/
















































































































Текст
Т. Г. ФОМЕНКО
В. С. БУТОВЕЦКИИ * Е. М. ПОГЛРЦЕВА
ИССЛЕДОВАНИЕ
УГЛЕЙ
HA ОБОГАТИМОСТЬ
|СТИ,
()ТСЯ
59%
иче-
от-
гро-
рль-
joro
ис-
Ьги-
^ет-
нс-
JCH-
!ЛС-
ого
[ИВ-
|СТИ
Ь н
|гих
де-
цим
ои-
(ДЫ.
>га-
!Де-
ого
1ЫХ
6 и
ье,
хе-
гн-
<а-
SH-
ЬП|,9
ср?6
УДК 622.7.017:622.33
Фоменко Т. Г., Бутовецкнй В. С., Погарцева Е. М. Исследование
углей на обогатимость. М., «Недра», 1978, 262 с.
В книге оппсаиы методы изучения обогатимости углей, расчетов
технологической и экономической эффективности, оценки основных
и вспомогательных процессов.
Изложены методы расчета показателей обогащения, а также
технологических и водно-штамовых схем. Дапы примеры этих расче*
тов. Рассмотрены аппараты для отбора и подготовки проб к иссле-
дованию.
Книга предназначена для инженерно-технических работников
углеобогатительных фабрик, научно-исс тсдователъскнх институтов к
студентов горных н горно-металлургических вузов.
Табл. 93, ил 80, список лит. — 27 назв.
30706-471 _й
---- -364—/8
MK0I) -7Х
с ftaiPfeMUTTw «В-.’Д»»- *<л78
ПРЕДИСЛОВИЕ
Несмотря на развитие нефтяной и газовой промышленности,
тенденция развития угольпой промышленности сохранится.
Абсолютные размеры добычи угля каждый год увеличиваются
и будут увеличиваться в будущем.
Из общего количества добываемого в нашей стране углн 39%
используется для энергетических целей, 23% — в металлургиче-
ской промышленности, остальное количество — в ряде других от-
раслей и на коммунально-бытовые нужды. Более 60% электро-
энергии производится на базе использования угля. Каменноуголь-
ный кокс обеспечивает 85% тепла, необходимого для доменного
производства.
Из этого следует, что уголь является одним из основных ис-
точников тепловой и электрической энергии, а также технологи-
ческим сырьем для восстановительных процессов в черной и цвет-
ной металлургии, при химической переработке и производстве ис-
кусственных абразивных материалов.
В настоящее время внимание исследователей и производствен-
ников все больше концентрируется па изыскании наиболее целе-
сообразной технологии обогащения, переработки и комплексного
использования углей.
Добываемые углн различных марок, как известно, эффектив-
но могут быть использованы другими отраслями промышленности
только после их обогащения, так как повышенные зольность и
сернистость значительно снижают полезность углей, а во многих
случаях (напрнмер, при технологической переработке) вообще де-
лают их непригодными к использованию.
Для строительства углеобогатительных фабрик, реконструкции
действующих предприятий, повышения извлечения горючего в кон-
центрат, максимального удаления негорючей части в отходы,
уменьшения серы в концентрате, снижения себестоимости обога-
щения и повышения производительности труда требуется проведе-
ние большого объема исследований и испытаний как исходного
сырья, так и продуктов обогащения.
Кроме того, управление технологией фабрики при современных
условиях возможно только па основе получения своевременной и
достаточно точной информации как о перерабатываемом сырье,
так и о режимах работы отдельных процессов, машин, узлов схе-
мы и в целом всего предприятия.
Между тем исследование углей различных марок иа обогати-
мость и установление режимов отдельных процессов и работы ма-
шин представляет собой совокупность довольно емких эксперимен-
тальных и аналитических оперэний, результаты которых негчльзт
3
ются для решения практических н теоретических вопросов, свя-
занных с технологией обогащения как при проектировании угле-
обогатительных фабрик, так и при контроле производства.
Наиболее важным вопросом при исследовании углей на обога-
тимость является испытание: исходного угля, режимов обогаще-
ния, классификации и обезвоживания, флотационных реагентов,
флокулянтов, фильтрования и др.
Определив качество угля и его особенности во всех стадиях
добычи и обогащения, можно принять наиболее эффективную тех-
нологическую схему для вновь проектируемой, реконструируемой
фабрики или отрегулировать режим обогащения действующей
фабрики.
Современные повышенные требования ряда отраслей промыш-
ленности к углям и снижение качества добываемого сырья приво-
дят к необходимости коренного улучшения технологии обогаще-
ния.
В связи с этпм предъявляются особые требования к исследова-
ниям углей и продуктов их обогащения. Правильная организация
исследований на углеобогатительных фабриках, в институтах и от-
раслевых лабораториях будет способствовать уменьшению потерь
топлива с отходами производства и улучшению технологии обога-
щения углей.
Между тем исследование углей и продуктов обогащения, а так-
же опробование и контроль процессов и операций технологиче-
ской схемы в целом на многих фабриках в настоящее время осу-
ществляются в недостаточной мере и часто по разным методи-
кам. Это приводит к тому, что получаемые результаты не всегда
могут быть использованы при проектировании, наладке процес-
сов, обогащении и исследовании.
Субъективные ошибки, которые могут при этом возникать, при-
водят к нарушениям режимов обогащения и к повторению опро-
бования и испытания отдельных узлов схемы.
Развитие всесторонних исследований на предприятиях и в ла-
бораториях институтов требует вовлечения широкого круга инже-
нерно-технических работников, мастеров и лаборантов. Это и яви-
лось основным мотивом создания настоящего методического посо-
бия по проведению более широких исследований как самих углей,
так и технологии обогащения.
В настоящей книге приведены не только тестированные мето-
дики по опробованию и исследованию углей, ио и необходимые в
настоящее время нсгостированные методики, меисе известные в
лабораторной практике. Освещены также методики по опробова-
нию и контролю технологических процессов.
Широкие исследования углей как в лаборатории, так и на
предприятии позволяют не только рассчитывать технологические
схемы и конечные показатели их обогащения, но и более грамот-
но организовывать все процессы обогащения углей
ВВЕДЕНИЕ
При современных требованиях потребителей уголь в большин-
стве случаев может быть с выгодой использован в народном хо-
зяйстве после его предварительного обогащения, т. е. после удале-
ния значительного количества минеральных примесей (породы),
пока не нашедших применения в промышленности.
С. дальнейшим развитием техники н экономики понятия «по-
лезное ископаемое» и «порода» станут до некоторой степени ус-
ловными, поскольку комплексное использование добытого сырья
предусматривает промышленное нспользоваие всех компонентов,
входящих в его состав.
Обогащение углей экономически целесообразно только в том
случае, когда выход концентрата и содержание в нем горючей
массы обеспечивают при современном развитии техники и техно-
логии рентабельное использование его. Общий эффект от использо-
вания обогащенного угля должен быть не менее, чем при исполь-
зовании его в необогащенном виде.
Если он меньше, чем при использовании угля в необогащенном
виде, необходима дополнительная добыча угля для компенсации
этой разницы.
Технология обогащения углей разных марок и крупности осно-
вана на использовании физических и физико-химических свойств,
присущих угольным и породным зернам.
Таблица 1
Пределы крупности кусков угля для процессов обогащения
Процесс Крупность, мм Удельная производи- тельность, т/ч
ыннимдль- ви мвхеямаль- ная предельных размеров
Отсадка Обогащение п тяжелых средах: 0,5 100 200 12 на I ы1
сепаратор 13(10) 300 30 70 на 1 м ширины
циклон 0,25 13 52 35 т на 1 ап- парат
аэросуспензни 25 150 6 It) 113 1 м1
Разделение в шнековых сепараторах . Пневматическое обогащение: 6 50 8 —
сепаратор 1 0,5 75 75 6 на 1 м1
отсадка 13 26 8,5 на 1 ы*
Концентрации на столах 0.2 13 65 1.5 на 1 м*
Ф.тотацм'я Избирательное обогащение 0,03 100 1 33 1 т ва 1 л1 8,5 на 1 ы*
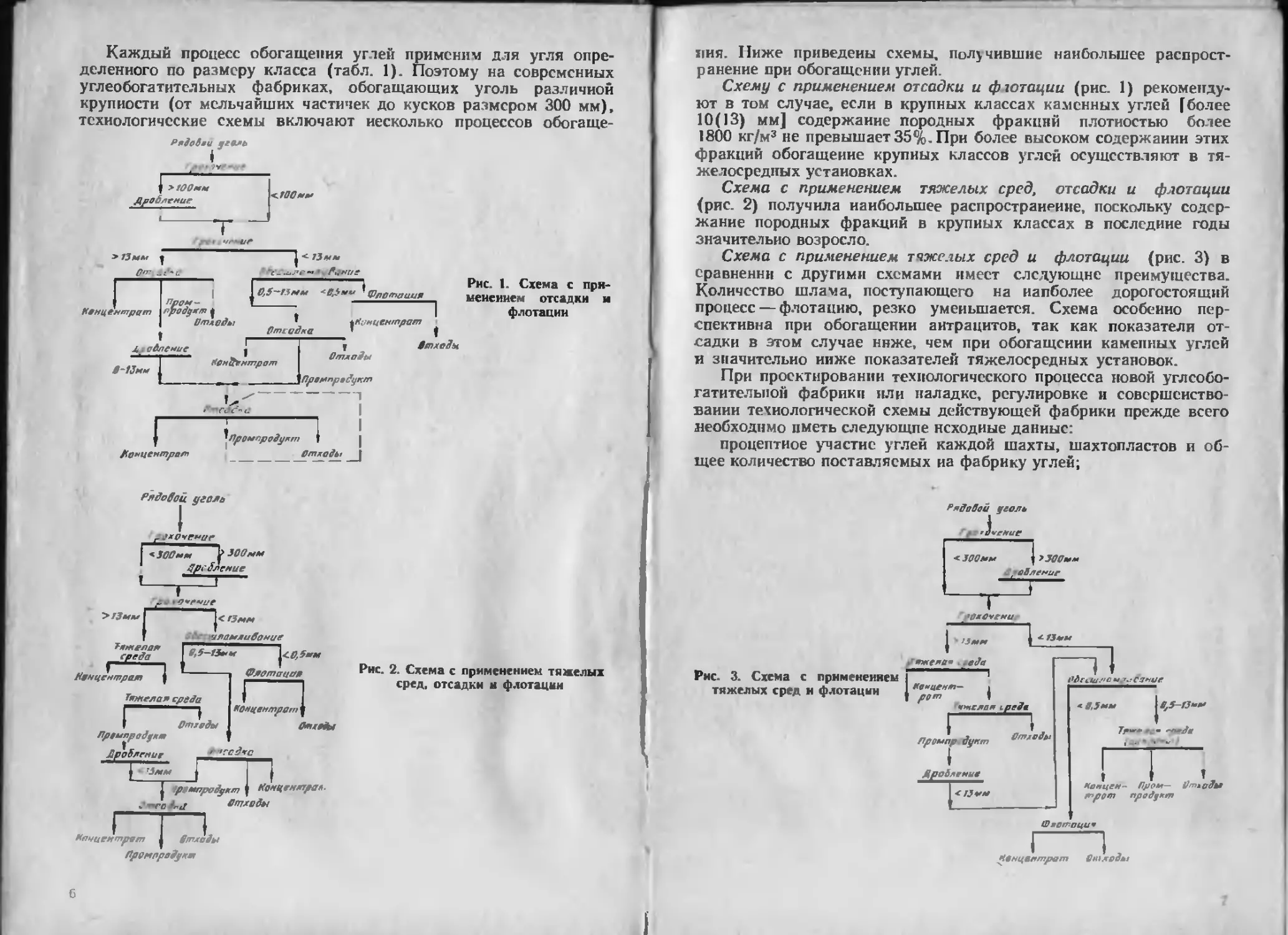
Каждый процесс обогащения углей применим для угля опре-
деленного по размеру класса (табл. 1). Поэтому на современных
углеобогатительных фабриках, обогащающих уголь различной
крупиостн (от мельчайших частичек до кусков размером 300 мм),
технологические схемы включают несколько процессов обогаще-
Рис. I. Схема с при-
менением отсадки и
флотации
Рядовой игояь
I
I 300мм
Ярс Зление
1 I
|< ГЗмм
4 Л* чяамлибоние
Рис. 2. Схема с применением тяжелых
сред, отсадки н флотации
Хачиемтро
ПрОМПрвдукл
6
пня. Ниже приведены схемы, получившие наибольшее распрост-
ранение при обогащении углей.
Схему с применением отсадки и фютации (рис. 1) рекоменду-
ют в том случае, если в крупных классах каменных углей [более
10(13) мм] содержание породных фракций плотностью более
1800 кг/м3 не превышает 35%. При более высоком содержании этих
фракций обогащение крупных классов углей осуществляют в тя-
желосредиых установках.
Схема с применением тяжелых сред, отсадки и флотации
(рис. 2) получила наибольшее распространение, поскольку содер-
жание породных фракций в крупных классах в последние годы
значительно возросло.
Схема с применением тяжелых сред и флотации (рис. 3) в
сравнении с другими схемами имеет следующие преимущества.
Количество шлама, поступающего на иапболее дорогостоящий
процесс — флотацию, резко уменьшается. Схема особенно пер-
спективна при обогащении антрацитов, так как показатели от-
садки в этом случае ниже, чем при обогащении каменных углей
я значительно ниже показателей тяжелосредных установок.
При проектировании технологического процесса новой углеобо-
гатительной фабрики или наладке, регулировке и совершенство-
вании технологической схемы действующей фабрики прежде всего
необходимо иметь следующие исходные данные:
процептиое участие углей каждой шахты, шахтопластов и об-
щее количество поставляемых на фабрику углей;
Рис. 3. Схема с применением
тяжелых сред и флотации
Рядовой деоль
марки углей, их зольность, влажность и сернистость;
гранулометрический и фракционный состав углей;
гранулометрический и фракционный составы дробленых про-
дуктов крупного класса угля и промежуточного продукта;
лабораторные результаты флотируемости, фильтруемости,
осаждаемости угольного шлама, флокулмрусмости н сгушснпя от-
ходов флотации, осветления воды.
Перечисленные и другие данные можно получить при исследо-
вании углей иа обогатимость.
Широкое исследование исходного угля и продуктов его обо-
гащения позволяет изыскивать методы более рационального и
комплексного использования поступающего на фабрику сырья.
Разработка наиболее эффективной технологической схемы и вы-
бор оборудования являются сложнейшей задачей, требующей тща-
тельного изучения, постановки многих экспериментов и сопостав-
ления получаемых, часто противоречивых данных. Технико-эконо-
мические показатели работы фабрики связаны сложными зависи-
мостями, установление которых возможно только в результате ис-
следования углей иа^обогатнмость.
Эти трудности могут быть успешно решены исследователями на
основании данных исследований углей иа обогатимость в широ-
ком смысле этого слова.
Исследование углей на обогатимость включает нс только отбор
рядовых (исходных) углей, нх подготовку и производство ситово-
го. фракционного, петрографического, а также ряда других анали-
зов и испытании, но и разработку наиболее рациональной схемы,
выбор процессов, оборудования и установление ожидаемых ре-
зультатов обогащения.
Исследования углей иа обогатимость состоят из нескольких ста-
дий.
В первой стадии исследуются гранулометрический состав, со-
держание компонентов крупных классов (уголь, порода, сростки)
и фракционный состав угля.
Во второй стадии исследуются степень раскрытия сростков,
флотируемость шламов, фильтруемость флотационных концентра-
тов, осаждаемость рллама, флокулируемость отходов флотации и
другие свойства продуктов обогащения, загрязненной и техниче-
ской воды.
К третьей стадии исследования относятся обработка получен-
ных данных, их изучение, составлен не теоретических и ожидаемых
балансов продуктов обогащения, разработка технологической схе-
мы. выбор оборудования, рациональных режимов, обеспечиваю-
щих получение конечных продуктов заданного качества и состав-
ление отчета.
Исследование углей на обогатимость в широком понимании не
может быть строго регламентировано какими-либо правилами, так
как углн разных марок, шахтопластов и бассейнов обладают раз-
ными свойствами и требуют в каждом случае индивидуального
изучения.
Глава I
СОСТАВ И СВОЙСТВА УГЛЕЙ
Добытый уголь является смесью, представленной разновидно-
стями самого угля, а также различными породными примесями,
попадающими в него при добыче и транспортировке.
Органическая часть угля весьма различна по своему внешне-
му виду, составу и строению.
По интенсивности блеска (способности отражать свет) в углях
различают следующие макрокомпопеиты (литотипы): блестящие,
блестяще-матовые, полу блестящие, полуматовые, матово-блестя-
щне и матовые.
Микро компоненты углей подразделяются на органические и не-
органические.
Для изучения микроструктуры углей проводят их петрографи-
ческий анализ, иа основании которого устанавливают петрогра-
фический состав уЬлей, т. е. различные мнкрокомпоненты объеди-
няют в группу по их отражательной способности, цвету, структу-
ре и микрорельефу.
Внутри групп органические компоненты различают по сохран-
ности их растительной структуры или морфологическим призна-
кам.
Органические мнкрокомпоиепты делят на четыре основные
группы.
Группа витринита. Компоненты этой группы имеют pqp-
ную поверхность серого цвета. Различные оттеикн цвета законо-
мерно изменяются в сторону светлых с увеличением стадии мета-
морфизма. Эту группу по цвету н рельефу принимают за эталон
при сравнении с другими мнкрокомпонентамн.
Отражательная способность в воздушной среде колеблется от
7 до 11,6%, в иммерсионном масле — от 0,5 до 2,51%. Микротвер-
дость зависит от степени углефикации исходного материала и ус-
ловий его превращения, оиа колеблется от 20 до 35 кге/мм2. Ком-
поненты этой группы с отражательной способностью от 0,64 до
1,85% переходят в пластическое состояние.
Группа витринита включает два мнкрокомпонеита: коллиинт
и теллнннт.
Группа семивитрииита, занимая по физическим и хи-
мике технологическим свойствам промежуточное положение меж-
ду группой витринита и фюзинита, стоит ближе к витриниту. Ком-
поненты ее по цвету и отражательной способности являются пере-
ходными от витринита к фюзиниту. Эта группа не имеет рельефа
цвет ее серый, даже беловато-серый, всегда более светлый, чем
у компонентов группы витринита
Отражательная способность изменяется от 0.6 до 2,7%, микро-
твердость — от 25 до 42 кгс/мм2.
В процессе коксования компоненты этой группы не переходят
в пластическое состояние, лишь в некоторой степени размягча-
ются. В тесном контакте с другими компонентами семивнтрнннт
спекается.
Группа семивнтрнннта включает семнколлиннт и семителлмнит.
Группа фюзнннта характеризуется высокой отражатель-
ной способностью н резко выраженным микрорельефом. Цвет се
компонентов изменяется от белого до желтого, мнкротвердость —
от 50 до 230 кгс/мм2.
Мпкрокомпоненты группы фюзинита не переходят в пластиче-
ское состояние и не спекаются на всех стадиях метаморфизма.
Эта группа включает четыре компонента: микринит и три струк-
турных — семифюзинит, фюзинит и склеротинит.
Группа лейптинита. Мнкрокомпоиенты этой группы раз-
личаются по морфологическим признакам, обусловленным их про-
исхождением. Компоненты группы лейптинита характеризуются са-
мой низкой отражательной способностью, которая колеблется от
0.2 до 1,2% в зависимости от стадии метаморфизма. Начиная с
IV стадии метаморфизма, соответствующей коксовым углям, их
цвет подобен цвету витринита. •
Мнкротвердость изменяется от 12 до 25 кгс/мм2. Группа лейп-
тнинта включает три микрокомпонента: споринит, кутинит и рези-
нит.
В органической массе угля различают еще группы — альгини-
та и микстнинта. Группу альгинита обычно учитывают совместно
с группой лейптинита (при содержании ее менее 5%). Группа
микстиннта является смесью компонентов группы витринита с ми-
тральными примесями, в основном с глиной.
Минеральные (неорганические) компоненты в каменных углях
представлены в основном глинистым веществом, сульфидами,
кальцитом, кварцем и другими минералами.
Глинистое вещество имеет тонкозернистое строение,
темно-серого цвета с коричневым оттенком. Размер преобладаю-
щих частиц составляет от 2 до 1000 мкм.
Глинистое вещество не имеет рельефа, встречается в углях в
виде линз, прослоек, тонкорассеяииых частиц, часто замещает от-
дельные участки органического вещества.
Сульфиды железа имеют ярко-желтый цвет и характери-
зуются высоким микрорельефом.
Карбонаты обычно представлены кальцитом, сидеритом и
сферосидернтом.
Кварц-—минерал темно-серого цвета с высоким микрорелье-
фом.
Минеральные примеси по своему происхождению делятся на
принесенные в торфяник извне, попавшие вместе с растениями yr-
леобразователями, из растворов вмещающих пород и в виде об-
ломков пород при добыче углей.
Количество минеральных примесей характеризуется показате-
лем зольности (ГОСТ 11022—75).
Петрографические исследования углей связаны с изучением пх
обогатимости: состава минеральных включений в углях, нх коли-
чества, размеров и характера распределения в угольном веществе;
соотношения и взаимосвязи петрографических и минеральных ком-
понентов в исходном угле и продуктах обогащения (по классам
крупности и фракциям плотности); оптимальных пределов дроби-
мости углей. Такне свойства мпкрокомпонептов, как крупность п
твердость обусловливают поведение углей при их дроблении, гро-
хочении и транспортировании.
Размеры зерен минеральной части определяют степень дробле-
ния углей.
Угли отличаются большим разнообразием свойств, обусловлен-
ным исходным растительным сырьем, условиями его накопления,
процессами превращения и разложения, а также рядом геологи-
ческих факторов.
Физические свойства углей. Свойства углей н минеральных
примесей оказывают значительное влияние на выбор схемы обо-
гащения.
Плотность — отношение массы угля к еднппце его объема.
Различают действительную плотность массы (монолита) без пор,
кажущуюся плотность с присущими углям порами и насыпную
плотность (масса единицы объема в насыпном виде).
Плотность органической массы угля зависит от стадии мета-
морфизма н петрографического состава. На сухое беззольное ве-
щество она определяется по формуле
1006е — 270Мс
®о с »
100 —лс
где бо — плотность органической массы угля, кг/м3; 6е — плот-
ность сухого угля, определенная в пикнометре, кг/м3; 2700 — ус-
ловно принятая средняя плотность минеральных примесей в угле,
кг/м3; Ас — зольность угольной пробы на сухую массу, %.
Плотность (кг/м3) органической массы донецких и кузнецких
углей приведена ниже.
Марка Донецкий бассейн Куанецккй бассейн
Д 1160 —
Г 1280 1240
Ж 1250 1265
К 1250 1265
ОС 1280 1285
Т 1310 1335
А 1530 —
Кажущаяся плотность углей всегда меньше действительной
плотности; для каменных углей она составляет 1200—1350 кг/м3.
Изменение плотности каменных углей от содержания в ннх
зольности показано иа рис. 4.
И
Насыпная плотность (свежеиасыпапного или уплотненного) уг-
ля изменяется в довольно широких пределах и зависит от дейст-
вительной плотности, размера кусков н их соотношения и влажно-
сти углей (рнс. 5).
Угол естественного откоса: рядовых антрацитов
27—30°; углей средней стадии метаморфизма 35—40°; мелких уг-
лей 45—50°.
Дробимость углей — способность сопротивляться разру-
шению под действием напряжений, получаемых от дробящих
устройств (молотков, зубьев н т. д.); она зависит от стадии мета-
морфизма (рис. 6). В настоящее время стадия метаморфизма наи-
более точно определяется отражательной способностью мнкроком-
понситов угля.
Твердость у г л с й — способность противодействовать про-
никновению в них другого, более твердого тела. По шкале Мооса
твердость каменпых углей колеблется от 2 до 5.
Хрупкость углей (механическая прочность) — способ-
ность разрушаться при ударах их кусков о твердые поверхности.
Хрупкость углей зависит от петрографического состава. Наиболее
хрупкими являютсн микрокомпоиеиты группы витринита и лейп-
тиинта. Для определении хрупкости рядовых углей применяется
метод испытания в большом барабане, углей крупностью 25—
50 мм —в малом барабане н углей крупностью 13—25 мм — ме-
тод толчения в приборе ПОК (ГОСТ 15490—70).
Толчению подвергают уголь путем сбрасывания на него гири
стандартного веса с постоянной высоты По выходу пыли разме-
ром 0—0,5 мм определяют крепость угля.
12
Таблица 2
Крепость углей
Класс крепости Коэффициент крепости 1 Фактические коэф- фициент крепости (ф
.1 <0.4 о.з
11 0.5—0.6 0 5
III 0,6—1.0 0,8
IV 1.0—1,5 1 2
V 1.5—2,3 1.8
VI 2,3—3,5 2.8
VII >3,5 4,3
«
Рнс. 6. Дробимость донецких
углей в зависимости от выхода
летучих веществ
Коэффициент крепости подсчитывается по формуле
f 2071
* । *
где п — число сбрасываний гири; I—число делений шкалы по
объемомеру мм
Если угли слишком мягкие (количество пыли в объемомере
более 60 мм), то число сбрасываний гири уменьшают до одного.
Фактический коэффициент крепости /ф равен среднеарифмети-
ческому значению пз четырех параллельных результатов испыта-
ний (табл. 2).
Упругие свойства углей характеризуются модулем Юн-
га, который численно равен приложенному по нормам усилию,
вызывающему относительное изменение длины.
Модуль упругости чаще всего определяется при испытаниях
образца иа сжатие и растяжение.
Блестящие угли имеют большие упругие деформации по срав-
нению с деформацией матовых углей. Модуль упругости увеличи-
вается в ряде углефикации от бурых до газовых углей. Для жир-
ных и коксующихся углей он резко падает н для антрацита вновь
увеличивается.
Для углей средней стадии метаморфизма модуль Юпга состав-
ляет параллельно напластованию 3-105—4-105 Н/см2, перпенди-
кулярно к напластованию 2,7-105—3,7-105 Н/см2, для антрацита —
4 - 105—5,5-105 и • 3,7-105—4,6-105 Н/см2 соответственно.
Коэффициент трения — одни из важных показателей
при выборе углов наклона желобов и транспортных трактов для
угля. Коэффициент трення покоя донецких углей крупностью 20—
25 мм равен (по данным УкрНИИУглеобогащения):
для шлакоенталловой поверхности (С-700) в водной среде
0,282—0.348, в воздушной — 0,3—0,356;
для стальной поверхности в водной среде 0,358; в воздушной —
0,368.
Коэффициент трения для породы крупностью 20—-25 мм ра-
вен:
для шлакоситалловой поверхности в водной среде 0,309—0,403;
в воздушной — 0,349- 0,416;
для стальной поверхности в водной среде 0,370; в возду шной —
0,390.
Оптические свойства углей (цвет, блеск, прозрач-
ность, преломление, отражательная способность) изменяются в за-
висимости от стадии метаморфизма.
Для практики обогащения и исследования углей наиболее важ-
ным показателем является отражательная способность. Она уста-
навливается по отражательной способности витринита, принятого
за эталон.
Отражательную способность витринита рекомендуется прово-
дить в поляризованном и деполяризованном свете в воздухе
(R*) и в иммерсионном (кедровом) масле (Я°) — ГОСТ 12113 77.
Замеры в иммерсии дают более точные данные, так как произво-
дятся при больших увеличениях. Кроме того, диапазон изменения
отражательной способности ряда углей в иммерсии больше, чем
в воздухе.
Таблица 3
Разделение углей на стадии метаморфизма по отражательной способности витринита
(ГОСТ 21489—76)
Груша стадий метаморфизма Стадия мета* морфизма Отражательная способность витринита КлаСС
в воздухе 10 /?я, усл. ед. в иммерсион- ном масле R”. %
Буроугольная О. Менее 58 Менее 0,3 0!
О, 58—66 0,3—0,39 02
• О, 67—69 0.4—0,49 03
1 70-76 0,50—0,64 10
1—11 77—79 0,65—0,74 и
Каменноугольная 11 80—82 0,75—0,84 12
11-111 83-86 0,85—0,99 13
III 87—90 1,00—1 14 14
111—IV 91—93 1,15—1.29 15
IV 94—97 1,30—1.49 16
IV—V 98-102 1,50—1,74 17
V 103-107 1,75—1,99 18
VI 108—116 2,00-2.49 19
Антрацитовая VII-VI1I 117—129 2,50—3.4 21
VIII—IX 130—138 3,4! -4,4 22
IX 139-150 4,41—5.5 23
X Болес 150 Более 5,5 24
Точность определения отражательной способности зависит от
технической возможности применяемой аппаратуры, свойств уголь-
ного вещества, подготовки образца.
Средние значения отражательной способности углей и их клас-
сификация приведены в табл. 3.
Отражательная способность всех мнкрокомпонентов угля воз-
растает при метаморфизме.
Электрические свойства углей (проводимость,
электрического тока) характеризуются электрическим сопротивле-
нием, которое зависит от многих факторов — влажности, петрогра-
фического состава, характера минерализации, стадии метамор-
физма, окнсленпостн и др. Поэтому показатели электрической про-
водимости углей не являются константами, они характерны толь-
ко для данных условий и определенных образцов.
Угли средней степени углефикации относятся к полупроводни-
кам, антрациты — к проводникам. Углн пизкой степени углефика-
ции можно отнести к диэлектрикам.
Удельное электрическое сопротивление: для донецких хтлей
марок Г и Ж составляет от 1010 до 2-Ю10 Ом*см, антрацитов —
от 5 - 10е до 2 - 106 Ом-см.
Диэлектрические свойства характеризуются ди-
электрической проницаемостью углей, зависящей от их стадии ме-
таморфизма и влажности (рис. 7).
Тепловые свойства характеризуются коэффициентами
теплопроводности X [ккал/(м-ч)°С]. температуропроводностью а
(м2/ч) и теплоемкостью С (ккал/(кг-°С)];
A = aCq,
где q— насыпная плотность материала, кг/м3.
Коэффициент теплопроводности углей зависит от теплопровод-
ности угольного вещества, его пористости, зольности, влажности
и температуры.
Рис. 7. Диэлектрическая проницаемость углей
в зависимости от содержания углерода:
/ — воздушно-сухой уголь: 2 — абсолютно сухой уголь
1Й
Теплоемкость углей уменьшается с увеличением их стадии ме-
таморфизма и зольности и увеличивается с повышением влажно-
сти.
Средняя удельная теплоемкость углей определяется по фор-
муле
С = 0,242(1 + 0,008Г)В" + 0.194" + W“, ккал/(кг- eQ-
где Vе — выход летучих веществ па сухой уголь, %; Вр— содер-
жание органической массы в исходном угле, %; Ар— зольность
походного угля, %; W'p — содержание влаги в исходном угле, %.
Химические свойства. Основной характеристикой органической
массы углей является ее элементный состав, который определя-
ется по ГОСТ 2408.1—75, 2408.2—75, 2408.3—75. Однако полу-
чаемые данные не совсем точные, так как углерод, водород и кис-
лород входят ие только в состав органической массы, а содер-
жатся и в минеральных примесях. Результаты элементного соста-
ва пересчитываются на горючую массу по формуле
X Х“-----------—---------,
100— (W™ + Лл-т х^)
где Хл— содержание элемента, %; и Дл — влажность и золь-
ность угля, %; - общее содержание серы, %.
Выход летучих веществ определяется путем нагревания наве-
ски испытываемого топлива в тигле при температуре 840—860° С
(ГОСТ 6382—75). Для получения сравнимых результатов выход
летучих веществ в пересчете иа условную горючую массу опреде-
ляется по формуле
Выход летучих веществ зависит от стадии метаморфизма
Теплота сгорания углей колеблется в широких пределах. Она
зависит от свойств угольного вещества, нх влажности н золь-
ности.
Удельная теплота‘сгорания углей определяется путем сжига-
ния навески в калориметрической бомбе (ГОСТ 147—74).
Различают низшую QH и высшую QD теплоту сгорания, кото-
рые евнзаны зависимостью
Q„ = Qb — (ЭЯ + ^9, ккал кг.
Низшая теплота сгорания отличается от высшей расходом теп-
ла иа испарение влаги, содержащейся в топливе и образующейся
нэ водорода; она определяется по формуле
81 (с---о) + 57.^0 +345(н---------LO} +
' о / о у 1b
4- 25S — 6 (Ж 4- 9Н), ккал/кг.
Свойства донецких углей приведены в табл. 1
Таблица 4
Выход летучих веществ, теплота сгорания и элементный состав органической массы
различных марок донецких углей
Марка угля и*. % Qg. ккал .'кг С“. % Н°. % №. % о°. %
д 37 н более 7650-8100 76—86 fj G 1.4—1,8 10—17,5
г 37 и более 7900—8300 78—89 4.5—6,5 1.1—1.8 6,8-16
ж 27—35 8300-8700 84—90 4—5,4 1. 1—1,8 5-10,5
к 18—27 8400--8750 87-92 4-5,2 1,1—1,7 3-8
ОС 14-22 8450-8800 89—94 3,8—4,9 IJ—1.7 2—5
т 17-9 8300—87G0 90—95 3,4—4,4 1.1—1.7 1,6-4,5
А <9 1 7900—8550 93,5—97 7,6—2,9 0,7—1,6 0,4 2.3
Неорганические компоненты углей. В состав углей в различ-
ном количестве входят влага и минеральные примеси, снижающие
эффективность их использования. Наличие влаги в углях умень-
^Кшает теплоту сгорания, затрудняет перевозку их в зимнее время
'jJji сухое грохочение иа фабриках.
Jjf Влага, содержащаяся в углях, делится на химически связан-
ную (внутреннюю), гигроскопическую (адсорбционную), капил-
таляриую н свободную (механически удержнмаемую в порах).
rj Химически связанная с угольным веществом влага не может
^тбыть удалена механическими средствами.
Гигроскопическая влага удерживается адсорбционными сила-
ми и удаляется только термической сушкой. Ее содержание в раз-
личных углях различно: в бурых 8—14%, в длипнопл змеиных
7,5—10%. в коксующихся 1,5—4%.
Капиллярная и свободная влага может быть удалена механи-
ческими и термическими способами обезвоживания. Содержание
капиллярной влаги составляет 4—7%.
Таблица 5
Содержанте серы и углях
Фракция плотности, кr>l, Обогатимость по сере
Легкая Средняя Трудная
Ас . Ч SoS-% Ас . % soe- % • % Soe- %
<1300 3,8 1.3 5,9 1.8 4.6 3,1
1300—1400 11,0 1,5 10,9 2.3 9.8 4,7
1400-1500 21,0 1,4 17,0 3.6 19,3 7,6
1500-1600 30,8 1.5 27,0 3.8 28.0 8,5
1600 -1800 39,3 2,7 44,4 3.4 34,0 9.7
>1800 74,4 4.2 76.3 ' 2.5 85,5 5,5
Исходное 18,6 1.8 49,6 2,8 41.1 5,0
140
17
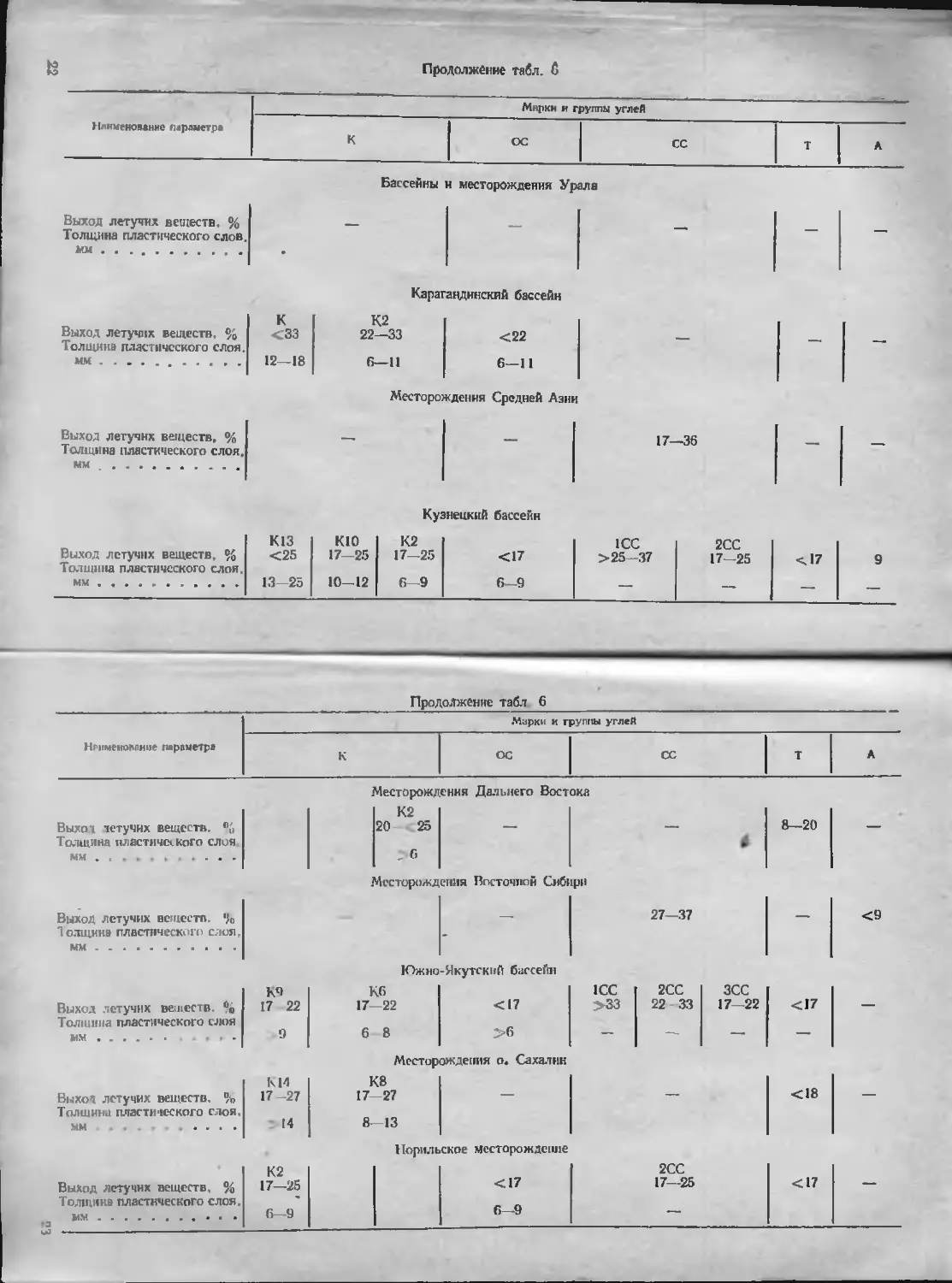
Таблица в
Классификация углей различных бассейнов и месторождений
Марки и группы углеЯ
Нвнмеыовпние параметра Д Г гж ж кж
Донецкий бассейн
Выход летучих веществ. % Толщина пластического слоя. >35 ГС " 35 ги >35 ГЖ6 27—35 гжп 27—35 Ж17 27—35 Ж21 27-35 -
мм <6 6—10 II—25 6—10 11-16 17-20 >21 —
Львовско-Волынский бассейн
Выхол летучих вещеста. % Толщина пластического слоя >33 ГС >33 Г12 >33 >33 27—33 -
мм <6 G-1I 12—17 18-24 >10 —
Закавказские месторождения
Выход летучих веществ, % Толщина пластического слоя, мм >36 >36 6-17 — Ж18 >27 18—29 жзо >27 >30 —
Печорский бассейн
Гб ПО Ж18 ЖЗО
Выход летучих веществ, % Толщина пластического слоя. >37 >35 >37 — 27-37 27-37 —
мм — С> 9 >10 — >18 10—17 —
Продолжение табл. 6
Марки и группы угле*
Наименование параметра
ГЖ
кж
Выход летучих веществ. %
Толщина пластического слоя,
ММ................... ’
Бассейны и месторождения Урала
Гб
>37 —
6—12 —
Карагандинский бассейн
Ж18
>37
Ж13
>37
13—17
Выход летучих веществ. %
Толщина пластического слоя.
мм .......................
>33
6-24
>23
>25
<33
19-24
Д
Ж
Месторождения Средней Азии
Выход летучих веществ. % |
Толщина пластического слоя.
ММ . ....................
ю Выход летучих веществ, %
• Толщина пластического слоя,
Кузнецкий бассейн
>37 I >31-37
17-25 I 6-25
1Ж26
>33
>26
2Ж26
<33
>26
КЖ14
25-31
14—25
КЖб
>25—31
6—13
Ноинешплнпе параметр!
Продолжение табл. 6
_______ Марки и группы углей
ГЖ Ж КЖ
Выход летучих веществ, %
Толщина пластического слоя,
мм . . .
Выход летучих веществ, %
Толщина пластического слоя.
мм , ............... . I
Выход летучих веществ, %
Толщина пластического слоя,
мы.........................
Выход летучих веществ. %
Толщина пластического слоя,
мм.....................
Выход летучих веществ. %
Толщина пластического слоя
мм.......................
Месторождения Дальнего Востока
Гб >35 — — Жб . 25—<35 Ж13 25—<35
>6 6—12 >13
Месторождения Восточной Сибири
ГС >37 — Жб 27—37 Ж13 27—37
>6 6-12 >13
Южио-Якутскмй бассейн
Гб >40 Г17 >40 Ж6 33-40 Ж21 33—40 1КЖ17 27—33 1КЖ6 27-33 2КЖ13 22—27 2КЖ6 22—27
6—16 >17 — 6-20 >21 >17 6—16 >13 6—12
Месторождения о. Сахалин
Гб >37 Г14 >37 — 27—37
6—13 >14 >18
Норильское месторождение
>31 КЖ14 25-31 КЖб 25—31
6-25 14-25 6-13
Продолжение табл. 6
Нвимеиовиипе хирвметра Марки и группы углей
К ОС сс т А
Донецкий бассейн
Выход летучих веществ. % K2I 15—27 KJ4 18-27 ОС6 14-22 ОС 14 22 — 8-17 <8
Толщйна пластического слоя, мм • >21 14-20 Q-13 <6 — —
Л ыювеко-Волынский бассейн
Выход летучих веществ, % Толщина пластического слоя, — — — —
мм — — —
Закавказские месторождения
Выход летучих веществ, % Толщина пластического слоя. <27 — -- — —
мм >14
Печорский бассейн
Выход летучих веществ, % Толщина пластического слоя, мм . . > го <27 >14 <27 6-13 - <17 -
Продолжение табл. 6
Н нменомние параметра Мнркн и группы углей
К ОС сс т А
Бассейны и месторождения Урала
Выход летучих веществ, %
Толщина пластического слов,
мм.........................
Выход летучих веществ, % Толщина пластического слоя. ММ . . . Карагандинский бассейн
К <33 12 18 К2 22—33 6—11 <22 6 11
Месторо> кдення Средней Азии
Выход летучих веществ, %
Толщина пластического слоя,
мм.........................
17—36
Кузнецкий бассейн
Выход летучих веществ, % Толщина пластического слоя. К13 <25 К10 17-25 К2 17—25 <17 ICC >25-37 2СС 17—25 <17 9
мм.. 13—25 10—12 6 9 6 9 — — — —
Продолжение табл 6
Наименование параметра Марки и группы углей
К ОС сс т А
Выхот тетучих веществ. % Толщина пластического слоя мм. Месторожд К2 20 25 , 6 ения Дальнего Вост ока t 8—20 —
Мссторожд ения Восточной Сиб1 ри
Выход летучих веществ. % Толщина пластического слоя. мм — 27—37 — <9
Выход летучих веществ. % Толщина пластического слоя мм ... К9 17 22 9 Южно Кб 17—22 6 8 -Якутский бассейн <17 >6 ICC >33 2СС 22 33 зсс 17—22 <17 —
Выхоч летучих веществ. % Толщина пластического слоя, мм КМ 17 -27 14 Мсстор К8 17—27 8—13 □ждення о* Сахалин — <18 -
Выход летучих веществ, % Толщина пластического слоя. .□ К2 17—25 6—9 Норил ь ское месторождение <17 6—9 ____ 2СС 17—25 <17
Таблица 7
Классификация по размеру кусков
Наименование класса
Обозначе-
ние клас-
са
Размер кусков, мм
Плитный ........................................
Крупный.........................................
Орех . . .......................................
Мелкий..........................................
Семечко.........................................
Штыб............................................
Рядовой ...............................
П
К
О
м
с
ш
р
100—200 (300)
50-100
25—50
13—25
6-13
0-6
0-200 (300)
В продуктах обогащения различают только внешнюю п внут-
реннюю влагу. К внешней относят всю влагу, кроме химически
связанной н гигроскопической.
Содержание влаги в углях определяется весовым методом —
ГОСТ 11014—70, объемным — ГОСТ 9339—69, электрическим —
ГОСТ 11056—77. Гигроскопическая влага воздушно-сухой пробы
определяется по ГОСТ 8719—70.
Сера является наиболее вредной примесью в углях. Она на-
ходится в них в виде различных минеральных соединений — пири-
та, марказита, сульфатов железа и кальция. В углях преобладает
колчеданная (пнрнтная) сера в виде прослойков, тонких вкрапле-
ний и отдельных зерен. *
Содержание в углях сульфатной серы невелико н составляет
0,1—0,2%. В углях разных бассейнов СССР содержание общей
серы колеблется: в кузнецких от 0,5 до 1,0%; в карагандинских
от 0,5 до 3%; в кшиловскнх от 3.5 до 9,4%; в донецких от 0,4
до 9,5%.
В табл. 5 приведено распределение общей серы в донецких
углях по фракциям плотности.
Содержание серы в углях определяется по ГОСТ 8606—72
Классификация углей угольных бассейнов СССР в соответст-
вии с ГОСТ 8180—75, 8931—76, 6869—74, 6991—74, 7050—76,
8150—66, 7049—70, 8162—73, 10020—70, 9478—72, 19122—73,
10101—73, 7026—75, 9588—61 приведена в табл. 6.
Классификация углей по крупности. Угли, предназначенные
для коксования, отгружаются в нерассортнрованном виде, а угли,
направляемые на энергетические цели, — в рассортированном.
Принятая в нашей стране классификация углей по размеру ку-
сков (ГОСТ 19242—73) приведена в табл. 7.
Допускается замена верхнего и нижнего пределов крупности:
100 мм на 80 мм. 50 мм на 40 мм. 25 мм на 20 мм. 13 мм на 10 мм,
6 мм па 5 и 8 мм.
Глава II
МЕТОДЫ ОТБОРА ПРОБ И ИХ НАЗНАЧЕНИЕ
Пробы от рядовых ^лей пли продуктов обогащения отбира-
ются с целью исследования их вещественного состава, качества и
возможности использования получаемых показателей для опреде-
ления их обогатимости, регулировки н стабилизации технологи-
ческого процесса н получения конечных продуктов, удовлетворя-
ющих техническим условиям и ГОСТам.
Пластовые пробы отбираются от угольных пластов при их
вскрытии. По ним можно .характеризовать качество угля и пород-
ных прослойков эксплуатационной части пласта (ГОСТ 9815—75).
Эксплуатационные пробы отбираются от угольных пластов в
процессе их разработки. Изучение этих проб даст возможность
оценить качество добываемого угля из данного пласта, участка,
шахты и его обогатимость.
Технологические (специальные) пробы отбираются от исходно-
го угля, продуктов обогащения на каком-либо участке техноло-
гической схемы, среды, в которой производится обогащение, от
реагентов и т. д. для производства анализов и использования по-
лученных данных для улучшения эффективности процессов обога-
щения, регулировки аппаратов.
Товарные пробы отбираются от отгружаемых потребителям уг-
лей и продуктов обогащения для оценки их качества и расчетов
потребителей с поставщиками.
Любая проба, полученная от рядового угля ил в продуктов обо-
гащения, перед анализом на соответствующие показатели подвер-
гается предварительной обработке (подготовке).
В процессе подготовки различают следующие пробы:
первичная — вся отобранная проба от рядового угля или про-
дуктов обогащения;
лабораторная — часть первичной пробы, измельченной до
крупности 0—3 мм и сокращенной до 500—700 г;
ана литическая — часть лабрраторной пробы, измельченной до
0—0,2 мм и сокращенной до 100—125 г.
Отбор проб для технологического опробования работы фабри-
ки обычпо производится по схеме, представленной в табл. 8
Следует, однако, иметь в виду, что приведенная схема отбора
проб в некоторых случаях может быть изменена, так как число
точек опробования зависит от принятой на фабрике технологиче-
ской схемы, процессов, оборудования и требований, предъявляе-
мых к выпускаемой продукции.
Теоретические основы отбора проб Любая отобранная проба
должна отражать среднее качество опробуемого материала.
£
s
I
i
Таблица 8
Схема отбора проб на фабрике
I
t
I
g
t
£
I
т. е. быть представительной. Представительность может
быть обеспечена применением сплошного метода опробования ли-
бо выборочного отбора порций, из которых составляется проба.
Сплошной метод отбора проб применим при небольшом количе-
стве опробуемого материала. От него путем сокращения отбира-
ется необходимая для анализа проба, которая сохраняет с доста-
точной точностью (погрешностью) исследуемые свойства всей оп-
робуемой массы исходного материала.
В основе сплошного метода отбора проб лежит связь массы
пробы с размером кусков опробуемого материала, выражаемая из-
вестным уравнением
С kf, кг,
где G — масса пробы, кг; d — максимальный размер кусков опро-
буемого материала, мм; k и а — коэффициенты, зависящие от не-
однородности и ценности опробуемого материала.
При отборе проб угольных продуктов этот метод не может
быть использован.
Для отбора проб от больших масс опробуемого материала при-
меняется выборочный метод, который в угольной промышленно-
сти как в нашей стране, так и за рубежом получил широкое рас-
пространение.
В основе теории выборочного метода лежит математическая
статистика, согласно которой средняя погрешность р пробы зави-
сит от средне квадратического отклонения и. характеризующего не-
однородность определяемого показателя, числа выборок N и числа
порций л, взятых в пробу. Эта зависимость выражается следую-
щим уравнением:
Так как величина (1- —) очень близка к единице из-за не-
N
значительности числа порций по отношению к массе всего опрЪ-
бусмого материала, то среднюю погрешность ц можно предста-
вить в стедующем виде.
Средняя погрешность р н возможная предельная погрешность А
имеют зависимость
Л = /р
нлн
где t —коэффициент надежности, характеризующий вероятность
Р, при которой погрешность пробы нс превысит величины i.
или
Тогда число поринй п, отбираемых в пробу, будет
р & — pq* nt
утг “ t ’ — Д» Ur
Для практических подсчетов значения п коэффициент надеж-
нести t обычно принимают равным 2, что соответствует вероятно-
ст и Р—0,9545.
Значения коэффициента t в зависимости от вероятности Р
следующие:
t р t р
0.1 0,0797 1.8 0,9281
0,5 0,3829 1.9 0.9426
1.0 0,6827 2.0 0,9545
1,1 0,7287 2.2 0.9722
1.2 0.7G99 2,4 0,9836
1.3 0,8064 2.6 0,9907
1.4 0,8385 2.8 0,9949
1.5 0.8664 3.0 0,9973
1.6 0,8904 3,4 0,9993
1.7 0,9109 4.0 0,999936
Предельные погрешности отбора проб от партий угля и про-
дуктов обогащения рекомендуются следующие:
При зольности продукта, %:
менее 20................................................±0,1 зольности
более 20.Z-..........................................±2,0 зольности
При влажности продукта, %:
менее 20.................................................0,1 влажности
более 20.............................................±2.0 влажности
Указанные погрешности вполне обеспечиваются нормами чис-
ла порций, предусмотренными ГОСТ 10742—71.
Среднее квадратическое отклонение о анализируемого показа-
теля выражается формулой
где п — число анализируемых порций; а* — значение анализируе-
мого показателя в каждой отдельной! порцнн; а — среднеарифме-
тическое значение анализируемого показателя по всем проанали-
зированным порциям.
Неоднородность опробуемого продукта оценивается по различ-
ным качественным показателям, для чего используется коэффици-
ент вариации V
Г = — 100, %,
а
Для донецких углей значения средних квадратических отклоне-
ний характеризуются следующими эмпирическими выражениями:
по зольности
о j = 0,133/11 -р 0,51, ”о;
28
ло содержанию серы
os = 0.1155^, %;
по содержанию влаги
0^=0,107^ + 0,073, %;
по выходу летучих веществ
1 or = 0,06V + 0,813%.
Минимальная масса порций, в совокупности составляющих
пробу, определяется по известной формуле
q = kd, (2)
где q— минимальная масса порций, кг; k — коэффициент пропор-
циональности, кг/мм, d—максимальный размер кусков опробуемо-
го продукта, мм.
Значение коэффициента пропорциональности k зависит от
крупности опробуемого материала и подсчитывается по следую-
щей формуле:
= 0.0535 (1—е~о°«3О-
Праей га отбора проб. Отбор проб от рядовых углей и продук-
тов обогащения должен производиться в таких условиях, которые
обеспечат представительность конечной пробы, т. е. равную веро-
ятность попадания в нее любой части опробуемого продукта.
На углеобогатительных фабриках пробы от продуктов отбира-
ются в разных узлах технологической схемы из непрерывных по-
токов, транспортируемых ленточными, скребковыми, пластинчаты-
ми конвейерами, элеваторами, желобами н из прерывных потоков,
транспортируемых железнодорожными вагонами, вагонетками,
скипами, автомашинами.
Отбор проб из потока производится пересечением пробоотбор-
ники приспособлениями всего потока опробуемого материала, но
с таким расчетом, чтобы была обеспечена необходимая вероят-
ность попадания всех кусков материала в пробу. Это условие мо-
жет быть достигнуто, если ширина раскрытия пробоотбориогоири-
способления не менее 2.5 размера максимального ку ч<а опробуе-
мого материала, а длина приспособления при отборе пробы на
перепадах должна быть на 10% больше ширины потока.
При отборе пробы из транспортных сосудов также должна
быть обеспечена ее представительность, т. е. соблюдена необхо-
димая вероятность попадания различных кусков в пробу из мае
сы материала, находящегося в состоянии покоя.
Схемы дальнейшей обработки полученных проб должны обес-
печить получение готовой пробы с требуемой точностью.
Масса порции и их количество. В СССР минимальная масса
порций товарных н контрольных проб для лабораторных испыта-
ний регламентируется ГОСТ 10742- 71 в озвнснмостн от мл н-
малыюго размера кусков опробуемого продукта:
29
Максимальный размер кусков, мы
13
25
50
100
125
150
200
300
Минимальная масса порции, кг
0,6
1,5
2,5
5,0
7,0
9.0
10,0
12.0
За максимальный размер кусков принимается размер ячейки
сита, на котором при просеивании пробы опробуемого продукта
иадрешетный продукт составляет не более 5%. Масса отдельной
порции может быть вычислена по формуле (2), если принять при
этом значение коэффициента пропорциональности равным 0,06.
Число порций, отбираемых от каждой партии топлива, следую-
щее:
Масса партии топлина, т.................
Число порций, не менее .................
до 300 300—600 более 600
15 1 от каждых 30
20 т
Число порций по рекомендациям СЭВ при отборе проб от пар-
тии угля мггесой до 1000 т приведено в табл. 9.
Таблица 9
Число порции в пробе для определения зольности
Опробуемый уголь Число порций
нз потока из вагонов из складов
Обогащенный .... 16 24 32
Необогащенный 32 48 64
Число порций в пробе для определения влажности:
Необогащенный уголь....................................... 16
Обогащенный сухой уголь.................................16
Обогащенный рассортированный уголь......................16
Обогащенный мелкий уголь.............................. 32
При отборе проб от партий с массой более 1000 т число пор-
цнй увеличивается в
где G — масса угля в партии, т.
Число порций в зависимости от неоднородности продукта мо-
жет быть подсчитано по формуле (1),
Интсрвал между отбором порций пробы из потока определя-
ется по следующим формулам:
30
Характеристика пробоотборника с отсекающей планкой
Мощность опробуемого потока, т/ч...........................900
Максимальная крупность опробуемого продукта, мм............100
Допустимое содержание влаги в угле, %...................... 12
Число порций, отбираемых в 1 ч - . . ........................ 3—10
Масса, яг
пориии...................................................4—6
пробоотборника ........................................ 850
Таблице 11
Характеристики ковшовых пробоотборников
Наименование параметра
Мощность опробуемого потока, т/ч:
горизонтального ......................
наклонного ... . . ...............
Максимальная крупность опробуемого уг-
ля. мм.......................- . . . .
Допустимое содержание влаги, %:
в каменном угле................... . .
в буром угле .....................
Мощность электродвигателя. кВт ....
Угол установки пробоотборника, градус .
Типоразмер
2 с пкыо С ПК2-10 с
525 1030 1350 525 1030 1350
400 730 1000 400 730 1000
150 150 150 300 300 300
18 18 18 18 18 18
40 40 40 40 40 40
10.4 10.4 10,4 12,0 12,0 12,0
0; 15; 30; 45
Таблица 12
Характеристики скребковых пробоотборников
Наименование параметра Типоразмер
ПС2-8 • ПС2-18 ПС2-12 г? со 8 Е
Ширина ленты конвейера, мм . . 800 1000 1200 1400 1600
Мощность опробуемого потока, т/ч 420 660 950 1300 1350
Максимальная крупность опробуемого продукта, мм 300 300 300 300 *300
Допустимое содержание влаги, %: в каменном угле . 18 18 18 18 18
в буром угле . . . 40 40 40 40 40
Мощность электродвигателя. кВт 7 7 7 7 7.5
Прн отборе проб нз железнодорожных вагонов применяются
установки типа ОВ. представляющие комплекс оборудования
(рнс. 11). Установка типа ОВ (табл. 13) включает оборудование
не только для отбора проб, но и для нх разделки.
з Зак 1402
33
Рис. 10. Пробоотборник с отсекающей планкой:
/ — груз; 2 — пружин*; 3 — рычаг; 4 — приводная звездочка; 5 —упор; 6 — кооомысло;
7 — вад; 8 — планка отсекающая; 9 — муфта Болотова
Рис. 11. Установка типа О В для отборе проб из ж.-д. вагонов:
I — пробоотборник ковшового типа; 2 — передвижная тележка пробоотборника: 3 — опора;
4 — элеватор ленточный для удаления отколов; S — дробнльно-сократнтсльпыО агрегат;
6 — портал
Проборазделочные машины. Применяемые пробор азделочиые
машины делятся на машины для разделки и получения лабора-
торных проб н машины для получения аналитических проб.
Проборазделочиые машины для получения
лабораторных проб (рис. 12, табл. 14) работают по следую-
щей схеме.
34
Таблица 13
Технические характеристики установок типа ОВ
Наименование параметра
Максимальная крупность опробуемого угля, мм
Максимальная влажность опробуемого угля, %
Масса порции, кг.........................
Продолжительность отбора одной порции, с
Глубина отбора порций, мм..............-
Число обслуживаемых железнодорожных путей
Масса установки, кг......................
Тшюразмср
ОВ-2 08-3 ОВ-4
150 150 150
12.0 12,0 12,0
4—10 5—10 5—10
30 40 30-35
500-700 500-700 500—700
1 1 2
15 000 15 000 17875
Первичная проба дробится до размера кусков 0-3 мм, затем
сокращается до массы 2000 г. Далее проба делится на требуемое
число частей (от одной до трех).
Проборазделочпые машины для получения ана-
литических проб (рис. 13, табл. 15) позволяют яз первичной
пробы сразу получать аналитические, пригодные для химическо-
го анализа.
Рнс 12. Машина МПЛ-150 для подготовки лабораторных проб:
1 — питатель; 2 — дробилка молотковая. J — сократнтель ковшовый, 4 — течка; 9 — дели
тель сократнтель
3*
35
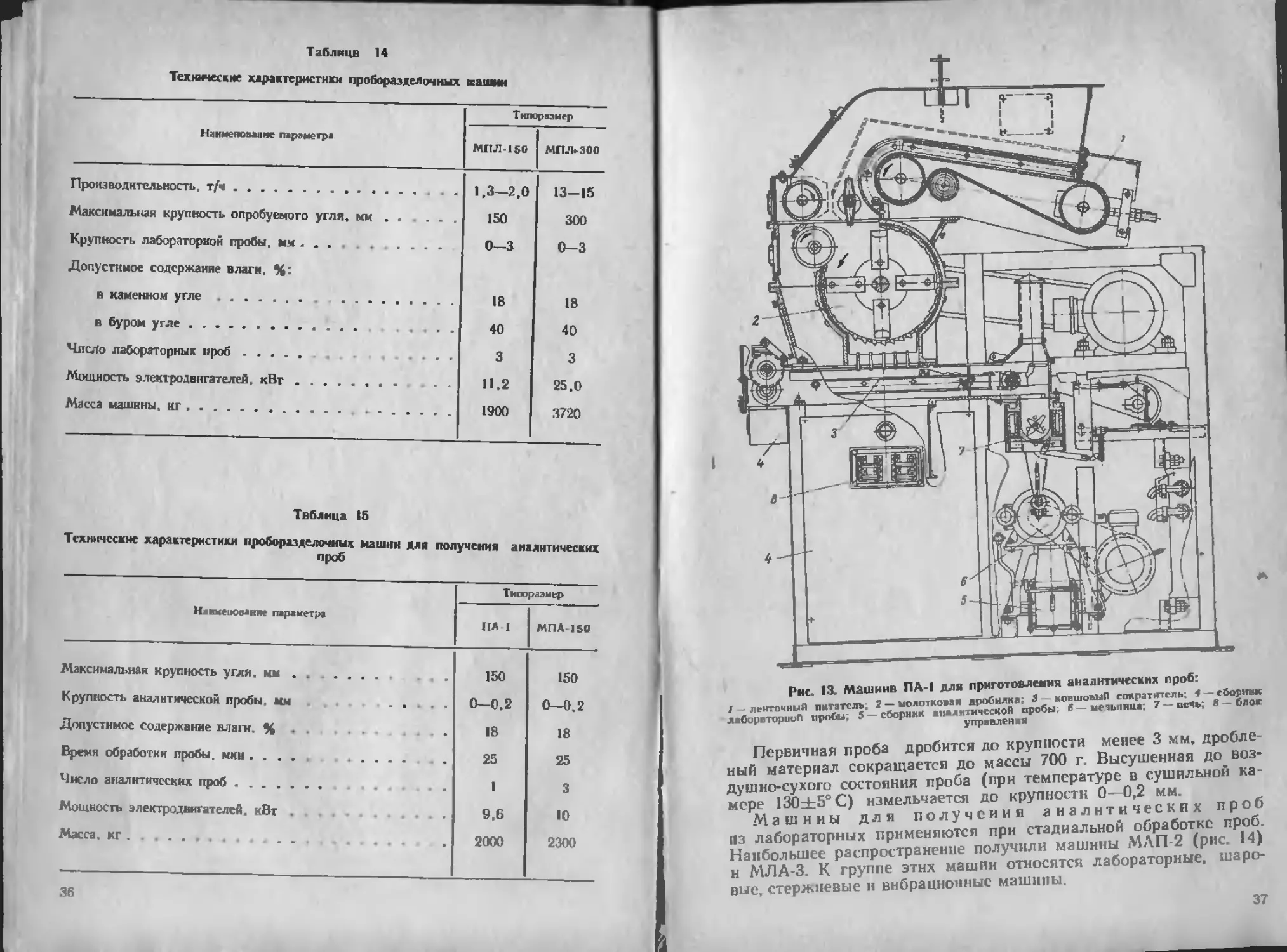
Таблице 14
Технические характеристики проборазделочных кашмн
Наименование параметра Типоразмер
МПЛ-150 МПЛ»300
Производительность, т/ч 1.3—2.0 13-15
Максимальная крупность опробуемого угля, мм . . ... 150 300
Крупность лабораторной пробы, мм 0—3 0-3
Допустимое содержание влаги, %:
в каменном угле 18 18
в буром угле 40 40
Число лабораторных проб 3 3
Мощность электродвигателей, кВт П.2 25.0
Масса машины, кг 1900 3720
Твблица 16
Технические характеристики проборазделочных машин для получения аналитических
проб
Наименование параметра Типоразмер
ПА 1 МПА-150
Максимальная крупность угля, мм 150 150
Крупность аналитической пробы, мм .... 0—0.2 0—0 2
Допустимое содержание влаги. % . 18 18
Время обработки пробы, мин .... ..... 25 25
Число аналитических проб . 1 3
Мощность электродвигателей. кВт 9,6 10
Масса, кг . ... 2000 2300
36
Рнс. 13. Машине ПА-1 для приготовления аналитических проб:
/—ленточный питатель; 2— молотковая дробилка; 3—ковшовый сократитесь; 4— сборник
лабораторкой пробы; 5 — сборник аналитической пробы, В—метьпниа; 7 — печь; 8 — блок
управления
Первичная проба дробится до крупности менее 3 мм, дробле-
ный материал сокращается до массы 700 г. Высушенная до воз-
душно-сухого состояния проба (при температуре в сушильной ка-
мере 130+5° С) измельчается до крупности 0—0,2 мм.
Машины для получения аналитических проб
из лабораторных применяются прн стадиальной обработке проб.
Наибольшее распространение получили машины МАП 2 (рис. 14)
н МЛА-3. К группе этих машин относятся лабораторные, шаро-
вые, стержневые и вибрационные машины.
37
Рис. 14. Машина МАП для приготов-
ления аналитических проб из лабора-
торных:
1 — бункер-воронка; 2— дозирующее уст-
ройство; 3— молотковая мельница; 4—мо-
лоток; 5 — крышка; 6 — стальное кольцо с
поперечными пазами шириной 0,4 мм; 7 —
приемная банка; В — электродвигатель;
» —станина; Ю — матерчатый фильтр
Таблица 16
Характеристика машин для получения аналитических проб из лабораторных
Типоразмер
Наименошние параметра
МАП-2 МЛА-Э
Производительность, кг/ч....................... . •
Крупность исходной пробы, мм ...............
Крупность измельченной пробы, мм............... . - .
Влажность исходной пробы............................
Число выданаемых проб............................ .
Мощность электродвигателя. кВт................. , - .
Масса кг................. ...........................
5—7 5—7
0—3 0—3
0-0.2 0-0.2
Воздушно-сухое
состояние
I 3
1.7 2.2
214 380
Технические характеристики .машин, предназначенных для по-
лучения аналитических проб нз лабораторных, приведены в
табл. 16.
Глава 111
ИССЛЕДОВАНИЕ ГРАНУЛОМЕТРИЧЕСКОГО СОСТАВА
УГЛЕЙ
Под гранулометрическим составом рядового угля или продук-
тов обогащения понимается распределение кусков сыпучей мас-
сы по размеру (крупности).
В практике углеобогащения и при проведении различных ис-
следований гранулометрическим состав углей и продуктов обога-
щении определяется в зависимости от крупности кусков материа-
ла ситовым и седиментометрнческнм анализами.
Ситовый анализ — метод разделения сыпучего материала на
продукты различной крупности. Разделение „сходного материала
производится на просеивающих поверхностях — решетах, решет-
ках, ситах и сетках.
Последовательное расположение решет или сит по размеру от-
верстий при разделении материалов называется шкалой гро-
хочения, а отношение размера отверстий смежных решет,
сит—модулем шкалы.
Рассев рядового угля (круп но кускового материала), согласно
действующему ГОСТ 2093—69, производится на решетах, ситах с
отверстиями следующих размеров: 150, 100, 50. 25. 13, 6, 3, 1
и 0,5 мм.
Для рассева мелкого материала применяют сита с отверстиями
1; 0.5; 0.25; 0.1; 0.074 и 0,045 мм.
В случае необходимости набор решет и сит может быть с от-
верстиями других размеров.
В полученных классах угля крупностью более 25 мм иногда
путем выборки из общей массы кусков примесей определяют со-
держание в ией соответствующих компонентов (угля, породы, кол-
чедана. сростков).
Взвешивание полученных классов угля производится с точно-
стью до 0.1%. Общие потери материала при производстве сито-
вого анализа не должны превышать 2% от первоначальной мас-
сы пробы угля.
Минимальная масса порций, составляющих пробу угля для про-
изводства ситового анализа, и масса пробы в зависимости от мак
енмалъпых размеров кусков угля приведены в табл. 17.
В отдельных случаях масса пробы может быть увеличена.
Графически представленные результаты ситового анализа на-
зываются характеристиками крупности. Они могут
быть представлены в виде частных (дифференциальных) и
суммарных (кумулятивных) кривых (рис. 15).
39
Таблица 17
Минимальная масса порции и пробы для ситового аналнаа
Максимальный размер кусков, мы Минимальная масса, кг Максимальный размер кусков, мм Минимальная масса, кг
порция пробы порция пробы
>200 60 1800 13-25 5 150
150—200 40 1200 6—13 2,6 78
100—150 30 900 3-6 1.2 3G
50-100 20 600 <3 0,6 18
25-50 10 300
Частная характеристика крупности изображает выход от-
дельных классов в процентах и представляет собой гистограмму,
состоящую из прямоугольников, которые указывают на преобла-
дание в смеси той нлн иной крупности зерен (см. рис. 15). По
этим прямоугольникам проводится кривая распределения
(кривая /).
Суммарная (кумулятивная) характеристика (кривая 2) изо-
бражает суммарный выход классов крупности в процентах (см.
рис. 15). Строятся эти кривые как по суммарному остатку мате-
риала на ситах (надрешетяому), так и по суммарному количест-
ву материала в просеявшихся классах (подрешетному).
40
В практике обычно пользуются способом суммирования по
остатку на ситах — «по плюсу».
Суммарные характеристики ситового анализа позволяют опре-
делить выход и зольность любого класса крупности.
Например, необходимо определить выход н зольность класса
10—15 мм. На оси крупности (см. рис. 15) находим эти размеры,
восставляем перпендикуляры до пересечения с кривой суммарного
выхода 2 и получаем, что выход класса >10 мм составляет 50%.
а выход класса >15 мм — 41%. Выход класса 10—15 мм соста-
вит: 50—41=9%.
Далее, проводя горизонтали выходов до пересечения с кривой
зольности получаем, что зольность класса > 10 мм составляет
32,5%, а зольность класса >15 мм составляет 35,5%. Тогда золь-
ность интересующего нас класса составит
50 325-.41.35 5 _
9
Если суммарная кривая, построенная по «плюсу», выпуклая,
то в смеси зерен продукта преобладают крупные классы материа-
ла, если вогнутая — мелкие классы (рис. 16).
Полученные классы крупности угля ялн продукта обогащения
подвергаются обработке с целью получения аналитических проб
(см. главу II) для производства анализов на золу и сер}
Между выходом у отдельных классов н крупностью d частиц
илн между суммарным остатком R и размером d отверстий сит
разными авторами предложено несколько функциональных зави-
симостей.
А. М. Годеп, С. А. Андреев, Шуман предложили степенное
уравнение
100 —Л— loof—Ji-Y, (3)
' ^тах /
где /? —суммарный остаток на сито с отверстиями dr %;
(100—/?) -суммарный просев через то же енто, %; dmax —раз-
мер отверстий сита максимального размера на котором остаток
равен нулю; k — степень кривизны характеристики (при А>1 кри-
вая выпуклая, при Л=1 прямая линия, при /г<1 кривая вогну-
тая)
В логарифмической сетке уравнение (3) изображается прямой
линией
Показатель степени k находится в пределах 0,7—1. Уравнение
(3) справедливо только для материала мелких классов.
Для характеристики гранулометрического состава продуктов
широкое распространение получило экспоненциально-степенное
уравнение Розина - Раммлера
10° . (4)
где /?- суммарный остаток на сите d, %; т, п—постоянные,
характерные для данного материала.
41
Которое является частным случаем общего уравнения Розина —
Раммлсра при л=1.
Выражая правые части уравнений (4) и (5) через поминаль-
ную крупность du, получаем
(6)
R
(7)
Постоянная т, если d=l мкм, численно равна содержанию
ро-1 в продукте класса мельче 1 мкм, выраженному в долях еди-
ницы.
При р0_। = 1 % т=0,01; при Po-i=2% m = 0,02 и т. д.
Прямая (рис. 17), являющаяся функцией формулы (7), пред-
ставляет собой универсальную характеристику крупности, позво-
ляющую определить гранулометрический состав продукта по но-
минальной крупности dfl (т. е. по размеру ячеек сита, на котором
остаток равен 5%) или по суммарному остатку на каком-либо
одном сите.
Например, в продукте содержание класса <0,074 мм равно
58% (Р =58%). Требуется определить остаток на сите d=0,15 мм.
Остаток на сите do = 0,074 мм составляет
/?п -- 100 - р74 ИХ) - 58 = 42%.
42
На графике (см. рис. 17) находим точку А с ординатой
/?=42% и абсциссой 0,29.
Тогда номинальная крупность равна
du = 0.255 мм.
ь 0,29 0,29
Отношение размера заданного сита d = 0,15 мм к найденной
номинальной крупности
— „ = 0,59.
dH 0,255
Если отложить величину 0.59 на оси абсцисс (см. рис. 17) и
провести вертикаль, то получим точку В, имеющую ординату /? =
= 17%. Следовательно, остаток на сите 0,15 мм составляет при-
мерно 17% (точка Н соответствует номинальной крупности)
Приближенное уравнение (7) и характеристическая прямая
(см. рнс. 17) используются для ориентировочной опенки крупности
продуктов, для которых угол наклона прямой линии близок к 45°
и tg с^1
Для более мелких продуктов, для которых а«50—60е, упро-
щенное уравнение (7) нс может быть использовано.
Для мелких продуктов следует пользоваться уравнением Ро-
зина— Раммлсра (4) или уравнением (6).
Оценка распределения материала по классам крупности произ-
водится по характерному параметру а. представляющему собой
степень дисперсности:
ad
у- е .
где у — выход класса средней крупности d, %; а — степень ди-
сперсности класса средней крупности d; d — средний размер зе-
рен класса, мм.
Каждый класс крупности зерен материала имеет свою дисперс-
ность. Степень дисперсности всей массы материала определяется
как средпедииамическая всех классов:
а — У»0»+ Vag« + ♦ « • -г Уп°п
100 ’
где уь Y2....Yn — выходы классов крупности, %; fli, а2. .... —
степень дисперсности материала каждого класса:
In 100 In 100 In 100
fl2-----—;
О1 4 On
где d\, di. .... dn — средние размеры продукта каждого класса,
мм.
Степень дисперсности подсчитывается по данным грануломет-
рического состава материала.
Можно подсчитать степень дисперсности любого продукта как
по данным гранулометрического состава, так и по данным седи-
меитометричсского анализа. Чем выше значение fl, тем днсперсиее
43
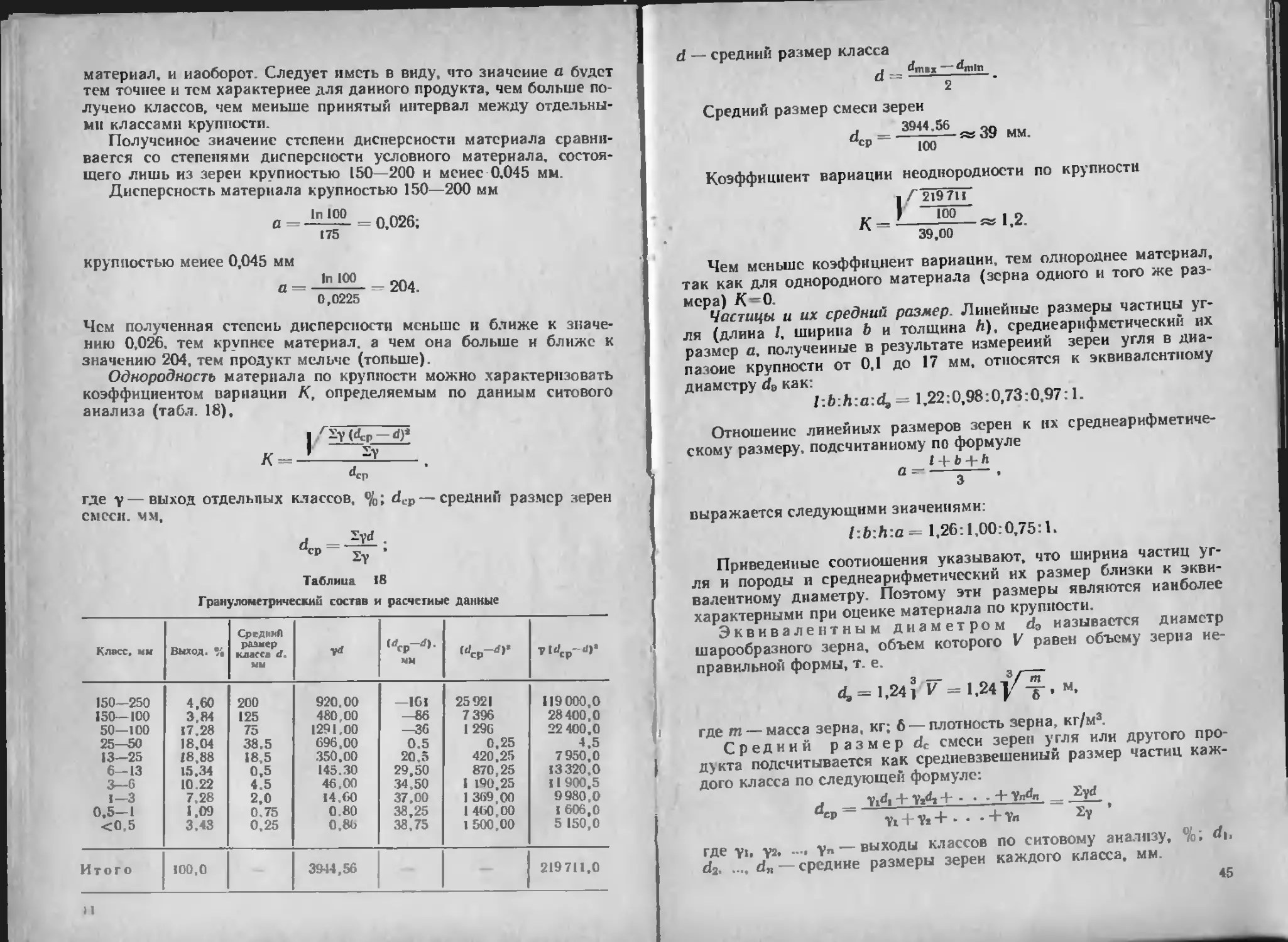
материал, и наоборот. Следует иметь в виду, что значение а будет
тем точнее и тем характернее для данного продукта, чем больше по-
лучено классов, чем меньше принятый интервал между отдельны-
ми классами круппостп.
Полученное значение степени дисперсности материала сравни-
вается со степенями дисперсности условного материала, состоя-
щего лишь из зерен крупностью 150—200 и менее 0.045 мм.
Дисперсность материала крупностью 150—200 мм
о=_1пКЮ = 0 02б.
крупностью менее 0,045 мм
а =
In 100
0,0225
= 204.
Чем полученная степень дисперсности меньше и ближе к значе-
нию 0,026, тем крупнее материал, а чем она больше и ближе к
значению 204, тем продукт мельче (топыне).
Однородность материала по крупности можно характеризовать
коэффициентом вариации К, определяемым по данным ситового
анализа (табл. 18),
1 —<0*
^ср
где у—выход отдельных классов, %; dcp— средний размер зерен
смеси, мм.
d
ср Sv •
Таблица 18
Гранулометрический состав и расчетные данные
Класс, мн Выход. % СредпиЛ размер класса мы pd мм “'ер-"»’ V1
150—250 4,60 200 920.00 —161 25 921 119000,0
150—100 3,84 125 480 00 —86 7 396 28400,0
50—100 17.28 75 1291.00 36 1 296 22 400,0
25—50 18,04 38.5 696,00 0.5 0,25 4.5
13—25 18.88 18,5 350,00 20.5 420,25 7 950,0
6—13 15.34 0,5 145.30 29.50 870,25 13320,0
3—6 10.22 4.5 46,00 34,50 1 190,25 11 900.5
i—3 7.28 2,0 14,60 37,00 1 369,00 9980,0
0,5—1 1.09 0.75 0.80 38,25 I 4(Ю 00 1 606,0
<0,5 3.43 0,25 0,86 38,75 1500,00 5150,0
Итого 100,0 3944,56 219711,0
II
d — средний размер класса
^mln
2
Средний размер смеси зерен
. 3944.56 оп
dco =----------т 39 мм.
ср 100
Коэффициент вариации неоднородности по крупности
Г 219711
-----« 1,2.
39,00
Чем меньше коэффициент вариации, тем однороднее материал,
так как для однородного материала (зерна одного и того же раз-
мера) К-0.
Частицы и их средний размер. Линейные размеры частицы уг-
ля (длина /, ширина b и толщина Л), среднеарифметический их
размер а, полученные в результате измерений зерен угля в диа-
пазоне крупности от 0,1 до 17 мм, относятся к эквивалентному
диаметру d0 как:
l.b.h.a.d, = 1,22:0,98:0,73:0.97:1.
Отношение линейных размеров зорен к их среднеарифметиче-
скому размеру, подсчитанному по формуле
а=д+»+»
выражается следующими значениями:
l:b:h:a = 1.26:1.00:0,75:1.
Приведенные соотношения указывают, что ширина частиц уг-
ля и породы и среднеарифметический их размер близки к экви-
валентному диаметру. Поэтому эти размеры являются наиболее
характерными при оценке материала по крупности.
Эквивалентным диаметром d0 называется диаметр
шарообразного зерна, объем которого V равен объему зерна не-
правильной формы, т. е.
d,= 1,24) V = 1,24 м,
где m — масса зерна, кг; 6 — плотность зерна, кг/м3.
Средний размер dc смеси зерен угля или другого про-
дукта подсчитывается как средневзвешенный размер частиц каж-
дого класса по следующей формуле:
J + - - + Уп^п __ 2yd
ср Vi + Vi+ . • .+?Л Еу
где yi, уз... уп — выходы классов по ситовому анализу, %; <fi,
d2...dn — средние размеры зерен каждого класса, мм.
45
Машины и приборы для рассева проб. Машины РП-2 предназ-
начены для производства ситового рассева угля эксплуатационных
проб, отбираемых па шахтах, разрезах и углеобогатительных фаб-
рика X.
Машина представляет собой передвижную самоходную уста-
новку, смонтированную на niaccn грузового автомобиля. Она обо-
рудована грохотом для получения крупных классов (100—150;
50—100; 25—50 и 0 25 мм), грохотом для получения мелких
классов (13—25; 6—13; 3—6 и 0—3 мм) и вибрационным грохо-
том для получения классов 1—3; 0,5—1 и 0 -0,5 мм.
Кроме того, эта установка имеет стол для углеразборкн круп-
ных классов иа уголь, сростки, породу, колчедан и сократитель
проб.
Техническая характеристика машины РП-2
Производительность машины, т/ч..............................до 2,5
Частота колебании грохота для крупных классов в I млн . . . 995
Мощность электродвигателя. кВт..............................1,7
Частота колебаний грохота для мелких классов в I мил . . . 1420
Мощность электродвигателя, кВт .............................1,7
Частота колебаний вибрационного сита в 1 мин ........ 1410
Мощность электродвигатели. кВт..............................0.6
Масса машины кг............................................. 7225
Производство ситового анализа мелких материалов (<6 мм)
осуществляется па встряхивателях.
Механический встря.х ивате ль (рис. 18) предназна-
чен для сухого рассева материала. Он состоит из набора сит /,
корпуса 2, приводного механизма, сообщающего ситам качатель-
ные движения в горизонтальной плоскости. На валике 3 закреп-
лен кулачок 4 Каждый оборот валика вызывает подъем штока 5,
ударника 6, который при опускании и ударе по верхней крышке
производит интенсивное встряхивание сит. Приводной механизм
заключен в масляной ванне 7.
Порция материала, засыпанного иа верхнее сито, в результа-
те горизонтальных качаний и встряхиваний сит расссвается иа
классы. Нижний класс собирается в поддоне.
Вибровстрях ивате ль (рис. 19) предназначен как для
сухого, так н для мокрого рассева. Мокрый способ рассева более
точный, так как устраняет комкование просеиваемого материала.
Вибровстряхнватсль состоит из деревянной рамки /, электро-
двигателя 2 (мощность 0,2 кВт, « = 750 об/мин), дебалансного
устройства 3, набора сит 5 и подвижного прижимного кольца 4.
Работа на встряхиватсле этой конструкции осуществляется в
следующем порядке. После включения встряхивателя на верхнее
сито небольшими порциями кружкой загружается мокрый мате-
риал. Туда же непрерывно подается малой струйкой чистая вода.
Масса первоначальной пробы шлама или другого мелкого мате-
риала принимается равной 500 г. Рассев и подача воды произво-
дятся до тех пор, пока в сборный бачок 6 ие пойдет чистая во-
да. Затем вибровстряхиватель останавливается и материал с каж-
46
Рис. 18 Механический встряхива-
гель
Рис. 19. Вибровстряхнватель
дого сита осторожно смывается в отдельные противни. Каждый
класс исследуемой пробы высушивают, взвешивают и затем отби-
рают пробы для определения зольности и в случае необходимо-
сти содержания серы. Тонкий класс, попавший в бачок 6, отстаи-
вается, чистая вода удаляется сифоном, а от высушенных и взве-
шенных осадков отбираются пробы для определения зольности н
сернистости.
Для сухого нли мокрого рассева материалов применяется так-
же элекромагнитный встряхиватель. Набору сит с помощью элект-
ромагнита сообщается 3000 колебаний в минуту. При мокром гро-
хочении на верхнее сито подается вода через разбрызгиватель.
Седиментационный (седимеитометрический) анализ проводит-
ся для определения в дисперсных системах размера я относитель-
ного содержания частиц различной крупности по скорости их
оседаиня (седиментации). При различных интервалах свободного
падения или при различных скоростях восходящей струн можно
получвть необходимое число фракций различной крупности.
47
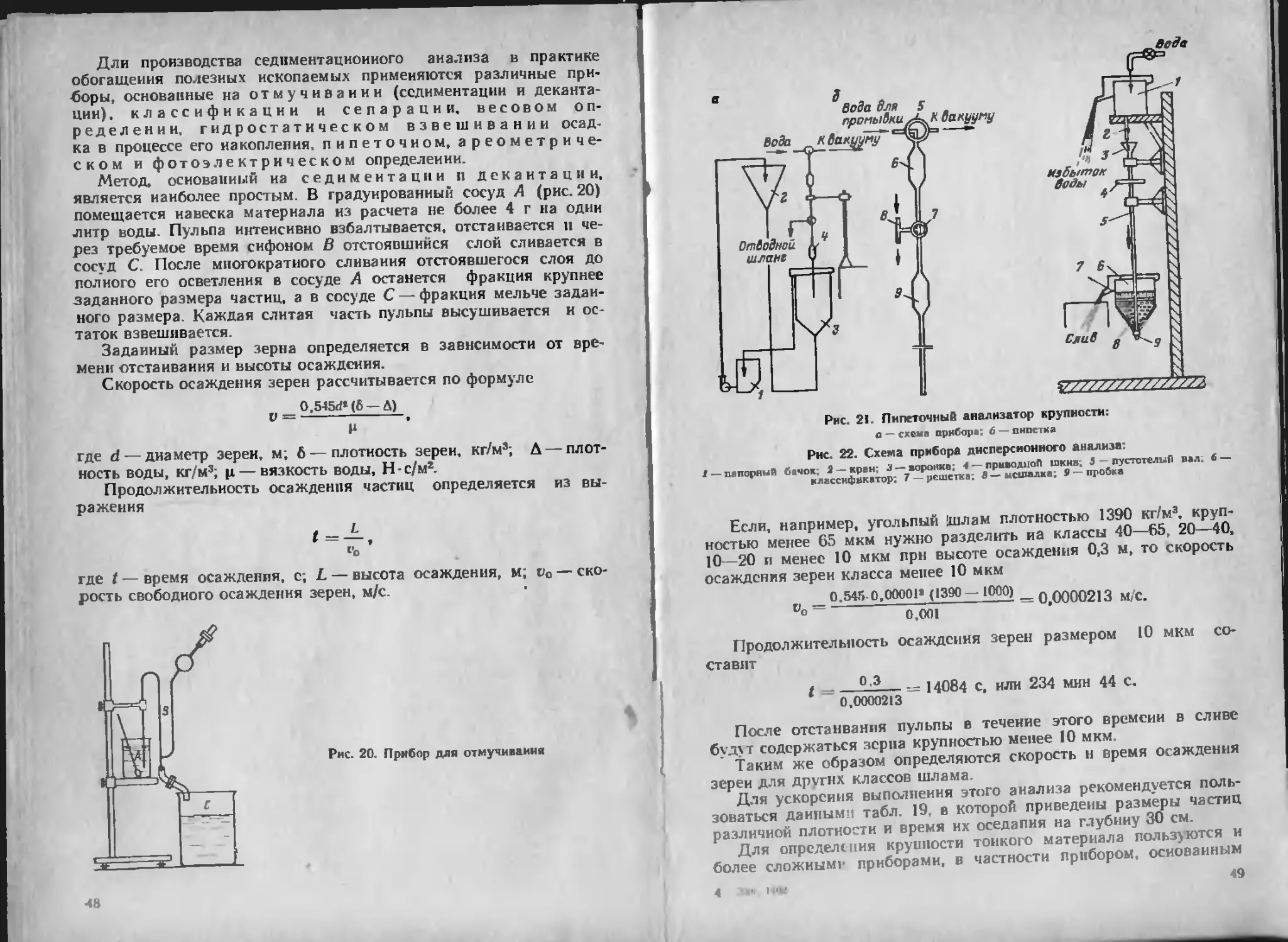
Дли производства седиментационного анализа в практике
обогащения полезных ископаемых применяются различные при-
<5оры, основанные на отмучивании (седиментации и деканта-
ции). классификации и сепарации, весовом оп-
ределении. гидростатическом взвешивании осад-
ка в процессе его накопления, пипеточном, а реометр и че-
ском и фотоэлектрическом определении.
Метод, основанный на седиментации п декантации,
является наиболее простым. В градуированный сосуд А (рис. 20)
помещается навеска материала нз расчета не более 4 г на один
литр воды. Пульпа интенсивно взбалтывается, отстаивается п че-
рез требуемое время сифоном В отстоявшийся слой сливается в
сосуд С. После многократного сливания отстоявшегося слоя до
полного его осветления в сосуде А останется фракция крупнее
заданного размера частиц, а в сосуде С — фракция мельче задан-
ного размера. Каждая слитая часть пульпы высушивается и ос-
таток взвешивается.
Заданный размер зерна определяется в зависимости от вре-
мени отстаивания и высоты осаждения.
Скорость осаждения зерен рассчитывается по формуле
0,545d* (6 —Д)
и
где d — диаметр зереи, м; б — плотность зерен, кг/м3; А — плот-
ность воды, кг/м3; р. — вязкость воды, Н-с/м2.
Продолжительность осаждения частиц определяется из вы-
ражения
1’о
где t — время осаждения, с; L — высота осаждения, м; v0 — ско-
рость свободного осаждения зерен, м/с.
Рис. 20. Прибор для отмучивания
48
Рис. 21 Пипеточный анализатор крупности:
а — схема прибора; 6 — пипетка
Рис. 22. Схема прибора дисперсионного анализа:
2 — напорный бачок; 2 — крен; 3—воронив; 4 —приводной шкив; 5 — пустотелый вал; 6 —
классификатор; 7 — решетка; 8 — мешалка; 9 — пробка
Если, например, угольный !шлам плотностью 1390 кг/м3, круп-
ностью менее 65 мкм нужно разделить иа классы 40—65, 20—40,
10—20 и менее 10 мкм прн высоте осаждения 0,3 м, то скорость
осаждения зерен класса менее 10 мкм
= 0.545.0,00001.(1390-1000) = 0
° 0,001
Продолжительность осаждения зерен размером 10 мкм со-
ставят
t = ——— — 14084 с, или 234 мин 44 с.
0,0000213
После отстаивания пульпы в течение этого времени в сливе
будут содержаться зерна крупностью менее 10 мкм.
Таким же образом определяются скорость н время осаждения
зерен для других классов шлама.
Для ускорения выполнения этого анализа рекомендуется поль-
зоваться данными табл. 19, в которой приведены размеры частиц
различной плотности и время их оседапия на глубину 30 см.
Для определения крупности тонкого материала пользуются и
более сложными приборами, в частности прибором, основанным
4 ТМ 14>Ы 49
I
Таблица 19
Размер частиц (мкм) в зависимости от времени оседания их в воде
на глубину 0,3 м
Плотность частиц, кг/м1
Время оседаяня частиц, мни I3S0 1400 1450 1БОО 1550 1600 1800 2000
1 160,5 152,5 150,0 140,0 130.0 122,5 105,0 95.fr
2 125,0 112,5 105,0 97,5 95,0 86,5 75,0 67,7
3 95,0 87,5 82,5 80.0 77.5 69.0 61,0 57.5
5 74,0 70,0 67,0 64,5 01.5 56,0 48,5 42,5
7 64,5 62,5 57,5 56,0 53,0 48,0 42,0 37,0
10 56,0 53,0 49,0 40,0 43,0 40,5 35.5 32,0
20 37,5 35,5 33,0 32,0 29,0 28,5 25.5 22,0
30 25,0 23,0 20,5 19,8 19.0 18,0 16,0 13,5
60 17,5 16,0 15,0 13,8 13,3 12.5 10,0 8.5
100 9.5 8,0 7,0 6,2 5,0 5.5 5.0 3.8
120 0,5 5,0 4.8 4,5 4,2 4.1 4.0 3,05
180 3,0 2,8 2,5 2,0 1.9 1.75 1.0 0.70
иа принципе пипеточного способа отбора проб и измерения раз-
мера частиц с помощью микроскопа.
В систему прибора (рис. 21) при помощи емкости 1 и насоса
заливается 10 л пульпы, содержащей твердого не более 20 г/л.
После перемешивания пульпы в течение одной минуты пасос оста-
навливается и закрывается кран на трубе, служащей для подачи
пульпы из сосуда 2 в сосуд 5, из которого начинается отбор проб
пипеткой. Пипетка 4, состоящая из двух резервуаров 6 и 9 и цвух
трехходовых кранов 5 и 7 погружается в пульпу на 50 мм от
уровня слива. Трехходовой край 5 должен занимать такое поло-
жение, при котором в пипетке с помощью верхнего сосуда емко-
стью 2,5 л создается вакуум. Когда пипетка установлена в ра-
бочем положении, открывается кран 7 и пульпа всасывается в
пипетку. После заполнения пипетки выше уровня нижнего крана 7
последний перекрывают таким образом, чтобы через патрубок 8
могли быть удалены излишки пробы. Верхнюю часть пипетки 6 до
крана 7 промывают чистой водой через край 5. Пипетку с пробой
вынимают нз сосуда 3 и содержимое се выпускают в чистый ста-
канчик. В него же смывают остатки пробы со стенок пипетки.
Пробы высушивают п взвешивают.
После просушки материал просматривают под микроскопом и
устанавливают в каждой пробе размер наиболее крупных частиц,
преобладающих в смеси.
Частота отбора проб диктуется интервалом врсмеип, принятым
между отбором проб.
Предположим, что отбор производят через 1, 5, 15, 30, 60, 120
и 240 мии. В этом случае получают 8 классов крупности. Указан-
ным интервалом времени отбора проб соответствуют следующие
размеры классов: более 150, 150—72, 72—42, 42—30, 30—20,
20—15, 15—10 и менее 10 мкм.
50
От первоначальной массы твердого 0,6 г, содержащегося в
объеме пульпы, равном объему пипетки (30 см3), вычитается
масса твердого, содержащегося в первой отобранной пробе Раз-
ница в массе представляет собой массу частиц, ушедших за это
время из зоны опробуемой пульпы. Масса второго класса круп-
ности получается вычитанием массы второй пробы из массы пер-
вой гпробы и т. д. Например,
0,6 г— исходная масса
0,5 г —масса первой пробы_____
0,1 г—масса класса более 150 мкм ’
0,50 г—масса первой пробы
0,39 г — масса второй пробы
0,11 г—масса класса 150—72 мкм и т. д.
Масса материала последнего класса определяется вычитанием
суммы масс всех классов из первоначальной массы пробы (0,6 г).
Дня определения размеров тонких частиц применяется прибор,
принцип действия которого основан на гидравлической
классификации материала (рис. 22).
Он состоит из сосуда с коническим дном. В верхней Цилиндри-
ческой части сосуда имеется кольцевой желоб для слива, а внут-
ри него установлена успокоительная решетка из нержавеющего
материала. В центре конуса проходит пустотелый медленно вра-
щающийся вал с перфорированными лопастями.
Навеска материала массой 50—100 г интенсивно перемеши-
вается в стакане с водой до полного смачпваиия всех частиц и
прекращения выделения пузырьков воздуха. Затем выключается
электродвигатель, выпускное отверстие конуса закрывается проб-
кой и приготовлеииая пульпа загружается в него. После этого в
пустотелый вал подается предварительно отрегулированная струя
волы. В зависимости от количества поступающей воды в конусе
создается скорость восходящего потока, соответствующая скорости
падения нужных нам зорей. Таким образом, изменяя количество
воды, получаем разные скорости восходящего потока и, следова-
тельно, разный размер частиц в сливе конуса.
Скорость восходящего потока подсчитывается по формуле
а максимальный размер уносимых частиц в слив по формуле
а.=: 1 /--------—, см,
у 545 (6—1000)
где v — скорость осаждения, см/с; Q — количество воды, мл; F —
площадь сечения восходящей струи иа } ровне слива, см2; 6 —
плотность [материала, г/см3.
51
Следует иметь в виду, что приведенная формула дает относи-
тельно точные результаты в пределах крупности 0—120 мкм. Для
более крупных частиц она дает приближенный результат.
Гранулометрический состав рядовых углей разных марок кон-
центрата, промпродхкта и породы по эксплуатационным пробам
характеризуется слишком большим разбросом данных.
При проектировании новой или наладке действующей фабрики
необходимо производить в каждом случае исследование как по-
ступающих (рядовых) углей, так н продуктов обогащения, так как
гранулометрический состав рядовых углей разных марок, а также
концентрата, промпродукта и породы для различных эксплуатаци-
онных проб характеризуется большим колебанием данных.
Глава IV
ФРАКЦИОННЫЙ СОСТАВ УГЛЕЙ
Фракционный состав углей, т. е. состав по фракциям плот-
ности, характеризует количественное распределение Зольности
углей по фракциям плотности. Зольность углей распределяется
примерно пропорционально нх плотности. Если разделить уголь
на ряд фракций по плотности, то во фракции с наибольшей плот-
ностью окажутся наиболее зольные зерна, во фракции с меньшей
плотностью — сростки и близкие к ним зерна по зольности, во
фракции, имеющей низкую плотность, — наиболее чистые зерна
угля по зольности. Эта зависимость изображается в виде кривой
(рис. 23). представляющей характер распределения зольности во
фракциях различной плотности.
Распределение зольности по фракциям плотности позволяет
судить о возможности разделения исходного угля и а продукты
обогащения.
Результаты разделения иа фракции служат эталоном, с кото-
рым сравнивают промышленные результаты гравитационного обо-
гащения. Кроме того, данные фракционного анализа позволяют
составить теоретический баланс продуктов обогащения, являю-
щийся основой для расчетов результатов обогащения при проек-
тировании углеобогатительных фабрик. Фракционный состав уг-
лей определяется с помощью фракционного анализа.
Масса пробы для производства фракционного анализа зависит
от размера наибольших кусков опробуемого угля:
52
Размер наибольшего куска, мм . . 100 50 25 13 6 3 1
Наименьшая масса пробы, кг ... . 50 25 13 6 3 1,5 0,5
Массу пробы можно определить как
9 = 4/2,
где q — масса пробы, кг; d— размер наибольшего куска, мм.
Порядок проведения фракционного анализа установлен ГОСТ
4790 75.
В качестве среды, в которой производится расслоение проб
углей и продуктов обогащения по плотности, применяются тяже-
лые неорганические жидкости: раствор хлористого цивка (ZnCfe)
и хлористого кальция (CaClz).
Рис. 23. Распределение зольности
во фракциях угля различной плот-
ности
Рнс. 24. Схема проведения фрак-
ционного анализа (о) и бачок для
расслоения пробы угля (6)
С исходный
]/8<Мй
____А А. ---«fflk--
I Ц Ш IV V VI vn vut к
Фракции плотности
*ЦЗ I,6-1,8 1.82,0 2,0-2,2 2,2-2,5 >2,5tfctP
В практике обогащения углей и при лабораторных исследова-
ниях повсеместное распространение получил раствор хлористого
цинка, так как из него легко получать растворы большой и малой
плотности путем добавки или выпаривания воды.
Необходимые плотности растворов возможно получить при
следующем содержании хлористого цинка:
Плотность раствора при темпе-
ратуре 15 С. кг/м*.... 1300 1400 1500 1600 1800 2000
Содержание ZnClz, % . 31 39 46 52 63 72
Применение неорганических тяжелых жидкостей связано с не-
обходимостью тщательной промывки расслаиваемых продуктов.
Кроме того, они оказывают химическое действие на некоторые
составные части угля (главным образом карбонаты).
К недостаткам этих жидкостей следует отнести их повышен-
ную вязкость, что исключает применение неорганических жидко-
стей для расслоения угля размером менее 1 мм.
Для расслоения угля или продуктов обогащения размером
менее I мм применяются органические жидкости, которые легко
испаряются, ие требуют промывки расслоенных продуктов, не ока-
зывают никакого химического воздействия на составляющие ком-
поненты угля и обладают меньшей вязкостью по сравнению с вяз-
костью неорганических жидкостей.
Такими жидкостями являются четыреххлористый углерод
(CCL) плотностью 1610 кг/м3 при температуре 15° С и бромоформ
(СНВг3) плотностью 2810 кг/м3.
Для получения растворов меньшой плотности к четыреххлоря-
стому углероду добавляют бензол СбНв, а для увеличения плот-
ности — бромоформ СНВгз в следующих количествах:
Плотность раствора, кг/м* . . 1300 1400 1500 1500 1800 2000
Бензольный раствор, %:
СС1<................... 60 74 89 — — —
СяНв................... 40 26 11 — — —
Раствор бромоформа, %:
СНВгя................... - — - 2 21 41
СС1«.................... — — — 98 79 59
Расслоение угля на различные фракции по плотности произ-
водится в специальных бачках (рнс. 24), наполненных тяжелой
жидкостью (ZnCl2) различной плотности.
Из пробы, предназначенной для фракционного анализа, уда-
ляются частицы, размер которых меньше размера частиц данного
класса, а затем порциями не более 10 кг уголь загружается в
бачок, имеющий сетчатое дно. Бачок с углем сначала погружается
в тяжелую жидкость с наименьшей плотностью, например
1300 кг/м3. Погруженный в жидкость продукт тщательно переме-
шивается, а затем расслаивается в течение 1—5 мни (в зависи-
мости от крупности расслаиваемого материала). Всплывшею
фракцию, имеющую меньшую плотность, снимают ’решетчатым
черпаком и загружают в бачок с сетчатым дном для стекания
остатков тяжелой жидкости.
Полученную таким путем фракцию угля в течение 2 -3 мин
промывают водой, подсушивают до воздушно-сухого состояния
при температуре 50±5°С, взвешивают с точностью до 5 г н от-
бирают пробы на зольность и в случае необходимости на содер-
жание серы.
Осевшую часть угля, обладающую большей плотностью, чем
всплывшая, вынимают вместе с сетчатым бачком из сосуда и
после стекания остатков раствора погружают ее в следующий
бачок, наполненный более плотной жидкостью (например,
1400 кг/м3). Всплывшую фракцию расслаиваемого продукта сни-
мают и подвергают промывке и просушке, а осевшую часть вместе
с сетчатым бачком после стекай ня жидкости погружают в следую-
щий бачок, наполненный раствором хлористого цинка большей
плотности (например, 1500 кг/м3).
В последней наиболее плотной жидкости (1800 кг/м3 — для
каменных углей и 2000 кг/м3 — для антрацитов) получают также
две фракции: всплывшую и утонувшую, которые обрабатывают,
как и предыдущие.
Фракционный анализ угля крупностью менее 1 мм произво-
дится в лабораторной центрифуге с быстро вращающимися ме-
таллическими гильзами. В эти гильзы вставляются стеклянные
пробирки, наполненные тяжелой жидкостью требуемой плотности.
Нзвеска угля размером менее 1 мм и массой 80 г делится на
четыре части, каждая из которых загружается в отдельную про-
бирку. В эти же пробирки заливается по 80—90 см3 тяжелой
жидкости и их содержимое тщательно перемешивается до полного
смачивания угля. Затем каждая пробирка взвешивается; их масса
уравнивается путем добавки жидкости той же плотности.
Пробирки вместе с содержимым вставляются в гильзы и за-
тем центрифуга включается на 5 мин при частоте вращения
3000 об/мин.
Полученные фракции (всплывшая и утонувшая) подсушивают-
ся и взвешиваются с точностью до 0,01 г.
В результате взвешивания полученных продуктов подсчитыва-
ются выхода каждой фракции в процентах от массы исходной
пробы п от рядового угля и затем определяется их зольность.
Полученные результаты расслоения какого-либо класса угля
оформляются в виде табл. 20.
На основании результатов табл. 20 строятся кривые обогати-
мости для каждого расслоенного класса угля, а затем строятся
суммарные кривые для рядового (исходного) угля.
Обогатимость любого рядового (исходного) угля или отдель-
ных его классов характеризуется кривыми X, р, 0 и б.
Для построения этих кривых на ординате откладываются вы-
хода полученных фракций, а на осн абсцисс — зольность. В ре-
зультате получается ряд прямоугольников (рис 25). через середи-
ну ординат которых проводится плавная кривая X, Ьтсекающая
равновеликие (заштрихованные) площади по обе стороны кривой.
55
Таблица 20
Результаты фракционного анализа угля
Фракция плотности, кг/ы1 Выход. % *=. % Суммарные фракции
ит класса от рядового угля всплывшие утонувшие
выход, % эоль- востъ. % выход. % эоль- ность. %
<1300 52.2 6,14 3,2 52,2 3.2 100.0 22.0
1300—1400 14.6 1,72 10,1 66,8 4.7 47,8 42,5
1400—1500 6.5 0,76 19,7 73.3 6,0 33.2 56,7
1500—1500 4.0 0.47 27,4 77,3 7.1 26,7 65.8
1600—1800 3.6 0.42 38.2 80,9 8.5 22 7 72.5
<1800 19,1 2,25 79,0 100,0 22.0 19.1 79.0
Итого 100,0 11,76 22.0 — — — —
Отмытый шлам — 0,34 27,3 — — — -
Всего — 12,10 22,1 — — - -
Кривая X показывает распределение зольности по элементар-
ным слоям угля в зависимости от выхода фракций определенной
плотности.
Кривая р является производной кривой X, она показывает
зависимость суммарного выхода всплывших фракций от нх золь-
ности.
Рнс. 25. Кривые характеристики угля
Построение кривой 3 осуществляется двумя методами — гра-
фическими по кривой X и по суммарной зольности всплывших
фракций.
Графический метод в практике исследования углей пе исполь-
зуется, так как ои более сложен и менее точен, чем построение
кривой по данным фракционного анализа.
Нанесение иа диаграмму рис. 25 кривой р осуществляется по
данным табл. 20: иа осн абсцисс откладывается суммарная золь-
ность всплывших фракций, а па осн ордниат — суммарный выход
тех же фракций сверху.
Кривая 10 является также производной кривой X и характери-
зует зависимость суммарного выхода утонувших фракций от их
зольности. Оиа строится по суммарным данным (табл. 20) утонув-
ших фракций (см. рис. 25).
Кривая 6 характеризует зависимость суммарного выхода
всплывших фракций от плотности разделения. Для ее построения
плотность фракций откладывается на верхней оси абсцисс диа-
граммы (см рис. 25).
Вид этих кривых изменяется с измененном свойств угля, по-
этому они являются наиболее характерными выразителями обо-
гатимости углей.
Однако изучение одного класса углей не даст полной харак-
Таблкиа 21
Данные для построения суммарных кривых
Фракция плотности. кг/м* Выход, % Золыюсть. % Суммарные фракции
всплывшие утонувшие
выход, % зольность. % выход. % зольностьг
Класс 0—100 мм
<1300 59,84 1.7 59,84 1.70 85,12 18,2
1300—1400 4,41 8.4 64,25 2,16 25,28 57.4
1400—1500 1.75 17.3 66,00 2.57 20.87 67,9
1500—1600 1,36 26.9 67.36 3,05 19,12 72,4
1600—шею 1 74 40.1 69, 10 4,00 17.76 75,9
1800—2000 1,66 57,2 70,76 5,24 16,02 79,6
>2000 14,36 82,2 85,12 18,20 14.36 82,2
Итого 85,12 18,2 — — — — '
Продукт обесшламли- 2,12 7,7 — — — —
ваняя Класс >100 мм
Уголь 7,54 2,06 — — — —
Порода 5.22 84,10 — — — —•
Всего 100,00 20.21 -
гсристики обогатимости всего угля. Для получения данных об
обогатимости всего угля строятся суммарные кривые (см. табл. 21,
рис. 26).
Эти кривые не только показывают распределение золы по
всем классам данного угля, по и позволяют получить теоретиче-
ский баланс продуктов обогащения, т. е. выхода и зольности
концентрата, промежуточного продукта и отходов.
Суммарная ступенчатая кривая X строится на основании тео-
ремы Рейигардта Предположим, имеется подвергаемый обога-
щению расслоенный уголь крупностью 0—100 мм, исрасслоеииый
класс крупнее 100 мм и продукт обесшламливаиия. Предположим
что Необога щен ный уголь представляет собой совокупность зерен
одной и той же зольности, равной средней зольности данного угля.
Кривая в таком случае будет выражаться прямой, параллельной
ординате выхода и отложенной от нее на расстоянии средней
зольности. На рис. 26 нанесена кривая Xi расслоенного угля и
нерасслоениых продуктов Х2, Хз и Xt, совокупность выходов кото-
рых равпа 100%.
Рис. 26. Суммарные кривые характеристики угля
Принцип построения суммарных диаграмм состоит в следую-
щем- в самой верхней части кривой X должны располагаться наи-
более малозольные зерна смеси. Сравнивая кривые Xi, Х2, Хз и Х4
видим, что самые малозольные элементарные слои имеет уголь 1,
следовательно, они и должны лечь в верхнюю часть суммарной
кривой X, т. е. — это будет j часток кривых Xj и X до точки а.
После нанесения па суммарную кривую X верхних фракций
плотности угля I, от элементарного слоя О'О до слоя а'а должны
быть отложены все элементарные слои угля 11 с их средней золь-
ностью. Они имеют вид прямоугольника a'ab'b, сторона которого
ab, равная Хг, будет участком суммарной ступенчатой кривой X.
Затем должны быть отложены элементарные слои угля I вплоть
до того элементарного слоя, зольность которого равна средней
зольности угля III, т. е. до элементарного слоя с'с. Участок кривой
Xt от элементарного слоя b'b до с'с переносится параллельно себе
па расстояние pb (Х2) по вертикали.
Аналогично углю II износятся иа суммарную кривую все слои
угля 111 от слоя с'с до слоя d'd, где с4=Хз- Участок кривой X
от точки d до е иа суммарной кривой также переносится парал-
лельно участку' кривой X,.
Дальнейшее построение кривой X осуществляется уже описан-
ным образом.
Так как ступенчатая кривая X является по существу обыкно-
венной кривой X, характеризующей смесь углей, естественно, к
ней могут быть применены все рассуждения и приемы построения
производных кривых — всплывших фракций р и утонувших 0.
Кривые р н 0 могут быть построены известным графическим
методом, однако проще и точвее сделать это по суммарным золь-
иостям всплывших и утонувших фракций.
Устаревшие данные фракционных анализов углей по эксплуа-
тационным пробам не могут быть использованы из-за их несоот-
ветствия характеристике разрабатываемых в настоящее вр^мя
угольных пластов и больших колебаний показателен зольности и
выходов фракций плотности.
Глава V
ОПРЕДЕЛЕНИЕ ОБОГАТИМОСТИ УГЛЕЙ
Обогатимость угля — это его способне<ть_разделяться на
продукты обогащения по заданным показател^м/качества.
При определении показателен обогатимости углей принимают-
ся во внимание только данные, характеризующие исходный уголь.
Известно, что практически уголь или другое полезное иско-
59
паемое полностью разделить существующими методами на полез-
ную и неполезную части пока невозможно Поэтому с народно-
хозяйственной точки зрения необходимо знать, при каком со-
держании полезного компонента в продуктах обогащения и при
каких их выходах процесс разделения (обогащения) следует
считать наиболее приемлемым для данного угля
Правильное определение показателей обогатимости в практи-
ке обогащения является исключительно важным. Одпако до сих
пор среди инженерно технических работников нет единого мнения
по этим вопросам. В связи с этим подробное их рассмотрение
заслуживает внимания.
Предложено много методов оценки обогатимости углей, ио нс
все они могут быть рекомендованы для практического использо-
вания, так как большинство из них допускают те или иные по-
грешности. Это иногда приводит к неправильным выводам при
сравнении результатов исстедовательских работ и различных
вариантов проектов углеобогатительных фабрик.
Ниже приведены наиболее известные методы оценки обогати-
мости углей и их сравнение.
Метод Бэрда. Сущность метода заключается в том, что ре-
шающим фактором, определяющим обогатимость углей, является
количество материала которое содержится в известных пределах
выше и ниже принятой плотности разделения данного угля на со-
ставляющие компоненты Пределы отклонения от разделительной
плотности приняты Бэрдом на основании экспериментальных дан-
ных равными ±100 кг/м3. Например, если разделительная плот-
ность равна 1500 кг/м3, то все сводится к'определению количества
материала, содержащегося в предезах плотности 1400—1600 кг/м3.
Если первый уголь содержит 5% этой фракции, а второй — 15%,
то первый уголь будет обогащаться легче второго.
Свободная порода плотностью выше 2000 кг/м3 (кроме антра-
цита) Бэрдом исключена из рассмотрении во избежание получе-
ния ошибочного представления о действительной обогатимости
угля, так как наличие случайно попавшей прп добыче угля породы
из кровли или почвы искажает выходы отдельных фракций.
Кривая отклонен нФ ± 100 кг/м3 строится следующим образом.
На диаграмме (рис. 27) 'строятся кривые А, р, 0 и 6.
Параллельно оси ординат проводится ряд вертикалей, соот-
ветствующих плотностям: 1200, 1300, 1400, 1500, 1600 кг/м3 и т. д.
с интервалом 100 |кг/м3. Эти вертикали пересекают кривую 6.
Если, например, точку с пересечения кривой б с вертикалью
1400 кг/м3 (см. рис. 27) спроектировать иа вертикаль 1200 кт/м3
в точку т, то отрезок та иа вертикали 1200 кг/мэ (проекция кри-
вой cba) даст выход (% по массе) частиц материала плотностью
1200—1400 кг/м3, отрезок па (проекция кривой Ьа) —выход (% по
массе) частиц материала плотностью 1200—1300 кг'ма, отрезок пт
(проекция кривой Ьс) — выход (% по массе) частиц материала
плотностью 1300—1400 кг/м3.
Рис. 27. Кривая Бэрда, построенная графическим путем:
j — кривая средних золь ноет ей концентрата ₽; 2 — кривая элементарных вольностей X:
3— кривая средних вольностей отходов в; 4 —кривая Бэрде; 3 — кривая плотностей 6
Если вести разделение рассматриваемого угля по плотности
1300 кг/м3 (демаркационная линия АВ), то отрезок та характе-
ризует собой содержание в обращенном угле материала, плотность
которого отклоняется иа ± 100 кг/м3 от разделительной плотности
принятой в данном случае равной 1300 кг/м3.
Откладывая отрезок /па на вертикали плотности 1300 кг/м3
вниз до точки bi, получаем отрезок bib2. Диалогично этому откла-
дываются следующие отрезки:
C]C2=ofr по вертикали плотности 1400 кг/м3
did2=rc > » 1500 »
lil2=id » > 1600 >
fif2 = vl * * 1700 »
qiqz=zf * > 1800 »
Отрезки, полученные на всех вертикалях плотностей, выража-
ют в данном угле процент по массе материала плотностью, отли-
чающейся на ±100 кг/м3 от плотности, обозначенной каждой
вертикалью.
Точки Ь2. С2, d2, 1л, h и Яг соединяются плавной линией, кото-
рая носит название кривой ±100 кг/м3, или кривой Бэрда.
Об обогатимости (о степени трудности обогащения) данного
угля при принятой плотности разделения судят по величине от-
резков: b\bzt С1С2, d\dz и т. д., отсекаемых на кривой ±100 кг/м3
вертикальными линиями, проходящими через точки соответствую-
щих плотностей Чем больше величина отрезка, тем больше со-
держанке близких по плотности зерен к разделительной плот-
ности и тем труднее обогатимость этого угля.
Поправка на содержание чистой породы плотностью более
2000 кг/м3 делается следующим образом. Если в угле содержится
61
15% материала плотностью более 2000 кг/м3, тогда остаток более
легкого материала составляет 85%, а поправочный коэффициент
При отсчете отрезков по кривой Бэрда получаемые значения
необходимо умножить на 1,18.
Бэрд предложил следующую градацию трудности обогати-
мости углей.
Псжамтель кривое ± J 00 кг/м1 (в % выхода _
по кассе) Степень трудности
0—7.............................................. Легкая
7—10............................................ Средняя
10—15............................................ Трудная
15—20.................................... Очень трудная
20—25 ...................................Исключительно трудная
Более 25................................. Почти непреодолимая
jMerod Топоркова. Для оценки обогатимости углей нм предло-
жена следующая формула:
V100
рв ’
где у — теоретический выход легкой фракции при ’разделении
по плотности 1500 кг/м3, % от исходного угля; р — зольность
легкой фракции при разделении по плотности 1500 кг/м3, %; В —
выход угольной фракции плотностью менее 1800 кг/м3, % от ис-
ходного угля.
На основании этой формулы В. Я- Топорков предложил следу-
ющую шкалу оценки обогатимости углей:
Индекс обогатимости Степень трудности
Более 20...................................... Высокая (легкая) 1
20—16...........................................Высокая (легкая) 2
16—14................................................ Средняя I
14—12............................................... Средняя 2
12—10 . ...................... . . Низкая (трудная) 1
10—8........................................... Низкая (трудная) 2
8—7 ..... •......................................Низкая (трудная) 3
7—6 ............................................ Очень низкая 1
6—5............................................. Очень низкая 2
Менее 5.........................................Исключительно низкая
Метод Фоменко. Определение обогатимости углей производит-
ся по кривой элементарных зольиостей, выраженной в виде коэф-
фициента обогатимости.
Фракционный анализ углей в данном случае принят для по-
лучения исходных данных по установленной шкале плотностей
расслоения без учета фракции более 1800 кг/м3 для углей и более
2000 кг/м3 для антрацитов, т. е. в пересчете иа беспородный уголь.
При идеально легкой обогатимости кривая элементарных золь-
иостей, очевидно, будет приближаться к координатам диаграммы
62
Плотность, кг/м3
15001500
Зольностьj %
Зольность. °/q
28. Диаграмма для определения наи-
Зояьность, 7о
Рис. 29. Наивыгоднейшее разделение мате-
риала на полезную и неполезную части
Рис. . . . ...
выгоднейшего режима разделения углей
Рис. 30. Определение оптимального режима
разделения аналитическим путем:
6 — суммарная кривая зольности отходов:
Е — кривая эффективности разделения
ДОВ, а при идеально трудной — к прямой АВ (рис. 28). Все
остальные промежуточные положения кривой Л будут соответст-
вовать промежуточным значениям обогатимости. Кривая Л доволь-
но точно характеризуется стрелой прогиба f т. е расстоянием по
нормали от наиболее удаленной точки кривой X (вершины кривой)
до прямой, выражающей идеально трудную обогатимость угля
Вершина кривой Л, обозначенная точкой С, определяет положение
демаркационной линии MN.
Отношение величины данной стрелы прогиба к максимально
возможной ее величине F (для кривой, выражающей идеально
легкую обогатимость) называется коэффициентом обогатимости
или показателем 1рбогатнмости К;
Значение этого показателя изменяется от 0 при идеально
трудной обогатимости до единицы при идеально легкой обогати-
63
мости угля. Полученный показатель обогатимости К. определяе-
мый вершиной кривой X, всегда определяет и наивыгоднейший
режим разделения данного угля, так как демаркационная линия,
проходящая через вершину кривой, указывает оптимальный вы-
ход концентрата. Это доказывается следующим образом.
Заштрихованная иа рис. 29 площадь, расположенная выше
линии MN, представляет собой количество горючей массы, нахо-
дящейся в концентрате, а заштрихованная плошадь ниже линии
MN выражает количество зольных единиц в отходах. Эти площади
максимальны, когда линия Af.V, отвечающая, с одной стороны,
выходу у, а с другой — выходу 100—у, проходит через вершину
кривой Л с ординатой а.
Если у уменьшится, то увеличится 100 — у, а площадь, выра-
жающая наличие полезной части в концентрате, уменьшится
встедствие попадания части концентрата в отходы. Площадь, вы-
ражающая наличие неполезной части в отходах, увеличится на
незначительную величину. При этом режиме разделения показа-
тели обогащения ухудшатся.
Если, наоборот, у увеличится, то 100 — у уменьшится. Следо-
вательно, площадь отходов будет уменьшаться в большей степени
за счет неполезной части, чем за счет полезной, что также не от-
вечает оптимальному разделению данного угля на концентрат и
отходы.
Это положение также легко доказывается аналитическим пу-
тем. Если с некоторым приближением принять, что малые коли-
чества неполезной части Му пропорциональны уменьшению dk и
обратно пропорциональны ул (рис. 30), то
где С — коэффициент пропорциональности.
Разделив переменные и проинтегрировав, получим
где Ci — константа интегрирования.
Это уравнение можно представить в виде
> (8)
’ + К~2 V1
При этом принимаем
Константа Ki определится при у=0 и будет соответствовать
содержанию неполезной части в точке В, т. с. концу кривой
<34
Для определения вычислим интеграл
Cxdy = С----— = A- arc tg/C, - а.
J J 1 + К’т. К,
Этот интеграл равен содержанию а неполезной части (золы,
породы) в исходном угле.
На основании изложенного определяются уравнения кривых ₽,
Е1. Ез И Е.
Уравнение кривой [₽ имеет вид
’-vN-j-J
о о
K,dy
1 + к? V’
или
₽ = -^-arctgK1T.
При у=0 это уравнение дает конечное содержание Ро=Кь а
X в этом случае при у=1 равна а.
Уравнение для е2 имеет вид
= K.aretgX,T- д
Если из правой и левой частей этого уравнения вычесть вели-
чину у, то получим
«I — Т = ~ arc tg Кгу — у
<Хле
Дифференцируя это уравнение и приравнивая производную
нулю, определяем оптимальный выход концентрата, соответствую-
щий иа ивы годнейшему разделению угля:
1 /* 7
Подставив полученное значение для у в уравнение (8), по-
лучим
^оот ~ а-
Следовательно, наивыгодиейшая плотность разделения любого
угля определяется демаркационной линией ММ, проведенной через
точку пересечения ординаты а с кривой X или, что одно и то же,
через вершину кривой X.
По значению коэффициента обогатимости К и паивыгодиейшей
плотности разделения построена классификационная диаграмма
углей по их обогатимости (рнс. 31).
Изолинии равных выходов концентрата ее, гг, дд и т. д. рас-
полагаются под одним и тем же углом наклона к оси абсцисс,
т. с. к оси метаморфизма. Эти изолинии делят все угли иа группы
5 Зак 1443 85
Рис. 31. Классификация углей по обогатимости (по 7. Г. Фоменко)
с интервалами, равными 10% выхода. Изолинии карбонизации
аа и бб делят все угли иа бурые, каменные и антрациты.
Более точно границы различных по обогатимости групп углей
представлены в табл. 22.
Оптимальный режим разделения любого угля автором опреде-
ляется по зольности (содержанию породы), для чего им предло-
жена следующая формула:
р ____ eies
100 *
где ei — степень извлечения полезной части (горючего или кон-
центратной фракции) в концентрат:
Таблица 22
Классификация углей и антрацитов по обогатимости
Группа Вурые угли Каменные угли
Выход концентрата ва беспородный уголь, % Показатель кривой к. К. Плотность разделения, кг/м* Выход концентрата ва беспородный уголь. %
I >90
И — — 90—80
ш — — — 80—70
IV — 70-60
V 60—50 0,3—0,1 1300—1500 60—50
VI 50—40 0.2-0,0 1300-1500 —
VII <40 0,08—0.0 1350 1500 —
66
Продолжение табл 22
Грута Каменные угли
Показатель кривой X, К Плотность разделения. КГ/ы*
1 >0,8 1300—1400
11 0,7—0,85 1350—1450
111 0 6-0,75 1350—1450
IV 0,45—0,61 1400—1500
V 0,3—0,45 1400—1500
VI —— —-
VII — —
Антрациты
Выход концентрата по беслород пому углю, % Показатель кривой к. К Плотность разделения^ кг/м*
>90 0,8—1,0 1550—1800
90—80 0,7—0,9 1550—1800
80-70 0.76—0,58 1550—1800
70—60 0,64—0 45 1600—1800
60—50 0,35—0,5 1600-1800
—- — —-
— — —
у — выход концентрата, %; ₽ — зольность концентрата (содержа-
ние концентратной фракции), %; а — зольность исходного угля
(содержание породной фракции), %; е2—степень извлечения не-
полезной части в отходы;
(100 -у) е
Ег~ а '
где 0 — зольность неполезной части в отходах (содержание по*
родной фракции), %.
Из данных табл. 23 и рис. 32 видно, что иаивыгоднейшие
показатели разделения этой угольной смеси будут при разделении
ее по плотности 1400 кг/м3 при выделении концентрата и по плот-
ности 1800 кг/м3 при выделении промпродукта
Кривая Е в верхней части диаграммы (см. рис. 32) дает ре-
жим для выделения концентрата, а в нижней части — режим для
выде тения промпродукта.
При этом показано, что из данного угля теоретически можно
получить: выход концентрата 75,13% с зольностью 6,03%; выход
промпродукта 9% с зольностью 32,1 %; выход отходов 15,87% с
зольностью 76,96%.
Определение оптимального режима разделения угля по содер-
жанию породы (золы и серы) производится следующим образом.
Сначала определяется режим разделения по золе, а затем по
сере по следующей формуле:
E|sEgs
s 100 ’
где e<s — степень извлечения обессеренной массы в концентрат,
Y(l00-₽s)
E,s 100 -as •
Ezs — степень извлечения серы в отходы.
5* 67
Таблица 23
Результаты подсчета разделения угля на составляющие его продукты
(100 —у) в5
ps — содержание серы в концентрате, %; as — содержание серы
в исходном угле, %; 16s — содержание серы в отходах, %.
Рис. 32. Наивыгоднейший технологический режим разделения для выделения кон-
центрата и промпродукта
68
Таблица 24
Результаты расслоения угля
Фракция плотности, кг/м* Выход. % Зола. % Сера. % Концентрат Отходы
Выход. % Зола, Выход. % Золе, % Сера. %
<1300 48.0 5,3 2,97 48,0 5,3 2,97 100,0 28,26 4,54
1300—1400 10,3 9.26 4,84 58.3 6.0 3,30 52,0 49,45 6,00
1400—1500 7,7 23 1 6,73 66.0 8,0 3,70 41,7 59,30 6,27
1500—1600 4.0 40,0 6,15 70,0 9,83 3,84 34,0 67,58 6.17
1600—1800 3,5 42 5 5,10 73,5 11,40 3,90 30.0 71,23 6,17
>1800 26.5 75,0 6,32 100,0 28,26 4,54 26,5 75,00 6,32
Итого 100,0 28,26 4,54 - — - — - —
Кривые Е и Es характеризуют режимы разделения исходного
угля на горючую и негорючую массы, иа обессеренную массу и
сернистые отходы. [
Рис. 33. Кривые обогатимости углей по золе и сере
69
Таблица 25
Результаты расчетов по золе и сере
Фракция ’ПЛОТНОСТИ. кг/м1 Е1. % % Е|. % 'is* ®2 5‘ % £$• % Eo6u,- %
0 100 0 0 100 0 0
<1300 63,4 91,0 57 7 48,8 66,7 33,5 19,32
<1400 76,5 87.5 66.9 58 1 57,5 33.4 22,30
<1500 84,6 81.3 68.8 66.6 46,2 30 8 21,17
<1600 88,0 75,6 66,5 70,5 40.8 28,7 19.1
<1800 90,9 70,4 63.9 74,0 36,9 27,21 17,36
>1800 100 0 0 100 0 0 0
Общий режим разделения угля по содержанию золы и серы
определяется по формуле
гоСщ — [00 •
По данным фракционного анализа (табл. 24) и результатам
расчетов !по приведенным формулам строятся кривые (рис. 33).
Результаты расчетов по данным табл. 24 приведены в табл. 25.
Значение £о0щ изменяется от минимальной величины (верхняя
демаркационная линия, см. рис. 33) до максимальной, а затем
оиа снова уменьшается до величины, соответствующей положению
нижней демаркационной линии. Максимальное значение произве-
дения Е и £s может быть расположено между этими демаркаци-
онными линиями.
Рациональное обогащение данного угля согласно приведенным
данным (см. табл. 25) и кривым (см. рис. 33) может быть про-
ведено наиболее эффективно при режимах, указанных в табл. 26.
Таблица 26
Оптимальные режимы обогащения угая по золе н сере
Режим Демерка- цнонвмя плотность, кг/м* Концентрат Отходы
Выход. % Золе, % Серя. % Выход. % * I а? & б
Оптимальный при разделении по золе ......... 1470 64 7,0 3.65 36 66,0 6,15
Оптимальный при разделе- нии по сере....... 1345 52.5 5.5 3.10 47,5 53,75 6,10
Общий оптимальный при раз- деления по золе и сере . 1410 58 6.0 3.35 42,0 60.0 6.14
70
Метод Майера. Майер предложил кривую, которая выражает
среднее значение обогатимости углей. Эта кривая получается
путем суммирования площади, замкнутой основной линией кривой
Апрн (X) (рис. 34).
Для этого на оси абсцисс откладывают количество зольных
единиц (произведение выхода всплывшей фракции и ее зольно-
сти). а иа оси ординат — выход фракций.
В отличие от суммарной кривой зольности Аири (р), начало
которой совпадает с началом кривой к, кривая Майера берет
начало в точке А (см. рнс. 34) и строится по данным табл. 27
(графы 5 и 6).
Точки кривой Майера характеризуют границы фракций раз-
личных плотностей. Каждая хорда кривой 'между двумя ее точ-
ками представляет собой соответствующую фракцию в виде век-
тора. длина ординаты которого выражает выход фракции в про-
центах, а длина абсциссы — количество зольных единиц в этой
фракции (умноженное иа 100).
Наклон вектора (тангенс угла между хордой и ординатой)
характеризует зольность фракций.
Чем меньше радиус кривизны кривой Майера, тем легче обо-
гатимость угля и, наоборот, с увеличением радиуса кривизны
трудность разделения возрастает.
Степень обогатимости угля по Майеру определяется величиной
«половинного линейного рассеянияэ. обозначенной иа рис. 34, от-
71
Таблица 27
Данные для построения кривой Майсри
Фракция плотности. кг/м1 Вмход. У. Зольность. % Произведение Суммарная вольность. %
для кжждо! фракции суммарное выход сверху. У.
<3000 40.2 3,2 128,6 129 40,2 3.2
13001400 17,3 9,0 155.0 283 57,5 4.3
1400—1500 6.1 20.3 127,5 412 63.6 6.5
1500—1600 4.6 36.2 166,5 578 68.2 8.5
1650—1800 3.7 47,1 174,3 753 71,9 10,5
1800—2000 4.2 58,0 243,6 996 76.1 13,1
2000—2200 4,7 67,7 318,2 1314 80 8 16,3
2200—2500 7.1 76,8 545.3 1860 87.9 21.2
>2500 12,1 86,4 1045.4 2905 100,0 29,05
резком SS', который соответствует длине абсцисс между лучом
Аа, соединяющим концы кривой Майера, и точкой касания линии
bbr к кривой, проведенной параллельно лучу Да. С увеличением
длины этого отрезка обогатимость угля улучшается.
Предположим, разделение ведется по плотности 2000 кг/мэ,
демаркационная линия ВС пересечет кривую Майера в точке О.
Величина абсциссы ВО равна количеству зольных единиц концен-
трата, разность абсцисс точек а и О — количеству зольных единиц
породы. Выход концентрата и породы, как обычно, отсекается и а
оси ординат демаркационной линией. АВ — выход концентрата,
равный 76,1%, BD — выход породы, равный 23,9%.
Средняя зольность концентрата получается как частное от
деления количества зольных единиц в нем иа его выход:
₽=4гг -100=13,1%.
/0,1
Зольность породы определяется путем деления количества
зольных единиц иа выход породы:
= (29,05 - 9.96)-100 =
23,9 ’ /0'
Кривая Майера можбт быть построена и графическим путем
по данным {табл. 27, но ои более сложен и менее точен.
Если сравнить приведенные методы определения обогатимости,
то легко заметить, что метод Бэрда, хотя и характеризует труд-
ность разделения, ие дает возможности устанавливать иаивыгод-
нейшнй режим разделения данного угля.
Кроме того, принятый интервал отклонения от плотности раз-
деления, равный 4-100 и -—100 кг/мэ является условным, ои ие
подтвержден специальными исследованиями.
Методы Топоркова и Майера наиболее просты, ио пользовать-
ся ими можно только в том случае, если предварительно задана
плотность разделения угля, выход или зольность всплывших фрак-
72
цнн, т. е. то, что как раз нужно определить, исходя из характе-
ристики угля. Известны и другие методы, одиако они меиее
точны.
Наглядное сравнение различных методов определения режимов-
разделеиия угля (по данным табл. 24) приведено в табл. 28.
Наиболее приемлемый режим разделения данного угля соот-
ветствует плотности 1470 кг/м3, при которой эффективность обо-
гащения самая высокая.
Выбор режима обогащения углей различной характеристики.
Данные фракционного анализа углей показывает, что в подавля-
73
ющем большинстве случаев выделение концентрата эффективно
может быть произведено по плотности 1350—1600 кг/м3 для ка-
менные углей и 1600—2000 кг/м3 — для антрацитов, т е в весьма
широких пределах.
Совместное обогащение углей с различными характеристиками
иногда приводит к тому, что заданный результат достигается
только при потере ценного продукта одной части смесв (одного
угля) и засорения концентрата более загрязненными фракциями
другой части смеси (другого угля). В таких случаях более целе-
сообразно обогащать угли раздельно.
Если, например, взять угли различных характеристик и по-
строить зависимость зольности от плотности фракций (рис. 35),
то можно убедиться в совпадении характеристик одних углей и
явном иесовмещеинп других.
Выбор рационального режима обогащения углей различных
характеристик может быть осуществлен с помощью правила Рейи-
гардта: 'если требуется обогатить раздельно угли (I и II с харак-
теристиками элементарных зольностей рядового угля М и и
суммарных кривых зольностей всплывших фракций р( И р2) с тем,
чтобы смесь концентратов имела некоторую Ьадаиную среднюю
зольность р, то максимальный суммарный выход концентрата
(Y1+Y2) с этой общей зольностью будет получен тогда, когда
зольности демаркационных слоев си н п2 будут равны (рис. 36)
В действительности смесь концентратов со средней требуемой
зольностью р при раздельном обогащении углей или их классов
может быть получена при бесконечном числе комбинаций, своди-
мых к общим случаям;
Рис. 36. Выбор режима совместного обогащения разных углей
74
0L = ₽ = fc;
Pi ¥= ₽ ¥= P2;
где pt — зольность концентрата, полученного из угля I (или ма-
шинного класса); 02— зольность концентрата, полученного из угля
11 (или другого машинного класса).
Одиако необходимо получить наибольший суммарный
выход концентрата заданной зольности.
Это положение легко может быть доказано иа двух углях с
различной характеристикой и различной долей участия в смеси
(1 + 11 = 100%) (см. рис 36) из которых нужно получить концен-
трат со средней зольностью 20%.
В первом случае, когда 01 = 0 = 02. обогащение произойдет по
демаркационным линиям /—/ и Г Г. Суммарный выход кон-
центрата составит 62,75% (см. рис. 36).
Во втором случае, когда pi^p^ps, обогащение, предположим,
произойдет по демаркационным линиям 2—2 и 2'—21 с получе-
нием концентрата средней зольности 20%. В самом деле: у/=
=39,75%; р/=18,7%; у2'=27,25% и р2/==22%. Зольность смеси
будет
39,75.18,7+ 27.25-22
' 39,75 + 27,25
И
Т1'+т;=67^-
Одиако в обоих рассмотренных случаях,
зольности элементарных фракций ие равны
как видно из рис. 36,
между собой. Теперь
рассмотрим третий случай, когда однако <ц=а2. Де-
маркационные линии 3—3 и 3'—3' будут расположены между
двумя рассмотренными Выход концентрата при этом составит
Т1+У2- Любое другое положение демаркационных линий при со-
хранении постоянства суммы выходов концентратов (yi+ya) не
обеспечит средней заданной зольности концентратов р = 20%.
В самом деле, попробуем сдвинуть (сохраняя Yi+Y2=cOns0 де-
маркационные линии 3—3 и 3'—3' вверх и вниз.
При движении вверх, поскольку демаркационная линия 3—3
пройдет по пологой части кривых 0 и а 3'—3' — по крутой,
зольность первого концентрата повысится интенсивнее, чем сни-
зится зольность второго концентрата. А так как увеличение вы-
хода Yt и снижение уз равны вследствие условья Yi+Y2=const,
то в результате смещения демаркационных линий с положения
сц = а2 вверх, средняя зольность концентрата будет возрастать
при одном и том же выходе концентрата. Аналогично увеличение
зольности происходит и при движении демаркационных линий
вниз.
Согласно рис. 36 при обогащении по демаркационным линиям
3—3 и З'—З' выход концентрата составит yi=45%, Y2=26%;
зольность 01 = 19,2%, 02=21.1%.
75
Средняя зольность будет
45-19.2 + 26-21.1 =
Н 45+26
У = 45 + 26 = 71%.
Таким образом, наибольший выход концентрата получен в
третьем случае.
Как показано выше, если мы хотим сохранить выход, равный
71%, и вести обогащение, не выдерживая условие ai=ci2, т. е.
сдвинуть демаркационные линии 3—3 и 3'—3' вверх или вниз, то
средняя зольность концентрата будет выше требуемой, в данном
случае более 20 %.
Таким образом, при одинаковой средней зольности смесн кон-
центратов наибольший выход получается при обогащении углей
(или их машинных классов) по плотностям, соответствующим рав-
ным золыюстям элементарных слоев, в чем и заключается суть
правила нахождения наибольшего выхода концентрата.
Справедливость этого положения для всех случаев теорети-
ческого нахождения максимального выхода может быть подтверж-
дена аналитическим доказательством того же положения в такой
интерпретации- если при раздельном обогащении двух углей со-
блюдается постоянство суммарного выхода концентрата, то сред-
няя зольность будет минимальной при соблюдении щ=а2.
Напишем уравнение баланса зольных единиц смеси и дока-
жем, что при а(=аг величина р минимальная из любых возмож-
ных ее значений:
<Т1 + Vi) ₽ = f' MF1 + ? сШъ-
b b
где (уч+уг) Р— количество зольных единиц в общем концентрате;
f atdyi — количество зольных единиц в первом концентрате;
a2dy2—количество зольных
единиц во втором
коицептрате.
Так как у|+у2=у=const, то у2=у—Y>. а дифференциал dy2~
——dyi- Подставим ого в у'равиение п получим
(Т1 + у2) 0 = J «Ai — TfT' аЛур
Заменяем определенные интегралы неопределенными, вводя
произвольную постоянную С:
Y0 = J a/fy — J aviyl + С. (10)
Рассматривая бесконечно малое приращение независимой пе-
ременной у и соответствующее приращение ее функции р=/(у)>
дифференцируем обе части уравнения (10), имея в виду, что золь-
76
пости at и «2, как нижние пределы подынтегральных функции,
величины постоянные:
или
ydfi =; (04— cu)dYi.
откуда
dp
=«1—02-
dYl
Исследуем функцию 0 jia максимум илн минимум, для чего
приравняем первую производную
А di,
dYi Y
нулю, что возможно, как видно из выражения (11), при сц=а2-
Для определения значения функции (максимум или минимум)
возьмем вторую производную
d«p __ I / dat da. \
drf Y \ <*Yi <*Tt ) '
Если она окажется положительной, то первая производная, при-
равненная к нулю, определит минимум функции, т. е. при at—<>2
величина 0 будет минимальной, что и требовалось доказать.
По кривым 0, выражающим функцию P = f(y), и по условию
yI+Y2=const видно, что при положительном приращении d^i и
dai приращение ^a2 будет отрицательным, а значит
dal das > q
dYx
И. наоборот, при отрицательном приращении d\t, приращение dai
тоже отрицательно, а приращение da2 положительно, поэтому
А__А_>0.
Таким образом, доказано, что для получения наибольшего сум-
марного выхода концентрата при раздельном обогащении уг-
лей необходимо соблюдать равенство зольиостей элементарных
слоев.
Практическое решение вопроса наивыготнейшего раздельного
обогащения углей сводится к построению кривой средней золь-
ности смеси концентрата рсм. благодаря которой по требуемой
зольности концентрата легко определяются режимы обогащения
и все данные для теоретического баланса. На диаграмму наносят-
ся характерные кривые углей 1, 0, кривые зольности отходов 0 н
кривые плотностей б. Удобно иметь общую ось абсцисс ОО', как
показано на рис. 36. Произвольно проводится ряд вертикалей апь
bbi, ecu ddt, eelt обеспечивающих равенство зольиостей элемен-
77
тарных слоев ai=ci2. Затем по кривым р определяем выходы и
зольности концентратов и вычисляем средние зольности.
Полученные значения откладываем от оси 00' вверх или
вниз по соответствующим вертикалям. Соединяя точки плавной
кривой, получаем искомую кривую средних зольиостей смеси кон-
центратов рсы.
Теперь, зиая требуемую зольность р, откладываем ее значение
иа оси ординат и проводим горизонталь О"О0 до пересечения с
кривой рсм. Через точку О0 проводим вертикаль до пересечения
с кривой X, получая при этом демаркационные линии, определяю-
щие выход и зольность концентратов, плотности разделения и
зольности ОТХОДОВ.
Эту же задачу можно решить и другим, тоже графическим
способом. Для этого строят суммарные кривые X и р. Откладывая
на кривой р требуемую зольность и проводя горизонталь, полу-
чаем иа кривой X зольность элементарного слоя, которой должны
быть равны зольности этих слоев каждого угля в отдельности.
Переносим значение а иа диаграммы характерных кривых каж-
дого угля и получаем необходимые сведения: плотности разделе-
ния. зольности концентратов и отходов.
С помощью правила Рейнгардта представляется возможным
определить наивыгодиейшие режимы разделения углей или ма-
шинных классов. Особое значение это правило приобретает при
совместном обогащении углей, так как группировать угли иужио
так, чтобы в группу попали угли, дающие при одной и той же
плотности разделения заданную или весьма близкую к заданной
зольность элементарного слоя разделения, соответствующую тре-
буемой зольности общего концентрата.
Глава VI
ПЛАНИРОВАНИЕ И АНАЛИЗ ЭКСПЕРИМЕНТОВ
Целью большинства исследований в области обогащения углей
является решение весьма сложных экспериментальных задач, свя-
занных с отысканием оптимальных условий проведения техноло-
гических операций и процессов.
Традиционный метод планирования экспериментов, сводящий-
ся к поочередному изменению каждого фактора при постоянстве
всех остальных, связан с большим объемом работ. Например, при
78
изучении взаимовлияния только четырех факторов при четырех
вариациях минимальное число опытов 4X4—16, максимальное
4*=256. Действительное число опытов, ограничиваемое интуи-
цией исследователя, занимает промежуточное положение между
максимумом и минимумом. Однако метод интуитивного абстра-
гирования, очевидно, несовершенен, громоздок. Кроме того, суще-
ствуют задачи, при решении которых вообще недопустимо изме-
нять один фактор, оставляя постоянными остальные вследствие их
внутренней динамической взаимозависимости. Поэтому прибегают
к методам статистического планирования, основанным иа одно-
временном 'изменении факторов, причем последующая обработка
полученных данных позволвст выявить влияние каждого отдель-
ного фактора и их совокупности иа изменение оптимальных пара-
метров процесса.
Экспериментально-статистические методы позволяют даже прн
незнании механизма явления получить математическую модель
процесса, а получаемая информация в виде уравнения регрессии
может быть проанализирована геометрически и математически.
Статистика позволяет не только устанавливать надежность
получаемых данных, ио и изучать количественные закономерности
процессов обогащения.
Выполнение работы с использованием метода статистического
планирования сводится Ж следующему: постановка задачи (фор-
мулирование); выбор параметра оптимизации и факторов; сбор и
использование информации; выбор схемы проведения опытов; об-
работка результатов экспериментов; объяснение результатов и
принятие решения.
Ограничивающие условия применения методов статистического
планирования состоят в следующем:
1) существует один параметр оптимизации, количественно и
однозначно определяющий эффективность процесса;
2) функция отклика Непрерывна и одяоэкстремальна;
3) все факторы, влияющие иа процесс, известны и можно из-
менять их значения по плану;
4) результаты опытов воспроизводимы.
I. Постановка задачи
Для отыскания оптимального решения любой задачи надо пра-
вильно се поставить и сформулировать с учетом наиболее эффек-
тивного применения методов планирования эксперимента.
В качестве подходящей модели объекта исследований реко-
мендуется выбирать так называемый черный ящик (рнс. 37). По-
строение такой модели обычно соответствует априорным пред-
ставлениям экспериментатора об объекте исследования. Извест-
ными являются входные хь х2, .... xk (факторы) и выходные yt, уг,
.... уп (параметры оптимизации), ио неизвестно внутреннее устрой-
ство этой системы. Изменяя целенаправленно входные воздействия
можно получать оптимальные значения выходных величин. Эту
79
Обьект
и селе do бани я
у,
— Ук
Рнс.
37.
Модель
ящика»
«черного
модель можно описать уравнением, называемым функцией от-
клика:
= *!. - .
где у — критерий оптимизации, величина которого контроли-
руется в ходе эксперимента; Х|, х2, .... xft — факторы, которые
варьируются при проведении эксперимента, f — функция, задаю-
щая соотношение между у и х.
По методу Бокса — Уильсоиа функцию отклика аппроксими-
руют степенным рядом
»=fto+Si6.*/+S/6./^+S1ft"x!+ • • •
Коэффициенты полиномов (регрессии) рассчитываются по
данным эксперимента; по их значению судят о степени влияния
соответствующих факторов на критерий оптимизации.
Оценка коэффициента полинома — задача регрессионного ана-
лиза, относящегося к математической статистике.
2. Регрессионный анализ
Самый простой случай представляется полиномом первого
порядка
у Ъ^ + Ь^х,,
где у — параметр оптимизации; Xi — значение независимой пере-
менной; 6о, bi — коэффициенты регрессии.
Регрессионный анализ применим, когда ошибки в определении
Xi малы по сравнению с ошибкой! у, дисперсии зависимой пере-
менной для разных опытов однородны, значения у — независимые,
нормально распределенные случайные величины.
Для совокупности опытов N уравнение регрессии имеет вид
Уи = Ь„ + ЬЛа.
Значения коэффициентов Ьо и bt определяются с помощью
метода наименьших квадратов, исходя из условия
Лг ~
у (</« — »„)’ = min.
11 - I
где и- -номер опыта, изменяющийся от 1 до N; уи — эксперимен-
те
тальные значения; уи — рассчитанные по уравнению значения
зависимой переменной.
Сумма квадратов отклонений имеет вид
N
Л (Л. — *0 — Ьли~)' = min.
U=1
Для определения минимума имеем:
-k ‘о-^] = °-
i =°-
После преобразований получаем
NN NN
У Уи У У х1и1 У, х1«Уи
L, __ ,,и«=1/ д-1_Ц-1 и=1
J) - ц =1 ы—1
1 к I N \J •
Значения независимой Переменной в натуральном масштабе (х)
можно заменять на кодированные (х) и, наоборот, в интервале
м ~ ч
- = 2 S х“
х = -Ц^-, х=—-----------. (12)
J * N 1 ’
Интервал варьирования
7^- *may —Хщш fl3)
где Хтах — верхний уровень планируемых опытов; xmi, — пижпий
уровень; К — число участков (шагов).
77 _ *тах —хтШ
~ 2 *
тде хо — основной уровень (центр планирования экспериментов).
При симметричном расположении опытов относительно хо
N
Е'п.-0-
Л=1
в Зак 1402
81
Таблица 29
Матрица независимых переменных и данные опытов
Номер опыт» х. X. V
1 1 —1 25
2 1 —0.5 65
3 1 0 115
4 1 0,5 155
5 1 1 200
При этом коэффициенты регрессии определяются по формулам
У *V&u
—
(14)
Пример. В пирамидальном классификаторе при удельной нагрузке
3 м8/(м2-ч) и содержании твердого в питании 50, 100, 150, 200, 250 г/л можно по-
лучить слив с содержанием твердого соответственно 25, 65, 115, 155 и 200 г/л.
Основной уровень равен 150, а интервал варьирования 100. Тогда кодированные
значения равны: — 1, —0,5; 0; 0,5; 1. Составим матрицу независимых переменных и
результатов опытов (табл. 29).
Коэффициенты регрессии равны
, (1) 25 + (1) 65 + (1) 45+1(155) +1(200)
0L = - 1 14 ,
/ 5
ь (- 1)25+ (—0,5)65 + (О)-115+ (0»5)-155+ (1)200
2,5
Уравнение регрессии в данном случае имеет вид
у= 112 + 72хх,
Предположим, что содержание твердого в питании 70 г/л При интервале
варьирования 100. кодированное значение для 70 г/л составит (—0.7), тогда
по полученному уравнению содержание твердого в сливе
112+(— 0,7)-72 = 62 г/л,
что близко к действительности.
После расчета коэффициентов и составления уравнения производится его
статистический анализ, устанавливающий соответствие (адекватность) мо-
дели.
Расчет дисперсии воспроизводимости. Если в каждом опыте
пронзведеио одинаковое число п наблюдений, то дисперсия сред-
него арифметического значения п каждого опыта
п (п — 1)
(15)
82
(16)
где уи\—результат опыта; уи — среднеарифметический результат
всех опытов; п — число параллельных наблюдений в опыте.
С помощью критерия Кохреиа проверяется предположение об
однородности дисперсий.
где S2 — максимальная дисперсия; 2 S2— сумма всех диспер-
сий.
Рассчитанное по формуле значение G сверяете и с табличным
(см. прил. 1, уровни значимости 0,05 н 0,01 при f=n—1) Если
рассчитанное значение меньше табличного, гипотеза об однород-
ности дисперсий принимается, что позволяет рассчитать
дисперсий воспроизводимости всего эксперимента:
я
где N — общее число опытов
Число степеней свободы этой оценки равно N(n—1).
Проверка гипотезы адекватности модели может быть
ведеиа по критерию Фишера
s2
F — °ед 4
S4H ’
где 52д—дисперсия
с2 _ SR .
Sr — сумма квадратов,
U— 1
оценку
(18)
произ-
(19)
fn=N—т—число определяемых коэффициентов регрессии. Дли
линейного случаи н одного фактора т=2.
Рассчитанное значение критерия Фишера сравнивается с таб-
личным обычно для уровня значимости 5% (см. лрнл. 11) и степе-
ней свободы /ди N(n—1).
Кроме этого, перед проверкой адекватности проверяется пред-
положение о значимости коэффициентов регрессии с помощью крн-
' 6* 83
терин Стьюдепта (/-критерий). Для этого рассчитываются дис-
персии коэффициентов {регрессии:
‘ = °. 1; (20)
Ей
Критерий Стьюдеита
t = ___
s.{bi} •
Значение / критерия сравнивается с табличным (прил. III) при
числе степеней свободы N(n—4). Можно также определить дове-
рительный интервал для коэффициентов регрессии:
Д*, = ±/${&,}.
Если абсолютное значение ДЬ* превышает значение самого
коэффициента, гипотеза о незиачимости коэффициента может
быть принята.
Рассмотрим проверку адекватпостп иа предыдущем примере.
Уравнение регрессии y=112+72xi.
Произведем расчет дисперсии воспроизводимости каждого опыта [см.
формулу (15)]-'
Sf = (25—26)»= 1; S* = (65 — 63)» — 4; S| = (115 — 120)» = 25j
S, = (I55—160)»=25; S, =(200—180) =100.
Рассчитанные no формуле (16) значения у приведены в табл. 30
Определим критерий Кохрена:
„ 100 100 -
G =------------------—------= 0,645.
1+4 4-25 + 25+100 155
Значение ]=п—1 = 1, число опытов ДО=5.
Табличное значение критерии Кохрена составит 0,8412 при уровне значи-
мости 5%. Как видим, рассчитанное значение критерия Кохрена меньше
табличного, поэтому предположение об однородности дисперсий подтвердв-
лось.
Таблица 30
Условия и результаты опытов
Номер Опыта Л *• *> Параллельные опыты Среднее качение
V' V" Т
1 50 1 -1 26 24 25
2 100 I —0.5 63 G7 65
3 150 I 0 120 ПО 115
4 200 1 0.5 160 150 155
5 250 I 1,0 190 210 200
84
Дисперсия всего эксперимента по формуле (18):
155
S,M=— =31-
Далее оценивается значимость коэффициентов регрессии Двеперсни коэф*
фициеитов по формуле (20) следующие:
S’ {».) = —
31
—=Т=6.2.
S»{«} 31
Значения ^-критерия соответственно будут 18 и 7,1. Поскольку табличное
значение критерия для 5%-иого уровня и 5 степеней свободы равно 2.57, что
меньше вычисленных значений, гипотеза о значимости коэффициентов регрес-
сии может быть принята.
Из остаточной суммы квадратов
„ 155
Хд —155, /я = 5-2-3«5^ = —=51,6
определим критерий Фишера
со степенями свободы для числителя и Л/(п1) = 5(2—1)—5 для зна-
менателя.
Значение F по таблице 5%-иого уровня значимости равно 5.4. т е. гипо-
теза адекватности полученного уравнения регрессии может быть при-
нята.
Если липейпое уравнение окажется неадекватным, результаты
представляют полиномом второго порядка.
У - bQ + bfxt + bnxj.
Формулы расчета коэффициентов регрессии, ошибок и диспер-
N
сии гипотетичного значения (S хш = 0) имеют следующий вид:
di =
N
ЕЛ
~'л S’{y},
У! xiu
и- 1
s,{W = ^s«{!/}1
В данном случае используется многомерный регрессионный
анализ. Задача сводится к отысканию коэффициентов уравнения
степени d с хь х2..xh независимыми переменными по результа-
там N опытов. Число коэффициентов должно быть меньше или
равно N, т. е.
Ci+iCAf.
Если ортогональность вектор-столбцов матрицы независимых
переменных ( S х1их311==0; i, 1 .... k) соблюдается, то
и— I
значения коэффициентов и нх ошибки определяются по известным
формулам для линейного уравнения.
Статистический анализ нелинейного уравнения подобен одно-
факторному.
На основе методики планирования эксперимента Бокса—Уиль-
сона 'В УкрНИИУглеобогащенин были установлены оптимальные
условия исследовании фракционного состава углей класса менее
1 мм.
В качестве основных факторов, влияющих на чистоту разделе-
ния, приняты: частота вращепня ротора xt, которая варьировалась
в пределах 500—2500 об/мнн (основной уровень планирования
1500 об/мин); время испытания пробы х2— диапазон варьирова-
ния 2—15 мнн с основным уровнем 8.5 мин.
Критерием оценки чистоты расслоения проб угля являлся
суммарный процент засоряющих фракций, определяемый конт-
рольным расслоением проб в следующем режиме: частота враще-
ния центрифуги 2000 об/мин. время 5 мин.
Нормированные 'значения факторов и интервал варьирования
определялись по формулам (12) и (13).
Матрица планирования и условия опытов приведены в табл. 31.
Модель зависимости засорения продуктов расслоения от фак-
торов Xf н х2 принята линейная
У = Ь0 + ЬуХг + fejXj,
где b0, bi, Ь2— коэффициенты, рассчитанные по формуле (14).
Адекватность модели проверялась по критерию Фишера [см.
формулу (19)].
В табл 32 приведены условия и результаты опытов с проба-
ми углей трех марок, на основании которых осуществляется
отыскание методом крутого восхождения значений X! и х21 соот-
ветствующих минимальному значению засорения t/min (табл. 33^
86
Таблица 31
Матрица планирования и условия опытов
Номер к условия опыта *• *1 X.
1 . . . . 2 +1 +1 — —
3 • - 4 —1 +; — —
Освоений уровень .... 1500 8,5
Интервал варьирования . 1000 6.5
Верхний уровень . 2500 15
Нижний уровень 500 2
Таблице 32
Результаты опытов
Класс, мм Режим центрифугирования Суммарный процент засоряющих фракций в проотх углей марок
Частота Вращения, об/мнн Время центрифу- гирования. МИИ Г Ж А
<1 2500 15 4.0 2.6 2,4
2500 2 3,6 2.0 3.5
500 15 4,5 3.7 5,2
500 5,7 2.2 5,5
1500 8,5 4,1 2.5 3,6
В табл. 33 коэффициент 0,77, постоянный для всех факторов,
выбран с расчетом получения целых чисел в шаге поиска.
Координаты точек в планировании минимального значения за-
сорений определены по формуле
х< = х.—О.77ДА.
где Х( — координаты исходных точек прн последовательном про-
ведении экспериментов.
Например, для угля марки Г:
первый шаг
хи = 1500 — (— 500) = 2000;
х^ = 8,5 — (—0 = 9.5;
второй шаг
ха = 2000 — (—500) = 2500;
Г х„ = 9,5 —(—1)= 10,5.
87
Таблица 33
Расчетные показатели
Наииеэовжнне показателей
Пробы углей марок
Нормируемые факторы
Основной уровень планирования Xq
Интервал варьирования Ах ... .
Коэффициент регрессии bi ....
Шаг варьирования ДхЬ/ .....
0,77 А^<........................
1 №
1000
-0.65
—650
-500
8,5
6,5
-0,2
—1.3
—1.0
1500 8,5
1000 6,5
-0,33 0,53
330 3.4
—315 3,5
1500
1000
—1.2
—1200
—650
8,5-
6,5
—1.4
—9.1
-5.0
Оптимальный режим
2000 9,5 2000 9,5 2000 13.5
Второй шаг не реализуется, так как при частоте вращения
2500 об/мин разрушаются стеклянные пробирки центрифуги.
Таким образом, был установлен оптимальный режим рас-
слоения проб угля крупностью <1 мм в центрифуге (см. табл. 33).
3. Факторное планирование
Факторное планирование, являющееся составной частью ме-
тода Бокса — Уильсона, позволяет получать модели, связываю-
щие зависимую и независимые перемеииые.
Рассмотрим случай двухфакторного планирования на двух
уровнях (верхнем и нижнем). Число возможных комбинаций
четыре.
При полном факторном эксперименте с равным числом урав-
нений Р для всех факторов k число опытов N = Ph.
В факторном планировании введены понятия основных эф-
фектов н эффектов взаимодействия факторов. Этн эффекты фак-
торов определяются как изменение зависимой переменной при
изменении уровней этих факторов
Запишем матрицу независимых переменных с вектор-столб-
цом зависимой переменной:
Номер опыте *• А в У
1 1 -1 -1 У1
2 1 — 1 11 Уа
3 1 -Ь1 -1 Уа
4 1 +1 -?| Ул
88
Эффект фактора А, когда фактор В на нижнем уровне, равен
£/з — У1 Когда фактор В на верхнем уровне, эффект фактора А
равен (У4 — У2). Тогда основной эффект фактора А будет:
л У1+ул — у
2
Аналогично
в _ У»—У1 + Уд—У»
2
Если факторы А и В действуют независимо, то два эффекта
фактора А (верхнего и нижнего уровней В) равны между собой:
Уа~Уг = У* — У2-
Мера взаимодействия факторов, называемая эффектом взаи-
модействия, оценивается усредненной разностью эффектов:
дВ — (У«~ Уа)~ (Уу~ У1)
2
Вектор-столбец эффекта взаимодействия получается перемно-
жением вектор-столбцов независимых переменных.
Матрица планирования, содержащая вектор-столбцы незави-
симых переменных, вектор-столбец эффекта взаимодействия н
вектор-столбец результатов опытов, имеет следующий вид:
Неполное квадратное уравнение, полученное путем регресси-
онного анализа, имеет вид
у Ьо -|- + Ь^хг -J- ApXjXg.
Коэффициенты уравнение:
, (;1)У1 ( »)у3 (I 1)У.ч + (! ПУд .
4
ь = (-1)У1 + (~ 1)Уа+(+1)Уз+(+ПУ<.
4
h _ (-!)>+(+)»,+ (-1)»1+(-И)У.
2 4
ь (+ !)», + (- 1)9. (- 1) У, + (+ 1)у<
(21)
Коэффициенты, выраженные через факторы А, В, будут 6,=
Ьд- i)2—Sg- Ьц = ~АВ, т. е если в регрессионном анализе
8>
Таблица 34
Матрица планирования полного факторного эксперимента 23
Номер Опыта 0 1 2 3 Эффект V
1 1 I —1 +1 У1
2 1 —1 1 1 Xj Уз
3 1 +1 — 1 —I X, Уз
4 к 1 +1 +1 +1 х,х,х, Ул
I -—ж —1 —-1 (!) Уъ
6 I •—1 +1 +1 Ув
7 1 +1 —1 +1 х,х« Уз
8 I +1 +1 Vt Ул
факторы переходят с верхнего или инжНего уровня на основной,
то в факторном планировании — с нижнего уровня на верхний
При планировании для трех факторов матрицу можно получить
с помощью плана 22 двумя распространенными способами — ког-
да полный факторный эксперимент 2* повторяется два раза (в
первых четырех Опытах фактор х3 на ннжнем уровне, в осталь-
ных— на верхнем) н когда полный факторный эксперимент 2s
повторяется два раза в первых четырех опытах (Лз=*|*2, в ос-
тальных опытах х3= —.Х]Х2).
В табл. 34 приведена матрица планирования полного фактор-
ного эксперимента 23, построенная по второму способу.
При таком плане можно определить три основных эффекта
факторов, три эффекта взаимодействия первого порядка (Xi*2.
X[XS, х2х3) п одни эффект взаимодействия второго порядка Х|Х2¥г.
Уравнение регрессии
у^Ь„ + + Ь^с, + Ь^х, +
+ + Ьщхл + Vi'A
Символ (1) обозначает опыт с факторами на нпжпих уропчях
В полном факторном эксперименте с числом факторов k и
числом элементов во взаимодействии т число взаимодействий
а=—.
m! (к— гл)1
Рассмотренные схемы планирования имеют следующие общие
свойства с планами одиофакторного эксперимента:
1) симметричное расположение опытов 2 х<„=0;
2) ортогональность
У*.Л.=0; <¥=/; «;/ = о, 1, . k.
so
Многофакторные планы имеют еще одно свойство — свойство
нормировки
£ *?«=*.
S^l
Эффективность факторного планирования в сравненни с клас-
сическим экспериментом возрастает с увеличением числа неза-
висимых переменных. Если для семи факторов в классическом
эксперименте реализуется восемь опытов, то дисперсия коэффи-
циентов регрессии
«’{*.}=-^-.
Дисперсия коэффициентов регрессии полного факторного
эксперимента 27 составляет S*{fy}= . В классическом
эксперименте, чтобы дисперсии коэффициентов были равны, не-
обходимо поставить 64 параллельных опыта, т. е. всего 512. Как
видно, число опытов снизится до 4 раз.
Таким образом, в полном факторном планировании исполь-
зуются все данные, полученные в условиях, создаваемых измене-
нием других факторов, резко снижается число опытов и, кроме
того, упрощаются производимые расчеты.
Число опытов может быть уменьшено путем использования
части полного факторного эксперимента—дробных реплик. Этот
эксперимент называется дробным факторным экспериментом.
Рассмотрим пример факторного плана.
Прн исследовании измельчаемости угля независимыми пере-
менными были:
л, — скорость перемещения водоугольиой смеси (с), м/с;
х2— весовое соотношение жидкого к твердому (/?);
х3 — содержание твердого в шламовой воДс (Р), г/л.
Параметром оптимизации является количество (в % от пита-
ния) образующегося угля менее 0,5 мм Ошибка экспсрнмеита
и не должна превышать 0,1 %.
Максимальный и минимальный уровни изменения независи-
мых переменных приняты в следующих пределах:
x„i„ — *1 = 0; х, = 0; *4 = 0;
х„1Х—X, = 0,88 м/с; *,= 10; 34 = 1300 г/л.
Шаги варьирования параметров определяются при числе ша-
гов £=4
Дх = Xi 1718:1— Xi 171171 т е
Ах1=0|22; Ах, з=2,5; Дх8 - 325.
Центр планирования
xi max — xi mln ~
xfo *
х01 = 0,44 м/с; Хм = 5; = 650 г/л.
91
Условие опытов
Основной уровень 5 650
Интервал варьировании 2,5 326 — —.
Верхний уровень ............ 10 1300 — —
Нижний уровень 0 0 — — —
Номер опыта;
I 7,5 975 3,11 3.0 -0,11
2 7.5 325 6,11 6,40 0,29
3 2.5 975 1.21 1,21 —0,01
4 • ...... 2.5 325 4,21 4,00 —0,21
5 7,5 975 2,16 2,00 —0.16
6 7,5 325 5,16 5,10 —0,06
7 2,5 975 0,26 0,50 +0,24
8 2.5 325 3,26 3,20 -0,06
Составляем матрицу планирования трехф акторного экспери-
мента на двух уровнях 23 (табл. 35).
Определяем коэффициенты линейной аппроксимации по фор-
мулам (21) в составляем поливом первой степени:
b __ (+»)3+(+l)6.4+(-|-l)1.2-K+lM-K+l)2-K+l)S.i-K-|-l)0.5-K+l)3,2
* 8
«3,18;
ь _^(+1)3+(+1)6,4-К+1)1.2+(-Ц)4+(-1)2+(-1)5,1-К-1)0,5-К-1)3,2 =
1 8
= 0,475;
92
ь (+1)3+(+1)6Л+(-1)1.2+(-1)4+(+1)2+(+1)5,1+(-1)0,5+(-1)3,2
1 8
= 0,95;
ь (+1)3+(-1)6.4+(+1)1,2+(-1)4+(+1)2+(-1)5,1+(+1)0.5+(-1)3,2 _
9 8
= —1,5;
у = 3,18 + 0,41г5х1 + 0,95*2 — 1,5ха.
Вычислим среднее квадратическое отклонение математическо-
го описания:
(Ус—yipY
N (n + 1)
__ -| Л 0,1214-0,0841+0,00014-0,0441+0,0256+0,0036+0,05764-0,0036 _
- V 8—(1+1)[————
= 0,196;
ор = 0,196 >а = 0,1
Таким образом, уравнение первой степени не описывает до-
статочно точно устанавливаемую зависимость. Применяем ква-
дратическую аппроксимацию, для чего выполняем вторую серию
опытов, один из которых пулевой (х]=*2=л3=0, табл. 36).
Для описания результатов применяем полином второй степени
вида
д =^Ь0 4- blxl + 6л + bgX, + + «W? + b^j +
+ Ьихл + box,?, + bax,x,
и определяем коэффициенты
N
Ё!»«
ь°=^г
Ё
Ь.,= “=’
Ё
* N
N
Таблица 36
Матрица планирования и результаты опытов второй серии
Номер ©пвгтг «ж *• *• — *з Л1^
I 0 0 0 0,44 5.0 650 2,55 2.54 4-0.01
2 +> 0 0 0,66 5,0 650 2.80 3,02 —0,22
3 —1 0 0 0,22 5.0 650 2,40 2,60 —0,20
4 0 +1 0 0,44 7.5 650 3,60 3.64 —0,04
5 0 —1 0 0,44 2,5 650 1,80 1,76 -0.04
6 0 0 +1 0,44 5.0 975 1,40 1,44 —0,04
7 0 0 —1 0,44 5,0 325 4,50 4,46 4-0,04
93
Уравнение имеет вид
У = 2,54 + О»42X1 + 0,94х, — 1,51^+ 0,061х2 + 0,16х| + 0,41x1 +
+ 0,1 xixl — 0,05x^8 — 0,125х^.
Среднеквадратическое отклонение оР = 0,0998 <а=0,1, т.е.
уравнение достаточно точно описывает устанавливаемую зависи-
мость и может быть использовано для анализа влияния каждо-
го фактора на измельчаемость угля. С этой целью, используя
свойство нормировки 2 x^u=N, нормированные коэффициенты
«=1
уравнения заменяют соответствующими параметрами:
у = 2.54 + 0,42 ( + 0,94 - 1,51 +
+ °-061 ( + °’41 +
+ <М -°-05х
X - 0,125 (^xl) (^) •
Заменив хь х2, х3 их значениями и произведя преобразования,
получим расчетное уравнение
q = 5,06 + 0,35и + 0,14R ~ 0.0086Р + 1,260я + О.ОЗ/Р +
+ 0,0000039/* + 0,18иЯ—0,0007оР— 0.00015ЯР.
Фиксируя две переменные из трех, можно получать уравнения
зависимости измельчаемости от одного изменяющегося пара-
метра.
Кроме того, по полученному уравнению может быть построе-
на номограмма.
Дробный факторный эксперимент. Для понимания дробного
фактора эксперимента рассмотрим сначала полный факторный
эксперимент 22 (табл. 37).
Таблица 37
Матрица планирования
Номер сткп *1 л,х, D
1 —1 —1 +1 Vi
2 +1 —1 +1 —1 У1
3 +1 1 —I —1 У»
4 +1 +1 +1 +1 У<
94
В некоторых задачах заранее может быть известно, что эф-
фект взаимодействия (в данном случае *1X2) исзначим. Тогда
вектор-столбец XiX2 используется для оценки эффекта х3. Основ-
ной эффект
С = у«~у» + у>~у»
2
Если эффект взаимодействия значим, то Ь3 будет оценкой
двух эффектов х3 н Х|Х2. В таком случае имеет место смешивание
эффектов. Тогда Л3-»-₽3 + ₽|2, точно так же Ьх->-₽1 + ₽2з и Ь?-+
“^₽2+Р(3-
Для оценки трех основных эффектов, т. е. для получения пол-
ного факторного эксперимента 23, можпо использовать матрицу
планирования 21, приравняв х3 н —XjX8.
Оценки коэффициентов регрессии:
bi -> Pi — Ь? -> р5 — pIS, Ъл -> Pg — Р12
Эти матрицы являются полу репликам и от полного факторного
эксперимента 23.
Для четырех факторов 24 одна полуреплика — это полный
факторный эксперимент 23 (приравниваем х4 и Х]Х2х3); вторая —
х<_—Х,Х2Х3.
При получении линейной зависимости для пяти факторов
можно использовать лишь 1/4 реплнки полного эксперимента 2\
для шести — 1/8 реплики от 2е.
Дробные реплики, у которых р линейных эффектов приравне-
но к эффектам взаимодействия, записывают как планирование
типа
Дробные реплики сохраняют некоторые свойства полных фак-
торных планов (симметричность, ортогональность, нормировка).
Полурепликп отличаются системой смешивания. Для харак-
теристики этих систем вводятся понятия генерирующих соотно-
шений н определяющих контрастов. Генерирующие соотношения
показывают, какие взаимодействия заменены основными эффек-
тами, например Х3=±Х1Х2.
Определяющим контрастом, обозначаемым как I, называется
соотношение, задающее элементы вектор-столбца Хо. Зная послед-
ние, можно определить совместные оценки (генерирующие соот'
ношения).
Например, две полуреплнки полного эксперимента 23 имеют
определяющие контрасты l=XjX2xg н 1 = —Х|Х2х3. Умножая эти
контрасты поочередно на Х)Х2х3, получаем генерирующие соотно-
шения:
х, — ± х^хя; xt= + хтх3; х8 = + XjX2.
Рассуждая аналогично, можно построить реплики для любого
числа факторов.
Реплики могут быть регулярными, когда полный факторный
эксперимент делится иа число, кратное двум, нерегулярными типа
95
Таблица 38
8йй
3/4, 3/8 и т. п. и насыщенными, у которых число оцениваемых
эффектов равно числу опытов (число степеней свободы равно
нулю).
Предположим, что мы имеем данные, приведенные в табл. 38.
Как видно, использована четверть реплика полного фактор-
ного эксперимента 25 с генерирующими соотношениями
х4 = xtx2x3 я х6 = — х*хж.
Из приведенных данных (см. табл. 38) получено линейное
уравнение регрессии
у = 6,03 — 1,63хж — 0,56ха + 1 .48ха + 1 ,Б8х4 — О, I
Sato}=l,2.
Это уравнение адекватно представляет опытные данные. Кри-
терий Фишера F (2,8; 0,05) =4,5 при табличном значении 4,5.
Регрессионный анализ и факторное планирование были ра-
зобраны в связи с постановкой задачи. Ниже рассматриваются
следующие этапы планирования экспериментов.
4. Выбор параметра оптимизации и факторов
Удачный выбор параметра оптимизации в значительной сте-
пени определяет результаты исследования. Параметр оптимиза-
ции должен:
1) быть эффективным с точки зрения управления операцией
или процессом, особенно в обогащении, где любой параметр оп-
тимизации чрезвычайно тесно связан с качеством получаемых
продчктов и производительностью;
56
2) всесторонне отражать процесс, максимально зависеть от
всех его свойств;
3) количественно отражать процесс и быть выраженным од-
ним числом. В противном случае прибегают к косвенным оцен-
кам по двухбалльной, пятибалльной и другим шкалам,
4) задаваться в небольшом днапазоне, так как изменения
свойств исходного сырья и продуктов обогащения могут в значи-
тельной степени воздействовать на параметр оптимизации.
5) иметь физический смысл, легко вычисляться.
Не исключено выведение двух и нескольких параметров оп-
тимизации, ио лучше свести их к одному.
К факторам независимых переменных также предъявляются
требования. Они могут быть качественными и количественными.
Первые характеризуют аппараты, приборы, способы ведения про-
цесса. Различные значения факторов называются уровнями.
Требования к факторам следующие:
1) они должны быть управляемыми, чтобы внутри области
определения была обеспечена возможность придания им любого
значения;
2) факторы должны быть совместимы, так как в противном
случае процесс прекращается,
3) точность установления уровней должна быть выше точности
фиксирования значений параметра оптимизации.
Важно ввести в исследование все влияющие на процесс фак-
торы, что облегчает поиск оптимизации н снижает ошибки экспе-
римента.
Ниже будет рассмотрен метод априорного ранжирования, по-
зволяющий снизить возможные ошибки.
5. Сбор и использование информации
Исходная информация (факторы) подвергаются ранжирова-
нию, т. с. располагаются в порядке убывания нх воздействия на
параметр оптимизации (табл. 39). Близким по значению факто
рам дают одинаковый ранг (связанные ранги). Ранг фактора
показывает место фактора в ранжировочиом ряду.
При исследовании возможны следующие случаи:
I. Распределение неравномерное, убывание монотонное.
В этом случае в физический эксперимент включаются все фак-
торы.
2. Распределение неравномерное, экспоненциальное убывание.
Факторы, имеющие наибольшие суммы рангов, в эксперимент
не включаются.
3. Распределение равномерное, в этом случае вес факторы
включаются в исследование.
Полезно зиать о возможном положении оптимума. Иногда пл а
инрованню эксперимента могут предшествовать одиофаигорные
опыты. Анализ этих результатов дает возможность выделить хо-
рошие результаты, с которых следует начинать планирование.
7 За*. 1405 97
TaC.iHiit 39
так как чем удачнее будут выбраны начальные условия, тем
менее продолжительным будет эксперимент.
При поиске оптимума обычно поверхность отклика аппрокси-
мируется плоскостью. Если имеется предварительная информа-
ция о кривизне поверхности отклика, то во избежание неадекват-
ности области проведения эксперимента должны быть неболь-
шими.
6. Выбор схемы проведения опытов
Стратегия поиска оптимума параметра оптимизации состоит
из последовательных серий опытов, т. с. начиная с опытов, по-
зволяющих получить уравнение первого порядка, до опытов,
дающих лучший показатель параметра оптимизации.
Поэтому сначала устанавливаются условия проведения первой
серии опытов—основной уровень и интервал варьирования фак-
торов. К выбору интервала (шага) варьирования нельзя подхо-
дить формально. Малые интервалы приведут к большому числу
опытов, удлинению времени эксперимента; большие шаги могут
провести мимо оптимума и привести к неудаче при аппроксима-
ции поверхности отклика плоскостью.
Число опытов определяется числом факторов, ио, как извест-
но, MO1VT быть использованы полный факторный эксперимент или
реплики различной дробности. Более экономичен по числу опытов
последовательный поиск: сначала проводят минимальное число
опытов, оценивают их результаты и либо принимают, либо не
принимают решение о второй серии опытов.
С целью устранения систематических ошибок прибегают к вы-
полнению опытов в случайном порядке, ио выбранный порядок
затем не следует нарушать.
Влияния неконтролируемых факторов (изменение свойств ма-
териала, состояние аппарата) избегают разбиванием всего экс-
перимента иа блоки и смешиванием неконтролируемых эффек-
тов с незначимыми взаимодействиями.
98
7. Обработка результатов экспериментов
Обработку результатов, как правило, начинают с расчет»
дисперсий воспроизводимости каждого опыта. Затем проверяют
предположение об однородности дисперсий и рассчитывают ее
окончательною оценку.
Оценку грубых» по мнению экспериментатора, наблюдении
можно провести с помошью г-критерия:
r max
t/max У
'"rain
У — 4min
Значения r-критерия протабулмрованы (прнл IV)
Затем осуществляется оценка значимости коэффициентов
наконец, проверяется гипотеза адекватности полученного урав-
нения.
8. Объяснение результатов и принятие решений
Коэффициенты регрессии характеризуют степень влияния
фактора иа параметр оптимизации. Положительные коэффициен-
ты приводят к увеличению функции, отрицательные — к умень-
шению. Если коэффициенты нозпачимы, факторы ие интерпре-
тируются.
Объяснение влияния факторов в эффектах взаимодействия мо-
жет ие совпадать с интерпретацией линейных эффектов. По ве-
личине эффект взаимодействия уступает основным эффектам.
Если интерпретация факторов противоестественна, то необхо-
димы дополнительные эксперименты по уточнению влияния фак-
торов.
После объяснения коэффициентов принимается решение о-
дальнейших действиях. Модель может быть сделана адекватной
различными приемами: уменьшением интервалов варьирования
факторов, переходом к реплике меньшей дробности или в край
нем случае к полному факторному эксперименту.
Поиск оптимальных решений может быть осуществлен раз-
личными методами.
Для решения большинства технических задач, где достаточно
почти стационарной области, пользуются следующими методами.
1. Метод крутого восхождения, нли метод движения но гра
диситу, который позволяет определить влияние каждого фактора
иа критерий оптимизации, наметить направление изменения зна-
чений факторов для достижения оптимума, получить линейное
описание ограниченной области исследуемого явления.
Недостатки метода — оптимизации подвергается один крите-
рий, информация предыдущих опытов не используется в после-
дующих.
2 Симплекс-планирование, позволяющее определить оптимум
7» Ч»
с учетом нескольких критериев, а также использовать информа-
цию предшествующих опытов. Однако планирование эксперимен-
та этим методом не позволяет получить уравнение, точно описы-
вающее исследуемый процесс.
3. Методы случайного поиска, последовательного отсеивания
применяются при большом число (>10) воздействующих факто-
ров. Они эффективны лишь с использованием ЭВМ Существуют
и другие методы.
Метод крутого восхождения. После выбора преобладающих
факторов и оценки их значимости планируют последующие экс-
перименты для достижения оптимальной области кратчайшим
путем.
Кратчайшее расстояние к оптимуму непрерывной однозначной
функции отклика из любой* точки определяется градиентом —
прямой, перпендикулярной к изолиниям параметра оптимизации:
df - . , df - . . , df -
ц 4—+-;—/+ —m-
где —----частная производная функции отклика no i-му факто-
РУ", h h m — единичные векторы в направлении координатных
осей факторного пространства.
Оценками of/dxf являются коэффициенты линейной регрессии,
поэтому движение по градиенту осуществляется изменением фак-
тора пропорционально коэффициенту в сторону, указываемую
знаком. Это осуществляется следующим образом: вычне >ястся
произведение коэффициентов на интервале варьирования 6,Ахг.
наибольшее из них принимается за базовый 6,-б Для него выби-
рают шаг Ах,-Шаги во другим факторам Хх{ определяются
пропорционально базовому:
Дх,= *5» 6...
Шаговый процесс движения по поверхности отклика прекра-
щается, когда ои попадает в «почти стационарную область » а
дальнейшее линейное движение приводит к ухудшению парамет-
ра оптимизации. Таким образом выявляется оптимальная об-
ласть.
Движение к оптимуму по градиенту возможно и в случае по-
лучения неадекватной модели. В эксперимент можно включить и
факторы с незначимыми коэффициентами, но важными но тех-
1ЮЛО1 ическим соображениям.
Пример Отыскивается максимальный выход концентрата п зависи-
мости от расхода активатора х, и собирателя х2 (табл. 40г
Определяем значения коэффициентов по формуле (21). пользуясь сред-
ними значениями параметра у:
bt - -j- (—25 + 18 — 36.8 + 30,G) 3.3.
|ПП
»,=—(—25—18 + 36.8 + 36.6) 6.1;
6„_ — (—25 — 18 — 36.8 (-30 6) 0.2;
4
b0 - -J- (25 -I- 18 4- 36,8 + 30,6) = 27,6.
4
Опредетяем ошибку опытов:
oS = (24,2-25)4 (25,8-25). (
Аналогично
o| = 0.5; 0g —0,8; nJ 0.18.
Определяем критерий кохрена no формуле (17);
____________1.28___________
° _ 1,28 + 0.5 + 0,08 + 0 18
Для n=4 и f—2—1 = 1 но приложению 1 находим G=0,968. G<G табличного,
сюдовательно, опыты равноточны. Находим дисперсию единичного измере-
ния:
= —7- = 0,501
дисперсию среднего измерения
2 0,501 л
<5 — = 0,25.
Таблица 40
Матрица и результаты планирования
Факторы Функция отклика
Параметр х, *• X, X. V> и
Основной уровень . . 550 100 — — —
Шаг варьировали .... 50 10 — — — —
Верхний уровень ... 600 по — — — —
Нижний уровень .... 500 90 — — — —
Матрица планирования .... — — — — — —
Номер опыта: 1 — + 242 25,8 25,0
2 + — — 17,5 18,5 18,0
3 + — 37,0 36,6 36,8
4 . . +6J + 30,3 30,9 30,6
Коэффициенты et; ex; в|2 . . -3,3 0.2 — — —
Единичный шаг А — ...... —165 61 — — — —
Hol .ер опыта: 385 151 67
6 . . 302.5 191,5 — __ — 79
7 220 222 — — 80,5
8 . . 137.5 252,5 — — 76
101
Среднеквадратичная ошибка опытов
(7^ ^6725 0,5.
Определяем достоверность полученных коэффициентов регрессии через
ау 0„5
ошибку определения коэффициентов Оь~---=-----=0.25.
l/n 1/4
Как видно, значения коэффициентов di и значительно превышают ошиб-
ку. в коэффициент взаимодействия меньше ошибки, т. е. он практически равен
нулю; взаимодействие факторов х, и х2 отсутствует, а зависимость описы-
вается полиномом первой степени.
Проверка отклонений значения у я центральной точке от среднеарифметиче-
ского результата опытов (Ьо) (х,-550. xj==100. у»^27, ч=уо—6р=27—27.6=
=0.6. а Оу =0,5) также подтверждает яозможиость использовании линейного
уравнения регрессии
Гипотеза об адекватности приближения плоскостью подтвердилась, значит,
для поиска оптимума можно применить метод крутого восхождения
Определяем величину единичного шага измерения факторов.
Аг - — 3.3-50 —165; ^ = 6,1-10—61.
Совершаем один шаг в сторону оптимума — опыт № 5
х, 550-165 - 385;
х, - 100 61 — 161; Уъ = 67.
Делаем следующие полшага от пятою опыта — опыт № 6
xt - 385 — 0,5 165 = 302.5;
х. = 161 -j-0,5-61 — 191.5; Л = 79.
Следующие полшага от опыта № 6 — опыт № 7
xj = 302,5 — 0,5 165 220; х, = 191,54-0.5-61 222.
Седьмой опыт оказывается оптимальным; р7=80.5. Дальнейшее движе-
ние — опыт № 8. находящийся я полшаге от седьмого, приводит к сниже-
нию у:
xt -220 — 0.5-165 = 137.5;
ха - 222 -j- 0,5-61 = 252,5; у, = 76.
Симплекс-планирование. Симплексом называется множество
П4-1 независимых точек, образующих выпуклую фигуру в «-мер-
ном пространстве. Если расстояния между вершинами симплекса
равны, он является регулярным: для двух факторов регулярный
симплекс — это равносторонний треугольник, для трех факто-
ров— тетраэдр н т.Д.
Исходная матрица для регулярного симплекса с центром в на-
саде координат нмеет вид
-Л, k,. k„. k„
о -Я. - -
102
о о А„_,
О О Л„
0 0 0 — R„
где каждая строка соответствует одному опыту, в столбцах
указаны соответствующие значения факторов.
/?,= 1 ----1----;
* I 2(i u-1) * i+J | 2i *
I -1,2,. .. П.
После построения симплекса н проведения опытов обнаружи-
вается вершина симплекса с наименьшим значением параметра
оптимизации. Теперь осуществляется движение к оптимуму путем
постановки опыта в точке, являющейся зеркальным отражением
точки с минимальным значением у относительно противополож-
ной грани симплекса.
На рис. 38 показано движение к оптимуму симплексным ме-
тодом/ Опыты, поставленные в точках 1, 2, 3, показали, Что худ-
ший результат находится в точке 3. Следующий опыт ставится
в точке 4, образующей с точками 1 и 2 новый симплекс. Теперь
худший результат получился в точке 1. Затем опыт ставится в
точке 5, являющейся относительно линии 4—2 зеркальным отра-
жением точки /, и т. д.
Для проведения опытов в «зеркальных» точках определяют их
значение по формуле
Л?,, (22)
1-^-1
где xff2— координата новой точки; —координата напхуд-
п
г х‘>
шей точки;----------средняя нз координат всех точек симплекса,
кроме точки с худшим результатом.
Х2
Рнс. 38. Схема движения к оптимальной
области симплексным методом
Таблица 41
Симплексное планирование для двух факторов
м опыта Исходный симплекс Вершина симп лекса — точка опыта xi ж, V
кодиро- ванное г/т кодиро- ванное г/т нявлече- нне, %
1 АВС А 0 30 0 50 80,1
2 АВС В 0,86 39 0.5 60 83,3
3 АВС С 0 30 1.0 70 82,7
4 АВС А 0,86 39 1.5 80 86,5
5 А ВС С 1.72 47 1.0 70 89.2
6 А ВС В 1 72 47 2,0 80 90.8
7 АиВС° А !О 2.58 56 1,5 80 92 7
8 А а°Ѱ Центр симп- лекса 2.01 50 1,5 80 91 6
При применении симплексного планирования в результате от-
ражения возможно получение новой точки также с меньшим зна-
чением у. В таком случае возвращаются к исходному симплексу
и строят зеркальное отражение точки со вторым наименьшим
значением параметра оптимизации.
Предположим, имеются следующие результаты опытов в трех
вершинах треугольника с худшим результатом в точке А
(табл. 41).
Для удобства в табл. 41 собраны сведения по отысканию оп-
тимума симплекс-методом.
Условия проведения опыта в новой точке А° получаем по
формуле (22)
2(0.«б + 0) _0„086
2
8(0.5+) _0,1д
В новом симплексе наименьшее значение получено в точке С
(см. табл. 41), ее зеркальное отражение следующее:
х __ 2(0,86 : 0,86) 0 j 72
' 1 2
2(0,5+(.5)
z о *
Н T. Д.
В результате восьми опытов лучшие показатели получены в
точке А° (см. табл. 41).
Симплекс-метод по сравнению с методом крутого восхожде-
ния при анализе очного параметра оптимизации более громоздок
104
и менее точен. Им более целесообразно пользоваться при ана-
лизе нескольких критериев.
Например, задача шихтования углей различных шахт, шахто-
пластов и марок с целью получения максимального выхода кон-
центрата с заданной зольностью может быть решена симплекс-
ным методом линейного программировании на ЭВМ <Минск-32».
Программа составляется на основании простой зависимости
Л,
или
< о,
где у,- — выход фракции плотностью менее 1500 кг/м3 из угля
одной шахты; х, количество угля, поступившего иа обогаще-
ние с одной шахты, т; Д, — зольность концентрата (фракции
плотнретью менее 1500 кг/м3), полученного из угля одной шахты;
Лэ— заданная зольность концентрата, получаемого на данной
фабрике из обогащаемой шихты.
Поиск максимального выхода концентрата заданной зольно-
сти осуществляется при следующих ограничениях.
1. В рассматриваемом примере соотношение (в %) углей ма-
рок Ж н Г устанавливается 40 : 60, или 0,67:
п
------< 0,67 или V xt — 0,67 V X/ < 0,
S// Й Л
/*=•
п
где S xt — общее количество угля марки Ж всех шахт, посту-
/=1
k
лающих на обогащение; S х,— общее количество угля марки Г
/=1
всех шахт, поступающих на обогащение.
2. Количество угля каждой шахты или пласта, поступающего
на обогащение, ограничивается минимальной и максимальной
производительностями питателя бункера, т.е-
X; - < X, < X,
*mm • 'тех
и k
3. Общее количество угля X х<4- S х> не должно превы-
шать часовую производительность фабрики Q=600 т/ч.
4. Содержание серы в получаемом концентрате не должно
превышать плановой S3.
Основной исходной информацией являются следующие дан-
ные:
105
Шахта '< s< Марка угля
I 0,709 6.07 3.8 Ж
2 0,764 6,9 1.6 Г
3 0,471 8,91 2,5 Ж
4 0,540 8.22 2,6 г
5 0,673 6,37 2,07 г
6 О.бП 6,29 1,4 г
7 0.665 6.17 2,74 г
8 0,730 6.60 1,5 г
Оптимальный вариант:
= 150 т; ju = 200 т; Xj 80 т; х4 = 60 т;
— 0; = 60 х; х7 = 0; хв — 50 т.
Согласно полученным данным настраиваются питатели соот-
ветствующих бункеров.
Глава VII
СПЕЦИАЛЬНЫЕ МЕТОДЫ ИССЛЕДОВАНИЯ
Определение петрографического состава углей. Сущность ме-
тода заключается в определении органических мнкрокомпонентов
н минеральных примесей в углях различных марок, их количест-
венного соотношения и размеров.
От лабораторной пробы угля, отобранной в соответствии с
ГОСТ 10742—71, ГОСТ 9815—75 и ГОСТ 16094—70 н доведенной
.до крупности 1.6 мм, берут навеску 50 г, высыпают на металли-
ческий противень, тщательно перемешивают ее и разравнивают
до высоты слоя —5 мм. Из каждого квадрата поверхности раз-
мером 2x2 см ланцетом отбирают порции угля, нз которых со-
ставляют пробу массой примерно 2—3 г.
Из пробы сначала готовят брикет путем цементации угольных
зерен связующим веществом (чешуйчатый шеллак, канифоль с
парафином или синтетические смолы).
Полеченный образец аншлнф-брикета шлифуется с помощью
набора микропорошков нз нормального электрокорунда на шли-
фовальном станке со сменными чугунными дисками. Далее от-
шлифованный аншлиф-брнкет подвергают полированию на поли-
ровальном станке с применением окиси хрома.
106
Лншлпф-брпкет считается хорошо отполированным, если вся
его поверхность имеет однородный блеск и под микроскопом от-
четливо различается микроструктура образца.
Содержание органических мнкрокомпопентов в приготовлен-
ных аншлиф-брнкстах определяется точечным методом с по-
мощью микроскопа в отраженном свете с применением масляной
иммерсии (стандартная иммерсия — кедровое масло с коэффи-
циентом преломления 1,515) н увеличением от 300 до 600 раз.
Точечный метод определения соотношения компонентов яв-
ляется наиболее простым, производительным н наиболее точным.
Этот метод заключается в том, что шлиф и поле зрения передви-
гается скачкообразно. В каждом положении его определяется,
какой микрокомпонент перекрыт точкой пересечения нишей оку-
ляра.
Предполагаемые точки на шлифе располагаются равномерно
по всей поверхности шлифа с помощью передвижения салазок
препаратоводнтеля на одинаковое расстояние.
Подсчет точек производится счетчиком.
Содержание минеральных примесей подсчитывается отдельно
от компонентов органической массы в отраженном свете в воз-
дхшиой среде при увеличении в 200—300 раз без иммерсии
(ГОСТ 9414—74).
Содержание микр©компонентов какой-либо группы подсчиты-
вается по формуле
Л-—. ..
где b — число точек данного микрокомпонента; В — общее число
точек органических мнкрокомпопентов.
Содержание минеральных компонентов вычисляется по фор-
муле
л = %.
где Ь' — число точек данного минерала; В' — общее число точек
наблюдения органических мнкрокомпопентов и минеральных
примесей.
Действительная п ютность отдельных кусков угля, промпро-
дукта или породы производится взвешиванием каждого куска в
отдельности сначала в воздухе, затем в воде Взвешнванне про-
изводится на аналитических весах с точностью до 0.01—0.02 г.
Плотность куска определяется по формуле
в=!00о^г/см,
Q — <h
где q — масса куска в воздухе, г; — масса куска в воде, г.
Определяя таким путем плотность каждого отобранного в
пробу куска, легко подсчитать средневзвешенное значение плот-
ности всего опробуемого продукта
107
Определение плотности шламов, пыли, мелкого угля произво-
дится с помощью пикнометра или мерной колбы (ГОСТ 2160—75)
Пикнометр объемом 25—50 см3 хорошо вымывается н высу-
шивается до постоянной массы (веса) Р. Затем он заполняется
дистиллированной водой до отметки, выдерживается полчаса на
водяной бане и снова взвешивается (масса Pi). •
Водное число пикнометра равно
Pi — Р л
л
где Л — плотность дистиллированной воды, равная I г/см3.
Сухой пикнометр заполняется пробой исследуемого материала
массой 5—10 г н взвешивается (масса Р?)- После этого пикно-
метр наполняется водой на 2/3 объема и в течение 1 ч выдержи-
вается на кипящей водяной баие. Затем уровень воды доводится
до метки в пикнометр выдерживается полчаса на водяной бане
при температуре 20° С. После этого пикнометр отбирается и взве-
шивается (масса Рз)
Плотность твердого
к (Р2—Р.)Л , ,
О ------—-----"-----, г см3.
(Р.-Р)-(Р3-^)
В случае необходимости при более точных измерениях вместо
воды в пикнометр заливают бензол, толуол, спирт или керосин.
Для быстрого определения плотности твердого материала ис-
пользуется мерная колба вместимостью 10—15 мл. Оиа до опре-
деленной отметки наполняется спиртом или бензолом (кероси-
ном) н в нее помещают пробу твердого массой 5—10 г. Отсчнтав
объем жндкостн, вытесненной массой твердого, и разделив мас-
су навески на вытесненный объем, получим плотность сухого ма-
териала.
«• б , 3
О ~, Г/СМ3.
V
Насыпная плотность — масса единицы объема свежепасыпан-
ного, слежавшегося нли уплотненного материала с учетом всего
объема, занимаемого этим материалом.
Насыпная плотность мелкого материала, шлама (в штабе-
лях, отстойниках, отвалах) определяется методом режущего ци-
линдра.
Для этого снимают ровно поверхностный слой толщиной
10 см и вдавливают в опробуемую массу материала режущий
цилиндр с таким расчетом, чтобы весь цилиндр был наполнен
материалом. Затем цилиндр со столбиком материала осторожно
извлекают (торцы его ровно зачищают, срезают) и взвеши-
вают.
Насыпную плотность определяют по формуле
с G, — G. g
би = —-----------------------— , Г/СМ3,
V
108
где G2 — масса цилиндра с материалом, г; — масса пустого
цилиндра» г; V объем цилиндра» см3.
Насыпную плотность сухого материала (без учета влаги) под-
считывают по формуле
6» = —^—, г/см’,
где W — влажность исследуемого материала, доли единицы.
Для более крупного материала насыпная плотность опреде-
ляется с помощью большой емкости объемом V (см3) и массой
G(r). Сосуд заполняют материалом плотностью 6 (г/см8), встря-
хивают постукиванием дна о ровную поверхность, выравнивают
поверхность н взвешивают сосуд с материалом Gj (г).
Объемная масса
Д — Gi~G гсм*
V
Плотность жидкости определяется с помощью ареометра, пик-
нометра и специальных весов.
Определение плотности ареометром (денсиметром) возможно
в пределах 0.65—2 г/см3. Этот способ в углеобогащении получил
широкое распространение.
Испытуемую жидкость наливают в цилиндр высотой нс менее
50 мм и выдерживают до уравнивания температуры содержимого
с температурой помещения. Затем чистый и сухой ареометр мед-
ленно опускают в жидкость, нс касаясь стенок цилиндра. Отсчет
показаний ареометра производят через 3 мин после его погру-
жения.
Плотность жидкости» содержащей шлам (пульпы), подсчиты-
вают по формуле
Дп=^-=Д+-(6~а)Р-. г/см*.
п V 10006
где Аи — плотность пульпы, г/см3; G — масса пульпы, г; А —
плотность воды, г/см3; V—объем пульпы, см3; б— действитель-
ная плотность твердого, г/см3; р — содержание твердого в пуль-
пе, г/л.
Действительная плотность твердого б, выраженная через па-
раметры пульпы
б —-------—-------, г/см3,
1000Д — пр
где п — отношение массы жидкого к массе твердого;
_ (10006 —р) А
рб
Определение пористости. Материал различной крупности име-
ет разную укладку. Крупные и мелкие зерна (более 10 и менее
2 мм) укладываются менее плотно, чем зериа средних размеров;
онн образуют значительно больше пустот. Частицы размером от
2 до 10 мм укладываются более плотно и имеют меньше пусто г.
109
Рис. 39. Прибор Дерягина для определения
удельной поверхности порошкообразных ма-
териалов
Пористость материала определяется по формуле
„ 6-би
" в '
где б — действительная плотность материала, кг/м3; 6Н—насып-
ная плотность материала, кг/№.
Определение удельной поверхности. Поверхность частиц (по-
рошка) состоит из внешней (геометрической) и внутренней по-
верхностей, включающих поверхности микротрещнн и микропор.
Полная поверхность частиц равна сумме внешней н внутренней
поверхности. Величина внешней поверхности, представляющая
практический интерес, определяется методами фильтрации газа
(воздухопроницаемости) через слой спрессованного порошка.
Наибольшее распространение для определения удельной по-
верхности порошкообразных материалов получил прибор Деряги-
на (рнс. 39). Он состоит из стеклянного цилиндра 16 с фильтром
19 Верхняя часть цнлнпдра соединена при помощи трубки 20,
мнкрокрана 5 и крана / с реометром 2, имеющим штуцер 4.
К трубке 20 через трехходовой край 14 присоединены масляный
7 н ртутный 9 манометры н с помощью трехходовых кранов 13 и
15 — вакууметры 11 н 12. Нижняя часть стеклянного цилиндра
16, расположенная под фильтром, соединена через ловушку 17
как с вакууметром и дифференциальными манометрами, так и с
форвакуумным насосом РВН-20 с помощью кранов 6 и 18.
Удельная поверхность порошка определяется следующим об-
разом. Высушенную пробу (чем крупнее частицы порошка, тем
больше навеска) загружают в цилиндр 16 над фильтром 19. Вы-
сота загрузки от 1,5 до 10 см. Пробу слегка уплотняют. После
этого закрывают кран 15, отключают реометр, открывают осталь-
ные краны (кроме 6 и 18), пускают вакуум-насос, открывают
кран 18, затем кран 6 и удаляют воздух из системы, измеряя при
110
зтом давление вакуумметром 12, а потом //. По окончании от-
качки воздуха краны 8 и 13 закрывают, краном 10 и 14 вклю-
чают манометр 9, отключив манометр 7, а затем крапом 15
включают вакуумметр 12, отключив вакуумметр 11- После этого
краном 6 весьма осторожно впускают воздух до определен»off
скорости по реометру. Если перепад давления мал. включают
масляный манометр.
Измерение разрежения hi под фильтром производят при от-
крытом кране 6, при этом наблюдают перепад давления h0 по
дифференциальному манометру, показывающему потерю давления
р образце.
Если режим правильный, h0 не изменяется при измененил h .
Потерн давления в системе н фильтре определяют таким же об-
разом до определения поверхности порошка н после. По окоича
пин опыта фильтр промывают спиртом.
Удельную поверхность определяют по формуле
5 .; ab—, см*/г,
А,
где
hn — перепад
Лф — перепад
порошка, т. с.
Ап — А])»
Лд — скорость движения воздуха по реометру 3;
давления по манометру 9 нли 7 во время опыта;
давления на том же манометре, но в опыте без
потеря давления на фильтре и в системе; a — постоянная при-
бора;
о—0,18 .
b0
Е — сечение цилиндра, см2; Д—плотность жидкости манометра.
г/см3; Т—абсолютная температура, °C; Ьо— постоянная реомет-
ра, л/(см-с); Ь — постоянная опыта;
pi\
т—коэффициент пористости;
G
bV '
G — навеска порошка, г; 6 — плотность порошка, г/см3; V —
объем порошка в Цилиндре, см3;
V = Е1, см8;
I— высота слоя порошка, см; Сч — насыпная плотность образца
в цилиндре, г/см3;
т
61 = — » г/см*;
V
Р— атмосферное давление во время опыта, см рт. ст.
ill
Рис. 40. Прибор для определения угла тре-
ния
Иногда на приборе Дерягина не удается достичь такого усло-
вия, когда Ло не изменяется при изменении Ль т. е. изменяется
скорость фильтрации
Во избежание этого прибор Дерягина был усовершенствован
путем замены вакуумметра 12 двумя манометрами Мак Леода,
из которых один контролирует разрежение до 0.236, а дру-
гой— до 1,8 мм рт. ст. Для более точного определения масляный
манометр 7 заменен наклонным манометром с углом наклона а,
для которого -
sin а — 0.11.
После усовершенствования прибора точность отсчета повыси-
лась в 10 раз.
Определение угла трения. Статический угол трепня любого
материала определяется путем использования прибора изобра-
женного на рис. 40. На плоскость, один конец которой закреплен
шарнирно, а другой свободно поднимается и опускается с по-
мощью шнура кладут кусок или порцию испытываемого мате-
риала и плоскость медленно (осторожно) опускают до тех пор.
пока материал, лежащий на плоскости, придет в движение На-
чало движения материала определяет угол трения, соответствую-
щий углу наклона а плоскости.
Коэффициент трення
f = tg«-
Угол трения материала в жидкости (воде) определяется таким
же образом, но при условии заполнения прибора водой
Определение степени измельчения. В процессе переработки и
транспортирования углей происходит их измсльчснне, степень
которого зависит от свойств угля н совершенства технологии.
Исследование угля па измсльчаемость производят по простой
методике ящичного сбрасывания
По методике ДонУГИ ящик с открывающимся дном запол-
няется 50 кг угля крупностью более 25 мм и поднимается на вы-
соту 1.5 м. откуда проба сбрасывается на металлическую плиту.
Опыт проводится три раза. Измельчаемость определяется как раз-
ность между средним (из трех) содержанием угля крупностью
112
менее 6 мм в измельченной и исходной пробах Иногда степень
измельчения определяют по формуле
и=^=±.
d.
где d, dn — средневзвешенный диаметр угля до и после измель-
чения.
По методике УкрНИИУглеобогащения испытание на из мел ь-
чае.мость проводится аналогично методике ДонУГИ, только в
сбрасываемую пробу входит весь уголь, а не класс крупнее
25 мм
Размокаемость горных пород. По методике КузНИИУглеобо-
гащения для определения размокаемостн используются стандарт-
ные барабаны (ГОСТ 15490—70). Порода крупностью 13—100мм
исследуется в большом барабане, крупностью 25—50 мм — в ма-
лом барабане прн отношении твердого к жидкому Т Ж= 1 :4.
После обработки проб в барабане в течение заданного времени,
эквивалентного времени пребывания угля в цикле обогащения,
определяют содержание в них шлама крупностью менее 0,5 мм,
которое н характеризует размокаемость данной породы. Для
приближения условий испытания к условиям обогащения в вод-
ной среде исследованию подвергают ие породу, а рядовой уголь
п изучают шламообразование
Получаемые при этом данные исследования позволяют срав
ннвать между собой различные угли и использовать их прн про-
ектировании новых фабрик.
УкрПИИУглеобогащснне предложена методика учитывающая
определенно общего показателя шламообразован ня по классу
мопсе 0,5 мм. Для этого на фабрике производится опробование
рядового угля н всех конечных продуктов обобщения оборотной
воды п сбросов. По данным опробования составляется баланс по
классу 0—0.5 мм и затем определяется показатель шламообра
зования К (в долях единиц);
„ Vc - Тр
где ус — суммарный выхот шлама крупностью менее 0.5 мм в
исходном продукте и вновь образовавшегося шлама, %; ур— вы-
ход шлама той же крупности в исходном продукте, %.
Накопленные сведения по ряду фабрик дают возможность
получения средних сведений по шламообразованню прн обога-
щении:
газовых углей крупностью более 13 (6) мм — 2,5% от исход-
ного угля;
газового угля крупностью до нуля — 8%;
антрацитов крупностью более 6 мм—3%;
антрацитов крупностью до нуля — 3,5%;
углей марок ОС. Ж, К п шихты — от 9 до 17% от исходного
угля.
8 Зак МО»
113
Можно определить степень псреизмельчсння угля, т. е. обра-
зование топкого н трудного для обработки шлама крупностью
менее 45 мкм. Для этого нужно иметь гранулометрический состав
шлама и в приведенную выше формулу подставить выходы шла-
ма крупностью менее 45 мкм.
Определение содержания твердой, фазы в пугьпе. Быстрый и
простой способ определения содержания твердого в пульпе за-
ключается в отборе мерной литровой кружкой пульпы, ее взве-
шивании и сравнении с заранее установленной шкалой, связы-
вающей массу кружки с пульпой и содержание твердого в одном
литре.
Однако такой способ является приближенным и может быть
использован только для получения ориентировочных данных.
Более точным методом является выпаривание жидкой фазы
из отобранной пробы (I л) пульпы до постоянной массы (веса)
осадка.
Если жидкая фаза содержит значительное количество раство-
римых солей, что может иметь место при длительной циркуля-
ции воды на углеобогатительных фабриках (количество солей в
оборотной воде иногда достигает 6000 г/м3), оин при выпаривании
воды выпадают в осадок и увеличивают его массу.
Для определения действительной массы осадка шлама от
отфильтрованной жидкости берется проба массой 50 г и осто-
рожо выпаривается. При выпаривании жидкости нельзя допу-
скать ее выбрасывания нз фарфоровой чашки. Выпавший осадок
солей при выпаривании делят на первоначальную массу про-
бы, т. е.
где С—масса осадка солей, приходящаяся на 1 г выпаренной
воды, г; а — масса сухого осадка солей, г.
Тогда содержание твердого в пульпе
Р=Рос-(Рп-Рос)С, г/л,
где Р— содержание твердого в пульпе, г/л; Рп«.— масса сухого
осадка пульпы после се выпаривания, г; РП—масса пульпы до
выпаривания, г.
Определение осаждаемостн шлама. Для определения степени
осаждаемостн угольного шлама в воде пользуются прибором
(рис. 41) Он состоит из бачка 1 емкостью 2,5 л, воронки 2 ем-
костью 4,5 л и диаметром 165 мм. На трубе слива этой воронки
имеется трехходовой край 3 для отбора проб.
При определении осаждаемостн угольных шламов удельная
нагрузка иа воронку принимается равной 3 м3/(м2-ч), содержа-
ние твердого в исходной пульпе 100 г/л, объем пульпы 10 л.
Приготовленная пульпа заливается в бачок /, после чего вклю-
чается насос для перемешивания пульпы в течение 1 мин. Затем
от слива отбираются одна за другой три пробы. Каждую проб}
114
отбирают в мерный стакан с целью определения ее объема. Пос-
ле этого все три пробы высушиваются н взвешиваются для опре-
деления содержания твердого в 1 л елнва.
Далее аппарат готовится к определению осаждаемостн друго-
го шлама для чего с помощью насоса нз системы прибора
выпускается оставшаяся пульпа, а прибор промывается чистой
водой.
Полученные данные позволяют определить показатель осаж-
даемостн К. представляющий собой отношение разности содер-
жаний твердого в исходном продукте н сливе к содержанию твер-
дого в исходном продукте. Показатель К может быть выражен в
долях единицы
100 ’
где р — содержание твердого в сливе, г/л.
В тех случаях, когда осаждение шлама нс произошло н р =
= 100 г/л, показатель осаждаемостн К равен нулю. При идеаль-
ной осаждаемостн р=0, а К=1.
Если значение К больше 0,5, шламы имеют легкую (хоро-
шую) осаждасмость. Чем К ближе к 1, тем легче осаждается
шлам. Если К ближе к нулю, осаждаемость шлама трудная.
Определение фильтруемости шламов. Для определения фильт-
руемости шлама рекомендуется пользоваться установкой
(рис. 42).
Фильтровальная установка предназначена для исследования
шламов крупностью мепее 1 мм и фильтрующих сеток, изготов-
ленных нз разных материалов с различным размером отверстий.
Установка состоит нз мешалки 1, фильтровального элемента
2, сборника фильтрата 3, вакуум-ресивсра 4, вакуумметра 5 и
приспособления для подсоса воздуха 6. Фильтруемый элемент
представляет собой металлический прямоугольник площадью
100 см2, одна сторона которого покрыта латунной сеткой с от-
верстиями размером 0.2 мм, а другая закрыта (глухая).
Для проведения опыта приготовляется пульпа с содержанием
твердого 300 г/л. Опыт повторяется 3 раза, для чего нз иссле-
дуемого шлама сразу для каждого времени фильтрования гото-
вятся по четыре навески исходного материала. Четвертая навеска
является резервной.
Шлам загружают в мешалку, доливают воду до необходимо-
го объема пульны, соблюдая при этом отношение объема пульпы.
(м3) к площади фильтровального элемента (м2) в пределах
0,15—0,2, что соответствует промышленным условиям фильтрова-
ния. С помощью мешалки пульпу тщательно перемешивают За-
тем, закрыв пробковый кран на ресивере, включают насос. При
достижении пакуема 450—500 мм рт.ст. вертикально опускают в
подготовленную пульпу фильтровальный элемент н открывают
кран на ресивере. Процесс фильтрования должен протекать при
постоянном вакууме и постоянной температуре пульпы.
«• и»
Рис 41. Прибор для определения осаждаемо-
сти шламов
Рис. 42. Схема лабораторной фильтровальной
установки
Рис. 43. Прибор для определения воздухопроницаемости фильтровальных сеток:
/ — стакан; 2—крышка; 3—винт; 4— образец сетки; б — отверстие; 6 — микроманометр:
7 — газовые часы; 8 — ресивер; 9 — крап
По истечении времени фильтрования элемент вынимают из
мешалки и под действием того же вакуума просушивают получен-
ный осадок Время просушки осадка принимают 20, 35 и 40 с,
время фильтрования — 10, 20 и 30 с.
По окончании цикла фильтрования закрывают пробковый кран
на ресивере и замервют толщину образовавшегося осадка. После
этого осадок полностью снимают с фильтровального элемента,
взвешивают, высушивают и снова взвешивают.
Результаты опытов оценивают по массе осадка, его толщине,
содержанию влаги, объему фильтрата и содержанию в нем твер-
дого
Оценка проницаемости фи гьтровачьных сеток. Главными
свойствами фильтровальных сеток является водо- и воздухопро-
ницаемость.
Водопроницаемость определяется временем фильтрования t
определенного объема воды V через образец сетки с площадью
S По данным испытаний может быть определена удельная ско-
рость фильтрования
w = JCt см3/(см'2 с)
с учетом общей площади сетки либо площади живого сечения.
Воздухопроницаемость определяется специальным прибором
УПВ (рис. 43), действие которого основано на измерении с по-
мощью газового счетчика расхода воздуха через образец сетки.
Сотка закрепляется в специальном приспособлении, а разреже-
ние создается вакуум-насосом.
Показатель воздухопроницаемости
? = -^-. W*-c).
где Q — количество воздуха, прошедшего за время / через обра-
зец сеткн, л; S— площадь (общая или живого сечения) сетки, м2.
Опреде 1ение предельного статического напряжения. Для этой
цели применяется прибор СНС-2 (рис. 44), работа которого ос-
нована на принципе вискозиметра с соосными цнлнндрамн. При-
бор состоит из наружного цилиндра 1 установленного на вра-
щающемся столике 5. Подвижная система прибора включает
внутренний неподвижный цилиндр 2 из нержавеющей стали с
продольными рисками для устранения скольжения. На нижнем
торце цилиндра имеется чашеобразное углубление для устране-
ния трения при помощи воздушной подушки 8. Средний радиус
внутреннего цилиндра 2 см, его высота 6 см, средняя толщина
зазора рабочего пространства 1 см.
Внутренний цилиндр подвешивается к стойке 7 с помощью
винта 6 на сменных стальных нитях диаметром 0,25; 0,3; 0,4; 0,5;
0,8 и 1 мм, соответствующих различным содержаниям твердого
в суспензии—большем} содержанию твердого соответствует
нить большего диаметра С течением времени упругость нитей
117
'6
Рис. 44. Прибор дяв определения предельного напряжении сдвига шламовых
суспензий С НС-2
Рис. 45. Прибор для определения набухания шламов
уменьшается, поэтому периодически производят контрольную
градуировку методом крутильных колебаний. При этом устанав-
ливается предельное статическое напряжение сдвига то, прн угле
закручивания инти на 1°. Угол закручивания нити 3 снимается с
градуированного диска 4.
Работа с прибором заключается в следующем. Суспензия за-
ливается в установленный на вращающемся столике наружный
цилиндр, куда на ннтн заданного диаметра в зависимости от со-
держания твердого в испытуемой суспензии погружается внут-
ренний цилиндр точно до верхнего края (поверхности) суспен-
зии. Прн вращении внешнего цилиндра от электромотора с ча-
стотой 0,2 об/мин вращающаяся вместе с ним суспензия увлекает
за собой подвешенный цилиндр до тех пор, пока момент закру-
ченной нити не станет равным крутящему моменту, зависящему
от вязкости исследуемой суспензии, а угол закручивания ннтн
останется постоянным. После этого снимается с градуированного
диска 4 угол закручивания ннтн н определяется предельное на-
пряжение сдвига суспензии;
т0 = то,а, Н/м®.
где то — предельное статическое напряжение сдвига. Н/м2; то^ —
118
напряжение сдвига нити определенного диаметра прн угле за-
кручивания на 1 градус, Н/м2; а — угол закручивания нити,
градус.
Такому исследованию можно подвергать суспензии, содержа-
ние твердого в которых составляет 200—900 г/л.
Пример. Определить предстьное статическое напряжение сдвига от-
ходов флотации.
Суспензия исследуется при различных содержаниях в ней твердого и при
этом используются нити различных диаметров с известным тог При содер-
жании в суспензии твердого 300 г/л и диаметре нити 0.3 мм средний нз трех
замеров угол закручивания составил 14,77°. Для дайной нити те* =0.417 мг/см2
(или 0,0417 Н/м2).
Предельное напряжение сдвига то =0.0417-14,77=0,591 Н/м2
При содержании в суспензии 800 г/л твердого и диаметре нити 1 мм угол
закручивания составил 18,17°; то.=5.2543 Н/м2. Тогда То—5,2543-18,17 =
=95,47 Н/м’.
Определение набухания. Набухание, пли самопроизвольная
деформация материала, зависит главным образом от содержания
в нем глинистого вещества, влажности и температуры окружаю-
щей среды. Набухание отходов флотации может быть определено
с помощью прибора ПНГ (рнс. 45). Прибор состоит нз перфо-
рированного лиска 7, на который помешают исследуемый обра-
зец, кольца 5 с насадкой 4, соединительной скобы 2, индикато-
ра I часового типа, винтов 6 н 8, поршня 3 п ванночки 5, в кото-
рую заливают воду.
Предварительно нз исследуемого материала крупностью ме-
нее 0,5 мм готовят пульпу с содержанием твердого примерно
700 г/л, затем се высушивают при температуре 80—85° С. Объем
пульпы берут из расчета получения высушенного коржа пло-
щадью не менее 100 см2 н толщиной не менее 1,5 см.
Перед началом опыта прибор разбирают: отделяют индика-
тор н соединительную скобу, кольцо снимают с диска.
Кольцо прибора острым краем насадки устанавливают на вы-
сушенный корж и вдавливают в него. Затем кольцо с насадкой
снимают, а образец аккуратно срезают ножом вровень с краями
кольца. Прибор собирают в следующем порядке- В углубление
диска кладут смоченный водой бумажный фильтр диаметром,
равным внутреннему диаметру режущего кольца. На фильтро-
вальную бумагу кладут образец и покрывают ее таким же фильт-
ром. Затем устанавливают поршень. Собранный прибор помеща-
ют в ванночку, в которую заливают водопроводную воду. Тем-
пература воды должна быть постоянной для всех опытов (20—
2ГС). Фиксируют нулевое показание индикатора и отмечают
время заливки воды в ванночку'. Показания индикатора записы-
вают через следующие промежутки времени: до 10 мин —через
1 мин, от 10 мин до 1 ч — через 5 мин, от 1 до 6 ч — через
30 мин.
Снятые показания индикатора позволяют определить величи-
ну na6vхания по формуле
119
V = -H 100, %,
h
где v — набухание, отнесенное к начальному объему образца, %,
т—число делений шкалы индикатора, пройденное за время опы-
та. мм; Л — начальная высота образца, мм.
Кроме набухания могут быть определены начальная влаж-
ность образца и влажность набухания. Для этого кольцо с на-
бухшим образцом взвешивают, затем сушат при температуре
105° С до постоянной массы, охлаждают в эксикаторе и взве-
шивают.
Начальная влажность
= ^100, %;
9<~ 91
влажность набухания
^=-^-^-100, %,
9« —91
где — масса кольца, г; q2—масса кольца с образцом, г; 93 —
масса кольца с набухшим образцом, г; 9< —масса кольца с об-
разцом. высушенным при температуре 105е С, г.
Пример. Определить величину набухания отходов флотации, если пер-
воначальная толщина коржа была равна 16 мм. а показание индикатора т после
5 ч— 1.967
Тогда
1.967 100
—" |9'67%-
V =
Имея массу кольца <?| —44.77 г. массу кольца с образцом <72=88.6 г, <7з —
= 103,8 г н <7=87.67 г. определяем начальную влажность образца
88,6 — 87.67
87,67-44.77
и/Р
нач
и влажность набухания
103.8 — 87,67
87,67 — 44,77
•100 — 2,16%
100 = 37,6%.
Определение флокулируемости шлама. В стеклянный цилиндр
емкостью 0,5 л заливают флокулируемую суспензию, содержа-
щую 25 г твердого. В суспензию пипеткой добавляют 0,03 см3
раствора негндролнзованного полиакриламида 0,15%-пой кон-
центрации.
Затем трижды цилиндр переворачивают для смешения суспен-
зии с флокулянтом и ставят для отстаивания. Во время отстаи-
вания пульпы ведут наблюдение за изменением высоты неосвет-
лениого слоя н высоты осадка, образующегося на дне ци-
линдра.
С течением времени высота неосветленного слоя уменьшается,
а высота осадка увеличивается (рнс. 46). Время, когда линии
неосветленного слоя пульпы и осадка совместятся, косвенно ха-
120
Рис. 46. Изменение высоты осадка и неосветленного слоя пульпы в зависимости
от временя отстаивания
Рис. 47. Схема установки для определении сопротивления осадков
рактсризуст флокулируемость данного шлама, так как для раз-
личных шламов это время будет разным.
При исследовании флокулируемости различных шламов ем-
кость цилиндра, высота его, содержание твердого в пульпе, тем-
пература пульпы и расход флокулянта остаются постоянными.
Принимая минимальное время совмещения линий неосветлен-
ного слоя и осадка равным 1 мин, можно всегда судить о фло-
кулнруемостн того или иного шлама. Чем ближе по своему зна-
чению время совмещений линий неосветленного слоя и осадка
к значению времени, равному 1 мин, тем легче флокулируемости
шлама и, наоборот, чем это время больше, тем труднее флоку-
лнруемость шлама.
На рнс. 46 показан пример построения кривых изменения ли-
ний неосветленного слоя и осадка по следующим данным:
Время, с...........................
Высота неосветленного слоя, мм . .
Высота осадка, мм..................
. . 10 20 40 60 80 90 95
. . 232 213 175 120 7G 61 О
. . 6 11 23 34 48 53 56
Указанным методом можно сравнивать эффективность раз-
личных флокулянтов. Для этого на очном н том же шламе ста-
вят серию опытов с различными флокулянтами при их одинако-
вых и разных расходах, соблюдая все остальные ус.ювня опытов
постоянными.
Полученное время совмещения линий неосветленного слоя И
121
осадка сравнивают со временем флокуляции этого шлама негид-
ролизоваииым полиакриламидом.
Определение сопротивления осадков. Установка для определе-
ния удельного сопротивления осадков фильтрования (рис. 47)
состоит из емкости для приготовления пульпы /, мешалки 2, ла-
бораторного фильтра 3, емкости для переливов 4, сборника
фильтрата 9, вакуумного ресивера 10, вакуум-насоса 11, измери-
те тьной аппаратуры 5, 7 н 8, вентиля 6 для регулирования.
В сборнике фильтрата установлен игольчатый датчик уровня, по-
зволяющий фиксировать во времени уровень фильтрата через
3 мм. Датчик подключается к быстродействующему прибору
Н-320, по скорости движения ленты которого определяется время
получения известного объема фильтрата.
Сечеиия отводящих фильтрат трубок и компоновка фильтра
непосредственно над сборником фильтрата обеспечивают мини-
мальные гидравлические сопротивления при удалении фильтрата.
Вакуум регулируется специальным регулятором, подключенным
к вакуум-рос и веру.
Удельное сопротивление осадка определяется следующим об-
разом. Отбираются 3—4 пробы шлама, необходимые для приго-
товления пульпы нужной концентрации. Пульпа перемешивается
в емкости н подается в фильтр площадью 0,01 м2. Опыт счи-
тается законченным, когда па поверхности осадка исчезает види-
мая влага. Фильтровальная сетка имеет отверстия размером
0,2X 0,2 мм.
По окончании фильтрования определяются время получения
определенных объемов фильтрата, масса осадка, его влажность
н содержание твердого в фильтрате.
Среднее для всей толщины осадка удельное сопротивление
по полученным опытным данным подсчитывается по формуле
2S6 R
г =-------, м/кг,
q m
где 5 —площадь фильтрования, м2; б — плотность фильтра-
та, кг/м3; /?— среднее значение сопротивления осадка за время,
в течение которого выделяется объем фильтрата V:
pm
т? — масса твердого при получении единицы объема фильтрата,
кг/м3; m — масса фильтрата, кг; ДР—перепад давления, Н/м2;
/ время фильтрования, с; р— вязкость фильтрата. Нс/м3.
Определение ф ютируемости шламов. Сначала приготовляют
одну пли несколько проб в зависимости от числа предусмотрен-
ных опытов.
Масса иавескп подсчитывается по формуле
т V6
122
тде Т — масса навески, г; V—рабочий объем флотационной ка-
меры, см3; б — плотность исследуемого материала, г/см3; п — за-
данное отношение жидкого к твердому (Ж : Т).
Масса навески округляется до целого числа храммо?. Рабо-
чин-объем флотационной камеры определяется путем наполнения
<е водой до уровня инже сливного порога иа I см. Затем вклю-
чается импеллер! После этого вся вода сливается в мерный ци-
линдр. Объем этой воды составляет рабочий объем камеры. Пе-
ред началом опыта камера н импеллер тщательно промываются
водой, после чего не рекомендуется прикасаться руками к тем
деталям, которые имеют контакт с пульпой.
Мотор флотационной мешалки следует подключать к сети
через стабилизатор, так как напряжение в сети колеблется н ча-
стота вращения мотора может изменяться. При наличии ременной
передачи необходимо периодически измерять число оборотов импел-
лера тахометром.
Расход реагента определяется по формуле
где q— расход реагента на пробу (навеску), r, Т—масса на-
вески, г; Р — заданный расход реагента, г/т.
Подача реагента в камеру осуществляется пипеткой, если
объем камеры меньше 1 л, и мензуркой, если объем камеры боль-
ше I л. Для каждого реагента должна быть отдельная пипетка
нлн мензурка с надписями.
При подаче реагента пипеткой определяется масса одной
капли реагента. Для этого на аналитических весах взвешивается
часовое стекло (или стеклянный сосуд с пипеткой, крышкой, если
реагент быстро испаряется). Затем на стекло или сосуд наносят
нз пипетки 10 капель реагента, ановь взвешивают его и опреде-
ляют массу одной капли.
Необходимое число капель иа навеску определяют по фор-
муле
где q— ранее определенный расход реагента на пробу (навеску),
г; Р — масса одной капли реагента, г.
При использовании мензурки удобнее пользоваться не весовы-
ми. а объемными расходами. Для этого производится перерасчет
по формуле
6
где 6 — плотность реагента, г/см3.
Опыт производят в следующем порядке. Камеру машины за-
потпяют воюй на 1/3 и включают импеллер. Затем в аэрационное
отдеюиие засыпают навеску угля и в камеру доливают воду до
123
рабочего уровня. Навеску перемешивают с водой в камере (без
реагента) в течение 2—3 мин. После этого вставляют козырек
машины (если применяется ручиой пеносъем) и затем проводят
«нулевой» опыт флотации (без реагента). Если при нулевом опы-
те выход концентрата более 5%, это указывает на недостаточно
тщательную подготовку опыта (случайное попадание маета в про-
бу или небрежная промывка машины).
После устранения недочетов «нулевой» опыт слова повторяют
и при получении необходимого выхода концентрата приступают
к проведению исследования. Для этого в аэрационное отделение
вводят реагенты (сначала собиратель, а затем вспениватель).
Пульпу перемешивают с каждым реагентом в течение 1—2 мин.
Затем вставляют козырек и через 0,5 мни начинают съем пены.
При ручном съеме движение скребка должно быть равномер-
ным— один съем в 5 с. Через каждые 0.5—1 мин небольшими
порциями в камеру доливают воду до рабочего уровня. Пену сни-
мают до полного прекращения ее минерализация. При проведении
опыта следует обратить внимание на характер пены (крупно-
или мелкозернистая), ее ияет, устойчивость и влажность. Это
необходимо для более полного анализа полученных данных фло-
тации Если требуется сравнивать результаты разных опытов,
то они должны быть выполнены в одной и той же флотационной
машине.
После окончания опыта камеру опускают, смывают материал
с вала и импеллера, затем камеру снимают п отходы выливают
в отдельную чашку. Скребок промывают над чашкой с концентра-
том (пенным продуктом).
Каждый флотационный опыт проводят не менее 2 раз. Резуль-
таты опытов обрабатывают, записывают в журнал и при необхо-
димости строят кривые обогатимости (рис. 48). Форма записи
данных для построения кривых приведена в табл. 42.
Таблица 42
Результаты дробной флотации угля
Время флотации мин Выход, % Зольность % Суммарные
Выход. % Зольность, % Выход, % Зольность » %
1 34,2 3,5 34,2 3,5 100,0 18,9
1 21,0 6.1 55.2 4 5 65,8 26,8
I 17,3 13,0 72,5 6,5 44.8 36,6
1 9,1 26,2 «1,6 8,7 27,5 51,4
1 3,2 35,4 84.8 9,7 18,4 63,9
I 2.0 53,8 86,8 10,7 15.2 69,9
Отходы 13,2 72,3 100,0 18,9 13.2 72,3
Итого . 100,0 18,9 - — - -
124
Рис. 48. Кривые флотируемости угля
Время флотации, мин
Определение вязкости суспензий. Динамическая вязкость хи-
мически чистой воды в зависимости от температуры приведена в
табл. 43. Колебания вязкости при изменении температуры так
велики, что их следует учитывать как при проведении лаборатор-
ных исследований, так и в практике углеобогащения. Особенно
это важно при осаждении тоикнх частиц шлама.
Динамическая вязкость технической воды, в которой раство-
рены соли, несколько повышается в зависимости от их концент-
рации.
Вода, содержащая шлам, приобретает новые свойства, отлич-
ные от свойств чистой воды. Недооценка этого ведет к снижению
эффективности процессов осветления и обогащения. Оценка воды
лишь по содержанию в пей твердого недостаточна, так как при
одном и том же содержании твердого вязкость воды в зависимости
от характеристики шлама изменяется в довольно широких пре-
делах. Загрязненная шламом вода фабрик, используемая в каче-
стве среды для обогащения, представляет собой сложную грубую
пол и дисперсную систему. Поэтому применяемый к оборотной
воде термин «вязкость» является условным. Для выражения
вязкостных свойств грчбых исныотоновскнх суспензий принят спе-
циальный термин «эффективная вязкость».
Таблица43
Зависимость вязкости от температуры
Температур*. °C Динамическая вязкость. И.С- | Температура. “С Динамическая вяз- кость Н-с/ы*
5 0.0015180 40 0,0006536
10 0,0013097 45 0.0005970
15 0.001144" 50 0.0005492
20 0.0010087 60 0.0004699
25 0,0008949 70 0.0004571
30 0,0008004 80 0.0003570
35 0,0007208 90 0.0003166
125
Рис. 49. Схема установки вискозиметре
Объемное содержание твердеео С
Рис. 50. Зависимость коэффициента а ст
объемного содержания угольного (/)
или породного (2) шлама в суспензии
Эффективная вязкость загрязненной воды может быть опре-
делена специально поставленным экспериментом или подсчи-
тана по приведенной ниже формуле.
Для измерения вязкости суспензий, содержащих частицы с
различной кинематической устойчивостью, применяют вискози-
метры типа ВЗ
Измерение времени истечения суспензии производится сблоки-
рованным электрическим секундомером с точностью до 0,01 с.
Автоматическое фиксирование времени осуществляется через два
датчика, установленных иа разных уровнях суспензии в вискози-
метре и соответствующих точно установленному объему, равному
100 си8 (рис. 49). Оба датчика реагируют иа изменение уровня
суспензии в воронке вискознметра= Верхний датчик срабатывает
па начало истечения установленного объема суспепзии, нижний
фиксирует момент окончания истечения 100 см3 суспензии.
Для одного опыта необходимо 150 сч3 суспензии. Опыт следует
повторить несколько раз, для чего приготовляют сразу 400—
500 см3 суспензии с содержанием таердого 50—75 г/л. В качестве
эталонной Жидкости используют дистиллированную воду. Опыт
иа вискозиметре типа ВЗ с автоматическим фиксированием вре
меии истечения саодится к приготовлению суспензии, наполнению
126
ею вороики, поднятию штырька, перекрывающего выпускное отвер-
стие воронки, н снятию показаний секундомера.
Величина эффективной вязкости определяется отношением
произведения времени истечения 100 см3 исследуемой суспензии
и ее плотности к произведению времени истечения того же объема
дистиллированной воды и ее плотности, т. е.
р = Н-с/м2,
где рв — динамическая вязкость воды, Н-с/м2; t— время истече-
ния суспензии, с; р — плотность суспензии, кг/м3; / — время исте-
чения воды, с; рв — плотность воды, рв= 1000 кг/м3.
Эффективная вязкость суспензии может быть получена также
путем подсчета по формуле
Н = Ц»(1 +ос), Н с/м2.
где о—коэффициент, определяемый по кривой, изображенной
на рис. 50; С — объемное содержание твердого в суспензии,
G— содержание шлама в 1 м3 суспензии (загрязненной воды)
кг/м3; б — плотность твердого,, кг/м3.
Если, напрнмср. дана угольная суспензия, содержащая 60 г/л
твердого плотностью 1400 кг/м3, то объемное содержание шламв
в долях единицы
с=.60.1000
1000-1400
По кривой 1 (см. рис 50) находим значение а, равное в дан-
ном случае 0,8. Тогда эффективная вязкость этой суспензии бу-
дет
р = 0,00114 (1 + 0,80 - 0.043) = 0,001180 Н - с/м2.
Определение коэффициента текучести пульп. Одним нз
свойств сгущенных пульп является их текучесть или растекае-
мость. Текучесть измеряется с помощью прибора «Конус АзНИН».
Прибор состоит пз стеклянного круга с нанесенными иа нем
концентрическими окружностями с шагом по диаметру, равным
1 см. Стеклянный круг находится на прямоугольном основании,
имеющем одну неподвижную я две регулируемые опоры, с по
мощью которых круг устанавливается в горизонтальной плоско-
сти. В центре круга ставится конус емкостью 50 мм, в который
заливается исследуемая пульпа. Для устранения просачивания
пульпы нижний край конуса притерт к стеклянной поверхности.
После наполнения конуса пульпой последний осторожно припод-
нимается вверх и пульпа растекается по стеклянному кругу.
Коэффициент текучести
127
тдс £>г — средний диаметр круга, образованного растекающейся
пульпой, см; D—внешний диаметр стеклянного круга, см, d —
внутренний диаметр основания конуса, см.
Значение коэффициента текучести густых угольных пульп при-
ведено в табл. 44.
Флотационная активность реагентов. При подборе реагента-
собирателя руководствуются следующими критериями.
Он должен состоять преимущественно нз ароматических угле-
водородов и фракции 200 250° С, иметь плотность ботее
Ю,83 г/см3, средиемолекулярную массу 170—210 г/моль, среднемо-
лекуляриую поляризацию 64—66, поляризуемость 25—27 А3 и вяз-
кость в интервале 1,7—3.5 сСт.
Реагейт-пенообразователь должен хорошо растворяться в воде,
обладать растворимостью молекулярного типа я быть гетсропо-
лярным. Коэффициент поверхностной активности пенообразова-
теля должен иметь значение в пределах 0,085—0,1 дин/(см-мг-л).
Окончательная оценка реагеитов производятся непосредственными
опытами флотации углей при различных режимах.
Определение содержания кислорода в воде. Определение коли-
чества кислорода в воде производится ио методике Винклера.
Склянку с вымеренным объемом заполняют водой (под проб-
кой не должно быть пузырькоа воздуха), вливают в нее 1 мл
смеси едкого Na н KI. 1 мл насыщенного раствора хлористого
марганца МпС12. Пипетку, с помощью которой вводят реактив,
погружают до диа склянки. Затем скляику закрывают (при этом
выливается 2 мл воды), содержимое тщательно перемешивают и
отстаивают.
После осветлеиия жидкости в склянке пипеткой, не взмучивая
осадка, вливают 3 мл серной кислоты (1 :3), склянку закрывают
пробкой и взбалтывают до полного растворения осадка. Получен-
ную жидкость переливают в коническую колбу н оттитровывают
выделившийся под 0,01 н. раствором тиосульфат натрия до пол-
ного исчезновения синей окраски, полученной от добавления в
конце титрования крахмального клейстера.
Количество кислорода в 1 л исследуемой воды вычисляется
по формуле
Таблица 44
Коэффициент текучести густых пульп
Содержание клас- са < 0.06 мм. % Значение k при содержании твердого в пульпе, г/л
400 500 соо 700 000
20 0,78 0,65 0,41 0,10 0 04
30 0,83 0,67 0,33 0,28 0,08
40 0,80 0,73 0,25 0.12 0,11
50 0.90 0,63 0,40 0,17 0,04
128
v VT0G8- 1000
A ----------1 мг/л,
- 2
где V — объем гппосульфата натрия, израсходованного на титро
ванне, кг; Т — титр гипосульфата; (Vi—2) —объем воды в склян-
ке, уменьшенный на объем реактивов; 0308—количество кисло-
рода. соответствующее 1 мл и 0 01 н. растворе гипосулы!. та мг.
Титр гппосульфата натрия определяется по 0.1 п раствору
бихромата калия.
Огреаелсние концентрации ионов водорода. Пульпа (раствор),
в которой концентрация водородных ионов Нт равна концентра-
ции ионов ОН-, называется нейтралы^ й В нейтральной среде
при температуре 20° С
~ СоН- = Ю
При Сн+>Соп— среда называется кислой, при Сн+ ^.СОн“—
щелочной.
Логарифм величины, обратной копией грации ионов водорода,
обозначается pH
pH = 1g
н+
Для нейтральной среды
рН-'е^7-
дли кислой рН<7 и для щелочной pH >7.
Характеристика воды по концентрация ноиов водорода при
веден а ниже:
Показатель рИ Водя
Менсе 4,5 ... . . . ... Очень кислая
4,5—6.............................................. Слабо кислая
6—6.............................................. Почти нейтральная
6—10 . - . . . Слабо щелочная
Более 10 . Сильно щелочная
Измерение pH производится потенциометрическим идя коло-
pnv. , чесгим '.'2ТОДОЯ. Наиболее употребите теп потенцпомётрп-
ческпл метод. К потенциометру прилагается инструкция с описа-
нием кип трукции и сх» мы прибора, правилами его подготовки,
пастроикп и производства измерений.
Определение жесткости воды. Техническая вода, применяемая
в качестве среды па углеобогатительных фабриках, всегда содер-
жит некоторое количество растворимых созей. Но ее химическое
агрязиенне происходит и па фабриках вследствие выщелачива-
ния некоюрых минеральных компонентов, содержащихся в углях.
Содержаиие в воде солей кальция и магния опреде 1яст ее жест
кость. При малом содержании этих солей вода мягкая, а при
большем- ж. -ткая Жесткость всты имеет б > «ьше значение
при флотации и флсЖуляции шлагов тглей. Оиа измеряется в
9 1Ц> I2Q
ммоль/кг или в мг-экв/л. Одному миллиграмм-эквиваленту жид-
кости соответствует 20,04 мг/л Са или 12,6 мг/л Mg-
Для определения жесткости воду в объеме 100 мл заливают
в колбу и к ней добавляют несколько капель ализарина или ме-
тилоранжевого, кипятят ее н титруют 0,1 н. раствором 11CI до
изменения окраски Затем жидкость снова кипятят, и если цвет
ие изменяется, то титрование закончено. При восстановлении
окраски снова добавляют соляную кислоту н кияятят жидкость.
Эту операцию повторяют до тех пор, пока окраска не будет из-
меняться. Прн этом замечают число миллилитров а израсходован-
ной соляной кислоты, эквивалентное миллиграмм-эквнвалеиту кар-
бопатов, растворенных в исследуемой воде.
После этого в жидкость добавляют М (мл) раствора едкого
иатра и соды (2 г NaOH и 2,75 г Na2CO3 в 1 л воды), взятого
в избытке. Полученную смесь кипятят, охлаждают, переливают
в мерную колбу емкостью 200 мл, разбавляют дистиллированной
водой до метки, перемешивают, фильтруют через сухой фильтр в
сухую колбу. Затем 100 мл фильтрата титруют 0,1 и. НС1 в при-
сутствии мстил оранжевого до появления бледно-розовой окраски
и отмечают количество п израсходованной на титрование соляной
кислоты. Тогда карбонатная жесткость
К —а, мг-экв/л;
общая
В — (Л1 — 2п), мг-экв/л;
некарбонатная
В ='(М — 2п — К), мг-экв/л,
где а — расход соляной кислоты, мг-экв/л; М — расход раствора
(2 г NaOH + 2.75 г Na2CO3 на 1л воды), мг-экв/л; и —расход
0,1 N, HCI при титровании, мг-экв/л.
Классификация воды по жесткости
Менее 1.4 мг-экв.л
1,4—2,8 »
1,4—4,2 >
4.2—6.4 >
6,4—10,7 »
Более 10,7 >
Очень мягкая
Мягкая
Средняя жесткость
Достаточно жесткая
Жесткая
Очень жесткая
Бактериальное загрязнение воды
показателями:
оценивается следующими
Число бакхсрнЯ в 1 см* воды Вода
Менее 10................................... Чрезвычайно чистая
10—100.......... .......................... Очень чистая
100—1000 ................................ . Чистая
1000—10000 . . . . . ................. Посредственная
Более 100000 , ............................Весьма загрязненная
138.
Рнс. 51. Прибор Ребмндера для определения поверхностного натяжении
Определение поверхностного натяжения. Для измерен ня по-
верхностного натяжения применяют специальные приборы, один
из которых показан на рис. 51 Стеклянный капиллярный кончик
диаметром 0,2—0,3 мм имеет срез, перпендикулярный оси капил-
ляра. Края среза должны быть острые, без зазубрин и царапин,
что проверяется лупой с десятикратным увеличением.
Капилляр через пробку вводится в пробирку с жидкостью,
подлежащей исследованию, так, чтобы его края чуть-чуть припод-
няли жидкость. Боковое отверстие пробирки, расположенное
выше уровня жидкости, соединено с водоструйным насосом че-
рез тройник к которому присоединены манометр и микрокрап..
Пробирка присоединяется при открытии мнкрокраиа. После
пуска насоса мпкрокран постепенно закрывают до тех пор. пока
через капилляр начнут проскакивать пузырьки воздуха. Время
образования одного пузырька должно быть около 20 с. Макси-
мальное давление, выраженное разностью уровней менисков
жидкости в двух коленах манометра, фиксируется на манометре.
Манометр можно наполнять толуолом, бепзотом или лучше
анилином. Снятие показаний манометра порнзводится каждые-
I—2 мии и повторяется 50 раз.
Поверхностное натяжение определяется по формуле
а = — Л, дии/см,
л0
где оо—поверхностное натяжение воды, равное 72,8 дин/сы;
Л — среднее значение давления по показаниям манометра; Лц—
среднее значение давления при измерении поверхностного натя-
жения дистиллированной воды, дважды перегнанной с перманга-
натом калия (КМпО4).
9* 131
Содержание органических веществ в воде. Определение произ-
водится путем добавления к воде перманганата, который приводит
к окислению содержащихся в иоде органически веществ. Для
этого в коническую колбу, тщательно промытую кипячением кон
центрированного раствора перманганата, подкисленного серной
кислотой, вливают 100 мл исследуемой воды. 5 мл серной кислоты
(1:3) и 10 мл 0,01 и. раствора перманганата Полуденный раст-
вор кипятят 10 мин, после чего жидкость в колбе приобретает
темнокрасный цвет. Если жидкость ие получает указанного от-
тенка, то добавляют еще некоторое количество перманганата или
повторяют опыт с новой порцией исследуемой воды и большим ко-
личеством перманганата
Когда получен требуемый цвет жидкости, в горячий раствор
добавляют 10 мл 0,01 и щавелевой кислоты (столько, сколько
было добавлено раствора перманганата). При достаточном коли-
честве серной кислоты раствор будет прозрачным. Если раствор
будет желтоватым или мутным, его подогревают и добавля-
ют щавелевой кислоты Обесцвеченный раствор титруют 0.01 и.
раствором перманганата до слабой розовой окраски После
этого в раствор добавляют еше 10 мл щавелевой кислоты и снова
производят титрование перманганатом до розового окрашивания.
На окне теине 10 мл вторично добавтениой щавелевой кисло-
ты потребовалось X мл раствора перманганата, т. е. столько же.
сколько должно было пойти на окисление первых 10 лл. Если
вначале перманганата было добавлено 10 мл, затем иа первое
титрование У мл, то на окисление органических веществ потре-
бовалось 10 +У—X миллилитров перманганата нормальностью
0,01-—, что н соответствует окисляемости органических при-
месей а миллиграммах марганцовокислого калия на 1 л воды.
Фюкулянты и приготовление растворов. Для очистки вод,
загрязненных шламами, иа углеобогатительных фабриках при-
меняют различные флокулянты. Из них наибольшее распростра-
нение получили негидролизовапный и дополнительно гидрат изо-
ванный полиакриламид, нейтрачизацня серной кислоты при
производстве которого осуществляется известковым мо током
(Са(ОН)з]. полиакриламид с нейтрализацией серной кислоты со-
дой (Na2CO3) и «Метас*.
Негидролизовапный и о л и а к р и л ’а м п т (нейтра-
лизация осуществляется известковым молоком)—синтетическое
пысокомолекуляриое соединение, водный раствор которого пред-
ставляет собой коллоид, обладающий сильным флокулирующим
действием.
Полиакриламид выпускается в виде густого призрачного пыле-
образного продукта 8%-ной концентрации, плотность которого
равна 1030—1040 кг/м\ При температуре 200° С он разлагается,
не ядовит.
На углеобогатительных фабриках дополнительно негидролн
зоваиный полиакриламид применяется в виде водного раствора
132
Таблица 45
Раскол К*1, -него полиакриламида (в иг) для приготовления водных растворов
Объем прчго- ТО цГО рмппши* м> Концентрация растъоре, % Объем приготов- ляемого раствора. ма Концентрация раствора %
0.1 0.15 0.1 0.15
6,5 6,25 9,38 3,0 37,50 56,25
1.0 12,50 18,70 4,0 50,00 75,00
1,5 18,75 28.70 5,0 62,50 93.75
2,0 •?5,00 37,40 6,0 75,00 112,50
2,5 31,25 46,80
0,1 0,15%-пой концентрации. Более концентрированные раст-
воры нежелательны, так как при этом возможно неполное раст-
ворение полиакриламида и снижение его активности.
Дозировка 8%-ного полиакриламида при приготовлении вод-
ных растворов заданной концентрации приведена в табл. 45.
Для расчета необходимого количества исходного полиакри-
ламида при приготовлении растворов различной концентрации
пользуются формулой
lOOOVCp
G^~C-----
где G — количество исходного полиакриламида, кг; V — объем
требуемого водного раствора полиакриламида, м3; Ср—концент-
рация требуемого (рабочего) раствора, %; Ск— концентрация
исходного (товарного) полиакриламида, %.
Схема установки для приготовления раствора негидролнзо-
ьанного полиакриламида показана иа рис. 52.
Раствор насосом подается в бачок тангенциально, что создаст
вращение жидкости, способствующее более интенсивному раство-
рению полиакриламида. Циркуляция раствора допускается в те-
чение 30 мин. Более длительная циркуляция может вызвать из-
лишнюю деструкцию макромолекул, что спизит флокулирующую
активность полиакриламида.
Расход (г/т) негидролизоваиного полиакриламида 100%-ной
концентрации, производство которого осуществлялось при пен
трализацпи серной кислоты известковым молоком и при относи-
тельно жесткой жидкой фазе отходов флотации или других про-
дуктов, составляет:
При осветлении:
оборотных вод........................................... , 10—15
отходов флотации.................................. . . 40—60
При флокуляции концентрата флотации........................15—20
При боле** мягкой воде расход этого флокулянта должен быть
увеличен.
ВЗ
Рис. 52. Схема установки для приготовления раствора полиакриламида
Рис. 53. Cxefla установки для приготовления раствора гидролизованного поли-
акриламида
полиакрилдндЗ
Вада.______
Лар '.
В dojuagSov
пне Bata.
Раствор полиакриламида лучше всего вводить в питающий же-
лоб или трубу сгустителя на расстоянии 2—2,5 м от приемника;
Tipii подаче на вакуум-фильтры — в коллектор на расстоянии I —
1,5 м от разветвления.
Полиакриламид наиболее эффективно действует (наиболее
•компактные флокулы) в среде с показателем pH—5ч-7. В более
кислой и щелочной средах флокулы получаются рыхлыми и ско-
рость их осаждения значительно снижается.
Флокуляция отходов флотации происходит значительно лучше
при содержании в воде солей в количество 3000—6000 г/мч
(3—6 г/л).
С понижением температуры среды (до 5° С и ниже) скорость
осаждения флокул уменьшается на 20—25%.
Гидролизоваиный полиакриламид адсорбируется
на поверхности твердых частиц более интенсивно, чем иегидроли-
зованный. Встедствне этого значительно сокращается его рас-
ход.
Способ гидролизации полиакриламида, производство которого
осуществляется при нейтрализации серной кислоты известковым
молоком, состоит в следующем. К 26 частям 8%-ного полиакри-
ламида. растворенного в подогретой воде, добавлнют 1 часть
100%-ной щелочи (NaOH) и раствор перемешивают в течение
получаса. Приготовленный раствор выстаивают 16—24 ч при тем-
пературе 50—80° С, создаваемой подаодимым паром. Гидролп-
зованный раствор, разбааленный до 0,05%-ной концентрации,
является пригодным для употребления.
Схема установки для приготовления раствора гидролизо-
ванного полиакриламида описанным выше способом показана
на рнс. 53.
Установка аключает бак, в котором происходит гидролизация,
и бак готового раствора. В бак гидролизации, одновременно яв-
ляющийся и мешалкой, загружается 8%-ный полиакриламид нз
134
расчета обеспечения работы фабрики в течение 20 ч, щелочь
(NaOH) в количестве 3.85 кг на 100 кг 8%-ного полиакриламида
и вода из расчета 0,05%-ной концентрации раствора. При таком
разбавлении гидролиз происходит весьма эффективно, но в этом
случае необходимы большие емкости. Поэтому прн малых объе-
мах емкостей гидролиз можно осуществлять при 0.5 %-пой кон
цеитрации раствора с последующим десятикратным разбавлени-
ем его водой.
Расход гидролнзоваиного полиакриламида (г/т твердого) в
пересчете иа 100%-иую концентрацию рекомендуется следую-
щий:
При осветлении:
оборотной воды........................ ..................6—8
отходов флотации................................ ........ 20—30
При флокуляннн концентрата флотации.........................8—10
Полиакриламид с нейтрализацией серной кислоты содой
(Na2CO3) отличается от полиакриламида, приготовленного при
применении для нейтрализации серной кислоты известковым мо-
локом [Са(ОН)г], гем, что он имеет 5—6%-ную концентрацию.,
значительно меньшую активность и не может быть подвергнут
дополнительной гидролизации. При слишком мягкой воде н нали-
чии значительного количества неупорядоченных смешапнослойных
глинистых минералов типа гидрослюда — монтмориллонит его
применение малоэффективно — флокулы образуются не интен-
сивно н скорость их осаждения резко снижается.
При жесткой воде и относительно малом содержании тонких
частиц его применение для осветления вод отходов флотации воз-
можно при повышенных расходах — 60—90 г/л.
«Метас» представляет собой апионактнвное полимерное сое-
динение. синтезированное иа основе метакриловой кислоты и вы-
пускаемое в виде гранул. О» применяется в виде водного раствора
0.05%-ной концентрации.
«Метас» растворяют в две стадии: сначала получают более
концентрированный раствор (1—3%), затем его разбавляют до
концентрации 0,05%.
В первой стадии растворения к «Метасу» рекомендуется до
бавлять щелочь (NaOH) из расчета 32 кг на 100 кг сухого
(100%-ного) полимера. Перемешивание гранул «Метаса» произво-
дится в течение 3—4 ч до полного их растворения.
Разбавление раствора до 0,05%-иой концентрации также со-
провождается перемешиванием в течение 0,5 ч.
Расход «Метаса» при жесткой воде состааляет 20—30 г/т твер-
дого. При мягкой воде и наличии значительного количества гли-
нистых минералов типа гидрослюда — монтмориллонит его фло-
кулирующая активность примерно в 2 раза уменьшается» а рас-
ход уве /ичиаается до 60—100 г/т
135
Глава Vlll
ОПРОБОВАНИЕ ПРОЦЕССОВ ОБОГАЩЕНИЯ
Грохочение. Основными показате лями, характеризующими
процесс грохочения, являются производительность, грануломет-
рический состав исходного угля л продуктов обогащения и эф-
фективность разделении на классы.
Производительность грохотов определяется или по показаниям
автоматических весов, или с помощью взвешивания проб, <мя*их
с 1 м конвейерной ленты, транспортирующей уголь на грохот
Производительность грохота подсчитывается по формуле
Q = З.б^о, т/ч,
где q — масса порции угля, снятой с 1 м ленты, кг; v— скорость
движения леиты конвейера, м/с.
Для опробования гранулометрического состава продуктов
грохочения отбираются пробы от исходного угля и падрешетного
продукта. Масса проб в зависимости от размера кусков продук-
та принимается следующей: питание грохотов — 60 100 кг; класс
более 13 мм —60—80 кг; класс 0—13 мм 20—30 кг.
Пробы у г 1я отбираются отдельными порциями, которые на-
капливаются в течение смены, тщательно рассеваются на енте с
отверстиями, равными отверстиям сита грохота, и взвешиваются.
По полученным данным рассчитываются степень засорения про-
дуктов грохочения и эффективность этого процесса по формуле
Е = 10000 (a — р)
а(100—₽) ’ °’
где я — содержание подрешетного продукта в исходном у г те. °
р — содержание подрешетиого продукта в надрешетИом, %.
Если при этом окажется, что показатели грохочения хуже по-
казателей, допустимых для данного угля, то устанавливаются и
устраняются причины, вызвавшие ухудшение показателей процес-
са грохочения. К иим относятся: изменение состава поступаю-
щего угля и нагрузки иа грохот, залипание отверстий сит, нерав-
номерное распредетонне материала по поверхности сита.
Для сравнительной оценки грохотов по интенсивности режима
их работы пользуются коэффициентом k,
__ яиД sin (а Р)
g cos Р
где а змплжгуда колебаний, м; о? частота и i с ба пни, 1/с,
а угол подбрасывания, градус; р— угол наклона ента, градус
136
g— ускорение свободного падения, м/с2. Коэффициент k прини-
мается равным 2.1—2,3. При грохочении трудногрохотимого ма-
териала k—2,7-т-3,0.
Гравитационные процессы. Для текущего контроля процесса
применяется экспресс-анализ, заключающийся в расслоении про-
дуктов обогащения и определении степени их засорения посто-
ронними фракциями. Плотность раствор при этом принимается
равной плотности разделения: для концентра • i каменных углей
1400—1500 кг/м3, для породы 1800 кг/м3, для промежуточного
продукта—обе указанные плотности раствора тяжелой жидко-
сти. При обогащении антрацитов плотность раствора, как пра-
вило, принимается равной 2000 кг/м3.
Пробы концентрата отбираются с порога машины специаль-
ным черпаком с сетчатым днищем по всей ширине потока, а пробы
промпродукта и породы — при их разгрузке нз ковшей элеваторов
или после обезвоживающих грохотов. Интервал отбора проб в
зависимости от стабильности технологического процесса состав-
ляет 20—40 мни. Масса проб для экспрессаиализа крупного угля
(более 13 мм) равна 6—8 кг, мелкого — 5—6 кг. Непосредственно
перед расслоением пробу продукта подвергают тщательной про-
мывке струей воды для удаления нз нее шлама.
Засорение концентрата подсчитывается по формуле
А -100, %.
где m—масса осадка (посторописй фракции), кг; М — масса
исходной пробы, кг.
Тяже юередные установки. Основным параметром, подлежа-
щим контролю, является плотность суспензии в сепараторе.
Обычно ее контролируют автоматическими плотномерами, но при
необходимости измерение плотности суспензии может быть вы-
полнено с помощью мерной кружки.
После взвешивания кружки пустой, наполненной во той и сус-
пензней плотность подсчитывает су по формуле
. 1000(ш лк) . э
Д - ------- —— , кг/м3,
л:, -Ш|
где Д — плотность суспензии, кг/м3; гщ—масса пустой кружки,
кг; п?2—масса кружки с чистой водой, кг т3-—масса кружки
с суспензией, кг.
При чрезмерном засорении суспепзни увеличивается ее вяз-
кость и ухудшаются качественные поке тети разделения.
Допустимая зашламленность с ,’спепзии плотностью 1400—
1500 кг/м3 составляет «320—370 г/л. а суспензии плотностью
1600—1800 кг/м3 — 200—280 г/л. Суспензии, содержащие большее
количество шламов, подлежат регенерации.
При расчетах параметров суспензии необходимо учитывать ее
зашламлеияость и принимать среднюю плотность твердой фазы,
исходя нз баланса магнетита и шли ми:
13Г
д _ FVi + 6aV,
Vx + V,
млн
д =
где и б2 — плотность магнетита и шлама,
объемный выход компонентов, составляющих*
и ^2 — выход тех же компонентов, кг.
кг/м3; Vj и V2 —
твердую фазу, м3;
Рис 54. Диграмма Муэылева—Майера—Дэлла для определения параметров
суспензии
Пттюпь суспензии, кг/м3
13в
Параметры суспензии а каждом конкретном случае могут
быть определены по диаграмме (рис. 54).
Если, например, плотность суспензии 1800 кг/м3 при плотно-
сти утяжелителя 5000 кг/м3, то с помощью диаграммы можно опре-
делить содержание таердого в суспензии (% по массе, объему)
и содержание твердого в I м3 суспензии. Для этого проводим
горизонталь, соответствующую плотиости суспензии 1800 кг/м3,
до пересечении с лучом ОД плотности утяжелителя 5000 кг/м3
и получаем точку С. Перпендикуляр, опущенный из точки С. от-
секает на оси абсцисс отрезок ОВ, разный объемному содержа-
нию твердого в суспензии (20%). Лучи, проведенные из точки С
влево, вверх и вправо вниз параллельно косым линиям, отсекают
на осях координат отрезки OD и CF соответствующие соответ-
ственно содержанию твердой фазы 1000 кг в 1 м3 суспензии и со-
держанию утяжелителя по массе 55%.
В практике обычно взвешивается I л суспензия, отфильтровы-
вается и осадок высушивается. Если, например, плотность сус-
пензии 1750 кг/м3 и масса осадка 1050 кг/м3, то пересечение соот-
ветствующих прямых на диаграмме дает точку С'. Далее посту-
паем. как и в предыдущем случае, н получаем: объемное содер-
жание твердого 30%. его содержание по массе 60%, плотность
утяжелителя 3500 кг/м3.
Для определения состава твердой фазы нужно знать плот-
ность утяжелителя и шлама. Если оии равны 4500 и 1500 кг/м3,
то из точки 01 проводим прямую, параллельную лучу плотиости
1500 кг/м3 до пересечения с лучом плотности 4500 кг/м3 и полу-
чаем точку О.
Перпендикуляр, опущенный нз этой точки иа абсциссу, ука-
зывает объемное содержание чистого утяжелителя, равное 20%,
а объемное содержание шлама определяется но разности 30—
—20=10%.
В производственных условиях для определения вязкости маг-
иетитоаой суспеизии пользуются воронкообразным полевым
вискозиметром ФПВ-5 объемом 500 см3 с капилляром, имею-
щим диаметр 5 мм и длину 100 мм (рис. 55).
Значение относительной вязкости суспензии вычисляется
ио формуле
(•ети=К.^. Н-С/М*.
РЛ
где —вязкость воды принимаем равной 0,001 Н-с/м2 при тем-
перату ре 20° С; рг н ро — плотность суспензии и воды, кг/м3; tc и
tB — время истечения суспензии и воды через капилляр виско-
зиметра. с.
Допустимая вязкость и зашла мл епиость суспензий магнетитом
приведены в табл. 46.
139
Таблица 46
Допустимые вязкость н эашламлснпость магнетитовой
суспензии
Крупность обогащаемого }ГЛН. ми Допустимая вяз- ,кость Н-с/ы* Садержднне шлама, кг/м", при плотности суспензия, кг/м*
1700 1800 . И) .ООО
6-25 0,005—0,007 200 150 10(*
10 100 0,007—0.009 250 200 150 50
50—300 0,015—0.016 350 300 250 150
Рнс. 55. Полевой вискозиметр ФПВ-5;
/ — воронка днонегром 1ъБ мм. длиной 404 мм; 2 — сетка; 3—
ручка кронштейн; 4 — каонтляр диаметром 6х10Э мм; г—кружка
емкостью 0.5 я: tf — кружка емкостью 0 2 л
Количество
рабочей суспензии определяется по формуле
v==_iOOh----------_™>мз/ч
С. —fcCp Р
где л— количество шлама, поступающего с углем, %; Рп — коли
чество магнетита, уносимого продуктами обогащения, кг/т, Q -
количество обогащаемого угля, т/ч; Сп — допустимое содержание
шлама в кондиционной суспензии (см табл. 16); k— коэффнци-
еит, равным отношению , Ср— содержание шлама в реге-
рр
нерированной суспензии, кг/м1; Р— содержание магнетита в кон-
диционной суспензии (табл. 47), кг/м3; Рр — содержание магнети-
та в регенерированной суспензии, кг/м3.
Таблица 47
Допустимые содержания магнетита п шлама в суслсцзимя
Плотность суспен- зии. КГ/м* Обогащение угля Обогащение «итрлцита
Содержание маг- """" •’mln- кг/м* Содержание шлема 1ши- Содержание маг- .„«та кг/ы* Содержание шла- “* ''max' "/»•
1400 335 370
1500 505 320 435 390
1600 645 280 595 330
1700 795 230 745 280
1800 945 190 905 220
1900 1095 130 1065 180
2000 1245 80 1225 100
2100 — — 1375 SO
140
Таблица 48
Унос магнетита с продуктами обогащения, яг/т
Крупность мзттри- ВЛЗ МН Плотность суспензия, кг м» Примерная влажность | Крупность ыатерналн. ММ Плотность сусмеизнн. кг/м® Примерная влажность
J Б0О 1750 2000 того про- дукта. % 1500 1750 2000 непромы- того про- дукта. %
о.ь- 10 80 130 180 45 1-3—100 8 13 20 7.5
6- 20 35 50 18 13-150 7 12 18 7
6- 50 15 25 35 13 25-100 6,5 И 17 6.5
10-50 12 20 30 11 25 150 6 10 15 6
Ь- 50 10 17 25 9 25-200 5 8 12
Количество утяжелителя, необходимое для приготовления су-
пснзШ! заданной плотности
р = УРм (Ре ~Ю00) кг
у р*—1000 *
V- объем суспензии, м3; ри—плотность магнетита, кг/м3;
। п ютность суспензии, кг/м3.
Количество магнетита Рм. уносимого продуктами обогащения,
шсиивается по приближенной формуле
п о.го'нР
:, кг/т,
" 100 — ll''u
где Wtl — влажность непромытого продукта, %.
Примерные величины уноса магнетита продуктами обогаще-
ния в зависимости от крупности обогащаемого материала и плот-
ное гн суспензии приведены в табл. 48.
При определении производительности тяже.юередных сепара-
торов исходят нз удельных нагрузок иа 1 м ширины ванны
(табл. 49).
Таблица 49
Удельные нагрузки на I м ширины ванны сепаратора по вен пившему продукту
Крутость угля, мы Удельная пагру’кв на 1 и ширины ванны, т/ч Крупность угли, мм Удель «я нагрузка иа 1 м шнрнны ниннм. т/ч
средняя предельная средняя предельная
С, ГД 43 54 25—200 78 98
10—50 50 62 25—300 82 100
13—100 00 75 50-100 78 98
13—200 72 90 50 200 85 105
25—50 62 7Я 50 300 90 ПО
25—100 70 вв
141
Наиболее благоприятные условия работы тяжелосредных се-
параторов имеют место тогда, когда в исходном угле, поступаю-
щем на сепаратор, содержание тяжелых фракций равно 20—30%.
При выходе легкой фракции, равном 75%, оптимальная нагрузка
иа сепаратор по исходному
где д — нагрузка на сепаратор по всплывшему продукту на 1 м
ширины ванны для дайной круниости (см. табл. 49), т/ч; В —
ширина ванны сепаратора, м.
Производительность сепаратора по утонувшей фракции
<2О = <2(1-Тк). Т/ч,
по всплывшей фракции
= Т/ч,
где — выход концентрата, доли единицы,
Производительность циклонов-сепараторов по исходной пульпе
определяется по формуле
Q - kD2VH, м3/ч,
где k—коэффициент пропорциональности (6=260—270); D —
внутренний диаметр циклона, м; //—высота подачи пульпы
(принимается равной 9£>), м.
Содержание угля в поступающей на циклон-сепаратор пульпе
принимается в пределах 200—400 кг/м3. Большее содержание
принимается при обогащении углей, а меньшее — при переобога-
щении промежуточного продукта.
Оптимальный режим разделения угля (экономически выгод-
ный) определяется по формуле
о > о =______
— о,ОЗД4с *
где — фактически ожидаемый выход концентрата при любой
плотности разделения, %; Qa — выход концентрата по массе, экви-
валентный по стоимости заданному, %; Qa — выход концентрата
по массе, соответствующий заданной зольности, %; ДДС— откло-
нение зольности концентрата от заданной, ± %.
Для установления нанвыгоднейшего режима разделения из
приведенной формулы определяется эквивалентный выход для не-
скольких (3—5) плотностей разделения, отклоняющихся от опти-
мальной плотности разделения рр в обе стороны с интервалом Др.
Также фиксируется и изменение зольности концентрата ±АЯС от
заданной.
Например, дан уголь класса >-10 мм (см. табл. 60). Исходны-
ми данными для расчета оптимального режима разделения этого
угля являются величины <?ф и Дф, соответствующие плотностям
разделения рр±Др. Величина <2ф— суммарный выход всплывшей
142
фракции, а — средняя зольность по фракционному анализу.
Выбираем (произвольно) плотности разделения: низкую рр=
= 1620 и высокую рр=1930 кг/м3- Для них
Сф = Qa — Оз*
так как
Лф = Л, и ДЛС = 0.
Если изменять плотность разделения рр в обе стороны на —Ар,,
то по данным фракционного анализа можно определять соответ-
ствующие значения Оф и A J н подсчитывать
Мс==Лф —Лэ.
Значение 0э 11 разность Оф—Оз определяются по приведенному
уравнению.
Таблица 60
Изменение фактического и эквивалентного выходов концентрата в зависимости от
плотности разделений и ожидаемой зольности
% Рр ± Др. кг/м* да*. % <2ф. % Оф -Q,- %
Разделение по низкой плотности
5,30 6,47 7,85 1400 1500 1700 -2,9 —1,75 —0,35 36,82 41,50 44,96 42,04 43,20 45,22 —5,22 —1,70 —0,26
8.20 1620 0 45,70 45,70 0
9,33 1700 -т-1,13 47,32 47,30 +0,62
10 71 1800 -2,51 50,23 49.42 +0,81
11,76 1900 {-3,56 51,70 51,16 +0,54
13,01 2000 +4,81 53,25 53,41 —0,16
Разделение по высокой плотности
9,33 1700 —2,76 47,92 48,58 —0.66
10,71 1800 — 1,38 50.23 50.05 +0.18
11.76 1900 —0,33 51,70 51,61 4-0.09
12,09 1930 0 52,12 52,12 0
13,01 2000 4-0,92 53,25 53,60 0,35
13,80 2050 -5-1,71 54,15 54,94 —0,79
14,63 2100 -1-2,54 55,04 56,42 —1,38
16,75 2200 4-4.66 57,35 60,59 —3.24
22,70 2400 {10,61 63,83 76,46 —12,63
143
Рис. 56 Зависимость приращения приведенного выхода концентрата от плотиосп
разделения:
Г —Крит» фактического выхода Оф 2— хрипах лривсдснногп uuv>it Q t при низкой плО1
ноч-ijr р.иделения; 3— кривая Q* при высокой плотности рввделеиия; Т— кринах Q& —Q
при низкий плотности рвзде-сения; 5 — припая Оф -ц । ячн ниггжой плотности разделена
Кривые рис. 56 (табл. 50) показывают, что максимум разности
Фф—Q«=/(p) соответствует оптимальным плотностям разделе
ння рр—1780—1840 кг/м3. Если разделить уголь по плотности
соответствующей пределу 1780—1840, то можно получить макси
мальный экономический эффект от обогащения угля этого
класса.
Пользуясь этим методом расчета, можно всегда установить
как для первой ступени разделения угля на концентрат и смесь
(нромпродукт и породу), так и для второй ступени разделенш
смеси ив пр.омиродунт и отходы.
Отсадочные машины. Контроль работы отсадочных
машин производится путем периодического опробования получае
мых продуктов обогащения. Интервал отбора разовых проб со
ставляет 20 мин.
Перечень опробуемых продуктов, назначение и масса про(
приведены в табл. 51.
Производительность отсадочных машин по отходам или пром
продукту подсчитывается по формуле
q=_±L_
1000
т/ч,
где п — число разгружаемых ковшей элеватора в час; q
масса отходов итн промпродукта в одном ковше, кг.
средняя
144
Таблица 51
Назначение и масса проб
Наименование продукта Назначение пробы Масса пробы, кг
разовой наквплен- вой за смену
Исходный уголь Определение производительнос- ти. содержания влаги, прове- дение ситового, фракционного анализов н экспресс-аналнза 10/6* 300/180
Промежуточный продукт . . Тр же 10/6 300/180
Отходы (порода) 10/6 300/180
Концентрат Ситовый н фракционный анали- зы. экспресс-анализ 10/6 300/180
Оборотная вода Содержание твердого и ентоный анализ 4 л 100 л
• В числителе приведена масса проб ДЛЯ машин крупного угля, в знаменателе — масса проб для
машин мелкого угля.
При отборе пробы с помощью перекидного шибера производи-
тельность отсадочной машины
Q = 3,6 -у- , Т/Ч,
где q — масса пробы, кг; t — время отбора пробы, с.
Количество концентрата определяется по разности количества
исходного угля и тяжелых продуктов (породы и промежуточного
продукта).
Если невозможно определить производительность отсадочной
машины непосредственным отбором и взвешиванием проб, ее
подсчитывают по формуле
______ Qnn (Рпл Рк) 4~ Фп (fin — Рк)
’спех — „ а *
« —Рк
где Рпц — количество выделяемого промпродукта, т/ч; Qu — ко-
личество выделяемых отходов, т/ч; Рпп — зольность промпродукта,
%; ₽к — зольность концентрата, %; 0П — зольность отходов, %;
а — зольность неходкого угля, %.
Производительность отсадочных машин с учетом скорости
расслоения постели определяется по формуле
Q _ .ЗбООуДЯЬт/ч>
где у — средняя насыпная плотность обогащаемого материала,
т/м3; В — ширина рабочего отделения машины, м; Н — высота по-
стели, м; L — длина машины, м; t — время, за которое происходит
расслоение материала в отсадочной машине, равное 170 с.
10 Зак. 1402 146
Расход воды, подаваемой в машину, определяется по фор-
муле
Q, = 3600;МВЛ‘Л V2g,
где — общий расход воды, м3/с; Л1 — коэффициент расхода
водослива, равный 0,36—0,40; В —ширина порога машины, м,
й — высота уровня воды над сливным порогом, м.
Значение й определяется как среднеарифметическое из 15—20
измерений, произведенных как при максимальном, так и прн ми-
нимальном уровне воды в различных точках сливного порога. Из
полученного значения вычитается объем угля.
Контроль расхода воды может быть осуществлен при останов-
ке фабрики по времени заполнения водой объема отсадочной ма-
шины.
Эффективность разделения материала в отсадочных машинах
и тяжелосредных установках оценивается средним вероятным от-
клонением Ер и погрешностью разделения /. Эти показатели оп-
ределяются графоаналитическим методом по кривым распределе-
ния фракций в продуктах обогащения. Среднее вероятное откло-
нение представляет собой половину разности плотностей фрак-
ций, извлечение которых составляет 75 н 25%,
р __________________________ — 6ц .
р 2
где Ер — среднее вероитное отклонение, кг/м3; 675 — плотность уз-
кой фракции, 75% которой извлекается в тяжелый продукт, а
25%—в легкий, кг/мэ; 625 — плотность узкой фракции, 25% ко-
торой извлекается в тяжелый продукт, а 75%—в легкий, кг/м3.
Показатель Ер характеризует точность работы отсадочных ма-
шин. Погрешность разделения / подсчитывается по формуле
где 6Р — плотность разделения, кг/м3; А — плотность среды,
кг/м3.
Показатели Ер и 1 зависят от крупности обогащаемого мвте-
риала, плотности разделения и удельной производительности ма-
шин.
Пределы наиболее характерных значений Ер и 1 для тяжело-
средных сепараторов н отсадочных машин приведены в
табл. 52.
Прогнозирование результатов обогащения отсадкой выпол-
няется с использованием уравнения Т. Г, Фоменко
— dn~ pndt,
где — dn— содержание звсоряющен фракции в каком-либо про-
дукте за время dt, %; р— удельная скорость расслоения угля в
постели за время dt, 1/с.
146
Таблица 52
Допустимые значения Ер и /
Тяжелосредный сепаратор...............
Тяжело средний циклон . ...........
Отсадочная машина для крупного угля...
Отсадочная машина для мелкого угля....
0,01—0,05
0,02 0,05
0,07—0.16
0,08-0,20
0,10—0,20
0,16-0,25
После интегрирования и преобразований уравнения имеем:
л лсе
где п0 —начальное содержание засоряющей фракции в рассмат-
риваемом продукте, %; р0—-начальная удельная скорость рас-
слоения материала в постели за время dt, !/с; т — средняя отно-
сительная скорость уменьшения расслоения материала в последо-
вательные моменты времени, 1/с; t — время расслоения материала.
Значение т зависит от значений р0, Р*
т = — In — , 1/с.
* Рк
Значения р0 и рк представляют собой начальную и конечную
точки кривой, изменяющейся во времени от своего максималь-
ного значения ро до минимального р»< (1/с). Эта кривая харак-
теризуется уравнением
Ал ..
Р = —г-. 1/с-
нА/
где Ди — уменьшение содержания засоряющей фракции в рас-
сматриваемом продукте обогащения за время t.
Для расчетов теоретических балансов продуктов отсадки,
применяются следующие значения ро и ph:
Концентратная фракция, удаляемая из промлродухто
вого и породного слоев . ........................0,122 0,000625
Концентратная и промпротуктовая фракция удаляемые
нз породного слоя................................0,170 0,0008
Промпродуктовая фракция удаляемая нз породного
слоя.............................................0,0812 0,0005
Промпродуктовая и породная фракции удаляемые из
концентратного слоя..............................0,073 0,0005
Породная фракция, удаляемая из концентратного и
промпродуктового слоев..................... . . . .0,055 0,0004
Промпродуктовая фракция, удаляемая из концентрат-
ного слоя........................................0,039 0,0002
10* 147
Пример. Дай следующий фракционный состав исходного угли:
Фр»кцня, кг/м"
Вмход. % Зольность. %
<1500 ..................................... 81,7 4.4
1500—1800 . ............................. 3,8 32,0
>1800 . . . . . 14,5 76,0
Всего. . . 100,0
16,0
Засорение:
промпродукта и породы концентратом
1 0 122
т =------1п---:----= 0,0293, I /з:
180 0,000625 1
0.122
п 81.72е^('-00гМ”0-,,= 1,3%..
породы концентратом н промпродуктом
0,170 - = 0,0298, 1/с;
0,0008
ГЛ — —~ 1п
180
а 0 029б ,в0-1)
л = 85,48е =0.26%;
породы промпродуктом
0.0812
' —0,0282, 1/с;
0,0005 '
ш="йо'|п
ггШ fe-o.i»»»1»»-!,
п = 3,76е ’ =0,216%;
породы концентратом
0,26 — 0,218 = 0,042%;
концентрата промпродуктом н породой
1 0.073
т =------1п ——— = 0,028, 1/с;
180 0,0005 1
^3(е-0.0!8 180-0
п = 18,28е =1,169%;
концентрата н промпродукта породой
0,055 = 0.0273, 1/с;
0,0004
т=^'г-
п = 14.52 е v“
концентрата промпродуктом
= 1.984%;
0,039
' = 0.0292. 1/с;
0,0002 '
m = Wln
п = 3.76 е =1,0%;
концентрата породой
1,169 — 1.0 = 0,169%;
148
промпродукта породой
1,984 — 0,169= 1,815%;
промпродукта концентратом
1.3 — 0,042= 1,258%.
Содержание:
концентратной фракции в концентрате
81,72 —(1.258 + 0,042) = 80,42%;
проыпродуктовой фракции в пром продукте
3,76—(1,0 + 0,218)= 2,542%;
породной фракции в породе
14,52—(0,169+ 1,815)= 12,536%.
Выход;
концентрата
80,42+ 1,0 + 0,169 = 81.589%;
промпродукта
2,54+ 1,258+ 1,815 = 5,613;
породы
12,536 + 0,042 + 0,218= 12,796%.
Зольность:
концентрата
80,42 х 4.46+ 1,0 X 32,0 + 0,169 X 76,0 = 4,9%;
промпродукта
2,54 X 32,0+ 1,258 х 4.46+1,815 х 76.0 = 40,1%;
породы
12,536 X 76,0 + 0,042 х 4,46 +0,218 х 32,0 = 75,2%.
Теоретический (прогнозный) качественно-количественный батане продуктов
обогащения для данного угля приведен в табл. 53.
Таблица 53
Теоретический баланс продуктов обогащения
Фракцжя Концен- трат Промежу- точный продукт Отходы Всего
Концентратная: выход. % зольность, % Про «продуктовая: выход, % . . • зольность, % . . . . Породная: выход, % зольность, % . . . Исходный продукт: выход, % - ЗОЛЬНОСТЬ. % 80,4 4,5 1.3 4,5 0,04 4,4 81,7 4,4 1 32 2,5 32 0,22 32 3,8 32 0,2 76 1,8 76 12.5 76 14,5 76 81,6 4,9 5.6 40,1 12,8 75,2 100 16
149
Абсолютная теоретическая и фактическая эффективность раз*
.деления угля подсчитывается по формуле
£ _ Тк (100 Рк) (УлиРпп -Ь ТпРп) + Тпп (100-Рдп) Улрп п/
100а (100 — а) ’
тде ук, упп, Уп — выход концентрата, промпродукта и породы, %;
Рк, Рпп, ₽п — зольность концентрата, промежуточного продукта и
породы, %. Они могут быть взяты как по данным химического,
так и по данным фракционного анализов.
Относительная эффективность обогащения равна отношению
фактической эффективности к теоретической
£отя = -^-100. %.
Абсолютная теоретическая эффективность (табл. 53)
£ 81,6(100 — 4,9) (5,6-40,1 + 12,8-75,2) + 5,6 (100 — 40,1)-12,8-75,2
100-16(100 — 16) -71%.
Пусть результаты обогащения этою угля характеризуются следующими
данными:
Выход. % Зольность. %
Концентрат . .
Промпродукт ,
Отходы. . . .
Исходный уголь
79 5,5
6 32,0
15 65,0
100 16
Тогда абсолютная фактическая эффективность
Е __ 79(100 — 5,5) (6-32 | 15 65)+ 6.0 (100 — 32) 15-65
100.16(100 — 16)
а относительная эффективность обогащения данного угля
68 100
£<^=“5]—= 95,7%.
Абсолютное значение фактической эффективности может быть
использовано при выборе того или иного метода обогащения для
одного и того же угля. Для сравнения методов обогащения или
работы фабрик при обработке разных углей необходимо пользо-
ваться только показателе ««относительной эффективности.
Флотационный процесс. Прн контроле этого процесса опреде-
ляют параметры исходной пульпы (содержание твердого в пуль-
пе, ее расход), гранулометрический состав исходного шлама, ко-
личество н схему подачи реагентов, степень аэрированностн пуль-
пы, качественно-количественные показатели обогащения.
При измерении производительности флотационной машины с
помощью мерного бачка определяется время заполнения установ-
ленной емкости исходной пульпой. Производительность машины
определяют по формуле
150
0™ = -^,
где Qulx — производительность флотационной машины, т/ч; Р—
содержание твердого в исходной пульпе, т/м3; I — время заполне-
ния объема V, с.
Этим же способом можно измерить производительность флота-
ционной машины по отходам флотации
<?и« = 3.6-^ 100,
т*
где у — выход флотационных отходов, определяемый по балансо-
вым уравнениям, %.
Этот способ прост, но он требует бачков объемом не менеС
1—1,5 м3 с соответствующими отводами исходной пульпы и фло-
тационных отходов.
Более точным является метод покамерного опробования.
Он заключается в отборе проб флотационного концентрата в
каждой камере, снятых одним нли несколькими скребками в спе-
циальную емкость. Отобранные пробы высушиваются н взвешива-
ются. Производительность в этом случае определяется по фор-
муле
о вРпа
где QUix — производительность машины, т/ч; Р — общая масса
сухой пробы нз камеры, кг; п — число съемов (скребков) пенога-
сителя в 1 мии; а — число сторон съема (одно-двухсторонний);
ук — выход концентрата, вычисленный по балансовым уравнени-
ям, %; т — частота вращения в смену, об/мнн; k — число съемов
(скребков) камеры, из которой отобрана рядовая проба.
Производительность флотацнониых маш ни можно опреде-
лять непрерывным измерением расхода исходной пульпы. Это
осуществляется с помощью расходомеров с незатопленным водо-
сливом либо трубкой Вентури. Прн треугольном водосливе зависи-
мость расхода пульпы от высоты ее слоя определяется по фор-
муле
4835Я2-47, м’/ч.
где Я — высота уровня пульпы, м.
Для получения пропорциональной зависимости между расхо-
дом пульпы и высотой ее уровня применяются расходомеры с про-
филированной щелью. При этом контуры профиля рассчитыва-
ются по формуле
У _ Стах j ,
Ртах
где х- расстояние от оси щели до линии профиля па высоте Н„
м; Q — максимальный расход жидкости, м3/ч; k — коэффициент
151
истечения, равный 0,58—0,68; g— ускорение свободного падения,
равное 9,81 м/с2; //шаг—максимальный уровень пульпы м.
Уровень пульпы измеряется поплавковыми, пьезометрически-
ми, реактивными, мембранными и другими уровнемерами. Наи-
большее распространение получили пьезометрические и поплав-
ковые приборы.
Производительность машин может быть определена косвенно
по производительности вакуум-фильтров, конвейеров для транс-
портирования флотационного концентрата и по времени заполне-
ния бункеров
Содержание твердого в флотационной пульпе определяется
либо с помощью взвешивания кружки с пульпой и с чистой во-
дой, либо автоматически.
Чаще пользуются методом взвешивания кружки и табличны-
ми данными, полученными по формуле
р __ б (пц — Г71,)
V (б — 1000) *
где Р —содержание твердого, кг/м3 (г/л); б — плотность шлама
кг/м3; т2 — масса кружки с пульпой кг; иц — масса кружки с чи-
стой водой, кг; V — объем пробы, м3
Для быстрого определения количества твердого, поступаю-
щего во флотационные машины, пользуются номограммой
(рис, 57), рассчитанной по формуле
Я« + 1000
где QT — количество твердого в пульпе т/ч; Q — расход исходной
пульпы, м3/ч; R — отношение жидкого к твердому.
Расход воздуха через сечение флотационной камеры измеря-
ется с помощью цилиндра, предварительно заполненного водой.
Закрыв горловниу цилиндра, опрокидывают его вверх дном и опу-
скают в камеру ниже уровня пульпы. Затем горловину открывают
и в цялнпдр начинает поступать воздух, вытесняя из него воду.
Отмечая верхний и нижний уровни воды в цилиндре и время, за
которое уровень воды опустился из верхнего положения в ниж-
нее, опредечяют расход воздуха в единицу времени через еди-
ницу сечения флотационной камеры.
Объем воздуха, поступающего в цилипдр с площадью попереч-
ного сечения F за время /, опредетяется равенством
V = qFi, м8,
где q — удельный расход воздуха, м3/(с-м2).
Объем воздуха в цилиндре можно определить также, пользуясь
выражением
V = F (hj — йД м*
где Л2 и Й1 — верхний и нижний уровни воды в цитндре (до и
после начала измерений), м.
152
Производительность, r/ч
Рис. 57. Номограмма для определения производительности флотационных машин
гг >г s'! f?
Приравняв оба выражения, получим
м’/Гс-м1).
Такие измерения производят в различных точках поверхности
пульпы, после чего определяют среднюю величину аэрации.
Более точным является метод непосредственного измерения
расхода воздуха, засасываемого в машину импеллерами. Для
этого используют стандартные приборы (трубки Пито, прибор с
дроссельной шайбой, анемометры н др.), которые устанавливают
на центральной трубе или пустотелом валу импеллера.
Контроль расхода реагентов осуществ тяется с помощью мер-
ного цилиндра объемом 0,1—0,2 дм3. Требуемое количество реа-
гента, подаваемого за одно опрокидывание скипа питателя, опре-
деляется по формуле
у _ tQOOQmax г
&П ’
где V — котичество реагента, см3; Qmax — максимальная произ-
водительность по твердому, т/ч; г— заданный удельный расход
реагента, г/т; Л — плотность реагента, кг/м3; п — число качаний
скипа в 1 ч.
Точность дозирования проверяется измерением объема реаген-
та, подаваемого за одно опрокидывание скнпа, путем отвода его в
мерный цилиндр.
При применении реагентных питателей с непрерывной подачей
реагентов их расход проверяется измерением объема подавае-
мого реагента за определенный промежуток времени
Процессы обезвоживания и классификации В процессе обез-
воживания продуктов обогащения и классификации периодически
контролируются их влажность, содержание и выход твердого, гра-
нулометрический состав, нагрузка и эффективность происходя-
щих процессов.
Пирамидальные классификаторы опробуют с
целью установления эффективности классификации в нем шламов
Для этого достаточно опробовать питание н продукты классифи-
кации (слив в сгущенный продукт) с целью определения в них со-
держания твердого и нх гранулометрического состава.
Сгущенный продукт отбирается из сборного желоба Эффек-
тивность классификации шлама в пирамидальных классификато-
рах по граничной крупности классификации 0,5 мм определяется
по формуле
р - -
100а (100 —а) ’ °’
где уел — выход твердого в слив, %; р — содержание зерен круп-
ностью менее 0.5 мм в сливе, %; 6 — содержание зерен крупно-
стью более 0.5 мм в сгущенном продукте, %; уСг — выход твер-
дого в сгущенный продукт, %; а — содержание зерен крупно-
154
Таблица 54
Результаты опробования пирамидального классификатора
Питание
Крупность, мм Выход. % Зольность. % Выход, %
>1 1,00 7,0
0.5-1 15,9 13,0 2,9
0,25-0,5 10.5 Н.7 10,0
0,15—0,25 6,9 20,2 7,4
0,08-0,15 20,4 23,4 23,5
<0,06 45,3 43,2 56,2
— 100,0 29 4 100,0
Нагрузка м3/ч. . 1800
Содержание твер- дого, г/л ... 320
Слив Сгущенный
Выход к ис- ходному, % Зольность % о к 3 Q Выход к ис- ходному % Зольность % Извлечение. %
4,5 1 0 7.0 100,0
2.3 118 60,8 13,6 13,2 86,0
7,8 12,9 12,2 2,7 19,8 26,0
5,8 18,2 5,3 1,2 30,0 17,0
18,3 22,3 9.1 2 0 32,7 10
43,5 42,8 8,1 1,8 55,3 4
77 7 32,2 100 0 22 3 19,8
1493 307
300 418
стью менее 0,5 мм в исходном продукте, %; (100—а)—содержа-
ние зерен крупностью более 0,5 мм в исходном продукте, %.
Пример. В результате опробования пирамидального классификатора
получены данные (табл. 54).
Определяем выходы продуктов
100(418 — 320)
418-300
= 83%;
Усг =
100(320 300)
418 — 300
нагрузка па пирамидальный классификатор по твердому
1800 320 1000
1 000000
G =
Рис. 58. Определение граничного зерна
Р азде теин я в пирамидальном классифн
катере
= 576 т/ч;
155
количество сгущенного продукта
1800-17-418-1000
°а=-------------------,28т/ч;
количество твердого в сливе
Л 1800.83-300-1000
с“ =-----ГБ5?Боо— = 448 т/ч-
Граничная крупность классификации, по которой произошло разделение ма-
териала (рнс. 58), равна 0,53 мм.
Эффективность классификации
_ 77,7-97,1-22,3.65.4 _
“ 100-83,1 (100 — 83,1) ~78’3^-
Скребковый классификатор опробуется с целью по-
лучения данных о питании и продуктах классификации. Опробова-
ние производится в течение одной-двух смей с частотой отбора
30—60 мии. Слив отбирается из желоба с длинной ручкой, а обез-
воженный продукт либо в месте разгрузки, либо с конвейера про-
боотборником ящичного типа. Объем порции слива 1 л, масса
порцнн пробы обезвоженного продукта 5 кг.
Содержание твердого и влажность определяются стандарт-
ным методом высушивания и взвешиваний, а гранулометрический
состав — путем рассева материала па ситах сухим способом при
крупности более 1 мм и мокрым —при крупности менее 1 мм.
Объемная производительность классификатора по сливу рас-
считывается по формуле
Q = 3600mb//,/-‘l/2g, м’/ч,
где т — коэффициент расхода водослива
= (0,405 +-^);
—общаи ширина сливных окон, м; Я— высота уровня воды
над сливным порогом, м; Я —ускорение свободного падения,
равное 9О81 м/с2.
Значение 11 определяется как среднеарифметическое из 15—20
измерений, производимых как при максимальном уровне воды, так
и при минимальном в различных точках сливного порога.
Производительность классификатора по обезвоженному про-
дукту в зависимости от местных условий отбора проб (либо со
сборного конвейера пробоотборником — ящиком, который ста-
вится на ленту, либо в месте разгрузки обезвоженного продукте)
рассчитывается по-разному.
В первом случае производительность по
дому определяется по формуле
т
обезвоженному твер-
6сг = 3.6^_-1М-^
Вп 100 ’
где v — скорость конвейера, м/с; q — масса
156
т/ч,
отобранной порции
пробы, кг; В — ширина пробоотборника (вдоль оси KoriBcffepa)7 м;
п — число порций, шт.; W? — влажность обезвоженного продук-
та, %•
В случае отбора и взвешивания обезвоженного продукта, выда-
ваемого из классификатора одним скребком, производительность
подсчитывается по формуле
т/ч,
сг ' Ы 100 ’
где В—длина скребка цепи классификатора, м; b — ширина
пробоотборника, м; q— масса порции пробы, кг; t — время меж-
ду двумя разгрузками, с.
Объемпая производительность классификатора представляет
собой сумму объемов слива и обезвоженного продукта, т. е.
<2 = Сел + <2ег = ЗШтЬН-1’ У2Й + . м’/ч.
где б — плотность обезвоженного продукта, т/м3.
Производительность классификатора по твердому
G = Gcr + -^, т/ч,
сг 1000 *
где р — содержание твердого в сливе, т/м3.
Пример. По данным опробования (табл. 55) при содержании твердого
в сливе 35 t/л н влажности обезвоженного 30,4% подсчитать основные техно-
логические характеристики.
1 Коэффициент расхода при сретией высоте стивающсгося потока
0.075 мм
0,0027
т =- 0,405 4-------- = 0,441.
0,0/5
Таблица 65
Результаты опробования скребкового классификатора
крупность, мм Пнппе Слнв Сгущенный
2ft Ч С к D Зольность. % Выход. % Выход к ис- ходному, % j Зольность, % S сз Выход к ис- ходному. % Зольность, % Извлечение. |
>6 22,9 27,7 27,7 22.9 27,7 100
3—6 31,2 19,8 — —. 37,7 31.2 19,8 100
1—3 20.2 20,0 2 25 0,4 6,7 24,0 19,9 20,3 98,3
0,5-1 5,3 23,8 2,2 0.4 17,7 5,9 4.9 24.3 92,6
0.125—0.5 5,1 28,3 13,2 2,3 9,7 3.4 2,8 43,4 55.3
<0,125 15,3 60,8 82,4 14,2 6(,0 1.3 1.2 58,3 7,0
Итого . . . 100,0 28,6 100,0 17,3 52,1 100.0 82.7 23.7
157
Тогда прн обшей длине слива 4,44 м
Сел = 3600 0,441-4,41.0,075'/* У2-9.81 =640 мЗ/ч.
2. Производительность классификатора по сгущенному продукту (сухому)
при времени между двумя разгрузками осадка 2 с, длине скребка 1,75 м, ширине
пробоотборника 0,195 м и средней массе пробы 9.62 кг
1,75-9,62 100 — 30,4
-------------------— -- 108 т/ч.
6СГ 3.6
2-0,196 100
3- Объем сгушсиной пульпы прн плотности 1,47 т/м’
108 108-30,4
100-30.4 = 122 “^-
4. Объем исходной пульпы
Q - Сел + <?СГ = 640 + 122 = 762 м’/ч.
5. Hai рузка по твердому иа классификатор
л 640-35
G - 108 + ———- = 131 т/ч.
1000 '
6. Граничная крупность классификации определяется так же, как и в пре-
дыдущем случае; она равна 0.3 мм.
7. Эффективность разделения по граничной крупности 0,5 мм
17,3-95,6-82,7-95,3
Е — --------------- - - 80%.
100 20,4(100 — 20.4)
Элеваторные классификаторы (багер-зумпфы) оп-
робуются в течение трех смен. Пробы за каждую смену разделы-
ваются отдельно. Интервал отбора проб 30-—60 мин. Объем пор-
ции пробы слива 1 л, масса порции осадка 25 кг.
Производительность этого классификатора по елнву, как и
скребкового, рассчитывается по формуле прямоугольного водо-
слива. Для этого замеряется высота уровни воды над сливными
окнами также с интервалом 30—60 мин и устанавливается сред-
нее значение Н.
Производитечыюсть по осадку определяется числом разгру-
жаемых ковшей элеватора
С = nq(W0-VV)
1000 100 ’ ’
где п — число ковшей, разгружаемых в 1 ч; q — средняя масса
материала, транспортируемого одним ковшом, кг; — влажность
осадка, определяемая по ГОСТу.
Граничная крупность классификации, по которой происхо-
дит разделение материала, и эффективность классификации опре-
деляются вышеописанными методами.
Пример. Результаты опробования работы элеваторного классификатора
приведены в табл. 56. Определить технологические показатели классифн-
кагора
168
Таблица 56
Результаты опробовании элеваторного классификатора
Крупность, ММ Питание
Ч о и Зольность. %
>6 3,7 4,9
6 11,2 6.3
1—3 40,4 7.3
0,5-1 13,8 7,2
0,25—0.5 3,2 8,2
<0,25 27,7 31.8
Итого. . . 100,0 13,9
Содержание твердого, г/л
Влажность, % . . .
Слив Осадок
Выход, % Выход к яс ходному, •- Зольность Выход, % Выход к нс ходкому, • Зольность, Извлечет
4,9 3,7 4.95 100
— —~ 15,0 11.2 6,3 100
. 53,9 40,4 7,3 100
5,9 1,5 5,2 16,4 12,3 7.4 89,4
3,8 0.9 4,7 3,0 2,3 9,7 70,4
90,3 22,6 36,2 6,8 5,1 12,6 18,3
100,0 25,0 33,1 100,0 75,0 7,5 —
84.0
— 22,5
I Производительность по сливу (при трех сливных окнах общей длиной
3 м, средней высоте уровни воды над сливным порогом 0,08 м)
/ 0 0027 \ ,----
Сел = 3600 / 0,405+ 3-0,08 ^1/2 9,81=476 м’/ч.
2. Количество твердого в сливе при содержании твердого в сливе 84 г/л
3. Производите тьность багор-элеватор а по осадку (прн л = 1000 ковшей
в I ч влажности осадка 22,5% н средней массе материала одпого ковша
155 кг)
1000-155 10022,5
Goc= 1000 100
4. Общая производительность классификатора по твердому
G = бм + Goc = 40-}- 120 — 160 т/ч.
Граничная крупность классификации равна 0,5 мм, эффективность
25-94,.-75 90,2
10030,9(100 — 30,9)
Фильтрующие центрифуги опробуются в течение трех
смен при интервале отбора проб 1 ч и разделке проб за каждую
смену отдельно, Фугат отбирается нз потока литровой кружкой,
обезвоженный продукт —с транспортирующей ленты. Масса
порции обезвоженного продукта 25 кг, объем фугата 1 л.
Объем фугата замеряется мерной емкостью, заполняемой за
определенное время. Влажность фугата определяется по прибли-
женной формуле
№Л = 100(1--------ЛтгУ
ф 0.375Р J
где Р — содержание твердого в фугате, кг/л.
159
Количество обезвоженного продукта определяется по фор-
муле
г „ь 100 —
G = З.оои-----------, т/ч.
100 ’
где </ — средняя масса порции продукта, снятого с I м ленты
конвейера, кг; и — скорость движения ленты, м/с; Wzi—влажность
материала, %.
Выход обезвоженного материала в осадок определяется по
формуле
Уос =
Гф-у.^ .00-roc Q
'Гф-В'ос 100-В ,„
где уос — выход сухого осадка, %; 1Гогх, №ос, — влажность
питания, осадка и фугата, %.
Унос с фугатом (в %) равен 100—у|)Г.
Измельчаемость продукта в центрифуге подсчитывается по
формуле
И _ 100
где dn— средний размер частиц питания, подсчитываемый по
данным ситового анализа, мм; — средний размер частиц про-
дуктов центрифуги (осадка н фугата)
j . Уос^ос (100 у«>г1 dip
пг’ io5
мм.
где Yoe — выход твердого в осадок, %; doc — средний размер ча-
стиц осадка, мм; d<p— средний размер частиц в фугате, мм.
Пример. В табл. 57 приведены результаты опробования работы фильт-
рующей центрифуги НВВ-1000. обезвоживающей мелкий концентрат. Влаж-
ность исходного равна 19,3%, обезвоженного — 9.5%, содержание твердого
в фу1ате 260 г/л.
Таблица 57
Результаты опробования центрифуги
Крупность, мм Питание Обезвоженный Футат
Выход, % Выход. % Выход к исходному. Выход. % Выход к исходному. %
>1 69,9 71.5 68,0
0,5—1 11.8 11,6 11,0 2,5 0,12
0,25—0.5 8,9 8.4 8.0 34,0 1,70
0,15—0,25 2.4 3,2 3.0 2,0 0,10
<0,15 7,0 5.3 5.0 61,6 3,08
Итого . . . 100,0 100.0 95.0 100,0 5,00
160
Определить технологические показатели центрифуги.
1. Выход твердого в продукты определяют исходя из замеренного объема
фугата 8.7 м3/ч (2.26 т/ч твердого) и производительности по обезвоженному
100 — 95
0 = 3.6-11-1,2---—— = 43 т/ч.
2. Выход твердого:
в фугат
2.26
43-г 2.20 _
в обезвоженный продукт
43
4М-^ = 95’6-
Таким образом, нагрузка иа центрифугу составляет 45,3 т/ч по сухому про-
дукту и 55.1 т/ч по влажному.
3. Средний размер частиц:
питания
. 6,59-6 4-0,75-11.8 + 0,375 8,9 + 2,4-0,2 + 7-0,075
d" --------------------------------------------------4'32 *™-
осадка
6-71,5 4- 0.75 11,6 + 8.4-0.375 -г- 0,2-3.2 + 0,075-5,3
--------------------------------------------------- =4,41 мм,
doc =
100
фугата
J 6,0 + 0.75-2.4 + 0.375-34 + 0.2-2 + 0,075-61.6
d*=------------------------------------------------- °-2
100
95-4,41 4-5-0.2
dm> = -------,m-------= 4-19
100
и=«32^ 100 ^0.3%
4,32
Дуговые сита подвергают опробованию с целью установ-
ления эффективности классификации. Для этого отбирают надре-
шетный и полрешетиый продукты. Опробование производят в
течение трех смей с интервалом отбора 1 ч. Пробы за каждую
смену разделывают отдельно. Порции проб следующие: 1 л под-
решетиого продукта, 0,5 кг надрешетиого продукта, если пита-
нием является шлам, нлн 25 кг, если питанием является класс
0—13 мм.
Пример. Результаты опробования работы дугового сита, работающего
иа продукте крупностью 0—13 мм, приведены в табл. 56. Определить техноло-
гические показатели дугового сита.
Содержание твердого в питании составляет 665 г/л, в надрешетном про-
дукте— 810 г/л н подрешетном — 435 г/л. Влажность надрешетного продук-
та 33%.
По измерению объем подрешетного продукта равен 46,5 мэ/ч, а масса над-
решетного продукта — 89,5 т/ч.
1. Производительность дугового сита
100__зз
G = бпод + = 46,5.0,435 + 89,5--= 80 т/ч.
11 За. 1492
161
Таблица 58
Результаты опробования дугового снтв
Крупность. мы Питание Надрешетный ЛодрешетнмЯ
Выход. % Выход. % Выход к ис- ходному, % Выход. % Выход к ис- ходному, %
>1 40,4 52,8 39.4 4.0 1,0
0,5—1 31,6 34,6 25,8 22,9 5.8
0,25—0.5 4,7 3,0 2,3 9.5 2.4
0,125-0,5 12,8 6,4 4.8 31.6 8.0
0,06—0,125 2,7 1,3 0,9 7.0 1.8
<0.06 7.8 1.9 1.4 25,0 6.4
Итого. . . 100,0 100,0 74,6 100.0 25.4
2. Эффективность классификации по крупности 0,5 мм
74.6-87,4 25,4 73.1
Е =---------::------------- 60%.
100-28(100 — 28)
Гидроциклом ы. Опробование производят с целью уста-
новления эффективности классификации материала. Опробова-
нию подвергают сгущенный продукт, слив и питание с определе-
нием содержания и гранулометрического состава твердого.
Пробы отбирают в течение трех смен с интервалом 1 ч. Объем
порции для всех продуктов равен 1 л. Пробы за каждую смену
отбирают отдельно. При опробовании фиксируют давление на
входе в гидроциклон и состояние песковой насадки, размер от-
верстия которой вследствие износа изменяется.
Пример. Результаты опробования работы гндроцнклона приведены в
табл. 59- Определить технологические показатели гидроннклона
Таблица 59
Результаты опробования гндроцнклона
Крупность, мм Питание Слив Сгущенный продукт
Выход, % Выход, % Выход к ис- ходному. »; Выход. ао Выход к ис- ходному. % Извлеченне, %
>3 2.7 4,3 2.7 100,0
1—3 9,0 13.9 9,1 100,0
0,5-1 20.7 1.0 0.3 31.7 20,4 98,4
0,95—0,5 25,7 17,3 6.2 30,1 19.5 76,0
0.15—0,25 112 14 9 5.3 9,2 5.9 52.7
0.06—0,15 7,3 12,3 4.4 4.6 2.9 40,3
<0,06 23,4 54,5 19,3 6,2 4.0 17,2
Итого. . 100,0 100,0 35.5 100,0 64,5 -
162
Содержание твердого в питании 360 г/л. в сливе — 180 г/л, в сгущенном —
800 г/л. Объем пульпы (питание) 450 мя/ч, слива — 320 м3/ч и сгущенного про-
дукта— 130 м3/ч. Выход твердого (в питании 162 т/ч, в с шве —58 т/ч, в сгущен-
ном — 104 т/ч.
I. Объемный выход,
сгущенного продукта
100(360- 180)
Тсг 800 — 180 *
слива
Тсл= 100 - 29 - 71%.
Граничная крупность кчассифнкации, по которой произошел процесс раз-
деления, определенная по вышеописанному методу, равна 0.17 мм.
2. Эффективность классификация в данном случае составляет
35,5-99,0-64,5 49.9
2?__ *___2____2__-52%
100-67,9(100 — 67,9)
Обезвоживающие грохоты. Опробованию подвергают
питание, подрешетиый и обезвоженный (надрешетиый) продукты
для определения в них содержания твердого, гранулометрического
состава н производительности. Пробы отбирают в течение одной-
трех смен с интервалом 30—60 мин. Подрешетиый продукт от-
бирают пробоотборником емкостью 1 л. Обезвоженный продукт
отбирают порциями массой 0,5 кг для шлама и массой 25 кг
для мелкого концентрата.
Пример. Результаты опробования обезвоживающего грохота даны
и табл. 60.
Содержание твердого в питании 450 г/л, в обезвоженном продукте —
800 г/л, в подрешетном — 330 г/л. Влажность обезвоженного продукта 25%.
Производительность грохота по обезвоженному продукту, определяемая
пзпешнваннсм пробы, отобранной за данное время, составила 18 т/ч (по сухому
13.5 т/ч).
Таблице 60
Результаты опробования сбезвожнвакщего грохота
Крупность, мы Питание Обезвоженный продукт ПодрешетныП продукт
S 1 j* Выход, % , Выход к ИСХОДНО- «у. % Зольность, % Выход, % । Выход к исходно- му. % Золь- ность, %
>3 8,3 4.9 18,3 8,3 4,6 — —
1—3 19,6 5,3 38.5 17,3 5,4 4,2 2.3 7,6
0,5-1 27,7 12.2 3! 0 13.9 7,5 25,2 13,8 15.5
0,25—0,5 7.2 26.3 4,0 I .8 25,2 9,8 5.4 31,3
0,15—0,25 II 3 38,7 2,8 1.3 22,1 18,3 10.1 42,3
0.06—0,15 6,3 26,6 1.1 0,5 16,4 10.5 5.8 24,8
<0,06 19.6 36,4 4,3 1.9 33,7 32,0 17,6 35,1
Итьго . . 100,0 19,9 100,0 45.0 8.5 too 55.0 29,2
!f II л
I. Количество твердою в подрешетном продукте рассчитывается по балан-
совому уравнепню н по известным содержаниям твердого в продуктах:
^под , 13,5 ____ Опод ~г~ 13,5
0.33 0,80 0,45
Свод — 16,5 т/ч.
Общая нагрузка на грохот
13,5+ 16,5 = 30 т/ч.
2. Объем пульпы, поступающей па 1рохот,
——— = 67 м>/ч.
0,45 ‘
3. Эффективность процесса обезвоживания определяется по формуле
f=£r^.l00_M-K
IT 55
100 54,5%,
где U — влажность питания. %; U7uo влажность обезвоженного продук-
та. %.
Осадительные центрифуги. Опробование осадитель-
ных центрифуг производится с целью установления их произво-
дительности по осадку, влажности обезвоженного материала,
эффективности осветления воды и граничной крупности разде-
ления.
Питание центрифуги отбирается нз специального патрубка с
краном, установленным иа питающей трубе. Фильтрат отбирают
или так же, как и питание, или нз трубы, подающей его в сбор-
ник. Обезвоженный осадок отбирается с конвейера.
Опробование центрифуги осуществляется в течение одной или
трех смей с интервалом отбора проб соответственно 30 мин и
1 ч. Питание н фугат отбираются кружкой емкостью 1 л, а обез-
воженный осадок — лотком порциями. Масса порции не меиее
0,5 кг. Производительность центрифуги по осадку
, с 100 —U"i'
G = 3,6<л/--------, т/Ч,
у 100
где q— масса пробы с 1 м конвейера, кг; v — скорость движения
ленты конвейера, м/с.
Степень осаждения шлама в центрифуге рассчитывается по
формуле
где pa и pt — содержание твердого в фугате и питании, г/л.
Пример. Результаты опробования работы осадительной центрифуги
Приведены в табл. 61.
Содержание твердого в питании 270 т/л, осадке — 960 г/л и в фугате —
52,5 г/л. Втажность осадка 26%. Определить технологические покатай ти ра-
боты цептрнфмк
164
Таблица 61
Результаты опробования работы осадительных центрифуг
Крупность, мм Выход классов в питании, % Осадок Фугат
Выход. % Выход к ис- ходному. % Извлечение. Выход, % Выход к ис- ходному, %
>0,5 17,0 18,0 15,3 100,0
0,15—0,5 42.7 48,0 40,8 97,3 6,6 1,0
0,06—0,15 12,0 13,5 и.5 88,3 8,0 1,2
0,03-0,06 25,1 19,0 16,1 59,0 73,4 ч.о
0,01—0,03 2,5 1,4 1.2 32,1 8,0 1.2
<0,01 0.7 0J 0,1 15,4 4.0 0,6
Итого . . 100,0 100.0 85,0 — 100,0 15,0
] Производительность по осадку при скорости движения ленты
массе пробы с 1 м конвейера 9,6 кг и влажности обезвоженного
26% (960 г/л)
0,8 м/с,
осадка
См= 3,6 9,6 0,8 ln°|002(’ = 20,4 т/ч.
2. Обшая на>рузка вою уравнения (прн со н в фугате — 52,5 г/л): по твердому на центрифугу определяется нз балансо- держанпи твердого в питании 270 г/л, осадке— 960 г/Л 20,4 G-20,4 G 0,96 0.0525 0,27 ’ 24 G — 24 т/ч или q — 90 у?/ч.
3 Объем фугата ———— 68,7 №/ч. 0,0525 ‘
4. Выход твердого в фух ат
в осадок
5. Граничная круп: данном случае состав.^ 6. Эффективность । ность разделения, определяемая по 50% извлечения, в <ст 0,04 мм. разделения
£ , 100(270 - 52,5)-960 _ (960 — 52 .5)-270
7. Степень осаждн 1НЯ п=(1—100 80.6%. 16.5
8. Эффективность обезвоживания при влажности исходного 72 2%
©садка —26%
„ (72,2 — 26) 100
£°« =----~—-64%.
'9. Средний размер частиц пнтання
_ 0.75-17,0 + 0.325-42,7 + 0,11-12 + 0.045 25,1 4- 0,02-2,5 + 0,005-0,7
100,0
= 0,29 мм
10. Средн л Л размер частиц твердого фугата
0.75-0 + 0,325-6,6 + 0,11-8,0 4-0,045-73.4 + 0,02 8.0-f-0,005-4.0
100
— 0,065 мм.
11. Средний размер частиц осадка
0,75-18 + 0,325-48,0 + О. II 13.5 + 0,045-19,0 + 0,02 I 4 + 0 005 0,1
Дос = --------------------------:------
100
- 0,315 мм.
12 Средний размер частиц осадка и фугата
л 85-0,315 + 15-0.065
=------------------------is--------=°-28
13. Степень измельчения шлама в осадительной центрифуге
„ (0,29 — 0.28) 100 л _
=3-48*-
Дисковые вакуум-фильтры. Работу
куум-фильтра можно оценить по трем основным
лнчествеииым показателям — производительности
ному продукту и его влажности и содержанию твердого в фильт-
рате.
При опробовании питания и фильтрата определяют грануломет-
рический состав и содержание твердого, при опробовании
обезвоженного осадка—его количество, влажность и грануломет-
рический состав. Опробование производится в течение одной-двух
смей через 1 ч. Объем порций проб питания в фильтрате 1 л,
масса порции пробы обезвоженного осадка ие менее 7,5 кг. Про-
бы питания п фильтрата отбираются из специальных патрубков
с крапами. В случае применения раздельного вакуума фильтрат
отбирается отдельно в зоне фильтрации и просушки. Обезвожен-
ный осадок отбирается специальным лотком с дисков фильтра.
При опробованнн вакуум-фильтра должны быть зафиксиро-
ваны: тип фильтровальной сетки н размер ее отверстий; вакуум
и давление воздуха при отдувке. Фильтровальная сетка должна
быть в хорошем состоянии.
Производительность фильтра может быть определена различ-
ными способами в зависимости от местных условий:
по времени заполнения специальной емкости обезвоженным
концентратом;
166
дискового ва-
качествеино-ко-
по обезвожен-
по производительности конвейера, транспортирующего обез-
воженный продукт;
взвешиванием осадка с двух секторов смежных дисков.
При определении производительности первым способом поль-
зуются формулой
100 1ГР
Г ’ 100 т»
0 =-----------, т/ч.
где д— масса накопленной пробы, т; q—VM (К — объем емкости,
м3; М— насыпная плотность обезвоженного продукта, т/м3);
Uvp — влажность обезвоженного продукта, %; t— время накопле-
ния осадка» ч.
При отборе проб с конвейера пользуются следующей форму-
лой:
G = 3fi ‘ ,W-Vr. т/ч,
Вп 100
где v — скорость конвейера, м/с; 9—масса отобранной порции
пробы, кг; В — ширина пробоотборника (вдоль осн конвейера),
м, п — число порций; U71’— влажность обезвоженного продук-
та. %.
Чаше производительность определяется взвешиванием осадка,
отбираемого специальным лотком с секторов фильтра. Лоток
устанавливается между двумя дисками, и во время отдувки на
него попадает обезвоженный осадок с двух секторов смежных
дисков. Производительность в этом случае рассчитывается по
формуле
100 — УГР
too ’
G — 0t06abnq
т'ч.
где а — число дисков фильтра, b — число секторов в диске; п—-
частота вращения дисков, об/мин, q—-средняя масса пробы,
обобранная с одного сектора, кг.
Удельная производительность вакуум -фильтр а определяется
как отношение общей нагрузки к рабочей площади фильтро-
вания.
Полученные по замерам фактические удельные нагрузки в
т/(м2-ч) можно оценивать, сравнивая их с опытными данными:
Для флотационного концентрата углей марок К, Ж, ОС н шихты при
содержании н питании:
класса менее 0,06 мм. %
твердого, г/л
30 50 70
200
250
300
350
400
450
0.3
0,33
0.36
0.39
0.42
0.45
0.25
0.27
0.29
0,31
0.33
0.35
0.20
0,21
0,22
0,23
0,24
0,25
!67
Для флотационного концентрата флотация углей марки Г при содер-
жании в питании:
класса менее 0.06 мм, % 40 СО 80
твердого, г/л
200 0.12 О.10 0,08
250 0.15 0.13 0,11
300 0,18 0.15 0,12
350 0.20 0,17 0.14
Для шлама углей марки Л прп содержании в питании класса мепее
О 06 мм, %
18 35 55
твердого, г/л
200 0.15 0.10 0,06
250 0.18 0.15 0.10
320 0.25 0.20 0,15
450 0.2а 0,24 0,18
Если в результате опробования установлено содержание твер-
дого в питании 270 г/л, в фильтрате 20 г/л, а в обезвоженном
осадке 910 r/л (влажность 25%), то эффективность фильтрования
Е = 100(270 - 20)910 = 95о
(410-20)270 ’’
Радиальные сгустители. При определении общей эф-
фективности работы радиального сгустителя достаточно опробо-
вать исходное питание, слив и сгущенный продукт. Отбор проб
производят в установленном порядке. Места отбора должны
обеспечивать пересечение всего потока приспособлениями необ-
ходимой емкости. Обычно применяют литровые кружки с длин-
ной ручкой.
Полученные при опробовании данные позволяют установить
содержание твердого в продуктах, распределение зереи различ-
ной крупности в продуктах, их выход, общую и удельную нагруз-
ку на сгуститель, граничною крупность классификации (если нет
флокуляции твердого) и эффективность осветления воды.
Объемный выход сгущенного продукта и слива рассчитыва-
ется из условия баланса
= 100(Р1-Рз)
Рт“Р»
где pi—содержание твердого в питании сгустителя, г/л; рз—
содержание твердого в сгущенном продукте, г/л; рз — содержание
твердого в сливе, г/л.
= log<p’- Pl> tun Тс, = 100 - ТсГ.
Pl — Ps
При объемной нагрузке на радиальный сгуститель Q (изме-
ренной с помощью водослива) нагрузка по твердому
G = Qpj, т/ч.
168
Количество сгущспиого продукта
Ссг=ОТсгРг. Т/Ч.
Количество твердого продукта в сливе
Ося = <?ТслРэ ИЛИ Оел = G — Ссг, т/ч.
Удельная нагрузка на радиальный сгуститель:
по пульпе
= м’/(м’ ч),
по твердому
1т = у-’ ТЛм’ ч>.
где F — площадь сгустителя, м2.
Граничная крупность классификации принимается исходя из
условия одинакового извлечения (по 50%) зерен в слив и сгу-
щенный продукт, для чего строится кривая извлечений.
Эффективность осветления рассчитывается по формуле
£ = IQOCp!—Рз)р8 . 0,
(Рз —P3)Pi
При исследовании влияния нагрузки на характер распреде-
ления зерен по крупности и зои с одинаковым содержанием твер-
дого в объеме радиального сгустителя прибегают к более де-
тальному опробованию его. Для этого в сгустителе по сечению
намечается необходимое число точек и затем из этих мест отби-
раются пробы, удовлетворяющие требованиям представитель-
ности.
Для отбора проб применяются приборы, называемые батомег-
pa.Mrf* Существует несколько типов таких приборов. При опробо-
вании сгустителей может быть использован батометр мгновенно-
го наполнения (рис. 59). Ои состоит из емкости 1 со скошенны-
ми входными отверстиями и системы спусковых устройств.
Перед опусканием батометра в пульпу кольцо 2, соединенное
посредством тросовых тяг 3 с крышками 4 батометра, поднима-
ется вверх по штанге и скрепляется с крючком 5. После опуска-
ния батометра иа нужную глубину и заполнения емкости пуль-
пой необходимо дернуть трос. Тогда крючок поднимется, осво-
бодит кольцо 2, и крышки батометра закроются от натяжения
пружин 6. Емкость такого батометра равна от 1 до 5 л.
Можно пользоваться и батометром-насосом, изображенным
па рис. 60. Он состоит из бачка 1 для пробы, всасывающей ме-
таллической трубки с отметками 2 и лабораторного насоса Ко-
мовского с водоотделителем 3.
169
'5
Прн отборе проб труба опускается иа определенную глубину,
после чего в системе создается разрежение и пульпа поступает
в бачок.
В отобранных пробах определяются содержание твердого н
его гранулометрический состав, а также средний размер зерен.
При применении флокулянтов осуществляется постоянное на-
блюдение (через каждые 30 мин) за осветленным слоем воды.
Для этого применяется метровая стеклянная труба диаметром
10—15 мм. Она спокойно опускается в воду (в сгуститель), за-
тем верхний конец плотно закрывается и трубка так же спокойно
вынимается. По слоям воды и пульпы в трубке можно судить о
величине осветленного слоя в сгустителе.
Следует также контролировать расход реагента Для этой
цели применяется мерная емкость, время наполнения которой
отсчитывается секундомером. Расход флокулянта регулируется
по заданной величине Q.
Q — qG-------—------. л/мин,
v CD 1000.60
где q— установленный расход флокулянта 100%-ной концентра-
ции иа 1 т твердого продукта, г/т; G — количество флокулируе-
мых отходов флотации (шлама), т/ч; *** —индекс концентрации
%; — концентрация рабочего раствора флокулянта, %
170
Таблице 62
Результаты работы радиального сгустителя
Крупность, мм Питание Слив Сгущенный
Выход. % Золь • ПУСТЬ, % Выход, % Выход к исходно- му. % Золь- ность. % К Выход к неходко* му. % Ихмече- кие, % Золь- кет». %
0,5-1 4.6 3.5 10.4 4.6 100,0 3.5
0,25-0.5 12.6 6.4 2,1 1.2 6.7 25.6 II.4 90.5 6.2
0.15-0,25 3.6 7,4 1.5 0.8 6.4 6.1 2.7 76,5 8,5
0,06-0.15 20,3 6.9 17.8 9,9 6.8 23,5 10.5 5!,5 10.5
<0,06 58,9 18,8 78.6 43,6 17,7 34,4 15.3 26.0 20,1
Итого. . . 100,0 13.7 100.0 55,5 15.4 100,0 44,5 — —
Пример. Результаты опробования радиального сгустителя, применяе-
мого для сгущспия угольного шлама, приведены в табл. 62
Содержание твердого составляло в питании 135 г/л, в сливе — 90 г/л к в
ci ушенном продукте — 368 г/л.
1. Определить основные технологические показатели работы сгустителя.
Объемный выход сгущенного продукте
100(135 — 90)
368 — 90
2. Объемный выход слива
Тсл= 100- 16.2 = 83,8%.
3. Нагрузка по твердому прн общей нагрузке на сгуститель 2074 м3/ч
2074-135-1000 ,
G =------——-------« 281 т/ч.
1000000
4. Количество сгущенного продукта
2074 16.2-368-1000
Grr —-----------------= 125 т/ч.
" 1000000
э Количество твердого в сливе
Go, =ж 281 — 125 = 156 т/ч.
Удельная нагрузка на радиальный сгуститель с площадью 490 ыа (диа-
метр 25 м):
по пульпе
= = 4-25 *•/<"’ ч|-
по твердому
281
= "«o'= 0,575
крупность разяе • ямя но данным извлечения
6. Граничная
0.1 мм
7 Эффективность осветления воды
равна
171
Рнс. 61. Распределение зерен по крупности в объеме радиального сгустители:
fl—при удельной нагрузке 1.2 м’/(м2-ч); б —то же, 2,Ь м1/(м2-ч)
Рис. 62. Расположение зон с одинаковым содержанием твердого в объеме ра-
диального С1устителя:
° - при >дглым« нагрузке Ijf м’/(ч- 4J; 6-то же, 2 ь м'/(м ч)
б
100(135 —90)-368
(368—90)-135
= 44,5%.
Распределение материала по крупности показано иа рис.61, а
л б. В точках опробования указана крупность зерен (мкм), рим-
скими цифрами обозначены зоны с характерной для них круп-
ностью зерен.
При удельной нагрузке на сгуститель 1,2 м3/(м2-ч) (см.
рис. 61, а) в зоне осветления находятся наиболее тонкие зерна,
в зоне сгущения — наиболее крупные. При большей удельной
на1рузке(2.6 м3/(м2-ч)] (см. рис. 62, б) естественное распределен
пне зерен по крупности нарушается, и только зерна крупнее
0.07 мм, обладающие достаточной силой тяжести, преодолевают
скоростное давление потока.
Аналогичная картина наблюдается п в случае выявления зон
с одинаковым содержанием твердого (рис. 62).
Анализ результатов опробования радиального сгустителя
позволяет судить о гидродинамическом режиме его работы и
влиянии этого режима иа показатели классификации шлама и
осветления волы.
Если иа фабрике флокуляции подвергаются, на пример, 10 г
отходов флотации при расходе гндролпзоваиного полиакрилами-
да 20 г/т и его концентрации 0о05%, то расход раствора
Q = 20-10--------—-------
0,05.1000-60
= 6,6 л/мин.
Секционные отстойники и илонакопителн. Об
эффективности осветления загрязненных вод в секционных от-
стойниках или нлоиакопитслях судят по составу и содержанию
твердого в сливе и питании.
Пробы отбираются в течение трех дней с накоплением суточ-
ных проб и их ежедневной разделкой Интервал отбора порций
проб 1 ч, объем порции 1 л.
Нагрузка иа секционные отстойники измеряется с помощью
водослива (прямоугольного или другого профиля), вставляемого
в приемный карман. Нагрузка иа нлоиакопитель измеряется
также с помощью водослива, вмонтированного в питающий или
сливной желоб в зависимости от местных условий и возможно-
стей. Если в нло и а коп ителе замеряется объем слива, то устанав-
ливается содержа пне твердого в осадке.
Для определения ситового состава и зольности осевшего шла-
ма (отходов) пробы отбираются в различных точках илоиако-
пителя.
Необходимое время осветления суспензии до определенного
содержания твердого определяется по формуле
173
где л—содержание твердого в осветленном слое воды, не превы-
шающее I г/л; п0 — начальное содержание твердого в питании,
г/л; ро — начальная удельная скорость осаждения твердых частиц!
в слое за время di, 1/с; р,( — конечная удельная скорость осаж-1
деиия частиц, 1/с.
Величина р0 подсчитывается по данным гранулометрического!
состава шлама
Лп . .
Л=-^т. 1с-
Яш
где Дл — уменьшение содержания взвешенной твердой фазы в
суспензии за время I.
В зависимости от плотности материала определяется скорость
свободного падения зерен размером 0,5 .мм. Затем, исходя из
условия выпадения этих частиц из слоя пульпы заданном высо-
ты, определяется время Д/.
Величина р0 больше р,:. поскольку р0 представляет удельную I
скорость расслоения суспензии в первые моменты, когда оседают I
более крупные частицы материала. Если содержание класса
более 0.5 мм в шламе мало (меиее 0,5%), его следует сложить
с выходом класса крупнее 0.25 мм и Л/ определять нз условия
осаждения частиц размером более 0.25 мм. Величина прини-
мается средней для каждого вида шлама: для отходов флотации
она равна 0,000267, для антрацитовых шламов — 0,000825.
Величина t представляет собой время, в течение которого со-
держание твердого в сливе ие будет превышать 1 г/л.
Пример. Определить премя. необходимое для осаждения антрацито-
вого штама нз пульпы, содержащей 100 г/л твердого. Согласно гранулометри-
ческому составу этого шлама содержание класса более 0.5 мм составляет
36.8%. Скорость па тения частнпы антрацита размером 0.5 мм равна 2 5 см/с.
Частицы выпадают нз слоя высотой 30 см.
Тогда
36.fi
'’" = -ТБПГ = °-0Э06-
Принимая равным 0.000825. получаем искомое время
t 1 0,0306
n too П 0.000825 — 4,6052-3,5136
t — -— ---- — =---------------------— — 545 с
/ |п 0.0306 \ 0,0306(0,0302 — 1)
0.0306 ке 0,000825
Таким образом, для осаждения шлама у казанной характсристньн на г АН
бнну 30 см требуется около 10 мин, в течение которых в верхних слоях воды
будет содержаться не более 1 г/л твердого.
174
Глава IX
ИССЛЕДОВАНИЕ ИСХОДНОГО УГЛЯ и ПРОДУКТОВ
ОБОГАЩЕНИЯ
Для получения данных, характеризующих работу отдельных
операций и процессов н в целом всей технологической схемы
фабрики, а также для ее оценки н разработки мероприятий по
дальнейшему улучшению получаемых показателей, производится
отбор проб в таких местах схемы, чтобы можно было по полу-
ченным показателям составить как частные балансы по отдель-
ным процессам, так и балансы для всей технологической схемы.
Это значит, что в результате опробования должны быть получе-
ны данные, характеризующие ие только исходные продукты, по-
ступающие в отдельные машины и устройства, ио и продукты,
полученные в результате этих процессов.
Минимальная масса пробы при опробовании исходного угля
и продуктов обогащения для производства ситового и других
анализов в зависимости от крупности кусков следующая:
Максимальный размер кусков, мм . . 150 100 50 25 I
Минимальная масса порции, кг . . . 75 50 25 13 0,5
Число порций зависит от зольности опробуемого материала:
Зольность. %.............................. Ю 10-20>20
Число порций .... -.................... 18 27 36
Для шлама крхппостью менее I мм масса порцпн подсчиты-
вается по формуле
9 = 0,5^,
где d— максимальный размер частиц твердого, мм.
Порции в пробу отбираются в течение одной смены работы
фабрики с интервалом между отборами 1 ч, т. е. за смену необ-
ходимо отобрать семь порций.
Тогда минимальная масса порцпн по твердому
-**1 = 71,43 «75 г.
7
Объем порции в зависимости от содержания твердого в оп-
робуемом продукте (пульпе) определяется по кривой / (рис. 63).
Объем пробы за рабочую смену равен объему порции, умно-
женному иа 7 (кривая 2, рис. 63).
Учитывая имеющие место на фабрике колебания объемов
пульп и содержания твердого, вызываемые изменением режимов
работы машин н непостоянством питания, опробование водных
потоков производят в течение трех смен, в результате чего полу-
175-
Рис. 63. Зависимость объема пробы от содержания твердого в опробуемом про
дукте
Рнс. 64. Профилированная щель расходомера
чают три среднесмеииые пробы. Каждую из этих трех проб под
вергают дальнейшей обработке и анализу самостоятельно.
Содержание твердого п 1 л пульпы определяют путем ее вы
супшвапия и взвешивания твердого остатка.
Определение расхода пульвы или технической воды произво
дят в за в нс л мости от местных условий и мощности потока двум^
способами: отводом потока в специальную емкость объемом
1,5 № за определенное время или расходомером.
Объемный способ применим для потоков, дсбпт которых не
превышает 800 м3/ч, а способ измерения различными расходоме
рамп — для любых потоков
Наиболее точный способ измерения — это применение расхо
домеров с профилированной щелью (рис. 64). Контуры профнл!
щели рассчитываются по формуле
I — ______J__ м
kV'2gn„r i'H,' '
где I — расстояние от оси шели до линии профиля на высоте
//(. м; Qraax — максимальный расход пульпы, м3/с; k — коэффи-
циент истечения, равный 0.58—0.68; g— ускорение свободного
па тения, равное 9,81 м/с2; Нт&т — заданный уровень пульпы, м;
//,— высота, на которой определяется I, м.
Боле простым способом измерения расходов потоков являете^
использование водосливов трапецеидального, прямоугольное!
или трех голыюго сечений В этом случае расход определяется по
формулам:
176
для трапецеидального водослива при tga=l/4 (рис. 6о)
Q = 3600 \.№ЬН''' = ббЖЬН’'-, м’/ч,
где а— угол наклона боковой кромки водослива к вертикали,
градус; Ь — ширина узкой части водослива, м; Н — высота по-
тока. м;
для прямоугольного водослива
Q = ЗбООтЬГ?1, И 2g, м3/ч,
гте т— коэффициент расхода водослива;
т = f 0,405 -р 0,°в~7 )| 1 + 0,55 —- Н—- 1, b — ширина во-
х гт / L г J
дослива, м; Н — высота уровня воды над сливным порогом, м;
g— ускорение свободного падения, равное 9,81 м/с2; Нь — высо-
та водослива, м;
тля треугольного водослива с углом выреза 90°
Q = 3600 1,4Я*/* = 5040Н’Л, м»/ч,
где Н— высота уровня воды над водосливом, м.
Величина Н во всех формулах определяется как среднеариф-
метическая из 15—20 измерении, произведенных как прн макси-
мальном, так и прн минимальном уровнях воды, в различных
точках сливного порога.
Пример. Опробовать технологическую схему фабрики, обо-
гащающей коксовые угли, и дать ее оценку.
Пробы отбираются в течение трех смен в точках, которые
указаны на схеме фабрики (рис. 66).
В результате отбора, разделки и анализов различных проб
получают данные, и а основании которых строят балансовые схе-
мы как по твердому, так н по воде (рис. 67).
Масса проб от опробуемых продуктов приведена в табл. 63.
Результаты опробования и ситового анализа продуктов при-
ведены в табл. 64 и 65.
Далее определяются гранулометрические составы всех про-
Ду ктов — рядового угля, крупного концентрата, мелкого концент-
рата, концентрата флотации, промпродукта, отходов флотации.
Отходов, сливов радиальных сгустителей, секционных остойннков,
гпдроциклонов, сгущенного продукта гидроциклонов, фильтрата.
Затем составляется баланс продуктов обогащения (см.
табл. 65).
*2 1402 177
Рядовой уоор»
Рис. 66. Технологмческаи схема с ука-
I займем точек отбора проб:
(D—точки отбора проб
Рмс. 67. Водно-шламовая схема (пер-
вая цифра —т/ч по твердому, вто-
рая — м'/ч по воде, третья — м3/ч по
пульпе, четвертая — г/л твердого)
Распределение шлама крупностью 0—0.5 мм по продуктам
обогащения дано в табл. 66.
Данные табл. 66 показывают, что количество вновь образовав^
шегося шлама крупностью 0—0.5 мм в процессе обогащен’.»»
составляет 30,13—21,10=9,03% с зольностью 15.1%, что значи-
тельно выше зольности шлама рядового угля. Это указывает на
образование шлама преимущественно вследствие размокания по-
род.
Таблица 63
Масса проб
Продукты
Масса или
объем
порции
Число
порцкВ
Масса I
(объем}
общей
пробы
Рядовой уголь ...............................
Крупный концентрат...........................
Мелкий концентрат .... .........
Концентрат флотации .... , , . ..............
Промежуточный продукт........................
Отходы.......................................
Отходы флотации я другие жидкие продукты (филь-
трат, сливы сгущенные продукты) . .
50 кг 27 1350 кг
50 кг 18 900 кг ’
25 кг 18 450 кг
0,5 кг 18 9 кг
25 кг 36 900 кг 1
50 кг 36 1800 кг 1
t л 15 15 л 1
178
Количество воды (м3/ч), поступающей в процесс обогащения,,
составляет:
с рядовым углем . ........................... 22,3
технической воды . . . .............................. 50’5
Итого. . . 72,8
Количество воды (м3/ч), теряемое с продуктами обогащения^
следующее:
Крупный концентрат........................ . 1,5
Мелкий концентрат . . . . . 20’о
Концентрат флотации. .... 32,4
Промпродукт. ..... . . ],2
Отходы.......................... .... ......... 8,3
Отходы флотации . . .... , ... 9.4
Итого . . . 72,8
12* 179
Таблица 64 Данные опробования продуктов
Продукты Выход, т/ч Влажность, % Объем пульпы» ы*/ч Объем воды. м*/ч Содержа- ние твер- дого. Г/л
Крупный концентрат . . Мелкий концентрат Концентрат флотации . . Промпродукт Отходы флотация , .... Отходы . . . . Рядовой уголь . . . . Стив: отстойника радиального сгустителя . . гндроцнклона ...... Сгущенный продукт: воронки ..... . . гндроцнклона . . .... Фильтрат . Отходы флотации Под решетный продукт промпро- дуктового грохота 20,0 201,2 115,0 16,5 !0.3 61.0 424,0 1 1 156.0 9,4 119.0 4.1 10,3 11.4 1.0 7.5 9,95 28,20 7,28 91,3 13.6 5,26 92 278.5 1734,8 41.0 230 0 9.0 303.1 317,0 5.7 1.5 20.0 32.4 1.2 9.4 8,3 22,3 277,9 1619.0 33.5 139.0 5,7 294,9 287,3 5.0 4 90,0 230 517 450 34 36 175
Таблица 65
Баланс продуктов по твердому
Наименование продукта Выход, % Золмгостъ, %
Крупный концентрат ... Мелкий концентрат . . Концентрат флотации . , . . Промпродукт Отходы флотации .... . , ... Отходы 4,72 47.40 27,20 3.90 2,43 14,35 5.3 8,3 7,3 39,8 56,5 66,7
Рядовой уголь ..... 100,0 19,7
Расход воды (м3/ч) на I т рядового угля: технической — 0.12;
общей — 4,98.
На основании полученных данных опробования подсчитывают-
ся следующие оценочные коэффициенты.
Коэффициент циркуляции k используется прп оценке схем ос-
ветления:
G-4-Ooe + Gc ’
где G„ — количество шлама в исходном (рядовом) угле н вновь
образованного в процессе обогащения, т/ч; ОоС — количество
180
Таблица 66
Содержание шлама в продуктах обогащения
Наименование продукта Выход. % Зольность, %
Крупный концентрат 0.02 10,25
Мелкий концентрат 5.20 12,00
Концентрат флотации 22,30 8,15
Промпродукт 0,4 29,00
Отходы флотации 2,17 60,00
Отходы 0,04 41,80
Итого. . . 30,13 12,8
шлама в оборотной воде, т/ч; Gc— количество угольного шлама,
теряемого со сбросами, т/ч.
Режим водно-шламового хозяйства фабрики считается нор-
мальным в том случае, если значение показателя k составляет:
для фабрик, обогащающих антрациты, более 0.35;
для фабрик, обогащающих угли марок К. Ж. ОС и шихты,
более 0,45;
для фабрик, обогащающих газовые угли, более 0,50.
Если k меньше указанных значений, то иа фабрике имеет
место либо большой сброс шлама, либо большое загрязнение
оборотной воды, либо то и другое вместе.
По данным опробовании (см. цифры на рис. 67) значение
Gn=392 т/ч, Спб=156 т/ч и Gr=0.
Тогда
что значительно выше, чем fe=0o45, рекомендуемое для углей
марки ОС. Это значит, что данный режим водно шламовой схе-
мы вполне обеспечивает нормальную работу фабрики
Коэффициент переизмельчения представляет отношение коли-
чества вновь образовавшегося шлама крупностью менее 60 мкм
к количеству шлама этой крупности, содержащегося в рядовом
угле н вновь образовавшегося, т. е.
k = -У.9~Ур доли единицы,
Ус
где ус —суммарный выход шлама крупностью менее 60 мкм,
состоящий нз шлама рядового угля, вновь образовавшегося, %;
уР — выход шлама этой же крупности в рядовом угле, %.
По данным опробования (по данным ситовых анализов) ко-
личество тонкой фракции размером частиц менее 60 мкм состав-
ляет (в %):
в рядовом угле........................... ... 6,0;
в продуктах обогащения . - . 10.69;
вновь образовавшегося.......................... 10,69—6=4,69
181
Тогда
Количество тонкого шлама значительно увеличилось, т. е. в
1,78 раза, или на 44%.
Коэффициент измельчения угля в процессе обогащения под-
считывается по формуле
и = 100%,
“р
где средний размер частиц рядового угля; по данным сито-
вого анализа
20,2-45,0 4- II ,4-8-|- 10,7-4,5 4-27,5-29» 1-0,75 4-
4-8,1 -0.375-J-1,7-0,25,3 0,105-f-6-0.03 ..
---------------------—----------------------— = 11,15 мм;
Средний размер частиц продуктов обогащения по данным
снтовых анализов
5,3-39,49 4- 47.4-3,24- 27,2 0,27 4-3,9 3,1
. 4-2,43 0.13 4- 14,32 - 31,52
“пр
Тогда
— 8,086 «8,1 мм.
100
Следовательно,
от 11,15 до 8,1 мм.
Эффективность
концентрат и пром продукт
(Ук 4" 1’пп) ЮО—
®(к+пп1г =
средний размер уменьшился на 27,4%, т.
обогащения. Извлечение горючей массы в
ТкРк 4~ ТппРпп
Ук 4- Упп
100 —а
/ лл 79.32-7,76 4-3,9-38.8
(79,32 4-3,9) ( 100 —---------——---------—
79,32 4-3,9
= 93,8%,
100 — 19,7
где у’к — суммарный выход концентрата (крупного, мелкого н
флотационного), %; упп — выход промпродукта. %; 0К — средняя
зольность общего концентрата, %; Рпц—зольность промпродук-
та. %; а — зольность рядового угля, %.
Извлечение негорючего в отходы равно
р УотРот 16,75-65,4
П« а 19,7
где уот — суммарный выход общих отходов, %; рот— средняя
зольность общих отхотов. %.
182
— 55,5 %,
Эффективность обогащения данного угля на опробуемой фаб-
рике
g __ 93,8-55,5 __ 52
~ 100 " 100 ~ /0‘
Приведенные расчеты показывают, что извлечение золы в от-
ходы весьма низкое (55,5%). Это значительно снижает общую
эффективность обогащения данного угля (52,0%).
Глава X
ВЫБОР ТЕХНОЛОГИЧЕСКОМ СХЕМЫ ПО РЕЗУЛЬТАТАМ
ИССЛЕДОВАНИЯ УГЛЕЙ НА ОБОГАТИМОСТЬ
Для расчета технологических схем, режимов обогащения уг-
лей и выбора оборудования вновь проектируемой фабрики преж-
де всего необходимо знать характеристику сырьевой базы, т. е.
количество и качество углей, предназначенных для обогащения
на этой фабрике.
Сырьевая база. Допустим, что для проектируемой фабрики
даны углн с характеристикой, приведенной в табл. 67—69.
Таблица 67
Результаты технического анализа углей
Условные символ пласта Марк* угля Содержание. % Золь юстъ. • Выход летучих. % Теплота сгорания. ККал/КГ Толщина пластического слоя, аш
ела гн серы
А ж, г 0.7—2.1 19—21 32,9—37.7 8226—8462 6—13
1,3
Б г 6-8 2.2—8.G 18-20 36.2—40,5 8243—8298 11-20
3,9
В г. ж 1.4—6,0 12—15 32,8—42,2 8294-8532 10—16
3.2 0.6-2,7
Г ж 13—16 30,4—33.5 8367-8713 11—14
о о 0.9
183
Таблица 68
Гранулометрический состав углей
Плпст А Плпст Б Пласт В Пласт Г
Крупность, ММ Выход, */t Л а* О' S’!
L Золь ЯОСТЪ. Серии стесть Выход 1g 88 5« Sg Выход, if Серни- стость, 1 ffl Золь- ность, Серни- стость,
>150 Уголь ... Сростки 5,05 2,4 0.8 7,77 0.57 0,59 14,3 3,4 3,49 3,2 1.7 8,31 2 4 0.7
Города 89.1 0,2 33.6 84,3 1.6 0,2 0,25 0,55 31,2 72,2 1.2 0.3 0.33 76,5 0.2
Итого 6,55 22,2 0,7 8,93 20,2 3.1 4,29 13,7 1.5 8.64 5.2 0,7
100—150 Уголь . ....... 2.30 3,9 1.0 3,77 11,0 4.2 2.30 3,0 1,7 4.61 1.9 0,7
Города . . , . ...... 1 ’ 0,34 86.0 0,2 0,23 0,43 42,9 84.7 1,2 0,2 0,10 0,36 32,3 73,3 1.2 0,3 1,33 76,8 0,2
Итого 2.64 14,5 0,9 4,43 19,8 3,7 2.76 13,2 1.5 5,94 18,7 0,6
50—100 , 25 50 13,52 15,4 0,7 17,26 19,1 3.9 17,07 15,3 2.6 6,42 12,6 0,7
13 05 11,06 22,0 0,9 10,43 17.1 4,0 21,95 13,1 2.0 7,96 12,4 0.6
1, в • . . 11,10 21 4 0,8 9 8! 18.1 3,8 10,47 13 9 2,0 10,80 15.0 0,6
.16 11.82 22.0 0,8 13,G5 19 0 3,7 11.45 Н.4 2,5 13,38 12 1 0,5
21 64 19,2 0,8 11,10 18 8 3,7 11,16 10,1 2.6 17,51 14 0 0.6
ол^-i;: : 0—0.5 .... ^2 ' 8.73 20,9 0,9 12,92 18,9 3,5 9,38 9,7 2.7 16,33 13.8 0.6
2.S2 18,3 0,9 3,72 18,8 3.5 2.98 12.1 2.7 9.50 1S.4 0.6
4,42 17,7 1.0 7,75 19.5 3.5 8.50 II.I 2.8 3,52 19,7 0.6
Рядовой уголь 100 19,9 0,8 100 18,9 3.7 100 1 12,5 2.3 too | 13.5 | 0.6
Таблица 69
Фракционный состав углей
Фракции плотяистм, кг/м* Иля ст А Плвст Б Пласт В Плост Г
Выход. % Зольность. % Сернис- тость. % Выход, % Зольность, % Серни- стость, •4 Выход, % Зольность, % Серни- стость, % Выход, % Зольность, % Серни- стость, %
Класс 50 100 мм
«или 1250—131)0 1.68 8.08 1 .9 3,1) 0,8 0.8 | 3.0G Б.9 3.2[ 2,08 0.11 2.5 2,7 1 .6 1,6 И,66 2.7 0.6
1300—1400 0.68 11 .5 1.2 8.91 0 ,8 3.5 2,42 7.9 3.1 0.71 10 9 0.7
14 СЛ—1600 0.32 21.2 1. 1 2,31 16.6 3.8 0. -1 1 20,6 4 .2 0.21 30.3 0 ,5
15UU-1G00 0.10 30.8 1 .2 С.'!8 0 1 2.8 0 17 - 55 5 Л 0.OG 28,2 0,6
1600-1000 0,05 38.1 0.7 0,26 40.4 3.2 0,21 37.2 / п 0.01 30.3 0.8
1800—2000 2000 0.00 1,82 52,6 86.0 0,3 0.2 | 2,21 67.0 м 0.72 1.92 Б6.6 77.6 7,0 3,3 )0.74 68.1 0.3
Итого 1J.52 16.52 0.7 17.23 18.4 3.0 17.07 16,2 2.28 6,39 12,0 0,6
Кла ге 25-50 JM.U
< 1 iso 1;17—1300 0.37 С, 7В 2.3 3.3 1 ,6 0.0 } 1.75 4.0 2.9 4. -» 10.7 1 ,6 2,6 1 .3 1.7 )б.86 2.4 0,8
131 <1-1 400 0,7В 9 7 1.3 Г».?0 0,3 3.G 2,78 8.0 2.8 0.66 9.Б 0.6
141- 1—1600 0.33 19.5 1 об 1.35 18,3 3.9 0„В 16.4 4.1 0.24 16.6 0,6
lSHtl-1600 0.06 20,6 2.0 0.65 20 7 3.0 0 26 24 1 7 0 0,1 1 22. В 0 .6
ItOO—1800 0, 13 44.6 0 0 16 36 8 3.6 0 37 38 7 6 4 0.03 38.3 0.6
1800—2000 0.41 е; ,о 1.2 |о ,04 0.6 44.2 76.7 7.7 1| ,13 €0.4 0.4
>2000 2.18 81,0 0.2 2,44 2.8
11 ТО Г n 11.02 22,30 0,87 10.35 17.6 3,8 21 .95 13.6Б 2,25 7.92 13,3 0.7
Продолжение табл. 69
Фракции плотиости. KI /м’ Пляст А Пласт Б Пласт Л Пласт Г
Выход, % Зольность. % Серни- стость. % Выход. % Зольность, % Серни стость. % Выход, % Зольность % Серни- стость, % Выход. % Зольность % Серни- стость. %
Кла сс 13 25 ММ
<4 2150 0.86 1 .8 0.8 2 <1 0.53 2.8 1.6 | 6.09 2.9 0.6
1210—1300 9,12 4 0.9 6,80 3,1
I'll И-14 00 0.45 7.3 1.1 ’ 3.79 9.1 3,4 1.23 8.1 3,1 1.67 11.4 19. R 0.8
1 41. к-1 Г.00 0. 1В 18.3 4.0 2.30 17.9 3.4 0.24 17.3 4,2 1.23 0,5
Ifil 1-1 ЛОО 0.08 28.2 2.4 0.60 26.8 3,8 0.19 26.0 5.3 0.38 30,9 0.6
16UU-I800 0.1 43.4 3.0 0.39 40.9 3,2 0.10 33.1 7.5 0. 18 38.7 0.4
1811"—2000 <2000 0.43 2,73 58,0 87,0 0*2 | 0.89 71.1 8.3 0.33 1.11 67.3 80,6 7.0 3.3 ] 1.18 72,6 0.6
Итого 14.10 21.45 0.88 У 75 18.6 3,8 10.47 14.53 2,28 10.73 1В.4 0.6
Класс 6—13 мм
<1259 1 .09 2,0 0.8 4 5 2 6 0.5 2.7 1.3 | 0.07 3.1 0 6
12 1—1 100 9.13 3.8 0.8 7.64 2.7
13(о 1-100 0.98 4.1 5.68 9.8 3.4 1,66 7 4 3.5 3.65 19.6 0,6
I4li 1500 0,28 17 0 1.0 2.10 18 7 3.8 0,34 16 2 4.9 1,01 15,9 0.8
1500 1G00 0.17 25.2 2.0 0 85 28 8 3,5 0 06 24 3 5,9 0,50 29.3 0.3
1800 0.21 41 ,6 2,1 0.70 40.7 3.7 0: 08 35.3 0.23 39.5 0.6
IBG1 2000 0.53 85.1 0.7 69 9 6 Г» 0,25 56,7 6.6 } 0,60 72,8 0,3
>2000 2.43 66,0 0.9 0,9 70.7 3.4 1
Итоги . . . 14,82 21,3 1 .08 13.48 18.7 3,6 11 ,45 10,72 2,34 12,66 11,3 0.6
Класс 3—6 мм
<1250 1950 1300 1300—14 00 1400—1500 1500—1000 1600—1800 1800—2000 ~^2000 9.5 2,95 0,95 0.4 0.5 1.7 2.85 1 ,6 2.4 5.5 13,6 24.0 39.5 68,2 79.2 0,8 0.8 0,8 1 .3 1.5 1 .7 1 .2 0.7 | 3.22 3.68 1.60 0.59 0.60 I 1.21 4.8 10,3 19 ,2 29,2 70.1 2.6 3,4 3.9 3.9 3,3 7.1 0.8 6.8 2.0 0.4 0.1 0,07 0.21 0.8 1 8 2.1 6,0 14.6 24.1 33.3 56.7 78.2 1.3 1 .5 3.4 Б.З 5.8 7.7 7.6 | 9.88 ’ 2.84 1 .51 0,83 0.62 | 1.17 3.61 8.1 19.3 29.4 39.7 7,47 0.6 0,3 0.6 0.6 0,6 0.5
Итого 21 ,63 19.8 0.87 10.80 19,5 3,6 11.18 9.8 2 ,В6 16.78 1г.s 0.5
Класс J—3 мм
<1250 0.95 1 6 1,0 I 3.34 4 2 2.4 8.01 3,3 2.1 9,06 2.7 0.5
12.г>0—1300 4.40 2 .4 0,9
1300 1400 0.40 8.7 1 .2 3.42 9 5 3.2 0.40 10.1 4.8 3,07 А, 4
1400—1500 0.10 15.8 1.5 1.55 19 3 3.9 6 12 17 2 Г», 6 0.89 21.0
1Е( 1GUU 0.16 21.7 0.62 •’8.3 3,9 0 08 26, 0 6,3 0.48 28.9
|<|00 1800 0.16 29.7 1 .2 0 60 40.0 3.6 0.05 30,4 5,8 0.37 38,4
1Н0» 2000 2000 1.12 1,42 33.9 80.3 1.3 1.4 | 1.07 72.8 6,6 0,02 0.70 44.3 75.9 6,8 8,3 } 1.S0 74,6 0,3
Итого . . - » 7 20.49 1,08 10,60 18,5 3.4 9.38 9.6 2.8 15.37 13.6 0.6
Класс 0.5—1 мм
^1250 [0.97 3.4 1.2 1.28 4.0 2,1 2.47 2.90 2,1 В.45 2,0 0.6
еезоо □ сзоо ГС--1Л® ж 1 1 1 1 1 suss счп 0 .67 0.2 0 11 0.13 7.0 1 1 .8 19,9 41.6 0.8 0.8 1.1 1.4 1.16 0.44 0.24 0,29 9.7 18.4 26,7 39 9 3.3 3,8 4.2 3.5 0.03 0.07 0,04 0,07 14.14 30.66 23.32 44.82 2,8 4.7 2.5 5,0 1.82 0.47 0.29 0.37 7 6 19.7 30. 1 40,5 0.6 0,5 0.6 0 Б
181*11—2000 >2000 }О,47 69,04 1 .8 0 39 86,8 6.3 0,20 67.66 7.3 1.10 77,9 0.3
11 тоге ... 2.49 18.71 1,2 3.72 18,3 3.35 2,94 10.42 2.7 9,50 15 1 0,6
Из табл. 67—69 можно заключить, что по зольности у”
всех четырех пластов в основном можно отнести к среднезоль-1
ним. Это дает основание к совместному их обогащению. КолейД
ине серы в этих углях менее стабильно, чем колебание золм|
Учитывая, что снижение содержания серы прн обогащении воЛ
можно только за счет попутного удаления колчедана, мо мЛ
сделать вывод, что раздельное обогащение углей по этому пока!
зателю нецелесообразно.
Угли пластов А и Г имеют легкую обогатимость, а углн вл а Л
тов Б и В — среднюю. К началу пуска фабрики в эксплуатаций
будут находиться только пласты А и Б Остальные пласты бу!
дут введепы в эксплуатацию позже. Поэтому фабрика буди!
иметь три пер но.га освоения, каждый из которых будет иыеги
пятилетий срок.
Углн всех четырех пластов согласно толщине пластическогЛ
слоя пригодны к шихтованию с другими марками угля для к-kJ
сования.
Технологическая часть. При совместном обогащении yr.iefl
четырех пластов применяются традиционные, наиболее эффектна
ные .методы обогащения:
тяжелосредиая сепарация—для крупного угля (13—100 мм);
отсадка —для мелкого угля (0,5—13 мм)
флотация —для шлама (0—0,5 мм). i
Уголь крупнее 100 мм для раскрытия сростков подвергает^
дроблению до 100 мм.
Прн обогащении класса 13—100 мм в колесном сепаратор
выделяются два продукта — концентрат н порода. Класс 0,5-
13 мм обогащается п отсадочных машинах с выделением трч
продуктов — концентрата, промпродукта и породы. Класс 0-
0.5 мм обогащается флотацией в две стадии, т. е. с перечистка
части пенного продукта.
Для обработки шлама принята комбинированная водно-шла
мовая схема, предусматривающая содержание твердого в пульп
поступающей на флотацию 150 г/л, а в оборотной воде — 40 г/
Для осуществления этой схемы предусматривается установи
радиального «устнтеля для предварительного сгущения перс
флотацией части шламовой воды. f
Отходы флотации подвергаются флокуляции н сгущению
радиальном сгустителе с направлением осветленной волы
оборот.
Такая схема позволит обеспечить стабильную работу фабрЛ
кн прн возможных колебаниях количества воды в системе и нор
мальную загрузку флотации по твердому. ।
Производительность фабрики. Проектная мощность обога-i *
тельной фабрики по рядовому углю принимается 4 млн. т/год
соответствии с производственной мощностью шахт, поставляю
Щнх угли на фабрик).
Суточная производительность фабрики при 300 рабочих днях
в году
4 000 000 lO'lOO ,
--------= 13 333 т/сут.
300 J
Часовая нормальная производительность при 20-часовой ра-
боте в сутки
13333 сс-т — /
-^- = 667 т/ч.
Часовая расчетная производительность при коэффициенте не-
равномерности 1,15
667-1.15 = 767 т/ч.
С учетом 3,4% забалансовой породы годовая производитель-
ность по горной массе составит 4140 тыс. т/год.
Тогда часовая нормальная производительность по горной
массе
4140 .
--------= 690 т/ч.
300-20
Расчетная часовая производительность с учетом горной массы
составит
690-1.15 = 793 т/ч.
Для расчета технологической схемы принимается нормальная
часовая производительность по абсолютно сухому топливу за
вычетом 8% влаги рядового угля, что составляет 634,8 т/ч.
Расчет гранулометрического состава углей д гя первого пери-
ода работы фабрики. В течение первого периода (5 лет) на фаб-
рику будут поступать угли только пластов Л и Б в соотношении
1 1 На основании гранулометрического состава углей этих
пластов (см. табл. 68) суммарный гранулометрический состав
смеси, составленный по эксплуатационным пробам, приведен в
табл. 70.
Расчетный гранулометрический состав углей этих двух плас-
тов, в котором учтено шлакообразование, равное 6.91%, за счет
измельчения углей при нх транспортировке, перегрузок и дро-
бления класса размером более 100 мм в дробилке, приведен в
табл. 71.
Раздегение углей на машинные классы. Исходный уголь
(класс 0—100 мм, включающий дробленый продукт крупностью
более 100 мм) поступает на грохот с отверстиями ента 13 мм для
мокрого разделения на машинные классы (табл. 72).
Обогащение угля класса 13—100 мм. Уголь этого класса в ко-
личестве 43,85% подвергается обогащению в тяжелых средах.
Зольность его 19,2%. В данном классе содержится шлам класса
0—0.5 мм в количестве 0,65% зольностью 19,2% (см. табл. 72)
Общее допустимое шламообразованне для углей этого типа
принимается равным 3,1% от машинного класса нлн 0,47% от
189
Таблица 70
Гранулометрический состав углей пластов А и Б
Крупность, мм Выход. % Зольность. % Оркистостъ %
>150
Уголь 6.41 9.6 2.4
Сростки 0,28 33.6 1,6
Порода 1,04 87.8 0,2
Итого . . . 7.73 21,0 2,1
100—150
Уголь . . . 3.03 8.3 3,0
Сростки 0,11 42,9 1.2
Порода . . 0,38 85,3 0.2
Итого ... 3,52 17.7 2,6
50-100 15,39 17,5 2,5
25—50 10,75 19,8 2.4
13—25 11,96 20,0 2.0
6—13. . 14,24 20,6 2.2
3-6 . . . . . 16,37 19.1 1,8
1-3 . 10,83 19,7 2,5
0.5— I . 3.12 2,6
0—0,5 ... 6.09 2,6
Рядовой уголь . 100 19,4 2,25
Таблица 71
Расчетный ситовый состав углей пластов А н Б
Класс, мм Выход, % Зольность. %
13-100 0,5—13 0—0,5 40,9 46,0 13.1 19.1 19,7 19,2
Итого 100,0 19,4
рядового угля. Общий выход шлама в процессе обогащения
тяжелых средах составит
0,65 4-0,47= 1.12%
зольностью 19,2%.
190
Таблица 72
Машинные классы (к. п. д. грохочения 0,95)
Класс, мм Исходный Надрешетный Подрешстный
Выход, % Зольность. % Выход. Зольность % Выход. Зольность, %
13—100 0.5—13 0—0,5 40,9 45,0 13,1 19,1 19,7 19,2 40,9 2,30 0,65 19,1 19,7 19,2 43,70 12,45 19,7 19.2
Итого 100,0 19.4 43,85 19,2 56,15 19,6
Тогда обогащению будет подвергаться уголь класса 13—
100 мм в количестве
43,85— 1,12 = 42,73%
зольностью 19,2%.
Скорректированный фракционный состав угля класса 13—
100 мм приведен в табл. 73.
Среднее вероятное отклонение для плотности разделения
6р, равной в данном случае 1,6 г/см3, определяется из эмпириче-
ского уравнения
£р - 0,03 4-(6р— 1,4) 0,04 = 0,03 + (1,6 — 1,4) 0,04 = 0,038.
Засорения н потери продуктов обогащения угля класса 13—
100 мм в тяжелых средах прн разделении по плотности 1,6 г/см3
и Ер=0,038 рассчитываются методом октилей. Этот метод широ-
ко применяется в проектных расчетах, однако он, являясь упро-
щенным, менее точен по сравнению с аналитическим методом.
Метод октилей основан иа положении, что разделительными
Таблица 73
Скорректированные результаты фракционного анализа углей пластов А н Б
Фракции плотности, мг/м1 Элементарные фрикции Утонувшие фракции
Выход, Зольность. % Выход. Зольность, % Выход. % Зольность, %
<1300 44.4 3,4 44,4 3,4 100,0 19.2
1300—1400 25,9 9.5 70,3 5,7 55,6 31.9
1400—1500 9,4 17,8 79,7 7.1 29,7 51 4
1500—1600 2.8 28.7 82,5 7,8 20.3 67,0
1600-1800 1,9 39.8 84 4 8.5 17.5 73 I
>1800 15,6 77,1 100,0 19,2 15,6 77,1
11 того 100,0 19.2 — — -
191
числами восьми октилсй кривой разделения (для фракций плот-
ности бр-др±£р, 6Р±£Р др±2Ер, Лр±2£р—Лр±3£р, бр±ЗЕр—Ър±
±4£р) являются соответственно 37,5; 17; 5,5 и 1,0 или
для фракций 6^ — 6^ и 65о — 67Б п1 - 0,375;
> 628— 6В h6Js — 6М п2^0,17;
» 6В — 62 н 6В1 — 6BS — 0,055;
» б2- б0.з и — 699.7 л4 = 0,01.
Выходы этих фракций в % от исходного составят соответствен-
но «1, us, и3, и4 для материала плотностью <6Р н uit и'2, и'3, и\
для материала плотностью >6Р. Зольность каждой фракции
будет аи с соответствующим индексом. Величины они опреде-
ляются по кривым обогатимости.
Количество фракций 650-25, теряемых концентратом, составит
Л1Л| = 6, фракций 625-9—u2n2~t2 и т. д. Общее количество этих
фракций составит б+^+б+Л-S/ от исходного угля Соответст-
венно количество засоряющих концентрат тяжелых фракций соста-
вит V .
Изменение выхода концентрата
±Д?к-2>- ХГ.
Практически выход концентрата
Тк Тк.т ± AVu«
где ук.т — теоретический выход концентрата при принятой плот-
ности разделения 6Р.
Количество зольных единиц, теряемых концентратом с каждой
фракцией,
Dy = 1уаИ1, йг — t2a„t и т д.
Общее количество зольных единиц, теряемых концентратом,
равно SD, а количество зольных единиц, вносимое в концентрат
посторонними фракциями плотностью >бр составляет SD'.
Изменение зольности концентрата
+ EDK- W — YD-.
Количество зольных единиц, содержащихся в концентрате,
D„ = Рк.т ± ADIS,
где Dk.t — количество зольных единиц в теоретическом концент-
рате.
Практическая зольность концентрата
Л£ = -^. %.
Тк
Зная характеристику исходного угля и концентрата, легко
установить характеристику отходов.
Фракционный состав угля крупностью 13—100 мм приведен в
табл. 69 и иа рис. 68 — кривые обогатимости.
192
Рис- 68 Кривые обогатимости для клас-
са 13- 10(1 мм:
— кривая плотностей фрикций; К* — кри-
вая элементарных зольностей; Ри —кривая
вольности всплывших фракций. 0И~ кривая
зольности утонувших фракций
Рис 69. Кривая разделения угля, обога-
щаемого в тяжелой среде при £р=0.038
На координатной сетке с пнаморфозными ординатам»!
(рнс. 69) проводим кривую разделения через точки а, b и с, со-
ответствующие соответственно 50, 25 и 75% извлечения и плот
НОСТН 6р, й„ -£г н 6p+£p. Т. е. 1600 кг/м3; 1600-38=1562 кг/м»
и 1600+ 38=1638 кг/м», или через точки a. d, I. соответствующие
6Р. 6р 4£с и 6р + 4£р, т. е 1600 кг/м»; 1600-4-38=1448 кг/м3 и
1600+ 152 = 1752 кг/м3-
Ордннаты кривой разделения (см. рис. 69) выражают разде-
лительные числа п, отражающие, какая часть данной^ фракции
перешла в тяжелый продукт (слева от бР) н в легкий продукт
13 Зв к |4го 193
(100—и справа от бР) в процентах от содержания их в исходном!
Самая малая плотность фракции, потерянной концентратом
равна ftp—4ED=1448 кг/м3, а наибольшая плотность фракций*
засоряющих концентрат, бр+4Ер=1752 кг/м3.
Таким образом, потерн концентрата (или засорение тяжелой
продукта) будут состоять нз фракций 1600—1448 кг/мэ, а засо-
рение концентрата (или потерн тяжелого продукта)—из фрак-
ций 1600—1752 кг/м3.
Расчетные данные заносятся в табл. 74. Фракции плотности
менее 1448 кг/м3 остаются в концентрате, а фракции более
1752 кг/м3 —в отходах. Фракция 1448—1600 кг/м3 имеет следую!
щие интервалы:
бр — (бр~ £Р)= 1600 —(1600 —38) = 1600 — 1562;
(бр-Ер)-(бр 2Ер) — 1562 —(1600 — 2-38) = 1562—1524;
(бр —2Ер) —(бр —ЗЕр) = 1524-(1600 — 3 38)= 1524—1486; I
(бр —ЗЕр) —(бр —4Ер)= 1486 —(1600 — 4-38) = 1486—1448. I
Интервалы фракции 1600—1752 кг/м3:
бр —(бр-}-Ер)= 1600 —(1600 4-38)= 1600 — 1638;
(6р+£₽) —(бр4-2Ер)= 1638 — (1600 4-2-38)= 1638—1676;
(бр 4-2Ер) —(бр Ь ЗЕр) = 1676 — (1600 4-3-38) = 1676—1714;
(бр4- ЗЕр)—(бр4- 4Ер) = 1714 —(1600 4- 4 38) 1714—1752.
По кривой плотностей (см. рис. 68) выход фракции более]
1562 кг/м3 составляет 81.2% от исходного (’6'1 = 81,2%), а выход,
фракции менее 1600 кг/м3 равен 82,5% (Е'/1). Такпм образом,
выход фракции 1562—1600 кг/мэ ut = U'i—L/( —82,5 81.2= I,3%J
Значения б, U, и показаны в графах 1, 2, 3 табл. 74
Далее по разделительной кривой (см. рнс. 70) находим для
данной фракции разделительное число /11=37,5%, или 0,375'
(графа 4), т. е. 1,3-0,375 = 0,4875% от исходного потеряны кон-1
цеитратом (графа 5) с тяжелым продуктом. Аналогично подсчи*]
тываются потери по остальным фракциям. Общее количество]
легких фракций плотностью <1600 кг/м3, потерянных концент-
ратом, 2/=0,7495 % исходного угля (графа 5).
Засоренность концентрата тяжелыми фракциями плотностью
>1600 кг/мэ подсчитывается тем же методом. Общее количества!
этих фракций £/'=0,2075% от исходного (графа 5). Потеря кон-
центрата Дук= == 0,7495—0,2075 =0,542%
Теоретический выход концентрата укт = 82,5% по кривой
плотностей (бр=1600 кг/м3). Практический выход
= 82,5 — 0,542 = 81,958%.
Далее определяем зольность концентрата. Зольность отдель^
иых фракцнй с приемлемой точностью определяется абсциссой
средней точки участка кривой Хя, соответствующей выходу этой
194
Расчет засорения и потерь продуктов обогащения класса 13—100 мм
13* 195
фракции Например3 для фракции 1562—1600 кг/м3, выход кото-
рой 13%, средняя точка участка кривой Хи. ограниченной орди-
натами 81,2 и 82.5%,
£/T = t/+f. %.
млн (графа 7).
81,2+-!^ = 81,85%
Абсцисса этой точки си=31% (графа 8) показывает среднюю
зольность фракции 1562—1600 кг/м3
Количество зольных единиц, теряемых концентратом с фрак-
цией 1562—1600 кг/м3,
0^^ = 0.4875 31 = 15,1125%
(графа 9).
Таким же образом определяются аи и D для других фракции,
теряемых концентратом н засоряющих концентрат Количестве
зольных единиц, теряемое концентратом,
ДОИ = 2D — 2D' = 21,9405 — 9.2195 = 12,721 %.
Теоретическое количество зольных единиц в концентрате (А' т=
= 7,8% по кривой ри (см. рнс. 68) и ук.т=82,5%].
Ок.т = 82,5-7,8 = 643,5 (6,435% исходного).
Практическое количество зольных единиц в концентрате
О,. = 643,5 — 12,721 = 630,779 (6,30779% исходного).
Практическая зольность концентрата
ук 81.658
Фракционный состав концентрата (выход от исходного, «раф;
10) для фракции менее определяется вычитанием из общей
выхода потерянного количества /:
1.3 — 0.4875 0,8125%.
Для фракции более fiD (засорение концентрата) .фракционный
состав определяется перенесением значений t графы 5 в гра
Ф5 Ю.
В графе 11 состав концентрата от исходного пересчитан мч
выход от концентрата.
Несмотря па широкое раснространенне, метод октилей явля-
ется приближенным пз-за использования данных, снимаемых «
графиков (6П, Хи. ₽и. Ои). и кривой разделения. Вотсе точным
является аналитический метод.
196
В интегральной кривой нормального распределения ордината
любой точки кривой связана с абсциссой выражением
I х — у*
</ = F(x) = -— f е * dx,
/2" Л,
где х—выражена в единицах квадратического отклонения о.
Значения функции приводятся в приложении V.
Приравнивая с определенным осознанным допущением кри-
вую разделения математической кривой Гаусса, можно опреде-
лить значения ординат кривой, выражающих разделительные чис-
ла бесконечно малых фракций (см. табличные значения функции),
если выразить абсциссы кривой разделения (значения плотностей)
в единицах о. Поскольку среднее вероятное отклонение Ev име-
ет размерность плотности, то каждая фракция плотности может
быть выражена в единицах ’вероятного отклонения Ev.
В расчете ожидаемых результатов обогащения класса 13—
100 мм при бр — 1600 кг/м3 н £р=38 рассмотрим фракцию 1500—
1600 кг/м3 (см. табл. 74). Средняя плотность этой фракция
1550 кг/м3, отклонение ее от плотности разделения 50 кг/м3, или
= 1,31 вероятных отклонения, т. е отклонение фракции
1500—1600 кг/м3 от плотности разделения равно 1,31 £р:
бр-6т=1,31£р
пли
= 1,31.
fp
По формуле
Ор-От
£р
абсцисса кривой разделения может быть выражена в единицах
вероятного отклонения. Если
0,0744
то, разделив Ev на 0,6744. получим значения абсциссы кривой
разделения, выраженной в единицах о, по которым, пользуясь
таблицами Гаусса (см. прил. V), можво определить ординаты
(разделительные числа для каждой фракции).
В общем виде отклонение плотности данной фракции от раз-
делительной в единицах квадратического отклонения о можно
выразить формулой
х = 0,6744.
£р
Для выбран пой нами фракции 1500—1600 кг/м3 значение абс-
циссы 1,31 0,6744 = 0,883; ордината по таблице Гаусса л = 0.81,
или 81%.
197
Это значит, что 81% этой фракции от исходного угля оста-
лись в концентрате, а 19% ее ушли в продукт плотностью более
Дъ т. е.
2.8-0,81 = 2,268%
и
2,8-0,19 ^ 0,532%.
Осуществив подобные расчеты для всех фракций, определим
выход продуктов при 6р=1600 кг/м3 и Ер=38 кг/м3.
Описанный расчет методологически верен, но так как мы
пользуемся среднеарифметической плотностью фракций, далеко
отстоящих друг от друга, он дает неточные результаты. Кроме
того, при подсчете зольности продуктов обогащения зольность
одинаковых фракций угля и продуктов принимается одинаковой,
что нс совсем верно.
Эти недостатки устраняются разбивкой фракций, полученных
путем фракционного анализа на более узкие интервалы с по-
мощью кривых обогатимости. Чем более узкие интервалы, тем
точнее разделительные числа п, так как онн и выражают раз-
делительное число для бесконечно узкой фракции. Обычно ре-
комендуется интервал принимать равным величине вероятного
отклонения, особенно вблизи 6Р.
Существует еще графический метод; он менее трудоемок, ио
точность его зависит от тщательности графического оформлеиич.
Практические результаты обогащения угля класса 13—
100 мм в тяжелых средах даны и табл. 75.
Обрсшламливание и обогащение угля класса 0—13 мм. Соглас-
но технологической схеме подрешетные воды классификационных
грохотов направляются на отсадку после предварительного уда-
ления шлама на дуговых ентах, коэффициент полезного действия
которых принимаем равным 0,6.
В процессе обогащения в отсадочных машинах образуется до-
полнительное количество шлама вследствие измельчения н исти-
рания угля, равное для хрупких углей 12%.
Скорректированный фракционный анализ угля класса 0,5—
13 мм приведен в табл. 76.
Таблица 75
Практические резужтаты обогащения угля класса 13—100 мм
Продукт Выход. % Золыюстъ, %
К к исходному
Концентрат Порода Шлам 79.87 17,58 2,55 35,02 7,71 1,12 7,7 71,4 19,2
Итого ... 100.0 43.85 19,2
|98
Таблица 76
Скорректированный фракционный анализ угля класса 0,5—13 мм
Фракция Плотности, кт, и" Элементарные фракции Всплывшие фракции Утонувшие фракции
Выход, % Зольность Выход. % Зольность. % Выход. % Зольность. *•
<1300 52,8 3,4 52.8 3.4 юо.о 19,3
1300-1400 17.3 8.7 70.1 4,7 47.2 37,0
1400-1500 6.7 17.9 76,8 5.9 29.9 53.4
J500—1600 3.0 26.7 79.8 6.7 23,2 63,7
1600—1800 3,3 39.9 83.1 8,0 20.2 69,2
'-1800 16.9 „74,9 100,0 19.3 16.9 74.9
Итого 100,0 19,3 — — — —
Принимая плотность разделения 1,5 н 1.8 г/см3 н показатель
погрешности / = 0.18 для концентратного н породного отделений
отсадочной машины, приводим в табл. 77* 78 расчетные резуль-
таты засорения и потерь продуктов обогащения угля класса
0,5—13 мм.
Кривая разделения в водной среде подчиняется логарифми-
чески нормальному закону, поэтому расчеты отличаются от рас-
четов ожидаемых результатов обогащения в тяжелой среде, кри-
вая разделения в которых подчиняется нормальному закону.
Степень точности работы машины с водной средой характери-
зуется коэффициентом /.
.Петой октилей. Для водной среды разделнтетьные числа оп-
ределяются по таблицам Гаусса, но прежде устанавливается со-
отношение между коэффициентом / и абсциссами характерных
точек кривой разделения.
Из равенства треугольников ABD н ВСЕ AD — BE (рис. 70)
или
- n = lg(6p- I)-lg(Stt- 1),
где 1 — плотность воды, г/см3.
Запишем
откуда
«р-1 «1.-1
199
Таблица 77
___________________ ПотеР" концентрата и его засорение («ласе 0,5-13 мм) прн 1=0.18 и 6Р 1500 кг/м»
Франция ПЛОТНОСТИ. КГ/м* Выход Коэффи- циент извлечении л Количество увлекаемой фракции 1. % —.% 2 Средняя точка (2+6) "т. % Зольность % Общее количество зольных единиц (6X8) Состав концентрата» %
фракции ниже первой ПЛОТНОСТИ «. % Денной фракции ". %
выход от исходного выход от продукта
1 2 3 4 5 6 7 в 9 10 11
Потери концентрата
< 1245 1245-1293 1293-1350 1350—1418 1418-1500 41,0 51,25 63,0 72,00 10,25 11,75 9,00 4,80 0,01 0,055 0,170 0,375 0.1025 0,6462 1,53 1,80 5.125 5.875 4.500 2,400 46.125 57.125 67.5 74,4 4,6 7.0 15,0 19.0 0,4715 4,5234 22,95 34,20 41.0 10,1475 11,1038 7,47 3.00 55,22 13,67 14,95 10,06 4.04
Итого — — - —4.0787 —62,1449 72.7213 97,94
Засорение концентрата
1500—1598 76,80 2,45 0,375 0.9187 1,225 78,025 27.0 24,8049 0 9187
1598—1715 1715—1855 79,25 82,25 3.00 1,50 0,170 0,055 0,510 0.0825 1,50 0,75 80,75 83,00 36.5 49,0 18,615 4,0425 CL5I0 0,0825 0.69 Oil 0,02
1815—2023 83.75 1,25 0,01 0,0125 0,625 84.375 56.0 0,700 0.0125
Итого — - - J-I.5237 - — — — 74,245 100.0
Yki V» - 76,8% —2,555% 74,245% ^т = 5.9% - 5.914 А Тс DKT = 453.12 WK== —13,9825 - 439,1375
Таблица 78
Засорение отходов и их потери (класс 0,5—13 мм) при / 0.18 и Ер 1800 кг/ма
Фракции плотности, кг/м* Выход Коэффи- циент извлечения п Количество увлеклемой фракции f. % -Г* Средняя точка (2+6) /(т. % Зольность фракция о„. % Общее количество золы (6x8) Состав ОТХОДОВ г %
фракции ниже первой плотности «. % данной фракции ". %
выход от исходного выход от отходов
1 2 3 •1 5 6 7 8 9 10 11
<1390 1390—1467 14G7—1559 1559—1669 К-69—1800 69.0 74,0 78,0 81,5 5.0 4,0 3,5 I.G 0,01 0.055 0,170 0,375 Зас 0.050 0.220 0,595 0.600 зрение сре 2,5 2.0 1,75 0.8 71,5 76,0 79.75 82.3 15,5 22,5 34,0 44,0 0,775 4.95 20,23 26,4 0,05 0,22 0.595 0.600 0,29 1,26 3,40 3,43
Итого 1800—1957 1957—2145 2145—2369 2369—2637 >2637 83,1 81,5 86,0 88,0 1.4 1.5 2.0 2 0 0,375 0.170 0,055 0В01 -|-1,4G5 По 0,525 0,255 0.110 0,02 - три отхо 0,7 0,75 I 0 1.0 Эое 83.8 85,25 87.0 69,0 52,5 57,5 (>4,0 70,0 +52,355 27,5625 14,6625 7,04 1.4 1.465 0.875 1.219 1.89 1,98 10.02 8.38 5,01 7,12 10,82 11,33 57.34
Итого ьэ О Тп ч Y 16.92? 0,555° 17,475 » i % — -1 - Л^ = 74,9% Л'= 72,5% — =°?5° | II II _g 5В8 8 17,475 98 100,0
2/ = г---
z
Умножая предыдущее уравнение иа z. получаем
или г* —2/г—1 = 0
Так шення как б75, fiso. 62s, .... бп>1, то 675 I. ...» бп—1>0. отно-
Отсюда -fH~=г=I+/л+Т. Ор — 1 бг5 — 1
и 6» -1 = (в„ - 1)г = (6„ - 1) (/ + К/Г+Т) в„—1 = Л-1- = —fr-' г l-i Vl‘ + \
202
и
Для других характерных точек кривой имеем следующее об-
щее выражение:
Др-1
б,.1
Д,—1 6,-1
б,— 1 ®о.з *
6-.ь 1
в, —I
= / + VzP + i.
Таким образом, для кривых, подчиненных логарифмически
нормальному закону, абсциссы определяются равенствами
1 = (бр — 1)г; д„ — 1 = (6;> — 1)г н т. д.
L, 6,-1» 1 , б,-1 = А^-ит. д.
г г г
Найдем значение г:
г = 0,18 + / 0.18* + 1 = 0,18 + 1,014» 1,194.
Для разделения по плотности 1500 кг/м3:
би — 1000 = — "у1-1!00 = 418- б„ 1418 кг/м’;
1,194
6, 1000 = = 350; б, = 1350 кг/м’;
1,194
ба — 1000 = = 293; ба = 1293 кг/м»;
* 1,194 ’
до. з — 1000 = 245, до 3 = 1245 кг/м».
1,194
Фракции плотности >6,,:
67, — 1000 = (1500 — 1000) 1,194 = 598. 6Л = 1598 кг/м’;
6„ — 1000 = 598 1.194 = 715, б„ = 1715 кг/м»;
6И— 1000 = 715-1,194 = 855, ви = 1855 кг/м»;
би т — 1000 = 855-1,194 = 1023, бит = 2023 кг/м>.
При разделении по плотиости 1800 кг/м5;
Фракции плотности <6Р
« .r-.z, 1800—1000 .
би— 1000 =-------j-j—— = 669, б„ = 1669 кг/ы’;
6 1000 = = 559, д, = 1559 кг/м»;
1,194
6. — 1000 = = 467. да = 1467 кг/м»;
1 1.194
& з— 1000 --- -- 390, бо.з = 1390 кг/м».
• 1.194
203
Рнс. 71. Крнвая разделения угля крупностью 0,5—13 мм в отсадочной
прн бр=1,5 г/см3 н /0.18
Рнс. 72. Схема флотанин углей
фракции плотности >6Р:
67Б— 1000 = (1800 — 1000) 1,194 = 957, 676 = 1957 кг/м8;
681— 1000 = 957-1,194 = 1145, 681 = 2145 кг/м3;
6» — 1000 = 1145 • 1,194 = 1369, 68ъ = 2369 кг/м3;
6»э,7— ЮОО = 1369-1,194 1637, 699.7 = 2637 кг/м3.
Интервалы фракций занесены в графы 1 табл. 77 н 78.
По вычисленным значениям абсцисс н соответствуют!
нм ординатам строим кривую разделения (рис. 71) в анаморфс
но-логарпфмнчсской шкале.
Дальнейшие расчеты производятся так же, как н расчс'
ожидаемых результатов при обогащении в тяжелой среде.
Аналитический метод расчета ожидаемых результатов pav
лення в водной среде методологически не отличается от нх рг
чета прн тяжелосредном обогащении
Кривую плотностей разбивают на узкие фракции, находят с
клонення средней плотности от 6Р, выраженные в единицах о,
по ним определяют разделительные числа п для каждой фра
ЦНН.
Поскольку кривые разделения в водной среде строят в аб
циссач с логарифмической шкалой 6—1, в расчетах также пр
204
ломают абсциссы в значениях 1g (б—I) и вместо Лр—бт прини-
мают 1g (др— 1)— 1g (Лт— 1). а вместо
р ~~ йд»
р 2
F __ (&П-- 0 — 1g (6jS 1 ) __ Q Г J-y б7Ь — 1
г 2 ’ к 6151
Но так как работу машин с водной средой характеризует
обычно коэффициентом /, а не средним вероятным отклонением
£р, то и £Р выражаем в единицах I
fP-ig а+г^+т).
Значения абсцисс
х = le^_L °>6744 _
кб7-1 ig(/+ /л+0 ’
Остальные расчеты аналогичны расчетам этим методом при
обогащении в тяжелой среде.
Фактический баланс продуктов обогащения в отсадочной ма-
шине с учетом шламообразования и выделения циркуляционных
шламов и шламов, попавших в машинный класс от неполноты
грохочения, приведен в табл. 79.
Флотация шламов. На основании исследования для первого
периода работы фабрики, когда на фабрику будут поступать уг-
лы пластов А и Б. принимается схема флотапви шламов, пока-
занная на рнс. 72.
Ожидаемые результаты флотации приведены в табл. 80.
Обезвоживание продуктов обогащения. При расчете баланса
продуктов обогащения углей приняты следующие исходные дан-
ные.
Обезвоживание продуктов тяжелосредной установки произво-
дится на грохотах при расходе воды для ополаскивания 0.8 м3/ч.
Влажность продуктов после грохотов принята 7% (концентрат)
и 10% (отходы).
Таблица 79
Фактический баланс продуктов обогащения угля класса 0,5—13 мм
Продукт Выход. % Зольность. %
Концентрат . . ........ 29.8G 5.9
Промпродукт ... . . 3,33 27.2
Отходы 7.03 72.5
Шлам . . «... 11.26 19.3
Итого . . . 51.48 19.3
205
Таблица 80
Ожидаемые результаты флотации шлама
Продукты Выход, % Зольность. «9
к классу к рядовому
Концентрат флотации Отходы флотации 84,2 15,8 14.88 2,80 10,1 71,9 J
Итого . . . 100,0 17,68 19 9 I
Обезвоживание продуктов отсадки:
концентрат — в элеваторных зумпфах (влажность обезв<
жеиного продукта 30%) н дополнительно в центрифугах (коне*
ная влажность продукта 8,5%);
Таблица 81
Баланс продуктов обогащения по горной массе в первый период работы фабри!
Продукт Выход е 8 I Влажность, % Содержание серы, %
продукта абсолютно сухого топлива. Т/ч топлива, приведенного к влажности рядового угля
т/ч тыс т/год
Концентрат:
>25 мм 24,86 157,9 171,5 1029,0 7,7 6,7 —
13-25 10,16 64,5 70 1 420 6 7.7 7,7 — В
0,5—13 0,5-13 14.62 14 61 92,8 92,7 100,9 100,8 605,4 604,8 5.8 5.8 7,0*
Флотоконцентрат 14,88 94,4 102,7 616,2 10.1 — — 1
Итого концентрата 79,13 502,3 546,0 3276.0 7.5 7,0 2 4]
Промпродукт Отходы: 3,16 20,1 21.8 130,8 27,0 9 — I
>13 мм 7,71 48,9 53,2 319.2 71.4 10 —
0.5—13 6.67 42,3 46,0 276,0 72.5 12 —
Отходы флотации 3.33 21,2 23,0 138,0 69,9 30 — 1
Итого отходов 17,71 112,4 122,2 733,2 71,5 - — 1
Всего 100,00 634,8 690,0 4140 19,4 — |
• После сушки
206
Таблица 82
Баланс продуктов обогащения по рядовому углю для первого периода
работы фабрики
Продукт Выход Зольность. % Влажность, % Содержание серы. %
ь ПРОДУКТ! . % топлива, приведен иого к влажности рядового угля
Т/Ч тыс, т/год
Концентрат: >25 мм 13-25 0,5—13 . 0.5—13 Флотоконцентрат 25,73 10.52 15,13 15 12 15 41 171,5 70,1 100 9 100 8 102 7 1029,2 420,8 605,2 604,8 616 4 7.7 7,7 5 81 5 8 10,1) 6.7 7.7 7.0* -
Итого концентрата Промпродукт 81 91 3.27 546,0 21 8 3276,4 130,Л 7.5 27,0 7,0 9,0 2,4
Отходы: >13 мм 0,5—13 Отходы флотации 4,46 6.91 3,45 29,9 46 0 23,0 178 4 276,4 138,0 71.4 72,5 69,9 100 12 0 30 0 —
Итого отходов 14,82 98,9 592,8 71,6 —
Всего ... 100.0 666,7 4000,0 17,6 - —
* После сушки.
промежуточный продукт—в фильтрующей центрифуге (ко-
нечная влажность продукта) 9%;
отходы — в элеваторе отсадочной машины и в фильтрующей
Центрифуге (конечная влажность продукта 12%).
Обезвоживание концентрата флотации с содержанием твердо-
го 300 г/л производится на дисковых вакуум-фильтрах до конеч-
ной влажности 25%.
Качественно-количественные балансы. На основании приве-
денных расчетов получен качественно-количественный баланс про-
дуктов обогащения \глей пластов А и Б в первый период рабо-
Ты фабрики (табл. 81, 82) н во второй и третий периоды рабо-
TbJ (табл. 83).
207
208
Таблица 83
Балансы продуктов обогащении углей по второму и третьему периодам работы фабрики
Продукты Горнпя масел Рядовой уголь
Выход Зольность. % Содержи кие с-зры, % Выход Зольность, % Содержание,
% т/ч тыс. т/год % т/ч тыс. т/год
// период
Концентрат: >13 мм . . . 0,5—13... ... Флотоконцептрат 36,67 31,81 16,33 246.9 214,2 НО 0 1481.6 1285,3 659,« 7.0 5,8 6,6 37,04 32.13 16,50 246,9 214,2 110.0 1481,6 1285,3 659,8 7,0 5,8 6.6
Итого концентрата . . 84 81 571 I 3426,7 6,5 2,2 85,67 571 1 3426,7 6.5 2,2
Промпродукт 3,32 22.4 134,1 22,4 3.35 22,4 134,1 22,4
Отходы: >13 мм .... . 0.5—13 . . Отходы флотации ..... 5, Ю 3,95 2,82 34,3 26,6 19,0 206.1 159,6 113,9 70.9 68.9 65,8 4,14 3.99 2,85 27,6 26,6 19,0 165,7 159,5 113,9 70.9 68.9 65,8
Итого отходов - . . 11.87 79 9 479,6 69.0 10,98 73,2 439,1 68,8
Всего 100,0 67,34 4040,4 14,4 100,0 666,7 4000.0 13,9
Продолжение табл. 83
Продукты ГОрИп» МЙССЛ Рядовой уголь
Выход Зольность. % Содержание серы. % Выход Зольность, % Содержание, %
% т/ч тыс. т/год % т/ч тыс. т/год
/// период -
Концентрат: > 13 мм - 0.5—13 Флотском центрат 36,10 3(1,19 14 84 245,5 205.3 100,9 1472,9 1231,7 605,5 6,4 5,7 7,3 37.04 .32.13 16.50 245.5 205.3 100.9 1472.9 1231,7 605,5 6.4 5,7 7.3
Итого концентрата Промпродукт 81,13 3,31 551,7 22,5 3310,0 135,0 6,3 25,7 2.1 85.67 3,35 551,7 22,5 3310,1 135,0 6.3 25,7 2,1
Отходы: > 13 мм 0,5-13 Отходы флотации . 7,19 5 54 2 83 48 9 37,7 19,2 293,4 226,0 115,5 69,7 70.2 70,4 4,14 3.99 2.85 35,6 37,7 19,2 213.6 226,0 115,5 69,7 70,2 70,4
15.5G 105,8 634.9 70,0 10,98 92,5 555.1 70.0
Всего . . . 100.0 680,0 4080,0 16,9 100,0 666,7 4000 15.8
Баланс воды (м3 ч) по фабрике следующий:
I. Оборотная вода
Поступает в процесс
Слив радиального сгустителя шламовых вод................ 908,8
Фильтрат ...............................................288, ]
Техническаи вода после охлаждения вакуум-насоса .... 3,0
Стив радиального сгустителя отхочов флотации . .... 549,8
Стив гидроциклона ..... ....................... 45,0
Итого . . . 1794,7
Уходит из процесса
Мокрое грохочение ............................ ..... . . 1142,6
Промывка концентрата н отходов............................ 83,5
Подрешетная вода....................................... 457,5
Промывка концентратов..................................... 65,0
Перечистная флотация...................................... 46,1
Итого . . . 1794,7
II. Техническая вода
Поступает в процесс
Смыв гидроотвала................................... ... 58
Из внешнего источника ... ....................... 93
Итого ... 151
Уходит из процесса
На промывку насосов................................ . . 88
На мытье полов................................... . . 4
В сушильное отделение................................. 43
В циклоны промвентилянив............................. 16
Итого. . .
III. Потери с продуктами обогащения
Концентратом >25 мм ..................................
0—25 мм..............................
Отходы............................................
Промпродукт.......................................
Испарение при сушке...............................
Гидроотвал .......................................
151
11,3
25.9
11.2
2.0
28.2
69,6
Итого . . . 148,2
С рядовым углем .................................. 55,2
Безвозвратные потери .......................... . 93,0
Данные расчета качественно-количественной схемы фабрик
приведены в табл. 84.
Выбор и расчет оборудования. Выбор оборудования прОЕУво-
днтся с Учетом его надежности в работе как по технологически!
так и по механическим показателям, возможности обеспечен!!!
высокой степени механизации н автоматизации процессов, нс о.и
зовання лхчшнх образцов машин н аппаратов отечественной
производства, возможности получения его к началу монтажа.
Расчет числа классификационных грохотов производится г**
величине удельной нагрузки иа 1 м2 плотатн сита по подрсшя
ному продуктх
210
Качественно-количественная схема
4 Продукт Выход абсолютно сухого угля. % Производи- тельность f 8 X R О m Влажность. % или Т Ж Магнетит или нужная фракция, т/ч Расход! и’/ч
по абсолютно су- хому углю, т/ч 8 X X а
Грохочение по размеру 100 мм
Уголь >100 мм 0—100 8.5 91,5 93,8 1010,2 102,0 1098,0 20.0 19,3 - 8,2 87,8
100,0 1104 1200 19,4 8,0 — 96,0
Дробление класса >100 мм до крупности 100 мм
Дробленый уголь .... I 8,5 1 93,81 102.01 20,0 | — I — | 8»?
Мокрое грохочение по размеру 13 мм
Уголь >13 мм 0—13 43,85 56,15 278,4 356,4 301,0 19,2 19,6 — - 22,& 1175,2-
100,0 634,8 — 19,4 — — 1197,8
Обогащение угля класса
>13 мм в тяжелых средах по плотности 1600 кг/м’
Концентрат >13 мм . . Отходы Кондиционная суспензия . 35,94 7,91 228.2 50,2 — 7,9 70,6 — 210,7/66,8 25,4/8,1 127,2/40,3 223,5 25,3 118,7
Итого . . • 43,85 278,4 - 19,2 __ 363,3/115,2 367,5-
Сброс суспензии, промывка концентратов
Концентрат Кондиционная суспензия . Некондиционная суспен- зии 35,02 0,92 222,4 5,8 239,1 7,7 14,4 7% 0,07 207,2/66,8 3,42 16.7 193,3 136,1
Итого . . . 35,94 228,2 - 7,9 - 210,7/66,8 406.1
211
Продолжение табл. 84
Производи-
& телыюстъ
Продукт Выход ябсолютяо УГЛЯ, % по абсолютно су- хому углю, т/ч h/x ‘йоиээьнххеф 1 Зольность, % Влажность, % или Т»Ж Магнетит или нуж фракция, т/ч Расход. м*/ч
Сброс суспензии, промывка отходов
Отходы . Кондиционная суспензия . Некондиционная суспен- 7,71 48.9 54,3 71.4 10% 0.02 24,63/8,1 5.) 23.0
зня 0.20 1.3 — 41,6 — 0,75 37,|
Итого . . . 7,91 50,2 - 70,6 — 25.4/8,1 65,j
Сборник некондиционной суспензии
Некондиционная суспен-
1.12 7Л -I 19,3 - 40,47/11.5 267,1
Магнитная регенерация
Кондиционная суспензия Шламовая вода . . . . . 1,12 7.1 — 19.3 40.42/11.5 0,02 J7.8 96,0
Слив — — — — — 0,03 139,3
Итого . . . 1.12 - 19.3 — 40,47/11,5 273, |
Сборник кондиционной суспензии
Кондиционная суспен- зия .. . . . - - - - - 363,3/115,2 338,1
Грохочение концентрат! класса >13 мм на сите 25 мм
Концентрат >25 мм 24,86 157,9 169,2 7,7 6.7 п,1
13—25 мм 10,16 64,5 69,9 7,7 7,7 — 5,1
Итого . . . 35.02 222,4 239,1 7,7 7.0 1 - 16,1
212
Продолжение табл. 84
Продукт Выход абсолютно сухого угля, % по абсолютно су- д хону углю, т/ч o-g эводя- II ость н 1 е й 1 Влажность. % или Т:Ж Магнетит или нужная фракция, i/ч Расход, ы’/ч
Сброс шламовых вод перед отсадкой
Уголь класса 0,5—13 мм Шламовая вода 51,48 8.67 326,8 55,0 — 19,3 19,2 1:0,7 — 228,8 991,8
Итого . . . 60,15 381,8 — 19 3 — — 1220,6
Обогащение угля класса 0,5 13 мм отсадкой
Концентрат 41,12 261,0 9.6 — — 666,1
Промпродукт 3,33 21,2 26,5 27,2 20% — 5,3
Отходы 7,03 44,6 59,5 72,5 25% — 14,9
Итого ... 51,48 326,8 - 19,3 — — 686,3
Предварительное сбезвемивСние кенцентрата класса 0,5- 13 мм
Концентрат класса 0,5—
—13 мм 29,86 189,5 252,7 5.9 26% — 63,2
Шламовая вола 11.26 71,5 — 19,3 — 602,9
Итого . . . 41,12 261,0 - 9,6 — 666.1
Окончательное обезвоживание концентрата класса 0,5- -13 мм
Концентрат класса 0,5—
—13 мм 29,23 185,5 202,7 5 8 8.5% 17,2
Фугат 0,63 4,0 — 10,5 — 46,0
Итого . 29,86 189,5 — 5,9 - — 63,2
Обезвоживание прампродукта класса 0,5—13 мм
Промпродукт 3,16 20,1 22,1 27,0 9% — 2,0
Фугат 0,17 1,1 — 32.0 — — —
Итого . . . 3,33 21,2 — 27.2 - - 3,3
213
Продолжение табл 84
Продукт Выход абсолютно сухого УГЛЯ. % Производи- тельность Влажность. % или Т:Ж Магяепгт илп нужная фракция, т/ч Расход, м’/ч I
по лбсалютао су- хому углю, т/ч Е X £
Сборник шламовых вод
Шламовая вода
| 21.68| 137,6| — | 19,0|
1845,91
Классификация шлама
Сгущенный шлам (зер- нистый) Слив 4.0 17,68 25.4 112,2 15,0 19,9 — - 42.4 1817,5
Итого ... 21,68 137,6 - 19.0 — 1859,9
Сгущение шлама и осветление воды
Сгущенный шлам .... Слив 10,61 67,3 19.9 — — 181.7 908.8
Итого . . . 10,61 67,3 - 19,9 — 1090.Б
Флотация шлама (основная)
Концентрат:
основной . . . 13,32 84,5 — 10 2 — — 278.8
перечистной . . . . 2,01 12,8 20,9 — — 42,2
Отходы флотации.... 2.35 14,9 — 74,0 — — 596,7
Итого . . 17.68 112,2 19,9 — 917,7
Флотация шлама (перечистная)
Концентрат 1,56 9,9 — 9,3 — - 32. Л
Отходы флотации . . . 0,45 2.9 — 61,0 - - 58.6
Итого ... 2,01 12.8 20,9 — — 91,3
214
Продолжение табл. 84
Продукт Выход абсолютно сухого угля, % ПО Абсолютно су- 3 хону углю, т/ч Й-д V фактическая, т/ч Зольность. % Влажность. % ИЛИ Т:Ж Магнетит или нужная фракция, т/ч Расход, м’/ч
Обезвоживание флотоконцентрата
Флотокоицентрат .... 14.88 94,4 — 10.1 —. — 31.5
Фильтрат — — — — — —- 288,1
Вода от насоса — — 3.0
Итого . . . 14,88 94,4 — 10,1 — — 322,6
Обезвоживание отходов отсадочных машин
Отходы . . . • .... 6,67 42.3 48,1 72,5 12 5.8
Фугзт 0,36 2,3 72.5 — — 9.1
Итого . . . 7,03 44.6 72.5 — - 14.9
Сушка концентратов флотации и класса 0,5—13 мм
Концентрат ...... 29,49 187,1 199,0 8,0 6,0 — 11,9
Испаренная вода .... — — — — — —. 28,2
Вода от пылеулавлива- ния — — — — — — 43,0
Итого . . . 29.49 187,1 199,0 8,0 - - 83,1
Сушение отходов флотации и осветление воды
Сгущенные отходы . . . 3,33 21,2 69.9 1:8 169,6
Слив — — — 549,8
Итого ... 3,33 21,2 - 69,9 - 719,4
Обезвоживание отходов флотации в гидроотвале
Отходы и потерн .... 3,33 21,2 69,9 — — 69,9
Слив — — — — — 103,0
Итого ... — — — — — 172,6
215
q = д^АБВГДЕЖЗ, т/(№-ч).
где q\ — нормальная нагрузка па I м2 площади снта по подра,
шстно.му продукту, равная 10,5 т/ч; А — коэффициент, учнтыва.
ющнй насыпную плотность исходного угля (Л=-^, где у — на-
сыпная плотность угля, равная 0,896 кг/м3); Б — коэффициент*
учитывающий выход надрешетного продукта, равный 1,03; В J
коэффициент, учитывающий выход класса размером менее поло-
вины диаметра отверстия снта (он принимается равным 1,4);
Г — коэффициент, учитывающий к. и. д. грохочения (для снта*
13 мм принимается равным 1); Д — коэффициент, учитывающий
внешнюю влажность исходного материала, равный 0.75; £ —ко-
эффициент. учитывающий мокрое грохочение, равный 1.75;
Ж — коэффициент, учитывающий число сит грохота, равный I;
3 — коэффициент, учитывающий угол наклона снта, равный С.7,
Ниже приведены значения вышеуказанных коэффициентов е
зависимости от влажности материала, размера отверстий ент, уг-
ла наклона ент и других показателей.
Размер отверстий сит. мм
Д при влажности исход-
ного, %:
до 5..............
до 6............
до 7 ....... .
до 8............
£...................
Прн к. п. д.........
100
28
1,0
1.0
1.0
1.0
75
25
60
24
50
22,5
35
19
25
15,5
20
13,5
15
11,5
13 10 6
10.5 9,0 6,5
1.0
1,0
1.0
1,0
1,0
1.0
1,0
1.0
0,97
1.0
1,0 _ ... _____________
0.97 0.9G 0,930,88 0,85 0,8
1.0
0,96 0.950,93
— — — — — 1.0
0,50 0,60 0,70 0,75 0,80 0,85
2,5 2,10 1,70 1,55 * ' ‘ "
Прн содержании класса
размером менее полови-
ны отверстия сит, % , 10 20 25 30
В................... 0,55 0,70 0,75 0,80
При содержании в исход-
ном надрешетного. % .
Б ......
Прн угле наклона сит,
градус .............
3..............
ж....................
10
1.05
20
1.01
1,0
1.0 . __________________
0,96 0.95 0,91 0.86 0,80 0,75 0,6
0,97 0,91 0,90 0,85 0,73 0,68 0.65 0,5
* " 1 25 1,75 2.5 3.0 3,3
0.90 0,920,94
1,10 1,05 1,00
1,40 1,25
40 50
1,00 1.20 1,40 1,80 2,20
60
70 80
25 30 __
1,00 0,98 0,95 0,90 0.8G 0,80 0,70
40 50
60
70 80
20 . . .
1.00 0,95 0.90 0,85 0.80 0,75 0,70 0,45
15 10 8 6
25
1.05 .
для первого (верхнего) сита принимается равным 1;
второго сита—0,9, для третьего—0,75
Для
I о
2 0
Прн производительности фабрики по горной .массе 794 т 'ч
удельная производительность с учетом мокрого грохочения до
подрешетному продукту на сите с отверстиями 13 мм следчющая:
<7=10,5-1,12-1,03,-1,4-1,0-0,75-1,75-1,0-0.7= 15,6 т/(м2-ч). 1
Тогда производительность одного грохота с ситом площадью!
15 м2:
по подрешетному продукту
Сподр « 15,6 15 = 234 Т/ч;
216
по исходному материалу
„ 234 100 „пс ,
<2. сх = —— = 396 т/ч.
Прн последовательной установке грохотов производитель-
ность их снижается примерно на 25%.
Производительность одного грохота составляет
396-0,75-297 т/ч.
Требуемое число грохотов
794
297
Принимаем четыре грохота с обшей просеивающей площадью
4-15=60 м2.
На обогащение в тяжелые среды поступают 346 т/ч угля круп-
ностью более 13 мм.
Принимая удельную нагрузку на 1 м ширины ванны сепара-
тора 60 т/ч для угля класса 13— 100 мм, возможный выход всплыв-
шего продукта 79,8% и ширину ванны 3,2 .м, определяем полную
нагрузку на сепаратор:
q = _^±1. 100 = 240 т/ч.
79,8
Для обогащения в тяжелых средах 346 т/ч с учетом возмож-
ных колебаний в нагрузке следует установить два сепаратора.
На отсадку поступает 376 т/ч по расчетной нагрузке. Прини-
мая отсадочную машину с решетом площадью 18 м2 и удельную
нагрузку’ 10 т/(м2-ч), имеем:
18-10.5 = 189 т/ч.
Следовательно, для обогащения угля класса 0.5—13 мм необ-
ходимо иметь две отсадочные машины.
Для обезвоживания и отмывки утяжелителя крупного концент-
рата в количестве 262,4 т/ч, с учетом коэффициента неравномер-
ности 0,15, предусматриваются два грохота площадью до 15 м2
каждый.
Для предварительного обезвоживания мелкого концентрата
класса 0,5—13 мм принимаются багер-элеваторы; скорость эле-
ватора 0,17—0,25 м/с и заполнение ковшей 0,7. Удельная нагруз-
ка на багер-элеватор 15—20 м3/(м2-ч). Содержание твердого в
оборотной воле 50—72 г/л.
Для окончательного обезвоживания мелкого концентрата в
количестве 291 т/ч приняты фильтрующие центрифуги произво-
дительностью 60 т ч влажностью обезвоженного протукта
7-9%
Необходимое чисто фильтрующих центрифуг
^-«5.
60
217
Учитывая необходимый резерв и колебания нагрузки, прини-
маем шесть рабочих н две резервные фильтрующие центрифуги.
Предварительное обезвоживание промпродукта и отходов
предусматривается в элеваторах, а окончательное — в фильтрую-
щих центрифугах (отходы только в случае необходимости).
На флотацию согласно балансам продуктов и воды поступа-
ют стив гидроцнклонов в количестве 44,9 т/’ч твердого и 728,2 м3/ч
воды и сгущенный продукт радиального сгустителя в количестве
67,3 т ч твердого и 181,7 м3/ч воды
Требуемое число флотационных камер
и Q1,15(Z?+1)/ 112,2.1,15(8-1+1)12 .
СОабУ 60-0,7.1,5.6,3
где п — число камер; Q — количество твердого, поступающего на
флотацию, равное в данном случае 112,2 т/ч; R— разжиженность
пульпы Т:Ж=8:1 t — время флотации, равное 12 мин; а—
коэффициент аэрации для механических флотационных машин,
принимаемый равных! 0,7; 6 — плотность шлама, равная 1.5 г/см3;
V — объем одной камеры, принимаемый 6,3 м3.
Тогда необходимое число шестика мерных флотационных ма-
шин составит
35.4 с
-----яг; о.
О
С учетом резервных общее число флотационных машин при-
нимается равным восьми.
На перечистку’ поступает 12.8 т/ч шлама. Для этого устанав-
ливаются одна рабочая и одна резервная флотационные маши-
ны.
На дисковые вакуум-фильтры для обезвоживания поступают
94.4 т/ч флотационного концентрата (пенного продукта) и
322,6 м8 воды.
Необходимая общая площадь фильтрования
г 1.15Q 1,15 94,4 ,ос ,
г =------— -------------- 435 м,
q 0,25
где Q — количество флотационного концентрата, поступающего
на фильтрование (94,4 т/ч); q — удельная
вакуум-фильтров, принимается 0,25 т/(м2-ч).
производительность
Принимая площадь фильтрования одного тискового вакуум-
фильтра 80 м2. получаем необходимое число вакуум-фильт-
ров
435
80
= 5,45 «6.
С учетом резерва принимаем восемь вакуум фпльтров.
В радиальный сгуститель для шламовой воды поступают
67,3 т/ч твердого и 1092.3 м3/ч воды. Общая нагрузка равни
1137,2 м3/ч.
218
Принимая удельную нагрузку на радиальный сгуститель
1,6 м5/(м2-ч). получаем необходимую площадь осаждения
—7'2- = 710,7 м*.
1.6
Этим требованиям удовлетворяет радиальный сгуститель ди-
аметром 30 м.
На осветление вод и сгущение отходов флотации поступают
21.2 т/ч твердого и 714,6 м3/ч воды. Общее количество материала
составляет 728,7 м3/ч.
Принимая удельную нагрузку на сгуститель 1.03 мэ/(м2-ч),
при рекомендуемой для такого типа отходов 1—1,2 м3/(м2ч) при
условии флокуляции твердой фазы флотация, определяем пло-
щадь радиального сгустителя
728 7 .
-----= 706,5 м*.
1.03
Принятая комбинированная водно-шламовая схема оценива-
ется показателем А, определяемым по формуле
ft =-----.
Gg - — бц -г Gc
где GH— количество твердого в подрешетных водах и сливах
(исходного и дополнительно образовавшегося), равное в данном
случае 135.2 т/ч; — количество твердого в оборотной воде,
равное 71,6 т/ч; Gc— количество твердого, теряемого в виде
угольного шлама, равное нулю.
Тогда
что вполне допустимо, поскольку для гйэлкых углей величина ие
должна быть меньше 0,5.
Глава XI
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПОКАЗАТЕЛЕЙ И ОЦЕНКА
РЕЗУЛЬТАТОВ ОБОГАЩЕНИЯ
В тех случаях, когда известна зольность исходного угля и по-
рученные в результате фракционного анализа или опытного обо-
гащения продукты обогащения, можно аналитически определить
все основные показатели тсхноло! пческого процесса, т. е. выхо-
219
ды продуктов обогащения, извлечение горючей массы или зодд
в продукты обогащения, степень концентрации (сокращения),
показатели эффективности разделения и др.
Формулы дгя двух продуктов. Получение двух продуктов —
концентрата и отходов — является наиболее простым случаем
обогащения углей.
Уравнение баланса для двух продуктов имеет вид
*00 = V» + Тот.
где ул — выход концентрата, %; уот—выход отходов (породы), %.
Баланс компонентов:
по золе
100а = ¥„₽„ + ¥о1₽„;
по горючей массе
100 (100 — а) = уи( 100 — рн) + уот (100 - ₽от),
где а—зольность исходного угля, %; ₽к—зольность концентра-
та, %; ₽от— зольность отходов, %.
Выход концентрата
|М<Рот~п)
Рот Рх
Выход отходов (породы)
= 100 (а-М
’ °’
Зольность концентрата
п 100а — УотРот о
Рн---------------. "о.
Ук
Зольность отходов (породы)
Тот
Степень сокращения (концентрации) показывает, сколько
тонн исходного материала необходимо обогатить для получения
1 т концентрата; она выражается отношением массы исходного!
угля к массе концентрата, т. е.
г _ 100 Рот-Рх
° Тк ‘
Степень обогащения Ло показывает, во сколько раз иовь.я-1
лось или понизилось содержание данного полезного компонента
в полученном продукте; степень обогащения выражают отнопЛ
нием содержания горючей массы в концентрате к содержанию ее
в исходном продукте ।
100-Рк
0 100 а’
!де 100—и 100—и — содержание горючей массы в концентрат!
и пехотном угле, %.
Степень извлечения в концентрат:
горючей массы
в уи(100 —рк)
e“r“ 100-а
негорючей массы (золы)
Степень извлечения в отходы (породу):
горючей массы
р Уот (ЮО рэт)
С°’-г~ 100-а •
негорючей массы (золы)
р ____ Уот Рот
С-ОТ.Н - ".
а
Высокий показатель эффективности обогащения углей обес-
печивается прн таком разделении их па полезную и неполезную
части, при котором извлекается максимум полезного компонента
в концентрат, а неполезного — в отходы, т. е. при разделении ря-
довых (нсходпы.х) углей на составляющие компоненты при оп-
тимальном режиме.
Прн получении двух продуктов эффективность (показатель)
разделения определяется по формуле
пли
Г I ¥к(*00 — Рк) Ос>Г V« (l0° — PkITotPct
Ь ~ too too—а а — 100(100 —а) а
Значения ₽от и а могут быть приняты по данным как хн-
мического, так и фракционного анализов.
Для оцепкн результатов флотации дополнительно пользуются
коэффициентом селективности Ксал. скорости флотации Кек и
минерализации Лм.
Степень селективности
„ _ (100-М"(ЮО-Рот)
Лсел- 100_а
где (100—₽F); (100—₽от) и (100 а)—соответственно содержа-
ние горючей массы в концентрате, отходах и исходном продук-
те. %-
Степень скорости флотации показывает, сколько процентов
выхода перешло в среднем в единицу времени (минуту) в пенный
продукт:
iz _ Ук
220
221
Степень минерализации означает отношение перешедшего
пену количества жидкого к количеству твердого;
____ масса воды
м масса твердого
Приведенные показатели оценки флотации не характеризую^
в целом процесса разделения, как это в какой-то степени опре.зЛ
лястся показателем эффективности, но они позволяют судить ofl
отдельных факторах, влияющих в той или иной степени на прЛ
цесс флотации.
Формулы для трех продуктов. Если в результате обогащенияI
получают три продукта (концентрат, промежуточный продукт и I
отходы), то формула баланса продуктов обогащения имеет вид
1°0 = T«+Y„„ + yot.
где у™ — выход промежуточного продукта, %.
Баланс компонентов угля:
по золе
100а = у„р„ + уп„р,|п + YoT0OI,
по горючей массе
100(100 - а) = у„(100 — ₽„) + Yra,(100-pm)+ Т„(100- ро1),
где Рпп — зольность промежуточного продукта, %.
Выход концентрата
_ Ю0 (Рпп tt) -4- уот (рпТ Рпп) __ 100 (Pgr — Тип (Pgr Рпп)
Рпп Рк Рот — Рк
Выход промежуточного продукта
я 100(Рот-а)-Ук (P.ZT-PJ = 100 (о — Рк) — Уот (Рат —Рк)
Рог-Рпп Рпп-Рк
Выход отходов (пороты)
= Ун (Рпп Рк) 100 (Рпп ~~ ^) = 100 (р-Рк) Yrin (Рпп Рк)
Рот Рпп Рат Рк
Зольность концентрата
р _ УкРпЛ 100 (Рпп ------Тот (Рот Рпп) _
Ук
_ ТкРот 100 (Рот Q) 4- Урп (Рот Рпп)
Ум
Зольность пром продукта
а _ ТппРпт ЮР (Рог с) L Уот (Рот ~~ Рк)
Упп
= УппРх !• 100 (а ~ Рк) - Уот (Рот - Рк)
Упп
222
Зольность отходов (породы)
О ____ ТотРпЛ-Тк (Рпп Рк) 100 ФпТ| — а) __
Рот — ' —
Тот
_ УотРк ~4~ 100 (° Рк) Упп (Рпп - Рк)
Тот
Степень сокращения:
с учетом только концентрата
д. 100 _ 100 (Рпп ~Рк)
Тк 100 (Рпп а) 4- Тот (Рот — Рпп)
= 100 (Рот-Рк).
100 (Рот сс) — Тип (Рот — Рпп)
с учетом только промпродукта
к = 100 = 100 (Рот-Рпп) = 100 (Рпп-Рк)
Тип 100 (Рот — а) — ук (Рот рк) 100 (а — рк) — Тот (Рот — Рк)
Степень обогащения:
с учетом только концентрата
К 100 - Рк ЮОУк - ТкРот- 100 (Рот - «Нтип (Рот-Рпп)
0 100 —а (100 — а) ук
с учетом только промпродукта
Д- __ 100-- Рпп __ ЮОУпП- ТппРк 100 (а Рк) Тот (Рот Рк)
° 100 —а ~ (100 —а)упп
Степень извлечения в концентрат:
горючей массы при известной зольности концентрата
е = Ук(100-Рх) = (100 - Рк) 1100 (Рпп - а) - Тот (Рот - Рпп)1 =
КГ 100-а (100--а)(рга-рк)
__ (100 — Рк) (ЮР (Рот— tt) Тпп (Рот Рпп)] .
(100 — а) (р(ГГ - - Рк)
горючей массы прн известном выходе концентрата
_ 100-|ТкРпп ~100(Рпп а)-Тот (Рот-Рол)] =
кг 100 —а
_ 100 — (ТкРот ЮР (Рпп tt) Упп (Рот ~ Рпп)1 .
100 —а
негорючей массы при известной зольности концентрата
е _____ ТкРк __ Рк 1100 (Рпп — сс) ~ь Тот (Рот — Pfrn)l __
К‘” а сс (Рпп — рк)
___ Рк 1100 (Рот — СС) Тпп (Рот Рпп)
а(Рот-Рк)
негорючей массы при известном выходе концентрата
___ ТкРпП “ 100 (Рпп-О) Тот (Рот Рпп)
- а
__ ТкРот — 100 (Рот — СС) 4- Тпп (Рот — Рпп)
223
Степень извлечения в концентрат и промпродукт
горючей массы
(V-+Vnn)fioo-^K
р ____ -________\_______Тк ~т~ Тпп / ___
«+“>г 100 — а
*УК (100 Рк) Упп (10Q Рлп)
100 а)
(100 - рк) 1100 (Р,,,, - а) + у„ (Р„ - р„п) ] (100 - Р„„) X
=________________Х[100(а-Рк)- уог(Рот-Рк)|__________
(100 —а) (Р,т —рк)
негорючей массы
(Тк + У™.)*^—
р ___________________*1 к ~т~ Упп УкРк “‘“ТипРпп
>к ™1ц а а ~
РкЦОО(Рпп-а) Уот(Р.,т —Рнп>|-1-Р„л11О0<1- Рк) — У,(Р„7 Рк)]
“(Рпл-Рк)
Степень извлечения горючей и негорючей массы только
промпродукт
®ппг Е(кн nri)r Ен Г’
ErmH С(кЧпп)н екн-
Степень извлечения горючей массы в отходы
при известной зольности отходов
€ __ Уот (Ю0 —Рот) = (100- Рпт)lYx (Рпп-Рк) - 100 (рпп - а)] =
ОТГ 100~* (Ю0-а) (Рот-Рпп)
(100 —Рот) 1100 (g—рк) —Тпп (Рпп—Рат) I
(100 —а) (Рот — рк)
при известном выходе отходов
р _____ 100уот У тРпЛ Ук (Рпп '-Рк) 100 (Рпп - а)
100 — а
_ ЮОуот - УотРк - 100 (а рк) ; Тип (рГ1П - рк)
100 —а
Степень извлечения негорючей массы в отходы при их извест
ной зольности
t> ____ ТотРот Рот1Тк(Рпп — Рк) — 100 (Рнп-а)]
СОТ И - " ------------------------ =
а а
__ Рот 1100 (g Рк) — Упп (Рпп — Рк)1
а
При известном выходе породы
О _____ТотРпп Тк (Рпп — Рк) — 100 (р11П — а)
ьот и — -
221
УотРк - Yn и (Рп. п - Рк) + 100 (<Х - Рк)
а
Показатель эффективности разделения исходного угля на трн
продукта подсчитывается по формуле
£ __ 1 f «К.Г Сост I_____епп^-от \
~ 100 \ а (100 — а) а (100 —а)/*
где fy.r—извлечение горючей массы в концентрат, равное
Ук(100 —fc) , %. —извлечение негорючей части в остаток,
100 —а
равное Тдп ~YoT,^°т' ~» %• «пп —извлечение горючей части
в промежуточный Продукт равное YonU.OO—Рпп) , %. — извле-
100 •— а
чение негорючей части в отходы (породу), равное , %.
а
Тогда показатель эффективности
__ 1 Тк (1Р0 ~ Рк) (УппРпп ~Т YotPdT | Тпп (100 Рпп) ТотРот __
— 100 ' а (100 —а) а (100—а)
__ Тк (100 Рк) (Тп.п Рп.П ~4~ ТотРот) ~4~ Тп.п (100 Рпп) ТотРот
100а (100—а)
Значения Рк, Рпп. Рот. приведенные в формулах, могут быть
взяты по данным как химического, так и фракционного анализов.
Однако следует иметь в виду, что при определении эффективности
по данным химического анализа получается несколько искажен-
ный результат, так как при прокалке навески (при определении
зольности) вследствие сгорания битуминозных веществ, карбона-
тов и сульфидов имеют место потери в массе породы. Потери
относятся к горючей массе.
При использовании углей для теплотехнических целей эти по-
терн не играют существенной роли, так как в этом случае сценка
углей производится по содержанию горючей массы. Когда уголь
поступает па коксование, необходимо знать содержание чистого
угля в концентрате, так как остальные горючие примеси не яв-
ляются полезными и их следует относить к неполезной части угля.
Если исходный уголь содержит К (%) чистого угля и П (%)
чистых отходов (породы), то
Л"-ь 77= 100%.
Тогда общая зольность исходного угля
tt_ КР, + 77РД
100
где Pt — зольность, связанная (тонковкраплеииая) с угольной
массой, %; Рг—зольность, отнесенная к свободным кускам по-
роды или прослойкам, легко удаляемым при обогащении, %.
15 i«v 225
Из этих двух уравнений определяется:
содержание чистого угля в исходном в %
д' — tee CPt— а) .
Ра “ Pi ’
содержание чистых отходов (породы) в %
100 (а-р,)
Ра~ Pi
В полученном в результате обогащения концентрате:
содержание чистого угля в %
JS' = Ук (Рз-Рк)
Ра~ Pi ’
содержание чистых отходов (породы) в остатке в %
fjf __ (Тип ~Ь Уот) (Ра (Тп.П 4~ Тот) — (Тп.п Рп.П + ТотРот)! _
(Рг — Pi) (Тип + Тот)
_ (Тпп 4- Тот) Ра (Тп.п Рпп 4~ ТотРот)
Рз-Р1
Следовательно,
извлечение чистого угля в концентрат
р /Г 100 = Тк (Ра Рк) (Pa Pi) ЮР _ Тк (Ра - Рх)
К (Ра-Pi) (Ра-а) 100 ' р,^а ’
извлечение чистых отходов (породы) в остаток
В — R ЮР __ 100 IP* (Тпп 4~ Тот) (ТппРпп + ТотРот) (Рг — Pi)]
°" П (P«-Pi)(«-Pi)100 “
- (Утл -|- Тот) Ра (Тпп Рпп ТотРот)
a —Pt
Таким же путем получены формулы для вычисления извлечь
ния горючей массы в промпродукт и отходы:
р .___Тпп (Ра—Рпп).
СПП о I
Рг —а
р ___Тот (Ра Рот)
°Т------7, R *
а~ Р1
Общий показатель эффективности обогащения углей
£ = * Г Тк (Ра — Рк) (Тпп + Тот) Ра — (УппРгт -1- ТотРот)
100 [ — a a — Pl
। Тпп (Ра Рпп) Тот (Ра — Рот)! =
Ра — а «— Pi J
_ Yk (Pa - Рк) (Pa (Тпп + Тот) — (ТппРпп + Тот Рот)1 + Тпп (Ра РПп) Тот (Ра - Рот»
100(0.-а) (а-р,)
Пример В результате обогащен ля угля по луч» н ба тале препка
(табл 85) I
226
Таблица 85
Баланс продуктов обогащения угла, %
Продукт Выход Зольность
Концентрат Промлродукт . . . Отходы 62.0 20.5 17.5 7.0 26,1 69,5
Исходный уголь 100,0 21,85
Содержание золы в чистом угле принимаем Pi = 1,5%, а содержание золы
в чистой породе р2—80%.
Тогда абсолютный показатель эффективности обогащения этого угля по
формуле без учета чистой золы в угле н чистой породы составит
62 (100 — 7) (20,5-26,1 Ч- 17,5 69,5) 4-20,5(100 — 26,1) 17,5-69,5
Е~ 100 21.85(100 — 21,85) — ,3%’
С учетом содержания в угле чистой золы и в отходах чистой породы по-
казатель эффективности обогащения
62 (80 —7) [80(20,5 - 17,5) — (20.5-26,1) + 17,5 69.5] 4-
4-20,5(80 — 26,1) 17,5(80 — 69,5)______
£ =____________________________________________________100(80 — 21,85) (21,85—1,5)_=51%.
Полученные данные указывают на значительную разницу в абсолютных
значениях этого показателя.
Относительный показатель эффективности. Рассмотренные
формулы для определения технологической эффективности разде-
ления того илн иного угля дают возможность получить абсолют-
ные значения этих величин. Следовательно, применение этих
формул возможно только для выбора режима обогащения дан-
ного угля или для оценки работы отдельного процесса фабрики.
Однако будет неправильным сравнивать абсолютные значения
этих показателей, полученные по данным результатов работы
разных фабрик, так как обогащаемые угли имеют различную обо-
гатимость. Нельзя также сравнивать н эффективность различных
методов обогащения, так как для одного и того же угля резуль-
таты будут разные.
При сравнении и оценке углей или результатов работы раз-
ных фабрик необходимо пользоваться относительным показателем.
При этом исходить следует из того, что эффективность обогаще-
ния углей будет выше на тех фабриках, показатели которых будут
ближе к показателям, полученным в резъльтате исследования
углей и а обогатимость в лабораторных условиях.
Показатель относительной эффективности (в %) работы раз-
ных фабрик и процессов выражается отношением абсолютного
значения фактического показателя эффективности, полученного по
данным работы фабрики илн процесса, к абсолютному значению
16* 227
Продукты
Концентрат
Промпродукт
Отходы . .
Рядовой уголь
Таблица 86
Результаты работы двух фабрик
Фабрика J
Фабрика II
41,16
29,02
29,82
39,7
29,3
31,0
Зольность, %
7,5
34,7
64,7
63,78
9.04
27,18
58,2
15,6
26.2
100,0 100.0 32,4
32,4 100,0 100,0
теоретического показателя эффективности, полученного по даниы!
лабораторного фракционного анализа, т. с.
£„, = ^100.
Чем ближе абсолютное значение фактического показателе
к теоретическому, тем процесс разделения данного угля на его
составляющие компоненты совершеннее и тем выше показателе
работы фабрики.
Пример. В табл. 86 приведены результаты работы двух фабрик, о&
гащающих разные по обогатимости угли.
На основании данных табл. 86 имеем:
для фабрики I
41,16(100 — 7,5) (29,02-34,7 + 29,82-64,7)+ 29,02 (100 —
__________________— 34,7)29,82-64,7
100-32,4(100 — 32,4)
39,7 (100 — 7,8) (29,3-33,4 + 31.63) + 29,3 (100 — 33,4) 31,63
£ф =---------------------.ЛЛ /,.ЛЛ----- Ь6 /0
= 67,8%;
Е =
100-32,4(100 — 32,4)
66-100
~ = 97,2%.
DI ,О
для фабрики II
63,78 (100 — 5,9) (9,04 28 4- 27,18 72,4) 4- 9,04 (100 — 28) 27,18-72.4
Е= 100 26(100 — 26)
75.6%;
58,2(100 — 7) (15,0 24+ 26,2 69,6) + 15,6(100 - 24)20,2-69,6
Еф= 100 26(100 — 26)
228
72.5-100 ЛГ „
£отн— 7Г- —95,8%.
10,0
Несмотря на то, что абсолютное фактическое значение показателя эффек-
тивности на фабрике И выше, чем на фабрике 1. относительная эффектив-
ность иа фабрике 1 выше, что указывает на более совершенную технологию1
обогащения угля на этой фабрике.
Точность разделения. Для установления точности разделения
угля при его обогащении подсчитывается среднее вероятное от-
клонение Ер кривых извлечения фракций:
г ___
"D — Л >
2 •
где б?5 — плотность узкой фракции, 75% которой извлекается в
тяжелый продукт, а 25% — в легкий, кг/м3; 625 — плотность узкой
фракции, 25% которой извлекается в тяжелый продукт, а 75% —
в легкий, кг/м3.
Показатель погрешности подсчитывается по формуле
/ = —,
bp — 1000’
где 6р — плотность разделения, кг/м3; 1000 — плотность воды,
кг/м3.
Чем меиьше показатель погрешности, тем точнее разделение
угля. При определении среднего вероятного отклонения от раз-
мера граничной крупности гидравлической классификации угля
поступают аналогичным образом. Однако разделительное число а'
подсчитывается с учетом воды, уходящей с продуктом, т. е.
100 —?ж
где а'—разделительное число, полученное как частное от деле-
ния выхода класса крупности иа содержание соответствующего
класса в исходном угле; уя<— содержание жидкости в сгущенном
продукте, % от питания.
Кривая строится в координатах разделительные числа — круп-
ность зерен. Размер зерна, соответствующий 50% значения раз-
делительных чисел, является граничной крупностью. Среднее
вероятное отклонение в этом случае
2
Показатель погрешности
, мм.
где dM — граничная круПиость классификации.
Чем меньше показатель /, тем точнее протекает процесс
классификации.
Характеристика шламовых пульп.
229
Плотность пульпы
A.= °- -д + <®1^»₽
“у 10006
где Ап —плотность пульпы, г/см3; G — масса пульпы, г; V—объем
пульпы, см3; б—плотность твердого, г/см3; р — содержание твер-
дого в пульпе, г/л; А — плотность воды, равная I г/см3.
Содержание твердого в пульпе
_ 10006Д
ДЧ-пб ’
где п — отношение массы жидкости к массе твердого;
(10006—р)Д
рб
п
Плотность твердого
6
—-----, г/см*.
1000Л-ПР
Объемное содержание твердого в I л пульпы
Ут=-£-, см3.
т б
Объемное содержание жидкого в I л пульпы
Уя = 1000^~р, см».
Содержание твердого по массе в 1 л пульпы
Р=_₽1Р^,
1000Дп
Масса твердого в 1 м3 пульпы
СР /П
= —-— , т или и -----, т.
1000 Д-р nd
Объем пульпы на 1 т сухого твердого
Л -р лб
~бд *
м3.
Объемное содержание твердого в пульпе
100Уп ==_рюо_
Ут + Ут юоов
Основные технологические характеристики шламовых пульп
можно получать по диаграмме (рис 73). Из пяти параметров
необходимо знать два, чтобы определить остальные три Напри-
мер, известно, что содержание твердого плотностью 1350 кг/м’
составляет 200 г/л. Определяем плотность пульпы и содержание
твердого в ней по массе и объему. Для этого находим точку nepi
230
сечения луча ОА, соответствующего плотности 1350 кг/м3, и линии
BEt соответствующей 200 г/л. Точка С искомая. Горизонталь СГ
показывает, что плотность суспензии равна 1050 кг/м3, перпенди-
куляр CD — содержание твердого по объему (15%). Точка С
находится от линии КЕ и а расстоянии 1 %, т. е. содержание твер-
дого по массе составляет 19%.
Характеристика сушильного агента. Для сушки углей наиболь-
шее распространение получили дымовые газы, которые всегда со-
держат водяные пары и являются газовыми смесями
Давление влажного газа равно сумме парциальных давлений
сухого газа и водяного пара. т. е.
РВ* РСГ+?п-
Относительная влажность газа
<р=^=- =-^.
Рн Си
где рп — плотность водяного пара при данной температуре влаж-
231
ного газа, кг/м3; рн — плотность сухого насыщенного водяного
пара, кг/м3; Рп — парциальное давление водяного лара при дай
ной температуре влажного газа, Н/м2; Ри парциальное давле
ине сухого насыщенного водяного пара, Н/м2.
При <р=0 газ сухой, прн <р=1 газ влажный. Температура, при
которой <р=1, является температурой насыщения или точкой
росы,
Влагосодержание газа
Се
где Ga—масса пара во влажном газе, кг; Gc.r—масса сухо!
газа, кг.
Плотность влажного газа
Р..Г = Рс.Г + Рп. КГ/«’.
где рс,г—плотность сухого газа. кг/м3.
Плотность влажного воздуха
9,8Р(Ц-Л , о
Рв в = “--1—1—- » КГ/м8,
(₽в + ^П)7*
, кг/кг»
(23>
где Р — давление, Н/м2; d— влагосодержание сухого воздуха,
кг/кг; Рв — газовая постоянная сухого воздуха, равная
287,04 Дж/(кг-°С); Rn— газовая постоянная водяного пара, рав-i
иая 461,6 Дж/(кг-°С); Т — температура влажного воздуха, °C.
Если Р выразить в мм рт. ст., то формула (23) будет иметь
ВИД
(d 4- 0.622)3,4617
Плотность влажного газа
=------
f 0,804 \
---4-<ij 461.67
где 0,804 — плотность водяного пара при температуре 0°С и дав-
лении 1,0132 бар (760 мм рт. ст.); рос г—плотность сухого газа
при температуре 0°С и давлении 1,0132 бар (760 мм рт. ст.).
Выразив давление в мм рт. ст., получим
₽.„=_______p<1+rf>
, кг/м*.
0,804 \
—1----4-rf) 3,4617
, Рос г /
Плотность сухого сушильного агента
Рс.г = 2^Рй
где pt — плотность газов, входящих в сушильный агент, кг/м3;
Qi — долевое участие газов, входящих в сушильный агент.
В табл. 87 приведены плотности н газовые постоянные исков
торых газов. |
232
Таблица 87 Плотность к газовые постоянные
Наименование параметра о. и. N, СО СО, so, Воздух Водя- ноЯ пар
Плотность прн нормаль- ных условиях, кг/м* . Газовая постоянная, Дж/(кг°С) 1,423 259,82 0,09 4124,58 1,25 296,75 1.25 297.0 1,977 189 04 2,865 129,91 1,293 287,04 0.804 461.6
При расчетах сушильных установок плотность влажного газа
определяется по формуле
l + 0,00id . .3
Рв , = ——-------, КГ/м“,
*о
где Vo—объем смеси сухих газов и водяного пара, отнесенный
к 1 кг сухих газов; Уо=4.64-10-в (622+d) (273+/). м3/кг; t— тем-
пература смеси, °C.
Удельное теплосодержание влажного газа
1 = Сс г/Г + t‘X кДж/кг сухого газа,
где Сс.г— теплоемкость сухого газа, кДж/(кг*°С); t — темпера-
тура газа, °C; /п— теплосодержание перегретого водяного пара*
кДж/кг.
Теплоемкость сухого газа
Ссг ХСА.
где Ci — теплоемкость сухих газов, входящих в сушильный
агент; д+ — долевое участие этих газов.
Для перегретого и насыщенного водяных паров в воздухе
(газе) теплосодержание может быть определено по формуле
сп = 2490 + 1,97/, кДж/кг.
При работе сушилок продукты горения топлива в значитель-
ной мере разбавлены воздухом, вследствие чего прн расчетах
допускают, что сушильным агентом является горячий воздух,
и теплоемкость сухих газов принимают равной теплоемкости
сухого воздуха.
Необходимое количество сухого воздуха для сгорания 1 кг
твердого или жидкого топлива
Д, = 0,115 (04-0,37555) + 0,342^-0,04310'’. кг/кг,
где Ср, S₽, Нр и О₽ — содержание углерода, серы, водорода и
кислорода в топливе иа рабочую массу, %.
Расход сушильного агента на 1 кг испаренной влаги
т 1000
L = —----— , кг/кг влаги,
dt—dl
где di и di—влагосодержание сушильного агента при входе в
сушилку и выходе из сушилки.
233
Рис. 74. Зависимость между коэффициентом V и критерием Архимеда Аг:
/ - шары; г—пластинка; 3 — зерна яелравнлыюЛ формы
Подсчет скоростей осаждения частиц. При свободном падении
частиц, когда ускорение их падения становится равным нулю
(вследствие уравновешивания сил тяжести и сопротивления
среды), скорость падения частиц достигает предельного постоян-
ного значения и0 (конечной скорости)
Время, за которое падающая частица достигает конечной ско-
рости,
t = 2-5цо&
° (в-А)в'
где 6 — плотность частицы, кг/м3; Д- плотность среды, кг/м3;
g— ускорение свободного падения, равное 9,81 м/с2.
Путь, пройденный частицей за время достижения конечной
скорости,
(б-А)в *
Для определения конечной скорости падения сначала подсчи-
тывают параметр Архимеда,
Аг _ <P(6-A)Ag
р’
где d— размер частицы, м; р—вязкость среды, Н-с/м2.
Затем по полученному числу Архимеда иа диаграмме (рнс. 74)
находят значение коэффициента сопротивления ф и подсчитывают
конечную скорость по формуле
I/ ЗфэД
При стесненных условиях происходит массовое осаждение час-
тиц. Вследствие этого каждая частица испытывает воздействие
других частиц. Кроме того, среда, в которой происходит движе-
ние частиц, испытывает динамическое воздействие как каждой
частицы в отдельности, так и всей движущейся массы.
Зависимость коэффициента сопротивления среды представлена
кривой, показанной на рнс. 75, и формулой
4>„ = exp|7,171Ar-I)"e).
Для определения скорости движения твердой частицы в цент-
робежном поле подсчитывается число Архимеда по формуле
Аг = — {' — Д)Дгы2.
8р’
вращения, м; <о — угловая скорость вращения
ял -,
(= —; п — частота вращения, об/с.
где г — радиус
жидкости, 1/с;
Полученное число Аг позволяет по кривой (см. рис. 75) иайти
значение ф.
235
Тогда
ц,= М/с.
л у з^д
По кривой рис. 75 коэффициент сопротивления ф=1,8
Подсчет коэффициентов равнопадаемости. Равнопадающнл
называются частицы, которые при разной плотности имеют ол
иаковую конечную скорость падения в одной и той же среде
Отношение размеров двух разных частиц, падающих с едина
ковой скоростью, называется коэффициентом равиопадаемосг
236
Для подсчета коэффициента равиопадаемостн в свободных
условиях сначала подсчитывают отношение
9? = 64(148,-AVg»
Аг1 270^ Д«
Затем по полученному значению этого отношения на кривой,
изображенной на рнс. 76, находят значение Аг, которое подстав-
ляют в формулу
d_\f ,
а~ V (6-A)Ag
Полученное по этой формуле значение d представляет собой
размер равпопадаюшей частицы имеющей меньшую плотность.
Для равнопадающей частицы dz, имеющей большую плотность,
определяют следующее отношение:
Фг = 4j (6> — А)а
Дг2 Art (61 — А)1 *
Затем по кривой (см. рис. 76) находят значение Ага, после чего
подсчитывают dz по вышеприведенной формуле.
Тогда коэффициент равиопадаемостн для свободных условий
падения частиц
Коэффициент равиопадаемостн частиц в условиях стесненного
падения можно определить, если ио заменить ост, а Л — фиктивной
плотностью1 среды р, т. е.
м/с.
V ЗЦ>
Значение фиктивной плотности среды р для угла и породы
принимается 1300 кг/м3, для антрацита и породы—1470 кг/м3.
Для частиц меньшей плотности
_ 64p*(6t —р)" g1
Аг, 27ч^р*
для частицы большей плотности dz
si
Ars Р)’
По полученным отношениям для обеих частиц по кривой
(см. рис. 76) принимают значения Art и Агг. Тогда по формуле
3 г Лгр»
° I (в p)pg
подсчитывают размер частиц d\ и dz.
1 Фиктивной называется плотность среды с учетом влияния на нес твердой
фазы
237
Коэффициент равной ада емости частиц в стесненных условиях
d.
^ст = “Г
примерно в 4 раза больше, чем в свободных, что позволяет рас-
ширить шкалу классификации углей перед его обогащением мето-
дом гравитации.
Степень дробления. Отношение максимального размера частиц
исходного угля к максимальному размеру частиц дробленого или
измельченного продукта называется степенью дробления или из-
мельчения и выражается формулой
D
I —--- ,
d
где D— размер максимальных кусков в исходном угле, мм;
d — размер максимальных кусков в дробленом продукте, ммч
Степень дробления или измельчения является количественной
оценкой процесса, показывающей, во сколько раз уменьшается
первоначальный размер кусков.
Степень дробления (измельчения) иногда определяют как от-
ношение средневзвешенных размеров исходного Dip и дробленого
(измельченного) dcp продуктов, т. е.
. Рср
где у и Yi — выходы отдельных классов исходного угля и дроб-
леного продукта согласно ситовым анализам, %; D и d— сред-
ине размеры кусков в отдельных классах, мм.
Влагоемкость и эффективность обезвоживания. Эффект обез-
воживания продуктов обогащения зависит как от применяемых
для этой цели аппаратов и устройств, так и от свойств обезвожн-^
ваемого продукта. При этом большое значение имеют грануло-
метрический состав угля и его пористость, которые определяют
количество поглощенной им влаги (влагоемкость угля)
Максимальная влагоемкость угля определяется по формуле
W — W -+- W -1-
“'ни 1(ю
где W'mnx — максимальная влагоемкость, %;
внешней влаги, %, — содержание влаги в
душно-сухой пробе, %.
Количество влаги, испаренной при сушке
следующим уравнением материального баланса:
«7 q ,
100 — WK
где W—количество влаги, испаренной в I ч. т/ч; Q -количест!
исходного утля. поступающего иа сушку, т/ч; — начальШ
влажность, %; й?к—конечная влажность, %.
Н^вн— содержание
аналитической воз-
угля, определяете
Эффективность процесса обезвоживания угля
£ _,У<—У«. 100
О',
Усреднение угля. Степень равномерности (однородности) золь-
ности, содержания фракций различной плотности, выхода различ-
ных классов в рядовом (исходном) угле или продуктах обогаще-
ния оценивается среднеквадратическим отклонением о,
где а(, а2, ...» ап — значения анализируемого показателя (золь-
ности, плотности, выхода) в каждой проанализирован ной про-
бе, %; п — число проб, подвергнутых анализу.
Коэффициент усреднения
П = (1-^-)100, %,
где о? — среднеквадрэтическое отклонение после усреднения;
«л — среднеквадратическое отклонение до усреднения.
Формулы для расчета водно-шламовых схем. Наибольшее рас-
пространение в практике углеобогащения получили комбиниро-
ванные водно-шламовые схемы с предварительным сгущением
части шлама н без сгущения (рис. 77, а и б).
Схема, показанная на рис. 77, а, требует малых общих площа-
дей для осветления вод, меньшего числа флотационных машин
и вакухм-фильтров. Она гибка и менее чувствительна к колеба-
ниям расходов воды.
Схема, показанная на рис. 77,6, по сравнению со схемой,
изображенной на рис. 77, а, очень проста н удобна в эксплуата-
ции. Ее недостатком является дополнительное измельчение цир-
кулирующего крупнозернистого шлама.
Комбинированная схема с предварительным сгуще-
нием части шлама рассчитывается исходя нз следующих величин
(рис 78)
Qu—количество шлама, поступившего в систему с рядовым
углем и образовавшегося в процессе обогащения, равное количе-
ству шлама, Qs, обогащаемого флотацией, кг/ч; V — объем обо-
ротной воды, мэ/ч, 0 — требуемое содержание твердого в оборот-
ной воде, кг/м3; 05— требуемое содержание твердого в питании
флотации, кг/м3; 02 -содержание твердого в сгущенном продукте
сгустителя, кг/м3.
Величина п, выражающая объем шламовой воды, направляе-
мой иа флотацию без сгущения (в долях единицы), определяется
из равенства (см. рис. 78)
Г1л = Гь-У2. №/4. (24)
где Vi—количество оборотной V и технической Уо воды, м3/ч;
так как Уо по сравнению V невелико, то им можно пренебречь
239
Рис. 77. Комбинированные водношламовые схемы:
а — со сгущением части шлама; б — без сгущения части шлама
Рис. 78. Комбинирование» водно-шламовая схема с предвврнтельным сгущением
чветн шлама
(25)
и далее считать, что У1=У; Уд—объем шламовой воды, посту-
пающей на флотацию, м3/ч; V2 — объем сгущенного продукта, м3/ч.
Величина У5 определяется из формулы
И, = -^.м>/Ч.
рь
V2 может быть найдена из равенства
У2?2 = У <1 -^Рх-ИзРз, кг/ч, (26)
где (1—л)—количество шламовой воды, поступающей в сгусти-
тель, доли единицы; ft— содержание твердого в питании сгусти-
теля, кг/м3; У3—объем слива сгустителя, м3/ч; ft —содержание
твердого в сливе сгустителя, кг/м3.
Количество шлама в сливе сгустителя y3ft определяется из
разности (см. рис. 78)
кг/ч.
где V» — объем осветленной воды отходов флотации и фильтрат;
возвращаемых в оборот, м3/ч; р. — содержание твердого в объ<
ме V,, кг/м3.
Твердым в объеме V, можно пренебречь, так как его колич<
ство по сравнению с общим количеством шлама певелико.
Тогда
I'A W кгч.
240
Содержание твёрдого pi в питаний сгустителя, входящее в вы-
ражение (26),
Pi~ й / Р кг/м*. (27)
Подставляя полученное выражение для и У303 в равенство
(26) получаем
УД = И(1 — Л) °° у — v₽, кг/ч.
Откуда
у = Фо ~ л (Фо ~Ь vfi) (28)
Ра
Заменяя в исходном равенстве (24) величины Vs и V2 их вы-
ражениями (25) и (28), т. е.
Ул-^- _ <?.-n(Q.,+ VP>
Р. Р.
находим искомую величину л,
л : ------------------Оо (Ра —,.Р»)- доли единицы (29)
PbIV(P,-P) <2„|
Объем шламовой воды, направляемой непосредственно иа фло-
тацию,
Vn =-----УСЫРа-Р»»---- „з/ч. (30)
₽«. IV (Р, — (5, — <2»
Объем шламовой воды, направляемой в сгуститель,
V(l —п)=К---------^»(Р.-Р»> |М3/Ч. (31)
' ' MHPu P) <2о]
Объем сгущенного продукта, поступающего на флотацию.
Vs= V6 - Vn, м3/ч. (32)
Так как по условию Qo=Qs,
то
V,= -5s----Vn, м*/ч. (33)
₽6
Количество шламовой воды, поступающей в слив сгустителя,
Va = V — V4, м®/ч. (34)
Так как объем воды, уходящей с обезвоженным концентратом
флотации, относительно невелик, то V*=V5 и согласно начальному
условию
V4 = V, = -&-. rf/ч.
Ps
Тогда
V,= V — м»/ч. (35)
р»
16 Зак 1402
241
Содержание твердого в сливе сгустителя согласно выражении
(27), если пренебречь твердым, содержащимся в осветленных во
дах отходов флотации и фильтрате, можно вырвзить как
₽,= -у-. КГ/м".
Подставив значение Vs из выражения (35), получим
(36)
Если по схеме предусмотрена подача фильтрата не в оборот-
ную воду, а иа флотацию, то при расчете схемы количество обо-
ротной воды V уменьшается в приведенных выше формулах иа
величину
О *Qe
₽ф
т е на количество фильтрата, содержание твердого в котором
принимается равным 30—40 кг/м3.
Комбинированная схема без предварительного сгу-
щения части шлама может быть рассчитана либо при заданном
содержании твердого в оборотной воде, либо при заданном содер-
жании твердого в питании флотации (рис. 79).
В первом случае исходными величинами являются
Qo—количество шлама, поступающее в систему и подлежа
щее флотации, кг/ч;
V — объем оборотной воды, м3/ч;
р — требуемое содержание твердого в оборотной воде, кг/м5
Поскольку количество добавляемой в процессе технической
воды по сравнению с количеством оборотной воды невелико, им
можно пренебречь и в дальнейшем считать, что V=Vf.
Объем шлвмовой воды, направляемой на флотацию (согласно
условию),
Уп=-^-,м”/ч. (371
Pl
Содержание твердого в питании флотации pi определяете!
из равенства
Откуда
VPi = Q, + VP, кг/ч.
р Q. + VP , кг/мз
(38)
Подставив выражение для pi в условие (37), получим
v„ кг/ч-
248
--------
«..Wt
Рис 79. Комбинированная водно-шламовая схема без предварительного сгущения
части шлама
Рнс. 60. Комбинированная водно-шламовая схема с классификацией шлама перед
флотацией
Преобразуем это уравнение относительно величины п:
п = —, доли единицы. (39)
Qo + V₽
Количество шламовой воды, возвращаемой в оборот,
V(l-n) = V— (40)
Во втором случае задается содержание твердого pi в питании
флота ни в Тогда величина (см» рис 79)
п = , доли единицы. (41)
Количество шламовой воды, возвращаемой в оборот,
У(1— n) = V-----^.м’/ч. (42)
Р1
Содержание твердого в оборотной воде определяется из равен-
ства
VPx = VP+ (?<>, кг/ч
или
р = , Kr/MJ. (43)
На углеобогатительных фабриках часто применяются схемы,
в которых только часть шламовой воды направляется на предва-
рительную классификацию по крупности с последующей флота-
цией слива. Крупнозернистый шлам возвращается при этом на
отсадочные машины (рис. 80).
2-53
(44
Количество шламовой воды, направляемой иа флотацию, опре-
деляется так же, как и в предыдущем случае. Оно равно произ-
ведению nV.
Одиако в этом случае п определяется по формуле
с.+т
Содержание твердого в питании флотации при этом
₽5 = -^,кг/м».
(45)
Количество осветленной воды отходов флотации и фильтрата
можно принимать при расчете равным количеству шламовой воды,
поступающей иа флотацию, т. е. V*=Vs-
Площвдь сгустителя шламовой воды определяется ис-
ходя из его удельной нагрузки
g = V| Л3 —ВЦ-Л, м®/(м3-ч), (46)
где
А = 6,5 — 1,08 In (100 Рп р ) — 0,507 ;
В = |(1,34 - 0.4371п^_^)^-|;
Рп— содержание твердого в питании сгустителя, г/л; Рсп — со-
держание твердого в сливе, г/л; Рст — содержание твердого в ci
шейном продукте, г/л.
Требуемая площадь для осветления шламовой воды
где V — объем шламовой воды, направляемой в сгуститель, м’/ч
Площадь сгустителя иа 1 т обрабатываемого шлама
f — ——, м’-ч/т. (47)
Сс?
Пример расчета иомбииироваииой схемы с предвари
тельным сгущением части шлама (см. рис. 78). Принимаем исход
иые данные: количество шлама, поступающего в процессе обога
щеиия, Qo—П400 кг/ч; объем оборотной воды V=2890 мэ/ч
требуемое содержание твердого в оборотной воде 0=50 кг/м8
содержание твердого в питании флотации 05=135 кг/м3; содер
жанне твердого в сгущенном продукте 02 = 235 кг/м3.
Тогда объем шламовой воды, направляемой иа флотацию б<
сгущения, определяется по формуле (30):
_ 2 890-114 000(235-135) =
135 (2890 (235 — 50) — 114 000]
244
Объем шламовой воды, направляемой иа осветление, опреде-
ляется по формуле (31):
V(1 — п) = 2890------2890-44000(235—135) =
135 [2890 (235 — 50) — 114 000]
Содержание твердого в питании сгустителя
а П4 000 4-2890-50 ™
р. —--------—-------- = 90 кг/м®.
Н| 2890
Объем сгущенного продукта, направляемого иа флотацию, по
формуле (33) составит
V, = П4000 = 265 м»/ч
2 135
объем пульпы, поступающей и а флотацию, по фор-
Общий
муле (25)
Объем
V, = Н4000 = g45
* 135
слнва сгустителя, поступающего в оборот,
V9 = Vj (1 — п) - V, - 2310 — 265 = 2045 м®/ч.
Содержание твердого в сливе по выражению (36)
Q 144 500 , 4
В. — ——- == 70 кг/м’.
2045
Таким образом получены характеристики основных потоков
водно-шламовой схемы.
Удельная нагрузка иа радиальный сгуститель рассчитывается
по формуле (46) :
Л = 6,5 — 1.081П(100- 90~ 70 ) — 0,507— = 2,69;
\ 90 / ’ 100
В = I /1,34 - 0.437 In jy-90) ™ I = 0,119;
1\ ю 7юо|
q = ‘(/(2,69“ —0,119) + 2 69 = 5,3 м’/(м*-ч).
Площадь осветления
2310
5.3
= 435 м®.
F =
Диаметр радиального сгустителя
D = >= 23,6«30 м.
I/ 3,14
Комбинированная схема без предварительного сгу-
щения части шлама (см. рис. 80). Классификации по крупности
0,5 мм подвергается только та часть шлама, которая поступает
на флотацию. Остальная часть шламовой воды возвращается
в оборот.
245
Исходные данные для расчета:
Qo = 200 000 кг/ч; 0-80 кг/м3; V = 3200 м8/ч.
Объем шламовой воды, поступающей на флотацию, опреде-
ляется по формулам
п _ ОоЧ-VP = 200000 1 3200-80 = q 54
Qo b 2V₽ 200000 + 2-3200-80 ” ’ ’
Vn = 3200-0,64 = 2048 м®/ч.
Содержание твердого в питании флотации определяется по
формуле (45)
п о0 200000 .
=-------= 97 кг/м3.
Ул 2048
СПИСОК ЛИТЕРАТУРЫ
Андреев С. Е., Товаров В. В.. Поваров В. А Закономерности измельчения
и исчисления характеристик гранулометрического состава. М., Металлургнздат,
1959. 437 с. с ил.
Артюшин Н. А. Проектирование углеобогатительных фабрик. М., «Недра»,
1974. 204 с. с нл-
Бергер П. С. Графический расчет процессов обогащения угля и других по-
лезных ископаемых. М., Углетехвздат, 1959. 30 с. с ил.
Верховский И. М. Основы проектирования в оценки процессов обогащения
полезных ископаемых. М.. Углетехиздат. [949. 406 с с ил.
Гайденрайх Г Оценка промышленных результатов обогащения полезных
ископаемых. М., Госгортехнздат. 1962 200 с. с ил.
Грановский Ю. В. Основы планирования экстремального эксперимента для
оптимизации многофакторных технологических процессов. М., Ин-т народного
хозяйства им Г. В Плеханова М, [971. 72 с. с ил.
Кипнис IB. Ш.. Казаринова К. Г., Шапиро М. М. Оптимальные условия ис-
следования фракционного состава углей класса менее I мм. — «Кокс и химия»,
1976, № 8, с. 8—10 с ил
Малиновская Т. А. Разделение суспензий в промышленности органического
синтеза. М., «Химия», 1971. 318 с. с нл.
Митрофанов С. И., Барский Л. А., Самыгин В. Д. Исследование полезных
ископаемых на обогатимость. М., «Недра», 1974. 350 с. с нл.
Мушловин Л. Б. Определение и оценка результатов обогащения на угле-
обогатительных машинах. М , Госгортехнздат, 1963. 200 с. с ил.
Налимов В. В. Применение математической статистики прн анализе ве-
щества. М., Фнзматгнз, 1950. 420 с. с нл.
Павлович В. И., Фоменко Т Г., Погарцева Е. М. Определение показателей
обогащения углей. М., «Недра». 1966. 140 с. с ил.
Процессы и машины для обогащения полезных ископаемых. М, «Недра»,
1974. 560 с. с нл.
Прянишников В. К- Обогатимость каменных углей. М., «Недра», 1969. 160 с.
с нл
Саградян А. Л.. Суворовская П. Д. Контроль технологического процесса
флотационных фабрик М.. «Недра», 1964. 427 с. с нл.
Самылин Н. Д , Золотко А. Д., Починок В. В. Отсадка. М., «Недра», 1976.
320 с. с ил.
Разумов К- А. Проектирование обогатительных фабрик. М, «Недра», 1970.
591 с. с ил.
Соколов В. Г. Кривые обогатимости углей. М.. Госгортехнздат, 1962. 92 с.
с ил
Справочник по обогащению углей. М, «Недра», 488 с с нл.
Справочник коксохимика. Том 1. М , Металлургнздат, 1964. 490 с. с ил.
Тихомиров В. Б. Планирование н анализ эксперимента. М., «Легкая ин»
дустрня», 1974. 260 с. с нл.
247
Фоменко Т. Г., БутоаеЦкий В. С., Погарцева £. М. Водно-шламовое хозяй-
ство углеобогатительных фабрик М.. «Недра». 1974. 270 с. с нл.
Фоменко Т. Г.. Бутовецкий В. С., Погарцева Е. М. Технология обогащения
углей. М.. «Недра», 1976. 304 с. с ил.
Фоменко Т. Г.. Кондратенко Д. Ф. Отходы флотации и их свойства. М.
«Недра». [977. 128 с. с ил.
Фоменко Т. Г. Гравитационные процессы обогащения полезных ископаемых.
М.. «Недра», 1966 332 с. с нл.
Фоменко Т. Г. Определение оптимальных показателей обогащения ВНИИ-1,
Магадан, 1957 84 с. с нл.
Черненко Б. Г. Методика исследования углей на обогатимость н техника
составления схем обогащения. М.—Л., Углетехнздат, 1950. [89 с. с ил.
Приложение 1
Значения критерия Кохрена
Уровень значимости 0,05
2 0,9985 0,9750 0.9392 0,9057 0,8772 0.8534 0.8332
3 0,9669 0,8709 0,7977 0,7457 0,7071 0,6771 0,6530
4 0,9065 0,7679 0,6841 0„6287 0,58% 0,5598 0,5365
5 0,8412 0,6838 0,5981 0,5441 0,5065 0,4783 0,4564
6 0,7808 0,6161 0,5321 0,4803 0,4447 0,4184 0,3980
7 0.7271 0,5612 0 4800 0.4307 0,3974 0,3726 0,3535
8 0,6798 0,5157 0,4377 0,3910 0,3595 0,3362 0,3185
9 0,6385 0.4775 0,4027 0,3584 0,3286 0.3067 0,2901
10 0,6020 0,4450 0,3733 0.3311 0,3029 0,2823 0,2666
12 0,5410 0.3924 0,3264 0,2880 0,2624 0s2439 0.2299
15 0,4709 0,3346 002758 0,2419 0,2195 0.2034 0,1911
20 0,3894 0,2705 0,2205 0,1921 0,1735 0,1602 0,1501
24 0,3434 0,2354 0.1907 0,1656 0,1493 0,1374 0,1286
30 0,2929 0,1980 0,1593 0.1377 0,1237 0,1137 0,1061
40 0,2370 0,1576 0,1259 0,1082 0,0968 0,0887 0,0827
60 0.1737 0,1131 0,0895 0,0765 0,0682 0,0623 0,0583
120 0.0998 0,0632 0,0495 0,0419 0,0371 0,0337 0,0312
с® 0 0 0 0 0 0 0
I
N 8 9 10 16 36 144 со
з
Уровень значимости 0,05
2 0.8159 0,8010 0,7880 0,7341 0,6602 0,5813 0,5000
3 0,6333 0,6167 0,6025 0,5466 Оо4748 0,4031 0,3333
4 0,5175 0,5017 0,4884 0,4366 0,3720 0.3093 0,2500
5 0,4387 0.4241 0 4118 0,3645 0,3066 0,2513 0,2000
6 0.3817 0.3682 0,3568 0,3135 0,2612 0,2119 0,1667
7 0,3384 0,3259 0,3154 0,2756 0.2278 0,1833 0,1429
8 0,3043 0.2926 0,2829 0,2462 0,2022 0,1616 0,1250
9 0,2768 0,2659 0,2568 0,2226 0,1820 0,1446 0 1111
10 0,2541 0,2439 0,2353 0,2032 0,1655 0.1308 0,1000
12 0,2187 0,2098 0,2020 0,1737 0,1403 0,1100 0,0833
15 0,1815 0,1736 0,1671 0,1429 0,1144 0,0889 0,0667
20 0,1422 0,1357 0,1.303 0,1108 0.0879 0,0675 0,0500
24 0,1216 0,1150 0,1113 0,0942 0 0743 0,0567 0,0417
30 0,1002 0,0968 0,0921 0,0771 0,0604 0,0457 0,0333
40 0,0780 0,0745 0,0713 0,0595 0,0462 0,0347 0,0250
50 0,0552 0,0520 0,0497 0,0411 0,0316 0,0234 0,0167
120 0,0292 0,0279 0,0266 0,0218 0,0165 0,0120 0,0083
с® 0 0 0 0 0 0 0
17 Зя« 1402
249
Продолжение прилож. 1
Г
1 г 3 4 5 6 7
Уровень значимости 0,01
2 0,9999 0,9950 0.9794 0,9586 0.9373 0,9172 0 8998
3 0,9933 0,9423 0.8831 0,8335 0,7933 0,7606 0 7335
4 0,9676 0,8643 0.7814 0,7212 0,6761 0,6410 0 6129
5 0,9279 0.7885 0.6957 0,6329 0.5875 0,5531 0,5259
6 0,8828 0.7218 0,6258 0,5635 0,5195 0,4866 0.4608
7 0,8376 0,6644 0,5185 0,5080 0,4659 0,4347 0 4105
8 0,7945 0,6152 0,5209 0,4627 094226 0,3932 0,3704
9 0,7544 0,5727 0,4810 0.4251 0,3870 0,3592 0,3378
10 0,7175 0,5358 0.4469 0,3934 0.3572 0,3308 0,3106
12 0.6528 0,4751 0,3919 0,3428 0.3099 0,2861 0.2680
15 0,5745 0,4069 0,3317 0.2882 0,2593 0.2386 0,2228
20 0,4799 0,3297 0.2654 0,2288 0,2048 0.1877 0.1748
24 0,4247 0,2871 0,2295 0,1970 0,1759 0,1608 0,1495
30 0.3632 0,2412 0,1913 0,1635 0,1454 0,1327 0.1232
40 0,2940 0,1915 0.1508 0,1281 0,1135 0,1033 0,0957
60 0,2151 0.1371 0,1069 0,0902 0,0796 0,0722 0 0668
120 0.1225 0,0759 0,0585 0,0489 0,0429 0,0387 0.0357
ос 0 0 0 0 0 0 0
Г
в • 10 16 36 144 ео
Уровень значимости 0,01
2 0,8823 0,8674 0.8539 0,7949 0,7067 0,6062 0 5000
3 0,7107 0 6912 0,6743 0.6059 0,5153 0,4230 0 3333
4 0.5897 0,5702 0,5536 0.4884 0,4057 0,3251 0 2500
5 0,5037 0,4854 004697 0,4094 0,3351 0,2644 0,2000
6 0,4401 0,4229 0,4084 0,3529 0,2858 0,2229 0,1667
7 0.3911 0,3751 0,3616 0,3105 0.2494 0,1929 0,1429
8 0,3522 0,3373 0.3248 0 2779 0 2214 0,1700 0,1250
9 0,3207 0,3067 0.2950 0,2514 0,1992 0,1521 0.1111
10 0,2945 0,2813 0,2704 0,2297 0,1811 0,1376 0,1000
12 0,2535 0,2419 0,2320 0,1951 0,1535 0,1157 0.0833
15 0,2104 0,2002 0,1918 0,1612 0.1251 0,0934 0 0667
20 0,1646 0,1567 0,1501 0,1248 0,0960 0.0709 0,0500
24 0,1406 0,1338 0.1283 0,1060 0,0810 0,0595 0,0417
30 0,1157 0,1100 0,1054 0,0867 0,0658 0,0480 0,0333
40 0,0898 0,0853 0,0816 0,0668 0 0503 0,0363 0 0250
60 0,0625 0,0594 0,0567 0 0461 0.0344 0,0245 0 0167
120 0,0334 0,0316 0,0302 0,0242 0 0178 0.0125 0 0083
ао 0 0 0 0 0 0 0
250
Приложение 11
Значешя F-крнтерия
Г. Г.
1 2 3 4 5 6 12 24 ео
Уровень значимости 0,05
1 164,4 199,5 215,7 224,6 1 230.2 234 0 244.9 249,0 254,3
2 18,5 19,2 19,2 19,3 19,3 19,3 19,4 19,5 19.5
3 10,1 9.6 9,3 9.1 9.0 8.9 8.7 8,6 8.5
4 7.7 6.9 6,6 6,4 6,3 6„2 5,9 5.8 5.6
5 6.6 5,8 5,4 5,2 5.1 5,0 4,7 4,5 4.4
6 6,0 5.1 4.8 4,5 4.4 4.3 4,0 3.8 3.7
7 5,6 4,7 4.4 4,1 4.0 3.9 3.8 3,4 3,2
в 5,3 4.5 4.1 3.8 3.7 3,6 3,3 3.1 2,9
9 5,1 4.3 3,9 3,6 3.5 3,4 3.1 2.9 2.7
10 5,0 4.1 3.7 3,5 3,3 3,2 2.9 2,7 2.5
11 4,8 4,0 3,6 3.4 3.2 3,1 2.8 2,6 2,4
12 4,8 3.9 3.5 3,3 3,1 3,0 2,7 2.5 2,3
13 4,7 3.8 3,4 3.2 3,0 2,9 2.6 2,4 2,2
14 4,6 3,7 8.8 3.1 3,0 2,9 2.5 2,3 2,1
15 4,5 3,7 3.3 3,1 2.9 2,8 2.5 2.3 2,1
16 4,5 3.6 3,2 3.0 2.9 2,7 2 4 2,2 2,0
17 4,5 3,6 3,2 3,0 2.8 2.7 2,4 2.2 2.0
18 4,4 3 6 3,2 2.9 2.8 2.7 2,3 2,1 1,9
19 4,4 3,5 3,1 2,9 2,7 2,6 2.3 2,1 1,9
20 4,4 3.5 3,1 2,9 2,7 2.6 2.3 2,1 1,8
22 4,3 3.4 3,1 2 8 2.7 2.6 2,2 2,0 1.8
24 4,3 3 4 3,0 2,8 2,6 2,5 2,2 2,0 1.7
26 4,2 3.4 3,0 2.7 2,6 2,5 2,2 2,0 1.7
28 4,2 3.3 3,0 2.7 2,6 2.4 2.1 1,9 1,7
30 4.2 3.3 2,9 2,7 2.5 2,4 2.1 1,9 1.6
40 4,1 3,2 2,9 2,6 2,5 2.3 2,0 1,8 1.5
60 4,0 3.2 2 8 2,5 2 4 2,3 1 9 1.7 1.4
120 3.9 3,1 2,7 2.5 2.3 2.2 1.8 1,6 1.3
со 3.8 3,0 2.6 2.4 2,2 2.1 1,8 1.5 1.0
17* 251
Приложение Ill
Значения t для различных уровней значимости (двухсторонний критерий)
Число степе- ней свободы f Уровни значимости Число степе- ней вободы f Уровни значимости
0.10 0.05 0.02 0.01 0,001 0 10 0.05 0.0* 001 0.001
I 6.31 12.71 31,82 63,56 636,62 18 1,73 2.10 2,55 2,88 3,92
2 2,92 4,30 6.97 9,93 31,60. 19 1,73 2.09 2,54 2,86 3.48
3 2.35 3.18 4.54 5.84 12,94 20 1,73 2,09 2,53 2,85 3,85
4 2,13 2,78 3,75 4,50 8,61 21 1,72 2,08 2,52 2,83 3.82
б 2,02 2,57 3,37 4,03 6,86 22 1,72 2,07 2,51 2,82 3.79
6 1.94 2,45 3,14 3,71 5,96 23 1,71 2,07 2,50 2,81 3,77
7 1.90 2,37 3,00 3.50 5.41 24 1,71 2,06 2„49 2,80 3,75
8 1.86 2,31 2,90 3,35 5.04 25 1,71 2.06 2,48 2,79 3,7.3
9 1.83 2,26 2,82 3,25 4.7? 26 1 71 2,06 2,48 2 78 3.71
10 1.81 2,23 2,76 3,17 4,59 27 1,70 2,05 2,47 2,77 3,69
II 1,80 2,20 2,72 з.н 4,44 28 1.70 2,05 2,47 2,76 3,67
12 1,78 2,18 2,68 3,06 4,32 29 1,70 2.04 2,46 2,76 3,66
13 1.77 2,16 2,66 3.01 4,22 30 1,70 2,04 2,46 2,75 3,65
14 1.76 2,15 2,62 2.98 4.14 40 1,68 2,02 2,42 2,70 3,55
15 1,75 2,13 2,50 2,95 4,07 60 1,67 2,00 2 39 2,66 3,46
16 1,75 2,12 2,58 2,92 4,02 120 1,66 1,98 2.36 2 62 3,37
17 1.74 2, II 2,57 2,90 3,97 со 1,65 1,96 2,33 2,58 3,29
Приложение IV
Значения Гщах (или <rnln) для различных уровней значимости
Число степе- ней свободы t Уровни значимости Число степе- ней свободы Г Уровни значимости
0,1 0.05 0,025 0.01 0.1 0.05 0 025 0.01
1 1,406 1,412 1,414 1,414 13 2.326 2,493 2,638 2,800
2 1,645 1.689 1,710 1,723 14 2,354 2,523 2,670 2,837
3 1,791 1,869 1,917 1,955 15 2,380 2,551 2,701 2 871
4 1,894 1,996 2.067 2,130 16 2.404 2,577 2,728 2.903
5 1,974 2,093 2,182 2,265 17 2,426 2,600 2,754 2 432
6 2,041 2,172 2.273 2,374 18 2,447 2,623 2,778 2 959
7 2,097 2,237 2,349 2,464 19 2,467 2,644 2о801 2 984
8 2,146 2.294 2.414 2.540 20 2,486 2,664 2,823 З.ОШ
9 2,190 2,343 2,470 2,606 21 2,504 2,683 2.843 3.030
10 2,229 2.387 2,519 2.663 22 2,520 2,701 2,862 3,0*1
11 2,264 2,426 2,562 2,714 23 2,537 2,717 2,880 3,1Я
12 2.297 2.461 2,602 2,759
252
Приложение V
I * _ j£_
Значения F (x)— —--- i e 2 dx
дЛгг
1цах a) F(x> x (в едини- цах O) Fix) x (в едини- цах a) F<r)
—3.14 0,000846 —2.67 0 003792
—3,50 0,000159 -3.13 0,000875 —2,56 0.003907
—3,59 0.000165 —3,12 0,000905 —2,65 0.004025
—3.58 0,000171 —3,11 0,000936 —2,64 0,004146
—3,57 0,000178 —3,10 0,000968 —2.63 0,004270
—3,56 0,000185 —3,09 0 001001 —2,62 0,004397
—3,55 0,000192 —3,08 0.0010,35 —2,61 0 004527
—3,54 0,000200 —3,07 0.001070 —2,60 0.004661
—3,53 0,000208 —3,06 0,001106 —2.59 0.004799
—3,52 0,000216 -3,06 0,001144 —2,58 0,004941
—3,51 0.000224 —3.04 0 001184 —2,57 0,005086
—3,50 0 000233 —3,03 0,001224 —2.56 0 005235
-3,49 0,000242 -3,02 0.00(265 —2,56 0.005387
—3,48 0.000251 —3,01 0,001307 —2,54 0.005543
-3,47 0,000260 —3,00 0,001350 —2.53 0.005703
—3,46 0,000270 —2.99 0,001394 —2.52 0,005868
—3,45 0,000280 —2.98 0.001440 —2,51 0.006037
—3,44 0,000291 —2,97 0,001488 —2.50 0,006210
—3.43 0,000302 -2,96 0.00(538 —2.49 0,006387
—3,42 0,000313 —2,95 0.001589 —2,48 0.006570
—3,41 0,000325 —2.94 0.001641 -2.47 0,006756
—3.40 0,000337 —2,93 0,001695 —2,46 0,006947
—3,39 0.000350 —2,92 0,001750 -2,45 0 007143
-3,38 0,000363 —2.91 0.001807 —2,44 0 007344
—3.37 0,000376 —2.90 0,001866 -2,43 0,007550
—3.36 0 000390 —2,69 0,001926 —2,42 0,007761
—3,35 0,000404 —2,88 0.001988 —2,41 0,007977
—3,34 0,000418 —2,87 0.002052 —2,40 0,008198
—3,33 0,000433 —2,86 0 002118 —2,39 0,008424
—3,32 0,000449 —2.85 0.002186 —2,38 0,008656
—3,31 0 0004G6 —2.84 0,002256 —2,37 0,008894
-3,30 0 000481 —2,83 0.002328 —2,36 0,009138
-3,29 0,000501 —2.82 0,002401 —2.35 0.009387
-3,28 0.000519 -2 81 0,002477 —2,34 0,009642
—3.27 0.000538 —2,80 0,002555 —2,33 0,009903
—3,26 0,000557 —2,79 0,002635 —2,32 0,010170
—3,25 0,000577 —2,78 0,002717 —2,31 0,010444
-3,24 0.000597 —2,77 0,002802 —2,30 0,100724
—3,23 0,000618 —2,76 0,002890 —2,29 0,011010
-3,22 0,000640 —2,75 0,002980 —2.28 0,011303
—3,21 0,000663 —2,74 0,003072 —2.27 0.011603
—3,20 0,000687 —2,73 0,003167 —2,26 0,011910
-3.19 0 000712 —2.72 0.003265 —2,25 0,012224
—3,18 9,000737 —2.71 0.003365 —2,24 0.012545
—3,17 0.000763 —2.70 0.00346/ —2.23 0.012873
-3,16 0,000790 —2.69 0,003572 —2,22 0,013209
-3,15 0,000818 —2.58 0,003680 —2,21 0,013552
—2,20 0.013903
—3,19 0,0101
—2.18 0.01Щ7
253
Продолжение прилож. V
Ж (в едини- цах С) Г (ж. х (в вдини- Ц*х О) Fix} х (в едини- цах О) F(xl
—2.17 0,015002 —1,64 0,060503 —1.Н 0,133499
—2,16 0,015386 — 1,63 0 051551 —1.10 0,135666
—2,15 0,015778 —1,62 0.062616 — 1,09 0,137857
—2,14 0,016178 —1.61 0,053699 —1,08 0,140071
—2,13 0,016586 — 1,60 0,054799 — 1,07 0,142309
—2,12 0,017003 — 1.59 0,055917 — 1,06 0,144572
—2,11 0,017429 — 1,58 0,057053 — 1,05 0,146859
—2,10 0,017864 —1,57 0.058207 — 1,04 0,149170
—2,09 0,018308 —1,56 0,059380 —1,03 0.151505
—2.08 0,018762 —1.55 0,060571 1.02 0,153864
—2,07 0,019226 — 1.54 0,061780 —1,01 0,166248
—2.06 0,019699 —1,53 0,063008 -1,00 0.I58G56
—2,05 0,020182 — 1,52 0,064255 —0,99 0.161088
—2.04 0,020675 —1,51 0,005521 —0.98 0.163544
—2,03 0,021178 — 1,50 0.066807 —0.97 0.166024
—2,02 0,021691 —1,49 0,068112 -0,96 0.168528
—2,01 0,022215 —1,48 0.069437 —0.96 0.I7I05G
—2,00 0,022750 — 1.47 0.070781 —0.94 0.173608
—1,99 0.023296 —1,46 0,072145 —0,93 0.176185
— 1.98 0.023852 —1,45 0,073529 —0,92 0.178786
— 1.97 0,024419 —1,44 0,074934 —0,91 0,181411
—1,96 0,024998 —1,43 0,076359 -0,90 0.184060
— 1,95 0,025588 — 1,42 0.077804 -0,89 0.186733
— 1,94 0,026189 —1,41 0,079270 —0.88 0.189430
—1,93 0.026802 — I ,40 0,080757 —0,87 0,192151
—1,92 0,027428 — 1.39 0,082265 —0,86 0,194895
— 1,91 0.028066 —1,38 0,083793 —0.85 0.197663
—1,90 0,028716 —1,37 0,085342 0,84 0.200454
—1.89 0,029378 — 1,36 0.086913 -0,83 0.203269
—1,88 0,030053 — 1.35 0,088506 —0,82 0.206108
-1,87 0,030741 —1.34 0,090121 —0.81 0.208970
—1,86 0,031442 —1,33 0,091758 —0.80 0.211855
—1,85 0,032156 —1,32 0,093417 —0.79 0,214763
—1,84 0.032884 — 1,31 0,095098 —0,78 0,217694
— 1,83 0,033625 — 1.30 0.096801 —0,77 0 220648
—1,82 0,034379 — 1,29 0,098526 - 0,76 0.223626
—1,81 0,035147 — 1,28 0,100273 - 0.75 0.226627
—1.80 0,035939 —1.27 0.102042 -0.74 0.229650
—1,79 0.036725 —1.26 0.103834 —0,73 0.232695
—1,78 0,037536 — 1,25 0.105649 —0.72 0.235762
— 1,77 0,038362 — 1,24 0,107487 —0,71 0.238852
— 1,76 0.039203 — 1,23 0,109348 —0,70 0.241964
— 1,75 0,040059 — 1.22 0.111232 —0,69 0,245097
—1,74 0,040930 — 1 21 0,113139 —0.68 0.248252
—1,73 0,041816 — 1,20 0,115069 —0,67 0 251429
—1,72 0.042717 —1.19 0,117023 —0,66 0.254627
—1.71 0,043663 — 1,18 0,119000 —0,66 0,257846
-1,70 0,044565 — 1.17 0,121000 -0,64 0.261086
— 1,69 0,045513 — 1,16 0,123024 —0.63 0.264347
— 1,68 0,046478 — 1,15 0,125071 —0.62 0.267629
— 1,67 0.047460 — 1,14 0.127142 —0,61 0.270931
—1,68 0,048458 —1,13 0,129273 —0,60 0.274253
—1,66 0,049472 — 1 12 0,131356 —0,59 0 277595
254
г
Продолжение прилож. V
х (в едини- цах а) Ft*) х (в едини- цах а) х (в едини- цах О) F(x)
—0,58 0,280957 —0,04 0,484047 0,50 0,691461
—0,57 0,284339 —0.03 0,488034 0,51 0,694973
—0,56 0,287740 —0.02 0,492022 0,52 0,698467
—0,55 0,291160 —0.01 0,496011 0.53 0,701943
-0.54 0.294599 0 0.500000 0.54 0,705401
—0,53 0,298057 0,01 0,503989 0,55 0.708840
-0,52 0,301533 0.02 0.507978 0.56 0,712260
—0.51 0,305027 0.03 0,511966 0,57 0.715661
—0.50 0.308539 0,04 0 515953 0,58 0 719043
0,49 0,312068 0,05 0.519938 0,59 0 722405
—0.48 0,315614 0.С6 0,523922 0,60 0,725747
—0,47 0,319177 0,07 0,527903 0.61 0,729069
—0,46 0,322757 0,08 0.531881 0,62 0,732371
—0,45 0.326354 0.09 0.535856 0,63 0,735653
—0,44 0,329968 0 10 0.539828 0,64 0.738914
—0,43 0,333598 0,11 0,543796 0,55 0,742154
- 0.42 0,337243 0 12 0,547759 0,66 0,745373
—0,41 0,340903 0 13 0,551717 0,67 0 748571
-0,40 0,344578 0,14 0,555670 0.68 0,751748
- 0,39 0,348268 0,15 0.559617 0,69 0,754903
- 0,38 0,351972 0,16 0.563559 0,70 0,758036
—0.37 0,355690 0,17 0,567495 0.71 0,761148
—0.36 0,359422 0,18 0,571424 0,72 0,764238
—0.35 0.363168 0,19 0,575346 0,73 0,767305
—0,34 0,366927 0,20 0.579260 0,74 0,770350
—0,33 0,370699 0 21 0,583167 0,75 0,773373
—0,32 0,374484 0.22 0,587066 0,76 0,776374
—0,31 0.378280 0.23 0,590956 0,77 0,779352
—0,30 0,382088 0,24 0,594836 0.78 0 78230G
—0,29 0,385908 0,25 0,598706 0,79 0,785237
—0,28 0,389739 0,26 0.602567 0,80 0,788145
—0,27 0,393581 0.27 0,606419 0,81 0,791030
—0,26 0.397433 0,28 0,610261 0,82 0,793892
—0,25 0,401294 0,29 0,614092 0,63 0,796546
—0,24 0,405164 0,30 0,617912 0 84 0,796731
—0,23 0.409044 0,31 0,621720 0,85 0,802337
-0,22 0,412934 0,32 0,625516 0,86 0,805105
—0.21 0,416833 0,33 0.629301 0 87 0,807849
-0,20 0.420740 0,34 0,633073 0,88 0,810570
—0.19 0.424654 0,35 0,636832 0,89 0,813267
—0.18 0,428576 0.36 0,640578 0,90 0,815940
-0,17 0,432505 0,37 0.644310 0,91 0,818589
0.16 0.436441 0.38 0.648028 0,92 0,821214
0,15 0.440383 0,39 0,651732 0,93 0,823815
—0,14 0.444330 0,40 0,655422 0,94 0,826392
—0,13 0.448283 0,41 0,659097 0,96 0,828944
—0.12 0,452241 0,42 0,562757 0,96 0,831472
—0,11 0,456204 0,43 0,666402 0,97 0,833976
—0,10 0,460172 0,44 0,670032 0,98 0.836456
—0,09 0,464144 0,45 0,673646 0,99 0.838912
—0,08 0.468119 0,46 0,677243 1,00 0.841344
-0,07 0,472097 0.47 0,680823 1.01 0,843752
—0,06 0,475078 0,48 0,684386 1,02 0,846136
—0.05 0,480062 0,49 0,687932 1,03 0,848495
255
Продолжение прклож. V
* ( едини- цах о) F(*) к (в едини- цах О) F(Jt) х (в едини- цах О) Г (ж)
1.04 0,850830 1,58 0.942947 2,12 0,982997
1.05 0.853141 1,59 0.944083 2,13 0,983414
1.08 0,855428 1.60 0.945201 2.14 0,983822
1,07 0,857691 1.61 0.946301 2,15 0,984222
1,08 0,859929 1,62 0.947384 2,16 0,984614
1,09 0.862143 1,63 0,948449 2,17 0.984998
1,10 0,864334 1.64 0.949497 2,18 0,985373
1.1! 0,866501 1,65 0,950528 2.19 0.985739
1,12 0,868644 1,66 0.951542 2,20 0.986097
1,13 0,870763 1.67 0,952540 2.2! 0.986448
1,14 0.872858 1.68 0,953522 2.22 0,986791
1,15 0,874929 1,69 0,954487 2,23 0,987127
1,16 0,876976 1,70 0,955435 2,24 0,987455
1,17 0,879000 1,71 0,956367 2.25 0,987776
1.18 0,881000 1,72 0,957283 2,26 0,988090
1,19 0,882977 1,73 0,958184 2,27 0.988397
1,20 0.864931 1.74 0,959070 2.28 0,988697
1,21 0,88686! 1,75 0,95994! 2.29 0,988990
1,22 0,888768 1,76 0.960797 2,30 0,989276
1.23 0,890652 1.77 0,961638 2,31 0,989556
1,24 0,892513 1,78 0.962464 2,32 0,989830
1,25 0.894351 1,79 0,963275 2,33 0,990097
1,26 0.896166 1.80 0,96407! 2,34 0,990358
1,27 0,897958 1.8! 0,964853 2,35 0,990613
1,28 0,899727 1,82 0,96562! 2.35 0,990862
1,29 0.901474 1,83 0.966375 2.37 0.991106
1,30 0.903199 1,84 0,967116 2.38 0.991344
1,31 0,904902 1,85 0,967844 2,39 0,991576
1,32 0,906583 1,86 0,968558 2.40 0,991802
1,33 0.908242 1,87 0.969259 2.4! 0.992023
1,34 0,909879 1,88 0.969947 2,42 0,992239
1,35 0,911494 1,89 0,970622 2,43 0.992450
1,36 0.913087 1,90 0.971284 2,44 0.992656
1,37 0,914658 1.91 0.971934 2,45 0.992857
1,38 0,916207 1.92 0.972572 2,4П 0,993053
1,39 0,917735 1,93 0,973198 2.47 0,993244
1,40 0,919943 1,94 0,973811 2.48 0,993430
1.41 0,920730 !,95 0.974412 2,49 0,99.3613
1,42 0,922196 1,96 0.975002 2,50 0,993790
1.43 0,923641 1,97 0,975581 2.5! 0,993963
1,44 0,925066 1,98 0,976148 2,52 0.994132
1.45 0,926471 1,99 0.976704 2,53 0,994297
1.46 0,927855 2,00 0,977250 2,54 0,994457
1,47 0,929219 2.01 0,977785 2,55 0.994613
1,48 0.930563 2,02 0,978309 2.56 0.994765
1,49 0,931888 2,03 0.978822 2.57 0.994914
1,50 0,933193 2.04 0,979325 2,68 0.995059
1,51 0,934479 2,05 0,979818 2,59 0.99520!
1,52 0,935745 2,06 0.980301 2.G0 0 995339
1,53 0,936992 2.07 0.980774 2,6! 0,995473
1,54 0.938220 2,08 0.981238 2,62 0,995603
1.55 0,939429 2,09 0,981692 2,63 0 995730
1,56 0,940620 2,10 0,982136 2.64 0,995854
1.57 0,941793 2,11 0,982571
256
Продолжение лрилож. V
х (в едини- цах о) FW х (в едини- цах <7) F(«) х (в едини- цах О) F(*>
2,65 0,995975 2.98 0,998560 3.3! 0,999534
2,66 0,996098 2,99 0,998606 3,32 0.999551
2,67 0.996208 3.00 0,998650 3,33 0,999567
2’68 0,996320 3,01 0,998693 3,34 0,999582
2.69 0,996428 3,02 0,998735 3,36 0,999596
2,70 0,996533 3,03 0,998776 3.36 0 999610
2,71 0,996635 3,04 0,998816 3,37 0,999624
2,72 0,996735 3,05 0.998856 3,38 0.999637
2,73 0,996833 3,06 0.998894 3,39 0,999650
2,74 0,996928 3,07 0.998930 3,40 0,999663
2,75 0,997020 3,08 0,998965 3,41 0,999675
2,76 0,997110 3,09 0,998999 3,42 0,999687
2,77 0,997198 3,10 0,999032 3,43 0,999698
2,78 0,997283 3,11 0,999064 3,44 0,999709
2,79 0,997365 3,12 0.999095 3,45 0,999720
2,80 0,997445 3,13 0,999125 3,46 0.999730
2.8! 0,997523 3,14 0,999154 3,47 0.999740
2,82 0,997599 3,15 0.999182 3,48 0,999749
2.83 0,997672 3.16 0,999210 3,49 0,999758
2,84 0,997744 3,17 0.999237 3,50 0,999767
2.85 0,997814 3,18 0,999263 3,51 0.999776
2,86 0,997882 3.19 0.999288 3,52 0,999784
2,87 0,997948 3,20 0,999313 3,53 0.999792
2,88 0,998012 3,21 0,999337 3,54 0.999800
2,89 0,998074 3,22 0,999360 3,55 0,999808
2,90 0,998134 3,23 0,999382 3,56 0,999815
2,91 0,998193 3,24 0,999403 3,57 0,999822
2,92 0,998250 3,25 0,999423 3,58 0,999829
2,93 0,998305 3,26 0,999443 3,59 0,999835
2,94 0,998359 3,27 0,999462 3,60 0.99984!
2,95 0,998411 3,28 0,999481 — —
2,96 0,998462 3,29 0,999499 — —•
2,97 0,998512 3,30 0,999517
Приложение Vl
Характеристика важнейших минералов
Нмввние Плотность, кг/м" Твердость Химическая формула Состав. % Форма, структура
Ангидрит (гипс) 2950 3,5 CaSO4 CaO —41.2 SO3 —58.8 —
Апатит 3200 5.0 (CI.F)Ca,(PO.)3 — Кристаллическая сплошная
Арагонит 2940 4,0 СаСО3 CaO —56 CO,-44 —
Агат • Азурит 2640 3750 7.0 3,5 SiO_ 2CuCO3 Cu(OH) CuO—69,21 Кристаллическая землистая
Cu(OH)„ CO,— 25.57 H..O—5,22
Анкерит 3000 4.0 m CaFeC-eOg n CuFcGjO,
Арсенопирит 6050 6,0 FeAsS Fe —43.7 As —31,2 Кристаллическая зернистая
S —25.1
Антимонит . 4550 2.0 БЬД, Sb—71,38 Волокнистая
S—28,62
Альбит . . 2640 7,0 NaAISiO,O, — Пластинчатая кристаллы-
чески
Аурипигмент Барит 3500 1,5—2 As,S4 — Хрупкая кристаллическая
4450 3,0 BaSO, BaO — 65,7 SO, — 34,3 А|Д-74.0 H2O — 25.0 ГИастинчатая зернистая
Боксит 2550 3.0 AlaOa2H-O Зернистая землистая
2700—3100 2—3 (HKWMgFc). Листовая столбчатая
AI(S1O4), Землистан сплошная
Борнит , 4500—5400 3.5 Cu2SC nSFcS Co— 63.3 Fe— 11,1
S—25,6
Бурый железняк . . • • . . 3500 5.2 2F,O3 3H.O Fe—59,8 O— 25.7 Землистая сплошная
HaO—14,5
Вием ювын блеск ..... 6500 2 Зериисыя
Вольфрамит . . Вад . • 7350 4500—5000 5,5 (Fe, Мп) WO4 Змесь окяслов Мп, Са, Си FeMn—30,1 0-17,8 Кристаллическая сплошная Землистая сплошная Зернистая землистая
Гематит . ...... 4270—4350 5100 3—3.5 6 FeA Fe—69,6 0—31,1 Сплошная зернистая
3800 5 — FeaO.—89,7 [LO—10.3
Гидрослюды • - Глауберова соль • • Гранат .... Гипс ... • Диаспор Доломит 3,0 K<4Ala((Si А1),О101Х '0-10 0 Т онкочешуйчатая
1400 4300 2310—2330 3300 2850 1.5 7.5 1.5-2 6 4 xiom, Na,SO.I0H2O Ca3AI.Mg.,AI3 OS0.2H.0 А1,ОаН2'О (CaMg) (C0„)3 ALO3—85,07 ICO—14,93 CaO—30,4 MgO—21.9 Кристаллическая зернистая Сплошная волокнистая Землистая сплошная
CO—47.7
Железный колчедан .... 5020 6,0 FeS3 Fe—46,5 S—63,5
3700 3,5 FeCO3 FcO—62.08 —
Железный шпат (сидерит) - COa—37,92 Кристаллическая дендрн-
15600 — ческая
Ильменит Кальцит • 4500—6000 5-6 FcTiO, — Пластинчатая кристалли- ческая
2700 3 CaCO, NaCl CaO—56,0 CO,—44,0 Na-39.4 Кристаллическая землистая Кристаллическая зернистая
Каменная соль - • 2100 Q—60,6
Каолин 2650 1600 8000 7 1.0 2,0 AlsSiO6-2H,O SIG, KMgCl, 6HaO nigs Hg—86,2 S'—13,8 Кристаллическая сплошная Кристаллическая сплошная
Кобальтовый колчедан . . . 4800 4600 5,5 1.8 R3S., где R—Nl, CO, Fe CuS Си—56,5 1 S—33.5 Зернистая землистая
СП
Незнание Плотность, кг/№ Твердость .Химическая формула Состав, % Форма, структура
Корунд 3900 9,0 А1.Оа Al—58,2 Кристаллическая зернистая
Красный железняк ... 5100 6 FCaQ, CiijO, 0—41,8
Куприт ... СООО 4 0 Cu—88,8 Кристаллическая
Лимонит (см. бурый желез- O—II.2
няк) Магнезит 4000 3060 5.5-5 4 Fe3(OH)„FeO, MgCO, MgO-47,8 Сплошная зернистая Сплошная почковатая
Могнетнт 5170 6 Fc3O4 COa—52,2 Fc—72,4
Малахит 3950 4,0 Cu,(OH)aC03 0—27,6 Cu—57,5 Почковатая лучистая
C02—19,9
Марказит Манганит 4800—4900 4300 6—6,5 4.0 FeS„ MnaOaH2O HeO—6,1 Mn—62,5 Кристаллическая зернистая 1 кольчатая кристаллическая
0—27,3
Медный блеск Мусковит Опал .... Ортоклаз ОсмнстыЙ иридий Охры железные Платина Пирит . . 5500—5800 2800—3000 2100 2550 19000—21000 4000 19000 5020 2,5—3 2—2,5 6,0 6,0 6 7 4,3 6,0 Cu.S (H. K)AlSiO. SlO2nH-O KAJSisOe 1ГЧ As(cRh, Pt, Ruh др ) FcjOa или (FeOH)eFeBOa Pt FeSj НЯО—10,2 H3O—В- 12 Fe—46,5 Сплошная игольчатая Листовая Массивная Зернистая пластинчатая Землистая Зернистая игольчатая Зернистая кристаллическая
Пиролюзит 4820 2,2 MnOs S—53,7 Mn—63,2 Игольчатая листовая
Плавиковый шпат 3100 4,0 Ca Fc« О—36,8 Ca—51,28
Псиломелан 4200 5,5 H8MnO8 F—48,72 Массивная почковатая
Пироксен . Плагиоклаз Родонит Родохрозит . ... Рутил Роговая обманка Свинцовый блеск ... Сильвинит ....... Сурьмяный блеск . . . - Сфалерит . . . Сера ..... ... Серпантин Смитсонит Гурмални . Титанистый магнитный же- лезняк . , Титанит Флюорит Халцедон (кварц) . . . Халькозин Халькопирит . . - Хризоколла лромнт ... э Циркон 3530 2700 3540 3520 4200 2900—3400 7500 1900 4670 3950—4000 1900 2500—2600 4500 3100 4800 3500 3300 2650 5500 4200 2100 4450 4700 6,0 5—7 6,0 4,0 6,0 5—6 2,5 2,0 2,0 4.0 1.5 3-4 5.0 7,5 5?5 4,0 7,0 2,5 3,5 3.5 5,5 7.5 Ca(MgFe) (SiO8)3 n Na[AISi.Oe] X X m CatAljSIgOs] MnSiO3 MnCO* TiOa (Ca.Fe Mg)(SiOs)a PbS КС! NaCI Sb^a ZnS S H^MfoSiA ZnCO3 Fe.Mg и щелочи AleB„(OH)3SiO4 Fe3O4-FeTlOg CaSiTiO3 CaF2 SiO. CuaS CuFeS, CuSiOa 2H,O FeCr2O4 ZnSiO8 MnO—42,0 SiO-—46,0 MnO—61,70 CO.—38,3 Ti-61,0 0-39,0 Pb—86,6 S—13,4 Sb—71,4 S—28,6 Zn—67,1 S—32,9 —19 * Cu—79,85 S—20,15 Cu—34,57 Fc—30,54 S—34,69 Cu—36,1 SiOa—34,3 HjO-20,5 FeO—32,0 Сг3О,—68,0 Кристаллическая Кристаллическая массивная Листовая Кристаллическая зернистая Зернистая Кристаллическая столбчатая Столбчатая зернистая Кристаллическая землистая Кристаллическая массивная Пористая Призматическая Пластинчатая массивная Кристаллическая Криста тлнческая Сплошная Зернистая сплошная Призматическая округлая
ОГЛАВЛЕНИЕ
Предисловие 3
Введение ... 5
Глава I. Состав и свойства углей 9
Глава II. Методы отбора проб и их назначение 25
Глава III. Исследование гранулометрического состава углей 39
Глава IV. Фракционный состав углей .................52
Глава V. Определение обогатимости углей 59
Глава VI. Планирование и анализ экспериментов 78
1. Постановка задачи . . 79
2. Регрессионный анализ 80
3. Факторное планирование 88
4 Выбор параметра оптимизации и факторов 96
5. Сбор и использование информации 97
6. Выбор схемы проведения опытов 98
7. Обработка результатов экспериментов 99
8. Объяснение результатов и принятие решений 99
Глава VII. Специальные методы исследования 106-
Глава VIII. Опробование процессов обогащения 136-
Глава IX. Исследование исходного угля и продуктов обогащения 175-
Глава X. Выбор технологической схемы по результатам исследования
углей на обогатимость ............. 185
Глава XI. Технологические расчеты показателей и оценка результатов
обогащения 219
Список литературы 247
Приложение I 249
Приложение II . 251
Приложение III 252
Приложение IV . 252
Приложение V . . . . . 253
Приложение VI ... 258
ИЕ № 1422-
ТИМОФЕП ГРИГОРЬЕВИЧ ФОМЕНКО
ВИЛЬЯМ САМУИЛОВИЧ БУТОВЕИКИй
ЕВГЕНИЯ МИХАИЛОВНА ПОГАРЦЕВА
Исследование углей на обогатимость
Редактор издательства В. П- Купим
Переплет художника Ю. А. Ноздрина
Художественный редактор О. Н. Зайцева
Технические редакторы Н. Ю. Якуимнскдя. О. А. Болтунова
Корректор М. П. Курыдева
Слано в набор 05.04.78. Подписано печать 09.11.7В. Т-18451.
Формат бОхЭО’/м Бумага № 2. Гарнитура литер. Печать высокая.
Печ. л. 16.5. Уч.-мзд. л. 17,28. Тираж 1600 экз. Заказ 1402/6462-11,
Цена I р. 10 к.
Издательство <Недра>. 103633. Москва. К 12 Третьяковский проезд. 1/19.
Московская типография № 6 Союэполнграфпрома
при Госуаарствениом комитете СССР
по дезам издательств, полиграфии я книжной торговли.
109088. Москва. Ж-88. Южнопортовая ул , 24