/













































































































































































































































































































































Текст
МОРСКОЙ
МОДЕЛИЗМ
ПОСОБИЕ
ДЛЯ МОРСКИХ МОДЕЛИСТОВ
ДОСААФ
ИЗДАТЕЛЬСТВО ДОСААФ
Москва — 7955
Книга «Мореной моделизм» написана коллек-
тивом авторов и подготовлена инженером
Л. М. Кривоносовым.
Г лава I «Классы и типы судов» написана
капитаном 1 ранга А. М- Бли знаковым; глава II
«Проектирование моделей судов» написана ин-
женером Л- М. Кривоносовым и Д. Л. Су-
лержицким; глава III «Постройка корпу-
сов моделей» написана Д. Л. Сулержицким
и М. II. Александровой; главы IV и V «Двига-
тели для самоходных "моделей судов» и «Обо-
рудование кружковой мастерской» написаны-
инженером Э. Э. Клоссом.
Общая редакция книги выполнена инженером
Ю. В. Емельяновым. Иллюстрации художни-
ков Г. С. Малиновского и А С. Фролова.
Отзывы и пожелания просьба направлять
по адресу: Москва, Б-66, Ново-Рязанская, 26.
Издательство ДОСААФ СССР.
ВВЕДЕНИЕ
Когда советский человек подходит к географической карте,
его сердце наполняется гордостью за свою великую Родину.
Огромная страна, раскинувшая свои просторы на тысячи ки-
лометров, имеет выход к трем из пяти океанов. В водную
систему СССР входя г четырнадцать морей, сотни тысяч
больших и малых рек, десятки тысяч озер и множество ка-
налов.
Пи одна страна в мире не имеет такого количества судо-
ходных рек, как наша Родина. По ее территории протекают
крупнейшие реки — Волга и Леиа, Обь и Енисей, Днепр,
и Дон и многие другие. Тысячи судов плывут по их водам,,
перевозя хлеб и лес, строительные материалы и машины,,
нефть и полезные ископаемые.
Могучий Военно-Морской Флот стоит на страже берегов.
Советской Родины. Па Балтике и на Дальнем Востоке, на
Черном море и на Севере военные моряки бдительно охра-
няют мирный созидательный труд строителей коммунизма.
Наш народ по праву называет свою Родипу великой мор-
ской державой. Из 65 тысяч километров границ СССР
47 тысяч составляют-морские границы. С давних времен наш
народ имеет дело с морем и флотом. Русские моряки плавали
не только по проторенным морским дорогам, они смело пуска-
лись в неведомые дали океанских просторов, первыми прокла-
дывали новые пути, открывали новые, неизвестные человеку
земли.
Более 500 наименований морей, заливов, проливов, бухт,
островов, полуостровов носят имена отважных русских моря-
ков— Чирикова, Беринга, братьев Лаптевых, Челюскина, Ми-
нина, Малыгина и многих других. Под руководством Крузен-
штерна и Лисянского русские совершили первое кругосветное
плавание на шлюпах «Надежда» и «Нева». Русские военные
моряки сделали величайшее географическое открытие: экспе-
диция под руководством Беллинсгаузена и Лазарева открыла
шестую часть света.— Антарктиду.
И -3-
Наши предки прославили свою Родину не только знамени-
тыми экспедициями, дерзновенными по замыслу и беспример-
ными по результатам, но и выдающимися изобретениями, мо-
гучими кораблями, созданными на русских верфях, гениаль-
ными научными трудами в области кораблестроения.
Враги нашей Родины на протяжении ряда столетий стре-
мились оттеснить русский народ от морских побережий,
лишить Россию морских путей. Наши предки упорно боролись
за выход к морям, ибо великая нация не могла существовать
и развиваться, будучи отрезанной от морей. Решить эту за-
дачу невозможно было без падежного флота.
В начале XVII века, в период царствования Петра I,
создается русский военно-морской флот. В этот период в Рос-
сии строятся новые верфи, на которых закладываются круп-
ные военные корабли. В 1723 году проектируется, а затем
строится первый в мире 100-пушечный корабль. На многочис-
ленных верфях России выросла большая группа корабельных
мастеров, руками которых были созданы боевые корабли, при-
несшие молодому флоту заслуженную славу. На этих кораб-
лях русские моряки одержали-блистательные победы в мор-
ском сражении у острова Котлин (1705 год), выиграли Ган-
гутский бой (1714 год), битву у острова Эзель (1719 год)
и Гренгамское сражение (1720 год).
История создания парусного флота показывает, что паши
соотечественники были талантливыми конструкторами, сме-
лыми новаторами и непревзойденными мастерами постройки
кораблей. Высокие боевые и мореходные качества военных
парусных кораблей, построенных на отечественных верфях,
дали возможность русским морякам прославить нашу родину
блистательными морскими победами при Чесме (1770 год),
Фидониси (1788 год), в Керченском проливе (1790 год), при
Калиакрии (1791 год), при Корфу (1799 год), при Наварине
(1827 год) и Синопе (1853 год). За 200 лет существования
регулярного флота в России русские моряки 85 раз застав-
ляли противников спускать флаги. Из 24 больших сражений
отважные русские моряки выиграли 23 сражения.
Русские кораблестроители, несмотря па рутинерство цар-
ских чиновников, преклонявшихся перед всем иностранным,
шли своей самобытной дорогой, решая первыми в мире важ-
нейшие проблемы судостроения, создавая непревзойденные
корабли. Русский флот явился родиной первого в мире броне-
носца, подводной лодки, многих образцов артиллерийского
и минного вооружения.
Большие заслуги в развитии русского военно-морского
флота принадлежат адмиралу С. О. Макарову. Он первым
выдвинул идею создания торпедных катеров и миноносцев,
предложил по-новому использовать самодвижущуюся мину-
торпеду, разрабтэл специальный пакопечник для бромебой-
'1
ного снаряда, спроектировал первый в мире мощный ледокол
для плавания в арктических водах.
Русские инженеры, опираясь на научные работы отече-
ственных ученых, создали боевые корабли, ставшие классиче-
скими образцами мирового кораблестроения.
Особое место в мировой науке занимают имена выдаю-
щихся русских кораблестроителей А. Н. Крылова, П, А. Тито-
ва, И. Г. Бубнова и многих других, выведших отечественное
кораблестроение на первое место в мире.
Советские люди гордятся героической историей флота, ко-
торый является колыбелью многих величайших технических
и научных открытий. Мы горды тем, что в годы .советской
власти под руководством Коммунистической партии наш
народ создал могучий Военно-Морской Флот, ставший на-
дежным защитником морских рубежей социалистической
Родины.
Военно-Морской Флот СССР родился в огне сражений
с многочисленными врагами. Вместе с Советской Армией он
разгромил полчища иностранных интервентов и внутренней
контрреволюции, отстоял свободу и независимость советской
республики.
Коммунистическая партия с первых дней рождения Совет-
ского Военно-Морского Флота уделяла ему огромное внима-
ние. В 1921 году на X съезде партии было принято решение,
в котором говорилось о необходимости всемерно усилить маш
Военно-Морской Флот. Трудящиеся Советского Союза по-бое-
вому восприняли указания партии. Они самоотверженно тру-
дились на верфях и заводах, вводя в строй новые корабли.
Огромную помощь в возрождении флота оказал нашей
партии комсомол, принявший в 1922 году шефство над Военно-
Морским Флотом. За годы шефской работы комсомол послал
на боевые корабли тысячи Лучших комсомольцев, которые
впоследствии выросли в опытных военных моряков, выдаю-
щихся флотоводцев.
Социалистическая индустриализация нищей страны зало-
жила могучую основу для строительства Военно-Морского
Флота. Уже за первые две пятилетки Советский Флот получил
гораздо больше кораблей, чем было построено царской Рос-
сией за десятилетие, предшествовавшее первой мировой войне
Это дало возможность значительно укрепить мощь наших мор-
ских рубежей. В 1932 году был создан славный Тихоокеан-
ский флот, а в 1933 году — Северный флот.
В 1938 году наш народ ставит перед собой задачу созда-
ния более оснатценного морского и океанского флота.
Товарищ В. М. Молотов, выступая на сессии Верховного
Совета СССР по этому поводу, говорил: «У могучей Советской
державы должен быть соответствующий ее интересам, достой-
ный нашего великого дела, морской и океанский флот».
.... 5 _.
Советские ученые, инженеры, рабочие судостроительной
промышленности, воодушевленные грандиозной программой
строительства флота, создали для наших Военно-Морских Сил
первоклассные боевые корабли, оснащенные отличной боевой
техникой. Благодаря постоянной заботе Коммунистической
партии и Советского правительства в предвоенные годы был
создан могучий Военно-Морской Флот СССР.
С первых же дней Великой Отечественной войны Совет-
ский Военно-Морской Флот был верным помощником Совет-
ской Армии. Флот надежно прикрывал фланги пашей армии,
наносил мощные удары по вражеским флангам. Советские
военные моряки, обеспечивая важнейшие морские и океанские
коммуникации страны, в то же время наносили удары по
коммуникациям врага. В памяти парода вечно будут жить
героические подвиги советских моряков, совершенные ими при
обороне Севастополя, Ленинграда, Одессы, Сталинграда.
Серьезную помощь флот оказал Советской Армии в ее насту-
пательных операциях. Например, в восьми из десяти решаю-
щих ударов по фашистской армии в 1944 году непосредствен-
ное участие приняли флоты, речные и озерные флотилии.
Советские военные моряки в боях с врагами нашей Родины
показали себя беспредельно преданными воинами, продемон-
стрировали высокую выучку, массовый героизм и отвагу.
«Боевая деятельность советских моряков отличалась безза-
ветной стойкостью и мужеством, высокой боевой активностью
и воинским мастерством. Моряки подводных лодок, надводных
кораблей, морские летчики, артиллеристы и пехотинцы вос-
приняли и развили все ценное из вековых традиций русского
флота» (И. Сталин).
Советские Вооруженные Силы и в их числе Военно-Мор-
ской Флот окружены всенародной любовью и заботой. Наш
народ хочет видеть свой флот еще более сильным и могучим.
Горячая любовь советских людей к армии и флоту проявляется
в росте рядов ДОСААФ — массовой патриотической организа-
ции трудящихся нашей страны.
Первичные организации ДОСААФ широко развернули
военно-массовую и спортивную работу, пропагандируют и рас-
пространяют военные, авиационные и военно-морские знания,
обучают молодежь различным военным, авиационным и флот-
ским специальностям, развивают водный, военно-морской
п другие виды спорта.
Одной из важных задач Общества является развитие мас-
сового морского моделизма. Постройкой моделей кораблей
н судов в Советском Союзе занимаются тысячи людей самых
различных возрастов и профессий. Особенно популярен мор-
ской модшпшм средн нашей молодежи.
Движение морских моделистов в СССР служит целям вос-
ки in пня у молодежи любви к Военно-Морскому Флоту. Мор-
()
ской моделизм является одной из форм распространения воен-
но-морских знаний среди членов Общества и населения.
Занимаясь моделированием, юноши и девушки приобре-
тают разносторонние знания. Проектирование и постройка мо-
делей знакомит их с основами военно-морского дела и судо-
строения.
Современный корабль — это сложнейшее сооружение, по-
строенное по последнему слову техники, и модель лишь в ос-
новных чертах воспроизводит корабль. Однако, выбирая глав-
ные элементы модели, проектируя ее обводы, подбирая дви-
житель, юный кораблестроитель знакомится с основными
законами физики и приемами проектирования кораблей. Кон-
струируя и строя корпус и надстройки модели, моделисты зна-
комятся с архитектурой корабля, с судовыми устройствами
и оборудованием судов. Работая с моделью на воде, моделист
практически знакомится с явлениями, связанными с ходкостью
и мореходностью судна, и может на практике проверить свои
расчеты и познания. Моделирование судов парусного флота
дает возможность молодежи изучить парусное вооружение со-
временных судов, а при постройке моделей исторических па-
русных кораблей ознакомиться с развитием отечественного
судостроения и славной историей русского мореплавания и мо-
реходства. Постройка моделей и двигателей развивает у моло-
дежи столярные и слесарные ремесленные навыки, способ-
ствует развитию конструкторских навыков, воспитывает у мо-
делистов стремление творчески решать встречающиеся техни-
ческие проблемы, смело экспериментировать, Большое значе-
ние морского моделизма заключается также в том, что он при-
влекает молодежь к изобретательству и рационализаторству,
вырабатывает качества, необходимые при политехническом
обучении молодежи.
Кружки морского моделизма создаются при первичных ор-
ганизациях Общества и ведут свою работу в соответствии
с программами, утвержденными Центральным комитетом
ДОСААФ СССР. Морские моделисты объединяются в круж-
ки в зависимости от возраста и подготовки.
Большую работу по развитию морского моделизма ведут
морские клубы ДОСААФ, осуществляющие методическое ру-
ководство судомоделированием в республиках, краях и обла-
стях. При секциях морских клубов создаются кружки модели-
стов. Секции морского моделизма создаются также при ко-
митетах Общества. Они возглавляют работу по судомоделиро-
ванию в районах, где нет морских клубов, оказывают помощь
первичным организациям в развитии морского моделизма.
Основным техническим, консультативным и методическим
иентром-*морского моделирования в СССР является Централь-
ная морская модельная лаборатория ДОСААФ СССР
(ЦЛММ). Лаборатория разрабатывает и выпускает для моде-
- 7 -
листов проекты моделей, отвечающие требованиям Единой
Всесоюзной классификации моделей судов, разрабатывает и
выпускает консультации и пособия для моделистов
и инструкторов-моделистов по всем вопросам судомоде-
лировапия, включая и проектирование моделей, создает и вы-
пускает проекты двигателей и различных приспособлений для
моделей. Лаборатория дает устные и письменные консульта-
ции по всем вопросам морского моделизма.
Всесоюзное добровольное общество содействия армии,,
авиации и флоту проводит массовые соревнования по морско-
му моделизму, устраивает выставки моделей, слеты модели-
стов. Эти мероприятия способствуют дальнейшему разверты-
ванию морского моделизма в морских клубах Общества
и первичных организациях ДОСААФ, станциях юных техни-
ков, учебных заведениях и т. д.
В столице нашей Родины — Москве проводятся всесоюз-
ные соревнования морских моделистов. Этим соревнованиям
предшествуют соревнования в районах и городах, а также об-
ластях и республиках. На всесоюзные соревнования съезжают-
ся лучшие моделисты СССР — представители республик, обла-
стей, городов Москвы и Ленинграда. Соревнования последних
лет показали значительный рост судостроительной и военно-
морской грамотности моделистов.
Моделисты, которые сегодня в школе и лома, на техниче-
ской станции и в морском клубе ДОСААФ конструируют и
строят морские модели, создают для них новые двигатели, мон-
тируют схемы радиоуправления, завтра, окончив учебные заве-
дения, сядут за чертежные доски в судостроительных кон-
структорских бюро, станут за штурвалы боевых кораблей, по-
ведут суда по морям и рекам.
Настоящая книга, написанная коллективом авторов пред-
ставляет собой пособие для проектирования и постройки мо-
делей судов с механическими двигателями, а также моделей
парусных судов. Кенига предназначается для общественных
инструкторов морского моделизма ДОСААФ, для руководи-
телей кружков морских моделистов в школах, па станциях
юных техников и в Домах пионеров, а также для моделистов,
имеющих семилетнее образование, уже знакомых с основами
моделирования и желающих научиться самостоятельно проек-
тировать и строить модели и двигатели для них.
Однако этим назначение книги не исчерпывается. Опа долж-
на явиться первой ступенью моделиста на пути к судострое-
нию. Поэтому, кроме практических указаний по проектирова-
нию п постройке моделей и двигателей, читатель найдет в кни-
ге и некоторые сведения, объясняющие моделисту основные'
положения, (вязанные с устройством судна, с работой движи-
теля, <• законами движения судна.
Глава I
КЛАССЫ И ТИПЫ СУДОВ
§ 1. ИСТОРИЧЕСКАЯ СПРАВКА
История судоходства и судостроения уходит в глубокую
древность. В те далекие времена для передвижения по воде
использовались примитивные средства: стволы и обломки де-
ревьев, плоты, а затем челны и лодки. Используя эти средства,,
передвигаясь с помощью грубых деревянных лошгкж и жер-
дей, люди занимались ловлей рыбы, охотились, находили наи-
более выгодные места для поселений. Много позже, освоив
огонь и каменный топор, люди научились выжигать и обтесы-
вать лодки-однодеревки и широко применяли их для пере-
движения по водным путям.
Дальнейший рост судостроительной техники шел в йогу
с развитием материальной культуры общества. Лодки-одиоде-
ревки стали заменяться лодками, сшитыми из досок, грубые
деревянные лопаты стали вытесняться веслами. Особенно
большим достижением в судостроении было (в период перехо-
да от первобытно-общинного к рабовладельческому строю)
применение простейшего паруса. Человек научился использо-
вать силу ветра для движения судна.
За несколько тысячелетий до нашей эры Египет и Фини-
кия имели не только речное, но и морское судостроение. Ши-
роко развитое судостроение было в древней Греции, в Китае,
Индии и других странах.
О судостроении первобытного человека имеется, к со-
жалению, мало сведений. Однако считается установленным,
что в пашей стране, при наличии огромного количества рек
и озер, судостроение началось с давних времен. Русский на-
род на протяжении всей своей многовековой истории всегда
был народом-мореходом.
Древними судостроителями нашей страны являются сла-
вяне, заселявшие побережье Балтийского моря и Вислы,
а также северное побережье Черного и Азовского морей.
9 --
О них писали в своей «Естественной истории» Плиний Стар-
ший (I в, н. э.) и Птоломей в «Географии». Об оживленной
торговле славян в V—VII веках свидетельствуют многие пись-
менные источники.
Первый известный нам тип судов у древних славян назы-
вался к о р а б ь. Обычно он собирался из ивовых прутьев
и обшивался корой или кожей. Затем появилась ладья,
сделанная из целого ствола дерева. Середину ствола выдалб-
ливали и выжигали, обтесывали по концам, после этого ладья
принимала заостренную форму в окончаниях.
Одним из типов судов, на которых паши предки совершали
походы вплоть до Средиземного моря, были набойные
ладьи. Это — более усовершенствованная ладья, надводные
борта которой повышались «набоем» досок, чем значительно
увеличивалась ее вместимость и улучшались мореходные ка-
чества.
Наиболее усовершенствованным типом судна славянских
мореходов была ладья морская, целиком сделанная из
досок, скрепленных скрепами-ребрами (шпангоутами). Пере-
двигались такие суда с помощью весел, а при попутном вет-
ре— с помощью паруса.
С образованием и развитием Киевского государства судо-
строение и судоходство быстро шагнули вперед. Суда Киев-
ской Руси были вместительнее и прочнее, чем у древних
славян.
Известны морские походы киевлян при князе Аскольде
(860 год), Олеге (907 год), Игоре (941 год), Владимире
(1043 год) па Царьград, как тогда назывался Константи-
нополь,
Татаро-монгольское нашествие в начале XII века оттесни-
ло русских от южных морей. Однако, начиная с XV века, за-
порожские и донские казаки пробивались в Черное и Азовское
моря, успешно громили флот Оттоманской империи. Для этих
целей казаки использовали мореходные суда — чайки
(рис. 1).
Основой чайки служило долбленое бревно, борта ее за-
шивались досками, внутри имелись поперечные переборки
и скамьи. Чайка имела одну—две мачты с косыми парусами,
10—15 уключин на борт и по одному веслу с носа и кормы
для управления. Снаружи чайка просмаливалась. Вооружение
судна состояло, кроме личного оружия казаков (крем-
невые ружья, сабли, булавы, щиты и т. п.), из четырех—
шести небольших пушек (Фальконетов). В зависимости от
продолжительности похода судно могло брать от 30 до 80 че-
ловек,
После XII века, когда судостроение на Черном море
в основном прекратилось, оцо стало развиваться на севере иа-
- 10 -
Рис. /. Запорожская чан к а
шей страны — на территории Великого Новгорода. В то время
новгородцы вели торговлю морем с прибалтийскими государ-
ствами и развивали морской промысел на Белом и Студеном
(Баренцевом) морях. Для плавания в ледовых условиях нов-
городские поморы создали свыше двадцати типов различных
судов, некоторые из них по своим мореходным качествам
и прочности намного превосходили суда европейских стран
того времени.
Наиболее крупным судном северных поморов, тип кото-
рого определился не позднее XII века, была ладья мор-
ская (рис. 2). Это было мореходное трехмачтовое, палубное,
низкобортное судно, с прямыми парусами, площадь которых
доходила до 400 ж2. Парусное вооружение было приспособле-
но для лавировки. Среднесуточный ход ладьи морской дохо-
дил до' 300 верст. Грузоподъемность доходила до 200—300 т,
а длина, ширина и осадка равнялись соответственно около
24; 8 и 2,5 м. Суда были приспособлены исключительно для
морского промысла и боевого вооружения не имели. Судов
с такими качествами в то время в Европе не было.
Поморские судостроители сыграли огромную роль в раз-
витии русского военно-морского флота в период деятельности
Петра I.
Судостроение народов, населяющих острова Тихого и Ин-
дийского океанов и Дальнего Востока, имеет очень древиюю
историю. Наиболее распространенными типами судов были
пирога с балансиром, которая известна в Европе под назва-
нием катамаран (рис. 3), и китайская джонка
11
Рис. 2. Ладья морская
(рис. 4). Оба эти судна приспособлены для плавания в откры-
том океане, имеют хорошую мореходность и широко исполь-
зуются до настоящего времени народами Тихого и Индийского
океанов.
Начиная с XV века, в Европе начинает возрождаться судо-
строение, пришедшее в полный упадок после, распада Рим-
ской империи. С XIII века стал применяться магнитный ком-
пас, издавна известный китайцам. Появляются чисто парусные
суда, которые называются нефами, используемые для воен-
ных целей.
Рис. 3. Катамаран
- 12 -
Рис. 4. Джопка
Наиболее бурно судостроение на Западе стало развиваться
(после открытия Америки (XV—XVI века). В этот период ста-
ли появляться .новые типы судов, приспособленных к дальним
.плаваниям, которые были похожи на нефы. К ним относятся
Рис, 5. Каравелла
— 13 -
Рис. 6. Скампавея
б у с с ы, каравеллы (рис. 5), бригантины, фрегаты
и др. Из кораблей этого периода известна, например, ка-
равелла «Санта Мария» Христофора Колумба, размеры кото-
рой были; длина 23, ширина 7 водоизмещение 200—300 т.
Классическим типом военного гребпо-паруспого корабля
средневековья, сохранившегося почти до XIX века, была га-
лера. Это было быстроходное судно, движение которого
не зависело от ветра, так как оно двигалось с помощью греб-
цов, число которых доходило до 300. В качестве гребцов
использовались рабы или «сосланные на галеры» (каторгу),
прикованные цепями к банкам. Косые паруса, поднимавшиеся
на одной—двух мачтах, имели вспомогательное значение. Гале-
ра имела хорошие маневренные качества и находилась в со-
ставе военных флотов всех стран. В различных странах гале-
ры назывались по-разному: в Венеции — г а л е я, во Фран-
ции — уксера, в Англии — рамбер г, в России, на
Балтийском море, — галера, на Черном и Каспийском мо-
рях— каторга.
В военно-морском флоте, построенном при Петре I, гале-
рам отводилось большое место. В осаде Азова в Гангутском
сражении и других морских операциях галеры играли немало-
важную роль. Это была не обычная средиземноморская га-
лера, а облегченный тип судна, предназначенный для боевых
действий по мелководью и в шхерах. Впоследствии этот рус-
ский гребно-парусный боевой корабль получил название
скампавеи (рис. 6). Размеры скампавеи были следующие:
длина 38, ширина 6, высота борта 3,8 м.
В XVI—XVII веках установилось разграничение между
- 14 -
Рис. 7. Линейный корабль «Императрица Мария»
военными и торговыми судами. Вводится деление военных
кораблей на ранги в зависимости от количества палуб
и пушек.
Кораблями первых трех рангов считались такие, у которых
имелись две—три палубы и 60—100 пушек. Эти корабли стали
называться линейными кораблями, так как являлись
основными артиллерийскими кораблями, из которых состояла
«линия баталии» в морском бою. Водоизмещение линейных
кораблей было 700—1800 т, а экипаж составлял 450—750 че-
ловек. На рис. 7 показан линейный корабль «Императрица Ма-
рия» — флагманский корабль П, С. Нахимова в Синопском
сражении.
Корабли четвертого ранга были легкими, быстроходными
судами, имели три мачты и две палубы. Они вооружались
30—50 пушками и назывались фрегатами. Фрегаты ис-
пользовались для захвата торговых судов па линиях сообще-
ний противника, для разведки и т. д. Фрегат «Паллада»
(рис. 8), путешествие па котором описал И. А. Гончаров, имел
длину 52,7, шприц}'' 13,3 и осадку 6,6 ль Его вооружение со-
ставляли 52 орудия.
К кораблям пятого ранга относились корветы и кли-
перы— однопалубные парусные корабли водоизмещением от
100 до 500 т, с вооружением до 35 пушек. Они использо-
вались главным образом в качество посыльных судов и для
разведки. Корветы несколько меньших размеров и с более
легкой артиллерией назывались шлюпами и применялись
главным образом для исследований и экспедиций. За ними
шли бриги (рис. 9). Люгеры, шхуны и тендеры
.представляли собой легкие на ходу суда с восемью — десятью
пушками, длиной всего 15—20, шириной 3—5,5 и осадкой
2—2,5 м. В военном флоте они применялись для разведки
и в качестве посыльных судов, а в торговом флоте —для бы-
строй перевозки скоропортящихся грузов на каботажных
линиях.
В зависимости от количества мачт и типа парусов торго-
вые суда разделялись на типы, названия которых часто пере-
кликались с названиями военных кораблей: корветы,
- 16 -
шлюпы, бриги, шхуны, барки, бригантины, бар-
ке н т и п ы.
В XIX веке парусный флот достиг своего совершенства.
Развитие международной торговли требовало вместительных
и быстроходных судов. Этим требованиям наиболее соответ-
ствовал клипер — судно с длинным и острым корпусом,
корабельным парусным вооружением и увеличенной пло-
щадью парусов. Мачты клиппера были относительно не высо-
кими, но зато реи были длиннее, чем иа военных кораб-
лях. Парусность клипперов была очень большой. Так, судно
длиной 64 м имело 3 450 м2 парусов, скорость его достигала
18 узлов, тогда как грузовые пароходы того времени имели
скорость только 8—9 узлов.
Быстро развивающееся фабрично-заводское производство,
с одной стороны, борьба за рынки сбыта и завоевание коло-
ний — с другой предъявляли более высокие требования к су-
достроению.
Изобретенная в 1765—1766 годах в России И. И. Ползу-
новым паровая машина после ряда усовершенствований нашла
широкое применение в судостроении в качестве главного дви-
гателя. Первые пароходы с колесным движителем появились
в начале XIX века. Паровое судостроение стало быстро раз-
виваться. Колесный движитель был заменен гребным винтом.
Корпуса судов стали делать из железа. Маломощные и эконо-
мически невыгодные паровые машины простого расширения
были заменены машинами двойного расширения (компаунд),
а затем и тройного расширения. Парусный флот, нс выдержав
конкуренции с паровым флотом, начал терять свое былое
значение. Корабли того времени строились с парусами и с па-
ровыми машинами. На рис. 10 изображен полуброненосный
фрегат «Генерал-Адмирал», имеющий размеры: длина 87,
ширина 14,5, осадка 6 м.
XIX век полон значительными достижениями в области
военного кораблестроения, главнейшие из которых являются
заслугой русских изобретателей и инженеров.
Рис. 10. Пароходо-фрегат «Генерал-Адмирал»
2 Морской моделизм
- 17 -
В 1834 году русским изобретателем А. А. Шильдером была
построена первая в мире металлическая подводная лодка
с оригинальной трубой—прототипом современного перископа.
В сентябре 1838 года на глазах многочисленных зрителей
вверх по Неве прошел первый в мире электроход, построен-
ный русским ученым Б. С. Якоби.
В 1869 году в Петербурге был заложен самый мощный
по тому времени броненосец «Петр Великий» (рис. 11). Бро-
неносец по мощности вооружения и бронирования не имел
себе равных в мире. Он имел четыре 12-дюймовые пушки
главного калибра, расположенные в двух башнях. По корпусу
корабль имел стальной броневой пояс, толщина которого
в средней части достигала 356 мм.
Во время русско-турецкой войны 1877—1878 годов полу-
чили широкое распространение минные катера, которые поло-
жили начало новому классу боевых кораблей — торпедным
катерам. Создателем минных катеров был лейтенант С. О. Ма-
каров, будущий знаменитый адмирал и ученый.
В торговом флоте появились огромные пароходы, курси-
рующие на товаро-пассажирских линиях независимо от пого-
ды. В качестве судового двигателя появляется более эконо-
мичная, чем паровая машина, паровая турбина. Превым
боевым кораблем русского военного флота с паровыми турби-
нами в качестве главных двигателей явился эскадренный ми-
ноносец «Новик» (рис. 12), построенный в 1912 году иа Пути-
ловском заводе. Он имел следующие тактико-технические дан-
ные: водоизмещение 1 300 т> длина 102,4, ширина 9,5, осадка
3,2 м, мощность механизмов 40 000 л. с. Вооружение корабля
состояло из четырех 100-лш и четырех малокалиберных ору-
дий и двух 450-лш двухтрубных торпедных аппаратов. Эсми-
нец «Новик» явился прототипом большого количества русских
эсминцев.
Рис. 11. Броненосный корабль «Петр Великий
18 -
&
По мере развития военно-морского искусства, торгового
мореплавания и роста техники судостроения возникает необ-
ходимость в специализации судов. Суда строятся для военных
и гражданских целей, речных или морских условий плавания,
перевозки людей или грузов и т. п. Строится большое количе-
ство различных типов судов. Появляется необходимость раз-
личать их по определенным признакам, т, е. необходимость
в классификации.
В настоящее время принято классифицировать все суда по
следующим основным признакам: назначению, району
плавания, роду основного материала, из кото-
рого построен корпус, роду двигателя, роду д в ижи-
т е л я.
Так как все суда делятся на две группы: граждан-
ские суда, плавающие под Государственным флагом,
и боевые корабли и вспомогательные суда
Военно-Морского Флота, плавающие под военно-
морским флагом, то классификация по назначению произво-
дится раздельно для гражданских и для военных судов. Клас-
сификации по назначению являются основными и рассматри-
ваются ниже раздельно.
По району плавания суда разделяются на морские,
рейдовые и внутреннего плавания.
Морские суда, в свою очередь, разделяются на суда
дальнего, ближнего и каботажного плава-
ния. В число судов дальнего плавания входят суда, курси-
рующие между портами различных морей и океанов. Суда
ближнего плавания осуществляют сообщение между портами
одного моря. Суда каботажного плавания используются для
плавания вблизи берегов.
Рис, 12. Эскадренный миноносец «Новик»
2*
- 19 -
Рейдовые суда предназначаются для плавания
исключительно в- районе портовых вод.
Суда внутреннего плавания, в свою очередь, разделяются
на речные и озерные.
Условия плавания на реках значительно проще и легче,
чем на море. Глубины рек сравнительно не велики, а близость
берегов препятствует возникновению больших волн. Другое
дело в море. Глубина, например, Черного моря доходит до
2 244 ж, на водной поверхности которого (равной 411 000 км2)
возникают волны, достигающие 80 м длины и 6 м высоты.
Поэтому ясно, что -для плавания по морю необходимы суда,
обладающие прочностью корпуса, остойчивостью, непотопляе-
мостью, плавностью качки большими, чем суда внутреннего
плавания.
По роду основного материала, из которого построен кор-
пус, суда разделяются на деревянные (в наше время не-
которые типы речных, промысловых судов и спортивные),
стальные, железобетонные (главным образом де-
баркадеры, пловучие доки, баржи и т. п.), композитные
суда, т. е. суда, корпус которых построен из металла и де-
рева, и суда из пластифицированных материа-
лов, находящие применение в мелком судостроении.
По средствам движения суда разделяются на самоход-
ные и несамоходные.
К самоходным судам относятся суда гребные (шлюп-
ки, ялы, барказы и различные спортивные суда) и суда
с механическими двигателями, которые в зависи-
мости от рода двигателя называются: пароходами (суда с па-
ровыми поршневыми машинами и турбинами), теплоходами
или моторными судами (с двигателями внутреннего сгорания),
газоходами (с двигателями, работающими на газе от специаль-
ных газогенераторов), электроходами (суда с гребными элек-
тродвигателями, работающими от специальных судовых элек
тростанций).
К несамоходным относятся буксируемые (баржи,
лихтеры, шаланды) и парусные суда.
По роду движителя суда с механическими двигателями де-
лятся на винтовые и колесные.
Все спортивные суда имеют свою особую классификацию
которую мы здесь не разбираем Г
Кроме того, суда различаются по другим частным кон-
структивным признакам, например: по числу палуб (одно-,
двух-, трехпалубные суда), по количеству и протяженности
надстроек (с баком, средней надстройкой, ютом, тремя иад-
1 См. «Правила обмера парусных спортивных судов». Изд. «Физкуль-
тура и спорт». 1953. «Водно-моторный спорт. Правила соревнований». Изд.
«Физкультура к спорт», 1953.
- 20 -
стройками и т. д.), по системе набора (поперечная или про-
дольная система набора) и т. п.
К каждому 'Классу гражданских судов при постройке
предъявляются определенные требования, выполнение кото-
рых обязательно. За соблюдением этих требований и техниче-
ским состоянием судов ведут наблюдение соответствующие
органы Речного нли Морского Регистра Союза ССР.
§ 2. СОВРЕМЕННЫЕ КЛАССЫ БОЕВЫХ КОРАБЛЕЙ
ВОЕННО-МОРСКОГО ФЛОТА
Военно-Морской Флот СССР является составной частью
Вооруженных Сил страны. На него возлагается охрана мор-
ских границ в мирное время и ведение боевых операций во
время военных действий.
Военно-Морской Флот СССР состоит из отдельных военно-
морских флотов и флотилий, в состав которых входят соеди-
нения береговой обороны, морской авиации и соединения ко-
раблей различного назначения.
Разнообразие боевых задач, стоящих перед Военно-Мор-
ским Флотом, а также характер обеспечения его боеспособ-
ности определили разделение корабельного состава па
четыре основные группы: боевые корабли; бое-
вые корабли специального назначения;
вспомогательные суда и базовые пловучие
средства.
БоевЫе корабли предназначаются для выполнения основ-
ных тактических задач непосредственно в бою с противником
как самостоятельно, так и во взаимодействии с другими рода-
ми Вооруженных Сил. В число боевых кораблей входяг: ли-
нейные корабли, авианосцы, крейсера, мониторы, канонерские
лодки, эскадренные миноносцы, сторожевые корабли, подвод-
ные лодки, торпедные катера, бронекатера, охотники за под-
водными лодками.
Боевые корабли специального назначения выполняют узко
специальные задачи по обеспечению деятельности боевых ко-
раблей флота в целом. К ним относятся: минные заградители,
тральщики, десантные корабли и др.
Вспомогательные суда обеспечивают боеспособность Воен-
но-Морского Флота, К ним относятся; учебные, транспорт-
ные, спасательные, госпитальные, гидрографические суда, пло-
вучие мастерские и базы для снабжения всеми видами боево-
го, материального и энергетического довольствия, ледоколы
и др.
X базовым пловучим средствам относятся пловучие краны
й доки, баржи всех типов и другие суда и пловучие сооруже-
ния, предназначенные для обслуживания боевых кораблей
и вспомогательных судов флота.
- 21
В зависимости от тактического назначения, а также водо-
измещения, вооружения, бронирования, скорости хода и дру-
гих свойств, военные корабли разделяются па классы: линей-
ных кораблей, авианосцев, крейсеров и т. д.
Кратко рассмотрим тактико-технические данные классов
боевых кораблей Военно-Морского Флота.
Линейные корабли (рис. 13) предназначены для уничтоже-
ния в морском бою надводных кораблей всех классов и нане-
Рис. 13. Линейный корабль
сения мощных артиллерийских ударов по береговым сооруже-
ниям и батареям противника.
Водоизмещение линейных кораблей колеблется в основном
от 30 000 до 60 000 т. Длина их доходит до 250 м и выше.
Главные механизмы, мощность которых доходит до 150000 л. с.,
обеспечивают нм скорость 28—33 узла.
Линейный корабль имеет мощное артиллерийское вооруже-
ние, которое подразделяется на главную, противоминную и зе-
нитную артиллерию. Главная артиллерия линейного корабля
служит для поражения иа расстоянии 30—40 км сильно за-
щищенных целей. Оиа находится в трех—четырех бронирован-
ных башнях, расположенных вдоль диаметральной плоскости.
В каждой башне смонтировано два—четыре орудия калибром
356—406 мм. Башии главного калибра — очень сложные со-
оружения. В башнях находятся все механизмы подачи боепри-
пасов, заряжания и наводки орудий. Верхняя поворотная
часть башни, выступающая над палубой, изготовляется из
очень прочных и толстых стальных плит (брони).
Противоминная артиллерия линейного корабля размещает-
ся на палубе вдоль бортов в башнях мецыних размеров
и служит для отражения атак миноносцев, торпедных катеров
и самолетов. Количество противоминной артиллерии дости-
гает 12—20 стволов калибром 120—127 мм. Обычно эти ору-
- 22 -
дня называют универсальными, так как, имея большой угол
возвышения, они способны вести огонь по надводным н воз-
душным целям.
Зенитная артиллерия линейного корабля наиболее много-
численна. Двух- и четырехствольные автоматические установ-
ки калибра 20—40 мм занимают все свободные площади па-
луб и надстроек. Число зенитных пушек на линкоре дости-
гает 80,
Большое значение для сохранения боеспособности линей-
ного корабля во время боя имеет вертикальное (броневой
пояс корпуса, стенок рубок и башен) и горизонтальное (па-
лубы, крыши рубок и башен) бронирование. Вертикальное
бронирование состоит нз броневых плит высококачественной
стали, толщина которых доходит до 406 мм> толщина гори-
зонтальной брони —до 203 мм. Иногда иа линейных кораблях
устанавливают 1—2 катапульты для взлета гидросамолетов,
используемых для разведки и корректировки артиллерийского
огня. Для подъема самолетов на борт служат краны, распо-
ложенные вблизи катапульт.
В качестве главных двигателей иа линейных кораблях при-
меняются паровые турбины.
Линейные корабли — очень сложные инженерные сооруже-
ния, состоящие из огромного числа механизмов. Внешне они
массивны. Надстройки и трубы сгруппированы в средней ча-
сти. Мачты, особенно передняя, представляют собой много-
ярусные колонны, в которых размещены различные рубки
и боевые посты. Носовые и кормовые части палуб обычно за-
няты башнями главного калибра.
Постройку моделей линейных кораблей рекомендуется по-
ручать старшим моделистам, имеющим уже опыт постройки
различных моделей.
Авианосцы (рис. 14) —военные корабли с плоской палу-
бой, служащей для взлета и посадки самолетов. На них
имеются специальные трюмы для содержания самолетов.
Авианосцы подразделяются на тяжелые, легкие и конвойные.
Тяжелые авианосцы предназначаются для нанесения само-
летами мощных торпедо-бомбовых’ и штурмовых ударов по
кораблям и береговым объектам. Их водоизмещение бывает
25 000—60 000 т, длина до 350 м и более, скорость 31—33 узла.
Они имеют шесть — двенадцать 120—127-лш универсальных
орудий и 50—140 зенитных пушек 20—40-мм. Вся артиллерия
расположена так, чтобы не мешать взлету и посадке самоле-
тов, т. е. вдоль бортов и, как правило, ниже взлетной палубы.
Тяжелый авианосец принимает 80—140 самолетов — бомбар-
дировщиков, торпедоносцев и штурмовиков.
Легкие авианосцы предназначаются для разведки самоле-
тами противовоздушной и противолодочной обороны, боевых
кораблей противника. Их тактико-технические данные ниже
- 23 —
тяжелых авианосцев: водоизмещение 14 000—22 000 т, ско-
рость 24—33 узла, число принимаемых самолетов'— 50—80;
артиллерия: 6—12 орудий 127-тюи, 40—70 зенитных пушек
20—40-мм.
Конвойные авианосцы предназначаются для обеспечения
противовоздушной и противолодочной обороны С ПОМОЩЬЮ
истребителей при сопровождении транспортов. Их водоизме-
щение равняется 11 400—15 000 т, скорость 15—20 узлов,
а число самолетов не превышает 30—35. На конвойных авиа-
Рис. 14. Авианосец
носцах устанавливают 4—6 орудий 100—127-лы/, 20—50 зенит-
ных пушек 20—40-жж и крупнокалиберные пулеметы..
Модели авианосцев рекомендуется строить моделистам
старшего возраста.
Крейсера (рис. 15) используются для уничтожения в мор-
ском бою крейсеров и легких сил противника, поддержки своих
легких сил при атаках, а также обстрела береговых целей.
Основное вооружение крейсеров — артиллерия. Кроме это-
го, крейсера имеют торпедные аппараты, принимают на па-
лубу мины и имеют 1—2 катапульты для взлета двух—четы-
рех самолетов-корректировщиков.
Крейсера в зависимости от водоизмещения и вооружения
разделяются на тяжелые и легкие.
Тяжелые крейсера имеют водоизмещение 13 000—28 000 т
и скорость 29—33 узла. Артиллерия главного калибра состоит
из шести—девяти орудий 203—305-лыд заключенных в две—три
башни, расположенные в диаметральной плоскости корабля.
Противоминная артиллерия состоит из 8—12 универсальных
24
орудий 127-мм и до 50 зенитных пушек. Бортовая и палубная
броня достигает 127 мм.
Легкие крейсера имеют следующие тактико-технические
данные: водоизмещение 6 000—12 000 т, скорость 32—38 узлов,
9—12 орудий 127— 152-лш, 8—12 орудий 102—127-лки, 35—50
зенитных пушек. Кроме того, па легких крейсерах устанавли-
вают 1 — 2 торпедных аппарата и приспособление для поста-
новки МИИ.
Изготовление модели крейсера требует определенного опы-
Рас. 15. Крейсер
та и умения. Поэтому эти модели рекомендуется строить мо-
делистам старшего возраста.
Эскадренные миноносцы (рис. 16) предназначаются для
нанесения торпедных ударов по кораблям и судам, а также
для охраны кораблей эскадры в походе. Это наиболее много-
численный класс военных кораблей современных флотов.
Эскадренные миноносцы являются сравнительно небольшими
кораблями, обладающими хорошими мореходными качествами.
Водоизмещение их равно 1 000—2 000 т при длине 90—120 л*.
Скорость хода эскадренного миноносца доходит до 36 узлов.
Основным оружием экскадрепных миноносцев являются
торпеды (снаряды, имеющие сигарообразную форму) длиной
до 8,5 м н диаметром (калибр) до 600 мм. В носовой части
торпеды помещены взрыватель и до 300 кг взрывчатого веще-
ства. С корабля торпеда выстреливается из торпедного аппа-
рата, следует к цели в определенном направлении и на задан-
ной глубине. Торпеда движется с помощью специальной ма-
шины, работающей от сжатого воздуха и подогретой паро-
газовой смеси. Попадая в подводную часть корабля, торпеда
взрывается, производя большие разрушения в корпусе. Эскад-
- 25 -
ренные миноносцы имеют несколько торпедных аппаратов,
позволяющих одновременно выстреливать до десяти торпед.
Артиллерийское вооружение эскадренных миноносцев со-
стоит из 4—6 орудий 120—127-лш и 8—12 зенитных пушек.
Эскадренные миноносцы вооружаются также глубинными бом-
бами, сбрасываемыми за борт в месте обнаружения подводной
лодки. Глубинные бомбы, разрываясь иа определенной глу-
бине, поражают подводную лодку.
Fla кормовой части палубы имеется рельсовый путь, веду-
щий к минным скатам. Это приспособление служит для приема
па борт мин и постановки их на вероятных курсах неприятель-
ских кораблей и транспортов.
Кроме того, эскадренные миноносцы имеют параваниый
Рис. 16. Модель эскадренного миноносца
охранитель — специальное приспособление, позволяющее про-
кладывать безопасный фарватер в местах постановки минных
заграждений.
Сторожевые корабли (рис. 17) предназначаются для несе-
ния доз.орной и охранной службы, противовоздушной и про-
тиволодочной обороны транспортов в походе.
Водоизмещение сторожевых кораблей колеблется в преде-
лах 300—2 000 т. Скорость равна 20—25 узлам. Вооружение их
состоит из артиллерии — 2—6 орудий 127-жж и 4—8 зенит-
ных пушек. На многих устанавливается торпедный аппарат из
3—5 труб.
Кроме того, иа сторожевых кораблях имеются приспособ-
ления для сбрасывания глубинных бомб, а также дымоаппа-
ратура для постановки дымовых завес.
Модели сторожевых кораблей более доступны для построй-
ки младшими моделистами, так как их палубные устройства
менее сложны и многочисленны, чем у кораблей уже описан-
ных классов.
- 26 -
Рис. 17. Сторожевой корабль
Охотники за подводными лодками служат для поиска
и уничтожения подводных лодок противника. Поиск подвод-
ных лодок производится специальной гидроакустической аппа-
ратурой, позволяющей по шумам, создаваемым механизмами
и винтами подводных лодок, определять направление, расстоя-
ние и глубину, иа которой лодкн находятся. Обнаруженная
подводная лодка уничтожается специальными глубинными
бомбами.
Охотники за подводными лодками разделяются на боль-
шие и малые. Большие охотники (рис. 18) более мореходны.
Их водоизмещение достигает 250 т. Оии имеют скорость
20 узлов.
Рис. 18. Охотник за подводными лодками
— 27 —
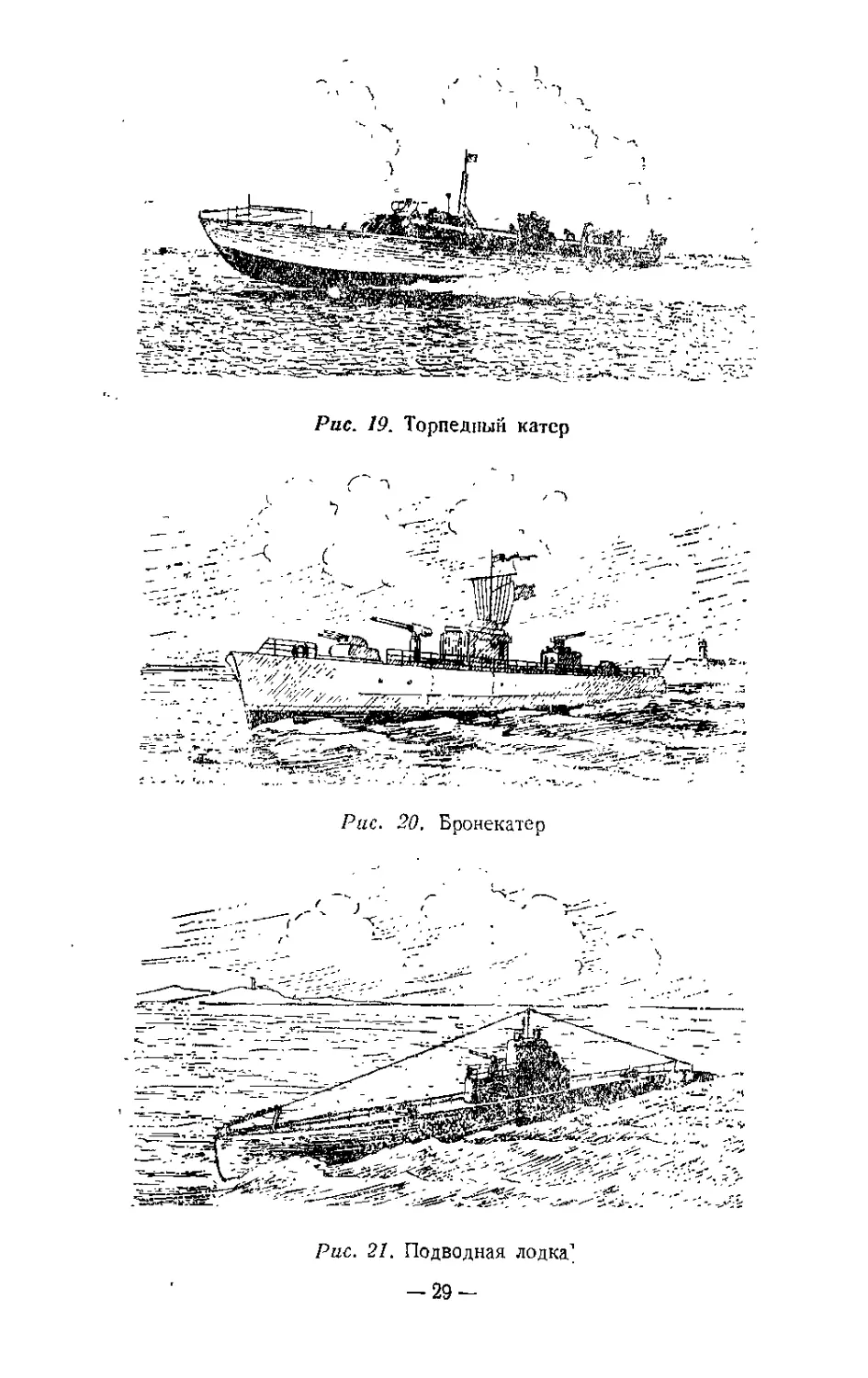
Торпедные катера предназначаются для нанесения внезап-
ных торпедных ударов по кораблям и транспортам про-
тивника,
Главным боевым свойством торпедных катеров является
скорость, которая обеспечивает внезапность нападения. Ско-
рость достигается специальной конструкцией корпуса, установ-
кой высокооборотных двигателей внутреннего сгорания и тща-
тельным подбором винтов, число которых доходит до четырех.
Торпедные катера разделяются на большие и малые.
Водоизмещение больших Торпедных катеров достигает 60 т.
Корпус их имеет значительную килсватость и острую скулу.
Скорость их достигает 35—40 узлов. Они вооружены зенит-
ными пушками и имеют 2—4 торпедные трубы. Корпуса
малых торпедных катеров (рис, 19), имеющих водоизмещение
10—20 т, часто имеют редан (поперечный уступ на днище).
Редан при достижении катером определенной скорости дает
возможность торпедному катеру скользить по поверхности
воды, что способствует достижению большой скорости. Такой
режим плавания судна называется глиссированием. Скорость
малых торпедных катеров достигает 32—48 узлов, они воору-
жены одним—двумя зенитными пулеметами и двумя торпед-
ными трубами. Однако они не приспособлены для плавания
при волнении свыше 3 баллов.
Модели торпедных катеров обычно строят моделисты стар-
шей возрастной группы, используя в качестве двигателей ком-
прессионные моторчики МК-16, Б-51 и др.
Бронекатера (рис, 20) несут разведывательную и дозорную
службу на роках и озерах, а также используются для обстре-
ла береговых объектов. Их водоизмещение колеблется от 10
до 50 т, а скорость хода — от 8 до 16 узлов. Бронекатера
имеют противопульную броню толщиной до 8—12 ММ.
Постройка моделей бронекатеров с резиновым двигателем
довольно распространена среди младших моделистов.
Существуют еще такие классы кораблей, как броненос-
цы береговой обороны, броненосцы противо-
воздушной обороны, мониторы, канонерские
лодки. Эти корабли, имея главным артиллерийское воору-
жение, предназначаются для боевой деятельности в прибреж-
ных районах или на реках и озерах.
Подводные лодки (рис. 21)—боевые корабли. Их назна-
чение— производить скрытные наблюдения за определенным
районом моря с целью обнаружить надводные корабли и транс-
порты противника и топить их торпедами.
Подводные лодки имеют от 2 до 10 торпедных аппаратов
и 1—2 пушки для обстрела транспорта противника, находясь
в надводном положении.
Подводные лодки разделяются на большие, средние
и малые.
- 28
J
Рис. 19. Торпедный катер
Рис. 20, Бронекатер
Рис. 21. Подводная лодка^
— 29 —
Большие подводные лодки предназначаются для действий
вдали от своих баз. Они обладают хорошими мореходными
качествами и большой автономностью плавания (до
10 000 миль). Их водоизмещение колеблется от до
' I иии
1 200 12-16 п с
l т, а скорость узлов. Водоизмещение, так же как
и скорость подводных лодок, обозначается в виде дроби; числа
над чертой относятся к надводному положению, а числа под
чертой — к подводному.
Средние подводные лодки действуют как в открытом море,
так и на подходах к базам противника. Дальность их плава-
ния не превышает 3 000 миль. Водоизмещение равно
300—600 12-16
500^800- Г> а СК°Р°СТЬ ^8* Узлов‘
Малые подводные лодки действуют в ограниченных райо-
нах до 300—600 миль от своих баз. Их водоизмещение
„ 100 300 10—17
колеблется от т, а скорость до g- узлов.
Особенностью конструкции подводных лодок является на-
личие балластных цистерн, при заполнении которых водой
лодка погружается под воду. После продувания цистерн сжа-
тым воздухом вода из цистерн вытесняется и лодка всплывает
на поверхность.
Постройка моделей подводных лодок широко распростра-
нена среди моделистов младшего возраста, В качестве двига-
теля па модели используется резиномотор.
К боевым кораблям специального назначения относятся;
Мииные заградители — корабли, специально оборудован-
ные для постановки минных заграждений. Установившегося
типа минных заградителей нет. Они весьма разнообразны как
по внешнему виду, так и по водоизмещению, которое доходит
до 8 000 т. Минные заградители разделяются на собственно за-
градители, имеющие специальные помещения для хранения
мин, и минные заградители, не имеющие этих помещений
и принимающие мины на палубу. Скорость минных заградите-
лей достигает 25 узлов.
Тральщики предназначаются для траления мин. Приспо-
собление для подсекания и уничтожения мин называется тра-
лом. После подсекания тралом мина1 всплывает и ее расстрели-
вают пушками. Тральщики разделяются ла эскадренные
тральщики—для траления фарватеров впереди своих кораб-
лей в открытом море; базовые тральщики — для траления
в своих прибрежных водах и на рейдах; катерные тральщи-
ки— для траления на мелководье, на реках, рейдах, гаванях,
фарватерах и т. д.
Эскадренные тральщики (рис. 22) по внешнему виду напо-
минают сторожевые корабли. Они очень мореходиы, их водо-
— 30 —
Рис. 22. Эскадренный тральщик
измещение колеблется в пределах 600—1 000 т, а скорость до-
ходит до 15—20 узлов.
Катерные тральщики имеют водоизмещение 15—60 т и об-
ладают скоростью хода 12—18 узлов.
Десантные суда предназначаются для доставки и высадки
сухопутных войск иа побережье противника. Для переброски
войск к берегам противника используются также транспорты
(грузовые и пассажирские суда). Для высадки войск, артил-
лерии и танков непосредственно с транспортов иа берег при-
меняются высадочные средства (катера и самоходные баржи).
Кроме того, существуют специальные десантные корабли
(рис. 23) для высадки десанта и боевой техники с хода без
перегрузки на мелкие суда.
~~ 31 -
§ 3. КЛАСвИФИкАЦИЯ ПО НАЗНАЧЕНИЮ МОРСКИХ
ГРАЖДАНСКИХ СУДОВ
Все гражданские суда принято делить на три основные
группы: суда транспортного флота; суда порто-
вого, вспомогательного и технического фло-
та; суда промыслового флота.
Суда транспортного флота разделяются на две главные
группы; пассажирские и грузовые.
Пассажирским судном считается всякое морское
судно, имеющее более двенадцати пассажирских мест. Обычно
современные пассажирские суда имеют несколько сот пас-
сажирских мест, подразделяемых на классы. Кроме пассажи-
ров, пассажирское судно принимает и срочные грузы, которые
размещаются в трюмах ниже ватерлинии. Все жилые помеще-
ния имеют бортовые иллюминаторы для доступа свежего воз-
духа и света.
Современные пассажирские суда быстроходны, Их ско-
рость достигает 20—25 узлов. Пассажирские суда имеют от
двух до четырех винтов.
Пассажирские суда обеспечиваются достаточным количе-
ством спасательных средств: моторными катерами, шлюпками,
плотами, поясами и кругами. Спасательные шлюпки н катера
обычно располагаются на шлюпочной палубе вдоль бортов и
снабжены индивидуальными средствами спуска и подъема
в виде шлюпбалок. Кроме шлюпочной палубы, пассажирские
суда имеют прогулочные палубы, а на больших океанских
судах имеются солярии, плавательные бассейны, теннисные
корты и т, п.
Надстройки пассажирских судов делаются обтекаемой
формы, форштевень — прямой, наклоненный вперед и с широ-
ким сечением у палубы. Мачты и трубы имеют наклон к кор-
ме, что создает впечатление стремительности. Пассажирское
судно имеет «крейсерскую» корму, т. е. закругленную, погру-
женную.
Постройка самоходных моделей пассажирских судов при-
влекает широкие круги моделистов. Особенно они любят
строить модели — копии теплохода «Украина» и дизельэлек-
троходов «Россия» (рнс. 24) и «Победа».
Грузовые суда служат для перевозки генеральных (штуч-
ных), сыпучих и жидких грузов. Если судно предназначено
для перевозки генеральных и сыпучих грузов, то оно назы-
вается сухогрузным, если для перевозки жидких (нефть, бен-
зин, масла и т. п.), — наливным. Некоторые грузовые суда
имеют до 12 пассажирских мест, что позволяет им перевозить
пассажиров, оставаясь в разряде грузовых судов.
— 32 —
Современные грузовые (сухогрузные) суда (рис. 25) обыч-
но имеют две палубы и весьма усовершенствованное грузовое
устройство. Форштевень у грузовых судов — вертикальный
или у более новых — наклоненный вперед; корма—с подзо-
ром либо крейсерская. Широкая иеиаклоиная труба, две мач-
ты и парные грузовые колонны у люков — для опоры грузовых
стрел. Онн обладают хорошими мореходными качествами,
имеют большей частью один винт. Скорость хода этих судов
до 15—17 узлов.
Грузовые суда бывают самых различных размеров. Их
грузоподъемность достигает 8 000—10 000 т и более.
Рис. 24. Дизельэлектроход «Россия»
Специализация грузовых судов постепенно привела к ха-
рактерным типам судов. Появились наливные (танкеры),
лесовозы, рудовозы, углевозы, зерновозы,
рефрижераторы (холодильники), морские само-
ходные баржи, железнодорожные паромы
и др. Все эти типы судов имеют специфические особенности
в конструкции корпуса.
Суда портового, вспомогательного и технического флота
служат для обеспечения работы транспортных судов. В их за-
дачу входит буксировка и перестановка больших морских
Рис. 26. Морской буксир
судов в портах, подача к ним барж, крапов, перегружателей
и т. п., оказание помощи судам в случае пожара, аварии, под-
держание лоцманской и маячной службы, проводка судов во
льдах, дноуглубительные работы в портах и каналах, санитар-
ная работа в портах, обучение морских кадров, водолазная
и судоподъемная служба и т. д.
К судам группы портовых вспомогательных судов относят-
ся портовые и морские буксиры (рис. 26), пожарные и спаса-
тельные суда и ледоколы.
К судам технического флота относятся земснаряды (земле-
черпалки), груптоотвозпые шаланды и более мелкие суда,
обеспечивающие деятельность портов и флотов в целом.
Кроме этого, в портах имеются пловучие портовые соору-
жения, к которым относятся пловучие краны, пловучие
углеперегружатели и зерноперегружателн
и пловучие доки.
Существуют еще так называемые суда специального пла-
34 -
вания. К ним относятся экспедиционные суда (оборудованные
'лабораториями для проведения научно-исследовательской ра-
боты), учебные (на которых проходят практику курсанты мог
реходных училищ), кабельные (для прокладки подводного
кабеля) и др.
Существуют специальные промысловые суда для морского
промысла рыбы, тюленей, китов и крабов, имеющего огромное
народнохозяйственное значение.
Основным и наиболее многочисленным типом промысло-
вых судов является рыболовный т р а у л е р — судно высоких
мореходных качеств, предназначенное для продолжительного
(3—4 недели) плавания вдали от берегов. Лов рыбы с такого
судна производится мешком из сети, называемым тралом,
буксируемым на глубине 50—300 я. Водоизмещение большого
траулера доходит до 1 100 т и скорость хода до 10 узлов.
Для постановки и уборки сетей в открытом море суще-
ствуют небольшие, но очень мореходные суда, называемые
дрифтерами. Их грузоподъемность достигает 50—60 т.
Лов рыбы, плавающей косяками у поверхности моря,
производят небольшими относительно быстроходными суда-
ми— сейнерами, снабженными так называемой кошель-
ковой,сетью. Заметив косяк рыбы, сейнер выметывает с кормы
сеть, окружает косяк и, соединив концы, стягивает ее. Рыба
оказывается как бы в кошеле. Обычно длина сейнеров не пре-
вышает 26, ширина 5,8, высота борта 3 м.
Имеются комбинированные суда: траулеры-дрифтеры
и дрифтер-сейнеры.
Для китобойного промысла используют небольшие, но мо-
реходные суда — китобойцы, базирующиеся на береговые
базы или суда-матки (например, «Слава» и «Алеут»),
Промысел тюленя производится с небольших деревянных
моторно парусных судов. Характерным для зверобойных судов
является бочка па мачте для высматривания залежей тюленя
на льду и наличие трех—четырех промысловых вельботов на
палубе. Длина крупного зверобойного судна не превышает 35 я.
На Дальнем Востоке вылавливается большое количество
крабов. Краболовное судно, как правило, переделывается из
старого грузового судна водоизмещением 4 000—7 000 т.
§ 4. СОВРЕМЕННАЯ КЛАССИФИКАЦИЯ ПАРУСНЫХ СУДОВ
Несмотря на то, что еще в конце XIX века паровой флот
окончательно вытеснил парусные суда, они до сих пор широко
применяются в промысловом флоте, каботажных перевозках,
а также в учебных целях. Кроме того, плавание на парусных
судах специальной постройки со спортивными целями имеет
большое распространение в нашей стране.
3*
- 35 -
Рис. 27. Суда с прямым вооружением
Современные парусные суда разделяются на три основные
группы: суда с прямы м вооружением; суда с ко-
сым’вооружением, суда со смешанным в о о р у-
ж е н и е м.
Суда с прямым
вооружением разде-
ляются на три ос-
новных класса
(рис. 27): корабль —
судно, имеющее от 3
до 5 мачт с прямы-
ми парусами на всех
мачтах; барк — суд-
но, имеющее от 3 до
5 мачт, из которых
последняя мачта
имеет Косые паруса;
бриг — двухмачто-
вое судно с прямы-
ми парусами.
Суда с прямым
вооружением имеют
существенное 11 не-
удобство: для поста-
новки и уборки па-
русов, а также для
управления ими во
время
требуется
количество
Кроме того
ровочные
низки. Поэтому в на-
стоящее время они
используются глав-
ным образом для
учебных иелей, ко-
гда в качестве коман-
ды используются слу-
шатели морских и мореходных училищ при практических
плаваниях.
Суда с косыми парусами имеют несколько типов воору-
жения, из которых самым распространенным является
шхуна.
Шхуны в зависимости от типа парусов разделяются на
гафельные, марсельные и бермудские шхуны (рис, 28).
Марсельная шхуна, кроме косых парусов, имеет на первой,
а иногда и на второй мачте, прямые паруса. Шхуна с бермуд-
лавировки
большое
людей.
их лави-
на ч'еств а
- 36 -
ским вооружением в качестве основных имеет паруса тре-
угольной формы.
К судам с косым вооружением относятся шхуны, которые
могут иметь от двух до семи мачт, и своеобразные небольшие
одномачтовые суда — тендер и шлюп, двухмачтовые — кэч;
и иол (рис. 29).
Рис. 29, Суда с косым
вооружением
Рис. 28. Суда типа шхун
го косого паруса, три передних паруса. Шлюп, в отличие от
тендера, имеет один или два передних паруса.
Кэч и иол имеют одинаковое парусное вооружение; первая
высокая мачта несет такое же вооружение, как несет тендер
или шлюп. Вторая мачта значительно меньше первой и песет
37 -
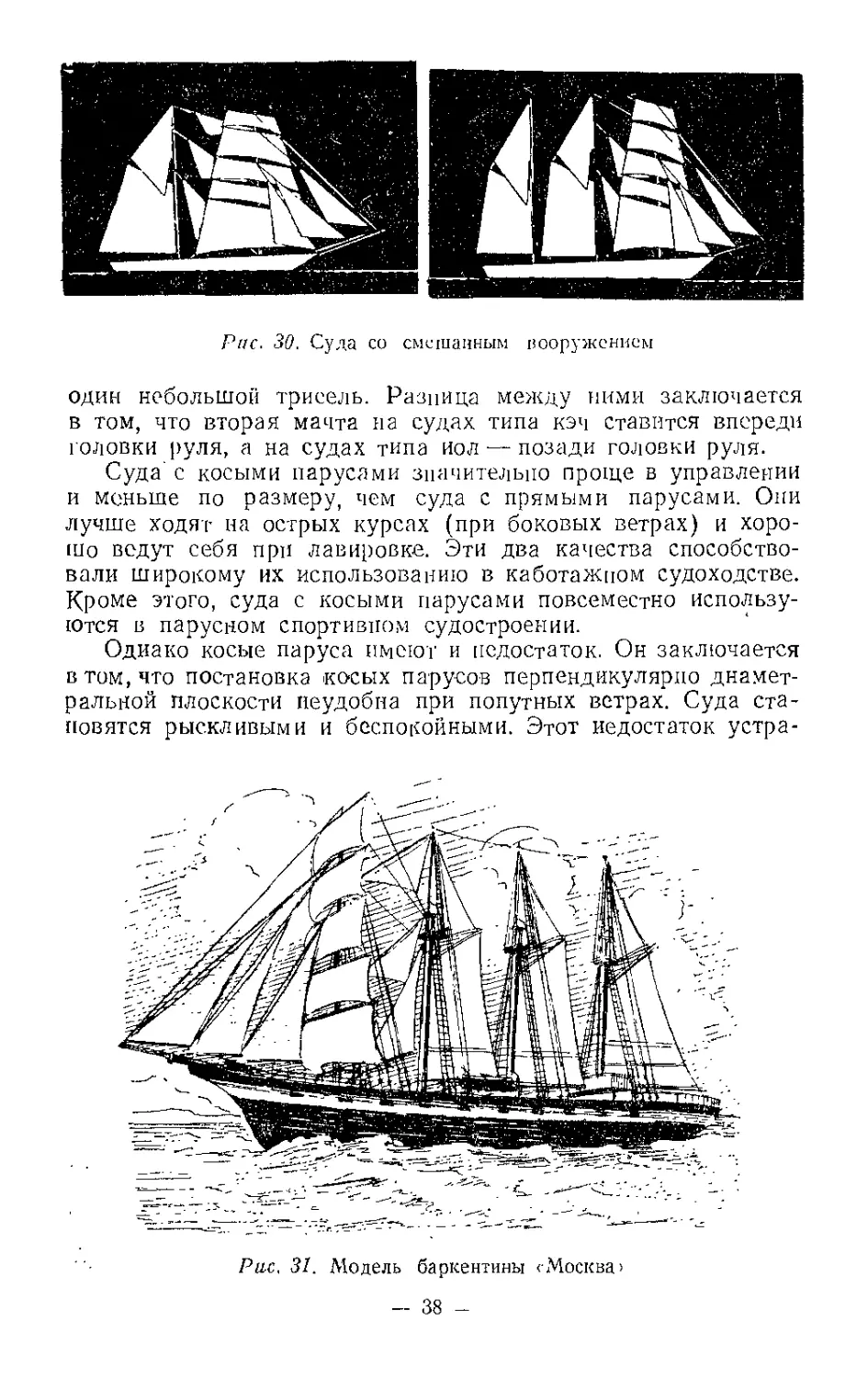
Рис. 30. Суда со смешанным вооружением
один небольшой трисель. Разница между ними заключается
в том, что вторая мачта на судах типа кэч ставится впереди
головки руля, а на судах типа иол — позади головки руля.
Суда'с косыми парусами значительно проще в управлении
и меньше по размеру, чем суда с прямыми парусами. Они
лучше ходят на острых курсах (при боковых ветрах) и хоро-
шо ведут себя при лавировке. Эти два качества способство-
вали широкому их использованию в каботажном судоходстве.
Кроме этого, суда с косыми парусами повсеместно использу-
ются в парусном спортивном судостроении.
Однако косые паруса имеют и недостаток. Он заключается
в том,что постановка косых парусов перпендикулярно диамет-
ральной плоскости неудобна при попутных ветрах. Суда ста-
новятся рыскливыми и беспокойными. Этот недостаток устра-
Рис. 31. Модель баркентины < Москва >
- 38 -
ияется постановкой па судах смешанного парусного воору-
жения.
К судам со смешанным вооружением относятся такие,
у которых имеются прямые и косые паруса. Такими судами
являются бригантины н баркептины (рис. 30).
Бригантина — это двухмачтовое судно, у которого первая
мачта песет прямые паруса, а вторая — косые.
Баркентина — это трех- и более мачтовое судно, несущее на
первой мачте прямые паруса, а па остальных — косые. Оба
эти класса судов используются как в каботажных плаваниях,
так и при рейсах на большие расстояния, так как являются
экономичными в эксплуатации и удобными в управлении
(рис. 31).
Рассмотренные в этой главе сведения об истории судо-
строения, развития различных классов военных и гражданских
судов, об нх назначении и характерных особенностях из-за
недостатка места изложены кратко. Поэтому при необходимо-
сти получения более полных сведений следует обращаться
к специальной литературе по конкретным темам истории судо-
строения или морской практики.
Глава II
ПРОЕКТИРОВАНИЕ МОДЕЛЕЙ СУДОВ
ОБЩИЕ ПОЛОЖЕНИЯ
Грамотно спроектированная плавающая модель судна
должна давать точное представление не только о внешнем
виде судна, но и о всех главных качествах судна — способно-
сти плавать (пловучести), способности возвращаться в пря-
мое положение (остойчивости), способности хорошо слушать
руля (управляемости) и т. п.
Для этого конструктор модели должен знать основные
свойства всякого судна и требования, которые предъявляют-
ся к различным типам судов.
Основное требование, которое предъявляется ко всякому
суДнУ, — это обеспечение способности плавать на воде по оп-
ределенную осадку и при этом нести на себе все положенные
ему грузы.
Эта способность плавать носит название пловучести.
Однако, если грузы, предназначенные для данного судна,
исчерпывают всю его пловучесть, то при малейшей случай-
ной перегрузке (например, заливание воды) судно затонет.
Поэтому все суда строят так, чтобы они обладали запасом
пловучести, т. е. чтобы они могли безопасно принять
значительный груз, например воду, сверх предусмотренного
проектом. Для морских судов запас пловучести составляет
около 100% веса судна со всеми находящимися на нем гру-
зами. Считается, что запас пловучести исчерпан, если судно
погрузилось в воду настолько, что его главная палуба нахо-
дится иа уровне воды. Запас пловучести обеспечивается тем,
что водонепроницаемые борта судна возвышаются над уров-
нем воды.
Не менее важным, чем требование пловучести, является
предъявляемое ко всякому судну требование остойчиво-
сти, т. е. способности плавать не опрокидываясь при дейст-
вии на него обычных для судна наклоняющих сил. Если этн
— 40 —
силы, например ветер, волны, прекращают свое действие, ос-
тойчивое судно должно возвращаться в вертикальное поло-
жение.
Кроме этих двух основных требований, ко многим судам
и, в частности, ко всем морским предъявляют требование, что-
бы гибель судов в случае появления пробоины была как мож-
но более затруднена. Это свойство судна иосит название и е-
потопляемости. Для придания судну непотопляемости
его внутренний объем делят водонепроницаемыми переборка-
ми на ряд отсеков.
Перечисленные три требования имеют в виду обеспечить
безопасность плавания судна. Кроме них, к судам предъяв-
ляются и другие требования, имеющие в виду улучшить их
эксплуатационные качества. Главным из них является требо-
вание, чтобы судно не расходовало слишком большую мощ-
ность для своего движения с заданной скоростью и сохраняло
свою скорость при волнении. Это свойство судна называется
ходкостью. Для хорошей ходкости судно должно испы-
тывать в ходу как можно меиьшее сопротивление, для чего
обводы корпусов делаются очень плавными, а поверхность на-
ружной обшивки — гладкой. Проектирование обводов корпуса
является одной из самых трудных задач судостроителя, так
как от обводов судна зависит не только ходкость,, но и. почти
все остальные качества судна, в частности его остойчивость.
Для некоторых типов судов очень существенным качест-
вом является способность быстро изменять свой курс. Для из-
менения курса судна служит руль. Если судно может при
помощи руля быстро изменить свой курс и может опнсать
окружность малого диаметра, то говорят, что оно поворот-
ливо.
Также существенно требование, чтобы судно хорошо дер-
жалось на курсе, ие требуя слишком частых перекладок руля.
Это свойство судна носит название устойчивости на
курсе. Оно особенно важно для моделей судов, так как на
моделях нет рулевых, которые могли бы устранять отклоне-
ние судна.
Наконец, морским судам предъявляют еще требование
плавности качки, т. е. чтобы при волне качка судна не
была очень стремительной (быстрой), так как от стремитель-
ной качки расшатывается конструкция корпуса, затрудняются
работы иа судне, стрельба артиллерии становится малоэффек-
тивной.
Все перечисленные качества судна — пловучесть, остойчи-
вость, непотопляемость, ходкость, управляемость, плавность
качки — называют мореходными качествами. Кро-
ме них, необходимо назвать еще и требование .п р о ч н о с т и
корпуса, которое заключается в том, чтобы конструкция
- 41 -
-корпуса могла в течение долгого времени выдерживать все
усилия, которые возникают при эксплуатации.
Каждое из этих требований в отдельности обычно нетруд-
но выполнить. Трудность появляется тогда, когда все эти тре-
бования приходится выполнять одновременно, так как многие
нз них противоречат друг другу. Так, например, для уменьше-
ния сопротивления полезно уменьшать ширину судиа, а в то
же время для увеличения остойчивости следует увеличивать
его ширину. Длинное узкое судно хорошо держится на курсе,
но поворотливость такого судна плохая. Поэтому каждое‘Суд-
но представляет собой некоторое среднее решение задачи
р совместном удовлетворении всех требований, причем преиму-
щество отдается наиболее важному для данного судна требо-
ванию.
Конечно, проектируя модель, мы не встретимся с теми
трудностями, которые стоят перед конструктором корабля.
Наша задача будет значительно проще. Однако надо пом-
нить, что основная цель проектирования и постройки модели
судна — изучить основы кораблестроения, и потому, проек-
тируя модель, надо проверять, в какой мере будут в ней удов-
летворены основные требования, предъявляемые к ней как
к судну.
Наука, изучающая мореходные качества судна, носит наз-
вание теории корабля. Русские и советские ученые
внесли очень большой вклад в теорию корабля. Член Петер-
бургской Академии наук Л. Эйлер в 1749 году опубликовал
первую научную работу по теории корабля «Корабельная нау-
ка». В этой работе говорится о пловучести, остойчивости, непо-
топляемости, качке, сопротивлении. Академику Герою Социа-
листического Труда А. Н. Крылову теория корабля обязана
всесторонним исследованием остойчивости, созданием теории
качки и учением о непотопляемости, большой вклад в которое
сделал также ученый и адмнрал С. О. Макаров. За последние
годы советские ученые Келдыш, Седов, Кочин, Павленко
своими трудами решили ряд важных вопросов ходкости
корабля. Каждый шаг русских ученых в области теории ко-
рабля неизменно опережал иностранных ученых в этой об-
ласти,
Приемы проектирования модели, изложенные в этой гла-
ве, сходны с приемами, применяемыми при проектировании
судов. Отличие их состоит в большей простоте и приближен-
ности и в том, что последовательность их приспособлена
к разработке проектов моделей.
Модель судна можно построить, не делая никаких расче-
тов, пользуясь лишь готовым чертежом общего вида, но цель
морского моделизма не в постройке модели, а в тех знаниях,
которые приобретает моделист при ее постройке.
- 42 -
§ 1. ПРОЕКТ МОДЕЛИ СУДНА
Если приступить к постройке модели, не определив заранее
ее основных размеров н деталей, то она может оказаться мало
похожей на судно. При этом модель может оказаться значи-
тельно тяжелее, чем это допускают се размеры, и при спуске
на воду она затонет. Если основные размеры корпуса не со-
гласованы с положением центра тяжести модели, то модель
после спуска на воду может опрокинуться.
Чтобы избежать грубых ошибок, необходимо до постройки
уточнить свои замыслы и проверить, осуществимы лн онн, ина-
че говоря, надо спроектировать модель.
Проектированием модели судна называется составление
чертежей и расчетов, относящихся к постройке модели.
Какие же чертежи и расчеты должны входить в проект мо-
дели? Это зависит прежде всего от назначения модели: пред-
назначается лн она только для изображения общего вида суд-
на (настольная модель), для соревнования на воде (самоход-
ная' плавающая модель) или должна быть плавающей точной
уменьшенной копией определенного корабля (модель-копия).
Наибольшее число чертежей и расчетов требуется для по-
стройки самоходных плавающих моделей. Поэтому мы будем
говорить об основных чертежах и расчетах, необходимых для
составления проекта самоходной модели судна.
Вот перечень чертежей и расчетов, которые должны вхо-
дить в полный .проект такой модели:
1. Прежде чем приступить к проектированию, необходимо
«оставить техническое задание на проектирование
и постройку модели. Такое задание должно возможно полнее
Отражать основные черты будущей модели. Составляя зада-
ние, надо быть уверенным в его выполнимости. Для этого не-
обходимо иметь перед собой чертеж, фотоснимок или хоро-
ший рисунок прототипа, т. е. подходящего по назначению
и размерам корабля илн его модели.
2. Проектирование надо начинать с определения главных
размеров корпуса, называемых главными размере-
ниями, и приближенного определения объема его подводной
частн, называемого объемным водоизмещением. От
величины объемного водоизмещения зависит допустимый вес
будущей модели.
3. После этого следует сделать чертеж обводов (очерта-
ний) корпуса. Такой чертеж называется теоретическим
чертежом. Он является главным чертежом для постройки
корпуса.
•4. Так как теоретический чертеж вычерчивают в большой
мере на глаз, то после его окончания надо вычислить объем-
ное водоизмещение вычерченного корпуса, чтобы точно знать
вес, которым должна обладать модель.
- 43 -
5. До постройки модели нет уверенности в том, что вес
построенной модели окажется в точности таким, каким он дол-
жен быть, чтобы модель была погружена в воду иа заданную
величину. Поэтому интересно иметь диаграмму, по которой
можно определить погружение модели при различном ее весе.
Такая диаграмма называется кривой водоизмеще-
ния. Она строится после того, как закончен теоретический
чертеж.
6. Модель проектируют таким образом, чтобы она плавала
«на ровный киль», т. е. так, чтобы модель плавала с равными
погружениями носа и кормы. В таком положении корпус
модели изображается на теоретическом чертеже. Так как на
всяком плавающем теле его центр тяжести должен находиться,
на одной вертикали с центром тяжести объема подводной ча-
сти, называемым центром величины, то для того, чтобы
до постройки модели знать, где следует расположить центр-
тяжести модели, надо определить положение по длине цен-
тра тяжести объема подводной части ее корпуса. Для этого,
пользуясь теоретическим чертежом, строят диаграмму, назы-
ваемую строевой по шпангоутам.
7. После того как известно положение по длине модели цен-
тра тяжести ее подводного объема, надо соответственно это-
му положению расположить в модели грузы. Этот процесс
называется удифферентованием.
8, Чтобы быть уверенным в том, что модель ие будет опро-
кидываться на воде, т. е. будет остойчива, надо знать поло-
жение центра тяжести модели по высоте и точку, в которую
при'Крене переместится центр величины. Это можно сделать,,
имея теоретический чертеж и зная расположение грузов в мо-
дели.
9. Так как каждая самоходная модель должна обладать
определенной скоростью хода, необходимо до ее постройки
проверить, хватит ли мощности двигателя для получения этой
скорости. (Для модели это может быть сделано лишь прибли-
женно.)
10. Для достижения заданной скорости хода модель долж-
на быть снабжена подходящим гребным винтом. Подбор греб-
ного винта — сложная операция. Для модели это может быть-
сделано приближенно с тем, чтобы после спуска модели на во-
ду гребной винт был доведен до необходимой эффективности.
И. После того как все перечисленные чертежи и расчеты
будут выполнены, надо сделать чертеж общего вида
модели, на котором должны быть изображены корпус
и все расположенные на нем детали оборудования.
12. После этого может быть сделан чертеж конструкции
корпуса и чертежи его деталей, по которым эти детали будут
изготавливаться. Такие чертежи называются рабочими
чертежами.
— 44 -
13. Если размеры и очертания некоторых деталей, изобра-
жающих оборудование и надстройки судна, не ясны нз чер-
тежа общего вида модели, то для изготовления этих деталей
должны быть сделаны их рабочие чертежи.
§ 2. ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ МОДЕЛИ
В задании на проектирование самоходной модели должно
быть указано:
1. Назначение судна или класс корабля, модель которого
мы собираемся строить (например, товаро-пассажирское суд-
но, линейный корабль и т. п.), и группа модели по Единой
Всесоюзной классификации моделей.
2. Район плавания судна (например, морское, речное, озер-
ное, портовое и т. п.).
3. Материал и конструкция корпуса модели (например,
корпус деревянный, долбленый, наборный, клеенный из бума-
ги, папье-маше и т. п.).
4. Тип и число двигателей н движителей (гребных винтов,
гребных колес и т. п.).
5. Масштаб и длина модели.
Если модель будет строиться для соревнований, то в за-
дании должны быть указаны скорость хода, которой должна
обладать модель, а также специальные условия, оговоренные
в положении о соревнованиях.
6. Все главные размерения и водоизмещение судна, если
ртроится модель-копия существующего судна.
Для того чтобы быть уверенным в технической возможно-
сти постройки заданной модели, необходимо собрать данные
о ранее построенных моделях, похожих в главных чертах на
ту, которая намечается к постройке.
Главная трудность при постройке модели состоят в том,
Чтобы «уложиться» в предполагаемый вес модели. Как прави-
ло, уложиться в вес модели тем труднее, чем меньше ее мас-
штаб и чем меньше водоизмещение судна по сравнению с его
длиной.
К числу кораблей, у которых водоизмещение мало по срав-
нению с их длиной, относятся, например, эсминцы и торпед-
ные катера; модель эсминца, водоизмещение которого 1 000 т
и длина 100 м, при масштабе 1 г), должна иметь длину 1 м,
а вес 1 кг, что довольно трудно осуществить. Модель торпед-
ного катера водоизмещением 30 г и длиной 20 -м при масшта-
бе должна, иметь длину 0,4 м, а вес 0,24 кг. Модель того
Же торпедного катера в масштабе */2о должна иметь длину
1,0 м, а вес 3,75 кг.
При постройке моделей крупных кораблей, грузовых су-
дов, буксиров н других обычно удается без труда обеспечить
ваданный вес модели.
- 45 -
Ниже приведены примеры технических заданий на проек-
тирование моделей кораблей.
Пример 1. Спроектировать самоходную модель линкора.
Группа модели по Единой Всесоюзной классификации— 1.
Основные элементы модели линкора: масштаб 1ЛОО; длина
1800 мм; корпус наборный из дерева, обшивка — рейками;
число гребных валов — 2; двигатель— 1; электромотор мощ-
ностью 100 вт, напряжение 24 в; скорость хода 1,3 м!сек.
Модель линкора должна обладать возможно большей про-
должительностью хода н устойчивостью на курсе.
П р и м е р 2. Спроектировать модель-копию эсминца. Груп-
па моделей по Единой Всесоюзной классификации — II.
Основные элементы модели эсминца: масштаб 1:100; кор-
пус деревянный, долбленый; число гребных валов—1; дви-
гатель резиновый.
Главные элементы современного эсминца: длина 100 м;
ширина 10,0 м; осадка 2,8 м; высота борта 5,0 м; водоизме-
щение 2 200 т; наибольшая скорость 34 узла; мощность глав-
ных двигателей 50 000 л. с.
Основное требование к модели эсминца — обеспечить про-
ектную скорость на дистанции 25 м и хорошую устойчивость
на курсе.
При составлении заданий моделистам большую помощь мо-
гут оказать табл. 1—5, в которых приведены главные данные
о боевых кораблях и судах различных назначений *.
В этих таблицах, помимо данных о судах, типичных по
обоим характеристикам, приведены данные н о судах, выхо-
дящих по своим характеристикам за пределы «средних». Из
этих таблиц видно, что строго установленных, точных зависи-
мостей между7 главными элементами судов не существует, так
как они связаны с тем, какому качеству судна конструктор
должен отдать предпочтение: скорости, грузовместимости и т. п.
Что касается скоростей хода, то за последние годы для
некоторых типов судов они значительно возросли; так, скоро-
сти пассажирских судов нередко достигают 24 узлов, грузовых
сухогрузных— 16 узлов.
1 Некоторые данные по кораблям и судам других классов и типов
могут быть почерпнуты из следующих книг: проф. В. Лаптев, Основы
проектирования морских торговых судов, Гостранснздат, я. 1. 1932 г.,
ч. II, 1933 г„ ч. III, 1935г.; академик В. Л, Поздюни.и, Энциклопедия
судостроения, ч, I, ОНТИ, 1935 г., ч. II, Оборонгиз, 1938 г,; Г. Эверс,
Военное кораблестроение, перевод с нем., ОНТИ, 1935 г.; А. Кузьмин,
Торпедные катера. Воениздат, 1933 г,; Справочник по судостроению, т. IX,
ч. I, Оборонгиз, 1939 г.; А. Кузьмин, Записки по истории торпедных
катеров. Военмориздат, 1939 г.; проф. А. И. Бал кашин Проектирова-
ние кораблей, Военмориздат, 1ЕЙ0 г.; Ю. В. Емельянов’и Н. А. Кри-
сов, Справочник по мелким судам, Судопромгиз, 1950 г.; Д. В. Д о р о го-
ста иски й, Н. Я. Мальцев, А. Д. Чернов, Основы судостроения,
Судпромгиз, 1952 г.; Н. В. Григорьев и Б. Б. Лобач-Жученко,
Парусный спорт, Физкультура и спорт, 1954 г.
- 46'
Таблица 1
данные о боевых кораблях
Класс корабля Длина, м Ширина, м Водоизме- щение, тыс. т Скорость хода в узлах
Линкоры 240—170 32—25 60-30 30-20
Авианосцы 150 34-20 55-14 33—16
Крейсера 200-120 23-12 25-5 30-20
Эсминцы 100— 70 10— 8 2,0—1,0 35—25
Охотники 56— 40 10-4,4 0,3—0,50 22-10
Торпедные катера . . , 36- 22 6,0-4,0 0,060-0,016 40-28
Тральщики 95- 30 10—4 2,0—0,2 17—10
Подводные лодки . . . 80- 12 6,5-1,8 1,5-0,015 20—4,0
Минные заградители . . 100— 35 15- -8 5,0-0,3 25-15
Десантные суда .... 140— 10 22-3 4,5-0,07 15- 7
Сторожевые корабли . . 100- 45 13-9 2,0—0,3 20-12
Таблица 2'
Данные о некоторых морских пассажирских
н грузо-пассажирских судах
Типы судов Водоизме- щение, т Длина, м Ширина, м Высота борта, м Осадка, м Скорость хода в узлах
Пассажирское 202,0 41,15 5,79 3,20 1,22 13,4
504 0 60,96 7,62 2,74 2,01 17,0
494,0 44,80 7,77 4,31 2,92 12,5
303,5 47,24 6,55 3,35 2,00 13,4
...... 588,0 68,58 7,93 2,74 2,04 17,0
850,0 53,00 11,00 4,05 2,90 12,0
860,0 67,05 8,53 5,18 3,05 16,0
685,0 60,05 8,00 4 69 3,05 11,7
Грузо-пассажирское .... 754,0 45,60 9,12 3,04 2,74 9,3
923,0 51,70 9,72 5,32 2,74 11,0
1 721,0 63,80 9,42 7,32 4,76 13,4
5 050,0 91,30 16,98 11,22 6,39 18,0
3 289,0 76,00 10,34 8,00 6,30 11,9
7 233,0 123,10 15,15 9,58 6,70 17,0
Почтово-пассажирское . . . 11 588,0 152,00 17,40 11,55 7,30 20,8
8 723,0 128,0 15,78 10,85 7,01 17,0
Грузо-пассажирское .... 7 243,0 121,70 13,30 9,88 7,51 16,0
6 780,0 106,50 13,40 10,03 7,00 13,8
Почтово-пассажирское . . . 19 336,0 182,50 19,75 12,60 8,17 22,0
Грузо-пассажирское .... 10 640 0 127,50 15,05 9,73 7,30 13,9
15 700,0 146,30 17,37 12,19 8,23 15,8
25 514,0 182,50 19,75 13,15 10,10 14,0
Океанское пассажирское . . 67 000 293 2 35,9 28,0 11,1 30
- 47
Таблица 3
Данные о некоторых морских грузовых судах
Типы судов Водоизме- щение, т Длина, м Ширина, м Высота борта, м Осадка, м Скорость хода в узлах
Сухогрузные .... 1720,0 61,4 8,77 5,20 4,14 9,00
3 120,0 76,3 10,56 6,44 4,98 9,25
4 520,0 86,6 11,92 7,28 5,60 9,50
5 920,0 95,0 13,02 7,95 6,10 9,75
7320,0 102,0 13,96 8,50 6,53 10,00
8 720,0 108,1 14,81 8,97 6,90 10,25
10 120,0 113,8 15,56 9,40 7,23 10,50
11 520,0 119,2 16,22 9,81 7,53 10,75
12 920,0 124,7 16,80 10,22 7,78 11,00
14 320,0 130,2 17,32 10,63 8,00 11,25
15 720,0 135,8 17,79 11,04 8,19 11,50
17 120,0 141,4 18,20 11,45 8,36 11,75
18 520,0 146,8 18,57 11,84 8,53 12,00
Нефтеналивные . . . 1 920,0 62,50 9,83 4,65 4,08 И
3 100,0 67,00 10,72 6,10 5,48 S
5 800,0 88,50 12,92 7,50 6,45
8 500,0 106,70 14,65 8,66 7,07 сч
11400.0 124,30 16.10 9,63 7,62 о
14 200,0 139,00 17,50 10,63 7,93
17100,0 149,00 18.55 13,20 8,16
• • 19950,0 158,50 19,50 13,60 8,35 <5
Таблица 4
Данные о некоторых морских судах технического,
вспомогательного и промыслового флотов
Назначение судна Водоизме- щение, т Длина, м Ширина, м Высота борта, м Осадка, м Скорость хода в узлах
Буксир — 2 200 л. с. . . . I 100 59 9 5,2 3,9 16
Буксир— 520 , „ ... 550 39,5 7,4 4,3 3.4 10,5
Буксир— 200 „ „ ... 63 19 4,6 2,1 1,7 9,3
Ледокол 17000 137 26,4 14 9,0 19
Ледокол „Торос' ..... 2 000 63,7 14,2 8,2 5.1 15
Ледокол „Соломбала" . . 588 36,0 9,1 — 5,41 10
Рыболовный траулер . . . 1— 65 10,4 5,5 5.1 —
600 42,7 7,3 4,3 3X5 —
Китобойная матка .... .—• 168 23,5 15,4 9,8
• м * * 115 15,8 8,8 7,2 •—
— 48 -
Таблица 5
Данные о некоторых речных судах
Тип и назначение Водоизме- щение, г 52 га Я Я М Ширина, м _ Высота борта, м Осадка, м Скорость хода, KMjHac
Одновинтовый буксир 53 17 4 1,2 1,4 YI
Двухвинтовый буксир 240 30 7,2 3,1 1,5 15,5
Буксир колесный 190 50 7,2 2,2 0,64 —
Двухвинтовый буксир Одноярусное колесное грузе- 1190 37 11,0 3,8 2,8 17
пассажирское Двухъярусное двухвинтовое гру- 385 57,5 8,0 2,2 1,0 17 •
зо- пассажирское 1126 80 10,0 3,0 1,8 21
Грузовое одновинтовое Двухъярусное гр узо-пассажир- 325 34 7,8 3,0 1,9 17
ское винтовое Одновинтовое пассажирское при- 650 64 9 0 3,5 2,13 21,5
городное Двухвинтовое пассажирское при- 275 40 7,3 3,0 1,85 19,5
городное 82 30 5,2 1,7 1,05 23
§ 3. ОПРЕДЕЛЕНИЕ ГЛАВНЫХ РАЗМЕРЕНИЙ МОДЕЛИ
В ПЕРВОМ ПРИБЛИЖЕНИИ
Главными размерениями модели называются ее длина, ширина,
высота борта и осадка. Следует различать длину наиболь-
шую и длину расчетную. Как эти длины измеряются,
показано на рнс. 32. Расчетная длнна — это длина на уровне воды
при полной нагрузке модели. Линия пересечения уровня воды
с корпусом называется ватерлинией. Ватерлинию, соответствую-
щую полной нагрузке модели, принято называть конструктивной
нлн грузовой ватерлинией и обозначать сокращенно буквами КВЛ
нлн ГВ Л. В задании следует у называть расчетную длину1.
Перпендикуляры к уровню воды, между которыми измеряется
расчетная длина модели, проводятся через точки пересечения
фор- и ахтерштевней с уровнем воды (с КВЛ).
Наибольшей шириной модели называется поперечный размер
самого широкого места корпуса. Наибольшая ширина корпуса
на уровне конструктивной ватерлинии (КВЛ) носит название
расчетной ширины.
Высотой борта называют высоту у мидель-шпангоута от верх-
ней линии киля' (от днища) до пересечения борта с главной
1 Если задана наибольшая длина модели, то расчетную длину можно
определить, пользуясь чертежом общего вида или теоретическим чертежом
прототипа.
4 Морской моделизм
— 49 —
палубой. Нижнюю линию киля, от которой чертят модель, при-
нято называть основной линией (рис. 32).
Расчетная осадка модели измеряется от основной линии
(от нижней кромки киля) до уровня воды у носового и кормового
перпендикуляров (рис. 33). Если осадки равны, то говорят, что
судно «сидит на ровный киль»; если же осадка в корме (Тк)
больше, чем в носу (Гн), или наоборот, то говорят, что < судно
сидит с дифферентом па корму», или соответственно «па нос».
При проектировании будем считать, что модель должна сидеть
«на ровный киль». Осадка судна до верхней линии киля назы-
вается углублением. На рис. 33 судно сидит с дифферентом
на корму.
Главные размерения будем обозначать латинскими буквами:
Длину расчетную (между перпендикулярами) . . L (эль)
Ширину расчетную.............................. В (бэ)
Высоту борта.................................. Н (ант)
Осадку по носовому перпендикуляру............ Тк (тэ.^эн)
Осадку по кормовому перпендикуляру.......... тк (тэ.'ка)
Осадку по мидель-шпангоуту.................... Т (тэ)
При заданной длине модели для выборе остальных главных
размерений следует пользоваться табл. 6, которая дает связь
между главными размерениями.
Рис. 33. Измерение осадки при дифференте
- 50 -
Во втором столбце табл. 6 указано во сколько раз ширина
модели может быть меньше ее длины; в третьем — во сколько
раз осадка может быть меньше ширины и в четвертом — во
сколько раз высота борта может быть больше осадки.
Табл. 6 составлена на основании данных о построенных су-
дах. Небольшие отклонения от приведенных в ней значений для
модели вполне допустимы.
При выборе значений по табл. 6 надо помнить, что чем больше
отношение т. с. чем меньше ширина судна по сравнение
с длиной, тем меньше сопротивление судна и, следовательно,
тем большей может быть его скорость.
Чем больше отношение ур т. е. чем меньше высота борта
по сравнению с шириной, тем больше остойчивость судна, так
как с уменьшением высоты борта снижается центр тяжести
судна.
Чем больше отношение ~, т. е. чем меньше осадка по срав-
нению с высотой, тем больше грузовместимость судна, остой-
чивость и прочность.
Таблица 6
Отношения главных размерений Для некоторых типов судов
Типы судов (кораблей) Л I 1F | В Т Н Т
Линкоры 5-8 2,4-3 5 1,45-1,5
Крейсера (тяжелые и легкие) . . . 8-10 2,2- *-3,3 1,75-1,9
Эсминцы 7—10 2,3-4,5 1,75-1,85
Канонерские лодки 6.5-7 2,8-3,3 1,65
Большие пассажирские ....... 8 - Ю 2,4-2,8 1,6- 1,8
Средние и малые пассажирские . , 6-7,5 2,3-3,7 1,35-1,45
Большие грузо-пассажирские .... 7—8,5 2,1-2,4 1,2-1,6
Большие грузовые 7,3-8 2--2,4 1,1-1,5
Средние грузовые 6,5—7,5 2,1-- 2,6 1,2-1,3
Речные пассажирские . 5- 8 2,8-7,5 -
Винтовые буксиры 4—6,5 2-2,7 1,2-1,6
Ледоколы 3,5- -4,5 2-3 1,4-1,7
Рыболовные 5-6 2-2,4 1,1- 1,3
Парусные грузовые 5,5* -7,5 2-2,6 1,2 *1,(1
Малые парусные 4-5 2,2.*2,5
Чем больше отношение у, Т. с. чем меньше осадка по срав-
нению с шириной, тем хуже устойчивость на курсе и тем
больше остойчивость.
Покажем на примере, как следует пользоваться дабл. 6.
Пример. Пусть задано спроектировать модель линкора
длиной L = 1,8 до
4»
— 51 -
Решение. По табл. 6 находим, что у линкоров отношение
длины к ширине бывает от 5 до 8. Для определения ширины
выберем для первого приближенное значение
Тогда
В= — = ^ = 0,225 я.
Для определения осадки выберем = 3, откуда получим
'г В 0,225
Г = -к- = —— =0,075 я.
□ о
Для определения высоты борта выберем = 1,5, откуда по-
лучим
Н = = 1,5-0,075 = 0,113 я.
Если бы потребовалось несколько увеличить ширину модели,
то это можно было бы сделать, так как из табл. 6 видно, что
наименьшее отношение длины к ширине у линкоров бывает равно
5, и, следовательно, можно ширину модели сделать не 0,225 я,
а например,
В =0,300я.
6 6 ’
Однако при увеличении В следует проверить, не вышли ли
мы за указанные в таблице пределы отношения других главных
размерений.
У модели линкора отношениеможет быть равно 2,4—3,5;
при новой ширине В = 0,300 я отношение
В _ 0,300 __ 4
Т ~~ 0,075
. В
что превышает наибольшее допустимое значение -у •
Поэтому, чтобы не выходить за пределы значений табл. 6,
после увеличения ширины В нужно увеличить и Т и притом
так, чтобы новое значение отношения было равно от 2,4
до 3,5. Если оставить прежнее значение = 3,0, то при но-
вой .ширине
™ В 0,300 п .
и если оставить значение — = 1,5, то новая высота борта будет
Я=1,5Г= 1,5-0,1 = 0,15 я.
— 52 -
Для второго варианта размерений
Д=1,80л; В = 0,3 лс; Г = 0,1 л/; Я-0,15л«.
Этот пример указывает на то, что, проектируя модель,
нельзя произвольно устанавливать ии одного главного размерения,
не проверив его в соотношении с другими главными размерениями,
Одним из главных признаков грамотно выполненной модели
является правильное значение соотношения ее главных размере-
ний, Поэтому отступать от величин, указанных в табл. 6, можно
лишь в крайнем случае, когда без этого модель не может быть
построена.
При выборе главных размерений необходимо сочетать их
ие только друг с другом, но и с водоизмещением модели. При
этом, если намечено построить модель возможно большего водо-
измещения (например, если предполагается поместить в модель
тяжелое оборудование), то следует выбирать меньшие отношения
§ 4. ОПРЕДЕЛЕНИЕ ВОДОИЗМЕЩЕНИЯ МОДЕЛИ
В ПЕРВОМ ПРИБЛИЖЕНИИ
Если в сосуд, доверху наполненный водой, поставить модель
судна, то из сосудв выльется некоторое количество воды, вытес-
ненное моделью. Вес вылившейся воды, как это следует из за-
кона Архимеда, окажется равным весу модели, а ее объем —
объему погрузившейся (подводной) части корпуса модели.
Один кубический сантиметр пресной воды при 4° С весит
1 г. Следовательно, если объем вылившейся воды (т. е. объем
подводной части модели) равен, например, 1 000 смъ, т. е. 1 дм3,
то вес этой воды (равный весу модели) равен 1 000 г, т. е. 1 кг.
Итак, модель, плавающая в пресной воде, весит столько
граммов, сколько кубических сантиметров занимает
объем ее подводной часта. Поэтому модель будет погру-
жаться в воду до тех пор, пика объем ее подводной части не
вытеснит количество воды, но весу равное весу модели.
Объем подводной части и вес судна называют соответ-
ственно объемным и весовым водоизмещением.
Водоизмещение выражается в кубических или весовых еди-
ницах и обозначается: объемное водоизмещение латинской бук-
вой У (вэ), весовое — буквой D (дэ). Если модель весит, напри-
мер, 5 кг, то говорят, что ее весовое водоизмещение равно 5 кг,
объемное — 5 дм3 (в пресной воде)1.
Если построить модель, не согласовав ее вес с объемом
подводной части, то может оказаться, что спущенная на воду
1 В соленой воде объемное водоизмещение будет меньше, чем в прес-
ной воде, так как вес I см3 соленой воды больше веса 1 ем3 пресной.
- 53 -
модель погрузится в воду, например, до палубы или затонет.
Согласование веса с объемом подводной части является одной
из самых главных задач конструктора модели.
Если бы обводы (форма) подводиой части судов были прямо-
угольными и прямолинейными, то решение такой задачи было бы
весьма несложным.
Пусть, например, подводная часть корпуса модели баржи
Рис. 34. Судно — прямоугольный параллелепипед
или понтона (рис. 34) представляет собой прямоугольный парал-
лелепипед со следующими размерами:
£ = 1,8 лс, В = 0,3 м, Г = 0,1 м.
Тогда объем подводной части (объемное водоизмещение) модели
будет равен
1/ = £-В-Г = 1,8-0,3-0,1 =0,054 м*
и, следовательно, вес такой модели должен быть равен
£> = 0,054 т =54 кг.
Но, как мы уже знаем, обводы подводной части судов
не прямолинейны, а ограничены кривыми поверхностями. Объем
подводной части модели обычного судна, имеющей размерения
L = 1,8, В = 0,3 м и Т = 0,1 л, будет меньше, чем V = 0,054 ж3.
Иными словами, водоизмещение модели судна с обычными судо-
выми обводами будет составлять лишь некоторую долю от про-
изведения L'B-T.
Отношение действительного объема подводной части судна
к объему параллелепипеда с размерами £, В, Т (рис. 35) или,
иначе, к произведению LB-Т носит название коэффициента
полноты водоизмещения и обозначается греческой буквой
S (дельта)
л— v
L-Ii-T'
откуда
- 54 -
Величина о зависит от <= полноты» обводов судна, а так как
полнота обводов различных типов судов различна, то и вели-
чина о для различных типов судов различна.
Значения о для судов и их моделей (табл. 7) одинаковы.
Табл. 7 показывает, что при одних и тех же главных разме-
рениях суда (даже одного типа) могут иметь различное водо-
измещение в зависимости от полноты обводов.
Рис. 35. Объем подводной части судна меньше объема
параллелепипеда
Например, главные размерения линкора: L — 180 м; 30 м;
Т = 10 м.
Требуется определить, какое водоизмещение может быть
у такого корабля. Из табл. 7 находим, что коэффициент пол-
ноты водоизмещения линкоров бывает от 0,57 до 0,66. Следова-
тельно, при 5 = 0,57 водоизмещение корабля будет равно:
17 = £-В-£-3 = 180-30-10-0,57 = 31000 ж3, или D = 31000 т.
При й = 0,66 17= 180 • 30 -10 • 0,66 = 35500 м\ или £>=35500 т.
Чем большее значение с мы выберем при проектировании
модели, тем полнее придется делать ее' обводы и тем больше
будет ее водоизмещение.
При проектировании моделей легких кораблей, например
эсминцев (в особенности в малом масштабе), ввиду трудности
построить очень легкую модель приходится отступать от табл. 7
и выбирать значения 3 немного ббльшими, чем они указаны. Та-
кие вынужденные, технически оправданные отступления вполне
допустимы.
Покажем на примере, как следует пользоваться табл. 7 при
проектировании модели.
Пример 1. Задано выбрать главные размерения и водоизме-
щение модели линкора длиной £=1,8 м.
- 55 —
Таблица 7
Значения коэффициентов 8 полноты водоизмещения
для различных типов судов
Типы судов (кораблей) Коэффициент полноты водоизмещения • V ° “ L-B-T
от до
Линкоры 0,57 0,66
Крейсера . 0,45 0,65
Эсминцы 0,40 0,54
Канонерские лодки 0,52 0,54
Большие пассажирские 0,57 0,71
Средние и малые пассажирские . . 0,45 0,65
Большие грузо-пассажирские .... 0,65 0,76
Большие грузовые 0,70 0,78
Средние грузовые 0,70 0,78
Речные пассажирские 0,70 0,89
Винтовые буксиры 0,46 0,50
Ледоколы 0,46 0,52
Рыболовные 0,50 0,60
Парусные грузовые 0,42 0,70
Решение. Пользуясь табл. 6 и 7, выбираем
4- = 8- '-7-=з- 4=1>5’ 8=°’57>
тогда
/Г-- 4- -- = 0,225 м,
о о
г = = 0,075 м, Н = 1,5-Г = 1,5*0,075 = 0,113 м,
V = L - В • Т • 3 = 1,80 • 0,225 • 0,075 • 0,57 = 0,0173 м\
или D = 17,3 кг.
Предположим, что вес модели 17,3 кг представляется недо-
статочным ввиду того, что в модели необходимо установить
возможно больше электробатарей. Табл. 7 указывает, Что уве-
личить водоизмещение без изменения главных размерений можно
лишь в очень небольшой мере, так как наибольшее для лин-
коров значение 2 = 0,66.
I/=L-B-71-S = l,80-0,225• 0,075• 0,66 = 0,02 м3
и, следовательно, D = 20 кг.
После того как выбраны главные размерения и водоизмеще-
ние модели, надо убедиться в том, что намеченный для модели
двигатель и другое основное оборудование (например, котел,
— 56 -
батареи) по своим главным размерам и весу смогут быть раз-
мещены в модели. Если это окажется невозможным, необхо-
димо, пользуясь табл. 6 и 7, выбрать новые главные разме-
рения и водоизмещение.
§ 5. ЗАКОН МЕХАНИЧЕСКОГО ПОДОБИЯ
Если в задании указаны все главные элементы корабля
и масштаб модели, то определение главных размерений модели,
а также ее водоизмещения и всех других элементов, величина
которых для корабля указана в задании, производится на осно-
вании закона механического подобия.
Законом механического подобия устанавливается, что при
масштабе модели М = 4- длина модели должна быть равна
длине корабля, деленной на А. (греческая буква ламбда), где X
носит название масштабного числа:
г .__. ^кор
ьмод
Пример. Пусть длина корабля L-- 180 м, а масштаб'
модели
Так как К = 100, то 1м„д = 4^ — lob Л£-
Это' правило относится к определению не только длины
модели, но и всех ее других линейных элементов: ширины В,
осадки Г, высоты борта Н, высоты мачт и т. п.
Если площадь какого-либо элемента корабля, например
площадь палубы или плошадь наружной обшивки, равна Sr(Op,
то соответственная плошадь для модели должна быть равна
‘S’kop
Пример. Плошадь палубного настила корабля S1<0 = 250 мЧ
масштаб модели
Требуется определить площадь палубного иастила для
модели.
Решение. Так как к = 25, то площадь палубного настила
для модели
S — 250 —. 250__д . 2
°МОД Д2 - 25з 625" ’ '
По закону механического подобия весовое или объемное водо-
измещение, й также любой вес или объем, относящийся к ко-
раблю, пересчитывается на модель путем уменьшения в Xs раз.
- 57 -
Пр имер. Водоизмещение корабля Цс0 = 31000 г; масштаб
модели
Л1 = ^- = ±
» 125
Требуется определить водоизмещение модели.
Решение. Так как Х = 125, то
U — Рк°р — 31000 — 31000 —* о 0159 т_15 9 к?
Uiw~ Кз 125з — 1953125 ~ и,и1оУ — io,У кг.
Закон механического подобия указывает также, как можно
приближенно пересчитать мощность двигателя корабля на мо-
дель: мощность двигателя модели должна быть равна мощ-
ности двигателя корабля, деленной на X3'5.
Пример. Мощность двигателя корабля ДГК0 = 800 л. с.,
масштаб модели
Т ребуется определить потребную
модели.
Решение.
]\т _. Nкор 800 800
мод"~ аз,5 — 103,s “зшо
мощность двигателя
= 0,255 л. с.
Примечание. Число ). в степени 3,5 можно вычислить как произ-
ведение: Х3’5^).3.-^ X.
Пример. X = 10, требуется вычислить X3*5 **.
Решение. 103-5 = Ю3-|/10 = 1000-3,16 = 3160.
Определяя мощность двигателя модели по мощности дви-
гателя корабля, надо помнить, что действительная мощность
двигателя модели должна быть иногда значительно больше,
чем вычисленная по закону механического подобия, по следую-
щим причинам:
1. Треиие в гребном вале модели всегда бывает непропор-
ционально ббльшим, чем трение вала на корабле.
2. Гребной винт модели изготовляется иа глаз очень грубо
по сравнению с той большой точностью, с которой изготов-
ляются гребные винты для кораблей. В силу этого потери в греб-
ном винте модели значительно больше потерь в гребном винте
действительного корабля.
Для определения скорости, которую должна развивать модель,
чтобы быть подобной суд ну-прототипу, и в отношении скорости
* Знак % означает в математике «приближенно равно >.
** Для наиболее употребительных масштабов моделей X3,5 имеет сле-
дующие значения:
для М 1:20; X3’5 = 35800; для М 1:50; X3-5 = 885000;
для М 1:75; X3’3 = 3670000; для М 1:100; X3'5 = ЮОООООО;
для М 1:150; X3’3 = 41343750; для М 1:200; X3’6 = 113000000;
- 58 -
закон механического подобия дает следующую зависимость:
скорость модели должна быть равна скорости корабля, делен-
ной на корень квадратный из X.
ч) — Vk»p
"мод’ •
Пример. Пусть скорость корабля Ло,, --30 узлов, мас-
штаб модели
Требуется определить, какая скорость должна быть у мо-
дели.
Решение.
vKop 30 30 „
Люд у у у 2g — 5 —6 узлов.
1 узел= 1,852 км/час = 0,515 м]сек. Следовательно, если
скорость модели надо выразить в метрах в секунду, то надо
умножить скорость, выраженную в узлах, на 0,515.
Пример. Скорость модели = 6 узлов. Чему равна ско-
рость модели, выраженная в мРек?
Решение. Люд — 6 • 0,515=3,09 Mjceu.
Пример. Скорость судна тдор — 10 узлов. Чему равна ско-
рость судна, выраженная в км[час>
Решение. £>к( = 10-1,852= 18,52 км]час.
Приведем пример пересчета всех основных элементов судна
на модель.
Пусть задано спроектировать модель в масштабе М = 1/100
судна, имеющего следующие элементы: длина £ = 180,0 м,
ширина В = 30 л/, высота борта Н = 15 л, осадка Г = 10 м,
водоизмещение £1 = 31000 г, скорость наибольшая £, = 30 уз-
лов, мощность двигателей N = 125000 л. с.
Решение. По закону механического подобия модель должна
иметь следующие элементы:
и« = ^=да=1,80 м,
= /да-О.ЗО м,
r„, = ^ = ^ = 0,10*.
г-. Л).ор___ 31000 31000 q Q.
^мод— -Лз — ЮО3 1000000 7 —31 кг.
- 59 -
7}
^МОД
М<Од
= 7Т=Ш = #=3'0 Узла =1,55
__ А^кор _ 125000 _____12р000 _о о 19 к „ Л
“ /3,3 ~ У ЮсЖ ~ 10000000 ’ • с‘
Закон механического подобия имеет и обратную силу, т. е.
его правила годятся и для пересчета всех величин модели
на корабль. Так, например, если водоизмещение D модели, по-
строенной в масштабе
=-у- — що ,
равно 70 кг, то это значит, что модель изображает судно, водо-
измещение которого равно
Дкор = £)М0Д-Р = 70 кгХ ЮООООО^ 70000 л
Если скорость хода модели гтм0Д = 3 м{сск, то Это значит,
что скорость судна должна быть равной
— ^мод* = З-У100 - 3-10 = 30 м[сек ---- 58 узлов.
§ 6. ПРОЕКТИРОВАНИЕ ОБВОДОВ КОРПУСА
Теоретический чертеж. После того как главные размере-
ния и водоизмещение определены, приступают к проектиро-
ванию обводов модели — к вычерчиванию теоретического
чертежа. Так как от обводов подводной части судна зависят
его главные свойства — сопротивление движению, остойчи-
вость, качка и другие, теоретический чертеж является одним
из главных судостроительных чертежей. При вычерчивании
теоретического чертежа модели необходимо помнить главное
условие, а именно: объем подводной части корпуса (от киля
до К ВЛ} должен быть равен выбранному объемному водоизме-
щению модели. Если это условие не будет выполнено, то
осадка построенной модели будет отличаться от заранее опре-
деленной расчетом осадки.
Теория корабля вместе с многовековым опытом судострое-
ния разработала наиболее подходящие для различных судов
типы обводов. Поэтому при вычерчивании теоретического чер-
тежа модели следует стремиться воспроизводить обводы суще-
ствующих судов, для чего необходимо подобрать подходящие
примеры (прототипы).
Теоретический чертеж строится по правилам проекцион-
ного черчения и представляет собой три вида, (три про-
екции) с сечениями корпуса судна: вид сбоку, вид сверху
и вид с кормы (сзади).
Вид сверху вычерчивается под видом сбоку, а вид с кормы —
справа от вила сбоку. Вид сбоку носит название «бок?, вид
— 60 —
сверху — «полуширота», вид с кормы — «корпус». На рис. 36
доказано расположение проекций на теоретическом чертеже.
Вычерчивание теоретического чертежа начинают с разбивки
(вычерчивания) сетки (рис. 37). На горизонтальной линии, назы-
БОК
( ВИД СВОИ!/)
КОРПУС
(ВИД СЗАДИ )
ПОЛУШИРОТА
(ВИД СВЕРХУ)
Рас. 36. Расположение проекций на теоретическом
чертеже
СЕТКА ДЛЯ БОКА ДЛЯ КОРПУСА
СЕТКА ДЛЯ ПОЛУШИРОТЫ
Рис. 37. Сетка для теоретического чертежа
маемой основной линией, откладывают в выбранном масштабе 1 рас-
четную длину модели L и делят ее на десять равных частей. Пер-
пендикулярно к основной линии па вертикали откладывают вели-
чину осадки Т и делят ее горизонталями на три—четыре равные
части. Выше горизонтальной линии, проведенной на уровне осад-
ки Г, надо провести две — три дополнительные горизонтальные
линии для вычерчивания надводной части корпуса. Верхняя из них
1 Теоретический чертеж модели следует чертить в масштабе 1: 1
или 1 :2.
- 61 -
может быть проведена на высоте борта Н. Затем проводят верти-
кальные линии через все одиннадцать делений «основной линии»
и горизонтальные — через все деления вертикальной линии, чем
заканчивают разбивку сетки для вычерчивания проекции «бок».
Для вычерчивания сетки проекции «корпус» расчетную
ширину модели делят вертикальными прямыми на четыре или
шесть равных частей. По высоте сетку разбивают так же,
как и сетку для проекции «бок».
Так как все суда симметричны по ширине, то на проекции
«полуширота» вычерчивают лишь одну половину (по ширине)
судна. Поэтому при вычерчивании сетки для проекции «полу-
широта» по вертикали от диаметральной плоскости отклады-
В
вают половину расчетной ширины модели и делят ее гори-
зонтальными прямыми на дае или три равные части соответ-
ственно делениям сетки «корпуса».
Сетки для теоретического чертежа должны быть вычер-
чены очень точно; вертикальные и горизонтальные линии
должны быть строго перпендикулярны друг к другу. Расстоя-
ния между вертикальными линиями сетки «бока» должны быть
равны не только друг другу, но и расстояниям между верти-
кальными линиями сетки для «полушироты». Расстояния между
горизонтальными линиями сетки «бока» должны быть точно
равны тем же расстояниям на сетке для «корпуса». Расстоя-
ния между горизонтальными линиями сетки для «полу широты»
должны быть точно равны расстояниям между вертикальными
линиями на сетке для «корпуса».
После вычерчивания сеток все нанесенные линии нумеру-
ются, как это показано на рис. 37. Проверив сетки, можно
приступить к вычерчиванию на них обводов. . Вычерчивание
обводов надо начинать с вычерчивания продольного очертания
(контура) корпуса на сетке «бока» (рис. 38). Это очертание
ьок
КОРПУС
Рис. 38. Вычерчивание нулевого батокса, мидель-шпангоута и КВЛ
- 62 -
называется сечением по диаметральной плоскости или нулевым
батоксом и располагается носом вправо. Кроме пулевого батокса,
на этой же проекции надо показать линию пересечения борта
с палубой (бортовую линию) и линию фальшборта.
Для вычерчивания нулевого батокса надо пользоваться под-
ходящими образцами. На рис. 39 и 40 приведены носовые
и кормовые очертания пулевого батокса различных типов судов.
Основное, на что следует Обратить внимание при вычерчивании
нулевого батокса, это то, чтобы очертания его оконечностей
проходили точно через соответствующие точки пересечения
конструктивной ватерлинии (КВЛ) с носовым и кормовым пер-
пендикулярами.
После вычерчивания нулевого батокса на сетке для «полу-
широты» надо вычертить конструктивную ватерлинию — контур
корпуса на уровне воды. Для вычерчивания КВЛ также надо пользо-
ваться подходящими образцами. На рис. 41, а и б показаны
примеры носовых и кормовых очертаний конструктивных ватер-
линий некоторых типов судов. При вычерчивании КВЛ следует
помнить, что ее крайняя носовая и кормовая точки должны
точно находиться у делений 0 и 10 (у носового и кормового
перпендикуляров). Перенеся с проекции «бок» крайние точки
палубы и фальшборта на проекции «полуширота», надо наме-
тить Очертания фальшборта и палубы.
После того как КВЛ вычерчена, на сетке для проекции
«корпус» надо вычертить контур средней части корпуса, наи-
более широкий. Этот контур называют теоретическим мидель-
шпангоутом. Для вычерчивания мидель-шпангоута надо
пользоваться подходящими образцами. На рис. 42 и 42а при-
ведены примеры мидель-шпангоутов и других шпангоутов для
судов различных типов.
На мидель-шпангоут^ надо показать высоту фальшборта
и точки пересечения палубы с мидель-шпангоутом.
При вычерчивании мидель-шпангоута надо следить за тем,
чтобы он был симметричен и чтобы высота борта и фальш-
борта соответствовала бортовой линии и линии фальшборта
на проекции «бок» (на шпангоуте 5).
Все три контура, которые мы вычертили — нулевой ба-
токс, конструктивная ватерлиния н мидель-шпангоут,— для
построенного уже судна представляют собой три очертания,
которые могут быть получены рассечением -корпуса по трем
взаимно перпендикулярным плоскостям: нулевой батокс —
рассечением по продольной вертикальной плоскости, проходя-
щей посередине ширины судна и называемой диаметральной
плоскостью (ДП); конструктивная ватерлиния — рассечением
по горизонтальной плоскости, проходящей на уровне воды; ми-
дель-шпангоут — рассечением по вертикальной поперечной
плоскости, проходящей посередине длины судна (рис. 43).
- 63 -
Рис» 39, Носовые очертания судов («бок») ,
? — грузовое судно; 2 — грузовое судно; 3 — грузовое судно; 4 — грузо-пассажир-
ское судно; 5 — пассажирское судно; в — пассажирское судно; 7 — морской буксир;
8 — морской буксир; 9 — ледокол; 10 — ледокол „Ермак“; 11 — рыболовный траулер;
12 — китобойное судно; 13 — зверобойное судно; 14 — речное пассажирское суд-
но; 15 — пассажирский экспресс канала имени Москвы; 16 — буксирно-грузовое
рейдовое речное судно; 17 — речной винтовой буксир; 18 — баржа несамоходная;
19 — речная баржа—ложкообразный нос; 20 — подводная лодка; 21 — эсминец; 22 —
торпедный катер; 23 — торпедный катер; 24 — линкор; 25 — линкор; 26 — линкор;
27 — авианосец; 28 — авианосец; 29 — крейсер; 30— крейсер; 31 — парусное судно;
32 — парусная яхта — ложкообразный нос; 33 — парусная яхта — ложкообразный
нос; 34 — парусная яхта — клипперскнй штевень; 35 — моторная яхта
- 64 —
Рис. 40. Кормовые очертания («бок»):
1 — грузовое судно (двухвинтовое); 2 — грузовое судно (двухвинтовое); 3 —
малое грузовое су.то; 4 — грузо-пассажирское судно: 5 — грузо-пассажирское
•судно; 6 - одновинтовое пассажирское судно: 7 — двухвинтовое пассажир-
ское судно; 8 — двухвигиовие пассажирское судно; 9 — пассажирское судЕЮ;
10 — ледокол; 11 - ледокол; 12 — буксирное судно; 18 — морской буксир;
14 — речной буксир; 16 — речной буксир, 16 — пасса ж и рт кое рейдовое судно;
37 — речное тоннельное судно; 18 — пассажирский экспресс капала имени
Москвы; 12 — речное тоннельное грузовое судно. 20 - рыболовный траулер;
21 - китобойное судно; 22 — зверобойное судно; 23— подводная лодка;
24 — подводная лодка; 25 — авианосец: 26 — авианосец; 27 — линкор; 28 —
линкор; 22 — килевая варуспая яхта; 3/— эсминец; 32—торпедный катер
Морской моделизм
-65-
Рис. 41. Примеры горизонтальных очертаний КВЛ, палубы
фальшборта:
слева — носовые; справа ~ кормовые
ТОРПЕДНЫЙ КАТЕР
Рис. 42.~ Примеры очертаний
теоретических шпангоутов
5*
— 67 —
ЛЕДОКОЛ
ПАССАЖИРСКОЕ
Для того чтобы достаточно полно изобразить обаоды кор-
пуса, этих трех сечений, недостаточно. Необходимо вычертить
еще несколько сечений корпуса по горизонтальным и верти-
кальным (продольным и поперечным) плоскостям.
Сетка теоретического чертежа (рис. 37) и представляет
собой следы плоскостей, по которым рассекают корпус, чтобы
получить нужные сечения. Линии (контуры), получаемые при
сечении корпуса по продольным вертикальным плоскостям,
параллельным диаметральной плоскости, называются б а-
токсами (рис. 44, а); на проекции «бок» эти линии изо-
- 68 -
бражаются кривыми. Рассекая корпус по плоскостям, парал-
лельным КВЛ (выше и ниже ее), получим сечения, называе-
мые ватерлиниями (рис. 44, б), а рассекая поперечными
вертикальными плоскостями, параллельными плоскости ми-
делышпангоута, получим теоретические шпангоуты
(рис. 44, в).
После того как нулевой батокс, КВЛ и мидель-шпангоут
вычерчены, вычерчивание теоретического чертежа можно про-
Рис. 45. Три воображаемые взаимно перпендикулярные плоскости, рас-
секающие корпус судна
изводить в следующем порядке. На проекции «корпус» вычер-
чиваются от руки, на глаз, по соответствующему образцу все
шпангоуты. Так как шпангоуты симметричны относительно
диаметральной плоскости, то достаточно вычертить лишь
одну половину (одну ветвь) каждого из них. В правой поло-
вине сетки «корпус» вычерчивают носовые шпангоуты (0—5),
а в левой—кормовые (5—10). Для вычерчивания шпан-
гоутов можно пользоваться примерами, приведенными на
рис. 42. На проекции «полуширота» вычерчивается одна из
ватерлиний, лежащих ниже КВЛ. На проекции «бок» вычер-
чивается один из батоксов, лежащих в плоскости, располо-
женной между диаметральной плоскостью и бортом. Затем
вычерчиваются остальные ватерлинии и батоксы.
При вычерчивании шпангоутов надо помнить, что ширина
каждого шпангоута на высоте, равной осадке Т, должна быть
равна ширине КВЛ на соответствующем шпангоуте (на про-
екции «полуширота»), а наиболее высокая и наиболее низкая
точки шпангоута должны соответствовать очертанию нулевого
батокса на проекции «бок».
Наметив на КВЛ (на проекции «корпус») ширину шпан-
гоута, а на диаметральной плоскости — его наиболее низкую
точку, рисуют на глаз, придерживаясь образца, весь шпан-
гоут, а затем на нем отмечают его наиболее высокую точку,
— 69 -
Рис. 44. Образование теоретических
батоксов, ватерлиний, шпангоутов:
а — образование батоксов; б — образование
ватерлиний; « — образование шпангоутов
ШПАНГиУ)
- 70 -
перенося ее с проекции «бок» (с бортовой липни или фальш-
борта). После этого верхние точки шпангоутов по борту (по
•точкам притыкания палубы) н по фальшборту на проекции
«корпус» соединяют между собой плавными кривыми;
эти кривые — линии борта и фальшборта. При вычерчивании
первого варианта шпангоутов не следует чертить их жирно,
так как их придется еще несколько раз изменять.
После *того как все шпангоуты вычерчены и их ширина
и высота согласованы с КВЛ и нулевым батоксом, можно пе-
рейти к вычерчиванию на проекции «полуширота» ватерли-
ний. Для этого переносят с проекции «корпус» на проекцию
«полуширота» точки пересечения шпангоутов с одной из ва-
терлиний и соединяют их между собой плавной кривой. На
рис. 45 показано построение одной из ватерлиний. Если по-
строенная таким образом ватерлиния окажется плавной,
можно перейти к построению одного из батоксов. Если же
^ватерлиния имеет впадины или горбы, то надо их выправить,
а затем соответствующим образом перенести эти исправления
iHa проекцию «корпус», изменяя очертания шпангоутов. При
этом ширина шпангоутов по КВЛ не должна изменяться.
Точно так же поступают для точного построения па полуши-
роте линии пересечения палубы с бортом,
После исправлений ватерлиний и шпангоутов па проекции
«бок» надо вычертить один из батоксов. Для этого с проек-
ции «корпус» на проекцию «бок» переносят точки пересечения
всех шпангоутов с вертикальной линией — плоскостью одного
-из батоксов. На рис. 46 показано построение батокса Б2.
Полученные на проекции «бок» точки, относящиеся
к одному батоксу, соединяют плавной кривой. Если кривая
окажется неплавной, то ее надо исправить и соответствующие
исправления внести в шпангоуты на проекции «корпус».
Исправляя неплавности шпангоутов, надо стремиться делать
БОК
КОРПУС
Рас. 45. Построение промежуточной ватерлинии
- 71 —
это так, чтобы не смещать точек пересечения шпангоутов
с ватерлиниями. В противном случае надо вносить соответ-
ствующие изменения и в ватерлинию, ранее вычерченную иа
пол у ши роте.
После того как построенный на «боке» батокс и построен-
ная на «полушироте» ватерлиния станут плавными и будут со-
гласованы со шпангоутами, надо проверить, согласованы ли
между собой точки пересечения ватерлиний (на полушироте)
с плоскостью батокса. Эти точки должны находиться на Одной
БОК
КОРПУС
Рас. 46, Построение батоксов
вертикали с точками пересечения батокса (на боке) с пло-
скостью, соответствующей ватерлинии (рис. 46). После того
как шпангоуты, батокс и ватерлиния будут согласованы между
собой, надо перейти к построению остальных ватерлиний
и батоксов.
Если расположение точек пересечения кривых линий с пря-
мыми на одной проекции не соответствует расположению сл-
ота етствующих точек на двух других проекциях, то корпус
будет иметь вмятины или горбы. Теоретический чертеж счи-
тается законченным в том случае, если все точки пересече-
ния строго согласованы между собой.
Вспомогательные пунктирные линии, проведенные на
рис. 38, 45, 46, нужны лишь для пояснения. При вычерчивании
теоретических чертежей эти линии не проводятся, а перенесе-
ние точек пересечений производится с помощью чертежного из-
мерителя. Например: на проекции «корпус» на высоте ВЛЗ из-
меряется расстояние от диаметральной плоскости до шпангоу-
та 8. Измеренное расстояние откладывается на проекции
«полуширота» от диаметральной плоскости вверх по линии
шпангоута 8, Точки пересечения носовых шпангоутов с ватерли-
ниями с проекции «корпус» переносят на проекцию «полуши-
рота» тем же способом, что и точки пересечения кормовых
шпангоутов, не вычерчивая построения, показанного на рис. 45.
- 72 -
На рис. 47 показан
пассажирского судна.
Чтобы добиться плав-
ности кривых на всех
трех проекциях, надо
затратить немало усилий
и времени. Однако без
этого нельзя создать хо-
роший теоретический
чертеж.
Коэффициенты пол-
ноты мидель-шпанго-
ута и КВЛ. Приведем
теперь несколько прие-
мов, ускоряющих и об-
легчающих построение
теоретического чертежа.
Эти приемы помогают вы-
полнить основное усло-
вие, а именно: объем под-
водной части модели
должен соответствовать
заданному водоизмеще-
нию.
Из рис. 48 видно, что
если заданы ширина и
осадка; то можно начер-
тить более «полный» или
менее «полный» мидель-
шпангоут.Площадь под-
водной части каждого
из двух шпангоутов, по-
казанных на рис. 48,
равна некоторой части
Площади прямоугольни-
ка со сторонами В и Т;
Площадь шпангоута I
Занимает ббльшую, а
площадь шпангоута //
меньшую часть площади
Прямоугольника. Число,
Которое показывает, ка-
кую долю от площа- *
Ди прямоугольника В-Т
Представляет собой пло-
щадь данного мидель-
Шпангоута, называют
коэффициентом полноты
законченный теоретический чертеж
ПОЛУШИРОТА
Рис- 47. Пример теоретического чертежа
- 73
мидель-шпангоута и обозначают греческой буквой 0 (бэта).
Иначе говоря, коэффициентом полноты площади мидель-
шпангоута называется отношение п пощади мидель-
шпангоута (его подводной части) к площади прямоуголь-
ника В-Т (рис. 49).
□ ПЛ.&*
р пл. В.Г *
-Практика судостроения выработала значения коэффициентов
полноты мидель-шпангоута для различных типов судов. Неко-
торые из них приведены в табл. 8.
Таблица 8
Значения коэффициентов полноты площади мидель-
шпангоута для различных типов судов
Типы судов (кораблей) Значение fJ
от ДО
.Линкоры 0,95 1,00
Крейсера 0,72 1,00
Эсминцы 0,72 0,80
Канонерские лодки 0.88 0,90
Большие пассажирские 0,95 0,96
Средние и малые пассажирские . . 0,85 0,96
Большие грузо-пассажирские .... 0,95 0,98
Большие грузовые 0,95 0,98
Средние грузовые 0,96 0,98
Речные -пассажирские 0,98 0,998
Винтовые буксиры 0,79 0,92
Ледоколы 0,80 0,83
Рыболовные 0,77 0,83
.Парусные грузовые 0,70 0,94
Значения £ одинаковы как для судна, так и для модели
любого масштаба.
Обводы мидель-шпангоута, у которого коэффициент полноты
имеет большое значение, называются полными; обводы с малым
коэффициентом полноты носят название острых. Так как обво-
ды шпангоутов при переходе от одного к другому изменяются
постепенно, то полнота мидель-шпангоута определяет в боль-
шей мере полноту обводов и других шпангоутов какого либо
судна, а следовательно, и величину водоизмещения (объем под-
водной части). Поэтому, если мы выбрали для модели, например,
* В судостроении принято на чертежах и в формулах слово «мидель-
^шпангоут» для краткости заменять знаком
- 74 -
наибольшее значение коэффициента полноты водоизмещения 8
-(чтобы получить наибольшее водоизмещение), то должны выбрать
и наибольшее значение коэффициента fS, чтобы получить более
полные шпангоуты и, следовательно, больший объем подвод-
ной части при заданных осадке, ширине и длине.
Для вычерчивания мидель-шпангоута с заданным коэффици-
ентом полноты 0 применяют следующий способ:
1. Вычисляют величину а (рис. 50) по формуле
а = 2Т (1 - fS),
где Т — осадка в масштабе теоретического чертежа.
Рис. 48. Два шпангоута равной
ширины и высоты, по различной
полноты
Рис. 49. Плошэдь подводной
части мидель-шпангоута состав-
ляет часть площади прямоуголь-
ника с размерами В и Т
2. Откладывают'величину а вверх от нижних углов пря-
моугольника со сторонами В и Т и проводят наклонные прямые
Os и Од. Площадь пятиугольника Овбгд будет иметь задан-
ный коэффициент полноты по отношению к площади прямо-
угольника В'Т.
3. Вычерчивают (по образцу) шпангоут, следя за тем, чтобы
площади, заштрихованные на рис. 50 вертикально, были равны
площадям, заштрихованным горизонтально. Такой шпангоут
будет иметь заданную величину коэффициента полноты
Пример. Задано: В — 150 мм\ Т = 50 мм. Требуется
вычертить мидель-шпангоут,
Решение. Строим пря-
моугольник сетки для про-
екции «корпус1 со сторо-
нами 150 и 50 мм (в мас-
штабе 1 ‘.1) и делим его
пополам, как это показано
«а рис. 51.
Вычисляем величину а.
у которого £ = 0,8.
Рис. 50. Первый способ вычерчивания
мидель-шпангоута заданной полноты
а==2Г(1 -£) =
-2-50(1 — 0,8) = 20 мм.
- 75 -
Затем откладываем на
прямоугольнике вверх от
его нижних углов 20 мм
и соединяем полученные
точки с точкой О (рис. 51)»
Площадь Овбгд = В-Т-р=
- 150-50-0,8=6000 мм2=
= 60 см-.
Для того чтобы вычер-
тить шпангоут с коэффи-
циентом полноты р = 0,8,
т. е. шпангоут, площадь
которого была бы равна
60 см2, нам остается на-
Рис. 51. Пример вычерчивания мидель-
шпангоута с коэффициентом полно-
ты р = 0,8
нести очертания шпангоута, следя за тем, чтобы площади
с вертикальной и горизонтальной штриховкой были равны.
Приведем еще один прием, облегчающий вычерчивание
мидель-шпангоута с заданным коэффициентом полноты.
Проведем из точки в (рис. 52) прямую, параллельную диаго-
нали Об- тогда площадь любого пятиугольника Окбгео будет
равна площади заданного
шпангоута. На левой поло-
вине рисунка показано, как
в такой пятиугольник впи-
сывается шпангоут. г
Все, что было сказано
о коэффициенте полноты
мидель-шпангоута, можно
повторить применительно
Рис. 52. Второй способ вычерчивания ми-
дель-шпангоут а заданной полноты
к конструктивной ватер-
линии.
Коэффициентом полно-
ты площади конструктив-
ной ватерлинии называется отношение площади конструк-
тивной ватерлинии к площади прямоугольника со сторо-
нами, равными длине между перпендикулярами и ширине
судна по конструктивной ватерлинии (рис. 53); коэффи-
циент полноты КВЛ обозначается греческой буквой а (альфа)
_ шь КВЛ
пл. L B
В табл. 9 приведены значения коэффициента а для различ-
ных судов.
Так как обводы ватерлиний при переходе от одной ватер-
линии к другой изменяются постепенно, то, очевидно, что чем
полнее будет КВЛ (чем больше будет ее коэффициент полно-
ты), тем полнее будут остальные ватерлинии и, следовательно^
тем больше будет водоизмещение. Поэтому, чем большее зна-
- 76 -
Рис. 53. Площадь КВЛ составляет часть площади прямоуголь-
ника с размерами L и В
чеиие коэффициента полноты водоизмещении (В) мы выбрали,
тем большее значение а мы должны задать конструктивной
ватерлинии.
Выбрав из табл. 9 соответствующее значение коэффициен-
та а, можем вычертить конструктивную ватерлинию, применяя
тот же способ, что и при вычерчивании мидель-шпангоута.
Таблица 9
Значения коэффициентов полноты площади конструктивной
ватерлинии для различных типов судов
Типы судов (кораблей) Значение а
от до
Линкоры 0,70 0,98
Крейсеры 0,60 0.72
Эсминцы 0,70 0,78
Канонерские лодки 0,70 0.72
Большие пассажирские 0,75 0.82
Средние и малые пассажирские . . 0,85 6,96
Большие грузо-пассажирские .... 0.84 0,87
Большие грузовые 0,80 0.85
Средние грузовые 0,82 0,86
Речные пассажирские 0,78 0,87
Винтовые буксиры 0.72 0,80
Ледоколы 0,75 0,77
Рыболовные 0,76 0,81
Парусные грузовые 0,70 0,83
Предварительно надо изменить выражение для определения
величины а применительно к ватерлинии:
а - L (1 — а).
Отрезок а надо откладывать от правого и левого верхних
В
углов прямоугольника со сторонами £ и -у (рис. 54).
Пример. Требуется вычертить конструктивную ватерли-
нию для модели крейсера длиной £ = 2 000 мм, шириной по
мидель-шпангоуту В = 200 мм. Масштаб чертежа 1:2.
- 77 -
Решение.
1. По табл. 9 выбираем, например: а = 0,7.
2. Вычисляем величину отрезка а = L (1 • - а) = 1000 (1 — 0,7) =
= 300 мм. : j 1
3. Вычерчиваем прямоугольник сетки для полушироты со
В
сторонами L и Длина такого прямоугольника равна 1 000 мм^.
а ширина 50 мм.
4. Откладываем величину а = 300 мм (на прямоугольнике)
и проводим отрезки бв (рис. 55).
5. Вычерчиваем ватерлинию, придерживаясь образца, так,
чтобы узкие площадки выше линий бв в оконечностях были
равны площадкам выше контура ватерлинии у сечений 3 и 7
Очевидно, что, пользуясь этим способом, мы получим ватер-
линию, симметричную относительно шпангоута 5. Так как
в действительности ватерлинии в носовой части судна бывают
менее полные, чем в кормовой, то необходимо внести соответ-
ствующие изменения в форму ватерлинии, исправляя ее иа глаз
согласно образцу (рис. 56): при этом надо- следить, чтобы при-
бавляемая площадь в корме была равна убавляемой площади
в носу (рис. 56).
Рис. 54. Способ вычерчивания КВЛ заданной "полноты
Рис. 55. Пример вычерчивания КВЛ с коэффициентом полноты а = 0,7"
Рис. 56. Уменьшение полноты'КВЛ в носу и увеличение в корме
на глаз
- 78 -
Если в нашем распоряжении нет вполне подходящего образ-
ца для вычерчивания конструктивной ватерлинии, то в качестве
вспомогательных можно воспользоваться данными табл. 10.
Таблица 10
Таблица значений коэффициентов полноты площади носовой
и кормовой частей конструктивной ватерлинии
Коэффи- циент полноты квл а Коэффи- циент полноты НОСОВОЙ части КВЛ анос Коэффи- циент полноты кормовой части КВЛ акорм Ордината КВЛ по шпанг, 2 Ордината КВЛ по шпанг. 8 Номера шпан- гоутов, одина- ковых со шпан- гоутом 5 (ци- линдрическая часть судов гражданского назначення)
0,648 0,576 0,720 0,490 0 730
0,672 0,610 0,735 0,543 0,761 —
0,702 0,650 0,754 0,633 0,799 —.
0,723 0,679 0,767 0,670 0,824 ||
0,750 0,716 0,783 0,740 0,855 454- 5 И-
0,775 0,751 0,800 0,825 0,890 4; 6; ’
0,800 0,786 0,815 0,875 0,915 3 54; 4; 6' 6 54-
0,825 0,820 0,830 0,941 0,942 3; 4- 6: 7
В первом столбце табл. 10 указаны значения коэффициен-
та а, которые выбираются по табл. 9, а во втором и третьем
столбцах указаны соответствующие им значения коэффициен-
тов полноты отдельно носовой и кормовой частей конструктив-
ной ватерлинии. Покажем на примере, как можно пользоваться
табл. 10^
Пример. Пусть для модели большого пассажирского суд-
на с размерами £ = 0,750 я и /? = 0,075 м по табл. 9 вы-
брана величииаа -= 0,75, Требуется вычертить конструктивную
ватерлинию.
Решение.
1. Строим прямоугольник сетки для полушироты со сторо-
нами £ и (рис. 57); длина прямоугольника равна £ = 750 мм,
В
а ширина -g-= 37,5 мм (рис. 57,/)
2. Делим длину £ на 10 равиых частей и размечаем па ней
положение шпангоутов.
3. Вычисляем величину <зн0с.
В табл. 10 против заданного значения а = 0,750 стоит зна-
чение а110с = 0,716, следовательно,
аЯОс = £ (1 — анос) = 0,750 (1 - 0,716) = 0,75-0,284 =
= 0,214 лг = 214 мм,
— 79
2
3
19 9876543210
Ю 9 8 7 6 5 4 3 2 /0 /0 9 8 7 6 5 4 3 2 1 0
ЦИЛИНДРИЧЕС-
КАЯ ВСТАВКА
10 9 8 7 6 5% 5 4i 4 3 2 1 О
Рас. 57. Пример построения КВЛ по заданным коэффициентам полноты
кормовой и носовой частей
4. Откладываем влево от правого верхнего угла прямоуголь-
ника а = 214 лди и соединяем полученную точку с нижним
правым углом (рис, 57,2).
5. Так же поступаем для вычерчивания кормовой части
конструктивной ватерлинии. В третьем столбце табл. 10 против
значения а = 0,750 находим значение аком = 0,783, следова-
тельно,
«KOpM = L(l —а|(ОрМ) = 0,75(1 — 0,783) = 0,75-0,217 =
= 0,162 ш = 162 шм.
6. Откладываем а|(ОМ = 162 мм от верхнего левого угла
.прямоугольника вправо и найденную точку соединяем с нижним
левым углом (рис. 57, 2).
7. После этого известным уже приемом вычерчиваем носо-
вую и кормовую части ватерлинии (рис- 57, 3).
Для того чтобы облегчить вычерчивание конструктивной
ватерлинии, в четвергом и пятом столбцах табл. 10 дана ширина
KBJi у шпангоутов 2 и 8 в долях от ширины судна В. Для
нашего примера (а — 0,750) четвертый столбец дает значение
0,740. Это значит, что ширина конструктивной ватерлинии
у шпангоута 2 должна быть равна 0,740 ширины мидель-шпан-
гоута; 0,740-В = 0,740-0,075 = 0,0555 м. Половина ширины
ватерлинии у шпангоута 2 (ордината) равна ^—^ = 0,0277 м.
Ширину КВЛ у шпангоута 8 находим точно таким же спо-
собом, пользуясь значением 0,855, указанным в пятом столбце.
Надо помнить, что некоторые отступления от данных
табл. 10 вполне допустимы, когда этого требуег плавность
ватерлиний.
В шестом столбце табл. 10 указаны номера шпангоутов,
.которые у действительных судов гражданского назначения
'часто имеют обводы точно такие же, как и шпангоут 5, Часть
корпуса, образованная шпангоутами одинаковых обводов, носит
— 80 —
Г'
Название цилиндрической вставки. На длине цилин-
дрической вставки все теоретические ватерлинии и батоксы
Представляют собой прямые линии, параллельные основной
дииии и диаметральной плоскости.
Дробные номера шпангоутов (например, 41/2) означают, что
Шпангоут расположен посередине между двумя шпангоутами
С ближайшими целыми номерами (например, посередине между
Шпангоутами 4 и 5). В нашем примере (рис. 57) цилиндриче-
ская вставка находится между шпангоутами 4\2 и
§ 7. ВЫЧИСЛЕНИЕ ВОДОИЗМЕЩЕНИЯ ПО ТЕОРЕТИЧЕСКОМУ
ЧЕТ ТЕЖУ
При выборе основных элементов модели определялось водо-
измещение модели D и соответствующая этому водоизмещению
Осадка Т. Однако вычерченные обводы могут оказаться такими,
что объем подводной части корпуса будет больше или меньше
'величины водоизмещения, определенной при выборе основных
Элементов, т. е. значение коэффициента полноты водоизмеще-
ния о вычерченного корпуса окажется не тем, который задавал-
ся при определении водоизмещения. Поэтому осадка модели,
.'Имеющей заданное водоизмещение, будет больше или меньше
Определенной в составе основных элементов модели. Если это
Отличие велико и действительное отношение и а так-
же действительная величина 3 значительно выйдут за пределы,
допускаемые для данного типа судна, то теоретический чертеж
Придется изменить. Поэтому, после того как теоретический
чертеж закончен, необходимо вычислить объемное водоизмеще-
ние вычерченного корпуса. Вычисление водоизмещения произво-
дится следующим образом: вычисляют подводный объем каждого
Отсека корпуса между соседними теоретическими шпангоутами;
сумма вычисленных объемов равна искомому водоизмещению. Под-
водный объем каждого отсека приближенно равен полусумме под-
водных площадей шпангоутов, ограничивающих отсек, умножен-
ной на длину огсека, т. е. на расстояние между шпангоутами. Для
вычисления площади подводной части шпангоута ее деляг на
несколько частей — трапеций; вычислив площади всех трапеций,
их складывают; сумма площадей трапеций равна искомой пло-
щади подводной части шпангоута. Так как корпус симметричен
Относительно диаметральной плоскости, то вычисление водоиз-
мещения производят для одной половины корпуса и результат
.умножают па два. Все эти вычисления производят в форме
таблиц.
' Покажем на примере, как можно вычислить водоизмещение
Модели по ее теоретическому чертежу.
Пример. Пусть требуется вычислить водоизмещение моде-
ли, теоретический чертеж которой сделан в масштабе 1:2.
6 Морской моделизм — 81 —•
Рис. ,58. Разбивка площади под-
водной части шпангоута для вы-
числения ее величины
Решение. 1. Делим подводные
части всех шпангоутов па трапе-
ции. На рис. 58 показана половина
площади шпангоута 1, разделенная
на восемь трапеций. Вертикальные
расстояния между горизонтальными
делениями, называемыми ордина-
тами, должны быть равны между
собой. Чем больше число ординат,
тем точнее окажется результат
вычислений; практически доста-
точно делить каждый шпангоут
па 6—10 частей. Измерив величину
каждой ординаты (от диаметраль-
ной плоскости до шпангоута), за-
полняем таблицу, составленную по форме табл. 11.
Таблица 11
Вычисление У площади шпангоута 1
Расстояние между ординатами, h —• 4 мм
№ ординаты ордината, мм
0 0
1 8,5
2 15,0
3 19,0
4 22,0
5 24,0
6 26,0
7 28,0
8 29,5
Сумма ординат 172,0 мм
ордкп. № О-фордин. № 8 Поправка П— 0 + 29,5 „ 2 s 15
Исправленная сумма S| = S — П 17'2—15 =»157 мм
У. площади шпангоута =: Л 157-4 =628 мм* = 6,3 см*
— 82 -
В этой таблице сумма ординат, как это принято в матема-
тике, обозначена греческой буквой £’ (сигма). В графе, следую-
щей за графой суммы, пишется поправка 77; эта поправка пред-
ставляет собой полусумму первой ординаты (№ 0) и последней
(№ 8). Исправленная сумма, обозначенная буквой представ-
ляет собой разность суммы и поправки — /7. Произведе-
ние исправленной суммы на расстояние между ординатами, обозна-
ченное латинской буквой h (аш), равно половине площади под-
водной части шпангоута.
Точно такие же действия надо произвести для каждого шпан-
гоута, имеюги.его подводную часть. Промежуточные шпангоуты
(четвертные, половинные) в эти вычисления не должны входить:
все шпангоуты, входящие в вычисление водоизмещения, должны
отстоять друг от друга на одинаковых расстояниях,
Разделение площади шпангоута желательно производить по
ватерлиниям; однако деления каждого шпангоута могут быть
и произвольными, но обязательно равными для данного шпан-
гоута, При вычислении площади шпангоутов типа шпангоута 5
(рис. 59), у которых чаечь днищевой ветви совпадает с нижней
ординатой, нижнюю ординату следует считать равной не пулю,
а некоторой величине, выбираемой на глаз. Величину этой орди-
наты следует брать такой, чтобы заштрихованная па чертеже
рис. 60 площадь была равна зачерненной. Эю следует соблю-
дать, в особенности если расстояния между ординатами велики.
При малых расстояниях между ординатами ппжпюю ординату
равной расстоянию между диаметраль-
точкой, в которой очертание шпангоута
В табл, 12 в качестве приме-
части шпан-
можпо принимать
ной плоскостью и
становится горизонтальным,
ра приведено вычисление площади подводной
гоута 5, имеющего горизонтальную часть, подобную показанной
на рис. 60.
Рис. 59. Шпангоут 5 с горизон-
тальной днищевой частью
Рис. 60. Ордината горизонталь-
ной части шпангоута
О*
- 83 -
Таблица 12
Вычисление площади шпангоута 5
Расстояние между ординатами k = 4 мм
№ ординаты ордината, мм
0 24
1 34
2 38
3 40
4 41
5 42
6 42
7 42
8 42
У 345 мм
П
Xi 312 мм
И площади шпангоута 5 312-4 = 1248 mmz ~ 12,5 см-
Вычисление суммы объемов отсеков между шпангоутами
равной водоизмещению модели удобнее вести также в таблич-
ной форме, показанной в табл. 13, составленной по данным,
полученным при определении подводных площадей половин всех
шпангоутов модели.
В правом столбце этой таблицы написаны вычисленные поло-
вины площадей шпангоутов; сумма этих площадей обозначена
буквой i'. Поправка П представляет собой полусумму площа-
дей шпангоутов 0 и 10; исправленная сумма представляет
собой разность суммы - и поправки /7; половина водоизмещения
равна исправленной сумме, умноженной на расстояние между
шпангоутами.
Так как теоретический чертеж выполнен в масштабе 1:2,
то для определения водоизмещения модели мы должны по закону
механического подобия водоизмещение по теоретическому чер-
тежу умножить па 23 = 8; 72 = 850-8—-6,8 кг.
Этот способ вычисления водоизмещения является приближен-
ным, Он может дать отклонение от величины действительного
- 84 -
Таблица 13
Вычисление водоизмещения по КВЛ
Расстояние между шп апгоутами Z^5,0 см
№ шпангоута % площади шпангоута, см~
0 1 0 6,3
2 3 4 5 6 7 8 9 10 8,32 10.8 11,85 12,5 12.57 10,93 8.37 3,5 0,4
— - —
Сумма И площадей шпангоутов Б 85,54 см2
Поправка П И площ. шп. 0 -J- К плот. шп. 10 ” 2 ‘2
Исправленная сумма Б, — Б — П . . 85,3 см-
1/ И водоизмещения— —Ъ]-Z . . . . 85,3-5,0 = 426 см^
Объемное водоизмещение V ... . 426-2 - 852 сл/З
Весовое водоизмещение D « 850 г
водоизмещения модели в сторону уменьшения до 5%, что для
моделей можно считать допустимым.
Вычислив водоизмещение, надо вычислить коэффициент пол-
ноты водоизмещения
Если это значение окажется близким к принятому при опрс-
делении основных элементов модели, построение теоретического
чертежа можно считать законченным.
Приведем еще один способ определения водоизмещения,
почти не требующий вычислений.
На плотный, твердый и гладкий картон переносят в масш-
табе 1:1 чертежа подводной части всех шпангоутов без про-
- 85 —
межуточных и вырезают их (каждый в отдельности). Затем
вырезают из того же картона квадрат со стороной, равной 10 см.
Взвесив на точных весах квадрат, делят его вес на 100 и таким
образом узнают вес одного квадратного сантиметра картона.
После этого взвешивают вырезанные из картона шпангоуты
(одновременно) и их суммарный вес делят на вес одного квад-
ратного сантиметра картона; частное от деления равно сумме
площадей всех шпангоутов. Для вычисления объемного водоиз-
мещения эту сумму надо помножить па величину расстояния
между шпангоутами по теоретическому чертежу. Если десятый
шпангоут погружен в воду, то надо вырезать и взвесить вместе
с остальными шпангоутами лишь половину его подводной пло-
щади.
Пример. Требуется определить водоизмещение модели по
теоретическому чертежу, сделанному в масштабе 1:2.
Решение. 1. Вырезаем из картона и взвешиваем квадрат
со стороней 10 см. Допустим, что его вес 15 г; следовательно,
вес 1 см2 картона равен 0,15 г.
2. Вырезаем из картона и взвешиваем подводные части
шпангоутов 1, 2, 3, 4, 5, 6, 7, 8, 9 и половину площади под-
водной части шпангоута 10.
Допустим, что их вес оказался равным 25,5 г.
3. Вычисляем сумму площадей шпангоутов, для чего делим
вес шпангоутов на вес одного квадратного сантиметра картона
Следовательно, суммарная площадь шпангоутов равна 170 см2.
4. Вычисляем водоизмещение модели, для чего суммарную
площадь умножаем на расстояние между двумя соседними шпан-
гоутами '
IZ= 170-5,0 — 850 см3. 0 = 850 г.
5. Так как взвешивались картонные шпангоуты, вычерчен-
ные в масштабе 1:2, то по закону механического подобия
мы должны вычисленное водоизмещение умножить на 23;
О — 850 -.8 — 6,8 кг.
§ 8. КРИВАЯ ВОДОИЗМЕЩЕНИЯ
В тех случаях, когда вычисленное по теоретическому чер-
тежу водоизмещение отличается от веса модели, действитель-
ная величина осадки модели может быть заранее определена
по кривой водоизмещения, которая показывает из-
менение осадки с изменением водоизмещения.
Для построения кривой водоизмещения вычисляют подвод-
ный объем корпуса для трех — четырех различных осадок.
Вычисление водоизмещения для какой-либо осадки, меньшей
заданной, производится так же, как и для осадки, соответ-
- 8’6 -
ствующей КВЛ, с той лишь разницей, что половина площади
шпангоутов вычисляется от киля (ординат 0) до одной из
промежуточных ординат, например до ординаты 2.
Для определения водоизмещения при различных осадках
удобно пользоваться способом взвешивания фигур шпангоу-
тов, вырезанных из картона (см. стр. 85). Определив этим
способом водоизмещение по ватерлинии, лежащей выше КВЛ,
обрезают шпангоуты по следующей ватерлинии с меньшей
осадкой и' производят новое взвешивание фигур шпангоутов.
Рис. 61. Пример построения кривой водоизмещения
Произведя такие же операции для нескольких ватерлиний,
получим водоизмещение модели при нескольких осадках.
Для построения кривой водоизмещения проведем две
взаимно перпендикулярные прямые (рис. 61) и разобьем го-
ризонтальную линию на равные отрезки длиной по 1—5 елг,
а вертикальную — на отрезки, равные расстоянию между
ординатами или ватерлиниями, принятыми при вычислении
площадей шпангоутов (например, для рис. 58 — на отрезки,
равные расстоянию между ВЛ = 4 лш), Против делений гори-
зонтальной прямой поставим числа, обозначающие объемы
подводной части в дециметрах или кубических сантиметрах.
Против делений вертикальной прямой напишем расстояние
делений (в миллиметрах) от горизонтальной прямой. Очевид-
но, что эти цифры будут соответствовать осадкам модели.
Предположим, что мы вычислили водоизмещение модели
как для расчетной осадки Т = 32 мм (т. е. по КВЛ), так
и для осадки Т = 16 мм, соответствующей ВЛ4. Допустим, что
водоизмещение V модели по расчетную осадку Т = 32 мм
равно 850 см\ а водоизмещение по ВЛ4 равно 350 г.
- 87 —
Чтобы построить кривую водоизмещения, проведем на на-
шей диаграмме горизонтальную прямую на высоте Г=32 мм
и вертикальную прямую через деление V = 850 см3, В пере-
сечении этих двух прямых поставим точки, то же самое сде-
лаем и для значений Г—16 мм и Е=350 см3. Соединим теперь
плавной кривой отмеченные точки и точку О в нижнем углу
диаграммы.
Если нам нужно теперь установить, какой будет осадка
модели при весе, например, D = 950 г, то на горизонтальной
прямой надо найти деление 950 и провести через него верти-
каль до пересечения с кривой водоизмещения, а из этой точ-
ки пересечения провести горизонталь до вертикальной прямой,
иа которой прочтем искомую осадку. В нашем примере при
Z) = 950 г Т=35 мм.
Для более точного построения кривой водоизмещения надо
вычислять водоизмещения не для двух осадок, как в изло-
женном примере, а для нескольких осадок, в том числе и для
осадки большей, чем по КВЛ. Для определения водоизмеще-
ний несколько больших, чем наибольшее вычисленное, можно
найденную кривую водоизмещения па глаз продолжить не-
сколько вправо и выше.
Кривой водоизмещения можно пользоваться также для
определения положения (высоты) верхней кромки бортового
броневого пояса над основной линией. Верхняя кромка этого
пояса должна находиться на такой высоте, чтобы объем кор-
пуса, заключенный между конструктивной ватерлинией и кром-
кой, был равен не менее 35% водоизмещения модели по КВЛ.
Следовательно, если па модели должен быть показан бор-
товой броневой пояс, то для определения положения его верхней
кромки надо вычислить значение водоизмещения модели, рав-
ное 135% ее водоизмещения по КВЛ. Найдя на горизонтальной
шкале деление, соответствующее вычисленной величине 1,35
водоизмещения по КВЛ, следует провести из этого деления
вертикаль до кривой водоизмещения. Горизонталь, проведен-
ная из иайдеииой точки на шкалу осадки, покажет искомую
высоту.
§ 9. СТРОЕВАЯ по ШПАНГОУТАМ
Строевой по шпангоутам называется диаграмма?
показывающая площадь каждого шпангоута. Строевой по
шпангоутам можно воспользоваться для определения поло-
жения центра тяжести подводного объема модели по длине.
Положение этой точки необходимо знать, если мы хотим за-
ранее расположить в модели грузы так, чтобы модель сидела
на ровный киль (без дифферента).
Строится эта диаграмма следующим образом. По горизон-
тали откладывается отрезок, равный в выбранном масштабе
- 88 -
расчетной длине модели L, и делится на 10 равных частей
соответственно числу шпангоутов (рис. 62). Перпендикулярно
к этому отрезку у всех делений откладываются отрезки, изо-
бражающие в любом удобном масштабе площади подводной
части шпангоутов. Масштаб этих отрезков может быть, на-
пример. таким: 1 ел!2 площади шпангоута изображается от-
резком равным 2 мм. При таком масштабе высота отрезка,
изображающего площадь шпангоута, равную 50 ел!2, будет
Рис. 62. Строевая по шпангоутам
равна 50-2 — 100 мм. Соединив верхние концы отрезков,
изображающих площади шпангоутов, плавной кривой, полу-
чим строевую по шпангоутам. Положение центра тяжести
площади, ограниченной горизонтальной прямой и Строевой,
указывает положение по длине центра тяжести подводного
объема корпуса. Центр тяжести подводного объема носит на-
звание центра величины и обозначается буквами ЦВ.
§ 10. ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ ПРИ ПРОЕКТИРОВАНИИ
КОРПУСА
Построением строевой по шпангоутам заканчивается основ-
ная часть проектирования корпуса модели, включающая опре-
деление главных размерений, вычерчивание теоретического
чертежа и вычисление водоизмещения. Напомним последова-
тельность действий, о которых говорилось до Снх пор.
1. Составляем техническое задание (см. стр, 45).
2, Выбираем главные размерения А, 5, Т, Н. Если они
в задании не указаны, то выбираем их по табл. 6 (см. стр. 51),
Если главные размерения даны для корабля (например,
для постройки модели — копии соответствующего корабля),
то пересчитываем их на модель по закону механического по-
добия (см. стр. 57).
3- Определяем водоизмещение модели в первом приближении
по формуле V = L-B- Т %; ч выбираем по табл. 7 (см, стр. 56).
Если водоизмещение корабля задано, то пересчитываем его
на модель по закону механического подобия (см, стр, 54),
- 89
4. Выбираем значение коэффициента полноты мндель-шпан-
гоута fJ по табл. 8 (см. стр. 74).
5. Выбираем значение коэффициента полноты конструктив-
ной ватерлипнн а по табл. 9 (см. стр. 74).
Вычерчиваем сетку для теоретического чертежа (см. стр. 61
и рис. 37).
7. Вычерчиваем сеченне по диаметральной плоскости (нуле-
вой батокс) (см. стр. 62 и рис. 38).
8. Вычерчиваем на проекции «корпус» мидель-шпангоут,
предварительно вычислив величину а-^2Г (1 —^) (см. стр. 75
и рис. 50).
9. Вычерчиваем конструктивную ватерлинию, предварительно
вычислив а110С и а м по табл. 10 (стр. 79) и величины
аНОс= М1 aiU и = Л(1 - а](ГрЧ) (см. стр. 79 и рис. 57).
10- Вычерчиваем шпангоуты, сообразуясь с КВЛ и нулевым
батоксом (см. стр. 69).
11. Вычерчиваем промежуточные ватерлинии и батоксы,
согласовывая между собой проекции теоретического чертежа
(см. стр. 71 и рис. 45, 46).
12. Вычисляем водоизмещение по теоретическому чертежу
(см. стр. 81).
13. Строим кривую водоизмещения и строевую по шпан-
гоутам (см. стр. 86 и 88).
После выполнения изложенного можно перейти к вычер-
чиванию конструктивного чертежа корпуса. На этом чертеже
показывается вся основная часть конструкции корпуса и его
основные детали. Подробно о конструктивных чертежах ска-
зано в разделе «Постройка корпуса модели».
После окончания конструктивного чертежа делается чер-
теж механического оборудования модели. На чертеже, в зави-
симости от сложности оборудования, состоящем из одной,
двух или трех проекций корпуса (продольный разрез, попе-
речный разрез и вид сверху на днище), показывается разме-
щение двигателя модели, ее вспомогательных механизмов,
источников питания, а также расположение руля и линии
вала с гребными винтами и кронштейнами гребных валов.
Затем на чертеже механического оборудования показы-
вается расположение водонепроницаемых переборок, обеспе-
чивающих непотопляемость модели в случае повреждения
корпуса. Расположение переборок в большой мере зависит
от внутреннего устройства модели. Располагая переборки,
надо иметь в виду также удобство обслуживания, ремонта
и, смены механического оборудования.
После того как расположение механического оборудова-
ния и водонепроницаемых переборок будет вычерчено и все
конструктивные чертежи взаимно согласованы и проверены,
переходят к удиффереитованию н проверке непотопляемости
и остойчивости модели.
- 90 -
§ 11. УДИФФЕРЕНТОВАНИЕ
Когда судно в спокойном состоянии находится на воде,
действующая на него со стороны воды сила поддержания
и сила тяжести судна равны друг другу и расположены на
одной вертикали (рис. 63). Сила тяжести судна (со всеми
Рис. 63. Взаимное расположение силы поддержания и силы
тяжести судна
расположенными на нем грузами) приложена в центре тяже-
сти судна (ЦТ) и направлена вниз, а направленная вверх си-
ла поддержания приложена в центре тяжести объема подвод-
ной части корпуса — в центре величины (ЦВ).
Если на судне, находящемся в равновесии и сидящем на
ровный киль, перемещать часть грузов к корме, то центр тяже-
сти судна также переместится по направлению к корме. Так
как при этом сила поддержания и сила веса уже не будут на-
ходиться па одной вертикали, то сила поддержания будет под-
нимать носовую часть из воды, а сила тяжести будет погру-
Рис. 64. При смещении ЦТ смещается и ЦВ
- 91 -
жать корму в воду (рис. 64), отчего судно начнет приобретать
дифферент на корму. Но после перемещения грузов судно
вновь окажется в равновесии, причем центр тяжести и центр
величины будут находиться на Одной вертикали, несколько
смещенной в корму. Действительно, одновременно с погруже-
нием кормы и всплыванием иска объема подводной части судна
изменяется по своей форме, увеличиваясь в корме и умень-
шаясь в носу, ввиду чего центр подводного объема (центр ве-
личины) переместится в корму и в некоторый момент времени
он окажется опять на одной вертикали с новым положением
центра тяжести. Поэтому для того, чтобы проектируемая мо-
дель сидела на ровный киль, необходимо:
1) найти положение центра величины для осадки по кон-
структивную ватерлинию (параллельную линию киля);
2) разместить все грузы модели так, чтобы центр тяжести
полностью оборудованной модели оказался на одной верти-
кали с центром величины.
Если мы можем быть уверены, что вес построенной и пол-
ностью оборудованной модели будет значительно меньше
проектного весового водоизмещения и что при помощи бал-
ласта мы сможем, перемещая центр тяжести модели, опыт-
ным путем привести его на одну вертикаль с центром вели-
чины при осадке модели на ровный киль, то нет нужды в пред-
варительном отыскании положения центра величины. Однако
может случиться, что в процессе постройки модели моделист
не будет иметь возможности, например зимой, спустить мо-
дель на воду для ее удифферентования, а после окончатель-
ной отделки модели и установки на место ее оборудования
нужное размещение балласта окажется затруднительным и по-
требует существенного переоборудования.
В этом разделе мы укажем способ удифферентования мо-
дели в процессе постройки, когда корпус в основном или пол-
ностью закончен и наиболее тяжелые части его оборудования
(двигатель, источник питания, линия вала и т. и.) уже
имеются.
Описанный ниже способ требует прежде всего, чтобы было
известно положение по длине модели центра величины при
осадке по конструктивную ватерлинию. Определить положение
центра величины можно по строевой по шпангоутам.
Так как площадь строевой по шпангоутам в условном мас-
штабе изображает объем подводной части корпуса, то поло-
жение центра величины этого объема по длине совпадает с по-
ложением центра тяжести площади строевой по шпангоутам.
Если строевая по шпангоутам симметрична относительно
шпангоута 5, то центр величины находится точно на шпангоу-
те 5, так как в этом случае площади симметрично располо-
- 92 -
женных шпангоутов (например, 2 и 8, 3 и 7 и т. д.) равны и их
расстояния от шпангоутов 5 равны, а следовательно, равны
между собой и объемы носовой и кормовой частей проекти-
руемого судна
Если вычертить строевую по шпангоутам на плотном кар-
тоне н затем вырезать ограниченную ею площадь, то центр
величины модели (по длине) будет
жести вырезанной «картонной
строевой».
Определение положения цент-
ра тяжести «картонной строевой»
можно произвести следующим
образом: прикрепить в любом
месте близ контура вырезанной
строевой тонкую нитку. Подве-
сить вырезанную фигуру за нит-
ку на гвоздь, вбитый в стену,
приложить к нитке линейку н,
прижав строевую к стене так,
чтобы сохранить положение фи-
гуры при ее свободном подвесе,
прочертить на ней продолжение
нитки (рис. 65). Затем привязать
нитку в любом другом месте
строевой и повторить подвешива-
ние. Точка, в которой пересекут-
ся прочерченные направления
нитки при обоих подвешиваниях,
и есть положение центра тяжести
строевой, т. е. положение искомо-
го центра величины (рис. 66), но
только по длине модели, так как
отстояние найденного центра тя-
жести «картонной строевой» от
горизонтальной прямой не имеет
физического значения для моде-
ли. Измерив расстояние наиден-
совпадать с центром тя-
строевой по шпангоутам
нон точки пересечения от шпангоута 5 и переведя его согласно
масштабу на модель, мы'можем на чертеже «бока» Отметить
положение центра величины. Па рис. 65 центр величины моде-
ли находится в расстоянии 3 мм в нос от шпангоута 5. Если
масштаб длины строевой на рцс. 66 1 : 5 по отношению к мо-
дели, то, следовательно, центр величины нашей модели нахо-
дится в расстоянии Х=15 мм в иос от шпангоута 5.
1 Заметим; что если мы вычислим площадь строевой по шпанотоутам
и затем помножим ее площадь на масштаб длины и масштаб площадей,
то получим величину объемного водоизмещения.
- 93 -
Рис, 6'6'. Пересечение линий подвеса строевой, вырезанной
из картона
После этого поступаем следующим образом:
1. Отмечаем на обоих бортах модели (снаружи) положе-
ние ЦВ, найденное подвешиванием картонной строевой,
2. Взвешиваем модель на весах. Ее вес должен быть воз-
можно ближе к требующемуся полному весу.
3, Устанавливаем модель носом на подставку, стоящую на
весах (рис. 67), а кормой — на подставку, стоящую на
столе (или наоборот), так, чтобы расстояния от ЦВ до ребер
подставок были равными.
4. Передвигаем балласт или детали оборудования с тем,
чтобы весы показали половину веса модели. Очевидно, что,
когда это будет достигнуто, ЦТ и ЦВ будут расположены на
общей вертикали.
При взвешивании модели надо, чтобы:
— килевая линия была расположена горизонтально;
— расстояние между подставками для большей точности
его измерения было небольшим;
— перед установкой модели весы при установленной на
них подставке были отрегулированы на нулевой отсчет;
— ребра подставок были острыми и были расположены
возможно точнее перпендикулярно к диаметральной пло-
скости.
Рис. 67, Положение модели на весах для удифферентования
- 94 -
§ 12, ОПРЕДЕЛЕНИЕ ОСТОЙЧИВОСТИ
Метацентрическая высота. В жизни модели судна, так же
как и в жизни судна, случается, что какие-либо причины, на-
пример ветер, заставляют ее наклониться на правый или ле-
вый борт. Такое наклонение называется креиом.
Остойчивостью в теории корабля называется способность
судна возвращаться в вертикальное положение после того,
как причина крена прекратила свое действие.
Остойчивость — очень важное свойство судна, и теория
корабля уделяет много внимания способам численной оценки
остойчивости судна еще до его постройки.
После постройки судна существенно увеличить его остой-
чивость почти невозможно. Для модели корабля остойчивость
является также очень важным свойством, но изменить это
свойство, после того как модель построена, удается очень ча-
сто, если модель может принять балласт, не превысив задан-
ного водоизмещения. Все же нередко бывает необходимо
определить, хотя бы приближенно, остойчивость модели до
окончания ее постройки.
Для того чтобы судно накренилось, к нему должна быть
приложена сила. Эта сила должна быть приложена таким
образом, чтобы возник крепящий момент. Если па
судно, находящееся па плаву в вертикальном положении, по-
ложить груз так, чтобы ЦТ груза пришелся точно над ЦТ
судна, т. е. по диаметральной плоскости, то хотя к судну при-
ложена сила, оно не накренится. Если тот же груз положить
сбоку от ЦТ судна, не п диаметральной плоскости (рис. 68),
то судно накренится, так как при таком положении груза по-
явится кренящий момент. Крепящим моментом в этом слу-
чае является произведение
веса груза на расстояние от
диаметральной плоскости до
центра тяжести положенно-
го груза. Это расстояние но-
сит название плеча кре-
нящего момента.
Если на судне, находя-
щемся на плаву в верти-
кальном положении, пере-
местить какой-либо груз в
поперечном направлении, то
возникающий при этом кре-
нящий момент будет равен
произведению силы веса пе-
Рис. 68. Кренящий момент от сме-
щения груза
ремещенного груза, на рас-
стояние, на которое груз
был перемещен. Если вес
95 -
перемещенного груза был равен, например, 200 кг, а плечо
равно 5 Л!, то кренящий момент будет равен 200.5=1000 кгм.
(килограммометров).
Если на судно, находящееся на плаву, сбоку подует ветер,
то судно также накренится и в таком положении будет пере-
мещаться в сторону подветренного борта. В этом случае под-
водная часть корпуса будет испытывать сопротивление воды
(боковое сопротивление), которое будет равно силе ветра
и приложено в центре бокового сопротивления примерно на
глубине половины осадки (рис. 69). В этом случае кренящий
момент будет равен произведению силы, с которой ветер да-
вит на судно, на расстояние от точки приложения силы ветра
до центра,бокового сопротивления.
Если во всех этих случаях после прекращения действия
кренящего момента, например после того, как смещенный груз
будет возвращен на место, или после того, как ветер стихнет,
судно вернется в свое прежнее положение, то говорят, что
такое судно остойчиво. Если же судно под действием
крепящего момента накренилось настолько, что продолжает
увеличивать свой крен н после того, как кренящий момент
прекратил действовать, и, наконец, опрокидывается, то гово-
рят, что судно п е о с т о й ч и в о.
На рис. 70 схематически показан поперечный разрез нена-
креиенного судна. Центр вытесненного судном объема воды
(пентр величины) и, следовательно, сила поддержания судна
расположены в диаметральной плоскости, так как корпус сим-
метричен.
На рис. 71 показано накрененное судно. После накрепения
некоторый объем судна (заштрихован слева/, ранее бывший
Рис, 69. Кренящий момент от давления ветра
— 96 —
под водой, вышел
из воды, а справа
такой ?ке объем во-
шел в воду, ввиду
чего центр объема
подводной части
(ЦВ) сместился
вправо.
Так как сила
поддержания воды,
действующая верти-
кально снизу вверх,
всегда приложена
Рис. 70. На судне в нормальном положении
ЦТ и ЦВ расположены па общей верти-
кали в ДП
в центре подводного
объема (в точке ЦВ), то после пакрепения судна она будет
действовать уже не из прежнего положения центра подводного
объема, а из центра нового подводного объема. Произведение
силы поддержания и кратчайшего расстояния между ней и си-
лой тяжести носит название восстанавливающего
момента.
Восстанавливающий момент стремится вернуть судно
в вертикальное положение.
Судно, изображенное на рис. 71, остойчиво, так как после
прекращения действия кренящей силы восстанавливающий
момент возвратит судно в нормальное положение.
Предположим теперь, что при накренении судна центр под-
водного объема сместился очень мало (рис. 72), так что сила
поддержания осталась слева от ЦТ. В этом случае момент
силы поддержания будет не устранять, а увеличивать крен
судна, так как будет стремиться повернуть судно в ту сторону,
в которую оно накренено. Ввиду этого после прекращения
действия кренящей силы судно будет продолжать накреняться
МЕТАЦЕНТРЫ
НЕИЗМЕННОЕ
НАПРАВЛЕНИЕ
ВОССТАНАВЛИВАЮЩЕГО
МОМЕНТА
ОБЪЕМ
ВЫШЕДШИЙ
ИЗ воды
ВЛ
ВОССТАНАВЛИВАЙ
ЫЩЕГО МОМЕНТА /
ПОДДЕРЖАНИЯ
ЦВ
'ОБЪЕМ
ВОШЕДШИЙ
ВВОДУ
Рис. /7. При накреиеиии ЦВ перемещается в сторону
крена
7 Морской моделизм
— 97 -
и не вернется в вертикальное положение. Такое судно назы-
вается нсостойчивым.
Сравнивая рис. 71 и 72, можно заметить» что если точ-
ка М, которая является точкой пересечения направления
силы поддержания с диаметральной плоскостью, оказывается
выше ЦТ (рис. 71), то судно остойчиво; если ниже ЦТ
(рис. 72),— судно неостойчиво.
Точка Л1 и о с и г название метацентра.
Обратим внима-
НУПРАВЛЕНИЕ
Рис. ТТ Сулин, У кои'1 ого пуп пикрицспин
i!,h смещается очень мало. П.исстлнавлиьпн)-
щкй .-.lovenг опрокид’ли дет сучио
лис на следующее:
1. Центр тяже-
сти судна при иакре-
псвии не переме-
щается; он может
переместиться толь-
ко в том случае, ес-
ли при крене какие-
либо грузы па судне
сместятся,
В обоих приме-
рах (рис. 71, 72) ЦТ
расположен над цен-
тром величины (ЦВ).
Если же ЦТ судна
расположен ниже
центра величины, то даже при самом малом смещении НВ
метацентр будет лежать выше ЦТ, и, следовательно,, такое
судно обязательно будет остойчивым (рис. 73).
Расстояние от метацентра (М) до ЦТ носит название
метацентрической высоты. Чем больше метацен-
w/i/M/iz?^c7ry-
ВОСС'АНАВЛН ;р. НИДЕ/О
И в МСН ТА
© МЕТАЦЕНТР
СУДНА
Рис. /3. Судно, у которого ЦТ ниже центра
величины, всегда остойчиво
- 98 -
^рическая высота, тем больше остойчивость судна. Так как
плечо восстанавливающего момента /, как видно из преды-
дущих рисунков, увеличивается либо когда центр величины
перемещается при наклонениях судна ближе к борту, т. е. при
увеличении ширины судна, либо когда ЦТ располагается
ниже, то для увеличения остойчивости стремятся увеличивать
ширину корпуса и возможно ниже располагать все грузы на
судне.
Из практики судостроения известно, что если метацентри-
ческая высота при крене 10—15° достигает определенной .ве-
личины, то судно достаточно остойчиво при нормальных для
моря условиях плавания. Метацентрическую высоту судна
при крене 10— 15° называют начальной мета центриче-
ской в ы сото й.
В табл. 14 даны значения метацентрической высоты для
10— 153 крепа, при которых суда являются достаточно остой-
чивыми. Метацентрическая высота в судостроении обозначается
буквами AL'.'. _
Уменьшая приведенное в таблице значение /ИГ? по закону
механического подобия в /. раз (?. —масштабное числи), мы
получим значение Мо', которым должна обладать модель, чтобы
быть в отношении остойчивости подобной судну.
Однако условия плавания модели часто бывают относительно
более тяжелыми, чем условия плавания судна: столкновения
моделей между собой, случайные смещения грузов, непропор-
ционально сильный ветер п т. п. Поэтому мотпцептрнчсе кая
Т л и л и ц я ! 4
Значения начал i.kgO (при 10—15° крена) метацентри-
ческой высоты для различных типов судов
Пьчлльпая
Типы судов мет.'щептрпческая выси га ЛЮ. м
Линкоры .........................
Крейсера ........................
Эсминцы .........................
Канонерские лодки ...............
Большие пассажирские ............
Средине п малые пассажирские . .
Большие грузо-пассажирские . . . .
Большие грузовые ................
Средине грузовые . . ............
Родные пассажирские .............
Винтовые буксиры ................
Ледоколы . , . ; ................
Рыболовные.......................
Парусные грузовые ... ...........
О,Я- [,8
0,0— 0,9
0,3 — 0,75
0.5 —0,8
0,6- - 1,5
0,6 - 0,8
0,6— R2
0,3— 1,5
0,3.— 1,0
3,0-5,0
0,5-0,7
1,0 —4,0
0,7-0,8
0,6-0,9-
- 99 -
высота модели должна быть в 2—3 раза большей, чем подобная,
т. е. большей, чем метацентрическая высота судна, деленная
на масштабное число X.
Покажем теперь, как можно вычислить метацентрическую
высоту модели при проектировании. Допустим, что нам известны
положение центра величины и положение центра тяжесш мо-
дели по высоте (т. е. известны расстояния от основной линии
до ЦТ и ЦВ). Тогда для определения метацентрической вы-
соты М г надо на чертеже мидель-шпангоута отметить поло-
жение точек ЦТ и ЦВ, а затем найти точку, в которую пере-
местится ЦВ после пакрепения судна на 10—157 Определив
эту точку, надо провести из нее прямую под соответствующим
углом (10 — 15°) к вертикали и продолжить ее до пересечения
с диаметральной плоскостью (рис. 74). Эта точка пересечения
и является точкой М (метацентром), а искомая метацентриче-
ская высота равна расстоянию от этой точки до ЦТ.
Определение положения центра величины по высоте.
Для нахождения положения ЦВ после пакрепения можно
поступить следующим образом: проведем на проекции <корпус»
(рис. 75) ватерлинию, наклоненную (вправо или влево) к нор-
мальной ватерлинии, паиримср на 103, и вырежем из тон-
кого и гладкого плотного картона все вычерченные шпангоуты
(обе половины каждого шпангоута), срезая их сверху по на-
клонной ватерлинии (промежуточные шпангоуты не вырезаются).
Сложив шпангоуты друг на друга так, чтобы они совпадали по
диаметральной плоскости и по наклонной ватерлинии, и скре-
пив их топкой ниткой в двух —трех местах (рис. 76), под-
весим весь пакет за нитку, привязанную в любой точке пакета,
к гвоздю, вбитому в степу, а затем прочертим на пакете шпан-
гоутов продолжение нити подвеса. После этого повюрим под-
вешивание, закрепив нитку подвеса в любой другой точке
пакета (пить второго подвеса па рис. 76), и при помощи ли-
нейки, приложенной к нити, прочертим вторую линию-про-
Начальная
МЕТАЦЕНТРИЧЕСКАЯ
ВЫСОТА
Метацентр
' т .с1
^15
Плечо босота-'
J НА ВЛИВАЮЩЕГО
-'МОМЕНТА
ПОЛОЖЕНИЕ
ПРИ ВЕРТИКАЛЬНОМ' ЦВ ПРИ КРЕНЕ.
ПОЛОЖЕН ИИ СУДНА
Рис. 74. Графический способ определения метацентри-
ческой высоты
- 100 —
Рис. 75. Проведение наклонной вагсрлипип
должение нити подвеса. Две прочерченные линии пересекутся
в некоторой точке, которая и явится искомым центром объ'ема
ЦВ подводной части судна после его накрененияЧ
Если положение найденной точки
(расстояния о г диаметральной плоско-
сти и от основной линии) перенесем
па чертеж мидель-шпангоута и из этой
точки проведем прямую, наклонен-
ную под углом 10° к вертикали, то
точка пересечения этой прямой с диа-
метральной плоскостью явится мета-
центром (Af), а расстояние от точки
7И до ЦТ — метацентрической высо-
той MG.
Расстояние от ЦВ до метацентра,
называемое метацентрическим
радиусом и обозначаемое грече-
ской буквой р (ро), можно прибли-
женно найти по формуле:
&
Р ~ ЮГ ’
где В — ширина модели по ватерли-
нии у мидель-шпангоута;
Т — осадка модели.
В и Т должны быть выражены
одинаковой мерой, папример в
величина р будет выражена той же
мерой.
Вычислив величину р и отложив
Рис. 76. Подвешивание па-
кета картонных шпангоутов
1 Наклонная ватерлиния должна при этом проходить через точку пе-
ресечения диаметральной плоскости с КВЛ,
- 101 —
ее от найденного положения ЦВ на диаметральной плоскости
(на чертеже мидель-шпангоута), получим точку М. Расстояние
от точки М до ЦТ н есть искомая метацентрическая
высота.
Заметим, что если мы определили водоизмещение путем взве-
шивания па весах шпангоутов, вырезанных из картона (стр. 85), то
иотожеппе ЦВ при вертикальном положении модели удобно
найти, подвесив па нитке пакет шпангоутов (обрезанных по не-
пакдопопиой КВЛ). Точка пересечения липни подвеса с диамет-
ральной плоскостью явится искомым положением ЦВ. Для конт-
роля подвешивание следует произвести дважды (за две различ-
ные точки); липни второго подвеса должна пройти через най-
денную точку пересечения диаметра'плюй Илоекосгн с линией
первого подвеса. Центр величины почти для всех судов лежит
не ниже половины огадкп и нс выше 2 п осадки.
Определение положения центра тяжести модели. Для опре-
деления метацентрической высоты необходимо знать положе-
ние цс'игра тяжестп модели ио высоте. При проектировании
положение этой точки можно определить приближенно, если
нам известны нес н расположение по высоте всех деталей
модели и с*е обору той,чиня. В число этих деталей дочжпы вхо-
дить корпус, палуба, двигатель, липни вала, грсбпоп г-ппы
электробатареи, балласт, палубные надстройки п т, и. Попятно,
что при проектирований модели данные о вес;.' и посожепни
этих детацш очень приближенны, тем более, что в процессе
постройки возможны некоторые отклонения от проекта- Поло-
жение центра тяжести модели можно определить гораздо тон-
ное и проще, йог та со. корпус в основном готов и все наиболее
тяжелые детали оборудования готовы. Определение остойчи-
вости мололи в этой стадии се постройки ио является < слиш-
ком поздним-1, так как если будет'обнаружено, чщ метацентри-
ческая высота слишком мала, можно принята сравнительно
простые моры к понижению положечп-и центра тажесгп. В то
же время педос fa точная остойчивость, обнаруженная только при
спуске мотеля па воду пли пеноерсдствешю перед соревнова-
нием, может потребовать весьма трудоемких переделок или же
поставить мот одно та в безвыходно? положение.
Однако (-ели в конструкция пли оборудовании проектируе-
мой модели имеются особенности, заставляюпцн' высоко распо-
лагать тяжелые детали (например, большое число металличе-
ских пушек па палубе), то даже приближенное определенно
положения центра тяжести до начала постройки может ока-
заться достаточным, чтобы показать неосуществимость проекта
и предотвратить напрасную затрату труда и времени. Поэ-
тому ниже дан приближенный способ определения положения
ЦТ при проектировании и более точный— после того, как
корпус и главные детали оборудования модели в основном за-
кончены.
- 102 -
Для определения положения ЦТ модели при проектировании
надо поступить следующим образом:
1. Сое гавпть схематический чертеж модели, па котором должно
быть показано расположение ее оборудования. На этом чертеже
должны быть указаны вес и вертикальное расстояние от основ-
ной лицин до центров тяжести корпуса и каждой детали обо-
рудован ня. На рис. 77 показан пример такой схемы.
Рис. 17. Схема для вычисления положения ЦТ ио высоте
2. Пользуясь чанными схемы, надо заполнить таблицу ио
форме, покд.чшной ниже (табл. 15).
3. Вычислить расстояние до ЦТ модели о г основной липки
по формуле:
7 iMr-pr
* G ’
где Z--вертикальное расе ,'ояпио от основной линки до ЦТ, с.щ
)Г — сумма моментов веса корпуса и всех детален, вычислен-
1 пая в четвертом с голбце табл. 15 (Дд'.п);
G — вес корпуса и всех деталей, учтенных в первом
столбце жилицы, кг.
Т а и л и и а 15
Определение положения ЦТ модели по выео-tc
На имс нова и не дещт ли 1 Вес. детали, кг Цсргшотльчос расстояние от ociioijiioi; лиши; до ЦТ детали, см 3 Момент веса детали ОиП'ЫИСЛЫЮ ПСИоигОП липин, /,'?гй; д 'М (? - 4
Корпус (с палубой) .... Батареи ......... Мотор Вал • Гребной впит п руль . . . Балласт 0,20 0,15 О,10 0,05 0,05 0,30 2,8 2,5 2,5 3,0 з,о 1,5 0.56 и, .30 0,25 0,125 0.125 0,450
Сумма G Сумма момен- та
0,85 /то 1,81 к гем
103
В табл. 15 приведен пример вычисления положения ЦТ для
модели грузо-пассажирского судна, схема которого показана
на рн'С. 77.
Вычислим для этой модели метацентрическую высоту.
Вычисляем положение ЦТ по высоте от основной лилии
у £верт Л81 ______________________9 9
Так как в этом подсчете мы не учитывали палубных над-
строек, установка которых должна повысить положение ЦТ, то
увеличим найденное значение Z=2,2 см до 3,0 сто
Рис. 78. Пример определения метацентрической
высоты
Допустим, что центр величины при крене 10: находится в точ-
ке, отстоящей от основной линии на 1,6 см и от диаметральной
плоскости на 0,5 см. Нанеся эту точку па чертеж мидель-шпан-
гоута (рис. 78) и восстанавливая из нее перпендикуляр к ватер-
линии при крене, найдем, что метацентр (точка /И) находится
на высоте 4,5 см от основной. Нанеся на тот же чертеж поло-
жение ЦТ, находим, что метацентрическая высота нашей
модели равна:
MCi = 4,5 —j3,0 — 1,5 см.
По табл. 14 метацентрическая высота грузо-пассажирского
судна равна 0,6—1,2 м. Если масштаб модели, например, 1 :200,
то ее метацентрическая высота должна быть равной от
== 0,003 м = 0,3 см
до
= 0,006 .и: =-0,6 см.
Для рассматриваемой модели М/--1.5 см, и, следовательно,
остойчивость модели достаточна.
— 104 —
Более точно можно определить положение центра тяжести
модели в процессе ее постройки, когда корпус и все основные
по весу детали оборудования в основном закончены.
Установив (временно) в корпусе и на палубе все наиболее
тяжелые детали оборудования, надо взвесить модель на весах
обычным образом, После этого надо произвести взвешивание
модели в положении, показанном на рис. 79. При этом взвеши-
вании модель должна лежать на одном из бортов на легкой
(например, фанерной) подкладке, опирающейся на две под-
ставки: одну расположенную на весах, а другую — на столе.
Ребра подставок должны быть прямолинейными и достаточно
длинными. Их надо установить параллельно вертикальной стенке
подкладки на одной высоте, чтобы диаметральная плоскость
модели, положенной па подкладку, была горизонтальна. Ребро
подставки, находящейся па столе, должно приходиться точно под
внутренней кромкой вертикальной стенки подкладки. Расстоя-
ние между ребрами должно быть примерно равно высоте борта
модели. Установив подкладку и подставки, перед гем как поло-
жить на них модель, надо, уравновесив весы, установить их па
нулевое деление. Модель кладется на подкладку так, чтобы
линия киля соприкасалась с вертикальной стенкой подкладки.
Рис. 79. Положение модели па весах для определения поло-
жения ЦТ по высоте
Обозначим полный вес модели, определенный первым взвеши-
ванием, буквой Я, а показания весов при взвешивании модели
па борту — буквой М. Тогда расстояние А от линии киля модели
до центра тяжести будет равно:
Л- М-Б ,
где буквой Б обозначено расстояние между ребрами подставок»
105 -
Пример. Полный вес модели /С = 0,85 кг; показания весов
при взвешивании модели па борту ЛГ = 0,4 кг, расстояние между
ребрами подставок Б 5,0 см.
Тогда ЦТ отстоит от линии киля на расстоянии, равном
. М-Б о, 1-5,0 о.
А = —f>— = —ГД.7Р— 2 4 см.
К и,Ь5 ’
Для проверки такое взвешивание модели полезно произвести
два-три раза, немного менял расстояние между ребрами под-
ставок.
Интересно сравнить метацентрическую высоту, вычисленную
любым способом, с мсгацентричоской высотой законченной
и спущенной па поду модели. Определить метацентрическую
высоту модели на плаву можно следующим образом: установить
па модели очень легкий креномер, чтобы он почти не менял
положения ЦТ молоди, и затем сместить один из грузов моде-
ли, расположенных в диаметральной плоскости, к борту пас толь-
ко, чтобы модель приобрела креп, равный 30° (точно). Тогда
метацентрическая высота мололи может быть вычислена по
формуле
MG = ,
0,17/J
где /ЙЦ — искомая мезацентрическая высота в сщ
^й({ (.|т — кренящий момент в /ж’-oz, ранный произведению
веса смещенного груза (кг) на величину смещения
груза fan);
D -- водоизмещение модели (кг), включая перемещаемый
груз, определенный взвешиванием.
0,17 — постоянный коэффициент (тля 10'’).
Если вес смещаемого груза п ширина мотели малы, в виду
чего кропящий момент недостаточен для щжрепипия модели
Put. 80. Крснова1н;ь модели д.тл построения диаграммы
остойчивости
106 -
на 10°, то надо на модели установить легкое коромысло,
на котором будет расположен смещаемый груз, и уравновесить
его (рис. 80).
Пример. Требуется определить метацентрическую высоту
построенной модели, водоизмещение которой I) — 0,85 А'г; вес
смещаемого груза (например, батарей) р' расстояние,
на которое пришлось сместить груз (плечо кренящего'момента),
чтобы накренить модель на 10:, равно 2,0 см.
Тогда
ЛЮ
М<р 0.1-2,(^ __ 0,2
0.17Л) “’6717-0.85 б’, Н2
Если произвести несколько пакренений модели (на раз-
личные углы крепа), смещая для этого груз па различные
расстояния, то можно по-
строить диаграмму, харак-
теризующую остойчивость
модели па различных уг-
лах крона;такая диаграм-
ма носит название ди а-
грамм ы с 'г а т и и е-
ск О Й О С Т о н ч н в о с т п.
Строится опа следующим
образом.
Но горизонтальной пря-
м о п о т к Ji а д ы в а ют. л! о б ы (
равные отрезки, изобра-
жаю [рис собой углы кре-
па (например, 1 см — Г),
а по вертикали --отрезки,
изображающие в любом
кг/сн
п. 4 -
О9 10° гг
П'1. Р.пргрг.мма cTTiTi’ivcicoii
<.'/ л ni'iiiL'Ou'i и
масштабе кренящие мо-
менты (например, I кгем — 100 д,н). Откладывая на соответ-
ствующих делениях горизонтальной и вертикальной прямых
кренящие моменты и соответствующие им углы крипа, полу-
чим ряд точек, которые соединяем плавной кривой (рис. 81).
§ 13. УПРАВЛЯЕМОСТЬ
Управляемостью судна называют его способность,
удерживаться на заданном курсе или изменять свой курс под
действием руля. Способность судна держаться на курсе но-
сит, название устойчивости на курсе, а способность
изменять курс носит название поворотливость. Пово-
ротливость и устойчивость на курсе предъявляют к обводам
корпуса противоположные требования, поэтому при проекти-
ровании обводов корпуса приходится либо выбирать «сере-
107 —
дину», либо отдавать предпочтение тому качеству, которое по»
характеру службы судна является более важным.
Модель, обладающая недостаточной устойчивостью на
курсе, очень часто при пробеге отклоняется от заданного пер-
воначального курса настолько, что, подходя к линии финиша,,
выходит за пределы длины линии финиша, ввиду чего на со-
ревнованиях получает низшую оценку скорости хода и устой-
чивости на курсе. Поворотливость же .модели может иметь
значение лишь при демонстрации управления моделью по
радио или посредством механизма заданного маневра. По-
этому для моделей судов более важной является устойчивость
на курсе.
Проектируя модель, следует помнить, что устойчивость на
курсе тем больше:
1) чем больше отношение длины корпуса к его ширине-
2) чем меньше отношение ширины корпуса к его осадке
(у)’
3) чем больше площадь руля;
4) чем больше площадь кормового дейдвуда и вертикаль-
ного- киля;
5) чем значительнее подрезан нос;
6) чем ниже надводная часть корпуса и чем меньше боко-
вая площадь надстроек (это уменьшает возможность сноса
с курса при боковом ветре);
7) чем дальше в нос и корму расположена наибольшая
по весу часть оборудования и балласта модели (это умень-
шает возможность отклонения от курса при столкновении
с посторонними плавающими предметами: щепками и другими
случайными предметами, засоряющими акваторию;
8) чем больше размеры и водоизмещение модели (при та-
кой же дистанции, как и для менее длинной и менее тяжелой
модели).
Однако даже самый тщательный учет этих соображений
при проектировании может оказаться бесполезным, если при
постройке будут допущены некоторые дефекты, при которых
корпус, обладающий хорошей устойчивостью иа курсе, не смо-
жет ходить прямолинейно.
Такими дефектами являются:
1. Несовпадение оси линии вала с диаметральной плос-
костью корпуса.
2. Несимметричные по отношению к оси винта установка или
очертания (рис. 82) руля.
3. Несимметричность обводов корпуса, несимметричность рас-
положения гребных винтов на двухвинтовых моделях, различие
размеров гребных винтов, крен модели в ходу и т. п.
-- 108 —
Рис. 82. Pv.ni,, несимметрич-
ный опюептельио осп впита
На криволинейность движения мо-
гдели может оказывать существенное
‘влияние и работа гребного винта. При
своем вращении гребной виит винто-
образно закручивает отбрасываемый
' им поток воды. Реакция закрученной
струи, направленная в сторону, проти-
воположную направлению вращения
винта, и передаваемая его лопастям,
через гребной вал и двигатель пере-
дается фундаменту двигателя и кор-
'' пусу модели, ввиду чего корпус
.'испытывает крепящий момент в сторону, противоположную
направлению вращения винта. Так как при крене нарушается
симметричность обтекания модели, то она отклоняется от прямо-
линейного курса. Обычно, если винт (глядя с кормы) вращается
. по часовой стрелке, то модель может уходить влево. Чем больше
размеры гребиого винта и чем больше угол установки его лопа-
стей относительно оси, тем сильнее будет Сказываться креня-
щее действие реакции струи (при том же двигателе).
С дефектами, допущенными при постройке, и с действием
реакции можно бороться отклонением руля. Однако подбор нуж-
ного угла отклонения руля становится очень трудным, если
гребной валили руль свободно «-болтаются» в своих подшипниках,
если руль очень тонок и изгибается под действием боковой
силы, если рулевое устройство не имеет приспособления для
точной и совершенно неподвижной установки руля под любым
углом.
Как уже было сказано, хорошая поворотливость достигается
-средствами, обратными тем,
которые применяются для
увеличения устойчивости на
курсе, за исключением раз-
меров площади руля, уве'
личение которой до извест-
ных пределов благоприятно
’ отражается на поворотли-
вости.
Поворотливость оцени-
вается диаметром наимень-
шей окружности, называе-
мой циркуляцией, ко-
торуюсудно может описать.
На рис. 83 показано судно
иа циркуляции. Угол меж-
ду направлением движе-
ния центра тяжести судна
и диаметральной плоско
- 109 —
стыо называется углом дрейфа, Диаметром циркуля-
ции называете/,! диаметр окружности, описываемой центром
тяжести судна. Чтобы можно было сравнить между собой пово-
ротливость судов различной длины, применяют отношение диа-
метра циркуляции к длине корпуса. Так, если длина судна
равна 100 ш, а диаметр его наименьшей циркуляции равен 500 щ
то говорят, что относительный диаметр циркуляции равен
боа _ г
'ioo — а'
Обычно наймет,щг,я циркуляция достигается при угле откло-
нения руля равном 30 — 35 Для некоторых судов диаметр цир-
куляции увеличиваемся с увеличением скорости ходя.
На рис. 84,щ б, с, приведены некоторые типы рулей, приме-
няемые на судах, и детали рулевого устройства для моделей.
§ 14, РАСЧЕТ ПОТРЕГШОЙ МОЩНОСТИ ДВИГАТЕЛЯ МОДЕЛИ
При движении судна па его корпус со стороны поды дей-
ствует сила, направленная в сторону, противоположную направ-
лению движения. Эту силу называют сопротивлением
воды. Чпюы судно двигалось, к нему должна быть приложена
сила, которая преодолевала бы сопротивление воды. Чту силу,
называемую упором, сов тает при своем движении (вращешш)
судовой движитель (грибной впит, гребное колесо и т. п.).
Для вращения движителя требуется затрачивать пежоторую
силу. Для топ* чтобы создать эту силу и вращать движитель,
на судне ус га нагл; ищется двигатель, называемый г ла в н ы м
д в и г а те л е м. Движенце сахюхоцюго судна происходит
пи следующей схеме: щщодящнйся на судне главный двигатели
вращает вал, на конце которого, за корпусом, укреплен гребной
пинт. При вращении грсбиого пиита па его лопастях разви-
вается сила (упор), которая через вал и упорный иоднипшик
передается корпусу судна. Корпус судна, идущего с равномерной
скоростью, встречает со стороны водь! сопротивление, равное
упору,
Следовательно, чтобы при п^ектировшши судна предсказать
мощность двигателя, потребную для движения судна с заданной
скоростью, надо знать:
1) сопротивление воды, которое корпус встречает при раз-
личных скоростях хода;
2) мощность, требующуюся для вращения гребного винта
при различных числах оборотов в минуту;
3) упор, развиваемый винтом при различных числах оборотов»
Сопротивление во.ты определяют посредством, испытания
модели судна в специальном бассейне или сложным расчетом.
Мощность, требующуюся для вращения гребного винта с раз-
личными числами оборотов, и упор, который при этом развивается
— но —
БАЛАНЫМЬ.’Й
П0ДВШЛ18 РУЛЬ
Рис. 8Р а, б, в —чипы рулей; г—рулевой привод
- 111 —
на винте, определяют испытанием модели гребного винта в спе-
циальном бассейне или достаточно сложным расчетом, Все
это недоступно моделисту. Поэтому определение потребной
мощности двигателя модели может быть сделано лишь прибли-
женно, ориентируясь на существующие модели, однотипные
по своим обводам с обводами проектируемой модели. Для этого
можно воспользоваться адмиралтейской формулой:
С
где N — требующаяся мощность двигателя, л. с’.;
D — водоизмещение модели, кг\
v — заданная наибольшая скорость хода модели, м'сек;
с — коэффициент, значение которого зависит ог главных
размерений, обводов, водоизмещения, скорости и г. п.
Значение коэффициента с для проектируемой модели можно
определить, если имеются данные о моделях, близких к проек-
тируемой по своим основным элементам, а именно: по водоизме-
щению, длине, скорости, обводам. Выбрав модель (проготип),
у которой отношение скорости к корню квадратному из длины
/ v \
( ф/д- ) близко к отношению тех же величин для проектиру-
емой модели, а водоизмещение по очень значительно отличается
от водоизмещения проектируемой модели, надо вычислить зна-
чение коэффициента с для выбранной модели-прототипа
Z)/3-
с — 7Г~
где D, v и N — известные нам элементы выбранной суще-
ствующей модели,
Найденное значение с надо подставить в адмиралтейскую
формулу для проектируемой модели
где D — водоизмещение проектируемой модели, кг;
'Ц — скорость, которую мы желаем задать проектируемой^
модели, м!сек; "
с — найденное значение коэффициента для существую-
щей выбранной модели-прототипа.
Пример, Требуется приближенно определить мощность
двигателя для модели крейсера со^рледующими основными эле-
ментами:
водоизмещение , .
длина .............
скорость ..........
относительная скорость
, . D = 13 кг
. . L — 1,2 м
, . v — 1,3 Mjceic
v
%—
- 112 -
За прототип принимаем существующую модель крейсера
Со следующими элементами:
водоизмещение . . . .
длина .............
скорость........... .
мощность...........
относительная -скорость
D — 16 кг
1,4 м
1,5 м/сек
0,05 л. с.
- = 4^ = !,27
/1,4
. ,v =
. . N ~
v
Определяем адмиралтейский коэффициент для модели-про-
тотипа:
&'/*.& 16^ 1,53 __ 6,35-3,4 .лор
С ~ .V — 0,05 0,05 ’
Подставляем полученное значение с в адмиралтейскую фор-
мулу для проектируемой модели
с
13'/3 • 1,3'! 5,55-2.2
432 ~ 432
0,03 л. с.
При таком расчете получается фактическая мощность, расхо-
дуемая на движенце модели, причем предполагается, что гребные
винты на обеих моделях подобраны одинаково хорошо.
Примечание, Вычисление числа в степени й/ч производится так:
надо залашюе число возвести в квадрат и затем вычислить корень третьей
степени из квадрата заданного числа, для чего следует пользоваться таб-
лицами, имеющимися во всех технических справочниках.
Увеличение скорости модели при увеличении мощности дви-
гателя может быть достаточно точно определено, если увеличе-
ние мощности, выраженное в процентах, разделить на 3; ча-
стное покажет, па сколько процентов увеличится скорость
модели.
Пример. Мощность мотора модели N ~ 0,1 л. г. Ско-
рость хода -и = 2,0 м^сек.
Насколько увеличится скорость хода модели, если мощ-
ность мотора будет увеличена вдвое, т. е. па 100%?
Решение. Разделим процент увеличения мощности на 3;
частное от деления покажет, па сколько процентов увеличится
^орость модели:
4° 33,-
о
Вычислим, чему равны 33% от 2,0 м[сек‘.
?^Л&,66 MiceK.
Следовательно, скорость модели при увеличенной вдвое мощ-
ности будет равна: v = 2,0 0,66 = 2,66 Mjce/c.
Примечание. При таком расчете подразумевается, что водоизме-
щение модель остается без изменения.
8 Морской моделизм
— ИЗ —
§ 15. ПОДБОР ГРЕБНОГО ВИНТА
Приспособления, служащие для превращения работы судо-
вого двигателя в движение судна, называются движителя-
ми, Наиболее распространенным - движителем является гребной
винт. Его действие заключается в тоад, что при своем враще-
нии ом отбрасывает массу воды за корму судна. Реакция
(отдача) отброшенной массы воды воспринимается лопастями греб-
ного винта и передается через гребной вал упорному под-
шипнику, закрепленному в корпусе судна. Сила реакции,
воспринимаемая лопастями и передаваемая корпусу, и есть
упор гребного винта. Так как происхождение упора — реак-
ция отброшенной массы воды, то гребной винт называют ре-
активным движителем. Все современные судовые движители
являются реактивными.
Сопротивление воды зависит от скорости движения судна, от
размеров и обводов подводной части корпуса и от степени шеро-
ховатости поверхности обшивки, Сопротивление воды состоит
в основном из волнового сопротивления и сопро-
тивления трения. Волновое сопротивление — это суммар-
ная сила давления воды на корпус, которое появляется при
движении судна. Преодолевая эту силу, судно поднимает
волны. Чем больше волновое сопротивление, тем больше волны
за судном. Сопротивление трения ~ это сила трения между
ближайшими к корпусу слоями воды. Очень тонкий слой воды,
непосредственно прилегающий к обшивке, движется вместе
с судном, имея одинаковую с ним скорость, и между ним
и обшивкой трение не создается. Слой жидкости, соприкасаю-
щийся с первым слоем, благодаря силам сцеплеиия между
частицами воды движется в том же направлении, что и судно,
но со скоростью, меньшей, чем скорость судна, ввиду чего
между вторым и первым слоями возникает трение. Скорость
третьего слоя меньше, чем второго, и между ними также со-
здается трение и т. д. (рис. 85). На некотором расстоянии от
борта вода остается неподвижной. Трение между слоями воды
передается слою, прилегающему к корпусу, и через него
корпусу. “
Если поверхность судна шероховата, то в ближайших к
обшивке слоях воды возникают вихри, на образование которых
судно должно тратить дополнительную силу.
Для подбора наивыгоднейшег^Мгребного винта для данного
судна недостаточно знать сопротивление судна; необходимо
также знать наибольшую мощность и соответствующее ей
число оборотов в минуту двигателя, который будет приво-
дить в движение гребной винт. Эти характеристики двигателя
определяют испытанием двигателя на специальном стенде на
заводе.
- 114 -
Зная сопротивление судна при требующейся’ скорости хода;
наибольшую мощность и соответствующее ей число оборотов
двигателя, по сложным формулам и графикам подбирают ос-
новные элементы гребного винта. Для вращения такого винта
должна затрачиваться мощность, равная мощности двигателя^
и при этом винт должен развивать упор, равный по своей ве-
личине полному сопротивлению судна, соответствующему за-'
данной в проекте скорости хода судна.
Формулы и графики, служащие для подбора гребных вин-
тов, позволяют определить основные элементы гребного винта:
ВООБРАЖАЕМЫЕ
елок воды
Рис. 85. Различная скорость движения слоев воды вблизи борта
' и днища судна
диаметр и геометрический шаг винта, а также
лощадь и форму его лопастей. Диаметром гребного винта
взывается диаметр окружности, в которую вписан винт. Гео-
:етрическим шагом называется путь, который может пройти
□ьинт за один оборот, если будет вращаться в твердой гайке
пис. 86). В воде винт за один оборот проходит меньший путь.
Определив основные элементы гребного винта, его можно
сконструировать: подобрать размеры и сечения лопастей, уста-
новить сечения и положение лопастей на ступице и т. п. Фор-
ма сечения лопастей имеет большое значение. На рис. 87 по-
казаны типичные сечения лопастей. .
При вращении винта на выпуклой, обращенной к носу суд-
на' поверхности лопасти образуется разрежение, а на вогну-
той — давление. Благодаря этому вода подсасывается к лопас-
тям винта и отбрасывается ими за корму. Чем меньше мощности
требует винт для своего вращения и чем ббльшую мощность
в*
— 115 —
он отдает в виде упора, тем больше его эффективность, или,
иначе, коэффициент полезного действия. Отношение
полезной мощности, передаваемой судну, к мощности, затрачи-
ваемой двигателем для вращения винта, называется пропуль-
сивным коэффициентом.
Как показывает теория, чем больше скорость хода судна
чем больше площадь лопастей (за счет увеличения диаметра
СКОЛЬЖЕНИЕ
НАПРАВЛЕНИЕ
ДВИЖЕНИЯ
ВИНТА
Рис. 8о. Геометрический и действительный шаг гребного винта
винта), тем больше коэффициент полезного действия винта.
Если же площадь лопасгей чрезмерно велика, то мощности
двигателя может оказаться недостаточно для вращения винта
с необходимым числом оборотов. В среднем коэффициент по-
лных винтов колеблется от 0,5
до 0,7. Эго значит, что
если двигатель развивает
на гребном валу мощность,
равную, например, 100 л. с.,
то гребной винт отдает суд-
ну только от 50 до 70 л. с.,
а остальная мощность дви-
гател я затрачивается
различные
например,
ние потока,
виптом.
Для хорошей работы
гребного винта необходимо,
чтобы кормовые обводы
обеспечивали плавное под-
текание воды к винту, Что-
бы винт был достаточно
лезного действия судовых гр!
КРУГОВОЙ
СЕГМЕНТ
а
ПРОФИЛЬ
КРЫЛА САМОЛЕТА
ВОГНУТОСТЬ
ДЕЛАЕТСЯ ПРИ
БОЛЬШИХ. НАГРУЗ-
КАХ НА ЛОПАСТЬ
Рис. 87. Типы сечений лопастей
на
потери, как,
на закручива-
отб расы наем ого
- 116 -
погружен под поверхностью воды и не засасывал воздух,
чтобы лопасти были гладкими и их очертания — плав-
ными.
Очень важным для гребных винтов является шаговое
отношение р — отношение геометрического шага винта Н
к диаметру винта D. Наивыгодпейшее отношение р = ко-
леблется от 0,8 до 1,5.
Для измерения геометрического шага гребного винта можно
воспользоваться следую-
щим способом: ’*
1. Провести па лопасти
дугу радиусом, равным 0,6
наибольшего радиуса винта
(рис. 88).
2. Установить гребной
винт на листе бумаги так,
чтобы ось винта была вер-
тикальна.
3. Угольником измерить
расстояния от кромок ло-
пасти (в точках их пересе-
чения с проведенной окруж-
ностью) до листа бу-
маги.
4. Отметить на бумаге
перпендикуляры, опущен-
ные при помощи угольни-
ка из этих точек.
5. Убрав винт, провести
прямые, соединяющие точ-
ки (следы) перпендикуля-
ров с осью винта, и изме-
рить образуемый ими угол.
После этого можно непосредственно вычислить величину
шага по следующей формуле:
(Л — 5).360
п = -----------,
Рис. 88. Способ измерения шага мо-
дели грйбпого винта
где А и Б — измеренные (пункт 3) расстояния от кромок ло-
пасти до бумаги;
а — измеренный (пункт 5) угол.
Форма лопастей бывает различной, она не имеет большого
значения для работы винта; для трех- и четырехлопастных
винтов лопасть Очень часто имеет вид части эллипса, а для
двухлопастных лопасти часто делают саблеобразной формы
(рис. 89).
Рис. 89. Различные формы лопастей
Гораздо большее значе-
ние имеет форма попереч-
ного сечения лопастей.
Расчетные методы, при-
меняемые в судостроении
для подбора гребных вин-
тов, довольно трудны. По-
этому для подбора гребного
винта к модели следует ори-
ентироваться на гребные
винты существующих моде-
лей. Если же этого нельзя
сделать, то для первого при-
ближения можно воспользо-
ваться данными табл. 16,
пересчитывая скорости хода
судов и число оборотов по закону подобия 1. Диаметр греб-
ного винта модели назначается по конструктивным условиям.
При этом надо стремиться к наибольшему возможному
диаметру. В большинстве случаев диаметр гребного винта мо-
Таблица Тб
Данные для подбора гребных винтов моделей
Тип судов Скорость хода в узлах V Число оборотов винтов В мин. п Число лопастей Z Шаговое отношение Р
1 2 3 4 5
Большие пассажирские . Средние и малые пасса- 18-25 150—250 3—4 0,9-1.2
жирские 14-20 90—150 3-4 0,8-1,2
Грузо-пассажирские . . 10—15 70-90 3-4 0.8-1,1
Г рузовые . 9-11 60-80 4 0,7—1,0
Речные . 14—12 км (час 120 250 3-4 0,8—1,2
Буксиры 8-12 90- 150 4 0,8-1,0
Ледоколы 15-18 90—160 4 0,7-1,0
Линкоры •• 18-25 150-250 3-4 0,9-1,2
Крейсера 24-30 300 -450 3 1,0-1,25
Эсминцы 30-35 450-550 3 1,1
Подводные лодки . . . 10-16 180-300 3—4 0,8-1,2
1 Число оборотов модели винта в минуту равно числу оборотов винта
(рудна, умноженному на корень квадратный из масштабного числа X
Я мод = Икор • )/"X .
- 118 -
ели приходится делать на 10—20% больше, чем диаметр
Подобного» винта.
Задавшись диаметром винта, по столбцу 5 (табл. 16) опре-
деляем шаг, а затем выбираем суммарную площадь лопастей.
Суммарная площадь лопастей должна составлять от 60 до
100% площади окружности, в которую вписан винт. Для мо-
делей эсминцев, крейсеров, линкоров, буксиров и быстроход-
Зых пассажирских судов эта плошадь близка к 100%. Для
моделей грузовых и других тихоходных судов она меньше 60%.
Вырезав из жести заготовку для гребного винта, устанав-
ливаем ее на подставку и изгибаем ее лопасти так, чтобы
^гаг, измеренный по способу, описанному на стр. 117, стал рав-
ным шагу, определенному по столбцу 5. Изгибая лопасти,
Надо поверхности, которые будут обращены к носу, делать
выпуклыми. Установив такой винт на модели, надо замерить
'ее скорость. Если скорость окажется недостаточной, надо уве-
личить угол установки лопасти по Отношению к оси винта,
что увеличит упор, создаваемый винтом.
При испытании винта на модели очень важно знать, раз-
вивает ли двигатель при данном винте число оборотов, соот-
ветствующее своей наибольшей мощности. Для этого можно
рекомендовать установить в модели электроконтакт, действую-
щий от двигателя через редуктор (например, через небольшой
часовой механизм), и соединить его с лампочкой карманного
фонаря, укрепленной на мачте. Замеряя время, за которое во
время движения модели лампочка вспыхнет, например 10 раз,
будем знать число оборотов в минуту, которое фактически
делает двигатель при движении модели с данным винтом.
Подобрав по испытанному винту его наиболее подходя-
щие основные элементы, следует по ним изготовить винт бо-
лее совершенной конструкции.
§ 16. ЧЕРТЕЖ ОБЩЕГО ВИДА МОДЕЛИ И ЧЕРТЕЖИ ДЕТАЛЕЙ,
УСТАНАВЛИВАЕМЫХ НА ПАЛУБЕ
Вычерчивание чертежа общего вида модели
К вычерчиванию чертежа общего вида следует приступать
после того, как все чертежи корпуса и оборудования модели
готовы. Если предполагается, что вес надстройки и деталей,
располагаемых на палубе, будет составлять значительную
долю полного веса модели, то чертеж общего вида следует
сделать до проверки остойчивости и удифферентования
модели.
Чертеж общего вида можно сделать при наличии доста-
точно ясного рисунка, чертежа или фотоснимка моделируе-
мого судна. Такой чертеж или рисунок перед вычерчиванием
общего вида надо внимательно изучить и наметить, какие де-
тали судна-прототипа будут установлены на модели. Назна-
-- 119 —
чая эти детали, в первую очередь надо иметь в виду масштаб
модели и не загромождать чертеж деталями, которые по ма-
лости размеров не могут быть изготовлены. Чертеж общего
вида модели в большинстве случаев состоит из вида сбоку
и вида сверху.
При вычерчивании общего вида надо помнить, что этот
чертеж предназначен прежде всего для того, чтобы указать
расположение всех надстроек, деталей и их внешние очерта-
ния. Поэтому чертеж общего вида должен быть выполнен
строго в масштабе. Точное соблюдение масштаба при вычер-
чивании общего вида очень важно также потому, что многие
надстройки и детали настолько просты, что для их изготовле-
ния, кроме чертежа общего вида, никаких других чертежей
не требуется: все необходимые размеры снимаются (измеря-
ются) с чертежа общего зида.
Чертеж общего вида надо начинать с вычерчивания про-
дольного контура корпуса, перенося его с теоретического чер-
тежа. На этом контуре линия пересечения палубы с бортом
вычерчивается с учетом седловатости (продольной погиби) па-
лубы !. Поперечная погибь палубы, если она будет выпол-
няться на модели, должна быть показана на отдельном чер-
теже погиби каждого бимса и может быть учтена непосред-
ственно при изготовлении надстроек. Если на модели должен
быть сделан фальшборт, то он показывается па виде сбоку
с вырезами в местах, где он закрывает какие-либо установки.
После вычерчивания бокового контура корпуса точно под ним
и в том же масштабе следует вычертить контур главной па-
лубы и борта, если смотреть на нее сверху.
После Этого па виде сбоку должны быть показаны очерта-
ния надстроек и рубок, а затем — наиболее крупных дета-
лей: дымовых труб, орудийных установок, шлюпок и т. п, За-
тем на виде сверху надо показать надстройки и рубки главной
палубы с их деталями. Проверив правильность высоты вычер-
ченных надстроек и ширины проходов между деталями и над-
стройками, возможность поворотов орудий, подъема самолета,
спуска шлюпок и т. п., можно приступать к вычерчиванию бо-
лее мелких деталей —- якорного устройства, шлюпбалок, кра-
нов и т. п.— и к детальному вычерчиванию подробностей обо-
рудования надстроек и крупных деталей — дзерей, иллюми-
наторов, КЛЮЗОВ И т. п.
Вид сверху на рубки и мостики, расположенные выше глав-
ной палубы, чертится отдельно от вида сверху на главную
палубу. На рис. 90 приведен пример чертежа общего вида
модели буксира.
При расположении деталей судовых устройств очень важ-
но своевременно предусмотреть возможность пуска и обслу-
1 На судах с высоким надводным бортом седловатость не обязательна.
— 120 -
живания механизмов, устанавливаемых в модели. Для этой:
цели в палубе должны быть сделаны достаточно большие
люки (вырезы), закрываемые съемными (или на петлях) ча-
стями палубы.
Рис. 90. Чертеж общего вида модели судна
Надстройки и рубки
В архитектуре корабля надстройкой гражданского судна
называется помещение иад главной палубой, простирающееся-
от борта до борта. Рубкой называется помещение над палу-
бой, простирающееся менее чем на всю ширину палубы. Над-
стройкой военного судна (корабля) называется длинное поме-
щение, а рубкой — короткое, независимо от ширины.
По типу палубных надстроек Отличают суда (рис. 91):
1) с гладкой палубой (рис. 91,а); 2) с полубаком и полу-
ютом1 (рис. 91,6); 3) с баком, ютом и средней надстройкой,
так называемые «трехостровные» (рис. 91, в); 4) с удлинен-
1 Полубаком и полуютом в архитектуре корабля называется соот-
ветственно носо-зая или кормовая надстройка, возвышающаяся над глав-
ной палубой примерно па половину высоты нормальной надстройки; баком
и ютом называются те же надстройки, возвышающиеся на полную-
высоту.
- 121 - -
ным баком (рис. 91,г); 5) с удлиненным ютом (квартердеч-
пыс) (рис. 91,5); 6) с удлиненной средней надстройкой
(рис. 91, е).
На моделях главной палубой называют верхнюю, идущую
вдоль всей модели, непрерывную палубу. На судах морского
и речного флотов палубы, расположенные над главной, имеют
следующие названия (рис. 92): мостиковая Г, прогулочная В,
Рис. 91. Типы палубных надстроек
верхняя прогулочная В, шлюпочная палуба А. Часто палубы
именуются только буквами: палуба «А», палуба «Б» и т. д.
Средние надстройки и рубки судов морского и речного
флотов в плане либо прямоугольные, либо имеют закругления
в носовой и кормовой частях.
Рубки, расположенные на надстройках, часто имеют носо-
вые очертания по форме передней переборки надстройки.
Надстройки боевых кораблей часто имеют фигурное в пла-
не очертание. Конфигурация башенной надстройки с мости-
ками часто бывает очень сложной. В этом случае полезно
изготовить отдельный подробный чертеж, причем двух видов
(двух проекций) —сбоку и сверху — часто бывает недоста-
точно. В таком случае вычерчивают также вид спереди или
сзади (с носа или с кормы),
При вычерчивании для моделей надстроек, рубок и их де-
талей следует иметь в виду, что на судах имеется несколько
палуб.
Рис. 92. Палубы, расположенные выше главной
— 122 —
1. Высота каждого помещения должна быть не менее чем
2,2 м; на малых кораблях допускается и меньшая высота
(1,7— 1,9 м).
2. Все двери надстроек и рубок имеют комингс от 50 до
100 мм, а в некоторых случаях до 300 мм высотой; двери,
расположенные вдоль судна, должны быть навешены ребром,
расположенным ближе к носу, и иметь ручку у ребра, распо-
ложенного ближе к корме. То же относится и к крышкам
входных люков. Ширина двери должна быть от 0,6 до 0,8 м,
высота 1,8—2,0 м, а при необходимости и больше.
3. Большинство жилых помещений должно иметь иллюми-
наторы или окна; диаметр иллюминаторов от 200 до 600 мм.
Размеры наиболее употребительных иллюминаторов показаны
на рис. 93.
На боевых кораблях окна не делаются. В боевых (брони-
рованных) рубках делаются смотровые щели.
4. Ширина проходов между надстройками и бортами в за-
висимости от величины судна или класса корабля делается от
0,7 до 1,2 м.
5. На буксирных, спасательных, рыболовных и других су-
дах специального назначения для свободного прохода вдоль
всего судна по палубе надстройки (от борта до борта) обычно
не делаются.
6. Судовые трапы делают шириной от 0,4 м (служебные)
до 1,0 м (пассажирские). Наклон трапов 60° (к палубе).
Детали, изображающие вооружение корабля
На моделях должны быть представлены все основные
для моделируемого корабля виды вооружения и судовые
устройства.
Чтобы при постройке модели не пропустить каких-либо су-
щественных деталей, очень полезно, после того как чертеж
общего вида закончен, составить опись всех вычерченных иа
нем детален, группируя их по боевым частям (для моделей
кораблей военно-морского флота) и по судовым устройствам
(для моделей судов морского и речного флотов).
Ниже дается краткий перечень основных деталей, уста-
навливаемых на моделях и относящихся к боевым частям
корабля.
1. К штурманской боевой части (или к штурманскому обо-
рудованию судов морского флота) относятся: радиопеленга-
торы, компасы, репитеры, гирокомпасы, ходовые и якорные
огни (бортовые отличительные, штаговый, топовый, гакаборт-
ный, якорные, носовой и кормовой), машинные телеграфы,
2. К артиллерийской боевой части относятся: главная ар-
тиллерия и вспомогательная артиллерия, противоминная и зе-
нитная, дальномерные посты.
— 123 —
380-430 мм
3. К минно-торпедной бое-
вой части относятся: торпед-
ные аппараты, мины, пара-
ваны, глубинные бомбы,,
бомбосбрасыватели.
4. К боевой части наблю-
дения и связи (или к устрой-
ству связи судов морского
флота) относятся: мачты
с сигнальными реями, посты
наблюдения, прожекторы,
радиоантенны, радиолока-
торныё антенны, флаги, кло-
тиковый огонь.
5. К механической боевой
300-400
Рис. 93. Общий вид и размеры
судовых иллюминаторов
части (или механическому
у оборудованию судов морско-
го и речного флотов) отно-
сятся: дымовые трубы, вин-
ты, кронштейны, гребные ва-
лы, рули, бортовые отводы,
вентиляторы.
6. К авиационной боевой
части относятся: катапульты,
краны для подъема гидро-
самолетов, самолеты.
Детали, относящиеся
к штурманской боевой части
или к штурманскому
оборудованию судов
морского флота
1, Компасы. Магнитные
компасы и репитеры уста-
навливаются на главном мо-
стике. Общий вид нактоуза
с компасом, закрытым сфе-
рическим колпаком, и ком-
пасом, закрытым коническим
колпаком, показан на рис. 94. Расстояние между осями ламп
около 400 JWAt, высота нактоуза около 1,25 м.
2. Радиопеленгаториые рамки (рис. 95) устанавливаются
на мостиках, надстройках и мачтах. Диаметр рамки около
0,8 м.
3. Ходовые огни, а) Топовый (белый) огонь расположен
у топа фок-мачты на высоте от 6 до 12 м над палубой, в за-
висимости от ширины судна.
- 124 -
Рис, 94, Внешний вид компасов и нактоузов
Рис, 95, Радиопс-
лсигаторная рамка
б) Правый отличительный (зеленый) огонь расположен на
правом крыле мостика в расстоянии около Уз длины судна
-ют носа (рис. 96).
в) Левый отличительный (красный) огонь расположен
-симметрично правому.
г) Гакабортный (белый) огонь расположен на гакаборте.
4. Якорные огни1, а) Р1осовой (штаговый) белый огонь
расположен на высоте от 6 до 12 м. Этот огонь устанавли-
вается либо на форштаге, либо на специальной стойке.
Рис. 96. Фонарь бортового огня
1 Расположение ходовых н якорных огней см. плакат «Правила
предупреждения столкновений судов в море» и Шмаков, «Основы военно-
морского дела», приложение 3.
— 125 —
ОТ 200
ДО 400
б) Кормовой белый
огонь расположен на кор-
ме ниже носового на
4,5 м.
5. Машинные телегра-
фы. Машинные телегра-
фы устанавливаются на
обоих крыльях ходового-
мостика; рядом с телегра-
фом устанавливают пере-
говорные трубы для го-
лосовой связи с машин-
ным отделением. Основ-
ные размеры и общий вид
машинного телеграфа по-
казан па рис. 97.
Детали, относящиеся к
артиллерийской боевой
части
меняются на
ствуют двух-,
Рис. 97. ^Машинный 1. Башенные устаиов-
телсграф ки Башенные артилле-
рийские установки при-
линкорах, авианосцах и крейсерах. Суще-
трех- и реже четырехорудийные башенные
установки. Приближенные основные размеры орудийных.
Таблица 17
Приближенные габариты орудийных башен, м
1 Чстырехорудийпые башня Трехорудийпые башня Двухорудийпые башни
О « ^3 'О ” та та ш та [етр I ета га га аз К £ ;етр 1 ета J та в ни га етр гта
S • ж И а о то та Г:. о та сх £ с- О £ ХО
та х 1=( 3 ш в =( 'О ч э Л со s га ft'О Э л со В- 03 ю
406 16,0 15,0 3,4 14,3 16,0 13,2 3,4 13,0 16,0 11.2 3,4 11,0
381 15,4 14,3 — 13,5 15,4 1’2,7 —- 12,2 15,4 10,7 —- 10,4
356 14,8 13,6 3,3 12,8 14,8 12,1 3,3 11,5 14,8 10,2 3,3 9,8
330 14,2 12,8 — 12,0 14,2 11,5 — 10,7 14,2 9,7 —- 9,2
280 12,7 11,2 — 1 10,4 13,7 10,1 — 9,3 12,7 8,6 — 7,9
254 11,8 10,4 3,1 9.6 11,8 9,4 3,1 8,6 11,8 8,1 3,1 7,2
230 10,9 9,6 — 8,8 10,9 8,7 — 7,9 10,9 7,4 — 6,6
180 8,9 7,8 —- 7,3 8,9 7,1 —« 6,5 8,9 6,2 —- 5,4
152 8,0 6,9 2,6 6,5 8.0 6,3 2,6 5,8 8,0 5,5 2,6 4,8
127 6,8 6,0 — 5,7 6,8 5,4 — 5,0 6,8 4,8 —- 4,1
100 5,6 5,1 2,3 5,0 5,6 4,5 2,2 4,3 5,6 4,0 2,2 3,5
126 -
башен приведены в табл. 17. На линкорах башенные установ-
ки применяются для орудий калибра 250—406 мм, на крейсе-
рах — 152—200 мм.
б
Рис. 98. Пример некоторых макетов крупных артиллерийских’"ус-
тановок:
а — орудия калибра 406; б — орудия калибра 330; в — орудия калибра 254
Высота ствола 'орудия над палубой делается равной 2—
2,5 м. Внешние очертания башен весьма различны (рис. 98).
Крупные башенные установки снабжаются дальномерами, оку-
ляры которых выходят за пределы башни. В верхней части
- 127 —
-башни делаются выступающие наружу колпаки со смотровы-
ми щелями.
Длина ствола орудия делается равной 40—55 калибрам,
внешний диаметр ствола у дульного среза равен примерно по-
лутора калибрам. Около одной четверти длины орудия рас-
положена внутри башни. На крупных башнях снаружи уста-
навливаются по два—четыре скоб-трапа. Для подъема стволов
в вертикальной плоскости в башнях делаются вырезы, закры-
ваемые брезентовыми щитами,
2. Палубные артиллерийские установки. Щиты палубных
артиллерийских установок (полубашни) не имеют задней
стенки. Палубные артиллерийские установки применяются для
орудий калибра до 140 мм. Они применяются для главной
артиллерии преимущественно на малых кораблях, а для вспо-
могательной и на крупных. Вспомогательная артиллерия раз-
мещается по большей части в мертвом пространстве главной
артиллерии.
Щит, прикрывающий палубную установку, показан на
рис. 99, а, б. Высота щита должна позволить человеку пахо-
Рис. 99. Макеты палубных артиллерийских
( установок:
« — орудия калибра 152 мм‘, б — орудие калибра мм
диться за ним во
" весь рост.
Для усиления ог-
ня вспомогательной
артиллерии на ко-
раблях устанавли-
в а ются а вто м атич е-
ская артиллерия ка-
либра 20—45 мм
(рис. 100, а) и круп-
нокалиберные пуле-
меты калибра 13 мм
(рис, 100, б). Автома-
тические орудия и
пулеметы прикрыва-
ются часто только
передним щитом.
Автоматические
установки и пулеме-
ты бывают одно-,
двух- и четырех-
ствольные. Они уста-
навливаются на спе-
циальных платфор-
мах надстроек,, на
мостиках и т. п.
3, Дальномерные
посты (рис. 101). На
крупных кораблях
- 128 -
Рис. 100. Общий вид ма-
кета крупнокалиберного
пулемета (б) и автомати-
ческого орудия
калибра 40 (а)
устанавливается до 20 дальномеров. Главный командно-даль-
йомерный пост располагается на наиболее возвышенных ме-
стах (до 20 -30 м над палубой): на рубках, па фок-мачте; на
крупных кораблях эти посты бронируются. Дальномеры долж-
ны устанавливаться на прочных основаниях. Под крылья мо-
стика с дальномерами устанавливают подкрепляющие колон-
ны. База 1 дальномеров доходит до 12 м. На эсминцах уста-
навливают до пяти дальномеров. Дальномер дожен иметь
большой угол поворота. В передней части дальномерных по-
стов делаются смотровые окна с бронированными крышками.
Детали, относящиеся к минно-торпедной боевой части
1. Торпедные аппараты. Торпедные аппараты бывают
двух-, трех- и реже четырёхтрубные. Надводные торпедные
аппараты устанавливаются на крейсерах, эсминцах, Стороже-
1 Базой дальномера называется расстояние между осями окуляров.
9 Морской моделизм — 129 —
Рис. 10L Макеты дальномерных постов
вых кораблях и торпедных катерах. На торпедных катерах
аппараты неподвижные, однотрубные, на остальных кораб-
лях — поворотные. На эсминцах устанавливают до четырех
торпедных аппаратов. Торпедные аппараты располагают либо
по диаметральной плоскости корабля, либо у бортов. Торпед-
ные аппараты должны обладать возможно большим углом
_ 130 —
обстрела. Возвышение оси торпедного аппарата над палубой
должно быть нс менее одного метра. Общий вид трехтрубного
торпедного аппарата показан на рис. 102.
На торпедных катерах в зависимости от величины катера
устанавливают от двух до четырех торпедных аппаратов, рас-
полагая их у бортов под углом 5 —10° наружу от диаметраль-
ной плоскости.
Наружный диаметр труб от 500 до 650 ММ‘, длина трубы
от 7 до 8 м.
2. Мины. Наибольшим распространением пользуется шаро-
видная мина, диаметр которой 1—1,5 м. Якорь мины (в виде
Рис. 102. Макет трехтрубного торпсдпогоДнпарата
тележки прямоугольной в плане формы) и мина показаны на
рис. ЮЗ. Для перемещения мины по палубе в кормовой части
вдоль бортов прокладывают рельсы. Для постановки мин
в корме (по гакаборту) делается плавный спуск с палубы
к воде. Минное вооружение устанавливается на минных загра-
дителях, крейсерах, эсминцах и других кораблях.
Детали, относящиеся к боевой части наблюдения и связи
1. Мачты с сигнальными реями. На мачтах боевых кораб-
лей устанавливаются приборы наблюдения и управления ар-
тиллерийским и торпедным огнем, прожекторы, навигационные
н радиоприборы, средства сигнализации и сигнальные огни.
9* - 131 --
Рис. ЮЗ. Схема макета шаровидной мины и рельсовых путей
На боевых кораблях устанавливаются две вертикальные (не-
наклонные) мачты.
Размеры площадок для постов управления огнем зависят
от площади, необходимой для приборов и обслуживающих их
людей. Эти посты должны быть защищены от дыма, выходя-
щего из труб, от брызг и ветра. Высота мачт на крупных ко-
раблях доходит до 50 -60 м. Стальные мачты на крупных
кораблях делаются либо трубчатые (трех-, четырех- и пяти-
иогие, преимущественно фок-мачты), либо башенные круглые
(диаметром до 5—6 м) и эллиптические в сечении. Трехногие
мачты линкоров делаются из труб диаметром 1,0—1,2 лд на
крейсерах — диаметра 0,6—0,75 м. Марсовые площадки уста-
навливаются на высоте 30—40 л/.
Сигнальные реи располагаются так, чтобы флаги было
удобно- поднимать со всех сторон сигнального'мостика.
Деревянные мачты применяются па малых кораблях и на
судах морского флота. Их размеры зависят от величины судна.
Диаметр деревянных мачт; у степса от 0,3 до 0,7 м, у пярт-
нерса от 0,4 до 0,9 м, у салинга от 0,3 до 0,8 м и у топа от
0,25 до 0,6 м.
На рис. 104 показана грот-мачта линейного корабля.
2. Прожекторы. Прожекторы устанавливаются на всех ко-
раблях. Линейные корабли могут иметь от шести до две-
надцати дуговых прожекторов диаметром от 90 до 150 см.
Крейсера — от трех до десяти прожекторов диаметром от 60
до 120 см. Эсминцы — от двух до четырех прожекторов диа-
метром от 45 до 90 см. Угол действия одного или сумма углов
— 132 -
двух прожекторов должна быть близкой к 360°; прожекторы
не должны подвергаться действию орудийных газов н дыма.
Их лучи не должны мешать управлению кораблем н оружием.
Они устанавливаются достаточно высоко над ватерлинией, на
специальных площадках или мостиках около носовой и кор-
мовой боевых рубок: на прожекторных марсах, на мостиках
дымовых труб и в других местах. Высота установки прожекто-
ров над ватерлинией у линкоров от 15 до 35 м. Дуговой про-
жектор должен быть удален от магнитного компаса не менее
чем на 7 м. Пример макета корабельного прожектора пока-
зан на рис. 105,
3. Радиоантенны. Передающие радиоантенны — многолуче-
вые. Лучи располагаются либо в горизонтальной плоскости,
либо по образующим цилиндра (горизонтального); антенны
Рас. 104. Макет грот-мачты линкера:
1 — боевая рубка: 2 — главный дальномерный пост; 3 — верхний
командный пост управления огнем; 4 — командный пост управления
огнем; Л — [Сомапдно-дальномерпый пост вспомогательной артил-
лерии; б - пост онаб,г.оленин; 7 — пост н:1бЛ1ОдеН[|я; 8 — пост наблю-
дения; 9 — ходовой мостик; 10 — штурманская рубка; 11 — поет бо-
евого пелен!о-апия; 12 — рндпонелецгаторндя рубка; 13 — радиопе-
ленгатор; 14 ~ сигнальный прожектор; 15 — сигнальная рея:
16 — сигнальные усы; 17 — мостик сигнальщиков; 18 — ходовая
радиостанция ' t
\
- 133 -
Рис. 105. Макет про-
жектора
Рис. 106, Антенна радиоло-
кационной Станции на даль-
номерном посту
крепятся к топу мачт или к другим
возвышающимся предметам (напри-
мер, к дымовой трубе). Снижение
от каждого луча подводится к ан-
тенному вводу, имеющему вид ко-
лонки высотой около 1,5 я и уста-
новленному па мостике, либо к изо-
лятору в переборке рубки.
Приемные антенны —• однолуче-
вые. Число антенн зависит от числа
передатчиков и приемников. Антен-
ны ультракоротковолновых устано-
вок состоят из одного—двух стерж-
ней диаметром по 10—15 мм, уста-
навливаемых вертикально на над-
стройках, мачтах и т. п.
4. Антенны локаторов. Па кораб-
лях применяются антенны локато-
ров: а) кругового обзора и б) па-
норамные.
Устройство и размеры антенн ло-
каторов очень разнообразны и за-
висят от мощности локатора; диа-
метр круглых и ширина прямоуголь-
ных антенн доходяг до 3 м. Один из
типов антенн локаторов показан на
рис. 106.
Детали, относящиеся к
механической боевой части
Дымовые трубы. Дымовые трубы
боевых кораблей по своему гори-
зонтальному сечению делаются эл-
липтическими или каплеобразными.
На судах морского и речного
флотов встречаются и круглые
дымовые трубы. Число и размер
дымовых труб зависят от числа
котлов, устанавливаемых на корабле. На судах с дви-
гателями внутреннего сгорания расположение и размеры
труб устанавливаются в зависимости от внешней архи-
тектуры корабля. Высота труб иа линкорах доходит до
20 м, на крейсерах до 14 м, на эсминцах до 8 м. Ды-
мовые трубы нередко используются для установки иа них
мостиков для прожекторов, пулеметов и т. п. В верхней части
грубы устанавливается козырек для направления дыма. Дым,
134 -
выходящий из трубы, не должен застилать наблюдательных
постов и рубок. Если труба используется как основание рамы,
к которой крепится антенна, то рама устанавливается в но-
совой части трубы, чтобы поточные газы не омывали раму
н антенну. В непосредственной близости к кожуху дымовой
трубы устанавливаются трубы от предохранительных клапа-
нов, вспомогательных механизмов, камбуза, а также сирена.
Пример макета дымовой трубы показан на рис. 107.
Детали, относящиеся к авиационной боевой части
1. Катапульты. Самолетными катапультами снабжаются ли-
нейные корабли и крейсера; число катапульт на корабле 1—2
Они устанавливаются на
палубе, либо в средней
части корабля, либо в
корме и должны быть по-
воротными. Расположе-
ние катапульт схематиче-
ски показано на рис, 108.
2. Гидросамолеты и са-
молеты. Г идросамолсты
устанавливаются на кат.я-
пультах. Обший вид мо-
дели гидросамолета пока-
зан на рис, 109.
3. Краны для подъема
гидросамолетов. Каждая
катапульта должна обслу-
живаться краном. Край
должен быть расположен
так, чтобы позволять ка-
тапульте свободно вра-
щаться. Вылет крана дол-
жен быть достаточно
большим, чтобы безопас-
Рис. 107. Общи л вид макета дымсвэй
труби модели крейсера
но поднимать гидросамо-
лет в любом его положении по
для подъема гидросамолетов
подъема других тяжестей.
отношению к борту. Краны
не предназначаются для
Детали, изображающие судовые устройства
Основные судовые устройства, оборудования и системы,
которые устанавливаются на палубе модели: шлюпочное
устройство, спасательное оборудование, якорное устройство,
швартовное устройство, грузовое устройство, леерное устрой-
- 135 —
Рис. 108. Схемы расположения катапульт
ство, рулевое устройство, тентовое устройство, вентиляцион-
ная система.
К шлюпочному устройству относятся:
шлюпки, катера, шлюпбалки, ростр-блоки, или киль-блоки,
шлюпочные тали.
К спасательному оборудованию относят-
ся: спасательные плоты, спасательные круги.
К икорному устройству относятся: якоря
(становые, запасные, верпы), стопора якорных цепей, шпили
и брашпили.
X швартовному устройству о т н о с я т с я: кнех-
ты, киповые планки, швартовные клюзы, вьюшки для хране-
ния швартовных концов.
136 --
Рис. 109. Макет гидросамолета
К грузовому устрой-
ству относятся: грузовые
краны, грузовые стрелы, грузовые
люки, грузовые лебедки.
К леерному устрой-
ству относятся: леерные
стойки, леера.
К буксирному устрой-
ству относятся: буксирные
гаки, буксирные дуги, буксирные
лебедки, буксирные арки.
К тентовому устройству относятся: тенты,
тентовые -стойки.
К вентиляционной системе относятся: де-
флекторы (раструбы), механические вентиляторы.
Детали, относящиеся к шлюпочному устройству
1. Шлюпки, На боевых кораблях в качестве гребных шлю-
пок применяются чаще всего четырех- и шестивесельные ялы.
Число шлюпок зависит от размеров корабля. Так, например,
на линкорах устанавливают от четырех до десяти гребных
шлюпок, на эсминцах— от двух до четырех. Очертания ялов
показаны на рис. ПО.
Размеры четырех весельного яла: длина L = 5,2 м; шири-
на В — 1,52 л-г; высота борта Н — 0,6 м.
Размеры шестивесельного яла: длина L == 6,0 ширина
В — 1,83 м; высота борта Н = 0,7 м.
Боевые корабли снабжены, кроме гребных, паровыми
(только старые корабли) или моторными шлюпками-катерами;
число катеров на крупных кораблях не менее дву: Макет
одного из таких катеров в масштабе 1 : 100 показан на рис. 111.
Обводы катеров бывают круглоскулыс и остроскулые.
Шлюпки размещаются главным образом в средней части
корабля, на главной-палубе или на рострах.
На морских пассажирских судах устанавливаются спаса-
тельные шлюпки длиной от 4,7 до 9,7 м.
- 137 -
Рис. 110. Очертания шести- и че-
тырехвесельного ялов:
а ~ продан ное; б — поперечные
Рис. 111. Макет моторного катера
— 138 —
Главные размерения двух типов спасательных шлюпок для
морских судов следующие:
Длина L — 4,7 лг, Длина L 6,7 л/,
ширина В = 0,88 м, ширина В =- 1,60 м,
высота борта Н =0,73 м. высота борта Н - 1,2 м.
Продольные очертания и обводы таких шлюпок показаны
на рис. 112.
На пассажирских судах шлюпки располагаются в средней
части па шлюпочной (самой верхней) палубе часто по две,
одна над другой, под общими для них шлюпбалками.
Число и размеры спасательных шлюпок на пассажирских
судах зависят от числа пассажиров и дальности плавания
судна. На пассажирских судах дальнего плавания все нахо-
дящиеся на судне люди должны быть обеспечены местом
в шлюпке.
На грузовых судах шлюпки располагают на средней над-
стройке у бортов. Если средней надстройки пет, то па судне
делаются ростры для размещения на них шлюпок.
Шлюпки могут быть размещены и на двух палубах, если
это не мешает одновременному их спуску. В носовой части
судна размещать шлюпки запрещено; размещение шлюпок
в корме допускается, ио не в районе гребных винтов.
В------------------ы
______1 .
Рис. 112. Очерта-
ния спасательной
шлюпки:
а — продольное: б — по-
перечное
- 139 -
Ростр-блоки, или киль-блоки (подставки), по два под каж-
дой шлюпкой устанавливают на расстоянии 'А длины шлюпки
от носа и от кормы.
Число шлюпок с каждого борта грузового судна должно
быть достаточным для вмещения всех людей, находящихся
на судне.
2. Шлюпбалки. Основной тип шлюпбалок — обыкновенные
поворотные (рис. 113).
Вылет шлюпбалок должен быть достаточно большим, что-
бы можно было спустить шлюпку при крене судна до 10%
Приблизительные размеры шлюпбалок приведены в табл. 18.
Таблица 18
Приблизительные размеры нормальных поворотных шлюпбалок
Тип шлюпки Высота шлюп- балки от шлю- почной палубы Д, мм Вылет шлюп- балки £t мм Диаметр шлюп- балки внизу и у внеш- него кон- ца d, мм Диаметр в средней части ЛЛ мм^ [|ачп- Пая с высоты Д, им Радиус закругле- ния мм
4- и 6-весельцые ялы . . Спасательная шлюпка 2 500 1500 60 130 (Д-1750) 600
длиной L = 8,5 м . . 3 200 1900 95 200 (Д—2050) 1000
Рис. 114. Макет крана
140 -
Если шлюпка расположена на рострах, то шлюпбалка
должна опираться на палубу. На палубе в этом случае уста-
навливается прочный, высотой около 1 м} стакан (труба), на-
зываемый ста вдер сом.
Наименьшее число комплектов шлюпбалок на судах мор-
ского флота приведено в табл. 19.
Увеличение числа комплектов шлюп-балок (и шлюпок) до-
пускается.
Таблица 19
Наименьшее число комплектов шлюпбалок для пассажирских судов
Длина судна, м Наимень- шее число комплектов шлюпбалок Длина судна, м Наименьшее число комп- лектов шлюпбалок
от до от ДО
31 49 2 140 159 14
40- 58 3 159 177 16
58 67 4 177 195 18
67 75 5 195 213 20
75 82 6 213 232 22
82 91 7 232 250 24
i 91 101 8 250 271 26
101 113 9 271 282 28
113 125 10 282 315 30
125 140
Иногда для спуска и подъема катеров и шлюпок вместо
шлюпбалок устанавливают краны или стрелы. Пример макета
крана (для модели в масштабе 1 : 100) показан на рис. 114.
Детали, относящиеся к спасательному оборудованию
1. Спасательные плоты. На рис. 115 показан общий вид
и размеры надувных плотов, применяемых на боевых кораб-
лях. Эти плоты часто располагаются на переборках надстроек,
на дымовых трубах, башнях главного калибра. Полагается,
Рис. 115. Макет
надувного плота
- Ц1 -
Рис, 116. Спасательный
круг; наружный диаметр
круга около 800 мм
чтобы 25 9/о людей, находящихся иг
пассажирском судне дальнего плава-
ния, было обеспечено спасательными
плотами (кроме мест в шлюпках).
2. Спасательные круги. Спасатель-
ные крути (рис. 116) размещают на
переборках рубок, леерах, на обносах
мостиков.
Детали, относящиеся к
якорному устройству
1. Якоря. На боевых кораблях и на
крупных судах морского флота в ка-
честве становых якорей наибольшее распространение имеют
якоря без штока (якоря Холла). Макет одного из таких яко-
рей показан на рис. 117.
В качестве верпов применяются адмиралтейские якоря;
общий вид макета такого якоря показан на рис. 118.
Размеры якорей зависят от водоизмещения корабля. Глав-
ные размеры якорей приведены в табл. 20.
Таблица 20
Основные размеры якорей
Размеры якорей дмнралтейскнй
становой якорь Холла верп г
Полное ВОДО- ПЗМСтенПС между высота между высота высота
корабля, т UL >1 мп дин it isbiumi лап 71, мм псрстеца Б, мм осями лап К, мм лапы Л, мм верете- на Д, мм
51- 75 470 945 .
101 — 123 560 1 125 710 866 1 105
151 -200 625 1 250 814 893 . 1215
251- 300 625 1 250 — —~ —
551 — 650 625 1 250 —
651-800 855 1 650 1 175 423 1 755
1 (101-1 300 855 1 750 - — —.
1 601-2 000 1 070 2 140 — .— . 1—'
2 501-3000 1 160 2 330 — —- —
4 001-5 000 1 160 2 330 —— —- —
7 501-0 000 1 160 2 330 — — —
9 001 — 11 000 1455 2 910 — — —
15 001-20 000 1 455 2Ш0 — —- —'
20 СО 1-28 000 1770 3560 — —
На средних и малых судах морского флота в качестве ста-
новых якорей очень часто применяются адмиралтейские якоря.
142 —
Рис. 117. Макет якоря Холла
Рис. 118. Макет адми-
ралтсйского якоря
Рис. 119. Шпиль
2. Шпили и брашпили
Общий вид шпиля, приме-
няемого для подъема якоря
на кораблях и па очень круп-
ных судах морского флота,
показал на рис. 119. Разме-
ры шпиля зависят от веса
якоря и, следовательно, от во-
доизмещения судна. Выпил
шпилей колеблется от 700 мя
до 1 200 мм, диаметр бара-
бана — от 200 до 400 мм,
диаметр основания — от 500
до 1 000 мм.
На судах морского и репного флотов очень часто устанав-
ливают брашпили. Общий вид брашпиля показан на р'Ш. 120.
Примерные размеры фундаментной рамы брашпилей даны
в табл. 21.
Таблица 21
Размеры фундаментной рамы брашпилей
Водоизмещение судка, т Длина фундаментной рамы, мм Ширина фундамент- ной рамы, мм
650- 800 1 600 1 900
2 000—2 500 1800 2 200
5 000-6 000 2 700 3 000
20 000—30 000 3500 4 000
— 143 —
Габариты длины и ширины
брашпиля приблизительно на
25% больше размеров фунда-
ментной рамы.
Детали, относящиеся к
швартовному устройству
D _ 1. Кнехты (рис. 121, а и б).
1 Кнехты устанавливаются вбли-.^
зи обоих бортов в носовой, кормовой и часто в средней части *
судна. Большая ось кнехта располагается либо параллельно
диаметральной плоскости, либо параллельно линии борта.
Размеры кнехта зависят от величины корабля.
Длина фундаментальной плиты у наибольших кнехтов до-
ходит до 2,3 м, у наименьших — до 0,5 м\ диаметр тумб от
100 до 500 мм, высота тумб от 220 до 840 мм.
На мелких судах устанавливаются кнехты с длиной фун-
даментной плиты от
200 до 450 мм, диа-
метром тумб от 30
до 75 мм и высотой
от 75 до 170 мм.
На буксирных су-
дах для целей букси-
ровки часто в носо-
вой и кормовой ча-
стях устанавливают
кнехты по диамет-
ральной плоскости
судна. Иногда на су-
дах морского и реч-
ного флотов при-
меняют крестовые
кнехты (рис. 121,6).
Размеры таких кнех-
тов следующие: дли-
на плиты от 250 до
1200 мм, диаметр
тумб от 40 до 250 мм,
высота от 165 до
830 мм.
2. Киповые план-
ки. Киповыс план-
ки устанавливаются
вблизи кнехтов в тех
Рис. 121. Кнехты;
а — обыкновенный; б — Крестовы#
местах, где нет
фальшборта. Взаим-
- 144 —
Рис. 122. Расположение кнехта и киновой ллацки
ное расположение кииовой планки и кнехта должно быть
таким, чтобы часть швартова от планки к кнехту была рас-
положена почти параллельно длинной стороне кнехта
(рис. 122). Виды киповых планок и их главные размеры по-
казаны на рис. 123.
Если кпехт находится в районе фальшборта, то вместо
установки киповой планки в фальшборте делается швартов-
ный клюз (рис. 124).
3. Вьюшки для хранения швартовных концов. Для храпения
швартовных концов на судах применяются горизонтальные
барабаны, называемые
вьюшками (рис. 125).
Вьюшки устанавлива-
ются вблизи кнехтов
на корме и в носу.
Детали, относящиеся
1 к грузовому
устройству
1. Подъемные кра-
ны. На боевых кораблях
и судах морского флота
для подъема тяжестей
применяют электриче-
ские краны. Подъем-
ная балка кратов ко-
раблей может убирать-
ся, чтобы не мешать
стрельбе артиллерии.
Конструкция и разме-
ры кранов весьма раз-
нообразны' и зависят от
назначения крана. Рис. 123. Типы типовых планок
10 Морской мох: слизи — 145 —
ДЛИНА ОТ 180 ДО ООО ММ
Ширина от 50до220мм
ВЫСОТА ОТ 35 ДО 150 мм
длина ОТ 180 ДО ЗЛО лад
ШИРИНА ОТ 40 ДО 75 мм
ВЫСОТА ОТ33ДО 80 мм
ДЛИНА 0Т800Д0 1500мм
Ширина от /50 до 400мм
Высота от /25 до 265 мм
ДЛИНА ОТ 640 ДО 1700мм
ШИРИНА ОТ 175 до 420 нм
ВЫСОТА ОТ 158 да 325 ИМ
ДЛИНА от 1520ДО 2570мм
ШИРИНА ОТ280ДО 420мм
Высота от 24 о до 325мм
На рис. 126 приведен пример подъемного крана; основные
элементы крана следующие:
грузоподъемность............... . 2 — 4 т
вылет................................5 — 7 м
диаметр основания................; 1,3—1,7 м
2. Стрелы. На боевых кораблях и судах морского и речного
флотов применяются также грузовые стрелы — деревянные
Рис. 124. Швартовный клюз
и металлические.
Опорой для стрел
могут служить мач-
ты, надстройки, ды-
мовые трубы, венти-
ляционные трубы и
специальные стойки.
На рис. 127 показа-
ны примеры устано-
вок двух различных
судовых стрел.
Расстояние точ-
ки крепления шпора
грузовой стрелы над
палубой обычно де-
лают равным 2,5—
3,0 м. Вылет стрелы
должен позволять
работать с ней при
крене судна до
3. Грузовые лебедки. Для работы грузовых стрел вблизи них
устанавливаются грузовые лебедки, электрические (рис. 123)
или паровые.
Главные размеры электрических лебедок приведены
в табл. 22.
Рис. 125. Вьюшка
— 146 -
Таблица 22
Таблица главных размеров электрических лебедок
Грузоподъ- емность, т Диаметр барабана, мм Длина бара- бана, мм Длина фун- даментной рамы, мм Ширина фун- даментной рамы, мм
3 400 500 1 400 1,500
7.5 500 600 1 800 1900
Наибольшая длина и ширина лебедки на 25%' больше раз-
меров фундаментной рамы.
Детали, относящиеся к леерному устройству
Леера (рис. 129) устанавливаются на судах морского
и речного флотов па верхней (главной) палубе, там, где нет
фальшборта, и на всех палубах и мостиках, расположенных
выше. На боевых кораблях фальшборт не ставят. Леера уста-
навливают там, где проходы между надстройкой и бортом
недостаточно широкие, и там, где людям приходится работать
вблизи борта.
Высота леерных стоек на малых судах (длиной до 50 м)
делается около 0,8 м, на
морских катерах, морских
грузовых судах высота
леерных стоек бывает
0,4—0,6 м; число лееров
два или три.
Детали, относящиеся к
буксирному устройству
I. Буксирные гаки. Ма-
кет одного из типов бук-
сирных гаков показан на
рис. 130. Буксирный гак
крепится (подвижно) к
буксирной дуге.
2. Буксирная дуга
(рис. 131) крепится к све-
товому люку машинного
отделения, к котельному
кожуху, к мачте или к
больших до 1,2 м. На некоторых
ВЫЛЕТ
Рис. 126. Грузовой кран
10*
— 147 —
Рис. 127. Два типа грузовых стрел
Рис 128. Макет электрической лебедки
— 148 —
Рис. 129. Леерная стойка
Рис. 139. Макет бук-
сирного гака
специальным битенгам вблизи центра
тяжести судна (по длине). Всегда
стремятся расположить дугу возмож-
но ниже над палубой.
3. Буксирные арки. Высота буксир-
ных арок определяется линией, иду-
щей по длине судна от буксирного
гака до планширя фальшборта в кор-
ме. Число арок от двух до четырех.
По ширине судна арки доходят до
фальшборта.
Детали, относящиеся
к вентиляционной системе
Вентиляторы. На судах приме-
няется искусственная вентиляция с
естественной и принудительной тягой;
для создания естественной тяги на па- Рис. 131. Буксирная дуга
лубе устанавливают вентиляционные
трубы (дефлекторы). Для принудительной тяги применяются
электрические вентиляторы.
На рис. 132 показаны типы дефлекторов; их диаметр весь-
ма различен (от 125 мм). Наибольшие дефлекторы устанав-
ливают над котельным и машинным помещениями. На пас-
сажирских судах большей частью применяются электриче-
ски вентиляторы (рис. 133), устанавливаемые на верхних
палубах,
149 —
Рис. 132. Типы дефлекторов
разрез по а-а.
§ 17. КРАТКОЕ описание изготовления ЧЕРТЕЖЕЙ общего
ВИДА, РАНГОУТА И ПАРУСОВ МОДЕЛЕЙ ПАРУСНЫХ СУДОВ1
На чертеже общего вида модели парусного судна показы-
вается расположение мачт, парусов, такелажа, надстроек, ру-
бок и всех деталей судовых устройств, размещаемых на па-
лубе модели.
На таком чертеже сперва надо вычертить мачты, паруса
и такелаж, а после этого показать надстройки и детали
устройства. Для того чтобы пра-
Рис, 133. Макет венти-
лятора MOpcicoj о судна
вильно расположить мачты, паруса
и такелаж, надо предварительно
сделать эскизный чертеж располо-
жения рангоута и такелажа. В ка-
честве исходного материала для
такого схематического чертежа, ко-
торый может быть выполнен в на-
туральную величину или в масшта-
бе, необходимо иметь фотоснимок'
хороший рисунок или чертеж судна-
прототипа, Произвольно назначать
число мачт, их размеры, располо-
жение рангоута и парусов на мо-
дели недопустимо.
1 Все пропорции и соотношения частей рангоута даны с точностью,
достаточной моделистам для вооружения плавмощих моделей. Для изго-
товления точных моделей и копий следует пользоваться чертежами, опи-
саниями и обмерами судов, копии которых изготовляются.
150 -
После того как эскизный чертеж сделан, проектирование
следует вести в следующем порядке:
1) определить (уточнить) размеры рангоутных деревьев;
2) определить площадь парусности (общую сумму пло-
щадей всех парусов);
3) определить центр бокового сопротивления судна;
4) определить центр парусности судна;
5) определить (уточнить) места установки мачты в соот-
ветствии с определенными местами центра бокового сопротив-
ления и центра парусности.
На кораблях и судах с прямым вооружением мачты дела-
ются из нескольких частей, продолжающих друг друга в вы-
соту; нижняя часть мачты называется колонной, затем идут
стеньга, брам-стеньга, бом-брам-стеньга и иногда трюм-степь-
га. На крупных судах с косым вооружением мачта имеет
лишь одно продолжение — стеньгу, а на мелких транспортных,
рыбачьих и спортивных судах, как правило, ставятся мачты-
однодеревки, т. е. не имеющие продолжения в высоту. На
многих современных яхтах делаются пустотелые мачты, имею-
щие в поперечном разрезе обтекаемую форму,
-У одномачтового парусника мачта называется просто мач-
той или грот-мачтой, а у двухмачтового передняя мачта
называется фок-мачтой, а задняя, кормовая—-грот-мачтой
(за исключением судов с вооружением кэча и иола, у которых
носовая мачта называется грот-мачтой, а кормовая—-бизань-
мачтой) , У трехмачтовых судов носовая мачта называется
фок-мачтой, средняя — грот-мачтой и кормовая—-бизань-мач-
той. У многомачтовых судов носовая мачта называется фок-
мачтой, затем идет грот-мачта, вторая грот-мачта, третья
грот-мачта и т. д,, а последняя (кормовая) называется бизань-
мачтой, Каждая деталь рангоута (так же как и каждая
снасть такелажа и каждый парус) имеет свое название в за-
висимости от месторасположения. Трудные на первый взгляд
названия деталей рангоута легко запоминаются, если внима-
тельно разобраться в системе их расположения, что лучше
всего сделать ио рис, 134, а потом и по рис, 225 и 226,
Определение размеров рангоута модели парусного судна
Размеры рангоута в зависимости от типа вооружения мо-
гут иметь значительные колебания. Ниже приведены некото-
рые данные, которые следует принять как ориентировочные,
В табл. 23 даны ориентировочные соотношения высоты
мачты от палубы до клотика мачты или клотика верхней
стеньги, если мачта составная (относительно длины корпуса).
Длина колонны грот-мачты трехмачтового корабля от па-
лубы вместе с топом составляет 0,4—0,43, длина грот-стень-
ги — 0,3—0,33, а длина грот-брам-стеньгн, сделанной в одно
-- 15] -
19
'^20
Рис. 134. Рангоут парусного линейного
корабля середины 19-го века:
1 — бом-утлегарь; 2 — утлегарь; 3 — мартин-гик;
4 — бушприт; 4а — бушпритный эзельгофт! 5 —
фак-мачта; За — фор-триседь-мачта! 36 — чиксы
фок-.мачты; 5« -фор-марс; ,5г —топ мачты; 6,1 —
мачтовый эзельгофт; 6 — фор-стеньга; ба — фор-
садинг; 66 — тон фор-стеньги; об — Фор-степь-
эзельгоФт: 7 — Фор-брам-стеннга в одно дерево с
8 — фОр-бом-брам-стецы’Ой; .9—клотик; 40 -Фрот-
мачта; 10а — грот-трисель-мачта; 106 — чиксы
грот-мачтщ; 10 в — грота-марс; Юг — топ грат-
мачты; 101 — мачтовый эзельгофт; 11 — грот-
стеньга; 11а — грота-салинг; 11 б — топ грот-
стеногн: 12 — грот-брам-стеньга, сделанная в одно
дерево с 13 — грот-бом-брам-стеньгой; 14 — бизань-
мачта; 14 а — бпзань-т рисе ль-мачта; 146 — чиксы
бизань мачты; 14в — крюнс-марс-; 14 г — топ би-
зацъ-,мачты; J4J—мачтовый эзельгофт; /5— крюйс-
стсцы а; 16 а — крюйс-салинг; 156 — той крюйс-
стерьги; 15 в — крюйс-брам-эзсльгофт; 16 — крюйс-
брам-стеньгой в одно дерево с 17 — крюче-бом-
брам-стеньгой; 18— фока-реп; 19 — лисель-
спирты; 20—фор-марса-рей; '21 — фор-брам-рей;
22 —ф$йт-брам-рей;
23 -фор-гафель;24—
грота-рей; 25— мар-
са-реи; 26 — грот-
брам-рей;27 — грот-
бом-брам-рей; 28 —
грота-гафедъ; 29 —
бегин-рей; 30 —
крюйс-марса- (или
крюйседьДрей; 31 —
к-рюйс - брам - рей;
32 — крюйс-оом-
брам-рей;
бизань-гик;
бизань-гафель
зз -
.34 -
Таблица 23
Определение высоты грот-мачты от палубы до к готика верхней стеньги
или до клотика мачты, если она несоставиая
Тип судна и вооружения
Высота грот-мачсы
по отношению к длине
корпуса
Четырех мачтовый барк.......................
Трех мачтовый военный корабль...............
Трехмачтовый купеческий корабль ............
Бриг военный ]
Бриг купеческий f Двухмачтовые суда . . . .
Трехмачтовая шхуна .........................
Двухмачтовая шхуна .........................
Тендер военный .................... ........
Яхты 0Д[ омачтовыс с балластным килем и бер-
мудским вооружением.........................
0,58—0,66
0,86-0.90
0,84-0,88
0,92-0,94
0,90—0,92
0,77—0,90
0,94-1.10
1,00-1,20
1,15-1,45
дерево с бом-брам-стеньгой, составляет 0,3—0,35 длины грот-
мачты от палубы до клотика бо-м-брам-стенъги.
Длина топов колонн грот- и фок-мачты равняется 0,33 дли-
ны их стеньг без топов, а длина топа бизань-мачты — 0.29 сво-
ей стеньги без топа.
Высота фок- и бизань-мачт вместе с их топами у модели
трехмачтового корабля с прямым вооружением определяется
по высоте грот-мачты; линия, проведенная параллельно ватер-
линии от вершины топа фок-мачты, должна пересечь топ грот-
мачты на высоте его 0,66, а такая же линия, проведенная от
вершины топа бизань-мачты, должна пересечь топ фок-мачты
по его середине (рис. 135).
На моделях двухмачтовых судов с прямым вооружением
верхняя кромка топа фок-мачты должна приходиться па
уровне середины топа грот-мачты.
Длина фор-стеньги равняется 0,88, а крюй с-стеньги — 0,75
длины грот-стеньги. Длина топов стеньг равна 0,11 полной
длины стеньги.
Длина брам-стеньг, сделанных в одно дерево с бом-брам-
степьгой, составляется из длины брам-стеньги, равной 0,5 сво-
ей стеньга, и бом-брам-стеньги, равной 0,72 своей брам-стень-
ги, и топа бом-брам-стеньги (или ее флагштока), равного 0,72
своей бом-брам-стеньги. ---
Длина гро-та-реи равняется двойной ширине корабля в его
самом широком месте плюс 0,1 ширины. Длина грот-марса-
рея составляет 0,72 грот-грея, а длина грот-брам-рея —
0,64 грот-марса-рея. Фока-рей равен 0,88 грот-рея, фор-марса-
рей равен 0,88 грота-марса-рея, а брам-рей равен 0,88 грот-брам-
рея. Бегин-рей равен грот-марса-рею,г крюйсель-рей (крюйс-
марса-рей) равен гр от-брам-рею. Все бом-брам-реи равны
- 153 —
Таблица 24
Диаметры основных рангоутных дерев моделей судов с прямым
вооружением
Название рангоутного дерева Расположение диаметра Диаметр в долях длины дерева
Фок- и грог-мачта У палубы 0,05
У топа 0,04
Бизань-мачта У палубы 0,04
У гопа 0,03
Фор- н грот-стспьгп У эзельсофта 0,03
У топа 0,02
Крюйс-стеиьга У эзелыофга 0,02
У гона 0,015
Нижние реи Посередине Может быть цилин- дрическая часть длиной 0,25—0,15 длины рея 0,025
У подов 0,015
Марса-реи Посередине Может быть цилин- дрическая часть длиною 0,15-0,25 длины рея 0,02
У покои 0,012
Буишрггг У нсдгсдсов Равен диаметру грот-мач.ы у па- лсбы
У пока 0,8 наибольшей ТОЛЩИНЫ
0,66 своих брам-реев. Длина обоих тюков нижнего роя равна
0,1, марса-роя — 0,22, брам- и бом-брам-роев — 0,11 всей длины
своего рея. Наибольший диаметр всех реев — на их середине.
В обе стороны (от середины) реи делятся на четыре равные
Рис. 136. Определение высоты фок и бизань-мачт
- 154 -
части — на первой части от середины диаметр рея состав-
ляет 0,97, на второй — 0,88, па третьей — 0,7 и в конце — 0,43
наибольшего диаметра роя.
На моделях судов с косым вооружением грот-мачта может
быть одинаковой высоты с фок-мачтой и в той же пропорции,
что и у трехмачтового корабля.
Высота стеньг сухих мачт, т. е. мачт, не имеющих реев,
составляет от 0,5 до 0,8 высоты мачты от палубы до топа.
Длина бушприта от педгедсов (двух вертикальных брусьев,
между которыми проходит бушприт через фальшборт) до
бушпритного эзельгофта равняется 0,7—0,8 длины грот-мачты
ют палубы до топа, а одинаковая длина утлегаря и бом-утле-
гаря — 0,99—1,1 длины бушприта, причем часть утлегаря от
пятки до наружной кромки бушпритного эзельгофта и часть
бом-утлегаря от нока утлегаря до своего нока составляют 0,35
их длин.
Длина мартин-гика по отношению к общей длине бушприта
от недгедсов до пока бом-утлегаря составляет 0,20, а блинда-
гафелей — от 0,20 до 0,14. Их наибольший диаметр у пяток
составляет от 0,42 до 0,36 от полной длины; диаметр у нока —
около 0,66 наибольшего диаметра.
Длина гика и гафелей бывает очень разнообразна и колеб-
лется: для бизапь-гика от 0,76 до 0,88 полной длины бегип-
рея, для фок- и грота-гафелей — от 0,32 до 0,38 полной длины
грота-рея и для бизань-гафеля — от 0,48 до 0,64 полной дли-
ны бегин-рея.
Длина марсовой площадки равняется 0,35—0,37 длины ее
стеньги без топа, а ширина 0.20—0,23 той же длины.
Длина краспиц салинга равняется 0,22—0,26 длины
его брам-стеньги, сделанной в одно- дерево с бом-брам-
стеньгой.
Диаметр рангоутных дерев зависит от их длины. Для пря-
мого вооружения диаметры основных рангоутных дерев даны
в табл. 24, Диаметры основных рангоутных дерев косого во-
оружения приведены в табл. 25.
Определение площади парусов
После того как размеры рангоута определены, надо на
схематическом чертеже рангоута, исправленном согласно най-
денным размерам, показать все паруса, пользуясь тем же
иллюстпатцвпым материалом, что и при вычерчивании ран-
гоута. Вычерчивая этот чертеж, надо строго соблюдать мас-
штаб. После того как все паруса вычерчены, надо произвести
следующие вычисления:
I. Вычислить требующуюся для данного судна суммарную
площадь всех парусов; эта площадь носит название площади
парусности.
135 —
Таблица 25
Диаметры основных рангоутных дерев моделей судов
с косым вооружением
Название дерева Расположение диаметра Диаметр п длинах дерева
Мачта-однодеревка при гафельном во- оружении У палубы 0,055
То же У топа 0,035
-/3 длины от па- 0,065
При бермудском вооружении л у бы У палубы 0,06
У топа 0,02а
И длины от па- 0,065
Фока- и грота-гик луб и Уг ДЛИНЫ 0,06
У вока 0,04
У пятки 0,045
Фока- и грота-гафель М ДЛИНЫ 0,045
У пока 0,025
У пягки 0.04
Бушприт У педгедсов 0,035
л ***********’*** У нока 0,03
2. Вычислить в отдельности площадь каждого показанного
на чертеже паруса и положение ее центра тяжести.
3. Вычислить суммарную площадь всех парусов, показан-
ных на чертеже, и сравнить с требующейся суммарной пло-
щадью. В случае необходимости надо соответствующим обра-
зом изменить размеры парусов, показанных на эскизном
чертеже.
Площадь парусности для моделей парусных судов доста-
точно точно (кроме как для гоночных моделей яхт) можно
определить, пользуясь формулой
S - L • В .
где L — наибольшая длина модели, dw;
В — наибольшая ширина модели, дм.',
К — коэффициент, значения которого для различных ти-
пов судов приведены в табл. 26;
S — общая площадь всех парусов модели в квадратных
дециметрах.
Для вычисления площади каждого паруса ее следует раз-
бить на простые геометрические фигуры: прямоугольники, тре-
угольники и трапеции.
Центр площади треугольных парусов находится в точке
пересечения двух прямых, проведенных из вершин двух углов
на середины противолежащих сторон (рис. 136).
Центр плошади гафельного паруса определяется несколько
сложнее: из середины верхней и нижней шкаторин (кромок)
- 156 -
Таблица 26
Таблица значений коэффициента парусности для судов
различного назначения
Тип судна и его вооружение
Шлюп с бермудским вооружением.....................
Шлюп с гафельным вооруженном .....................
Шхуны двухмачтовые................................
Шхуны мнонокачтоьые...............................
Яхты с балластным килем и бермудским вооружением
Яхты с гафельным вооружением......................
Яхты двухмачтовые (стаксельные) ..................
Значение /\
1,3
1 ,4
1,7-1,9
1,8-2,0
1,7-1,8
1,8-1,9
2,2—2,4
проводятся по две прямые линии к противолежащим углам.
Затем на одной трети их длины, отмеренной от шкаторины,
ставятся точки, которые соединяются между собой двумя пря-
мыми. Точка пересечения последних и есть центр паруса
(рис. 137).
Рис. 137. Определение центра площади
гафельного паруса
Рис, 136. Определение цен-
тра площади треугольного
паруса
— 157 —
Рис. 138. Определение центра площади пря-
мого паруса
Центр площади
прямых парусов
определяется так
же, как и гафель-
ных, но так как пря-
мой парус всегда
симметричен в отно-
шении центральной
вертикальной линии.,
то вполне достаточ-
но провести по од-
ной линии из центра
верхней и нижнем
ш к а т op ин к одном у
из противолежащих углов (рис. 138).
Суммарная площадь всех парусов вычисляется как сумма
всех ранее вычисленных площадей парусов. Это удобно сде-
лать в форме таблицы. Вычисленную сумму надо сравнить
с требующейся площадью парусов.
Определение положения мачт по длине модели
Положение мачт по длине судна определяется требова-
нием, чтобы центр площади парусности, был расположен в нос
от центра подводной площади пулевого батокса (центра бо-
кового' сопротивления) в расстоянии от 0,07 L до 0,13 L
(где L — расчетная длина корпуса). Для определения тре-
бующегося положения мачт и треугольных парусов можно по-
ступить следующим образом:
1. Определить положение центра подводной части площа-
ди нулевого батокса (центра бокового сопротивления),-
2. Определить положение центра парусности по длине
судна,
3. Изменить соответствующим образом положение мачт
в случае расхождения положений обоих центров.
Опишем, как производятся эти операции,
1. Для определения положения центра подводной части
нулевого батокса, чаще называемого центром бокового сопро-
тивления, из картона вырезается очертание подводной части
нулевого батокса вместе с рулем, вычерченного в натураль-
ную величину или в масштабе, и дважды подвешиваются на
тонкой нити. Точка пересечения линии подвеса явится центром
бокового сопротивления. Найденную точку надо нанести на
схематический чертеж общего вида модели.
2. Для определения места вертикали, на которой располо-
жен центр парусности модели, на схематическом чертеже об-
щего вида (рис. 139) впереди носа или кормы восстанавли-
вается перпендикуляр к конструктивной ватерлинии, а от
- 158 -
Рис. 139. Определение центра парусности шхуны по длине
центра площади каждого паруса проводится прямая пунктир-
ная линия, направленная вертикально вниз. Па каждом па-
русе пишется величина площади паруса, после чего запол-
няются первый и второй столбец табл. 27. Затем, измерив
расстояние от центра площади каждого паруса до перпенди-
куляра (называемое плечом момента), заполняют третий стол-
бец табл. 27.
Вычислив суммарный момент /И (табл. 27 четвертый стол-
бец) и разделив его величину па площадь парусности Л, полу-
чим расстояние А центра парусности до перпендикуляра
Отложив от перпендикуляра расстояние А проводим верти-
каль, на которой находится центр парусности. Если он не
лежит в пределах 0,07/. — 0,13/, от ЦБС в пос, то, измерив
расстояние от вычисленного положения центра парусности до
требующегося, смещают (в нос или корму) на эту величину
все мачты и паруса. Можно сделать так: перевести па кальку
мачты, паруса и вычисленное положение центра парусности
и наложить кальку па схематический чертеж так, чтобы центр
парусности находился на расстоянии от 0,07/, до 0,13£ от ЦБС
в нос.
159 -
Таблица 27
Пример определения положения центра парусности по длине модели
Название паруса Площадь паруса длО Расстояние центра пло- щади паруса до перпенди- куляра (плечо а), дм Момент пло- щади парусов относительно перпендику- ляра М {Sa), 0mz
Бом-кливер 2,0 2,0 4,0
Кливер 3,5 3,5 12,25
Фир-степь-стакссль 2,96 4, <5 13,32
Фор-топссль 2,80 5,7 15,94
Фок 8,37 6,2 51,84
Грота-топсель 2,72 8,2 23,0
Г рот 14,13 9,3 120,6
— 5 — М
— 36,48 — | 250,0
Детали рангоута и крепления парусов
Ниже приведены некоторые данные об устройстве деталей
рангоута моделей парусных судов.
На топ мачты-однодеревки или верхней стеньги насажи-
вается клотик (рис. 140). Непосредственно под квадратным
топом мачт и стеньг крепятся чиксы (рис. 141).
Мачта и стеньга соединяются между собой при помощи
марса и эзельгофта, а стеньга с брам-стеньгой, брам-стеньга
с бом-брам-стеньгой и т. д. - при помощи салинга и эзельгофта
(рис. 142, 143, 144). На многих современных парусниках с ме-
таллическим рангоутом мачты и стеньги делаются «в одно
дерево», т. с. цельными, но составными по высоте. Так же
«в одно дерево» делались часто брам- и бом-брам-стеньги
многих исторических кораблей.
Соединения стеньги с брам-стеньгой пока-
/КЛОТИК за"° "а Р“с- 145;
/ Бушприт с обеими продолжениями (утлега-
рем и бом-утлегарем) ставился только на круп-
пых судах, преимущественно с прямым воору-
|Д жением, главным образом на военных трехмач-
товых парусниках и некоторых купеческих ко-
раблях (рис. 146). Бушприт без продолжений
ставился только на малых одномачтовых су-
Рис. 140. Клотик дах.
- 16'?
МАЧТА ВОЕННОГО МАЧТА ТРАНСПОРТНОГО
ПАРУСНОГО НО РА ОЛЯ ПАРУСЯ ИНА
Рис. 141. Чиксы военного и транспортного
парусных кораблей
Внизу — вид марсовой площадки сзади
II Морской моделизм
- 161 -
Рис. 143. Салинг. Наверху —
вид сверху, внизу — вид сзади
33 ЕЛЬ ГО ФТ
ШИП для
ЭЗЕЛЬГОФТА
Ш^^-ТОП
ОТвЕЛС^Е^^^ОТНЕЛСГИР
ДЛЯ ШИПА -Э ДЛЯ СТЕНЬГИ
НА ТОПЕ
Рис. 144. Эзельгофт
Рис. 145. Соединение стеньги с брам-стеньгой-!
Громадное большинство современных парусников делается
только с бушпритом, склепанным из стальных листов; совре-
менные спортивные суда — килевые яхты и швертботы — в
громадном большинстве не имеют бушприта.
Соединение бушприта с утлегарем современных транспорт-
ных судов показано па рис. 147.
Бушприты с утлегарем и бом-утлегарем или только с утле-
гарем, а также и бушприты без продолжений имеют мартин-
гик, а иногда и блинда-
гафели (рис. 148).
Для проводки и
крепления снастей
стоячего и бегучего
такелажа по бокам
бушприта укрепляют-
ся бисы (рис. 149).
Нарис. 150,151,452,
153 показаны: ниж-
ний рей, марса-рей,
брам-рей и бомб-рам-
рей. Реп на этих ри-
сунках показаны во-
оруженными, а ниж-
ний рей и марса-рей —
вооруженными и под-
нятыми до места. На
современных парус-
никах нижние марса-
реи и часто брам-реи
делаются стальными.
— 162 -
Рис. 146. Бушприт с утлегарем и бом-утлегарем и их такелаж:
1 — ватер-штаги; 2 — ватер-бакштаги; 3 — утлегарь-штаг; 4 — утл огарь-бакштагн; ,5 — бом-
утлегарь-штаг; 6 — мартии-бакштаги; 7 — бом-утлегарь-бзкштаги; 8 — верхней блинла-
бакштаг; 9— нижний блинда-бакштаг; 10 и 11 — перты утлегаря н бом-утлегаря; 12 — лоп-
штаги; 13 — фор-бом-брам-штаг; 14 — фор-брам-штаг; 15 — Фор-степь-штяг; 16 — фор-лось-
стень-штаг; 17 ~ фока-штаги; 18 — бом-кливср-леер; 19 — кливер-леер
Наверху’ справа — трссовый талреп между металлическими юферсами
И*
— 163 —
Рис. 147. Соединение бушприта с утлегарем современного
транспортного парусника
Рис. 14S. Мартин-гик и блипда-
гафели, подвижно соединенные с
ээельгофтом модели при помощи
проволочных скоб
Рис. 149. Бисы иа бушприте
— 164 —
Рис, 151. Марса-рей
Рис. 153. Бом-брам-рей
— 165 -
Б£ЙФУГ
Рис, 154. Гик с усами
Рас. 155. Привязывание прямого паруса к*лееру на рее
Рис. 156. Крепление паруса слаблинем
— 166 -
Рис. 157. Привязывание передней шка-
торины паруса к сегарсам.
Употребительно только на моделях тран-
спортных парусных судов
Рис. 158. Крепление перед-
ней шкаторины паруса при
помощи раксов к рельсу на
задней стороне мачты
Рис. 159. Мачта с пазом, в котором ходит ликтрос паруса моделей
яхт. а — паз, выбранный в мачте, предварительно распиленной в длину
ла две равные части; б — паз, образуемый двумя фанерными поло-
сками, прибитыми с двух сторон мачты
- 167 —
Рис. 160, Мачта с гиком, в пазах которого
проходит ликтрос передней и нижней
шкаторин'
Рис, 161. Крепление нижней шкаторины гафельного
паруса на парусных линейных, кораблях
н тендерах
— 168 —.
Вооружая реи, удобно принять следующий порядок: прежде-
: всего по верхней стороне рея забиваются обушки, сделанные-
из сталистой проволоки, как показано на рис. 152. Затем кре-
" пятся подпертки: на конце лески при помощи марки делается
маленькое очко, а противоположный ее конец два с половиной раза
..оборачивается вокруг рея и прибивается к ией гвоздем. Прибивая,
надо следить, чтобы длина всех подпертков была одинаковой.
Леска для пертов пропускается в очко на подпертках, а ого-
нами . надевается на ноки реев. После этого сквозь обушки
протягивается леска леера и крепится огонами на ноках. Воору-
жение заканчивается креплением .блоков для гарделей (или
марса-дрейрепа),. затем брас-блоков и топе на нт-блоков.
К пятке гафеля и гика прикрепляются усы деревянное
или металлическое, на настоящих судах обшитое кожей при-
способление, охватывающее мачту (рис. 154). На гиках яхт
усов обыкновенно не делают, заменяя их так называемым патент-
рифом — механическим приспособлением, подвижно скрепляющим
гик с бугелем, надетым на мачту.
Паруса крепятся к своим рангоутным деревьям по-разному:.
у прямых парусов к их верхней шкаторине пришиваются ко-
роткие нитки — сезни, которыми они привязываются к лееру на.
рее (рис. 155), а у гафельных парусов верхняя, передняя и ниж-
няя шкаторины привязываются различно, как видно на рис. 156,,
.157, 158, 159, 160, 161.
Глава III
ПОСТРОЙКА КОРПУСОВ МОДЕЛЕЙ
ОБЩИЕ ПОЛОЖЕНИЯ
Одной из самых сложных и ответственных работ при по-
стройке плавающей модели судна является постройка корпуса.
Для того чтобы модель имела хорошие ходовые качества,
была остойчива и устойчива иа курсе, обладала высокой море-
ходностью и необходимым запасом цловучести и, кроме того.,
была долговечной, ее корпус должен удовлетворять следую-
щим требованиям;
1) обводы должны точно соответствовать теоретическому
чертежу;
2) корпус должен быть водонепроницаем;
3) люки, иллюминаторы, вентиляторы и палубные над-
стройки не должны пропускать внутрь корпуса воду;
4) прочность и устойчивость корпуса против размокания
должны быть максимально высокими;
5) вес корпуса должен соответствовать весу, определен-
ному проектом;
6) поверхность корпуса, особенно в его подводной части,
должна быть очень гладкой для уменьшения трения о воду.
Не обязательно, но желательно разделение корпуса на не-
сколько отсеков водонепроницаемыми переборками, чтобы
сделать модель непотопляемой.
Построить корпус модели, отвечающей всем этим требова-
ниям, можно лишь в том случае, если при высоком качестве
работы моделиста изготовление составных частей корпуса
и его сборка производятся по конструктивным и рабочим чер-
тежам.
Корпуса моделей строятся в основном из дерева и метал-
ла и могут иметь различные конструкции. Все эти конструк-
ции, конечно, много проще конструкций- настоящих судов —
настолько, насколько требования к моделям проще требова-
ний, предъявляемых к настоящим судам. Все же почти все
применяемые при постройке моделей конструкции в какой-то
мере схожи с конструкциями настоящих судов. Помимо суще-
ственного упрощения, основное различие заключается в том,
— 170 —
“то при постройке модели могут быть применены материалы
конструкции, не соответствующие материалам и конструк-
иям, применяемым при постройке настоящих судов этого же
класса, типа. Например, модель эскадренного миноносца мо-
Жет быть сделана из любого материала и иметь любую кон-
струкцию: может быть выдолблена из целого куска дерева
или выклеена из кусков бумаги (так называемого папье-ма-
Ше). Оба эти способа применяются и в настоящем судострое-
нии — из ствола дерева долбят речные рыбачьи челны, а из
кусков шпона (однослойной фанеры) выклеивают на специ-
альных формах корпуса шлюпок и катеров. Из иеразмокае-
мого папье-маше изготовляются поплавки некоторых малых
гидросамолетов. Но настоящие эскадренные миноносцы строят-
ся только из стали и имеют сложную систему набора.
Приступая к постройке корпуса, моделист должен взять
себе за правило: не делать без чертежа ни одной, пусть даже
самой, казалось бы, маловажной детали. И чем модель слож-
нее, тем более строго надо подходить и к качеству самого
Чертежа и к'точности выполнения по нему деталей. Изготов-
ление деталей корпуса по небрежно выполненным чертежам
неизбежно приводит к переделкам, которые занимают значи-
тельно больше времени, чем тщательное изготовление чер-
тежей.
Прежде чем приступить к разработке конструктивных чер-
тежей, нужно избрать способ постройки, наиболее подходящий
для данной модели. Выбор способа постройки зависит глав-
ным образом от следующих условий:
1) от наличия в распоряжении моделиста материалов, ин-
струментов, рабочей площади;
2) от размеров модели и >в некоторой степени от типа
моделируемого судна.
Наиболее распространены следующие способы постройки
корпуса модели, которые могут иметь некоторые разно-
видности:
— из целого бруска дерева;
— из бруска, склеенного из досок;
— из папье-маше (выклеивание из кусков бумаги);
— из жести на деревянной болванке;
— на деревянном наборе с фанерной обшивкой;
— то же, но с обшивкой из тонких планок;
— на фанерных шпангоутах и с фанерной обшивкой.
§ 1. ИЗГОТОВЛЕНИЕ КОРПУСА ИЗ ЦЕЛОГО БРУСКА ДЕРЕВА
Этот способ может быть применим при постройке корпусов
моделей длиной главным образом до 2 500 мм, причем кор-
пуса с малым отношением L : В строить длиннее 1 200 мм не
рекомендуется.
- 171 -
Порядок вычерчивания рабочих чертежей следующий:
с теоретического чертежа переводятся на отдельные листы
кальки: 1) с чертежа бока — нулевой батокс1, 2) с чертежа
полушироты — палубные лннни .обоих бортов и 3) с чертежа
корпуса — шпангоуты. Если у модели транцевое образование
кормы, то переводится и транец, который, так же как и шпан-
гоуты, вычерчивается с обеими бортовыми ветвями. .
Для нанесения на кальку второй бортовой ветви, не пока-
занной на теоретическом чертеже, калька, на которую пере-
сняты с корпуса половины шпангоутов, линия ДП и ватерли-
нии, складывается вдоль по линии ДП ц просвечивающие
линии обводов шпангоутов перечерчиваются на другую сто-
рону. Таким образом, когда калька вновь будет развернута,,
то шпангоут на ней будет вычерчен с обеими бортовыми
ветвями.
Брусковой киль, если он предусматривается конструкцией,,
гораздо проще сделать из деревянного брусочка соответствен-
ного размера и прибить его к днищу модели, чем вырезать из
целого бруска. Поэтому на рабочем чертеже его можно не-
вычерчнвать.
На чертежах шпангоутов, сообразуясь, с качеством имею-
щегося материала и размерами корпуса, надо отметить тол-
щину дннща и бортов. При долблении из липы, ольхи, осины
н сосны корпуса длиной не более 750 мм. борта должны бытьг
в зависимости от навыков моделиста в столярной работе тол-
щиной от 2,5 до 5 мм\ при длине корпуса .1 500 мм и выше —
4—6 мм. Толщина днища делается на —7з больше толщи-
ны бортов. При долблении из березы толщину бортов и днища
можно уменьшить на ’/4 против толщин, указанных выше.
Если модель предполагается делать с палубой и фальш-
бортом, то на чертежах шпангоутов отмечается уровень палу-
бы, выше которого толщина бортов должна быть уменьшена
на 1—1,5 мм, благодаря чему образуется уступ, на который
ложится палуба (рис. 162). При малой толщине бортов, когда
уменьшать ее выше палубы невозможно, следует ниже уровня
палубы несколько увеличить толщину, бортов.
Для точной обработки корпуса снаружи и изнутри, а так-
же для того, чтобы выдержать требующуюся седловатость
(продольный прогиб палубы), необходимо сделать шаблоны
шпангоутов и нулевого батокса. Делаются онн по рабочим
чертежам шпангоутов и по кальке, снятой с нулевого батокса;
бока теоретического чертежа из плотного картона нлн фане-
ры, как это показано на рис. 163, 166.
Приступая к изготовлению корпуса, нужно прежде всего
подобрать подходящее дерево. Легче всего поддаются обра-
1 О линиях теоретического чертежа см. главу И, § 6, стр. 60—73.
— 172 —
JPuc. 162. Поперечный разрез
корпуса долбленой модели
Рис. 163. Шаблоны для долбле-
ного корпуса
,ботке липа, осина, ольха, тополь, верба; береза обрабатывает-
ся значительно труднее и сильно деформируется от сырости.
: Из сосны или ели можно также долбить корпуса, но из-за
крупнослойности и свойства легко колоться вдоль по слою
.эти породы применяются реже. Выбирая брусок дерева, надо
. избегать извилистых слоев и сквозных сучков, трещин и гнили.
Если дерево сырое, его необходимо до начала работы просу-
..шить. Сушить надо при комнатной температуре, не на солнце
и не у печки, иначе дерево может «порвать» (т. е. могут обра-
зоваться глубокие трещины);
Из выбранного куска дерева выпиливается и остругивается
: .под угольник брусок со сторонами, равными наибольшим дди-
не, ширине и высоте модели. На обеих широких сторонах
и обоих торцах бруска проводится карандашом или рейсму-
сом линия ДИ, делящая брусок по ширине на две равные ча-
Рис. 164. Разметка бруска
- 173 -
сти (рис. 164). Затем на брусок наносятся контуры, корпуса
будущей модели (нулевой батокс и линия палубы), переве-
денные на кальку с теоретического чертежа (рис. 165). Тра-
нец, если у модели транцевая корма, наносится позднее, после
предварительной опиловки болванки.
Изготовление корпуса начинается с опиловки бруска пилой
или обрубки стамеской сначала по нулевому батоксу, затем
по линиям, образующим палубу. Обработка должна вестись
под прямым углом (под угольник) относительно' стороны, на
Рис. 165. Нанесение на брусок нулевого батокса и палубы
которой начерчены контуры. Придание палубе седловатости
производится также пилой или стамеской по шаблону седло-
ватости (рис. 166).
Затем на кормовом торце бруска наносятся контуры тран-
ца или ахтерштевня. Так как чертить на торцовом обрезе де-
рева довольно затруднительно, то лучше транец, вычерченный
на кальке, вырезать и наклеить на брусок так, чтобы цен-
тральная линия чертежа совпадала с линией диаметральной:
плоскости на торце бруска (рис. 167).
Рис. 166. Шаблон седловатости палубы
— 174 —
Самая сложная часть работы — придание бруску по шаб-
донам внешних обводов корпуса и затем долбление изнутри.
Сначала вновь проводится на палубе срезанная при обработке
линия диаметральной плоскости; в обе стороны от нее по
угольнику проводятся до бортов и затем по бортам до днища
перпендикулярные линии, отмечающие места расположения
шпангоутов, соответствующие шаблонам (рис. 167). Эти места
берутся с теоретического чертежа.
Рис, 167. Наклейка на торец бруска кальки с очертанием транца
и разметка шпангоутов
Обработка обводов корпуса по шаблонам производится
следующим образом: острой полукруглой стамеской 1 с обоих
бортов, у места расположения шаблонов шпангоутов, снимает-
ся тонкая стружка. Снимать стружку нужно до тех пор, пока
приложенные к своим местам шаблоны будут всеми точками
плотно прилегать к обрабатываемому месту. Затем снимают
все лишнее дерево между местами, обработанными по шабло-
нам, стараясь сделать обводы как можно более плавными.
Окончательная доводка — сглаживание бортов н днища
производится напильником, стеклом и шкуркой.
Обработанный таким образом брусок с приданными ему
обводами корпуса, но еще не выдолбленный изнутри, назы-
вается болванкой.
Приступая к последнему этапу изготовления корпуса —
долблению, необходимо прежде всего рейсмусом или каран-
дашом нанести на палубе линию толщины бортов, а если
предполагается делать фальшборт, то и его толщину, пере-
нося их с рабочих чертежей шпангоутов (рис. 168).
Долбить удобнее всего полукруглой стамеской, зажав
болванку в тиски верстака. Ни в коем случае нельзя долбить,
1 При отсутствии ее можно взять -прямую стамеску или острый нож.
- 175 -
:зажав: болванку между коленями. Начинать долбить надо
-с центра болванки. Выдолбив небольшое углубление, надо
понемногу увеличивать его, углубляя и расширяя к обоим
бортам, к носу н корме. Все время надо проверять правиль-
ность долбления при помощи внутренних шаблонов шпангоу-
тов, пользуясь ими так же, как и шаблонами шпангоутов для
наружной обработки. Если в распоряжении моделиста имеет-
ся коловорот или дрель с перками или сверлами диаметром
не менее 10—12 мм, то долбление можно значительно уско-
рить, высверлив в болванке со стороны палубы как можно
Рис. 168. Нанесение на болванку толщины борта и фальш-
борта
ближе друг к другу. возмо!жно большее количество углубле-
ний. Тогда придется лишь выбрать стамеской оставшееся не-
высверленным дерево.
При сверлении надо быть очень внимательным, чтобы, не
просверлить болванку насквозь. Для этого на перке или
сверле проводится мелом черта, глубже которой погружать
сверло в дерево не следует. Глубина сверления определяется
по рабочему чертежу шпангоутов от верхней точки днища
до верхней кромки борта;
После окончания выдалбливания корпус изнутри должен
быть1 зачищен стеклом и шкуркой.
Палуба модели делается из двух-четырехмиллиметровой
фанеры, причем наружные слои файеры должны распола-
гаться поперек палубы. Если у модели не должно быть
фальшборта, то палуба накладывается сверху на борта кор-
пуса. В этом случае проще всего нанести очертание палубы,
положив корпус вверх днищем на кусок фанеры и обведя его
карандашом; затем выпиливают палубу-лобзиком по обведен-
ному 'контуру.
Если же у модели делается фальшборт, то, выпилив палу-
бу, как в предыдущем случае, рейсмусом или карандашом
- 176 —
проводят линию, параллельно ее наружным кромкам на рас-
стоянии от края, равном толщине фальшборта. Опилить по
этой линии можно лобзиком или грубым напильником.
Палуба кренится на клею н гвоздях к торцам бортов или
к уступу у фальшборта только после ее окончательной под-
гонки по месту, установки на ней всех палубных надстроек,
вырезки люков и т. п„ а также ‘после окончания всех работ
внутри корпуса — установки двигателя, укладки балласта,
покраски и т. п.
Описанным выше способом можно с успехом строить кор-
пуса моделей с простыми обводами длиной до 700 мм. Прн
постройке этим способом модели со сложными обводами или
длиной свыше 700 мм процесс подготовки и самой постройки
приходится несколько усложнить, увеличив число шаблонов
шпангоутов с таким расчетом, чтобы расстояние между ними
не превышало 100 мм. Кроме того, для окончательной обра-
ботки корпуса необходимо сделать два—-три шаблона по ва-
терлинии в носовой и кормовой частях. Каждый из этих шаб-
лонов изготовляется по ватерлиниям правого и левого бортов
так же, как шаблоны шпангоутов. При пользовании ими необ-
ходимо поставить обрабатываемую болванку на киль так,
чтобы она не качалась, а под шаблоны подкладывать дощеч-
ки или кубики, высота которых должна, быть (за вычетом
толщины шаблона) равна расстоянию от основной линии до
той ватерлинии, шаблоном которой в данный момент поль-
зуются (рис. 169).
Во избежание путаницы все шаблоны должны быть пере-
нумерованы соответственно номерам шпангоутов и ватерлиний
теоретического чертежа.
Этот способ постройки корпуса имеет следующие недо-
статки: 1) подбор вполне доброкачественного материала, осо-
: Рис. 169. Установка шаблона ватерлинии
12-морской моделизм 177
ТРЕЩИНЫ В БОРТУ
Рис. 170. Предотвращение увеличения трещины
бенно для корпусов большого размера, очень затруднителен;
2) всегда имеется опасность появления на готовой модели,
трещин, иногда сквозных, после даже непродолжительного!
пребывания модели в воде, особенно если модель после за-
пуска не вытерта и сохнет на солнце. В этом случае необхо-
димо модель хорошо просушить, с обоих концов трещины
> вбить в корпус стяжные шпильки из латунной или железной:
проволоки диаметром от 0,3 до 0,8 мм (рис. 170). Затем тре-
щина прокрашивается олифой, шпаклюется, и модель вновь
красится. К недостаткам следует еще отнести и относительно-
большой вес корпуса, ввиду чего делать этим способом модели
скоростных судов не рекомендуется.
§ 2. ИЗГОТОВЛЕНИЕ КОРПУСА ИЗ БРУСКА, СКЛЕЕННОГО
ИЗ ДОСОК
Этот способ заключается в том, что корпус делается ид
наклеенных друг'на други досок, предварительно выпиленных
по обводам ватерлиний теоретического чертежа. Он более
сложен, чем предыдущий, но имеет перед ним два существен-
ных преимущества: 1) отсутствие необходимости подбирать
толстый брусок качественного дерева н 2) возможность более
быстрой и в то же время более точной обработки наружных
обводов. Единственная сложность — необходимость точной
подгонки друг к другу и опиловки досок по нанесенным на
них контурам ватерлиний.
Этим способом можно строить корпуса моделей длиной от
200 до 3 000 мм. Лучше всего его применять для моделей
длиной от 300 до 1 500 мм.
Изготовление рабочих чертежей по корпусу сводится глав-
ным образом к вычерчиванию ватерлиний не в половину, как.
на теоретическом чертеже, а в полную их ширину.
- 178 -
. Так как при постройке этим способом необходимо1, чтобы'
толщина досок совпадала с расстояниями между ватерлиния-
ми, теоретического чертежа, то приходится обычно подгонять'
.Эти расстояния на теоретическом чертеже к толщине досок. s
.Делается это следующим образом: нанося на проекции кор-
пуса на необходимых друг от друга расстояниях новые ватер-.
Линии, замеряют по ним ширину шпангоутов и переносят их1
Т*а чертеж полушнроты, отмечая точками. Соединив эти точки'
(плавной кривой, получают новые ватерлинии, которыми Поль-'
дуются при дальнейшей работе.
J:’’ , Расстояние между новыми ватерлиниями или (что одно'
'И то же) толщину досок.для моделей длиной до 760 мм сле-
дует брать от 8 до 15 мм, в зависимости от сложности обво-
дов и высоты борта: чем обводы сложнее и чем высота борта:
Меньше, тем меньшими должны быть и расстояния между
Ватерлиниями. Для моделей большей длины расстояние между
ватерлиниями можно увеличивать до 20 мм, доводя его
у крупных моделей с простыми обводами даже до 22—25 мм.
Расстояние между ватерлиниями меньше 8 мм, а у маленьких
^моделей меньше 6 мм брать не рекомендуется. Следует, пом-
нить, что чем меньше расстояние между ватерлиниями, тем'
“Точнее можно сделать корпус, но и тем больше потребуется
‘'’/работы для его постройки.
2;. При выборе расстояния между ватерлиниями следует так-'1
,;£же учитывать, что1 перед склеиванием доски должны быть
^гладко выструганы с обеих сторон.
Как и при постройке модели предыдущим способом, килы
'делать лучше отдельно от корпуса.
С нового чертежа полушироты каждая ватерлиния вместе1
.с линиями диаметральной плоскости и плоскости мидель-'
шпангоута переснимается на отдельный лист кальки, причем
''вычерчиваются обе половины способом, описанным на стр. 172.
Все листы должны быть пронумерованы cooTBiercTBeaaiio но-'
/мерам ватерлиний.
Если поперечные обводы корпуса ниже первой ватерлинии
имеют значительную кривизну, то следует сделать несколько
/наружных шаблонов шпангоутов, с той лишь разницей, что
.ОНИ ДеЛаЮТСЯ ЛИШЬ ДО ЬЙ 1 я ЯЛТРйГШНыа
/.ватерлинии, как это ука- *яВАТЕРЛШ1Я
: зано на рис. 171.
Постройка начинается
С остружки досок, пред-
назначенных для изготов-
ил ени я кор п ус а. Р еком ен-
‘-дуемые породы древесины
.те же, что и при долбле-
нии из целого бруска.
Доски надо гладко вы-
..12w
Рис. 171., Наружный шаблон шпангоута
модели ниже первой ватерлинии
- 179 -
Стругать с обеих сторон так, чтобы, будучи сложенными вме-
сте, они плотно, без щелей, прилегали друг к другу всей по-
верхностью. Необходимо следить, чтобы толщина досок после
остружки точно соответствовала расстоянию между ватерли-
ниями чертежа.
На подготовленные таким образом доски переводятся че-
рез копировальную бумагу ватерлинии (обязательно вместе
с линиями плоскости мидель-шпангоута, диаметральной пло-
скости и номерами ватерлиний) и затем выпиливаются, остав-
ляя прочерченные линии неотпиленными. Выпиливая, необ-
ходимо держать пилу строго под прямым углом к плоско-
сти доски.
Для того чтобы при дальнейшей работе выпиленные доски
ватерлиний можно было правильно складывать друг с другом,
на их торцовые и боковые стороны надо снести по угольнику
линии мидель-шпангоута и диаметральной плоскости и прове-
сти их по линейке на противоположной стороне (рис. 172).
Существуют два способа выбирания изнутри корпуса из-
лишнего материала: выдалбливание склеенной болванки, как
было уже описано выше, и предварительное выпиливание
внутренней части каждой отдельной доски. Последний способ
Требует большого умения работать пилой, но зато не требует
изготовления внутренних шаблонов и устраняет риск продол-
бить корпус. насквозь.
В первом случае все выпиленные и размеченные, как
было выше указано, доски склеиваются между собой столяр-
ным или, что лучше, казеиновым клеем следующим образом:
доска с наибольшим номером кладется на стол вниз стороной,
на которую переведен ее контур. Противоположная же сто-
рона смазывается клеем. На эту доску накладывается доска
С'о следующим (меньшим) иомером, смазанная клеем с обеих
сторон. Накладывается она стороной, на которую переведен
€е контур. Это необходимо потому, что сторона, бывшая верх-
ней при опиловке, обычно имеет кр'омку более точно опилен-
ную. Эта кромка, прилегающая к доске с большим номером,
дальнейшей обработке не подвергается, так как является точ-
ным повторением ватерлинии чертежа. Необходимо следить,
чтобы линии диаметральной плоскости и мидель-шпангоута,
нанесенные на торцовые и боковые стороны доски, точно со-
впадали с этими же линиями на нижележащей доске
(рис. 173). Так поступают до тех пор, пока не окажутся на-
клеенными друг на друга все доски,-после чего они зажима-
ются в тиски, верстак или струбцинки или (что хуже)' кла-
дутся под груз. При этом необходимо следить, чтобы доски
не сдвинулись со своих мест, иначе весь корпус окажется кри-
вым. Во избежание этого перед склеиванием в досках, если
они не выпилены внутри, следует просверлить отверстие диа-
метром 4—8 мм одно в носовой, другое в кормовой части.
- 180 -
Рис. 172. Разметка досок
При склеивании в эти отверстия забиваются с клеем нагели —
деревянные круглые палочки, выструганные по диаметру вы-
сверленных отверстий, препятствующие сдвигу досок при за-
жиме в струбцинки.
В таком виде брусок оставляют сохнуть на сутки, после
чего можно приступить к его обработке снаружи, а затем
и к выдалбливанию изнутри.
Наружная обработка сводится к Снятию лишнего, выдаю-
щегося за обводы ватерлиний материала. Удобнее всего это
делать прямой широкой стамеской, но иногда для обработки
носовой и кормовой частей лучше пользоваться полукруглой
стамеской. Необходимо следить, чтобы кромки досок, приле-
гающих к доскам с большим номером, оставались нетро-
нутыми.
Зачистка, долбление изнутри, крепление киля и прочие ра-
боты производятся точно так же, как и прн изготовлении
корпуса из целого бруска.
™ 181 ™
При изготовлении корпуса из предварительно выпиленных
изнутри досок можно рекомендовать следующий порядок рабо-
ты: опиленные по наружному контуру доски накладываются друг
на друга, как было указано выше. На каждой из них острым
карандашом обводят контуры доски, лежащей сверху. Затем
внутри обведенного контура параллельно ему проводится от
руки или (что лучше) по лекалу линия толщины борта
(рис. 174); толщина борта назначается такой же, как и при
Рис. 174. Нанесение толщины борта на доски и выпиливание
; ' доски
долблении из целого бруска. После этого внутренняя часть
доски выпиливается по., линии толщины борта. Если толщина
доски не превышает 10—12 мм, то выпиливать удобнее всего
лобзиком. Более толстые доски приходится пилить узкой по-
воротной пилой или ножовкой, которые вставляются в высвер-
'ленное отверстие в доске. В этом случае необходимо полотно
'поворотной пилы вынуть из одной из ручек, пропустить в вы-
сверленное отверстие и вновь вставить в ручку, закрепив
Се там.
Когда все доски, кроме доски № 1, выпилены, их склады-
вают в прежнем порядке, склеивают между собой и зажимают
в тиски так, как об этом было сказано выше. 1
'с После обработки корпуса снаружи крбмки, выступающих
внутрь корпуса досок снимаются стамеской, удобнее всего
полукруглой, так же как эго делалось при обработке корпуса
снаружи.
Дальнейшие работы производятся, как и в первом случае.
- 182 -
§ 3. ИЗГОТОВЛЕНИЕ КОРПУСА ИЗ ПАПЬЕ-МАШЕ
.Бумага, пропитанная клеем, по высыхании настолько за-
твердевает, что может заменить собой картон, а в некоторых
случаях дерево. Постройка корпуса из бумаги имеет ряд пре-
имуществ перед другими способами: большая простота, точ-
ность воспроизведения формы и возможность многократного
использования болванки, педефицитность и дешевизна мате-
риалов. Основным недостатком является сравнительно малая
стойкость бумаги против размокания.
Наиболее подходящая для этого способа длина корпуса
модели от 250 до 800 мм, если корпус широкий и высокий,
как, например, у грузовых судов и у парусников, и до
1 200 мм., если корпус длинный и низкий, с большим отноше-
нием длины к ширине, как, иапример, у эсминцев. Корпуса
большего размера могут деформироваться и удаются хорошо
только в случае, если внутри них ставятся подкрепления в виде
шпангоутов и стрингеров.
Этот способ заключается в наслаивании друг на друга
.несколькими слоями кусочков бумаги, смазанных клеем, на-
клеиваемых на болванку или в отлитую с нее гипсовую фор-
му. Болванка может быть сделана деревянной нз целого
бруска или наборной из фанерных, соединенных между собой
плоскостей, выпиленных по форме сечений теоретического
чертежа с заполнением пространства между ними парафином,
...искусственным воском или каким-нибудь другим аналогичным
..материалом.
Изготовление сплошных деревянных болванок ничем не
' отличается от изготовления корпусов из целого бруска дерева
или из склеенных между собой досок. Разница заключается
лишь в том, что долбить болванку изнутри, нет надобности.
Наборная болванка изготовляется быстрее, чем деревян-
ная, и не требует высококачественной древесины.
Чертеж наборной болванки делают на основании теорети-
ческого чертежа, выполненного в натуральную величину буду-
щей модели. Необходимо, чтобы расстояние между шпан-
гоутами болванки не превышало 35—40 мм у моделей длиной
до' 500 мм и 50—60 у моделей большего размера. Поэтому,
если шпация на теоретическом чертеже не соответствует при-
веденным. размерам, то необходимо на полушироте и боке
нанести положения шпангоутов болванки, перенося на проек-
цию «корпус» с «бока» высоту, а с «полушироты» — ширину,
построить очертания новых шпангоутов, которыми и пользо-
ваться в дальнейшей работе. После этого на кальку перево-
дятся: 1) нулевой батокс (с разметкой шпангоутов и'кон-
структивной ватерлинии), 2) шпангоуты (с линиями диамет-
ральной. плоскости и конструктивной ватерлинии) и 3) с по-
лушироты линия палубы (левая н правая половина) с линией
-• 183 -
диаметральной плоскости. Каждый шпангоут (с обеими вет-
вями) переводится на отдельный лист кальки и нумеруется
соответственно номерам шпангоутов теоретического чертежа.
На чертеже нулевого батокса надо наметить выпилы гнезд,
в которые будут вставляться фанерные шпангоуты; ширина
выпилов должна быть равна толщине фанеры, из которой бу-
дут сделаны шпангоуты. Ширина выпилов должна отклады-
ваться от теоретических линий носовых шпангоутов в сторону
кормы, а от линий кормовых —в сторону носа. У мидель-
шпангоута ширина выпила распределяется поровну по обе
стороны линии миделя. Глубина выпилов делается равной
половине высоты шпангоута. Параллельно верхним кромкам
шпангоутов (линии палубы) на чертеже нулевого батокса
проводится линия на расстоянии, равном толщине палубы
(рис. 175), верхние же линии стираются.
В верхней части шпангоутов должны быть намечены тол-
щина палубы и выпилы, которыми шпангоуты насаживаются
в выпилы фанерного нулевого батокса. Для этого на чертеже
шпангоута, параллельно и по обе стороны от линии диамет-
ральной плоскости, прочерчиваются две линии с таким рас-
четом, чтобы расстояние между нимн было равно толщине
файеры, из которой предполагается выпилить нулевой батокс.
Глубина выпила у каждого шпангоута должна быть равна
высоте нулевого батокса над выпилом для данного шпан-
гоута (рис. 176).
При помощи копировальной бумаги на фанеру переводится
чертеж нулевого батокса так, чтобы древесные волокна в верх-
нем слое фанеры располагались по длине модели. Так же
располагаются слон фанеры для палубы. Если ширина шпан-
гоута больше его- высоты, то слои располагаются по ширине
шпангоута, в противном случае — по высоте. Переводя чер-
тежи шпангоутов на фанеру, необходимо также переводить
- 184 -
и конструктивную ватер-
линаю, а также не забы-
вать ставить на шпан-
гоутах соответствующий
номер.
Все переведенные на
фанеру детали болванки
выпиливаются лобзиком
и зачищаются напильни-
ком и шкуркой.
К верхним частям
’ каждого шпангоута вро-
вень с кромкой приклеи-
ваются и прибиваются с
каждой стороны выпила
по планке сечением
10 X 10 мм и такой дли-
ны, чтобы они на 3—4 мм
не доходили до края
шпангоута (рис. 177).
Перед тем как оконча-
тельно укрепить шпан-
гоуты, надо убедиться в
точности их подгонки к
своим местам на нулевом
батоксе, что узнается по
совп а деиию констр у ктив -
ной ватерлинии, прочер-
ченной на шпангоутах н
нулевом батоксе.
Сверху к смазанным
Рис. 176. Фанерный шпангоут бол--
нанки
Рис. 177. Шпангоут болванки с план-
кой для прибивания палубы
кл^ем планкам на шпан-
гоутах прибивается мел-
кими гвоздя м и палуб а.
Предварительно надо проверить правильность ее. подгонки:"
все шпангоуты должны доходить до края палубы и ни один;
Из них не должен выдаваться (рис. 178).
После полного высыхания клея надо заполнить простран-
ство между шпангоутами. Лучше всего Для этого подходят:
натуральный и искусственный воск, парафин, пластилин для,
лепки !. В крайнем случае можно использовать глину, но она,
должна быть очень мало влажной, так как влага, впитываясь-
в фанеру, может покоробить набор. Для экономии заполни-
теля шпации можно на 3Д заполнить плотно смятой бумагой1,
или кусочками дерева, но при этом надо следить, чтобы бу-
1 Воск и парафин должны быть подогреты до полдого размягчения..
— 185 -
Рис. 178. Набор болванки
всего подходит газетная и пре
.мага или дерево не доходили.до наружных кромок Шпангоу-
тов на 6—8 лис
После заполнения шпаций надо всю болванку обровнять,
шрезая бугорки и заполняя вмятины, стараясь сделать ее как
.можно более ровной и гладкой.
Если предполагается с одной болванки сделать большое
'количество корпусов, то следует отлить с И ее гипсовую или
цементную разъемную форму и выклеивать корпус внутри нее.
Для формовки бу-
мажных корпусов бол-
ванка (или форма) долж-
на быть соответственно
подготовлена: деревянная
болванка, так же как и
гипсовая форма, покры-
вается трн—четыре раза
спиртовым или два—три
раза масляным лаком, а
по высыхании тщательно
смазывается каким-либо
жиром — лучше всего
смесью стеарина (или па-
рафина, воска) с кероси-
ном либо вазелином, ав-
толом и т. п. Пластилино-
вые, восковые и парафи-
новые болванки не лаки-
руются, а только лишь
смазываются жиром, луч-
ше всего вазелином.
Для изготовления кор-
пуса пригодна любая бу-
мага, кроме глянцевой,
сильно вощеной или очень
толстой и грубой. Лучше
оберточная бумага. Пер-
вый слой бумаги слегка смачивается водой и смазывается
клейстером лишь с одной стороны, причем на болванку он
накладывается стороной, не смазанной клейстером. Второй
.и все последующие слои бумаги водой не смачиваются и сма-
зываются клейстером с обеих сторон.
Работа производится следующим образом: взяв кусок бу-
маги величиной с ладонь или две, смазывают его с обеях
•сторон клейстером И, отрывая от него куски диаметром около
2—3 см, наклеивают их на болваику так, чтобы следующий
кусок заходил на предыдущий на Д-'—’/з. В местах сильных
изгибов болванки размер кусков бумаги следует уменьшать.
Необходимо' куски бумаги приклеивать без складок, сильно
— 186 —
приглаживая их пальцами и выдавливая пузырьки воздуха
ж лишний клейстер, так как воздух, оставшийся между слоями
бумаги, может расслоить корпус, а лишний клей может смор-
щить поверхность и, потрескавшись, погубить всю работу.
Всего надо наклеить в зависимости от величины модели
!6—10 слоев бумаги,-но не в один, а-в два—три приема, давая
.наклеенным листам подсыхать в течение 12—24 часов. Высох-
шую поверхность надо перед продолжением работы слегка
'.смазать клейстером, протирая ее руками.
Для удобства работы рекомендуется для каждого слоя
брать бумагу другого цвета, а если употребляётся газета, то
чередовать слои со шрифтом и белые поля, чтобы было видно,
где уже наклеен следующий слой.
Во избежание коробления корпуса при его высыхании
щужн.о куски бумаги, которыми оклеиваются борта, загибать
на палубу болванки или на верхнюю, открытую сторону
*формы.
Для большей прочности очень хорошо проклеивать корпус
..матерней; маленький — до 500мм— только снаружи, а боль-
шой также и между слоями бумаги. Наклеивается материя
одним куском тем же клейстером; приклеивая, надо следить,
чтобы материя нигде не морщилась, и в местах складок выре-
зать клинья. Для оклейки модели очень хорошо применять
трикотажные ткани — старые чулки и т. п. Оклеивать корпус
снаружи следует уже после зачистки его.
Корпус должен сохнуть при ровной комнатной темпера-
туре. -Недопустимо его сушить иа солнце, на батарее паро-
вого отопления или у печкн; это относится особенно к корпу-
сам, сделанным на болванке из пластилина, воска нли пара-
*фина, так как от высокой температуры болванка может рас-
плавиться и воск или парафин впитается в бумагу, отчего1 кор-
пус потеряет свою форму и не снимется с болванки.
Снимая корпус с болванки, надо прежде всего острым
ножом срезать завернутую и приклеенную к палубе бумагу
и, слегка расшатывая болванку, понемногу вынимать пооче-
редно то нос, то корму, стараясь не повредить бортов. Обычно
болванка вынимается довольно легко, если она была как сле-
дует смазана жиром; если же она не поддается усилиям, то
надо острым бритвенным лезвием сделать на корпусе (по его
диаметральной плоскости) короткий надрез, начиная от палу-
бы, и вновь попытаться вынуть болванку. В случае необходи-
мости следует увеличить длину разреза. Разрез склеивается
столярным клеем или казеином и изнутри подкрепляется дву-
мя—тремя слоями бумаги или кусочками материи, но уже
после зачистки корпуса снаружи. .
Сняв корпус с болванки, его тотчас же надевают обратно,
выравнивают напильником все бугры и шероховатости и за-
клеивают кусочками бумаги ямкн и углубления.
— 187
После зачистки и оклейки материей корпус снаружи и из-
нутри покрывается подогретой олифой.
Прежде чем укрепить на корпусе палубу, надо внутри-*
корпуса модели установить фундамент для двигателя, гельм-
портовую трубу (трубку для баллера руля), дейдвудную тру-
бу (трубку для вала гребного винта), пайол со степсами (гнез-
дами для мачт) и т. д. и после этого три—четыре раза про-
Рис. 179. Подкрепление бруско-
вого киля в модели из
папье-маше
красить внутреннюю по-
верхность корпуса и все*
установленные внутри кор-
пуса детали масляной
краской.
Фундамент двигателя и
трубы укрепляются на ка-
зеиновом или столярном
клее и подклеиваются по-
лосками материи. Отверстия
для гельмпортовых и дейд-
вудных труб прокалываются:
снаружи шилом и расширя-
ются до необходимого диа-
метра круглым напиль-
ником.
У корпусов моделей яхт с балластным килем следует на-
сыпать в киль балласт — лучше всего дробь или мелкие куски
свинца, заложив его сверху кусочком картона так, чтобы он
не мог сдвинуться, и заклеить кусочками бумаги. Если у кор-
пуса киль «брусковый», то изнутри в киль вставляют и крепят
на клею либо свинцовую полоску в качестве балласта, заклеи-
вая ее сверху полоской материи, либо фанерный или деревян-
ный брусок, что значительно увеличивает продольную проч-
ность корпуса (рис. 179).
Рис. ISO. Пайолы со степсом, выпиленным и наклеенным
- 188 -
Для моделей парусных судов поверх укрепленного бал-
ласта вставляется фанерный настнл (пайол) со степсами для
мачт. Степсы могут быть сделаны в виде вырезанных в пай-
юле квадратов (по размеру шпоров мачт) или в виде углуб-
ления в наклеенном на пайоле кусочке фанеры илн доски
(рис. 180).
Палуба обычно делается из фанеры. Она вырезается точно
.по «палубе» болванки. Палуба из фанеры толщиной 3—4 мм
вклеивается на столярном или казеиновом клее и туго при-
бинтовывается, чтобы нигде между палубой н бортами не было
ни малейшей щели. Можно делать палубу н так, как на мо-
делях с железными корпусами (3-й вариант, стр. 201).
§ 4. ПОСТРОЙКА КОРПУСА ИЗ ЖЕСТИ
Корпуса из жести длиной от 600 мм н больше можно
строить для моделей судов с механическими двигателями
и современных металлических крупных парусников.
В настоящее время практикуется несколько конструкций
жестяных корпусов моделей: безнаборные, со шпангоутами,
ю полным схематическим набором. Наиболее сложная кон-
струкция, требующая для постройки большого количества
времени, — это конструкция с полным схематическим набо-
ром, обшиваемым вгладь или внакрой *. Наиболее простая
я наименее трудоемкая конструкция — безнаборная, с обшив-
кой кромка на кромку. Последний вариант легко осваивают
моделисты, едва научившиеся паять. Он особенно прост.для
моделей кораблей с малой седловатостью палубы, с транце-
вой кормой и с большим отношением длины к ширине.
Постройка корпуса без набора. Наиболее подходящими
для постройки этим способом являются корпуса длиной от
1 Стальная обшивка настоящих судов устанавливается различными
способами.
Внакрой, когда пояса обшивки устанавливаются через один по на-
бору — первый, третий и т, д., а пояса второй, четвертый и т. д, накла-
дываются своими верхней и нижней кромками на края ранее установлен-
ных соседних поясов.
Обшивка с отогнутыми фланцами устанавливается почти так. же,
с той лишь разницей, что верхний и нижний края поясов, накладываю-
щихся сверху, отгибаются, образуя уступы, накрывающие края ранее
установленных поясов.
При обшивке край на край каждый пояс своим нижним краем кре-
пится к набору, а верхним ложится на нижний край соседнего сверху
пояса.
Обшивка вгладь крепится к пазовым планкам, установленным по
набору таким образом, что кромки соседних поясов по пазам вплотную
подходят друг к другу.
Устанавливается обшивка и на планках снаружи — все пояса кре-
пятся к набору таким образом, что подходят своими кромками вплотную
Друг к другу, а пазы прикрывают пазовыми планками снаружи.
-- 189 —
600 до 1 200 мм. При большей длине корпус без- набора лег-
ко деформируется.
Для постройки нужны следующие, сделанные на основе.'
теоретического чертежа, конструктивные чертежи: 1) чертеж
болванки; 2) чертеж продольного разреза модели; 3) план,
расположения механизмов и устройств; 4) чертеж попереч-
ных разрезов модели и 5) чертеж палубы. Все эти чертежа
делаются в натуральную величину модели.
Чертеж болванки, и она сама делаются так же, как об"
этом было сказано в §§ 1 или 2 III главы, с той лишь разни-,
цей, что она не выдалбливается изнутри.
На чертеже продольного разреза модели изображается
разрез по диаметральной плоскости; на нем показываются1
рулевое устройство, дейдвудные трубы, фундамент для. дви-
гателя, водонепроницаемые переборки, габариты двигателя,,
комингсы люков и переборки надстроек, если под ними де-
лается в палубе вырез (рис. 181).
На плане расположения механизмов и устройств вычерчи-
ваются те же детали, что и на чертеже разреза, за исключе-
нием комингсов люков и стенок надстроек (рис. 182).
Рис. 181. Конструктивный чертеж продольного разреза модели
Рис. 182. План расположения механизмов
- 190 -
Поперечные разрезы делаются для проверки возможности
расположения механизмов и устройств по ширине и высоте;.
,3йх надо сделать несколько: по наиболее широкому месту дви-
гателя, по передней и задней его границам, если он очень
Длинен или установлен в наклонном положении, по кормовой
оконечности дейдвудных труб н по водонепроницаемым пере-
боркам.
/ На чертеже палубы должны быть показаны все вырезы
..для установки двигателя и его обслуживания, для люков..
6ИМСЫ
Рас. 183. Чертеж подпалубных связей
вентиляции и т. д., а также все палубные подкрепления —
€нмсы и т. п. (рис. 183).
. После изготовления чертежей и болванки надо заготовить
материал для обшивки корпуса — жесть толщиной от 0,25 до
0,5 лып Нет необходимости применять жесть, еще не бывшую
в употреблении. Для этой цели годятся, например, консерв-
ные банки, жестяные коробки (если они не проржавели)
и т. п. Листы обшивки заготавливаются следующим обра-
зом: сначала во всю длину куска жести нарезаются полоски,
из которых затем режутся прямоугольники. В зависимости
от имеющегося материала размер прямоугольника может ко-
лебаться от ’15 X 45 мм до 25 X 75 мм.
Прежде чем приступить к пайке обшивки, надо для опре-
деления положения нижней кромки верхнего пояса обшивки
провести на обоих бортах болванки линию, параллельную
главной палубе. Она должна быть проведена иа расстоянии,
равном ширине листа обшивки, отложенном от наивысшей
точки борта болванки — у транца, если судно с полубаком, или
у форштевня, если полубака нет (рис. 184). На некото-
рых эсминцах палуба имеет скат по направлению к транцу
- 191 -
.для сбрасывания глубинных бомб, У моделей таких кораб-
,лей берется наивысшая точка борта в кормовой части.
Положив болванку бортом на стол, от кормы по направ-
лению к носу накладывают и спаивают между собой листы
обшнвки в виде полосы, называемой поясом обшнвки. Надо
-все время следить, чтобы нижняя кромка листов ложилась
на прочерченную линию. Листы укладываются и спаиваются
-таким образом, чтобы на обращенную к носу торцовую сто-
ширина
Рис. 184. Расположение нижней кромки верхнего пояса
;рону каждого листа находила на 1—2 мм обращенная к кор-
ме торцовая сторона следующего листа (рис. 185).
Можно напаивать листы обшивки и в другой последова-
тельности — не поясами, а ступенями. Последовательность
работы этим способом ясна из нумерации листов на рис. 186.
Каждому листу, прежде чем его припаять, следует при-
дать (обжимая на болванке) форму той ее части, на которую
данный лист должен лечь. Особенно это важно в носовой
и кормовой оконечностях, где кривизна корпуса значительно
-больше, чем в средней его части. Спаянный пояс обшивки
Рис. 185. Расположение листов верхнего пояса и времен-
ное крепление верхнего пояса
— .192 -
Должен плотно при-
легать к болванке
всей своей поверх-
ностью.
Можно рекомен-
довать верхние поя-
са (левого и право-
го бортов) временно
прибивать к болван-
ке двумя — тремя
гвоздями или вре-
менно соединять их,
припаяв сверху три—
четыре жестяных по-
лоски и прибив их
к палубе болванки
Рис. 186. Расположение листов при пайке
ступенями
(рис. 185).
Пояса, заготовленные по одному для каждого борта, спаи-
ваются между собой в корме и в носу. Для моделей с тран-
цевой кормой вырезается лист жести точно по форме и раз-
меру траыца и прикрепляется одним—двумя гвоздями к тран-
цу болванки: к этому листу припаиваются концы обоих поясов.
Концы поясов, которые будут выдаваться эа транец, сре-
жутся и зачистятся при последующей обработке корпуса.
Затем, туго прижав рукой или «прибинтовав» шпагатом
к бортам болванки оба пояса, надо обрезать их параллель-
но форштевню на !—2 мм впереди него и, крепко сжав кон-
цы плоскогубцами, спаять между собой (рис. 187).
При округлой или заостренной корме пояса обоих бортов
спаиваются в корме между собой так же, как в стыках
' обычных листов обшивки с перекроем на 1—2 мм\ при округ-
лой корме кормовой лист обшивкн, связывающий оба борто-
вых пояса, подводится своими концами под них (рис. 188).
При заостренной корме кромка накрывающего листа должна
быть предварительно загнута плоскогубцами под соответствую-
щим углом (рис. 189).
У округлой или
заостренной кормы,
имеющей наклон
борта наружу или
внутрь, листы об-
шивки приходится
делать не с прямы-
ми, а с Криволиней-
ными верхней и ниж-
ней кромками. Вы-
резаются такие ли-
сты по бумажному
Рис. 187. Спаивание поясов обшивкн в носо-
вой оконечности модели
13 Морской моделизм
- 193 —
шаблону, сделанному «по месту». Для этого правый и левый
верхние пояса, спаянные между собой у форштевня, плотно
прибинтовываются к болванке, а между их кормовыми кон-
цами вместо жестяного листа обшивки прокладывается бу-
Рис. 188. Соединение
листов обшивки верх-
него пояса при округ-
лой корме
Рис. ' 189. Соединение
листов верхнего пояса
при заостренной корме
мажная полоса шириной около 30—35 мм (рис. 190). На этой
полосе карандашом проводятся две параллельные линии, со-
единяющие нижнюю и верхнюю стороны обоих .поясов. Верх-
нюю линию удобнее всего провести изнутри, ведя карандаш
по палубе болванки. У торцо-в обоих поясов также проводятся
линии, отмечающие длину кормового листа. Обрезанная по
этим линиям бумага и будет шаблоном кормового листа об-
Рис. 199, Изготовление шаблона кормового листа
обшивки наклонной округлой кормы
- 194 -
щнвки; вырезая по ней из жести лист обшивки, надо .к его
Длине прибавить с каждой стороны по 1—2 лслс для спайки.
Дальнейшая работа ведется следующим образом: начиная'
От кормы, укладывают и спаивают между собой и с верхним,
:поясом листы обшивки нижер неположенных. поясов. Их под-
.дойка по форме болванки и стыкование производятся тем .же
’способом, что и для верхнего пояса. Необходимо, чтобы сты-
•ки располагались в шахматном порядке и находились на
одной вертикали через два пояса (рис. 191).
Каждый лист обшивки нижележащего пояса подсовывается
да 1—2 мм под верхний пояс и припаивается сначала к не-
му, а затем к предыдущему листу своего пояса. Таким обра-
зом спаивают пояса обшивки по обоим бортам, начиная
сверху и кончая стыки
.конструктивной ва- \\"^-
терлинией. Способ {\л— ________
i п р ов едения ватер ли- J_I__ \ . I _____
'нии — см. раздел /\ I Т I 1 _______________5
окраски. Т L
Кор мовые и но- n&3bl j I ___гт
совые пояса обшив- \Г "[ { / | \
ки, расположенные J ~ ~| Т
ниже конструктивной
ватерлинии, прихо-
дится постепенно су- Р^ы 191. Расположение стыков поясов обшивки
жать от средней ча-
сти корпуса к носу и к корме, причем степень их суже-
ния зависит от обводов корпуса. На миделе размечают
ширину поясов такую же, как и выше ватерлинии,’ и по тон-
кой рейке прочерчивают пазы по всей длине корпуса, сухщ-
.вая расстояния между ними по направлению к. оконечно-
стям с таким расчетом, чтобы количество поясов в носу
И корме было таким же, как и на миделе. Надо при этом
стараться, чтобы сужение шло равномерно и ширина всех
расположенных друг под другом листов была в данном месте
одинаковой ’(рис. 192). При вырезании по .этой разметке
из жести листов обшивки их ширину надо увеличивать на
:1—2 мм, на которые при спайке пазов один пояс заходит на,
другой.
Когда пайка поясов обшивки подойдет к середине днища,
то паз, проходящий по диаметральной плоскости (нли впрн-. ’
дык к килю, если последний выступает наружу), .должен, бйъ
сделан не внакрой, а вгладь, причем ширина шпунтов!^,
т.. е.. образующих его смежных, поясов, при необходимости,
может быть несколько увеличена или уменьшена ,пд сравне-
нию с шириной остальных. На этот паз наклжываСгся внут-
ренний горизонтальный киль в .виде полоски жести .шириной
около 10—15 мм, к которой и припаивается .поочерёдно оба,
13х - 195
днищевых пояса обшивки, сначала с одной, а затем с другой
сторойы. Прилегающую к обшивке сторону плоского киля на-
до предварительно покрыть тонким слоем припоя или олова
и припаивать к ней смазанные изнутри паяльной кислотой
листы поясов, прогревая их сверху паяльником. Чтобы сосед-
ние пазы не распаялись от перегревания паяльником, на них
следует положить смоченные водой тряпки.
Последними ставятся листы поясов, расположенных выше
Рис. 192. Уменьшение''ширины поясов обшивки
к носовой оконечности
палубы. Припаиваются они в том же порядке, что и все пре-
дыдущие.
: После установки на место последнего листа обшивки не-
обходимо смыть остатки паялы-юй кислоты, после чего весь
корпус следует зачистить. Для этого прежде всего нужно
обрезать те части обшивки, которые выдаются за транец,
форштевень'и палубы, а затем зачистить напильником заусени-
цы и весь лишний припой и до блеска очистить всю поверх-
ность-корпуса наждачной шкуркой, после чего удалить из
корпуса болванку.
Но если борта имеют завал, то болванку вынуть из кор-
пуса . не удастся. Поэтому при заваленных бортах соединять
между собой пояса по диаметральной плоскости следует не
«намертво»,, а лишь «схватывая» , их в отдельных точках.
Тогда, чтобы удалить болванку из корпуса, стоит лишь про-
вести горячим паяльником по спайкам, и корпус разнимется
на две половины, которые затем снова, но уже без помощи
болванки, спаиваются друг с другом.
. При изготовлении модели подводной лодки спаянный кор-
пус разнимается на две части, но не по диаметральной пло-
- 196 -
скости, а по горизонтальной линии, проведенной вдоль всей
болванки по ее самому широкому месту (рис. 193). Прово
дится эта линия тем же способом, что и конструктивная ва-
'терлиния. Правильно спаять обе снятые с болванки полови-
ны можно только в том случае,, если внутри верхней полови-
ны впаять на расстоянии 30—40. мм друг от друга изогнутые,
как показано на рисунке, направляющие полоски жести, ко-
Рис. 193- Соединение двух частей — верхней и нижней — модели
ПОДВОДНОЙ ЛОДКИ
торые не дадут нижней половине войти в верхнюю глубже,
чем это нужно.
Спайка обеих половин производится только после оконча-
ния всех работ внутри корпуса,, которые .производятся так же»
как и у моделей надводных кораблей.
Само собой разумеется, что, снимая корпус с болванки,
надо вынуть гвозди, которыми были прибиты первые листы
обшивки, или отпаять полоски жести, которыми листы были
скреплены с палубой болванки. Отверстия от гвоздей надо
запаять.
После окончательной зачистки напильником и наждачной
шкуркой мест спайки двух половинок корпуса его изготовле-
ние можно считать в основном законченным.
Прежде чем приступить к настилу палубы, необходимо
внутри корпуса проделать ряд работ: установить водонепро-
ницаемые переборки и фундамент двигателя, впаять клюзо-
вые, дейдвудные и гельмпортовую трубы,, уложить бал-
ласт и пр.
Лучше всего начать эти работы с установки фундамента.
Припаивать фундамент надо так, чтобы ие распаялись пазы
и стыки обшивки, для чего снаружи корпуса кладется смочен-
™ 19.7 -
ная водой тряпка рядом с тем местом, к которому изнутри
припаивается фундамент.
Для установки баллера руля (кроме рулей, навешиваемых
на транец снаружи корпуса) в кормовой' части корпуса, по
его диаметральной плоскости, делается отверстие, (гельм-
порт). Для предохранения корпуса от попадания воды внутрь
через гельмпорт в последний впаивается гельмпортовая тру-
ба, в которой вращается баллер руля; гельмпортовая труба
выводится на палубу, где и закрепляется.
Дейдвудиые трубы впаиваются в отверстия, проделанные
в корпусе в местах, намеченных на конструктивных чертежах
продольного ,н поперечного разрезов. Впаивая их, нужно сле-
дить, чтр.бы направление трубы точно соответствовало на-
правлению, . заданному чертежом, иначе гребной вал
может не совпасть с валом двигателя. Чтобы облегчить эту
задачу, следует в дейдвудную трубу вставить гребной вал,
а на фундамент временно укрепить деревянную бобышку
с углублением на высоте оси двигателя, а на время впаива-
ния дейдвудной трубы вставить в нее гребной вал.
Для большей прочности внутренний конец дейдвудной
трубы, если она длиннее 50—60.мл или если в ней установ-
лен подшипник гребного вала, необходимо укрепить, спаяв
его при помощи жестяного кронштейна с днищем или бор-
тами (рис. Г94).
Трубы якорных клюзов вставляются снаружи в отверстие
в бортовой обшивке, где и припаиваются, а внутренние нх
концы выводятся на палубу.
Все трубы .сворачиваются нз тонкой жести нлн латуни
на прямом куске стальной проволоки нужной толщины и про-
паиваются.
! Водонепроницаемые переборки вырезаются из жести по
рабочим чертежам, вставляются внутри корпуса на соответ-
ствующие места н тщательно, не оставляя щелей, припаи-
ПРИПАЯТЬ
К БОРТАМ
Рис. 194. Два способа крепления внутреннего конца дейдвудной
трубы
— 198 -
Даются. к днищу и бортам. Так как припаять верхнюю кром-
ку переборки в нижней стороне палубы очень трудно, то, что-
/бы закрыть отсек сверху, на 'верхние кромки переборок
и к бортам припаивается лист жести, как бы играющий
/.роль крышки.
. Прежде чем запаять сверху водонепроницаемые отсеки,
:следует проверить их водонепроницаемость, для чего они, обя-
зательно' поочередно, заполняются водой. Места, где покажет-
ся течь, необходимо пропаять еще раз и вновь проверить во-
донепроницаемость Ч
После испытания модели на водонепроницаемость ее на-
тдо просушить и все внутренние помещения прокрасить два
;раза масляной краской. Запаивать отсеки сверху и настилать
палубу можно только после полного высыхания краски.
Палубу можно делать различными способами — из цело-
: го куска жести, из отдельных листов и из фанеры. Изготовить
палубу из целого куска можно только в’случае, если жесть
..совершенно ровная, немятая. Вырезается палуба по бумаж-
,:ному шаблону, сделанному по палубе болванки. Палуба при-
гоняется к корпусу так, чтобы она не ложилась сверху на
борта, а входила внутрь. Если модель делается с фальшбор-
том, то к бортам припаиваются изнутри на уровне палубы
угольники, согнутые из жести, на которые и кладется палу-
ба (рис. 195).
Прежде чем впаять палубу на место, в ней надо проде-
лать в соответствии с конструктивными чертежами вырезы
для люков, дымовых, труб и т. п. н вокруг люков припаять
комингсы, изготовленные из полосок жести, как это видно на
рис. 195.
Изготовление палубного настила из отдельных листов же-
сты несколько сложнее, так как при этом приходится делать
продольные и поперечные бимсы.
Для изготовления бимсов надо сделать рабочие чертежи:
цх размеры берутся с конструктивных чертежей палубы и по-
перечных разрезов. Одна из возможных конструкций попереч-
ных бимсов, имеющих погнбь, показана на рис. 196.
Поперечные бимсы с облуженнымн верхними отогнутыми
полками припаиваются, внутри корпуса к бортам в местах,
определенных чертежами палубы и поперечных разрезов.
После установки всех бимсов на место в их веотикальйые
вырезы. вставляются и впаиваются продольные бимсы, сде-
ланные из полосок жести, согнутых в виде угловой стали.
Вставляются они таким образом, чтобы отогнутые верхние
полки поперечных и продольных бимсов находились в одной
плоскости. Продольные бимсы должны быть спаяны не только
’ Таким же образом испытывается водонепроницаемость и у настоя-
щих судов.
- 199 -
ЖЕСТЯНАЯ ПАЛУБА
Рис. 195. Крепление жестяной палубы на угольниках и устрой-
ство комингсов люка
Рис. 196. Поперечный и продольный бимсы
с поперечными бимсами, но и с бортами в местах их соеди-
нения в кормовой и носовой оконечностях модели. Верхнюю'
отогнутую полку бимсов необходимо хорошо залудить.
На образовавшийся таким образом каркас накладываются
листы палубного настила и прогреваются .паяльником — оло-
во на' облуженных полках бимсов плавится, и жестяные ли-
сты спаиваются. Вырезать листы следует так, чтобы они
стыковались между собой на середине горизонтальных полок
бимсов. Удобнее всего вырезать их по бумажным шаблонам,
которые подгоняются по месту, на самой модели. На шабло-
нах должны быть сделаны также все необходимые вырезы
в палубе.
Комингсы в этом случае напаиваются после окончательной
установки всех листов палубного настила.
— 200 —
Фанерная палуба делается из чистой, хорошего качества
фанеры толщиной от 1 до 3 мм. Если палуба без погиби, но
имеет седловатость, то слои фанеры следует располагать по-
перек палубы, если же седловатости нет или она очень мала,
а погибь значительна, то слои должны быть расположены
вдоль палубы. Вообще же говоря, палубу, имеющую одно-
временно большие седловатость и погибь, сделать из одного
листа фанеры почти невозможно.
Укреплять на место фанерную палубу проще всего сле-
дующим образом: по ее периметру прибиваются мелкими
гвоздями на клею планки сечением, в зависимости от разме-
ров модели, от 8 X 8 до 12 X 12 мм. Пригнав планки при
помощи ножа так, чтобы при установленной иа место палубе
они плотно прилегали к бортам, их прибивают мелкими гвоз-
дями сквозь бортовую обшивку.
Если ширина корпуса более 150—180 мм или если палуба
имеет погибь и делается из тонкой фанеры (1 —1,5 мм), то
ее надо подкрепить бимсами. Бимсы делаются из планок ши-
риной 6—8 мм, а высотой, равной высоте планок, прибитых
по периметру палубы. Бимсы прибиваются на клею и гвоздях,
как в торец, сквозь палубные планки, так и сверху, сквозь
фанеру палубы.
Постройка корпуса из жести со шпангоутами. Корпус из
жести, подкрепленный шпангоутами, приобретает настолько
большую прочность, что представляется возможным построить
модель длиной до 1 800 мм и более. Способ этот мало отли-
чается от предыдущего, так как процесс установки обшивки
тот же. Основная разница с предыдущим, помимо установки
шпангоутов, заключается в том, что в случае большой длины
модели при этом способе для увеличения продольной проч-
ности корпуса приходится ставить киль, внутренний или на-
ружный, достаточно жесткой конструкции.
Конструктивные чертежи для постройки корпуса этим спо-
собом делаются так же, как и в предыдущем случае, ио на
них должны быть показаны киль и шпангоуты (рис. 197).
Рис. 197. Конструктивный чертеж продольного разреза корпуса мо-
дели со шпангоутами
— 201 —
Шпация (расстояние между шпангоутами) может быть от
40 до 150 мм и зависит главным образом от отношений дли-
ны к ширине и ширины к высоте корпуса, его абсолютной
длины, толщины листов обшивки и от способа соединения ее
пазов и стыков. Чем меньше при данной длине ' отношение
L В
-q и и чем тоньше жесть листов обшивки, тем более
солидными и часто расположенными-должны быть шпангоу-
ты, Кроме этого, обшивка внакрой и вгладь требует больше-
го числа' шпангоутов, чем обшивка край-на край.
Для киля, шпангоутов н водонепроницаемых переборок
надо сделать рабочие чертежи обязательно в натуральную
величину..
Самая простая конструкция киля показана на рис. 198.
Ширина его может быть от 8'до 15 мм. Это так называемый
внутренний горизонтальный киль, не обладающий большой
продольной прочностью. С таким килем- сочетаются одина-
ково хорошо шпангоуты проволочные н согнутые из полосок
жести; способы их скрепления ясно видны на рис. 198 и 199.
Очень, надежна конструкция внутреннего вертикального
киля, показанная на рис. 200. Делается киль из двух спаян-
ных между собой угольников, согнутых из жести. Благодаря
двум вертикально расположенным плоскостям он обладает
очень большой прочностью, способной противостоять значи-
тельным изгибающим усилиям. Высота вертикальной полки
киля может быть в зависимости от величины модели и вели-
чины отношения от 8 до 12 мм, а ширина каждой из
двух горизонтальных полок от 6 до ГО мм.
Рис. IPS. Конструкция
горизонтального киля
и скрепление с ним про-
волочных шпангоутов
Рис. 199. Крепление (спа-
ивание) шпангоутов из по-
лоски жести.с горизонтальным
килем
- 202 —
.Не менее надежен и наружный слойчатый киль, который
Ставится обычно на моделях небольших гражданских судов.
Он делается из двух согнутых из жести угольников, между
которыми впаиваются в зависимости от толщины жести
Ж длины модели одна — три жестяные полоски, как это пока-
ВИУТРЕННИЙ НАРУЖНЫЙ „
ВЕРТИКАЛЬНЫЙ КИЛЬ п МНОГОСЛОЙНЫЙ КИЛЬ
1 .
Рис. 200. Конструкция внут-
реннего вертикального киля
Рис. 201. Конструкция на-
ружного слойчатого киля.
зано на рис. 201. Обе полки киля делаются одинаковой ширит
ны от 6 до 10 мм.
Шпангоуты делаются из проволоки, полос жести, а также
вырезаются из листов жести.'
Для самых простых, но в то же время наименее надеж-
ных шпангоутов, которые делаются из стали стой проволоки,
а также для более совершенных, сделанных из полосок
жести, рабочих чертежей делать не надо — шпангоуты изго-’’
товляются прямо по месту, как об этом будет сказано далее.
Проволочные шпангоуты (рис. 198, 206) делаются из
стальной проволоки диаметром от 1,5 до 2,5 мм. Проволоку
для шпангоутов изгибают, вложив ее' в соответствующие
углубления, пропиленные ножовкой на болванке в местах
расположения шпангоутов.
Слабая сторона проволочных шпангоутов заключается
их малой поперечной прочности. Одиако этот недостаток
можно в значительной степени исправить, если, положив го-
товый шпангоут плашмя на наковальню, расплющить его
ударами молотка. Толщина расплющенного шпангоута должна
быть немного, более' половины диаметра нерасплющенной
проволоки. При расплющивании надо стараться, чтобы тол-
щина шпангоута была всюду одинаковой.-
Шпангоуты, согнутые из полоски жести (рис. 202) в один
-слой, имеют незначительную^поперечную прочность. Увеличить
ее можно, спаивая между собой две — три полоски, предва-
- 203 -
Рис, 202. Шпангоуты, спаянные из
согнутых полосок жести
рительно согнутые по бол-
ванке. Для этого надо со-
гнутые полоски жести за-
лудить — одну с внутрен-
ней стороны, а другую с
внешней (если шпангоут
спаивается из двух поло-
сок) или одну с внутрен-
ней, одну с обеих сторон
н одну с внешней сторо-
ны (если шпангоут спаи-
вается из трех полосок).
Сложив их лужеными
сторонами друг с другом,
прогревают горячим па-
яльником.
Шпангоуты средней части модели можно изгибать из пря-
мых полос жести, носовые же и кормовые приходится делать
по выкройке, снятой с соответствующего места болванки,
либо изгибая и вытягивая полосу по месту. В последнем слу-
чае ее надо положить плашмя на наковальню н слегка по-
стучать острым концом молотка по всей длине той стороны,
которая должна вытянуться. Выкройка для полосы, не тре-
бующей вытяжки, делается из писчей бумаги. Полоска
бумаги шириной 20—40 мм накладывается на углубление для
шпангоута в болванке, обжимается пальцами по кромкам
углубления и затем вырезается по образовавшимся вдавлен-*
,ным полоскам.
Наибольшей поперечной прочностью обладают шпангоуты,
вырезанные целиком из листа жести (рис. 203). Высота флора
может быть от 6 до 12 мм, а ширина бортовых .ветвей — ог
5 до. 8 мм.
При вырезыва-
нии шпангоутов из
целого1 куска жести
их конту ры п ер ев о -
дятся ' с рабочего
чертежа на жесть
при помощи копиро-
вальной бумаги либо
(что удобнее) на
жесть наклеивается
кусок кальки с пере-
веденным на нее
чертежом шпангоута.
Вырезается шпан*
гоут ножницами или
вырубается зубилом.
ВЫРЕЗ ДЛЯ ВНУТРЕННЕГО
ВЕРТИКАЛЬНОГО КИЛЯ --
Рис,. 203. Шпангоуты, целиком вырезанные
из жести
— 204 —
после чего его следует зачистить напильником, чтобы не оста-
валось заусенцев.
Если имеющаяся в наличии жесть тоньше 0,3 мм, то
шпангоуты лучше делать из двух слоев, спаивая между собой
: лужеными сторонами два отдельно вырубленных одинаковых
шпангоута. В последнем случае зачистка напильником произ-
водится после спайки.
Приступая к изготовлению болванки, надо решить, будут
ли шпангоуты и киль впаиваться в уже готовый, снятый
с болванки корпус или же они будут заранее установлены
в специально для них сделанных пропилах и углублениях на
болванке. В первом случае болванка изготовляется обычным
способом, если же предполагается киль и шпангоуты устано-
вить заранее, то на болванке делаются углубления для уста-
новки шпангоутов. Разметку расположения шпангоутов на
болванке надо производить очень точно. Места расположения
шпангоутов отмечают на линии диаметральной плоскости,
проведенной на палубе болванки, и затем по1 угольнику пер-
пендикулярно1 к диаметральной плоскости проводят прямые
.линнн в обе стороны до бортов, после чего переносят их и на
борта (рис. 204).
Для точного нанесения линий шпангоутов на бортах бол-
ванки надо сделать простое приспособление, показанное на
рис. 205. Оно состоит из гладко выструганной дощечки тол-
щиной 8—12 мм, шириной 50—60 мм, а высотой на 10—20 мм
выше самой высокой точки болванки, установленной на под-
ставке. Эта стойка должна быть прочно и строго вертикально
укреплена в ее подставке, сделанной из дощечки размером
60 X 80 мм и толщиной 8—12 мм. Отметив взятую с чертежа
ватерлинию на форштевне и ахтерштевне (или транце) бол-
Рис, 204, Разметка мест расположения
шпангоутов на болванке
205 —
ванк'и,. последнюю устанавливают на подставке 1 так, чтобы
расстояние от верстака или стола до ватерлинии, отмечен-
ной, на носу и корме, было одинаковым и чтобы болванка
стОяла совершенно прямо, не наклоняясь йи на правый, ни
на левый борт. Затем, приложив грань карандаша вплотную
к широкой плоскости вертикальной стойки описанного приспо-
собления, на борту болванки прочерчивают места расположе-
ния шпангоутов, передвигая карандаш сверху вниз по верти-
кальной стойке. Удобнее всего эту работу производить вдвоем:
один прочерчивает и держит приспособление, другой — бол-
ванку.
Рис. 205. Приспособление для вертикаль-
ного нанесения линий мест расположения
шпангоутов
После разметки шпангоутов и проверки шпаций на днище
и на обоих бортах по намеченным линиям делаются углубле-
ния — пропилы ножовкой или прорези ножом для установки
в' них шпангоутов. Глубина пропилов или прорезей должна
быть такова, чтобы наружные кромки вставленных в них
шпангоутов были заподлицо с поверхностью болванки.
Для установки киля в днищевой части болванки, так же
как и для шпангоутов, делаются углубления (рис. 206),'
Постройка корпуса начинается с изготовления киля
и шпангоутов и заготовки листов обшивки, причем последняя
ничем не отличается от описанной выше.
Плоский внутренний кйль изготовляется из двух — трех
спаиваемых жестяных полосок, вырезанных по размерам,
взятым с рабочего чертежа. Если имеющиеся в наличии листы
жести для киля короче, чем это нужно, то киль можно сде-
лать составным по длине. Нужно только, чтобы стыки "полосы
приходились на Уз длины соседнего слоя, если слоев1 три,
и на ’/2 длины, если слоев только два (рис. 207). В носовой
1 Подставка необходима будет и в дальнейшем при установке палуб-
ных надстроек, прочерчивании ватерлинии и т. и.
—. 206 —.
''оконечности и в кормовой, если корма не транцевая, киль
приходится сгибать по длине на болванке.
Внутренний вертикальный киль делается следующим обра-
зом: по размерам рабочего чертежа вырезаются две полоски
жести одинаковых размеров. Каждая из них сгибается под
прямым углом по всей своей длине так, чтобы получались
Два угольника, полки которых имеют размеры, указанные на
рабочем чертеже. Затем обе полосы спаивают между собой
Рис. 236. Углубления в болванке для установки
киля и шпангоутов
более широкими полками. Спаивать можно, либо предвари-
тельно залудив спаиваемые поверхности и потом, прогревая
их горячим паяльником, либо пропаивая кромки сверху и сни-
зу. В том и другом случае необходимо плотно прижимать
.спаиваемые поверхности друг к другу, зажав в тисочки или
сжимая плоскогубцами.
у Так же делается и наружный слойчатый киль, с.той лишь
разницей, что между угольниками впаиваются одна — три
жестяные полоски той же высоты, что н спаиваемые полки
угольников.
После спайки, вертикального внутреннего или наружного
слойчатого киля необходимо проверить л о линейке, ие искри-
Рис. 207. Расположение стыков на составном’ киле
зшдить
и спаять
— 207 —
вились ли они во время пайки, и, если окажется нужным, вы-
прямить.
Особенное внимание нужно обратить на плотность приле-
гания киля по всей его длине к своему месту на болванке.
Даже незначительное отставание киля от болванки в носовой
и кормовой оконечностях влечет за собой смещение шпангоу-
тов по вертикали, что исказит обводы корпуса.
В некоторых случаях, когда подъем днища к оконечностям
очень крутой, что бывает у ледоколов, некоторых подводных
Рис. 208, Надрезы на отгибаемой (горизонтальной)
полке киля в местах его закруглений
лодок и т. п., приходится делать вертикальный киль не из
прямых полосок жести, а из жести, вырезанной по очерта-
нию нулевого батокса. В этом случае лучше всего предвари-
тельно сделать бумажный или картонный шаблон киля. Гори-
зонтальные полки киля в этом случае приходится надрезать
в местах закруглений, как это видно на рис. 208.
При изготовлении шпангоутов любой конструкции необхо-
димо учитывать, что для облегчения снимания корпуса с бол-
ванки по большей части приходится, как это уже говорилось
выше, разнимать готовый корпус на две половины. Поэтому
шпангоуты надо делать из двух половин, днищевые ветви
которых должны заходить одна за другую (рис. 209). Обе по-
ловины спаиваются между собой после снятия корпуса
с болванки одновременно со спайкой обеих половин кор-
пуса.
Шпангоуты, имеющие значительную килеватость, разре-
заются посередине, и концы обеих половин при установке
на место сводятся впритык. При спаивании таких шпангоутов
приходится усиливать соединение флором-накладкой, сделан-
ной нз жести. Флоры шпангоутов, сделанных из проволоки, так
же как и шпангоутов, вырезанных из жести, поипаиваются’
сбоку шпангоутов; флоры шпангоутов, согнутых из полосок
жести, напаиваются поверх шпангоутов (рис. 202).
Если постройка ведется без предварительной установки
шпангоутов на болванке, то после того как корпус снятсбол-
- 208 —
>анки н обе его половины спаяны, в него впаиваются киль
-И шпангоуты. Сначала подгоняется и впаивается внутрь кор-
пуса заранее заготовленный внутренний горизонтальный или
'вертикальный киль. Если ставится наружный слойчатый киль,
то он напаивается снаружи корпуса модели, причем его надо
очень точно подогнать к днищу так, чтобы между ними не
оставалось пустого пространства и чтобы киль шел точно по
диаметральной плоскости. При подгонке может оказаться не-
обходимым свести его носовую часть на нет. Это нужно сде-
лать зубилом или кусачками до его установки, а после при-
пайки подчистить напильником.
ПРИ СОЕДИНЕНИИ 050ИХ
ПОЛОВИН КОРПУСА
Гис. 209. Соединение ветвей составных
шпангоутов
Шпангоуты следует устанавливать после впайки киля. Их
места размечаются по конструктивному чертежу на внутрен-
нем киле или, если киль наружный, то на внутренней сторо-
не днища по диаметральной плоскости. При впаивании не-
обходимо следить, чтобы шпангоуты стояли в плоскостях,
строго вертикальных, и перпендикулярно к диаметральной
плоскости.
Сборка корпуса с предварительной установкой шпангоутов
на болванке начинается с установки шпангоутов в углубле-
ниях, сделанных в болванке, для чего болванку кладут на
стол вверх днищем. Поверх шпангоутов укладывается в свое
углубление киль и припаивается к одной половине шпангоу-
тов; к другой половине он припаивается после .снятия корпу-
са с болванки одновременно со спаиванием обеих половин
шпангоутов. Установка обшивки ведется. в том же порядке,
что и при вышеописанном способе, с той лишь, разницей, что
каждый пояс обшивки припаивается ко всем шпангоутам,
по которым он проходит. Лучше всего припаивать об-
шивку, предварительно сильно залудив внешние кромки
шпангоутов.
14 Морской моделизм
- 209 —
Бимсы, если они ставятся, следует припаивать не к об-
шивке, .а к бортовым ветвям шпангоутов, разумеется, уже по-
сле снятия корпуса с болванки.
Все остальные работы — установка рулевого устройства,
фундамента, двигателя, палубы и прочее — производятся так
же, как и при постройке корпуса без шпангоутов.
§ 5. ПОСТРОЙКА КОРПУСА С ДЕРЕВЯННЫМ НАБОРОМ
И ФАНЕРНОЙ ОБШИВКОЙ
Этот способ заключается в том, что собранные из отдель-
ных, выпиленных из дерева частей шпангоуты устанавли-
ваются на деревянном киле со штевнями, скрепляются не-
сколькими парами стрингеров, по которым устанавливается
обшивка из фанеры от 1 до 2 мм толщиной.
Лучшее применение этого способа—для моделей длиной
от 600 мм и более.
На рис. 210, 211, 212, 213 показаны в виде примеров кон-
структивные чертежи парусной яхты с балластным килем
и линейного корабля.
Дчя работы нужны конструктивные чертежи: продольного
разреза корпуса, мидель-шпангоута, палубы и план располо-
жения механического оборудования. Конструктивные чертежи
можно делать как в натуральную величину, так и в 7а, Ч*
илн 7s натуральной величины модели. Прн конструировании
надо учитывать, что величина шпации может колебаться в пре-
делах от 60 до 120 мм, в зависимости от величины корпуса
модели и сложности его обводов: чем модель меньше или чем
сложнее, ее обводы, тем чаше располагаются шпангоуты.
В случае необходимости в оконечностях, посередине между
смежными шпангоутами, можно поставить дополнительные
так называемые половинные шпангоуты, которые предвари-
тельно вычерчиваются на теоретическом чертеже. Расстояние
между стрингерами не следует делать меньше 15—20 мм и
Рис. 210. Конструкция киля и штевней модели яхты с балластным килем.
На киле и штевнях видны вырезы, на которые насаживаются шпангоуты
вырезами, сделанными в флорах
- 210 -
Рис. 211. Конструктивный;
чертеж миделя модели яхты:
с балластным килем. Киль
делается из трех склеенных.
друг с другом досок, при-
чем средняя имеет ту же тол-
щину, что и штевни, и делает-
ся на 10—15 мм выше бо-
ковых. Обрабатывается по
наружным шаблонам, изго-
товляемым по теоретическо-
му чертежу
Дольше 50—60 мм, что также зависит от размеров и слож-
'оста обводов модели.
Из рабочих чертежей необходимы чертежи всех шпан-
Грутов, штевней и носовой и кормовой оконечностей кил$к
:£ которым примыкают штевни. Длина отрезков киля должна.1
Захватывать две—три шпации. Все эти чертежи делаются в на-
'Уральную величину и служат как для изготовления по ним
Деталей, так и их сборки.
Работу лучше начать с заготовки материалов: дерева^
лдея, гвоздей, шурупов и т. д., чтобы во время постройки кор-
пуса модели, не было задержек из-за отсутствия материалов,
Йбщечки, рейки и бруски остругиваются до нужных толщин
обрезаются с маленьким припуском по длине.
Затем на заготовленные доски перечерчивают очертания
^иля, штевней и книц и аккуратно выпиливают эти детали.
Йа верхней (внутренней) кромке киля делаются вы пилы для
/пангоутов. Чтобы не ослаблять киль, глубину выпилов не
следует делать больше 3—5 мм.'
ip Выпиленные киль и штевни выравниваются рубанком или
йшильником и тщательно подгоняются друг к другу так,- что-
$ы. между ними не было щелей. Во время подгонки необхо-
1имо все время проверять правильность соединения деталей^
вкладывая их на рабочий чертеж. В то же время необходи-
мо следить, чтобы киль и штевни находились в одной плоско,-
ги; удобнее всего это проверять, положив их на ровную пло-
.кость стола. Убедившись в'точности подгонки, киль с фор-
лте’внем и ахтерштевнем укладывают плашмя на конструк--
чвный чертеж и просверливают в них отверстия для шуру-
пов.„в местах, указанных на конструктивно^ чертеже.
4s- - 211 -
Перед тем как окончательно скрепить
киль со штевнями, их временно собирают
на шурупах для последней проверки
правильности их подгонки. Если нет ров-
ного стола достаточного размера, то по-
ступают следующим образом: посере-
дине толщины верхних торцов обоих
штевней вбивают по маленькому гвоздю
н между ними туго натягивают нитку,
а посередине толщины верхней (внутрен-
ней) поверхности киля проводят во всю
его длину прямую линию. Если нитка
идет наискось по. отношению к линии,
прочерченной на киле, значит одни или
оба штевня стоят неправильно и их поло-
жение надо исправить.
Окончательно удостоверившись в пра-
вильности установки штевней, шурупы
вывинчивают и места соединения киля со
штевнями смазывают клеем и накрепко
свинчивают штевни с килем теми же шу-
рупами.
На киле и штевнях, выдающихся сна-
ружи обшивки, по всей их длине с обеих
сторон, выбирается шпунт — выемка для
примыкающей к килю и штевням кромки
обшивки (рис. 214). Линия шпунта пере-
водится с конструктивного чертежа про-
дольного' разреза.
После сборки киля и штевней заго-
товляют и собирают все шпангоуты.
Так как шпангоуты состоят обычно из
двух или трех частей (не считая бимсов
и книц), то для нх изготовления каждая
часть, а также бимсы переводятся с ра-
бочих чертежей иа заготовленные дощеч-
ки, аккуратно' выпиливаются лобзиком
или поворотной пилой и зачищаются на-
пильником. При перечерчивании необхо-'
-димо следить, чтобы ни одна деталь не
располагалась поперек слоя дерева. Кни-
цы переводятся на фанеру толщиной
1—2 мм и выпиливаются или вырезают-
ся ножом или стамеской.
Сборка шпангоутов должна быть
очень точной, поэтому $на всегда произ-
водится на рабочем чертеже. Подогнав
друг к другу части шпангоутов, бимс
- 212 —
to
CO
ШПАНГОУТ Nf
Pm. 213. Конструктивные чертежи мидель-шпангоута и шпангоута »1 модели линкора
и кницы, соединяют их между собой на клею, а каждая кни-
ца, кроме того, прибивается четырьмя—восемью мелкими гвоз-
дями. Необходимо следить, чтобы края книц на 3—4 мм не
доходили до внешних кромок бортовых ветвей шпангоутов,
так как в дальнейшем это1 может помешать снятию малки
(скашиванию внешней поверхности) шпангоута согласно об-
водам корпуса.
Выпилы в шпангоутах для привальных брусьев и для ки-
ля, а на мидель-шпангоуте и для стрингеров делаются после
того, как склеенные шпангоуты хорошо просохнут.
Сборка корпуса .начинается
Рис. -214. Шпунт, выбранный
в киле
рнной 20—40 мм и длиной
хкорпуса. модели. На одной и;
с установки шпангоутов на
киле. Подогнав друг к другу
размеры выпилов на флорах
шпангоутов и на киле, шпан-
гоуты временно устанавливают
на свои места таким образом,
чтобы их кницы были обраще-
ны в сторону мидель-шпангоу-
та. Шпангоуты должны быть
установлены очень точно; без
наклона. Для этого- надо- вы-
стругать по линейке прямую
планку толщиной 3-— 5 мм, ши-
на 60—80 мм больше длины
ее широких сторон нужно раз-
метить расположение шпангоутов согласно конструктивному
чертежу, после чего планка временно прибивается мелкими
гвоздями к верхним торцам штевней и к каждому поперечно-
-му бимсу; при этом надо, чтобы одгта из боковых кромок
планки совпадала с линией диаметральной, плоскости, пред-
варительно отмеченной на бимсах, а размеченные на планке
места расположения шпангоутов совпадали бы с кромками
бимсов
Затем временно устанавливаются на свои места приваль-
ные брусья, предварительно размеченные по всей длине на
сантиметры с цифровыми обозначениями, как. на обычных
линейках.
Если теперь приложить к шпангоутам на свои места при-
чальные брусья, то они будут плотно прилегать ко всей по-
верхности выреза лишь на двух—трех средних шпангоутах;
/плотному прилеганию на остальных шпангоутах будут мешать
жромки, обращенные к носу или к корме, в зависимости от
положения шпангоутов. Для плотного прилегания приваль-
щых брусьев надо срезать наискось ножом или стамеской на-
1 Кромкой называют ребро (грань), образованное двумя плоскостями.
- 214 -
ружные поверхности шпангоутов (снять малку) .(рис. 215).
.Прибивать привальные брусья надо, начиная с форштевня,
одновременно с обоих бортов, следя, чтобы правые и левые
бортовые ветви шпангоутов приходились у одноименных де-
лений на привальных брусьях.
После того как привальные брусья временно установлены
на'свои места, на шпангоутах размечаются места винилов для
стрингеров. Сначала первая пара стрингеров (одни с право-
го и один с левого борта) вставляется в выпили па ми дел ь-
шпангоуте, затем прижимается к форштевню и носовым
шпангоутам, а потом к ахтерштевню и кормовым шпангоутам
и на всех шпангоутах отмечаются места выпилов для стрин-
геров, а на штевнях — углубления для их концов. Затем та-
ким же образом попарно отмечаются места остальных стрин-
геров. После этого всю конструкцию разбирают и в шпан-
гоутах делают на отмеченных карандашом местах выпилы,
а в обоих штевнях — углубления для стрингеров.
Затем, смазав клеем выпилы на днищевых частях шпан-
гоутов и на киле, шпангоуты окончательно устанавливают на
свои места и прибивают к килю. Пока клей в этих соедине-
ниях еще не высох, устанавливают также на клею и гвоздях
оба привальных бруса, причем необходимо, чтобы гвозди по-
падали в те же отверстия, что и при их временной установке.
Сняв в выпилах шпангоутов и штевней малку для стрин-
. геров так же, как это делалось для привальных брусьев,
стрингера прибивают на свои места, предварительно смазав
их клеем.
Когда набор будет готов и клей высохнет, со всей наруж-
ной поверхности шпангоутов (между стрингерами) снимают
малку при помощи острой стамески или ножа и окончательно
'зачищают все выдающиеся за внешнюю поверхность шпан-
гоутов кромки стрингеров, шляпки гвоздей и т. п.
Рис. 215. Малка шпангоута
_ 215 -
Фанерная обшивка устанавливается на клею и на гвоздях.
Фанера должна быть толщиной 1 мм. Можно употреблять
и полуторамиллиметровую фанеру, а в некоторых случаях
(у крупных моделей с большим отношением -g- и очень
плавными обводами) и двухмиллиметровую.
Листы фанеры могут перекрывать две—три шпации и даже
более, если они плотно прилегают к набору. Если же фанера
вздувается, топорщится, то длину листа надо уменьшить.
В оконечностях, где обводы корпуса значительно' изгибаются,
листы должны перекрывать лишь одну шпацию.
Стыки и пазы листов обшивки должны приходиться на се-
редине толщины шпангоутов и стрингеров.
Как правило, волокна древесины в наружных слоях фа-
неры располагают вдоль длины корпуса, но в некоторых ме-
стах, как, например, у ахтерштевня яхт или судов с крейсер-
ской кормой, слои приходится располагать в направлениях,
наиболее благоприятных для изгибания.
Для лучшего прилегания листов фанеру следует предва-
рительно выгибать рукамв по месту. Если же применяется
авиационная водостойкая фанера, то для облегчения выгиба-
ния можно на нее полить немного кипятку так, чтобы слегка
смочить поверхность фанеры.
Заготавливать листы обшивки удобнее всего по шаблонам,
сделанным из плотной бумаги «по месту»;. если обшввка де-
лается из миллиметровой фанеры, которая легко режется
ножницами, то ее листы можно выкраивать «по месту» не-
посредственно, без шаблоио-в. Заготовив один лист обшивки
для одного борта, тотчас же вырезают по нему такой же для
другого борта, чем очень экономится время.'
Каждый вырезанный лист обшивки временно устанавли-
вается на свое место и слегка прибивается мелкими гвоздя-
ми, после чего к нему подгоняется следующий. Когда все ли-
сты обшивки будут подогнаны друг к другу, они нумеруются
и снимаются.
Окончательно устанавливать обшивку надо на столярном
или казеиновом клее, прибивая листы мелкими гвоздями,,
с расстоянием друг от друга от 12 до 25 мм. Концы гвоздей,
прошедшие внутрь корпуса, надо тут же загнуть, подставив
под шляпки молоток.
Отверстия в обшивке для гельмпортовой трубы, если она
выходит на палубу, для дейдвудиых труб, а также для клю-
зов прорезаются или высверливаются .после установки об-
шивки.
Палуба у моделей, не имеющих фальшборта, вырезается
по шаблону, сделанному по обшитому корпусу; для моделей
же с фальшбортом шаблон делается по еще не обшитой моде-
ли, по наружным кромкам привальных брусьев.
— 216 —
Палуба делается из чистой, хорошего качества фанеры тол-
щиной от 1 до 3 мм. Вырезается она по бумажному или кар-
тонному шаблону, сделанному по месту. До установки на
палубе должны быть сделаны
вырезы для люков и т. д. Если
палуба без погиби, но имеет
седлов а гость, то слои фанеры
надо располагать поперек па-
лубы; если же седловатости
нет или она очень мала, а по-
гибь значительна, то слои
должны быть расположены
вдоль палубы. Прибивается па-
луба к привальным брусьям и
бимсам мелкими гвоздями на
клею (рис. 216).
ШПАНГОУТ
Рис. 216. Установка фанерной
палубы
§ 6. постройка КОРПУСА С обшивкой
ИЗ ДЕРЕВЯННЫХ ПЛАНОК
Такие корпуса делаются для моделей парусных и парусно-
моторных судов длиной более 700 мм. При безукоризненном
качестве материала и отличном владении инструментами та-
кие корпуса можно делать и для моделей меньших размеров.
Приступая к работе, следует учесть, что обшивка корпуса
планками много сложней, чем обшивка фанерой. Набор кор-
пусов этих моделей делается так же, как в предыдущем слу-
чае, с привальными брусьями, но без стрингеров; глубина
шпунта в киле и штевнях делается большей, соответственно
толщине досок обшивки. Для заготовки обшивки гладко вы-
стругиваются сосновые доски — планки с прямыми и мелки-
ми слоями, без сучков и признаков гнили. Обычно размеры
этих планок назначаются вне зависимости от масштаба моде-
лидлина их берется на 150—250 мм больше длины корпу-
са, ширина 8—15 мм и толщина — 3—3,5 мм. Если длина
имеющихся досок меньше необходимой, то приходится их
стыковать (рис. 217). Для стыкования торцы планок следует
возможно точнее подогнать друг к другу и подложить под их
концы накладку, представляющую собой отрезок такой же
планки, длиной в шесть—восемь раз больше ширины планки..
Затем смазывают ее клеем и прибивают к стыкуемым план-
кам 8—12 гвоздями, загибая концы гвоздей со стороны на-
кладки. .По высоте корпуса стыки могут располагаться
в одной шпации не чаще, чем через три пояса, а по длине —
не ближе чем через три шпации; желательно не располагать
стыки в местах значительных изгибов.
1 Ширина поясов деревянной обшивки судна редко превышает 200 мм,.
следовательно, в масштабе, например, 1 ; 50 она будет равняться всего
лишь 4 мм. Подгонка друг к другу и крепление на наборе таких досок
требует от моделиста хороших навыков.
- 2.17 —
Прежде чем приступить к обшивке корпуса, надо на боко-
вых и внутренней сторонах штевней, на боковых (обращенных
к носу или к корме) поверхностях шпангоутов и на внешней
плоскости мидель-шпангоута карандашом разметить пазы пла-
нок обшивки.
Так как длина обводов шпангоутов в .средней части кор-
пуса значительно больше, чем у носовых и кормовых, то ши-
рина поясов в средней части судна делается большей, чем
в оконечностях. Обычно ширина поясов выше ватерлинии бе-
СТЫН ДОСОК
рет'ся одинаковой по- всей дли-
не судна, а в подводной части
у носа и кормы сильно су-
жается.
Чтобы правильно, отметить
на шпангоутах пазы сужаю-
щихся к оконечностям поясов
обшивки подводной части, еле-
Рас. 217. Стыковая планка об- «Ует измерить на, веек шпан-
шивки (вид изнутри корпуса) гоутах длину их ооводов от ки-
ля до нижнего пояса надвод-
ного борта. Во сколько раз эта длина на каждом из них будет
меньше, чем на мидель-шпангоуте, во столько же раз надо
уменьшить и ширину каждого пояса.
Установка обшивки начинается с установки ее шпунтового
пояса одновременно с обоих бортов. Шпунтовый пояс делает-
ся одинаковой ширины по всей длине, с прямыми кромками,
выструганными по линейке, и только в местах перехода шпун-
та на штевни концы пояса округляются по месту.
Подогнав планки шпунтового пояса с обоих бортов, сма-
. зывают клеем шпунт в киле и наружную поверхность шпан-
гоутов в местах прилегания к ним планки. Затем планки
шпунтового пояса вставляются в шпунт и прибиваются к килю
.и к каждому шпангоуту.
Скреплять доски обшивки со шпангоутами можно гвоздями
или деревянными нагелями, а к обоим штевням лучше всего
привинчивать их шурупами.
Нагели делаются из дерева твердой породы, лучше всего
из клена, березы. Длина их должна быть около 9—12 мм.
Делаются они следующим образом: брусок (или огрезок дос-
ки) высотой, равной длине нагеля, раскалывают ножом на
пластины толщиной 1 — 1,5 мм. Слегка заострив один конец
каждой пластины с обеих сторон, раскалывают ее на части —
нагели.
Перед вбиванием гвоздя в планке обшивки делается лег-
кий накол трех- илн четырехгранным шилом; для деревянных
нагелей накол должен быть сделан и в шпангоуте (или киле),
а для шурупов следует просверливать отверстия диаметра не-
сколько меньшего, чем диаметр шурупа, на глубину, равную
- 218 -
г’половйне длины шурупа. Под шляпку шурупа необходимо де-
лать раззенковку (коническое углубление) (рис. 218). Дере-
. вянные нагели держат обшивку очень хорошо, особенно если
их смазать клеем, и они не портят рубанок при дальнейшей
обработке обшивки — остружке.
Если в оконечностях корпуса кривизна очень велика, из-за
чего планки обшивки при выгибании во время их установки
могут лопнуть, то их концы следует предварительно распа-
/рить — опустить на несколько минут в кипяток, а потом, дер-
жа над огнем, изгибать в нужном направлении руками и дер-
жать планки в этом положении до тех пор, пока они снаружи
не подсохнут, после чего немедленно, еще горячими, ставить
Лиа место.
Второй и последующие пояса подгоняют следующим обра-
зом: поверх предыдущего пояса накладывается заготовленная
планка так, чтобы ее верхняя кромка совпала с отметкой ши-
рины пояса на мидель-шпангоуте, и плотно прижимается
’ к мидель-шпангоуту и штевням. Изнутри остро отточенным-
карандашом на ней прочерчивается линия кромки предыдуще-
го пояса. Сняв планку, опиливают ее нижнюю поверхность
и, обровняв рубанком или напильником, плотно подгоняют
к верхней кромке первого пояса. Чтобы пояс после подгонки
не оказался более узким, чем это нужно, его нижняя кромка
опиливается не по карандашной линии,- а с припуском на
0,5—1,0 мм. Подогнав нижнюю поверхность, планку временно
устанавливают на место, прибивая несколькими гвоздями
к шпангоутам и штевням. Затем по разметке пазов, нанесен-
ной на боковых поверхностях шпангоутов и внутренних по-
верхностях штевней, отмечают с внутренней стороны планки
ее ширину, после чего,' сняв планку, соединяют эти отметки
плавной кривой, проведенной карандашом по гибкой рейке.
.Остругав рубанком верхнюю поверхность планки по нанесен-
ной черте, смазывают клеем соответствующие места на шпан-
гоутах и штевнях, .а также смежные кромки поясов, после че-
' го второй пояс ставится на место и прибивается тем же спо-
собом, что1 и первый.
Перед .окончательной установкой по- л
яса по нему изготовляется такой же пояс Г*’
для противоположного борта. El
Прибивая каждый пояс, нужно его щ
„ прижимать как можно1 плотнее к ниже- Еэ
лежа щем у.
‘ Пока - клей не высох, шляпки гвоздей
надо немного «утопить», для чего в шляп-' °
ку упирают большой тупой гвоздь, по
которому несильно ударяют молотком,
поддерживая одновременно шпангоут рнс. 218. Отверстие с
изнутри чем-нибудь тяжелым, например раззенковкой
— 219 —
молотком. Головки шурупов также должны быть утоп-
лены.
После установки обшивки весь корпус надо снаружи остру-
гать рубанком, выпустив его железку так, чтобы рубанок мог
снимать только очень тонкую стружку. В местах, где рубанок
не может забирать, приходится сравнивать корпус напильни-
ком. После острожки толщина обшивки должна быть около
2—3 мм, в зависимости от размеров корпуса.
Все остальные работы ничем не отличаются от описанных
в предыдущем разделе.
§ 7. постройка КОРПУСА на целых фанерных
ШПАНГОУТАХ С ОБШИВКОЙ ИЗ ФАНЕРЫ
Описанный ниже способ постройки обеспечивает моделям,
помимо точности заданных обводов, прочность конструкции
и сравнительно малый вес корпуса; он применим для построй-
ки моделей водоизмещающих и глиссирующих судов длиной
от 500 до 1 200—1 500 мм.
Набор корпуса этой конструкции состоит нз киля с фор-
штевнем и ахтерштевнем, транца и шпангоутов, выпиленных
из фанеры и связанных между собой выструганными из дере-
ва тонкими планками — стрингерами и продольными бимсами.
Обшивка может быть изготовлена из фанеры толщиной
0,7—1,0 мм, из ватманской бумаги или фибры.
Конструктивные чертежи корпуса вычерчиваются на осно-
вании теоретического чертежа в натуральную величину
модели.
Для постройки корпуса нужны конструктивные, служащие
также рабочими, чертежи: продольного вертикального разре-
за, всех шпангоутов, плана с расположением механизмов
и плана палубы.
На чертеже продольного вертикального разреза (рис. 219)
должны быть показаны: киль с фор- и ахтерштевнем (или
вместо ахтерштевня — транец), шпангоуты; бортовые и скуло-
вые стрингера и кницы. Для более тяжелых водоизмещающих
моделей вместо штевней показываются носовая и кормовая
деревянные бобышки. Кроме того, вычерчиваются рулевое
И 10 9 8 7- 7 6 5 4 3 2 1 01 02
~1~ I " И Г
ЕЛ
.
НИЦА-* \ДЕИДВУДНАЯ
МТЕРННЯЦА
ВЫПИЛЕНА ВМЕСТЕ ТРУБА
С КИЛЕМ
РЕДАН
“----'-КИЛЬ
СКУЛОВОЙ СТРИНГЕР
Рис. 219. Конструктивный чертеж продольного разреза корпуса
- 220 -
устройство, дейдвудяые трубы, фундамент и габаритные очер-
тания двигателя.
Размер шпации может колебаться в зависимости от обво-
дов от 50 до 100 мм в средней, относительно прямой части
корпуса; в носовой и кормовой частях, если кривизна велика,
следует поставить половинные и четвертные шпангоуты \
Расстояние между стрингерами не должно превышать
20—25 мм для крупных и 10—15 мм для малых моделей. На
конструктивном чертеже мидель-шпангоута (рис. 220), кроме
ПРОДОЛЬНЫЙ
БИМС
ПРИВАЛЬНЫЙ
БРУС
мотор
ПАЛУБА
СКУЛОВЫЕ
СТРИНГЕРЫ
ОБШИВКА
БОРТА
Рис. 22Q. Конструктивный чертеж мидель-шпан-
гоута
ДНИЩЕВАЯ
ОБШИВКА
НОСОВОЙ ЧАСТИ
ДНИЩЕВАЯ
ОБШИВКА
КИЛЬ КОРМОВОЙ ЧАСТИ
ШПАНГОУТ Л7
элементов набора, вычерчиваются габаритные очертания дви-
гателя и его фундамента. Если двигатель расположен ие на
миделе, то необходимо, кроме того, сделать чертеж поперечно-
го разреза корпуса по тем местам, где приходятся наиболь-
шая ширина и высота двигателя.
При воздушных винтах, когда двигатель устанавливается
выше палубы, следует сделать чертежи поперечных разрезов
в местах подкреплений под стойками двигателя.
На плане (рис. 221) должны быть показаны конструкция
днища, фундамент с двигателем и прочие устройства.
На плане палубы (рис. 222) показывают конструкцию па-
лубы, вырезы для вентиляторов, двигателя и т. п.
Постройка корпуса начинается с заготовки сосновых пла-
нок для стрингеров и продольных бимсов сечением от 2 X 2 мм
и выше (в зависимости от величины модели) и с выпиливания
киля со штевнями, шпангоутов и книц. Для моделей скорост-
ных судов киль с форштевнем и ахтеркницей илн ахтерштев-
нем выпиливаются из трех-четырехмиллиметровой фанеры,
причем ее слои располагаются вдоль киля. Для моделей водо-
1 Половинными и четвертными называют шпангоуты, расположенные
друг от друга на расстоянии половины или четверти величины основной
шпации.
-221 -
Рис. 222. Конструктивный чертеж палубы
измещающих судов толщина фанеры может быть увеличена до
4—5 мм, В верхней поверхности киля выпиливаются углубле-
ния для шпангоутов.
У большинства моделей скоростных судов киль делается
внутренним. Следовательно, с обеих его боковых плоскостей
р. части, выступающей ниже установленного на место шпангоу-
та, должны быть сняты малки в продолжение линии внешней
плоскости шпангоута до середины толщины киля (рис. 223).
Шпангоуты, составляющие с бимсами одно целое, выпили-
ваются из двухмиллиметровой фанеры, слои которой распола-
гаются' вертикально по отношению к ватерлинии. В наружных
кромках шпангоутов. и бимсов, а также в фанерном траице
(рис. 224) выпиливаются гнезда размером, равным толщине
и ширине стрингеров и продольных бимсов. Во флортимбер-
сах, т. е. в днищевой части шпангоутов, делается выпил для
установки их на киль. На верхних кромках всех бимсов необ-
ходимо провести карандашом линию диаметральной плоско-
сти. Разметку мест вырезов для стрингеров следует начинать
с мидель-шпангоута, как это описано на стр. 215.
.Если у модели вместо форштевня и ахтерштевня (или
транца) делаются деревянные бобышки, то на иих размечают-
ся места углублений для крепления стрингеров.
— 222 —
Сборку корпуса начинают с
укрепления на столе киля, выпи-
ленного- вместе со штевнем, в ко-
тором з а р ан ее с де л ан ы в ы п и л ы
для установки шпангоутов; затем
на него устанавливаются своими
вырезами шпангоуты и транец.
Если у модели предусматривают-
ся на штевнях бобышки, то они
должны быть приклеены или при-
биты заранее. Для того чтобы
все шпангоуты были поставлены
вертикально, поступают так же,
Рис. 223. Снятие малки
на киле
Как и при установке шпангоутов, выпиленных из дерева
!'(см. стр. 214). Затем в вырезы в мндель-шпангоуте уклады-
ваются Стрингера, прижимаются к оконечностям и отмечаются
вырезы в остальных шпангоутах и бобышках. После этого
шпангоуты снимаются, и в них делаются вырезы, а в бобыш-
/ках, если таковые имеются,— углубления для стрингеров.
Когда на всех частях набора, где это требуется, будут сня-
ты малки, корпус собирается и окончательно скрепляется ня
клею1. После высыхания клея корпус обшивается кусками
фанеры, сделанными по предварительно снятым шаблонам из
тонкого картона или бумаги.
. Листы обшивки, сделаны ли они из фанеры толщиной
0,7™ 1,0 мм или нз ватмана, соединяются между собой: в па-
зах — на середине стрингеров, а в стыках — на середине
СТРИНГЕРА
рис. 224. Рабочий чертеж транца
1 Лучше всего клеить эмалитом. Намазывая эмалитом обе склеивае-
мые поверхности, дают клею окончательно высохнуть, смазывают вто-
рично, немедленно соединяют склеиваемые части и связывают их плотню
нитками или зажимают зажимками для белья.
- 223 -
шпангоутов. Листы обшивки следует вырезать несколько., ши-
ре, чем это нужно, потому что на готовом корпусе листы бор-
товой обшивки должны закрывать торец днищевых листов,
а листы палубного настила — верхний торец бортовых листов.
Они должны выдаваться: днищевые и палубные — за борта,
а бортовые —за скуловые стрингера и за палубу. Выступаю-
щие лишние части срезаются по месту после того, как' обшив-
ка окончательно приклеится. Слои фанеры, располагаемые
вдоль модели, на местах сильных изгибов могут идти в любом
направлении. Длину листов следует брать насколько возмож-
но большей, но так, чтобы обшивка всюду плотно прилегала
к шпангоутам и продольным связям.
Удобнее всего листы обшивки вырезать по мере надобно-
сти, подгоняя по месту каждый следующий лист (сначала
шаблон, потом фанеру). Листы, устанавливаемые на обоих
бортах и в той части днища, где они не идут от борта, долж-
ны быть симметричными и устанавливаются одновременно.
Начинать установку обшивки следует с днища, прихваты-
вая фанеру бельевыми зажимками к стрингерам и шпангоу-
там. Когда обшивка по всему днищу будет установлена и клей
окончательно высохнет1, острым ножом и мелким напильни-
ком зачищают ее кромки, выступающие за скуловые стрингера.
Затем устанавливается бортовая обшивка и зачищается по
линии скулы и верхней кромке привального бруса. Последним
устанавливается палубный настил.
Прежде чем приклеить какой-либо лист обшивки, необхо-
димо проверить точность его подгонки.
§ 8. ШПАКЛЕВКА И ОКРАСКА МОДЕЛИ
Для выравнивания наружной поверхности корпуса прихо-
дится прибегать к шпаклевке, т. е. покрытию его двумя—тре-
мя, а в случае необходимости и большим числом слоев спе-
циально изготовленной замазки — шпаклевки.
Шпаклевка делается из различных материалов, но наибо-
лее употребительны следующие составы:
1. Сурик свинцовый (хуже железный), сухой или тертый;
лак масляный водоупорный.
2. Мел тонкотертый (можно зубной порошок); белила
свинцовые или цинковые, сухие или тертые; лак масляный.
3. Мел тонкотертый; лак масляный.
4. Мел тонкотертый; олифа натуральная или аксоль; сто-
лярный клей.
1 Эмалит при наклеивании бортовых и днищевых листов обшивки
сохнет довольно долго, 1—1,5-часа, так как склеиваемая поверхность
имеет доступ воздуха только с одной стороны. При наклеивании же
палубного настила эмалит сохнет еще дольше, иногда даже более
12 часов, из-за плохой вентиляции внутреннего помещения.
— 224 —
Шпаклевка замешивается иа кусочке чистой, файеры или
стекла. Насыпав горкой сухой сурик или мел, в вершине ее
делают углубление, в которое постепенно вливают лак, все
время помешивая деревянной лопаточкой.
Готовая шпаклевка должна представлять собой совершен-
но однородную массу без комков и крупинок. Для первого
-слоя оиа должна быть несколько меньшей густоты, чем окон-
ная замазка, для последующих слоев — как густая сметана.
Масляный лак во всех составах может быть заменен нату-
ральной олифой или аксолыо, но в этом случае необходимо
добавлять распущенный горячий столярный клей, иначе шпак-
левка будет сохнуть очень долго — иногда несколько недель.
Распущенный столярный клей добавляется в количестве
’Ло—Vs от количества олифы.
Окраска корпуса производится за три — четыре раза.
Масляная краска продается тертой на масле, в баночках
или тюбиках. Для окраски моделей лучше употреблять не ма-
лярные, а так называемые тонкотертые живописные или этюд-
ные краски, продающиеся в свинцовых тюбиках и иногда
в маленьких железных баночках. Для употребления оии долж-
ны быть разбавлены олифой до такой степени, чтобы краска
стекала с кисти, а не-ладала с нее кусками. Дать точную
пропорцию состава малярной консистенции масляной краски
очень трудно., так как и олифа и краска могут быть различной
густоты, но если они соответствуют ГОСТ, то можно считать,
что в белила свинцовые н цинковые следует добавлять
22—30%, в серую краску 28—35%', в свинцовый сурик
35—40%, в киноварь красную 20—25%, в черную (сажу гол-
ландскую, газовую копоть, жженую кость) 40—45% олифы.
Если олифа очень густа, то в смесь краски и олифы надо
добавить аптекарский скипидар или «уайт-спирит»; добавлять
керосин или бензин не следует, так как краска от них теряет
часть своей йодоупориости; недопустимо добавлять в краску
скипидар или уайт-спирит более 8—10% от количества олифы.
Нормально составленная рабочая смесь должна под кистью
растекаться, не оставляя полос на окрашиваемой поверхности
При окраске корпуса в последний раз олифу можно на
30—40% разбавить масляным лаком.
Шпаклевка и окраска модели производятся следующим
образом:
1. Готовый, зачищенный и прошкуренлый корпус покры-
вается горячей, подогретой в водяной бане (банке с горячей
водой), олифой. Жестяные корпуса покрываются один раз,
корпуса из папье-маше и деревянные — два раза. Второй раз
можно покрывать только после полного высыхания первого
слоя. Корпуса покрываются олифой как снаружи, так и внутри.
2. После полного высыхания второго слоя олифы корпус
шпаклюется в первый раз не целиком, а только в местах вмя-
15 Морской модели.» — 225 —
тин, трещин и т. п. Первый слой удобнее всего накладывать
при помощи тонкого гибкого ножа.
3. Корпус шлифуется шкуркой.
4. Весь корпус вновь покрывается горячей олифой.
5. Весь корпус шлифуется при помощи плоской палочки,
обвернутой влажной наждачной шкуркой или влажной тряпоч-
кой, окунутой в мелкий наждачный порошок.
6. Затем корпус шпаклюется более жидкой шпаклевкой.
Чтобы не оставалось полос, делают шпатель из куска резины
от старых калош, резиновой подошвы и т, п. с очень ровно
обрезанными краями.
После этого вновь следует шлифовка мокрой шкуркой или
пемзой, покрытие горячей олифой й т. д. до тех пор, пока на
корпусе будут не заметны вмятины и весь он не станет совер-
шенно гладким, после чего начинают окраску:
1. Первый слой краски, разведенной олифой вдвое жиже
нормального, называется грунтовкой. Грунтовать лучше всего
свинцовым или железным суриком, причем покрывается весь
корпус (кроме палубы), независимо от цвета, в который он
будет окрашен. Грунтовать, так же как и красить и олифить,
нужно тонким слоем, чтобы краска не оставляла затеков.
2. После того как корпус просохнет, он шлифуется мокрой
шкуркой или порошком пемзы.
3. Составляется краска для окраски надводного борта
и ею красится весь корпус.
4 Корпус вновь шлифуется.
5. Отбивается ватерлиния и производится- окраска надвод-
ной части.
6. Когда краска начнет сохнуть, можно приступить к окрас-
ке подводной части.
7. Весь корпус вновь шлифуется.
8. Корпус вновь красится так же, как указано в пп, 5 и 6.
В последнее время стали, входить в употребление так на-
зываемые нитрокраски, лаки и эмали, которые сохнут в не-
сколько раз быстрее, чем масляные. Употреблять их можно
только в специально приспособленных помещениях с мощной
вентиляцией, так как они вредны для здоровья. Если есть воз-
можность произвести ими окраску в соответствующем поме-
щении, то следует запомнить следующее: лучше всего окраши-
вать пульверизатором, если же его не имеется, то мягкой
кистью, причем проводить дважды по одному и тому же ме-
сту нельзя. Нитрошпаклевка применяется готовая либо само-
дельная, замешанная так же, как и обычная, но вместо сури-
ка или мела берется порошок талька, а вместо лака — эмалит.
По обычной шпаклевке и по масляной краске красить нитро-
красками нельзя, так как масло растворяется И в дальнейшем
не засыхает. Красить же масляными красками по нитрокрас-
кам и нитрошпаклевке можно.
226 -
Надводный борт военных кораблей красится в светлосер ый-
(«шаровый») цвет. Составляют краску из белш!, ультрамари-
на и черной краски. Сначала разводят белила и к ним очень
понемногу добавляют сначала ультрамарин, а затем черную
краску. Подводная часть корпуса окрашивается красной крас-
кой, лучше всего свинцовым суриком.
Корпуса гражданских судов красятся: надводный борт
у грузовых судов — в черный, а у пассажирских — в белый
цвет, подводная часть — в красный,
Яхты: надводный борт — белый, подводная часть — сурик.
У парусных военных и торговых судов: надводный борт —
черный, подводная часть — красная.
Некоторые мелкие и средние торговые парусники имеют
надводный борт коричневый, а подводную часть — черную.
Мачты моделей спортивных яхт не .следует красить; взяв
на тряпочку немного масляной краски — жженой сиены, жже-
ной умбры или охры, налить на тряпочку олифы и натирать
мачты и другие части рангоута. Протерев, надо дать им вы-
сохнуть, после чего дважды покрыть взятым на тряпочку мас-
ляным лаком, давая лаку каждый.раз полностью высохнуть.
При сушке краски необходимо оберегать модель, так же
как и рангоут, от пыли. Сушить лучше всего в хорошо венти-
лируемом помещении, избегая прямых солнечных лучей.
. После того как просохнет второй слой краски, нужно От-
бить, т. е. провести, ватерлинию, которая отделяет подводную
часть от надводной. Для того чтобы ватерлиния была прямая,
ее надо провести при помощи приспособления, состоящего из
вертикальной деревянной или фанерной стойки, укрепленной
на подставке. 1< вертикальной стойке, согласно высоте ватер-
линии, прибивается полочка, на которую кладется хорошо^От-
точенный карандаш. Двигая приспособление по столу вдоль
бортов, прочерчивают на них ватерлинию.
§ 9. РАЗЛИЧНЫЕ КЛЕИ И СМАЗКА ДЛЯ БОЛВАНОК
В морском моделизме употребляются различные клеи—сто-
лярный, клейстер из муки, казеиновый и в последнее время
такие клеи, как эмалит, АК-20, БФ-2 и т. д,
Столярный клей для моделестроения варится обычно. Он
очень удобен во время работы, но если модель плохо прокра-
шена или в слое краски имеются хотя бы мельчайшие трещин-
ки, клей разбухнет, и модель может расклеиться.
Тот же столярный клей можно сделать водоупорным, если
сварить его по следующему рецепту: разбить нужное количе-
ство столярного клея на мелкие куски, положить в клеянку,
а если ее нет, то в небольшую банку из-под консервов, и . за-
лить натуральной олифой так, чтобы покрыть клей на один —
два пальца •
15* — 227 —
<: Когда клей разбухнет (часов через 12—13), залить в боль-
шую посудину клеянки воду нли поставить банку с клеем
в другую, налитую водой, банку большего размера н кипятить
воду, пока клей окончательно не растворится. Если он ока-
жется слишком густым, то надо добавить еще немного олифы,
проварив после этого клей еще минут 10—15. Густота клея
должна быть несколько больше, чем обычного, разведенного
ца воде столярного клея. Употреблять его можно только
в очень горячем виде, сохнет он в полтора — два раза дольше,
чем обычный столярный клей, но в воде не размокает. Если
клен, закипит, то почти полностью теряет клеющую способ-
ность.
Казеиновый клей — один из наиболее надежных в морском
моделизме, но необходимо, чтобы казеиновый порошок был
изготовлен не более чем за полгода до его употребления; бо-
лее старый часто теряет свою клеющую способность. Казеино-
вый порошок разводится в воде комнатной температуры до гу-
стоты ’ жидкой сметаны, причем его надо мешать не менее
15—20. минут. Употреблять его можно через полчаса после
разведения и не дольше чем через 6—8 часов.
Испачканные в- клее руки нужно тотчас же вымыть, не до-
пуская высыхания клея на коже.
Казеиновый клей хорошего качества держит очень прочно,
прочнее столярного, и не боится влаги.
•• Эмалнт, АК-20 и БФ-2 и т. п. клен требуют чистой по-
верхности оклеиваемых предметов. Выпускаются они в гото-
вом к употреблению виде. Оклеиваемые поверхности лучше
смазывать клеем дважды, особенно если клей жидкий; второй
раз — после почти полного высыхания первого слоя, после че-
го ойи-немедленно соединяются и плотно прижимаются друг
к другу..
Клеящая способность их, особенно БФ-2, значительно пре-
вышает клеющую способность столярного и казеинового клея.
Они очень, .огнеопасны.
Клейстер для папье-маше варится из любой муки или
крйхмала^как кисель средней густоты. Снимать с огня надо
узй'е через'несколько секунд после того, как клейстер закипит.
Сняв с огня, в клейстер тотчас же вливают распущенный го-
рячий столярный клей и натуральную олифу. На стакан клей-
стера-кладут две — три столовые ложки распущенного сто-
лярного клея и одну — полторы столовых ложки олифы.
Можно для большей прочности влить до четырех столовых
ложек столярного клея, пропорционально увеличив и количе-
ство олифы.
Смазка делается следующим образом: в небольшую кон-
сервную банку наливают около 50 г керосина н нагревают его
ма огне, после чего всыпают туда же мелко наструганную све-
чу или парафин. Указать точно количество стружек нельзя,
— 228 -
так как это зависит от их качества. При остывании должна
получиться масса густоты вазелина.
Форму или болванку покрывают горячей смазкой при по-
мощи кисточки или мягкого комочка из тряпок.
Приготавливать смазку надо очень осторожно, так как ес-
ли слишком нагреть керосин, то его пары могут вспыхнуть
и обжечь руки и лицо.
§ 10. ИЗГОТОВЛЕНИЕ НАДСТРОЕК И ДЕТАЛЕЙ ОБОРУДОВАНИЯ,
УСТАНАВЛИВАЕМЫХ НА ПАЛУБЕ
Надстройки модели состоят из нескольких мелких частей;
которые оснащены еще’более мелкими деталями, требующими
терпеливого, внимательного и довольно напряженного труда
для аккуратного их изготовления.. Все части надстроек ц дета-
ли должны быть легкими, но прочными.' . .
Материалы, применяемые для основных частей надстроек^
такие же, какие используются при постройке корпусов,
1. Оклеивание по каркасу. По этому способу очертание
надстройки образуется каркасом из тонких реек и кусОчкой
дерева. Плоские иди мало искривленные поверхности, обра-
зуются оклеиванием каркаса листами тонкой фанеры,’то икогр
плотного картона или хорошей плотной бумаги.. Этот; способ
рекомендуется применять при изготовлении крупных. частей
надстроек, имеющих несложную форму. : .
2. Оклеивание по болванке применяется при изготовлении
деталей, если им необходимо придать возможно меньший вес
или сделать их полыми (дальномерные посты, дефлекторы;
трубы торпедный аппаратов и т. п.). '
Болванка делается из куска мягкого дерева или другогб
твердого, легко обрабатываемого материала. Размеры болван-
ки делаются меньшими на толщину наклейки. Готовую бол-f
ванку обвертывают слоем тонкой плотной бумаги; на этот пер-
вый слой накладывают последующие слои, скрепляя их между
собой клеем. Вся наклейка должна плотно прилегать к бол-
ванке н повторять ее форму. После просушки изделия бол-
ванка удаляется. Для снятия с болванки деталь сложной фор-
мы можно разрезать. ’’
3. Выдавливание. Этот способ удобен для изготовления
большого количества одинаковых мелких деталей, напоминаю-
щих «обтекаемые» коробки или полусферы (дальномерные
посты, покрытия турелей-пуле мето в на моделях торпедных ка1
теров, надстройки на моделях малого масштаба). Материал
лом могут служить листы органического стекла.
Лист необходимого размера накладывается -на металличбз
скую или- деревянную (твердой породы дерева) полую форму,
в которую плотно вдавливается болванкой. В результате этой
- 229 —
Операции лист деформируется и приобретает форму болванки.
Оставшиеся лишние части листов обрезаются.
При выдавливании деталей из пластмассы нужно материал
предварительно размягчить. Органическое стекло до опреде-
ленной температуры размягчается в горячей воде или осто-
рожным нагреванием над электрической плиткой.
4. Выклеивание по чертежу состоит в том, что на картой
ели на плотную бумагу наносится развертка детали, а после
вырезания углов и перегибания .заготовки по линиям чертежа
получают полую деталь нужной формы. Соединение кромок
получают наклеиванием изготовленных бумажных полос. Со-
единение будет прочнее, если для склеивания у одной из кро-
мок оставлять полоску, выступающую за контуры чертежа
на 5—10 мм.
5. Долбление. Мелкие детали можно делать.в виде болва-
нок, внешняя форма и размеры которых соответствуют черте-
жу. Эти болванки 1 можно сделать полыми, если при помощи
стамески и ножа выбрать внутреннюю часть болванки. Таким
Способом часто делают орудийные башни моделей, дальномер-
ные посты, боевые рубки и надстройки.
6. Изготовление из металла. Надстройки моделей можно
делать из тонкой жести или медной фольги на пайке, с карка-
сом или без него. Однако для мелких моделей малого масшта-
ба металлические надстройки, спаянные даже из тонкой же-
сти, оказываются слишком тяжелыми. Металлическими можно
делать надстройки крупных моделей, причем чем меньше ко-
эффициент полноты водоизмещения модели и чем больше от-
ношение высоты борта к осадке, тем труднее при изготовлении
надстроек избежать перегрузки модели прн 'сохранении удо-
влетворительной ее остойчивости.
7. Смешанный способ — обычный, наиболее распространен-
ный способ -изготовления надстроек. Удобство этого способа
состоит в том, что моделист для каждой детали выбирает те
материалы и те приемы изготовления, которые более всего
отвечают условиям установки этой детали и предъявленным
к ней требованиям. Так, на двухтрубной модели с паровым
котлом моделист может дымоотводящую трубу изготовить по
болванке из металлического листа, картона или бумаги. Глав-
ную надстройку можно сделать по каркасу, а более мелкие —
из болванок каю цельных, так и долбленых. Дальномерные
посты и артиллерийские башни с поворачивающимися орудия-
ми могут быть выдавленными из алюминия или оклеенные по
болванйе.
Следует иметь в виду, что аккуратная работа моделиста
обеспечит нужную форму и прочность детали, а цвет и каче-
ство отделки зависят от примененного при ее изготовлении
материала.
- 230
§ 11. КРАТКИЕ СВЕДЕНИЯ О РАНГОУТЕ, ТАКЕЛАЖЕ
И ПАРУСАХ МОДЕЛЕЙ
Рангоутом называются все деревянные, а на современных
судах и металлические детали, служащие для несения пару-
сов, подъема сигналов и т. д.
Такелаж — снасти корабля. Такелаж, служащий для под-
держания частей рангоута, называется стоячим такелажем,
а служащий для подъема и спуска парусов и управления ими
называется бегучим такелажем.
Рангоут моделей изготовляется из прямослойного, без
сучков и гнили дерева, лучше всего из мелкослойиой сосны.
Марсовые площадки и поддерживающие их чиксы — из фане-
ры, краспицы и лонгосалинги тоже из сосны. Рангоут н на-
звание его частей у парусного линейного корабля 19-го века
показан на рис. 134.
Основной стоячий такелаж и его названия показаны
на рис. 225 и 146, а основной бегучий такелаж — на рис. 226.
Эти рисунки изображают один и тот же корабль.
Приступая к изготовлению рангоута, надо все его детали
вычертить на том материале (досках), из которого ои будет
сделан, причем толщина досок должна соответствовать наи-
большей толщине данного, вычерченного на нем, рангоутного
дерева. Выпилив деталь по его контурам, придают ей круглую
форму рубанком, стачивая грани так, как это показано на
рнс. 227.
Стоячий такелаж модели линейного корабля делается из
суровых льняных ниток различной толщины, лесок для
удочек, спиннинга, донок, жерлиц, переметов и т. д. Сталь-
ной такелаж, свитый из проволоки диаметром около 0,2 мм
в два — три конца или из балалаечных струи, ставится обыч-
но на моделях яхт.
Бегучий такелаж может быть сделан из ниток и лесок раз-
личной толщины.
Чем выше расположены снасти стоячего и бегучего таке-
лажа, тем они должны быть тоньше. Нижние ванты (пенько-
вые) делались на кораблях диаметром до 90—100 мм, а тол-
щина грота-штагов доходила до 120 мм в диаметре.
Весь стоячий такелаж смолился и тировался (натирался)
смазкой черного цвета, а бегучий был коричневого, не очень
темного цвета. Для этого леску надо прокипятить в анили-
новой краске и как следует выполоскать, чтобы такелаж ие
полинял и не испортил парусов.
Прежде чем приступить к вырубке (вырезке) и поделке та-
келажа из ииток, из лесок, их необходимо вытянуть. Леска,
предназначенная для такелажа, втугую растягивается между
двумя, вбитыми в противоположные стены, гвоздями. После
этого она смачивается водой и середина ее оттягивается при
г- 231 —
to
Рис. 225. Стоячий таке-
лаж парусного линейного
корабля (цифры 4, 7, 8
и 9 см. рис. 146):
1 — ватер-штаги; 2 — ватер-
бакштаги; 3 — утлегарь-шт аг;
4 — утлегарь-бакштаг; 5—бом-
утлегарь-штаг; 6 — мартин-
бакштаги; 7 — бом-утлегарь-
бакштаги; 8 — верхний блинда-
бакштаг; 9 — нижний блинда-
бакштаг; 7(5 — перш бом-ут-
легаря; 11 — перты утлегаря;
12 — лоп-штаги; 13 — фор-бом-
брам:штаг; 14 — фор-брам-
щтаг; 15 — фор-стень-штаг;
16 — фор-лось-стень-штаг; 17—
фока-штаги; 18 — боы-кливер-
леер; 19 — кливер-леер; 20—
грота-штаги; 21 — грот-стень-
штаг; 22 — грот-брам-штаг;
23— грот-бом-брам-штаг; 24—
бизань-штаг; 25— крюйс-стень-
штаг", 26 — крюйе-брам-штаг;
27 — крюйс - бом - брам - штаг;
14
39
38
28 — нижние фока-ванты; а„„ць.В9Нты-
29 — фор-стень-ванты; 3) — фор-брам-ванты; 31 - нижние грот-вантЫ; 32 — грот-стень-ванты; 33 — грот-брам-вантад 34 нижние Ртрнь.*оо-’
35 — кроне-с тень-ванты; 36 — к ройс -б рам-ванты; 37 — фэр-стеаь-Ьордуны; 38 — фор-брам-фор луны; 35 — фор-бом-орам-фордуны, 43 р - п „Л.
дуны; 41 — г рот-брам - фор дун ы; 42 — г рот-бом-б рам-форду цы; 43 — кр;ойс-стень-фордуны; 44 - крюйо-браи-форду ньн 4а крюнс-бом- р
233
Рис, 226, . Бегучий таке-
лаж парусного линейного
корабля:
1 — бом-кливер-фал; 2 — кли-
вер-фал; 3 — фал фор-стеньги-
стакселя; 4 — топенанты фока-
рея; 5 — топенанты фор-марса-
рея: 6 — топенанты фор-брам-
рея; 7 — топенанты Фор-оом-
брам-рея; 8 — брасы Фока-рея;
фср-марса-брасы; 10 — фор-
брам-брасы; 11—фор-бом-брам.
браеы; 72 — топенанты грота- . к
рея; 13 — топенанты грот-марса-рея; 14 — топенанты грот-брам-рек> 75<— топенанты^ грот-бом-брам-рея; 16 — грот-контра-брасы; 17 — грота-ора~
сы; 18 — грот-марса-брасы! 19 — грот-брам-брасы; 20 — грот-бом-брам-брасы; .27 — бегин-топенапты; 22 — топенанты крюйсель-рея, 23 топенанты
Крюйс-брам-рея; 24 — топенанты крюйс-бом-брам-оея; 25 — бегин-брасы; 26 — крюйсель (или крюйс-марса)-брасы; ?7 — крюйс-брам-брасы;
г ' 28 - крюйс-бом-брам-брасы (брасы показаны только с однрго Сорта) ' ’ .. . . .
Рис. 227. Порядок обработки рангоутных деревьев
помощи подвешенного к ней груза. Вес груза зависит от тол-
щины лески и расстояния, иа которое она растянута: чем рас-
стояние короче*и чем толще леска, тем более тяжелый груз
можно подвесить. После Полного высыхания леска, уже в до-
статочной степени вытянутая, сматывается в клубок.
Верхние концы вант н фордуиов военных и транспортных
судов крепятся при помощи огонов (петель), надеваемых вту-
гуго на топы мачт, стеньг, брам-стеньг и т. д.
Ванты, стень-ванты и брам-стень-ваиты делаются парными,
т. е. две ванты вырубаются из одного куска троса (лески), ко-
торый затем складывается посередине петлей и делается в ви-
де огона по толщине того топа, на который он накладывается.
Если количество вант с каждого борта нечетное, то последняя
к корме ванта делается разбивной, т. е. имеет свой отдельный
pu(t 228. Наложение огонов вант
огон (рнс. 228).
На огон наклады-
вается марка, как по-
казано на рис. 229.
Марки накладываются
также иа все концы
тросов (лесок или ни-
ток), чтобы предохра-
нить их от раскручи-
вания.
У штагов огоны де-
лаются таким же обра-
зом, как у вант, но
размер их больше
(рис. 230).
В нижние концы
— 234 -
нижних вант и стень-
.вант ввязываются при
помощи наложения
марки юферсы — осо-
бые блоки без' шкивов
>с трём я отвер стиям и
.для тросового талрепа,
при помощи которого
гнабивают (натягивают)
ванты (рис. 231).
Юферсы до л жн bi
кодовой
Рас, 229. Марка
.располагаться на всех
ваитах на одной высоте от борта (или марсовой площадки
у стень-вант). Поэтому их следует ввязывать либо когда ван-
ты уже наложены на свои места, либо по чертежу расположе-
ния ваит, который делается в натуральную величину с учетом
наклона вант от борта к топу мачты или от марса к топу
стеньги.
Удобнее всего принять следующий порядок постановки
мачт и накладывания стоячего такелажа:
1. На чиксах фок-мачты с каждого борта крепятся по од-
чяому блоку, обращенному в сторону кормы, для проводки
трот-контра-брасов (рис. 230).
2. На чиксах грот-мачты — по два блока, обращенных
к носу, «для проводки фока- и фор-марса-брасов и по одному
блоку, обращенному в корму, для проводки бегин-брасов
(рис. 232).
3. На 2/з высоты бизань-мачты от палубы — два блока, об-
ращенных к носу, для проводки грот-марса-брасов (рис. .233).
4. На топы мачт накладываются лонгосалинги, опираю-
Рис. 230. Наложение огона штагоё фок-мачты.
- 235 -
1 2 5
5. Огоны нижних вант
накладываются: сначала
первая пара с правого бор-
та, затем первая пара с ле-
вого борта н т. д. Разбивные
ванты накладываются по-
следними в том же порядке:
сначала правая, за ней
левая#
6. Огоны штагов накла-
дываются: на фок- и грот-
мачтах — штаги двойные, на
бизань-мачте — .штаг оди-
нарный.
7. На лонгосалйнги на-
к л а ды в а ются м. ар сы, кото-
рые соединяются с металли-
ческими бугелями на мачте
при помощи путенс-вант,
припаиваемых к верхнему
бугелю (рнс. 234).
8. Мачты устанавливают-
ся на модель.
К киявдигеду бушприт
крепится при помощи ватер-
вуллинга тросового, цепного
или железного (рис. 235).
Тяга стоячего такелажа
начинается с тяги ватер-
Рис- 231. Юферсы:
1 — вид снаружи судна; 2 — изнутри; 3 —
с боку (со стороны носа или кормы)
Рис, 232, Расположен ие блоков брасов на чиксах Юштагах>рот-мачты
— 236. —.
штагов и ватер-бакштагов и Лои-шта-
гов, которые должны быть сильно вы-
драены (натянуты). Затем приступают
к тяге штагов. Оба фока-штага прово-
дятся в заранее наложенные на бу-
шприт краги, набиваются (натягива-
ются) как можно сильнее, и концы их
прихватываются в трех местах марка-
ми (рис. 236).
Оба грота-штага проводятся в ры-
мы, ввинченные в палубу по бокам
^фок-мачты или иногда у фальшбортов,
ш тянутся так же, как и фока-штаги.
Бизань-штаг немного, не доходит до
грот-мачты и раздваивается (к нему
пр ихватыв ается с помощью м ар ки
.леска одной с ним толщины). Оба кон-
ща штага тянутся так же, как и грот-
штаги по бокам грот-мачты или не-
много к носу от нее.
Тяга нижних вант моделей произво-
дится посредством талрепов — тросо-
вых или винтовых (рис. 231 и 237).
Бинтовые талрепы закладываются
.верхней своей скобой или гаком
в коуш ванты, а нижней скобой или
таком — за обух вант-путенсов.
В прежнее время на всех военных
и крупных купеческих парусниках в це-
.лях увеличения угла, под которым
Рис. 233. Расположение
блоков грот-марса-брасов
на бизань-мачте
Рис. 234. Марс, путенс-1
ванты и юферсы стень-ванГ
— 237 -
Рис, 236. Краги на бушприте укрепление фока-штагов
нижние ванты идут к мачтам, с внешней стороны борта, на
уровне палубы, укреплялись деревянные площадки — руслени.
Раскреплялись они вант-путенсами, выкованными из желез*
пых полос; нижний конец вант-путенсов крепился к борту,
а к их верхним концам крепились нижние юферсы так, что
последние почти соприкасались своей нижней частью с рус-
ленями. '
На многих современных парусниках руслени делаются уз-
кими двойными (рис. 238). Иногда руслени совсем не ставят-
ся. В этом случае вант-путенсы, нижний конец которых кре-
пится с наружной стороны борта, проходят на уровне палубы
_ 238 —
в небольшие отв&рстия у
фальшборта, и верхний
их конец с обушком для
гака винтового талрепа
располагается несколько
выше палубы с внутрен-
ней стороны фальшборта
(рис. 239).
Руслени и вант-путеи-
сы необходимо укрепить
на корпусе модели до
окончательной . установки
палубы.
Основав талрепы меж-
ду всеми юферсами ниж-
них вант, привязывают
поверх верхних юферсов
ворот — стальную прово-
локу, которая не дает
Рис. 237. Винтовой талреп и вапт-путене
моделей яхт
юферсам перекручиваться.
и удерживает их на одном уровне (рис. 240). После этого
концы талрепа завязываются непосредственно над юферсами,
собираются в бухту и прячутся между юферсами и тросовыми
талрепами (рис. 231). При тяге необходимо следить, чтобы
все ванты были вытянуты равномерно и
в сторону какого-либо борта, носа или
РУСЛЕНЯ
вант-путенсы
ВАНТ-ПУТЕНСЫ
рис. 238. Руслени и
что они
однажды
все же
значи-
мачту не перекосило
кормы.
Следует учесть,
что лески, из кото-
рых делается стоя-
чий такелаж, несмот-
ря на то,
были уже
вытянуты,
при тяге
тельно удлиняются.
Поэтому ввязывать
юферсы в ванты на-
до несколько выше,
чем ови должны
оказаться после тяги
такелажа.
Таким же обра-
зом тянутся стень-
штаги, после них
стен ь-в анты и стень-
фордуны. После это-
го тянутся последо-
вательно брам-шта~
--- 239 -
рас, 239. Вант-путенсы широ-
ких судов, у которых руслени
не делаются
Рас. 240. Крепление ворста
(вид снаружи)
^и, брам-фордуны и бом-брам-фордуны.
Брам-ванты тянутся несколько иначе: чер*ез кипы на исках
Краспиц они проводятся у чиксов стеньг через стропы швиц-
сарвень-стропа и крепятся на утках топов мачт (рис. 145).
.Основа вант и штагов мачт-однодеревок, яхт и мелких парус-
ных гражданских судов показана на рис. 241.
Проводка бегучего такелажа нижних реев начинается с ос-
нования гарделей, брасов и топенантов. Коренные концы гар-
делей крепятся за стропы гардель-блоков под марсами, а хо-
довые — на передних кнехтах одинаково на всех, мачтах
(рис. 151). Затем проводятся брасы.
Фока-брасы привязываются выбленочным узлом серединой
конца поверх такелажа на топе грот-мачты, проводятся через
собачьи 1 дыры, крепятся полуштыком, за грота-штаг у его
огона, проводятся изнутри кнаружи через блоки наноках
фока-рея, идут обратно к грота-штагу, где проводятся через
.отводные блоки, затем в нижние блоки на чиксах грот-мачты,
после чего разносятся на свои кофель-нагели.
Грота-брасы привязываются коренным концом к ввинченно-
му на бизань-русленях около утки обушку, за который крепят-
ся их ходовые концы, либо на планшире фальшборта, за таке-
лажем бизань-мачты. Грот-Контр-брасы крепятся коренным
концом за строп блоков, задраенных на чиксах фок-мачты,
проводятся в блоки на иоках грота-рея и затем в блоки,
в стропы которых ввязаны коренные концы.
- 240ГУ-
клотик -
Рас. 241. Основа вант и штагов мачт-однодеревок
Бегин-брасы проводятся
так же, как и грот-контра-
брасы.
Длина брасов должна
быть такой, чтобы каждый
из концов можно' было кре-
пить, на кофель-нагеле, ко-
гда нох рея, за который дан-
ный конец закреплен, до
предела отведен к носу.
Топенанты всех нижних
реев имеют одинаковую про-
водку; коренным концом
они крепятся за строп бло-
ков на стень-эзельгоф те, за-
тем проводятся снизу вверх
в блоки’ на ноках реев, за-
тем сверху вниз в блоки на
эзельгофте и, пройдя через
собачью дыру, крепятся на
тех же кнехтах, что и гарде-
ли, Проводку брасов и топе-
нантов см. рис. 226.
Фор- и грот-марса-реи
Рас. 242. Дрейрепы и марса-фалк
имеют по два марсй-дрей-
1 репа и два марса-фала (рис. 243), а крюйсель-рей — один
марса-дрейреп и один марса-фал (рис. 243).
Конец (леска), предназначенный для марса-драйрепа, вя-
жется своей серединой выбленочным узлом поверх такелажа
16 Морской моделизм
— 241 —
на топе стеньги.. Каж-
дый его конец прово-
дится спереди назад че-
рез свой дрейреп-блок
на середине рея, затем,
также спереди назад,
через дрейреп-блок под
салингом, после чего
опускается вниз парал-
лельно заднему стень-
фордуну. Ходовые кон-
цы марса-дрейрепов
обвязываются . в- виде
стропа вокрут блока
для марса-фала с та-
ки расчетом, чтобы при
поднятых до места
марса-рея блок нвхо-
дил с я на уровне топа
мачты. На этих блоках
делается из проволоки
отводной обушок, за-
гнутый вокруг заднего
стень-фордуна так, что
блок может свободно
ВИД С КОРМЫ
Рис. 243, Дрейреп с марса-фалом, осно-
ванным маитылем
ходить вверх и ви'из. Коренной конец марса-фалов крепится
на русленях рядом с задним стень-фор дунам, а ходовой ко-
нец проводится в блок марса-фала, ввязанный в марса-дрей-
реп, и крепится за рым или утку рядом оо своим коренным
концом.
Марса-дрейреп крюйсель-рея всегда бывает одинарный.
Коренной его конец крепится на топе крюйс-стеиьги поверх
такелажа, проводитс^спереди назад в дрейреп-блок на сере-
дине крюйсель-рея, затем, также спереди назад, через драйреп-
блок под салингом. Ходовой его конец также кончается бло-
ком-на уровне топа мачты. Марса-фал в этом случае, основы-
вается маитылем: его1 коренной конец крепится рядом с зад-
ним стень-фордуном на левом руслене, а ходовой, проведен-
ный в блок на ходовом конце марса-дрейрепа, обвязывается
в виде стропа вокруг блока, в который проводится леска; ко-
ренной, конец ее крепится около заднего стень-фордуна на пра-
вом руслене. Там же ввинчивается рым или утка для ее хо-
дового конца.
Марса-брасы всех марса-реев крепятся своими коренными
концами совершенно одинакова: серединой бухты, выбленоч-
ным узлом поверх такелажа на топе стеньги, фор-марса-бра-
сы вяжутся на топе грот-стеньги, грот-марса-брасы — на топе
крюйс-стеньги, а крюйс-марса-брасы — на топе грот-стеиьги..
_ 242 —
Топенанты всех марса-реев.основываются и проводятся то-
же совершенно одинаково: трос серединой бухты выбленочным
узлом вяжется на топе стеньги, оба его конца берутся полу-
штыком за передние стень-ванты немного ниже комель-блоков,
принайтовленных к передним стень-вантам под салингом, по-
том снизу вверх в блоки на ноках марса-реев, в нижний шкив
комель-блоков и оттуда вниз через собачью дыру на кофель-
планки, укрепленные между кнехтами- (рис. 244).
Фалы всех брам- и бом-брам-реев всегда одинарные; они
крепятся удавкой за середину брам- и бом-брам-реев, прово-
дятся спереди назад в свои блоки на брам- и бом-брам-стень-.
гах и, пройдя между краспиц и через собачью дыру, крепятся’
на кофель-нагелях у кнехтов.
Фор- и грот-брам-брасы основываются между блоками иа
брам-стеньгах и блоками на ноках их реев. Крюйс-брам-брасы
и все бом-брам-брасы делаются одинарными и их коренные
концы крепятся за ноки бом-брам-реев. Ходовые концы кре-
пятся на кофель-нагелях.
При основывании снастей бегучего такелажа необходимо
и
топенантов
топенант-
МАРСА-РЕЯ
ПЕРЕДНЯЯ
С! ЕН ЬвАНТ А
Рис. 244. Основа
марса-реев
строго придерживаться изложенного выше порядка: сначала
фалы, гардели и драйрепы, потом брасы и под конец топенан-
ты. Огоиы топенант-блоков на ноках реев
брасов во время сильной брасопки реев
путь с КОКОВ.
Кливер- и ст аксель-фа-
лы пр сводятся в свои
блоки,. и оба их . конца
временно, до- привязыва-
ния парусов, закрепляют- г
ся на кофель-нагелях. .
Оонова и проводка ди-
рик-фало-в, гафель-гарде-
лей, гика-шкота и гика-
топенанта показана на
рис. 245.
Паруса шьются из лег-
кой, но плотной материи;
больше всего подходит
батист или тонкий пер-
каль. Паруса бывают
светло-серыми с коричне-
вым оттенкам. На модели
белые паруса следует
окрасить,, прокипятив ма-
терию в жидком кофе
или в анилиновой краске.
Прежде. чем положить
всю материю, предназна-
удерживают блоки
не дают им соскольз-.
16*
- 243 —
Рис. 245. Проводка дирик-фалов и гафель-гарделей: слева — на бизань-мачте
линейного корабля, справа — на модели яхты
ченную для парусов, в краску, надо выкрасить маленький
кусочек, высушить и прогладить, В случае, если цвет ока-
жется подходящим, положить всю материю, предварительно
выстирав и прополоскав ее. Вынув материю из краски, ни
в коем случае не отжимать ее, но сейчас же положить в чи-
стую воду и полоскать до тех пор, пока вода не будет совер-
шенно чистая, после чего, не отжимая, повесить сушиться.
Если материю не хотят красить, ее необходимо выстирать и
прокипятить, чтобы она «села», потому что паруса, сшитые
из нестиранной материи, могут сильно уменьшиться в размере
(«сесть») после намокания.
Рис. 246. Расположение прямой нитки при кройке парусов моделей
— 244 —
На рис. 246 показано, как на-
до располагать материю при
кройке парусов — направление
прямой нитки показано стрелкой.
Шить надо таким образом, чтобы
швы при подрубливаиии находи-
лись у прямых парусов спереди, с
лицевой стороны, а у косых — с
левой стороны.
Если материя узка и весь па-
рус целиком не укладывается,
то сшивать надо кромку с кром-
кой («вгладь») через край, после
чего шов должен быть разгла-
жен.
По всем шкаторинам паруса
обликовываются, т. е. обшивают-
ся, ликтросом (тонкой леской).
Это самая трудная часть работы
при пошивке парусов, так как
Рис. 247. Кройка косого паруса.
Нижняя шкаторина, шнурую-
щаяся к гику, выкраивается с
„горбом", величина которого
равняется ]/35 ее длины, а наи-
больший выгиб находится на 1/3
от мачты
очень легко испортить парус, при-
,щив ликтрос либо слишком сво-
бодно, либо слишком сильно на-
тянув. Для ввязывания в углы
парусов сиасген бегучего такела-
жа (шкотов, фалов и т. д.) иа углах (из ликтроса) делаются
небольшие петли, играющие роль кренгельсов. Ликтрос должен
быть предварительно очень тщательно вытянут.
Косые паруса современных парусников имеют пузо (выпук-
лость), расположенное примерно на */3—-’Д ширины паруса от
мачты или от леера (как, например, у кливеров). Пузо паруса
образуется при его кройке, как показано на рис. 247.
Глава IV
ДВИГАТЕЛИ ДЛЯ САМОХОДНЫХ МОДЕЛЕЙ
СУДОВ
ОБЩИЕ ПОЛОЖЕНИЯ
Двигатель, вращающий движитель, называется главным
двигателем судна.
На современных судах в качестве главных двигателей
применяются паровые машины, паровые турбины, двигатели
внутреннего сгорания, электродвигатели. В последнее время
начали применять газовые турбины. Паровые машины имеют
большое распространение иа речных и морских гражданских
судах.
На кораблях Военно-Морского Флота, где требуется боль-
шая мощность главных двигателей, тяжелые и громоздкие па-
ровые машины вытесняются более мощными, компактными
•паровыми турбинами и двигателями внутреннего сгорания
(дизелями).
.Для самоходных моделей применяются двигатели упрощен-
ной по сравнению с судовыми конструкции. В настоящее вре-
мя существует много различных типов двигателей, с успехом
применяемых иа моделях. Каждый из них имеет свои особен-
ности, недостатки и преимущества.
Тип и конструкцию двигателя для модели надо выбирать,
исходя из размеров, водоизмещения и скорости модели.
Начинающему моделисту не следует браться за изготовле-
ние сложных двигателей. Их изготовление лучше осуществ-
лять в кружках морских моделистов, где имеются опытные ин-
структоры-руководители.
Моделистам надо всегда помнить о необходимости соответ-
ствия двигателя и модели. Нельзя, например, на модель ре-
данного торпедного катера ставить электромотор с .тяжелыми
источниками питания. При самом тщательном изготовлении
такая модель не будет глиссировать, так как ее вес будет
слишком большим. Бесполезно применять какие-либо тепло-
вые двигатели для моделей подводных лодок, рассчитанных иа
погружение. На моделях глиссирующих судов рациональнее
всего применять двигатели, обладающие малым весом, —
- 246 —
микролитражные моторы внутреннего сгорания и реактивные,
так как вес этих двигателей на единицу мощности относитель-
но невелик. Для подводных лодок более всего подходят рези-
номоторы или же. электродвигатели, когда тяжелые источники
питания электродвигателей используются как балласт. На.
большие модели линкоров, крейсеров, эсминцев можно уста-
навливать электромоторы, паровые турбины, паровые машины,
двигатели внутреннего сгорания (с водяным охлаждением).
§ 1. РЕЗИНОВЫЕ ДВИГАТЕЛИ
Самый простой механический двигатель, применяемый для
моделей судов,— это резиномотор, Его работа основана на
способности резины растягиваться под действием сил, а по-
сле прекращения этого воздействия принимать свои первона-
чальные размеры. Резиномотор очень удобен из-за простоты
его изготовления и малого веса. Недостатком его является ма*
лая мощность. Изготовляется он из специальной ленточной ре-
зины сечением 1X1, 2X2, 1X3, 1X4 мм, Можно приме-
нять и резину из авиационных амортизаторов, если .она имеет
те же механические качества, что и ленточная. Резина должна
иметь постоянную по длине толщину и при вытягивании на
ней не должны образовываться заусеницы. При вытягивании
образец резины должен увеличивать свою длину в пять раз.
В конце вытягивания должно ощущаться характерное возра-
стание сопротивления растяжению, а остающееся после растя-
гивания удлинение ленты не должно превышать !/б от перво-
начальной длины. Резину с удлинением более чем в пять —
шесть раз применять не следует.
Для моделей длиной до 500 мм нужно брать не более
двух — четырех резиновых нитей сечением 1 X 4 или
*2 Х2 жж. Для моделей больших размеров уисло нитей можно
.увеличивать. Выбор числа нитей производят путем испытания
модели (на воде) с резиномотор а ми, состоящими из различно-
го числа нитей
На простейших моделях резиномоторы устанавливаются
под корпусом на специально сделанных для этого кронштей-
нах, на моделях более сложных — внутри корпуса (рис. 248)в
Длину ’ резинового пучка для изготовления резиномотора
необходимо брать такой, чтобы пучок, надетый на крючки, не-
много провисал, т. е. не. был натянут.
Один из способов изготовления резиномотора состоит в сле-
дующем: в доску на расстоянии, равном длине резиномотора,
вбиваются два гвоздя, на которые наматывается четное, число
лент резины (рис, 249,.а,) Ленты должны быть уложены с не-
большой слабиной. Оба конца резиновой ленты накладывают
друг на друга и, растянув их одновременно с остальными ни-
- .247 -
Рис. 248. Установка резииомотора:
а — модель катера с резиномотором, установленным под корпу-
сом (в кружке показано устройство кронштейна и грибного вин-
та); б — модель торпедного катера с резиномотором, установ-
ленным в корпусе (в кружке показано устройство заводной руч-
ки со стопором)
тями, обматывают ниткой (рис. 249,6). После этого .на пучке,
путем наматывания нитки- делают ушки. При наличии у судо-
моделиста изоляционной ленты или (липкой) тесьмы, назы-
ваемой «лейкопластырь» (рис. 249, в), ушко можно сделать
(рис. 249,2,6). Такое ушко будет прочнее. Иногда на концах
резииомотора делают петельки из проволоки диаметром 0,5—
0,8 мм. Петельки крепят к концам резииомотора ниткой,
предварительно ровно подрезав концы пучка (рис. 250). За-
делка концов этими способами устраняет возможность преж-
девременного обрыва резииомотора в местах изгиба.
Крючки для резииомотора лучше всего изготовлять из
стальной проволоки диаметром 1—1,5 мм, изгибая ее плоско-
губцами. Нужно следить, чтобы продольная ось резинового
пучка была на одной линии с осью (с серединой) петель и осью
вала (рис. 251). Иначе резиномотор при быстром раскручива-
нии будет «бить», т. е. болтаться, задевая за корпус модели.
- 248 —
Рис. 249. Изготовление резиномотора. Укладка резино-
вой ленты:
а — укладка резиновой ленты; 6 — обмотка ниткой места для ущка;
в — обмотка лентой места для ушка; г — изготовление ушка; д — го-
товый резиномотор
Правильное определение максимально допустимого закру-
чивания резиномотора чрезвычайно важно для обеспечения
наибольшей дальности проплыва модели и предотвращения
разрыва резины. Максимально допустимое закручивание рези-
номотора зависит от площади поперечного сечения пучка, ка-
чества резины, ее предварительной вытяжки и длины резино-
мотора. Предварительное растягивание резины перед началом
закручивания и закручивание ее в вытянутом (до трехкрат-
ной длины) состоянии увеличивают число оборотов, на кото-
рое можно завести резиномотор. Продолжительность работы
предварительно вытянутого резиномотора будет больше, но
мощность мотора будет меньше, так как предварительная
— .249 -
вытяжка увеличивает длину
резины и уменьшает ее диа-
метр. Максимальный завод
можно определить по табл.
29—32. Для этого нужно
знать: 1) качество резины;
2) площадь поперечного се-
чения резииомотора; 3)- ве-
личину предварительной вы-
тяжки; 4) длину резино-
мотора.
Для определения каче-
ства резины нужно взять ку-
сок ленты длиной 10—20 см,
из которой будет изготов-
ляться рвзиномотор, и вытя-
гивать его ДО1 того, как он
начнет оказывать сильное
Рис. 250. Заделка концов резиномото-
ра проволочными петельками
сопротивление. Отношение длины растянутого образца к его
длине .в ненатянутом состоянии определяет качество резины,
обозначенное в таблицах буквой т. Выбрав величину пред-
варительного вытягивания резйномотора, по соответствующей
таблице нужно найти количество оборотов, на которое сле-
дует заводить резнномотор. Таблицы даны для резиномото-
ров длиной в 1 ж с поперечным сечением пучков от 0,16
до 0,4 см2.
Наибольшее допустимое число оборотов резииомотора, дли-
на которого больше или меньше 1 м, определяется по формуле
п=П1'Тои>
где п — количество оборотов, на которое можно закрутить
резиномотор;
Рис. 251. Крючки для резииомотора. Правильно загнутый крючок
должен быть симметричен оси винта '
— 250-—
I — длина резиномотора без вытяжки, см\
П1 — наибольшее допустимое число оборотов резиномотора
длиной в Г м (берется из табл, 28—31),
Заводку резиномотора с предварительной вытяжкой нужно
производить вдвоем. Для этого очень удобно применять руч-
ную дрель, в патрон которой вставляется проволочный крю-
чок. На крючок надевается один конец резиномотора, после
чего резиномотор растягивают и, вращая дрель, закручивают.
Применяя дрель, надо знать, сколько раз повернется крючок
за один поворот рукоятки. По мере закручивания резиномото-
ра длину его следует сокращать: закрутив резиномотор на
полное число оборотов, снимают петлю с крючка дрели
и вставляют в модель.
Следует помнить, что после многократных заводов и дли-
тельного выдерживания резины в закрученном состоянии она
может заметно уменьшить запас своей энергии. Поэтому
ЗАВИСИМОСТЬ МАКСИМАЛЬНО ДОПУСТИМОГО ЗАВОДА
РЕЗИНОМОТОРА ОТ СОРТА РЕЗИНЫ И ПРЕДВАРИТЕЛЬНОЙ
ВЫТЯЖКИ
Таблица 28
Максимальный завод (число оборотов) резиномотора
без предварительной вытяжки
Площадь сечения 5, см2 Качество резины т
3 4 5 6 7
0,16 260 420 580 750 960
0,24 220 '340 480 . ' 625 785
0,32 190 295 415 540 685
0,4 170 265 370 495 610
Таблица 29
Максимальный завод (число оборотов) резиномотора
с предварительной вытяжкой в два раза
Площадь сечения 5, см2 Качество, резины т
3 4 5 6 7
0,16 300 485 680 890 1120
0,24 260. 395 555 725 915 -
0,32 225 345 485 . 635 795
0,4 195 310 430 565 710
- 251 -
Таблица 30
Максимальный завод (число оборотов) резиномотора
с предварительной вытяжкой в 2,5 раза
Площадь сечения 5, см2 Качество резины т
3 4 5 6 7
0,16 345 585 790 ’ 1035 1300
0,24 300 460 645 845 1060
0,32 260 400 560 735 925
0,4 230 360 500 660 825
Таблица 31
Максимальный завод (число оборотов) резиномотора
с предварительной вытяжкой в три раза
Площадь сечения 5, см2 Качество резины т
4 5 6 7
0,16 580 825 1080 1350
0,24 480 670 880 1 ПО
0,32 420 585 770 965
0,4 375 520 685 865
заводить резиномотор рекомендуется непосредственно перед
запуском модели и без нужды не утомлять его большими за-
водами на регулировочных запусках.
Чтобы сохранить упругие свойства резины, ее необходимо
хранить в темной стеклянной банке с плотно притертой проб-
кой при комнатной температуре. Резину рекомендуется посы-
пать тальком. Перед установкой на модель с резиномотора на-
до стряхнуть тальк и положить на 1—2 часа в теплую мыль-
ную воду, ца затем, стряхнув с него воду, смазать глицерином
или касторовым маслом (другие масла применять не следует).
Однако продолжительное действие глицерина или масла на
резину вредно. Поэтому после работы резиномотора его необ-
ходимо промыть в теплой мыльной воде и пересыпать тальком.
Для удлинения резиномотора, с целью увеличения продол-
жительности его действия, иногда применяют соединение
(двух или более) резиномоторов при помощи зубчатых колес
(шестерен) (рис. 252, а). Разделение пучка резины на два бо-
лее тонких обеспечивает более продолжительную работу рези-
номотора (рис. 252,6). Применяя зубчатые колеса различного
диаметра (диаметр верхнего больше диаметра нижнего), мож-
- 252 -
Рис. 252. Соединение резиномоторов:
а — схема устройства для увеличения длины резиномотора; б — схема устройства для
раздваивания резинамогора; в — схема устройства для повышения числа оборотов греб-
ного винта и увеличения времени раскручивания резиномотора '
но увеличить время раскручивания резиномотора (рис. 252, в).
Однако при такой передаче мы проигрываем в мощности,
с которой резиномотор будет раскручиваться.
При устройстве таких резиномоторов необходима большая
тщательность .установки шестерен, ибо чрезмерное трение
в подшипниках и перекосы осей'шестерен отнимут много мощ-
ности мотора. Для уменьшения трения в осях полезно приме-
нять шариковые подшипники.
— 253 —
§ 2. ЭЛЕКТРИЧЕСКИЕ ДВИГАТЕЛИ
Для самоходных моделей . судов в качестве двигателей
удобно применять электромоторы.
Электромотором называется двигатель, превращающий
электрическую энергию в механическую.
Рассмотрим вкратце устройство электромотора, применяе-
мого для моделей судов (рис. 253).
Корпус мотора представляет собой цилиндр с расположен-
ными внутри электромагнитными катушками (полюсами), ко-
торые создают магнитное поле. Заключенный между ка~
L КОЛЛЕКТОР
Рис, 253. Электродвигатель заводского изготов-
ления и его детали
тушками вращающийся электромагнит называется якорем.
Якорь представляет собой цилиндр из специальной стали, на-
детый на вал мотора. В продольные выемки (пазы) якоря
вложена обмотка из изолированной медной проволоки.
Для передачи тока в якорь имеется специальное устрой-
ство—щетки и коллектор. Щетки прижимаются к коллектору
пружинками, находящимися в щеткодержателях. Щетки чаще,
всего бывают в виде прямоугольных брусочков из спрессован-
ной угольной массы. Коллектор представляет собой ряд мед-
ных пластинок, изолированных друг от друга и от барабана
якоря, сложенных в виде цилиндра, составляющего продол-
жение барабана якоря. К каждой пластине коллектора при-
паяно по два конца провода от каждых двух катушек, распо-
- 254 -
Рис. 254. Гребной винт для
модели подводной лодки
жженных в пазах якоря. При вра-
щении якоря щетки скользят по
пластинкам -коллектора.
Ток, приводящий в движение
электромотор, проходит по обмот-
кам неподвижных электромагнитов
(датушек) и посредством щеток и
Коллектора — по обмотке якоря.
При этом происходит взаимодей-
ствие магнитных полюсов катушек
и якоря, что и вызывает его вра-
щение.
Для моделей больших размеров
можно- применять- 24-вольтовые мо-
торы цилиндрического типа (типа
МУ). Их закрытая конструкция позволяет покрыть мотор
слоем лака или парафина и тем самым сделать его водо-
устойчивым. Для малых моделей можно применять маломощ-
ные моторы.
В корпусе модели электромоторы устанавливаются на де-
ревянную бобышку с выемкой по форме мотора. Закрепляют-
ся моторы шурупами за лапки металлических хомутов.
Рис, 255. Схема соединения карманных батареек на модели подвод-
ной лодки
— 255 —
Моторы типа МУ — многооборотные (10 тысяч оборотов
в минуту и более) . В том случае, когда не применяется пере-
дача, уменьшающая число оборотов гребного винта по сравне-
нию с числом оборотов мотора, на моделях нельзя применять
гребные вииты большого диаметра с большим шагом.
В качестве примера применения электромоторов можно
привести модель подводной лодки. Главные элементы этой мо-
дели следующие: L = 1200 мм; В = НО мм; Т — 75 мм;
D = 7 кг. На ней были установлены два 24-вольтовых мотора
мощностью по 4,5 вт с числом оборотов более. 10 тысяч в ми-
нуту. Моторы непосредственно соединялись с винтами диамет-
ром около 25 мм. Каждый винт имел три лопасти с шаговым
углом около 30° (рис. 254). Корпус модели позволял размес-
тить в себе 24 карманные батарейки, которые соединялись по-
следовательно по шесть штук, образуя четыре группы, вклю-
ченные параллельно (рис. 255).
§ з. источники тока
Напомним сперва основные единицы измерений, применяе-
мые в электротехнике.
Силой тока называется количество электричества, проте-
кающее через сечение провода за 1 сек. Единица силы тока
называется ампером и обозначается буквой а.
За единицу напряжения принято напряжение на концах
проводника сопротивлением в 1 ом, когда по этому проводни-
ку проходит ток в 1. ампер. Эту единицу напряжения назы-
вают вольтом (е).
Мощность тока определяется произведением силы тока на
напряжение и измеряется в ваттах (вт).
Если мы знаем необходимое напряжение для электромото-
ра в вольтах и потребляемую им силу тока в амперах, то мы
можем определить его мощность в ваттах по формулам:
W = V-A; V=%-; А=^-,
где W — мощность, вт;
V — напряжение, в;
А — сила тока, а.
Пользуясь этими формулами, можно подобрать необходи-
мый для данного мотора источник тока или для данного ис-
точника — мотор.
Наиболее распространенный источник тока для установки
На модели судна — батарейки для карманного фонаря. Их
можно с успехом применять иа небольших моделях с мало-
мощными моторами (примерно до 10 вт). Ввиду малой емко-
сти (малого запаса электроэнергии) этих батарей для моторов
более мощных приходится ставить очень много, что делает
установку громоздкой и дорогой.
- 256 -
Для повышения напряжения карманные батарейки должны
соединяться в группы последовательно, т. е. «плюс» одной ба-
тарейки с «минусом» другой, а для увеличения емкости груп-
пы между собой соединяются параллельно, т. е. «плюс» одной
последовательно соединенной группы с «плюсом» другой груп-
пы {рис. 256).
Карманные батарейки, выпускаемые нашей промышлен-
ностью, имеют следующие характеристики: напряжение 4,5 в;
начальная емкость 0,35—0,55 а-ч сохранность (срок годно-
сти) 4—6 месяцев; вес батарейки около 120 г.
3 ГРУППЫ ПОЗ БАТАРЕЙ НИ у
Рас. 256. Схема смешанного соединения карманных ; батареек
Для более мощных моторов можно применять элементы
«ЗС-Л-ЗО». Напряжение такого элемента 1,5 в, емкость 30 а-ч,
вес около 700 г, сохранность 18 месяцев.
Эти элементы нет надобности соединять параллельно, ибо
они обладают достаточно большой емкостью, но для создания
нужного напряжения их потребуется втрое больше, чем кар-
манных батареек.
Можно также применять батареи «БАС-60» н «БАС-80»,
разрезая их на части и подбирая нужное напряжение. Общий
вид н размеры карманных батарей н элементов показаны
на рис. 257.
Для моторов мощностью 100—200 вт выгоднее применять
щелочные или кислотные аккумуляторы. Такне аккумуляторы
можно заряжать постоянным током на зарядной* станции ав-
томобильного гаража или от сети городского переменного то-
ка через выпрямитель.
Более распространенные аккумуляторы — свинцовые (кис-
лотные). Устроены они 'следующв|м образом. В банку из
пластмассы или стекла, наполненную электролитом — разбав-
ленной серной кислотой, опускаются пластины положнтельно-
1 В ампер-часах выражается запас энергии батареи.
17 Морской моделизм
- 257 -
Рис. 257. Батареи, применяемые для моделей судов
го заряда, сделанные из чистого свинца. Для увеличения пло-
щади пластин на их поверхности делают множество ячеек,
в которых находится окись свинца. Пластины отрицательного
заряда устроены в виде свинцовой решетки,; в которую вмаза-
на пористая масса из свинцового глета. Положительные н от-
рицательные пластины устанавливаются попарно таким обра-
зом, что у стенок банки находятся отрицательные пластины.
Одноименные пластины припаиваются свинцовым припоем
к свинцовым наружным перемычкам, на которых ставятся знаки
плюс ( + ) или минус (—).
Принцип действия аккумуляторов основан на том, Что при
зарядке их происходит реакция, при которой электрическая
энергия превращается в химическую, а при разрядке — обрат-
ный процесс. Продолжительность времени зарядки уменьшает-
ся с увеличением силы пропускаемого тока, но силу тока,
больше указанной в паспорте аккумулятора, допускать нельзя.
Полная нормальная зарядка продолжается около 7 час. Сте-
пень заряженности аккумулятора определяется по удельному
весу его электролита н по напряжению на зажимах (на кон-
тактах). Заряженный исправный аккумулятор имеет напряже-
ние на зажимах 2,05 в, разряженный— 1,75 в. Ниже этого
напряжения кислотный аккумулятор разряжать не рекомен-
дуется. Удельный вес электролита кислотных аккумуляторов
должен быть равным 1,18; при первой полной зарядке он
поднимается до 1,2. и при разрядке падает до 1,15 в.
— 258, —
Кроме кислотных аккумуляторов,-для моделей применяют-
ся также аккумуляторы щелочные. Они отличаются от кислот-
ных меньшим весом на единицу ёмкости, более долгим сроко^ .
службы и простотой ухода. Щелочные аккумуляторы не так
чувствительны к «перезаряду» и к токам короткого замыкания
(токам большой силы); кроме того, они обладают большой
механической прочностью — не боятся вибрации, тряски и т. п.
После нормальной зарядки щелочного аккумулятора на-,
пряжение под нагрузкой равно 1,25—1,15 в, а в .конце разряд-
ки доходит до 1,0 в. При полной зарядке напряжение подии-,,
мается до 1,78—1,83. в. В щелочных аккумуляторах емкостью
до 5 а~ч пластины отрицательного полюса соединяются с мае-'
сой железной банки, это всегда надо иметь, в .виду и не допу-
скать попадания неизолированного .положительного проводни-
ка на банку, а сами банки после, последовательного соедйне-.
ния должны быть хорошо изолированы друг от.друга пропа-
рафиненным картоном.
В качестве электролита для щелочных аккумуляторов сле-
дует брать 20—-21-процентный раствор едкого калия. Для опре-.
деления максимальной силы тока, для зарядки щелочного,
аккумулятора надо разделить величину емкости аккумулятора
в ампер-часах на 5. Емкость аккумулятора в ампер-часах, ука-
зывается в условном названии аккумулятора. Например, акку-
мулятор НКН-Ю заряжают силой тока, равной 10:5 = 2а.
Надо следить за тем, чтобы электролит не.попадал на ко-
жу рук и одежду, так как он производит ожоги и разрушает
ткани. Для кислотных аккумуляторов ни в коем случае нельзя
пользоваться щелочным электролитом или наоборот, так как
это приводит к полной порче аккумулятора. .
Если в банке аккумулятора, уровень электролита понизит-
ся, то в банку можно долить .дистиллированную воду (до йод-
ного покрытия пластин). Заливать воду из водопровода или
колодца не рекомендуется, так как .это портит аккумулятор." -
Перед зарядкой аккумулятора из банки нужно вывернуть
пробку. При зарядке аккумуляторы выделяют, гремучий газ,
который может при неисправном клапане разорвать' баяку
и облить окружающих электролитом. Во время зарядки необ-
ходимо проветривать помещение и не подходить й банкам С
огнем во избежание взрыва гремучего газа. Эти правила сле-
дует строго соблюдать.
Электромонтаж на модели необходимо выполнять провод-
никами с хорошей изоляцией, не впитывающей воду. В про-
тивном случае намокшая изоляция становится проводником
и может вызвать либо утечку тока, либо короткое замыкание.
Для электромонтажа на модели лучше всего применять про-
води с пластмассовой, хлорвиниловой изоляцией. Места спай-
ки проводов рекомендуется обматывать изоляционной лентой
н покрывать, горячим парафином при .помощи кисточки..
17* - 259 —
§ 4. ПАРОВЫЕ МАШИНЫ
Классификация паровых машин, применяемых
для моделей судов
Паровые машйны, применяемые для моделей судов, бы-
вают:
1) с горизонтальным и вертикальным расположением ци-
линдров;
2) с простым действием пара и с двойным; в первых пар
впускается в цилиндр лишь по одну сторону поршня, а во вто-
рых пар впускается попеременно по обе, стороны поршня;
3) с распределением пара при помощи золотника, вала и
качающегося цилиндра;
4) со впуском пара за все время хода поршня и со впус-
ком лишь во время части хода; в первых машинах во время
хода поршня давление в цилиндре постоянное, а во вторых
после прекращения впуска давление расширяющегося в ци-
линдре пара падает. Число, показывающее, какую долю от
полного хода поршня составляет ход, на котором происходит
впуск пара в цилиндр, называется степенью наполнения;
5) по выпуску пара из цилиндра машины делятся на ра-
ботающие на атмосферу и на конденсацию;
6) по числу оборотов вала машины делятся на быстроход-
ные и тихоходные;
7) по направлению движения пара в цилиндре — с пере-
менным направлением своего течения и прямоточные.
, Устройство паровой машины
Устройство паровой машины показано на рис. 258, на ко-
тором изображена горизонтальная паровая машина, состоя-
щая из станины, цилиндра, поршня, шатунно-кривошипного
механизма, парораспределительного устройства и маховика.
Принцип'работы паровой машины заключается в следую-
щем. •
Пар .из парового котла по паропроводу поступает в ци-
линдр через парораспределительное устройство (золотниковую
коробку).. В цилиндре под давлением пара поршень передви-
гается поочередно в одну и другую сторону. Когда пар посту-
пает по одну сторону поршня, то с другой стороны его отра-
ботанный пар выпускается. Поршень при помощи штока со-
единен с одним концом шатуна. Другим своим концом шатун
соединяется с коленчатым валом. Парораспределительное
устройство (золотник) получает движение от эксцентрика, на-
саженного на коленчатый вал машины. В то время, как пор-
шень под давлением пара передвигается вправо, золотник дви-
гается влево и наоборот.
Разберем схему распределения пара устройством, называе-
мым кбробчатым золотником (рис. 259). Золотниковая каме-
— 260 —
ПАР ИЗ КОТЛА
Рис. 258. Схема£общего7 устройства паровой машины
ра примыкает к цилиндру. В этой камере имеется полированная
плоскость 2— зеркало, в котором прорезано три канала: два (3)
по бокам и один (4) посередине. Через средний канал пар имеет
выход наружу, а через боковые — в цилиндр. При помощи
эксцентрика золотник может двигаться по зеркалу вдоль каме-
ры. Золотник представляет собой коробку, которая при своем
движении накрывает либо все три отверстия каналов, либо
два из них. Пар, поступивший из котла в камеру, по одному
из каналов 3, например по левому, входит в цилиндр. В это
время правый канал 3 накрыт коробкой и соединен под ней
с выпускным каналом 4. Пар из котла будет входить в ци-
линдр до тех пор, пока золотник, переместившись влево,, не
— 261 —
накроет и, следовательно, соединит левый канал 3 с выпуск-
ным каналом 4, Эксцентрик, дающий движение золотнику,
установлен на коленчатом валу так, что когда поршень стоит
на мертвой точке, золотник начинает впуск пара с одной сто-
роны поршня .и выпуск с другой.
Работу пара в цилиндре паровой машины можно разделить
на четыре периода:. 1) впуск; 2) расширение; 3) выпуск и
Рис. 260. Схема работы паровой машины. Начало впуска и выпуска
лара
угол
4) сжатие. Эти периоды можно проследить по рис. 260,
261, 262, 263.
На рис. 260, внизу изображен момент левого мертвого поло-
жения поршня, а вверху — соответствующее ему положение
золотника. Впуск пара через образовавшуюся щель а начал-
ся; одновременно происходит выпуск пара через щель б.
На рис. 261 золотник находится в крайнем правом поло-
жении, а .поршень сошел с мертвой точки. Левый канал от-
крыт полностью для впуска пара, правый — для выпуска.
На рис. 262 изображен момент прекращения впуска (от-
сечки) пара; после отсечки давление в цилиндре понижается,
но поршень продолжает двигаться вправо; одновременно с
этим выпуск отработавшего пара продолжается.
На рис. 263 изображен момент окончания выпуска пара;
пар по левую сторону поршня продолжает расширяться, а по
правую — сжимается поршнем, образуя упругую «подушку».
Вслед за этим золбтник, продолжая двигаться влево, откроет
правый канал для, впуска, а левый — для выпуска пара, после
чего поршень начнет Свое движение влево, повторяя весь
описанный процесс.
— 262 —
Рис. 261. Схема/работы 'паровой машины, Впуск пара
Рис. 262. Схема работы паровой машины. Отсечка-пара
Рис. 263. Схема работы паровой, машины. Конец выпуска и начало
сжатия пара
- 263 --
Паровая машина простого действия с качающимся
цилиндром
Такая машина очень проста в изготовлении и надежна
в работе. Конструкция ее показана на рис. 264.
К верхней части цилиндра припаяна короткая пластина 1,
в которой перпендикулярно к продольной осн цилиндра укреп-
лена ось 2. Вокруг этой осн цилиндр качается во время рабо-
ты машины. Ось 2 вставлена в отверстие рамы 4 машины.
Пластина, припаянная к цилиндру, прижимается к плоскости
рамы пружинкой 3, которая удерживается на оси и регули-
Рис. 264. Устройство простейшей паровой машины с качающимся
цилиндром
руется гайкой. В верхней части цилиндра и в пластине 1 выше
оси 2 делается отверстие 5, а в неподвижной раме или в спе-
циальной пластинке 6, припаянной к раме, — два Других от-
верстия 7 и 8. Последние расположены так, что при крайнем
левом положении кривошипа отверстие 5 в цилиндре совпа-
дает с правым отверстием 7, соединенным паропроводом с
котлом. В этот момент пар поступает в цилиндр, и вал с ма-
ховиком начинает вращаться 1 (рис. 265). Когда поршень при-
ближается к нижней мертвой точке 2 и доступ пара в цилиндр
прекращен, маховик, продолжая вращаться, заставляет ци-
линдр перейти через мертвую точку. Когда отверстие 5 ци-
линдра подходит к левому (выпускному) отверстию 8, в мо-
мент крайнего правого положения кривошипа 3 происходит
выпуск пара. Выпуск через отверстие 8 продолжается до. до-
стижения поршнем верхней мертвой точки,' а затем весь цикл
работы машины повторяется в том же порядке: из правого
отверстия 7 цилиндр принимает порцию пара, а через левое
отверстие 8 отработанный пар выпускается. Такая машина яв-
ляется машиной простого действия, так как пар впускается
лишь по одну сторону поршня.
— 264 —
При изготовлении этой машины необходимо уделить осо-
бенно большое внимание выбору положений отверстий 5, 7
и 8 и тому, чтобы плоскости соприкосновения качающегося
цилиндра и рамы были параллельны плоскости качания ци-
линдра и хорошо притерты друг к другу.
Цилиндр можно выточить из болванки латуни или бронзы
или же изготовить из трубки с гладкой внутренней поверх-
ностью. Поршень вытачивается соответственно диаметру ци-
линдра с небольшим припуском, а затем притирается. Реко-
мендуется поршень делать полым для уменьшения его веса
и вытачивать заодно с шатуном из цельного прутка металла.
Материалом для изготовления поршня может служить мягкая
поделочная сталь, бронза, латунь, дюраль.
На нижнем конце шатуна делается утолщение, с двух про-
тивоположных сторон которого напильником срезаются две
плоскости. Сквозь эти плоскости просверливается отверстие,
соответствующее диаметру пальца кривошипа. Поршень при-
тирается к цилиндру, установленному на токарном станке,
мелким наждаком с маслом. Для этого утолщение поршня за-
жимают в ручные тиски, и поршень равномерно перемещают
вперед и назад вдоль вращающегося цилиндра. Такая притир-
ка должна продолжаться 10—15 минут. Проверка тщательно-
сти притирки производится так: цилиндр и поршень промы-
вают керосином или бензином, вставляют поршень в цилиндр
{до дна) и затем вытягивают его до края цилиндра и отпу-
скают. За плотна притертым поршнем должно образоваться
разрежение, поэтому если поршень сам войдет обратно, то это
Рис. 265. Схема работы паровой машины с качающимся цилиндром*.
5 — отверстие в цилиндре; 7 и 8 — отверстия в раме (см. рис. '264)
- 265 -
Рас. 266. Разметка
центров отверстий для
паровой машины с ка-
чающимся цилиндром:
а — центр вала машины!
б — ход поршня; в — рас-
стояние'чОт аала до оси ка-
чания цилиндра; 7? — рас-
стояние -от оси качания ци-
линдра до отверстий 5, 7, 8
значит, что между стенками цилиндра и поршнем воздух не
проходит.
При изготовлении цилиндра из трубки с одного ее конца
надо припаять жестяную крышку.'Если же цилиндр делается
из целой болванки, то ее надо- сперва обточить по наружному
диаметру цилиндра и-зачистить мелкой наждачной бумагой.
Затем сверлом, зажатым в задней бабке станка, цилиндр про-
сверливается на нужную глубину. Сверло должно быть на
0,2 мм тоньше будущего внутреннего диаметра цилиндра. За-
тем сверло заменяется цилиндрической разверткой для за-
чистки внутренней поверхности цилиндра. Пластина /
(рис. 264) выпиливается напильником вручную. На ее плоско-
сти, прилегающей к цилиндру, нужно сделать продольную ка-
навку полукруглой, формы для прилегания к ней цилиндра.
В центре пластины 1 просверливается отверстие для нарезки,
в которое туго завертывается шпнлька (с двусторонней нарез-
кой), служащая осью цилиндра. Нужно следить за тем, чтобы
шпнлька не шаталась и была перпендикулярна к пластине.
Затем пластину нужно прикрепить к цилиндру при помощи
проволоки и, зажав цилиндр в ручные тиски, припаять к нему
пластину припоем. Обе детали должны хорошо прогреться,
чтобы припой проник между ннми и спаял их по всей поверх-
ности соприкосновения. Затем можно
произвести раз метку отверстия 5
(рис. 264) и просверлить его через
пластину и стенку цилиндра. Край от-
верстия надо- тщательно очистить от
заусениц.
Рама машины выгибается из 3-мм
полоски железа или латуни. На по-
верхности пластинки 6, соприкасаю-
щейся с качающейся плоскостью ци-
линдра, керном делается отметка цен-
тра отверстия для оси цилиндра. Из
этого центра радиусом, равным рас-
стоянию между осью цилиндра и цен-
тром отверстия 5 (на пластине /), про-
водится дуга, на которой должны рас-
положиться два отверстия — впускное
и выпускное. Для определения рас-
стояния по дуге между этими двумя
отверстиями нужно вычертить схему
машины, выбрав расстояние от оси ци-
линдра до осн коленчатого вала, и ход
поршня (рис. 266). После разметки
эти отверстия просверливаются свер-
лом диаметром, равным диаметру от-
верстия 5 (рис. 264).
- 266 -
Последняя важная операция -— это просверливание двух
отверстий в раме для вала. Между вертикально отогнутыми
концами'рамы надо плотно вложить брусок дерева и, просвер-
лив одно отверстие, перевернуть раму и просверлить другое.
Центры отверстий должны быть намечены так, чтобы вал ока-
зался параллельным оси качания цилиндра. Для крепления
рамы к фундаменту в горизонтальной части ее просверливают-
ся два отверстия с раззенковкой под шурупы. Кривошип вы-
гибается из 3—4-мм прутка стали, причем надо следить за
Рас. 267. Общий вид двухцилиндровой паровой
машины простого действия
тем, чтобы расстояние от оси вала до оси пальца кривошипа
было равно половине1 хода поршня и чтобы обе эти оси были
параллельны друг другу,
Маховик вытачивается из стали (на станке) или отливает-
ся из свинца; размеры его выбираются наибольшие, но допу-
скающие удобное размещение в модели.
Сборку машины следует производить в следующей после-
довательности. .Сперва вставляют вал в раму и, подложив ку-
сок дерева, легкими ударами молотка насаживают на вал
маховик. Затем шатун (шток поршня) надевают на палец при
поршне, вставленном в цилиндр, Ось качания цилиндра встав-
ляют в отверстие рамы, затем на ось надевают пружинку из
стальной проволоки и закрепляют ее гайкой. После этого нуж-
но прокрутить маховик и посмотреть, не отстает ли пластина 1
от пластины 6. Необходимо, чтобы, соприкасающиеся плоско-
сти при качании цилиндра не имели зазора. Если плоскости
пластины 1 и пластины 6 плохо притерты, надо немедленно
устранить этот дефект. В последнюю очередь можно припаять
к раме паровпускную и пароотводную трубки и приступить к
обкатке машниы.
Такой же конструкции машину можно построить не с од-
ним, а с двумя цилиндрами, мощность ее будет вдвое больше.
- 267 -
Конструкция всех деталей, за исключением немногих, оста-
нется прежней, а рама будет иметь вид буквы V. Внешний
вид двухцилиндровой машины простого действия показан на
рис. 267. Котел< для такой машины следует строить с расчетом
на вдвое большую паропроизводительносты
Паровая двухцилиндровая машина двойного действия
с качающимися цилиндрами
Машина двойного действия при тех же размерах цилиндра,
что и машина простого действия, развивает вдвое большую
мощность. Общий вид такой машины показан на рис. 268. Ма-
шина устроена следующим образом.
Закрытый с обоих концов цилиндр (рис. 269) имеет два
паровпускных отверстия—внизу и .вверху. Посередине меж-
ду центрами этих отверстий укреплена ось, вокруг которой
цилиндр качается,
Плоскость станины, соприкасающаяся .с цилиндрами, имеет
для каждого цилиндра по четыре отверстия: по два впускных
и по два выпускных. Когда верхнее отверстие цилиндра совпа-
дает с выпускным отверстием станины, в его нижнее отверстие
поступает пар и наоборот. Поршень такой машины за один
оборот вала совершает два рабочих хода.
Порядок постройки такой машины опишем на примере ма-
шины, предназначенной для моделей длиной от 1 до 2. м.
Цилиндры её делаются из латунной или стальной трубки
Рас. 268. Общий вид двухцилиндровой паровой машины
двойного действия с качающимися цилиндрами
— 268 -
так, чтобы после шли-
фовки их внутренний
диаметр был равен
16 мм, а высота ци-
линдров 29 лш. При ка-
чании .цилиндры сопри-
касаются с плоскостя-
ми станины своими
пластинками прямо-
угольной формы, сде-
ланными из стали тол-
щиной 2,5 мм и при-
паянными к цилинд-
рам. До припайки пла-
стины шлифуются и
размечаются следую-
щим образом: из цент-
Рас. 269. Устройство цилиндра двухцилин-
дровой машины двойного действия
ра отверстия для оси
качания цилиндра прочерчивают две дуги радиусам, равным
11 мм; на них посередине ширины пластины намечают два
центра для впускного и выпускного отверстий. В среднее от-
верстие для оси качания вставляется болтик диаметром 5 мм,
длиной 20 мм; затем пластины припаиваются каждая к своему
цилиндру и в ннх просверливаются насквозь внутрь цилиндра
отверстия диаметром 2,5 мм для впуска и выпуска пара. Пло-
скость каждой пластины должна быть строго параллельна
стенкам цилиндра. Внутренность цилиндров после сверления
очищается от заусениц и шлифуется. Цилиндры закрываются
снизу и сверху крышками (рис. 270, а и б), причем снизу, где
должно, быть отв'ерстие для штока поршня, ставится вторая
крышка (рис. 270, в) для устройства сальника, устраняющего
утечку пара. Крышки вытачиваются сперва круглыми, а. за-
тем напильником обрабатываются вручную для придания им
формы по размерам, указанныш^на рнс. 270. Крышкн стягн-
Рас. 270. Крышки цилиндров двухцилиндровой машины
двойного действия:
а — верхняя; б — нижняя; в — сальниковая
-- 269 —
ОТВЕРСТИЕ ДЛЯ
Рис. 271. Устройство сальника
цилиндра двухцилиндровой ма-
шины двойного действия
ваготся, как. показано на
рис. 271, болтами диаметром
3 мм и длиной 40— 42 мм.
Выступы крышек должны плот-
но входить в цилиндры,
В крышке (рис. 270, б) для
болтов должна быть сделана
резьба, при помощи которой
крышка б притягивается, к
крышке а.
Чертеж поршня; и штоков
приведен на рис. 272. Круго-
вые канавки на поршнях дела-
ются для масла, которое во
время работы машины частич-
но их заполняет и обеспечи-
в ает необходимую смазку.
Штоки им еют з аточку для
укрепления в поршне путем
р асклепки конца штока; для
этого отверстия в поршнях
должны иметь с одной стороны
раззенковку, т. е. коническое
расширение. Во избежание пе-,
рекоса поршня при расклепы-
вании конца штока нужно сле-
дить за равномерным осаживанием заклепки со всех сторон.
Следует помнить, что пятка одного штока раздвоена (вильча-
тая) для входа пятки другого штока. Соединенные вместе
они насаживаются на палец кривошипа (см. рис. 268).
Рис. 272. Поршень и штоки двухцилиндровой машины двойного
действия
- 270 —
Рис. 273. Кривошипный вал двухцилиндровой машины двойного
s, действия
Рис. 274. Рама двухцилиндровой машины двойного^действия и ее
разметка
Кривошипный вал (рис. 273) состоит из двух частей: вала
со щекой и противовесом и пальца, который запрессовывается
в отверстие щеки.
Маховик диаметром 45—50 мм втугую насаживается иа
вал и крепится шпилькой.
Рама вырезается из 3—4-мм листа латуии и загибается под
прямым углом, как показано на рис. 274, после чего ее шли-
фуют и рейсмусом размечают на ней отверстия для осей кача-
ния. Вычертив знакомую нам схему (рис. 275), пО ней опре-
деляют центры отверстий для впуска и выпуска пара и наме-
чают их керном. Отверстия в цилиндре для впуска и выпуска
пара имеют диаметр 2,5 мм. Они должны в точности совпа-
дать с отверстиями в раме, что необходимо проверить до при-
пайки к раме паропроводящих трубок. В нижней части рамы
для крепления подшипников сделано четыре отверстия диамет-'
ром 4 мм и такие же четыре отверстия для крепежных шуру-
пов/ На рис. 276 изображены подшипники; они делаются из
— 271 —
ОТВЕРСТИЯ ДЛЯ
ВПУСКАЙ ВЫПУСКА
Рис. 275. Схема разметки впускных и выпускных отвер-
стий рамы двухцилиндровой машины двойного действия:
о — центр вала; ох — центр кривошипа в различных положениях;
хода поршця, равная 9 мм
Рис. 276. Устройство подшипника и рас-
пределителя пара двухцилиндровой машины
двойного действия
бронзы или латуни.
Подшипник должен
быть сперва опилен
по внешнему конту-
ру, з атем р аспилен
на две части, а его
плоскости сопр икос-
навения должны
быть выправлены на-
пильником; после
этого обе части со-
единяются болтами,
и в них просверли-
вается отверстие для
кривошипного вала.
Распределитель па-
ра (рис. 276) изго-
товляется из бруска
латуни размером
15X8X8 мм. В нем
просверливаются три
отверстия диаметром
3 мм} в которые впаиваются тонкие латунные трубки для
поступления пара.
Сборка машины начинается с установки на раме подшип-
ников и кривошипного вала. Затем устанавливают на своих
осях цилиндры и проверяют, не образуется ли при их качании
зазор. Установив вал, проверяют, не заедает ли он и совпа-
— 272 —
дают ли отверстия в раме и цилиндрах. Устранив возможные
неполадки, изгибают и припаивают паропроводящие трубки —
у левого цилиндра к правой паре отверстий (если смотреть со
стороны цилиндров), у правого ~ к левой паре (на рис. 274
зачернены). После этого, соединив машину с котлом при по-
мощи трубки и небольшого крана, можно начать ее обкатку.
Для отвода отработавшего пара можно припаять к выпуск-
ным отверстиям в раме1 короткие металлические патрубки, на
которые после установки машины в модель будут надеваться
резиновые трубки, отводящие пар к сифону дымовой трубы.
Паровая машина простого действия с распределением пара
через вал
Эта машина — двухцилиндровая, горизонтальная, простого
действия с парораспределением через кривошипный вал.
Внешний вид машины и схема парораспределения показаны
на рис. 277.
Впускная трубка а припаяна к втулке вала, в которой про-
тив круговой проточки на валу сделано отверстие. Пар, попа-
дая в эту проточку, по срезу на валу направляется в со-
седнее отверстие во втулке н через патрубок б—-в полость
цилиндра. Когда пар поступает в один из цилиндров, из дру-
гого выталкивается отработавший пар, который, проходя по
срезу е, через патрубок в попадает во вторую круговую про-
точку и через совпадающее с ней отверстие выходит наружу
Рис. 217. Общий вид двухцилиндровой паровой машины простого действия
ЦММЛ-Р-1 и схема парораспределения
18 Морской моделизм
273 -
через патрубок г. При вращении вала срез, пъ которому под-
водится свежий пар из котла, попеременно сообщается через
трубки б и в то с одним, то с другим цилиндром. При такой
конструкции распределителя время подачи пара в цилиндр и,
следовательно, степень наполнения цилиндра зависят от глу-
бины среза на валу; если он неглубокий, то пар входит на
незначительном отрезке времени
хода поршня и наоборот.
Для таких паровых ма-
шин пар необходимо пере-
гревать, так как неперегре-
тый пар, проходя мимо та-
ких массивных деталей, как
подшипник и вал, теряет
много тепла и частично- пре-
вращается в воду. Кроме
того, на паропроводе, вбли-
зи подшипника, полезно ста-
вить герметическую (закры-
тую кр ышкой) масл еику
(лу бр икатор), из котор ой
масло будет увлекаться па-
ром и обильно смазывать
подшипник, что уменьшит
пропуск пара. Для увеличе-
ния числа оборотов машины
можно впускать пар в ци-
Рис. 278. Опережение выпуска пара
паровой машины ЦММЛ-Р-1
линдр ие в верхней мертвой
точке, а немного раньше. Достигается это расположением пло-
скостей запилов под углом 10—15°, какэтО' показано на рис. 278.
На рис. 280 приведены подробные чертежи деталей маши-
ны такой конструкции; эта машина может быть установлена
на модели длиной около 1 м. Вес машины около 0,3 кг\ число
оборотов около 800 об/мин. При да'влении пара в 3 атм. мощ-
ность машины около 0,01 л. с.
При постройке машины цилиндры надо притирать наждач-
ным порошком с маслом до тех пор, пока исчезнут следы рез-
ца. Для-этого можно изготовить из латуни или дюраля спе-
циальное приспособление, называемое притиром (рис. 279).
Так как притир изнашивается, в его прорез забивается кли-
нышек, который по мере надобности, раздвигая притир, уве-
личивает его диаметр.
После подгонки поршня к цилиндру в поршень вставляется
и припаивается к его стейкам вкладыш и только после этого
в поршне и во вкладыше одновременно делается отверстие
для поршневого пальца.
Вал (дет. 2) изготавливается на станке из поделочной ста-
ли, Начинать обработку нужно с цилиндрической части вала,
а затем точить щеку. Перед отделением вала от болванки
— 274 —
нужно поверхность вала отшлифовать притиркой или наждач-
ной бумагой. Щеку вырезают ножовкой и обрабатывают на-
пильником, после чего на ней размечают и просверливают от-
верстие для пальца кривошипа. Запрессовав палец в тис-
ках, запиливают на валу срезы для прохода пара.
Отверстие для вала во втулке (дет. 3) просверливается
на станке сверлом диаметром на 0,1 мм меньше диаметра ва-
ла, после чего его развертывают разверткой. Убедившись, "что
вал в отверстие втулки входит плотно, без зазоров, размечают
и просверливают отверстия для входа и выхода пара.
Маховик (дет. 4) обтачивается сперва со стороны втулки,
затем сверлится отверстие для вала. Чтобы при сверлении Ша
токарном станке сверло не уходило в сторону, кончик' его
нужно слегка прижать резцом, зажатым в суппорте станка,
и одновременно подавать сверло вперед задней бабкой. Затем
маховик отрезают от болванки и, зажав в патрон другой сто-
роной, обрабатывают его торец. Необходимо соблюдать наи-
большую точность вторичной установки маховика в патрон,
так как после неправильной обработки торца маховик Может
вызвать вибрацию машины и всей модели.
Сборку машины удобнее всего начинать с укрепления
в станине втулки (дет. 3). Втулка вставляется > в отверстие
станины и смачивается паяльной кислотой. Положив на место
спайки кусочек олова, станину вводят в пламя горелки и xopohj
шо прогревают до тех пор, пока олово не зальет полносТЕю
все щели вокруг втулки. После этого детали охлаждают,
а остатки кислоты смывают водой. Патрубки припаиваются1
паяльником; делать это надо быстро, чтобы не прогреть всей
станины и не отпаять втулку.
После запрессовки пальца кривошипа в щеку вал встав-
ляют во втулку. В цилиндры вставляют, поршни с шатунами
и надевают их нижние головки (пятки)1 на палец кривршипа;
затем цилиндры креНят к станине винтами. На вал надевают
Рис. 279. Притиры для притирки цилиндров и поршней
- 275 -
18*
№
О
Рис. Ж/Паровая машина простого действия с распределжи&ьГпара тере'з йал
маховик, проверяют легкость вращения вала и, если нужно,
«обкатывают» машину в станке или при помощи электромото-
ра. Если машина вращается очень туго, то в смазку можно
дрбавить зеленой полировочной пасты — окиси хрома.
Одноцилиндровая машина двойного действия с качающимся
цилиндром
На рис, 281 приводится подробный схематический чертеж
паровой машины ЦЛММ-2 двойного действия с качающимся
цйднндром.
Конструкция этой машины отличается от описанных выше
конструкций машин с качающимися цилиндрами в основном
тем, что пар здесь подводится сверху в подшипник 6 оси ка-
чания по трубке 2 н по каналам попадает в полости цилиндра.
На рисунке показан вариант машины без пружины на оси
Рис. 281. Паровая машина двойного действия с
качающимся цилиндром:
1 — стягивающая шпилька; 2 — трубка; 5 — ось цилиндра;
4 стопорный вицт; 5 — стопорное кольцо; 6 — подшипник;
7 — станина; 8 — маховик; 9 — стопорная муфта; 10 — вал;
11 — втулка; /2 — верхняя крышка цилиндра; 13 — цилиндр;
14 — патрубок; 15 — пробка штокл; 16 поршень; 17 — ниж-
няя крышка цилиндра; 18 — шток; 19 — палец кривошипа
- 278 -
качания цилиндра. Ось качания закрепляется в подшипнике 6
при помощи стопорного кольца 5. Машина будет иметь мень-
шую утечку пара, если ось качания сделать на 10—15 мм
длиннее, чем это показано на рис. 281, и применить пружинку.
Можно также во втулке нижней крышки 17 цилиндра сделать
сальник, что также улучшит работу машины. В остальном тех-
нология и приемы изготовления этой машины остаются почти
такими же, как и при изготовлении предыдущих паровых дви-
гателей.
Элементарный расчет мощности паровых машин
Зная, как рассчитать мощность паровой машины и количе-
ство расходуемого ею пара, можно определить габаритные
размеры двигателя и котла, а также вес всей установки, что
необходимо для правильного проектирования модели.
Определив по проекту модели требующуюся мощность
главного двигателя и его допустимые габаритные размеры, сле-
дует выбрать его конструкцию, число и диаметр цилиндров,
ход поршня, предполагаемое рабочее давление пара в кот-
ле и число оборотов машины. При этом необходимо выбран-
ную конструкцию машины изобразить на бумаге в виде
схемы.
Число оборотов будущей паровой машины определить доволь-
но трудно, так как число оборотов тесно связано с конструк-
цией паровой машины, давлением пара, сечением паропропускных
каналов, с качеством изготовления и подгонки деталей и т. п.
В среднем число оборотов следует принимать равным 1 ООО—
1 500 об/мин. Имея эти данные, нетрудно вычислить индика-
торную мощность двигателя, пользуясь формулами:
»г , ,r _ 3'S‘P‘fi'i__
^"60.75.100' Л' С''-’ 4.”б0-75400'~Л* С'1
где Лб—мощность индикаторная, л. с.;
S — площадь поршня, см2;
L — ход поршня, см;
Р — давление в атмосферах, кг]см?;
п — число оборотов в минуту;
i — число цилиндров;
Ne — мощность эффективная.
Если же у нас машина не простого, а двойного дей-
ствия, то тогда в числитель формулы нужно подставить циф-
ру 2.
, , Если вычисленная величина мощности окажется недостаточ-
ной или слишком большой' по сравнению с требующейся мощ-
ностью, то надо изменить в соответствующую сторону значе-
ния S’, L и Р.
— 279 —
§ 5. ПАРОВЫЕ КОТЛЫ
' Для приведения в действие паровой машины необходим
паровой котел, который обращал бы воду в пар. В паровом
котле теплота сгорающего топлива, передаваясь стенкам котла,
передается, в свою очередь, воде, находящейся в котле..Горя-
чие газы, отдав свою теплоту, по дымовой трубе уходят
в атмосферу. Вода же, наполняющая котел, постепенно и не-
прерывно переходит в парообразное состояние. По мере образо-
вания пара давление его внутри котла повышается. Какое бы
топливо не сжигалось в паровом котле, нужно стремиться,
чтобы выделяемое тепло не расходовалось напрасно.
Топка парового котла, в которой сжигается топливо, должна
быть достаточно емкой, иметь нужный для горения приток
воздуха, а также хорошую, но не излишнюю тягу. Котел дол-
жен иметь достаточную прочность, хорошо выдерживать трех-
кратное рабочее давление и вмещать нужное количество воды.
Кроме того, котел должен обладать большой поверхностью
иагрева1.
Очень полезно, чтобы вода в котле имела возможность
свободно перемешиваться: нагретая, как более легкая, подни-
маться вверх, холодная — подходить к горячим поверхностям;
это увеличивает паропроизводительность котла2,
Паропроизводительность котла в большой мере зависит от
площади нагрева: чем она больше, тем больше и паропроизво-
дительность. .Отношение паропроизводителькости котла к пло-
щади нагрева в квадратных метрах определяет паропроизводи-
тельность одного квадратного метра поверхности нагрева..
Рис, 282. Схема устройства простейшего парового котла с пароперегре-
вателем
1 Поверхностью нагрева котла называется та площадь его поверхно-
сти, которая соприкасается с огнем или горячими газами и омывается
водой внутри котла.
2 Паропроизводительностыо котла называется количество пара, обра-
зуемого котлом в единицу времени, например в час.
~ 280 —
В котлах для моделей производительность пара с одного квад-'
ратного метра поверхности нагрева колеблется от 5 до 10 кг
пара в час.
Простейший паровой котел схематически показан на рис. 282..
Котел заполняется водой на 2/3 его высоты; пространство,,
заполненное водой, называется водяным пространством; верхняя
часть котла предназначена для пара и называется паровым
Таблица 32
Таблица насыщенных паров
Рабочее давление пара в машине Р, кг[см* Температура, °Ц Удельный вес пара D, кг/мг
1,20 104,2 0,687
1,60 112,7 0,899
2,00 119,6 . 1,108
2,50 126,8 1,366
3,00 132,9 1,621
пространством. В паровом пространстве собирается влажный,,
так называемый насыщенный водяной пар, содержащий мно-
жество мельчайших водяных капелек. Так как в машину
должен поступать сухой пар, в верхней части котла часто
устанавливают специальную металлическую коробку (сухопар-
ник), в которой пар до некоторой степени освобождается от
водяных частиц. Сухой водяной пар имеет большой недоста-
ток — при понижении его температуры он легко конденсируется,,
т. е. сгущается и переходит в жидкое состояние. Поэтому
часто применяют так. называемый перегретый пар, получаемый
путем перегрева насыщенного пара до 150—200°. При повы-
шении температуры объем пара соответственно увеличивается,,
и, что важнее всего, пар делается устойчивым против конден-
сации. Перегревают пар на его пути от котла к двигателю,
при помощи трубки, располагаемой в топке или для использо-
вания тепла уходящих газов — в дымоходе.
Для того чтобы знать, каких размеров должен быть паро-
вой котел для данной паровой машины, необходимо определить
расход пара этой машиной. Расход пара определяют по формуле:.
V"napa == S'L-K'i,
где V — объем пара, расходуемого в 1 минуту, см3;
' S — площадь поршня, см2;
L — ход поршня, см;
п — число оборотов в минуту;
. I — число цилиндров.
- 281 -
Расход пара в час будет в 60 раз больше, н формула при-
мет вид:
lAiapa = S • L • п • 60.
Задавшись рабочим давлением и зная требующийся объем
лара,, мы можем определить вес расходуемого пара, пользуясь
табл. 32 насыщенных паров, по формуле:
— 1/ .Г)
w v пара ^уд.пара,
где W — вес расходуемого пара, кг;
V — объем расходуемого пара (л«3) при данном давлении Р;
D — удельный вес пара при том же давлении.
Принимая, что паропроизводительность 1 я2 обогреваемой
поверхности котла равна 5 — 10 кг пара в час, можно опреде-
лить необходимые размеры обогреваемой поверхности буду-
щего котла.
Пример. Требуется определить размеры парового котла
,для одноцилиндровой машины, у которой S = 7 см2, L == 3,0 см,
п = 2000 об/мин.
Решение.
1. Определяем объем пара, расходуемого машиной в 1 ми-
нуту, по формуле:
V„apa = S-L-« = 7 X 3 X 2000 =
= 42000 № = 0,042 ж3.
2. Определяем вес пара, расходуемого за 1 минуту (при рабо-
чем давлении Р = 2 кг]см2), по формуле
1Г = 1/ХЛУД.
£)уд берем из таблицы. W = 0,042X 1,108 = 0,046 кг.
Вес пара, расходуемого за 1 час:
W\i;ic = 0,046X60 = 2,75 кг.
3. Определяем необходимую обогреваемую поверхность котла,
принимая паропроизводительность 1 я2 поверхности равной
К = 7 кгjчас, по формуле:
= 275 ^0,4 м2 = 4000 см2.
4„ Полагая, что котел будет иметь жаровую трубу, разме-
ры листа для ее изготовления возьмем, например, такими:
длина 80 см, ширина 50 см (80 X 50 = 4000). Принимая длину
.трубы равной 80 см, мы должны сделать ее диаметр равным
п 50 50 <с
и =----= .у--.- = 16 см.
л 3,14
Паровой котел изготовляется из листового железа или
.лучше латуни. Основная часть котла — барабан — изгибается
из листа в трубу. Кромки можно наложить одна на другую
— 282 —
Таблица 33
Материалы /Уг, кгрм2 Материалы f(z, кг<см~
Сталь мягкая 4 000 Латунь 3 500
Луженое железо . . . 4 000 Красная медь . . . 2200
.Нержавеющая сталь . . 8 000
л пропаять припоем. Для котлов, рассчитываемых на давление
более 2 кг! см2, кромки рекомендуется перед пропайкой скле-
пать заклепками или загнуть «в замою. Определение требую-
щейся толщины материала для котла производится по формуле:
где В — толщина стенок, см;
D — диаметр котла, см;
Р — давление, кг^см2; .
Kz — разрывающее напряжение, яд/слг (для данного материа-
ла берется из табл. 33).
Определив по формуле толщину, стенки котла, необходимо
(для создания запаса прочности) увеличить ее в восемь — де-
вять раза.
Днища котлов делаются выпуклыми и впаиваются в барабан
котла. Сухопарник или отверстие пароотводящей трубки нужно
помещать в верхней стенке котла на середине его длины (во
избежание попадания в нее воды при качке модели). Верхнюю
пасть котла и донья нужно теплоизолировать, закрыв их асбе-
стовым картоном. Стальной кожух котла изолируется от кор-
пуса модели также асбестовым картоном.
Паровой котел после сборки необходимо испытать на проч-
ность давлением воды. Для этого нужно котел полностью,'без
малейшего остатка воздуха в нем и пароотводной трубке,
заполнить холодной водой, плотно завернуть все пробки и кра-
ны и подогревать в нем воду, пока давление не достигнет
трехкратного рабочего давления. Если котел не потечет при
постукивании по нему молотком и хорошо держит давление
(о чем можно судить по манометру), испытание можно закон-
чить. Если появится течь, то воду из котла нужно вылить,
запаять . обнаруженное место и повторить испытание. Котлы,
которые собираются на оловянных припоях, нельзя рассчиты-
вать на давление больше 3—4 атм.
Для увеличения поверхности нагрева котла применяют
водяные трубки, как это изображено на рис. 283. Трубки
-обязательно должны иметь наклон к продольной оси котла,
чтобы вода, удельный вес которой при нагревании уменьшается,
— 283 —
Рис. 283. Схема устройства парового котла с водяными трубками
могла уходить из трубок н замещаться более холодной. Если
трубки впаять горизонтально, то нагретая вода будет собирать-
ся в верхней части каждой трубки, отчего в трубках могут
образоваться пузырьки пара, возле которых оставшаяся без
воды трубка, раскалившись, лопнет. При наклонном положе-
нии трубок нагретая вода и образующийся пар равномерно и
беспрерывно протекают вверх, создавая перемешивание воды в
котле.
Котел, изображенный . иа рис. 283, заключен в кожух. Это
улучшает условия нагревания котла и препятствует его охлаж-
дению. Кожух способствует направлению топочных газов вокруг
верхней части котла.
Рис. 284. Схема устройства парового котла с образованием пара в
змеевике
—— 284
Котел, изображенный на рис. 284, представляет собой ци-
линдр, снабженный спиральным змеевиком, один конец кото-
рого впаян в нижнюю стенку котла, а другой в дно, э районе
парового пространства. Вода, превращаясь в змеевике э пар,
выходит в паровое пространство и замещается водой из котла.
Диаметр трубки змеевика должен быть тем больше, чем боль-
ше число витков. В конструкциях этих котлов есть два недо-
статка: они заставляют поднимать котел высоко над днищем
.модели, а кожух, раскаленный топочными газами, сильно нагре-
вает корпус модели.
Конструкция котла, показанная на рис. 285, устраняет оба
.эти недостатка; топка здесь расположена внутри котла, Кроме
того, па ропроизво ди дельность этого котла с единицы площади
нагрева намного больше, чем у двух первых, так как топка,
-образованная трубой, позволяет применить наиболее мощную
Рас.. 285. Схема устройства парового котла с кипятильными труб-
ками
- 285 -
горелку — паяльную, лампу, Ниже приведено описание такого
котла, рассчитанного на паровую машину с качающимся ци-
линдром. Диаметр цилиндра машины 20 мм; ход поршня 15 мм;
число оборотов около 400 об/мин; рабочее давление 2 кг-см2;
длина котла 200 мм, диаметр 100 мм; остальные размеры
котла показаны на рис. 285.
Корпус котла изготовлен из миллиметровой латуни, собран
на заклепках с пропайкой швов и заклепок оловянным припоем.
Жаровая труба, внутри которой находится топка, представ-
ляет собой обрезок трубы диаметром 40 мм со стенками
толщиной 1 мм, в которую впаяны 12 вертикальных кипятиль-
ных трубок диаметром 5—6 мм. Трубки расположены в два
ряда в шахматном порядке. Между рядами трубок проходит
«петля» пароперегревателя, внутренний диаметр которого 4 мм.
В верху котла установлен сухопарник, имеющий форму поло-
вины цилиндра, который приклепан и припаян к котлу. Сухо-
парник изготовлен из латунной тонкостенной трубы диаметром
20 мм, распиленной вдоль. Края сухопарника отогнуты, обра-
зуя лапки для заклепок. Торцовые стенки сухопарника при-
клепываются к котлу и припаиваются, Сухопарник сообщается
с котлом при помощи десяти отверстий диаметром 3 мм,
На котле установлены: манометр на 3 кг 1см2, водомерная
трубка и предохранительный клапан. Котел должен быть опро-
бован на прочность, давлением воды в 12 кг!см2., Теплоизоля-
ция делается из листового асбеста. Котел крепится к корпусу
модели при помощи двух хомутов.
На рис. 286 показан котел, рассчитанный на обслуживание
паровых машин большой мощности, он изготовлен, из баллона
огнетушителя.
Рис. 286. Паровой котел, изготовленный из баллона огнетушителя;
для паровых машин большой мощности
- 286 -
КОНУС
КОРПУС
ПРОКЛАДКА.
ПРУЖИНА
ШАЙБА
ГАЙКА
Рис. 287. Пружинный предохранитель-
ный клапан с конусом
РЕГУЛИРОВОЧНЫЙ . 1
Арматура паровых котлов
Арматуру парового котла составляют: предохранительный
клапан, манометр, питательный насос, водомерное стекло, па-
роконденсатор и др. Очень существенной деталью арматуры,
является предохранительный клапан. Если он отрегулирован
на определенное давление котла, то клапан автоматически от-
крывается, как только давление в котле превзойдет установ-
ленную норму, и выпускает лишний пар наружу; при сниже-
нии давления до 'нормы
клапан автоматически за-
крывается. На моделях
применяют пружинные
предохранительные кла-
паны.
На рис. 287 изобра-
жен пружинный предохра-
нительн ый кл ап а н. Для
его изготовления из л а-
тунного прутка диаметром
12—15 мм вытачивается
пробка со сквозным от-
верстием диаметром 5—
6 мм и резьбой внизу (на
шейке). Вверху отверстие
расширяется в виде кону-
са, к которому притирает-
ся кругла я конусообр аз-
на я шляпка кл апа н а.
Шляпку притирают наж-
дачным порошком, чтобы
она сидела плотно, без за-
зора. Так как стенки кот-
ла тонкие, то, чтобы обра-
зовать достаточно длин-
ную резьбу для шейки, на
стенку котла напаивают
подходящую гайку ил и
шайбу. Между котлом и
нижним фланцем пробки
прокладывается картонная прокладка. Регулирующую гайку
можно сделать круглой, с накаткой,1 что' удобнее для регули-
рования натяжения пружины. Пружина, стремясь разжаться,
притягивает коническую шляпку к седлу. Пружину для кла-
пана следует изготовить из неотожженной (Тартов а иной) ла-
тунной либо стальной проволоки, предварительно облудив
стальную проволоку тонким слоем олова.
Другая конструкция клапана изображена на рис. 288. Этот
клапан состоит из латунной пробки со сквозным отверстием
Рис. 288. Пружинный предохранитель-
ный клапан с шариком
— 287 —
различных диаметров. Пробку можно изготовить из двух тру-
бочек, вставленных одна в другую и спаянных оловом. Роль
клапана здесь исполняет шарик (от шарикоподшипника) диа-
метром 6 мм. Под шариком находится отверстие диаметром
4' мм. Верхняя часть отверстия, через которое закладывается
шарик, имеет резьбу для регулировочного винта, прижимаю-
щего через пружину шарик к седлу. Плотная посадка шарика
в седло достигается легким ударом молотка по шарику через
.латунную палочку или трубку. Для выхода избытка пара из
клапана наружу^в корпусе по его окружности, ио несколько
выше седла клапана сделано несколько отверстий. Регули-
ровка этого клапана более удобна, чем первого, и производит-
ся во время работы котла при помощи регулировочного вин-
та. Надо следить за тем, чтобы шарик не поржавел и не по-
явилась утечка пара. Для наблюдения за -давлением пара
в котле служит манометр, стрелка которого показывает давле-
ние внутри котла в данный момент.- Если маленького маномет-
ра нет, можно с успехом применить манометр диаметром до
50 мм. Циферблат манометра следует располагать горизон-
тально так, чтобы в небольшой вырез в палубе можно было
видеть показания стрелки;
Простой, но важной принадлежностью арматуры является
пробка для заливания воды в котел. Отверстие для заливания
воды делается в верхней части котла, в месте, предусмотрен-
ном сообразно с палубными надстройками модели. Для плот-
ного завинчивания пробки в стенку котла под пробку подкла-
дывается картонная или лучше свинцовая прокладка. Особое
внимание нужно уделять качеству нарезки пробки и отверстия
в котле, так как пробку приходится' многократно отвинчивать
и завинчивать.
Заливка воды в иотел требует остановки машины, а котлы
с небольшим запасом воды не могут обеспечить модели боль-
шой продолжительности плавания. Устранить это неудобство
можно применением специального плунжерного насоса для
непрерывного подкачивания воды в котел.
Конструкция плунжерного. насоса показана на рис. 289.
Он состоит из двух перпендикулярных друг к другу цилинд-
ров. В горизонтальный цилиндр входит пришлифованный
плунжер (поршень) 1. Вертикальный цилиндр состоит из двух
частей: верхняя часть навинчивается или припаивается к ниж-
ией и закрывается глухой пробкой на резьбе. Внутри цйлинд-
,ра сверлом рассверливаются два отверстия для конических
клапанов 2 н 3. Плунжер 1 шарнирно соединен с шатуном 4,
движение которому дает эксцентрик, сидящий на валу маши-
ны. При движении плунжера влево он засасывает воду из-за
борта. При этом поднимается конический клапан 3. При дви-
жений плунжерд вправо поднимается клапан 2, который про-
пускает воду в питающую трубку, ведущую в котел. На пути
- 288 -
' воды в котел ее можно подогревать топочными газами в змее-
вике, называемом экономайзером. 'Питающий насос можно
располагать вертикально или горизонтально в зависимости от
конструкции двигателя, но седла клапанов должны быть го-
ризонтальными. Конические клапаны насоса можно заменить
шариками, применяемыми в шарикоподшипниках. Для того
чтобы шарики не ржавели, после работы насос надо осушить
и залить маслом.
Для наблюдения за уровнем воды в котле служит водомер-
ная трубка. Толщина стенок стеклянной трубки должна быть
Рис. 289. Устройство и схема действия плунжерного насоса
равна 0,5—1,0 мм. Если есть возможность, то отогнутые кон-
цы водомерной трубки надо вставить ' в металлические
патрубки с резьбой для сальников, что много лучше, чем
вмазывать водомерную трубку на замазке. Для котлов ем-
костью до 1 л водомерное стекло можно изготовить без па-
трубков — из трубочки наружного диаметра 3—4 мм, изогнув
ее на огне в виде буквы П (рис. 290, а). В этом случае изо-
гнутая трубочка вставляется в заготовленное отверстие и хо-
рошо обмазывается суриковой замазкой; в замазку можно за-
месить немного растрепленного асбеста (листа или шнура).
После этого замазка накрывается специальной выколоченной
или изготовленной из куска латунной трубки крышкой с про-
резью для водомерной трубки, которая должна плотно сесть
на замазку, обжав, ее .по водомерному стеклу при помощи
двух винтов. При применении водомерных стекол с внутрен-
ним диаметром трубки меньше 4 мм надо помнить, что их по-
казания заметно отклоняются от истинного уровня воды в кот-
ле в сторону повышения до 5 мм. Поэтому красная черта на
19 .Морской моделизм — 289 —
таком стекле, показывающая наименьший допустимый уровень
воды, должна быть выше, нежели этот уровень. Этот недо-
статок можно полностью устранить, применив плоское водо-
мерное стекло (рис. 290,6).
Если забортная вода грязная, то питать ею котел нельзя.
В этом случае воду для питания котла следует брать из кон-
денсатора.
Пароконденсатором называется устройство,, превращающее
отработавший пар в воду. Простейший пароконденсатор может
быть выполнен следующим образом: отработавший пар из ма-
шины отводится в змеевик, заключенный в коробку-холодиль-
ник, внутри которой произвольно протекает забортная вода.
Вода, полученная из пара, по змеевику стекает в бачок, от-
куда забирается питательным насосом и подается снова в ко-
тел (рис. 291).
Приемное и выпускное отверстия парокоиденсатора нужно
располагать соответственно на днище и в борту модели для
Рис. 290. Устройство водомерных стекол для паровых
КОТЛОВ
- 290 -
PAP
ИЗ МАШИНЫ
Рис. 291. Устройство пароконденсатора
лучшего движения охлаждающей воды. На входном отверстии
рекомендуется установить козырек для направления воды вот-
верстие при ходе модели. Изменяя диаметр этих отверстий,
можно регулировать температуру выходящей из змеевика во-
ды. Разумеется, что пар должен полностью превращаться
в воду, но переохлаждать воду не следует.
Т акое приспособление
обеспечит длительную ра-
боту котла без образова-
ния в котле иакипи.
В с л уч ае же появл ения
накипи ее можно уда-
лить, промывая котел рас-
твором соляной кислоты
или раствором едкой ще-
лочи с последующим про-
мыванием водой.
Горелки для котлов
Простейшей горелкой
для парового котла может
служить коробочка сухого
спирта или бачок с фити-
лями для денатурирован-
ного спирта, устройство
которых приведено на
рис. 292.
Рис. 292. Устройство горелок для
парового.котла ,
19* ’
- 291 —
Фитили горелки следует устанавливать как можно ниже,
что дает возможность располагать котел не высоко над дни-
щем, отчего модель не потеряет остойчивость. В связи с этим
большой интерес представляют две схемы, изображенные на
рис. 292. Для сохранения постоянного низкого уровня денату-
рата в малом расходном бачке и для предохранения горючего
от вытекания из основного бачка бачок герметически закры-
вается пробкой и может соединяться с атмосферой только че-
рез дренажную трубку а, один конец которой находится на
требующемся уровне денатурата в расходном бачке, Если уро-
вень в расходном бачке поднимется, перетекание денатурата
из основного бачка прекратится.
На рис. 292 изображена схема II горелки, в которой уро-
вень вытекающего горючего определяется положением нижне-
го конца трубки б, впаянной внутрь основного бака. Эта труб-
ка должна быть опущена всегда ниже фитилей, в противном
случае горючее будет выливаться через фитили. В схеме II
расходный бачок не нужен.
Для отопления котла керосином очень удобно применить
горелку от примуса и специальный бачок с воздушным насо-
сом (рис. 293).
Piw. 293. Приспособление примусных горелок дли
отопления котлов
— 292. — .
Рис. 294. Приспособление паяльной лампы для отоп-
ления котла
Почти для всех котлов в каче-
втве горелок можно применять
паяльные лампы, приспособив их ”
соответствуют^ и обр азом
(рис, 294).
Очень часто на моделях со
спиртовыми горелками можно на-
блюдать отсутствие тяги, что при-
водит к плохому сгоранию топли-
ва, к выбрасыванию пламени че-
рез топку внутрь корпуса и т. п.;
причина этого—низкая «дымовая»
труба, попадание в трубу ветра
и т. п. Поэтому, если на модели
Рас. 295. Устройство сифона
в дымовой трубе модели
отработавший пар выпускается в
атмосферу, его следует использо-
вать для усиления тяги, выпуская
по сифонной трубке через дымо-
вую трубу (рис. 295). Пар, устремляясь с большой скоростью-
из сифонной трубки, увлекает за собой топочные газы. Регу-
лируя высоту сифонной трубки, можно добиться наилучшей
тяги.
§ 6. ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
Двигатели внутреннего сгорания, применяемые для моде-
лей, из-за, очень малого объема цилиндров называют микро-
литражными моторами.
Эти двигатели незаменимы для моделей скоростных судов
(моделей торпедных катеров н гоночных глиссеров). Главное
преимущество микролитражных моторов заключается в1 их ма-
лом весе прн значительной' мощности.
- 293 -
В настоящее время на моделях судов применяются ком-
прессионные моторы, у которых воспламенение рабочей смеси
происходит от повышения температуры в момент сильного
сжатия смесн в цилиндре. Б качестве горючего для компрес-
сионных моторов применяют смесь керосина с небольшим ко-
личеством этилового эфира (около 20%), который необхо-
дим для облегчения воспламенения смеси при сжатии.
На моделях судов применяются исключительно двухтакт-
ные моторы. Как показывает само название, рабочий процесс
в двухтактном двигателе совершается в два такта, или, иначе
говоря, за два хода поршня.
Схема устройства и работы такого мотора показана иа
рис. 296. За два хода поршня (или один оборот вала) проис-
ходит всасывание горючей ' смеси в цилиндр, ее сжатие,
вспышка, рабочий ход поршня и выпуск отработавших газов.
При ходе поршня вверх (рис. 296, Д) в картере создается раз-
режение. В определенной точке своего пути (рис. 296, Б) пор-
шень открывает впускное отверстие а, через которое в картер
благодаря разрежению поступает рабочая смесь, Прн ходе
поршня вниз (рис. 296, В), после того как впускное отвер-
стие а закрылось, он сжимает находящуюся в картере смесь.
Незадолго до достижения нижней мертвой точки (рис. 296, Г)
поршень открывает перепускной канал б,-вследствие чего на-
ходящаяся в картере под давлением смесь перепускается че-
рез канал в цилиндр. При последующем повторном движении
поршня вверх (рис. 296, Д) он сжимает находящуюся в верх-
Рис. 296. Схема работы двухтактного двигателя компрессионного типа
— 294 -
ней части цилиндра смесь н в определенный момент
(рис. 296, Е) вновь открывает впускное отверстие а, через ко-
торое в картер поступает горючая смесь. Дойдя до своего
верхнего положения, поршень настолько сожмет горючую
смесь, находящуюся в верхней части цилиндра, что повысив-
шаяся от этого температура заставит смесь-воспламениться.
Расширяющиеся при сгорании газы 'заставят поршень дви-
гаться вниз, (рис. 296, Ж), при этом движении поршня све-
жая горючая смесь, находящаяся в нижней части цилиндра,
будет сжиматься. Когда поршень откроет выхлопное отвер-
стие в, продукты горения вылетят наружу, затем открывается
перепускной клапан б, через который горючая смесь из карте-
ра устремится в цилиндр. Заполняя цилиндр горючим, смесь
будет выталкивать из него через отверстие в остатки отрабо-
танных газов (выход отработавших газов называется выхло-
пом). Инерция маховика, сидящего иа валу мотора, заставит
поршень после этого опять двигаться вверх, и весь порцесс
засасывания горючего, его сжатия и т. д. повторится.
На днище поршня делают козырек (дефлектор), который
отклоняет поток свежей смеси вверх и препятствует ее выбро-
су через расположенное на противоположной стороне цилинд-
ра выхлопное отверстие в. В некоторых компрессионных мото-
рах дефлектор не делают лишь для упрощения изготовления
поршня.
Двигатели внутреннего сгорания во время работы нуж-
даются в непрерывной подаче в цилиндр смеси горючего с воз-
духом. Для приготовления этой смеси моторы снабжаются
специальным устройством, называемым карбюратором, схема
которого приведена на рис. 297. Воздух, всасываемый порш-
нем ротора, проходит по патрубку а с большой скоростью;
в патрубок а подведен жиклер б — тонкая трубка с очень ма-
лым отверстием, соединенная с баком горючего; проходя по
патрубку а, воздух засасывает из жиклера горючее и распы-
ляет его, доводя до парообразного состояния. Для регулиро-
вания состава смеси сечение отверстия жиклера может регу-
лироваться иглой в, называемой регулятором качества смеси.
Заслонкой г, установленной при входе в карбюратор (дроссе-
лем) , можно регулировать количество входящего воздуха,
а следовательно, и смеси, подаваемой в цилиндр.
Наибольшее распространение для моделей судов в настоя-
щее время имеет выпускаемый нашей промышленностью ком-
прессионный мотор К-16, который работает по вышеописанно-
му двухтактному циклу на смеси керосина, эфира и масла.
'Более всего мотор К-16 подходит для моделей глиссеров, но
с успехом может устанавливаться и на моделях Других типов
судов. На рис. 298 показан вертикальный разрез этого мотора.
Техническая характеристика мотора: тип —
компрессионный, двухтактный; диаметр цилиндра — 16 лш;
— 295 —
Рис. 297. Схема устройства карбюратора, пульверизационного типа
ход поршня — 22 мм; рабочий объем (литраж) цилиндра —
4,4 см3; степень сжатия 1 — переменная (может регулировать-
ся) от 12 до 20; нормальное число оборотов — 4 000 об/мин;
максимальное число оборотов — 4 500 об/мин; направление
вращения коленчатого вала—левое (если смотреть со сторо-
ны гребного винта); мощность мотора —0;12—0,15 л. с.; топ-
ливо — смесь эфира, керосина, масла МД (по 33% каждого
по объему); запас горючего в бачке — на 1,5 минуты работы
мотора; смазка —разбрызгиванием рабочей смеси; охлажде-
ние мотора — воздушное (потоком воздуха, создаваемым воз-
душным винтом); вес сухого (без горючего) мотора с вин-
том— 280 а; срок службы мотора, (моторесурс) — 15 часов
непрерывной работы.
Устройство мотора понятно из рис. 298, поэтому опишем
лишь некоторые детали мотора.
У мотора К-16 карбюратор расположен на носке (горизон-
тальной части) картера с его нижней стороны, что не очень
удобно, если мотор устанавливается в корпусе модели, Для со-
общения карбюратора с картером в носке картера имеется от-
верстие, а. коленчатый вал сделан полым, с боковым окном
против карбюратора; вращаясь, боковое окно вала в момент
всасывания горючего совпадает с отверстием карбюратора.
1 Степенью сжатия называется отношение полного объема пилиндра
к объему камеры сгорания, т. е. к объему, заключенному между крышкой
пилиндра и дном поршня при верхней мертвой точке.
- 296 —
Скорость движения засасываемого воздуха сильно возрастает,
когда он проходит через Суженный канал карбюратора мимо
жиклера (рис. 299). Это повышение скорости понижает давле-
ние около отверстия жиклера, благодаря чему топливо под
атмосферным давлением поступает из бака и превращается за
жиклером в мелкую пыль. Приготовленная таким образом
смесь через отверстие коленчатого вала и вал попадает в кар-
тер, после чего сжимается в нем поршнем и по перепускному
каналу направляется в цилиндр. Поступление топлива регули-
руется иглой, а поступление воздуха — дросселем, который по-
мещается снаружи на конце патрубка карбюратора и может
прикрывать входное отверстие. Для работы мотора необходи-
ма смесь, в которой для сгорания, каждой частицы топлива
имеется достаточное количество кислорода воздуха (примерно
на каждую весовую часть топлива приходится 14—16 весовых
частей воздуха). Во время запуска мотора можно подавать
смесь, несколько более богатую топливом. При слишком бо-
гатой смеси мотор не заведется.
контрпоршень
БА К ДЛЯ
ГОРЮЧЕГО ~~
НАЖИМНОМ винт
КОНТРПОРШНЯ
ПОРШНЕВОЙ
ПАЛЕЦ
НОСОК
КОЛЕНЧАТОГО
ВАЛА
^ПОРШЕНЬ
ЦИЛИНДР
ШАТИН
ВОЗДУХ
КОЛЕНЧАТЫЙ
— ВАЛ
КРЫШКА
КАРТЕРА
ОТВЕРСТИЕ
ДЛЯ ПОДАЧИ
ГОРЮЧЕГО-
КАРТЕР
КАРБЮРАТОР
ВОЗДУШНАЯ ЗАСЛОНКА
Рас. 298. Вертикальный разрез серийного компрессионного авиа-
модельного моторчика К-16
- 297 -
Рис* 299. Устройство карбюратора мотора К-16:
1 — жиклер; 2 — игла
Во всех компрессионных моторах для моделей есть деталь,
необходимая для регулировки работы мотора, — контрпор-
шень, который плотно закрывает цилиндр двигателя сверху и
прн помощи винта может передвигаться, изменяя тем самым
объем цилиндра над рабочим поршнем, т. е, объем камеры
сгорания. При уменьшении этого объема поршень сжимает
смесь до более высокого давления, ввиду чего температура по-
вышается значительнее и попавшая в цилиндр смесь воспламе-
няется легче, В остальном рабочий процесс в моторе К-16 ни-
чем не отличается от процесса, описанного выше.
Мотор К-16 продается со всеми принадлежностями, укреп-
ленный иа деревянной раме, называемой стендом. Перед испы-
танием мотор тщательно промывается керосином от масла,
осматривается и прочно укрепляется на столе. Когда мотор
укреплен, составляют горючее из смеси керосина, эфира и мас-
ла (по 33% по объему каждого). Для нового мотора количе-
ство масла рекомендуется увеличить во избежание случайного
«задирания» трущихся деталей.
Компрессионные моторы с хорошей компрессией могут ра-
ботать на авиабензине, но для этого нужна тренировка в за-
пуске мотора; заводить мотор без эфира следует только тогда,
когда появится опыт быстрого запуска мотора на смеси
с эфиром. Если же мотор не новый и имеется заметный из-
нос (недостаточная компрессия), то процент масла в смеси
можно увеличить, а масло применять только вязкое (МК или
касторовое),
Хранить горючее можно только в плотно закупоренной бу-
тылке, ибо эфир очень летуч и из смеси быстро испаряется.
Перед заправкой горючего мотор еще раз проверяется (проч-
ность его крепления, крепление цилиндра, головки, карбюра-
тора и воздушного винта, после чего горючее можно залить
- 298 -
в бачок и начать запуск. Запускать мотор без воздушного
винта недопустимо, так как он очень быстро перегреется и
выйдет из строя. Винт на валу должен быть укреплен так,
чтобы в положении сжатия он был расположен вертикально,—
это наиболее удобно для заводки. Вращение винта произво-
дится двумя пальцами правой руки против направления вра-
щения часовой стрелки (если смотреть со стороны винта).
Когда горючая смесь попадет в цилиндр, мотор начнет да-
вать вспышки (хлопки); если их не будет, нужно подвернуть
винт коитрпоршня (уменьшить камеру сжатия), но не до ту-
гого проворачивания винта. Если появятся звонкие хлопки,
значит контрпоршень, как говорят, «пережат»; если глухие,
то «недожат», и его необходимо поджать, одновременно регу-
лируя иглой качество поступающей смеси. Если винт прово-
рачивается с отдачей на пальцы (с рывком в правую сторо-
ну), то это указывает на то, что вспышка происходит прежде-
временно, и степень сжатия необходимо уменьшить. Для этого
винт контрпоршня нужно отвернуть, после чего контрпоршёнь
сжатой в цилиндре смесью будет поднят вверх с характерным
щелчком. Получив серию вспышек, контрпоршень еще немного
поджимают, после чего мотор должен начать работать нор-
мально. Для нового мотора смесь рекомендуется подавать бо-
гатую, чтобы масло во время работы обильно вытекало из
выхлопных окон. Понижение оборотов мотора или остановка
его достигается уменьшением степени сжатия н перекрытием
топлива.
Мотор К‘16 очень чувствителен к излишку, недостатку и
загрязнению топлива. Поэтому при заводке надо следить, что-
бы он не «перезаливался» (от слишком богатой смеси), а кар-
бюратор ие засорялся. Топливо перед заливкой следует филь-
тровать через слой ваты или марли. Чаще всего микролитраж-
ные двигатели перестают работать из-за загрязнения от-
верстия в жиклере. При правильно составленной рабочей
смеси и исправном состоянии моторы К-16 заводятся довольно
быстро.
Если мотор все же не будет заводиться, нужно постараться
при помощи таблицы, приведенной на стр. 300, выяснить при-
чины неполадок и устранить их.
При регулировке мотора запрещается:
1) эксплуатировать новый мотор на больших оборотах;
2) эксплуатировать мотор без охлаждения (без воздушного
винта или вентилятора);
3) применять жидкое, невязкое масло;
. 4) уменьшать в смеси процент масла;
5) пережимать контрпоршень.
На моделях, с воздушными винтами мотор устанавливается
на возвышающейся над корпусом раме и должен снабжаться
— 299 —
Неисправности мотора К-16 и способы их устранения
Внешние приз- паки Причины неисправ- ности Как устранить неисправность
Двигатель не лает 1. В бензобаке нет го- 1. Налить горючее.
вспышек (пред- рючего. 2. Открыть иглу согласно пас-
полагаем, что 2. Игла карбюратора псрту мо ора.
сжатие нормаль- завёрнута в жиклер 3. Надо вывернуть иглу жик-
ное). до упора. 3. Засорилась трубка подачи горючего или жиклер. 4. Картер залит топ- ливом. лера и продуть жиклер и его трубку. Надо завернуть иглу жиклера до упора в седло и провернуть коленчатый вал несколько раз, чтобы освобо- дить картер и цилиндр от излишнего топлива.
Двигатель дает Слишком богатая или Отрегулировать подачу топ-
несколько вспы- шек и останавли- вается. бедная смесь. - лива иглой жиклера.
Двигатель пере- Недостаток смазки или Необходимо проверить, пра-
гревается. слишком бедная смесь. вилы-га ли пропорция компо- нентов топлива. Если смесь бедная, увеличить количество топлива, открыв иглу; отрегу- лировать карбюратор.
Двигатель рабо- 1. Слишком богатая 1. Завернуть глубже иглу кар-
тает с перебоями. смесь. бюратора.
2. Загрязнено горю- чее. 2. Залить чистое горючее через фильтр, предварительно про- чистив трубопровод и жиклер.
дополнительным бачком горючего для более продолжительной
работы. Для установки мотора на моделях с водяными винта-
ми необходимо осуществить надежное его охлаждение и снаб-
дить мотор маховиком. Даже на быстроходных моделях тор-
педных катеров рассчитывать иа охлаждение воздушным под-
током во время хода нельзя; мотор перегревается и перестает
работать еще до спуска модели и а воду. Чтобы обеспечить
устойчивую работу мотора, можно предложить простое при-
способление, охлаждающее действие которого основано на
выпаривании воды из бачка, напаянно'го на цилиндр (рис. 300)..
Жестяным бачок припаян оловянным припоем к .ребрам ци-
линдра, изготовляемым из стали ШХ-15. Для удобства зали-
вания в бачок воды и для выхода образующегося в нем пара
к крышке бачка припаиваются два небольших патрубка. С та-
ким бачком вместимостью 30 ем3 мотор может устойчиво ра-
ботать 10—15 минут, причем температура ребер цилиндра не
поднимается выше 100° Ц. Для более длительной работы мо-
тора можно применить проточное охлаждение. Для этой цели
на быстроходных .моделях, скорость которых равна 15—
20 км/^, достаточно вывести под днище небольшой заборный
' - 300 -
испарительный БАРОН,
припаянный н цилиндру
Рис. 300. Водяное охлаждение мотора К-16'^испарением воды ’из’’"'4
бачка
патрубок и соединить его резиновой трубкой-с бачком, а из
бачка горячую воду по трубке отводить за борт. Отверстие
патрубка должно быть повернуто к носу модели, тогда
встречный поток создаст необходимый напор. Во время регу-
лировки мотора бачок должен быть заполнен водой. На мо-
делях кораблей с небольшой скоростью хода заборный патру-
бок выводится в кормовую часть днища под лопасти винта;
в этом случае необходимый напор воды создается струей, от
винта (рис. 301).
Большим недостатком всех микролитражных двигателей
внутреннего сгорания является относительно трудная их
Рис. ЗОР Водяное охлаждение проточной водой
- 301 -
юшшмй кшвкА
Рис. 302. Маховик для компрессионного
мотора с клиновидной проточкой
заводка. Только хоро-
шо отрегулированный
и заранее проверенный
двигатель в руках
опытного моделиста
может быть запущен с
одного — двух раз. На
моделях с воздушными
винтами заводку мото-
ра производить до не-
которой степени проще,
чем на модели с мото-
ром, установленным в
корпусе, когда для за-
водки мотора на махо-
вик необходимо намотать штерт (шнурок). На это наматыва-
ние тратится много времени, так как прокручивать маховик
приходится неоднократно до тех пор, пока мотор не зарабо-
тает. Гораздо удобнее производить заводку другим способом.
Для этого на маховике делается глубокая клиновидная канав-
ка (рис. 302). В канавку наматывается штерт одним полным
оборотом, благодарй чему оба конца штерта остаются свобод-
ными; концы намотанного штерта берут в обе руки и попе-
ременно дергают один вверх, другой вниз, При этом нуж-
но создавать некоторое натяжение штерта, обеспечивающее
прокручивание маховика до появления вспышек. Заводить мо-
тор этим способом рекомендуется вдвоем: одному нужно дер-
жать модель на киль-блоках, а другому заводить, как показа-
но на рис. 303.
Рис. 505г Способ запуска компрессионного мотора на модели
- 302 -
Преимущество заводки мотора этим способом заключается
в том, что, намотав на. маховик штерт один раз, его можно
прокручивать до запуска мотора подряд несколько раз с очень
небольшими интервалами времени, что очень полезно для об-
разования нормальной рабочей смеси. Как только в моторе
появятся вспышки, один из концов, смотря по вращению вала,
отпускают, а за второй выдергивают штерт.
§ 7. РЕАКТИВНЫЕ ДВИГАТЕЛИ
Реактивные двигатели наряду с недостатками имеют
много преимуществ перед другими двигателями, а именно: про-
стота устройства, большая мощность при малом весе и мощ-
ность, увеличивающаяся с увеличением скорости движения
модели. К недостаткам можно отнести малую экономичность,
недолговечность (через 10—15 мин. работы прогорают н раз-
биваются клапаны) и дефицитность жароупорных материалов
для корпуса и клапанов. Однако эти недостатки вполне ком-
пенсируются преимуществами.
Принцип работы реактивного двигателя основан на созда-
нии тяги за счет реакции вытекающей струи газов. Рассмотрим
подробно один из пульсирующих воздушно-реактивных двига-
телей (рис. 304). Смесь воздуха с топливом через отверстия
в головке 1 поступает в камеру сгорания 3 и воспламеняется
с помощью электрической свечи (схема Д); происходит силь-
ная вспышка, давление в камере сгорания увеличивается,
вследствие чего пластинчатые клапаны 2, до того открытые,
закрываются, и процесс сгорания происходит в полузамкнутом
объеме (схема Б). Давление газов действует иа головку дви-
гателя и прн запуске ощущается в виде рывка-отдачи, а во
время работы является движущей силой. В некоторый момент
времени давление и температура в камере сгорания достигают
своего наибольшего значения, соответственно чему газы приоб-
ретают максимальную скорость при истечении из трубы. Если
бы при выходе двигателя не было трубы, то давление в камере
при горении топлива повышалось бы ничтожно мало, так как
газы срдзу же вытекали бы наружу.. Для того чтобы затруд-
нить вытекание газов и тем самым повысить давление в каме-
ре; .на выходе двигателя устанавливается труба. Чтобы выйти
наружу, продукты сгорания должны сначала вытолкнуть те
газы или воздух, которые находятся в трубе. Это легко сде-
лать, если истечение газов происходит медленно, а в пульси-
рующем двигателе газы стремятся вылететь очень быстро;
поэтому газы или воздух, выталкиваемые из трубы, оказывают
газам, выходящим из камеры сгорания, заметное сопротивле-
ние (противоудар взрыву), отчего давление в камере сгорания
повышается. Однако главное значение трубы заключается
в том, что она заставляет двигатель работать непрерывно, т. е.
— 303
производить один взрыв за другим с огромной частотой. После
первого взрыва'часть раскаленных газов с большой скоростью
выходит из-трубы наружу, благодаря чему в камере сгорания
создается разрежение и клапаны открываются; тогда в каме-
ру через входные отверстия головки поступает с горючим
атмосферный воздух (схема В), а неуспевшая выйти часть
8СПЫША ОТ САМО-
РисГ304. Принципиальная схема. . работы пульсирующего воздушно-
реактивного двигателя:
а —"заполнение камеры сгорания свежей смесью' (клапаны открыты)! б — смесь
воспламенилась от электрической искры, давление в камере'.сгорания возрастает
(клапанЫ'>закрнваются); а — основная масса газов устремляется в выхлопную тру*
бу, создавая за собой понижение давления; г клапаны открыты, в камеру сгорс-
н и ^поступает свежая смесь; газовый столб начинает двигаться в сторону клапан*
ной решетки; д — вспышка смеси от самовоспламенения
304 -
Рис. 303. Модель двух лодочного глиссера с реактивным двигателем
газов изменяет направление движения и возвращается в сто-
рону головки (схема Г). В момент соприкосновения свежей
порции смеси с раскаленными газами происходит новый взрыв,
после чего весь процесс повторяется, но без участия злектро-
свечи (схема Д).
Конструкция одного из таких двигателей, примененных
Центральной лабораторией морского моделизма ДОСААФ,
и его установка на модели глиссера приведена на рис. 305, 306.
Корпус двигателя представляет тонкостенную трубу, сва-
ренную из листовой жароупорной стали Я-l-T. В передней
части трубы, где/ ее диаметр увеличен, находится камера сген
ранид с клапанной головкой, навинчиваемой при помощи при-
варенного кольца с резьбой. Сварка трубы и камеры сгорания
производится на специальном аппарате с длинными электрода-
ми, а точки сварки располагаются почти вплотную одна к дру-
гой для повышения герметичности трубы. Головка двигателя
вытачивается из дюралюминия Д-16; на ее торце размечаются
.и просверливаются иод углом 25° к оси десять входных отвер-
стий. Со стороны входа воздуха в головку вворачивается па-
трубок жиклера, который соединяется резиновой трубкой
с баком для горючего. Для уменьшения сопротивления возду-
ха при движении модели головка заключается в тонкий капот,
вытянутый из алюминия. На заднюю часть головки наклады-
вается клапан из тонкой жароупорной стали так, чтобы он
своими лепестками закрыл все отверстия. На клапан наклады-
вается шайба и затягивается вместе с ним болтом. В стенку
камеры сгорания ввинчивается свеча зажигания для пуска
двигателя. Для запуска реактивного двигателя требуется авто-
мобильный насос, в шланг которого вставляется металличе-
ская трубка диаметром 5—6 мм с концом, сплющенным в виде
.20 MvpcEtoK моделизм — 305 —
40-
Рис. 307. Устройство для запуска пульсирующего воздушно-
реактивного двигателя; может быть использован автомобильный
насос или портативный баллон сжатого воздуха
сопла (рис. 307). Струя воздуха от насоса, шланг которого
подводится к отверстию жиклера, увлекает горючее и подает
образующуюся смесь в камеру сгорания. Непрерывная искра
на свече создается от источника тока (аккумулятора или бата-
реи) при помощи бобины —индукционной катушки с прерыва-
телем. На рис. 308 изображена схема электрической цепи
в момент запуска двигателя. После того как двигатель будет
запущен, источник питания и бобину от двигателя отъеди-
няют, и двигатель продолжает работу самостоятельно.
Исправное состояние насоса и подбор сечения его сопла
для легкости запуска двигателя.
имеют огромное значение
Может случиться, что со-
вершенно исправный дви-
гатель не удается запу-
стить (несмотря на звон-
кие хлопки) потому, что
слабая струя воздуха на-
полняет камеру сгорания
слишком бедной смесью
при плохом подсосе.
Важное значение имеет
искра,' величина которой
может регулироваться на-
пряжением источника тока
и зазором между электро-
дами свечи. Свечу можно
заменить горящим факе-
лом, поджигая смесь со
стороны трубы, -ио это ме-
нее удобно.
Рис. 308. Схема электрического зажи-
гания от индукционной катушки (бо-
бины) с прерывателем: -
1 — первичная обмотка индукционной катуш-
ки; 2 — вторичная обмотка индукционной ка-
тушки; 3 — прерыватель; .4 — источник тока;
5 — провод высокого напряжения; 6 — свеча;
7 — выключатель
20й
- 307 —
В' качестве горючего для описанного двигателя лучше
всего применять авиационный бензин, но хорошо выполненный
и отрегулированный двигатель устойчиво работает на автомо-
бильном бензине, спирте, керосине и даже ацетоне.
Испытание двигателя на стенде. Двигатель, можно испыты-
вать только в таком помещении, где имеются противопо-
жарные средства и отсутствуют горючие материалы, или вне
помещения, в удалении от построек. Проще всего двигатель
устанавливать в больших слесарных тисках. Для этой цели
камера сгорания впереди свечи плотно обвертывается полосой
жести, концы которой складываются вместе и зажимаются
в губки тисков. Рядом на подставке устанавливается бачок
с горючим, а все пузырьки с горючим должны быть удалены
на отдаленный стол. Уровень горючего в бачке должен быть
установлен на высоте расположения жиклера, но так, чтобы
горючее не выливалось из его отверстий. Соединив бачок
с жийлером резиновой трубкой, присоединяют провода зажи-
гания (желательно при помощи пружинящих зажимок). После
этого можно дать ток на бобину и создать искру. Затем насо-
ром вдувают струю под жиклер, следя, чтобы происходило
сильное засасывание бензина в виде «метелочек» около отвер-
стий жиклера. Если искра будет непрерывной и большш^,
а. лепестки клапана чуть отогнуты назад, то смесь, попав в ка-
меру, немедленно даст взрыв или серию взрывов, а после
некоторой регулировки и непрерывную работу без помощи
свечи за счет самовоспламенения смеси.
Модельные реактивные двигатели очень чувствительны ко
всякого рода неполадкам, и нередко двигатель удается запу-
стить лишь с большим трудом. Ниже говорится о неисправ-
ностях реактивного двигателя и способа^ их устранения.
, Кйк видно из таблицы, двигатель очень чувствителен
к уровню горючего в баке. Это обстоятельство надо учиты-
вать при установке двигателя на модели. Расположить двига-
тель под палубой модели на уровне бака очень трудно, так
как.корпус двигателя во время работы раскаляется до свет-
лоораижевого цвета и может зажечь корпус модели. Чтобы
этого не произошло, двигатели устанавливались только над
палубой, где они хорошо охлаждались встречным потоком
воздуха. Палубу модели при этом приходится изолировать
от двигателя легким алюминиевым экраном. Экран следует
устанавливать над палубой с зазором 10—15 мм для протека-
ния воздуха между палубой и экраном. .Поверхность экрана,
обращенную к двигателю, желательно отполировать пастой
до блеска, что будет способствовать лучшему отражению те-
пловых лучей, излучаемых корпусом двигателя.
Не следует изменять длину трубы описанного двигателя,
.ее диаметр, размеры жиклера н камеры сгорания. В против-
ном случае Двигатель работать не будет.
308 -
Неисправности реактивного двигателе и способы их устранения
Внешние признаки Причины неисправности Как устранить неисправности
Нет искры на свече. а) Разряжен аккумулятор или села батарея. б) Пробита бобина. в) Неисправен прерыватель. а) Зарядить аккумулятор или заменить бата- рею. б) Заменить бобину. в) Зачистить контакты прерывателя.
Не засасывается горючее, не видно его «распыления». а) Засорен жиклер б) Низкий уровень горючего в баке. а) Прочистить жиклер. б) Долить горючее или приподнять бак.
Двигатель глухо «стреляет», видно пламя из трубы. а) Поступает слишком бога- тая смесь, высок уровень - горючего. б) Велик диаметр отверстий жиклера. а) Понизить уровень го- рючего. б) Заменить жиклер.
Двигатель звонко «стреляет» без пла- мени и не дает серии взрывов. а).Поступает слишком бед- ная смесь, низок уровень горючего. б) Мал диаметр отверстий жиклера. в) Мало сплющено сопло, в камеру попадает много воздуха и мало горючего. а) Повысить уровень го- рючего. б) Заменить жиклер. в) Больше сплющить сопло. ,
Пламя при взрыве вырывается нз го? .ловки через клапан. а) Слишком сильно отогнуты лепестки клапана. б) Сдвинулись лепестки кла- пана. в) Прогорел клапан. а) Распрямить клапан. б) Установить клапан по входным отверстиям. в) Заменить клапан но- вым.
§ СОЕДИНЕНИЕ ДВИГАТЕЛЕЙ С ВАЛАМИ
На большинстве моделей двигатель приходится соединять'
с гребным валом при помощи специального приспособления.
Двигатели внутреннего сгорания требуют особенно надежно-
го сцепления с гребными валами или редукторами. Практика
показала, что простейшие схемы сцепления при помощи пру-
жинок или проволочных крючков (рис. 309) прочного, долго-
временного соединения обеспечить не могут; если винт намо-
тает на себя хоть немного травы или водорослей, то такое
сцепление приходит в негодность.
Конструкция более надежного сцепления, применяемого
на любых моделях, заключается в следующем (рис. 310). На
- 309 -
Рис, 309, Различные схемы соединения двигателей с гребными
валами
валу двигателя на резьбе или на шпильке закреплена втулка
в виде трубки с коротким пропилом на одном конце. С этого
конца во втулку входит конец гребного вала, на который на-
сажен шарик, выточенный, выпиленный вручную нлн подоб-
ранный от шарикоподшипника. Шарик просверлен и закреп-
лен на валу при помощи шпильки, длина которой немного
больше диаметра втулки. Если шарик взят из шарикопод-
шипника, то он должен быть предварительно отожжен. От-
верстие для шпильки просверливается в шарике и в валу од-
новременно, когда шарик надет на вал. Для сцепления греб-
Рис. ЗЮ>. Шарнирное соединение двигателя с валом при помощи
шарика
— 310 —
-кого вала с валом мотора шпилька вставляется в пропил во
втулке. Для того чтобы гребной вал не вышел из втулки, на
-него, после его установки на место, почти вплотную к внут-
реннему концу дейдвудной трубки, изнутри корпуса припаи-
вают небольшую шайбу. Это сцепление имеет ряд преиму-
ществ: I) допускает большие углы излома линии вала;
2) центрует (удерживает) конец вала на нужной высоте;
3) не требует никаких других поддерживающих подшипников;
4) может выдерживать значительные нагрузки; 5) легко ра-
зобщается.
§ 9. устройства для автоматического управления
МОДЕЛЬЮ
Большой интерес представляют модели с автоматическим
управлением; маневрами и различными операциями. В неко-
торых случаях, как, например, в моделях подводных лодок
с электрическими двигателями, автоматическое управление
необходимо для погружения и всплытия модели.
Автоматический замыкатель тока из бельевой зажимки.
Примитивное автоматическое устройство для производства
выстрелов нз пушек, для выстреливания торпед, перекладки
руля и т. п. можно изготовить из бельевой зажимки, как это
показано на рис. 311.
Замыкатель состоит из бельевой зажимки (рис. 311, а)
или из зажимки, изготовленной из обрезков жести (рис. 311, б),
контактов электроцепи и кусочков пека (сапожного вара)
или кусочков смолы. Одна из лапок замыкателя укрепляется
на модели. Перед запуском модели обе лапки крепко сжи-
мают, так, чтобы кусочки пека, соединившись( удерживали
-311 —
ко I ггикш, ‘В разомкну том состоянии. Через некоторый проме-
>мугрк г Времени свободная,'Лапка замыкателя под действием
Пружинки отрывается от неподвижной и замыкает контакты
электроцепи, в которую может быть включен, например, запал
Щ-ушки, соленоид,'Электромотор и.т. п.
. На рис. 312 изображена схема электрической цепи торпед-
ного аппарата, составленная из одной батарейки для кар-
манного фонаря, замыкателя и электрозапала с зарядом чер-
ного (дымного) пороха1 для выстреливания торпеды.
Рис. 312. Электроцепь торпедного аппарата с автоматическим
включением
Время срабатывания замыкателя зависит от вязкости пе-
ка, силы нажатия иа лапки при заряжании замыкателя, силы
пружинки и температуры окружающего воздуха, влияющей на
вязкость пека. Замыкатель будет удерживать контакты ра-
зомкнутыми более продолжительное время, если пек будет
твердым, нажатие при заряжании будет сильным, размыкаю-
щая пружина мало упругой, если температура окружающего
воздуха будет низкой.
Для -уменьшения вязкости пека можно на него капнуть
любое масло. Если установить несколько таких замыкателей
на модели и, включив в разные исполнительные цепи, заря-
жать их с расчетом иа различное время срабатывания, то
можно осуществить последовательное выполнение моделью
различных маневров и операций.
Достоинство подобных замыкателей в том, что они просты
в изготовлении.
3 Применять бездымный порох запрещается ввиду крайней опасности
разрыва трубы.
- 312 -
Рис» 313. Пружинный замыкатель тока с куском сахара
Пружинный замыкатель тока с куском сахара. Такой ав-
томат можно применять для тех же целей, что и предыдущий;
он схематически изображен на рис. 313.
Перед запуском модели .контакты разводятся и закреп-
ляются в таком положении маленьким куском обыкновенного
сахара. После того как сахар на ходу модели намокнет и раз-
мякнет, контакты под действием пружинки замкнут электри-
ческую цепь.
Этот замыкатель можно изготовить из жести; один из кон-
тактов можно поместить непосредственно на транце модели.
Многокоитактный замыкатель тока из расового механизма.
Этот замыкатель (рис. 314) можно изготовить из механизма
старого будильника или из пружинного механизма набора
«Конструктор». На боковые стенки механизма прикрепляется
целлулоидная или прессшпановая квадратная пластинка с от-
Рис. 314. Многокоитактный замыкатель с часовым
механизмом
- 313 —
верстием для оси ведущей пружины шестерни механизма.
От центра этого отверстия по окружности располагаются про-
волочные контакты, но которым скользит пластинчатая щетка,
припаянная на ось шестерни или на заводной ключ.
Для большей продолжительности работы такого механиз-
ма, т. е. для замедления вращения шестерни механизма и щет-
ки, механизм следует поместить в коробку с жидким маслом.
Щетка, медленно двигаясь по контактному полю, замыкает
поочередно один контакт за другим. Каждый контакт может
быть включен в свою цепь, состоящую из батареи, стреляю-
щей пушки, электромотора, соленоида и т. д.
Подобный механизм был применен в ЦЛММ. для демон-
страции стреляющих пушек на модели парусного линейного
корабля. На этой модели было установлено 18 маленьких пу-
шек, а на механизме замыкателя имелось девять контактов,
при замыкании которых одновременно стреляли две пушки.
Продолжительность интервалов между залпами 4 секунды.
Всего же залпов было девять. Каждая пушка была изготовлена
с выворачивающимся казенником, в который со стороны отво-
да вставлялась эбонитовая пробка, имеющая два отверстия
„для проводников. Продернутые в пробку проводники соединя-
лись между собой перемычкой из нихромовой спирали от элек-
тропаяльника. Эта перемычка мгновенно сгорала от напряже-
ния двух—трех карманных батареек, соединенных параллель-
но, и поджигала черный порох.
Еслн каждый контакт сделать в виде дуг из тонкой лату-
ни, то цепи будут включаться на продолжительное время. Это
требуется для включения сирены, звонка, соленоида, рулевой
машинки и т. д.
Рис. 315. Пример электросхемы замыкателя
- 314 —
Рис. 316. Рулевая машинка с двумя соленоидами
На рис. 315 показана примерная злектросхема замыкателя
для 19 операций.
Контактная щетка пружинного механизма вращается по
часовой стрелке, делая один оборот за 4 минуты. Начиная дви-
гаться от исходного положения, показанного на схеме, щетка
замыкает контакт цепи Л в которую включен исполнительный
соленоид, пускающий модель малым ходом; спустя 20 секунд,
замыкается цепь 2, дающая модели полный ход, и сразу же за
этим включается цепь 3 сигнала «Боевая тревога», в которую
©ключей обычный электрозвонок; после сигнала «Боевая тре-
вога» продолжительностью 15 секунд включается цепь 4 руле-
вой машинки, в результате чего модель делает поворот влево,
во время которого включаются цепи 5,6 и 7 стреляющих ору-
дий; далее включаются цепи: поворот вправо 8, дымзавеса 9,
прямо руль 10, шесть стреляющих орудий 11—16, циркуля-
ция 17, сирена 18 и стоп 19.
На этой схеме контакты, задающие повороты, — недугооб-
разной формы. Они рассчитаны на удержание руля в откло-
ненном положении при помощи фиксирующего приспособле-
ния. Фиксирующих приспособлений на рулевой машинке мож-
но избежать, если применить контакты дугообразной формы
и соленоид держать под напряжением на всем протяжении
поворота модели. Очевидно, что угол поворота тогда будет
связан с длиной контакта, или, иначе, с продолжительностью
замкнутого состояния цепи.
На рис. 316 йоказан вариант рулевой машинки с двумя
соленоидами, которые, втягивая попеременно сердечник из
мягкого железа/перекладывают руль вправо н влево. Эта ру-
— 315 —
Рис, 317. Рулевая машинка., позволяющая отклонять руль
на большой угол
левая машинка имеет один недостаток — небольшой угол от-
клонения руля, но это очень легко устранить, если рулевую
машинку снабдить двумя шестернями, как показано на
рис. 317.
Для изготовления соленоидов рулевой машинки нужно
склеить из фанеры или картона две катушки и намотать на
них эмалированную или шелковую проволоку, пропитав за-
тем всю катушку горячим парафином.
Один из вариантов катушки и ее размеры показаны на
рис. 318. Здесь применена обмотка из проволоки диаметром
0,3—0,4 мм, заполнившая всю длину катушки (с расчетом на
- 316 -
напряжение в 12 в). С одной стороны отверстие катушки
должно быть закрыто железным вкладышем, а вся катушка
должна быть обвернута полоской железа для увеличения тяго-
вого усилия сердечника.
§ 10. ПРИСПОСОБЛЕНИЯ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
МОДЕЛЬЮ ПОДВОДНОЙ лодки
При постройке моделей подводных лодок следует обращать
особое внимание на качество изготовления всех деталей моде-
ли и главным образом на качество изготовления автомати-
ческих приспособлений, от которых будет зависеть всплытие
модели.
Простейшие приспособления для погружения моделей под-
водных лодок. Модели подводных лодок с резиновыми двига-
телями являются незаменимыми для начинающих моделистов
из-за простоты их изготовления. Такие модели подводных ло-
док загружаются настолько, чтобы оставался запас пловуче-
сти в 25-—30 а, который на ходу поглощается силой, возникаю-
щей на горизонтальных рулях, поставленных в положение «на
погружение». Модель пойдет на погружение, если горизон-
тальные рули имеют достаточную площадь и если резиномо-
тор имеет достаточную мощность, чтобы сообщить модели та-
кую скорость движения, при которой на горизонтальных ру-
лях возникнет достаточно большая сила. В связи с этим число
нитей резиномотора приходится подбирать при запусках мо-
дели. В корпусе модели для крепления носовых и кормовых
горизонтальных рулей (а также и для руля поворота) свер-
лятся отверстия, в которые плотно вставляются с краской
Рис. 319. Крепление носовых горизонтальных рулей подводной лодки
— 317 —
Рис. 320, Траектория движения модели подводной лодки с резино-
МО'ГОрОМ
или олифой металлические трубочки. Для того чтобы ось ру-
лей поворачивалась с некоторым усилием, проволочные прут-
ки необходимо немного изогнуть и затем, вставив их в труб-
ку, припаять к ним рули (рис. 319).
Отрегулированная модель подводной лодки, набрав ско-
рость, начинает погружаться по наклонной линии, в начале.,
хода довольно крутой, а по мере раскручивания резиномотора
и уменьшения скорости хода модели более пологой, и затем
всплывает за счет запаса пловучести (рис. 320).
Так как продолжительность работы резиномоторов не осо-
бенно велика, то модели под водой проходят незначительные
Рис. 321. Устройство пружинного автомата для всплытия-
модели подводной лодки
расстояния (20—30 ju), не успевая погрузиться на значитель-
ную глубину, а затем вспывают на поверхность.
Пружинный автомат с куском сахара для всплывания мо-
дели подводной лодки. Если модель подводной лодки снаб-
жается электромотором, то на модели необходимо установить,
специальное приспособление для всплытия. Такое приспособ-
ление (рис, 321) предназначено для перекладки кормовых;
(или носовых) горизонтальных рулей модели лодки в поло-
жение «для всплытия» после того, как модель пройдет свою-
дистанцию под водой. Перед запуском модели горизонталь-
ные рули устанавливаются в положение «для погружения»
и удерживаются в таком положении небольшим куском саха-
- 318 —
-КОНТАНТЫ
ПОРШЕНЬ
ВОЗВРАТНАЯ
ПРУЖИНА
СТОПОРНЫЙ
ВИНТ
В ЦЕПЬ
Гидравлический автомат до
моторов и всплытия модели
подводной лодки
ра: После того как сахар растает, пружинка переложит рули
в положение для всплытия.
Пружинка, устанавливаемая на рули, должна быть доста-
точно сильной, чтобы прижать руль к ограничителю, а сама
модель должна обладать небольшим запасом пловучести, за
счет которого она будет всплывать.
Иногда на модели делают балластные цистерны для воды,
которые для всплытия лодки продуваются сжатым воздухом
из баллона. Сжатый воздух поступает при растаивании саха-
ра через специальный клапан или кран.
Гидравлический автомат для остановки и всплытия модели
подводной лодки. На рис. 322 изображена схема гидравличе-
ского автомата, предназначенного для выключения главного
двигателя — электромотора модели подводной лодки после того,
как она,прошла дистанцию под водой. Модель, снабженная
этим приспособлением, должна обязательно иметь запас плову-
чести, обеспечивающий ей всплытие после выключения мотора.
Перед запуском модели ее горизонтальные рули устанав-
ливаются в положение для погружения. Так как погружаю-
щая сила рулей развивается только при движении, то после
выключения главного двигателя модели эта сила исчезнет,
и модель, обладающая
запасом пловучести,
всплывет. Это приспо-
собление состоит из ци-
линдра с двумя крыш-
ками, в котором нахо-
дится поршень со што-
ком. Над поршнем уста-
новлен а цил индр иче-
ская пружина, которая
стремится опустить пор-
шень вниз. Цилиндр на-
полнен маслом. При вы-
тягивании штока вверх
масло, преодолевая дав-
ление пластинчатой
пружины в, закрываю-
щей отверстие а шари-
*ком с, перетекает под
поршень через отвер-
стие а, имеющее диа-
метр около 3 мм. При
опускании поршня под
действием цилиндриче-
ской пружины масло
перетекает в верхнюю
полость цилиндра через
РАЗМЫКАЮЩАЯ
ШАЙБА
Рис. 322.
выключения
319
отверстие б диаметром около 0,5 мм, Ввиду небольшого от-
верстий б поршень будет опускаться очень медленно. На верх-
ней крышке цилиндра, вокруг штока набивается ёальник. На
штоке припаяна шайба, которая при опущенном поршне на-
жимает на пластинку контактов г и размыкает цепь электро-
двигателей. Время опускания поршня можно регулировать
высотой подъема поршня (чем меньше его поднять, тем мень-
ше времени цепь будет замкнута), а также подбором масла,
изменением 'диаметра отверстия б и силой давления цилиндри-
ческой пружины.
§ и. ИЗГОТОВЛЕНИЕ ГРЕБНЫХ ВИНТОВ
Гребной винт является очень важной деталью модели, так
как от него в большей мере зависит ее ходкость.
Винт можно легко и быстро изготовить, вырезав его из
кружочка жести от консервной банки, но КПД (коэффициент
полезного действия) такого винта будет очень мал. Для по-
вышения эффективности такого винта можно насадить на вал
спереди и сзади винта два обтекателя из пропитанного оли-
фой дерева, обработанные по
форме, изображенной на
рис. 323. Полезно также
рис. 323. Жестяной винт с обтека-
телем
каждую лопасть немного
изогнуть, придав ее попереч-
ным сечениям очертания ду-
ги, направленной выпукло-
стью к носу модели. Для соз-
дания шагового угла лопа-
сти изгибаются плоскогуб-
цами, после чего в местах
изгиба прижимаются к обте-
кателю. Если требуется из-
готовить несколько одинако-
вых винтов, то можно при-
бегнуть к их отливке из
свинца или цинка в гипсо-
вой форме. Форма делается
из жидкого гипса в два
приема; сначала- изготов-
ляется одна ее половина с
горизонтально р неположен-
ной полупогруженной мо-
делью винта, затем с лопа-
стей снимается лишний гипс.
Первая половина . смазы-
вается маслом и на нее же
наливается гипс для второй
половины. После затвердения
— 320 - -
гипса, половинки формы разнимают и винт вынимают. По-
лученную таким образом форму перед отливкой винтов необ-
ходимо хорошо просушить и сделать в ней отверстия для вы-
хода воздуха и заливки металла.
Другой способ изготовления винтов, позволяющий изготав-
ливать винты более правильной формы, чем из жести, состоит
в следующем: из латуни вытачивают ступицу винта, разме-
чают на ней места установки1 лопастей (для трехлопастного
винта это можно сделать в патроне станка или дрели) и в этих
местах делают наклонные к оси ступицы пропилы ножовкой.
Рис, 324, Гребной винт для легких быстроходных
моделей
Затем вырезают из латуни толщиной 1—2 мм лопасти, опили-
вают их по контуру и изгибают. Корни лопастей залуживают
и вставляют в пропилы ступицы. Для того чтобы во время
пайки лопасти удерживались на ступице, их связывают про-
волочным кольцом. В таком положении лопастей проверяют
правильность их установки относительно друг друга, а также
их.шаговый угол, а затем места спайки смачивают паяльной
кислотой, кладут на ступицу кусочек олова и прогревают его
на огне до тех пор, пока олово расплавится и полностью зальет
места пайки. Убедившись в том, что лопасти хорошо припая-
ны, их зачищают напильником, затем шкуркой и полируют
пастой. Винты, изображенные на рис. 324, можно изготовить
этим способом.
На рис. 324 изображен винт для скоростной модели с мо-
торами К-16. Шаговый угол винта (на 0,6 его радиуса) равен
30Q, но для каждой отдельной модели его можно после опыт-
ного подбора сделать иным. Один из таких винтов был испы-'
тан на модели торпедного катера длиной 690 мм, оборудован-
21 Морской модели;™
321
ного мотором к-16, развивавшим около 4 000 об/мин при ско-
рости хода модели 42 км!ч,ас.
На рис. 325 изображен винт для моделей менее быстро-
ходных с моторами типа ЦММЛ-Ф-21. Шаговый угол этого-
винта (на 0,6 его радиуса) равен 40°. Испытывался винт на
модели торпедного катера длиной больше 1 000 мм, обо-
рудованной мотором ЦММЛ-Ф-21, развивавшим около
4 000 об/мин.
Для моделей крейсеров длиной порядка 1 800 мм и линко-
ров и авианосцев длиной около 2 750 мм (и судов им подоб-
ных) можно рекомендовать винт, изображенный на рис. 326.
Два таких винта испытывались на двухвинтовой модели крей-
сера длиной 1 850 мм с мотором ЦММЛ-Ф-21 и редуктором
с передаточным числом 2:1. Шаговый угол этих винтов
(на 0,6 радиуса) равен 25°. Число оборотов винтов было в пре-
делах 2 000—3 000 об/мин.
Винты крепятся на валах при помощи резьбы н контргаек
со шпильками или со стопорными шайбами. Передний обтека-
тель ступицы отделен и образует подшипник кронштейна. Зад-
няя часть является одновременно гайкой.
Для достижения хороших ходовых качеств модели при
маломощных двигателях необходимо много работать, подби-
рая наилучшие элементы винта. Запуски модели для подбора
винтов рекомендуется производить на корде длиной 8 м. Для.
удобства запусков корду следует закреплять на столбе, заби-
том в дно водоема на расстоянии 9—10 м от берега. Для за-
мера скорости модели необходим секундомер.
Рис- 325. Гребной винт для тяжелых быстроходных моделей
— 322 -
Рис. 326- Гребной винт для больших моделей кораблей
§ 12. МЕХАНИЗМЫ, ПЕРЕДАЮЩИЕ ВРАЩЕНИЕ ОТ ДВИГАТЕЛЯ
К ГРЕБНЫМ ВИНТАМ
Для многовинтовых моделей необходимым приспособле-
нием является механизм, передающий вращение двигателя
гребным винтам. Если передана сделана так, что число оборо-
тов винтов"'меньше числа оборотов двигателя, то она назы-
вается редуктором; если число оборотов винтов больше числа
оборотов двигателя — мультипликатором. Основным недостат-
ком этих механизмов
является поглощение
значительной мощ-
ности на преодоле-
ние трения.
При двух винтах
один из них должен
иметь правое (по ча-
совой стрелке), дру-
гой левое вращение.
При трех винтах
средний винт может
вращаться в любую
сторону.
Ниже описаны две
схемы наиболее при-
меняемых передач.
Рис. 327. Редуктор пл дна нала с тремя
шестернями
Рас. 323. Схема редуктора с коническими
шестернями на два вала
от каких-либо машин или приборов,
На рис, 327 изображе-
на схема, состоящая из
двух шестерен равного
диаметра, насаженных
на гребные валы и сцеп-
ляющихся между собой.
Зубцы одной из этих
шестерен шире, чем иа
другой, с ней сцепляет-
ся ведущая шестерня,
насаженная на вал дви-
гателя, которая может
иметь для уменьшения
числа оборотов винтов
иной диаметр, чем диа-
метр двух ведомых ше-
стерен. Применяя ве-
дущую и ведомые ше-
стерни различных диа-
метров, подобранные
можно изготовить редук-
тор (или мультипликатор) с нужным передаточным числом
оборотов.
. Схема другой, более совершенной передачи изображена на
рис. 328. Для этой передачи требуются конические шестерни
от старых пишущих или счетных машин. Конические шестерни
располагаются иа валах диаметром 4 мм и заключены в ме-
таллическую коробку с впаянными в нее бронзовыми под-
шипниками; коробка заполняется м.аслом. Двигатель и греб-
ные винты соединяются с передачей при помощи шариковых
шарниров и легко могут с ней разобщаться.
Эта схема без особого труда позволяет разнести гребные
валы на любое нужное расстояние от диаметральной плоско-
сти модели и вращать три н четыре гребных вала (рис. 329).
Такая передача, установленная на модели линкора с паро-
вой машиной, дала хорошие результаты и работала почти
без шума.
§ 13. ЗАПУСК МОДЕЛЕЙ НА ВОДЕ
Запуск самоходных моделей можно производить в любом
спокойном водоеме или реке. Желательно, чтобы водоем был
неглубоким (1,0—1,5 л<), с песчаными берегами, не заросши-
ми травой, и достаточных размеров. При отсутствии шлюпки
для запуска'следует выбирать наветренный берег, чтобы мо-
дель не угонялась ветром, когда кончит работать ее дви-
гатель..
Первое, что нужно сделать моделисту, поставив модель на
воду,. это; проверить ее остойчивость, водонепроницаемость
- 324
корпуса, а также дейдвудиых и гельмпортовых сальников.
Если модель неостойчива, ее необходимо загрузить балластом,
доведя ее осадку до заданной ватерлинии, одновременно
устраняя дифферент. -При попадании воды в корпус необходи-
мо обнаружить место ее проникновения, отметить дефектное
место и, просушив корпус, зашпаклевать его масляной или
нитрошпаклевкой. Если модель окрашена снаружи, то шпак-
левать ее надо изнутри, чтобы не портить ровной поверхности
краски. При попадании воды в корпус через сальники их нуж-
но набить тавотом или подтянуть.
Приготовив двигатель модели к работе, необходимо надеж-
но задраить (закрыть) все люки модели (в особенности, если
погода ветреная). Для удобства первой регулировки к модели
можно привязать корд (длинный шнурок), Чтобы подтягивать
к себе модель в нужный момент, не прибегая к помощи шлюп-
ки. В моделях с электромоторами для этой цели на корме де-
лается специальный выключатель (тумблер), за рукоятку ко-
торого корд и привязывается.
.. В моделях с электромоторами источники питания надо
хорошо изолировать от корпуса, который при намокании мо-.
жет вызвать утечку энергии. Для этой цели карманные бата-
рейки покрывают слоем парафина. После окончания запуска
модели люки необходимо оставлять открытыми для просушки.
В моделях с паровыми двигателями поднятие пара удобнее
производить на берегу, а затем спустить модель на воду в под-
готовленном для хода состоянии. Залив в котел нужное коли-
чество воды, поднимают пар и смазывают машину маслом..
Рис, 3291 Схема редуктора с коническими шестернями на три
и более валов
— —
Затем прогревают машину на небольших оборотах, смазы-
вают, если нужно, ещё раз и после этого пускают на воду.
Очень рекомендуется в горелку заливать горючее в таком ко-,
лйчестве, которое необходимо лишь для выпаривания допусти-
мого объема воды в котле, чтобы избежать опускания уровня
воды ниже определенной границы. Такое количество горючего
можно найти опытным путем. При соблюдении этого правила,
прежде чем в котле выкипит вода, горючее все израсходуется,
и котел не распаяется.
После запуска модели с паровой машиной следует маши-
ну прокрутить вручную для удаления остатка воды из ци-
линдров и залить их маслом во избежание коррозии при дли-
тельном хранении.
Паровой котел, если он сделан из стали, нужно хорошо
просушить продувкой через него воздуха и изнутри смазать
маслом.
С особым вниманием следует подходить к запуску моделей
с двигателями внутреннего сгорания. Как упоминалось выше,
водоем должен обладать достаточными размерами; за неиме-
нием такого водоема модель необходимо запускать на корде.
В этом случае корд крепится уздечкой (за нос и корму) та-
ким образом, чтобы диаметральная плоскость модели была
перпендикулярна к натянутому корду.
Запускающий должен находиться в шлюпке на достаточ-
ном расстоянии от берега и держать конец корда в руке в то
время, как кто-либо из товарищей регулирует обороты мотора
и ставит модель на воду. Для того чтобы модель глиссера,
отходящая от шлюпки иа корде, не перевернулась от рывка
натянувшегося корда, корд надо разматывать, слегка натяги-
вая его и выводя этим модель на циркуляцию вокруг шлюп-
ки. Удобнее всего длину корда брать равной 8 м, тогда модель
будет ходить по кругу диаметром 16 м и за один круг пробе-
гать около 50 м. Засекая время по часам и считая количество
пройденных кругов, нетрудно определить и скорость. Корд
к модели можно крепить н без уздечки за специальное кольцо
(рым)., расположенное иа борту модели в поперечйой плоско-
сти, проходящей через центр тяжести или чуть сзади него, но
не впереди. Если корд будет прикреплен к модели впереди
плоскости центра тяжести, а рули при этом будут положены
параллельно диаметральной плоскости, то модель будет стре-
миться подойти к шлюпке и может налететь и а нее.
Запуск скоростйых моделей на свободное плавание произ-
водится следующим образом.
Залив горючее в топливный бак и проверив состояние мо-
тора, мотор запускают, регулируют иа малые обороты и, поста-
вив модель на воду, выпускают из рук в нужном направлении.
При запуске без корда нужно, чтобы кто-нибудь мог поймать
модель на противоположном берегу, не дав ей разбиться.
— 326 —
При регулировке мотора иа полные обороты на берегу его
необходимо загружать, притормаживая маховик пальцем и со-
здавая некоторую нагрузку, в противном случае мотор будет
отрегулирован не на полную мощность. Первый запуск модели
необходимо произвести на малых оборотах и только после это-
го запускать на полных.
Следует помнить, что модель с одним винтом будет всегда
накрениваться реакцией винта в сторону, противоположную
вращению винта (например, при правом вращении налево).
Удержать накрененную модель на заданном курсе можно
только путем соответствующей перекладки рулей.
Перед запуском модели подводной лодки особое внимание
должно быть уделено полной водонепроницаемости и прочно-
сти корпуса. В противном случае вода, сдавив корпус, прони-
кнет внутрь и может затопить модель. Водонепроницаемость
легко проверить при помощи резиновой трубки, вставленной
в специальное отверстие корпуса, вдувая через нее воздух
ртом. Если корпус пропускает воду, то при погружении кор-
пуса руками в воду из него будут выходить пузырьки воздуха,
по которым нетрудно найти неисправное место. По окончаний
продувания лодки трубку вынимают, а отверстие закрывают
пробкой, смазанной тавотом.
Положение горизонтальных рулей для погружения модели
подводной лодки рекомендуется выбирать таким, чтобы мо-
дель погружалась, оставаясь в положении «на ровный киль»,
при этом будет уверенность в том, что модель будет погру-
жаться полого и не зацепит грунта.
В моделях подводных лодок балласт должен быть закреп-
лен, чтобы не менялось положение центра тяжести модели.
Чтобы долго не искать затонувшую модель, на ее палубе
можно установить на нитке сигнальный буй из пробки или
коры дерева, который, всплыв, укажет местонахождение
модели.
На запусках любых моделей очень полезно иметь при себе
«аптечку» с необходимыми инструментами для исправления
поломок и устранения различных неисправностей. Содержание
такой «аптечки» зависит от типа модели и может состоять из
самого необходимого, как-то:
1. Нож
2. Маленький молоток
3. Пинцет
4. Гвозди
5. Плоскогубцы
6. Отвертка
7. Шило
8. Ножницы
9. Напильник
10. Шурупы
11. Клей (эмалит или «Геркулес»)
12. Шпагат или нитки
13. Проволока
14. Изоляционная лента
Глава V
КРУЖКОВАЯ МАСТЕРСКАЯ
НЕОБХОДИМОЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ
Условия труда в кружковой мастерской зависят от обору-
дования помещения, которое, в свою очередь, зависит от ви-
да работ, производимых в ней. Такие работы, как слесарные
и. сборочные, наиболее «чистые», не требуют особых устройств,
кроме хорошего освещения в дневное и вечернее время. Сто-
лярные работы (с применением циркулярной пилы) требуют
устройства хорошей вентиляции помещения. Малярные работы
также необходимо производить в хорошо вентилируемом по-
мещении, ибо краски, лакц и особенно нитролаки, насыщая
воздух испарениями вредных растворителей, при продолжи-
тельном действии могут вредно повлиять на здоровье моде-
листов.
Совмещать производство столярных и малярных работ не
рекомендуется в одном помещении без устройства специаль-
ных застекленных й сушильных шкафов. Модели во время
окраски и сушки надо полностью изолировать от попадания
на нйх пыли, иначе они никогда не будут иметь хорошего вида.
Если есть возможность, то под малярные работы надо выде-
лять специальное (отгороженное) помещение или, как край-
ний случай, совмещать малярные работы со слесарными. Если
же такой возможности нет, то окрашенные модели следует
просушивать' в шкафах с застекленными стенками с большим
доступом света, что необходимо для затвердевания масля-
ных красок на олифе. Сушильный шкаф должен соединяться
с вытяжной трубой, а в нижней части шкафа необходимы
отдушины, затянутые какой-либо материей, препятствующей
проникновению в шкаф пыли. При окраске модели или ее
деталей нитрокрасками необходимо включать вентилятор или
создавать естественную вентиляцию.
Немаловажным вопросом является вопрос размещения
столов, шкафов, верстаков. Все рабочие места должны нахо-
диться как можно ближе к окнам или снабжаться висячими
электролампами с глубокими абажурами. Шкафы с инстру-
— 328 —
ментом в мастерской располагаются по стенкам против стен
с окнами. Между шкафами можно установить полки для чер-
тежей, необходимой литературы или малых моделей. Большие
модели удобно хранить на поверхности шкафов. В шкафах
для хранения инструментов прибиваются на некотором рас-
стоянии от стенок шкафа специальные рейки, за которыми
удобно хранить стамески, плоскогубцы, напильники, клещи
и т. п. инструменты. Клей, краски, лаки и химические реакти-
вы хранят на нижних полках шкафов.
Постройку моделей можно производить на любых столах,
покрытых чистой фанерой или щитками из тонких досок. На
таких щитках можно даже стругать рейки, если щитки при-
крепить к столу металлическими струбцинами. Желательно
иметь в столах ящики для хранения наиболее употребитель-
ных инструментов и заготовленных деталей'. Инструменты
в шкафах и столах должны храниться в образцовом порядке,
что важно для удобства работы.
На ближних полках шкафов и столов должны распола-
гаться наиболее часто требующиеся инструменты.
Размеры стола для сборки моделей должны быть больше
размеров обычных письменных столов. Удобный сборочный
стол легко сделать, если сдвинуть длинными сторонами два
обыкновенных канцелярских стола ящиками наружу. Распо-
лагать такой стол лучше посередине комнаты, чтобы доступ
к собираемым моделям был удобным со всех сторон. Сбороч-
ный стол можно с успехом изготовить и своими силами: со-
брать из досок подрамник, зашить его с одной стороны фане-
рой и, укрепив его на тумбочках, окрасить светлой масляной
(или лучше нитроглифталевой) краской. Место под столом
можно использовать для хранения подручного материала.
Ниже приведен минимальный перечень инстру-
ментов, без которых очень трудно добиться высокого качества
изготовления моделей.
Столярные инструменты
1. Рубанки разные
2. Ножовки .столярные разные
3. Лобзики
4. Молотки столярные
5. Стамески плоские и полукруглые
6. Рашпили разные
7. Коловорот
8. Перки разные
9. Отвертки
10. Бруски для точки инструментов
11. Струбцины деревянные или
металлические
12. Скальпели хирургические
13. Шкло
1. Дрель ручная
2. Кусачки
3. Плоскогубцы
4. Керны
5* Станки ножовочные
Слесарные инструменты
6. Напильники разные
7. Сверла разные
8. Паяльники простые
9. Тиски настольные (малые)
329
Мерительные инструменты
1. Метр деревянный 3. Угольники деревянные
2. Линейка большая 4* Штангель
Малярный инструмент
1. Кисти разные ,2. Банки для красок
При возможности более полно оборудовать мастерскую
этот перечень может быть дополнен следующими инстру-
ментами:
Столярные
1. Фуганок (или электрофуганок)
2* Пилы лучковые (поперечная и
выкружная)
3. Долота
4. Ножницы портняжные (для рез-
ки тонкой фанеры)
инструменты
5. Электропила (циркулярная)
6. Топорик
7. Столярный верстак
8. Клееварка (с электроплиткой)
Слесарные
1. Электродрель
2. Тиски ручные
3. Тиски верстачные (большие)
4. Круглогубцы
5. Острогубцы
. 6* Зубила
7. Ножницы по металлу
8. Надфели разные
9. Электропаяльники
10. Паяльная лампа
инструменты
11. Набор метрических метчиков
12. Набор метрических плашек
13. Развертки разные
]4. Угольник металлический
15. Клюбки часовые (для зажима
мелких сверл)
16. Молоток часовой
17. Пинцеты
18. Электроточило
19. Настольный токарный станок
Мерительные инструменты
1. Микрометр 2. Метр стальной 3. Нутромер 4. Рейсмус 5. Кронциркуль 6. Штангенрейсмус (для разметки ватерлинии) 7. Рейсшина Малярный инвентарь
1. Кисти художественные разные 3. Краскотерка
2. Флейцы 4. Компрессор с аэрографом
Некоторые инструменты и приспособления можно изгото-
вить самостоятельно, о .чем рассказывается ниже.
Стамески плоские и полукруглые при наличии электрото-
чила легко изготовить из старых напильников.
Отвертки изготовляются из прутков стали, расклепанных
в горячем состоянии. Конец отвертки, предназначенный для
рукоятки, стачивается до квадратного сечения или загибается
кольцом, другому придают форму рабочей части, закаляют
и затем отпускают до синего цвета.
— 330 -
Хирургические скальпели можно заменить ножами, изго-
товленными из обломков ножовочных полотен. Ручки таких
•ножей обматывают шпагатом, изоляционной лентой или сы-
ромятной кожей.
Шило легко изготовить из куска стальной проволоки.
Керны изготовляют из обломков круглых напильников,
/затачивая их иа наждачном точиле.
Простой паяльник можно изготовить из бруска красной
меди, придав ему соответствующую форму и насадив на про-
волочную ручку.
Клееварку можно изготовить из двух консервных банок
различных диаметров, поместив их одна в другую. К большой
банке прикрепляется ручка, а на дно ее кладется жестяной
кружок с отогнутыми лапками, на который ставится банка
«меньшего диаметра.
Долото можно изготовить из большого квадратного на-
пильника или из квадратного прутка стали.
Диск для небольшой циркулярной электропилы можно из-
готовить из дисковой фрезы для металла (толщиной 0,7—
4,0 мм). Для лучшей работы такого диска по дереву его надо
отжечь, развести зубья и, если диск был старый, то наточить
их, а затем снова закалить с последующим отпуском. Подо-
брав подходящий электромотор, на его вал надевают оправку
для диска, потом сам диск и закрепляют гайкой. Мотор кре-
пится на столе, на котором делается фанерная площадка,
из щели ее выставляется диск пилы.
Круглогубцы или острогубцы можно изготовить из старых
плоскогубцев. Для этого надо ударом молотка подтянуть их
соединительный стержень и на точиле заправить губки до же-
лаемой формы.
Маленькие и большие зубила, очень удобные при работе
с листовым металлом, легко изготовить из старых напильни-
ков, заточенных на точиле и слегка отпущенных.
Примитивные метчики легко изготовить из прутков стали-
серебрянки, нарезав плашками иа прутках резьбу различных
размеров, а затем, закалив их, отпустить и сточить бока на
три грани, а кончики — на конус. Таким же образом из хоро-
шей1 стали можно изготовить и плашки или цельную винто-
вальную доску.
Маленький часовой молоток легко изготовлиется из отрез-
ка квадратного или иного профиля стального прутка, в кото-
ром сверлитси и распиливается иадфелями отверстие для
ручки.
Пинцеты можно изготовить из стальной полосы, согнув ее
вдвбе и придав ее концам соответствующую форму.
При наличии маленького электромотора нетрудно изгото-
вить электроточило, насадив иа вал мотора шлифовальный
камень. Если диаметр отверстия в камне несколько больше
... . 331
диаметра вала мотора, то на вал наматывается изоляционная
лента и на нее втугую насаживается камень, диаметр камня
до 150 мм. Такое точило безопасно работает при 3 000 оборо-
тах в минуту. Камни большого диаметра (для предотвраще-
ния их соскакивания) требуется закреплять более надежно на
свинцовой втулке с помощью свинцовых шайб и гаек.
' При разметке ватерлинии штангенрейсмус можно заменить
стойкой или деревянным штативом, в котором на любой вы-
соте может быть зажат карандаш.
Рейсшину для чертежных и разметочных работ очень про-
сто изготовить из фугованной полосы фанеры толщиной
2—3 мм, набив на ее конец под прямым углом перекладину
из березовой или дубовой дощечки.
Из бруска дерева твердой породы можно изготовить дере-
вянную киянку или маленький рубанок, которым очень удобно
строгать рейки. Железки для таких рубанков изготавливаются
из стальной пилы. При помощи простейшего приспособления
(доски с несколькими прибитыми на нее полосками фанеры}
легко выстругиваются маленьким рубанком рейки одинакового
по всей длине, сечения. Изменяя толщину фанерок, можно вы*
стругивать рейки различного сечения.
Для шлифовки деталей и корпуса модели делается дере-
вянный брусочек с вырезом, который обвертывается полосой
наждачной бумаги. Концы бумаги закладываются в вырез
и заклиниваются в нем клином. На таком брусочке полоса
наждачной бумаги всегда натянута и не «заваливает» краев
зачищаемой детали.
При склеивании часто приходится заматывать склеиваемые
детали ниткой или резиной. Это кропотливо и отнимает много
времени. Гораздо практичнее применять для этих целей ме-
таллические зажимки, применяемые в фотоработах, или белье-
вые; зажимки можно изготовить и самостоятельно.
Для чистой и тонкой пайки мелких деталей рекомендуется
приобрести резиновый баллон (от пульверизатора) и, исполь-
зуя его, изготовить миниатюрную бензиновую горелку. В пу-
зырек горелки наливается авиационный бензин, горлышко^
пузырька закрывается пробкой, в которую пропущены две ме-
таллические трубки диаметром 3 мм. Через длинную трубку,,
опущенную в бензин, нагнетается воздух и, взбудораживав
бензин, карбюрируется. Глубина погружения трубки создает
различную концентрацию паров бензина в 'воздухе, который
затем по второй (короткой) трубке выхолит через маленькое
отверстие в горелку. Попадая в горелку и смешиваясь в над-
лежащей пропорции с воздухом, пары бензина сгорают с вы-
сокой температурой. Горелка должна быть конической. Отвер-
стие в ней (кожухе) для выхода пламени должно быть диа-
метром в три раза меньше, чем' длина горелки. Для доступа
в горелку свежего воздуха около капсюля, по окружности го-
- 332 -
редки, просверливают отверстия/ Капсюль представляет собой
конец трубки с отверстием в 0,3—0,5 мм. На этом конце
нарезается резьба и на него навинчивается кожух горелки.
Чтобы не портить хорошие волосяные кисти в столярном
или другом клее, следует 'изготовить самодельные кисти из
луба (внутренней части коры липы). Для этого полоску луба
нужной ширины размачивают (или распаривают) и разби-
вают молотком до расслаивания волокон. Распушить волокна
и очистить их от перебитых- волокон можно металлической
щеткой. Чтобы кисть не проваливалась в клеянку, а конец ее
всегда находился бы в клее, на ручку надевают проволочный
хомутик с крючком, который может передвигаться по длине
ручки. ,
При необходимости можно изготовить и самодельную наж-
дачную бумагу из стеклянного просеянного порошка или из
просеянного кварцевого горного или овражного песка (но не
речного). Нарезанные листы плотной бумаги густо намазы-
ваются столярным клеем (при температуре 75—85°) и быстро,
пока клей не остыл, на бумагу через сито засыпается песок
или стекло. После подсыхания клея бумагу складывают под
пресс и там досушивают, после же просушки бумаги избыток
порошка с нее стряхивается. Для изготовления леерных стоек
можно применить плоскогубцы. В отожженной губке плоско-
губцев просверливается отверстие у самого края внутренней
зажимающей плоскости и прорезывается ножовкой щель.
В другой губке против этой щели делается пропил ножовкой,
куда вставляется закаленная пластинка (из сломанной фрезы,
ножовки и т. п_). В пропиле пластинка временно закрепляется
кернением, а после того как налаживание ее будет закончено,
запаивается наглухо. Режущее ребро пластинки затачивается,
как. у резца (под углом), и имеет две полукруглые выемки
для образования сферических утолщений на стойке. Таким
образом, пластинка представляет собой резец с профилем леер-
ной стойки, который может входить в канавку противополож-
ной губки плоскогубцев. В канавку вставляется конец латун-
ной проволоки; другой конец проволоки зажимается в патрон
токарного или сверлильного станка или электродрели. Как
только вращающаяся проволока будет прижата резцом, на
ней сразу начинает образовываться профиль стойки с утолще-
ниями. Готовые стойки можно либо отрезать от всего куска
проволоки, либо приспособиться нажимать па .плоскогубцы
так, чтобы пни, скручиваясь, сами отламывались. Хорошо на-
лаженное такое .приспособление не требует никакой последую-
щей зачистки стойки.
Отверстия в!-головках лееров можно сверлить на токарном
станке с задней бабкой, куда вставляется обратный конус
(трубочка или засверлённый пруток). В шпиндель передней
бабки вставляется сверло и из цанги высовывается только его
— 333 —
кончик, который должен совпадать по центру с задней бабкой.
Леерную стойку берут плоскогубцами за основание н, встав-
ляя каждый шарик в углубление обратного центра, производят
сверление. При этом головка стойки ие должна смещаться,,
а оси отверстий должны быть в одной плоскости и парал-
лельными.
Производить сверловку можно также н другим способом —
в кондукторе, между двух половин которого закладывают
стойку, и через отверстия, совпадающие с центрами головок
лееров, производят сверловку. При этом способе сверла ло-
маются чаще.
Приспособление для изготовления леерных стоек дает воз-
можность изготавливать их в большом количестве и совершен-
но одинаковыми по размерам. Изготовив два — три таких при-
способления, можно получать стойки разных масштабов для
всех моделей всесоюзной классификации.
ОГЛАВЛЕНИЕ
Оф.
Введение ................................................. 3
Глава I
Классы и типы судов
§ 1. Историческая справка....................................... 9
§ 2. Современные классы боевых кораблей Военно-Морского флота . . 21
§ 3. Классификация по назначению морских гражданских судов . . . 32
§ 4. Современная классификация парусных судов . . . ь......... 35
Глава II
Проектирование моделей судов
Общие положения.................................................. 40
§ 1. Проект модели судна............•............................. 43
§ 2. Задание на проектирование модели ........................... 45
§ 3. Определение главных размерений модели в первом приближе-
нии .................................................. * . . . . 49
§ 4. Определение водоизмещения модели в первом приближении . . 53
§ 5. Закон механического подобия.................................. 57
§ 6. Проектирование обводов .корпуса....................... . GO
§ 7. Вычисление водоизмещения по теоретическому чертежу .... 81
§ 8. Кривая водоизмещения.................................... 86
§ 9. Строевая по шпангоутам.................................. 88
§ 10. Последовательность действий при проектировании корпуса . ... 8$)
§ 11. Удифферентование ............................................ 91
§ 12. Определение остойчивости.................................... 95
§13. Управляемость...........................................107
§ 14. Расчет потребной мощности двигателя модели..............110
§ 15. Подбор гребного винта........................................ Ц4
§ 16. Чертеж общего вида модели и чертежи деталей, установливаемых
на палубе...................................................... 119
§ 17. Краткое описание изготовления чертежей общего вида, ранго-
ута и парусов моделей парусных судов............................150
Глава III
Постройка корпусов моделей
Общие положения.................................................. 170
§ -1. Изготовление корпуса из целого бруска дерена....171
§ 2. Изготовление корпуса из бруска, склеенного н:> досок.178
§ 3. Изготовление корпуса из папье-маше..............183
— 335 -
§ 4. Постройка корпуса из жести......................................189
§ 5. Постройка корпуса с деревянным набором и фанерной обшивкой 210.
§ 6. Постройка корпуса с обшивкой из деревянных планок. .... 217
§ 7, Постройка корпуса на цельных фанерных шпангоутах с обшив-
кой из фанеры .................................................. 220
§ 8. Шпаклевка и окраска модели .................................................224
§ 9. Различные клеи и смазка для бблванок.........................................227
§ 10. Изготовление надстроек и деталей оборудования, устанавлива-
емых на палубе..............'*..................................229
§11. Краткие сведения о рангоуте, такелаже и парусах моделей . . 231
Глава IV
Двигатели для самоходных моделей судов
Общие положения
§ 1. Резиновые двигатели......................................247
§ 2. Электрические двигатели.......... 254
§ 3. Источники тока................................256
§ 4. Паровые машины..............260
§ 5. Паровые котлы..................................280
§ 6. Двигатели внутреннего сгорания............................293
§ 7. Реактивные двигатели............. 303
§ 8. Соединение двигателей с валами.......309
§ 9. Устройства для автоматического управления моделью.311
§ 10. Приспособления для автоматического управления моделью под-
водной лодки........................................... 317
§11. Изготовление гребных винтов....320
§ 12. Механизмы, передающие вращение от двигателя к гребным
винтам........................................................ 323
§ 13. Запуск моделей на воде................................ 324
Глава V
Кружковая мастерская
Необходимое оборудование и инструменты............................328
МОРСКОЙ МОДЕЛИЗМ
Редактор М. Г. Игошии Художествен, редактор Б. А, Васильев
Технический редактор Т. П. Мунтян Корректор Л. И. Померанцева
Сдано в набор 3/П 1955 г. Подписано к печати 11/VIII 1955 г.
Формат бумаги 60 X 92*/ш; 21 физ, печ, л. = 2] ус.ч. печ. л. 20,8 уч.-изд. л.
Г-14004 Тираж £5000 экз. Изд. № */ея
Издательство ДОСААФ, Москва. Б-бб, Ново-Рязанская .ул., дом 26
Цепи 6 руб, 25 коп. -J- 2 руб, переплет Заказ 55,
13-я типография Глаичолиграфпрома Министерства
культуры СССР. Москва, Гарднеровский пер., 1а.
Опечатки в тексте
Страница | Строка Напечатано Следует читать
47, таблица 1 3 сверху, вторая колонка слева 150 250—150
55 14 снизу При В - 0,66 V = 125 000 При В = 0,66; V 125000
60 2 сверху “ /Ш5 ~ 1003,5
87 1 снизу . ...по ВЛ4равно 350 г. ...по ВЛ4 равно 350 слгз.
141, табли- ца 19 1 снизу, третья колонка слева (пропуск цифры) 12
283 28 снизу ...разрывающее на- пряжение, кг,см... ...разрывающее напряжение, кг/см?..
Зак. 869
Мне всегда нравились старые, сильно потрёпанные книжки. Потрёпанность книги говорит о её
высокой востребованности, а старость о вечно ценном содержании. Всё сказанное в большей степени
касается именно технической литературы. Только техническая литература содержит в себе ту
великую и полезную информацию, которая не подвластна ни политическим веяниям, ни моде, ни
настроениям! Только техническая литература требует от своего автора по истине великих усилий и
знаний. Порой требуется опыт целой жизни, чтобы написать небольшую и внешне невзрачную книгу.
К сожалению ни что не вечно в этом мире, книги треплются, разваливаются на отдельные листы,
которые затем рвутся в клочья и уходят в никуда. Плюс ко всему орды варваров, которым без
разницы, что бросить в костёр или чем вытереть свой зад. Именно их мы можем благодарить за
сожженные и растоптанные библиотеки.
Если у Вас есть старая книга или журнал, то не дайте им умереть, отсканируйте их и пришлите
мне. Совместными усилиями мы можем создать по истине уникальное и ценное собрание старых
технических книг и журналов.
Сайт старой технической литературы:
Http ://г£иГШЬ. 'АЙ rorf. ГМ.
И tup: // rtt YO С t. Ж.££ РЖ.. С- О Ж.
С уважением,
Архивариус