/
















































































































































































































































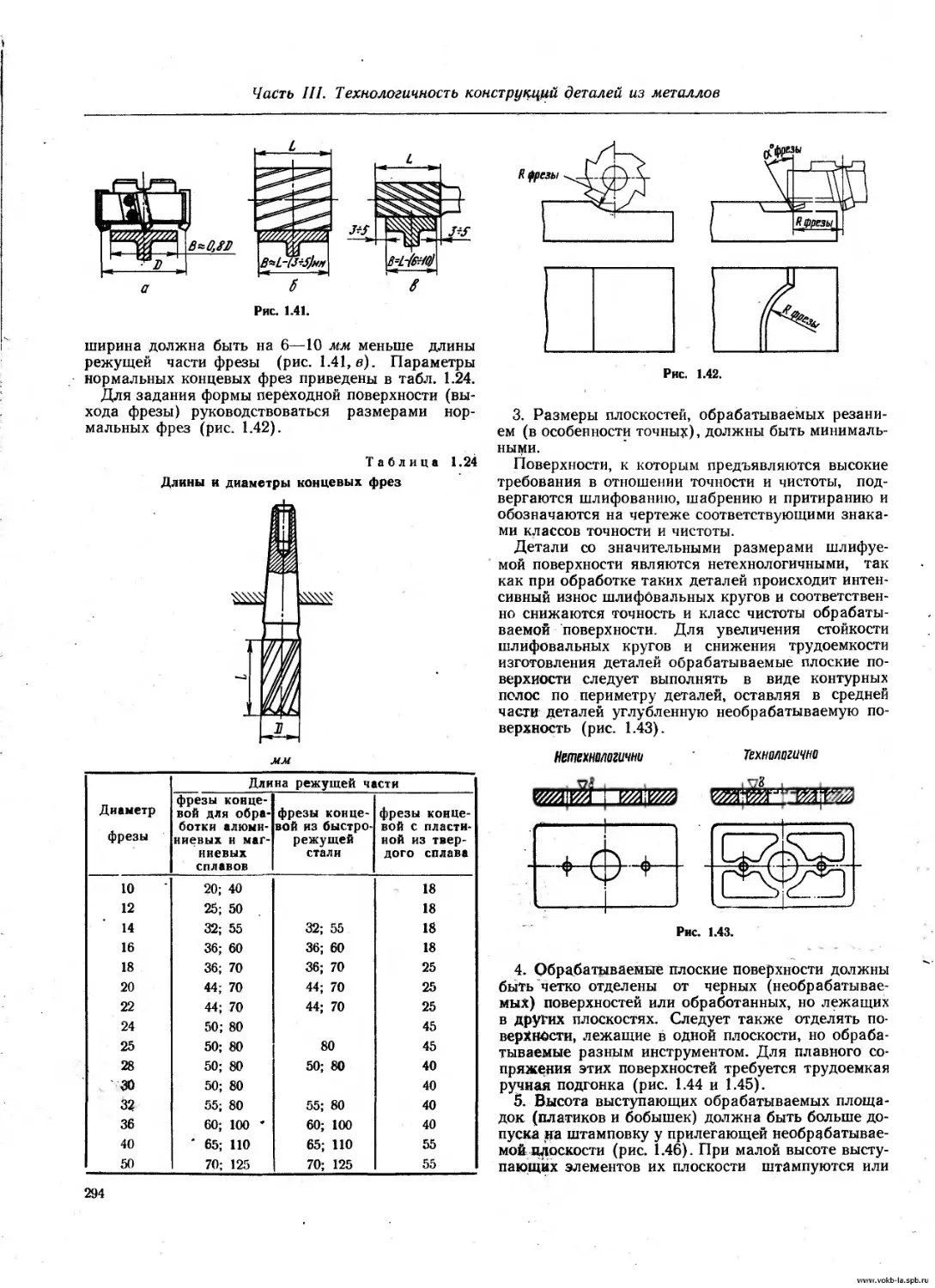











































































































































































































































































































































Текст
Для служебного пользования
Экз. № 000221 V
РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ САМОЛЕТНЫХ КОНСТРУКЦИЙ
i
I Издание третье
Под общим руководством и редакцией докт. техи. наук С. М. Лещенко
Научно-исследовательский институт технологии и организации производства Н И А Т
1972
УДК 621.7/.9.001 :629.735.33
Ответственный редактор доцент С. И. ЛЕСНЫХ
ПРЕДИСЛОВИЕ
В настоящих «Рекомендациях но технологичное!и самолетных конструкций» обобщен промышленным они г последних лет, учтены предложения конструкторских бюро и научных инсти|\тов по конструктивно-технологическим параметрам конструкции самолетов.
Рекомендации существенно переработаны и дополнены новым материалом, проверенным в производстве.
Из сборника исключен устаревший материал, вместе с том включены новые разделы. Например, книга дополнена главой «Задание поверхностей агрегатов планера», которая содержит комплекс рекомендаций по созданию теоретической поверхности агрегатов планера. Глава 3 части третьей дополнена рекомендациями но холодному объемному выдавливанию. Расширена и изменена глава 5 части третьей «Т ехнологич ноет ь дета л е й, обр а ба тыв а ем ы х снятием м ета л л а». В этой гл а ве значительное внимание уделено рекомендациям по рациональным методам и средствам изготовления деталей с малыми деформациями в процессе механической обработки; приведены новые сведения по упрочнению деталей, размерному травлению, электрохимической обработке, ультразвуковой очистке.
Предложения КВ о разработке рекомендаций по выбору рациональных заготовок, соединений и методов контроля в сборнике освещены в главе 1 второй, третьей, пятой частей.
Коллектив составителей выражает благодарность всем специалистам НИ АТ, заводов и конструкторских бюро, принимавших участие в подборе, обсуждении и разработке материалов.
СОДЕРЖАНИЕ
Стр.
Предисловие 5
ЧАСТЬ ПЕРВАЯ. ^Технологичность конструкций агрегатов и узлов планера 7
ЧАСТЬ ВТОРАЯ. Технологичность конструкций систем и узлов бортового оборудования 65
ЧАСТЬ ТРЕТЬЯ. Технологичность конструкций деталей из металлов . . . 127
ЧАСТЬ ЧЕТВЕРТАЯ. Технологичность конструкций деталей из неметаллов 443
ЧАСТЬ ПЯТАЯ. Технологичность конструкций соединений 459
ЧАСТЬ ШЕСТАЯ. Выбор методов и средств контроля . 595
ЧАСТЬ СЕДЬМАЯ. Техника безопасности и пром санитария при проектировании самолетных конструкций 639
ЧАСТЬ ВОСЬМАЯ. Оценка затрат на серийное производ-
( ство новых летательных аппаратов . • 659
www. vokb- la. spb. ru
ЧАСТЬ ПЕРВАЯ
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ АГРЕГАТОВ И УЗЛОВ ПЛАНЕРА
7
www.vokb-la.spb.
Составители: М.М. БОГОМОЛОВА, канд. техн, наук Л. А. ГОЛОМИДОВА, Н. Н. ГУБИН, В. Г. ДАРЧИЕВ, Г. Д. КАТЫШЕВА, И. С. МЕРКУЛОВ, канд. техн. наук Ф. П. НЕКРАСОВ, В. А. СМИРНОВ, А. Н. ФРОЛЕНКОВА
СОДЕРЖАНИЕ
Стр.
Введение ...................... 9
ГЛАВА 1. Форма агрегатов и компоновка планера.................................11
ГЛАВА 2. Задание поверхностей агрегатов планера ...... . .19
ГЛАВА 3. Проектирование разъемов и стыков 35
ГЛАВА 4. Членение планера.................47
ГЛАВА 5. Технологические требования к конструкциям сборочных единиц . . 57
Литература.....................64
а
я (
й
8
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
Введение
Под технологичностью понимают комплекс свойств конструкции, позволяющих применить при ее изготовлении наиболее совершенные технологические процессы и обеспечить высокое качество при минимальных затратах труда и времени.
Под комплексом свойств самолета следует понимать
— простоту аэродинамических форм агрегатов;
— простоту форм всех входящих в конструкцию элементов;
— рациональное членение на агрегаты, панели и узлы;
— возможность обеспечения взаимозаменяемости узлов и агрегатов;
— рациональное использование в конструкции монолитных элементов: панелей, лонжеронов, шпангоутов, нервюр, получаемых методами точного литья, объемной штамповки, химическим травлением и другими методами;
— выбор рациональных заготовок;
— обрабатываемость материалов.
При проектировании необходимо учитывать и выполнять следующие общие технологические требования, предъявляемые к конструкции:
1. Использование принципа агрегатирования — метода создания новых изделий из унифицированных узлов и агрегатов, обладающих функциональной взаимозаменяемостью, при которой обеспечиваются не только возможность бесродгоночной сборки и замена при ремонте любых независимо изготовленных сопрягаемых деталей и узлов, но и нх экономически оптимальные служебные функции, то есть оптимальные эксплуатационные показатели работы изделия (мощность, точность, надежность, долговечность, к, п. д. и др.) с отклонениями, лежащими в заданных пределах.
Унификация сопровождается увеличением повторяемости одноименных элементов в конструкции, что приводит к повышению серийности их производства со всеми вытекающими отсюда преимуществами.
2. Обеспечение высокой преемственности конструкций.
Преемственность означает возможность использования при проектировании новой конструкции значительного количества деталей, узлов и агрега-
2 Зак. 290
тов предыдущих изделий и выполняемых по ранее освоенным технологическим процессам.
Это в свою очередь обеспечивает высокое качество и низкую трудоемкость продукции, так как технико-экономические показатели технологических процессов заметно повышаются по мёре их освоения.
3. Обеспечение простоты аэродинамических форм агрегатов, входящих в конструкцию, и уменьшение количества сопрягаемых размеров.
4. Выбор рационального конструктивно-технологического членения, обеспечивающего расширение фронта работ при изготовлении агрегатов и возможность механизации и автоматизации способов соединения элементов конструкции.
При этом следует соблюдать функциональную независимость и конструктивную законченность подсборок (секций, панелей, узлов).
5. Наличие удобных подходов к местам соединений (разъемных и неразъемных), обеспечивающих возможность их выполнения, а также раздельную и механизированную обработку плоскостей и отверстий.
6. Наличие в конструкции узлов и агрегатов технологических компенсаторов, позволяющих осуществить сборку агрегатов без подгонки деталей по месту.
7. Максимальное использование в конструкции деталей материалов, обладающих наилучшими технологическими свойствами (свариваемостью, обрабатываемостью резанием, штампуемостью и др.).
8. Ограничение количества применяемых марок материалов.
9. Рациональность требований, предъявляемых к точности, шероховатости поверхности и взаимозаменяемости элементов конструкции, обеспечивающих качество, снижение трудоемкости и удешевление процессов изготовления изделия.
10. Возможно боле.е широкое применение в конструкции нормализованных и стандартизированных элементов. Их можно производить на специализированных предприятиях, где даже при небольших размерах производственной программы самолетостроительных заводов элементы конструкций цен-
9
www. vokb- la. spb. ru
Часть I. Технологичность конструкций агрегатов и узлов планера
трализованно изготавливаются с применением высокомеханизированных технологических процессов крупносерийного и массового производства. В результате обеспечиваются высокое качество и низкая себестоимость продукции.
11. Обеспечение легкости, точности и быстроты методов контроля размеров и качества неразъемных соединений (клепки, сварки, склейки, пайки), герметичности топливных и воздушных отсеков, автономного и комплексного контроля и испытания систем самолетных конструкций.
Технологичность не является абсолютным свойством конструкции. Конструкция, технологичная в одних условиях производства, часто оказывается нетехнологичной в других: тот или иной технологический процесс является оптимальным лишь в определенных условиях производства. В общем случае технологические процессы, связанные с широким применением специализированных средств механизации настроенного типа, обладают наилучшими показателями в условиях крупносерийного производства. Соответственно конструкции, ориентированные на такие процессы, оказываются технологичными при их выпуске крупными сериями. В условиях мелкосерийного производства наиболее технологичны конструкции, рассчитанные на изготовление с использованием универсального оборудования и оснастки.
Понятие «технологичность» также теряет определенность, если его рассматривать безотносительно к конкретному уровню развития техники и технологии производства. В связи с бурным развитием технологии частные технологические требования к конструкциям быстро меняются. Конструкции, высокотехнологичные в определенный период времени, через несколько лет в связи с появлением новых высокоэффективных технологических процессов могут оказаться нетехнологичными. Поэтому при оценке технологичности целесообразно ориентироваться
на ближайшие перспективы развития технологии. Более того, во многих случаях оказывается правильным признать технологичной конструкцию, для серийного изготовления которой в момент ее проектирования технологические процессы еще не созданы. Важно лишь, чтобы имелась уверенность в возможности создания необходимых технологических процессов в достаточно короткие сроки и в том, что технико-экономические показатели этих процессов будут превышать ранее достигнутый уровень.
Освоение серийным производством принципиально новых технологических процессов, как правило, связано с определенными трудностями. Чрезмерно большой объем новых процессов, заложенных в конструкцию самолета, иногда приводит к значительному удлинению сроков подготовки серийного производства. В этой связи заслуживает внимания тенденция ряда ОКБ первоначально вводить новые технологические процессы лишь для отдельных элементов конструкции. При постановке производства таких изделий серийное предприятие имеет возможность сконцентрировать на освоении новых процессов необходимые силы и ресурсы.
На различных этапах проектирования предопределяются различные черты будущего технологического процесса изготовления самолета. Поэтому материал последующих глав изложен применительно к этапам проектирования.
Принимая очередное решение, конструктор должен дать четкий ответ на три основных вопроса:
выполнены ли общие технологические требования к конструкции;
допускает ли создаваемая конструкция применение технологического процесса, оптимального в предполагаемых условиях производства;
соответствует ли конструктивная форма проектируемого объекта особенностям и возможностям выбранного технологического процесса.
ГЛАВА 1
ФОРМА АГРЕГАТОВ И КОМПОНОВКА ПЛАНЕРА
11
2*
www.vokb-la.spb.ru
Гл. 1. Форма агрегатов и компоновка планера
Форма агрегатов и компоновка планера самолета выбираются в зависимости от его назначения и требований аэродинамики. Компоновку и назначение самолета в свою очередь определяют
— внешние обводы агрегатов;
— схема планера;
— конструктивно-эксплуатационные разъемы;
— расположение силового набора.
Простота форм и удобство компоновки агрегатов планера существенно снижают стоимость его изготовления, объем и стоимость оснащения производства.
ВНЕШНИЕ ОБВОДЫ ПЛАНЕРА
Технологичность самолета в значительной степени определяется рациональным выбором внешних доводов агрегатов планера. Основные требования, эедъявляемые к обводам:
1. Максимальное применение поверхностей оди--арной кривизны, то есть поверхностей с прямоли--ейными образующими, которые
Рис. 1. Графическое построение промежуточного сечения конической поверхности агрегата:
I — плаз совмещенных сечений; II— плаз плановой проекции; I, 4 — процентная линия в плановой и совмещенной проекциях агрегата; 2 — концевое сечение; 3 — промежуточное сечение; 5 — корневое сечение.
обеспечивают простоту и высокую точность выполнения всех плазовых работ. В случае линейчатой поверхности, заданной двумя ее плоскими сечениями, контуры всех промежуточных сечений могут быть определены простейшим расчетом или графическим построением на одной проекции (рис. 1);
предельно упрощают обработку и контроль рабочих поверхностей объемной контрольно-эталонной и технологической оснасток. В данном случае обработка сводится к обеспечению прямолинейности образующих между двумя базовыми сечениями, контроль — к проверке прямолинейности образующих с помощью линейки;
обеспечивают возможность изготовления обшивок на универсальном оборудовании, в то время как обшивки двойной кривизны требуют применения значительно более дорогостоящего процесса — формования со специальной оснасткой. Тонкие линейчатые обшивки обычно подают на сборку без предварительной гибки; требуемую форму обшивке придают при ее установке в сборочное приспособление или на каркас агрегата;
устраняют необходимость гибки деталей продольного силового набора (лонжеронов, стрингеров). Это снижает трудоемкость их изготовления и обеспечивает повышение качества.
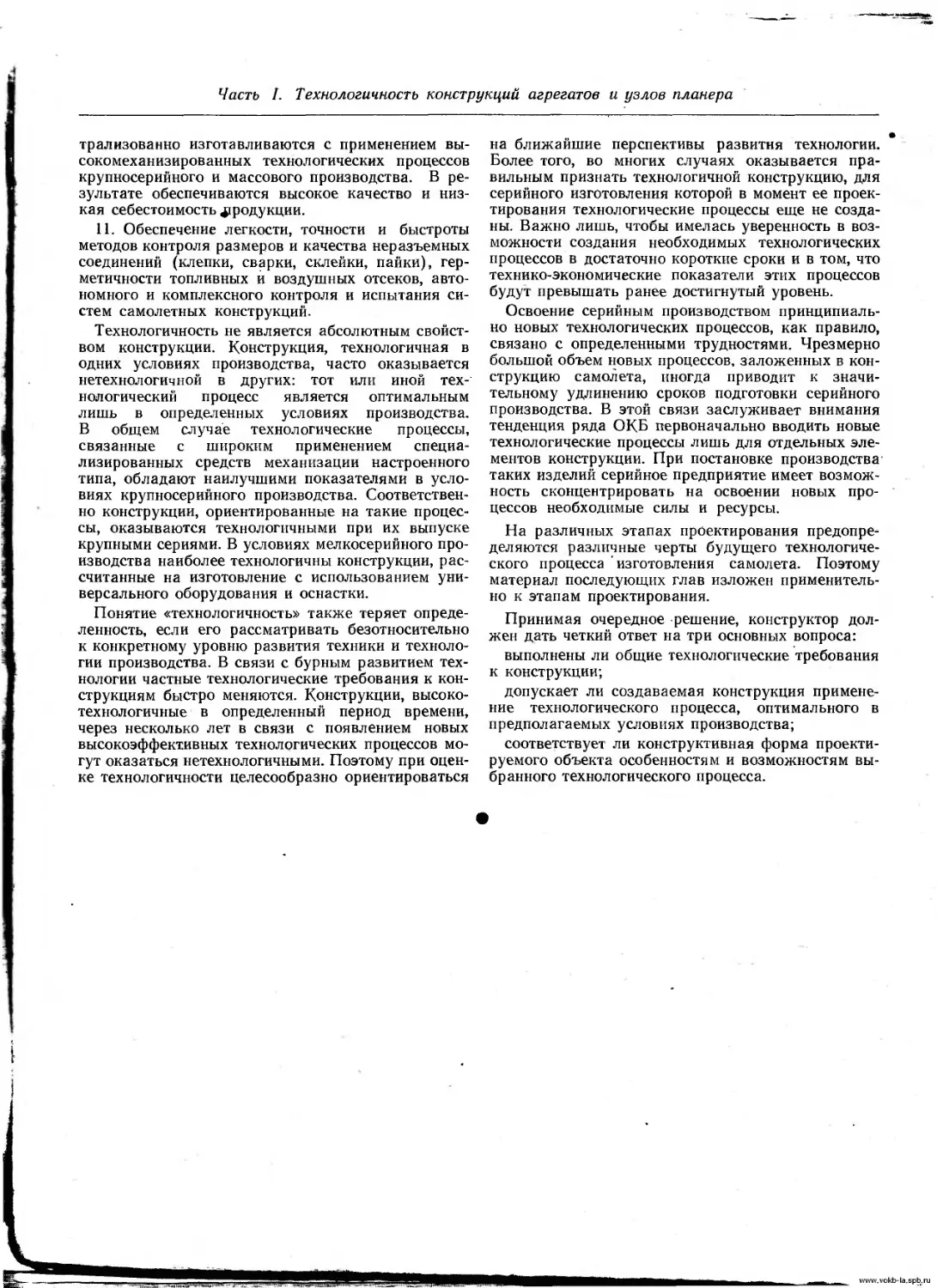
Следует заметить, что указанные преимущества линейчатых поверхностей имеют место лишь в том случае, если такая поверхность распространяется на всю длину листа обшивки, секции или отсека (рис. 2).
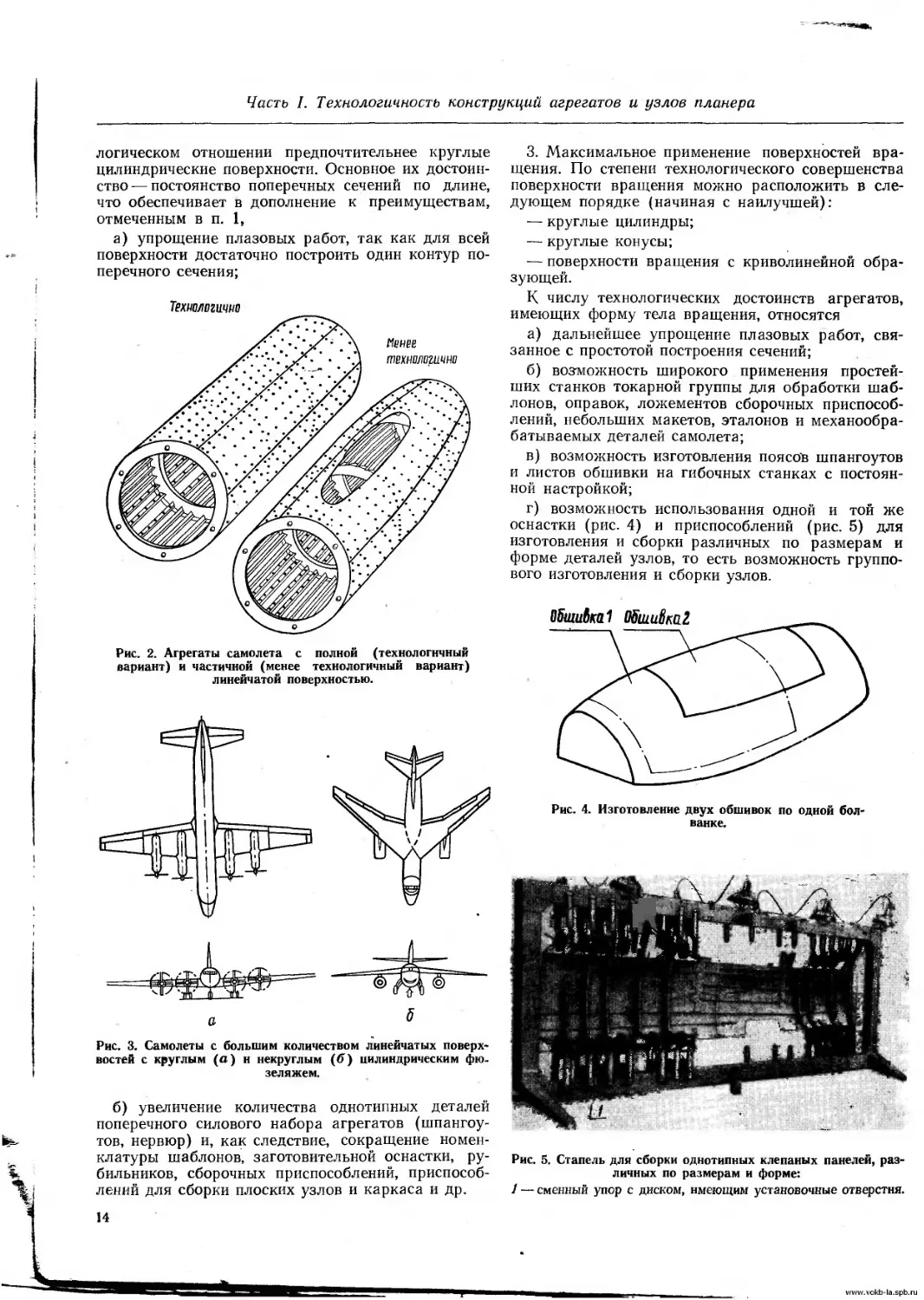
2. Возможно более широкое применение цилиндрических поверхностей (рис. 3). Из числа линейчатых поверхностей находят практическое применение круглые и. некруглые цилиндры. В техно-
13
www. vokb- la. spb. ru
Часть I. Технологичность конструкций агрегатов и узлов планера
логическом отношении предпочтительнее круглые цилиндрические поверхности. Основное их достоинство — постоянство поперечных сечений по длине, что обеспечивает в дополнение к преимуществам, отмеченным в п. 1,
а) упрощение плазовых работ, так как для всей поверхности достаточно построить один контур поперечного сечения;
Технологично
Рис. 2. Агрегаты самолета с полной (технологичный вариант) и частичной (менее технологичный вариант) линейчатой поверхностью.
Рис. 3. Самолеты с большим количеством линейчатых поверх-востей с круглым (а) н некруглым (б) цилиндрическим фюзеляжем.
б) увеличение количества однотипных деталей поперечного силового набора агрегатов (шпангоутов, нервюр) и, как следствие, сокращение номенклатуры шаблонов, заготовительной оснастки, рубильников, сборочных приспособлений, приспособлений для сборки плоских узлов и каркаса и др.
3. Максимальное применение поверхностей вращения. По степени технологического совершенства поверхности вращения можно расположить в следующем порядке (начиная с наилучшей):
— круглые цилиндры;
— круглые конусы;
— поверхности вращения с криволинейной образующей.
К числу технологических достоинств агрегатов, имеющих форму тела вращения, относятся
а) дальнейшее упрощение плазовых работ, связанное с простотой построения сечений;
б) возможность широкого применения простейших станков токарной группы для обработки шаблонов, оправок, ложементов сборочных приспособлений, небольших макетов, эталонов и механообра-батываемых деталей самолета;
в) возможность изготовления поясов шпангоутов и листов обшивки на гибочных станках с постоянной настройкой;
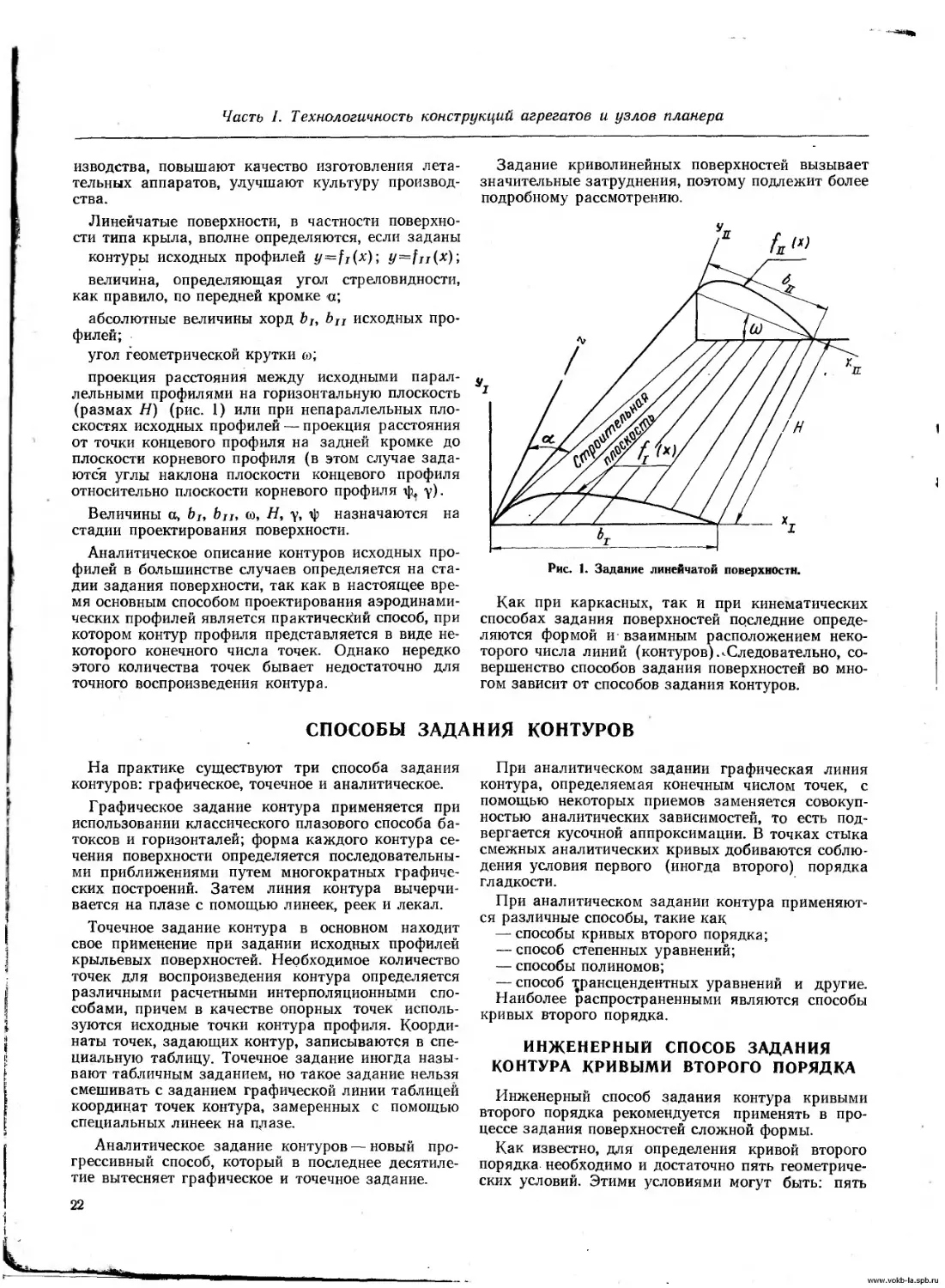
г) возможность использования одной и той же оснастки (рис. 4) и приспособлений (рис. 5) для изготовления и сборки различных по размерам и форме деталей узлов, то есть возможность группового изготовления и сборки узлов.
Рис. 4. Изготовление двух обшивок по одной болванке.
Рис. 5. Стапель для сборки однотипных клепаных панелей, различных по размерам и форме:
1 — сменный упор с диском, имеющим установочные отверстия.
14
www.vokb-la.spb.ru
Гл. 1. Форма агрегатов и компоновка планера
Основными достоинствами простых поверхностей вращения обладают и сложные поверхности, состоящие из различных простых поверхностей вращения «рис. 6).
ляющий отношение площадей участков простейших поверхностей к общей площади поверхности планера:
Ряс. 6. Фюзеляж, ограниченный комбинацией поверхностей вращения.
Примеры образования поверхностей узлов сочетанием плоских поверхностей с поверхностями вращения приведены на рис. 7.
Одним из технологических показателей, объективно оценивающих преимущество внешних обвс-юв планера, является коэффициент Л, представ-
Го
Величина Л должна стремиться к единице. В настоящее время для большинства самолетов К=0,8 и 0,9.
Рис. 7. Обтекатель силовой установки.
СХЕМА ПЛАНЕРА
Схема планера определяется эксплуатационными технологическими требованиями, предъявляемыми к самолету:
1. При выборе схемы планера, если это особо не : говорено в тактико-технических требованиях на данный самолет, наиболее целесообразно иметь среднее или нижнее расположение крыла и оперения. При сборке самолета это потребует более простую технологическую оргоснастку.
Высокое расположение крыла и оперения усложняет как применяемую оснастку, так и нивелировочные работы.
2. При расположении двигателей в хвостовой части фюзеляжа с забором воздуха в носовой ча
сти фюзеляжа целесообразно воздухозаборники конструктивно располагать как отдельные агрегаты или отдельные узловые подсборки. Наличие внутренних воздухозаборников усложняет конструкцию деталей, панелей и узлов, процессы увязки, сборки и стыковки отдельных подсборок, а также механизацию этих процессов.
3. Схема планера должна предусматривать простое технологическое членение агрегатов, возможность выноса герметичных элементов конструкции в самостоятельную сборочную единицу. В противном случае затрудняется механизация процесса герметизации и обеспечение контроля герметичности.
КОНСТРУКТИВНО-ЭКСПЛУАТАЦИОННЫЕ РАЗЪЕМЫ (КЭР)
Расположение конструктивно-эксплуатационных разъемов' (КЭР) определяет членение самолета на отдельные агрегаты и агрегатов на секции (или отсеки).
Основной критерий рациональности расположения КЭР — удобство производства и транспортировки агрегатов и секций (отсеков) и удобство обслуживания в эксплуатации.
В производстве, как правило, этих разъемов недостаточно, поэтому необходимо введение технологических стыков, членящих агрегаты и секции на еще более мелкие сборочные единицы — панели и узлы.
Выбор расположения КЭР имеет важное значе- * ние, так как от этого зависят
габаритные размеры агрегатов и секций;
возможность объединения узлов и деталей в агрегаты и секции, характеризуемые единой спецификой технологических процессов сборки и испытания;
способы обеспечения взаимозаменяемости агрегатов и секций.
При выборе КЭР необходимо учитывать
1) целевое назначение секции, требующее применения специфических технологических процессов сборки и испытания (например, необходимо выделять в отдельные секции герметические кабины лет-
15
www. vokb- la. spb. ru
Часть I. Технологичность конструкций агрегатов и узлов планера
швов, пассажирские кабины, топливные отсеки Т- и.);
однородный характер образования внешних обвей® секции (рис. 8);
12 3 Ь 3 2 5
Ж
8. Членение фюзеляжа на секции с однородным характером поверхностей:
/ 5 — поверхность вращения; 2—коническая поверхность; 3— энверхвостъ двойной кривизны; 4 — цилиндрическая поверхность.
применяемые специальные материалы (жаро-«рючные стали, пластмассы, радиопрозрачные материалы и др.); .
4} способы соединения (клепка, сварка, склейка т. д.). В пределах секции или узла преобладающим способом соединения должен быть один из указанных;
5) законченность агрегатов и секций, ограниченны! КЭР. Конструкция агрегатов и секций должна предусматривать удобства и возможность монтажа оборудования, коммуникации, проверку и испытание их, отработку шасси и других систем, контроль герметичности и т. д.
Для обеспечения стыковки без специальных стапелей конструкция агрегатов и секций должна быть достаточно жесткой, а стыкуемые элементы взаимно увязаны.
С точки зрения обеспечения взаимозаменяемости все КЭР желательно располагать в плоскостях, перпендикулярных оси фюзеляжа или плоско-'Cj сти хорд крыла. В этом
। случае обеспечивается
п I наибольшая простота
Il I контрольно - эталонной
П I оснастки> сборочных и
разделочных приспо-
1 I соблений.
liP'C fill Все средства обеспе-
L-J чения взаимозаменяе-
ЩЯ мости усложняются, ес-
ли КЭР выполнен не-
D„„ о г плоским (рис. 9). По-
Рис. 9. Самолет с непло-
ским конструктивно-эксплуата- этому неплоские КЭР ционным разъемом. нетехнологичны.
Обеспечение взаимозаменяемости становится крайне сложной задачей, если конструкция предусматривает соединение более двух агрегатов или секций с одним конструктивно-эксплуатационным разъемом. На рис. 10 показаны примеры КЭР кил# с фюзеляжем.
Рис. 10. Примеры выполнения конструктивно-эксплуатационных разъемов киля с фюзеляжем.
При соединении двух агрегатов через третий нарушается расположение их стыковочных баз, а разъем становится нетехнологичным. В отдельных случаях стыковка может быть облегчена введением размерных компенсаторов между какими-либо двумя из трех стыкуемых агрегатов, но это обычно утяжеляет конструкцию.
РАСПОЛОЖЕНИЕ СИЛОВОГО НАБрРА
При проектировании агрегатов необходимо учитывать следующие технологические требования к расположению силового набора:
1) детали поперечного силового набора (шпангоуты и рамы) должны располагаться в плоскостях, перпендикулярных оси симметрии агрегата (рис. 11, 12);
2) стрингеры и другие детали продольного силового набора должны располагаться в диаметральных плоскостях .(рис. 11,6).
В агрегатах, ограниченных некруглыми цилин-дрическими поверхностями, детали продольного силового набора должны располагаться по образующим цилиндра;
16
Гл. 1. Форма агрегатов и компоновка планера
3) малки всех деталей силового набора должны быть постоянными вдоль контуров. Выполнение этого требования существенно упрощает обработку деталей и изготовление заготовительной и сборочной оснастки.
5) при выборе дистанций между элементами силового набора необходимо принимать во внимание возможность механизации процесса сборки;
6) расстояние между последовательными элементами поперечного набора должно быть кратным
Рис. 11. Схема расположения силового набора:
а — расположение деталей поперечного силового набора в плоскостях, перпендикулярных оси симметрии (ПМ — участки с постоянной малкой; а, р — углы отклонения отсеков фюзеляжа от оси); б — расположение продольного силового набора.
Рис. 12. Расположение деталей силового набора в агрегате с цилиндрической поверхностью.
При расположении лонжеронов и стрингеров по линиям равных процентов хорды (по образующим некруглого конуса) обеспечивается постоянство их малки, но требования взаимной параллельности заклепочных или сварных швов оказываются невыполненными (рис. 13, с).
Эти требования выполняются, если детали силового набора расположены по схеме, показанной на рис. 13, б (при расположении лонжеронов и стрингеров параллельно друг другу).
Для агрегатов с незначительным сужением в плане предпочтительнее схема, приведенная на рис. 13, б, так как в данном случае изменение малки по длине стрингеров весьма невелико и может не учитываться при изготовлении стрингеров;
4) при определении расположения поперечного силового набора в агрегатах, имеющих прямолинейные образующие, но состоящих из цилиндрических И конических секций, необходимо предусматривать расположение шпангоута или рамы на стыке в цилиндрической части секции;
Рис. 13. Схемы расположения деталей силового набора крыла.
50; углы а между всеми смежными диаметральными плоскостями, в которых расположены стрингеры, должны быть равны между собой (рис. 14).
3 Зак. 290
17
www. vokb- la .spb. ru
Часть I. Технологичность конструкций агрегатов и узлов планера
Рас. 14. Схема расположения элементов поперечного и продольного наборов фюзеляжа.
Кратность расстояний между всеми шпангоутами (или нервюрами) упрощает монтаж сборочных приспособлений в плаз-кондукторах и инструментальных стендах, координатные линейки которых имеют отверстия с шагом 50 мм, а набор фитингов к ним — отверстия, кратные 25 мм.
Расположение стрингеров с равным угловым шагом позволяет собирать панели в групповых стапелях без сменных рубильников.
- а,.
www. vokb- la .spb. ru
ГЛАВА 2
ЗАДАНИЕ ПОВЕРХНОСТЕЙ АГРЕГАТОВ ПЛАНЕРА
з*
19
www.vokb-la.spb.ru
Гл. 2. Задание поверхностей агрегатов планера
Двенадцать-пятнадцать лет назад под заданием поверхности понимали формулировку некоторых условий, обеспечивающих графическое построение сечений поверхности на плазе, игравшем роль основного размероносителя. Так, в книге-В. А. Андреева и др. «Расчет и построение контуров самолета на плазе» (М.., Оборонгиз, 1960) дается следующее определение задания: «Задать поверхность агрегата самолета — значит сформулировать в геометрической или аналитической форме условия, необходимые и достаточные для построения совокупности кривых, определяющих поверхность агрегата».
Появление электронновычислительной техники, внедрение воспроизводящего оборудования с программным управлением для изготовления оснастки и деталей положили начало ликвидации плазово-шаблонного метода производства.
В настоящее время плаз не является основным размероносителем; вся информация для обеспечения автоматизированного воспроизведения обводообразующей оснастки и деталей получается в результате расчета на ЭЦВМ, геометрических параметров аналитически заданной поверхности. Поэтому сейчас под заданием понимают не.условия для построения, а процесс нахождения аналитического описания поверхности. Наиболее точно отражает сущность этого процесса определение, данное канд. техн, наук В. А. Осиповым (Курс лекций по начертательной геометрии. МАТИ, 1971): «Аналитическим заданием поверхности называется процесс создания математической модели, которая единст-зенным образом определяет поверхность».
Исходя из геометрических свойств заданных поверхностей и формы графического или аналитического их описания, все существующие" в самолетостроении способы задания поверхностей условно делятся на каркасные и кинематические.
Каркасным способом называется способ задания поверхности совокупностью лежащих на ней линий. Однозначное определение точки поверхности возможно лишь на линии каркаса. Каркасные способы основаны на приемах построения, применяемых в начертательной геометрии, а также на способах задания и аппроксимации плоских обводов методами аналитической геометрии. К таким способам задания поверхностей относятся
графический способ батоксов и горизонталей;
основные недостатки этого способа:
большая трудоемкость графической увязки;
низкая точность плазовой увязки обводов агрегата, а следовательно, неоднозначность задания поверхности;
неточность данных плазовой таблицы, неизбежно возникающая в результате ошибок измерения ординат по батоксам и горизонталям, что создает многочисленные неувязки при обмене плазовой информацией между ОКБ и серийными заводами. Поэтому в настоящее время применение графических способов задания поверхностей не рекомендуется;
аналитический способ аппроксимации поверхностей;
различные способы задания поверхностей дискретно заданными сечениями.
Кинематические способы задания поверхностей состоят из математического задания граничных поперечных сечений отсеков поверхности (образующих) с последующим определением и представлением в виде аналитических зависимостей линий связи (линий-носителей параметров поверхности).
Линии-носители параметров устанавливают связь между образующими отсеков. Таким образом, каждая точка заданной поверхности определяется однозначно. К кинематическим способам относятся
— способ кривых второго порядка;
— способ трансцендентных уравнений;
— способ степенных уравнений и другие.
Внедрение аналитического задания внешних форм агрегатов планера создает предпосылки для автоматизации процессов вычерчивания плазов и разметки шаблонов с помощью координатографов с программным управлением, причем трудоемкость в результате этого снижается в 18—20 раз; резко повышается точность воспроизведения;
автоматизации изготовления шаблонов и оснастки на станках с программным управлением, что, помимо значительного сокращения трудоемкости их изготовления, уменьшает количество шаблонов в 1,5—2 раза.
Аналитическое задание поверхностей и расчет их геометрических параметров открывают возможности для последовательного сокращения количества оснастки заменой ее носителями числовой информации.
Автоматизация и механизация изготовления пла-зово-шаблонной оснастки оказывают существенное влияние на сокращение всего цикла подготовки про-
21
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
изводства, повышают качество изготовления летательных аппаратов, улучшают культуру производства.
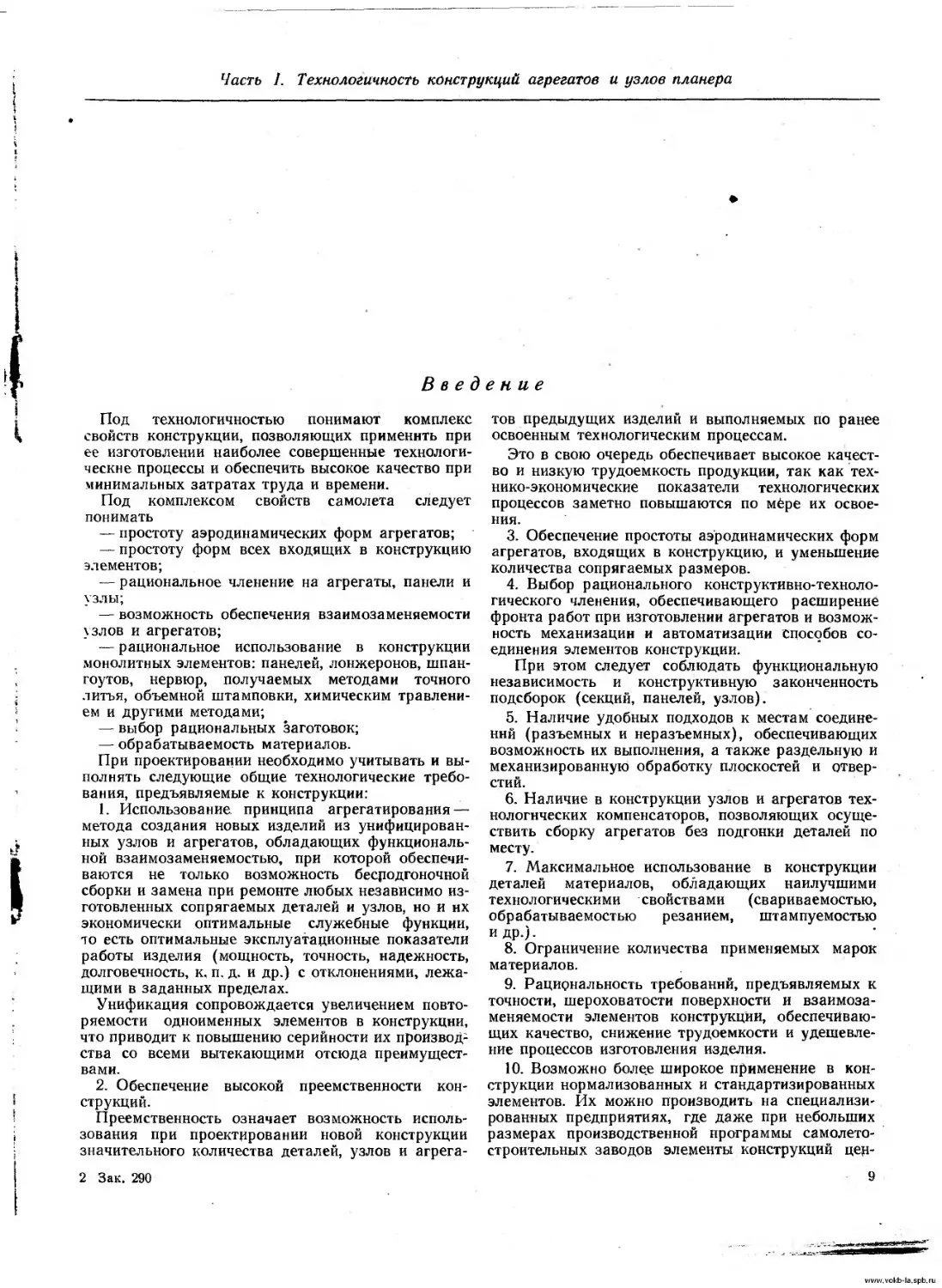
Линейчатые поверхности, в частности поверхности типа крыла, вполне определяются, если заданы контуры исходных профилей y=fi{x)', y~fn(x); величина, определяющая угол стреловидности, как правило, по передней кромке а;
абсолютные величины хорд bj, Ьц исходных профилей;
угол геометрической крутки ю;
проекция расстояния между исходными параллельными профилями на горизонтальную плоскость (размах Н) (рис. 1) или при непараллельных плоскостях исходных профилей — проекция расстояния от точки концевого профиля на задней кромке до плоскости корневого профиля (в этом случае задаются углы наклона плоскости концевого профиля относительно плоскости корневого профиля ф, у).
Величины a, bJt Ьц, со, Н, у, ф назначаются на стадии проектирования поверхности.
Аналитическое описание контуров исходных профилей в большинстве случаев определяется на стадии задания поверхности, так как в настоящее время основным способом проектирования аэродинамических профилей является практический способ, при котором контур профиля представляется в виде некоторого конечного числа точек. Однако нередко этого количества точек бывает недостаточно для точного воспроизведения контура.
Задание криволинейных поверхностей вызывает значительные затруднения, поэтому подлежит более подробному рассмотрению.
Рис. 1. Задание линейчатой поверхности.
Как при каркасных, так и при кинематических способах задания поверхностей последние определяются формой и взаимным расположением некоторого числа линий (контуров).<Следовательно, совершенство способов задания поверхностей во многом зависит от способов задания контуров.
СПОСОБЫ ЗАДАНИЯ КОНТУРОВ
На практике существуют три способа задания контуров: графическое, точечное и аналитическое.
Графическое задание контура применяется при использовании классического плазового способа батоксов и горизонталей; форма каждого контура сечения поверхности определяется последовательными приближениями путем многократных графических построений. Затем линия контура вычерчивается на плазе с помощью линеек, реек и лекал.
Точечное задание контура в основном находит свое применение при задании исходных профилей крыльевых поверхностей. Необходимое количество точек для воспроизведения контура определяется различными расчетными интерполяционными способами, причем в качестве опорных точек используются исходные точки контура профиля. Координаты точек, задающих контур, записываются в специальную таблицу. Точечное задание иногда называют табличным заданием, но такое задание нельзя смешивать с заданием графической линии таблицей координат точек контура, замеренных с помощью специальных линеек на плазе.
Аналитическое задание контуров — новый прогрессивный способ, который в последнее десятилетие вытесняет графическое и точечное задание.
22
При аналитическом задании графическая линия контура, определяемая конечным числом точек, с помощью некоторых приемов заменяется совокупностью аналитических зависимостей, то есть подвергается кусочной аппроксимации. В точках стыка смежных аналитических кривых добиваются соблюдения условия первого (иногда второго) порядка гладкости.
При аналитическом задании контура применяются различные способы, такие как
— способы кривых второго порядка;
— способ степенных уравнений;
— способы полиномов;
— способ трансцендентных уравнений и другие.
Наиболее распространенными являются способы кривых второго порядка.
ИНЖЕНЕРНЫЙ СПОСОБ ЗАДАНИЯ КОНТУРА КРИВЫМИ ВТОРОГО ПОРЯДКА
Инженерный способ задания контура кривыми второго порядка рекомендуется применять в процессе задания поверхностей сложной формы.
Как известно, для определения кривой второго порядка необходимо и достаточно пять геометрических условий. Этими условиями могут быть: пять
www. vokb- la .spb. ru
Гл. 2. Задание поверхностей агрегатов планера
-: -:ек кривой, пять касательных, любая комбинация точек и касательных при условии, что их общее гло равно пяти. В число условий может также з ттдить радиус кривизны, заданный в определенной - • -ке. и другие геометрические условия.
5 большинстве случаев кривая второго порядка сдается тремя точками (начальной А, промежу--:>=ной Е и конечной С) и двумя касательными (в -ача.тьной и конечной точках) (рис. 2).
Рис. 2. Исходные данные для задания кривой второго порядка.
Этот способ получил название инженерного и за--лючается в следующем.
В крайних точках А, С графической кривой, имеющей постоянный знак кривизны и проходящей через
критические точки конструируемого контура, с по
мощью линеек определяют направления касатель-
ных и проводят последние до точки их пересече--ия В; соединяют крайние точки А и С прямой линей. Таким образом конструируемый контур за-лючается в треугольник АВС.
Из вершины В треугольника АВС проводится ме-лиана BD.
ED
Изменяя дискриминант кривой /=-^-или уточ-
-=я направления касательных (изменяя координа-~ы точки В), подбирают задающую кривую, прохо-1-щую вблизи критических точек конструируемого
- энтура на расстояниях, не превышающих установ-*енный допуск б.
Задающая кривая вполне определяется координации вершин треугольника АВС и значением ди-криминанта f, который заменяет собой промежу-лчную точку Е:
ХЕ^ХО-(ХО-ХвУ^ Уе^Уо~(Уо~Ув>/-
Имея значения координат вершин А (хл; уА),
В\хв, ув), С(хс; ус) треугольника АВС и дискри-
, ED
чинант - / = —
' BD
легко определить коэффициенты
равнения кривой второго порядка.
Запишем уравнение кривой второго порядка в вцде
а(х — хл)2 + 2 b (х — хл) (у — уА) + с(у — уА)2 +
+ 2d(x — xA) + 2e(y-yA) = 0. (2)
Тогда
А = -*В ~ ХА'
/2 — хс хв;
~ ХС ХА’
mi = у в - ул;
/П2 = ус - ув, (3)
тз = ус - уА;
q = lz Ulf — m2i
xE = -^l^-f)+lJ-, (4)
УЕ = -^тз(1 +
yE) (m3 xE — If ~yE) + q k =----------—--------------- (5)
{т3хЕ — 13уЕ)*
и коэффициенты уравнения (2)
а — mt т2 — k т\;
b = km3l3 —(mtl2 + If m2);
— kPz\ (6)
d = ^-qm.-,
» 2 —
Приведенные формулы действительны и в том случае, когда дискриминант кривой второго порядка заменен координатами соответствующей ему промежуточной точки у£ (см. рис. 2), причем она может быть не связанной с медианой BD и находиться в любом месте контура, при этом два последних равенства (4) будут соответственно
Хр = х_ — х.\
(7) Уе^Уе-Уа-
Коэффициенты уравнения кривой второго порядка, разрешенного относительно у,
у=[Р (х—хА) + Q] ± У R (х — хл)2 + S (х — хл) + Т
(8)
23
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
определяются по формулам
₽=-4
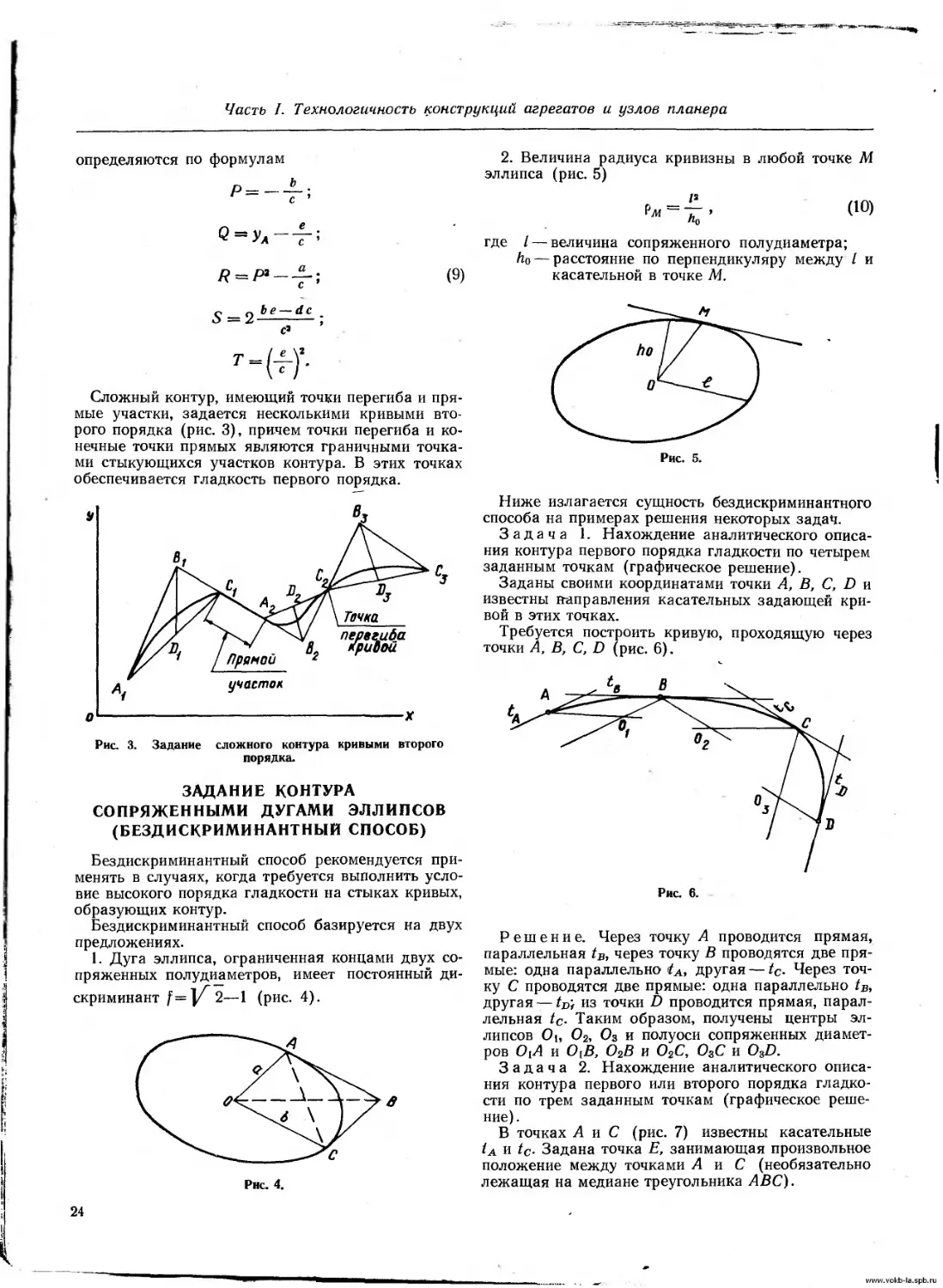
2. Величина радиуса кривизны в любой точке М эллипса (рис. 5)
(Ю)
где I—величина сопряженного полудиаметра;
Ло — расстояние по перпендикуляру между I и касательной в точке М.
5 = 2
Сложный контур, имеющий точки перегиба и прямые участки, задается несколькими кривыми второго порядка (рис. 3), причем точки перегиба и конечные точки прямых являются граничными точками стыкующихся участков контура. В этих точках обеспечивается гладкость первого порядка.
Рис. 3. Задание сложного контура кривыми второго порядка.
ЗАДАНИЕ КОНТУРА
СОПРЯЖЕННЫМИ ДУГАМИ ЭЛЛИПСОВ (БЕЗДИСКРИМИНАНТНЫЙ СПОСОБ)
Бездискриминантный способ рекомендуется применять в случаях, когда требуется выполнить условие высокого порядка гладкости на стыках кривых, образующих контур.
Бездискриминантный способ базируется на двух предложениях.
1. Дуга эллипса, ограниченная концами двух сопряженных полудиаметров, имеет постоянный дискриминант 2—1 (рис. 4).
Рис. 4.
Ниже излагается сущность бездискриминантного способа на примерах решения некоторых задан.
Задача 1. Нахождение аналитического описания контура первого порядка гладкости по четырем заданным точкам (графическое решение).
Заданы своими координатами точки А, В, С, D и известны направления касательных задающей кривой в этих точках.
Требуется построить кривую, проходящую через точки А, В, С, D (рис. 6).
Рис. 6.
Решение. Через точку А проводится прямая, параллельная tB, через точку В проводятся две прямые: одна параллельно tA, другая — tc. Через точку С проводятся две прямые: одна параллельно tB, другая — tD, из точки D проводится прямая, параллельная tc- Таким образом, получены центры эллипсов Оь О2, Оз и полуоси сопряженных диаметров OtA и О [В, О2В и О2С, О3С и О3Т>.
Задача 2. Нахождение аналитического описания контура первого или второго порядка гладкости по трем заданным точкам (графическое решение).
В точках А и С (рис. 7) известны касательные tA и tc- Задана точка Е, занимающая произвольное положение между точками А и С (необязательно лежащая на медиане треугольника АВС).
24
www. vokb- la .spb. ru
Гл. 2. Задание поверхностей агрегатов планера
I i г
Требуется построить кривую, проходящую через точки А, Е, С.
Решение. Строится треугольник АВС с вершинами А, С и В (точки пересечения касательных tA и tc), затем проводится касательная tE, параллельная АС. Через точку Е проводятся две прямые: одна параллельно tA, другая — tc.
В результате имеем центры эллипсов Оь О2, а также полуоси сопряженных диаметров О]А и OtE, О2Е и О2С.
Задача 3. Нахождение аналитического описания контура второго порядка гладкости, проходящего через п заданных точек (графо-аналитическое решение).
Задан своими координатами ряд точек, произвольно расположенных на плоскости ABCDE (рис. 8).
Рис. 8.
Построить кривую второго порядка гладкости, проходящую через эти точки.
Решение. Попарно соединяются прямыми точки А и С, В и D. Отрезки АС и BD делятся пополам. Через середину Р отрезка АС и точку В проводится прямая; аналогично через середину Q отрезка BD проводится прямая QC, затем через точки В и С проводятся прямые, соответственно параллельные
АС и BD. Точка пересечения tc с направлением РВ соединяется с точкой А, а точка пересечения tB с направлением QC — с точкой D. Из точки В проводятся две прямые: одна параллельно tA, другая — /с; из точки С проводятся прямая, параллельная tB, и прямая, параллельная tD. В результате имеем центры эллипсов 01, О2, О3, а также полуоси сопряженных диаметров OiA и О\В, О2В и О2С, О3С и ОзО; в точках сопряжения дуг эллипсов обеспечена гладкость второго порядка. Далее, согласно предложено2
нию 2: pD=~----. условие гладкости второго поряд-
Лоа
ка в точке D выражается равенством
(О3 Q2 (О4£)2
hoa ho.
На основании этого равенства находим О4Е и откладываем на прямой, проходящей через Е параллельно tD. Итак, находим центр эллипса О4 и ве- -личины полуосей O4jD и О^Е.
Аналогично определению О4, ОД) и О4Е находятся О5, О5Е, О5Г и т. д.
Как видно, решение третьей задачи в отличие от первых двух (решенных графически) является гра-фо- аналитическим.
Бездискриминантный способ имеет также и аналитический аппарат.
Задача 4. Нахождение аналитического описания контура второго порядка гладкости, проходящего через п заданных точек (аналитическое решение) .
Задан ряд точек А (хА; уА)-, В (хв, ув); С (хс; ус) ... (рис. 9) в системе прямоугольных координат. Углы наклона касательных ф и <р в точках А и В могут меняться в процессе задания.
Уравнение эллипса с центром Oi в системе уох находится в виде
У — 4± 4 VE-(x-cr + d, (12) С, с
где с и d— координаты точки Оь
А — sin 2 <р + sin 2 ф;
В = ах bt sin (<р — ф); (13)
Е = Й!2 cos2 <р + &!2 cos2 <р;
«1 и bi — полудиаметры эллипса.
Координаты центра эллипса Oi(c, d) находятся решением системы
kzx — у = k2xA — yA, kiX-y = klxB-yB,
(14)
где &,=^ф; &2=tg<p;
с =
хаЬ-Уа< -1
XBk\ —ув, 1
IА3 — 11
^2хА Ув ki, kiXB — yA
4 Зак. 290
25
www. vokb- la .spb. ru
Часть I. Технологичность конструкций агрегатов и узлов планера
¥
у
О
С
Рис. 9.
ЗАДАНИЕ КОНТУРА СОПРЯЖЕННЫМИ ДУГАМИ ОКРУЖНОСТЕЙ
Данный способ рекомендуется применять для задания внешних форм агрегатов планера, которые могут быть образованы из стыкующихся цилиндрических или циклических поверхностей..
Рассмотрим сущность способа на примере задания контура поперечного сечения корпуса летательного аппарата (рис. 10).
Задание заключается в определении величин радиусов сопрягаемых дуг окружностей и определении координат их центров.
В качестве исходных данных заданы
Величины полудиаметров определяются как
а, = Ot А = /(хд - с)2 + (уА - d)2; (Jg) bl = В = / (xB-c)2 + (yB-rf)2.
Отрезок «2 на касательной tB для построения касательной в точке-С определяется из условия равенства радиусов кривизны на стыке эллипсов Ш\ и тг
__ д,2 _ я22
Рв ftOi ho2 ’ откуда
четыре критические точки сечения:
X А (хА; уА) — верхний нулевой батокс;
D (xD‘, yD) — нижний нулевой батокс;
В (хв; ув) — линия полушироты;
O(xG; уо) — любая промежуточная точка.
где hOi
Й2 —
a^ho2 ЛО!
=h-A — расстояние от точек Oi или А сательной tB,
k3(c — xB) — (d — yB)
^О] —’ hA~
К*аа+1
= йс— расстояние от точек Ог или С сательной tB, ^(хс-хв) — (ус — ув)
— h,.
до ка-
Цв)
до ка-
(17)
~ V4a+1
Угол наклона касательной tc к оси абсцисс находится как
tg 1 = kt = . О8)
хс хт2
Рис. 10.
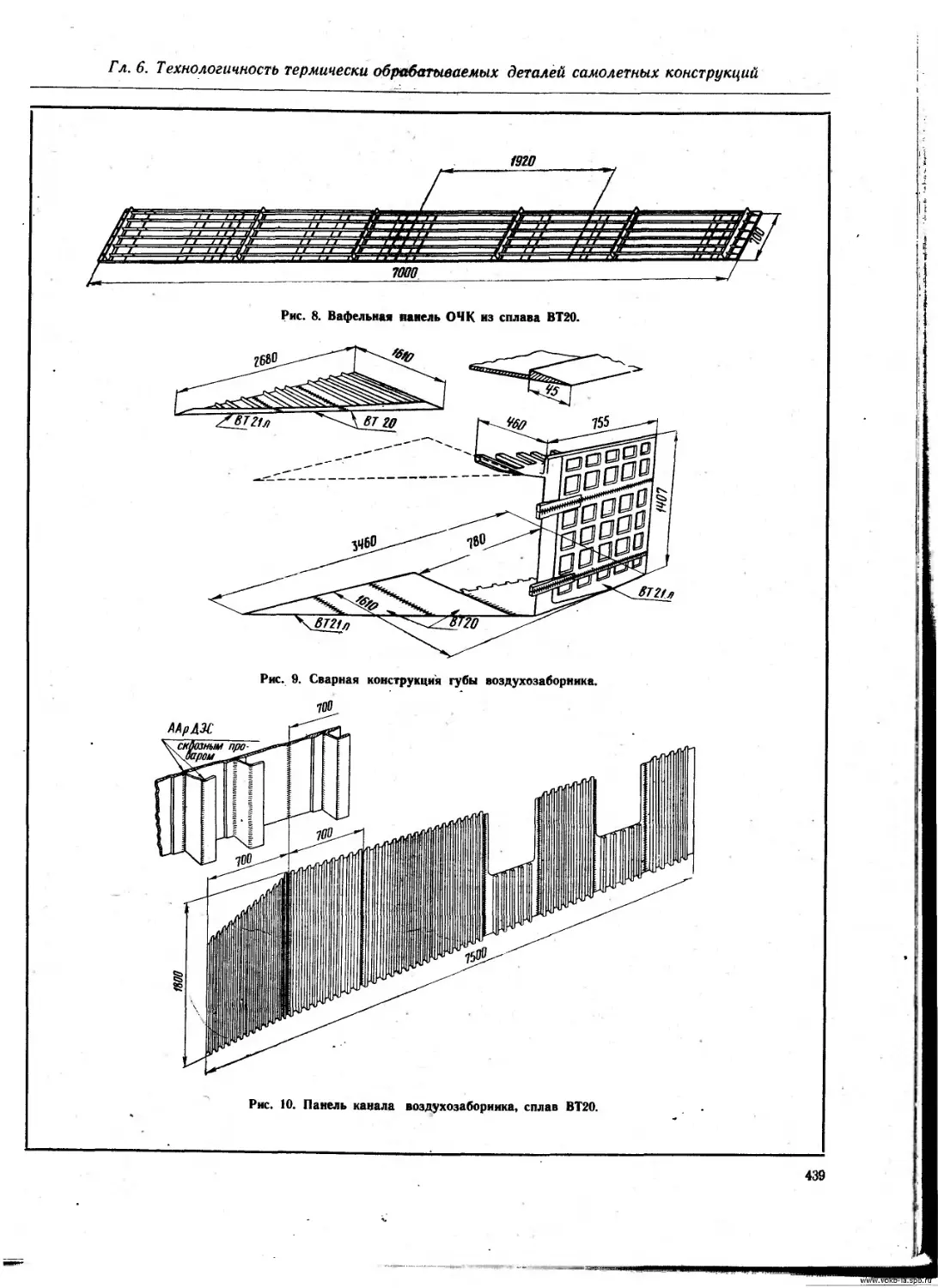
где хт; ут<— координаты точки Т2;
хт2 = хв — а2 cos <?;
Уг2 = Ув-аг81п?-
(19)
Согласно схеме на рис. 10, имеем PC.LGB и PG=—GB; EFLAG и ЛГ=—AG.
2 .2
26
www. vokb- la .spb. ru
Гл. 2. Задание поверхностей агрегатов планера
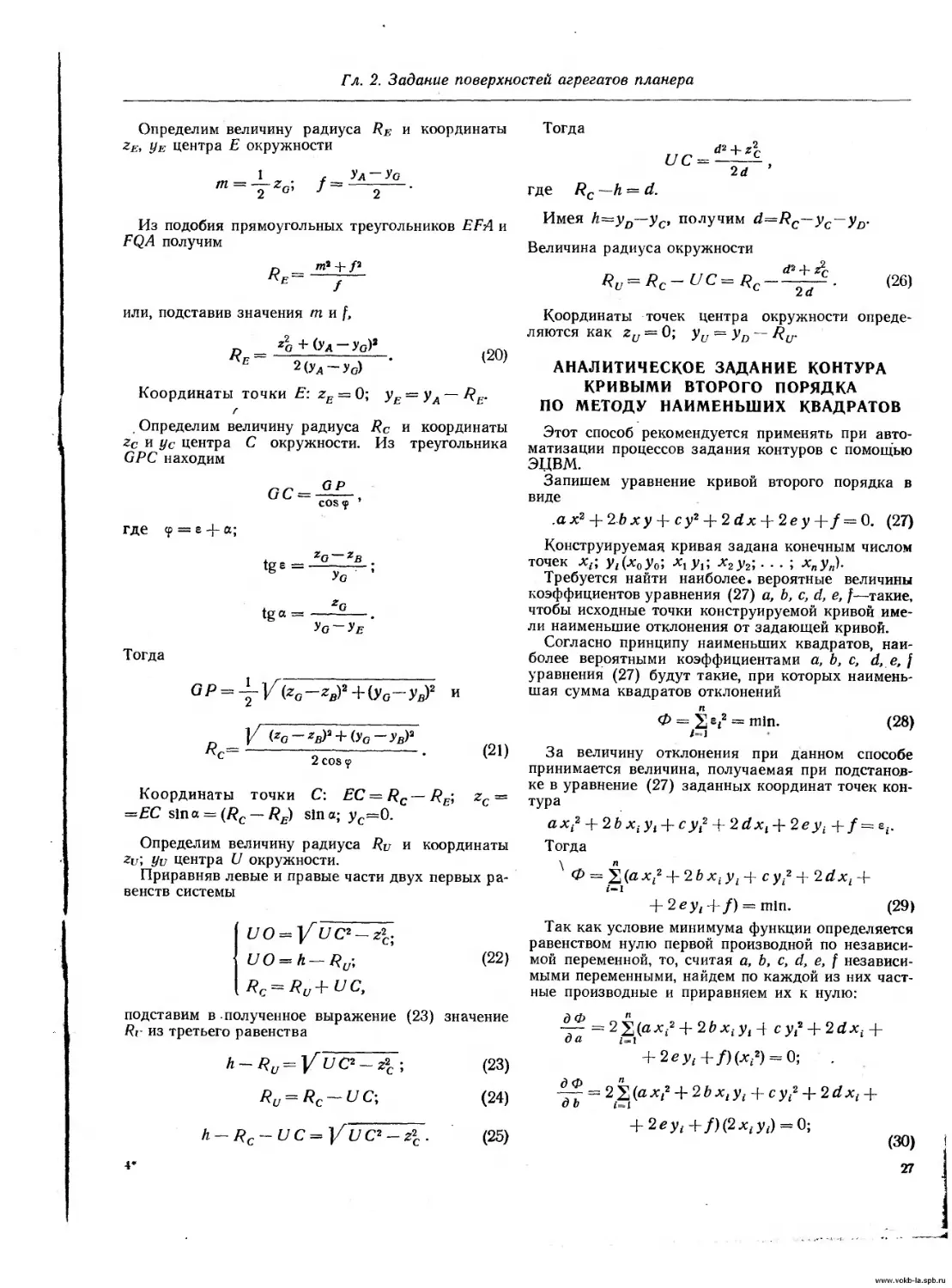
Определим величину радиуса RE и координаты zE, Уе центра Е окружности
Тогда
Из подобия прямоугольных треугольников EFA и FQA получим
или, подставив значения m и f,
р = го +(Уа-Уо)д
Е 2(уд-уо)
(20)
Координаты точки Е: ze = Q\ Уе — Уа~ Re-Г
. Определим величину радиуса /?с и координаты zc и ус центра С окружности. Из треугольника GPC находим
ос = -^-, COS <р
где <р = е + а;
. ZO~ZB
tg s =-----— ;
ё Уо
Тогда
СР = ^]/Г(го--2вУ‘ + (Уо-Ув')2 и
/ (*о - zbF + (Уо - УвГ 2 cos у • (21)
Координаты точки С: EC=Rc—Re; zc — =ЕС sin а = (/?с —/?£) sin а; ус=0.
Определим величину радиуса Rv и координаты zV', yv центра U окружности.
Приравняв левые и правые части двух первых равенств системы
UO = V UC2-z2c}
UO^h—R^, Rc = Rv+UC, (22)
подставим в полученное выражение (23) Rr из третьего равенства значение
h -R^V UC2-z2c- (23)
Ru^Rc-UC- (24)
h — Rc~UC=y UC2-z2c. (25)
где Rc ~h — d.
Имея h~yD—yc, получим d—Rc—yc—yD.
Величина радиуса окружности
d^ + гЕ
Rv=Rc~UC=Rc----------(26)
Координаты точек центра окружности определяются как ги — 0; уи — yD — RL,.
АНАЛИТИЧЕСКОЕ ЗАДАНИЕ КОНТУРА КРИВЫМИ ВТОРОГО ПОРЯДКА
ПО МЕТОДУ НАИМЕНЬШИХ КВАДРАТОВ
Этот способ рекомендуется применять при автоматизации процессов задания контуров с помощью ЭЦВМ.
Запишем уравнение кривой второго порядка в виде
.ax2A-‘2bxy + cy2 + ^dx + 2eyA-f — Q. (27)
Конструируемая кривая задана конечным числом точек хр, yt(x0y0‘, х1У1-, х2у2-, . . . ; хпу„).
Требуется найти наиболее, вероятные величины коэффициентов уравнения (27) a, b, с, d, е, f—такие, чтобы исходные точки конструируемой кривой имели наименьшие отклонения от задающей кривой.
Согласно принципу наименьших квадратов, наиболее вероятными коэффициентами a, b, с, d, е, j уравнения (27) будут такие, при которых наименьшая сумма квадратов отклонений
Ф == S et2 ~ min. (28)
За величину отклонения при данном способе принимается величина, получаемая при подстановке в уравнение (27) заданных координат точек контура
ах? + 2 b xt + су? 4- 2rfxl+ 2е_у£ +f= sj-
Тогда
\ "
d>~^l(axi2A-2bxiyi~^cyi2 + 2dxiA-
+ 2eyi+/) = min. (29)
Так как условие минимума функции определяется равенством нулю первой производной по независимой переменной, то, считая a, b, с, d, е, f независимыми переменными, найдем по каждой из них частные производные и приравняем их к нулю:
4^ = 2^(ах? + ЪЬх^ 4- cy? + 2dXi + да j_i
+ 2ey,-+/)(xt2) = 0;
~ = 2 £ (a x? + 2 b xt yt + c y? + 2dXi + o b i=l
+ 2^yt-+/)(2x(-yz) = 0;
(30)
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
4^ =2^(ах£2 + 2bx;yl-\-cyi2 + 2dx{ +
ОС |„1
+2еу1-+/)(у?) = 0;
-^4 = 2 S (а xt + 2 b xt yt + с у? + 2 dx£ + + 2eyt+ /)(2лг) = 0;
— = 2S(axt-2 + 2Ьх£у£ + су? + 2dxt-\-
+ 2е у£+/Н2уг) = 0.
Решение системы (30) дает наиболее вероятные коэффициенты уравнения задающей кривой второго порядка.
ЗАДАНИЕ КОНТУРА СТЕПЕННЫМИ УРАВНЕНИЯМИ ВИДА z/=[4x( 1—х)]'" (31)
Данный способ рекомендуется применять, как правило, при задании контуров продольных сечений агрегатов летательных аппаратов.
Сущность способа степенных уравнений заключается в подборе такого значения показателя степени т, при котором задающая кривая соответствовала бы конструируемой в пределах установленного допуска.
Рассмотрим пример, задания контура продольного сечения агрегата (рис. 11).
Контур задается (в данном примере) двумя уравнениями, одно из которых описывает часть контура от начала до миделя, другое — часть контура от миделя до конечной точки. Система координат выбирается такой, чтобы начальная точка контура совпадала с началом координат, а конечная точка лежала на оси абсцисс. При отыскании уравнения замидельной части контура начало координат переносят в конечную точку контура. Исходными данными при подборе показателя степени уравнения контура являются координаты точки миделя (Л4) и координаты некоторой промежуточной точки К.
Показатель степени т находится путем логарифмирования уравнения (31)
Igy = /nlg[4x(l -x)J,
откуда
т =------(32)
lg [4x(l - х)1
y = -^; х —2L — 2xM.
Умакс 2L М
Заменив выражения единичных координат действительными, получим уравнение контура
У[ Умакс У— Умакс ИХ 0 Х )] —
Умакс
2XixM— Х?\™
= Умакс --2--
\ХМ
При неудовлетворительности задания выбирают новый показатель степени, больше или меньше расчетного (в зависимости От величины и знака погрешности), и с помощью введения в уравнение коэффициента масштабности А
У[ = A[4XZ(1 -^)Г Умакс
делают следующее приближение.
ЗАДАНИЕ КОНТУРА СПОСОБОМ ПОЛИНОМОВ
Указанный способ удобно применять при использовании настольной вычислительной техники.
Сущность способа заключается в определении коэффициентов уравнения такого полинома, который проходит через все заданные критические точки конструируемого контура:
у = а^ а, х -f- а2х2 -}-. . . апхп. (33)
При этом получается так называемый интерполяционный полином, степень которого п определяется количеством заданных исходных критических точек.
Для определения коэффициентов уравнения (33) используются координаты (xof/oi х2у2- хпуп) заданных точек. Подстановкой каждой пары координат в уравнение (33) получим систему линейных уравнений для определения коэффициентов полинома:
yt == «о + O1X1 + а2х? + ... + апх1п-,
У2 = ф- агх3 + а2х22 + ... + ап х2п; (34)
Уя = «о + хп + а2х2 + ... + апхпп.
ЗАДАНИЕ КОНТУРА СПОСОБОМ ТРАНСЦЕНДЕНТНЫХ УРАВНЕНИЙ
Способ целесообразно применять при использовании многозначных таблиц тригонометрических и логарифмических функций.
28
www.vokb-la.spb.ru
Гл. 2. Задание поверхностей агрегатов планера
Уравнение кривой задающего контура представляется в параметрическом виде (рис. 12):
L
х — — COS а; а ’
(35)
у = yosin4 а + Ь, где а, b - коэффициенты уравнения.
Показатель степени т] определяется по критической точке М (хм; ум)
lg sin а
Изменяя показатель степени ц и коэффициенты а и Ь, которые рассчитываются по формулам, включающим в себя первичные дискретные характеристики конструируемого контура, подбирают уравнение задающей кривой (рис. 13).
В практике существуют и другие способы задания контуров, например способы линейной и линейнокруговой аппроксимации и интерполяции и т. п., которые находят применение в области автоматизации технологических процессов обработки деталей на станках с программным управлением, но нежелательны для аналитического описания аэродинамических контуров вследствие ряда недостатков.
Для получения наибольшего эффекта целесообразно применять комбинированное задание, то есть контур задать набором различных кривых. Например, контуры шпангоутов могут задаваться инженерным способом кривых второго порядка в сочетании со способом круговой аппроксимации. Продольные обводы можно задавать степенными уравнениями кривых, а поперечные — окружностями и другими кривыми второго порядка и т. д.
СПОСОБЫ ЗАДАНИЯ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ
АНАЛИТИЧЕСКИЙ СПОСОБ АППРОКСИМАЦИИ ПОВЕРХНОСТЕЙ
Указанный способ рекомендуется применять для перезадания в условиях серийного производства, а также для нахождения первичного аналитического описания в процессе проектирования.
Сущность способа заключается в задании дискретного каркаса контурами продольных лучевых сечений поверхности. Опорными точками для нахождения аналитических зависимостей линий каркаса служат точки пересечения продольных лучевых плоскостей с контурами исходных поперечных формообразующих сечений первичного каркаса.
В качестве аппроксимирующих кривых используются
квадратная парабола с вертикальной осью
у = а0 + (х — jq) + аг(х — х,)2; (36)
квадратная парабола с осью общего положения
у = Р(х - X.) + Q ± l/Sfx-xO + T; (37)
кубическая парабола
у = а0 + (х — хО + а2 (х — Xi)2 + а, (х — xL)3.
(38)
Ниже излагаются принципы задания поверхности. Поверхность агрегата рассекается системой продольных лучевых плоскостей, образующих пучок, сь которого перпендикулярна плоскостям шпангоу-"ов (параллельна оси агрегата) и расположена в плоскости симметрии V (рис. 14). Положение и ко
личество продольных лучевых плоскостей выбирается в зависимости от характера поверхности и размеров агрегата: чем меньше радиус кривизны контура поперечного сечения и чем больше расстояние от этого контура до оси пучка, тем меньше угол между лучевыми плоскостями.
Координаты опорных точек, а также коэффициенты уравнений стыкующихся участков линий каркаса рассчитываются по универсальной программе на ЭЦВМ.
Исходными данными для расчета опорных точек служит первичное задание контуров поперечных формообразующих сечений в виде аналитических зависимостей или точечного задания.
На стыках участков кривых, образующих линию каркаса, обеспечивается первый порядок гладкости.
Дбстоинством аналитического способа аппроксимации поверхностей является то, что весь процесс задания проводится с помощью ЭЦВМ по универсальной программе.
К недостаткам способа можно отнести
зависимость качества аппроксимирующей поверхности от точности определения критических точек и сечений первичного каркаса, то есть от точности исходных данных, так как в процессе аппроксимации не проводится увязки теоретических обводов;
крайне многочисленную информацию об аналитическом описании поверхности, достигающую до 1000 уравнений;
невозможность однозначного определения любой точки поверхности (как и при всех известных каркасных способах).
29
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
Рис. 14. Аппроксимация криволинейной поверхности поверхностью, определяемой системой продольных параболических образующих в цилиндрической системе координат:
W, Wi — плоскости шпангоута; V — плоскость симметрии; Н — плоскость строительной горизонтали; М — точка на поверхности агрегата; уЛ1 zM— прямоугольные координаты точки М в пространстве; *м
Р.И цилиндрические координаты точки М в пространстве.
КИНЕМАТИЧЕСКИЙ СПОСОБ ЗАДАНИЯ ПОВЕРХНОСТИ
Способ рекомендуется как основной при задании внешних форм агрегатов планера.
В настоящее время при кинематических способах задания поверхностей существует тенденция использования различных кривых для задания образующих и линий-носителей параметров (линий связи) . Однако отдается предпочтение кривым второго порядка для задания образующих отсеков поверхности.
Рассмотрим кинематический способ на примере использования кривых второго порядка (для простоты изложения плоскости образующих считаем параллельными) *.
* Один из приемов построения кинематической поверхности с переменным положением плоскостей образующих показан на рис. 21 (сечеиие /).
Рис. 15. Компоновочный эскиз самолета.
30
www. vokb- la .spb. ru
Гл. 2. Задание поверхностей агрегатов планера
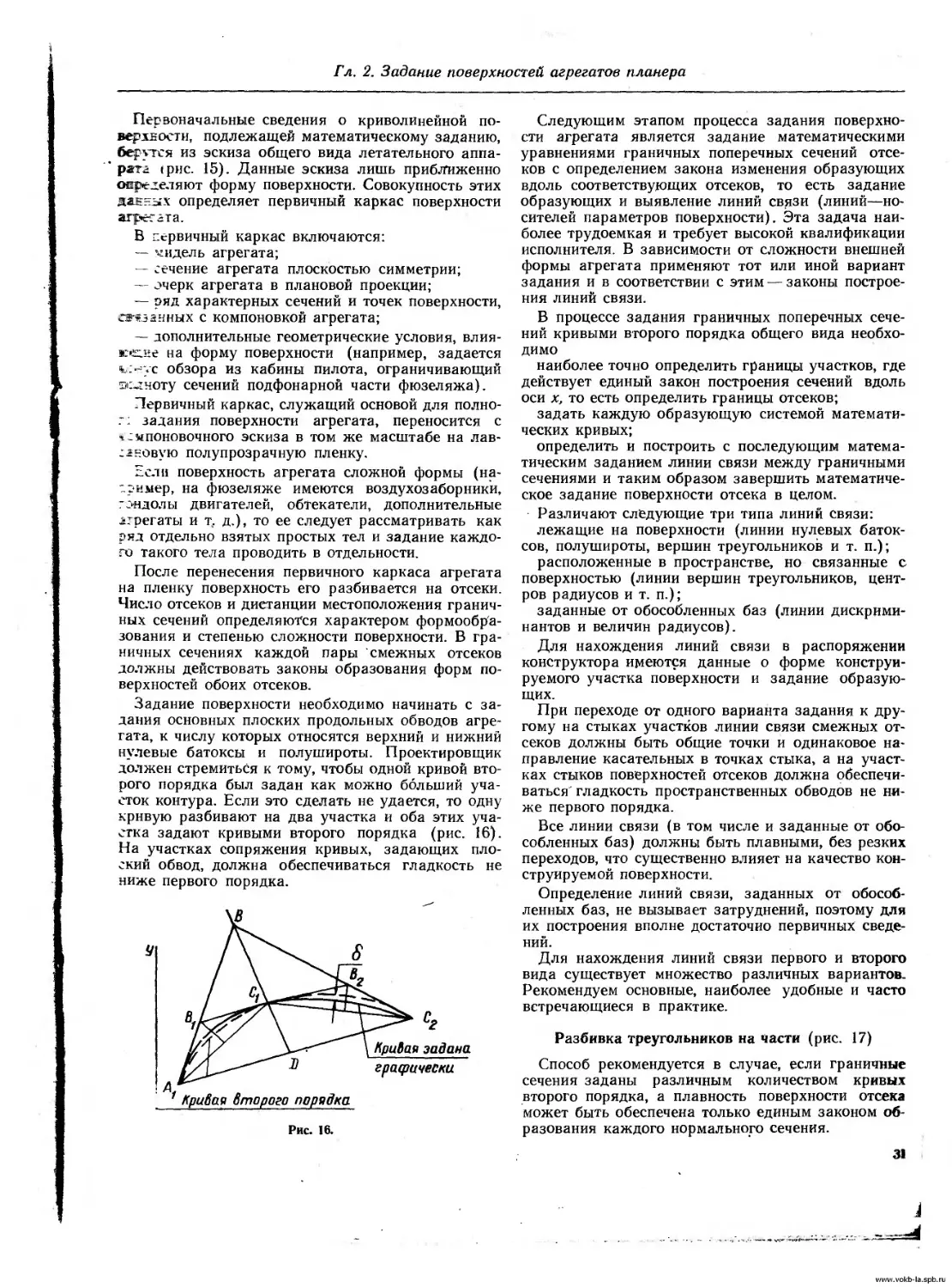
Первоначальные сведения о криволинейной поверхности, подлежащей математическому заданию, берутся из эскиза общего вида летательного аппарата (рис. 15). Данные эскиза лишь приближенно определяют форму поверхности. Совокупность этих даЕЕых определяет первичный каркас поверхности агрегата.
В первичный каркас включаются:
— чндель агрегата;
- сечение агрегата плоскостью симметрии;
— очерк агрегата в плановой проекции;
— ряд характерных сечений и точек поверхности, связанных с компоновкой агрегата;
— дополнительные геометрические условия, влия-кс?.е на форму поверхности (например, задается «ь:~ус обзора из кабины пилота, ограничивающий □слноту сечений подфонарной части фюзеляжа).
Первичный каркас, служащий основой для полно-задания поверхности агрегата, переносится с чсмпоновочного эскиза в том же масштабе на лавсановую полупрозрачную пленку.
Если поверхность агрегата сложной формы (например, на фюзеляже имеются воздухозаборники, гондолы двигателей, обтекатели, дополнительные агрегаты и т. д.), то ее следует рассматривать как ряд отдельно взятых простых тел и задание каждого такого тела проводить в отдельности.
После перенесения первичного каркаса агрегата на пленку поверхность его разбивается на отсеки. Число отсеков и дистанции местоположения граничных сечений определяются характером формообразования и степенью сложности поверхности. В граничных сечениях каждой пары смежных отсеков должны действовать законы образования форм поверхностей обоих отсеков.
Задание поверхности необходимо начинать с задания основных плоских продольных обводов агрегата, к числу которых относятся верхний и нижний нулевые батоксы и полушироты. Проектировщик должен стремиться к тому, чтобы одной кривой второго порядка был задан как можно больший участок контура. Если это сделать не удается, то одну кривую разбивают на два участка и оба этих участка задают кривыми второго порядка (рис. 16). На участках сопряжения кривых, задающих плоский обвод, должна обеспечиваться гладкость не ниже первого порядка.
Рис. 16.
Следующим этапом процесса задания поверхности агрегата является задание математическими уравнениями граничных поперечных сечений отсеков с определением закона изменения образующих вдоль соответствующих отсеков, то есть задание образующих и выявление линий связи (линий—носителей параметров поверхности). Эта задача наиболее трудоемкая и требует высокой квалификации исполнителя. В зависимости от сложности внешней формы агрегата применяют тот или иной вариант задания и в соответствии с этим — законы построения линий связи.
В процессе задания граничных поперечных сечений кривыми второго порядка общего вида необходимо
наиболее точно определить границы участков, где действует единый закон построения сечений вдоль оси х, то есть определить границы отсеков;
задать каждую образующую системой математических кривых;
определить и построить с последующим математическим заданием линии связи между граничными сечениями и таким образом завершить математическое задание поверхности отсека в целом.
Различают следующие три типа линий связи: лежащие на поверхности (линии нулевых батоксов, полушироты, вершин треугольников и т. п.);
расположенные в пространстве, но связанные с поверхностью (линии вершин треугольников, центров радиусов и т. п.);
заданные от обособленных баз (линии дискриминантов и величин радиусов).
Для нахождения линий связи в распоряжении конструктора имеются данные о форме конструируемого участка поверхности и задание образующих.
При переходе от одного варианта задания к другому на стыках участков линии связи смежных отсеков должны быть общие точки и одинаковое направление касательных в точках стыка, а на участках стыков поверхностей отсеков должна обеспечиваться' гладкость пространственных обводов не ниже первого порядка.
Все линии связи (в том числе и заданные от обособленных баз) должны быть плавными, без резких переходов, что существенно влияет на качество конструируемой поверхности.
Определение линий связи, заданных от обособленных баз, не вызывает затруднений, поэтому для их построения вполне достаточно первичных сведений.
Для нахождения линий связи первого и второго вида существует множество различных вариантов. Рекомендуем основные, наиболее удобные и часто встречающиеся в практике.
Разбивка треугольников на части (рис. 17)
Способ рекомендуется в случае, если граничные сечения заданы различным количеством кривых второго порядка, а плавность поверхности отсека может быть обеспечена только единым законом образования каждого нормального сечения.
31
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
На участке I (КО) закон построения сечений — два треугольника, то есть имеются две кривые второго порядка.
Рис. 17. Разбивка треугольников на части.
На участке II (AI) закон построения — четыре кривые второго порядка.
На границе перехода от закона двух треугольников к закону четырех треугольников должны одновременно действовать оба закона, только в этом случае будет обеспечена плавность поверхности конструируемых отсеков.
При этом варианте каждый треугольник граничного сечения (КО) разбивают на две части. Одноименные вершины треугольников обоих сечений соединяют линиями связи. Методика разбивки треугольников на части, рассмотренная на примере комбинации двух и четырех кривых второго порядка, полностью распространяется и на любое соотношение треугольников в граничных сечениях. Например, если имеется соотношение трех и четырех, то один из треугольников граничного сечения, состоящего из трех кривых второго порядка, разбивают на две части.
Стягивание треугольников в точку
Способ рекомендуется при неудобстве использования первого варианта или в случае, если контуры граничных сечений заданы не только кривыми второго порядка.
На рис. 18 показаны два случая стягивания треугольников в точку. Кривые второго порядка, заключенные в треугольники CDE и GHI (сечение //), при движении справа налево вдоль участка конструируемой поверхности (рис. 18, а) в граничном сечении / соответственно вырождаются в точки Р и R. Точка стягивания выбирается конструктором и зависит от характера формы поверхности.
На рис. 18,6 граничные сечения заданы двумя дугами окружностей, сопряженных с прямой DE (сечение Z);
двумя дугами окружностей, сопряженных с кривой второго порядка А С (сечение II).
Необходимо, чтобы кривая второго порядка вдоль участка конструируемой поверхности при подходе к граничному сечению / перешла в прямую DE. Это
условие можно выполнить стягиванием треугольника АВС в точку D, причем одновременно определяется и строится линия связи ЕС.
Стягивание треугольника в прямую
I
I j
I
I
I
I
1
I
I
I
Способ применяется, если необходимо осуществить плавный переход от кривой линии к прямой.
Пример, рассмотренный на рис. 18, б, можно также представить как стягивание треугольника в прямую.
Если при постоянном дискриминанте f вершину В треугольника АВС сводить в точку D, то кривая второго порядка, опирающаяся на хорду АС в сечении II, преобразуется в прямую DE в сечении /.
Возможен и другой вариант стягивания треугольника в прямую, а именно: если дискриминант кривой А и С ц (рис. 19) стремится к нулю вдоль участка поверхности от граничного сечения II к сечению /, то при подходе к сечению I, где f=0, кривая преобразуется в прямую.
Кривую второго порядка можно стянуть в прямую сведением вершины Вц треугольника АцВцСц к Ац или Сы (см. рис. 19).
В частном случае может быть и такая задача. Необходимо осуществить плавный переход от по-
32
www. vokb- la .spb. ru
Гл. 2. Задание поверхностей агрегатов планера
г-: -.-ости. образуемой законом кривой второго по-: ЛВС, к закону двух пересекающихся прямых
- 3- д BtCj (см. рис. 19).
Изменяя дискриминант и приближая его к еди-вдоль участка рассматриваемой поверхности, С.- .ЧНМ требуемый результат.
Переход кривой второго порядка в дугу окружности
Способ рекомендуется, если кривая второго по-згдка. заданная на одном из граничных сечений, дзлжна плавно перейти в дугу окружности радиуса г При этом необходимо определить дискриминант z окружности (рис. 20).
Рис. 20. Определение дискриминанта дуги окружности.
Задача решается в следующем порядке.
На дуге окружности по обычным правилам строится треугольник, из вершины А проводится медиана. Дискриминант дуги окружности рассчитывается по формуле
cos 4
/=--------—.
1 + cos —
е
В итоге поверхность отсека представляет собой пространственный обвод, ограниченный крайними образующими и составленный из кусков поверхности, каждый из которых получается перемещением в пространстве одной из элементарных дуг образующей.
Заданная таким образом поверхность является аналитической, так как позволяет расчетным путем определить координаты и другие геометрические параметры любой точки заданной поверхности.
Заданная поверхность оформляется в виде теоретического чертежа, на котором указывается необходимая и достаточная информация о геометрии внешней формы агрегата и взаимном положении основных конструктивных элементов (шпангоутов, стрингеров, нервюр, лонжеронов, балок и т. п.) (рис. 21).
4-600
17530
I II
-*-1700——
f~0,56
Строительная горизонталь
Рис. 21. Теоретический чертеж фюзеляжа самолета (В — верх; Н — низ).
290
33
www.vokb-la.spb.ru
ГЛАВА 3
ПРОЕКТИРОВАНИЕ РАЗЪЕМОВ И СТЫКОВ
35
www.vokb-la.spb.ru
Гл. 3. Проектирование разъемов и стыков
Разъем — соединение, позволяющее некоторые перемещения или полное отсоединение одного агрегата (узла) от другого без повреждения основных и крепежных элементов конструкции (рис. 1, 2, 3).
Стык — любое неразъемное соединение, не позволяющее отсоединить один узел (панель, отсек) от другого без повреждения основных и крепежных элементов конструкции (рис. 4, 5).
Рис. 1. Фланцевый разъем средней части крыла с центропланом.
Рис. 2. Фланцевый разъем отъемной части крыла со средней частью крыла.
Стыки делят агрегаты планера на более мелкие сборочные единицы (секции, части, панели, узлы) и назначаются только из соображений технологичности конструкции.
Рис. 3. Вильчато-ушковый разъем средней части крыла с центропланом.
В технологическом отношении разъем может быть признан совершенным, если он обеспечивает возможность качественной стыковки агрегатов (секций, частей планера)
1) без применения специальных приспособлений, определяющих взаимное расположение агрегатов в пространстве;
2) без подгонки или совместной обработки сопрягаемых поверхностей агрегатов;
3) при наличии свободных подходов к местам расположения крепежных элементов, обеспечивающих возможность механизации крепежных работ.
Основным фактором, определяющим правильность проектирования и дальнейшего производственного процесса изготовления разъема является выбор схемы базирования.
В общем случае всякое твердое тело (деталь, узел, агрегат), рассматриваемое в системе трех взаимно перпендикулярных осей, может иметь шесть степеней свободы: три перемещения вдоль осей ох,
37
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
Рис. 5. Стык панелей сварной конструкции.
www. vokb- la. spb. ru
Гл. 3, Проектирование разъемов и стыков
у, ог и три поворота относительно тех же осей, поэтому положение детали (узла, агрегата) в пространстве вполне определяется либо координатами и тремя углами, либо шестью координатами (рис. 6).
Рис. 6. Схема базирования детали в декартовой системе координат.
Координаты детали (узла, агрегата) могут быть заменены опорными точками, расположенными в трех взаимно перпендикулярных плоскостях (рис. 7).
Рис. 7. Схема базирования детали в приспособлении.
В случае, показанном на рис. 7, три силы зажима Wi, №2 и Ц73 обеспечивают силовое замыкание.
Элементы разъемов и стыков агрегатов планера, как правило, ограничены простейшими поверхностями— плоскими и цилиндрическими. Такими поверхностями являются отверстия под стыковые болты и контактные поверхности пазов (см. рис. 1—3).
Схемы базирования по плоскости и отверстиям с применением установочных пальцев (штифтов, болтов) можно разделить на три группы:
1) по торцу и отверстию, при этом возможны два случая:
основной базирующей поверхностью является отверстие;
основной базирующей поверхностью является торец;
2) по плоскости, торцу и отверстию с осью, параллельной плоскости;
3) по плоскости и двум перпендикулярным к ней отверстиям.
Рассмотрим в качестве примера базирование секций фюзеляжа самолета для случая с фланцевым разъемом (рис. 8).
При стыковке агрегатов совмещением их шести базовых точек каждый из агрегатов лишается шести степеней свободы относительно другого. Три базовые точки на стыке каждого из агрегатов оформлены приливами 1—6. Контакт по этим приливам лишает каждый из агрегатов трех степеней свободы относительно другого. Агрегаты соединяются классным болтом 7 с неподвижной посадкой по отверстиям в приливах 1 и 5.
Этот болт (сеч. А—А на рис. 8, а) лишает каждый из стыкуемых агрегатов еще двух степеней свободы относительно ответного агрегата — возможности перемещения в двух взаимно перпендикулярных направлениях в плоскости, параллельной плоскости разъема. Болт 8, соединяющий агрегаты через круглое отверстие в приливе 6 и овальное отверстие в приливе 3 (сеч. Б—Б на рис. 8, а) лишает агрегаты последней, шестой степени свободы — возможности поворота вокруг оси болта.
Контакт между плоскостями Р и Q разъема агрегатов обеспечивается заполнением зазора между ними специально предусмотренными компенсирующими прокладками 9. Все остальные болты 10, соединяющие агрегаты по разъему, устанавливаются в отверстия с зазором по диаметру (сеч. В—В на рис. 8,а).
Соединение агрегатов по разъему рассмотренного вида обеспечивает точную координацию агрегатов без применения стыковочных приспособлений и совместной обработки элементов разъема. При использовании компенсирующих прокладок осуществляется силовое замыкание плоскостей разъема без особых требований к точности обработки стыка каждого агрегата.
Введение в конструкцию разъема дополнительных жестко закоординированных точек (сверх необходимых шести) делает разъем статически неопределимым и резко снижает его технологичность, так как неизбежно приводит к необходимости выполнения подгоночных операций при соединении, в частности, к совместной разделке отверстий.
Данный разъем становится также статически неопределимым, если заменить овальное отверстие в приливе 3 или любое другое крепежное отверстие (см. рис. 8, а) на круглое классное отверстие. Стыковку* агрегатов по такому разъему без совместной разделки выполнить практически невозможно, так как для этого требуется выдержать расстояние меж
* Независимо от данных выше определений разъема н стыка понятия «стыковка» (любое соединение) и «отстыковка» (операция взаимной увязки двух объектов изделия или оснастки) остаются.
39
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
ду отверстиями под болты 7 и 8 с исключительно высокой точностью, не выполнимой в условиях реального производства. Более того, для точной совместной разделки классного отверстия в приливах возникает необходимость установки обоих агрега-
тов в специальное стыковочное приспособление. Операция же совместной разделки в стыковочном приспособлении сильно усложняет стыковку не только в производстве, но и при техническом обслуживании в эксплуатации и при ремонте.
8'в
Рис. 8. Пример конструктивного выполнения фланцевого разъема по правилу базирования на шесть точек (а ) и схема базирования секций фюзеляжа по условно показанной секции I (б):
I, 11 — секции фюзеляжа; 1, 2, 3,4, 5 и 6 — приливы, реализующие три базовые точки; 7 — классный болт, реализующий две базовые точки; 8 — болт в овальном отверстии, реализующий одну базовую точку; 9 — компенсирующие прокладки; 10 — болт с зазором, не создающий избыточных связей.
40
www. vokb- la.spb.ru
Гл. 3. Проектирование разъемов и стыков
Таким образом, нарушение правила базирования шести точек крайне нежелательно.
Однако в реальных конструкциях строгое выполнение правила шести точек связано со значительными трудностями, так как введение большого количества конструктивных размерных компенсаторов (прокладок, регулируемых звеньев и др.) ухудшает весовые характеристики конструкции. Поэтому в практике проектирования разъемов в качестве размерного компенсатора широко используют способность конструкций деформироваться под нагрузкой. Эффект силового замыкания номинально сопряженных, но фактически несовпадающих поверхностей стыков путем их принудительного упругого деформирования при стыковке известен под названием упругой компенсации. В качестве источника усилий для деформирования стыков обычно используют средства крепежа: болты, шпильки и др.
Примером конструкции, рассчитанной на использование эффекта упругой компенсации, может служить фланцевый разъем, схематично показанный на рис. 9. Здесь приливы и компенсирующие прокладки, характерные для варианта разъема, приведенного на рис. 8, а, не предусмотрены. Предполагается, что незначительные местные зазоры между плоскостями разъема будут при стыковке устранены в результате ограниченного деформирования поясов торцовых шпангоутов при затяжке болтов, соединяющих агрегаты. Такая конструкция не менее технологична, чем ранее рассмотренная. Важно
лишь, чтобы при проектировании разъема эффект упругой компенсации был «заложен в конструкцию». Жесткость разъемов должна быть выбрана такой, чтобы при принудительном силовом замыкании их торцовых плоскостей усилия затяжки болтов оказались достаточными и при деформировании разъема в элементах конструкции не возникали чрезмерные внутренние напряжения.
Малая величина компенсации является вообще характерной особенностью упругой компенсации, отличающей ее от конструктивных компенсаторов. Поэтому упругая компенсация применима только в тех случаях, когда можно гарантировать возможность появления лишь весьма незначительных зазоров между соответствующими поверхностями разъемов.
Для решения вопроса о допустимости использования эффекта упругой компенсации может служить следующее ориентировочное правило: исключать из конструкции разъема конструктивные компенсаторы в тех случаях, когда элементы разъема могут быть механически обработаны после сборки агрегата при одной установке инструмента и базировании агрегата по шести базовым точкам. В этих случаях обеспечивается кратчайшая технологическая размерная цепь, определяющая положение обрабатываемых поверхностей разъема относительно его базовых точек, и, следовательно, минимальная производственная погрешность. Если же точность взаимного расположения различных эле
Рис. 9. Вариант разъема, показанного на рис. 8, а, предусматривающий упругую компенсацию.
Зак. 290
В-В побгрнуто
41
www. vokb- la. spb. ru
Часть I. Технологичность конструкций агрегатов и узлов планера
ментов разъема определяется точностью процесса сборки или механической обработки с несколькими установками инструмента, технологическая размерная цепь оказывается многозвенной, производственные погрешности взаимного расположения элементов разъема значительными, и упругая компенсация этих погрешностей может привести к возникновению в деталях конструкции недопустимых по величине внутренних напряжений.
К изложенному выше о фланцевых разъемах следует добавить рекомендацию, предусматривающую доступ к стыковочным болтам с внешней поверхности агрегатов (рис. 10).
В целом фланцевые разъемы относятся к числу наиболее технологичных.
Указанные рекомендации по проектированию технологичных разъемов распространяются на разъемы всех типов, в том числе ушковые, телескопические, ленточные и др.
Разъемы ушкового типа по конструктивному оформлению весьма разнообразны (рис. 11, 12). Обеспечить высокую технологичность этих разъемов, как правило, трудно, так как они накладывают на стыкуемые агрегаты значительное количество избыточных связей.
Рис. 11. Разъем ушкового типа.
На рис. 12 показан близкий к совершенному вариант технологичного ушкового разъема агрегатов по трем узлам типа ухо—вилка. Для того что
бы такой разъем соответствовал требованиям правила шести точек, необходимо, чтобы соединение агрегатов по узлу I выполнялось классным болтом с неподвижной посадкой по плоскостям вилки и уха (узел /); а по узлу II — классным болтом через сферический подшипник в вилке при наличии зазоров между плоскостями уха и вилки (при необходимости эти зазоры могут быть устранены после стыковки компенсирующими прокладками). Узел II должен быть плавающим, как в плоскости разъема, так и в перпендикулярном к этой плоскости направлении. Узел III закрепляется на агрегате после стыковки. Во многих случаях практически достаточно обеспечить возможность перемещения узла лишь в плоскости разъема, так как неточность совпадения отверстий уха и вилки в перпендикулярном этой плоскости направлении обычно может быть компенсирована, незначительным упругим деформированием стыка.
Рис. 12. Вариант технологичного разъема агрегатов типа ухо — вилка по трем узлам.
Телескопические разъемы могут быть выполнены технологичными лишь в том случае, если они обладают высокой жесткостью в радиальном направлении и по своему конструктивному оформлению и габаритным размерам допускают обточку и торцовку после сборки на станках токарного типа. Один из вариан-
Рис. 13. Телескопический разъем.
тов технологичного телескопического разъема показан на рис. 13.
Ленточные разъемы (рис. 14) обычно нетехноло-
гичны, так как предусматривают совместную разделку отверстий под крепежные элементы.
42
www.vokb-la.spb.ru
Гл. 3. Проектирование разъемов и стыков
Шарнирные разъемы предназначаются для лишения соединяемых агрегатов не шести, а пяти степеней свободы. На одну степень свободы (вращение вокруг оси) разъем не должен накладывать связей. Поэтому приведенные выше рекомендации по проектированию технологичных разъемов остаются в силе и для шарнирных разъемов, но с заменой шести базовых точек пятью.
|_____________—- Хй* t
Рис. 14. Ленточный разъем. Рис. 16. Шарнирный разъем с тремя узлами.
Схема технологичного шарнирного разъема приведена на рис. 15.
Узел А (самоустанавливающийся сферический подшипник) лишает руль трех степеней свободы —
возможности поступательного перемещения вдоль трех осей координат. Поэтому назначение узла Б
Рис. 15. Шарнирный разъем с двумя узлами.
сводится к ограничению двух оставшихся степеней свободы — возможности поворота вокруг двух взаимно перпендикулярных осей. Если этот узел выполнить в виде обычной пары ухо — вилка (см. рис. 12, узел /), то он наложит на агрегат пять связей, три из которых окажутся избыточными, причем совместная разделка узлов будет неизбежна. Поэтому в конструкцию узла должен быть
введен компенсатор, снимающий с агрегата три избыточные связи. Пример такого узла показан на рис. 12 (узел II). Конструктивный размерный компенсатор (сферический вкладыш в сочетании с зазором) в этом узле не только устраняет необходимость подгонки при сборке, но
компенсирует и температурное изменение размера L (см. рис. 15) в эксплуатации.
Рассмотренный разъем предусматривает соединение агрегатов по двум шарнирным узлам. Необходимость обеспечения высокой жесткости часто
вынуждает конструктора применять многоузловые шарнирные разъемы (рис. 16). В данном случае введение каждого узла сверх основных неизбежно накладывает на агрегат избыточные связи, поэтому совместная разделка становится практически неизбежной. Обычно в таких случаях избыточные узлы проектируют по схеме, показанной на рис. 16 (узел В). Агрегат при стыковке устанавливают по основным узлам А и Б, после чего совместно разделывают отверстия 1 в остальных узлах.
Рациональным является также применение в конструкции узлов навески с карданом (рис. 17).
Рис. 17. Узел навески элерона:
1, 4 — кронштейны; 2— кардан; 3 — компенсирующие шайбы.
Комбинированные разъемы — это соединения агрегатов, в которых плоскости стыка состоят из различных по конструкции элементарных узлов.
Применяемые сочетания комбинированных разъемов показаны на рис. 18.
Сборка агрегатов с комбинированными разъемами сопряжена с большими трудностями и практически не обеспечивает получения высокой степени взаимозаменяемости. Применять такие разъемы в конструкции самолетов не желательно.
Сказанное выше о необходимости обеспечения правильного положения всех элементов разъемов относительно базовых точек полностью распространяется на разъемы коммуникаций. Однако в отличие от разъемов агрегатов разъемы коммуникаций
6*
43
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
должны содержать размерные компенсаторы. Пример правильного в технологическом отношении решения этого вопроса приведен на рис. 19.
/. Фланец + лента
Рис. 19. Компенсаторы в разъеме коммуникаций:
1 — трубопровод; 2 — разъем трубопровода; 3—-гибкий шланг-компенсатор; 4 — электрожгут; 5 — свободная часть электрожгута-компенсатора; 6 — штепсельный разъем (/, II— секции фюзеляжа).
Ч. Фланец* фланец ( во взаимно-- перпендикулярных плоскостях)
Рис. 18. Схемы комбинированных разъемов.
Для обеспечения удобства подходов к разъемам коммуникаций последние рекомендуется располагать в специальных коробах (рис. 20).
Сборка агрегатов, секций и отсеков из панелей и узлов осуществляется соединением панелей и уз-
44
лов каркаса между собой стыкам.
по технологическим
Рис. 20. Короб для коммуникаций:
1 — короб; 2 — колодка с трубопроводами; 3 — колодка для крепления жгутов электропроводов; 4 — продольная перегородка; 5 — крышка короба; 6 — обшивка фюзеляжа; 7 — винты крепления крышки короба.
Основные требования к выполнению этих стыков следующие:
1) необходимо предусматривать возможность свободного подхода к технологическим стыкам при сборке для осуществления соединения механизированным путем;
2) для получения заданной точности формы и размеров собираемых агрегатов технологические стыки должны предусматривать сборку с компенсацией.
Для использования компенсации при стыковке панелей и узлов каркаса по технологическим стыкам необходимо
при компенсации перемещением (наиболее предпочтительный способ компенсации) стыковые поверхности располагать параллельно компенсируемому размеру (или близко к этому направлению);
при упругой компенсации и компенсации введением прокладок или снятием слоя материала стыковые поверхности располагать перпендикулярно компенсируемому размеру (или близко к этому направлению).
Примеры правильной ориентации поверхностей технологических стыков относительно компенсируемого размера приведены на рис. 21, 22, 23;
3) при габаритных размерах агрегата (секции, отсека), превышающих предельные возможности механизации выполнения соединений, в стыковых швах не должны применяться невыполнимые или трудно выполнимые вручную и ручным механизированным инструментом виды соединений (дюралю-миновые заклепки диаметром более 6 мм, стальные заклепки диаметром более 5 мм, заклепки в пакетах толщиной более 3d, точечная сварка и т. д.).
www. vokb- la. spb. ru
Рис. 21. Соединение панели со шпангоутом с компенсацией перемещением:
1 — шпангоут; 2 — панель.
Рис. 22. Соединение панелей кессона крыла с компенсацией прокладками:
1,3— прокладки; 2, 4 — панели.
Рис. 23. Соединение панели крыла с нервюрой методом упругой компенсации:
1, 3 — панели; 2 — нервюра.
Гл. 3. Проектирование разъемов и стыков
www.vokb-la.spb.ru
ГЛАВА 4
ЧЛЕНЕНИЕ ПЛАНЕРА
47
www. vokb- la.spb.ru
Гл. 4. Членение планера
При проектировании планера самолета необходимо сначала определить расположение конструктивно-эксплуатационных разъемов, делящих планер самолета на агрегаты. При этом следует руководствоваться не только удобством транспортировки и эбслуживания самолета, но и требованиями производства (рис. 1).
Членение агрегатов на панели и узлы является важнейшим технологическим требованием к конструкции. Нерасчлененная конструкция является неприемлемой для производства.
В настоящей главе рассматриваются
— технологическое членение агрегатов на секции (отсеки) и части;
Рис. 1. Членение самолета на агрегаты:
1 — фюзеляж; 2 — крыло; 3 — оперение.
Затем по конструктивной схеме необходимо на-: 'ить конструктивно-технологическое членение аг--,-ата на более мелкие сборочные единицы: секции, теки, узлы и панели. Это целесообразно произве-..£ в начальный период проектирования агрегата, как от этого зависит выбор конструкции деталей, . 'эдов и средств соединения панелей и узлов, схе-j герметизации топливных и воздушных отсеков, а тучае сварной конструкции — порядок сварки за-« - ающих швов баков. В этот период проектиро-
--‘я намечаются в общих чертах конструктивные :: :мы всех входящих в агрегат деталей.
:-гк. 290
— выбор схемы панелирования;
— выбор размеров и количества панелей.
Расчлененная конструкция агрегатов обладает следующими преимуществами:
позволяет одновременно проектировать панели и узлы агрегата, что сокращает сроки и трудоемкость проектирования;
позволяет комплексно механизировать процесс сборки, что приводит к резкому повышению качества сборки, производительности труда, улучшению условий труда, снижению издержек производства;
49
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
обеспечивает наилучшие условия для контроля качества основной массы соединений;
позволяет расширить фронт работ по сборке агрегатов путем параллельной сборки панелей и узлов, сократить цикл сборочных работ;
облегчает транспортировку и ремонт агрегатов.
Этими преимуществами обладает конструкция аг
регатов, имеющих клепаные и сварные соединения, причем расчлененная конструкция сварных агрегатов позволяет большинство сварных швов выполнять автоматической сваркой (в том числе замыкающие швы), регулировать и контролировать процесс сварки, применяя при контроле узлов наиболее совершенные методы.
ТЕХНОЛОГИЧЕСКОЕ ЧЛЕНЕНИЕ АГРЕГАТОВ НА СЕКЦИИ (ОТСЕКИ) И ЧАСТИ
При решении вопросов членения агрегатов необходимо принимать во внимание габаритные размеры агрегатов (особенно длину) и функции, выполняемые отдельными частями конструкции (кабиной пилота, отсеками оборудования, баковыми отсеками, отсеками двигателей, хвостовым отсеком и др.).
Агрегаты, длина которых превышает 10 м, в любых случаях целесообразно членить на несколько
секции и панели, ниже в 1,5—3 раза, чем трудоемкость таких же нерасчлененных агрегатов.
Членение агрегатов на секции (отсеки) и части, кроме снижения трудоемкости, расширения фронта работ и удобств транспортировки, имеет преимущество: отдельные секции легче контролировать, тем более, что контроль герметичности разных по назначению секций, как правило, различный.
Рис. 2. Членение агрегатов самолета иа части и отсеки:
1 — кабина пилота; 2 — топливный отсек фюзеляжа; 3 — хвостовая часть фюзеляжа; 4 — носовая часть крыла; 5 — средняя часть крыла; 6 — хвостовая часть крыла.
секций, применяя для их сборки преимущественно разъемные болтовые соединения. Агрегаты длиной до 10 м одного назначения (пассажирский отсек, баковый отсек и др.), имеющие прямолинейные обводы, небольшое количество сборочных узлов и панелей, можно не расчленять на секции. Агрегаты, выполненные из различных материалов (носовая часть крыла из титана, средняя часть — из стали, хвостовая часть — из алюминиевых сплавов), целесообразно членить на части (рис. 2).
При членении агрегатов сварной конструкции необходимо предусматривать возможность их посекционной сборки с компенсирующими звеньями (панелями) и свободного подхода к местам соединений для осуществления автоматической сварки замыкающих Швов (рис. 3).
Трудоемкость сборки агрегатов, расчлененных на
6Q
Рис. 3. Схема технологического членения отсека фюзеляжа с компенсирующими звеньями:
1 — компенсирующие звенья; 2 — замыкающие швы.
www.vokb-la.spb.ru
Гл. 4. Членение планера
ВЫБОР СХЕМЫ ПАНЕЛИРОВАНИЯ
Панелирование — членение агрегата и его частей :а более мелкие сборочные единицы.
Панели агрегатов клепаной конструкции состоят з обшивки и силовых элементов каркаса (рис. 4).
Панели агрегатов монолитной конструкции представляют собой отдельные монолитные узлы (литые, прессованные, катаные, локально-штампованные и др.).
Рис. 4. Членение фюзеляжа клепаной конструкции на панели.
Рис. 5. Принципиальная схема панелирования крыла монолитной конструкции:
/ — панели верхние; 2— лонжерон; 3 — нижняя панель.
* 51
www. vokb- la. spb. ru
Часть I. Технологичность конструкций агрегатов и узлов планера
Выбрать схему панелирования—это значит разработать графическую схему членения агрегата и его частей на панели (рис. 5).
При разработке схемы панелирования агрегатов клепаной и сварной конструкций необходимо учитывать сортамент листов (длину и ширину), поставляемых промышленностью, и только в исключительных случаях отступать от ГОСТ. Габаритные размеры монолитных панелей необходимо назначать, учитывая возможности металлургической промышленности и металлорежущего и заготовительноштамповочного оборудования (фрезерного, гибочного, обтяжного и др.).
Стык обшивок целесообразно размещать на силовых элементах каркаса так, чтобы конец обшивки совпадал с замыкающей частью секции или агрегата, не выступая за пределы этой части и не образуя зазоров между стыками.
Для агрегатов, имеющих обшивку из листа, подкрепленную силовыми элементами, может быть несколько вариантов панелирования (рис. 6, 7).
Решить, какая схема панелирования является наилучшей в каждом конкретном случае, можно лишь путем комплексного расчета, учитывающего влияние каждой схемы на основные технико-экономические показатели производства (уровень механизации, трудоемкость, затраты на оснастку и т. д.).
Проведенные в этой области работы позволяют утверждать, что наилучшие технико-экономические показатели производства обеспечиваются при членении агрегатов на панели, включающие обшивку, стрингеры, части несиловых шпангоутов или нервюр.
Для агрегатов, силовая основа которых состоит из монолитных панелей и отдельных монолитных узлов каркаса, схема панелирования определена (панели представляют собой монолитные узлы, соединенные между собой и деталями каркаса при сборке данного агрегата (см. рис. 5).
.Для стальных и титановых агрегатов, состоящих из сварных панелей, схема панелирования аналогична предыдущей, за исключением метода крепле-
Рис. 6. Варианты панелирования фюзеляжа:
а — панели из обшивки и стрингеров; б — панели из обшивки, стрингеров и частей шпангоутов; в — панели, состоящие из обшивки, стрингеров и половинок шпангоутов.
Рис. 7. Типовые панели фюзеляжа.
В случае членения агрегатов на панели, включающие обшивку и стрингеры, сборка агрегатов ограничивается возможностью механизации процессов соединения панелей с нервюрами и шпангоутами.
Однако вариант панелирования, при котором панели содержат большое количество поясов силовых шпангоутов.или поясов лонжеронов и нервюр, теряет свою эффективность из-за трудоемкой стыковки этих панелей при сборке в агрегат.
62
ния панелей. В этом случае при сборке агрегата они привариваются к силовым элементам, образуя герметичные швы (рис. 8).
При включении в конструкцию фюзеляжа воздухозаборников, если они не являются отдельными агрегатами, разбивка на панели может производиться так, как указано на рис. 10. Если агрегат сварен из стали и титана, обшивка агрегатов выбирается в 2—3 раза меньшей толщины, чем обшивка из алюминиевых сплавов, поэтому для создания жесткости этих панелей рекомендуется применять в конструкции агрегатов гофровые обшивки, особенно в воздухозаборниках (рис. 9, 10).
Панели агрегатов могут содержать также элементы бортовых систем (например, люки фотоотсеков, на которых монтируется фотооборудование).
Но, как правило, бортовое оборудование монтируется на специальных панелях, которые крепятся к элементам планера уже в собранных секциях или агрегатах.
Выбор определенной схемы панелирования должен находить отражение в конструктивном оформлении чертежей на агрегат.
www. vokb- la. spb. ru
Часть I. Технологичность конструкций агрегатов и узлов планера
ВЫБОР РАЗМЕРОВ И КОЛИЧЕСТВА ПАНЕЛЕЙ
Возможность панелирования агрегатов оказывает огромное значение на технологичность конструкции. Одним из основных показателей технологичности агрегата является коэффициент панелирования, который определяется отношением площади той части агрегата, которая делится на панели, ко всей площади, включая и обтекаемую воздухом площадь воздухозаборников,
rz пл. пан
Ап = --------
мпл. агр
Этот коэффициент должен стремиться к 1. Агрегат полностью панелирован, если Кп=1-
Количество панелей, на которое расчленяется агрегат, оказывает весьма существенное влияние на технико-экономические показатели производства.
При определении количества и размеров панелей необходимо учитывать, что от этого зависит изменение фронта работ, сложность и количество сборочной оснастки и соответственно производственные площади, производительность труда при выполнении сборочных и монтажных работ, трудоемкость работ, выполненных в стапеле при стыковке панелей и т. д.
Проведенные исследования изменения техникоэкономических показателей при оценке конструкции в зависимости от количества панелей, на которые расчленяется секция диаметром D, позволили получить данные для построения графиков.
Ниже приводятся для примера графики изменения коэффициента относительной трудоемкости при различных условиях сборки в зависимости от диаметра секции и числа панелей (рис. 11).
Под коэффициентом относительной трудоемкости в данном случае понимается отношение трудоемкости расчлененной конструкции к трудоемкости не-расчленеиной конструкции.
Представленные графики составлены исходя из следующих условий:
1. Рассмотрены только клепаные конструкции.
2. Число панелей m взято от 2 до 10; диаметры секций приняты равными 1, 2, 3, 4 м.
3. Соотношение сборочно-клепальных и монтажных работ для нерасчлененной конструкции принято равным 6:4 (60% от общей трудоемкости составляют сборочно-клепальные работы и 40% — монтажные).
4. Монтажные работы выполняются вручную.
5. Условия труда как ручного, так и механизированного наилучшие.
6. Потери труда не учитываются.
7. Фронт работ всегда наибольший из допустимых.
8. Предполагается полная взаимозаменяемость деталей и узлов.
9. Применяются следующие схемы сборки:
А — производится одновременная клепка пневмо-ручным инструментом всех панелей, на которые рас
членена секция; параллельно на панелях выполняются все монтажные работы, затем из панелей собирается секция;
Рис. 11. Графики изменения коэффициента относительной трудоемкости Р/ для различных схем сборки в зависимости от диаметра секций D и числа панелей т.
Б — на панелях производится только клепка пневморучным инструментом; монтажные работы выполняются в секции после ее сборки из панелей;
В — отличается от схемы А применением прессовой групповой клепки при соединении обшивки со стрингерами. Вся остальная клепка осуществляется вручную;
Г — отличается от схемы Б только тем, что клепка продольного набора панели с обшивкой выполняется на прессе групповой клепки;
Д — предусматривается полная механизация клепки всех элементов продольного и поперечного набора с обшивкой, а также механизация образования отверстий под клепку на групповых прессах (автоматах). Монтажные работы выполняются в секциях;
Е — отличается от схем Б и. Г тем, что вся работа по сборке панелей механизирована с помощью пресса-автомата, как и в схеме Д.
54
i
WWW.’
i-la.spb.ru
Гл. 4. Членение планера
Анализ графиков, показанных на рис. 11, позволяет сделать следующие выводы:
1. Членение секций на панели всегда приводит к снижению трудоемкости, при этом тем большему, чем более совершенна механизация клепки, чем больше монтажей устанавливается на панелях и чем меньше объем стыковочных работ. Согласно этому, наименьшей трудоемкостью отличаются схемы Д, В и А, а наибольшей — схемы Е, Г и Б.
2. С увеличением диаметра секции относительный коэффициент изменения трудоемкости £, увеличивается, следовательно, эффект от панелирования сказывается на снижении трудоемкости в меньшей мере, чем при панелировании секции небольших диаметров (1—2 м).
3. Увеличение числа панелей одного и того же диаметра секции приводит к возрастанию £г-, что указывает на повышение трудоемкости стыковочных работ при сборке члененной секции при большем их числе, хотя трудоемкость сборки панелей при этом снижается. Следовательно, не рекомендуется членить агрегаты на большое число панелей.
При членении агрегатов типа крыльев целесообразнее число панелей определять их конструкцией и технологическим процессом сборки, а не экономическими факторами.
Монтажные работы в крыле занимают незначительный объем по, сравнению со сборочно-клепальными, поэтому при панелировании агрегатов типа крыльев можно воспользоваться тремя схемами сборки фюзеляжа (А, В и Д).
55
www.vokb-la.spb.ru
ГЛАВА 5
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ СБОРОЧНЫХ ЕДИНИЦ
S Зак. 290
57
www.vokb-la.spb.ru
Гл. 5. Технологические требования к конструкциям сборочных единиц
Сборка узлов, панелей и агрегатов может осуществляться различными методами. Для того чтобы тот или иной метод сборки мог быть применен в производстве, конструкция сборочной единицы должна отвечать определенным требованиям. Поэтому при проектировании сборочных единиц конструктор должен четко ориентировать их на определенный метод сборки.
Методы сборки классифицируют по различным признакам. Наиболее важным для учета при проектировании сборочных единиц является способ обеспечения требуемого взаимного расположения собираемых элементов. По этому признаку применяемые методы сборки можно классифицировать так, как это показано на схеме.
Сборка по сборочным отверстиям (СО), расположенным в плоскостях деталей, состоит в совмещении сборочных отверстий деталей посредством временных фиксаторов, контрольных болтов или контрольных заклепок с последующим окончательным соединением деталей (рис. 1).
Сборочные отверстия назначаются, как правило, из числа отверстий заклепочных и болтовых швов узлов. В отдельных случаях в качестве СО могут быть использованы уже имеющиеся на деталях технологические отверстия.
Если конструкция узла не имеет отверстий (при пайке, склейке, сварке), СО могут быть специально з апроектиров аны.
Классификация методов сборки.
Сборка непосредственным совмещением сборочных баз собираемых элементов является, по суще-тву, наиболее простой. Этот метод имеет две раз-эвидности в зависимости от используемых сбороч-ых баз:
по базовым линиям, нанесенным на детали сбо-эчной единицы;
по СО, выполненным в деталях сборочной еди-ицы.
Сборка по базовым линиям заключает-= в совмещении базовых линий, предварительно анесенных на собираемые элементы, фиксировании заимного положения этих элементов с помощью *рубцин и последующем соединении их между лбой.
Точностной и технико-экономический анализ метода сборки по СО освещен в трудах НИАТ № 103, 1958.
Сборка совмещением сборочных баз элементов конструкции со сборочными базами приспособлений. Сборка по базовым отверстиям (БО) — сборка по отверстиям, расположенным в обводах деталей каркаса и обшивке планера.
БО в деталях каркаса и обшивке, как правило, назначаются из числа отверстий заклепочных и болтовых швов конструкции.
По этим отверстиям можно собирать панели, отсеки агрегатов и агрегаты (рис. 2, 3, 4), узлы каркаса и каркасы агрегатов.
59
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
1
Подробно метод сборки по БО, технологические процессы изготовления и увязки деталей каркаса и обшивки изложены в РТМ-824, разработанном НИАТ в 1961 г.
Рис. 1. Схема сборки по сборочным отверстиям:
/ — сборочные отверстия; 2 — направляющие отверстия; 3 — фиксаторы.
Рис. 2. Сборка панели из деталей по базовым отверстиям.
Рис. 3. Сборка отсека из панелей фюзеляжа по базовым отверстиям.
Рис. 4. Сборка крыла из отсеков по базовым отверстиям.
Сборка по координатно-фикс ирую-щим отверстиям (КФО)—сборка по специальным отверстиям, предусмотренным при проектировании в плоских элементах продольного и поперечного набора каркаса агрегатов планера.
КФО используются в качестве сборочных баз и располагаются, как правило, на базовых осях узлов или на расстояниях, кратных 25,0—50,0 мм (рис. 5). По этим же отверстиям различные сборочные единицы фиксируются в приспособлениях. Поэтому они получили название координатно-фиксирующих отверстий.
Рис. 5. Схема разбивки КФО в деталях шпангоута фюзеляжа (хА, ХБ и др. — размеры, кратные 25—50 мм, проставляемые в чертеже; СГФ — строительная горизонталь фюзеляжа).
Система КФО позволяет применять единые базы при обработке деталей и сборке узлов и агрегатов. Кроме того, эта система может быть использована в качестве мерительной базы при монтаже систем бортового оборудования.
В конструкциях агрегатов, не имеющих компенсаторов, КФО назначаются непосредственно в элементах продольного и поперечного набора каркаса
60
www.vokb-la.spb.ru
Гл. 5. Технологические требования к конструкциям сборочных единиц
Рис. 6. Расположение КФО в элементах поперечного набора паиелн.
Рис. 7. Сборка кессона крыла по КФО.
агрегатов планера, выходящих на внутренний контур обшивки (рис. 6).
В конструкциях с компенсаторами (крыло, хвостовое оперение) КФО назначаются в лонжеронах для установки макетных нервюр и установки лонжеронов в сборочном приспособлении (рис. 7).
Примечание. Технологические элементы, устанавливаемые взамен самолетных нервюр через определенные дистанции и выходящие на внутренний контур обшивки (в процессе сборки макетные нервюры заменяются самолетными).
Схема разбивки КФО в деталях шпангоута фюзеляжа показана на рис. 5.
При сборке панелей и секций фюзеляжа может применяться и комбинированная схема базирования (в зависимости от конструкции), при которой
Рис. 8. Комбинированная схема базирования: О.С.С. — ось симметрии самолета; С.Г.Ф. — строительная горизонталь фюзеляжа; Л.П. — линия пола (теоретическая).
Рис. 9. Фиксации ободов шпангоута по КФО в приспособлении дли сборки панелей клееклепаной конструкции:
1 — сменный фитинг; 2 — ободы шпангоутов панели № 2; 3 — обод шпангоутов панели № 1.
61
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
ursW1*'
нижние панели собираются от наружного контура обшивки с применением ложементов или рубильников приспособления (рис. 8);
боковые и верхние панели собираются с установкой в приспособлении ободов шпангоутов по КФО; указанная база сохраняется и в стапеле общей сборки отсека (рис. 9).
Метод сборки с применением КФО может быть распространен на сборку узлов, панелей, секций и агрегатов планера самолета одинарной и двойной кривизны клепаной, клеесварной и монолитной конструкций.
Сборка с применением КФО предъявляет ряд требований к конструкции при проектировании новых самолетов.
Требования к технологическому членению агрегатов:
при сборке по КФО необходимо членить
агрегаты планера и их отсеки, имеющие замкнутый контур, на открытые сборочные единицы — секции, панели, узлы (рис. 10);
Рис. 10. Членение отсека фюзелижа на отдельные панели.
ободы шпангоутов — по стыку панелей (при этом между отдельными сегментами рекомендуется предусматривать компенсационные зазоры, обеспечивающие стыковку секций без применения технологических припусков).
Требования к выбору и назначению КФО в элементах каркаса планера:
1. Конструкторы ОКБ, проектирующие новые конструкции самолетов, должны при назначении КФО вносить их в конструктивные чертежи узлов и агрегатов.
На чертежах в местах расположения КФО необходимо давать обозначение: КФО.
2. При назначении КФО в ободах шпангоутов необходимо руководствоваться следующим:
максимально возможное количество отверстий
располагать на прямых, параллельных базовым осям;
диаметр КФО для типовых ободов назначать равным 5 мм, для силовых шпангоутов самолетов тяжелого класса — равным 8 мм, для силовых шпангоутов машин среднего класса — равным 5 мм.
Класс точности отверстий КФО назначать не ниже 3-го.
3. Количество КФО должно быть:
в ободах шпангоутов длиной до 1500 мм — не менее двух;
в ободах шпангоутов длиной более 1500 мм — не менее трех;
в силовых шпангоутах — не менее трех.
4. В продольных элементах каркаса типа балок и лонжеронов монолитной и клепаной конструкции КФО назначать в зависимости от жесткости собираемого агрегата и условий прочности:
а) в лонжеронах клепаной конструкции КФО необходимо располагать попарно, на дистанции, исключающей возможность деформации узла при сборке, а именно через 900—1200 мм.
Диаметр КФО назначать для лонжеронов крыла равным 8 мм; для лонжеронов оперения — равным 5 мм. Класс точности отверстий 3-й;
б) в стойках (или стенках) лонжеронов для установки макетных нервюр назначать не менее двух КФО (по месту установки каждой нервюры) диаметром 5 мм.
Примечание. Для предотвращения разработки КФО, выполненных в стенках лонжеронов клепаной конструкции, устанавливать технологические накладки с креплением их по месту силовых точек конструкции технологическими болтами (рис. 11).
После окончания сборки агрегата технологические найлад-ки снимаются.
В лонжеронах монолитной конструкции, имеющих стык на хорде, КФО назначать попарно в каждой из половин на дистанции 1200—1800 мм (рис. 12).
Диаметр КФО назначать для машин тяжелого класса равным 10—12 мм; для машин среднего класса — равным 8—10 мм; класс точности отверстий КФО —3-й.
В местах расположений КФО в монолитных узлах предусмотреть усиления в виде бонок, вводимых в конструктивный чертеж узла и назначаемых из условия прочности (рис. 13).
62
www.vokb-la.spb.ru
Гл. 5. Технологические требования к конструкциям сборочных единиц
Рис. 13. Усиление лонжерона монолитной конструкции.
Рис. 14. Сборка кессона крыла в приспособлении:
а — конструкция; б — сборка в приспособлении; 1 — обшивка; 2 — стрингеры; 3, 6 — нервюры; 4 — ложементы сборочного приспособления; 5 — верхняя панель; 7—нижняя панель; Д— специально введенные в конструкцию детали-компенсаторы; ЗШ — заклепочный шов; £Пр—размер сборочного приспособления; Р — усилие прижима.
63
www.vokb-la.spb.ru
Часть I. Технологичность конструкций агрегатов и узлов планера
В чертежах для герметичных отсеков должно быть указано «КФО глушить болтом» и назван способ герметизации.
Сборка в приспособлении с фиксацией элементов конструкции сборочной единицы по поверхностям этих элементов.
Рис. 16. Сборка лонжерона по правилу компенсации с применением компенсирующих прокладок к.
Рис. 15. Сборка лонжерона по правилу компенсации:
1 — приспособление; 2 — сборочные базы; П — плоскость сопряжения деталей.
В качестве сборочных баз выбираются те поверхности, расстояние между которыми необходимо выдержать с наибольшей точностью.
Наибольшая точность сборки в свою очередь может быть обеспечена только в случае соблюдения правила компенсации. При выполнении этого правила основной сборочный размер, называемый компенсируемым, образуется не как сумма или разность размеров собираемых деталей, а как результат перенесения на сборочную единицу размера сборочного приспособления (рис. 14).
Сборка по правилу компенсации возможна лишь в том случае, если наряду с соответствующим выбором баз деталей выполняются следующие условия: сборка производится в приспособлении, воспроизводящем компенсируемый сборочный размер;
сборочные базы деталей можно совместить с поверхностями фиксаторов приспособления;
возможно зафиксировать взаимное расположение установленных в приспособлении деталей, соединив их между собой непосредственно или через третью деталь.
Выполнение последнего условия зависит от конструкции сборочной единицы, к которой предъявляются следующие основные требования:
плоскость сопряжения деталей в узле должна быть параллельна компенсируемому сборочному размеру (см. рис. 14 и 15);
конструкция узла должна позволять вводить в нее специальные прокладки, заполняющие зазор между неточно выполненными сопрягаемыми поверхностями (рис. 16).
Следует отметить, что применение прокладок увеличивает трудоемкость сборки и утяжеляет конструкцию.
Л ИТЕРАТУРА
Зернов И. А., Коноров А. А. Теоретические основы технологии и процессы изготовления деталей самолетов. М., Обороигиз, I960.
Себибов А. А., Бирюков Н. М., Б о й ц о в В. В. и др. Технология самолетостроения. «Машиностроение», 1970.
Шекунов Е. П. Основы технологического членения конструкции самолета. «Машиностроение», 1968.
Григорьев В. П. Взаимозаменяемость агрегатов в самолетостроении. «Машиностроение», 1969.
Ансеров М. А. Приспособления для металлорежущих станков. «Машиностроение», 1966.
РТМ-1223. Сборка узлов и агрегатов крупногабаритных самолетов. НИ АТ, 1970.
РТМ-1139. Метод объемной увязки деталей планера и эле
ментов систем оборудования самолетов легкого класса. НИАТ, 1966.
РТМ-1012. Сборка плоских и пространственных узлов в упрощенных приспособлениях по разметке, нанесенной на обшивки методом позитивного светокопирования. НИАТ, 1962.
РТМ-824. Сборка агрегатов самолета по базовым отверстиям. НИАТ, 1961.
РТМ-945. Выбор экономически целесообразного варианта технологического процесса сборки узлов и панелей самолетов клепаной конструкции. НИАТ, 1961.
Методические материалы. Организация технологической подготовки производства. Вып. 3, Организация проектирования технологических процессов сборочных работ. НИАТ, 1965.
ПИ-120—66. Задание, расчет и воспроизведение внешних форм летательных аппаратов. НИАТ, 1967.
64
www.vokb-h
ЧАСТЬ ВТОРАЯ
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
СИСТЕМ И УЗЛОВ БОРТОВОГО ОБОРУДОВАНИЯ
» , 290
65
www.vokb-la.spb.ru
Составители: А. Т. ВАКУЛА, Н. Д. ГАЛКИ-
НА, Г. П. ЛАПТЕВА, Т. В. МА-КУНИНА, Б. В. МАСЛОВ, А. 3. ПЕЧЕН КИНА, Е. И. САМСОНОВА, канд. техн, наук В. М. САПОЖНИКОВ
СОДЕРЖА НИЕ
Стр.
Введение ........................67
ГЛАВА 1. Общие положения по технологич-
ности систем бортового оборудо-
вания ............................69
ГЛАВА 2. Технологичность конструкции си-
стем трубопроводов..............75
Элементы систем .... 77
Монтаж систем трубопроводов . 83
ГЛАВА 3. Технологичность конструкции элек-
тросистем .......................89
Элементы систем .... 91
Монтаж электрораспредели-
тельных устройств .... 101
Монтаж электрожгутов и электрооборудования .... 101
Металлизация электросистем . 106
ГЛАВА 4. Технологичность конструкции ме-
ханических систем управления . 109
Элементы систем . . • .111
Монтаж механических систем управления..................122
66
www.vokb-la.spb.ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
В в е д
Насыщенность самолетных конструкций разнооб-_ азными по видам и назначению системами обору--?зания, стесненность их размещения и трудность одходов при выполнении монтажа и особенно при - -сплуатации, а также значительное повышение зебований к качеству и надежности работы всех :стем самолета выдвинули на первый план вопрос гнелогичности конструкций этих систем.
Это понятие подразумевает в данном случае наи-' лее целесообразное изготовление деталей и узлов, : лиенальное их размещение в конструкции само-ста. простоту монтажа (не в ущерб качеству), воз-::жность подхода к местам крепления бортового 'орудования, а также контроля и испытания си-.тем в законченном или почти законченном виде в состыкованных агрегатах самолета при невысо-•х производственных затратах.
В данной части сборника даны рекомендации; от-сящиеся к технологичности конструкций систем-змолетов и вертолетов. Эти рекомендации разра-
таны на основе законченных работ НИАТа, обобщения опыта передовых предприятий, рассмотрения выявления наилучших конструктивных решений компоновок. Наряду с этим в рекомендациях от-
е н и е
мечены и нетехнологичные элементы систем, чтобы предостеречь конструкторов от их использования.
Первая глава содержит общие положения, которые в равной степени относятся ко всем системам оборудования самолета и должны учитываться при проектировании любой из них. Здесь рассматривается наиболее эффективное размещение систем друг относительно друга и по агрегатам самолета в зависимости от их конструктивных разъемов.
Во второй главе даны рекомендации по проектированию технологичных элементов и монтажей систем трубопроводов, в третьей — электросистем, в четвертой — механических систем управления.
Три последние главы составлены примерно по одному принципу. Вначале даются рекомендации по технологичности элементов систем, затем по проектированию монтажей самих систем. Каждая глава отражает специфические особенности той или иной системы, связанные с ее назначением, условиями работы и эксплуатации.
Данные рекомендации не могут претендовать на полноту и не являются обязательными, но если их применение поможет конструкторам создавать более технологичные конструкции, то авторы будут считать свою задачу выполненной.
www. vokb- la. spb. ru
ГЛАВА 1
ОБЩИЕ ПОЛОЖЕНИЯ ПО ТЕХНОЛОГИЧНОСТИ СИСТЕМ БОРТОВОГО ОБОРУДОВАНИЯ
69
www. vokb- la. spb. ru
Гл. 1. Общие положения по технологичности систем бортового оборудования
При монтаже бортового оборудования нецелесообразно выполнять разметочные, сверлильные и подгоночные работы, связанные с образованием стружки. Поэтому детали крепления бортового оборудования типа кронштейнов, уголков, диафрагм и т. д. рекомендуется устанавливать заранее при агрегатной сборке и проектировать по чертежам планера, включая их в силовые схемы каркаса.
При проектировании деталей планера с целью исключения сверления отверстий и доводочных работ при монтаже должно быть увязано взаимное расположение отверстий, вырезов и посадочных мест под установку узлов бортового оборудования прокладку коммуникаций.
Следует предусматривать конструктивную при-гмственность деталей и узлов систем. Рекомендуется по возможности применять ранее разрабо--анные и зарекомендовавшие себя в эксплуатации технологичные элементы и участки систем бортово-~э оборудования.
Рекомендуется максимально использовать стандартизованные элементы систем. При выборе стандартов и РТМ следует использовать «Тематический хазатель действующих отраслевых нормалей и ?ТМ основного производства по группам» (по состоянию на 1 января 1969 г. и на 1 января 1970 г. Части I и II. НИИСУ, 1969, 1970).
При проектировании систем бортового оборудования необходимо предусматривать возможность доступа с необходимым инструментом к соединением. агрегатам, готовым изделиям для их проверки, замены или ремонта. Для этого рекомендуется создавать открытые конструкции планера, предусматривать разъемы отсеков и совмещение с ними с азъемов коммуникаций, а также технологические и эксплуатационные лючки. Совмещение разъемов стсеков с разъемами коммуникаций позволяет производить монтаж бортового оборудования в отсеках планера до их стыковки.
Технологичным конструктивным решением следует считать такое размещение агрегатов и узлов систем, при котором съем одного из них для осмотра спи замены не вызывает демонтажа расположенных : ядом агрегатов.
Конструкция соединений должна предусматри-?.ть их быстрый и легкий разъем на случай демон--зжа.
Готовые изделия и агрегаты не должны закрывать с ступ к местам стыков и соединений отсеков пла
нера. Для этого монтаж оборудования бортевых систем рекомендуется производить вне стыков планера, располагая там. лишь стыки коммуникаций.
При проектировании готовые изделия, арматуру и коммуникации бортовых систем рекомендуется объединять в крупные монтажные узлы и располагать на съемных панелях или крышках. На панелях закрепляется несколько узлов и готовых изделий одной системы, соединенных друг с другом непосредственно или с помощью коммуникаций. Готовые изделия и агрегаты оборудования, входящие в монтажный узел, следует по возможности соединять без трубопроводов, то есть блокировать (рис. 1). Блокирование позволяет сократить количество соединительной арматуры и протяженность трубопровода, упростить монтаж, уменьшить вес изделия и повысить его надежность. На рис. 2 показана панель с гидроагрегатами, которая полностью собирается на верстаке и испытывается на специальном стенде, а затем монтируется на изделии. Панели с гидроагрегатами после комплексной отработки на верстаке уже не участвуют в общей промывке системы и должны быть закольцованы. При этом монтаж оборудования на панели производится с помощью специальных приспособлений, обеспечивающих точность установки и взаимозаменяемость по стыкам.
Расположение бортовых систем в изделии должно исключать возможность попадания рабочей жидкости на аппаратуру и электрожгуты. Трубопроводы кислородной системы необходимо размещать выше трубопроводов гидросистемы. Системы рекомендуется располагать по схеме, приведенной на рис. 3.
При проектировании систем следует предусматривать возможность применения средств механизации и автоматизации монтажа и выполнения максимального количества монтажей на верстаке.
Для прокладки коммуникаций рекомендуется предусматривать специальные места в виде ниш и желобов, закрывающихся легкосъемными панелями или лючками, или прокладку проектировать в обтекателях, гаргротах и т. п. На рис. 4 показано расположение трубопроводов под обтекателем.
При выборе крепежных деталей необходимо предусматривать максимальное использование стандартов и нормалей. Общее количество типоразмеров используемых крепежных деталей должно быть минимальным.
71
www.vokb-la.spb.ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
72
Гл. 1. Общие положения по технологичности систем бортового оборудования
Рис. 2. Панель с гидроагрегатами.
Рис. 3. Схема расположении бортовых систем:
1 — радиоаппаратура; 2 — электросистема; 3 — кислородная система; 4 — гидросистема; 5 — топливная система; 6 — система кондиционирования;
7 — противопожарная система.
Рис. 4, Размещение трубопровода, обеспечивающее свободный подход при монтаже.
Конструкция элементов крепления узлов и коммуникаций бортового оборудования должна состоять из минимального количества деталей; для крепления следует широко использовать элементы каркаса изделия.
Крепление агрегатов и готовых изделий бортового оборудования на кронштейнах или профилях рекомендуется производить по анкерным гайкам. На рис. 5 показано типовое крепление готового изделия болтами по анкерным гайкам.
10 Зак. 290
Рис. 5. Типовое крепление готового изделия.
При проектировании контровки болтов и винтов рекомендуется пользоваться нормально АН-1719 (261 АТ). Контровку гаек шплинтами следует осуществлять по нормали АН-1641 (184АТ).
Металлизацию систем оборудования рекомендуется выполнять по нормали АН-1590 (6236С56).
Все бортовые штуцера и разъемы рекомендуется применять нормализованными или стандартизованными в соответствии с действующими отраслевыми нормалями или стандартами.
Для удобства эксплуатации разъемы соединений коммуникаций, особенно в эксплуатационных разъемах планера, целесообразно помещать в одном месте и по возможности на одной панели. На рис. 6 показано технологичное расположение разъемов соединений трубопроводов.
Рис. 6. Технологичное расположение разъемов трубопроводов.
Конструкция систем должна удовлетворять требованиям автоматизированного контроля без демонтажа бортового оборудования.
При разработке конструкции каждой системы оборудования следует предусматривать возможность контроля и испытания систем или их участков в отдельных агрегатах. На рис. 7 схематично показан такой агрегат — крыло.
Крыло 1 устанавливается на контрольный стенд 5 и стыкуется с ним, при этом происходит соединение всех систем трубопроводов и тяг управления. На контрольном стенде имеются измерительные приборы 4, по которым проверяется работа систем, смонтированных в крыле. С помощью измерительных приборов проверяются также углы отклонения посадочного щитка 6 и элерона 7, действие системы 3 подвески груза, системы 2 заправки горючего из бака и т. д.
73
www.vokb-la.spb.ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 7. Схема отработки крыла на стенде:
i — крыло; 2 — система заправки горючего из бака; 3 — система подвески груза; 4 — измерительные приборы; 5 — контрольный стенд; 6—посадочный щиток; 7 — элерон.
При проектировании систем следует указывать основные параметры по ТУ, которые необходимо
проверять. Для записи параметров рекомендуется следующая форма:
Системы (участки) Проверенные параметры
Наименование по ТУ фактические
В технические условия на крупные монтажные узлы следует включать раздел проверки их перед монтажом.
Координаты мест установки и точек крепления на всех чертежах следует показывать только относительно физических баз, например, шпангоутов, лонжеронов и т. п. От теоретических осей рекомендуется показывать только справочные размеры.
Общий вид установочного чертежа бортового оборудования должен давать представление о конструкции, способе установки и координатах мест крепления. Направление полета всегда должно быть показано стрелкой.
www. vokb- la. spb. i
ГЛАВА 2
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ СИСТЕМ ТРУБОПРОВОДОВ
10’ 75
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкции систем трубопроводов
ЭЛЕМЕНТЫ СИСТЕМ
При проектировании ниппельных соединений трубопроводов рекомендуется пользоваться сборником ГОСТ 13954—684-ГОСТ 13977—68*, которые распространяются на соединения трубопроводов по наружному конусу (рис. 1).
Рис. 1. Соединение трубопроводов по наружному конусу.
Для выбора необходимого соединения для трубопроводов из стали Х18Н10Т рекомендуется пользоваться табл. 1, в которой указаны их прочностные характеристики. Соединения по ГОСТ 13954—684-ГОСТ 13977—68 с зазором между ниппелем и трубой 6<Д15 мм и радиусом перехода из конической части в цилиндрическую р = 3,5—4,5 мм имеют усталостную прочность на 75% выше, чем соединения по нормали АН-1426, еще широко применяемые в изделиях авиационной техники.
Еще лучшими прочностными характеристиками обладают ниппельные соединения трубопроводов без зазора (6=0 или —0,1 мм) и с конической поверхностью хвостовика ниппеля.
В чертежах необходимо давать указания об изготовлении ниппельных соединений в соответствии с рекомендациями РТМ-1120, часть 1 (НИАТ, 1969).
Для обеспечения требуемой герметичности ниппельных соединений рекомендуется применять соединения трубопроводов по наружному конусу с криволинейной развальцовкой по нормали АН-2296 для труб из алюминиевых сплавов и нержавеющих сталей (рис. 2).
* ГОСТы разработаны на основе нормали АН-1854.
Таблица 1
Трубопровод и соединения Предел выносливости а_р кГ)мм2 при
DXS трубопровода, мм
8X1 10x0,75112x1 20X1,2
Трубопровод в состоянии поставки Ниппельное соединение по наружному конусу по нормали АН-1426-. 24-26 25 22,5 19
при 6=0,4—0,6 мм и р=1,5~°'3 мм 9,5 — 10—11 10,5
при 6=0,3 мм и р= =2,5—3 мм по ГОСТ 13954 - 684-ГОСТ 13977-68: "— 15-16
при 6<0,15 мм и р= =2-0,3 мм 13,7— 14,5 — 13,5- 14 10,3
при В<0,15 мм и р= =3,5—4,5 мм — — 18,5 —
Ниппельное соединение по наружному конусу без зазора между ниппелем и трубой (6=0 или —0,1 мм) 14,5— 14,9 13,4-14 16,2
Ниппельное соединение по наружному конусу без зазора (8=0 или —0,1 мм) и с конической поверхностью хвостовика ниппеля 15,0— 15,9 18,2— 19
Примечание. Приведенные величины пределов выносливости получены экспериментальным путем при давлении рабочей жидкости в трубопроводах от 0 до 200 кГ)см2 и напряжениях в трубопроводах, не превышающих величин пределов текучести.
В стесненных условиях монтажа, а также учитывая то, что неразъемные сварные соединения трубопроводов имеют ряд конструктивных и технологических недостатков, на коллекторах, тройниках, угольниках и т. п. рекомендуется применять ниппельные соединения с обжатой гайкой по нормали АН-2287 (рис. 3).
77
www.vokb-la.spb
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 2. Соединение трубопроводов по наружному конусу с криволинейной развальцовкой.
Рис. 3. Ниппельное соединение трубопроводов с обжатой гайкой:
1 — пломба; 2 — проволока; 3 — тройник проходной;
4 — обжимная гайка; 5—тройник проходной в сборе.
При проектировании соединений различных трубопроводных систем в местах, не требующих демонтажа элементов систем, для труб и арматуры из сплава 7М, сталей ВНС-2 и Х18Н10Т диаметром свыше 20 мм рекомендуется применять паяные или сварные неразъемные соединения. Паяные соединения, выполненные т.в.ч., имеют более низкую трудоемкость и лучшее качество по сравнению со сварными.
На рис. 4 приведены неразъемные паяные соеди-. нения. Соединения со штампованной муфтой более технологичны в изготовлении и имеют меньший вес по сравнению с соединениями, в которых муфта изготовлена механической обработкой.
В табл. 2 приведены сравнительные данные по пределам выносливости трубопроводов в состоянии поставки и неразъемных паяных соединений труб из сплава 7М и стали ВНС-2.
78
Рис. 4. Неразъемные паяные соединения трубопроводов:
а — со штампованной муфтой; б — с муфтой, изготовленной механической обработкой; 1 — муфта;
2 — трубопровод.
Таблица 2
Трубопровод и соединения Материал OXS трубопровода, мм Предел выносливости С_р кГ!мм?
Трубопровод в состоянии поставки Сплав 7М 12X0,5 12x1,0 20X0,5 50x1,0 20,6 25,1 19,3 17,0
Сталь ВНС-2 12x0,5 20X0,5 50X0,5 32,3 26,0 25,0
Неразъемные паяные соединения Сплав 7М 12X1.0 20x0,5 50X1,0 7,2 8,0 6,0
Сталь ВНС-2 12x0,5 20x0,5 50X0,5 7,2 9,5 5,0
Для трубопроводов диаметром свыше 40 мм топливной, воздушной и масляной систем в местах возможного демонтажа рекомендуется применять фланцевые соединения по нормалям АН-1890, АН-2244 и АН-2178 (рис. 5).
При прохождении трубопроводов из неподвижного агрегата планера в подвижный, например из фюзеляжа в поворотное крыло, рекомендуется использовать телескопическое соединение, приведенное на рис. 6.
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкции систем трубопроводов
А~А
Рис. 5. Фланцевое соедииеиие трубопроводов.
Д-Д
Рис. 6. Телескопическое соединение трубопроводов в поворотном крыле самолета.
79
www. vokb-
Часть II. Технологичность конструкций систем и узлов бортового оборудования
При проектировании соединений, к которым рехьявляются жесткие требования герметичности, ««обходимо в установочных чертежах указывать величины крутящих моментов (AfKp) для примене-ия при монтаже тарированных ключей в соответствии с ГОСТ 13977—68.
Легкоразъемные соединения трубопроводов рекомендуется устанавливать в местах подключения бортовых систем к наземным средствам контроля и испытания (рис. 7).
Рис. 7. Разъемный клапан гидросистемы:
/ — прокладка; 2—шайба; 3—вкладыш; 4 — пружина; 5 — корпус.
Для компенсации деформаций трубопроводов, вызванных колебаниями температуры, монтажными напряжениями, вибрацией планера и др., рекомендуется применять компенсаторы по нормалям АН-1668, АН-2071, АН-2141 и по РТМ-991 (рис. 8), а также регулируемые штуцера (рис. 9).
Для компенсации деформаций трубопроводов при соединении с подвижными элементами конструкции бортового оборудования рекомендуется на трубопроводах диаметром до 12 мм выполнять компенсаторы и компенсирующие спирали по рис. 10.
При соединении жесткими трубопроводами агрегатов, один из которых при эксплуатации перемещается относительно другого, рекомендуется применять поворотные соединения (рис. 11).
Соединения шлангов со штуцерами рекомендуется проектировать в виде ниппельного соединения (рис. 12) или с креплением одним или двумя хомутами (рис. 13).
С целью исключения излишних изгибов трубопроводов следует предусматривать фитинги с различными углами отклонения штуцеров от прямолинейной оси (рис. 14).
Колодки для крепления трубопроводов рекомендуется выбирать по нормали АН-2343. Наиболее технологичной конструкцией следует считать однорядные колодки (рис. 15, б). Не рекомендуется применять многорядные колодки, усложняющие процесс монтажа (рис. 15,о).
so
Рис. 8. Соединения трубопроводов с компенсаторами: а — сильфонное соединение; б — дюритовое соединение; в — соединение гайками с резиновой прокладкой; г — соединение гайками с резиновыми кольцами и муфтой.
Рис. 9. Регулируемый штуцер:
1 — корпус; 2 — контргайка; 3 — кольцо защитное; 4 — кольцо уплотнительное; 5 — штуцер; 6 — шпилька.
Гл. 2. Технологичность конструкции систем трубопроводов
Для крепления трубопроводов к конструкции планера рекомендуется применять хомуты по нормали АН-1811.
Рис. 10. Компенсирующие спирали трубопроводов.
При проектировании хомутов для крепления агрегатов следует отдавать предпочтение составным хомутам, позволяющим устанавливать агрегаты в хомут с разных сторон, что особенно важно при значительном насыщении монтажной зоны бортовым оборудованием.
Рис. 13. Крепление шланга к штуцеру хомутом, стягиваемым болтом:
1 — дюритовый шланг; 2—штуцер; 3— хомут; 4 — болт, шайба, гайка.
1 2
Рис. 11. Поворотное соединение трубопроводов:
1 — гайка обжимная; 2— муфта; 3 — кольцо уплотнительное; 4 — угольник; 5 — защитная шайба;
6 — шпилька.
Рис. 12. Ниппельное соединение шланга со штуцером:
1 — дюритовый шланг; 2 — ниппель; 3 — гайка; 4 — штуцер; 5 — муфта.
Рис. 14. Фитинги с углом отклонения от прямолинейной оси.
При креплении трубопроводов диаметром свыше 10 мм скобочными или зажимными хомутами следует предусматривать крепление с пружинящей пластинкой (рис. 16).
11 Зак. 290
81
www.vokb-la.spb.ru
Часть П. Технологичность конструкций систем и узлов бортового оборудования
Рис. 15. Колодки для крепления трубопроводов: а — многорядная; б — однорядная.
Рис. 16. Крепление трубопровода зажимным хомутом с пружинящей пластинкой.
Рис. 18. Крепление трубопроводов обоймой с прокладками.
82
Рис. 17. Крепление трубопроводов замком.
Для крепления трубопроводов малых диаметров (до 10 мм) рекомендуется использовать замки (рис. 17).
При креплении трубопроводов и готовых изделий обоймами или хомутами на участках систем с повышенной вибрацией следует устанавливать прокладки, материал которых выбирается в зависимости от условий эксплуатации системы (рис. 18).
Для снижения переменных на-, пряжений в местах вынужденных поперечных колебаний трубопроводов, а также в зонах .повышенных температур рекомендуется применять упругодемпфирующие зажимы (УДЗ) (рис. 19).
Рис. 19. Упругодемпфирующие зажимы:
а — упругий; б — пластинчатый; в — цельнометаллический с упругодемпфирующей прокладкой; 1 — колодка;
2 — упругодемпфирующая прокладка; 3 — защитная
втулка; 4 — болт.
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкции систем трубопроводов
МОНТАЖ СИСТЕМ ТРУБОПРОВОДОВ
При разработке конструкции системы трубопроводов необходимо предусматривать возможность испытания и монтажа систем или участков систем в отдельных агрегатах планера. С этой целью разъемы трубопроводов проектировать в местах разъемов агрегатов планера.
Следует предусматривать возможность предварительной сборки трубопроводов и шлангов в отдельные пакеты (на верстаке в приспособлении) с установкой промежуточных деталей их крепления, проверкой на герметичность с последующим монтажом такого пакета на изделии (рис. 20).
Рис. 20. Объединение трубопроводов в пакеты при компоновке монтажа:
1 — колодки крепежные; 2— агрегаты оборудования;
<3 — трубопроводы; 4 — компенсационный выгиб.
Пакеты трубопроводов в планере следует прокладывать таким образом, чтобы основные и аварийные линии одной и той же системы размещались раздельно одна от другой (рис. 21).
Рис. 21. Прокладка пакетов трубопроводов в агрегате планера:
1 — трубопроводы аварийной системы; 2—-трубопроводы основной системы; 3 — трубопроводы бустерной системы.
Трубопроводы рекомендуется размещать в специальных желобах и съемных коробах с доступом к ним с внешней стороны изделия (рис. 22).
Рис. 22. Размещение трубопроводов в желобах:
1 — желоб; 2 — колодка с трубопроводами; 3 — отсек для размещения электрожгутов; 4 — обвод фюзеляжа; 5 — продольная перегородка желоба; 6 — крышка желоба.
Коммуникации трубопроводов должны быть наиболее короткими, прокладываться с наименьшим количеством изгибов, без «карманов» и, по возможности, параллельно друг другу.
Трубопроводы рекомендуется крепить к элементам конструкции планера, а не к трубопроводам и агрегатам бортового оборудования (рис. 23).
Рис. 23. Крепление трубопроводов: а — к датчику; б — к конструкции изделия.
Узлы и трубопроводы системы, обслуживающей приводы одного агрегата изделия, рекомендуется размещать в этом же агрегате с целью упрощения отработки и испытания данного участка системы.
11*
При разработке монтажных схем на трубопроводные системы необходимо предусматривать оптимальные зазоры. Величины зазоров между прямыми параллельными трубопроводами приведены в табл. 3 (по данным РТМ-1120, части I и II).
83
www. vokb- la. spb.
Часть 11. Технологичность конструкций систем и узлов бортового оборудования
мм
Таблица 3
Наружный диаметр Расстояние трубопровода D между опорами
Допустимый зазор не менее
при материале трубопровода
2
3
2
3
5
2
3
5
2
До 16
Св. 16
До 400
Св. 400
Св. 400
В параллельно изогнутых пакетах, закрепленных колодками, зазор между трубопроводами должен плавно увеличиваться от начала изгиба до середины кривой до двухкратной величины размера перемычки колодки и быть не менее 4 мм (рис. 24).
Зазор между трубопроводом и неподвижными элементами конструкции — гладкими стенками, отбортовками отверстий — должен быть не менее 2 мм для стальных трубопроводов и не менее 3 мм для трубопроводов из алюминиевых сплавов (рис. 25).
Зазор между трубопроводом и острыми кромка-
Рис. 24. Зазор между трубопроводами в местах изгиба.
Рис. 25. Зазор между трубопроводом и отбортовкой отверстия.
Рис. 26. Зазор между трубопроводом и острыми кромками деталей и гранями гаек.
ми деталей и гранями гаек должен быть не менее 5 мм (рис. 26).
Зазор между перекрещивающимися трубопроводами должен быть не менее 5 мм (рис. 27).
Рис. 27. Зазор между перекрещивающимися трубопроводами.
Зазор между трубопроводами и подвижными элементами конструкции или блоками готовых изделий, установленными на мягких амортизаторах, должен быть не менее 8 мм (кроме мест, оговоренных чертежом. Рис. 28).
Не менее 8 мм
Рис. 28. Зазор между трубопроводом и подвижными деталями.
Зазор между трубопроводом и электрожгутами должен быть не менее 6 мм в местах жесткого крепления электрожгутов, а на середине пролета — не менее 20 мм для гидравлической, топливной и масляной систем и не менее 40 мм для трубопровода горячего воздуха (рис. 29).
84
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкции систем трубопроводов
Зазор между трубопроводом, обшитым теплоизоляционным материалом, и неподвижными и подвижными элементами конструкции должен быть не менее 4 и 8 мм, если элементы конструкции подвижные (рис. 30).
Рис. 29. Зазор между трубопроводом и электрожгутом.
Рис. 30. Зазор между трубопроводом, обшитым теплоизоляционным материалом, и неподвижными и подвижными элементами конструкции.
Зазор между трубопроводом и тросом должен быть не менее 10 мм, между трубопроводом и гибкими шлангами — не менее 8 мм (рис. 31). Зазор между колесом шасси и трубопроводом должен составлять не менее 15 мм по радиусу колеса и не менее 10 мм между самолетом и боковыми стенками колеса (рис. 31, 32).
Рис. 31. Зазор между трубопроводом и гибким шлангом.
Расстояние между колодками или хомутами крепления для трубопроводов из различных материалов должно быть не более 400 мм.
Расстояние от разъема до мест крепления для стальных трубопроводов устанавливается 200— 250 мм, а для трубопроводов из цветных сплавов — не более 300 мм.
В местах изменения направления трубопровода («колена») при длине незакрепленного участка более 300 мм необходимо устанавливать жесткое дополнительное крепление (рис. 33).
Рис. 33. Схема распределения крепежных колодок на изогнутых участках трубопроводов.
После места установки колодки трубопровод должен иметь прямой участок, выходящий за пределы ширины колодки на 5—7 мм.
Паяное монтажное соединение должно быть сконструировано и расположено так, чтобы были исключены монтажные напряжения и обеспечены возможность установки муфты, установки и демонтажа нагревателя, подключение и отключение токопроводящего кабеля, возможность работы двумя руками, последующий внешний осмотр паяного соединения с применением лупы 4—5-кратного увеличения, а также ультразвуковой контроль и контроль на герметичность.
На рис. 34 и в табл. 4 приведены минимально допустимые границы свободного пространства вокруг зоны соединения под пайку.
Все элементы оборудования, которые нельзя подвергать воздействию высокой температуры пайки неразъемных соединений, располагать вне зоны нагрева трубы.
85
www.vokb-la.spb.
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 34. Минимально допустимые границы свободного пространства вокруг зоны соединения.
мм
Диаметр трубопровода Границы свободного пространства
А Б В р*
6-50 Св. 50 до 100 Св. 100 до 150 70- 80 80- 90 100-110 18-20 20-25 25-30 Определяется возможностью работы двумя руками Не менее 100
*Г — требуемый минимальный прямолинейный участок трубы.
На рис. 35 показаны зоны распределения температур по трубе при пайке соединений.
В табл. 5 приведены размеры зон распределения температур в зависимости от диаметра трубопровода.
Таблица 5
мм
Диаметр трубопровода М N
6-50 60 100-120
Св. 50 до 100 70 120—150
Св. 100 до 150 90 150—180
86
На рис. 36 показаны некоторые примеры расположения паяных соединений, а также даны минимальные размеры, необходимые для их монтажа и контроля.
Таблица 4
Рис. 36. Примеры расположения паяных соединений.
В труднодоступных местах рекомендуется производить пайку соединений до окончательной установки съемных деталей и агрегатов.
Установку теплоизоляции производить после испытания паяных соединений трубопроводов на герметичность.
Для размещения систем наиболее удобны места вблизи плоскостей разъема агрегатов планера, так как до их стыковки обеспечивается хороший доступ для выполнения работ по монтажу и испытанию.
Количество узлов и агрегатов бортового оборудования одного назначения должно быть минимальным с целью сокращения количества и общей длины трубопроводов и количества соединений.
Штуцера и краны, вынесенные на борт планера, по возможности, должны быть сосредоточены в од-
www. vokb- la. spb. ru
Рис. 37. Панель приемных штуцеров: Рис. 38. Установка аварийного гидроаккумулятора. Рис. 39. Крепление готовых изделий шаровой фор-
1 — штуцер нагнетания; 2— панель; 3—шту- мы в призматических колодках:
цер всасывания; 4 — люк панели. I — гайка; 2 — съемная полуколодка; 3 — гото-
вое изделие; 4 — стяжные винты; 5 — подвижная полуколодка.
Часть II. Технологичность конструкций систем и узлов бортового оборудования
ном месте с целью упрощения подключения шлангов испытательных стендов. На рис. 37 показана панель штуцеров.
Агрегаты бортового оборудования с криволинейными поверхностями (баллоны, бачки, гидроаккумуляторы, маслобаки и т. п.) следует устанавливать на ложементы или колодки с хомутами или ремнями, обеспечивающими их быстрый съем и установку (рис. 38).
Агрегаты шаровой формы следует укреплять в призматических колодках (рис. 39).
Технологичной конструкцией крепления колодок к кронштейнам или к элементам планера следует считать крепление болтами на анкерных гайках (рис. 40).
С целью промывки или замены фильтров, особенно фильтров, устанавливаемых в гидробаках (рис. 41), следует предусматривать возможность их легкого съема.
Гидробаки и дренажные бачки рекомендуется устанавливать в специальные отсеки планера с их надежным и быстроразъемным креплением. Сами отсеки должны обеспечивать легкодоступность и быстросъемность баков при их монтаже, техническом обслуживании и ремонте.
При проектировании гидросистем необходимо указывать требования к чистоте рабочих жидкостей на разных этапах производства. В табл. 6 приведены данные по допустимым загрязнениям.
Рис. 40. Крепление колодок к элементу конструкции на анкерных гайках.
Рис. 41. Установка фильтра в гидробак:
1,2 — фильтры.
Таблица 6
Состояние рабочей жидкости Весовая концентрация (предварительный контроль) Количество частиц (окончательный контроль)
при размере частиц, мк
5-10 11-25 26-50 51-100 св. 100
мГ/л %
После промывки трубопроводов 8,56 0,001 — — — — —
После промывки гидросистемы 8,56 0,001 800 20 10 5 2
После отработки гидросистемы на функционирование 8,56 0,001 1000 300 75 25 2
Перед заправкой гидросистемы заправочных стендов 25,6 0,003 15000 3000 600 100 2
На выходе из заправочных средств (заправка гидросистем изделий) 5 0,0005 150 25 10 1 0
Примечание. Нормы по чистоте рабочей жидкости перед заправкой изделий даны по нормали 706—710АТ, другие нормы — по данным РТМ-1120, часть II .Производство гидрогазовых и топливных систем*.
88
www. vokb- la. spb. ru
ГЛАВА 3
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ ЭЛЕКТРОСИСТЕМ
12 Зак. 290
89
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкции электросистем
ЭЛЕМЕНТЫ СИСТЕМ
ЭЛЕКТРОЖГУТЫ, ИХ ВЯЗКА И ЗАЩИТА
Жгуты электропроводов должны разрабатываться на основе схем электрических соединений и компоновки агрегатов электрооборудования согласно нормали АН-2226 (739АТ).
Для улучшения качества и надежности электрожгутов рекомендуется применять новые износостойкие, а также нагревостойкие провода с медными посеребренными жилами. К ним относятся:
— бортовые провода БЦН, БИНЭ, БИНЭЗ, которые работают в пределах температур от —60 до +250°С;
— провод БСФО с изоляцией из стеклооплетки и хлопчатобумажной изоляцией, покрытой кремний-органическим лаком, который предназначен для работы при температуре от —60°С до +80°С и с кратковременными перегревами жилы до -|-350°С;
— провод МТФМ, который применяется в качестве выводов электромашин и агрегатов в условиях повышенной влажности и агрессивных средах в диапазоне температур от —60°С до +250°С;
— теплостойкий кабель марки КЭСФ и КЭСФЭ с рабочим диапазоном температуры от —60°С до + 250°С;
— бортовой- провод БПГРЛ с рабочим диапазоном температуры от—60°С до 4-125°С.
Применение проводов и кабелей новых марок дает возможность сократить вес электрожгута за счет уменьшения веса защитных материалов.
Технологичным является применение готовых кабелей с различным количеством жил, не требующих вязки и дополнительной защиты, что значительно снижает трудоемкость изготовления электрожгутов и уменьшает вес электрокоммуникаций.
При проектировании электрожгуты рекомендуется разбивать на трассы таким образом, чтобы при их изготовлении применять средства механизации (обмотка лентами, надевание трубок, обшивка тканью и т. д.).
Членение электрожгутов на трассы позволит сократить цикл и трудоемкость производства.
Экранированные и неэкранированные провода при проектировании рекомендуется включать в раз-12*
дельные электрожгуты. В технически обоснованных случаях допускается разработка смешанных электрожгутов. В смешанном электрожгуте экранированные провода должны быть расположены с внешней стороны жгута так, чтобы при креплении обеспечивалось соединение экранов проводов с массой летательного аппарата через узлы крепления.
С целью уменьшения трудоемкости изготовления электрожгутов рекомендуется составлять таблицы раскладки и пайки электрожгутов с указанием марки и сечения проводов, маркировки, номера клемм разъемов и других данных по следующей форме:
Таблица раскладки и пайки электрожгута №
Разъем
п о а, s и си
<0 оз
Ж «
Адрес провода
Вид вязки, материал для вязки, шаг прерывистой и непрерывной вязки и ширину бандажа следует выбирать по нормали АН-2253 (743АТ).
Наиболее технологично вязать электрожгуты с помощью мягких хомутов, ремней, замковых и липких лент, стяжек из найлона, тератеновых трубок (рис. 1).
Замковые капроновые ленты позволяют вязать провода в жгут и одновременно крепить жгут в процессе монтажа по борту изделия. В табл. 1 даны основные размеры замковых лент.
В случае конструктивной необходимости изготовления плоского электрожгута вязку делать пакетной. Для этого все провода, входящие в жгут, разделить на группы, количество которых задается конструктором в зависимости от необходимой ширины электрожгута в месте пакетной вязки (рис. 2).
91
www. vokb- la. spb. го
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. I. Стяжки из вязкого найлоиа.
На провода, подлежащие свивке, необходимо предусматривать технологический припуск на длину согласно ПИ-115—66 «Вязка электрожгутов».
Количество проводов в повиве приведено в табл. 2 и шаг в повиве — в табл. 3 (ПИ-115—66).
Согласно нормали 743АТ свивке подлежат провода сечением до 2,5 мм2. Провода сечением свыше 2,5 мм2 не свиваются, а пропускаются в центральное отверстие кольца в виде стержня. Провода сечением свыше 2,5 мм2, идущие на крайние клеммы разъема, необходимо располагать в наружном повиве.
Таблица 1
Тип ленты Эскиз ленты Диаметр кабеля, мм Допустимая нагрузка на замок, кГ Ширина, мм Длина, мм
1 От—— б б 8-12 2,4—4,2 1 ГЛ ОГЛ
1 1 w а —6 ) 1 6 3—70 1П 150—2о0 1
2 д * а 6 —J 1 б 1U—оО о—1Z 2,4—4,2 1OU
3 J (о) $$ (1 11ШПВ*- о— /0 8—12 2,4—4,2 150—250
Примечание. В таблице приняты следующие условные обозначения: а — замок; б— рабочая часть; в —заходная часть; г — площадка для маркировки; д— прилив для крепления жгута к борту.
h
Рис. 2. Пакетная вязка электрожгута, где d >10—ЗОлглг; Zi=250—300 мм.
Для увеличения срока службы электрожгутов рекомендуется предусматривать свивку проводов в подвижной части электрожгута между точками крепления, а также в жгутах, подходящих к вставкам разъемов, подвергающихся многократным расстыковкам, согласно нормали АН-2253 (743АТ) (рис. 3).
Рис. 3. Свивка проводов электрожгута, где L — длина свивки.
Таблица 2
Количество проводов Количество проводов
в жгуте в повиве в жгуте в повиве
№ 1|№ 2|№ 3|№ 4 № 1 № 2| № 3 № 4
2 3 4 5 6 7 8 ’ 9 10 И 12 13 14- 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 2 3 4 5 6 1 1 1 2 3 3 4 4 5 5 6 6 1 1 1 1 2 2 3 2 3 4 4 4 6 7 8 8 8 9 9 10 10 11 11 12 6 6 7 8 8 8 8 9 9 9 10 10 12 13 13 13 13 14 14 15 15 15 15 16 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 5 5 5 6 6 6 1 1 1 2 2 2 2 2 3 3 3 3 4 4 4 4 5 5 5 5 6 6 6 6 10 11 11 11 12 12 6 6 7 7 8 8 8 8 8 9 9 9 9 10 10 10 10 11 11 11 11 12 12 12 16 16 17 17 17 18 12 13 13 13 13 13 14 14 14 14 15 15 15 15 16 16 16 16 17 17 17 17 18 18 18 18 18 18 18 19 19 20 20 20 20 21 21 21 21 22 22 22 22 23 23 23 23 24
92
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкции электросистем
Таблица 3
Количество повивов Шаг в повиве, мм
№ 1 № 2 № 3 № 4
1 60— 80 — — —
2 80-100 60— 80 — — !
3 120-130 100—120 80-100 —
4 140—150 120-140 100—120 80-100
Свивку наружного повива производить в направлении, соответствующем ходу резьбы гайки, а смежные повивы следует свивать в противоположном направлении.
Методы защиты электрожгутов от повреждений, колебаний температур, длины участков жгута, подлежащих защите, определяются согласно нормали АН-2253 (743АТ).
При совместной трассировке экранированных и неэкранированных проводов неэкранированные провода должны быть выделены из общей трассы и иметь индивидуальную защиту согласно нормали АН-2226 (739АТ).
Экранирование проводов электрожгутов необходимо предусматривать согласно РТМ-1123 (732АТ).
Для экранирования электрожгутов предусматривать плетенки, изготовленные из медной проволоки плотностью не менее 85%.
Рис. 4. Заделка мест разветвлений экранированных электрожгутов:
I — электрожгут; 2— бандаж; 3 — лента в два слоя;
4 — бандаж (провода под плетенкой в месте бандажа обмотать лентой в два слоя на ширине 15—20 мм).
Для экранирования проводов и электрожгутов, работающих в зоне высоких температур, рекомендуется применять термостойкие плетенки.
Для проводов, несущих интенсивные помехи, предусматривать экранирование многослойными экранами или прокладку в сплошных металлических трубах. Для защиты от коррозии трубы должны быть оцинкованными, лужеными или кадмирован-ными.
При ответвлении экранированных проводов от экранированного электрожгута не должна нарушаться непрерывность экранирования. Заделку мест разветвлений экранированных электрожгутов предусматривать согласно нормали АН-2253 (743АТ). Заделка мест разветвлений экрана показана на рис. 4.
Способы защиты подвижных участков электрожгутов производить согласно РТМ-1227 (746АТ).
ZZZZZZZZ®
5~8
Чг. ширины —
ленты
Рис. 5. Обмотка электрожгута лентой:
1 — лента; 2 — бандаж.
Рис. 6. Обшивка электрожгута тканью:
1 — ткань; 2 — бандаж.
В местах перекрещивания электрожгутов с гидравлическими и топливными трубопроводами рекомендуется защищать электрожгуты трубками или лентами из полихлорвинилового пластиката 230Т (МРТУ 6-05-919—63), а в местах прохода электрожгута в зоне высокой температуры — трубками по ТУ УТ-1014—59 из резины марки ИРП-1338 (ВТУ 51-38-22-171—67), лентой из фторопласта-4 ЭО (ГОСТ 12508—67) или стеклотканью НТ-7 (СТУ 49-2605—65) (рис. 5).
93
www.vokb-la.spb.ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 7. Оклейка электрожгута тканью:
1 — бандаж; 2 — ткань.
A-A 6-S
Жгут не показан жгут не показан
Склеить Склеить
Рис. 8. Оклейка мест разветвлений электрожгута ткаиью:
1 — бандаж; 2 — ткань.
В местах, где электрожгуты могут подвергаться механическим повреждениям, предусмотреть защиту их прорезиненным дублированным капроновым полотном 300 (МРТУ 38-5-6079—69) (рис. 6, 7 и 8).
МАРКИРОВКА ЭЛЕКТРОПРОВОДОВ, ЭЛЕКТРОЖГУТОВ И ШТЕПСЕЛЬНЫХ РАЗЪЕМОВ
Электропровода и электрожгуты должны иметь маркировку, соответствующую обозначениям их на чертежах или на схемах, согласно нормали АН-2254 (744АТ).
Бирки следует устанавливать на концах проводов непосредственно у места подключения.
Маркировочные бирки на электропроводах, заделываемых в разъемы с герметиком, следует устанавливать вне разъема.
Размеры полихлорвиниловых и резиновых бирок выбирать согласно нормалям АН-2254 (5602А, 5603А и 5606А).
Размеры металлических бирок выбирать согласно нормалям 5604А и 5605А.
Маркировку алюминиевых проводов производить бирками, имеющими красный отличительный поясок шириной 5 мм, нанесенный на конец бирки, противоположный месту заделки.
Маркировку проводов переменного тока производить цветными бирками:
фаза А — красного цвета;
фаза В — желтого цвета;
фаза С — голубого (синего) цвета;
нулевой провод — белого цвета с черным отличительным пояском.
Маркировку на бирке располагать по длине симметрично относительно двух концов.
. Маркировку на бирках, изготовленных согласно нормалям 5602А и 5603А, с № 7 по № 21 наносить с двух сторон.
Маркировку на полихлорвиниловых и резиновых бирках наносить краской. На ' металлических бирках маркировочные знаки следует покрывать краской.
При выборе краски для маркировки рекомендуется пользоваться инструкцией ПИ-116—66 «Маркировка электропроводов и электрожгутов» (НИАТ, 1966).
Маркировку штепсельных разъемов выполнять маркировочными чехлами, металлическими скобами, бумажными бирками и гравировкой.
Маркировочные чехлы заделывать после сборки разъемов, закреплять с помощью хомутов или ниточных бандажей на футорках разъемов с последующим покрытием клеем.
Маркировочные знаки на чехлах наносить с двух сторон.
Установку маркировочных скоб производить под винты крепления хомутов или винты крепления щечек в зависимости от типа разъема.
При работе разъемов и агрегатов в закрытых отсеках, внутри пультов и т. п. разрешается маркировка разъемов бумажными бирками, изготовленными фотографированием или типографским способом.
Маркировку гравировкой наносить с двух противоположных сторон. Шрифт выбирать по ГОСТ 2930—62. Для заполнения гравированных или клейменых надписей применять офсетную черную маркировочную краску 10072 по ТУ 29-02-226-068.
ЗАДЕЛКА ПРОВОДОВ В НАКОНЕЧНИКИ, КАБЕЛЕЙ И ЖГУТОВ В РАЗЪЕМЫ
Заделка изоляции и оплетки концов теплостойких и нетеплостойких электропроводов различных марок и сечений производится по нормали АН-2234 (745АТ).
На рис. 9—19 приведены различные виды рекомендуемых заделок.
При зачистке концов проводов допускается местное оплавление и потемнение изоляции на длине не более 1 мм.
Концы многопроволочных проводов после снятия изоляции рекомендуется скручивать. Угол скручивания должен быть равным 15—30° по отношению к оси провода в зависимости от выбранного сечения.
94
www. vokb- la. spb. ru
Гл. 3. Технологичность конструкции электросистем
Рис. 9. Заделка конца провода с внутренней полнхлорвиннловой, резиновой и другой изоляцией и с оплеткой (хлопчатобумажной, лавсановой н др.) клеем:
1 — жила; 2 — клей; 3 — оплетка.
Рис. 12. Заделка конца экранированного провода с оплеткой нз стекловолокна без вывода экрана на заземление методом спекания фторопластовой пленки:
/ — участок спекания; 2 — жила; 3 — изоляция; 4 — оплетка; 5 — пленка из фторопласта-4; 6 — пленка из фторопЛаста-4 в одии-два слоя с полуперекрытием; 7 — экранирующая оплетка.
Рис. 10. Заделка конца неэкравиро-ваииого провода сечением свыше 4 мм2 с теплостойкой волокннстопле-ночной изоляцией и оплеткой нз стекловолокна, лавсава и другой обмоткой:
1 — пленка из фторопласта-4 с полуперекрытием; 2—жила; 3— изоляция; 4 — участок спекания; 5 — оплетка.
го-so
Рис. 13. Заделка конца экранированного провода без вывода экране на заземление бандажом из ниток с последующим покрытием клеем:
/ — экранирующая оплетка; 2 — жила; 3 — клей; 4 — лента или трубка; 5 — бандаж.
Рис. 11. Заделка конца провода сечением до 4 мм2 с волокнистой и пленочной изоляцией и оплеткой из стекловолокна, лавсана ниточным бандажом с последующим покрытием клеем:
1 — оплетка; 2 — бандаж; 3 — изоляция; 4 — жила;
5 — клей.
Рис. 14. Заделка конца экранированного провода с выводом на заземление бандажом нз гибкого провода:
1—экранирующая оплетка; 2 — жила; 3 — бандаж; 4 — пленка из фторопласта-4; 5 — провод монтажный гибкий сечением до 0,5 мм2.
95
www. vokb- la. spb. ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 15. Заделка конца экранированного провода с выводом экрана на заземление и закрепление его бандажом с последующим покрытием клеем:
1 — экранирующая оплетка;
2 — жила; 3 — клей; 4 — бандаж.
Рис. 19. Заделка конца экранированного провода с выводом экрана для соединения с корпусом и закрепление его бандажом с последующим покрытием клеем:
1—'экранирующая оплетка; 2 — клей; 3—бандаж.
55-ttO
Рис. 16. Заделка конца запасного и отключаемого провода сечением до 1 мм'1 петлей с полихлорвиииловой трубкой:
1 — оплетка хлопчатобумажная или из стекловолокна; 2—бандаж; 3, 5 — клей; 4— трубка.
Подготовку к пайке и пайку бортовых проводов рекомендуется производить согласно инструкции ПИ-129—67 (НИАТ).
Заделка изоляции и оплетки конца высокочастотного кабеля производится по нормали АН-2317 (846АТ).
На рис. 20—25 приведены различные виды рекомендуемых заделок.
Рис. 20. Заделка конца кабеля марки РК-50—2—13 без вывода экранирующей оплетки клеем:
1 —'клей; 2 — изоляция; 3 — внутренний проводник; 4 — защитная оболочка.
Рис. 17. Заделка конца запасного и отключаемого провода сечением свыше 1 мм2 полихлорвиниловой трубкой:
1 — трубка; 2 — хлопчатобумажная оплетка; 3 — бандаж; 4 — клей.
Рис. 21. Заделка конца кабеля марок РК-50—2—21, РКТР без вывода экранирующей оплетки бандажом с последующим покрытием клеем:
1 — внешний проводник; 2 — внутренний проводник; 3 — бандаж (4—6 витков, клей);
4 — изоляция; 5 — бандаж в два слоя (клей).
Рис. 18. Заделка конца запасного и отключаемого провода сечением свыше 1 мм2 обмоткой стеклолако-ткаиью:
1 — стеклолакоткань в два слоя с полуперекрытием; 2 — свободный конец стеклоткани с полуперекрытием; 3 — оплетка из стекловолокна.
96
’ 30
Рис. 22. Заделка конца кабеля марки РКУ-63 без вывода экранирующей оплетки оплавлением изоляции:
1 — внутренний проводник; 2 — защитная оболочка; 3 — внешний проводник;
4 — оплавленная изоляция.
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкции электросистем
рекомендуется применять наконечники с комбинированной заделкой — обжатием и пайкой (рис. 26— 34).
Т а б л и ц'а 4
Рекомендуемые конструкции наконечников
Рис, 23. Заделка конца кабеля марок РК-50—2—13 и РК-63 с выводом экранирующей оплетки на заземление бандажом нз ниток:
1 — защитная оболочка; 2 — изоляция; 3 — внутренний проводник; 4 — бандаж (4—5 витков, клей); 5 — внешний проводник.
ЮП
Рнс. 24. Заделка конца кабеля марки РКУ-63 с выводом экранирующей оплетки иа заземление с помощью защитной трубки: 1 — оплетка; 2 — внешний проводник; 3 — оплавленная изоляция; 4 — внутренний проводник; 5 — защитная трубка.
Паять
Рис. 25. Заделка конца * кабеля марки РКТР и РКТФ с выводом экранирующей оплетки иа заземление:
1 — клей; 2 — оплетка; 3 — изоляция;
4 — бандаж (4—5 витков, клей); 5 — внутренний проводник; 6 — внешний проводник; 7 — защитная оболочка.
Типы наконечников выбирать в зависимости от сечения провода и температурных условий эксплуатации по нормалям АН-2299 (5832А—5840А).
Рекомендуемые конструкции наконечников приведены в табл. 4.
При выборе способа заделки электропроводов в наконечники следует руководствоваться главным требованием, предъявляемым к способу заделки,— получением высокой стабильности переходного сопротивления в контакте и надежности соединения. Высокая стабильность переходного сопротивления достигается методом пайки и в меньшей степени методом обжатия. Для ответственных соединений
13 Зак. 290
Наименование Эскиз Нормаль
Наконечники широкие 5832А с последующей пайкой
Наконечники боковые 5835А с последующей пайкой
Наконечники с обжатием по изоляции (сеч. 0,35—10 мм2) 5836А с последующей пайкой
Наконечники облегченные с обжатием по изоляции (сеч. 0,35—10 мм2) 5837А 5838А
| Наконечник для заделки алюминиевых проводов 5839А; 5840А
5832А—5834А
Рис. 26. Заделка провода в наконечники холодным обжатием:
1 — наконечник; 2 — провод.
А-А
97
www. vokb- la .spb. ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 27. Заделка провода в наконечники 5832А—5834А обжатием с последующей пайкой.
Рис. 31. Заделка провода в наконечник 5836А с обжатием изоляции с последующей пайкой.
Допустимый Вариант пайка. Паять
Рис. 28. Заделка провода в наконечники 5835А обжатием: / — наконечник; 2 — провод.
Рис. 32. Заделка провода в наконечник 5838А пайкой:
1 — наконечник; 2 — провод.
Рис. 29. Заделка провода в наконечники 5832А— 5835А с последующей пайкой.
Рис. 33. Заделка провода в наконечник 5837А и 6739А пайкой:
1 — наконечник; 2 — провод.
Допускается обжатие не
Допустимый бариант обрезки. конца жияы пробода
Рис. 30. Заделка провода в наконечник 5836А с обжатием по изоляции:
1 — наконечник; 2 — провод.
Рис. 34. Заделка алюминиевого провода в наконечники 5839А—5840А пайкой:
1 — наконечник; 2 — провод.
98
www. vokb- la .spb. ru
Гл. 3. Технологичность конструкции электросистем
Заделку электропроводов в наконечники проектировать согласно нормали 830АТ.
Заделку неэкранированных и экранированных электрожгутов и кабелей в штепсельные разъемы ШР, ШРГ, ШРГ-П, СШР, СШРГ, Р, РГ, РГ-П, 2РТ, 2РМ следует производить по нормалям АН-2420 (939АТ), АН-2411 (927АТ), АН-2394 (908АТ), а также руководствоваться технологической нормалью АН-1961—67, часть I, книга 3 «Изготовление электрожгутов» (НИАТ, 1967). При заделке проводов пайкой следует пользоваться нормалью АН-2224 (747АТ). Надежность электрического контакта и механическая прочность соединения должны соответствовать нормали АН-2224 (749АТ).
Рекомендуемые конструкции штепсельных разъемов приведены на рис. 35—46.
Герметизацию разъемов производить по инструкции ПИ-154—69 (НИАТ).
1
Рис. 37. Заделка кабеля с волокнистой изоляцией в ие-экранироваиный разъем:
1 — фиксатор; 2 — резина (войлок) толщиной 2 мм. шириной 25—30 мм; 3 — резина (войлок) толщиной 1,5 мм, шириной 15—30 мм; 4 — бандаж; 5 — бирка.
Рис. 38. Заделка двух и более электрожгутов (кабелей) В , иеэкраиированиый разъем:' J
1—резина (войлок) толщиной 2 мм, шириной 25—30 мм;
2 — резина (войлок) толщиной 1,5 мм, шириной 15—30. Мм;
3 — вязка электрожгута; 4 — защитная трубка; 5 — бандаж; • 6 — бирка.
Рис. 35. Заделка незащищенного электрожгута в иеэкраинроваиный разъем:
1 — фиксатор; 2 — резина (войлок) толщиной 2 мм, шириной 25—30 мм; 3 — резина (войлок) толщиной 1,5 мм, шириной 15—30 мм; 4, 5—бандажи;
6 — бирка.
Рис. 36. Заделка защищенного электрожгута (кабеля) трубкой или лентой, в иеэкраиированиый разъем:
I — резина (войлок) толщиной 2 мм, шириной 25—30 мм; 2— резина (войлок) толщиной 1,5 мм, шириной 15—30 мм; 3 — трубка (лента) защитная;
4 — бандаж; 5 — бирка.
13*
Рис. 39. Заделка защищенного электрожгута в неэкра-иированиый разъем:
1 — вязка электрожгута; 2— трубка защитная; 3— прокладочный материал; 4 — бирка.
www. vokb- la .spb. ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
100
Рис. 40. Заделка неэкранированиого электрожгута, защищенного трубкой или лентой, и кабелей с волокнистой, резиновой и пластмассовой изоляцией: 1 — бандаж; 2 — бирка.
Рис. 41. Заделка электрожгута (кабеля) с гибким металлическим- рукавом в экранированный разъем:
1 — лента защитная; 2 — рукав гибкий металлический;
3 — бандаж; 4 — бирка.
Рис. 42. Заделка электрожгута (кабеля) в угловой разъем 2РМ:
1 — бирка: • 2 — прокладочный материал; 3 — бандаж.
Рис. 43. Заделка экранированного электрожгута (кабеля) в экранированный разъем 2РМ.
Рис. 44. Заделка экранированного кабеля в экранированный разъем:
1 — фиксатор; 2 — футорки; 3 — плетенка холостая; 4 — бандаж; 5 — бирка.
Рис. 45. Заделка электрожгута (кабеля) в иеэкраииро-ваиный разъем с заливкой герметиком:
1 — резина (войлок) толщиной 2 мм, шириной 25— 30 мм-, 2 — резина (войлок) толщиной 1,5 мм, шириной 15—30 мж, 3 — вязка электрожгута; 4 — трубка (лента) защитная; 5 — бандаж.
Рис. 46. Заделка электрожгута (кабеля) в экранированный разъем с заливкой герметиком:
4— футорки; 2 — вязка электрожгута; 3 — трубка (лен-та) защитная; 4 — плетенка; 5 — бандаж; 6 — бирка.
www. vokb- la .spb. ru
Гл. 3. Технологичность конструкции электросистем
МОНТАЖ ЭЛЕКТРОРАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ
Технологичным является такой монтаж, при котором многочисленная коммутационная и защитная аппаратура сгруппирована в специальные электрораспределительные устройства (ЭРУ), собираемые на верстаке и устанавливаемые на изделие в готовом виде.
В конструкции ЭРУ рекомендуется предусматривать возможность полного выполнения монтажа устройств вне изделия, для чего монтаж выходящих из ЭРУ проводов целесообразно заканчивать штепсельными разъемами, которые следует располагать на корпусе устройства или на проводах недалеко от него.
Если ЭРУ не может иметь штепсельного разъема и подсоединение к устройству внешних проводов производится непосредственно на изделии, нетехнологично проектировать соединение с помощью пайки. В этом случае более технологично в конструкцию такого устройства вводить клеммную колодку (рис. 47).
На всех агрегатах, монтируемых внутри ЭРУ, следует ставить удобочитаемые знаки и трафареты в соответствии с принципиальными схемами, которые нужно наносить либо на агрегат, либо на корпус вблизи агрегата.
Провода внутриблочного монтажа следует маркировать одинаковыми бирками. При этом цепи от начала до конца должны быть выполнены проводом с одним и тем же цветом изоляции.
Колодки крепления электрожгутов рекомендуется проектировать прессованными для устранения последующей механической обработки.
Технологичнее проектировать коробки ЭРУ с глубокими крышками, а не с глубокими основаниями.
Более технологично применять коробки и крышки ЭРУ из изоляционных материалов, не требующих дополнительной внутренней изоляции.
Рнс. 47. Клеммная колодка.
Для сокращения трудоемких работ по внутри-блочному монтажу ЭРУ рекомендуется применять печатные схемы этих устройств.
Если контроль ЭРУ заключается не только в типовых операциях проверки и измерения сопротивления изоляции и переходных сопротивлений, но включает и другие виды проверок (измерение времени срабатывания, напряжения и др.), то в ТУ необходимо давать методику их выполнения.
Запасные лампы и предохранители следует размещать в отдельной коробке с соответствующей надписью, а не внутри ЭРУ.
МОНТАЖ ЭЛЕКТРОЖГУТОВ
И ЭЛЕКТРООБОРУДОВАНИЯ
Монтаж систем электрооборудования рекомендуется разрабатывать таким образом, чтобы основная масса проводов и электрожгутов укладывалась в специально предусмотренные для этой цели места (ниши по бортам, гаргроты и т. п.), при этом следует выбирать для них верхнюю зону расположения по отношению к трассам прокладки трубопроводов различных систем.
Не следует проектировать трассу прокладки электрожгутов через отверстия в шпангоутах, нервюрах, перегородках и т. п., диаметры которых меньше диаметров припаянных к жгутам штепсельных разъемов.
При прохождении электрожгутов через границу герметичных отсеков технологичнее применять герметичные разъемы вместо групповых герметичных вводов.
При креплении герметичных разъемов рекомендуется предусматривать установку герметизирующей штампованной прокладки взамен промазки места крепления герметиком.
Герметические вводы следует использовать для силовых проводов и высокочастотных кабелей (рис. 48).
Рис. 48. Вид герметического ввода:
1 — резина; 2, 4 — шайбы; 3 — втулка;
5 — шпилька.
При разработке монтажных схем трассу прокладки электрожгутов следует проектировать по
101
www.vokb-la.spb.ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
возможности прямой и предусматривать прокладку на борту изделия таким образом, чтобы был обеспечен доступ ко всем частям изделия для регулировки и смены отдельных узлов без демонтажа электрожгутов.
Провода цепей трехфазного тока следует прокладывать с зазором не менее 20 мм от проводов цепей постоянного тока.
При разработке монтажных чертежей прокладку электрожгутов предусмотреть таким образом, чтобы внутренние радиусы изгиба электрожгута (табл. 5) соответствовали нормали АН-2226 (739АТ).
Таблица 5
мм
Диаметр жгута d Внутренний радиус изгиба электрожгута, не менее
экранированного неэкранироваи-ного
До 10 4,0d 3,0d
Св. 10 до 20 3,7 d 2,3d
. 20 „ 30 3,5 d 2,5d
, 30 „ 30 3,2d 2,2d
. 40 3,0d 2,0d
При прокладке алюминиевых проводов с малым радиусом изгиба происходит смещение жил провода в заделке и увеличивается переходное сопротивление заделки. Радиусы изгиба алюминиевых проводов должны быть не менее указанных в табл. 6.
Таблица 6
Сечеиие провода, mms Радиус изгиба, мм
по бортовой трассе при монтаже в коробках
35 50 30
50 60 40
70 100 60
95 150 100
При прокладке силовых проводов и высокочастотных кабелей внутренний радиус изгиба следует выбирать по ТУ на данный провод или кабель таким образом, чтобы он был не менее двухкратной величины наружного диаметра провода или кабеля.
При выборе зазоров между электрожгутами и трубопроводами, тросами управления, подвижными и неподвижными частями элементов конструкции следует руководствоваться нормалью АН-2226 (739АТ).
Прокладка жгутов должна быть выполнена таким образом, чтобы при стыковке разъема жгут не был скручен вокруг своей оси более чем на 45° на участке от последнего крепления до стыкуемого разъема.
102
В местах возможного перемещения элементов, на которых жгуты закреплены, рекомендуется допускать необходимую слабину, обеспечивающую свободное перемещение подвижного элемента без натяга жгута.
Для крепления электрожгутов, кабелей и отдельных проводов к каркасу изделия рекомендуется максимально использовать нормализованные элементы крепления (хомуты, лирки, скобы, замки и т. п.), руководствуясь нормалью АН-2223 (742АТ).
Технологичной конструкцией крепления хомутов и скоб к кронштейнам или элементам каркаса изделия следует считать крепление болтами по анкерным гайкам.
При разработке монтажных чертежей между элементами крепления электрожгутов должны проставляться размеры. Расстояния между элементами крепления приведены в табл. 7 в соответствии с нормалью АН-2226 (739АТ).
При разработке монтажных чертежей необходимо предусматривать провисание жгута между двумя соседними точками крепления.
В табл. 8 приведены величины провисания жгута в соответствии с нормалью АН-2226 (739АТ).
Таблица 7 мм
Диаметр жгута Расстояние между элементами крепления, не более
До 10 200
Св. 10 до 20 300
, 20 . 30 .400
, 30 450
Таблица 8 мм
Диаметр жгута Провисание жгута
До 10 3-5
Св. 10 до 20 4—7
» 20 „ 30 5—8
. 30 6—10
Значения провисания даны в средней точке между двумя соседними точками крепления электрожгута.
При разработке монтажных чертежей необходимо предусмотреть наличие прямого участка электрожгута перед местом присоединения его к штепсельному разъему. Расстояние прямого участка электрожгута у штепсельного разъема должно соответствовать значениям, указанным в табл. 9 по нормали АН-2226 (739АТ).
Таблица 9
мм
Диаметр жгута Длина прямого участка электрожгута, не менее
До 10 15
Св. 10 до 20 20
, 20 , 30 30
. 30 40
www. vokb- la .spb. ru
Гл. 3. Технологичность конструкции электросистем
Эксплуатационный запас длины электрожгута из проводов сечением от 0,5 до 4,0 мм2 включительно следует предусмотреть непосредственно у штепсельного разъема в виде петли. В местах, где негде, разместить полный запас длины электрожгута, допускается небольшая петля, а остальной запас проводов распределяется равномерно по трассе электрожгута на участке трех-четырех точек крепления, начиная от разъема.
При переходе электрожгута с неподвижной части изделия на подвижную (крышки, откидные панели, пульты и т. д.) он должен располагаться
Рис. 49. Крепление электрожгута к стрингерам, профилям хомутом:
1 — заклепки; 2 — хомут; 3 — винт; 4 — гайка.
вдоль оси поворота или иметь запас проводов, свернутых в кольцо.
Крепление электрожгутов на борту рекомендуется выполнять согласно нормали АН-2223 (742АТ) (рис. 49—56).
Рис. 52. Крепление электрожгута к шпангоутам, профилям и кронштейнам скобой:
1—скоба; 2— бандаж по нормали 743АТ; 3—прокладка из защитного материала; 4 — гайка; 5 — заклепка; 6—винт.
Рис. 50. Крепление электрожгута к стрингерам, профилям, кронштейнам хомутом, устанавливаемым иа один болт:
1 — заклепка; 2 — уголок; 3, 4 — хомуты; 5 — винт.
Рис. 53. Крепление электрожгута к шпангоутам, профилям, кронштейнам замком:
1—заклепка; 2 — замок; 3 — прокладка из защитного материала: 4 — бандаж по нормали 743АТ.
Рис. 54. Крепление электрожгута к шпангоутам, профилям, кронштейнам хомутом-лиркой:
/ — бандаж по нормали 743АТ; 2 — прокладка из защитного материала; 3 — заклепка; 4 — хомутик-лирка.
103
51. Крепление электрожгута к стрингерам с теплоизоляцией хомутом:
. уголок; 2—хомут; 3—заклепка; 4—винт; 5 — теплоизоляция.
www. vokb- la .spb. ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 55. Крепление электрожгута' к деталям конструкции при прохождении его через отверстия и отбортовки: 1 — замок; 2 — стяжка; 3 — скоба-лоток; 4 — заклепка.
Рис. 56. Крепление электрожгута к каркасу зажимными колодками:
1 — заклепка; 2 — прокладка из защитного материала; 3 — шайба пружинная; 4-—шайба; 5 — винт; 6—колодка зажимная.
При разработке монтажных чертежей следует предусматривать, чтобы электрожгуты не касались острых кромок конструкции изделия. В случае вынужденной прокладки вблизи острых кромок конструкции необходимо указывать способы защиты электрожгутов (рис. 57).
Для защиты проводов и жгутов от механических повреждений при прокладке их через
Рис. 57. Защита электрожгута при прохождении его вблизи острых кромок:
1 — полтора-два витка ленты или • трубка из полихлорвинилового пла-
стиката; 2 — бандаж; 3 — войлок.
104
вырезы в перегородках, стенках и т. п. в последних должны быть предусмотрены изоляционные втулки (из резины, гетинакса) (рис. 58).
Рис. 58. Защита электрожгута при прохождении его через вырезы в перегородках и стейках.
При проходе экранированных проводов электрожгутов и кабелей через металлические перегородки не должен возникать контакт экрана с массой изделия. Рекомендуется окантовывать проходное отверстие изоляционным материалом или покрывать экран изоляцией.
Крепление электрожгутов, подключаемых к откидным панелям, приборным доскам и прокладываемым по стойкам шасси, предусматривается в соответствии с РТМ-1227 (746АТ).
Не допускать такого размещения агрегатов электрооборудования, при котором съем одного из них вызывает демонтаж агрегатов, находящихся рядом.
Сосредоточение агрегатов электрооборудования в одной, специально отведенной для этой цели, зоне изделия (рис. 59) является более технологичным конструктивным решением, чем рассредоточение их по всему изделию.
Рис. 59. Компоновка агрегатов электрооборудования в одном отсеке:
1, 7 — генераторы; 2, 10, 11 — распределительные коробки; 3, 9 — преобразователи; 4, 8 — устройства защиты и регулирования напряжения; 5 — аккумуляторные батареи; 6 — выпрямительное устройство. I
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкции электросистем
* Установку электроагрегатов и устройств, требующих в процессе эксплуатации многократного демонтажа, следует проектировать быстросъемной, а в местах установки обеспечивать свободный доступ к точкам крепления. Например, технологична установка аккумуляторов с выдвижением по направляющим в сторону (рис. 60) и нетехнологичной является установка, при которой аккумулятор нужно поднимать или вынимать через какой-нибудь люк.
рекомендуется применять плафоны с большим количеством ламп накаливания.
При разработке монтажных схем необходимо предусмотреть преимущественно горизонтальную установку штепсельных разъемов в местах, обеспечивающих свободный доступ к ннм и жесткое крепление к болту. В случаях, если необходимо вертикальное расположение разъемов, предусматривается дополнительная защита их от попадания влаги внутрь разъема.
Рис. 60. Установка аккумулятора по направляющим.
Рис. 61. Крепление электрооборудования к каркасу изделия болтами по анкерным гайкам.
Нетехномгично
Технологично
Рнс. 62. Крепление электрооборудования к элементам каркаса.
Наиболее технологичным является крепление электрооборудования к каркасу изделия болтами по анкерным гайкам (рис. 61).
Крепление Электрооборудования к элементам каркаса изделия рекомендуется осуществлять с наружной стороны корпуса, а не внутри него (рис. 62).
Установку электрооборудования на теплоизоляционный материал рекомендуется производить по рис. 63 с креплением по анкерным гайкам.
При установке посадочных фар, плафонов, ламп освещения, маяков и бортовых аэронавигационных огней рекомендуется руководствоваться технологической нормалью АН-1961—67, часть I, книга 1, «Монтаж электро- и радиооборудования» (НИАТ, 1967).
Для внутреннего освещения пассажирских помещений, гардеробов, буфетов, проходов и других применять лампы дневного света (неоновые). Не
14 Зак. 290
Контровку и пломбирование штепсельных разъемов после прокладки и контроля электрической сети выполнять в соответствии с нормалью 714АТ.
Рис. 63. Крепление электрооборудования к каркасу с теплоизоляцией:
1 — втулка; 2 — теплоизоляция.
105
www.vokb-la.spb.ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
МЕТАЛЛИЗАЦИЯ ЭЛЕКТРОСИСТЕМ
Металлизацию оборудования производить по нормали АН-1590.
Металлизация электрооборудования изделия производится для электрического соединения металлических элементов оборудования, не имеющих постоянного контакта с корпусом изделия, если корпус используется в качестве общей токонесущей шины.
Металлизация электрооборудования выполняется путем установки перемычек металлизации или непосредственного контакта электроагрегата с корпусом изделия при его установке н креплении.
Когда агрегат электрооборудования должен быть металлизирован перемычкой, в чертежах следует указывать место установки, тип перемычки, величины переходных сопротивлений и место их замеров.
Если электроагрегаты, электрораспределительные устройства и т. д. не имеют специальной перемычки металлизации на корпусе изделия и их металлизация осуществляется с помощью болтов крепления, то в чертежах рекомендуется указывать места зачистки под болты крепления от всех покрытий до металлического блеска, а также марку лака или краски для покрытия излишне зачищенных мест.
При установке на изделие блоков электрооборудования, внутри которых расположены устройства, потребляющие энергию мощностью до 500 вт и имеющие «минус», соединенный с корпусом блока, электрическое соединение блока с корпусом изделия осуществляется посредством болтов крепления. Во всех случаях, когда потребляемая мощность блоков электрооборудования превышает 500 вт, соединение корпуса блока с корпусом изделия должно выполняться специальной перемычкой независимо от того, имеет или не имеет этот блок «минус», соединенный с корпусом изделия.
Перемычки, соединяющие электроагрегаты и механизмы с корпусом изделия, должны одним наконечником устанавливаться под одним из болтов крепления агрегата или механизма, а другим — устанавливаться на ближайший элемент каркаса изделия (шпангоут, стрингер, нервюру и т. д.) (рис. 64).
Для присоединения перемычек к корпусу изделия технологично применять крепление болтами с анкерными гайками или клеммными болтами (рис. 65).
Нетехнологично применять крепление болтом с простой гайкой.
Установку перемычек металлизации следует проектировать в местах, доступных для монтажа и проверки.
Под один болт следует крепить не более двух перемычек- металлизации.
Монтаж экранированных цепей на изделии производить в соответствии с нормалью 732АТ (РТМ-1123) и требованиями, оговоренными в ТУ на экранированную аппаратуру и агрегаты по изделиям.
106
Рис. 64. Установка перемычки металлизации иа агрегате.
Рис. 65. Крепление перемычек металлизации:
а—-анкерными гайками; б — клеммными болтами.
Конструкции разъемных соединений экрана и узлы крепления экранов, проводов, жгутов и кабелей, обеспечивающих их металлизацию, должны быть максимально простыми и надежными.
Если для защиты от механических повреждений* провода или электрожгуты прокладываются в металлических трубах, рукавах или плетенках, то последние необходимо металлизировать по концам независимо от их длины с тем, чтобы избежать появления вторичных носителей помех.
Экраны проводов в смешанном жгуте необходимо соединять с корпусом штепсельного разъема с помощью перемычек по нормали АН-2411 (927АТ).
Заделку экранированных жгутов в штепсельные разъемы рекомендуется производить с помощью фу-торок или специальных шайб по нормалям АН-2411 (927АТ) и АН-2420 (939АТ).
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкции электросистем
Металлизацию в штепсельном разъеме, имеющем до трех экранированных проводов, производить с помощью пайки экранов на шайбу (рис. 66).
Рис. 66. Заделка смешанного электрожгута (кабеля), защищенного трубкой или лентой, в иеэкранированный разъем с выводом заземления экрана иа шайбу:
1 —резина (войлок) толщиной 2 мм, шириной 15—30 мм;
2 — трубка защитная; 3 — вязка жгута; 4 — резина;
5 — бандаж; 6 — бирка.
Рис. 67. Заделка смешанного электрожгута, защищенного трубкой или лентой, в иеэкранированный разъем с выводом заземления на корпус разъема через наконечник:
1 — наконечник; 2 — заземление экрана; 3 — резина (войлок) толщиной 2 мм, шириной 25—300 мм; 4— трубка (лента) защитная; 5 — вязка электрожгута; 6 — резина (войлок) толщиной 1,5 мм, шириной 15—30 мм; 7 — трубка защитная; 8 — бандаж; 9 — бирка.
Металлизацию в штепсельном разъеме, имеющем более трех экранов проводов, производить на корпус разъема через наконечники (рис. 67).
На изделиях рекомендуется устанавливать электрические агрегаты и электрические фильтры, локализирующие помехи, создаваемые агрегатами во время работы.
Присоединение наконечников «минусовых» проводов к корпусу изделия указывать в соответствии с отраслевой нормалью АН-1743 (741 АТ).
В экранированных или смешанных жгутах все экраны проводов должны быть заземлены.
Допускается заземление экрана провода с одной стороны, если длина экранированного провода не превышает 400 мм.
Для жгутов, не имеющих экранирующей оплетки, специальной металлизации не предусматривается.
107
www.vokb-la.spb.ru
ГЛАВА 4
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ МЕХАНИЧЕСКИХ СИСТЕМ УПРАВЛЕНИЯ
109
www. vokb- la .spb. ru
Гл. 4. Технологичность конструкции механических систем управления
ЭЛЕМЕНТЫ СИСТЕМ
Тяги из алюминиевого сплава со стальными наконечниками как регулируемые, так и нерегулируемые, рекомендуется проектировать по нормали АН-2031 (рис. 1).
150 мм рекомендуется проектировать сварными (рис. 4).
Тяги с одним регулируемым наконечником рекомендуется проектировать из пяти частей:, трубы,
а
Рис. 1. Тяги управления по нормали АН-2031:
а — регулируемая; б — нерегулируемая.
Короткие нерегулируемые тяги длиной до 150 мм следует проектировать штампованными (рис. 2).
Рис. 2. Штампованная тяга.
стакана, тендера и двух наконечников (регулируемого и нерегулируемого). Нерегулируемый наконечник соединяется с трубой сваркой, а регулируемый— на резьбе (рис. 5).
Рис. 3. Короткая регулируемая тяга.
Короткие регулируемые тяги длиной до 350 мм проектировать из двух частей: муфты и наконечника, соединяемых на резьбе (рис. 3).
Стальные нерегулируемые тягн длиной свыше
Рис. 4. Стальная сварная нерегулируемая тяга.
111
www.vokb-la.spb.ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 5. Регулируемая тяга с тендером:
1— нерегулируемый наконечник; 2— труба; 3— стакан;
4 — тендер; 5 — регулируемый наконечник.
При проектировании тяг с регулируемыми наконечниками для контроля наличия зацепления в резьбовых соединениях - необходимо предусматривать контрольные отверстия диаметром 2 мм по нормали АН-2031 (5849А).
В особо ответственных тягах механических систем следует применять стопорные шпильки, которые одновременно служат ограничителями при регулировке и препятствуют вывертыванию вилки или ушка при расконтривании. На рис. 7 показана установка стопорной шпильки.
Такая конструкция тяги при регулировке системы управления исключает необходимость отсоединения регулируемого конца и обеспечивает быструю и точную регулировку системы.
Регулируемые и нерегулируемые тяги с обжатыми концами трубы (рис. 6, а, б, в) являются технологичными. При этом следует предпочитать тяги с обжатыми концами без применения переходных стаканов (рис. 6, б, в).
Рис. 7. Тяга с ограничительной стопорной шпилькой:
1 — стопорная шпилька.
б
Рис. 6. Тяги с обжатыми концами трубы:
а — тяга регулируемая с тендером н переходным стаканом; б — тяга регулируемая без тендера и переходного стакана; в — конструкция регулируемого конца с тендером без переходного стакана; 1 — нерегулируемый наконечник; 2 — труба; 3 — стакан; 4 — тендер; 5 — регулируемый наконечник.
Не рекомендуется проектировать тяги с двумя регулируемыми концами, как наиболее трудоемкие в изготовлении.
Тяги с двумя регулируемыми концами, как наиболее дорогие в изготовлении, применять только в системах, требующих точной регулировки, например в механизмах створок шасси.
Для повышения надежности системы количество тяг с регулируемыми концами следует сводить к минимуму.
Исходя из условий сохранения соосности закон-цовок труб последние следует проектировать длиной не более 1200—1300 мм.
Нетехнологично применять составные тяги из двух и более труб.
Для кинематических звеньев систем управления рекомендуются ушковые и вильчатые наконечники с шарикоподшипниками по нормали АН-2031.
Контровку регулируемых наконечников тяг можно производить различными способами. Более технологичным и рекомендуемым способом является способ контровки одной гайкой с отгибной шайбой (рис. 8, с). Для менее ответственных тяг целесообразно использовать простой и удобный способ контровки одной гайкой (рис. 8, б). Менее технологичным является способ контровки гайкой и контргайкой или двумя гайками и отгибной шайбой (рис. 8, в).
Контровку нерегулируемого наконечника в трубе рекомендуется производить штифтом (см. рис. 6, б) или клеем ВК-9 по нормали АН-2031 (199АТУ).
Рис. 8. Контровка регулируемых наконечников тяг: а — одной гайкой с отгибной шайбой; б — одной гайкой; в — двумя гайками и отгибной шайбой.
В случае применения дюралюминиевых наконечников в нагруженных тягах или качалок из магниевых или дюралюминиевых сплавов рекомендуется места крепления в вилках наконечников или рычагов качалок выполнять утолщенными по нормали АН-2031 (4480А) (рис. 9).
112
www. vokb- la .spb. ru
Гл. 4. Технологичность конструкции механических систем управления
Рис. 9. Наконечник с утолщениями в местах крепления.
На рис. 10 представлены типовые виды качалок, поводков, применяемых для передачи движения от одного звена кинематической системы управления к другому.
Рекомендуется избегать качалок консольного типа, так как такие конструкции требуют усиления, что связано с нежелательным увеличением веса.
Для ограничения хода качалки и облегчения регулировки отклонения рулей и исключения подпи-ловки тела кронштейна крепления качалки следует предусматривать специальные регулируемые упоры на качалках или на узлах стопорения (рис. 11).
Рекомендуются следующие виды соединений кинематических звеньев систем управления (тяг с качалками, тяг с тягами и др.):
а) бесподшипниковые соединения (рис. 12, а) для кинематических звеньев, имеющих небольшие угловые перемещения и одну степень свободы движения;
б) соединения шарикоподшипников с удлиненным внутренним кольцом (рис. 12, б, в), в тех кинематических соединениях, где требуются трн степени свободы движения звеньев и допускаются незначительные усилия трения;
в) соединения с шарнирными подшипниками (рис. 12, г) в кинематических соединениях, где требуются три степени свободы звеньев и допускаются сравнительно большие усилия трения;
г) шаровые соединения, где требуется многостепенная свобода движения звеньев н большой угол поворота. На рис. 13 показаны различные виды типовых наконечников тяг.
Рекомендуемые допуски и посадки на соединения сопрягаемых деталей брать по нормали АН-1696.
Для соединения тяг с качалками не рекомендуется проектировать конструкцию, указанную на рис. 14 вверху, лучше применять тяги со сдвоенными вильчатыми или ушковыми наконечниками (см. рис. 14 внизу).
В особо ответственных соединениях могут быть рекомендованы конструкции тяг, имеющие дублированные наконечники и дублированные шарнирные болты. Конструкцию тяг с дублированными трубами следует избегать.
15 Зак. 290
На рис. 15 показана тяга с регулируемым дублированным наконечником.
Регулируемый наконечник состоит из двух стаканов: внутреннего 2 и внешнего 3, которые ввернуты предварительно один в другой и проклепаны с трубой трубчатыми заклепками. Во внутренний стакан 2, имеющий резьбу, вворачивается ушковый болт 4 со вставленным в него вкладышем 5 с шарикоподшипником.
Ушковый болт 4 предварительно стягивается с вкладышем 5 стяжным болтом 6. который ввертывается до упора и контрится во вкладыше 5 шплинтом 7. Все детали тяги, за исключением трубы, изготовлены из стали 45. Вращением ушкового болта 4 наконечник регулируется по длине тяги, затягивается контргайкой 8 и контрится отгибкой шайбой 9.
Нерегулируемый наконечник состоит из двух стаканов: внутреннего 10 и внешнего 11. Внешний стакан 11 имеет ушко, в которое вставляется вкладыш 5 с подшипником. Оба стакана и вставленный в ушко стакана вкладыш предварительно стягиваются стяжным болтом 12. Стяжной болт 12 ввертывается до упора и контрится во вкладыше 5 шплинтом.
В таком виде наконечник соединяется с трубой и приклепывается к ней трубчатыми заклепками 13.
Дублирование в описанных наконечниках заключается в том, что при выходе из строя одного из стаканов (внешнего или внутреннего) тяга сохраняет работоспособность, так как другой стакан продолжает работать, передавая усилия по проводке управления руля высоты.
Аналогично ушковым наконечникам с помощью стаканов 4 и 5 дублируются и вильчатые наконечники тяг (рис. 16).
Соединение тяг проводки управления руля высоты между собой, а также с качалками и элементами конструкции осуществляется специальным дублированным шарниром. Этот шарнир состоит из втулки 6, удерживаемой в случае выхода из строя болта пружинным кольцом 1, болта 2 и стандартной гайки 3 со шплинтом. При нормальной работе усилие в шарнире передается через втулку. Если же втулка разрушается, то усилие передается через болт шарнира, в случае разрушения болта — через его втулку.
На всех качалках и кронштейнах необходимо предусматривать отверстия под болты крепления перемычек металлизации для исключения сверления отверстий при монтаже. Металлизацию тяг рекомендуется выполнять по нормали АН-2031 (199АТ).
Взамен разрозненных качалок, рычагов и переходных деталей, расположенных в одном месте, следует проектировать один крупный сварной или сборочный узел. На рис. 17 показаны виды таких сварных и сборочных узлов.
Для нескольких тяг более технологично проектировать групповые гермовыводы. Примерная конструкция групповых гермовыводов показана на рис. 18.
113
www.vokb-la.spb.ru
I
Часть II. Технологичность конструкций систем и узлов бортового оборудования
114
Рис. 10, а. Типовые виды качалок для передачи движения в одной плоскости (нормаль АН-2126).
www.vokb-la.spb.ru
Рис. 10, б. Типовые виды качалок для передачи движения в параллельных плоскостях.
Гл. 4. Технологичность конструкции механических систем управления
www.vokb-la.spb.ru
Часть 11. Технологичность конструкций систем и узлов бортового оборудования
Рис. 11. Узел ограничения отклонения руля высоты:
1 — кронштейн навески руля высоты; 2 — карданный вал руля высоты; 3 — упоры ограничителя; 4 — ограничитель отклонения руля высоты; 5 — дюралевый кронштейн.
Рис. 12. Виды соединений тяг:
а — бесподшипниковое; б, в — подшипниковые с удлинением внутреннего кольца; г — шарнирное с подшипником.
Рис. 14. Тяги со сдвоенными вильчатыми наконечниками.
Рис. 13. Виды типовых наконечников тяг.
116
www. vokb- la .spb. ru
Гл. 4. ТехнбЛб&ичность конструкции механических систем управления
Рис. 15. Тяга с дублированными наконечниками:
/ — труба; 2, 10 — внутренние стаканы; 3, 11 — внешние стаканы; 4— ушковый болт; 5 —вкладыш с шарикоподшипником; 6, 12—стяжные болты; 7 — шплинт; 8— контргайка; 9 — отгибная шайба; 13 — трубчатые заклепки.
Рис. 16. Дублированное шарнирное соединение тяг:
1—пружинное кольцо; 2 — болт; 3—гайка со шплинтом; 4, 5 — стаканы; 6 — втулка.
Рис. 17. Различные виды сварных и сборочных узлов: а — узел качалок; б — узел с направляющими роликами.
117
www. vokb- la ,spb. ru
Рис. 18. Групповой гермовывод для тяг:
/ — качалки в герметической зоне; 2 — качалки вне герметической зоны; 3—корпус гермовывода; 4 — уплотняющие прокладки.
Часть II. Технологичность конструкций систем и узлов бортового оборудования
www.vokb-la.s^.ru
Гл. 4. Технологичность конструкции механических систем управления
Рис. 19. Гермовыводы для тяг с изменяемым углом наклона двух типов: я — тип I: 1 — верхний рычаг; 2 — вал; 3 — корпус; 4 — резиновое кольцо; 5 — войлочная прокладка; 6 — резиновая прокладка; 7— обойма; 8 — гайка с войлочным кольцом; 9 — нижний рычаг;. 10 — гайка; 11 — сферический вкладыш; 12 — шарикоподшипники; 13 — дюритовое кольцо; 14 — хомут;
б — тип II: 1, 5 — фетровые кольца; 2 — масленка; 3 — уплотнительные резиновые кольца; 4 —• тяга вне герметической зоны; 6 — тяга в герметической зоне.
Q
119
www. vokb- la ,spb. ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Для тяг с изменяемым углом наклона в гермовыводах следует применять конструкцию, обеспечивающую это наклонное перемещение. На рис. 19 показаны примерные конструкции таких гермовыводов.
При проектировании ограничителей тросов в системе тросовой проводки рекомендуется применять ограничители-валики по нормали АН-1052 (1340С51) (рис. 23, а) или легкосъемные ограничители, исключающие демонтаж роликов при замене тросов (рис. 23, б).
Рис. 20. Универсальная коробка гермовывода:
1 — заглушка; 2— внлка; 3, 6 — гайка; 4— тяга; 5 — корпус.
Взамен индивидуальных гермовыводов для тяг и тросов систем управления проектировать универсальные гермовыводы, как показано на рис. 20.
Для индивидуальной тросовой проводки следует применять нормализованные ориентирующиеся гермовыводы по нормали АН-1107 (8439С52 и 8440С52) (рис. 21).
Для различных каналов управления рекомендуется проектировать гермовывод, совмещенный в один узел; на рис. 22 показан гермовывод каналов управления руля поворота и высоты.
Заделку тросов обжатием наконечников «на шарик», «на петлю», «на коуш» на секторе рекомендуется проектировать по нормали АН-1090.
В зависимости от конструкции наконечников тендеры рекомендуется выбирать по нормали АН-895.
При выборе роликов для тросов следует руководствоваться нормалью АН-920.
20
Рис. 2!.
Гермовывод по нормали АН-1107:
1 — сердечник; 2 — корпус; 3 — крышка; 4 — муфта, обжатая на тросе; 5 — винт; 6 — гайка.
www. vokb- la ,spb. ru
Гл. 4. Технологичность конструкции механических систем управления
12Г
16 Зак. 290
www.vokb-la.spb.ru
Часть II. Технологичность конструкций систем и узлов бортового оборудования
Рис. 23. Ограничители тросов в системе управления: а — валиком по нормали АН-1052; б — легкосъемные.
МОНТАЖ МЕХАНИЧЕСКИХ систем управления
В целях удобства регулирования и контроля механических систем рекомендуется предусматривать в конструкции качалок и кронштейнов (их крепления) отверстия для фиксации качалок в нейтральном положении технологическими штырями ослабленной конструкции (рис. 24, а) или наносить отметки краской.
Менее технологичной является конструкция, предусматривающая фиксацию качалок в нейтральном положении специальной тендерной тягой (рис. 24, б).
Рис. 24. Фиксация элементов системы управления в нейтральном положении:
а — с помощью технологического штыря; б — с помощью тендерной тяги; 1 — штырь; 2 — тяга.
При проектировании системы управления в местах разъемов отсеков изделия следует предусматривать разъемы в самой системе.
При проектировании длинных магистралей механических систем следует применять направляющие с роликами по нормали АН-1927 или поддерживающие качалки (рис. 25).
При проектировании системы не все тяги следует делать регулируемыми. Если в системе применяются направляющие с роликами, то до 80% тяг могут быть нерегулируемыми. При использовании в системе поддерживающих качалок, непосредственно соединяющихся с концами тяг, число нерегулируемых тяг уменьшается до 20%.
Рис. 25. Поддерживающая качалка.
В целях повышения надежности системы количество регулируемых тяг следует сводить к минимуму. Достигнуть этого можно, если обеспечить при сборке точную установку кронштейнов качалок относительно друг друга.
При проектировании системы передачи движения в целях исключения увеличения суммарных люфтов
122
Гл. 4. Технологичность конструкции механических систем управления
трудоемкости производства не рекомендуется в - ннематическую схему включать дополнительные ..ередаточные элементы в виде роликов и валов. На рис. 26 показаны два вида кинематических схем передачи движения от управляющего агрегата к распределительному сектору.
но, так как оси, на которых они посажены, законтрены специальной стопорной шпилькой.
От подрыва пиропатрона газы, попадая в корпус цилиндра, выталкивают стопорную шпильку, которая расконтривает оси роликов. Ролик, передающий движение системе, получает свободу и может вра-
Рис. 26. Схема передачи движения от управляющего агрегата к распределительному сектору:
а — с промежуточными элементами системы; б — без промежуточных элементов системы; 1 — распределительный сектор; 2, 4 — одноручейковые ролики; 3 — вал; 5 — управляющий агрегат системы; 6 — сдвоенные ролики (двухручейковые).
При проектировании системы управления не рекомендуется размещать рулевые машинки вдали от исполнительных органов, так как это вызывает увеличение суммарного люфта звеньев кинематической схемы.
В случае аварийного заклинивания автопилота и необходимости переключения системы на ручное управление рекомендуется в конструкции системы предусматривать специальное отключающее устройство, размыкающее место соединения двух роликов, один из которых работает от рулевой машинки, а другой передает движение системе управления.
При нормальной работе автопилота два ролика, . становленные на разных осях, работают совмест-16*
щаться от ручного управления пилота независимо от положения и состояния ролика, работающего только от рулевой машинки, которая в рассматриваемом случае заклинена.
При проектировании системы ножного управления рекомендуется использовать нормали на педали АН-1903.
Для монтажа качалок в конструкции планерной части изделия предусматривать специальные посадочные места под их установку. На рис. 27 показана установка качалки в гнездо планерной части изделия.
Если качалки устанавливаются на кронштейны, то для обеспечения верстачной сборки рекомендует-
123
www.vokb-la.spb.ru
Часть 11. Технологичность конструкций систем и узлов бортового оборудования
ся проектировать единый сборочный чертеж качалки с кронштейном, по которому должен собираться узел. На рис. 28 показан чертеж качалки в сборе с кронштейном.
Рис. 27. Установка качалки в гнездо планерной части изделия.
Рис. 28. Качалка в сборе с кронштейном:
1 — кронштейн; 2 — качалка.
Герметизацию тяг без качалок проектировать по нормалям АН-1152, АН-1809 или как показано на рис. 29, причем кронштейны, на которые натяги-
Рис. 29. Герметизация тяг с помощью чехла:
1 — кронштейн; 2 — бандаж; 3 — тяга; 4 — гофрированный чехол.
ваются, чехлы герметизации, в случае групповой прокладки тяг рекомендуется располагать на одном щитке.
При проектировании системы управления для создания имитации аэродинамической нагрузки на педалях от руля направления и на штурвале от элеронов в системах управления необходимо устанавливать пружинные загружатели (рис. 30).
При проектировании длинных магистралей тросовых проводок в целях удобства регулирования и обеспечения правильного натяжения тросов в процессе эксплуатации необходимо применять регуляторы натяжения тросов.
Заделку отверстий в перегородке для тросов производить по нормали АН-1004 (1082С50).
Оси тросов должны совпадать с плоскостями роликов. Допустимый перекос троса относительно плоскости канавки ролика не должен превышать ±2° (рис. 31).
Тендеры тросовых проводок проектировать по нормали АН-895.
Для удобства регулировки и подхода к соединениям тендеры тросовых проводок и регулируемые концы тяг следует размещать в шахматном порядке.
Крепление троса на барабане можно производить с помощью закрепленной на конце троса втулки, которая вводится в специальный паз на барабане и контрится от выпадания проволокой (рис. 32). Такая заделка обеспечивает простоту и надежность в работе.
Зазор между ушками тяг и вилками качалок при отклонении в крайние положения должен предусматриваться не менее 3 мм (рис. 33).
Зазор между ушком тяги и внутренними плоскостями щек вилки качалки должен быть не менее 0,3 мм при любых рабочих положениях (рис. 34). Зазор можно обеспечить фасками на кромках внутренних сторон щек вилок качалок.
Зазор между тросом и кронштейном, по ролику которого проходит данный трос, а также между деталями каркаса, расположенными на расстоянии не более 100 мм от точки сбега троса с ролика, должен быть не менее 2 мм.
Все движущиеся и вращающиеся детали системы управления не должны касаться деталей конструкции каркаса и оборудования, при этом зазоры должны быть не менее 5 мм для тяговых и не менее 10 мм для тросовых проводок при всех рабочих положениях элементов систем управления.
Зазоры между подвижными деталями системы управления и подвижными деталями других агрегатов во всех случаях должны быть не менее 10 мм для тяговых и 15 мм для тросовых проводок.
Зазор между подвижными деталями системы управления и электрожгутами должен быть не менее 15 мм при любых положения# элементов управления.
124
www.vokb-la.spb.ru
Гл. 4. Технологические конструкции механических систем управления
Рис. 30. Пружинные загружатели:
а — взлетно-посадочный загружатель руля направления: 1 — вилка; 2, 13, 14, 15 — гайка; 3 — шток; 4— втулка; 5— шайба торцовая; 6 — корпус внутренний; 7 —пружина внутренняя; 8 — пружина внешняя; 9— корпус; 10 — стакан;// — крышка; 12 — контровочная проволока; б—полетный пружинный загружатель руля направления: 1 — дюралевая крышка с ушками; 2 — контровочный штифт; 3, 6 — вкладыш; 4 — цилиндр; 5 — пружина;
7 — наружная гайка; 8— шток; 9— контровочная шайба; 10 — вильчатый наконечник; 11 — болт; 12 — внут-
гайка.
Рис. 33. Зазор между ушками тяг и вилками качалок.
Рис. 31. Допустимый перекос троса относительно плоскости канавки ролика.
i Рис. 32. Заделка троса на барабан»:
1 — барабан; 2 — втулка; 3 —трос; 4 — контровочная проволока.
Рис. 34. Зазор между ушком тяги и внутренними плоскостями щек вилки качалки.
125
www.vokb-la.
ЧАСТЬ ТРЕТЬЯ
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ
127
www.vokb-la.spb.
СОДЕРЖАНИЕ
Стр.
ГЛАВА 1. Выбор рациональных заготовок . 129
ГЛАВА 2. Технологичность конструкций деталей из листового материала, < профилей и труб...........143
ГЛАВА 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием . . 191
ГЛАВА 4. Технологичность конструкций деталей из литых заготовок . . . 241
ГЛАВА 5. Технологичность деталей, обрабатываемых снятием металла . . 267
ГЛАВА 6. Технологичность деталей, подвергаемых термической обработке . 429
128
ГЛАВА 1
ВЫБОР РАЦИОНАЛЬНЫХ ЗАГОТОВОК
Зак. 290
129
www.vokb-la.spb.ru
Составители:
канд. техн, наук В. Е. ЛУЦКИЙ, И. К- ПЛЕШАКОВ, канд. техн, наук Е. К. ПОДЪЕМЩИКОВА, канд. техн, наук Е. М. ЭЙФИР
СОДЕРЖАНИЕ
Стр.
Введение............................131
Холодноштампованные заготовки из листового материала, профилей и труб..........133
Штампованные заготовки, получаемые объемным деформированием.................134
Литые заготовки.....................137
Заготовки из полуфабрикатов, обрабатываемые снятием металла.................138
130
www.vokb-la.spb.ru
Гл. 1. Выбор рациональных заготовок
Введение
Технологичность деталей определяется выбором заготовок, отвечающих современным требованиям механизированного производства, и возможностью того илн иного процесса их изготовления.
Рациональность заготовок оценивается по высоким прочностным показателям выбранного материала после изготовления из него деталей, высоким коэффициентом использования металла с минимальной обработкой резанием, низкой стоимостью при выбранном методе получения заготовок и минимальными затратами по себестоимости.
Необходимо выбирать такие способы изготовления заготовок, которые при заданных масштабах зыпуска связаны с наименьшими затратами труда, чатериала, оборудования, инструмента, технологи-еской оснастки, энергии и др.
Тем не менее в зависимости от конкретных условий (программы выпуска, технических требований . летали) рациональными будут разные процессы.
Случаи, когда один метод изготовления при всех условиях всегда рациональнее других, редки. Поэтому приведенные рекомендации по выбору рациональных заготовок не могут претендовать на полноту решения данного вопроса, но дают понятие о выборе целесообразной заготовки и метода ее получения.
Заготовки можно получить
1) холодной штамповкой из листового материала, профилей и труб;
2) объемным деформированием (горячая штамповка и холодное выдавливание);
3) литьем;
4) из полуфабрикатов (прутки, плиты, полосы и т. п.).
В данной главе изложены особенности методов изготовления заготовок и их возможности, а также некоторые сравнительные технико-экономические показатели изготовления деталей нз них.
131
www. vokb- la. spb. ru
Гл. 1. Выбор рациональных заготовок
ХОЛОДНОШТАМПОВАННЫЕ ЗАГОТОВКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА, ПРОФИЛЕЙ И ТРУБ
При выборе заготовки рекомендуется стремиться к максимальному сокращению поверхностей, подле- л жащих последующей обработке, и к максимальному приближению форм заготовок к формам готовых деталей, так как наличие даже минимальных припусков требует последующей обработки различными способами.
Одним из самых эффективных технологических методов получения заготовок является холодная штамповка.
Основными достоинствами холодной штамповки из листов, профилей и труб, обеспечивающими возрастающее ее применение в промышленности, являются следующие:
1) возможность получения деталей минимальной массы при заданной прочности и жесткости;
2) сравнительно высокий коэффициент использования металла заготовки;
3) высокая производительность труда и широкая возможность механизации и автоматизации технологического процесса;
4) возможность получения деталей высокой точности и чистоты поверхности.
В настоящее время трудоемкость нзготовлеиия деталей штамповкой составляет примерно 12—18% от общей трудоемкости изготовления изделия, что в абсолютных цифрах составляет значительную величину. Однако в заготовительно-штамповочных цехах еще имеется значительный объем ручных доводочных работ.
При выборе заготовок, получаемых холодной штамповкой, следует учитывать стоимость в зависимости от способа их получения.
На рис. 1 представлен график зависимости технологической себестоимости детали из профильного материала от годовой программы для двух вариантов штамповки:
- а) изгибом универсальными роликами на станке ПГ-2 с последующей ручной доводкой;
б) обтяжкой на станке ПГР-7 в два перехода.
Из графика видно, что гибка на станке ПГ-2, при которой затраты на оснастку значительно меньше, экономически выгоднее при годовой программе ме
нее 500 шт.; при большей программе экономически выгоднее процесс обтяжкн.
Рис. 1. График зависимости технологической себестоимости формообразования детали из профильного материала от годовой программы (материал профиля —Д16; площадь сечения профиля — 1,72 см1; длина заготовки — 6 ж): 1 — обтяжка на станке ПГР-7; 2 — гибка универсальными роликами на станке ПГ-2.
Для деталей из профилей с другими размерами и формой сечения график изменится, и точка пересечения кривых будет соответствовать другому значению программы, но процессы останутся прежними: при меньших программах — изгиб на ПГ-2, при больших — обтяжка на ПГР-7.
На рис. 2 представлен график зависимости технологической себестоимости изготовления обшивки из листового материала от годовой программы. Рассмотрены два варианта:
а) выколотка на молоте «Беше» с примеркой по деревянной болванке облегченного типа;
б) обтяжка на прессе ОП-3 с применением обтяжного пуансона из пескоклеевой массы ПСК.
График построен с учетом стоимости материала заготовки. Несмотря на то что при получении детали выколоткой расходы на материал и на технологическую оснастку меньше (примерно на 20 руб.),
133
Часть III. Технологичность конструкций деталей из металлов
уже при выпуске деталей более 40 шт. в год процесс обтяжки становится экономически выгоднее, а качество поверхности детали намного выше.
стовой детали каркаса от годовой программы для двух вариантов штамповки:
а) в инструментальном штампе;
б) резиной на формблоке.
Рис. 2. График зависимости технологической себестоимости изготовления обшивки из листового материала от годовой программы (материал листа — Д16; толщина листа — 1 мм):
1 — выколотка на молоте «Беше»; 2 — обтяжка на прессе ОП-3.
100 500 WOO 5IW0
ГоОобая программа, шт
Рис. 3. График зависимости технологической себестоимости формообразования листовой детали каркаса от годовой программы (материал листа — Д16; толщина листа — 1 мм):
1 — штамповка в инструментальном штампе; 2— штамповка резиной на формблоке.
На рис. 3 представлен график зависимости технологической себестоимости формообразования ли-
Из графика видно, что для серийного и мелкосерийного производства в самолетостроении процесс штамповки резиновым контейнером с применением формблоков всегда экономически целесообразней.
ШТАМПОВАННЫЕ ЗАГОТОВКИ, ПОЛУЧАЕМЫЕ ОБЪЕМНЫМ ДЕФОРМИРОВАНИЕМ
ГОРЯЧЕШТАМПОВАННЫЕ ЗАГОТОВКИ
Горячую штамповку заготовок рекомендуется применять для деталей, подвергающихся при эксплуатации значительным постоянным, переменным и ударным нагрузкам, которые по конструктивным особенностям не могут быть изготовлены другими способами.
Например, такие детали, как балки, целесообразно изготавливать из горячештампованных заготовок с коэффициентом использования металла не менее 0,35—0,5; шпангоуты, рамы — с коэффициентом использования металла 0,4—0,6.
Механические свойства материала горячештампованных заготовок имеют высокие показатели; заготовки получаются взаимозаменяемыми, что дает возможность применить точные приспособления для их механической обработки и повысить точность обработанных деталей.
Заготовки, полученные этим методом, сохраняют направление волокон, заложенных в металле при прокатке, что является хорошим ориентиром для конструктора при расположении главных напряжений, возникающих при эксплуатации детали.
Горячештампованные заготовки деталей могут применяться в гидравлических и воздушных системах высокого давления.
134
В настоящее время детали из отдельных сплавов (например, титановые) можно получать только методом горячей штамповки.
Наряду с тем что механические свойства деталей из горячештампованных заготовок имеют очевидные преимущества по сравнению со свойствами деталей, полученных другими способами (литьем, механообработкой из куска), их изготовление, как правило, обходится дороже за счет значительных затрат на оснастку и эксплуатацию кузнечного оборудования.
Высокая стоимость кузнечной оснастки может быть скомпенсирована сокращением значительного объема последующей механической обработки.
Рациональная заготовка, получаемая горячей штамповкой, для каждой детали должна выбираться с учетом механических свойств и технико-экономических показателей. Ниже приведена стоимость деталей в зависимости от сложности их формы и количества.
Определение стоимости деталей, изготавливаемых из горячештампованных заготовок
Ориентировочная технологическая себестоимость детали (без накладных расходов) Ст при изготовлении ее из штампованной заготовки определяется по формуле
www.vokb-la.spb.ru
Гл. 1. Выбор рациональных заготовок
Ст = CriKS G,
где Cii—технологическая себестоимость 1 кг деталей 1-й группы сложности, изготовленных из штампованных заготовок, при партии в 100 шт., руб. Определяется по табл. 1 (в зависимости от материала и массы деталей);
К — коэффициент количества. Определяется по табл. 2 (в зависимости от марки материала и потребного количества деталей);
S — коэффициент сложности. Определяется по табл. 3 (в зависимости от группы сложности детали);
G — масса механически обработанной детали, кг.
Таблица 1
Технологическая себестоимость 1 кг деталей 1-й группы сложности из различных материалов, изготовленных из штампованных заготовок, при партии 100 шт.
Масса детали, Технологическая себестоимость 1 кг деталей, руб., из
стали сплава
углеродистой конст-рукци- I онной I нержавеющей алюминиевого магниевого титанового
кг
До 0,022 8,55 8,70 9,40 23,40 38,70 51,5
Се . 0,022 до 0,036 8,55 8,70 9,40 23,40 35,10 51,5
Я 0,036 » 0,060 8,55 8,70 9,40 20,70 29,25 51,5
0,060 „ 0,100 8,55 .8,70 9,40 17,30 24,90 45,60
О.Ю , 0,16 7,57 7,80 8,65 14,24 21,50 40,48
0,16 „ 0,25 6,10 6,44 7,55 11,90 18,00 37,04
И 0,25 „ 0,40 4,90 5,28 6,51 9,94 15,32 33,31
» 0,40 „ 0,60 4,00 4,42 5,71 7,30 12,77 30,12
Я 0,60 , 1,00 3,22 3,63 4,94 6,70 10,87 28,64
1,00 , 1,60 2,55 2,95 4,24 5,55 9,16 27,56
1,60 , 2,50 2,07 2,44 3,68 4,65 7,86 25,16
я 2,50 . 4,00 1,67 2,01 3,20 3,86 6,68 24,00
» 4,00 „ 6,00 1,37 1,68 2,80 3,14 5,57 22,74
и 6,00 „ 10,00 1,09 1,38 2,40 2,62 4,74 20,87
я 10,0 , 16,0 0,90 1,13 2,08 2,16 3,89 19,09
W 16,0 „ 25,0 0,70 0,93 1,80 1,80 3,43 17,56
м 25,0 , 40,0 0,55 0,77 1,57 1,51 2,92 16,12
i я 40,0 , 60,0 0,46 0,64 1,37 1,23 2,43 14,69
60,0 . 100,0 0,37 0,53 1;15 1,02 — 13,49
я 100 , 160 0,29 0,43 1,01 — 12,61
160 » 250 0,24 0,35 0,89 — —
Таблица 2
Коэффициент К в зависимости от марки материала и количества деталей
Требующееся количество деталей Коэффициент К Для
стали 1 сплава
углеродистой конструкционной нержавеющей алюминиевого магниевого титанового
10 7,300 6,392 5,300 6,500 5,727 2,109
и 6,686 5,842 4,850 5,940 5,237 1,999
12 6,146 5,392 4,480 5,480 4,847 1,903
14 5,486 4,677 3,800 4,750 4,227 1,750
16 4,726 4,142 3,460 4,210 3,757 1,637
18 4,276 3,722 3,120 3,780 3,387 1,554
20 3,886 3,392 2,850 3,440 3,102 1,481
22 3,556 3,114 2,640 3,160 2,858 1,426
25 3,176 2,792 2,380 2,800 2,577 1,360
28 2,866 2,532 2,180 2,560 2,350 1,305
32 2,556 2,264 1,960 2,290 2,317 1,250
36 2,316 2,057 1,800 2,080 1,933 1,208
40 2,126 1,89^ 1,682 1,910 1,787 .1,174
45 1,923 1,722 1,540 1,740 1,643 1,139
50 1,746 1,592 1,430 1,601 1,527 1,113
55 1,629 1,482 1,345 1,490 1,432 1,092
60 1,517 1,392 1,275 1,400 1,352 1,072
70 1,346 1,249 1,166 1,255 1,227 1,044
80 1,222 1,142 1,081 1,145 1,133 1,023
90 1,117 1,058 1,021 1,060 1,058 1,006
100 1,000 1,000 1,000 1,000 1,000 1,000
ПО 0,973 0,937 0,928 0,936 0,953 0,984
125 0,896 0,872 0,876 0,870 0,897 0,972
140 0,818 0,823 0,840 0,817 0,852 0,960
160 0,760 0,767 0,800 0,762 0,805 0,949
200 0,671 0,692 0,747 0,686 0,739 0,934
250 0,598 0,632 0,701 0,630 0,687 0,925
400 0,482 0,542 0,638 0,533 0,608 0,906
630 0,411 0,487 0,597 0,477 0,560 0,894
1000 0,365 0,452 0,571 0,441 0,530 0,888
1600 0,338 0,430 0,555 0,418 0,510 0,884
2500 0,320 0,416 0,546 0,405 0,448 0,882
4000 0,307 0,407 0,540 0,395 0,490 0,880
6300 0,300 0,401 0,536 0,390 0,485 0,879
10000 0,294 0,398 0,534 0,386 0,482 0,878
135
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
Таблица 3
Коэффициент S в зависимости от группы сложности
Группа сложности
Характеристика групп
Типовые представители
Детали типа тел вращения и близкие к ним, а также детали в виде стержня с головкой
Плоские детали с небольшими выступами и обработкой по сопрягаемым поверхностям
Детали с односторонним расположением ребер
Детали арматуры (тройники, угольники, краны, корпусы и др.)
Детали сложной конфигурации с закрытыми сечениями (рычаги, качалки, рамы, балки и др.)
ХОЛОДНОШТАМПОВАННЫЕ ЗАГОТОВКИ, ПОЛУЧАЕМЫЕ ВЫДАВЛИВАНИЕМ
Заготовки, получаемые холодным выдавливанием, целесообразны в условиях массового, серийного, а также мелкосерийного производства.
Процесс холодного выдавливания может успешно применяться при изготовлении мелких и средних деталей взамен литья, горячей и холодной штампов
ки, а также обработки резанием на универсальном оборудовании.
В табл. 4 приведен сравнительный анализ изготовления деталей холодным выдавливанием с изготовлением другими процессами.
Анализ проводился по методике определения экономической эффективности новых технологических процессов, оборудования и оснастки, разработанной НИАТ.
136
Гл. 1. Выбор рациональных заготовок
Таблица 4
Экономическое сопоставление холодного выдавливании с другими технологическими процессами
Показатели Холодное выдавливание Обработка резанием на универсальном оборудовании Обработка резанием на автоматах Литье Точное литье Горячая штамповка Холодная штамповка-вытяжка
Расход металла, % 100 136-193 120-127 110-140 105-108 123-150 110-140
Трудоемкость, И 100 130—170 — 115-128 — 120-155 105- 112
Себестоимость (на программу), руб. 100 118-182 105-118 110-138 102-106 116-162 106-130
Рациональный вариант технологического процесса выбирается в зависимости от программ выпуска деталей. За основной показатель эффективности
принята величина приведенных затрат. Оптимальным считается вариант, имеющий наименьшую сумму приведенных затрат.
ЛИТЫЕ ЗАГОТОВКИ
Литые заготовки рекомендуется применять для изготовления сложных фасонных деталей с внутренними полостями и сложными криволинейными поверхностями, если позволяет прочность деталей. По сравнению с горячештампованной заготовкой коэффициент использования металла повышается с 0,1—0,3 до 0,7—0,9.
На рис. 4 и 5 приведены типовые фасонные детали.
Рис. 4.
Заготовки, выполненные методами литья под давлением или по выплавляемым моделям, имеют повышенную точность и требуют минимальной механической обработки (коэффициент использования металла 0,8—0,9). Это выгодно для деталей сложной конфигурации, механообработка которых требует много времени.
Литые заготовки максимально приближаются к форме готовой детали в результате применения минимальных уклонов н радиусов, а также литых отверстий.
Рис. 5.
Литые детали имеют однородные механические свойства во всех направлениях в отличие от деталей из деформируемых сплавов.
Однако следует учитывать, что механические свойства литого материала, как правило, хуже свойств материала, подвергнутого деформации. Прочностные свойства литой легированной стали почти не отличаются от прочностных свойств вдоль направления волокон деформируемой стали той же марки, но значительно уступают по пластичности (относительное удлинение, поперечное сужение и ударная вязкость). По сравнению со свойствами в поперечном направлении волокон деформируемой
18 Зак. 290
137
www.vokb-la.spb.
Часть III. Технологичность конструкций деталей из металлов
стали литая сталь имеет более высокие механические свойства.
Изготовление деталей из литых заготовок рекомендуется применять в тех случаях, когда литая деталь удовлетворяет требуемым нагрузкам и условиям ее эксплуатации.
Одними из основных показателей экономической целесообразности выбора вида заготовок могут служить коэффициент использования заготовки КИЗ (отношение массы детали к массе заготовки) и коэффициент необрабатываемой поверхности КНП (отношение площади необрабатываемой поверхности детали к общей площади поверхности детали) (табл. 5).
Таблица 5
Сравнительные показатели (средние) коэффициентов использования заготовок и коэффициентов необрабатываемых поверхностей
Материал Штампованные заготовки Литые заготовки.
КИЗ КНП КИЗ КНП
Алюминиевые 0,15-0,3 0,1-0,3 0,5-0,7 0,5-0,9
сплавы Магниевые 0,15-0,3 0,1-0,3 0,5-0,56 0,5-0,7
сплавы Сталь угле- 0,15-0,3 0,1—0,2 0,5-0,6 0,5-0,7
родистая Сталь конст- 0,1 -0,25 0,1-0,15 0,5—0,9 0,5-0,9
рукционная легированная Жаропрочные 0,1 —0,2 — 0,5-0,55 0,5—0,8
стали и сплавы Титан 0,1 —0,2 — 0,3-0,4 0,3-0,7
Основным критерием рационального выбора заготовок является также стоимость деталей, которая в значительной степени зависит от количества изготовляемых деталей.
В табл. 6 и 7 приведена усредненная стоимость черновой массы отливок в обрубленном и зачищенном видах.
Под черновой массой отливок понимается масса окончательно обрубленной детали с учетом припусков и допусков, предусмотренных соответствующими ГОСТ или ведомственными нормалями.
В стоимость отливок входит и полная стоимость модельной оснастки (в доле, приходящейся на единицу), а также затраты на все виды ремонта.
Таблица 6
Стоимость отливок из алюминиевых и магниевых сплавов
Стоимость отливок, руб.
Масса ки. отлив- кг АЛ4 АЛ4М АЛ9 АЛ 22 АЛ271 АЛ 19 АЛ5 МЛ5
До 2 Св. 0,2 до 0,5 1505 1470 1590 1555 1585 1550 1555 1525 3630 3550
. 0,5 . 1,0 1430 1520 1515 1485 3430
. 1 . 3 1385 1475 1470 1440 1475
. 3 , ю 1335 1425 1420 1390 1430
„ ю . 20 1305 1390 1385 - 1360 3200
. 20 . 50 1280 1355 1345 1325 ЗОЮ
, 50 „ 200 1235 1310 1305 1285 2895
, 200 . 500 1200 1280 1265 1245 2565
» 500 и более 1175 1250 1245 1225 2395
Таблица 7
Стоимость отливок из литейных сталей
Масса отливки, кг Стоимость отливок, руб.
25Л ЗОЛ 35Л 16ХГТЛ 35ХГСЛ Х18Н9ТЛ ВНЛ-1 ВНЛ-3
До 0,2 435 450 1455 1158
Св. 0,2 до 0,5 ' 425 1435 1410 1143
. 0,5 , 1,0 400 415 1360 1113
. 1 .3 370 385 1255 1073
.3 .10 340 355 1170 1033
„10 .20 315 330 1110 1002
. 20 . 50 295 310 1060 978
, 50 , 200 270 285 1025 943
. 200 . 500 260 265 995 933
. 500 , 1000 250 255 970 918
. 1000 . 3000 235 240 945 898
. 3000 . 10000 220 225 925 879
, 10000 и более 215 220 915 873
ЗАГОТОВКИ ИЗ ПОЛУФАБРИКАТОВ, ОБРАБАТЫВАЕМЫЕ СНЯТИЕМ МЕТАЛЛА
МЕХАНИЧЕСКАЯ ОБРАБОТКА
При изготовлении деталей из куска или плит (кованых или катаных) не всегда обеспечиваются высокие механические свойства.
Большой объем механических работ значительно уменьшает коэффициент использования материала (не более 0,15—0,2).
Механическая обработка затрудняется из-за сложности получения подкрепляющих ребер и наиболее рациональных сечений — таврового и углового. - Тем не менее способ изготовления деталей из плит позволяет пооперационным съемом металла легко устранять коробления, возникающие при механической обработке. Целесообразно детали типа панелей, имеющих сложный продольный, попереч-
138
www. vokb- la. spb. ru
Гл. 1. Выбор рациональных заготовок
139
8*
, !|
1
г
н-
й л
им
1
4
х V 5
Л/ >1 nJ III' 4i ir ч lx *1 b=>g^=-*%b-uu -X X X X 1 X X : X-
1 1 „.L/J
1
1
1
1
Я
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Рис. 7. График относительной стоимости стенки крыла в зависимости от условной годовой программы и от вида детали и заготовки соответственно:
1, 5 — точная штамповка; 2, 3 — штамповка; 4,6 — поковка (материал: сплав ЛК6).
140
www.vokb-la.spb.ru
Гл. 1. Выбор рациональных заготовок
ный или веерный набор ребер, изготавливать из горячештампованных заготовок (коэффициент использования металла 50—60% от веса исходной заготовки) .
Значительно снижается трудоемкость изготовления деталей (в 3—4 раза) из прессованных профилей; повышаются механические свойства; коэффициент использования металла составляет 70—80% от веса исходной заготовки.
Технологичность конструкций механически обрабатываемых деталей зависит главным образом от выбора рациональных заготовок и способов их получения.
Объективную оценку технологичности деталей дают коэффициенты использования материала и величина относительной стоимости деталей в зависимости от вида заготовок и количества изготовляемых деталей:
1. Исходные заготовки для механически обрабатываемых деталей следует выбирать с учетом наименьшей - последующей механической обработки, так как большие припуски увеличивают стоимость деталей как за счет больших затрат на механическую обработку, так и за счет увеличения расхода материалов.
Одновременно механическая обработка снижает прочность деталей за счет снятия упрочненного поверхностного слоя и перерезания волокон заготовок.
2. При выборе заготовок следует учитывать их стоимость не только от вида заготовки (литой, горя-чештампованиой и др.), но и от способа ее получения (поковка, грубая штамповка, точная штамповка, литье в кокиль, в оболочковые формы, в землю и Др.).
Основным критерием технологичности деталей является их стоимость при условии, что предъявляемые к ним требования прочности, массы и аэродинамических свойств удовлетворяются при выбранном способе получения заготовок.
Стоимость деталей в значительной степени зависит от масштаба их производства.
Сравнительный график стоимости панели узла поворота приведен на -рис. 6.
Как видно из графика, стоимость деталей из грубых штамповок, начиная с программы в 75 шт., ниже стоимости деталей, изготовленных из поковок, а стоимости деталей из точных штамповок всегда выше, чем стоимость деталей из грубых штамповок.
Анализ графика позволяет сделать вывод: детали, отдельные поверхности исходных заготовок которых не могут быть получены без последующей механической обработки (детали с глубокими карманами, с обезуглероженным, альфированным, малолегированным поверхностным слоем и др.), целесообразно (хотя и очень дорого) с определенного количества изготавливать из грубых штамповок.
Сравнительный график стоимости стенки крыла приведен на рис. 7. Как видно из графика, стоимость деталей из грубых штамповок, начиная с программы 160 шт., ниже стоимости деталей, изготовленных из поковок, а начиная с программы 350 шт. стоимость деталей из точных штамповок ниже стои
мости деталей, изготовленных из грубых штамповок.
Из этого же графика следует, что детали, значительная часть поверхности заготовок которых не подвергается механической обработке (балки, стенки, нервюры, лонжероны, фитинги и др.), целесообразно изготавливать с определенного количества из грубых штамповок, а затем — нз точных штамповок.
Средние и мелкие детали типа ушков, качалок и др. целесообразно изготавливать из заготовок, полученных методом штамповки с последующей чеканкой сопрягаемых поверхностей.
Сравнительный график стоимости кронштейна замка кабины при. изготовлении из отливок, получаемых в результате литья в землю и в кокиль, приведен на рис. 8.
Стоимость деталей для обоих способов литья подсчитывалась с учетом текущих и единовременных расходов. Высокая стоимость кокиля при литье алюминиевых и магниевых сплавов вполне оправдывает затраты на его изготовление при литье большого количества деталей.
На рис. 8 видно, что, начиная с программы 1200 деталей, их стоимость изготовления из кокильного литья становится ниже, чем из литья в землю, при этом качество заготовок, отлитых в кокиль, выше, чем заготовок, отлитых в земляные формы.
Рис. 8. График относительной себестоимости кронштейна ' замка кабниы в зависимости от количества деталей в партии и способа получения заготовки:
1 — без механической обработки; 2 — литье в землю;
3— литье в кокиль.
3. Избегать сложных конструкций деталей. Необходимо членить их на более простые с последующей сборкой и использованием сварки, клепки и др. (рис. 9). Это дает возможность использовать малогабаритные недорогие и недефицитные станки, значительно уменьшить расход материалов и снизить стоимость изделий.
4. В случае необходимости получения крупногабаритных конструкций деталей (панелей, балок, лонжеронов, шпангоутов и др.) или сложньп^-кен-' структивных форм (рычагов, качалок—кронштейнов
141
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Рйс. 9.
и т. п.) следует расчленять их на ряд простых деталей из листовых элементов и других рациональных заготовок с применением сварки или других неразъемных и разъемных соединений.
ХИМИЧЕСКОЕ РАЗМЕРНОЕ ТРАВЛЕНИЕ
Химическое размерное травление к методам получения заготовок не относится, но при оценке экономической эффективности применения той или иной заготовки следует учитывать возможность обработки заготовок химическим размерным травлением.
В большинстве случаев размерное травление применяется при изготовлении деталей, которые другими методами получить невозможно. К таким деталям относятся обшивки одинарной и двойной кривизны, листовые детали плоские с толщиной менее 1,5—2 мм, трубы, клиновидные и веерные детали, печатные схемы. Необходимо учитывать, что облег
чение деталей травлением выгодно только в том случае, если снижение прямых эксплуатационных расходов за счет снижения собственной массы летательного аппарата окажется больше, чем дополнительные затраты, связанные с осуществлением травления. Применяя размерное травление, массу деталей можно уменьшить, на 25—30 %, причем толщина листовых деталей может уменьшиться на 50—60%. Анализ трудоемкости и технологической себестоимости изготовления типовых деталей с применением процессов механического фрезерования и размерного травления показывает, что изготавливать простые детали фрезерованием дешевле и быстрее, чем травлением. При изготовлении крупногабаритных деталей сложной формы себестоимость травления ниже себестоимости процесса фрезерования; трудоемкость травления ниже в 5—7 раз. Следовательно, по общим показателям такие детали выгоднее травить, чем фрезеровать.
Обработка «окон облегчения» монолитных прессованных панелей кессонным методом длиной от 7 до 12 м дает снижение трудоемкости по сравнению с механической обработкой на станках типа КФП-2 в три раза (12 ч на одну панель при размерном травлении и 36 ч на одну панель при механообработке) .
Затраты на фрезерование на станке с одним шпинделем меньше, чем при химической обработке детали с площадью травления до 0,5—0,55 м2, и, наоборот, выгоднее обрабатывать химическим способом детали с площадью травления более 1,2 м2. При площади обработки более 2,2 м2 наивыгоднейшим способом является размерное травление.
142
ГЛАВА 2
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, ПРОФИЛЕЙ И ТРУБ
143
www.vokb-la.spb.ru
I
I-
Составители: Л. В. АВДОШИНА, канд. техн, наук С. А. АНАНИКЯН, Т. А. ВЕРИНА, канд. техн, наук А. Г. ЕРШОВ, канд. техн, наук В. И. ЗАВЬЯЛОВА, К. Ф. НЕЧАЕВА, канд. техн, наук В. Е. Л УЦКИ Й, канд. техн, наук К. Г. СИЗОВА, канд. техн, наук В. С. СОТНИКОВ, С. В. ТИШЕНИНА, канд. техн, наук Ю. В. ШЕВНЮК, Т. Д. ЯКУШЕВИЧ
СОДЕРЖАНИЕ
Стр.
Введение...................................145
Классификация деталей самолета, изготавливаемых из листового материала, профилей и труб.......................................147
Технологичность деталей типа оболочек . .148
Общие рекомендации....................148
Обшивки плоские.......................148
Обшивки одинарной кривизны .... 149
Обшивки двойной кривизны..............149
Монолитные панели.....................150
Технологичность деталей каркаса из листового материала...............................154
Общие рекомендации....................154
Плоские детали и заготовки............154
Пространственные детали каркаса из листа 156
Технологичность деталей из профилей . .163
Общие рекомендации.......................163
Детали с подсечками......................164
Малкованные детали....................165
Мелкие детали............................165
Детали продольного набора................165
Детали поперечного набора ..... 166
Детали из титановых профилей .... 167
Технологичность деталей оборудования самолета ......................................168
Полые детали из листа.................168
Технологичность деталей трубопровода . . 172
Детали изтруб.........................172
Патрубки..............................176
Технологичность листовых деталей, изготавливаемых с применением энергии взрыва .176
Классификация деталей самолета, изготавливаемых штамповкой взрывом . .176
Технологичность деталей из алюминиевых сплавов . . ..........................178
Влияние взрывной обработки на структуру, механические свойства и эксплуатационные характеристики деталей...................181
Приложение. Перечень применяемого специализированного заготовительно-штамповочного оборудования ............................. 182
Литература.................................190
www. vokb- la .spb. ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
Введение
Настоящая глава содержит материал об особенностях и возможностях отдельных процессов заготовительно-штамповочных работ. Кроме того, приведены сведения, необходимые для проектирования технологичных деталей: о разбивке обшивок на отдельные детали, минимальные радиусы сгиба деталей из листов различных материалов, наибольшие высоты бортов листовых деталей, размеры отбортовок, подсечек и т. п.
Для удобства пользования материал расположен по конструктивным признакам деталей: оболочки
(обшивки из листа и панели), детали каркаса из листа, детали каркаса из профилей и др.
Краткие технические характеристики существующего оборудования помогут при проектировании деталей определять их основные размеры применительно к возможностям оборудования.
В настоящем издании использованы материалы второго издания рекомендаций (1963 г.), а также опыт НИАТ и заводов отрасли по изготовлению деталей из новых высокопрочных коррозионностойких деформируемых материалов.
2&0
www.vokb-la.j
Тл. 2. Технологичность конструкцийдеталей из листового материала, профилей и труб •
КЛАССИФИКАЦИЯ ДЕТАЛЕЙ САМОЛЕТА, ИЗГОТАВЛИВАЕМЫХ ИЗ ЛИСТОВОГО МАТЕРИАЛА, ПРОФИЛЕЙ И ТРУБ
Укрупненная классификация деталей (схема 1) по конструктивным признакам включает основные, наиболее распространенные формы деталей, встречающихся в различных конструкциях самолетов.
3) детали из гнутых профилей с наплавленной острой пяткой из высокопрочных сталей типа ВНС-2, применяемые для продольного и поперечного набора каркаса.
Схема I
Укрупненная классификация деталей самолета
Наибольшие габаритные размеры обшивок, применяемых в существующих конструкциях самолетов, достигают длины 7000 мм при ширине 1800 мм. Длина монолитных панелей достигает 10—12 м при ппфине до 1400 мм.
Детали каркаса делятся на три подкласса:
1) детали из листа для поперечного набора каркаса (нервюры, жесткости) и гнутые профили для стрингерного набора;
2) детали из прессованных профилей для продольного и поперечного набора каркаса;
В класс деталей трубопроводов включены все виды патрубков и детали из труб.
Класс деталей оборудования представлен детелями из листа коробчатой, цилиндрической, конической и других форм, изготовление которых возможно на основе использования процесса штамповки-вытяжки.
Разделы технологических рекомендаций построены в соответствии с приведенной укрупненной классификацией деталей.
Часть III. Технологичность конструкций деталей из металлов
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ТИПА ОБОЛОЧЕК
ОБЩИЕ РЕКОМЕНДАЦИИ
Технологичность деталей типа оболочек (обшивок) обеспечивается следующими условиями:
поперечные и продольные стыки листов следует делать прямолинейными;
основная масса обшивок должна иметь цилиндрическую или коническую форму с прямолинейной образующей;
поперечные стыки обшивок конической формы с цилиндрическими обшивками должны располагаться в зоне перелома;
в случае необходимости соединения обшивок одинарной и двойной кривизны линия стыка должна находиться на участке одинарной кривизны на расстоянии около 50 мм от линии сопряжения (рис. 1);
обшивки двойной кривизны выпуклой и выпукло-вогнутой форм должны проектироваться из листов толщиной не менее 0,6 мм-,
на деталях сложной формы, в том числе двойной кривизны с гнутыми бортами, следует предусматривать разъемы (рис. 2, 3), позволяющие производить формообразование отдельных частей механизированным методом: обтяжкой, гибкой-прокаткой и т. д.;
Нетехнологично
Технологично
на обшивках сложной формы, где сочетаются поверхность двойной кривизны с плоской частью листа значительной длины, необходимо делать разъем (рис. 4);
максимальные габаритные размеры обшивок должны определяться по размерам поставляемых листов с учетом минусовых допусков на их габаритные размеры, а также с учетом двухсторонних технологических припусков, необходимых для выполнения технологических операций формообразования, раскроя, торцовки, размерного травления, для приварки технологических припусков и припусков для сборки. Определение размеров заготовок для обшивок различного типа и величины технологических припусков приводится ниже;
не рекомендуется на листовых обшивках делать отбортовки, так как эта операция вызывает искажение формы обшивки. В случае необходимости следует устанавливать отдельную деталь с отбортовкой, которая должна соединяться с обшивкой контактной сваркой, а в обшивке делать только отверстие (рис. 5).
ОБШИВКИ ПЛОСКИЕ
В конструкциях изделий применяются два основных вида плоских обшивок: с постоянной и переменной толщиной материала.
Плоские обшивки переменной толщины следует получать из заготовок, проше'дших перед операцией размерного травления правку растяжением (с удлинением порядка 2%), что значительно уменьшает коробление при этой операции.
В табл. 1 приведены основные виды и величины допусков и припусков, необходимые при определении габаритных размеров плоских обшивок.
www. vokb- la.spb.ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб .=
Таблица 1
Допуски и припуски плоских обшивок
Обшивки Допуски и припуски, мм
Плоские постоянной толщины 1. Минусовой допуск иа габаритные размеры поставляемых листов 2. Припуск па обрезку заготовки (на сторону) 10-15
/ Плоские переменной толщины 1. Минусовой допуск на габаритные размеры поставляемых листов 2. Припуск на обрезку заготовки (на сторону) 3. Припуск на химическое фрезерование 4. Припуск на правку растяжением (при удлинении заготовки порядка 2Н, на сторону) 10—15 20-25 150-200
ОБШИВКИ ОДИНАРНОЙ КРИВИЗНЫ
Обшивки одинарной кривизны цилиндрической и конической форм рекомендуется изготавливать методом гибки-прокатки на валковых станках типа КГЛ и ЛГС (см. приложение).
Лобовые обшивки одинарной кривизны типа носков рекомендуется изготавливать комбинированным способом:
— на валковых станках методом гибки-прокатки и последующей гибки в носке на гибочном прессе;
— штамповкой на падающем молоте по радиусу кривизны, соответствующему радиусу кривизны свесов лобовой обшивки, и последующей гибкой в носке на молоте или гибочном прессе.
Радиус сгиба должен выть не менее рекомендуемых минимальных радиусов для данной марки и толщины материала (см. п. .Технологичность деталей из листового материала).
Допускается формообразование обшивок одинарной кривизны из предварительно сваренных заготовок одинаковой'толщины материала. В этом случае в чертежах должно быть разрешение на снятие наплава и проплава сварного шва заподлицо с основным металлом. Снимать сварной шов рекомендуется методом раскатки, что (наряду с выравниванием шва) позволяет ликвидировать искажения заготовки, вызванные сваркой.
Максимальные габаритные размеры сварных заготовок выбираются из тех же соображений, что и размеры цельных заготовок.
Отклонения для изготавливаемых обшивок приведены в табл..2.
ОБШИВКИ ДВОЙНОЙ КРИВИЗНЫ
Обшивки незамкнутой формы с большой продольной и поперечной кривизной с большим углом охвата рекомендуется изготавливать методом простой обтяжки на прессах типа ОП (см. приложение) . '
Обшивки незамкнутой формы, имеющие небольшую продольную кривизну, рекомендуется .уготавливать методом обтяжки с растяжением на прессах типа РО (см. приложение).
Длину заготовки £заг (рис. 6) обшивки следует определять из условия - ,.к
^-заг= То6 + 2/7, + 2/7, + 2/73,
где /,Об — длина развертки обшивки в наибольшем сечении, мм;
П\ — технологический припуск (>50 мм);
Таблиц» 2
Отклонения для обшивок
Лобовые
контура* сечения, jwjw
Обшивки
Отклонения Д от
Цилиндрические для фюзеляжа
Конические для фюзеляжа
Конические для крыла
3-4
до 5
прямолинейности по образующей
ММ/М
0,2
0,5
0,5
0,5
иа всю длину,
мм
1,5
1
2
2
* В свободном состоянии.
149
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Пг — припуск, необходимый для зажима заготовки и зависящий от конструкции зажи-' мов ( — 50-^100 мм);
IJS — припуск, величина которого определяется возможностями оборудования («100-*-~ 150 мм).
Рис. 6. Схема для определения длины заготовки обшивок двойной кривизны, изготавливаемых обтяжкой.
В случае обтяжки высокопрочных материалов (сталей и титановых сплавов) расширение возможностей процесса обтяжки (увеличение коэффициента обтяжки до 1,05—1,07) возможно за счет увеличения припуска /73 до 500 мм.
При максимальном использовании длины листа для получения продольных обшивок большой длины или поперечных обшивок с большим углом охвата технологические припуски допускается приваривать к основной заготовке стыковой или контактной роликовой сваркой.
Ширина заготовки Взаг (рис. 7) определяется по формуле
$заг ~ (Д>б + 2 По) К,
Рис. 7. Схема для определении ширины заготовок обшивок двойной кривизны, изготавливаемых обтяжкой.
где В-оь — ширина развертки обшивки в наиболее широком месте, мм;
По — припуск на обрезку. (5-*-10 мм);
К—коэффициент, учитывающий сужение заготовки в процессе обтяжки; величина его зависит от коэффициента трения материала заготовки по пуансону и от коэффициента обтяжки. Для приближенных расчетов можно пользоваться величинами 1,02—1,12 (большую величину следует выбирать для форм обшивок со значительной продольной и поперечной кри- , визной (угол охвата а>60°) и материалов с большим коэффициентом трения (например, для сплавов титана). Для более точных расчетов следует пользоваться методикой, изложенной в РТМ-815 «Формообразование обшивок из высокопрочных материалов методом обтяжки» (НИАТ, 1957).
Для расширения возможностей процессов обтяжки при получении обшивок двойной кривизны из высокопрочных материалов (сплавы титана, стали ВНС и др.) возможно применение фигурных заготовок.
Методика расчета формы фигурных заготовок изложена в РТМ-815. *'
Допускается формообразование обшивок обтяжкой из предварительно сваренных стыковой сваркой заготовок одной толщины. В этом случае в чертеже должно быть указание о предварительной сварке и разрешение на удаление проплава сварного шва.
Габаритные размеры предварительно сваренных заготовок должны определяться возможностями / обтяжного оборудования. /
Точность обработки обшивок, изготавливаемых методом обтяжки, указана в табл. 3.
Таблица 3
Отклонения дли обшивок
Исходный материал Отклонения, мМ, при изготовлении деталей (см. эскиз в табл. 2)
без ручной доработки с ручной доработкой
Сплавы Д16 и В95, отожженные нлн свежезакаленные 0,8-3 0,5-1,5
Стали н отожженном состоянии 0,8 0,5
Титан н его сплавы 8-10 1,5-2
МОНОЛИТНЫЕ ПАНЕЛИ
Рекомендуемые радиусы кривизны поверхностей монолитных ребристых панелей приведены в табл. 4.
Ребристые панели рекомендуется проектировать исключительно с развернутой поверхностью однозначной кривизны. Как исключение (не более одного наименования на изделие) возможно применение обшивок знакопеременной кривизны (рис. 8).
150
www. vokb- la. spb. ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
Таблица 4
Толщина полотна панели Минимальный радиус кривизны Толщина полотна панели Минимальный радиус кривизны
1—7 1000 12 6000
8 2000 13 7000
9 3000 14 8000
10 4000 15 9000
11 .5000 св. 15 10000
Примечав и е- Минимальные радиусы кривизны при толщине полотна 1—15 мм принимать для всей поверхности панели; при толщине свыше 15 мм — только для комлевой части.
Рис. 8. Ребристая панель знакопеременной кривизны.
Отклонение Д от теоретического контура:
а) для панелей в свободном состоянии Д<1,0 мм в направлении полета (ШКС), Д<^3 мм на всю длину и Д<^1 мм}м по размаху панели (от линейки); - б) для панелей, находящихся под контрольной нагрузкой 10 кг/м, соответственно Д<Д5 мм\ Д<^2 мм-, Д<1 мм/м.
Сопряжение ребер, жесткости с полотном панели рекомендуется выполнять, как показано на рис. 9, а
'иЭ.б^/С j-; hi >1,3^. Сопряжение, показанное на рис. 9, а, является предпочтительным.
Высота ребер жесткости, параллельных линии сгиба панелей, может быть переменной. Высота ребер жесткости, перпендикулярных линии сгиба, должна быть постоянной на всем протяжении панели.
Наиболее технологичными являются панели с постоянной толщиной полотна, менее технологичными— панели со ступенчато-переменной толщиной полотна, еще менее технологичными — панели с толщиной полотна, линейно изменяющейся по размаху. Целесообразно требуемую прочность панели задавать за счет ребер жесткости, оставляя толщину полотна постоянной.
При проектировании панелей со ступенчато-переменной толщиной полотна при необходимости изменения толщины полотна в направлении
а) вдоль ребер (размаха) интервалы постоянства толщины полотна выбирать равными шагу нервюр (шпангоутов), в неперпендикулярном сечении толщина полотна должна оставаться постоянной, за исключением стыковых подсечек (рис. 10);
б) поперек панели интервалы постоянства толщины полотна должны соответствовать шагу ребер жесткости и распространяться на всю длину панели (рис. 11).
При проектировании панелей, толщина полотна которых изменяется по размаху линейно, необходимо учитывать следующее:
а) толщина полотна в каждом поперечном сечении должна оставаться постоянной (за исключением стыковычных цодсечек);
Ребра жесткости следует располагать параллельно линии сгиба (образующей).
В панелях, имеющих коническую поверхность, направление ребра жесткости должно совпадать с направлением прямолинейной образующей. Как исключение (не более одного наименования на изделие) допускается располагать ребра жесткости перпендикулярно линии сгиба. В этом случае минимально допустимый радиус кривизны равен ста высотам ребра жесткости с учетом толщины полотна.
Рис. 10. Панель со ступенчато-переменной толщиной полотна, изменяющейся в направлении ребер.
151
Часть III. Технологичность конструкций деталей из металлов
б) для панелей из алюминиевых сплавов с наибольшей толщиной полотна йМакс-С15 мм отношение наибольшей толщины к наименьшей не ограничено; то же касается панелей с наибольшей толщиной по-лотна#7гмакс< 15 мм, шириной fe<1000 мм и усилением комлевой части, где толщина полотна может быть более 15 мм-,
Рис. II. Панель со ступенчато-переменной толщиной полотна, изменяющейся в направлении, перпендикулярном ребрам.
в) для панелей из алюминиевых сплавов с наибольшей толщиной полотна свыше 15 мм отношение наибольшей толщины к наименьшей должно быть не более 5:1; наличие участков с постоянной по размаху толщиной полотна не допускается (рис. 12);
Нетехнологично
Рис. 12.
Расстояние между опорами В для станков КГЛ-3 может регулироваться в пределах 200—350 мм, для прессов свободной гибки В макс =500 мм.
При выборе значения В необходимо принимать во внимание, что кромка обшивки (вдоль образующей) остается пло-
В ской на ширине — .
Толщина окантовок сливных отверстий и монтажно-контрольных люков должна быть не более двойной толщины полотна в районе окантовок. Сопряжение окантовки с полотном необходимо осуществлять радиусом не менее 10 мм (рис. 13).
Если по конструктивным соображениям толщина окантовки должна быть более двойной толщины полотна панели в окрестности окантовки, то место люка выполняется сборным.
Допускается перенос на полотно панели полки лонжерона. В этом случае ширина обшивки не должна превышать 1000 мм, а толщина усиления под лонжерон должна быть не больше 20 мм. Перенос стенки лонжерона или элемента стенкн на панель не допускается.
Для пристыковки нервюр (или шпангоутов) к панели допустимы решения, показанные на рис. 14:
а) ребра жесткости сплошные, вырезы в нервюрах;
г) для сборно-сварных или фрезерованных стальных и титановых панелей отношение наибольшей толщины к наименьшей должно быть не более 3:1; наличие участков с постоянной по размаху толщиной полотна не допускается.
При назначении толщины полотна панели необходимо учитывать мощность имеющегося гибочного оборудования.
Примечание. Гибка панелей осуществляется на дробеструйных установках, прокатно-гибочных станках КГЛ-3 н прессах свободной гибки типа И-134.
Наиболее производительным способом формообразования является дробеструйный (режимы обработки приведены в РТМ-1171). Гибке этим способом подлежат панели, имеющие толщину полотна менее 15 мм.
При гибке панели на прокатно-гибочных станках и прессах свободной гибки усилие рассчитывается как усилие, необходимое для достижения первого пластического состояния единичной балки переменной толщины на двух опорах с центральнодействующей силой q, момент сопротивления которой на единицу периметра
6
где й2(£) — функция толщины полотна по размаху.
Изгибающий момент на /единицу периметра определится как
.. & Я
^Низг >
4
где В — расстояние между опорами гибочного станка.
Необходимое усилие гибки
2 L
Рис. 14. Возможные варианты стыковки панели с нервюрами.
152
www. vokb- la .spb. ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
б) в местах пристыковки ребра жесткости срезаны.
При варианте «б» толщина усиления полотна h2 в месте стыковки должна быть не более двойной толщины полотна, а ширина выреза — не менее 80 мм (рис. 15). Комбинация способов «а» и «б» на одной нервюре не допускается й не желательна на одной панели.
Рекомендуемые наибольшие габаритные размеры в плане в зависимости от материала панели и толщины полотна приведены в табл. 5.
Таблица 5
Наибольшие размеры панели мм
Материал Наибольшая толщина полотна Габаритные размеры в плане
_ длина ширина
Алюминиевые сплавы 15 (без усиления комлевой части) Не ограничена 2000
15 (с усилением в комлевой части до 20 мм); » 1000
> 15 или > 20 (при усилении в комлевой части) 7000 2000
Высокопрочные стали 5 7000 2000
Титановые сплавы 5 5000 2000
Примечание. Наибольшие размеры оконных панелей фюзеляжа с окантовками высотой более 20 мм — 7000X2000 мм.
‘ Панели фюзеляжа или каркаса фюзеляжа, имеющие конфигурацию, показанную на рис. 16, следует проектировать, принимая во внимание, что
а) стенки панелей должны быть плоскими или иметь столь малую кривизну, которая может быть реализована сборкой в стапеле с прижимом;
б) в местах сгиба ребра жесткости должны быть срезаны. Ширина выреза должна быть не менее /?у+50 мм (7? —радиус сгиба; у — центральный угол);
в) в местах сгиба обшивка должна иметь одинаковую толщину полотна на всем протяжении линии сгиба; .
Рис. 16.
г) радиус кривизны в местах сгиба
Я>(ЯМинЧ-2)£,
где 7?МИн — минимальный относительный радиус гиба для материала заготовки (табл. 6);
S — толщина в месте сгиба.
Таблица 6
Минимальный относительный радиус гиба
Материал Термообработка Минимальный относительный радиус гиба, мм
В95Т1 Закален и искусственно состарен 2,0
Д16Т Закален и естественно состарен 1,5
Д19Т То же 1,5
АК4-1Т Закален и искусственно состарен 1,5
ВНС-2Н Нормализован с 980°С 3,0
ВТ14 Отожжен 4,0
Монолитные панели одинарной кривизны с вафельным рисунком оребрения следует проектировать с одинаковой высотой ребер в продольном и поперечном направлениях. Высота ребер не должна превышать 30 мм. Для предотвращения потери устойчивости при формообразовании отношение высоты ребра к его толщине должно быть не менее 8.
Ребристые и вафельные панели двойной кривизны с неразвертывающейся поверхностью применять не рекомендуется. Исключение составляют панели с незначительной кривизной, которая может быть реализована упругим изгибом в сборочном стапеле. Минимальный радиус таких панелей приближенно может быть определен по формуле /?>1440 h (h — высота ребра, изгибаемого на этом радиусе).
20 Зак. 290
153
Часть III. Технологичность конструкций деталей из металлов
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ КАРКАСА ИЗ ЛИСТОВОГО МАТЕРИАЛА
ОБЩИЕ РЕКОМЕНДАЦИИ
Шпангоуты, нервюры, балки и другие детали, представляющие собой стенку с прямыми либо криволинейными бортами, рекомендуется проектировать с открытыми или нулевыми малками.
При конструировании деталей следует предусматривать максимальное использование материала.
Детали каркаса из листа, формообразование которых целесообразно осуществлять на гидравлических прессах и молотах, оборудованных контейнером с резиновой подушкой, должны иметь заготовки, наибольшие размеры которых позволяют размещать их на соответствующем оборудовании.
Допускается изготовление листовых деталей каркаса из предварительно сваренных заготовок одинаковой толщины. При этом на чертеже должно быть разрешение на снятие наплава и проплава сварного шва заподлицо с основным материалом.
Сварные швы на заготовках должны быть прямолинейными. Их расположение на детали рекомендуется выбирать в местах, лишенных отбортовок, рифтов, подсечек и т. д.
На рис. 17—20 приведены примеры конструктивных решений, снижающих расход материала, трудоемкость и стоимость изготовления при обеспечении необходимой надежности, то есть повышающих технологичность изготовления деталей: введение стыка по оси симметрии ранее цельноштампованной рамы самолета (см. рис. 17) (позво-
Рис. 17. Рама самолета:
а — цельноштампованная; б — с разъемом по осн симметрии.
Н е mt хи ояоги чни Твлиопвгочно
D-б А-А
Рис. 18. Обтекатель:
а — сборный; б — цельноштампованиын.
ляет механизировать процесс путем изготовления детали резиной на прессе);
изготовление обтекателя цельноштампованным (см. рнс. 18), а не сварным;
изготовление детали типа фланца сварной конструкции (см. рис. 19) позволяет заменить пять вытяжных операций);
замена сборной нервюры на цельноштампованную (см. рис. 20).
А-А
Рис. 20. Нервюра:
а — сборная; б — цельноштампованная.
ПЛОСКИЕ ДЕТАЛИ И ЗАГОТОВКИ
При проектировании плоских деталей и заготовок, имеющих прямолинейный контур, рекомендуется:
наибольшую длину заготовок и плоских деталей выбирать в соответствии с наибольшей длиной реза имеющихся на заводе гильотинных ножниц (~ 7000 мм);
радиусы скругления углов в пределах одной детали брать постоянными /? = 3; 5; 10; 15 мм.
При проектировании плоских деталей и заготовок, имеющих криволинейные очертания контура и получаемых раскроем листа на радиально-фрезерных станках, рекомендуется:
острые углы заготовок и плоских деталей скруглять радиусами: мм (во впадинах); l?i>5 мм
(в выступах) (рис. 21);
размеры перемычек между краями фигурных отверстий и контуром плоской детали брать не менее 30 мм (рис. 21 и 22);
размеры перемычек между краями круглых отверстий и контуром плоской детали брать не менее 4 S, где S — толщина листа (рис. 23);
154
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
точки сопряжения закруглений по сторонам вырезов располагать до линии начала гиба бортов детали (рис. 24);
в деталях, получаемых штамповкой-гибкой резиной, предусматривать шпилечные отверстия (не менее двух) для фиксации заготовки на форм-блоке; число отверстий указывать на чертеже в примечании.
При проектировании малогабаритных (размерами до 200 X 300 мм) плоских деталей и заготовок с прямолинейным и криволинейным контуром, вырубаемых в штампах, рекомендуется:
наименьшее расстояние с между краями пробиваемых отверстий, а также от краев отверстий до кромки (рис. 25) выбирать не менее толщины листа S;
20*
наименьший радиус скругления углов и вырезов R (рис. 26) брать не менее 0,6 S;
наименьшую ширину прорези а (рис. 27) брать равной 2 S, но не менее 5 мм;
радиус закругления R на деталях шириной до 100 мм делать больше половины ширины В заготовки (рйс. 28);
Рис. 28.
при выборе форм и размеров вырезов под стрингеры в плоских заготовках шпангоутов, нервюр и других деталей рекомендуется руководствоваться нормалями, приведенными в табл. 7. Данные нормалей распространяются на все материалы толщиной до 2 мм.
155
$
www. vokb- la .spb. m
Часть III. Технологичность конструкций деталей из металлов
Таблица 7
Геометрические параметры Нормаль
Размеры вырезов под стрингеры из угольников Размеры вырезов под стрингеры из Z-образных профилей Размеры вырезов под стрингеры из тавров и бульботавров Размеры вырезов под стрингеры из швеллеров Размеры вырезов под стрингеры нз таврошвеллеров Размеры вырезов под стрингеры из отбортованных швеллеров Размеры вырезов под стрингеры из трапециевидных отбортованных швеллеров 124СТ55, 125СТ55, 142СТ55 126СТ55 138СТ55 127СТ55 139СТ55 140СТ55 141СТ55
ПРОСТРАНСТВЕННЫЕ ДЕТАЛИ КАРКАСА ИЗ ЛИСТА
При проектировании гнутых деталей из листа с прямолинейными бортами рекомендуется:
наименьший радиус сгиба г (рис. 29, 30) при толщине листа мм определять по табл. 8 (нормаль 19СТ53) и 9;
наибольшую длину I детали выбирать в соответствии с имеющимися гибочными прессами, она обычно составляет 5—7 м\
Таблица 8
Минимальные относительные радиусы сгиба листовых материалов
Марка материала Состояние кромок _ _« „ _ '"мин _ х
vinua о при yiJic иииа, 1 рад.
150 135 120 105 90 75 60 45 30
Д16М; В95М Зачищенные 1,2 1,3 1.4 1,5 1,6 1,7 1,8 1,8 1,9
Незачищенные 3,0 3,2 3,3 3,5 3,7 3,8 4,0 4,1 4,3
Д16Т Зачищенные 1,8 1,9 2,1 2,2 2,3 2,4 2,5 2,5 2,5
Незачищенные 3,5 3,8 4,3 4,6 4,9 5,0 5,0 5,0 5,0
В95Т Зачищенные 2,8 3,0 3,2 3,3 3,5 3,7 3.8 3,9 4,0
Незачищенные 3,5 3,8 4,3 4,6 4,9 5,0 5,0 5,0 5,0
МА1 Зачищенные 4,0 — 5,0 — 6,0 — 7,0 — 8,0
МАЗ * 4,0 — 4,0 — 4,0 — 5,0 — 6,0
ЗОХГСА я 0,7 0,8 0,8 0,9 0,9 1,0 1.0 1,1 1,2
Незачищенные 2,6 2,9 3,2 3,5 . З.й 4,0 4,5 4,6 4,8
Ст. 20 Зачищенные OjJ 0,7 0,7 0,7 0,8 0,8 0,8 0,8 0,9
Незачищенные 0,7 1,0 1,3 1,6 1.8 2,1 2.4 2,7 3,0
ЭИ435; ЭИ654 Незачищенные 1,1 1,2 1.3 1,4 1,4 1.5 1,5 1,5 1,5
ВНС-2 (отпущенная) - — — 1,0-1,2 — 1,0-1,6 — 1,6—2,0 —
ВНС-2 (закаленная) » — 2-3 — 3-4 — 4—5 — —
ВНС-2 (состаренная) — — 3-4 4-5 — 5-6 — —
Примечание.
1,0 мм).
Для стали ВНС-2 меньшие значения — Соответствуют меньшим толщинам материала (0,5 — О
156
www. vokb- la .spb. ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
Таблица 9
Минимальные относительные радиусы сгиба (иа 90°) листовых материалов
Марка материала Относительный радиус сгиба -*^1— листа О Примечание
в холодком состоянии в горячем состоянии
Д19М АМгбМ Х18Н9Т 0,8—1,2 2,0-2,5 1,0 —- Справочник ВИАМ по авиационным материалам, т. II ч. I; нормаль 19СТ53
ЭИ835 ЭИ602 ЭИ878 (закаленный) СН-2 (нормализованный) СН-2 (полуиагартованный) СН-2 (нагартованный) ВНС-4 (нормализованный) 0,5 1,0 0,55 1,5-2,0 2,0-4,0 4,0—6,0 1,0—1,5 1 1 1 1 1 1 1 Справочник ВИАМ по авиационным материалам, т. III
ВТ1-1 ВТ1-2 ОТ4-1 ОТ4 ВТ5-1 ОТ4-2 ВТ6 (отожженный) ВТ6 (закаленный с 800—840°С) ВТ14 (отожженный) ВТ14 (закаленный с 820—880°С) 1,5-2,0 1,7-2,2 1,8—2,5 2,5-3,0 4,0—4,5 4,5—5,5 5,5—6,0 3,5-4,0 3,5-4,5 3,0—3,5 1,0—1,2 1,0-1,5 1,2—2,0 1,5—2,0 2,5—3,5 3,0-3,5 3,5-4,0 2,0—2,5 Инструкция ВИАМ—НИАТ № 642—60
ВТ20 (отожженный в вакууме) ВТ20 (отожженный в воздушной печи) 5 8 3(Z=900°C) 4(/ = 900°С) ТР 12-804 ВИАМ
Ml, М2, М3 ЛС59, Л62, Л68 0,5 0,8 — Нормаль 19СТ53
Примечание. Меньшие значения соответствуют меньшим толщинам О материала (для титановых сплавов
0,8—1,0 мм).
длину развертки /р согнутых листовых деталей (рис. 31) определять по формуле
___1$ — Л + К -г77 (г 4- Кг S) - ----—,
где Zi и Z2 — длины прямолинейных участков, мм: JQ — коэффициент, зависящий от степени деформации материала при гибке;
S — номинальная толщина материала, мм: а — угол сгиба, град.
Коэффициенты КГ в зависимости от отношения -~
приведены в табл. 10;
наименьшую высоту борта Н (рис. 32) деталей из алюминиевых сплавов, штампуемых резиной, определять по формуле
(3-4 5)5+ г, где г —наименьший радиус сгиба, мм\
S — номинальная толщина материала, мм\
157
Часть III. Технологичность конструкций деталей из металлов
Таблица 10
Коэффициенты Кг для различных радиусов сгиба
r ~S Kr r KT
0,35 1 0,45 7
0,375 2 0,46 8
0,4 3 0,465 9
0,415 4 0,47 10
0,43 5 0,475 11
0,44 6 0,48 12
0,5 13
при гибке выступающих участков (рис. 33) линию сгиба располагать от края впадины на расстоянии
Рис. 33.
при местной гибке (рис. 34) зону деформации ограничивать местными вырезами, которые должны иметь глубину после гибки 6>г-Ь~ и ширину a>2S.
При проектировании деталей с криволинейными бортами и плоскими стенками, в том числе со стен-
ками, имеющими выштамповки в виде элементов жесткости (рифты, отбортовки) (рис. 35), рекомендуется:
формообразование подобных деталей из алюминиевых и магниевых сплавов, а также из сплавов с Ов < 60 кПмм2 производить штамповкой-гибкой резиной на гидропрессах;
Рис. 35. Типовые детали с криволинейными бортами.
формообразование деталей из материалов с Ов>60 кПмм2 осуществлять в инструментальных штампах на прессах или листоштамповочных молотах;
наибольшие размеры деталей назначать соответственно размерам столов гидропрессов или листоштамповочных молотов.
При этом размеры заготовки детали должны быть на 100—150 мм меньше соответствующего размера стола;
предельные значения высоты криволинейных'бортов при штамповке-гибке резиной с удельным давлением до 400 кГ/см2 выбирать по табл. 11;
если штамповка производится на прессах с удельным давлением до 80—100 кГ/см2, предельные значения высоты криволинейных бортов выбирать по табл. 12 и 13;
значения наибольшей высоты выпуклых бортов деталей из титановых сплавов ВТ1 и ОТ4-1, штампуемых резиной при толщине листа до 2 мм и давлении 400 кГ/см2 без последующей доводки, определять по табл. 14; с последующей доводкой — по табл. 15;
158
www. vokb- la .spb. ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
Таблица И
Наибольшая высота выпуклых и вогнутых бортов при штамповке-гибке резиной с удельным давлением до 400 кГ/см'2
мм
Марка материала Толщина материала Высота Н при радиусе R борта
выпуклого вогнутого
50 100 200 500 1000 50 100 200 500 1000
si /Л гнш
Д16М 0,5 5. 7,5 п 20 35 9 15 24 50 80
1,0' 8,5 10 14 25 40 11 18 30 57 80
1,5 9 14,5 18 ‘ 30 42 21 34 65 80
2,0 10 14,5 20 34 50 13 23 39 75 80
АМцАМ 0,5 6 9,5 15 27 43 11 18 24 55 80
1,0 9 12 19 34 52 14 22 ' 34 60 80
1.5 10 14 22 40 60 17 27 40 70 80
2,0 11 16 24 45 66 20 29 43 80 80
В95М 0,5 4,5 7 10 20 36 10 16 22 45 80
1,0 6 9 13 23 40 13 20 30 50 80
1.5 7 11 15 27 43 16 24 36 60 80
2,0 8 12 19 30 49 18 28 40 70 80
Ст. 20 0,5 2,5 3,5 5 10 19 14 22 34 70 80
1,0 3,5 5,0 7 11,5 21 18 29 43 80 80
1,5 4 6 9 13,5 23 19 32 52 80 80
2,0 4,5 6,5 io 16,5 25 21 36 59 80 80
Х18Н9Т 0,5 2,5 4 5 6 8 17 31 52 80 80
1,0 4 5 6 9 12 19 34 60 80 80
1.5 5 7 9 13 15 20 38 65 80 80
2,0 6 8 11 15 20 21 39 68 80 80
Таблица 12
Наибольшая высота выпуклых бортов при штамповке-гибке резиной с удельным давлением до 80—100 кГ/см2
мм
Материал >
Д16М и МА8-М 1 АМцАМ и АМгМ а:
Толщина S «3
0.5 0,6 0,8 1.0 1,2 1,5 2,0 2,5 3,0 0,6 0,8 1.0 1.2 1,5 2,0 2,5 3,0 о V©
м и Радиус сгиба г я
С о 1.5 2,0 2,5 3,0 3,5 4,5 6,0 7,5 9,0 1,5 | 2,0 3,0 3,5 4,5 6 7,5 9,0 О и 3
Радиус выпуклого борта R CQ
Без доводки
±0,5 Г 30 30 —. — — — — •— .— 20 20 — — — —- — — 3
±0,5 70 60 50 50 — .— — — — 50 50 40 40 —- — — — 4
±0,5 120 110 НО 100 100 — — — .— 80 70 70 70 70 — — — 5
±0,5 200 180 170 160 150 150 — — — 120 ПО 100 90 80 80 80 80 6
±0.5 300 270 250 230 220 210 200 — — 200 170 150 130 НО 100 100 100 8
±0,5 450 400 360 320 300 280 260 240 — 280 240 200 170 160 150 150 150 10
±0,5 600 550 420 390 360 340 330 320 — 360 300 260 240 220 220 210 210 12
±1,0 —1 800 600 550 480 440 420 400- 380 — 360 320 300 280 270 260 260 15
±1,0 — — — 1000 800 600 550 500 450 — — 400 380 360 350 330 320 20
±1.0 — — — 1000 770 700 650 600 — —_ — 480 440 420 400 380 25
*1.0 — — — —. — 1000 900 850 800 — — — — 500 480 460 440 30
= 1.0 — — — — — .— 1200 1150 1100 — — — — — 500 500 500 40
С доводкой
-0.5 60 50 40 40 — — — — — — —_ — — — — — — 8
±0.5 80 60 50 50 40 10
±0,5 100 80 60 60 50 — — — — -— —. — .— .—- — — 12
-1,0 130 100 80 70 60 —— .— -— — — — — — — -— 15
±1.0 180 130 100 85 70 20
±1.0 225 165 135 ПО 100 90 80 — — —. — — — — — — — 25
±1.0 260 200 160 130 110 100 90 80 30
±1.0 340 270 210 170 150 130 ПО 90 — — — — — — — — — 40
159
Часть III. Технологичность конструкций деталей из металлов
Таблица 13
Наибольшая высота вогнутых бортов при штамповке-гибке резиной с удельным давлением до 80—100 кГ/см2 мм
Материал
Д16АМ и МА8-М АМцАМ и АМгМ
Толщина га
0,5 0,6 0,8 1,0 1,2 1,5 2.0 2,5 3,0 | 0,6 0,8 1,0 ! 1.2 1 1.5 2,0 2,5 3 О-о ।
£ Радиус сгиба г га
с’ о 1.5 2,0 2,5 3,0 3,5 4,5 6,0 I 7,5 1 9 1,5 1 2,0 1 з 1 3,5 4,5 6,0 7,5 ' 9 о 3
1=4 Радиус вогнутого борта /? CQ
• Для деталей с незачищенными кромками
±0,5 60 60 50 50 — — — — — 30 30 20 — — — — — 4
±0,5 90 90 80 80 80 — — — — 50 50 50 — — — .— — 6
±1,0 120 НО 100 100 90 80 — — — 80 75 70 65 60 — .— — 8
±1.0 150 140 130 120 ПО 90 — — — 100 90 80 70 65 — — — 10
±1,0 170 160 150 140 130 НО 100 — — 120 105 95 85 75 — — — 12
±1,0 210 200 180 170 160 140 140 — — 140 120 105 100 90 85 .— — .15
±1.0 260 250 230 220 210 200 190 — — 180 150 140 130 115 100 — — 20
±1,0 330 310 290 280 270 260 250 250 — 260 230 200 170 140 130 120 но 25
±1,5 .450 430 400 360 350 330 320 320 — 340 300 270 240 180 170 160 150 30
±1,5 700 670 630 600 570 550 520 500 500 500 460 430 400 360 340 320 300 40
Для деталей с зачищенными кромками
±0,5 20 — — — — — — •— •— 15 — — — — — — — «в
±0,5 30 25 — — — — — — — 20 15 — — — - — — — 4
±0,5 40 35 30 — — — — — — 25 20 20 — — — — — 5
±0,5 55 50 45 40 — — — — — 35 30 30 25 — — — — 6
±0,5 70 60 55 50 45 — — — — 40 35 35 30 30 — — — 8
±0,5 80 70 60 55 55 55 — — — 50 40 40 35 35 35 — — 10
±0,5 90 80 75 70 70 70 70 — — 60 50 50 45 45 45 40 40 12
±0,5 110 100 90 85 80 80 80 80 — 70 60 60 55 55 55 55 55 15
±1,0 140 130 120 120 115 НО НО НО по 90 85 80 75 70 70 70 70 20
±1,0 170 165 150 140 135 130 130 130 130 130 120 НО 100 90 90 90 90 25
±1,0 240 230 220 220 220 200 190 180 180 200 160 140 130 120 120 120 120 30
±1,0 400 400 380 360 '340 320 300 300 300 300 280 260 240 220 210 200 200 40
Таблица 14
Наибольшая высота выпуклых бортов деталей из титановых сплавов ВТ1 и ОТ4-1, штампуемых резиной без последующей доводки
мм
Радиус выпуклого борта Высота борта при штамповке
без подогрева с подогревом
1000 — 10
1500 — 15
2000 10 20
3000 15 30
4000 20 —
6000 -60 —
Таблица 15‘
Наибольшая высота выпуклых бортов деталей из титановых сплавов ВТ1, ОТ4-1, ОТ4, штампуемых резиной с последующей доводкой
мм
Радиус выпуклого борта Высота борта при толщине материала
0,8 1,0 1,2 1,5 1,8 2,0
100 13 14 15 — — —
200 17 18 20 22 24 26
300 22 24 26 28 30 34
500 30 34 38 42 48 58
1000 40 45 55 65 75 85
160
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
при проектировании деталей из других титановых сплавов (см. инструкцию 642—60) и сталей типа СН и ВНС руководствоваться следующими соотношениями:
для выпуклого борта минимальный радиус криволинейного контура детали А?мин>6 Н;
•для вогнутого борта 7?мин>5 Н (Н — высота борта).
Радиус сгиба деталей из титановых сплавов и сталей, изготавливаемых в инструментальных штампах, выбирать в соответствии с минимальными радиусами сгиба (см. табл. 8, 9);
толщину кромки St криволинейного борта после формообразования приближенно вычислять по формулам:
для выпуклого борта
~ авып
для вогнутого борта
S^ ®вог
Значения коэффициентов авып и аВОг в зависимости от отношения-^ брать по табл. 16;
Таблица 16
н R Коэффициент для вогнутого борта авог Коэффициент для выпуклого борта авып Н R Коэффициент для вогнутого борта авог Коэффициент для выпуклого борта авып
0,02 — 1,009 0,22 0,895 1,091
'о, 04 0,978 1,010 0,24 0,842' 1,097
0,06 0,968 1,028 0,26 0,824 1,098
0,08 0,956 1,037 0,28 0,806 1,109
0,1 0,944 1,045 0,30 0,786 1,116
0,12 0,931 1,058 0,32 0,765 1,121
0,14 0,918 1,061 0,34 0,742 1,127
0,16 0,904 1,069 0,36 0,719 1,128
0,18 0,890 1,076 0,40 0,667 1,148
0,20 0,875 1,089 — — —
при соотношении — >0,4 в деталях, штампуемых эезиной, применять фестоны прорезные (нормаль 158СТ54) или глухие (нормаль 159СТ54).
При проектировании Деталей с отбортовками ре-эмендуется:
размеры и форму отбортовок отверстий облегче-
.ч круглой формы, штампуемых резиной, выбирать нормалям:
108 Ст. 53 (отбортовки под углом 90°);
154 Ст. 53 (отбортовки под углом 60°);
1>»0 Ст. 53 (отбортовки под углом 45°);
размеры и форму глухих отбортовок выбирать по :с малн 160 Ст. 53;
г азмеры отбортовок в деталях из титановых спла-? а :: высокопрочных сталей выбирать по нормалям - деталей, штампуемых резиной, но штамповать
: . ст?;, ментальных штампах;
отбортовки, выходящие за пределы, предусмотренные нормалями, проектировать из учета коэффициента отбортовки Го, допускаемого для данного материала,
К = —
° D,
где d, D — диаметры отверстия до и после (рис. 36) отбортовки.
Рис. 36.
Значение d определяется из выражения d = £>i — Гн (г-----------—'j -ф 2Ztl,
I \ 2 ) Г
где
Dr D \~S + 2r.
Высота отбортовки
Н = —— 4- 0,43 г 4- 0,72 S;
2
радиусы R сопряжения сторон отбортовок, имеющих в плане фигурное очертание (рис. 37), выбирать из условий допускаемого коэффициента отбортовки K0 = r/R, где г — радиус сопряжения сторон отверстия в заготовке до отбортовки;
значения в зависимости от относительной толщины детали определять по табл. 17;
Таблица 17
Коэффициенты отбортовки Ко в зависимости от относительной толщины материала
Мате- риал Коэффициент отбортовки /\*0, %, при отпоси-5 тельной толщине материала — d
2 3 5 8 10 12 15 20 30
Х18Н9Т и ЭИ654 0,65 0,48 0,42 0,40 0,40 0,40 0,38 0,37 0,37
Ст. 10 0,84 0,63 0,54 0,52 0,52 0,52 0,50 0,48 0,47
Ст. 20 0,84 0,63 0,54 0,52 0,52 0,52 0,50 0,48 0,47
Д16М 0,84 0,63 0,54 0,52 0,52 0,52 0,50 0,48 0,47
В95М 0,84 0,63 0,54 0,52 0,52 0,52 0,50 0,48 0,47
АМгб 0,84 0,63 0,54 0,52 0,52 0,52 0,50 0,48 0,47
Часть Ш. Технологичность конструкций деталей из металлов
значения Ко для сплавов титана и некоторых сталей определять по табл. 18;
Таблица 18
Коэффициенты отбортовки для титановых сплавов и некоторых сталей
Материал Коэффициенты при штамповке
В холодном состоянии с нагревом
ВТ1 0,59-0,62 0,56—0,59
ВТ1-2 0,62-0,66 0,56-0,59
ОТ4-1 0,62—0,'! 0,56-0,59
ОТ4 0,62—0,74 0,57—0,62
ВТ4 0,71-0,83 0,60-0,68
ВТ5-1 —- 0,62—0,68
ОТ4-2 — 0,64-0,69
В Тб — 0,71—0.74
(отожженный) В Тб 0,77-0,83
(закаленный) ВТ14 0,71-0,74 0,62-0,71
(отожженный) ВТ14 0,64-0,71 —
(закаленный) ВНС-2 0,69
(нормализованный) ВНС-4 0,68
(нормализованный)
направление выштамповки отбортовок, штампуемых резиной, должно совпадать с направлением гибки бортов.
При проектировании деталей, имеющих на стенке жесткости в виде рифтов (рис. 38), рекомендуется:
размеры рифтов в деталях выбирать по табл. 19 нормали 205СТ53 и 206СТ53;
Таблица 19
Размеры рифтов в листовых деталях
мм
Толщина материала S Глубина рифта /7±0,5 /?+0'5 г±0,5 В±1 7?! ±2
0,5-0,6 2 4 3 10 25
0,5—0,8 3 6,5 4 14,5 35
0,5-1,0 4 9 5 19,5 45
0,5-1,2 5 11,5 6 24.5 55
0,8-1,5 7\ 16 8 33 70
1,0-1,8 9 > . 19 10 42 85
1,2—2.0 11 23 12 51 100
минимальный радиус сгиба г для титановых сплавов и сталей выбирать в соответствии с минимальными радиусами сгиба по табл. 9;
длина рифта и радиус г сопряжения сторон рифта не нормализуются;
при выполнении рифтов по нормалям 205СТ53 и 206СТ53 утонение материала в зоне рифта не регламентируется;
при необходимости получения рифтов, отличных по размерам от значений, приведенных в табл. 20, руководствоваться соотношением между глубиной рифта Н и его шириной В (см. рис. 38, а, б), которое должно быть меньше или ра^но 0,45;
допускаемые соотношения между длиной развертки I и шириной В рифтов трапециевидного сечения (см. рис. 38. в) выбирать по табл. 20;
Рис. 38. Рифт (а) и его сечения (ff ив).
Таблица 20
Соотношение между длиной развертки Z и шириной В трапециевидных рифтов
Продолжение
размер перемычки между смежными рифтами а>2 В (рис. 39). Радиус на криволинейном участке /?>1,5Я;
направление выштамповки рифтов должно совпадать с направлением гибки бортов.
162
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
Рис. 41. Виды подсечек: а — концевая; б — серединная.
При проектировании деталей, имеющих подсечки, рекомендуется:
подсечки на плоских деталях (рис. 40) из листовых материалов выполнять по нормали 163СТ53, при 9tqm допускается непараллельность плоскостей I и II в пределах 0,1 мм-,
концевые и серединные подсечки бортов (рис. 41) деталей толщиной до 1 мм, штампуемых резиной при давлении 100 кГ/см?- без последующей доводки, выполнять по нормали 204СТ53;
подсечки бортов деталей из титановых сплавов ВТ1-1, ВТ1-2, ОТ4-1, штампуемых резиной при давлении до 400 кГ/см2 без последующей доводки, выполнять по табл. 21, в которой указаны достигаемые соотношения (см. рис. 41);
Таблица 21
Соотношение — при подсечке бортов деталей h
Толщина материала, мм при высоте борта Н, мм
до 15 15-25 25-40
0,8 3,5 4 •* 7
1,5 6 7 8
1.8 7 8 9
подсечки из титановых сплавов и сталей выполнять по нормалям 163СТ53 и 204СТ53. Штамповка осуществляется в инструментальных штампах.
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ
ОБЩИЕ РЕКОМЕНДАЦИИ
Для обеспечения технологичности деталей из прессованных профилей
максимально использовать нормальные прессованные профили, освоенные металлургическими заводами;
скосы на полках профилей выполнять по прямой (рис. 42), угол скоса а унифицировать (а=45; 60; 75°);
вырезы облегчения в полках унифицировать желательно по размерам впадин L и h (рис. 43), что позволит исключить разметку и фрезерование, заменив их просечкой в штампе;
в деталях типа стоек отверстия под заклепки располагать с шагом t (рис. 44), кратным 5 мм, что позволит пробивать отверстия групповыми штам-
21*
пами или сверлить их на станках, оборудованных многошпиндельными головками;
Цртехнологично
Технологично
Рис. 42. Скосы иа деталях из профилей.
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Непараллельность подсеченной полки профиля допускается в пределах h—hl — ±0,1 (рис. 47), где hi — глубина подсечки на расстоянии 15 мм от зоны подсечки; h — глубина в зоне подсечки.
Косые подсечки применять в крайних случаях.
Двухстороннюю и двойную (ступенчатую) подсечки (рис. 48) производить со смещением. Минимальное расстояние между зонами подсечки при S<^4 мм должно быть 50 мм\ при S>4 мм — бО'лш.
Технологично
Рис. 44. Схема расположения отверстий под заклепки на деталях из профилей.
детали продольного и поперечного наборов, имеющие закрутку или изогнутые в нескольких плоскостях, рекомендуется изготавливать из листового материала.
Рис. 48. Виды подсечек: а — двухсторонняя; б — ступенчатая.
ДЕТАЛИ С ПОДСЕЧКАМИ
Размеры подсечек (рис. 45) на деталях из прессованных профилей из сплавов Д16, В95 выполнять по нормали 151СТ53*.
Рис. 45.
Клеймо ОТК ставить не ближе 30 мм от зоны подсечки (см. пример на рис. 52, б).
У деталей из прессованных профилей типа швеллера, двутавра подсечка на ребро не допускается (рис. 49).
Допускается искажение сечения профиля после его подсечки: A/i=0,01 В (рис. 46), где В — ширина подсеченной полки.
Рис. 49.
* В настоящее время разрабатывается новая нормаль взамен указанной.
Детали из трапециевидных швеллеров (рис. 50) подсекать в штампах не допускается. Подсечка выполняется механической обработкой.
Рис. 50.
164
www. vokb- la .spb. ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
МАЛКОВАННЫЕ ДЕТАЛИ
Размеры предельных углов мал ковки открытых си и закрытых а2 (рнс. 51) прессованных профилей из сплавов Д16, В95 выполнять по нормали 181СТ54; из сплава ВМ65-1—по нормали 182СТ5.
Рис. 51.
При закрытой малковке величина у (рис. 52) не оговаривается и не проверяется. При открытой малковке разрешается снимать выступающую часть профиля на величину к (рис. 52, а), после чего производить антикоррозийную защиту.
а 1 6
Рис. 52. Виды малковок: а — открытая; б — закрытая.
Малковка прессованных профилей в пределах '±3° не создает больших искажений поверхности полок и не требует ручной доработки.
Малковка профилей на угол более ±3° создает значительное искажение полок и может быть допущена для деталей, если это искажение не отражается на работе конструкции.
Для изготовления деталей с переменной малкой заказывать малкованный профиль с углом а, равным наибольшему углу детали (рис. 53), так как закрытые малки требуют меньшей доработки.
Рис. 53.
МЕЛКИЕ ДЕТАЛИ
Мелкие детали типа технологических компенсаторов из прессованных профилей рекомендуется унифицировать по длине и форме.
Мелкие соединительные детали следует выполнять из листового материала вместо прессованных профилей (рис. 54).
ДЕТАЛИ ПРОДОЛЬНОГО НАБОРА
Детали продольного набора конической части фюзеляжа должны иметь кривизну в одной плоскости, для чего разбивку стрингеров на плазе совмещенных сечений рекомендуется выполнять по прямым лучам с постоянным угловым шагом (рис. 55).
Детали продольного набора крыла не должны иметь закрутки. • -
Детали продольного набора, образующие обвод и выполненные из прессованных профилей с полкой, имеющей кривизну в поперечном направлении, следует проектировать из нормализованных профилей с радиусом кривизны полки 7?п (прилегающей к обшивке), равным (или меньше) минимальному радиусу контура агрегата (рис. 56)
Нетехнологично
Технологично
Нетехнотгично Технологично
Ряс. 54. Примеры замены прессованных профилей на профили из листового материала для изготовления соединительных деталей.
165
Часть III. Технологичность конструкций деталей из металлов
Негпехиологично Технологично
Рис. 55. Схема разбивки стрингеров носовой части фюзеляжа.
Рис. 56.
ДЕТАЛИ ПОПЕРЕЧНОГО НАБОРА
Криволинейные детали поперечного набора рекомендуется проектировать из профилей симметричного сечения.
Детали из прессованных профилей поперечного набора агрегатов должны соединяться со стрингером непосредственно или через технологические компенсаторы, а с обшивкой — через технологические компенсаторы из листового материала (рис. 57).
Рис. 57. Соединение деталей поперечного набора со стрингерами и обшивкой:
1 — обшивка; 2 — стрингер; 3 — компенсатор; 4 — пояс шпангоута.
Криволинейные детали из швеллерных и двутавровых профилей, изогнутых на ребро, с переменным радиусом кривизны применять не рекомендуется (рис. 58).
Рекомендуемые наименьшие радиусы при изгибе профилей: \
а) полкой внутрь — не менее 6// (рис. 59);\ -б) полкой наружу — не менее 5Н (рис. 60)\ где Н — высота полки профиля в плоскости изгиба.
При проектировании профильных деталей, изготавливаемых методом гибки с растяжением, радиус изгиба рекомендуется предусматривать не менее 10 Н, а угол изгиба — не более 180° (рис. 61).
166
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
ДЕТАЛИ ИЗ ТИТАНОВЫХ ПРОФИЛЕЙ
В качестве заготовок профильных деталей могут быть использованы:
а) прессованные профили с припуском по сечению до 2—3 мм на сторону;
Рис. 63.
б) прессованные профили точных размеров сечений;
в) сварные профили, сваренные из листовых полос АрДЭС сквозным проплавом (рис. 62);
г) гнутые листовые профили с наплавленной вершиной угла (рис. 63).
Профильные заготовки из титановых сплавов, особенно сварные, имеют пониженную пластичность (на 30—40% ниже пластичности основного металла) и могут быть разделены на две группы:
сплавы ОТ4; ВТ22 с пониженной пластичностью; сплавы ВТ14; ВТ20 с низкой пластичностью.
Прессованные и сварные профильные заготовки из сплавов ВТ14; ВТ20 рекомендуется применять для деталей с малыми деформациями или для прямолинейных деталей. В местах деформации заготовки должны иметь шероховатость поверхности до 5—6-го классов чистоты.
При деформировании профильных заготовок из титановых сплавов с нагревом не рекомендуется применять детали
а) больших длин (до 5—7 м), подвергающиеся обработке с нагревом на всей длине (ввиду отсутствия оборудования для нагрева указанных деталей) ;
б) имеющие местные сгибы с малыми радиус-ами;
в) больших длин с угловыми переломами без радиусов сгиба.
При деформировании профильных заготовок изгибом допустимые относительные радиусы сгиба Яотн= ~должны быть не менее указанных в h
табл. 22.
Таблица 22
Разрушающие и допустимые относительные радиусы сгиба профилей из сплавов ОТ4, ВТ20, ВТ22 в холодном и горячем состояниях
, Направление изгиба профиля Сплав Толщина вертикальной полки, мм Разрушающие и допустимые относительные радиусы сгиба профилей при гибке
холодной 'горячей
7?ОТК (разрушающий) ^отн (допустимый) 7?ОТН (разрушающий) ^ОТН (допустимый)
От штампа (с растяже- ОТ4 3 —3,5 6— 9 1,5 2,5-3
нием полки) ВТ20 — 6 12—15 3 5 -6
ВТ22 — 4,5-5 9-10 1,5 2,5—3,5
ОТ4 1,5 2,8—4 8 1.5 2,5-3
2 3,0—3,5 6-9
На полку (с посадкой ВТ20 1,5 2,8-4 8 3 5 -6
2 6 6
полки) и более
ВТ22 1,5 2,8-4 8
2 и более 4,5-5 4,5—5 1,5 2,5—3,5
Примечание. Относительный радиус изгиба профиля определяется как отношение внутреннего радиуса изгиба профиля /?В11 к высоте изгибаемой полки профиля /?отн = —s .
h
167
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Для получения качественного деформирования гибкой, подсечкой, предотвращения смятия кромок заготовок и выпучивания полок не рекомендуется применять профили с высокими вертикальными полками с относительной высотой — > 204-30, где h —
высота полки профиля, S — толщина полки профиля.
Малковку профилей из титановых сплавов ОТ4, ВТ14, ВТ20, ВТ22 рекомендуется производить в холодном состоянии в соответствии с нормалями
181 Ст. 54; 182 Ст. 55 по режимам, рекомендованным для сплава Д16М.
Подсечку профилей из титанового сплава ОТ4 рекомендуется производить в холодном состоянии по нормали 151 Ст. 53.
Подсечку профилей из титановых сплавов ВТ20, ВТ22, ВТ 14 рекомендуется производить в горячем состоянии по нормали 151 Ст. 53.
Подсечку сварных профильных заготовок рекомендуется производить для всех титановых сплавов в горячем состоянии по нормали 151 Ст. 53.
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ
ОБОРУДОВАНИЯ САМОЛЕТА
ПОЛЫЕ ДЕТАЛИ ИЗ ЛИСТА
К деталям оборудования самолета относятся главным образом полые детали из листа, полученные штамповкой-вытяжкой.
Формообразование этих деталей сопровождается утонением и утолщением стенок изделия, поэтому в чертежах .рекомендуется указывать: «Допускаются местные изменения толщины стенок в пределах ±20% от исходной толщины».
В оборудовании самолета применяются полые листовые детали, типовые формы которых и соответствующие обозначения их геометрических параметров приведены на рис. 64.
Для установления технологичности деталей оборудования самолета и выбора метода их изготовления целесообразно пользоваться относительными величинами их геометрических параметров.
Под коэффициентом вытяжки детали К понимается отношение диаметра заготовки £>0 к диаметру изделия d, то есть Д= —; /<*=——отвоси-а а
тельный диаметр фланца.
Под относительной толщиной понимается отношение толщины So к диаметру заготовки Do, то есть So= — или So= —- • 100 (в %).
Do Do
Относительная глубина
вытяжки Н= — для цилин-d
дрических деталей (см. рис. 64, а, б) в зависимости от коэффициентов вытяжки /С и Дф выводится из формулы
Кк2ф + 4/У ,
откуда
Рис. 64. Типовые детали из листа, изготавливаемые вытяжкой.
Диаметр заготовки Do для формообразования приведенных на рис. 64, а, б, в, г, д, е, ж деталей устанавливается из условия равенства поверхностей до и после деформирования с учетом припуска на обрезку.
Размеры и форма заготовки для вытяжки деталей коробчатой формы (рис. 64, з) устанавливается по справочнику [1, 2].
- №-Д2Ф
л = -----
4
Геометрические размеры и форму полых листовых деталей рекомендуется устанавливать из условия формообразования этих деталей за один переход, руководствуясь технологическими воз-
можностями штамповки-вы-
тяжки (табл. 23).
В зависимости от способов изготовления деталей ниже приводятся рекомендации.
Вытяжка без прижима применяется при изготовлении цилиндрических и конических деталей рз-"бт-носительно толстого металла (см. рис. 64, б, в). В табл. 24 приведены коэффициенты вытяжки без прижима .в конической матрице с углом 2а=60°.
168
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
Таблица 23
Технологические возможности штамповки-вытяжки
Способ вытяжки Схема процесса
Вытяжк'а без прижима
заготовки
• I 1
—
Вытяжка с прижимом Й- В df±=T
заготовки
I L--
Вытяжка с конусным
формующим складко-
держателем
Вытяжка цилиндриче-
ских деталей из кони-
ческ’ой заготовки дц iii
Вытяжка с пульсирую- LxxJ( I ]
щим прижимом заго- товки &дя Ш-Щ
Вытяжка с местным
подогревом и охлаж-
дением заготовки
Технологические возможности Оборудование
При 5о=0,054-0,01 для первой операции /<=2,004-1,75 и 77=0,7540,14; для второй—/<=1,884-1,11 [Ц Все виды вытяжных прессов
При So=0,02-0,005 для первой операции /<=2,184-1,67 и /7=0,924-0,44; для второй—/<=1,374-1,25 [1] Вытяжные прессы двойного или тройного действия
При So=0,024-0,005 для первой операции /<=2,504-1,87; 77=1,314-0,62 [3] Вытяжные прессы двойного или тройного действия
Однопереходная вытяжка позволяет получать 77=1,14-3,0 при а=454-30° [4] Токарно-давильные стан-ки для получения заготовок и вытяжные прессы двойного действия типа ПМШ-500 и ПГВ-1 [12,51
При So<0,005 /<=2,184-3,0; 77=0,924-2,0 [6] Г Специальные гидравлические прессы двойного действия
Целесообразна при вытяжке деталей из малопластичных сплавов (магниевые, титановые и др.) [1, 7, 8] Г идравлические прессы двойного действия с регулируемой скоростью вытяжки
X Зак. 290
169
Часть III. Технологичность конструкций деталей из металлов
Продолжение табл. 23
Способ вытяжки
Схема процесса
Технологические возможности
Оборудование
Вытяжка обжатием резиновой матрицей по жесткому пуансону
При So=0,05-j-0,01 ^=2,254-2.15; Я= 1,0 - 0,90 [9,10]
Специальные гидравлические прессы типа ПШВР или штампы УВШ на обычных гидропрессах
Штамповка пластичным металлом (свинцом) в жесткую матрицу
Целесообразна для изготовления деталей конической, сферической, параболической, ожевальной и .других форм [Ю,И] .
Мощные гидравлические прессы оди парного действия, падающие молоты и пресс ПМШ-500 '
Таблица 24
Коэффициенты вытяжки без прижима в конической матрице (2 а = 60°)
Отношение d D Коэффициент вытяжки при относительной толщине заготовки ~- -100, "И Do
3,0 2,5 2,0 1,5 1,0
0,6 0,7 0,8 2,00 1,72 1,52 1,92 1,67 1,47 1,85 1,61 1,43 1,79 1,56 1,39 1,72 1,52 1,33
Вытяжка с прижимом применяется при изготовлении деталей цилиндрической (без фланца и с фланцем) и прямоугольной форм (рис. 64, а, б, е, ж, з).
Наибольшая относительная глубина — (И — высота детали; d — диаметр детали) при вытяжке цилиндрических деталей без фланца приведена в табл. 25.
Таблица 25
Относительная глубина при вытяжке цилиндрических деталей без фланца
Количество операций вытяжки Относительная глубина вытяжки — So носительной толщине заготовки — / - при от- • 100, и
2-1,5 1,5-1,0 1,0-0,5 0,5—0,2 0,2—0,06
1 2 3 4 5 0,94—0,77 1,88—1,54 3,5 -2,7 5,6 —4,3 8,9 -6,6 0,84-0,65 1,60—1,32 2,8 -2,2 4,3 -3,5 6,6 —5,1 0,70-0,57 1,36—1,10 2,3 -1,8 3,6 -2,9 5,2 -4,1 0,62-0,50 1,13-0,94 1,9 -1,5 2,9 —2,4 4,1 —3,3 0,52—0,45 0,96-0,83 1,6 —1,3 2,4 —2,0 3,3 —2,7
И
Примечание. Большие значения —- соответствуют г а
увеличенным радиусам закруглений на первых операциях (от
r=8S0 для ~ -100=2—1,5 до г=1550 для — -100=0,10); Do Do
меньшие значения — уменьшенным радиусам закруглений (г«(4—8) So).
Наибольшая относительная глубина — вытяжки цилиндрических деталей с фланцем за один переход приведена в табл. 26.
Таблица 26
Наибольшая относительная глубина вытяжки цилиндрических дёталей с фланцем за один переход
Относительный диаметр фланца „ И Относительная глубина вытяжки — при отно- $0 сительной толщине заготовки — • 100, 54 Do
2—1,5 1,5-1,0 1,0—0,5 0,5-0,2 0,2-0,06
До 1,1 1,3 1,5 1,8 2,0 2,2 2,5 2,8 0,90-0,75 0,82-0,60 0,70-0,57 0,62-0,50 0,52—0,45 0,80—0,65 0,72-0,56 0,60—0,50 0,53—0,45 0,47—0,40 0,70—0,58 0,63-0,50 0,53-0,45 0,48—0,40 0,42-0,35 0,58—0,48 0,53-0,42 0,44—0,37 0,39-0,34 0,35-0,29 0,51—0,42 0,46—0,36 0,38—0,32 0,34—0,29 0,30—0,25 0,45—0,35 0,40—0,31 0,33—0,27 0,29—0,25 0,26—0,22 0,35—0,28 0,32-0,25 0,27—0,22 0,23—0,20 0,21—0,17 0,27-0,22 0,24- 0,19 0,21—0,17 0,18-0,15 0,16-0,13 ।
Примечание. Большие значения соответствуют увели-So ченным радиусам закруглений (от т= (10—12) So для — • 100= Do
So
=2—1,5 до г =(20—25) So для —- • 100 =(0,2—0,6); меньшие Do
значения соответствуют уменьшенным радиусам закруглений у дна и фланца (г—(4—8) So).
Наибольшая относительная глубина Н= прямоугольных коробок, вытягиваемых за одну операцию, в зависимости от относительного радиуса закругления в углах и относительной толщины за-—
готовки So= —приведена в табл. 27.
Do
17 0
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
Таблица 27
Наибольшая относительная глубина вытяжки прямоугольных коробок за один переход
Относительный радиус угловых закруг- . R лении— В Н Относительная глубина вытяжки — при отно- So сительной толщине заготовки — • 100, >4
2,0-1,5 1,5-1,0 1,0-0,5 0,5-0,2
r 0,3 1,2-1,0 1,1 —0,95 1,0 —0,9 0,9 —0,85
* w 0,2 1,0-0,9 0,9 —0,82 0,85—0,7 0,8 —0,7
* 0,15 0,9-0,75 0,8 —0,7 0,75—0,65 0,7 —0,6
0,10 0,8-0,6 0,7 —0,55 0,65—0,5 0,6 —0,45
0,05 0,7-0,5 0,6 -0,45 0,55—0,4 0,5 —0,35
0,025 0,5-0,4 0,45-0,35 0,4 —0,3 0,35-0,25
Примечания: 1. Возможная глубина вытяжки зависит не
только от относительных величин ~ и —, но н от абсолют-В Do
ных размеров прямоугольных коробок. Поэтому наибольшие из приведенных в табл. 27 значений относятся к коробкам наименьших размеров (В<100 мм), а меньшие — к крупным коробкам.
2. В таблице приведены данные для материалов типа сталь 08—10 [1].
3. Для других материалов следует применять поправки в ту или другую сторону в соответствии с большей нли меньшей пластичностью металла.
Вытяжку с конусным формующим складкодержа-телем следует применять в том случае, если требуемая относительная глубина вытяжки превышает на 10—20% значения, приведенные в табл. 27 для цилиндрических деталей без фланца. Двухпереходную вытяжку можно заменить однопереходной.
В табл. 28 приведены значения углов конусности £ складкодержателя 0 для некоторых значений —- и ^-[3].
а
Таблица 28
Углы конусности складкодержателя
Н _________________d__________________
1,30 | 0,95 [ 0,75 | 0,56 | 0,30 Углы конусности р
1.8 1.5
1.0 0,5 0,1
64
48
32
14
66
50
32
15
10
76
57
35
21
10
Для вытяжки цилиндрических деталей из конической заготовки рекомендуется применять конические заготовки, получаемые выдавливанием с утонением на токарно-давильных станках.
На рис. 65 показан график изменения относительной глубины детали — в зависимости от коэф-d
фициента вытяжки К для различных углов конусности заготовок [4]. Значения К в зависимости от So следует принимать по табл. 29.
Рис. 65. График изменения относительной глубины детали в зависимости от коэффициента вытяжки К для различных углов конусности заготовки.
Таблица 29
So-100, % 2,0—1,5 1,5-1,0 1,0-0,5 0,5—0,2 0,2-0,06
К 2,15-2,0 2,0-1,9 1,9-1,82 1,82-1,73 1,73—1,67
Глубокая вытяжка в штампах с пульсирующим прижимом применима при вытяжке особо тонкостенных изделий цилиндрической и прямоугольной форм, приведенных на рис. 64, а, б, ж, з.
При относительной толщине So<0,l возможно изготовление цилиндрических деталей с — = 1,90—2,0.
d
Для коробчатых деталей возможна штамповка с коэффициентом вытяжки К=64-10 [6].
Глубокая вытяжка с пульсирующим прижимом возможна только на специальных гидропрессах типа ПМШ-500 и ПГВ-1 [12,5].
Вытяжку с местным подогревом и охлаждением заготовки целесообразно осуществлять только при изготовлении деталей из малопластичных металлов и сплавов, которые при комнатной температуре штампуются ограниченно.
Относительная глубина деталей из магниевых сплавов МА1 и МА8, штампуемых с нагревом и в холодном состоянии за одну операцию, приведена в табл. 30 [1,7].
Вытяжка обжатием резиновой матрицей по жесткому пуансону обеспечивает изготовление цилиндрических деталей за один переход с — =0,9—1,0 для материалов: Д16М, В95М, АМцМ, Ст. 20 и 1Х18Н9Т [9].
Цилиндрические детали со сферическим дном (см. рис. 64, г), изготавливаемые этим способом, рекомендуется проектировать с — =0,84-1,0 — для d
Д16М, В95, Ст. 20 и с-^ =0,94-1,1 — для АМцМ и 1Х18Н9Т.
J7-1
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
Таблица 30
Относительная глубина деталей, штампуемых из магниевых и титановых сплавов
Сплав Н Относительная глубина деталей — а
в холодном со- стоя ни и с нагревом
MAI MA8 BT1 BT1-2; OT4-1 OT4 и ВТ 1-4 (закаленный) BT4 и ВТ14 (отожженный) ОТ4-2; ВТ5-1; ВТ6 0,09-0,05 0,14-0,10 1.S—1^00 (д0 330—350°С) 0 >5-6,55 (350—400°С) 0,55—0,40 (500—600°С) 0,40-0,30 (600-700°С) 0,30—0,23 (550—700°С) 0,20-0,12 (600—760°С)
Рекомендуется применять значения гм=~ >.6 и
Sp
гп=~>4 (гм— радиус сопряжения стенок дета-Sp
лей с фланцем; гп — радиус сопряжения дна деталей с боковыми стенками).
Угол наклона фланца или дна следует назначать не более 30° (см. рис. 64, е, ж).
Штамповку-вытяжку деталей обжатием резиновой матрицей по-жесткому пуансону следует осуще
ствлять либо на обычных гидравлических прессах одинарного действия на универсальных вытяжных штампах типа УВШ, либо на специальных прессах для штамповки-вытяжки резиной типа ПШВР.
Мощность пресса устанавливается из условия создания давления резины до 450 кГ1см2 при штамповке алюминиевых сплавов Д16, АМцМ, В95 и от 600 до 1200 кГ1см2 — при штамповке малоуглеродистых и нержавеющих сталей.
Штамповкой-вытяжкой пластичным металлом в жесткую матрицу целесообразно изготавливать детали сферической, конической, ожевальной и других сложных форм (см. рис. 64, в, г, д).
Предельные коэффициенты вытяжки за одну операцию существенно зависят от угла конусности матрицы р и механических свойств штампуемого материала [11].
Удельные давления со стороны пластичного металла в пределах 700—1000 кПсм2 обеспечивают штамповку деталей сложных форм из материалов типа Д16М и АМцМ при относительных толщинах ~ до 0,015—0,020 и из материалов типа нержавею-
щей стали 1Х18Н9Т при— до 0,007—0,01.
Др
Штамповку-вытяжку пластичным металлом следует производить на гидравлических прессах одинарного действия (ковочных или универсальных) с соблюдением условия создания удельных давлений со стороны свинца до 800—1000 кГ/см2.
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ТРУБОПРОВОДА
ДЕТАЛИ ИЗ ТРУБ
Для обеспечения технологичности деталей из труб рекомендуется назначать радиусы изгиба
для трубопроводов гидросистемы из сталей Х18Н10Т (1Х18Н9Т), 0Х18Н10Т (ЭИ914) и
0Х18Н12Т, ВНС-2 и сплава титана 7М, находящихся под рабочим давлением 150—300 кГ1см2 в течение всего полета изделия, не менее 3,5 D;
для остальных трубопроводов гидравлической, топливной, воздушной, кислородной и других систем, изготавливаемых из сталей Х18Н10Т (1Х18Н9Т), 0Х18Н10Т (ЭИ914), 0Х18Н12Т, 20А, сплавов АМг, АМц, работающих при низких давлениях, допустимые радиусы изгиба;
для труб с наружным диаметром до 20 мм — не менее 2 D трубы;
для труб с наружным диаметром свыше 20 мм — 3 D трубы.
Для каждого диаметра труб, подлежащих гибке, следует стремиться к наименьшему разнообразию радиусов изгиба (2—3D), что даст возможность иметь меньше оснастки, в дальнейшем унифицировать ее и шире применять гибку на станках с программным управлением.
В исключительных случаях, когда требуется радиус изгиба труб меньше, чем для первых двух случаев, в чертежах деталей из труб указывать
допустимое местное утонение стенки согнутой части в процентах от номинальной толщины стенки трубы;
допустимую овальность трубы в местах изгиба в процентах от диаметра трубы до гибки;
допустимость образования гофр в зоне изгибд.
Величину утонения стенки трубы определять (ориентировочно) в зависимости от радиуса изгиба Rv. Толщину стенки трубы (рис. 66) в растянутой зоне определять по формуле
So________
Др — so 2 /?г До
где So — толщина стенки трубы до гибки, мм;
Do — наружный диаметр трубы до гибки, мм;
Rr— радиус изгиба трубы, мм.
172
www. vokb- la. spb. ru
Гл. 2. Технологичность конструкций, деталей из листового материала, профилей и труб
Допустимое утонение стенки в зоне изгиба трубы из материалов Х18Н10Т (1Х8Н9Т), 20А, АМг, АМц принимать не более 25% от исходной толщины стенки трубы при /?г<3,5 D, а при /?г>.3.5 D — 15%.
Малую ось овала DM можно определять по формуле
Z?M — Do а, где а — величина уменьшения диаметра трубы после гибки, мм;
а = р k, где р — коэффициент, зависящий от материала трубы;
77 ’
где оо — экстраполированный предел текучести, кГ/мм2;
П — модуль упрочнения, кГ[мм2;
k — коэффициент, зависящий от радиуса изгиба, толщины стенки и диаметра трубы. Коэффициент k определяется по формуле
Рис. 67.
k —
Dg — So____
(Г) \2 *
(7>o-So)4
где — начальная толщина стенки, мм.
Значения коэффициента р в зависимости от материала труб приведены в табл. 31.
Таблица 31
Материал Значение коэффициента р
AMrM 20A X18H9T 3,123 2,799 2,535
Значения коэффициента k для различных диаметров труб с толщиной стенки 1,0 и 1,5 мм в зависимости от радиуса изгиба могут быть получены из графиков, изображенных на рис. 67 и 68. Механическая характеристика материала труб приведена в табл. 32.
Таблица 32
Характеристика материала труб
Марка материала труб Временное сопротивление, кГ/мм2 Экстраполированный предел текучести, кГ1мм* Модуль упрочнения, кГ/мм2 Модуль упругости, кГ/мм'2
АМгМ Не более 22 14,6 45 7000
20А 40 30 130 21000
Х18Н9Т 56 30 194 17600
Нормы допустимой овальности в зависимости от марки материала, сечения и рабочего давления даны в табл. 4 раздела 2.1 части 1 РТМ-1120 (НИАТ, 1969).
Допустимая высота гофра трубопроводных систем низкого давления h (рис. 69) и шаг / для алюминиевых сплавов и сталей 20А, Х18Н10Т,
0Х18Н10Т и 0Х18Н12Т:
при диамтере 8—12 мм h 0,1 мм; I 4 So; при диаметре 14—18 мм Л<70,2 мм; />6S0; при диаметре 20—30 мм h<^0,5 мм; / > 8 So; при диаметре 32 мм и выше /г<"0,8 мм; 10 So.
173
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
Рис. 69. Схема допустимой величины гофра.
Гофры труб должны иметь плавные переходы. Размеры наружного диаметра трубы в местах гофра не должны выходить за пределы допустимой овальности.
Гофры на трубах, работающих под воздействием высоких давлений, недопустимы.
Гофры допускаются только на трубах диаметром свыше 8 мм, относящихся к системам низких давлений (топливной, дренажной, сливной и др.).
В местах изгиба для труб низкого давления, изогнутых на станках, допускаются продольные выпуклости (типа гофров) с плавным переходом в пределах допуска на овальность, образующиеся в процессе гибки вследствие посадки материала после прохождения калибрующей оправки.
При гибке труб с гидронаполнителем допускается увеличение наружного диаметра трубы до
0,4 мм при диаметре 6— 8 мм;
0,6 мм при диаметре 10—12 мм;
0,7 мм при диаметре свыше 12 мм.
Примечание. Величина малой оси не должна превышать номинального размера диаметра трубы.
При гибке труб электроконтактным способом допускается уменьшение по обеим осям:
при диаметре 15—30 мм — на 1,25 мм;
при диаметре 30—50 мм — на 2,0 мм;
при диаметре 50 мм и выше — на 2,5 мм.
Кривые участки труб соединять прямыми участками длиной не менее 1,5 Do (рис. 70).
Применяют следующие способы холодной гибки труб с наполнителем и без него:
— вручную;
— в трубогибочных ручных приспособлениях;
— на станках;
— в штампах.
Наиболее производительным из указанных способов является гибка на станках с программным управлением.
Наполнителями труб при гибке являются жесткий калибрующий вкладыш (дорн), жидкость под давлением и др.
В исключительных случаях, когда радиус изгиба детали меньше допустимого при гибке в. холодном состоянии, можно производить гибку труб с местным нагревом токами высокой частоты.
Геометрия концов труб, предназначенных для жестких соединений трубопроводов по наружному конусу (рис. 71), должна соответствовать размерам, указанным в табл. 33 (ГОСТ 13954—68).
Толщина стенки у края конусной части должна быть не менее 70% от толщины стенки цилиндрической части трубы. Для труб из алюминиевых сплавов с £^<"8 мм допускается уменьшение толщины стенки до 55—60%.
В исключительных случаях, когда геометрия концов труб назначается отличной от рекомендуемо^ в табл. 34, толщина стенки Sp по краю торца трубы после формообразования может быть подсчитана по формулам:
в случае развальцовки
с __7?н dBn D„ ф
“ 2 ' О. ’
в случае разбортовки
где Di — наружный диаметр развальцованного конца, мм;
DH — наружный диаметр трубы до деформирования, ММ'
dBH — внутренний диаметр трубы до деформирования, мм;
S — толщина стенки трубы до деформирования, мм.
174
www. vokb- la. spb. ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
Таблица 33
Геометрические параметры концов труб для жестких соединений трубопроводов
мм
£>. (предельное отклонение по С5) Г (предельное отклонение 0,3) _ 1 (предельное отклонение £1) а
3 . 5,8 1,о 30,0 3°
4 7.5
6 9,0 2,0
8 11,0 35
10 13,5
12 16,3 40 4°
14 18,6
16 20,5 45
18 23,5
20 26,5
22 24 25 29,0 50
27 28 35,0 2,5 55
30 *35,5
32 38,0 60
33 41,0
34
35 44,0
36
38
Примечание. £)н на длине / не должен превышать отклонения посадки Ш3. В противном случае трубы калибровать на длине I. Угол перехода конической части трубы в цилиндрическую (а) должен быть плавным.
Для обеспечения зажима труб, подлежащих развальцовке, участок между удлиненным концом ниппеля и началом изгиба трубы должен быть прямолинейным на длине не менее 25 мм. В виде исключения длина этого участка может составлять 15 мм (рис. 72).
Толщину стенки Sp по краю торца трубы после развальцовки в зависимости от степени деформации D\ и DB можно рассчитать по графику на рис. 73 (при заданных Sb DB и
Формообразование концов труб для жестких соединений трубопроводов по наружному конусу рекомендуется производить следующими способами:
развальцовкой на станках типа ТР-1;
разбортовкой на прессах в штампах или на специальной установке.
При развальцовке труб в соответствии с табл. 33 утонение стенки трубы по краю развальцованной части достигает 40%, при разбортовке тех же' труб—до 25%. Однако наименьший прямолинейный участок между концом ниппеля и началом изгиба для зажима трубы при развальцовке — до 15 мм, а при разбортовке — не менее 60—70 мм.
Шероховатость внутренней поверхности конусной части трубы после развальцовки — 7 класс чистоты, после разбортовки — 6 класс чистоты.
Зиговка выполняется на трубах, имеющих дюри-товое или ограниченное подвижное соединение (рис. 74).
5
Рис. 74. Схема зиговки труб.
175
Часть III. Технологичность конструкций деталей из металлов
Геометрические размеры зигов должны быть выдержаны в соответствии с размерами, указанными в нормали 194 АТ.
Допускается смещение оси зига относительно оси трубы в пределах 0,5 мм — для труб диаметром до 12 мм\ 1 мм— для труб диаметром свыше 12 мм.
Размер от торца до оси зига должен быть выдержан в пределах 5+10 мм.
Зиговку труб с внутренним диаметром 14 мм и менее рекомендуется производить на зиговочных станках с металлической шариковой оправкой. Зиговку труб с внутренним диаметром более 14 мм рекомендуется производить резиной на станках или в приспособлениях на прессах.
ПАТРУБКИ
При проектировании патрубков рекомендуется: разъем полупатрубков одинарной кривизны выполнять плоским и обязательно проходящим через ось симметрии;
радиус г сопряжения отростков полупатрубка (рис. 75), соединяемых с коллектором, проектировать равным не менее половины диаметра коллектора;
Рис. 75.
радиус R продольной кривизны полупатрубка, ограниченного выпуклой кривой, выбирать равным не менее 10—12 радиусов поперечной кривизны (рис. 76);
радиус 7? продольной кривизны полупатрубка, ограниченного вогнутой кривой, выбирать равным не менее 5—8 радиусов поперечной кривизны (рис. 77);
замкнутые патрубки проектировать исходя из допустимых радиу.сов продольной кривизны, ограниченных выпуклой кривой, то есть R > (104—12) г;
для снижения стоимости и повышения качества деталей полупатрубки из алюминиевых сплавов целесообразно получать штамповкой резиной на листоштамповочных молотах.
Качественные результаты достигаются при соотношении радиусов —>0,25 и угле р>60° (рис. 78).
Наибольшее утонение материалов полупатрубка имеется в зоне радиуса Т?2-
Примерная величина утонения приведена в табл. 34.
Таблица 34
Утонение материала полупатрубка в зависимости от соотношения радиусов
Утонение, %
0,2-0,3 14-20
0,3—0,5 13-17
0,5—0,6 8-9
0,6—0,8 2-7
ТЕХНОЛОГИЧНОСТЬ ЛИСТОВЫХ ДЕТАЛЕЙ,
ИЗГОТАВЛИВАЕМЫХ С ПРИМЕНЕНИЕМ ЭНЕРГИИ ВЗРЫВА
КЛАССИФИКАЦИЯ ДЕТАЛЕЙ САМОЛЕТА, ИЗГОТАВЛИВАЕМЫХ ШТАМПОВКОЙ
ВЗРЫВОМ
Энергию взрыва можно использовать для выполнения различных операций листовой штамповки: вытяжки, формообразования, калибровки, резки, упрочнения.
176
В конструкциях существующих и разрабатываемых летательных аппаратов можно выделить целый ряд характерных деталей, при изготовлении которых наиболее целесообразно применение, взрывной штамповки:
монолитные ребристые и вафельные панели;
жесткости (плоские, одинарной и двойной кривизны) ;
www. vokb- la. spb. ru
4
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
детали сложных форм (обтекатели, патрубки, кожухи, коробки, компенсаторы, диафрагмы и т. п.);
детали трубопровода (развальцованные и редуцированные концы труб, рифты, канавки и прочие элементы).
Представители таких групп с их основными конструктивными параметрами (габаритные размеры, толщина и марка материала) сведены в табл. 35.
Габаритные размеры штампуемых деталей могут быть любыми, так как мощность применяемых за
ве должны превышать 50% от величины относительного удлинения.
Возможна штамповка деталей из сварных заготовок с одинаковой и различной толщиной листа соединенных элементов.
Рекомендуется сварные швы заготовки располагать в зоне наименьшей деформации.
Наибольшее утонение в деталях наблюдается на полюсах криволинейных поверхностей. Максимальная величина утонения для участков с соотношени-
Классификация деталей самолетов, наиболее характерных для взрывной штамповки
Таблица 35
Ширина, мм я ? Технологический процесс
Деталь-представитель t я s * «ч - О cd Ь- К Материал Рекомендуемый вариант Приемлемый вариант
Монолитные панели одинарной и двойкой кривизны вафельной или оребренной конструкции До 8000 До 1200 25-30 Алюминиевые сплавы Штамповка бризантными взрывчатыми веществами в стационарных бассейновых установках Штамповка в бассейнах разового пользования
Жесткости: плоские одинарной кривизны двойной кривизны До 1500 До 1000 1—8 Алюминиевые сплавы, нержавеющие высокопрочные стали, титановые сплавы Штамповка бризантными взрывчатыми веществами в автоматизированных взрывных установках То же
Детали сложных форм: компенсаторы, полуторы, сегменты, сферические переходники, шарниры — Диаметр до 500 До 1,5 Нержавеющие стали и титановые сплавы (ов до 1000 кГ1мм2) Гидродинамическая штамповка на пресс-пушках с пороховым зарядом Штамповка бризантными взрывчатыми веществами в бассейнах нли специальных установках
обтекатели, коробки, патрубки, рефлекторы и т.п. 1200 1000 До 1,5 Алюминиевые сплавы и стали (ов<80 кГ1мм2) Штамповка на прессах газовой детонации То же
обтекатели, коробки, патрубки, рефлекторы и т. п. 1200 1000 До 1,0—1,5 Высокопрочные стали н сплавы (ов>100 кГ/мм2) Штамповка бризантными взрывчатыми веществами в автоматизированных взрывных установках
детали трубопровода ♦ Диаметр до 50 1-2 Нержавеющие стали, алюминиевые сплавы, высокопрочные стали Штамповка пистолетом с пороховым зарядом —
рядов взрывчатых веществ практически не ограничена. Размеры деталей лимитируются размерами и сложностью оснастки.
Штамповкой взрывом можно изготавливать детали из всех применяемых в промышленности металлов и сплавов.
Материал детали следует подбирать так, чтобы его относительное удлинение б было больше деформации материала детали на 3—4%.
Предельный коэффициент вытяжки Кв основных конструкционных материалов при штамповке взрывом не превышает 0,5
где г/д — диаметр детали;
d3 — диаметр заготовки.
Примечание. Все титановые сплавы имеют ограниченную штампуемость энергией взрыва. Допустимые деформации
ем —С 0,25 не превышает 8—10%. Утонение мате-77
риала для участков деталей с большой кривизной ^^.0,25^ составляет 15—20%.
Точность деталей, формообразованных и калиброванных энергией взрыва, находится в пределах 4—6-го классов.
Отклонения по диаметру асимметричных листовых деталей от заданных приведены в табл. 36.
Таблица 36
мм
Диаметр детали Отклонение по диаметру
До 500 0,3 —0,8
1000 0,75-1,5
„ 1500 1,2 -1,5
Св. 1500 1,5 —3.0
23 Зак. 290
177
Часть III. Технологичность конструкций деталей из металлов
К процессам обработки металлов с применением энергии взрыва бризантными ВВ непосредственно примыкают процессы высокоскоростной обработки на гидродинамических пресс-пушках, установках газовой детонации, прессах с приводом от пороховых зарядов, с применением ручного инструмента типа пороховых пистолетов.
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
ляющим получать детали типа монолитных панелей двойной кривизны.
Монолитные панели могут быть изготовлены практически неограниченной площади, при этом расположение ребер может быть произвольным.
Не рекомендуются резкие изменения жесткости (рис. 79, б) в местах значительной кривизны (> 1ООо) ’ а также °бРыв ребер и резкие изменения толщины полотна (рис. 79, а).
Монолитные панели
Штамповка взрывом является в настоящее время единственным технологическим процессом, позво-Непюхнологично Технологично
Рис. 79.
Детали типа жесткостей
Элементы жесткости, образованные взрывной штамповкой на различных поверхностях листовых заготовок (плоских, одинарной или двойной кривизны), могут быть типа
гофров (синусоидального, цилиндрического или прямоугольного сечения, располагаемые по всей поверхности) ;
отдельных рифтов различиях) сечения, располагаемые на поверхности в виде зигов, прямых и кривых отрезков;
местных выштамповок, карманов, желобов и др.
Гофрированные жесткости могут быть получены из целых или сварных листовых заготовок одной или двух различных толщин. Соединение отдельных элементов заготовки должно быть осуществлено автоматической аргоно-дуговой сваркой.
Классификация деталей типа гофрированных панелей, изготовление которых возможно с применением энергии взрыва, приведена на схеме 2.
Формообразование синусоидальных гофрированных жесткостей (рис. 80) практически осущест
Схема 2
Классификация деталей типа гофрированных панелей
Форма детали в плане Форма поверхности детали
плоская одинарной кривизны двойной кривизны
однозначная двузначная однозначная| двузначная
прямолинейная i прямоугольник
трапеция (треугольник) ж
прямолинейно-криволинейная ограниченная одной кривой линией Ш Г; [и/ ! •
ограниченная двумя кривыми линиями *
178
www. vokb- la. spb. ru
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
вляется в результате утонения материала на участке АВС.
Рис. 80. Синусоидальный гофр:
ЕУ— шаг гофра; DC — высота гофра.
Максимальное утонение гофра, равное 18—20% DC 1
при соотношении —, получается в централь-
ной части впадины (точка С).
Гофрированные жесткости с габаритными размерами более 2000 X 200 мм можно получать только двух-трехпереходной взрывной штамповкой.
Число переходов и степень пластического деформирования заготовок из материалов ВНС-4 и СН-3 на каждом переходе приведены в табл. 37.
Таблица 37
Мате- риал Количество гофров Степень деформации при полном де-формирова-вании гофра, % Величина степени деформации по переходам, И
I II III
ВНС-4 — 20 12 6 2
СН-3 до 4 20 16 4
более 4 20 12 6 2
Детали сложных форм
При проектирован^ листовых деталей сложных форм (окантовки, нервюры, обтекатели, полупатрубки) конструктор должен учитывать, что успешное изготовление таких деталей взрывом зависит от выполнения ряда требований, которые, как правило, характерны и для обычной листовой штамповки:
детали сложных форм не должны иметь резких переходов с плоской части на зоны, имеющие одинарную-и двойную кривизну;
радиусы перехода плоской части деталей на выштамповку должны быть в пределах 2—3 толщин материала;
высота цилиндрического пояска при переходе от плоской части детали сложной формы к зоне, имеющей кривизну, не должна превышать 3—5% от максимального размера вытяжки;
радиусы перехода с цилиндрической части (пояска) на сферическую или эллиптическую должны быть не менее 8—10 толщин материала детали;
в листовых деталях, которые предполагается изготавливать штамповкой взрывом, предпочтительно иметь замкнутый контур для обеспечения герметизации полости матрицы при вакуумировании.
Детали каркаса из листового материала
Листовые детали каркаса из цветных и черных сплавов с ов<"80 кГ/мм2 рекомендуется получать
динамической штамповкой резиной на пресс-молоте взрывного действия ПМВД-1.
Схема процесса приведена на рис. 81.
Применение высоких давлений (~650кГ/сл<2) повышает точность и качество изготавливаемых деталей. При этом снижаются ручные доводочные работы примерно на 40% по сравнению со штамповкой на гидропрессах.
Этот процесс позволяет
производить свободную гибку-формовку деталей с высотой борта до 20 мм-,
получать минимальные радиусы сгиба:
г= (2,5—3,0) б для АМгбМ;
г= (2,0—3,0) б для
Х18Н10Т;
Рис. 81. Схема штамповки на пресс-молоте ПМВД-1:
/ — рабочий шток; 2 — контейнер; 3 — резиновая подушка;
4 — заготовка; 5 — формоблок;
6 — подштамповая плита.
(б — толщина материа-
г= (3,0—4,5) б для ОТ4-1 ла, мм).
Параметром, определяющим степень деформации при гибке-формовке резиной выпуклого или вогнутого борта детали с плоской стенкой, следует принимать коэффициент гибки-формовки Ад — отношение высоты борта /гГ) к наименьшему радиусу детали в плане Re
is ___ Ьб
Значения предельных коэффициентов гибки-формовки Кпр ДЛЯ выпуклых Лпр и вогнутых Лпр бортов в плане приведены в табл. 38.
Таблица 38
Предельные коэффициенты /Спр гибки-формовки, для выпуклых и вогнутых бортов
мм
Марка мате- риала Толщина заготовки So Радиус борта в плане
50 100 200
^р «пр «Sp № 'пр
АМгбМ 1,0 1,5 0,13 0,16 0,42 0,35 0,09 0,10 0,28 0,30 0,06 0,08 0,15 0,18
1Х18Н10Т 1,0 1,5 0,08 0,34 0,05 .0,07 0,30 0,36 0,4 0,05 0,28 0,3
OT4-I 0,8 1,5 — 0.2 — 0,19 — 0,20 0,28
179
Часть IIL Технологичность конструкций деталей из металлов
Классификация типовых деталей каркаса, изготовление которых рекомендуется на ПМВД-1, приведена на рис. 82.
Рис. 82. Классификация типовых деталей каркаса:
I класс — детали незамкнутого контура с прямолинейными и криволинейными вогнутыми бортами (нервюры, диафрагмы, стенки);- П класс — детали незамкнутого или замкнутого контура с выпуклыми бортами с радиусом в плане более 200 мм (крышки, перегородки); III класс — детали, имеющие элементы вытяжки (обтекатели, полупатрубки, донышкн).
Кольцевые листовые детали
Детали сложных форм в сечении и плане типа радиально-гофрированных и кольцевых компенсаторов, сферических переходников, полуторов и т. п. с неограниченно малыми радиусами рекомендуется
Таблица 39
мм
Деталь Диаметр заготовки Максимальный Диаметр детали Толщина материала Минимальный радиус детали
Компенсатор 200 240 1 3
Top 120 168 1 2
Сферический переходник 48 58 1,8 1
Шарнир 43 52 1,5 1
Переходник под дюрит 63 72 1,8 1
Сегмент 130 158 1,5 0,5
Полутор 122 158 1-1,5 3
48 78 1,5 2
180
получать методом гидродинамического формования на пресс-пушках с пороховым зарядом.
Характеристика некоторых типичных для гидродинамической формовки деталей дается в табл. 39.
Принципиальная схема работы гидродинамической пресс-пушки с приводом от порохового заряда приводится на рис. 83.
Рис. 83. Принципиальная схема работы гидродинамической пресс-пушки:
1 —заготовка; 2 — матрица;
3 — направляющие; 4, 6 — окна; 5 — ствол; 7 — патрубок; 8 — поршень; 9 — формующая жидкость.
Кольцевые детали из профильного материала
Кольцевые шпангоуты из прессованных алюминиевых профилей сложного сечения и дистосвар-ных .заготовок из высокопрочных сталей и сплавов диаметром 2000 мм и более целесообразно править и калибровать энергией взрыва.
. В табл. 40 приведены ^точностные показатели для шпангоута, калибровка которого была произведена взрывом по схеме сжатия.
Детали трубопровода
Рекомендуется при обжатии и развальцовке труб использовать взрыв в качестве удобного и компактного энергоносителя. В основе схемы получения качественных развальцовок на трубопроводах лежит скоростное пластическое деформирование металла заготовки
с растягивающим радиальным и сжимающим осевым усилием. Данный про-
цесс позволяет снизить утонение материала в деформируемой зоне трубы (патрубка) в 1,5—2 раза по сравнению с обычными методами развальцовки.
Таблица 40
мм
Параметры детали До калибровки После калибровки
Диаметр Отклонение по малке Неприлегание плоскости 1602+3 2,0 4,0 1600+1 0,45 0,75
Максимальная величина утонения не превышает 10—12%, что достигается в результате осевой посадки материала. При этом удается получить плавный по радиусу переход от конической части трубы к цилиндрической. Уменьшение величины утонения
www. vokb- la .spb.
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
обеспечивает повышение эксплуатационной надежности соединений трубопроводов (рис. 84).
Развальцовка на 7 в0
Загадка
Рис. 84.
ВЛИЯНИЕ ВЗРЫВНОЙ ОБРАБОТКИ НА СТРУКТУРУ, МЕХАНИЧЕСКИЕ СВОЙСТВА И ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ ДЕТАЛЕЙ
При штамповке энергией взрыва материал находится в условиях, значительно отличающихся от условий обычной штамповки. Эти отличия заключаются в скоростном деформировании материала
(— -» 102Д—103 сек1) и импульсивном характере \rf t }
u [di \
приложения высоких ударных давлении ——>со .
\d t J
Определенное влияние на материал оказывают также напряжения, возникающие в момент соударения заготовки с матрицей.
Рост скоростей нагружения приводит к повышению основных прочностных характеристик металла, особенно в области малых пластических деформаций. Увеличение скорости деформации в большинстве случаев приводит к повышению пределов текучести и прочности материала при одновременном снижении показателя пластичности в процессе последующих механических испытаний.
Давление на фронте ударной волны до определенного значения не оказывает существенного влияния на механические свойства материалов. В частности, заметное упрочнение малолегированных сплавов на титановой основе (ОТ4-1 и ВТ5-1) под действием ударных волн начинается с порогового значения, превышающего их исходный предел текучести в 1,5—2 раза. Максимальное упрочнение этих сплавов достигается при контакте ВВ с заготовкой, при этом предел текучести сплава ОТ4-1 увеличивается на 20%. Если возникает необходимость упрочнить изделие из термически неупрочняемых сплавов, то рекомендуется в качестве финишной операции применять обработку изделия ударными волнами, превышающими пороговое значение.
Исследование механических свойств сплава АМгб и сталей Х18Н9Т и ЭИ835 после штамповки взрывом с различными скоростями соударения о матрицу показало, что при небольших степенях деформации пределы прочности и текучести этих сплавов с повышением скорости соударения увеличиваются, а характеристики пластичности падают. Максимальное упрочнение всех трех материалов достигается при меньших степенях деформации. Для титанового сплава ОТ4-1 характерно, что соударение заготовки с матрицей, почти не изменяя предела прочности, приводит к некоторому увеличению предела текучести и падению относительного удлинения.
Взрывная обработка оказывает благоприятное влияние на эксплуатационные характеристики деталей:
а) увеличение скоростей деформации и соударения при гидровзрывной штамповке деталей из алюминиевых и титановых сплавов приводит к повышению их циклической прочности на всем диапазоне усталостной диаграммы. Наибольший эффект упрочнения (50%) наблюдается в области малоцикловой усталости;
б) коррозионная стойкость деталей из алюминиевого сплава и сталей ЭИ835 и Х18Н9Т, отштампованных взрывом, оказывается выше допустимой в 10 раз; сварные детали из стали Х18Н9Т с относительной глубиной вытяжки 27% выдерживают глубокий вакуум, равный 10'3 мм рт. ст. (при правильном ведении процесса штамповки взрывом).
181
www. vokb- la .spb.
Модель
КГЛ-1М
К ГЛ-2
К ГЛ-3
ГЛС-5
ЛГС-5
Л ГС-10
ГЛС-2,5*
ГЛС-1
ГЛС-4
ГЛС-0.5К
ГЛС-2К
ПРИЛОЖЕНИЕ
ПЕРЕЧЕНЬ ПРИМЕНЯЕМОГО СПЕЦИАЛИЗИРОВАННОГО ЗАГОТОВИТЕЛЬНОШТАМПОВОЧНОГО ОБОРУДОВАНИЯ
Технологический процесс
Гибка-прокатка в валках
Гибка-прокатка в валках
Гибка-прокатка в валках
Краткая техническая характеристика
главный параметр максимальные размеры деталей, мм
Усилие, тс:
20 2,5X3500
110 6,0X5000
275 10,0x 7000
110 6,0x5000
250 6,0X5000
500 6,0x10000
Типы деталей
Обшивки и монолитные панели одинарной кривизны нз алюминиевых сплавов (ов=50к/7-«*2)-титановых сплавов (ав = 80 кГ!мм2), высокопрочных сталей (ав = 120 кГ!млР)
Усилие, тс.
80
90
30
10,0x 2500
10,0X1000 (ов=70 кГ!млР)
4,0X4000
(ов=23 кГ[мм'2)
Усилие, тс.
15
30
Обечайки конические и цилиндрические
3,0X500
(ов = 120 кПмм2)
6,0 x2000
(ов=38 кГ[мм2)
Часть III. Технологичность конструкций деталей из металлов
www.vokb-la.spb.ru
ОП-3
Усилие
360 тс
2X1800X3000
Обшивки одинарной и двойной кривизны
Обтяжка с растяжением
оо CJ
РО1-2М
РО-ЗМ
ОП-5К
ПГ-4
ПГ-5АМ
Гибка-прокатка в роликах
Усилие, тс: 100 2,5x1500 x 7000
(ов=30—36 кГ1мм^}
270 6,0x1800x7000 (ав=30—36 кГ/мм'2}
150 5,0X1800x 5000 (ов=30—36 кГ1мм^)
Усилие (суммарное), тс.
20
80
।
Обшивки двойной и знакопеременной кривизны
Высота полки в плоскости изгиба—80; в плоскости, перпендикулярной плоскости изгиба,—150; высота полки в плоскости изгиба—200; в плоскости, перпендикулярной плоскости изгиба,—300
Кольцевые детали из профилей сложного сечения с посадкой горизонтальной полки и с растяжением
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
www.vokb-la.spb.ru
ОС
Продолжение
Модель Технологический процесс Краткая техническая характеристика Типы деталей
главный параметр максимальные размеры деталей, мм
ПГ-6 ПГ-8М ПГ-7 ПГ-9 Гибка-прокатка в роликах (W) Усилие (суммарное), тс: 150 25 180 70 Высота полки; в плоскости в плоскос- изгиба ти, перпен- дикулярной плоскости изгиба 100 260 80 200 260 500 80 250 Кольцевые детали из крупногабаритных стальных прессованных и катаных профилей
ПРС-1 Гибка методом раскатки в роликах 1 в Г Усилие 30 тс Высота полки—80; толщина—10 Детали из профилей уголкового, таврового и бульбополосового сечений
ПГР-6 ПГР-7 ПГР-8 Обтяжка с растяжением Усилие, тс: 10 25 60 /—5500 /—6000 / — 9000 Детали из профилей с одинарной и знакопеременной кривизной
Часть III. Технологичность конструкций деталей из металлов
www.vokb-la.spb.ru
24 Зак. 290
ППМ-50
ППМ-150
ПП М-200
Правка
Усилие, тс:
50 £>макс. ви =3500; Л =300
150 Dh»kc. вн =4500; Л =300
200 £>макс. вн =1360; Л =300
Кольцевые детали из профилей
ПКД-1
ПКД-2
Калибровка (обтяжкой по разжимному пуансону)
Усилие, тс:
400 й = 1500; £>=2000
100 Л = 1000; £> = 1500
Листовые детали замкнутого контура типа обечаек
Раскатка
СДГ-20
СРГ-1,0-3000
СРГ-0,6-1500
СРГ-1,2-1800
СРГ-0,16-1000
СРГ-1,5-500
СРГ-2,5-3000
Усилие, тс:
продольной подачи поперечной подачи
40 20 1000X0200
60 28 3000X01000
20 14 1500X0600
60 30 1800X01200
50 25 1000X0160
60 40 500X01500
120 75 3000X02500
Бесшовные конические и цилиндрические обечайки гладкие и с наружными ребрами, точные заготовки деталей типа валов; кольцевые детали из листа'
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
www. vokb- la .spb. ru
Продолжение
Модель
Технологический процесс
Краткая техническая характеристика
главный параметр
максимальные размеры деталей, мм
Типы деталей
Трубы с разными радиусами и углами гиба в разных плоскостях
ТГПС-3
СГС-2
ТГСПв-6/24
ТГСПг-18/40
ТГСПг-36/80
ПГФП-20/100
Гибка проталкиванием в трехроликовой
ловке
Гибка проталкиванием в трехроликовой ловке с индукционным нагревом
Гибка с гидронагружением навивкой на равку
То же
Диаметр изгибаемой трубы, мм:
го- 12—40
го- 20-120
оп- 6—24
18—40
/?мин. трубы =2,5Z); /?макс не ограничен для труб из стали и цветных сплавов
трубы =2,5£»; /?макс не ограничен для труб из стали и цветных сплавов
/?мик. трубы =20; /?н>кс=200
То же
Гибка с гидронагружением навивкой на оправку и наружным тиснением
Гибка патрубков проталкиванием в фильёр
36-80
Усилие 30 тс
/?мин. трубы=20; /?макс—800 для труб из стали и цветных сплавов
/?ыин. трубы=30; /?макс~500 для труб из стали
/=400 мм, Эма|(с=100, Омин=200
Патрубки из труб
МД-0,8
МЛ-1,5
МЛ-3,0
МЛ-5,0
МЛГ-16
Ударная штамповка Усилие, тс: 0,8
1,5 3,0
5,0
Гидродинамическая штамповка Энергия удара
• 16 т]м
900Х 700
1200Х 900 1700x1200 3100X1800
ОНии =800
Детали сложных форм из листового материала: коробки, нервюры, полусферы, жесткости
Часть III. Технологичность конструкций деталей из металлов
www.vokb-la.spb.ru
ПЗ-07 (ПШР-1)
ПМ Ш-500
УВВШ
Штамповка резиной
1—корпус пресса; 2—резиновая камера;
3—резиновая подушка; 4—заготовка (рабочее положение); 5—форм-блок; 6—корытообразный
стол
Штамповка в инструментальных штампах с пульсирующим прижимом, пластичным металлом, гидровытяжкой
Штамповка взрывом в вакуумной установке
Усилие 9600 тс, удельное давление
400 кГ/см2
Усилие 0—100 тс
Высота штампуемой детали
80
D == 225
£1=1200; Л=1000
Детали из листа (нервюры, окантовки, лючки и др.)
Детали типа днищ, диафрагм, оболочек двойной кривизны
Детали типа обечаек, цилиндрической, конической, ожевалъной форм со сложными выштамповками, расположенными в разных местах по высоте
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
www. vokb- la .spb. ru
Продолжение
Модель Тех нологическнй процесс Крат Xi главный параметр кая техническая 1рактеристика максимальные размеры деталей, мм Типы деталей
ПЭГ-100М Электро! идравлическая ш гамповка Запасаемая энергия 100 кдж Заготовка: 1200 X900X3 деталь: 900 x600x150 Детали из листа сложных форм типа жесткости, окантовки, нервюры и др.
|Т I
УМИМ-30
Магнитно-импульсная правка полотна панели с помощью выносного индуктора— электромагнитного молота
Запасаемая энергия 35 кдж
250X250
РФП-1
Детали типа панелей
Раскрой листовых деталей по криволинейному контуру
Мощность привода, кет;
6— для фрезерования;
3— для сверления
Высота пакета 15
/дет=1100
В =2000
РФП-2 РФП-3 То же Раскрой деталей по криволинейному контуру с применением плазмы Мощность привода, кет: 6~ для фрезерования; 3— для сверления 4,7—для фрезерования; 5,5—для сверления 1 =6000 В =2000 5 =15 (высота пакета) / =2400 В=1800 5 = 12 (высота пакета)
•
Криволинейные детали типа нервюр, окантовок, обшивки
Ч'асть III. Технологичность конструкций деталей из металлов
www.vokb-la.spb.ru
1’<1>К 1 Раскрой и фрезерование 7 кет 650X1200 Силовые отсеки, шпангоуты, нервюры, рамы, малогабаритные панели
УФПД-1 Дробеударная обработка на установке с механизированным управлением Отношение толщины полотна к минимальному радиусу гиба, ММ(М~. 2 А. А- А. 1; 1 : Г 1 ’ 6 7_ «_ 9 Г’ 1 ’ 2’ 3 ’ 10 12. 1?. 12. 4: 5’6' 7 ’ 14 15 8’ 9 Ширина 2000; длина неограниченная Обшивки одинарной кривизны крыла и фюзеляжа нз прессованных ребристых панелей
БДУ-Э2М- Дробеударная обработка с ручным управлением —- & ///1\\\ Отношение толшины полотна к минимальному радиусу гиба, мм/м: 2 А. А. А. 1 ’ 2’ 3' 4,5' А. А. А 12 7 ’ 10’ 14’ 17 11 12 21’ 25 Ширина 1000; длина неограниченная То же
Гл. 2. Технологичность конструкций деталей из листового материала, профилей и труб
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
ЛИТЕРАТУРА /
I. Романовский В. П. Справочник по холодной штамповке, 1965.
2. Романовский В. П. Расчет и построение формы заготовок при вытяжке квадратных и прямоугольных коробок. «Машиностроитель», 1958, № 1.
3. Платонов М. А. Вытяжка деталей штампами с конусным формующим складкодержателем. «Авиационная промышленность», 1962, № 6.
4. Юдаев В. Б., Иванов А. А. Глубокая вытяжка деталей типа корпуса газогенератора из конических заготовок. «Авиационная промышленность», 1969, № 5.
5. С и з о в Е. С., Р а з у м н л о в В. Д., Дорогин С. А., Хлебкиков А. Г. Изготовление тонкостенных полых деталей из листа пульсирующей вытяжкой с гофрообразованием. «Кузнечно-штамповочное производство», 1972, № 1.
6. Сизов Е. С., Разумилов В. Д. Штамповка-вытяжка деталей в инструментальных штампах с пульсирующим прижимом. «Авиационная промышленность, 1964, № 7; 1967, № 4.
7. Г о р б у н о в М. Н., П о п о в О. В. Интенсификация процессов холодной штамповки. МДНТП, 1958.
8. Давыдов Ю. П., Покровский Г. В. Технология листовой штамповки титановых сплавов. Машгиз, 1963.
9. Исаченков Е. И. Штамповка резиной при повышенных давлениях деталей из листа цветных н черных сплавов. РТМ-2797. НИАТ, 1956.
10. Исаченков Е. И. Штамповка резиной и жидкостью. Машгиз, 1963.
11. С и з о в а К- Г. Штамповка-вытяжка полых деталей пластичным • металлом. «Авиационная промышленность», 1962, № 6; 1966, № 3.
12. Сизов Е. С. н др. Многоцелевой штамповочный пресс ПМШ-500. «Авиационная промышленность», 1966, № 2.
13. Т и ш е н и н а С. В., Иванов А. Ф. Каталог заготовительно-штамповочного оборудования. НИАТ, 1966.
14. Справочник по авиационным материалам, ч. 1, 2 и 3. ВИАМ, 1966.
15. Штамповка листовых деталей из титановых сплавов. Инструкция № 642—60. ВИАМ—НИАТ, 1960. •
16. Формообразование обшивок из высокопрочных материалов методом обтяжкн. PTM-122L, НИАТ, 1968.
17. Громова А. Н. Заготовительно-штамповочные работы в самолетостроении. Оборонгиз, 1947.
18. Г р о м о в а А. Н., Завьялова В. И., Коробов В. К. Изготовление деталей из листов и профилей в серийном, производстве. Оборонгнз, 1960.
19. Организация производства обработки металлов взрывом. Сборник технологических материалов. НИАТ, 1969.
20. Листовая штамповка взрывом с использованием энергии бризаитиых взрывчатых веществ. РТМ-1091. НИАТ, 1964.
21. П их то в н ик о в Р. В., Завьялова В. И. Штамповка листового металла взрывом. М., «Машиностроение», 1964.
22. Пресс-пушка для гидродинамического формования деталей из трубчатых заготовок. Информационный листок ХАИ, 1967.
23. Авиационная технология. Юбилейный сборник НИАТ, 1967.
О
www.vokb-la.spb.ru
ГЛАВА 3
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ ИЗ ЗАГОТОВОК, ПОЛУЧАЕМЫХ ОБЪЕМНЫМ ДЕФОРМИРОВАНИЕМ
191
www. vokb- la. spb. ru
Составители: кандидаты технических наук Н. Г. ЕВЛАНОВ, М. Я. КУЛЕШОВ, В. А. МИШУНИН, Е. М. ЭЙФИР
СОДЕРЖА И ИЕ
Стр.
Технологичность деталей из горячештампованных заготовок..............................193
Общие рекомендации.......................193
Технологичность конструктивных элементов деталей.........................200
Толщина и ширина полотна .... 200
Расстояние между ребрами .... 203
Толщина и высота ребер........205
Радиусы сопряжений, переходов и закруглений .................................207
Проектирование деталей..........207
Детали с ребрами..............207
Детали типа рычагов и качалок с двумя и более бобышками и отверстиями в них 210 Детали из тонкостенных стальных трубных заготовок с утолщенными концами .213
Точность заготовок....................214
Назначение допусков .................. 214
Определение допусков на толщину стенки 216
Точность при чеканке................£17
Шероховатость поверхности горячештампованных заготовок.......................217
Отклонения по массе на детали с необрабатываемыми поверхностями..................218
Определение привеса....................218
Снижение привеса.......................223
Оформление чертежа детали .... 224 Технологичность деталей, получаемых холодным выдавливанием..........................228
Область применения холодного выдавливания .....................................228
Применяемые материалы....................228
Конструирование деталей ................ 230
Точность деталей.........................232
Качество поверхности.....................237
Особенности последующей обработки . 238
Л итература................................239
О
192
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ИЗ ГОРЯЧЕШТАМПОВАННЫХ ЗАГОТОВОК
Горячая объемная штамповка как метод изготовления заготовок деталей широко применяется в современном производстве летательных аппаратов. Это объясняется высокой производительностью процесса, хорошими механическими свойствами деформированных заготовок, идентичностью их размеров и конфигурации в пределах установленных отклонений. Взаимозаменяемость заготовок, изготовленных горячей штамповкой, позволяет применять точные приспособления для их механической обработки, что повышает точность обработанных деталей при меньших затратах на обработку. Припуски на механическую обработку штампованных заготовок в большинстве случаев можно назначать минимальными. Это дает значительную экономию металла и снижает объем последующей механической обработки. Поверхности горячештампованных заготовок из конструкционных сталей, алюминиевых и магниевых сплавов не требуют дополнительной механической обработки, за исключением стыкуемых поверхностей, хотя специальные технологические процессы штамповки, например, с применением холодной чеканки или горячей калибровки штампованных заготовок, могут заменить механическую обработку и этих стыкуемых поверхностей.
Необходимо отметить, что изготовление горячештампованных заготовок, наиболее полно удовлет-эсряющих требованиям в отношении механических свойств, точности и шероховатости поверхности деталей, по сравнению с заготовками, выполненными другими способами, например, литьем, механической обработкой, сваркой и др., часто обходится гораздо дороже. Поэтому технологической отработке конструкции деталей из заготовок, изготовляемых горячей штамповкой, следует уделять особое внимание на всех стадиях проектирования, начиная с эскизного проекта и разработки общих видов изделия и отдельных узлов.
Основное правило, которым следует руководствоваться при проектировании деталей, изготовляемых горячей штамповкой: предусматривать на этих деталях как можно больше необрабатываемых поверхностей. Для этого необходимо, чтобы при проектировании детали учитывалась специфика горячей штамповки: на чертеже следует указывать ли-
25 Зак. 290
нии разъема, штамповочные уклоны на необрабатываемых поверхностях, нужные радиусы переходов и закруглений, точные соотношения между высотами и толщинами ребер и т. д.
Для того чтобы технические характеристики, получаемые при проектировании и изготовлении опытных изделий, не отличались от фактических, получаемых в условиях серийного производства, необходимо, чтобы детали, которые в серийном производстве будут изготавливаться из штампованных заготовок, в опытном производстве изготавливались из кованых, прессованных или катаных заготовок на металлорежущих станках с соблюдением соответствующих штамповочных уклонов, радиусов переходов и закруглений, толщины и высоты ребер и т. д.
Увеличение стоимости изготовления опытных изделий окупается ускорением их освоения в серийном производстве и получением качественных характеристик опытного изделия, близких к серийному.
В настоящем разделе приведены рекомендации по выбору рациональной формы деталей, общей их компоновке, оптимальным соотношениям конструктивных элементов горячештампованных заготовок, которыми следует руководствоваться при проектировании.
В исключительных случаях могут быть допущены отклонения от приводимых рекомендаций в сторону их ужесточения. Однако следует помнить, что повышение точности или ужесточения конструктивных элементов штампованных заготовок влечет за собой увеличение количества потребной оснастки и специального штамповочного оборудования, удлиняет цикл производства, а следовательно, повышает стоимость производства заготовок. Поэтому такие вопросы следует решать совместно с технологом-специалистом по горячей штамповке.
ОБЩИЕ РЕКОМЕНДАЦИИ
При выборе материала для деталей из заготовок, изготавливаемых горячей штамповкой, необходимо учитывать не только его соответствие условиям работы детали, но и штампуемость (способность к пластическому деформированию) и обрабатываемость резанием. Применяемые марки материалов
193
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
необходимо унифицировать и сократить до минимума, так как большое количество их усложняет серийное производство в связи с различными режимами горячей обработки и необходимостью принятия радикальных мер, исключающих перепутывание марок материалов.
Для изготовления деталей из горячештампованных заготовок рекомендуется применять следующие материалы, освоенные в серийном производстве:
конструкционные стали 25, 45, ЗОХГСА, ЗОХГСНА;
нержавеющие стали 1Х18Н9Т, 2X13, ВНС-2, ВНС-5;
алюминиевые сплавы АК6, Д1, В95, АК4-1, АМг, АМц, АМгЗ, АМгб, В93;
магниевые сплавы МА2, ВМ65-1;
титановые сплавы ВТЗ-1, ВТ5, ОТ4, ОТ4-0, ВТ6.
При назначении других материалов следует консультироваться с технологами по горячей штамповке.
Детали, изготавливаемые из штампованных заготовок, должны иметь по возможности простую геометрическую форму и плавные переходы от одного сечения к другому с обязательным соблюдением рекомендуемых соотношений между отдельными конструктивными элементами.
На рис. 1 показан рычаг нетехнологичной конструкции с сильно-развитой головкой. Для повышения технологичности детали необходимо уменьшить высоту головки или выполнить ее из двух частей. Штампованную заготовку измененной детали можно выполнить со сквозными отверстиями в большой головке (технологичный вариант), что облегчит последующую механическую обработку.
Правые и левые детали одного типоразмера проектировать так, чтобы их можно было изготавливать из одной и той же заготовки.
На рис. 2 приведена правая деталь (нетехнологичный вариант), которой путем изменения расположения среднего ребра придана симметричная форма (технологичный вариант). Это создало возможность использовать одну заготовку для правой и левой детали.
На рис. 3 также показана правая деталь, конфигурация которой выбрана удачно. Незначительное изменение размеров позволило придать заготовке симметричную форму (рис. 4) и использовать ее для изготовления правой и левой деталей.
Цельноштампованные детали иногда целесообразно заменять деталями, состоящими из отдельных штампованных и сваренных между собой частей.
194
Нетехиологичио. 00 ® смольное
Рис. 2. Стыковой фитииг.
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием -
Рис. 4. Правильная заготовка стыкового фитинга.
Рис. 3. Пример рациональной конфигурации стыкового фитинга.
На рис. 5, а приведена нетехиологичная цельноштампованная деталь, заготовка этой детали (рис. 5, б) и эта же деталь, сваренная из отдельных простых штампованных элементов (рис. 5, в). Такое изменение конструкции значительно снижает расход металла и объем механической обработки.
конструкции (технологичный вариант). Штамповка одной половины заготовки не вызывает затруднений.
Деталь, приведенная иа рис. 7, запроектирована цельноштампованной. Хотя отдельные элементы детали, например головка и центральная часть, технологичны, в целом деталь может служить примером того, как из отдельных технологичных элементов может быть создана нетехиологичная конструкция детали. Заготовку для такой детали целесообразно изготавливать только свободной ковкой, так как штампованная заготовка будет грубой, с большими припусками и напусками; кроме того, потребует больших затрат на оснастку и подготовку исходной заготовки.
Такую деталь целесообразно выполнять сварной, тогда как наиболее сложные элементы детали — головную и центральную части — можно изготовить горячей штамповкой с небольшой последующей механической обработкой.
Типичная деталь, не пригодная для горячей штамповки, приведена на рис. 8. Большой расход металла, быстрый износ штампа и большой объем механической обработки снижают экономический эффект штамповки и в данном случае делают ее нецелесообразной.
Рис. 5. Рычаг (а) из штампованной заготовки (<>) и конструкция рычага (в), сваренного из штампованных элементов.
Характерным примером неудачной конфигурации является качалка, изображенная на рис. 6, а. Заготовка для этой детали (рис. 6, б) изготавливается в сложном трехручьевом молотовом штампе. Отходы иа облой составляют около 60% от ее заготовки. На рис. 6, в показана заготовка качалки измененной
25*
Следует избегать узких слаборазвитых отростков, расположенных в плоскости разъема или перпендикулярно к ней.
Штамповка заготовок деталей с узкими отростками, расположенными в плоскости разъема (рис. 9), вызывает повышенный расход металла, быстрый износ штампа в зоне отростков и дополнительную
195
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Рис. 6. Качалка с тонкими длинными рычагами (а) из штампованной заготовки (б) и конструкция качалки, сваренной нз штампованных элементов(в).
Рис. 7. Цилиндр шасси нетехнологичной конструкцнн.
(иногда ручную) правку отростков после обрезки облоя.
Узкие отростки, расположенные перпендикулярно разъему (рис. 10), выполняются в штампованных заготовках со значительными припусками на механическую обработку и технологическими напусками. Для доведения таких заготовок до окончательных размеров требуется значительная механическая обработка.
Не рекомендуется придавать деталям форму, вызывающую значительное коробление при обрезке облоя и термической обработке.
На рис. 11 приведена нетехнологичная деталь, штампованная заготовка которой будет подвержена значительному короблению как при обрезке облоя и термической обработке, так и механической обработке. Образование перемычки на детали резко снизит коробление.
В детали, приведенной на рис. 12, массивные за-концовки связаны стержнем сравнительно небольшого сечения. Такая конфигурация детали вызовет значительное коробление штампованной заготовки при остывании после деформирования, нагреве и остывании при термической обработке.
196
www. vokb- ia. spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
остальное
Рис. 8. Траверса из штампованной заготовки.
нетехнологично
Кроме того, штамповка заготовки для такой детали связана с необходимостью предварительного распределения материала исходной заготовки в соответствии с конфигурацией детали, что весьма трудоемко. Оптимальным вариантом данной детали является сварная конструкция; при этом штампованные законцовки привариваются к стержню, изготовленному из прессованного или катаного профиля крестообразного сечения, или к трубе.
Рис. 12. Балка нетехнологичной конструкции.
Рнс. 9. Рычаг с узким тонким отростком.
Рис. 10. Рычаг с тонким высоким выступом.
При проектировании деталей необходимо придавать им такую конфигурацию, чтобы линия разъема лежала в одной плоскости или максимально к этому приближалась. Оснастка для таких деталей бывает более простой и дешевой. Кроме того, процесс штамповки заготовок с разъемом по прямой линии протекает легче и дает меньшее количество брака, чем с разъемом по ломаной линии. Однако в некоторых случаях целесообразно отступить от этого правила, в особенности когда ломаная линия разъема снижает вес штампованной заготовки и обеспечивает получение некоторых поверхностей без механической обработки (без штамповочных уклонов). Например, прямая линия разъема для детали, показанной иа рис. 13,а, приводит к необходимости механической обработки ее по наружному и внутрен-
197
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
нему контурам, в то время как при ломаной линии разъема (рис. 13,6) наружный и внутренний контуры детали не требуют механической обработки.
Рис. .13. Варианты линии разъема стыкового фитинга.
Поэтому расположение линии разъема для деталей сложной конфигурации следует назначать совместно с опытным специалистом по горячей штамповке.
Правильно выбранная линия разъема не должна усложнять конструкций ковочного и обрезного штампов.
На рис. 14 приведен рычаг с двумя вариантами линии разъема. В нетехнологичном варианте линия разъема усложняет штамповку и искажает конфигурацию рычага. На рисунке показано и правильное расположение линии разъема.
Детали, которые по конфигурации нужно изготовлять с ломаной линией разъема, необходимо проектировать таким образом, чтобы участки ломаной линии были наклонены к горизонтальной плоскости под углом, не превышающим 60°.
Рис. 14. Варианты линии разъема рычага.
На рис. 15 слева показана деталь с ломаной линией разъема. Отрезок I—II имеет наклон более 60°, что способствует быстрому износу штампа и получению нечистого среза облоя. Справа показана деталь, у которой отрезок I—II наклонен под углом меньше 60°, что значительно улучшает условия штамповки и обрезки облоя.
В деталях с двухсторонними выступами, ребрами или выемками линию разъема следует намечать по с.ередине боковой поверхности , наибольшего периметра детали.
Такое расположение линии разъема облегчает визуальный контроль* возможного смещения одной половины . штампованной заготовки относительно другой.
198
Рис. 15. Линия разъема детали с отростками, расположенными в разных плоскостях.
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
На рис. 16 приведены детали с двухсторонними выступами с правильным и неправильным вариантами расположения линии разъема.
Рнс. 16. Линия разъема у детали с двухсторонними выступами.
технологично
Рис. 19. Линия разъема у детали с односторонней выемкой.
В деталях коробчатых и уголковых сечений линия разъема должна проходить через вершины стенок.
На рис. 17 и 18 приведены детали указанных типов, иллюстрирующие рекомендуемое расположение линии разъема и направление волокон в тех случаях, когда линия разъема проходит по основанию штампованной заготовки и через вершины стенок.
На рис. 20 и 21 приведены детали нетехнологичной конструкции, спроектированные без учета специфики кузнечной технологии. При любых вариантах расположения линии разъема придать заготовкам более или менее рациональную форму не представляется возможным.
Пиния розымо
Рнс. 17. Линия разъема в коробчатых сечениях.
Рис. 18. Линия разъема в уголковых сечениях.
Как видно, при расположении линии разъема по дну штампованной заготовки направление волокон менее благоприятно, следовательно, механические свойства таких деталей в местах выхода металла в облой будут хуже.
При проектировании следует учитывать возможность расположения детали в одном бойке штампа.
Приведенный на рис. 19 пример иллюстрирует рекомендуемое для таких деталей расположение линии разъема.
В общих случаях желательно, чтобы линия разъема проходила по наибольшему периметру детали.
Рнс. 20. Стыковой узел.
Штамповочные уклоны необходимы для удаления отштампованной заготовки из полости штампа. Величина штамповочного уклона зависит от конструкции оборудования и от конфигурации, габаритов и материала штампуемой заготовки.
199
www. vokb- la.;
Часть III. Технологичность конструкций деталей из металлов
Рис. 21. Хомут.
В конкретных случаях, когда конфигурация, габариты и материал известны, величина уклона зависит от формы сечения детали и отношения высоты h детали (или элемента детали, которому придается штамповочный уклон) к ее ширине b (рис. 22).
Рис. 22. Конструктивные элементы сечений, определяющие величину штамповочного уклона.
Различают штамповочные уклоны двух видов (рис. 23): наружные (а) и внутренние (0). Для лучшего удаления отштампованной заготовки
Рнс. 23. Штамповочные уклоны: а — наружный; р — внутренний.
из полости штампа величина штамповочных уклонов внутренних поверхностей всегда должна быть больше, чем наружных. Это объясняется тем, что в процессе штамповки заготовка, охлаждаясь, уменьшается в своих размерах по внутренней по
верхности на величину, соответствующую усадке материала, и зажимает выступающие части штампа. Это усложняет удаление заготовки из штампа.
По наружной поверхности размеры заготовки при охлаждении уменьшаются, что облегчает удаление ее из полости штампа.
Практически не всегда бывает целесообразно назначать разные штамповочные уклоны на наружных и внутренних поверхностях. Например, разные штамповочные уклоны на двутавровых и швеллерных сечениях усложняют изготовление штампа.
Наиболее распространенными являются штамповочные уклоны 5—7° для деталей из стали и титановых сплавов и 3—5° для деталей, изготавливаемых из легких сплавов.
Если на отдельных участках детали получаются разные штамповочные уклоны, то Их нужно унифицировать, сделав разные штамповочные уклоны только в местах, не вызывающих затруднения при изготовлении штампов.
При штамповке на оборудовании, имеющем специальные выталкивающие устройства, величина штамповочных уклонов может быть снижена до 1—3° для деталей из стали и титановых сплавов и 0,5—2° — для деталей из легких сплавов.
Величины штамповочных уклонов для деталей (или их элементов) из различных материалов приведены в РТМ-1048 «Конструктивные элементы штампованных заготовок» (НИАТ, 1963)*.
ТЕХНОЛОГИЧНОСТЬ конструктивных ЭЛЕМЕНТОВ ДЕТАЛЕЙ
Толщина и ширина полотна
Толщина .полотна является одним из основных конструктивных элементов штампованных заготовок как в отношении влияния на массу** (вес) деталей, полученных из этих заготовок без механической обработки полотна, так и в отношении сложности получения полотен малых толщин методами горячей штамповки.
По степени сложности получения тонкого полотна формы сечений деталей могут быть разделены на две группы (рис. 24):
1) открытые, закрытые с отверстием облегчения и плоские, утолщающиеся по длине детали;
2) закрытые и плоские постоянной толщины. Оформление полотен второй группы значительно сложнее.
По.идентичности технологических свойств материалы могут быть разделены на следующие группы:
1) алюминиевые и магниевые сплавы;
2) сталь конструкционная и титановые сплавы;
3) сталь нержавеющая.
Трудность оформления полотен возрастает от первой группы материалов к третьей.
Чем больше отношение ширины полотна к толщине (a/S), тем труднее оформить тонкое полотно.
Чем больше отношение длины полотна к ее ширине (l/а) при постоянной площади, тем легче происходит оформление полотна.
* Будет заменен ОСТ 1.41188—72.
** По системе СИ.
200
www. vokb- la. spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Рис. 24. Конструктивные элементы сечений, определяющие ширину полотна.
При проектировании деталей с переменной шириной полотна (рис. 26) наибольшая ширина не должна быть больше следующих величин:
для алюминиевых и магниевых сплавов
563
“макс „ Омин;
1 +sin ₽
для конструкционных сталей и титановых сплавов
403
, , . „ “мин?
1 + Sin₽
Минимальные толщины полотен для различных случаев приведены в РТМ-1048.
Ширина полотна плоского сечения зависит от толщины и материала детали (табл. 1).
Таблица 1
Наибольшая ширина плоских сечений
тмшжяагм.
СП
V2222222222
Материал детали Наибольшая ширина сечения а, мм
Алюминиевые и магниевые сплавы 28 3
Сталь конструкционная н титановые сплавы 20 3
Сталь нержавеющая 16 3
При переменной толщине полотна по длине детали (рис. 25) наибольшая ширина а сечения определяется по приведенной толщине
Snp = ^±^™".(J 4-sina).
Рис. 25. Деталь с переменной толщиной полотна.
В данном случае для деталей из алюминиевых и магниевых сплавов
а = 28-Ь!^±?«н.”.(1 + sln a).
Аналогично определяется ширина полотен и для деталей из других материалов.
Рис. 26. Деталь с переменной шириной полотна.
для нержавеющих сталей
323
При проектировании деталей с переменными толщиной и шириной полотна (рис. 27) наибольшая ширина не должна превышать следующих величин:
Рнс. 27. Деталь с переменными шириной и толщиной полотна.
для алюминиевых и магниевых сплавов
_ 28 (3М1КС + Змин) (1 + sin a)
“макс , . о “мин»
, 1 + sin р
для конструкционных сталей и титановых сплавов
_ — 20 (Знаке + Змин) + Si*1 a) _
“макс , . о “мин»
1 4- sin р
для нержавеющих сталей
_ 16 (Знаке 4" Змии) (1 + Sin a)
“макс , . о “мин-
1 + sin ₽
Часть III. Технологичность конструкций деталей из металлов
На тонких полотнах рекомендуется предусматривать отверстия облегчения (рис. 28), которые при штамповке заготовок могут быть использованы как приемники избыточного металла. Для эффективного использования отверстия облегчения его площадь должна составлять не менее 50% площади полотна.
Рис. 28. Полотно с отверстием облегчения.
В этом случае толщина полотна назначается по РТМ-1048: от площади проекции детали на плоскость разъема вычитается площадь отверстия облегчения, а ширина полотна практически не ограничивается при условии, что наибольшая часть ширины стенки Д1 (см. рис. 28) не превышает следующих величин:
для алюминиевых магниевых сплавов ЩмаксС <14S;
для конструкционных сталей и титановых сплавов Д1 макс ю S;
для нержавеющих сталей ai макс 8 S.
Отверстие облегчения может быть получено просечкой, если наименьшая толщина стенки амин (см. рис. 28) не менее двух толщин полотна:
МИИ 2 S.
Таблица 2
Наибольшая и наименьшая ширина открытых сечений
Высота ребра h, мм Материалы
алюминиевые и магниевые сплавы конструкционные стали и титановые сплавы нержавеющие стали
Ширина а, мм
макс. МИН. макс. МИН. макс. МИН.
До 10 Св. 10 до 16 33,5 5 35 S 12 15 24 5 25 5 12 18 195 20 5 15 20
.16 .25 . 25 . 35,5 36,5 5 22 30 26 5 25 35 21 5 30 45
. 35,5 . 50 .50 .70 38 5 40 55 27 S 45 60 21,5 5 55 75
„ 71 . ЮО . 100 . 140 39 S 70 90 2&5 80 22,5 5 95
Рис. 30. Деталь с переменной толщиной полотна.
При меньших значениях щ Мин контур отверстия облегчения следует подвергать механической обработке.
В деталях с открытыми сечениями (тавровыми и крестообразными) условия для оформления тонкого полотна более благоприятны, чем в деталях с плоскими сечениями.
Чем выше ребро, тем больше может быть ширина полотна открытого сечения (при прочих равных условиях).
Наибольшая и наименьшая ширина полотен открытых сечений приведена в табл. 2.
При переменной высоте ребра (рис. 29) наибольшая и наименьшая ширина полотен определяется по приведенной высоте ребра:
Лпр=Лмакс±йм^.(1 +sin7) (рис. 29, а);
Лпр = 0,5 Лмикс (1 + sin у) (рис. 29, б).
Рис. 28. Детали с переменной высотой ребра.
При переменной толщине полотна (рис. 30) наибольшая ширина определяется по приведенной толщине (по аналогии с плоскими сечениями).
В деталях с переменными высотой ребра и толщиной полотна наибольшая и наименьшая ширины полотен определяются по приведенным высотам ребер и толщинам полотен. Например, для детали из конструкционной стали, приведенной «а рис. 31, при sin а=0,027; sin у = 0,21 (см. рис. 27 и 29):
Апр= -3±±Л(1 +0,21) = 26,6 мм-,
$пР = (1 + 0,027) = 4,6 мм.
Рис. 31. Деталь с переменной высотой ребра.
По табл. 2 для деталей из конструкционных сталей При Л = 26 ММ Дмакс = 26- 4,6~120 ММ', Дмин — = 35 мм.
202
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Если ширина полотна переменная, а ее толщина и высота ребра постоянные, тогда наименьшая ширина полотна амин назначается по табл. 2, а наибольшая ширина полотна
п 2 а«акс_________
«•макс , . о “мин
1 + Sinfi
(Омаке назначается по табл. 2).
Примечание. Во всех случаях при переменной ширине полотна значения для амии, приведенные в табл. 2, могут быть уменьшены на 20%.
Если ширина и толщина полотна переменные, а высота ребра постоянная, то омин назначается по табл. 2;
__ 2 Л Snp
амакс С 1 + sin₽ ~ "МИН’
где А — коэффициент при S (см. табл. 2) в зависимости от материала детали и высоты ребра. Если ширина полотна и высота ребра переменные, а толщина полотна постоянная, то амин назначается по табл. 2 в зависимости от материала и приведенной высоты ребра;
амакс< _ а
MOfcL X/- • -г» Л1ПГ1
1 4- smp
(Омаке назначается по табл. 2 в зависимости от материала и приведенной высоты ребра).
Если ширина полотна, ее толщина и высота ребра переменные (рис. 32), то аМИн не должна быть меньше 80%' величины, назначаемой по табл. 2 в зависимости от материала и приведенной высоты ребра;
2 A Snp
О-макс ; г ®м11н.
1 4- sin₽
Рис. 32. Деталь с переменными шириной полотна и высотой ребра.
Например, для детали из алюминиевого сплава, показанной на рис. 32, при sin а=0,0270; sin0 = = 0,4772; sin у=0,210
Snp = (1 -J- 0,027) = 4,6 мм-,
0 + 0.21) = 26,6 мм.
26*
По табл. 2 для деталей из при й=26,6 мм находим Л=36,5.
Тогда
алюминиевых сплавов ^мин=0,8 • 30=?4 мм;
2-36,5-4,6 .г- 1QO
амакс = ----5--!----45 := 182 мм.
^“ак 1 4-0,4772
Следовательно, наименьшая и наибольшая ширина детали выбрана правильно.
Для сечения, не симметричного относительно линии разъема (рис. 33), h>h\, наибольшая и наименьшая ширина полотна определяются по наиболее высокому ребру. Если высоты h и h\ ребер переменные по длине детали, то ямин и амакс определяются по наибольшей приведенной высоте ребра.
Расстояние между ребрами
Расстояние между ребрами зависит от их высоты, толщины полотна и материала штампуемой детали. Наименьшее расстояние между ребрами ямин зависит, главным образом, от высоты h ребра. Чем выше ребро, тем больше должно быть наименьшее расстояние между ребрами. При высоких ребрах и недостаточном расстоянии между ними выступ штампа, формующий полотно, быстро изнашивается (рис. 34).
Рис. 33. Открытое сечение, ие симметричное относительно линии разъема.
п-места интенсивного износа
Рис. 34. Быстроиз-нашивающийся выступ штампа.
i
Наибольшее расстояние между ребрами зависит от их высоты и, главным образом, от толщины полотна. Чем толще полотно, тем больше, может быть расстояние между ребрами (табл. 3).
Если высоты ребер и толщины полотен переменные по длине детали (рис. 35), то наименьшее расстояние между ребрами определяется по приведенной высоте ребра, а наибольшее расстояние — по приведенным высоте ребра и толщине полотна:
Если двутавровое сечение не симметрично относительно линии разъема (рис. 36), то есть h>h\, то наименьшее и наибольшее расстояния между ребрами определяются по наиболее высокому ребру и выполняются одинаковыми как в верхней, так и в нижней частях сечения (расстояние между осевыми линиями ребер постоянно по всему сечению).
203
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Таблица 3
Наибольшее и наименьшее расстояния между ребрами
среднее арифметическое наименьших и наибольших расстояний между ребрами, определяемых по табл. 3, для значений hnH:
ah +ан
^мин “ мин в
^МИН 2 ’
ah +ан макс макс ^макс — г,
мм
Высота ребер h Материалы
алюминиевые и магниевые сплавы конструкционные стали и титановые сплавы нержавеющие стали
Расстояние между ребрами а
макс. МИН. макс. мин. макс. мин.
До 10 Св. 10 до 16 39 5 12 28 5 12 22,5 5 15
15 20 25
. 16 . 25 . 25 . 35,5 , 35,5 . 50 33,5 5 25 24 5 30 19 5 40
40 45 55
55 60 70
. 50 , 71 . 71 , 100 . 100 . 140 28 5 70 И Г» 20 5 80 165 100
80 100 120
100 — —
Рис. 37. Закрытое сечение с разной высотой ребер.
В закрытых сечениях, не симметричных относительно линии разъема (рис. 38, а), амин и амакс определяются по той части сечения, где ребра имеют наибольшую высоту (в данном случае по верхней).
Рис. 38. Закрытые сечеиия, не симметричные относительно линии разъема.
Рис. 35. Рычаг с переменными толщиной полотна и высотой ребра.
Рис. 36. Двутавровое сечение, не симметричное относительно линии разъема.
Если в закрытых сечениях ребра имеют разную, но постоянную высоту (соответственно Л и Я) (рис. 37), то аМИн И аМакс рассчитываются как
При этом расстояние между осевыми линиями ребер для данного сечения выполняется постоянным.
Для сечения, приведенного на рис. 38, б, амин и Омаке определяются отдельно для верхней и нижней частей сечения.
Для всего сечения принимается большее значение амин и меньшее значение амакс-
Примечания: 1. Если в приведенных случаях ребра имеют переменную по длине детали высоту, то расчеты ведутся по приведенной высоте ребра.
2. Если толщина полотна переменна по длине детали, то при определении , наибольших расстояний между ребрами во всех случаях принимается приведенная толщина полотна.
При переменном расстоянии между ребрами могут быть следующие случаи:
р^бра постоянной высоты, полотно постоянной толщины (рис. 39); тогда
2 Д 5Пр ^макс "I “7 7 ^мнн, 1 + sin₽
где А — коэффициент при S, определяемый по табл. 3 (амин определяется по табл. 3);
204
www. vokb- la. spb.
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Наименьшая толщина ребер приведена в РТМ-1048.
Рекомендуемые высоты ребер для различных форм сечений и материалов приведены на рис. 41—45.
Рис. 39. Деталь с переменным расстоянием между ребрами.
ребра постоянной высоты, полотно переменной толщины; тогда
2 Д 5Пр амакс ' о ' ^мнн,
1 + sin₽
ребра переменной высоты, полотно переменной толщины; тогда
2 A Snp Ц- sinp °ии";
а,шн и А определяются по табл. 3 исходя из приведенной высоты ребра.
Примечания: 1. Для случаев, приведенных на рнс. 37 и 38, при переменном расстоянии между ребрами аМии и -’макс определяются как среднее арифметическое наименьших ?. наибольших расстояний между ребрами, при этом следует руководствоваться теми же указаниями, что и для постоянного расстояния.
2. При переменном расстоянии между ребрами значения амин. определяемые по табл. 3, могут быть уменьшены на 20%.
' Толщина и высота ребер
Установлено, что высота h ребра в открытых сечениях зависит от толщины ребра, отношения c/S (рис. 40) и материала детали, а в закрытых сечениях— от толщины ребра, отношения c/S, расстояния между ребрами и материала детали.
Рис. 40. Конструктивные элементы открытых сечений.
Рис. 41. Зависимость толщины ребра открытого сечения от высоты и отношения С/S для штампованных заготовок из легких сплавов (алюминиевые н магниевые сплавы МА2 и ВМ65-1).
Рис. 42. Зависимость толщины ребра открытого сечения от высоты и отношения С/S для штампованных заготовок (--------сталь нержавеющая;------- —
сталь конструкционная и титановые сплавы).
J
*
При переменной высоте ребра по графикам определяется приведенная высота, а наибольшая высока, ребра — по формуле
fj _ 2 ^"Р ту
''макс , , . ''мни-
1 + sin 7
Минимальная высота ребра не ограничивается.
Если толщина ребра, расстояние между ребрами и толщина полотна переменные, то высота ребра определяется исходя из приведенных значений перечисленных величин.
205
www. vokb- la. spb. ru
606 a 4 iZ5 es 6a t,isa
№ t at US
12560 6 I/O
Рис. 43. Зависимость толщины ребра закрытого сечения штампованных заготовок из легких сплавов от высоты и соотношения С/S для различных расстояний а между ребрами.
О 2D «О № 80 100
Высота ребро h, мм КО & а 6250
о го оо а во по
Высота ребра в, мм
250 бп
Рис. 44. Зависимость толщины ребра закрытого сечения штампованных заготовок из конструкционных сталей и титановых сплавов от высоты и соотношения С/S для различных расстояний а между ребрами.
Часть III, Технологичность конструкций деталей из металлов
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
с evj W taiBO
bDtac 1Z5 125 с a 4=180
Рис. 45. Зависимость толщины ребра закрытого сечения штампованных заготовок из нержавеющей стали от высоты и отношения С/S для различных расстояний а между ребрами.
Радиусы сопряжений, переходов и закруглений
Радиусы сопряжений R ребер, бобышек или других элементов штампованных заготовок с полотнами, как и радиусы переходов 7?i между ребрами (рис. 46), имеют весьма существенное значение, так
Рис. 46. Радиусы сопряжений, переходов и закруглений.
как именно в этих местах чаще всего образуются дефекты, являющиеся следствием сложных напряжений, возникающих в деформируемом объеме, и сложных перемещений металла при заполнении полости. Практически установлено, что участки полости штампов с недостаточными по величине радиусами сопряжений и переходов быст-. ро изнашиваются, не достигая определенной оптимальной величины, при которой состояние их стабилизируется. Кроме того, недостаточные по величине радиусы могут привести к образованию неисправимых дефектов у основания ребер и на их стенках.
Радиусы закруглений г кромок штампованных заготовок (см. рис. 46), а также выступов и ребер не имеют решающего значения для процесса деформирования, но тем не менее влияют на качество штампованных заготовок и стойкость штампов.
Опыт показывает, что недостаточные по величине радиусы закругления могут привести к образованию трещин термического, усталостного и разгарного происхождения внутри полости штампа, где оформляются кромки, ребра и выступы.
Кроме того, небольшие радиусы закругления плохо заполняются металлом в процессе деформирования. Это особенно ощутимо при деформировании металлов с низкой теплопроводностью, например, титановых сплавов, поверхность штампованных заготовок которых, в особенности кромки, сравнительно быстро охлаждается.
Значения радиусов сопряжений, переходов и закруглений для различных случаев приведены в РТМ-1048.
ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ
Детали с ребрами
С точки зрения получения заготовок ребристых деталей методами горячей штамповки детали с двутавровыми и швеллерными сечениями (рис. 47, а), как менее технологичные, рекомендуется заменять деталями с крестообразными и тавровыми сечениями (рис. 47,6). Такая замена особенно желательна для деталей из легких сплавов, так как при их штамповке требуется более простая оснастка и получается меньший процент брака.
Из швеллерных сечений более технологичным является сечение, приведенное на рис. 48 справа, так как оно обеспечивает лучшее расположение волокон и меньший процент брака при штамповке.
При проектировании деталей с закрытыми сечениями рекомендуется предусматривать на полотне отверстия облегчения, в которые при штамповке собирается избыточный металл, заключенный между ребрами. Это снижает возможность образования различного рода дефектов у основания ребер и одновременно повышает стойкость штампа вследствие уменьшения количества перемещающегося металла и площади тонкого полотна. На рис. 49 показано использование отверстия облегчения для указанной цели. Площадь отверстия облегчения должна составлять не менее 50% от площади полотна (рис. 50), а расстояние А от ребра до края отвер-
207
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
208
п
А-А
fi
Рис. 47. Типы деталей с закрытыми (а) и открытыми (б) сечениями.
Четехнологично
Технологично
Рис. 48. Типы швеллерных се- Рис. 49. Пример исполь-чеиий. зования отверстия облег-
чения в качестве приемника избыточного металла.
/
Рнс. 50. Величина отверстия облегчения.
стия должно быть не меньше величин, приведенных в табл. 4. Если расстояние А от ребра до края отверстия меньше значений, указанных в табл. 4, то контур отверстия следует подвергать механической обработке, так как просечкой отверстие облегчения получить нельзя.
Таблица 4
Таблица 5
мм
Высота ребра h Расстояние А от ребра до края отверстия (не менее)
До 5 8
Св. 5 до 10 12
я Ю . 15 15
* 15 , 20 20
я 20 . 25 25
я 25 , 30 25
я 30 , 40 30
» 40 . 50 35
» 50 » 60 35
я 60 , 70 40
Высота усиления h R R'x
До 4 6 10
Св.4до 8 10 15
. 8 . 12 15 20
. 12 , 16 20 25
. 16 , 20 20 25
. 20 , 25 25 30
Для усиления кромки отверстиям облегчения можно придать конфигурацию, показанную на эскизе табл. 5. При этом необходимо соблюдать соотношения размеров отдельных элементов, приведенные в этой таблице. В тех случаях, когда отверстия облегчения выполнить нельзя, на определенных участках с одной или с двух сторон полотна рекомен-
www. vokb- la. spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
цуется ввести механическую обработку (рис. 51) и тогда эти участки можно будет использовать как приемники избыточного металла, что облегчит процесс штамповки и повысит точность.
Рис. 51. Пример механической обработки полотна иа участке образования приемника избыточного металла.
Жесткость деталей с открытыми сечениями можно повысить усилением кромок сечений, как показано на рис. 52.
Рис. 52. Усиление кромок открытых сечений: О— двухстороннее; б — одностороннее.
В швеллерных сечениях (рис. 53) толщина S постна не должна быть меньше толщины b стенки.
Siu
Рис. 53. Конструктивные элементы швеллерных сечений.
В данном случае толщину фланца можно накачать на 20% больше или меньше толщины Ь енки.
В закрытых сечениях толщина ребра зависит от 1соты ребра и расстояния между ребрами.
В деталях с переменным расстоянием между реб-ми (рис. 54) толщину ребра рекомендуется про-тировать постоянной и определять по приведен-му расстоянию между ребрами.
Ребра с переменной высотой h (см. рис. 29) сле-ет выполнять постоянной толщины. Толщину реб-в данном случае нужно определять по приведен-а высоте ребра.
Гак как штамповочный уклон зависит от отноше-и высоты h к толщине ребра Ъ, а эти параметры гут быть переменными (рис. 55), то может по-юоваться, чтобы штамповочный уклон вдоль та-о ребра также был переменным. Практически
Зак. 290
Рис. 54. Переменное расстояние а между ребрами.
осуществить переменный штамповочный уклон вдоль ребра не представляется возможным, поэтому уклон следует выполнять постоянным, а величину уклона назначать по приведенным высоте и толщине ребра.
Рис. 55. Переменная толщина b ребра.
Ребра, не симметричные относительно плоскости разъема, можно выполнять по одному из трех вариантов, приведенных на рис. 56.
Рис. 56. Варианты построения несимметричных ребер.
Вариант а. Штамповочный уклон а верхнего ребра назначается в зависимости от отношения — ;
2/?i штамповочный уклон си нижнего ребра — в зависимости от отношения ~ . Уклон аг получают пост-
роением, причем
tg == -£-tg а. йг
209
www. vokb- la. spb.ru
Часть III. Технологичность конструкций деталей из металлов
т-»
В зависимости от отношения — уклон а2 может иметь самые различные значения. Это усложняет изготовление штампа, так как требует специальных фрез.
Вариант б. Штамповочные уклоны щ и а2 определяются так же, как и в предыдущем варианте. В этом случае толщина меньшего ребра увеличивается на величину (ht—h2) -tga.
Изготовление штампа при такой форме ребра не вызывает затруднений.
Вариант в. Такую форму ребра рекомендуется применять в том случае, когда hi—h2 не более 10 мм. С точки зрения простоты и изготовления штампа и снижения веса детали вариант в является наиболее выгодным, но на практике этот вариант применяется редко ввиду затруднительности визуального контроля за смещением половин штампа в процессе штамповки.
Вариант б, хотя и невыгоден с точки зрения утяжеления детали и усложнения изготовления штампа, но зато дает возможность устанавливать смещение половин штампов визуальным • путем. Этот вариант имеет наиболее широкое применение.
Вариант а рекомендуется применять при наличии замкнутого ребра, расположенного по окружности, и при условии, что полость в штампе выполнена не фрезерованием, а расточкой (рис. 57). При назначении конструктивных элементов деталей с закрытыми сечениями и неодинаковыми по высоте ребрами (рис. 58) рекомендуется наименьшее расстоя-
Рис. 58. Закрытые сечения с разной высотой ребер.
Рис. 57. Штамповочные уклоны в кольце (Р=а).
ние между ребрами выбирать как среднее арифметическое расстояний, определяемых по наибольшему и наименьшему ребру; радиусы сопряжения ребер с полотном и толщину ребер выбирать по наибольшему ребру.
Детали типа рычагов и качалок с двумя и более бобышками и отверстиями в них
При проектировании подобных деталей необходимо учитывать, что допуск на толщину стенки в головках зарисит от отклонения на диаметр головок,
величины допускаемого смещения для данной детали, отклонения на расстояние между центрами головок и от выбранной базы для механической обработки.
Толщины стенок Т и Ti (рис. 59) могут иметь положительные и отрицательные отклонения от номинальной величины.
Рис. 59. Определение Допусков на толщину стенок.
Величина этих отклонений определяется следующим образом:
а) для толщины стенки головки, отверстие в которой обрабатывается на базе контура самой головки,
где а — положительное отклонение для наружного диаметра головки, мм;
b — отрицательное отклонение для наружного диаметра головки, мм;
f — положительное отклонение для диаметра отверстия, мм;
с — допускаемое смещение для данной детали;
б) для толщины стенки головки, отверстие в которой обрабатывается на базе ранее изготовленного отверстия,
+ —Ь с -|- к j
Т v 2 7
/ b . . . f . \
~ + с + 'У + к ]
где к — предельное отклонение на расстояние между центрами, мм.
Если допускаемое расчетное уменьшение толщины стенки меньше указанного выше, то необходимо а) на головках, которые являются базой механической обработки, увеличить номинальный диаметр головки на величину N, обеспечивающую получение нужной толщины стенки.
Эта величина может быть определена по формуле
7V =
2,
где I — заданное при проектировании отрицательное отклонение на толщину стенки, мм;
210
www. vokb- la. spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным' деформированием
б) на остальных головках, отверстия в которых обрабатываются на базе ранее изготовленного отверстия, увеличить номинальный диаметр головки на величину
или .на величину
Л,Н('Г + с + 7’)~'']2-
Кроме того, необходимо сделать дополнительный разнос центров на величину 2g=2« (рис. 60).
база механической обработки (сберлрние отверстия)
Рис. 60. Разнос центров на головке для обеспечения заданной толщины стенки.
Пример. Проверить, можно ли обеспечить допуски на толщину стенок в детали, показанной на рис. 61.
Рис. 61. Пример неправильного назначения допусков на толщину перемычки (смещение 0,6 лсж).
На основании приведенных выше формул получим
у+(0,5+0,6) _ у+1,1
1 —(0,25+ 0,6+ 0,14) * —0,99’
то есть в данном случае допускаемое уменьшение толщины стенок головки, являющейся базой для сверления отверстия, меньше того, которое фактически будет получено.
Для обеспечения заданной наименьшей толщины стенки следует увеличить номинальный диаметр головки на величину
7V = [(0,25 + 0,6 + 0,14) — 0,5] 2~ 1 мм.
Например, вместо диаметра 50 мм следует задавать диаметр 51 мм, тогда толщина стенки будет равна 10,5—}.'о и наименьшая толщина стенки 9,5 мм будет обеспечена. Толщина стенки головки, отверстие в которой обрабатывается на базе ранее изготовленного отверстия,
у +(0,5+0,6+1,0) у+2,1
11— (0,25+0,6+0,14+1,0) = 11—2,0,
то есть в данном случае допускаемое уменьшение толщины стенки также меньше того, которое фактически будет получено. Поэтому номинальный диаметр головки должен быть увеличен на величину
М =[(0,25+0,6+0,14+1,0)—0,5]2« 3 мм.
Например, вместо диаметра 40 мм следует брать диаметр 43 мм, тогда толщина стенки будет равна ll.St^o и наименьшая толщина стенки 9,5 мм будет обеспечена.
Заданную наименьшую толщину стенки можно обеспечить и по другому варианту, увеличив диаметр 40 мм на величину
ЛА2=( (0,25+0,6+0,14)— 0,5]2^1 мм, то есть задать диаметр 41 мм вместо 40 мм и дополнительно дать разнос центров на величину 2 g=2 мм.
На рис. 62 приведены варианты рассматриваемой детали (без разноса и с разносом центров). Оба варианта гарантируют получение заданной минимальной толщины стенки и с этой точки зрения равноценны.
Рис. 62. Пример назначения размеров на толщину стсодц без рдзноса (в) и с разносом (б) центров.
211
www.vokb-la.spb.ru
Часть Ш. Технологичность конструкций деталей из металлов
Однако следует иметь в виду, что увеличение диаметра головки без разноса центров упрощает процесс изготовления штампа, но несколько утяжеляет деталь, а увеличение диаметра головки с разносом усложняет изготовление штампа, но зато облегчает деталь. Выбор того или иного варианта для кузнечного производства не является принципиальным.
Если формообразование детали производится в одной половине штампа (рис. 63), когда смещения в плоскости разъема нет, можно ужесточить допуски на толщину стенок.
Рис. 63. Пример определения допусков на толщину стенки.
W = [(А + Л _ с12;
|Д 2 2 / J
б) на остальных головках, отверстия в которых обрабатываются на базе ранее изготовленного отверстия, увеличить номинальный диаметр на
М=[(’Г + Т' + к)"'/1]2 или
TV = |7A + Л)_/12
2 [\ 2 2 / ‘J
и дать дополнительный, разнос центров на величину 2g= 2к.
Таким образом, разнос центров выполняется только на' головках, отверстия в которых обрабатываются на базе ранее изготовленных отверстий.
На деталях сложной конфигурации с двумя и более бобышками (рис. 64), где трудно определить направление разноса центров, целесообразно увеличивать диаметр головок на величину, обеспечивающую получение минимально допустимой стенки (см. приведенные выше формулы).
Величина отклонений в этом случае определяется следующим образом:
1) для толщины стенки головки, отверстие в которой обрабатывается на базе контура самой головки,
2) для толщины стенки головки, отверстие в которой обрабатывается на базе ранее изготовленного отверстия,
Рис. 64. Деталь с тремя бобышками и отверстиями в иих.
Если допускаемое расчетное уменьшение толщины стенки меньше указанного, необходимо
а) на головках, которые являются базой механической обработки, увеличить номинальный диаметр головки на величину
Допускаемое смещение-1, г мм
Рис. 65. Пример назначения допусков на толщину сТенок.
На рис. 65 приведена одна и та же деталь с тремя головками и отверстиями в них, но в зависимости от выбранной базы механической обработки допуски на толщину стенок этой детали нужно назначать разные.
212
www. vokb- la. spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Детали из тонкостенных стальных трубных заготовок с утолщенными концами
На рис. 66 приведены детали из тонкостенных трубных заготовок с внутренним (с), наружным (б), комбинированным (я) утолщением и фланцем (г).
Наименьший внутренний диаметр dBH утолщенной части трубной заготовки практически не ограничивается'.
Наибольшая длина / утолщенной части равна наружному диаметру трубной заготовки, но не более 80—100 мм.
Рис. 66. Утолщенные концы трубных заготовок (Оф — диаметр фланца).
Оптимальное соотношение между толщиной стенки исходной заготовки и ее диаметром определяется зависимостью
t > 0,224 d0-65.
Наибольший наружный диаметр Ds, утолщенной асти зависит от соотношений толщины и диаметра исходной трубной заготовки и определяется по табл. 6.
Таблица 6
мм
Наружный диаметр исходной трубной заготовки Наибольший наружный диаметр утолщенной части трубной заготовки £>„
До 40 150 t d + -T 200 t
Св. 40 до 63 d + и 240 t
, 63 » 100 d+~a- 320 t
„ 100 , 160 d+ — 400 t
, 160 „ 200 d 4“ ~~~~—-d
Радиус перехода R между утолщенной частью и исходной заготовкой ориентировочно может быть принят равным t.
При необходимости получения только наружного утолщения внутренняя поверхность трубной заготовки в зоне утолщения должна подвергаться обработке; при этом во избежание подрезания волокна на этой поверхности оставляется припуск а, величина которого зависит от эллипсности исходной заготовки и колеблется в пределах 0,15—0,5 мм.
Аналогичный припуск оставляется на наружной поверхности трубной заготовки при необходимости получения только внутреннего утолщения.
Конструктивные элементы фланцев на концах трубных заготовок и допуски приведены в табл. 7—12.
Таблица 7
мм
Диаметр фланца Оф Толщина фланца h Г
До 63 5,0 2,0 1,0
Св. 63 до 100 8,0 3,0 2,0
» 100 „ 160 12,0 4,0 3,0
. 160 „ 200 15,0 5,0 4,0
. 200 » 250 20,0 6,0 5,0
213
www.vokb-la.spb.ru
Часть 111. Технологичность конструкций деталей из металлов
Таблица 8
Допуски на наружный диаметр утолщенной части трубиой заготовки
мм
Таблица 11
Допуски на расстояние между утолщенными частями трубной заготовки
мм
до 40
Наружный диаметр утолщенной части £>н
св. 40 до 63
св. 63 до 100
Допуски
св. 100 до 160
160
До 25+0,4
Св. 25 +0,6 до 40
Св. 40+0,8 до 63
Св.63+1,0
-0,2
-0,3
-0,4
& s X я S X
<и X X X сх ф «
<и X я я S X
х Я и Си ш я
X X м X я
Расстояние между утолщениями Допуски
верхние нижние
До 360 +1,0 -2.0
Св. 360 до 630 Ч~1,5 -2,5
, 630 , 1000 + 2,0 —3,0
. 1000 +2,0 —4,0
+0,6 —0,3 +0,8—0,4
+ 1,0—0,5
+0,8—0,4
+ 1,0-0,5
+ 1.2-0.6
+ 1,0-0,5
+ 1,2-0,6
+ 1.4-0.7
+1,2-0,6
+ 1,4—0,7
+ 1,6-0,8
-0,5+1,2-0,6
+1,4—0,7
+ 1,6-0,8 +1,8-0,9
Таблица 9
Допуски иа внутренний диаметр утолщенной части трубной заготовки
мм
Внутренний диаметр утолщенной части Рв„
до 40
св. 40 до 63
св. 63
до 100
св. 100 до 160
св. 160
О) X я я S Я
X X И!
Допуски
ф X я м х X
До 25
Св.25 до 40
Св.40 до 63
Св. 63
+ 1.0-1.0
+ 1,5-1,5
+2,0—2,0
+2,5—2,5
+ 1,5—1,5 +2,0—2,0 +2,0-2,0 +2,5-2,5
+2,5—2,0
+3,0 -2,5
+3,0 —2,0
+3,5 -3,0
+2,5-2,5+3,0-3,0
+3,5 -3,0 +4,0 -3,5
+3,0-3,0+3,5 -3,5
+ 4,0—3,5+5,0—4,0
Таблица 10
Допуски на длину утолщенной части трубной заготовки
мм
•X о я
Наружный диаметр утолщенной части Р„
до 40 св.40 до63
св. 100 до 160
•-М
X X X
X
X
0J X X * X я
Допуски
0> X X и CU а> п
<и X X X X я
До 25
Св. 25 до 40
Св. 40 до 63
Св. 63
+2,5 -1,0 +3.0-1.0
+3.5-1.5
+3.0-1.0
+3,5 -1,5
+4,0-2,0
+3,5—1,5
+4,0—2,0
+4,5—2,0
+4.0-2.0
+4,5 —2.0
+5,0 —2,0
+4,5—2,0 +5,0 —2,0
+4,0—2,0
+4,5-2,0+5,0
+5,5 —2,5
+6,0 -3,0
Таблица 12
Допуски на диаметр и толщину фланцев мм
Диаметр фланца оф Допуски
на диаметр D$ на толщину Л
верхние нижние верхние нижние
До 63 +0,8 -0,4 + 1,8 -0,6
Св. 63 до 100 + 1,0 -0,5 +2,0 -0,8
, 100 . 160 + 1,2 —0,6 +2,5 -1,0
. 160 . 200 +-1,5 -0,8 +3,0 -1,2
, 200 , 250 +2,0 -1,0 +3,5 —1,5
ТОЧНОСТЬ ЗАГОТОВОК
Анализ условий производства штампованных заготовок показывает, что допуски на штампованные заготовки должны рассматриваться во взаимосвязи с характером тех размеров, на которые они назначаются.
В этой связи следует различать две группы допусков: на размеры между обрабатываемыми и необрабатываемыми поверхностями. Допуск на размеры между обрабатываемыми поверхностями штампованных заготовок зависит от припуска на механическую обработку. Допуск в этом случае должен быть таким, чтобы, не вызывая значительного усложнения технологического процесса кузнечной обработки, можно было максимально снизить припуски. Допуски на размеры между необрабатываемыми поверхностями деталей, изготовляемых из штампованных заготовок, должны быть такими, чтобы, с одной стороны, была обеспечена необходимая прочность и минимальный привес, удовлетворяющие требованиям конструкции, а, с другой стороны, чтобы стоимость деталей из штампованных заготовок была меньше стоимости деталей, получаемых в результате механической обработки. Классы точности линейных отклонений, их назначение, а также предельные отклонения размеров штампованных заготовок приведены в нормали АН-1985 (НИАТ, 1966)*.
Назначение допусков
Допуски на размеры между необрабатываемыми поверхностями, а также на размеры между поверхностями, одна из которых обрабатывается, следует
* Будет заменена ОСТ 1.41187—72.
www. vokb- la.spb.ru
Г л. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
указывать на чертежах деталей в числовых значениях (рис. 67). Не допускается указывать размеры без допусков или допуски на размеры в примечаниях.
вине допуска на соответствующий размер штампованной заготовки.
3-й вариант: обе поверхности расположены перпендикулярно разъему, а формообразование за-
Прнмечание. Допуски на размеры между необрабатываемыми поверхностями по АН-1032—54, 5-й класс точности.
Рис. 67. Примеры назначения размеров.
Если одна из двух противоположных поверхностей детали обрабатывается, то допуск на размер между этими поверхностями детали определяется следующим образом.
1-й вариант: обе поверхности расположены параллельно разъему (рис. 68). В этом случае допуск на размер между этими поверхностями равен половине допуска на соответствующий размер штампованной заготовки.
Рис. 68. Пример назначения допусков на размер между двумя поверхностями, лежащими в плоскости, параллельной разъему штампа, когда одна из поверхностей обрабатывается.
Примечание. Поле допуска на размер между поверхностями детали, расположенными параллельно разъему, при условии, что одна нз них подвергается механической обработке, равно половине поля допуска на соответствующий размер штампованной заготовки. Поле допуска на размер детали может быть распределено между положительным и отрицательным отклонениями по усмотрению конструктора.
2-й вариант: обе поверхности расположены перпендикулярно разъему (рис. 69), а формообразование заготовки детали происходит в одной поло-
готовки детали происходит в двух половинах штампа. В этом случае допуск равен половине допуска на соответствующий размер штампованной заготовки с прибавлением допускаемого смещения для данной детали (определяется по АН-1985).
Примечание. Величина смещения прибавляется как к положительному, так и к отрицательному отклонениям.
Рис. 69. Пример назначения допусков иа размер между двумя поверхностями, лежащими в плоскости, перпендикулярной разъему штампа.
А-А
Допуск на размер между осевой линией и необрабатываемой поверхностью, расположенной перпендикулярно разъему, определяется следующим образом.
1-й вариант: формообразование заготовки детали происходит в одной половине штампа.
В этом случае допуск равен половине допуска на удвоенный размер.
2-й вариант: формообразование заготовки детали происходит в двух половинах штампа (рнс. 70).
215
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
Рис. 70. Пример назначения допусков иа размер между осевой линией и необрабатываемой поверхностью, когда деталь формуется в двух половинах штампа.
В данном случае к допуску, определяемому так же, как и в первом случае, добавляется смещение для данной детали, определяемое по нормали АН-1985.
Определение допусков на толщину стенки
Полые детали
Толщина стенки Т для детали с необрабатываемой наружной поверхностью (рис. 71) может иметь положительное и отрицательное отклонение от номинальной величины и по абсолютной величине изменяется
от r+(~f" + c) до т~ (‘з’ + с + 'г')’
Если допускаемое расчетное уменьшение толщин стенки меньше определяемого по приведенной выше формуле, то наружный диаметр детали следует увеличить на величину
где с — отрицательное отклонение на толщину стенки, заданное при проектировании.
Пример. Проверить, можно ли обеспечить допуск на толщину стенки детали, приведенной на рис. 72.
Рис. 71. Определение допусков иа толщину стенки, когда деталь формуется в двух половинах штампа.
Рис. 72. Пример назначения допусков иа толщину стенки, когда деталь формуется в двух половинах штампа.
Имеем: а=1; 6=0,5; с=0,6; f—0,34. Следовательно,
т +(0,54-0,6) т +1,1
1 —(0,25+0,6+0,17) = 1 —1,02»
то есть в данном случае допускаемое уменьшение толщины стенки меньше того, которое получено по формуле.
Для обеспечения заданной наименьшей толщины стенки необходимо увеличить наружный диаметр детали на величину
N = [(0,25 + 0,6 + 0,17) — 0,5] 2—1 мм.
Следовательно, вместо диаметра 60 мм следует задавать диаметр 61 мм, тогда толщина стенки детали будет Т = 10,51};^ и наименьшая толщина стенки 9,5 мм будет обеспечена.
Если по какой-либо причине увеличить наружный диаметр нельзя, то необходимо ввести механическую обработку по наружному контуру.
Из-за отсутствия смещения в плоскости разъема при щтамповке заготовки детали в одной половине штампа (рис. 73) допуски на толщину стенки необходимо соответственно уменьшать на величину
2
Ч- + -У к 2 2 /
Если в данном случае допускаемое уменьшение толщины стенки меньше расчетного, то наружный диаметр детали следует увеличить на величину Ni, которая определяется по формуле
Рис. 73. Определение допу-сков на толщину стенки, когда деталь формуется в одной половине штампа.
Рис. 74. Пример назначения допусков на толщину стенки, когда деталь формуется в одной половине штампа.
Для детали, формующейся в одной половине штампа {рис. 74), допуски на толщину стенки получаются следующие:
+0,5 'Т'+О.б
—(0,25+ 0,17) — 1 —0,42»
то есть в данном случае допускаемое уменьшение толщины стенки будет обеспечено.
216
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Детали типа кронштейнов
Колебания толщин перемычек Т и Т\ при необработанном контуре основания кронштейна (рис. 75, 'а) могут быть следующие: толщина перемычки Т может быть меньше на величину смещения с (Т—с), толщина перемычки Ti может иметь колебания в пределах допуска на размер А плюс смещение с, то есть 7\ .
Рис. 75. Определение допусков на толщину перемычки, когда деталь формуется в двух половинах (а) и в одной половине (б) штампа.
Если деталь формуется в одной половине штампа (рис. 75, б), допуск на толщину перемычки Ti будет находиться в пределах допуска на размер А, то есть Т +а
На рис. 76 приведены примеры назначения допусков на детали типа кронштейнов, определенных по формулам, приведенным выше.
Точность при чеканке
Во многих случаях механическую обработку сопрягаемых поверхностей можно заменять более высокопроизводительным процессом — холодной чеканкой. Чеканке подвергаются поверхности, расположенные параллельно разъему.
Суммарная площадь F участков, подвергаемых чеканке, с учетом возможности имеющегося оборудования не должна превышать:
для стали и титановых сплавов 100 см2;
для алюминиевых сплавов в свежезакаленном состоянии 150 см2.
28 Зак. 290
Рис. 76. Пример назначения допусков на толщину перемычки, когда деталь формуется в двух половинах (а) и в одной половине (б) штампа.
Площадь F отдельных участков, подвергаемых чеканке, не должна превышать 30 см2.
Допуски на размеры между поверхностями, подвергаемыми чеканке, определяются по АН-1985.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ ГОРЯЧЕШТАМПОВАННЫХ ЗАГОТОВОК
Горячештампованные заготовки из легких сплавов имеют гладкую поверхность, которую можно приравнять по шероховатости к состоянию поверхностей 3-го класса, а в некоторых случаях, например цосле горячей калибровки, — 4-го класса чистоты.
Исключение составляют боковые поверхности в местах обрезки облоя, где могут появляться надрывы и царапины, которые зачищают с помощью вариофлекса или опиливают. В результате такой обработки состояние боковых поверхностей соответствует обозначению со ,
Горячештампованные заготовки из стали имеют шероховатую поверхность, состояние которой обозначается знаком со. Причиной шероховатости- является образование окалины вследствие интенсивного окисления металла во время нагрева и остывания.
Образующуюся во время нагрева окалину обычно не удается полностью удалить с поверхности, и она частично заштамповывается в тело детали.
При удалении окалины галтовкой, травлением или обдувкой в гидропескоструйных или дробеструйных аппаратах на штампованных заготовках образуются местные выемки глубиной до 0,3 мм на мелких заготовках, 0,5—0,6 мм—на средних и 1 — 1,5 мм — на крупных.
Однако такие углубления обычно распределяются по всей поверхности заготовки равномерно и не за-
217
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
нимают больше 10% общей площади, поэтому практически они не ухудшают механических свойств детали. При проектировании деталей, изготовляемых из штампованных заготовок, знаки шероховатости механической обработки V (с указанием соответствующих классов) следует проставлять только на сопрягаемых поверхностях; на необрабатываемых поверхностях следует ставить знак оо .
ОТКЛОНЕНИЯ ПО МАССЕ (ВЕСУ) НА ДЕТАЛИ С НЕОБРАБАТЫВАЕМЫМИ ПОВЕРХНОСТЯМИ
Методика определения массы детали по номинальным размерам без учета линейных отклонений, обусловливаемых различными методами изготовления (горячая штамповка, литье, механическая обработка и др.), является неправильной, в результате чего масса изготовленных деталей почти всегда бывает больше массы, указанной в чертеже. В таких случаях для обеспечения заданной массы требуется весьма кропотливая механическая обработка детали. Серийное изготовление таких деталей если и возможно, то связано с большими трудностями.
При определении привеса рекомендуется учитывать не все, а только часть положительного линейного отклонения.
Определение привеса
Положительное отклонение по массе (привес) на обработанные детали с необрабатываемыми поверхностями, изготовленные горячей штамповкой,
g = ёв + gr + gp, где й’в — положительное отклонение по массе, обусловленное наличием положительных линейных отклонений на вертикальные размеры (перпендикулярные плоскости разъема) между необрабатываемыми поверхностями детали;
gT — положительное отклонение по массе, обусловленное наличием положительных линейных отклонений на горизонтальные размеры (параллельные плоскости разъема) между необрабатываемыми поверхностями, определяющими габариты детали;
gp — положительное отклонение по массе, обусловленное наличием положительных линейных отклонений на радиусы сопряжений ребер или выступов с полотнами.
Привес gB на вертикальные размеры между необрабатываемыми поверхностями детали подсчитывается следующим образом:
определяется площадь F проекции детали на плоскость разъема;
определяется площадь F' проекции отдельных необрабатываемых элементов детали (полотен открытых и закрытых сечений и остальных необрабатываемых мест детали).
Площадь полотна в закрытых сечениях (рис. 77, а) подсчитывается в промежутке между центрами радиусов сопряжения ребер с полотном,
а в открытых сечениях (рис. 77, б) — в промежутке между центрами радиусов сопряжения ребер с полотном и краем детали;
а
Рис. 77. Площадь полотна для сечений: а — закрытых; б — открытых.
3) для каждого элемента сечения по табл. 13 определяется коэффициент привеса Кв;
4) для каждого элемента детали определяется положительное линейное отклонение по АН-1985;
5) привес для каждого элемента детали определяется по формуле
где у — удельная масса материала детали;
6) суммированием привесов отдельных элементов детали определяется привес для всей детали по формуле
g'B^F'K^.
Если одна из двух противоположных поверхно-_ стей детали обрабатывается, а другая нет, то привес на эту необрабатываемую поверхность принимается равным трети привеса, получаемого по последней формуле.
Привес gr на горизонтальные размеры между необрабатываемыми поверхностями, определяющими габаритные размеры детали, подсчитывается следующим образом:
1. Периметр детали делят на участки длиной I, имеющие одинаковую толщину b и одинаковое положительное линейное отклонение.
2. По табл. 14 определяется коэффициент привеса Кт.
218
www. vokb- la. spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Коэффициент привеса
Таблица 13
Форма сечения элемента детали Материал детали
легкие сплавы сталь конструкционная и титановые сплавы нержавеющая сталь
Точность линейных отклонений
4-й класс 5-й класс 4-й класс 5-й класс 4-й класс 5-й класс
Элементы сечения
полотна прочие элементы полотна прочие элементы полотна прочие элементы полотна прочие элементы полотна прочие элементы полотна прочие элементы
Коэффициент Яв
0,75 0,50 0,60 0,40 0,90 0,65 0,75 0,50 0,90 0,70 0,80 0,60
0,65 0,50 0,50 0,40 0,80 0,65 0,65 0,50 0,85 0,70 0,75 0,60
Таблица 14
Коэффициент привеса Кт
Материал детали Точность линейных отклонений
повышенная нормальная
Коэффициент Яг
Легкие сплавы 0,70 0,60
Сталь конструкцион-ная и титановые сплавы 0,65 0,55
Нержавеющие стали 0,60 0,50
3. Для каждого участка периметра определяется положительное линейное отклонение б (по АН-1985).
4. Привес g'T для каждого участка периметра определяется по формуле
g'r = 1ЬКГ-~-ч.
5. Суммированием привесов отдельных участков периметра определяется привес на всю деталь по формуле
ёт = ыькг±-1.
Привес gp на радиусы сопряжений подсчитывается следующим образом:
1. Определяется длина участка I с данным радиусом /?.
2. По табл. 15 определяется коэффициент привеса Ар.
3. Для каждого участка определяется положительное линейное отклонение А (по АН-1985).
4. Привес для каждого участка определяется по формуле
g'p = 0,215 £ т [(/? + /?р А)2 — /?г].
5. Суммированием привесов отдельных участков определяется привес gp на всю деталь по формуле
gp = Е 0,215 [(/? + /?₽ А)2—/?2].
28*
219
Часть III. Технологичность конструкций деталей из металлов
Таблица 15
Коэффициенты привеса Кр
Материал детали |
легкие XZT «еРж-ве*”
Номинальный сплавы тановые сплавы шая сталь
размер Точность линейных отклонений
радиуса сопря-
жеиия, мм новы- нор- нор- повы- нор-
шен- маль- маль- шеи- маль'
.. „ шениая
ная иая ная ная иая
Коэффициент Кр
До 6 0,80 0,70 0,70 0,65 0,65 0,60
Св. 6 до 8 0,75 0,65 0,65 0,60 0,60 0,55
. 8 . 15 0,70 0,60 0,60 0,55 0,55 0,50
. 15 , 25 0,65 0,60 0,60 0,55 0,55 0,50
. 25 „ 30 0,60 0,55 0,55 0,50 0,50 0,45
, 30 , 35 0,55 0,50 0,50 0,45 0,45 0,40
, 35 „ 45 0,50 0,45 0,45 0,40 0,40 0,35
. 45 . 50 0,45 0,40 0,40 0,35 0,35 0,30
Пример 1. Деталь — кронштейн (рис. 78). Материал— ст. ЗОХГСНА; линейные отклонения на размеры —по АН-1985; нормальная точность — 5-й класс; масса детали — 9 кг.
Определение привеса gB на вертикальные размеры. Площадь проекции детали на плоскость разъема — 600 см2; площадь проекции необрабатываемой части полотна — 132 см2. Площадь проекции остальной необрабатываемой части детали — 408 см2. Положительное линейное отклонение — по 5-му классу точности для стальной детали площади проекции 600 см2 составляет 2,2 мм (по АН-1985).
Коэффициент привеса Кв для полотна 0,75, а для остальных необрабатываемых мест детали—0,5 (по табл. 13 для стальных деталей с отклонениями на размеры по 5-му классу точности).
В соответствии с найденными значениями привес на необрабатываемую часть полотна
g'„ = 132-0,75-0,22-7,8 = 170 г.
Привес на остальную необрабатываемую часть детали
g'B = 408-0,5-0,22-7,8 = 350 г.
Общая масса от положительных линейных отклонений на вертикальные размеры
ga = 170 г + 350 г = 520 г.‘
Определение привеса gr на горизонтальные размеры. Периметр участка, где толщина детали 70 мм, составляет 335 мм, а участка с толщиной 38 мм — 335 мм. Коэффициент привеса Кг=0,55 (см.
табл. 14). Положительное линейное отклонение по 5-му классу точности для стальной детали шириной 150 мм составляет 1,5 мм (по АН-1985).
Примечание. Ввиду сложности контура кронштейна, а также сложности определения его ширины иа отдельных участках средняя ширина детали принята 150 мм.
Привес от положительных линейных отклонений на горизонтальные размеры
gT =» 33,5 • 7 - 0,55 •0,075 • 7,8 + 33,5 • 3,8 • 0,55 X
X 0,075-7,8= 108 г.
Определение привеса gp на радиусы сопряжений. Длина участка с радиусом 10 мм составляет 1840 мм, коэффициент привеса Кр=0,6 (см. табл. 15).
Положительное линейное отклонение по 5-му классу точности для стальных деталей с радиусом 10 мм равно 5 мм (по АН-1985).
Привес от положительных линейных отклонений на радиусы сопряжений
gp = 0,215-184-7,8 [(1,0 + 0,6-0,5)’ - Is] = 215 г.
Определение общего привеса на деталь
g = 520 г 4-108 г + 215 г = 843 г.
Следовательно, на чертеже детали ее масса должна быть указана так: 9,0+0’843 кг.
В данном случае привес g составляет —9% от массы детали.
Пример 2. Деталь — панель (рис. 79). Материал детали — АК6; линейные отклонения на размеры— по АН-1985; нормальная точность 5-й класс; масса детали — 38 кг.
Определение привеса gB иа вертикальные размеры. Площадь проекции детали на плоскость разъема— 4350 см2. Площадь проекции необрабатываемой части полотна закрытого сечения — 2100 см2, открытого — 400 см2, остальной необрабатываемой части детали — 1850 см2.
Коэффициент привеса Кв для полотна закрытого сечения равен 0,6; открытого сечения — 0,5; для остальной необрабатываемой части детали — 0,4 (по табл. 13).
Положительное линейное отклонение по 5-му классу точности для деталей из легких сплавов с площадью проекции 4350 см2 составляет 4 мм (по АН-1985);
Привес от положительных линейных отклонений на вертикальные размеры
g„ ^2100-0,6-0,4-2,85 + 400-0,5-0,4-2,85 + + 1850-0,4-0,4-2,85') — = 836 г.
/ з
1
Примечание. Миожитель —— вводится в связи с обработкой панели с одной стороны.
Определение привеса gr на горизонтальные размеры. Периметр участка толщиной 10 мм и шириной 488 мм составляет 1800 мм, толщиной 10 мм и шириной 900 мм—1300 мм. Коэффициент привеса Кг = 0,6 (см. табл. 14), положительное линейное от-
220
www. vokb- la .spb. ru
to to
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Технические требования:
1. В опытном производстве допускается изготовление детали из поковки.
2. Группа контроля III.
3. Пригонку по весу можно производить за счет снятия уклонов в зоне А (сечение по АА).
Примечания: 1. Штамповочные уклоны — 5”, кроме специально указанного на чертеже.
2. Допуски на размеры между необрабатываемыми поверхностями по АН-1032—54, 5-й класс точности.
Рнс. 79. Панель.
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок,-получаемых объемным деформированием
клонение по 5-му классу точности для деталей из легких сплавов при ширине 488 мм составит 2,1 мм, а при ширине 900 мм — 3,0 мм (по АН-1985).
Привес от положительных линейных отклонений на горизонтальные размеры
gr = 180-1 •0,6-0,105-2,85+ 130-1-0,6 X
X 0,15-2,85 = 65 г.
Определение привеса gv на радиусы сопряжений. Длина участка с радиусом 20 мм составляет 2500 мм, с радиусом 30 мм—1800 мм. Коэффициент привеса /Ср=0,6 для радиуса 20 мм и Ар=0,55 —-для радиуса 30 мм (см. табл. 15).
Положительное линейное отклонение по 5-му классу точности для 7?=20 мм составляет 50 мм, а для /? = 30 мм — 5,5 мм (по АН-1985).
Привес от положительных линейных отклонений на радиусы сопряжений
gp = 0,215-250-2,85 [(2 + 0,6-0,5)2 - 22] +
+ 0,215-180-2,85 [(3 + 0,55-0,55)2 - З2] = 405 г.
Определение общего привеса на деталь £=836 + 65+405 = 1306 г.
Следовательно, на чертеже детали ее масса должна быть указана так: 38+1,306 кг.'
В данном случае привес g составляет ~3,3% от веса детали.
Снижение привеса
При проектировании детали с необрабатываемыми поверхностями необходимо учитывать привес на данную деталь.
Если расчетный привес больше допустимого, то конструктивные элементы детали следует выбирать с учетом обеспечения необходимого привеса, который можно уменьшить
а) сокращением площади проекции необрабатываемых поверхностей детали путем введения отверстий облегчения;
б) применением открытых сечений (тавровых и крестообразных) вместо закрытых (двутавровых и швеллерных);
в) сокращением протяженности ребер;
г) применением более жесткого класса точности линейных отклонений на утолщенных необрабатываемых местах детали (рис. 80).
Рис. 80. Назначение допусков по разным классам точности.
Если уменьшение привеса от применения указанных выше мероприятий недостаточно, то целесообразно ввести механическую обработку одной из двух противоположных поверхностей, лежащих в плоскости разъема (рис. 81). Механическая обра
ботка одной из двух противоположных поверхностей уменьшает привес на вертикальные размеры в три раза.
Рнс. 81. Механическая обработка полотен
для снижения привеса.
Если же и это окажется недостаточным, то следует ввести механическую обработку обеих поверхностей, лежащих в плоскости разъема.
Назначая механическую обработку на участки необрабатываемых поверхностей детали для уменьшения привеса, необходимо заранее предусмотреть места возможной дополнительной обработки и оговорить это в чертеже (см. рис. 95). Дополнительную обработку для пригонки по массе следует производить простейшими механическими операциями. В табл. 16 и 17 приведены сравнительные данные составляющих привеса.
Таблица 16
Составляющие привеса Величина соответствующего привеса от общего привеса, %
Прнвес на верти- кальные размеры 60
Привес gt на горизонтальные размеры 10
Привес gp на радиусы сопряжений 30
В табл. 16 при определении привеса учтена только часть положительного линейного отклонения, а в табл. 17 данные табл. 16 выражены в процентах от соответствующего привеса, подсчитанного по наибольшим положительным линейным отклонениям.
В табл. 18 приведены линейные отклонения привеса деталей нормальной точности, выраженные в долях соответствующих значений для деталей повышенной точности.
Из табл. 18 видно, что привес на деталь с линейными отклонениями нормальной точности на размеры между необрабатываемыми поверхностями на 20% больше привеса на эту же деталь с линейными отклонениями повышенной точности. Хотя линейные отклонения нормальной точности в среднем на 50% больше соответствующих линейных отклонений по-
223
www.vokb-
Часть III. Технологичность конструкций деталей из металлов
Таблица 17
Составляющие Материал детали
легкие сплавы сталь конструкционная и титановые сплавы нержавеющая сталь
привеса Точность линейных отклонений
повы- шен- нор- маль- повышенная нормаль- повышен- нормаль-
ная ная ная ная ная
Процент от привеса, рассчитанного по наибольшим отклонениям
Привес gB на вертикальн ые размеры 65 55 75 65 85 75
Привес gr на горизонтальные размеры 50 50 50 50 50 50
Привес на радиусы со* пряжений 50 45 60 50 70 60
Таблица 18
Сравниваемые параметры Точность линейных отклонений
повышенная нормальная
Линейные откло- 1,0 1,5
нения Привес 1.0 1,2
Стоимость 1,0 0,8
вишенной точности, привес при этом больше на 20%, а стоимость деталей на 20% меньше. Это весьма важное обстоятельство всегда следует иметь в виду при назначении точности линейных отклонений. По возможности следует принимать нормальную точность, так как изготовление деталей повышенной точности связано с определенными производственно-технологическими трудностями, что значительно повышает стоимость детали.
ОФОРМЛЕНИЕ ЧЕРТЕЖА ДЕТАЛИ
При выполнении чертежей деталей, заготовки которых изготавливаются горячей штамповкой, необходимо учитывать специфику технологии кузнечной обработки.
1. Необрабатываемые поверхности, расположенные перпендикулярно плоскости разъема, нужно вычерчивать со штамповочными уклонами.
Определению штамповочных уклонов должен предшествовать выбор линии разъема. Штамповочные уклоны задаются таким образом, чтобы в плоскости разъема деталь (или элемент детали) имела наибольшую ширину или длину (рис. 82). Линию разъема на чертеже детали не указывают, так как
ее расположение обычно определяется направлением штамповочных уклонов. Исключение составляют детали, которые можно изготавливать без штамповочных уклонов на необрабатываемых поверхностях. В этом случае линия разъема получается ломаной (рис. 83). Ее обязательно следует указывать на чертеже.
Рис. 83. Указание линии разъема на чертеже детали.
Штамповочные уклоны в плане изображаются двумя линиями (рис. 84): контуром детали или элемента детали по разъему и линией, проходящей по тому месту, откуда начинается штамповочный уклон.
2. Необходимо указывать все размеры детали полностью. Ссылки на плаз или шаблоны, снятые с плаза, не допускаются.
Шаблоны, снятые с плаза, не рекомендуется использовать при проектировании и изготовлении штамповой оснастки, так как размеры полости штампа отличаются от соответствующих размеров детали на величину усадки. Кроме того, наличие штамповочных уклонов искажает профиль детали, в особенности в тех местах, где высота детали пе
224
www. vokb- la .spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
ременная (рис. 85). На теоретических обводах детали, которые, как правило, подвергаются механической обработке, следует ставить размеры, а в соответствующем примечании на чертеже детали нужно указывать, что данные размеры можно использовать только для разработки чертежа заготовки и проектирования оснастки.
Рнс. 86. Пример неправильного оформления чертежа детали (ссылка на плаз вместо указания размеров).
3. Размеры детали желательно указывать от баз, принятых для механической обработки.
Единообразие в указании размеров на детали и штампуемые заготовки сократят сроки подготовки производства и уменьшат вероятность появления ошибок, связанных с перерасчетами размеров.
4. Габаритные размеры детали или элемента детали при необрабатываемом контуре не следует указывать по линии разъема (рис. 86).
Неправильно
ПраВильпо
Рис. 86. Пример указания размеров.
При горячей штамповке по линии разъема детали образуется облой, который в дальнейшем обрезается (рис. 87). В зависимости от степени пригонки обрезного инструмента в месте среза могут быть остатки от облоя или вырывы (рис. 88).
В том или другом случаях место среза облоя зачищается, и судить о размерах детали -по этому месту не представляется возможным.
5. Размеры толщины ребер нужно определять следующим образом: если вершина ребра заканчивается радиусом (рис. 89, слева), то толщина ребра определяется диаметром его вершины. Если толщина ребра иа его вершине больше удвоенного радиуса (рис. 89, справа), то толщина ребра определяется расстоянием между точками пересечения боковой грани и вершины ребра.
Рис. 89. Пример указания толщины ребра.
6. При переменном расстоянии между ребрами (рис. 90) указание размеров производить от осевых линий в плановой проекции. Такая система указания размеров сокращает количество их на чертеже и облегчает разметку штампа.
Рис. 90. Построение ребер, не параллельных друг другу.
Допуски К на размеры А и Б назначаются по нормали АН-1985.
7. При постоянном расстоянии между ребрахГи указывать размеры по одному из трех вариантов, приведенных на рис. 91.
Рис. 88. Возможные дефекты при обрезке облоч,
Рис, 87. Схема обрезки облоя.
Рис. 91. Варианты указания размеров между параллельными ребрами.
& Зак. 290
225
Часть III. Технологичность конструкций деталей из металлов
8. При указании размеров не координировать положение радиусов. При сравнительно широких допусках на величину технологических радиусов их координирование может привести к искажению детали. На рис. 92 и 93 приведены примеры правильного и неправильного указания размеров.
неправильно
Правильно
Рис. 92. Указание размеров иа двутавровом сеченая.
Рис. 93. Указание размеров, определяющих сопряжение головки со стержнем.
9. Избегать указания размеров цепочкой. Это приводит к суммированию отклонений на каждый размер, что может дать значительную погрешйость. На рис. 94 приведен пример правильного и неправильного указания размеров.
Рис. 94. Указание размеров, определяющих положение бобышек.
223
10. Допуски на размеры между необрабатываемыми поверхностями или между одной необрабатываемой и другой обрабатываемой проставлять непосредственно на размере.
Величину допусков оговаривать в примечаниях не рекомендуется. Соблюдение этого правила обязывает конструктора тщательно продумать вопросы, связанные с прочностью и привесами на каждую деталь.
11. Величину штамповочного уклона указывать на чертеже детали или в примечании.
Если деталь выполняется с одним штамповочным уклоном, то величину его можно оговаривать в примечании. Если же для данной детали в зависимости от различных соотношений конструктивных элементов требуются различные штамповочные уклоны, то преобладающий штамповочный уклон указывать в примечании, а остальные проставлять на чертеже (см. рис. 79).
12. На особо ответственных деталях указывать нужное направление волокна.
Механические свойства горячештампованных заготовок анизотропны. Вследствие волокнистого строения деформированного металла его механические свойства вдоль и поперек волокон различны. При проектировании деталей ответственного назначения необходимо учитывать, что основные усилия, действующие в детали, должны быть направлены вдоль волокон.
Возможность достижения нужного направления волокна на деталях сложных конфигураций устанавливается при консультации со специалистом по горячей штамповке.
13. При определении массы детали необходимо учитывать положительные линейные отклонения на размеры между необрабатываемыми поверхностями.
Масса детали определяется по номинальным размерам, а привес от положительных линейных отклонений — как положительное, отклонение по массе. Например: масса детали 3,5 кг; привес 0,2 кг. В спецификации на чертеже в колонке «Масса детали» указывается 3,5+0,2 кг.
В случае завышения массы на чертеже детали должны быть указаны зоны возможной обработки, которые выбирают из условий простоты механической обработки и минимальных затрат (прямолинейные участки легко обрабатываются скоростным фрезерованием, сверлением отверстий на полотнах и т. Д.)-
14. На толщину стенок и перемычек указывать допускаемые отрицательные отклонения. Это даст возможность при разработке чертежа заготовки обеспечить заданную конструктором минимальную толщину стенки или перемычки.
15. При определении расстояний между центрами отверстий указывать допускаемые отклонения. Без этих отклонений не представляется возможным производить расчеты, связанные с обеспечением минимальной толщины стенки или перемычки.
16. На чертежах деталей предусматривать при необходимости специальные технологические припуски, связанные с последующей обработкой.
www.vokb-la.spb.ru
to
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Часть III. Технологичность конструкций деталей из металлов
Форма технологического припуска устанавливается технологом-механиком. Технолог по горячей штамповке должен в данном случае санкционировать возможность изготовления детали с указанным технологическим припуском.
17. Сопрягаемые поверхности детали должны подвергаться механической обработке или чеканке.
В том и другом случаях на этих поверхностях следует указывать соответствующие знаки обработки. На необрабатываемых поверхностях детали следует ставить знак со .
18. Смещение при горячей штамповке в плоскости разъема одной половины детали относительно другой в чертеже детали не указывать. Это смещение обычно указывается в чертежах заготовок, так как в допусках на размеры штампованных заготовок смещение не учитывается.
19. Допускаемое -коробление необходимо указывать на чертеже детали.
Величина коробления должна учитываться технологом-механиком при назначении припусков на механическую обработку.
20. На чертежах деталей из штампованных заготовок должно быть указание, разрешающее изготовлять эти детали в опытном производстве из кованых заготовок (с соблюдением штамповочных ук
лонов и остальных конструктивных элементов, указанных на чертеже детали).
21. Чертеж детали из штампованной заготовки должен быть согласован с технологом по горячей штамповке и подписан им.
22. На чертеже детали необходимо указывать группу контроля.
В зависимости от степени ответственности детали назначается та или иная группа контроля. Различают три группы контроля.
К 1-й группе контроля относятся особо ответственные детали. Необходимо проверять механические свойства каждой детали, отнесенной к 1-й группе.
Ко 2-й группе контроля относятся детали ответственного назначения. В данном случае механические и прочие свойства проверяются только на одной детали из определенной партии.
Программа испытаний и местоположение образцов также устанавливаются специальными техническими условиями.
К 3-й группе контроля относятся все остальные детали, которые обычно не подвергаются специальным испытаниям.
На рис. 95 приведен пример чертежа детали, оформленного с учетом перечисленных выше требований.
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ, ПОЛУЧАЕМЫХ ХОЛОДНЫМ ВЫДАВЛИВАНИЕМ
Холодное выдавливание — это процесс получения деталей И полуфабрикатов сложной формы постоянного и переменного сечения путем пластического истечения металла в формообразующую полость инструмента.
Процесс холодного выдавливания основан на использовании пластичности металлов и сплавов, которая определяется их природой, способом деформации (схемой напряженного состояния), контактными условиями деформации на границе инструмент— заготовка и Температурно-скоростным фактором.
Схемы напряженно-деформированного состояния в процессе холодного выдавливания совершенно различны в разных зонах деформируемой заготовки: от трехосного неравномерного сжатия в зонах заготовки между давящими поверхностями инструмента до плоского или линейного сжатия или растяжения в зонах свободного истечения металла.
Получение деталей разнообразных конструктивно-геометрических форм осуществляется по различным схемам процесса.
Выбор оптимальной схемы деформирования определяется геометрической формой, размерами детали и физико-механическими свойствами металла заготовки в зависимости от
а) анализа напряженно-деформированного состояния металла в процессе холодного выдавливания;
б) соотношения геометрических размеров отдельных конструктивных элементов детали. Схема
228
процесса должна соответствовать минимуму требуемой энергии формоизменения;
в) рабочего давления на инструмент в процессе формообразования. Схема процесса должна соответствовать минимуму рабочего давления.
ОБЛАСТЬ ПРИМЕНЕНИЯ ХОЛОДНОГО ВЫДАВЛИВАНИЯ
Холодным выдавливанием можно изготавливать детали самых разнообразных геометрических форм и размеров из большинства конструкционных черных и цветных металлов и сплавов.
- Размеры изготавливаемых деталей практически ограничиваются размерными возможностями, мощностью применяемого оборудования и прочностными характеристиками инструментальных материалов. Обычно .изготавливаются детали диаметром 5—120 мм (реже до 160 мм), высотой 80—450 мм и толщиной стенки или перемычки 0,4—20 мм.
Процесс холодного выдавливания рационально применять для изготовления объемных деталей.
На деталях выдавливают всевозможную маркировку, бобышки или углубления, числовые и буквенные надписи с симметричным или несимметричным расположением их.
ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ
Металлы и сплавы, обрабатываемые холодным выдавливанием, должны обладать возможно низким пределом текучести, малой склонностью к упрочнению и достаточной пластичностью.
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Основным критерием, определяющим возможность обработки применяемого металла методом*холодного выдавливания, является рабочее давление, которое не должно превышать 200—250 кГ/мм2. Более высокое давление резко снижает стойкость инструмента, и процесс становится экономически неоправданным.
Состав стали должен допускать деформацию свыше 25% за одну операцию. Предельное значение степени деформации для сталей при холодном выдавливании —70—80%.
1. Для холодного выдавливания могут применяться малоуглеродистые, среднеуглеродистые и малолегированные стали в отожженном состоянии с содержанием углерода не более 0,45%. Увеличение содержания углерода, различных примесей и легирующих элементов ведет к снижению пластичности сталей и увеличению сопротивления деформированию.
Углеродистые стали, обработанные холодным выдавливанием, часто по механическим свойствам, не уступают легированным сталям вследствие повышения механических свойств.
2. Для выдавливания деталей типа стержней с головкой, трубок с фланцем, шестерен и шлицевых валиков при степенях деформации не более 65— 75% могут использоваться стали 10, 20, 30, 40, 45, I5X, 15Г, 20Х, ЗОХ, 18ХГТ, 12ХНЗА.
При выдавливании деталей из сталей 45, ЗОХ, WX не рекомендуется превышать степень деформации 0,65—0,70 в целях повышения стойкости инструмента.
3. При выдавливании деталей типа стаканов, втулок со степенью деформации не более 0,65-0,70-могут быть использованы стали марок 10, 20, 15Х, !5Г, 20Х, 18ХГТ, 12ХНЗА.
Применение для этих деталей более прочных сталей 30, 45, ЗОХ, 40Х резко снижает стойкость инструмента, приводит к образованию трещин на наружной поверхности деталей.
4. Для процессов холодного выдавливания могут применяться следующие цветные металлы и их сплавы:
а) олово и свинец, обладающие высокой пластичностью и оказывающие незначительное сопротивление деформированию. Степень деформации — 95— 99%, толщина стенки может доходить до 0,076 мм;
б) технический алюминий марки АД и алюминие-зые сплавы АМц, АМг, обладающие высокой пластичностью и незначительным сопротивлением пластической деформации. Эти материалы допускают значительные степени деформации (до 90—96%);
сплавы АВ, АМгб, Д16, ДI, В95, обладающие значительным сопротивлением пластической деформации. Допустимые степени деформации — 65— 90%. В сплавах алюминия с магнием и цинком в процессе формообразования возможны структурные и фазовые превращения, которые значительно сокращают возможности применения этих сплавов.
Для сплава АМгб степень деформации —до 80%. Высота и диаметр детали не более 60 мм, толщина стенки превышает 1,5 мм.
Установленный предел степени деформации для материала Д16 — 75—80%. Размер деталей по диаметру—до 55 мм, толщина стенок — до 1—1,5 мм;
в) медь Ml, М2, М3 и ее сплавы марок Л96, Л90, Л86, Л68, Л62, которые деформируются в холодном состоянии, при этом требуются большие давления (приближаются к допустимым значениям прочности инструментальных сталей).
Деформируемость латуни определяется главным образом ее химическим составом. Латуни с содержанием цинка до 20% обрабатываются сравнительно легко. Повышение содержания цинка усложняет процесс. При содержании цинка свыше 40% латуни практически не применяются для холодного выдавливания вследствие их хрупкости;
г) магниевые сплавы МА2, МА8, МА9, которые обрабатываются с подогревом заготовок до температур 270—400°С.
Для магниевых сплавов недопустимы высокие скорости деформирования при штамповке деталей сложной формы.
Из магниевых сплавов можно получать пустотелые детали круглого, квадратного и прямоугольного сечений с диаметром 25—150 лш, толщиной стенки 1,54—6,5 мм и отношением -г-< 3;
d
д) титан и титановые сплавы ВТ1 и ВТ2. Детали из титана и титановых сплавов простой конфигурации удовлетворительно обрабатываются в холодном состоянии..Детали сложной формы штампуются с подогревом заготовок до температуры 500—600°С.
Процесс холодного выдавливания сопровождается значительным упрочнением обрабатываемого металла (табл. 19).
Таблица 19
Материал Марка материала Пр— *= ная сте- толщина стенки пень или дефор- пере-мации, % “и'
Стали 1 малоуглеродистые Ст. 10, Ст. 20 . 75 2,0
среднеуглеродистые Ст. 30, Ст. 35, Ст. 45 60-65 2,0-2,5
низколегированные 15Х, 15Г, 20Х, ЗОХ, 40Х 60-65 2,0-2,5
среднелегироваиные ЗОХГСА 50 -60 2,0-2,5
высоколегированные Х18Н9Т, 18ХГТ, Х18Н10Т 50-60 2,0-2,5
229
www. vokb- la .spb. ru
Часть III. Технологичность, конструкций деталей из металлов
Продолжение табл. 19
Материал Марка материала Предельная степень деформации, °Л Допустимая толщина стенки или перемычки, мм
I Цветные металлы и сплавы 1 алюмини- евые сплавы пластичные АД, АМцАМ 95-97 0,6-0,8
малоплас- тичные АМгАМ 90-92 1,0
АВ, Д1, Д16 80 1,5
АМгб 75-80 1,5
АМгЗ 75-85 1,5
медь и ее сплавы высокопластичные Ml,- М2, М3, Л68 95 0,3-0,5
низкопла-стичные Л62 85-90 0,6—0,8
магниевые сплавы МА2, МА8, МА9 40—70 2,0
титановые сплавы ВТ1, ВТ2, ОТ4-1 45-60 2,5—4,0
Таблица 20
Механические свойства при холодном выдавливании
Механические характеристики
Марка до выдавливания ф S после выдавливания ф S я
материала ‘«в степень формацг св> кГ/мм* 8, И я о о-
Д16 21 12 ' 50 70 53,6-57,7 59,4—60,8 6,4 6,4 172 186
АМг 15 24 50 70 28,4—32,0 32,0—34,6 9,6—12,8 5,2— 8,8 97 119
АМгЗ 18 13 50 70 31,7-32,7 32,8—34,5 6,8-9,3 4,0-5,6 78* 86
АМц 13 29 50 70 20,6 21,5 16,8—22,0 12,8-14,0 59 66
Ст. 10 32 24 50 70 69,7-70,2 79,8-80,3 14,4-16,0 79,8-80,3 120 153
В зависимости от степени деформации и металла физико-механические свойства обрабатываемого металла изменяются (табл. 20):
предел прочности увеличивается в среднем в 1,5—2 раза, предел текучести—в 2—3 раза;
твердость возрастает в среднем в 1,5—2 раза;
относительное удлинение и сужение уменьшаются в 2—4 раза, ударная вязкость с ростом степени деформации до е=0,5^-0,6 повышается, а выше е = = 0,6 — несколько снижается.
В результате упрочнения металла и получения высокого класса чистоты поверхности наблюдается повышение износостойкости и усталостной прочности деталей. Результаты сравнительных механических испытаний представлены в табл. 21.
При высоких степенях деформации твердость металла при изготовлении детали из низкоуглеродистой стали становится сравнимой с твердостью среднеуглеродистой или низколегированных сталей после термической обработки. Это позволяет проводить замену материала с более дорогих металлов детали на более дешевые и пластичные.
В результате длительной эксплуатации без нагрева или длительного, вылеживания прочность и твердость металла, полученная вследствие упрочнения, изменяется незначительно: на 15—25%.
КОНСТРУИРОВАНИЕ ДЕТАЛЕЙ В
Для обеспечения технологичности деталей, изготавливаемых холодным выдавливанием, рекомендуется
1) штамповочные уклоны’ не назначать, так как даже детали большой длины свободно выталкиваются из штампов (рис 96, п. 1);
2) не штамповать выдавливанием детали с местными утолщениями (особенно несимметричного расположения), со всевозможными ребрами жесткости, перегородками. Утолщения, ребра и т. п. необходимо приваривать (рис. 96, п. 2);
3) избегать резких переходов от одной поверхности к другой, острых кромок и углов. Углы деталей скруглять в соответствии с табл. 22. Радиусы закруглений даны для деталей нормальной и повышенной точности;
4) избегать резкого изменения поперечного сечения или резких переходов от толстой стенки к тонкой, так как образуются зажимы металла. Послед-? ние препятствуют вытеснению материала, ведут к образованию-трещин и разрушению. В этих местах появляются чрезмерные нагрузки, снижающие стойкость штампов (рис. 96, п. 3, 4);
5) не выдавливать ступенчатые детали с малыми перепадами внутренних и внешних диаметров с соотношением последних меньше 15%, так как в таких случаях при большом износе штампов изготовление деталей может оказаться нерентабельным. Ступенчатые поверхности с малым перепадом диаметров целесообразнее обрабатывать резанием (рис. 96, п. 6);
6) в деталях не допускать подрезы и канавки, так как их наличие усложняет конструкцию инструмента. Это экономично только для очень больших партий деталей (рис. 96, п. 7);
230
www. vokb- la .spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Таблица 21
Таблица сравнительных механических испытаний деталей, полученных холодным выдавливанием
и сопоставимыми процессами
Материал Вид обработки и количество образцов & Схема испытания Результат сравнения статической нагрузки
механической обработки, литья ХОЛОДНОГО выдавливания
Д16Т Механическая обработка; холодное выдавливание; три образца Сжатие 8300 8150 8340 11250 11370 11450
—
Д16Т То же Рг 1стяжение 1170 1320 1220 2185 1600 2050
— —Н- -
АЛ9 Литье; три образца Растяжение 1 3310 3360 3050 4270 4650 4550 •
га
Д16Т Механическая обработка; три образца Растяжение 1 1 1 1500 1225 1200 2430 2350 2660
1 1
Д16Т То же Сжатие 4850 4960 5050 6370 6400 6300
ZZZZZZZZZ/z
W/Wz
Д16Т и Сжатие 5300 5300 5360 5350 5250 5500
7
/ у / Л. — 1
1
231
www.vokb-la.
Часть III. Технологичность конструкций деталей из металлов
Таблица 22
Радиусы закруглений углов мм
Размер детали (в плане) Радиусы закруглений внешних углов Радиусы закруглений внутренних углов
нормальной точности повышен-ной точности нормальной точности повышенной точности
0- 10 0,5-2,0 0,3-1,0 1,0— 3,0 0,5-1,5
10— 25 0,7-2,0 0,5—1,5 1,5- 4,0 0,7-2,0
25- 50 1,0-3,0 0,7-2,0 2,0— 5,0 1,0-3,0
50- 80 1,5-5,0 1,0-3,0 2,5- 7,0 1,5-5,0
80—120 2,0—6,0 1,5-5,0 3,0- 9,0 2,0-7,0
120-160 3,9—9,0. 2,0-8,0 4,0—10,0 3,0-9,0
7) не допускать наличия в деталях отверстий малого диаметра и большой глубины;, это ослабляет отдельные элементы инструмента, предназначенного для получения такого рода отверстий (рис. 96, п. 8);
8) при больших степенях деформации (60— 70%) не изготавливать детали с толщиной дна или перемычки меньше толщины стенки, так как это ведет к росту усилия деформирования в конце хода, снижению стойкости инструмента, а также к изменению формы детали (рис. 97);
Рис. 97. Характер изменения формы детали, если толщина дна или перемычки меньше толщины стенки.
9) избегать изготовления холодным выдавливанием деталей с большими углами конусности (свыше 6°), так как в этом случае распределение сил и выталкивание детали становится неблагоприятным;
10) боковые отверстия в тонкостенных фланцах и стенках пробивать в штампах на прессах после выдавливания и отбортовки (рис. 96, п. 9);
11) при холодном выдавливании можно получить точные поверхности под внутреннюю или наружную резьбу (рис. 96, п. 10);
12) избегать изготовления деталей с прямыми или острыми углами;
13) не допускать скошенных фланцев;
14) ступенчатость внутренних и внешних диаметров должна нарастать в одном направлении (рис. 96, п. 13, 14);
232
15) холодным выдавливанием изготавливать только прямозубые конические и цилиндрические колеса;
16) простановку размеров на чертеже полуфабриката выполнять так, как показано на рис. 98.
Рис. 98. Простановка размеров в чертежах деталей, из- . готовленных холодным выдавливанием.
Пример оформления чертежа представлен на рис. 99 и 100.
ТОЧНОСТЬ ДЕТАЛЕЙ
Точность деталей, получаемых холодным выдавливанием, определяется видом применяемого оборудования, его состоянием, точностью инструмента, его стойкостью и степенью износа и во многих случаяхотклонениями размеров исходного материала. .
При проектировании размеров заготовки необходимо учитывать износ пуансона и матрицы (табл. 23).
Назначение очень жестких допусков может сделать Нерентабельным изготовление деталей методом холодного выдавливания.
' "Экономически целесообразной является точность размеров детали, равная 2—4-му классам (диа-метр/.сторона прямоугольника). Точность размеров, зависящих от наладки пресса (толщина перемычки донышка), находится в пределах 3—5-го классов точности. Точность деталей может быть повышена введением калибрующих операций, но это повысит себестоимость деталей.
www. vokb- la .spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
Заготовка аз D16T
Шероховатость поверхности заготовки- W
Примечания: 1. Острые кромки скруглить R 0,2— R 0,5.
2. Неперпендикулярность торцов А относительно 0 22 Л3 .допускается не более 0,05. Измерять индикатором на 0 40.
3. Изготовлять методом холодного выдавливания из Д16Т-к45 или Д16Т Й)42Х10.
4. Место замера твердости по Роквеллу — поверхность, где ставятся клейма. Твердость разрешается замерять на поверхности Й)28С5.
Рис. 99. Втулка.
Шероховатость поверхности заготовки -V4
Пр нмечания: 1. Биение торца Л, 0 16,5 А< и 019 А5 относительно резьбы 0,05.
2. Фаски резьбы — по 299АТ.
3. Клеймить на бирке.
4. Изготовлять методом холодного выдавливания из АМц-к48.
Рис. 100. Фланец.
Зак. 290
233 •
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Изготавливается без припуска на
Таблица 23
мм
Размер диаметра инструмента Износ на тысячу деталей (ориентировочно)
матрицы пуансона
До 30 0,005 0,005-0,008
. 60 0,025 0,005-0,008
механическую обработку
Колебание размера по высоте детали зависит от заданного допуска по массе заготовки, степени износа инструмента, точности изготовления толщины донышка. При выдавливании металла из открытого штампа не рекомендуется назначать допуски в направлении выдавливания, то есть по высоте или длине детали. Практически допуск на полную длину или высоту назначается в пределах 3—6 мм для подрезки торца на станке.
Допуски на размеры некоторых стандартных деталей, получаемых холодным выдавливанием, даны в табл. 24—26.
Иногда удобнее пользоваться значениями допусков по массе. Эти значения не должны выходить за пределы допусков на размеры. Для определения отклонений по массе можно пользоваться кривой, представленной на рис. 101.
Припуск на доделку резанием
Изготавливается без припуска на механическую обработку
Припуск на шлифовку
Масса детали (заготовки), кг
Рис. 101. Отклонения по массе для различных деталей.
Обработка штамповкой без припуска
Обработка штамповкой с припуском на обработку резанием
Точность изготовления деталей по геометрической форме определяется по табл. 27.
Соосность наружных и внутренних поверхностей деталей определяется в соответствии с табл. 28.
Размеры поверхностей отштампованных деталей, предусмотренные как предварительные, должны иметь припуски, компенсирующие все отклонения формы и размеров при штамповке.
234
Оставлен припуск на обработку резанием, остальное оформляется штамповкой
Рис. 102. Исполнение основных элементов геометрической формы.
www. vokb- la .spb. ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
мм
Таблица 24
Деталь Номинальный размер Допуск на размер при Номинальный размер Искривление
прессовании калибровке
10-18 18-30 30—50 50-80 80—100 0,11 0,13 0,16 0,19 0,22 0,052 0,062 0,074 0,087 До 100 . 200 . 500 . 700 . 1200 0,02-0,15 0,05-0,25 0,1 —0,5 0,2 -1,5 0,5 —2,0
/ / / 'J
мм
Таблица 25
Деталь Допуск на размер S Допуск на размер h
Номинальный размер S = 2 + 15 S = 0,5 -г 6 Номинальный размер — <1,2; D S = 2 + 15 — <1,2; D 5 = 0,5 ±-6
при обычном прессовании при последующей калибровке при обычном прессовании при последующей калибровке при обычном прессовании при последующей калибровке при обычном прессовании ори последующей калибровке
5. D 2 2-10 10-15 До 0,6 0,8-1,2 1,2-2,0 2,0—3,5 3,5-6,0 ±0,1 ±0,15 +0.2 ±0,05 ±0,10 ±0,15 ±0,05-0,1 ±0,07—0,1 ±0,10-0,15 ±0,12-0,15 ±0,15-0,2 ±0,02 ±0,02 ±0,025 ±0,03 ±0,04 До 2 2—10 10—15 15—25 25-40 40-50 50-70 ±0,15-0,2 ±0,2 —0,3 ±0,25-0,3 ±0,3 —0,4 ±0,4 —0,5 ±0,1 ±0,15 ±0,2 ±0,25 ±0,35 ±0,15 ±0,2—0,3 ±0,25-0,35 ±0,3-0,4 ±0,35-0,5 ±0,4—0,5 ±0,5-0,6 ±0,1 ±0,12 ±0,15 ±0,2 ±0,25 ±0,3 ±0,35
а
•7 /у 4Г
-
мм
Таблица 26
Деталь Номинальный размер Допуск на размер
D d D а
S = 0,5 -г 6
при обычном прессовании при последующей калибровке при обычном прессовании при последующей калибровке при обычном прессовании при последующей калибровке при обычном прессовании при последующей калибровке
5,, 0 Менее 10 10-30 30—40 40-50 50—60 60-70 70-80 80-90 90—100 100-120 120-140 ±0,08 ±0,1 ±0,12 ±0,15 ±0,2 ±0,22 ±0,25 ±0,3 +0,35 ±0,4 ±0,05 ±0,06 ±0,07 ±0,1 ±0,12 ±0,15 ±0,17 ±0,2 ±0,22 ±0,25 ±0,1 ±0,1 -0,2 ±0,15—0,25 ±0,2 —0,25 ±0,2 —0,3 +0,2 —0,3 ±0,2 —0,35 ±0,25-0,4 ±0,3 —0,45 ±0,35—0,5 ±0,05 ±0,05-0,1 ±0,1 -0,15 ±0,1 -0,15 ±0,12—0,2 +0,15-0,25 ±0,15-0,25 ±0,2 -0,3 ±0,2 —0,35 ±0,3 -0,4 ±0,1 ±0,1 ±0,1 ±0,1 ±0,2—0,3 ±0,2-0,3 ±0,2-0,3 ±0,2-0,3 ±0,2-0,3 ±0,3 ±0,4 ±0,02 ±0,02 ±0,02 ±0,025 ±0,3 ±0,35 ±0,4 ±0,05 ±0,06 ±0,08 ±0,12 ±0,05 ±0,05-0,07 ±0,08—0,10 ±0,1 —0,12 ±0,12-0,14 ±0,15-0,18 ±0,18-0,2 ±0,2 —0,24 ±0,25—0,3 ±0,3 —0,4 ±0,4 —0,5 ±0,02 ±0,02-0,04 ±0,02-0,04 ±0,025—0,04 ±0,03-0,05 ±0,03-0,05 ±0,04-0,05 ±0,05-0,08 ±0,06-0,09 ±0,08—0,1 ±0,1 -0,12
а ,
% м // // ! 4?
30*
235
www.vokb-la.
Часть III. Технологичность конструкцыйдеталей из металлов
Как правило, внутренние поверхности выдавливаемых деталей следует выполнять в соответствии с чертежом детали, наружные — с припуском на механическую обработку (рис. 102).
Припуск на последующую механическую обработку предусматривается, когда
а) класс точности и чистоты готовой детали должен быть более высоким, чем обеспечивается выдавливанием;.
б) некоторые элементы конфигурации готовой детали не обеспечиваются выдавливанием, например,
зарезьбовая канавка и (рис. 403, й);
уступ . перед резьбой
Рис. 103. Получение канавки (а) или выточки внутри отверстия (tf).
Табл ада- 27
www. vokb- la .spb. ru
Гл. 3. Технологичность конструкций деталей ив заготовок, получаемых объемным деформированием
мм
Таблица 28
Измеряемый размер
Толщина стёнки
D
И
до 3 | св. 3 Соосность
Эскиз детали
До 20
До
20
50
До
0,02
0,07
30
20
50
100
0,025 0,05
0,1
60
50
100
0,06
0,05-0,1
До 0,035
, 0,07
ности. Шероховатость поверхности зависит от марки материала (табл. 29). Для получения данных табл. 29 необходимо, чтобы шероховатость поверхности исходной заготовки была не ниже 5-го.класса чистоты.
На рис. 106 дано сравнение поверхностей, прошедших различную обработку.
Недеформированные части заготовок меняют класс чистоты поверхности после выдавливания незначительно.
Неправильно подобранная смазка ведет к образованию трещин и задиров.
Прочность и износостойкость деталей повышается в результате наклепа металла в процессе деформации и благоприятного расположения волокон.
Предел прочности для сталей после холодного выдавливания при степени деформации 0,6—0,7 возрастает в 1,5—2 раза.
Таблица 29
в) уступ у детали должен быть без радиуса или фаски (рис. 104) ; выдавливанием невозможно получить тонкие стенки, донышко или перемычку (рис. 105).
Рис.. 105.
КАЧЕСТВО ПОВЕРХНОСТИ
Качество поверхностей после деформации при холодном выдавливании высокое.
Упрочнение поверхности детали при выдавливании, использование для смазки поверхности заготовок смазок оптимальной вязкости и полированного инструмента позволяют получить шероховатость по-1ерхности деталей в пределах4?—10-го классов чи-:тоты.
Качество поверхности детали после выдавливали уступает только качеству полированной поверх-
№ Материал Поверхности
А' Б В Г Д
детали Шероховатость поверхности, класс чистоты
1 Д1Т 6 11 10 6 10
2 Ст. 10 6 7-8 7 5 —
3 АДМ 7 6-7 6 — 10
4 Л62 7 7 — — 10
5 Ст. 15Г 6 7—8 7-8 6 —
6 Ст. 10 6 6-7 6-8 — —
237
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Рис. 106. Шероховатость поверхности:
а — чистовая обточка, микронеровйостн 10—15 лис, несущая поверхность 5%; б — чистовая полировка, микронеровности 1—10 мк, несущая поверхность 25%; в — холодное выдавливание, микронеровно-стн 0,3—3,5 мк, несущая поверхность 20—65%; г — полировка, микронеровностн 0,1—0,63 мк, несущая поверхность 50—-80%.
4. На особо ответственные детали перед запуском их в серию конструкторским отделом назначается проверка их на прочность по специальной методике. Необходимость такой проверки оговаривается в перечнях деталей, переводимых на холодное выдавливание.
5. Процесс холодного выдавливания не влияет на свариваемость и способность к пайке. Однако во избежание местного снятия упрочнения металла перед сваркой или пайкой детали следует подвергнуть неполному отжигу.
ОСОБЕННОСТИ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ
Детали, полученные холодным выдавливанием и требующие последующей механической обработки, имеют некоторые особенности при обработке:
1) их нельзя обработать инструментом с обычными углами заточки. Необходимо использовать инструмент с передним углом заточки больше 10° для обеспечения лучшей чистоты обработки и меньшей температуры нагрева;
2) для стальных деталей, например, рекомендуются следующие геометрические параметры инструмента в зависимости от степени деформации и марки стали:
на" резцах задний угол а=8—10° (в среднем 9°); угол заострения 0=45—57° (в среднем 50°); передний угол у=25—35° (в среднем 30°); угол в плане х=45°; угол при вершине е—100°.
Дефекты, возникающие в процессе холодного выдавливания, можно охарактеризовать как дефекты* вызванные
а) неправильной конструкцией и некачественным изготовлением штампа;
б) неточной установкой и настройкой штампа;
в) нарушением настройки штампа;
г) низкой жесткостью инструмента и пресса;
д) несоблюдением техпроцесса подготовки металла и поверхности исходной заготовки;
е) неправильно выбранной схемой процесса.
Технические условия на детали, изготовляемые холодным выдавливанием:
1. Детали, изготавливаемые холодным выдавливанием, по геометрическим размерам и шероховатости поверхности должны отвечать требованиям чертежа и техническим условиям на поставку от цехов-потребителей.
2. Детали, по состоянию поверхностей не имеющие припуск на дальнейшую обработку, должны отвечать требованиям, указанным в технологическом процессе в соответствий с назначением каждой конкретной детали в конструкции изделия.
3. На поверхностях деталей, имеющих припуск на дальнейшую обработку, допускаются дефекты по-поверхности глубиной до 2/з припуска. Это должно быть оговорено в технических условиях на поставку цеху-потребителю.
На спиральных сверлах угол спирали «*30°; угол заточки «*118°.
На метчиках передний угол —20°.
На фрезах передний угол ух=15—30°, задний угол ах=8—12°.
На протяжках и прошивках передний угол у= = 10—15°; задний угол а=2—3°; ширина калибрующей ленточки 0,6—2 льи;
3) необходимо уменьшить глубину шлифования и создать обильное охлаждение для уменьшения температуры нагрева;
4) хотя процесс холодного выдавливания не влияет на свариваемость и способность к пайке, во избежание местного снятия упрочнения металла необходимо перед сваркой или пайкой детали подвергнуть неполному отжигу;
5) необходимо перед сваркой или пайкой удалить смазочный слои или слой покрытия. Особенно нежелательное действие оказывает слой покрытия (для сталей — слой фосфатирования), который после выдавливания становится очень плотным. Сваривае-мость металла в этом случае очень плохая;
6) перед покрытием (покраской, эмалированием, лужением, хромированием, никелированием) деталей, полученных методом холодного выдавливания, необходимо удалить смазочный слой нли слой смаз-коносителя.
238
www.vokb-la.spb.ru
Гл. 3. Технологичность конструкций деталей из заготовок, получаемых объемным деформированием
ЛИТЕРАТУРА
1. Весовые отклонения на детали с необрабатываемыми поверхностями, изготовленные горячей штамповкой. Проект нормали МАП. НИАТ, 1954.
2. Гокун В. В. Технологические основы конструирования з машиностроении, ч. И. Машгиз, 1950.
3. Допуски на размеры и припуски иа обработку штампованных заготовок, изготовляемых нз стали и цветных сплавов на молотах и прессах. АН-1985. НИАТ, 1966.
4. Никольский Л. А. Горячая штамповка заготовок нз • титановых сплавов. М., «Машиностроение», 1964.
5. Ковка и штамповка магниевых сплавов на молотах н прессах. РТМ-741. НИАТ, 1954.
6. Конструктивные элементы штампованных заготовок из стали и цветных сплавов. РТМ-1048. НИАТ, 1963.
7. Л е р и н м а н С. М. Технологичность конструкций в машиностроении. Машгиз, 1946.
8. Руководящие материалы по технблогичности конструкций. Оборонгиз, 1954.
9. Технологичность конструкций в машиностроении. ВНИТОМАШ, Ленинградское отделение. Машгиз, 1950.
10. Степанов В. Н. Технология чеканки штампованных деталей. Оборонгиз, 1954.
11. Рекомендации по технологичности самолетных конструкций. Оборонгиз, 1959.
www.vokb-la.spb.ru
ГЛАВА 4
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ ИЗ ЛИТЫХ ЗАГОТОВОК
31 Зак. 290
241
www. vokb-
Составители: канд. техн, наук В. Г. АНТА-111 ЕВ, канд. техн. наук Е. Б. ГЛОТОВ, канд. техн, наук В П. КАЛИНИН, А. А. КОЛОМЕЙЦЕВА, М. С. ЛЕЩЕВА, канд. техн, наук А. С. МУСИЯ-ЧЕНКО, Н. С. ОСТРЕНКО, И. К. ПЛЕШАКОВ, В. М. ПРИХОДЬКО, канд. техн, наук Е. С. СТЕБАКОВ, канд. техн, наук Г. Л. ХОДОРОВСКИЙ
содержание
Стр.
Введение ............................ 243
Общие рекомендации....................245
Выбор материала.....................245
Выбор способа литья.................251
Рекомендации по технологичности' конструкций литых деталей.....................256
Положение деталей в форме...........256
Толщина стенок......................257
Переходы, сопряжения стенок и радиусы закруглений ..........................259
Рёбра жесткости.....................260
Получение отверстий.................262
Уклоны........................... . 263
Точность размеров и шероховатость поверхности литых деталей.....................263
Назначение класса точности..........263
Правила оформления чертежей литых деталей ..............................264
Литература............................265
242
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций деталей из литых заготовок --------------------------£—й---------------------------------
Введение
Анализ современных конструкций самолетов, выпускаемых авиационной промышленностью, показывает, что примерно 50—60% деталей, оформляющих наружный контур изделия (отсеки корпусов, воздухозаборники, элементы крыла и оперения) и деталей внутреннего набора (рамы, шпангоуты, балки, кронштейны, рычаги, качалки и др.) могут изготавливаться в виде монолитных конструкций различными методами литья (см. схему).
Увеличению применения количества литых деталей способствуют совершенствование существующих способов лнтья в песчаные и керамические формы, кокили, под давлением и создание новых сплавов, технологических процессов и специализированного оборудования для литья крупногабаритных деталей (литье направленно-последовательной кристаллизацией и выжиманием под низким давлением и др.).
Литые детали самолетов
I Магниевые ! и титановые сплавы
Магниевые и алюминиевые сплавы
Магниевые и алюминиевые сплавы
Магниевый сплавы
Магниевые, алюминиевые и титановые сплавы; сталь
Магниевые, алюминиевые и титановые сплавы; сталь
Алюминиевые сплавы, чугун
При этом трудоемкость изготовления деталей из литых заготовок в условиях серийного производства не будет превышать 35—60% общей трудоемкости изготовления их из деформируемых материалов в виде сборных конструкций, что дает значительный экономический эффект.
Расширение области применения литых деталей в значительной степени зависит от создания наиболее технологичных литых конструкций, позволяющих применять рациональные технологические процессы и высокопроизводительное оборудование.
П*
243
Часть III. Технологичность конструкций деталей из металлов
Детали, полученные из литых заготовок, обладают целым рядом преимуществ по сравнению с изготовлением их другими способами:
а) меньшая стоимость;
б) возможность получения сложных криволинейных поверхностей, .внутренних полостей, выступов, расположенных в различных плоскостях, при минимальном количестве механической обработки. Это особенно важно при изготовлении деталей из труднообрабатываемых материалов (титан, жаропрочные сплавы, легированные стали);
в) возможность обеспечения максимального приближения литой заготовки к форме готовой детали в результате применения минимальных уклонов, радиусов и т. д.;
г) однородность механических свойств по всем направлениям в отличие от деформированных заготовок, обладающих анизотропностью свойств.
Технологические рекомендации разработаны на основе современного состояния технологии литья высококачественных деталей из черных и цветных сплавов.
www. vokb- la. spb. ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
ОБЩИЕ РЕКОМЕНДАЦИИ
ВЫБОР МАТЕРИАЛА
Выбор материала при конструировании литой детали определяется условиями работы детали (рабочая температура, среда, степень нагружения), технологией ее изготовления (способ литья, характер механической обработки и др.), а также стоимостью материала.
Для облегчения выбора материалы разделены на группы:
1) легкие и цветные сплавы — на конструкционные герметичные, высокопрочные, жаропрочные и чоррозионностойкие;
2) стали и черные сплавы — на конструкционные, нержавеющие и жаропрочные;
3) титановые сплавы — на конструкционные и жаропрочные.
При выборе марок сталей, легких цветных и титановых сплавов следует руководствоваться справочниками: «Перечень марок сталей и сплавов, рекомендуемых к использованию в опытном производстве изделий длительного ресурса авиационной техники на 1968—1971 гг.», ВИАМ, 1968 и «Справочник по авиационным материалам», ч. II, ВИАМ, 1966.
Область применения и характеристика литейных сплавов и сталей приведены в табл. 1—4.
При выборе материала, кроме его прочностных характеристик, необходимо иметь в виду его технологические и литейные свойства (табл. 5—7).
Таблица I
Характеристика и область применения литейных алюминиевых сплавов
| Гpynna i Марка Характеристика Область применения
Конст-укцион- АЛ4 Обладает хорошими литейными свойствами, удовлетворительной коррозионной стойкостью. Для литья крупногабаритных, сложных по конфигурации деталей.
:ые герметич- ные Отличается хорошим сочетанием механических свойств и герметичности. Хорошо сваривается газовой и аргоно-дуговой сваркой. Для средненагруженных детален применяется термообработка по режиму Т1; для деталей, работающих при больших нагрузках,—Тб.
Обрабатываемость резанием удовлетворительная. Недостаток: повышенная склонность к газовой пористости. Рабочие температуры — до 200°С
АЛ4М Обладает хорошими литейными свойствами, сочетает высокие механические свойства с герметичностью. Не склонен к образованию горячих трещин. Коррозионная стойкость удовлетворительная. Для литья высоконагруженных деталей и деталей, работающих под большим внутренним давлением. Рабочие температуры—до 250°С
Сваривается аргоно-дуговой сваркой. Обрабатываемость резанием удовлетворительная.
Превосходит сплав АЛ4 по прочностным характеристикам и герметичности.
АЛ9 Обладает хорошими литейными свойствами, удовлетворительной коррозионной стойкостью; отличается хорошим сочетанием механических свойств н герметичности. Для литья деталей сложной конфигурации, средней нагруженностн и деталей, работающих при температуре не выше
Сваривается газовой н аргоно-дуговой сваркой. 185°С
245
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
Продолжение табл. 1
Группа Марка Характеристика Область применения
Конструкционные герметичные ВАЛ5 ВАЛЮ Высокопрочный, герметичный; обладает хорошими литейными свойствами. Сваривается аргоно-дуговой сваркой. Обработка резанием удовлетворительная. Уступает сплаву АЛ9 по коррозионной стойкости н литейным свойствам. Высокопрочный, по прочности превосходит все стандартные алюминиевые литейные сплавы. Герметичность удовлетворительная. Сваривается аргоно-дуговой сваркой: Хорошо обрабатывается резанием. Для литья высоконагруженных деталей н деталей, работающих под большим внутренним давлением. Рабочие температуры—до 200°С Для лнтья высоконагруженных деталей. Рабочие температуры — до 250эС
Жаропрочные АЛЮ АЛ5 Обладает высокими механическими свойствами. Герметичность и литейные свойства пониженные. Во влажной атмосфере коррозионная стойкость удовлетворительная. Хорошо сваривается газовой и аргоно-дуговой сваркой. Обрабатываемость резанием хорошая. Недостаток снлава — склонность к образованию горячих трещин. Обладает хорошими литейными свойствами; мало склонен к образованию горячих трещин, характеризуется удовлетворительной герметичностью. Сваривается аргоно-дуговой сваркой удовлетворительно. Обработка резанием хорошая. Для литья деталей, работающих при повышенных температурах — до 300°С Для лнтья нагруженных деталей, работающих при температуре до 250°С
Коррозионно-стойкие АЛ22 Имеет хорошие литейные свойства. Мало склонен к образованию горячих трещин. Свариваемость газовой и аргоно-дуговой сваркой удовлетворительная. Для лнтья деталей под давлением несложной конфигурации, имеющих высокую коррозионную стойкость в морской воде. Рабочие температуры до 150°С
Характеристика и область применения' литейных магниевых сплавов
Таблица 2
Группа Марка Характеристика Область применения
Высокопрочные МЛ5 Обладает хорошими литейными свойствами. После термообработки имеет высокие механические свойства. Герметичность пониженная. Коррозионная стойкость удовлетворительная. В целях защиты 6т коррозии применяется анодирование или лакокрасочные покрытия. Сплав сваривается газовой и аргоно-дуговой сваркой. Для литья нагруженных деталей, работающих при температурах до 150°С, при кратковременной эксплуатации—до 250°С
246
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
Продолжение табл. 2
Группа Марка Характеристика Область применения
Высокопрочные i МЛ5 ПЧ МЛ8 (МЛ12-1) МЛ12 МЛ 15 МЛ 10 По литейным, механическим и технологическим свойствам аналогичен сплаву МЛ5. Обладает повышенной коррозионной стойкостью. Обладает удовлетворительными литейными свойствами. После термообработки имеет высокие механические свойства. Сваривается аргоно-дуговой сваркой с применением присадочного материала СВ-122 Обладает удовлетворительными литейными свойствами. Отличается высокими механическими свойствами (особенно предел текучести и пластичность) Коррозионная стойкость удовлетворительная, но более высокая, чем у сплава МЛ5. Сплав сваривается аргоно-дуговой сваркой Обладает хорошими литейными и механическими свойствами. Отличается повышенной герметичностью. Коррозионная стойкость удовлетворительная, но более высокая, чем у сплава МЛ5. Сваривается аргоно-дуговой сваркой. Обладает хорошими литейными и механическими (особенно при температуре до 250°С) свойствами. Герметичность отливок повышенная, коррозионная стойкость хорошая. Сваривается аргоио-дуговой сваркой. Для высоконагруженных деталей, работающих в жестких условиях морского и тропического климата при температуре до 150°С Для изготовления высоконагруженных деталей работающих при 150 — 200°С Для литья нагруженных деталей, работающих при ударных нагрузках, и деталей, требующих максимальной усталостной прочности в конструкциях и максимального предела текучести, работающих при температуре до 150 —200°С Для лнтья нагруженных деталей, работающих при температуре до 200°С и требующих герметичности Для литья нагруженных деталей: корпусов, рам и деталей управления, требующих высокой герметичности и стабильности размеров. Все указанные детали выдерживают длительную работу при температуре до 250°С и кратковременную — до 350°С
'Таблица 3
Характеристика и область применения литейных сталей
Группа Марка Характеристика Область применения
t> 25Л ЗОЛ 35Л Углеродистые стали общего назначения. Обладают хорошими литейными свойствами, высокими показателями пластичности и вязкости при сравнительно невысокой прочности; хорошо свариваются. Обрабатываемость резанием хорошая. Для литья деталей наземного оборудования (тележки, подъемники, приспособления н т. п.)
X * 16ХГТЛ Обладает удовлетворительными литейными свойствами. После цементации обладает повышенной прочностью при удовлетворительной пластичности и вязкости; хорошо сваривается. Обрабатываемость после нормализации или отжига хорошая. Для лнтья деталей повышенной прочности после цементации
О 35ХГСЛ Литейная высокопрочная сталь. Обладает хорошими литейными свойствами. Характеризуется высокой прочностью, удовлетворительной пластичностью и вязкостью; хорошо сваривается. После сварки требует повторной термической обработки. Обрабатываемость резанием после нормализации или отжига хорошая. Для литья деталей силовых конструкций (кронштейн, корпус, вилка, шпангоут и т. п.)
247
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Продолжение табл. 3
Труп-па Марка Характеристика Область применения
Конструкционные 27ХГСНМЛ Обладает хорошими литейными свойствами. Характеризуется высокой прочностью при удовлетворительной пластичности и вязкости; хорошо сваривается. После сварки требует повторной термической обработки. Склонна к образованию горячих трещин.'Обрабатываемость резанием после отжига или нормализации хорошая. Для литья тонкостенных деталей особо ответственного назначения, работающих в условиях силового нагружения (шпангоут, корпус, балка, кронштейн, детали шасси и др.)
- ВКЛ-3 Обладает хорошими литейными свойствами. Характеризуется высокими прочностью, пластичностью и вязкостью. Хорошо сваривается и не требует термической обработки после сварки; при этом прочность сварного соединения составляет не меиее 95 кГ/мм3. Обрабатываемость резанием хорошая. Для литья деталей сварных силовых конструкций, не подвергаемых термической обработке после сварки (узлы ферм, пята, кронштейн, опора и т. п.)
ВНЛ-2 Обладает хорошими лнтейнымн свойствами. Характеризуется высокой прочностью, пластичностью н ударной вязкостью. Обрабатываемость резанием и коррозионные свойства аналогичны стали ВНС-5. Сваривается аргоно-дуговой н дуговой сваркой. Не требует термической обработки после сварки Для литья деталей, работающих в условиях силового нагружения, а также деталей, работающих в сварных конструкциях при температурах до 500° кратковременно
ф S н 2 oi са ВНЛ-3 Обладает очень хорошими литейными свойствами. Характеризуется высокими прочностью, пластичностью и вязкостью; хорошо сваривается со сталями типа ВНС-2. По коррозионной стойкости аналогична стали ВНС-2. Обрабатываемость резанием удовлетворительная Для лнтья крупногабаритных деталей сварных силовых конструкций, не подвергающихся термической обработке после сварки и работающих при температуре до 400°С (узел крепления, кронштейн, фитинг, корпус и т. п.)
Я сх ф X 10Х18Н9ТЛ Кислотостойкая; обладает удовлетворительными, литейными свойствами. Характеризуется высокими показателями пластичности и вязкости при невысокой прочности. Обладает высокой стойкостью против газовой и межкристаллитной коррозии. Свариваемость хорошая. Обрабатываемость резанием удовлетворительная. Для литья деталей пневмогидросистемы, топливной аппаратуры и турбонасосных агрегатов, работающих при небольших напряжениях и в агрессивных средах (корпус, фланец, патрубок, переходник и т. п.)
ВНЛ-4 Обладает хорошими литейными свойствами; имеет высокую коррозионную стойкость в атмосферных условиях, в морской воде н удовлетворительную—в агрессивных средах (аналогично стали Х18Н9ТЛ). Хорошо сваривается дуговой и аргоно-дуговой сваркой. Обрабатываемость резанием удовлетворительная Для литья деталей, работающих в атмосферных условиях и некоторых агрессивных средах, в которых работает сталь 10Х18Н9ТЛ
Х18Н9БЛ Кислотостойкая; обладает удовлетворительными литейными свойствами. Свариваемость хорошая. Обрабатываемость резанием удовлетворительная. Механические свойства аналогичны стали 10Х189ТЛ Для литья деталей, работающих в условиях агрессивных сред при повышенных давлениях
Т а б л и ц,а 4
Характеристика и область применения литейных титановых сплавов
Группа Марка Характеристика Область применения
Жаропрочный ВТЗ-1Л Обладает высокими механическими свойствами; удовлетворительно сваривается, хорошо обрабатывается резанием и имеет хорошие литейные свойства. Ориентировочная стоимость 1 т — 7000 руб. Для литья деталей сложной конфигурации, работающих при повышенных усталостных нагрузках или длительно при температурах до 500°С, а также при низких температурах
Конструк- ! ционный ВТ5Л Обладает хорошими литейными свойствами, жаростоек; отличается высокой стабильностью механических свойств и высокой герметичностью. Сплав хорошо сваривается и удовлетворительно обрабатывается резанием.. Недостаток: сравнительно невысокие механические свойства. Ориентировочная стоимость 1 т— 6500 руб. Для изготовления деталей средней иа-груженности, сложных по конфигурации. Может быть использован для работы до температур 400°С и в условиях криогенных сред
248
www.vokb-la.spb.ru
Гл. 4. Технологичность‘кф4сТ]щкций деталей аз литых заготовок
Продолжение табл. 4
Группа Марка Характеристика Область применения
Жаропрочный ВТ9Л Имеет хорошие литейные и высокие механические свойства, хорошо работает в условиях агрессивных сред и повышенных температур. Удовлетворительно сваривается и обрабатывается резанием Для изготовления деталей, работающих при температурах до 550°С длительно н кратковременно—до 550 — 700°С
Высокопрочный , конструкционный ВТ14Л Имеет хорошие литейные и высокие механические свойства. Удовлетворительно сваривается И обрабатывается резанием. Может работать при повышенных температурах. Обладает высокой коррозионной'стойкостью Для изготовления деталей сложной конфигурации, работающих при температуре до 400 — 450°С
Высокопрочный конструкционный ВТ21Л Хорошая свариваемость и высокая прочность. Литейные свойства хуже, чем у остальных титановых сплавов. При высоком уровне механических хвойстд сплав имеет значительный разброс пластических характеристик; склонен к образованию усадочной пористости- Для изготовления силовых деталей средней сложности, работающих длительно при температурах до 400°С в различяых климатических условиях н в морской воде и ие подвергающихся воздействию значительных повторностатнческих нагрузок
‘- Таблица 5.
Литейные и технологические свойства магниевых сплавов
Группа Марка Литейные свойства Технологические свойства
температурный интервал кристаллизации, °C линейная усадка, % жидкотекучесть при 700°С, мм горяче-ломкость (ширина кольца), мм герметичность, атм склонность к газона-сыще-нию обрабатываемость резанием сварива- емость коррозионная стой- кость
Высокопрочные МЛ5 600-430 1,0-1,2 295 30 Удовлетворительная Удовлетворительная Хорошая Газовая, аргонодуговая Удовлетворительная
МЛ5 п. 4 600-430 1,0-1.2 295 30 То же То же • То же Хорошая
МЛ8 -г- 1,3-1,4 290 32,5 я - я Удовлетворительная
МЛ12 640-550 1,3-1,4 -290 32,5 я * - Хорошая
МЛ15 630-539 1,2—1,5 320 30 Повышенная • и я Удовлетворительная
Жаропрочный МЛ 10 640—550 1,3-1,4 290 32,5 • * я Хорошая
32 Зак. 290 249
www.vokb-l
Литейные й технологические свойства алюминиевых и титановых сплавов
Таблица 6
Группа Марка Литейные свойства Технологические свойства
температурный интервал кристаллизации, °C линейная усадка, % объемная усадка, И жидкотекучесть, мм горячелом-кость (ширина кольца), мм герметич- ность СКЛОННОСТЬ к газона-сыщению обрабатываемость резанием сваривае- мость коррозионная стойкость
Конструкционные герметичные АЛ4 600—577 1.0 3,3 360 Не образуется Высокая Высокая Пониженная Газовая, аргонодуговая Хорошая
АЛ4М 600—577 1.0 3,3 380 5 • Удовлетворительная То же Удовлетворительная
АЛ9 620—577 1.0 3,8 350 Не образуется я - То же • Хорошая
ВАЛЮ — 1,16 — 320 12 Хорошая Средняя Отличная Аргонодуговая Пониженная
ВАЛ5 610—570 1.1 — 350 Не образуется Высокая Пониженная Удовлетворительная То же То же
Жаропрочные АЛ5 1 627—557 1.1 4,8 344 10 Средняя Средняя То же » Удовлетворительная
АЛЮ 650—548 1.25 3,5 205 32,5 Пониженная Пониженная Хорошая Г азовая, аргонодуговая Пониженная
Коррознониостойкий АЛ22 600-460 1.2 — 340 10,0 Средняя Средняя * То же Хорошая
Жаропрочные ВТЗ-1Л — 0,8—1,1 2,5-2,5 510 — Высокая Высокая Удовлетворительная Аргонодуговая Высокая
ВТ9Л —- 0,8-1,2 2,6-3,2 515 — » Тр же То же »
Конструкционный ВТ5Л — 1,0-1,2 3,0—3,2 560 — я * я
Высокопрочный ВТ14Л — 1.0 3,0 520 — У! * •
Высокопрочный конструкционный ВТ21Л — 0,8-1,2 2,3-2,6 480 — * * • •
Часть III. Технологичность конструкций деталей из металлов
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
Литейные и технологические свойства сталей
Таблица 7
Марка Литейные свойства Технологические свойства
линейная усадка, % жидкотекучесть трещиноустой-чивость свариваемость обрабатываемость резанием
25Л 2 Хорошая Удовлетворительная Хорошая при всех видах сварки Хорошая
ЗОЛ »• и
35Л и м
16ХГТЛ 2 Удовлетворительная То же Хорошая (отдельные дефекты завариваются дуговой сваркой) Хорошая после отжига или нормализации
35ХГСЛ 2 Хорошая 0 Хорошая (отдельные дефекты завариваются дуговой сваркой с последующей термообработкой) Хорошая после отжига
27ХГСНМЛ 2 « Удовлетворительная То же То же
ВКЛ-3 2 V Высокая Хорошая; после сварки не требует термообработки
ВНЛ-2 2 » t ” Хорошая; сваривается аргоио-ду-говой сваркой со сталью ВНС-5. После сварки требует термообработки. Удовлетворительная
ВНЛ-3 2 Очень хорошая 0 Хорошая; сваривается аргоно-дуговой сваркой со сталью ВНС-2. После сварки не требует термообработки
10Х18Н9ТЛ 2 Удовлетворительная м Хорошая при всех видах сварки Затрудненная
ВНЛ-4 2 Очень хорошая » Сваривается дуговой сваркой электродами НИАТ-8 и НИАТ-5 и аргоно-дуговой сваркой с присадочной проволокой ЭИ395, 08Х18Н9Т Удовлетворительная
ВЫБОР СПОСОБА ЛИТЬЯ
Выбор способа литья зависит от масштабов производства, габаритных размеров детали, ее конфигурации, а также от требований, предъявляемых к детали в отношении точности, шероховатости поверхности и прочности материала (табл. 8).
32*
Применение точных способов литья требует значительных затрат на изготовление оснастки и должно быть экономически оправдано. Сравнительная характеристика способов литья в зависимости от типа производства приводится в табл. 8.
Нормы трудоемкости на 1 т годного литья даны в табл. 9.
251
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Сравнительная характеристика
Группа детали (см. схему) Способ литья Характеристика способа литья Тин производства Материал Максимальные размеры детали, мм, до Масса детали (ие более), кг
Фасонное литье
VII В песчаные формы Гибкий технологический процесс, позволяющий в короткие сроки при недорогой модельной оснастке отработать технологию и получить детали любой сложности. Точность и класс чистоты поверхности ниже других способов Опытное, мелкосерийное, серийное, крупносерийное (при полной механизации процесса) Все алюминиевые и магниевые (сплавы; углеродистые стали 25Л, ЗОЛ,, 35Л и др. 2000 300
VII В оболочковые формы Повышенная точность размеров и чистота поверхности. Применение способа ограничено высокой стоимостью формовочных материалов, модельной оснастки й сложностью сборки формы и развитой литниковой системой Серийное, крупносерийное То же 300 10
VII В формы из жидко-подвижиых само-твердеющих смесей Повышенная точность размеров и значительное снижение трудоемкости процесса изготовления форм по сравнению с песчаными формами Опытное, серийное, крупносерийное Алюминиевые и магниевые сплавы 2000 100
V-VII В керамические формы Повышенный класс чистоты поверхности и точность размеров по сравнению с литьем в песчаную форму. Недостаток: высокая стоимость исходных материалов Опытное, мелкосерийное Все стали 1000 и более 300
V-V1I В гипсовые формы Повышенная точность размеров и обеспечение заполняемости тонких стенок. Не обеспечивает высокую прочность деталей в связи с низкой теплоотдачей формы. Имеет ограниченное применение в промышленности Опытное, серийное Алюминиевые и магниевые сплавы. 500 5
V-VII По выплавляемым моделям Возможность применения без разъемных моделей и форм для особо сложных деталей. Получение высокого класса чистоты поверхности и точности размеров. Недостаток: большая продолжительность процесса, высокая стоимость модельной оснастки, дороговизяа формовочных материалов. Применим для сплавов трудно обрабатываемых резанием Серийное, крупносерийное । Все цветные литейные сплавы. Конструкционные нержавеющие и жаропрочные стали 500 100
V-VII В кокиль Получение отливок с плотной структурой металла и повышенными механическими свойствами.. Возможность механизации про-' цесса и сокращение производственных площадей. Недостаток: длительность освоения технологического процесса при литье сложных деталей То же Алюминиевые и магниевые сплавы 1200— 1500 150
V-VI1 Под давлением Получение тонкостенных деталей сложной конфигурации. Точность размеров и высокий класс чистоты поверхности в ряде случаев исключает механическую обработку даже сопрягаемых поверхностей. Недостатки: дорогостоящая оснастка, низкая прочность и плотность отливок. Литье не упрочняется термообработкой Крупносерийное Алюминиевые сплавы АЛО, АЛ22, МВТУ-1; магниевый сплав МЛ5 800—900 5-6
252
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
Таблица 8 способов литья
Точность размеров Шероховатость поверхности, класс чистоты (ГОСТ 2789—59) Применяемая оснастка и ее стойкость Коэффициент использования заготовки по нормалям МАП Примечание
цветных сплавов и сталей
Для цветных сплавов ЛТ6, ЛТ7—по ОСТ 1.41154—72; для стального литья— класс 3 (ГОСТ 2009—55) 2-3 Деревянные и металлические модели (300 и 5000 съемов соответственно); стержневые ящики 0,5-0,7
Для цветных сплавов ЛТЗ, ЛТ4-по ОСТ 1.41154—72 для стального литья—класс 3 (ГОСТ 2009-55) 3-4 Металлические модели (до 5000 съемов); стержневые ящики 0,5—0,85 Широко применяется для изготовления оболочковых стержней при литье в кокиль. Применение оболочковых стержней повышает на 1 класс точность отливок по сравнению с использованием песчаных стержней
Для цветных сплавов ЛТ5, Л Тб—по ОСТ 1.41154—72 2-3 Деревявные (1300 съемов) и металлические (1500 съемов) модели; стержневые ящики — Применяется при изготовлении стержней для алюминиевого литья. Проводятся опытные работы по изготовлению форм для алюминиевого и магниевого лнтья
Для стального литья— класс 2—3 (ГОСТ 2009-55) 4-5 Деревянные (300 съемов) и металлические (15000 съемов) модели — Технологический цикл изготовления и сроки подготовки производства значительно ниже, чем при литье по выплавляемым моделям
Для цветных сплавов ЛТЗ-по ОСТ 1.41154—72 5—7 Деревянные (300 съемов) и металлические (5000 съемов) модели; стержневые ящики 0,7 Намечается увеличение номенклатуры и габаритных размеров отливаемых деталей
Для цветных сплавов ЛТЗ, ЛТ4—по ОСТ 1.41154—72; для стального литья — класс 1—2 (ГОСТ 2009—55) 4—6 Пресс-формы алюминиевые (50000 съемов) и стальные (70000 съемов) 0,5—0,9 В перспективе возможно увеличение габаритных размеров отливаемых деталей
Для цветных сплавов ДТ4, ЛТ5—по ОСТ 1.41154—72 4-5 Чугунные кокили (50000 съемов) 0,5—0,76 —
Для цветных сплавов ЛТ1, ЛТ2-по ОСТ 1.41154-72 6-7 Стальные, пресс-формы (35000 съемов для алюминиевых сплавов) 0,8—0,95 Проводятся работы по повышению прочности отливок применением вакуумирования и последующей термической обработки
253
www.vokb-la.spb.ru
Часть Ш. Технологичность конструкций деталей из металлов
Группа детали (см. схему) Способ литья Характеристика способа литья Тип производства Материал Максимальные размеры детали, мм, до Масса детали (не более), кг
V-VII Под низким давлением Получение плотных отливок сложной конфигурации с тепловыми узлами, расположенными в одной зоне. Устранение механической, обработки лицевых поверхностей корпусных отсеков. Серийное, крупносерийное Алюминиевые и магниевые сплавы 800 100
1-IV Выжиманием Получение крупногабаритных тонкостенных деталей крыльев То же Алюминиевые сплавы Панели 2000Х XW00, 50
I—IV Направленно- последовательной кристаллизацией Получение круписй-абаритных и панельных деталей повышенного качества и точности. Значительное снижение мехиической обработки 1» Магниевые сплавы 1500Х Х3000 200
Ф а с о иное
V—VII В набивные формы Гибкий технологический процесс, позволяющий в короткие сроки при недорогой модельной оснастке отработать технологию и получись детали любой сложности От опытного др крупносерийного Все титановые сплавы 1500 150
V—VII В оболочковые графитовые формы Повышенные точность размеров и класс чистоты поверхности. При* менение способа ограничено конфигурацией отливок и их габарит теми Серийное, крупносерийное • То же 800 20
V—VII По выплавляемым моделям Гибкий технологический процесс, позволяющий получать Метали любой сложности при их повышенных точности и классе чистоты поверхности. Применение способа ограничивается габаритными размерами отливок От опытного до крупносерийного » 500 15
V-VII В прессованные графитовые формы Повышенные точность и класс чистоты поверхности отливок, вы--’ сокая производительность метода. Применение ограничено конфигурацией отливок, сложностью и дороговизной модельной оснастки' Серийное, крупно- -серяйное и 1000 100
V-VII В кокиль Повышенная точность и чистота поверхности отливок, простота обслуживания, короткий цикл подготовки кокиля к заливке. Высокая производительность. Применение ограничено дороговизной изготовления КОКИЛЯ Серийное 1500 100
-
254
www. vokb- la. spb. ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
Продолжение табл. 8
Точность размеров Шероховатость поверхности, класс чистоты (ГОСТ 2789-59) Применяемая оснастка и ее стойкость Коэффициент использования заготовки по нормалям МАП Примечание
Для цветных сплавов ЛТ4, .1Т5-ПО ОСТ 1.41154-72 4-5 Металлические формы и металлические стержневые ящики (50000 съемов для алюминиевых сплавов) 0,5—0,76 Способ литья находится в стадии освоеиия. Требования к конструкции детали те же, что для литья в кокиль
Для цветных сплдвов ЛТ4, ЛТ5—по ОСТ 1.41154-72 4-5 Чугунные формы (50000 съемов), алюминиевые, стержневые ящики 0,85 Способ перспективен. В настоящее время серийно освоено литье панелей из узкоинтервальных алюминиевых сплавов. Проводятся работы по отливке корпусов отсека
Для цветных сплавов ЛТ4, ЛТ6—по ОСТ 1.41154-72 3-4 Чугунные формы (25 (Ю0 съемов), алюминиевые,- стержневые ящики и модели 0,85 —
литье титана
ЛТ6, ЛТ7 —по ОСТ 1.41154-72 3 Осиастка деревянная и металлическая (300 и 5000 съемов соответственно) 0,25—0,35 В перспективе возможно увеличение габаритных размеров деталей до 2000x2000X1000 мм
ЛТ5-по ОСТ 1.41154-72 4 Металлическая осиастка (до 5000 съемов) 0,3 —0,4 —
ЛТ4, ЛТ5 — по ОСТ 1.41154-72 4—5 Пресс-формы металлические и гипсовые (50 000 и 5000 съемов соответствен во) 0,4 -0,5 —
ЛТ4, ЛТ5—по ОСТ 1.41154-72 4 Металлическая осиастка (5000 съемов) 0,4 —0,5 При увеличении мощности прессового оборудования возможно увеличение габаритных размеров отливок до 2000 jmjk
ЛТЗ, ЛТ4 —по ОСТ 1.41154-72 4—5 Металлический кокиль (400—600 съемов) 0,6 -0,76 —
WWW.’
255
Часть III. Технологичность конструкций деталей из металлов
Таблица 9
Нормы трудоемкости на 1 m годного литья
Материал Способ литья Нормы трудоемкости, нормо-ч, на 1 m годного литья при условной годовой программе, m
100-200 200-500 500—1000 1000-3000 свыше 3000
Алюминиевые В песчаные формы 370-320 320—280 280-230 230-185 185-155
сплавы В кокиль 260-220 220-195 195-160 160-120 130-110
Под давлением 250—210 210-200 200—180 180-160 160—130
Магниевые сплавы В песчаные формы (крупногабаритное литье) — 650-550 480-380 380-350 350—290
В песчаные формы (среднее и мелкое литье) 550-460 460-380 380—360 340-300 300—230
В кокиль 390-320 320-270 270-240 240—210 210-160
Под давлением 350-320 320-300 300-270 270-240 240—200
Сталь Литье по выплавляемым моделям 400- 350 350—280 280-200 200—150 — j
Примечания: 1. Данные приведены по материалам Гипроавиапрома.
2. Трудоемкость титанового литья в 1,5 раза больше стального.
РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ ЛИТЫХ ДЕТАЛЕЙ
ПОЛОЖЕНИЕ ДЕТАЛЕЙ В ФОРМЕ
При создании правильных конструкций литых деталей рекомендуется выполнять следующие требования:
расположение детали в форме должно способствовать плавному заполнению полости формы жидким сплавом;
тонкие стенки и ребра должны быть расположены вертикально;
Кроме того, необходимо предусматривать возможность установки питающих прибылей.
Кроме того, необходимо предусматривать возможность свободного удаления газов при заливке полости формы металлом.
На рис. 1, слева показана литая деталь со сферическими бобышками, расположение которых относительно разъема требует применения стержней или отъемных частей. Спрямление бобышек в направлении, перпендикулярном разъему, позволяет упростить литейную форму (рис. 1, справа).
На рис. 2 (нетехнологичный вариант) показаны бобышки, которые по расположению относительно разъема не требуют применения отъемных частей. Однако, исходя из прочности песчаной формы, в местах тонких перемычек k, когда высота бобышек h не более 3 мм, а расстояние между ними t менее 10 мм, рекомендуется объединять бобышки в один прилив (рис. 2, технологичный вариант).
Рис. 2. Объединение бобышек в одни прилив.
нептлогично
л-А
256
технологично
б-б
Рис. 1. Спрямление бобышек относительно разъема формы.
На рис. 3, слева изображена деталь, имеющая выступ 1, усложняющий формовку детали; углубление 2 образует легко разрушающийся выступ. Все это приводит к применению отъемных частей. Указанные недостатки устранены в измененной конструкции, приведенной на рис. 3, справа.
На рис. 4, слева показана деталь, которая при данном расположении ребер 1 требует применения отъемных частей в металлической форме 2
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
или модели. Изменение положения ребер относительно разъема устраняет необходимость применения отъемных частей (рис. 4, справа).
струкции, улучшены ее технологические качества. Деталь оформляется двумя половинами кокиля и центральным стержнем.
Нетехнслогично
Технологично
Рис. 3. Изменение конструкции фланцев.
Нетехнопогично
Технологично
Нетехнологично
Рнс. 4. Изменение расположения ребер жесткости:
I — ребра; 2 — места, требующие отъемных частей в металлической форме.
На рис. 5, слева кронштейн 2 и бобышки 3 расположены так, что вызывают необходимость'применения бокового стержня 1 отъемной части. На рис. 5, справа показана конструктивно измененная деталь. При сохранении требований, предъявляемых к кон-
Рис. 5. Изменение расположения кронштейна и бобышки:
I — стержень; 2 — кронштейн; 3 — бобышки.
ТОЛЩИНА СТЕНОК
Выбор толщины стенок литых деталей зависит от конфигурации детали, габаритных размеров;
степени нагружения;
характеристики сплава (жидкотекучести); возможностей способа литья.
Правильно выбранная толщина стенок обеспечивает не только необходимую жесткость, герметичность и другие требуемые свойства изделий, но и является одним из важнейших условий получения годных отливок с высоким коэффициентом использования металла.
В табл. 10—12 приведены возможные минимальные толщины стенок для каждого способа литья в зависимости от габаритных размеров детали.
Таблица 10 из алюминиевых и магниевых сплавов
Минимальиая толщина стенок отливок
Размеры в мм
Сплошная поверхность отливок, см3 Толщина стенок отливок при литье
в песчаные формы в кокиль в оболочковые формы под давлением выжиманием направленной кристаллизацией
Магниевые сплавы Алюминиевые сплавы Магниевые сплавы Алюминиевые сплавы Магниевые сплавы Алюминиевые сплавы Алюминиевые сплавы Алюминиевые сплавы Магниевые сплавы
До 25 25— 100 100— 225 225- 400 400—1000 1000-1600 Св. 1600 3,0 3,5 4,0 4,5 5,0 6,0 2,0 2,5 3,0 3,5 4,0 5,0 3,0 3,5 4,0 5,0 6,0 10,0 2,0 2,5 3,0 4,0 4,0 8,0 3,0 3,0 3,5 4,0 5,0 8,0 2,0 2,0 2,5 3,0 4,0 6,0 1.0 1,5 2,0 2,5 4,0 1,5 1,5 1,5 1,5 1,5 1,5 1,5 3,0 4,0 4,0 5,0 6,0 8,0
Примечания: 1. Значения минимальной толщины стенок для литья в кокиль и песчаные формы приведены для условий горизонтального расположения стенки в форме.
2. Детали, отливаемые под давлением, не должны иметь стенок толщиной более 5—7 мм.
3. Способы литья в гипс и жидкоподвижные смеси приравнены к литью в песчаные формы.
33 Зак. 290
257
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
Минимальная толщина стенок отливок из титановых сплавов Размеры в мм
Таблица 11
Сплошная поверхность отливок, см2 Толщина стеиок отливок при литье
в набивные графитовые формы в оболочковые графитовые формы в прессованные графитовые формы в графитовые формы по выплавляе- *мым моделям в кокиль
До 100 2,0 2,0 2,5 2,0 3,0
100-200 2,5-3,0 2,5—3,0 3,0-3,5 2,5-3,0 3,5-4,0
200-500 3,5—4,0 3,5-4,0 4,0-4,5 3,5-4,0 4,5-5,0
500-1200 4,5—5,0 4,5—5,0 5,0-5,5 4,5-5,0 5,5—6,0
1200-3000 5,5—6,0 5,5—6,0 6,0-6,5 5,5-6,0 6,5-7,0
3000-7000 6,5-7,0 6,5-7,0 7,0—7,5 6,5-7,0 7,5-8,0
7000—20000 8,0-8,5 8,0—8,5 8,5—9,0 8,0—8,5 8,5—9,0
Таблица 12
Минимальная толщина стенок отливок из стали и чугуна _________________Размеры в мм_________________________
Сплошная поверхность отливок, см2 Толщина стенок отливок при литье
по выплавляемым моделям в керамические формы в оболочковые формы
Сталь конструкционная Сталь нержавеющая Чугун Сталь конструкционная Сталь нержавеющая Чугун Сталь конструкционная Сталь нержавеющая Чугун
До 25 1,5 1,5 1,5 2,0 2.0 1,5 2,0 2,0 1,5
25—100 2,0 2,0 • 2,0 2,5 2,5 2,0 2,5 2,5 2,0
100—225 2,5 2,5 2,0 3,0 3,0 2,5 3,5 3,5 2,5
225-400 3,0 3,0 2,5 3,5 3,5 3,0 4,5 5,0 3,0
400-1000 4,0 4,0 3,5 4,5 5,0 3,5 5,0 6,0 4,5
Толщину внутренних стенок детали, затвердевающих медленнее наружных, устанавливать на 15— 20% меньше по сравнению с наружными.
Стенки литой детали по возможности делать без резких переходов от тонких к толстым сечениям, что обеспечивает условия более равномерного охлаждения отливки.
Увеличение толщины стенок увеличивает массу литой детали, вызывает появление усадочных рых-лот, пористости и других дефектов (рис. 6).
• Нететологично
Рис. 6. Разрежение массивного узла детали.
При конструировании тонкостенных деталей с большими поверхностями необходимо предусмотреть в иих отверстия или ребра, так как они способствуют улучшению заполняемости тонких стенок жидким сплавом.
На рис. 7 показана деталь из сплава МЛ5 с толщиной .стенки 7 мм. Наличие разрежающих отверстий и ребер позволяет изготовить деталь со стенкой толщиной 5 мм.
Рнс. 7. Разрежение толщины стенки детали отверстиями.
258
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
ПЕРЕХОДЫ, СОПРЯЖЕНИЯ СТЕНОК И РАДИУСЫ ЗАКРУГЛЕНИЙ
При конструировании литых деталей необходимо соблюдать правильный выбор радиусов закругления (галтелей) в местах сопряжений отдельных элементов детали. Излишне большие закругления могут вызвать в узлах сопряжений появление усадочной пористости и пониженной герметичности детали, что может быть причиной разрушения детали во время ее эксплуатации.
Вероятность появления дефектов возрастает с увеличением массы металла в узле. Можно с достаточной степенью точности определить возможность их появления, пользуясь правилом вписанных ок-кружностеи, по которому — должно быть не более d
1,3 при заданной величине сопрягаемых стенок.
Наименьшая вероятность появления дефектов в сопряжении показана на рис. 8, в, г; наибольшая — в конструкции детали на рис. 8, а, б.
Рис. 8. Графический метод определения величины возможных усадочных дефектов при сопряжении стенок (г — радиус закругления; D — диаметр вписанной окружности массивного узла; d — диаметр вписанной окружности сопрягаемой стенки).
Существует несколько видов сопряжений, в том числе лобовое; L-образное, угловое; /(-образное и др.
Лобовое сопряжение — это сопряжение двух стенок различной толщины, лежащих в одной плоскости.
Практикой установлено, что отношение толщины S
стенок — при переходе от одного сечения к друго-51
му в лобовых сопряжениях не должно превышать 4 : 1 (рис. 9).
Рис. 9. Лобовое сопряжение.
Если отношение стенок—2, то переход от одно-51
го сечения к другому необходимо выполнять с помощью радиусов закругления r—0,3h, где Л= =S—Si; S — толщина стенки массивного узла; Si—толщина сопрягаемой стенки.
Если на деталь действуют ударные нагрузки, то 5
при — >2 переходы выполняют в виде клинового 5t
или ступенчатого сопряжения (рис. 10, табл. 13), при этом длина сопряжения I <4 h.
Рис. 10. Клиновое сопряжение.
Таблица 13
мм
5 5i h I
<1,25 0
1,25-1,8 5 — 5, >4h
1,8 -2,5 >2,5 0,8 (S—5i) 0,7 (5 — 5,)
По сравнению с другими видами сопряжений (кроме лобового) L-образное (угловое) сопряжение при правильном выборе радиусов закруглений имеет наименьшую склонность к образованию усадочной раковины.
Радиусы закруглений определяют в соответствии с ГОСТ 6636—69.
В местах утолщения ребристых конструкций могут образоваться усадочные рыхлоты и раковины (рис. 11, нетехнологичный вариант). Чтобы избежать больших скоплений металла, рекомендуется применять /С-образное сопряжение (рис. 11, технологичный вариант), рассредотачивающее массу металла.
чешек нелогична гекнологично
Рис. 11. К-образное сопряжение.
259
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
На рис. 12 показан вид сопряжения, массив которого не может быть уменьшен за счет уменьшения радиуса, так как образующийся острый угол стержня обламывается в песчаной и быстро изнашивается в металлической форме, поэтому необходимо менять вид сопряжения.
Рнс. 12. Изменение вида сопряжения.
Величина внешних технологических радиусов деталей на ребрах и стенках устанавливается от 1 до 2 мм и указывается в примечании на чертеже.
РЕБРА ЖЕСТКОСТИ
Ребра жесткости предотвращают деформации отливок и образование в них усадочных трещин; в ряде случаев они могут быть использованы для уменьшения толщины тела, и, следовательно, массы отливки при сохранении необходимой конструктивной прочности.
Ребра литых деталей в зависимости от назначения подразделяются на три группы:
силовые (основные и вспомогательные);
жесткости;
технологические.
Основные силовые ребра увеличивают прочность отливок в направлении главных напряжений. Вспомогательные ребра, расходящиеся в стороны от основных, рассредоточенно передают нагрузку стенкам отливки. Примером расположения основных и вспомогательных силовых ребер может служить литой стабилизатор, изображенный на рис. 13.
Располагаются ребра жесткости обычно перпендикулярно направлению максимальных напряжений.
При конструировании отливок с ребрами следует пользоваться следующими рекомендациями:
а) толщина силовых ребер жесткости не должна превышать толщины сопряженной стенки;
б) высота ребер зависит от формы и их расположения. Обычно она не превышает пятикратной толщины стенки отливки. При большей толщине их возможно появление в ребрах или сочленениях со стенкой усадочной рыхлоты или трещин.
260
Технологически минимальная толщина наружных стенок, мм.............. 6 7 8 10 12 14 20
Толщина ребер, мм . . . 5 6 7 8 10 12 16
Примечание. При сопряжении стенок и ребер толщиной до 6 мм с массивными частями детали радиус закругления следует выбирать равным толщине тонкой стенки;
в) в местах сопряжения ребер жесткости с телом детали необходимо избегать местных скоплений металла и резких переходов (рис. 14).
Нетехнологично
Технологично
Рис. 14. Устранение усадочных раковин: / — ребро жесткости; 2—усадочная раковина.
В Местах перехода толстого тела отливки в тонкое рекомендуется предусматривать внутренние ребра жесткости (рис. 15).
Рис. 15. Внутренние ребра жесткости:
1 — припуск; 2 — стенка детали; 3 — ребра жесткости.
В острых углах сходящихся ребер возможно образование усадочных дефектов 1 (рис. 16), поэтому следует изменить конструкцию, предусмотрев в этих местах отверстия 2.
Рекомендуемые сопряжения элементов литых деталей с ребрами приведены в табл. 14.
Нетехнолпгично Технологично
л-л х 5-Л
Рис. 16. Создание отверстий для удаления усадочных раковин.
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
Таблица 14
Виды сопряжения Э< СКИ2 Размеры
• Стенки с ребром, расположенным посередине 5 D V, X# //<55; 51=0,85; D=l,55; г=0,55; ri=0,25S
R >> t / г гЧ X ША В //<55; 51=0,85; D=1,25S; г=0,55; /-1=0,255; /?=1,55;/?i=l,55
Стенка с ребрами Г, //<55; 51=5; D=1,25S; г=0,35; г 1=0,255
Г й 4 1 5
Вилкообразное ребристое сечение L. j L <о Ж1. /?1 = 1,55; /3=1,255; r=0,55; /-i=0,25S
Кольцевое сечение с ребрами * D ъ, 5i=0,8S; D= 1,255; /-=0,55; /-1=0,255
261
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Вид сопряжения
Эскиз
Продолжение табл. 14
Размеры
Кольцевое сечение с большим количеством ребер в одном узле
При условии Z)s»4S
Сечение с ребрами и квадратным отверстием
fc«0,5S: 7?=0,85; ri=0,25S; г2=0,255;
П=1,255; S!=S
Примечание. Размеры 5, R, d и I выбирают по конструктивным соображениям.
Ребрам жесткости следует придавать криволинейную форму во избежание образования трещин в местах стыка с основными стенками отливок (рис. 17).
Пгтсммогично
Тснтогичне
Рис. 17. Криволинейные ребра.
Форма ребер жесткости и связей должна обеспечивать их свободную деформацию при усадке металла во время охлаждения.
Ребра жесткости рекомендуется располагать на прямых участках литой детали перпендикулярно к плоскости разъема формы (рис. 18).
нетехнологично
Рис. 18. Расположение ребер относительно плоскости разъема.
ПОЛУЧЕНИЕ ОТВЕРСТИЙ
В стенках литых деталей для снижения усадочных напряжений и массы следует предусматривать конструктивные отверстия овальной или круглой формы. Отверстия особенно необходимы в деталях со стенками значительной протяженности. Размеры их должны быть максимальными, допускаемыми по расчету стенки детали на прочность (рис. 19).
Нетехнологично
Технологично
Рис. 19. Получение отверстий в деталях.
Необходимо, чтобы отверстия, получаемые в деталях, были расположены перпендикулярно к плоскости разъема формы.
Минимальные размеры отверстий, получаемых при различных способах литья, указаны в табл. 15.
Отверстия, расположенные под углом к стенке детали и подлежащие механической обработке, необходимо снабжать фланцами, платиками или бобышками (рис. 20).
При литье в кокиль отверстия и внутренние полости, выполняемые металлическими стержнями, не должны иметь закруглений, выполнение которых возможно лишь отъемными частями или с помощью специальных приспособлений (рис. 21).
262
www.vokb-la.spb.
Гл. 4. Технологичность конструкций деталей из литых заготовок
Таблица 15
Минимальные размеры необрабатываемых отверстий' при литье
Способ литья Сплавы Минимальный диаметр отверстия, мм Глубина отверстия (выражена в диаметрах)
несквозного сквозного
В песчаные и оболочковые формы Все 8-10 5 10
В кокиль Цветные 5 5 10
Под давлением Цинковые 1 5 12
Магниевые 2,5 3 10
Алюминиевые 2,5 3 5
Медные 5,0 3 4
По выплавляе- Цветные 2,0 1 2
мым моделям Черные 2,5 1 2
В набивные графитовые формы Титановые >12 60 150
В оболочковые графи то вые формы >10 50 100
В прессованные графитовые формы >15 75 150
По выплавляемым моделям в графитовые формы > 5 25 50
В металлический кокиль >15 60 120
Рис. 21. Вид отверстия, выполняемого песчаными стержнями.
УКЛОНЫ
При конструировании литых деталей необходимо предусматривать беспрепятственное удаление модели из формы и стержня из стержневого ящика.
Для этого стенки деталей (а также моделей и стержневых ящиков), перпендикулярные к плоскости разъема моделей и стержневых ящиков, выполняют с уклоном, называемым литейным. Выбор величины уклонов следует принимать по ГОСТ 3212—57 для цветных и черных сплавов. В табл. 16 приводятся размеры литейных уклонов, применяемые при литье титановых сплавов.
Нетехнологично
Рис. 20. Расположение отверстий в стенках.
Таблица 16
Литье Уклоны
В набивные и прессованные графитовые формы при оснастке: деревянной 1°30' 1°
металлической 1°30' 1° 2° 1°30'
В графитовый и металлический 1°30' 0°30' 1°30' Iе
КОКИЛЬ В оболочковые формы 1° 1° 1° 1°
По выплавляемым моделям 0°30' 0°30' 0°30'. 0°30'
Примечание. Приведенные значения уклонов применять для поверхностей, не подвергающихся механической обработке.
ТОЧНОСТЬ РАЗМЕРОВ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ ЛИТЫХ ДЕТАЛЕЙ
НАЗНАЧЕНИЕ КЛАССА ТОЧНОСТИ
Назначение класса точности на -размеры литых деталей определяется для цветных сплавов и титана ОСТ 1.41154-72, для жаропрочных сталей — нормалью АН-2080, для конструкционных и нержавеющих сталей — ГОСТ 2009—55.
Класс точности назначает конструктор изделия исходя из требований, предъявленных к деталям, с учетом возможности и экономической целесообразности получения детали с заданной точностью.
Точность литой детали назначается по одному классу, соответствующему точности большинства размеров, и указывается на поле чертежа в технических требованиях (рис. 22).
Вопрос ужесточения допуска на отдельные размеры литой детали должен решаться совместно с технологом-литейщиком.
Примечание. В специальных технических условиях иа поставку литых деталей можно указать: а) местные утонения
263
WWW.
Часть III. Технологичность конструкций деталей из металлов
Рис. 22. Обозначение вида допуска.
толщины стенок, превышающие нижнее отклонение размера по заданному классу точности; б) отклонения размеров крупногабаритных деталей каркасного типа, вызываемые короблением, когда не применяется горячая рихтовка; в) назначаемые отклонения размеров, превышающие допуски заданного класса точности, устанавливаются в этих случаях иа основании замеров опытных партий деталей.
ПРАВИЛА ОФОРМЛЕНИЯ ЧЕРТЕЖЕЙ ЛИТЫХ ДЕТАЛЕЙ
Кроме общих требований, предъявляемых к рабочим чертежам, предусмотренным единой системой конструкторской документации ЕСКД (ГОСТ 2.107—68, ГОСТ 2.109—68, ГОСТ 2.301—684-2.309— 68, ГОСТ 2.310—684-2.316—68), на чертежах литых деталей указывают технические требования, которые следует располагать по возможности справа от изображения в следующем порядке:
1. Группу контроля деталей (для алюминиевых спл-авов согласно ОСТ 1.90021-71, для магниевых сплавов — согласно ОСТ 1.90001—70).
2. Предельные отклонения размеров, согласно ОСТ 1.41154-72 — для цветных и титановых сплавов, нормали АН-2080—63 — для жаропрочных сталей и ГОСТ 2009—55 — для конструкционных и нержавеющих сталей.
3. Требования к качеству литой поверхности в состоянии поставки — по ГОСТ 2940—63 и ОСТ 1.90021-71.
4. Места вырезания образцов для механических испытаний.
5. Величину литейных уклонов, согласно ГОСТ 3212—57.
Технические требования;
1. Деталь второй группы контроля.
2. Твердость НВ 65 кГ/мм?.
3. Отклонение размеров по классу Лтб (ОСТ 1.41154-72).
4. Внешние технологические радиусы скругления 3 мм.
5. Литейные уклоны — 1°.
6. Приемка по ОСТ 1.90021-71.
Рис. 23. Пример оформления технических требований литой детали из алюминиевого сплава.
264
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций деталей из литых заготовок
6. Места рентгеновского просвечивания.
7. Указания о маркировании и клеймении.
В чертежах крупногабаритного литья, выходящих в теоретический обвод фюзеляжа (например, чертежи рам фонаря пилота, окантовок и крышек люков), следует указывать, что допуски на литье по 8-му классу точности (по ОСТ 1.41154-72) и теоретический обвод брать с плаза.
Эта схема должна быть единым документом для завода-изготовителя изделия и поставщика литья.
В чертежах остальных литых деталей, не связанных с теоретическим контуром, указывать все размеры, не ссылаясь на шаблоны, так как модельщики вследствие линейной усадки металла должны изготавливать свои шаблоны.
Примеры оформления чертежей на литые детали приведены на рис. 23.
ЛИТЕРАТУРА
1. Рекомендации по технологичности самолетных конструкций. Оборонгиз, 1964.
2. Рекомендации по технологичности конструкций авиационных газотурбинных двигателей. Оборонгиз, 1962.
4. Анисимов Н. Ф., Благов Б. Н. Проектирование литых двигателей. М., «Машиностроение», 1967.
5. Н о с к о в ,Б. А., Смеляков Н. Н. Конструирование деталей. Машгиз, 1957.
6. Справочник литейщика. Стальное литье, цветное литье. Машгиз, 1962.
7. Справочник по авиационным материалам, ч. 1, 2, 3. ВИАМ, 1965.
8. Цветное лнтье. Инженерная монография. М., «Машиностроение», 1966.
9. Информационный листок «Новые авиационные материалы». № 500. ОНТИ ВИАМ, 1968.
10. Информационный листок «Новые авиационные материалы». № 327. ОНТИ ВИАМ, 1963.
11. Магниевые сплавы. Материалы научно-технического совещания. ОНТИ ВИАМ, 1960.
12. Справочник по авиационным материалам. Цветные сплавы ВИАМ. Оборонгиз, 1958.
13. М а г н и ц к и й О. Н. Литейные свойства титановых сплавов. М., «Машиностроение», 1968.
14. Юдкин В. С. Производство и литье сплавов цветных металлов, т. 1. М., «Металлургия», 1967.
15. Ар б уз о в Б. А, Ар ист о в а Н. А. и др. Цветное литье, легкие сплавы. М., «Машиностроение», 1966.
16. А л ь т м а н М. Б., Лебедев А. А. и др. Лнтье и плавка легких сплавов. Оборонгиз, 1956.
17. Кос ар и ко в Н. Ф„ Носков Б. А, Смеляков Н. Н. Технологичность литых деталей. Машгиз, 1954.
18. Нормаль 56—15 (АН-1026—55). НИАТ, 1955.
19. Производство точных литых заготовок из легких сплавов. Сборник технологических материалов. НИАТ, 1969.
20. Храмов В. Д. Новый способ лйтья. «Авиационная промышленность», 1958, Ns 7.
21. Перечень марок сталей и сплавов, рекомендуемых к использованию в опытном производстве изделий длительного ресурса авиационной техники на 1968—1971 гг. ОНТИ, ВИАМ, 1968.
22. Гокун В. Б. Технологические основы конструирования машин. Машгиз, 1963.
23. СкарбинскийМ. Конструирование отливок. Машгиз, 1961.
34 Зак. 290
ГЛАВА 5
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ СНЯТИЕМ МЕТАЛЛА
34*
267
СОДЕРЖАНИЕ
Стр.
I. Технологичность конструкций деталей, обрабатываемых резанием....................269
II. Технологичность конструкций деталей, обрабатываемых размерным травлением . 377
III. Технологичность деталей, подвергаемых электрохимической обработке .... 399
IV. Технологичность деталей, подвергаемых ультразвуковой очистке .................. 405
V. Технологичность механообрабатываемых деталей с малыми деформациями . .411
VI. Технологичность деталей, подвергаемых упрочняющей обработке.....................417
www.vokb-la.spb.ru
I. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ РЕЗАНИЕМ
269
Составители: Г. П. ВАСИН, канд. техи. наук В. В. ГАЙДА, М. К. ГИЛЕВ, Н. И. ЛАТЫШЕВ, И. Г. ЛИВШИЦ, И. А. МАКАРОВ, В. И. МАСЛОВ. В. Г. ПИСЬМЕННЫЙ, И.. И. СУВОРОВ, каид. техн, наук Р. Э. САФРАГАН, Д. Б. ФИЛИППОВ, В. А. ЧИСЛОВ, И. И. ШОНИН, И. А. Я КУШ-КИН
СОДЕРЖАНИЕ
Стр.
I 1. Общие рекомендации......................271
/ Материал заготовки . . . ... 271
; Система простановки размеров . . 273
Точность размеров и классы чистоты обрабатываемых поверхностей .... 280
/ Шероховатость поверхности .... 289
Технологичность основных элементов кон-
\ струкции деталей.......................293
2. Технологичность типовых представителей основных классов деталей.................315
Монолитные панели.....................316
Крупногабаритные детали из магниевых сплавов...............................321
Балки н лонжероны.....................330
Монорельсы............................334
Детали узлов поворота ...... 337
Шпангоуты, рамы и их детали . 340
Длинномерные детали из прессованных профилей ....................... .... 343
Профили разъемов......................348
Фитинги и кронштейны..................352
Рычаги и качалки......................359
Фланцы и крышки.......................361
3. Технологичность мест сопряжений агрегатов 364 ' — Исходные полуфабрикаты . .364
Технологичность отдельных элементов конструкции...........................364
Оборудование . 366
4. Технологичность деталей, обрабатываемых на станках с программным управлением . 367 Требования к оформлению чертежей деталей, подлежащих обработке на станках с ЧПУ.....................................368
5. Применение технологической классификации для унификации и повышения технологичности деталей ........................ 371
Литература................................375
270
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Механическая обработка деталей и узлов широко применяется в производстве самолетов и вертолетов. Удельный вес механообрабатываемых деталей в самолетостроении по чистым весам составляет 25—35%, а по расходу материалов — около 50%. Применение в конструкциях крупногабаритных монолитных деталей сложной формы и труднообрабатываемых материалов вызывает рост объема работ по механической обработке. В изготовлении отдельных изделий трудоемкость механической обработки достигает 30% от' общей трудоемкости.
Трудоемкость механической обработки может быть снижена за счет повышения технологичности конструкций деталей и агрегатов. Технологичность деталей, а следовательно, улучшение эксплуатационных качеств машин зависит от использования в них соответствующих материалов, рациональных заготовок, удобных форм деталей, рациональной простановки размеров, назначения оптимальной точности и класса чистоты поверхностей деталей.
Рекомендации по технологичности конструкций деталей, обрабатываемых резанием, содержат данные по выбору рациональных заготовок из соответствующих материалов, по проектированию отдельных элементов конструкций деталей и типовых деталей основных классов с примерами технологичных и нетехнологичных деталей.
Краткие сведения по технологии и оборудованию приведены для ознакомления, конструкторов с особенностями методов механической обработки и их возможностями.
При составлении рекомендаций использован опыт совместных работ комплексных технологических бригад НИАТа и ОКБ, а также учтены замечания работников серийных заводов.
Технологические рекомендации по проектированию механообрабатываемых деталей должны помочь конструкторам в проектировании рациональных деталей и узлов, обрабатываемых резанием.
1. ОБЩИЕ РЕКОМЕНДАЦИИ
Материал заготовки
В современных конструкциях самолетов к материалам механически обрабатываемых деталей предъявляются разнообразные требования, связанные с их прочностью, весом, обрабатываемостью и другими физическими и механическими свойствами. Учитывая развитие и дальнейшее совершенствование конструкций самолетов, не представляется возможным рекомендовать определенные виды и марки материалов.
Для создания_более технологичных конструкций деталей при выборе материала следует? ~
1. Применять минимальное количество марок материалов, так как большое разнообразие материалов усложняет серийное производство деталей, кроме того, возникают трудности в хранении материалов. Так, например, из одиннадцати марок малоуглеродистых сталей: 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60 —для изготовления деталей можно рекомендовать стали 20, 35, 45. Из хромистых сталей 15Х, 20Х, 35Х, 38ХА, 40Х, 45Х, 50Х рекомендуется сталь 40Х.
При выборе горячедеформируемых и литейных материалов в каждом случае следует консультироваться с технологом-специалистом.
У/Ь. Учитывать вид и способ Изготовления заготовки. Например, выбор способа литья зависит от марки материала.
3. Применять марки материалов с более повышенными коэффициентами обрабатываемости.
Коэффициент относительной обрабатываемости материала может быть выражен формулой
где v — скорость резания, допускаемая при обработке металла;
— скорость резания, допускаемая при обработке стали 45.
Для сравнения свойств обрабатываемости различных материалов в табл. 1.1 приведены коэффициенты относительной обрабатываемости материалов при точении. Эти коэффициенты получены в результате экспериментальных испытаний в лабораториях НИАТ и других организаций. За единицу принят коэффициент обрабатываемости стали 45 с 0В = 75 кГ/мм1 2.
271
www.vokb-la.spb.ru
Часть III.' Технологичность конструкций деталей из металлов
Таблица 1.1
I Группа Наименование и марка материалов °в. кГ)мм2 Коэффициент обрабатываемости К при точении
инструментом из быст рорежу щей стали инструментом, осна- щенным твердым сплавом
1 Стали автоматные: А12, А20, АЗО, А40Г 50-60 70-80 80-90 2,04 1,20 0,96 —
2 Стали углеродистые конструкционные (С<0,6%): 10, 15, 20*. 25, 30, 35*, 40, 45*, 55, 60, 70 50—60 60-70 70—80 80—90 1,7 1.3 1,0 0,8 1,57 1,22 1,0 0,82
3 Стали углеродистые инструментальные (С>0,6И): 65, 70, У7, У8, У9, У10, У11, У12, У13 70-80 90—100 100-110 0,8 0,53 0,44 1.0 0,7 0 6
4 Стали хромистые: 15Х, 20Х, 35Х, 38ХА, 40Х*, 45Х, 50Х 60—70 70-80 80—90 90-100 100—110 1,1 0,85 0,7 0,56 0,47 1,22 1.0 0,82 0,7 0,6
5 Стали марганцовистые: 15Г, 20Г, ЗОГ, 40Г, 50Г, 65Г, 70, 30Г2, 35Г2, 45Г 70-80 100—110 110—120 0,8 0,48 0,4 0,95 0,7 0,6
6 Стали никелевые: 25Н, ЗОН, 40Н, 25НЗ 70-80 90-100 1,0 0,7 0,95 0,8
7 • Стали хромоникелевые: 20ХНА, 40ХНА, 12ХН2А, 12ХЗА, 20ХНЗА, ЗОХНЗА, 37XH3A, 12Х2Н4А, 20Х2Н4А, 50ХФА 70-80 110-120 120-130 130—140 0,95 0,47 0,40 0,32 0,95 0,63 0,56 0,5
8 Стали хромомолибденовые, хромоникельмолиб-деиовые, хромоалюминие-вые, хромомолибденоалю-миниевые: 38ХМА, ОХМ, 32ХНМ, 35ХНМ, 40ХНМА*, 38ХМЮА, 35ХМЮА, . 35ХЮА 60-70 70—80 80-90 90-100 100-110 110-120 0,94 0,8 0,68 0,58 0,52 0,4 1,03 0,9 0,8 0,71 0,66 0,4
9 Стали хромомарганцовистые, хромокремнистые, кремиемаргаицовистые, хромокремнемарганцови-стые,хромокремненикель-марганцовистые, хромо-никельмаргаицовотита-новые: 15ХГ, 20ХГ, 40ХГ, 35ХГ2, 37ХС, 35ХС, 40Х2Г, 25СГ, 35СГ, 50СГ, 20ХГС, 25ХГС* ЗОХГС, 35ХГС, 20ХГСА, 25ХГСА, Л0ХГСА», 35ХГСА, Л35ХГСА*, 20XGHA, ЗОХГСНА*, Л27ХГСНА*, 16ХГТА, 25Х2ГНТА 70-80 100—110 110-120 120—130 0,7 0,42 0,9 0,64 0,59
133=ПО 140-150 150-160 160—170 170—180 180-190 0,4 0,34 0,3 0,25 0,22 • 0,19
10 Стали хромоникельвольфрамовые и близкие к ним: 18ХНВА*, 18ХНМА, 18Х2Н4МА, 15ХНМА, 20ХНФА, 45ХНМФА, 25ХНВА 60—70 70-80 80-90 90-100 100-110 0,96 0,8 0,64 0,56 0,48 1.1 1.0 0,9 0,8 0,7
Продолжение табл. 1.1
Группа Наименование и марка материалов св» кГ/ммъ Коэффициент обрабатываемости К при точении
инструментом из быст рорежу щей стали инструментом, осна- щенным твердым сплавом
11 Стали высокопрочные легированные и нержавеющие: ВНС-5*, Х15Н5Д2Т (ВНС-2*), Х15Н9Ю (СН-2), Х17Н5МЗ (СН-3), Х15Н7ЮМ2 (СН-4), ЭИ643, 30Х2ГСН2ВМ (ВЛ-Г) 140—15С 180—190 190-200 1 1 1 0,24 0,19 0,17
12 Сталь высокопрочная ни-келькебальтмолибдено-вая ВКС-210 200-210 0,13
13 Стали инструментальные быстрорежущие: Р18, Р9; шарикоподшипниковая сталь U1X15* 70-80 110—120 . 0,6 0,3 0,7 0г45
И Стали нержавеющие хро-' мистые, хромоникелевые: 1X13, 2X13, 3X13, ЭИ474, 20ХЗМВФ (ЭИ415), ♦Х10С2М (ЭИ 107), Х17Н2* (ЭИ268), 1Х12Н2ВМФ (ЭИ961) Диаметр отпечатка 4,0 4,2 4,2 3,8 3,7 3,3 3,6 3,0 1 1 1 1 1 1 1 1 1,2 1,24 0,8 1,05 0,77 0,52 0,71 0,35
15 Стали нержавеющие жаропрочные хромоникелевые, хромоникельмарган-цовистые: Х18Н9Т*, Х23Н18 (ЭИ417), ЭИ654, ХН38ВТ (ЭИ703), Х17Г9АН4 (ЭИ878), 4Х14Н14В2М (ЭИ69), 4Х45Н7Г7Ф2МС (ЭИ388), ЭЙ589, 4Х12Н8Г8МФБ (ЭИ481) Х12Н20ТЗР (ЭИ696) ХН35ВТЮ (ЭИ787) 4,9 4,9 4,0 4,9—5 Без отжига 5 3,7 3,5 3,6 3,7 3,3 • 1 1 1 1 1 II 1 1 1 1 0,73 0,58 0,27 0,3 0,43 0,92 0,57 0,22 0,34 0,28 0,1
16 Сплавы жаропрочные на никелевой основе, не упрочняемые старением: ХН78Т (ЭИ435), ХН75МБТЮ (ЭИ602), ХН70Ю (ЭИ652) Диаметр отпечатка 4,4-4,7 4,4 4,9 — 0,33 0,23 0,1
17 Сплавы жаропрочные иа никелевой основе, упрочняемые старением: ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б), ХН70ВМТЮ (ЭИ617), ЭИ826, ЭИ827, ХЙ70МВТЮБ (ЭИ598), ЭИ766, ЭИ867 3,5 3,5 3,5 3,3-3,7 3,4-3,8 3,3-3,7 3,3-3,8 3,4-3,5 0,095 0,08 0,085 0,16 0,17 0,07 0,03 0,06 0,07 0,02
18 Титановые сплавы: ВТ1-1*, ВТ5, ОТ4-2*, ВТЗ, ВТЗ-1, ВТ6, ВТ14, ВТ20, ВТ22* 45—60 70—95 70—90 95—115 95-110 ПО 90 110 0,4 0,217 0,24 0,167 0,234 0,19 0,2 0,18
272
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Продолжение табл. 1.1
Продолжение табл. 1.1
Группа Наименование и марка материалов ’в, к Г/мм2 Коэффициент обрабатываемости К при точении
инструментом из быстрорежущей стали инструментом, оснащенным твердым сплавом
19 Магниевые сплавы: МЛ4, МЛ5*, МА8*, МА2*, ВМ65-1 . 5,0 10,0
20 Алюминиевые сплавы 10-20 7 9
твердостью НВ < 20-30 5 7
<90жГ/лл3: АМц*, АМг, АМгЗ, АМгб* 30-40 4 5
21 Алюминиевые сплавы твердостью НВ > >90 кГ/мм2: Д1-Т, АК4, АК6* АК8, Д16, Д16Т* 35-45 3 4
22 Алюминиевые сплавы литейные: АЛ2*, АЛ4, АЛ5, АЛ7, АЛ8, АЛ9*, АЛ13, АЛ19* 15-35 3 4 •
23 Алюминиевые сплавы высокопрочные: В93*, В95* 50 3 4
24 Медные сплавы высокой твердости (гетерогенные) БрАЖНП—6-6-6, БрАЖН 10-4-4, БрАЖМцЮ—3—1,5* НВ 200—240 1,2 2
25 Медные сплавы средней твердости (гетерогенные): БрАЮ, БрАМцЭ—2, ЛМцНЖ52—2-2—1, ЛМцЖ52—4-1, ЛАЖМц70—6-3-1, БрОЮ, БрОФЮ—1, БрОЦЮ—2, БрОЦ8-4, ЛА67—2,5, ЛК80-3, БрАЖЭ—4 НВ 100-140 1.8 2,86
26 Медные сплавы: БрОСНЮ—2-3, БрОСЮ—10, БрАЖ8-2-2, БрАЖС1— 5-1,5, ЛКС80—3—3, ЛМцС58—2—2, ЛМцОС58—2—2—2, ЛС59— 1, Л62, ЛО70 НВ 70—90 3,0 4,86
27 Медные сплавы (гомогенные) БрКЦ4—4, БрКЦЗ-9, БрКЗ, БрКМц-3—1, БрА7, БрА5, БрОФб—0,1, БрОЦ4—3, БрО4, БрКН1—3 НВ 60-90 3,6 5,72
35 Зак. 290
1 Группа I Наименование и марка материалов °в» кГ/мм2 Коэффициент обрабатываемости К при точении
инструментом из быстрорежущей стали инструментом, осна- щенным твердым сплавом
28 Медные сплавы: БрКСЗ—4, БрКСЗ-6, БрКЦСЗ—15—16, БрОЦОб—6—3, ЛОС65-1—2, БрОЦС4—2—2,5, БрОЦС4—4—4 НВ 60-80 7,2 10
' * Материалы, наиболее часто применяемые.
Примечания: 1. Коэффициенты обрабатываемости сталей ВНС-5, ВНС-2, ЗОХГСНА, ВЛ-1, ВКС-10 и других с промежуточной термообработкой приравниваются к обработке сталей группы 9 при соответствующей прочности.
2. Коэффициенты обрабатываемости при точении ориентировочно можно принимать длн других видов механической обработки.
4. 'Ограничивать по возможности применение труднообрабатываемых материалов ЗОХГСНА, ВТ14, ВТ22, В95 и других, так как для изготовления деталей из них требуются определенные режимы обработки и повышенный класс чистоты поверхности на малых радиусах в связи с повышенной чувствительностью этих материалов к концентрации напряжений.
Система простановки размеров
Несмотря на то, что правила простановки размеров широко известны, необходимо все же отметить, что наилучшим вариантом простановки размеров является тот, при котором конструктивные базы совпадают с технологическими.
При этом отпадает необходимость пересчетов технологических цепочек, упрощаются способы измерения детали, не сужаются допуски на размеры, что обычно наблюдается при введении технологических размеров и подсчете допусков для них, упрощается конструкция приспособлений и соблюдается наиболее рациональная последовательность технологических переходов и операций.
При проектировании деталей размеры следует задавать от реально существующих точек и поверхностей. Рекомендуется проставлять размеры так, чтобы замер детали можно было произвести прямым методом, без пересчета размеров.
Ниже приведены некоторые примеры более рациональной простановки размеров, способствующей упрощению изготовления деталей (рис. 1.1). Простановка размеров в случае «нетехнологично» осложняет обработку детали:
1) при фрезеровании паза и наружных плоскостей вилки на универсальном приспособлении необходимо настраивать станок на каждую деталь, что-
273
www. vokb- la. spb. ru
Часть 111. Технологичность конструкций деталей из металлов
бы выдержать размер /2, так как положение верши- Нетехнологично Технологично
ны сферы будет колебаться в пределах поля допу-
ска на длину L—I;
РИС. ti. Нетехнологично Технологично
2) усложняются замеры детали, так как срезается точка отсчета А, что требует для контроля деталей пересчета размеров;
3) при сверлении отверстия точно выдержать размер /1 от кромок ушка практически невозможно, для этого потребуется создание сложного приспособления. .
Технологичная простановка размеров не вызывает трудностей при изготовлении детали, в этом случае:
1) совпадение технологических и конструктивных баз позволяет производить фрезерование паза и проушин в универсальном приспособлении по настроенному процессу;
2) замеры детали производятся обычным универсальным инструментом и не вызывают никаких затруднений;
3) при сверлении отверстия размер 1\ выдерживается стабильно. При этом значительно упрощается конструкция приспособления.
На рис. 1.2 показана деталь, которая может быть изготовлена на револьверном станке. Размеры рекомендуется проставлять от одного торца, так как значительно упрощается настройка оборудования и устраняется технологический пересчет размеров (L—1).
На рис. 1.3 изображена деталь с наружными и внутренними поверхностями вращения, которые не могут быть изготовлены на универсальном оборудовании за один установ. Размеры в этом случае рекомендуется проставлять от того торца, который служит упором (базой) при обработке поверхности. Простановка размеров, как показано на рис. 1.3 слева, требует пересчета размеров и сужает поле допуска.
Нетехнологично
На рис. 1.4 и 1.5 приведены примеры рациональной простановки размеров. Совпадение конструктивных и технологических баз позволяет производить обработку по настроенному процессу, что дает возможность получить большую точность, идентичность деталей и упростить производственный процесс.
Не рекомендуется проставлять размеры на ушках и вилках от кромок ушка (вилки) Или от оси отверстия ушка (вилки). При более рациональной простановке размеров обработка может производиться по настроенному процессу (рис. 1.6).
Не рекомендуется на чертеже проставлять координаты инструмента, так как замеры их весьма осложнены и требуют пересчетов размеров.
На рис. 1.7 показана деталь, у которой требуется обработать паз по кривой. В этом случае размеры Технологично
274
Рис. 1.4.
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкцу^^еталеЦ,обрабатываемыхснятием металла
Нв/пехналогичнр , Технологично
Нетехнологично Технологично
Рве. 1.6.
д Нетехнологично Технологично
Рис. 1.7.
лучше задавать от оси отверстий, которые будут служить базой для крепления копира. Координация паза от кромок ушка усложняет производственный процесс, так как положение паза детали будет колебаться в зависимости от допуска на контур детали.
Не рекомендуется проставлять размеры от острых кромок и поверхностей, от которых замер детали весьма осложнен (рис. 1.8). ,
При фрезеровании лысок у деталей тел вращения размеры проставлять не от оси, а от образующей цилиндра, служащей базой в процессе обработки (рис. 1.9). Тогда обработка производится по настроенному процессу и замер детали значительно упрощается.
При простановке размеров на уклон рекомендуется задавать высоту и угол'(см. рис. 1.8 и 1.10) . На конусной поверхности отверстия указывать наи-
35*
275
Часть III, Технологичность конструкций деталей из Металлов
На рис. 1.12 дан пример рациональной простановки размеров на кольцевые канавки. Канавки следует задавать углом а и наименьшей шириной В, при этом размер ширины В будет зависеть только оГ размера площадки инструмента. Размеры большей ширины канавки будут колебаться в Зависимости от погрешности на глубину врезания и величины допуска
Простановка
Ряс. 1.9.
Технологично
на внешний диаметр детали. Глубину кольцевых канавок желательно задавать диаметром d при размерах не более 160 мм.
При простановке размеров на длинномерные детали из •профилей с криволинейным контуром рекомендуется давать развертку, что значительно упрощает изготовление деталей при механической обработке (рис. 1.13).
размеров от линии построения, ре
ально не существующей, не желательна. Это вызы-
Нетеншюшчно
Рис. 1.10.
вает большие пересчеты при изготовлении и контроле детали. Рекомендуется размеры задавать от реально существующих плоскостей и линий (рис. 1.14).
Не рекомендуется в размерах механически обрабатываемых деталей делать ссылку на плазовую увязку. В случае, если аэродинамический контур
болыпий диаметр и угол (рис. 1.11). Наличие угла позволяет быстро произвести настройку оборудова-
мало отличается от обычных геометрических форм (иногда в пределах поля допуска), следует зада-
вать поверхности плоскостями или телами вращения с прямолинейной образующей (рис. 1.15).
При простановке размеров на подсечки у длинномерных деталей не следует задавать размеры от
ния, выбрать нужный инструмент без дополнительных пересчетов, не сужая поля допусков.
теоретического контура. Размеры должны быть проставлены от наивысшей плоскости полки так, чтобы легко можно было бы определить размеры подсечек, толщину полок и общую толщину исходной заготовки (рис. 1.16).
Нетехнологично
Рис. 1.13.
276
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Простановку размеров координат отверстий следует Производить от одной базы, если конструктивные и технологические базы совпадают (рис. 1.18 и 1.19). На рис. 1.19, слева, показана деталь, отверстия которой закоординированы и от кромок детали, и от оси. В этом случае требуется применение нескольких кондукторов с различными базами. На этом же рисунке справа приведена деталь, отверстия которой могут быть изготовлены в одном кондукторе.
^технологично
Технологично
Рис. 1.15.
Рис. 1.16.
Рис. 1.18.
На рис. 1.17 показана простановка размеров, не обеспечивающая и обеспечивающая замер элементов конструкции прямым методом без пересчетов на величину колебаний высоты детали в поле допуска.
Нетехнологично
Технологично
Рис. 1.17.
На деталях, у которых базой может служить отверстие, расположенное по оси, или наружная цилиндрическая поверхность, координацию остальных отверстий производить по окружности (рис. 1.20 и 1.21).
В крупногабаритных тонкостенных деталях с поверхностями вращения (диаметры свыше 500 мм} размер толщины стенки рекомендуется задавать (рис. 1.22):
1) наружным и внутренним диаметром со свободными размерами, когда колебания толщины стенки конструктивно допускаются;
2) диаметром и толщиной стенки, когда толщину стенки необходимо выполнить в более жестких пределах. При этом допуск на толщину стенки задавать не ниже 7-го класса точности.
В случае нетехнологичной простановки размеров допуск на толщину стенки 0,12 мм требует выполнения отверстия с полем допуска 0,24 мм, которое
277
www. vokb- la.;
Часть 111. Технологичность конструкций деталей из металлов
Нвгпехнолооично
Рис. 1.20.
Технологично
Рис. 1.21.
Нетехнологично
Технологично
Рис. 1.22.
находится между полем допуска 3-го и За класса точности. Выполнение тонкостенных крупногабаритных деталей с такой точностью вызывает большие Производственные трудности.
нетехнологично
На рис. 1.25, слева, изображен фитинг, у которого обрабатываемая плоскость отдалена от необрабатываемой на 1 мм. По нормали толщина стенки может колебаться в пределах ±1,2 мм, в этом случае обрабатываемая и необрабатываемая поверхности могут быть выполнены как одно целое, что значительно увеличит объем механической обработки.
При простановке размеров между обрабатываемой и необрабатываемой поверхностями номинальный размер должен быть больше, чем допуск на заготовку.
При разделении обрабатываемой поверхности от необрабатываемой или обрабатываемых с разных установов на чертеже следует обозначать уступ и оговаривать величину перепада радиуса R галтели (рис. 1.26).
При проектировании сложных деталей необходимо предусматривать технологические базы (например, плоскости одного уровня, отверстия и т. д.), что удешевляет оснастку, улучшает качество обработки и снижает ее трудоемкость (рис. 1.27).
В чертежах заготовок в случае необходимости рекомендуется предусматривать технологические приливы с отверстиями для установки и ориентации заготовок на станке, что повысит качество деталей, сократит сроки технологической подготовки и сни-
Техиологично
Рис. 1.23.
Необходимо простановку размеров проводить только между обрабатываемыми поверхностями или только между необрабатываемыми с увязкой их с базовыми поверхностями (рис. 1.23 и 1.24).
278
зит расходы по оснастке (рис. 1.28). После удаления технологических приливов размеры целесообразно проставлять, предусматривая уступы (см. (рис. 1.26).
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Негпехнолагично
Технологична
Рис. 1.24.
Непкмнологично
Технологично
Рис. 1.28.
279
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
Точность размеров и классы чистоты обрабатываемых поверхностей
Точность размеров деталей непосредственно влияет Иа трудоемкость механической обработки — с увеличением точности детали резко возрастает тру-
Рис. 1.29. Зависимость стоимости детали от величины допуска.
Наиболее экономичными будут детали, у которых меньшее количество поверхностей, обрабатываемых с повышенной точностью, что достигается при ис
пользовании ряда широко известных конструктивных мер, которые ведут к увеличению допусков, но не ухудшают эксплуатационные качества изделия.
Повышение точности ведет к увеличению производственного цикла, применению оборудования, приспособлений, мерительного инструмента повышенной точности, более быстрому износу режущего инструмента и привлечению квалифицированной рабочей силы.
Конструктивные и технологические решения, связанные с обеспечением заданных точностей параметров деталей, должны быть выполнены наиболее производительными технологическими методами.
При определении класса точности или допуска следует иметь в виду, что экономическая точность обработки всегда значительно шире, чем возможно достигаемая, требующая определенного опыта, навыков и знаний от рабочего-исполнителя. В табл. 1.2—1.8 даны рекомендации по достижению экономической и возможной точностей в зависимости от методов обработки.
Допуски на свободные размеры отверстий и валов, а также на размеры, не относящиеся к размерам отверстий и валов, выполняются по отраслевой нормали 722АТ.
Таблица 1;2
Точность обработки наружных цилиндрических поверхностей мк
Метод обработки Точность обработки Длина до 180 мм Длина свыше 180 до 500 мм Длина свыше 500мм
Интервалы диаметров, мм
до 10 1 10-18 8 1 00 1 30—50 50-80 80-120 120-180 180-260) 260—360| 18-30 30-50 50-80 1 80-120 120-180 180—260 260—360 30-50 50-80 80-120 120-180 g сч 1 о со » | 260-360
Обтачивание Экономическая Возможная 90 30 90 30 100 30 150 20 150 20 150 20 200 20 200 25 200 30 120 30 150 20 160 20 170 20 200 20 200 25 200 30 200 40 200 30 200 30 250 30 250 40 250 40
Шлифование бесцентровое продольной подачей Экономическая Возможная 17 10 19 10 22 12 27 12 37 15 38 15 42 15 45 20 50 20 27 12 32 12 42 15 42 15 45 20 45 20 50 20 37 12 45 15 45 15 45 20 45 20 50 20
Шлифование бесцентровое радиальной подачей Экономическая Возможная 17 10 19 10 22 12 27 12 37 15 38 15 42 15 45 20 50 20 27 12 32 12 42 15 42 15 45 20 45 20 50 20 37 12 45 15 45 15 45 20 45 20 50 20
Шлифование продольной подачей Экономическая Возможная 17 10 19 10 22 12 27 12 37 15 38 15 42 15 45 20 50 20 27 12 32 12 42 15 42 15 45 20 45 20 50 20 37 12 45 15 45 15 45 20 45 20 50 20
Шлифование радиальной подачей Экономическая Возможная 17 10 19 10 22 12 27 12 37 15 38 15 42 15 45 20 50 20 27 12 32 12 42 15 42 15 45 20 45 20 50 20 37 12 45 15 45 15 45 20 45 20 50 20
Фрезерование на карусельно-фрезерном станке Экономическая Возможная — — — 150 200 400 500 600 600 — — 20 50 20
Доводка Экономическая Возможная 3 2 3 2 4 2 4 2 5 2 6 3 7 3 9 4 11 5 20
280
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкцийг^еталей, обрабатываемых снятием металла
Таблиц*
Точность обработки плоских 'поверхностей
Таблица 1.4
Точность обработки многогранных отверстий
мм
1 Длина L
Метод Точность ДО 120 120- -360 360—500 500т--1000
обработки Ширина В'
обработки размера А § § । § § | § т 1
• О О «X й О «X 8 •мЧ о *4 а
Строгание Экономическая Возможная 0.1 0,08 0,15 0,08 0,18 0,1 0,18 0,1 0,2 0,1 0,2 0,1 о.й 0,15
Долбление Экономическая Возможная 0,15 0.08 0,18 0.1 0,2 0,1 — — —
Фрезерование торцевой фрезой Экономическая 1 Возможная 0,15 0,08 0,12 0,07 0,15 0,1 0,15 0.1 0,18 0.12 0,18 0,12 0,30 0.15
Фрезерование цилиндрической фрезой Экономическая Возможная 0,1 0,15 0,18 0,18 0,20 0,20 0,25
Шлифование периферией круга Экономическая Возможная 0,03 0,01 0,05 0,02 0,07 0,04 0,07 0,05 0,08 0,08 0,1
Шлифование торцом круга Экономическая Возможная 0,03 0,01 0,05 0,02 0,07 0,04 0,07 0,04 0,08 0,06 0,08(0,1 0.06Д08
Протягива- ние Экономическая Возможная 0,04 0,02 0,06 0,03 0,09 0,09 0,1 — —
Шабрение Экономическая В зависимости от точности обработки предыдущих операций
Возможная 0,01 0,02|0,03 0,04|0,0б|0,0б|0,08
Метод обработки Точность обработки размера А (класс по ОСТу)
экономическая возможная
Долбление 4 —
Протягивание 3 2
Притирка 3 2
Таблица 1.5
Точность обработки цилиндрических отверстий
Метод обработки Диаметр отверстия, мм Точность обработки (класс по ГОСТу)
экономическая возможная
Сверление спиральны- До 80 5 4
ми сверлами при неподвижной детали
Сверление спиральными сверлами при вращающейся детали . 80 4 За
’Сверление спиральны- До 18 4 —
ми сверлами по кондуктору Св. 18 до 80 5 4
Рассверливание От 18 до 80 4 —
Зенкерование . 18 . 260 4 3
Развертывание До 50 3 2
Растачивание До 50 .— 3
Св. 50 до 120 4 2
С . 120 . 500 —- 1
Тонкое растачивание От 18 до 260 2 1
Внутреннее шлифова- До 260 1
ние
Протягивание От 18 до 260 1 2 / —
Хонингование . 18 . 260 2 - 1
36 Зак. 290
281
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Таблица 1.6
Точность обработки Шпоночных пазов в зависимости от методов обработки
i-Л
мм
Номинальный размер Точность обработки
экономическая возможная экономическая возможная экономическая возможная экономическая возможная
строгание и долбление фрезерование дисковой фрезой фрезерование торцевой фрезой протягивание пазов в отверстие
в Отклонение ДВ по ширине паза
От 1 до 3 Св. 3 до 10 . 10 , 30 . 30 , 50 . 50 . 80 ±0.2 ±0,3 ±0,5 +0,5 ±0.03 ±0.05 ±0,20 ±0,20 +0,2 +0,5 +0,8 +0*02 +0,03 +0,05 +0,1 +0,2 +0,3 +0,03 +0,05 +0,08 +0,02 +0,02
L Отклонение &L по длине паза
От 10 до 30 Св. 30 . 80 . 80 » 260 — — 1 1 1 ±0,5 ±1,0 ±2,0 ±0.1 ±0,2 ±0,5 — 1 1 1
А Отклоиение ДЛ по глубине паза
От 3 до 10 Св. 10 . 18 . 18 , 30 ±0,3 ±0,3 ±0,5 ±0,1 ±0.1 ±0.2 ±0,5 ±0,2 ±0,3 ±0,5 ±0,5 ±0,1 ±0,2 ±0,2 ±0,05
К Перекос боковых сторон паза К к оси изделия на длине 100 мм
От 3 до 10 Св. 10 . 30 . 30 . 50 0,3 0,05 0,2 0,02 Го 0,5 0,2 0.3 0,2 0,1 1 1 1 —
Таблица 1.7
Экономическая точность изготовления резьб
Та б л и ца 1.8
Точность обработки профильных поверхностей
Метод изготовления Точность изготовления резьбы (класс по ГОСТу)
наружной внутренней
Нарезание резцом 2 3-2
Нарезание гребенкой 2 3—2
Нарезание плашкой 3 —
Нарезание метчиком — 2—3
Фрезерование резьбы 3-2 3-2
Накатывание плашками 2 — 1
Накатывание роликами 1-2 —
Шлифование 2-1 2—1
мм
Метод обработки Точность обработки
экономическая возможная
ручная опиловка, по шаблону Строгание по разметке Далбление ио разметке фрезерование по разметке Фрезерование по копиру ОС/ ±0,2 ±0,8 ±0,8 ±1.0 ±0.5 ±0,05 ±0,2 ±0,2 ±0,4 ±0,2
Обтачивание копиру отступление от геометрической формы ±0,2 ±0.1 .
точность наружного диаметра ±0,15 ±0,07
т‘- \ * Обтачивание фасонным л резцом ’(Mjjr отступление от геометрической формы ±0.2 ±0,03
точность наружного диаметра ±0,1 ±0.035
www. vokb- ia'.spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
На размеры между обрабатываемой и необрабатываемой поверхностями необходимо указывать допуск, который должен суммироваться из допусков на заготовку и механическую обработку или другой,
последующий вид обработки. На рис. 1.30 показана деталь, толщину стенки которой можно выдержать только в случае механической обработки беих сторон, в том числе ?: той, обработка которой -е предусмотрена.
Допуски на размеры сежду обрабатываемой и г эрячештампованной по-
Неперпендикулярность — ошибка в расположении взаимно перпендикулярных элементов детали, когда угол между ними больше или меньше прямого (рис. 1.33).
Минимальные отклонения от правильной геометриче-
ской формы по неплоскостности, непараллельности и неперпендикулярности приведены в табл. 1.9.
Неперпвноикуляоность
Рис. 1.33.
А_
ШШШ
Таблица 1.9
верхностями суммируют-
.=. из допуска на заготовку и допуска на механиче-..-.ую обработку. Допуски на размеры между ли-ейной и механически обрабатываемой поверхно-
.тчми для деталей из цветных сплавов необходимо
А
'тать по отраслевой нормали АН-1026—55, а для деталей из стали — из ГОСТа 2009—55.
На размеры, получаемые в результате механической обработки и последующего размерного химического травления, необходимо давать суммарные допуски — из допуска на механическую обработку допуска, необходимого на размерное химическое -равление.
При оформлении чертежа деталей, требующих точного выполнения геометрических форм, необходимо указывать допустимые отклонения на непря-молинейность, непараллельность, неперпендикуляр-ность, овальность, конусообразность, бочкообраз-ность и др.
Отклонения от правильной геометрической формы плоских поверхностей
Непрямолинейность есть наибольшая величина отклонения С от прямой линии профиля контролируемой поверхности в нормальном к ней сечении в - энтролируемом направлении (рис. 1.31).
Неплоскостность — наибольшее отклонение от прямолинейности в любом направлении на контролируемой плоскости.
Рис. 1.31.
Непараллельность
Рис. 1.32.
мм
Точность обработки
Метод обработки экономическая возможная экономиче-i ская возможная экономическая возможная
при неплоско сти на длине 100 мм при не-ii а рал -дельности на длине 100 мм при не-перпен-дикуляр-НОСТИ На длине 100 мм
Строгание на поперечно-строгальном станке Строгание на продольно-строгальном станке Долбление Фрезерование цилиндрической фрезой Фрезерование торцевой фрезой Проточка на токарном или карусельном станках 0,3 0,05 На д 300 0,3 0,3 0,05 0,05 0,1 0,02 лиие мм 0,1 0,08 0,03 0,02 0,1 0,1 0,1 0,1 0,1 0,05 0,05 0,05 0,05
0,1 Л Л1 0,05 л ло
V , V Ж (V , ш На длине 1000 мм
0,1 0,1 0,1 0,05 0,03 0,03
На диаметре 300 мм
Шлифование плоскостей на продольно-шлифовальном станке поперек подачи вдоль подачи 0,1 0,05 0,05 0,02 0,1 0,03 0,03 0,01 0,05 —
Шлифование плоскостей торцом круга Шлифование торцов окружностью круга Шабрение Протягивание 0,03 На д 300 0,03 0,005 0,01 лиие мм 0,01 0,01 0,05 0,003 0,01 0,01 0,02 0,02
Примечание. Данные таблицы применимы для случаев, когда одна из плоскостей лежит непосредственно на столе станка. При установке детали на подкладки, клинья, домкраты отклонения зависят от точности установки.
Непараллельность — это ошибка во взаимном расположении параллельных элементов детали, когда разность между двумя размерами а} и а2 в двух выбранных секущих поверхностях, лежащих друг от друга на расстоянии L, не равна нулю (рис, .1,32).
36*
283
WWW.
Часть III. Технологичность конструкций деталей из металлов
Отклонения от правильной геометрической формы цилиндрических поверхностей
Отклонениями oi правильной геометрической формы в плоскости, перпендикулярной к оси детали, являются овальность и огранка.
Овальность — разность между наибольшим и наименьшим диаметрами, измеренными в одном и том же сечении (рис. 1.34).
Огранка — отклонение от цилиндрической поверхности, когда контур сечения ограничен рядом сопряженных дуг (рис. 1.35). Огранка обычно встречается при бесцентровом шлифовании.
Рис. 1.34. Овальность.
Рис. 1.35. Огранка.
Отклонениями от правильной геометрической фор-, мы в плоскости, параллельной оси детали, являются бочкообразность, седлообразность, изогнутость и конусообразность.
Бочкообразность — непрямолинейность образующих, при которой диаметры увеличиваются от краев к середине (рис. 1.36). Величина бочкообразно-сти равна D—d.
Седлообразность — непрямолинейность образующих, при которой диаметры увеличиваются от середины к краям (рис. 1.37).
Нм»
бочкообразность
Еедмобразносшь
Рис. 1.37.
Рис. 1.36.
Изогнутость есть отклонение оси от прямолинейности (рис. 1.38).
Конусообразностью называется непараллельность образующих (рис. 1.39), измеряемая разностью диаметров на заданной длине. (£>—d) — величина ко-нусообразиости на длине L.
Рис. 1.38. Изогнутость.
Рис. 1.39. Конусообразность.
Экономически достигаемые отклонения по овальности, конусообразности и вогнутости в зависимости от применяемого оборудования приведены в табл. 1.10.
В табл. 1.11 даны экономически достигаемые отклонения наружных цилиндрических поверхностей от соосности в зависимости от установки детали на токарных и шлифовальных станках.
Отклонения от соосности, неперпендикулярность и Перекос двух отверстий, непараллельность и неперпендикулярность отверстия к плоскости, неперпендикулярность двух отверстий и точность изготовления отверстий в стержне в зависимости от метода обработки приведены в табл. 1.12—1.17.
Таблица 1.10
Экономически достигаемые минимальные отклонении тёя вращения от правильной геометрической формы |3]
мм
* Экономическая точность обработки
Наименование оборудования Диаметр заготов- ки при овальности при ко-иусооб-разиостн на длине 300 мм при вогнутости в процессе обработки плоскости диаметром 300 мм
Токарные стаи-кй Токарные многорезцовые полуавтоматы Токарные многорезцовые ставки Одношпиндель-йЙё револьверной автоматы МноТошпиндель-вые автоматы Револьверные ставки Карусельные одностоечные и двухстоечные станки** Вертикальные одвошпиндель-ние алмазно-расточные станки Круглошлифо-вальиые универсально-шлифовальные станки Внутришлифо-вадьные станки 9: Кйнусообрази •• Ври обрабо-п или боковом суп До 800 Св. 800 До 300 Св. 300 До 20 Св. 20 До 65 Св. 65 До 90 .Св. 90 До 500 От 500 До 1000 ость иа р ке резцо порте. 0,03 0,05 0,05 0,03 0,05 0,03 0,03 0,03 0,05 0,03 0,05 0,008 0,01 0,01 лине 1,2j м, закрег 0,08 0,08 0,03 0,06* 0,06 0,08 0,08 0,1 0,02 0,01 0,02 D. 1леиным 0,05 0,08 0,05 0,05 0,12 0г1 0,03 в верхнем
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Таблица 1.11
Экономически достигаемые минимальны» отклонения цилиндрических поверхностей от соосности (эксцентриситет)* [2]
ММ
Обтачивание и'шлифование Отклонения от соосности (эксцентриситет) поверхностей А и В
Б центрах с одного установи С двух установов с центром в шпинделе, шлифованном иа месте С двух установов с центром в шпинделе На оправке, обточенной на месте На оправке, отдельно изготовленной, с центром в шпинделе, .шлифованном на месте На оправке, отдельно изготовленной, с центром в шпинделе 0,015 0,015 0,05 0,025 0,03 0,075
Таблица 1.12
Точность взаимного расположения осей отверстий
мм
Метод обработки Точность обработки
экономическая возможная
при смещении В' при перекосе Б на длине 100 мм при смещении В' при перекосе в иа длине 100 мм
Сверление по разметке (с двумя сверлами) 1.0 0,5 0,3 0,2
Сверление по кондуктору 0,2 0,1 0,1 0,1
Развертывание спецразверткой в кондукторе В предел ах точности из мерений
Растачивание на токарном станке с одного установа В пределах точности измерений
Совпадение полное
Растачивание с двух установов в сырых кулачках, иа оправке, на сырой планшайбе 0,05 0,08 0,02 0,03
То же в самоцентрирующем патроне без дополнительной центровки 1.0 1.0 ’— —-
То же при центровке по индикатору 0,1 0,2 0,03 0,03
То же при установке по разметке (по мелку или иголке) 2,0 2,0 0,5 0,5
2В5
www.vokb-la.spb.ru
Часть J IL Технологичность конструкций деталей из металлов
Таблица 1.13 ртепараллельность и перекос осей отверстий с параллельными осями
мм
• Метод обработки Диаметр сверла Точность обработки
экономическая возможная
при БД при непараллельное™ ±2 и Li и перекосе 8', ±=100 мм при 8Д при непараллельное™ ±jj и и перекосе Б', ±=100 мм
Сверление по разметке До 3 . Св. 3 До 6 . 6 .10 .10 . 18 , 18 . 30 . 30 .50 .50 ±0,5 ±0,6 ±0,8 ±1,0 ±1,2 ±1,6 ±2,0 1 1 1 ". 1 1 1 О ±0,20 ±0,25 •±о,зо ±0,35 ±0,40 ±0,45 —0,50 1 1 1 ы 1 1 1
Сверление и развертывание по кондуктору До 3 ' Св. 3 до 6 . 6 , 10 . Ю ... 18 . 18 , 30 , 30 . 50 0,05 0,06 0,07 0,08 0,09 0,10 0,12 1 1 1 1 1 1 1 0,05 0,06 0,07 0,08 0,09 0,10. 0,12 - 1 1 1 ° 1 I 1 -Л
Растачивание на токарном станке на угольнике Независимо «ЙВД: диаметра 0,03 0,05 0,01 0,02
Растачивание на расточном станке Установка по разметке 8 1 1 1 ° 0,05 1,0 0,05 0,1 0,5 0,03 0,02
Установка по штангенциркулю А До 300 Св. 300 до 600 » 600 . 1000
Установка по концевым, мерам при А до 300 мм
Сверление отверстий во фланцах на фрезерном станке с делительной головкой 0,5 0,5 0,3 0,3
Растачивание отверстий во фланцах на фрезерном станке с делительной головкой 0,2 0,05 0,1 0,02
Планетарное шлифование 0,1 0,03 0,05 0,01
286
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
--------------------------------ь-------------------------—--------------------------
Таблица 1.14
Точность расположения отверстий при изготовлении их с перпендикулярными осями [2|
мм
Точность обработки
Метод обработки экономическая возможная экономическая возможная экономическая возможная
при неперПендикуляр-ности оси отверстия к базовой поверхности на длине 100 мм при яескрещивании осей при отклонении Б Я расстояния между осями
Сверление по разметке 1.0 0,5 2,0 0,5 2,0 0,5
Сверление на угольнике по разметке 0.5 0,3 2,0 0,5 2,0 0,5
Сверление по кондуктору 0,1 — 0,5 — 0,5 —
Растачивание на токарном станке на угольнике 0,1 — 2,0 0,2 2,0 0,2
Сверление на фрезерном станке на поворотном столе с лимбом 0,5 0,3 0,5 0,3 0,5 0,3
Растачивание на фрезерном станке на поворотном столе с лимбом 0,05 0,02 0,2 0,1 0;2 0,1
Растачивание на расточном станке 0,02 0,02 0,1 0,1 0,3 0,1
Сверление на фрезерном станке с делительной головкой 0,8 0,5 0,5 0,3 0,5 0,3
Растачивание иа фрезерном станке с делительной головкой 0,1 0,05 0,5 0,3 0,5 0,3
287
Часть HI. из металлов
Таблица 1.15
Точность расположения отверстий при изгот&мйнии их параллельно плоскости
мм
Метод обработки Диаметр отверстий вммомическая Точность возможная обработки экономическая возможная
•рн непараллельиости Mi—-Л на длине 100 мм при отклонении 8 А расстояния до плоскости'
Сверление по разметке До 3 Св. 3 до 6 А . 6 . 10: = .10. 18 . 18 . 30 . 30 . 50 . 50 - и tat * to • <-1? г, о 0.3 ±0,5 ±0.6 ±0,8 ±1,0 ±1,2 ±1,6 ±2,0 ±0,20 ±0,25 ±0,30 ±0,35 ±0,40 ±0,45 ±0,50
Сверление по кондуктору До 3 Св. 3 до 6 . 6 . 10 . 10 , 18 . 18 . 30 . 30 . 50 . 50 т;о. 4 » Vi ? & 1 0,1 ?.Г .с. о- , 0,05 0,06 0,07 0,08 0,09 0,10 0,12
Растачивание на токарном стайке при установке по разметке Растачивание иа токарном станке при установке на угольниках Растачивание на расточном или фрезерном станке ‘ 1.0 ,i> 0,05 0.05 0,5 0,02 0,02 2,0 0,3 0,3 1.0 0,1 0,1
288
www. vokb- la .spb. ru
Гл. 5. Технологичность конструкций-деталей, обрабатываемых снятием металла
Таблица 1.16
Точность расположения отверстий при изготовлении их перпендикулярно и плоскости |2|
мм
Таблица. 1.17
Точность изготовления отверстий в стержне (2)
Метод обработки Точность обработки
экономическая возможная
при неперпендикулярдо-сти оси отверстия к базовой поверхности иа длине 100 мм (8:£)
Сверление по разметке 0,5 0,3
Сверление по кондуктору 0,1 —
Растачивание на токарном станке: —при установке по разметке 1,0 0,5
при установке по индикатору 0,5 0,02
—при одновременном растачивании отверстия и подрезке торца с одного установа В пределах точности измерения
Растачивание на вертикально-фрезерном станке при установке на столе станка 0,05 0,02
Растачивание на горизои--тально-фрезерных и расточных станках при установке детали на угольниках 0,08 0,03
Планетарное шлифование при установке детали на приспособлении 0,08 0,03
Предельные отклонения формы цилиндрической поверхности и профиля продольного сечения (овальность, огранка, конусообразность, бочкообразность, изогнутость и др.), если они не установлены в чертежах, ограничиваются полем допуска на размер диаметра. Предельные отклонения взаимного расположения поверхностей и осей, если они не установлены в чертежах нли ТУ, принимаются по отраслевой нормали 722АТ.
Шероховатость поверхности
Шероховатость (ГОСТ 2789—59 и 2309—68) — совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности в пределах участка, длина которого выбирается в.зависимости от характера поверхности и равна базовой длине / (рис. 1.40).
37 Зак. 290
Метод обработки Точность обработки
экономическая возможная экономическая возможная
при неперпенди-кулярностн 8 оси отверстия к базовой поверхности на длине 100 мм (В:£) при смещении оси отверстия от центра стержня Ь'
Сверление по разметке 0,5 0,3 2,0 1,0
Растачивание по разметке 1,0 0,2 2,0 0,5
Сверление по кондуктору 0,1 — Диаметр сверла До 10 Св. 10 До 30 Св. 30 6' ±0,2 ±0,5 ±0,8 —
Растачивание при установке по индикато-РУ 0,1 0,05 1,0 0,03
Шероховатость поверхности определяется средним арифметическим отклонением Ra и высотой неровностей Rz.
Рис. 1.40.
Среднее арифметическое отклонение профиля Ra есть среднее значение расстояний (yi, у2, ..., уп) точек измеренного профиля до его средней линии. Приближенно
п
2(й)
п 1
289
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Высота неровностей Rz— это среднее значение между пятью высшими точками выступов и пятью низшими точками впадин, находящимися в пределах базовой длины, измеренное от линии, параллельной средней линии
(Л; 4- Ла 4-. + йд) — (Aj 4- /ц 4-. . . + Ztjp) 5
Шероховатость обозначается знаком У , над которым ставится цифра, обозначающая допустимую 450 Г высоту неровностей в микронах, например |/
Установлено 14 классов чистоты поверхности, для которых максимальные числовые значения шероховатости и Rz приведены в табл. 1.18.
Знак У , применяемый для обозначения шероховатости поверхностей, превышающей 320 мк, ставится на поверхности и имеет то же значение, что и знаки класса чистоты. Знак <~>~> ставится на необрабатываемые поверхности.
В табл. 1.19 приведены классы чистоты поверхности, получаемые в зависимости от вида обработки при достаточно жесткой системе СПИД. Значения классов чистоты поверхности для различных классов точности и посадок, а также в зависимости от конструктивного назначения детали приведены в табл. 1.20 и 1.21.
Таблица 1.18
Класс чистоты поверхности Среднее арифметическое отклонение профиля Ро, мк (не более) Высота неровностей Pz, мк Базовая длина, мм
1 80 320
2 40 160 8
3 20 80
4 5 10 50 40 20 2,5
6 2,5 10 *
7 1,25 6,3 0,8
8 0,63 3,2
9 0,32 1,6
toll 0,16 0,08 0,80 0,40 0,025
12 0,04 0,2
13 0,02 0,1 0,08
14 0,01 0,05
Таблица 1.19
Вид обработки Классы чистоты поверхности
1 2 3 4 5 6 7 | 8 9 10 11 12 13 14
Прессованные профили из алюминиевых сплавов ||
стальные 1
Обтачивание обычное ||
фасонное II
Растачивание обычное •
глубокое
Тонкое растачивание стали
цветных сплавов !
Сверление к
Зенкерование обычное
скоростное -
Развертывание одной разверткой или в упор
комплектом .разверток
скоростное
290
www.vokb-la.spb.
Гл. 5. Технологичность Н&нструк1^6Ш^ё^йлё£,'оёр&6'атывйёмых -снятием металла
Продолжение табл. 1.19
*Т 1.1- - •• -- ! ----- ~ .. -- .-
Класс чистоты поверхности
Вид обработки 1 2 3 4 5 6 7к 8 < 10 11 12 13 14
Строгание 1INI 1 1
Фрезерование цилиндрическое 1 1
Фрезерование обычное 1
торцовое скоростное 1
обычное • ||||||
Шлифование врезанием V 1
наружное бесцентровое -
плоское -
Шлифование обычное 1 11
внутреннее глубокое '* w llfflilir 1
Протягивание обычное Mill
с уплотняющими зубьями . 1. : Hill III.
фрезерованием - ton 1- 1
метчиком или плашкой • и L 1. -1 1 '
Нарезание резьбы резцом lift --I 1
накатыванием . МН1И1М1М
шлифованием 1.,', > HI .
Калибрование стали 1 .. 1<П11Г
шариком цветных металлов 1 1 • n II •.
Хонингование 1 ... j. 4
Полирование 1 1 li >
Суперфнниш I | г A IHIIHIHII li'HI
Слесарная обработка 11Ш1И111Н1
прессованные поверхности. 1 1 1 1 1 1
точение и фрезерование 1 1 1 | | 1 1 1
Пластические материалы сверление 1 1 1 1 1 1
полирование 1 1 1 1
штамповка . (СТ * Г 1 1 1. 1 1 1 1
I I экономическая |llll|illill|llilfi| возможная
Таблица .1,20 Продолжение табл. 1.20
Назначение классов чистоты поверхностей
co Поверхности, к которым не предъявляется особых требований в отношении чистоты. Например, кромки листового материала после обрезки на ножницах или просечки штампом, а также необрабатываемые (черные, нр ровные) поверхности отливок, поковок, штампованных заготовок и проката обозначаются знаком <v
3 Грубообтачиваемые наружные и внутренние поверхности детали перед последующей, другой обработкой >
4 Свободные, нерабочие поверхности деталей; расточка отверстий Облегчения; фаски, вы-' точки, проточки; поверхности обреза профилей, прутков и труб по торцу;отверстия для неподвижных соединений, выполненные по 4-му классу точности и свободным размерам (например,.отверстия под установку фитингов и кронштейнов на каркасе); плоские опорные поверхности кронштейнов; плоскости фланцев, соприкасающиеся с уплотнительными резиновыми прокладками. Класс чистоты поверхности после сверления в деталях толщиной 2 мм н менее в чертежах не указывается ..
37* - 29fr
www.vokb-
Часть III. Технологичность конструкций деталей из металлов
Продолжение табл. 1.20
Продолжение табл. 1.20
5 Поверхности деталей подвижных соединений, выполняемые по 4-му классу точности и свободным размерам; плоские стыковые поверхности и поверхности таких деталей, как ушки, крестовины, угольники, вильчатые наконечники
6 Отверстия для неподвижных соединений; цилиндрические поверхности подвижных и неподвижных соединений, выполняемых по 3-му классу точности; канавки под уплотнители и детали с фасонной расточкой; цекованные и зенкованные рабочие поверхности, а также рабочие поверхности зубьев и зубчатых колес и' шлйцы, выполняемые фрезерованием; нарезанные прямоугольные и трапецеидальные резьбы. Класс чистоты обработки поверхности метрических резьб в чертежах не указывается
7 Отверстия для подвижных соединений, вы-* полняемых по 2 и 3-му классам точности, и неподвижных соединений, выполняемых по 2-му классу точности; болты, выполняемые по 3-му классу точности; поверхности, чисто обрабатываемые скоростным точением и фрезерованием;'рабочие поверхности зубьев и зубчатых колес, обрабатываемые иа зубо-строгальиыХ стайках; шлифованные торцевые и плоские поверхности деталей, а также отверстия в деталях под запрессовку шарико- и роликоподшипников. Класс чистоты обработки развертываемых отверстий в деталях толщиной 2 мм и менее в чертежах не указывается
8 Отверстии для подвижных соединений, выполняемых по 2-му классу точности; рабочие поверхности резьб специального иазвачеиия; валы и болты 2-го класса точности, а также шаровые шарниры. Алмазное точение деталей из цветных металлов
9 Рабочие поверхности деталей гидравлической системы, чистота которых должна обеспечивать гидравлическую или пневматическую непроницаемость и правильность срабатывания поверхностей скольжения в кинематических механизмах; отверстия и валы дли подвижных соединений, выполняемых по 1-му и 2-му классам точности. Тонкое алмазное то-чевие деталей из цветных металлов. Поверхности деталей, подвергаемые последующему декоративному хромированию и никелированию
10 С Рабочие поверхности деталей гидравлической системы, к которым предъявляются особые требования: а) поверхности скольжения цилиндрических золотниковых пар для гидравлических и пневматических систем (при работе металла по металлу); б) плоские поверхности скольжения, распределительных устройств, дисковые золотники, распределительные дисковые краны н т. п. для систем гидравлики и пневматики (прн давлении воздуха 6 кГ/см3 и выше); в) поверхности скольжения, работающие с резиновыми уплотнителями, к которым предъявляются требования высокой износоустойчивости. Например, штоки гидроагрегатов с количеством рабочих циклов более 1000, штолен и уплотнения деталей, имеющих рабочую скорость свыше 3 м/сек; детали с резиновыми уплотнениями, работающие при давлении, ранном или большем 100 кГ/см3, а также поверхности деталей, подлежащие твердому хромированию
Примечания: 1. Класс чистоты обрабатываемой повармоети назначается не только в зависимости от каасса точности, посадки и назначения детали. Должны прмпиаться во внимание и другие факторы: выносли-востьдетали, вид покрытия, трение в узлах механизма
чистоты обработки деталей из стали ЗОХГСНА, свлавогВЭЗ, В95 и других подобных материалов выполнять в Соответствии с инструкциями ВИАМ.
_ Таблица 1.21
Значения классов чистоты поверхности (по ГОСТу 2789—58) Аля основных классов точности и посадок [14]
Класс точ-иости Условные обо-значения посияй Диаметры, мм
до 3 св. 3 ДО 6 св. 6 до 10 св. 10 ДО 16 св. 16 до 30 св. 30 до 50 СВ. 50 До 80 св. 80 до 120 св. 120 до 160 ев. 160 до 260 си. 260 до 360 св. 360' до 500
2-й А 8 8 S 7 7 7 , ’6 6 6 6 6
Пр 9 9 9 8 8
Г 9 9 9 8 8 " 8' 7 7 7 6 6
Т
н
п
с 9 9 8 8 8 8 - пв 7 7 7 6 6
Д 8 8 8 7 >7 - 7 7 6 6 • :6 6
X
232
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Продолжение табл. 1.21
Класс точности Условные обозначения посадки Диаметры, мм
до 3 св. 3 до 6 св. 6 до 10 св. .10 I до 16 св. 16 до 30 , св. 30 до 50 св. 50 . до 80 св. 80 ! до 120 | св. 120 до 160 св. 160 до 260 св. 260 до 360 св. 360 до 500
З-й Л3 7 7 7 7 6 6 6 6 6 6 5 5
/7р13
с3 6 6 5 4 4
*3. 5
4-й А, 6 6 6 6 5 5 5 5 4 4 4 4
G 5
xt 5 5 5 5 4 4 4
Л. 3 3 3
5-й 5 5 5 4 4 4 4 3 3 3 3 3
G
Таблица 1.22
Технологичность основных элементов конструкции деталей
К основным элементам конструкции деталей относятся открытые и сопрягаемые плоскости (колодцы, карманы, пазы, гнезда), наружные и внутренние (отверстия) поверхности вращения, резьбы, фасонные поверхности, фаски и галтели.
Открытые плоскости
При конструировании деталей рекомендуется руководствоваться следующими технологическими требованиями:
1. Необходима жесткость деталей — это общее требование для всех деталей, обрабатываемых резанием. Если деталь деформируется при закреплении или вибрирует в процессе обработки (под влиянием сил резания), то получить точные размеры и требуемый класс чистоты обработки поверхности з атруднительно.
2. Ширина обрабатываемых плоских поверхностей должна соответствовать размерам нормальных фрез. Размеры нормальных цилиндрических и торцевых фрез приведены в табл, 1.22 и 1.23.
Ширина обрабатываемой плоскости должна быть равна 0,8 D фрезы при торцевом фрезеровании (рис. 1.41, а) и быть на 3—5 мм меньше длины L фрезы при цилиндрическом фрезеровании (рис. 1.41,6). При фрезеровании концевыми фрезами ширину обработки желательно уменьшить из-за консольного вылета фрезы. Максимальная
Диаметры торцевых фрез для обработки поверхностей мм
D 40 50 80 100 125 160 200 224 250 275 315
Таблица 1.23
Наибольшая глубина фрезерования в зависимости от длины и диаметра цилиндрических фрез мм
L h
D
40 50 63 80 100 125 160 200 250
40 7
50 7 7
63 7 7 11
80 4 7 И 16 21
100 11 16 21 28 40
125 16 21 28 40
160 21 28 40
200 28 40
250 28 40 66 85
300 28 40 66 85
1
293
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
а
Рис. 1.41.
ширина должна быть на 6—10 мм меньше длины режущей части фрезы (рис. 1.41, в). Параметры нормальных концевых фрез приведены в табл. 1.24.
Для задания формы переходной поверхности (выхода фрезы) руководствоваться размерами нормальных фрез (рис. 1.42).
Таблица 1.24
Длины и диаметры концевых фрез
мм
Диаметр фрезы Длина режущей части
фрезы концевой для обработки алюминиевых н магниевых сплавов фрезы концевой из быстрорежущей стали фрезы концевой с пластиной из твердого сплава
10 20; 40 18
12 25; 50 18
14 32; 55 32; 55 18
16 36; 60 36; 60 18
18 36; 70 36; 70 25
20 44; 70 44; 70 25
22 44; 70 44; 70 25
24 50; 80 45
25 50; 80 80 45
28 50; 80 50; 80 40
30 50; 80 40
32 55; 80 55; 80 40
36 60; 100 ’ 60; 100 40
40 ' 65; ПО 65; ПО 55
50 70; 125 70; 125 55
294
Рис. 1.42.
3. Размеры плоскостей, обрабатываемых резанием (в особенности точны#), должны быть минимальными.
Поверхности, к которым предъявляются высокие требования в отношении точности и чистоты, подвергаются шлифованию, шабрению и притиранию и обозначаются на чертеже соответствующими знаками классов точности и чистоты.
Детали со значительными размерами шлифуемой поверхности являются нетехнологичными, так как при обработке таких деталей происходит интенсивный износ шлифовальных кругов и соответственно снижаются точность и класс чистоты обрабатываемой поверхности. Для увеличения стойкости шлифовальных кругов и снижения трудоемкости изготовления деталей обрабатываемые плоские поверхности следует выполнять в виде контурных полос по периметру деталей, оставляя в средней части деталей углубленную необрабатываемую поверхность (рис. 1.43).
4. Обрабатываемые плоские поверхности должны быть четко отделены от черных (необрабатываемых) поверхностей или обработанных, но лежащих в других плоскостях. Следует также отделять поверхности, лежащие в одной плоскости, но обрабатываемые разным инструментом. Для плавного сопряжения этих поверхностей требуется трудоемкая ручная подгонка (рис. 1.44 и 1.45).
5. Высота выступающих обрабатываемых площадок (платиков и бобышек) должна быть больше допуска на штамповку у прилегающей необрабатывае-мой цдоскости (рис. 1.46). При малой высоте выступающих элементов их плоскости штампуются или
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
отливаются заподлицо с необрабатываемой плоскостью. В этом случае требуется обработка плоскости А, непредусмотренная чертежом, и остаются переходные поверхности от инструмента, также не предусмотренные.
На рис. 1.47 приведен пример повышения технологичности конструкции детали путем внесения небольших изменений.
Нетехнологична Технологично
Нетехнологично
Технологично
<1
Припуск на обработки Z
- Линия перепада обрабаты-баемой поверхности 0 необрабатываемую ши ранее обработанную
Рис. 1.44.
Нетехнологична Технологично
Рис. 1.45.
Рис. 1.47.
7. Узкие и длинные поверхности (ребра) должны допускать обработку в продольном направлении. На рис. 1.48, слева показана деталь, участок А которой можно обрабатывать только в поперечном направлении. При фрезеровании узких и высоких ребер в поперечном направлении ввиду недостаточной
Нетехнологично Технологично
Рис. 1.46.
Рис. 1.48.
Для устранения ручных работ и повышения технологичности детали необходимо предусматривать уступы, отделяющие обработанную поверхность от необработанной.
6. Обрабатываемые плоские поверхности должны быть расположены на одном уровне и быть взаимно параллельны или взаимно перпендикулярны.
На металлорежущих станках (ферезерных, стро-' гальных, плоскошлифовальных и т. п.), предназначенных для обработки плоскостей, наиболее удобно обрабатывать поверхности, расположенные параллельно или перпендикулярно поверхности стола станка. Это позволит применять приспособления более простой конструкции. Поверхности, находящиеся на одной стороне детали, располагать на одном уровне, т. е. в одной плоскости, что даст возможность обрабатывать их за один устайов, а часто и за один проход.
жесткости изделия появляются вибрации, уменьшающие класс чистоты обрабатываемой поверхности и вызывающие сильный производственный шум, что вынуждает снижать режимы обработки. В этом случае следует стремиться к изменению конструкции детали, чтобы обработка ребер могла производиться в продольном направлении (рис. 1.48, справа).
8. Обрабатываемые обнижения должны быть открытыми для свободного выхода режущего инструмента. Располагать их следует на одной высоте, это позволит обрабатывать детали по настроенному процессу и улучшит условия замера детали (рис. 1.49).
9. Переходные радиусы предусматривать максимально возможных размеров. При обработке контура концевыми фрезами больших диаметров мож-
295
www. vokb- la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
но применять высокие режимы резания. Малые переходные радиусы связаны с применением недостаточно жестких фрез малого диаметра. Обработка такими фрезами малопроизводительна.
10. Избегать по возможности механической обработки плоскостей деталей, упрощая их конструкции путем членения на более простые детали с применением сварных и других соединений. Так, на рис. 1.50 показан замок, конструктивное изменение которого сваркой из двух деталей значительно упрощает и удешевляет его изготовление.
Нетвмологично
Технологично
Рис. 1.50.
11. Чистота механической обработки элементов детали зависит от жесткости системы СПИД. Поэтому в тонкостенных деталях, где жесткость слишком мала, получение высокого класса чистоты возможно только при очень большом увеличении трудоемкости, а в некоторых случаях совершенно невозможно, особенно в деталях, имеющих теоретический обвод, большую длину или малыё переходные радиусы (рис. 1.51).
Рис. 1.51.
Достижение высоких классов чистоты в этих случаях возможно чрезвычайно трудоемкой доводкой или механизированными средствами (виброударным, пневМодинамическим методами и Др.), которые имеют пока крайне ограниченные области применения.
Точность и класс чистоты обработки, а также отклонения формы и расположения открытых плоскостей в зависимости от назначения и методов обработки даны в табл. 1.3; 1.9; 1.18; 1,19; 1.20.
Сопрягаемые плоскости (колодцы, карманы, пазы, гнезда)
Для улучшения технологичности колодцев, карманов, пазов, гнезд и других элементов деталей с сопрягаемыми плоскостями рекомендуется руководствоваться следующими технологическими требованиями.
1. Размеры элементов с сопрягаемыми плоскостями должны быть увязаны с размерами нормальных концевых фрез. Для этого при конструировании нет обходимо учитывать:
а) наибольшая глубина элементов (колодцев, Карманов, пазов, гнезд) должна быть на 4—5 мм меньше режущей части фрезы (рис. 1.52). В деталях из конструкционных сталей глубину элементов рекомендуется предусматривать не более 1,5 D фрезы, а в деталях из нержавеющих сталей и титановых сплавов — не более D фрезы;
а. 6
Рис. 1.52.
б) .радиус у дна элемента должен быть равен радиусу фрезы R у торца, который не должен превышать указанных в табл. 1.25. Желательно переход-ныерадиусы у дна элемента заменять фасками, это особенно важно при работе фрез, оснащенных твердым сплавом; '
Таблица 1.25
Глубина фрезерования в зависимости от радиуса, закругления и диаметра нормальных концевых фрез
мм
D Иыакс
R
0,5—3 0,5—4 0,5-5 0,5—6 0,5-10
;.14 25
№ 30
18 30
„20 35
* 22 35
25 40
28 40 -
.& - 40
„ .36 45
40 50
45 60
60
Е ’ t '
Примечание. Радиусы закруглений и диаметры фрез см. в нормалях МН-1080—6О4МН-1082-60.
296
www.vokb-la.spb.ru
Гл. 5. Технологичность конетру1^^^гамй, обрабатываемых снятием металла
в) радиус сопряжения боковых сторон #-*»-%>*№ следует назначать из расчета, чтобы обработка; проводилась за минимальное количество проходов.
Колодец, который может быть обработан за три прохода, обработан за два прохода вследствн^уве-личения радиуса сопряжения боковых поверхностей (рис. 1.53). Радиусы закругления и глубина фрезерования в соответствии с размерами нормальных концевых фрез из быстрорежущей стали и тверДОго сплава приведены в табл. 1.25, 1.26.
Рис. 1X4.
Рис. 1.53.
Т а бдица 1.26
Глубина фрезерования в зависимости от радиуса закруглений и размера нормальных концевых фрез с пластинками из твердых сплавов
мм
D Ниям
« R
0,5—2 1—2,5 1—4,0 1-5,0
10 12
12 12
14 14
16 14
18 14
20 16
22 16
24 16
25 . 16 X
28 20
30 20
32 20
36 ‘ 20
40 24
50 24
Примечание. Радиусы закруглений и диаметры фрез см. в нормалях МН-1083—60; МН-1084 - 60 и МН-1085-64.
2. Конструкция пазов и прорезей малой ширины должна предусматривать обарботку их дисковыми фрезами (рис. 1.54). Обработка узких пазов и прорезей более производительна дисковыми фрезами, чем концевыми,
38 Зак. 290
Таблица 127
Глубина обрабатываемых пазов в соответствии с их шириной н размерами нормальных пазовых фрез из материала Р18
R В ^макс
D
90 НО 130 150 175 200 250
1 3 20
1 4 20 27
1 4,5 20 27 •
1 5 20 27
1 5,5 20 27
1; 1,5 6 27 38
1,5 7 38
1.5 8 38
1,5 9 38 •
1.5 10 46
1,5 11 46
1,5; 3 12 46 50
3 13 50
3 14 50
3 15 50
3 16 65 80
3 18 65 80
3 20 65 80
Примечание. Радиусы закруглений, ширину и диаметры фрез см. в отраслевой нормали АН-1150.
297
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
3. Открытые пазы, а также ушки, обрабатываемые дисковыми фрезами, должны быть согласованы с размерами нормальных дисковых фрез. В табл. 1.27 и 1.28 приведена наибольшая глубина фрезерования обрабатываемых пазов в зависимости от их ширины и размеров нормальных и радиусных дисковых фрез.
Таблица 1.28
Глубина обрабатываемых пазов в соответствии с их шириной и размерами нормальных полукруглых фрез из материала Р18
мм
R В 77Ыакс
D
75 90 ПО 130 150 175 200 225 250
1,0 2,0 18
1,25 2,5 18
1,5 3,0 18 20 26
2,0 4,0 26
2,25 4,5 26
2,5 5,0 26
2,75 5,5 26
3,0 6,0 35
3,5 7,0 35
4,0 8,0 35 45
4,5 9,0 35 45
5,0 10 45 50
5.5 11 50
6,0 12 50
6,5 13 64
7,0 14 64
8,0 16 64
9,0 18 70
10 20 70
11 22 70 80
12 24 70 80
13 26 70 80
Примечание. Радиусы закруглений, ширину и диаметры фрез см, в отраслевой нормали АН-1150.
4. Форма переходных поверхностей паза зависит от требуемой точности, класса чистоты поверхности и материала детали. Показанные на рис. 1.55 формы переходной поверхности паза могут быть изготовлены дисковыми фрезами, оснащенными ножами из быстрорежущей стали (эскиз а) и из твердого сплава (эскиз б) в деталях из цветных и титановых сплавов и стали с ав<80 кГ/мм2. В этом случае могут быть получены пазы 4-го класса точности и не выше 5-го класса чистоты обработанной поверхности. Эта же форма переходной поверхности может быть получена и для стальных деталей с ов>80 кГ/мм2 со свободными размерами паза (5-й класс точности и ниже и не выше 5-го класса чистоты поверхности), так как паз фрезеруется до термической обработки, когда предел прочности заготовки не превышает 80 кТТмм2.
Пазы по Sи 4-му классам точности
Пазы по З-Ь-му классам точности
/Т^есМарителб -ноя обработка
Рис. 1.55.
Пазы могут обрабатываться и в Термически обработанных деталях из титановых сплавов и стали с ов до 120 кГ/мм2 (без предварительной обработки до закалки). При этом переходная поверхность паза должна быть выполнена в виде фаски, поскольку паз фрезеруется дисковой фрезой, оснащенной ножами из твердого сплава. Следует иметь в виду, ' что заточка радиусных переходов дисковых фрез, особенно оснащенных ножами из твердого сплава, представляет в производстве большую трудность. В работе такие фрезы не стабильны и быстро изнашиваются.
Фрезами, оснащенными твердым сплавом, могут обрабатываться пазы в деталях из стали с ов = = 180—200 кГ/мм2. Класс чистоты фрезерованной
298
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
поверхности термически обработанных деталей из стали может быть получен 6-й при достаточной жесткости детали.
При обработке пазов в деталях из титановых сплавов и стали ств> 120 кГ/мм2, имеющих классные размеры, необходимо предусматривать переходные поверхности с учетом предварительной- обработки паза (рис. 1.55, в и г). Фрезерованием можно «Уготовить пазы по 5-му и 4-му классам точности. Более высокий класс точности может быть достигнут при последующем шлифовании или протягивании. Образующиеся при этом формы переходных поверхностей необходимо обозначать на чертеже. В этих случаях необходимо оговорить шероховатость донышка паза не выше 5-го класса чистоты, так как при чистовой обработке оно не обрабатывается.
5. Размеры рабочих поверхностей Т-образных пазов по возможности уменьшать. Учитывая, что рабочие поверхности их обрабатываются малопроизводительными фрезами специальной формы, желательно уменьшать размеры окончательно обрабатываемых поверхностей. На рис. 1.56 (справа) показана конструкция паза, в которой размеры рабочих поверхностей уменьшены путем введения выемки Л, образуемой фрезой при предварительном прорезании паза.
7. Пазы и гнезда применять открытые. Это позволяет вести обработку по настроенному процессу, улучшает чистоту и точность изготовления (рис. 1.58 и 1.59). При проектировании треугольных шлиц предусматривать полный выход фрезы (рис. 1.60).
Рис. 1.58.
Напехнологично
Технологично
Рис. 1.59.
Н фрезы
Рис. 1.60.
6. Избегать длинных узких пазов. Изготовление таких пазов повышенной точности (выше 5-го клас^ са) и выше 5-го класса чистоты поверхности вызывает определенные технологические трудности из-за возникающих вибраций и деформаций детали, то есть вследствие недостаточной жесткости системы СПИД. В случае применения таких пазов учитывать выход инструмента. Обработка пазов производится дисковыми фрезами. Доработка основания паза концевой фрезой затруднена, а иногда и невозможна (рис. 1.57).
8. Форму пазов на деталях тел вращения задавать в зависимости от обработки:
а) на малых диаметрах и небольшой ширине стенки паза желательно проектировать параллельно друг другу, так как обработка производится за один проход (рис. 1.61);
Нетехнологично Технологично
1.61.
б) на больших диаметрах и большой ширине стенки паза проектировать радиально, так как обработка производится на поворотном столе (рис. 1.62).
38* 299
www. vokb-1а.
Часть III. Технологичность конструкций деталей из металлов
Технологично
9. Радиусы сопряжения контура закрытых гнезд и карманов выполнять одинаковыми и по возможности большими. Обработка при этом производится одним инструментом.
10. При сопряжении наклонного ребра с основанием необходимо в месте сопряжения предусматривать уступ, что исключает слесарную доработку и предохраняет от зарезания плоскости при механической обработке ребра (рис. 1.63).
Рис. -1.65.
11. При сопряжении ребра с ребром (или другими элементами детали), образующими угол, рекомендуется в месте сопряжения предусматривать площадку с уступом для подхода инструмента, что исключает слесарную доработку в месте сопряжения (рис. 1.64).
Рис. 1.64.
14. На наклонных ребрах большой ширины рекомендуется делать колодцы без механической обработки, что повышает качество деталей, уменьшает их Нес и снижает трудоемкость (рис. 1.67).
12. Избегать сопряжения двух наклонных ребер, а при необходимости одно из них делать перпендикулярным к основанию и показывать линию стыка, что исключает слесарную доработку, создает удобство обработки и улучшает ее качество (рис. 1.65).
13. У деталей (нежестких) с колодцами больших габаритов и с тонкими донышками рекомендуется вводить дополнительные ребра жесткости, что повышает качество детали, уменьшает расходы на оснастку и снижает трудоемкость (рис. 1.66).
300
www. vokb- la.spb.ru
Гл. 5. Технологичность конструкций-деталей, обрабатываемых снятием металла
15. При больших габаритах"карманов с тонкими донышками рекомендуется вводить дополнительные ребра жесткости, что повышает качество деталей, сокращает брак и снижает трудоемкость (рис. 1.68).
Технологично
Негпехнологично
16. При проектировании глубоких колодцев, карманов, пазов рекомендуется их глубину давать минимальной. Это повышает качество деталей и увеличивает стойкость инструмента (рис. 1.69). При высоких ребрах полок, прилегающих к карману, необходима фреза с режущей частью, превышающей высоту большого ребра, что требует небольших изменений, высота режущей части инструмента сокращается вдвое, возрастает жесткость инструмента и повышается
17. В штампованных деталях припуски на механическую обработку следует задавать не менее 2—3 мм на сторону и в пределах одного конструктивного элемента (колодца, кармана и т. п.), не допускать сопряжения обрабатываемых и необрабатываемых. поверхностей во избежание брака деталей и исключения последующей слесарной доработки (рис. 1.70).
18. Для получения тонкостенных элементов деталей (менее 2,5 мм), ограниченных сопрягаемыми плоскостями, экономически целесообразно использовать размерное химическое травление, оставляя после механической обработки припуск на химическое травление, тем самым резко снижая трудоемкость изготовления деталей. При этом чертежные допуски на размеры, получаемые размерным химическим травлением, должны складываться из допусков на механическую обработку и размерное химическое травление.
Точность и классы чистоты обработки, а также отклонения формы и расположения сопрягаемых плоскостей в зависимости от назначения и методов обработки приведены в табл. 1.6, 1.9, 1.18—1.21.
производительность.
Темологичнв
Наружные поверхности вращения
При конструировании деталей с поверхностями вращения следует руководствоваться следующими технологическими требованиями.
1. Проектировать детали жесткой конструкции, обработки
: деталях жестко-
При больших диаметрах < (500’ мм и более) в тонкостенных необходимо предусматривать ребра ста (рис. 1.71).
Недостаточно жесткие детали креплении в приспособлении и
Нетехномгично Технологично
А-А
10-1,5
обработки деформируются. Получение точ-
при за-в про-
Нетехнологично
Технологично
2-3 мн
Рис. 1.70.
цессе
ных размеров у таких деталей связано с большими производственными трудностями. Поэтому в таких случаях приходится сужать поле допуска базовой поверхности для более точной установки деталей на последующих операциях.
При проектировании деталей типа валиков не рекомендуется задавать длины более 10 В.
2. Учитывать возможность удобного закрепления деталей на станке. Для этого:
а) не следует поверхность детали проектировать конической по всей длине. Необходимо предусматривать цилиндрический поясок, который может служить базовой поверхностью (рис. 1.72);
301
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
б) в тонкостенных деталях диаметром более 500 мм и высотой свыше 200 мм не рекомендуется проектировать переход между диаметрами в виде конической поверхности, лучше — в виде уступа (рис. 1.73). Детали такого типа рационально обрабатывать на карусельных станках с креплением за уступ;
Нвтехнологичне
Технологично
Рис. 1.72.
падах диаметров следует стремиться к созданию сварочных, составных и других конструкций (рис. 1.76, 1.77)
Непюхнологично Технологично
Нетехнологично Технологично
Рис. 1.73.
Рис. 1.77.
в) в стальных деталях, которые имеют точные наружные диаметры (2-го и 3-го класса точности) или кольцевые пояски, предусматривать центра, размеры которых оговаривать в чертеже по ГОСТу 14034—68, или центровые фаски (рис. 1.74, 1.75) для дальнейшей их обработки на шлифовальном станке.
4. Ступенчатые цилиндрические поверхности деталей следует по возможности располагать по убывающим степеням от одного конца к другому (рис. 1.78) или от середины к обоим концам (рис. L79).
Нетехнологочно
Технологично
Негпехнологично
Технологично
Рис. 1.74.
Рис. 1.78.
Рис. 1.75.
Отсутствие центровых отверстий или фасок в чертежах требует введения технологических центров, что вызывает лишний расход материала, дополнительные операции для удаления технологических центров после окончательной обработки детали. Эти операции трудоемки, так как часто выполняются после закаливания, а иногда и после гальванических операций. В последнем случае места технологических центров остаются без гальванопокрытий и требуют лакокрасочных защит.
3. При проектировании ступенчатых цилиндрических деталей с учетом заготовок предусматривать наименьший перепад диаметров. При больших пере-
302
Нетехнологично
Технологично
Рис. 1.79.-
5. Точные цилиндрические поверхности отделять от других поверхностей канавками для выхода шлифовального круга (рис. 1.80). Если из-за условий прочности нельзя применить канавку, то на детали для всех ступеней предусматривать одну и ту же галтель, так как разные галтели требуют частой заправки абразивного круга.
Нетехнологично
Технологично
Рис. 1.80.
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
6. На наружных поверхностях вращения избегать выступов, не вписывающихся в контур поперечного сечения (рис. 1.8В.
7. При сопряжении поверхностей вращения с другими поверхностями необходимы переходные участки (рис. 1.82).
Нетехнологично Технологична
Технологично
Рис. 1.81.
Рис. 1.82.
8. Торцевые поверхности вращения следует предусматривать плоскими, без радиальных канавок и выступов. Обработка прерывистых поверхностей снижает производительность, чистоту и точность обработки.
9. Разделять уступами поверхности, обрабатываемые разным инструментом (рис. 1.83).
Нетехнологично Технологично
Рис. 1.83.
Отверстия подразделяются на обыкновенные и глубокие, к последним относятся отверстия, у которых отношение длины к диаметру не менее 5—8 (большие значения — для отверстий меньшего диаметра) .
Кроме того, отверстия делятся на сквозные и глухие. К глухим относятся отверстия, в которых резко ограничено осевое перемещение инструментов, изготовляющих отверстия (обработка «в упор»), а также отверстия ступенчатые со значительным перепадом ступеней.
При конструировании деталей рекомендуется руководствоваться следующими требованиями, повышающими технологичность отверстий:
1. Отверстия по возможности делать сквозными. Изготовление глухих отверстий, особенно таких, к которым предъявляются высокие требования в отношении точности, классу чистоты поверхности и расположения их относительно других поверхностей, вызывает большие затруднения, чем изготовление сквозных. В ступенчатых отверстиях наиболее точную ступень необходимо делать сквозной (рис. 1.85). Изготовление сквозных отверстий увеличивает производительность, так как создаются условия более широкого применения высокопроизводительных методов обработки. По возможности следует сокращать длину обрабатываемой поверхности (рис. 1.86).
10. Избегать проектирования кольцевых выточек на торце со стороны стержня, если торцы не требуют шлифования.
Обработка выточек связана с применением специального инструмента и увеличением трудоемкости (рис. 1.84).
Нетехнологично
Технологично
Рис. 1.84.
Точность и классы чистоты обработки, а также отклонения формы и расположения наружных поверхностей вращения в зависимости от назначения и методов обработки даны в табл. 1.2, 1.10, 1.11, 1.18—1.21.
Внутренние поверхности вращения (отверстия)
Отверстия в деталях обрабатываются сверлением, зенкерованием, развертыванием, растачиванием, шлифованием, протягиванием и другими способами, в зависимости от требуемых классов точности, чистоты поверхности, а также конфигурации детали (см. табл. 1.4, 1.5, 1.19—1.21).
2. Ограничивать применение отверстий высокого класса точности. Наличие отверстий высокого класса точности увеличивает стоимость деталей и производственный цикл их изготовления. В качестве примера в табл. 1.29 указаны необходимые наборы осевого инструмента для изготовления отверстий различных классов точности. Как видно из таблицы, для изготовления более точных отверстий требуется большее количество инструментов. Сами инструменты должны быть очень точными, однако они являются и более дорогими. Кроме того, такие инструменты быстрее теряют свои размеры (изнашиваются). При изготовлении отверстий высоких классов точности требуется очень тщательная наладка станка и инструмента.
303
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Таблица 1.29
Диаметр отверстия, мм Характер заготовки Набор инструментов
2-й класс точности 3-й класс точности 4-й класс точности
Сверло спиральное Зенкер Сверло Зенкер Сверло Зенкер
10-30 Сплошной материал Развертка предварительная Развертка окончательная Развертка
3. Избегать по возможности отверстий малых диаметров (до 9) 1,2 и 3-го классов точности в материалах, термически обрабатываемых с сгв > >.100 кГ/мм2. Обработку таких отверстий с учетом класса точности и чистоты производят инструментом, оснащенным твердым спл'авом, после закаливания детали. Изготовление и эксплуатация такого инструмента представляет большие производственные трудности.
4. Правильно назначать класс чистоты поверхности. Завышенный класс обычно удорожает изготовление отверстия, заниженный же может не обеспечить выбранной посадки при эксплуатации изделия. При назначении класса чистоты поверхности следует руководствоваться табл. 1.19—1.21.
5. Конфигурация глухих отверстий, обрабатываемых осевым инструментом, должна соответствовать конструкции применяемого инструмента. Осевой режущий инструмент (сверло, зенкер, развертка)
имеет коническую заборную часть, которая образует у дна отверстия переходную поверхность. На рис. 1.87 показана конфигурация такой поверхности, полученная при сверлении (а), при растачивании зенкером (б), при растачивании зенкером глухих отверстий (в), при развертывании разверткой для сквозных отверстий (г), при развертывании разверткой для глухих отверстий (д).
Так как зенкер и развертку нельзя установить точно на глубину отверстия и они имеют разные по величине заборные конусы, то форма переходной поверхности получается ступенчатой. Подрезка торца в глухих отверстиях (эскиз в) является малопроизводительной операцией. Поэтому при обработке глухих отверстий следует применять инструменты для обработки сквозных отверстий (эскиз б и г), предусматривая в чертежах участок f (эскиз е) нерабочей части отверстия (переходной поверхности). Длина участка f указана в табл. 1.30.
Таблица 1.30
мм
Номинальный Длина участка f
Зенкеро-вание Зенкерова-ние, развертывание машинными развертками Развертывание ручными развертками
диаметр отверстия
До 3 — 3 10
Св. 3 до 6 — 3 15
6 , 10 — 4 18
. ю . 18 1,5 5 25
. 18 . 30 2,0 8 35
. 30 . 50 2,5 10 50
. 50 . 80 2,5 12 —
304
D на. длине I
g В г д е
Рис. 1.87.
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Кроме того, при проектировании изделия следует помнить (особенно при прессовых соединениях деталей), что при изготовлении отверстий развертками для глухих отверстий диаметр последних у входа на некоторой длине (3—6 мм, в зависимости от диаметра отверстия) выходит из заданных допусков, это отклонение необходимо предусматривать чертежом.
6. При проектировании точных глухих отверстий (1, 2, 3-го классов точности) с высоким классом чистоты поверхности (не ниже 7-го класса) предусматривать у дна отверстия переходной уступ (рис. 1.88, а) или кольцевую канавку для выхода инструмента (рис. 1.88, б).
Рис. 1.88.
Канавки обрабатываются резцами, которыми выполняются и проточки под выход резьбы (табл. 1.31). Если отверстия предварительно обрабатываются на сверлильных, фрезерных, расточных или агрегатных станках, то есть деталь в процессе обработки не вращается, а вращательное движение имеет инструмент, то канавки у дна отверстия делать не следует, так как их получение в этом случае связано с применением дорогостоящей оснастки или совсем невозможно.
При наличии переходного уступа в чертеже указывать: «Допускается уступ не более 0,7 мм».
Точные отверстия с поверхностью высокого класса чистоты обрабатывать тонким растачиванием, шлифованием и хонингованием.
Для тонкого растачивания наиболее удобными являются диаметры d свыше 18 мм и отношение lid, равное 0,5—1,0 (большие значения для меньших диаметров). Под хонингование не следует предусматривать отверстия диаметром менее 20 мм.
При обработке глухих отверстий хонингованием (10—12-й класс чистоты) предусматривать выточки шириной 0,5—1,0 d (меньшие значения для больших диаметров). Если такие выточки не могут быть предусмотрены по условиям конструкций, то следует применять у дна отверстия рассмотренные выше канавки (см. рис. 1.88, б и табл. 1.31). В этом случае хонингование нельзя производить на всей длине глухого отверстия. Следует оговаривать в чертеже длину хонингования I (рис. 1.89).
7. Не рекомендуется проектировать поперечные отверстия, выходящие в обрабатываемую зону точного отверстия. В этом случае необходим вывод отверстия во внутреннюю кольцевую канавку (рис. 1.90).
8. При проектировании отверстий следует предусматривать возможность обработки их нормализованными осевыми режущими инструментами (сверлами, зенкерами, развертками). В табл. 1.32 приве дены рекомендуемые глубины отверстий в зависимости от диаметра осевых инструментов.
а I
Зона хонингования
Зона пониженной чистоты поверхности
Рис. 1.89
9. При проектировании предусматривать свободный доступ для ввода и вывода режущего инструмента при обработке отверстий. Располагать отверстия относительно других поверхностей детали так, чтобы инструмент имел свободный подход (рис. 1.91). При проектировании отверстий в ребрах глухих карманов, что весьма нежелательно, располагать отверстия на высоте не менее 12 мм (для отверстий не свыше 0 5 мм) от внутренней плоскости стенки (рис. 1.92).
10. Не рекомендуется предусматривать отверстия с осью, расположенной под углом к поверхности детали (рис. 1.93). При таком расположении отверстий на режущий инструмент действуют односторонние усилия резания, снижающие точность и класс чистоты обработки поверхности. В большинстве случаев изготовление таких, отверстий выше 4-го класса точности невозможно. Инструмент малых
39 Зак. 290
305
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Таблица 1.31
Размеры сбегов и проточек для выхода резьбы (из нормали ГКАТ 299АТ)
мм
Шаг резьбы S Сбег х, не более Недовод а (не менее) Проточка
а =25° а=45° / R r
0,25 0,5 0,2 • 0,5 — ' — — —
0,3 0,6 — — — ” "'1 —
0,35 0,3 1 • d—0,5 0,3 0,3
0,4 0,7 <7—0,6
0.45 1 d- 0,7
У 0,5 0,4 0,8 d—0,8
0,6 d-0,9
0,7 0,5 0,9 1,5 d— 1 0,5 0,5
0,75 1,5 d—1,2
0,8 0,6 1
1 0,7 2 d—1,5
1,25 2 0,9 1,25 d—1,8
1,5 2,5 1,2 1,5 ' 3 <7—2,2 1
1,75 1,5 4 </—2,5
2 3 2 d—3
3 4,5 2 2,5 6 <7—4,5 1,5 1
4 6 2,5 3 8 - г d—6 2
306
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Продолжение табл. 1.31
Внутренняя резьба
Сбег . Пре течка
мм
Шаг резьбы S Сбег у, не более Недовод а, не меиее Проточка
для нормальной и свободной резьб для резьб УТ и УТС* Л rfi допуск по А7 n
0,25 1 — 0,5 — — —.
0,3 — — — — —
0,35 — 1 6+0,2 0,3 0,3
0,4 0,8 — — — —
0,45 — — — — —
0,5 1,5 1 1 rf+0,2 0,3 0,3
0,6 1,2 1,8 — — —
0,7 1,4 2,1 1.5 — — — —
0,75 1,5 2,3 1,5 rf+0,2 0,5 0,3
0,8 1,6 2,4 2 — — —
1 2 3 2 rf+0,2 0,5 0,5
1,25 2,5 3,8 3 3 rf+0,3 1
1,5 3 4,5
1,75 3,5 5,3 4 4 rf+0,4
2 4 6 5 1,5
3 6 9 5 6 rf+0,6 1
4 8 12 6 8 rf+0,8 2
* А также для деталей из жаропрочных и нержавеющих сталей.
-39*
307
Часть III. Технологичность конструкций деталей из металлов
Таблица 1.
_ Рекомендуемые н предельные глубины отверстий в зависимости от диаметров нормальных сверл Микеров и разверток
мм
Сверление Зенкерование Развертывание
Диаметр инструмента Рекомеи дуемое макси* мальное Предельное Диаметр инструмента Рекомендуемое максимальное Предельное Диаметр инструмента Рекомеи* дуемое максимальное Предельное
обычное скоростное обычное скоростное обычное скоро стное
1,0 - 1,15 10 18
1,2 - 1,25 12 20 —— -— - — — — .—
1.3 - 1.35 13 22 — — — — — — — —
1,4 - 1,7 14 25 — и , — —. .— _ —
1.7£ >- 1,8 17 28 — — 3 — — — . .— —
1,9 19 30 -— — tac-. • — —- —
2,0 - 2,1 20 50 — — — — — — — — —
2,2 — 2,4 22 55 —- — — — — • — —
2,5 - 2,7 25 60 35 — —- — — — —
2,8 - 3,0 28 65 35 — — — — — —
3,15 >- 3,4 32 70 35 — — — —. — — —
3,5 - 3,8 35 75 35 — — —. — — —- —
3,9 — 4,0 39 80 35 — -JiA. —. — — —
4,2 — 4,5 42 85 60 — — — — — — —
4,8 - 5,0 48 90 60 — .— — — — — —
5,8 — 5,9 52 95 60 5,0- 6 25 40 _— 5- 5,5 20 50 —
6,0 — 6,9 60 145 60 6,5— 8,0 35 50 6— 7.5 25 60 —
7,0 - 9,9 65 165 90 8,5-10 45 60 40 8- 9,5 35 65 —
10,0 -11,9 85 175 90 10.5-11.5 55 70 45 10-11,5 40 85 45
12,0 —13,8 100 185 — 12.0-13 60 90 45 12-13,5 50 95 50 .
14,0 —17,9 115 195 13,5-14 65 95 50 14-14,5 55 105 55
18,0 — 19,7 130 215 — 14,5—15 70 100 50 15—17 55 ПО 60
20,0 -23,5 150 235 — 16 75 105 55 ~ 18 60 115 60
23,6 —25,6 170 240 L. ~ 18,0—19 80 115 55 19—21 70 120 60
26,0 -27,9 175 250 — 20 100 J20 65 22-23 75 140 70
28,0 -30,0 180 275 — 21 100 125 65 24 80 140 70
30,5 -30,8 190 200 — 22 105 130 65 25—34 90 140 140
31,0 -31,6 195 205 — 23,0-24 110 135 65 35—40 ПО 170 170
32,0 -32,5 195 210 — 25 115 140 75 42-48 125 170 170
32,6 -34,6 200 215 — 26 115 150 75 50—55 140 200 200
35,0 —36,8 205 220 — 28 125 155 75 58-70 190 190
37,0 —38,9 205 225 — 30 130 165 80 72-78 — 210 210
39,0 —41.7 210 230 — 30,0-34 140 140 140 80 210 240
42,0 —43,5 215 235 35,0—40 170 170 170 .—. — —
44,0 -44,8 220 240 — 42,0-48 185 170 170 — ,— — —
45,0 —46,5 225 245 — 50,0-55 200 200 200 — -— — —
47,0 -49,5 230 250 —— 58,0—70 — 190 190 -—. — — —
49,6 -50 230 255 • — 72,0—78 — 210 210 — ~—
— — — — 80 — 240 240 — — — —
диаметров при этом подвержен частой поломке. Без специальной оснастки (кондуктора) такие отверстия обрабатывать нельзя.
Нетехнологично Гехнологично
11. Не следует применять отверстия с наклонны! расположением оси по отношению к оси детали, об работка их требует сложного поворотного приело собления или расчленения операции сверления н, несколько операций при использовании нескольки. более простых приспособлений, что нерациональнс так как связано со значительными затратами труд; и времени (рис. 1.94).
308
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
12. Избегать применения механически обрабатываемых выточек. Выполнение выточек в деталях на сверлильных, расточных, фрезерных и агрегатных станках очень затруднительно и требует применения специальной малопроизводительной оснастйи. В~ря-де случаев этого можно избежать введением разрыва в детали (рис. 1.95, а). В литых деталях следует применять необрабатываемые выточки (рис. 1.95,6). В глухих отверстиях выточку изготовлять в заготовках до сварки детали (рис. 1.95, в).
16. В центровых отверстиях предусматривать предохранительную фаску во избежание повреждения их при последующей механической обработке (рис. 1.97), см. ГОСТ 14034—68).
17. Цекование торца, где это возможно, заменять обточкой (рис. 1.98) или фрезерованием (рис. 1.99). Избегать цекования поверхностей, закрытых для доступа инструмента другими поверхностями.
Рис: 1.95.
Нетехнологично
Технологично
13. Конструкция ступенчатых отверстий должна допускать обработку их с одной стороны. Обработка ступенчатых отверстий диаметром, уменьшающимся к середине детали, с обеих сторон (рис. 1.95, г) обычно требует расчленения обработки на операции. Обработка отверстия за две установки приводит к увеличению отклонения отверстия от соосности.
На рис. 1.95, д показаны отверстия, изготовляемые за одну операцию, с диаметрами ступеней, убывающими в одном направлении. В этом случае обеспечивается наивысшая, практически достижимйя точность по соосности отверстий и сокращается вспомогательное время на обработку.
14. Избегать по возможности применения конических отверстий, особенно больших диаметров. Обработка таких отверстий связана с применением специальной оснастки.
15. Классные отверстия должны иметь нормальные диаметры в соответствии с ГОСТом 6636—60 (рис. 1.96). Всякие отклонения от ГОСТа ведут к применению специального режущего и измерительного инструмента.
Нетехнологично
Рис. 1.99.
Технологично
Технологические требования к отверстиям в связи со сборкой следующие:
1. Отверстия под шпильки (нерабочую их часть) проектировать с зазором по отношению к телу шпильки (рис. 1.100).
2. Во избежание выпучивания материала у кромок отверстия при завертывании шпилек рекомендуется на выходе отверстия предусматривать фаску (рис. 1.101).
Нетехнологично Технологично
Нетехнологично
Рис. 1.100.
Технологично
Рис. 1.96.
Рис. 1.97.
3. При проектировании ступенчатых или конических отверстий предусматривать только одну сопрягаемую поверхность, не допускать посадки сопрягаемых деталей по нескольким поверхностям (рис. 1.102).
4. При неподвижных посадках по нескольким концентричным поверхностям посадочные места должны быть ступенчатыми во избежание задиров при монтаже (рис. 1.103). Деталь не должна одновременно садиться по нескольким поверхностям.
309
Часть III. Технологичность конструкций деталей из металлов
6. Рекомендуется применять шлицевые соединения с центрированием по наружному диаметру как наиболее технологичные в отличие от соединений с центрированием по внутреннему диаметру (рис. 1.106).
Рис. 1.102.
Нетехнологично
Рис. 1.106.
Отклонения формы и расположения поверхностей отверстий в зависимости от назначения и методов обработки см. в табл. 1.10—1.18.
Резьба и резьбовые соединения
Нетехнологично
Технологично
Рис. 1.103.
5. Следует по возможности уменьшать диаметр центрирующих кольцевых выточек у крупногабаритных деталей в целях более точной посадки (рис. 1.104), защиты посадочных мест от повреждений и компактности узла (рис. 1.105).
Нетехнологично
Технологично
Рис. 1.104.
Рис. 1.106.
Наружная резьба
Наружная резьба изготовляется резцами, гребенками, круглыми плашками (лерками), фрезами, шлифовальными кругами, а также накатыванием (выдавливанием) плоскими плашками или накатными роликами. Наружная коническая резьба изготовляется резцами, фрезами и накатыванием.
Наиболее прогрессивным способом изготовления резьбы является накатывание, которое, помимо точности и чистоты резьбовой поверхности, повышает и механические качества резьбы. По данным исследования докт. техн, наук А. И. Якушева, накатывание увеличивает срезывающее усилие витков резьбы болта на 4—8% и повышает при соответствующих режимах циклическую прочность до двух раз.
Накатывание резьбы можно производить на всех материалах с относительным удлинением не ниже 6=8—10% и твердостью не выше HRC=36 (ств== = 100—117 кПмм*).
Накатывание резьбы'производится также на пустотелых деталях достаточной жесткости. Условия работы без остаточных деформаций от возникающих при накатывании усилий для пустотелых деталей можно приближенно определить' по формуле
2р (Dcp + d) а ±=----------< з_.
(D^-dp
где р — рабочее давление ролика на 1.мм длины резьбы, кГ;
£>ср— средний диаметр накатываемой резьбы, ММ‘, d — диаметр внутреннего отверстия, мм; os — предел текучести, кГ1мм2.
Значения рабочего давления ролика для термически обработанных сталей приведены в табл. 1.33.
Технологично
Таблица 1.33
Шаг резьбы, лж 0,7 0,8 1,0 1,5 2,0
Давление р на 1 жж длины резьбы, кГ 120 130 140 160 180
310
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
При накатывании резьбы на пустотелых деталях, деталях из латуни и дюралюминия рабочее давление роликов снижается на 40—70%. В случае недостаточной жесткости пустотелых деталей изготовление внутренней полости следует производить в последующие операции (после накатывания резьбы).
Отечественные резьбонакатные станки допускают накатывание резьбы диаметром 60 мм и длиной . 115 мм и имеют рабочее усилие на роликах до ^макс “ 12000 кГ.
При серийном производстве изготовление наружной резьбы рекомендуется производить:
а) накатыванием (если позволяют габаритные размеры и конфигурация детали);
* б) фрезерованием (кроме деталей, термически обработанных на прочность ств^110 кГ!мм2)\
в) нарезанием резцом или гребенками.
Точность изготовления резьб указана в табл. 1.7.
Наихудшим в отношении качества резьбовой поверхности является изготовление резьбы нарезанием круглыми плашками (лерками).
Шлифование резьбы представляет собой весьма трудоемкую операцию, которую следует по возможности избегать, заменяя шлифование накатыванием.
Данные табл. 1.34 показывают зависимость получаемой чистоты резьбовой поверхности от способа изготовления. Зависимость производительности от способа изготовления резьбы изображена на рис. 1.107.
Таблица 1.34
Способ изготовления резьбы Чистота обрабатываемых поверхностей (класс по ГОСТу)
экономическая возможная
Шлифование 8 10
Накатывание круглыми роликами 7 10
Нарезание резцом 6 8
Нарезание гребенками 6 6
Фрезерование 5 6
Нарезание круглыми плашками .5 6
(лерками) _
На рис. 1.108 показаны наиболее часто встречающиеся в конструкциях наружные резьбовые поверхности.
Рекомендуется:
1. На наружных резьбовых поверхностях предусматривать заходную фаску (45°), которая обеспечивает благоприятные условия для работы режущего резьбообразующего инструмента и способствует предохранению начальной нитки резьбы от механических повреждений. Ширина фаски должна равняться шагу нарезаемой резьбы.
2. На деталях с наружной резьбой предусматривать канавки для выхода режущего инструмента <рис. 1.108, а, в). Проточка канавок является до
полнительной технологической операцией и должна предусматриваться в чертеже в следующих случаях: а) при нарезании резьбы резцом и шлифовальным кругом;
б) при нарезании резьбы на деталях из стали ЭИ643, ЗОХГСНА и др. с последующей термообработкой и калибровкой.
Рис. 1.107. Зависимость производительности от способа изготовления резьбы:
1 — М10Х1, Z=30; 2 — М16Х1Д 1= =30; 3— М36Х2, /=30 (Z — длина резьбовой части, мм).
Рис. 1.108.
3. При изготовлении резьбы фрезерованием, нарезанием круглыми плашками и накатыванием целесообразнее предусматривать сбег резьбы.
На рис. 1.108, б приведен вариант резьбы, где вместо канавки предусмотрен сбег. Форма и размеры проточек и сбегов резьбы были приведены в табл. 1.31. Вариант наиболее технологичного изготовления резьбы способом накатывания, исключающим редуцирование стержня перед накатыванием, приведен на рис. 1.108, г. Средний диаметр dcp резьбы примерно равен диаметру стержня dCT.
311
www. vokb- la. spb. ru
Часть 111. Технологичность конструкций деталей из металлов
4. Шлифуемые диаметры должны быть больше диаметра резьбы. Это позволяет производить шлифование более производительными методами (рис. 1.109).
Рекомендуется:
1. На внутренних резьбовых поверхностях предусматривать заходную фаску, создающую благоприятные условия для работы
режущего инструмента.
2. В резьбовых отверстиях с несквозной резьбой, нарезаемой метчиком или фрезой, предусматривать сбег резьбы (рис. 1.110, а), размеры сбега см. в табл. 1.31. Глубина сверления отверстия под резьбу
5. На деталях, термически обработанных на прочность свыше сгв— 110 кГ/мм2, рекомендуется применять изотермическую светлую калку, исключающую операцию калибрования резьбы после термообработки.
Внутренняя резьба
Внутренняя резьба изготовляется нарезанием метчиками, гребенками, резцами, фрезами и шлифовальными кругами. Внутренняя коническая резьба изготовляется нарезанием резцами и фрезерованием. Наиболее производительным способом является нарезание резьбы метчиками, наиболее трудоемким — шлифовальными кругами.
При серийном производстве внутренние резьбы на материалах, термически обработанных на прочность не выше огв=110 кГ1мм2, рекомендуется изготовлять нарезанием метчиками и гребенками, фрезе-
должна быть по возможности большой, а при коротких изделиях — сквозной.
3. При изготовлении резьбы резцом, гребенкой или шлифовальным кругом в глухих резьбовых отверстиях (диаметром от 12 мм и выше) предусматривать канавки (проточки) для выхода режущего инструмента (рис. 1.110, б, в).
4. Внутренние резьбы изготовлять по возможности сквозными. На рис. 1.110, г показан наиболее технологичный вариант изготовления резьбового отверстия.
5. Избегать длинных внутренних резьб. Длина резьбы не должна превышать 1,5—2D (D — наружный диаметр резьбы). В случае глубоких отверстий рекомендуется резьбу делать не длиннее 1,5—2 D, рассверливая остальную часть отверстия сверлом большего диаметра (рис. 1.110, б).
6. Избегать резьбы с номинальным диаметром менее 6 мм вследствие частой поломки метчиков при
рованием, а также нарезанием резцами на материалах, термически обработанных на прочность свыше ов=110 кГ/мм2.
Фрезерование и нарезание гребенками и резцами внутренней резьбы выполнимо при номинальном размере резьбы от 16 мм и выше. Нарезание метчиками по целому материалу рекомендуется производить до 30—33 мм номинального размера резьбы, большие диаметры желательно изготовлять предварительно резцом, а затем калибровать метчиком.
Диапазон размеров внутренней резьбы, изготов-
нарезании таких резьб.
7. На деталях, термически обработанных на прочность свыше ов = 110 кГ/мм2, внутреннюю резьбу по возможности нарезать до термообработки с последующим калиброванием после термообработки. Это вызывается причинами как технологического, характера (трудностью изготовления резьбы), так и прочностного (см. инструкции ВИАМ).
8. Унифицировать размеры применяемых резьб по изделию в целом для уменьшения номенклатуры режущего и измерительного инструмента.
ляемой шлифованием, ограничивается существующим оборудованием. Шлифование для незакаленных деталей предусматривать не следует.
На рис. 1.110 показаны наиболее часто применяемые в конструкциях внутренние резьбовые поверхности (отверстия).
сберлеш/я о V//////A
Рис. 1.110.
Резьбовые соединения
Резьбовые соединения широко применяются в промышленности, но изготовление резьб (особенно больших диаметров) в крупногабаритных или тяжелых деталях вызывает большие затруднения. Нарезание резьб на горизонтально-сверлильно-фрезерных (расточных) станках возможно только при оснащении станков специальными приспособлениями. Кроме того, существующие технологические методы изготовления резьб большого диаметра мало производительны.
Следует избегать резьбовых соединений с номинальным диаметром более 30 мм, особенно в крупногабаритных или тяжелых деталях, заменяя, например, внутренние резьбы больших диаметров резьбовыми втулками или одно большое резьбовое отверстие несколькими небольшими, расположенными в торце детали (рис. 1.111).
Конструкция детали должна обеспечить свободный подход резьбового инструмента к элементам
312
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
резьбовой поверхности детали. При сборной конструкции (рис. 1.112) элементы детали не должны мешать калиброванию и контролю резьбы после термической обработки и гальванических покрытий.
Нетехнологично Технологично
Рис. 1.111.
Явтвхпологич н о
Рис. 1.112.
Избегать применения отверстий под штифты или иплинты на резьбовых поверхностях. Кроме произ-юдственных трудностей, возникающих при изготов-гении таких отверстий в закаленных деталях с гв = 110 кГ/мм\ требуется введение операции калиб-ювания резьбы после сверления отверстия на резь-ювой поверхности.
Резьбовые соединения, работающие под нагрузкой переменными поперечными силами, рекомен-[уется снабжать опорными поясками во избежание •взбивания и наклепа резьбы (рис. 1.113).
Нетехнологично
Рис. 1.113.
Технологично
Точность и классы чистоты обработки резьб в за-исимости от назначения и метода обработки см. в абл. 1.7, 1.18—1.20.
1 Зак. 290
Фасонные поверхности
Фасонные поверхности тел вращения в большинстве случаев изготовляются на токарных станках профилированными резцами или методом копирования (по специальным копирам). При изготовлении фасонными резцами точность профиля и шероховатость поверхности зависят от точности и класса чистоты режущих кромок инструмента, жесткости детали и состояния станка. Обычно получаемый класс чистоты поверхности 5—6-й. Получаемая точность обработки приведена в табл. 1.8.
1. Для обеспечения благоприятных условий работы режущего инструмента углы а между осью вра
щения детали и касательной к образующей профиля не должны превышать 80° (рис. 1.114).
При изготовлении фасонных поверхностей по копирам на точность обработки и класс чистоты поверхности, кроме точности копира, влияет также инерционность копировальной системы. Поэтому чистота обрабаты
ваемой фасонной поверхности и точность обработки
при изготовлении по копирам не превышают чистоту и точность при изготовлении фасонным инструментом (см. табл. 1.8).
Длина обрабатываемой фасонной поверхности
практически ограничивается возможностями станка и устройством копировальной системы. Усилия ре
зания примерно равны усилиям, возникающим при обработке детали обычным проходным резцом.
При обработке по копиру углы а между осью вращения детали и касательной к образующей профиля не должны превышать величин, указанных на рис. 1.115. Углы а во всех случаях рекомендуется уменьшать.
Рис. 1.115. Системы копирования: а — гидравлическая; б — механическая.
2. Наружные и внутренние сферические поверхности не должны быть сплошными. Следует избегать применения сплошной сферической наружной поверхности. Для улучшения технологичности торец детали оставлять плоским. Кроме того, желательно предусматривать переходную проточку (рис. 1.116). Сплошная внутренняя сферическая поверхность не-
313
www. vokb- la. spb. I
Часть III. Технологичность конструкций деталей из металлов
технологична. Для улучшения технологичности в детали рекомендуется предусматривать центральное отверстие или засверловку.
Нетехнологично • Технологично
Рис. 1.116.
3. Механически обрабатываемые фасонные поверхности следует четко отделять от других поверхностей. Для обработки галтели, сливающейся с другой поверхностью, фрезу приходится устанавливать для каждой детали в зависимости от фактического размера заготовки с последующей слесарной доработкой. Изменение формы выступа устраняет этот недостаток, улучшает технологичность детали и Позволяет производить обработку детали по настроенному процессу (рис. 1.117).
Нетехнологично Технологично
Рис. 1.117.
4. Фасонные отверстия должны иметь симметричный профиль. Наиболее производительным методом получения таких отверстий является протягивание. Желательно, чтобы для облегчения работы протяжки контур профиля был максимально образован окружностью (рис. 1.118). В профильных отверстиях не должны применять внутренних выточек, так как это приводит к поломке инструментов.
Нетехнологично
Технологично
Рис. 1.118.
5. Точность и классы чистоты обработки фасонных поверхностей в зависимости от назначения и методов обработки приведены в табл. 1.8, 1.18—1.20.
Фаски и галтели
Для обработки фасок применяют нормальный режущий .инструмент с прямолинейными режущими кромками: резцы, фрезы, зенкеры, сверла. Для об
работки галтелей, как правило, необходимо применять специальный фасонный инструмент: резцы, зенкеры, фрезы (рис. 1.119). Обработка галтелей связана с увеличением номенклатуры режущего и измерительного инструмента, а также с пониженными режимами резания по сравнению с работой нормальными инструментами.
Не технологично
Технологично
Рис. 1.119.
Рекомендуется:
1. Предусматривать фаски на концах сопрягаемых деталей, на наружной поверхности и в отверстии; Отсутствие фасок затрудняет нарезку резьбы и сборку деталей, а также может быть причиной задиров, среза обработанной поверхности (рис. 1.120).
2. Избегать применения в конструкциях деталей галтелей там, где можно заменить их фасками.
Ищохнмогично Технологично Нетехнологично Технологично
Нетехнолоеично
Технологично
Рис. 1.120.
3. По возможности унифицировать размеры фасок и галтелей, это значительно сократит номенклатуру применяемого инструмента _и будет способствовать снижению себестоимости деталей.
4. В случаях, когда требуется острая кромка, например у клапанов, золотников и т. п., следует в чертежах делать оговорку: «Острая кромка».
5. Притупленйе наружных (кромок) и внутренних углов (галтелей), размеры которых не указаны в чертеже, выполнять по нормали 722АТ.
6. Размеры и допуски на изготовление фасок н галтелей назначать по нормали 722АТ.
В табл. 1.35 приведены рекомендуемые сопряжения радиусов с радиусами и радиусов с фасками.
314
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Таблица 1.35
Рекомендуемый подбор сопряжений радиуса с радиусом и радиуса с фаской
мм
Диаметр вала а Радиус вогнутой поверхности Радиус выпуклой поверхности и фаска
Г | допуск R й с | допуск .
От 1 до 3 0,2 -0,1 0,4 +0.2
Св. 3 , 6 0,4 -0,2 0.6
6 . 10 0.6 0.8
10 . 14 0,8 1.0
14 . 18 1,0 1.5 +0,5
, 18 , 30 1,5 —0,5 2.0
, 30 . 50 2,0 2,5
, 50 . 80 2,5 3,0
80 » 120 3,0 4,0 + 1,0
. 120 . 180 4,0 -1.0 5,0
. 180 . 220 5,0 6.0
. 220 . 260 6,0 8,0 +2,0
. 260 » 360 8,0 -2,0 10,0
. 360 . 500 10,0 12,0
2. ТЕХНОЛОГИЧНОСТЬ ТИПОВЫХ
ПРЕДСТАВИТЕЛЕЙ ОСНОВНЫХ КЛАССОВ-ДЕТАЛЕЙ
К основным классам механически обрабатываемых деталей современных самолетов относятся: монолитные панели, крупногабаритные детали из магниевых сплавов, балки и лонжероны, монорельсы, узлы поворота, шпангоуты и рамы, длинномерные детали из прессованных профилей, профили разъема, фитинги и кронштейны, рычаги и качалки, фланцы и крышки.
Обработка крупногабаритных деталей на металлорежущих станках — наиболее трудоемкий процесс, требующий особо сложных средств производства и технологического оснащения. Основными факторами, способствующими снижению трудоемкости изготовления таких деталей, является повышение технологичности геометрических форм обра-
батываемых поверхностей, правильное назначение класса точности и чистоты обработки, а также снижение объема механической обработки.
Поэтому при проектировании деталей следует выполнять следующие требования:
1. Исходная заготовка по своим формам й размерам должна максимально приближаться к готовой детали. В случае больших габаритов или сложных конструктивных форм детали следует расчленять.
2. В конструкции детали предусматривать минимальное количество обрабатываемых поверхностей. . Обработку необходимо показывать только для сопрягаемых поверхностей. На размеры между необрабатываемыми и обрабатываемыми поверхностями указывать допуски, соответствующие допускам на штамповку и литье с учетом механической обработки, и согласно этому указывать допуск на отклонение веса детали.
3. Не применять в конструкциях крупногабаритных деталей ступенчатых и фасонных отверстий, кольцевых выточек, глухих отверстий, а также резьб больших диаметров, которые не могут быть нарезаны метчиками.
4. В конструкциях деталей предусматривать удобные ввод и вывод режущего инструмента, а также свободный доступ для измерения обрабатываемых поверхностей нормальным измерительным инструментом.
5. Устранять по возможности обработку высокой точности, применяя ее лишь в необходимых случаях на отдельных участках небольшой протяженности.
6. Предусматривать совмещение конструктивных и технологических баз.
7. В конструкциях крупногабаритных деталей должна быть учтена деформация, которая возникает при точной обработке деталей на станках.
8. Устранять обработку поверхностей по теоретическим обводам, если эти поверхности непосредственно не входят в наружный теоретический обвод самолета и др.
9. У крупногабаритных деталей, не имеющих элементов наружного или внутреннего контура, которые могли бы быть использованы для базирования, следует предусматривать технологические отверстия.
Базовые ^технологические отверстия в зависимости от габаритных размеров деталей рекомендуется принимать следующих диаметров:
ММ *
Габаритные размеры детали (длина)
До 100
Св. 100 до 200
, 200 . 1000
, 1000 » 2000
. 2000
Наименьший допустимый диаметр базового отверстия
4
6
10
16
20
40*
315
www. vokb- la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
10. При конструировании рекомендуется конфигурацию детали компоновать из простых однотипных геометрических поверхностей. Это значительно упростит обработку деталей и облегчит применение станков с программным управлением.
11. Проектировать детали с механически обрабатываемыми поверхностями больших размеров с учетом возможности обработки их на универсальных металлорежущих станках.
12. Крепежные отверстия в деталях должны быть стандартными по диаметрам и их резьбам. Номенклатура их должна быть минимальной.
Основные факторы, влияющие на технологичность механообрабатываемых деталей, и рекомендации по технологичности отдельных элементов конструкции деталей приведены в общих рекомендациях.
Монолитные панели
В настоящее время в конструкциях летательных аппаратов все шире используются крупногабаритные монолитные панели. Панели образуют аэродинамические поверхности одинарной и двойной кривизны крыла, фюзеляжа и оперения, а также элементы топливных баков, ящиков и перегородок самолета.
По имеющимся практическим данным, применение монолитных панелей взамен клепаных позволяет в отдельных случаях снизить вес панелей до 25%', количество соединений до 70%, общий вес конструкции изделия до 2—4%. Однако стоимость монолитных конструкций значительно выше, чем клепано-сборных, поскольку при их изготовлении много металла идет в отход, а для обработки заготовок применяются дорогостоящие оборудование и оснастка. Таким образом, возникает необходимость определения экономической эффективности использования монолитных конструкций, при расчете которой необходимо учитывать эффективность дополнительных капитальных вложений в строительство и оборудование.
Монолитные панели изготовляются из легких сплавов В95, Д16, АК4-1 и др. Применяются также сплавы ВТ20, ОТ4 и сталь ВНС-2.
Обрабатываемость сплавов АК4-1 и Д16 резанием удовлетворительная.
При механической обработке сплава В95 необходимо учитывать, что при резании в поверхностном слое возникают напряжения, ведущие (особенно в тонкостенных деталях) к короблениям и хлопунам, исправление которых весьма затруднительно, а иногда и невозможно. Кроме того, требуется тщательная зачистка всей обработанной ловерхности; не ниже 5—6-го класса чистоты после фрезерования, сверления и других механических операций.
Изготовление деталей из сплава В95 в состоянии поставки, то есть закаленного и искусственно состаренного, вызывает значительные трудности, особенно при проведении операций правки и формообразования.
Обрабатываемость резанием титановых сплавов ВТ20, ОТ4 и стали ВНС-2 низкая. Эти материалы имеют ряд особенностей, и при обработке их необ-316
ходимо руководствоваться инструкциями и технологическими рекомендациями ВИАМ и НИАТ.
Исходя из условий прочности и технических возможностей оборудования, заготовки панелей могут быть выполнены следующими методами:
— свободной ковкой с последующей прокаткой плит;
— литьем с последующей прокаткой;
— горячим штампованием;
— горячим прессованием через фильеру;
— специальным литьем.
В целях уменьшения коробления плиты после прокатки и прессованные заготовки панелей должны быть подвергнуты растяжению, с удлинением от 2 до 3%.
к
Панели, изготовляемые из плит
Монолитные панели из плит обрабатываются методом фрезерования, который отличается большой универсальностью. Этот метод позволяет получать панели с любой схемой подкрепляющего набора. В то же время обработка панелей является серьезной технологической проблемой, решение которой может быть обеспечено комплексной проработкой вопросов по созданию специального оборудования, совершенствованием форм заготовок и конструктивных особенностей панелируемых конструкций.
Изготовление монолитных панелей из плит имеет следующие недостатки:
1) снижение механических свойств материала плит большой толщины;
2) большой объем механических работ;
3) сложность получения подкрепляющих ребер наиболее рациональных сечений — таврового и углового;
4) большой отход металла в стружку — коэффициент использования материала составляет 0,05;
5) наличие в конструкции больших перепадов толщины (толстые законцовки и тонкие полотна, ребра различной высоты, малые радиусы сопряжений), что значительно усложняет процесс правки и формообразования, а в ряде случаев вообще исключает успешное проведение этих операций;
’ 6) значительные затраты труда (в том числе и ручного) для обеспечения точности изготовления при больших размерах панели.
При проектировании монолитных панелей, подлежащих изготовлению из плит или листа, необходимо учитывать следующие требования:
1. Форму ребер жесткости следует задавать призматической. Трапецеидальная или какая-либо другая, более сложная, форма не рекомендуется.
.2 . Ребра жесткости располагать параллельно и с постоянным шагом (рис. 1.121).
3. Вес деталей (панелей) назначать с учетом всего поля допуска на толщину полотна и ребер, а не по номинальным размерам, так как в процессе механической обработки исполнители, боясь брака, стараются работать по верхнему пределу поля допуска.
4. При назначении класса чистоты обработки поверхностей панелей необходимо учитывать новые технологические возможности упрочняющей обра-
www. vokb- la.spb.ru
Гл. 5. Технологичность конструкци&деталей, обрабатываемых снятием металла
.--- --------—_____------------ ................................. ।--------
ботки, которая увеличивает класс чистоты поверхности на 1—2 класса и циклическую прочность деталей в 1,5—2 раза.
Рис. 1.121.
5. При проектировании панелей вафельного типа предусматривать:
а) одинаковые радиусы переходов в ячейках-панели (рис. 1.122), что значительно снизит трудоемкость детали и позволит вести обработку без: больших затрат ручного труда высококвалифицированных рабочих;
Нетехншюеично Технологично
/? = — для Труднообрабатываемых мате-
риалов, где — радиус сопряжения;
В— ширина фрезерования.
В случае, если требуется меньший радиус сопряжения ребер, предусматривать уступы, разделяющие поверхности, обрабатываемые на различных операциях. Это позволит .значительно снизить трудоемкость деталей (рис. 1.124);
Нетехнологично Технологично
Рис. 1.124.
в) колодцы панелей проектировать с равными размерами по шагу продольного и поперечного наборов, что позволит применить многошпиндельную обработку на копировально-фрезерных станках и упростить подготовку программ для станков с программным управлением (рис. 1.125);
Многошпиндельная голодна
б) радиус сопряжения ребер (рис. 1.123) назначать из соотношений:
п В
К— ——— —для легкообрабатываемых материа-(4—5)
лов;
Копир,
Рис. 1.125. Схема обработки вафельных панелей иа миогошпин-дельных копировальио-фрезериых станках.
г) толщина полотна панелей должна быть не менее 2,5 мм.
При обработке колодцев панели с толщиной полотна менее 2,5 мм вследствие перераспределения
317
Рис. 1.123.
www. vokb- la.;
Часть III. Технологичность конструкций деталей из металлов
внутренних напряжений возникают хлопуны, которые приводят в большинстве случаев к неисправному браку деталей.
Можно назначать толщину полотна панелей менее 2,5 мм, но при условии уменьшения размеров ячеек панели, то есть повышения жесткости детали;
д) при назначении радиусов в местах сопряжения ребер учитывать, что радиус сопряжения должен быть больше половины диаметра фрезы не менее чем на 2 мм — 2 мм).
6. В местах обнижений на полотне с различными перепадами толщин в примечаниях к чертежу указывать «/? — только для инструмента», как дано на рис. 1.126.
♦
R*-только Зля инструмента.
Рис. 1.126.
7. Панели, имеющие мал кованные ребра, проектировать, как указано на рис. 1.127.
8. Не рекомендуется переходы полотна и подсечек задавать уклоном. Наиболее целесообразно проектировать ступенчатые переходы (рис. 1.128).
Рис. 1.128.
9. Не рекомендуется закладывать в конструкцию панелей элементы лонжеронов, кронштейны и другие жесткие элементы. Это вызывает большие трудности при формообразовании и, как правило, при механической обработке после гибки, что выполнимо только при значительных затратах высококвалифицированного труда, что несовместимо с условиями серийного изготовления деталей.
10. При определении размеров панелей руководствоваться техническими возможностями оборудования, учитывая, чтд целесообразно применять небольшое количество моделей станков, а панели, не укладывающиеся по габаритам, делить на детали с меньшими габаритами.
11. При больших размерах деталей назначать допуск на полотно не менее 0,5 мм, так как точность детали зависит от различных факторов: точности станка и приспособления, условий крепления детали и износа инструмента, устранение которых весьма сложно.
Допуск на полотно менее 0,5 мм вызовет большой объем слесарно-доводочных работ, что значительно удорожит деталь.
12. Панели с толщиной полотна и ребер менее 2,5 мм могут быть получены механической обработкой до толщины 2,5 мм и последующим размерным химическим травлением до требуемой толщины. Допуск в этом случае суммируется, из допуска на механическую обработку и допуска на химическое травление.
Панели из горячештампованных заготовок
Панели проектируются так, что все подкрепляющие конструктивные элементы расположены с одной стороны. Это делает их технологичными для горячей штамповки. Изготовлять монолитные панели методом горячей штамповки на* гидравлических прессах рекомендуется для конструкций, имеющих сложный продольный, поперечный или веерный набор подкрепляющих ребер-стрингеров (рис. 1.129).
318
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Рис. 1.129. Панель с продольными и поперечными
ребрами, изготовленная методом горячей штамповки.
Конструкции монолитных панелей из горячештампованных заготовок должны удовлетворять следующим требованиям:
1. Обработке подвергается менее 30% поверхности панели.
2. Поверхности со стороны ребер калибруются в штампах без дальнейшей механической обработки.
3. Коэффициент использования металла должен составлять не менее 50—60% от веса исходной заготовки.
4. Допуск на толщину обшивки суммируется из допуска на штамповку и допуска на механическую обработку.
Панели из горячепрессованных заготовок
Монолитные панели из заготовок, изготовленных горячим прессованием с помощью матрицы, рекомендуется применять для конструкций крыла, фюзеляжа и других агрегатов, имеющих продольный набор подкрепляющих ребер-стрингеров.
В настоящее время металлургические заводы освоили и выпускают прессованные заготовки для монолитных панелей длиной до 18000 мм при ширине до 2000 мм. Прессованные заготовки по сравнению с коваными имеют следующие преимущества:
1) повышенные механические свойства вследствие высокого коэффициента деформации (обжатия) при прессовании;
2) резкое сокращение объема механической обработки;
3) малый отход металла в стружку, вес готовых панелей составляет 70—80% от веса исходной заготовки;
4) наличие постоянного сечения по всей длине заготовки, что упрощает правку и формообразование;
5) возможность получения подкрепляющих ребер таврового и других сечений, наиболее рациональных с точки зрения работы на сжатие;
6) получаемые при прессовании поверхности сложной конфигурации не требуют дальнейшей обработки, кроме местных доработок;
7) все поверхности прессованных заготовок в состоянии поставки (за исключением мест, имеющих механические повреждения) имеют шероховатость поверхности 6—7-го классов чистоты независимо от сложности профиля сечения;
8) трудоемкость изготовления панелей из плит в 3—4 раза больше, чем из прессованной заготовки.
Прессованные панели имеют следующие недостатки:
1) не обеспечивается требуемая точность по размерам между стрингерами;
2) наблюдается саблевидность стрингерного набора до 1 мм на 1 погонный метр длины панели.
Все это затрудняет механическую обработку и увеличивает ее трудоемкость.
При проектировании панелей рекомендуется отдавать предпочтение профилям с сечениями 4—7 (рис. 1.130). Профили с сечениями 1—3 можно применять лишь в крайних случаях, так как имеющиеся на обшивке местные утолщения поверхности после формообразования обвода вызывают заметною огранку наружной поверхности.
Рекомендуемые размеры по сечениям даны в таблице к рис. 1.131.
Наиболее технологичными являются панели, отвечающие следующим условиям:
а) сечение по всей длине постоянно;
б) ребра стрингеров на всей длине сохраняют заданную в заготовке форму;
319
www.vokb-la.spb.ru
Часть III. Технологичность конструкций, деталей из металлов
Рекомендуемые размеры по сечениям, мм
в) все ребра по высоте находятся на одном уровне;
г) количество участков, подлежащих механической обработке, минимально.
Обработка обшивки прессованной панели на клии со стороны внутренней поверхности не рекомендуется, так как эта поверхность является наиболее сложной частью панели. При обработке внутренней поверхности фрезерованием неизбежны зарезы и уступы, доводка которых чрезвычайно трудоемка. В случае необходимости обработки обшивки панели на клин рекомендуется фрезеровать ее со стороны обвода до формообразования. Допуск на толщийу полотна для механической обработки, должен быть не менее мм.
Панели из специального литья
Монолитные панели небольших габаритов, имеющие внутренний набор с открытыми малками, при толщине стенки отливки 2—4 мм и выше можно по-
Линия •__________________ . ......——_____________
разъема С—^—> Ф
Рис. t.132. Панель из литой в землю заготовки.
лучать из заготовок, отлитых различными методами.
В качестве примера технологичной конструкции из литой в землю заготовки на рис. 1.132 показан каркас крЫла. Механическая обработка заготовки каркаса состоит из зачистки поверхности обвода, фрезерования по периметру, фрезерования паза под узел соединения и сверления отверстий под винты для крепления обшивки.
Не менее технологичной является конструкция крыла, изготовленного из двух панелей с плоскостью разъема по хорде (рис. 1.133). Панели крыла отливаются из сплава АЛ4 или.МЛ5-Т4 способом выжимания.
Основными преимуществами таких заготовок яв- . ляются:
Повышенные механические свойства отливки ав=20—25 кГ/мм2 и б = 1,7—6,7%, тогда как для образцов из толстостенной отливки того же материала ств = 17,2 кГ/мм2, а 6—1,0%.
2. Высокий коэффициент использования материала, достигающий 0,8—0,9. Поступающие на механическую обработку панели уже имеют окончательный контур по обводу, подсеченную переднюю кромку для крепления носка и оребренную внутреннюю поверхность.
320
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Механическая обработка панели крыла состоит из зачистки поверхности обвода, фрезерования плоскости разъема, сверления отверстий под болты или заклепки соединения, фрезерования по периметру и разъему крыла, фрезерования мест под узлы креп* ления.
Примером наиболее технологичной конструкции является монолитное крыло, отлитое в виде одного целого агрегата способом направленно-последовательной кристаллизации (рис. 1.134).
Рис. 1.134. Монолитное крыло, отлитое способом направленно-последовательной кристаллизации.
Все поверхности отливки как внутренние, так и наружные выполнены по чертежу. Механическая обработка в этом случае сводится к обработке мест под узлы соединения и зачистке поверхности по наружному обводу. Ни операций сборки, ни операций сверления отверстий под детали для соединения половин крыла или крепления обшивки не требуется.
Для механической обработки монолитных панелей применяются специализированные станки моделей КФП-2, ФЗП-1, ПФП-5, ФП-7, ФП-7М, ФП-9М и др. (табл. 1.36).
41 Зак. 290
Крупногабаритные детали из магниевых сплавов
Каркасные крупногабаритные детали бывают пространственные и плоскостные. Пространственные детали имеют значительные размеры во всех измерениях, заготовки таких крупногабаритных деталей получают из магниевых сплавов путем литья в песчаные формы. Плоскостные крупногабаритные каркасные детали размером до 2000 мм выполняются из магниевых сплавов способом литья в песчаные и оболочковые формы.
Трудоемкость механической обработки пространственных каркасных деталей, отлитых в песчаные формы, из-за сложных криволинейных поверхностей требует максимального сокращения количества обрабатываемых поверхностей. Наиболее желательным видом заготовок плоскостных крупногабаритных каркасных деталей с точки зрения механической обработки являются заготовки, получаемые методом литья в оболочковые формы. Обработка деталей из таких заготовок сводится к обработке сопрягаемых поверхностей и сверлению отверстий под детали крепления.
Технологичность деталей в зависимости от формы
1. Технологичность деталей, входящих в обвод фюзеляжа, в значительной степени зависит от геометрического построения контура фюзеляжа. Нетехнологичными являются контуры формы эллипса и контуры, построенные с помощью радиусов-векторов из двух и более центрЬв. Форма поверхности в этом случае задается отдельными точками и участками дуг (рис. 1.135). Обработка наружного контура деталей, входящих в обвод такого фюзеляжа, производится на металлорежущих станках, имеющих сложные многокомпонентные следящие системы.
321
www. vokb- la. spb. ru
Часть Ill. Технологичность конструкций деталей из металлов
Гл. 5. Технологичность конструкций деталей, обрабатываемых Снятием металла
Таблица 1.36
Краткая техническая характеристика специализированных металлорежущих станков и станков с программным управлением
Станки Параметры технической характеристики Примечания
Наименование Модель Наибольшие размеры обрабатываемых деталей (длинаХширинаХ X высота), мм Пределы чисел оборотов шпинделя в минуту Скорости подач, мм/мин Класс чистоты обра-.ботаиной поверхности Точность обработки, мм Число управляемых координат Мощность главного привода, кип Обрабатываемые материалы
продоль-1 ные поперечные вертикальные
Вертикально-фрезерный с программным управлением ЛФ-66 630X320X300 80—1945 0-400 0-400 0-400 5 ±0,15 3 3 Стали и легкие сплавы
Вертикально-фрезерный с программным управлением 6Н13ГЭ-2 (6М13ГН-1) 900X320X420 31,5-1600 0-400 0-400 0-400 5 ±6,15 3 . 7,5 Стали. Сплавы алюминиевые, маг-ииевые, медные п др» Станок выполнен на базе станка модели 6Н13
Вертикально-фрезерный с программным управлением ФП-4 1000x400x420 планшайба D—550 60—3150 0—900 0-900 0-900 4 ±0,15 4 7 То же Станок выполнен на базе станка модели 6М13ПБ
Вертикально-фрезерный с программным управлением ФП-7м 3000X650X250 185-2050 (46—1000) 0-1500 0-1500 0-1500 5 ±0,15 3 20 Стали с ав-80— 90 кГ[мм? и легкие сплавы (464-1000) для труднообрабатываемого материала
Продольно-фрезерный с программным управлением ФП-9м 1000x1800X300 185—2050 (46-1000) 0-1500 0-1500 0—400 5 ±0,15 3 20 Стали и легкие сплавы По направляющим стоек портала установочно перемещается траверса
Продольно-фрезерный с программным управлением ПФП-5 >' (ПФП-5с) 20000X1600X325 3000/1500 0—1700 0-1700 0-300 5 ±0,1 4 20 Легкие сплавы ПФП-5с. Проект с корректирующим устройством по саблевидностн
Радиально-фрезерный фзп-1 ч: , От торца 500X1200X200 750/1500 20-3000 регулирование бесступенчатое 20-3000 регулирование бесступенчатое — 4 ±0,25 — 5/7 То же
Продольный копировально-фрезерный КУ-191—8 (ПКФ-8) 8000x500x600 Горизонтальный шпиндель 80—3200, вертикальный шпиндель 160-3200 50-5000 регулирование бесступенчатое' 50-1400 5 ±0,15 10/14 » Бывшая модель ПКФ
Продольный копировально-фрезерный КУ-191-12 ПКФ-12 12000X500X600 То же То же — 50-1400 5 ±0,15 — 10/14 9 м
Продольный копировально-фрезерный КУ-191—16 (ПКФ-16) 16000X500X600 я м — 50-1400 5 ±0,15 — 10/14 9
Продольный копировально-фрезерный КУ-191-20 (ПКФ-20) 20000X500X600 я в — 50-1400 5 ±0,15 10/14 »
Продольный копировально-фрезерный для обработки фасоиых профилей переменного сечения КУ-238 12000X500X450 Горизонтальный шпиндель 280—680, вертикальный шпиндель 30-350 30—5000 регулирование бесступенчатое — 50-1400 5 ±0,15 — 10/14 Легкие сплавы, стали и труднообрабатываемые материалы По заказу станок может изготовляться для обработки длин 8, 12, 16 и 20 м
Продольно-фрезерный с программным управлением ФП-И (ФП-Пу) 5100X1600X1250 (3000) .30-330 и 275—3000 20-1750 . регулирование бесступенчатое 20-1750 20-1750 4 ±0,2 5 19 Стали и легкие сплавы
Копировально-фрезерный ГФ-314 2400X1600X850 525-1900 J 45-3720 регулирование бесступенчатое 45-3720 регулирование бесступенчатое 45—750 5 ±0,15 — 12 общая Легкие сплавы
Копировальный вертнкальио-фрезерный ГФ-315 V a ’J 2400x1600X850 1440 45—3720 регулирование бесступенчатое 45—3720 регулирование бесступенчатое 45-750 5 ±0,15 5 32 общая Сталь и легкие сплавы Станок имеет пятикоордн-натную следящую систему
Продольно-фрезерный ФР-20 7000X1850 Сверлильная головка 88—1450, фрезерная головка 1450/2860 300-1500 — Сверлпль-пая головка 66-240, фрезерная головка 44—240 5 ±0,2 — 7 Легкие сплавы. -
Фрезерно-шлифовальный ФШР-1 Радиус обрабатываемой рекорды монорельса 750—1550. «Угол .подъема спирали из--делия 25—45°. Наибольшая Шйрина стола 1050 Фрезерная головка 65—910, шлифовальная головка 2750—5500 'Л • Наибольший угол поворота 70° Рабочая подача стола, отнесенная к начальной окружности червячного сектора, 19—950 фрезерной головки V5, шлифовальной головки V7 — — Фрезерной головки 10, шлифовальной головки 2,8 Стали Станок позволяет последова* тельное фрезерование и затем шлифование
323
322
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Гл. 5. Технологичность конструкций^двталей, обрабатываемых снятием металла
Продолжение табл. 1.36
Станки -Параметры' технической характеристики -г--.. Примечания
Наименование Модель . Наибольшие размеры обрабатываемых деталей (длинаХш.иринаХ X высота), мм Пределы чисел оборотов шпинделя в минуту Скорости подач, мм/мин Класс чистоты обработанной поверхности Точность обработки, мм Число управляемых координат Мощность главного । привода, кет Обрабтывае-мые материалы
продольные поперечные вертикальные
Фрезерио-шлифовальный ФШР-1Н Радиус обрабатываемой реборды монорельса 740—890. Угол подъема спирали изделия до 30е. Наибольшая ширина стола 1170 Фрезерная головке 65—910, шлифовальная голова 2700/5380 Наибольший угол поворота 96е Рабочая подача стола, отнесенная к начальной окружности червячного сектора, 22,5-1200 Фрезерной голонки К75, шлифовальной головки v7 — Фрезерной головки 10, шлифовальной головки 2,8 Стали Принцип работы у ФШР-1Н и ФШР-1 состоит в том, что вращательное движение стола связано с поступательным перемещением суппорта
Агрегатный тркарный полуавтомат с программным управлением АТ-125В 100; Наибольший диаметр обработки 125. Наибольший диаметр над суппортом 80 350-3500 7,5-150 7,5-150 Ускоренная 1000-1500 5 2-й класс 2 2,2 Сталь, титановые и легкие сплавы
Агрегатный токарный полуавтомат с программным управлением АТ-250П 200. Наибольший диаметр обработки 250- Наибольший Диаметр над суппортом 165 70—1780 20—500 20-500 2000 5 2-3-й класс 2 6,5/7,5 То же
Токарный полуавтомат с программным управлением для патронных работ с инструментальным магазином АТПр2М12 То же 70-1780 0,05— 0,7 мм/об 0,025— 0,35 мм/об 1,2/0,6 5 2-3-й класс 2 б,5/7,5 »
Револьверный шестишпиндельный .с програм-ным управлением СРС-1 200X200X200 90-1800 15—500 15—500 5 ±0,02 2 2,2 м
Продольно-сверлильный с программным управлением ПКСП-1 6000X550X600 250-4000 20-700 — — 4 ±0,4 6 2,2 Сталь, титановые сплавы
Координатно-расточный с программным управлением КР-600 750x600X500 45—2000 20-200 — * — 5 ±0,06 3 1,9 То же Диаметр наибольшего растачиваемого отверстии 170 мм
Вертикально-фрезерный с программным управлением ФП-17м 1600x600x250 185-2050 (46-1000) 0—1500 0-1500 0-1500 5 ±0,15 3 22,0
Вертикально-фрезерный с программным управлением (проект) ФП-27 (ФП-27п) 2000x800X400 25—2400 0—1800 0-1800 0—1800 _5 ±0,1 3 19,0 « Ф
Вертикально-фрезерный с программным управлением (проект) ФП-37 (ФП37п) 3000X800X400 25-2400 25—1800 25-1800 25—1800 5 ±0,1 3 19,0 в
Вертикально-фрезерный с программным управлением (проект) ФП-14 900X650X400 20-3000 0-1500 0—1500 0—1500 5 ±0,1 5 10,0 » f
Фрезерный с программным управлением для обработки деталей сложной простраиствениой формы (проект) РФП-4 4200X1800X400 1800 25-2400 25-2400 25—2400 4 ±0,15 5 3,5 Сталь, титановые и легкие сплавы
Двухшпиндельиый копировально-фрезерный 1C-70Z) 400X400X250 75—950 30- 350 — 4 — 17,1 Сталь
АгрегатньГй сверлильно-фрезерный расточный с программным управлением и автоматической сменой инструмента АПРС-1 630X630X400 9-2250 5-710 — 4 ±0,03 6 4,5 Сталь, титановые и легкие сплавы
Агрегатный сверлильно-фрезерный расточный с программным управлением и автоматической сменой инструмента (проект) АПРС-4 1000x1000X800 ~ 9-2250 5—710 — — ' • 4 ±0,05 6 8 То же
Агрегатный сверлильно-фрезерный расточный с программным управлением н автоматичес" кой сменой инструмента (проект) АПРС-5 1600X1600X1200 9-2250 5-710 — — 4 ±0,05 - 6 10 »
Сверлильно-фрезерный с программным управлением и автоматической сменой инструмента (проект) МЦ-1 - 14000X11000X1800 19-2000 5-3500 — — 4 ±0,1 8 (4) 11/7 Из восьми управляемых координат четыре рабочие
Сверлильно-фрезерный с программным управлением и автоматической сменой инструмента СФП-3 Г 800x545X500 31,5—1400 20-500 — 4 ±0,03 4 10,5/7
www.vokb-la.spb.ru
324
Часть III. Технологичность конструкций деталей из металлов
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Продолжение табл. 1.36
Станки Параметры технической характеристики Примечания
Наименование Модель• Наибольшие размеры обрабатываемых деталей (длинах ширинах Хвысота), мм Пределы чисел оборотов шпинделя в минуту Скорости подачи, мм/мин Класс чистоты обработанной поверхности Точность обработки, мм Число управляемых координат Мощность главного привода, кет Обрабатываемые материалы
продольные поперечные вертикальные
Фрезерный с программным управлением МА6545 2000X630 4 ±0,1 3 Сталь, титановые и легкие сплавы
Фрезерный с программным управлением 6441 Пр 900X500X300 63-3150 0-600 4 ±0,1 3 2,6/3 То же
Фрезерный с программным управлением (проект) 6Б443ФЭ 1000x560X350 4 ±0,1 3 >
Фрезерный с программным управлением 6Б444ФЗ 1400X800X500 4 ±0,15 3 и
Фрезерный с программным управлением 6Б445ФЗ 2250ХП20Х700 4 ±0,15 3 *
Фрезерный с программным управлением 6Б446ФЗ 4000X1800X800 4 ±0.2 3 в
Фрезерный с программным управлением 6Б447ФЗ 6000X2800x800 4 ±0,2 3 1»
Фрезерно шлифовальный (проект) ФШР-2 Обрабатываемый радиус монорельсов 500—2500. Диаметр стола 6000 • Фрезерование 5-го шлифование 7-го класса чистоты Зй класс По концевым выключателям (на строенный процесс) Труднообрабатываемые материалы
Станок для шлифования пазов рельс легких Машин (проект) СПШ-1 Обрабатываемый радиус направляющих рельсов 200— 7 3-й класс Переналаживаемый станок То же
2. Конструктивная форма деталей и относительное расположение поверхностей должны обеспечивать удобство обработки и измерения всех поверхностей и мест переходов стандартными и нормальными режущими и измерительными инструментами.
3. Геометрическая форма деталей Должна обеспечивать удобный ввод и вывод инструмента, врезание и <перебег» инструмента, доступность всех мест для обработки, плавность переходов.
4. Расположение обрабатываемых поверхностей должно обеспечивать возможность обработки на проход, что позволит применять высокопроизводительные режимы резания.
5. На наружных поверхностях деталей, имеющих форму тела вращения или его части, не следует делать уступов, направленных вдоль образующей тела вращения. _ ...... ...____
6. У деталей, имеющих форму, отличную от формы тела вращения, линия радиусов должна быть, по Крайней мере, прямой.
7. Все несопрягаемые поверхности и поверхности,.не входящие в обвод самолета, следует отливать по окончательным размерам чертежа, без последующей механической обработки.
8. Крупногабаритные сложные детали унифицировать по форме, размерам, точности обработки и материалам.
9. При проектировании необходимо предусматривать возможность наибольшего использования существующих специализированных и специальных станков,, средств малой механизации, станочной и мерительной оснастки.
10. Поверхность большой протяженности заменять по возможности отдельно обрабатываемыми участками небольших размеров.
Технологичность отдельных элементов крупногабаритных деталей
1. При наличии лД одной стороне отливки нескольких приливов, бобышек или Платиков, требую-щих-тМеханической обработки, следует располагать ихводной плоскости, так как это дает возможность обр тывать их с одной установки детали, что спимшет трудоемкость и повышает точность обработки. .
2. При обработке бобышек, приливов, выступов, ребер, различных отверстий, полостей, закруглений, сопряжений, уклонов и скосов исходить из требо-ваний.применения нормализованного режущего инструмента. _
, 3. Для повышения производительности и точности обработки проектировать отверстия сквозными, а не глухими. •
4. В литых деталях, имеющих отверстия длиной от 3 до 5 d, следует предусматривать необрабатываемые карманы.
5. Соосные точные отверстия делать сквозными, только в этом случае обеспечиваются требования по точности и соосности отверстий н повышается производительность труда.
6. Ступенчатые отверстия делать с убывающими диаметрами с одной или с двух сторон по направлению к средней части детали.
7. Избегать применения подрезок и выточек на торцевых поверхностях отверстий и приливов с внутренней стороны стенок каркасных деталей.
8. Внутренние торцевые поверхности должны быть легкодоступными для обработки.
9. Все обрабатываемые поверхности должны иметь наиболее простую конфигурацию и четко отделены от черных поверхностей.
10. Для устранения коробления длинных литых и нежестких заготовок в процессе механической обработки необходимо тщательно подбирать размеры сечений, плавность переходов и сопряжений стенок л ребер заготовок.
Технологические и конструктивные базы
1. В сложных отливках необходимо предусматривать соответствующие базовые поверхности в виде специальных приливов, позволяющих удобно закреплять заготовки с сохранением постоянной базы до конца технологического процесса.
2. Базовые поверхности для механической обработки проектировать так, чтобы их расположение не могло оказывать влияния на возможное смещение стержней и частей формы. Для обеспечения точности установки располагать базы возможно дальше друг от друга. При расстановке размеров литейные и механические базы следует увязывать.
3. Для обеспечения наиболее широких допусков йа заданные по чертежу размеры без понижения качества изделия необходимо совмещать конструктивные и технологические базы.
4. Размеры, координирующие положение различных поверхностей, задавать с учетом технологических баз.
5. Корпусные детали должны иметь хорошо развитые опорные технологические базы, обеспечивающие надежное и жесткое крепление деталей в процессе обработки резанием.
На рис. 1.136 показан контур носовой части фюзеляжа, построенный с помощью радиусов-векторов, причем центры правильных окружностей расположены не на оси самолета, а на некоторой наклонной прямой, называемой линией радиусов, нормальные сечения перпендикулярны оси самолета. При обработке такого наружного контура требуется применение сложных следящих систем, так как
,326
327
www. vokb-la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
при вращении контура относительно осн самолета происходит смещение его на некоторую переменную величину.
Пример технологичной конструкции каркаса приведен на рис. 1.137. Детали типа носовых каркасов с замкнутым контуром, входящие в обвод самолета и имеющие простую форму тел вращения без уступов н проемов под остекление (сечение А—А, справа) на обрабатываемой наружной поверхности, наиболее технологичны.
Ось вращения совпадает с линией радиусов, прямолинейна и соосна с осью самолета. Наличие механически обрабатываемых проемов под остекление (сечение А—А, слева) значительно усложняет технологический процесс, требует специализированного оборудования и оснастки.
На деталях типа окантовок или рам, имеющих наружную поверхность двойной кривизны (рис. 1.138), не должно быть углублений или под-
Рис. 1.138.
сечек, эквидистантных наружному контуру, так как они значительно усложняют процесс нх механической обработки, снижают точность наружных обводов и затрудняют контроль обрабатываемой поверхности.
Каналы в окантовках и рамах следует располагать так, чтобы совокупность всех последовательных положений движущейся в пространстве образующей концевой фрезы находилась не на поверхности, эквидистантной наружному контуру, а на плоскости, перпендикулярной контуру. На рис. 1.139 показана технологичная конструкция ручья под шланг, выполненная в литье (без учета механообработки) .
Откидные части фонаря пилота (рис, 1.140) представляют собой детали очень сложной форМы. Для упрощения их формы и повышения технологичности необходимо:
1) передние и задние дужки проектировать не криволинейными, а гранеными, то есть ограниченными прямыми участками;
2) продольную кривизну заменять прямолинейной Образующей;
Рис. 1.140.
328
www. vokb- la .spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
3) полки проемов делать без закрутки;
4) для облегчения установки и обработки деталей вводить разъем по оси симметрии самолета.
При соблюдении указанных требований проемы под остекление не особенно усложняют условия об-
работки, ее можно производить на существующих станках. В случае криволинейного кбнтура дужек остекление желательно крепить непосредственно по наружному контуру проемов.
Конструкция рамы фонаря, приведенная на рис. 1.141, обладает рядом технологических преимуществ. Рама фонаря имеет разъем по оси симметрии, стекло крепится по наружному контуру с установкой резиновой прокладки, укрепленной в механически необрабатываемом канале (осуществляется только зачистка). Наличие переменной малки по лужкам усложняет процесс механической обработки, поэтому переменную малку следует заменять усредненной постоянной.
Вид Г
Рис. 1.141.
На рис. 1.142 приведены детали того же класса, -то и откидные части фонаря пилота. Обработка щружной поверхности двойной кривизны не вызы-зает затруднений. Нетехнологичными являются механообрабатываемые проем под стекло • рис. 1.142, а) и канавка под шланг (рис. 1.142, б) • по R=3), эквидистантные наружной поверхности и имеющие переменные малки.
Рис. 1.142.
Откидная часть фонаря пилота (рнс. 1.143) является весьма нетехнологичной деталью, так как на металлорежущем оборудовании не могут быть об-
12 Зак. 290
работаны наружная поверхность двойной кривизны, переходящая в поверхность теоретического обвода фюзеляжа и проемы под стекла, расположенные на внутренней поверхности детали и эквидистантные наружной поверхности двойной кривизны.
контур
Рис. 1.143.
Для повышения технологичности деталей данного типа следует расчленять их на несколько простых деталей с тем, чтобы нх можно было отливать в оболочковые формы без припусков на механическую обработку по сложным наружным поверхностям обвода.
Детали типа козырька фонаря пилота являются наиболее сложными н наименее технологичны-
ми в группе каркасных крупногабаритных деталей из магниевых сплавов (рис. 1.144). Козырек фонаря пилота, показанный на рис. 1.145, еще менее технологичен. Кроме слож-
Рнс. 1.144.
Рис. 1.146.
329
www. vokb- la .spb. ru
Часть 111. Технологичность конструкций деталей из металлов
ной наружной поверхности двойной кривизны с приливами на ней, козырек имеет проемы под стекла, расположенные на внутренней поверхности эк-внднстатной наружной поверхности и имеющие переменные малки.
Для повышения технологичности деталей этого типа необходимо:
1. Перейти от криволинейной формы наружной поверхности к граненой, тогда боковые проемы будут представлять собой обычные плоские замкнутые контуры, обработка которых не является особо сложной.
2. Снять обработку с внутреннего криволинейного контура, а в случае внутреннего крепления установку стекла производить по наружному обрабатываемому контуру.
3. Поверхность основания двойной кривизны заменить плоскостью, так как крепление козырька производится во внутренней части фюзеляжа.
Технологичность деталей типа козырька пилота в значительной степени определяется их формой. На рис. 1.146 приведена технологичная конструкция козырька, у которого наружные стороны представляют собой плоские грани, а проемы для остекления — замкнутые контуры.
Б-Б
Рис. 1.146.
Показанная на рис. 1.147 конструкция воздухозаборника имеет наружную поверхность сложной формы, входящую в теоретический обвод самолета, и не может быть подвергнута механической обработке на существующем металлорежущем оборудовании.
Для повышения технологичности деталей данного класса их следует изготовлять из листового материала путем штамповки-вытяжки с подогревом.
Для механической обработки крупногабаритных каркасных И плоскостных литых деталей приме-
330
няются специализированные станки моделей ГФ-314, ГФ-315, 6441Пр, ФП-11, ФП-11у и др. (см. табл. 1.36).
Балки и лонжероны
Балки и лонжероны представляют собой крупногабаритные длинномерные силовые детали коробчатой формы, таврового, полутаврового, швеллерного и других сечений, усиленных поперечными ребрами жесткости, причем элементы полок часто входят в обвод самолета. Изготовляются балки и лонжероны из сталей ЗОХГСА, ЗОХГСНА, ЭИ643, ВНС-2, ВНС-5 и легких сплавов АК6, В95, В93, ВТ5, ВТ 14, ВТ22 и др.
В процессе механической обработки деталей, особенно изготовляемых из сплава В95, наблюдается значительное их коробление, вызываемое перераспределением внутренних напряжений.
Коробление, деталей, которое проявляется в форме Хлопунов, прогиба н скрутки, значительно усложняет их изготовление и увеличивает объем правильных и слесарно-доводочных работ.
Рекомендации по заготовкам
1. В качестве исходных заготовок для балок и
лонжеронов рекомендуется применять горячие
штамповки с учетом минимальной механической об-
работки и коэффициентом использования металла не ниже 0,35.
2. В конструкцию балок рекомендуется закладывать простую форму с таким расчетом, чтобы можно было получать исходные заготовки с минимальным количеством обрабатываемых поверхностей (рис. 1.148).
3. Контур балки, не входящий в обвод, внутренние стенки и поперечные ребра не должны подвергаться механической обработке. .
Рис. 1.148. 4. Допуски на размеры всех не
подвергающихся механической обработке элементов должны соответствовать допускам на заготовку (горячую /штамповку, катаный или прессованный профиль и т. д.).
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Рис. 1.149. Конструкция балки: а — монолитная; б — сварная.
331
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
5. В некоторых случаях рационально применять балки сварной конструкции, что значительно сокращает объем механической обработки за счет при1 менения прессованного профиля и горячештампованного хвостовика (рис. 1.149).
При одинаковых геометрических размерах монолитная балка намного дороже и сложнее в изготовлении из-за отсутствия технологических баз и большой величины припуска, так как вследствие больших габаритов заготовку невозможно получить точной штамповкой, что, в свою очередь, снижает коэффициент использования материала; а также из-за коробления в процессе механообработки — с увеличением снимаемого слоя металла коробление, как правило, увеличивается, для устранения его необходимы значительные затраты правильных и слесарно-доводочных работ.
Технологические требования, предъявляемые к элементам конструкции
2. На балках, имеющих незначительные колебания перем*енной малки по контуру, желательно давать осредненную постоянную малку (рис. 1.151).
3. Избегать при проектировании на внутренних контурах полок малкованные поверхности, а при необходимости делать специальный переходной уступ (рис. 1.152).
4. Приливы и поперечные усиливающие ребра рекомендуется делать с одной стороны стенки (рис. 1.153).
Нетехншгичнп
Технологична
Рис. 1.153.
1. Рекомендуется образмеривать в чертежах контуры, входящие в обвод, а не ссылаться на шаблоны с плаза (рис. 1.150).
5. Не рекомендуется проектировать наклонные ребра, которые усложняют механообработку.
А4-
I atSmBcMy !/натуру
Рис. 1.152.
6. Расстояние между центрами отверстий рекомендуется проставлять не в угловых величинах, а в линейных.
7. Отверстия крепления по полкам должны быть с равным шагом и одного диаметра.
8. Радиусы в местах сопряжения, подлежащие механообработке, следует унифицировать (рис. 1.154). те-
стированных фрез и зависит от глубины колодца, Н— = 1,5 Вфр.
9. В случае, если требуется меньший радиус сопряжения, предусматривать уступы, разделяющие обрабатываемые и необрабатываемые поверхности и поверхности, Обрабатываемые на различных операциях (рис. 1.155). Это позволит значительно снизить трудоемкость детали.
10. Назначать толщину полок и ребер для деталей с большой площадью карманов не менее 2,5 мм, в противном случае в процессе механообработки появляется коробление (хлопуны), которое очень трудно устранить, а в некоторых случаях оно приводит к неисправимому браку.
11. Допуск на толщину полок и стенок, подвергающихся механообработке, назначать по нормали 722АТ.
332
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Нетехнологично
Технологично
Рис. 1.154.
14. Применение упрочняющей обработки позволяет повысить класс чистоты поверхности на 1—2 и увеличить циклическую прочность детали в 1,5—2 раза. Применение упрочняющей обработки отоваривать в чертежах.
15. Точность обработки диаметральных размеров должна быть не выше 3-го класса.
16. Поверхность основания проушины делать прямолинейной (рис. 1.158).
Нетехнологично Технологично
Л-А-А
Технологично
Рис. 1.158.
17. Точность обработки по ширине прбушины назначать не выше 4-го класса. Достижение более высокого класса точности вызывает большие затраты ручного труда.
18. В случае необходимости отверстия располагать под углом, балку делать расчлененной с вклепанными или приваренными узлами (рис. 1.159).
А-А
Рис. 1.155.
13. Класс чистоты обработки сопрягаемых поверхностей должен быть не выше 5-го, а на осталь-гых обрабатываемых местах — 4-го (рис. 1.157).
Рис. 1.160.
Рис. 1.159.
19. В тех случаях, когда радиусы сопряжений определяют диаметры фрез (рис. 1.160), метод определения радиусов см. в рекомендациях по монолитным панелям.
Нетехнологично
Остальное \7б
Технологично
Остальное V5
Рис. 1.157.
Оборудование
Для механообработки балок и лонжеронов применяются специализированные станки моделей 1С-70Д, КУ-191-8, КУ-238, ФП-7.-ФП-7М, ФП-9М, ФП-17М и др. Краткая техническая характеристика этих станков приведена в табл. 1.36.
333
www.vokb-la.spb.ru
Часть ' III. Технологичность конструкций деталей из металлов
Монорельсы
Монорельсы являются направляющими элементами для средств перемещения механизмов крыла. Изготовляются монорельсы из материалов 40ХНМА, ЗОХГСНА и ВТ22, причем материал ВТ22 находится в стадии освоения промышленностью.
Рекомендации по заготовкам
1. В качестве исходных заготовок для монорельсов рекомендуется применять горячие штамповки с минимальным количеством поверхностей, подлежащих механической обработке, и коэффициентом использования металла 0,35—0,55.
2. Для монорельсов, длина которых больше 2000 мм, а направляющие реборды имеют радиус jR>2000 мм, более технологичными заготовками являются прессованные профили с законцовками. Может быть принят сварной вариант заготовки из прессованных профилей для направляющих реборд и штамповки для корневой части монорельса.
3. В конструкцию монорельсов рекомендуется закладывать простую форму и рациональные габариты с таким расчетом, чтобы можно было получать исходные заготовки с наибольшим формообразованием поверхностей детали.
4. Допуски на размеры всех не подвергающихся механообработке элементов должны соответствовать допускам на заготовки—горячую штамповку, прессованный профиль и др.
Технологические требования
Монорельсы подразделяются на винтовые и цилиндрические. Монорельсы с радиусом реборд до 1390 мм, углом подъема винтовой'линии до 30°, с открытыми и закрытыми поверхностями между ребордами (рис. 1.161 и 1.162), обрабатываются на специализированных фрезерно-шлифовальных станках модели ФШР-1 и ФШР-1Н.
Рис. 1.161.
Монорельсы могут быть различной конструкции (рис. 1.163—1.165). При проектировании их необходимо предусматривать:
1. Технологические приливы на выпуклой стороне монорельса (рис. 1.166) для жесткого крепления детали в зажимном приспособлении. Величина L удаления технологической бобышки от плоскости
реборды определяется технологом. Без технологических (базовых) площадок в исходных заготовках монорельсы невозможно обработать на специализированных станках.
Рнс. 1.162.
2. Канавку или выступ по всей длине реборды, учитывая, что технологические приливы будут сре-заться(рис. 1.167).
3. Цилиндрические монорельсы могут обрабатываться на токарных и токарно-карусельных станках. В этом случае конструкция детали должна позволять производить обработку реборд на проход (рис. 1.168). Обработка осуществляется в две операции, с переустановом детали в приспособлениях, что значительно снижает точность изготовления.
4. Технологические приливы на цилиндрических монорельсах для предварительной обработки их на фрезерных станках с ПУ и токарно-карусельных станках. Высота технологических приливов должна
334
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
быть на уровне высоты реборды L. Расположение технологических приливов и их параметры определяются технологом (рис. 1.169,а).
5. Уступы на длине технологического припуска, которые остаются после удаления технологических приливов (рис. 1.169,6).
Рис. 1.166.
7 Вариант И вариант
Рис. 1.167.
Рис. 1.169.
335
www. vokb- la. spb. ru
Часть 111. Технологичность конструкций деталей из металлов
6. В конструкции монорельсов с замкнутым контуром между ребордами — обнижения для выхода инструмента (шлифовального круга) (рис. 1.170).
Нетехнологично
Технологично
Рис. 1.170.
Рис. 1.172.
7. По наружной поверхности реборд при ширине их свыше 50 мм (рис. 1.171):
а) на ребордах с технологическими приливами — выступ или обнижение;
б) на ребордах без технологических приливов — обнижение.
Нетехнологично
Рис. 1.173.
Технологично
Рис. 1.171.
8. По внутренним поверхностям реборд—участки, на длине L которых производить шлифование (рис. 1.172).
9. Высоту полок одного размера, в этом случае они могут быть использованы в качестве технологических баз (рис. 1.173).
10. Нетехнологичной конструкцией являются монорельсы, в которых фиксирующей поверхностью для боковых роликов является стенка между ребордами. Фиксирующими поверхностями в конструкции монорельсов предусматривать торцы реборд (рис. 1.174).
Нетехнологично
Рис. 1.174.
11. В корневой части монорельсов избегать поверхностей, требующих обработки на токарных станках (рис. 1.175).
12. Технологические требования к проектированию карманов и обнижений в монорельсах должны быть такими же, как и на балки.
13. Точность изготовления монорельсов (рис. 1.176) назначать:
а) на размеры А и В — не выше 4-го класса;
б) на размер С — не выше 5-го класса, а при болыцой кривизне реборд (/?>2000 мм) —не выше 7-гр класса;
336
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Оборудование
Для механообработки деталей типа монорельсов применяются специализированные станки моделей ФШР-1, ФШР-1Н, ФП-7 (см. табл. 1.36).
Детали узлов поворота
В узлах поворота наибольшую трудоемкость по механообработке представляют силовые детали.
К основным силовым деталям подвижных и неподвижных частей узлов поворота относятся панели и балки (лонжероны), которые изготовляются из стали марок ЗОХГСНА-ВД, ЗОХГСНА, ВНС-2 и ВНС-5. Исходными заготовками являются горячие штамповки, плиты и поковки.
Требования, предъявляемые к основным силовым деталям узлов поворота
При проектировании силовых деталей узлов поворота — панелей и балок (лонжеронов), необходимо учитывать следующее:
1. Высота деталей должна быть минимальной для получения более рациональной заготовки, так как в этом случае повышается коэффициент использования материала и снижается объем механообработки (рис. 1.177).
2. Ребра жесткости располагать перпендикулярно стенке (основанию), что значительно повысит ка
Рис. 1.175.
в) на размер D — не выше 7-го класса.
14. Класс чистоты механообрабатываемых поверхностей реборд под хромирование и после хромирования назначать не выше 7-го.
Рис. 1.177.
чество деталей и сократит объем ручных слесарнодоводочных работ (рис. 1.178).
3. При определении геометрии кармана или колодца рекомендуется выполнять требования, предъявляемые к большинству деталей, обрабатываемых рёзанием (см. общие рекомендации).
43 Зак. 290
337
Часть 111. Технологичность конструкций деталей из металлов
4. Не создавать утолщений на ребрах жесткости, что значительно сократит трудоемкость изготовления детали, а также номенклатуру специального режущего инструмента (рис. 1.179).
Нетехнологично
Технологично
Нетехнологично
Технологично
Рис. 1.178.
Нетехнологично
Технологично
Рцс. 1.179.
Рис. 1.181.
5. Поверхности деталей выполнять в виде плоскостей. Это улучшает технологические базы, в результате повышается качество деталей, уменьшаются затраты труда, не требуется создание сложной оснастки и специального оборудования (рис. 1.180).
Нетехнологично
Технологично
Рис. 1.180.
6. Места сопряжений, обрабатываемые в узле после сварки, выполнять по кольцевым поверхностям, так как высокие требования (точность отверстий, класс чистоты и неперпендикулярность торцов), предъявляемые к этим узлам, можно выполнить только при обработке детали на станке с одного установи (рис. 1.181).
Допускается выполнение торцевых поверхностей в виде плоскости, ограниченной частью окружности, но в этом случае чистота поверхностей и точность участков при входе режущего инструмента должны быть занижены (рис. 1.182).
7. Сопряжение ступенчатых поверхностей, обрабатываемых фрезерованием, должно производиться по радиусам, соответствующим нормализованному инструменту (см. общие рекомендации). По всей поверхности иметь один и тот же радиус.
Изготовление фрез с большими радиусами перехода весьма сложно, а сам инструмент имеет незначительную стойкость (рис. 1.183).
8. Все фасонные поверхности (шлицы, шпоночные канавки и др.) необходимо проектировать на отдельных небольших деталях, которые впоследствии войдут в общую конструкцию узла (рис. 1.184).
9. Размеры деталей желательно задавать в пределах возможности их обработки на существующих металлорежущих станках (см. табл. 1.36).
10. Конструкции узлов поворота должны быть максимально сборными или сборно-сварными, поверхности их не должны доводиться методом шли-фования, хонингования и другими финишными операциями.
338
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
www.vokb-la.spb.ru
43*
339
Часть 111. Технологичность конструкций деталей из металлов
Шпангоуты, рамы и их детали
Шпангоуты и рамы могут проектироваться и изготовляться монолитными, сборными и сборно-сварными. Материалом для них в основном служат сталь, титановые и алюминиевые сплавы. Наиболее широко применяются стали ЗОХГСА, ВНС-2, ВНС-5; титановые сплавы ВТ14, ВТ22; алюминиевые сплавы АК6, Д16Т, В93, В95.
В качестве исходных заготовок наиболее рациональны штамповка и плита. При выборе заготовки-плиты необходимо учитывать конструктивные габаритные размеры (ширину, длину и высоту), а также конструктивное решение элементов детали. В каждом частном случае назначение заготовки-плиты должно определяться экономической целесообразностью выбранной заготовки, более технологичными являются литые, горячекатаные и прессованные профили.
Технологические требования к конструкции деталей
1. Конструкции шпангоутов и рам следует проектировать максимально простой формы с таким расчетом, чтобы можно было получать исходные заготовки с минимальным количеством обрабатываемых поверхностей.
Коэффициент использования металла исходной заготовки должен быть не ниже 0,35, кроме деталей, изготовляемых из плит.
2. Конструктивная форма деталей должна обеспечивать удобство обработки и измерений.
3. Монолитные конструкции шпангоутов, представляющие тела вращения, рекомендуется проектировать с гладкой наружной и внутренней поверхностями вращения, без приливов, бобышек и др. Это обеспечивает их обработку на токарных станках.
Примеры технологичных и нетехнологичных конструкций деталей
На рис. 1.185 показана технологичная конструкция шпангоутов. В качестве исходной заготовки в данном случае предусмотрено цельнокатаное профилированное кольцо сэ стыковой сваркой в одном месте.
Рис. 1.185.
Приведенная на рис. 1.186 конструкция силового шпангоута из стали ЗОХГСА нетехнологична.
Обработка предусмотренных на концах шпангоута точных отверстий со сферическими поверхностями и резьбой 78X1,5 (см. сечение В—В) очень затруднительна и возможна только на уникальном оборудовании. При наличии каких-либо дефектов в резьбе отверстий может быть также забракован весь узел. Нетехнологичность конструкции увеличивается из-за обязательной обработки нерабочих поверхностей детали.
Рис. 1.186.
Полная механическая обработка детали приведет к ее деформации, разводке концов 1, 2, которую при правке полностью устранить невозможно.
На. рис. 1.187 представлена конструкция рамы. В случае нетехнологичности сложные узлы стыковки рамы с центропланом представляют собой монолитные конструкции. Для обработки такой рамы потребовалась сложная крупногабаритная оснастка и специальное оборудование. При технологичной конструкции для обработки рамы требуется менее сложная оснастка. Сама рама имеет плоскую поверхность, обработка которой не является сложной. Приливы и поперечные усиливающие ребра рекомендуется делать с одной стороны стенки и одной высоты с полками.
Другой пример — нетехнологичная конструкция полушпангоута из стали ВНС-2 (рис. 1.188). Высота полок 1, 2 неодинаковая, что требует создания дополнительных технологических приливов по торцам полки 2 для обеспечения технологической базы. Одна из полок выполнена конусной с изменением от 3 до 1,2 мм на длине 33 мм. Для выполнения конусности требуется дорогостоящее специальное оснащение.
На этом же рисунке показана технологичная конструкция полушпангоута. Высота полушпангоута с целью уменьшения глубины колодцев сокращена. Полки 1, 2 выполнены на, одном уровне. Конусность полки заменена короткой подсечкой.
340
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
163f
341
www. vokb- la. spb. ru
Часть 111. Технологичность конструкций деталей из металлов
Технологические требования, предъявляемые к элементам конструкций шпангоутов и рам
1. Радиусы сопряжений в местах переходов должны быть унифицированы. Метод определения радиусов см. в рекомендациях по монолитным панелям.
2. Малки на поверхности вращения должны быть образмерены на чертеже без ссылки на плаз (рис. 1.189).
Нетехнологично Технологична
стям в получении точных отверстий и к поломке сверл.
5. Не следует предусматривать высокую чистоту несопрягаемых поверхностей (рис. 1.192, 1.193).
6. Расположение отверстий на поверхности вращения следует давать в градусах, а не в линейных размерах (рис. 1.194).
7. Расстояния между отверстиями на полках должны быть одинаковыми или кратными.
Нетехнологично Технологично
Рис. 1.189.
Нетехнологично
3. В местах сопряжения точеной поверхности с фрезерованной, как и в местах сопряжения обработанной и необработанной поверхностей, а также обрабатываемых на разных операциях, предусматривать уступ не менее 0,5 мм (рис. 1.190).
Нетехнологично Технологична
Рис. 1.190.
Рис. 1.193.
Технологично
Нетехнологично Технологично
Лпгкп
Рис. 1.194.
4. Не рекомендуется располагать отверстия на ступенчатой или скошенной поверхности (рис. 1.191). Это ведет к производственным трудно-
Рис. 1.191.
8. Для обработки детали на копировально-фрезерных станках вырез на полках давать под углом к ребру полки не менее 45° (рис. 1.195).
9. Механическая обработка поверхности сопряжения должна быть не выше 5-го класса чистоты.
10. Для повышения усталостной прочности детали рекомендуется упрочнять существующими методами. В чертеже необходимо дать ссылку на требования к условиям упрочнения.
342
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций&еталей, обрабатываемых снятием металла
Оборудование
Для обработки рам и шпангоутов применяется \ниверсальное оборудование: токарное, фрезерное, сверлильное, расточное и специализированное — копировально-фрезерное— модели КУ-191-8, КУ-238 и др., фрезерное с ПУ — модели 6Н13ГЭ2, ФП-4, ФП-7, ФП-9М и др. Краткая технологическая характеристика этих станков приведена в табл. 1.36.
Длинномерные детали из прессованных профилей
Рекомендации по заготовкам
1. Для изготовления длинномерных деталей типа поясов лонжеронов, поясов нервюр и стрингеров в качестве заготовок следует применять прессованные профили по существующим нормалям. При выборе заготовки необходимо учитывать, чтобы меха-, ническая обработка была минимальной. Допуски на размеры необрабатываемых сечений деталей должны соответствовать допускам на прессованные профили по АМТУ 258—55.
В настоящее время металлургическими заводами освоено производство прессованных профилей самых разнообразных форм как из стальных, так и цветных сплавов. Освоено также производство сложных специальных профилей из легких сплавов: профилей с продольными отверстиями малого диаметра в длинных деталях (петлях и др.); простых профилей переменного сечения, прессуемых без припусков на механическую обработку; профилей с за-концовками, требующих механической обработки только законцовок.
•Применение прессованных профилей снижает объем механической обработки в 3—5; раз и уменьшает отходы металла в 4—5 раз.
2. В качестве заготовок для поясов лонжеронов и стрингеров переменного сечения рекомендуется применять прессованные профили переменного сечения.
3. При проектировании деталей из магниевых сплавов и стали в качестве исходных заготовок применять прессованные профили постоянного и переменного сечения без последующей механической обработки.
Допуски на размеры необрабатываемых сечений должны соответствовать допускам на прессованные профили.
Технологичность отдельных элементов деталей
1. Изменение размеров по сечениям деталей должно быть постепенным, без скачков, в сторону повышения или понижения (рис. 1.196). Допускается понижение размеров с переходными горизонтальными участками (рис. 1.197), это упрощает получе-' ние заготовок с переменным сечением.
2. Желательно, чтобы перепады размеров толщины а по сечениям детали были одинаковыми' (рис. 1.198). Это упрощает получение заготовки без 1 последующей механической обработки по сечениям.
Рис. 1.198.
3. При проектировании поясов ложеронов и стрингеров необходимо учитывать обработку их по сечениям на специализированных продольно-фрезерных станках КУ-191—8, КУ-191—12, КУ-191—16, КУ-191—20 (станках типа ПКФ) в фильерных приспособлениях.
4. Обработка поясов лонжеронов и стрингеров в фильерных приспособлениях требует двух базовых плоскостей — горизонтальной и вертикальной или наклонной к горизонтальной плоскости под углом не менее 45° (рис. 1.199). Базовые плоскости должны быть гладкими и без уступов по длине профиля.
1,2-базовые плоскости
Рис. 1.199,
Следует учитывать, что обработка в фильерных приспособлениях снижает трудоемкость фрезерования поясов и стрингеров в 4—5 раз.
5. При обработке длинномерных деталей на гид-рокопировальных станках со следящей системой вырезы в полках делать не более 45° (рис. 1.200) с радиусом в местах перехода не менее 10 мм.
Нетехншгичнп Технологично
Рис. 1.200.
343
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
6. Унифицировать размеры радиусов сопряжения вырезов, подсечек и других элементов для всей группы однотипных деталей (рис. 1.201).
Нетехнологично
Рис.
11. У поясов лонжеронов и нервюр толщину ребра назначать постоянной.
12. На участках перехода от одной толщины .
Технологично
1.201.
7. Диаметры отверстий на ребрах и полках и расстояние между их осями назначать по возможности одинаковыми или с кратным шагом (рис. 1.202).
Нетехнологично
профиля к другой радиусы сопряжения должны находиться в соответствии с нормалями на концевые фрезы (рис. 1.205).
Технологична
Рис. 1.202.
8. В чертежах на пояса лонжеронов и стрингеры, изготовляемые из прессованных профилей, давать исходное сечение профиля-полуфабриката.
9. В случае, если необходимо срезать полку по высоте или фрезеровать по толщине ребра и полки, во избежание зарезов следует в местах переходов учитывать уступ не менее 0,5 мм (рис. 1.203).
13. По всей длине детали радиус поперечной кривизны должен быть постоянным (рис. 1^206).
14. Для деталей, обрабатываемых по сечению, у которых радиус гиба R по величине менее шести высот растягиваемой полки, в чертеже необходимо указывать: «Допускается уменьшение толщины полки до 20% и ширины до 8%» (рис. 1.207).
Ряс. 1.203.
10. На полках профилей с переменной малкой, часто колеблющейся в незначительных пределах (+30"), назначать осредненную малку, что позволит обрабатывать деталь в фильере (рис. 1.204).
344
15. На участке перехода от стебля стрингера к законцовке давать радиус сопряжения, равный радиусу фрезы или примерно 100 мм, и выход фрезы по прямой (рис. 1.208).
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Негпехнолошчно Технологично
Рнс. 1.204.
Нешехнолоеично
поперечные элементы в виде стенок и ребер жесткости (рис. 1.209). Такие конструкции требуют большого объема механической обработки.
19- Предусматривать у деталей типа лент и поясов одну гладкую базовую плоскость или плоскость с уступами, расположенными в одной плоскости (рис. 1.210).
20. В малонагруженных конструкциях рекомендуется применять сварку, если профильная часть заканчивается законцовками. Пример такой конструкции показан на рис. 1.211. В этом случае основ-
Те х нелогично
»»>» mra
По неон плен hq/'R иа.
концевые фрезы концевые фрезы
Рис. 1.205.
Рис. 1.207.
Рис. 1.208.
Рис. 1.209. Типы нетехнологичных конструкций лонжеронов с поперечными стенками н ребрами.
16. При переменном сечении полок стрингеров предусматривать изменение сечения за счет наружной поверхности, что облегчит фрезерование полок.
17. При изменении толщины полок профиля соблюдать величину перепада толщины а постоянной.
18. Избегать в конструкциях поясов лонжеронов
44 Зак. 290
ная стеблевая часть делается из прессованного профиля.
21. Подсечки и уступы на обеих полках профиля проектировать одинаковыми по р'азмерам и расположению, что позволит фрезеровать их за один проход (рис. 1.212).
345
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
Нетехнологично
Технологично
МОП
А
(WPW3
б
ЭкИидистонтно JLIL 4**"| ) flAA
ЗкНиВистонтно £_й.
Тероетичоскону контору
Теоретический контур
Б-Б
Рис. 1.210.
Простановка размеров, классы чистоты и точности обрабатываемых поверхностей
1. Проставлять размеры от элементов конструкции деталей и избегать простановки размеров от теоретических линий, находящихся вне контура детали (рис. 1.213, 1.214).
2. В чертежах на длинномерные детали (пояса лонжеронов и стрингеры) указывать Длину детали и развертки, а также диаметры всех отверстии. Ссылку на теоретические чертежи и плазы давать только в исключительных случаях.
3. В чертежах на пояса необходимо указывать:
а) точку К, вокруг которой происходит поворот образующей фрезы при фрезеровании поверхности с переменной малкой (рис. 1.215);
' б) таблицы величин малок по сечениям;
в) толщину полок и ребер в промежуточных сечениях;
г) допуски на малку не менее ±30';
д) допуски на толщину полок и ребер: при обработке полки с двух сторон допуск назначать не менее ±0,3 мм, при обработке с одной стороны — равным половине допуска на профиль;
е) допуски на глубину подсечки не менее ±0,2 мм:
ж) допуски на длину не менее ±1 мм.
4. В чертежах на стрингеры следует указывать (рис. 1.216):
а) допуск на размер А под стык не менее +0,3 мм;
Технологично
346
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
б) допуск на длину L не менее ±1 мм\
в) допуск на разностенность вертикальных полок до +0,5 мм.
работка таких лонжеронов связана с большой сложностью и высокой трудоемкостью механической обработки.
Нетехнологично
Тех налог и оно
Рнс. 1.214.
Рис. 1.215.
Рис. 1.216.
5. Класс чистоты обработки сопрягаемых поверхностей не должен быть выше 5-го, а на остальных обрабатываемых местах — 4-го.
6. Точность обработки должна быть на посадочные размеры не выше 3-го класса, на свободные размеры — по 5-му классу, а на длину — по 7-му классу.
7. Для лонжеронов вертолетов рекомендуется предусматривать заготовки из алюминиевых прессованных профилей.
8. В конструкциях лонжеронов вертолета (рис. 1.217) избегать применения переменных теоретических контуров на разных участках длины. 06-
Постоянный осредненный теоретический контур позволит фрезеровать наружную поверхность двумя фасонными фрезами (для верхнего и нижнего контуров на специализированных станках типа ПКФ).
9. Желательно, чтобы одна из теоретических поверхностей лонжерона вертолета (верхняя или нижняя) была гладкой, без уступов по длине, и имела постоянный профиль или постоянную часть профиля (70—75%) по периметру (рис. 1.218). Такие лонжероны можно обрабатывать в фильерном приспособлении на высокопроизводительных станках типа КУ-191 (ПКФ).
Рис. 1.217.
44*
10. Не рекомендуется проектировать на поверхности лонжеронов вертолетов антиобледенительные канавки (рис. 1.219).
В конструкциях следует предусматривать антиобледенительные покрытия или электронагрев.
11. Точность по разностенности лонжеронов вертолетов по всей длине не должна быть выше ±0,4 мм.
12. Шероховатость поверхности теоретического контура лонжеронов вертолетов должна быть не выше 6-го класса чистоты.
347
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Рис. 1.219. Лонжерон лопасти вертолета с нетехно-логичнымн антиобледенительными канавками 1.
Оборудование
Для механической обработки длинномерных деталей типа поясов лонжеронов, стрингеров применяются специализированные станки. При обработке деталей переменного сечения и с переменной малкой применяются продольные копировально-фрезерные станки модели КУ-191—8, КУ-191—12, КУ-191—16, КУ-191—20 и КУ-238.
Сложные малкованные поверхности (малка переменная) изготовляются путем механического копирования. В процессе обработки портал продольного копировально-фрезерного станка перемещается вместе с люлькой вдоль детали, в свою очередь люлька получает два движения (вертикальное и угловое), которые задаются с помощью копиров. На люльке находятся две горизонтально-фрезерные головки, в которые закрепляется цилиндрическая фреза необходимой ширины.
Совмещение трех движений (продольного, вертикального и углового) инструмента позволяет получить необходимые геометрические размеры детали.
Для изготовления деталей относительно небольшой длины (до 3 л) с постоянной малкой можно применять специализированные трехкоординатные вертикально-фрезерные станки с программным уп-348
равлением ФП-7 и ФП-7М, причем работы производятся специальными фрезами.
Краткая техническая характеристика вышеперечисленных станков приведена в табл. 1.36.
Профили разъемов
Профили разъема являются основными силовыми элементами крепления агрегатов крыла (СЧК, ОЧК) и представляют собой сложные, монолитные конструкции переменного сечения, наружная поверхность которых входит в обвод агрегата.
Рекомендации по заготовкам
1. В настоящее время профили разъемов изготовляются из легких сплавов Д16Т, В93. Материал В95 не следует применять, так как он требует специальных условий обработки (см. инструкцию ВИАМ 751-—59 по обработке деталей из материала В95), а поводки материала при термической, механической и других обработках не позволяют качественно изготовить детали этой группы.
2. Заготовками для профилей разъемов предусматривать прессованные профили, приближенные к конфигурации окончательных сечений деталей.
Технологические припуски и технологические базы для крепления определять в каждом конкретном случае с привлечением технологов по механической обработке (рис. 1.220).
Заготовки должны поставляться в отожженном состоянии.
3. Коэффициент использования .металла по профилям разъема должен быть не менее 0,4—0,6.
Технологичность отдельных элементов конструкции деталей
1. Избегать проектирования профилей разъема сложной формы с тонкими продольными ребрами жесткости (рис. 1.221—1.224). Применять более простые конструкции с учетом минимальной механической обработки (рис. 1.225, 1.226).
2. Вместо стыковых колодцев рекомендуется применять отверстия (рис. 1.227). Технологичным является расположение отверстий перпендикулярно строительной плоскости крыла.
3. Колодцы проектировать бдинаковой геометрической формы и одинаковых размеров на одной детали (желательно на всех однотипных гребенках) с одинаковыми радиусами в углах контура колодца и дна колодца (рис. 1.228).
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Рнс. 1.221.
Нгтешлогично
нетехнолпгично
•'Теоретический контур
Рнс. 1.222.
Рис. 1.224.
Технологично
Рнс. 1.225.
Нетехнплогичнп
Рис. 1.226.
www. vokb- la.;
349
Часть III. Технологичность конструкций деталей из металлов
Рис. 1.230.
350
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
4. Стенки колодцев должны быть параллельны, без уклонов (рис. 1.229), что резко снижает трудоемкость механической обработки.
5. Колодцы (отверстия) располагать перпендикулярно строительной плоскости крыла или по усредненному наклону относительно строительной плоскости крыла для нескольких карманов (рис. 1.230) с целью обработки детали с одного установи на станках с ПУ.
6. При проектировании деталей с обнижениями в хвостовой части не предусматривать ступенчатую поверхность на обеих плоскостях ребра. Одна из плоскостей должна быть гладкой, без уступов (рис. 1.231).
Нетехнологично
Технологично
Рнс. 1.231.
7. Не проектировать профилей разъемов с глубоким пазом и тонкими боковыми стенками вдоль всей гребенки (рис. 1.232). При необходимости преду
сматривать гладкий паз без уступов на внутренней поверхности. Обработка уступов на внутренней поверхности стенок является малопроизводительной и очень трудоемкой операцией.
8. Стыковые отверстия в колодцах следует проектировать одного диаметра (см. рис. 1.227).
9. Радиусы подсечек на однотипных гребенках должны быть одинаковыми (рис. 1.233).
10. На профилях разъема желательно давать осредненную малку вместо переменной. На переменных малках указывать их значения в разных сечениях профиля (по таблице на чертеже), не ссылаясь на теоретический чертеж или плаз.
Простановка размеров, классы чистоты и точности обрабатываемых поверхностей
1. В чертежах на профили разъемов необходимо указывать углы скрутки профиля разъема, величину стрелы прогиба на гнутых гребенках, длину развертки гребенки, расстояния между осями стринге? ров и отверстиями крепления стрингеров, диаметры отверстий (ссылаться на сборочные чертежи и плазы можно только в исключительных случаях).
2. В чертежах необходимо указывать допуск на непараллельность плоскостей А и Б после скрутки (рис. 1.234). Практическая точность получения параллельных плоскостей А и Б на имеющемся оборудовании ±0,2 мм.
Рис. 1.235.
351
Рис. 1.233.
www. vokb-
Часть III. Технологичность конструкций деталей из металлов
3. В чертежах на профили разъемов необходимо указывать допуски на толщину следующих элементов конструкции (рис. 1.235): донышка (размер Д); хвостовой части (размер Б); перемычки отверстия (размер В); бурта (размер Г), а также на ширину колодцев.
4. Класс чистоты обработки сопрягаемых поверхностей должен быть не выше 5-го, остальных обрабатываемых мест — 4-го.
5. Точность обработки на все свободные размеры толщины должна быть не выше 5-го класса, на длину— по 7-му классу.
Оборудование
Для обработки наружных поверхностей (теоретического контура) профилей разъема применяются копировальные продольно-фрезерные станки модели КУ-191—8 (взамен ПКФ-8) и др.
Для обработки карманов, обнижений и хвостовой части профилей разъемов предназначен продольнофрезерный станок с ПУ модели ФП-11. Краткая техническая характеристика станков приведена в табл. 1.36.
Фитинги и кронштейны
Фитинги и кронштейны изготовляются из легких цветных сплавов, легированных и высокопрочных сталей и титановых сплавов. Основные виды заготовок — горячештампованные заготовки, литье. Более технологичными являются литые заготовки и сварные конструкции.
При конструировании деталей типа фитингов и кронштейнов рекомендуется соблюдать следующие основные технологические требования:
1. Штампованные и литые кронштейны и фитинги должны иметь минимально необходимый объем механической обработки. Нерабочие поверхности не должны обрабатываться.
2. При конструировании рекомендуется конфигурацию детали компоновать из простых однотипных геометрических поверхностей. Это значительно упростит обработку детали и облегчит применение станков с ПУ.
3. Детали с механообрабатываемыми поверхностями больших размеров должны допускать обработку на универсальных металлорежущих станках.
4. Крепежные отверстия в деталях должны быть стандартными по диаметрам и резьбам. Номенклатура их должна быть минимальной.
5. Следует избегать ступенчатого расположения обрабатываемых плоскостей в деталях (рис. 1.236).
Нетехнологично
Технологично
Рис. 1.236.
6. Сопряжение наружных и внутренних стенок обрабатываемых контуров должно производиться единым, типовым для данного контура радиусом ^?тип (рис. 1.237).
Рис. 1.237.
7. При назначении радиуса сопряжения 7?тип более предпочтительны радиусы, позволяющие использовать нормальный инструмент.
8. При назначении радиуса сопряжения поверхностей следует учитывать соотношение между радиусом сопряжения ДТип и высотой стенок Н обрабатываемого контура, обеспечивающее необходимую жесткость инструмента при обработке (рис. 1.238).
Рис. 1.238.
9. Сопряжения стенок с полками и подсечками должны также производиться одинаковыми, типовыми для данного контура радиусами гтип (рис. 1.239).
352
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Нетехнологично rt*rt*r3
Рис. 1.239.
10. При назначении радиусов сопряжения должно быть выполнено соотношение между Дтип и гтип, обеспечивающее наличие на торце инструмента (концевой фрезы) плоского участка с диаметром, равным или-большим 2 мм (Дтяп—''тип), необходимого для обработки плоскости детали, ограниченной контуром. Следует избегать соотношения /?Тип= =гтип, требующего применения шаровидных фрез (рис. 1.240).
Нетехнологично
тип. 'тип.
Технологично
d ^2(Rmun-rmun)
Широкое применение фитингов с открытыми малками даст возможность полностью устранить механическую обработку их внутренних стенок и дна и таким образом повысить их технологичность (рис. 1.243).
Рис. 1.240.
Рис. 1.243.
11. Для деталей достаточных размеров, не имеющих элементов наружного или внутреннего контура, которые могли бы быть использованы для базирования, рекомендуется предусматривать технологические отверстия.
12. При наличии базовых технологических отверстий целесообразно простановку размеров производить от этих отверстий как от конструктивной базы.
13. Следует избегать применения стенок с уклонами, обрабатываемых механическим путем (рис. 1.241).
14. Не рекомендуется проектировать фитинги с закрытыми малками. Для их изготовления требуются специальные фрезы «колоколом», так как в углах около стенок остается необработанный участок поверхности, который можно обработать только вручную (рис. 1.242).
45 Зак. 290
15. В отдельных случаях технологичность фитинга может зависеть от его расположения. Если фитинг своей открытой частью направлен в сходящуюся сторону, то он нетехнологичен, так как будет иметь закрытую малку. И наоборот, если фитинг своей открытой частью направлен в расходяющуюся сторону, то он технологичен, так как имеет открытую малку (рис. 1.244).
Технологично Нетехнологично
353
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
16. В случаях, когда закрытые малки в фитингах неизбежны, рационально по дну дать излом под углом 90° к наклонной полке, что позволит вести обработку нормальной концевой фрезой (рис. 1.245).
17. Рациональна конструкция фитингов углового типа с открытыми малками, это Позволяет при штамповке в угол получать параллельные стенки без штамповочных уклонов и механической обработки (рис. 1.246).
Рис. 1.245.
Рнс. 1.246.
18. Фитинги, имеющие сечение в виде открытых профилей, целесообразно изготовлять из прессованных профилей (рис. 1.247). В этом случае резко повышается технологичность деталей и снижается трудоемкость их обработки.
19. Детали, приведенные на рис. 1.248, целесообразнее изготовлять из листа методом холодной штамповки вместо механической обработки из горячештампованных заготовок.
Темологично
Рнс. 1.248.
20. На рис. 1.249 и 1.250 показаны фитинги, которые нерационально изготовлять из горячештампованных заготовок, так как облегчения между ребрами не проштамповываются и требуют трудоемкой механической обработки. Рекомендуется для фитингов таких типов предусматривать заготовки из литья.
21. При проектировании проушин необходимо предусматривать возможность фрезерования на проход, что устраняет необходимость подъема стола (рис 1.251).
22. В конструкциях деталей с длинными узкими пазамй (рис. 1.252) рекомендуется предусматривать выход фрезы.
23, Не рекомендуется у деталей типа фитингов (рис. 1.253) предусматривать механическую обработку в углах закрытых малок, так как обработка этих мест св'язана с производственными трудностями и требует большого объема ручной доработки.
354
www.vokb-la.spb.ru
Г л. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Рис. 1.253.
7SF
Рис. 1.254.
из горячештампованных заготовок, так как это связано с большим объемом механической обработки и низким коэффициентом использования .металла (0,1—0,3). Следует предусматривать литые заготовки, коэффициент использования металла при этом повышается до 0,7—0,9. На рис. 1.254—1.256 показаны типовые представители этих деталей.
25. На рис. 1.257—1.259 представлены детали, которые целесообразно проектировать сварными, если их по условиям прочности нельзя изготовить литыми. Это значительно снижает расход металла и уменьшает трудоемкость изготовления.
Рис. 1.255.
При необходимости обработки закрытых маЛок предусматривать уступы с. учетом диаметров фрез и зазора между фрезой и ребром. Рекомендуется применять для деталей такого типа вместо горячештампованной заготовки заготовку из точного литья.
24. Кронштейны сложной формы с закрытыми коробчатыми элементами не рекомендуется проектировать
Нетехнологиемо
Рис. 1.256.
Технологично
Рис. 1.257.
45*
355
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Нетехнологично
Технологично
Рис.
1.258.
Нстехнологично
рячей штамповкой. Коэффициент использования металла при изготовлении кронштейна такой конструкции составляет всего лишь 0,08.
Технологично
Рис. 1.259.
26. На рис. 1.260 показан кронштейн, нетехнологичный по следующим элементам конструкции:
а) основание проушины представляет собой криволинейную поверхность, образуемую сопряжением радиусов R—150 и Я=232 мм;
б) наружные плоскости проушины 95С4 и 9ОС4 обрабатываются по всей поверхности между ребрами жесткости (см. разрез Б—Б);
в) продольные и поперечные ребра жесткости в сечении В—В образуют глубокие колодцы с криволинейным дном и двумя стенками, расположенными под углом относительно друг друга;
г) все поверхности кронштейна подлежат обработке.
В этом случае исходную заготовку невозможно получить наиболее рациональным методом — го-
Рис. 1.260.
На рис. 1.261 показан тот же кронштейн технологичной конструкции:
а) проушина имеет прямое основание, переходящее в криволинейную поверхность с /? = 150 мм;
б) размер 95С4 относится только к торцам бобышек (см. разрез А—Л);
356
www. vokb- la .spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
в) в конструкции предусмотрено только одно продольное ребро жесткости, что исключает образование колодцев;
г) предусмотрены необрабатываемые поверхности и штамповочные уклоны.
сравнению с нетехнологичным кронштейном снижена на 70%..
27. Рекомендуется у деталей типа кронштейнов (рис. 1.262) предусматривать открытые пазы с целью фрезерования их дисковой фрезой, а не концевой. В технологичной конструкции кронштейна обработка всех пазов шириной 7 мм может осуществляться более производительно и высококачественно дисковыми фрезами.
28. Более технологичен вырез, получаемый за один проход путем фрезерования концевой фрезой и не требующий дофрезеровки радиусов в углах (рис. 1.263).
29. Вырезы в стенке для установки гайки рекомендуется проектировать таким образом, чтобы была возможность выполнять их путем сверления и дофрезеровки остатков (рис. 1.264).
30. При обработке внутреннего контура уголкового сечения желательно избегать сопряжения полок по радиусу (рис. 1.265).
31. Избегать в отверстиях кронштейнов фасок с внутренней стороны стенок и в труднодоступных местах (рис. 1.266), так как обработка их требует специального инструмента (обратных зенкеров) и связана с производственными трудностями. Желательно заменять закрытые фаски в отверстиях увеличенными фасками на концах входящих валиков.
32. При проектировании механически обрабатываемых облегчений в деталях типа кронштейнов рекомендуется предусматривать радиусы сопряжений, равные радиусу фрезы, и избегать криволинейных участков (рис. 1.267).
33. На рис. 1.268 приведена деталь, в которой предусмотрены крайне трудоемкие механообраба-тываемые прямоугольные выемки у отверстий. Рекомендуется проектировать цилиндрические выемки, которые легко обрабатываются зенкерованием вместо трудоемкого фрезерования.
34. Плоские кронштейны типа, показанного на рис. 1.269, целесообразно проектировать из горяче-
В связи с тем, что кронштейн можно изготовить из горячештампованной заготовки, коэффициент использования металла составляет примерно 0,4. Трудоемкость изготовления такого кронштейна по
штампованных заготовок с чеканкой теоретических контуров (если материал „детали разрешается чеканить по инструкциям ВИАМ). Применять в качестве заготовки плиту нерационально, так как это
357
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
358
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкцый деталей, обрабатываемых снятием металла
связано с большой трудоемкостью механической обработки и низким коэффициентом использования металла.
35. Унифицировать ушковые и вильчатые элементы конструкций кронштейнов в целях создания минимальной гаммы высокопроизводительных пе* реналаживаемых агрегатных станков из нормализованных узлов для механической обработки этих элементов.
36. Предусматривать в конструкциях кронштейнов большее количество открытых бесступенчатых плоскостей, которые возможно наиболее производительно обрабатывать методом непрерывного фрезерования на вертикалйнофрезерных станках карусельного типа.
Для механической обработки фитингов и кронштейнов применяются универсальные фрезерные, токарные и сверлильные станки. В настоящее время при обработке деталей этого типа все шире приме
няются более производительные станки с программным управлением (модели станков 6Н13ГЭ2, ЛФ-66 и др., см. табл. 1.36).
Общие требования по технологичности фитингов и кронштейнов даны в общих рекомендациях.
Рычаги и качалки
Детали данного типа изготовляются из стали, алюминиевых, магниевых и титановых сплавов. Основными видами заготовок для рычагов и качалок являются штамповки и литье.
Рекомендуется:
1. Заготовки для рычагов и качалок сложной конфигурации, например из труднообрабатываемых материалов (жаропрочных сталей, титановых сплавов), изготовлять не горячей штамповкой, а точным литьем (рис. 1.270, 1.271). Это повышает коэффициент использования металла с 0,3 до 0,7—0,9 и значительно снижает трудоемкость механической обработки.
2. При сложной конструкции рычагов и качалок в некоторых случаях выгодно проектировать их сварными, что позволяет значительно сократить трудоемкость изготовления и снизить расход металла (рис. 1-.272).
3. При изготовлении заготовок методом горячей штамповки механическую обработку поверхностей, параллельных плоскости разъёма, заменять более производительным методом обработки — холодной чеканкой (рис. 1.273).
4. Механическая обработка заготовок рычагов и качалок должна сводиться в основном к разделке отверстий под подшипники, болты, втулки и частично к фрезерованию плоскостей сопряжения.
Нетехнологично (деталь из штамповки)
W остальное
Технологично (деталь из литья) •v остальное
359
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Нетехнологично
( деталь из шт-ни )
Технологично (деталь из литья)
5. Обрабатываемые поверхности рекомендуется располагать на разных уровнях с необрабатываемыми. Величина уступа должна быть несколько больше допуска на необрабатываемую поверхность, но не менее 0,5 мм (рис. 1.274).
6. При наличии параллельных плоскостей (плоскости сопряжения по концам рычагов и качалок и др.) предусматривать возможность обработки набором стандартного режущего инструмента на проход (рис. 1.275).
7. Избегать применения в отвер-
Рис. 1.272. Конструкция рычага:
а — штампованная заготовка рычага; б — рычаг из штампованной заготовки; в — технологичная конст-, рукция рычага, сваренного из штампованных элементов.
стиях механически обрабатываемых выточек и канавок, которые можно
Нетехнологично
Технологично
выполнять только на токарных станках путем поперечной подачи (рис. 1.276).
8. Отверстия в рычагах и качалках под подшипники следует проек-
Рис. 1.273.
Рис. 1.274.
тировать сквозными, что позволит применить производительный метод получения точных отверстий — про тягиванием. Распор подшипников обеспечивается распорными втулками.
9. Унифицировать посадки в отверстиях рычагов и качалок под подшипники с целью сокращения применяемого режущего и измерительного инструмента.
10. Высота ступиц качалок и рычагов под запрессовку подшипников, не устанавливаемых по нормали 105СТ—57, должна выполняться в размер L (£ = 2В+Л) (рис. 1.277), где В — ширина наружной обоймы подшипника, А — высота распорной втулки по наружному кольцу подшипника. При установке подшипников по нормали 105СТ—57 высота ступиц качалок и рычагов должна выполняться в размер L=2B+A+2a и ушков £=В+2а, где а — величина западания наружной обоймы подшипника в корпусе (рис. 1.278).
И. Унифицировать ушковые и вильчатые элементы в конструкциях рычагов и качалок с целью разработки нормализованных технологических процессов с применением УПТО (универсальной переналаживаемой технологической оснастки) и высокопроизводительного оборудования.
360
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций-деталей, обрабатываемых снятием металла
ков с программным управлением, позволяющих повысить производительность, чистоту обработанных поверхностей и точность обработки рычагов и качалок (станок модели СФП-3 и др., см. табл. 1.36).
Нешешлогично
Техшпгично
Рис. 1.276.
Нетехнологично
Рис. 1.277.
Технологично
12. Шероховатость и точность обрабатываемых резанием поверхностей рычагов и качалок рекомендуется назначать в соответствии с данными таблиц общего раздела.
13. В ответственных силовых деталях рекомендуется указывать размеры перемычек проушин (рис. 1.279).
Механическая обработка деталей выполняется на универсальных (токарных, фрезерных, сверлильных и др.) и агрегатных станках, компонуемых из нормализованных узлов. В последнее время спроектирован и изготовлен ряд металлорежущих стан-
Фланцы и крышки
Фланцы и крышки изготовляются из черных и цветных металлов и сплавов. В качестве исходных заготовок для этих деталей применяются горячие штамповки, отливки, прутки, трубы и др.
Рекомендуется:
1. Фланцы и крышки сложных форм (рис. 1.280, 1.281), например, из труднообрабатываемых материалов (титановых сплавов, жаропрочных сталей) целесообразнее изготовлять методом точного литья. Это позволит резко сократить расход металла и снизить трудоемкость механической обработки.
2. Для простоты изготовления и лучшего использования материала фланцы и крышки в некоторых случаях выгоднее проектировать сварными (рис. 1.282) из листа, прессованного профиля или из отдельных штампованных элементов.
3. С целью лучшего использования металла и снижения трудоемкости некоторые фланцы и крышки, получаемые из прутка, рекомендуется изготовлять из листа методом холодной штамповки (рис. 1.283, 1.284).
4. Цековку отверстий на торце фланца и крышки следует заменять сплошной, подрезкой торца, что позволит повысить точность и снизить трудоемкость механической обработки (рис. 1.285).
46 Зак. 290
361
www. vokb- la .spb. ru
Часть III. Технологичность конструкций деталей из металлов
Нетехнологично
(деталь из штамповки)
Технологично (деталь из литья)
130
Технологично (Деталь из литья)
Рис. 1.280.
Нетехнологично (Деталь из штампоВки)
Нетехнологично (Фланец из прутка)
Технологично (грланец из листа.)
362
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Технологи ч на
(Крышка из листа) \7 кругом остальное
н е ш е хпологично
(Крышка из прутка)
Рис. 1.284.
Нетехнологично
Рис. 1.287.
Технологично
8. Рекомендуется проектировать во фланцах шлицевые отверстия без внутренних выточек, что обеспечивает безударную работу инструмента и устраняет его поломку (рис. 1.288).
9. Во фланцах и крышках с глухими резьбовыми отверстиями малого диаметра (рис. 1.289)
Нетехнологично
Технологично
рекомендуется предусматривать для выхода инструмента вместо канавок сбег резьбы (участок у, см. табл. 1.31), в результате исключается необходимость в специальном инструменте для обработки канавок.
10. Стыковые отверстия на торце фланцев и крышек должны располагаться с равным или кратным шагом и иметь по возможности одинаковый диаметр (рис. 1.290).
11. Точность и чистоту механи-
Рис. 1.285.
5. У фланцев втулок ступенчатой формы (рис. 1.286) цилиндрические поверхности должны по возможности располагаться в порядке возрастания размеров от одного торца к другому.
чески обрабатываемых поверхностей фланцев и крышек рекомендуется назначать в соответствии с данными табл. 1.2—1.21.
Детали типа фланцев и крышек обрабатываются на универсальных и агрегатных станках. В по-
Нетехнологично
Нетехнологично
Рис. 1.288.
Технологично
6. Радиусы в местах сопряжений ступенчатых цилиндрических поверхностей фланцев и крышек рекомендуется делать одинаковыми (рис. 1.287), что сокращает количество режущего инструмента.
7. При наличии во фланцах глухих отверстий, обрабатываемых осевым инструментом (сверлом, зенкером, разверткой), следует предусматривать длину отверстия с учетом заборной части инструментов (участок f, см. табл. 1.30).
46*
следние годы разработаны и созданы станки с ПУ для механической обработки деталей, позволяющие повысить производительность труда и точность обработки. Некоторые из этих станков могут быть использованы для обработки фланцев и крышек, например агрегатные токарные специализированные станки с ПУ моделей АТ-250П и'АТ-125В и др. (см. табл. 1.36). При проектировании фланцев и кры-
363
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Нетехнмтнв
Разделка стыкуемых поверхностей агрегатов осуществляется в специальных разделочных стендах, компонуемых из стапеля для крепления агрегатов и металлорежущих станков. В настоящее время для разделки плоскостей разъемов агрегатов используется станок модели ФР-20.
Максимальные габаритные размеры агрегатов, обрабатываемые данным станком:
ширина плоскости разъема, мм .... . 7000
высота агрегата по дужке, мм...........1850
угол наклона стыкуемой плоскости, град.
Для замены станка модели ФР-20 создается новый станок модели МЦ-1 (машинный центр № 1) с числовым программным управлением и автоматической сменой инструмента.
В станке имеется шестишпиндельная, револьверная головка, которая предназначена для обработки вертикальных отверстий, расположенных нормально к теоретическому контуру.
Станок позволяет обрабатывать агрегаты с габаритными размерами:
ширина плоскости разъема — неограниче-на, так как станок компонуется из секционных станин длиной 3—4 л/;
высота агрегата по дужке— 1800 мм;
угол наклона стыкуемой плоскости—7°30".
шек необходимо учитывать специфику обработки Данные станки предназначены для обработки деталей на станках с ПУ, а также руководствовать- стыковых поверхностей агрегатов фланцевого типа.
ся общими рекомендациями.
Исходные полуфабрикаты
3. ТЕХНОЛОГИЧНОСТЬ МЕСТ СОПРЯЖЕНИЙ АГРЕГАТОВ
В современных конструкциях самолетов к стыковым агрегатам — центроплану, СЧК, ОЧК и килю, предъявляются высокие требования по обеспечению надежной взаимозаменяемости, чистоты и точности обрабатываемых поверхностей.
Стыковка агрегатов подразделяется по следующим видам соединений: фланцевое, вильчатое, поворотное, ленточное, телескопическое, шарнирное. Наиболее широко используемым видом соединения для указанных агрегатов является фланцевое, которое относится к наиболее технологичным соединениям.
В связи с совершенствованием тактико-технических данных изделий к взаимозаменяемости стыковых агрегатов фланцевого типа предъявляются высокие требования, которые не могут быть удовлетворены при использовании метода сборки.
Взаимозаменяемость агрегатов обеспечивается окончательной механической обработкой агрегатов в собранном виде. Механическая обработка плоскостей разъемов является весьма трудоемким и ответственным процессом, требующим высокой точности и чистоты обрабатываемых поверхностей, что зависит от технологических возможностей металлорежущего оборудования, квалификации рабочего и жесткости системы СПИД.
364
В настоящее время агрегаты р фланцевым соединением представляют собой сборочно-клепальную конструкцию, состоящую из алюминиевых сплавов.
Стыковые агрегаты должны обладать высокой жесткостью для крепления их в разделочном стапеле и повышенной жесткостью в зоне механической обработки. На обработку стыкуемых поверхностей в разделочном стапеле влияют габаритные размеры агрегатов. Габариты агрегатов, поступающие на механическую обработку, должны соответствовать технологическим возможностям имеющегося в промышленности оборудования.
Технологичность отдельных элементов конструкции агрегатов
Накопленный опыт заводов отрасли по обработке агрегатов средних и тяжелых машин, а также создание станков с ЧПУ, значительно расширяющие технологические возможности оборудования, позволяют дать следующие рекомендации:
1. Координирование двух агрегатов должно производиться по двум классным отверстиям. Остальные отверстия, предназначенные для крепления стыкуемых агрегатов, должны выполняться с точностью не выше 4-го класса, с учетом зазора по болту
2. Зазор между телом болта и крепежным отверстием должен быть не менее 0,5 мм при ширине агрегата до 3000 мм и 0,7—1,0 мм при ширине агрегата свыше 3000 мм (рис. 1.291).
www. vokb- la .spb. ru
Гл. 5. Технологичность конструк^И^^еталей, обрабатываемых снятием металла
... ..........-.....—,4 ,т,п гтйЙй»1»Ьигжг.~. .4.W - ,Т г. -л . , , , „1,1
3. Точность длины агрегата (до 10000 мм) может быть выполнена в пределах 2—4 мм, так .как зависит от точности замера и качества установки его в стапеле. В связи с этим конструкция собранных агрегатов должна предусматривать компенсирующие прокладки и другие элементы, позволяющие избежать большую накопленную ошибку в изделии (рис. 1.292).
6. Стыковые отверстия и параметры вертикальных колодцев, отверстий, пазов должны быть одного размера и одинаковой конфигурации, что значительно сокращает трудоемкость и цикл обработки агрегатов (рис. 1.295).
Рис. 1.294.
Рис. 1.296.
Рис. 1.292.
4. Кроме стыковых колодцев, рекомендуется выполнять отверстия (рис. 1.293). Создаваемое в настоящее время специализированное оборудование предусматривает этот вид операций и обеспечивает необходимую соосность с отверстиями, перпендикулярными плоскости разъема.
Рис. 1.293.
5. Оси стыковых колодцев, отверстии и пазов следует проектировать перпендикулярно строительной плоскости агрегата (рис. 1.294), что целесообразно в связи с появлением в промышленности оборудования с ЧПУ. Это требование целесообразно согласовать с технологами завода-изготовителя в зависимости от имеющегося в наличии оборудования.
7. Стыки смешанные (фланцевый и ленточный, фланцевый и вильчатый) являются весьма нетехнологичными, их не рекомендуется предусматривать в изделиях (рис. 1.296, 1.297).
8. Подрезку торцов стыковых отверстий и пазов со стороны карманов предусматривать методом фрезерования. Обработка торца методом цекования нетехнологична и требует применения ручного труда (рис. 1.298).
9. Необходимо проставлять ориентировочные габаритные размеры агрегатов (рис. 1.299).
10. Координаты расположения горизонтальных отверстий (пазов) задавать в математическом виде от строительной плоскости крыла (рис. 1.300).
365
Часть III. Технологичность конструкций деталей из металлов
11. Класс чистоты обработки сопрягаемых поверхностей назначать не выше 5-го, классных отверстий — 6-го, остальных обрабатываемых мест — 4-го.
SD'O+8
Оборудование
В настоящее время обработка агрегатов с фланцевым стыком производится в разделочных стендах, скомпонованных по различным схемам, с применением станка модели ФР-20 или специальных станков на базе станка модели ФР-20 конструкции заводов (рис. 1.301—1.303).
Принципиальным отличием создаваемого станка модели МЦ-1 с ЧПУ и автоматической сменой ин-
Рис. 1.297.
струмента является то, что этот станок исключает все недостатки, которые были в станке модели ФР-20.
Станок будет осуществлять обработку всех горизонтальных поверхностей, расположенных перпендикулярно плоскости разъема, и всех вертикальных поверхностей, расположенных нормально к теоретическому контуру. Станок позволит производить обработку стыковых отверстий по программе без применения кондукторных плит. Программа должна записываться по математическим параметрам, заложенным в чертежах (возможен вариант записи программ по координатам, снятым с ма-стер-плит). Точность позиционирования по программе ±0,15 мм, повторяемость позицио-
нирования 0,05 мм. Краткая техническая характеристика указанных станков дана в табл. 1.36.
Рис. 1.301.
366
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Рис. 1.303.
4. ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ НА СТАНКАХ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Современное развитие станкостроения и создание электронно-вычислительных машин (ЭВМ) позволили автоматизировать ручные процессы на металлорежущих станках. Одним из видов такой автоматизации явилось создание станков с числовым программным управлением (ЧПУ).
Эти станки сочетают высокую производительность автоматического и специального оборудования с гибкостью универсального и обладают рядом других технико-экономических преимуществ, что определяет их высокую мобильность и гибкость. Применение станков с ЧПУ наиболее эффективно в серийном и мелкосерийном производстве, особенно при изготовлении сложных и точных деталей, когда происходит быстрая смена типов и моделей продукции.
Качественно новым элементом подготовки производства и работы оборудования с ЧПУ является программирование — сложный, трудоемкий и ответственный процесс.
Широкое использование станков с ЧПУ в отечественной промышленности требует от конструкторов учитывать их большие технологические возможности, а также некоторые особенности при проектировании деталей и простановке размеров на чертежах.
Станки с ЧПУ позволяют:
1. Использовать равнопрочные сечения, обеспечиваемые переменными сечениями стенок и полок, в отличии от ступенчатых поверхностей, проекти
руемых для универсальных станков. Это снизит вес деталей.
2. Гарантировать высокую идентичность деталей, что значительно облегчает процессы сборки, исключая влияние индивидуальных особенностей рабочего-станочника.
3. Закладывать в конструкцию детали сложные формы и поверхности двойной кривизны, которые могут быть обработаны на трех-, четырех и пятикоординатных станках и не могут быть изготовлены на универсальном оборудовании.
Требования к деталям, обрабатываемым на станках с ЧПУ те же, что н к остальным деталям, они изложены в соответствующих разделах настоящих рекомендаций.
Необходимо указать на некоторые специфические требования, значительно снижающие трудоемкость изготовления детали и время подготовки производства.
1. При назначении радиуса сопряжения стенок и полок деталей из труднообрабатываемых материалов (рис. 1.304), обрабатываемых концевыми фрезами, пользоваться следующим соотношением:
R — f4- 2^ мм, \ 2
где R — радиус сопряжения; £>фр — диаметр фрезы, что позволит при программировании избежать за-резов.
Рис. 1.304.
Для деталей из легких сплавов и небольшой глубины фрезерования следует пользоваться общими рекомендациями.
2. Наклонные ребра на станках с ЧПУ можно обрабатывать за один установ детали, пользуясь программированием по координате z и другим. В этом случае прямая кромка ребра получится в форме радиуса (рис. 1.305).
3. Детали правые, левые и с двусторонней обработкой проектировать симметричными, что позволит обрабатывать их по одной программе (рис. 1.306 и Г.307).
4. Контуры детали ограничивать простыми однотипными элементами, состоящими из участков прямых и окружностей, что значительно упрощает программирование.
5. Обращать особое внимание на создание благоприятных технологических баз, так как при обработке детали на станках с ЧПУ требуется особенно строгая координация ее относительно осей стола станка и ориентация относительно исходной точки движения инструмента.
367
Часть ИI. Технологичность конструкций деталей из металлов
6. Проектирование тонкостенных крупногабаритных деталей, предназначенных для обработки на станках с ЧПУ,-должно учитывать ее жесткость, так как станки с ЧПУ позволяют применять очень большие производительные режимы резания. Дать конкретные рекомендации по конструированию Деталей ие представляется возможным, поэтому целесообразно в каждом отдельном случае обращаться к специалистам-технологам.
Дальнейшее развитие этого направления в стан костроении приведет к массовому применению по добного оборудования и, естественно, повлечет раз работку ЭВМ, значительно сокращающих труд рас четчика-программиста (рис. 1.308).
К чертежам деталей, обрабатываемых на стан ках с ЧПУ, не предъявляются какие-либо особы< требования, противоречащие ГОСТу на машин» строительные чертежи.
Технологично
Яртинстр
Нетехнологично
1.306.
Технологично
Рис. 1.307.
7. Максимальные размеры обрабатываемых деталей должны соответствовать паспортным данным станков с ЧПУ.
В табл. 1.36 приведены основные данные станков с ПУ отечественного производства.
Требования к оформлению чертежей деталей, подлежащих обработке на станках с ЧПУ
Составление программы является одним из наиболее трудоемких элементов процесса обработки деталей на станках с ЧПУ. В настоящее время механизация и автоматизация записи программ составляет незначительный процент.
Необходимо соблюдать следующие дополнительные правила простановки размеров, облегчающие процесс программирования:
1. Простановка всех размеров должна производиться в системе прямоугольных координат от единых конструктивных баз детали, которые желательно назначать в соответствии с технологическими (рис. 1.309).
‘•2. В чертеже не должно быть ссылок на плаз. Желательно все размеры задавать аналитически, допускается вместо указаний «Контур снять с плаза» проставлять «Контур рассчитать по данным теоретического чертежа».
368
www. vokb- la. spb. ru
47 Зак. 290
Технологично
Рис. 1.308.
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Нетехномгично
370
www. vokb- la.spb.i
A
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
3. Указывать координаты всех центров окружностей (рис. 1.310).
4. Наклонные плоскости задавать углами по отношению к осям (рис. 1.311).
Рис. 1.310.
5. Базирование деталей, обрабатываемых на станках с ЧПУ, достигается за счет применения координатно-фиксирующих отверстий (КФО), выполняемых с достаточной точностью как по диаметру (08А3), так и по межцентровому расстоянию, которое должно быть наибольшим и кратным 100 мм (для мелких деталей допускается кратность 25 мм). В случае длинномерных нежестких деталей базовое расстояние не должно быть более 1000 мм, при этом количество базовых отверстий может быть больше двух.
6. Расположение КФО назначается конструктором, проектирующим деталь, при этом предпочтительным является совмещение этих отверстий с конструктивными. Если одно из КФО совпадает с конструктивным, то необходимо предусмотреть второе технологическое отверстие. КФО можно располагать в местах, предусмотренных конструкцией для 47*
вскрытия сквозных окон и проемов облегчения, или в конструкции деталей, или же в специальных технологических припусках вне контура деталей.
5. ПРИМЕНЕНИЕ ТЕХНОЛОГИЧЕСКОЙ КЛАССИФИКАЦИИ ДЛЯ УНИФИКАЦИИ
И ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ
Комплексная нормализация основывается на типизации и нормализации технологических процессов. Чем больше степень унификации размеров, конструкций деталей и их элементов, тем лучше условия для типизации технологических процессов и применения преемственной и базовой оснастки.
Основой для типизации и нормализации технологических процессов, а также для унификации деталей является технологическая классификация ме-ханообрабатываемых деталей, которые разделяются на три категории.
Нормализованные детали — детали с одинаковой конфигурацией и с ограниченным количеством типоразмеров. Эта категория деталей нормализуется по союзным и отраслевым нормалям, и на них могут быТъ разработаны нормализованные технологические процессы, применение которых целесообразно в условиях массового производства на специализированных заводах.
Типизируемые детали — детали, неоднократно повторяющиеся с незначительными конструктивными отличиями- в одной или в различных типах машин (панели, шпангоуты, лонжероны и др.). На
371
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
эту категорию деталей могут быть разработаны типовые технологические процессы и использовано одинаковое оснащение (оборудование, приспособления и инструмент).
Уникальные детали — индивидуальные детали сложной конфигурации, специфичные только для данной конструкции машины. Эти детали требуют разработки сугубо индивидуальных технологических процессов и создания специального оснащения и поэтому не подлежат классификации.
В настоящее время каждое ОКБ создает свои многочисленные нормали и однотипные детали, в результате чего на одинаковые детали приходится создавать на заводах новые технологические процессы и изготовлять новую оснастку. В качестве неоправданного разнообразия аналогичных деталей можно привести: петли, тяги, замки для пристяжных ремней, крепления электрожгутов и другие детали, встречающиеся в различных конструкциях самолетов.
При анализе петель, идущих на три самолета легкого типа одного конструкторского бюро, установлено (рис. 1.312):
а) для изготовления петель применяются самые разнообразные материалы: из 29 наименований петель девятнадцать изготовляются из МА8, шесть — из Д16Т, два — МЛ5 и два—-из Д1Т;
б) виды заготовок: семнадцать наименований из листа, три — из прессованных профилей, одно —из литья, восемь — из полосы;
в) многие детали отличаются друг от друга лишь незначительным изменением одного-двух размеров.
372
Например, петли, порядковые номера которых 4 и 5 отличаются лишь на 0,2 мм толщиной хвостовика. При сопоставлении конструктивных размеров, применяемых материалов и видов заготовок 29 наименований петель можно свести к шести, изготовленным из прессованных профилей Д16Т и В95. Такая унификация позволит:
— снизить трудоемкость изготовления петель на 80%;
— увеличить коэффициент использования материала с 0,09 до 0,7;
— сократить число разрабатываемых операций с 174 до 24;
— - увеличить количество применяемой нормализованной оснастки с 20 до 85%.
Поэтому при создании новых конструкций нужен тщательный анализ номенклатуры деталей, после чего следует подробно изучить типовую деталь каждой классификационной группы. Технологический классификатор и рекомендации, разработанные НИАТом по улучшению технологичности типовых деталей, являются основой для проработки конструкторами ОКБ и СКО всех однотипных деталей, входящих в данную группу. Такой подход позволит более широко унифицировать детали и их конструктивные элементы, что значительно улучшит систему проектирования технологических процессов и оснастки, а также организацию производства машин.
В основу классификатора механообрабатывае-мых деталей положен конструктивно-технологический принцип, согласно которому все детали делятся на классы. Ниже приведены наименования, обозначения, конструктивные и технологические характеристики классов (табл. 1.37).
Используя классификатор при проектировании изделия, необходимо стремиться к созданию наименьшего количества уникальных (индивидуальных) деталей и наибольшего количества нормализованных и типизируемых деталей. Это позволит:
— создать основу для широкой унификации приспособлений, оборудования и инструмента;
— сократить трудоемкость и цикл разработки технологических процессов на 30— 50%, а также сроки технической подготовки производства машин;
— широко использовать серийные процессы в мелкосерийном и опытном производствах;
— сократить сроки внедрения расчетно-технических норм и распространить их на большее количество изделий;
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Таблица 1.37
Обозначение класса Наименование детали Детали, входящие в класс Характеристика класса
конструктивная технологическая
A Арматура одноосная Штуцеры, ниппели, наконечники Трубчатые детали со ступенчатой наружной и вцутренней поверхностями, резьбой и гранями Обработка наружной и внутренней многоступенчатых поверхностей вращения на токарных автоматах, револьверных, токарных или агрегатных станках; фрезерование граней
Ар Арматура многоосная Угольники, тройники, крестовины, корпусы кранов Детали с несколькими отводами под углами, со ступенчатой наружной и внутренней поверхностями и резьбой Обработка нескольких поверхностей вращения с осями, расположенными под различными углами, на токарных, револьверных или специализированных станках
Б Болты Болты, вннты, шпильки Стержневые детали с резьбой и гранями или шлицами, с контровочными отверстиями Обработка наружных поверхностей вращения на токарных и высадочных автоматах, револьверных или токарных станках; фрезерование граней, нарезание и накатывание резьбы, сверление контровочных отверстий в кондукторах и на сверлильных, фрезерных и накатных стайках
Ба Балки Балки, лонжероны, нервюры, пояса (из горячештампованных заготовок) Крупногабаритные силовые детали с теоретическим контуром, ушками, вилками, точными стыковыми отверстиями Фрезерование контура по копиру нлн по программе на станках с программным управлением, копировальных и универсальных; обработка стыковых отверстий и проушин
В Втулки Втулки, короткие полые валики L от 0,5 до 3 d Полые цилиндрические детали, длина которых одного порядка с диаметром Обработка наружных и внутренних гладких и ступенчатых поверхностей вращения на револьверных и токарных станках
Ва Валы Валы, оси, штоки, валики, штыри, штифты, пальцы, трубы Круглые, гладкие и ступенчатые, сплошные и полые детали длиной £>3d Обработка наружных поверхностей на токарных, копировальных 'станках и стайках с ПУ; фрезерование шпоночных канавок и шлицев; сверление отверстий
Г Гайки Гайки, заглушки Круглые или граненые детали с внутренней резьбой и заглушки с наружной резьбой, со сквозным или глухим центральным отверстием Обработка внутренней гладкой и ступенчатой поверхностей вращения на токарных автоматах, револьверных и токарных станках. Нарезание резьбы и сверление контровочных отверстий
Гр Гребенки Профили разъемов отсеков фюзеляжа, крыла, оперения Детали из прессованных профилей, гнутые по теоретическому обводу, со стыковыми отверстиями на плоскости разъема, выходящими в колодцы Фрезерование плоскости разъема, колодцев и сверление стыковых отверстий на универсальных, специализированных станках с ПУ, копировальных и универсальных. Сверление стыковых отверстий
д Длинномерные детали из прессованных профилей Пояса лонжеронов, шпангоутов, нервюр, стрингеры, профили Детали из прессованных профилей длиной от 1 до 20 м с переменной толщиной полок стенок и других элементов профиля, с вырезами и подсечками на полках, с крепежными отверстиями Фрезерование переменного сечения элементов профиля по всей длине на специализированных станках и станках с ПУ, и станках типа ПКФ. Фрезерование головок, подсечек и выборок, сверление крепежных отверстий на универсальных станках и станках с ПУ
3 Зубчатые детали Шестерни, зубчатые секторы, звездочки Цилиндрические и конические зубчатые детали с различной формой зуба, со сплошным гладким ступенчатым хвостовиком или полые с гладким или ступенчатым отверстием Обработка наружных и внутренних поверхностей вращения на револьверных и токарных станках. Обработка зубьев на зуборезных станках
к Кронштейны Кронштейны, корпусы подшипников, опорные плиты Детали, имеющие плоское основание, одну или несколько опорных поверхностей, расположенных под заданными углами (ушко-вые, вильчатые, ложемент-ные и другие опоры) и крепежные отверстия Фрезерование плоскостей и поверхностей под заданными углами и сверление крепежных отверстий на универсальных и специализированных станках
373
www. vokb- la. spb. ru
Часть 111. Технологичность конструкций деталей из металлов
Продолжение табл. /.37
Обозначение класса Наименование детали Детали, входящие в класс Характеристика класса
конструктивная технологическая
Ко Корпусы Корпусы, головки, узлы, шасси Детали цилиндрической и прямоугольно-кор о б ч а т о й формы с гладкими и ступенчатыми отверстиями в различных плоскостях Обработка плоскостей разъемов, растачивание отверстий под заданными углами на универсальных и специализированных станках
Об Объемные детали Окантовки люков, лючки, каркас фонаря и»другие каркасные детали Детали каркаса сложной формы с поверхностями двойной кривизны, входящими в обвод самолета Обработка поверхностей днойной кривизны и контуров проемов на специальных и специализированных станках
П Панели Монолитные и сотовые панели, листы обшивки Монолитные крупногабаритные обшивки, совмещенные с элементами продольного и поперечного набора каркаса с переменной толщиной полотна, а также сотовые конструкции, листы переменной толщины и сотовые панели Обработка поверхностей полотна н ребер путем фрезерования на универсальных и специализированных станках
Пл Плоские детали Прокладки, накладки, ленты, вкладыши, петли, грузы Детали плоские простой формы, изготовляемые из листа, горячей штамповки и литья Обработка одной или нескольких плоскостей, контура и крепежных отверстий на универсальных станках
По Поршни Поршин, буксы, муфты, клапаны, золотники Детали цилиндрической формы с фасонной, многоступенчатой наружной и внутренней поверхностями, с кольцевыми выточками, с наличием высокого класса чистоты поверхности И точности размеров Обработка наружных и внутренних поверхностей вращения на копировальных, токарных станках и станках с ПУ с последующим шлифованием и доводкой цилиндрических и конических поверхностей или торцов
Пр Пружины Пружины и детали из проволоки Витые из проволоки, ленточные, точеные, пластинчатые пружины' Изготовляются путем навивки на токарных и специальных станках (автоматах), точением на токарных станках. Пластинчатые детали изготовляются путем холодной штамповки
Пф Профили Пояса, стрингеры и другие детали из прессованных профилей длиной до 1 м Детали из прессованных профилей длиной до 1 ж с переменной толщиной эле-ментов профиля, с вырезами и подсечками на полках, с крепежными отверстиями в полках Фрезерование переменного сечения элементов профиля по всей длине, подсечек, вырезов на полках и ребрах на вертикально и горизонтальнофрезерных станках с ПУ, сверление крепеж ных отверстий
р Рычаги Рычаги, качалки, звенья, шасси Детали, изготовляемые способом горячей штамповки или литья с- ушками, вилками иа концах, с гладкими или ступенчатыми отверстиями в бобышках или ступицах Фрезерование вилок, ушков, обработка отверстий путем протягивания, развертывания или растачивания на универсальных и специализированных станках
Ро Ролики Ролики, барабаны, секторы с непараллельными канавками Круглые дётали и секторы с ручьями на наружной поверхности вращения, с центральным гладким или ступенчатым отверстием, со ступицей Обработка фасонной наружной поверхности, гладкого или ступенчатого отверстия на токарных станках. Свер ление отверстий в кондукторах
У Ушки Ушки, вилки, карданы, серьги, тяги сварные и сборные Цилидрические детали гладкие и с резьбой, с ушами и вилками Обработка стержневой части фасонной головки и центрального отверстия на токарных автоматах, револьверных и токарных станках, ушков и вилок на фрезерных станках. Обработка отверстий в ушках и вилках
Ф Фитинги Фитинги Детали со стыковыми поверхностями, расположенными под заданными углами, с ребрами н крепежными отверстиями Фрезерование стыковых поверхностей, контуров основания, ребер и сверление крепежных отверстий на универсальных станках
374
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Продолжение табл. 1.37
Обозначение класса Наименование детали Детали, входящие в класс Характеристика класса
конструктивная технологическая
Фл Фланцы Фланцы, крышки с цилиндрическими поверхностями Детали с круглыми и фигурными фланцами, с центральным гладким или ступенчатым отверстием и крепежными отверстиями на фланце Обработка центрального гладкого или ступенчатого отверстия, торцов фланца и наружных поверхностей вращения на"универсальных и специализированных станках с ПУ. Сверление крепежных отверстий по кондуктору
X Хомуты Хомуты, зажимы, обоймы, колодки, крышки подшипников и откидные крышки Детали плоские и фасонные с ложементной поверхностью под электропроводы, трубопроводы, подшипники, вкадыши и т. д.; детали разъемные со стыковыми плоскостями и разжимные. Крышки откидные с ушками или проушинами Обработка плоскостей разъема, отверстий крепления; фрезерование ушков и проушин у откидных крышек и полухомутов на универсальных станках
Ц Цилиндры Цилиндры, гильзы, стаканы, штоки, крупногабаритные с высокой чистотой поверхности Детали с гладкой ступенчатой наружной и внутренней поверхностный вращения, с центральным глубоким сквозным или глухим отверстием, в том числе детали с высокой точностью и чистотой обработки Обработка наружных поверхностей вращения, глубокого или ступенчатого центрального отверстия (до и после закалки и сварки) на токарных станках. У некоторых деталей отдельные поверхности шлифуются и доводятся до требуемой чистоты
Ш Шайбы Шайбы, кольца Полые цилиндрические детали (L до 0,5 D) с гладкой ступенчатой или фасонной наружной и.внутренней поверхностями вращения Обработка торцов и центрального отверстия на токарных автоматах; револьверных и токарных станках или получение деталей холодной штамповкой
Шп Шпангоуты Шпангоуты, полу-шпангоуты, кольца крупногабаритные Крупногабаритные детали из прессованных профилей и горячей штамповки незамкнутого или кольцевого контура с ушками и вилками Обработка контура по копиру или программе, а также обработка наружной и внутренней поверхностей вращения на крупногабаритных токарных и карусельных станках с последующим фрезерованием ушков, вилок и обработкой отверстий в них
— упростить порядок утверждения технологических процессов на заводах;
— снизить трудоемкость механообрабатываемых деталей и значительно уменьшить стоимость машин.
Подробный «Технологический классификатор механообрабатываемых деталей самолетов» разработан НИАТом в 1960 г. и используется на предприятиях отрасли.
Л ИТЕРАТУРА
1. ГОСТ 2789—59, 10356—63 и др.
2. Грум-Гржимайло С. В. Выбор допусков в машиностроении. Практическое руководство. М., Машгиз, 1950.
3. Долматовский Г. А. Справочник технолога. М., Машгиз, 1962.
4. Егоров М. Е., Дементьев В. И. и др. Технология машиностроения. М., «Высшая школа», 1965.
5. Елизаветин М. А., Сатель Э. А. Технологические’ способы повышения долговечности машин. М., «Машиностроение», 1964.
6. Инструкция ВИАМ № 933—68.
7. Картавое С. А., Л е в ч е и к о А. М. и др. Технология машиностроения. Киев, «Техника», 1965.
8. К а ш и р и н А. И. Технология машиностроения. М., Машгиз, 1964.
9. Справочник машиностроения. Т. 5. Кн. И. М., Машгиз, 1964.
4
10. Отраслевая нормаль АН-1185—66, НИАТ.
11. Отраслевая нормаль 722АТ. 1966.
12. Орлов П. И. Основы конструирования. М., «Машиностроение», 1968.
13. Рекомендации по технологичности самолетных конструкций. М., Оборонгиз, 1963.
14. Руководящие материалы по технологичности конструкций. М., Оборонгиз, 1954.
15. Технологический классификатор механообрабатываемых деталей самолетов. НИАТ, 1960.
16. Федотнков А. П. Краткий справочник технолога-машиностроителя. М.. Оборонгиз, 1960.
17. Якушев А. И. Влияние технологии изготовления и основных параметров резания на прочность резьбовых соединений. М., Оборонгиз, 1956.
375
II. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ РАЗМЕРНЫМ ТРАВЛЕНИЕМ
48 Зак. 290
377
www. vokb-1а.
Составители: И. А. АРТЕМЕНКО, Н. Г. ВАГИНА, Н. В. ВОЛКОВ, Л. Г. кло-БУКОВА, Б. П. НАЛЕТОВ, Л. П. ПАХТИН, Т. И. СЕРГЕЕВА.
СОДЕРЖАНИЕ
Стр.
1. Основные термины размерного травления 379
2. Технологичность деталей, обрабатываемых размерным травлением.....................383
Общие рекомендации.....................383
Детали из листа........................386
Детали из прессованных профилей . . 386
Монолитные конструкции.................387
Штамповки, поковки, литье..............387
Слоистые конструкции...................388
Детали приборов ...................... 389
3. Шероховатость поверхности травленых деталей ... ............................ 389
Детали из алюминиевых сплавов . . 389
Литые детали из алюминиевых сплавов . .391
Штамповки и поковки из алюминиевых сплавов .............................. 391
Детали из высокопрочных сталей . .391
Детали из титановых сплавов .... 392
Детали из магниевых сплавов .... 392
Контроль шероховатости............... 392'
4. Влияние процесса размерного травления на длительную прочность деталей .... 393
5. Оборудование для размерного травления . 395
378
www. vokb-la, spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Сложнофасонные тонкостенные конструкции целесообразно обрабатывать размерным травлением. Сущность метода состоит в том, что при взаимодействии агрессивной среды с металлом образуются растворимые соединения, легко уносимые диффузионными потоками. Поверхность, полученная после растворения, в целом эквидистантна исходной. Защита отдельных участков специальными лакокрасочными материалами и некоторые другие технологические приемы позволяют получать в процессе растворения сложную гравюру или плавные переходы от одних размеров к другим. Все это дало возможность без силового воздействия на детали изготовлять тонкие стенки до 0,1—0,2 мм и сложные монолитные детали.
Наибольшая область' применения размерного травления относится к листовым обшивочным материалам. В них превалируют алюминиевые сплавы, реже применяются стали и титановые сплавы. Размерному травлению подвергают прессованные профили, монолитные панели, литье, трубы и многое другое.
В процессе размерного травления конструктивная прочность деталей увеличивается за счет снижения количества зон концентраций в местах постановки крепежа и снижения уровня напряжений в зонах перехода при факторе 3: 1, 5: 1. Примером могут служить оконные и дверные проемы пассажирских машин, где вместо окантовок методом размерного травления изготовлены необходимые утолщения.
1. ОСНОВНЫЕ ТЕРМИНЫ РАЗМЕРНОГО ТРАВЛЕНИЯ
Размерное травление — изготовление деталей заданных размеров путем растворения металлов в химических агрессивных средах.
Контурное травление — размерное травление с выполнением контура чертежного рисунка в плане (типы деталей, обрабатываемых контурным травлением представлены на рис. 2.1—2.5). Контурное травление подразделяется на погружной, струйный, кессонный методы.
Рис. 2.1. Обшивка из алюминиевого сплава длиной 2 м и шириной 0,8 м.
48*
Рис. 2.2. Детали воздухозаборника из алюминиевого сплава (материал прессованный).
379
www. vokb- la, spb, ru
Часть III. Технологичность конструкций деталей из металлов
Рис. 2.3. Панель с ребрами жесткости длиной 1 м и шириной 0,5 м.
Рис. 2.4. Прессованная панель длиной 7,6 м и шириной 0,9 м.
Рис. 2.5. Контурное размерное травление образцов: а —из алюминиевого сплава АК4-1; б — из титанового сплава ОТ4-1.
При методе погружения возможны различные виды травления.
Ступенчатое травление — изготовление деталей с различными остаточными толщинами материала (рис. 2.6).
Сквозное травление (химический раскрой и обрезка)— разрезка высокопрочных материалов с использованием агрессивных растворов (рис. 2.7).
Фототравление — контурное травление, где в качестве защитного покрытия используется химически стойкая светочувствительная эмульсия (рис. 2.8).
Общее травление — размерное травление по всей поверхности детали.
Рис. 2.6. Схема ступенчатого травления.
Рис. 2.7. Схема травления сквозных отверстий.
Травление на клин — размерное травление с целью придания клиновидной формы по длине детали.
Струйный метод — размерное травление, осуществляемое путем подачи травящего раствора на об рабатываемую поверхность детали струями.
Кессонный метод — травящий раствор либо наливается, либо прокачивается через специальную ем-
380
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Рис. 2.9.
Деталь'
Рис. 2.8. Схема фототравления.
кость-кессон, создающую изолированную полость на детали, в которой и осуществляется процесс удаления металла.
Химическая доводка по весу — снятие излишнего веса металла общим или контурным травлением.
Горизонтальная загрузка — расположение поверхности, обрабатываемой размерным травлением, параллельно «зеркалу» ванны.
Зона травления — участок поверхности детали, обрабатываемой размерным травлением.
Контур травления — линия, ограничивающая зону травления в плане.
Подрез — местное утонение в форме узкой канавки, являющееся результатом растравливания риски от разметочного инструмента и представляющее опасность как концентратор напряжений деталей, работающих в условиях усталости (рис. 2.9).
Припуск на подтрав* — предельно допустимые отклонения действительных линий контура зоны травления детали от заданных чертежом.
Рис. 2.10.
Скос** — форма перехода травленой поверхности к поверхности, не подвергавшейся травлению (рис. 2.10).
Глубина травления — величина стравливаемого слоя металла с поверхности детали, определяемая как разность исходной и оставшейся толщины,
Й=,бисх бост-
Фактор травления (коэффициент подтрава) — отношение величины подтрава к глубине травления /тр=— (см. рис. 2.10). Фактор травления отражает h
геометрическое состояние зоны перехода.
Струйность при размерном травлении — образование на травленой поверхности следов от вихревых потоков раствора.
Защитное покрытие — средство изоляции мест, не подлежащих травлению.
Пробой покрытия — нарушение сплошности покрытия в отдельных местах при размерном травлении.
Шаблон (трафарет) — приспособление, применяемое для разметки зон травления с учетом припуска на подтрав на поверхности детали.
Классификация составлена на основе анализа деталей, взятых из существующих конструкций ряда ОКБ (см. схему). Эти детали подразделены на семь основных классов: детали из листового материала; детали из прессованных профилей; монолитные конструкции; штамповки, поковки, литье; детали слоистых конструкций; детали из труб; детали приборов.
* Учитывается при проектировании шаблонов.
** Термин «скос» в чертежах не применять, так как практически эту величину замерить трудно.
381
www.vokb-la.spb.ru
Классификатор деталей обрабатываемых методом размерного травления
Часть III. Технологичность конструкций деталей из металлов
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
2. ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ РАЗМЕРНЫМ ТРАВЛЕНИЕМ
Общие рекомендации
Материалы различных поставок и марок разрешается обрабатывать размерным травлением по указаниям ВИАМ:
1. При назначении деталей под размерное травление рекомендуется пользоваться следующими материалами: инструкцией ВИАМ 706—63, ТР5-790, ТР5-808, ТР5-793, АН-2331, РТМ-1081, РТМ-1190.
2. При выборе материала детали под размерное травление необходимо выяснить, допустима ли данная обработка с точки зрения коррозионной стойкости.
3. Целесообразно для деталей, работающих в условиях повторно-статических, вибрационных и других аналогичных, видов нагружения, назначать большой фактор травления (3; 5).
4. На изделиях разового потребления в чертежах необходимо оговаривать максимально допустимый фактор; величина минимального фактора не лимитируется.
5. Для конструкций, не работающих в условиях усталостных нагружений, задавать максимальную величину фактора травления, не учитывая дефектов на поверхности зоны перехода.
6. При травлении с минимальными факторами образуются заусенцы величиной до 10% ’глубины травления, которые снимаются механическим путем. То же наблюдается при травлении деталей толщиной более 0,8 мм. В чертеже необходимо указать на удаление заусенца.
Таблица 2.1
Факторы травления F для алюминиевых сплавов при различных системах защитных покрытий
Марка материала Наименование системы защитных покрытий Фактор управления Вид предварительной обработки
максимальный минимальный
B95, Д16 ХСЭ-101 1,0 0,9 Полное снятие плакирующего слоя
B95, Д16 ХСЭ-101 1.3 1,0 Плакированный без анодирования
B95, Д16 Э-1 1,5 1,0 Плакированный с химическим оксидированием
B95, Д16 Э-1 4,0 1,8 Анодирование
B95, Д16 ХСЭ-101 + +ХВ-16+ХСЛ 6,0 4,0 Плакированный с анодированием
B95, Д16 ХСЭ-101 + +ХВ-16+ХСЛ 2,5 1.8 Плакированный без анодирования
B95, Д16 ХВ-16+ХСЛ 8,0 2,5 Анодирование
B95, Д16 ВЛ-02+ХСЛ 1,8 1,2 Плакированный без анодирования
Продолжение табл. 2.1
Марка материала Наименование системы защитных покрытий Фактор управления Вид предварительной обработки
максимальный 1 минимальный
В95 ХСЭ-101+ХСЛ 0,9 — Снята плакировг ка
В95 ХСЭ-101+ХСЛ 1.4 — Плакированный
Д16 ХСЭ-101+ХСЛ 1.2 — Снята плакировка
Д16 ХСЭ-101+хсл 1,6 — Плакированный
АМгб ХСЭ-101+ХСЛ 1,2 — Снята плакировка
АМгб ХСЭ-101+ХСЛ 3,6 — Плакированный
АМгб ХСЭ-101 1,0 — Снята плакировка
Д16 ХВ-16 8,0 — Плакированный с анодированием
Д16 ПХВ-512 4,0 — То же
Д16 ВГ-2+ВЛ-2 3,2 — я
Д16 ХСЭ-101+ХСЛ 3,3 — м i
Д16 ВЛ-02+ + ПХВ-512+ +ХСЛ • 4,7 —
ааЯ •
7. Фактор травления для алюминиевых сплавов следует назначать в пределах от 1 до Д, по табл. 2.1.
8. Фактор травления деталей из титановых сплавов и специальных сталей (типа ВИС-2) назначать не более 1, так как боковой подрез при системе защитного покрытия ХВ-16+ВЛ-0,24-СПСТ не образуется (рис. 2.11).
Рис. 2.11. Образцы после размерного травления:
а — нз титанового сплава ОТ4-1;- б—из стали ВНС-2.
9. Форма перехода может быть различной (рис. 2.12—2.14), зависит от адгезии защитного покрытия. При высокой адгезии форма перехода получается радиусной, при низкой — в виде уклона (F>2).
При назначении покрытий и режимов травления для различных материалов рекомендуется пользоваться следующими инструкциями:
383
www. vokb- la. spb. ru
Часть Ill. Технологичность конструкций деталей из металлов
f < 1,0 (фактор трабления)
F 1,0 о~ бомбой пайтраО
с >1,0
f>3.0
f>5,0
Рис. 2.12. Схемы форм перехода.
Рис. 2.13. Поперечное сечеиие скосов зои травления образцов из алюминиевых сплавов.
для алюминиевых сплавов (Д16, В95, АМ6, АД4, ВАД23, Д19, Д20) инструкцией ВИАМ № 706—63;
для магниевых сплавов (ВМД, МЛ5, МЛ8) инструкцией ВИАМ, ТР5—799;
для титановых сплавов (ВТ14, ВТ6, ОТ4, ОТ4-1) инструкцией ВИАМ, ТР5—790;
для нержавеющих сталей (типа 1Х18Н9Т) инструкцией ВИАМ, ТР9—129;
для жаропрочных сталей (ВНС-2, ВНС-4, СН-4) инструкцией ВИАМ, ТР5—808.
10. Места перехода травленой поверхности к нетравленой являются концентраторами напряжения, поэтому на изделиях, работающих длительное время, подрезы недопустимы.
11. Предпочтительнее проектировать детали с равными или унифицированными величинами переходов, что позволит осуществлять групповую обработку.
12. Глубина травления указывается только при стыковке детали с другими элементами конструкции. Во всех остальных случаях в чертеже оговариваются исходная и оставшаяся толщины с допусками по АН-2331.
13. Минимально допустимые оставшиеся толщины задавать с учетом толщины плакирующего слоя, при этом последний не учитывается в расчете прочности.
384
Рис. 2.14. Поперечное сечеиие зоны травления образцов из алюминиевого сплава В95.
14. Скорость травления зависит от структуры металла (табл. 2.2). Поверхностный слой листа протравливается с иной скоростью, чем более глубокий слой, поэтому время протравления тонкого листа на определенную глубину будет другим, чем для толстого листа.
15. При ступенчатом травлении перепады толщины должны быть больше величины поля допуска для размерного травления.
16. Рекомендуется снимать слои металла больше, чем поля допусков на прокат соответствующего типа.
17. Ширина сложных углублений, а также вырезов при глубоком размерном травлении должна быть не менее трех глубин травления.
18. В расчете геометрических форм деталей следует учитывать, что внутренние радиусы увеличиваются, а внешние уменьшаются на величину стравливаемого слоя.
www, vokb- la. spb, ru
Гл. 5. Технологичность конструкцийх-деталей, обрабатываемых снятием металла
Таблица ? .2
Скорость травления различных материалов при рабочих режимах
Марка сплава Скорость травления, мм/ч Примечание
в свежем растворе в конце рабочего цикла ванны
Алюминиевые сплавы:' В95 Д16 АК4-1 01420 Магниевые сплавы: МЛ5 МА8 Титановые сплавы: ОТ4-1 ОТ4 Специальные высокопрочные стали ВНС-2, СН-4 1,44 1,70 2,7 1,0 1,2 1,35 0,6-0,8 0,4-0,6 0,3-0,6 1,00 0,60 Свежий раствор при f=80°C: NaOH=170 г/л; А1= 10 г/л В конце рабочего шила ваины при #==80®С; NaOH=165 г/л; А1= 45 г/л Свежий раствор при /=80°С: NaOH=170 г/л; А1= 28 г/л H.SO4 с ингибитором ПБ-5 H2SO4 с глицерином /=50—55°С t—комнатная
19. Радиусы в плане рекомендуется выбирать из условий прочности, но не меиее 10 мм. При этом для данной конструкции необходимо стремиться к сокращению типоразмеров радиусов и уменьшению его деличины.
20. При травлении сталей и титановых сплавов образуется подрез вдоль контура травления, для устранения которого рекомендуется способ струйного травления деталей.
21. Детали плоские и малой кривизны рекомендуется обрабатывать на струйных установках, так как применение этого метода весьма выгодно.
22. Условия равнопрочности конструкций часто требуют создания элементов переменного сечения (обшивки, профили, трубы). Такие детали рекомендуется изготовлять методом травления на клин. Выполнение клина целесообразно производить на длине не менее 10 мм с глубиной снятия с одной стороны до 2 мм.
23. Травление на клин используется также для получения прокладок под профили вместо подсечек. Такие прокладки позволяют увеличить жесткость и прочность конструкции.
24. Граница травления утолщений под стыки должна отстоять от оси заклепки на величину не менее 1,5 диаметра заклепки.
25. Ставить заклепки по контуру травления детали недопустимо.
26. Допуски на геометрические размеры, а также рекомендуемые методы регулирования процесса размерного травления и точности изготовления деталей из алюминиевых сплавов приводятся в нормали АН-2331. '
27. Для деталей из жаропрочных сталей и титановых сплавов допуски на геометрические размеры брать из табл. 2.3, 2.4.
Таблица 2.3
Допуски для изготовления деталей размерным Травлением из жаропрочных сталей
мм
Оставшаяся толщина Отклонения от исходной толщины
плюсовые минусовые
0,8—1,2 1,2-2 2-3 3-4 4-5
0,1-0,5 0,14 0,18 0,27 0,34 0,38 -0,05
0,5-1,2 0,14 0,18 0,27 0,34 0,38 -0,06
1,2—2 — 0,10 0,19 0,30 0,34 -0,09
2-3,2 — —- 0,13 0,25 0,30 -0,14
3,2-4 — —. — 0,16 0,28 -0,20
Таблица 2.4
Допуски для изготовлении деталей размерным травлением из титановых сплавов
мм
Оставшаяся толщина Отклонения от исходной толщины .... . V .. .
плюсовые мину-
0,8-1,2 1,21-2,0 2,01 —З.О13,О1 - 4,4 4,41-6,0 совые
0,1 -0,5 0,09 0,13 0,22 0,29 0,33 -0,10
0,51-1 0,08 0,12 0,21 0,28 0,32 -0,10
1,01-1,5 — 0,08 0,17 0,26 0,30 -0,12
1,51-2,0 — 0,04 0,13 0,24 0,28 -0,15
2,01-3,0 — — 0,09 0,21 0,26 -0,18
3,01-4,4 — — — 0,14 0,26 —0,22
4,41-6,0 — — — 0,05 0.19 -0,29
28. Для деталей, требующих весового контроля, в чертеже указывать: «Доводку по весу производить размерным травлением».
29. Указания на технологические приемы и методы контроля в чертежах недопустимы.
30. Детали, обрабатываемые размерным травлением, целесообразнее показывать не в сборе, а выносить. отдельным чертежом.
31. Площади травления выделять штриховыми линиями.
49 Зак. 290
385
Часть III. Технологичность конструкций деталей из металлов
При ступенчатом травлении зоны различных толщин указывать непосредственно в чертеже (рис. 2.15)
Рис. 2.15. Типовая деталь многоступенчатого травления.
или выносить в примечание:
32. В примечании к чертежу, кроме перечисленного в рекомендациях, указывать:
1) деталь черт. №-обрабатывать размерным травлением по инструкциям ВИАМ (указать вид травления): общее, на клин, контурное одностороннее, контурное двустороннее и т. д.);
2) фактор травления (в случае необходимости);
3) допуски на оставшийся размер толщины детали (по АН-2331);
4) класс чистоты поверхности зоны травления;
5) если оговаривается радиус зоны перехода, назначить доработку механическим путем.
33. Простановку размеров в чертежах выполнять по РТМ-1081.
Детали из листа
Из общего количества деталей, обрабатываемых размерным травлением, большую часть составляют детали, изготовленные из листового материала. Наиболее распространенный метод обработки этих деталей (80%)—контурное травление.
У тонколистовых деталей глубина травления может достигать 2,8 мм, а у толстолистовых (обшивки, панели, стенки, стыковочные ленты, крышки люка, окантовки) — до 7,0—8,0 мм.
Рекомендуется:
1. При контурном травлении деталей предусматривать технологические припуски (не более 25 мм) для размещения подвесок, отверстий' на случай
386
возможного подтравливания заготовок с их торцов. На крупногабаритных деталях допускаются специальные приливы для крепления в рамах.
2. При изготовлении гнутого профиля не располагать зону травления в местах гиба, это вызывает резкое Снижение чистоты поверхности.
3. Обработку толстолистовых деталей проводить ступенчатым контурным травлением.
4. Зоны переходов от толстых листов к более тонким на деталях из жаропрочных материалов осуществлять травлением на клин.
5. Не травить сварные швы и зоны термического влияния ввиду сильного избирательного их травления.
6. Детали из фольги обрабатывать фототравлением. В этом случае кромки отверстий не имеют трещин и забоин, что резко повышает надежность изделий. В чертежах ответственных деталей указывать: «Изготовлять фототравлением».
7. Обшивки на элементы оперения целесообразно изготовлять из материала толщиной 1,0—1,2 мм. Углубления для потайной клепки доводить до необходимой величины травлением, что позволит улучшить геометрию контуров и увеличить прочность и жесткость агрегатов.
8. Герметичные отсеки изготовлять из обшивок, обработанных размерным травлением с утолщением по местам крепления всех элементов каркаса, это значительно увеличивает жесткость конструкции и повышает надежность герметизации.
9. Окантовки под люки, особенно в герметичных отсеках, целесообразно также изготовлять из основного материала обшивки травлением. Размер утолщений в местах вырезов обшивок не должен быть меньше соответствующей толщины окантовки.
Рис. 2.16. Деталь с диагональными жесткостями, образующими окна треугольной формы с кольцевыми центральными утолщениями.
10. Диагональные или прямоугольные перемычки, проектируемые в обшивках для сохранения устойчивости материала, следует получать размерным травлением (рис. 2.16).
Детали из прессованных профилей
Рекомендуется:
1. Доводку по весу прессованных профилей производить за счет растворения припуска травлением на клин или контурным травлением с облегчением стенок, присоединяемых к более тонким листам.
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
2. Прессованные панели и профили обрабатывать общим травлением как для снятия веса заготовки, так и для доводки после механической обработки.
3. Полки шпангоутов под точечную сварку выполнять фестончатыми со снятием металла между точками травлением (рис. 2.17).
Рис. 2.17. Эскиз фестончатой детали.
Рис. 2.18. Штамповки из алюминиевых сплавов, обработанные размерным травлением.
Монолитные конструкции
1. При обработке мест облегчений в монолитных конструкциях рекомендуется применять кессонное травление. Места облегчения в плане должны быть унифицированы по геометрическим параметрам.
2. При контурном травлении вафельных конструкций ширина ребра должна быть не менее 1/з глубины травления, минимальная ширина 2 мм. Уменьшение ширины ребра допускается по согласованию с технологом.
3. Прессованные панели из сплава Д16, Д19 целесообразно обрабатывать в отожженном состоянии, что обеспечивает высокую чистоту поверхности.
Штамповки, поковки, литье
1. Травление штамповок, поковок и литья производится для снижения веса за счет снятия припусков и.доводки геометрических размеров. На штамповках и литье из титановых сплавов травлением удаляют альфированный слой (инструкция ВИАМ 736—66), так как механическая обработка, этого слоя затруднена.
2. При проектировании отливок из магниевых сплавов рекомендуется предусматривать припуски на размерное травление 1—2 мм с указанием о снятии этого припуска и шероховатость поверхности 4-го класса чистоты.
3. При проектировании вафельных панелей из плиты или штамповки указывать величину припуска, равную двум-трем полям допусков со ссылкой: «Доводку панели по толщине полотна производить размерным травлением с получением окончательных размеров в допусках +«а» —«б».
4. ' Для снятия припусков, вызванных условиями технологического процесса, рекомендуется использовать метод общего травления (рис. 2.18—2.22). Конструктор должен указать в чертеже вес детали
Рис. 2.19. Детали из магниевого сплава МЛ5-Т4 после размерного травления:
а — в растворе с глицерином; б — в растворе с каталином.
Рис. 2.20. Деталь из сплава МЛ5, травленная в растворе с глицерином.
Рис. 2.21. Глубокопрофнлированная деталь из сплава МЛ5, обработанная в растворе с глицерином с кантованием в процессе травления.
49*
387
Часть III.- Технологичность конструкций деталей из металлов
и оговорить в примечании: «Доводку по весу произвести путем общего травления. Классные отверстия и места заниженных припусков изолировать».
Рис. 2.22. Деталь из магния, обработанная размерным травлением после механической обработки.
5. При травлении листовой штамповки не рекомендуется располагать зону травления в местах нагартовки, это резко снижает чистоту поверхности.
6. Поковки, штамповки (крупногабаритные) и прессованные материалы травить общим травлением и контурным. Применение размерного травления на этих деталях ограничено, так как некоторые материалы имеют крупнокристаллический «ободок» (например, штамповки из сплавов Д16, AK4-I. прессованные заготовки из сплава Д16). Кроме того, выравнивание поля допуска точных заготовок связано со значительной трудоемкостью.
Литые алюминиевые детали из-за пористости и неоднородности материала практически не подвергают размерному травлению. За рубежом травят литые детали, но при этом используют специальные растворы.
Слоистые конструкции
1. Обшивки сотовых панелей рекомендуется подвергать ступенчатому размерному травлению с созданием утолщенных зон в местах крепления, и
плавных, переходов к малым толщинам в зоне пай ки или склейки сот.
2. Обрезку сотового заполнителя одинарной f двойной кривизны рекомендуется производить кон турным травлением (рис. 2.23—2.25).
Рис. 2.23. Прямолинейная обрезка сотоблоков из стали СН-4
Рнс. 2.24. Образцы из сотоблока с одинарной кривизной, полученной с использованием форм-блока.
388
Рис. 2.25. Образец из сотоблоков, доведенный после размерного травления электроискровым методом.
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций Ьеталей, обрабатываемых снятием металла
Детали приборов
I. При изготовлении мелких деталей для оформления надписей на приборных передних панелях рекомендуется применять фототравление.
2. Методом общего травления рекомендуется производить доводку пружины по заданной кривой обжатия (РТМ-1081).
3. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ ТРАВЛЕНЫХ ДЕТАЛЕЙ
В процессе размерного травления детали из различных материалов имеют и различные классы чистоты обрабатываемой поверхности. На равномерности травления и чистоту обработки при травлении влияют следующие факторы:
I. Шероховатость поверхности исходной заготовки. Царапины,- трещины, риски, забоины, клейма ОТК травлением не удаляются, но сглаживаются и принимают форму рябин и широких канавок с плавными переходами, глубина их практически не изменяется.
2. Плотность и однородность структуры металла. Заготовки из прокатного материала с однородной мелкозернистой структурой травятся более равномерно, чем крупнозернистые и прессованные заготовки, а последние более равномерно, чем литые.
3. Режим термообработки. Материалы, прошедшие предварительную термообработку, травятся более равномерно, чем материалы, не прошедшие ее.
4. Положение деталей в процессе травления. При травлении деталей большой длины в вертикальном положении нижняя часть их стравливается быстрее, чем верхняя. При горизонтальном положении деталей сторона, обращенная вверх, травится значительно равномернее, чем обращенная вниз.
5. Положение обрабатываемой плоскости по отношению к направлению волокон. Травление по плоскости, вырезанной поперек направления волокон, вызывает появление больших углублений и значительную неравномерность по этой поверхности и тем самым ухудшает ее качество.
Детали из алюминиевых сплавов
Размерное травление деталей из алюминиевых сплавов проводят согласно инструкции ВИАМ 706—63 д щелочном растворе концентраций 120— 170 г/л или 300—400 г/л при температуре 70—90°С и накоплении алюминия 25—70 г/л.
Сплав В95. Листовые детали, протравленные в щелочном растворе концентрации 120—170 г/л при температуре 80—90°С и накоплении алюминия в растворе от 10 до 45 г/л на глубину 1—2 мм, имеют шероховатость поверхности 4-го класса чистоты. После травления на глубину 5—6 мм шероховатость поверхности снижается до 3-го класса чистоты.
Детали из прессованного материала В95 (плита) имеют шероховатость травленой поверхности 3-го класса чистоты при любой глубине травления. Для
деталей из сплава В95 предварительная термическая обработка не оказывает влияния на чистоту травленой поверхности.
Сплав Д16. После травления листовых заготовок на глубину до 2 мм по инструкции ВИАМ 706—63 шероховатость поверхности деталей соответствует 5—6-му классам чистоты, выше 2 мм — 3—4-му классам. Горячепрессованные заготовки, имеющие крупнокристаллический «ободок», при травлении в закаленном и состаренном состоянии в чистощелочном растворе имеют шероховатость поверхности 1—2-го классов чистоты. При введении в травильный гцелочный раствор добавок хромового ангидрида н тиомочевины шероховатость травленой поверхности деталей повышается до 5—6-го классов чистоты.
Добавки не снижают скорость травления и оиа равна 0,025—0,03 мм!мин при температуре 80°С. Усталостные испытания образцов из прессованного профиля-Д16Т показали, что прочность их не снижается при травлении в растворе с добавками по сравнению с образцами, травленными в щелочном растворе без добавок (табл. 2.5).
Таблица 2.5
Испытания на повторное растяжение образцов из сплава Д16Т с различной обработкой поверхности
Механическая обработка (V9) Обработка в щелочи (V3) Обработка в щелочи с добавками (V4— V5)
Номера образцов Число циклов Номера образцов Число циклов Номера образцов ' Число циклов
32 93200 11 22950 110(11) 34668
34 54432 12 42135 111 32807
36 32600 13 28726 112 50922
37 49320 14 32330 113 50220
38 30316 15 49194 . 114 34830
39 53848 16 35510 115 21600
41 58300 17 33920 115 26500
43 62600 18 (16) 95569 116 34344
47 36464 19 40704 117 23373
48 59076 21 44600 118 24009
49 43195 22 27080 119 25066
315 40680 23 43470 123 62748
321 90234 24 32130 125 51940
322 49464 27 47520 211 34452
414 37000 28 40400 212 83320
415 62046 29 36400 213 75330
416 72198 180 38054 214 34200
419 24274 210 37800 215 33880
422 49290 216 42240
423 42600 217 38440
218(213) 33040
219 (215) 65124
Среднее: 52057 Среднее: 40416 Среднее: 41502
389
Часть III. Технологичность конструкций деталей из металлов
Травление прессованных материалов из Д16М в щелочном растворе обеспечивает шероховатость поверхности на - деталях 5-го класса чистоты (рис. 2.26).
Рис. 2.26. Горячепрессованный профиль Д16, травленный в щелочном растворе: а — в состоянии поставки; б — с добавками в травильный раствор хромового ангидрида и тномочевнны; в — после отжига.
Сплав Д19. Для листовых деталей из сплава Д19 характерно влияние предварительной термообработки на шероховатость поверхности деталей после травления. Так, детали, протравленные в свежезакаленном состоянии, а также в закаленном и состаренном, после травления имеют 5—6-й класс чистоты поверхности, а протравленные в отожженном состоянии — 4-й.
На деталях из прессованных профилей сплава Д19 в районе крупнокристаллического «ободка» шероховатость поверхности резко снижается до 1—2-го класса чистоты. Повысить класс чистоты поверхности до 5-го можно введением в травильный щелочной раствор добавок хромового ангидрида и тиомочевины или травлением деталей в отожженном состоянии в чистощелочном растворе.
390
Сплав Д20. Листовые детали из сплава Д20 после травления в закаленном и состаренном состоянии имеют шероховатость поверхности 4-го класса чистоты, протравленные в отожженном состоянии — 4—5-го классов. В диапазоне концентраций алюминия в травильном растворе 20—25 г/л шероховатость поверхности деталей при всех температурах одинаковая.
Сплав АМгб. Для деталей из сплава АМгб характерно то, что шероховатость поверхности после травления не зависит от концентрации и температуры раствора и соответствует 5-му классу чистоты для глубины травления до 2 мм и 4-му классу — для глубины свыше 2 мм (табл. 2.6).
Таблица 2.6
Состояние поковки Глубина травления, мм Класс чистоты поверхности
ДО травления после травления
Кованые из слитка: продольное сечение 6,0—8,0 5 3-4
поперечное сечение 6,0—8,0 6,0—8,0 5 5 2-3 2-3
Штампованные поковки 6,0—7,0 5 3—4
Поковки из прессованного прутка: продольное сечение 15,0-20,0 5 5
поперечное сечение 15.0—25,0 5 Грубая обработка поверхности ниже 1
Прессованные профили 2,0- 4,0 6 6
Сплав ВАД-23. Детали из листовых заготовок сплава ВАД-23 в закаленном и состаренном состоянии после травления в щелочном растворе имеют шероховатость поверхности 3-го класса чистоты. Детали из горячепрессованных профилей не имеют класса чистоты после травления. Повысить класс чистоты поверхности травленых деталей до 6-го можно путем предварительного полного отжига перед травлением как листовых, так и горячепрессованных (рис. 2.27).
Сплав АК4-1. Детали из листовых заготовок после размерного травления на глубину до 4 мм имеют шероховатость поверхности 5-го класса чистоты. Панели из AK4-IT, предварительно механически обработанные с шероховатостью поверхности 6-го класса чистоты, после размерного травления на глубину 0,3—0,6 мм имеют шероховатость поверхности 5—6-го класса чистоты.
Сплав 01420. После размерного травления детали из сплава 01420 имеют чистоту поверхности 3—4 класса.
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Рнс. 2.27. Сплав ВАД-23, горячепрессованный профиль: а—травленный в растворе щелочи в закаленном и состаренном состоянии; 6 — травленный в отожженном состоянии.
Литые детали из алюминиевых сплавов
Алюминиевые детали, литые в землю и в кокиль, из сплавов АЛ9, АЛ 19 травить в щелочном растворе не рекомендуется ввиду резкого уменьшения класса чистоты поверхности за счет растравления литниковой корки и выявления раковин (рис. 2.28, 2.29).
Рис. 2.28. Литая деталь из алюминиевого сплава АЛ 19: а — до травления; б — после травления в щелочном растворе.
Штамповки и поковки из алюминиевых сплавов
Сплав АК4-1. Поковки из прутка с исходной шероховатостью поверхности 5-го класса чистоты после травления в щелочном растворе на глубину от 1 до 14 мм имеют тот же класс чистоты. Мелкие
штампованные детали из сплавов АМц, АК4-1 и АК6 после травления на глубину 0,6—0,8 мм кругом имеют шероховатость поверхности 5—6-го класса чистоты.
Рис. 2.29. Литая алюминиевая деталь из сплава АЛ9 после травления.
Штампованные крупногабаритные детали из сплава АК4-1 после размерного травления имеют шероховатость поверхности 4—5-го класса чистоты.
Детали из высокопрочных сталей
Шероховатость поверхности деталей из стали ВНС-2, обработанных методом размерного травления, зависит от шероховатости поверхности исходной заготовки; качества обезжиривания перед травлением; наличия местных напряжений, в том числе поверхностных, создаваемых предшествующими механическими операциями (например, при выколотке); соблюдения режима и технологии процесса, а также скорости последующей промывки; положения заготовок в ванне (расстояния между одновременно травящимися заготовками, наклона обрабатываемой поверхности, глубины погружения при обработке изогнутых поверхностей).
При травлении листовых заготовок из стали ВНС-2 в растворе состава:
соляная кислота ........ 80—150 мл/л
серная кислота 55— 70 мл/л
азотная кислота .... 100—150 мл/л •
тропеолин 0001 ... ... 0,5— 1,0 г/л
клей мездровый...............5— 10 г/л
вода............................ до 1 л
температура раствора 43—53°С, шероховатость поверхности может изменяться на один класс чистоты в ту или другую сторону.
При травлении горячекатаных листов шероховатость поверхности в отдельных случаях снижается на два класса. Раствор состава:
соляная кислота .
сериая кислота азотная кислота
свинец хлористый или или олово хлористое
. - . 400—425 мл/л 40— 60 мл/л
425—460 мл/л азотнокислый
.... 0,5—0,7 г/л
391
Часть III. Технологичность конструкций деталей из металлов
Вода дополнительно не вводится, температура раствора 20—30°С.
При травлении шероховатость поверхности листовых деталей в некоторых случаях повышается на 1—2 класса по сравнению с исходной.
Детали из титановых сплавов
Листовые детали из титановых сплавов, подвергаемые размерному травлению в отожженном состоянии, не меняют класс чистоты поверхности. Облагораживающая обработка, осуществляемая по ТР-790 ВИАМ, повышает класс чистоты поверхности и оказывает полирующее декоративное воздействие.
Детали из магниевых сплавов
Рекомендуемые методы травления листовых деталей из магниевых сплавов МА8, ВМ65-1 обеспечивают после травления гладкую поверхность 5—6-го класса чистоты.
Литые магниевые детали из сплава МЛ5 (термообработанные по режиму ТУ) после размерного травления на глубину свыше 0,2 мм имеют чистоту поверхности на 1—2 класса выше по сравнению с исходной. Следы от предварительной механической обработки исчезают после травления на глубину 0,25—0,40 мм.
Контроль шероховатости
Контроль шероховатости поверхности производится сравнением обработанной поверхности. с механически изготовленными эталонами. Шероховатость поверхности 1-й степени соответствует шероховатости поверхности листа, прошедшего процесс . дисперсного старения н не имеющего дефектов на поверхности. Такая шероховатость поверхности рекомендуется для деталей, особое значение для которых имеет усталостная прочность.
Шероховатость поверхности 2-й степени соответствует шероховатости поверхности, полученной пу-тем травления листа в свежезакаленном состоянии. Такая шероховатость поверхности является минимальной и допускается в случае отсутствия на чертеже указаний на более высокую обработку.
Контроль остаточной толщины деталей производится различными способами. Сущность одного из них состоит в том, что в травильную ванну одновременно с деталью, подлежащей обработке, погружают серию «образцов-свидетелей» из того же материала, которые через определенные промежутки времени извлекают для проведения замеров. При получении требуемой толщины на «образце-свиде-теле» детали извлекают из ванны.
Иногда результаты измерений контрольных образцов используют для построения опытных кривых, по которым в зависимости от времени нахождения детали в ванне определяется глубина травления и соответственно, толщина остаточного сече- , ния.
Для контроля изделий простой конфигурации используют весовой метод определения толщины оста-
392
точного сечення, при котором деталь связывают с заранее оттарироваиным противовесом. По достижении веса обрабатываемой детали до заданной величины противовес опускается и деталь извлекается из травящего раствора.
. Электромеханический метод контроля глубины травления основан на измерении расстояния от фиксированной точки до поверхности фрезеруемой зоны детали с помощью подвижного щупа через определенные промежутки времени.
Для измерения толщины крупногабаритных деталей, а также деталей, к которым доступ возможен только с одной стороны, используются ультразвуковые толщиномеры типа В4-8р, 1’УК, МИТ-2, ИТ-2.
Все перечисленные методы обладают рядом недостатков. Контроль толщин по «образцам-свидетелям» не дает достаточной точности, так как скорости травления отдельных зон образца и детали неодинаковы. Весовой метод труден в реализации, так как весовое соотношение деталь — противовес не обеспечивает требуемой толщины по всем зонам, особенно на деталях сложной конфигурации’ При электромеханическом способе наблюдается резкое снижение точности при короблениях н поводках. Ультразвуковой метод не позволяет обеспечить надежный акустический контакт из-за наличия воздушных прослоек между защитным покрытием и деталью, а со стороны обрабатываемой поверхности препятствует ходу химической' реакции.
В последнее время для контроля толщины деталей -в процессе химического фрезерования используются приборы, работающие на индукционных методах. Они основаны на возбуждении вихревых токов в контролируемых изделиях с помощью датчиков накладного и экранного типа. Использование Метода накладной катушки дает хороший эффект при контроле толщины деталей в процессе струйного травления, когда одна из сторон обрабатываемой поверхности находится вне зоны действия агрессивной среды.
Для контроля толщины изделий при травлении методом погружения хорошие результаты достигаются при использовании экранного метода. В этом случае деталь помещается между двумя катушками экранного датчика, одна из которых питается переменным током. Толщина остаточного сечения определяется по величине напряжения, наводимого в измерительной катушке датчика.
Таким образом, приборы, работающие на индукционных Методах, позволяют контролировать толщины деталей как в процессе струйного, так и общего травления и являются наиболее перспективными для автоматизации процесса химического фрезерования.
Последними из разработанных индукционных Приборов являются приборы ИТС-1М и толщиномер, фазовый типа ТФ (рис. 2.30), созданный Новоси-мврским филиалом НИАТ совместно с Новосибирский авиационным заводом им. В. П. Чкалова.
/. Кроме электронных приборов, контроль остаточ-мой толщины ведется также индикаторной скобой.
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Рис. 2.30. Фазовый толщиномер типа ТФ.
Контролируемая остаточная толщина должна соответствовать чертежу. Контроль остаточной толщины всеми указанными приборами должен производиться в соответствии с инструкциями эксплуатации на эти приборы.
4. ВЛИЯНИЕ ПРОЦЕССА РАЗМЕРНОГО ТРАВЛЕНИЯ НА ДЛИТЕЛЬНУЮ ПРОЧНОСТЬ ДЕТАЛЕЙ
Размерное травление деталей летательных аппаратов сопровождается наводороживанием поверхностного слоя. В некоторых работах указывается на то, что газы (в частности, водород) оказывают наибольшее воздействие на длительную прочность, проявляющееся в образовании хрупких трещин на конструкциях во времени.
Усталостная прочность деталей, изготовленных путем глубокого травления, не ниже усталостной прочности деталей, изготовленных путем обычной механической обработки, а в некоторых случаях выше. Так, по данным ВИАМ, плоские образцы из сплава В95, протравленные в растворе едкого натра с концентрацией 150 г/л и содержанием 70 г/л алюминия выдержали до разрушения 13 835 циклов; образцы, протравленные в ванне с концентрацией едкого натра 400 г/л, при том же содержании алюминия, выдержали 14 004 циклов, фрезерованные образцы — 11926 циклов.
Испытания сплава Д16 на усталость показали, что у образцов, полученных методом размерного травления (гладких rf=10 мм), предел выносливости снижается на 2—3 кГ[ммг на базе 2 • 107 циклов (рис. 2.31).
В НИАТе проведена работа по исследованию влияния режимов размерного травления на прочностные свойства деталей из материала В95. Испытания проводили на балках вида, показанного на рис, 2.32.
В результате были получены кривые усталости (рис. 2.33) для температур 70, 80, 90°С. При температуре 80°С получено наименьшее значение кривой усталости, а при температуре 90°С наблюдается резкий подъем. В связи с тем, что при температуре 90°С процесс более производителен и усталостные прочностные характеристики зна
50 Зак. 290
чительно выше, чем при 70 и 80°С, целесообразно режимы травления сплава В95 назначать в пределах 90°С±2°.
Рнс. 2.31. Кривые выносливости сплава Д16 при комнатной температуре:
1 — гладкие образцы в исходном состоянии; 2 — гладкие образцы после травления; 3 —образцы с надрезом в исходном состоянии; 4 — образцы с надрезом, нанесенным после травления.
S’-
Рис. 2.32. Балка нз сплава В95 для испытания иа усталостную прочность.
Зоны перехода от утолщенной части детали к более тонкой находятся в неразупрочненной зоне, что оказывает влияние на долговечность детали. Так, испытания на образцах из алюминиевого сплава В95 показали, что долговечность образцов с пологой зоной перехода несколько выше долговечности образцов с крутой зоной перехода. При этом увели-
393
www.vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Рис. 2.33. Кривые усталости при химическом травлении для средних температур (сплав В95).
чение фактора травления с 1:1 до 5:1 повышает усталостную прочность зон перехода на 15%, но снижает точность изготовления и увеличивает вес деталей. Вводить в конструкцию требование большего фактора (3:1; 5: 1 и более) целесообразно только для деталей, работающих в условиях повторно-статических, вибрационных и других аналогичных видов нагружения (см. АН-2331).
Проведенные исследования по влиянию размерного травления на хрупкое разрушение сплава ОТ4-1 показали:
1. Изменение технологических режимов в пределах инструкции ВИАМ ТР5-796, а также ориентация поверхности детали в ванне не дали заметного изменения длительной прочности;
2. Обезводороженные образцы не отличаются по длительной прочности от травленых, что показывает слабое влияние поверхностного слоя на длительную прочность всего материала. Облагораживание в растворе азотная кислота 4-плавиковая кислота по инструкции ВИАМ ТР5-790 уменьшает на-
водороживание и его распространение в глубь металла.
3. Длительная выдержка образца 5000 ч на воздухе не изменила практически показаний длительной прочности.
4. На основании результатов экспериментов получена зависимость длительной прочности для сплава ОТ4-1 после размерного травления (рис. 2.34).
Рис. 2.34. Зависимость длительной прочности из сила ва ОТ4-1 после размерного травления.
5. Величина нагружения более 0,6 ов дает время разрушения менее 100 ч. Следовательно, не рекомендуется применять элементы конструкций с данными величинами нагружений (монтажное нагружение, статистические и т. д.).
6. Величина нагружения 0,4 ов выдерживает принятую базу 2000 ч без образования видимых трещин, а 0,5 ов выдерживает 1000 ч также без разрушений.
7. Рекомендуется для листовых материалов толщиной более 3 мм располагать направление проката по направлению главных растягивающих нагрузок. Для тонких листов, также подвергающихся размерному травлению, рекомендуется направление проката располагать перпендикулярно линии действия растягивающих усилий.
www. vokb- la. spb. ru
5. ОБОРУДОВАНИЕ ДЛЯ РАЗМЕРНОГО ТРАВЛЕНИЯ
Наименование установки и схема
Типы деталей и их габаритные размеры
| Технологические операции
Установки струйного травления
1. Установка для травления вафельных
панелей из алюминиевых сплавов
1. Травление щелочью.
2. Промывка водой.
3. Осветление азотиой кислотой
Габаритные размеры в плане 8000x2000 мм
2. Установка для травления листового проката из алюминнемых сплавов толщиной 2,5—10 мм
1. Травление.
Образцы оошибок
Габаритные размеры в плане 8000x2000 мм и 7000X500 мм
2. Промывка водой
сл
&
Наименование установки и схема Типы деталей и габаритные размеры Технологические операции
3. Установка для травления листового проката нз алюминиевых сплавов толщиной до 6 мм Габаритные размеры деталей в плане 8000X2000 мм 1. Травление щелочью.
2. Промывка горячей и холодной водой.
3. Осветление азотной кислотой
fl'
Часть III. Технологичность конструкций деталей из металлов
www. vokb- la .spb. ru
4. Установка для травления днищ
5. Установка для травления цилиндрических и конических тел вращения
Габаритные размеры деталей t/сеч=2000 мм; </сф=6000 мм
1. Травление щелочью.
2. Промывка водой
Габаритные размеры деталей </„„.==2000 мм-/7=1500 мм
1. Травление щелочью.
2. Промывка водой
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
www.vokb-la.spb.ru
Наименование установки и схема
Типы деталей и их габаритные размеры
Технологические операции
Установка для травления на клин
Длина полосы /=44 000 мм
Установка для кессонного травления
Часть III. Технологичность конструкций деталей из металлов
www.vokb-la.spb.ru
Ш. ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ, ПОДВЕРГАЕМЫХ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ
399
Составители: А. И. ПЧЕЛКИН, В. П. СМО-
ЛЕНЦЕВ, В. М. ЩУКИНА
СОДЕРЖАНИЕ
Стр.
1. Электрохимическая размерная обработка металлов ....... . 401
2. Экономическая целесообразность применения ЭХО..............................403
3. Рекомендации по технологичности деталей, обрабатываемых электрохимическим методом .........................’ 403
400
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Электрические способы в общем технологическом процессе применяют как отдельные операции, в основном для предварительной обработки.
Электрическими называются такие методы обработки, при которых удаление материала (токопроводящих металлов), его перенос, формоизменение или структурные преобразования происходят под действием электрической анергии. Эта энергия вводится непосредственно в зону обработки без предварительных превращений в механическую, тепловую или другие виды энергии. Особенностью этих методов обработки является независимость скорости удаления металла от твердости, вязкости и других физико-механических свойств обрабатываемого материала.
Электрическая размерная обработка применяется главным образом в том случае, если по каким-либо причинам затруднена или невозможна обработка резанием (при применении в конструкциях труднообрабатываемых материалов, деталей со сложной геометрической формой, с малой жесткостью, с повышенными требованиями к поверхности — недопустимость микротрещин).
Электрические методы размерной обработки разделяют на электроэрозионные и электрохимические. Электроэрозионные методы обработки в самолетостроении почти не используются, их применение ограничивается частными случаями, в основном при подготовке производства.
1. ЭЛЕКТРОХИМИЧЕСКАЯ РАЗМЕРНАЯ ОБРАБОТКА МЕТАЛЛОВ
Электрохимическая размерная обработка (ЭХО) основана на анодном растворении металла детали, которое происходит в результате электролиза под воздействием постоянного тока.
Электрохимическим методом возможна обработка токопроводящих материалов любой твердости, включая титановые и твердые сплавы.
После ЭХО структурных изменений в поверхностном слое металла не происходит. Микротвердость поверхностного слоя и основного металла одинаковы, остаточные напряжения отсутствуют. Обработка этим методом исключает появление микротрещин на обрабатываемой поверхности, а также наличие острых кромок и заусенцев. Единственным дефектом является растравливание поверхности, главным образом по границам зерен. Глубина растравливания зависит от режимов обработки и материала и колеблется в пределах 0,03—0,06 мм. У титановых сплавов наблюдается наводороживание поверхностного слоя на глубину до 0,06 мм.
Электрохимической размерной обработкой можно заменить почти все операции резания. Основные
51 Зак. 290
схемы электрохимической размерной обработки деталей:
— прошивка отверстий, пазов, щелей (при ширине свыше 1,5 мм), колодцев, полостей, отверстий и т. д. (рис. 3.1);
Рис. 3.1. Схема прошивки.
— точение отверстий, наружных поверхностей (рис. 3.2);
Рис. 3.2. Схема точения отверстий.
401
www.vokb-la.
Часть 111. Технологичность конструкций деталей из металлов
— электрохимическое шлифование металлическим катодом или _ металлоабразивными кругами (рис. 3.3);
Рис. 3.3. Схема электрохимического шлифования.
— электрохимическая разрезка заготовок дисковым или проволочным электродом;
— обработка неподвижным электродом.
Технологические показатели при ЭХО приведены в табл. 3.1.
В самолетостроении наибольшее технологическое применение находят операции прошивки (фрезерование относительно плавных и обтекаемых поверхностей, сверление отверстий, прошивка пазов, щелей, фигурных отверстий и т. д.), зачистки заусенцев в труднодоступных местах неподвижным электродом и в отдельных случаях электрохимическое шлифование.
Применение ЭХО возможно при экономической целесообразности процессов. К основным типам деталей, рекомендуемых для электрохимической раз-
Таблица 3.1
Операции электрохимической обработки Неравномерность исходных припусков заготовки, мм Наименьшая величина припуска для ЭХО, мм Класс точности по ОСТУ Глубина растравливания, мк Класс чистоты обрабатываемой поверхности
Прошивка отверстий и полостей: мелких отверстий (диаметром 2-3 Боковые поверхности 20—40 5-6
до 3 мм)
колодцев, полостей, отверстий —- — 5-7 На дне 3—7 До 8
Точение 0,3-0,5 0,4-0,8 З-За 5-20 5—6
Шлифование:
металлическим катодом 0,2-0,3 0,6-0,8 2-3 17-20 Только при обработке жаропрочных сплавов 8—10
металлоабразивиыми кругами Не ограничивается —• 1-2 3-4 —
Разрезка заготовок — — 5-7 — —
Обработка неподвижным электродом До 1,0 До 2—2,5 Точность 0,3—0,8 10—50 •—
Таблица 3.2
Технические характеристики станков ЭХО
Модель станка Назначение станка Наибольшие размеры обрабатываемой детали, мм Площадь обработки, СМ? Наибольшее перемещение электро-да-инструмента, мм Точность обработки, мм2 Класс чистоты обрабатываемой поверхности Примечание
в плане высота
ЭКУ-251 Двусторонняя одновременная обработка деталей типа фитингов, кронштейнов, балок, качалок, рычагов и т. п. 320x250 200 600 200. 0,4 6—7 Станок передай на изготовление
ЭК У-630 630x320 320 750 200 0,4-0,6 6-7 Станок опытного
ЭГС-2 Обработка криволинейных поверхностей, колодцев, углублений 450x200 150 250 100 ’ 0,5 5-7 образца Станок выпускается в серии
ЭКУ-1501 Обработка деталей типа панелей, балок, траверс, карманов наружного контура Обработка объемных поверхностей, колодцев, углублений 01500 500 1000 320 0,5 5-7 Станок передан на изготовление опытного образца
ЭКУ-1500 3000x1000 250 1000 320 0,5 5-7 Изготовлен один опытный образец
ЭКУ-1503 Обработка крупногабаритных деталей 10000X1000 400 • 2000 . 200 0,6 5-7 Намечается разработка проекта
ЭПК-1600 Обработка крупногабаритных кольцевых деталей 01600 500 6000 320 0,5 6-7 —
402
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Таблица 3.3
Технические характеристики станков электрохимического шлифования плоскостей
Модель станка Назначение Наибольшие размеры обрабатываемой детали, мм Рабочий ход детали» м м Точность обработки, мм Класс чистоты обрабатываемой поверхности
в плане высота
ЭХВ-ПШ-160 Шлифование плоскостей 0160 100 320 0,05 6—8
ЭШС-1500 Шлифование сотовых заполнителей 1500x1000 100 1500 0,05 6-7
мерной обработки, можно отнести балки, панели, фитинги, рычаги, качалки, тяги, кронштейны, фланцы, корпусные детали гидросистемы и другие, изготовляемые, как правило, из труднообрабатываемых материалов и имеющие сложный профиль обрабатываемых поверхностей.
Промышленностью создано и намечено создание ряда конструкций станков для электрохимической размерной обработки самолетных деталей (табл. 3.2 и 3.3).
2. ЭКОНОМИЧЕСКАЯ ЦЕЛЕСООБРАЗНОСТЬ ПРИМЕНЕНИЯ ЭХО
При оценке экономической целесообразности применения электрохимической размерной обработки необходимо учитывать:
1. Целесообразность применения ЭХО в случае, . когда механическая обработка затруднена или невозможна:
— при использовании в конструкции высокопрочных, труднообрабатываемых материалов, сложных фасонных поверхностей, когда скорости резания не превышают 8—12 мм/мин. При этом экономический эффект операций складывается как результат повышения физико-технических данных от снижения веса в сфере эксплуатации изделия и снижения трудоемкости изготовления детали за счет резкого ухудшения обрабатываемости материалов при работе лезвийным инструментом или из-за сложной формы детали высокой прочности или вязкости материалов;
— при применении в конструкции маложестких деталей (сотовой панели), обработка резанием которых сопровождается образованием на обрабатываемой поверхности заусенцев и прижогов, недопустимых по условиям эксплуатации детали;
— при недопустимости в поверхностном слое микротрещин, которые неизбежны при механическом шлифовании материалов;
— при снятии заусенцев в труднодоступных местах.
2. Снижение трудоемкости ЭХО ввиду простоты кинематики электрохимических станков (обработка ведется при одном поступательном движении электрода; копирные устройства и координатные перемещения отсутствуют) и высокой автоматизации, что позволяет осуществлять одновременную обработку нескольких деталей на одном многопозиционном или нескольких однопозиционных станках.
51*
3. Возможность повышения класса чистоты обрабатываемой поверхности. Так, шероховатость поверхности после точения, фрезерования, сверления составляет 3—5-й, а после ЭХО — 6—9-й класс чи-. стоты. Это позволяет за счет снятия концентраторов напряжений повысить прочность деталей и снизить их вес.
4. Целесообразность ЭХО при большой повторяемости деталей, обеспечивающей полную загрузку хотя бы одного станка каждым наименованием обрабатываемых деталей.
Однако при оценке рациональности применения ЭХО в каждом конкретном случаё необходимо подходить индивидуально, с учетом всех технологических возможностей электрохимической размерной обработки и с выполнением экономического расчета по методике НИАТ.
3. РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ ЭЛЕКТРОХИМИЧЕСКИМ МЕТОДОМ
Накопленный отечественный опыт дает возможность определить лишь некоторые положения, которые следует учитывать при конструировании деталей:
1. Конфигурацию и размеры колодцев, выемок, углублений, занижений и т. д. проектировать ио возможности унифицированными.
2. Предусматривать в конструкциях деталей выступы высотой 1,0—1,5 мм (следы от недоснятого металла в зоне щелей электродов см. на рис. 3.4).
3. В чертежах указывать радиусы скруглений острых кромок — на наружных углах 7?] =0,1—5лои, на внутренних углах 7?2 = 0,5 мм (рис. 3.5).
4. Максимальная площадь одновременной обработки на детали должна быть не более 2000 см2 из-за отсутствия источников питания большой мощности.
5. Полости, колодцы, занижения, выемки в деталях должны быть замкнутыми по контуру (рис. 3.6) и симметричными (рис. 3.7).
6. В чертежах указывать уклон вертикальных стенок 1—5°.
7. При проектировании глухих полостей и отверстий назначать 4—5-й класс чистоты поверхности вертикальных стенок, дна — 6—7-й (рис. 3.8).
8. Щели, пазы, каналы, отверстия желательно выполнять глухими, так как при сквозном прошивании тонкие перемычки и заусенцы на детали способствуют замыканию электродов.
403
www.vokb-la.spb.
Часть III. Технологичность конструкций деталей из металлов
i
I li ill
I H
. I
1 i
9. Минимальный размер щели (по ширине) или отверстия — 1,5 мм.
10. Угол между касательной к поверхности детали и направлением движения электрода желательно назначать более 30° (рис. 3.9).
12. Полости, выемки, щели, отверстия в целях о новременной обработки за один установ долж! иметь параллельные оси.
,1 rl
:i
I : I , i
И
4
li
I j
Рис. 3.4.
Нетехнологично
Технологично
Рис. 3.7.
Рис. 3.5.
Нетехнологично Технологично
ЩЙОО
1ПП □□□
Рис. 3.8.
Рис. 3.6.
11. Высота ребер, ограничивающих колодцы, углубления, выемки, должна быть по возможности одинаковой. Толщина ребер в верхней части должна быть не менее 4—6 мм. Ребра жесткости располагать параллельно и с постоянным шагом.
13. Точная обработка отверстий или щелей в биметаллических материалах или конструкциях электрохимическим способом затруднительна, поскольку каждый материал требует своих определенных режимов и усложняет геометрическую форму электрода-инструмента.
. 14. Требования к деталям, предназначаемым для обработки электрохимическим шлифованием, аналогичны требованиям обычного абразивного шлифования.
15. При выборе марок материала рекомендуется применять их минимальное количество, разнообразие материалов вызывает необходимость применения различных по химическому составу растворов электролита, что усложняет серийное производство и вызывает трудности в хранении электролита.
404
www. vokb- la .spb. ru
IV. ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ, ПОДВЕРГАЕМЫХ
УЛЬТРАЗВУКОВОЙ ОЧИСТКЕ
405
www.vokb-la.spb.ru
Составители: К. Н. КИРИЛЛОВ, М. А. ЩЕРБАК.
СОДЕРЖАНИЕ
Стр.
1. Область применения ультразвуковой очистки .....................................407
2. Рекомендации по технологичности деталей, подвергаемых ультразвуковой очистке . . 407
3. Оборудование...........................409
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
В процессе изготовления на поверхности деталей возможна различные загрязнения: металлическая пыль, масло, охлаждающая эмульсия, коррозия после складского хранения или после термообработки, флюс после пайки, остатки доводочных паст
и т. п. В производственных условиях эти загрязнения удаляются механическим, химическим, электролитическим способами и с помощью декапирования. В последние годы все большее применение в технологии очистки находит ультразвуковой способ.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ
Ультразвуковые колебания в сочетании с активным воздействием моющей среды и другими технологическими параметрами дают высокую степень очистки поверхности деталей от различных загрязнений. Ультразвуковые колебания, воздействуя на поверхность очищаемых деталей, вызывают поверхностное упрочнение, повышая механическую прочность сталей мартенситного типа на 25%. Ультразвуковая очистка в десятки раз снижает количество остаточных загрязнений по сравнению с другими методами и приемами очистки. Для осуществления процесса ультразвуковой очистки служат различные технологические устройства: ванны с встроенными преобразователями и преобразователями иммерсионного типа, полуавтоматические и автоматические установки и т. д.
При очень высоких показателях степени очистки время ультразвуковой очистки во много раз меньше, чем при других методах.
Окупаемость ультразвуковых установок укладывается в полгода—два года, что свидетельствует об их большой экономической эффективности при внедрении в промышленность. Так, при использовании ультразвуковой очистки взамен химического метода на одном самолетостроительном заводе экономическая эффективность достигла приблизительно 300 тыс. руб. в год.
На схеме представлена классификация деталей, подвергаемых ультразвуковым методам очистки.
2. РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ, ПОДВЕРГАЕМЫХ УЛЬТРАЗВУКОВОЙ ОЧИСТКЕ
Требования, предъявляемые к конструкциям деталей, обусловлены габаритами, мощностью и назначением ультразвукового оборудования, серийно выпускаемого отечественной промышленностью, а также конструктивными особенностями деталей (толщиной стенок, конфигурацией, наличием пазбв, глухих глубоких отверстий, карманов и т. п.), влияющими на затухание колебаний, возникновение теней, а в целом на эффективность очистки.
Для обеспечения технологичности деталей рекомендуется соблюдать следующие- основные условия;
1. Габаритные размеры мелких деталей для очистки погружным способом должны укладываться в размеры согласно таблице, приведенной ниже.
2. Высота деталей не должна превышать 150 мм.
3. Толщина стенок деталей, особенно со сложной внутренней поверхностью, не должна превышать 1,5—2 мм. При большей толщине стенок в очищаемую полость рекомендуется вводить специальный излучатель типа УОГ-1, УОГ-3.
4. Диаметр очищаемых отверстий не должен быть менее 5 мм.
5. Глубина глухих отверстий не должна превышать 10 d.
6. В конструкции детали избегать тупиковых и пересекающихся каналов, создающих «мертвые зоны» при очистке. Рекомендуется предусматривать пересечение каналов и отверстий под углом 90°.
407
www. vokb-1а.
Часть III. Технологичность конструкций деталей из металлов
Детали самолетостроения, подлежащие ультразвуковым методам очистки
[Установка з-да им. С. Орджо-I иикилзе
408
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Типоразмеры деталей Габаритные размеры деталей, мм Тип оборудования Размеры излучающей поверхности, Мм Количества одновременно загружаемых деталей
Мелкие детали (поверхность значительно меньше излучателя стандартного типа ПМС-6) ZV^e н е е 300x300X150 УЗВ-15 УЗВ-16 УЗВ-17 УЗВ-18 300x300 300X600 300X900 300X1200 4 кг 8 кг 12 кг 16 кг
Средние детали (поверхность соизмерима с поверхностью излучателя) 300X300X150 УЗВ-15 УЗВ-16 УЗВ-17 УЗВ-18 300x300 300X600 300X900 300X1200 1 шт. 2 шт. 3 шт. 4 шт.
Крупные детали (поверхность значительно превышает типовой преобразователь) 300X300X150 УЗВ-16 УЗВ-17 УЗВ-18 300x600 300X900 300x1200 1 шт. 1—2 шт. 1—3 шт.
7. Трубопровод рекомендуется изготовлять из разного количества прямых участков, длина которых не должна превышать 3000 мм при толщине стенок 1,2—3,0 мм. Диаметр трубопровода — от 3 до 60 мм.
8. Криволинейность трубопровода и его разнопло-скостность должны лежать в диаметре 150 мм.
9. В конструкции деталей типа баллонов следует предусматривать технологическое отверстие для ввода во внутреннюю полость моющей жидкости. Толщина стенок не должна превышать 2 мм.
3. ОБОРУДОВАНИЕ
По назначению и характеру использования ультразвуковые установки для очистки могут быть разделены на четыре основные группы:
1-я группа — универсальные малогабаритные установки (ванны, преобразователи);
2-я группа—лабораторно-промышленные ванны с ручной загрузкой деталей;
3-я группа — многопозиционные промышленные установки;
4-я группа — промышленные автоматизированные агрегаты.
Универсальные малогабаритные установки первой группы характерны тем, что в комбинации с одним или несколькими генераторами могут применяться ванны или комплекты ванн различной емкости, удельной интенсивности и объемной плотности ультразвуковой энергии. Это дает возможность ис-
52 Зак. 290
пользовать данные устройства для очистки изделий разной конфигурации и габаритов от различных видов загрязнений. Преобразователи могут быть иммерсионными и встроенными. Диапазон мощностей генераторов от 15 до 1000 вт, емкость ванн от 0,5 до 70 л.
Использование установок этой группы предусматривает проведение различных технологических процессов очистки путем соответствующей компоновки ванн. Обычно генераторы этой группы выполняются на транзисторах, а преобразователи — на основе пьезокерамики. Указанные установки типа УЗУ-0,1; УЗУ-0,25; УНО-0,4 выпускает ЛЗВУ. Малые габариты таких установок позволяют использовать их непосредственно на рабочих местах для межоперационной очистки деталей в процессе сборки в электровакуумной, оптической, радиотехнической, приборостроительной и других отраслях промышленности.
Установки второй группы используют при наиболее простых технологических процессах, состоящих из одной операции. В случае более сложного технологического процесса необходимо применять дополнительное оборудование (ванны предварительной замочки, промывки, пассивирования; сушильные шкафы и т. п.). К этой группе относятся ванны типа УЗВ, комплектующиеся генераторами типа УЗГ-2,5 и УЗГ-10.
Особое место в технологии ультразвуковой очистки занимают погружные (иммерсионные) и кольцевые преобразователи, которые могут служить для очистки деталей в любой технологической ванне. Такие преобразователи типа ПМС-38, ПМС-40 выпускаются Кунцевским механическим заводом и Таллинским машиностроительным заводом.
Кольцевые преобразователи могут быть эффективно использованы и для очистки прямого трубопровода, и для очистки деталей сложной конфигурации внутренней поверхности с толщиной стенок до 2 мм, конструкция которых позволяет прокачивать моющую жидкость. Для ускорения процесса очистки или деталям, или преобразователям дается поступательное движение, а через внутреннюю поверхность очищаемого изделия прокачивается моющая жидкость.
Третья группа установок представляет собой многопозиционные ванны, иногда с встроенными генераторами, с ручной загрузкой и выгрузкой деталей и ручным переносом их из одной позиции в другую. Эти установки обычно используются. для очистки изделий сложной конфигурации при небольшой программе и значительной номенклатуре. К этой группе относятся установки типа УМ2-2, УЗУ-0,6-0,13, УЗУ2-0.63-0 и УЗУ4-1,6-0, в которых, кроме ультразвуковых ванн, предусмотрены дополнительные позиции для осуществления вспомогательных технологических операций, предшествующих ультразвуковой очистке или следующих за ней.
Четвертая группа установок включает в себя промышленные автоматизированные агрегаты. Характерными для этой группы являются автоматический перенос деталей из позиции в позицию и
409
www. vokb- la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
ручная или автоматическая их загрузка и выгрузка. По своему назначению эти установки делятся на специализированные — для очистки определенного вида деталей, и универсальные — для очистки более широкой номенклатуры деталей.
Специализированные’ ультразвуковые установки предназначены для очистки однотипных штучных изделий на подвесках, захватах, в корзинах и т. п.
К этой группе следует отнести такие, как УАЗ-6, установку для очистки распылителя форсунки и т. п.
Универсальные установки служат для очистки разнотипных штучных изделий насыпью или в корзинах, а также для очистки различных штучных изделий на универсальных или сменных подвесках (например, ванны УЗВ, УЗУ).
www.vokb-la.spb.ru
V. ТЕХНОЛОГИЧНОСТЬ МЕХАНООБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ С МАЛЫМИ ДЕФОРМАЦИЯМИ
52*
411
www. vokb- la. spb. ru
Составители: канд. техн, наук Е. К. ПОДЪЕМ-Щ И КО В А, А. А. ШАЦКИЙ
СОДЕРЖАНИЕ
Стр.
1. Технологичность конструкций заготовок и деталей для уменьшения их деформаций в процессе механической обработки . . . 413
2. Порядок расчета припусков иа механическую обработку крупногабаритных маложестких деформирующихся деталей . .415
www. vokb- la. spb. ru
412
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Появление деформаций в металле почти после каждой технологической операции обусловлено многими причинами, основные из них: резкое различие в физических свойствах компонентов химического состава, различная степень наклепа при прессовании, несимметричный профиль детали и разностен-ность, неравномерное охлаждение при термообработке и другие.
В процессе механической обработки в связи с нарушением равновесия поля внутренних напряжений при съеме металла деформации мог-ут уменьшиться или увеличиться. Чем больше диспропорция снимаемого металла с противоположных сторон детали, тем больше деформация.
В практике изготовления крупногабаритных плоских деталей деформация в процессе механической обработки проявляется в виде коробления плоскостей в различных направлениях, при обработке кольцевых деталей — в виде эллипсовидности.
После термообработки плоских деталей типа панелей основным видом деформаций является саб-левидность, которая не позволяет в процессе Механической обработки получить геометрические размеры детели в соответствии с чертежом, осуществить перевод механической обработки этих деталей на станки с программным управлением, а также не позволяет конструктору увеличивать длину деталей.
Проблема устранения коробления крупногабаритных деталей, имеющих сложную геометрическую форму, является актуальной и может быть решена
путем внедрения в технологический процесс механической обработки новых операций и методов.
К числу новых методов, значительно уменьшающих деформации после термообработки, относятся:
1. Всестороннее и равномерное растяжение заготовок.
2. Пропорциональный съем металла при механической обработке.
3. Дробеструйная обработка местных деформированных участков.
К основным крупногабаритным деталям самолетов, деформирующимся в процессе механической обработки, относятся монолитные панели, пояса лонжеронов и стрингеры, балки, профили разъема, шпангоуты, детали шасси и др. Обработка таких деталей на металлорежущих станках очень трудоемка. Большой процент по трудоемкости занимают правйльные работы. Исходная заготовка по своим формам и размерам далеко не совпадает с профилем готовой детали и имеет значительные деформации после термообработки.
С целью снижений трудоемкости изготовления крупногабаритных деталей, деформирующихся в процессе термообработки и механообработки, и составления прогрессивного технологического процесса на механическую обработку приводятся настоящие рекомендации, внедрение в производство которых зависит во многом от конструкторов при проектировании ими заготовок и деталей, разработки технических условий на изготовление и поставку.
1. ТЕХНОЛОГИЧНОСТЬ конструкций ЗАГОТОВОК и ДЕТАЛЕЙ ДЛЯ УМЕНЬШЕНИЯ
ИХ ДЕФОРМАЦИЙ В ПРОЦЕССЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
При проектировании крупногабаритных деталей, заготовки которых деформируются после термообработки, с целью уменьшения величины этих деформаций в процессе механической обработки необходимо:
1. Избегать при конструировании деталей одностороннюю механическую обработку, стремиться к созданию симметричных конструкций, исключающих коробление заготовок в процессе термообработки.
2. Предусматривать в заготовках законцовки, с помощью которых можно будет произвести всестороннее и равномерное растяжение для устранения деформаций заготовок после термообработки. Законцовки рассчитывать таким образом, чтобы ось
413
Часть III. Технологичность конструкций деталей из металлов
центра тяжести их поперечного сечения совпадала 3. Деформирование деталей в процессе механо-с осью центра тяжести поперечного сечения зато- обработки устранять методом пропорционального, товки (рис. 5.1). ' съема металла по расчетным припускам. Для ра-
Рис. 5.1. Технологичная панель с законцовками.
□
Рис. 5.2. Схема вписывания сечения детали в сечение заготовки:
а — иетехнологичиая заготовка, SC)
б — технологичная заготовка, SCj = 5С,.
(Sip SCj—статические моменты поперечного сечения заготовки относительно центра тяжести детали).
счета припусков в чертежах на деталь и заготовку должна, быть указаны координату.центра тяжести детали и заготовки, а также приведена, схема вписывания поперечного сечения детали в поперечное сечение заготовки -(рис. 5.2).
<4. Припуски под механическую обработку рассчитывать из условия соблюдения равновесия статических моментов частей поперечного сечения детали относительно еецентра тяжести и указывать их в чертеже на схеме вписывания (рис. 5.3).
5. Не допускать большой диспропорции в величине снимаемого слоя с противоположных сторон заготовки. В Случае невозможности вы-полн#ния данного условия (ндпример, при обработке КОСЫХ панелей, рис. 5.4 и 5.5), необходимо припуск рассчитывать для широкой И узкой сторон и обеспечи-ВИТЬснятие его за три про-Хода, так как каждый проход постепенно приводит де-таль в состояние равновесия и уменьшает деформации.
Рис. 5.3. Назначение припуска под механическую обработку из условия соблюдения равенства статических моментов Shi^Sh^
414
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
6. Установлено, что при обработке длинномерных деталей по расчетным припускам величина отклонения от прямолинейности обработанных плоскостей получается в пределах 0,05—0,1 мм на 1 погонный метр.
L панели (по чертему)
Рис. 5.4. Пример конструкции косой детали (панели).
Рис. 5.5. Назначение припуска под механическую обработку из условия равенства статических моментов для косой дета-
ли (панели) Shi-Sh^.
7. Местные деформации после механической обработки (например, в виде хлопунов в местах облегчений на поясах лонжеронов) устранять дробеструйной обработкой.
8. Для кольцевых деталей с целью устранения эллипсовидности рекомендуется:
а) термическую обработку поковок производить после предварительной механической обработки для удаления максимальных напряжений и выравнивания общей эпюры распределения внутренних напряжений;
б) заготовки из прессованного профиля после сварки подвергать отжигу, рихтовке, а затем закаливать с величиной эллипсовидности не более снимаемого припуска. Для этого закалку осуществлять в приспособлении. В противном случае на поверхностях создаются участки с различной напряженностью.
’2. ПОРЯДОК РАСЧЕТА ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
КРУПНОГАБАРИТНЫХ МАЛОЖЕСТКИХ ДЕФОРМИРУЮЩИХСЯ ДЕТАЛЕЙ
1. По заданным параметрам производственного чертежа детали и заготовки (координаты центра тяжести детали и заготовки, схема вписывания поперечного сечения детали в сечение заготовки) рассчитываются статические моменты частей поперечного сечения детали с припусками относительно центра тяжести детали. Припуски вырисовываются при вписывании сечения детали в сечение заготовки. Принимается, что главные оси ох и оу проходят через центр тяжести детали. Моментов получается четыре: два по оси ох и два по оси оу.
2. Если статические моменты по оси ох или оу не равны между собой, необходимо их уравнять за счет снятия «лишнего» металла (припусков) на стороне, определяющей больший статический момент.
3. .Выравнивание статических моментов происходит последовательно и постепенно, в зависимости от величины припусков и порядка технологических операций обработки.
4. Достигнув равновесия всей заготовки, назначаем припуски на обрабатываемые стороны пропорционально (в процентном отношенйи), не нарушая равенства статических моментов.
5. Снятие припусков и определение статических моментов сечения детали по одной оси (например, по оу) должно быть согласовано с величинами этих параметров по другой оси (ох) во избежание нарушения равенства моментов относительно другой оси.
6. Расчет припусков тюд механическую обработку на кольцевых деталях производится в зависимости от равенства статических моментов относительно центра тяжести поперечного сечения стенок и всего кольца.
7. Разработку программы на механическую обработку маложестких деталей производить с учетом припусков на бездеформационную обработку.
8. Механообработку по расчетным припускам можно производить на любых фрезерных станках без каких-либо следящих и корректирующих устройств.
9. При механической обработке по расчетным припускам не требуется применения труда высокой квалификации.
10. Для сокращения трудоемкости расчета припусков необходимо привлекать'электронно-вычислительную технику.
415
\okb-la.spb.ru
VI. ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ, ПОДВЕРГАЕМЫХ
УПРОЧНЯЮЩЕЙ ОБРАБОТКЕ
53 Зак. 290
417
Составители: В. В. ЗОТОВ, канд. техн, наук Б. Н. КАРТЫШЕВ, канд. техн, наук Б. П. РЫКОВСКИЙ, Н. Г. СМИРНОВА, В. К. ХАММАТОВ
СОДЕРЖАНИЕ
с
1. Область применения поверхностного упроч-
нения .................................4
2. Выбор способа упрочнения...............4
3. Рекомендации по технологичности деталей, подвергаемых поверхностному упрочнению 41
4. Оборудование для упрочнения . .41
Литература.............................. 41
www.vokb-la.spb.ru
418
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
В настоящее время накоплен обширный теоретический и экспериментальный материал, подтверждающий, что долговечность изделий зависит не только от рациональной конструкции и качества материала, но и в значительной степени от технологических процессов, обусловливающих качество поверхностного слоя деталей.
Одним из технологических путей повышения дол
говечности современных изделий является поверхностное упрочнение деталей пластическим деформированием.
Рекомендации содержат описание методов поверхностного упрочнения, требования, предъявляемые к деталям самолетостроения в зависимости от различных методов поверхностного упрочнения, и краткую характеристику оборудования.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ
Поверхностное упрочнение за счет создания стабильных остаточных напряжений сжатия, наклепа, благоприятного микропрофиля поверхности повышает выносливость деталей по сравнению с механообработкой в 2—2,5 раза и более.
Поверхностное упрочнение частично или полностью снимает влияние на циклическую прочность деталей конструктивных концентраторов напряжений, покрытий, коррозионных сред (табл. 6.1, 6.2, 6.3) [2]. Чем выше исходная шероховатость поверхности, тем эффективнее процесс упрочнения. Упрочнение алюминиевых сплавов и сталей с исходной шероховатостью поверхности 4—5-го классов чистоты повышает предел усталости на 30—40%, с исходной шероховатостью 7—8-го классов чистоты — на 15—17%. Отсюда следует вывод, что поверхностное упрочнение может заменить процесс ручного шлифования крупногабаритных деталей из сталей и алюминиевых сплавов после их точения и фрезерования.
Процесс упрочнения позволяет уменьшить шероховатость поверхности на 2—3 класса.
2. ВЫБОР СПОСОБА УПРОЧНЕНИЯ
В настоящее время рядом предприятий отрасли разработаны способы упрочнения и оборудование, что позволяет использовать прогрессивный технологический процесс при изготовлении подавляющего большинства ответственных деталей авиационной техники.
53*
Таблица 6.1
Циклическая прочность деталей из стали ЗОХГСНА
Методы обработки Предел усталости ct, кПмм^ (база . 107 циклов) Статическая выносливость
число циклов лг °макст кГ/мм2
Шлифование 62
Шлифование 4-упрочнение 71
Шлифование (испытание в коррозионной среде) 9
Шлифование + ЛКП* (испытание в коррозионной среде) 13
Шлифование+упрочнение+ 4-ЛКП (испытание в коррозионной среде) Штамповка (образец глад- 50 11000 100
кнй) Штамповка 4- упрочнение (образец гладкий) - 31000 100
Шлифование (образец гладкий) Шлифование 4- упрочнение 6700 136
До 40000 136
(образец гладкий)
Шлифование, концентратор напряжения ак=1,6 2 600 136
Шлифование 4- упрочнение, концентратор напряжения 4000 136
ак=1,6 Шлифование + хромирование (образец гладкий) 2 700 136 136
Шлифование+упрочиениеЧ-4-хромирование (образец гладкий) 4 600
* ЛКП —лакокрасочное покрытие.
419
www. vokb-1а.
www. vokb- la. spb. ru
Фрезерование V5+ вибро- 38700 наклеп + сернистокнслотное анодирование Фрезерование V4— \/5 17800 Фрезерование + виброна- 81 500 клеи V 6—V? Фрезерование у7б + серии- 7 500 стокислотное аиодиоование | B93 | B95 Число циклов до разру-Способ обработки шения при омакс=35л:Г/лл2 поверхности (образцы гладкие) Часть III. Технологичность конструкций деталей из металлов Таблица 6.2 Таблица 6.2 Циклическая прочность деталей из алюминиевых Влияние вибронаклепа на коррозию под напряжением сплавов алюминиевых сплавов
со -л •— СО сл 00 о со сл - о о о о о о о о
s q й о ьэ » w 8 8 8 8 | Д16
Д16, панель В93, поковка Сплав, полуфабрикат
I1U Lunpnnc X,V~*i7V to J^V По высоте 31—86 >170 3 > □ g 3 3 0 , при фрезе- вырезки образцов при фрезе- ровании ровании v4—v5 + v4—v5 -|- вибро- наклеп Время до разрушения образцов в сутках Няппявпрцир
I
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
Классификация деталей и способы их упрочнения представлены в схеме на стр. 420.
Упрочнение осуществляется несколькими способами:
— вибрационным;
— пневмодинамическим;
— гидроабразивным; •>
— обкаткой (раскаткой);
— алмазным выглаживанием.
Сравнение методов упрочнения между собой по эффективности приведено в табл. 6.4, 6.5, 6.6.
Вибрационный способ обработки рекомендуется для упрочнения деталей любой сложной формы. Этот способ обработки основан на использовании колебаний не связанных друг с другом частиц упрочняющего тела (стальные шарики или абразивные гранулы) и обрабатываемых деталей. Упрочняющее тело и деталь помещаются в контейнер, находящийся в состоянии вибрации.
В зависимости от вида упрочняющего тела различают вибронаклеп стальными шариками, виброшлифование и виброполирование гранулами абразива, абразивным порошком, боем шлифованных кругов. Принципиальная схема виброустановок дана на рис. 6.1. Микрорельеф поверхности детали после виброшлифования или виброполирования не имеет ориентации, как это бывает при плоском и круглом шлифовании и полировании.
Рис. 6.1. Принципиальная схема виброустановки:
1, 3, 4 — системы подвески амортизации; 2 — подвижная рама; 5 — вибратор.
Движение шариковой загрузки перпендикулярно обрабатываемой поверхности уменьшает шероховатость на 2—3 класса (при исходной шероховатости поверхности 5-го класса чистоты), а параллельно обрабатываемой поверхности — на 1—2 класса.
Пневмодинамический способ рекомендуется для упрочнения внутренних и наружных поверхностей длинномерных деталей (в том числе с переменным по длине профилем сравнительно несложной формы типа лонжеронов, стрингеров, панелей, лопастей воздушных винтов).
Пневмодинамический способ основан на использовании кинетической энергии стальных шариков, сообщаемой им струей воздуха, которая подается з рабочую камеру под давлением 3—7 атм. Благо-заря малому закрытому объему рабочей камеры осуществляется многократное соударение шариков : поверхностью обрабатываемой детали, в результате чего для осуществления процесса упрочнения 1еобходимо малое количество стальных шариков !до 10 кГ).
В зависимости от конструктивно-технологических особенностей деталей обработка их производится с использованием следующих технологических приемов:
с помощью набора отдельных рабочих камер, заключенных по всему периметру детали в общий корпус (если форма детали отличается от тела вращения);
путем вращения детали в рабочей зоне камеры — для тел вращения типа валов, цилиндров и др.;
перемещением рабочей камеры вдоль детали или перемещением детали относительно неподвижной камеры.
Принципиальная схема пневмодинамической установки ПДН-1 представлена на рис. 6.2.
Рис. 6.2. Принципиальная схема пневмодинамической установки:
1 — подвижные вставки; 2 — выходная щель для подачи во внутреннюю камеру потока воздуха под давлением 3—7 атм; 3 — отверстия для выхода отработанного воздуха в -атмосферу; 4 — ложементы; 5—-обрабатываемая деталь; 6, 7 — специальная головка.
Пневмодинамический способ обработки позволяет получить шероховатость поверхности, независимо от исходной, для алюминиевых сплавов 5—6-го, для сталей 6—8-го классов чистоты.
Гидроабразивный способ обработки рекомендуется для упрочнения деталей с фасонными поверхностями (например, стрингерные и вафельные панели) шириной до 1800 мм, при этом длина детали не ограничивается.
Гидроабразивный способ основан на использовании кинетической энергии абразивных частиц, взвешенных в струе жидкости, которая под давлением 4—6 ат подается на поверхность 'обрабатываемой детали. В результате происходит съем тонких сло
421
Часть III. Технологичность конструкций деталей из металлов
ев металла и сглаживаются микронеровности поверхности. Принципиальная -схема гидроабразив-ной установки СГП-2 представлена на рис. 6.3.
Принципиальная схема раскатывания представлена рис. 6.4. Шероховатость поверхности после раскатывания достигает 9—11-го классов чистоты.
Рис. 6.3. Принципиальная схема гидроабразивной установки СГП-2:
1 — воздушная защита; 2 — трос механизма подачи; 3 — распределение воздуха; 4 — распределение рабочей жидкости; 5 — смесительный бак; б—ролики рольганга; 7— насосы для подачи смеси; 8 — бункер; 9 — канализация.
Гидроабразивная обработка позволяет уменьшить шероховатость поверхности на 1—2 класса.
Способ обкатки (раскатки) рекомендуется для упрочнения гладких наружных цилиндрических и конических поверхностей, галтелей, надрезов (обкатка), цилиндрических и конических отверстий диаметром от 6 до 225 мм (раскатка).
Процесс обкатки (раскатки) основан на вдавливании твердого металлического инструмента (шарика, ролика) в обрабатываемую поверхность.
Алмазное выглаживание рекомендуется для упрочнения деталей различной геометрической формы— наружные цилиндрические, конические и сферические поверхности, отверстия, плоские поверхности.
Алмазное выглаживание является процессом от-делочно-упрочняющей окончательной обработки путем пластического деформирования тонких слоев поверхности детали инструментом с кристаллом алмаза, заправленным по сфере или цилиндру с
Рис. 6.4. Принципиальная схема раскатывания:
1 — упрочняемая деталь; 2 — ролик; 3 — сепаратор; 4 — опорный корпус.
422
Рис. 6.5. Схема алмазного выглаживания:
а — алмаз заправлен по сфере; б — алмаз заправлен по цилиндру.
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
R=l—3 мм. В процессе алмазного выглаживания формируется качественно новый микрорельеф поверхности со скругленными выступами и впадинами, без концентраторов напряжения, без шаржирования абразивными частицами, без трещин и прижогов. Принципиальная схема алмазного выглаживания представлена на рис. 6.5.
Таблица 6.4
Влияние разных способов иаклепа на число циклов до разрушения образцов с круговым надрезом (ак=1,5) из сплава В93 (пульсирующее растяжение амакс=25 к/'/имл9)
Вид обработки по поверхности в надрезе Число циклов до разрушения круглых образцов
не анодированных анодированных
Точение V6 20 700 8 200
Точение V6 + вибронаклеп 41900 21800
Точение V6+ пневмодинамический наклеп 116000 32000
Таблица 6.5
Влияние различных методов упрочнения на малоцнкловую усталость круглых образцов из стали ЗОХГСНА (°макс=^06 К Г/ММ3}
Вид обработки Число циклов до разрушения
Шлифование < Виброшлифование Вибронаклеп Пневмодинамический метод упрочнения Обкатка роликом 6000 19000 21000 35000 42000
Таблица 6.6
Влияние алмазного выглаживания на малоцикловую усталость сталей ЗОХГСНА (ав=165 кГ/лел*3), ВНС-5 (ов=150 кГ/лслс9) при повторном растяжении
Вид обработки Число циклов до разрушения
ЗОХГСНА ВНС-5
при ав, кГ/мм3 при ов, кГ/мм3
100 117 136 100 117 ’
Шлифование V& 53100 15000 4 250 20800 9840
LL^HcfioBaHHevS-h алмазное выглаживание Vio— VII — 121500 12400 154400 26800
ШлифованиеХ78+ полирование V9+хромирование 3 510
Шлифованне^-Ь алмазное выглаживание V ЮТ-хромирование 142900
Шероховатость поверхности после алмазного высаживания достигает 10—12-го классов чистоты [ля высокопрочных и нержавеющих сталей и 1—11-го для цветных сплавов.
3. РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ, ПОДВЕРГАЕМЫХ ПОВЕРХНОСТНОМУ УПРОЧНЕНИЮ
Вибрационная обработка
Для деталей, подвергаемых вибрационной обработке, рекомендуется [1, 2, 4]:
1. Исходная шероховатость поверхности деталей, подвергаемых вибрационной обработке, для деталей из высокопрочных сталей не ниже 5-го, для деталей из цветных сплавов не ниже 4-го класса чистоты.
2. Радиусы сопряжения деталей, подвергаемых виброупрочнению, не менее 3 мм.
3. Радиусы скругления кромок деталей, подлежащих виброшлифованию, должны быть- 7?=0,34-0,5 мм (для деталей шасси R=0,24-0,3 мм). ..
4. При виброшлифовании минимально допустимая ширина пазов 50 мм, размер колодцев 70X 70 X 70 мм (вафельные панели).
5. При виброшлифовании абразивными гранулами 5—10 мм минимальная ширина пазов, полостей и диаметр виброшлифуемых отверстий должны быть равны 50—100 мм, при виброупрочнении стальными.’ шариками диаметром 3—4‘ мм — 30—40 мм.
6. При виброобработке изолируются резьбы и отверстия, выполненные в пределах 2 и 3-го классов точности.
7. На концах деталей, а также в проушинах и Других ненагруженных местах предусматриваются поверхности длиной 50—100 мм, не подвергаемые виброобработке, которые используются в качестве крепежных баз.
8. Под виброупрочнение наплывы на сварных швах срезаются механообработкой.
9. Сварные швы на деталях шасси подвергаются виброупрочнению по всей детали.
10. На фасонных поверхностях сварные швы перед виброупрочнением подвергаются виброшлифованию до очистки шва, скруглению отдельных выплесков и других неровностей.
Вибронаклеп на однокоординатной вибрационной установке и установке для местного упрочнения деталей
Рекомендуется:
1. Габаритные размеры обрабатываемых деталей: длина до 3000 мм, ширина до 1400 мм. На двух и более секционных стендах длина деталей более 3000 мм, ширина до 1400 мм. Высота детали не должна превышать 400 мм. При высоте детали более 150 мм необходимо производить виброобработку в два и более переходов.
2. Верхний уровень шариковой загрузки над максимально выступающей частью детали должен быть выше на 30—40 мм.
3. Исходная шероховатость виброобрабатывае-мой поверхности должна быть не ниже 4-го класса чистоты.
423
www. vokb- la. spb. ru
Часть III. Технологичность конструкций деталей из металлов
4. Толщина стенки плоских деталей, подвергаемых виброобработке,должна быть не менее 3 мм.
Детали, имеющие поперечный и продольный набор ребер жесткости, после виброобработки не деформируются.
5. Радиусы скругления кромок деталей, подлежащих виброобработке, должны быть не менее 1,5 мм во избежание наплыва материала (рис. 6.6).
Рис. 6.6. Схема исполнения скругления кромок деталей, подлежащих виброобработке.
♦
6. Радиусы переходов, канавок и пазов должны быть не менее 2 мм (рис. 6,7), в противном случае они останутся неупрочненными.
4. Переходы следует выполнять радиусом не менее 2 мм.
5. Глубина колодцев с вертикальными стенками не должна превышать 20 мм (рис. 6.10).
Нетехнологично
Технологично
Рис. 6.9. Схема исполнения переходов и перепадов толщин у деталей, подвергаемых упрочнению пневмодинамическим способом.
Рис. 6.10. Схема исполнения колодцев с вертикальными стенками при пневмодинамическом способе упрочнения.
Нетехнологично
Рис. 6.7. Схема исполнения канавок и пазов деталей, подлежащих виброобработке.
6. С целью крепления детали предусматривать технологические припуски длиной ~300 мм (для панелей) .
Г идроабразивная обработка
Рис. 6.8. Схема обработки поверхностей с помощью вибрационной установки для местного упрочнения:
XXXX — поверхности, доступные обработке.
7. С помощью установки для местного упрочнения можно упрочнять доступные обработке поверхности (рис. 6.8).
Пневмодинамический способ
Для деталей, подвергаемых упрочнению пневмодинамическим способом, рекомендуется [2, 3]:
1. Габаритные размеры обрабатываемых деталей: длина до 12000 мм, ширина до 1000 мм.
2. Исходная шероховатость поверхности деталей, поступающих на обработку, 4—5-го классов чистоты [2, 3].
3. Места переходов выполнять в виде скоса, с углом 25°. Перепады толщины при резком изменении сечения не должны превышать 8 мм (рис. 6.9).
Для деталей, подлежащих
гидроабразивной обработке, [2] рекомендуется:
1. Размеры обрабатываемых деталей: длина — не ограничивается, ширина до 1800 мм.
2. Шероховатость поверхности после механической обработки должна быть 4—5-го классов чистота. Места кон
центраций (радиусы переходов, отверстий и т. д.) должны иметь шероховатость поверхности 5-го класса чистоты.
3. Все геометрические размеры должны соответствовать чертежу.
4. Избегать полностью закрытых поверхностей (узкие глубокие колодцы, карманы, сечением менее 100X100 мм).
Раскатывание
1. Диапазон диаметров раскатываемых отверстий 6—225 мм.
2. Глубина раскатываемых отверстий:
ддя диаметров в диапазоне более 50 мм — до
20 d;
для диаметров менее 50 мм— 15 d.
424
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций деталей, обрабатываемых снятием металла
3. Раскатыванию подвергаются отверстия с исходной шероховатостью 5—6-го классов чистоты.
4. Толщина стенки детали, прилегающая к отверстию, должна быть:
а) для деталей типа труб:
диаметром 6—20 мм — не менее 2 мм, диаметром более 20—50 мм — не менее 4 мм, диаметром более 50—100 мм — не менее 5 мм-, б) для деталей с несимметричными прилегающими стенками типа фланца:
диаметром 6—20 мм — 3—10 мм,
диаметром 30—100 мм — не менее 10 мм-,
в) в остальных случаях:
для диаметров более 100 мм толщина стенки устанавливается экспериментально. ~
стенок, менее рекомендованных, производить доработку стенки тывания отверстий, либо при
8. Отверстия, имеющие на поверхности несимметричную прерывистость, раскатываются инструментом, оснащенным направляющей частью (оснастка — соответствующая втулка, рис. 6.13).
При толщинах следует либо после раска-раскатывании применять оснастку, обеспечивающую жесткость стенки отверстия минимального сечения (например, втулки следует раскатывать в запрессованном состоянии).
5. Раскатываемое отверстие должно иметь фаски.
6. Раскатывание может применяться для обработки гладких сквозных и глухих отверстий, имеющих сплошную и прерывистую поверхность (рис. 6.11).
Рис. 6.11. Схемы отверстий, подвергаемых раскатыванию.
Доработка отверстий (шпоночных пазов, прямых масляных канавок и др.) производится после раскатывания.
7. Отверстия, пересекающиеся под углом с поверхностью, должны иметь площадки со стороны входа и выхода раскатника, перпендикулярные его оси. Площадки могут быть обработаны цековкой, зенковкой, фрезерованием и др. (рис. 6.12).
Рис. 6.13. Схема раскатывания отверстий, имеющих на поверхности несимметричную прерывистость.
9. В остальных случаях целесообразность и возможность использования процесса раскатывания определяются эксплуатационными и конструктивными особенностями деталей и техническими характеристиками оборудования.
10. При выборе схемы процесса раскатывания следует руководствоваться возможными вариантами взаимного рабочего движения инструмента и детали:
деталь вращается, инструмент неподвижен;
деталь неподвижна, инструмент вращается;
деталь вращается, инструмент вращается..
Алмазное выглаживание
Рис. 6.12. Схема исполнения отверстий, пересекающихся под углом с поверхностью.
1. Габаритные размеры обрабатываемых деталей определяются ее жесткостью.
2. Исходная шероховатость поверхности деталей, поступающих на обработку, для цветных сплавов и мягких сталей:
6—7-й класс чистоты — НВ <. 300;
7-й » » — HRC=35—45;
8-й » » — HRC=45—62.
,3. Алмазному выглаживанию целесообразно подвергать маложесткие тонкостенные детали, с толщиной стенки 1—2 мм.
Не рекомендуется подвергать алмазному выглаживанию детали, имеющие на обрабатываемой поверхности шпоночные канавки, шлицы, поперечные отверстия.
54 Зак. 290
425
www.vokb-la.spb. ru
Часть III. Технологичность конструкций деталей из металлов
4. ОБОРУДОВАНИЕ ДЛЯ УПРОЧНЕНИЯ Техническая характеристика установки СМУЛ-1 Амплитуда колебаний, мм 15 Механическая характеристика оборудования для Частота колебаний, кол/мин 625 вибрационного способа обработки представлена в Давление в пневмосети, ат ... 4—5 г г г . Габаритные размеры упрочняемой поверхио- табл. 6.7 [2]. сти за один проход (ширинаХдлнна), мм . 50X100 Таблица 6.7 Техническая характеристика некоторых виброустановок
Модель Наибольшая нагрузка (номинальная*, кг) Наибольший размер обрабатываемых деталей, мм Диапазон рабочих амплитуд, мм Частота колебаний, 2Ц Траектория движения Мощность электродвигателей, кет Габаритные размеры установки, мм Масса установки**, кг
ВПУ-400 ® (ВУ-3) = п то о. ВПУ-2500 о (ВУ-4) э ВПУ-1 § X ВСУ-1 2 О ВСУ-2 • £ * Номина * * Без уче * ** В завис 400 2500 5100 1900 3250 льная масса та массы ко нмости от 3 550X300X300 2200x 700x 700 6000X1400x100 3000x1000x500 11300x1000x500 — суммарная mi нтейнера. агрузки контей 2-6 1-5 3,0 3—8*.** 3—8»** t scca детали, нера. 17-40 20-27 17-33 16—25*** 16-25*** контейнера Плоскостная (эллипс) Плоскостная или линейная Плоскостная Линейная , приспособлен 7,0 56 35,5 40 80 ия и раб< 1300X1100X1450 3500X1600X1800 6360x2000X1400 3000x3400 10660X3400 зчей среды. 800 5000 9000 5000 15000
Техническая характеристика пневмодинамической установки ПДН-1
Оборудование для виброобработки
В промышленности и в исследовательских институтах применяются одно-, двух- и более секционные одиокоординатные вибрационные стенды и . установки для местного упрочнения деталей.
Техническая характеристика односекционного вибростенда модели ВСУ-1
Кинематический момент вибраторов, кГсм-. минимальный.............................. 840
максимальный..........................3180
Допустимая максимальная нагрузка на вибростенд, кГ................................ 600
Размеры вибростола (ширинаХдлнна), мм 1400X3000
Мощность электродвигателей, кет ... 40
Рабочее давление (в пневматической системе), ати.............................0,6—0,8
Рабочее давление в гидросистеме, ат . . 60
Двух-, трех- и более секционные стенды выбираются в зависимости от длины обрабатываемых деталей и представляют собой установки, скомплектованные из отдельных секций, расстояние между которыми 830 мм.
Установка для местного упрочнения модели СМУЛ-1 применяется для устранения местных дефектов на поверхности детали (рисок, царапин и т. д.), получаемых в процессе производства, транспортировки и эксплуатации. Упрочнение на данной установке при определенных режимах дает такие же результаты, что и при упрочнении иа вибрационных стендах модели ВСУ-1.
Размер обрабатываемой детали, мм: длина.................................. 12000
ширина . .................до 1000
Количество одновременно обрабатываемых деталей, шт.:
при ширине до 500 мм...................... 2
при ширине более 500 мм .... 1
• Масса шариков для обработки детали шириной 1000 мм, кг.......................... 10
Давление воздуха, ат...................3—7
Расход воздуха, м^ч........................ 85
Мощность двигателя для перемещения рабочей головки, кет............................ 1
Габаритные размеры установки (ширинах Хвысота), мм.............................. 800X1200
Масса установки, кг...................... 1250
Техническая характеристика гидроабразивиой установки СГП-2
Наибольшие размеры обрабатываемой детали, мм:
длина ....... ширина..................
толщина.................
Подача деталей со скоростью, мм!мин...................
Угол поворота форсунок
Число двойных ходов штанг с форсунками в минуту.........
Длина хода штанг, мм .... Наибольшее число форсунок на штанге...................
Общее число форсунок .... Расход воздуха на одну форсунку, лР/ч.................
не ограничивается
1800
70
80—50
60°
до 5—6
до 150
12
36
1
426
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкцийдеталей, обрабатываемых снятием металла
Количество насосов, подающих рабочую жидкость...............2 (производитель-
ностью 3 л8/*) И
1 (производительностью 4
Количество абразива — 5—6 кг и а 1 м2 обрабатываемой поверхности Габаритные размеры установки (длинаХширинаХвысота), мм . 3800X900X3200
Оборудование и.оснастка для раскатывания
Раскатывание отверстий в зависимости от типоразмеров деталей можно производить как на универсальных (токарных, сверлильных, фрезерных,
расточных и др.), так и на специальных станках и стендах, имеющих соответствующие диапазоны чисел оборотов и подач [2].
Оборудование для алмазного выглаживания
'Алмазное выглаживание можно производить на различных станках. Наружные цилиндрические поверхности обрабатываются на токарных станках различных типов, например отверстия — на токарных, револьверных, расточных и сверлильных станках.
Для алмазного выглаживания можно использовать станки нормальной и повышенной точности.
ЛИТЕРАТУРА
1. Виброупрочнение деталей из высокопрочных сталей. Инструкция ВИАМ, № 901—67.
2. Поверхностное упрочнение деталей из алюминиевых сплавов. Инструкция ВИАМ, № 949—69.
3. Пневмо динамический метод поверхностного упрочнения
деталей из алюминиевых сплавов и сталей. Труды НИАТ Xs 235, 1967.
4. Виброабразивное шлифование и полирование. РТМ-1162. НИАТ, 1967.
54*
ГЛАВА 6
ТЕХНОЛОГИЧНОСТЬ ТЕРМИЧЕСКИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ САМОЛЕТНЫХ КОНСТРУКЦИЙ
429
Составители: И. Г. АВЕРБУХ, Г. М. САЛА-МАХИНА, Я. И. СПЕКТОР, канд. техн, наук В. А. ЯКОВЛЕВ
СОДЕРЖАНИЕ
Стр.
Материалы, применяемые для изготовления деталей и узлов летательных аппаратов . . 431
Основные виды термической обработки . 433 Конструктивно-технологические требования к самолетным деталям и узлам, подвергающимся термической обработке..................433
Оборудование для термообработки самолетных Деталей и узлов.......................434
Классификация деталей и узлов, подвергающихся термической обработке...............436
Типовые представители уникальных деталей и узлов, подвергающихся термической обработке . ..............................437
Контроль процессов термической обработки . 440 Литература.............................. 441
430
www. vokb- la. spb. ru
Гл. 6. Технологичность термически обрабатываемых деталей самолетных конструкций
Термическая обработка — комплекс технологических операций, проводимых с целью упрочнения деталей и узлов, — один из важнейших технологических процессов самолетостроения.
Операции термической обработки должны обеспечить:
заданные физико-механические свойства на сложных элементах — деталях и узлах;
сохранение в пределах требований чертежа заданных размеров и геометрии сложных с точки зрения термической обработки деталей и узлов;
чистую или незначительно измененную поверхность деталей и узлов;
хорошую эксплуатационную надежность агрегатов и их элементов, изготовленных сваркой, за счет повышения малоцикловой выносливости путем снижения уровня остаточных напряжений.
Данные рекомендации содержат материалы, разработанные НИАТ, а также практические материалы ОКБ авиационных предприятий по отработке технологичности и снижению трудоемкости изготовления термически обрабатываемых деталей и узлов летательных аппаратов. Однако, учитывая рекомендательный характер, предлагаемый материал не может претендовать на полнотуг
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ И УЗЛОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Специфика проектирования и строительства современных самолетных конструкций требует от конструктора особого внимания при выборе материала. Кроме требований обеспечения заданных прочностных характеристик, необходимо учитывать и технологичность материала (минимальные изменения размеров при термической обработке, сопротивление газовой коррозии, возможность осуществления правки, минимальную склонность к трещинообра-зованию и т. д.).
С повышением требований к отдельным узлам агрегатов увеличивается и количество применяемых материалов. Но вместе с тем для снижения трудоемкости и повышения технологичности изделия номенклатуру применяемых материалов следует сокращать.
В настоящее время некоторые марки материалов морально устарели и не могут быть использованы при создании новой техники. В 1968 году ВИАМом был издан «Перечень марок сталей и сплавов, рекомендуемых к использованию в опытном произ
водстве изделий длительного ресурса авиационной техники на 1968—1971 гг.». В результате проведения работы по унификации удалось сократить общую номенклатуру применяемых сталей и сплавов с 360 до 160 марок.
Цветные сплавы, применяемые в самолетостроении, по основному элементу химического состава образуют четыре группы материалов: алюминиевые, магниевые, медные й титановые сплавы.
Все цветные сплавы могут быть разделены на две группы: упрочняемые термообработкой и неуп-рочняемые термообработкой (подвергающиеся только смягчающему виду термообработки — отжигу) .
Стали представлены двумя группами:' конструкционные и нержавеющие. Группа конструкционных сталей имеет в своем составе четыре подгруппы: нормализуемые, улучшаемые, цементируемые и азотируемые стали. Нержавеющие стали представлены двумя подгруппами: неупрочняемые термообработкой и упрочняемые термообработкой.
В табл. 1 и 2 дан примерный перечень марок материалов из цветных сплавов й сталей, рекомендуемых ВИАМом для самолетостроения.
431
I. vokb-la.spb.ru
Часть III. Технологичность конструкций деталей из металлов
Таблица 1
Цветные сплавы, применяемые в самолетостроении
Таблица 2
Стали, применяемые в самолетостроении
Группа сплавов Подгруппа сплавов Марка сплавов
Алюминиевые Магниевые Медные Титановые Неупрочияемые термообработкой Упрочняемые термообработкой Неупрочияемые термообработкой Упрочняемые термообработкой Неупрочияемые термообработкой Упрочняемые термообработкой Неупрочияемые термообработкой Упрочняемые термообработкой АМг, АМц Д1, Д16, Д18, В65, М40, 01420, АК4-1, АК8, АК6, В93, В95, ВАД-23, АД31, АДЗЗ, АВ, АЛ9, АД8, АЛ 19, ВАМ МА8, МА2 ВМ65-1..МН11, МЛ5, МА12, МЛ15, МЛ10, ВМЛ2 М2, М3, ЛС59-1, Л62 БрБ2, БрАЖМцЮ—3—1,5, БрАЖН 10-4-4 ОТ4, ОТ4-1, ВТ5Л, ВТ15, ВТ20 ВТ14, ВТ16, ВТ22
Группа стали Подгруппа стали Марка стали
Конструкционные Нержавеющие Нормализуемые Улучшаемые Цементуемые Азотируемые Неупрочияемые термообработкой Упрочняемые термообработкой 15, 20, 25 45, 38ХА, 16ХСН, 25ХГСА, ЗОХГСА, 65П, 60С2А, 65С2ВА, 50ХФА, 25Х2ГНТА (ЭИ519), 20ХЗМВФ (ЭН415), 40ХНМА, ЗОХГСНА, ЗОХГСНМА, 30ХГСН2В (ВЛ1), 40ХН2СВА (ЭН643), 358ГСЛ, 27ХГСНМЛ, ВНЛ2 12ХНЗА, 12Х2Н4А, 18Х2Н4ВА, 1Х17Н2 38ХМЮА, 30Х2НВФА, ЗОХЗВА Х18Н10Т, Х18Н9Т, Х17Г9АН4 (ЭН878) 1X13, 2X13, 4X13, Х17Н5МЗ (СН-3, ЭН925), Х16Н6 (ЭП288, СН-2А), Х15Н5Д2Т (ЭП410У, ВНС-2), 1Х15Н4АСЗ (ЭП310, ВНС-5), 1Х17Н2, Х12Н22ТЗМР (ЭИ696М)
432
www. vokb- la. spb. ru
Гл. 6. Технологичность термически обрабатываемых деталей самолетных конструкций
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Назначение того или иного вида термической обработки зависит от марки материала, сложности конфигурации детали и предъявляемых требований к физико-механическим свойствам. Теплофизические параметры режимов термической обработки устанавливаются инструкциями ВИАМ [12—25].
Для удобства назначения вида термической обработки в зависимости от материала и физико-механических свойств все процессы термической обработки в современном самолетостроении можно разделить на три основные группы (класса): смягчающая, упрочняющая, химико-термическая.
Классификация технологических процессов термической обработки сталей и сплавов приведена в схеме на стр. 432.
Смягчающая термообработка служит для обеспечения определенных технологических свойств деталей— лучшей штампуемости или обработки резанием, для снятия напряжений, полученных полуфабрикатами или деталями в процессе изготовления и т. д.
Упрочняющая термообработка предназначена для придания деталям окончательных механических свойств в соответствии с требованиями чертежа или ТУ. Этот вид термообработки включает в себя процесс закалки и отпуска.
Химико-термическая обработка—процесс, сочетающий термическое и химическое воздействия с целью изменения состава, структуры и свойств поверхностного слоя стали. Химико-термической обработке подвергаются конструкционные стали типа 12ХНВА. Химико-термическая обработка делится на две большие группы — диффузионное изменение насыщенности поверхностного слоя стали металлами и неметаллами.
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К САМОЛЕТНЫМ ДЕТАЛЯМ И УЗЛАМ, ПОДВЕРГАЮЩИМСЯ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Материал, выбираемый для изготовления деталей, должен иметь минимальные изменения удельного объема при фазовых превращениях и минимальный коэффициент линейного расширения при нагреве и охлаждении, так как в процессе закалки вследствие структурных превращений и неравномерности сокращения объема металла возникают внутренние напряжения, которые способствуют деформации изделия, изменению его формы и геометрических размеров.
Для конструирования деталей и узлов крайне желательно применение таких материалов, у которых термическая обработка чрезвычайно проста и не вызывает больших деформаций. С точки зрения минимальных деформаций лучше применять воз-душнозакаливаемую сталь.
Идеальной для термической обработки является такая форма детали, в которой каждая точка любого сечения или поверхности получает или отдает
55 Зак. 290
при нагревании или охлаждении одинаковое количество тепла с одинаковой скоростью.
Чтобы получить такую форму детали, необходимо каркас ее проектировать симметричным. На практике создание такой конструкции для деталей современных летательных аппаратов невозможно, так как стремление к снижению веса приводит к созданию деталей равнопрочных или близких к ним. Следствием этого является изготовление конструктивных элементов силового набора планера, крыла, хвостового оперения весьма ажурных, несимметричных, обладающих большим градиентом толщин в одном сечении, большим количеством всякого рода облегчений, выполненных в виде карманов, и поэтому нетехнологичных с точки зрения термической обработки.
Нетехнологичность подобных деталей приводит к тому, что в процессе термической обработки возникает существенное коробление, которое вынуждает проводить правку или оставлять большие припуски на механическую обработку.
Технологичные для термической обработки детали и узлы не должны иметь существенного перепада по толщине в одном сечении; сопряженных элементов, в которых отношение поверхности к объему сильно отличается; массивных консольных элементов и тонких полотен. Сопряжения элементов должны быть плавными.
Упрощая конструкцию детали или узла и используя современные методы термической обработки, можно уменьшить коробление, а следовательно, и припуск на дальнейшую механическую обработку, в результате повысить коэффициент использования материала, снизить себестоимость и трудоемкость их изготовления.
При проектировании деталей и узлов самолетных конструкций, подвергающихся термической обработке, в целях повышения их технологичности необходимо учитывать следующие общие требования:
1. Выбирать материалы для изготовления деталей, учитывая необходимость получения не только заданных физико-механических свойств, определяемых эксплуатационными требованиями, но и технологических свойств, обеспечивающих проведение термических операций с минимальной деформацией, снятие остаточных напряжений при более низких температурах, получение чистой поверхности при более высоких температурах без специальных мероприятий по защите. Не допускать необоснованно завышенных требований на деталях по физико-механическим свойствам.
2. Использовать простейшие геометрические формы деталей, что значительно облегчает термическую обработку и позволяет нормализовать процессы, оснастку и оборудование.
3. Не допускать излишнего ужесточения допусков на коробление и завышения требований по механическим свойствам, так как это удорожает и осложняет термическую обработку.
4. Широко применять унифицированные и нормализованные детали и узлы; стремиться к унификации материалов, их механических свойств, глуби-
433
www. vokb- la. spb. ru
Часть Ш. Технологичность конструкций деталей из металлов
ны слоя цементации, цианирования и азотирования, что даст возможность нормализовать процессы термической обработки и сократить сроки подготовки производства.
С точки зрения конструкции при проектировании деталей и узлов, подвергающихся термической обработке, не допускать:
1. Острых углов, надрезов и острых кромок на деталях, что затрудняет термообработку и приводит при закалке к образованию трещин.
2. Всякого рода облегчений в виде фрезерован-* ных карманов и разгрузочных отверстий иа сложных крупногабаритных деталях.
3. Резких переходов от толстых элементов к тонким, что приводит к концентрации напряжений в местах переходов, а при термической обработке деталей— к деформации и образованию трещин.
4. Тонких перемычек на деталях, имеющих сквозные и несквозные отверстия, что способствует образованию трещин.
5. Толстых, приливов на длинномерных деталях типа лонжеронов с небольшим поперечным сечением, что вызывает при термообработке склонность К деформации.
При определении габаритных размеров деталей и узлов, подлежащих термической обработке, следует исходить из перечня оборудования, приведенного в табл. 3 и 4.
В случае применения индукционного нагрева не*~ обходимо соблюдать следующие требования:
— при поверхностной закалке на чертеже детали обязательно указывать, кроме требуемой твердости, глубину закаленного слоя;
— в конструкциях, требующих поверхностного упрочнения, толщина закаленного слоя должна быть более высоты кольцевых выточек, галтелей и других надрезов, расположенных на поверхности (рис. 1). '
Нетехнологично
Технологично
Рис, 1. Соотношение между глубиной закаленного слоя х и величиной надреза г:
х<г, понижение предела выносливости и конструктивной прочности детали; х>г, повышение предела выносливости н конструктивной прочности.
Так, если толщина закаленного слоя х меньше глубины выточек г, усталостная прочность детали снижается. Когда толщина закаленного слоя больше глубины выточки, усталостная прочность повышается и резко снижается чувствительность к над-, резу;
Рис. 2. Поверхностная закалка шейки валика:
а — закалённый слой / в опасном сечении 2 (возле галтели); б — закаленный слой 1, выведенный-за пределы опасного сечения валика.
— следует избегать выхода закаленного слоя в месте опасных сечений, где образуются растягиваю- ~ щие напряжения, что может уменьшать конструк-
ОБОРУДОВАНИЕ ДЛЯ ТЕРМООБРАБОТКИ САМОЛЕТНЫХ ДЕТАЛЕЙ И УЗЛОВ
тивную прочность, детали и вызвать преждевременное разрушение ее в зоне окончания закаленного: слоя. На рис. 2 представлено неправильйое и правильное расположение закаленного слоя при раз-личных конструктивных оформлениях детали;
"’к
— для предотвращения оплавления на торцах детали необходимо предусматривать фаску 1X45°, в деталях с отверстиями —фаски 2X45°.
Для сведения конструкторов в табл. 3 и 4 приве ден перечень рекомендуемого оборудования . д.и термической обработки самолетных деталей и уз „ лов, которое выпускается серийно или на нег< имеются разработанные технические проекты.
В таблицах дана техническая характеристика Fгабаритные размеры рабочего пространства, а так же сплавы и стали, для которых это оборудованш рекомендовано.
434
www. vokb- la. spb. ru
Гл. 6. Технологичность термически обрабатываемых деталей самолетных конструкций
Таблица 3
Рекомендуемое оборудование для термической обработки самолетных заготовок, деталей н узлов
Наименование оборудования Шифр оборудования или чертежа Габаритные -размеры рабочего пространства (ширинахдлинах X высота), мм Максимальная рабочая температура, °C Производительность, кг\ч Мощность, кет Габаритные размеры оборудования, мм (ширннаХДлпиаХ Хвысота) Способ изготовления Назначение оборудования
Рециркуляционный агрегат ПАП-8 1250X7800X2750 550 — 222,4 6500x15740X8830 Хозяйственный Для закалки и старения алюминиевых сплавов
Рециркуляционный агрегат ПАП-ЗМ 1100x3000x1400 550 — 75 2150X7260x6470 Серийно То же
Рециркуляционная печь ПАП-4М 1250x1450X2000 400 •— 28 2150X3670X2990 • Для отжига и старения алюминиевых сплавов
Рециркуляционная печь ПАП-27 2600X12500x2500 , 300 — 14 4000X20000X 7000 Хозяйственный Для старения алюминиевых сплавов
Рециркуляционная печь ПАП-9 1100Х1150ХИ00 500 — 40 2230x4800X4000 То же Для термообработки магниевых сплавов
Печь сопротивления камерная механизированная СНЦ-5.10.3.2/10 исп. М-01 500X1000X320 1000 75 82 2765X7230X3345 Серийно Для закалки конструкционных сталей
Печь сопротивления камерная СНЗ-8,5.17.5,0/12 850X1750X500 1250 120 70 2610X3260x2744 я Для термообработки нержавеющих сталей
Печь сопротивления камерная СНЗ-6,5.13.4,0/12 650X1300X4001 1250 100 50 2320x2540X2370 * То же
Шахтная печь для азотирования СШ-5,7,5/6 0500X750 650 — 50 1594x1800X2695 Для азотирования
Шахтная печь для азотирования США-8.12/6 0800X1200 650 — 100 1970x2195x3335 N
Шахтная печь для азотирования США-8.24/6 0800x2400 650 — 120 2600X5200X5650 По спецзаказу
Универсальная шахтная электропечь с принудительной циркуляцией атмосферы ОКБ-664А 0400x500 250-950 100— 200 13-40 1650X1500X3000 Серийно Для термообработки медных сплавов
Шахтная печь для газовой цементации СШЦ-4.9/10 исп. М-01 0400X900 1050 75 65 1975x2310x3175 Для цементации
Шахтйая печь для газовой цементации СШЦ-6.12/10 0600x1200 1050 120 ПО 2125X2460X3660 к N
Двухтигельная соляная электропечь-ванна ОКБ-588 1-й тигель 350X400X450 1-й тигель 900 50 1-й тигель 19,6 1545x2400x2510 Для изотермической обработки стальных деталей
2-й тигель 660X1000X510 2-й тигель 400 2-й тигель 17
Соляная электродная печь-ванна СВС-100/13 с 200X350x320 1300 320 100 1715X1905X3090 * Для закалки мелких деталей из конструкционных легированных сталей
Примечание. Камерные печн для отпуска (700°С) выпускаются серийно таких же размеров, как и закалочные.
55* 435
www. vokb- la. spb. ru
Часть 111. Технологичность конструкций деталей из металлов
Таблица
Шахтные агрегаты, рекомендуемые для термообработки самолетных деталей н узлов
Шифр оборудования Размер рабочего пространства (диаметрХвы-сота), мм Максимальные габаритные размеры садкн (диа-метрхвысота), мм Максимальная рабочая температура, °C | Производительность, кг/ч Термическая мощность, кет Максимальный вес садки, кг Габаритные размеры оборудования (ширина ХДлинаХвы-сота)*, мм Способ изготовления Материал для предназначенного оборудования
15-1566 2150X5000 1500X5000 900 1000 982 1500 6000Х17000Х(Ю240/6830) Хозяйственный Конструкционные легированные стали
15-1701 2150X6400 1600X5000 950 1500 1100 2000 7500Х32000Х10690/6750 То же То же
15-2083 2150x5500 1500X5000 1050 — 2010 2000 7300x48000X10500/7500 я Конструкционные легированные и нержавеющие стали
15—2140 1800X5000 1500X4000 1100 — 2622 1500 7000x52000 x9850/7000 То же
15-2274 * Чис 2900X11850 литель—высот? 2000X10000 агрегата над 1050 уровне гм пол 5150 а, зна> 3000 кенате 9000X82000X17255 ль— ниже уровня пола. » 1»
КЛАССИФИКАЦИЯ ДЕТАЛЕЙ И УЗЛОВ, ПОДВЕРГАЮЩИХСЯ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
По конструктивно-технологическим признакам, определяющим характер и сложность технологического процесса, детали, узлы и агрегаты, подвергающиеся термической обработке, могут быть разделены на пять групп.
Первая группа — детали простой геометрической формы и небольших размеров, не склонные к короблению, к ним относятся валики, втулки, бруски, шайбы и т. д. Как правило, длина этих деталей не превышает трех толщин материала. Детали этой группы проходят термообработку по одному и тому же технологическому процессу, различаются они лишь температурой нагрева и временем выдержки. Однотипность технологических процессов обработки деталей позволяет механизировать и автоматизировать эти процессы и с максимальной загрузкой использовать термическое оборудование.
Вторая группа — детали средней сложности и средних размеров с разными сечениями, типа шестерен, кронштейнов, барабанов и т. д. Размеры деталей значительно превышают толщину материала. Эти детали в большинстве случаев проходят термообработку по различным технологическим процессам. Для предупреждения деформации и трещинообразования необходимо детали этой группы изготовлять из легированных сталей, закаливающихся в масле, горячих средах или на воздухе.
Третья группа — детали сложной конфигурации с_ относительно небольшими габаритными размерами— 500 мм, типа больших шестерен, литых деталей из стали и легких сплавов (седла, рамы и т. д.).
Четвертая группа — детали тонкостенные, объемные, крупногабаритные, типа цилиндров, панелей одинарной и двойной кривизны, отсеков, обтекателей, баков, шпангоутов ft т. д. 0 новых конструкци-436
ях самолетов все чаще применяются тонкостенные объемные детали с толщиной стенок от 0,5 до 5 мм габаритными размерами, превышающими 2000 X Х2000 мм, и длиной до 10000 мм.
Детали и узлы четвертой группы, как правило, изготовляются из листа сваренного АрДЭС и могут быть оснащены набором, увеличивающим продольную жесткость (гофр или стрингерный набор, приваренный ТЭС).
Большинство этих деталей изготовляются вытяжкой, обтяжкой, раскаткой и другими способами. При термической обработке деталей этой группы, вследствие малой жесткости и склонности к короблению, необходимо применять специальную оснастку, обеспечивающую возможность совмещения термической обработки калибровочных операций. Для таких деталей необходимо разрабатывать индивидуальные технологические процессы.
Для нагрева и закалки таких деталей целесообразно применять специальные агрегаты, позволяющие механизировать и автоматизировать процесс термической обработки.
Пятая группа — детали длинномерные из сталей разных марок и цветных сплавов типа лонжеронов, балок, стрингеров и других элементов силового набора. В большинстве своем это детали сложной конфигурации, большой длины (до 10000 мм), небольшого и переменного сечения, с резкими переходами от тонких к толстым сечениям. Термообработка их представляет большие трудности, так как они склонны к сильному короблению. Поэтому требуется разработка специального технологического процесса на каждую деталь.
Термическая обработка деталей и узлов первой, второй и третьей групп не представляет сложности и осуществляется на универсальном оборудовании. Четвертая и пятая группа на машинах с М >. 2,2 существенно пополнилась уникальными деталями, узлами и агрегатами, требующими термической обра-
www.vokb-la.spb.ru
Гл. 6. Технологичность термически обрабатываемых деталей самолетных конструкций
ботки. Осуществление процессов термической обработки деталей и узлов этих групп определяет возможность изготовления современного летательного аппарата.
диент по толщине детали в одном сечении верхней траверсы составляет 29 мм. Нижняя траверса рамы I также делится на правую и левую части, она менее массивна и обладает гораздо меньшей жесткостью в плоскости.
ТИПОВЫЕ ПРЕДСТАВИТЕЛИ УНИКАЛЬНЫХ ДЕТАЛЕЙ И УЗЛОВ, ПОДВЕРГАЮЩИХСЯ ТЕРМИЧЕСКОЙ обработке
Характерными представителями элементов силового набора одного из изделий, подвергающихся упрочняющей обработке, являются детали типа рам и лонжеронов. На рис. 3 и 4 представлены боковые рамы, в сборе образующие шпангоутовый элемент фюзеляжа. Рамы представляют собой ажурные сварные конструкции с оребренными фрезерованными карманами, отдельные элементы которой изготовляются из поковок стали ВНС-5 путем механической обработки. В таком виде детали поступают на термообработку. Толщина оребрения в разных частях рамы изменяется от 25 до 3 мм. Рамы имеют две траверсы — верхнюю 2 и нижнюю 1, которые сварены между собой.
Для рамы I характерно, что верхняя и нижняя траверсы соединяются между собой несимметричным профилем.
Рама II представляет собой несколько более жесткую конструкцию, чем рама I. Между нижней и верхней траверсой есть полотно-перегородка. Верх-•няя траверса более массивная и также имеет проушины. В ребрах жесткости нижней траверсы имеются приливы с отверстиями.
Характерной особенностью рам являются карманы с тонкими стенками (перегородками). На некоторых перегородках допускаются разгрузочные отверстия.
В карманах «хлопуны» не допускаются. В соответствии с требованиями чертежа после полного цикла термообработки материал рам I и II должен обладать пределом прочности Ов 115+]1® кГ/мм2.
Пояса, как и рамы, являются силовыми узлами (5-я группа). Большой и малый пояса состоят из лонжерона 1 с приваренными одной (или двумя)
Рис. 3. Общий вид рамы 1.
(рис. 5) полками 2. Наиболее массивной частью пояса являются проушины 3. В верхней части лонжерона малого пояса проходит ребро, которое делит лонжерон на две половины: тонкую и утолщенную. Профиль приваренной полки также несимметричен. Приваренные полки имеют на большом и малом лонжероне несимметричное тавровое сечение. Ребро тавра находится с той же стороны, что и ребро лонжерона. Утолщенная часть нижней полки тавра расположена со стороны наружного контура малого и большого пояса.
Рис. 4. Боковая рама II:
1 — нижняя траверса; 2 — верхняя траверса.
Рис. 5. Большой пояс:
1 — лонжерон; 2— полка; 3 — проушина.
У рамы I средняя часть не имеет перегородок и образована фасонным профилем. Правая часть верхней траверсы наиболее массивная, здесь нахо-
По техническим условиям чертежа большой и малый пояса изготовляются из стали ВНС-5 и должны проходить термообработку на предел прочности Ов 1551’о кПмм2.
Характерными типовыми представителями деталей и узлов другого изделия, подвергаемых термической обработке, являются:
дятся проушины, с помощью которых рама крепится к продольным.элементам силового набора. Гра-
— балки силового набора отъемной части крыла (ОЧК) из сплава ВТ22 (5-я группа) (рис. 6);
437
www. vokb-
Часть III. Технологичность конструкций деталей из металлов
Рис. 6. Балка в сборе.
— пояса балок центроплана из стали ВНС-2 (5-я группа);
— шпангоуты фюзеляжа из стали ВНС-2, сплавов ВТ20, ОТ4-1 (4-я группа) (рис. 7);
Рис. 7. Шпангоуты фюзеляжа из сплавов ОТ4-1 и
ВТ20.
— лонжероны средней и задней части мотогондолы из стали ВКС-3 (5-я группа);
панели ОЧК, киля мотогондолы (4-я группа) (рис. 8, 9, 10).
Балки силового набора ОЧК и киля выполнены по аналогичной схеме. Силовой набор, состоящий из верхнего и нижнего поясов, стенок и раскосов,
соединяющих между собой пояса, образует балкх Пояса верхний и нижний изготовляются из поковоь
Пояса представляют собой сложную длинномер ную деталь с множеством ребер, расположенны по осям нервюр, и тонким ребром, перпендикуляр ным полкам пояса по всей длине. Градиент толщи полки составляет 10—15 мм. Стенки — листовы детали, подвергаемые термической обработке имеют большую площадь.
Характерными представителями деталей и агре гатов мотогондолы изделия 144, подвергающихс: термической обработке, являются:
— Ш-образный шпангоут из сплава ОТ4-1, йзго товляемый сваркой плавлением (5-я группа (рис. 11);
— передний, средний и задний каналы из спла ва ОТ4-1, изготовляемые контактной сварко! (4-я группа);
— панели (4-я группа).
Шпангоут IB представляет собой сварную рам; из трех, вертикальных стоек и одной горизонтально! балки и имеет Ш-образную форму. Материал шпан гоута — поковки сплава ОТ4-1. Габаритные разме ры 1440x2200 мм, максимальное сечение 30 мм, ми нимальное 2,5 мм. Сечение в месте сварки состав ляет 10 мм. Профиль имеет П-образную форму.
Все части каналов воздухозаборника представ ляют собой сварные конструкции различной формы
а) передняя часть U-образной формы, .габарит ные размеры 5300X1350x1030 ммг
б) средняя часть прямоугольной формы, перехо дящей в круг, габаритные размеры 1460 x 5500 мм
в) задняя часть круглая, габаритные размерь 0 1460X2200 мм.
Для поперечной жесткости к обшивке каналш приварены ТЭС гофры, между гофрами для про дольной жесткости приклепаны и приварены ТЭС поперечные профили — шпангоуты.
Все панели имеют разные габаритные размерь (максимальный в мм: длина — 6000, ширина — 1600, высота — 125), по конструкции достаточнс жесткие, как и каналы, они имеют набор продоль иых и поперечных жесткостей, состоящий из гоф ров, приваренных ТЭС к обшивке и диафрагмам.
438
www. vokb- la. spb. ru
Гл. 6. Технологичность термически обрабатываемых деталей самолетных конструкций
439
Часть III. Технологичность конструкций деталей из металлов
Рис. 11. Ш-образиый шпангоут из сплава ОТ4-1 на приспособление для отжига (приспособление в асбестовой изоляции).
Характерными представителями деталей, подвергающихся термической обработке в изделии 5, являются:
пояс балки из стали ВНС-5 длиной 11 м (5-я группа);
панели из стали ВНС-2 длиной 7 м (4-я группа);
шпангоуты из стали ВНС-2 0 1500 мм (5-я группа).
В конструкции вышеперечисленных типовых представителей уникальных деталей и узлов, подвергающихся термической обработке, .использованы возможности правильного выбора материала и геометрии (в пределах того, что допускается конструкцией машины).
Однако в силу особенностей конструкции летательных аппаратов типовые представители не отвечают требованиям идеальных деталей с точки зрения термической обработки. В связи с этим остаются лишь технологические возможности, использование которых может способствовать уменьшению коробления. К ним относятся:
правильное размещение детали при нагреве;
снижение температурных градиентов на детали в процессе нагрева;
введение операции предварительного подогрева, наложение специальных экранов, выравнивающих сечение;
применение принципа направленной деформации;
применение операций, снижающих уровень остаточных напряжений, которые возникают при изготовлении детали;
применение различных способов изотермической закалки (аустемперинг и мартемперинг);
правильное определение места операции термической обработки в общем технологическом процессе изготовления деталей.
КОНТРОЛЬ ПРОЦЕССОВ
термической обработки
Термическая обработка обеспечивает высокие физико-механические свойства изделия при условии, если установлен правильный технологический режим и за ним осуществляется систематический контроль.
440
Основные параметры технологического процесса, подлежащие контролю — температура и продолжительность операций нагрева и охлаждения.
Правильность проведенной термообработки и соответствие полученных свойств требованиям чертежа или ТУ проверяются различными методами контроля.
В термических цехах самолетных заводов окончательно обработанные детали подвергаются, в частности, визуальному контролю. Визуальный осмотр поверхности деталей предшествует всем, другим видам контроля. Этому виду контроля подвергается 100% деталей.
При химико-термической обработке, светлой закалке и индукционной термообработке детали должны быть без следов окалины и должны иметь желтовато-серый бархатистый вид. При значительном перегреве на поверхности деталей наблюдается шероховатость.
Мелкие трещины на поверхности изделия обнаруживаются через лупу, для этого поверхность изделия следует слегка зачистить и протравить. Более крупные трещины могут быть обнаружены невооруженным глазом. Микротрещины и внутренние дефекты определяются с помощью дефектоскопов.
Контроль деталей физическими методами (дефектоскопия )
Магнитный метод используется для обнаружения в изделиях из ферромагнитных материалов различных дефектов (нарушений сплошности, отклонений от правильных геометрических размеров, несоответствия структурного состояния заданным ТУ, а также для физического анализа при исследовании фазовых превращений в сплавах. Магнитные методы контроля основаны на измерении различных магнитных характеристик, являющихся достаточно чувствительными индикаторами для обнаружения упомянутых выше дефектов.
Эти методы высокопроизводительны, не требуют нарушения целостности изделия и с успехом применяются в промышленной практике для контроля качества ответственной продукции, эффективно заменяя контроль механических свойств, который часто сопровождается разрушением изделий.
Важнейшими методами магнитного контроля являются магнитная дефектоскопия и магнитоструктурный анализ.
Люминесцентный метод используется для выявления трещин, пор, рыхлот окисной пленки и т. д. Этот метод основан на явлении капиллярного проникновения сильно смачивающей жидкости в трещины, поры и т. д. Испытуемое изделие погружается в сильно смачивающую жидкость, которая светится под действием ультрафиолетовых лучей (керосин с добавками трансформаторного масла). После этого изделие вынимается из жидкости и просушивается. Жидкость, которая остается в трещинах и порах, извлекается с помощью адсорбирующего порошка (окиси магния, талька и т. д.), который смачивается этой жидкостью. Дефекты
www. vokb- la. spb. ru
Гл. 6. Технологичность термически обрабатываемых деталей самолетных конструкций
обнаруживаются под ультрафиолетовыми лучами по свечению смоченного в светящейся жидкости порошка на побеленной поверхности детали.
Метод с успехом может быть применен для контроля литых и в отдельных случаях деформированных металлов, а также для изделий из неметаллических материалов.
Ультразвуковой метод позволяет обнаружить и определить расположение внутренних дефектов (раковин, расслоев, зон, рыхлот, некоторых типов трещин) в деталях и полуфабрикатах преимущественно больших сечений и несложной формы. Этот метод обнаруживает дефекты, которые не могут быть установлены магнитным или люминесцентным методами.
Ультразвуковой метод контроля основан на способности ультразвуковых колебаний отражаться от поверхности внутренних неоднородностей металла.
Основными методами выявления дефектов с помощью ультразвука являются импульсный метод ' отражения и резонансный метод.
Электроиндуктивный метод — применяется для выявления поверхностных и подповерхностных дефектов на изделиях из легких, цветных и других немагнитных материалов.
Метод основан на измерении изменений, возбуждаемых в металле вихревыми токами под влиянием неоднородности металла.
Контроль твердости
Измерение твердости термически обработанных деталей является основным и массовым способом контроля в термических цехах как наиболее простой и легко осуществимый метод.
Ответственные силовые детали самолета (лонжероны, балки, болты и др.) подвергаются 100%-ному
контролю на твердость, а прочие детали — выборочному контролю на основании указания в технологической карте. Измерение твердости производится различными методами.
Метод вдавливания. В цеховых условиях испытания на твердость производятся в основном на трех типах стационарных приборов: Бринелля (ПБМ, Т-Ш, ТШК), Роквелла (ТК, РВ) и Виккерса (ТП, НВ).
На приборах Бринелля определение твердости производится вдавливанием в материал стального шарика определенного диаметра под действием заданной нагрузки в течение определенного времени. На этих приборах можно проверять твердость средних и больших деталей. Для длинномерных и крупногабаритных деталей необходимо применять специальные столы или приспособления. Наибольшая высота испытуемого изделия 250 мм.
Твердость па приборах Роквелла определяется вдавливанием в металл стандартного наконечника под действием двух последовательно приложенных нагрузок — предварительной и окончательной. Наибольшая высота испытуемых изделий 200 мм.
На приборах Виккерса определение твердости производится алмазной пирамидой с приложением небольших нагрузок. Наибольшая высота испытуемого изделия 200 мм.
Электромагнитный метод. При 100%-ном контроле деталей на твердость наиболее эффективны электромагнитные приборы. Действие этих приборов основано на использовании связи основных магнитных характеристик (индукции, намагниченности, коэрцитивной силы) ферромагнитных сплавов со структурным состоянием их после различных видов термической обработки.
Л ИТЕРАТУРА
1. Рекомендации по технологичности самолетных конструкций. Кн. 1. М., Оборонгиз, 1963.
2. Туманов А. Т. Прогресс авиационного материаловедения. «Авиационная промышленность», 1966, № 3.
3. Туманов А. Т. Новые материалы для летательных аппаратов. «Авиационная промышленность», 1967, № 5.
4. Туманов А. Т. Опыт унификации сталей н сплавов. «Авиационная промышленность», 1969, № 4.
5. Приложение к журналу «Авиационная промышленность», 1966, № 1.
6. Спектор Я. И., Петровичев Н. П., Позднякова Т. Г., Грачева А. П., Н а т а п о в С. Л. Уменьшение коробления крупногабаритных деталей из новых высокопрочных сталей при термической обработке. «Авиационная промышленность», 1964, № 11.
7. Г у л я е в А. П. и др. Классификация, терминология и обозначения основных видов термической обработки стали. «Металловедение и термическая обработка металлов», 1968, № 1.
8. Перечень марок сталей и сплавов, рекомендуемых к использованию в опытном производстве изделий длительного ресурса авиационной техники на 1968—1971 гг. Изд. ОНТИ, ВИАМ, 1969.
9. «Техническая информация», 1961, № 21, ЦАГИ.
10. «Техническая информация», 1962, № 2, ЦАГИ.
И. «Техническая информация», 1963, № 6, 8, 22, 23, ЦАГИ.
12. Петр а ш. Закалочные среды. М„ Машгиз, 1959.
13. Термическая обработка деформируемых магниевых сплавов. Инструкция ВИАМ № 595 -66.
14. Термическая обработка полуфабрикатов и деталей из деформированных титановых сплавов. Инструкция ВИАМ, № 685—69.
15. Термическая обработка отливок из магниевых сплавов. Инструкция ВИАМ, № 688—66.
16. Термическая обработка литейных алюминиевых сплавов. Инструкция ВИАМ, № 696—66.
17. Термическая обработка сталей для самолетостроения. Инструкция ВИАМ, № 708—58, 2-е изд., 1963.
18. Термическая обработка конструкционных, нержавеющих и теплоустойчивых сталей, применяемых для авиационных двигателей и агрегатостроепия. Инструкция ВИАМ, № 710—58, 2-е изд., 1963.
19. Применение и термическая обработка стали СН-2А (ЭП288, Х16Н6). Инструкция ВИАМ, № 851—65.
56 Зак. 290
441
Часть III. Технологичность конструкций деталей из металлов
20. Термическая обработка и контроль микроструктуры полуфабрикатов и деталей из бериллиевых броиз. Инструкция ВИАМ, № 868—65,
21. Термическая обработка крепежных деталей из нержавеющих и жаропрочных сталей 1Х17Н2, Х16Н6, 1Х12Н2ВМФ, Х12Н22ТЗМР. Инструкция ВИАМ, № 881—66.
22. Химико-термическая обработка сталей и сплавов. Инструкция ВИАМ, № 883—70.
23. Основные положения конструирования и технологии
изготовления деталей из стали марок 30ХГСНА, 25Х2ГНТ. ВЛ1 и ЭИ643. Инструкция ВИАМ, № 933—68.
24. Термическая обработка полуфабрикатов и деталей 1 алюминия н алюминиевых деформируемых сплавов; Инстру ция ВИАМ, № 904—67.
25. Термичёская обработка и контроль стали ЭИ481, пре. назначенной для изготовления крепежных деталей. Инструкш ВИАМ № 933—68.
26. Изготовление изделий нз жаропрочного сплава АК4-Инструкцня ВИАМ, К» 945—69.
www. vokb- la. spb. ru
ЧАСТЬ ЧЕТВЕРТАЯ
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛОВ
56*
443
Составители: В. А. ГРЕЧИШКИН, Г. А. БУЛАТОВ, канд. техн. наук | И. М. НАУМОВ, | 3. И. ФИЛИППОВА, К- В. ФИЛИМОНОВ
СОДЕРЖАНИЕ
Стр.
ГЛАВА 1. Технологичность деталей из стек-
лопластиков .....................445
ГЛАВА 2. Технологичность деталей из пенопластов ...................................453
444
www. vokb- la. spb. ru
ГЛАВА 1
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ИЗ СТЕКЛОПЛАСТИКОВ
445
www. vokb- la. spb. ru
СОДЕРЖАНИЕ
Стр.
Применение стеклопластиков в крупногабаритных деталях летательных аппаратов . . . 447
Технологичность деталей из стеклопластиков . 448
446.
www.vokb-la.spb.ru
Гл. 1. Технологичность деталей из стеклопластиков
В развитии авиационной и ракетной техники на современном этапе важнейшая роль принадлежит материалам, обеспечивающим надежную работу конструкций в широком диапазоне температур при сложном напряженном состоянии и в контакте с различными средами.
Большое место среди них принадлежит полимерным материалам, отличающимся малым объемным весом, низкой теплопроводностью, достаточно высокой прочностью, радиопрозрачностью, химической стойкостью и т. п.
Объем применения неметаллических материалов в авиационной и ракетной технике непрерывно растет.
Применение стеклопластиков в конструкциях авиационной техники повышает ресурс агрегатов и снижает их массу.
Создание новых высокопрочных полимерных материалов на основе волокон бора и углерода позволит еще больше расширить область применения полимерных материалов в конструкциях летательных аппаратов.
ПРИМЕНЕНИЕ СТЕКЛОПЛАСТИКОВ В КРУПНОГАБАРИТНЫХ ДЕТАЛЯХ ЛЕТАТЕЛЬНЫХ АППАРАТОВ
Сочетание высокой удельной прочности со специфическими свойствами стеклопластиков определило их широкое применение в конструкциях летательных аппаратов.
Таблица 1
Свойства некоторых конструкционных материалов
Показатели Сталь высокопрочная Алюминиевый сплав Титан Стеклопластик, армированный
стекломатом стеклотканью однонаправленными волокнами
Плотность, г/см9 7,9 2,5 4,5 1,5 1,7 2,1
Предел прочности при растяжении, кГ)мм? 180 60 НО 10-15 60 120— 200
Модуль упругостях ХЮ“6 , кГ/см3 Удельная прочность при растяженииХ10~6 см 2,1 0,77 1,12 0, OS-О. 15 0,125— 0,35 0,35-0,7
2,28 2,4 2,45 0,7— 1,0 3,52 5,7— 9,5
Удельная жесткостьх ХЮ' 8 . см 2,66 3,08 2,54 0,33- 1,0 0,73— 2,06 1,67— 3,34
В табл. 1 приведены значения относительной удельной прочности и жесткости для оболочек из различных материалов.
Прочность и модуль упругости стеклопластиков могут быть увеличены за счет оптимальной ориентации стекловолокнистого наполнителя в изделии, таг^ как конструкционные стеклопластики обладают анизотропией физико-механических свойств (риС. 1).
Полнота использования физико-механических характеристик исходных материалов (стекловолокнистых наполнителей и полимерных связующих) находится в зависимости от уровня технологии переработки их в детали.
Существующий уровень технологии не позволяет полностью использовать физико-механические и другие характеристики исходных материалов. По мере совершенствования технологии физико-механические и технологические свойства стеклопластиков будут улучшены и область применения стеклопластиков будет значительно расширена.
В настоящее время крупногабаритные детали из стеклопластиков изготовляются методами намотки, выклейки с последующим формованием, пропитки под давлением, прессования.
447
Часть IV. Технологичность конструкций деталей из неметаллов
О , , +*Л00кГ/ммг
О'
270‘
-90° 270.
1В0° Стекломат
О'
S0°270-\
m
Стеклоткань
„„ -93’270'
'ЗОкГ/ммЧ \20кГ/мм
О'
Ц—^90° 270°± Г-¥90' ^50кГ/мм2
. / о ^О°м
\ у Волокна S доух.
ч4-' Взаимно перпендику-
мса лярных направления
Однонаправленные ' Волокна
у- 25кГ/мм /80° Волокна, под углом 30
'ЯК
Рис. I. Анизотропия свойств стеклопластиков:
а — зависимость предела прочности от ориентации стекловолокна по отношению к действующему усилию для различных видов ртеклоармнровки; б — зависимость предела прочности и модуля упругости СВАМ (/, 2) и стеклотекстолита КАСТ-В (3, 4) от направления растяжения.
Применение стеклопластиков в деталях летательных аппаратов позволяет
— снизить вес изделий в среднем на 20—30%;
— снизить себестоимость на 10—20%;
— уменьшить трудоемкость изготовления на 30— 40%.
Наиболее существеннЬе снижение трудоемкости (до 50%) достигается при изготовлении деталей методом намотки, так как намотка дает возможность широкой механизации и автоматизации процесса.
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ИЗ СТЕКЛОПЛАСТИКОВ
ОБЩИЕ РЕКОМЕНДАЦИИ
1. Для удовлетворения требованиям технологичности конструкция деталей из стеклопластиков должна обеспечивать:
а) возможность снятия отформованных деталей с технологической оснастки (пуансонов, матриц, оправок), для чего должны быть предусмотрены прессовые уклоны или конусность деталей;
448
б) возможность применения наиболее простой металлической формы, для чего поверхности детали должны быть простыми по конфигурации, а число плоскостей разъема — наименьшим.
2. Для обеспечения однородной усадки и устранения коробления и перекосов детали сечения не должны иметь резких переходов по толщине и большихутолщений.
www.vokb-la.spb.ru
Гл. 1. Технологичность деталей из стеклопластиков
3. Механическая обработка поверхностей конструкционных деталей исключается.
4. Величины допусков на размеры должны назначаться с учетом толщины стекловолокнистого на-, полнителя и толщины заготовки детали.
ДЕТАЛИ, ИЗГОТОВЛЯЕМЫЕ МЕТОДОМ НАМОТКИ
Методом намотки изготовляют корпуса РДТТ, приборные отсеки, баллоны высокого давления, хвостовые балки и лопасти вертолета и т. п.
Изготовление крупногабаритных изделий методом намотки рекомендуется осуществлять по геодезическим линиям. Намотка по геодезическим линиям обеспечивает устойчивое расположение нити (или ленты) на поверхности оправки, однородное натяжение, а следовательно, и максимальную прочность изделия.
Основное условие намотки — главная нормаль к линии в каждой ее точке совпадает с нормалью к поверхности в этой же точке.
Уравнение геодезической линии
г sin в = const = г0,
где г — текущая координата;
0 — угол между направлением нити и образующей в данной точке;
го — радиус полярного отверстия.
При расчете толщины стенки конструкции необходимо учитывать, что при изменении угла намотки и диаметра изделия толщина наматываемой заготовки переменна и изменяется по закону
* j D cos в A t — — • ----,
dt cos ez
где Д t — отношение толщины стенки конструкции в сечении к толщине в сечении Отах;
D — максимальный диаметр изделия;
di — диаметр изделия в данном сечении;
0 — угол намотки в сечении Dmax изделия;
0, — угол намотки в данном сечении.
Поверхности наматываемых изделий должны быть, как правило, телами вращения без резко выраженных переходов (типа конус -* конус, конус— цилиндр). Такого рода переходы должны сопрягаться со сферическими либо тороидальными поверхностями.
Для исключения возможности сползания нити при реверсировании направления последней необходимо применять технологические припуски либо состыковку изделий попарно. Выбор формы технологического припуска определяется углом намотки, минимально возможным расходом материала и специальными требованиями к изделию.
Диаметр полярного отверстия однозначно определяется углом геодезической линии по формуле rsin©=r0-
При заданной геометрии изделия изменить угол намотки можно, изменив диаметр полярного отверстия или допустив отклонение от геодезической ли
нии. В случае необходимости можно применить и технологический припуск со стороны малого диаметра изделия, который впоследствии отрезается (рнс. 2).
Рис. 2. Изделие с технологическими припусками.
Применение технологических припусков позволяет в определенных пределах изменять углы армирования по отношению к действующим нагрузкам.
Соединение деталей между собой или с металлическими агрегатами осуществлять с помощью болтов или заклепок. Фиксацию крепежа в изделии производить с помощью металлического фланца, заматываемого в изделие.
Повышение жесткости конструкции может быть достигнуто использованием оребренных или многослойных оболочек.
Применение оребренных оболочек рекомендуется ь тех случаях, когда изделия подвергаются сжимающим, изгибающим нагрузкам и крутящим моментам. Применение оребренных оболочек в этом случае значительно снижает массу конструкции. На рис. 3 показаны элементы оребрения, .которые могут применяться в конструкциях из стеклопластиков.
Рис. 3. Конструктивное оформление элементов оребрения.
Шпангоуты, показанные на рис. 3, а, б, в, образуются замоткой лентой или жгутбм углубления на оправке, которое предварительно выложено слоем пропитанной ткани для улучшения сдвиговых характеристик.
Шпангоуты можно оформить также выкладкой стеклоткани и укладкой пенопластового вкладыша с последующей намоткой оболочки, которая уплотняет шпангоут (рис. 3, г, д). В качестве вкладышей
57 Зак. 290
449
www.vokb-la.spb.ru
Часть IV. Технологичность конструкций деталей из неметаллов
применяется термореактивный пенопласт (полиуретановый:, либо фенольно-каучуковый), который может без разрушения-выдержать режим отверждения стеклопластиковой оболочки.
Кроме того, для образования шпангоутов можно применить намотку нитью по геодезическим линиям (рис. 3, е, ж, з). Профиль шпангоута в данном случае определяется заданным углом намотки. Стрингерный набор с сечениями (см. рис. 3, а, б, г, д, з) предварительно формуется, выкладывается на оправке и после этого заматывается оболочкой.
Следует избегать перерезания профилей шпангоутов и стрингеров, и при необходимости отверстия рекомендуется располагать между ними.
Трехслойные конструкции рекомендуется изготовлять из облегченного заполнителя и двух силовых оболочек из стеклопластика.
В качестве заполнителя могут применяться металлические и стеклопластиковые соты, пенопласт (армированный и неармированный), различные стеклопластиковые профили (треугольные, прямоугольные, фасонные, круглые)/
Выбор заполнителя следует обусловливать нагрузками, действующими на конструкцию, и особыми требованиями, такими как радиопрозрачность, локальные нагрузки, наличие люков и отверстий, и т. д.
Соединение трехслойных оболочек с другими отсеками может быть осуществлено так же, как и у монолитных оболочек, поэтому в концевых сечениях внутренняя и внешняя оболочки должны соединяться между собой.
Наличие отверстий в оболочках, изготовленных методом намотки, значительно ослабляет конструкцию, поэтому при конструировании таких оболочек следует избегать отверстий.
Рис. 4. Конструктивное оформление отверстий в оболочках. 450
При оформлении отверстий, если это возможно по конструкции, предпочтительна их ромбическая форма (рис. 4, а). Геометрия ромба определяется углом намотки нити. В этом случае перерезается минимальное количество волокон.
При оформлении круглых отверстий необходимо усиливать края окантовкой из пропитанной стеклоткани (рис. 4, б, в), закладкой предварительно отформованной окантовки, изготовленной методом намотки (рис. 4, г, д).
ДЕТАЛИ, ИЗГОТОВЛЯЕМЫЕ МЕТОДОМ ВЫКЛЕИКИ С ПОСЛЕДУЮЩИМ ФОРМОВАНИЕМ
Методом выклейки с последующим формованием изготовляются многослойные и однослойные обтекатели, контейнеры, панели и др.
Поверхности изделий должны быть простейшими по конфигурации для обеспечения возможности применения несложной металлической формы (пуансона или матрицы) с минимальным числом плоскостей разъема или вкладышей.
Наиболее предпочтительной, с точки зрения изготовления оснастки, конфигурацией изделий типа обтекателей и контейнеров является коническая и цилиндрическая.
Технологичной является, например, конструкция многослойного радиопрозрачного обтекателя, формуемого на несложном металлическом пуансоне.
Стенки изделий, имеющих конфигурацию тел врайхения, должны иметь конусность для обеспечения возможности съема изделия с формы.
Рекомендуемые величины конусности до 2°.
Одним из основных условий при конструировании изделия является отсутствие резкого перепада в толщине стенок. Большая неравномерность толщины, местные утолщения и отсутствие плавных переходов по толщине приводят к усадке материала при формовании, короблению деталей и появлению трещин. •
Допуски на толщину изделия назначать с учетом неравномерности толщины исходного стекловолокнистого наполнителя и толщины пакета заготовки (табл. 2).
'Таблица 2
Наиболее часто применяемые наполнители
Марка наполнителя ГОСТ, ТУ Диаметр элементарного волокна, мк Толщина ткани, мм
Стеклоткань АСТТ(б)-С, МРТУ 6-11-140—70 6±1 0,30±0,02
Стеклоткань ТС 8/3-250 МРТУ 6-05-916—63 6±1 0,23±0,02
Стеклоткань КТ-11 МРТУ 6-11-58—67 6±1 0,35±0,05
www.vokb-la.spb.ru
Гл. 1. Технологичность деталей из стеклопластиков
Обеспечение необходимой прочности и снижение массы деталей достигается подбором соответствующей схемы заделки конструкции. Схемы заделок торцов панелей представлены на рис. 5.
Торцы панелей могут быть заделаны слоями стеклоткани (рис. 5, а, б, в), вкладышами (рис. 5, е), накладками (рис. 5, д, е), комбинированным способом (рис. 5, ж, з).
..............ml
.2
HllinilHIIIHIHIIIHilllll
е
3fi
IIIIIIIIIIIIIIHHim
J
г 3
Рис. 5. Схемы заделок торцов панелей:
1 — стеклоткань;- 2 — сотовый заполнитель;
3 — вкладыш.
Стыки панелей для передачи усилий и обеспечения разъемов выполняются различными методами.
В местах соединения, как правило, вместо сотового заполнителя между обшивками закладывают вкладыши, профили, втулки цилиндрической или конической формы и т. п.
ДЕТАЛИ, ИЗГОТОВЛЯЕМЫЕ МЕТОДОМ ПРОПИТКИ ПОД ДАВЛЕНИЕМ
Методом пропитки под давлением изготовляются детали типа баков ядохимикатов, радиопрозрачные обтекатели, теплозащитные покрытия ракет и др.
Основные требования к технологичности деталей, изготовляемых данным методом, аналогичны требованиям к деталям, изготовляемым методом выклей-ки с последующим формованием.
Дополнительным требованием является обеспечение возможности изготовления детали в форме без разъемов и вкладышей; такая форма исключает затекание смолы и разгерметизацию пуансона и матрицы.
На рис. 6 приведены примеры технологичной и нетехнологичной конструкций обечайки баков ядохимикатов. Конструкция является нетехнологичной (рис. 6, слева), если обечайка имеет обратный конус, что обусловливает необходимость разъема в матрице и пуансоне. Если обечайка не имеет обратного конуса и, кроме того, ее нижняя часть выполнена конусной, что облегчает съем изделия с пуан-
57*
Рис. 6. Конструктивное оформление обечайки бака ядохимикатов.
сона, конструкция является технологичной (рис. 6, справа).
Использование метода пропитки под давлением при изготовлении баков ядохимикатов из стеклопластика (взамен нержавеющей стали) позволяет
— снизить массу детали на 30%;
— снизить трудоемкость изготовления на 20%;
— увеличить ресурс детали в 5 раз.
ДЕТАЛИ, ИЗГОТОВЛЯЕМЫЕ МЕТОДОМ ПРЕССОВАНИЯ
Методом прессования изготовляются детали типа крыльев, коробок и др.
Кромки деталей должна иметь скругления для предотвращения выкрашивания материалов и облегчения съема детали из пресс-формы. Так, например, на деталях типа крыла (толщина сечения — 20 мм) радиус скругления кромки обычно составляет 1—1,25 мм. Необходимо иметь плавный переход по толщине стенок конструкции, так как разно-толщинность в деталях из стеклопластика и большая масса металлической арматуры способствуют концентрации напряжений и образованию трещин.
На рис. 7 показан пример конструктивного оформления днища.
Нетехнологично
Технологично
Рис. 7. Конструктивное оформление днища.
Конструкция детали не должна иметь поднутрений и прямых углов. На рис. 8 представлено конструктивное оформление одного, из узлов детали типа крыла.
451
Часть IV. Технологичность конструкций деталей из неметаллов
Для обеспечения съема крупногабаритных деталей необходимо предусматривать в конструкции
технологические уклоны порядка 10—15х. На рис. 9 показан узел крыла кессонной конструкции.
.Нетехнологично Технологично
Рис. 9. Конструктивное оформление узла 1фыла.
Выбор типа соединений неметаллических конструкций с конструкциями из других материалов (склейка, сварка, болтовые, винтовые, заклепочные
Рис. 10. Соединение деталей типа крыла с корпусом.
соединения) должен производиться с учетом прочностных, технологических и эксплуатационных особенностей конструкций. На выбор соединения в
каждом конкретном случае существенное Нлияние оказывают вид нагрузки (сдвиг, расслоение, отрыв), характер приложения нагрузки (изгиб, растяжение, сжатие, удар), конструктивная и технологическая характеристики соединяемых конструкций.
Для соединения деталей типа крыла с корпусом рекомендуется «вилкообразная» заделка (рис. 10).
Нетехнологичное решение соединений конструкции можно рассмотреть на примере винта самолета. Существующий способ соединения винта — резьбовое соединение металлического стакана со стеклопластиковой лопастью при заполнении зазоров клеем К-153 — является нетехнологичным (рис. 11, а), так как для оформления резьбы требуется повышенное давление прессования, что снижает прочность материала лопасти. Более совершенным способом соединения является запрессовка в кольцевую часть металлического стакана (рис. 11, б). Это позволяет упростить технологнче-
Рис, 11. Схема заделки лопасти:
а — существующий способ; б — предлагаемый способ;
1 — стакан; 2 — лопасть; 3 — втулка; 4 — стекложгут; 5—-пенопласт; 6-—стеклопластик.
ский процесс, повысить прочностные характеристики детали.
www.vokb-la.spb.ru
ГЛАВА 2
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ИЗ ПЕНОПЛАСТОВ
453
СОДЕРЖАНИЕ
Стр.
Область применения пенопластов в авиацион-
ной технике.............................. 455
Технологичность конструкционных агрегатов с пенозаполнителями........................456
Технологичность изделий с пенополиуретановыми покрытиями ..... . . 457
454
www.vokb-la.spb.ru
Гл. 2. Технологичность деталей из пенопластов
ОБЛАСТЬ ПРИМЕНЕНИЯ ПЕНОПЛАСТОВ В АВИАЦИОННОЙ ТЕХНИКЕ
В конструкциях летательных аппаратов пенопласты, в особенности пенополиуретаны, применяются в виде готового плиточного материала или жидких композиций, которые вспениваются на месте способом напыления или заливки.
В виде плит и готовых изделий химическая промышленность выпускает как жесткие, так и эластичные пенопласты.
Из жестких пенопластов в результате механической обработки [10] и сборки изготовляют легкие заполнители различных агрегатов: рулей (рис. 1, а), элер'онов, закрылков, киля, стабилизатора, а также панелей пола, перегородок и т. д.
Рис. 1. Руль с пенозаполнителем.
Например, почти на всех отечественных пассажирских самолетах составным элементом панелей пола является пенопласт.
Из эластичных пенопластов изготовляют подушки кресел на всех пассажирских самолетах, матрацы, амортизаторы, мягкую теплозвукоизоляционную и декоративную обшивку фюзеляжей и т. д. [2].
Способом заливки исходных композиции (или засыпки полуфабрикатов) из жестких пенопластов получают заполнители силовых агрегатов, обтекатели антенн, каркасц пассажирских кресел, трехслойные панели и т. д.
В виде покрытия жесткие пенопласты, главным образом пенополиуретаны, наносятся на поверхность авиационных конструкций напылением [4]. Способ напыления жестких пенополиуретанов к настоящему времени освоен [5, 11]. Напылять же эластичные пенополиуретаны принципиально возможно, но способ их напыления в отечественной авиационной промышленности еще не налажен.
В авиационной технике применяются различные пенопласты: пенополиуретаны, пенополивинилхло-риды, фенольные пенопласты и т. д. [2].
Наиболее широко по сравнению с остальными используются пенополиуретаны [4], так как они обладают целой гаммой ценных свойств и имеют большие технологические возможности получения (рис, 2).
Рис.‘ 2. Способы получения полиуретанов.
453
www. vokb- la. spb. ru
Часть IV. Технологичность конструкций деталей из неметаллов
Пенополиуретановые покрытия рекомендуется наносить:
1. В целях теплоизоляции — на различные отсеки фюзеляжа (рис. 3), багажные и грузовые отсеки, люки, крышки люков, кабину экипажа, оконные и и дверные проемы, панели пола и перегородок, трубопроводы; в целях низкотемпературной изоляции — на агрегаты самолета и двигателя, соприкасающиеся с криогенными жидкостями.
2. В целях повышения усталостной прочности. и снижения шума в салонах в сочетании с другими материалами—на элементы конструкции, расположенные в зоне двигателей.
3. В целях защиты от коррозии и предотвращения образования конденсата — на обшивку в подпольной части фюзеляжа.
4. Для повышения жесткости — на участки обшивки, имеющие толщину менее 1 мм. При этом слой пенопласта в. расчет не принимается.
Пенополиуретановые покрытия наносятся на фюзеляжи ряда самолетов (см. рис. 3) и двигателей отечественного производства, а также на радиотехнические изделия, автозаправщики н баки.
Рис. 3. Напыление пенополиуретанов на внутреннюю обшивку фюзеляжа.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИОННЫХ АГРЕГАТОВ С ПЕНОЗАПОЛНИТЕЛЯМИ
Преимуществами агрегатов с пенозаполнителями являются большая удельная прочность, продольная устойчивость, плавучесть, высокие теплоизоляционные свойства, небольшая трудоемкость изготовления [3].
Пенозаполнители изготовляются из плит готового пенопласта путем механической обработки и склейки или вспениванием на месте полуфабрикатов или исходных композиций [5].
При необходимости повышения жесткости пенозаполнители следует армировать листовым металлом или стеклопластиками. Шаг армировкн нужно выбирать с таким расчетом, чтобы потеря устойчивости стенок была исключена, а несущая способность конструкции была наибольшей. Агрегат дол
жен быть равнопрочным к действующим на него нагрузкам и не иметь лишней массы. По сравнению с цельнометаллическим, равнопрочный ему агрегат с пенозаполнителем легче на 30—60% [4].
Марка пенопласта должна выбираться с учетом условий эксплуатации изделий.
В процессе проектирования необходимо учитывать все свойства и преимущества пенозаполните-лей fl]. В частности, агрегаты с пенозаполнителями являются более технологичными [8], если крепление их производится по контуру (рис. 4, справа). Агрегаты, которые крепятся в узле и в которых по компоновочным соображениям сохранены довольно мощный лонжерон и стрингеры, нетехнологичны (рис. 4, слева) ввиду того, что из-за большой массы
456
Рис. 4. Конструкция агрегата с пенозаполнителем.
www. vokb- la. spb. ru
Гл. 2. Технологичность деталей из пенопластов
и жесткости агрегатов преимущества пенозаполни-телей используются неполностью.
При разработке конструкций с пенозаполнителями следует учитывать следующее:
1. Предусматривать удобство заполнения полуфабрикатом пенопласта или исходной композицией всех полостей изделия во избежание возможности образования пустот.
2. Если имеющихся по роду конструкции отверстий недостаточно для загрузки полуфабриката пенопласта, ввести дополнительные загрузочные отверстия.
3. Избегать громоздких силовых узлов и обилия соединений (клеевых, сварных, заклепочных) в одном агрегате.
4. Порядок соединения отдельных деталей предусматривать таким, чтобы операции, связанные с процессом вспенивания (подготовка поверхности, нанесение клея, засыпка полуфабриката и др.), удобно вписывались в технологический процесс.
5. Если к данному изделию следует приклеить какие-либо детали, то процесс полимеризации клея следует совместить с процессом термообработки пенопласта. Повторное термостатирование нежелательно как для пенопласта, так и для некоторых материалов обшивки (например, дуралюмина).
6. Насыпной вес пенопласта брать строго в соответствии с расчетом.
ТЕХНОЛОГИЧНОСТЬ ИЗДЕЛИЙ С ПЕНОПОЛИУРЕТАНОВЫМИ ПОКРЫТИЯМИ
Перед принятием решения о нанесении пенополиуретанового покрытия на изделие необходимо
а) выявить соответствие свойств пенополиуретана данной марки условиям эксплуатации изделия [9];
б) спроектировать и испытать образцы или панели с покрытием в условиях, близких к эксплуатационным [7].
Пенополиуретаны можно наносить на изделия различной формы, изготовленные из металлов и неметаллов. К изделиям, имеющим шероховатую поверхность, адгезия пенополиуретана выше, чем к гладким. Дуралюминовые поверхности перед напылением необходимо анодировать, а в отдельных случаях, кроме того, и грунтовать.
Стальные поверхности следует кадмировать, оцинковывать или грунтовать. Воронение стальных поверхностей ведет к ухудшению адгезии.
Во избежание неполного заполнения острые углы в конструкциях должны быть не менее 30° (рис. 5).
Рис. 5. Конструкции, иа которые должно наноситься пенополиуретановое покрытие.
58 Зак. 290
Конфигурация ограниченной полости должна обеспечивать возможность доступа к ней оператора с напылительным пистолетом. Это следует учитывать при разработке конструкций, на внутреннюю поверхность которых должно наноситься пенополиуретановое покрытие.
Труднодоступные места (например, оконные и дверные проемы), к которым невозможен доступ с напылительным пистолетом, заполнять пенополиуретаном способом заливки. При этом нужно предусматривать возможность образования вокруг заполненного участка замкнутой полости, так как в процессе заполнения давление достигает 2—3 атм [6].
Физико-механические свойства пенополиуретанов и их соответствие техническим условиям проверять в заводских лабораториях.
Качество нанесенного покрытия определяется качеством пенополиуретана, качеством склейки его с конструкционным материалом и точностью выдерживания расчетной толщины.
При необходимости повышения влагозащитных, вибродемпфирующих, шумопоглощающих свойств, а также механической прочности на пенополиуретановые покрытия следует наносить соответствующие защитные пленки.
При нанесении пенополиуретановых покрытий на изделия должна быть учтена необходимость периодического осмотра его участков в процессе ремонта или проведения регламентных работ.
В этих целях на чертежах изделия делать соответствующие пометки.
Отмеченные места перед нанесением пенопластов покрывать бумагой, пленкой или антиадгезионной смазкой. Пенопласт с этих мест удалять путем прорезывания его по контуру участка ножом.
При серийном изготовлении однотипных изделий процесс напыления пенополиуретанов желательно автоматизировать.
457
www.vokb-la.spb.ru
Часть IV. Технологичность конструкций деталей из неметаллов
Л ИТ ЕРАТУРД
1. Александров' А. Я. Вопросы расчета элементов авиационных конструкций. М., Оборонгиз, 1961.
2. Булатов Г. А. Получение пенопластов н применение их в летательных аппаратах. М., Оборонгиз, 1962 (Приложение к журналу «Авиационная промышленность»).
3. Булатов Г. А. Пенопласты в авиационной технике. М., Военнздат, 1963.
4. Б у л а т о в Г. А. Применение пенополиуретанов в летательных аппаратах. М., «Машиностроение», 1970.
5. Б у л а т о в Г. А. Изготовление изделий с пенопластами. «Авиационная промышленность», 1961, № 4.
6. Б у л а т о в Г. А., Попов В. А., Михалина М. Г. Определение избыточного давления в процессе вспенивания полимерных композиций. «Пластические массы», 1967, № 1.
7. Б у латов Г. А, Попов В. А. и др. Испытания вибродемпфирующих и теплоизоляционных свойств металлических обшивок с напыленным пенопластом. «Авиационная промышленность», 1967, № 5.
8. Павлов В. .В., Булатов Г. А. и др. Опыт изготовления силовых агрегатов с пенозаполнителями типа ФК-«Авиационная промышленность», 1960, № 8.
9. Пенопласты. Сборник статей. М., Оборонгиз, 1960.
10-^Механическая обработка армированных и неармирован-ных пенопластов. РТМ-745. НИАТ, 1954.
И. Нанесение пенополиуретановых покрытий напылением. РТМ-1209. НИАТ, 1970.
12. С а к а л л ы М. Ц. Применение пенопластов и армированных пенопластов в самолетостроении. Труды ВИАМ, № 5,
www. vokb- la. spb. ru
ЧАСТЬ ПЯТАЯ
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ СОЕДИНЕНИЙ
58*
459
Составители: Канд. техн, наук О. А. БРУК, канд. техн, наук В. Е. БЕРСУД-СКИЙ, |й. Б. ГОЛДОВСКИЙ,! канд. техн, наук Е. К- ПОДЪЕМ-- ЩИ КОВА, канд. техн, наук В. Н. ШАВЫРИН, Н. Н. АБИН, Г. С. КРАВЧЕНКО, В. А. ФОМИЧЕВ, И. А. ШЕФЕР, канд техн, наук Н. Т. АЗАРЕНКО Г. В. ВОЛКОВ, Ю. К. ПАНИН канд. техн, наук Б. Б. ЗОЛОТАРЕВ, канд. техн, наук 3. Г. КОРОЛЕВА, В. Н. РАКЧЕЕВ, канд техн, наук А. Г. СИМОНИК, канд техн, наук Г. А. СЛАВИН, В. Н. СОКОЛОВ, канд. техн наук П. П. ЧУЛОШНИКОВ канд. техн, наук М. М. ШТРИК МАН, А. В. ЛАРИНА, канд техн, наук А. П. СВЕТОВИДОВ, Е. И. ЧУЛКОВ, Г. Д. АНДРОНОВА, канд. техн, наук В. В. БАКУЛИН
СОДЕРЖАНИЕ
Стр.
ГЛАВА 1. Выбор рационального способа соединений ...................................461
ГЛАВА 2. Технологичность конструкций клепаных и болтовых соединений . 467
ГЛАВА 3. Технологичность сварных конст-рукций.................................495
ГЛАВА 4. Технологичность конструкций паяных соединений.........................539
г
ГЛАВА 5. Технологичность конструкций неразъемных герметичных соединений ........................................561
ГЛАВА 6. Технологичность конструкций клеевых соединений.........................579
460
www. vokb- la. spb. ru
ГЛАВА 1
ВЫБОР РАЦИОНАЛЬНОГО СПОСОБА СОЕДИНЕНИЙ
461
СОДЕРЖАНИЕ
Соединение клепкой
Соединение клеями Соединение сваркой
Стр.
. 463
. 464
. 464
462
www.vokb-la.spb.ru
Гл. 1. Выбор рационального способа соединений
Сборочные работы в самолетостроении весьма трудоемки, при этом основная доля труда затрачивается на выполнение различного рода соединений.
Выбор способа соединения элементов конструкции в первую очередь определяется требованиями обеспечения качества, надежности и ресурса конст
рукции. Вместе с тем необходимо учитывать технологическое совершенство соединения, зависящее в основном от трудоемкости его выполнения в серийном производстве.
Соединения деталей узлов, панелей и агрегатов самолета осуществляются клепкой, клеями, сваркой, пайкой.
СОЕДИНЕНИЕ КЛЕПКОЙ
Рациональность соединения элементов конструкции клепкой, кроме перечисленных выше требований, определяется коэффициентом стоимости и затратами на установку одной силовой точки Соединения. В табл. 1 приводятся затраты и коэффициент стоимости на установку одной силовой точки.
Таблица 1
Затраты и коэффициент стоимости на установку одной силовой точки соединения, выполненного различными способами
Способ соединения Условные затраты на установку одной силовой точки, руб. Коэффициент стоимости
Заклепки
Механизированное сверление и групповая прессовая клепка 0,00204 2.7
Ручное сверление и одиночная прессовая клепка 0,00256 3.3
Ручное сверление н ручная клепка 0,00371 4,7
Ручное сверление и односторонняя клепка Сварные точки Сварка деталей: 0,00371 4,7
из алюминиевых сплавов на точечной машине; 0,00211 2,7
Продолжение табл. 1
Способ соединения Условные затраты иа установку одной сило-,вой точки, руб. Коэффициент стоимости
из нержавеющих сталей на точечной машине; 0,00060 0,8
из алюминиевых сплавов на роликовой машине; 0,00079 1,0
из нержавеющей стали на роликовой машине Болты Сборка на болтах, классов: 0,00033 0,43
второго 0,02029 2,6
третьего 0,01691 2,2
четвертого 0,01341 17,6
пятого 0,01030 14
Коэффициент стоимости определяется отношением условной технологической себестоимости установки одной силовой точки при выбранном способе соединения элементов конструкции к условной технологической себестоимости установки одной силовой точки при РЭС алюминиевых сплавов.
463
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
Соединение деталей, узлов, панелей и агрегатов самолета клепкой является наиболее надежным и в настоящее время наиболее распространенным способом.
Широкое применение клепки объясняется тем, что другие соединения в ряде случаев пока еще
уступают клепаным в прочностном, экономическом и технологическом отношениях. Однако трудоемкость изготовления заклепочных соединений еще достаточно высока и составляет 40 — 45% общей трудоемкости клепально-сборочных работ.
СОЕДИНЕНИЕ КЛЕЯМИ
Клееные конструкции наиболее часто выполняются из алюминиевых сплавов (хвостовики рулей, закрылки, элероны, триммеры, стабилизаторы, дефлекторы, интерцепторы, лопасти, панели и др.). В сравнении с другими способами соединений (клепаными, сварными, паяными) клееные конструкции имеют следующие преимущества: в клееных конструкциях вследствие отсутствия заклепок происходит равномерное распределение напряжений вдоль шва; шов не ослабляется отверстиями под заклепки и получает лучшую герметичность. Соединения имеют меньший вес, меньшее число деталей в конструкции, лучшую тепловую изоляцию, высокое качество обтекаемых поверхностей. Благодаря низким температурам нагрева в процессе склеивания клеевые соединения меньше деформируются. Клеями возможно соединять материалы различной толщины и различных марок, в том числе неметаллы. При сборке и склеивании отсутствуют шум и действие знакопеременных нагрузок на руки рабочих, как это происходит при ударной клепке.
К основным недостаткам клеевых конструкций относят низкую теплостойкость, снижение прочности соединений с течением времени, меньшую прочность при неравномерном отрыве, токсичность некоторых композиций клеев и необходимость нагрева узлов при склеивании.
Процесс склеивания требует применения в конструкции материалов, допускающих нагрев до температуры отверждения клея. Нагрев конструкции, выполненной из материалов, имеющих различный коэффициент термического расширения, вызывает коробление и остаточные напряжения. Те же последствия могут быть при неравномерном распределении массы металла.
В общем виде клееные конструкции по сравнению с заклепочными обеспечивают:
— снижение массы на 10—20%;
— уменьшение количества деталей в 3—4 раза (сотовые конструкции);
— увеличение ресурса на 30 — 50%;
. — улучшение аэродинамических качеств агрегатов;
— улучшение тепло-звукоизоляционных свойств (сотовые конструкции);
— снижение трудоемкости на 15—25%.
В табл. 2 приведены отдельные сведения о технико-экономической эффективности клееных конструкций. *
Таблица 2
Узел, изделие Технико-экономические показатели
масса, кг количество деталей
конструкция эффективность, % конструкция эффективность
сотовая клепаная сотовая клепаная
Элерон Е 13,8 17,6 Снижение массы на 22 — — —
Закрылок Е 10,6 12,2 Снижение массы на 13 — — »
Руль поворота Е —— — — 16 49 Уменьшение числа деталей в 3 раза
Продольные клепаноклеевые швы фюзеляжа А 100 (за счет снижения расхода герметика)
СОЕДИНЕНИЕ СВАРКОЙ
Сварка является одним из наиболее высокопроизводительных и экономических методов создания неразъемных соединений, сравнительно легко подвергающихся механизации и автоматизации.
Сварка позволяет создавать конструкции, наиболее рациональные по форме и размерам. По характеристикам такие конструкции мало отличаются от монолитных, обладают высокой весовой отдачей и максимальным коэффициентом использования металла. На современном уровне развития техники создание многих конструкций без применения сварки практически невозможно.
464
По сравнению с литыми заготовками сварные конструкции обладают более высоким уровнем прочностных показателей, а по сравнению с деталями, изготовленными горячей штамповкой или механической обработкой из монолитной заготовки, — значительно более высоким коэффициентом использования металла.
Применение точечной сварки взамен клепки обеспечивает при равных прочностных показателях (а в случае клеесварных соединений значительное повышение прочности) существенное снижение веса," трудоемкости и себестоимости изготовления конст
www.vokb-la.spb.ru
Гл. 1. Выбор рационального способа соединений
рукций. В качестве примера можно отметить, что при изготовлении стальных и титановых профилей из прессованной заготовки с механообработкой трудоемкость составляет 7,5 нормо-ч на 1 пог. м при КИМ=14%, а в штампосварном варианте эти характеристики составляют соответственно 0,97 нормо-ч на 1 пог. м и 98% при сохранении основных механических свойств.
Применение сварки сквозным проплавлением для изготовления ребристых панелей обеспечивает КИМ=85—90% вместо 7—12% при изготовлении их фрезерованием из плиты.
Эффективность применения контактной сварки в конструкциях из алюминиевых сплавов по сравнению с клепкой подтверждается данными табл. 3.
Тем не менее при проектировании сварных конструкций необходимо учитывать, что сварка оказывает существенное влияние на исходные свойства основного материала. Во всех случаях механические свойства, как правило, снижаются. Кроме того, в сварных конструкциях возникают остаточные напряжения и деформации, которые могут значительно снижать точность проектных размеров и иска-
Таблица 3
Вид соединений Технологическая себе-СТОИМОСТЬ 1 пог.м шва, руб. Условный относительный показатель изготовления 1 пог.м шва, М
трудоемкость себестоимость масса
Точечная сварка 0,0693 100 100 100
Точечная сварка с применением клея 0,0815 151 119 110
Механизированное сверление и групповая прессовая клепка с герметизацией 0,2029 560 290 143,5
жать первоначальную форму. Сварные соединения создают концентраторы напряжений из-за неоднородности свойств металла шва и основного металла, а также в результате геометрических факторов.
www. vokb-1а.
59 Зак. 290
ГЛАВА 2
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ КЛЕПАНЫХ И БОЛТОВЫХ СОЕДИНЕНИЙ
59*
467
www. vokb- la.;
СОДЕРЖАНИЕ
Стр.
Характеристика деталей и узлов, предназна-
ченных для клепаных и болтовых соединений 469
Рекомендации по технологичности клепаных соединений..................................469
Рекомендации по технологичности соединений при односторонней клепке....................485
Рекомендации по технологичности высокопрочных болтовых и болт-заклепочиых соединений ......................................491
Литература..................................493
468
www. vokb- la. spb. ru
Гл, 2. Технологичность конструкций клепаных и болтовых соединений
Клепаные и болтовые соединения являются одним из распространенных способов соединения деталей, узлов, монолитных панелей и агрегатов самолета. Количество заклепок, болтов, устанавливаемых в конструкции планера современных самолетов, исчисляется десятками и сотнями тысяч. При этом требования к качеству выполнения болтовых и клёпаных соединений постоянно возрастают.
Анализ конструкций современных изделий показывает, что 75 — 90% соединений выполняются заклепками и болтами. Трудоемкость изготовления таких соединений еще достаточно высока и составляет 40 — 45% общей трудоемкости клепально-сборочных работ.
Значительная часть (40 — 60%) клепаных соединений выполняется ручным механизированным инструментом, что обусловливает высокую_трудо-емкость и не всегда нужное качество соединений. Применение ручного механизированного инструмен
та ударного действия приводит к профессиональным заболеваниям рабочих-клепальщиков.
Одним из основных путей сокращения профессиональной заболеваемости работающих и снижения трудоемкости выполнения клепаных и болтовых соединений является создание технологических конструкций узлов и агрегатов. Это позволит более эффективно использовать имеющееся и проектируемое высокопроизводительное оборудование для механизации операций по выполнению соединений.
Цель рекомендаций — обеспечить конструкторов ОКБ систематизированными материалами по проектированию клепаных и болтовых соединений, позволяющих разрабатывать новые конструкции самолетов с более высокой степенью технологичности.
При составлении рекомендаций были использованы материалы НИАТа и учтен опыт передовых заводов и конструкторских бюро.
ХАРАКТЕРИСТИКА ДЕТАЛЕЙ И УЗЛОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ КЛЕПАНЫХ И БОЛТОВЫХ СОЕДИНЕНИЙ
Для обеспечения механизации, лучшего использования существующего и вновь создаваемого оборудования в табл. 1—4 приведены основные характеристики деталей, узлов и отсеков, которыми следует руководствоваться при проектировании соединений.
Относительная трудоемкость и технологическая себестоимость изготовления клепаного шва в зависимости от применяемых средств механизации рассматривается в табл. 5.
РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ КЛЕПАНЫХ СОЕДИНЕНИЙ
1. Панели, узлы и отсеки необходимо проектировать с открытыми двусторонними подходами к месту клепки и с габаритами, позволяющими в процессе сверления, зенкования и клепки максимально использовать высокопроизводительное оборудо* вание. '
2. Стрингеры в панелях располагать прямолинейно:
а) на плоских и цилиндрических панелях — параллельно;
б) на конических панелях' (типа крыльевых) —: по процентным линиям; .>
469
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
Таблица 1
Основные характеристики панелей из алюминиевых и магниевых сплавов-, обеспечивающие возможность обработки отверстий и гнезд под заклепки на сверлильно-зенковальных установках
мм
Панели Характеристика обрабатываемых панелей* Модели сверлильно-зенковальвых установок
наибольшие габаритные размеры обрабатываемых панелей радиусы кривизны в поперечиом сечении наибольшие стрелы прогиба обрабатываемых панелей
длина ширина наибольший наименьший продольного поперечного
Плоские 20000 3500 — — — — СЗУ-ПЦК
Цилиндрические и конические, имеющие в сечении форму круга 20000 7 500 20000 2100 2100 3500 2100 1400 Выше 2100 1400 600 2100 — 420 290 420 СЗУ-ЦК СЗУ-ДЦК СЗУ-ПЦК
Двойной кривизны, имеющие в поперечном сечении форму круга 7500 2100 2100 600 по 290 СЗУ-ДЦК
Цилиндрические и конические произвольной знакопостоянной кривизны (типа крыльевых) 20000 3500 Не ограничены 2100 — 420 СЗУ-ПЦК
* Наибольшая толщина обрабатываемого пакета для всех панелей (в долях d) — 3,0; наибольшие диаметры обрабатываемых отверстий, мм— 8. ,
—
Таблица 2
Основные характеристики узлов из алюминиевых и магниевых сплавов, обеспечивающие возможность обработки отверстий и гиезд под болты на сверлильных, сверлильно-зенковальных, сверлильно-разделочных и сверлильно-зенковально-разделочных установках
мм
Панели и узлы Характеристика обрабатываемых узлов и панелей Модели установок
наибольшие габаритные размеры обрабатываемых узлов наибольшие стрелы прогиба обрабатываемых панелей наибольшие диаметры обрабатываемых отверстий класс точности отверстий наибольшая толщина обрабатываемого пакета (в долях d)
длина ширина (диаметр) продольного поперечного
Плоские каркасные узлы типа:
лонжеронов, балок 20000 2000 — 12 А4-А6 5 СУ-Л1—00
20000 2000 — — 12 А —-А3 5 УСР-Л1—00
шпангоутов — 6000 — — 12 а4—а5 5 СУ-Ш1—00
иервюр Панели: 6000 1500 —. — 12 а4-а5 5 СУ-Н1—00
плоские 20000 2000 — — 12 а4—а# 5 СУ-Л1-00
20000 2000 — . — 12 а-а8 5 УСР-Л1—00
одинарной кривизны 20000 4000 — 400 16 а4-а5 5 СЗУ-ПЦКБ
20000 4000 —— 400 10 А -А3 3 СЗРУ-ПЦКБ1
15000 4000 — 400 16 А -А3 5 СЗРУ-ПЦКБ2
Объемные узлы типа 5000 1000 1 14 8 А4—Ав 3 СЗУ-БК-1
топливных отсеков крыла 5000 1000 1 14 8 А -А3 3 СЗРУ-БК -2
470
www. vokb- la. spb. ru
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
Таблица 3
Основные характеристики панелей и узлов, Об&ДОЧиЪающне возможность группового расклепывания заклепок на сПщионарных прессах
мм
Панели и узлы Характеристика обрабатываемых узлов Модели прессов для групповой клепки
наибольшие размеры обрабатываемых панелей и узлов наибольшие стрелы прогиба обрабатываемых панелей в сечениях наибольшие диаметры расклепываемых заклепок из материалов
длина ширина продольных поперечных алюминиевые сплавы стали 10 и 15 сталь 20ГА сталь Х18Н9Т
Панели: плоские цилиндрические конические двойной кривизны 15000 8500 13500 14500 15000 2800 2200,3000* 3000,4000* 1150 700 290, 145, 25* Незначительная 8 7 6 5 КП-602
8 8 8 6 КП-504П-1-8500 КП-504П-1-13500
450 320 350 230 '
450 320 20 230 8 7 6 5 КП-504П2 КП-503М
320,350,740* 230 То же, кроме -КП-602
Узлы: плоские, каркасные (лонжероны, шпангоуты, балки, лючки и др.) * При клепке заклеп 15000 3000 ок в цен 1150 250 тральном прод ольном шве 8 7 6 5 КП-503М КП-405М
Таблица 4
Основные характеристики панелей, узлов и отсоков, обеспечивающие возможность расклепывании заклепок иа стационарных прессах для одиночной клепки
мм
Панели, узлы н отсеки Ха рактеристика обрабатываемых узлов Модели прессов для одиночной Клепки
наибольшие размеры обрабатываемых узлов наибольшие стрелы прогиба обрабатываемых узлов в сечениях наибольшие диаметры расклепываемых заклепок из материалов
длина ширина, (высота, глубина) продольных попе- речных алюминиевые сплавы стали 10 и 15 сталь 20ГА сталь Х18Н9Т
Плоские каркасные узлы, исключающие возможность применения групповой прессовой клепки 20000 3000 550, 950 1050 — — 8 5 7 4 6 3,5 5 3 КП-406 КП-204М
Панели мотогоидол, носовых и хвостовых частей фюзеляжа, обтекателей шасси и т. п. 1500 3 000 1150 Без ограничения 500 6 5 4 3,5 КП-205-1500 КП-205-3000
Носовые отсеки крыла, оперения, элеронов, рулей и т.п. 7 500 6000 1500 1000 750 500 400 300 — 1500 1000 750 500 400 300 • 5 4 4 3,5 3.5 2,6 3 2,6 КПНС-1500 КПНС-1000 КПНС-750 КПНС-500 КПНП-400 КПНП-300
Цилиндрические и конические отсеки воздушных каналов 1000 1500 (минимальная 700) — Без ограничения 4,5 4 —- — УКК-1
Панели и отсеки цилиндрических, конических и криволинейных воздушных каналов 2000 4100 1500 (минимальная 575) 10 То же 3,5 УКК-2-2000 УКК-2-4100
471
www. vokb- la. spb. I
Часть V. Технологичность конструкций соединений
Таблица 5
Относительная трудоемкость и технологическая себестоимость изготовления клепаного шва в зависимости от применяемых средств механизации
%
Применяемые средства механизации технологического процесса клепки Трудоемкость изготовления шва Технологическая себестоимость изготовления шва
Сверление и .зенкование отверстий пневмодрелями; расклепывание заклепок пневмомолотками 100 100
Сверление и зенкование отверстий на радиальио-сверлильиом стайке; одиночная клепка иа прессах 48 32
Сверление н зенкование отверстий с помощью сверлильно-зенковальной установки; групповая клепка и а прессах 23 21
Сверление и зенкование отверстий, вставка и расклепывание заклепок иа автоматах с программным управлением 10 22
в) на панелях двойной кривизны — в плоскостях, проходящих через ось вращения отсека.
3. Стрингеры по периметру отсеков фюзеляжа разбивать через равные или кратные какой-либо величине промежутки (рис. 1). Только при таком расположении стрингеров можно рационально использовать сверлильно-зенковальные установки и прессы для групповой и одиночной клепки.
Рис. 1. Разбивка стрингеров по 'периметру отсеков фюзеляжа.
4. Расстояние между шпангоутами назначать кратным шагу заклепок по стрингерам (рис. 2).
> Нетехцшогично Технопг.гичнв
Рис. 2. Расстояние между шпангоутами: t— шаг заклепок по стрингерам; к—любое целое число; а—любое число меньше шага
472
5. В агрегатах (крыло, стабилизатор, киль) с разъемом по хорде выполнять стыковые швы внахлестку (рис. 3, а), а не по фланцам (рис. 3, б). Это устраняет необходимость применять при сборке специальные компенсаторы.
а
б
Рнс. 3. Способы соединения разрезных нервюр: а — соединение внахлестку; б—фланцевое соединение.
6. Для продольных и поперечных элементов каркасов, узлов и агрегатов применять только открытые профили типов, указанные в табл. 6. (Прессованные профили. Каталог. Оборонгиз, 1957).
7. По возможности применять минимальное количество разновидностей швов в пределах одного не-панелированного отсека, панели или узла. Швы унифицировать в направлении применения постоянного шага, типа, диаметра и расположения заклепок в ОДНО-, двух- и многорядных швах.
www. vokb- la. spb. ru
Таблица 6
60 Зак, 290
Типы открытых прессованных профилей
ПР115,ЛК3,ПК^ПК?,ПК8
Пр100,Пр101,Пр111
ПК1ПК2
ПК71,ПК72,ПК67,ПКЬ8
Л Л ' А 7 п
Пк65\ ПХ69, Пк 70 п к к
Пр103,Пр12Я,Пх102
Пр1О2,Ор11г,Пк1О9,П^1\ ПК1О6У пк1156
прю^пкго1, пк2оз, лкго4,пкгоЦ№'
Пр 306, ПрЗО7,Пк682, Пп 683
ПрЮ9,Лр113,Пр31б;пк301 nl!30Z.nl!3D3,nK3DW05' ^306,^307,0x308,^319
Пр214
ПР106,ПК601,ПК606' Пк60Г, ЛкБ06
Пр 108
Пр104, Пк210
п^гоо
Ок 206
Пр 308, ЛКБ84, Пк685', Пк686
Пр218,Пк457
Пр 314
Пр217, Пк680
Пр312,Пк316, ПК346,ПК459
Пр 310
Пр311,Пк607, ПК6О8
Пр107, Пр121
Пр309, Пк664, Пк698
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
MJ Mi ~t^3 1-
= M18~~
"MT MU W .. t=?y ' ,££Zl:z -из z t-зг : —'t^s MO
MO MZ MS M5 ' t-IB Ml " t=3i r t=^3
- М3 MS .. Hl Mi Ы1 Ml. мм „ III в II ... t=« «h i=38t
НервюрыH z 3 4 Г 6 5 8 9
I зона. — | Л зона. Ш зона.
= Ж7/9Н2 = t-ZS == -J 3SWU-1O r д t-30 c — 35WK-& = MS' 1 —1
. I. .. . ,
474
www. vokb- la. spb. ru
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
В панелях с переменной толщиной пакета, где нельзя избежать применения заклепок двух, трех и более размеров и разных шагов, унифицировать швы по зонам (рис. 4). Унификация швов улучшает условия применения сверлильно-клепального Оборудования с программным управлением и позволяет унифицировать оснастку и сократить ее количество.
8. Соединения встык с одной накладкой применять не рекомендуется (рис. 5). Трудоемкость~изго-товления соединения, выполненного внахлестку, в 2 — 2,5 раза ниже трудоемкости изготовления соединения, выполненного встык с накладкой. Прочность соединений в том и другом случаях одинакова.
9. Шаг t заклепок в швах, определяемый расчетом на прочность, выбирать по отраслевой нормали 128СТ52: 12,5; 15; 17,5; 20; 25; 30; 35; 40; 50; 60 мм.
10. Минимально допустимое расстояние С от оси заклепки до края профиля или листа по условиям прочности должно быть не менее двух диаметров стержня заклепки, то есть С > 2 d.
Отклонение от указанного условия приводит к образованию трещин и выпучиванию материала по кромкам деталей и снижению прочности.
11. Наименьшее расстояние от оси заклепки до стенок профилей открытого и полузакрытого типов, определяемое габаритами применяемого переносного оборудования и инструмента, выбирать по табл. 7—10.
12. Для возможности использования прессовой клепки замкнутых контуров (агрегатов и отсеков) при проектировании стыковых швов следует. руководствоваться данными, приведенными в табл. 11.
13. В многослойных пакетах листы или профили из более прочного материала не следует располагать между листами, имеющими меньшую прочность. В таких пакетах наблюдается увеличение диаметра отверстий со стороны входа сверла (рис. 6).
Неправильно Правильно
Рис. & Расположение деталей в пакетах из разнородных материалов.
14. В заклепочных швах замыкающие головки располагать со стороны материала большей толщины в соединениях из однородных материалов (рис. 7, а) и со стороны более прочного материала — в соединениях, выполняемых из разнородных материалов (рис. 7, б).
15. Следует ограничивать применение двусторонней потайной Клепки, отличающейся более высокой трудоемкостью (на 12—15%) и более низким качеством шва по сравнению с обычной потайной
клепкой. Для образования потайных замыкающих головок требуются усилия в два раза больше, чем для образования обычных бочкообразных замыкающих головок.
16. В соединениях, где по условиям работы замена двусторонней потайной клепки обычной клепкой невозможна, нужно применять заклепки с потайными головками по действующим отраслевым нормалям,но длину заклепки назначать согласно данным, приведенным в ПИ-127—67.
Рис. 7. Расположение замыкающей головки со стороны материала большей толщины (а) или более прочного материала (б).
17. При проектировании заклепочных соединений с двусторонней потайной клепкой рекомендуется на поверхностях склепываемых пакетов чередовать закладные и замыкающие головки заклепок (рис. 8), так как это уменьшает деформацию элементов пакета.
1
а
&
Рис. 8. Чередование закладных и замыкающих головок заклепок при двусторонней потайной клепке:
а — двухрядный шов с зенкованием гнезд в обшивках; б — однорядный шов со штампованными гнездами; 1 — замыкающие головки; 2 — концевой стрингер; 3—'Закладные годовки.
60*
475
www. vokb- la. spb
•Ь
С5
Таблица 7
Места
конструкций
Основные характеристики мест конструкции, обеспечивающие возможность сверления отверстий и зенкования гнезд ручными сверлильными машинами
Эскиз
Открытые
С ограниченным подходом
Алюминиевые и магниевые сплавы, стали средней твердости
Нержавеющие стали, жаропрочные стали, титановые сплавы
Алюминиевые и магниевые сплавы (тонкие пакеты)
мм
Характеристика обрабатываемых мест конструкции
Материал
Наибольший диаметр отверстия
6
9
6
3
3
9
Минимальное расстояние от оси отверстия до стенки
низкого
профиля профиля
Алюминиевые и магниевые сплавы, стали средней твердости 14 СО + + пз ю о”
Нержавеющие вые сплавы стали, тнтано-
6
Алюминиевые сплавы и магниевые 9
Нержавеющие стали ВНС-2, В НС-5, жаропрочные стали, титановые сплавы 6 3
высокого
Минимальная высота полуоткрытого профиля, Н
Модели
сверлильных
машин
24,5 ' 34 — СМИ—6—4000 СМИ—6—1800 СМ21—9—2500
34 24,5 СМ21—6-12000 СМИ—3-18000
24,5 СМИ—3—800 СМИ—3-500
34 СМ21—9—300 СМ21—9—600 СМ21—9-900
65 ИП—1022
ИП—1021
15,5 11,5 30 + /о 28 + /о СМУПИ—6—3200 СМУ11-6-3000
19 34 + /0 СМУП21—9-2200 СМУ21—9—2200
17 68 +10 СМУ21—6—500 СМУ21—6-1700
13 80 + /о СМУ-11-3-450
* I — длина режущей и калибрующей частей сверла, мм (определяется в зависимости от диаметра сверла); d — диаметр замыкающей головки заклепки, мм;
г — радиус гибки профиля, мм.
Часть V. Технологичность конструкций соединений
www. vokb- la. spb. ru
Таблица 8
Основные характеристики мест конструкций, обеспечивающих возможность расклепывания заклепок пневматическими молотками
Эскиз Характеристика обрабатываемых мест конструкций Модели пневматических молотков
Наибольшие диаметры d расклепываемых заклепок - из материалов Минимальное расстояние от оси заклепки до стенкн, мм
алюминиевые сплавы стали 10 и 15 стали Х18Н9Т и 20ГА
в пакетах толщиной до низкого профиля / высокого профиля h
0,8 d 2d 2,54 3d 0,84 2d 2,54 0,84 2d 2,54
3,5 3,0 — 19 2А КМП-13
1—
Г-Л Т~ ед 1 г-Л 1 1 4,0 3,5 3 20 26 КМП-23
5,0 4,0 23 27 КМП-31
6,0 5,0 4,0 26 80 КМ-42
. 1 _1
ЖЕ Е -1
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
Таблица 9
00
Основные характеристики соединений и размеры переносных клепальных прессов, определяющие возможность доступа к месту выполнения соединений
ППКУ ПГКУ
Клещи, угловые
и
Основные элементы характеристики соединений Основные размеры прессов, определяющие возможность доступа к месту выполнения соединений Модели переносных клепальных прессов
максимальные диаметры расклепываемых заклепок из материалов толщины склепывае-мых паке- тов, мм вылет скобы, I. зев скобы В максимальный рабочий зев скобы А «1 П Ъ М Н D Л пневмати- ческих гидравлических
алюминиевые сплавы стали 10 и 15 сталь 20ГА сталь Х18Н9Т
3,0 2,6 — — 1-12 50-100 50- 75 18 15—45 8-12 14 138-488 94-350 82 56 ППБП 1,1 ППБУ 1,1 ППКУ 1,1 —
20-45 8 11
4,0 3,5 — * 2,6 1-15 50—100 24 15-55 9-15 15 156-605 107—427 90 56 ППБП 2,2 ППБУ 2,2 ППКУ 2,2 —
15-40 9 12
5,0 4,0 3,5 3,0 1,5-18 50-125 30 15-55 10-16 18 170—713 120-500 105 56 ППБП 3,4 ППБУ 3,4 ППКУ 3,4 —
15-40 10 15
15-55 10-16 18 230-475 130-372 60 52 — ПГБП 3,4 ПГБУ 3,4 ПГКП 3,4 ПГКУ 3,4
15-40 7 12 61 63
6,0 5,0 4,0 3,5 3-21 55—100 35 15—35 8-12 19 250-490 150-425 71 52 — ПГБП 4,5 ПГБУ 4,5 ПГКП 4,5 ПГКУ 4,5
8 13 73
7,0 6,0 5,0 4,0 3,5-25 50—150 60-150 39 15-50 9-14 22 293-583 163-296 76 — у — ПГБП 5,8 ПГБУ 5,8
8,0 7,0 — — 5—28 60-125 45 15-60 9-16 23 305-570 165-310 81 — ПГБП 7,3 ПГБУ 7,3
— — 6,0 5,0 3-21 50-125 55—150 35 15-60 10—16 24 300-580 177 —295 90 — — ПГБП 9,0 ПГБУ 9,0
Часть V. Технологичность конструкций соединений
www.vokb-la.spb.ru
Таблица 10
Основные характеристики элементов соединений, обеспечивающие возможность применения ручных пневматических резьбонарезных машин, гайковертов и винтовертов
Размеры в jwjk
<b
Операция Эскиз Характеристика обрабатываемых мест конструкций Модели пневматических машин
наибольший диаметр резьбы минимальное расстояние от оси отверстия (болта, винта) до стеики минимальная высота полуоткрытого профиля Максимальный крутящий момент, кГсм
низкого профиля 1 ВЫСОКОГО профиля h низкого Н высокого я.
Нарезание резьбы в деталях из алюминиевых и магниевых сплавов М8 12,5 21 — 170 РМ21-8
е-О
Завинчивание гаек М20 41 — 2000 ИП-3103
V. rS
«--а Мб 17 17 33 112 80 РПГУ11-6
3 С М10 19 19 45 150 340 РПГУ21-10
J 1 М16 33 35 — 1250 ИП—3204
* Завинчивание винтов и гаек М12 12,5 21 170 ПВ21—180
М12 12,5 21 140 РПВ21-180
Технологичность конструкций клепаных и болтовых соединений
www. vokb- la .spb. ru
Часть V. Технологичность конструкций соединений
Таблица 11
Основные характеристики стыковых швов, обеспечивающие возможность ' расклепывания заклепок из алюминиевых и магниевых сплавов переносными клепальными устройствами
мм
Стыковые швы Характеристика стыковых швов Модели клепальных устройств
мини- мальная длина обрабатываемого участка L минимальный радиус кривизны шва R максимальная высота элементов каркаса, расположенных вдоль обрабатываемого участка шва h максимальная высота элементов каркаса, расположенных поперек обрабатываемого участка шва f минимальный ша’г заклепочного шва £ диаметры расклепываемых заклепок толщины склепываемых паке- тов S
Прямолинейные 200 — 35 7 17,5 3 1,5-10,5 ПКУЗ-П
7 3,5 1,8-12,2 ПКУ3.5-П
11 4 2,0-14,0 ПКУ4-П
35 ГКУ4-П
11 5 2,5—17,5 ПКУ5-П
35 ГКУ5-П
11 6 3,0—21,0 ПКУ6-П
35 ГКУ6-П
35 20 7 3,5—24,5 ГКУ7-П
Криволинейные с постоянным радиусом кривизны 200 1500 100 7 17,5 3 1,5—10,5 ПКУЗ-К
7 3,5 1,8—12,2 ПКУ3.5-К
11 4 2,0-14,0 ПКУ4-К
35 ГКУ4-К
11 5 2,5—17,5 ПКУ5-К
35 ГКУ5-К
11 6 3,0-21,0 ПКУ6-К
35 ГКУ6-К
35 20 7 3,5—24,5 ГКУ7-К
480
www. vokb- la .spb. ru
Гл. 2. Технологичностът^енструкций клепаных и болтовых соединений
18. При двусторонней потайной клепке клиновидных пакетов независимо от угла клина заклепки в соединении располагать перпендикулярно хорде пакета (рис. 9).
Рис. 9. Расположение заклепок в клиновидном пакете.
19. В законцовках крыла и хвостового оперения длину заклепок следует сокращать за счет уменьшения ширины вкладыша и применения в закрытых местах заклепок с сердечником, гайкопнстонов и другого крепежа для односторонней клепки (рис. 10).
Нетехнологично
Технологично
Рве. 10. Конструктивное решение клепки законцовок крыла к хвостового оперения:
/ — заклепки для односторонней клепки; 2—ТЭС»
20. При выборе типоразмеров заклепок следует руководствоваться отраслевыми нормалями» согласно которым каждый тип заклепки в зависимости от конструкции, формы головки и материала имеет свой шифр (табл. 12).
21. В целях применения автоматической клепки, а также сокращения номенклатуры инструмента и приспособлений для постановки заклепок следует всемерно сокращать количество типоразмеров заклепок, применяемых в конструкциях, путем унификации их по типам головок, маркам материалов,
диаметрам и длинам стержней. Для этого рекомендуется:
— в каркасных узлах планера самолета применять преимущественно заклепки с плоскими головками; заклепки с полукруглыми и плосковыпуклыми головками применять в местах расположения мягких топливных баков;
— на обшивках, где по условия^ эксплуатации можно применять заклепки с выступающими головками, не применять заклепки с потайными головками, для постановки которых требуется дополнительная операция по образованию гнезд.
Данные о прочности соединений с различными типами закладных головок приведены на рис. 11.
Рис. И. Влияние типа заклепок, применяемых в соединениях, на прочность шва при статических н повторностатических нагрузках:
а — кривые зависимости разрушающей нагрузки на отрыв от толщины листа 'й для различных типов заклепок; 1 — аналитическая кривая для зайлепок. с выступающими головками; 2—аналитическая кривая для заклепок с потайными головками; б —прочность соединений с различными типами заклепок при испытании повторно-старческими нагрузками на срез; 1 — соединение заклепками с выступающими головками; 2— соединение заклепками с потайными головками.
61 За к. '290
481
Таблица 12
Применяемые заклепки
ч Материалы и их марки • Временное сопротивление срезу, кГ/мм* Рекомендуемые диаметры d, мм Заклепки
обычные с высоким сопротивлением срезу болты-заклепки
Плоская t Полукруглая ф и Лотайни» С С 90* Потайная CL120* ж Плиско-Вьтуклая 1 /потайной голобкой СС^В* 0 плоской голоВкой С полу круглой голоВ- Cnomaurtou головкой.. сс90 1 Сплпеко-Вы пумой го- Калоцо 41’
Алюминиевые сплавы: В65 АМгб Д18П Д19П АД1 АМи Д16М Д1П Д16П Стали: 15; 10 20ГА 45 Х18Н9Т ЗОХГСА Латунь: Л62 Л62 (антимагнитная) Медь М2 >25 >16 >19 >28 >7 >25 >27 >34 50-63 >44 72 2,6-10 2—10 2 и 2,6 2,6-8 1-6 2-6 3,5-8 2-10 3,5-10 2—6 5-12 1-4 1-4 1—4 3501А 3502А 3503А 350-4 А 3505А 3506А 3507А 3508А 3515А 3516А 3517А 3518А 3519А 3520А 1 3521А 3522А 3523А 3524А Антимаг 3524А 3525А 3531А 3532А 3533А 3534А 3535А '3538А 3537А 3538А 3539А 3540А нитные 3540А 3541А 3547А 3548А 3549А 3550А 3551А 3552А 3558А 3559А 3560А 3561А 3562А 3563А 3564А Кольцо 2032А55 2036А55 2037А55 2035А55 2034А55 2038А55 2039А55 5330А 5331А 5335А 5336А 3540А 5341А 5347А 5345А 5346А
Часть V. Технологичность конструкций соединений
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
22. Для потайных заклепочных соединений^ заклепки рекомендуется подбирать так, чтобы высота h закладной головки была меньше толщины 6i обшивки. При толщине обшивки, равной высоте закладной головки, наблюдается значительное’снижение прочности (рис. 12). При толщине обшивки 61 > h можно применять заклепки с углом конуса головок 90 и 120°; при толщине обшивки 61<Л — с углом конуса головок 120°. Высота закладных головок потайных заклепок для различных диаметров и углов конуса головок приведена в табл. 13.
23. В пакетах с сочетанием деталей из легких сплавов, а также из легких сплавов и стали рекомендуется применять заклепки из алюминиевых сплавов. Большие усилия прессования (табл. 14), необходимые для расклепывания стальных заклепок, вызывают значительные деформации пакетов нз легких сплавов.
Рнс. 12. Изменение прочности соединенна, выполненных потайными заклепками с углом конуса 90°, в зависимости от отношения б] rd: 1 — разрушение листа; 2 — разрушение заклепки.
Таблица 14
Усилия при прессовании заклепок из различных материалов и различных диаметров
Размеры в кг
Усилия при прессовании заклепок
из материала диаметром, мм
2,6 3 3,5 4 5 6 7 8
Алюминиевые сплавы 800 1100 1500 2100 3400 3900 5400 7300
Стали 15, 10 1100 1700 2000 2800 4200 5200 7300 —
20ГА — — 3400 4300 5800 8000 — —
Х18Н9Т 2200 3200 4500 5800 8800 — —
24. В целях уменьшения деформации стенок отверстия в пакетах из стеклотекстолита рекомендуется применять специальные заклепки (табл. 15) в соответствии с РТМ «Клепка стеклотекстолитовых конструкций» (НИАТ, 1971). Сравнительные испытания заклепочных соединений на однородных пакетах (стеклотекстолит) показали, что при клепке специальными заклепками прочность соединений повышается на 40%, а выносливость в 2—3 раза по сравнению с соединениями, выполненными обычными заклепками. Сравнительные испытания заклепочных соединений на смешанных пакетах (стеклотекстолит + Д16Т) показали, что при клепке специальными заклепками статическая прочность повышается иа 15% и выносливость в 2—3 раза по сравнению с соединениями, выполненными обычными заклепками.
Таблица 15 Специальные заклепки
Таблица 13
Высота закладных головок потайных заклепок, жж. ион
номинальном диаметре заклепок угле конуса заклепок, град. номинальном диаметре заклепок угле конуса головок, град.
120 90 120 90
1,0 — 0,5 4,0 1,2 1.6
1,4 — 0,7 5,0 1,4 2,0
1.6 — 0.7 6,0 1.7 . 2,4
2.0 — 1.0 7,0 «•" 2,8
2,6 0,9 1.1 8,0 — 3,2
3,0 1,0 1.2 — — ——
3.5 1,07 1.4 —
61*
4 Номинал. 2,6 3 3,5 4
Доп. отклон. ±0,1
<4 Номинал. 1,6 1.8 • 2,1 2,4
Доп. отклон. ±0.1
4 Номинал. 1.01 1.6 1,2| 1.в| 1,4| 2,1 1 ,б| 2.4
Доп. отклон. ±0,12
Примечания: 1. Материал: Д18П, Д19П, В65, АМг5, стали 15, 10.
2. Размеры D и Л как для обычных заклепок.
3. Размеры d( и /0 рассчитаны из условия dt—0,6d; 4=0,64—для образования замыкающих головок со стороны стеклотекстолитовых деталей; /о=0,4 4—для образования замыкающих головок со стороны металлических деталей.
4. Допускается применение заклепок, доработанных по кондуктору до выпуска нормали на заклепку с отверстием.
483
www. vokb- la .spb. ru
Часть V. Технологичность конструкций соединений
25. При клепке заклепок из материала В65, Д19П, Д18П, С15 в- стеклотекстолитовых пакетах для уменьшения раздачи отверстий и повышения прочности соединений под замыкающие головки рекомендуется устанавливать шайбы. Применение шайб повышает статическую прочность соединений на 25 — 45% и долговечность соединений примерно в 4 раза.
Соотношение наружного диаметра шайбы (ОНар) с внутренним (dBH) должно быть равным 2,5 (табл. 16).
Таблица 16
Размеры шайб в зависимости от диаметра заклепки
мм
Номинальный дйа-метр стержня заклепки Внутренний диаметр шайб Толщина шайб
при наружном диаметре шайб
номинальный ДОП. откл. 5,5 6 7 8 9 10 11
2,6 2,7 +0,1 0,5 1 — — — — —
3 3,1 +0,12 — 0,5 0,8 1 — — —
3,5 3,6 +0,14 — 0,8 1 1,5 — —
4 4,1 +0,14 — — — 1 1 1 —
Применение шайб в пакетах с толщиной свыше 5 мм не оказывает влияния на прочность соединения, поэтому в таких пакетах шайбы применять не рекомендуется.
Материал шайб выбирают в зависимости от марки материала заклепки. Для заклепок из легких сплавов применяют шайбы из материала Д16Т; для стальных заклепок — шайбы из материала С45.
26. Длину заклепки для образования потайных замыкающих головок со стороны стеклотекстолитовых и металлических деталей (смешаный пакет) подбирают согласно данным, приведенным в табл. 17 и 18. !
27. В пакетах с сочетанием деталей из титановых сплавов, нержавеющих и жаропрочных сталей рекомендуется применять заклепки из сталей 20ГА, Х18Н9Т, С15 и СЮ.
28. Длины заклепок подбирать в зависимости от их диаметров и толщин склепываемых пакетов по отраслевым нормалям. Для обеспечения стабильного качества заклепочных соединений толщины пакетов не должны превышать двух с половиной диаметров заклепки при ударном способе клепки и 3,5 d при прессовом способе клепки.
29. В потайных заклепочных соединениях выполнение гнезд под головки потайных заклепок в зависимости от толщины соединяемых деталей, образующих пакет, производится:
— зенкованием при толщине наружной детали (обшивки), превышающей высоту закладной головку (рис. 1§, р);
484
Таблица 17
Подбор длин специальных заклепок для образования потайных замыкающих головок со стороны стеклотекстолитовых деталей
d
3 |3,Е >1 4
L
2 5 2
3 3
6 — 7
4 7 8 7 8 8 9 4 5
6 9 9 10 6
7 10 10 П 7
8 11 11 12 8
12 12
9 13 13 13 9
10 14 14 10
И 15 14 15 15 И
12 16 16 16 12
17 17 17
13 13
18 18 18
14 19 19 19 14
15 20 15
20 20
16 21 21 21 16
17— 22 22 17
18 23 23 18
19 24 24 19
20 25 25
20
21 26 26 21
22 27 27 22
23 28 28 23
29 29
24 30 30 24
Таблица 18
Подбор длин специальных заклепок для образования потайных замыкающих головок со стороны металлических деталей
d
3 |3,5 1 4 S
L
3 — з
5 6
4 6 7 7 4
7
5 8 8 8 5
6 9 9 6
7 9 10 10 10 7
8 11 11 11 8
9 12 12 12 9
10 13 13 13 10
14 14 14
И 15 15 15 —11
12 16 16 12
16
13 17 13
18 17 17
14 19 18 18 14
15 19 19 15
20 20
16
16
20 21
17 21 22 17
18 22 18
23 23
19 24 24 19
20 25 25 —20
21 26 26 21
22 27 27 22
23 28 23
24 29 24
s — толщина пакета;
d—диаметр заклепки;
L — длина заклепки.
Длины заклерок подбирать следующим образом: приложить линейку к делениям шкал справа и слева, соответствующим толщине пакета.
Цифры в прямоугольниках, пересекаемых линейкой, показывают требуемую длину заклепки соответствующего диаметра.
www. vokb- la .spb. ru
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
— штампованием при толщине наружной детали (обшивки), меньшей или равной высоте закладной головки заклепки, но не более 1 мм (рис. 13, б);
— штампованием в обшивке и зенкованием в каркасе при толщине последнего, большей высоты закладной головки заклепки (рис. 13, в).
Рис. 13. Способы образования гнезд под потайные Головин заклепок:
а — зенкованием; б — штампованием; в — штампованием в обшивке; зенкованием в каркасе.
30. При выборе способа образования гнезд под головки потайных заклепок следует учитывать, что трудоемкость изготовления швов со штампованными гнездами гораздо выше по сравнению с изготовлением швов с зенкованными гнездами вследствие
— необходимости разборки и повторной сборки при раздельной штамповке;
— дополнительной операции обработки, отверстий (рассверливания) после штамповки.
Поэтому в местах, где позволяет конструкция соединения, следует применять заклепки с плоско-выпуклыми головками или предусматривать утолщения в местах расположения швов, получаемые методом травления, приклеиванием металлических лент и другими методами, для возможности зенкования гнезд в одном из элементов соединения, а также применять точечную или роликовую электросварку как более производительные способы соеди
нения деталей (рис. 14). Трудоемкость выполнения соединений различными способами приведена в табл. 19.
Рис. 14. Возможные варианты замены соединений со штампованными гнездами.
Таблица 19
Трудоемкость изготовления соединений различными способами
Соединения Трудоемкость изготовления соединения, %
С заклепками, имеющими плоско-выпуклые головки (со сверленными отверстиями) С потайными заклепками, выполненными: 100
с зенкованными гнездами 120
со штампованными гнездами 190
с зенкованными в каркасе и штампованными в обшнвке гнездами 210
точечной электросваркой 33
роликовой электросваркой 17
31. В случае выполнения гнезд под головки потайных заклепок способом штамповки необходимо предусматривать возможность разборки соединений.
32. Следует избегать штамповки гнезд в деталях из сплавов В95Т, В93 и М.А8 в связи с большой трудоемкостью их изготовления из-за необходимости подогрева штампуемой зоны.
33. Не применять штамповку гнезд в прессованных профилях.
34. В уборочных чертежах или технических условиях на изготовление узлов и агрегатов планера самолета должны быть оговорены требования по качеству выполнения заклепочных соединений согласно ТУ на изделие.
РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ СОЕДИНЕНИЙ ПРИ ОДНОСТОРОННЕЙ КЛЕПКЕ
В местах конструкций, где механизированная клепка невозможна, следует применять детали крепежа с односторонним подходом, болты, болт-за-клепки или соединения, которые выполняются без
ударными методами. Типы заклепок с односторонним подходом приведены в табл. 20. Примеры возможного применения деталей крепежа с односторонним подходом представлены на рис. 15 — 24.
485
www.vokb-la.spb. ।
Часть V. Технологичность конструкций соединений
Типы заклепок
Форма закладной головки С сердечником Гайка-
полукруглая потайная плоская
90° 120°
•
ji "1 *
K_Z7
£
1 1 11
Отраслевая нормаль Корпус (пистон) 6042А 6043А 6044А 1651с52 3616А 1652с52 4
Винт (сердечник) 3168А—4 3053А-4 3168А-5 3053А—6 3166А-4 3050А—4 3668А—4 3053А-4
Диаметры 3,5; 4,0; 5,0 5,0 6.0 5,0 5,0
Материалы Корпус (пистон) Д18П Д18П ст. 10 или ст. 15 Д18П
Винт — Д1П или Д16П ст. 25 или ст. 45 ДЮ или Д16П
Сердечник В95 — — —
Кольцо — — — — —
486
www. vokb- la .spb. ru
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
Таблица 20
с односторонним подходом
ПИСТОН Высокого сопротивления срезу Взрывная двухкамерная
потайная, 120° шестигранная потайная плосковыпуклая потайная, 120°
90* | 120°
hy 1 1 i
Ш1Ж1 Й1Ж1
J V I Y
1653c52 3621A 5901A 5905A 5907A 2O4OA—56 2041A—56
1654c52-4 3623A-4 5903Д — —
5,0 5 ,0; 6,0; 7,0; 8,0 3,5; 4,5; 5,0; 6,0
Д18П ст. 10 или ст. 15 30ХГСА Д18П
Д1П или Д16П ст. 25 или ст. 45 30ХГСА
— — — —
— —• X18H10T
487
www. vokb- la .spb. ru
Часть V. Технологичность конструкций соединений
Рис. 15. Крепление наружной обшивки канала воздухозаборника.
Рис. 19. Крепление обшивки и перегородки к носкам нервюр.
Рис. 17. Крепление листов обшивки хвостовиков крыла и агрегатов оперения.
Рис. 21. Заделка щелв
элерона.
Рнс. 22. Крепление несъемных носков к переднему лонжерону (крыло, стабилизатор, киль).
Рис. 23. Крепление внутреннего листа панели с двойной обшивкой.
Рис. 18. Крепление внутренней обшивки крышек люков.
нервюр подзакрылочной панели к заднему лонжерону и нижней обшивки к хвостовикам нервюр.
488
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
I. В процессе проектирования соединений с использованием деталей крепежа с односторонним подходом необходимо учитывать:
— прочностные характеристики деталей крепежа по данным отраслевых стандартов (нормалей);
— габаритные размеры деталей крепежа и инструментов для выполнения соединений в местах конструкций с ограниченными подходами (рис. 25— 29);
Рис. 25. Возможный подход к местам постановки заклепок с сердечником.
Рис. 26. Возможный подход к местам постановки гаек-пистон механизированным пневматическим инструментом ИОК-ГП2.
— габаритные размеры деталей крепежа, выступающие внутрь закрытого контура до образования замыкающей головки, то есть детали крепежа до
Рис. 27. Возможный подход к местам постановки заклепок высокого сопротивления срезу в случае применения механизированного, пневматического инструмента ИОК-ВС1.
Рис. 28. Возможные подходы к местам постановки взрывных заклепок.
Примечание. а= =50 Мм—для заклепок диаметром 3,5 мм; а= =90 мм — для заклепок диаметром 6 мм.
Рис. 29. Возможные подходы к местам постановки заклепок высокого сопротивления срезу в случае применения ручного инструмента УИВС11-100.
Часть V. Технологичность конструкций соединений
выполнения соединений, должны свободно размещаться в закрытом контуре (при плотном прилегании закладных головок; рис. 30).
Неправильна
Правильна
Рис. 30. Выбор правильной длины заклепки по за* крытому внутреннему контуру конструкции.
2. Длины заклепок должны строго соответствовать толщинам пакетов, согласно рекомендациям отраслевых стандартов (нормалей).
3. При проектировании конструкций с использованием заклепок высокого сопротивления срезу учитывать наличие минусовых допусков на толщину материалов деталей, составляющих пакет, особенно в многослойных пакетах, близких к минимальной толщине для данной длины заклепки; указывать класс точности отверстий в соответствии с требованиями отраслевых стандартов (нормалей).
При проектировании конструкций с применением заклепок с сердечником ие допускать наличия зазоров в пакетах. В случае установки выравнивающих прокладок длины заклепок должны быть назначены по фактической толщине пакета.
4. Не следует располагать заклепки с односторонним подходом на сбегах подсечки профилей.
5. При выборе заклепок с односторонним подходом в соединениях с переменной толщиной пакета должна быть обеспечена параллельность плоскостей.
6. Для взрывных заклепок длину I отрезка шва и соответствующее этой длине количество отверстий п, в которые вставляются заклепки одной длины, в зависимости от шага заклепок t и угла наклона пакета а, определять по номограмме (рис. 31).
При использовании взрывных заклепок необходимо предусматривать, чтобы в склепываемой конструкции (вблизи мест установки заклепок) не было легко воспламеняющихся веществ и их паров, так как взрыв сопровождается выбросом из камеры заклепки продуктов сгорания взрывчатых веществ, имеющих высокую температуру и содержащих, кроме того, твердые частицы, которые могут нарушить анодную пленку. Учитывая это, поверхности деталей, расположенные от торца замыкающих
400
Рнс. 31. Номограмма для определения количества отверстий под заклепки одной длины в зависимости от угла наклона пвкета и шага расположения заклепок.
Рис. 32. Предохранение поверхности при взрывной * клепке:
а—покрытием грунтом; б — установкой временной прокладки.
головок на расстоянии менее 50 мм для заклепок диаметром 3,5 мм и на расстоянии менее 90 мм для заклепок диаметром 6 мм, должны быть защищены грунтом АЛГ-1 или АЛ Г-5, который наносят в два слоя, или лентой, наклеиваемой на поверхность деталей в зоне попадания продуктов сгорания (рис- 32, а). Указанные методы защиты рекомендуется применять при условии, что исключена воз-можйость предохранения поверхности временной прокладкой, служащей экраном (рис. 32, б).
www. vokb- la. spb. ru
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ ВЫСОКОПРОЧНЫХ БОЛТОВЫХ И БОЛТ-ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
1. При сборке лонжеронов крыла, центроплана и оперения, силовых нервюр, шпангоутов, монолитных панелей крыла и фюзеляжа по продольным стыкам и других силовых узлов планера самолета применяются, помимо обычных стержневых заклепок, болты, болты-заклепки и заклепки с высоким сопротивлением срезу.
2. В целях снижения трудоемкости изготовления высокопрочных соединений болтовые неразъемные соединения следует по возможности заменять заклепочными; при прессовой клепке — болт-закле-почными соединениями (по нормали АН-2190) и заклепками с высоким сопротивлением срезу (рис. 33).
по возможности болты 5-го класса точности вместо 3-го и 3-го класса вместо 2-го. Исследование образцов болтовых соединений показывает, что увеличение зазора между поверхностью отверстия и стержнем болта не ухудшает прочности соединений при испытаниях статическими (рис. 34 и 35), повторностатическими (рис. 36) и вибрационными (рис. 37) нагрузками как при нормальных, так и при повышенных температурах. Это свидетельствует о возможности выполнения болтовых соединений с меньшим классом точности и способствует улучшению собираемости узлов, панелей, секций и агрегатов.
Рис. 33. Возможные варианты замены болтовых соединений.
Рис. 35. Зависимость коэффициента прочности шва <р от величины зазора при различных температурах.
3. В отдельных местах конструкции, где установка болтов диктуется условиями прочности и трудностью выполнения клепальных работ, применять
Рис. 34. Зависимость коэффициента прочности шва <р от величины зазора:
—диаметр гладкой части болта; Ор.ш напряжение, при
котором разрушается шов; <р= .
°в
ШОры
Рис. 36. Зависимость прочности болтовых соединений при испытании повторно-статическими нагрузками от величины зазора:'
X — средние значения.
62*
491
ю
Таблица 21
Основные характеристики мест конструкций, обеспечивающие возможность постановки болтов-заклепок ручными прессами
мм
Места
конструкций
Эскизы
Открытые
Закрытые
Труднодоступные
-4=j Е_
1
Характеристика обрабатываемых мест конструкций
макснмаль-ный диаметр болта-заклепки минимальное расстояние от оси болта-заклепки до стенки профиля конструкции минимальный шаг болт-закле-почиого соединения толщина паке- та
ЗОХГСА Д16 ЗОХГСА Д16 ЗОХГСА Д16
4 6 7,5 10 11 15 3—30
6 8 10 И 15 17,5 3-30
6 8 9 11 13 16 3-30
10 — 16 — 24 — 3—55
6 8 10 13 27,5 29 3-30
Габаритные размеры пресса
А ^МИН D
314 221 121
395 225 114
218 195 66
369 182 100
240 101 60
Модели
прессов
ПБ11П
ПБ21П
ПБ21Г
ПБ31Г
ПБ21ГУ
Часть V. Технологичность конструкций соединений
www.vokb-la.spb.ru
Гл. 2. Технологичность конструкций клепаных и болтовых соединений
Рис. 37. Зависимость прочности болтовых соединений при испытании вибрационными нагрузками от величины зазора:
X — зазор 0,0 мм; ф — зазор 0,4 мм; ор ш — напряжение, при котором разрушается шов, кГ/мм\
мо, чтобы гладкая часть выступала из пакета на величину не более 1 мм или была бы заподлицо с ним.
7. Резьбовая часть болтов может выступать из пакета с учетом толщины шайб согласно нормали 261АТ «Керновка болтов и винтов».
8. Основные характеристики мест конструкций, обеспечивающих возможность постановки болтов-заклепок ручными прессами, приведены в табл. 21.
9. Трудоемкость и себестоимость выполнения соединений с помощью болтов-заклепок ниже в 1,5—2 раза по сравнению с трудоемкостью и себестоимостью болтовых соединений.
10. В зависимости от типов закладных головок и диаметров болтов и болтов-заклепок вес болт-за-клепочного соединения меньше на 10—40% болтового, но тяжелее заклепочного соединения примерно в 1,5 раза.
11. Прочность соединений, выполненных болтами, болтами-заклепка-
ми и заклепками, при испытании статическими нагрузками на срез одинакова. Сопротивления статическим отрывающим нагрузкам соединений, выполненных болтами-заклепками и болтами из стали ЗОХГСА, примерно одинаковы.
В зависимости от типов закладных головок и диаметров заклепок и болтов-заклепок сопротивление статическим отрывающим нагрузкам болт-заклепоч-ных соединений из сплава Д16П примерно на 10— 16% ниже сопротивления нагрузкам заклепочных соединений из В65.
4. Длины болтов выбирать в зависимости от толщины пакета с учетом толщины щайбы, высоты гайки и вида контровки.
5. Длина гладкой части болтов 4—5-го классов точности должна быть равна толщине пакета или может быть меньше толщины пакета на величину до 0,5 шага резьбы при плотно затянутом пакете.
6. Для болтов 2—3-го классов точности, работающих на срез, по условиям прочности необходи
ЛИТЕРАТУРА
1. Григорьев В. П. Влияние технологии выполнения листовых деталей на их прочность и выносливость. Оборонгиз, 1963.
2. Григорьев В. П., Голдовский П. Б. Клепка конструкций из легких сплавов. Оборонгиз, 1954.
- 3. Д е р я г и н Г. А. Повышение выносливости деталей машин технологическими методами. Оборонгиз, 1960.
4. Клепка узлов и агрегатов летательных аппаратов, ПИ-127-67. НИАТ, 1968.
5. Стационарное оборудование для сверлильно-клепальных работ. Каталог. НИАТ, 1966.
6. Проспекты механизированного инструмента для сборочных работ. НИАТ, 1967.
7. Соединения заклепками с сердечником из алюминиевого сплава. РТМ-1261. НИАТ, 1969.
8. Соединения заклепками высокого сопротивления срезу для односторонней клепки из легированной стали. РТМ-1263. НИАТ, 1969.
9. Изготовление болтов-заклепок и сборка конструкций. РТМ-1117. НИАТ, 1966.
10. Прессованные профили. Каталог. Оборонгиз, 1957.
11. Клепка узлов и агрегатов самолета двухкамерными взрывными заклепками. ПИ-534 —08. НИАТ, 1955.
12. Оценка влияния конструктивных и технологических факторов на герметичность и прочность клепаного шва. РТМ-689. НИАТ, 1952.
13. Клепка узлов из титанового сплава ВТ1 и стали ЭИ654. ТР-534-19. НИАТ, 1958.
ГЛАВА 3
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ КОНСТРУКЦИЙ
СОДЕРЖАНИЕ
Стр.
Общие рекомендации........................498
Технологичность сварных конструкций, выполняемых контактной сваркой .... 499
Технологичность сварных конструкций, выполняемых сваркой плавлением . .' . . 501
Технологичность клеесварных конструкций из алюминиевых сплавов.......................501
Сварные соединения деталей и узлов летательных аппаратов ....................... 518
Рекомендации по выбору конструкций типовых сварных соединений на деталях и узлах изделий.........................518
Прочностные характеристики сварных соединений ...............................518
Прочность при статических нагрузках . 518 Прочность при статических нагрузках в условиях повышенных температур . . 518
Прочность при циклических нагрузках .518
Оборудование ............................ 534
Для сварки плавлением ................. 534
Для контактной сварки ................. 534
Для электроннолучевой сварки в вакууме . 534
Литература................................537
496
www. vokb- la .spb. ru
Гл. 3. Технологичность сварных конструкций •.
Современный уровень развития сварочной техники позволяет получать вполне надежные, прочные и герметичные соединения, обеспечивающие требуемую работоспособность конструкций в заданных условиях эксплуатации в течение определенного времени.
С помощью сварки можно изготовлять неразъемные герметичные и негерметичные конструкции сложнопространственной формы заготовок, выполненных различными технологическими процессами (штамповкой, ковкой, прокаткой, резанием и т. п.).
Высокая экономичность сварных соединений обусловливает систематическое повышение объема применения сварки в производстве самолетов, особенно из теплостойких сталей и титановых сплавов. Однако трудоемкость и цикл изготовления сварных узлов зависят не только от технологии их изготовления, но и от тех или иных конструктивных решений, принятых при проектировании.
В сварных конструкциях взаимовлияние конструктивных форм и технологии проявляется весьма сильно. Поэтому для создания технологичных сварных конструкций необходимо учитывать их особенности, специфические требования, предъявляемые к ним, особенности материалов для сварных узлов и т. п.
Технологичность сварных конструкций с учетом особенностей, вытекающих из назначения и условий их эксплуатации, определяется выбором целесообразной формы конструкции и типа соединения свариваемых элементов, материала и метода сварки.
Оценку технологичности конструкции следует проводить по количественным, качественным и экономическим показателям, вытекающим из анализа сварных соединений в конструкциях узлов и деталей изделия'
Основным количественным показателем технологичности сварных конструкций является коэффициент механизации (Лм). Он соответствует отношению протяженности швов, назначенных к выполнению автоматическими и механизированными способами, к общей протяженности сварных соединений изделия. Этот коэффициент обусловливает высокую производительность изготовления сварных узлов, минимальную стоимость труда и стабильное качество сварных соединений. При современном уровне развития сварочной техники и технологии коэффициент механизации должен достигать 65—80%.
Не менее важной характеристикой технологичности сварных конструкций являются их качественные показатели, основные из которых хорошо свариваемые материалы, их сочетания и сварочных проволок.
Работоспособность и надежность сварных соединений зависят не только от материала, но й от вида соединения и способа сварки, заложенных в конструкцию сварных узлов и деталей. Наиболее надежный вид соединения во всех случаях — стыковой.
При соединении деталей и узлов летательных аппаратов наибольшее распространение получили два сварочных процесса: сварка плавлением и сварка контактная.
УСЛОВНЫЕ БУКВЕННЫЕ ОБОЗНАЧЕНИЯ НЕКОТОРЫХ МЕТОДОВ СВАРКИ, НЕ ПРЕДУСМОТРЕННЫХ ГОСТ 2.312—68 и ГОСТ 15878—70
Методы сварки Буквенное обозначение Методы < :варки Буквенное обозначение
Дуговая электросварка в среде аргона Дуговая электросварка в среде гелия 3(Ар) 3(Ге) Дуговая электросварка в плавящимся электродом среде защитных газов 3(Пл)
Дуговая электросварка в среде углекислого газа 3(У) Дуговая электросварка в импульсной дугой среде защитных газов 3(Им)
Дуговая электросварка в среде защитных газов неплавящимся электродом 63 Зак. 290 3(Нп) Дуговая электросварка в погруженной дугой среде защитных газов 3(Пд) 497
www. vokb- la. spb. ru
Часть V. Технологичность конструкций соединений
Дуговая электросварка в среде защитных газов 3(Т) ПРИМЕР. А—3 (АрНпИм 3 кат.*).
трехфазной дугой А — автоматическая сварка:
Дуговая точечная электросварка в среде за- 3(ТО) 3 — в защитной среде;
щитных газов Ар — аргон;
Контактная точечная электросварка односто- Кто Нп — неплавящимся электродом;
ронняя Им — импульсной дугой;
Контактная роликовая электросварка одно- Кро 3 кат. — категория ответственности сварного шва.
сторонняя
Контактная рельефная сварка по кольцевому КвК * В случае необходимости в скобках указывают марку при-
Контуру садочного материала.
ОБЩИЕ РЕКОМЕНДАЦИИ
1. Конструктивное оформление сварных деталей должно позволять применение механизированных и автоматизированных технологических процессов при максимальной механизации и автоматизации производственных операций, которые обусловливаются назначением рациональных форм сварных соединений (прямолинейные, кольцевые, круговые и эллипсные).
2. Обеспечивать свободные подходы к местам сварки'. В этих целях расстояние от выступающих элементов на деталях (например, полок фланцев, жесткостей и т. п.) до места стыкуемых кромок со стороны сварного шва должно быть не менее 12— 15 мм, а с внутренней поверхности деталей необходимо иметь доступ для установки (для каждого конкретного случая) приспособления для защиты обратной стороны шва от окисления, соблюдения соосности прижима стыкуемых кромок и т. п.
3. Ограничивать применение перекрещивающихся и близко расположенных сварных швов и удалять их от различных концентраторов напряжений (массивных выступающих частей, отверстий и т. п.).
4. Применять материалы с хорошей технологической свариваемостью.
5. Материалы для деталей под сварку назначать в том исходном состоянии, которое рекомендовано по ТУ или конструктивным указаниям ВИАМ. НИАТ для каждой конкретной марки материала.
6. При необходимости проведения после сварки термообработки (для снятия сварочных напряжений или старения) иметь подходы для установки детали (узла) в термофиксирующих приспособлениях в тех местах, где требуется соблюдение заданных в конструкции точных размеров.
7. При проектировании конструктор совместно с главным сварщиком предприятия должен установить категорию ответственности сварного соединения, исходя из условий его работы и назначения, с учетом конструктивных особенностей узла (детали), применяемых материалов и т. п.
Устанавливаются три категории соединений:
/— первая — особо ответственных;
вторая — ответственных;
— третья — неответственных.
8. Конструктор обязан в чертежах показать категорию соединений и требования к герметичности последних.
498
9. Соединения первой и второй категорий рекомендуется выполнять стыковыми швами и выбирать такие способы сварки, как сварка в среде защитных газов, сварка сжатой (плазменной) дугой или электроннолучевая сварка. Способ газовой сварки не рекомендуется. Для нахлесточных соединений рекомендуется точечная и роликовая сварка.
Рекомендации по проектированию конструкций из алюминиевых сплавов
Учитывать пониженную коррозионную стойкость сварных соединений из разноименных малок алюминия.
Не применять замковые соединения, так как наличие тугоплавкой окисной пленки приводит к не-сплавлению и зашлакованию. Замковое соединение с канавкой допускается в крайне необходимых случаях.
Во избежание появления пористости и несплав-лений в швах поверхность деталей должна быть подвергнута химической очистке, а торцы обработаны механически до чистоты 5—6-го классов.
Рекомендации по проектированию конструкций из титановых сплавов
1. Необходимо учитывать, что титановые сплавы обладают высокой активностью по отношению к газам: кислороду, азоту, водороду, и повышенной чувствительностью к перегреву (рост зерна). Поэтому необходимо предусматривать возможность обязательной установки защитных устройств с внешней и внутренней сторон шва (для ручной и полуавтоматической сварки предусматривать сварку в камерах с контролируемой атмосферой); не иметь закрытых полостей, карманов и т. п., так как они не позволяют произвести травление для удаления слоя, насыщенного газами после термической обработки узла.
2. Титановые сплавы имеют повышенную чувствительность к замедленному разрушению сварных соединений, поэтому сварные узлы и детали следует подвергать после сварки отжигу для снятия остаточных напряжений (по инструкции ВИАМ).
3. Торцы деталей под сварку должны быть обработаны до чистоты 5—6-го классов, а поверхность — тщательно зачищена на 10—20 мм от торца.
www.vokb-la.spb.ru
Гл. 3. Технологичность сварных конструкций
4. Титановые сплавы весьма чувствительны к концентраторам напряжений, поэтому в конструкциях не рекомендуется использовать замковые соединения или остающиеся подкладки. Если же эти соединения и подкладки неизбежны в конструкции, следует предусмотреть возможность изъять их в случае необходимости.
Рекомендации по проектированию конструкций из конструкционных сталей средней и высокой прочности
1. Для конструкций из высокопрочных сталей рекомендуется применять способы сварки только в защитных средах.
2. Стали склонны к замедленному разрушению (холодным трещинам) в сварных соединениях и снижению пластичности в зоне сварного шва, поэтому рекомендуется после сварки перед закалкой сварное соединение подвергать термической обработке для снятия остаточных напряжений.
3. Для получения равнопрочных с основным металлом сварных соединений рекомендуется делать утолщение стенок свариваемых деталей в месте стыка.
4. Рабочие поверхности корпусов (сосудов) необходимо освобождать от сварки арматурных и других деталей (штуцеров, бобышек, кронштейнов), которые следует располагать в местах утолщенных стенок сосуда, где рабочее напряжение ниже общего уровня (РТМ-1166 и 2002).
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ КОНСТРУКЦИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ СВАРКОЙ
При проектировании деталей и узлов для точечной и роликовой сварки необходимо предусматривать свободный доступ электродов (роликов) к месту сварки. Формы и размеры роликов должны соответствовать данным табл. 1.
Конструкция должна допускать возможность сварки в любой последовательности, что позволяет уменьшить деформации путем рационального подбора последовательности постановки сварных точек. Для уменьшения деформаций свариваемые детали должны плотно прилегать друг к другу.
При назначении допусков на размеры сопряженных деталей нужно учитывать максимально допустимые зазоры в узлах, собранных под точечную и роликовую сварку, согласно табл. 2.
При проектировании сварных конструкций необходимо строго соблюдать требования к размерам сварных соединений, предусмотренных в табл. 3, 4, 5. Применение нахлестки меньших размеров снижает качество сварных соединений.
В чертеже узла должны быть указаны диаметр литого ядра точек или ширина литой зоны ролико-
Таблица 1
Минимальные размеры электродов (роликов) . мм
Толщина детали Размеры электродов Размеры роликов
ш 1 □ S, - ч/
для сталей и сплавов титана для алюминиевых сплавов для сталей и сплавов титана для алюминиевых сплацов
D d R D R S •$1 R S R
0,3 0,5 0,3 1,0 1.2 1,5 2,0 2,5 3,0 . 3,5 4,0 5,0 6,0 7,0 12 12 12 12 16 16 20 20 25 25 25 3,0 4,0 5,0 5,0 6,0 7,0 8,0 9,0 10,0 11,0 12,0 15-25 25-50 50-75 75—100 75—100 100-150 100—150 150-200 150—200 200—250 200-250 12 16 16 20 20 25 25 32 32 40 40 25 50 75 75-100 100 100 100-150 150 200 250 300 6,0 6,0 10,0 10,0 12,0 10,0 15,0 18,0 20,0 22,0 24,0 3,0 4,0 5,0 5,0 6,0 7,0 8,0 9,0 10,0 11,0 11,0 15—25 25—50 50—75 75-100 75-100 100—150 100-150 150-200 150-200 200—250 200-250 12 16 16 20 20 25 25 32 32 25 50 75-50 75 100 100—150 150 150—200 200—250
63*
499-
www. vokb- la.spb.ru
Часть V. Технологичность конструкций соединений
вого шва только в том случае, если они меньше номинального и относятся к швам третьей категории согласно примечанию 4 к табл. 3.
Таблица 2
Допустимые зазоры после сборки под сварку мм
Толщина тонкой детали Зазоры на длине деталей из
сталей и сплавов титана алюминиевых сплавов
при точечной сварке при роликовой сварке при точечной сварке при роликовой сварке
100 200 300 25 50 100 100 200
0,3—1,0 1,0—1,5 0,5 0,4 1.0 0,8 1,5 1,2 0,1 0,2 0,3 0,3 0,5
1,5—2,0 Более 2,5 0,3 0,2 0,6 0,4 0,9 0,6 0,075 0,15 0,3 0,2 0,3
3,0—5,0 — — — — — — 0,15 0,25
Более 5.0 — — — — •— — 0,1 0,2 —
Таблица 4
Размеры точечных и роликовых соединений из алюминиевых и магниевых сплавов
мм
Размеры точечных и роликовых сварных соединений из конструкционных, нержавеющих, жаропрочных сталей, титановых и медных сплавов
мм
Толщина тонкой детали в соединении $ Диаметр литого ядра точки d Ширина литдй зоны роликового шва а Минимальная нахлестка при однорядном точечном и роликовом шве N Минимальное расстояние оси шва от края нахлестки А7а Минимальный шаг точек tK на
низкоуглеродистой низко-и средиелегиро-ванной стали нержавеющей жаропрочной стали и сплавах титана медных сплавах
0,3 2,5—3,5 2,5—3,5 6,0 3,0 7,0 5,0 8,0
0,4 2,6-3,7 2,7-3,7 7,0 3,5 8,0 6,0 9,0
0,5 3,0—4,0 3,0—4,0 8.0 4,0 9,0 7,0 10,0
0,6 3,2—4,2 3,2-4,2 8,0 4,0 9,0 7,0 10,0
0,7 3,3—4,3 3,3-4,3 9,0 4,5 10,0 8,0 12,0
0,8 3,5—4,5 3,5—4,5 10,0 5,0 11,0 9,0 13,0
1,0 4,0—5,0 4,0—5,0 11,0 5,5 12,0 10,0 15,0
1.2 5,0-6,0 5,0—6,0 13,0 6,5 13,0 11,0 16,0
1,5 6,0-7,0 6,0—7,0 14,0 7,0 14,0 12,0 18,0
1,8 6,5—7,5 6,5—7,5 15,0 7,5 16,0 13,0 20,0
2,0 7,0-8,5 7,0-8,5 17,0 8,5 18,0 14,0 22,0
2,5 8,0—9,5 7,5-9,0 19,0 9,5 20,0 16,0 26,0
3,0 9,0—10,5 8,0-9,5 21,0 10,5 24,0 18,0 30,0
3,5 10,5—12,0 9,0-10,5 24,0 12,0 28,0 22,0 35,0
4,0 12,0-13,5 10,0—11,5 28,0 14,0 32,0 24,0 40,0
Примечания: 1. Рекомендуется прн сварке соединения из трех деталей, а также узкой ленты с листом увеличить нахлестку на 25—30%.
2. Шаг точек выбран исходя из условий, что уменьшение его требует (в целях сохранения размеров литой зоны) изменения режима сварки для компенсации шунтирования сварочного тока в соседние сварные точки.
3. При сварке деталей с соотношением толщин более двух, а так же при соединении более двух деталей шаг следует увеличить на 10—20%.
4. Уменьшение диаметра точек и ширины шва на 15% допускается для соединений третьей категории по решению'конструктора узла, согласованному с главным сварщиком, при этом минимальная нахлестка устанавливается нз соотношения W=(2,0—2,2) d.
Таблица 3
р сл 4» w со ю — » 6 о о © © Толщина тонкой детали о о © о сл о сл с со сл ю о се © сл со в соединении Диаметр литого ядра точки 2,5-3,5 2,5-3,5 3,0-4,0 3,0-4,0 3,5-4,5 4,0-5,0 5,0-6,0 6,0-7,0 6,5-7,5 7,0-8,5 8,0-9,5 9,0—10,5 10,5—12,5 12,0—14,0 14,0—16,0 16,0—18,0 18,0—20,0 Точечная сварка Роликовая сварка
минимальная нахлестка S S го Ьй О Я Ф 2 и а 8 8 10 10 13 15 15 20 22 25 30 35 40 45 55 65 75 S1 а ф z ф ф ~ X О я £ X £ s q га о го в; Cud У 7 9 9 11 13 13 17 19 22 26 30 35 39 47 56 64 ширина литой зоны 2,5—3,5 2,5-3,5 3,0-4,0 3,0-4,0 3,5-4,5 4,0-5,0 5,0—6,0 6,0-7,0 6,5-7,5 7,0-8.5 7,5-9,0 8,0-9,5 9,0—10,5 10.0-12,0 12,0—14,0
минимальная нахлестка
9S . 3 я в: d о х О д о а 8 8 10 10 12 14 16 18 19 20 22 26 28 30 36 42 48 9S 3 S Я _ Ф d S к в; 3 х га о М S ч rf о ГА К §35 3 О о. 15 15 19 19 23 27 29 35 37 42 48 56 62 69 83 98 112
=Х 3 I к et d о X О га О а 8 8 10 10 12 14 16 18 19 20 22 26 28 30 36 3 к ° о.» х -я 43 ко ^?d^ S а ° « S. | 2 °© 3 Ссо 11 11 13 13 16 18 20 23 24 26 28 33 36 38 46
Примечания: 1. При выборе шага точек учтены условия, прн которых уменьшение его потребует изменения режима сварки из-за шунтирования тока.
2. Размеры нахлестки приняты при условии плоского участка без учета радиуса закругления.
3. При сварке лент или соединений нз трех деталей нахлестку необходимо увеличить на 10—20%.
4. При сварке деталей с соотиошеннем толщин 2 и более величину шага точек следует увеличить на 10-20%.
5. Соединение деталей следует выполнять не менее чем двумя точками.
500
www. vokb- la. spb. ru
Гл. 3. Технологичность сварных конструкций
Таблица 5
Размеры роликовых сварных соединений сильфонов > с арматурой из нержавеющей стали мм
Толщина сильфона Минимальная нахлёстка Максимальные зазоры после сборки н прихватки Минимальная ширина литой зоны шва Число сварных точек на 1 см шва Мини-мально-допусти-мая толщина арматуры Минимальный диаметр деталей при расположении сильфона внутри
0,15 3,0 0,05 1,0 14—15 5,0 30
0,2 3,5 0,05 1,2 12-14 4,5 40
0.25 3,5 0,1 1,5 12—14 4,0 50
0,3 4,0 0,1 1,5 10-12 3,5 60
0,4 4,5 0,15 2,0 10-12 3,5 75
0,5 5 0,15 2,0 8-10 3,0 80
0,6 6 0,2 2,5 8—10 3,0 90
0,7 6 0,2 2,5 6-8 2,5 100
0,8 7 0,25 3,0 6-8 2,5 110
Допустимые соотношения толщин в соединении двух деталей зависят от их категории и должны соответствовать данным табл. 6.
Таблица 6
Допустимые соотношения толщин в соединении двух деталей из сталей и титановых сплавов
Категория соединения Соотношение толщины деталей из
сталей и титановых сплавов (не более) алюминиевых сплавов (не более)
I 3 2
11 4 2
III 4 3
Число деталей в соединениях первой категории должно быть не более двух, второй — не более трех, третьей — не более трех для алюминиевых сплавов и не более четырех — для сталей и сплавов титана. При этом соединение точечной или роликовой сваркой деталей в количестве более двух допускается только после проведения опытных работ.
Точечные и роликовые соединения деталей из нержавеющих сталей и титановых сплавов могут быть выполнены односторонней сваркой на токопроводящей подкладке и без нее.
При односторонней сварке в соединении не должно быть более двух деталей, а отношение толщин свариваемых деталей не должно превышать указанных в табл. 7.
Таблица 7
Предельно-допустимые отношения толщин деталей при односторонней точечной сварке на токопроводящей подкладке в зависимости от категорий соединения
Категория соединения При расположении электродов со стороны
тонкой толстой
I 2 1,5
II 3 2
111 4 2
Для сплавов титана могут быть допущены большие отношения толщин деталей.
Заготовки свариваемых деталей с площадью поперечных сечений стыкуемых поверхностей 200— 10 000 мм2 при контактной стыковой сварке должны иметь по длине припуск на оплавление и осадку, 'равный 12—40 мм. Припуски обеих заготовок должны быть одинаковыми по форме и размерам.
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ конструкций, выполняемых СВАРКОЙ ПЛАВЛЕНИЕМ
При конструировании деталей и узлов, соедицяе- технологические требования к геометрии и разме-мых сваркой плавлением, необходимо учитывать рам свариваемых кромок деталей, а также зазоры между ними (табл. 8).
ТЕХНОЛОГИЧНОСТЬ КЛЕЕСВАРНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Объем применения контактной сварки в ответственных конструкциях из сплавов типа дюралюминий может быть значительно увеличен при использовании комбинированных клеесварных соединений, объединяющих процесс точечной сварки и склеивание металлов.
По конструктивным размерам и технологии сварки клеесварные соединения идентичны соединениям, получаемым при контактной сварке, и должны вы
полняться в соответствии с рекомендациями, приведенными в табл. 3.
Клеи, вводимые в полость нахлестки, обеспечивают антикоррозионную защиту внутренних поверхностей шва и повышение циклической и статической прочности соединения.
Грунты применяют для повышения коррозионной стойкости швов без изменения прочностных показателей. Антикоррозионная защита внешней поверх-
501
Типы сварных соединений и требования к подготовке свариваемых кромок*
Таблица 8
Тип соединения Обозначение шва
до сварки после сварки графическое буквенно-цифровое
Толщина мате- . риала s, мм
Способ
Геометрические параметры соединений
r=S-rt,5S
Cla
s.
С1б
У1
г-- Sr 1,55
СЗа
СЗ
СЗ
СЗ
сварки
а
п
т
Р
II
ИГ
1=515,-5}
ЧТ/ТТТА
5,-5<0,W
Cl
0,1-0,8 Пз, Эл 0-0,1
0,3-0,8 А-3 (Нп), Эл А-3 (НпИм), 0-0,1
0,8-2,0 Эл А-3 (Нп) 0-0,2
0,5-2,0 А-3 (НпИм) Р-3 0-0,5
1,5-2,0 Э 0-1,0
0,3—0,8 Пз А-3 (Нп) А-3 (НпИм) Эл 0-0,1
1,0-3,0 Пз А-3 (Нп) А-3 (НпИм) Эл 0-0,3
0,3-0,8 А-3 (Нп), Пз А-3 (НпИм), Эл 0—0,1
1,0-3,0 А-3 (НпИм) П-3 (Пл) Р-3 0-0,3
1,0-3,0 Э 0-0,5
3,0—10,0 Пз А-3 (НпПд) Д-<Ь 0—0,1 0-1,0
b 1 h
1,5-2,5 Необходимо наличие проплавления со стороны корня шва и усилие с лицевой стороны
1,5—2,5
2,5-6
3,0—7,0
3,0—7,0
1,5-4,0 0—0,15 До ОД
2,5—8,0 0-0,4 До 0,8
1,8-4,5 0-0,5 До 0,5
3,0—11,0 0,4-1,5 До 1,5
6-9 0,25-1,5 До 1,5
12-20 12-26 0,5—2,0 1,5-3,5 До 2 0,5-0,3
Примеча-
ние
Отбортовка сплава АМгб не рекомендуется
Размеры только для соединения СЗа; для алюминиевых сплавов не рекомендуются
Титановые сплавы
Часть V. Технологичность конструкций соединений
www. vokb- la. spb. ru
§
3,0-6,0 А-3 (Нп) 0-1,0
10—30 Эл А-3 (НпТ) 0-0,5 0-1,0
30—220 Ш 30-40 *
С2 3-6 ПЗ А-3 (Нп) П-3 (Пл) А-3 (Пл) 0-0,5
6—20 А-3 (Пл) А-Ф Пз 0—1
1-5 Эл Пз 0-0,1 0,8- 1,5 3-4
С4 0,3-0,8 А-3 (Нп) А-3 (НпИм) Пз Эл 0-0,3 0,5-1,5 4-6
С4а 1-3 А-3 (НпИм) А-3 (Нп) П-3 (Пл) Р-3 Э 1* о 1 о ъ» 1,5-3 4-6
3-10 А-3 (Пл) А-Ф 0,5-4,5 3-6 8-12
С4б Свыше 5 Эл 0—0,2 1-3 3-5
С4г
6-20 1-2,0 0,2-2,0 Алюминиевые сплавы
15-45 2-3 1.8-2,5 То же
• Стали
6—12 До 2 •
13—28 1—4,5
1,8-4,5 0-0,5 Для алюминиевых сплавов. Канавка в подкладке обязательна
3,0-8,0 До 1,5
10-21 0,5-3,5 - «
Гл. 3,-Техчологинность сварных конструкций
Продолжение табл. 8
и/u зс
Тип соединения Обозначение шва Толщина мате- Способ риала s, сварки мм
« до сварки после сварки графическое буквенноцифровое
0,1-0,5 Эл
0,2-0,5
0,5-2,0
Пз
Пз
А-3 (НпИм)
А-3 (Нп)
Пз
А-3 (НпИм)
А-3 (Нп)
Геометрические параметры соединения
а п m Р b h Л1 Примечание т
0—0,1 0,3- 0,8 0,5-1,0 1,5-2,5 0—0,08 0-0,06 Для кольцевых швов (сильфонов, трубопроводов, корпусов) из однородных материалов
0—0,1 0,3- 0,8 0,5— 1.0
0—0,5 0,8— 1.5- 1,5- 2,5 3-5 0,3-1,2 0,6-1,0
0—0,6 0,8— 1,5 2-3 3-5 0,3—1,2 0,6-1,0
0-1.0 0,5— 1.5 4,0-12,0 0—2,0 0-2,0 Соединение 18 (а==70—90°) для ручных способов сварки и под слоем флюса. Соединения с утолщением рекомендуются для сварки высокопрочных сталей в закаленном состоянии
0-1,5 0,5— 2,0 5,0—14,0 0—2,0 0-2,0
0,5-2,0 1,0- 2,0 12—20 0—3,0 0-2,0
0,5-2,0 1.0— 3,0 10—30 0,5-5,0 0,5—2,0
Часть V. Технологичность конструкций соединений
www.vokb-la.spb.ru
А
64 Зак. 290
в* 105
15-185
20
21
23
Г
50-70°
о - С»
С9 •
СИ 10-25 3 Ф Э 1,0-2,0 * 1,5— 2,0 15-35 0,5-5,0 0,5-3,0
30-60 3 Ф Э 1.5-2,5 2-4 25-65 2-4 1,6-3,0
СЮ 3,0-6,0 3 Ф Э 0-1,0 2-3 6-8 0,5— 1.5 5-12 До 2,0
СЮа 6,0-15,0 3 Ф Э 0,5—1,5 2-4 7—10 1,0— 2,0 12-20 До 3,0 Для алюминиевых сплавов. Канавка в под-
10-25 3 Ф э 1,0—2,0 2-5 7-12 1,5- 2,0 15—35 0,5—5 кладке обязательна (по типу соединений 11, 12)
С15 10—25 3 ф э 1-3,0 1.5- 2,0 12-25 0,5-5
Гл. 3. Технологичность сварных конструкций
www.vokb-la.spb.ru
s
табл. 6
1 № п/п I Тип соединения Обозначение шва Толщина мате* риала s, мм Способ сварки Геометрические параметры соединений Примеча- ние »
до сварки после сварки графическое буквенноцифровое а п m р Ь h Л1
24 so" i-й -I«| g С17 12—30 Свыше 30 3 ф э 1—4 1,5— 3,0 2-4 22-35 44-60 1,6-5 2,5-5
'0. 1
25 26 27 а ♦..... J 1 » УЗ У5 У4 Т4 Т1 0,5-2,5 А^З (Нп) А-3 (НпИм) Р-3 0—0,2 1 1 i 2,5-4 0-0,5 >0,5
-
п II
й| б L 1,0-5,0 0,3-5,0 А-3 (Нп) П-3 (Пл) Р-3 Э Эл 0-0,3 0-3 0-0,1 3-10 4-12 0,5-1,0 0—2,0 >0,5 >0,5
V,
я —*т / а Г\
Свыше 5 0-0,5 Кроме соединений 26 н 27
S и. 1 “ЗГ /<5 >
1
28 29 i Q-| ь 1 v У7 T9 3-6 Э, Р-3 П 3 А-3 0,5-1,0 1-2 4-6 0-1,0 >0,5
Is
_^W Гч я W /УЛ,
IX
р 1 - Bi
тз! tl—1 / Я 740-5Ва V Свыше 6 А-3 (Пл) Р-3 П-3 (Пл) 0,5-1,5 1-2 6-10 и более 10 0—2,0 >0,5
Часть V. Технологичность конструкций соединений
www.vokb-la.spb.ru
32
vzzzzza °l
33
Л7///7,
34
isssBSSssgaeBss^l
МЯНЛН^^
Sr-1,5S
Т12 Т13 До 2,0 А-3 (Нп) А-3 (НпИм)
НЮ 0,5-2,0 А-3 (Нп) А-3 (НпИм) Р-3
Н4 1,5-2,5 э
0,2-3,0 0,5-3,0 Эл Эл
Н1 2,0—5,0 3 Ф
Н5 0,2—1,0 Эл
1,0-1,5 А-3 (Нп) А-3 (То)
0-0,2
* Сварка алюминиевых сплавов без присадки (Нб) не рекомендуется.
12-15
12—15
3-6
3-6
12—15
>6
^10
3-7 1-1,0 >0,5 Для алюминиевых спдавов не рекомендуется
3—5 0-0,5
4-7 0-1,0
4-10 0-1,0
4-6 0-1,0
Гл. 3. Технологичность сварных конструкций
www.vokb-la.spb.ru
Рекомендации по выбору конструкций типовых сварных соединений на деталях и узлах изделий
Таблица 9
Конструкции сварных деталей и узлов Рекомендуемые типы сварных соединений Рекомендуемые способы сварки Инструктивные н руководящие технические материалы
Наименование группы Эскиз Эскиз (размеры в табл. 8) Обозначение шва Материал Толщина, мм
графи- ческое буквенно-цифровое!
Листовые заготовки с прямолинейными швами Ezzz£&S3 к С1 Низколегированные, нержавеющие стали и титановые сплавы 0,1—2,0 Пз, Эл А-З(НпИм) А-З(Нп) РТМ-1178 РТМ-1177 ПИ-75-67
С1а Алюминиевые и магниевые сплавы 0,5-2,0 А-З(Нп) А-З(НпИм) ПИ-113-66
СЗ Низколегированные, нержавеющие стали и титановые сплавы 0,2-3,0 Пз Эл А-З(НпИм) А-З(Нп) РТМ-1178 РТМ-1177 ПИ-75—67 ПИ-128—67
/VA И
II СЗа 1,5-10,0 А-З(Пл) А-Ф Пз Эл А-З(НпПд) ПИ-123-67
С2Х Алюминиевые и магниевые сплавы 0,8-8,0 А-З(Нп) А-З(НпИм) А-З(Пл) ПИ-113—66
II
5,0—30,0 А-З(НпТ) А-З(Пл)
Обечайки н корпусы с продольными швами Y С9 Низколегированные, нержавеющие стали и титановые сплавы 3,0-12,0 А-З(Нп) А-З(Пл) ПИ-75-67 ПИ-126—67 ПИ-123—67
5,0-30,0 А-З(Пл) А-Ф
IV 1 х СП С15 Алюминиевые и магниевые сплавы 5,0—30,0 20,0-30,0 10,0-20,0 А-З(Нп) А-З(НпТ) А-З(Пл) ПИ-113-66
Часть V. Технологичность конструкций соединений
www.vokb-la.spb.ru
Н6 Все стали и сплавы 0.3-3.0 Кр Кт ПИ-85—67 ПИ-86-67
Н9
(J)
Отсеки, корпусы, емкости с кольцевыми швами || EjQE? f? twjaw и еМ5Ш и СЗа СЗб Низколегированные, нержавеющие стали и титановые сплавы 0,5-3,0 Пз, Эл А-З(НпИм) А-З(Нп) РТМ-1178, 1177 ПИ-75—67 ПИ-126—67
СЗ Низколегированные, нержавеющие стали и титановые сплавы 0,5-3.0 Эл, Пз А-З(НпИм) А-З(Нп) РТМ-1177 ПИ-75-67 ПИ-126—67 ПИ-123—67 РТМ-1178
С2Х 1,5-10,0 Пз, Эл А-Ф А-З(Пл) А-З(НпПд)
С4а Алюминиевые н магниевые сплавы (кроме соединений по типу С4а) 0,8-8,0 А-З(Нп) А-З(НпИм) ПИ-133-66
5,0-12,0 8.0-30,0 А-З(Пл) А-З(НпТ) А-З(Пл)
Днища и диафрагмы с кольцевыми швами 4 v V о <=Ж^ ф С9 Низколегированные, нержавеющие стали и титановые сплавы 3,0—12,0 А-З(Пл) А-З(Нп) ПИ-75—67 ПИ-126—67
СИ 5,0-30,0 А-З(Пл) А-Ф ПИ-123-67
С15 СЮа Алюминиевые и магниевые сплавы (кроме соединения СЮа) 5,0-30,0 20,0-30,0 10,0—20,0 А-З(Нп) А-З(НпТ) А-З(Пл) ПИ-133-66
Н6 Н9 Все стали и сплавы 0,3-3,0 Кр, Кт ПИ-85—67 ПИ-86-67
Гл. 3. Технологичность сварных конструкций
www.vokb-la.spb.ru
Продолжение табл. 9
510
Конструкции сварных деталей и узлов Рекомендуемые типы сварных соединений Рекомендуемые способы сварки Инструктивные и руководящие технические материалы
Наименование группы Эскиз Эскиз (размеры в табл. 8) Обозначение шва Материал Толщина, мм
графи- ческое буквенно-цифровое
Емкости, корпуса с замыкающими кольцевыми швами а • | II ff II IL СЗа СЗб Низколегированные, нержа-веющие стали и титановые сплавы 0,5—3,0 Пз А-З(НпИм) А-З(Нп) РТМ 1178 ПИ-75—67 ПИ-126—67
СЗ С4 С4а 1,5-10,0 4,0-10,0 Пз А-З(Пл) А-Ф А-З(НпПд) РТМ-1178 ПИ-75-67 ПИ-126—67 ПИ-123-67 ПИ-128-67
м\ \ - 'К яТ * \W\ о СЗ С4в С4г Алюминиевые сплавы 0,8 — 8,0 5,0-30,0 А-З(НпИм) А-З(Нп) А-З(Пл) А-З(НпТ) А-З(Пл) ПИ-113—66
Y V С9 СИ Низколегированные, нержавеющие стали и титановые сплавы 3,0-12,0 5,0—30,0 А-З(Пл) А-З(Нп) А-З(Пл) А-Ф ПИ-75-67 ПИ-126—67 ПИ-123—67
l/z/A' z /\ V VZ/Л ) fZ\\\ Алюминиевые сплавы 5,0—30,0 А-З(Нп) А-З(Т) А-3(Пл> ПИ-113-66
>0 СЮ СЮа Низколегированные и нержавеющие стали 3,0-12,0 5,0-30,0 А-З(Пл) А-З(Нп) А-З(Пл) А-Ф ПИ-113-66
Часть V. Технологичность конструкций соединений
www. vokb- la. spb. ru
Трубчатые конструкции с кольцевыми швами
Арматура на емкостях, отсеках и корпусах с кольцевыми швами и другими швами для контактной сварки:
диаметр более 25 мм
jB——' -------—---
II и
сз СЗа СЗб СЗв С4а С4б НЮ Низколегированные, нержавеющие стали и титановые сплавы 0,2-3,0 Пз Эл А-З(Нп) А-З(НпИм) РТМ-1178 РТМ-1177 ПИ-75-67 ПИ-126-67
3,0-6,0 А-З(Нп) А-З(Пл) Пз Эл
С1 С1а Низколегированные, нержавеющие стали и титановые сплавы 0,3-2,0 А-З(НпИм) А-З(Нп) Пз ПИ-75-67 ПИ-126-67 РТМ-1178
Алюминиевые сплавы 0,8-2,0 А-З(НпИм) А-З(Нп) ПИ-133-66
СЗ СЗб ню Т4 Низколегированные, нержавеющие стали и титановые сплавы 0,3-3,0 А-З(НпИм) А-З(Нп) ПИ-75—67 ПИ-126-67
Алюминиевые сплавы 0,8—4,0 А-З(НпИм) А-З(Нп) ПИ-113-66
С9 НЮ Т4 Все стали и сплавы Более 3 А-З(Нп) ПИ-75—67 ПИ-126-67 ПИ-113-66
0,3—3,0 Кр, Кт ПИ-85-67 ПИ-86-67
Гл. 3. Технологичность сварных конструкций
www.vokb-la.spb.ru
Продолжение табл. 9
Конструкции сварных деталей и узлов Рекомендуемые типы сварных соединений Рекомендуемые способы сварки Инструктивные и руководящие технические материалы
Наименование группы Эскиз * Эскиз (размеры в табл. 8) Обозначение шва Материал Толщина, мм
графи- ческое буквенно-цифровое
диаметр 25 мм и менее 1 у) —глУА— Оф Н6 Н9 Н8 Стали и титановые сплавы 1,0-3,0 КвК
Отсеки, корпусы и емкости с ребрами жесткости, диафрагмами и другими элементами Н6 Н7 Н9 Все стали и сплавы, кроме алюминиевых сплавов 0,3-4,0 0,5-1,5 (тонкой детали) Кт Кр КтО КрО ПИ-85—67 ПИ-86-67
• f - 7 > оф —. 1
Панели с жесткостями lj Оф Н6 Н7 Н9 Все стали и сплавы 0,3-4,0 Кт, КтО Кр, КрО
Т12 Стали и сплавы 0,8—2,0 А-З(Нп) Пз, А-З(АрИм) ПИ-75—67 РТМ-1178
о
титаиа
Часть V. Технологичность конструкций соединений
www.vokb-la.spb.ru
65 Зак. 290
Узлы крыла и оперения с замкнутой полостью gs^ir^/z» О Ф Н6 Н7 Н9 Все стали и сплавы, кроме алюминиевых сплавов 0,3—4,0 0,5-1,5 (тонкой детали) Кт Кр КтО КрО ПИ-85—67 ПИ-86-67
о Н5 Стали и титановые сплавы 0,3—1,5 А-З(То) ПИ-75—67 ПИ-126—67
Компенсаторы (сильфоны) КШ II СЗ Стали и сплавы 6,0—10,0 1,0—5,0 Эл Пз А-З(Нп), Эл, Пз РТМ-1177 РТМ-1178
О Ф Н9 Нержавеющие стали, алюминиевые и титановые сплавы 0,1—1,5 Кр ПИ-85—67 ПИ-86—67
/Л| —
С4а С4б Нержавеющие стали, титановые сплавы 0,1—0,5 Эл . Пз А-З(НпИм) РТМ-1177 РТМ-1178 ПИ-75-67
я*** t
С1 С1а Алюминиевые сплавы 0,5—1,5 А-3 (Нп) ПИ-113-66
Гл. 3. Технологичность сварных конструкций
www.vokb-la.spb.ru
Продолжение табл. 9
Конструкции сварных деталей и узлов Рекомендуемые типы сварных соединений Рекомен- дуемые способы сварки Инструктивные и руководящие технические материалы
Наименование группы Эскиз Эскиз (размеры в табл. 8) Обозна шв графи- ческое чение а К-&* О * Ф Дно Ьй т я >>о .о ОЙО. Материал Толшниа, мм
Трубопроводы с кольцевыми швами II СЗа Низколегированные, нержавеющие стали и титановые сплавы 0,5-2,0 А-З(НпИм) А-З(Нп) . Пз ПИ-75-67 ПИ-126-67 РТМ-1178
II СЗ Низколегированные, нержавеющие стали и титановые сплавы 0,5—3,0 А-З(Нп) А-З(НпИм) Пз
СЗб СЗв СЗг Алюминиевые сплавы 0,8-3,0 А-З(НпИм) А-З(Нп) ПИ-113—66
If 11
ПЦ : ,
г
НЮ Все стали 0,8-3,0 А-З(НпИм) А-З(Нп) ПИ-75-67
Обечайки и панели с продольными криволинейными швами (плавное измерение кривизны) II СЗа Низколегмро ванны е. нержавеющие стали и титановые сплавы 0,5-3,0 А-З(НпИм) А-З(Нп) Пз ПИ-75-67 ПИ-126-67
Низколегированные и нержавеющие стали 1,0-3,0 А-З(НпИм) А-З(Нп) А-З(Пл) П-З(Пл)
и СЗ Алюминиевые сплавы 0.8- 6,0 5,0-12,0 А-З(Нп) Р-3 А-З(Пл) А-З(Т)
Титановые сплавы 1,0-3,0 4,0-10,0 А-3(Нп) А-З(НпИм) А-З(Ар), Р-З(Ар) камере А-З(НпПл) Пз
Часть V. Технологичность конструкций соединений
www. vokb- la. spb. ru
*
Сл сл
Арматура на корпусах, отсеках, емкостях и внутренние элементы с криволинейными швами*
Н6
Н9
Низколегированные, нержавеющие стали 3,0—12,0 А-З(Пл) П-З(Пл) А-Ф П-Ф ПИ-75-67 ПИ-123-67
Алюминиевые сплавы 5,0-30,0 20,0-30,0 А-З(Пл) А-З(Нп) П-З(Пл) А-З(НпТ) ПИ-113-66
Титановые сплавы 3,0—10,0 А-З(Нп) А-З(Пл) А-Ф А-З(Ар) Р-З(Ар) в камере ПИ-126-67
Все стали и сплавы 0,3-3,0 Кр, Кт ПИ-85-67 ПИ-86-67
НЮ Низколегированные и не ржавеющие стали 0,5—3,0 1,5-5,0 Р-3 Э П-З(Пл) ПИ-75-67 ПИ-77-67
Т1 Алюминиевые сплавы 0,8—4,0 4,0-8,0 Р-3 П-З(Пл) Р-3 ПИ-113-66
Т4 Титановые сплавы 0,5 и более А-З(Ар) Р-З(Ар) в камере ПИ-126-67
T9
Гл. 3. Технологичность сварных конструкций
www.vokb-la.spb.ru
Продолжение табл. 9
Конструкции сварных деталей и узлов
Наименование группы
Эскизы
Трубопроводы с криволинейными швами
Мелкие узлы
Рекомендуемые типы сварных соединений
Эскиз(размеры в табл. 8) Обозиач шва графи-’ ческое буквен- £ но-циф- s ровое Материал Толщина, мм Рекомен- дуемые способы сварки Инструктивные и руководящие технические материалы
31Г С1 Нержавеющие стали 0,5-2,0 1,5-3,0 Р-З Р-3 э ПИ-75-67 ПИ-77—67
II СЗ Алюминиевые сплавы 0,8—3,0 Р-З(Ар) ПИ-113-67
Т4 Титановые сплавы • 0,5—3,0 Р-З(Ар) в камере Р-З(Ар) с поддувом аргона внутрь ПИ-126-67 РТМ-1163
Все типы соединений для сварки плавлением Низколегированные и нержавеющие стали 0,5-1,5 1,5-6,0 Р-З Э, П-З(Пл) Р-З ПИ-75—67 ПИ-77-67
Алюминиевые сплавы 0,8—6,0 2,0—10,0 Р-З П-З(Пл) Р-З ПИ-113-67
Титановые сплавы 0,5-6,0 Р-З(Ар) в камере ПИ-126-67
.оф Н6 Н9 Все стали и сплавы 0,3-4,0 0,3-6,0 Кр Кт ПИ-85—67 ПИ-86—67
Часть V. Технологичность конструкций соединений
www. vokb- la. spb. ru
Корпусные фланцы, байдажи и трубчатые конструкции
Сотовые и слоистые панели.
Перспективные конструкции
С18 Низколегированные, нержавеющие стали и титановые сплавы До 10000 ммг Ксс Кео ПИ-10—56 ПИ-20-57
С19 ч Алюминиевые сплавы До 4000 мм3 Кео
СЗ Низколегированные, нержавеющие стали и титановые сплавы Более 30 Ш ПИ-124—67 ПИ-125-67
Н6 Нержавеющие стали и титановые сплавы 0,1-1,0 Кр Кт
Н7
Н9 - » -
* Рекомендуются стыковые соединения СЗ, С9, согласно эскизу, с применением автоматических процессов сварки.
Сл
Гл. 3. Технологичность сварных конструкций
www. vokb- la. spb. ru
Часть V. Технологичность конструкций соединений
нести клеесварных конструкций осуществляется системой лакокрасочных покрытий по рекомендациям ВИАМ.
Наносить клей можно как до сварки на сопрягаемые поверхности нахлестки (сварка по слою клея), так и после сварки с помощью шприцевого приспособления на кромки нахлестки («капиллярное» нанесение).
Конструкции с клеесварными соединениями могут эксплуатироваться в следующих интервалах температур. Для клея ВК-1МС от —60 до +150°С, для клея КЛН-1 от —60 до +80°С, для клеев ВК-9 и К-4С от —60 до +125°С.
При любом способе нанесения клеев применение их увеличивает циклическую прочность на 40— 200% по сравнению с контактной сваркой (в зависимости от конструкции соединения и характера нагружения).
Увеличение статической прочности на срез зависит от марки клея, площади нахлестки и конструкции соединения и ориентировочно составляет
40 кГ/см2 для клея КЛН-1; 60 кГ/см2 для клеев ВК-9 и ВК-1МС и 80 кГ/см2 — для клея К-4С.
1. Рекомендуется применять (в зависимости от предъявляемых требований) клеи марок: ВК-1МС; К-4С; ВК-9 и КЛН-1, а также грунты КФ-030 (АЛГ-1); АЛГ-12 или АЛГ-14.
2. Нанесение клея после сварки целесообразно при изготовлении конструкций типа обшивки.с набором жесткостей из прессованных или штампованных профилей небольшой ширины. При этом ширина нахлестки не должна превышать 20 мм для клеев КЛН-1 и К-4С и 30 мм для клея ВК-1МС.
3. В связи с высокой вязкостью клей ВК-9 рекомендуется применять только при сварке по слою жидкого клея. Сварка по слою клея рекомендуется при использовании всех марок клеев для изготовления уздов с многорядными швами, подкладными усиливающими накладками и окантовками, а также при размерах нахлестки, превышающих указанные выше.
СВАРНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УЗЛОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ
РЕКОМЕНДАЦИИ ПО ВЫБОРУ КОНСТРУКЦИИ ТИПОВЫХ СВАРНЫХ СОЕДИНЕНИИ НА ДЕТАЛЯХ И УЗЛАХ ,
ИЗДЕЛИИ
Рекомендации по выбору конструкций типовых сварных соединений на деталях и узлах изделий приведены в табл. 9 (стр. 508—517).
ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ СВАРНЫХ СОЕДИНЕНИИ
Статическая прочность характеризуется:
а) для соединений, выполненных сваркой плавлением и роликовой — в процентах к пределу прочности листа;
б) для точечных соединений — разрушающей нагрузкой на точку.
Во всех случаях прочностные характеристики относятся к сварным точкам и роликовым швам, диаметр (ширина) литого ядра которых задан в соответствии с табл. 3 и 4. Циклическая прочность характеризуется пределом выносливости, определяемым при заданном числе циклов нагружений (М=107 циклов). Прочность сварного соединения зависит от свойств материала, технологии сварки и геометрических размеров сварного соединения. Прочность сварного точечного соединения определяется величиной разрушающего усилия на срез и величиной разрушающего усилия на отрыв.
Прочность при статических нагрузках
Минимальные значения предела* прочности, пластичности, разброс прочности при статических нагрузках сварных соединений, выполненных встык 518
сваркой плавлением из различных сталей и сплавов, приведены в табл. 10—14.
Минимальные значения разрушающих усилий при статическом срезе сварных точек и роликовых швов в зависимости от толщины детали для конструкционных, нержавеющих, жаропрочных сталей и титановых сплавов приведены в табл. 15, а для алюминиевых и магниевых сплавов — в табл. 16.
Минимальные значения разрушающего напряжения на статический срез роликовых швов из .алюминиевых и магниевых сплавов в процентах от напряжения основного материала приведены в табл. 17.
Прочность при статических нагрузках в условиях повышенных температур
Статическая прочность сварных соединений встык, выполненных сваркой плавлением на образцах при повышенных температурах, приведена в табл. 18.
Прочность на отрыв сварных точечных соединений на образцах из легких сплавов при. повышенных температурах приведена в табл. 19.
Прочность при циклических нагрузках
Большинство узлов летательных аппаратов в полете подвергается действию повторных нагрузок. Прочность сварных соединений при действии повторных нагрузок определялась путем испытания образцов при знакопеременном изгибе и асимметричном растяжении. Предел выносливости сварных соединений, выполненных автоматической аргоно-дуговой сваркой, контактной точечной и роликовой сваркой на типовых образцах из различных металлов и сплавов приведен в табл. 20.
www.vokb-la.spb.ru
Гл. 5. Технологичность сварных конструкций
Таблица Ц)
Прочность и пластичность сварных соединений, выполненных встык сваркой плавлением малоуглеродистых и среднелегированных сталей
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Присадочный материал (числитель), обманка или флюс (знаменатель) Термообработка сварного соединения Прочность при статическом растяжении (не менее) GB, кГ/мм* Ударная вязкость (ие менее) в„, кГм/см2 Угол загиба а, град,
Сталь 10 Сталь 20 1-4 Н или О г э Св. 08А Св. 08А Н 30-38 34—40 6 1.5
Сталь 20А ВИ-9-6 Св. 08А 34-40 8
Сталь 25 • ВИ-10-6 Св. 08А 34-42 8
НИАТ-ЗМ Св. 08А 34-42 16
А-3 (У) А-Ф УОНИ-13/55 Св. 08ГСА Св. 08А 34-42 32-42 —
Св. 4 Э АН-348А Св. 08А 41—58 8—12
ОММ-5; ЦМ-7 Св. 08А - 43-45 . —
УОНИ-13/45 Св. 08А 50-55 25-30
УОНИ-13/55
10Г2А 12Г2А 1—4 о « г э Св. 08А Св. 08А н 32—40 35—45 6 3'
А-Ф ВИ-9-6 Св. 18ХМА ВИ-9-6 Св. 18ХМА АН-Х48 36-48 36-47 3 6
25ХГСА 1—4 Н или О 3 Св. 08А то до ав<90 кГ/мм1 72 6
Св. 18ХМА Св. 08А 60 2
ВИ-9-6 Св. 18ХМА ВИ-9-6 Св. 18ХМА 80 80 1.5 6 40
А-Ф ВИ-10-6; НИАТ-ЗМ Св. 18ХМА АН-348А Св, 08А 80 60 5 8
АН-348А
25ХГСА ЗОХГСА 1-10 Н или О Э Св. 08А ТО др 100 6
НИАТ-ЗМ 18ХМА ав==Д20± 10 кГ/мм2 100 5
ВИ-10-6 18ХМА 180 1.0
А-Ф ВИ-9-6 Св. 18ХМА АН-348А '100—110 4,0
519
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
Продолжение табл. /I
Марка материала Толщи- на, мм Состояние материала перед сваркой Способ сварки Присадочный материал (числитель), обмазка или флюс (знаменатель) Термообработка сварного соединения Прочность при статическом растяжении (не менее) св, кГ/мм? Ударная вязкость (не менее) аИ, кГм[см? Угол загиба а, град.
25ХГСА Н или О А-Ф Св. 08А ТО до ав= 120 ± 10кГ/л«л<3 60 8
ЗОХГСА Св. 10 Э АН-348А Св. 08А 90 6
А-Ф Ш ЙИАТ-ЗМ Св. 18ХМА ВИ-9-6 Св. 18ХМА АН-348А Св. 18ХМА 90 90 95 5 4 4
АН-8; АН-348А
25ХГСА 1-4 ТО до Э Св- 08А Без ТО 70 3
ЗОХГСА ав= 120 ± 10 кГ/мм* ВИ-9-6 Св. 18ХМА ВИ-9-6 ЭИ395 75 70 2 10
НИАТ-5 ЭИ334 ЭИ435
Св. 4 э ВИ-12-6 ЭИ395 ЭИ334 ЭИ435 ЭИ395 60. 10
ДО 10 10—20 НЙАТ-5 ЭИ334 ЭИ435 Г 60 55 10 10
Св. 20 Св. 4 • А-Ф ВИ-12-6 ЭИ395 « 50 60 10 12
АН-15
23Х2НВФА (ЭИ659) ( 1-4 ТО до »в=120±15кГ/лгл» Г Р-3 (Ар) Э А-3 (АрНп) А-Ф Св. 18ХМА ЭИ395 (10Х16Н25Н6) Св. 18ХМА ВИ-Ю-6 УОНИ-13/85 НИАТ-5 Без присадки Св. 18ХМА АН-348А Без ТО 105 60 115 60 4 10 4 10
О Г А-3 (Ар) Э А-Ф Св. 18ХМА Св. 18ХМА ВИ-10-6 УОНЙ-13/85 Св. 18ХМА АН-348А ТО до ов= 120 ± 15кГ1мм2 115 4
12Х2НВФА (ЭИ712) 1—4 ТО до ав=100 кГ/мм? Г Р-3 (Ар) Э э Св. 18ХМА ЭИ395 НЙАТ-5 Св. 18ХМА Без ТО 90 60 95 10 6 90
А-3 (АрНп) А-Ф ВИ10-6; НИАТ-ЗМ УОНИ-13/85 Без прйсадки Св. 18ХМА АН-348А 85 95 52
520
www. vokb-la. spb.ru
Гл. 3. Технологичность сварных конструкций
Таблица 11
Прочность и пластичность сварных соединений, выполненных встык сваркой плавлением нержавеющих и теплостойких сталей
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Присадочный материал (числитель), обмазка или флюс (знаменатель) Термообработка сварного соединения Прочность при статическом растяжении (не менее) ав, кГ/мм2 Ударная вязкость (не менее) ан, кГм1см2 Угол загиба а, град.
Х18Н10Т Х18Н9Т 0Х18Н12Б Х18Н11Б 1-3 3 А-3 (Ар) Р-З (Ар) А-Ф Э Без присадки Со всеми присадками и покрытиями (флюсами) для этих сталей Без ТО Н—100°С+Х+ Ст—400°С—1ч Без ТО Н-950°С+Х+ Ст-425°С— 1ч Без ТО Н—1000°С+Х+ Ст—400°С—1ч Без ТО Н—975°С+Х+ Ст—425°С—1ч 50 9 140
ЭИ654 1-3 Н; 3 То же кроме А-Ф А-Ф ЭИ654 и без присадки ЭИ654 АН-348А 60 55 90
Х17Н2 ЭИ268 Более 30 Н А-3 (АрНп) Ш ЭИ268 ЭИ268 АНФ-7 85 ПО 4
Х15Н9Ю (CH-2) До 3 До 4 Св. 3 Св. 4 3 (Ар) Э 3 (Ар) Э Без присадки Св. 08Х20Н10Г6 Без присадки СН-2А НИАТ-6 Св. 08Х20Н10Г6 НИАТ-6 70 ' 125 80 ПО 65 120 95 115 9 2,5 16 7,0’ 9,0 2,5 180 120
Х17Н6МЗ (СН-3) 0,6—1,0 1 До 3 Св. 1,5 А-3 (Ар) Э СН-2ЛА Без присадки НИАТ-6АМ Прокатка (/>=3500 кГ)+ +Ст—480°С Прокатка (/>=3000 кГ)+ 4-Ст—450°С— 1ч Без ТО Н—950°С+Х+ Ст—450°С—1ч Без ТО Н—950°С+Х+ Ст—450°С 100 120 85 120 85* 117 9 3 180 80 180 80
Х15Н7ЮМГ (CH-4) До 1,5 До 3 Н; П 3 (Ар) Э А-Ф Без присадки Св. 08Х20Н10Г6 Без ТО 80 75 180
1Х15Н5М2 (ВНС-5, ЭП310) До 2 До 6 6—20 8-20 8-20 Св. ВНС-5 Св. 08Х20Н10Г6 Св. ВНС-5 ФКН-3 Св. ВНС-5 АВ-5 Н-1020°С+Х+ Ст—550°С Без ТО Н-1050°С+Х + Ст—450°С Н—1050оС+Х+ Ст—350°С 118 80 65-70 117 115 5 16 3 6 5
66 Зак. 290
521
www. vokb-la .spb. ru
Часть V. Технологичность конструкций соединений
Продолжение табл. 11
Марка материала Толщина, мм . Состояние материала •перед сваркой Способ сварки Присадочный материал (числитель), обмазка или флюс (знаменатель) Термообработка сварного соединения Прочность при статическом растяжении (не менее) %, кГ}мм2 Ударная вязкость (не менее) О],, иГм/см3 Угол загиба а, град.
Х15Н522Т (ВНС-2) 1.5—3,0 До 15 Н или П А-3 (АрНп) А-3 (АрПл) ЭП410У ЭП410У Без ТО Н-950°С+ + Ст —450°С Без ТО Н—950°С+ + Ст —450°С 115 125 НО . 120 7 5 60 80
1Х20Н6МД2Т (ВНС-4) До 3 А-3 (Ар) Без присадки Св. 08Х20Н10Г6 Без ТО Н—1050°С+ + Ст —500°С—2ч 75 85 78 160 120 150
ВНЛ-1 (СН-2Л) Э Н-11 Н-100°С+Х+ От—250°С X + От —250°С 100 95 5 4 160 160
10Х12НВМФА (ЭИ962) До 4 О НИАТ-3 НИАТ-ЗМ НИАТ-3 НИАТ-ЗМ ЭИ962 • От—680°С Закалка до ав=130 кГ/мм3 75 120 6 6
4-15 А-Ф НИАТ-1; НЖ-8 ЭИ962 ФН-2 Св. 06X10 (Н103М) ФН-2 Н—1000°С+ + От —680°С Без ТО 90 65 4 4
1Х12Н2ВМФ (ЭИ961) Св. 15 Ш ЭИ961 3-1000°С+ ПО 3,5
АНФ-1 + От —570°С
12Х2ВФА (ЭИ712) 1-4 ТО до св=100 кГ1мм3 А-3 (У) П-3 (У) А-3 (Ар) Э А-Ф А-3 (У) П-3 (У) Св. 10Г2 Без присадки и со всеми присадками и покрытиями (флюсами) для этой стали Без ТО ТО до ав=100 кГ/мм3 95 6
Примечание. Здесь и в табл. 12—18 приводятся сокращенно обозначения видов термообработки:
Н — нормализация; Ст — старение;
О — отжиг; 3 — закалка; От — отпуск; X — обработка холодом.
П — прокатка (нагартовка);
ТО — термообработка;
522
www.vokb-la.spb.ru
Гл. 5. Технологичность сварных'конструкций
,.4^. - - Т 8.6 Л И Ц 8 12
Прочность и пластичность сварных соединений конструкционных сталей высокой прочности
Марка материала Толщина, мм Способ сварки Присадочный материал (чи€лн1ель), обмазка или флюс (знаменатель) Термообработка сварного соединения Прочность при статическом растяжении (не менее) ов, кГ/мм* Ударная вязкость (не менее) аи, кГм/см3 Угол загиба а, град.
ВЛ1Д 3,0 з + о 160,0-162,0 5,6- 8,8 48-80
А-3 (Ар Нп) з + о + П 10% 143,0-161,5 7,8- 9,2 50—93
Без присадки з + о 165,0—172 5,0- 8,4 37-64
18ХГСА 144,0—163,0 6,4— 8,5 30-93
18ХГСА 3 + О + П 15% 160,5—161,5 9,3—10,4 65-96
ВЛ1Д З + о 155,0-157,5 6,0- 8,4 50-78
А-3 (Ар Пл) 18ХМА 145,0-162,0 5,5— 6,1 50-64
ВЛ1Д 154,5—160,0 7,5— 8,9 42-77
BKC-1 4,0 Основной материал 192,5—198,0 3,8— 3,9 27-33
А-3 (АрНп) Без присадки 183,5-192,0 7,0— 9,7 27—45
ВЛ1Д
ВКС-1 4,0 А-3 (АрПл) ВЛ1Д 3+О+П20Н 186,0-193,0 9,0—11,2 57—68
з + о 185,5—188,0 7,7— 8,5 44-61
ЭП257 2,0 Основной материал З + о 174,0—183,5 3,4— 5,7 47-70
2,0-3,2 А-3 (АрНп) ОХ5МА З + о 174,5-181,0 5,8- 7,3 63-68
3,2 3 + 0 + 0 (изотермический) + П 170,7—185,7 5,7- 8,7 66-88
Таблица 13
Прочность и пластичность основного металла и сварных соединений, выполненных встык сваркой плавлением титановых сплавов
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Присадочный материал Термообработка сварного соединения Прочность при статическом рас^ тяжении (не менее) с8, кГ/мм2 Ударная вязкость (не менее) аИ, кГм/см3 Угол загиба а, град.
ОТ4 1,2—2,0 О Основной материал 86 — 150-160
А-3 (АрНп) Без.присадки Без ТО 78— 87 — 120—137
ПЗ
5,0 - Основной материал 81— 83 — 53— 59
Пз 81- 83 . — 51- 54
10,0 Основной материал 98-100 6-7 50- 55
Пз 95— 98 8-9 29— 37
66* 523
www. vokb- la ,spb. ru
Часть V. Технологичность конструкций соединений
Продолжение табл
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Присадочный материал Термообработка сварного соединения Прочность при статическом растяжении (не менее) %, кГ/мм2 Ударная вязкость (не менее) «н, кГм/см2 Угол загиба в, град
OT4-1 0,5-0,8 8,0 10 О Основной материал А-3 (АрНп) Пз Основной материал Пз Основной материал Обитаемая камера Без присадки ВТ1-1 Без присадки Без присадки ВТ1-1 Без ТО Без ТО 63— 69 59— 67 63— 72 68— 70 ‘ 66- 74 61- 65 8-10 8- 9 9—10 8— 9 7— 9 139—158 63-154 85-100 63— 83 53— 83 43- 79
OT4-2 3,5 Основной материал А-3 (АрНп) Без присадки Без ТО 106-107 107 4— 5 41- 47 32— 45
BT5-1 1-*-2 А-3 (АрНп) » Без присадки Без ТО 3—850°С+ Ст—500°С—2 ч 82— 86 80— 86 49- 80 41— 80
BT6C 5-8 Основной материал А-3 (АрНп) Без присадки ВТ2 ВТ1 Без присадки 84- 85 74— 75 88— 90 71— 77 101—102 6- 7 6— 7 4— 7 8—10 44— 49 44— 49
3—850°С+ +Ст—500°С— —2ч 25— 42
О
BT14 0,8 1,5-3,5 2,0-3,5 15-18 Основной материал А-3 (АрНп) Основной материал А-3 (Ар) А-3 (АрНп) Основной материал А-3 (АрНп) Основной материал Без присадки 48-Т2, ВТ1-1 ВТ1-1, 48-Т2 Без присадки вты ВТ1-1 ВТ14 ВТК Без ТО 3—920°С+ Ст—480°С—12 ч Без ТО 3—900°С+ 4-Ст—480°С—12 ч 3—870°С+ +Ст—480°С— 12 ч Без ТО 3—870°С+ +Ст—500°С—16 ч Без ТО 3—870°С+ +Ст—500°С—16 ч 89— 99 98—101 120—122 98-105 99—110 113-117 96—105 92- 99 117-122 111-119 109-118 86— 98 118-121 91— 95 9,4-10 6— 8 1— 4 0— 3 9- 5 0- 1 5— 7 29- 43 25— 38 31- 51 25— 40 23- 30 19- 44 20- 42 15- 34 10— 28 10- 25 11- 31 4— 8
524
www. vokb- la .spb. ru
Гл. 3. Технологичность сварных конструкций
Продолжение табл. 13
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Присадочный материал Термообработка сварного соединения Прочность при статическом растяжении (не менее) а8, кГ/мм* Ударная вязкость (не меиее) аИ, кГм/см3 Угол загиба а, град.
ВТ 14 ВТ20 ВТ20+ОТ4 ВТ20+ 4-ВТ5-1 ВТ20+ +ВТ14 ВТ20+ + ВТ6С ВТ20+ +ОТ4-2 15-18 1-3 • 3-5 3 6 3 3-87О°С+ -рСт—540°С— 16 ч 0 Основной материал А-3 (АрПл) Основной материал А-3 (АрНп) Основной материал Р-3 (Ар) А-3 (АрНп) Р-3 (Ар) А-3 (Ар) СПТ-2 Без присадки ВТ2-2св. СПТ-2 Без присадки ВТ20-1СВ. ВТ20-2св. ВТ20-2св. ВТ20-2СВ. BT20-1CB. ВТ20-2св. Без присадки ВТ20-2св. ВТ20-2св. Без присадки 3—870°С+ +Ст—540°С—16 ч Без ТО О 3—870°С+ +Ст—540°С—16 ч Без ТО 0-700 и 750°С—1 ч Без ТО О—700°С— 1 ч Без ТО 101—109 86- 88 91-100 98—100 87—118 93—116 90—115 96-111 100—114 109-117 103-107 105-112 101-113 103—104 74— 78 93- 94 87— 89 Ю4-108 91— 95 104—106 2- 3 6— 7 4 2- 5 4-13 4— 5 4- 5 4 4 5—6 4- 6 4- 6 3- 5 6— 8 5— 7 4- 7 5- 7 32—54 27—62 30—49 30—78 25-48 20-34 25-29 25-41 ' 42-61 38-59 34-43 29—43 30-50
525
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
Таблица 14
Прочность и пластичность сварных соединений, выполненных встык сваркой плавлением алюминиевых сплавов
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Присадочный материал Термообработка сварного соединения Прочность при статическом растяжении (не менее)ов, кГ/мм3 Угол загиба а, град.
АД АД1 1-3 О; П 1 Р-3 (Ар) А-3 (АрНп) Св. А97 Св. А5С Без ТО 6,5-7,5 7,0—10,0 —
АМц Р-3 (Ар) А-3 (АрНп) Св. АМц 10—12 12—13 180
AMrl Р-3 А-3 (АрНп) Св. АМг1 8-11 8-12
АМг2 Р-3 (Ар) А-3 (АрНп) Св. АМгЗ 14,5—18 16-19
АМгЗ А-3 15—22
АМг4 Р-3 (Ар) А-3 (АрНп) А-3 (АрПл) АМг4 19—23 21—26 17,5-21 90—180
АМг5 Р-3 (Пр) А-3 (ПрНп) А-3 (ПрПл) Св. АМг5 Св. АМгб 21-25 24—28 20—25 —
АМгб 1-3 10 Р-3 (Ар) А-3 (АрНп) А-3 (Т) А-3 (АрПл) Св. АМгб 24-30 27—31,5 120
28-31 ' 22—28 65
АД-31 2 3-520°С+Ст-160°С Р-3 (Ар) А-3 (АрНП) Без ТО 15—17 17—19 — i
Р-3 (Ар) А-3 (АрНп) 3—520°С+Ст— 160°С 20 22,5 60
Р-3 (Ар) А-3 (АрНп) Ст—160°С -
Св. АК5 18,5 20,0
АД-33 2 Р-3 (Ар) А-3 (АрНп) Без ТО 15,5—21 19-21
Р-3 (Ар) А-3 (АрНп) 3—520оС+Ст-160°С 25 28—30
Р-3 (Ар) А-3 (АрНп) Ст—160°С 23 25
АВ 2 Р-3 (Ар) А-3 (АрНп) Без ТО 16,5 20,0
Р-3 (Ар) А-3 (АрНп) Ст—160°С 23,0 26,0
Р-3 (Ар) А-Э (АрНп) 3—520°С-|-Ст—160°С 26,0 30,0-33
Д20 2 Р-3 (Ар) А-3 (АрНп) Д20 Без ТО 24,0 26,0
Ст—220°С
Р-3 (Ар) А-3 (АрНп) 28,0 30,0
Р-3 (Ар) А-3 (АрНп) 3—530°С Ст—220°С 32,0 36,0
МА-1 2 О Основной материал — Без ТО 15,0 13,0
МА-8 Р-3 (Ар) А-3 (АрНп) МА2-1 17,5 15,0
МА2-1 Р-3 (Ар) А-3 (АрНп) 16,0 15,0
ВМД-3 Р-3 (Ар) А-3 (АрНп) Св. ВМД-3 422,0 19,0
526
www. vokb- la .spb. ru
Гл. 3. Технологичность сварных конструкций
Таблица 15
Минимально допустимые разрушающие усилии при статическом срезе сварных точек.и роликовых швов для конструкционных, нержавеющих, жароярочных сталей и титановых сплавов (плоские образцы)
Толщина тонкой детали, JHJM Минимально допустимые разрушающие усилия при прочности основного материала (в неупрочняемом состоянии), кГ/мм3 ' Прочность роликового шва в процентах от прочности основного материала в иеупро-ченном состоянии
пв<40 40<св<50 50<ов<60 60<ов<70 70<ав<80 80<ав<90 ов>90
0,3 • 65 80 100 115 130 145 160
0,4 90 ПО 135 155 175 200 215 Не менее 90
0,5 115 140 175 200 230 260 285
0,6 150 180 225 ' 265 300 340 355
0,7 190 225 280 320 360 405 445
0,8 230 275 345 395 450 510 560
1,0 320 385 480 550 625 705 775
1,2 435 525 655 750 855 965 1060
1,5 635 760 950 1085 1235 1395 1535
2,0 915 1100 1375 1565 1785 2020 2220
2,5 1165 •1400 1750 1995 2275 2570 2825 Не менее 80
3,0 1415 1700 2125 2420 2760 3120 3430
3,5 1880 2250 2800 3200 3680 * 4100 4410 Не менее 70
4,0 ' 2210 2650 3300 3770 4350 4820 5180
Примечание. Минимально допустимые усидн* даны для соединения с минимальными размерами литой зоны. Разрушающее усилие отрыва для закаливающихся сталей и титановых сплавов должно быть не менее 25 % прочности на срез, для нержавеющих сталей — не менее 40 И.
Таблица 16
Минимально допустимые разрушающие усилия иа статическом срезе сварных точек из алюминиевых и магниевых сплавов (плоские образцы)
Толщина тонкой детали в соединении, мм Минимальный диаметр ядра точки, мм Минимально допустимые разрушающие усилия при пределе прочности, кГ/мм3
алюминиевых сплавов магниевых сплавов
13 13«тв<20 20<св<32 св>32 ав=24—30
0,3 2,5 10 25 30 35 —
0,4 2,5 15 20 40 50 —
0,5 3,0 35 • 45 55 70 50
0,6 3,0 45 55 65 85 60
0,8 3,5 ' 75 95 105 125 100
1,0 4,0 100 130 140 160 140
1,2 5,0 130 170 180. 220 190
1,5 6,0 165 230 250 330 270
1,8 6,5 195 270 295 385 315
2,0 7,0 235 345 385 480 350
2,5 8,0 315 430 540 670 400
3,0 9.0 360 490 650 890 550
3,5 10,5 485 670 880 1190 710
4,0 12,0 650 ,850 1100 1500 850
5,0 14,0 1100 1350 1875 2600 1250
6,0 16,0 1850 2550 3450 1700
7,0 18,0 2200 3050 4150- 2000
П р’имечание. Разрушающее усилие отрыва должно быть не менее 25 % от прочности на срез.
527
www. vokb- la ,spb. ru
Часть V. Технологичность конструкций соединений
Таблица 17
Минимально допустимые разрушающие усилия на статический срез (разрыв) роликовых швов из алюминиевЫх и магниевых сплавов в процентах от напряжения ав основного материала (плоские образцы)
Толщина тонкой детали в соединениях, мм Минимальная ширина литой зоны, мм Минимально допустимые разрушающие напряжения при пределе прочности, кГ/мм'2
алюминиевых сплавов магниевых сплавов
ав<15 15<ав<23 23<ав<32 ав>32 ов=24- 30
0,3 2,5 100 100 90 70 —
0,5 3,0 100 100 85 65 —
0,8 3,5 100 100 80 60 65
1.0 4,0 100 100 80 60 65
1.2 5,0 100 100 75 55 60
1.5 6,0 100 100 75 55 60
1.8 6,5 100 100 75 50 55
2,0 7.0 100 100 75 45 55
2,5 7,5 100 100 65 40 50
3,0 8,0 100 100 65 40 50
3,5 ' 9,0 100 90 55 40
4,0 10,0 100 90 55 35
5,0 12,0 100 90 45 30
Таблица 18
Статическая прочность сварных соединений встык, выполненных сваркой плавлением при повышенных температурах, определенная на образцах из различных материалов
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Термообработка сварного соединения Предел прочности в кГ)мм'2 при температуре, °C
20 200 300 400 500
Х18Н9Т 0,8-3 3 А-3 (Ар); Р-3 (Ар) Э Без ТО 58—65 50 '— 35-47 — —
Х15Н9Ю (СН-2) До 3 3-20 Н при t = 980—1000°С А-3, Р-3 (Ар) Н при <=980—1000°С+ -f-X—70°С в течение 2 ч. То же + Ст при <= =400—450°С в течение 1 ч 65—70 120- 125 105— 116 — 45-48 100 —
4 и выше Э Без ТО Н при t= =975°С+Х—70°С+ 4- Ст при <=425°С 80—95 ПО- 115 — — 50 100
17Н5МЗ 1 А-3 (Ар); Р-3 (Ар) (р=3000 кГ) + Ст при <=450°С в течецие 1 ч 120 — 100 — —
До 3
Без ТО Н при t = =950°С + X—70°С в течение 2 ч+Ст при < = 450°С 85 120 — 60 105 — 75
528
www. vokb- la .spb. ru
Гл. 3. Технологичность сварных конструкций
Продолжение табл. 18
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Термообработка сварного соединения Предел прочности в кГ/мм2 при температуре, °C
20 200 300 400 500
17H5M3 15 Н при /=980—1000°С А-3 (Ар); Р-З (Ар) Без ТО Н при /=950°С+Х—70°С в течение 2 ч + Ст прн /=360°С в течение 1 ч 75 115 55 __ —
X17H5M3 (СН-3) Э (электродами) НИАТ-6АМ Без ТО Н при /=950°С+Х—70°С+Ст при /=450°С 85 117 00 53 90
Х15Н7ЮМА (CH-4) 0,5—3 А-3 (АрНп) Без ТО 75—80 — — 50 —
Х15Н5Д2Т (ВНС-2) 1,5-3 А-3 (Нр); Р-З (Ар) Без ТО Ст при /=450°С НО-115 120 100 110 ПО по
3-15 Н при/=950°С+ Ст при /=450°С в течение 1 ч 120— 125 — 105— 118 —
1Х20Н6МД2Т (ВНС-4) До 3 А-P, Р-З (Ар) Без ТО Н при /=1050°С+ +Ст—500°С в течение 1 ч 75 78—85 — — —. —
1Х15Н5М2 (ВНС-5) До 2 — Н при /=1070°С+ +Х—70°С+Ст при /=550°С 118 — по — —-
2-20 Э (электродами Н 13) Без ТО 65—80 50-55 85 —
120 — 110
ВТ1 1,5-0,5 Состояние поставки А-3 (АрНп) Н при /=1050°С+ -f-X—70оС4-Ст при /=450°С 66,5 36 28,5 24,5 —
ОТ4 0,5-10 78,5 55 51 48 __
ОТ4-1 60,7— 68,9 — — —
АМц 0,8-60 Н; П; О А-3 (Ар); Р-З (Ар) Без ТО П,7 — — — —
АМг1 0,8-60 Н; О 8-10 — — — —
АМг2 Состояние поставки 19 13 — — —
АМгЗ Отожженный горячекатаный полунагартован-ный 22,5 13,5 6,5 1,9 —
67 Зак. 290 529
www. vokb- la .spb. ru
Часть V. Технологичность конструкций соединений
Продолжение табл. 18
Марка материала Толщина, мм Состояние материала перед сваркой Способ сварки Термообработка сварного соединения Предел прочности в кГ1мм3 при температуре, °C
20 200 300 400 500
АМг4 0,8-60 Отожженный горячекатаный А-3 (Ар); Р-3 (Ар) Без ТО 24,5— 30 17—18 10—12 — —•
АМг5 29 16.5 11,5 — —
АМгб Отожженный горячекатаный нагартованиый 31,5 13 — —
Д20 Закалка и искусственное старение; закалка и естественное старение; отожженный 29 22 11 — —
АД31 Без ТО 3+ Ст (искусственное) 17—18 20—21 — — — —
АДЗЗ
Р-3 (Ар) А-3 (АрНп) 29-30 — — — —
АВ Без ТО 22-23 — — — —
ЭИ654 0,8—1,5 п 85,2— 93 68,7— 71,2 62,6— 69,а 54,4— 58 —
93,3— 95 75,8 72,2 66,5— 69,7 —
Таблица 19
Прочность на отрыв сварных точечных соединений при повышенных температурах*
Материал Сочетание толщин, мм Диаметр ядра, мм Прочность в кГ при температуре, °C
20 200 300
Д16АТВ 0,8+0,8 4,0 60 50 55
1,0+1,0 5,0 80 90 95
2,0+2,0 8,0 300 325 272
В95АТВ 1,8+1,8 8,0 197 283 253
2,0+2,0 8,5 230 298 250
3,0+3,0 10,5 400 497 540
4,0+4,0 12,0 610 832 830
МА8М 1,5+1,5 8,0 100 119 100
1,8+1,8 8,0 115 155 180
2,0+2,0 8,0 130 125 120
3,0+3,0 10,0 260 270 260
3,0+3,0 8,0 180 320 200
* Способ сварки Кт.
530
www.vokb-la.spb.ru
Гл. 3. Технологичность сварных конструкций
Таблица 20
Предел выносливости сварных соединений, определенный на образцах (М=Ю7), в кГ/мм?
Способ сварки и вид соединений Марка материала Толщина листа, мм Напряжение аыакс, кГ/мм2
при знакопеременном изгибе (г=-1) при асимметричном растяжении (г- +0,1)
Аргоно-дуговая сварка встык Х18Н9Т ВТ1 1,5 1,5 20-25 25-28
Автоматическая сварка с присадкой в углекислом газе 1 ЭИ654 2,0 27 —
Л 1 V I
Автоматическая электродуговая углекислом газе с присадкой i сварка в Х18Н9Т ВТ1 1,5 1,5 — 7 20
30
1
Дуговая св ной проводе газа арка листов встык с жой ЭИ654 в среде у присадоч-глекислого ЭИ654 1,5 5
—1
1
! Т " '
Точечная сварка листов внахлестку (многоточечное соединение) МАЗ 2,0 1,0
sl 1 1
1 1 я I 1 Я I • Я
Точечная сварка листов с наклад кой Х18Н9Т Д16Т АМгб 1,5 2,0 2,0 9 15-16 9,0 6,5
*
i. У j
Точечная св арка двух л нстс )в внахлестку Х18Н9Т ЭИ654 ВТ1 Д16Т АМгб ВТ22 1,5 1,5 1,5 2,0 2,0 1,5 1 *оо 1 1 1 1 4 28 20 12 8 10,5 38
X к <
“[ 7 7 7 г
531
67*
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
Продолжение табл. 20
Способ сварки и вид соединений Марка материала Толщина листа, мм Напряжение амакс, к Г)мм3
при знакоперемен* ном изгибе (г=-1) при асимметричном растяжении (г= 4-0,1)
Роликовая сварка листов внахлестку Д —- s 1 S ~। L-— 1 Х18Н9Т ЭИ654 ВТ1 1,5 1,5 1,5 — 7—8 5—7 5
Точечная сварка листов внахлестку ; * £ — — "* 1 Х18Н9Т ЭИ654 ВТ1 Д16Т АМгб МАЗ 1,5 1,5 1.5 2,0 2,0 3,0 2,1 2,0 2,7 3,0 2,1 2,4 0,55
Точечная сварка соединений встык с плоской накладкой -*-] 1 * !х 1 »l pq-a- ЭИ654 ОТ4-1 ВТ 14 1,5 1,5 1,5 2,55 1,5 1,5
Точечная сварка двухрядная встык с накладкой из уголков 1 ** 4 * *;j* * х х । । х х- 1 ♦ 1 I'—~1 f3 Д16Т 2,0 4,5 4,5
Точечная сварка двумя импульсами , Ъ • X £ Т " ЭИ654 ЗОХГСА ВТ20 1,5 1,5 1,5 — 23 23 4,5
Точечная сварка одним импульсом ГТ-L. Г" Г Т -Г Т- Г-1 ЭИ654 ЗОХГСА Х17Н5МЗ(СН-3) АМгб Д20 1.5 1,5 1,5 2,0 2,0 28 28 20 10,4 8,8
532
www. vokb- la. spb. ru
Часть V. Технологичность конструкций соединений
ОБОРУДОВАНИЕ
ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ
Возможность применения определенного способа сварки зависит от конструкции сварного изделия и технологических характеристик сварочного оборудования. Расположение сварного соединения, форма и размеры его должны обеспечивать возможность подхода сварочной головки (горелки) к месту сварки.
Технические характеристики оборудования для сварки плавлением приведены в табл. 21.
По данным таблицы можно определить возможность выполнения проектируемой сварной конструкции выбранным способом сварки в зависимости от оборудования. Установки для автоматической сварки в среде защитных газов продольных, кольцевых, криволинейных и торцовых швов на изделиях состоят из сварочного автомата или головки (типа АРК-2, АДСП-2, АГВ-2, АГП-2 и др.), механизма перемещения и закрепления изделия (СПО, МАС и др.) и источника питания. Установки для автоматической сварки сжатой дугой комплектуются горелками ГЗД (ГЗД-З, ГЗД-4 или ГЗД-6), а под слоем флюса — автоматами АДС-1000-2. Для выполнения кольцевых, продольных и торцовых швов изделий из титана и химически активных металлов предназначены установки для автоматической сварки в контролируемой атмосфере.
Установки для автоматической сварки в контролируемой атмосфере состоят из герметичной камеры с механизмами перемещения и вращения изделия, сварочной головки, станции питания (источника питания и пульта управления) и оптических средств наблюдения.
Для полуавтоматической сварки угловых, нахлесточных и стыковых соединений различной конфигурации в любых пространственных положениях предназначены полуавтоматы ПШВ, ПШП и др. Они состоят из сварочного пистолета и механизма подачи электродной проволоки.
В качестве источников питания установок применяются:
ИПП-120П, ИПП-300П, ИПП-500П и
ИПП-1000П—для автоматической сварки сталей и алюминиевых сплавов плавящимся электродом;
ИПП-40В, ИПП-120В, ИПП-200В, ИПП-300В, ИПП-500В и ИПП-800В — для автоматической сварки сталей неплавящимся электродом;
Оборудование
ИПК-120, ИПК-350, ИПД-300, ИПД-500 • и ИПД-1000 — для автоматической сварки алюминия и его сплавов вольфрамовым электродом;
ИПКИ-120, ИПИД-1, ИПИД-300 — для сварки импульсной дугой;
ИТД-600/1000М — для сварки трехфазной дугой.
ДЛЯ КОНТАКТНОЙ СВАРКИ
Технические характеристики основных типов оборудования контактной сварки приведены в табл. 22.
При выборе оборудования следует учитывать, что при контактной точечной и роликовой сварке возможности выполнения сварных конструкций определяются:
— толщиной и маркой материала свариваемых деталей (см. табл. 1);
— полезным вылетом машины (длина сварной конструкции при одностороннем подходе не должна превышать вылета консоли и при двустороннем подходе — двойной длины вылета);
— размерами, которые определяются диаметром и длиной электрододержателя с электродами (при Кт) или диаметром сварочного ролика (при Кр);
— раствором — расстоянием между консолями.
ДЛЯ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ В ВАКУУМЕ
Технические характеристики основных типов оборудования электроннолучевой сварки в вакууме приведены в табл. 23.
Оборудование для сварки изделий электронным лучом в вакууме выбирают с учетом:
— габаритных размеров изделия со сборочносварочным приспособлением;
— типов сварного соединения;
— материалов изделий;
— толщины свариваемых элементов;
— требований, предъявляемых к сварному соединению.
Установки для сварки электронным лучом состоят из герметичной камеры с механизмами перемещения и вращения изделий, электронной пушки типа ЭП, вакуумной станции типа ВИ и ВА, источника питания типа ИВ, оптических и телевизионных средств наблюдения.
Таблица 21 для сварки плавлением
мм
Оборудование Тип Габаритные размеры свариваемых изделий Толщина изделий
длина диаметр
Установки Для дуговой автоматической сварки в среде защитных газов прямолинейных швов УСПО У СПО-2,2 УСЛ-4,3 400-2880 До 2200 До 4500 195—1200 260-3000 До 6 2—10 2—5
534
www.vokb-la.spb.ru
Гл. 3. Технологичность сварных конструкций
мм Продолжение табл. 21
Оборудование Тип Габаритные размеры свариваемых изделий Толщина изделий
длина диаметр
Для автоматической сварки кольцевых швов Для автоматической дуговой сварки кольцевых швов на обечайках и сферах из алюминиевых сплавов Для дуговой сварки и индукционной термообработки кольцевых швов Для сварки кольцевых швов на обечайках под слоем флюса Для автоматической аргоно-дуговой сварки кольцевых, параболических и прямолинейных швов Для сварки и индукционной обработки изделий со спиральными швами Для сварки штуцеров сферических баллонов Для автоматической дуговой сварки в среде защитных газов фланцев и штуцеров с днищами Для автоматической дуговой сварки в среде защитных газов фланцев с цилиндрическими обечайками Для автоматической дуговой сварки в среде защитных газов заглушек с днищами Для аргоно-дуговой сварки трубок с трубными досками Для автоматической аргоно-дуговой сварки крышек с корпусами Для сварки кольцевых швов в среде защитных газов Для аргоно-дуговой точечной сварки Для автоматической сварки в среде аргона неповоротных стыков труб Для автоматической дуговой сварки в контролируемой атмосфере Для ручной сварки в контролируемой атмосфере Для автоматической дуговой сварки в контролируемой атмосфере иа изделиях сферической и цилиндрической формы Полуавтоматы и сварочные головки Полуавтоматы для сварки в среде защитных газов коротких и криволинейных швов для приварки болтов к обшивке Головки для автоматической сварки торцовых швов на плоскости труб УСК-1 УСК-2 УСК-3 У СК-4 УСК-1800 У СК-2500 УСК-2000 У СК-3500 УСК-7000 УСФ-1000 УСКФ-1 У СПК-2 УСС-1500 УОШБ-1 УСФ-1 УСФТ-1 УСФ-2 УСД-2 УСТД-1 УКК-1 АДСК-1 • АДТС-6 АСНК-6—25 АСНК-24—60 АСНК-58—85 АСНК-75—115 АСНК-115—220 ОСТ-1 ВУАС-1 УСШТ-1 УСУ-1 УСКА-4 УСКА-5 У СБ-1 УСБ-2 ПШВ-1 ППС-15 ПСКВ-1 ГСТ-6—20 ГСТ-6—200 До 6000 ' До 3000 До 5000 600-5500 1800 2500 До 2000 До 4000 До 7000 800-1000 До 2500 1500 1000—4000 Не ограничивается То же * и 600 2800 1500 2000 500 Не ограничивается То же 1000-3000 500-2000 200—1000 800-1500 50— 500 400—1200 150- 800 500-1000 500—1000 300—1000 200-1000 До 2500 500-1000 Диаметр баллонов 250—800 Диаметр баллонов 40—150 120-650 Диаметр свариваемого шва 80-600 80-250 320—360 6-17 40-300 150-550 Не ограничивается 6-25 24—60 58-85 75-115 115—220 8-112 До 200 5-20 200—900 750 300-700 30-120 Не ограни-. чивается То же 20—50 6—20 60—200 До 10 До 6 1,5-6 2-3 0,2-1 3-6 3—6 3-6 3—10 3-5 5-20 3-6 0,8-6 2-5 2-3 0,2-0,5 0,8 и более 0,5-2 0,8—3 0,8—3 0,8-3 0,8-3 0,8—3 1-2 0,8—20 0,8-5 0,8-20 0,8-30 0,8-20 0,8—10 0,8—10 0,8-4 0,6-3 0,6-1 0,3-1 1-3
В—
535
www. vokb- la. spb. ru
Гл. 3. Технологичность сварных конструкций
Оборудование для контактной сварки
мм
Машины Тип Размеры Толщина свариваемых материалов
вылета раствора стали и сплавов титана алюминиевых и магниевых сплавов
Стационарные
Для точечной сварки МТ-1201 (П) 500 250 0,5—1,5 —
МТП-75 (П) МТП-1607 (П) МТП-100 (П) 500 250 0,5—1,5 —
500 250 0,5 1,5
МТП-150 (П) МТ-2507 (П) МТП-200 (П) 500 290 0,5—2,5 —
500 290 0,5-2,5 —
МТП-150/1200 (П) 1200 250 0,5-3,0 —
МТП-200/1200 (П) 1200 250 0,5-4,0 —
МТК-6301 (К) 1200 200-400 0,5—2,0 0,3-2,0
МТК-75 (К) 1500 500 0,5—1,5 0,5—2,5
Универсальная точечная МТПУ-300 (П) 500 240—400 0,3-3,0 0,5-1,5
Точечная с радиальным ходом МТР-1П (П) 1200 500 0,3—2,0
электродов МТР-1 (К) 1200 300-500 0,3—1,5 0,3-1,5
Для точечной сварки легких Спла- МТПТ-400 (Н) 1500 500 0,5-3,0 0,3—2,5
BOB МТПТ-600 (Н) 1500 650 — 0,5—4,0
МТИП-1000 (Н) 1500 650 — 3,0—7,0
Точечная с горизонтальным расположением электродов МТГ-2 (К) 1500 230-980 • — 0,3-1,5
Для точечной сварки (подвесная) МТПК-1 600 30—150 1,5 —
МТПК-2 800—1200 30— 80 0,6—1,5 —
мтпк-з 400 80 0,3—1,0 —
МТПК-4 750 30 1,0 .—-
МТПК-5 1600 36-48 0,3-1,0 —
Для точечной и роликовой сварки МРТП-1 250-1000 145 1,5 —
(подвесная)
Роликовая подвесная МРПК-2 900 80 0,6—1,5 —
Для шовной роликовой МШПР-300 (П) МШВ-6301 (В) 800-1200 1200 130 375-575 0,3-3,5 0,5—1,5
Шаговая импульсная для шовной сварки легких сплавов МШШИ-400 (Н) 1200 90-250 0,5-2,0 0,5—2,5
Шаговая шовная для сварки лег- МШШТ-600 (Н) 1500 350 1,0-4,0 1,2-3,0
ких сплавов МШШТ-1000 (Н) 1500 350 2,0—3,0
Для шовной сварки МШП-100 (П) 800 80 0,5-2,0 —
МШП-150 (П) 800 80 0.5—2,0 —
Шаговая пневматическая роликовая МШПР-200—1200 (П) 1200 110 0,5-3,5 —
Двухроликовая для сварки крупногабаритных деталей МРПП-1 (Н) — — 0,3—1,5
Для рельефной сварки МРП-300 500 250 — —
МРГМ00 500 250 — —
МРВ-63 1000 375 — —
Для точечной сварки МТ-5 1700 60 0,8
Головка для односторонней точечной сварки Расшифровка обозначения май (П) — однофазная машина пере (К) — трехфазиая кондеисаторн (Н) — трехфазная низкочастоти (В) — трехфазиая машина посте ГСК-40 ГОТ-15—30 ГОТ-3 ГТК-4 ин: меиного тока; ая машина; ая машина; шиного тока с выпрямлением во вторичн ом контуре. 1,5 0,5—1,5 0,6-1,5 1.2
www.vokb-la.spb.ru
Гл. 3. Технологичность сварных конструкций
Таблица 23
Установки для электроннолучевой сварки в вакууме мм
Установки Тип Габаритные размеры швов Толщина свариваемого материала
кольцевых торцовых в горизонтальной плоскости продольного нержавеющих и конструкционных сталей тугоплавких металлов меди и ее сплавов
диаметр длина диаметр высота длина
Для плоских и цилиндрических образцов ЭЛУ-ЗМ 100 200 — — 180 — —
Универсальные ЭЛУ-4 200 400 250 150 400 15 5
ЭЛУ-5 200 2000 150 400 400 15 5
УЭЛС 20 150 70 1500 . 1500 8,5 2,5
Специализированные ЭЛУ-6 20 2500 — — —— » 15 5
ЭЛУ-8 650 1000 550 100 700 10 3
ЭЛ У-9 650 700 550 100 700 10 3
ЭЛУ-9А 800 1250 800 500 750 10 3
ЭЛУ-9Б 800 900 800 100 900 10 3
ЭЛУ-9КУ 800 900 800 100 900 10 3
Для крупногабаритных ЭЛУ-10 1700 2200 1600 600 10 3
изделий ЭЛУ-11 2000 2600 1800 600 1000 10 3
ЭЛУ-13 3000 4500 2200 1500 1400 30 10
ЛИТЕРАТУРА
1. Дуговая сварка алюминиевых сплавов в среде инертных газов. ПИ-113—66. НИАТ, 1967.
2. Дуговая сварка в среде защитных газов конструкционных, нержавеющих, жаропрочных сталей н сплавов. ПИ-75—67. НИАТ, 1969.
3. Дуговая сварка сплавов титана в среде защитных газов. ПИ-126—67. НИАТ, 1968.
4. Автоматическая сварка под флюсом узлов из высокопрочных, конструкционных н нержавеющих сталей. ПИ-123—67. НИАТ, 1968.
5. Дуговая сварка штучными электродами изделий из конструкционных, нержавеющих, жаропрочных сталей и сплавов. ПИ-77—67. НИАТ, 1968.
6. Автоматическая и ручная аргоно-дуговая сварка неповоротных стыков трубопроводов из стали Х18Н10Т. ПИ-128—67. НИАТ, 1968.
7. Электрошлаковая сварка заготовок из конструкционных сталей. ПИ-124—67. НИАТ, 1968.
8. Электрошлаковая сварка узлов от 1000 до 60 000 мм2 из нержавеющих и жаропрочных сталей и сплавов. ПИ-80—64. НИАТ, 1964.
9. Точечная н роликовая сварка алюминиевых и магниевых сплавов. ПИ-85—67. НИАТ, 1968.
10. Точечная и роликовая сварка конструкционных, нержавеющих, жаропрочных сталей н титановых сплавов. ПИ-86—67. НИАТ, 1968.
11. Сварка металлов и сплавов электронным лучом в вакууме. РТМ-1177. НИАТ, 1968.
12. Автоматическая сварка закрытой сжатой дугой тонколистовых материалов. РТМ-1178. НИАТ, 1968.
13. Аргоно-дуговая сварка трубопроводов из сплавов титана. РТМ-1163. НИАТ, 1967.
14. Рекомендации по технологичности сварных конструкций газотурбинных двигателей. НИАТ, 1962.
15. Николаев Г. А. Сварные конструкции. М., «Машиностроение», 1967.
16. П р о х о р о в Н. Н. Технологическая прочность металлов при сварке. М., «Машиностроение», 1968.
17. Сварочная техника в СССР и за рубежом. М., «Машиностроение», 1965.
18. Экспресс-информация. Серия «Сварка». 1965—1969.
www. vokb- la. spb.
68 Зак. 290
ГЛАВА 4
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ПАЯНЫХ СОЕДИНЕНИЙ
www. vokb- la. spb. ru
68*
539
СОДЕРЖАНИЕ
Стр.
Общие рекомендации......................541
Выбор способа пайки...................541
Пайка материалов, применяемых в самолетостроении ...........................541
Медь и ее сплавы...................541
Нержавеющие высокопрочные стали . . 543
Титановые сплавы...................543
Алюминий и его сплавы..............543
Применение припоев и флюсов .... 544
Припои.............................544
Флюсы..............................546
Применение специальных сред .... 547
Механические свойства паяных соединений 548
Рекомендации по технологичности паяных узлов...................................549
Конструирование паяных узлов .... 549
Узлы с сотовым заполнителем .... 553
Трубопроводы..........................557
Электрокоммуникации...................559
Пайка медных проводов..............559
Пайка алюминиевых проводов . . 559
540
www. vokb- la. spb. ru
Гл. 4. Технологичность конструкций паяных соединений
Среди технологических процессов, широко применяемых- в современном авиационном производстве, видное место занимает пайка. Пайкой изготовляют не только отдельные детали, но и целые узлы и сложные изделия больших размеров.
За последние годы технические возможности выполнения соединений методом пайки значительно расширились: этому способствуют такие методы пайки, как пайка в печах с нейтральной или восстановительной средой, в вакууме с нагревом в печах и электроннолучевых установках, с использованием индукционного нагрева, с помощью ультразвука и др.
Применение пайки в печах и индукционной пайки дает возможность автоматизировать процесс пайки, выполнять одновременно от одного до множества спаев в одном изделии, паять за один прием большое число изделий или паять непрерывно большую партию деталей.
Разработаны оборудование для пайки, припои со специальными свойствами, газовые среды, специальные нагревательные установки для пайки
крупногабаритных изделий. Успешно решаются задачи пайки нержавеющих сталей, жаропрочных, титановых и алюминиевых сплавов, а также пайки металлов с керамикой, графитом и полупроводниками. Большое внимание уделяется пайке тугоплавких металлов: молибдена, ниобия, тантала и вольфрама.
Как в отечественном, так и в зарубежном самолетостроении появились специальные конструкции, изготовляемые в настоящее время только методом пайки, например слоистые панели с сотовым или гофровым заполнителем. После механической обработки детали, полученные прокаткой, прессованием, штамповкой или литьем, с помощью пайки можно соединять в сложные узлы и конструкции, что дает высокий коэффициент использования металла. Паяные узлы можно подвергать различным способам обработки, исключающим ухудшение свойств паяного шва.
В данной главе обобщены материалы по технологичности деталей, подвергаемых пайке на основе исследований, проведенных НИАТом совместно с ОКБ и заводами.
ОБЩИЕ РЕКОМЕНДАЦИИ
ВЫБОР СПОСОБА ПАЙКИ
Способ пайки в каждом конкретном случае выбирают, учитывая тип припоя, формы паяного соединения, материалы, общие габаритные размеры изделия, наличие необходимого оборудования и массовость производства. Характеристики способов пайки приведены в табл. 1.
ПАЙКА МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ В САМОЛЕТОСТРОЕНИИ
В самолетостроении для изготовления узлов пайкой используют, главным образом, следующие материалы и их сочетания: медь и ее сплавы; нержа
веющие и высокопрочные стали; титан и его сплавы; алюминий и его сплавы.
Медь и ее сплавы
Медь и ее сплавы относятся к хорошо паяемым металлам и паяются всеми известными способами. Пайка меди и некоторых ее сплавов в газовых средах, содержащих водород, не рекомендуется, так как это приводит к водородной хрупкости меди. При пайке медных сплавов, легированных такими активными металлами, как алюминий, бериллий, хром и т. п., рекомендуется их покрывать перед пайкой слоем никеля или меди толщиной 5—10 мк. При пайке алюминиевых броиз допускается также поль-
541
www. vokb- la .spb. ru
Часть V. Технологичность конструкций соединений
Таблица 1 Продолжение табл. 7
Характеристика способов пайки Способ пайки Достоинства Недостатки
Способ пайки Достоинства Недостатки
б) электронным лучом в вакууме Нагрев в вакууме сканирующим электронным лучом Нагрев горелками Нагрев паяльниками: а) электриче- скими Высокая скорость нагрева места пайки. Возможность использования точной электронной аппаратуры для регулирования температуры и времени пайки. Возможность нагрева практически до любой температуры. Отсутствие нагретых масс приспособлений Большая скорость нагрева. Возможность равномерного нагрева деталей больших размеров. Отсутствие нагретых масс приспособлений. Возможность нагрева практически до любой температуры. Возможность использования точной электронной аппаратуры для регулирования температуры и времени пайки. Возможность механизации н автоматизации электроннолучевых установок. Большая экономическая эффективность по сравнению с пайкой в печах Большая универсальность процесса. Низкая стоимость оборудования. Возможность перемещения источника нагрева У ииверсальиость процесса. Широкое применение в различных областях техники. Возможность нагрева электронным лучом с диаметром пятна не более 100 мм. Трудность обеспечения равномерности нагрева Высокая стоимость оборудования. Высокая квалификация обслуживающего персонала Трудность регулирования температуры. Высокая квалификация рабочего-паяльщика. Окисление паяемых деталей. Необходимость применения флюса Пайки изделий небольших габаритов. Ограничение температуры иагрева.
Нагрев в печах (сопротивления, индукционных, газопламенных, с защитной атмосферой, вакуумных) Нагрев сопротивлением (на контактных машинах, в электролите, н вакууме) Радиационный нагрев: а) кварцевы- ми лампами Универсальность процесса, возможность нагрева в одной и той же печи совершенно различных узлов и деталей, а также одновременный нагрев значительного количества мелких деталей. Обеспечивается равномерный нагрев соединяемых деталей без заметной деформации даже при их больших габаритных размерах и сложной конфигурации. Не требуется применения флюса. Высокое качество паяных изделий. Точное регулирование температуры пайки. Возможность применения механизации паяльных работ Высокая скорость нагрева паяемых изделий. Возможность наблюдения за процессом пайки Высокая скорость нагрева тонкостенных изделий. Возможность нагрева деталей, имеющих прямолинейную поверхность. Малая тепловая инерция Небольшая скорость нагрева. Невозможность наблюдения за процессом. В большинстве случаев для фиксации деталей и узлов при пайке необходимо применять приспособления. Большая тепловая инерция печей Трудность регулирования температуры. Недостаточная равномерность нагрева, особенно деталей сложной формы и имеющих разно-стенность. Ограниченный размер изделий. Возможность окисления и коробления изделяй Большая требуемая мощность нагрева. Повышение расхода энергии на нагрев толстостенных изделий. Эксплуатационная ненадежность кварцевых ламп при иагрене выше 950— 1000“С. Высокая стоимость ламп. Трудность фокусирования лучистого потока
542
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций паяных соединений
Продолжение табл. 1
Способ пайки Достоинства Недостатки
б) плазменными Пайка погружением: а) в расплаве солей б) в расплаве припоя Низкая стоимость оборудования То же и возможность нагрева до температуры 900— 1000°С Быстрый нагрев паяемых деталей. Точное регулирование. Не требуется высокой квалификации обслуживающего персонала. В большинстве случаев не требуется применение флюсов Быстрый нагрев паяемых деталей, точное регулирование температуры. Большая активность процесса пайки. Массовость производства Сложность точного регулирования температуры Сложность изготовления оборудования Пайка изделий небольших габаритов Высокая стоимость оборудования. Требуется большая осторожность из-за возможного выброса соли Загрязнение припоя. Большой расход припоя. Высокая стоимость оборудования. Требуется большая осторожность из-за возможности выплеска припоя
зеваться известными флюсами типа 200, 209 с добавкой 10—20% кремнефтористого натрия или 50% флюса для пайки алюминия.
Нержавеющие высокопрочные стали
Пайка сталей осуществляется всеми способами с применением рекомендованных ниже припоев и флюсов.
Затруднения в процессе пайки встречаются только в тех случаях, когда легирующие элементы, например хром, алюминий, титан, кремний, образуют на поверхности стали устойчивые окислы, не смачиваемые припоем. Нержавеющие стали, содержащие хром до 20% (стали марок 1X13, 2X13, Х17Н2 и т. п.), паяются в вакууме и аргоне. Стали типа Х18Н10Т, содержащие хром и небольшое количество титана (ЭИ811, ВНС-2 и т. п.), в вакууме и аргоне паяются удовлетворительно и несколько хуже, чем стали, содержащие только хром. Пайка в вакууме или аргоне сталей, содержащих хром и алюминий (стали типа СН-2, СН-4 и т. п.), представляет определенную трудность. Эти стали рекомендуется паять в атмосфере аргона с газовым флюсом.
Титановые сплавы
Титановые сплавы весьма активны и хорошо смачиваются различными припоями. Однако известны трудности, связанные с пайкой титана: энергичное взаимодействие с кислородом паяемой атмосферы, а также почти со всеми элементами, входящими в состав припоев, что приводит к охрупчиванию паяных соединений. Эти трудности заставляют в каждом отдельном случае изыскивать технологию пайки применительно к той или иной конструкции паяных узлов или деталей. Во всех случаях титан из-за его высокой активности следует паять в вакууме с остаточным давлением не выше 10~4 ммрт. ст. пли в аргоне высокой степени очистки.
В настоящее время существует несколько методов пайки титана с применением:
— припоев на основе серебра, обеспечивающих при пайке в атмосфере аргона и вакуума тср=12— 20 кГ)мм2-,
— покрытий из меди или меди и циркония, нанесенных гальваническим и термовакуумным способами, обеспечивающих тср до 40—50 кГ/мм2. Такая технология широко применяется для пайки сопел ЖРД;
— припоев на основе титана, обеспечивающих получение тср=45—55 кГ/мм2.
Алюминий и его сплавы*
Трудности, возникающие при пайке алюминиевых сплавов, обусловлены существованием на нх поверхности стойкой, плотной и эластичной окисной пленки, а также малой коррозионной стойкостью некоторых алюминиевых сплавов или паяных соединений из них. Пайка алюминия и его сплавов при температуре свыше 400°С производится с помощью флюсов с нагревом в пламени паяльных ламп, газовых горелок, в электропечах или ТВЧ, а также во флюсовых ваннах. При этом процесс пайки рекомендуется осуществлять в условиях строгого температурного контроля с перепадом температур не выше ±5—7°С. Пайку алюминия при температуре ниже 400°С рекомендуется осуществлять двумя способами:
— абразивным, который предусматривает механическое удаление окисной пленки на поверхности алюминия в процессе ее нагрева и облуживания расплавленным припоем;
— ультразвуковым, при котором окисная пленка с поверхности алюминия удаляется с помощью ультразвука; для ультразвуковой пайки применяются паяльники типа УП-21 и установки для пайки и лужения типа УП-31.
Паяные швы, полученные с помощью низкотемпературных припоев, необходимо защищать лакокрасочными покрытиями, так как они являются корро-зионно не стойкими.
* Составы припоев и флюсов для пайки алюминия приведены в «Справочнике по авиационным материалам». Т. I. М., «Машиностроение», 1965.
К 543
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
ПРИМЕНЕНИЕ ПРИПОЕВ И ФЛЮСОВ*
Припои
Для получения паяного соединения необходимо обеспечить правильный, выбор припоя, который определяется его технологическими характеристиками: способностью взаимодействовать с основным металлом (смачивать его и растекаться по нему, растворять его или растворяться в нем, затекать в зазор при выбранном способе пайки). Одной из важнейших характеристик припоя, определяющей как назначение, так и способ его применения, является температура плавления припоя. По этому признаку
припои разделяются на высокотемпературные (твердые) с температурой плавления выше 500°С и низкотемпературные (мягкие) с температурой плавления ниже 500°С.
Высокотемпературные припои рекомендуется применять для пайки изделий, работающих прн сравнительно высоких температурах. Они обеспечивают прочность соединений до 50 кГ/мм2. Рекомендации по применению высокотемпературных припоев приведены в табл. 2.
* Химический состав и физико-химические свойства припоев приведены в «Справочнике по авиационным материалам». Т. 1 и V. М., «Машиностроение», 1965.
Таблица 2
Высокотемпературные припои
Марка Система Температура плавления, °C Краткая характеристика и рекомендации по применению
иачало конец
ВПр! Си —N1 1080 1120 Теплостойкие для пайки трубопроводов, лопаток, форсунок и других узлов из нержавеющих сталей с флюсами 200, 201 или ББ1 в среде газовых флюсов и диссоциированного аммиака
ПЖ45-81 Си —Ni 1150 1200
ВПр2 Си — Мп —Ni 960 970 Самофлюсующие в среде проточного аргона С нагревом
ВПр4 Си — Мп — Ni 940 980 в печах. Припой ВПр4 применяется для пайки лопаток, форсунок, трубопроводов
ВПр13 Си—Ag—Мп—Ni 850 910 Самофлюсующие для пайки сотовых панелей из нержавеющих сталей переходного аустенитио-мартенситиого класса в среде проточного аргона при температурах 920—940°С
ПМ17 Си—Ni—Мп—Sn 900 940 Самофлюсующие для пайки медностальиых узлов ЖРД
ПМ17А Си—Ni—Мп—Ag 870 940 в вакууме
Л-62 Си — Zn 900 905 Для пайки стальных труб и других стальных изделий неответственного иазначеиия. При пайке сталей, находящихся под действием внешних или внутреииих растягивающих напряжений (нагартовка, неравномерный нагрев, жесткое крепление), возможно хрупкое их разрушение
МФЗ Си—Р 707 707 Пайка узлов из меди и ее сплавов неответственного назначения
ПСр25Ф Си—Ag—Р 650 710 Бесфлюсовая пайка в среде аргона меди и ее сплавов
ПСр25 Ag—Си—Zn 745 775 Для пайки патрубков коллекторов и трубопроводов из конструкционных и нержавеющих сталей
ПСр37,5 Ag—Си—Zn—Мп 725 810 Для пайки деталей из конструкционных и нержавеющих сталей, меди и латуни
ПСр40 Ag—Си—Zn—Cd 595 605 Для пайки узлов из нержавеющих и конструкционных сталей
ПСр45 Ag—Си—Zn 660 .. 725 Для пайки узлов из нержавеющих и конструкционных сталей
ПСр65 Ag—Си—Zn 700 730 Для получения швов повышенной прочности на стали
ПСр70 Ag—Си—Zn 730 755 Для пайки изделий из нержавеющих сталей и титановых сплавов с высокой вакуумной плотностью и.электро-проводностью
ПСр72 Ag—Си 779 779 Для пайки медиых проводов и деталей электродвигателей, где место спая должно обладать высокой электропроводностью
ПСр72ЛНМ Ag—Си 779 779 Самофлюсующие припои для пайки нержавеющих ста-
ПСр92 Ag—Си 780 890 лей и титановых сплавов в защитных атмосферах без флюса *
ПСр85—15 Ag—Mn 980 1000 Для пайки титановых сплавов и некоторых нержавеющих сталей
ПСрМОбв—27—5 Ag—Си—Sn 779 800 То же'
ПСрМИН83 Ag—Си—Zn 750 760 я L
544
www. vokb- la .spb. ru
Гл. 4. Технологичность конструкций паяных соединений
I
Низкотемпературные припои характеризуются невысокой твердостью и сравнительно низкими механическими свойствами, поэтому их рекомендуется применять для пайки тех изделий, которые будут работать при невысоких температурах и от которых не требуется высокой прочности, например в электрокоммуникациях. Вследствие хорошей способности этих припоев смачивать поверхности большин
ства металлов их возможно применять для пайки большой группы металлов и, прежде всего, железа, меди и их сплавов.
Особое положение занимают припои системы Sn—Zn и Sn—Pb, которые применяются только для низкотемпературной пайки алюминия. Рекомендации по применению низкотемпературных припоев приведены в табл. 3.
Низкотемпературные припои
Таблица 3
Марка Система Температура плавления, °C Краткая характеристика и рекомендации по применению
Олово чистое 02, 03 Sn 232 Высокая коррозионная стойкость припоя. Для лужения и пайки деталей и электрокоммуникаций, работающих во всеклиматических условиях эксплуатации без дополнительной антикоррозионной зашиты
ПОС-90 Sn—Pb 183-220 Для пайки деталей, подвергающихся в дальнейшем гальваническим покрытиям (серебрение, золочение)
ПОС-61 Sn—Pb 183-185 Для пайки деталей, не допускающих высокого нагрева в зоне пайки; для пайки монтажных соединений обмоточных проводов диаметром 0,05—0,08 мм, сопротивлений, конденсаторов и т. д.; монтажных проводов с хлорвиниловой изоляцией; для вторичных ступенчатых паек, расположенных рядом с пайками, выполненными более тугоплавкими припоями (например ПОС-40); для пайки герметичных швов, например, стеклянных и керамических выводных изоляторов, а также для паек специального назначения, когда требуется повышенная электропроводность и механическая прочность; для ответственных паек в электротехнике и приборостроении
ПОС-40 Sn—Pb 183-235 Для пайки радиаторов, электро- и радиоаппаратуры, электромонтажных работ
ПОС-ЗО Sn-Pb 183-250 Для лужения деталей радиаторов, подшипников, заливаемых свинцовыми баббитами, для пайки медных проводов
ПОС-18 Sn—Pb 183-277 Для пайки деталей, если не требуется повышенная прочность паяного шва, для лужения перед пайкой деталей
ПОСС-4—6 Sn—Pb 245—265 Для лужения стали, пайки деталей, не подвергающихся ударным нагрузкам
ПСрМО5 (ВПР9) ПСрОСув (ВПР6) Ag—Sn— Sb—Cu Ag—Sn—Sb 220-235 245—275 Высококоррозиоииостойкие, особенно в среде морского тумана. Для изделий, работающих во всех климатических условиях эксплуатации без дополнительной антикоррозионной зашиты паяного шва (в основном для электромонтажа бортовых систем). Обладают хорошими технологическими характеристиками, такими, как смачиваемость, растекаемость, заполнение зазора
ПОСК50 Сплав РОЗе Sn-Pb-Cd Sn—Pb—Bi 142—145 93-96 Для понижения температуры пайки из-за опасности перегрева деталей, а также для «ступенчатых* паек
Сплав Вуда Sn—Pb—Bi—Cd 66-70 Механическая прочность припоев незначительна, висмутовые припои обладают большой хрупкостью
ПСрЗКА Ag-Cd 320—340 Для пайки электромонтажных теплостойких соединений (+250°С) радиаторов, деталей электрических машин. Электроконтактный способ нагрева (угольными электродами)
ПСр5КЦН ПСрвКЦН Ag—Cd—Ni—Zn 315-335 370—380 Для пайки радиаторов, деталей электрических машин. Пайка погружением, прн этом расплав требует тщательной защиты с поверхности от окисления (слой угольной крошки 100 мм н более). Припои обладают низкими технологическими характеристиками, такими, как смачиваемость, растекаемость, заполнение зазора
ПСр2,5 ПСрЗ Ag—Sn—Pb Ag—Pb 295-305 300-305 Для пайки деталей и электромонтажных соединений, работающих при температурах до + 200°С
П250А П200А Sn—Zn Sn—Zn 200-250 189-210 Для ультразвуковой пайки алюминиевых (в ваннах или паяльником) деталей и электрорадиоаппаратуры
102 Sn—Zn 199-355 Для абразивной пайки алюминиевых проводов
69 Зак. 290
545
www.vokb-la.spb.
Часть V. Технологичность конструкций соединений
Вопрос о выборе припоя для пайки деталей, подвергаемых последующему гальванопокрытию, необходимо согласовывать с ВИАМом в каждом конкретном случае.
флюсы
При проведении процесса пайки на воздухе применяют флюсы, которые восстанавливают окислы, защищают основной металл и припой от окисления, способствуют смачиванию поверхности припоем и хорошему растеканию последнего.
Рекомендации по применению флюсов для пайки высокотемпературными припоями приведены в табл. 4.
Флюсы, применяемые для пайки низкотемпературными припоями, могут быть разделены на следующие три группы: бескислотные; активированные; кислотные, или активные.
Кислотные, или активные, флюсы интенсивно растворяют окисные пленки на поверхности основного металла и тем самым обеспечивают хорошую адгезию и, следовательно, высокую механическую прочность соединения. Остатки таких флюсов после пайки вызывают сильную коррозию соединения и основного металла, поэтому их рекомендуется применять при условии тщательной промывки и полного удаления их остатков с поверхности соединения.
Активированные флюсы рекомендуется применять для пайки металлов и сплавов, плохо поддающихся пайке с бескислотными флюсами. Они ускоряют процесс пайки меди, медных сплавов.
Бескислотные флюсы можно использовать не только для пайки, но и для консервации подготовленных к пайке поверхностей в процессе межоперационного и складского хранения, так как их остатки не вызывают коррозию паяных соединений.
Таблица 4
Флюсы для пайки высокотемпературными припоями
Флюсы Рабочий интервал температур, °C Рекомендации по применению
Бура—100% Бура—50% — Для пайки нержавеющих сталей припоями на основе меди и серебра
Борная кислота—50% 850—1200
Флюс № 200 Флюс № 201 ББ1 800-1200
Флюс № 209 600—800 Для пайкн нержавеющих сталей и медных сплавов припоями'иа основе серебра
Флюс № 284 600—800
Флюс № 18В 700-850
Флюс № 34А 456-640 Для пайки нержавеющих сталей припоями на.основе меди и серебра
BF 800—1200 Применяются в газообраз-
HF НОМ состоянии
Примечание. Химический состав флюсов приведен в .Справочнике по авиационным материалам*, т. 1. .Машиностроение*, 1965.
Бескислотные флюсы употребляют для пайки при температуре до 350°С. Возможно повышение верх-, него предела температурного интервала до 400°С в случае применения скоростного нагрева под пайку (например, электроконтактный метод).
Рекомендации по применению флюсов для пайки низкотемпературными припоями приведены в табл. 5.
Таблица 5
Флюсы для пайки низкотемпературными припоями
Группа флюса Флюсы Химический состав, % Рабочий интервал температур, °C Рекомендации по применению и краткая характеристика Способ удаления остатков флюса
Кислотные Хлористый цинк Хлористый цинк—25—30 Вода дистиллированная — 75-70 180-430 Для пайки железа, стали, меди, латуни, бронзы, свинца Промывка в 5%-ном растворе кальцинированной соды, затем в проточной горячей воде, сушка в термостате
ФИМ Ортофосфорная кислота—9 Спирт —46 Вода —45 Для пайки грубых деталей из черных металлов, - меди, бронзы, латуни Промывка в проточной горячей воде с последующей сушкой горячим воздухом
Паста 15-85 Хлористый цинк—15 Вазелин—85 260-300 Для пайки деталей простой конфигурации из черных и цветных металлов Промывка в бензине, затем в проточной горячей воде с последующей сушкой горячим воздухом
Бескислотные К(ФК*) Канифоль—100 150-350 —
КЭ, СК (ФКСп*) К ан ифоль—10—40 Спирт этиловый—90—60 150 - 300 Для лужеяня и пайки изделий из меди и ее сплавов, а также покрытых Ag, Sn, Cd для электромонтажных соединений. Активность удовлетвори- тельная, коррозии не вызывает и на сопротивление изоляции не влияет, остатки можно не удалять Протирка тампоном, кистью или щеткой, смоченными в спирте или ацетоне
546
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций паяных соединений
Продолжение табл. 5
Группа флюса Флюсы Химический состав, % Рабочий интервал температур, °C Рекомендации по применению и краткая характеристика Способ удаления остатков флюса
Бескислотные ФПП (ФПЭТ) Смола полиэфирная (марок ПН-9 и ПН56-20)—30 Этилацетат—80—70 250—300 Для консервации деталей до пайки; для меди и ее сплавов, а также покрытых Ag, Sn, Cd. Активность в процессе пайки удовлетворительная, остатки флюса имеют высокие диэлектрические и антикоррозионные свойства Остатки флюса не удалять
ВЭФ (ФКГ) Канифоль—3—5 Гидразин солянокислый— 0,25-0,31 Поливинилбутираль—1—1,2 Дибутилфталат—2,5—3,1 Спирт этиловый — 3—5 Пчелиный воск—0—0,5 Ацетон—1,8—2 Растворитель № 646 или смесь толуола или ксилола с ацетоном в соотношении 1:1 225-300 То же 1» :
Активированные ЛК-2 Хлористый аммоний—1 Хлористый цинк—3 Канифоль—30 Спирт этиловый ’ ректификат—66 150-300 Для лужения и пайки деталей, из меди и ее сплавов, никеля, углеродистой стали оцинкованного железа Протирка тампоном, кистью или щеткой, смоченными в спирте или в ацетоне
Г2 (Ф55) Гидразин солянокислый—4 Этиленгликоль—30 Спирт этиловый —66 Гидразин гидрат до нейтральной реакции 1—2,5 мл на 100 г флюса 200-400 Для лужения и пайки деталей из меди и ее сплавов, никеля
ВТС Вазелин технический—83 Триэтаноламин—8,5 Салициловая кислота—8,5 Спирт этиловый—35 г 180—300 Для пайки меди и ее сплавов, константана, серебра, платины Протирка тампоном, кистью или щеткой, смоченными в спирте или ацетоне
ЛГИ-120 Канифоль—24 Спирт этиловый—70 Триэтаноламин—2 Солянокислый диэтиламин—2 180-400 Для лужения и пайки деталей из углеродистой стали, меди и ее сплавов, а также деталей, покрытых Ag, Sn, Cd. Активность высокая Протирка тампоном или кистью, щеткой, смоченными в спирте или ацетоне. Остатки флюса удалять
* В скобках указана марка флюса по нормали НО.054.063.
ПРИМЕНЕНИЕ СПЕЦИАЛЬНЫХ СРЕД
Специальные среды рекомендуется применять для получения паяных соединений с помощью высокотемпературных припоев без использования флюсов.
К специальным средам относятся: вакуумная; инертная, восстановительная.
Применение вакуумной среды рекомендуется для пайки нержавеющих и конструкционных сталей, медных и титановых сплавов. Пайку в вакууме можно производить в вакуумных печах, электроннолучевых установках и в герметичных контейнерах, нагреваемых в печах с воздушной атмосферой. Нагрев в вакууме способствует очищению поверхности от окислов и загрязнений. При пайке в вакууме не рекомендуется применять припои, содержащие Zn, Cd и другие компоненты, легко испаряющиеся при нагреве в вакууме. Преимуществом 69*
пайки в вакуумных печах является возможность обеспечения стабильной технологической среды.
Пайка в среде инертных газов производится в контейнерах или в печах со специальным муфелем, заполненным аргоном или гелием. Нагрев в среде проточного газа применяется для пайки титановых сплавов серебряными припоями и нержавеющих сталей самофлюсующими припоями.
Для пайки в восстановительной среде (водород, аммиак и т. п.) используются специальные печи и контейнеры с песчаным затвором.
При пайке в среде водорода следует учитывать взаимодействие его с паяемыми металлами: растворение водорода в металле при температурах пайки, образование гидридов или водяного газа, что может привести к охрупчиванию, неплотности в металле и т. д.
Пайка титана, циркония', ниобия, тантала в водороде не рекомендуется. Стали, содержащие
547
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
большое количество хрома, требуют применения сухой восстановительной среды с точкой росы — 50-т-60°С. Стали и сплавы, содержащие хром и титан, типа Х18Н10Т, могут быть спаяны в среде водорода при точке росы —60°С. Взрывоопасность водорода ограничивает его применение, поэтому рекомендуется применять газовую восстановительную среду, получаемую при диссоциации аммиака. Это азотноводородная смесь, содержащая 75% водорода (по объему) и 25% азота.
МЕХАНИЧЕСКИЕ СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
Механические свойства паяных соединений зависят от прочности применяемых припоев, правильности выбора их в зависимости от физико-химических свойств основного материала, а также величины зазора, способа и режимов пайки.
На механические свойства паяных соединений оказывает влияние величина зазора и способность припоя взаимодействовать с паяемым материалом без образования хрупких соединений.
При разработке конструкций с паяными соединениями, рассчитанных на работу при повышенных температурах, следует учитывать, что прочность всех материалов и сплавов понижается при увеличении температуры. Паяные соединения в этом отношении не являются исключением.
О сроке службы паяных соединений во многих случаях можно судить только по испытаниям паяных изделий в условиях эксплуатации.
Прочность паяных соединений определяется в большинстве случаев на нахлесточных плоских и телескопических образцах, а также на стыковых плоских и круглых, типа гагаринских.
Наиболее простым из указанных образцов является плоский нахлесточный образец, при испытании которого определяют сопротивление срезу (тСр, кГ/мм2).
Результаты испытаний на срез и отрыв паяных соединений из нержавеющих сталей, жаропрочных сталей, титановых сплавов, меди и алюминия и их сплавов, приведены в табл. 6—9.
Таблица 6
Сопротивление срезу тср паяных соединений нержавеющих сталей
Паяемый материал Марка припоя Способ пайки ТСр, ft сГ/мм3 при t ПСП» °C
20 300 500 800
В вакуумной печи 25—28 — — —
Х18Н10Т ВПР4 В печи, в аргоие В электроннолучевой установке 14—17 21—22 11— 13,5 17—20 12—13 18—22 5,5-7
§48
Продолжение табл. 6
Паяемый мате- риал Марка припоя Способ пайки тср, кГ/мм3 при Гисп, °C
20 300 500 800
ВПР2 В печи, в аргоне 21-23 15-16 10- 12,5 2-4,5
Х18Н10Т В электроннолучевой установке 32—34 27-37 22—27 4-6
ВПР13 ПСр92 В печи, в аргоне с флюсом 25-30 28-35 1 1 —- —
СН-2 ВПР2 28—30 20-25 при 200°С 12—18 12-14 при 600°С
СН-4 ВПР13 ПСр92 В печи, * в аргоне 20,5— 25,5 32—51 17,5— 19,5 — —
В печн, в аргоне 24—29 17- 19,5 15— 17,5 —
1X13 ВПР4 В электроннолучевой установке 21- 25,5 20-23 16- 17,0 —
ВПР4 В печи, в аргоне 28—30 26,5— 32,5 26-27 26— 31,5 15-19,5 21— 21,5 8,5— 11
Х17Н2
Медь В электроннолучевой установке 16,5— 22,5 10,5— 13,0 6,5— 10,5 4,5- 5.5
ВПР2 38— 43,5 — — —
ЭИ835 ВПР4 ПМ17 В вакуумной печи , 39- 40,5 33- 33,5 — —
Медь 38,5— 42 — — —
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций паяных соединений
Таблица 7
Сопротивление срезу тср паяных соединений титановых сплавов при нормальной температуре
Паяемый материал Марка припоя Способ пайки тср, кГ/мм2
OT4 Серебро ПСр72 ПСр72ЛНМ ПСрМО68—27—5 ПСр85—15 ПЕр92 ПСрМИНбЗ В печи, в аргоне 13—18 12—20 13—18 15—20 16-21 20-22 19-20
OT4-1 ПСр92 ПСрМО68—27—5 ПСрМИНбЗ В вакуумной печи 19-21 15-18 17—21
BT20 ПСр92 ПСрМО68—27-5 ПСрМИНбЗ 22-23 18-21 18—20
* Толщина материала 1 мм
Таблица 8
Сопротивление срезу тсР паяных соединений меди и ее сплавов при нормальной температуре
Паяемый материал Марка припоя Способ пайки тср, кГ[мм2
Медь ПОС-50 ПОС-40 ПСр2,5 ПСрЗКд Паяльником 4—4,5 5,1—5,3 2,9—3,8 3-5,5
ПСрбКЦН' ПСр25Ф Электрокон-тактиый 3,5— 5,5 10,0-10,5
ПСр25 ПСр40 В пламени горелки с флюсом 18,8-25,5 16,1—21,3
Латунь Л-62 ПОС-50 ПОС-40 Паяльником 3,5-4,5 3,2-5,0
ПСр5КЦН Электрокси-тактиый 3,5-5,5
Таблица 9
Сопротивление срезу тср паяных соединений алюминиевых сплавов при нормальной температуре
Паяемый материал Марка припоя Способ пайки тц>, кГ[мм2
АМц П300А П425А ПСрбАКЦ Эвтектический силумин В печи с воздушной атмосферой с флюсом 11,2-11,7 11,5-12,3 12,1—12,5 9,0— 9,5
Д16Т П300А В печи с воздушной атмосферой с флюсом 7,8- 9.7
. В пламени горелки с флюсом 23,8-24,5
П425А В печи с воздушной атмосферой с флюсом 18,7—20,8
34А В пламени горелки с флюсом 19,1-20,8
АМгб П300 В пламени горелки с флюсом 19,8-22,9
П425А В печи с воздушной атмосферой с флюсом 2,8- 6,4 4,2— 6,8
РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИЧНОСТИ ПАЯНЫХ УЗЛОВ
КОНСТРУИРОВАНИЕ ПАЯНЫХ УЗЛОВ
Конструкция соединения, подлежащего пайке, зависит от следующих факторов:
— основного материала и припоя;
— типов соединений;
— эксплуатационных требований: механической прочности, электропроводности, герметичности, характеристик при повышенных и отрицательных температурах.
1. При пайке разнородных материалов с различными коэффициентами термического расширения особое внимание при проектировании необходимо уделять тому, чтобы в соединении не возникли термические напряжения, которые могут вызвать разрушение основного металла или паяного соединения во время или после пайки.
2. При пайке различных конструкций существуют два основных типа соединений: внахлестку и встык. Для разных конструкций можно применять различные комбинации и варианты этих соединений.
Паяные соединения предпочтительно выполнять внахлестку. При этом площадь перекрытия можно изменять так, что прочность паяного соединения будет равна прочности металла, несмотря на более низкую удельную прочность паяного шва. Соединения встык, имеющие ограниченную соединяемую площадь, менее прочны; причина в меньшей прочности материала шва в сравнении с прочностью основного материала. Поэтому соединения встык в условиях больших статических нагрузок, а также ударных нагрузок или сильной вибрации, применять не рекомендуется.
549
www. vokb- la .spb. ru
Часть V. Технологичность конструкций соединений
3. Для увеличения площади при стыковых соединениях рекомендуется применять скошенные соединения, являющиеся разновидностью стыковых. Однако при пайке таких соединений трудно сохранить требуемое взаиморасположение соединяемых частей.
Т-образные и угловые соединения относятся к стыковым и их также следует избегать, заменяя соединениями внахлестку (рис. 1 и 2).
a в
Рис. 1. Сварные (а) и паяные
(б) соединения.
Неправильно
Правильно
Типовые паяные соединения, представленные на рис. 2, обеспечивают высокую механическую прочность.
4. Конструкция паяного соединения должна быть такой, чтобы предотвращать концентрацию напряжений, вызывающих разрушение (см. рис. 3).
5. Величина соединительного зазора определяет толщину слоя припоя в паяном шве и является определяющим фактором для получения максимальной прочности соединения. Когда производится пайка металлов с разными коэффициентами линейного расширения, соединительный зазор следует проектировать так, чтобы при температуре пайки он достиг требуемой величины.
Для каждого отдельного припоя в сочетании с основным металлом имеется оптимальный диапазон значений зазора, при которых получаются наиболее прочные соединения. В табл. 10 указана величина зазора для ряда групп припоев, рекомендуемых при конструировании паяных соединений, дающих максимальную прочность. Эти размеры следует выдерживать при температуре пайки.
6. При конструировании паяных соединений, предназначенных для токопроводящих изделий, важным фактором является их электропроводность.
Рис. 2. Правильные и неправильные соединений.
конструкции- паяных
Если соединение сконструировано правильно, то при включении в электроцепь оно не должно повышать электросопротивления. Припои обычно имеют низкую электропроводность по сравнению с медью. Для того, чтобы паяное соединение не повышало сопротивление электроцепи, необходимо при пайке устанавливать зазор в соответствии с табл. 10 и нахлестку, равную 1,5 толщины соединения.
7. При проектировании герметичных узлов рекомендуется применять пайку внахлестку или скошенные соединения. Такие соединения не только гарантируют высокую прочность шва, но обеспечивают также большую площадь пайки, что уменьшает возможность получения негерметичных соединений. На рис. 4 приведено несколько примеров пайки герметичных конструкций.
8. При конструировании паяных узлов или агрегатов, предназначенных для работы под давлением или в вакууме, рекомендуется соединять герметизируемую полость с окружающей атмосферой технологическими отверстиями.
550
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций паяных соединений
Рис. 3. Типовые соединения паяных конструкций:
1 — изоляция; 2— многожильный кабель; 3 — клемма; 4 — одножильный токопровод; 5-болт; 6 — крепление конца токопровода.
Таблица 10
Зазоры при пайке разных материалов мм
Припои Зазоры для основных материалов
меди медных сплавов стали алюминиевых сплавов титана и его сплавов
Медь — —- 0,001 — 0,05
Латуни 0,75— 0,4 0,75— 0,4 0, OS-О. 125 __ —
Мед и ©фосфористые 0,02— 0,1 0,025— 0,125 —- — —
Серебряиомедно-фосфористые 0,06— 0,3 0,055— 0,3 — — —
Серебряные 0,03-0,25 0,05— 0,125 0,05— 0,125 __ 0,03— 0,1
Серебряные с кадмием и цинком — — 0,25— 0,6 — —
Легкоплавкие — — 0,2— 0,75 — —
Алюминиевые — 1 — — 0,1— 0,25 —
Рис. 4. Типовые паяные соединения герметичных контейнеров.
При нагреве в процессе пайки воздух или газ, находящийся внутри закрытого сосуда или узла, расширяется так быстро, что если сосуд не вентилируется, то может произойти раздувание стенок сосуда. Кроме того, давление может воздействовать на припой, входящий в зазор, и свести к минимуму действие капиллярных сил (рис. 5).
Нетехнологично Технологично Г)
Рис. 5. Вентилирование контейнера в процессе пайки:
1 — давление расширяющегося газа; 2 — отверстие для снижения давления газов в сосуде при пайке.
9. При проектировании глухих отверстий под пайку также необходимо предусматривать вентиляционные отверстия. На рис. 6 представлены различные конструкции соединений с вентиляционными отверстиями для отвода расширяющихся при нагреве газов.
Нетехнологично
Технологично
Рис. 6. Конструкция глухих соединений.
10. При соединении труб с фланцами следует предусматривать посадочный бортик, избегая посадки только на ребро (рис. 7).
Не рекомендуется Рекомендуется
Рис. 7. Конструкции соединений трубы с фланцами.
551
www.vokb-la.spb.i
Часть V. Технологичность конструкций соединений
11. Для лучшего распределения припоя не рекомендуется совмещать кромки фланца с кромками трубы, более целесообразно опускать кромку фланца или кромку трубы (рис. 8).
tie рекомендуется Рекомендуется
Рис. 8. Соединение трубы с фланцами.
12. При проектировании соединений резьбовых штуцеров с трубками рекомендуется пользоваться соединениями, показанными на рис. 9.
вых штуцеров с трубами.
13. При сборке деталей под пайку с плотной посадкой необходимо предусмотреть канавки шириной до 0,2 мм и глубиной 0,3 мм (рис. 10) для проникновения припоя по всей поверхности соединения.
Рис. 10. Канавки для проникновения припоя ио всей поверхности соединения.
14. При проектировании деталей под пайку не рекомендуется делать выточки на стержнях, а также снимать фаски в местах соединения, так как это может явиться причиной неполного пропаивания собранных деталей (рис. 11).
Нетехнологично'
Рис. И. Неправильное проектирование элементов деталей под пайку:
а, в — на стержне детали сделана выточка; б —с одной из деталей снята фаскв.
15. Важным фактором при конструировании паяных соединений является размещение припоя в соединении. Для этого конструктор должен знать, какой способ пайки будет наиболее целесообразен. При пайке вручную, когда припой подается с внешней стороны, нет никаких затруднений. Однако при большом количестве подлежащих пайке деталей, требующих применения механизированного или автоматизированного оборудования, для пайки может потребоваться предварительная укладка припоя. В таких случаях припой рекомендуется укладывать в виде проволоки, полос, шайб, порошка. Некоторые припои можно также наносить на соединения разбрызгиванием подобно процессу, применяемому при металлизации. На рис. J2 приведены возможные варианты укладки припоя. Паз или выемку для укладки припоя в виде проволоки, прорезаемые в основном металле, рекомендуется выполнять в детали, имеющей большее сечение. При подсчете механической прочности паяного узла площадь прорезанного паза необходимо вычитать из площади паяного соединения. В конструкции соединений, где припой укладывается в виде шайб или тонкой плоской полосы, очень важно, чтобы паяемые детали имели возможность перемещаться в сторону уменьшения зазора относительно друг друга во время плавления припоя. В этом- случае излишнее количество припоя и флюса выжимаётся нз соединения применением надлежащего давления во время процесса пайки.
1
Рис. 12. Способы размещения припои:
1 — спаиваемые детали; 2 — припой.
. Стрелкой показан выход припоя после его расплавления и заполнения соединительного зазора.
16. Непосредственно перед пайкой поверхности соединяемых деталей необходимо подвергать соответствующей обработке в целях
— очистки от грязи и масел;
552
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций паяных соединений
— удаления окисных пленок;
— нанесения покрытий, облегчающих протекание процессов пайки;
— нанесения барьерных покрытий, препятствующих взаимодействию припоя с паяемой поверхностью.
В табл. 11 приведены способы подготовки поверхности в зависимости от состояния поверхности и паяемого материала.
Таблица 11
Способы подготовки поверхности под пайку
Состояние поверхности Способы подготовки поверхности под пайку
Загрязнения, жир, краска, окалина, ржавчина и др. Механическая зачистка: напильником, металлической щеткой, . наждачной бумагой и т. д. Обезжиривание: в бензине, ацетоне, спирте, парах органических растворителей типа дихлорэтана, в горячих щелочных растворителях при 70—80°С; электрохимических и специальных ваннах с помощью ультразвуковых установок: УМГ-2, УЗВ-15, УЗВ-17, УЗВ-18, УЗА-1, УЗА-2
После механической обработки с применением эмульсии Механическая зачистка, если необходима Обезжиривание (см. выше)
После механической обработки (всухую) без эмульсии Обезжиривание (см. выше)
Легко удаляемые окисные пленки Механическая зачистка: напильником металлической щеткой, наждачной бумагой, шлифовальным кругом Травление в различных растворителях по инструкции НИАТ и ВИАМ для пайки медных сплавов, нержавеющих сталей, жаропрочных и титановых сплавов Обезжиривание (см. выше)
Трудно удаляемые окисные пленки Нвнесение покрытий из меди, никеля> серебра и других гальваническим и термовакуумным способами
Большая активность при взаимодействии с расплавленными припоями Нанесение барьерных покрытий, например хром — никель на сплавы титана и циркония
УЗЛЫ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ
Стальные слоистые конструкции с сотовым заполнителем состоят из обшивок малых толщин и сотового каркаса, соединяемых между собой в тавр пайкой. Конструкции подобного типа имеют значительные преимущества перед конструкциями, выполненными из обшивок, подкрепленных стрингерами и нервюрами:
— высокую удельную прочность;
— повышенную жесткость и устойчивость при продольном сжатии;
— повышенные прочностные свойства;
70 Зак. 290
— улучшенные аэродинамические характеристики;
— повышенные тепло- и звукоизоляционные свойства.
1. Элементы сотовых панелей рекомендуется изготовлять из листовой стали марки СН-4; допускается также изготовление отдельных узлов или элементов сотовых конструкций из материалов СН-2А, СН-3, учитывая меньшую величину их прочностных характеристик.
2. Сотовый заполнитель изготовляют из мягкой фольги стали СН-4, ^нормализованной цри Т= — 1050°С в безокислительной атмосфере. В,’настоящее время промышленностью освоено производство фольги с шириной ленты до 900 мм и толщиной не менее 0,02 мм (табл. 12).
Таблица 12
Материалы, необходимые для изготовления сотовых панелей
Марка материала Полуфабрикаты Завод-изготовитель
вид ширина, высота, м м толщина, мм
Сталь СН-4 Лист Лента Фольга 1420X710 1030Х 2200 400 900 0,8-3 0,4-0,8 0,1-0,6 0,02- 0,08 „Серп и молот* (г. Моска) Ашинский металлургический завод „Серп и молот* (г. Москва) Сталепрокатный завод (г. Ленинград)
Припой ПСр92 Фольга 150-200 Х500 0,05 Завод спецсплавов (г. Москва)
Обшивки панелей с сотовым заполнителем изготавливают из мягкой листовой стали СН-4, нормализованной при Г = 1050°С. (Толщины и размеры листов указаны в табл. 12). Для обеспечения необходимой плоскостности листовые заготовки под обшивки рекомендуется подвергать правке с помощью растяжения до полного устранения коробо-ватости локальной волнистости («хлопунов»), которая возникает в листах в процессе прокатки.
3. Обшивки, составленные из отдельных частей, применять не рекомендуется. В случае необходимости, вызванной конструктивными соображениями (например, составная обшивка переменного сечения), сборные обшивки можно соединять аргонодуговой сваркой встык на специализированных установках. Перед сваркой обшийки подвергаются правке для устранения коробоватости. При этом зазор между свариваемыми кромками не должен превышать величину, равную 10% от толщины более тонкого листа.
4. Геометрические параметры панелей с сотовым заполнителем: толщина обшивок и фольги заполнителя, форма, высота и размер ячеек, габариты и форма панелей — выбираются исходя из характера-
553
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
и вида нагружения, условий работы и оптимального веса конструкции.
В настоящее время освоено производство сотовых блоков с размерами й конфигурацией ячеек, указанными в табл. 13. I
1 Таблица 13
Размеры и конфигурации ячеек сотовый блоков
' мм
5. В каждой ячейке сотового заполнителя на несла иваемых поверхностях должны быть предусмотрены дренажные отверстия (рис. 13).
Направление возможного изгиба
Рис. 13. Схематическое изображение сотового заполнителя:
1 — дренажные отверстия; 2 — места установки сварочного шва.
6. Для получения качественного изгиба в панелях, имеющих кривизну, соты необходимо располагать так, чтобы линия изгиба была параллельна направлению формованных лент.
7. В случае необходимости стыковки сотовых блоков с разными ячейками требуется, чтобы величины их размеров были кратными по отношению друг к другу (рис. 14). На рис. 15 показаны примеры стыковки блоков с разной толщиной фольги.
Рис. 14. Схематическое изображение стыковки сотовых заполнителей с различной величиной ячейки.
Рис. 15. Схематическое изображение стыковки сотовых заполнителей с различной толщиной фольги.
8. Законцовочные и стыковочные профили допускается изготовлять с помощью обработки резанием или давлением. При проектировании необходимо учитывать, что более технологичной является конструкция профиля не требующего подсечки сото-блока с образованием уступов.
9. Участки конструкции, воспринимающие сосредоточенные нагрузки, проектируются, как правило, без сотового заполнителя. Необходимая прочность таких участков достигается установкой между обшивками вкладышей, профилей или втулок. Эти детали включаются в конструкцию в процессе сборки панели или узла (рис. 16).
Рис. 16. Различные конструкции участков, воспринимающих сосредоточенные нагрузки.
10. При сборке сотовых панелей необходимо обеспечить зазор между спаиваемыми элементами (сотоблоком и обшивками, полками профиля и обшивками и т. п.) не более 0,05 мм. Для обеспечения этого условия сотоблок перед сборкой обраба
554
www.vokb-Ia.spb.ru
Гл. 4. Технологичность конструкций паяных соединений
тывается до требуемой высоты фрезерованием, а при изготовлении профилей задаются требуемые допуски на неплоскостность и непараллельность припаиваемых полок профиля по отношению к его максимальной длине.
11. Паяные стальные сотовые панели могут быть изготовлены трех типов:
— плоские панели максимальной толщины 90 мм;
— клиновидные с плоской образующей; толщина панели может меняться в пределах от 90 до 10 мм;
— криволинейные одинарной кривизны максимальной толщины 90 мм.
12. Исходя из возможностей имеющегося оборудования и разработанного технологического процесса, рекомендуют максимальные габаритные размеры панелей в плане 1500X1000 мм.
13. Стыковка панелей осуществляется через стыковочные профили с помощью сварки или клепки. На рис. 17 показаны примеры стыковки панелей.
Зависимость разрушающих напряжений при испытаниях на продольное сжатие различных типов панелей (см. табл. 14) от погонной нагрузки, отнесенной к длине панелей, приведена на рис. 19.
Too
~200 300
Рис. 17. Примеры стыковки панелей.
Рис. 18. Зависимость разрушающего напряжения для панелей с сотовым заполнителем и предела пропорциональности стали СН-4 от температуры испытания.
« — - I.
5 10 15
20 y/LcppCT/CM
14. Панели из стали СН-4 паяют с помощью самофлюсующегося припоя ПСр92 в среде аргона при температуре 950°С в специальных приспособлениях, позволяющих осуществлять поджим соединяемых элементов панели. Поджим может быть вакуумный и механический (последний рекомендуется для панелей с габаритными размерами в плане не более 300 X 300 мм).
15. Качество пайки в соединениях обшивка—сотовый заполнитель рекомендуется оценивать импен-дансно-акустическим методом на установке УКН-3. Качество пайки в соединениях обшивка — профиль, профиль — сотовый заполнитель контролируется просвечиванием рентгеновскими лучами. Паяные соединения в сотовых конструкциях должны подвергаться 100%-ному контролю.
16. Результаты испытаний панелей II, IV и VI с сотовым заполнителем из стали СН-4 на продольное сжатие при повышенных температурах представлены на рис. 18. Конструктивные параметры панелей приведены в табл. 14. Снижение прочностных характеристик панелей с увеличением температуры пропорционально снижению прочности основного материала.
70*
Рис. 19. Зависимость разрушающего напряжения от погонной нагрузки, отнесенной к длине панели с сотовым заполнителем.
Для сравнительной оценки веса панелей различных типов на рис. 20 показана зависимость веса панелей от величины средней погонной нагрузки.
Рис. 20. Зависимость веса припоя, отнесенного к весу панелей, от величины средней погонной нагрузки для панелей с сотовым заполнителем.
555
www. vokb- la. spb. ru
Часть V. Технологичность конструкций соединений
Таблица 14
Размерные типы панелей
Тип ячейки и расположение гофрированной фольги по отношению к усилию Геометрические размеры*
X <D О. Я м га CQ с L В h «о ®3 а
500 150 15 0,15 0,02 3
1 п 4 Продольное
500 150 15 0,15 0,02 6
Поперечное
500 150 15 0,4 0,05 6
Продольное
11
500 150 15 0,4 0,05 6
Поперечное
III XX Продольное 500 150 25 0,3 0,03 3
XX Продольное 500 150 25 0,4 0,03 3
IV 500 150 25 0,4 0,03 3
Поперечное
500 150 25 0,4 0,03 6
— Поперечное — —- — — —
V XX Продольное 500 150 25 0,5 0,03 3
Продолжение табл. 14
Вариант панели Тип ячейки и расположение гофрированной фольги по отношению ..к усилию Геометрические размеры*
L В h »о а
VI XX Продольное Поперечное 500 150 25 0,5 0,06 6
500 150 25 0,5 0,06 6
VII XX Продольное XX Продольное 500 150 25 0,6 0,06 6
VIII 500 150 10 0,15 0,02 3
IX XX Продольное 650 150 15 0,4 0,05 6
Поперечное 650 150 15 0,4 0,05 6
X XX Продольное 750 150 25 0,8 0,08 6
* Д —длина панели;
В—Ширина панели;
Л — высота сотового заполнителя;
Во— толщина обшивок;
Вз — толщина сотового заполнителя; а — размер стороны ячейки.
556
www. vokb- la. spb. ru
Гл. 4. Технологичность конструкций паяных соединений
ТРУБОПРОВОДЫ
При изготовлении трубопроводов топливных, масляных и воздушных коммуникаций применяется пайка для соединения:
— труб с кольцевой арматурой;
-^труб непосредственно с корпусами агрегатов; — труб с трубами при монтаже.
1. Для соединения труб с арматурой по нормали АН-1848 (рис. 21) из стали Х18Н10Т рекомендуется применять припои типа ВПр1 и ВПр4. Для трубопроводов из стали 20 в качестве припоя рекомендуется латунь Л-62. Пайка припоем ВПр1 производится с флюсом 201. Припой ВПр4 является само-флюсующим и при быстром нагреве обеспечивает пайку без флюса, однако рекомендуется дополнительный обдув зоны соединения аргоном. Для стали 20 с припоем Л-62 применяется флюс 201 или плавленая бура. Для защиты внутренней поверхности трубопровода от окисления рекомендуется в процессе пайки пропускать через трубу защитный газ. •
Рис. 21. Типовые представители соединений труб с арматурой.
2. Трубопроводы под пайку рекомендуется нагревать индукционным способбм или газовой горелкой. Индукционный способ обеспечивает лучшую стабильность и более высокую производительность труда, особенно в серийном производстве.
3. При пайке индукционным способом припой в виде проволочного кольца надевается предварительно на трубку в месте пайки по торцу арматуры. При пайке газовой горелкой припой в виде прутка подается к месту спая непосредственно во время пайки. На рис. 22 показаны схемы пайки газовой горелкой и индукционным способом. Пайка осуществляется в вертикальном положении. При индиви
дуальной пайке рекомендуется применять приспособление, центрирующее трубопровод относительно индуктора.
а
Рис. 22. Схема пайки трубопроводов:
а — индукционным способом; б —газовой горелкой; 1 — индуктор; 2 — колечко припоя; 3 •— концевой ниппель; 4—установочный палец; 5-—пруток припоя; 6 — газовая горелка.
4. При конструировании паяных трубопроводов следует руководствоваться общими положениями по конструированию паяных соединений, учитывая, что они отличаются от соединений, выполненных сваркой.
На рис. 23 показан схематический разрез паяного соединения трубы с арматурой.
5. Для получения качественного соединения радиальный зазор необходимо выдерживать в определенных пределах. Для указанных припоев оптимален зазор, равный 0,1—0,15 мм.
6. 'Условие равнопрочности основного металла и паяного соединения обеспечивается величиной нахлестки А (рис. 23). Теоретически для применяемых припоев достаточна трехкратная величина нахлестки по отношению к толщине стенки трубы. По технологическим соображениям величина нахлестки берется несколько больше. Так, для трубопроводов с толщиной стенки 1 мм нахлестка рекомендуется 5—12 мм.
7. Для обеспёчения полного и равномерного нагрева зоны соединения толщина стенки арматуры по всей длине нахлесточной части должна быть постоянна и соразмерна толщине стенки трубы.
8. На рис. 24 показан типовой пример соединения труб непосредственно к корпусу (или крышке) агре-
Рнс. 23. Схематический разрез паяного соединения трубы с арматурой.
Рис. 24. Паяное соединение трубы с корпусом агрегата.
557
www. vokb- la. spb. ru
Часть V. Технологичность конструкций соединений
ггта. Нагрев под пайку рекомендуется производить в печи с защитной атмосферой. Припой укладывается предварительно в виде кольца, как и при индукционной пайке труб с арматурой. При пайке трубы следует располагать по возможности в вертикальном или близком к нему положении.
Длина припаиваемых отрезков труб ограничивается рабочим пространством печи и необходимостью применения специального фиксирующего приспособления. Припой может закладываться в виде кольца не только снаружи, но и изнутри по торцу трубы, что обеспечивает пайку труб в различных положениях. При этом обязательна фиксация положения трубы относительно корпуса агрегата. Для улучшения условий растекания припоя при пайке в печи с защитной асмосферой возможно применение небольшого количества флюса.
9. Основным типом монтажного паяного соединения трубы с трубой является муфточное соединение, показанное на рис. 25. Паяные монтажные соединения позволяют снизить вес, улучшить герметичность и значительно повысить эксплуатационную надежность трубопроводных систем.
Рис. 25. Тиновое монтажное паяное соединение трубопровода:
1 — труба; 2 — кольца припоя; 3 — соединительная муфта; 4—паяное соединение.
10. Равнопрочность паяного соединения и основного металла обеспечивается за счет соответствующей величины нахлестки. Внутренние кольцевые пазы служат для предварительной укладки припоя. Соединительный зазор между трубой и муфтой заполняется за счет действия капиллярных сил, поэтому этот зазор должен выдерживаться в пределах 0,05—0,1 мм на сторону.
По торцу муфты с наружной поверхности рекомендуется снимать фаски для более равномерного распределения осевых нагрузок. Наружная поверхность муфты может быть гладкой или сложной цилиндрической формы, полученной в результате выема лишнего по весу материала.
11. Для паяных монтажных соединений трубопроводов кроме соединительных муфт могут применяться переходники, угольники, тройники, крестовины и т. п. Арматура типа «тройник» показана иа рис.* 26. Арматура изготовляется точением или штампуется из трубных заготовок.
558
Рис. 26. Монтажная арматура типа «тройник».
12. Для пайки рекомендуется использовать само-флюсующий припой типа ВПр4, обеспечивающий работоспособность паяного соединения до температур 500—600°С. При меньших эксплуатационных температурах, порядка 300°С, возможно применение самофлюсующих припоев на серебряной основе. Для улучшения растекаемости припоя и повышения стабильности качества пайки рекомендуется на соединяемые поверхности трубопроводов из нержавеющих сталей наносить электролитический слой никеля толщиной 5—7 мк.
13. Пайка соединения производится без флюса в атмосфере аргона марки «А» по ГОСТ 10157—62. Для защиты от окисления аргон подается при необходимости и во внутреннюю полость трубы. Флюс не применяется ввиду сложности удаления его твердых коррозионных остатков в монтажных условиях.
14. Разъемный нагреватель служит одновременно рабочим инструментом и камерой для защитного газа — аргона. При индукционном методе нагрева нагреватели питаются от высокочастотных генераторов, выпускаемых в виде стационарных установок. Нагреватель подключается к генератору специальным кабелем, длина которого зависит от выходной мощности генератора, максимального диаметра соединяемых трубопроводов и составляет в среднем 20 м.
15. Участок трубопровода с соединением под пайку должен располагаться в изделии так, чтобы обеспечивалась возможность сборки соединительной арматуры с трубами, установки и демонтажа нагревателя, подключение токоподводящего кабеля. Свободное пространство вокруг трубы в зоне пайки в Среднем должно составлять не менее 18—30 мм в зависимости от диаметра труб в секторе с углом 200°: остальное — свободный доступ.
1ft В процессе пайки темпеоатура в зоне соеди-•н®МЯ: достигает 1000—1100°С. Время нагрева не превышает 2 мин. Зона соединения должна быть ЭКрЖЯйрОвана нагревателем, охлаждаемым водой. Другие участки трубопроводов могут иметь’темпе-ратупу непосредственно у нагоевателя до 500— бОО^С, а на расстоянии 120—150 мм сохраняется комдатная температура.
www.vokb-la.spb.ru
Гл. 4. Технологичность конструкций паяных соединений
17. Паяные соединения относятся к классу неразъемных, поэтому в условиях монтажа их рекомендуется применять в основном для стыковки труб, не требующих переборки при эксплуатации изделий. Монтажная пайка в настоящее время находится в стадии опытно-промышленных исследований, и возможность ее применения определяется в каждом конкретном случае в зависимости от условий работы изделия.
18. Качество пайки трубопроводов контролируют визуальным осмотром, рентгеноконтролем, ультразвуковым методом, проверкой на герметичность, гидроиспытанием и выборочным контролем микроструктуры основного материала.
ЭЛ ЕКТРОКОММУ Н И КАЦИ И
В современных самолетных конструкциях устанавливается значительное количество электроаппаратуры, монтаж которой требует проведения до 30 тыс. мест соединений. При этом основным методом соединения является пайка, которая в отличие от других методов заделки (сварки и обжима) имеет ряд преимуществ:
— возможность монтажа при любых температурах;
— возможность тесного монтажа в труднодоступных местах;
— допустимость демонтажа (без разрушения конструкции) ;
— высокие механические свойства соединения, в том числе и вибропрочность шва.
В качестве электропроводных линий используются как медные, так и алюминиевые провода.
Конструктивно при бортовом монтаже применимы следующие виды заделок провода:
— в клеммы штепсельных разъемов;
— в наконечники;
— в выводы реле и лепестки монтажных панелей. Во всех случаях тип соединения нахлесточный.
Пайка медных проводов
Для пайки медных проводов в зависимости от условий эксплуатации применяют различные легкоплавкие и твердые серебряные припои, область применения которых приведена в табл. 15.
Пайка осуществляется паяльниками на воздухе с флюсами. В качестве флюса при температурах пайки до 400°С используется спиртоканифолиевый флюс, остатки которого не вызывают коррозии паяного шва. По гальванически луженой и серебряной поверхности рекомендуется паять с помощью только спиртоканифолевого флюса. На никелированной поверхности клемм и лепестков рекомендуется предварительное лужение их с активированным флюсом, тщательное удаление остатков, а затем пайка провода со спиртоканифолевым флюсом, а на никелированной поверхности жил провода — предварительное горячее лужение оголенного участка жилы в расплаве припоя со спиртоканифолевым флюсом, затем пайка клеммы с тем же флюсом.
Таблица 15
Температура рабочей зоны, °C Марка припоя Область применения
До 100 ПОС-61 ПОС-40 (ПСрМОб) Для обычного климатического исполнения изделия Для всеклиматического исполнения изделия
До 200 ПСр 2,5 ПСрЗ (ПСрО6У8) Для обычного климатического исполнения изделия Для всеклиматического исполнения изделия
До 250 ПСр 2,5 ПСрЗ ПСрЗКД Контактный нагрев под пайку
До 450 ПСр40 ПСр45 ПСр25Ф ПСр71 Пайка в среде аргона без флюса
Необходимо отметить, что спиртоканифолевый флюс сохраняет свою активность при медленном нагреве до температуры 300—320°С. При более вы; соких температурах пайки канифоль 'обугливается и не оказывает флюсующего действия.
В целях обеспечения возможности пайки припоем ПСрЗКД (до 400°С) необходимо осуществлять быстрый нагрев под пайку, например электроконтакт-ный.
При пайке серебряными твердыми припоями используется флюс 209, остатки которого после формирования паяного шва образуют на его поверхности стеклообразную массу. При нанесении на горячий (400°С) спай холодного спирта происходит растрескивание стеклообразного слоя, что позволяет практически почти полностью удалить остатки флюса.
В случае нагрева в среде аргона возможна бес-флюсовая пайка самофлюсующими припоями, например ПСр25Ф.
Паяные соединения контролируют визуальным осмотром и выборочными механическими испытаниями (ПИ-129—67, НИАТ).
Пайка алюминиевых проводов
Пайка алюминиевых нетеплостойких проводов осуществляется мягкими оловянноцинковыми припоями бесфлюсовыми методами: ультразвуковым и абразивным.
Для лужения и пайки ультразвуковым методом применяется припой марки П250 (ПО80Ц) с температурой плавления 200—250°С. Лужение осуществляется на специальной ультразвуковой установке, включающей в себя:
— ультразвуковой генератор типа УЗГ-10;
— магнитострикционный вибратор типа ПМС9;
559
www.vokb-la.
Часть V. Технологичность конструкций соединений
— ванну с электронагревателями для расплава припоя.
Лужение ультразвуком в кольцевом излучателе обеспечивает лужение поверхности наружных жил провода по всей длине их, входящей в наконечник, и лужение с торца на глубину до 5 мм всех внутренних жил.
Для абразивного лужения и пайки проводов в наконечник применяется припой марки 102 с темпе- -ратурой плавления 199—355°С. Его состав:
— олово марки 01 или 02, ГОСТ 860—60 — 50±1%;
—цинк марки ЦВ или ЦО, ГОСТ 3640—47 — 50±1%.
Абразивный метод обеспечивает лужение поверхности наружных жил провода по всей длине их, входящей в наконечник, и по поверхности торца провода.
Качество паяных соединений, контролируют визуально, замером переходного сопротивления и выборочными механическими испытаниями (ПИ-121—67).
www. vokb- la. spb. ru
ГЛАВА 5
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ НЕРАЗЪЕМНЫХ ГЕРМЕТИЧЕСКИХ СОЕДИНЕНИЙ
[1 Зак. 290
561
СОДЕРЖАНИЕ
Стр.
Методы герметизации соединений, узлов и
агрегатов................................563
Герметизирующие материалы и их характеристики .................................566
Классификация герметизирующих материалов ...................................566
Краткие характеристики герметиков . . 567
Факторы, определяющие работоспособность герметических соединений.................570
Рекомендации по выбору материалов, схем герметизации и оформлению чертежей герметических соединений и отсеков .... 573
Выбор и оценка конструкций герметических соединений.............................573
Рекомендации по конструированию герметических соединений, отсеков и оформлению их чертежей............................576
362
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций неразъемных герметических соединений
Воздушные и топливные отсеки в конструкциях рыльев, фюзеляжа и оперения, а также целиком герметические агрегаты (фюзеляж, подвесные баки др.) самолетов прочно вошли в практику отечественного и зарубежного самолетостроения. С повышением скоростей, высот и дальности полета все более острой становится проблема проектирования и изготовления герметических агрегатов самолетов ввиду сильно возросших требований к степени их герметичности, надежности и долговечности.
В последние годы размеры воздушных кабин превысили объем 300 м\ а топливных отсеков— 100 м2. Общая протяженность герметических клепаных и болтовых швов в конструкциях современных тяжелых самолетов достигает 3—5 тыс. м.
Длительная эксплуатация изделий, снабженных герметичными топливными отсеками, подтверждает эффективность размещения в них топлива взамен использования для этого мягких резиновых баков. Применение топливных отсеков приближает коэффициент использования объема Kv к 1. Техническая эффективность топливных отсеков высока.
С увеличением объема герметизации расход герметика на отдельных изделиях достигает сотен и тысяч килограммов, а трудоемкость герметизации — нескольких сотен и тысяч часов.
Высокое и стабильное качество герметизации агрегатов при наименьших затратах труда и средств в условиях серийного производства может быть получено только на ба?е автоматизации и механизации процессов приготовления и нанесения герметиков и контроля агрегатов, исключающей
влияние квалификации исполнителей на результаты работы. Уровень современной техники герметизации агрегатов в самолетостроении характеризуется большим разнообразием конструктивных методов и технологических процессов герметизации.
Наиболее технологичный вариант герметической конструкции соединений, узлов, отсеков и агрегатов следует выбирать на основе научного обобщения, накопленного в промышленности опыта, разработки теоретических основ технологии герметизации соединений. Благодаря этому в некоторых случаях стало возможным по заданным условиям эксплуатации соединений и физико-механическим свойствам герметиков выбрать наиболее эффективную схему герметизации типового соединения.
Во многих случаях не удается применить наиболее технологичные схемы герметизации из-за отсутствия герметизирующих материалов, в полной мере отвечающих современным техническим и технологическим требованиям. Кроме того, даже весьма технологичные опытные конструкции соединений, узлов и отсеков могут в условиях серийного производства оказаться чрезвычайно нетехнологичными из-за отсутствия или недостаточной механизации процессов герметизации.
Настоящие рекомендации не являются систематизированным изложением технологичных основ проектирования неразъемных герметических соединений. Однако приведенные сведения о технологичных и нетехнологичных конструкциях могут быть полезны для конструкторов, проектирующих герметические соединения и отсеки.
МЕТОДЫ ГЕРМЕТИЗАЦИИ СОЕДИНЕНИЙ, УЗЛОВ И АГРЕГАТОВ
В конструкциях самолетов применяются следующие типы герметических емкостей: воздушные кабины для пассажиров; кабины для экипажей; приборные отсеки с воздушной средой; специальные отсеки с газообразными рабочими средами; топливные отсеки крыльев и киля; подвесные топливные 71*
баки; топливные отсеки фюзеляжей; водяные отсеки фюзеляжей; прочие специальные отсеки с жидкими рабочими средами.
В зависимости от места расположения герметиков в соединениях различают три основных метода герметизации;
563
www.vokb-la.
Часть V. Технологичность конструкций соединений
А. Поверхностный метод, когда герметизирующие материалы находятся на поверхностях соединений, узлов и агрегатов как со стороны воздействия изолируемой среды, так и с противоположной стороны (рис. 1), главным образом в случаях ремонта.
J i*vv и wxvwxv u wv Lzzel ZZ^'ZJZZSZZSs\
fZZZZZZZZ/**ftZ\ rZZZX&ZZZZZZS
Рис. 1. Схемы герметизации поверхностным методом.
Б. Внутришовный метод, когда герметизирующие материалы находятся между деталями соединения или узла (рис. 2).
Г, "Я «ллг и xxwxxww и
6ЖЖЖ/-.ЖЖЖЖЖЖЖ4
IM лк Ц kckskw* и хкЯВ
ГЖЖЖЖЖЖ/^ЖЖЖл ЖЖЖ/лъ 'ЖЖЖЖЖЖЛ
Рис. 2. Схемы герметизации виутришов-иым методом.
В. Комбинированный метод, когда используются два указанных метода одновременно (рис. 3).
Поверхностный метод герметизации соединений рекомендуется применять главным образом в тех случаях, когда избыточное давление или рабочая среда действуют только с одной стороны соединения. В этом случае герметизирующие материалы наносятся на поверхности соединений со стороны действия избыточного давления или рабочей изолируемой среды (при ремонте могут быть исключения).
Герметизация соединений, узлов и агрегатов поверхностным методом осуществляется после окончания сборки их и поэтому в большинстве случаев 564
I WK HVWXXWXH «vj
ZZZZZZZZZ™&ZZMw]k'ZZSSSZM
Рис. 3. Схемы герметизации комбинированным методом.
не требует повышенной точности сборки. Герметизирующие материалы на поверхность соединений рекомендуется наносить только в зоне швов. Покрытие сплошным слоем всей внутренней поверхности отсека может быть оправдано только применительно к многодетальным недостаточно жестким клепаным конструкциям топливных отсеков. В жестких конструкциях из монолитных панелей технически и экономически целесообразно покрывать герметизирующими материалами только зоны швов
Герметизацию соединений, узлов и агрегатов поверхностным методом следует производить с учетом требований, изложенных в РТМ-1024 и РТМ-1136, следующими основными наиболее распространенными способами:
— наполнением узлов, отсеков и целых агрегатов жидкими герметизирующими составами с последующим их сливом, сушкой, вулканизацией или отверждением оставшейся на поверхности детали пленки герметизирующего материала;
— местным наполнением узлов, отсеков и агрегатов жидкими герметизирующими составами с последующим их сливом, сушкой, вулканизацией или отверждением, оставшейся на поверхностях деталей пленки применённого для герметизации материала;
— поливом (например, с вращением) соединений, узлов, отсеков и агрегатов жидкими герметизирующими составами с последующим их сливом, сушкой, вулканизацией или отверждением оставшейся на поверхностях деталей пленки примененного для герметизации материала;
— местным поливом (например, с вращением) соединений, узлов, отсеков и агрегатов жидкими герметизирующими составами с последующим их сливом, сушкой, вулканизацией или отверждением оставшейся на поверхности деталей пленки примененного для герметизации материала;
— обливом внутренней поверхности секций отсеков струей герметизирующего материала;
— заполнением герметиком открытых пазов различного профиля у кромок соединений (рис. 4);
— нанесением порошкообразных* герметизирующих составов на поверхности деталей, соединений, отсеков и агрегатов методом газопламенного напыления;
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций неразъемных герметических соединений
— напаиванием металлов на поверхности деталей и соединений в местах стыка и нахлестки деталей;
— привариванием неметаллических уплотнительных материалов к поверхностям соединенных деталей;
Рис. 4. Типы и размеры пазов для герметизации заклепочных и болтовых соединений.
— нанесением на поверхности деталей, соединений, узлов и агрегатов жидких герметизирующих материалов или растворов с помощью распылителей;
— нанесением на поверхности соединений волокнистых материалов и смол с помощью специальных пневматических инструментов;
— нанесением на поверхности деталей, соединений, узлов и агрегатов материалов соответствующей консистенции с помощью кисти;
— частичным или полным окунанием герметизируемых деталей, соединений, узлов и агрегатов в ванны с соответствующими герметизирующими материалами;
— нанесением на поверхности деталей, соединений, узлов и агрегатов густых замазок и пастообразных герметизирующих материалов с помощью шпателей и шприцев;
— выдавливанием на поверхности деталей, соединений, узлов соответствующих герметизирующих материалов из тюбиков;
— приклеиванием тканевых, металлических и прочих лент на поверхности соединений;
— закрыванием поверхностей соединений специальными чехлами;
— напылением на поверхности соединений пенополиуретанов или других вспенивающихся материалов.
При каждом способе поверхностной герметизации применяемые герметизирующие материалы должны удовлетворять соответствующим, зависящим от технологии их нанесения, технологическим требованиям.
Способы герметизации поливом и окунанием наименее трудоемки и при наличии герметизирующих материалов, отвечающих соответствующим технологическим требованиям, могут быть наиболее производительными.
Внутришовный метод герметизации соединений, узлов и агрегатов рекомендуется применять как при одностороннем, так и при двустороннем воздействии рабочих изолируемых сред, которые могут находиться под избыточным давлением или при переменном воздействии перепада давлений. Герметизацию соединений, узлов и агрегатов внутришов-ным методом рекомендуется осуществлять следую щими основными наиболее распространенными способами:
— нагнетанием герметизирующих составов по зазорам или специальным каналам между соединенными деталями, узлами и агрегатами;
— прокладыванием между соединяемыми конструкционными деталями и узлами, упругих лент, пленок, металлической фольги, прокладок и других деталей, а также других материалов перед окончательной сборкой соединений узлов и агрегатов; •
— предварительным нанесением герметизирующих материалов на сопрягаемые поверхности соединяемых деталей, узлов и агрегатов и деталей крепежа;
— нанесением . липких, пастообразных и других материалов на сопрягаемые поверхности деталей, узлов и агрегатов и деталей крепежа перед окончательной сборкой соединений, узлов и агрегатов;
— склеиванием деталей и узлов;
— пайкой деталей и узлов и др.
При внутришовной герметизации к точности подгонки и сборки деталей, соединений и узлов, как правило, предъявляются повышенные требования.
В случае прокладывания упругих пленок и лент максимальные зазоры и другие неплотности между соединяемыми деталями ограничиваются 0,1 мм. При промазке сопрягаемых поверхностей само-вулканизующимися пастами эти зазоры и неплотности допускаются до 0,4—0,6 мм. Внутришовный метод герметизации требует в большинстве случаев предварительной сборки деталей, соединений, узлов и агрегатов, их разборки для подготовки поверхностей деталей, соединений, узлов и агрегатов, удаления заусенцев, нанесения паст или прокладывания пленок и лент с прокалыванием отверстий в них и пр. и повторной окончательной сборки.
Во избежание разборки соединений и узлов наиболее целесообразно осуществлять внутришовный метод герметизации путем применения упругих и других герметизирующих материалов, прокладываемых между соединяемыми деталями и допуска-
565
www. vokb- la. spb. ru
Часть V. Технологичность конструкций соединений
ющих сверление в них отверстий под заклепки и болты после окончательной сборки соединений. Применение при внутришовном методе герметизации нестыковых швов заклепок с уплотнительными резиновыми кольцами под закладными головками снижает трудоемкость герметизации за счет устранения операций обезжиривания швов и нанесения на них уплотнительных материалов.
В некоторых случаях внутришовная герметизация агрегатов повышает усталостную прочность и общий ресурс работы конструкции. Применение внутришовной герметизации с закладкой пастообразного герметика между деталями соединений в процессе сборочных работ вызывает увеличение трудоемкости сборки, клепки и постановки болтов не менее чем в два раза, требует проведения клепки одиночным методом и приводит к некачественной постановке заклепок. Возможность проведения внутришовной герметизации отсеков после окончания сборки обеспечивает метод нагнетания, выгодно отличающийся от других методов герметизации.
Преимуществами этого метода являются:
— обеспечение требуемой толщины и количества герметика в шве, что гарантирует высокую надежность герметизации;
— возможность герметизации собранных агрегатов;
— возможность ремонта подшприцовкой новой порции герметика, в случае использования невулка-низирующихся замазок:
— улучшение условий труда.
К недостаткам этого метода следует отнести:
— необходимость обеспечения высокой точности подгонки деталей соединений конструкции, что значительно повышает трудоемкость сборки;
— невозможность ремонта изделия при его разгерметизации в случае использования вулканизующихся герметиков.
В соединениях, герметизируемых нагнетанием герметика в пазы после сборки, зазоры не должны превышать 0,05 мм. Такая точность может быть обеспечена при механической обработке сопрягаемых поверхностей. Если зашприцовку проводить после нанесения поверхностной герметизации, то Местные зазоры допускаются до 0,3 мм.
Пазы для зашприцовки герметика предпочтительнее располагать по силовым точкам. Нагнетание
герметика в шов может производиться через отверстия под болты и заклепки, а также и через специальные технологические отверстия диаметром, не превышающим ширину паза. Ширина паза может быть равной 5—15 мм, глубина — 0,5—1,5 мм. Например, при диаметре болтов 8 мм канавка, расположенная по линии их установки, может иметь размеры 14X1,5 мм. Если стержни болтов и заклепок канавку не пересекают, то ее размеры могут быть 2x5, 1X6 мм или близкими к ним.
Отверстия для нагнетания герметика следует располагать на равном расстоянии друг от друга с наружной стороны агрегата. Расстояние между нагнетательными отверстиями должно составлять 250—500 мм. После нагнетания герметика отверстие может быть закрыто заглушкой (когда паз располагается не по силовым точкам) или в него может быть поставлен болт или заклепка.
Комбинированный метод герметизации соединений, узлов и агрегатов в большинстве случаев обеспечивает наибольшую надежность и стабильное качество герметических отсеков и агрегатов (рис. 5).
45°
5
0,1-0,6
Рис. 5. Типовое сечение соединения с комбинированным методом герметизации.
Этот метод применяется в тех случаях, когда отсутствуют герметизирующие материалы с надлежащими техническими и технологическими свойствами; метод наиболее трудоемкий, дает наибольшие привесы конструкций за счет герметизации.
ГЕРМЕТИЗИРУЮЩИЕ МАТЕРИАЛЫ И ИХ ХАРАКТЕРИСТИКИ
КЛАССИФИКАЦИЯ ГЕРМЕТИЗИРУЮЩИХ МАТЕРИАЛОВ
В самолетостроении для герметизации неподвижных разъемных и неразъемных соединений деталей в узлах и агрегатах могут применяться разнообразные материалы от металлов до бумаги включительно:
— металлы и сплавы (главным образом в виде прокладок или уплотнительных деталей);
— сырые и вулканизованные резины (включая латексы),
566
— пластмассы (прокладки, уплотнительные детали, а также покрытия);
— эластомеры (прокладки и покрытия);
— клеи (пленки, покрытия и пр.);
— лаки (покрытия и пропиточные составы);
— краски и грунты (покрытия и пропиточные составы);
— уплотнительные консистентные смазки;
— волокнистые материалы (пропитанные ленты и пр.);
— невысыхающие пластичные замазки;
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций неразъемных герметических соединений
— самовулканизующиеся пасты и растворы (заполнители, покрытия и пр.);
— растворы и соединения каучука и пластмасс;
— высыхающие и вулканизующиеся при повышенных температурах замазки;
— комбинированные уплотнители (пропитанные металлические сетки и пр.);
— паронит (прокладки);
— асбест (прокладки, наполнители и пр);
— смолы и их растворы;
— пенопласты.
Герметизация самолетных конструкций потребовала, кроме существующих прокладок и уплотнительных деталей, создания новых специфических материалов, называемых герметиками. Для обеспечения непроницаемости деталей, узлов, отсеков и целых конструкций применяются специальные герметики в виде полуфабрикатов, вводимые внутрь соединений или наносимые на их поверхности в процессе или после сборки. Затем происходит вулканизация или отверждение полуфабрикатов.
Большое количество герметиков, используемых для обеспечения необходимой непроницаемости соединений, узлов, отсеков и агрегатов, может быть разбито по консистенции (в течение времени их рабочей жизнеспособности) на следующие основные группы:
— жидкие лаки и растворы;
— густые, вязкие лаки, растворы и смазки;
— жидкие мастики и составы с растворителями и без них;
— вязкие пасты;
— пластичные уплотнители в виде замазок, паст и пропитанных ими тканевых лент;
— эластичные уплотнительные материалы (резиноподобные) ;
— упругие уплотнительные материалы в виде цельнолитых пленок клеевого типа и т. п.;
— твердые уплотнители (цементы, клеи и т. п.).
Лаки и другие жидкие уплотнительные составы рекомендуется применять для герметизации соединений, имеющих небольшие зазоры, или для заполнения узких щелей и капиллярных каналов, а также для получения сплошных поверхностных герметизирующих покрытий.
Для этих же целей рекомендуется применять жидкие герметизирующие материалы, не имеющие растворителей в своем составе и вулканизующиеся или отверждающиеся без усадок. Применение таких материалов устраняет опасность возникновения пожаров и значительно улучшает условия труда за счет устранения токсикологического действия растворителей.
Вязкие пасты, не изменяющие своих свойств под действием рабочих сред в течение длительного времени, используются для нагнетания их по каналам между соединяемыми деталями. Для зашприцовки могут применяться материалы, переходящие в резиноподобное состояние без усадки, а также пластичные замазки.
В зависимости от стойкости к рабочим средам применяемые в самолетостроении герметизирующие материалы делятся на
— атмосферостойкие;
— атмосфере- и водостойкие;
— топливо- и маслостойкие;
— атмосфере-, водо-, топливо- и маслостойкие.
В зависимости от температурных условий эксплуатации различают герметики:
— для длительной работы при высоких и невысоких температурах;
— для кратковременной работы при высоких и невысоких температурах.
Если герметик употребляется на противоположной давлению стороне соединения, то лучше всего применять самовулканизующиеся материалы, вследствие более высокой адгезии их к металлам и наименьшему холодному течению. Допустимо также применять высыхающие за счет испарения растворителей герметизирующие материалы и клеи.
Поскольку температура нагрева конструкции в полете теперь превышает пределы термостойкости и температуростойкости самых хороших эластомеров, то конструктор должен проявить максимум изобретательности при конструировании, чтобы поместить уплотнитель в наиболее холодное место и по возможности обеспечить его охлаждение.
Выбор соответствующего герметизирующего материала в каждом случае производит конструктор, сопоставляя условия производства и эксплуатации самолетов с характеристиками имеющихся герметиков. При этом следует учитывать способ перевода герметизирующего состава из состояния поставки в конечное рабочее состояние, например, с испарением растворителей или без. Выбор вида уплотнительного материала (лак, пленка, замазка, паста и кр.) производят в зависимости от конструкции, принятой схемы герметизации и выбранного технологического процесса нанесения герметика с учетом соответствия его основным тактико-техническим требованиям.
КРАТКИЕ ХАРАКТЕРИСТИКИ ГЕРМЕТИКОВ
Основные технологические характеристики некоторых типов герметиков, применяемых в настоящее время, указаны в табл. 1. При использовании вулканизующихся герметиков следует учитывать, что после введения вулканизующих компонентов происходит непрерывный процесс вулканизации герметика, скорость которого прямо пропорциональна количеству введенных вулканизующих компонентов, температуре и влажности окружающего воздуха. Поэтому конструктор при проектировании должен предусмотреть, чтобы время сборки и клепки герметических агрегатов было меньше времени жизнеспособности герметиков.
При использовании герметиков особое внимание надо обращать на величину сопротивления их отрыву от герметизируемых поверхностей и по возможности избегать работы герметиков на отрыв. Для применения опытных и серийных герметиков в новых конструкциях самолетов необходимо получить соответствующие рекомендации ВИАМа по материаловедческим вопросам. Разжиженные герметики, как правило, вулканизуются с усадками.
567
www.vokb-la.spb.
Основные технологические характеристики некоторых типов герметиков, применяемых в настоящее время
www. vokb- la. spb. ru
Таблица 1
Марка герметика Состояние Жизнеспособность Подслой Способ применения Режим вулканизации Выдержка до испытания в сутках Диапазон рабочих температур, град.
поставки применения рабочее воздух топливо воздухом топливом в кабинах в топливных отсеках
Замазка тиокбловая, уплотнительная Пластичная замазка серо-зеленого цвета Неограниченная Не требуется Ленты и шприцованные жгуты прокладываются между соединяемыми деталями. Кромки швов, зазоры и отверстия шпаклюются Не отверждается Не буе гре-тся От -50 до +50 Не применяется
Замазка уплотни-' тельная У-20А От —50 до +70
У-ЗОМЭС-5 Герметизирующая паста. Вулканизирующий агент—паста № 9. Ускоритель — дифенилгуанидин Пастообразная масса черного цвета. Растворы пасты Резиио-поДоб-ный материал 2-15 ч Не требуется Наносится шприцем, шпателем при разжижении кистью и пульверизатором 7—10 суток при + 20°С или 1 сутки при +20°С и 1 сутки при +70гС 2-3 3-5 От-60 до +150 От —60 до +150
УТ-32 Герметизирующая паста. Вулканизирующий агент—паста № 9. Ускоритель — дифеиилгуани-дин Пастообразная масса серого цвета. Растворы пасты От 2-3 ч ДО 20 дней То же Наносится, поливом кистью, шприцем, шпателем. Растворы наносят кистью и пульверизатором 7 суток При +20°С или 1 сутки (три +20° С и 1 сутки при +70®С От-60 до +135 От -60 ДО +135
ВИКСИНТ У-1-18 Герметизирующая паста У-1. Катализатор № 18 Полужидкая паста белого цвета. Растворы пасты 0,5-5 ч Подслой П-,90 Наносится шприцем, шпателем. Наносятся кистью (растворы) 24 ч при +20°С 3 От -60 до +250 Не применяется
Часть V. Технологичность конструкций соединений
www. vokb- la. spb. ri
Продолжение табл. I
Марка герметика Состояние Жизне-способность Подслой , Способ применения Режим вулканизации Выдержка до испытания в сутках Диапазон рабочих температур, град.
поставки применения рабочее воздух топливо воз- топ-духом ЛИВОМ в кабинах в топливных отсеках
У-2-28 Герметизирующая паста У-2. Катализатор № 28. Жидкость— —ГКЖ-94 Пастообразная масса розового цвета и ее растворы * Резино-подобный материал 3-8 ч П-11 в сочетании с протирочной пастой № 2 Не работает Шприцем, пульверизатором, кистью 24 ч при 20°С 3 От -60 до +300 Не применяется
У-4-21 Герметизирующая паста У-4. Катализатор № 21 Полужидкая масса белого цвета 0,5-6 ч
ВГФ-1 Герметизирующая паста ВФ-1. Катализатор № 19 0,5-4 ч — П-12Э 3 Не приме* няется -70 до +250
ВГФ-2 Герметизирующая паста ВФ-2. Катализатор № 20 Пастообразная масса розового цвета 3-10 ч П-12Э Шпателем, шприцем
ВГО-1 * Герметизирующая паста Пастообразная масса белого цвета 10- 30 мин Без подслоя и П-11 в сочетании с протирочной пастой № 2 Не работает Выдавливанием из тюбика 1 сутки 1 От - 60 до +250 Не применяется
Герметики типа ВПГ Заливочная паста белого цвета Пастообразная масса белого цвета Резино-подобный вспененный материал 10- 60 мин П-12Э Заливкой 24 ч при 20°С 3
Гл. 5. Технологичность конструкций неразъемных герметических соединений
Часть V. Технологичность конструкций соединений
ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ РАБОТОСПОСОБНОСТЬ ГЕРМЕТИЧЕСКИХ СОЕДИНЕНИЙ
В каждом герметическом агрегате всегда имеется ряд участков, являющихся наименее надежными в отношении герметичности. К ним относятся, во-первых, разъемные подвижные соединения деталей и узлов иг во-вторых, силовые неразъемные соединения деталей и узлов (кроме обычных стрингерных и шпангоутных швов) в отсеках и агрегатах.
Работоспособность, а следовательно, и надеж-
ность герметического соединения определяются следующими основными факторами:
— типом примененного герметизирующего материала и, в частности, его физико-химическими и механическими (включая адгезионные) свойствами;
— толщиной и местом расположения герметика в шве;
— характером, величиной и количеством повторных механических нагрузок, действующих на соединение;
— сроком службы изделия;
— температурным режимом работы соединения;
— размерами, геометрией и жесткостью соединения (величиной возможных взаимных перемещений деталей);
— рабочей средой (топливо, воздух, инертные газы и пр.), в которой должен работать герметик.
В наиболее тяжелых условиях, как правило, работают стыковые заклепочные соединения деталей и ответственные узлы герметических конструкций, требующие применения более сложных методов и схем герметизации.
Некоторые из возможных схем герметизации стыковых и стрингерных заклепочных соединений герметиками типа У-ЗОМЭС-5 и У-2-28 приведены . в табл. 2 и 3. Привес соединений за счет герметизации, выполняемой поверхностным, внутришовным и комбинированным методами, может колебаться в пределах от 10—20 до 200—250 г/пог. м.
Трудоемкость различных вариантов герметизации соединений поверхностным методом может колебаться в пределах 200%, а комбинированным и внутришовным— в пределах 500%.
Таблица 2
Возможные схемы герметизации стыковых швов герметика У-ЗОМЭС-5 и их оценка
Схема герметизации
Основное время на 1 пог. м, мин Привес, г/пог. м
У-ЗОМЭС-5 У-2-28 S-OGWOE-A 00 СЧ 1 сч >.
2 10 30 45
3 10 20 30
*
Схема герметизации
Продолжение табл. 2
Основное время на 1 пог. м, мин Привес, г/пог. м
У-ЗОМЭС-5 У-2-28 У-ЗОМЭС-5 У-2-28
4 12 50 75
3 ч 40-60 60-90
— — 950 —
3 17 80 120
6 20 100 150
3 — 55 —
4,0 110
570
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций неразъемных герметических соединений
72*
Схема герметизации
г г / // //
Продолжение табл. 2
Продолжение табл. 2
Возможные схемы герметизации
Схемы герметизации
10-*~
-*10*^10-
Схема герметизации
Основное время на 1 пог. м, мин
Привес, г/пог. м
00 сч
стрингерных швов и их оценка
52 165 250
Таблица 3
Основное время на 1 пог. м, мин Привес, г/пог. м
У-ЗОМЭС-5 У-2-28 У-ЗОМЭС-5 У-2-28
100 33 30 —
100 66 20 —
4 12 50 75
571
www. vokb- la. spb
Часть V. Технологичность конструкций соединений
Продолжение табл. 3
Схемы герметизации Основное время на 1 пог. м, мин Привес, г[пог. м
У-ЗОМЭС-5 У-2—28 У-ЗОМЭС-5 У-2—28
? У.- ^1 c*M 11 20 40 60
'I
*й*йч*|
/ 5_ я. 10 I- 14 40 80 9 120
толжчл HE K№ SsL^
10 20 20 30
Is
-I 2 11 40 60
\-*1Q J
1 1 «*—J0 —*J~Ei 2 4 20 40
572
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций неразъемных герметических соединений
Продолжение табл. 3
Схемы герметизации Основное время на 1 пог. м, мин Привес, г}пог.м
У-ЗОМЭС-5 У-2—28 У-ЗОМЭС-5 У-2—28
—30 4 8 40 60
8 17 20 30
РЕКОМЕНДАЦИИ ПО ВЫБОРУ МАТЕРИАЛОВ, СХЕМ ГЕРМЕТИЗАЦИИ
И ОФОРМЛЕНИЮ ЧЕРТЕЖЕЙ ГЕРМЕТИЧЕСКИХ СОЕДИНЕНИЙ И ОТСЕКОВ
ВЫБОР И ОЦЕНКА КОНСТРУКЦИЙ ГЕРМЕТИЧЕСКИХ СОЕДИНЕНИИ
Выбор герметизирующих материалов, а также схем и технологии герметизации всех типовых соединений и технологической последовательности сборки герметических агрегатов нового изделия следует производить в процессе эскизного проектирования совместно с ВИАМом и НИАТом.
Многочисленность факторов, определяющих работоспособность герметических соединений, а также большое разнообразие количественных значений этих факторов в различных изделиях не дают возможности рекомендовать единую универсальную (хотя бы для одного герметика и в пределах определенного диапазона температур) схему и технологию герметизации агрегатов.
На основании проведенных в последнее время исследований можно характеризовать поведение герметических соединений в зависимости от их деформации, и, таким образом, определять границы применения различных способов герметизации с помощью величины критической деформации, превышение которой приводит к потере герметичности.
Способ герметизации шва разрабатывается в следующей последовательности:
1. Выбирают типовые швы конкретной конструкции и на их основе проектируют стандартные плоские образцы, соответствующие по размерам образцам, представленным на рис. 6.
2. Образцы типовых швов испытывают при ступенчатом статическом нагружении и максимальной рабочей температуре, характерной для данной конструкции. При этом замеряют сдвиг и расхождение листов у кромки нахлестки. Затем образцы доводят до разрушения для уточнения разрушающей нагрузки.
3. По полученным замерам строят диаграммы напряжение смятия —сдвиг и напряжение смятия — поворот сечения листа (рис. 7). Полученные диаграммы сравнивают с аналогичными диаграммами для швов, загерметизированных отработанным способом. Если деформации отрабатываемых швов соответствуют деформациям известных швов или меньше их, то следующую партию образцов испытывают при нагрузках, характерных для данной конструкции, например, повторных статических.
4. Испытание образцов при циклических нагрузках проводят при повышенных и низких температурах, характерных для данной конструкции. Максимальное напряжение цикла соответствует расчетной
573
WWW.
Часть V. Технологичность конструкций соединений
JOO ---------------*.
Рис. 6. Образцы клепаных швов:
а — стыкового двухрядного; б — внахлестку четырехрядного; е — стыкового грехрядного.
нагрузке для шва, а частота нагружений выбирается из спектра частот, возникающих при работе конструкций. При первом нагружении и через определенное число циклов производят замеры деформации. Образцы следует испытывать до ресурса (определенного для конструкции), а если он не известен, то до предела статической выносливости.
5. По результатам замеров строят диаграммы напряжение (нагрузка)—деформация и сравнивают их с аналогичными для уже известных швов. Если деформации образцов, превышают деформации известных швов, то способ герметизации следует отрабатывать для каждого из герметизирующих барьеров по следующей методике. Образцы делят на несколько серий, которые отличаются друг от друга одним измененным конструктивным или технологическим параметром. Конструктивные параметры определяют способ герметизации и количество герметика, накладываемого на шов, а технологические способы — подготовки и приемы нанесения и вулканизации герметиков.
Сдвиги листов замеряются с помощью приспособления, состоящего из двух измерительных микроскопов. Одновременно со сдвигами определяется 574
величина отхода листов в крайних точках нахлестки с двух сторон образца, вызванная поворотом сечения его. Результаты могут быть представлены в виде функций:
Д = — • 100 % = ft (а) d
и
а=Л(°Ь
где А — расстояние между рисками, мм-, d — диаметр силовой точки, мм;
а — угол поворота сечения образца, град.
, h
Угол а определяется из соотношения tga= —, где с — расстояние от центра заклепки в крайнем ряду до кромки нахлестки (накладки);
й— величина расхождения листов.
На непроницаемость при статических и циклических нагрузках образцы испытываются при различных температурах в среде воздуха и топлива. Перепад давления в зоне шва обеспечивается разрежением или повышением давления под колпаком, устанавливаемым на образец.
www.vokb-la.spb.ru
Гл. 5. Технологичность конструкций неразъемных герметических соединений
Рис. 7. Диаграммы напряжения смятия—сдвиг (а) и смятия— поворот сечения листа (6).
При статической нагрузке образцы испытываются ступенчато, увеличением нагрузки на 0,1 Рразр- Для оценки герметичности на каждой ступени нагружения образец выдерживается 30 мин. При нарушении герметичности выявляется место утечки.
При испытании повторными статическими нагрузками герметичность фиксируется через каждые 500 циклов. Испытания продолжаются до предела статической выносливости. На каждом режиме испытывается не менее трех-пяти образцов.
Способность образца сохранять герметичность оценивается при
а) статических нагрузках коэффициентом герметичности
^ = -7^ <1Д ”разр
где <Jn.r — напряжение потери герметичности;
Оразр — напряжение разрушения;
б) повторных статических нагрузках условным коэффициентом герметичности
я _
РГ дг > 'уразр
где Na.T —число циклов до потери герметичности; Л^разр — число циклов до разрушения.
При статических нагрузках испытания проводятся в среде воздуха и топлива в целях выбора технологии и способов герметизации, обеспечивающих оптимальную способность швов сохранять герметичность в условиях статического нагружения при повышенных и низких температурах.
При повторных статических нагрузках в среде воздуха и топлива испытываются образцы загерметизированные лишь по той технологии, которая обеспечила оптимальную способность сохранять герметичность при статических нагрузках.
6. После отработки технологии выполнения каждого герметизирующего барьера по разработанному технологическому процессу изготовляют образцы, применяя отработанные способы и средства. Эта серия образцов испытывается при нагрузках, характерных для данной конструкции, в диапазоне пониженных и высоких температур.
7. При получении положительных результатов испытаний образцов исследования следует продолжить на объемных конструкциях, имитирующих изделие. Экспериментальные отсеки герметизируются несколькими методами и технологическими приемами, отработанными на плоских образцах. Испытания экспериментальных баков следует проводить в условиях, приближенных к эксплуатационным, по программам разработчиков конструкции.
8. После испытания экспериментальных отсеков изготовляют опытные конструкции, представляющие собой часть изделия. При их изготовлении может быть получено наиболее полное представление о применимости способов и средств герметизации, выбранных при предыдущих исследованиях. Опытные конструкции испытывают по программе ОКБ в летных условиях или при имитации этих условий.
Для повышения качества и надежности герметизированных соединений следует уменьшать величины возможных упругих деформаций и взаимных перемещений деталей (рис. 8).
Рис. 8. Диаграмма нагрузка—деформация сдвига:
1—листы — титановый сплав ОТ4-1, 6=1,5 мм, заклепки — 3539А-4—8;
2— листы — сталь ВНС-2, 6=2 мм, болты — 4911А-5—10; 3 — листы —
сталь ВНС-2, 6=2 мм, заклепки — 3508А-5-9.
575
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
Ввиду того, что клепаные швы в сравнении с другими видами соединений, как правило, наиболее трудоемки с точки зрения герметизации, их следует заменять сварными роликовыми (РЭС) (по стыковым швам и швам внахлестку) и точечными (ТЭС) швами (по стрингерным, шпангоутным швам и др.).
испытаний непроницаемости, устранения дефектов и ремонта герметичных агрегатов во всех возможных случаях следует максимально сокращать число надлежащих герметизации соединений деталей внутреннего набора путем соответствующего конструктивного оформления (рис. 11, 12, 13).
РЕКОМЕНДАЦИИ ПО КОНСТРУИРОВАНИЮ ГЕРМЕТИЧЕСКИХ СОЕДИНЕНИИ, ОТСЕКОВ
И ОФОРМЛЕНИЮ ИХ ЧЕРТЕЖЕЙ
1. Число крепежных отверстий внутри топливного отсека должно быть наименьшим.
2. Конструкция топливных отсеков, герметизируемых способом наполнения с последующим сливом герметизирующих составов, должна обеспечивать возможность полного (без наличия воздуха) их заполнения герметизирующим составом, а при испытаниях на герметичность — полного заполнения топливом.
3. Конструкция герметических агрегатов должна обеспечивать хорошие подходы ко всем участкам герметизируемых соединений на всех этапах сборки в целях Повышения качества и надежности герметизации, упрощения контроля выполнения операций технологического процесса герметизации.
4. При герметизации приборных и других воздушных отсеков вентиляционного типа необходимость герметизации замыкающих головок заклепок может быть устранена путем качественного их оформления при клепке, так как в этом случае уте* чек воздуха по ним не наблюдается.
5. Необходимо уменьшать число подлежащих герметизации соединений за счет (например, заменой сборно-клепаных конструкций панелей на монолитные) вынесения стыковых швов за пределы герметических агрегатов.
6. Закрытые профили из-за трудностей обнаружения и устранения утечек и других дефектов герметизации во внутренних их полостях в герметических агрегатах применять не рекомендуется.
7. При общей схеме герметизации отсека или агрегата поверхностным методом отдельные соединения и узлы (установка силовых узлов и фитингов) р. некоторых случаях целесообразней герметизировать только внутришовным методом. Причем герметик следует закладывать между обшивкой и сопрягаемой с ней деталью.
8. Следует избегать внутришовный метод герметизации соединений цилиндрических обшивок со шпангоутами, когда по условиям сборки шпангоут должен вставляться в обшивку с торца (рис. 9), нарушая внутришовный герметик.
9. Следует избегать конструкций, когда при вну-трйшовном методе герметизации одна из деталей должна быть вставлена в зазор между двумя уже собранными деталями (рис. 10), так как при этом неизбежно повреждается внутришовный герметик.
10. Для повышения надежности и снижения трудоемкости поверхностной герметизации, проведения
Рнс. 9. Нетехнологичиое соединение монолитной или предварительно собранной обшивки со шпангоутом:
1 — шпангоут; 2 — обшивка; 3 — уплотнительная лента; 4 — стеклотекстолитовая прокладка.
Рис. 10. Нетехнологичный для
внутришовной герметизации узел: 1 — полка; 2 —
внутришовный герметик; 3 — стенка; 4 — накладка (детали 3 и 4 предварительно собраны).
Рис. II. Конструктивные способы сокращения объема и мммнения надежности герметизации (поверхностным методом).
'-Рве. 12. Конструктивный способ сокращения объема и повышения надежности герметизации.
576
www. vokb- la. spb. ru
Гл. 5. Технологичность конструкций неразъемных герметических соединений
Неправильно Правильно
Нетехнологично
Рис. 16. Применение переходных деталей вместо подсечки профилей:
1 — переходная деталь; 2— обязательный зазор.
Рис. 13. Конструктивный способ сокращения объема и повышения надежности герметизации:
1 — пол; 2—неразжиженный герметик У-ЗОМЭС-5;
3 — обшивка.
11. Необходимо предельно уменьшать число пересечений герметизируемых швов, например, в местах соединений стрингеров со шпангоутами (рис. 14) и разделять системы герметизации продольных и поперечных элементов жесткости (рис. 15).
Неправильно Правильно
Рис. 17. Нетехнологичный для герметизации многослойный пакет деталей.
16. Замыкающие головки заклепок располагать со стороны топлива (рис. 18).
Менее технологично
Рис. 14. Конструктивный способ сокращения объема и повышения надежности герметизации (поверхностным методом).
Рис. 15. Зазоры между деталями для разделения систем герметизации:
1 — лонжерон; 2 — стрингер; 3 — шпангоут; 4~ зазор.
Более технологично
Рис. 18. Расположение замыкающих головок заклепок и профилей.
12. Вместо профилей с подсечками применять, например, переходные детали (рис. 16).
13. Многослойные пакеты деталей (рис. 17), однорядные швы в стыковых соединениях применять не следует.
14. Обеспечивать максимальное применение прессовой клепки.
15. Полки нервюр, перегородок и Других элементов располагать снаружи^ а не внутри отсеков и агрегатов.
17. Применять по возможности заклепки с плосковыпуклыми головками.
18. Применять более простой конфигурации герметизирующие жгуты (наиболее удачная форма вогнутого мениска), располагаемые у кромок соединяемых элементов (рис. 19).
Технологично
нетехнологично
Рис. 19. Форма поперечного сечения герметизирующих жгутов.
73 Зак. 290
577
www.vokb-la.spb.ru
Часть V. Технологичность конструкций соединений
.. t.......-- .............IH’lHiQBHlIBOMIInHH n-
19. Отдельные панели топливных, приборных и прочих отсеков самолетов с непересекающимися изолированными швами следует герметизировать только поверхностным методом. Метод внутришовной герметизации может быть оставлен только для стыковки панелей.
20. Для удобства сборки, герметизации, нагревов для сушки, отверждения или вулканизации герметика герметичные отсеки следует выделять технологическими разъемами из конструкций изделий в самостоятельные агрегаты и подсборки.
21. Для устранения возможности перезенковки гнезд под потайные головки заклепок в герметических соединениях следует обязательно предусматривать выступание закладных головок заклепок над поверхностью обшивки не менее чем на 0,02— 0,03 мм.
22. В герметических соединениях любого типа герметики не должны работать на раздир (рис. 20).
Рис. 20. Неудачное соединение, в котором герметик работает на раздир:
/ — обшивка; 2— место, где герметик работает на раздир; 3 — профиль.
23. Для удобства ремонта и устранения дефектов герметизации в процессе изготовления и эксплуатации агрегатов во всех топливных и приборных отсеках необходимо предусматривать специальные и смотровые люки.
24. Для каждого отсека должен быть оформлен чертеж-схема герметизации с указанием методов
герметизации, марок применяемых герметизирующих материалов и подслоев, представлены схемы герметизации типовых соединений (поперечных и продольных стыков обшивок, продольного и поперечного наборов, арматуры, силовых узлов и герметических перегородок).
25. В схеме должны быть отражены последовательность и порядок нанесения герметиков и указаны их консистенция и зоны расположения различных слоев герметизирующих материалов (рис. 21).
УЗОМЗС~5(ш)
УЗОМЗС~5(к)-1и, Зел
Рис. 21. Пример оформления схем герметизации иа чертежах поперечных сечений соединений.
26. В технических условиях чертежа должна быть указана допускаемая толщина герметика при прокладывании его между деталями и при заполнении им углов конструкции, кроме того, необходимо оговорить допускаемую степень негерметичности.
www. vokb- la. spb. ru
ГЛАВА 6
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ КЛЕЕВЫХ СОЕДИНЕНИЙ
73*
579
www. vokb- la. spb. ru
СОДЕРЖАНИЕ
Стр.
Условные обозначения клеевых соединений и
область их применения...................581
Рекомендации по применению клеев . . . 581
Рекомендации по проектированию клееных конструкций.............................584
Общие рекомендации....................584
Особенности выполнения узлов сотовой конструкции...........................587
Литература..............................593
580
www. vokb-la. spb. ru
Гл. 6. Технологичность конструкций клеевых соединений
Клеевым соединениям присущи особенности, отличающие их от известных видов соединений: заклепочных, сварных и паяных. Эти особенности вытекают из органической природы компонентов клеевых композиций и обусловливаются спецификой швов.
Современные конструкционные клеи на основе термореактивных полимеров (фенольно-формаль-дегидные, модифицированные каучуками, эпоксидные, кремнийорганические и др.) обладают теплостойкостью в пределах 200—300°С. Разработанные в последние годы клеи на основе элементоорганических, и неорганических полимеров имеют высокую теплостойкость (1000°С и более). Однако они достаточно хрупки в отвержденном состоянии и поэтому не могут быть рекомендованы для высокопрочных соединений.
Клеевые соединения вследствие протекающего процесса старения понижают со временем свою прочность. Это понижение прочности на основании
опыта эксплуатации поддается определенному учету.
При решении вопроса о применении клеевых соединений принимаются во внимание их преимущества и недостатки (глава 1 «Выбор рациональных соединений»). Предпочтение клеевым соединениям следует отдавать тогда, когда они имеют четко выраженные преимущества по решающим показателям работы данного конкретного изделия.
Обычно к клеевым соединениям предъявляют одно из следующих требований:
— длительность работы при температурах от - 60 до + 80°С в течение 30 тыс. ч;
— длительность работы при температурах от — 60 до +130—200°С в течение 30 тыс. ч (из них при температуре 130—200°С 20 тыс. ч);
— длительность работы при температурах от — 60 до +300°С в течение 20 тыс. ч (из них при температуре 300°С до 1500 ч);
— кратковременность - работы при температуре 500°С в течение 30 сек.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ КЛЕЕВЫХ СОЕДИНЕНИЙ И ОБЛАСТЬ ИХ ПРИМЕНЕНИЯ
В летательных аппаратах применяются многие виды клеевых соединений, которые выполняются различными способами.
При изображении на чертежах швов клеевых соединений следует руководствоваться условными обозначениями, приведенными в табл. 1. Необходимо также пользоваться сокращенными обозначениями, показанными в табл. 2, так как их полное наименование загромождает чертеж.
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ КЛЕЕВ
1. Для склеивания металлов между собой и с конструкционными неметаллическими материалами рекомендуется применять клеи ПУ-2; БФ-2; БФ-4;
ВС-ЮТ; П; ПР; ВК-32-200; ВК-1; ВК-1М; ВК-3; ВК-4; ВК-5; ВК-9; К-153; МПФ-1; ВК-13.
2. По теплостойкости эти клеи могут быть разбиты на три подгруппы:
первая — до 60—80°С (ПУ-2; ВК-5; БФ-2; БФ-4;
МПФ-1; К-153);
вторая —до 100—150°С (ВК-1; ВК-1М; П и ПР); третья — до 200—300°С (ВК-32-200, ВК-3; ВК-4;
ВС-ЮТ; ВК-13).
3. При выборе клея помимо теплостойкости необходимо учитывать прочностные и технологические свойства и стойкость против воздействия различных физических факторов.
4. При проектировании различных конструкций надо знать отдельные физико-механические свойства клеевых соединений: пределы прочности при сдвиге, равномерном и неравномерном отрыве под действием кратковременных и длительных статических нагрузок, предел выносливости при сдвиге в исходном состоянии и после воздействия целого
581
www.vokb-la.spb.
Часть V. Технологичность конструкций соединений
Вид
Таблица 1
Продолжение табл. 1
Изображение клеевых швов на чертежах
в виде сверху в разрезе
Область
применения
соединения
————.—
Клеевое
стрингер- /
ное
Клеевое Г =3 [
внахлестку
1 и
Клеевое ( ) , , .
ВСТЫК L J
с одной или г j
двумя 1 )
накладками
Клеевое |Щ
с торцами
сотовых
заполни- III
телей
Клеевое . fluj]
с боковыми
гранями
сотовых 34-
полнителей
Клеевое —-
между
сотовыми 7
заполните-
лями
Клеевое
слоистое —пл
Клеевое со
сплошным / и
заполните-
лем
Панели
Соединение листов в панелях, узлах и др.
Детали каркаса и др.
Агрегаты оперения, хвостовые отсеки лопастей, полы и стенки фюзеляжей и др.
То же
Панели, перегородки и др.
Обшивки агрегатов, стенки нервюр и шпангоутов, трубы и др.
Полы, трапы
Клепаноклеевое стрингерное
582
-ф— -ф— -ф-
J
Панели
Вид соединения Изображение клеевых швов на чертежах Область применения
в виде сверху в разрезе
Клепано-клеевое внахлестку <1 Продольные и поперечные стыки панелей фюзеляжа и др.
—
Клепаио-клеевое внахлестку с элементами жесткости >- Продольные стыки панелей фюзеляжа и др.
С ' \
Клепаноклеевое встык с одной или двумя накладками * I t Герметические панели керобаков, воздухозаборников И др.
Клепаио-клеевое стрингерное с накладкой Заделка кромок панелей и др.
г
>
Клепаноклеевое гофровое г + + + Ч—1- + +-+ + -г + ++•++ + + + + Ч- 4- Ч—f + Ы- -г 4 + + + + + + + + +++++++++ + + + + + 4-4Ч-Ч- Носики крыла и центроплана, диффузоры и другие узлы, имеющие каналы, по которым циркулируют воздух или жидкость
комплекса физико-механических факторов (воды, влажного воздуха, топлива, масел, грибков и т. д.). По прочностным показателям соединений производят предварительный выбор клея.
•Однако для окончательного решения вопроса о применении в изделии выбранной марки клея проводят испытания клееных конструкций в условиях, максимально приближающихся к эксплуатационным.
5. В табл. 3, 4 и 5 приведены ориентиройочные средние характеристики прочности клеевых соединений 1Й дюралюминиевого сплава Д-16*. Минимальные значения прочности клеевых соединений следует считать на 20—30% ниже.
• Данные не являются расчетными и приведены для справки.
www.vokb-la.spb.ru
Гл. 6. Технологичность конструкций клеевых соединений
Таблица 2
Способы склеивания Схема процесса Условные обозначения
В автоклавах
СА
Под прессом
Продолжение табл. 2
Способы склеивания Схема процесса Условные обозначения
В электрических воздушных печах под пневматическим давлением СПП
От пиеВмосети
Склеибаемая деталь
На вакуумных столах с электрическим и паровым обогревом дат » 1 Г насосу '//777777777777^7/// Склеидаемая детель СВС
В электрических воздушных печах под вакуумом
В стапелях с обогревом электричеством, горячим воздухом или паром под механическим или пневмо-рычажным давлением
Горячий Воздух
1 /|Р
Склеиваемая деталь
СС
Под вакуумом при нормальной температуре
КВакуум
Рат I насосу Прижима плита
Вкладыша СклеиЛвная панель
Подача гфя-jjpg спирто-
СВ
В электрических воздушных печах под механическим давлением
SllllllWIlillllll
спм
Склеидаетя деталь
На * специальных гидравлических установках с обогревом
1— глицерина-щй смеси под у^даВлением \ В систему Склеиваемая деталь
iniHliiTiilini
СГ
Под механическим 'давлением при нормальной . температуре
liiiiiiiiiiiiiHUiiiiiii
СМ
Склеибаемая деталь
Прн нормальной температуре под пневматическим давлением
От пнедмосети
СП
Они получены на основе испытаний, проведенных на стандартных лабораторных образцах, склеенных кондиционными клеями по установленным оптимальным технологическим режимам.
Конструкция образца может оказать существенное влияние на результаты испытаний, поэтому приведенные величины прочности справедливы только для образцов, выполненных в соответствии с рекомендациями ВИАМа*.
* Инстоукция № 713—58.
583
www. vokb- la. spb. ru
Часть V. Технологичность, конструкций соединений
Таблица 3
Свойства клеевых соединений, выполнении х на клеях с теплостойкостью до 60—80°С
Марка клея тв, кГ/см2, при температуре, °C Снижение тв после воздействия воды в течение 30 суток при Г=20°С, °от> кГ/см2 c/j’s
—196 -60 +20 +60
ПУ-2 124 140 185 160 15-25 350 30
ВК-5 — 124 ПО 25 6 220 25
БФ-2 89 90 220 110 Не снижается 350 25
БФ-4 — 125 220 90 — 320 30
ВК-32-ЭМ — 110 150 170 — 500 15
МПФ-1 308 130 200 90 80 300 65
Л-4 84 50 60 8 40 147 —
К-153 86 108 136 125 10 — —
Таблица 4
Свойства клеевых соединений, выполненных на клеях с теплостойкостью до 100—150°С*
Марка клея тв, кГ/см2, при температуре, °C Снижение тв после воздействия воды в течение 30 суток при <=20°С, И вот. кГ1см2 I S0T, кГ/см 1
-196 -60 +20 +60 + 100 +150
ВК-1 119 164 150 150 — 160 30 740 20
ВК-1М — 176 168 150 — 32 Не снижается — —
П иПР 176 160 210 220 245 25 5-10 445 10
ВК-9 — 53 65 — — 23 Не снижается 24
* Данные
получены на образцах Д-16 плакированных, зашкуренных.
Таблица 5
Свойства клеевых соединений, выполненных на клеях с теплостойкостью до 200—300°С
Марка клея тв, кГ/см2, при температуре, “С Снижение тв после воздействия воды в течение 30 суток при f=20°C, И °от« кГ/см2 •$от. кГ)см
-196 -60 +20 +60 +80 +150 +2Й0 +250 +300
ВК-32-200 жидкий 181 180 170 150 — 70 — 35 Не снижается 170 30
ВК-32-200 пленочный 181 230 160 — — — 60 — 22 15—20 125 60
ВК-3 209 350 190 — 125 — 60 — — 5—7 200 50
ВК-4 . — 215 145 — — — — — — 45 — 18
ВС-ЮТ — 120 130 — — 100 — 43 40 10-15 • — 8
ВК-13 — 317 190 — 95 — 68 40 — 132 35
РЕКОМЕНДАЦИИ ПО ПРОЕКТИРОВАНИЮ КЛЕЕНЫХ КОНСТРУКЦИИ
Общие рекомендации
I. Необходимо предусматривать членение конструкции для расширения фронта работ и применения средств механизации и автоматизации.
2. При проектировании учитывать, что клеевые соединения удовлетворительно работают при сдвиге и равномерном отрыве и хуже при неравномерном отрыве.
3. Массу конструкции следует распределять равномерно, чтобы избежать коробления в процессе нагревания.
4, Клееные узлы не должны иметь деталей, выполненных из материалов, для которых нагрев до температуры отверждения клея неприемлем.
5. В клеевых соединениях между поверхностями, прижатыми с оптимальным давлением, не допускаются зазоры более 0,1 мм. Это требование, вызы-
584
вается плохой растекаемостью и зазорозаполняе-мостью некоторых марок клеев, уменьшением прочности соединений при увеличении толщины и неравномерности клеевого слоя.
6 Клееные узлы должны иметь по возможности упрощенную конструктивную схему с наименьшим числом образующих деталей.
7. Панели следует проектировать плоскими или одинарной кривизны в направлении, перпендикулярном оси стрингеров. Кривизна вдоль стрингеров нежелательна.
Стрингеры надо располагать параллельно образующим или по процентным линиям. Такое положение стрингеров позволит изготовлять панели наиболее простым способом — на плоском вакуумном столе с последующей гибкой по требуемому контуру.
Расположение стрингеров на плоских панелях может быть любым.
8. В качестве стрингеров для панелей рекомендуется применять профили симметричного сечения.
www.vokb-la.spb.ru
Гл. б. Технологичность конструкций клеевых соединений
Это вызвано тем, что при потере устойчивости обшивки возникают нагрузки, вызывающие отдир (неравномерный отрыв) ее от стрингеров.
Высокая жесткость несимметричных профилей у стенок в сочетании с тонкой обшивкой создает неблагоприятные условия для работы соединений при неравномерном отрыве.
9. Типоразмеры профилей и расстояние между ними устанавливают расчетом, учитывая действующие нагрузки. Однако предпочтение отдают профилям: имеющим склеиваемые полки большей ширины; полученным прессованием, а не гибкой; выполненным без малки в плоскости склеивания.
10. Высокое качество прилегания может быть получено механической обработкой склеиваемых поверхностей профилей. Это особенно целесообразно при плохо растекающихся клеевых композициях, требующих большого давления в процессе отверждения. Подлежащие механической обработке профили должны иметь припуск по толщине полки в пределах 0,5—1 мм. Для защиты от коррозии механически обработанные поверхности элементов каркаса анодируют, покрывают грунтом и др. Систему защиты от коррозии устанавливает ВИАМ. Если механическая обработка невозможна, то предусматривают обжатие профилей совместно с обшивкой после предварительной «сухой» сборки под давлением 20—30 кГ/см2.
11. Края стрингеров закрепляют заклепками, чтобы повысить сопротивление нагрузкам, вызывающим отдир.
12. Компенсаторы, уголки, накладки и прочее должны быть приклепаны к профилям до их склеивания с обшивками, чтобы не допустить образования трещин в отвержденных клеевых прослойках.
13. Длину панелей вдоль стрингеров устанавливают в соответствии с принятыми методами производства и имеющимся оборудованием.
14. Панели со стрингерным набором не рекомендуется соединять с нервюрами, шпангоутами и другими элементами каркаса склеиванием, так как эти места конструкции могут нагружаться неравномерным отрывом. В качестве крепежных средств следует применять заклепки или болты.
15. Агрегаты собирают с базированием на каркас или по наружному контуру панелей. В первом случае точность агрегатов зависит от качества изготовления деталей каркаса. При втором все погрешности изготовления деталей идут во внутрь конструкции.
16. Конструктивные варианты соединения панелей с нервюрами, шпангоутами показаны на рис. 1.
17. Отверстия в обшивках являются концентраторами напряжений и поэтому обычно подлежат заделке.
Выбор способа заделки увязывают с назначением отверстия, его формой и размерами, с конструкцией панели (стрингерная, усиленная гофрами и т. п.) и технологией.
18. Отверстия в стенках клееных нервюр или шпангоутов под тяги управления делают небольшими. Наиболее технологичны отбортованные отверстия, получаемые при штамповке стенок нервюр.
74 Зак. 290
Рис. 1. Конструктивные варианты соединений панелей:
I — соединение панелей с нервюрами или шпангоутами между стрингерами н через уголки на стрингерах: II— соединение с базированием по наружному контуру; /// — соединение склеенной в приспособлении панели со шпангоутами через уголки.
Отбортовки у отверстий повышают жесткость стенок и позволяют уменьшить их массу. Отсутствие отбортовок потребовало бы увеличения толщины стенок или подкрепления их элементами жесткости. Усиление стенок в местах вырезов путем приклеивания к ним фланцевых втулок или накладок связано с необходимостью выполнения дополнительных технологических операций. Местное утолщение у отверстий, получаемое химическим фрезерованием, целесообразно тогда, когда одновременно подлежат такой же обработке другие участки стенок.
19. Накладки и фестоны приклеивают к обшивкам в целях их усиления на участках концентрации высоких напряжений (соединения с лонжеронами, нервюрами, шпангоутами, силовыми узлами и пр.).
20. Накладки рекомендуется приклеивать также для получения многоступенчатых переходов по толщине обшивок.
21. Накладки или фестоны приклеивают к обшивке заранее, до ее соединения с деталями каркаса.
22. Утолщение обшивок создают с внутренней стороны агрегата. Однако, чтобы не делать подсечек в профилях или исключить механическую обработку, накладки можно приклеивать с наружной стороны, но при обязательном удовлетворении требованиям аэродинамики.
23. Склеивание гладкой наружной и гофрированной внутренней обшивок носков, обогреваемых
585
www. vokb- la. spb. ru
Часть К Технологичность конструкций соединений
горячим воздухом, пропускаемым через каналы, значительно улучшает герметичность и качество поверхности по сравнению с клепкой.
24. Клей для склеивания носков выбирают в зависимости от рабочих температур противообледенительной системы.
25. Конструкция носков должна обеспечивать свободный подход ко всем клеевым швам для создания требуемого давления и нагрева при склеивании.
26. Носки рекомендуется склеивать двумя способами:
— внешнюю и внутреннюю (гофрированную) обшивки склеивают между собой, а затем к ним прикрепляют элементы каркаса (диафрагмы);
— внешнюю и внутреннюю обшивки склеивают между собой и одновременно с элементами каркаса (диафрагмами, стыковочными профилями); желательно, чтобы элементы каркаса имели разъем по хорде для создания равномерного давления на склеиваемые поверхности.
27. Соединения обшивки с диафрагмами выполняют клепано-клеевыми, так как эти участки работают на неравномерный отрыв. Кромки клеевых швов закрепляют заклепками, чтобы исключить разрушение.
Качество склеивания носков повышают уменьшением числа элементов в пакете. Площадь непрерывного склеивания внешней и внутренней обшивок делают минимальной. В зоне непрерывного склеивания во внутренней-обшивке дают отверстия, которые служат для выхода летучих составляющих клея при отверждении.
28. Носки клепают на прессах. Ударную клепку пневматическими молотками допускают в исключительных случаях. При этом заклепки изготовляют из мягкого материала и как можно меньшего диаметра.
29. Типы клепано-клеевых швов, применяемые в конструкциях, показаны на рис. 2.
Рис. 2. Типы клепано-клеевых швов.
30: В клепано-клеевых соединениях, как и в- обычных заклепочных, применяют типоразмеры заклепок и отверстия для них по нормалям. Типоразмеры устанавливают в зависимости от действующих нагрузок, материала и толщины пакета с учетом требуемой гладкости поверхности. При выборе форм закладных головок заклепок принимают во внимание не только аэродинамику, но и метод выполнения соединения.
Если давление в процессе склеивания создают заклепками, то форму закладной головки применяют плосковыпуклую (ЗПВ) или плоскую (ЗПЛ).
Указанные закладные головки имеют увеличенный диаметр по сравнению с заклепками типа ЗК и поэтому передают давление на большую площадь пакета. В потайных соединениях в этой связи отдают предпочтение заклепкам с углом развала 120° (ЗУ-120), а не 90° (ЗУ-90).
31. Выбор формы закладных головок заклепок не связывают с технологией, когда клепку производят после склеивания. Однако заклепки с полукруглой головкой (ЗК). нельзя ставить на участках, подлежащих групповой клепке.
32. Для любых типов клепано-клеевых швов замыкающие головки заклепок следует выполнять плоскими.
33. В клепано-клеевых соединениях, где заклепки ставят в предварительно склеенный шов, высота потайных закладных головок может быть даже несколько больше толщины обшивки, составляющей монолитный пакет с элементами каркаса.
36. Геометрические параметры клепано-клеевых швов следует определять после установления материала и толщины деталей, составляющих пакет, и типа соединения (встык, внахлестку и пр.).
37. Число рядов заклепок в швах и шаг между ними не лимитируются и устанавливаются в зависимости от компоновочных решений и требований прочности.
38. Тонкие обшивки (6 < 0,5 мм) рекомендуется перед постановкой заклепок склеивать с каркасом. Когда это невозможно, передачу равномерного давления на клеевую прослойку по всей длине шва через тонкие обшивки осуществляют заклепками, расположенными с небольшим шагом (t < 3 d) Однако большое число заклепок в шве невыгодно в отношении массы и трудоемкости.
39. Если при расчете на прочность работу7 клеевой прослойки не учитывают, то число заклепок в шве должно быть таким же, как в обычном заклепочном соединении. В этом случае увеличение несущей способности за счет клеевой прослойки идет в запас прочности. При учете работы клеевой прослойки создаются возможности для уменьшения диаметра и числа заклепок. В каждом конкретном случае этот вопрос решается на основании результатов расчета и предварительных испытаний.
40. Прочность соединений при неравномерном отрыве повышается заделкой законцовок швов заклепками, расположенными от края на расстоянии не более 2d.
41. Склеивание на прессе, в печи, автоклаве или в другом устройстве с последующим сверлением,
586
www. vokb- la. spb. ru
Гл. 6. Технологичность конструкций клеевых соединений
зенкованием отверстий и клепкой рекомендуется применять тогда, когда конструкция узла допускает установку его на это оборудование. Такой метод склеивания эффективен для клепано-клеевых соединений, выполненных на клее, отверждающемся при высокой температуре и давлении, а также при использовании тонких обшивок и заклепок, расположенных с большим шагом друг от друга.
42. Швы агрегатов больших габаритов (например, отсеков фюзеляжа) не рекомендуется склеивать в печи или автоклаве, так как может быть коробление вследствие неравномерного распределения массы.
В этом случае для склеивания целесообразнее применять переносные универсальные приспособления (после отверждения клеевбй прослойки производится образование-отверстий и гнезд, вставка заклепок и клепка). Для установки переносных универсальных приспособлений необходимо иметь в шве отверстия, расположенные так же, как штыри приспособления (рис. 3).
Рис. 3. Переносное приспособление для местного склеивания.
В качестве установочных отверстий используют отверстия под заклепки.
Переносные универсальные приспособления для местного склеивания применяют и тогда, когда в конструкцию агрегата входят детали, изготовленные из материалов, не допускающих нагрева до температуры отверждения клея.
43. Метод склеивания с созданием давления заклепками требует применения клеев, допускающих в процессе • отверждения контактное или весьма низкое давление (Р < 1 кГ1см2). Методу благоприятствуют толстые элементы пакета и небольшой шаг между заклепками. Он характеризуется простотой и позволяет обходиться без дорогостоящего оборудования. Однако такие соединения по трудоемкости несколько уступают обычным заклепочным.
44. Клепано-клеевые соединения проектируют—с учетом применения имеющихся средств механизации и автоматизации.
Особенности выполнения узлов сотовой конструкции
Выбор формы и размеров ячеек, материала фольги и высоты сотового заполнителя
В конструкциях обычно применяют типоразмеры сотовых заполнителей, указанные на рис. 4.
Сотовые заполнители с шестигранной формой ячеек наиболее технологичны и широко опробиюо-74*
ваны в условиях эксплуатации. С такими заполнителями выполняют конструкции с прямолинейными и криволинейными поверхностями.
Рис. 4. Типоразмеры сотовых заполнителей.
Размер стороны шестигранника, мм 2,5 2,5 2,5 4 4 4 5 5 5
Материал фольги А5Т
Толщина фольги, мм 0,03 0,04 0,05 0,03 0,04 0,05 0,04'0,05 0,08
Размер стороны шестигранника, мм 5 5 5 6 6 6
Материал фольги АМг-2Н
Толщина фольги, мм 0,04 0,05 0,08 0,04 0,05 0,08
Криволинейную поверхность получают фрезерованием либо выкладкой деформированных блоков сотовых заполнителей на формованной обшивке.
Размер ячеек, материал и толщину фольги, а также высоту сотового заполнителя выбирают, учитывая требуемую удельную прочность, теплостойкость и технологию изготовления
Показатели кратковременной статической прочности конструкций с различными типоразмерами сотовых заполнителей при сдвиге, отрыве, изгибе и поперечном сжатии приведены в табл. 6 и 7*.
Сотовые заполнители для нетеплостойких конструкций выполняют из фольги А5Т и АМг-2Н, а для теплостойких — из фольги АМг-2Н и САП.
* Данные не являются расчетными н приведены для справки.
587
www.vokb-la.spb.i
Часть V. Технологичность конструкций соединений
Таблица 6
Прочность образцов с сотовым заполнителем, изготовленным различными методами на клее ВК-32-200, при отрыве и сдвиге
Метод изготовления сотового заполнителя Характеристика сотового заполнителя Предел прочности, кГ/см3
размер стороны шестигранника, мм марка фольги толщина фольги, мм объемная масса, г/сл3 при отрыве при сдвиге
Температура г спытання, °C
+20 + 140 +200 +20 + 140 +200
2,5 АМг-2Н 0,03 0,085 46,1 21,4 14,3 17,6 13,1 10,5
Блочный (клей ВС-ЮТ) 4,18 0,03 0,055 32,9 14,3 11,7 15,3 10,7 7,2
4,18 0,05 0,068 34,7- 15,0 14,0 17,8 10,8 8,9
Растяжением пакетов 2,5 АМг-2Н 0,03 0,055 45,8 20,6 17,2 15,1 11,3 10,6
(клей ВК-3) 4,0 0,05 0,05 34,2 17,4 10,6 14,4 10,7 8,4
Таблица 7
Прочность образцов с сотовым заполнителем, изготовленным различными методами на клее ВК-32—300, при изгибе н поперечном сжатии
Метод изготовления сотового заполнителя Характеристика сотового заполнителя Вид испытания Разрушающая нагрузка, кГ, при температуре испытания образцов
марка фольги размер стороны шестигранника, мм в исходном состоянии после прогрева при /=175°С, 90 ч Г=210°С, 10 ч
+20° + 210° +20° +210°
Растяжением пакетов Блочный АМг-2Н 0,05 4,0 Изгиб * Г 220 185 170 167 170 127
ЗЦЦ 50
1 1 1 ' Сэ 1 *«5 —1
D19T.fi 0,8
Растяжением пакетов Блочный Поперечное i р сжатие 1 -(ПТПТП 18.1 31 12,5 10 16,6 10,5
сэ
_50
588
www.vokb-la.spb.ru
Гл. 6. Технологичность конструкций клеевых соединений
Основным методом изготовления сотовых заполнителей принят метод растяжения, обеспечивающий получение необходимой прочности соединений и являющийся наименее трудоемким.
Расположение дренажных отверстий в сотовых заполнителях
Сотовые заполнители выполняют с дренажными отверстиями и без них. Дренажные отверстия способствуют проникновению влаги во внутренние полости заполнителя и поэтому их предусматривают только тогда, когда обшивки приклеивают композициями, выделяющими при отверждении летучие составляющие.
При установлении числа и расположения дренажных отверстий учитывают необходимость сообщения между ячейками и возможность закрытия отдельных отверстий клеем в процессе склеивания конструкции. Обычно в различных плоскостях ячейки располагают не менее трех-четырех отверстий. Отверстия пробивают на несклеиваемых гранях заполнителя*.
В сотовых заполнителях с высотой h < 5 мм, применяемых в сотовых обшивках, дренажные отверстия располагают обязательно на середине высоты. Отверстия образовывают в склеенной заготовке пакета после фрезерования.
Допустимые габаритные размеры сотовых заполнителей
Сотовые заполнители желательно проектировать без стыков. Этим достигают уменьшения массы и снижения трудоемкости. В конструкциях заполнители преимущественно располагают так, чтобы наибольшие действующие нагрузки совпадали с направлением лент фольги.
Рекомендуемое расположение заполнителей в отдельных типовых узлах показано на рис. 5.
Размеры сотовых заполнителей, обеспечиваемые существующим специализированным оборудованием, приведены в табл. 8. Если размеры конкретного узла превышают указанные в табл. 8 значения, допускается соединение блоков между собой способами, описанными ниже.
Способы соединения блоков сотовых заполнителей между собой и с элементами каркаса
Блоки сотовых заполнителей соединяют между собой для увеличения размеров сотовых заполнителей; для усиления отдельных участков конструкции; для изменения направления лент фольги в смежных зонах; чтобы не фрезеровать уступы в сотовом заполнителе (см. рис. 6).
Соединительные швы в. сотовых заполнителях располагают в любом направлении относительно лент фольги.
Направление растяжения
Рис. 5. Рекомендуемое расположение сотовых заполнителей в конструкциях узлов:
а, б — в панелях; в — в хвостовых отсеках узлов; г — в агрегатах цилиндрической или конической формы.
Таблица 8
Оборудование
Наибольшие размеры сотового заполнителя,
мм
длина 1 прн 300 листах в пакете ширина b высота Л*
Автомат АСП-250М
Автомат АСП-1200М
Автомат
АСП-1000 **
1307 (й—5)
1559 (в=5)
1559 (д=6)
650 (<г=2,5)
1040 (в=4)
1307 (а=5)
1559 (л=6)
335 250
900 460
740 315
Эскиз
* Наибольшую высоту сотового заполнителя, получаемую растяжением, устанавливают в зависимости от размера ячейки, материала и толщины фольги.
* * Основная базовая модель.
* Допускается попадание отдельных отверстий в склеиваемые грани при условии наличия дренажных отверстий в этой ячейке на несклеиваемых гранях.
При параллельном расположении блоки соединяют между собой «грань к грани», «ячейка к ячейке», через ленту и путем заливки клеевыми композиция-
589
www.vokb-la.spb. I
Часть V. Технологичность конструкций соединений
ми. При расположении под любым углом блоки соединяют по прикатанным поверхностям или заливкой клеевой композицией (рис. 7).
Сотовые заполнители с элементами каркаса соединяют способами, показанными на рис. 8.
Заделка кромок узлов
Кромки узлов заделывают для обеспечения необходимой прочности, герметичности и крепления к основной конструкции. Выбор способа заделки увязывают с конструктивной схемой стыковки узлов, требуемой прочностью, возможностью получения минимальной массы и технологичностью.
В изделиях наиболее распространены заделки вкладышами, Z-образным профилем, ]-образным профилем, стеклотканью, пропитанной связующим, загибом внутренней и наружной обшивок (рис. 9).
Л
а
Мннщщнн
S
6
Рис. 6. Соединение блоков сотовых заполнителей между собой:
а — для увеличения размеров сотовых заполнителей; б — для усиления отдельных участков конструкции; в — для изменения направления лент фольги в смежных зонах; г — чтобы не фрезеровать уступы в сотовом заполнителе.
г
а
"ШИ
д
&
6
Рис. 7. Способы соединения сотовых заполнителей:
а — «грань к грани», «ячейка в ячейку», через ленту и заливкой клеевой композицией; б — прикатанными поверхностями н заливкой клеевой композицией; в — заливкой клеевой композицией.
Рис. 8. Способы соединения сотовых заполнителей с элементами каркаса:
а — прикатанными боковыми гранями сотовых заполнителей; б — не прикатанными боковыми гранями сотовых заполнителей; в — заливкой клеевой композицией.
Рнс. 9. Способы заделки кромок агрегатов:
а — вкладышами; б — Z-образным профилем; в—]-образным профилем; г — стеклотканью, пропитанной связующим; д — загибом внутренней или наружной обшивок; е — заклепками, поставленными в выштампованные гнезда; ж — за-концовочным профилем, склепанным с обшивками; з — перегибом обшивок («книжка»); и — роликовой электросваркой; к — петлей.
Материалом для вкладышей служат алюминиевые и магниевые сплавы, стеклотекстолит и различные смолы, наносимые на кромки узлов.
Примечание. Изготовление вкладышей из материалов, имеющих отличные от основных элементов коэффициенты линейного расширения, приводит к появлению после склеивания остаточных деформаций.
Вкладыши вследствие их сплошности дают значительный прирост массы и поэтому область их применения ограничивают тонкостенными сотовыми обшивками и панелями небольшой высоты. Такой способ заделки технологичен, так как позволяет подавать на сборку вкладыши после механической обработки с заданными отклонениями по высоте.
При запрессовке сотовый заполнитель несколько деформируется. Обычно обшивки соединяют с вкладышами помимо склеивания заклепками, шаг между которыми устанавливают большим, чем в обычных заклепочных соединениях.
590
www.vokb-la.spb.ru
Гл. 6. Технологичность конструкций клеевых соединений
Для образования ступеньки кромки узлов заделывают гнутыми прессованными дюралюминиевыми профилями Z-образного сечения. Одну из полок профиля соединяют с внутренней поверхностью обшивки, вторую — с наружной поверхностью другой обшивки либо располагают ее между обшивкой и сотовым заполнителем. Если высоты профиля и панели не согласованы, соединение может оказаться некачественным. Увеличение или уменьшение этого размера у профиля приведет к появлению зазора между одной из полок и обшивок. При расположении полки профиля между обшивкой и сотовым заполнителем увязать размеры будет еще труднее. Кроме того, под полку профиля потребуется фрезеровать уступ в сотовом заполнителе, что нежелательно в технологическом отношении.
Поэтому Z-образные профили лучше выполнять гнутыми и тонкостенными, а их полки надо располагать на обшивках. Стенки таких профилей легко изгибаются, компенсируя несогласованность размеров. В качестве примера может быть приведена сотовая обшивка, у которой кромки заделаны Z-об-разным профилем из алюминиевого сплава.
Профили ]-образного сечения располагают с внутренней или наружной стороны панели. Применение подобных профилей с наружной стороны исключает фрезерование сотовых заполнителей и не вызывает значительного увеличения массы.
Внутренние профили лучше ставить прессованными, учитывая более высокое качество их поверхности и более жесткие отклонения по высоте. Обшивки с полками внутренних профилей обязательно-склеивают, а иногда дополнительно клепают.
Способ заделки кромок стеклотканью, пропитанной связующим, является технологичным и эффективным в отношении уменьшения массы конструкции.
Он не требует точного фрезерования скосов на сотовом заполнителе и выдерживания жестких допусков по высотО узла.
Штамповку -гнезд под заклепки производят при наличии тонких обшивок.
Законцовочные профили, например, рулей, элеронов создают высокую жесткость кромкам узлов. Их изготовляют из магниевых сплавов, стеклотекстолита и других материалов. Профили соединяют с обшивками па клее и заклепками или только заклепками. Массу профилей уменьшают отверстиями облегчения, располагаемыми между заклепками. Клепку по закопцовочному профилю ведут на стационарных или переносных прессах.
В хвостовых отсеках ряда агрегатов кромки заделывают перегибом обшивок с вкладышем.
Заделку законцовок роликовой сваркой выполняют без вкладышей и стрингеров, что позволяет уменьшить массу конструкции и снизить трудоемкость процесса.
Шомпольные соединения устанавливают в узлы типа крышек люков, створок, которые периодически открываются или снимаются при эксплуатации.
Выполнение участков узлов и агрегатов, воспринимающих сосредоточенные нагрузки
Сосредоточенные нагрузки, прикладываемые к отдельным участкам сотовых конструкций, передают через профили, вкладыши и. другие элементы, вклеиваемые между обшивками и сотовым заполнителем.
При отсутствии внутренних жестких элементов в сотовых конструкциях в процессе образования замыкающих головок заклепок или затяжки болтов могут наблюдаться смятие сотового заполнителя, появление на поверхности листов лунок и потеря устойчивости стержней заклепок.
Некоторые конструктивные решения участков, воспринимающих сосредоточенные нагрузки, показаны на рис. 10.
11111111Ш111111Н1
3 г.
Рис. 10. Выполнение участков конструкций, воспри-нимнющих сосредоточенные нагрузки:
а — уплотненный сотовый заполнитель; б — заливка специальной композицией; е — вклеенные в сотовый заполнитель профили; г — профили с полками, вынесенными наружу панели; д — профиль прямоугольного сечения, вклеенный в сотовый заполнитель; е, ж — вклеенные в сотовый заполнитель втулки; з — втулки с фланцами, приклепанными к обшивке.
Соединение обшивок между собой, с сотовым заполнителем и элементами каркаса.
В сотовых конструкциях не рекомендуется применять обшивки, составленные из отдельных частей. При крайней необходимости обшивки можно соединять между собой одним из способов, показанных на рис. 11.
591
www.vokb-Ia.spb.
Часть V. Технологичность конструкций соединений
Ь
Рис. 11. Соединение обшивок между собой на сотовом заполнителе:
а — внахлестку; б — встык с накладкой; в — через вкладыш.
В сотовых конструкциях наиболее ответственным является соединение обшивок с сотовым заполнителем и элементами каркаса. Прочность соединений должна быть такой, чтобы обеспечить при эксплуатационных нагрузках совместную монолитную работу указанных деталей. Сотовые конструкции выполняются герметичными, и поэтому соединения должны удовлетворять соответствующим требованиям. Конструктивная схема соединения обшивок с сотовым заполнителем и элементами каркаса показана на рис. 12.
Рис. 12. Соединение обшивок с сотовым заполнителем и элементами каркаса.
На склеиваемые поверхности каждой обшивки наносят подслой жидкого клея, к которому в местах склеивания с сотовым заполнителем прикатывают клеевую пленку. Торцы сотового заполнителя покрывают двумя-тремя слоями жидкого клея. На элементы каркаса наносят обычно один слой жидкого клея. После склеивания в местах соединения торцов сотового заполнителя с обшивками образуются галтели, величина которых в определенной мере влияет на прочность.
Повышение прочности соединения обшивок с сотовым заполнителем получают при уменьшении размера ячеек. Чем меньше размер ячеек, тем больше площадь соединения. Однако с уменьшением размера ячеек увеличивается масса заполнителя.
Уменьшение размера ячеек компенсируют уменьшением толщины и повышением предела прочности материала фольги.
Обшивки приклеивают к сотовому заполнителю и элементам каркаса одновременно. Участки обшивок, Склеиваемые с лонжеронами и нервюрами, выполняют обычно большей толщины. Местное увеличение толщины получают травлением обшивок либо приклеиванием к ним специальных накладок, лент и проч. При невысоких аэродинамических требованиях к качеству обтекаемых поверхностей накладки и ленты располагают с наружной стороны (рйс. 13). Это делают для того, чтобы не фрезеровать в сотовом заполнителе уступы.
Рис. 13. Расположение накладок с наружной стороны обшивок.
Обшивки помимо склеивания крепят к каркасу клёпано-клеевыми соединениями. Сначала обшивки приклеивают к каркасу одновременно с сотовым заполнителем, а затем сверлят и зенкуют отверстия, вставляют заклепки и клепают. Клепку производят на прессе, чтобы избежать образования микротре-щйн в клеевой прослойке.
Соединение сотовых панелей между собой и с элементами каркаса
Сотовые панели соединяют между собой через элементы каркаса (шпангоуты и нервюры) или без них. Непосредственно между собой панели соединяют в целях наращивания по длине или ширине, а.также в тех случаях, когда это вызывается требованиями конструкции.
При проектировании стыков стремятся получить высокий коэффициент прочности шва, гладкие переходы ПО наружной поверхности и наименьшие затраты при изготовлении.
Панели соединяют таким образом, чтобы одна сторона стыка, а именно наружная, была лишена накладок или других деталей, образующих выступы.
Соединительные вкладыши устанавливают между обеими обшивками панелей. Соединение панелей Внахлестку осуществляется посредством болтов (рйс. 14, а). В качестве профилей применены вкладыши уголковой формы.
Фланцевое соединение панелей позволяет улуч-iiiHtfa качество поверхности. В таком соединении НаЖШ> обеспечить перпендикулярность поверхности стыйй профилей оси панелей (рис. 14, б).
592
www.vokb-la.spb.ru
Гл. 6. Технологичность конструкций клеевых соединений
Рис. 14. Способы соединения сотовых панелей между собой:
а — внахлестку; б — фланцевое; в — через вкладыш.
Наиболее технологичное соединение — через обычные вкладыши (рис. 14, в). Вкладыши изготовляют металлическими или неметаллическими. Сплошные вкладыши эффективны в отношении массы при небольшой высоте панели (когда h — = 10—15 мм). В панелях большей высоты вкладыши по возможности делают полыми.
Способы соединения панелей между собой через элементы каркаса показаны на рис. 15.
Рис. 15. Способы соединения сотовых панелей между собой через элементы каркаса:
« — с помощью накладки и профиля; б, в — с помощью профиля; г — с помощью специальных профилей.
Л ИТЕРАТУРА
1. Технологичность конструкций клеевых соединений. Рекомендации по технологичности самолетных конструкций. Кн. II. М., Оборонгиз, 1963.
2. Берсудский В. Е. Сравнительные технико-экономические показатели заклепочных и клеевых соединений. «Авиационная промышленность», 1962, № 1.
3. Б е р с у д с к и й В. Е„ К р ы с и н В. Н., Л е с н ы х С. И. Производство сотовых конструкций. М., «Машиностроение», 1966.
4. Б е р с у д с к и й В, Е., Кантер Г. Г. и др. Влияние технологических факторов на прочность клепано-клеевых соединений. М., ГОСИНТИ, 1963.
5. Кардашов Д. А. • Синтетические клеи. М., «Химия», 1964.
6. М и х а л е в И. И., К о л о б о в а 3. Н., Б а т и з а т В. П. Технология склеивания металлов. М.,'«Машиностроение», 1965.
7. Изготовление и контроль сотовых клееных конструкций пз алюминиевых сплавов. РТМ-984. НИАТ, 1961.
8. Методы и средства выполнения и контроля клепаноклеевых соединений. РТМ-1093. НИАТ, 1965.
9. Технологические основы проектирования клееных конструкций из алюминиевых сплавов. РТМ-1245. НИАТ, 1969.
10. Хертель Г. Тонкостенные конструкции. М., «Машиностроение», 1965.
75 Зак. 290
593
www.vokb-la.
ЧАСТЬ ШЕСТАЯ
ВЫБОР МЕТОДОВ И СРЕДСТВ КОНТРОЛЯ
75*
595
www. vokb- la .spb. ru
Составители: Е. М. АБРАМОВ, Н. Т. АЗАРОВ, О. И. БОРИСОВ, Н. Н. ДЕПЛОРАНСКИЙ, канд. техн, наук В. А. ДОБРОМЫСЛОВ, А. П. ИВАНОВ, канд. техн, наук Н. С. МАКСИМОВА, Н. В. ПЕНЧУК, докт. техн, наук, проф. С. В. РУМЯНЦЕВ, Э. И. РЫБАКЕВИЧ, канд. техн, наук В. М. САПОЖНИКОВ, В. В. ТРОФИМОВ, В. К. ШАПОВАЛОВ
СОДЕРЖАНИЕ
Стр.
ГЛАВА 1. Выбор методов н средств неразрушающего контроля .... 597
ГЛАВА 2. Метрологическая технологичность деталей..........................617
Ж
www.vokb-la.spb.ru
ГЛАВА 1
ВЫБОР МЕТОДОВ И СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
597
www.vokb-la.s
СОДЕРЖА Н И Е
Стр.
Методы радиационной дефектоскопии . . 599
Ультразвуковые методы контроля .... 607
Электромагнитные методы контроля . . 610
Методы и средства контроля герметичности гидрогазовых систем и их элементов . .611
598
www. vokb- la .spb. ru
Гл. 1. Выбор методов и средств неразрушающего контроля
Методы неразрушающего контроля используются в производстве главным образом в целях обеспечения прочности изделий и их надежности при эксплуатации. Эти методы позволяют контролировать ход производственных процессов, способствуют улучшению конструктивных решений, снижению стоимости, повышению качества и ресурса изделий.
В табл. 1 показаны возможности различных методов неразрушающего контроля по выявлению дефектов основных технологических процессов, успешное же применение их для конкретных целей связано с обеспечением дефектоскопической технологичности изделий при конструировании. Поэтому вопросы неразрушающего контроля качества новых изделий должны ставиться перед технологами, в том числе специалистами по неразрушающим методам контроля, на ранних стадиях проектирования.
Требования по дефектоскопической технологичности, предъявляемые к конструкциям сварных, паяных и литых деталей, узлов и изделий, состоят в основном в следующем:
1. При проектировании изделий необходимо вводить научно обоснованные нормы допустимых дефектов конструкций, учитывающие влияние технологических дефектов на механические (эксплуатационные) свойства контролируемых объектов. Эта оценка должна включать в себя характеристику влияния дефектов на прочность деталей в связи с различной чувствительностью сварного и паяного соединения и литой детали к дефектам различного
характера и размеров, их расположением и ориентацией в поле напряженного состояния, условиями работы конструкции (режим, степень и длительность нагружения, влияние среды, характер и концентрация напряжений и т. д.). Четкое и обоснованное определение допустимых дефектов позволяет выбрать наиболее технически эффективный и экономически выгодный метод неразрушающего контроля.
2. Конструкции контролируемых объектов должны обеспечивать возможность проведения неразрушающего контроля одним или несколькими методами (см. табл. 1) по оптимальным, с точки зрения выявляемое™ дефектов, схемам и методикам. При этом к конструкциям предъявляются специфические требования по обеспечению доступа к контролируемым участкам со средствами неразрушающего контроля, а также по размещению и перемещению этих средств в соответствии с оптимальными схемами. Эти требования рассматриваются в соответствующих разделах этой главы.
3. Конструкциями изделий должна обеспечиваться высокая производительность контроля. В частности, должна быть обеспечена возможность механизации и автоматизации операций установки контролируемых объектов и средств неразрушающего контроля в требуемое положение с помощью специальных манипуляторов.
Выполнение вышеперечисленных основных требований дефектоскопической технологичности при конструировании изделий снижает затраты на их последующую доработку и сокращает сроки и стоимость освоения в серийном производстве.
МЕТОДЫ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ
ХАРАКТЕРИСТИКА МЕТОДОВ
В основе радиационных методов обнаружения дефектов лежат законы ослабления ионизирующих излучений веществом. В зависимости от способа регистрации излучения, прошедшего через контролируемый объект, различают два основных метода
радиационной дефектоскопии: радиографический, когда теневое изображение просвечиваемых элементов конструкций регистрируется на рентгеновской пленке или ксерорадиографической пластине, и метод радиационной интроскопии (внутривидение в материалах), когда изображение наблюдается непосредственно во время просвечивания на экране
599
1
Неразрушающие методы дефектоскопического контроля Таблица 1
Виды дефектоскопического контроля Основные методы контроля • Общие внды дефектов виды дефектов в заготовках, деталях, соединениях по технологическим процессам
Заготовки, полученные методами пластического деформирования Литье Механообработка Термообработка Сварка плавлением и пайка Покрытия
поверхностные микро-трещнны поверхностные трещины внутренние трещины и другие несплошности включения и ликвации отклонения по толщине расслоения закаты, заковы волосовины флокены включения отклонения по толщине трещины раковины и включения рыхлоты ликвации поверхностные трещины макронеровности поверхностей отклонения по толщине | поверхностные трещины внутренние трещины трещины непровары и непропаи включения । отклонения по толщине отслоение покрытий трещины
Радиационный Радиография 0 (2) +(2) 4 0 0 + (2) 4* 4- 4* — 4(2) +(2) 4- 4- (4)
Метод радиационной интроско-пин (1) 0(2) +(2) + 0 +(2) 4- 0 “б“ — — +(2) 4- 4
Ультразвуковой и звуковой Контакт-ный эхо-метод Продольные колебания Сдвиговые колебания + + 0 0 — — 0 0 0 0 "б" 0 4" 0 0 0 — — —
0 4- 0 — — т— 0 0 0 0 — 4- 4- 4- 0 — —.
Поверхностные (6) н нормальные волны (нолны Лэмба) + 0 — 4- 0
Иммерсион-. иый эхометод Продольные колебания + 4 0 4 — 4- 0 0 4- 4- 4- 0 0 4- 0 0 0 0 —
Сдвиговые колебания 0 + 4- 0 — — 0 0 0 0 4" 4- 4- ——- — _—
Поверхностные (6) н нормальные волны (волны Лэмба) 4 i. 0 — ) 0. 0
хеневой метод + 0 4 0 0 0 0 4- 0 0 —
Импедансно-акустический метод (6) + 0 4- — — 4 т
Резонансный метод 0 4- 0 —— 0 0 0 — 0 0 —
Метод свободных колебаний 0 0 — — 0 —- —
Магнитно-порошковый (5) Переменный ток, мокрый метод 4- 4 4- 4- 4- 4- 4- 4- 0 —_—
Переменный ток, сухой метод 0 + 4- 4- 4- 4- 4- 4- 0 —
Постоянный ток, сухой метод 0 0 + 4- 4- 4- 4- 4- 4 0 — —
Электромагнитный
Вихревые токи 0 — 4- 0 ——* 0 — 0 0 0 4- 0 0
Феррозондовый метод (5) 0 + — 4- 4- 4- 4- 4- 4- 0 —
Метод проводимости на постоянном токе 0 0 + 0 0 0 0 0 — 0 0 0 — 0
Люминесцентный (цветной) О б о з т Прим Метод проникающих жидкостей (3; Метод люминесцентных жидкостей (3) । а че ви я: -) рекомендуемый мет 0 — выявляемость дефеь метод характеризуй незаполненные квадрат! е ч а н и я: (1) — метод радиационно кую выявляемость л (2) — методами радиацио иия расположено в (3)—проникающими жил (4) — хорошие результат (5) — методы применяютс (6) - глубина залегания 0 0 0 — 4- 4- 4 0 — Т
+ од; стов 1ТСЯ э! М й ин [ефе] иной плос КОСТ ы да я дл дефе 4" хуж низк етод трос ктов, де<3 КОСТ ям и ет п я КО ‘КТОЕ е, че ой в не копи чем ектс и ра обнг риме нтро до м п ыяв при и п пр ско скр ФУ> иен ля 2 м ри ляе мен ри и к пик ыти кив ие маг м. нспс мост им. КОНТ онтр тре я тр аютс радр ннтн 0 льзо ью / роле оле щи и ещи1 я де юизс ых ь 0 ваиг 1ефе спл сп ла ы вы -i; фект )Т0П1 сате^ и р€ КТОВ авов вов явля ы, и 1ЫХ шале ком на на 01 JOTCF иеюг изме )в. В гиду осно снов лу1 цие рите ыяв; емог ве м е же ше выхс лей 1яют 0 м агн лез в ел Д Н тол ся ; ето ия, а; уча а п ЩН1 (еф< да; алк е, е ове ш ЭКТ1 4 >мин “ели )ХНО чокр >i иа ия и иап{ сть; ытиГ пов ти )ав/ ipx гана 1еии< ноет обес г рас и и н + печи прос а гл 0 вает траи убин бо ени е д< лее я из э 2— выс луч Зм. 4- о-е- «;
Часть VI. Выбор методов и средств контроля
www.vokb-la.spb.ru
Гл. 1. Выбор методов и средств неразрушающего контроля
преобразователя ионизирующего излучения в видимый свет или на телевизионном экране. В качестве преобразователей излучения в этом случае используются флюороскопические экраны, сцинтилляционные кристаллы, рентген-видиконы и электроннооптические преобразователи изображения (ЭОП).
ОБЛАСТЬ ПРИМЕНЕНИЯ
Методы радиационной дефектоскопии при изготовлении летательных аппаратов могут быть применены для контроля качества
литых заготовок корпусных деталей (отсеки, элементы фюзеляжа и т. д.), панельных деталей (панели и элементы крыла, оперения, фюзеляжа), а также конструктивных элементов типа кронштейнов, качалок, рычагов, фланцев и т. д.;
сварных соединений листового материала, профилей и труб (шпангоуты, нервюры, балки, трубопроводы и т. д.), сварных соединений деталей, обрабатываемых резанием (цилиндры и штоки шасси, рамы, подкосы ит. д.), и других сварных деталей;
паяных соединений элементов изделий, в том числе трубопроводов;
собранных узлов и механизмов изделий, контролируемых в целях определения взаимного расположения деталей или нарушений их целостности.
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ МЕТОДОВ И СРЕДСТВ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ
Те или иные методы и средства радиационной дефектоскопии выбираются в зависимости от предъявляемых к контролируемым детали или узлу требований, вытекающих из условий их эксплуатации, конструктивных особенностей изделий, а также требований по чувствительности и производительности контроля.
Радиографический метод радиационной дефектоскопии обладает высокой чувствительностью к дефектам в сварных и паяных соединениях, литых деталях и собранных узлах изделий (табл. 2) и документальностью.
Производительность радиографического метода контроля составляет ориентировочно 2—4 пог. м св. шва/ч или 1—2 м2 литья/ч. Трудоемкость контроля 1 пог. м сварного шва примерно равна 1—2 чел-ч; 1 м2 литья — Г,5—3,0 чел-ч.
При механизации и автоматизации основных операций радиографического контроля его трудоемкость снижается примерно в 2 раза.
Метод радиационной интроскопии менее трудоемок: в 3—5 раз, имеет примерно во столько же раз меньшую стоимость по сравнению с радиографией. Чувствительность этого метода к дефектам в настоящее время в 2—4 раза ниже чувствительности, достигаемой в радиографии.
Метод радиационной интроскопии рекомендуется применять главным образом для контроля качества литья из легких сплавов, в частности как метод предварительной разбраковки.
Таблица 2
Абсолютная чувствительность радиографического метода контроля (минимальные размеры дефектов, выявляемых по рентгеновским и гамма-снимкам) в зависимости от типа дефекта, толщины и рода материала
мм
Тип выявленного дефекта Размеры выявляемого дефекта в направлении просвечивания при различной толщине материала
2,5 10,0 20,0
Сталь Трещины и непровары с шириной раскрытия 0,025 мм* Шлаковые включения, включения вольфрама, газовые поры Сплавы на основе алюминия Трещины и непровары с шириной раскрытия 0,025 мм* Окисные включения, включения вольфрама, газовые поры * При направлении пр щем угол с плоскостью ра лее 10—15°. 0,1 0,25 0,2 0,3 эсвечива! скрытия 0,2 0,3 0,3 0,5 ИЯ, сост дефекта 0,3 0,5 0,4 1,0 авляю-не бо-
Некоторые сварные соединения подвергаются радиационно-дефектоскопическому контролю многократно, например до и после термообработки. При этом в ряде случаев также экономически целесообразно применять метод радиационной интроскопии, оставляя радиографический контроль только на заключительной стадии.
В качестве источников ионизирующего излучения в радиационной дефектоскопии используются рентгеновские аппараты, ускорители электронов (в том числе бетатроны) и радиоактивные изотопы в специальных гамма-установках. Конкретный источник излучения выбирается в зависимости от толщины материала контролируемого участка, исходя из условий возможного к нему доступа, конструктивных особенностей детали или узла, их расположения в изделии, габаритов и массы источников излучения (табл. 3, 4 и 5):
а) для просвечивания сварных, литых и паяных деталей, узлов и элементов изделий из стали, сплавов на основе титана, алюминия и магния в стационарных условиях рентгеновских лабораторий рекомендуются передвижные кабельные рентгеновские аппараты;
б) для контроля деталей, элементов и узлов, сборка и сварка которых проводится в стапелях и стендах в условиях цеха, могут быть рекомендованы переносные моноблочные рентгеновские аппараты;
в) гамма-дефектоскопические установки рекомендуется применять для контроля металлов большой толщины, недоступной для просвечивания с по-
76 Зак. 290
601
www. vokb-la.spb. I
Часть VI. Выбор методов и средств контроля
Источники ионизирующего излучения в радиационной дефектоскопии
Таблица 3
Толщина в мм исследуемого сплава на основе Радиоактивные источники излучения Источники рентгеновского излучения
изотоп энергия основных линий спектра излучения, кэв тип аппарата для просвечивания
Fe Ti Al Mg тип аппарата для просвечивания напряжение, кв
<4 <12 <60 <80 Smi«* Gdiss* 61 97; 103 РК-2 РУТ-60-20-1 РУП-120-5-1 РУП-150-10-1 10-60 50-80 35—80
1-20 2-40 5-150 10-200 Tm170 53, 84 и тормозное излучение с ЕЭфф — 250 кэв РК-2, У ГД-3, РИД-21 М ГУП-Тт-0,5-3 РУП-120-5-1 РУП-150-10-1 РУП-200-5-1 РУП-200-20-5 60-120 60—140 60—140 60—140
2-40 4-70 10—200 15-260 Se« Srso—Y«> 75; 130; 280; 405 Тормозное излучение с ЕЭфф = 350«зв РК-2; ГУП-Тт-0,5-3; РИД-21М; ГУП-к-5-2 УГД-3 РУП-150/300-10-1 РУП-200-5-1 РУП-200-20-5 90—180 90—180 . 90—180
10-60 15-100 45-250 65-300 IrW2 295; 316; 468; 604 ГУП-1Г-5-2, РК-2, УГД-3, РИД-21 М РУП-200-5-1 РУП-200-20-5 РУП-150/300-10-1 РУП-400-5-1 140-200 140-200 140-300 250—400
30-100 50-170 95-300 130-420 Cs137 Eu>w 661 122; 344; 963; 1405 ГУП-Со-0,5-3 ГУП-Со-5-3 ryn-Cs-2-l ГУП-Сз-20-2 УГД-3 РУП-150/300-10-1 РУП-400-5-1 180- 300 250-400
60-200 100—340 190—550 280—820 Co30 1170; 1330 ГУП-Со-5-3 ГУП-Со-50-3 РУП-400-5-1 250-400
100-500 175-800 280—1400 450—2000 Бетатроны иа 15, 25 и 30 Мэв
* В стадии разработки и освоения.
Технические данные рентгеновских аппаратов
Таблица 4
Тяп аппарата Тип рентгеновской трубки Размеры кожуха рентгеновской трубки, мм Масса аппарата, кг Мощность, кет Конструктивное исполнение аппарата
РУТ-60-20-1 1БПВ1-60 97X135X520 280 2,5 Передвижной кабельный
7Л2 1БДМ6-75 330X250X200 29 2,0 Переносной моноблочный
РУП-120-5-1 0.4БПМ2-120 300X250X540 Пульт управления—30; блок-трансформатор—45 2,0 я
РУП-150-10 а) 1.5БВП-7-150 с выносным анодом; б) 0.3БПВ-6-150 острофокусная 0 270x880 (длина вынесенного анода 230 мм) 0 270x810 670 2,5 Передвижной кабельный
РУП-200-5-1 0.7БПМЗ-200 270X450x750 Пульт управления—30; блок-трансформатор—82 3 Переносной моноблочный
РУП-200-20-5 ЗБТМ1-200 1.5БПМ1-200 0 300x865 750 7 Передвижной кабельный
РУП-150/300-10 1.5БПВ-7-150 О.ЗБПВ-6-150 2.5БПМ-4-250 0 270X880 0 270x810 195X340X720 1000 5 Передвижной кабельный
РУП-400-5-1 1.5БПВ2-400 0 550X980 (длина вынесенного анода 590 мм) 600 4 Передвижной моноблочный
602
www.vokb-la.spb.ru
Гл. 1. Выбор методов и средств неразрушающего контроля
Таблица 5
Технические данные гамма-установок
Тип установки Источники излучения Мощность экспо зиционной дозы гамма-нзлучения на расстояния 1 м,х 10~3 р/сек Габаритные размеры установки, мм Масса, кг Конструктивное оформление установки
РК-2 TiP70 Se« Iriw 0,12 0,47 1,20 1720X1700X1700 40 (со штативом—100) Универсальная шлангового типа переносная
УГД-3 То же 0,12 0,47 1,20 1200x811X1800 400 Стапионариая с панорамным и направленным просвечиванием
ГУП-Тт-0,5-3 Tu>™ 0,12 700X600X900 12,5 (со штативом—19) Переносная. Угол раствора пучка 53°
ГУП-к-5-2 lr‘92 1,20 700X600X900 13,5 (со штативом—20) Переносная. Возможно панорамное просвечивание с углом раствора 53°
ryn-Cs-2-l Cs>3’ 0,47 1350X400X600 39 То же, с углом раствора 40°
ГУП-Сз-20-2 Csl87 4,66 1500X1450X2220 210 Стационарная. Угол раствора пучка 40°
ГУП-Со-0,5-3 Co80 0,12 1500X1450X2220 220 Передвижного и переносного типа. Угол раствора 40°
ГУП-Со-5-3 1,20 2600x2200x 2400 650 Стационарная. Угол раствора пучка 53°
ГУП-Со-50-3 ' V 12,0 2600X2200x2400 700 То же
Гамма-дефектоскоп .Стапель" lrW2 1,20 Радиационная головка с подставкой: 155X192X185 10 (с пультом управления—15) Переносная. Угол раствора пучка 53°
Гамма-дефектоскоп .РИД-11" » 0,12 0,60 1,20 Радиационная головка: 240X130X264 Пульт управления: 250X104X190 13 9 Портативная, шлангового типа. -Предназначена для фронтального и панорамного просвечивания
Гамма-дефектоскоп .Газпром" Csl»’ 0,47 Радиационная головка: 130X180X230. Перезарядный контейнер: 364x280 x 365 20 60 Переносная
Гамма-дефек-ТОСКОП .РИД-22" » 4,66 Радиационная головка: 340x420X340. Тележка: 900x 750x1300. Перезарядный контейнер: 364X280x365 50 190 60 Переносная. Снабжена сменными коллиматорами для получения пучка различной формы и размеров. Имеет программное управление , выпуском пучка излучения
Гамма-дефектоскоп .Лабиринт" » 0,47 0,12 Радиационная головка: 120x180x400. Магазин-контейнер: 275x323X365 25 ПО Универсальная, шлангового типа, переносная. Возможно панорамное просвечивание или с углом раствора пучка 53°. Имеет электромеханический дистанционный привод
Гамма-дефектоскоп .РИД-21М" Cs’87 Csisr lrl»2 Tui’0 0,47 0,12 1,20 0,02 Радиационная головка: 280X275X160 Пульт управления: 296X356X98. Магазин-контейиер: 275X323X365 25 6 ПО То же. Имеет ручной дистанционный привод
76*
603
www. vokb- la.spb.ru
Часть VI. Выбор методов и средств контроля
мощью рентгеновских аппаратов; сложных агрегатов, сварных и литых узлов, конструкция которых исключает возможность рентгеновского просвечивания; кольцевых сварных швов крупногабаритных цилиндрических н сферических сварных изделий, контроль которых рентгеновским излучением, в том числе с использованием рентгеновских трубок с вынесенным анодом, менее эффективен; агрегатов, сварных соединений и литья в полевых условиях, когда возможность рентгеновского просвечивания исключена, а также во всех случаях, когда отсутствует рентгеновская аппаратура или нельзя применять другие методы контроля.
Следует иметь в виду, что для выполнения работ по радиационно-дефектоскопическому контролю помимо оборудования, перечисленного в табл. 3, лаборатория должна быть оснащена специализированным оборудованием и оснасткой.
Методика, техника и порядок проведения работ по радиационно-дефектоскопическому контролю сварки, пайки и литья изложены в производственной инструкции НИАТ ПИ-153—69 «Контроль сварки, пайки и литья методами радиационной дефектоскопии».
ОБЕСПЕЧЕНИЕ ДЕФЕКТОСКОПИЧЕСКОЙ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ, ПОДВЕРГАЕМЫХ РАДИАЦИОННО-ДЕФЕКТОСКОПИЧЕСКОМУ КОНТРОЛЮ
Успешное применение методов радиационной дефектоскопии при контроле качества сварных, паяных и литых конструкций обусловливается получением на рентгеновской пленке или другом преобразователе излучения резкого и контрастного теневого изображения дефектов контролируемых участков, создаваемого источником ионизирующего излучения.
При этом необходимо учитывать следующее.
Абсолютные размеры выявляемых дефектов увеличиваются приблизительно пропорционально той толщине материала, которую проходит излучение при просвечивании контролируемого участка. Поэтому оптимальными схемами просвечивания в подавляющем большинстве случаев предусматривается просвечивание контролируемых участков по сечению с наименьшей протяженностью материала.
Изображение дефектов на рентгеновской пленке или другом преобразователе излучения размывается в связи с тем, что источник излучения обладает определенной протяженностью. Это ухудшает выяв-ляеМость дефектов тем в большей степени, чём дальше от дефекта создается его изображение. .
С учетом этого при конструировании деталей и узлов, подлежащих радиационно-дефектоскопическому контролю, надо руководствоваться следующими рекомендациями:
1. Желательно, чтобы при просвечивании излучение проходило до регистратора изображения только через толщину материала контролируемого* участка; толщина дополнительного материала должна быть минимальной.
604
2. Должна быть обеспечена возможность помещения кассеты с рентгеновской пленкой или другого преобразователя излучения в непосредственном контакте с контролируемым участком.
3. На изображение контролируемого участка на \ рентгеновской пленке или другом преобразователе излучения при просвечивании не должно наклады-, ваться изображений каких-либо других элементов.)
4: Для обеспечения возможности контроля внутри ! изделий необходимо предусматривать люки и техно- логические Отверстия для ввода источников излуче- ния, напримрр переносных моноблочных рентгенов- j ских аппаратов или радиоактивных источников , гамма-излучения.
5. Должны быть созданы условия для размещения и фиксирований источников излучения в соответствии с рекомендуемыми схемами просвечивания на'расстоянии 50—75 см от рентгеновской пленки. Допустимость использования других расстояний * требует, как правило, частного рассмотрения.
Контроль ‘сварки. При проектировании сварных конструкций необходимо обеспечить свободные под- । ходы для установки и крепления источника излучения и кассеты с рентгеновской пленкой в целях получения необходимых проекций со сварного соединения (табл. 6). Ниже приведены рекомендации по расположению источника излучения и кассеты с рентгеновской пленкой при просвечивании сварных соединений Основных типов (рис. 1).
Стрелки на эскизах (см. рис. 1) от источника излучения (обозначен светлым кружком) показывают направление центрального луча пучка рентгеновского или гамма-излучения, который должен проходить через середину контролируемого участка 1 шва. .
Швы стыковых соединений без скоса кромок и с отбортовкой двух кромок просвечивают с направлением центрального луча перпендикулярно к шву (см. эскизы 1, 2).
Швы стыковых соединений с разделкой кромок просвечиваются, как правило, с направлением центрального луча перпендикулярно к шву (см. Эскиз 3). В случаях, особо оговоренных техническими условиями, допускается просвечивание тех же швов с направлением лучей по скосам'кромок (см. эскиз 4).
Швы стыковых соединений можно просвечивать также с направлением распространения излучения, ь обратным показанному на эскизах 1—4, и с распо- J ложением кассеты с пленкой с другой стороны шва.
Швы угловых соединений с отбортовкой, со ско- -сом и без скоса кромок просвечивают -с. направле-. 1 нием центрального луча по плоскости Свариваемых кромок (см. эскиз 5) и биссектрисе угла между сваренными элементами (см. эскизы 6, а; 7). Допустимо ; просвечивание в обратном направлении с располо- । жением касСеты с пленкой с другой стороны шва (см. эскиз б, б}. . -
Швы тавровых соединений без скоса кромок (см. ; эскиз 8) с односторойним и, двусторонним скосами кромок (см. эскиз 9, а и 10,' а) просвечивают с направлением центрального луча под углбм 45° к пол- Ц ке тавра. В случаях, оговоренных техническими
www.vokb-la.spb.ru
Гл. 1. Выбор методов и средств неразрушающего контроля
Таблица 6
Средние значения размеров сварных соединений, подлежащих контролю, для различных материалов и видов сварки
мм
Толщина свариваемого материала Сварные соединения из сплавов иа основе железа, выполненные аргоно-дуговой сваркой, сваркой под слоем флюса и ручной дуговой сваркой штучными электродами Сварные соединения из сплавов на основе алюминия и магния, выполненные аргоно-дуговой сваркой Сварные соединения из сплавов на основе титана, выполненные аргоно-дуговой сваркой с вольфрамовым электродом
Ширина сварного соединения А Ширина сварного шва е Ширина околошов-иой зоны d Ширина сварного соединения А Ширина сварного шва е Ширина околошовной зоны d Ширина сварного соединения А Ширина сварного шва в Ширина околошовной зоны d
2 12 6 3 66 4 31 14 7 3,5
3 16 8 4 70 6 32 16 8 4,0
5 22 10 6 80 8 36 20 15 4,2
8 32 16 8 90 12 39 25 16 4,5
10 42 18 12 109 15 47 30 18 6,0
15 52 22 15 124 20 52 38 20 9,0
20 61 25 18 132 24 54 46 25 10,5
25 70 30 20 150 30 60 56 30 13
30 83 35 24 155 35 60 68 35 16,5
40 92 40 26 160 40 60 80 40 20
50 115 45 35 165 45 6b 94 45 25
60 130 50 40 165 45 60 НО 50 30
Примечания: 1« Эскиз сварного соединения:
2. Величина околошовной зоны в сварных. соединениях из сплавов на основе железа, титана и алюминия, выполненных электроннолучевой сваркой, ие превышает 10—15 мм.
условиями, эти швы можно просвечивать также с направлением центрального луча по скосам кромок (см. эскизы 9, б и 10, б).
Швы соединений внахлестку просвечивают с направлением центрального луча под углом 45° к плоскости листа (см. эскизы 11, б и 12). Допускается также просвечивание с направлением лучей перпендикулярно к плоскости листа (см. эскиз 11, а).
Швы в двутавровых и крестообразных конструкциях просвечиваются по схемам, показанным на эскизах 15, а и б.
Швы коробчатых конструкций, не позволяющих размещать кассету с пленкой или источник внутри них, просвечивают с установкой кассеты с наружной стороны шва и направлением центрального луча через две стенки под углом к оси шва изделия (см. эскиз 16, а). При условии введения кассеты с пленкой внутрь коробчатой конструкции просвечивание осуществляется через одну стенку с направлением центрального луча перпендикулярно к шву (см. эскиз 16, б).
Кольцевые и продольные швы в цилиндрических и других изделиях просвечивают при установке источника излучения внутри или снаружи изделия с
направлением центрального луча перпендикулярно к шву (см. эскиз 17, а); в тех случаях, когда форма изделий не позволяет поместить внутри них кассету с пленкой или источник излучения, просвечивание выполняют согласно эскизу 17, б — пленка установлена С наружной стороны шва, центральный луч направлен через две стенки под углом а к вертикальной оси шва/ При просвечивании сварных стыков систем трубопроводов в целях получения проекций сварных швов, развернутых в эллипс, угол р выбирается в пределах 10—20°. Кольцевые швы в цилиндрических и сферических изделиях можно просвечивать по всей длине одновременно, располагая источник излучения на оси цилиндра или сферы против шва и наложив кассеты с пленкой по всей длине шва на наружной поверхности (см. эскиз 18). В этом случае кассеты размещаются с перекрытием одной на другую на длину 10—15 мм либо используется рулонная рентгеновская пленка.
Контроль литых деталей. Литые детали (шпангоуты, каркасы фонарей, кронштейны, качалки и т. д.) в зависимости от толщины и плотности материала детали, ее конфигурации и предъявляемых к ней требований контролируются радиографическим
605
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
Рис. 1. Типовые схемы просвечивания сварных соединений.
методом или методом радиационной интроскопии в соответствии с областями их применения (см. табл. 1).
При назначении контроля литых деталей рекомендуется в первую очередь уделять внимание местам наиболее вероятного появления дефектов; местам соединения детали с литниковой системой, выпорам; местам <; резкими перепадами по толщине и т. п.
При проектировании литых деталей, имеющих большое количество внутренних стенок и перегородок, которые подлежат радиографическому контролю, необходимо обеспечивать возможность размещения кассет с рентгеновской пленкой непосредственно на контролируемом участке.
Контроль паяных соединений. Методами радиационной дефектоскопии в паяных соединениях могут быть выявлены границы растекания припоя и макроскопические дефекты в припое и основном материале, сопутствующие процессу пайки (трещины в припое и основном материале, пористость припоя, включения флюсов и т. п.).
606
Для контроля паяных соединений рекомендуется применять радиографический метод, отличающийся наиболее высокой чувствительностью из всех методов радиационной дефектоскопии.
При назначении радиографического метода контроля паяных соединений следует учитывать тип соединения, расположение соединения в общей конструкции узла, изделия, с точки зрения наличия подходов с кассетой и аппаратурой для осуществления необходимых проекций с контролируемого соединения.
Контроль качества паяных трубопроводов в стационарных условиях не представляет сложности. Однако в условиях стапеля, когда паяются замы-
Текнологична
ИслаИные обозначение - —— -кассета с рентеенобской пленкой.
—0-ц.амчшы
излучение
Put. 2. Примеры дефектоскопически технологичных и нетехнологичных конструкций:
0,6 — сварное соединение внахлестку; в, г — сварка трубы; 3, е — замыкающее паяное соединение трубопровода!-ж, з—сварной узел из тру£; и, к — стыковой сварной ШОВ;.
www.vokb-la.spb.ru
Гл. 1. Выбор методов и средств неразрушающего контроля
кающие соединения непосредственно на изделии, при разработке монтажных схем трубопроводов надо тщательно следить за тем, чтобы была обеспечена возможность получения двух проекций паяного соединения в двух взаимно перпендикулярных направлениях без перекрытия изображений другими трубопроводами или элементами конструкции.
Паяные сотовые панели просвечиваются в направлении, перпендикулярном их поверхности. Зоны непропая могут быть определены методами радиационной дефектоскопии по отсутствию галтелей припоя. Однако трудоемкость расшифровки результатов контроля чрезвычайно высока. Поэтому эти методы могут использоваться для выборочного контроля сотовых паяных панелей. Основным же методом контроля сотовых паяных панелей следует считать им педансно-акустический метод.
На рис. 2, слева показаны примеры конструкций, не обладающих дефектоскопической технологичностью, с точки зрения радиационно-дефектоскопического контроля. Сварное соединение конструк
ции, представленной на рис. 2, а, невозможно просветить, минуя значительную толщину неконтролируемого материала.
Другое сварное соединение (рис. 2, в) невозможно проконтролировать, так как отсутствует место для установки кассеты с рентгеновской пленкой. Трудно также проконтролировать паяное соединение трубопровода (см. рис. 2, д), перекрытое другим трубопроводом.
На эскизе 2, ж расположение сварного шва трубы неудачное из-за невозможности получения требуемого количества проекций соединения. Сварное соединение, представленное на рис. 2, и невозможно проконтролировать полностью, так как часть околошовной зоны на рентгеновскую пленку не проектируется.
Сварной шов следует относить (см. рис. 2, б, г, к) от границ резкого перепада толщин на расстояние d, равное величине околошовной зоны (см. табл. 6), с припуском 10—15 мм на возможное смещение рентгеновской пленки в кассете и неточность ее установки.
УЛЬТРАЗВУКОВЫЕ МЕТОДЫ КОНТРОЛЯ
ОБЛАСТЬ ПРИМЕНЕНИЯ
Ультразвуковые методы контроля применяются в целях выявления в металлических и неметаллических деталях и полуфабрикатах, в сварных, клеевых, паяных соединениях и конструкциях трещин, расслоений, газовых и шлаковых включений и определения структуры. Кроме того, ультразвуковые методы контроля служат для определения толщины металлических деталей при одностороннем доступе, а также дополнительно к рентгеноконтролю для определения координат дефектов.
Наиболее целесообразно применять ультразвуковые методы контроля для выявления дефектов крупногабаритных поковок, штамповок, плит, прессованных профилей, листовых материалов, деталей после механической и термической обработки, а также для контроля сварки, пайки, склеивания.
Ультразвуковым методом выявляются несплош-ности с шириной раскрытия более 10-3—10-2 мм.
Размеры выявляемых несплошностей зависят от глубины их залегания в материале, физических характеристик основного материала, ориентации дефекта, конструкции изделия и обычно лежат в пределах 0,5—5 мм2.
Размеры минимально выявляемых включений и других неоднородностей зависят от соотношения акустических характеристик основного металла и включения.
Оценка чувствительности контроля и площади дефекта проводится путем сравнения с эквивалентной или условной чувствительностью, которая задается специальным эталонным отражателем, имеющим определенную форму, размеры, ориентацию и глубину залегания.
Точность измерения толщины изделий ультразвуковыми толщиномерами составляет 0,5—3% от
измеряемой величины плюс систематическая погрешность порядка 0,05—0,1 мм.
Точность определения координат дефектов при дефектоскопическом контроле составляет 3—8% от измеряемой глубины залегания.
Ультразвуковым методом можно проводить дефектоскопию на глубину до 5 м в металлах и сплавах с мелкокристаллической структурой (средние размеры зерен металла менее 0,05 мм). При крупнокристаллической структуре (средние размеры зерен металла более 0,3—0,5 мм) возможная глубина контроля сокращается до 30—10 мм. Плохо прозвучиваются изделия и сварные швы из сталей аустенитного класса.
Максимальная глубина ультразвукового и акустического контроля неметаллов существенно меньше, чем у металлов. Минимально выявляемые дефекты в неметаллах на один-два порядка больше, чем в металлах, в связи со спецификой структуры и неоднородностями неметаллов.
Перед ультразвуковым контролем поверхность контролируемого металла должна быть очищена от пыли, грязи, отслаивающейся краски и окалины. Поверхность должна быть ровной, без выступов, вмятин, волнистостей. Шероховатость поверхности металла должна быть не ниже 5—6-го классов при контактном способе контроля и не ниже 3—4-го классов при иммерсионном способе контроля.
Примечание. Контактный контроль металлических изделий проводится со смазкой поверхности изделия техническими маслами. Иммерсионный контроль проводится при полном или частичном погружении контролируемого изделия в жидкость (обычно в воду).
Шероховатость поверхности ровного плотного слоя неотслаивающейся краски или окисленной поверхности должна быть 5—6-го классов.
607
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ ПРИ ИСПОЛЬЗОВАНИИ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ
Наиболее технологичными для ультразвукового контроля являются следующие металлические полуфабрикаты, заготовки и изделия:
листовые материалы;
круглые цилиндрические трубы, прутки, валы и оси постоянной толщины, цилиндрические заготовки, слитки, поковки, штамповки;
детали простых прямоугольных форм типа куба и параллелепипеда.
Менее технологичными для ультразвукового контроля являются:
детали из листовых материалов и трубы эллиптической, прямоугольной, оживальной или других сложных форм;
тавровый, прямоугольный и уголковый профиль;
прямоугольные и цилиндрические детали переменной толщины.
В деталях сложной формы ультразвуковой контроль возможен не по всей детали, а по ее участкам:
прямоугольной или цилиндрической формы;
с одной плоской или цилиндрической поверхностью с радиусом кривизны не менее 10—30 мм по выпуклой поверхности;
по торцовой поверхности протяженностью не менее 80—100 мм;
по криволинейной поверхности с радиусом кривизны не менее 50—100 мм.
Нетехнологичными или недоступными для ультразвукового контроля являются:
детали сложной формы;
сферические детали с радиусом кривизны менее 30—100 мм; •
конические детали с радиусом сечения менее 50—100 мм; •
участки деталей с резьбовыми и замковыми соединениями;
галтельные участки и участки с-радиусами кривизны менее .10—50 мм;
участки деталей вблизи выступов, фланцев, ниппельных соединений, прямоугольных торцов деталей, проточек, сверлений и т. п.
Контроль металлических деталей и полуфабрикатов ультразвуковым эхо-методом осуществляется с учетом инструкции № 408—57ВИАМ.
Ультразвуковой контроль крупногабаритных по-. ковок, штамповок, плит и прессованных профилей из алюминиевых сплавов и деталей, изготовленных из них, производится в соответствии с методикой № И-40-21—67 ВИЛСа и ВИАМа.
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ИСПОЛЬЗОВАНИИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
1. При ультразвуковом контроле сварных соединений выявляются трещины, непровары, раковины и поры без расшифровки характера этих дефектов,
ио с определением их условной протяженности и координат расположения.
2. Надежный ультразвуковой контроль сварных соединений достигается при низком уровне затухания ультразвуковых колебаний и структурных помех свариваемых материалов, а также при наличии следующих конструктивно-технологических факторов:
конструкция сварного узла обеспечивает возможность акустического контакта по поверхности шва или околошовной зоны для прозвучивания всего шва (п.'З—7);
технология сварки, а при необходимости, н обработка усиления шва и околошовной зоны обеспечивают, оптимальное применение контроля (п. 8—10).
подготовлена технологическая документация на контроль (п. 11), обучены контролеры, осуществлена организация работ.
3, Наиболее технологичны для ультразвукового контроля стыковые сварные соединения из одного материала И одинаковой толщины при обработанных заподлицо с основным материалом валике усиления и проплаве шва.
4,. При необработанном валике усиления шва введение ультразвуковых колебаний возможно осуществить только через материал околошовной зоны (рис. 3, I, III, V). Необходимая околошовная зона акустического контакта в 2—3 раза больше, чем при обработанном шве. В зоне акустического контакта не должно быть отверстий, возвышений, уступов, канавок, фланцев, сопрягаемых под углом или по кривой поверхности и т. п.
Рис. 3. Упрошенная схема ультразвукового контроля при различных условиях доступа, обработки шва и околошовной зоны.
5. При четырехстороннем доступе (рис. 3, I, II) необходимая зона акустического контакта вдвое меньше, чем при двустороннем доступе. (рис. 3,
6. Сварные узлы, выполняемые с усилением основного, металл а в околошовной зоне с доступной стороны, нетехнологичны для ультразвукового кон
608
www.vokb-la.spb.ru
Гл. 1. Выбор методов и средств неразрушающего контроля
троля при йеснятом валике усиления шва вследствие малого размера околошовной зоны акустического контакта.
Обработка валика усиления шва в таких соединениях многократно сокращает необходимую около-шовную зону акустического контакта.
7. V-образная разделка стыковых кромок свариваемых деталей более технологична для ультразвукового контроля, чем Х-образная разделка кромок и форма сварного соединения. При V-образной разделке кромок необходимая околошовная зона акустического контакта меньше, чем при Х-образной разделке вследствие возможности использовать искатели с меньшим углом ввода.
8. Шероховатость обработки поверхности шва и околошовной зоны должна быть не ниже 5—6-го классов. При углублениях и выступах поверхности в зоне акустического контакта более 0,1—0,2 мм по базе датчика (примерно 22x15 мм) чувствительность ультразвукового контроля значительно снижается.
9. По сравнению с ручной или механизированной зачисткой поверхности более стабильный акустический контакт обеспечивают электрохимическая, токарная, фрезерная и другие виды обработки на станках или специальных передвижных (стапельных) устройствах для обработки сварных швов.
10. В случае невозможности ультразвукового контроля всего шва вследствие малой зоны акустического контакта проведение контроля можно осуществлять до окончательного выполнения усиления шва, то есть после заварки и зачистки шва запод-_лицо с основным материалом.
11. Разработка рабочей технологии контроля должна проводиться с учетом ГОСТ 14782—69 «Швы сварных соединений. Методы ультразвуковой дефектоскопии», норм допустимых дефектов, утвержденных службой главного конструктора изделия, и других технических требований, а также с учетом конструктивно-технологических особенностей, сварных изделий и условий производства и контроля.
ТЕХНОЛОГИЧНОСТЬ КЛЕЕВЫХ И ПАЯНЫХ СОЕДИНЕНИЙ ПРИ УЛЬТРАЗВУКОВОМ
И ИМПЕДАНСНО-АКУСТИЧЕСКОМ КОНТРОЛЕ
Качество пайки и склейки в конструкциях летательных аппаратов (сотовые панели и паяные соединения трубопроводов) контролируется ультразвуковым и импедансно-акустическим методами.
Ультразвуковым методом (установкой УКТ-2, разработанной НИАТ) контролируются муфтовые и паяные соединения трубопроводов (рис. 4, справа) с толщиной стенки муфты 1—2 мм и тоубо-провода с толщиной стенки муфты 0,5—1,4 мм, паяемых твердыми припоями.
Чувствительность метода (по непропаю) 2—3 мм2 и увеличивается с возрастанием суммарной толщины паяного соединения.
Для размещения средств контроля необходимо иметь рядом с муфтой паяного соединения (справа
77 Зак. 290
или слева) прямолинейный участок трубопровода длиной не менее 60 мм.
Наличие на поверхности муфты выступов или участков переменной толщины, например длинных фасок на краях (см. рис. 4, слева), затрудняет или делает невозможным проведение ультразвукового контроля. Технологичными являются соединения с прямолинейной наружной поверхностью муфты (см. рис. 4, справа).
Неташтчно Технологично
Рис. 4. Типы паяных соединений трубопроводов.
Импедансно-акустическим методом рекомендуется контролировать отсутствие сцепления (непро-клей или непропай) между обшивкой и торцами сотоблоков в клеевых и паяных сотовых панелях плоскопараллельных и плоскоклиновых, одинарной и двойной кривизны.
Контролю подлежат сотовые панели с толщиной обшивки от 0,15 до 2,0 мм из алюминиевых сплавов и от 0,15 до 1,8 мм из Стали.
При импедансно-йкустическом контроле сотовых панелей выявляются непропай и непроклеи диаметром 5—10 мм при минимальной толщине панели не менее 25—30 мм и толщине обшивки до 1,5—2 мм. Чувствительность метода повышается при увеличении толщины материала сот и высоты сотоблока, а также при уменьшении размера сотовой ячейки, то есть при увеличении жесткости сотоблока.
Анодирование поверхности обшивки повышает технологичность контроля.
Изменение толщины обшивки, наличие сварных швов с валиком усиления, а также отверстий и фланцев ухудшают технологичность контроля сотовых панелей.
Контроль законцовок и профилей данным методом невозможен.
Импедансно-акустический контроль сотовых панелей можно проводить вручную или автоматически. Автоматический контроль более надежен. Ручной контроль сотовых панелей с крупной ячейкой сот (сторона ячейки более 4. мм) и тонкой обшивкой (менее 0,6 мм) нетехнологичен. Механизированный контроль качества пайки иЬи склеивания сотовых панелей с автоматической записью результатов контроля на установках типа УКН-3 производить в соответствии с производственной инструкцией ПИ-135—68, НИАТ.
609
www.vokb-la.spb.ru
Часть VI. Выборметодоси средств контроля
ЭЛЕКТРОМАГНИТНЫЕ
ОБЛАСТЬ ПРИМЕНЕНИЯ
Электромагнитные методы контроля (магнитно-порошковый и электроиндуктивиый) применяются для обнаружения дефектов типа несплошностей (трещин, непроваров и т. д.), которые выходят на поверхность или лежат на глубине до: 2 ММ в Деталях и узлах после обработки (механической, термической), сварки, штамповки.
; Кроме того, электроиндуктивиый метод применяется для измерения толщины гальванических, лакокрасочных, теплозащитных покрытий, а также для разбраковки металлов по маркам и качеству термообработки.
Магнитно-порошковый метод основан на реги-. страции частицами ферромагнитного порошка магнитного поля рассеяния над дефектами. Принцип действия электроиндуктивного метода основан на регистрации изменения величины вихревых токов, наводимых в контролируемом материале, от дефектов, смены марки материала и т. д.
Наибольшее применение в отрасли имеет магнитно-порошковый метод. Данным методом контролируются почти все детали двигателей и летательных аппаратов: шестерни, валы, оси, силовые сварные рамы, детали шасси, стальные компрессорные Ло-. патки, элементы крепежа и т; д.
Магнитно-порошковый метод используют для Кон-' троля деталей и узлов только из ферромагнитных металлов и их сплавов (например, ЗОХГСА, ;2ХВ, ЭИ643, 12Х2Н4А и др. См. справочное пособие «Магнитные характеристики сталей, применяемых в авиационной промышленности». ОНТИ ВИАМ, 1.970). Проверка слабомагнйтных материалов, у ко-" торых магнитная проницаемость около единицы, осуществляется немагнитными методами, например капиллярными. -
Электроиндуктивным методом контролируются как ферромагнитные, так и .неферромагнитные металлы н сплавы. Этим методом .выявляются трещины глубиной от 0,5 мм и длиной более 2 мм. .
•Контроль толщины гальванических, лакокрасочных теплозащитных покрытий осуществляется электроиндуктивным методом с точностью 4—6% от номинала для неферромагнитной основы и 10% для ферромагнитной.
Пределы измерения толщины: гальванических покрытий —до 50—100 мкм-, неметаллических покрытий — до 50 мм;
металлических изделий —0,5—2 мм (0,5—5 мм для титановых сплавов).
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ и узлов ПРИ ИСПОЛЬЗОВАНИИ
ЭЛЕКТРОМАГНИТНЫХ МЕТОДОВ КОНТРОЛЯ
Для эффективного использования магнитно.-по-рошковогр метода при контроле необходимо обеспечить; *
610
МЕТОДЫ КОНТРОЛЯ
1. При продольном намагничивании отношение длины детали к среднему эквивалентному диаметру ее не менее 25.
2. Свободное визуальное наблюдение контролируемого участка.
3. Шероховатость контролируемой поверхности порядка 6-го класса. На шлифованных поверхностях могут быть выявлены трещины с раскрытием около 2;5 мкм и глубиной около 25 мкм и более.
4. Радиус кривизны участков поверхности контролируемых деталей не менеё 3—5 мм.
5. - В случае понижения требований ио чувствительности возможно применение контроля деталей с чистотой обработки ниже 6-го класса, а также деталей, покрытых .слоем краски, хрома. При этом толщина.хрома не должна превышать 25 мкм. Специальными режимами намагничивания удается контролировать детали с толщиной неферромагнитного покрытия до 100 мкм.
Контроль деталей сложной формы и с разной площадью поперечного сечения проводится по участкам.
.Для эффективного использования электроиндук-тйвного метода с.накладным датчиком при контроле‘изделий необходимо обеспечить:
•1. Свободный доступ датчика с держателем к контролируемому участку детали или изделия с соблюдением постоянства положения датчика относительно контролируемой- поверхности (с точностью 1—5°).
2. Стабильность химического состава.
3. Простоту формы (валы, трубы, прутки, листы и т, д.).
4. Не рекомендуется контролировать поверхность шириной менее или равной ‘3 мм, прилегающую непосредственно, к краю детали.
5. Детали типа прутков, труб, шпилек и т. д. рекомендуется контролировать с использованием проходных индуктивных датчиков. При этом необходимо иметь разброс диаметра заготовок от номинала не более чем 4—5%.
На точность электроиндуктивного ' контроля вЛйяёт изменение электропроводности материала. Например, изменение электропроводности (жаропрочные сплавы) иа 0,3 м{ом - мм2 приводит к такому же эффекту, как наличие трещины глубиной 4,5 мм.
;;Ор н м еч а н и я: 1. Технические- характеристики средств электромагнитного контроля даны в каталоге-справочнике «Приборы и аппараты физических методов контроля качества материалов без разрушениях М., ОНТИПрибор, 1966 и в спра-«Миикё «Приборы и методы контроля толщины покрытийх М., Машиностроение, 1970.
-Э. Методика и техника контроля магнитно-порошковым ме-Тедом изложены в инструкции ВИАМа № 370—70.
www. vokb- la.spb.ru
Гл. 1. Выбор методов и средств неразрушающего контроля
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ГИДРОГАЗОВЫХ СИСТЕМ И ИХ ЭЛЕМЕНТОВ
НАЗНАЧЕНИЕ СТЕПЕНИ ГЕРМЕТИЧНОСТИ
Основные понятия и термины, применяемые в технике контроля герметичности изложены в РТМ-1120 (ч. I—II), ПИ-99—69, ПИ-155—70.
Требования к герметичности гидрогазовых систем и их элементов должны разрабатываться дифференцированно в зависимости от условий эксплуатации и обеспечивать требуемую эксплуатационную надежность изделия в целом.
Численная величина степени герметичности (утечка рабочего вещества) задается конструктором исходя из условий обеспечения надежности работы изделия, обязательно заносится в чертежи или ТУ и служит исходным материалом для выбора рациональной схемы и технологических режимов контроля герметичности.
Степень герметичности может быть задана;
а) для всей поверхности проверяемого объекта (суммарная утечка);
б) для единицы поверхности (суммарная утечка на единицу площади или единицу погонной длины определенного профиля, например, сварного шва);
в) для отдельной неплотности (частная утечка в соединениях или сплошном материале) и обязательна заносится в ТУ или чертеж. При известной численной величине допустимого падения давления в системе в течение определенного времени степень герметичности системы в единицах измерения потока вычисляется по формуле
Qchct=~-^. (1)
где Qchct — степень герметичности системы (суммарная недопустимая утечка рабочего вещества);
v — объем системы;
АР — допустимое падение давления в системе;
t — время, в течение которого допускается падение давления на величину АР.
При известной численной величине предельно допустимой концентрации паров рабочих жидкостей в окружающей среде степень герметичности системы ориентировочно вычисляется по формуле
О = -Сдоп V
где Сдоп—предельно допустимая концентрация паров рабочей жидкости, мг!л\
т — время хранения или эксплуатации изделия в заправленном состоянии;
1^изд — объем отсека, в котором не допускается концентрация паров рабочей жидкости выше Сдои, л.
Степень герметичности системы фСист рассчитывается для худшего случая условий хранения или работы изделия.
Если при проверке степени герметичности применяется метод контроля, чувствительность которого 77*
значительно выше, чем заданная степень герметичности, и при этом обнаруживаются меньшие утечки, чем заданные в ТУ, то решение о годности изделия принимается согласно установленному на предприятии (организации) порядку.
Примечание. Такие утечки можно считать допустимыми, если их величина получена расчетным путем, подтверждена экспериментально н специально оговорена в ТУ.
В тех случаях, когда рабочие вещества вследствие их пожароопасности, токсичности, агрессивности и т. д. не используются для заполнения системы при проверке герметичности в производственных условиях, целесообразно применять контрольные вещества (жидкости или газы), не обладающие этими свойствами (например, гелий, воздух, азот и др.).
Ориентировочно величина потоков рабочих и контрольных веществ через одни и те же микронеплотности (эквивалент утечек) определяется:
а) для вязкостного режима течения различных газов по формуле
Qrt Р-г; Ратм Qr2 Рг2 A р2 _р2 р2 _р2
0Г1 Iq °г2 1г2
где индексами 1 и 2 обозначены газы, для которых определяются эквивалентные потоки;
б) для ламинарного режима течения различных жидкостей по формуле
0ж1 нсРЖ| _ 0ж2 РСрЖ|;
Р—Р1 ж Р»ж ^ж
где индексами 1 и 2 обозначены жидкости, для которых определяются эквивалентные расходы;
в) для молекулярного режима течения различных газов по формуле:
= ОгУМг, (5)
Ро-Л Ро'-Р1' ’
где — поток первого газа в единицу времени;
QT — то же, второго газа;
Л4Г| — молекулярный вес первого газа;
МГ — то же, второго газа;
Ро; Р'о — давление на входе в неплотность;
Pt; P't — давление на выходе из неплотности.
ВЫБОР МЕТОДОВ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ
В табл. 7 приведены характеристики методов контроля, область их применения, требования к конструкции объекта контроля, позволяющие по заданной степени герметичности выбрать приемлемый для производства метод (способ) контроля герметичности,
61J
www.vokb-la.spb.ru
Часть VI. Выбор методов исредств контроля
- .......... -- - - -- —• : ~^-ггАгт"г-/~'' - -
Таблица 7
Методы и средства контроле герметичности
Наименование метода (способа) контроля Прибор-течеиска-тель (шифр, тип) Предельная чувствительность (л-мк1сек) Параметры контроля Объекты контроля Требования к конструкции объекта контроля Технологическая документация
I. Масс-спектрометрический метод (контрольное вещество — гелий либо смесь гелия с воздухом или азотом; пробное вещество'—гелий; индикация утечки—отклонение стрелки прибора ВПУ течеис-кателя и звуковой сигнал)
1. Способ .вакуумирования”: а) с применением вакуумной камеры ПТИ-6; ПТИ-7; ПТИ-7 А; СТИ-8; ПТИ-9 1-10“3 4-1-10“® по гелию 1-10“® при контроле в камере объемом до 1 м3 1-10“ч при контроле в камере объемом >1 JK8 • Контроль суммарных утечек Системы в сборе, агрегаты, узлы, готовые изделия ПИ-155—70, НИАТ
б) с применением разъемной вакуумной камеры Ы0“6 по гелию То жег Готовые изделия, узлы, соединения систем Наличие прямолинейных участков в з'оне соединений шириной 20—30 мм. Круговой зазор между проверяемым соединением и элементами конструкции ие менее 20 мм
в) с применением вакуумных присосок Ы0“6 по гелию \- Поверхность элементов конструкций систем в сборе (сварные швы, поверхность элементов конструкций с односторонним подходом) Прямолинейные участки в зоне сварных швов не менее 40 мм
2, Способ .щупа” ПТИ-6; ПТИ-7 ПТИ-7А 1-10“* по гелию КОНТРОЛЬ ЧЛСТШ& (локадьЬых) утечек Соединения элементов конструкций систем. Сварные швы агрегатов (отсеков). Поверхности элементов конструкций систем (для определения места течи) Свободный доступ щупа с насадкой к проверяемой поверхности, соединениям. Круговой завор между проверяемыми соединениями и элементами конструкций не менее 40 мм ПИ-99—69, НИАТ
3. Способ .накопления при атмосферном давлении*- (НАД) ПТИ-6, ПТЙ-7, ПТИ-7А, СТИ-8, ПТИ-9 1-10-® по гелию Контроль суммарных утечек 4 * * V'' ’ Поверхность элементов конструкций систем в сборе (сварные швы, поверхности элементов конструкций с односторонним подходом). Готовые изделия, узлы, соединения систем Наличие прямолинейных участков в зоне соединений шириной 20—30 мм. Круговой зазор между проверяемыми соединениями и элементами конструкций не менее 20 мм ПИ-119-70, НИАТ
612
www. vokb- la. spb. ru
Гл. 1. Выбор методов и средств неразрушающего контрола
Продолжение табл. 7
Наименование метода (способа) контроля Прибор-течеиска-тель (шифр, тип) Предельная чувствительность (л-мк/сек) Параметры контроля Объекты контроля Требования к конструкции объекта контроля Технологическая документация
II. Галоидный метод (контрольное вещество —фреон либо смесь фреона с воздухом или азотом; пробное вещество—фреон; индикация утечки—отклонение стрелки прибора и звуковой сигнал) -
1. Способ „щупа* с применением галоидного те-чеискателя гти-з, ВАГТИ-4, ГТИ-6 6-10—2-j-5-Ю-3 Контроль частных (локальных) утечек Соединения элементов конструкций систем. Сварные швы агрегатов (отсеков). Поверхность элементов конструкций систем (для определения мест течей) Свободный доступ выносного щупа пистолета течеискателя к проверяемой поверхности При использовании фреона-12 максимальное парциальное давление фреона в проверяемом объекте не более 5,75 атм
2. Способ „вакуумирования” с применением галоидного течеискателя ВАГТИ-4 5-10~3~- ЫО-4 Контроль суммарных утечек Готовые изделия (ГИЗ) гидрогазо-вых систем — —
III. Пневматический метод с применением индикаторных масс на глицериновой основе (ПИМ) (контрольное и пробное вещества — воздух или азот; индикация утечки— изменение формы индикаторной массы иа глицериновой основе при проникновении пробного вещества через течи). ПИМ позволяет проводить контроль при температуре от —50°С до +30°С 5-10—3 1-10-2 (из-за трудности визуального осмотра) Контроль частных (локальных) утечек То же Сварные швы поверхности элементов конструкций систем (для определения мест течей) Ниппельные и фланцевые соединения Свободный доступ для нанесения индикаторной массы и наблюдением за ней То же ПИ-150—69, НИАТ То же
IV. Люминесцентный метод для контроля герметичности при рабочих температурах (контрольное вещество—смесь, рабочая жидкость АМГ-10 и 750-СЗ; пробное вещество—смесь АМГ-10 и 750-СЗ; индикация утечки — свечение пробного вещества в местах течей при облучении ультрафиолетовыми лучами)
Способ „накопления” при рабочих температурах (НРТ) до+200°С УФО-4А, ДРШ-250 Ы0~2 Контроль частных (локальных) утечек ГИЗ гидросистемы — ПИ-151-69, НИАТ
613
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
Продолжение табл. 7
1 Наименование метода (способа) контрол» Прибор-течеиска-тель (шифр, тип) Предельная чувствительность (л-мк/сек) Параметры j контроля Объекты контроля Требования к конструкции объекта контроля Технологическая документация
V. Гидростатический метод для контроля топливных систем (контрольное, рабочее, пробное вещества—керосин; индикация утечки—пятна керосина иа меловой обмазке в местах течей (метод ГСМ)
1. Метод ГСМ опрессовочный при давлении 0,5—5 кГ/см* 2. Метод ГСМ — капиллярный контроль при атмосферном давлении — 5-10~2 1,0 Контроль частных (локальных) утечек То же Замкнутые объ-емы(топливиые отсеки), соединения (клепаные, сварные) Незамкнутые объемы, заготовки и др. .Свободный доступ к наружной поверхности для ваиесеиия меловой обмазки и наблюдения за ней Керосин наносится кистью ПИ-149—69 ПИ-149—69
VI. Пневмогидравличё-. ский метод аквариума (контрольное и пробное вещества — воздух или азот; индикация утечки— появление пузырьков воздуха или азота в местах течей в воде или в спирте) (метод ПГ-В) - -
1. Метод ПГ-В (вода) 2. Метод ПГ-В (спирт) — Ы0-2 5-10“ 3 • Трубопроводы, баки (отсеки) относительно небольших габаритов, ГИЗ. узлы Возможность погружения объекта в воду или в спирт
VII. Пневмогидравлический метод (баро-аква-. риума) (контрольное и пробное вещества—воздух или азот; индикация утечки — появление пузырьков воздуха или азота в воде в местах течей при разряжении иад уровнем воды) (метод ПГ-Б) •
Метод ПГ-Б — 1 5-10-3 Ы0~4 • ГИЗ, узлы Возможность погружения объекта в воду ПИ-212—72
VIII. Гидростатический метод контроля силовых гидравлических систем (контрольное и пробное вещества — рабочая жидкость; индикация утечки—отпотевание наружной поверхности элементов конструкций гидросистем или масляные пятна на фильтровальной бумаге) (метод ГМ-Г) Метод ГМ-Г — 1,0-2,0 .. • .• Соединения элементов конструкций систем • Свободный доступ для осмотра и протирки фильтровальной бумагой проверяемых соединений —
614
www.vokb-la.spb.ru
Гл. 1. Выбор методов и средств неразрушающего контроля-
Продолжение табл. 7
Наименование метода (способа) контроля Прибор-течеиска-тель (шифр, тип) Предельная чувствительность (л-мк/сек) Параметры контроля Объекты контроля Требования к конструкции объекта контроля Технологическая документация
IX. Люминесцентный—капиллярный метод (контрольное и пробное вещества — люминесцентная жидкость типа ТМС-6, ЛЖ-5 и др.; индикация утечки—свечение люминесцентной жидкости при облучении ультрафиолетовыми лучами) 1. Люминесцентный капиллярный метод (ЛКМ) (пробное вещество — жидкость ТМС-6) УФО-4, ДРШ-250 1,0—5,10—1 Контроль частных (локальных) утечек Заготовки, сварные швы заготовок и др., не имеющих замкнутого контура Свободный доступ для нанесения люминесцентной жидкости на проверяемую поверхность и для осмотра —
2. Люминесцентный опрессовочный метод (ЛОМ) (пробное вещество — жидкость ТМС-6 или ГС-6) То же 5-10-3 1 • 10~3 То же Крупногабаритные агрегаты (отсеки, баки) Свободный доступ для осмотра и подготовки к проверяемой поверхности. Доступ источника излучения диаметром 100 мм
3. Визуальный люминесцентный способ контроля с применением жидкости ЛЖ-14 4-10“ 3 я То - же То же
X. Манометрический метод (контрольное и пробное вещества — жидкость или газ; индикация утечки — отклонение стрелки (уровня) указателя изменения давления) я 5-10—2 1 -IO-2 Контроль суммарных утечек Соединения элементов конструкций силовых гид-рогазовых систем
1. Способ .падения давления* (СПД) Образцовый манометр. Ртутный манометр. Водяной манометр Зависит от величины объема и диапазона манометра Контроль суммарных утечек и внутренних перетеканий Система в сборе
2. Способ .дифференциального манометра* (СДМ) — То же То же То же — — 1
Примечания: 1. Величина предельной чувствительности метода при проверке заданной степени герметичности должна быть в пределах, оговоренных в соответствующих ПИ. При отсутствии ПИ эта величина должна быть выше, чем заданная степень герметичности, не менее чем в 2—3 раза.
2. Величина околошовной зоны, подлежащая проверке при контроле герметичности сварных швов, указана в табл. 6.
615
www. vokb- la. spb. ru
78 Зак. 290
ГЛАВА 2
МЕТРОЛОГИЧЕСКАЯ ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ
।
' 61t
www.vokb-la.spb.ru
ii
СОДЕРЖА НИЕ
Общие рекомендации..................619
Контроль крупногабаритных деталей . . 621
Контроль диаметров длинных валов и глубоких отверстий в деталях типа цилиндра в процессе шлифования....................627
Контроль линейных размеров малогабаритных деталей.............................631
Контроль шероховатости поверхности . . 636
618
www. vokb- la. spb. ru
Гл. 2. Метрологическая технологичность деталей
В предлагаемых рекомендациях не рассматриваются вопросы, относящиеся к применению общеизвестных универсальных средств измерения и тех областей контроля, которые достаточно широко освещены на страницах специальной литературы.
Следует, однако, учесть, что не только применение соответствующих средств измерения обеспечивает успех в области технологии контроля, но и соблюдение государственных стандартов должно быть законом для веех работников, соприкасающихся с вопросом выбора средств измерения и определения соответствующей точности исполнения
деталей. Например, стандарт «Нормальные линейные размеры» ГОСТ 6636—69 позволит упорядочить выбор размеров и сократить их номенклатуру (163 размера вместо 346 по ГОСТ 6636—63) и соответственно сократить количество измерительного инструмента. Соблюдение других ГОСТов обеспечит более полное использование допуска и повысит уровень взаимозаменяемости деталей.
Применение выпускаемых отечественной инструментальной промышленностью готовых измерительных приборов позволит уменьшить трудоемкость оснащения контрольных операций и сократит срок освоения изделий.
ОБЩИЕ РЕКОМЕНДАЦИИ
Средства производственного контроля должны гарантировать оценку выполнения требований, предъявляемых к изделиям. Для этого они должны обладать необходимой точностью, производительностью и быть увязаны с технологическим процессом изготовления изделий. Для правильного выбора средств контроля первым условием является рациональное, с точки зрения измерительной техники, конструирование деталей. Под этим следует подразумевать такую конструкцию деталей и такой способ простановки размеров, при которых все необходимые измерения могут быть произведены наиболее эффективно.
К числу таких требований отнрсятся следующие:
1. Чертеж должен содержать минимальное, но достаточное для изготовления детали количество размеров.
2. Размеры в чертежах должны определять те отправные плоскости — базы, на которые необходимо ориентироваться при обработке и измерении детали.
3. Размеры и базы должны быть согласованы в обеих сопрягаемых деталях.
4. Размеры в чертеже должны определять измерительный инструмент, которым будут пользоваться в процессе изготовления детали.
В качестве примера может служить простановка размеров на расстояния между осями-отверстий.
78*
В этом случае может быть три варианта простановки размеров (рис. 1):
1. Цепочкой (/—/).
2. Лесенкой от двух баз А и Б (II-—-H).
3. Лесенкой от одной базы А. (III—III).
Рис. 1. Варианты простановки размеров иа расстоянии между осями отверстий.
619
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
Простановка размеров цепочкой требует назначения уменьшенных допусков на отдельные размеры, так как в наиболее неблагоприятных случаях погрешности могут суммироваться. Меньшие значения допусков требуют применения более точных средств контроля. Кроме того, при такой простановке размеров,-когда на каждую ступень указаны допуски, суммарный размер должен быть дан без допуска. Простановка допуска на суммарный размер может послужить причиной брака.
Например, если начать обработку с отверстий 3 (рис. 2), что при такой простановке размеров вполне возможно, то расположение отверстий 1 и 2 окажется зависимым от уже полученного расположения отверстия 3. Если отверстие 3 будет расположено по наименьшему предельному размеру (49,8 мм), а отверстия 1 и 2— по наибольшему 10 и 20,1 мм), то отверстие 2 будет удалено от отверстия 3 на размер, равный 49,8—30,1 = 19,7 мм, то есть допуск на его расположение будет не выдержан, и деталь будет забракована.
становки размеров на расстояние между центрами отверстий.
Следовательно, простановка размеров цепочкой допустима только в тех случаях, когда положение отверстий не имеет существенного значения для узла, например для случая расположения отверстий под заклепки.
Если задавать размеры лесенкой от двух баз (см. сечение II—II на рис. 1), то при обработке изделия необходимо устанавливать его дважды, а измерение производить также от двух баз.
Наиболее рациональным является простановка размеров лесенкой от одной базы. В этом случае при простановке размеров на чертежах следует стремиться задавать их от одной или от двух взаимно перпендикулярных поверхностей, причем желательно, чтобы эти поверхности обеспечивали надежное крепление изделия.
Точность метода контроля выбирается в зависимости от допусков на контролируемые размеры изделия. Недостаточная точность средств контроля приводит к большим погрешностям измерений, что вынуждает уменьшать производственный допуск на изделие. Соотношения между погрешностью метода контроля и допуском изделия рекомендуется назначать от 1 : 10 до 1:5, что фактически обеспечивает выполнение изделий в пределах установленных допусков.
Следует иметь в виду, что под погрешностью измерения следует понимать суммарные погрешности метода. Метод измерения определяется совокупностью используемых средств и условий измерения. Следовательно, в суммарную погрешность 620
измерения входят не только погрешности собственно прибора, но и погрешности меры, по которой настраивается прибор, погрешности температурного режима при измерении, погрешности от базирования измеряемого изделия и погрешности, вызванные измерительным усилием.
Особое внимание при контроле в самолетостроении должно быть уделено условиям измерения. Разберем основные из этих условий, которые могут оказать существенное влияние на суммарную погрешность метода контроля.
Температурные погрешности измерения могут возникать по двум причинам:
а) в результате незавершенного выравнивания температур контролируемого объекта и средства измерения;
б) в результате разности коэффициентов линейного расширения материалов контролируемого объекта и средства измерения.
Для самолетостроения наиболее частой является вторая причина, так как большинство крупногабаритных деталей самолета изготовляется из легких сплавов, а средства измерения, как правило, — из стали. Например, при контроле изделия длиной 2000 мм при 15°С (то есть при отклонении от нормальной температуры на 5°С) отклонение в размере ДI составит 0,226 мм, или весь допуск на изделие (допуск на изделия для /=2000 мм по 3-му классу точности составляет 0,25 мм). Коэффициент линейного расширения дюралюминия равен 22,6 -10-6.
Особо важное значение вопрос о температурных погрешностях-.приобретает при контроле деталей в процессе обработки на станках или вне станков, но непосредственно после обработки, так как в этих случаях разность температур проверяемой детали и измерительного средства может достигать 30°С и более.
Правильность выбора баз и конструкций зажимных устройств при обработке и контроле в значительной мере определяет точность работы контрольно-измерительного прибора. Под измерительной базой понимают те поверхности изделия, которыми оно устанавливается на измерительное устройство и по отношению к которым определяются размеры изделий. Выбор баз измерения зависит от стадии технологического процесса, на которой производится контроль.
При контроле заготовок за измерительные базы следует принимать те поверхности изделия, которыми оно базируется при последующей механической обработке, что обеспечит правильный контроль припусков.
При операционном контроле за измерительные базы следует принимать те же технологические базы, которые использовались при изготовлении деталей. При окончательном контроле деталей и изделий в качестве базы измерения должна быть использована основная монтажная база, то есть поверхность, на которую деталь устанавливается относительно других деталей узла.
Всякое контактное измерение связано с наличием измерительного усилия. Погрешности, вызванные измерительным усилием, могут оказаться весьма
www. vokb- la. spb. ru
Гл. 2. Метрологическая технологичность деталей
значительными, особенно при контроле мягких и тонкостенных деталей. С другой стороны, очень малые измерительные усилия могут явиться также источником погрешностей, так как не всегда исключают влияние налета, пыли, грязи, слоя охлаждающей жидкости и т. п.
В табл. 1 приведены рекомендуемые нормы измерительного усилия.
Таблица 1
Допуск детали, мкм Измерительное усилие, Г, не более
До 2 250
От 2 до 10 400
Св. 10 1000
Естественно, что нежесткие детали должны контролироваться с минимальным измерительным усилием.
При выборе средств контроля необходимо учитывать и организационно-технические формы контроля в зависимости от условий изготовления изделий.
Во-первых, следует учитывать, что при устойчивых, стабильных процессах изготовления изделия, обеспечивающих постоянство получения контролируемых параметров, рекомендуется выборочный контроль. В этом случае целесообразно применять обычные механизированные или немеханизированные средства контроля. Эта форма контроля не требует высокой производительности.
Во-вторых, при неустойчивых технологических процессах, не обеспечивающих постоянства контролируемых параметров, и при сортировке деталей на группы для сборки путем селективного подбора применяется 100%-ный контроль. В этом случае используются высокопроизводительные контрольные средства и калибры.
При выборе средств контроля следует иметь в виду и этап контроля. Для межоперационного контроля основной задачей является проверка правильности хода технологического процесса. В этом случае целесообразно использовать контрольные средства с отсчетными устройствами. На этом этапе применяется дифференцированный метод контроля, который характеризуется раздельной, независимой проверкой каждого размера детали.
При окончательном контроле основной задачей является выявление брака, а не его предупреждение. В этом случае, как правило, применяют комплексный метод контроля, который характеризуется измерением совокупности отклонений различных элементов детали, исходя из требований собираемости и взаимозаменяемости их в узле.
Объем производства определяет необходимую производительность контроля, а следовательно, и уровень механизации.
При мелкосерийном и индивидуальном производстве используются универсальные контрольные средства. При серийном производстве рекомендуется применять механизированные, многомерные контрольные устройства, а при массовом производстве — механизированные приборы и автоматы.
Однако, если технологический процесс обеспечивает получение продукции со стабильными параметрами даже при массовом производстве, применение автоматов для контроля нерационально. В этом случае более рациональным является выборочный контроль на механизированных контрольных приборах или статистический контроль.
При назначении допусков на размеры и классов чистоты поверхности необходимо учитывать погрешность методов и средств измерения.
На практике, как правило, допуск на изделие принимается за производственный, в то время как он включает в себя, кроме того, и погрешности измерения.
^ИЗД ~ "пр Аизм,
где бизд —допуск;
бПр — производственный допуск;
Дизм — погрешность измерения.
Соотношение между этими величинами приведено на рис. 3.
Рис. 3. Соотношение величин заданного допуска на изделие, производственного допуска и погрешности измерения.
Неправильно принятая деталь (скрытый брак из-за погрешности измерительного средства) может повлиять на надежность работы узла, агрегата в процессе их эксплуатации.
Необходимо, чтобы каждый конструктор обязательно учитывал влияние погрешностей измерения и знал их величины у существующих измерительных средств, создавая возможность контроля спроектированных им деталей.
КОНТРОЛЬ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ
МОНОЛИТНЫЕ ПАНЕЛИ
Особую сложность при контроле представляют крупногабаритные монолитные детали летательных аппаратов. К таким деталям относятся монолитные
панели, изготовляемые из сплавов алюминия Д16, Д19, В95, АК4-1 и частично из стали и титана.
Типовые представители серийных монолитных панелей и их контролируемые сечения показаны в табл. 2.
621
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
Типовые представители панелей
поперечное
Гл. 2. Метрологическая технологичность деталей
Таблица 2
Классификация контролируемых
Виды контролируемых сечений
сечений полотна панелей
продольное
------ -........................ : —
43 ! гГ'ч ИИ juuu | кд\\ 1 =
Габаритные размеры, мм Контролируемая толщина полотна, мм Мате- риал Допуск, мм Заготовка Операции контроля Состояние базовой поверхности Примечание
£=1000 В=2500 //=9,5 5=1,5 Д16Т ±0,2 Катаиый лист 1. После фрезерования. 2. В процессе слесарной доводки. 3. Окончательный Односторонняя фрезерная обработка Вафельного типа
£=2100— 11500 В=400-1400 //=60 5=2—5 АК4-1 ±0,15 Кованокатаная плита То же Двусторонняя фрезерная обработка То же
£=1900 В=1900 //=16 5=2 Д19 ±0,2—0,3 Катаная плита • Односторонняя фрезерная обработка »
£=3000 В=1000 //=14 5=2 Д19 ±0,2 То же • То же С продольными ребрами жесткости
£=7900 В=460 //=38,5 5=2,5—4;5 Д16Т +0,2 -0,4 Прессованный профиль - - То же
622
623
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
Гл. 2. Метрологическая технологичность деталей
Типовые представители панелей, Виды контролируемых сечений
поперечное продольное
Продолжение табл. 2
Габаритные размеры, мм Контроле руемаи толщина полотна, мм Мате- риал Допуск, мм Заготовка Операции контроля Состояние базовой поверхности Примечание
£=6541 В=956 /7=10 s=2,5 Д16Т +0.4 -0.2 Прессованный профиль 1. После фрезерования. 2. В процессе слесарной обработки. 3. Окончательный Двусторонняя фрезерная обработка С продольными ребрами жесткости
624
> to I'll II II s 8 8 сл | оо 8 s=4-10 5=2,5— 5,5 Д16Т ±0,2 То же То же Односторонняя фрезерная обработка То же
£=5650
tC to II 11 ° g 5=3-8 В95Т +0.2 —0,4 » 1» То же 9 1*
£=5000
o> го и Л oq а; s=2,5— 5,28 В95Т +0,2 -0,3 » » Двусторонняя фрезерная обработка я
79 Зак. 290
625
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
Основные геометрические параметры панелей и предельные величины их Представлены на рис. 4 (см. таблицу).
Наименование параметра Размеры, мм Допустимые пределы отклонений, мм
Длина панели L Ширина В Толщина полотна s Высота ребра И Ширина полки d Толщина полки h Толщина ребра С Расстояние между ребрами ь Шероховатость поверхности полотна Саб л ев иди ость 1000-12000 500-3000 1,2—15 10-63 8-100 ’ 3-6 5-10 100-130 t 722АТ 722АТ 0,3-0,6 0,8—1 0,8 0,8 0,7-0,8 1 мм на 1 пог. м, но не >4 мм на всю длину
Рис. 4. Основные геометрические параметры панелей.
В целях улучшения условий контролирования панелей (
1. Не рекомендуется проектировать высокие ребра жесткости, создающие трудности в подведении измерительных контактов или датчиков в момент измерения.
2. Следует избегать многоступенчатости полотна панелей — это требует перенастройки измерительных средств на разные величины толщин одной и той же панели.
3. Не рекомендуется задавать большие габаритные размеры панелей, что ведет к деформации в продольном и поперечном направлениях.
4. Необходимо избегать неоднородности материа-
ле
Рис. 5. Контроль панелей в цеховых условиях.
ла панелей — наличия плакированного слоя, крупнозернистого ободка.
Особую трудность при контроле представляют панели с переменным сечением полотна (многоступенчатые и клиновидные), когда необходима предварительная разметка контролируемых сечений и точек.
В настоящее время на большинстве заводов полотно панелей контролируется по толщине индикаторными скобами (рис. 5). Этот способ контроля имеет ряд существенных недостатков, основными из которых являются:
невозможность контроля панелей без съема со станка;
неудобство снятия показаний из-за расположения индикатора часового типа в момент измерения под контролируемой гтанелыо;
быстрая утомляемость контролера из-за большой массы (около 5 кг) и больших габаритных размеров (свыше 500 мм) скобы;
ограниченный диапазон применения из-за больших габаритных размеров панелей;
трудность подведения контактов для контроля точек, удаленных от края изделия;
большая трудоемкость контроля.
5. Основными составляющими погрешностями измерения скобой являются:
погрешность индикатора часового типа (ГОСТ 577—68);
погрешность из-за неперпендикулярности оси контактов к плоскости измеряемой панели;
погрешность от параллакса;
погрешность, вызванная нежесткостью скобы; погрешность настройки скобы.
6. При использовании индикаторных скоб следует максимально исключать составляющие погрешностей:
настройку скобы производить по концевым мерам длины и систематически проверять ее в процессе измерения толщины полотна панели;
ось контактов необходимо выдерживать перпендикулярно к плоскости контролируемого полотна панели;
www. vokb- la .spb. ru
Гл. 2. Метрологическая технологичность деталей
уменьшать величину погрешности, вызванную нежесткостью скобы. При контроле держать скобу в месте прохождения ее средней линии так, чтобы последняя была перпендикулярна к измеряемой плоскости.
7. Конструктор и технолог должны учитывать, что точностные характеристики готовых панелей зависят от всего цикла обработки и контроля их.
8. Основными этапами контроля геометрических параметров монолитных панелей являются:
Контроль заготовок в состоянии поставки:
а) габаритные размеры;
б) коробоватость (неплоскостность).
Контроль заготовок после рихтовки (неплоскостность) .
Контроль в процессе обработки (фрезерования): а) правильность (плотность) прилегания базовых поверхностей заготовки и стола станка;
б) правильность установки режущего инструмента на размер при обработке на станках;
в) наблюдение за ходом технологического процесса путем периодических измерений отдельных ячеек (сечений) панелей.
Контроль готовых панелей после механической обработки.
9. Ввиду того, чтд- панели являются крупногабаритными дорогостоящими деталями, необходимо, чтобы результаты контроля заносились в карту контроля, предусмотренную для каждой панели с
КОНТРОЛЬ ДИАМЕТРОВ длинных В ДЕТАЛЯХ ТИПА ЦИЛИНДРА
С реализацией мероприятий, связанных с организацией специализированного производства деталей и узлов шасси, НЙАТом совместно с ведущими предприятиями отрасли разработана и внедрена серия измерительных приборов для контроля диаметров длинных валов и глубоких отверстий в деталях типа цилиндра в процессе шлифования и хонингования.
КОНТРОЛЬ ДИАМЕТРОВ ВАЛОВ
Для контроля диаметров (длинных и коротких) валов рекомендуется универсальная трехконтактная навесная измерительная скоба модели СУКШВ-2 (фиг. 6) с диапазоном диаметров от 10 до 350 мм (8 аналогов типовой конструкции): 10— 108 мм, 20—144 мм, 30—178 мм, 40—212 мм, SO-246 мм, 60—282 мм, 70—316 мм и 80—350 мм).
Измерительные скобы разработаны для контроля деталей, изготовляемых по 2-му и 3-му классам точности.
В технологическом отношении конструкция измерительной скобы малотрудоемка, несложна по исполнению и может быть изготовлена на любом из производственных участков средней оснащенности.
Типовая конструкция измерительной скобы состоит из рамы-скобы 14 с обжимным хомутом; несущей полой втулки 2, на которой укреплены рама-скоба и подвесной хомут 18, обжимающий консольную трубку 3; подвижной рамы-фермы 5 и двух вту-
79*
указанием ранее определенных контролируемых сечений и точек (должны определяться конструктором и технологом).
10. Контроль готовых панелей зависит от этапов предыдущего контроля. Если контроль осуществляется в процессе обработки панелей на станках, то окончательный контроль можно производить по точкам или сечениям путем статистических выборок. Величина выборки (количество контролируемых сечений и точек) зависит от состояния технологического процесса и количества установов инструмента при обработке панелей.
11. Особенно важным является контроль панелей с криволинейной образующей в критических сечениях полотна.
Линии перехода полотна и ребра готовой панели должны подвергаться наиболее тщательному контролю.
Осуществление контроля правильности установа режущего инструмента на размер и контроля в процессе обработки панелей на станках с программным управлением в сочетании с анализом технологического процесса и корректировкой его по результатам измерения является наиболее рациональным. Это дает возможность исключения брака дорогостоящих деталей, а также исключения ручных операций по доведению размера, сокращения общей трудоемкости обработки и контроля.
ВАЛОВ И ГЛУБОКИХ ОТВЕРСТИЙ В ПРОЦЕССЕ ШЛИФОВАНИЯ
лок (с .ушками и консольной частью), шарнирно связанных через полутяги 4 и резьбовую втулку 6.
Система образует антипараллелограмм, с помощью которого под действием противовеса 9 рама-скоба 14 подводится к обрабатываемой детали.
С торцовой части несущей полой втулки 2, обращенной к обрабатываемой детали, под углом 45° к оси подвижного стержня 16 смонтирована консольная планка 13, «прошивающая» раму-скобу 14 и имеющая продольный паз, осевая линия которого перпендикулярна к осевой линии продольных пазов, выполненных в щеках рамы-скобы.
На пересечении осевых линий продольных пазов находится консольный палец вкладыша 12, несущий опорный наконечник.
При обработке детали нижний и опорный наконечники прижимаются к последней, а верхний наконечник, смонтированной на подвижном стержне 16, прижимается к детали с помощью спиральной пружины 17, создавая измерительное усилие.
Подвижная рама-ферма 5 шарнирно связана с кронштейном 10, принудительно перемещаемым по направляющей И при настройке измерительной скобы с размера на размер.
Настройка измерительной скобы на размер осу ществляется в условиях динамики (при вращении детали и подаче смазочно-охлаждающей жидкости) ослаблением винта-барашка, обжимающего (через щеки рамы-скобы) вкладыш 12. Рама-скоба 14 при-
627
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
Рис. 6. Универсальная трехконтактная навесная измерительная скоба модели СУКШВ-2:
1 — хлорвиниловая трубка, соединяющая датчик с отсчетным устройством; 2 — полая втулка; 3 — консольная трубка; 4 — .полутяги; 5 — подвижная рама-ферма; 6— резьбовая втулка; 7 — пружина; 8 — фиксатор; 9— противовес;/0 — кронштейн; 11— направляющая; 12—вкладыш; 13 — консольная планка; 14 — рама-скоба; 15—винт; 16— подвижной стержень; ,17— измерительная пружина; 18— подвесной хомут.
нудительно перемещается (при ослаблении винта 15) вдоль несущей полой втулки 2, в результате чего вкладыш смещается от своего (первоначального) исходного положения влево (при максимальном диаметре детали) или вправо (при минимальном диаметре детали).
Настройка производится по образцовой заранее аттестованной детали.
После окончания обработки измерительная скоба снимается с детали и поднимается вверх до момента срабатывания под действием пружины фиксато
ра 8, входящего в продольный паз несущей оси кронштейна 10. Применение измерительной скобы подобной конструкции на заводе «Знамя труда»* обеспечивает изготовление деталей типа вала по
* 1. А. Г. Ваиин, Э. И. Рыбакевнч. Универсальная измерительная скоба для контроля диаметров валов. «Авиационная промышленность», 1967, № 7.
2. Э. И. Рыбакевич, Ю. Е. Родичев, Л. Д. Поскотин. Система активного контроля АНАЛИР-1. «Авиационная промышленность», 1970, № 1?.
www. vofcb- la .spb. ru
Гл. 2. Метрологическая технологичность деталей
2-му и 3-му классам точности и позволяет объективно судить о годности обрабатываемой детали, предупреждая возможное появление брака.
Показания, снимаемые с отсчетной части измерительной скобы, являются стабильными и надежными.
Измерительная скоба удобна в эксплуатации, достаточно компактна и проста в настройке, ее применение позволит значительно облегчить труд станочника-шлифовщика и повысить производительность труда на 15—18%.
Измерительные скобы указанного типа наиболее целесообразно применять при обработке гладких деталей типа вала при их обработке «напроход». В качестве чувствительного элемента может быть рекомендован пневматический, индуктивный или механический датчик с соответствующим отсчетным устройством.
В случае применения пневматического измерителя может быть использованы датчик ДПК-5м конструкции НИАТа и серийно выпускаемое Челябинским инструментальным заводом отсчетное устройство модели БВ 6060-2К-1 (или БВ 6060-2К-0,5) со следующими характеристиками:
БВ 6060-2К-0.5 БВ 6060-2К-1
Пределы измерений, мм . 0,06 0,12
Число команд .... Допускаемая погрешность по шкале, мкм: в пределах ± 10 деле- 2 2
ний от нуля .... ±0,5 ±1
по всей шкале . ±4 ±10
Габаритные размеры, мм 280X314X415
КОНТРОЛЬ ДИАМЕТРОВ ГЛУБОКИХ ОТВЕРСТИЙ
Из числа приборов, разработанных НИАТом для контроля диаметров глубоких отверстий в деталях типа цилиндра, рекомендуются: приборы модели ПШ0-15м, ПКШО-1, ПКШО-2, УПКГО, УПКГО-1, ШУПКО-1 и другие приборы с привязкой к внутри-шлифовальным станкам моделей «HEALD» и ХШ-83 для контроля деталей, изготовляемых по 2-му и 3-му классам точности.
с отсчетным устройством модели БВ 6060-2К-1 (или БВ 1096-М-2К).
Измерительная схема прибора модели ПШКО-1 (рис. 7) предусматривает четыре попарно одинаковых измерительных рычага: два продольных 1 и 7, расположенных вдоль оси прибора, и два угловых 2 и 5, кинематически связанных между собой через пневматический датчик 3.
Измерительная система прибора вывешена с помощью плоских стальных пружин на специальной державке, выполненной в виде полутрубы и жестко связанной с неподвижной частью станка (станиной). Неподвижная державка охватывает с расчетным зазором подвижную борштангу внутришлифо-вального станка и глубоко введена в отверстие обрабатываемой детали. Пневматический датчик 3, ось которого расположена параллельно осевой линии прибора (оси обрабатываемой детали), подвешен на двух вертикально расположенных плоских стальных пружинах и кинематически связан через пружину 4 с нижним угловым рычагом 5, а клапан 8 датчика под действием спиральной пружины поджимается к рабочей площадке верхнего углового рычага 2.
Настройка прибора на размер осуществляется с помощью образцовой детали в условиях динамики (при вращении детали и подаче смазочно-охлаждающей жидкости).
Измерительные наконечники (располагаются в плоскости, проходящей через середину ширины шлифовального круга) верхнего и нижнего продольных рычагов усилием пневматических цилиндров прижимаются с расчетным усилием к поверхности детали.
Ввертывая настроечный винт в корпус датчика или вывертывая его, устанавливают в нужное положение (относительно принятого деления шкалы) индикаторный элемент (стрелку, поплавок) отсчетного устройства.
Длительная эксплуатация прибора на заводе «Знамя труда»* показывает:
а) прибор обеспечивает возможность изготовления деталей по 2-му классу точности и позволяет полностью ликвидировать брак при шлифовании;
Техническая характеристика
ПШО-15м ПКШО-1 ПКШО-2 УПКГО УПКГО-1 ШУПКО-1
Диаметр, мм 270—350 150А 82А 140—180 98—128 170-222
Глубина обработки, мм до 1400 600 740 1400 1000 1400
Метод измерения диа-
метра отверстия . . . 3-контактный 2-контактный с применением измерительной системы с .плавающей' „плавающего" типа
измеритель-
ной головкой
В основу всех предложенных двухконтактных приборов заложена измерительная схема замкнутокольцевого типа, замыкающим звеном которой является пневматический датчик, используемый совместно либо с поплавковым пневматическим микромером ПП0-9м (конструкции НИАТа), либо
б) показания прибора стабильны и надежны; прибор обладает высокой чувствительностью на. отклонения от геометрической формы отверстия;
* А. И. Иванов, В. А. Ганелин, Э. И. Рвбакевич. Прибор для контроля глубоких отверстий в процессе шлифования. «Авиационная промышленность», 1958, № 8.
629
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
630
Рис. 7. Измерительная схема двухкоитактного прибора модели ПКШО-1 для активного контроля диаметров ' глубоких отверстий в деталях типа цилиндра иа операциях шлифования:
1 — верхний продольный рычаг; 2— верхний угловой рычаг; 3—датчик; 4,6— пружины; 5—нижний угловой рычаг; 7— нижний продольный рычаг; 8— клапан датчика.
Рис. 8. Измерительная схема двухконтактного универсального прибора модели УПКГО (УПКГО-1) для активного контроля диаметров глубоких отверстий в деталях типа цилиндра иа операциях шлифования:
1, 3, 11, 14 — рычаги; 2, 10 — направляющие; 4 — винт настройки; 5, 8, 12, 16, 18 — рейки; 6 — датчик прямого н обрат -ного действия; 7, 9, 15, 19 — вспомогательные шестерни; 13—корпус; 17 — ведущая шестерня.
www. vokb- la .spb. ru
Гл. 2. Метрологическая технологичность деталей
в) прибор не затрудняет визуального наблюдения за процессом съема металла при шлифовании (при работе на «искру»), удобен в эксплуатации, достаточно компактен и прост в настройке.
В отличие от измерительного прибора модели ПШКО-1 приборы модели УПКГО и УПКГО-1 являются универсальными ввиду их возможного использования для сравнительно широкого диапазона диаметров обрабатываемых деталей.
Особенностью измерительной схемы этих приборов является перенастраиваемость с размера на размер, а также использование двух датчиков, встроенных в рамку, подвешенную на плоских пружинах.
Измерительная схема любого из указанных приборов (рис. 8) предусматривает два автономных измерительных блока: верхний, включающий рычаги 1 и 3, рейки 18 и 5, направляющую 2 для углового рычага 3, и нижний блок, включающий рычаги 14 и 11, рейки 16, 18 и 12 и направляющую 10 для нижнего углового рычага.
Кинематически блоки связаны между собой через шестерни: ведущую 17 и вспомогательные 19, 9, 7 и 15.
Грубая настройка прибора на размер осуществляется поворотом ведущей шестерни 17, а точная — при вращении винта настройки 4.
Измерительная система прибора вывешена с помощью специальной державки в виде полутрубы, жестко связанной с неподвижной частью станка (станиной).
Измерительная схема прибора ШУПКО-1 (рис. 9) предусматривает две автономно вывешенные на плоских стальных пружинах 6 подвижные рамки 1 и 9.
Стальные пружины закреплены на несущей державке 7, смонтированной на станине внутришлифо-вального станка. Каждая из рамок несет резьбовое гнездо, куда ввернут 'комбинируемый пневматический датчик модели ДПК п/о-1 конструкции НИАТа.
Подвижная рамка 1 несет датчик прямого действия 2, а подвижная рамка 9 — датчик обратного действия 8.
Расчетное измерительное усилие обеспечивается с помощью спиральной пружины 3. Подвод сжатого воздуха, стабилизированного по давлению, обеспе-
Рис. 9. Измерительная схема двухконтактиого широ-кодиапазоииого универсального прибора модели ШУПКО-1 для активного контроля диаметров глубоких отверстий в деталях типа цилиндра иа операциях шлифования:
1, 9 — подвижные рамки; 2— датчик прямого действия; 3 — спиральная пружина; 4 — полихлорвиниловые трубки; 5 — стержень; 6 — плоские стальные пружины; 7 — несущая державка (полутруба); 8 — датчик обратного действия.
чивается с помощью полихлорвиниловых трубок 4. Настройка прибора осуществляется при наличии образцовой детали в условиях динамики и подаче смазочно-охлаждающей жидкости:
— для грубой настройки — относительным перемещением кронштейнов, несущих измерительные наконечники, по подвижным роликам (на чертеже не указаны);
— для точной настройки — относительным смещением датчиков.
Принципиальная схема любого из приборов включает элементы автоматизации, обеспечивающие совместную эксплуатацию прибора со станочным оборудованием, приспособленным для этих целей,
В качестве отсчетного устройства рекомендовано устройство модели БВ 6060-2К-1 (или модели БВ 1096-М-2К) Челябинского инструментального завода.
КОНТРОЛЬ ЛИНЕЙНЫХ РАЗМЕРОВ МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ
Контроль цилиндрических деталей (валов и отверстий) при небольших габаритных размерах этих деталей в основном требует измерения
— диаметров;
— отклонения от окружности в радиальном направлении, то есть овальности, огранки;
— отклонений формы в плоскости продольного сечения (бочкообразное™, седловидности, конусности и изогнутости).
Контроль диаметров валов и отверстий по этим параметрам с помощью существующих универсальных средств позволяет осуществить измерение и
установить конкретный размер, но не обеспечивает упрощения процесса контроля и повышения его производительности. Производительность процесса измерения можно повысить разработкой специальных приборов с применением электроконтактных датчиков или пневматических длиномеров за счет легкого считывания результатов измерения, быстрого проведения измерений благодаря использованию устройств светофорного типа.
Рассмотрим характеристики электроконтактных датчиков и пневматических длиномеров.
631
www.vokb-la.spb.ru
Часть VI. Выбор методов и средств контроля
отклонения от окружности В РАДИАЛЬНОМ НАПРАВЛЕНИИ
Выявление овальности заключается в определении разности наибольшего и наименьшего размеров по показаниям прибора, полученных при вращении детали под измерительным наконечником электро-контактного или пневматического датчика.
Таким же методом определяется и огранка — (трех- и пятивершинная), наиболее часто встречающаяся в производстве.
Наиболее точным методом определения указанных параметров является контроль деталей в центрах, который дает наиболее полную оценку погрешности формы, хотя его также можно осуществлять в призмах и во втулках, но с большими погрешностями измерения.
КОНТРОЛЬ ФОРМЫ ПРОДОЛЬНОГО СЕЧЕНИЯ
Конусность как разновидность отклонений формы продольного сечения выявляется в результате измерения двух диаметров, расположенных по краям одного и того же продольного сечения. Величина конусности определяется как разность двух измеренных диаметров.
Контроль бочкообразности и седловидности производится измерением диаметров в трех участках продольного сечения (двух крайних и одного между ними).
Изогнутость оси контролируют измерением наибольшей стрелы прогиба в продольном сечении. Изогнутость определяется измерением вращаемого вала, расположенного на двух опорах под измерительным наконечником, но лучше всего в центрах. Разность максимального и минимального показаний дает удвоенную величину изогнутости.
Разработка приборов для проведения указанных измерений должна основываться на использовании имеющихся средств измерения, серийно выпускаемых отечественной инструментальной промышленностью.
К наиболее прогрессивным методам и средствам контроля, применяющимся при разработке приборов для контроля геометрических параметров, относятся
— пневматические;
— пневмомеханические;
— оптические;
— оптико-механические;
—• электроконтактные и электроиндуктивные и другие методы, использованием которых удается в значительной степени повысить точность и качество измерения, обеспечить долговечность и надежность выпускаемой продукции.
Для осуществления пневматических методов имеются датчики, целая серия длиномеров, показывающих устройств с различной чувствительностью, стабилизаторов давления, фильтров, широко применяющихся в промышленности благодаря отработанности этих конструкций и их широкому изготовлению заводом «Калибр». Некоторые из этих
632
приборов тестированы, что еще в большей мере способствует их распространению и внедрению в производстве.
Помимо высокой точности измерения использование пневматических средств позволяет до минимума снизить измерительные усилия в конструкциях или создавать такие измерительные средства, в которых применение бесконтактных пневмодатчиков полностью исключит воздействие измерительного усилия на деталь.
Таким образом, средства кон/роля, основанные на использовании пневматических методов измерения, в перспективе своей в силу надежности в работе и высокой точности должны получить самое широкое распространение.
Все сказанное относится и к пневмомеханическим методам контроля с той лишь разницей, что соответствующие мех’анические устройства приборов в сочетании с пневматической системой позволяют решать более широкий и более сложный круг задач в области контроля геометрических параметров деталей.
Бюро взаимозаменяемости разработало достаточно большое количество измерительных средств на основе пневматических методов, которые хорошо зарекомендовали себя и могут быть с успехом применены для контроля геометрических параметров деталей и узлов.
К ним следует отнести:
Пневматическое отсчетное устройство модели БВ-6046 (рис. 10). Оно предназначено для прецизионных измерений линейных размеров пневматическим методом.
Рис. 10. Пневматическое устройство БВ-6046.
В результате применения жестких упругих элементов (сильфонов) и оптической системы существенно повышена точность, долговечность и надежность устройства.
Габаритные размеры и конструкция устройства позволяют устанавливать его в многомерных измерительных приборах.
www.vokb-la.spb.ru
Гл. 2. Метрологическая технологичность деталей
Наличие светового индекса повышает точность и удобство отсчета.
Устройство может быть применено для контактных и бесконтактных измерений.
Для окончательной очистки воздуха и стабили зации давления длиномеры комплектуются блоками фильтра со стабилизатором моделей 326 и 333
Техническая характеристика длиномеров
Техническая характеристика
316 316-2 316-3 325-4 325-5 326-6
Цена деления, мм....................
Число делений шкалы.................
Погрешность показаний . . . .
Интервал деления шкалы, мм .
Время срабатывания, сек . . . .
Габаритные размеры устройства, мм .
Масса устройства, кг................
0,0001; 0,0002;
0,0005
100 не более одного деления
2
1 365X78X278 8
Давление в питающей сети, кГс/см2 .... 3—6 Давление на выходе стабилизатора, кГс!см2 . . 1,5±
±0,5
3-6 3—6 3—6 3—6 3—6
1,5± 1,5± 1,5± 1,5± 1,5±
±0,5 ±0.5 ±0,5 ±0,5 ±0,5
Пневматические длиномеры моделей 316 и 325, представляющие собой расходомеры постоянного перепада давления — ротаметры (рис. 11).
Вместе с измерительной оснасткой, проектируемой для конкретных целей, ротаметр предназначен для линейных измерений: контроля наружных и
Длина рабочей части миллиметровой шкалы, мм 250 Количество трубок, шт. . 1
Наибольший предел измерения для трубок, мм:
с конусностью 1:400 . 0,1 с конусностью 1 :1000 . 0,04
Габаритные размеры прибора, мм:
длина . . . . 90
ширина 90
высота...............414
Масса прибора, кг 2,9
250 250 250 250 250
2 3 5 8 10
0,1 0,1 0,1 0,1 0,1
0,04 0,04 0,04 0,04 0,04
104 128 176 248 296
90 90 90 90 90
408 408 408 408 408
4,64 9,54 12,6 13,9 14,7
Рис. 11. Длиномеры пневматические: а — модели 316; б — модели 325.
внутренних размеров, измерения непрямолинейно-сти, искривления оси, биения, овальности, огранки и т. п. „
Многопредельные длиномеры позволяют одновременно контролировать несколько размеров деталей. Измерение размеров деталей производится относительным методом — сравнением с размерами установочных калибров. Отсчет осуществляется по изменению положения поплавка в стеклянной конической трубке прибора. Конусность стеклянных трубок 1 : 1000 или 1 :400. .
По требованию заказчика приборы поставляются с измерительной оснасткой и тарированными шкалами.
Изготовитель — завод «Калибр».
Длиномер пневматический низкого давления модели 331 (рис. 12), так же, как и длиномеры моделей 316 и 325, предназначены для контроля линейных измерений (контроля наружных и внутренних размеров, измерения огранки, овальности, непрямолинейности, не-перпендикуляркости и т. п.), а при наличии специальных приспособлений и для контроля нелинейных размеров (измерения площади поперечного сечения сквозных отверстий малого диаметра, герметичности и т. п.).
Метод измерения относительный. Отсчет осуществляется по изменению уровня воды в стеклянной манометрической трубке, который определяется изменением давления воздуха в рабочей камере прибора, проходящего между контролируемой деталью и соплами измерительного калибра.
Для очистки воздуха и стабилизации давления в длиномер вмонтирован блок фильтра со стабилизатором, что позволяет включать прибор в цеховую сеть непосредственно.
Техническая характеристика
Давление воздуха в питающей сети, кГс!см2........................ 2—6
Рабочее давление прибора, кГс/см2 . 0,05
80 Зак. 290
633
www. vokb- la .spb. ru
Часть VI. Выбор методов и средств контроля
Длина постоянной шкалы, мм . . 500
Цена деления сменных шкал, мм . . 0,0005; 0,001;
0,002; 0,005;
0,02; 0,04; 0,08; 0,2
Расход воздуха при измерении одно-
го параметра, л!мин .... 10
Количество трубок, шт............... 2
Габаритные размеры прибора, мм . 250X173 x 741
Масса, кг:
без воды ... 8
с водой . .............. 12
Электроконтактные и элекгроиндуктивные методы контроля осуществляются с помощью следующих устройств.
Электроконтактные датчики для контроля как линейных размеров, так и отклонений от правильной геометрической формы изделий. Основные типы этих датчиков выпускаются серийно отечественными инструментальными заводами:
модель 228 — двухпредельный электроконтактный датчик (рнс. 13);
Рис. 12. Длиномер пневматический низкого давления модели 331.
Изготовитель — завод «Калибр».
Оптические методы контроля имеют широкий диапазон применения в измерительной технике — от контроля неплоскостности с помощью интерференции, когда могут улавливаться отклонения в долях микрона, до контроля крупногабаритных деталей и стапельной оснастки с применением нивелиров, теодолитов и других оптических приборов, как, например, прибора ППС-11.
Сочетание оптики с различными механическими устройствами неизмеримо расширяет диапазон использования оптического метода в специализированных средствах измерения и позволяет создавать удобные и надежные средства контроля.
На основе такого сочетания успешно работает ряд приборов в области контроля моторных и агрегатных деталей (ПОМКЛ-4, МИК-1, УПК-1, ПКП-1, ПОК-1 и др.).
634
Рис. 13. Двухпредельиый электроконтактный датчик модели 228.
модель 229 — трехпредельный электроконтактный датчик;
модель 248 —- амплитудный электроконтактный датчик;
модель 233 — двухпредельный малогабаритный электроконтактный датчик (рис. 14).
Рис. 14. Датчик электроконтактный двухпре-дельиый малогабаритный модели 233.
www. vokb- la .spb. ru
Гл. 2. Метрологическая технологичность деталей
Двух- и трехпредельные датчики предназначены для контроля предельных размеров в автоматических контрольных устройствах в светосигнальных приспособлениях и приборах активного контроля.
Амплитудный датчик модели 248, разработанный НИБВ, предназначен для контроля амплитуды колебания непрерывно изменяющегося размера, то есть для контроля разности между наибольшим и наименьшим значениями проверяемого размера. В частности, датчик может быть применен для контроля погрешностей геометрических форм и взаимного расположения поверхностей: овальности, огранки, биения, колебания межцентрового расстояния и т. п.
Для настройки указанных электроконтактных датчиков применяются измерительные головки типа 1ИГМ или 1-МКМ.
Пневмоконтактные -датчики моделей 235, 236 и 249. Эти датчики позволяют контролировать предельные отклонения размеров, а также разность или сумму двух размеров (в том числе правильность геометрической формы: овальность, конусность и т. д.).
Датчики работают по дифференциальной схеме измерения, снабжены шкалой для настройки и регистрации числового значения контролируемого параметра.
Датчик модели 235 имеет шесть предельных и один плавающий контакт, а ' датчик модели 249 — два предельных контакта.
Датчик модели'236 (рис. 15) предназначен для автоматического контроля линейных измерений пневматическим мето-дрм. Он может быть использован в контрольных автоматах, приборах активного контроля, механизированных устройствах, светосигнальных приборах и т. д.
Применение электроконтактных уст-
ройств требует дополнительной разработки электросхемы на основе электронных ламп йли других устройств, позволяющих включать контакты в управляющую сетку лампы, создавая так называемый «сеточный контакт», который приводит к изменению анодного тока. Это разгружает измерительные контакты от высоких напряжений и их обгорания, помогает включать в цепь промежуточные реле, а последние связывать с исполнительными органами, которыми могут быть и сигнальная лампа и электромагнит.
Одиш и тот же измеритель может дать совершенно различные результаты при включении его по схеме «сеточного контакта» или «силового контакта». Одним из важных факторов, характеризующих измеритель, является передаточное отношение кинематической системы измерителя.
Для грубых работ используются безрычажные электроконтактные измерители с передаточным отношением 1:1.
Рычажные измерители с передаточным отношением до 10 целесообразно применять при контроле изделий с полем допуска от 5 мкм.
Пружинно-рычажные измерители с передаточным
Рис. 16. Электронное реле модели 209.
Рис. 15. Пневмоэлектроконтактный датчик модели 236.
отношением от 25 используются для контроля размеров с полем допуска от 10 мкм.
Для усиления, фиксирования и размножения сигналов, поступающих от амплитудных, предельных пневмо- и электроконтактных датчиков и других аналогичных устройств Бюро взаимозаменяемости разработало электронное реле модели 209. На световом табло (рис. 16, табл. 3) визуально наблюдаются отклонения, которые с помощью электро-
Т а б л и и а 3
Характеристика блок-приставок ,
Количество блок-приставок Длина, мм Ширина, мм Высота, мм Масса, кг
2 288 224 186 11,5
3 372 224 186 14,5
4 456 224 186 17
5 540 224 186 20
635
80*
' www. vokb- la.spb.ru
Часть VI. Выбор методов и средств контроля
контактного датчика преобразуются в электроимпульсы.
Блок-приставка, рассчитанная на четыре команды, имеет на выходе на каждую из команд по четыре переключающих контактных группы для коммутации внешних цепей в различных системах автоматического контроля линейных размеров, геометрической формы деталей и т. д.
Использование электронных реле способствует сохранению точности и долговечности контакта датчиков, так как реле потребляет мощность управляющего сигнала, не превышающую тысячных долей ватта.
Техническая характеристика
Сила тока, проходящего через контакты датчика, мка............................. 200
Разность потенциалов на разомкнутых контактах датчика, в ..................... 15
Количество контактов на одну команду . 4 переключа-
ющих группы
Износоустойчивость выходных контак-
тов, млн. срабатываний:
при токе 0,2 а........................... 10
при токе 2 а............................. 10
Напряжение в сети переменного тока, в . 127 или 220
В основу действия электроиндуктивных измерителей положен метод изменения индуктивности в одной или в двух катушках, меджу которыми помещается якорь, вызывающий это изменение.
Катушки датчика обычно включаются в мостовую схему, и разбаланс моста вызывает появление напряжения, воздействующего на измерительную схему. В диагональ моста включается измерительный прибор, градуированный в линейных величинах на определенный предел измерения.
Устройства, работающие по методу индуктивности, не имеют контактов в измерительной схеме, кинематически они весьма просты, все их элементы механически прочны. Индуктивный датчик развивает большую мощность, поэтому измерительная схема слабо подвержена влиянию помех. Высокая точность измерения и надежность для контроля размеров делают этот метод весьма эффективным.
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Различают шероховатость поверхности в поперечном и продольном направлениях.
Шероховатости, расположенные в поперечном направлении, измеряются вдоль образующих существующими средствами измерения.
Контроль продольно расположенных шероховатостей после протяжки при измерении внутренних поверхностей в настоящее время затруднен из-за отсутствия средств контроля. В этом случае контроль производят на основании аттестации одного из двух одинаково выполненных отверстий на специальном образце, с которым визуально сравнивают все контролируемые отверстия.
Для контроля шероховатости рекомендуются:
1. Приборы для контроля шероховатости поверхности, изготовляемые заводом «Калибр» и Ленинградским инструментальным заводом (ЛИЗ). К ним относятся, например, разработанные ЛИЗом пружинные приборы типа ИПШ (рис. 17),-предназначенные для измерения шероховатости плоских, наружных цилиндрических, а также внутренних цилиндрических поверхностей диаметром от 60 мм. В состав приборов входят пружинная измерительная головка и комплект приспособлений. Головка снабжена тремя сферическими опорами. Сквозь отверстие в одной из ойор выходит алмазная игла с радиусом закругления 0,01 мм.
Приборы рекомендуется применять для контроля поверхностей из любого материала с твердостью не ниже 80 единиц по Роквеллу. Погрешность показаний прибора не превышает ±25%. Габаритные размеры прибора 76x52x53 мм. Масса головки 150 г.
2. Профилографы-профйлометры модели 201 московского инструментального завода «Калибр», предназначенные для определения шероховатости и волнистости поверхностей изделий из стали, чугуна, цветных металлов и их сплавов. Приборы (рис. 18) 636
позволяют проверять наружные и внутренние поверхности изделий, сечение которых в плоскости измерения представляет прямую линию.
Рис. 17. Прибор пружинный типа ИПШ.
Рис. 18. Профилометр модели 201 для определения шероховатости и волнистости поверхностей.
www. vokb- la. spb. ru
Гл. 2. Метрологическая технологичность деталей
Принцип действия прибора основан йа ощупывании измеряемой поверхности алмазной иглой с радиусом закругления 0,002; 0,01 мм и преобразовании колебаний иглы в изменяющиеся напряжения на основе индуктивного метода.
Профилограф-профилометр состоит из трех блоков-стоек с измерительным столиком и мотоприводом, электронного измерительного блока и записывающего прибора. Блочная конструкция позволяет применять его в цеховых и лабораторных условиях. Контроль шероховатости поверхности производится посредством записи в увеличенном масштабе электротермическим способом на металлизированной бумаге по параметру Ra (среднее арифметическое отклонение микронеровностей от средней линии профиля).
Техническая характеристика
Рис. 19. Профилометр модели 240 для определения шероховатости поверхности.
Пределы измерений по ГОСТ 2789—59,
класс................................ 5—12
Погрешность показаний по показывающему прибору, %........................... ±10
Статическое измерительное усилие, Г . 0,1
Длина трассы интегрирования для показывающего прибора, мм.................1,6; 3,2; 6
Наименьший диаметр проверяемых отверстий, ММ'.
на глубине до 10 мм . . 8
на глубине до 100 мм . . . 20
на глубине до 120 мм.................... 45
Питание прибора, в . . .... от сети пере-
менного тока 127, 220
Габаритные размеры прибора, мм . 500 X290 X525
Масса прибора, кг.......................... 80
3. Профилометр модели 240 для измерения шероховатости поверхности в цеховых условиях, изготовляемый заводом «Калибр» (рис. 19). Профилометр предназначен для определения шероховатости поверхности изделий из чугуна, цветных металлов и сплавов, а также неметаллических изделий.
С помощью прибора измеряются наружные и внутренние поверхности изделий. Действие прибора основано также на принципе ощупывания поверхности алмазной иглой с радиусом закругления 0,01 мм.
Профилометр состоит из стойки электронного блока и датчика с приводом. Определение величины шероховатости производится посредством стрелочного показывающего прибора по параметру Ra.
Техническая характеристика
Пределы-измерений по ГОСТ 2789—59, класс............................- .
Погрешность показаний, % . . .
Статическое измерительное усилие, Г .
Длина трассы ощупывания, мм . Наименьший диаметр проверяемых отверстий, мм: на глубине до 12 мм..................
на глубине до 150 мм..............
Габаритные размеры прибора, мм .
Масса прибора, кг . .............
6—12
±16
1
3,2
22
37 365X270 X325
42
Контроль шероховатости в труднодоступных местах, например в глубоких отверстиях, может быть осуществлен путем сравнения состояния проверяемой поверхности с эталонной. Для этой цели на Новосибирском авиационном заводе им. В. П. Чкалова создано несложное зеркальное устройство ЦИЛ-58, которым можно производить указанный контроль на глубине до 250 мм с подсветкой участка контролируемой поверхности отверстия.
www. vokb- la. spb. ru
ЧАСТЬ СЕДЬМАЯ
ТЕХНИКА БЕЗОПАСНОСТИ И ПРОМСАНИТАРИЯ ПРИ ПРОЕКТИРОВАНИИ САМОЛЕТНЫХ КОНСТРУКЦИЙ
639
www. vokb- la. spb. ru
Составители: Н. А. Б Е Р Д А Ш К Е В И Ч, В. Т. ГОРБОДЕЙ, Ф. А. КУЛИКОВ, К. С. САМУИЛОВ
СОДЕРЖАНИЕ
Стр.
Введение.................................641
ГЛАВА 1. Общие положения.................643
ГЛАВА 2. Общие рекомендации по технике безопасности и промсанитарии при определении технологичности деталей ......................................647
640
www. vokb- la. spb. ru
Часть VII. Техника безопасности и промсанитария при проектировании самолетных конструкций
Введение
В процессе производства самолетных конструкций на рабочего воздействуют различные производственные факторы, которые при известных условиях могут привести к снижению работоспособности, а иногда и к травматизму.
К основным из этих факторов относятся: механические (движущиеся части машин и механизмов, отлетающие части обрабатываемого материала и инструмента), тепловые факторы (пламя, расплавленный металл, пар, горячий газ и др.), электрический ток, промышленные яды, агрессивные жидкости, промышленная пыль, различные излучения (радиоактивные) и др.
Травматизм и профзаболевания могут быть вызваны различными организационно-техническими
причинами, а в некоторых случаях и несовершенством конструкции изготовляемых деталей и узлов.
Недостатки в конструкции изготовляемых деталей и узлов могут быть причиной применения неблагоприятных, с точки зрения техники безопасности и промсанитарии, технологических процессов изготовления этих деталей, применения опасных или утомительных приемов работ, введения лишних утомительных или опасных операций, появления факторов, вызывающих общую утомляемость рабочих.
В настоящем разделе сделана попытка дать рекомендации для творческой работы конструктора по устранению тех особенностей в конструкциях деталей, которые при их изготовлении могут создавать неблагоприятные условия труда.
81 Зак. 290
www.vokb-la.spb.ru
ГЛАВА 1
ОБЩИЕ ПОЛОЖЕНИЯ
www.vokb-la.spb.ru
Гл. 1. Общие положения
Современное производство авиационной техники должно отличаться не только высокими техникоэкономическими показателями, но и обеспечить при этом безопасные и благоприятные условия труда рабочих.
Показателем, наиболее полно характеризующим технологический процесс в отношении облегчения труда и его безопасности, является отсутствие следующих неблагоприятных условий труда:
А. Опасность травматизма, вызываемого
а) поражением электрическим током;
б) механическими факторами (движущимися или отлетающими частями, острыми выступами, ребрами и т. д.);
в) тепловыми факторами (горячими раскаленными предметами, расплавленными веществами);
г) химическими факторами (агрессивными жидкостями и токсичными веществами);
д) взрывом.
Б. Возможность профзаболеваний, вызываемых а) воздействием электромагнитных полей;
б) излучением (ультрафиолетовые и инфракрасные лучи);
в) вибрацией, шумом;
г) загрязнением воздуха, неблагоприятными метеорологическими условиями;
д) неблагоприятным освещением.
В. Возможность чрезмерного утомления вследствие
а) неудобных положений рабочего;
б) значительных физических усилий;
в) значительной интенсивности движений;
г) значительного напряжения (нервного, умственного) ;
д) неблагоприятного оформления рабочих мест.
В производстве основными путями устранения неблагоприятных условий труда являются
а) применение усовершенствованных процессов или оборудования со встроенными устройствами защиты от воздействия опасных и вредных факторов;
б) применение специальных (невстроенных) защитных средств от воздействия опасных и вредных факторов.
На стадии эскизного проектирования, когда разрабатывается схема конструкции, решаются вопросы компоновки конструкции и определяется состав агрегатов, узлов и деталей, особое внимание необходимо обратить на безопасность и удобство общей и агрегатной сборки, испытания и регулирования проектируемой конструкции.
Созданию безопасных и благоприятных условий труда при изготовлении конструкций способствует соблюдение конструктором следующих положений:
а) в конструкции должна быть учтена возможность применения средств механизации и автоматизации ее изготовления;
б) при создании новой конструкции и выборе материала должна быть уверенность в том, что на организм рабочего не будут воздействовать вредные производственные факторы.
При отсутствии такой уверенности необходимо организовать разработку предельно допустимых санитарных норм, соответствующих профилактических мероприятий, рекомендуемых мер защиты и облегчения труда с привлечением при необходимости институтов и лабораторий гигиены и охраны труда, физиологии и психологии труда, кафедр медицинских институтов. Результаты этой разработки должны быть отражены в составляемых ОКБ инструкциях по изготовлению, испытанию и отработке спроектированных изделий.
www. vokb- la. spb. ru
ГЛАВА 2
ОБЩИЕ РЕКОМЕНДАЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ И ПРОМСАНИТАРИИ ПРИ ОПРЕДЕЛЕНИИ ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ
647
www. vokb- la.spb.ru
Г л. 2. Общие рекомендации по технике безопасности и промсанитарии при определении технологичности
деталей
При выборе материалов для заготовок необходимо учитывать не только физико-механические свойства материалов, но и их токсичность, радиоактивность, огнеопасность, проявляющиеся при обработке материала и при эксплуатации изделия.
Особенно вредны бериллиевые и ториевые сплавы. Бериллий и его сплавы при обработке образуют дисперсную пыль, вызывающую заболевание бе-риллиозом. Торий является радиоактивным элементом и может привести к лучевой болезни. При выборе материалов конструктор должен быть осведомлен о свойствах этих материалов с точки зрения их токсичности.
Применение таких материалов должно быть ограничено путем замены их в ряде случаев менее токсичными сплавами, имеющими близкие прочностные, коррозионностойкие, теплостойкие и другие показатели.
Необходимо учитывать, что производство магниевого литья ввиду активного взаимодействия магния с кислородом относится к огнеопасному процессу. Для изготовления отливок из магния в песчаные формы и стержни требуется добавлять противоокис-лительные присадки, продукты сгорания которых токсичны (хлор, фтор, фтористый и хлористый водород, сернистый газ, сероводород и др.). Для удаления этих продуктов необходимы специальные установки.
Производство отливок из титана и других химически активных материалов требует устройства сложного вакуумного оборудования, вследствие чего усложняются и меры безопасности обслуживания этого оборудования.
Производство литья из магний-ториевых (торий — радиоактивный элемент) сплавов требует создания особых условий труда. Помещение, в котором производится литье магний-ториевых сплавов, должно быть изолировано от всех других помещений, не связанных с производством этого литья, то есть должны выполняться требования, которые предъявляются к производству радиоактивных элементов.
При литье в песчаные формы возможность травм и профзаболеваний больше, чем при других способах литья. Этого способа по возможности следует избегать при конструировании деталей, изготовляемых литьем.
Как показывает анализ травматизма в кузнечнопрессовых цехах, почти третья часть несчастных
82 Зак. 290
случаев происходит непосредственно во время ковки-штамповки вследствие отлетания частиц деталей, штампов, смещения штампов и инструмента, причем причина в ряде случаев кроется в самой конструкции изготовляемых деталей.
Для предотвращения несчастных случаев не рекомендуется
проектировать детали с тонкими отросткам:-;, расположенными в плоскости разъема;
допускать создания несимметричности уклскоэ. ребер деталей, если это строго не диктуется техническими требованиями.
Неблагоприятными условиями труда при обработке резанием являются: образование металлической стружки, пыли, газа и дыма.
Как показывают исследования, концентрация пыли в рабочей зоне возрастает с увеличением скорости резания, что особенно наблюдается при обработке хрупких металлов (чугун, бронза и др.), и = ряде случаев превышает норму (10 жг/ж3).
Предельно допустимыми концентрациями вредны» газов, паров, пыли и других аэрозолей в воздухе рабочей зоны производственных помещений являются мг м'
Алюминий, окись алюминия, сплавы алюминия . 2.0
Бериллий и его соединения ..... 0.0?:
Вольфрам, карбид вольфрама .... 6.О?*'
Свинец и его неорганические соединения . . 0,01
Торий . . ..................0.05
Окись цннка . . . . 5.0
Поэтому при выборе заготовок следует стремится к минимальному количеству поверхностей, подлежащих механической обработке. Необходимо тщательно подбирать размеры сечений, обеспечивать плавность переходов и сопряжений стенок и ребе: заготовок. Если детали имеют большие габариты или сложные конструктивные формы, то их по возможности следует расчленять на отдельные узлы.
При разработке конструкции детали, подвергаемой глубокому травлению, следует назначать такой способ травления (например, кессонный), который исключал бы нанесение и снятие защитного покрытия.
Операция нанесения и снятия защитного покрытия связана с вредными условиями труда, так как при этом приходится работать с легколетучим?’ токсичными органическими растворителями и лака-
64?
'••ЙЙИИИИЯ
www. vokb- la. spb. ru
Часть VII. Техника безопасности и промсанитария при проектировании самолетных конструкций
ми (например, с перхлорвинилом) или с сильнодействующими ядами (при электрохимическом цианистом меднении).
Одним из наиболее надежных средств обеспечения безопасности труда при электрохимической и электрофизической обработке являются механизация и автоматизация процесса, организация которых зависит от конструктивных форм деталей и количества их в серии.
Для сварных конструкций рекомендуется выбирать такие геометрические формы и так взаимно располагать детали, чтобы обеспечить применение автоматической сварки взамен полуавтоматической или ручной.
При автоматизации процесса сварки в значительной степени уменьшается влияние неблагоприятных условий на здоровье человека:
а) образование газов;
б) ультрафиолетовые излучения сварочной дуги, вызывающие заболевания глаз и ожоги, и яркие световые лучи;
в) опасность ожогов от брызг расплавленного металла и искр;
г) опасность взрыва (в результате образования взрывоопасных смесей, неправильного обращения с баллонами сжатого газа и т. д.);
д) неудобные вынужденные рабочие положения, физические усилия и нервное напряжение;
е) опасность поражения электрическим током.
Кроме того, при новых прогрессивных методах сварки и физических методах контроля сварных соединений могут иметь место
а) ультразвуковые колебания;
б) рентгеновские излучения (при электроннолучевой сварке и рентгенодефектоскопии) и гамма-излучения (при гамма-дефектоскопии).
Для обеспечения безопасных условий труда при пайке конструкция должна предусматривать возможность
а) применения механизации и автоматизации процесса пайки;
б) обеспечения установки защитных устройств;
в) свободного доступа для выполнения работы.
При выборе наиболее целесообразной конструкции, которая осуществляется методом пайки, рекомендуется выбирать такие геометрические формы, которые обеспечивают использование экономичных, удобных для пайки сечений и профилей спаиваемых элементов.
При изготовлении паяных конструкций основными факторами, вызывающими вредное воздействие на организм человека, являются
а) высокая температура расплавленных металлов и флюсов (опасность ожога);
б) выделение паров металла, окислов солей и щелочей;
в) ультрафиолетовые, рентгеновские и световые излучения;
г) опасность взрыва (в результате образования взрывоопасных смесей) при пайке с. применением газовых сред;
д) неудобное положение и физическое напряжение рабочего при пайке.
650
Из имеющихся способов пайки наиболее рациональна и предпочтительна механизированная пайка в печах с применением контролируемых газовых сред. Этот способ пайки проходит с отсутствием вредных излучений, при нормальных условиях труда и обеспечивает высокое и устойчивое качество пайки.
В последние годы большое развитие получили новые прогрессивные способы пайки:
— пайка сталей плазменным паяльником;
— пайка в атмосфере водорода и диссоциированного аммиака;
— пайка электронным лучом.
Например, при пайке электронным лучом обеспечивается надежная защита расплавленного припоя и металла от вредного воздействия атмосферных газов, что особенно важно при пайке активных и тугоплавких металлов (титана, циркония, вольфрама, молибдена, тантала и др.).
При нанесении герметизирующих материалов выделяются продукты испарения, вредные для здоровья и даже опасные в пожарном отношении.
Для герметизации самолетных конструкций необходимо применять герметики новых марок (например, герметик ВИТЭФ-1), которые в своем составе не содержат токсичных компонентов.
Герметизацию труднодоступных и больших поверхностей изделия наиболее рационально осуществлять методом полива с применением механизации, позволяющей почти полностью исключить ручной труд, создать равномерное покрытие и уменьшить влияние вредных продуктов (особенно растворителей) на организм человека. С этой целью был создан поливной герметик на основе пасты У-30Э-5, не имеющий токсичных компонентов и отличающийся большой работоспособностью и стабильной адгезией.
При конструировании изделий следует:
— стремиться к сокращению общей длины* подлежащих герметизации соединений, узлов, агрегатов путем
а) применения монолитных панелей;
б) замены сборно-клепаных панелей штампованными, литыми, сварными;
в) применения более простых схем герметизации посредством сокращения соединений деталей внутреннего набора, подлежащих герметизации, уменьшения количества пересечений герметичных швов, расположения стыковых швов за пределами герметизируемых агрегатов;
— Предусматривать возможность автоматизации и механизации процессов герметизации;
— избегать конструкций, требующих герметизации внутри собранных агрегатов и закрытых профилей.
Не следует использовать герметики, требующие в качестве, подслоя применения клея К-50, так как в его состав входит бензол в количестве 50% в жидкой фазе, в то время как содержание его в составе растворителей не должно превышать 10% (по санитарным нормам).
www.vokb-la.spb.ru
Гл. 2. Общие рекомендации по технике безопасности и промсанитарии при определении технологичности
деталей
С точки зрения техники безопасности, следует отдавать предпочтение герметикам
а) поставляемым в готовом виде;
б) применяющимся без растворителей;
в) требующим для разжижения менее токсичных растворителей;
г) вулканизирующимся на холоде.
Для обеспечения безопасных условий труда в процессе производства деталей из пластических масс конструктор должен знать степень токсичного воздействия составляющих компонентов пластмасс на человека.
Краткая характеристика токсичности компонентов пластмасс и предельно допустимые концентрации вредных веществ в воздухе рабочих помещений приведены в таблице.
ных антенных обтекателей из стеклотекстолитов с применением ручного труда.
Модифицированный способ изготовления обтекателей с пропиткой слоев стеклоткани под давлением является наиболее безопасным способом.
• Вопрос обеспечения безопасных условий труда при изготовлении деталей самолетных конструкций должен решаться конструктором совместно с технологом в каждом отдельном случае применительно к конкретной детали, конкретной пластической массе в соответствии с правилами безопасности и инструкциями по применению данной пластмассы.
При сборке узлов, агрегатов планера и самолета возможно возникновение неблагоприятных условий труда, например:
при создании клепаных соединений — шум и вибрация;
Наименование компонентов Фактор вредности Краткая характеристика токсичного действия на организм человека Предельно допустимая концентрация в воздухе рабочих помещений, мг1мв
Стекловолокно, стеклоткань Мелкодисперсная стеклянная пыль Раздражение слизистых оболочек верхних дыхательных путей. Раздражающее действие на кожу: зуд разной интенсивности, расчесы 4,0
Фенольно-формальдегидная смола и ее модификация с фурфуролом Газы и пары. Фенол Вредное воздействие на нервную систему. Обладает сильным местным раздражающим действием и может вызвать ожоги 5,0
Формальдегид Раздражающий газ. Обладает также общим токсическим действием. В сочетании с парами фенола, аммиака вызывает тяжелые заболевания кожи 0,5
Фурфурол Раздражение слизистых оболочек глаз и верхних дыхательных путей 10,0
Эпоксидная смола Эпихлоргидрин, гексаметилен, полиамин Раздражающее действие на слизистые оболочки верхних дыхательных путей и кожу (экзема). Общее вредное воздействие на нервную систему и кровь 1,0
Составляющие кремнийор-ганнческих пенопластов Фенилметилдихлорсилан, хлорметилтрихлорсилан Раздражающее действие на слизистые оболочки и кожу 1,0
Газообразователи полиуретановых пенопластов Гексаметилендиизоцианат Толуилендиизоцианат Общее отравление 0,05 0,5
Особенно осторожно, только в случае крайней необходимости, следует применять полиуретановые пенопласты, в состав которых входят изоцианаты (например, гексаметилендиизоцианат, предельно допустимая концентрация которого в воздухе рабочего помещения установлена крайне малой — 0,00005 мг/л, что обеспечить техническими мероприятиями чрезвычайно трудно).
В целях предупреждения образования мелкодисперсной пыли конструкция деталей из пластмасс должна по возможности исключать механическую доработку (обрезка технологических припусков, выборка подсечек, сверление отверстий под крепежные болты, выравнивание выступающих частей сотовых заполнителей, шлифование поверхностей и т. д.).
Наиболее неблагоприятные и нездоровые условия труда наблюдаются при изготовлении многослой-82*
при получении клееклепаных соединений — шум, вибрация и токсические испарения клея;
при сварке деталей (сварные соединения)—пы-левыделения, излучение, возможность поражения электрическим током;
при выполнении клеесварных соединений — газо-пылевыделения и токсические испарения, излучение и возможность поражения электрическим током.
Тем не менее в настоящее время соединение деталей сваркой следует считать наиболее прогрессивным способом, при котором предусмотрены необходимые требования по технике безопасности и промсанитарии.
Недопустимо отсталым способом соединений следует считать способ соединений, выполняемый клепкой ручными пневматическими клепальными молотками, работа которыми сопровождается виб-
651
www. vokb- la. spb. ru
Часть VII. Техника безопасности и промсанитария при проектировании самолетных конструкций
рацией и шумом, вызывающими у работающих профессиональные заболевания.
Необходимо принимать все меры для снижения объема клепальных работ, выполняемых ручными пневматическими инструментами, и шире внедрять сварные и клеесварные соединения.
Современная авиация широко использует радиолокационное оборудование различного назначения. Обтекатели антенн радиолокационных установок изготовляются из радиопрозрачных материалов.
При настройке и испытаниях антенн на самолете в сборочных и аэродромных цехах производственный персонал, занятый работами по сборке изделий, может подвергаться облучению радиоволнами высоко- и сверхвысокочастотного диапазона.
При одновременной отработке аппаратуры на нескольких самолетах работающие могут подвергаться облучению радиоволнами одновременно от всех работающих антенн.
Наиболее эффективным средством защиты работающих от облучения являются экраны с внутренним покрытием из поглощающих электромагнитную энергию материалов.
Целесообразно при проектировании обтекателей антенн одновременно проектировать защитные экраны и предусматривать для них места и средства крепления.
В качестве поглощающего материала может быть использована разработанная ВИАМом алюминированная ткань, покрытая саженаполненным поливинилхлоридом, марка ткани —АЭ.
www.vokb-la.spb.ru
ЧАСТЬ ВОСЬМАЯ
ОЦЕНКА ЗАТРАТ НА СЕРИЙНОЕ ПРОИЗВОДСТВО НОВЫХ ЛЕТАТЕЛЬНЫХ АППАРАТОВ
653
л*
www. vokb- la. spb. ru
Составители: канд. техн, наук А. В. ВОЛКОВ, 3. А. ГРИШАНОВА, В. С. КОР-ЖЕВИЧ, Н. В. РЯБИНИНА, канд. экон, наук Н. В. ХРУЛЕВ
СОДЕРЖА НИЕ
Стр.
ГЛАВА 1. Основные методические положения 655
ГЛАВА 2. Определение металлоемкости нового изделия и стоимости материалов, расходуемых в серийном производстве ..................................663
ГЛАВА 3. Методика определения трудоемкости серийного производства самолетов и вертолетов..........................669
ГЛАВА 4. Определение себестоимости серийного производства и цены новых самолетов и вертолетов .... 677
654
www.vokb-la.spb.ru
ГЛАВА 1
ОСНОВНЫЕ МЕТОДИЧЕСКИЕ ПОЛОЖЕНИЯ
655
www.vokb-la.spb.i
Гл. 1. Основные методические положения
к
Для выбора оптимального варианта конструкции необходимо провести комплексную технико-экономическую оценку нового изделия: Эта оценка, базирующаяся на научно-обоснованных нормативах затрат на создание опытного образца изделия и его серийное производство, используется также для перспективного и текущего планирования авиационной промышленности. Особое значение имеет правильное определение затрат на серийное производство новых изделий, так как они оказывают решающее влияние на направление капиталовложений и развитие производства, на экономику промышленности.
Уровень затрат серийного производства непосредственно связан и во многом определяется такими показателями технологичности конструкции, как простота изготовления при техническом совершенстве изделия, преемственность, уровень стандартизации и др.
В свою очередь, показатели затрат серийного производства (материалов, труда, денежных средств) при прочих равных условиях являются важнейшими показателями технологичности нового изделия.
К числу основных показателей, определяющих уровень затрат в серийном производстве и используемых при комплексной технико-экономической оценке нового изделия, относятся:
показатели, материалоемкости: удельное соотношение видов материалов и видов заготовок в общем весе конструкции изделия, коэффициенты использования материалов, общая и удельная нормы расхода материалов;
показатели трудоемкости: общая технологическая трудоемкость, ее соотношение по видам работ, удельная трудоемкость;
показатели себестоимости: общая себестоимость изделия, соотношение собственных затрат и стоимости комплектующих изделий, удельная себестоимость;
оптовая цена нового изделия и, рентабельность его производства.
Все эти показатели находятся под влиянием большого числа технических и организационных факторов. При прочих равных условиях на их величину влияют применяемые в конструкции изделия материалы и готовые комплектующие изделия, возможность применения рациональных заготовок и прогрессивных методов их обработки, а также возмож-
83 Зак. 290
ность механизации и автоматизации технологических процессов, широкой кооперации производства.
Так, например, правильный выбор материалов, возможность применения прогрессивных видов заготовок с малыми припусками иа- обработку, обеспечивающие в процессе производства высокие коэффициенты .использования материалов и минимальные трудовые затраты на обработку деталей, способствуют снижению норм расхода материалов, общей трудоемкости и себестоимости изделия, а также уменьшению удельных затрат производства (на единицу веса, мощности или другие показатели изделия). Широкая кооперация в производстве изделия обеспечивает за счет снижения затрат на специализированных предприятиях снижение себестоимости и цены изделия.
Предварительное определение затрат серийного производства в процессе комплексной технико-экономической оценки новых изделий является основой для расчета их технико-экономической эффективности, установления необходимых материальных, трудовых и денежных ресурсов при планировании народного хозяйства.
Учитывая все возрастающую сложность и стоимость авиационной техники, длительные сроки и большие затраты на проектирование, изготовление и доводку опытных образцов, на подготовку серийного производства, комплексную технико-экономическую оценку новых изделий следует проводить с последовательным уточнением ее на всех основных этапах их создания. Таких основных этапов можно выделить три:
1. Предпроектные исследования (аванпроект).
2. Разработка эскизного проекта.
3. Рабочее проектирование и изготовление опытных образцов.
Своевременная и правильная технико-экономическая оценка изделия на этих этапах обеспечит обоснованность выбора изделия для решения поставленной . задачи, предотвратит излишнюю трату средств и времени на создание экономически нецелесообразного образца, будет способствовать наиболее рациональному распределению ресурсов.
Экономические расчеты, выполняемые на различных этапах создания нового изделия, проводятся с различной степенью укрупнения и точности, что обусловливается:
63Г
www. vokb- la. spb. ru
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
во-первых, различной полнотой и точностью необходимых для расчетов исходных данных по изделию, имеющихся на данном этапе его создания;
во-вторых, полнотой и степенью дифференциации нормативно-справочной базы по классу изделий, к которому относится вновь создаваемое изделие.
На первых двух этапах (предпроектные исследования и эскизное проектирование), как правило, производится предварительное определение материалоемкости, трудоемкости и себестоимости опытного образца изделия, затрат на начало периода освоения серийного производства и затрат на условия развернутого серийного выпуска. В отдельных случаях на этих этапах разрабатываются также проекты временных (на первые 2—3 года серийного производства) и прейскурантных оптовых цен. На третьем этапе (рабочее проектирование и изготовление опытного образца изделия) определяются материалоемкость, трудоемкость *и себестоимость изделий только для условий серийного производства и разрабатываются проекты оптовых цен (временной и прейскурантной).
Расчет величины затрат на производство авиационной техники может осуществляться различными методами. Основными из них являются метод статистической экстраполяции по экономико-математическим моделям, построенным по ретроспективным дцрным, и сравнительный метод с использованием экспертных оценок.
Сущность первого метода заключается в том, что закономерности формирования величины затрат в зависимости от летно-эксплуатационных и конструктивно-технологических характеристик изделий и условий их производства, выявленные по статистическим данным и оформленные экономико-математической моделью, экстраполируются на заданные характеристики и условия производства нового изделия. При прогнозировании величины затрат на перспективный период вводится ряд коэффициентов, учитывающих влияние предполагаемого изменения тех факторов, которые не вошли непосредственно в экономико-математическую модель.
Сущность второго метода заключается в том, что величина затрат на производство выбранного изделия-прототипа (аналога) корректируется одним или несколькими коэффициентами, определяющими по экспертной оценке степень конструктивно-технологического отличия нового изделия от изделия-прототипа и влияние этих отличий на величину затрат по новому изделию. Для определения отдельных видов затрат при этом учитываются сложившиеся их пропорции (соотношения) в структуре затрат по изделию-прототипу.
Применение первого метода требует систематической работы по корректировке экономико-математических моделей, пополнению и обновлению справочно-нормативной базы с тем, чтобы они постоянно соответствовали уровню развития авиационной техники и организационно-техническому уровню ее производства. Но и в этом случае при существенных отличиях нового изделия от изделий базовой совокупности, по данным которых построены экономикоматематические модели, необходима корректировка
>69»
S'
расчета на основе экспертных оценок. Поэтому на практике при оценке новых изделий используются оба метода, и степень предпочтения зависит от состояния справочно-нормативной базы первого метода и новизны изделия. При определении отдельных видов затрат, например материальных, может применяться метод расчета по нормативам.
Применение метода статистической экстраполяции и выбор изделия-прототипа базируются на классификации и группировке изделий авиационной техники по нескольким признакам (параметрам). Основными признаками группировки изделий являются их назначение, тип и некоторые конструктивно-технологические и тактико-технические характеристики.
На схеме показана принципиальная группировка летательных аппаратов, применяемая при разработке нормативно-справочных материалов и комплексной технико-экономической оценка новых изделий.
Для проведения комплексной технико-экономической оценки нового изделия с использованием имеющихся методических и нормативно-справочных материалов необходимо располагать следующими данными:
1. Общая характеристика изделия (краткое описание, назначение, какое изделие заменяет, какое изделие является прототипом, конструктивные особенности в сравнении с прототипом).
2. Конструктивно-технологическая и весовая характеристика, включающая габаритные размеры, вес изделия в различной комплектации и степени снаряжения, основные материалы, применяемые в конструкции (в % от общего чистого веса), структуру заготовок, основные виды соединений и т. п.
3. Отчетная калькуляция, трудоемкость и прочие данные по изделию-прототипу как по опытному, так и по серийному производству.
4. Коэффициенты, учитывающие конструктивнотехнологическую сложность нового изделия по сравнению с прототипом.
5. Спецификация готовых комплектующих изделий (при отсутствии их в серийном производстве — характеристика опытных образцов с указанием изделия-аналога и коэффициента усложнения).
6. Данные по опытному производству, в том числе количество опытных образцов, подлежащих изготовлению, количество готовых комплектующих изделий, необходимых для испытаний, среднечасовая заработная плата по категориям работников, проценты накладных расходов, а после изготовления опытного образца — полные фактические данные о затратах на его постройку.
7. Данные по серийному производству, в том числе предполагаемый завод-изготовитель, год начала серийного производства и программа выпуска изделий по годам.
Комплексная технико-экономическая оценка новых изделий осуществляется ОКБ-разработчиком, а после решения вопроса о размещении производства — также основным предприятием-изготовителем при методической помощи отраслевых лабораторий технико-экономических исследований и отдела технико-экономических нормативов НИАТ. Необходи-
www.vokb-la.spb.ru
Гл. 1. Основные методические положения
Форма 1
Тактико-техническая и конструктивно-технологическая характеристика самолета
Слассификационная группа -------------------
(ОКБ не заполняется)
1азначение --------------------------- -------
конструкция „ .... ...... ...—---------—
(указать, оригинальная конструкция
или модификация другого изделия)
)рганизация-разработчик------------------------
1 ц/п аг 1 Показатели Единицы измерения Новая конструкция самолета Самолет-прототип
1 2 3 4 5
1 2 3 I i Габаритные размеры: длина максимальный диаметр фюзеляжа Весовые характеристики: взлетный вес вес пустого изделия (без топлива, боекомплекта, экипажа, груза) вес планера (без двигателей и комплектующих изделий) вес металлоконструкции вес полезной нагрузки Двигатели: тип количество вес (одного) тяга (мощность) максимальная Скорость полета максимальная Дальность полета (без подвесных баков) Практический потолок Соотношение основных видов материалов, применяемых в конструкции: сталь конструкционная сталь нержавеющая и жаропрочная титановые сплавы алюминиевые и магниевые сплавы стеклопластики прочие Соотношение площадей обтекаемой поверхности, занятых: монолитными панелями клепаными конструкциями сварными конструкциями клеесварными конструкциями сотовыми конструкциями стеклопластиковыми конструкциями Удельный вес трудоемкости монтажных работ в суммарной трудоемкости сборочных работ м кг шт. кг кг (л. с.) км/ч км м % % % •
мне дополнительные и исходные материалы для про-, ведения расчетов ОКБ и серийное предприятие получают через соответствующее Главное управление Министерства. НИАТ дает заключение по расчетам ОКБ или завода-изготовителя в части затрат на серийное производство.
Для получения заключения ОКБ и серийный завод-изготовитель вместе со своими расчетами представляют НИАТу:
1. Общую характеристику изделия (описание).
2. Тактико-техническую и конструктивно-технологическую характеристику по форме 1.
3. Коэффициент конструктивно-технологической сложности нового изделия по сравнению с прототипом (аналогом), рассчитанный по видам работ и в целом на изделие, по форме 2.
Форма 2
Коэффициент конструктивно-технологической
сложности самолета
по сравнению с самолетом------------
п/п аг | Виды работ Удельный вес в общей трудоемкости изделия-аналога, И Коэффициент сложности для нового самолета 1 Удельный вес в общей трудоемкости с учетом коэффициента сложности (гр. 3 X гр. 4)
1 2 3 4 5
1 Заготовительно-штампо-
вочные
2 Литейные
3 Кузнечные
4 Механические
5 Термические
6 Агрегатно-сборочные
7 Монтажные
8 Окончательная сборка
9 Испытания
10 Прочие работы
Итого 100 — S
Общий коэффициент сложности Кс эх——— .
100
Примечание. При невозможности установления коэффициентов сложности по видам работ указываются коэффициенты сложности по конструктивным группам.
Подпись ответственного руководителя _________
Подпись ответственного руководителя -----------------------
659
www. vokb- la. spb. ru
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
4. Укрупненную спецификацию материалов и заготовок по формам 3 и За.
5. Укрупненную спецификацию готовых комплектующих изделий по форме 4.
Форма 3
Укрупненная спецификация металлов
самолета.
С 'В' Виды металлов и заготовок Чистый вес, кг Основные применяемые марки материалов Примечание
1 2 3 4 , 5
1 2 3 4 5 1 2 3 4 5 6 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 Конструкционные стали • Литье Штамповки—всего в том числе: собственного производства по кооперации Пруток на механообработку Трубы Листовой прокат
Итого Нержавеющие и жаропрочные стали Литье Штамповки—всего в том числе: собственного производства по кооперации . Пруток на механообработку Листовой прокат Трубы Профили
Итого Алюминиевые сплавы Литье Штамповки—всего в том числе: собственного производства по кооперации Пруток на механообработку Листовой прокат Трубы Профили Плиты Панели
Итого Титановые сплавы Литье Штамповки—всего в том числе: собственного производства по кооперации Пруток на механообработку Листовой прокат Профили Плиты Панели -
Итого
Продолжение формы 3
1 №;ft/n | Виды металлов и заготовок Чистый вес, кг J ые яемые мате- Примечание
и X № О о а я к марки риалов
о О D. е
Л 2 3 4 5
1 *3 ;6 Магниевые сплавы Литье Штамповки—всего В том числе: собственного производства по кооперации Пруток на механообработку Листовой прокат Профили Плиты >
1 :'2 Итого Медь и ее сплавы Литье Прокат
Итого
Всего металлов
f Примечание. Итог по гр. 3 должен соответствовать весу металлоконструкции изделия.
Подпись ответственного руководителя______________________
< Ф о р м а За
: Укрупненная спецификация неметаллических материалов и кабельной продукции
самолета_____________
J * п/п Наименование материалов с указанием основной марки Единицы измерения Норма расхода
1 2 3 4 ! 5 Г 6 ' 7 • 8 !» 1 11 12 ’ 13 : 14 | 15 Оргстекло Стеклопластики Фторопласты Рукава резиновые Ткани Смолы и связующие Герметики Лаки; эмали, , грунты, шпатлевки Кабели медные Провода износонагревостойкие - Провода экранированные Провода теплостойкие . Провода монтажные теплостойкие Горючесмазочные материалы . Прочие неметаллы
Подпись ответственного руководителя......................
66Q
www. vokb- la.spb.ru
Гл. 1. Осн&вншметодические положения
Форма 4
Укрупненная спецификация готовых жомплектующих изделий самолета--------
№ п/п Наименование оборудования Шифр, индекс, тип Количество иа самолет Изделие-прототип (серийное) Коэффициент усложнения (удорожания) Примечание
1 2 3 4 5 6 7
1 2 3 4 5 6 7 8 9 10 11 ?2 13 14 < 15 из; ко; Силовая установка в том числе: а) двигатель и т. д. • Электрооборудование Пилотажно-иавигациониое в том числе: а) и т. д. Радиооборудование в том числе: а) ’ и т. д. Противообледенительное Противопожарное Г идро-(пневмо)-система Управление самолетом в том числе: а) и т. д. Высотное Пассажирское Десантное Специальное в том числе: а) и т. д. Вооружение в том числе: а) и т. д. Средства спасения Прочее оборудование Примечание. По пп. 1, 3, 4, 8, 12, 13 и 14 УК! ;елий. Если изделия опытные, указываются его сери По остальным пунктам в графах 5 и 6 указыв )ффициентом усложнения (удорожания). Подпись ответственного рукое (зывается ук йный анало ается серий одителя- рупненвый г и коэффиц ный самоле перечень до иент усложн .т с аналог рогостоящи, ения (удоро ичными сис к готовых жация). гемами и
6. Сведения о предполагаемых заводе-изготовите- рийное производство и количественном выпуске из-ле нового изделия, времени запуска изделия в се- делий по годам.
661
www. vokb- la.spb.ru
ГЛАВА 2
ОПРЕДЕЛЕНИЕ МЕТАЛЛОЕМКОСТИ НОВОГО ИЗДЕЛИЯ И СТОИМОСТИ МАТЕРИАЛОВ, РАСХОДУЕМЫХ В СЕРИЙНОМ ПРОИЗВОДСТВЕ
663
www. vokb- la.;
СОДЕРЖАНИЕ
Стр.
Определение чистого веса металла на изделие
по видам заготовок (материалов) .... 665
Определение нормы расхода металла на изделие .....................................666
Определение стоимости металлов на изделие . 666
Определение общей стоимости материалов на изделие..................................668
664
www.vokb-la.spb.ru
Гл. 2. Определение металлоемкости нового изделия и стоимости материалов, расходуемых в серийном
производстве
Определение потребности в материалах в натуральном выражении и их стоимости для производства изделии авиационной техники имеет важное значение по двум обстоятельствам. Во-первых, авиационная промышленность потребляет большое количество дорогостоящих и дефицитных материалов, что требует возможно более точного определения их фактической потребности и распределения в интересах всего народного хозяйства. Во-вторых, затраты на материалы составляют довольно существенную часть общих затрат на производство авиационной техники, и снижение их расхода является одним из главных направлений снижения себестоимости изделий. Удельный вес затрат только на основные материалы в общей сумме собствен-венных затрат предприятий авиационной промышленности составляет 7—15% и по мере технического прогресса и роста производительности труда неуклонно повышается.
Поскольку в изделиях авиационной техники основным конструкционным материалом в настоящее время является металл, основное внимание в предлагаемой методике сосредоточено на расчете металлоемкости изделий.
Общая металлоемкость изделия определяется нормой расхода металла — его количеством, необ^ ходимым для изготовления единицы изделия в соответствии с заданными техническими условиями.
Норма расхода металла зависит
от удельного соотношения потребляемых материалов и применяемых видов заготовок в общей металлоемкости изделия;
от величины коэффициента использования метал-. ла по каждому виду применяемых материалов и заготовок.
Удельное соотношение различных материалов в общей металлоемкости изделия характеризует прогрессивность конструкции, ее экономичность, с точ
ки зрения применения дефицитных и дорогостоящих материалов, и является одним из показателей технологичности изделия, определяя возможность применения прогрессивных видов заготовок и трудоемкость обработки деталей.
Удельное соотношение видов заготовок в общей металлоемкости изделия характеризует не только прогрессивность и технологичность его конструкции, но и технический уровень производства.
Одним из важнейших показателей технологичности конструкции изделия и технического уровня производства является коэффициент использования металла— отношение чистого веса изделия, узла, детали к весу металла, необходимого для их изготовления, по норме или фактически затраченного в производстве. Коэффициенты использования металла как в целом по изделию, так и по отдельным видам применяемых материалов и заготовок зависят от технологичности конструкции (возможности применения прогрессивных заготовок с малыми припусками на окончательную обработку деталей), от технического уровня производства (наличия необходимого технологического оборудования), а также от возможностей металлургической промышленности по поставке рационального профиля и типоразмера проката.
Указанные показатели не являются стабильными, а изменяются по мере освоения изделия в серийном производстве.
Предварительный расчет металлоемкости нового изделия для условий серийного производства осуществляется на основе данных о чистом весе конструкции изделия, удельном соотношении различных видов материалов и заготовок, предполагаемых к внедрению при изготовлении этого изделия, и данных о коэффициентах использования металлов в серийном производстве изделий соответствующего класса.
ОПРЕДЕЛЕНИЕ ЧИСТОГО ВЕСА МЕТАЛЛА НА ИЗДЕЛИЕ ПО ВИДАМ ЗАГОТОВОК (МАТЕРИАЛОВ)
Установление чистого веса металла на изделие по основным видам применяемых материалов и заготовок для условий освоенного серийного производства на различных этапах опытно-конструкторских разработок имеет некоторые особенности,
обусловленные различной полнотой и точностью исходных данных на этапах предпроектного исследования, разработки эскизного проекта и этапе рабочего проектирования и изготовления опытных образцов.
84 Зак. 290
665
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
На этапах предпроектного исследования и разработки эскизного проекта, когда еще нет чертежей деталей нового изделия, чистые веса по основным видам используемых материалов и заготовок определяются по удельному соотношению материалов и заготовок, применяемых в изделии-прототипе. Экспертной оценкой эти данные корректируются применительно к конструктивно-технологическим особенностям нового изделия.
Исходя из чистого веса изделия в целом и установленных удельных соотношений видов материалов и заготовок рассчитывается чистый вес металла но каждому виду заготовок (по видам материалов и в целом по изделию)
GtJ = QmsKK Уt), (1)
где Gt, — чистый вес i-ro вида заготовки /-го вида металла (с учетом. одиночного комплекта) ;
СИзд — чистый вес металлоконструкции изделия (без учета одиночного и группового комплектов);
Кк — коэффициент увеличения чистого веса изделия для учета одиночного комплекта;
У,-, —удельный вес t-ro вида заготовки /-го вида металла в чистом весе изделия.
На этапе рабочего проектирования чистый вес металлоконструкции по видам металлов и заготовок определяется прямым суммированием чистых весов деталей, запланированных к изготовлению в серийном производстве из однотипных видов металлов и заготовок.
Коэффициент увеличения чистового веса изделия для учета одиночного комплекта (Кк) устанавливается усредненно по классам изделий на основе анализа статистических данных. В среднем для самолетов Кк=1,1.
ОПРЕДЕЛЕНИЕ НОРМЫ РАСХОДА МЕТАЛЛА НА ИЗДЕЛИЕ
(2)
Норма расхода металла по отдельным видам металлов и заготовок определяется как частное от деления чистого веса металлоконструкции по каждому виду заготовок на нормативный коэффициент использования металла, соответствующий условиям серийного производства изделий данного класса,
Н GlJ
4 КИМ,; ’
где Нц — норма расхода металлов по i-му виду заготовки /-го вида металла;
КИМ4, — нормативный коэффициент использования по i-му виду заготовки /-го вида металла для условий серийного производства соответствующего класса изделий.
Нормативные коэффициенты использования металлов по основным видам металлов и видам заготовок по классам изделий разрабатываются НИАТ на определенный год серийного производства и соответствуют определенному календарному периоду. Поэтому полученные в результате расчета по приведенной выше формуле нормы расхода металлов будут соответствовать тем условиям серийного производства, на которые разработаны используемые в расчете справочно-нормативные материалы.
При расчете металлоемкости производства изделия на порядковый год с начала запуска в серийное производство или календарный год, отличные от
тех, для которых рассчитаны справочно-нормативные показатели, а также при расчете металлоемкости изделия на перспективный период, полученные нормы расхода металлов должны быть скорректированы на заданные условия путем введения двух коэффициентов:
Kt — коэффициента корректировки нормы расхода видов металлов на заданный порядковый год серийного производства;
Кт — коэффициента корректировки нормы иа заданный календарный год производства.
Методика расчета корректирующих коэффициентов Kt и Кт разработана НИАТ.
Таким образом, формула расчета нормы расхода металла на заданные условия производства имеет вид
^ИЗД К к Уц
КИМ,у. 100
Kt Кт.
(3)
Для расчета норм расхода металлов по основным видам металлов и заготовок рекомендуется форма 1.
Общая норма расхода металла на изготовление изделия определяется как сумма частных норм по каждому виду металлов и заготовок (см. итог графы 5 формы 1), а общий коэффициент использования металла по изделию — как частное от деления чистого веса металлоконструкции на эту норму.
ОПРЕДЕЛЕНИЕ СТОИМОСТИ МЕТАЛЛОВ НА ИЗДЕЛИЕ
Стоимость металлов на освоенное серийное производство нового изделия рассчитывается по позициям укрупненной номенклатуры видов металлов и заготовок как произведение средних цен на норму расхода металлов и затем суммируется в целом на изделие.
Средние цены по укрупненной номенклатуре ви-
бба
дов металлов и заготовок разрабатываются НИАТ. До их получения могут быть использованы средние цены, сложившиеся в производстве аналогичных изделий.
По полуфабрикатам внешней кооперации средние цены разрабатываются для нормы, годового заказа не менее 20 штук. При меньшем годовом зака-
www. vokb- la. spb. ru
Гл. 2. Определение металлоемкости нового изделия и стоимости материалов, расходуемых в серийном
производстве
Форма 1
№ п/п Виды заготовок и материалов Чистый вес, кг Нормативный коэффициент (КИМ) Норма расхода, кг Средняя цена за 1 кг, руб. Стоимость металла, тыс. руб.
1 Г” 2 3 4 5 6 7
I. Черные металлы
Конструкционные стали
1 2 3 Литье собственного производства Штамповки собственного производства Штамповки по кооперации
Нержавеющие стали
1 Литье собственного производства
2 3 4 Штамповки собственного производства Штамповки по кооперации Профили прессованные и т. д.
Жаропрочные стали
1 2 3 4 Литье собственного производства Штамповки собственного производства Штамповки по кооперации Пруток на механообработку
5 6 Тонколистовой прокат Толстолистовой прокат и т. д.
11. Алюминиевые сплавы
1 2 Литье собственного производства Штамповки собственного производства
3 4 5 Штамповки по кооперации Пруток на механообработку Листовой прокат
6 Трубы и т. д.
III. Титановые сплавы
1 Литье
2 Штамповки собственного производства
3 4 Штамповки по кооперации Листовой прокат и т. д.
IV. Магниевые сплавы
1 Литье собственного производства
2 3 Литье по кооперации Штамповки собственного производства
4 Штамповки по кооперации и т. д.
V. Медь и ее сплавы
1 Литье
2 Прокат
Итого
зе взимаются доплаты (вызванные повышенным расходом металла и трудоемкостью) в размере 40% к оптовой цене. При поставке поковок и штамповок повышенного качества или с другими видами термообработки производятся доплаты к прейскурантным оптовым ценам, размеры которых указаны в Прейскуранте оптовых цен 75-53, выпущенном в 1970 г.
Для учета стоимости прочих видов металлов, применяемых в изделии и не охваченных номенклатурой формы 1 (например, тяжелый цветной прокат
84*
и т. п.), итоговая сумма графы 7 формы 1 может быть увеличена на 1—2%.
Из стоимости металлов, рассчитанной изложенным выше методом, вычитается стоимость реализуемых отходов. Стоимость реализуемых отходов составляет в среднем 5% от стоимости металлов на товарную продукцию. Этот процент установлен на основе статистических данных о соотношении стоимости реализуемых отходов и стоимости металлов на товарную продукцию.
667
www.vokb-la.spb.ru
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
ОПРЕДЕЛЕНИЕ ОБЩЕЙ СТОИМОСТИ МАТЕРИАЛОВ НА ИЗДЕЛИЕ
Общая стоимость основных материалов, идущих иа изготовление изделия, складывается из стоимости металлов, неметаллических материалов и кабельной продукции.
Стоимость неметаллов и кабельной продукции определяется по отношению к стоимости металлов, сложившемуся для изделия-прототипа, с корректировкой по средней стоимости килограмма металла нового изделия и изделия-прототипа
нп
МП
£ МП
(4)
где Ким — коэффициент отношения стоимости неметаллических материалов и кабельной продукции к стоимости металлов по новому изделию;
Снп — стоимость неметаллических материалов и кабельной продукции по изделию-прототипу;
Смп — стоимость металлов по изделию-прототипу;
С'ып — средняя стоимость I кг металла по изделию-прототипу;
С'мн — средняя стоимость 1 кг металла по новому изделию.
НИАТ разработаны справочно-нормативные данные по коэффициентам /Снм, рассчитанным в среднем по группам самолетов.
Стоимость материалов с учетом транспортно-заготовительных расходов рассчитывается путем начисления суммы транспортно-заготовительных расходов в определенном проценте на общую стоимость материалов. Этот процент определяется как усредненный на основе сложившихся связей по кооперированным поставкам по предприятию, где планируется серийное производство изделия. В случае, если вопрос о размещении серийного производства изделия еще не решен, можно принимать сумму транспортно-заготовительных расходов в размер 8% от стоимости материалов.
В общем виде стоимость материалов (См), затрачиваемых на серийное производство изделия, определяется по формуле
см = ( 5 i с,; (1 - Кр + Ким'1 (1 + ктр), (5)
где Cij — средняя стоимость 1 кг по i-му виду заготовки /-го вида металла в руб.;
Kv — коэффициент отношения стоимости реализуемых отходов к общей стоимости потребляемого металла;
/СТр — коэффициент отношения стоимости транспортно-заготовительных расходов к стоимости материалов;
п — количество видов заготовок; m — количество видов металлов.
ГЛАВА 3
МЕТОДИКА ОПРЕДЕЛЕНИЯ ТРУДОЕМКОСТИ СЕРИЙНОГО ПРОИЗВОДСТВА САМОЛЕТОВ И ВЕРТОЛЕТОВ
669
СОДЕРЖА НИЕ
Стр.
Определение трудоемкости изготовления самолетов оригинальной конструкции . . . 671
Порядок расчета поправочного коэффициента, учитывающего изменение в соотношениях видов применяемых материалов (Км) • • 672
Порядок расчета поправочного коэффициента, учитывающего изменения в соотношениях основных видов соединения (Кт) .... 673
Расчет поправочного коэффициента, учитывающего сложность монтажей оборудования (Ко)................................673
Определение трудоемкости изготовления модифицированных самолетов................674
Учет факторов роста производительности труда...................................676
670
www.vokb-la.spb.
Гл. 3. Методика определения трудоемкости серийного производства самолетов и вертолетов
Одним из важнейших показателей, характеризующих технологичность новой конструкции и во многом определяющих себестоимость производства и цену самолета, является технологическая трудоемкость— затраты труда основных производственна.' рабочих на изготовление единицы изделия.
Анализ статистических данных показывает, что изделия, характеризующиеся общностью конструктивной схемы, имеющие близкие по смыслу соотношения используемых в конструкции материалов и аналогичные технологические процессы обработки деталей и сборки изделий, имеют приблизительно одинаковую трудоемкость, приходящуюся на единицу веса конструкции и динамику снижения трудоемкости по мере освоения и развертывания серийного производства. На этом была основана методика предварительного определения трудоемкости самолетов одного класса по двум факторам: весу и количеству машин, изготовленных с начала производства.
Ускорение темпов технического прогресса за последние годы привело к большому разнообразию конструкций, значительным конструктивно-технологическим различиям самолетов даже в пределах одного класса машин. Существовавшая методика предварительного определения трудоемкости по классам самолетов только по двум факторам стала недостаточно точной. Поэтому в предлагаемой методике наряду с весом пустого самолета и количест-
•
ОПРЕДЕЛЕНИЕ ТРУДОЕМКОСТИ ОРИГИНАЛЬНОЙ
При определении трудоемкости самолетов оригинальной конструкции учитываются следующие наиболее существенные факторы:
1. Класс или подкласс.
2. Вес пустого самолета. Под весом пустого самолета понимается вес самолета без горючего, экипажа, багажа и груза.
3. Количество условно изготовленных изделий в штуках. Под условно изготовленным изделием понимается объем работы, произведенной во всех цехах завода по данному изделию, суммарная трудоемкость которого равна трудоемкости единицы изделия. .
вом условно изготовленных машин с начала производства учтены в качестве факторов, определяющих трудоемкость, также период с начала производства, удельное соотношение применяемых в конструкции видов материалов и соотношение видов соединений агрегатной и общей сборки.
Методика разработана для определения трудоемкости новых самолетов оригинальной конструкции, но может быть использована для расчета трудоемкости и модифицированных изделий, о чем подробнее сказано ниже.
Говоря о предварительном определении трудоемкости изготовления изделий, необходимо различать нормированную трудоемкость (исчисляется в нор-мо-часах) и трудоемкость фактическую (исчисляется в человеко-часах). По данной методике определяется фактическая трудоемкость, так как она более правильно характеризует уровень необходимых затрат и их динамику по мере освоения и развертывания производства.
Прогнозирование затрат труда по фактической трудоемкости устраняет влияние на трудоемкость различий в качестве нормирования, уровня выполнения норм на предприятии и дает возможность сопоставлять затраты труда аналогичных изделий, изготовляемых различными заводами. При необходимости трудоемкость в нормо-часах определяется умножением фактической трудоемкости на коэффициент выполнения норм.
ИЗГОТОВЛЕНИЯ САМОЛЕТОВ КОНСТРУКЦИИ
4. Период с начала запуска самолета в серийное производство в месяцах.
5. Соотношение видов применяемых в конструкции материалов.
6. Соотношение основных видов соединений агрегатной и общей сборки.
7. Сложность монтажа оборудования.
Факторы 2, 3 и 4 являются составными элементами формул, которые выведены применительно к конкретным классам и подклассам; факторы 5, 6, 7 вводятся в виде поправочных коэффициентов.
671
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
Формула, выражающая зависимость трудоемкости от основных факторов, в общем виде имеет следующий вид:
T=AGZN~X Г-',
(6)
где Т — искомая трудоемкость, тыс. чел-ч.;
А — постоянная величина, выражающая величину трудоемкости для данного класса самолетов при значении факторов, равном 1;
G — вес пустого изделия, кг;
N — количество условно изготовленных изделий с начала производства, шт.;
i — период с начала запуска изделия в серийное производство в месяцах;
х, у, г—показатели степени.
Конкретные числовые значения элементов формулы (6) даны в соответствующих нормативно-справочных материалах.
Указанная формула дает возможность с достаточной точностью определить трудоемкость на изделия аналогичной конструкции. Трудоемкость новых изделий, отличающихся по материалам и видам соединений.от тех, на базе которых выведены зависимости, должна быть скорректирована на величину поправочных коэффициентов:
1. Коэффициент, учитывающий изменение в соотношениях видов материалов, применяемых в конструкции (Км).
2. Коэффициент, учитывающий изменение в соотношениях основных видов соединений (Кт).
3. Коэффициент, учитывающий сложность монтажа оборудования (Ко)-
ПОРЯДОК РАСЧЕТА ПОПРАВОЧНОГО КОЭФФИЦИЕНТА, УЧИТЫВАЮЩЕГО
ИЗМЕНЕНИЕ В СООТНОШЕНИЯХ ВИДОВ ПРИМЕНЯЕМЫХ МАТЕРИАЛОВ (Км)
В основе расчета коэффициента Км лежат соотношения трудоемкости, полученные на основании исследования обрабатываемости различных марок материалов (табл. 1).
Таблица 1
Наименование материалов Соотношения трудоемкости, полученные на основании исследования обрабатываемости материалов—КОб
Конструкционные углеродистые стали 1,0
Закаленные стали 2,0
Жаропрочные и окалиностойкие стали 5,0
Нержавеющие стали 2,0
Титановые сплавы 5,0
Алюминиевые, магниевые и медные сплавы 0,3—0,25
Чугун 2,0
Бронза 0,5
В самолетостроении наибольший удельный вес занимают закаленные и нержавеющие стали, алюминиевые сплавы и титан. Поэтому поправочный коэффициент рассчитывается с учетом только удельных весов этих групп материалов в общей материалоемкости самолета и их трудоемкости.
При расчете Км и при корректировке трудоемкости должно учитываться, что материал влияет на машинное время заготовительно-штамповочных и механических работ и на основное время слесарноопиловочных работ, которые составляют 0,5 от общей трудоемкости этих видов работ. В свою очередь, эти виды работ в общей трудоемкости изготовления самолета составляют 0,38 (0,38’0,5=0,19).
Определение поправочного коэффициента Км производится следующим образом:
1. Удельный вес каждой гр'уппы материалов корректируется на коэффициент, учитывающий обрабатываемость материала,
Ф 1|,.м = иХое, (7)
где т]в.м —удельный вес данного вида материала с учетом обрабатываемости;
m — удельный вес того же вида материала в % от общего веса всех материалов;
Коб — соотношения трудоемкости, полученные на основе исследования обрабатываемости материалов (см. табл. 1).
2. Определяется трудоемкость, приходящаяся на 1% материала с учетом обрабатываемости (/уд)
т
л маш.з.м.баз
1уд=-----=----- , (°)
1 ц
где ГМаш. з. м. баз — трудоемкость машинного времени заготовительно-штамповочных и механических работ и основное время слесарно-опиловочных работ;
St] — суммарное количество удельных весов по всем видам (группам) материалов с учетом обрабатываемости.
3. Рассчитывается трудоемкость по каждому виду (группе) материала (Тмат)
Т'мат = 7уД 4Qb.»i • (9)
4. Определяются коэффициенты изменения удельного веса материалов в новом изделии по отношению к базовому (Z) по формуле
Z = ^, (10)
где шв— удельный вес конкретной группы материалов в общем весе по новому изделию, %;
тб— то же, по базовому изделию.
5. Исходя из коэффициентов изменения удельного веса материалов в новом изделии по сравнению с базовым определяется поправочный коэффициент на материал (Км)
Км
^СТ 2ст + ТЛЛ Zin + ^ТИТ ^тит + • • • и. Т. д. т
маш.з.м.
(И)
672
www.vokb-la.spb.ru
Гл. 3. Методика определения трудоемкости серийного производства самолетов и вертолетов
где Тст — машинное время заготовительно-штамповочных, механических работ и основное время слесарно-опиловочных работ по обработке стали;
Тал — то же, по алюминиевым сплавам;
ТТит — то же, по титану.
ПОРЯДОК РАСЧЕТА ПОПРАВОЧНОГО КОЭФФИЦИЕНТА, УЧИТЫВАЮЩЕГО ИЗМЕНЕНИЯ В СООТНОШЕНИЯХ
ОСНОВНЫХ ВИДОВ СОЕДИНЕНИЙ (Кт)
Расчет поправочного коэффициента Кт производится аналогично расчету коэффициента Км. За базу берутся коэффициенты сложности конкретных видов соединений по отношению к трудоемкости клепки на прессах, принятой за 1. Рассчитываются эти коэффициенты сложности путем сравнения нормированной трудоемкости изготовления 1 м2 обтекаемой поверхности самолета (обшивки) для различных видов соединений (табл. 2).
Таблица 2
Показатели Вид соединения
Клепка на прес- сах W 1 Е _ лик Сварка Клее-сварка Панели монолитные
Время на 1л2, мин Коэффициент сложности 64 1,0 120 2,0 81 1,51 85 1,59 52 0,82
Пример расчета,’/
Сталь S5J)
Титам В.О
цветные неталы 27,0
Км-1,88
Ключ к номограмме
База Оля расчета,"/. Сталь 25,0
Титан 5,0
Цветные металлы 70,0
По данным статистики, удельный вес трудоемкости изготовления обшивки занимает в общей трудоемкости изготовления самолета порядка 0,15.
Сам метод расчета поправочных коэффициентов несколько сложен, поэтому, чтобы избежать повторения всех этих расчетов при определении трудоемкости изготовления новых самолетов, построены номограммы, с помощью которых, зная удельное соотношение материалов, применяемых в новом изделии, и соотношение основных видов соединений, можно устанавливать величину поправочных коэффициентов (рис. 1, 2).
РАСЧЕТ ПОПРАВОЧНОГО КОЭФФИЦИЕНТА, УЧИТЫВАЮЩЕГО СЛОЖНОСТЬ МОНТАЖЕЙ
ОБОРУДОВАНИЯ (Ко)
Поправочный коэффициент Ко рассчитывается исходя из соотношения удельных весов трудоемкости монтажных работ в суммарной трудоемкости сборочных работ по новому и базовому изделиям по формуле
Ко=—, (12)
Гм.б
где t ы н — удельный вес трудоемкости монтажных работ в трудоемкости сборочных работ по новому изделию;
/м,6 —удельный вес трудоемкости монтажных работ в базовом изделии.
Рис. 1. Номограмма Км.
85 Зак. 290
673
www.vokb-la.spb.ru
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
Пример расчета, %
Клепка прессовая 27,0
Клепка Вручную вад
Сварка о,2
КлеесВарка 0,2
Монолитные панели 3,6 Кг = Ю
ЫУ-Ц-П-Ш-ИИ-Т-П-Ш
Ключ к номограмме
Формулы для определения трудоемкости новых самолетов с учетом поправочных коэффициентов Км, Кт и Ко имеют следующий вид:
для пассажирских, транспортно-десантных самолетов и бомбардировщиков
Т = A GzN~x Гу (0,53 + 0,19 Км + 0,15 ЛГТ + 0,13 Ко);
(12а)
для истребителей
Т = A GZNX Гу (0,50 + 019 Кы + 0,15 Кт + 0,16 Ко),
(13)
где 0,53 и 0,50 — часть общей трудоемкости, не подлежащая корректировке на Км, Кт ч До-
определение трудоемкости ИЗГОТОВЛЕНИЯ МОДИФИЦИРОВАННЫХ САМОЛЕТОВ
Трудоемкость модифицированных самолетов может быть определена двумя методами:
1. С помощью коэффициента технологической сложности и коэффициента изменения объема работ по сравнению с изделием-аналогом, трудоемкость которого известна.
2. Путем оценки изменяемых элементов конструкции и суммирования их трудоемкости с трудоемкостью изготовления неизменяемой части изделия-аналога.
Первый метод основан на сопоставительном анализе конструктивно-технологических характеристик модифицированного изделия и однотипного изделия-аналога, ранее находившегося в серийном производстве. Как правило, сопоставление проводится с последним изделием, на смену которому пришло модифицированное.
67'4
В результате сопоставительного анализа устанавливаются два коэффициента:
1) коэффициент конструктивно-технологической сложности (Кс);
2) коэффициент изменения объема работ (Кр).
Коэффициент Ко определяется ОКБ-разработчиком совместно с технологами НИАТ при участии работников серийного завода исходя из сопоставительного анализа основных видов работ или основных элементов конструкции модифицированного самолета и самолета-аналога, утверждается Генеральным конструктором или его заместителем и передается заводу-изготовителю вместе с технической документацией. Форма расчета Кс приведена на стр. 659.
Гл. 3. Методика определения трудоемкости серийного производства самолетов и вертолетов
Коэффициент изменения объема работ (Л"р) определяется путем сравнения весовых характеристик модифицированного изделия и изделия-аналога и использования закономерностей изменения трудоемкости в зависимости от веса пустого изделия по группе или подклассу аналогичных изделий. Эта закономерность устанавливается исходя из соотношения нормативных величин трудоемкости по оригинальным изделиям, имеющим весовые характеристики модифицированного изделия и изделия-аналога.
К₽ = ^, (14)
7на
где Гн — нормативная трудоемкость оригинального изделия с весовыми характеристиками модифицироЬанного для конкретного количества изделий и периода производства;
7’„а — нормативная трудоемкость изготовления изделия-аналога для тех же значений количества и периода производства.
Трудоемкость модифицированного самолета (Тм) с учетом коэффициентов /Сс и /Ср определяется по формуле
Т'м = Та/<-с/<р, (15)
где Т& — фактическая трудоемкость изготовления самолета-аналога, заменяемого модифицированным.
Основой второго метода служат справочные материалы по трудоемкости изготовления основных агрегатов: фюзеляжа, крыла, оперения, создаваемые на базе анализа трудоемкости по цехам основного производства.
Для каждого агрегата в пределах конкретного подкласса самолетов установлена зависимость трудоемкости от веса и количества условно изготовленных комплектов с начала производства.
Зависимость эта имеет вид
Т$ = а 0% N~x'•, (16)
Тк = bGfc N~Xi •, (17)
T0 = yG^N~Xs, (18)
где Гф, Тк и То — трудоемкость соответственно фюзеляжа, крыла и оперения;
J а, Ь, у — постоянные величины;
бф, GK, Go — вес соответственно фюзеляжа, крыла, оперения (вес агрегата со всеми монтажами);
х3; Z], z2, Z3 — показатели степени при факторах.
Конкретные числовые значения элементов формул даны в соответствующих нормативно-справочных материалах.
85*
Объем работ по окончательной сборке и монтажу определяется в процентах от общей трудоемкости изготовления изделия исходя из анализа трудоемкости цехов, производящих этот вид работ.
Основным вопросом при определении трудоемкости вторым методом является анализ поэлементных отличий модифицированного самолета от аналога и выявление новизны и сложности элементов, по которым проведены изменения. Трудоемкость модифицированного самолета в данном случае определяется по формуле
Ты = Tt — Т'агр.изм + 7'агр.изм Ксл — Т
Х(1-Ксл),
(19)
где Гагр изм —трудоемкость агрегатов, по которым произведены изменения, определяемая по формулам (16), (17), (18);
Кел — коэффициент сложности новых агрегатов по сравнению с агрегатами самолета-аналога, определяемый указанным выше методом.
Трудоемкость, рассчитанная указанными методами, соответствует конкретному порядковому номеру. Для установления трудоемкости самолета любого порядкового номера с начала производства следует пользоваться зависимостями коэффициентов трудоемкости.
Эта зависимость имеет выражение
Cn = KN~x, (20)
где С\— коэффициент трудоемкости, характеризующий отношение трудоемкости самолета любого порядкового номера к трудоемкости освоенного серийного порядкового номера самолета данной модификации;
К — постоянная величина, выражающая отношение трудоемкости изделия первого порядкового номера к трудоемкости изделия данной модификации освоенного порядкового номера.
Указанные зависимости характеризуются определенными процентностями, то есть при удвоении количества изделий с начала производства (N) трудоемкость снижается на один и тот же процент.
Для модифицированных изделий, которые уже изготовляются в серийном производстве, трудоемкость изделий всех последующих порядковых номеров определяется исходя из соотношения значений коэффициентов трудоемкости изделий известного и искомого порядковых номеров по формуле
CN iVHOB
т =
2 изв г
G N
изв
(21)
где Гизв — фактическая или расчетная трудо-
емкость модифицированного изделия известного порядкового номера;
Cn , CN —определяются по формуле (20). НОВ изв
675
www.vokb-la.spb.ru
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
УЧЕТ ФАКТОРОВ РОСТА ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
В связи с тем, что зависимости трудоемкости от основных факторов выведены на базе обработки и анализа статистических данных о фактической трудоемкости самолетов, соответствующих определенному периоду и уровню производительности труда, при перспективном определении трудоемкости новых самолетов необходимо учитывать рост производительности труда авиационной промышленности, который будет достигнут к планируемому периоду.
Поправочный коэффициент к расчетной трудоемкости, учитывающий рост производительности труда, определяется по формуле
Кп =
где а — среднегодовой дительности;
А — количество лет от базового года до года запуска нового изделия в серийное производство (года, для которого прогнозируется трудоемкость).
100 + а А. ’ процент прироста произво-
676
ГЛАВА 4
ОПРЕДЕЛЕНИЕ СЕБЕСТОИМОСТИ СЕРИЙНОГО ПРОИЗВОДСТВА И ЦЕНЫ НОВЫХ САМОЛЕТОВ И ВЕРТОЛЕТОВ
677
www. vokb- la. spb. ru
СОДЕРЖАНИЕ
Стр.
Метод укрупненного расчета собственных
затрат....................................679
Метод расчета собственных затрат по статьям калькуляции...............................680
Установление динамики собственных затрат . 681
Расчет стоимости покупных комплектующих изделий и двигателей и определение полной себестоимости летательного аппарата . . . 681
Установление оптовой цены изделия . . . 683
678
Гл. 4. Определение себестоимости серийного производства и цены новых самолетов и вертолетов
Одной из важнейших задач технико-экономической оценки новых изделий является предварительное определение полной себестоимости их изготовления в условиях серийного производства.
Под полной себестоимостью промышленного изделия понимается сумма затрат предприятия на производство и реализацию этого изделия.
В авиационной промышленности существует типовая группировка затрат, образующих полную себестоимость, которые имеют следующую номенклатуру статей:
1. Сырье и материалы (за вычетом отходов).
2. Покупные полуфабрикаты (за вычетом отходов) и услуги кооперированных предприятий.
3. Основная заработная плата производственных рабочих.
4. Расходы по освоению новых видов продукции (постановочные).
5. Расходы на специальную оснастку.
6. Специальные расходы.
7. Цеховые расходы.
8. Общезаводские расходы.
9. Прочие производственные расходы.
Итого собственные затраты предприятия:
10. Покупные комплектующие изделия.
11. Стоимость двигателя (двигателей).
Итого фабрично-заводская себестоимость:
12. Внепроизводственные расходы.
Итого полная себестоимость изделия:
В силу различий в формировании и динамике собственных затрат и стоимости готовых изделий пред
варительное определение себестоимости осуществляется путем раздельного расчета собственных затрат и стоимости покупных комплектующих изделий и двигателей.
На этацах предпроектных исследований и эскизного проектирования новых летательных аппаратов применяются, как правило, методы укрупненного расчета себестоимости с определением общей суммы собственных затрат в целом и стоимости покупных комплектующих изделий.
На последующих этапах расчет собственных затрат осуществляется дифференцированно по статьям калькуляции. И в этом, и в другом случае уровень собственных затрат определяется на первую серийную машину и устанавливается динамика снижения затрат по мере освоения серийного производства. В соответствии с этой динамикой определяется уровень собственных затрат на серийное изделие любого порядкового номера.
Сумма затрат на комплектующие изделия и двигатели определяется с учетом закономерностей изменения их стоимости на тот период, которому будет соответствовать уровень собственных затрат серийного завода.
Таким образом, полная себестоимость серийной машины (С) может быть выражена в виде следующей суммы:
С = Зс + Ски + Сдв, (23)
где Зс — собственные затраты на серийную машину заданного порядкового номера;
Ски — стоимость покупных комплектующих изделий;
Сдв — стоимость двигателя (двигателей), соответствующая периоду производства летательного аппарата.
МЕТОД УКРУПНЕННОГО РАСЧЕТА СОБСТВЕННЫХ ЗАТРАТ
Сумма собственных затрат на новый летательный аппарат при укрупненном расчете определяется на основе данных о собственных затратах при производстве изделия-прототипа
3С1 = 3"рКуд, (24)
где Зс, — собственные затраты на первое новое серийное изделие;
3"р — собственные затраты на первое серийное изделие-прототип;
Луд — коэффициент корректировки собственных затрат, учитывающий удорожание (удешевление) производства новой машины по сравнению с изделием-прототипом.
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
Коэффициент удорожания определяется как произведение коэффициента конструктивно-технологической сложности (Кс), коэффициента изменения объема работ (Кр) нового изделия по сравнению с изделием-прототипом и коэффициента, учитывающего рост производительности труда в отрасли за период от времени производства изделия-прототипа до начала серийного производства нового изделия (Кп). Методика расчета этих коэффициентов была изложена в главе 3 настоящей части.
Предварительное определение собственных затрат может быть осуществлено также по сумме заработной платы основных производственных рабочих и ее удельному весу в собственных затратах при производстве изделия-прототипа.
Сумма заработной платы исчисляется как произведение' стоимости одного человеко-часа работы производственного рабочего на предприятии, где будет осуществляться серийное изготовление новой машины, на ее трудоемкость, определенную для первого порядкового номера.
Принимая, что удельные веса заработной платы основных производственных рабочих в собственных
затратах по изделию-прототипу и новой машине совпадают, сумму собственных затрат на новое серийное изделие (Зс ) можно определить по формуле
Зс, = , (25)
где Сч— стоимость одного человеко-часа работы производственного рабочего на заводе-изготовителе нового изделия;
Т\— нормативная трудоемкость нового изделия первого порядкового номера;
Узп — удельный вес заработной платы основных производственных рабочих в собственных затратах по первой серийной машине-прототипу.
Указанные методы определения собственных затрат не исключают, а дополняют друг друга.
Поэтому на практике используется как тот, так и другой способы расчета с последующим сопоставлением результатов; как правило, расхождение не должно превышать 10—15%. В качестве окончательной суммы может быть принята средняя из определенных этими двумя методами.
МЕТОД РАСЧЕТА СОБСТВЕННЫХ ЗАТРАТ ПО СТАТЬЯМ КАЛЬКУЛЯЦИИ
Дифференцированный расчет собственных затрат на серийное производство нового летательного аппарата осуществляется по статьям калькуляции на первое изделие.
Стоимость материалов и покупных полуфабрикатов (См) рассчитывается по методике, изложенной в главе 2 настоящей части.
Сумма заработной платы основных производственных рабочих (С3) определяется по формуле
С3=СЧЛ. (26)
Расходы по освоению новых видов продукции (Рпс) (сумма постановочных расходов) определяются из соотношения
РпС = Р%-^Кс, (27)
где PJJP —сумма постановочных расходов на изделие-прототип;
Сн, Ощ> — веса пустых изделий, соответственно нового и прототипа.
Расходы на специальную оснастку (Росп) рЯССЧИ-тываются по аналогичной формуле
Росн=РоТн?^ Кс, (28)
^пр
где Р"£и — расходы на специальную оснастку по изделию-прототипу.
Затраты предприятий, связанные с освоением производства новых изделий, а также расходы по изготовлению или приобретению специальной оснастки, произведенные в период освоения, погашаются в период действия временных оптовых цен.
680
Сумма специальных расходов (Рсп) принимается в размерах, определяемых соотношением между суммой спецрасходов и затратами на специальную оснастку по изделию-прототипу, то есть
рпр
Р-Р — рпр осн
(29)
где — сумма специальных расходов по изделию-прототипу.
Суммы цеховых (Рц) и общезаводских (Р3) расходов определяются по процентам этих расходов к заработной плате основных производственных рабочих, сложившимся на заводе-изготовителе новой машины,
Рп=С3^ ;
а 3100
Р.Л = С3ГЦ
’100
(30)
(31)
где /7Ц и П3 — соответственно процент цеховых и общезаводских расходов по отношению к заработной плате основных производственных рабочих на заводе-изготовителе новой машины.
Общая величина собственных затрат определяется суммой
3C, = См 4- С3 Ц- Рпс Ц- Росн -J- Рс„ + Рп + Р3. (32)
www. vokb- la. spb. ru
Гл. 4. Определение себестоимости серийного производства и цены новых самолетов и вертолетов
УСТАНОВЛЕНИЕ ДИНАМИКИ СОБСТВЕННЫХ ЗАТРАТ
Для установления динамики собственных затрат наиболее часто используется зависимость
3С. = 3С1А/Л (33)
где 3С/ — собственные затраты на изделие i-ro порядкового номера;
3С1 — собственные затраты на новое изделие первого порядкового номера;
N — порядковый номер изделия с начала серийного производства;
х—коэффициент, характеризующий темп снижения собственных затрат (—1 <х<0).
Темпы снижения собственных затрат по новому изделию, определяемые величиной х, принимаются по аналогии с изменением собственных затрат по изделию-прототипу.
Для определения значений Nx составлена табл. 1, использование которой иллюстрируется следующим примером.
Пример. Определить собственные затраты на изготовление 12-го изделия (N=12). Затраты на производство первого изделия составили 200 тыс. руб. (Зс =200 тыс. руб.). Снижение собственных затрат по изделию-прототипу происходило по 83 %-ной кривой (х= — 0,27). На пересечении строки 11, соответствующей N= 12, с графой 5 ,(х=~2,7) находят число 12~°-27=0,513.
Следовательно, 3С12=200-0,513= 102,6 тыс. руб.
Таблица 1
Коэффициенты изменения собственных затрат в зависимости от количества выпущенных изделий (отношение суммы собственных затрат на изделие любого порядкового номера к сумме собственных затрат на 1-е изделие, выпущенное в серийном производстве)
Порядковый номер Процентность кривой, х
77 80 83 85 88 90 93 95 98
изделия, -0,37 -0,32 -0,27 -0,24 -0,18 -0,1Б -0,11 -0,08 -0,03
1 1.0 1,0 1,0 1,0 1,0 1,0 1,0 1.0 1,0
2 0,770 0,800 0,830 0,850 0,880 0,900 0,930 0,950 0,980
3 0,661 0,702 0,744 0,773 0,817 0,846 0,891 0,928 0,970
4 0,593 0,640 0,689 0,722 0,774 0,810 0,865 0,904 0,960
5 0,545 0,595 0,648 0,685 0,743 0,783 0,845 0,892 0,953
6 0,509 0,562 0,617 0,657 0,719 0,761 0,829 0,879 0,951
7 0,480 0,534 0,592 0,633 0,699 0,744 0,816 0,867 0,943
8 0,456 0,512 0,572 0,614 0,682 0,729 0,804 0,855 0,941
9 0,436 0,491 0,554 0,597 0,667 0,717 0,795 0,849 0,936
10 0,419 0,476 0,538 0,583 0,654 0,705 0,785 0,843 0,934
12 0,392 0,449 0,51с 0,558 0,632 0,685 0,771 0,837 0.928
14 0,369 0,427 0,492 0,539 0,615 0,670 0,759 0,831 0,924
16 0,352 0,409 0,475 0,522 0,600 0,656 0,748 0,813 0.922
18 0,336 0,394 0,459 0,508 0,587 0,644 0,740 0,807 0,916
20 0,323 0,381 0,446 0,495 0,576 0,634 0,731 0,801 0,915
25 0,297 0,355 0,421 0,470 0,553 0,613 0,714 0,789 0,908
30 0,277 0,334 0,400 0,450 0,534 0,596 0,701 0,771 0,903
40 0,249 0,305 0,371 0,421 0,507 0,571 0,680 0,765 0,897
50 0,228 0,284 0,349 0,399 0,486 0,552 0,664 0,753 0,890
75 0,196 0,249 0,313 0,363 0,451 0,519 0,637 0,728 0,879
100 0,176 0,227 0,289 0,339 0,427 0,497 0,618 0,717 0,872
125 0,162 0,211 0,273 0,322 0,411 0,481 0,605 0,705 0,865
150 0,151 0,199 0,260 0,309 0,398 0,468 0,592 0,693 0,861
175 0,142 0,190 0,249 0,298 0,386 0,456 0,583 0,687 0,857
200 0,135 0,182 0,240 0,289 0,376 0,447 0,575 0,680 0,855
225 0,129 0,175 0,233 0,281 0,368 0,439 0,568 0,675 0,850
250 0,124 0,169 0,227 0,274 0,362 0.433 0,562 0,669 0,848
275 0,120 0,164 0,221 0,268 0,356 0,426 0,556 0,663 0,845
300 0,116 0,159 0,215 0,263 0,349 0,420 0,551 0,657 0,844
325 0,113 0,155 0,211 0,258 0,344 0,416 0,547 0,654 0,841
350 0,109 0,152 0,207 0,253 0,339 0,411 0,542 0,651 0,840
375 0.107 0,148 0,203 0,249 0,336 0.407 0,539 0,648 0,837
400 0,104 0,145 0,200 0,245 0,331 0,403 0,535 0,645 0,836
450 0,099 0,140 0,193 0,238 0,324 0,395 0,529 0,642 0,833
500 0,096 0,135 0,188 0,233 0,319 0,389 0,522 0,639 0,831
РАСЧЕТ СТОИМОСТИ ПОКУПНЫХ КОМПЛЕКТУЮЩИХ ИЗДЕЛИЙ И ДВИГАТЕЛЕЙ И ОПРЕДЕЛЕНИЕ ПОЛНОЙ СЕБЕСТОИМОСТИ ЛЕТАТЕЛЬНОГО АППАРАТА
Расчет стоимости покупных комплектующих изделий выполняется по их спецификации, представляемой ОКБ-разработчиком новой машины. Эта спецификация уточняется по этапам создания новой машины.
Существенной особенностью комплектующего оборудования является то, что наряду с серийно изготовляемыми изделиями в его состав входят и опытные экземпляры. Серийно изготовляемые изделия могут иметь как прейскурантные, так и временные оптовые цены. Первые остаются неизменными на всем протяжении производства изделий, вторые до включения их в прейскурант снижаются по
мере освоения серийного производства этих изделий. Что касается опытных экземпляров, то цены на эти изделия устанавливаются КБ-разработчиками условными. При этом за исходную базу принимают стоимость изделия-аналога, ранее находившегося или находящегося в данный момент в серийном производстве. Для корректировки стоимости новой разработки методом экспертных оценок устанавливается коэффициент удорожания.
Расчет стоимости покупных комплектующих изделий удобно выполнять по схеме, представленной в форме 1.
86 Зак. 290
681
Часть VIII. Оценка затрат на серийное производство новых летательных аппаратов
Форма 1
Схема расчета затрат на комплектующие изделия
Согласно этой схеме, весь объем покупных комплектующих изделий разбивается на три группы: изделия с прейскурантными ценами, изделия с временными оптовыми ценами и опытные экземпляры, имеющие условные цены. Цена каждого вида изделий принимается с учетом изменения ее уровня к периоду начала серийного производства нового летательного аппарата.
Что касается динамики затрат на покупные комплектующие изделия, то в течение первых трех лет серийното производства основной машины в целом они снижаются на 5—10% в год.
В последующие годы, когда на весь объем изделий, входящих в комплектацию, устанавливаются прейскурантные цены, затраты на покупные комплектующие изделия практически не снижаются.
Для установления динамики снижения стоимости комплектации нового летательного аппарата в первые три года серийного производства, с учетом удельного веса комплектующих изделий с временными и условными ценами, можно пользоваться табл. 2, составленной на основе статистических данных.
Таблица 2
Удельный вес комплектующих изделий с временными н условными ценами, % Процент снижения обшей суммы затрат па комплектующее оборудование по годам производства основного изделия
1-й 2-й 3-й
До 30 5,0 5,0 5,0
30—50 7,5 7.5 7,5
50 и выше 10,0 10,0 10,0
Например, стоимость готовых комплектующих изделий на новую машину в начале серийного производства была 200 тыс. руб., а удельный вес изделий с условными Ценами составлял 25%. Тогда за
траты на комплектующие изделия на конец первого года серийного производства новой машины составят
200 тыс. руб. — 200'5 = 190 тыс. руб., 1 3 100 3
на конец второго года серийного производства —
190 тыс. руб. — = 180,5 тыс. руб.
и на конец третьего года серийного производства —
180,5 тыс. руб. — — 171,5 тыс. руб-
На рассчитанную указанным методом стоимость покупных комплектующих изделий могут начисляться транспортно-заготовительные расходы в размере от 3% для центральных районов до 5% для^ отдаленных районов страны. Необходимость этого начисления зависит от полноты спецификации комплектующих изделий, точности установления их стоимости и величины общей суммы затрат на комплектующие изделия.
Стоимость двигателя (двигателей) определяется в порядке, аналогичном порядку определения затрат на покупные комплектующие изделия, то есть с учетом вида действующих цен. Если на новую машину устанавливается серийно изготовляемый двигатель, имеющий прейскурантную цену, то и сумма затрат на двигатели определяется по прейскуранту. При установке на машину двигателя с временной или условной ценой сумма затрат на двигатели должна определяться с учетом снижения этих цен к моменту начала серийного производства новой машины. Темпы снижения цен в этом случае будут определяться типом двигателя и периодом его производства.
В тех случаях, когда на новый летательный аппарат проектируется установка двигателя, еще не имеющего опытного образна, затраты на него должны рассчитываться по методике определения стоимости новых авиационных двигателей.
Транспортно-заготовительные расходы на стоимость двигателя (двигателей), как правило, не начисляются, так как составляют незначительную долю стоимости самого двигателя.
Как указано в вводной части данной главы, сумма собственных затрат и стоимости покупных комплектующих изделий и двигателя (двигателей) образует фабрично-заводскую себестоимость летательного аппарата. Полная себестоимость нового летательного аппарата определяется увеличением фабрично-заводской себестоимости на сумму вне-производственных расходов, которые составляют 1,5—2,0% от фабрично-заводской себестоимости.
В настоящее время разрабатываются методики и справочно-нормативные материалы для укрупненного и дифференцированного расчета величины собственных затрат по экономико-математическим моделям. При положительном результате их опробования они будут рекомендованы для применения цри комплексной технико-экономической оценке новых изделий.
682
www.vokb-la.spb.
Гл. 4. Определение себестоимости серийного производства и цены новых самолетов и вертолетов
УСТАНОВЛЕНИЕ ОПТОВОЙ ЦЕНЫ ИЗДЕЛИЯ
Оптовые цены на самолеты и вертолеты, достаточно полно отражая общественно необходимые издержки производства (себестоимость изделия), должны также предусматривать:
экономически обоснованный уровень рентабельности, обеспечивающий нормальную работу предприятия в новых условиях планирования и экономического стимулирования производства;
соблюдение правильных соотношений цен на аналогичные изделия.
На все самолеты и вертолеты на период освоения их в серийном производстве устанавливаются временные оптовые цены.
Для освоенного серийного производства устанавливаются прейскурантные цены.
В соответствии с инструкцией Государственного комитета цен «О порядке и сроках разработки и утверждения оптовых цен на военную технику и военное имущество» (1964 г.) временные цены на основную продукцию отрасли устанавливаются на первые два года серийного производства изделий. При этом в связи с конструктивной сложностью и значительной разницей в себестоимости между первым и вторым годами серийного выпуска временные цены, как правило, устанавливаются на первый и второй годы выпуска раздельно.
При разработке оптовых цен в качестве исходной базы принимается:
для временных цен — плановая себестоимость периода, на который действуют эти цены (средняя за один или за два года);
для прейскурантных цен — себестоимость серийно освоенного изделия.
Для определения как временной, так и прейскурантной оптовой цены на полную себестоимость изделия начисляется действующий в отрасли процент рентабельности, уровень которой к себестоимости’ по группам изделий устанавливается Министерством по согласованию с Государственным комитетом цен.
Для самолетов и вертолетов уровень рентабельности, как правило, устанавливается дифференцированно: более высокий на собственные затраты и меньший на стоимость покупных комплектующих изделий.
С введением порядка финансирования затрат на подготовку и освоение производства новых изделий из фонда освоения на изделия авиационной техники будут устанавливаться только прейскурантные цены. При этом они будут устанавливаться исходя из себестоимости серийно освоенного изделия, в которую включаются отчисления в фонд освоения в установленном для данного вида техники .размере.