/













































Автор: Богданов Т.М. Лукин А.О.
Теги: строительство строительные конструкции строительные материалы
Год: 1959



Текст
АКАДЕМИЯ СТРОИТЕЛЬСТВА И АРХИТЕКТУРЫ СССР
ЦЕНТРАЛЬНЫЙ «ИНСТИТУТ НАУЧНОЙ ИНФОРМАЦИИ
ПО СТРОИТЕЛЬСТВУ И АРХИТЕКТУРЕ
СОЕДИНЕНИЯ
В СТРОИТЕЛЬНЫХ КОНСТРУКЦИЯХ
ИЗ АЛЮМИНИЯ
(Из опыта работы НИИ мостов)
Сканировал и обрабатывал
Лукин А. О.
МОСКВА—1959
СОДЕРЖАНИЕ
Предисловие , 4
I. Алюминиевые сплавы и особенности соединений эле-
ментов конструкций из них 5
II. Технология холодной клепки алюминиевых сплавов . 8
III. Статическая прочность заклепочных соединений из
алюминиевых сплавов г . 18-
IV. 'Выносливость заклепочных соединений из алюминие-
вых сплавов 24
V. Соединения на составных заклепках 29
VI. Горячая клепка дуралюмина 34
VII. Технологические вопросы сварки сплава АМГ—
б (АМГ6Т) 40
VIII. Соединения на высокопрочных болтах 45
АННОТАЦИЯ
В брошюре «Соединения в строительных конструкциях из
алюминия» (из опыта работы НИИ мостов) рассматриваются
алюминиевые сплавы, (их особенности, технология соединений
элементов конструкций из алюминиевых сплавов (холодная
клепка алюминиевых клепочных соединений; соединения на
составных заклепках и на выскопрочных болтах); технология
сварки сплавов АМгб (АМгбТ) и др.
Брошюра представляет интерес для организаций и специа-
листов, работающих в этой области.
3
ПРЕДИСЛОВИЕ
В настоящей брошюре освещается опыт работы Научно-
исследовательского института мостов в области изучения осо-
бенностей заклепочных, сварных и болтовых соединений в
строительных конструкциях из алюминиевых сплавов. Дается
подробное описание произведенных в институте опытов и ме-
тодики их осуществления.
Широкий круг вопросов, относящихся к соединениям кон-
струкций из легких сплавов, по которым НИИ мостов получил
опытные данные, — представит интерес для организаций и
специалистов, работающих в этой области.
В составлении брошюры приняли участие научные сотруд-
ники НИИ мостов: кандидаты техн. наук Т. М. Богданов (раз-
дел VIII), А. Д. Богомолова (раздел V), Н. И. Новожилова
(раздел IV), инженеры А. А. Савельев (раздел I и общая ре-
дакция), Ю. П. Сатаев (разделы II и III), канд. техн. наук
Ю. М. Сильницкий (раздел VI) и инж. С. В. Чижевский (раз-
дал VII),
Центральный институт научной информации
по строительству и архитектуре
4
СОЕДИНЕНИЯ В СТРОИТЕЛЬНЫХ
конструкциях из алюминия
I. АЛЮМИНИЕВЫЕ СПЛАВЫ И ОСОБЕННОСТИ
СОЕДИНЕНИИ ЭЛЕМЕНТОВ КОНСТРУКЦИИ ИЗ НИХ
Основные свойства алюминиевых спла-
вов. Достоинствами алюминиевых сплавав по сравнению со
строительными сталями являются высокая их прочность, при-
мерно равная прочности стали, и малый объемный вес
(2,65-4-2,85 т/м3 против 7,85 т/м3 у стали).
К преимуществам алюминиевых сплавов относятся так-
же возможность прессования профилей сложного попереч-
ного сечения (что уменьшает клепальные или сварочные ра-
боты при изготовлении конструкций) и повышенная устойчи-
вость ряда сплавов против коррозии.
К недостаткам алюминиевых сплавов следует отнести:
относительно 'низкий, по сравнению со сталью, модуль уп-
ругости (7100 кг/мм2 против 21000 кг/мм2 у стали), что при-
водит в ряде случаев к формам, отличающимся от стальных
конструкций;
необходимость (для повышения прочностных свойств)
подвергать многие сплавы термической обработке, что исклю-
чалось при применении строительной стали;
высокий коэффициент линейного расширения по сравне-
нию со сталью (22Х10-6 против 11,8Х10-6 у стали), что не-
обходимо иметь в виду при определении температурных де-
формаций алюминиевых конструкций.
Особенности соединений строительных
и мостовых конструкций из алюминиевых
сплавов. Алюминиевые сплавы создавались и совершен-
ствовались в первую очередь для нужд самолетостроения. С
развитием отечественной алюминиевой промышленности соз-
дается реальная возможность применения алюминиевых
сплавов и для строительных целей.
5
Для успешного применения в несущих строительных, кра-
новых и мостовых конструкциях алюминиевых сплавов, по-
ставляемых отечественной промышленностью, необходима
предварительная подготовка в виде изучения ряда вопросов,
связанных с физикомеханическими свойствами сплавов, ра-
циональным изготовлением конструкций из них и работой
последних под нагрузкой.
Такой подготовкой являются исследования, проведенные
Научно-исследовательским институтом мостов, об особен-
ностях соединений элементов строительных и мостовых кон-
струкций из алюминиевых сплавов.
К этим особенностям относятся:
холодная и горячая клепка алюминиевыми заклепками
больших диаметров в 16ч-24 мм; эти диаметры заклепок яв-
ляются обычными в рассматриваемых конструкциях. Имею-
щийся отечественный опыт в этой области ограничен пока
применением заклепок малых диаметров (6-МО мм);
сварка листов толщиной 10—30 мм типична для многих
несущих конструкций (ib отечественной (практике имеет ме-
сто сваркд преимущественно тонких листов толщиной 3 —
5 мм);
сболчивание монтажных соединений на высокопрочных
стальных болтах, где болт работает не как обычно на срез
или смятие, а на передачу усилий в соединении за счет сил
трения, (возникающих под головками и гайками болтов; этот
способ может оказаться эффективным и для алюминиевых
конструкций.
Марки сплава и выбор вида соединений.
Выбор .вида соединений конструкций из алюминиевых спла-
вов, на заклепках или сварке, в значительной степени про-
диктован физико-механическими свойствами сплава, идуще-
го на изготовление самой конструкции.
Так, большая группа отечественных деформируемых алю-
миниевых сплавов, которые целесообразно использовать для
строительных и мостовых конструкций по достаточно высо-
ким прочностным характеристикам, — дуралюмин Д1Т и
Д16Т, а также высокопрочный сплав В95Т (табл. 1) являют-
ся термически упрочняемыми сплавами.
Эти сплавы в закаленном состоянии при сварке теряют не-
которую часть прочностных свойств. Применение таких спла-
вов в конструкциях в отожженном (мягком) состоянии нера-
ционально из-за низкой прочности. Поэтому конструкции из
этой группы сплавов следует изготовлять при помощи клепки,
преимущественно холодной.
Существует и другая группа отечественных деформируе-
мых сплавов, термически не упрочняемых. Среди них наибо-
лее высокие прочностные характеристики, столь необходимые
для строительных и мостовых конструкций, имеют алюминие-
6
во-магневые сплавы АМг-6 (АМг 6Т) и АМг 61. Конструкции
из этих сплавов следует изготовлять преимущественно свар-
ными, допуская монтажные соединения на заклепках или
болтах.
Из сравнения двух групп сплавов видно, что в настоящее
время наиболее высокие прочностные характеристики имеют
термически упрочняшые сплавы. Это обстоятельство приво-
дит к необходимости применять в алюминиевых конструкци-
ях наряду со сваркой и клепку, совершенствуя ее технологию.
На основе экспериментальных работ, проведеннных НИИ
мостов в 1958 г., получены данные: по технологии изготов-
ления и клепки холодным способом заклепок из различных
алюминиевых сплавов диаметром 16-ь24 мм; по прочности и
выносливости соединений из сплава Д16Т при холодной клеп-
ке заклепками из сплава Д18Т и В65Т; о составных заклеп-
ках из Д16Т, запрессовываемых в холодном состоянии; о го-
рячей клепке дуралюмина; по прочности и выносливости со-
единений из Д16Т на высокопрочных болтах из 'стали 40Х;
Таблица I
Марки сплавов и
сталей
Д1Т
дш
Д16Т
Д16М
Термически упрочняе- В95Т
мые сплавы В95М
ABTI
АВТ
АВМ
Д18Т
Д18М
В65Т
Термически неупрочня- АМгб
емые сплавы /АМгбТ/
ДМг61
Сталь 3
Сталь 15ХСНД(НЛ2)
Сталь 2
Вид
сортамента
листы,
профили
и
пруткн
прутки
листы
и
профили
листы
и
профили
прутки
~ ° *»
4 о s
36—41
24—25
40-45
24—25
50-54
25—28
30
12-18
|12
30
16
40
32
38-41
38-45
46-63
34—42,
Предел
текучести
в кг/мм2
19-25
26-31
38-48
23
17
6
16
19—22
24
34
я
Сопротив-
ление сре-
зу в кг/мм2
—
19
25
—
—
-
Относи-
тельное уд-
линение
в % 1
10-15
12
8-12
; 10-12
6—7
! ю
7—12
I 14—16
1 24
24
24
20
12
11-17
22
18
26
7
по технологии аргоно-дуговой сварки листов из сплава АМгб
толщиной 10—30 мм.
Экспериментальные данные послужили материалом для
составления НИИ мостов временных технических указаний
на проектирование заклепочных соединений элементов про-
летных строений железнодорожных мостов из алюминиевых
сплавов и на изготовление таких пролетных строений. Эти
указания во многом применимы и для других, названных вы-
ше конструкций.
Полученные данные об особенностях соединений элемен-
тов конструкций из алюминиевых сплавов приводятся ниже.
II. ТЕХНОЛОГИЯ ХОЛОДНОЙ КЛЕПКИ
АЛЮМИНИЕВЫХ СПЛАВОВ.
Изготовление заклепок из алюминиевых
сплавов холодным способом. В качестве матери-
ала для заклепок могут быть использованы пластичные алю-
миниевые сплавы Д18 и В65, а также более прочные Д1, Д16
и В95.
Исследование заклепочных соединений проводилось на
прутках диаметрами 20 и 24 мм, изготовленных из сплавов
Д18 и В65; диаметром 20 мм — из сплава Д1 и диаметром
16 мм из сплава В95.
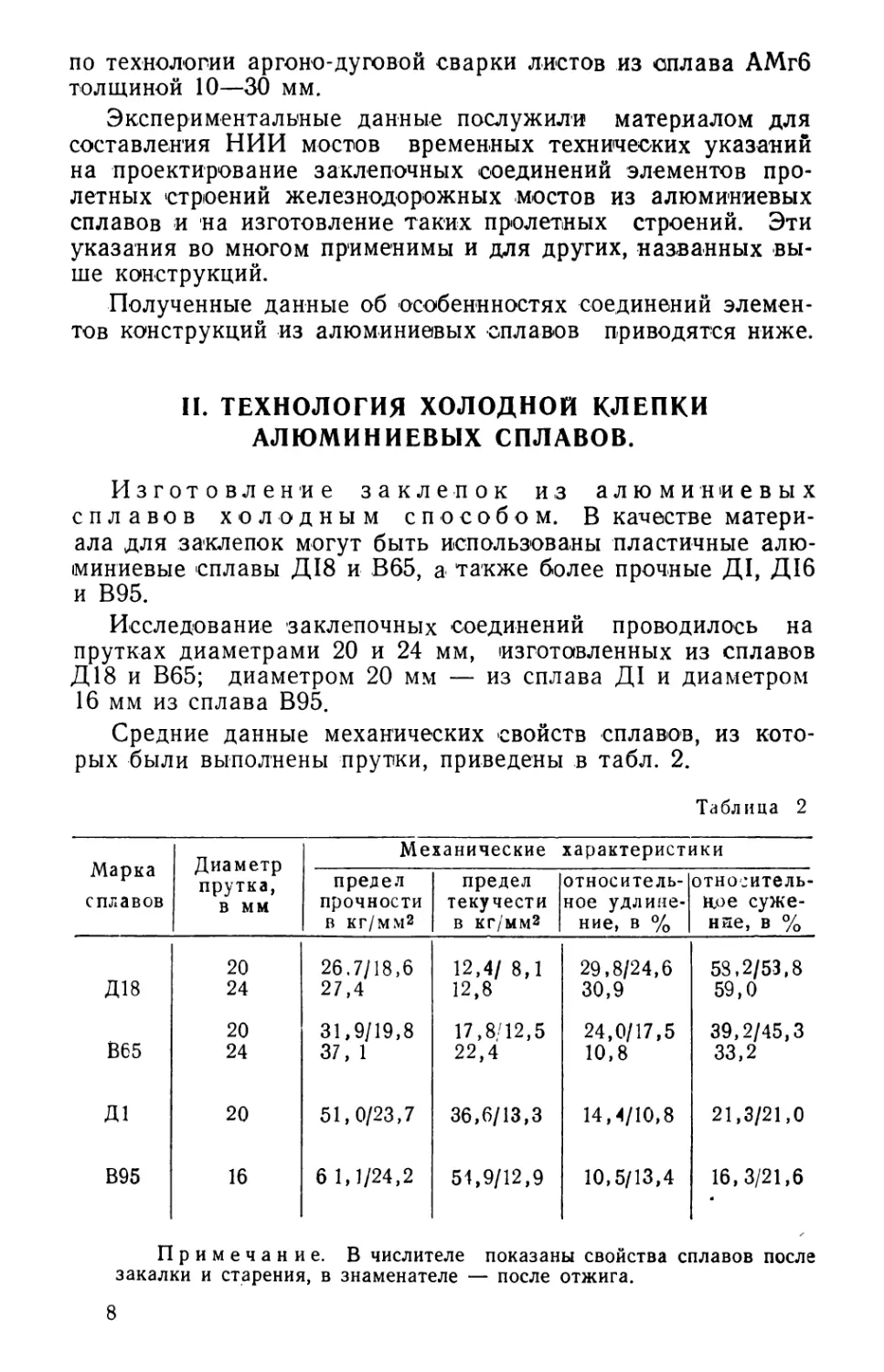
Средние данные механических свойств сплавов, из кото-
рых были выполнены прутки, приведены в табл. 2.
Таблица 2
Марка
сплавов
Д18
В65
Д1
В95
Диаметр
прутка,
в мм
20
24
20
24
20
16
Механические характеристики
предел
прочности
в кг/мм2
26,7/18,6
27,4
31,9/19,8
37, 1
51,0/23,7
6 1,1/24,2
предел
текучести
в кг/мм2
12,4/ 8,1
12,8
17,8/12,5
22,4
36,6/13,3
51,9/12,9
относитель-
ное удлине-
ние, в %
29,8/24,6
30,9
24,0/17,5
10,8
14,4/10,8
10,5/13,4
относитель-
нее суже-
ние, в %
53,2/53,8
59,0
39,2/45,3
33,2
21,3/21,0
16,3/21,6
Примечание. В числителе показаны свойства сплавов после
закалки и старения, в знаменателе — после отжига.
8
При изготовлении заклепок холодным способом одним из
решающих факторов является сила, необходимая для образо-
вания головки, поэтому большое внимание было уделено ис-
следованию величины этой силы, а также отысканию таких
типов головок, которые требуют меньших сил для своего
формирования.
В качестве основных типов головок были приняты полу-
круглая (ГОСТ 1187-41) и плоско-коническая, несколько
уменьшенная по сравнению с ГОСТ 1193-41 (рис. 1). Форм-и-
f\*-4*<t\
l}sd
полукруглая плоско-лоническая
Рис. 1. Заклепки с полукруглой и плоско-конической головкой
рование закладных головок производилось на 100-т прессе
с помощью специального штампа.
гд
.с
■
: у
9
L. . «. .. _ . .. -..,...
Рис. 2. Разрушение головок заклепок из сплавов
Д1Т и B95T.
Попытки холодного прессования закладных головок из
стержней сплавов Д1Т и В95Т, т. е. в закаленном и состарен-
ном состоянии, не дали положительных результатов. При
9
усилии 40—50 т в еще не сформировавшихся головках по-
являлись трещины, вызывавшие при дальнейшем увеличе-
нии усилия разрушение головки (рис. 2).
Причиной растрескивания головок из этих сплавов яв-
ляется очень высокое отношение пределов текучести и проч-
ности материала и, следовательно, малая способность к пла-
стическим деформациям при прессовании. Поэтому дальней-
шие опыты по образованию головок холодным способом про-
водились для всех сплавов на отожженном материале. Закле-
почные стержни отжигались при 360° с последующим охлаж-
дением в печи.
Из табл. 2 видно, что прочностные свойства материалов
после отжига значительно уменьшились. При этом для спла-
вов Д1 и В95 значительно понизилось отношение предела
текучести к пределу прочности, благодаря чему создались
лучшие условия для холодной штамповки. Для сплавов Д18
и В65, как показал опыт, закладные головки хорошего каче-
ства можно получать и в состоянии после закалки и старе-
ния, но и здесь отжиг может быть полезен, так как позволяет
уменьшить силу, требующуюся для формирования головки.
В табл. 3 приведены средние данные по усилиям пресса,
необходимым для образования закладных головок.
Таблица 3
Марка
сплавов
Д18М
В65М
дш
В95М
Диаметр за-
клепки, в мм
20
24
20
24
20
16
Усид
ие
/в
т/, необходимое для формирования
закладной головки:
полукруглой 1 плоско-конической
69
87
70
91
90
ео
43
51
43
63
60
40
На основании анализа приведенных результатов, а также
данных зарубежных исследователей, может быть рекомендо-
вана следующая формула определения силы, потребной для
формирования головки:
Q = K- <V d2 (1)
сила, формирующая головку,
предел прочности осаживаемого материала,
диаметр стержня заклепки,
'коэффициент, зависящий от формы головки.
10
где
Q-
% —
d —
К -
Для полукруглой головки К = 8,6, для плоско-кониче-
ской — 6,7.
При образовании закладной головки стержень осаживает-
ся и полностью заполняет канал штампа. Для выдавливания
заклепки из штампа необходимы 1значительные усилия: б—
10 т при уже разработанном канале и 20—30 т для первых
заклепок. По мере .истирания канала диаметр заклепок уве-
личивается; TaiK, если для первых заклепок он составляет
20,2 мм (при диаметре неосаженного стержня 20 ым)ч то к
сотой заклепке увеличивается до 20,5—20,7 мм.
Эти два обстоятельства необходимо учитывать при проек-
тировании оборудования для изготовления заклепок из алю-
миниевыых сплавов.
Холодная машинная клепка пакетов. Клеп-
ка производилась в специальном приспособлении типа ско-
бы на 100-т прессе. После образования закладных головок
заклепки закаливались в электрической муфельной печи.
В табл. 4 указана температура закалки, требующаяся
для различных сплавов.
Таблица 4
Марка сплавов 1
Д18
В65
Д1
В95
Температура
закалки в град.
495
515
505
470
При этих температурах заклепки выдерживались в тече-
ние 60—90 мин. (в зависимости от диаметра) и затем быстро
охлаждались в воде комнатной температуры.
Для алюминиевых сплавов типа дуралюмина характерно
свойство прироста прочности после закалки с течением вре-
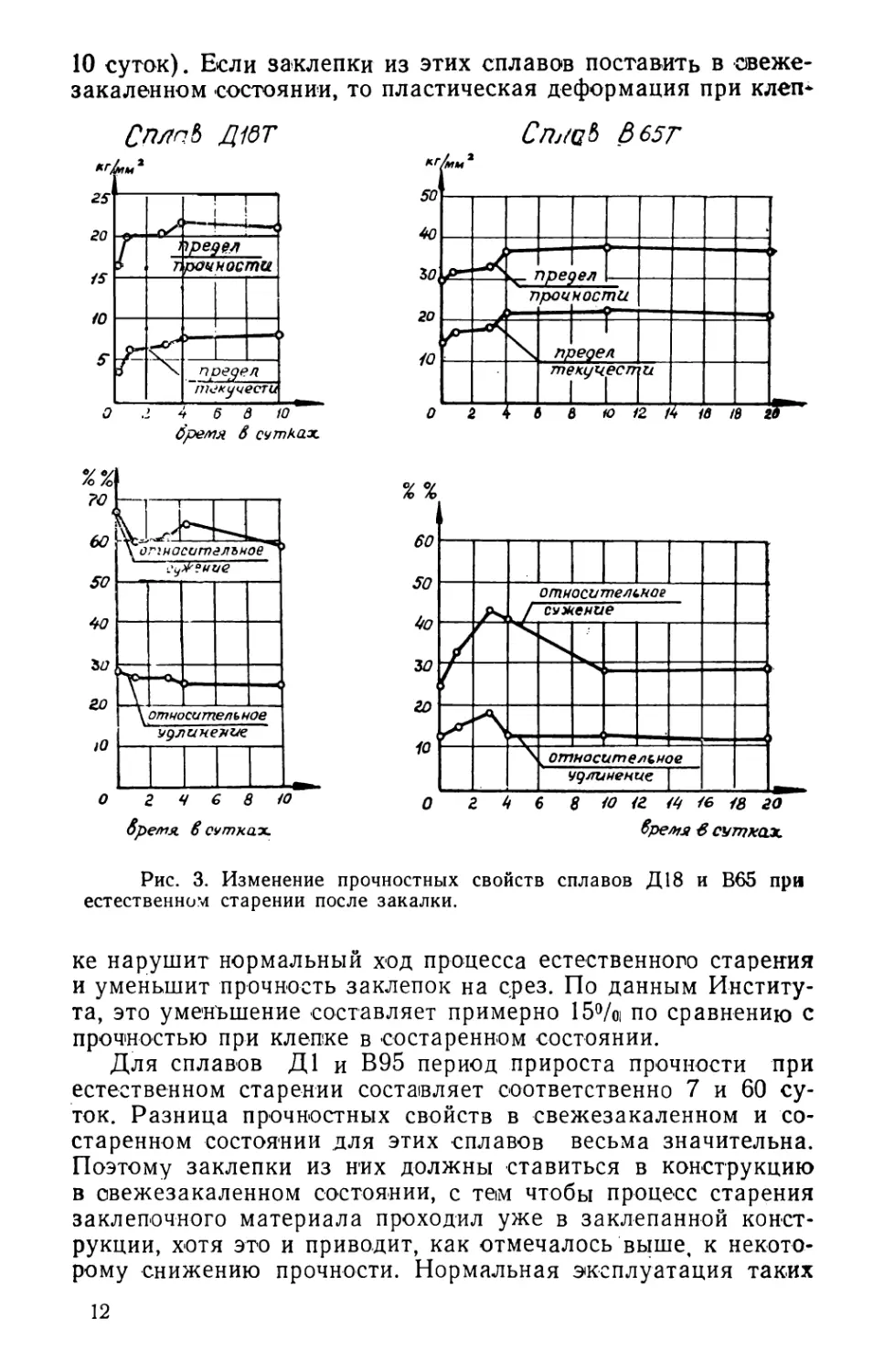
мени, так называемое естественное старение. Зависимость
прочностных свойств от времени естественного старения для
сплавов Д18 и В65 показана на графике (рис. 3).
Из графика видно, что для сплава Д18 изменение прочно-
стных свойств при старении заканчивается примерно через 4
оуток, для сплава В65 через 10 суток. Разница между проч-
ностью этих сплавов ib свежезакаленном состоянии и после
старения невелика, поэтому заклепки из них рекомендуется
ставить в состаренном состоянии (соответственно через 4 и
11
10 суток). Если заклепки из этих сплавов поставить в овеже-
закаленном состоянии, то пластическая деформация при клегь
Cn/tnb Д1вТ
2S
го
is
/о
t
предел
-прочности
т
"! Г
>едед
тгкучестьЛ
4 6 3 Ю
бремя 6 сутках.
60
SO
40
ЪО
го
ю
'cu#?uve
ш
I \ртиос
относитель нов
удлинение
2 Ч G в Ю
Оре/пя ё сутках.
кг/мм1
J
40
щ
io
0
C/?j/q5
1
1DPI
—<
1ЙЛ
В 65 Г
Y—
прочности
h=K
4
> *
Г 1
1 Г"
предел
текучести
_1. 1 1
) t
1
—ч
V 12 14 16 IB i
►
Г*
%%
1
60
so
«О
го
2D
10
i
/
Г
к
ys
г
н
относительное
/ сушение
"<
Т-
А
\
^-
^^
—
^~
^-ч
к относительное
удлинение I
•а
—*
)
г 4 б 8 ю <г <4 16 is го
Spew € сутках
Рис. 3. Изменение прочностных свойств сплавов Д18 и В65 при
естественном старении после закалки.
ке нарушит нормальный ход процесса естественного старения
и уменьшит прочность заклепок на срез. По данным Институ-
та, это уменьшение составляет примерно 15% по сравнению с
прочностью при клепке в состаренном состоянии.
Для сплавов Д1 и В95 период прироста прочности при
естественном старении составляет соответственно 7 и 60 су-
ток. Разница прочностных свойств в свежезакаленном и со-
старенном состоянии для этих сплавов весьма значительна.
Поэтому заклепки из них должны ставиться в конструкцию
в овежезакаленном состоянии, с тем чтобы процесс старения
заклепочного материала проходил уже в заклепанной конст-
рукции, хотя это и приводит, как отмечалось выше, к некото-
рому снижению прочности. Нормальная эксплуатация таких
12
конструкций должна начинаться не ранее окончания срока
увеличения прочности при естественном старении, т. е. через
7 суток для сплава Д1 и через 60 суток для сплава В95.
Клепка велась на пакетах из листов толщиной 10—20 мм.
Толщина пакетов принималась от 20 до 90 мм, что для закле-
пок диаметром 20 мм охватывало все встречающиеся в конст-
рукциях толщины.
Заклепки из сплавов Д1 и В95 ставились в пакеты в све-
жезакаленном состоянии (примерно через час после закал-
ки), а из сплавов Д18 и В65 соответственно через 4 и 10 су-
ток естественного старения после закалки. Кроме того, для
сравнения пакеты клепались заклепками из сплавов Д1 и
В95 в отожженном состоянии.
В табл. 5 приведены средние значения усилий, необходи-
мых для холодной клепки пакетов.
Таблица 5
Марка
сплавов
Д18Т
В65Т
Д1
В95
Диаметр
заклепки
в мм
20
24
20
24
20
16
Усилия (в г) !\лл образов'ния заушкающей
головки и о ажинания стержня:
при пол} к* углой
головке
78
88
трещины
трещины
72
трещины
70
при плоско-конической
головке
57
71
61
трещины
41
60
50
55
Примечание: В числителе — для закаленного материала,
в знаменателе — для отожженного.
Прм клепке в закаленном состоянии, как видно из табл. 5,,
на полукруглых головках из сплавов В65, Д1 и В95 появля-
лись радиальные трещины по краям, заклепки с плоско-кони-
ческими головками (за исключением диаметра 24 мм) из
сплава В65Т формировались без трещин.
Усилие, необходимое для формирования замыкающей го-
ловки и осаживания стержня, так же как и для закладных
головок, может определяться по формуле (1). Коэффициенты
К в этом случае должны быть уменьшены, так как условия
осаживания в склепываемом пакете более легкие, чем в штам-
пе из высокопрочной стали и, следовательно, усилия получа-
ются относительно меньшими. Для полукруглых замыкающих
головок К может быть принят равным 6,7, для плоско-кони-
ческих — 5,0.
13
На поперечных разрезах пакетов (рис. 4) показано запол-
нение отверстий заклепками, откуда видно, что при холодном
осаживании заклепок из алюминиевых сплавов в отличие от
горячей клепки -стальными заклепками, отверстия не только
полностью заполняются, но даже в значительной степени рас-
пираются заклепками. Распирание достигает максимума у за-
мыкающей головки, уменьшаясь к закладной.
В более толстых пакетах, толщина которых достигает
4,5 диаметра заклепок, заполнение также получалось хоро-
шим (рис. 5).
Надо заметить,
что сильное рас-
пирание пакета
может привести к
разрушению ли-
ста у замыкаю-
щей головки, по-
этому следует из-
бегать излишнего
материала при на-
значении длины
стержня заклеп-
ки,
Величину раз-
ности между диа-
метром прутка и
отверстия (про-
ектный диаметр заклепки) следует принимать равной 1 мм.
Нужно иметь в виду, что образование закладной головки хо-
лодным способом приводит к увеличению диаметра стержня
заклепки (в опытах Института от 0,2 до 0,7 мм) и с приняти-
ем меньшей разницы могут возникнуть трудности при заве-
дении заклепки в отверстия пакета.
Заклепки с головками уменьшенного раз-
мера и клепка пневматическим молотком.
Клепка прессом заклепок с полукруглыми и плоско-кониче-
скими головками нормативных размеров требует значитель-
ных усилий пресса. Для получения таких усилий нужны мощ-
ные клепальные скобы, между тем в условиях мо-нтажа кон-
струкций из алюминиевых сплавов получение таких усилий
практически затруднительно.
Для выяснения возможности монтажной холодной клепки
были проведены испытания по осаживанию прессом закле-
пок с головками уменьшенных размеров, показанными на
рис. 6.
Для осаживания заклепок диаметром 20 мм из сплава
Д18Т с приведенными типами головок требуется примерно
Рис. 5. Продольный разрез толстого пакета.
15
одинаковая сила, равная 30 т. Заполнение отверстий полу-
чается при этом хорошим.
уменьшенная
низкая
полукруглая
уменьшенная
полукруглая
Рис. 6. Заклепки с малоразмерными головками.
Наиболее пригодными для применения на монтаже яв-
ляются заклепки с малоразмерными полукруглыми головка-
ми. При плоской и конусной головках трудно добиться хоро-
шего центрирования головки. Кроме того, следует иметь в ви-
ду, что образование полукруглых замыкающих головок яв-
ляется более привычным и хорошо освоенным для клепаль-
щиков делом.
Для использования клепального оборудования (обжимок
и поддержек), предназначенного для клепки стальных конст-
рукций, можно при образовании малоразмерных полукруглых
головок в алюминиевых заклепках применять обжимки пре-
дыдущего диаметра. Так, например, для получения малораз-
16
мерной полукруглой головки заклепки диаметром 20 мм мож-
но использовать обжимку для обычной полукруглой головки
при d= 16 мм и т. д. Для образования малых полукруглых
головок необходимо, чтобы выступающая из пакета часть
стержня имела длину 0,7—0,75 d (d — диаметр заклепки).
Кроме отмеченных типов головок были проверены также
кольцевые, так называемые канадские заклепки с углубле-
нием в головке. Рекомендовать их к применению нецелесооб-
разно, так как опыты НИИ мостов показали, что преимуще-
ства в усилии формирования такой головки не получается, а
изготовление ее требует дополнительной операции — рассвер-
ловки конца заклепки.
Были проведены также опыты по холодной клепке пневма-
тическим молотком. В качестве заклепочного материала при-
няты пластичные сплавы Д18Т и В65Т. Клепку производили
квалифицированные клепальщики VI и VII разрядов пневма-
тическими молотками КМ-34 и КЕ-32 с пневматическими под-
держками. Вес молотков около 11 кг. Давление воздуха в се-
ти равнялось 5—6 ат, расход воздуха составлял примерно
1 м3 в минуту.
При клепке пакетов толщиной 30 мм с разными типами
головок получалась различная производительность (ом.
Тип головок
Нормальная полу-
круглая
Плоско-к( ническгя
Уменьшенная полу-
Kpyi лая
Время формирования
головки в сек.
15-20
30
10-15
Плоско-конические головки при меньшей производительно-
сти формировались хуже полукруглых — с перекосом и сбоем
головки.
Для более мощных пакетов толщиной 50—90 мм время
клепки для нормальных полукруглых головок равнялось
30 сек, для плоско-конических — 40—50 сек. и для уменьшен-
ных полукруглых — 20 сек.
По данным экспериментальной проверки технологии клеп-
ки алюминиевых сплавов могут быть сделаны следующие вы-
воды.
1. В качестве материала для заклепок диаметром 16^-24 мм
лучше всего могут служить сплавы Д18 и В65. Заклепки из
этих сплавов должны ставиться соответственно через 4 и 10
суток естественного старения после закалки. Заклепки из
17
сплава ДIT следует ставить в свежезакаленном состоянии,
т. е. не более чем через 2 часа после закалки.
Изготовление заклепок вхолодную из алюминиевых спла-
вов следует производить, как правило, из мягкого (отожжен-
ного или не термообработанного) материала. Заклепки *гз
сплавов Д18 и В65 могут изготовляться и в состоянии после
закалки и старения, если это позволяет (прессовое хозяйств»
завода-изготовителя конструкции.
2. При холодной заводской клепке скобой следует отдать
предпочтение заклепкам с плоско-конической головкой, тре-
бующей на 25—30% меньшего усилия для формирования, чем
обычная полукруглая. Для монтажной клепки молотком мо-
гут применяться заклепки с уменьшенными полукруглыми го-
ловками.
3. При холодной клепке алюминиевых сплавов заполнение
отверстий получается хорошим, даже при самой большой
толщине пакета, доходящей до 4,5 диаметра заклепок.
4. Разницу между диаметрами заклепки и отверстия нуж-
ло принимать равной 1 мм.
5. Усилия, необходимые для образования заклепочных го-
ловок, можно определить по формуле (1).
6. Наряду с холодной клепкой прессом (скобой) для сое-
динения алюминиевых конструкций может быть использована
холодная клепка пневматическим молотком заклепок диамет-
ром до 24 мм.
Рекомендации по предлагаемым типам заклепочных голо-
вок для клепки скобой и молотком проверены в производст-
венных условиях на заводе при изготовлении конструкции про-
летного строения.
III. СТАТИЧЕСКАЯ ПРОЧНОСТЬ ЗАКЛЕПОЧНЫХ
СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
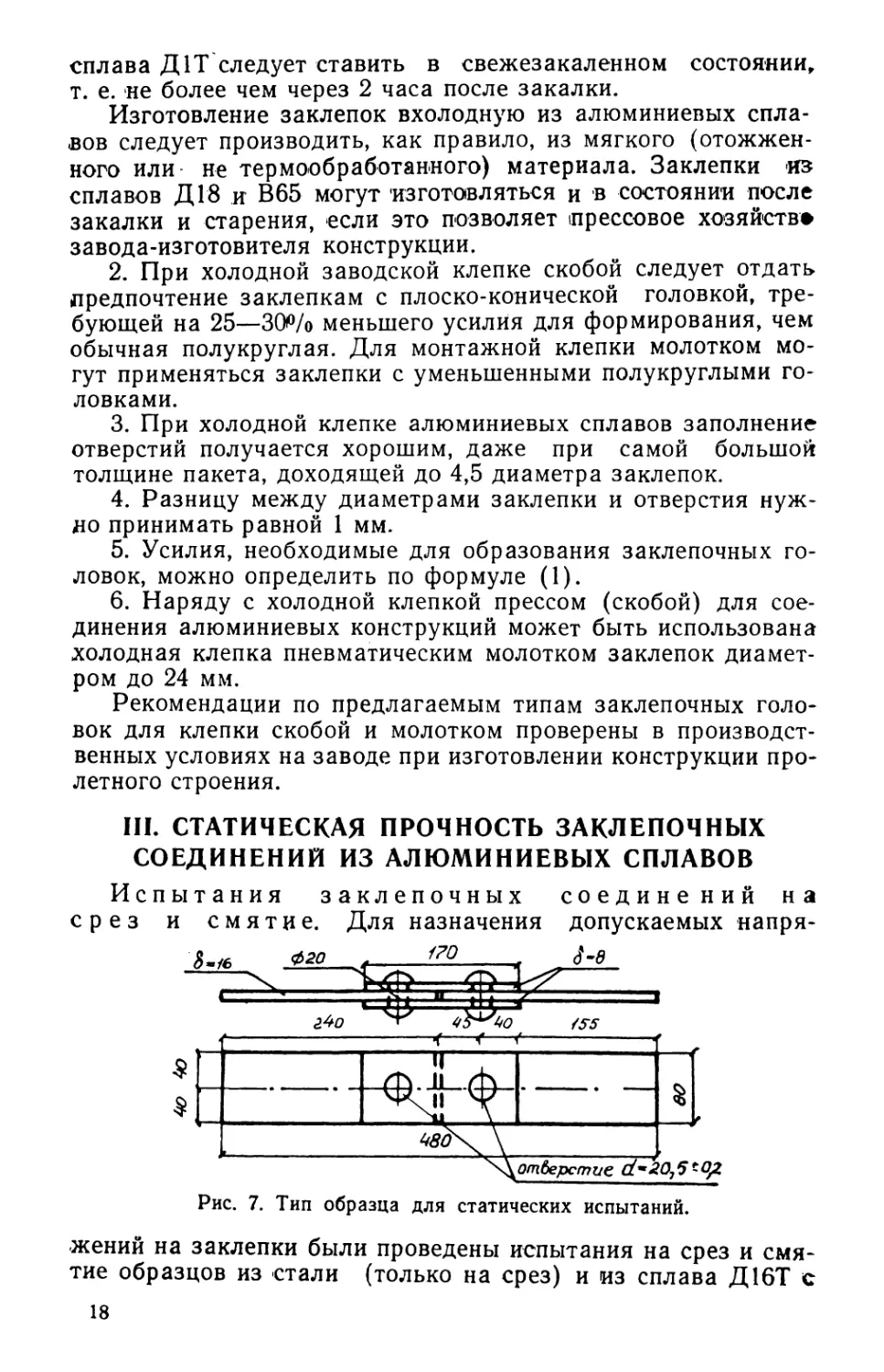
Испытания заклепочных соединений на
срез и смятие. Для назначения допускаемых напрЯ-
{отверстие d**207 5-OJI
Рис. 7. Тип образца для статических испытаний.
жений на заклепки были проведены испытания на срез и смя-
тие образцов из стали (только на срез) и из сплава Д16Т с
18
заклепками из различных алюминиевых сплавов. Тип образ-
ца двусрезного заклепочного соединения приведен на рис. 7.
Кроме двусрезных образцов с одной заклепкой в полустыке,
испытывались также односрезные стыковые соединения и сты-
ки с двумя и тремя заклепками в полустыке.
Заклепки из сплавов Д1 и В95 ставились в образцы в све-
жезакаленном состоянии (примерно через час после закалки),
заклепки из сплавов Д18 и В65 после закалки и полного есте-
ственного старения (соответственно через 4 и 10 суток). Кро-
ме того, для сравнения были изготовлены образцы с заклеп-
ками из сплавов Д1 и В95 в отожженном состоянии.
Испытания образцов производились на 100-т прессе. Об-
разцы, в которых заклепки ставились в свежезакаленном со-
стоянии, испытывались по истечении срока их естественного
старения; для Д1Т через 7 суток после клепки, для В95Т —
через 60 суток. Образцы с заклепками, поставленными после
старения (Д18Т и В65Т), а. также в отожженном состоянии
(Д1М, В95М) проходили испытания сразу после клепки.
заклепка иъ Д18Т
Рис. 8. Смятие заклепок из сплавов Д18Т и В65Т.
Разрушающие напряжения среза определялись как част-
ное от деления срезывающей силы на действительную пло-
щадь среза, измеренную после испытания. Измерение дейст-
19
вительной площади имело существенное значение, так как не-
которые заклепки сминались и площадь среза их уменьша-
лась. Особенно сильно сминались заклепки из более мягкого
сплава — Д18Т.
Следует отметить, что расчет по действительной площади
пошел в запас прочности, так как действительная площадь
среза, несмотря на смятие, оставалась больше расчетной,
вследствие распирания отверстия при клепке.
На рис. 8 показано для сравнения смятие заклепок из
сплавов Д18Т и В65Т.
Предел прочности при смятии принимался, как частное от
деления нагрузки Рсм на условную площадь смятия, равную
произведению толщины листа в стыке на проектный диаметр
заклепки. За Р см принималась та минимальная нагрузка, ко-
торая вызывала в стыке пластические деформации. Величина
ее для разных серий образцов колебалась в пределах (0,83-т-
1,0) Рср.
При испытаниях определялось отношение срезывающих
усилий заклепки к пределу прочности заклепочного материа-
ла. Результаты испытаний на срез приведены в табл. 7.
Таблица 7
Марки сплава
заклепок
Д18Т
F65T
Д1Т
Д1М
В95Т
Б95М
Эксп^рмент аль-
ное значение *
*в
0,7
0,6
0,63
0,7
0,5
0,75
Нормативное зна-
чение предела
прочности,
в кг/мм2
30
40
38
21
50
26
Предельное
сопротивление
срезу в кг/мм*
21
24
24
15
25
•19
1) Приведены данные, приближающиеся к минимальным (возможно
отклонение в сторону небольшого понижения имеет вероятность по-
рядка 10—15%).
По смятию было получено меньше опытных данных. Здесь
можно принять отношения , равными 2,0 для заклепок
из сплава Д18Т и 1,8 для заклепок из сплава В65Т.
Из табл. 7 видно, что высокопрочный сплав В95 мало при-
годен для заклепок. В закаленном состоянии его прочность на
срез примерно равна прочности сплавов В65Т и Д IT, а в отож-
женном — ниже прочйости сплава Д18Т. Поэтому, учитывая,
что сплав В95 имеет худшие коррозионные свойства по срав-
нению с дуралюминами, не следует рекомендовать его для
применения в качестве заклепочного материала.
20
Сплав Д1Т не имеет по прочности на срез 'преимуществ по
сравнению со сплавом В65Т, в то же время его применение
имеет существенный технологический недостаток, заключаю-
щийся в том, что заклепки из сплава Д1Т должны ставиться в
конструкцию только в свежезакаленном состоянии, т. е. не
позже чем через 2 часа после закалки. Пластичность же спла-
ва В65Т (также как и Д18Т) в закаленном и состаренном со-
стоянии позволяет производить клепку этими сплавами в лю-
бое время после окончания их естественного старения.
Таким образом, наиболее подходящими материалами для
заклепок в мостовых и других строительных конструкциях из
^алюминиевых сплавов являются Д18Т и В65Т.
Сплав Д1М может быть применен в качестве материала
для заклепок в нерасчетных заклепочных швах, где не тре-
буется высокой прочности на срез.
Работа заклепок на отрыв головок. В свя-
зи с тем, что проводились исследования нового заклепочного
материала, выявилась необходимость также в эксперимен-
тальном изучении работы заклепок на отрыв головок.
Испытывались головки разных типов — полукруглая,
плоско-коническая, малая полукруглая (высокая и низ-
кая). Испытания велись на заклепках диаметром 20 мм из
сплавов Д18Т и В65Т.
Результаты испытаний даны в табл. 8.
Таблица 8
Тип головки
Полукруглая
Плоско-коническая
Малая полукруглая /высокая/
Малая полукруглая /низкая/
Ус
илие отрыва головки /в т/ для
заклепок из сплава:
Д18Т
8,0
10,1
7.6
8,3
В65Т
10,6
9,1
8,6
8,6
Наибольшее сопротивление отрыву оказывают плоско-ко-
нические и полукруглые головки. Сопротивляемость головок
разного типа колеблется в пределах от 7,6 до 10,1 т для «спла-
ва Д18Т (при пределе прочности на растяжение 25,7 кг/мм2
и от 8,6 до 10,6 т для сплава В65Т (при пределе прочности
36 кг/мм2). Разница в прочности различных головок не пре-
вышает 20—25%.
Во всех случаях происходило выкалывание закладной га-
ловки, где стержень заклепки, как правило, имеет меньшую
толщину, чем у замыкающей.
В двух случаях, когда головки имели излишки материала
я большую, чем следовало, высоту, вместо разрушения голов-
ки произошел разрыв заклепки со значительным удлинением
21
ее и образованием шейки. Усилие разрыва при этом составля-
ло 10,5 т, т. е. мало отличалось от усилия, выкалывающего го-
ловку. Обращает на себя внимание тот факт, что прочность
заклепки при разрыве получилась на 20% выше прочности
самого заклепочного материала (32,0 кг/мм2 против
25,7 кг/мм2). Это увеличение прочности произошло от накле-
па при обжатии заклепки силой пресса в 50 т.
Рис. 9. Разрушение заклепок при работе на отрыв головок.
На рис. 9 приведены характерные виды разрушения закле-
пок при отрыве головок.
Распределение усилий заклепками; о
шаге заклепок. Для исследования распределения усилий
заклепками были испытаны при помощи датчиков образцы с
тремя заклепками в полустыке.
Нагрузка на образец осуществлялась ступенями от услов-
ного нуля (1 т нагрузки) до 8 и 15 т. Для большей устойчиво-
сти результатов перед каждой нагрузкой снимался показа-
тель при нуле, а каждая нагрузка давалась по 2 раза.
Результаты испытаний показали, что эпюра распределения
дапряжений по длине полустыка представляет собой почти
прямую линию. Это говорит о том, что каждая заклепка пере-
дает со стыка на накладку одинаковое усилие, т. е. заклепки
работают равномерно. Можно предполагать, что и при боль-
шем количестве заклепок в стыке, результаты будут аналогич-
ными.
Большое значение при клепке алюминиевых сплавов имеет
вопрос о выборе шага заклепок, так как малый шаг и, в част-
ности, малое расстояние от центра заклепки до края листа,
как показал опыт, может привести к разрушению листа еще
при клепке, вследствие значительного распирания отверстия.
22
Определение минимального расстояния «а» от центра зак-
лепки до края листа проверялось на образцах с толщиной ли-
ста 8 мм при а = 30 мм (l,5d) и а = 40 мм (2d). Первые об-
разцы разрушались от выкалывания листа, вторые — от сре-
за заклепок.
Следовательно, для соединений листов толщиной 8 мм и
более, минимальное расстояние от центра заклепки до края
листа может быть принято равным 2d.
Допускаемые напряжения на срез и смя-
тие заклепок. На основании проведенных эксперимен-
тальных работ по статической прочности клепаных соедине-
ний могут быть определены допускаемые напряжения на срез
и смятие для заклепок из сплавов Д18Т и В65Т.
В табл. 9 указаны допускаемые напряжения для постоян-
ных и временных мостовых конструкций. Могут быть также
Таблица 9
Марка сплавов
заклепок
Д18Т
В60Т
Допускаемые напряжения
на срез (в кг/.м3)
при коэффициенте запаса
11 = 1,7
7С0
800
п = 1,4
£50
1000
Допускаемые на пряже имя
на смятие (в кг/см-)
при коэффициенте запаса
п = 1,7
2000
2400
п=1, 1
2400
3000
определены по своим коэффициентам запасы и допускаемые
напряжения для других строительных конструкций.
По результатам статических испытаний заклегТочных сое-
динений алюминиевых сплавов можно сделать следующие вы-
воды :
1. Для различных алюминиевых сплавов отношения пре-
дельных срезывающих напряжений к пределу прочности на
растяжение различны. Для сплавов Д18Т, В65Т и Д1Т это от
ношение можно принять равным соответственно 0,7; 0,6; 0,63.
Сплав В95Т не следует применять в качестве заклепочного
материала из-за его относительно низкой прочности на срез.
Для сплава Д1М I5E = о 7
2. Отношение сминающих напряжений к пределу прочно-
сти на растяжение для сплава Д18Т может быть принято рав-
ным 2,0; для В65Т — 1,8. Расстояние от края листа до центра
заклепки вдоль усилия должно назначаться не менее 2d.
23
Таблица 10 (левая часть)
серий
32
33
34
35
Характеристика
серий
Эталонные образцы
Образцы с отвер-
стием
Соединения с раз-
рушением по за-
клепкам
Соединения с разру-
шением по лист):
а) 1 группа
б) 2 группа
в) 3 группа
Эскиз образца
%
Количество
испытанных
образцов
н к о.
.•с - t-
ц М ео
•j -^ д
со
су а
D со со
СИЯ
2
2
1
—
—
7
6
5
6
8
6
IV. ВЫНОСЛИВОСТЬ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
О методике испытаний. Одним из важнейших ка-
честв материала, предназначенного для конструкций, рабо-
тающих на переменную нагрузку, является вибрационная
прочность или выносливость т. е. способность выдерживать
достаточно большое число перемен заданных напряжений без
разрушения.
С целью проверки выносливости сплава Д16Т примени-
тельно к железнодорожным мостам Институтом были испы-
таны в 1958 г. 4 серии образцов, эскизы которых представле-
ны в табл. 10. Образцы серий 32, 33 и 35 были изготовлены из
плакированных листов алюминиевого сплава Д16Т, образцы
тРпИ 34~из листов низколегированной стали 15ХСНД
24
Таблица 10 (правая часть)
Статические
характеристики
anpt
тср
(к г/мм2)
43,0
40,6
17,21)
—
—
°тек
(кг/мм2)
33,4
37,6
—
—
1
5
(%) 1
20,8
2,0
—
—
—
(%)
21,4
10,1
—
—
—
Х^рак
харак-
теристика
цикла р
0,37
0,37
0,13
0,18
—1
-0,5
теристики
прелел вы-
носливости
(лля 2 106
циклов4)
11,5
8,5
4,7
7,2
2,3
2,3
выносливости
вероятная
ошибка
п| е; ела вы-
носливости
±0,39
±1,16
±0,32
±0.31
±0.12
±0,48
1
коэффи-
циент
корреляции
-0,931
-0,775
-0,750
-0,919
-0,942
-0,550
1
]) Срез по двум заклепкам в полунакладке.
Заклепки диаметром 20 мм из алюминиевого сплава Д18Т
были поставлены прессом в холодном состоянии.
Проведенный химический анализ материала образцов по-
казал в основном соответствие химического состава требова-
ниям ГОСТа 4784—49. Механические характеристики листов
толщиной 10 мм, полученные на основании испытаний круг-
лых гагаринских образцов, представленные в таблице 11,
превышают величины, устанавливаемые ГОСТом 4977-52.
Таблица 11
Ориентация
образцов
Предел
прочности
вкг/мм2
Предел
текучести
в кг/мм2
Вдоль
проката
Поперек
проката
48,7
48,0
35,7
30,3
Относительное
удлинение в %
Относительное
сужение в %
14,4
16,0
23,5
20,7
25
Образцы испытывались на прессах-пульсаторах ЦДМ
ПУ-100 и ЦДМ ПУ-200 с частотой 324 цикла изменения на-
грузки в минуту. Принятые для каждой группы образцов ха-
рактеристики циклов испытательной нагрузки:
^мин
р = = , где sM„„ и S„aKc— соответственно зна-
Э макс
чения минимального и максимального усилий, позволяют
сравнить пределы выносливости различных серий, полученные
в одинаковых условиях нагружения, или для одной и той же
серии проследить изменение пределов выносливости в зависи-
мости от крайних напряжений цикла (см. табл. 10).
Вполне понятно, что проводимая аналогия между работой
пролетного строения моста под железнодорожной нагрузкой и
испытанием его отдельного, значительно уменьшенного узла
или элемента в пульсаторе, «является достаточно условной и
допускает лишь приблизительную оценку принятой конструк-
ции. Но поскольку такая аналогия в настоящее время считает-
ся приемлемой для стальных конструкций, а более точным ап-
паратом исследования рассматриваемого вопроса до сих пор
мы не располагаем, то нет оснований изменять и методику ис-
следований выносливости алюминиевых пролетных строений.
Предел выносливости образцов определялся при 2.10° цик-
лов перемен нагрузки. Принято считать, что такая база испы-
таний примерно соответствует числу циклов напряжений в
элементах главных ферм железнодорожных мостов в течение
80—100 лет их службы при интенсивности движения — 25 пар
поездов в сутки.
Образцы испытывались по возможности без перерывов,
круглосуточно, поскольку влияние отдыха на выносливость
алюминиевых сплавов изучено еще недостаточно. Расчет пре-
делов выносливости производился методом математической
статистики, позволяющим всесторонне сравнивать результаты
экспериментов между собой. Кроме предела выносливости для
каждой серии или группы образцов рассчитывалась мера ин-
дивидуального рассеивания экспериментальных точек, вероят-
ная ошибка определения предела выносливости и коэффициент
корреляции, т. е. взаимосвязанности величин напряжений и
числа циклов в полулогарифмических координатах (см. табли-
цу Ю).
Результаты опытов. Установка образцов, напряже-
ния в их отдельных сечениях и концентрация напряжений про-
верялись электрическими датчиками сопротивления. Были оп-
ределены также динамические коэффициенты испытаний об-
разцов в пульсаторах, как отношение отсчетов по осциллогра-
фу при динамической и статической нагрузке. Для образцов 32
и 33 серии, испытывавшихся в 100-т пульсаторе, средняя вели-
26
чина динамического коэффициента равна 1,10, для остальных
образцов — 1,3.
Полученные значения пределов выносливости показаны в
табл. 10 без учета динамического коэффициента.
Разрушения эталонных образцов происходили в рабочей
или в переходной к захвату части. Все трещины усталости на-
чинались с плакированной поверхности листов от небольших
царапин и задиров плакировки. Образцы 33 серии разруша-
лись по отверстию, вокруг которого образовывались одна или
несколько усталостных трещин. Разрушение образцов 34 серии
определялось разрушением заклепок, причем усталостный из-
лом последних имел неровную поверхность с трещинами, рас-
пространяющимися глубоко в тело заклепок. Образцы 35 серии
при характеристике цикла р = 0,18 разрушались по первому
заклепочному отверстию, как это показано на рис. 10, а.
Рис. 10. Характерные изломы образ-
цов заклепочных соединений: а —
при р= 0,18 по первому заклепочному
отверстию; б — прир =—1 по границе
контакта листа с накладкой.
27
В этом случае трещины усталости начинаются или от краев
отверстия или от задиров плакировки поверхности листа под
головкой заклепки при незначительной зоне развития.
Большая часть образцов 35 серии, испытанных с характе-
ристиками цикла р= —1 и р= —0,5, разрушилась по краю на-
кладок (рис. 10, б) или под накладками на участке между кон-
цом накладки и заклепочным отверстием. Остальные образцы
разрушились по первому заклепочному отверстию и в захватах.
Разрушения по площади брутто вне захватов свидетель-
ствуют о полученной компенсации ослабления сечений в сое-
динениях с холодно-поставленными заклепками. Повидимому,
это объясняется влиянием сил трения, создающих между нак-
ладкой и листом по кольцу вокруг заклепки равнодействую-
щую, направленную противоположно действующему усилию
и уменьшающую его.
В результате проверки выносливости соединений из сплава
Д16Т на заклепках из сплава Д18Т могут быть сделаны следу-
ющие выводы.
1. Дуралюмин Д16Т обладает сравнительно невысокой вы-
носливостью и несколько меньшей, чем у стали НЛ-2, чувстви-
тельностью к концентрации напряжений. В опытах определены
следующие значения пределов выносливости на базе 2.10е цик-
лов при характеристике цикла р = 0,37 с учетом динамиче-
ского коэффициента: для основного металла — 12,7 кг/мм2,
для основного металла с отверстием — 9,4 кг/мм2.
2. Пределы выносливости клепаных соединений из дуралю-
мина Д16Т с заклепками d = 20 мм из сплава Д18Т, поставлен-
ными в холодном состоянии, на базе 2.106 циклов составляют с
учетом динамического коэффициента:
для р = 0,18 составляют 9,3 кг/мм2
для р = — 1 „ 3,0 кг/мм2;
для р = —0,5 „ 3,0 кг/мм2;
Для соединений, запроектированных на разрушение по сре-
зу заклепок, предел выносливости на той же базе с учетом ди-
намического коэффициента достигает 6,70 кг/мм2 при характе-
ристике цикла р = 0,13.
3. На основании экспериментально установленных преде-
лов выносливости образцов различных серий рассчитано зна-
чение коэффициентов у понижения доспускаемых напряжений
для элементов клепаных пролетных строений железнодорож-
ных мостов из алюминиевых сплавов при работе их на знако-
переменные и переменные нагрузки. Полученные данные по-
зволяют определить f и для других видов конструкций, рабо-
тающих на переменную нагрузку: автодорожных мостов, под-
крановых балок и т. д.
28
V. СОЕДИНЕНИЯ НА СОСТАВНЫХ ЗАКЛЕПКАХ
Предложение о применении составных заклепок для сое-
динения элементов из алюминиевых сплавов обусловлено сле-
дующим обстоятельством.
Основными алюминиевыми сплавами, из которых в настоя-
щее время можно изготовлять клепаные строительные конст-
рукции, являются дуралюмины Д1Т и Д16Т. В холодном со-
стоянии эти сплавы малопластичны и при формовке из таких
сплавов головок заклепок на них появляются трещины, если
диаметр заклепки больше 16—20 мм. При этом для клепки не-
обходимо применять клепальные скобы или пневматические
молотки большой мощности.Это обстоятельство является так-
же существенным недостатком холодной клепки.
Отсутствия трещин на заклепках и снижения мощности
клепальных устройств стараются достичь путем применения
более пластичного материала, выбора формы головки, режи-
ма клепки, учитывающего термообработку и старение мате-
риала и, наконец, путем выбора удачной комбинации первых
трех факторов. Однако для заклепок из сплавов Д1Т и Д16Т
при диаметре в 20 мм и более, меры по выбору формы головок
и режима клепки являются недостаточными против трещино-
образования.
Применение горячей клепки приводит, по-видимому, к
уменьшению прочности материала заклепок и стыкуемых эле-
ментов. Кроме того, нагретая только до 500—505° заклепка,
при закладке ее в отверстие, весьма быстро остывает и про-
цесс клепки приходится заканчивать уже при слишком низ-
кой температуре.
Для соединений элементов из алюминиевых сплавов иног-
да рекомендуются стальные заклепки. Как правило, такое ре-
шение не может быть признано удовлетворительным, так как
помимо существенного снижения прочности элементов от на-
грева здесь наблюдается быстрое разрушение материала от
коррозии.
Составные заклепки, при любом диаметре >их, позволяют
применять высокопрочные материалы при небольшой мощно-
сти клепальных устройств.
Для строительных конструкций наибольший интерес.пред-
ставляет составная заклепка, изображенная на рис. 11. Она
состоит из двух частей: головки со стержнем, в котором сде-
лано коническое углубление, и головки с коническим стерж-
нем. Первую часть назовем для краткости стаканом, вторую—
конусом. При клепке конус значительным усилием запрессо-
вывается в стакан и заклепка работает как единое целое.
Размеры принятого типа заклепки назначаются следую-
щим образом: в среднем по длине стержня заклепки сечение
внутреннего диаметра стакана принимается равным 0,70 d,
29
где d — диаметр заклепки. Уклон внутренних граней стакана
и наружных граней конуса принят 2,Э°/о, диаметр конуса в лю-
бом сечении принимается на 3,5—4Р/о больше, чем внутренний
диаметр стакана в том же сечении. Такое соотношение раз-
Рис. 11. Составная заклепка.
меров стакана и конуса обеспечивает хорошую запрессовку.
При чрезмерно тонком конусе или слишком тонких стенках
стакана происходит нежелательная продольная осадка их до
полной запрессовки. Для изучения предлагаемого-типа закле-
пок в НИИ мостов были поставлены технологические опыты
и опыты на прочность соединений. Все заклепки имели диа-
метр 20 мм при наибольшей длине 80 мм и были изготовлены
из дуралюмина Д16Т с пределом прочности в закаленном и
состаренном состоянии 45 кг/мм2.
Технологические опыты проводились:
а) на заполнение отверстий с разными допусками в диа-
метре;
б) на заполнение отверстий при различной толщине па-
кета.
Точность изготовления обычной заклепки и точность свер-
ления заклепочного отверстия при холодной клепке имеет бо-
лее существенное значение, чем при горячей. Для состарных
заклепок вопрос о точности изготовления и о допусках стано-
вится еще более важным.
В описываемых опытах стакан и конус составной заклепки
вытачивались на токарном станке из заготовок, имеющих од-
ну головку. Головка штамповалась в холодном состоянии до
закалки материала. Сначала вытачивался стакан, затем ко*
нус. Соответствие размеров проверялось свободным надева-
нием стакана на конус, тдк как при данных размерах конус
должен свободно входить в стакан на известную величину.
Благодаря такому простому контролю, точность изготовления
конуса по отношению к стакану во всех случаях была вполне
удовлетворительной.
30
Несколько труднее осуществить заданный зазор между
стенками отверстия и стаканом. При горячей клепке этот зазор
принимается равным 1 мм, для холодной его можно умень-
шить до 0,5 мм. Для принятых размеров частей составной за-
клепки, при полной запрессовке ее, зазор полностью закры-
вается и между стаканом и стенками отверстия при вытаски-
вании заклепки возникают значительные силы трения. Слиш-
ком большой зазор уменьшает эти силы, при чрезмерно малом
зазоре невозможна правильная запрессовка конуса в стакан.
Во время опытной проверки заполнения отверстий прини-
мались допуски в диаметре отверстия и даметре стакана
+0,2 мм. Затем в пакете толщиной 5X16 = 80 мм с точностью
до 0,02 мм, были высверлены три отверстия диаметром
20,5; 20,7 и 20,9 мм. Стаканы трех заклепок были сделаны с
той же точностью, диаметрами 20; 20,2 и 20,4 мм; диаметр ко-
нуса у всех трех заклепок — на 0,7 мм больше внутреннего
диаметра стакана. Кроме того, было принято самое неблаго-
приятное предложение о том, чтобы самую тонкую заклепку
поставить в наибольшее отверстие, а самую толстую — в наи-
меньшее отверстие. Таким образом, заклепки были поставле-
ны с зазорами 0,9; 0,5 и 0,1 мм. При полной запрессовке, и при
зазоре 0,9 мм, как показали подсчеты, имеется недостаток ма-
териала для полного заполнения отверстия 3,6*Vo, при зазоре
0,5 мм объемы отверстия и стержня заклепки равны и при
зазоре 0,1 мм имеется избыток материала 4,1^/о.
Разрезка образца показала, что в первых двух случаях
имеется очень хорошее заполнение отверстия, а при малом
зазоре конус не удалось полностью запрессовать в стакан.
Таким образом, недостаточный зазор хуже, чем несколько
больший зазор.
[ . 1
Рис. 12. Заполнение отверстий при различной толщине пакета.
Другой опыт на заполнение был проделан при разной тол-
щине пакета. Никаких особых мер по обеспечению точности
сверления отверстия и изготовлению частей заклепки при
этом не принималось. Разрезка образца показала, что при
всех толщинах имеется хорошее заполнение отверстия (рис.
31
Для изучения прочности соединений с составными заклеп-
ками были осуществлены следующие опыты:
а) запрессовка и разъем соединения со стальными заклеп-
ками — на 4 образцах;
б) запрессовка и разъем соединения с дуралюминовыми
заклепками — на 3 образцах;
в) запрессовка и разъем соединения при динамической
нагрузке — на 2 образцах;
г) испытание составных заклепок на срез — на 6 образ-
цах.
Наиболее существенными исследованиями данного типа
заклепок являются опыты на разъединение частей заклепки,
что аналогично опытам на отрыв головок.
Опыты на разъем соединения выполнялись на приспосо-
блении, изображенном на рис. 13.
Рис. 13. Приспособление для испытания заклепок на отрыв головок.
Предварительные опыты проводились со стальными за-
клепками и все четыре образца дали весьма близкие друг к
другу результаты. Запрессовывающее усилие в 30 т было уста-
новлено с запасом. Разъединение листов произошло благода-
ря вытаскиванию конуса заклепки из стакана при среднем
усилии 6 т или среднем напряжении по всему сечению заклеп-
ки 20 кг/мм2. Это напряжение приблизительно равно пределу
пропорциональности материала.
Разъединение листов с дуралюминовыми заклепками су-
щественно отличается от разъединения их при стальных за-
клепках. Здесь наблюдается отрыв головки у конуса. Данные
трех опытов очень мало отличаются друг от друга. Отрыв го-
ловки происходил при среднем усилии 7 т. После отрыва го-
32
ловки листы разъединялись при усилии 2,12 т. Поэтому мож-
но считать, что трение по цилиндрической поверхности стака-
на и воспринимало 2,12 т, а сопротивление отрыву составляло
4,88 т; касательное напряжение на цилиндрической поверхно-
сти равнялось 2,05 кг/мм2, условное напряжение при отрыве
головки — 24 кг/мм2.
Динамические испытания на
разъем соединения проводились на
образце, приведенном на рис. 14.
Напряжения по полному сечению
заклепок менялись от '3,50 кг/мм2
до 7 кг/мм2 при 30 000 циклах на-
грузки в час. Испытания проходили
две группы заклепок на одном и
том же образце. Первая группа за-
прессовывалась с усилием 20—22 т,
вторая — Г0—12 т, так как отвер-
стия после первого опыта несколько
раздались и зазор стал больше. Раз-
рушение заклепок в этих группах
произошло различно. В первой
группе, где были значительные за-
прессовывающие усилия, одна из за-
клепок разрушилась по линии со-
прикосновения листов при 114 000
циклов. Во второй группе разруше-
ние трех заклепок произошло с от-
рывом головок у конуса при 87 000
циклов.
Испытание составных заклепок
на двойной срез производилось при
статической нагрузке.
Характер разрушения — срез по
двум плоскостям — у всех испытан-
ных заклепок один и тот же, а именно такой, какой наблю-
дается у обычных заклепок. Среднее напряжение среза —
24,8 кг/мм2 при отклонениях +5%>.
В процессе опытов выяснились следующие обстоятельства.
Конус и стакан заклепки следует делать на 1,5—2Р/о длиннее
проектной длины, учитывая усадку их при запрессовке. Поми-
мо этого, следует прибавлять 0,5 мм на каждый шов стыкуе-
мых листов. Заклепки требуемой длины желательно изготов-
лять на заводе. Однако, обрезка стакана и конуса в пределах
7—8°/о! длины возможна и на месте монтажа. Такое укороче-
ние потребует лишь небольшого увеличения запрессовываю-
щей силы.
Величина запрессовывающей силы зависит от длины за-
клепки и величины зазора между стенками отверстия и стака-
Рис. 14. Общий вид образца
для испытания заклепок
при динамической нагрузке
33
лом. В опытах полное запрессовывание достигалось при силе
25—30 т. При большем значении силы конус деформировался
и запрессовку не удалось осуществить до конца. Как показали
опыты, хорошее заполнение отверстия получается и при силе
10—12 т. Однако, в тех случаях, когда возможна работа за-
клепки на отрыв головки, желательно иметь меньший зазор,
и, следовательно, большее запрессовывающее усилие.
В результате проделанной экспериментальной работы
можно сделать ряд выводов:
1. Составные заклепки предложенного типа являются на-
дежным средством соединения элементов при статической и
динамической нагрузке;
2. При определенном запрессовывающем усилии состав-
ные заклепки могут работать на отрыв головок;
3. Прочность материала заклепок не ограничивается. В ча-
стности, могут применяться (высокопрочные дуралюмины. Диа-
метр заклепки может быть 20—26 мм, при наибольшей длине
4—4,5 диаметра заклепок;
4. Составные заклепки позволяют существенно снизить
мощность клепальных скоб и молотков;
5. Изготовление заклепок с достаточной точностью не мо-
жет вызвать особых затруднений;
6. Недостатком данного типа заклепок является трудоем-
кость обработки их на токарном станке, поэтому составные
заклепки высокой прочности следует применять в тяжелона-
груженных элементах. В элементах с небольшими усилиями
и в качестве соединительных рекомейдуется применять обыч-
ные заклепки, изготовленные из пластичного материала.
VI. ГОРЯЧАЯ КЛЕПКА ДУРАЛЮМИНА.
Температурно-скоростные условия де-
формирования материала заклепок. Опыт
холодной клепки дуралюминовыми заклепками небольших
диаметров до 10 мм свидетельствует о преимуществах пере,,
горячей клепкой. Однако условия холодной клепки сущест-
венно изменяются при увеличении диаметра заклепок. Холод-
ное осаживание заклепок больших диаметров из высокопроч-
ных, но малопластичных дуралюминов Д1Т и Д16Т приводит
к образованию трещин в головках. Кроме того, в этом случае
требуются большие усилия клепки, вызывающие настолько
высокие давления на поверхности заклепочных отверстий, что
происходит расширение последних, приводящее иногда к
надрыву листов.
Нагрев дуралюмина до температуры выше 300° сущест-
венно улучшает условия его деформирования и позволяет
осуществлять клепку меньшими давлениями. Однако изуче-
ние влияния нагрева на физические, механические и техноло-
34
гические свойства дуралюминов свидетельствует, что нагрев
заклепок и их охлаждение в порцессе клепки должы прово-
диться при вполне определеных и строго учитываемых усло-
виях. Это обусловливается необходимостью совмещать горя-
чее деформирование материала заклепки с его термической
обработкой. Кроме того, очень интенсивная отдача тепла на-
гретой заклепкой в окружающую среду существенно ограни-
чивает время, которое можно затрачивать на перенос заклеп-
ки из электропечи в отверстие и на ее осаживание. Иллюстра-
цией последнего служит график изменения температуры ду-
ралюминовой заклепки диаметров 20 мм в процессе клепки
(рис. 15).
О 5 10 15 20
Рис. 15. График изменения температуры заклепки в процессе клепки.
График получен теоретически в 'Предположении постоян-
ной температуры охлаждающей среды и в предположении,
что за время переноса заклепки из электропечи в отверстие
заклепка остывает с оптимальной температуры закалки до
оптимальной температуры начала горячего осаживания. Гра-
фик с достаточным приближением характеризует скорости ох-
лаждения заклепки в процессе клепки.
35
Из графика видно, что время переноса заклепки в отверс-
тие должно составлять 10—15 сек; время же осаживания
стержня и образования замыкающей головки дожно бы^ъ
как можно меньше, чтобы условия деформирования были
наилучшими.
Технологические испытания. Целью исследова-
ния было выяснение технологических возможностей осуществ-
ления горячей клепки заклепками из сплавов Д1Т и Д16Т с
образованием нормальной полукруглой замыкающей голов-
ки; необходимой величины зазора между отверстием и не-
поставленной холодной заклепкой и необходимой длины
стержня заклепки; качества заполнения отверстия стержнем
заклепки.
Изучение этих вопросов проведено в основном экспери-
ментальным путем на специальных образцах клепаных сое-
динений. При этом нагревание заклепок в муфельных элек-
тропечах и клепка образцов пневматическим молотком осу-
ществлялись в условиях, близких к производственным. Об-
разцы изготовлялись из листов и уголков, имеющих размеры,
применяемые в реальных конструкциях. Заклепки были при-
няты диаметром 20 мм.
Клепка образцов, предназначенных для выяснения тех-
нологических возможностей осуществления горячей клепки»
выяснения величины необходимого зазора между отверстием
и непоставленной заклепкой и необходимой длины стержня
заклепки, установила следующее:
а) В реальных производственных условиях можно осуще-
ствлять постановку заклепок диаметром 20 мм с нормальной
полукруглой замыкающей головкой из сплава Д1Т в течение
25—30 сек, из которых 10—15 сек. занимает перенос заклеп-
ки из печи в отверстие;
б) Качество замыкающих головок в заклепках из сплава
Д16Т получается неудовлетворительным: головку не всегда
удается полностью сформировать, а по краям головки обра-
зуются надрывы. Это объясняется тем, что образование го-
ловки заканчивается по существу вхолодную, так как темпе-
ратура, до которой успевает остыть заклепка, не улучшает
уже условий деформирования. Поэтому в дальнейших ис-
следованиях в качестве материала для заклепок применят-
ся только сплав Д1Т;
в) Разница между диаметрами холодного стержня не-
поставленной заклепки и отверстия при диаметре заклепки
20 мм должна быть не менее 0,5 мм и не более 1 мм. Увели-
чение этой разницы более чем на 1 мм нежелательно, так как
это ухудшает заполнение отверстия;
г) Определение необходимой длины заклепочного стерж-
ня можно производить по формуле:
/ = 1,05£* + 0,25n+ lf20d (2)
36
здесь: lb — толщина склепываемого пакета в мм,
п — число швов в пакете,
d —диаметр заклепки в мм.
При длине стержня заклепки, определяемой этой форму-
лой, осаживание стержня и образование замыкающих голо-
вок в заклепках из сплава Д1Т проходило относительно
быстро, (в среднем 11 сек.), качество головок было удовлет-
ворительным (рис. 16)- При большей длине стержня излиш-
^ ...J
Рис. 16. Разрез по оси заклепки при толщине пакета
в три диаметра заклепки.
ний запас металла не позволял, несмотря на увеличение вре-
мени клепки, полностью образовать замыкающую головку,
так как остывший материал головки растрескивался и кро-
шился.
Как свидетельствует практика, надежная работа закле-
почного соединения в значительной степени зависит от
заполнения отверстий стержнем заклепки. При вибра-
ционной нагрузке деформативность заклепочного соединения
определяется в основном .качеством заполнения отверстий и
очень слабо зависит от сил трения между листами пакета.
Исследование степени заполнения проводилось на специ-
альных образцах, в которых толщина пакета склепываемых
листов изменялась от 1,25 до 4,5 диаметров заклепки.
Изучение разрезов образцов по оси заклепок установило,
что при толщиных пакета склепываемых листов до трех диа-
37
метров заклепки заполнение отверстий получается удовлег-
ворительным. При этом распирания отверстия стержнем за-
клепки практически не происходит (см. рис. 16). При толщи-
пах пакета более трех диаметров заклепки заполнение отвер-
стий ухудшается.
Влияние нагрева на прочность основного
металла В процессе горячей клепки происходит нагрева-
ние металла склепываемых листов. Особенно интенсивное,,
сосредоточенное нагревание происходит у стенок заклепоч-
ных отверстий.
Нагревание термически упрочненного дуралюмина» как
известно, может в известных случаях привести к его разупро-
чению- Исследователи, изучавшие этот вопрос, считают, что
предельной температурой относительно длительного нагрева,
безопасного для прочности и коррозии дуралюмина, следует
считать 150—200°.
Проведенное изучение распределения температуры нагре-
ва по пакету показало, что даже для относительно тонкого па-
кета (3=1,5(1) значения температур в районе сосредоточенно-
го нагрева у краев отверстий не превосходят 100—120°, а зона
термического влияния очень мала.
Для выяснения влияния нагрева основного металла на era
прочность были поставлены следующие опыты: определялась
прочность на разрыв листов, подвергавшихся горячему скле-
пыванию в пакет, и проводилось сравнение с прочностью-
листов, не подвергавшихся склепыванию; определялась твер-
дость листов, проходивших горячую клепку, в зоне заклепоч-
ного отверстия.
Первыми опытами не установлено какого-либо снижения
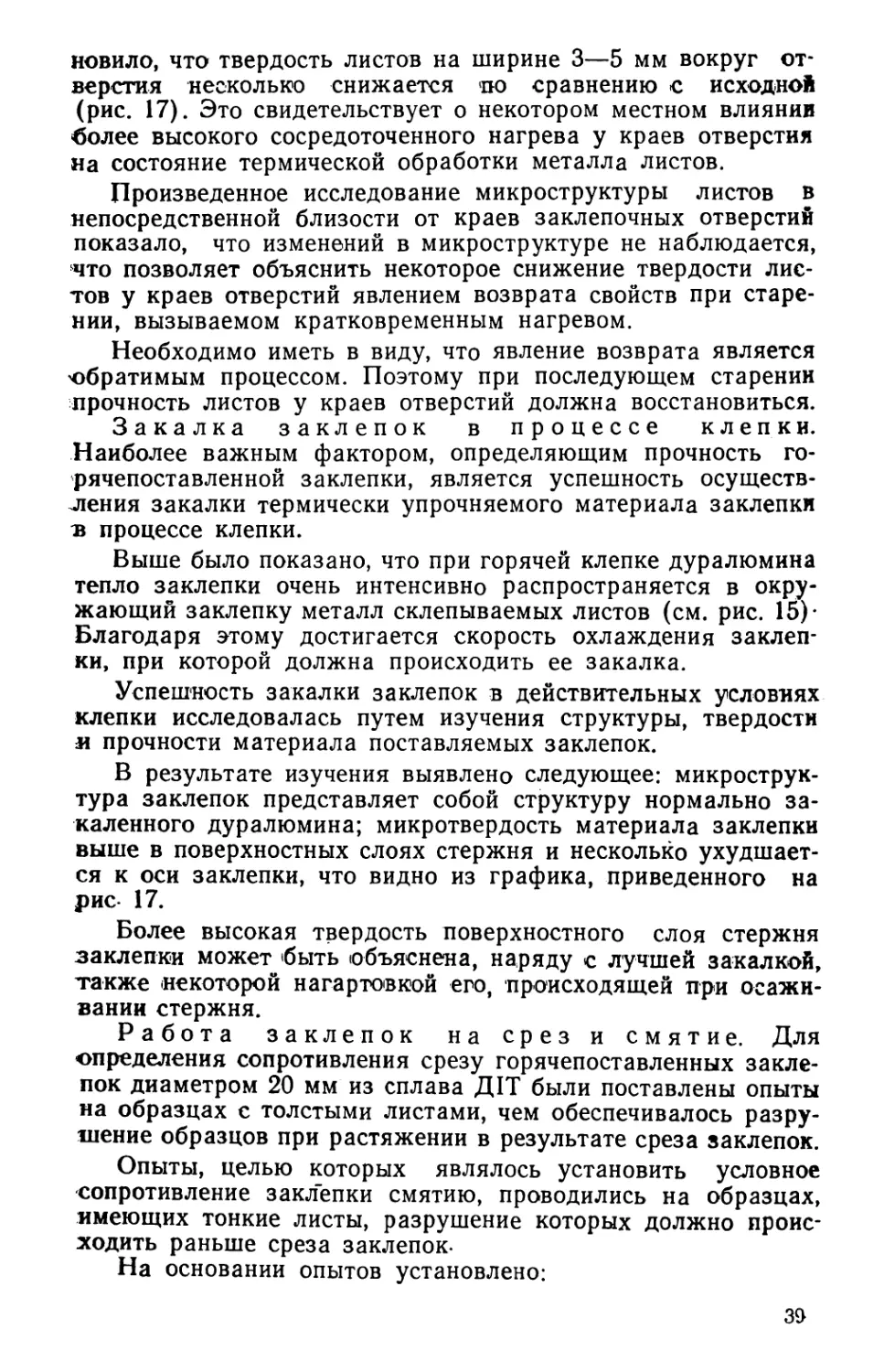
прочности таких листов- Определение микротвердости уста-
о г 4 б в /о /г /4 /6 /9
Рис. 17. Изменение микротвердости стержня заклепки и листов пакета
38
новило, что твердость листов на ширине 3—5 мм вокруг от-
верстия несколько снижается чю сравнению с исходной
(рис. 17). Это свидетельствует о некотором местном влиянии
более высокого сосредоточенного нагрева у краев отверстия
на состояние термической обработки металла листов.
Произведенное исследование микроструктуры листов в
непосредственной близости от краев заклепочных отверстий
показало, что изменений в микроструктуре не наблюдается,
что позволяет объяснить некоторое снижение твердости лис-
тов у краев отверстий явлением возврата свойств при старе-
нии, вызываемом кратковременным нагревом.
Необходимо иметь в виду, что явление возврата является
обратимым процессом. Поэтому при последующем старении
прочность листов у краев отверстий должна восстановиться.
Закалка заклепок в процессе клепки.
Наиболее важным фактором, определяющим прочность го-
рячепоставленной заклепки, является успешность осуществ-
ления закалки термически упрочняемого материала заклепки
в процессе клепки.
Выше было показано, что при горячей клепке дуралюмина
тепло заклепки очень интенсивно распространяется в окру-
жающий заклепку металл склепываемых листов (см. рис. 15)-
Благодаря атому достигается скорость охлаждения заклеп-
ки, при которой должна происходить ее закалка.
Успешность закалки заклепок в действительных условиях
клепки исследовалась путем изучения структуры, твердости
м прочности материала поставляемых заклепок.
В результате изучения выявлено следующее: микрострук-
тура заклепок представляет собой структуру нормально за-
каленного дуралюмина; микротвердость материала заклепки
выше в поверхностных слоях стержня и несколько ухудшает-
ся к оси заклепки, что видно из графика, приведенного на
рис 17.
Более высокая твердость поверхностного слоя стержня
заклепки может >быть объяснена, наряду с лучшей закалкой,
также некоторой нагартовкой его, происходящей при осажи-
вании стержня.
Работа заклепок на срез и смятие. Для
определения сопротивления срезу горячепоставленных закле-
пок диаметром 20 мм из сплава Д1Т были поставлены опыты
на образцах с толстыми листами, чем обеспечивалось разру-
шение образцов при растяжении в результате среза заклепок.
Опыты, целью которых являлось установить условное
сопротивление закл'епки смятию, проводились на образцах,
имеющих тонкие листы, разрушение которых должно проис-
ходить раньше среза заклепок-
На основании опытов установлено:
3S
а) заклепки удовлетворительно работают на срез; сопро-
тивление срезу следует принимать равным 0,55—0,60 от пре-
дела прочности исходного, термически упрочненного матери-
ала заклепок;
б) условное сопротивление заклепки смятию можно наз-
начить равным 1,8 от предела прочности исходного, терми-
чески упрочненного материала заклепок. При этом расстояние
от оси заклепок крайнего ряда до обрезного края листа по
направлению вдоль действия усилия следует принимать рав-
ным не менее двух диаметров заклепки.
Рекомендуемое, относительно небольшое значение услов-
ного сопротивления заклепки смятию обусловлено стремле-
лением избежать развития раннего обмятия заклепок, так
как пластические деформации в заклепочных соединениях
из дуралюмина начинаются раньше, чем в остальных кон-
струкциях, вследствие незначительного трения между
листами.
В результате можно сделать выводы о возможности осу-
ществлять горячую клепку дуралюминовых конструкций
заклепками больших диаметров из дуралюмина и о целесо-
образности при горячей клепке применять для заклепок
дуралюмин средней прочности — Д1Т.
VII. ТЕХНОЛОГИЧЕСКИЕ ВОПРОСЫ СВАРКИ СПЛАВА
АМгб (АМгбТ)
Основной задачей при сварке элементов строительных и
мостовых конструкций является создание соединений, равно-
прочных или близких к прочности основного металла. При
этом металл швов должен иметь удовлетворительные меха-
нические свойства, а зона термического влияния по своим
свойствам не должна сильно отличаться от основного метал-
ла, не подвергавшегося температурному воздействию.
Особенности физико-механических свойств алюминиевых
сплавов и трудности их сварки, связанные с металлургиче-
ской и технологической сторонами процесса, пока еще не поз-
воляют получать наплавленный металл с механическими ха-
рактеристиками, такими же, как у основного металла.
Получение качественного сварного соединения связано
с многими факторами и зависит от способа сварки и ее тех-
нологии, химического состава и чистоты сварочных материа-
лов, степени нагартовки основного металла и т. д.
К трудностям сварки алюминиевых сплавов и, в частности,
термически неупрочняемых алюминиево-магниевых сплавов
типа АМг относятся: большая склонность алюминия к окис-
лению; значительная разница в температурах плавления
сплавов и их окислов (660 и 2030°); большая теплопровод-
ность сплавов; склонность к парообразованию и др.
40
В связи с этим, при сварке сплавов обычно применяют
различные приемы, способствующие удалению или предот-
вращению попадания окислов в шов и образованию газовой
пористости. Высокая темплопроводность сплавов алюминия
приводит к необходимости повышения погонной энергии
источника сварочного тепла при увеличении толщины сва-
риваемого сплава и размеров изделия.
Наиболее высокие механические свойства наплавленного
металла обеспечивают способы сварки в атмосфере защитно-
го газа аргона. К этим способам относятся ручная сварка
вольфрамовым неплавящимся электродом, полуавтоматиче-
ская и автоматическая сварка плавящимся электродом и др.
При надежной газовой защите зоны дуги, сварочной ванны,
прилегающего к ней основного металла и электродной или
присадочной проволоки прочность сварных соединений из
сплава АМгб (АМгбТ) составляет более 90% прочности ос-
новного металла в отожженном состоянии.
Несмотря на применение аргоно-дуговых способов сварки
алюминия и его сплавов, в технической литературе слабо ос-
вещены многие важные технологические и другие вопросы,
что создает значительные трудности при освоении сварки.
Так, например, мало данных о выборе оптимальных режимов
сварки сплавов толщиной более 8—10 мм, нет данных о воз-
можности сварки плавящимся электродом диаметрами более
2 мм и т. д. Кроме того, неясен вопрос о выборе конструктив-
ных форм сварных соединений, деформациях и напряжениях
в сварных конструкциях и т. п. Некоторое исключение состав-
ляют лишь технологические вопросы сварки вольфрамовым
электродом. Многочисленная литература по этому вопросу
говорит о достаточной разработке данного способа сварки.
В НИИ мостов проводятся работы по исследованию тех-
нологических вопросов сварки соединений элементов конст-
рукций, определению статической и вибрационной прочности
сварных соединений, определению величин и характера де-
формаций и напряжений и др. применительно к мостовым и
строительным конструкциям. Результаты некоторых исследо-
ваний по аргоно-дуговой сва-рке плавящимся электродом
приводятся ниже.
Определение диапазонов нормальных ре-
жимов. В отличие от сварки строительных сталей при
сварке алюминиевых сплавов режимы сварки, характеризу-
ющиеся низкими и высокими значениями силы тока, не обес-
печивают получения качественных швов. При чрезмерно низ-
ких токах дуга горит неустойчиво, частые короткие замыка-
ния и крупные капли электродного металла не позволяют по-
лучать нормальные, качественные швы. Такие швы имеют
неравномерную ширину и малый провар. При высоких силах
тока дуга проплавляет основной металл на большую глуби-
41
ну. Металл шва имеет пустоты (тоннели), сильно окислен, &
поверхность его покрыта складками. Как одни, так и другие
швы являются дефектными. Режимы сварки, способствую-
щие получению таких швов называются предпороговыми,
дефектными и в практике не могут применяться. Сварка на
промежуточных силах тока дает швы с нормальными очерта-
ниями формы провара и усиления без дефектов. Такие ре-
жимы называются нормальными.
Установление границ области нормальных режимов про-
изводилось путем наплавки валиков на пластины из сплава
АМг-бТ размером 450'X 300 X 20 мм. Наплавка осуществля-
лась сварочным автоматом электродной проволокой диамет-
ром 2; 3 и 4 мм. Условия наплавки для всех случаев были
одинаковы.
В результате исследований установлены границы области
нормальных режимов сварки. В табл. 12 приведены предель-
ные значения силы тока и скорости подачи электродной про-
волоки, ограничивающие область нормальных режимов. Эти
значения определены при постоянных величинах напряжения
на дуге (23—25в), скорости сварки (25 м/ч) и вылета элек-
тродной проволоки (15 мм).
Таблица 12
Диаметр
элек-
тродной
проволо-
ки в мм
2
3
4
Предпороговые
режимы(дефектные)
скорость
подачи
проволоки
в м/ч
до 150
. 100
. 80
сила
тока
в а
до 140
. 200
. 260
Нормальные
режимы
скорость
подачи
проволо-
ки в м/ч
150-350
100-230
80-170
сила
тока
в а
140-360
200—430
260—490
Дефектные
режимы
скорость
подачи
проволоки
в м/ч
более 370
. 230
. 170
сила
тока
в а
более 360
. 430
. 490
Увеличение напряжения на дуге и скорости сварки способ-
ствуют перемещению области нормальных режимов в сторо-
ну меньших токов.
Изменение величины тока в области нормальных режимов
представляет линейную зависимость от скорости подачи
электродной проволоки и выражается следующей эмпириче-
ской формулой:
Jc = KVs + 30 (3)
где: Jc — сила сварочого тока в а,
V9 — скорость подачи электродной проволоки в м/ч,
К —коэффициент, равный соответственно 0,75; 1,7 и
2,88 для электродной проволоки диаметром 2; 3 и
4 мм.
42
Форма переноса металла в дуге. Специальных
исследований по изучению переноса металла в дуге не прово-
дилось, однако наблюдения за процессом сварки позволили
установить некоторые закономерности. Так, было установле-
но наличие двух форм переноса (капельного и струйного) и
влияние составляющих режима сварки на струйность метал-
ла, переносимого дугой.
С увеличением силы тока, при достижении некоторого
критического значения, крупно-капельный перенос скачкооб-
разно переходит в мелкокапельный, струйный. При напряже-
нии на дуге 23—25в, скорости сварки 25 м/ч и вылете элек-
трода 15 мм струйность переноса для электродной проволоки,
диаметром 2; 3 и 4 мм наступала при плотностях тока, соот-
ветственно равных 80, 50 и 35 а/мм2. Эти значения плотно-
сти тока названы критическими.
В дальнейшем была установлена зависимость формы пе-
реноса также и от напряжения на дуге, скорости сварки и ве-
личиньг.вылеты электрода. С увеличением напряжения струй-
Ла?
2QO
600 Jc
зоо 4оо soo
Сила тока б а
Рис. 1в. Зависимость размеров швов от силы тока.
нос*ъ процесса переноса наступит при меньших токах. Ско-
рость сварки практически не влияет на форму переноса ме-
талла в дуге в исследуемых диапазонах скоростей (16 —
4а
40 и/ч). Увеличение вылета электрода аналогично увеличе-
нию напряжения на дуге.
Влияние параметров режима сварки и тол-
щины свариваемых деталей на размеры и
форму швов. Влияние силы (и плотности) тока на разме-
ры швов сказывается значительно сильнее других парамет-
ров режима. С увеличением силы и (плотности) тока увеличи-
ваются все размеры швов. Более всего это влияние заметно
на глубине проплавления (h). Зависимость размеров швов от
силы тока показана на графике (рис. 18). Кривые ширины
шва (Ь) и особенно высоты усиления (с) более пологие, чём
кривые глубины проплавления. При увеличении силы тока
характер возрастания глубины проплавления сохраняется, а
характер изменения ширины шва и глубины провара изме-
няется. При переходе к области дефектных режимов наклон
кривых «Ь» и «с» к горизонтальной оси уменьшается. Для
равных значений силы тока глубина провара больше для
швов, сваренных электродной проволокой меньшего диамет-
ра. Это объясняется увеличением плотности тока на электро-
де меньшего диаметра.
Влияние скорости сварки подобно влиянию силы тока, но
обратно по действию. С увеличением скорости сварки умень-
шаются все размеры швов. При этом наиболее заметно
уменьшение ширины шва и высоты усиления. Глубина про-
плавления уменьшается в значительно меньшей степени. При
равных условиях сварки изменение скорости сварки с 14 до
40 м/ч глубина проплавления уменьшается в 1,4 раза, а ши-
рина шва в 1,8 раза. Характер изменения глубины провара и
ширины шва различен. При скоростях сварки менее 25 м/ч
замечено более сильное изменение глубины провара и шири-
ны шва, чем при скоростях сварки, больших 25 м/ч.
Влияние напряжения на дуге сказывается в основном на
изменении ширины шва и высоты усиления, но в меньшей сте-
пени, чем при сварке стали. Так, во время наплавки валиков
при силе тока 360—390 а электродной проволокой диаметром
3 мм на скорости сварки 25 м/ч глубина проплавления с уве-
личением напряжения на дуге с 23 до 28 в увеличилась в
1,1 раза, а ширина шва в 1,14 (раза.
Влияние толщины свариваемых деталей из сплава сказы-
вается лишь на глубине проплавления. Ширина шва и высо-
та усиления при изменении толщины сплава практически
остаются прежними. С увеличением толщины сплава глубина
проплавления интенсивно уменьшается. Так, при сварке элек-
тродной проволокой диаметром 2 мм на силе тока 260 а, на-
пряжении на дуге 25 в и скорости сварки 25 м/ч глубина про-
плавления с увеличением толщины сплава с 10 до 30 мм
уменьшалась с 5 до 2,8 мм (в 1,8 раза). При сварке стали
этих же толщин изменения глубины провара не наблюдается.
44
Форма швов зависит от параметров режима сварки. Наи-
большее влияние на форму швов оказывают сила и плотность
тока; влияние напряжения на дуге и скорости сварки значи-
тельно меньше. При сварке на малых силах тока (в области
нормальных режимов) провар основного металла имеет
овальную форму. Ширина шва значительно больше глубины
проплавления (—=6—10). С увеличением силы тока при не-
изменных параметрах режима нижняя часть провара начи-
нает удлиняться и сужаться. Образуется так называемый
«язычек», который при дальнейшем увеличении силы тока все
более удлиняется. Ширина этого «язычка» почти не меняет-
ся. При достижении верхней границы области нормальных
режимов отношение —=2,5—3 и не зависит от диаметра про-
h
ВОЛОКИ.
Дальнейшее увеличение силы тока приводит к еще боль-
шему увеличению провара. Ширина провара при этом не
увеличивается, а ширина шва превышает ширину провара.
Металл усиления натекает на поверхность изделия, не сплав-
ляясь с ним; поверхность шва сворачивается в складки.
Исследования показали, что момент образования «язычка>
совпадает с началом струйное™ процесса переноса металла в
дуге и происходит при достижении критической плотности
тока.
Проведенные исследования позволили перейти к выбору
режимов аргоно-дуговой сварки плавящимся электродом (при
диаметре проволоки 2; 3 и 4 мм) различных типов соединений
из сплава АМгб (АМгбТ), а также к изучению сварочных де-
формаций и определению статической и вибрационной
прочности сварных соединений из данного сплава.
VIII. СОЕДИНЕНИЯ НА ВЫСОКОПРОЧНЫХ БОЛТАХ
В конструкциях из алюминиевых сплавов монтажные
соединения выполняют на заклепках, выклепываемых в хо-
лодном виде. Для заклепок диаметром 20—24 мм при этом
требуется большая сила обжатия, порядка 40—70 т, что в ус-
ловиях монтажа конструкций вызывает известные трудности.
Применение для монтажа конструкций высокопрочных болтов
исключает необходимость использования сложного оборудова-
ния, повышает производительность труда и ускоряет монтаж
конструкций.
Принципиальное отличие работы соединений на высоко-
прочных болтах от заклепочных заключается в том, что дей-
ствующие в соединении усилия передаются за счет сил тре-
ния, возникающих под головками и гайками болтов, а не за
счет сопротивления срезу или смятию, как это имеет место в
соединениях на заклепках.
45
Условие равнопрочности соединений на высокопрочных
болтах выражается равенством:
mn Nf = a>0R„ (4)
где: N — усилие предварительного .натяжения болта в кг.
f — коэффициент трения между соединяемыми элемен-
тами стыка или прикрепления,
m — число плоскостей трения,
п — число высокопрочных болтов,
(о0—рабочая площадь сечения стыкуемого или при-
клепляемого элемента,
Rt — предел текучести материала.
Для практического применения в расчетах равенства (4)
необходимо экспериментально установить для данного алю-
миниевого сплава величины Rt;fn для соответствующего ма-
териала болтов величину N.
Высокопрочные болты диаметром 22 мм и шайбы к ним
были изготовлены из стали 40Х и подвергнуты термообработ-
ке, после чего предел прочности материала болтов составлял
примерно 14000 кг/см2.
Величина предварительного натяжения высокопрочных
болтов определяется из зависимости:
МКЛ = 0,186Ш !), (5)
где: Мкл — крутящий момент, необходимый для затяжки
болта,
N — предварительное натяжение болта,
d — номинальный диаметра болта,
0,186 — опытный коэффициент, учитывающий соотношение
геометрических размеров болта, коэффициенты
трения по резьбе болта и гайки и по торцу гай-
ки, а также угол наклона резьбы болта.
Высокопрочные болты в испытываемых образцах стыков
затягивались до усилия в 20 т.
Материал соединений — алюминиевый сплав Д16Т, меха-
нические характеристики которого даны в табл. 13.
Таблица 13
Предел прочности
в кг/мм2
50,0-51,6
50,9
Предел текучести
в kz\mm*
34,64-35,5
35,2
Относительное
удлинение в %
12,8 — 15,5
14,5
Примечание. В числителе показаны крайние значения, в знамена-
теле — средние.
!) Высокопрочные болты д,ля соединения элементов стальных кон-
струкций. Сообщение НИИ мостов № 58, Трансжелдориздат, 1959 г.
46
С целью определения коэффициента трения и зависимости
сдвигающего усилия от натяжения болтов проводились стати-
ческие испытания на растяжение образцов (рис. 19).
L ;
Рис. 19. Вид образца, испытанного на растяжение.
Соприкасающиеся поверхности образцов стыков очища-
лись различными способами: стальными щетками вручную;
стальными щетками с последующей протиркой ацетоном и
промывкой образцов фаствором (вода—73,6°/о, серная кисло-
та 24% и двухромовокислый натрий 2,4%). Последний способ
очистки дает наиболее стабильные результаты, как это вид-
но из табл. 14' (приводится одна серия испытаний).
Таблица 14
образ-
цов
1
2
1—1
2-1
3-1
№М
бол-
тов
1
2
1
2
1
2
1
2
1
1 2
Натяжение
болтов в т
21,4
20,3
20,15 •
20,1
20,1
20,1
1 20,2
19,9
19,2
| 20,6
Сдвигаю-
щая сила
в т
21,5
21,5
23,0
23,0
18,7
18,7
18,0
18,0
18,0
1 18,0
Коэффи-
циент
трения
0,502
0,530
0,5/0
0,570
0,467
0,467
0,450
0,452
1 0,468
| 0,437
Материал образцов
сплав Д16Т
тоже
тоже
тоже
сплчв Д16АМ г/к
тоже
тоже
тоже
тоже
тоже
Среднее значение 0,490
Коэффициент трения в таблице 14 определен по формуле:
где: N — предварительное натяжение болта;
S — сдвигающая сила.
47
Результаты многочисленных испытаний показали:
1. Величина коэффициента трения зависит от тщательно-
Сти очистки, особенно обезжиривания соприкасающихся по-
верхностей;
2. Стабильная и довольно большая величина коэффициен-
та трения получается при следующем способе очистки и обез-
жиривании соприкасающихся поверхностей, очистка от гря-
зи, затем обезжиривание путем промывки в растворе соста-
ва: серная кислота 24%, двухромовокислый натрий 2,4%, во-
да — 73,6% по весу.
Раствор должен быть нагрет до температуры 60—70°-
После промывки раствором в течение 5—10 мин. поверхности
должны быть промыты сначала холодной, а затем горячей:
водой и высушены;
3. Для расчета соединений из алюминиевых сплавов ве-
личину коэффициента трения, при условии очистки и обезжи-
ривания поверхностей химическим способом, следует прини-
мать равной 0,45 (минимальное значение из всех опытов).
При испытании соединений на высокопрочных болтах на
растяжение измерено уменьшение натяжения в высокопроч-
ных болтах в результате действия нормальных напряжений:
(эффект Пуассона), показанное на рис. 20. Величина умень-
шения предварительного натяжения болтов изменяется в пре-
делах 5—20%. При нормальных напряжениях в стыкуемых
листах, равных 1600 кг/см2 (принятых для сплава Д16Т),
уменьшение натяжения болтов не превышает 7,5%.
Для предупреждения возникновения электрохимической
коррозии соединений (конструкция из алюминиевого сплава,
соединение на болтах из стали 40Х) следует применять следу-
ющие мероприятия:
шайбы необходимо устраивать с выступами, предотвра-
щающими возможность касания болтов о стенки отверстий;
отверстия рассверливать на 2—3 мм больше диаметра бол-
та, а тело болта, за исключением нарезки, обертывать ней-
тральным материалом (пропитанный тонкий картон, вата
и т. п.);
покрывать тело болта, за исключением нарезки, пастой или
краской, предохраняющей от коррозии;
подвергать болты оцинковке или кадмированию.
Во всех случаях шайбы болтов должны быть оцинкованы
или кадмированы.
Как показали специально поставленные опыты, вследствие
большого натяжения болтов в соединениях обеспечивается
полная герметичность отверстий.
В конструкциях из алюминиевых сплавов на высокопроч-
ных стальных болтах, в последних могут возникать значи-
тельные по величине температурные напряжения, являющие-
ся результатом разности коэффициентов линейного расшире-
48
ния. Эти напряжения при интервале температур 4-40° до
—40° снижают предварительное натяжение болтов, а следо-
вательно, и сдвигающее усилие до 14%. Если принять раз-
ность температур в 50°, как это предусматривается нормами
на проектирование строительных конструкций, то снижение
натяжения в болтах составит примерно 9%, т. е. практически
не будет влиять на прочность соединений.
Для сравнительной оценки вибрационной прочности сты-
ков на высокопрочных болтах и на заклепках испытаны об-
Рис. 21. Конструкция образца для испытания на вибрационную прочность.
разцы, приведенные на рис. 21; результаты испытания образ-
цов на вибрационную нагрузку показаны на графике (рис.
23). Характерно, что усталостные разрушения произошли в
листах стыка по площади брутто около концов накладок
(рис. 22). Такой характер разрушений указывает, что при
■ .;■-.
'
Рис. 22. Вид разрушенного образца при вибрационной нагрузке.
двух болтах в полунакладке стыка, затянутых с усилиями
по 20 т, полностью компенсируется ослабление сечения от-
50
верстиями (при статическом растяжении всегда разрыв про-
исходит по сечению, ослабленному отверстием).
Сравнительные вибрационные испытания показали, что
вибрационная прочность соединения на болтах несколько вы-
ше, чем соединений на заклепках и несколько ниже, чем ви-
брационная прочность основного металла (без стыка).
Из опытных данных следует также вывод, что в конструк-
циях из сплава Д16Т с соединениями на высокопрочных бол-
тах при расчетах на вибрационные нагрузки можно не учиты-
вать ослабления сечений отверстиями, т. е. рассчитывать эле-
менты по площади брутто.
/Редактор Ю. Я. Журавлева. Техред. А. И. Кузнецов.
Бумага бО-ХДО/м д. л. Печ. л. 3,26. Уч.-изд. л. 3,55.
Л33808. Подписано к печати 25./XI 1959 г. Тираж 3000 эк^.
Зак. № 2922. Ц. 2 р. 60 коп.
Типография газеты «[Гудок», Москва, ул. Станкевича, 7.