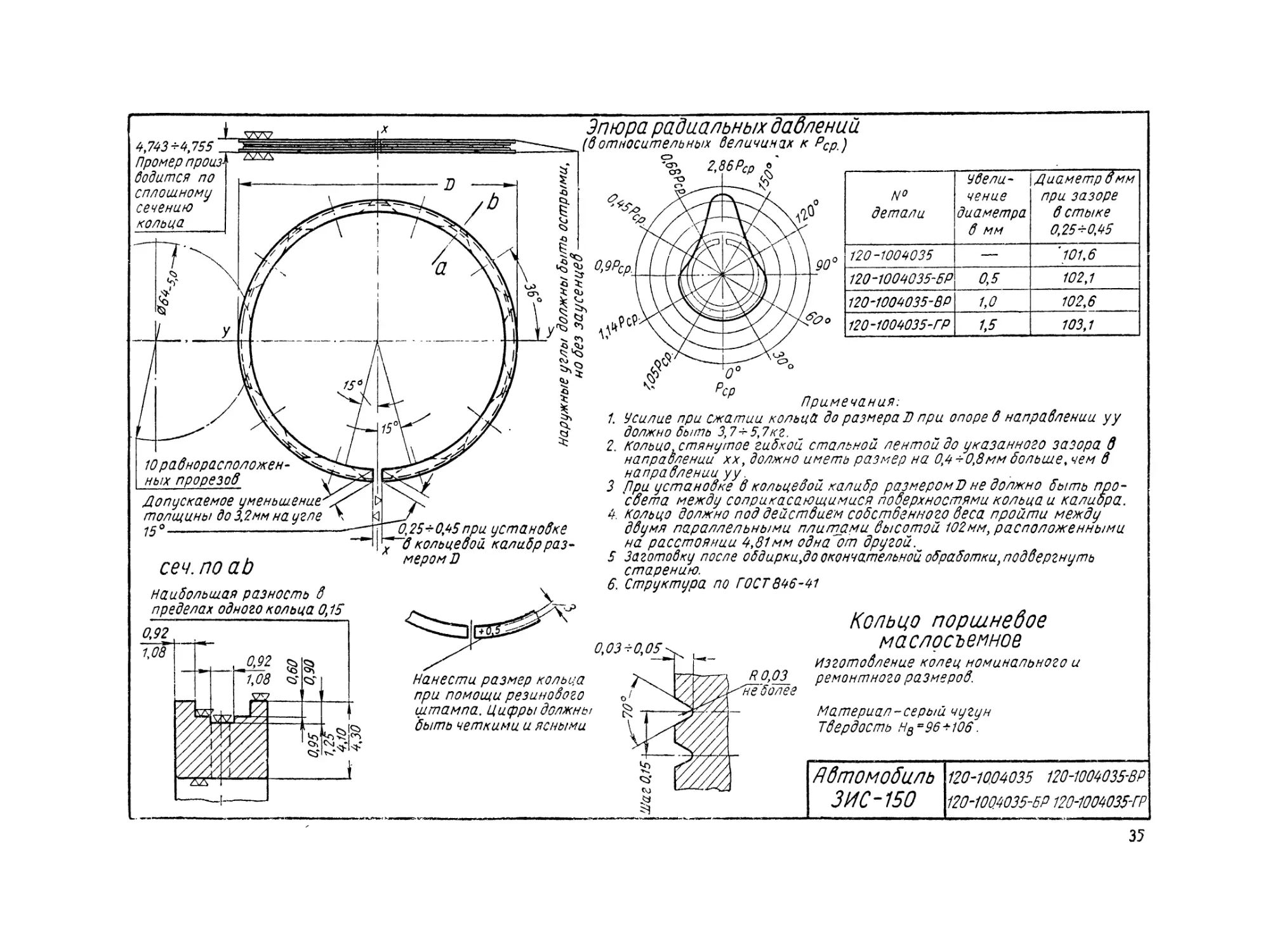
4,743+4,755 Промер произ^ водится по сплошному сечению кольца
Эпюра радиальных давлений
(вотносительных величинах к Рср.)
2,86Рср « £
№
детали
Увеличение диаметра в мм
Диаметр 6 мм при зазоре в стыке 0,25+0,45
120-1004035
—
'101,6
120-1004035-5Р
0,5
102,1
120-1004035-ВР
1,0
102,6
120-1004035-ГР
1,5
103,1
10 равнорасположен- ных прорезов
Допускаемое уменьшение толщины до 3,2мм на угле 15 ~
сеч. no ab
наибольшая разность в пределах одного кольца 0,15
Г 0,25+0,45при установке ^*~в кольцевой, калибр размером!)
Примечания:
1. Усилие при сжатии кольца до размера Д при опоре в направлении у у должно быть 3,7+5,7кг.
2. Кольцо стянутое гибкой стальной лентой до указанного зазора в направлении хх, должно иметь размер на 0,4 +0,8мм больше, чем в напра влении у у.
3 При установке в кольцевой калибр размером!) не должно быть про- 'света между соприкасающимися поверхностями кольца и калибра.
4. кольцо должно под действием собственного веса пройти между двумя параллельными плитами высотой 102мм, расположенными на расстоянии 4,81 мм одна от другой.
5 Заготовку после обдирки,до окончательной обработки} подвергнуть старению.
6. Структура по ГОСТ846-41
0,03+0,05
Нанести размер кольца при помощи резинового штампа. Цифры должны быть четкими и ясными
Кольцо поршневое маслосъемное
Изготовление колец номинального и R 0,01 ремонтного размеров.
ТГё болев
Материал-серый чугун Твердость н8 =96+106.
Двтомобиль
ЗИС-150
120-10,04035 120-1004035-ВР 120-10Q4035-6P120-1004035-ГР
35
по Л В
по СВ
- —ф90—
Y--R37
Оь|СЧ| ^ ^ 0-Jjcvfev^c^
При изготовлении кокиля литейные размеры должны быть обеспечены в пределах 4 -го класса ОСТ, кроме указанных.
Разностенность не более 0,5мм.
Указанные радиусы 2+5мм.
Литейный уклон 1°, кроме указанного. Внутренняя поверхность должна быть тщательно очищена^ rju ПО GH
Поверхности диаметров JD^,TJ5tI)6 должнь/ быть взаимно концентричны -с точностью О,! мм
Снять заусенцы
Материал-алюминиевый сплав.
Химический состав алюминиевого сплава:
4,5+7% Си; 5+7%StJ 0,15+0,4% Mg; !,5%Fe не белее;
0,4%Мп не более и /U-остальное.
Твердость Ну=115+140
-34-
Изготовление поршней номинального и ремонт- ных размеров
36
Таблица 1
Таблица 2
№ детали
Увеличение диаметра поршня в мм
Диаметры
В,
Л2
Л3
Я*
Л*
Об
120-1004015
—
101,48 101,54
100,33 100,58
100,98
101,08
100,78
100,89
90,77
91,00
91,77
92,00
120-1004 01 5-Б Р
0,5
101,98
102,04
100,83 101, 08
101,48 101,58
107,28 101,39
91,27
91,50
92,27
92,50
120-1004015-ВР
1,0
102,48
102,54
101,33 101, $8
101,98
102,08
101,78
101,89
91,77
92,00
92,77
93,00
120-1004015-ГР
1,5
102,98
103,04
' 101,83 102,08
102,48
102,58
102,28
102,39
92,27
92,00
93,27
93,50
Примечания:
7. Допускается конусность и некруглость отверстия для поршневого пальца в пределах 0,003 мм.
2. Ось отверстия для поршневого пальца должна выть перпендикулярна оси поршня в пределах 0,05 мм на длине 100 мм.
3. По диаметру Ф27,985+27,995 поршни сортировать на четыре группы через 0,0025мм (см. та5л.2).
4. При наличии конусности и некруглости в отверстии для пальиа поршень относить к группе по наименьшему диаметру.
5. Юбку поршня нужно шлифовать на конус 0,01+0,03(0,2-предпочтительно). Большой диаметр конуса-внизу.
6. По диаметру юбки поршни сортировать на три группы через 0,02 мм (см.табл.З).
7. Овальность юбки поршня допустима до 0,15мм, если малая ось овала расположена вдоль оси поршневого вала.
в. Поршни одного комплекта должны отличаться по весу не более чем на 8 г
9. Замеры производить при температуре 20°±3°С.
10. Твердость замерять на днише поршня.
11. При сборке обеспечить зазор между поршнем и цилиндром 0,08 г-0,1 мм. Зазор проверять протягиванием ленты-щупа шириной 13 мм.
толщиной 0,1 мм и длиной не менее 200 мм со стороны, противоположной прорезу юбки. Необходимое усилие должно быть 2,25+3,65кг. Поршень ставить прорезью в сторону, противоположную клапанам.
На днище поршня указать ^
его размер, например: 5р +0,5 Прорезь с этой стороны]
Сеч. по KL
Эти поверх но- Cm и канавок не должны иметь следов инструмента
Группа
Диаметр отверстия для поршневого пальца
I
27,9950
27,9925
Л
27,9925
27,9900
Ж
27,9900
27,9875
И
27,9875
27,9850
Таблица 3
Группа
Диаметр юбки поршня
Л
101,480 101,500
Б
101,500 101,520
В
/01,520 101,540
Г
/07,540 707,560
Поршень
Изготовление поршней номинального и ремонтных размеров
06; ботв. Оси отверстии\ пересекаются в одном центре
Лвтомобиль
ЗИС-150
120-1004015 120-10040/5-БР 120 -1004015-ВР 120-1004015- ГР
37
Затупить после шлифования R0,5 мм не более или фаска 0,5x30°
Внутреннюю поверхность не цементовать. После тер ми- ческой обработки очистить от окалины
В месте перехода в цилиндрическую поверхностьострый угол не допускается ' 87,77
ч'Место замера твер- дости. Следы алмаза тщательно зачистить мягким камнем
Цементовать на глубину 0,7 т 1,1 мм / закалка; твердость Hrc=S6t62
Примечания.
/. Разностенность в любом сечении не более 0,5 мм,
2. Зачистить острые кромки.
3. Допускаемая конусность и некруглость наружной поверхности не более 0,003 мм.
4 По ф пальцы сортировать на четыре
группы через 0,0025 мм.
б. Пальцы относить к группе по наименьшему размеру. о
6. Замеры производить при температуре 19:-21 С.
Поршневой палец
(изготовление) Материал - сталь 15X
Автомобиль
ЗИС-150'
/20-Ю0Ш0
Хгф'Ш
421 .TJ-+*/2.200
фft,89S- 11,955 1М12Ч25
Для инстру мента"
v (w wv; п,8_дд
11,55
А
Отверстие фЗ зенковать под углом 90° ' обеих сторон на глубину резьбы
Болт крышки шатуна
(изготовление)
Материал - сталь 90X Твердость Н3=255+ 285
автомобиль
ЗИС-150
120-1004062
V (wj
Г7Ока болта крышки шатуна
(изготовление)
Материал - сталь 35 Твердость Нрс = 25г31
Двтомобиль
ЗИС-150
303002 -П
38
ip
Последователность ремонта нижних головок шатунов
1. Шлифовать плоскость разъема крышки шатуна „как чисто”
2. Шлифовать или фрезеровать плоскость разъема шатуна до размера Н = ЦЦ-
3. Снять заусенцы с обработанных плоскостей разъема шатуна и крышки шатуна и соединить болтами шатун с крышкой, предварительно поставив прокладки с каждой стороны толщиной 0,05мм. Момент затяжки гаек должен быть 8—9кгм.
4. Расточить нижнюю головку шатуна до размера 0
Условное
обозначение
Номинальный
размер
Ремонтный
размер
Н
216,95
217,05
216,65 216,75
Шатун
Ремонт спиленной плоскости разъема шатуна или крышки шлифованием „ как чисто” с последующим растачиванием отверстия нижней головки до номинального размера
Материал-сталь 38Д ДбГПОМОбиЛЬ Твердость Нв-207+291 ^ ЗИСЧ50
120-100U050
-Pi
Условное
обозначение
Номинальный
размер
Ремонтный
размер
D
29,500
29,523
29^750
29,773
Шатун
Ремонт верхней головки развертыванием отверстия для втулки ремонтного размера
Материал-сталь 38Д Твердость Нв=207+291
Автомобиль
ЗИС-150
120-Ю04050-Рг
Условное
обозначение
Номинальный
размер
Ремонтный
размер
D
29,670 29,700
29,920
29,950
Химический состав: 3+5%Sn,3+5%Zn, 1,5ч-3,5% РЬ,осталь-
Втулка шатуна
Материал-лента бронзовая
О.Ц.С. U-k-2,5. Толщина 1,15-0>оаили 1,3-о,ов
ное Си
Автомобиль
ЗИС-150
120-100^052-Р,
39
Высота вкладыша, установленного д мерительном приспособлении,
/имеющем гнездо Ф65,512мм и упор для одного из стыков вкладыша,, при приложении к другому стыку нагрузки в 510кг должна быть 32,756- 32,780мм, Упор для стыка вкладыша в гнезде приспособления должен совпадать с горизонтальной осью гнезда.
Измерение высоты вкладыша производится на сть/ке вкладыша^ к которому прилагается нагрузка
Ремонтный
размер
Уменьшение диаметра 0 мм
Диаметр 6 мм
Толщина вкладыша 6 мм
№ вкладыша
Номиналь¬
ный
—
62,012
62,04k
1,744
1,737
120-1004058
1-й
0,3
61,712
61,744
1,894
1,887
120-1004058-ВР
2-й
0,6
61,412
61,444
2,044
2,037
12О-1ОО4058-ГР
3-й
1,0
61,012
61,044
2,244
2,237
120-1004 058 -Д Р
Примечание.
8 таблице даны основные ремонтные размеры в соответствии с чертежами Московского автомобильного завода имени Сталина (черт. №120- 1004056).
Зачистить острые кромки и снять заусенцы
Сеч. по Л В
0,013+0,025 по всей длине
вкладыша с обеих сторон
- * Рекомендуемый химический состой -j баббита:
Ю±0,75% Sn; 15± 1% Sb; 0,5+1,0% Си,
0,06+0,1% Те; остальное -Pb; Fe менее 0,08%, Ps менее 0,05% ; В/ менее 0,07%; 2п и fli не
допускаются
Вкладыш шатуна
Ремонт заливкой нового баббитового слоя
Материалиста ль ленточная низкоуглеродистая, светлополированная залитая баббитом
Лбтомобиль
120- 10040 58 120-1004058-ВР
3 И С-1 50
120-1004058-ГР
120-1004058-ЛР
4 О
Все одноименные шейки коленчатого бала должны быть обработаны до одного ремонт но г о размера.
Ремонтный
размер
У меньше - ние диаметра в мм
Диаметр коренных шеек д в мм
Диаметр шатунных шеекй1 в мм
Номиналь¬
ный
65,980
61,980
66,000
62,000
1-й
-о.з
65,680 65, 700
61, 680 61, 700
2-й
-0.6
65,380 65,900
61,380
61,900
3-й
-1,0
60.980 65, 000
60,980 61,000
Овальность и конусность коренных и шатунных шеек по чертежу ЗИС не более 0,01 мм. При капитальном ремонте допустимые овальность и конусность коренных шеек 0,01 мм и шатунных шеек 0,015мм.
Оси шатунных шеек должны быть параллельны осям коренных шеек в пределах 0,01 мм на всей длине каждой шатунной шейки.
При проворачивании вала, установленного на двух крайних коренных шейках, биение не должно превышать:для средних коренных шеек 0,03мм, для шейки под распределительную шестерню -0,025мм и для фланца маховика 0,035мм
В таблице даны основные ремонтные размеры в соответствии с чертежами Московского автомобильного завода имени Сталина ( черт №120-1005020).
Па основании исследований, проведенных ЦНИИ АТ установлено, что диаметр шатунных шеек может быть уменьшен на 2мм.
Материал - сталь 95
Коленчатый вал
Ремонт шатунных и коренных шеек шлифованием до ремонтных размеров
Автомобиль
ЗИС-150
120-1005020-Р}.3
6 Т. С. ГРОЗОВСКИИ 1023
41
Ремонт гнезда для подшипника направляющего конца ведущего вала коробки пеоедач запрессовкой втулки
ма териал - сталь 45
Автомобиль
ЗИС-150
120-1005020-Рь
42
Номинальная
Втулка
гнезда для подшипника направляющего конца ведущего вала коробки передач
Материал-сталь 45
Автомобиль
ЗИС-150
120 -1005020-Д Р^
Коленчатый, вал
Ремонт резьбы для храповика нареза- нием резьбы ремонтного размера
Материал- сталь 45
Автомобиль
ЗИС-150
120-1005020-Рс
Вид пострепке В
Вид по стрелке Д V
Штамповочный уклонТ1,
Условное
обозначение
Номинальный j Ремонтный размер размер
м
2М27х1,5
2 М 30*1 >5
материал - сталь 45. твердость нвш285+321
Храповик коленчатого вала
Двтомодиль ЗИС-150
120-1005110-Р1
43
7Т
Условное
обозначение
Номиналь¬
ный
размер
Ремонтный
размер
d
14}000 14,035
14,250
14,285
Коленчатый дал
Ремонт отберстий для болтоб крепления маходика разбертыба- нием до ремонтного размера
Материал- - сталь Ч 5
Ядтомобиль 3 И С-150
120-Ю05020~Р6
$22at менее опорная %00 |
[ по верх но сть 2,5 не долеег-
£г~
«о
«о .
|i_
7*45 \
1 Я,
’5 -j
1
"
lo
VO
... *
*
JhPl
31,78
\1
J*
§
■о
Б §
Р
-11 §|а!
* 5 <u м
^'1^1 § S'
| Условное обозначение
Номиналь- ный размер
Ремонтный
размер
D
13,965
~Щюд
14,215 14, 250
*\§§-5g
Vltl6
c: S<§ S
r-v <■ . -J.
Болт крепления маходика
Материал-сталь ЧОХ Твердость Нв=255+285
Ядтомобиль
ЗИС-150
120-1005127
Фаска на глубину резьбы -jq', с обеих сторон /\
1М14*1,5
21,78
22,00 ~"1 16 ""
Гайка
болта крепления маходика
Материал- сталь 35 Твердость HR= 25+31
Условное
обозначение
Номиналь¬
ный
размер
Ремонтный
размер
D
г
.‘-О
14,250
14,285
Маходик
Ремонт отверстий для болтов крепления маховика развертыванием до ремонтного размера
Ядтомобиль
ЗИС-150
250870-П
Материал - серый иугун
Ядтомобиль
ЗИС-150
120-1005120-Pj
44
При центровке по поверхности X и опоре на торец Т биение этой плоскости на расстоянии 150мм от центра не должно превышать 0,7 мм
При наличии рисок или зад и роб на плоскости сцепления проточить >}как чисто33 до размера не менее 16мм. При размере менее 16мм маховик браковать
Маховик
Ремонт плоскости сцепления протачиванием
Материал-серый чугун
Автомобиль ЗИС-150
1204005120-Р2
Условное
обозначение
Номиналь¬
ный
размер
Ремонтный
размер
D
hi
j
14,250
74,235
D-6 равнорасположенных отверстий} точность расположения - 0,1мм
Маховик
Ремонт отверстий для ведущих паль- иев сцепления развертыванием до ремонтного размера
Материал- -серый чугун
ЙвтомоЬиль
120-1005120-Р3
ЗИС-150
Фаска под углом 120°
Условное
обозначение
Номиналь¬
ный
размер
Ремонтный
размер
Палец сцепления ведущий (ремонтный)
Материал-сталь 40X Твердость н3-241+285
D
14,045 ^ 14,030
14,295
74,330
Автомобиль
ЗИС-150
1204601100-Pi
45
120-1005060-ДР.;
Торцевать заподлицо с торцом шкива
Биение поверхности относительно поверхности диаметра WWi 6 пРе^елах °у 05мм
Обравота ть окончатель- но после напрессовки
ШкиО коленчатого бала
Ремонт шейки для сальника напрессовкой втулки
Материал-серый чугун Твердость Нв = 175н-229
Лбтомобиль
ЗИС-150
120-1005060-Р,
tsT
«о»
-ZZZZZZZZZZZZZ
-32
17 7?5¥/7777777,
V fwj
Втулка
шейки для сальника шкива коленчатого вала
Материал-серый чугун Твердость Нв- 175^229
Лбтомобиль
ЗИС-150
120-1005060-ДР
Примечания: t Поверхность должна быть ровной.
2. Контур без заусенце<
R2 / I ! !
' |"*Н 5 ^ -
-Н 10 h-
Прокладка крышки шатуна
Материал -латунь Л62 толщиной 0,05мм
Над изношенной шпо- ночной канавкой поставить браковочное клеймо
Шкиб
коленчатого
бала
Ремонт шпоночной канавки изготовлением новой канавки под углом 90°к старой
Лбтомобиль . ЗИС-150
120-1006070
Материал-серый чугун Твердость Нв- 775+229
Лбтомобиль
ЗИС-150
120-1005060-Р2
46
Поверхность должна быть ровной, контур вез заусенцев.
Ji9
см
И
— 21,5 12,5
I
4J —
I
!
—! 1A
2x45°
Л1
—\~7__
\
(X*
К
\
35
Прокладка крышки переднего подшипника коленчатого бала
материал-латунь Л62
толщиной 0,05мм
Поверхность должна быть ровной; контур без заусенцев
г Г
со
-О» ^
Г L
L-
67
11,5
t м
1
1
— 16 —
ь
4
~ _
_
—
%
3.5 <
-18,5-*
30 —
60
Прокладка крышки среднего
Автомобиль
ЗИС-150
120-1005142
mumepuu/i- латунь Л62 толщиной 0,05мм
Автомобиль
ЗИС-150
120-1005147
Н- 35
I-- —— 81 —Ч
Поверхность должна быть ровной, ко> без заусенцев
-тг-17,5^ 8,5 \—-18
ГГ
' <0
г*
If*
см
г
I сР
\^i
2x45°
2*45°
ГТТ
См
6,5
7
14
16
\NR6,5 \ 2 выреза
п
6,51 ю
W
ж
2*45*
т
~7
*
■31
Прокладка крышки промежуточного подшипника коленчатого вала
Щ.
I I
13,5А*— зо -—А
Поверхность I должна быть | ровной,контур I без заусенцев
74-
материал- латунь Л62 толщиной 0,05мм
Автомобиль
ЗИС-150
120-1005144
Материал- латунь Л 62 толщиной 0,05мм
Прокладка крышки заднего подшипника коленчатого бала
Автомобиль
ЗИС-150
120-1005149
47
i
1
1
апт
0,012+0,025по веса ширине вкладыша с обеих сторон
Сеч. по CD
-Высота вкладыша, установленного в мерительном приспособлении, имеющем гнездо 070,515мм и упор для одного из стыков вкладыша, при приложении к другому стыку нагрузки в 600кг должна быть 35,256—35,280мм.
Упор для стыка вкладыша в гнезде мерительного приспособления должен совпадать с горизонтальной осью гнезда. Измерение высоты вкладыша производится на стыке вкладыша, к которому прилагается нагрузка
Ремонтный
размер
Уменьшение диаметра в мм
Диаметр дв мм
Толщина
вкладыша
в ММ
№ вкладыша
Номиналь- ный
-
66,026
66,070
2,230
2,237
120-1005170
1-й
0,3
65,726
65,770
2,380
2,387
120-1005170-ВР
2-й
0,6
65,426
65,470
2,530
2,537
120-1005170-Г Р
З-о
1,0
65,026
65,070
2,730
2,737
120-1005170-Д Р
В таблице даны основные ремонтные размеры в соответствии с чертежами Московского автомобильного завода имени Сталина (черт. № 120-1005170)
Зачистить острые кромки и снять заусенцы
Химический состав рекомендуемого баббита указан на чертеже вкладыша шатуна (дет. 120-1004058 и др.)
Вкладыш переднего коренного подшипника
Ремонт заливкой нового баббитового слоя
Материал-сталь ленточная низкоуглеродистая светло полированная, залитая баббитом
Лвтомобиль 3 И С-1 5 О
120-1005170 120-1005170-ВР 120-1005170-ГР 120-Ю05170-ДР
48
Распрямление 0,5+1,2 -70,515
высота вкладыша, установленного 8 мерительном приспо- соблении, имеющем гнездо 070,515мм и упор для одного из стыков вкладышау при приложении к другому стыку нагрузки в 545 кг должна быть 35,256—35,280мм.
Упор для стыка вкладыша 6 гнезде мерительного приспособления должен совпадать с горизонтальной осью гнезда. Измерение высоты вкладыша производится на стыке вкладыша, к которому прилагается нагрузка.
0,5 Х4 5
0,5X45°
я—
В I с
°о
=£
<
ID
!
fij
'И
Ojfcfl
Ч|* 1
Ремонтный
размер
Уменьшение диаметра в мм
Диаметр
Ввмм
Толщина вкладыша в мм
№ вкладыша
Номиналь¬
ный
—
66,026
66,070
2,230
2,237
120-1005172
1-й
0,3
65,726
65,770
2?380
2,387
120-1005172-ВР
2-й
0,6
65,426
65,470
2,530
2,537
120-1005172-ГР
3-й
1,0
65,026
65,070
2.730
2.731
120-1005172-Д Р
В таблице даны основные ремонтные размеры в соответствии с чертежами Московского автомобильного завода имени Сталина (черт. № 120-1005172)
Сеч. по Л В
Сеч. по CD
I
Г
У 10
0,012+0,025 по всей ширине вкладыша с обеих сторон
Химический состав рекомендуемого баббита указан на чертеже вкладыша шатуна (дет. 120-1004058 и др.)
Притупить острые кромки и снять заусенцы
Вкладыш промежуточного коренного подшипника
Ремонт заливкой нового баббитового слоя
Материал-сталь ленточная низкоуглеродистая светлополированная, залитая баббитом
Лдтомобиль
ЗИС-150
120-1005172 120-100 5172-ВР 120-1005172-ГР 120-1005172-АР
7 Т. С. ГРОЗОВСКИИ I023
49
—Распрямление 0,5-Н,2
70>5}5 -
0,5 х и 5
Д-
с-
L
0,012ч-0,025
на ширине 36мм\ е обеих сторон j j
0,5x45е
Р —в
L
1
j Г \
, £
л
\F
! В 1 |
Ко
«N;cs
_L
Высота вкладыша, установленного в мерительном npucrwcod- /пении, имеющем гнездо 070,515мм и упор для одного из стыков вкладыша, при приложении к другому стыку нагрузки в 1055кг должна быть 35,256—35,280 мм.
Упор для стыка вкладыша в гнезде мерительного приспособления должен совпадать с горизонтальной осью гнезда. Измерение высоты вкладыша производится на стыке вкладыша, к которому прилагается нагрузка
Ремонтный
размер
Уменьшение диаметра в мм
Диаметр D в мм
Толщина Вкладыша 6 мм
№ вкладыша
Номиналь¬
ный
—
66,026
66,070
2,230
2,237
120-1005175
1-й
0,3
65,726
65,770
2,380
2,387
120-1005175-ВР
2-й
0,6
65,U26
65,U70
2,530
2,537
120-1005175-ГР
3-й
1,0
65,026
65,070
2?730
2,737
120-1005175-Д Р
В таблице даны основные ремонтные размеры в соответствии с чертежами Московского автомобильного завода имени Сталина (черт, № 120-1005175)
Сеч. по EF
—^ г**—
гК(-Д'
Сеч. по CD
1,25+1,65 с обеих сторон
Химический состав рекомендуемого баббита указан на чертеже вкладыша шатуна (дет. 120-1004058 и дрЗ
Притупить острые кромки и снять заусениы
Вкладыш среднего коренного подшипника
Ремонт заливкой нового баббитового слоя
Материал-сталь ленточная низкоуглеродистая с ветл о полированная, залитая баббитом
Двтомодиль
ЗИС-150
120-1005175 120-1005175 -8Р 120-1005175-ГР 120-100 5175- ДР
50
л-
£>•
0,5X45°
Z
4®
-В
I -Я
\£
|~
Ч—
I
IF
t
0,5*45с
)
/
Сеч. по Л В
0,012+0,025 на ширине 22мм с обеих сторон
_j_ Сеч. no CD,
1,25—1,65 с обеих
тттшон
Высота вкладыша, установленного б мерительном приспособ - глении, имеющем гнездо 070,515мм и упор для одного из сты- код вкладыша, при приложении к другому стыку нагрузки в 895кг должна быть 35,256 — 35,280 мм.
Упор для стыка вкладыша в гнезде мерительного приспособления должен совпадать с горизонтальной осью гнезда. Измерение высоты вкладыша производится на стыке вкладыша, к которому прилагается нагрузка.
Ремонтный
размер
Уменьшение диаметра б мм
Диаметр В в мм
Толщина вкладыша в мм
№вкладыша
Номиналь¬
ный
—
66,026 66,070
2f230 1 2,273
120-1005178
1-й
0,3
65; 726 65,770
2,380
2,387
120-1005178-ВР
2-й
0,6
65,426
65,470
2,530
2,537
120-1005178-ГР
3-й
1,0
65,026
65,070
2}730
2,737
120-1005178-ДР
В таблице даны основные ремонтные размеры в соответствии с чертежами Московского автомобильного завода имени Сталина (черт. № 120-1005178)
Сеч. по EF
Притупить острые кромки и снять заусенцы
Вкладыш заднего коренного подшипника
Ремонт заливкой нового баббитового слоя
Материал-сталь ленточная низко- углеродистая светлополированная, залитая баббитом
Химический состав рекомендуемого баббита указан на чертеже вкладыша шатуна (дет. 120-1004058 и др)
Лдтомобиль
ЗИС-150
120-1005178 120-1005178-ВР 120-1005178-ГР 120- 1005178-ДР
51
Зачистить острые кромки и снять заусенцы
Перед механической обработкой баббитовой заливки шайбу омеднить Толщина слоя меди 0,005+0,008мм
2,46,
2,50
72,00
Непараллельность сторон,включая волнистость,не более 0,025мм под Zpy30M 5кг Торцы шайбы должнь/ быть плоскими и параллельнь/ми
Колебания толщины залитой баб б и-
Вид по стрелке Я
сеч по а b
ГР.
)
не менее
том поверхности шайбы не более 0,5мм по всей окружности Химический состав рекомендуемого баббита указан на чертеже вкладыша шатуна (дет 120-7004058 и др ) Материал - сталь ленточная низко - углеродистая светлополированная Толщина ленть! 1,77 +1,90мм
Вариант расположения холодильников
Шайба упорного подшипника коленчатого вала передняя
Ремонт заливкой нового баббитового слоя
Йвтомобиль ЗИС-150
120-1005133
52
b
Непараллельность сторон, включая волнистость^не более 0,025мм под грузом 5кг Торцы шайбы должны быть плоскимим параллельными Колебания толщины залитой вабвитом поверхности не должны превышать 0,5мм по всей окружности.
Перед механической обработкой баббитовой заливки шайбу омеднить Толщина слоя меди 0,005+0 ООвмм Химический состав рекомендуемого баббита указан на чертеже вкладыша шатуна (дет. 120-1004053 и др.).
Материал - сталь ленточная низко углеродистая светлополированная . Толщина ленты 1,77 + 1,90мм
сеч по ab Вид по стрелке Л
Условное
обозначение
Номинальный
размер
Ремонтньш размер
1-й
2-й
ь
2,46
2,66
2,86
2,50 ; 2,70
2,90
Шайба упорного подшипника коленчатого вала
Ремонт заливкой нового баббитового слоя
Автомобиль
ЗИС-150
120-1005184-
53
И12 * 7, 75
15,76
Болт крепления головки блока
(изготовление)
Материал-
стань 30
Автомобиль
301004-П
ЗИС-150
Шпилька крепления головки блока
(изготовление)
материал - столь 30
Автомобиль
ЗИС-150
зовооо-п
*408,7 j,
та
О)
<Ъ
§
с:
■ t ?
§ ^ V: 0>
р: <о с> О)
-^—Сверлитьпосле запрессовки Jrm*~ в блок цилиндров
ж
ж
§
•aj
£
I
<ъ
£
•О
t:
^5
>
Условное \номиналь- обозна- ный чение i размер
Ремонтный размер
1-й
2-й
п > SW-
“ ' 53,92 I
53,65
53,45
53,72
53,52
— 32
Материал - сталь 20
Му
1
Втулка
опоры передней и задней шее к распределительного вала Ремонт заливкой нового баббитового слоя. Химический состав рекомендуемого баббита указан на чертеже вкладыша ша- туна (дет,120-W04053 и др )
Автомобиль ЗИС-150
120-1006024-Р.
1-2
Сверлить после запрессовки в блок цилиндров
Условное
обозна¬
чение
Номиналы
ный
I размер
Ремонтный размер
1-й | 2-й
В
53,85 \ 53,65 | 53,45 53,92 | 53,72 | "53,52
- 24 материал- сталь 20
Втулка
опоры средних шеек распределительного вала
Ремонт заливкой нового баббитового слоя. Химический состав рекомендуемого баббита указан на чертеже вкладыша ша- , туна (дет, 120-1004058 и др )
Автомобиль
ЗИС-150
120-1006025-Pj.2
Условное
Номинальньн!
Ремонтный размер
обозначение
размер
1-й
2-й
П
53,93
53,73
53,53
и
53,95
53,75
53,55
Овальность а конусность опорных шеек не более 0,015мм Биение промежуточных опорных шеек при опоре на крайние шейки не более 0,025мм общих показаний индикатора
Материал - сталь 45
Распределительный вал
Ремонт опорных шеек шлифованием до ремонтного размера
Автомобиль
ЗИС-150
120 -1006015-Л-Р1.2
промежуточнь х шейках
Условное
обозначение
Шлифовать
перед
хромированием, до размера
—I
Хромировать
I до размера
\
Шлифовать
после
хромирования до размера
D
Л™ I * Ю
S3,73 | '
53,93
53.95
Овальность и конусность опорных шее* не более 0,015мм биение промежуточных опорных шеек при опоре на крайние шейки не более 0,025мм общих показаний индикатора
материал -сталь 45
Распределительный вал
Ремонт опорных шеек хромированием с последующим шлифованием до номинального размера
Автомобиль
ЗИС-150
120-1006015-А- Р3
55
Условное
обозначение
Номинальный
размер
Ремонтный
размер
d
10,00
10,20
10,50
10,80
Вал распределительный
Ремонт отверстия дня упорного сухаря развертыванием до ремонтного размера
х:
съ
*
Двтопобипь
120-1005015-Д-Ри
Двтопобипь
Материал-сталь 95
ЗИС-150
Материал- латунь Л С-59~1
ЗИС-150
V (77j
Биение торца относительно поверхно - ста диаметра 10, 9 не более 0,15 мм
Условное
обозначение
Номинальный
размер
Ремонтный
размер
а
10.28 10,У 0
10,88
11,00
Упорный сухарь
(ремонтный)
99, зв I
95,00 2 5
г
<о
Л
Г-
к
3
30,90
31,10
Условное
обозна¬
чение
Шлифовать перед хромц рода ни ем до размера
Хромировать до размера
Шлифовать ’ после хромирования до размера
D
29,80
29,83
30,10
30015
зо.озб
Вал распределительный
Ремонт шейки для распределительной шестерни хромирова нием с последующим шлифованием до ремонтного размера
Материал - сталь 95
Биение сферической поверхности торца на R5 относительно оси стержня не более 0,15 мм
Материал -сталь 15 X Допускается применение стали 95 с последующей закалкой торца головки болта в 6То растворе каустической соды. Глубина закаленного слоя не более 3 мм. Твеодость Hrc= 5 6--62
11,57,
Л110'
' Сбег резьбы не более 2 мм
Цементовать верхнюю торцевую поверхность головки, глубина слоя цементования 0,7-1,1 мп. На гранях под ключ допускается наличие цементованного слоя Твердость верхней тор цевой поверхности головки Нрс=56н6?_
Болт регулировочный
толкателя клапана (изготовление)
V fvwj
56
'1ч
-о
74-9,5
150,7
на этой длине
wv
т
128
Эта поверхность должна выть перпендикулярна оси клапана: отклонение, замеренное по внешней кромке, должно выть не более 0,04мм общих показаний индикатора. —
Эта поверхность должна быть перпендикулярна оси клапана отклонение, замеренное по внешней кромке, должно быть не более 0,04 мм общих показаний индикатора —
Условное
номинальный
Ремонтный размер
обозначение
размер
1-й
2-й
Т)
9,45
9,20
8,95
и
9,48
9,23
8,98
Условное
обозначение
Номинальный
размер
Ремонтный размер
1-й
2-й
В
9,45
9,20
8,95
9,48
9,23
8,98
Фаска тарелки клапана должна быть концентрична оси стержня клапана Отклонение не более 0,03мм общих показаний индикатора Отклонение прямолинейности оси стержня должно быть не более 0,02мм Конусность и эллапсность стержня 6 пределах 0,01 мм
Фаска тарелки клапана должна быть концентрична оси стержня клапана Отклонение не более 0,03мм общих показаний индикатора Отклонение прямолинейности оси стержня должно быть не более 0,02мм. Конусность и эллипсность в пределах 0,01 мм.
Клапан впускной
Ремонт стержня клапана шлифованием до ремонтного размера.
материал-сталь 40X
Йвтомобиль
ЗИС-150
120-1007010
-Р1-2
Клапан выпускной
Ремонт стержня клапана шлифованием до ремонтного размера
Материал: тарелка - сильхром ЭИ- Ю7 \ стержень -сталь 40X
Автомобиль
ЗИС-150
120-1007015- Р
1-2
8 т. С. ГРОЗОНСКПЙ !(Ш
57
т,б
Поверхность Л должна быть перпендикулярна оси клапана Отклонение, замеренное по внешней кромке, должно быть не более 0,04 мм общих показаний индикатора
Размер
Шлифовать
перед
1хромированием доразмера
Хромировать до размера не менее
Шлифовать
после
хромирования ! доразмера
Номинальный
9,20 9,23 ■
9,51
9,45
9,48
1-йремонтный
8,95
8,98
9,32
9,20
9,23
2-й ремонтный
i
3,70
8,73
9,07
8,95
8,98
Фаска тарелки клапана должна быть концентрияна оси стержня клапана. Отклонение не более 0,03мм общих показаний индикатора. Отклонение прямолинейности оси стержня должно быть не более 0,02мм Конусность и одальность стержня в пределах 0,01 мм
Клапан впускной
Ремонт стержня клапана хромированием с последующим шлифованием до номинального или ремонтного размерат материал-
сталь 406
Лвтомобиль 3 И С-150
120~1007010-Р3
U9.6
Поверхность Л должна быть перпендикулярна оси клапана Отклонение, замеренное по внешней кромке, должно быть не более 0,0рмм общих показаний индикатора
Размер
Шлифовать
перед
хромированиел до размера
Хромировать , до размера не менее
Шлифовать
после
хромирования
доразмера
Номинальнь/й
9,20
9,23
9,57
9,45
9,48
1-й ремонтный
8,95
8,98
9,32
9,20
9,23
2-йремонтный
8,70
8,73
9,07
~ш
8,98
Фаска тарелки клапана должна быть концентрияна оси стержня клапана. Отклонение не более 0,03мм общих показаний индикатора. Отклонение прямолинейности оси стержня должно быть не более 0,02мм. Конусность и овальность стержня в пределах 0,01мм
Клапан выпускной
Ремонт стержня клапана хромированием с последующим шлифованием до номинального или ремонтного размера
Материаттарел
к а - с ильхром ЭИ-107, стержень - сталь 40Х
Автомобиль
ЗИС-150
120-1007015-Р3
58
Притупить
биение внешней поверхности при центрировании по внутреннему диаметру должно быть в пределах 0,03 мм
После запрессовки в блок развернуть отверстие направляющей до размера согласно таблице чертежа № 120-1002015-Рд
Развернуть
предварительно ^
Условное
Номинальный
Ремонтный размер
обозначение
размер
1-й
2-й
а
9 АО
9,15
8 ДО
9AS
9,20
8,95
D
17,040
17, 240
и
17,075
17, 275
Направляющая втулка клапана
( ремонтная)
[
Материал - серый чугун твердость Hq *170 -229
Автомобиль
ЗИС-150
120 -1007032-Р1
Допускаемая конусность и некруглость поверхности диаметра D 6пределах 0,008мм.
Эта поверхность должна быть перпендикулярна поверхности диаметра В с точностью б.11мм по крайним точкам
Ocmpoie кромки притупить после полирования
Условное
обозначение
Номинальный
размер
Ремонтный размер
1-й
2-й
3-й
D
15,967
15,71
15,46
16,21
15,984
15,73
15,48
16,23
Толкатель клапана цементован на глубину 0,7-1,7мм и закален; твердость Нрс=56+62 Материал - сталь 15X
Толкатель клапана
Ремонт стержня толкатели шлифованием до номинального или ремонтного размера
Автомобиль
ЗИС-150
120-1007055-Р,
1-3
Допускаемая конусность и некруглость поверхности диаметра В в пределах 0,008мм.
Эта поверхность должна выть перпендикулярна поверхности диаметра В с точностью 0,1мм по крайним точкам
61,6
62.0
э
JL
Диаметр
Шлифовать
перед
хромированием до размера
Хромировать до размера
Шлифовать
после
хромирования до размера
Номинальный
15,77
15,80
16,08
i
15,967
15,984 1 7
Увеличенный
15,77
16,30
I 16,21
[3-й ремонтный) ist80
16,23
Острые кромки притупить после полирования
\ Толкатель клапана
Ремонт стержня толкателя хромированием с последующим шлифованием до номинального или увеличенного ремонтного размера
материал-сталь 15X
Автомобиль
ЗИС-150
120-1007055-Рл
ч
Оси отверстий для толкателей клапанов должны лежать в плоскостях, перпендикулярных прямой соединяющей центры отверстий для крепления направляющей Отклонение не более 0,07мм на длине 100мм
После развертывания острые кромки притупить -
Сеч. по ab
Условное
Номинальный
3-й ремонтный
обозначение
размер
размер
D
16,000
16,250
16,019
16,277
Направляющая толкателей
Клапанов (передняя и задняя'}
Ремонт отверстий для толкателей клапанов развертыванием до ремонтного размера
Материал-серый чугун Твердость Нв=179+229
Йвтомобиль
ЗИС-150
120-1007075-Pi
120-1007076-Pi
20,000
04 сверлить на проход в запрес- сованной втулке через отверстие в направляющей
Развернуть после запрес совки
Условное
обозначение
Номинальный
размер
Ремонтный размер
1-й
2-й
3-й
в
16,000
16,019
15,750 15,717
15,500
15,527
16,250
16,271
Расточить
120-1007075-ДР2
Направляющая толкателей. КЛа-
ПаНОв (передняя и задняя)
Ремонт отверстий для толкателей запрессовкой втулки
Материал - серый чугун
Твердость Нв *179+229
W
1,5хн5°
’У///////// аа/аа/////.-
У///////////////////А
35
Jl
Условное
обозна¬
чение
Номиналь¬
ный
размер
3-й ремонтный размер
п
15,90
15,95
16,15
16,20
Биение поверхностей Д и В не более 0,1мм общих показаний индикатора.
Втулка
в отверстие направляющей толкателей клапанов
Материал - серый
Йвтомобиль
120-1007075-Р2
чугун
твердость 6^179+229
Йвтомобиль
120-1007075-Д Р2
ЗИС-150
120-1007076-Р2
ЗИС-150
120-1007075-Д Р2
60
Сверлить на глубину 8 мм и забить шпильку
Впускной и Выпускной трубопровод
Ремонт резьбы 6 отверстии для болта крепления кронштейна воздушного фильтра
Материал-серый чугун Твердость Нв=179+229
Двтопобиль
ЗИС-150
120-1008015-Pf
Фаска на глубину резьбГы
W
ВВертыш
впускного и выпускного трубопровода в отверстие для болта крепления кронштейна воздушного фильтре
Материал-сталь 20
Двтопобиль
ЗИС-150
120-1008015-ДР,
120-1008015-ДРг
W
Фаска на глубину резьбы
^zzzz^mzzzzz}
Сверлить на глубину ^ ^
6 мм и забить шпильку
1М1У*15\
\
—12—*-
\
1
4'4Ш
1
£
с\|
у
1
2ХР5С
Впускной и выпускной трубопровод
Ремонт резьбы в отверстии для оси рычага управления карбюратором
ВВертыш
впускного и выпускного трубопровода в отверстие для оси рычага управления карбюратором
Материал-серый чугун
Двтопобиль
120-1008015-Р2
Двтопобиль
Твердость Нр-179-229
ЗИС-150
Материал - сталь 20
ЗИС-150
120-1008015-ДР2
61
Корпус паспяного насоса
Репонт отверстий для вала масляного насоса запрессовкой втулок
Пате риал - серый чугун
Ддтопобиль
ЗИС-150
120-1011020-Pf
62
W
I— U5
а
I
UJ 2 2 22*2С С 2 2 2 /й-
0,5*30°
0.5*45°
Втулка
в отверстие для валика масляного насоса, верхняя
Материал -
серый чугун
ЯНтопобиль
ЗИС-150
120-Ю1Ю20-ДР,
w
Материал -
серый чугун
Лбтопобиль
ЗИС-150
120-1011020-ДР2
Условное
обозна¬
чение
Номи¬
нальный
размер
Ремонт¬
ный
размер
й
15,030
15.060
15,23
15,26
Корпус масляного насоса
Ремонт отверстия для оси ведомой шестерни развертыванием до ремонтного размера
На те риал - серый чугун Твердость Нв-170+229
Автомобиль
ЗИС-150
120-1011020-Ро
г- 63
та
I
i
1(Г -
' I Г
*3 |
I
t
50 ^
~Р
15*30°
Зона закалки
Условное
обозначение
Номинальный
размер
Ремонтный
размер
й
15,070
15,082
15,270
15,282
Ось ведомой шестерни масляного насоса
^ 91,275 ~
I
шуууу/у/ууууу^
1
ъ
»
-
35,950
условное
обозна¬
чение
Номи¬
нальный
размер
Ремонт¬
ный
размер
й
15,120
15,095
15,320
15,295
Ведомая шестерня масляного насоса в сборе
Ремонт отверстия во втулке шестерни разверть/ванием до ремонт- ного размера
материал - сталь 35
Автомобиль
ЗИС-150
120-1011030-Р1
Материал-сталь 95 Закалить током высокой частоты Глубина закаленного слоя 1+2,5мм. твердость по Нр -52+62
Автомобиль
ЗИС-150
120-1011025-Pi
При наличии кольиевого износа от шестерен на рабочей поверхности крышки шлифовать до размера не менее 3,2мм. При размере менее 3,2мм крьтку браковать.
~Поверхность должна быть
плоской с точностью 0,03мм на длине 50мм
Крышка масляного насоса
Ремонт рабочей поверхности шлифование н
материал -серый чугун
Автомобиль
ЗИС-150
120-1011052- Р2
63
-260
с
JML
±
■-Ф-
Условное
обозначение
Шлифовать
перед
хромированием до размера
Хромировать до размера
Шлифовать
после
хромирование до размера
d
14,75
14,78
15,08
т.998
15,000
Вал масляного насоса
Ремонт бала хромированием с последующим шлифованием до номинального размера
Материал - сталь 45
Автомобиль
ЗИС-150
120-10110Ч2-Р,
Непряполинейнссть оси бала Л (W Wvj
ф^р ^ б0Пее 03 т СеЧ'170 ^
Г §!§
I «У,
Сверлить в сборе с шестерней
Щ
- чр
* —7—U-25-30—
I
yU’iUU '
&
I
3,990 *
I
i
см
!£>
На этих ичаспжах закалка током высо- кой частоты, глубина запаленного слоя 0,75-1 мм. Твердость Нрс=52+62
Вал масляного насоса
(изготовление)
Материал-сталь 45
Автомобиль
ЗИС-150
120-1011002
ч
-11-
Зачекани,
Крышка масляного насоса
Ремонт резьбы в отверстиях для стоек фильтрующего элемента или для стержня счищающих пластин постановкой ввертышей
2x45°
w
Фаска до наложного диаметра резьбы
Ввертыш
в отверстие под стойку фильтрующего^ элемента или под стержень счищающих пластин крышки масляного фильтра
Материал - СЧ 15-32 Твердость нд=169+229
Автомобиль
ЗИС-150
120-101202Ч-Р
Материал-сталь 20
Автомобиль
ЗИС-150
120-1012020 -ДР1
64
9 Т. С. ГРОЗОВСКИИ 1023
65
66
Сверление трех отверстий 013мм производить после загибки угольника.
Угольник
для ремонта переднего кронштейна бензинового бака
материал - сталь 20
толщиной 5мм
Автомобиль
ЗИС-150
120-1101104-ДР1
20,28 запрессовки
Материал - серый чугун
v (w;
иля ремонта торца корпуса иоояного
„ насоса для упорной шайбы крыльчатки, и 7
Автомобиль
ЗИС-150
120-1307015-ДР,\
195
г*
h-r
!
1 ^Г]
_! J
Условное
обозначение
Шлифовать
перед
хромированием до размера
Хромировать до размера
I
Шлифовать
после
хромирования до размера
d
16,85
16,88
17,Ю
16,998
'17,000
Вал водяного насоса
Ремонт хромированием с последующим шлифованием до номинального размера
Материал- '•стань 40х
Автомобиль
ЗИС-150
120-1307023
-Pi
61
01£Ш развернуть “~1 ю,н/и после запрессовки
0 ~h°Sri- Г*—расточить под
21,045
120-1307032-ДР
, f | « Л
0-2L сверлить ,
посл^запрессовки Крыльчатка водяного насоса
Материал- серый чугун
Ремонт отверстия для валика водяного насоса запрессовкой втулки
Двтомовиль
ЗИС-150
120-1307032-Р1
Крыльчатка водяного насоса
Сверление нового отверстия для стопорного штифта
Материал- серый чугун
Автомобиль
ЗИС-150
120-1307032-Р2
материал- сталь 20
Двтомовиль
ЗИС-150
120-1307032~ДР1
Материал- серый чугун
Двтомовиль ЗИС-150
Шкив
вентилятора
Изготовление новой шпоночной канавки номинального размера под углом 90°к старой
120-1308025-Р-,
68
69
I-
та
JL
4П
42
RQ5 или фаска 0,5*45-
03>
MM
б
IX5ZT
-25
-64-
/Ж
5
Зенковать под углом 120°- с обеих сторон на глубину резьбы
Винт выключения сцепления
(изготовление)
Материал - сталь 40 х Твердость Hq=240+245
Лвтопобиль
ЗИС-150
120-160Ю95
v
Сеч. по Я В
Л
Коней должен быть плоскимх
Винт сцепления регулировочный упорный
(изготовление)
Материал - сталь 15
Лвтопобиль
ЗИС-150
13-0317
0ft 5 Сверлить на проход во втулке через отверстие во фланце вилки включения сцепления
Условное
обозначение
Номинальный
размер
Ремонтный
размер
L
30.000
30,045
30500
30,545
W
Расточить
Обработать в сборе с дет: 120-1602050 и дет. 120-W02015
:=п
7
у
/
j
Условное
обозначение
Номинальный
размер
Ремонтный
размер
D
30.050
30,095
30,550 30,5W
120-1602057-Pi
Фланец вилки выключения сцепления
Ремонт отверстия развертыванием для втулки ремонтного размера
085 Сверлить в сборе с дет. 120-1602050~Pf
Втулка фланца вилки выключения сцепления
Материал-сч 15-32
Лвтопобиль
ЗИС-150
120-1602050-Р,
Материал-серый чугун
Лвтопобиль
ЗИС-150
120-1602057-Pi
7 О
132
109
Услов¬
ное
обозна¬
чение
Шлифовать
перед
хромирова¬
нием
до размера
Хромиро¬
вать
до размера
Шлифовать
после
хромирова¬
ния
до размера
D '
24,70
24,73
25,10
24,915 24,975
1 h
*12*\-На этой длине допускается
неполное покрытие хромом
ы-
Ось педали сцепления
Ремонт хромированием с последующим шлифованием до номинального размера
Материал - сталь 95
Автомобиль
ЗИС-150
1Z0-1602055-Z-P-,
Шесть равнорасположенных отверстий Точность расположения 0,2 мм.
Старые из'ношеннью отверстия
Ступица ведомых дисков сцепления
Ремонт отверстий для заклепок сверлением новых отверстий между старыми.
Материал- сталь 95
Лвтомовиль
ЗИС-150
120-1601142-Pi
Биение шеек D не более 0,12мм на длине 90мм от концов вилки при проверке в центрах.
222
Услов¬
ное
обозна¬
чение
Шлифовать
перед
хромирова¬
нием
до размера
Хромиро¬
вать
доразмера
Шлифовать
после
хромирова¬
ния
доразмера
D
24,70
24,73
25,10
24,955
25,000
•92
Острые кромки притупить
Материал - сталь 95
Вилка выключения сцепления
Ремонт опорных шеек хромированием с последующим шлифованием до номинального размера.
Автомобиль
ЗИС-150
120-1602046-Pi
и
о,
j
25
*
!
I
я
t
3
§•
Фрезеровать под пластину дет. 120-160Ю15-ДР1
Сеч. по ад
4*45° с двух сторон
Картер сцепления
Ремонт рабочей поверхности опорных лап постановкой пластины
Материал-серый чугун Твердость Нв=179+229
£}\ 120-1601015-Д Р1
Дбтомобиль
ЗИС-150
120-1601015-Р1
Материал^ сталь20
Пластина
опорных лап картера сцепления
Дбтомобиль
ЗИС-150
120-1601015-ДР1
Р/,5
roK
i,6
Шайба
замочная упорная регулировочного винта
2,5'
Е
•биение впреде- ^ лахО,8мм
и
Направляющая пружины сцепления
Материал-сталь 10, толщина листа 1,2мм.
Материал-сталь 10
Допускается замена на cm а ль 15 апи сталь 20
Толщина листа 1,2 мм
Дбтомобиль
ЗИС-150
13-039
Дбтомобиль
ЗИС-150
13-037
- * £
12
} У/УУУУУУУУУУ/7/777777777'77?>,
и
i.
69,5
777//У7//7^7уА-у/уЛУ/Н-
v (w'
1.5X45°
§
si
ж
1,5x45° с обеих сторон
Биение указанных поверхностей не более 0,1мм
Втулка педали сцепления
Материал- серый чугун
Автомобиль
ЗИС-150
120-1602015-Д Р1
Условное
обозначение
Шлифовать
перед
хромированиеп до размера
Хромировать j до размера
I
Шлифовать
после
хромирования до размера
В
18>17 I 1ЯЛЛ
18,го | 18'60
18,416
18,500
Палец сцепления ведущий
Ремонт поверхности сопряжения с диском сцепления хромированием с последующим шлифованием до номинального размера
Материал- сталь 40Х
Автомобиль
ЗИС-150
120-1601100-Р2
Развернуть после запрессовки-]
^120-1602051-Р2
Картер
сцепления
Ремонт отверстия для втулки вилки выключения сцепления развертыванием под втулку ремонтного размера
40 —
:±
>///,>/////7ТГГХ7Х
JU
Условное
обозна¬
чение
Номиналь¬
ный
размер
Ремонт-
HbtU
размер
D
30,055
30,100
30,355 30,400
Втулка
в отверстие картера сцепления для вилки выключения сцепления
Материал- серый чугун Твердость Н$*179+229
Автомобиль ЗИС-150
120-1601015-Р2
Материал- серый чугун
Автомобиль
ЗИС-150
120-1601051 -Р2
iO г. С. ГРОЗОВСКИЙ 1023
73
74
25,045 I запрессобки
488.5
439.5
1,5x45° с обеих сторон
Притупить -WSZ.
I
. I
52,0
53,0
47,0
38,9
48,0
39,0
-Биение указанных торцов по краю не более 0,03мм
57,940
Биение поверхностей Й и В и посадочной поверхности шлиц 0- 7 Q7n (см сеч по ab) не более 0,03мм по отношению к шейкам DuD3. э7%9/и
Сеч. no ab
57,9 и
Условное
обозначение
Шлифовать
перед
хромированием до размера
Хромировать до размера
Шлифовать
после
хромирования до размера
N0
детали
п
29,80
29,03
30,10
29,96
29,98
120-1701105-Р1
В1
94,80
44,83
45,10
45,003
45,020
120-1701105-Рг
d2
51,30
51,33
51,60
51,468
51,488
120 -1701105-Р3
В3
54,80
54,83
55,10
55,003
55,023
120-1701Ю5-Р.\
Du
47'80- ! ия т 47,83 j 48'10
47,975
48,000
120~1701105-Р5
Вал вторичный коровки передач
Ремонт шеек для роликового подшипника, шестерни пятой передачи, игольчатого подшип ника,шестерни третьей передачи, шарикового подшипника и шестерни привода спидометра хромированием с- последующим шлифованием до номинального размера.
Материал-сталь 18ХГТ
Новый вторичный вал цементован на глубину 0,7+1,1мм и закален Твердость поверхности Нрс-56+62 и сердцевины Hr -30+45.
Йвтомовиль
ЗИС-150
120-1701105-Р^д
75
Биение поверхностей d и В не более 0,025мм. Биение указанного торца не более 0,025мм.
"Г5
•23
Условное
обозначение
Шлифовать
перед
хромированием до размера
Хромировать до размера
Шлифовать
после
хромирования до размера
№
дета пи
d
24,77 24,80
25, Ю
24,986
25,000
120 -1701030-А
D
64,62
64,65
65,10
65,003
65,023
12.0-1701030- Р2
Ведущий вал коробки передач
Ремонт шейки направляющего конца и шейки для шарикового подшипника хромированием с последующим шлифованием до номинального размера
Материал-сталь 18 ХГТ
Ведущий вал цементован на глубину 0,7 5-1,1 мм и закален Твердость поверхности Hrc = 56+62.
Резьба не цементована.
Автомобиль
ЗИС-150
120-1701030-Р^г
76
Допускается твердость не менее Hr =35
Т
I
L
,wv.
*25*
■ 77
,г
г-ггд'7 - -
ЯЛЛ7 UCiLV т
I
f
I
<vi
-
I
• (3
!
г
i
1
- 392
Условное
обозначение
ШДТ6Л b хромировать перед j ' gH
хромированиемi _аз„„а cto размера \ “ н
Шлифовать
после
хромирования до размера
№
детали
D,
— J
34,75 34, 78
35,10
35,003
35,020
120-1701048-Р
„ ! WO ; 47,73
.... . .. L...
48,15
48,035
48,052
12Q-i701Q48-P2
D3
\ 54,70 54,73
55,15
55,045
55,065
120-1701048-Рз
Д»
57,70
57,73
58,15
58,045
58,065
120-1701048-04
v5
34,75
34,78
35,10
35,003
35,020
120-1701048-/$
Ремонт шеек для роликовом подшипника, шестерни постоянного зацепления, шестерни пятой передачи, шестерни третьей передачи и шарикового подшипника хромированием с последующим шлифованием до номинального размера
Вал промежуточный цементован на глубину ОДч-1,1 мм и закален.
Твердость поверхности Hr =56 -г- 62.
Резьбы не цементовань/
Материал-сталь 13 хгт
Ябтомобиль
ЗИС-150
120-1701048-Pf.s
77
Расточить в сборе с деталью №120-1701015-квыдержать соосность с гнездом для подшипника вторичного вала
Картер коробки передач
Ремонт гнезда для шарикоподшипника первичного вала запрессовкой втулки.
Материал-серый чугун.
J Твердость Н3-179+229
Автомобиль
Материал-
Автомобиль
ЗИС-150
i
$
&
1
&
сталь 20
ЗИС-150
Расточить в своре с деталью №120-1701015-Р2; выдержать соосность с гнездом для шарикового подшипника заднего конца промежуточного вала.
Картер коробки передач
Ремонт гнезда для переднего подшипника промежуточного вала запрессовкой втулки.
Материал-серый чугун. Твердость Нв=179+229.
120-1701015-ДР2
7
Автомобиль
120-1701015~Р2
сталь 20
Автомобиль
2
ЗИС-150
ЗИС-150
V (Wj
Втулка
картера коробки передач в гнездо для шарикового подшипника первичного вала.
1204701015-Д Р1
3Л.
3,1
Й
V (ТТО)
со
TSL
Втулка
картера коровки передач 8 гнездо для переднего подшипника промежуточного вала.
18
Расточить 6 сборе одет. 120-1701015-Д. выдержибая соосность с гнездом для переднего подшипника промежуточного дани
120-1701015-ДР3
Картер коробки передач
Ремонт гнезда для шарикового подшипника промежуточного вала запрессовкой втулки
Материал - серый чугун Твердость Hq* 179+229
Двтопобиль
ЗИС-150
/20-/70/0/5 -Р3
S 14
LK
g Й
^ 'Ql
"Sl
3,0^
3,1
20
UU5*
v(w;
1%
<СГ 0Q)
§
$
’Ql
f*=&
Втулка
в гнездо Оля шарикового подшипника промежуточного вала картера коробки передач
Материал - сталь 20
Двтопобиль
ЗИС-150
/20-/70/015-ДР3
25 —|
Расточить 2 от в. в сборе
с дет. 120-1701015 -р^ обеспе чи ть CpOCHQCmh.
v(w;
Картер коробки передач
Втулка
120-1701015-ДРц
Материац-серый чугун Твердость Н3 = 179-229
заднего хода запрессовкой втулки
картера коробки передач
Двтопобиль
ЗИС-150
120-/70/0/5-0^
Материал - сталь 20
Двтопобиль
ЗИС-150
120-170/0/5-ДРу
79
Условное
обозначение
шлифовать перед хром и- I рованием до размера
■is
& ^
Шлифовать после хромирования до размера
D
I Ч77 imr
то
^с>Ь,
apf
j
Материал-сталь и5
Стерши переключения:
1-й передачи и заднего хода, 2-й и 3-й передач, ч-й и 5-й передач
Ремонт опорной поверхности стержней хромированием с последующим шлифованием до номинальн. размера
~ 1Z0-1702060-P,
120-170Z064-P1 120-1702074-
Паиваошрь газовой^ сварной по всей окружности усиленным швом
120 - 1702015-Z-ДР,
zzzzzzzz:
3
Крышка коровки передач
Ремонт гнезда для шарового упора рычага переключения передач приваркой нового гнезда
Материал- СЧ15 -32
ввтопобиль
ЗИС-150
120-170Z015-Z-P,
е>
Зенковать под углом 120° до наружного диаметра резьбы
Гчеэдо шарового упора рычага переключения передач
Материал- СЧ 15-32
Рвтоповиль
ЗИС-150
т-тгот-йц
81
Рсзиостенность
82
Натрриал- ходкий чугун
11 Ltfj! / /су оии неси пиипи
Ремонт отверстия для штифта установочной подкладки сверлением отверстий 6 небом месте
Ядпшюбипь
е;АГ'_ jen
ol'lL Jo U
К/
ГК
,A j
?А010Гг5~Ро
Полная гт
резь>
лцбинд
бы
т
35-
До ре понта детали проверить шейки в центрах . на биение по неизношенным поя сноп. Допустимое \ биение не более 0,3 мм
. ту ''
— - 40—
-43~
-82 —
Перед ремонтом У детали проверить центры с обоих _ концов трубы
(9 § § ^
си; iJ
$ ^ ^ £ S
^ ^ ||%| s
Условное
обозначение
Подготовка
для
металлизации
Металлы-
зировать
доразмера
После металлизации
проточить
доразмера
шлифовать
доразмера
L
Нарезать рваную резьбу наружным (ШметромЩОг Шаг 1мм на длине 43 и 95
\ 76.5 752
L .
п
7М70_
74,940
Труба полуоси
Ремонт шеек для подшипников металлизацией и обработкой до номинального размера
Материал - сталь 40X
••Г)
♦s'
&
S:
ИI
& § ^ чЦ ^ х;
До ремонта детали проверить шейки в центрах \ на биение по неизношенным пояскам. Допустимоё\^ \ биение не более 0,15 мм ппрт ^ 'vw.
\
■40-
‘Л? CVs"
Njs?
— 43—
■82~
Перед ремонтом /
детали проверить центры с обоих концов трубы
1 Условное ооозначение
1
! Шлифовать до хромирования
! Хромировать \ до размера
Шлифовать до размеоа
! а
2Ш. или НЛО, 74,76 74,66
75J 2
1
\ 74Д70. 74,940
Труба полуоси
Ремонт шеек для подшипников хромированием с последующим шлифованием до номинального размера
Материал - сталь 40X
Дбтопобиль
ЗИС-150
120-2401012-Рг
83
05 сберпить шпильки через отверстие в партере
W0J5 пому отвепотчвт . 15SJS5
§ си §
§ 1
Номиналь - ный размер
■§ 1
i§
Jy N
со
$
В
16,5
20.5
й
МЮ*2,5
М20*2,5
Условное
Номинальный
Ремонтный
обозначение
размер
размер
а
М 12*1,75
М14х2
в
—
14
h
—
3
Партер редуктора
Репонт резьбы б отверстиях для шпилек крепления крышек подшипников диференциала нарезкой резьбы репонтногоразмера
Материал-коВкий чугун
Автомобиль
ЗИС-150
120-2402018-Р,)
сеч. пол В j
При сборке в данное отверстие Вместо болта 201543~П поставить шпильку 201543-П-Р2
Картер редуктора
Ремонт резьбы в отверстии для болтов крепления крышки картера редуктора нарезкой резьбы ремонтного размера
Патериал-ковкий чугун
Автомобиль
ЗИС-150
120 - 2402018-Р2
х
S?
Условное
обозначение
Номинальный
размер
Ремонтный
размер
d
П18*2,5
М20 *2.5
й
гг
V-
J I
н-
- 30—-
135
-Ъ
-40-
£
-56-
-24-
2.5
-24-
<\|
.3-
Шпилька
крепления крышки подшипника диференциала (ремонтная)
Шпилька 201543-Г1-Р2 ставится взамен болта 201543 -П
Шпилька
крепления крышки редуктора (ремонтная)
Материал-сталь 20
Автомобиль
ЗИС-150
304007-n-Pf
Материал-сталь 45
Автомобиль
ЗИС-150
201543-П-Р2
04
2.75
‘ При центровке по поверхности х и опоре т торец Т биение поверхности диаметром
небопее 0.03мм ^ '
120-2Ш126-ДРг
Крышка картера редуктора
Ремонт гнезда для колец подшипника запрессовкой втулок
Материал - ковкий чугун
Лвтомобипь
ЗИС-150
т-гтт-р.
\
1108,0
v(w;
107,5
и-
4-
р 115,160
Торцы должны быть перпендикулярны оси поверхности ' диаметра >‘
отклонения не более 0,1 мм 11й>иу
115,090
Втулка
в отверстие крышки картера редуктора
Материал- сталь 20
Лвтомобипь
ЗИС-150
120-2002126-pPi
После шлифования внутреннюю поверхность желательно омеднить; толщина слоя 0,01-0,02 мм
Поверхность должна быть кониентрична сферической поверхности и начальному конусу
Условное
обозначение
Номинальный
размер
Ремонтный
размер
а
28.105
28,060
28.605
26,560
Сателлит диференциала
Ремонт отверстия под шейку крестовины шлифованием до ремонтного размера'
Материал-сталь 18ХГТ Твердость Нр = 56+32
Лвтомобипь
ЗИС-150
85
До плоскостиt
Для 120-2М3018
~Шо'йпя 12°-?м03019
Проверить торцом ^шлифующего круга
3
Раздачу шайки производить прошиванием пуансона через
отверстие диаметра 65J?
1)0. и/
При центровке по поверхности Xf и опоре на торец Tf биение поверхности диаметром Щ03 не более
Чашка дисреренциапа
правая и левая
Репонт шейки для подшипника способоп раздачи (в холо дном состоянии)
120-гтош-Рз
т-гтош-р.
Материал-ковкий чугун
Проточка ^ не менее
—j
Ремонт протачиванием торца для подкладки шестерни полуоси
ввтопобиль
т-2№0Ю-Р,-2
Материал - ковкий чугун
Ж-/50
т-2№0Ю-Р,-2
81
Чашка даференциала
предал и левая
Ремонт шейки для подшипника хромированием с последующим шлифованием до номинального размера
Патериал- ] ковкий j ч у г и н
Двтопсбиль
ЗИС-150
120-2403018-
120-2403019-
■Ри
Ри
88
Ремонт сверлением новых отверстий между старыми отверстиями для болтов крепления чашек
Дбтопооиль 120~2403018~Р5
ЗИС-150 120-2Ч03019-Р5
Материал - ковкий чугун Твердость HQ=163 не более
Сферические иглибления R07 гпо всей поверхности глубиной
Сферическую поверхность проверять шаблон on с paduyconR Между сферической поверхностью и шаблоном допускается зазор не более ОМ пм на крайних точках
Условное
Номинальный
Ремонтный размер
обозначение
размер
1-й
2-й
а
110
1,60
2.1
1,02
1,50
2,0
R
60,4
61,0
6W
Подкладка сателлита
(ремонтная)
Материал-
латунь листовая или томпак оловянистый
Автомобиль
ЗИС-150
120-2403058-Р,
12 Т. С. Грозовский 1023
Стороны должны быть параллельны с точностью 0,03 мм^ \
Условное
обозначение
Номинальный
размер
Ремонтный размер
1-й
2-й
3-й
а
1.60
13?
Z10
2,00
230
2.50
3,60
3,50
Подкладка шестерни полуоси
Материал- латунь листовая или томпак оловянистый
Автомобиль
ЗИС-150
(ремонтная)
120-2403030-9,-2
69
Крестовина дисреренциала
Решит шеек крестовины напрессобкса втулок номинального или ремонтного размера
Меи/ери а л - Стали 18 X Г f
Г"автомобиль
ЗИС-150
т
I
120-2303060-Р,.2
90
97,75
'97,25
I
v(wj
1.5’ЗС
§
&zzzzzzzzz2zzzzzzd
■ Рлзностенность не более 0,15 мм J* 45°
ч
00" с Nj с &
4ZZZZZZZZZZZZZZZZZZZ2ZZZ&-
52,5
52,0
Материал -сталь 20 Цементовать на глубину 0,7-1,1мм и закалить только наружную поверхность. Твердость Hrc= 56+62
Втулка
\ шейки крестовины дисреренциала (номинального размера)
Автомобиль
ЗИС-150
120-2303060-ДР,
y(wj
Материал -сталь 20, Цементовать на глубину 0,7-1,1мм и закалить только наружную поверхность. Твердость Нрс =52 + 56
Втулка
шейки крестовины дисреренциала (ремонтногоразмера.
Явтопобиль
ЗИС-150
120-2303060-ДР2
Условное
обозначение
Шлифовать
перед
хромированием до размера
Хромировать до размера
Шлифовать
после
хромирования до размера
d
2738 илиШ8 27,85 или 27,75
28,12
28.000
27,979
Крестовина диференциала
Ремонт шеек хромированием с последующим шлифованием до номинального размера
М am ер и ал-
сталь 18ХГТ
Дбтопобиль
ЗИС-150
120-2Р03060-Рэ
-247-
Условное
обозначение
Шлифовать
перед Хромировать хромированием \ до размера ’ до размера |
Шлифовать
после
хромирования до размера
Й 1 5? i
!
!
i
I i
1
1
'вестерня ведущая цилиндрическая
Ремонт шеек для подшипников хромированием с последующим шлифованием до номинального размера
Дбтопобиль
Материал-сталь 18ХГТ
ЗИС-150
120-2002110-
91
120-2801020 -API j 120-2801021 -ДР1
\ Сеч. пой В
Приварить электросваркой'
Коробка должна быть плотно пригнана к лонжерону по всей плоскости прилегания
зоит-п-р so/04J-n-p
120 -280f020 -ДР2 120-280W21 -ДР2
Лонжерон рамы
Ремонт лонжерона при поперечной трещине длиной до 70 мм в месте крепления передней поперечины рамы постановкой усилительной. коробки
Автомобиль
ЗИС-150
120-2801020-Р1 120-2801021 -Р1
92
Зотв. ФЮ,2
Коробка должна Быть плотно пригнана к ремонтируемому лонжерону по всей плоскости прилегания
Показана левая, правая симметрична
Коройка усилительная
для ремонта лонжерона рамы при поперечной трещине длиной до 70 мм в месте крепления передней поперечины рамы
Материал - сталь 25
Д6томо5иль
ЗИС-150
120-2801020-ДР1 120-2801021-ДР1
н
№ детали
Размеры болта
d
L
1
н
S
зо ты -п-р
М18* 2,5
81
3k
13
2k
301043-Л-Р
М16*2
55
31
11
22
2015ДО -П-Р
М 12X1,75
36
30
9
17
-s—I
Болты,
потребные при ремонте лонжеронов рамы
Болты 30f0UU-n-P и 30104-3-П-Р для крепления крюков; 2Q15U0-n-P для крепления кронштейнов крыла Материал-сталь 35
Автомобиль
ЗИС-150
заш-п-р,\зош-п-р,
20Ы0-П-Р
МО,2
При ремонте 120-280W20-P1 Зотв. Ф 10,2 сверлить после приварки планки к лонжерону
Планка усиливающая
для ремонта лонжеронов Материал-сталь 25
Автомобиль
ЗИС-150
120-2801020-ДР2
120-2801021-ДР2
93
-Коробка должна быть плотно пригнана к сращиваемы;i концам
Сеч. по Я В
Ч.
| I §.
Ti* ®'s',
-Для плотного прилегания коробки к вертикальной полке лонжерона рекомендуется постановка заклепок 252809-/7 2шт. и 252808-/7 4 шт.
Ремонтируемый лонжерон отрезать на расстоянии 23мм от заднего отверстия переднего кронштейна
крыла
Для крепления кронштейнов крыла требуются удлиненные болты 20Ш0-П-Р
Лонжерон рамы
Ремонт лонжерона при поломке его в месте крепления передней поперечины рамы или при наличии поперечной трещины длиной более 70 мм
Материал-сталь 25
Явтомобиль
120-2801020-Р2
ЗИС-150
120-2801021-Р2
94
Автомобиль
ЗИС-/50
Примечания:
1 3атб. <j>W,2 для переднего кронштейна передней рессоры сверлить вместе с деталью 120 - 2Q01020-ДР 2 ил и 120-2801021-Д Р 2.
2. 2 от в. Ф1С/2 Оля передней поперечины рамы и одно отв. ФЮ 3 нижней полке , а также одно cm3. ф13 в вертикальной стенке сверлить вместе с дата тью 120" 28G1020-ДРО или 120 ■ 2801021-ДР О
Наставок
для ремонта лонжерона при поломке его 6 месте крепления передней поперечины
(показан левый, правый симметричен) Материал - сталь 125
120-2801020-ДРЗ 120-2801021-ДРЗ
Коробка должна плотно прилегать к лонжерону и к наставку дет 120-2801020-ДРЗ или 120-2001021-ДРЗ по всей поверхности.
2 отв ф/0,2 для передней поперечины рамы и одно отв ФЮ в нижней полке, а также одно отв. Ф13,от меченные Ф j сверлить вместе с дет: 120-2801020-ДРЗ или 120-280W21 -ДРЗ
Коробка
для ремонта лонжерона при поломке его в месте крепления /?ереднед поперечины рамы
Материал - сталь 25
-70 CU-^^3-
L,
Показана левая,
Автомобиль
120-2801020-ДР4-
правея симметрична
ЗИС-150
120-2801021-ДРА
95
96
13 т. С. ГРОЗОВСКИП 1023
97
При расточке отверстий ф бы дер-
98
37,11$ I 1__—м 37,115_
§
' 3*4-5° 1,5x4.*°
v(w)
Со К of
^ Cvg
22,7_
22,4
Втулка
в отверстие кронштейна задней рессоры Материал - сталь 20
Автомобиль
ЗИС-150
120-2912Ш-ДР-2
120-2912Ш-ДР-2
%
£
3x45е
хЧЧЧЧЧчЧЧ^З
_28,в_
28,5
Втулка
в отверстие кронштейна задней рессоры Материал - сталь 20
Автомобиль
ЗИС-150
120-2912Ш-ДР-1
120-2912Ш-ДР-1
Материал
Сталь 20
Сталь 45
Термическая
обработка
Цементация на глубину 0,8-1,0 мму Закалка
Закалка токами высокой частоты на глубину 1,5-2,0мм наружной поверхности по всей длине
Твердость
HRc -56 ±62
v(vw)
—
■£>«>»
N c\j
•Q.
”0.
_1
t
L Допустима фрезеровка по радиусу
граней и бы точек для болтов’ как указано на чертеже
Вариант
Допускается ступенчатое сверление
Палеи, передней рессоры
(изготовление)
Автомобиль
ЗИС-150
120-2902478
99
№5'
Услов¬
ное
обозна¬
чение
Номинал ь - ный размер
Ремонтный
размер
1-й
2-й
V
25,033
25,000
25,533
25,500
2 6] 033 25,000
Кронштейн серьги передней рессоры
Ремонт отверстия для втулки растачиванием до ремонтного размера Материал -ковкий чугун
Двтомобиль ЗИС-150
120-2902Ш-Р!-
Условное
обозначе¬
ние
Номи¬
нальный
размер
Ремонтный
размер
1-й
2-й
D
25,100
25,605
25,600
26,195
26,100
а
1,80
1,70
2,05
1,95
2,30
2,20
Примечание При изготовлении из втулочной бронзы наружный диаметр равен Df} внутренний. 21,85 21,75
Втулка заднего кронштейна передней рессоры
{ремонтная)
Материал- бронза СЦ 9-3,листовая Твердость Нрв ~ 62 не менее
Двтомобиль
ЗИС-150
120-290250МР,.2
т-29№12-ДР1
Накладка задней рессоры
Восстановление установочных выступов постановкой штифтов Материал-ковкий чугун
Двтомобиль
ЗИС-150
120-2912912-Р,
100
12 0 ‘2912028- Pj-%
, При износе торцов ремонтировать их (наваркой и обработкой до номинальной длины) перед восстановлением отверстия под втулку
Услов¬
ное
обозна¬
чение
Номинал ь- ный размер
Ремонтный
размер
1-й
2-й
D
37,050
38,050
39,050
37,000
38,000
39,000
Условное
обозначе¬
ние
Номиналь¬
ный
размер
Ремонтный
размер
1-й
2-й
D
37f 165 37,115
38,165 38,115
39,165
39,115
76,7U
7в, 00
Серьга задней рессоры
Ремонт отверстия для втулки растачиванием до ремонтного размера Материал - сталь -35 Твердость Нв=207г2А1
Автомобиль ЗИС-150
120-2912466-Pi-2
GO
^ ^ оГ
c\| CNj 0.
/*30°
76,00
~75,26
а\Ч\ЧЧЧЧЧЧЧ^Ч\ЧЧ\ЧЧЧЧЧЧЧЧЧЧЧ\\\х^
V( w;
Снять /заусенцы
Втулка серьги задней рессоры
(ремонтная)
Материал - ковкий чугуй Допускается замена на сталь 20
Автомобиль ЗИС-150
120-2912028-Р1)2
s*
со
-17-
\7\7
v(wj
% & -0»
Примечание.
Деталь взаимозаменяема с деталью 14-1022-ДР1 автомобиля ЗИС-5
}х45
Штифт накладки задней рессоры
Материал - сталь 35
Автомобиль ЗИС-150
120-291241 2-ДPf
101
На указанной длине предохранить от цементации
60-
Канавка 5*1,5
-/5-Н
-30-
Й
в
V(WV)
Зенковать отверстие Ф5 с двух сторон под углом 30° на глубину 2 мм
1*45°
20,22
20,22
Уд" Бриггс не цементовать
Сеч. по ЙВ
Материал
Сталь 20
Сталь 4-5
Термическая
обработка
Цементация на глубину 0,8-1,1 мм, Закалка
Закалка токами высокой частоты на глубину 1,5' 2,0мм только цилиндрической поверхности фЗО
Твердость
HRc = S6 г 62
Палец кронштейнов задней рессоры
(из г отовление)
Автомобиль
ЗИС-150
!20-2912№
102
v(vw)
/в“ Бриггс не цементовать
Допускается. фрезерование по радиусу
Материал
Сталь 20
Сталь 4-5
Термическая о 5работка
Цементация на глубину 0,8-1,0 мм, Закалка
Закалка токами высокой частоты на глубину 1,5-2,0мм наружной поверхности по всей длине
Твердость
H/fc = 56 + 62
Палец задней рессоры задний
(изготовление)
ДвтомоВиль
ЗИС-150
120-29Ш8О
103
Условное
обозначение
Номиналь¬
ный
размер
Ремонтный
размер
1-й
2-й
d
14,00
14,12
14,50 14,62
ЩОО
15,12
Передняя ось
Ремонт отверстия для клина шкворня развертыванием до ремонтного размера Материал - сталь 45
Условное
обозначе¬
ние
Номи¬
нальный
размер
Ремонтный
размер
/-о
2-й
d
13,38
1ч-, 00
14,38
14,50
14,88
15,00
Явтомобиль ЗИС-150
/20-30010/0-^',-2
Условное
обозначение
Номинальный
размер
Ремонтный
' размер
1-й
2-й
D
38,010
38,035
38,510
38,535
ЗУ, 0/0 39,035
v(w;
Размер полной глу- вины резь вы
Острые кромки притупить
Цементовать на глубину 0,6 - },0 и закалить, кроме резьбы. Твердость Нрс-56г62
Клин шкворня поворотных кулаков
(ремонтный)
Материал-холодно тянутый пруток сталь 20X3
Явтомобиль
ЗИС-150
120-300/025-Р,-2
ф-* --После развертывания отверстия для шкворня проверить отсутствие заусенцевразверткой
Передняя ось
Ремонт отверстия для шкворня развертыванием до ремонтного размера
Материал - сталь 05
Явтомобиль ЗИС-150
/20-300/0/0-Р3-и
120-3001010-ДРя
ф1)ь2й-.После запрессовки пробе- 1й,/2 рить отсутствие заусенцев разверткой
Услов¬
ное
обозна¬
чение
Номиналь- ный размер
Ремонтный
размер
1-й
2-й
3-й
D
38,010
38,035
44,000
44,050
44,500
44,550
—
D,
38,010
38,510
39,010
37,5/0
38,035
38,535
39,035
37,535
Передняя ось
Ремонт отверстия для шкворня запрессовкой втулки Материал- сталь 45
Автомобиль
ЗИС-150
/203001010-Р5-6
KW
92,8 д
fx65° с обеих сторон
Сеч. по ЙВ
v(w;
Разностенность не более 0,3 мм
Щ 012
Условное
обозначение
Расточить предварительно до размера
Номинальный
1-йремонт- * / ный
2-й ремонтный
3-йремонт- ный
37J30
37,90
38г30
38,90
38,80
38,90
37,30
37,90
Дня 120-3001010-ДР5 размер для ПО-3001010-ДР6 размер
1) =
99,615
99,665
Втулка
6 отверстие передней оси для шкворня
Материал-сталь U5
Автомобиль
ЗИС-150
120-300ЮЮ-ДР5.6
о
Коническое отверстие. конусность /■'8. Калибр должен становиться вровень с торцом малого —^ конца конуса ±0,3 мм
Г
Условное
обозначение
Номинальный
размер
Ремонтный
размер
В
21
22
После ремонта собирать с пальцами ремонтного размера (120-3003032 - Pi)
Рычаг поворотного кулака
{правый и левый)
Ремонт конусного отверстия для шарового пальца развертыванием до ремонтного размера Материал - сталь U0X Твердость Н3* 2W +286
Автомобиль
ЗИС-150
/20-3001030-Р,
120-300Ю31-Р,
14 Т. С. ГРОЗОВСКИИ 1023
105
120-3001016 'Р,
После запрессовки втулок отверстия для смазки должны совпадать
Услов¬
ное
обозна¬
чение
Номи¬
наль¬
ный
размер
Ремонтный
размер
1-й
2-й
3-й
D
41,000 И 039
42,000
42,039
—
—
V,
38,025
38,525
39,025
37,525
38,060
38,560
39; 060
37,560
Кулак поворотный в сборе
(правый и левый) Ремонт отверстий для втулок поворотного кулака запрессовкой втулок ре- мснтного размера
Материал- сталь 40X
Затупить
- 1
)
и в
$
к Ц
f /
Услов¬
ное
обозна¬
чение
Номи¬
наль¬
ный
размер
Ремонтный
размер
1-й
2-й
3-й
D
41,125 41,175
42,125
42,175
—
—
Df
37,80
37,90
738,30 38,40
38,80
38,90
37,30
37,40
0,3*45° или, R0,3 с обеих сторон
Внутренний диаметр JOf втулки с бра 5а- ть!вается предварительно согласно размерам, указанным в таблице. Окончательная обработка производится после запрессовки втулки в поворотный кулак
Втулка поворотного кулака
(ремонтная)
Материал - Бр ОЦ 4-3 Твердость Нрд-62 не менее
Автомобиль
120-3001012- Р,
Двтомобиль
ЗИС-/50
120-3001013- Р,
ЗИС-150
!20-30010t6-Р,
106
Условное
Нарезать рва¬
Металлизиро-
После металлизации
обозначе¬
ную резьбу
вать до
Проточить
Шлифовать
ние
шаг 1мм
размера
доразмера
до размера
я,
38,80
61,30
60,60
39,973
39,0
61,50
60,50
39,990
д2
53,80
56,30
55,1,0
5U, 968
56,0
56,50
55,50
56,988
Ремонт шеек способом металлизации
Ремонт шеек способом осталивания
Условное
обозначение
Шлифовать перед осто- ливанием до размера
Осталивать до размера
Шлифовать после осталивания до размера
№ детали
D,
38,95
38,99
60,50
39,973
39,990
120-3001016- Р3
Л2
53,95
53,99
55,50
56, 968 56,988
120-3001015~ Р3
При износе шеек поворотного кулака под наружный подшипник до ф39,77мм
и под внутренний подшипник до ф 56} 77мм их следует восстанавливать до номинального размера хромированием, при износе шеек, превышающем указанные величины, шейки целесообразно восстанавливать осталиванием или металлизацией
Ремонт шеек способом хромирования
Условное
обозначение
Шлифовать перед хромированием до размера
Хромировать
доразмера
Шлифовать после хромирования до размера
№ детали
я,
39.66
39.67
60,12
39,973
39,990
120-300Ю16-Рг
п2
56.66
56.67
55,12
56,968
56,988
f20-300W!5-P2
Кулак поворотный
(левый, правый)
Ремонт шеек под наружный и внутренний подшипники хромированием, осталиванием или металлизацией с последующим шлифованием шеек до номинального размера Материал - сталь ПОX
Автомобиль
ЗИС-150
120-3001016-Ph3 120-3001015-Р,.3
01
108
V
Осг77рые кромки притупить
Условное
обозна¬
чение
Номиналь• ный размер
Ремонтный
размер
1-й
2-й
3-й
D
37,983 38, 000
38,583 38,500
38,983 39, 000
37,083 37,500
Шкворень поворотных кулаков цементован на глубину 1,5 ±1,8 мм и закален, твердость 56 г 62
Шкворень поворотных кулаков
Ремонт щ/< а рованием до ремонтного или номинального размера
Материал - столь 12X2,4 У Л
Автомобиль
ЗИС-150
120-300t019-Pf.3
v
220
221
15
-12k-
гп
—
Lit
R6_
7-Л
J2SL
,1/У5с
Острые кромки притупить
Условное
обозна¬
чение
Шлифовать перед осталиванием до размера
Осталивать
до
размера
Шлифовать после термообработки до размера
D
36,60
36,70
38,25
37,983 38, 000
После осталивания шкворни поворотных кулаков цементовать на глувину 1,5 г 1,8 мм и закалить, твердость
Нрс = 56 г 62
Шкворень поворотных кулаков
Ремонт осталиванием с последующим шлифованием до номинального размера е
Материал - сталь 12X2НОЛ
Автомобиль
ЗИС-150
120-3001019^
109
QUinhomond ООО ‘560
1Ю
090 C9Z!
«I
1*45°
U45°
34,00
34,30
w
^^Указанные поверхности должны быть концентричны, отклоне ние не более 0,3мм общих пока- ^ заний индикатора
Втулка
вотдерстие для кольца наружного под • шипника ступицы переднего колеса
Материал- сталь 20 полосовая
Автомобиль
ЗИС-150
120-3103015~Д Р1
Указанные подерхности должны быть концентричны, отклонение не более 0,3мм общих показаний индикатора
Со
1
§
§
/
ч 5?
VcT
/
/
0118,00
0126,105 118’30
126,185
Втулка
6 отверстие для кольца внутреннего подшипника ступицы переднего колеса
Мвтериал- сталь 20 полосовая
Лбтомобиль
ЗИС-150
120-3103015~ДР2
120-3103015-Д Р)
Развернуть послезапоес- совки в дет. 120-3103015~Р3
Ступица переднего колеса
Ремонт отдерстий для шпилек крепления колес запрессовкой втулок
Материал- ковкий чугун
Ддтомобиль
120-3103015-Р.\
Дбтомобиль
ЗИС-150
У Zi (/ / L/ w/ \J У / о
Материал - сталь 20
ЗИС-150
W
Втулка
д отверстие для шпилек крепления колес в ступице переднего колеса
720-3103015-Д Ри
Развернуть после запрессовки вдет. 120-3103015 -Р4
Развернуть
Ступица
переднего колеса
Ремонт отверстий для болтов крепления тормозного барабана запрессовкой втулки
Материал-ковкий чугун
W
0
*
1
S <з
12,0 *
Ш///Ш.
/
йГ
'S
, ^ С
iv? ^ с
^ N ч
шт.
Втулка
в отверстие для болтов крепления тормозного барабана в ступице передних колес
Ддтомобиль
ЗИС-150
120-31Q3015-P,
Материал-сталь 20
Дбтомобиль
ЗИС-150
120~3103015~ДВ
111
73,0
—- 25 \ 4
р-
О,
го
*
<N
£
4,02
4,50
Т
75,0
310
’~3в~0~
W ,\
§
5)
\ R О, 5 не
-17
V (W) На этой длине допуска¬
ются следы черноты
1
более
Т
■Биение указанной поверхности и поверхности 0 г- * ■ относительно среднего диаметра резь о ы 20,73
не более 0,2мм
T^aVeea?03071 ШПиЛЬКа СтуПЦЦЫ
переднего колеса
Материал- сталь 35 Твердость Н9-241+187'
Улучшить
Цинковать
Дбтомобиль ЗИС-150
120-3103070
036,08
КС‘.навку внутри не цементовать
Шг ^ (WV)
/орцы дол
жны быть параллельны с точностью 0,02мм
Снять острые
Кольцо
МастаРлЬа2о. опорного подшипника
Цементовать на глубину 0,7+1,1 мм.
Твердость Hft= 56 + 62
Дбтомобиль
ЗИС-150
120-3001027
1M2QX 1,5В
37,66
vfw)
1 биение при центровке по оправкещмеющей резьбу' изготовленную по меньшему допустимому сред- Материал-сталь Д12 немУ диаметРУ>не должно быть больше 0,25мм
Гайка переднего колеса
тия 0.\ 013мм
vfw)
Покрытие резьбы не предусматривается
Дбтомобиль
ЗИС-150
Материал- cmаль Л12 Цинковать Толщина слоя покрытия 0,013 мм
Покрытие резьбы не предусматривается
Гбиение при центровке по оправке, имеющей резьбу, изготовленную по меньшему допустимому среднему диаметру, не должно быть больше 0,25мм
Гайка переднего колеса (левая резьба)
Дбтомобиль ЗИС-150
112
0140.08О » Расточить
Материал-ковкий чугун
Ядтомобиль
ЗИС-150
120-310W15-PJ-2
15 Т. С. ГРОЗОВСКИЙ 1023
v(w)
.Торцы должны быть перпендикулярны /оси-отклонение не более 0,1мм
№ детали
Условное обозначение
D
h
120-3104015-ДР;
140,185 140,105
72,0
71,7
120-3104015-ДРг
141,185 141,105
69,0
68,7
Материал - сталь Z0 листовая
Втулка
в гнездо для колец подшипников ступицы заднего колеса
Ядтомобиль I 120-310^015 -ДР, ЗИС-150 120-310Я015-ДРг
ш
Изношенные отверстия заглушить шпилькой
Сверлить и нарезать резьбу М12к 1} 75 14 отверстий,расположив их между старыми отверстиями
ШМ/Ж
зенковать под углом 120'
Материал-ковкий чугун
Точность расположения отверстий 0,15мм
Ступица заднего но леса
Ремонт-сверление (с нарезкой резьбы) новых отверстий (между старыми) под болты крепления срланца полуоси
Автомобиль
ЗИС-150
120-3100015-Р3
114
Развернуть на длине 21,5, 025,045
Г 25.000
Двтомобиль
ЗИС-150
20№5 развернуть 20,000 после запрессовки
Ступица заднего колеса
Ремонт отверстий для шпилек крепления колес запрессовкой втулок
Материал-ковкий чугун
120-3100015-Я
1,5x45°
Разностенность^
оо
Sf
у//
/
/
/л
W . п
1—
I
-Г W
— см к-Г & <N
1 55
_ 15,0
В
не более 0,1мм
крепления колес ступицы заднего колеса
Материал-сталь 35
Автомобиль
ЗИС-150
120-3104015-Д Р4
поверхности и поверх' ности ф относительно среднего диаметра резьбы 0,2 мм не более
Улучшить. Цинковать
II
1 -Q
Si $
<ъ
4,QL
J5,90_
-25-
Ut50
Биение указанной
86,10 ygty
"50,5
На этой длине дописка- ются следы черноты -ВД
Примечание.:
' Для дет. 120-3104051 резьбу 1 N20x1,5(3 левую
Шпилька ступицы заднего колеса
Материал - сталь 35 Твердость Нв~2ММв7
Лбтомодиль
ЗИС-150
120-3104050
v
Г1йка внутренняя шпильки
Материал - сталь 35
Лбтомодиль
ЗИС-150
250563-П4
1 М20х 1,5d не преду- см атрив ается
Биение при центровке_ по оправке 1М20}ймеющей резьбу, изготовленную по минимальному среднему диаметру^не должно быть более 0,25 мм
Цементовать на глуби* ну 0,2г0,4мм. Твердость по напильнику, тариро - ванному Hrc =56. 'Цинковать. Толщина слоя 0,0/3 мм
Гайка внутреннего заднего колеса
Материал - сталь Д/2
Лбтомодиль
ЗИС-150
1203104054
_ резьбы 1М20x1,5 не пре-
Биение при центровке v'/ дусматривается
по оправкеs имеющей резьбу 1М20,
изготовленную по минимальному IQUKQ иНЦ ГП D6H Н620
среднему диаметру.не должно о С7 г
быть более 0,25мм 3 QOHGZO KO/JGCQу
/зевая резьба
Цементовать на глубину 0,2г 0^4 мм. Твердость Материал - сталь Д/2
по напильнику, тарированному Нрс~56. Цинковать. Толщина слоя 0,013 мм
Автомобиль
ЗИС-150
/20-3/06055
115
37,66
Т 22А&
—/4 1 л?;
XV
с-
ОТ
\
I 1
/ 1
Г" / 1 ) ( 1
vfw;
R22 сферическая поверхность Фаска подцгломбtf У -на глубину
~т
резьбы
Гайка
§ йнаружного заднего колеса
оиение при центров¬
ке по оправке, имеющей резьбу, изготовленную по Материал-стальЯ12. меньшему допустимому среднему диаметру, не Цинковать. Толщина должно быть более 0,25мм. слоя покрытия о, о/Змм.
Покрытие резьбы не
предусматривается
Автомобиль 3И С-1 5О
120-3104056
,r6$'
\
г*
1 V
♦
, — —
Стремянка креплений передней рессоры
Материал-сталь ROX Твердость Нв= 201+272
Автомобиль
ЗИС-150
120-2902408
Материал- сталь П12. Цинковать. Толщина слоя покрытия 0,013мм. Покрытие резьбы не предусматривается
V (W)
R22 сферическая поверхность /Фаска под у гломб(? /на грибами резьбы
Гайка
§ наружного 3 заднего Ч| колеса
[(левая резьба)
, 1Биение при центров- ке по оправке, имеющей резьбу, изготовленную по меньшему допустимому среднему диаметру, не должно выть долее 0.25 мм.
Автомобиль
ЗИС-150
к*
*
£
£
2*45°
(Ю\
~т
120-3104057
65
<30
Материал-сталь Ш Твердость Нв =201+272.
'Стремянка креплений задней рессоры
Автомобиль
ЗИС-150
120-2912408-Б
116
111
Материал -ковкий чугун
Двтомобиль
ЗИС-150
120-3401015-^
Примечания:
1. Поверхности диаметров и должны быть кон цен¬
но, у и эи,пи
тричны. Отклонение не более 0,1мм общих показании индикатора
2. Торцы втулки должны быть перпендикулярны оси поверхности
диаметра Отклонение не более 0,1мм общих показаний
индикатора
Втулка картера руля
Материал-сталь 20
Двтомобиль
ЗИС-150
120-3401015ДР1
Картер руля
Ремонт резьбы в отверсти- ях для ЬолтоВ крепления нижней, крь/шки постановкой ввертыша
и забить шпильку
Материал-кобкий чугун
Дбтомобиль
ЗИС-150
120-3601015'Р2
w
1*45°
S;
ш
Ж
1
111
W.
if 5/У:
ш
1
1
Вбертыш
б отверстие для болтов крепления нижней крышки картера руля
Материал-сталь 20
Дбтомобиль
ЗИС-150
120-3601015-ДР2
120-3401076-/}
/Я
Втулку крышки картера руля и картера развернуть после запрессовки. Обеспечить соосность
Условное
обозначение
Номинальный размер
Ремонтный размер
D
41 МО 41,087
41.560
41,587
V!
2,5/
Условное
обозначение
Номинальный размер
Ремонтный размер
Д
41,000
41,039
41,500
41,539
Крышка картера руля
Ремонт отверстия для втулки вала сошки руля развертыванием до ремонтного размера
Материал-ковкий чугун
Детали 120-3401076^ и 120-3401076-Р3 взаимозаменяемые
Поверхности ЙиВ должны быть концентричны, отклонение не более 0,1мм общих показаний индикатора
-35
W
05 '
О)
О)
°сГ
СП
l7
Точить предварительно
Развернуть в сборе с дет 120-3401083-Я
Втулка бала сошки руля
Дбтомобиль
ЗИС-150
120-3601083-^
Материал-бр СЦС5-6-3
Дбтомобиль
ЗИС-150
120-3601076-Pi
119
Условное
обозначение
Номинальный размер
Ремонтный размер
В
91,000 91,039
91,500
41,539
Картер руля
Ремонт отверстий для втулок кривошипного вала руля развертыванием до ремонтного размера
Материал-серый чугун Твердость Нв=121+199
Лбтомобиль
ЗИС-150
120-3401015-Р3
Развернуть
V(W)
Летала 120-340W16-P, u 120-3401076
ооаимозомен яемые
Условное
обозначение
Номинальный размер
Ремонтный размер
D
41,060
91,081
91,560 91,58 7
Поверхности Л и В должны быть концентричнь/, отклонение не более 0,1 мм общих показаний индикатора
— —35
V////7//////77/77/7 ~
> Сь ; гч*
Й_^
1
*
1
Втулка бала сошки руля
Материал-сталь 20
Вал руля
Ремонт изготовлением новой шпоночной канавки номинального размера под углом 180°к старой
Лбтомобиль
ЗИС-150
120-3401040-^
Сеч. по А В и СВ
Перед ремонтом деталь проверить на отсутствие трещин Проверку желательно производить на магнитном дефектоскопе При наличии трещин любого характера и расположения ремонт детали не допускается
Условное
обозначение
Шлифовать
перед
хромированием до размера
Хромировать
во
размера
Шлифовать
после
хромирования до размера
л
37у 77 37,80
38ПО
37,950
37,375
Вал сошки руля
Ремонт опорных шеек дала сошки руля хромированием с последующим шлифованием до номинального размера
Новый вал сошки руля термически обработан - улучшен; твердость Нв « 269 - 302
Материал - сталь 40X
Автомобиль
ЗИС-150
120-ЗШ065-
Р,
:б т. с. грочовскип 1023
121
Стопор гайки для крышки руля
(изготовление)
Материал-сталь 20: толщина листа 2мм
Лвтомобиль
ЗИС-150
120-3401153
МЛ
Профиль смазочной канавки 2,
Шайбу омеднить - '
толщина слоя покрытия 0,03-?0,05мм После омеднения разбить шайбу на два класса- 1-3,99 + 0,00 П- 4,00+4,01
До омеднения параллельность сторон б пределах 0,01мм
Шайба упорная ролика
[изготовление)
Материал-сталь 20 Цементовать па глубину 0,8+1,2мм Твердость HRc--56-62
Лбтомобиль
ЗИС-150
120-3401070
не более 0,025мм на радиусе 16
Условное
Номиналь¬
Ремонт¬
обозначение
ный размер
ный размер
В
21,72
21,52
21,86
21,66
т
7,000
7,50
7,058
7,55
Вал сошки руля
Ремонт выточки для стопорной шайбы протачиванием по ширине до ремонтного размера
Условное
Номиналь¬
Ремонт¬
обозначение
ный размер
ный размер
В
22,00
21,80
22,14
21,96
т
6,945
7,445
6,985
7,485
Примечания,
1. Параллельность сторон в пределах 0,01мм 2.Острые кромки притупить
Материал-сталь 90X Твердость Нв=269+302
Лбтомобиль
ЗИС-150
120-3401065-
Р,
Материал~Бр ДМЦ 9-2 Твердость Нд-120 не менее
Шайба упорная бала сошки руля
Лбтомобиль
ЗИС-150
120-3401140-Pi
;1
№
Условное обозначение
Но ми-
нальньш
размер
Ремонтный размер
1-й
2-й
3-й
4-й
5-й
6-й
в
420,38 420,00
421,38 421,00
422,38
422,00
423,38 423,00
424,38 424, 00
425,38
425,00
426,38
Ш1Го
Материал барабана-СЧ15-32
Автомобиль
ЗИС-150
Расточить на указанной длине в сборе с дет. 120-3103015
Биение при иентровке по наружным кольцам роликовых подшипников не более О; 25 мм
120-3502064
120-3502065
Pi-6
Условное обозначение
Но ми-
нальный
размер
В
420,38
420,00
Ремонтный размер
1-й
Д 21,38
421,00
2-й
422,38
422,00
3-й
423.38
423,00
4-й
424,38
424,00
5-й
425,38
425,00
6-й
425,38
Тормозной барабан заднего колеса в сборе со ступицей
Ремонт рабочей поверхности растачиванием до ре- монтного размера
Тормозной барабан переднего колеса 6 сборе со ступицей
Ремонт рабочей поверхности растачиванием до ремонтного размера
Материал барабана- СЧ 15-32
Автомобиль
ЗИС-150
120-3501064
120-3501065
Pi-
л ? 3 ПС с
—^-\г> '<1 ^ 23,00U
Оси указанных отверстии должны быть параллельны,
Допускаемое отклонение Pbl40Z КОЛОдКЦ PU4H080 тОПМОЗО 0.2мм на длине W0 (передний и задний)
Ремонт отверстия для оси запрессовкой втулки
Втуль и развернуть, после запрессовки обеспечить
Развернуть
1 Приварить каждою втулки 6 трех точках с наружной, стороны, наварку зачистить за подл и цо с деталью.
Колодка ручного тормоза
Ремонт отверстий для оси запрессовкой втулок
Мстериал-кобкий чугун
Материал-сталь 35
Дбтомобиль
120-3507028-Р2
Дбтомобиль
120-3507016~Р2
ЗИС-150
120-3507035:Рг
ЗИС-150
Острые кромки притупить
Разностенность
v( w)
Острые кромки притупить
Разностенность
V (W)
1"
0)|00
’512*
"V
не более 0,15мм.
♦
Втулка
в отверстие для оси рычага колодки ручного тормоза
15,5 L
h\2 '
Втулка
в отверстие для оси колодки ручного тормоза
Материал-сталь 20
Дбтомобиль
120S50 7028-Д Рг
Материал-сталь 20
Дбтомобиль
ЗИС-150
120-350 7035-/1Рг
ЗИС-150
120-3507018-ДРг
124
1*45°
Услобное
обозначение
Номинальный размер
Ремонтный размер
В
20,033 ~~1 20, 000
"20,533
20,500
Рычаг колодка ручного тормоза
(передний, и задний)
Ремонт отберетия для оси развертыванием до ремонтного размера
Материал-сталь 35
Дбтомобиль
120-3507028-Р,
ЗИС-150
120-3507035-Pi
Услобное
обозначение
Номинальный размер
Ремонтный размер
D
20.033
20,000
20,533
20,000
2 от6 раздернуть, обеспечить соосносто
Колодка ручного тормоза
Ремонт отберетия для оси разберто/банием до ремонтного размера
Материал-кобкий чугун
Дбтомобиль
ЗИС-150
120-3507018-Pi
Услобное
обозначение
Номинальный размер
Ремонтный размер
а
19,96
19,93
20,46
20,43
Материал
Сталь 20
Сталь 45
Термическая
обработка
Цементация на глубину 0,7-1,1 мм Закалка
Закалка токами высокой частоты на глубину 1,0-210мм на указанную длину.
допускается незакаленная зона по 4 мм от края с каждой стороны
Твердость
НЯс= 52+62
Ось колодки ручного тормоза
Дбтомобиль
ЗИС-150
120-3507022-Pi
125
Материал -серь>и Цгу* n°h Твердость нв= 207* 2ы
Автомобиль
ЗИС-150
120-3507052-Р
126
Приварить каждую
втулку в трех точках с наружной сторонь1
24,045 Развернуть
Развернуть, после запрессовки обеспечить соосность
Оси указанных
отверстий должны быть параллельны Допустимое отклонение 0,2мм на длине W0
Рычаг колодки ручного тормоза
(передний и задний)
Ремонт отверстий для оси запрессовкой втулок
Материал- сталь 35
Автомобиль
ЗИС-150
120-3507028-Р3
120-3507035-Рз
Острь/е кромки притупить
Разностенность
Т~
I не более 0,15мм
г^г-4
■§
S
__L
>0,0 \
9Л '
Втулка
в отверстие для оси рычага колодки ручного тормоза
Материал- сталь
Автомобиль 120-3507028-ДРг
ЗИС-150 120-3507035-ДР3
Хонинговать
Неперпендикулярность оси цилиндра к плоско ста Л не долее 0,03мм на длине 100мм
66,5 цилиндров
Наиме¬
нование
Номиналь- ный размер
Ремонтный размер
1-й
2-й
Увеличение
диаметра
вмм
0
+ 0,4
+0,6
Диаметр
расточки
В
52,03
52,00
52,43
52,40
52,83
52,80
Примечания:
Юбальность и конусность цилиндров не более 0,02мм 2.Больший диаметр конуса допускается только в нижней части цилиндра
Блок цилиндров компрессора
Ремонт цилиндров растачиванием до ремонтного размера Материал-серый чугун Твердость Н3 = 179 + 229
Автомобиль
ЗИС-150
120-3503030-9^
Хонинговать
После запрессовки
гильзы проверить резьбу метчиком
Л 3
Сверлить 6отвф^2 в каждой гильзе после запрессовки через отверстия в блоке
58,9
Расточить
58,7
СЧ
«Г?
Неперпендикулярность
оси цилиндра к плоско - сти Л не более 0,03мм на длине 100
Расточить после запрессовки
Рекомендуется перед запрессовкой гильз в ' блок производить подбор их по двум классам.
66,5 цилиндров
Деталь
Класс
Л
6
Гильза
56,120 56,095
56,095
56,070
Блок
56х 050
56,025
56,025
56,000
Наиме¬
Номиналь-
Ремонтный размер
нование
ный размер
1-l1
2-й
Увеличение диаметра в мм
0
+0,4
+0,8
Диаметр
расточки
В
52,03
52,00
52,43 52,40 -
52,83
52,80
Примечания.
1. Овальность и конусность поверхности цилиндров не более ол2мм 2 Больший диаметр конуса допускается только в нижней части цилиндра.
Блок цилиндров компрессора
Ремонт запрессовкой гильз Материал-серый чугун Твердость Нв=179* 229
Лвтомобиль
ЗИС-150
120-3509030
Л
127
Химический состаб титаномедистого чугуна
3.5- 3,6% С; 2,3-2,5%St; 0,7-0,8%Мп; 0,45Р; 0,45% S,
1.5- 1,8Уо Си; 0,1 -0,3%П;случайные примеси Ni и Сг до Ш5% Твердость для серого чугуна Нй-173+229,для титано-медистого Нв = 229*269
'Гильза
6 блок цилиндр об компрессора
Материал-серый чугун или титаномедистый чугун
Лвтомобиль
ЗИС-150
120-3509030-ДР3
128
Протурить
Кольцевой
калибр
Канавка
24,00
23,72
ь
Ч
0,3*45 °unu R0,3
г
I
Г ГГ ~1
Т /!Г
!-■©--!
■— -х
з -44—
J_ -U- —I
/
/ Стык
ФУ пробить
2 ширина *0,8 глубина
б ленте
Размеры при изготовлении втулок из прутковой бронзы
ф 12,215 при запрессовке б кольцевой 12,165 калибр размера И2
0 12,235 прогладить 12^200 брошью
$ 12,507 обработать 12,495
после
запрессовки в головку шатуна
Примечание Размеры Df и d чертежа и таблицы только для изготовления из листовой бронзы
Нарижный
диаметр
П,
внутренний диаметр d
Мо л запрессовки в шатун
После о запрессовки в шатун
Номинальный
15,615
15,580
Расточить
Igfi
12,3
Разбернуть
12,507
12,495
Ремонтный
16,115
16,080
Втулка
Размеры кольцевых калибров D-, и Dz
Условное
обозначение
Назначение
калибра
Размеры калибров
Номинальный
1-й ремонтный
в,
Проверка
наружного
диаметра
15,615
15,580
16,115
16,080
пг
Проверка
внутреннего
диаметра
15,51
16,01
верхней головки ша~ туна компрессора (ремонтная)
Материал- Бр ОЦЧ-3 лента толщиной 1,8+0,н или прутковая бронза
Твердость Hr =6 2 не менее
Лвтомобиль
ЗИС-150
120-3509199--Pf
Поверхности С и F должны быть перпендикулярны оси отверстия!] с точностью 0,1мм на длине 100мм
Номинальный
Разница указанных размеров не более 0,4 мм
Примечания.
1. Оси Л flu Вв должны лежать б одной плоскости с точностью CJmm на 100мм
2. Непараллельность осей не более 0,7мм на длине 100мм
Развернешь после запрессовки
Подгонять по торцам шеек коленчатого вала
с зазором
0,0 7
П -
95,05
и.
94,95
Отверстие втулки
Конусность и некруглость не более 0,003 мм
П 2,507
Шатун и крышку залить баббитом 6Н Химический состав баббита: 9.0+11.0 % Sn; 13,0+15, 0%Sb; 0,5+0,9% As; 0,75+1,25%Hi; 1,5+2,0%Си\ 1,25+1,75%Cdу остальное Pb, не более 0,10% Fe, не более 0,15%2п,не более 0,Ю % В»
сборе с крышкой и прокладками толщиной 0,05мм по Зшт с каждой стороны.
должно совпадать с каналом 6 шатуне
2.495
По диаметру отверстия для поршневого пальца шатуны сортировать на 4 группы:
Головка
Наиме¬
Но миналь-
Ремонтный размер
шатуна
нование
ныйразмер
1-й
2-й
3~й
4-й
5-й
гг
а:
Уменьшение
диаметра
0
-0,2
-0,4
-0,6
-0,8
-1,0
*
Диаметр
расточки
28,523
28,325
28.125
27.925
27.725
27.525
-с
28,500
28.300
28,100
27,900
27, 700
27,500
а:
ч
Диаметр
расточки
15,519
10,020
§-
со
й
15,500
15; D00
Группа
Диаметр отверстия для поршневого пальиа
1
12,507
12,504
ГГ
12,504
/2.50!
Ш
12,501 _|
12,493
17
12,498
12.435
Ремонтные номера
Операция
Ремонт нижней головки
Ремонт верхней головки
Деталь
Шатун 6 сборе
Шапрун не 6 сборе
№
120-3509180-Р, -s
120-3509190^
Шатун компрессора в сборе
Ремонт нижней, головки заливкой нового баббита и расточкой
Шатун компрессора
(без крышки)
Ремонт верхней головки развертыванием до ремонт' кого размера
Материал- сталь 38 А
Автомобиль
110-3509180-9,-5
ЗИС-150
110-3509190-П
129
133,85 -132,7 предельный-
Шлафобание шатунных шеек
Хромирование коренных шеек
Наиме¬
нование
Ном ина ль- ный размер
Ремонтный размер
1-й
2-й
3~й
4-й I 5-й
Уменьшение
диаметра
—
0,2
С,4
0,5
08
1,0
Диаметр
В
28,48
28,46
28,28
25,26
/8,08
28,06
27,88
27,86
2 7,68 27,66
27,48 2 746
Условное
обозначение
Шлифовать перед хромированием до размера
Хромировать
до
размера
Шлифовать после хромирования до размера
пг
34,80 ~34,83
35,10
35,12
35,008 34,992
Примечания
1 Оси шатунных шеек должны быть параллельны осям коренных шеек с точностью 0,01мм на Всей, длине каждой шатунной шейки
2 Нвкруглость и конусность шатунных шеек не более 0,01 мм
3 Шатунные шейки полировать
У Острые кромки отверстий для смазки затупить
5 Торцы шатунных и коренных шеек шлифовать „как чистог\не выходя за пределы размеров, указанных в чертеже
Материал-сталь 45 Твердость Нв=223+255 (кроме шатунных шеек) Шатунные шейки подвергнуты закалке токами высокой частоты Твердость шатинных шеек Н*с=52 + б2
Коленчатый, бал компрессора
Ремонт шатунных шеек шлифованием до ремонтного размера и коренных шеек хромированием с последующей обработкой до номинального размера
120-350911Q-P-t-c
\Д6томо5иль
! ЗИС-150
т
\
Условное |
Нома -
Ремонт¬
обозна - |
нальный
ный
чениг i
размер
размер
й i
25,033 !
25,283
i
25,000 |
25.250
Биение отверстия d при центровке по коренным шейкам не более 0,15мм.
Коленчатый вал компрессора
Ремонт отверстия для уплотняющего кольца задней крышки картера растачиванием до ремонтного' размера
Материал - сталь 45 Твердость Н3=223^255
Автомобиль
ЗИС-150
120-3509110-Р,
2,800
Размер замка cm 0,оздо 0,15мм при посадке ~в~калйв)робоиное кольцо!7. В свободном состоянии ^ Примечания:
I При надевании кольца на оправку диаметром 24,6мм не должно быть остаточной деформации.
2. При установке кольца в кольцевой калибр размера 2 не должно быть просвета.
Условное
обозначение
Номи¬
нальный
размер
Ремонт¬
ный
размер
Диаметр калибровочного кольца D
25,0
25Д5
h
1,35 I 1,50 1,15 ' 1,30
Кольцо задней крышки компрессора уплотняющее (ремонтное)
материал-серый г-ту,
чугун №5. I АвтОМСОиЛЬ Твердость Hr f 96+106 j ЗИС~Н0
120-3509095-Pi
сеч. по ab
Коленчатый вал компрессора
Ремонт-‘фрезерование новой шпоночной канавки под углом 150°к старой канавке.
материал-сталь 45. твердость И q “ 223 + 255
Автомобиль
ЗИС-150
120 -3509110-Р8
'г*~ 124)
L .sazsz-
-№,5)
Условное
обозна¬
чение
Подготовка под металлизацию
Металла-
зародить
доразмера
Обработка после металлизации
Проточить до размера
Шлшродать
доразмера
а
нарезать рваную резьби наружного диаметра 235 шаг1 на длине 29мм. 22$
25,3
25,0
24,5
24,3
24ДО 24,86
Ремонт шейки для сальника металлизацией с последующей обработкой до номинального размера
Материал - сталь 45.
Твердость
Н3 -223 - 255
131
Ф15-6отв равнорасположенных Расположение по отношению к оси пальца безразлично
-п2-
Обальность и конусность указанной поверхности
допустимы в пределах допуска на диаметр для всех наружных поверхностей зо исключением нижнего пояска
Примечания.
1. Уклоны в литье 2е.кроме указанных
2. Радиусы в литье 2мм,кроме указанных
3. Тицательно очистить внутренние необработанные поверхности от пригоревшей земли
У. Снять острые кромки 5 Разностенность не более 1мм в. Оси порииня и отверстия для поршневого пальца должны быть перпендикулярные, отклонения не более 0,06мм на длине 100мм 7 Торцы канавок для колец должны быть перпендикулярны оси поршня \ допустимое биение не более 0,1мм
По диаметру отверстия для поршневого пальца поршни сортировать но У группы.
№детали
Увеличение диаметра 6 мм
Дисметрь/
Di
вг
В3
120-3509160
Номиналь¬
ный
51,970
5Н9У0
У6, 70 It 6,36
51,0
120-3509160-5Р
+ 0,У
52,370
52,ЗУ0
У 7,10 У 7, 76
51,У
120-3509160-ВР
+ 0,8
52,770
52,7чЪ
У 7,50 У 7Г15
51.8
Группа
Диаметры
отверстий
I
12 ДОЗ 12,500
Л
12,500
12,09?
Ш
12,н9?
12,У9У
И
12,У 9 У 12,У 91
Поршень компрессора
(изготовление) Материал-СЧ 15-32
Маркировать на днище поршня Ремонтный "размер,например 6Р+ О,Уf(буквы и цифры должны быть четкими)
Автомобиль ЗИС-150
120-3509160
120-3509160-бР
120-3509160-8^
132
Эпюра радиальных давлений в относительных величинах рср
2,86 Рср
Наружные углы должны быть остры- ми , но без заусенцев
Допускается и меньше-
ние толщины до 1,8 мм на угле 15 °
При установке в кольцевой калибр диаметра Д зазор должен быть 0,2+0,4
Ю 5рСр
Примечания:
1. Технология изготовлений кольца должна обеспечивать распределение давлений на окружности по указанной эпюре
2. Усилие при сжатии кольца до Ф 52 при опоре в направлении у у должно быть 2-4кг
3 Кольцо, стянутое гибкой стальной лентой до указанного зазора в направлении х х,должно иметь размер на 0,2-0,4мм более, чем в направлении у у
k В кольцевом калибре размера Df кольцо не должно давать никакого просвета
5.Кольцо должно под действием собственного веса пройти между двумя параллельными плитками высотой 50мм,расположенными на расстоянии 3,03мм.
6 Кольцо должно без повреждений надеваться на конический калибр с большим
диаметром Я2
7 Отношение модуля упругости к временному сопротивлению изгибу определенному согласно ГОСТ2 6Q 72, должно быть не более 220.
вОстаточная деформация после нагрузки до напряжения 25кг/мм2согласно ГОСТ26072 не более 10%,
9.Заготовку после обдирки до механической обработки подвергнуть старению.
10Структура-no ГОСТ846-41.
Сеч по Л В При сборке эти
/стороны должны Ко _ X быть обращены вверх
Профиль наружной поверхности кольца
Маркировать в ука- занном месте ремонтный размер, ндпример,+0,4 Кцифры должны быть четкими и ясными)
№ детали
Увеличение диаметра в мм
Наружный диаметр кольца Di
Диаметр конического калибра Я2 :
120-3509164-Я
Номинальный 1
52,0
525 !
1
120-3509164-Б Р
0,4 | 52,4
52,9 1
j
120-3509164-ВР
0,8 \ 52.8 53,3 1 J ... .. .. J
Кольцо поршня компрессора
(изготовление)
Материал-серый чугун Твердость HRa=96+106
ДВтомобиль 3 И С-150
120-3509164-Д 120-3509164-БР 120-3509*64-80
133
j Cip.
ИЗМЕНЕНИЯ И ДОПОЛНЕНИЯ, ВНЕСЕННЫЕ В ЧЕРТЕЖИ ЗАВОДОМ ИМЕНИ СТАЛИНА
ЗА ВРЕМЯ ИЗДАНИЯ АЛЬБОМА
19
№ чертежа
120-1011062-Pi
39
40
120-1004052-Pi
120-1004058
! Указано в чертеже
| Изменен» о |
! р-1
! б|
Длина до под¬
I ‘ | 1 ! j |
; 4i
головка
1
12,3
| и,.) ;
!
i
П.7
1 14,0
Глубшп свер¬
| ;
ления
!
12,5
! 10,5 ;
1 j
13,0
Гол
42
Общая длина
j j
19,2
1 21,0 !
; i
18.8
; 20,5 !
; Для выхода |
i резца дана вы- ! точка до 0 17,8
45
i шириной 3,8
48
; на расстоянии ' ; 1 м w от подго-
; 49 ! 50 ; 51
| ловка j
Толщина ленты
|
1 (для номиналь- 1 ного размера) 1 Д5_0(08
1,03 0,02 ;
Три ремонт¬
Введены до- !!
ных размера
полнительно ре-
I
(ВР, ГР, ДР)
' монтные размеры с умень¬
I
1
шением диаметра шеек: 4-й — 1
j 1
1,5 мм (индекс ; ЕР), толщина
64
2,494
1 !
вкладыша 2^87 1
5-й - 2,0 мм (ин- j деке ЖР) тол- ;
69
i
1
щина вкладыша 1 2,744 1
i
|
2,737
№ чертежа
Указано в чертеже
Изменение
120-1005020-Р
1-3
20-1005020-Pj
120-1005120-Р2
120-1005170
120-1005172
120-1005175
120-1005178
120-1011042
120-1307032
Три ремонтных размера
Размер фаски в отверстии
2X30°
Глубина расточки под втулку 20
Размер для оправки 140+0,04 Три ремонтных размера (ВР, ГР, ДР)
Введены дополнительно ремонтные размеры с уменьшением диаметра коренных и шатунных шеек:
4- й — 1,5 мм
5- й — 2,0 мм
3 X 30°
18Л
17,0
140+°'
,063
Введены дополнительно ремонтные размеры с уменьшением диаметра шеек: 4-й —
1,5 мм (индекс ЕР), толщина
„ 2,980
вкладыша jggy ;
5-й —2,0 мм (индекс ЖР), толщина вкла- 3,230
дыша
Размер слева от участка закалки 90 — 100 Размер паза 12,00 12,24
Высота лопастей
27,72
28,00
3,237 85 100
12,50
12,74
28,72
29,00
134
№ чертежа
Изменение
I
:oi '20-16)11)95
70 120-1602050-Р[
70 120-1602057-РА
73 120-1601015-Р2
73 120-1601100-Р2
86
120-2402126-Р,
Уксгдшс о чертеже
\\
1
! Размер 17.5
17,9
| 17,1
№ X 1
| IMS X 1
Размер до оси
9
отверстия 10
' Высота головки
| 4,0
4.4
! 4,2
4,0
! Общая длина
63,5
! 64
62,5
Твердость
240—245
241—285
Толщина вы¬
ступа не ука¬
4
зана
Дополнить:
1
„взаимное расположение отверстия и выступа 4, как указано на чертеже".
, Размер отверстия во втулке
, 25,025*
25,06
25,085
25,13
i
Заменена
I Материал: се- |
120 = 1602051
! рый чугун
Ковкий чугун
Наружный ди-
30,055
30,050
30,100 ’
аметр 3()^од5
!
соответственно ремонтный раз- 30,555 мер 30,600
25,025
25,06
25,085
25,13
47,09
Размер 47
46,66
Длина 76
74
Изменена конструкция под усиленный подшипник. Новое обозначение: 120-2402126-Б-Р!
.4 ‘iepjt-жа
Указано и чертеже
Изменение
iii одол:
iSn
90
91
93
93
95
95
99
120-2493055-Pi
120-2403060-Pj_2 J 20-2403060-Po
91 j 120-2402110-Pi
Диаметр от- 109,976
верс1ияшэн
Диаметр от- 28,105 верстия 28ДО0 Ремонтный 28,605 размер ^ёо-
Диаметр шейки крестов!!ны 28,000 27,979 Ремонтный 28,500
размер
120-2301020-ДР, 120-2801021-ДР!
120-2801020-ДРг 120-2801021-ДР, 120-2801020-ДР8 120-2801021-ДР^
120-2801020-ДР4 120-2801021 -ДР4 120-2902478
Шейка со стороны фланца 50,004 0 49,985 3 отверстия 0 10,2 и 4 отверстия 0 10,2 3 отверстия 0 Ю/2
5 отверстий 0 10,2; остальные отверстия 0 10,2
Диаметр отвер- 119,976 стия 119,941
28,150
28,100
28,650
28.600
28,03
28,00
28,53
28,50
Изменена конструкция под усиленный подшипник; новое обозначение 120-2402110-Б-Р,
55,005
54,982
0 12,3
0 12,3
0 12,5
0 12,3
2 отверстия 0 Ю/2
0 12.3
Закалка то¬
Закалка токами
ками высокой
высокой частоты
частоты по всей
на длине 70 мм не
длине
менее в средней части пальца (на расстоянии 25 мм от фрезерованного торца),
135
Сгр.
Указано в чертеже
И членение
100
I
102
103
JS® чертежа
120-2902446-Р!_2
25,033 ^ 25,000
29,08
29,04
I Соогветствен- ; но ремонтные ! размеры:
! „ 29,58
■ 1_и 29,54’
I 30,08
I 2'й зЩй
! Втулка ; 120-2902504-Р1_2
заменена в связи с этим втулкой 120-2902028 (ковкий чугун); наружный диаметр 29,145 29,100 ’
120-2912478
120-2912480
\
Закалка токами i высокой частоты | только цилиндри- ! ческой поверх- ; ности 0 30
| Закалка то- I ками высокой ! частоты по всей j длине
I
1
внутренний диа- 22,130
; метр 22,060 • (обработать | после запрессовки в крон- in гейн).
Зона закалки: начало на расстоянии 15 мм (не более) от внутреннего торца головки, длина зоны не менее 95. мм. Резьбовой конец на длине 55 мм (не более) сырой Закалка токами высокой частоты в средней части па длине 85 мм (не менее) на расстоянии 25 мм ог фрезерованного торца
Продолжение
и
i: 105
!
i*
i,
105
№ чертежа
Указано гс чертеже
Изменение
120-30(>3032-Pi
Размер отвер¬
стия до шплинта
1
21,00
21,25
| 21,25
20,75
Номинальный
: размер конуса (D)
21,5
22,0
Цементование
Цементовать
1 на длине 28 мм
на длине 23 мм
t
(от торца) и 5 мм
зона переходной
1
твердости
: Глубина слоя
Глубина слоя
| 1,1—1,5 мм
| 1,0 —1,4 мм
Материал:
1
сталь 12ХНЗА
Сталь 12ХНЗ
106
120-3001016-Pi
109
122
120-3001019-Pj _3 120-3001019-Р/
120-3401065-P,
Материал Бр ОЦ 4-3
j Твердость I Hj^r = 62 не ме- :
j нее
! Длина втулки i 54 ;
* Отверстие 0 10, До начала канавки 4
, До оси огвер- ;
стия 27 I Материал I 12Х2Н4А |
| Цементовать | на глубину ! 1,5—1,8 мм
7,000 т ~ 7.058
Томпак специальный, лента полутвердая
Не указана 52
0 Ю+0'9 3
26*1,3 18ХГТ
Цементовать на глубину
1,0 —1,4 мм 7,00 т 7,10 соответственно ремонтный раз- __7^50 7,60
мер т
Стр.
№ чертежа
Указано в чертеже
Изменение
122
128
120-3401140-Р,
120-3509194-Р
D «
21,72
21,86
D:
22,00
D =
21,58
21,86; ре'
21,52
° — 21,66
анну-
лировать
22,00 D “ 22,52 ;
Ре"
монтный размер ,, 21,80 D = 2U6 aHH-v-
лировать
22,14
Наружный диаметр уменьшен на 1,5 мм в связи с чем:
длина:
24,00
23,72
23,00
22,48
размер d при запрессовке в кольцевой калибр:
12,215
12,165
11,99
11,91
прогладить протяжкой:
12,235
12,200
Канавка 2X0,8
12,035
12,000
Канавка аннулирована
Продол же ние
о.
6
№ чертежа
Указано в чертеже
Изменение
Размеры калибра:
15,615 16,115
14,115 14,615
Dl 15,580 16,080
14,080 14,580
Da 15,51 16,01 Толщина ленты:
14,01 14,51
1,8+°'4
Размер Di для
1 ;03+°'02
изготовления из
прутковой бронзы
15,615 16,115
14,115 14,615
15,580 16,080
14,080 14,580
129
120-3509180-Рх_5
Отверстие в
120-3509190-Рг
верхней головке
под втулку номинальный
размер
15,519
14,019
15,500
14,000
1-й ремонтный
14,520
16,020
16,000
14,000
130
120-3509110-Pj б
Задняя коренная шейка 35,008 34,992
!
35,020
35,003
Резьба у задней шейки аннулирована
132
120-3509160
i
Отверстия в бобышке 0 2
0 2,5
137
Технические редакторы Е. И. Матвеева и Б. Я. Модель Корректор С. Л. Спесивых Обложка художника А. В. Петрова
Сдано в производство 5/VII 1951 г. Подписано к печати 3/XI 1951 г. Т-08568 Тираж 10000 экз. Печ. л. 13,33. Уч.-изд. л. 14,4.
Бум. л. 4,06. Бумага 84х1081/]в, Заказ JSfe 1023.
1-я типография Машгиза. Ленинград, ул. Моисеенко, 10
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МАШГИЗ
Двигатели внутреннего сгорания
Артемьев Е. И., Сойфер Л. М. и Вегера Н. Л., Технические условия на капитальный ремонт двигателей типа Д6, 1951. 416 стр., д. 19 р. 30 к.
Брилинг Н. Р., Вихерт М. М. и Гу терман И. И., Быстроходные дизели, 1951. 520 стр., д. 26 руб.
Глаголев Н. М., Рабочие процессы двигателей внутреннего сгорания, 1950. 400 стр., ц. 25 руб.
3 и м а н е н к о С. С. и Левит Д. Е., Расчет двигателей внутреннего сгорания с помощью номограмм, 1948. 151 стр., ц. 26 руб.
Иванов Д. Н., Системы питания современных карбюраторных двигателей, 1951. 200 стр., д. 7 р. 50 к.
Исследования отдельных элементов автомобильного двигателя (НАМИ, вып. 59), 1950. 104 стр., д. 4 р. 20 к.
Карпов В. П., Горение газообразных смесей в двигателях, 1951. 120 стр., д. 4 р. 70 к.
Орлин А. С., Калиш Г. Г., Либрович Б. Г. и др., Двигатели внутреннего сгорания, т. 1. Рабочие процессы в двигателях и их агрегатах, 1951. 448 стр., ц. 21 р. 15 к.
Чудаков Е. А. и Малаховский Я. Э., Атлас конструкций советских автомобилей, ч. 2. Двигатели (МЗМА-400, ГАЗ-20, ГАЗ-А, ГАЗ-М, ГАЗ-11 и ГАЗ-51), 1950. 164 стр., ц. 28 р. 70 к.
Чудаков Е. А. и Малаховский Я. Э., Атлас конструкций советских автомобилей, ч. 3. Двигатели (ЗИС-110 и ЯАЗ-204), 1951. 108 стр., д. 20 руб.
Хельд П., Быстроходные дизели, 1949. *540 стр., д. 23 руб.
Яковлев Л. М., Маломощные двухтактные двигатели тяжелого топлива, 1951. 340 стр., ц. И р. 10 к.
Издания Машгиза можно приобрести в книжных магазинах. Книги высылаются по почте наложенным платежом (без задатка) всеми республиканскими, краевыми и областными отделами „Книга—почтой“, а также Центральной „Книга—почтой“ (Москва, проезд Куйбышева, д. 8).
Издательство заказов не выполняет.
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МАШГИЗ
Автомобиль ЗИС-5 модернизированный. Руководство по эксплоатации, 1951. 127 стр., ц. 3 р. 65 к.
Автомобильные конструкционные стали. Справочник. 1951 324 стр., ц. 15 р. 40 к.
А с сон о в А. Д., Термическая обработка стали, изд. 2-е, испр. и доп., 1951. 352 стр., ц. 16 р. 80 к.
Байков Н. А. и 3 е в а к и н Ф. Н., Запасные части
автомобиля ЗИС-5, 1950. 136 стр., ц. 35 руб.
Каталог запасных частей автомобиля ГАЗ-51, изд. 2-е.
испр., 1951. 296 стр., ц. 15 руб.
Каталог запасных частей автомобиля «Москвич». 1951.
164 стр., ц. 14 руб.
Каталог запасных частей автомобиля М-20 «Победа»,
1950. 267 стр., д. 15 руб.
Крузе И. Л. и др., Гаражное оборудование. Альбом чертежей, 1950. 128 стр., ц. 35 руб.
Крюков А. Д., Планетарные передачи в транспортных машинах, 1950. 220 стр., ц. 14 р. 15 к.
Лысов М. И., Карданные передачи автомобиля, 1951. 70 стр., ц. 2 р. 60 к.
Сорокин Г. В., Штампы для облицовочных деталей автомобилей, 1951, 219 стр., ц. 12 р. 10 к.
Чудаков Е. А., Циркуляция паразитной мощности в механизмах бездиференциального автомобиля, 1950. 80 стр.,
ц. 3 р. 30 к.
Чудаков Е. А. и Малаховский Я. Э., Атлас конструкций советских автомобилей, ч. 4, Шасси, 1951. 264 стр., ц. 42 р. 50 к.
Издания Машгиза можно приобрести в книжных магазинах. Книги высылаются по почте наложенным платежом (без задатка) всеми республиканскими, краевыми и областными отделами „Книга—почтой", а также Центральной „Книга — почтой" (Москва, проезд Куйбышева, д. 8).
Издательство заказов не выполняет.
Цена 10 р. 60 к.