/






















































Текст
ЭЛЕКТРОМОНТЕРА
И.А.ЧЕРНЫЙ
МОНТАЖ
ЭЛЕКТРОПРОВОДОК
В ПЛАСТМАССОВЫХ
ТРУБАХ
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Выпуск 330
И. А. Ч Е Р Н Ы Г1
МОНТАЖ
ЭЛЕКТРОПРОВОДОК
В ПЛАСТМАССОВЫХ
ТРУБАХ
«Э Н Е Р Г И Я»
МОСКВА 1971
6112.14
Ч 19
УДК 621.315.3
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Большим Я. М., Каминский Е. Ф., Мандрыкин С. А., Розанов С. Г1.,
Синьчугов Ф. И., Смирнов А. Д., Соколов Ь А., Устинов П. И.
Черный И. А.
Ч 49 Монтаж электропроводог в пластмассовых тру-
бах. М., «Энергия», 1971.
56 с. с илл. (Б-ка электромонтера, вып. 330)
В брошюре приводится техническая характеристика н описывается
технология обработки пластмассовых труб при заготовке узлов трубо-
проводов, предназначаемых для прокладки в них проводов и кабелей.
Детально рассматриваются способы изгибания пластмассовых труб,
соединения их при помощи сварки и другими методами, и крепления
труб к аппаратам и ящикам.
Описаны особенности монтажа и прокладки открытых и скрытых
электропроводок в пластмассовых трубах.
Брошюра предназначена для электромонтажников, занятых иа
монтаже электрооборудования промышленных и жилых зданий и со-
оружений, а также для прорабов и мастеров электромонтажных орга-
низаций.
3-3-9
.183-70
6112.1-1
Игорь Александрович Черный
Монтаж электропроводок в пластмассовых трубах
Редактор Масанов И. Ф.
Обложка художника И. Т. Ярешко
Технический редактор М. П. Осипова Корректор И. Д. Панина
Сдано в набор 23/XI 1970 г. Подписано к печати Б/VIII 1971 г. Т-13340
Формат 84Х1081'S1 Бумага типографская № 2
Усл. печ. л. 2,94 Уч.-изд. л. 2,88
Тираж 18 000 экз. Цепа II коп. Зак. 1511
Издательство .Энергия*. Москва, М-114, Шлюзовая^наб., 10.
Московская типография № 10 Главполиграфпрома
Комитета по печати при Совете Министров СССР
Шлюзовая наб.. 10
КРАТКИЕ СВЕДЕНИЯ О ПЛАСТМАССОВЫХ ТРУБАХ
В настоящее время начинают находить широкое при-
менение электропроводки в пластмассовых (полиэтиле-
новых, полипропиленовых и винипластовых) трубах.
Эти трубы обладают хорошими механическими и изоля-
ционными свойствами, а также противостоят влиянию
агрессивных химических сред. Они удобны в монтаже,
легко обрабатываются, соединяются и гнутся. Приме-
нение пластмассовых труб для электропроводок разре-
шено инструкцией Главэлектромонтажа Министерства
монтажных и специальных строительных работ СССР
[Л. 1], согласовано с Главным Управлением пожарной
охраны Министерства внутренних дел СССР и Госэнер-
гонадзором Министерства энергетики и электрифика-
ции СССР.
Полиэтиленовые трубы выпускаются по МРТУ6
№ 05-918/917-67 из полиэтилена высокой и низкой плот-
ности. Полиэтилен морозоустойчив, не гигроскопичен,
однако подвержен старению и горюч. Вследствие малой
адгезии полиэтилен плохо склеивается и окрашивается.
Полипропиленовые трубы выпускаются по МРТУ6
№ 5-1045-67. Свойства полипропилена и полиэтилена во
многом совпадают. Однако полипропилен обладает по-
вышенной хрупкостью при отрицательных температурах
и большей термостойкостью. Винипластовые трубы вы-
пускаются по сортаменту ТУМХП 4251-54. Налажива-
ется выпуск винипластовых трл б по нормали машино-
строения МН 1427 61 К достоинствам винипласта отно-
сятся атмосферостойкость, водостойкость и негорючесть
(самозатухание после удаления пламени). Его недостат-
ком является сравнительно малая теплостойкость (до
80° С). Винипласт, полипропилен и полиэтилен хорошо
прессуются, штампуются, экструдируются и перераба-
тываются литьем под давлением. Сортамент пластмас-
совых груб, применяемых в электропроводках, приве-
ден в табл. 1.
3
Таблица 1
Сведения о пластмассовых трубах, применяемых в электропроводках1
Наружные диаметры, мм Внутренние диаметры труб, мм
полиэтиленовых винн пластовых поли п ропилеиовых
Низкой плотности по МРТУ» Л’2 05-918-37 Высокой плотности по МРТУЗ № 05-917-67 по ТУМХП 4251-54 по МН 1427-61 по МРТУ6 № 05-1045-67
Легкий ТИП средне- легкий тип с| едний тип тяжелый тип средне- легкий тип средний тип тяжелый тнп 1 легкий тип средний тип легкий гип средний тип тяжелый тип средний тип тяжелый тип особо- тяжелый тип
20 — — 14,4 11,8 — — 15,0 15 16,0 15,6 15,2 — — 14,0
25 — 20,0 18,4 15,0 — — 19,2 21 19 21,0 20,6 20,2 — — —
32 — 25,8 23,4 19,2 — 27,0 24,8 26 24 27,6 27,2 26,0 — 26,0 22,6
40 35,0 32,6 29,6 24,2 — 34,2 31,0 33 30 35,6 35,2 32,8 — — —
50 44,0 41,0 37,2 30,2 45,0 44,0 39,0 43 39 45,2 44,2 41,0 — — —
63 55,6 51,8 47,0 38,4 56,8 54,2 49,2 54 49 57,8 56,0 51,8 55,8 51,2 45,4
1 Толщины стенок труб приняты с положительными допусками
ОБЛАСТЬ ПРИМЕНЕНИЯ ПЛАСТМАССОВЫХ ТРУБ
В ЭЛЕКТРОПРОВОДКАХ
Условия применения пластмассовых труб в электро-
проводках зависят от их физико-механических свойств
и обусловлены требованиями пожарной безопасности.
Электропроводки в пластмассовых трубах разрешается
применять в сухих, влажных, сырых, особо сырых и
пыльных помещениях, в помещениях с химически ак-
тивной средой, в наружных установках, а также в аг-
рессивном грунте для защиты прокладываемых в них
проводников (с некоторыми ограничениями) Примене-
ние электропроводок в пластмассовых трубах запрещено
в пожароопасных и взрывоопасных помещениях.
Электропроводки в полиэтиленовых и полипропиле-
новых трубах запрещается применять также в зданиях
ниже II степени огнестойкости, т. е. в таких, у которых
имеются горючие стены, перекрытия и переборки. В зда-
ниях выше II степени огнестойкости эти трубы разреша-
ется применять только для скрытых электропроводок.
Электропроводки в винипластовых трубах разрешается
применять в зданиях любой степени огнестойкости. При
этом в открытых и скрытых электропроводках впнипла-
стовые трубы прокладывать непосредственно по несго-
раемым, трудносгораемым и сгораемым стенам, пере-
крытиям и конструкциям. По сгораемым стенам и коп
струкцням они должны прокладываться по прослойке из
листового асбеста толщиной 3 мм или слою штукатурки
толщиной 5 ami, выступающим по сторонам трубы на
5 мм (минимально допустимые размеры). Запрещается
применять электропроводки в полиэтиленовых и поли-
пропиленовых трубах и открытые электропроводки в ви-
нипластовых трубах в некоторых специальных зданиях
и помещениях, па сценах и в кинобудках зрелищных
предприятий и клубов, в детяслях, детсадах, пионерла-
герях, больницах, на чердаках, а также в животноводче-
ских помещениях совхозов и колхозов.
Исходя из условия удешевления работ следует приме-
нять для электропроводок, как правило, пластмассовые
трубы с наименьшей толщиной стенок, в пределах их
сортамента Трубы с большей толщиной стенок рскомен
дуется применять для прокладки в фундаментах, бетон-
ных массивах и т. и. условиях, при которых замена труб
после их прокладки затруднена.
2—1511 5
ПРОВОДНИКИ ПРИМЕНЯЕМЫЕ ДЛЯ ЭЛЕКТРОПРОВОДОК
В ПЛАСТМАССОВЫХ ТРУБАХ. ВЫБОР ТРУБ
ДЛЯ ЭЛЕКТРОПРОВОДОК
Для электропроводок в пластмассовых трубах в за-
висимости от характеристики окружающей среды допус-
кается применять провода и кабели, указанные в табл. 2.
Таблица 2
Марки проводов и кабелей, рекомендуемые для
электропроводок в пластмассовых трубах, в зависимости от
характера окружающей среды
Характеристика помещения и среды
Марки Вид электро- ч <L> <ь> к ® • ® - £ £ . s 3 о £ а>
проводов и кабелей п роводкн хое 11 5 X £ га &о £ X £ £ X ° с о 2 U,
о Е m о О С. О О х 3 S л в ш
АПВ Открытая п - + + + —
Скрытая - + + + + —•
АПРТО Открытая - + + + + —
Скрытая - г + + + + —
АПРВ Открытая - г + — — — —
Скрытая - г + + — — —-
АПР Открытая - г + — — — —
Скрытая - — — -— — —
А ПНВС Открытая Н г + — — —-
Скрытая - - + — —- — —
АППВ- <)тк рытая - г + — — — —-
Скрытая - г + — —- — —
АП1Г Открытая - + — —• —- ——
Скрытая — — — — -—
АВРГ Открытая + + + + + +
Скрытая - г + + + + +
АПРГ Открытая - - + + + + +
Скрытая - h + + + + +
1 Только на отдельных участках относительных сетей. Обозначения. + допус-
кается; — не допускается.
Краткие технические данные проводов и кабелей приво-
дятся в табл. 3.
Для прокладки электропроводок в пластмассовых
трубах в жилых зданиях и на промышленных предприя-
тиях должны, как правило, применяться провода и ка-
бели с алюминиевыми жилами. Применять провода и
кабели с медными жилами можно только в случаях.
6
Таблица 3
Основные технические данные установочных проводов и
кабелей с алюминиевыми жилами, применяемых для
электропров< док в пластмассовых трубах
Наименование Марка Основные параметры
Число жил Сечение, Напря- жение , в
Провод с резиновой изоляцией в оплетке из хлопчатобумажной пряжи, пропитанной противо- гнилостным составом АПР 1 2,5—150 G60
То же с полихлорвиниловой изо- ляцией АПВ 1 2,5—120 500
То же е резиновой изоляцией в полихлорвиниловой оболочке АПРВ 1 2,5; 4; 6 660
То же с найритовой резиновой АПН 1 2,5 500
изоляцией 2; 3 2,5; 4 500
То же с полихлорвиниловой изо- ляцией, двухжильный, плос- кий АППВ; АППВС 2; 3 2,5; 4 6 500
То же с резиновой изоляцией в АПРТО 1 2,5—150 660
оплетке из хлопчатобумажной 1; з 2,5—70 600
пряжи, пропитанной противо- гнилостным составом, для про- 4; 7 10; 14 2,5—10 2,5 660 6ь0
кладки в трубах 3+1 2,5—50 660
Кабель с резиновой изоляцией, в полихлорвиниловой оболочке, небронированный АВРГ 1 2; 3 4—50 4—50 1 000
То же в резиновой негорючей оболочке АНРГ 1 2; 3 4—150 4 1 000
специально указанных в проекте. Минимальные сечения
изолированных проводов с алюминиевой жилой для про-
кладки в трубах 2,5 мм2 и проводов с медной жилой
1 мм2. Специально для прокладки в трубах предназна-
чаются провода марок АПВ и АПРТО. В том случае,
если, согласно данным табл. 2, для прокладки в пласт-
массовых трубах допускаются провода нескольких ма-
рок, следует применять провода АПРВ и АПР. Провода
АППВС, АППВ и АПН разрешается применять для про-
кладки в пластмассовых трубах только на отдельных
коротких участках осветительных сетей.
Кабели АВРГ и АНРГ допускаются к применению
для прокладки в пластмассовых трубах в сырых и осо-
бо сырых пемегцепиях, в помещениях с химически ак-
тивной средой, а также в отдельных случаях при надле-
2* 7
Таблица 4'-
оо
Наружные диаметры проводов и кабелей, приме няемых для прокладки в трубах, мм
Сечение, мм} Диаметры проводов и кабелей, мм
одножильные двухжильные трехжнльные че гырехжильные
ПР-060. АПР-660. АПРВ-660. ПРВ-660 ПРТО-560, АПРТО-660 ПВ-500, АПВ-500 ВРГ-500, АВРГ-500, НРГ-500, АНРГ-500 АП РТО-660, П РТО-660 ВРГ-500. АВРГ-500. НРГ-500. АНРГ-г00 ПРТО-5'iO, АПРТО-560 врг-: оо, АВРГ-500. НРГ -500, АНРГ-500 ПРТО-5 >о АПРТО-560
1,5 4,0 4,0 3,4 7,4 8,0 7,4X10,8 8,8 11 9,6
2,5 4.7 4,4 4,2 7,8 9,0 7,8X11.6 9,6 12,2 10,6
4,0 4,9 4,9 4,6 8,2 10,0 8,2X12,4 10,6 13,1 11,7
6,0 5,4 5,4 5,1 8,7 11,0 8,7X13,4 11,7 14,1 12,9
10,0 7,6 6,6 6,8 11,0 13,4 18,6 14,3 19,7 15,8
16,0 8,9 9,0 7,8 12,0 17,7 20,6 18,9 21,8 21,0
25,0 10,6 10,7 9,5 13,7 21,1 24,0 22,5 26,5 25,1
35,0 11,8 11,8 10,7 14,9 23,4 27,4 25,0 29,1 27,8
50,0' 13,8 13,9 12,7 16,9 27,5 32,4 29,5 34,4 32,9
70,0 15,4 15,5 14,3 18,5 30,7 35,6 32,9 37,8 36.7
95,0 17,6 17,8 16,5 20,7 35,3 40,0 37,9 42,6 42,3
120,0 20,1 19,8 18,1 22,3 38,9 43,2 41.6 46,0 46,4
150,0 22,1 21,9 — 25,3 — 49,2 — 52,3
жащем обосновании и когда требуется дополнительная
защита проводки от воздействий внешних факторов или
повышенная ее надежность. В грунте в пластмассовых
трубах разрешается прокладывать только кабели.
Марки проводов и кабелей с медными жилами, ко-
торые в оговоренных случаях могут применяться для
-00
-40
-40
-30
-30
-20
-20
-70
00
-4s
-30
-00
-20
-20
-00
-40
-30
-30
-20
-20
-70
-9
-7
-0
-0
-4
-3
-2
Рис. 1. Номограмма выбора труб
для прокладки проводов и кабе-
лей.
9
прокладки в пластмассовых трубах, выбираются в за-
висимости от характеристики окружающей среды анало-
гично проводам и кабелям с алюминиевыми жилами.
Выбор пластмассовых труб для электропроводок и оп-
ределение их разъемов можно производить по номо-
граммам (на рис. 1 и 2*) и расчетным формулам, при:
веденным в табл 5, с использованием данных, приведен-
ных в табл. 1, 4 и 6.
Сначала по табл. G определяют сложность протяжки
проводников через трубопровод соответствующей конфигурации.
Например, при затягивании проводников в трубопровод с одним из-
гибом 90° и двумя изгибами по 120° длиной до 50 м в соответствии
со строкой 3 табл. 6 сложность протяжки относится к категории А,
а при длине трубопровода до 30 м — к категории Б. При длине
трубопровода более 50 м применительно к данному случаю конфи-
гурации трубопровод пришлось бы разделить на отдельные участки
меньшей длины путем установки на нем дополнительных протяжных
коробок и определить для каждого участка сложность протяжки
проводников.
После определения сложности протяжки устанавли-
вают наружные диаметры подлежащих затяжке в тру-
бопровод проводов и кабелей по данным, приведенным
в табл. 4, или по каталогам и справочникам. Выбор
размера пластмассовых труб (внутренние диаметры)
производят по номограммам, представленным на рис. 1
и 2. Номограммы составлены в соответствии с расчетны-
ми формулами, приведенными в табл. 5, с учетом слож-
ности протяжки и размера наружных диаметров про-
водников, соответствующих данному случаю.
На левой стороне номограммы рис. 1 изображены
четыре вертикальные оси с делениями, соответствующи-
ми размерам прокладываемых проводников: три из них
относятся к категории сложности А, Б и В при проклад-
ке в трубе проводников общим количеством от 3 до 50,
а четвертая ось (Г и 2')—к любой категории сложно-
сти прокладки одного или двух проводников. На правой
стороне номограммы изображены четыре вертикальные
оси с делениями, соответствующими количеству прокла-
дываемых в трубе проводников, применительно к конк-
ретным расчетным случаям, аналогичным четырем ле-
вым осям номограммы. Посредине номограммы изобра-
жена вертикальная ось с делениями размеров внутрен-
них диаметров труб.
* Номограммы разработаны институтом ВНИИПроектэлектро-
монтаж. Авторы разработки Хэйфец Э. И. и Черный И. А.
!0
1 аблица ,5
Расчетные формулы для выбора диаметров труб по условиям протяжки проводов и кабелей
Категория Один провод или кабель Два провода или кабеля Три или более проводов
сложности протяжки одного диаметра разного диаметра илн кабелей
А D 5г 1 .55^ D^2,7d £>35 1,35 (rf, 4-rf2) 0,32 D1 Szrh-l? + «2d| + -..
Б D^: l,4d D^2,5d £> 35 1.25 (</, + </2) 0,4 + nad^+,..
В D 5= 1 25rf D^2,4d £> 35 1.2 № + d2) 0.45 D25=nid2 + n2d^+...
Примечание. d, dt, dt — наружные диаметры проводов или кабелей, мм; пи па — число проводов (кабелей) данного диаметра;
D — внутренний диаметр трубы, мм.
Таблица 6
Категория сложности протяжки проводников для участков трубных разводок в зависимости
от их конфигурации
№ п/п. Количество изгибов иа участке Количество изгибов прн величине углов Допустимая длина трубных разводок в за- внснмо.'ти от категории сложности протяжки проводников
90—105° 120—150° 90—1ио° и 120—150° А Б В
I н, ** Прямой участок — — — 100 75 50
2 Одни илн два 1 . 2 — 75 50 30
3 Два или трн 2 3 1 н 2 50 30 20
4 Три или пять 13J 4 1 и 3 2 и 2 40 25 15
5 Четыре илн пять 4 5J 1 и 4 2 н 3 3 н 2 20 10
Примечание. При большем количестве изгибов илн большей длине трубопроводов должны быть предусмотрены дополнительные
протяжные коробкн.
Для определения необходимого размера внутреннего
диаметра трубопровода при прокладке в нем несколь-
ких проводников одинакового размера на осях номо-
граммы соединяют пунктирной прямой деления, соответ-
ствующие диаметрам и количеству проводников. Цифра
в месте пересечения указанной прямой со средней осью
номограммы соответствует требуемому внутреннему
диаметру трубы.
При прокладке в трубопроводе нескольких провод-
ников различных диаметров сначала таким же способом
определяют так называемые фиктивные диаметры (Дь
Да; Д.3 и т д.) труб для прокладки в них каждой группы
проводников одинакового размера. Требуемые действи-
тельные внутренние диаметры труб определяют по со-
отношениям:
при двух проводниках в трубе Д—------%~“>
при числе проводников больше двух
д=у д;+д22+д32 + ...
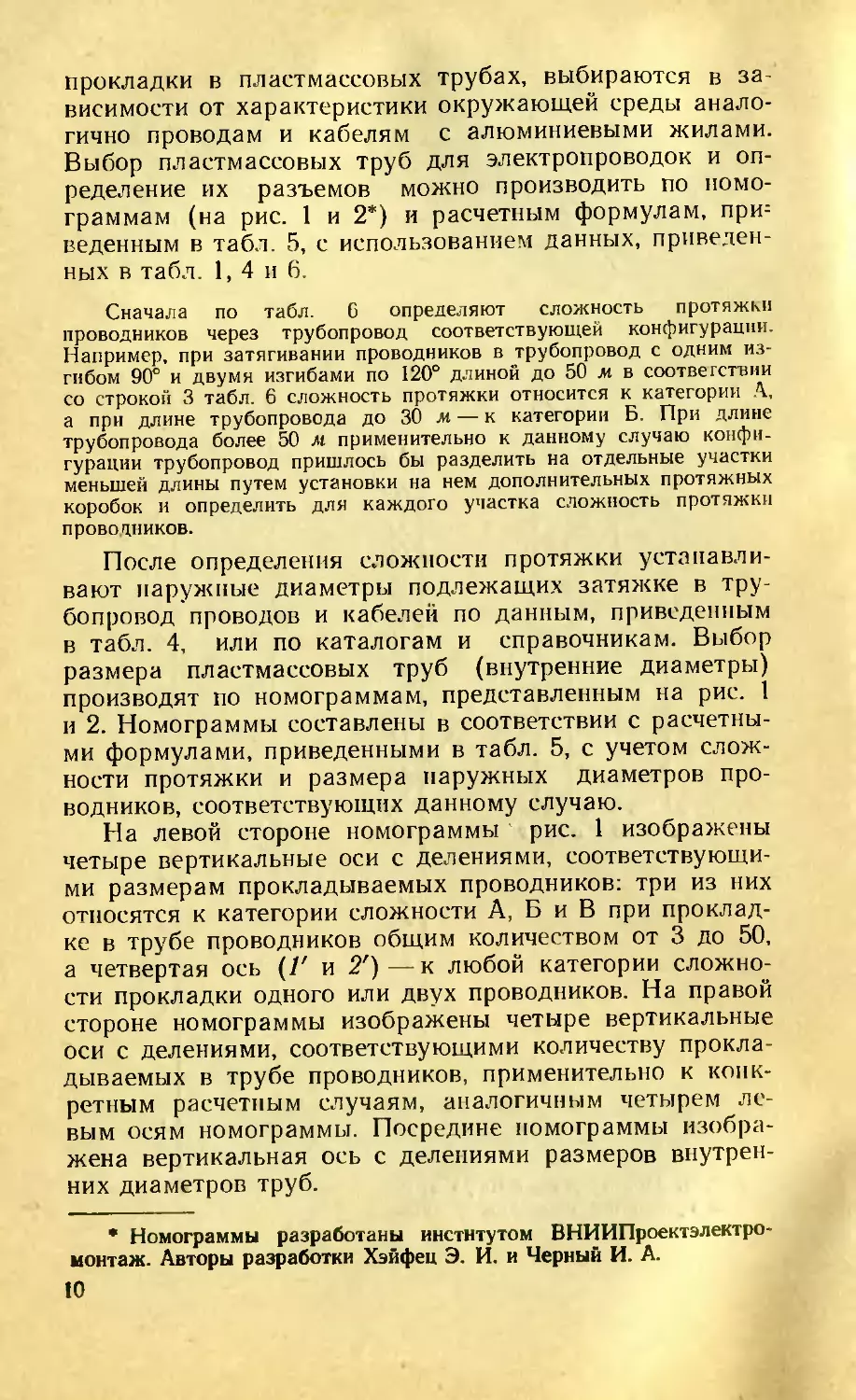
Если в последнем случае прокладываются только две
гр\ппы проводников, действительные диаметры труб по
их фиктивным диаметрам находят по номограмме рис. 2.
Например, при прокладке в трубе девяти проводников диамет-
ром по 7 мм и двух проводников диаметром но 9 мм для категории
сложности прокладки Б фиктивные диаметры труб будут соответ
ственпо 33 и 20 мм (рис. 1 пунктир). Соответствующий действитель-
ный внутренний диаметр трубы оказывается равным
Д = К ЗЗ2 + 902 = эд мм
Тот же результат получается по номограмме, приведенной на
рис. 2. По данным расчета в соответствии с табл. 1 для прокладки
проводников в настоящем примере можно применить трубу из по-
лиэтилена низкой плотности, легкого типа с наружным диаметром
50 мм.
Выбор размера труб можно также осуществлять по
таблицам, приведенным в инструкции [Л. 1], составлен-
ным в соответствии с сортаментом труб и размерами
проводников различных марок. При этом необходимо
учитывать, что при изменениях сортамента труб или ма
рок проводов каждый раз придется составлять новые
таблицы, в то время как номограммы являются уни-
версальными (рис. 1 п 2 остаются без изменения.) На-
пример, в настоящее время изменился сортамент поли-
12
этиленовых трубя выпушены полипропиленовые трубы
и новые провода марок АПР, ПР, АПРТО и ПРТО на
660 в, что вызывает необходимость корректировки таб-
лиц для выбора диаметров труб, приведенных в указан-
ной инструкции.
При выборе
электропроводок
способность этих
впнипластовых труб для открытых
необходимо учитывать повышенную
труб увеличивать свою длину при по-
А.
70 -
-700
—70
-jy
-00
00
00
-80
-00
00
00
4.5
-80
—SS
-70
-00
-S0
40
4t
00
—40
83
-00
-83
30
Z5
20
-4o
p7
z-.y#
-го
-zo
—ro
—30
-25
— 20
— 7S
—70
r
Рис. 2. Номограмма выбора труб для про-
кладки проводов и кабелей двух разных
диаметров при общем числе их более двух
3—15 11
13
вышении температуры. Изменение длины випппласЮ-
вых трубопроводов в зависимости от температуры
определяется в соответствии с коэффициентом линейно-
го расширения винипласта согласно следующим дан-
ным:
Температурный перепад, +°С . . . . 10 20 30 40 50 00
Изменение длины на 1 пог. м трубо-
провода, мм +................. 0,8 1,6 2,4 3,2 4,0 4,8
Температурный перепад определяется как макси-
мально возможная разность температур при монтаже
трубопровода и в условиях его эксплуатации, с учетом
теплоотдачи электропроводки, нагреваемой токами на-
грузки. Согласно ПУЭ максимально допустимая темпе-
ратура электропроводок не должна превышать 65° С.
С учетом теплоотдачи максимально возможная темпе-
ратура трубопровода с электропроводкой в зависимо-
сти от температуры помещения может изменяться в пре-
делах примерно от 35 до 60° С.
Например, если трубопровод будет монтироваться при темпе-
ратуре +20° С и возможная температура его нагрева равна 55° С,
то соответствующее температурное изменение длины трубопровода
составит 2,7 мм на 1 пог. м. Если трубопровод будет монтироваться
при более низкой температуре (например, при +5° С), температур-
ное изменение его длины будет больше, что вообще нежелательно.
Температурные изменения випипластовых трубопро-
водов могут компенсироваться за счет их конфигурации.
Компенсирующая способность випипластовых трубопро-
водов за счет их конфигурации проверяется при помощи
кривых (рис. 3).
Например, открытый винипластовый трубопровод с электропро-
водкой, конфигурация которого показана на рис. 3,о, имеет услов-
ный проход 32 мм и монтируется при температуре 25° С при макси-
мально возможной его температуре 55° С. Тогда, согласно проведен-
ным данным, возможное температурное удлинение на 1 м трубо-
провода составит 2,4 мм. При длине отвода, присоединенного к
жестко закрепленной коробке, Н— 1 200 мм допустимое удлинение тру-
бопровода Л1 составит 73 мм. Большее удлинение не может быть
допущено, так как это вызвало бы недопустимые напряжения при
деформации в месте поворота трубы к коробке. Допустимая длина
винипластового трубопровода от места неподвижного крепления и
до поворота составит:
73
/ = л-т = 30,4 м.
2,4
При такой или меньшей длине трубопровода температурные
удлинения будут компенсироваться за счет его конфигурации. При
большей длине трубопровода на нем следует установить сальнико-
14
Рис. 3 Определение компенсирующей
способности випипластовых трубопро-
водов.
а — определение длины, отвода к коробке;
б — то же высоты «утки»; в — то же рас-
стояния трубопровода от стены. Н — общая
длина отвода, / — расстояние до неподвиж-
ного крепления, AZ — температурное изме-
нение длины трубопровода, /г — расстояние
между подвижными креплениями, 1\ — вы-
сота «утки».
вые компенсаторы (см. рис. 11,а, д), дополнительные колена или
«утки», компенсирующая способность которых рассчитывается ана-
логично, согласно кривым на рис. 3,6.
ОБЩИЕ ПОЛОЖЕНИЯ ПО ОРГАНИЗАЦИИ
ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
Монтаж электропроводок в пластмассовых трубах
должен выполняться в соответствии с проектами по ра-
бочим чертежам. Проектная документация должна со-
3* 15
держать чертежи прокладки тр^б, кабельный журнал,
трубозаготовнтельпые ведомости с указанием необхо-
димых размеров между вершинами углов, величинами
углов, с обозначением деталей (протяжными ящиками,
коробками и пр.), а также спецификации и схемы элект-
ропроводки с указанием электроприемпиков, марок и
сечений проводов. Рабочие чертежи трасс труб для
электропроводки должны быть увязаны со строительны-
ми конструкциями и технологическим оборудованием и
трубопроводами. Трубы и пучки их обозначают на
чертежах одиночными лйниями, возле которых показы-
вают материал и количество подлежащих прокладке
труб, отметки глубины заложения, величины углов изги-
ба, отметки и привязки выходов труб на поверхность,
маркировку труб и пакетов, условные проходы труб
(мм). На блоках дополнительно ставят букву Б.
Обычно монтаж электропроводок в пластмассовых
трубах выполняют в две стадии в соответствии с ука-
заниями, приведенными в инструкции [Л. 1]. К первой
стадии относятся заготовительные работы, выполняемые
в мастерских, и подготовительные работы на монтажном
объекте, включающие приемку от строителей трубных
трасс, с предусмотренными по проекту проходами, за-
кладными деталями, бороздами (штрабамн) для укладки
труб, отверстиями и проемами. Во второй стадии работ
выполняется собственно монтаж, который включает
сборку, укладку и крепление трубной сети, затяжку
в трубопроводы электрических проводов и кабелей,
установку электрооборудования, сборку и опробование
электрической схемы.
Монтажные работы требуют хорошей подготовки.
Прежде всего необходимо подробно ознакомиться с про-
ектной документацией, сделать необходимые выборки
из проектных спецификаций и дать по ним заявки на ма-
териалы и детали; кроме того, заказать в мастерских
требуемые трубные заготовки, конструкции, доставить
на объект монтажа нужные материалы, механизмы и
приспособления, подготовить подмости, инвентарные
вышки и лестницы.
Выбор и разметка трасс электропрово-
док. Подготовка трассдля прокладки труб
Подготовительные работы начинают с уточнения и раз-
метки трубных трасс, мест установки коробок и ящиков.
При этом надо установить расположение осей трубных
16
трасс ii их отметки, сделать привязку с главными осями
сооружений, которые указывают строители. Главные оси
могут быть показаны при помощи натянутой про-
волоки (струны) При выборе трасс для прокладки
пластмассовых труб необходимо следить, чтобы они не
совпадали с дымоходами, боровами и горячими поверх-
ностями, а также имели минимально возможное коли-
чество обходов препятствий и поворотов. На прямых
участках трассы должны проходить параллельно архи-
тектурным линиям и другим ориентирам (карнизы,
оконные или дверные проемы, простенки, пилястры, ко-
лонны, наличники и т. п.). Разметку поворотов трубных
трасс надо делать с минимально допустимым по услови-
ям протяжки проводов радиусом закругления.
При изменении температуры в трубах с электро-
проводкой конденсируется влага. Поэтому трубные трас-
сы необходимо располагать так, чтобы этот конденсат
не мог в них скапливаться. На горизонтальных участ-
ках трасс, при обходе балок и других препятствий на
трубопроводах следует предусматривать установку спе-
циальных коробок для удаления влаги.
Согласно требованиям ПУЭ, II-1-5,3 [Л. 2] электро-
проводки в трубах должны выполняться так, чтобы при
необходимости провода можно было извлечь (вытянуть)
из труб и заменить другими. Для этого па трубопрово-
дах через определенные промежутки устанавливают
протяжные коробки, а также коробки в местах развет-
вления электропроводки (так называемые распаечпые
коробки). Расстояния между коробками определяют по
условиям протяжки через трубы проводов и кабелей
(см. табл. 6 и пример по выбору труб). При разметке
следует обратить внимание на взаимное расположение
и пересечение трасс электропроводок с технологически-
ми трубопроводами, воздуховодами, балками, лотками
и прочими деталями оборудования и зданий.
Расстояние в свету между пластмассовыми трубами
и трубами горячего водоснабжения или отопления при
параллельном прокладывании должно быть не менее
100, а при пересечении — не менее 50 мм. Запрещается
прокладка пластмассовых труб без специальной допол-
нительной защиты в тех местах, где они могут подверг-
нуться ударам. В цехах, где по условиям работ переме-
щаются большие тяжести, трубы нельзя укладывать
в полях. При выборе трасс для прокладки открытых вини-
17
пластовых трубопроводов для электропроводок, учитывая
удлинение труб при повышении температуры, необхо-
димо предусматривать возможность компенсации темпе-
ратурных изменений длины трубопроводов. При этом
коробки и ящики на трубопроводах с электропроводкой
всегда жестко закрепляются на стенах и опорах.
Открыто прокладываемые винипластовые трубопро-
воды не должны касаться стен, строительных деталей
и конструкций. Это условие проверяется при возможных
температурных удлинениях трубопровода, при этом рас-
стояние k трубопровода от стены (рис. 3,в) должно
быть меньше максимального перемещения его горизон-
тальной части вследствие возможного температурного
удлинения. Отметку осей трасс и расположение обору-
дования следует наносить мелом или плотничным каран-
дашом при помощи рейки или шнура. На конструкциях
оси отмечают краской. Вертикальные оси размечают по
отвесу.
Сначала следует производить разметку мест установ-
ки токоприемников и электрооборудования, а затем трасс
трубных разводок и проходов их через перекрытия и
стены. После этого производят разметку мест установки
распаечных и ответвительных коробок, ящиков, а также
опорных и крепежных конструкций, закрепов и скоб.
Разметку следует производить до чистовой отделки по-
мещений. Если все борозды, ниши и проходы для про-
кладки труб не были заготовлены заблаговременно стро-
ителями, то после разметки трубных трасс необходимо
выполнить работы по вырубке недостающих борозд и
отверстий. Это делают с применением пневматических
молотков, штраборезов и другого механизированного ин-
струмента, у которого режущие рабочие органы имеют
наплавку твердыми сплавами. Основания и стенки бо-
розд не должны иметь острых выступов. Ширина и глу-
бина борозд должны соответствовать данным табл. 7.
Переход скрыто проложенных трубопроводов с элект-
ропроводкой с одной стены на другую под углом 90°
может осуществляться соответствующим изгибом труб.
Однако при наименьшем радиусе изгиба, равном 6-крат-
ному наружному диаметру труб, и минимальном слое
штукатурки над ними 5 мм глубина борозд при сим-
метричном заложении труб в обеих стенах должна быть
не менее
/i~2,6d—4 мм.
18
Таблица
Размеры борозд для скрытой прокладки пластмассовых
труб
Наружный диам< тр труб, мм Глубина Г о. О1ДЫ, мм Ширина борозды, мм, при кашпеове груб в борозде
1 1 2 3 4 5
20 25 25 55 90 120 150
25 30 30 65 105 140 175
32 37 37 85 135 175 215
40 45 45 100 160 210 260
50 55 55 120 190 250 310
63 70 70 160 220 300 380
Для применяемых пластмассовых труб глубина бо-
розд в местах таких переходов должна быть не меньше:
Наружный диаметр труб, мм........ 25 32 40 50 63
Глубина борозд для труб, мм...... 61 79 100 126 160
Если в одной стене труба будет закладываться на
меньшую глубину, то в другой степе она соответственно
должна дополнительно примерно на столько же заглуб-
ляться. Для тонких стен и переборок такое заглубление
невыполнимо, поэтому переходы с одной стороны на
другую можно выполнять с применением специальных
протяжных коробок (см. рис. 14, а). Глубина борозд
и гнезд для установки ответвительных или протяжных
коробок и установочных изделий утопленного типа при-
нимается с учетом толщины штукатурного или облицо-
вочного слоя. Ящики, коробки, закладные детали, а
также опорные и крепежные конструкции, закрепляемые
в строительных элементах зданий и сооружений спосо-
бами «замоноличивапия» и «вмазывания», устанавли-
вают в первой стадии производства электромонтажных
работ, одновременно с выполнением пробивных работ.
Конструкции и детали, закрепляемые при помощи рас-
порных дюбелей и способами «приклеивания» или «при-
стреливания», устанавливают обычно в процессе про-
кладки труб во второй стадии работ. Крепежные скобы
и закрепы устанавливают точно по намеченным осям
трубопроводов.
Для компенсанции температурных удлинений часть
креплений открытых винипластовых трубопроводов дол-
жна обеспечивать их свободное передвижение вдоль оси.
Такие крепления называются подвижными. Крепления
19
трубопроводов, которые жестко фиксируют их располо-
жение, называются неподвижными. Расположение
подвижных и неподвижных креплений винипластовых
трубопроводов выбирают в сответствии с расчетом их
компенсирующей способности. По условиям механиче-
ской прочности расстояния между подвижными крепле-
ниями випипластовых труб не должны превышать сле-
дующих величин:
Условный проход трубы, мм 15 20 25 32 40 50
Расстояние между подвижными
креплениями, ллг............1 000 I 4С0 1 800 2 200 2 000 3 000
ОБРАБОТКА ПЛАСТМАССОВЫХ ТРУБ И ЗАГОТОВКА
ТРУБНЫХ ЭЛЕМЕНТОВ
Заготовительные работы предшествуют сборке и про-
кладке пластмассовых труб на месте монтажа и вклю-
чают следующие операции: разметку, резку, правку труб
и снятие фасок, нагревание труб для изгибания и вы-
прессовки па их концах раструбов или изготовления
соединительных раструбных муфт и втулок, изгибание
труб, выпрессовку раструбов на концах труб, отбортов-
ку отрезков труб для получения втулок, соединение
труб сваркой и горячей посадкой (для полиэтиленовых
и полипропиленовых труб), соединение труб склеиванием
(для винипластовых труб), соединение труб с коробками
и ящиками, комплектование и маркировку трубных за-
готовок. Заготовку полиэтиленовых труб больших сече-
ний, а также полипропиленовых и випипластовых труб
целесообразно выполнять в мастерских на специальных
станках и приспособлениях. Заготовку полиэтиленовых
труб средне-легкого и среднего типа с условным прохо-
дом до 25 мм можно производить на месте монтажа,
применяя средства малой механизации, так как при не-
больших сечениях и тонких стенках трубы легко обра-
батываются и гнутся. Это особенно относится к трубам,
поставляемым в бухтах, которые требуют минимального
числа соединений.
Перед разметкой необходимо уточнить заготовитель-
ные размеры труб с учетом припусков па изгибаемые
участки и соединения. Если в проектах отсутствуют тру-
бозаготовительные ведомости и необходимые точные
размеры для заготовки элементов трубных разводок,
таковые устанавливают по предварительным замерам
20
на месте монтажа с составлением эскизов. Для произ-
водства замеров должны быть известны основные кон-
туры сооружения в месте прокладки трубных разводок.
Одновременно с замерами сверяют рабочие чертежи
трубных разводок с натурой, проверяют размещение
оборудования и пересечения труб с другими коммуника-
циями.
Рис. 4. Примеры условных обозначении для состав-
ления замеренного эскиза трубных трасс.
а — выход трубы от коробки с изгибом вперед; б — выход
труб из стенок коробки; в — обход выступов в горизонталь
ной и вертикальной плоскостях; г — участок трубопровода
с «уткой» и с изгибом под разными углами.
Изображение трубной разводки на замерочном эски-
зе выполняют схематически с применением условных
изображений (рис. 4). При этом горизонтальные участки
труб во фронтальной плоскости эскиза или плоскостях,
параллельных ей, изображаются в горизонтальном,
а вертикальные участки — в вертикальном положени-
ях; горизонтальные участки труб, расположенные на
вертикальных плоскостях, перпендикулярных к фронталь-
ной, изображают под углом 45° к горизонтальным пря-
мым. Изгибы труб наносят прямыми линиями, проведен-
ными под углом к вертикальным и горизонтальным уча-
сткам трубных разводок. Внутри углов записывают их
величины (град) и радиусы изгиба (мм). Длины уча-
стков труб до первого поворота указывают от их нача-
ла до вершины соответствующего угла, образуемого
осями труб, а на средних участках между вершинами
углов поворота. В мастерской при заготовке трубных
21
Таблица 8
Определение длины трубной заготовки и расстояний от концов трубы до
начальной и средней точек гнутья, мм (рис. 5)
Угол гнутья, град Длина заготовки L Расстояние до средней точки гнутья, С Расстояние до начальных точек гнутья Вспомогательные расчетные величины
/721 ma а б и д У
90 Z,+Z2—172 р Ц—86 адиус гнутья 86 Р=400 ям 1,-400 Z2—400 400 628 172
105 li+h—90 1,-45 Z2—45 1,-307 Z2—307 307 524 90
120 Z,-J-Z2—43 1— 21.5 Z2—21,5 Z,—231 Z2—231 231 419 43
135 Z,+Z2—17 Z,—8,5 Z2—8,5 Z,—165,5 Z2—165,5 165,5 314 17
150 /, + 12—5 Zi—2,5 Z2—2,5 /,— 107 Z2—107 107 209 5
90 Z,+Z2— 344 Р Zj—172 адиус гнутья Z2—172 Р=800 мм Z,—800 Z2—800 800 1 256 344
105 /, + 12—181 Z,—90,5 Z2—90,5 Z,—614 Z2—614 614 1 047 181
120 Ц+Ъ—86 I— 43 Z2—43 Z,—462 Z2—462 462 838 86
135 Z,-J-Z2—36 Z,—18 Z2—18 Z,—332 Z2—332 332 628 36
150 1^12—10 Z,—5 Z2—5 Z,—214,5 Z2—214,5 214,5 419 10
разводок предварительно определяют действительные
размеры их с учетом угона, т. е. уменьшения длины за-
готовки за счет изгиба, руководствуясь данными табл. 8
и рис. 5. Как видно из таблицы, изменение длины угона
(//) заготовки зависит от величины радиуса и угла, под
которым изгибают трубы.
Разметку труб можно производить совместно с их
разрезанием, правкой и раззенковкой на специальном
станке для производства этих операций, опытные образ-
цы которого изготовлены
трестом Сибэлектромонтаж
(рис. 6). Для обработки
конец трубы заправляют
в правящие ролики 1 станка,
нажим которых регулиру-
ется винтами 2; трубу про-
тягивают между ведущими
роликами 4 и снизу к ней
прижимают мерный ролик <3,
связанный со счетчиком
длины 5. Работа станка и
передвижение труб произ-
водятся от электропривода,
включаемого пусковой кноп-
кой. Остановка станка про-
исходит автоматически по
Рис. 5. Трубная заготовка.
С — средняя точка гнутья; Л1 и
/12 — начальные точки гнутья; 4 н
12 — расстояния от конца трубы до
вершины угла пересечения осевых
линий трубы в точке О; и —рас-
стояние от начальной точки гнутья
до точки О; а, б — прямые участки
трубы; д — длина дуги; у — угон;
#=2н—д- mi, т2 — расстояние от
концов грубы до средней точки
гнутья; L — длина заготовки (L—
команде счетчика длины.
Усилие протяжки труб регулируют винтом 6. Короткие
отрезки труб отмеряют мерной штангой с упором, связан-
ным с микровключателем 8. Отрезку труб и снятие фаски
выполняют резцовой головкой 7 с электрическим прово-
дом и ручной подачей 9. Для этого трубу после протягива-
ния ее через резцовую головку закрепляют пневмоци-
линдром (на рисунке не показан) или в ручном зажиме,
который приводят в действие рукояткой 10. Резцовая го-
ловка имеет два вращающихся резца, из которых один
служит для разрезания трубы, а другой для снятия фас-
ки. Обе операции производят одновременно. При отсут-
ствии станка операции разметки, правки, разрезания и
раззенковки выполняют раздельно. Разметку производят
на разметочных столах обычным мерительным инстру-
ментом: линейкой, рулеткой, штангенциркулем, нутро-
метром. Разметочные линии на трубы наносят мелом
или карандашом.
23
Пластмассовые трубы легко разрезаются на циркуль-
ных пилах. Для чистого обреза торца трубы следует
применять режущие диски без развода зубьев, с умень-
шающейся к центру толщиной, чем достигается сокра-
щение тепловыделения в зоне резания. Невыполнение
этого условия при больших скоростях резания приводит
к нагреванию, оплавлению и частичному изменению
свойств пластмассы в месте разреза трубы. При разре-
зании трубы следует неподвижно закреплять. Разреза-
Рис. 6. Станок для правки, отмерим и резки
пластмассовых труб конструкции треста
Сибэлектромоптаж.
ние (пластмассовых труб можно также производить на
маятниковых пилах. Па рис. 7, а показана такая опыт-
ная пила.
Полиэтиленовые трубы с толщиной стенок до 2,5 мм
можно разрезать ножом, ножовкой или ручными ножни-
цами (рис. 8, а). Снятие фасок на концах труб выпол-
няют при помощи конусных фрез и райберов с углом
заточки 25- -30° и скоростью резания до 1 000 м/мин, ко-
торые применяются для обработки легких металлов.
Нагревание труб для изгибания, выпрессовки раструбов
и отбортовки выполняют в специальных печах и нагре-
вательных шкафах, при этом желательно, чтобы нагре-
вательные устройства были оборудованы терморегули-
ровкой.
На рис. 8, б показано индукционное нагревательное
устройство конструкции треста Сибэлектромоптаж для
разогрева пластмассовых труб при их гнутье. Опытные
экземпляры печи изготовлены из стальной трубы диа-
метром 180 мм с нагревательной обмоткой из провода
24
с термосто. ikon изоляцией. При токе до 15 а и напря-
жении 220 в температура внутри устройства достигает
200°'С.
Рис. 7. Приспособления для обработки пластмассовых труб кон-
струкции б. МО ПЭ О.
а — дисковая пила; б — газовая печь большая; в — горелка ГПВМ-ОЛ е насад-
кой; г — малая нагревательная печь; д — электрический нагреватель для свар-
ки полиэтиленовых и полипропиленовых труб; е — горелка ГПВМ-0.1 с нагре-
вателем для сварки полиэтиленовых и полипропиленовых труб.
25
/
На рис. 7, б' показан опытный экземпляр газовой
нагревательной печи. Печь представляет собой сталь-
ную трубу 1, которая разогревается несколькими (рас-
положенными вдоль нее газовыми горелками 2. Пласт-
массовые трубы вдвигают внутрь печи через отверстия
в поворотных, фиксируемых защелкой дисках 3, facno-
а)
в)
Рис. 8. Устройства для обработки пластмассовых
а — ножницы для резки полиэтиленовых труб; б — устройство для разогрева
то же для изгибания пластмассовых труб;
26
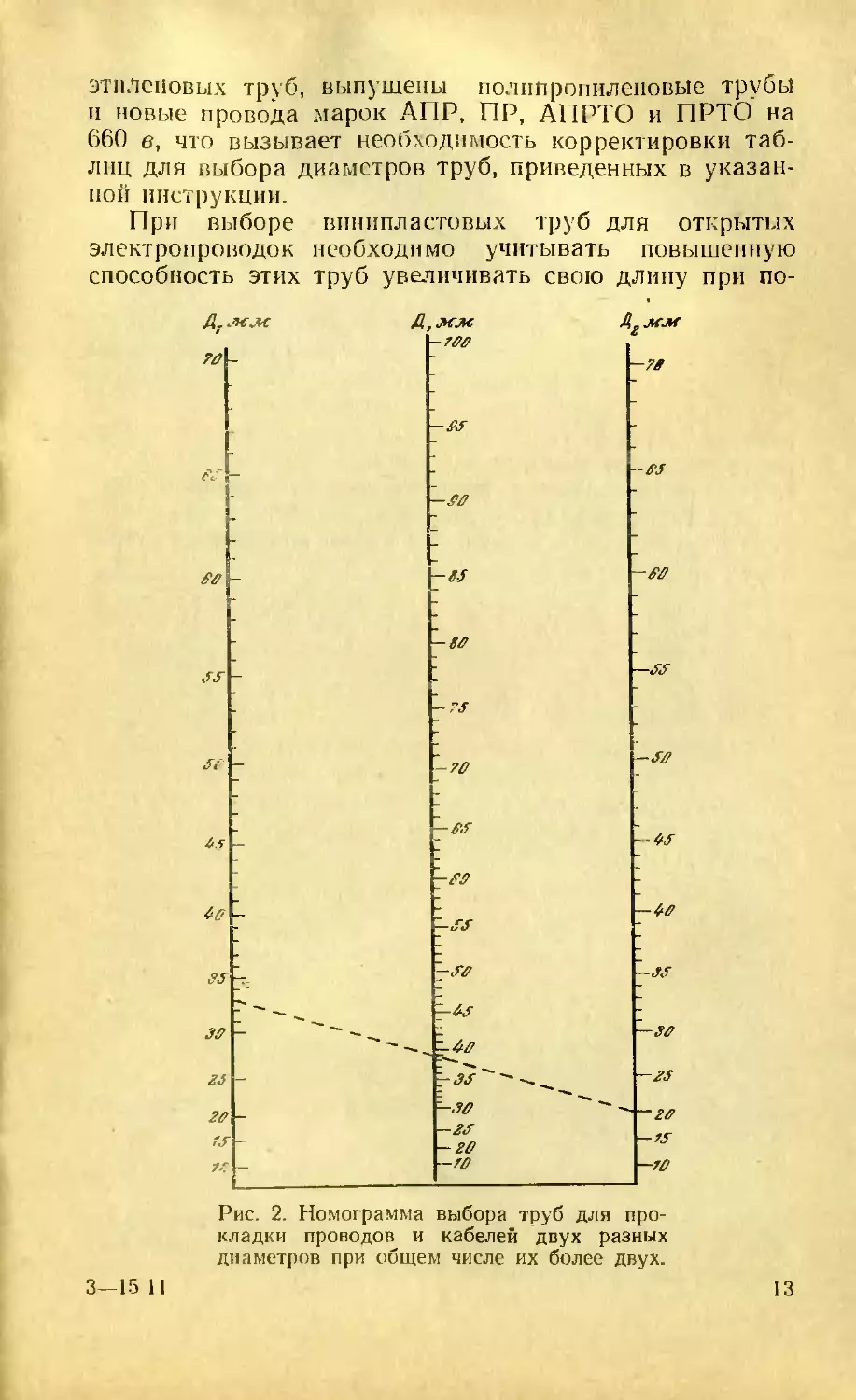
ложсппых у торцов печи. Отверстия в дисках выбирают
по Диаметрам труб. Горелки нормально закрыты подъ-
емным кожухом 4.
Для нагревания пластмассовых труб при их изгиба-
нии могут использоваться также сушильные шкафы, ко-
торые обычно имеются во всех электромонтажных и
труб конструкции треста Сибэлектромонтаж.
пластмассовых труб; в—то же для разогрева концов пластмассовых труб; г —
д — то же для вы прессовки раструбов.
S7
электроремоптных мастерских. Температура горячего роз-
духа внутри таких шкафов должна регулироваться
в пределах примерно до 210° С. В стенках шкафов/пре-
дусматриьаются отверстия для вдвигания труб. Участок
труб, подлежащий изгибанию, должен полностью iaxo-
дпться в нагревательном шкафу. В нагревательных
устройствах трубы не должны соприкасаться с горячи-
ми поверхностями илн радиаторами. Длительность ра-
зогрева пластмассовых труб горячим воздухом Для их
гнутья устанавливается опытным путем, так как опа
зависит от материала, сортамента труб и температуры
нагрева.
Ниже приведены допускаемые пределы температур
горячего воздуха нагревательных устройств для разо-
грева пластмассовых труб при их изгибании
Полиэтиленовые трубы низкой плотности ........... . . 100—130° С
То же высокой плотности............................ 120—lt>0° С
Полипропиленовые трубы ....... . . . 165—210® С
Випипластовые трубы.................................. 100—140° С
Чем выше температура горячего воздуха, тем осто-
рожней следует выполнять нагревание трубы, чтобы не
получить брак. Предварительно для изгибания труб опыт-
ным путем устанавливают время их разогрева, соответ-
ствующее принятой температуре. При этом надо обра-
щать внимание на то, чтобы труба при нагревании ста-
новилась лишь слегка пластичной и не меняла форму
при легком нажиме или от воздействия собственного ве-
са. В процессе нагревания необходимо придерживаться
установленного времени разогрева труб. При большом
количестве отрабатываемых труб рекомендуют исполь-
зовать нагревательные приспособления, вмещающие од-
новременно несколько труб. Например, если время ра-
зогрева трубы составляет 3 мин, а время гнутья 1 мин,
тогда целесообразно в нагревательное устройство с пе-
рерывами в 1 мин поместить четыре трубы. После на-
гревания первую трубу вынимают и изгибают. Затем
в нагревательное устройство помещают пятую трубу,
а вторую трубу вынимают и изгибают. Далее процесс
продолжается поточно.
Пластмассовые трубы могут также нагреваться в со-
судах с жидкостями, которые подогревают паром или
электрическими нагревательными элементами. В качест-
ве нагревательных жидкостей применяют глицерин и
гликоль. Полиэтиленовые трубы низкой плотности мож-
28
по нагревать в кипящей воде. Нагревание концов пласт-
массовых труб для выпрессовкп раструбов или отбор-
товки\лучше всего выполнять в глицерине, который сма-
зывает их, чем облегчает выпрессовку.
Ориентировочно в зависимости от толщины стенок
труб д цительпость нагрева лежит в пределах:
Толщина стенок труб, мм .2 3 4 5 6
Время нагрева, еек .... 15—20 30—40 50—70 100—120 130-150
Для изгибания труб температура жидкости прини-
мается по нижнему пределу температур, которые указа-
ны для разогрева труб горячим воздухом.
Температуру нагрева пластмассовых труб в жицко-
стях и горячем воздухе для выпрессовкп раструбов и от-
бортовки принимают по верхнему пределу указанных
температур. При этом нагревание труб осуществляют
в устройствах, подобных опытному нагревательному
устройству конструкции треста Сибэлектромонтаж
(рис. 8, в), выполненному в виде тумбочки 1, в которую
вмонтированы две электроплитки по 600 вт. Над плит-
ками установлены две ванночки 2 емкостью 6 л. В уст-
ройстве имеется реостат или автотрансформатор для ре-
гулировки нагрузки плиток и температуры глицерина
в ванночках. Трубы погружают в глицерин на глубину,
соответствующую длине нагреваемого участка. В ван-
ночках помещается одновременно от 10 до 20 отрезков
труб (в зависимости от их диаметра). Для крепления
длинных труб над ванночками предусмотрен штатив с
зажимом 3.
Нагревание пластмассовых труб для изгибания, вы-
прессовки и отбортовки втулок можно выполнять при
помощи газовоздушной пропан-бутановой горелки
ГПВМ-0,1 с насадкой (рис. 7, в). Пламя горелки разогре-
вает примерно до 180—200° воздух, который засасывает-
ся через боковые щели насадки. Горячий воздух выходит
через переднее отверстие насадки. Работа с этим инст-
рументом требует навыка, так как без этого можно пе-
регреть трубы и получить брак. При воздушном разо-
греве концов труб для выпрессовкп раструбов и разиор
тонки втулок можно применять печь, показанную на
рис. 7, г. Эта печь аналогична печи, показанной на
рис. 7, б, но имеет меньшую длину. Длина нагреваемого
участка тр^бы должна соответствовать длине раструбов
и буртиков втулок, согласно данным табл. 9.
4—L5H. 32
Таблица
Длина нагреваемого участка пластмассовых
труб для выпрессовки раструбов и
отбортовки втулок
9
Условный про- ход трубы, мм Наружный диаметр трубы, мм Длина нагреваемого участка,] мм
для изготовления раструбов для отбор гов- ки втулок
15 20 25 12
20 25 30 12
25 32 35 12
32 40 45 12
40 50 55 16
50 63 68 16
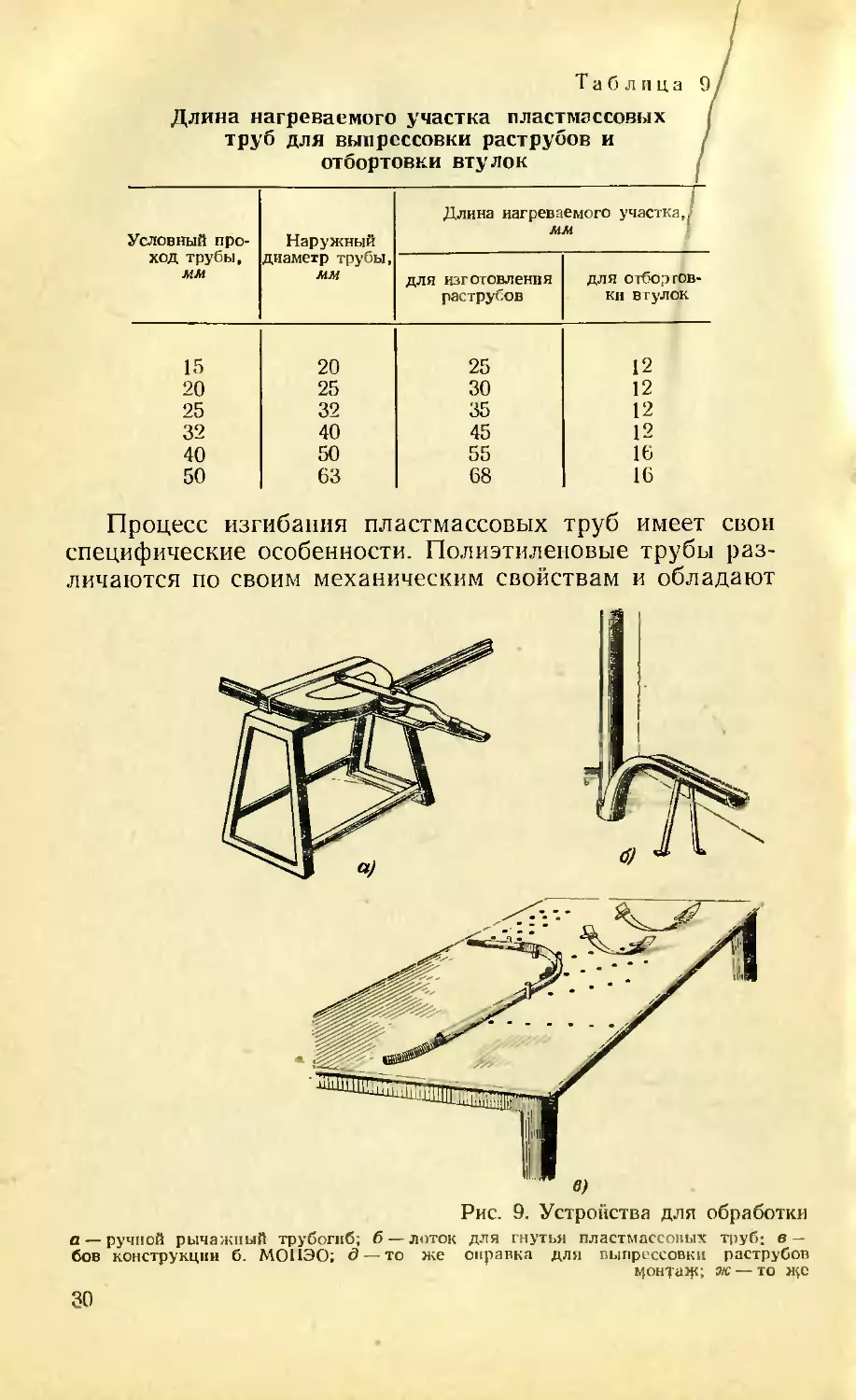
Процесс изгибания пластмассовых труб имеет свои
специфические особенности. Полиэтиленовые трубы раз-
личаются по своим механическим свойствам и обладают
Рис. 9. Устройства для обработки
а —ручной рычажный трубогнб; б — лоток для гнутья пластмассовых труб: в —
бов конструкции б. М011Э0; 0 — то же справка для выпрессовки раструбов
ж— то м$с
30
значительной упругостью. Поэтому после изгибания го-
рячи^ способом и полного остывания в шаблоне при за-
дание^! угле (или без шаблона) трубы несколько рас-
прямляются. Величина распрямления трубы после изги-
бания зависит от того, насколько они были нагреты, как
интенсивно и долго охлаждались после изгибания и
сколько времени пробыли в шаблоне. Поэтому путем из-
гибания опытного отрезка, взятого из партии труб, целе-
сообразно установить величины угла изгиба трубы, что-
бы при принятом режиме нагрева и охлаждения полу-
чать заданные углы. После охлаждения образца фикси-
руют разницу между углом, на который его изгибали, и
углом, полученным после остывания В дальнейшем все
трубы партии изгибают с учетом этой разницы При
прокладке полиэтиленовых труб низкой плотности по
трассе с большими радиусами изгиба их можно изгибать
на месте работы без предварительного разогрева. Ос-
пластмассовых труб.
стол для гнутья пластмассовых труб; г— приспособление для выпрессовкн растру-
вручную; е — устройство для выпрессовкн втулок конструкции треста Сибэлектро-
конструкции б .МОПЭО.
4* 31
иовпым условием при этом является возможность изги-
бания труб без их смятия.
Для изгибания пластмассовых труб применяю, раз-
личные механизмы и приспособления. На рис. 8. г по-
казано гибочное устройство, представляющее трубогиб
со сменными секторами 1 и обжимными роликами 2
с ручьями, соответствующими диаметрам обрабатыва-
емых труб. Сектора крепятся на горизонтальной оси
штурвала 3, которым осуществляется их поворот. Роли-
ки кропятся па ползуне 4, перемещаемом при вращении
ручки 5 нажимного впита. Для изгибания предвари-
тельно нагретый отрезок трубы крепят хомутом между
сектором и обжимным роликом. Затем поворотом
штурвала производят изгибание трубы, которая при этом
погружается в ванну с водой и охлаждается. Угол из-
гиба контролируют по шкале, которая имеется под
штурвалом. Обжимные ролики препятствуют смятию
при гнутье.
Пластмассовые трубы можно изгибать на обычных
рычажных трубогибах, у которых ручьи роликов, секто-
ров и радиусы изгиба выбирают по наружным диамет-
рам труб (рис. 9, а). Для охлаждения труб ктрубогибам
должна быть подведена холодная вода. Прижимные ро-
лики и сектора трубогибов могут отливаться из алюми-
ния или изготовляться из прочных пород пропитанного
парафином дерева.
При малых объемах работ трубы с наружным диа-
метром до 40 мм можно изгибать на простейшем при-
способлении (рис. 9, б), изготовленном в виде лотка из
отрезка стальной трубы, внутренний диаметр которой
равен наружному диаметру изгибаемой трубы. Лотки
для изгибания пластмассовых труб можно изготовлять
также из пропитанного парафином или лаком прочного
дерева. В этом случае их иногда располагают горизон-
тально.
Для гнутья нагретую в месте изгиба трубу вставляют
в нижнее кольцо приспособления, затем трубу изгибают
путем укладки ее в лоток и охлаждают струей холодной
воды. Неудобством этого способа является отсутствие
шкалы для фиксации угла изгиба трубы. При отсутст-
вии специальных приспособлений гнутье пластмассовых
труб можно выполнять па гибочном столе (рис. 9, в),
в котором имеются отверстия для установки простейших
шаблонов. Во избежание смятия в изгибаемую трубу
32
вставляют стальную пружину, металлорукав или шланг
из термостойкой резины, вместе с которыми трубу на-
гревают. Диаметры таких пружин, металлорукавов и
шлангов должны быть па 1,0—1,5 лгч меньше, чем
внутренние диаметры изгибаемых труб. Этот способ
гнутья применим для пластмассовых труб диаметром
63 мм легкого типа, которые иногда коробятся при
гнутье на трубогибах и в лотках. Полипропиленовые тру-
б)
Рис. 10. Изделия для соединения и детали для обработки пластмас-
совых труб.
а — муфта соединительная из полиэтилена; б — то же из винипласта; в —
муфта соединительная с раструбами; г — матрица для отбортовки втулок;
д — пуансон для отбортовки втулок.
бы с наружным диаметром 63 мм, толщиной стенок 5 мм
и выше изгибают на 90° в два приема: после первого
подогрева — на половину заданного угла и затем, после
повторного подогрева — окончательно.
При изгибании пластмассовых труб следует придер-
живаться нормализованных углов 90, 105, 120, 135 и 150°
и радиусов изгиба 800 п 400 мм. Меньший радиус изги-
ба принимают в исключительных случаях, когда условия
прокладки труб не позволяют применить больший ради-
ус изгиба. Радиусы изгиба пластмассовых труб, про-
кладываемых в бетонных массивах, а также при затяж-
ке в них кабелей с голой свинцовой, алюминиевой или
полихлорвиниловоп оболочкой принимают не менее 10-
кратного наружного диаметра труб.
Соединение пластмассовых труб между собой вы-
полняют при помощи специальных пластмассовых литых
33
муфт заводского изготовления и муфт, которые изготав-
ливают из отрезков труб того же материала, что и сое-
диняемые трубы (рис. 10,а -в). Трубы можно соединять
также при помощи раструбов, которые выпрессовывают
на их концах. Выпрессовку раструбов выполняют при
помощи различных приспособлений и устройств.
В устройстве конструкции б. МОПЭО (рис. 9, г) вы-
прессовка раструбов осуществляется оправкой, которую
вдавливают в нагретый конец трубы, закрепляемый в
матрице. Полученный раструб охлаждают струей воды
в матрице в течение 4—5 сек. и затем, после снятия, в
баке с водой. Устройство гарантирует получение раст-
рубов хорошего качества.
В устройстве треста Сибэлектромонтаж (рис. 8, д)
трубу закрепляют не в матрице, а в специальном зажи-
ме. Подачу оправки осуществляют поворотом штурвала.
При выпрессовке- вследствие неодинаковой толщины
стенок трубы возможен некоторый эксцентриситет раст-
руба по отношению к трубе. Однако в большинстве слу-
чаев он настолько мал, что незаметен на глаз.
Для формовки раструбов на трубах различных диа-
метров оба устройства комплектуются набором оправок,
а устройство б. МОПЭО — еще дополнительно набором
матриц. Выпрессовку раструбов на пластмассовых тру-
бах производят также простым надвиганием вручную
па оправку предварительно нагретых концов труб
(рис. 9, <?). Такой способ получения раструбов требует
навыка и сноровки. Размеры готовых раструбов после
усадки должны соответствовать данным табл. 10
Таблица 10
Размеры раструбов на концах пластмассовых труб, мм
Условный проход трубы, мм Наружный диаметр трубы, мм Внутренний диаметр раструба d Длина раструба 1
номиналь- ный допустимое отклонение номиналь- ная допустимое отклонение
15 20 20,6 —0,14 20 —1
20 25 25,7 —0,14 25 —1
25 32 32,8 —0,17 32 —1
32 40 40.9 —0,17 40 —2
40 50 51,1 -0,2 50 _2
50 03 64,3 —0,2 63 —2
34
Пластмассовые втулки для соединения пластмассо-
вых труб с коробками и ящиками изготовляют на руч-
ных прессах с матрицами.
На рис. 9, е показана рабочая часть пресса конст-
рукции треста Сибэлектромонтаж. На нем можно вы-
прессовывать втулки шести типоразмеров. Для выпрес-
совки предварительно нагретый отрезок трубы уклады-
вают в нижнюю половину матрицы и зажимают его
верхней половиной матрицы поворотом рычага. Затем
поворотом второго рычага подают вперед траверсу, не-
сущую пуансон, которым и производится выпрессовка
втулки. Готовые втулки охлаждают в матрице струей
воды в течение 2—3 сек.
На рис. 9, ж показано унифицированное приспособле-
ние конструкции б. МОПЭО для выпрессовкп раструбов
и втулок. Выпрессовка втулок на нем производится ана-
логично тому, как и выпрессовка раструбов. Длину от-
резков труб для выпрессовкп втулок следует принимать:
При условном проходе трубы,
мм..................... 15 20 25 32 40 50
Длина отрезков труб для изго-
товления втулок, мм . . . . 36 41 48 56 70 83
Втулки рекомендуется изготовлять из пластмассовых
труб с минимальной толщиной стенок, т. е. надо при-
менять по возможности трубы легкого, средне-легко го
сортамента, а не трубы среднего или тяжелого типа, ко-
торые имеют большую толщину стенок. Полиэтиленовые
и полипропиленовые трубы обычно соединяют между со-
бой сваркой и горячей посадкой раструбов, а винипла-
стовые путем склеивания. Сварное соединение полиэти-
леновых и полипропиленовых труб гарантирует необхо-
димую его прочность и водонепроницаемость. При свар-
ке с помощью муфт и раструбов в трубах не обрезаются
внутренние заусенцы и живое сечение трубных разводок
не уменьшается. При сварке соединяемые элементы
трубных заготовок самоцентрируются, при этом гаран-
тируется необходимый натяг соединения, так как на-
ружные диаметры труб имеют положительный допуск.
Для сварки полиэтиленовых и полипропиленовых
труб применяют специальный инструмент с электриче-
ским или газовым подогревом. В таком инструменте
(рис. 11, в) имеется два рабочих элемента, изготовлен-
ных из жаропрочной стали: дорн для оплавления внут-
35
peinieii поверхности соединительных муфт или растру-
бов и гильза для оплавления наружной поверхности
концов труб в месте сварки. Поверхности инструмента
должны быть отшлифованы. Для сварки инструмент ра-
зогревают до требуемой температуры. Затем гильзу ин-
струмента быстро надвигают на свариваемый конец тру-
бы, а муфту или раструб — па дорп инструмента.
а)
Рис. 11. Способы соединения пласт-
массовых труб.
а _ компенсационное соединение винипла-
стовых труб без уплотнения; б — то же
стальным патрубком с уплотнением; в —
оплавление конца полиэтиленовой или по-
липропиленовой трубы и муфты на оправ-
ке для их сварки; г — сваренные полиэти
леновые н полипропиленовые трубы; д—
ограничительный хомут; е — соединение по-
лиэтиленовых и полипропиленовых труб
горячей посадкой.
36
Длительности оплавления концов труб, соединитель-
ных муфт и раструба для сварки следующие:
Толщина стенки трубы, мм...........
Длительность оплавления (сек) для де-
талей из почиэтитенз и пропилена:
высокой плотности .............
низкой плотности ..............
2,5—3 до 4 до 5 до 8
5--10 7—12 10—15 15—20
3—6 5—Ю 6—15 8—18
Температура нагревательного инструмента дает воз-
можность быстро производить оплавление и сваривание
труб и находится в пределах 220—250° С для труб из
полиэтилена высокой плотности и полипропилена и
280—320°С для труб из полиэтилена низкой плотности.
Сразу же после снятия оплавляемых деталей с инст-
румента их соединяют для сварки, как показано на
рис. 11, г, наблюдая за тем, чтобы свариваемые детали
при оплавлении не теряли жесткости и формы. Соблю-
дение указанных условий обеспечивает хорошее качест-
во сварки.
Не рекомендуется производить сварку пластмассо-
вых труб при отрицательных температурах окружающе-
го пространства, так как интенсивное охлаждение сва-
риваемых деталей ухудшает качество сварки. По окон-
чании сварки трубы должны находиться в покое до
полного остывания. Если трубы имеют эллипсность, то
сварку их производят с применением ограничительных
хомутов (рис. 11,с>), устанавливая их на трубе и закреп-
ляя от торца трубы на расстоянии, равном длине раст-
руба или половине длины муфты. Хомуты уменьшают
эллипсность и позволяют фиксировать глубину вдвига-
ния трубы в муфту и раструб.
На рис. 7, д показан электронагревательный инстру-
мент для сварки полиэтиленовых и полипропиленовых
труб конструкции б. МОПЭО. Инструмент потребляет
350 вт, имеет терморегулятор и питается от понизитель-
ного трансформатора при напряжении 36 в. К инструмен-
ту прилагается набор гильз и дорнов для труб с услов-
ным проходом от 20 до 50 мм. На рис. 7,е показан нагре-
вательный инструмент с подогревом от газовоздушной
горелки типа ГПВМ-0,1. Инструмент прост, надежен в
работе, не требует источника питания электрической
энергией и применим в любых условиях. Однако в нем
отсутствует регулятор температуры. Степень нагрева
инструмента определяют по процессу самой сварки.
37
CO
Дефекты сварных швов, их причины и меры по устранению
Таблица 11
Дефекты Причины дефекта Меры по устранению дефекта
Неполное вдвигание бы в раструб конца тру- Недостаточная глубина оплавления сва- риваемых деталей Увеличить усилие вдвигания до упора. Про- изводить сварку с ограничителем. Прове- рить температуру инструмента
Излишняя глубина вдвигания конца трубы в раструб Слишком сильная степень оплавления свариваемых поверхностей Уменьшить продолжительность оплавления конца трубы. Установить ограничительный хомут, проверить температуру инструмента
Поперечные наплывы единения внутри со- Смятие значительного поверхностного слоя раструба кромками инструмен- та Проверить внутренний диаметр раструба и температуру инструмента. Снизить длитель- ность оплавления деталей
Наличие дефектов по сварному шву (непровары, пузыри и т. 11.) Нагревательный инструмент или свари- ваемые поверхности загрязнены. Эл- липсность сопрягаемых деталей Очистить перед сваркой инструмент и свари- ваемые поверхности. Выправить эллипсность и применять ограничители. Проверить тем- пературу нагревательного инструмента
То же Деталь свободно (с зазором) надвига- ется на инструмент Проверить размеры нагревательного инстру- мента и соединяемых деталей
То же Чрезмерное охлаждение оплавленных поверхностей Уменьшить время между снятием деталей с инструмента и их сопряжением. При мину- совых температурах проводить сварку в тепляках, защищать место сварки от сквоз- няков
Если при работе птастмасса немного прилипает к инст-
рументу и постепенно испаряется, то нагрев его находит-
ся в требуемых пределах; если пластмасса сильно нали-
пает, тянется и не испаряется, то инструмент недогрет;
если же пластмасса испаряется быстро, пузырится, раз-
лагается, дымит и вспыхивает, то инструмент перегрет.
При определенном навыке и сноровке сварщик сможет
быстро ориентироваться и приспособиться к тому, сколь-
ко времени следует держать инструмент в пламени го-
релки, чтобы он нагревался до требуемого предела. Тем-
пературу нагревательного инструмента можно также
контролировать биметаллическими термометрами или
термокарандашами № 230--290 по изменению цвета
штрихов, наносимых на инструмент. Нагрев инструмен-
та коптящим пламенем не разрешается. Дефекты свар-
ных швов, их причины и меры по устранению приведены
в табл. 11.
При соединении полиэтиленовых и полипропилено-
вых труб горячей посадкой раструбов трубу вставляют
в раструб другой трубы или муфты и нагревают место
соединения газовоздушной горелкой ГПВМ.-0.1 с насад-
кой (рис. 11, е). Труба при этом должна плотно входить
в раструб. При нагреве раструб дает усадку и плотно
обжимает трубу. Такое соединение обеспечивает его не-
обходимую герметичность. Дополнительную герметиза-
цию осуществляют подмоткой липкой полиэтиленовой
лентой. Для соединения полиэтиленовых и полипропиле-
новых труб применяют также муфты, изготовляемые из
отрезков труб, внутренние диаметры которых равны на-
ружным диаметрам соединяемых труб В необходимых
случаях отрезки труб можно обжимать или раздавать
при нагреве с применением устройств, аналогичных опи-
санным выше. Обжимы и дорны выбирают по наружным
диаметрам соединяемых труб.
Винипластовые трубы можно сваривать между со-
бой с применением специальной горелки и присадочных
винипластовых прутков. Этот способ соединения вини-
пластовых труб сложен и поэтому не нашел широкого
применения в электромонтажном производстве. Випипла-
стовые трубы обычно соединяют между собой способом
склеивания. Для склеивания применяется клей марки
РС-20, РСД-15 и лаки ПХВ-1 или ПХВ-2 (табл. 12).
Для склеивания поверхности винипластовых труб на
концах и внутренние поверхности соединительных литых
39
Т а б л и ц а 12
Рецептура клеев и лаков для склеивания
винипластовых труб
Наимсноване компонентов Содержание отдельных компонентов, вес. ч.
РС-20 РСД-15 ПХВ-1 (лак № 1) ПХВ-2 (лак № 2)
Дихлорэтан технический . . Метиленхлорид Перхлорвиниловая смола . . Днбутилфталат или трихлор- бензол Совол иди касторовое масло 80 20 85 15 100 15 2 1 100 30 4 1
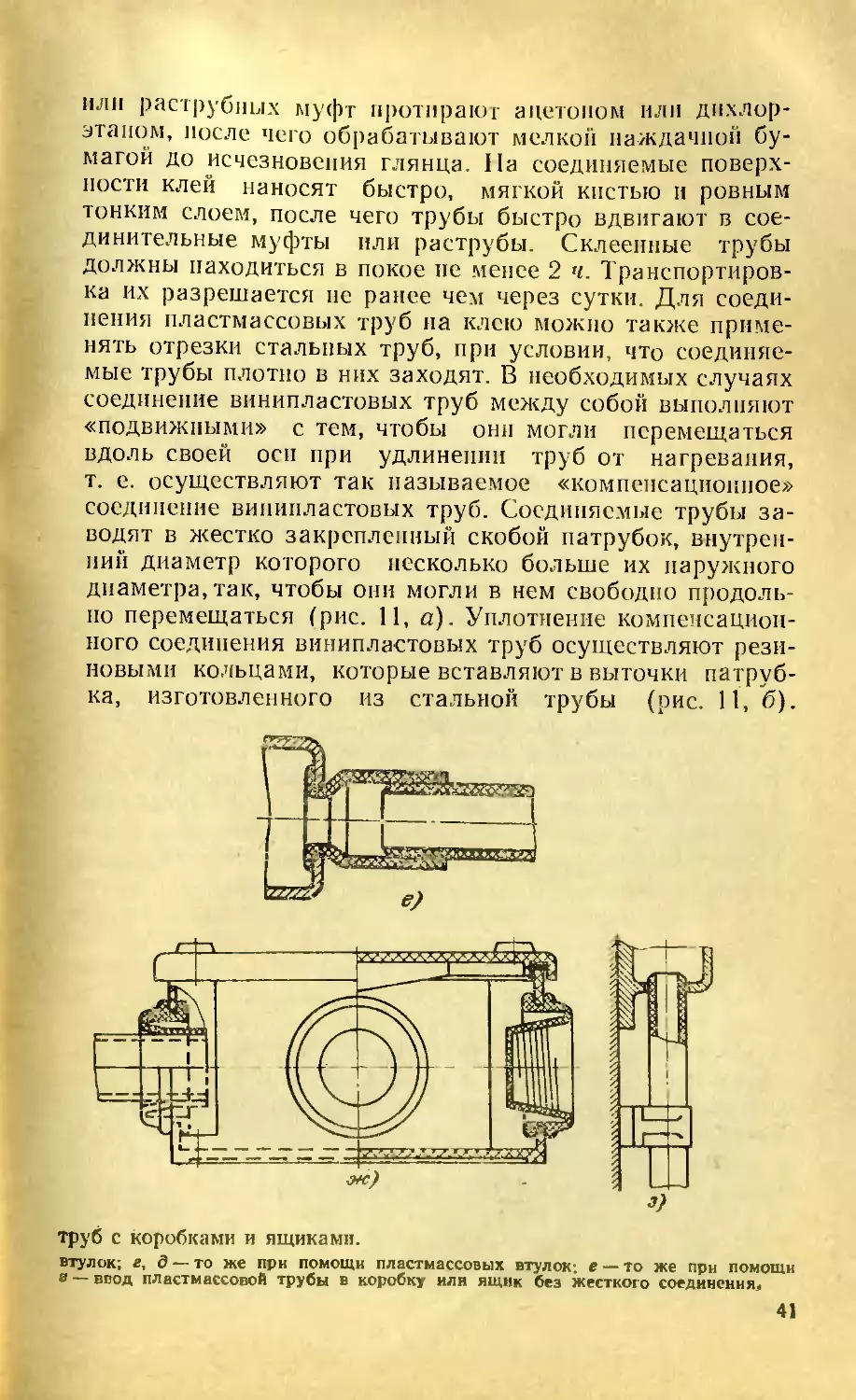
Рис. 12. Соединение пластмассовых
а — при помощи сальников; б. а — при наличии на коробах и ящиках стальных
втулок конструкции Мосгорспецстроя: « — то же при помощи эластичных муфтт
40
или раструбных муфт протирают ацетоном или дихлор-
этаном, после чего обрабатывают мелкой наждачной бу-
магой до исчезновения глянца. На соединяемые поверх-
ности клей наносят быстро, мягкой кистью и ровным
тонким слоем, после чего трубы быстро вдвигают в сое-
динительные муфты или раструбы. Склеенные трубы
должны находиться в покое пе менее 2 ч. Транспортиров-
ка их разрешается не ранее чем через сутки Для соеди-
нения пластмассовых труб на клею можно также приме-
нять отрезки стальных труб, при условии, что соединяе-
мые трубы плотно в них заходят. В необходимых случаях
соединение винипластовых труб между собой выполняют
«подвижными» с тем, чтобы они могли перемещаться
вдоль своей осн при удлинении труб от нагревания,
т. е. осуществляют так называемое «компенсационное»
соединение випипластовых труб. Соединяемые трубы за-
водят в жестко закрепленный скобой патрубок, внутрен-
ний диаметр которого несколько больше их наружного
диаметра, так, чтобы они могли в нем свободно продоль
по перемещаться (рис. 11, а). Уплотнение компенсацион-
ного соединения винипластовых труб осуществляют рези-
новыми кольцами, которые вставляют в выточки патруб-
ка, изготовленного из стальной трубы (рис. 11, б).
труб с коробками и ящиками.
втулок; г, д — то же при помощи пластмассовых втулок; е — то же при помощи
а — ввод пластмассовой трубы в коробку или ящик без жесткого соединения.
41
Впредь до выпуска специальных пластмассовых коробок
для электропроводок в пластмассовых трубах разреша-
ется применять обычные ответвительные и распаечные
коробки, выпускаемые промышленностью.
Ввод и соединение пластмассовых труб с коробками
и аппаратами выполняют различными способами, пока-
занными на рис. 12. При наличии на коробках и аппара-
тах патрубков с сальниками трубы соединяют с ними
так же, как стальные трубы, затягиванием гайки сальни-
ка. Если на коробках и ящиках имеются металлические
втулки, то соединение с ними полиэтиленовых и полипро-
пиленовых труб осуществляют горячей посадкой трубных
раструбов на втулки (рис. 12,6- в), а винипластовых
труб — на клею. Соединение пластмассовых труб
с металлическими втулками коробок и аппаратов выпол-
няют также с применением раструбных муфт. При этом
муфты закрепляют на патрубках и трубах горячей посад-
кой их раструбов.
При отсутствии на коробках и аппаратах патрубков
подсоединение к ним пластмассовых труб осуществляют
при помощи специальных втулок, изготовленных из труб
того же материала. Для этого втулки предварительно
запрессовывают в выходные отверстия коробок и аппара-
тов. Соединение полиэтиленовых и полипропиленовых
труб со втулками коробок осуществляют сваркой или
обсадкой трубных раструбов, а винипластовых—на клею.
Вместо обычных пластмассовых втулок можно применять
раструбные втулки конструкции Мосгорспецстроя. Изго-
товляются они так же, как раструбные соединительные
муфты, и закрепляются в отверстиях коробок и аппара-
тов развальцовкой с помощью горячей конусной оправки,
нагреваемой на газовой горелке ГПВМ-0,1.
Организациями Главэлектромонтажа разработан
более удобный способ соединения пластмассовых труб
с коробками и ящиками при помощи эластичных втулок.
Втулки изготовляют из специальных сортов поливинил-
хлоридного пластиката и специальных сортов резины.
Соединяемые трубы и втулки должны соответствовать по
размерам. Для соединения у втулки вырезают донышко,
а трубу с усилием вводят в отверстие втулки, вставлен-
ной в гнездо коробки или ящика. Втулка удерживается
в коробке за счет упругости. Присоединяемая труба не
должна иметь перекоса по отношению к коробке или
ящику, и ее следует дополнительно закреплять. В отдель-
42
йых случаях трубы соединяются с коробками и ящика-
ми не жестко, а вводятся в них свободно. Трубы при
этом дополнительно закрепляют у этих коробок и ящи-
ков жесткими или подвижными креплениями
КОМПЛЕКТОВАНИЕ И ТРАНСПОРТИРОВКА ТРУБ
И ТРУБНЫХ ЗАГОТОВОК
Обработанные пластмассовые трубы и элементы
трубных заготовок комплектуют в блоки и монтажные
узлы трубных разводок, маркируют их и направляют ком-
плектами на монтажную площадку или на склад для
хранения. Помещения для складирования и хранения
полиэтиленовых и полипропиленовых труб и деталей
должны быть не ниже II степени огнестойкости. Темпе-
ратура в этих помещениях, как правило, не должна быть
выше 30° С. Пластмассовые трубы и детали надо распо-
лагать не ближе 1 м от нагревательных приборов и защи-
щать от прямого солнечного света, масла и нефтепродук-
тов, а также от ударов, проколов и царапин. Трубы и
трубные заготовки должны храниться на стеллажах или
в штабелях. Штабеля высотой до 1,5 м, поддерживаются
рейками, расстояние между которыми принимается 1 —
1,5 м. Пластмассовые детали (муфты, коробки, крепеж-
ные скобы) для хранения укладывают в коробки и ящи-
ки с распределением их по сортам и размерам.
Транспортировка, хранение заготовок и монтаж по-
липропиленовых труб должны производиться только при
положительных температурах. В холодное время года
полипропиленовые трубы допускается перевозить в утеп-
ленной таре при условии, что будет обеспечено их осты-
вание не ниже чем до 0° С. При отрицательных темпера-
турах полиэтиленовые и винипластовые трубы перед
заготовительными работами и монтажом должны быть
выдержаны в теплом помещении не менее суток.
МОНТАЖ ТРУБОПРОВОДОВ
Доставленные для укладки на монтажную площадку
трубные заготовки должны быть тщательно проверены.
Надо обратить внимание на соединение труб между
собой и с коробками, а также на отсутствие вмятин,
надломов, трещин и глубоких царапин или порезов.
Обнаруженные дефекты подлежат устранению. Проклад-
ку випипластовых и полипропиленовых труб следует
производить при положительных температурах. Откры-
43
гые виппилас10ВЫС трубопроводы предпочтительно мон-
тировать при средней температуре в помещениях + 20-4-
25° С. Полиэтиленовые грубы можно прокладывать и
при отрицательных температурах (до —20°С). В горячих
цехах пластмассовые трубы для электропроводок можно
прокладывать в местах, где температура не превышает
+ 35 -г-50°С, При этом, однако, номинальные нагрузки
электропроводок должны быть снижены в соответствии
с данными ПУЭ.
Прокладку труб надо начинать после монтажа строи-
тельных конструкций до чистовой отделки помещений.
В местах прокладки полиэтиленовых и полипропиленовых
труб не должны вестись огневые, газосварочные и элект-
росварочные работы. Особо внимательно надо относиться
к прокладке труб скрытых электропроводок, так как ис-
правление возможных дефектов связанно в дальнейшем
с вскрытием труб. Поэтому в фундаментах и больших бе-
тонных массивах для электропроводок рекомендуется
прокладывать пластмассовые трубы среднего и тяжелого
типа, которые имеют более толстые стенки и лучше про-
тиводействуют случайным механическим воздействиям.
Скрытую прокладку пластмассовых труб для элек-
тропроводок можно производить в каналах железобетон-
ных плит и панелей, которые специально предназначают-
ся для этого или имеются в них по конструктивным сооб-
ражениям. Прокладку пластмассовах труб для электро-
проводок можно также производить в зазорах между
железобетонными плитами, с заделкой раствором
(рис. 13, а)и по червовым полам с последующей залив-
кой бетонным раствором. Толщина бетона над трубами
должна быть не менее 50 мм. На чердаках пластмассо-
вые трубы для электропроводки следует прокладывать
под слоем теплоизоляции чердака, в сплошном слое
штукатурки или цементного раствора, толщина которого
над трубой должна быть не менее 10 мм.
Расстояние между осями пластмассовых труб по ус-
ловиям удобства выполнения соединения при их скрытой
прокладке определяют в соответствии со следующими
данными:
Наружные диаметры труб, мм
Расстояния между осями труб
по условиям соединения, мм
20 25 32 40 50 63
32 40 50 60 70 85
Расстояние между трубами должно быть не менее
10 мм. Последовательность укладки пластмассовых труб
44
Рис. 13. Способы прокладки и
креплений пластмассовых тру-
бопроводов.
а — прокладка трубопроводов в за-
зорах между железобетонными пли-
тами; б — проверка правильности
д)
4*. установки коробок; в — крепление труб в борозде при скрытой прокладке; г — пластмассовые заглуш-
сл ки У-468-9 и их установка- д — полиэтиленовые скобы для крепления пластмассовых труб; е— то же ме-
таллические скобы; ж— то же металлические закрепы.
в бороздах зависит от степени готовности трубных заго-
товок. Если трубные заготовки собраны без распасчных
и ответвительных коробок, то сначала в соответствии с
фиксированными осями трубных трасс устанавливают
в ниши и закрепляют раствором алебастра коробки,
в которые затем заводят и крепят трубы.
Если трубные заготовки собраны полностью в блок
или узел, то их укладывают целиком, однако вначале
закрепляют в нишах коробки, а затем уже в бороздах
трубы. Правильность установки коробок относительно
поверхности стен, перегородок и потолков проверяют
шаблоном (рис. 13,6) с учетом толщины слоя штукатурки.
Уложенные трубы закрепляют в бороздах алебастровым
раствором через промежутки 0,7—0,8 м. При укладке
в борозде нескольких труб их можно закреплять деревян-
ными планками или проволокой (рис. 13, в). После про-
кладки до заливки бетоном и затирки штукатуркой труб-
ные разводки должны быть еще тщательно проверены,
особенно в местах соединений. Результаты проверки
фиксируют в актах скрытых работ. При заливке бетоном
и раствором пластмассовых труб, уложенных в опалубку
фундаментов или на черновые полы, надо следить, чтобы
они не были повреждены. Также надо за этим следить
при заделке труб в борозде штукатуркой и в течение
времени между их укладкой и заделкой. Желательно
укладывать трубы незадолго до заливки их бетоном или
заделки штукатуркой. Этим сокращается время, в тече-
ние которого надо следить за их сохранностью.
Сразу после прокладки концы труб закрывают за-
глушками (рис. 13,г), а коробки и ящики крышками во
избежание засорения. После окончания штукатурных и
бетонных работ надо дать возможность испариться влаге,
которая конденсируется в трубах. Для этого на некото-
рое время открывают коробки и ящики и вынимают за
глушки из труб Для ускорения процесса сушки рекомеп
дуется продувать трубопроводы подогретым воздухом.
Прокладку открытых вииипластовых трубопроводов про-
изводят в той же последовательности, что и трубопрово-
дов для скрытых электропроводок. Если распаечные ко-
робки и ящики заранее установлены на трубопроводе, то
их крепление производят одновременно с трубопроводом.
В противном случае сначала производят установку
строго по осям распаечных коробок и ящиков, а затем
закрепляют трубопровод.
46
Открытые винипластовые трубопроводы крепят к
строительным поверхностям пластмассовыми скобами,
изготовляемыми согласно нормали машиностроения
МН 7447/9—61 (рис. 13, с?), или металлическими скоба ии
типа СДП, ООП (и другими) (рис. 13, е), выпускаемы-
ми заводами Главэлектромонтажа. Пластмассовые ско-
бы могут закрепляться в монтажной рейке, для этого в
нижней их части делаются прорезы ножовкой в соответ-
ствии с размерами рейки. Расстояния от стен до поверх-
ности випипластовых трубопроводов при креплении их
пластмассовыми скобами соответствуют следующим
данным:
Условный проход трубы, мм 15 20 25 32 40 50
Расстояние между трубой и
стеной, мм............... 10 12,5 14 15 16 18,5
Если высота скобы че обеспечивает достаточное уда-
ление труб от степ по условиям их температурного удли-
нения, то монтажные рейки со скобами крепят к стенам
при помощи промежуточных опор (штырей, прокладок)
требуемой высоты. Пластмассовые крепежные скобы
обеспечивают подвижное крепление винипластовых труб.
Для осуществления неподвижного крепления на трубе
около скобы приклеивают два винипластовых упорных
кольца (рис. 14, г). При вертикальном расположении
труб их можно закреплять при помощи закрепов типа
К-531—К-536 (рис. 13,ж). При закреплении винптасто-
вых труб металлическими скобами и закрепками под
них следует подкладывать прессшпановые прокладки
для предохранения труб от повреждения. Металлические
скобы и закрепы нормально обеспечивают неподвижное
крепление труб. Скобы типа СОП и аналогичные можно
применять и при подвижном креплении труб. Для этого
их надо немного разогнуть, обеспечив при этом надеж-
ное крепление прессшпановых прокладок. Монтажные
рейки для скоб и закрепы крепят к металлическим кон-
струкциям при помощи электросварки, а к стенам и бе-
тонным конструкциям — па распорных дюбелях (рис.
14, а) или пристрелкой гвоздеобразными дюбелями при
помощи строительно-монтажного пистолета. Скобы мож-
но также закреплять при помощи гвоздеобразных дюбе-
лей — типа ДГР-35 (диаметр 3,5 мм) путем забивания
их при помощи оправки ОД-6 (рис. 14,в). 1
47
a)
з^с)
Рис. 14. Способы прокладки и креплений пластмассовых трубопроводов.
а переход трубопровода со стены на стену под углом 90° при помощи специальной коробки; б — дюбель пластмассовый типа
У-658; в—оправка для забивки дюбелей гвоздей: г — неподвижное закрепление винипластовой трубы в пластмассовой скобе; о
выход пластмассовых труб с электропроводкой в грунт; е — пересечение нескольких пластмассовых труб осадочного шва; at —
то же одной пластмассовой трубы; з — выход пластмассовых труб иа стену из пола; и — то же полиэтиленовых и полипропилено-
вых труб.
При укладке скрытых и открытых трубопроводов
для электропроводок должно быть обращено внимание
на пересечения ими температурных, осадочных и других
швов зданий и сооружений. Для того чтобы избежать
смятия и разрушения пласмассовых труб, в местах таких
пересечений устанавливают специальные защитные ящи
ки или гильзы. Выход пластмассовой трубы с электро
проводкой в грунт осуществляют через гильзу из сталь
пой трубы, внутренний диаметр которой должен быть
па 45—50 мм больше наружного диаметра пластмассо-
вой трубы (рис. 14, д). Гильза не должна иметь по кра
ям заусениц.
Проход пластмассовых труб через стены и перекры-
тия также осуществляют через стальные или виниплас-
товые гильзы, внутренний диаметр которых должен быть
на 5—10 мм больше tix наружного диаметра.
Проход пластмассовых труб через осадочные и тем-
пературные швы выполняют согласно чертежам, приве-
денными на рис. 14.
При прокладке нескольких труб в месте прохода
укладывают ящик (опалубку), с помощью которого соз-
дается пустое пространство, препятствующее смятию
труб при сдвигах шва. Трассу труб при этом желатель-
но выбирать под некоторым углом к шву.
При прокладке одиночных пластмассовых трубопро
водов через осадочные швы в месте пересечения ограни-
чиваются установкой стальных защитных гильз (рис.
14,ж). Условия выбора гильз те же, что и при выходе
труб в грунт (рис. 14, д). При выходе пластмас
совых труб из полов и фундаментов на степы должна
обеспечиваться их защита. Для этого их можно закры-
вать П-образиыми коробками (рис. 14,з). Винипластовые
трубы для механической защиты достаточно закрывать
на высоту до 1 м. Полиэтиленовые и полипропиленовые
трубы по условиям пожарной безопасности надо закры-
вать полностью на всю высоту. Полиэтиленовые и поли-
пропиленовые трубы при выходе их из полов и фунда-
ментов можно также надставлять отрезками металличес-
ких труб (рис. 14, и), которые плотно вставляют в рас-
трубы пластмассовых труб. Уплотнение соединения про-
изводят горячей посадкой раструбов и при необходимо-
сти подмоткой липкой изоляционной лептой.
49
{ДТЯГИВАНИЕ ПРОВОДОВ И КАБЕЛЕЙ В ТРУБОПРОВОДЫ
Затягивание проводов выполняют в соответствии
с проектом, кабельным журналом и по чертежам труб-
ных раскладок, на которых должны быть указаны мар-
ки, сечения и количество затягиваемых в трубопроводы
проводов и кабелей. Перед прокладкой проводов следу-
ет проверить еще раз трубные линии, все соединения,
крепления, вынуть заглушки из концов труб, снять
крышки с протяжных и распаечных коробок, продуть
трубы сжатым воздухом. До затяжки проводок следует
убедиться, испарилась ли влага из трубопроводов. Для
облегчения процесса затяжки проводов и кабелей в тру-
бы вдувают тальк, затем через них пропускают вручную
стальную проволоку диаметром 1,5—4 мм с петлей на
конце.
При длинных трубопроводах с несколькими поворо
тами затяжку проволоки осуществляют механизирован-
ным способом. Для этого через трубопровод продувают
сжатым воздухом легкий шарик или «зонтик» с прикреп-
ленным к нему капроновым шнуром, с помощью которо-
го протягивается проволока. Вместо стальной проволоки
иногда применяют стальную ленту или трос. Для затяж-
ки бухты проводов и кабелей размещают на вертушках
и барабанах, устанавливаемых на трассе трубопроводов
у протяжных коробок и ящиков. При этом учитывается
удобство размещения вертушек и барабанов, возмож-
ности переброски проводов и кабелей по трассе. Бара-
баны с проводами и кабелями устанавливают на специ-
альных козлах или на домкратах. Провода и кабели
мелких сечений обычно протягивают вручную. При
прокладке в трубопроводе нескольких проводов и кабе-
лей их затягивают вместе, пучком. Для затяжки провода
и кабели крепятся к проволоке, тросу или стальной лен-
те при помощи стального чулка, карабина или зажима.
Затягивание в трубопроводы проводов и кабелей
с резиновой и поливинилхлоридной изоляцией не допу-
скается при температуре ниже 15° С. Оболочки проводов
и кабелей до прокладки рекомендуется натирать таль-
ком. Оплетка протягиваемых проводов должна быть
сухой. Затяжку проводов и кабелей малых сечений обыч-
но выполняют два электромонтажника. Один из них сле-
дит за сматыванием проводов и кабелей с вертушек и
барабанов, распрямляет их и направляет в трубопровод,
50
дЬугой затягивает их в трубы при помощи стачьпоп про-
волоки или протяжной ленты. При протяжке проводов
и кабелей через длинные трубопроводы удобно иметь
телефонную связь для подачи команд и переговоров
между монтерами, осуществляющими затяжку. При за-
тягивании проводов и кабелей больших сечений и
в сложные трубные коммуникации применяют специаль-
ные лебедки и приспособления с ручным, электрическим
и пневматическим приводом. При протягивании проводов
и кабелей через протяжные и ответвительные коробки
на электропроводках оставляют петли, чтобы иметь не-
обходимый запас для выполнения ответвлений.
Затягивание проводов и кабелей в вертикальные тру-
бопроводы (стояки) удобней производить снизу вверх
При вертикальной прокладке провода и кабелп в месте
выхода из труб должны закрепляться клипами и зажи-
мами, изготовленными из изолирующего материала.
Расстояние между точками закрепления должно быть
не более 30 м при сечении проводов и кабелей до 50 мм2
включительно и 20 м при сечении до 185 мм. Этими раз-
мерами определяется максимальное расстояние между
протяжными коробками и ящиками, устанавливаемыми
на стояках. После затягивания электропроводок в тру-
бопроводы в распаечных коробках, ящиках и у электро-
приемников па концах проводов и кабелей прикрепляют
бирки с указанием их марок, назначения п сечения от-
дельных жил. Маркировку у электроприемпиков, щитов,
распредпунктов и ящиков производят по данным про-
екта. Соединение электропроводок в корбках и ящиках
и их оконцевание для присоединения к электроприемни-
кам и коммутационной аппаратуре выполняют в соот-
ветствии с инструкцией [Л. 4]. Соединения электропро-
водок внутри труб запрещаются.
Защитное заземление электроустановки при про-
кладке электропроводок в пластмассовых трубах
осуществляют от отдельно прокладываемой заземляю-
щей сети или специальных заземляющих проводников,
затягиваемых в трубопроводы совместно с рабочими
электропроводками. Сечения заземляющих проводников
определяются проектом.
Сечения заземляющих проводников, прокладываемых
в пластмассовых трубах, должны быть не менее 2,5 мм2
для алюминия и 1,5 мм2 для меди. При применении для
электропроводок п пластмассовых трубопроводах распа-
51
ечпых и ответвительных коробок с металлическими
корпусами они должны специально заземляться при
помощи отдельных ответвлении от заземляющих про-
водников, прокладываемых внутри труб. Минимальные
сечения заземляющих ответвлений должны соответство-
вать:
Сечение фазных
проводив, л.иа
2,5
4
6
10
16—36
Сечение отпаек для зазем-
ления металлических корпусов
протяжных и распаечных
короток, JMW2
2,5, 1 5*
2,5
4
6
10
* Алюминий медь.
Заземляющие ответвления следует изготовлять из
проводов с жилами из того же металла, что и у зазем-
ляющих проводников. Для подсоединения заземляющих
проводников на корпусах металлических ответвительных
и распаечных коробок и ящиков должны быть пре-
дусмотрены специальные заземляющие контактные
винты.
Проверка и сдача электропроводок. После окончания
монтажа электропроводок и подсоединения их к электро-
приемникам и коммутационным аппаратам производят
окончательную проверку и испытание электроустановки
для сдачи в эксплуатацию.
Сначала проверяют трубные электропроводки наруж-
ным осмотром. При проверке фиксируют соответствие
трубных трасс и схем электропроводок с проектом,
а также допущенные от него отклонения При этом вы-
являют и проверяют отсутствие повреждений труб,
надежность крепления деталей, соединений труб и под-
соединений их к коробкам и ящикам. Одновременно про-
веряют отсутствие дефектов у распаечных коробок и
ящиков. Качество сварки и склепки труб проверяют лег
ким простукиванием их в местах соединений. При скры-
тых электропроводках проверяют правильность выпол-
нения выводов электропроводок из полов и стен и под-
водки их к электроприемпикам и электроаппаратуре
При вскрытии коробок и ящиков проверяют качество
соединений, присоединений и правильность выполнения
защитных заземлений. Качество пайки, сварки и опрес-
совки в местах соединений и подсоединений проверяется
52
выборочно. Проверку изоляции электропроводок выпол-
няют мегомметром на 1 000 в в соответствии с указания-
ми ПУЭ [Л. 2]. Сопротивление изоляции электропроводок
должно быть не менее 0,5 Мом. Результаты проверки изо-
ляции электропроводок фиксируют в протоколе. Одновре-
менно с проверкой изоляции окончательно сверяют схему
электропроводок с чертежами рабочего проекта, устанав
ливают наличие маркировки, правильность фазировки и
проверяют цепи заземления. После проверки электро-
проводок, испытания изоляции и устранения обнаружен-
ных дефектов осуществляют опробование их напряже-
нием. При опробовании должны быть обеспечены и
соблюдены требования СНиП, § 11,3 и 11,4, касающие-
ся опробования электрооборудования под напряжением
[Л. 3]. За выполнение технических мероприятий при
опробовании электропроводки под напряжением отве-
чают эксплуатационный персонал, ответственный руко-
водитель и производитель работ. Ликвидация выявлен-
ных при опробовании установки дефектов и недоделок
может производиться только после снятия напряжения
с записью в оперативный журнал.
Сдачу электропроводок в эксплуатацию обычно про-
изводят совместно со сдачей всего электрооборудования
объекта. Сдача оформляется актом, к которому прила-
гают исполнительные чертежи с внесенными в них
изменениями и отступлениями от проекта, кабельный и
трубный исполнительные журналы, акты на скрытые
работы, протоколы проверки и испытаний электропро-
водок.
ТЕХНИКА БЕЗОПАСНОСТИ
Вследствие особых физико-химических свойств пласт-
масс работы по заготовке и монтажу электропроводок в
пластмассовых трубах имеют ряд специфических особен-
ностей. Поэтому персонал, выполняющий эти работы,
должен предварительно пройти специальный инструктаж.
При обработке пластмассовых труб на станках необхо-
димо соблюдать правила техники безопасности, преду-
смотренные при работе па оборудовании данного типа.
Работы по изгибанию, сварке и выпрсссовке пластмас-
совых труб, производящиеся с их разогревом, следует
выполнять в брезентовых рукавицах. Рабочие помеще-
ния должны быть оборудованы вытяжной изоляцией.
В помещениях, где ведется обработка, монтаж или хране-
53
нис полиэтиленовых и полипропиленовых труб, а также
клеев для склеивания винипластовых труб, запрещается
пользоваться открытым огнем. Клей для винипластовых
труб должен храниться в герметически закрытой таре.
При монтаже электропроводок в пластмассовых тру-
бах должны соблюдаться правила техники безопасности,
предусмотренные для производства электромонтажных
работ. Весь электроинструмент до начала работ должен
специально проверяться на исправность. Желательно
при работе применять электроинструмент на напряжение
36 в. При наличии электроинструмента на 127 или 220 в
работы с его применением должны производиться в ди-
электрических перчатках и галошах. Рекомендуется так
же применять понизительные трансформаторы с раз-
делительными обмотками, чем в значительной мере повы-
шается безопасность работы с электроинструментом.
Корпуса электроинструментов должны заземляться.
Особое внимание следует уделить работам на высоте,
т. е. выше 1,5 м над уровнем пола. Лестницы, стремянки
и подъемники для работы на высоте должны проверять-
ся в соответствии с требованиями безопасности. Леса и
подмости должны находиться в исправном состоянии и
до начала работы осматриваться мастером или прора-
бом. Работы на высоте при отсутствии ограждений
должны производиться с применением предохранитель-
ных поясов, исправность и надежность которых прове-
ряются через каждые 6 мес. В случаях применения при
работе горючих газов необходимо соблюдать специаль-
ные противопожарные мероприятия и правила безопас-
ности по эксплуатации газовых установок.
Проверка изоляции электропроводок мегомметром и
пробная подача напряжения на электропроводки долж-
ны выполняться в соответствии с требованиями правил
по технике безопасности при эксплуатации электроуста-
новок. После испытания цепей электропроводки мегом-
метром их надо разрядить. Проверка наличия напряже-
ния в ящиках и па сборках должна производиться
специальным пробником в защитных очках, диэлектри-
ческих перчатках и галошах.
ЛИТЕРАТУРА
1. Инструкция по монтажу электропро
МСН II 7-е:
водок в трубах ~ммсс СССР ' изд-во
«Энергия», 1968.
2. Правила устройства электроустано-
вок, изд-во «Энергия», 1966.
3. Строительные нормы н правила,
III И, 6-67, Стройиздат, 1968.
4. Инструкция по оконцеванию и соеди-
нению алюминиевых и медных жил изоли-
МСН 138-67
рованных проводов и кабелей ммсс ссср~’
изд-во «Энергия», 1968.
СОДЕРЖАНИЕ
Краткие сведения о пластмассовых
трубах 3
Область применения пластмассовых
труб в электропроводках 5
Проводники, применяемые для элек-
тропроводок в пластмассовых тру-
бах. Выбор труб для электропро-
водок .... 6
Общие положения по организации
электромонтажных работ 15
Обработка пластмассовых труб и за-
готовка трубных элементов 20
Комплектование и транспортировка
труб и трубных заготовок 43
Монтаж трубопроводов .... 43
Затягивание проводов и кабелей
в трубопроводы 50
Техника безопасности . 53
Цена 11 коп.
им на
ttifPir fit^ет.пи»ос1м1