/






































































































































































































Текст
и. J'
«АЙЛ-ЧЬ
КУРС
СПЕЦИАЛЬНОЙ- ТЕХНОЛОГИИ
ДЛЯ
ФРЕЗЕРОВЩИКА-УНИВЕРСАЛА
ОБЪЕДИНЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО • 19?5
И. л. ЗАЙДЕЛЬ
КУРС
СПЕЦИАЛЬНОЙ ТЕХНОЛОГИИ
для
ФРЕЗЕРОВЩИКА-УНИВЕРСАЛА
Утверждено ГУУЗ НКТП в качестве учебника для
ФЗУ и учебного пособия для НТК
РЕЦЕНЗЕНТ ИНЖ. В. И. КОМИССАРОВ
ОНТИ НКТП СССР 1935
ГЛАВНАЯ РЕДАКЦИЯ ЛИТЕРАТУРЫ ПО МАШИНОСТРОЕНИЮ И МЕТАЛЛООБРАБОТКЕ
Книга предназначена в качестве учебника для
ФЗУ по специальности фрезеровщика. В соответ-
ствии с требованием утвержденной ГУУЗ НКТП
программы, материал расположен в виде двух кон-
центров: сначала даны общие предварительные
сведения о фрезерных станках, о фрезах, о спосо-
бах закрепления изделий, об основных приемах
работы и пр. Все указанные вопросы рассматри-
ваются затем во втором концентре еще раз более
подробно.
Так как данный учебник должен одновременно
служить пособием и для ПТК, в него включена
глава, рас матривающая некоторые более сложные
случаи фрезерования, выходящие за пределы кур-
са школ ФЗУ. Помимо указанных сведений в
книге еще даны сведения о допусках и посадках,
а также об изготовлении зубчатых колес; в от-
дельной главе изложены краткие сведения по те-
ории резания и даны указания об использовании
паспорта станка. Приложенные таблицы содержат
необходимый для подсчетов справочный материал.
После каждой главы приведены вопросы и ряд
практических задач для лучшего усвоения и за-
крепления в памяти учащихся пройденного курса.
Отв. редактор В. М. Дзевульский.
Техн, редактор Н. А. Кирсанова.
Изд. № 144. Индекс МО-45-3-2. Тираж 8 000. Сдано в набор 13/VI 1935 г.
Подп. в печ. 25/VIII 1935 г. Формат бумаги 82 X Ш (IKK № 74). Уч.-автор-
ских лист. 20. Бум. лист. 123/<. Печ. зн. в бум. листе 110.000. Заказ № 1004
Уполномоченный Главлита В-16973.
3-я тип. ОНТИ им. Бухарина. Ленинград, ул. Моисеенко, 10.
ВВЕДЕНИЕ
Среди разнообразного станочного и инструментального
оборудования современных машиностроительных заводов
фрезерные станки и фрезы находят самое широкое приме-
нение. Быстрый рост автотракторной и авиационной про-
мышленности, станкостроения и т. п. с их серийным и мас-
Замеченные опечатки и исправления
Стр. Строка Напечатано Следует читать Но чьей вине
66 23 сверху Валик $ Валик J Ред.
83 16 фиг. 84 фиг. 83
136 16 снизу 62° 15’ 62° 45'
137 2 сверху 33е 10' 28° 40' п
145 147 5 11 6--tg 60° 30' 65° 30' 6-tg 66° 30' 63° 30' Корр. Авт.
199 1 снизу ^2 = ^3 = 1/з^> Р2 = Р8 = Ч2Р! Ред.
200 ООО ю фиг. 213 фиг. 213 и 213а
263 276 ОГЛ г“ п Фиг. 289 перевернуть Тип.
z w 71 мм 71 мин. Авт.
295 6 сверху графические графически V
и. Л. Зайдель, Фрезерное дело
К СНИ 1 И1М 1U.1LI ЫЛ V.'IVLD MVlun.iu .. V. v.--г
приспособиться к работе с большой производительностью.
В связи с этим на основе многочисленных опытов, про-
изведенных многими исследователями во всех странах, кон-
струкция фрезерных станков и фрез систематически улуч-
шалась и усовершенствовалась; работа эта продолжается
и сейчас.
Если сравним между собою работу фрезы и строгального
резца (фиг. 1 и 2), то на стороне первой окажется целый
ряд серьезных преимуществ.
*
3
Книга предназначена в качестве учебника для
ФЗУ по специальности фрезеровщика. В соответ-
ствии с требованием утвержденной ГУУЗ НКТП
программы, материал расположен в виде двух кон-
Отв. редактор В. М. Дзевульский. Техн, редактор И. А. Кирсанова.
Изд. ЛЛ 144. Индекс МО-45-3-2. Тираж 8 000. Сдано в набор 13/VI 1935 г.
Подп. в печ. 25/VIII 1935 г. Формат бумаги 82 X И 1 (IKK № 74). Уч.-автор-
ских лист. 20. Бум. лист. 123/t. Печ. зн. в бум. листе 110.000. Заказ № 1004
Уполномоченный Главлита В-16973.
3-я тип. ОНТИ им. Бухарина. Ленинград, ул. Моисеенко, 10.
ВВЕДЕНИЕ
Среди разнообразного станочного и инструментального
оборудования современных машиностроительных заводов
фрезерные станки и фрезы находят самое широкое приме-
нение. Быстрый рост автотракторной и авиационной про-
мышленности, станкостроения и т. п. с их серийным и мас-
совым производством содействовал исключительно быстрому
внедрению в производство самых разнообразных фрезерных
станков как общего, так и специального назначения.
Появление быстрорежущей стали и твердых сплавов (ви-
дна, победит и др.) заставило фрезерные станки и фрезы
„подтянуться" и приспособиться к новым условиям работы
Фиг. 1. Схема работы фрезы.
Фиг. 2. Схема работы резца.
к снятию толстых слоев металла на больших скоростях, т. е.
приспособиться к работе с большой производительностью.
В связи с этим на основе многочисленных опытов, про-
изведенных многими исследователями во всех странах, кон-
струкция фрезерных станков и фрез систематически улуч-
шалась и усовершенствовалась; работа эта продолжается
и сейчас.
Если сравним между собою работу фрезы и строгального
резца (фиг. 1 и 2), то на стороне первой окажется целый
ряд серьезных преимуществ.
*
з
Фреза представляет собою многорезцовый инструмент.
В своем простейшем виде это стальной диск или цилиндр,
на поверхности которого расположены режущие зубцы. Та-
кая фреза работает непрерывно, у нее нет так называемого
„холостого хода", в то время как строгальный резец теряет
много времени на обратный холостой ход. Фрезерный ста-
нок работает спокойнее, без ударов и толчков, как это
имеет место на строгальных и долбежных станках, вслед-
ствие чего все механизмы станка дольше сохраняются.
На строгальных или долбежных станках при каждой пе-
ремене хода значительное влияние оказывают силы инер-
ции масс, которые можно обезвредить только путем умень-
шения скорости движения резца и усилением конструкции
самого станка. Таким образом для одной и той же работы
или, как говорят, при одной и той же мощности, фрезер-
ный станок будет значительно легче строгального, обой-
дется дешевле и займет меньшую площадь.
В смысле производительности, т. е. количества стружки,
снимаемой в единицу времени, фреза значительно прево-
сходит резец.
Главное же достоинство фрезерного станка обнаружи-
вается при обработке фасонных деталей: при нарезке ше-
стерней, спиралей и т. п. Здесь фрезерный станок совер-
шенно незаменим, и никакой другой станок с ним конку-
рировать не может.
Вследствие этого фрезерная обработка весьма часто вы-
тесняет в настоящее время родственную ей строгальную и
даже токарную работу.
Надо однако иметь в виду, что каковы бы ни были до-
стоинства самого фрезерного станка, они пропадут без
толку, если рабочий не сумеет как следует обращаться со
станком и не научится толково использовать все его воз-
можности.
Часто возражают, что фреза слишком дорогой инстру-
мент; с формальной точки зрения это конечно верно. Од-
нако, если учесть ее производительность, возможность легко
получать фасонный профиль и другие преимущества, то
при надлежащем культурном уходе за фрезой этот упрек
окажется неосновательным.
В настоящее время развитие фрезы ушло несколько впе-
ред по сравнению с конструктивными достоинствами фре-
зерного станка. Иными словами, современные фрезы часто
могли бы снимать более толстые слои металла и работать
с большей скоростью, но этого не позволяет станок, кото-
4
рый не выдерживает такой мощной нагрузки и начинает
вибрировать (дрожать).
Конструкторская мысль должна быть поэтому в первую
очередь направлена на максимальное повышение стабиль-
ности всех механизмов фрезерного станка с тем, чтобы
довести его до такого „солидного" состояния, при котором
можно было бы использовать полную работоспособность
современных фрез.
Наряду с этим естественно возникает стремление к воз-
можно большему внедрению легких сплавов для изготов-
ления тех или иных деталей фрезерных станков. Это дало
бы возможность при сильном повышении мощности станка
не увеличивать чрезмерно его общего веса.
Глава i
ОСНОВНЫЕ ПОНЯТИЯ О ФРЕЗЕРНЫХ СТАНКАХ
И ФРЕЗАХ
КОНСТРУКЦИИ ГОРИЗОНТАЛЬНО ФРЕЗЕРНЫХ СТАНКОВ
Для предварительного ознакомления с фрезерным стан-
ком рассмотрим прежде всего показанный на фиг. 3 ста-
нок простейшей конструкции; ознакомимся с общим устрой-
ством этого станка и с назначением отдельных его меха-
низмов. Данный станок называется горизонтально-фрезер-
ным, потому что ось его шпинделя расположена горизон-
тально; как говорит само его название, он предназначен
для выполнения разных фрезерных работ, т. е. для обра-
ботки металла фрезами.
Станок состоит из чугунной станины а, отлитой как одно
целое со шпиндельной бабкой Ь\ спереди на станине имеется
точно обстроганная и пришаброванная направляющая пли-
та d> по которой перемещается вверх и вниз чугунный крон-
штейн е вместе с поперечными салазками f и продольными
салазками или плитой g. Смонтированные на кронштейне
обе эти салазки составляют стол станка. В корпусе бабки b
расположен в двух подшипниках шпиндель h со ступен-
чатым шкивом i\ последний приводится в движение ремен-
ной передачей от трансмиссионного вала и контрпривода
и через перебор k передает это движение шпинделю станка.
На правом конце шпинделя сидит на шпонке трехступек-
чатый шкивок т, от которого передается движение шкиву п;
последний смонтирован на прикрепленном к станине крон-
штейне р. Дальше движение передается при помощи так
называемого телескопического валика г, двух шарниров
Гука и червячной передачи (на фиг. передача не видна)
винту верхних салазок стола.
Таким образом стол получает автоматическую продоль-
ную подачу. Передвижение стола в поперечном направле-
нии производится рукояткой s, действующей на винт с гай-
7
кой. Для передвижения стола в вертикальном направлении
имеется винт t, который обслуживается рукояткой и и ко-
нической передачей (на фиг. не видна). Переставной кула-
чок v ограничивает путь кронштейна при движении его
вверх. Шпиндель имеет сквозное отверстие и снабжен на
переднем конце отверстием по конусу Морзе. В это отвер-
стие вставляется оправка w с нанизанным на ней набором
Фиг. 3/Фрезерный станок устаревшей конструкции.
колец, между которыми устанавливается и закрепляется
режущий инструмент (фреза). Свободный конец оправки w
поддерживается „хоботом" х; этим фреза предохраняется
от дрожаний во время работы.
Описанный горизонтально-фрезерный станок является
устаревшим и обладает следующими недостатками.
На станках со ступенчатыми шкивами приводной ремень
имеет сравнительно небольшую ширину и работает вообще
с незначительной скоростью, причем скорость эта не яв-
8
ляется постоянной, она бывает наибольшей при работе
ремня на самом малом шкиве и уменьшается по мере пере-
броски его на большие ступени, т. е. как раз тогда, когда
нужно снимать более крупные стружки и ремню следовало
бы иметь наибольшую скорость. Поэтому такие станки
маломощны и не могут удовлетворить современным требова-
ниям обработки металла резанием. Шпиндель имеет всего
6 скоростей вращения. Это количество явно недостаточно
и не может обеспечить наивыгоднейших условий работы.
Изменение скорости вращения шпинделя и величины по-
дачи требует соответствующей переброски ремня на сту-
пенчатом шкиве t и по шкивам т и и, что связано с неудоб-
ствами и отнимает лишнее время. Станок имеет всего один
автоматический самоход; остальные передвижения стола
осуществляются вручную. Станина слишком „жидка": по
сравнению с высотой она имеет недостаточное поперечное
сечение, а потому мало устойчива и не может обеспечить
снятие на данном станке более или менее крупной стружки.
Некоторый шаг вперед в конструктивном отношении
представляет фрезерный станок, показанный схематически
на фиг. 4. У этого станка станина более „солидная", хобот
получил опору в стойке х, которая привинчивается одним
концом к кронштейну w, а другим к .головке хобота;
это значительно увеличивает устойчивость станка. Измене-
ние величины самохода производится при помощи так на-
зываемой коробки подач.
На заднем конце шпинделя насажен ведущий шкивок а,
от которого получают движение ведомый шкив b и си-
дящий с ним на общем валике / набор из четырех шесте-
рен; на параллельно расположенном валике II сидят дру-
гие четыре шестерни, находящиеся в постоянном сцепле-
нии с шестернями валика /, причем в зависимости от
места установки защелки рукоятки т, в работу вводится
одна из четырех пар шестерен коробки подач; остальные
же вращаются вхолостую. Достигается это тем, что при
каждом повороте на 90°, рукоятка т, воздействуя на пе-
редвижную шпонку, включает в работе другую пару колес
коробки подач; дальше движение передается, как и в пре-
дыдущем случае, первому шарниру Гука *и, телескопическому
валику g, второму шарниру Гука v и червяку 2.
Ременная передача от шпинделя к коробке, хотя и
сохранена, но ремень работает на „одноступенчатом" шкиве.
Количество имеющихся подач можно удвоить, если пере-
менить местами шкивы а и Ь.
9
Мощный горизонтально-фрезерный станок (до 15 л. с),
удовлетворяющий почти полностью современным требова-
ниям, показан на фиг. 5. Поскольку в этой главе, как уже
было’ указано, даются только общие предварительные све-
фиг. 4. Фрезерный станок устаревшей конструкции.
дения, мы здесь не будем описывать устройство механиз-
мов данного станка, а ограничимся пока только общей
его характеристикой. Ступенчатый шкив с перебором за-
10
менен здесь расположенной в верхней части станины ко-
робкой скоростей, которая обслуживается рукоятками а, Ь, с.
Станок приводится в движение от одноступенчатого шкива
А весьма солидных размеров (диаметр 405 мм, ширина
125 мм), вращающегося с постоянной окружной скоростью
в 8,5 м/сек (400 об/мин).
Фиг. 5. Горизонтально-фрезерный станок (простой).
Коробка подач В обслуживает три автоматических са-
мохода. Фрезерная оправка С помимо хобота Е подпи-
рается еще солидной стойкой D и имеет дополнительную
поддержку головкой F. Это предупреждает дрожание фрезы
и дает возможность снимать крупные стружки. Несмотря на
указанные качества, данный станок все же нельзя отнести
полностью к станкам современного типа, так как он pa-
il
ботает от общей трансмиссии, не имеет своего индивиду-
ального мотора, не имеет так называемого кнопочного
управления, т. е. управления всеми механизмами станка
из одного места. Кроме того, у станка не предусмотрен
привод для насосика. При снятии крупных стружек для
охлаждения фрезы требуется мощная струя жидкости, ко-
торая подается обычно особым насосом под давлением;
из поставленного же на станке сосуда Н с краном идет
„самотеком41 небольшая струйка, которая не может, конечно,
обеспечить фрезе нужное охлаждение.
Устройство перебора
Рассмотрим теперь устройство основных механизмов
станков, показанных на фиг. 3 и 4.
Механизм перебора (фиг. 6) служит для увеличения
числа скоростей вращения шпинделя и дает, кроме того,
Фиг. 6. Устройство перебора.
возможность брать более крупные стружки за счет умень-
шения скорости вращения фрезы. На шпинделе А станка
сидит свободно ступенчатый шкив В, на котором с левой
стороны заклинена плотно шестерня С. Рядом со шкивом
на том же шпинделе посажено на шпонке цилиндрическое
зубчатое колесо D. Параллельно шпинделю расположен
эксцентриковый валик £, на котором вращается вхолостую
трубка с двумя шестернями F и N. Благодаря наличию
эксцентриситета, можно приблизить ось валика Е к шпин-
делю или отодвинуть ее от него; другими словами, име-
ется возможность сцепить шестерни CF и ND, или вы-
вести их из зацепления; для этого нужно только повернуть
рукояткой S валик Е на 180°. При помощи штифта или
защелки М можно соединить ступенчатый шкив В с шес-
терней D. Действие перебора сводится к следующему:
после того как шестерни F и N выведены из зацепления,
соединяют шкив В с шестерней D защелкой /И; тогда ре-
мень вращает шпиндель непосредственно, а перебор без-
действует (как изображено на чертеже). Если же выключим
защелку и введем шестерни F и N в зацепление с ше-
стернями С и D, тогда шестерня С приведет в медленное
движение шестерню F, а шестерня N—в еще более замед-
ленное движение шестерни D, а следовательно, и соеди-
ненный с ней шпиндель станка.
Коробка подач
Механизм коробки подач показан в разрезе на фиг. 7.
Валик /, вместе с заклиненными на нем четырьмя веду.
Фиг. 7. Коробка подач с передвижной шпонкой,
щими шестернями, получает постоянное движение от шпин-
деля станка конической передачей /—2. Параллельно к
нему расположен пустотелый валик II, на котором сидят
13
12
вхолостую четыре шестерни (ведомые) с запрессованными
на них (примерно на половину глубины отверстий) коль-
цами а, Ь, с, d и е.
Расположенная внутри валика // передвижная шпонка f
отжимается от центра к периферии плоской пружинкой h.
Хотя все шестерни сцеплены между собою, однако на
ведомом валу II работает только та из них, которая в
данный момент соединена с передвижной шпонкой (см.
шестерню к Z2). При передвижении указанной шпонки
в осевом направлении (вправо) она отжимается к центру
наклонной поверхностью соответствующего кольца и заска-
кивает в следующее гнездо. Передвижение осуществляется
шестеренкой К, сцепленной с цилиндрической рейкой Z,
которая в свою очередь соединена на шарнире с пере-
движной шпонкой. Слева виден еще дополнительный пере-
бор для удвоения числа подач. На рассматриваемом нами
станке такого перебора нет.
Шпиндель и его подшипники
Рассмотрим теперь устройство шпинделя и его под-
шипников. На фиг. 8 показан продольный разрез через
Фиг. 8. Устройство шпинделя и его подшипников.
ступенчатый шкив. Передний конец шпинделя вращается
в бронзовом вкладыше Д, который имеет наружную кони-
ческую поверхность и продольный прорез.
Износ этого подшипника устраняется следующим обра-
зом: отвинчивают несколько правую кольцевую гайку а
и завинчивают левую /, таким путем передвигается справа
налево бронзовая втулка Д, которая при этом сжимается,
14
охватывает плотнее шейку шпинделя и уничтожает его
мертвый ход. После того как шпиндель отрегулирован,
закрепляют обе гайки окончательно.
Задний подшипник воспринимает возникающее при ра-
боте фрезы осевое давление. Для того чтобы предохранить
шпиндель от перемещения взад и
подшипнике три каленые и
шлифованные нажимные коль-
ца или шайбы. Для большей
ясности устройство этого под-
шипника показано отдельно на
фиг. 8а. Кольцо b сидит плотно
на шпинделе и прикреплено
шпилькой /; кольцо с при-
креплено к бронзовому вкла-
дышу В, а шайба а — к коль-
цевой гайке (колпачку) т.
Давление на шпиндель спра-
вперед, устроены в этом
ва налево воспринимается
кольцом г, а давление в об- Флг. 8а.
ратную . сторону — шайбой а.
Износ этих шайб регулируется кольцевой гайкой п и кол-
пачком т. Регулировка износа самой шейки в этом под-
шипнике не предусмотрена, потому что нагрузка на него
бывает незначительная и он мало срабатывается.
На фиг. 8 показан также „хобот" станка со сменной
втулкой t, которая прижимается в своем гнезде фрикци-
Фиг. 9. Способ закрепления оправки.
онным зажимом S. Расположенный внутри шпинделя болт D
предназначен для закрепления фрезерной оправки. Для
большей ясности этот способ закрепления показан отдельно
на фиг. 9. Болт D имеет буртик Ь, который упирается
одной стороной в заплечик расточки заднего конца шпин-
деля, а другим концом — в торец гайки с; таким образом
15
болт не может перемещаться в осевом направлении. Наре-
занный конец болта ввинчивается в отверстие фрезерной
оправки Е\ при вращении болта в одну сторону последний
втягивает конус в гнездо шпинделя и закрепляет оправку,
а при вращении в противоположную сторону—выталки-
вает ее из гнезда.
Продольный самоход
Устройство цеханизма для передачи движения столу,
т. е. механизма продольного самохода, показано на фиг. 10.
Здесь цифрой 2 обозначен тот же червяк, что и на фиг. 4,
который вращает наружное червячное колесо 3, сидящее
муфту вправо, то вращающаяся в определенную сторону
шестерня 7 захватит ее своими торцевыми зубцами и при
помощи шпонки приведет в движение ходовой винт, а
следовательно, и соединенный с его концами стол фрезер-
ного станка. Если же передвинуть муфту К влево, то она
присоединится к шестерне 7', которая вращается все время
в противоположную сторону, вследствие чего изменится
и направление вращения винта и направление самохода.
Муфта К имеет посередине кольцевую выточку, обхваты-
вается вилкообразным рычагом (на фиг. 10 он не показан)
и обслуживается обычно особой рукояткой.
Телескопический валик
Фиг. 10; Механизм продольного самохода.
Передаточный валик g (см. фиг. 4) воспринимает движение
от валика II под разными углами и должен передать это
движение валику червяка 2 под теми же углами. Кроме
Фиг. 11. Схема шарнира Гука.
на валике w; дальше движение передается внутренней
червячной паре 4—5 и конической шестерне 6, сцепленной
одновременно с двумя коническими шестернями 7 и 7',
которые сидят на ходовом винте и вращаются вхолостую
в отверстиях детали D. Между шестернями 7 и 7' сидит
на ходовом винте и перемещается на шпонке по продоль-
ной шпоночной канавке кулачная муфта К с торцевыми
зубцами, которая при помощи соответствующих торцевых
зубцов может сцепляться поочередно с конической ше-
стерней 7 или 7'. Рядом с шестерней 7 закреплена в от-
верстии детали D стола гайка т. Действие этого меха-
низма сводится к следующему: когда муфта К стоит по-
середине, тогда все три шестерни 6, 7 и 7 вращаются
вхолостую и самоход выключен. Если передвинем эту
1G
того по мере подъема и опускания стола w, длина ва-
лика g должна изменяться. Первое условие достигается
шарниром Гука, схема которого показана на фиг. И. На
валы I и II насажены наглухо две вилки А и С. Крестовина
В имеет перпендикулярно расположенные две пары цапф,
которые вращаются в отверстиях указанных вилок А и С.
Таким образом при вращении одного вала вокруг своей
оси он увлечет за собою и крестовину В, которая при
помощи другой пары своих цапф приведет в движение
другой вал; при этой передаче цапфы крестовины будут
поворачиваться на некоторый угол вокруг своих осей III
и IV. С левой стороны расположен точно такой же второй
шарнир Гука. Таким образом движение вала I, расположен-
ного под определенным углом к валу I, передается валу V.
2 II. Л Зайдель. Ю04 17
В несколько более конструктивной форме указанный шар-
нир изображен на фиг. 11а.
Что касается второго условия— изменения длины ва-
лика, то оно достигается его телескопическим устройством:
валик состоит из стержня, который скользит по шпонке
в отверстии трубки и может поэтому перемещаться в осе-
вом направлении. Современное конструктивное выполнение
телескопического валика с шарнирами Гука показано на
фиг. 12. Шарнир изготовлен в виде шарообразной головки
А, входящей в шарообразную выточку муфты В с навин-
ченной на ней гайкой С. Муфта насажена на коническую
цапфу вала d. Головка Л и ее гнездо снабжены канавками
для шариков. Телескопическая часть механизма состоит
Фиг. Па. Схема шарнира Гука.
Фиг. 12. Телескопический валик.
из трубки D и перемещающегося внутри ее по шпонке
валика а, который составляет одно целое с шарообразной
головкой Ai.
Коробка скоростей
Выше было указано, что современный фрезерный станок
вместо ступенчатого шкива с перебором имеет коробку
скоростей. Такие коробки бывают самого разнообразного
устройства. Для предварительного ознакомления с этим
механизмом возьмем несложную коробку скоростей, пока-
занную схематически на фиг. 13. Она дает всего шесть
скоростей: три без перебора и три с перебором. Шкив Е
приводит в движение сидящий на валу / блок из трех
шестерней и г2 и гз- На валу//, который представляет собою
шпиндель, сидит пустотелая трубка или валик, а на ней
сидят на шпонках четыре шестерни г4, /?о /?2 и /?3. Пятая
шестерня R(, сидит на том же шпинделе вхолостую. Сидящие
на параллельном валу /// две шестерни R± и г5 составляют
перебор. Шестерня г.2 обхватывается вилкой а, соединен-
ной с рейкой; последняя сцеплена с шестерней С. При вра-
18
щении этой‘шестерни рукояткой Л, по направлению стрелки,
блок передвигается по валу слева направо и каждая его
шестерня сцепляется поочередно со своей парой. В ре-
зультате получаются три комбинации:
?! .
R?
Г2
И' Ъ'
дающие шпинделю три скорости. Перебор увеличивает
это количество в два раза. В отЛичие от описанного выше
перебора с эксцентриковым валиком (см. фиг. 6) данный
перебор включается муфтой К, которая передвигается по
шпинделю на шпонке вилкой Л2. Проследим действие опи-
санной коробки с перебором и без перебора.
£Фиг. 13. Схема коробки скоростей.
В положении, показанном на чертеже, в сцеплении на-
ходятся шестерни при этом вращается пока еще только
пустотелый валик с четырьмя шестернями. Если передви-
нуть муфту К влево, то вращающийся валик захватит эту
муфту и вместе с нею приведет в движение непосред-
ственно также и шпиндель.
При этом перебор будет вращаться вхолостую. Если же
передвинуть муфты К вправо, то этим включается пере-
бор. Передача получится медленнее по следующей схеме:
И
19
Делительная головка
Возможности использования фрезерных станков значи-
тельно расширяются вследствие применения специального
аппарата, известного под названием делительной головки.
На этом аппарате можно прорезать канавки, снимать грани,
расположенные на одинаковом расстоянии на поверхности
цилиндрических или конических изделий и т. п. Конструкция
современных делительных головок достигла высокой сте-
Фиг. 14. Делительная головка простой конструкции.
пени совершенства; подробнее они будут описаны в гл. IV.
Здесь же для предварительного ознакомления рассмотрим
головки более простой конструкции.
Одна конструкция делительной головки показана на
фиг. 14. Она состоит из
установки обрабатываемых
Фиг. 15. Делительная
головка.
двух бабок с центрами для
деталей. В корпусе А передней
бабки помещается шпиндель,
который можно поворачивать
маховичком В. На шпиндель
закрепляется сменный диск С,
имеющий на наружной по-
верхности 4, 6 или 12 вырезов,
куда заходит запор или за-
щелка D. Поводковый патрон
снабжен болтом Е, служащим
для закрепления хвоста хому-
тика. Шпиндель F задней бабки перемещается в осевом на-
правлении маховичком Н и закрепляется в установленном
положении болтом К. При делении рабочий после прохожде-
ния первой канавки отводит защелку D, поворачивает махо-
вичок В на одно или несколько делений и опять включает
защелку. Поставленный между бабками домкратик N пред-
назначен для поддержания длинных и тонких деталей, кото-
рые под давлением фрезы изгибаются и могут пружинить.
20
На фиг. 15 показана делительная головка несколько более
сложной конструкции. Здесь бабка А установлена на плите
/3 и она может поворачиваться вокруг вертикальной оси
на 360°; это дает возможность прорезать косые канавки
на деталях, закрепленных в патроне. Делительный диск С
имеет большое количество отверстий для защелки D; кроме
того имеется еще один диск Е, с отверстиями, расположен-
ными на пяти концентрических окружностях. Это значи-
тельно расширяет возмож-
ности использования данной
головки. При вращении ру-
коятки F (после удаления
штифта из отверстия дис-
ка С) движение передается
шпинделю при помощи чер-
вячного зацепления.
На этом мы пока закан-
чиваем общее ознакомление
с устройством горизонталь-
но-фрезерного станка. Бо-
лее подробное описание от-
дельных механизмов разно-
образной и более сложной
конструкции будет дано в
главе III при изучении фре-
зерного станка универсаль-
ного типа.
ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ
СТАНОК
Нафиг. 16 показан наруж-
ный вид вертикально-фре-
фиг. 16. Вертикально-фрезерный
станок.
зерного станка для мелких
работ. Такое название он по-
лучил, потому что шпиндель
у него расположен вертикально. За исключением устрой-
ства шпинделя эти станки в конструктивном отношении
мало чем отличаются от горизонтальных станков, но область
их применения более ограничена.
Движение передается ремнем от приводного шкива А
через два направляющих ролика В и С шкиву Щшпинделя.
Автоматическая продольная подача стола заимствуется от
контрпривода через ступенчатый шкивок Е и телескопиче-
21
ский валик F. На столе станка Н показан еще съемный
круглый стол К, предназначенный для круглого фрезерова-
ния. Он приводится во вращательное движение от того же
валика F системой цилиндрических шестерен и червячной
передачей (на фиг. не видно). Можно сообщить столу
движение также и вручную маховичком Л, сидящим на
валике червяка. Перемещение стола вверх и вниз осуще-
ствляется рукояткой, которая насаживается на квадратный
конец валика М. Шпиндель Р смонтирован в .салазках
S, которые могут перемещаться вверх и вниз махович-
ком t, действующим на рейку. Такое перемещение шпин-
деля служит для точной установки фрезы на глубину резания,
так как устанавливать эту глубину передвижением тяжелого
кронштейна и стола неудобно.
Схема станка
Схема вертикально-фрезерного станка показана на фиг. 17.
Приводной ступенчатый шкив / получает движение от контр-
фиг. 17. Схема вертикально-фрезерного станка.
привода (как показано на чертеже) или от отдельного мо-
тора; движение это передается главному валу 9. При соеди-
нении муфты 10 с удлиненной шестерней 2 шпинделю
передается от главного вала быстрое движение непосред-
23
ственпо конической парой шестерен 11—12. Если выклю-
чить муфту 10 и передвинуть валик с шестернями 3—5—7
вправо до соединения шестерней 5 и 4, то получим среднюю
скорость вращения шпинделя по схеме 2—3—5—4—11 и 12.
Если же оставим соединение, как показано на чертеже,
получим медленное вращение по схеме: 2—3—7—6—11 и 12,
От главного же вала 9 движение передается цепью 13,
шестерней 14 и передвижными шестернями 15 коробке по-
дач, а дальше телескопическим валиком 32 реверсивному
механизму 36, а через него—ко всем самоходам. Автома-
тическая подача стола вверх и вниз осуществляется кони-
ческими шестернями а—Ь, а ручная—рукояткой си передачей
d—е; поперечный самоход осуществляется цилиндрическими
шестернями /, g и h винтом i с гайкой k\ продольный
самоход на чертеже не показан и может осуществляться
по схеме, показанной на фиг. 10.
Основные понятия о фрезах
Фреза (фрезер, шарошка) представляют собою тело вра-
щения, снабженное на наружной поверхности, а иногда
и на торцах, — режущими зубцами. Фреза появилась в сле-
сарных мастерских в конце XVIII века. Это было нечто
вроде вращающегося напильника, и слесаря-оружейники
пользовались им как сверлом при помощи лучка или коло-
ворота. Известный французский ученый Дидро определяет
в энциклопедии фрезу как „шаровидный кусок стали величи-
ной с жолудь и нарезанный как напильник".
В 1840 г. текстильная промышленность, испытывая надоб-
ность в интенсивном производстве всевозможных механиз-
мов, продвинула несколько вперед фрезерное дело. Главным
же образом на улучшение и развитие конструкции фрез
и фрезерных станков повлияло, как уже упоминалось,
мощное развитие автотракторной и авиационной промыш-
ленности.
Типы фрез
В настоящее время фрезы достигли высокой степени
совершенства и во всех отраслях машиностроения они
находят самое широкое применение. Фрезы бывают самой
разнообразной конструкции. Они различаются по своему
устройству, по назначению, по форме зубцов, по способу
закрепления и т. п. Для предварительного ознакомления
рассмотрим показанную на фиг. 18 группу фрез, которые
чаще всего встречаются на практике,
23
Фреза I называется цилиндрической или вальцевой; она
предназначена главным образом для обработки плоскостей
на горизонтально-фрезерных станках. Зубцы у нее срав-
нительно мелкие, поэтому она для обдирочных работ не
подходит. Расположение зубцов по спирали (вернее по
винтовой линии) обеспечивает более плавный и спокойный
ход фрезы и гладкую поверхность обработки. Показанные
на зубцах выемки разделяют стружку на части, чем облег-
чается работа фрезы.
Фреза II называется торцевой или лобовой. В отличие
от предыдущей, она имеет зубцы также и на торцевой
поверхности, которая и является главной рабочей поверх-
ностью.
Фреза предназначена для обработки плоскостей и широ-
ких пазов как на горизонтальном, так и на вертикальном
станке; она также снимает сравнительно небольшую стружку
.. и дает очень чистую рабочую поверхность.
с У фрезы III зубцы имеются на боковой и на лобовой
? поверхностях и они расположены под известным углом,
з Такими угловыми фрезами прорезаются канавки на фрезах,
? развертках и т. п., а также и пазы и вырезы, у которых
& боковые стенки расположены наклонно к основанию (ласточ-
г кин хвост).
Угловая фреза IV имеет двойной скос и предназначена
ч главным образом для нарезки зубцов на фрезах и разверт-
* ках, у которых зубцы расположены по спирали.
l Каждая фреза после повторных заточек изменяет несколько
д свои первоначальные размеры: уменьшается их диаметр
и ширина. Для перечисленных выше четырех фрез это
обстоятельство не имеет значения при условии если угловые
фрезы будут затачиваться точно по заданному углу. Для
других фрез вопрос этот имеет весьма существеннное зна-
чение. Такой случай представляет дисковая фреза V, пред-
назначенная для прорезки канавок небольшой ширины.
Очевидно, что после заточки боковых зубцов ширина
фрезы уменьшится и прорезаемые ею канавки будут уже.
Следует еще отметить некоторые характерные особенно-
сти этой фрезы: она имеет крупные и устойчивые зубцы, распо-
юженные под небольшим углом наклона к оси, причем
направление этого наклона изменяется через каждый зубец.
Тачая конструкция зубцов позволяет снимать крупные
। стружки.
Фреза VI, или фрезерная головка отличается от всех
I предыдущих тем, что у нее зубцы состоят из отдельных
25
пластинок В, закрепленных прочно в общ м корпусе. Пре-
имущество таких фрез заключается в том, что на их изго-
товление тратится очень мало дорогой инструментальной
или быстрорежущей стали и что закаливать отдельные
пластинки значительно легче, чем цельную фрезу, в осо-
бенности крупную. Достоинства фрез со вставными зубцами
выступает еще более отчетливо в связи с внедрением
в производство твердых сплавов. Понятно, что такие фрезы
могут быть также угловыми, дисковыми и др.
Фреза VII относится к особой группе фасонных фрез,
зубцы которых имеют так называемую затыловку или
заднюю заточку. Эти фрезы имеют в современном машино-
строении исключительное значение; они применяются для
нарезки зубчатого зацепления, цепных передач и для са-
мых разнообразных фрезерных работ. Подробнее о фрезах
с задней заточкой будет сказано в главе V.
Изображенная на нашем чертеже фреза предназначена
для нарезки канавок на спиральных сверлах (схему нарезки
см. слева).
Фреза VIII называется концевой или пальцевой; они бывают
с коническими или цилиндрическими хвостами и применяются
для фрезерования канавок а также и для работы по копиру.
Фрезы IX и X, относящиеся также к типу концевых,
предназначены для фрезерования канавок Т-образных и
в виде ласточкина хвоста.
Наконец, двухсторонняя фреза XI, имеющая всего по два
режущих зубца, предназначена для фрезерования на валах
шпоночных канавок.
Этим конечно еще далеко не исчерпаны существующие
типы фрез. Однако наиболее ходовые здесь представлены,
и для предварительного ознакомления с данным инструмен-
том это вполне достаточно.
Углы режущих инструментов
У каждого режущего инструмента различают ряд углов,
которые оказывают определенное влияние на результаты
его работы. На фиг. 19 показан слева обыкновенный обди-
рочный резец. Согласно общесоюзному стандарту (ОСТ
№ 6897—98) принято называть:
угол а — задним углом,
„ Р — углом заострения,
„ у — передним углом,
„ & — углом резания.
26
Не вдаваясь пока в подробное исследование значения
всех этих углов (об этом см. главу XII), отметим лишь, что
с уменьшением угла заострения р резец легче проникает
в материал, но его стойкость и способность сопротивляться
давлению уменьшается и он часто ломается; передний угол
7 облегчает отход стружки от передней грани резца. Между
указанными углами, как видно из чертежа, существует
определенная зависимость и по двум из них можно
определить остальные, поскольку а р -|-у — 90°.
Фиг. 19. Углы резца и фрезы.
Каждый зубец фрезы можно рассматривать как резец;
соответствующие углы показаны на фиг. 19 справа. В дан-
ном случае задний угол образуется пересечением линии А В
с касательной АС в точке А. Так как передняя грань а
зубца направлена к центру О фрезы, то она переднего угла
совсем не имеет (он равен нулю), а угол резания 8 равен 90°.
В настоящее время обдирочные фрезы без переднего
угла, или, как говорят без угла поднутрения, почти не
применяются, в виду того, что при наличии этого угла
заметно снижается расход энергии.
Способы закрепления фрез
Фреза закрепляется чаще всего на оправке между уста-
новочными кольцами. Такие оправки показаны на фиг. 20
и 20а. На цилиндрической части каленого и шлифованного
стержня А прорезана шпоночная канавка; на этой части
насажены кольца /, 2, 3 и т. д. разной ширины.
27
Кольцо 1 упирается в буртик b оправки. Установив фрезу
на определенном месте между двумя кольцами в зависи-
мости от места обработки детали, закрепляют ее гайкой В.
Конический конец С оправки вставляется в гнездо шпин-
деля и затягивается показанным на фиг. 9 болтом D. Сня-
тые по бокам две „лыски" противодействуют вращению
оправки. Свободный конец оправки входит своей цилиндри-
ческой цапфой Е в отверстие втулки t (фиг. 8). Таким
образом оправка с фрезой получают опору в двух точках,
что предохраняет ее от дрожаний.
У современных станков, рассчитанных на снятие крупных
стружек, отверстие во втулке хобота имеет значительно
больший диаметр и туда входит кольцо S; кроме того
Фиг. 20 и 20а. Фрезерные оправки.
предусмотрено еще одно опорное кольцо Ft для дополни-
тельной поддержки F (фиг. 5). Это дает возможность при-
двинуть опору близко к фрезе и повысить устойчивость
последней.
Описанный способ закрепления между кольцами очевидно
не подходит для торцевых и концевых фрез, которые
должны выступать из шпинделя „на весу" и работать сво-
бодным концом. Такие фрезы не могут иметь второй точки
опоры и они поэтому закрепляются на коротких оправках
или в специальных патронах.
На фиг. 21 показан способ закрепления угловой фрезы
для торцевой обработки. Фреза имеет нарезанное отверстие
и навинчивается на конец оправки, которая коническим
хвостом вставляется в шпиндель станка и затягивается
болтом, как это показано на фиг. 9. При таком способе
закрепления необходимо, чтобы давление стружки на зубцы
28
фрезы стремилось навинчивать ее на оправку, иначе фреза
во время работы отвинтится и произойдет поломка фрезы
и порча изделия.
Фиг. 21. Закрепление угловой фрезы.
На фиг. 22 показан способ закрепления концевой фрезы
с цилиндрическим хвостом. В отверстие шпинделя вставлена
промежуточная втулка А, которую можно удалить кольце-
вой гайкой В. Втулка эта имеет коническое отверстие для
Фиг. 22. Закрепление копцевой фрезы.
пружинящей цанги С, в которую входит цилиндрический
хвост фрезы. При вращении болта D цанга втягивается в
коническое гнездо, ее диаметр несколько уменьшается,
вследствие чего фреза закрепляется. Другие способы за-
крепления фрез будут показаны в главе V.
ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ ПРИ ОБРАБОТКЕ
Изделия, обрабатываемые на фрезерных станках, закре-
пляются на столе самыми разнообразными способами. Во-
прос этот имеет большое значение, так как от правильного
и надежного закрепления изделия в значительной степени
зависит качество его обработки. В этой главе мы рассмо-
трим только два случая закрепления деталей: в тисках и
непосредственно на столе.
Закрепление в тисках
На фиг. 23 показаны машинные тиски простой конструк-
ции. Корпус тисков А составляет одно целое с неподвиж-
ной губкой Вис приливом С, предназначенным для винта D;
29
последний ввинчивается в "подвижную губку. К обеим
губкам привинчены стальные каленые пластинки F и Fv
Тиски имеют невысокие губки
и это делает их более устой-
чивыми. Описанные тиски
представляют собою простей-
ший тип машинных тисков,
они имеют ряд слабых сторон:
расстояние между зажимными
губками сравнительно неболь-
Фиг. 23. Машинные тиски простые, шое, при закреплении толстой
детали после тонкой (и на-
оборот) приходится долго вертеть винт D; тиски трудно
устанавливать для фрезерования под определенным углом;
Фиг. 24. Машинные тиски поворотные.
в них невозможно закрепить клинообразные или фасонные
детали, и т. д.
Стремление к устра-
нению указанных недо-
статков привело к со-
зданию более усовер-
шенствованных типов
тисков.
Показанные на фиг.
24 тиски, по сравнению
с предыдущими, менее
устойчивы, но они име-
ют поворотный кругЛ,
позволяющий устанав-
ливать изделие точно
Фиг. 25. Машинные тиски с установкой
поп углом.
под разными углами. Кроме того
подвижная губка В может поворачиваться вокруг вертикаль-
ного валика С, что позволяет пользоваться этими тисками
для закрепления клинообразных деталей.
80
При фрезеровании наклонных поверхностей, скосов, фа-
сок й т. п. можно с успехом применять тиски, показанные
на фиг. 25. Они состоят из основной плиты А и соединен-
ного с ней на шарнире корпуса В. Благодаря такой кон-
струкции, эти тиски можно устанавливать под некоторым
углом и обрабатывать наклонные поверхности. Корпус В
закрепляется в требуемом положении болтами С.
На фиг. 26 показаны
тиски с большим разъ-
емом губок. Проходящий
через упорную гайку А
винт соединен с подвиж-
ной губкой В таким об-
Фги. 26. Тиски с большим разъемом
губок.
разом, что вращаться он
может, но осевого пере-
мещения не имеет; ско-
шенный конец упорной
гайки упирается в зубцы,
прорезанные на корпусе тисков С. Подвижную губку вместе
с винтом и гайкой можно быстро придвинуть от-руки к
закрепляемой детали, после чего устанавливают конец
гайки в подходящую впадину и закрепляют изделие оконча-
тельно винтом.
Закрепление на столе
Непосредственно на столе фрезерного станка крепятся
детали крупного размера, или которые по своему очертанию
неудобны для закрепления в тисках.
Способы непосредственного крепления бывают весьма
разнообразны. Основная задача заключается в том, чтобы
изделие было правильно установлено по разметке и чтобы
оно плотно прилегало к поверхности стола. Дальше надо
следить за тем, чтобы изделие было закреплено достаточно
прочно и не сбилось с места под действием давления фрезы,
не подверглось деформации (искривлению) при натяжке
болтов и, наконец, чтобы на эту операцию тратилось по
возможности меньше времени.
Наиболее распространенный и простой способ крепления
показан па фиг. 27. Изогнутая в виде подковы прижимная
планка или прихватка А опирается одним концом на изде-
лие В, а другим — на подкладку С. Закрепление произво-
дится болтом с квадратной головкой. Для правильного
действия такой планки требуется, чтобы болт был располо-
31
жен по возможности ближе к изделию, планка А была при-
близительно параллельна поверхности стола и не проги-
балась. Подковообразная форма прижимной планки поз-
воляет удалить ее быстро при перестановках без снятия
гайки. Очевидно, что при описанном способе крепления
Фиг. 27. Прихватка.
Фиг 28. Прихватка с установоч-
ным винтом.
подкладки С должны быть разной толщины в зависимости
от толщины закрепляемого изделия; следовательно необхо-
димо всегда иметь под рукой целый набор таких подкла-
док. Возможность устранения этого недостатка показана
Фиг. 29. Ступенчатые прокладки.
на фиг. 28. Вместо подкладки планка снабжается упорным
винтом А, при помощи которого можно устанавливать планку
на требуемой высоте. В иных случаях применяют одинар-
ные или двойные ступенчатые подставки, как это показано
на фиг. 29.
32
Другой способ разрешения этой задачи показан на фиг. 30.
Отлитая из стали прижимная планка А имеет вилкообраз-
ную форму и обхватывает задним концом стальной шести-
гранник В. Обе эти детали соединены на шарнире, при-
чем отверстие в подкладке
Фиг 30. Прихватка с шестигран-
ником.
(шестиграннике) находится не
в центре, а снесено несколько
в сторону, что дает возмож-
ность получить для заднего
конца планки шесть устано-
вок разной высоты.
Фиг. 31. Неправильное закрепление
прихваткой.
Пример неправильного закрепления прихваткой показан
на фиг. 31. Гайка нажимает только одним краем, болт ото-
двинут далеко от изделия, прижимная планка слишком
тонка, а ее левый конец имеет совершенно недостаточную
точку опоры; правильный способ крепления показан на
Фиг. 32. Правильное закрепле-
ние.
Фиг. 33. Правильное и неправильное
закрепление.
фиг. 32. Неправильное закрепление изделий показано также
на фиг. 33а. Под влиянием силы нажима выступающий сво-
бодно отросток с будет пружинить и мешать прочному
закреплению изделия. Правильный способ крепления той же
детали показан на фиг. 33b.
Часто требуется закрепить на фрезерном станке деталь,
не имеющую боковых отростков для опоры прихваток, при-
чем вся поверхность обработки должна остаться свободной.
В таких случаях деталь прижимается с боков, как показано
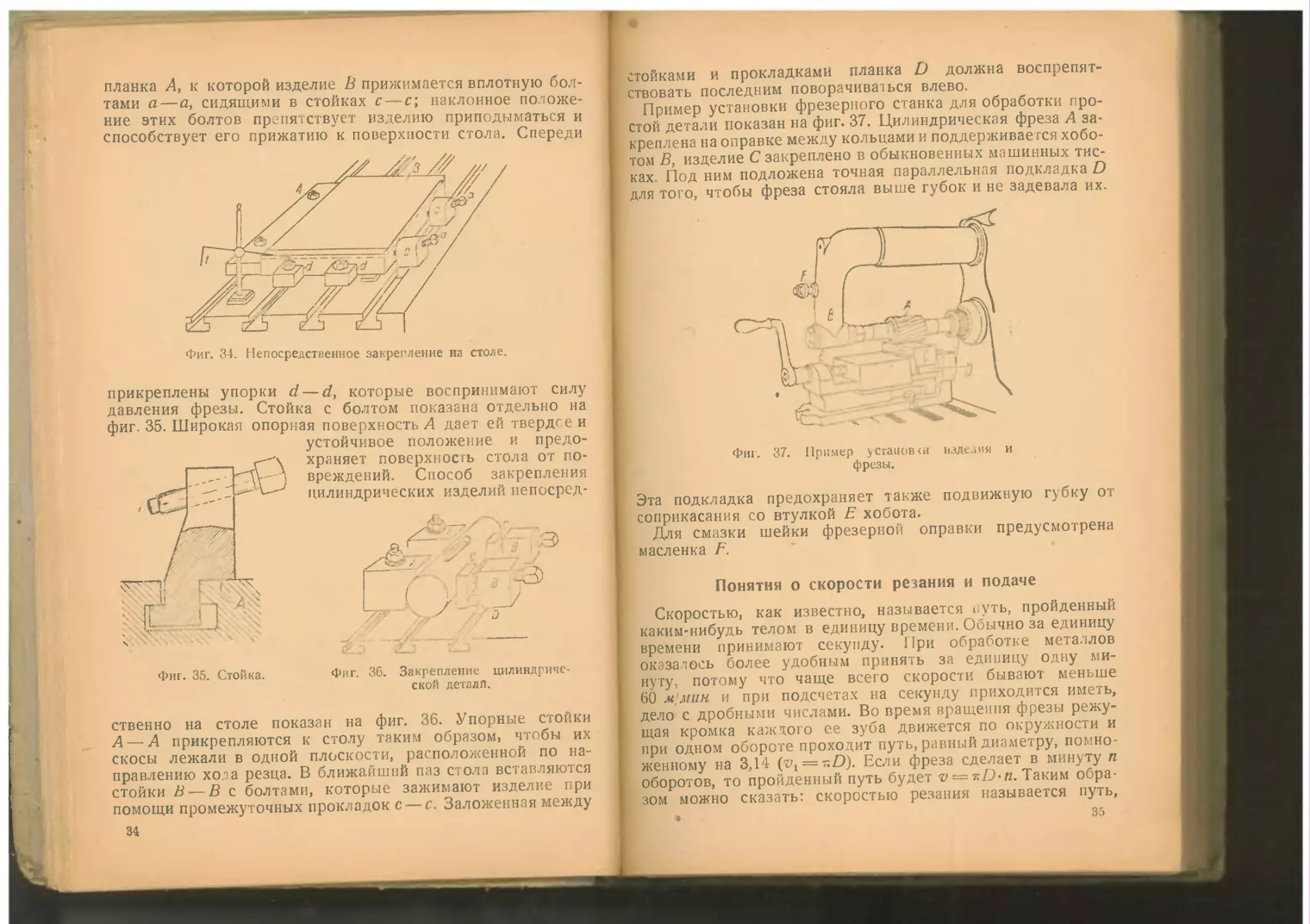
на фиг. 34. К столу станка прикреплена болтами упорная
3 И. Л. Зайдель. 1004. 33
планка А, к которой изделие В прижимается вплотную бол-
тами а — а, сидящими в стойках с — с\ наклонное положе-
ние этих болтов препятствует изделию приподыматься и
способствует его прижатию к поверхности стола. Спереди
Фиг. 34. Непосредственное закрепление на столе.
прикреплены упорки d— d, которые воспринимают силу
давления фрезы. Стойка с болтом показана отдельно на
фиг. 35. Широкая опорная поверхность А дает ей твердсе и
устойчивое положение и предо-
храняет поверхность стола от по-
вреждений. Способ закрепления
цилиндрических изделий пепосред-
Фиг. 36. Закрепление цилиндриче-
ской деталл.
Фиг. 35. Стойка.
ственно на столе показан на фиг. 36. Упорные стоики
А— А прикрепляются к столу таким образом, чтобы их
скосы лежали в одной плоскости, расположенной по на-
правлению хота резца. В ближайший паз стола вставляются
стойки В — В с болтами, которые зажимают изделие при
помощи промежуточных прокладок с — с. Заложенная между
34
стойками и прокладками планка D должна воспрепят-
ствовать последним поворачиваться влево.
Пример установки фрезерного станка для обработки про-
стой детали показан на фиг. 37. Цилиндрическая фреза А за-
креплена на оправке между кольцами и поддерживается хобо-
том В, изделие С закреплено в обыкновенных машинных тис-
ках. Под ним подложена точная параллельная подкладка D
для того, чтобы фреза стояла выше губок и не задевала их.
Фиг. 37. Пример усгаиов <и изделия и
фрезы.
Эта подкладка предохраняет также подвижную губку от
соприкасания со втулкой Е хобота.
Для смазки шейки фрезерной оправки предусмотрена
масленка F.
Понятия о скорости резания и подаче
Скоростью, как известно, называется «.уть, пройденный
каким-нибудь телом в единицу времени. Обычно за единицу
времени принимают секунду. При обработке металлов
оказалось более удобным принять за единицу одну ми-
нуту, потому что чаще всего скорости бывают меньше
60 м'мин и при подсчетах на секунду приходится иметь,
дело с дробными числами. Во время вращения фрезы режу-
щая кромка каждого ее зуба движется по окружности и
при одном обороте проходит путь, равный диаметру, помно-
женному на 3,14 (vx = r,D). Если фреза сделает в минуту п
оборотов, то пройденный путь будет v = r.D'ti. Таким обра-
зом можно сказать: скоростью резания называется путь,
* 35
пройденный в одну минуту режущей кромкой инструмента
по отношению к обрабатываемой поверхности.
Из сказанного выше следует, что скорость резания фрезы
зависит от ее диаметра и количества оборотов. Зная две
из указанных величин, можно определить третью.
Задача 1. Фреза диаметром в 120 мм (0,12 м) делает
75 об/мин. Определить скорость резания.
Подставив в уравнение ru—v:D-n наши данные, получим:
-27 = 3,14X 0,12 X75 = 25,6 м{мин.
Задача 2. Фрезой диаметром в 85 мм надо обработать
стальную деталь со скоростью резания в 25 м]мин. Опре-
делить число оборотов.
Число оборотов можно определить, если весь пройден-
ный в минуту путь разделим на путь, пройденный за один
оборот, т. е.
__ v _ 25000 мм __ пгг
3,14 X 85 ~ °0'
На практике может иногда встретиться такой случай,
когда из имеющихся в кладовой фрез разных диаметров
надо выбрать наиболее подходящую при данных условиях.
Задача 3. Для обработки легкого сплава фрезерный ста-
нок установлен на наибольшую скорость в 190 об/мин.
Скорость резания намечена в 120 м. В кладовой имеются
три фрезы диаметром в 150, 190 и 225 мм. Определить, ка-
кая из них будет наиболее подходящей
Из формулы ^ = KZ)-n имеем:
• ~ v 120 000 опп
D = — = о.. .а-г = 200мм.
т.п 3,14 X 190
Подсчет показывает, что наиболее подходящей будет
фреза в 200 мм Из существующих придется взять фрезу
в 190 мм, так как при диаметре в 225 мм получится слиш-
ком большая скорость.
Относительное перемещение изделия и фрезы происхо-
дит согласно схеме, показанной на фиг. 38. Фреза вращается
по стрелке V, а изделие перемещается ему навстречу по
стрелке с.
При фрезеровании различают подачи трех видов:
1. Подача в одну минуту — это путь, пройденный столом
станка вместе с изделием в течение одной минуты.
2. Подача на один оборот фрезы.
36
3. Подача на один зубец, т. е. путь, пройденный изделием
во время поворота фрезы на один зубец.
Между этими подачами существует конечно определен-
ное соотношение. Допустим, что подача в минуту равна
80 мм. Если фреза с 24 зубцами делает при этом 70 об/мин,
тогда подача на один оборот будет: 80:70=1,14 мм,
а подача s' на один зубец 1,14:24 = 0,048 мм.
Задача 4. Подача s' фрезы на
один зубец равна 0,07 мм. Число
зубцов г =18, количество обо-
ротов/г =85. Определить подачу
в минуту.
За один оборот изделие по-
дается на = s'-г = 0,07 X 18 =
= 1,26 мм, а в одну минуту
s-n = 1,26 X 85 = 107 мм.
Задача 5. Сколько оборотов
надо дать фрезе в 20 зубцов,
чтобы получить подачу в 65
mmImuh. Ввиду твердости ма-
териала допускается нагрузка Фиг. 38. Схема работы фрезы,
на зубец только в 0,04 мм.
Подача st за один оборот равна 0,04 X 20 = 0,8 мм. Для
того чтобы получить в минуту подачу в 65 мм, надо иметь
оборотов п — 65:0,8=82.
Глубиной резания называется толщина слоя металла, сни-
маемого фрезой за один проход. Эта глубина обозначена
на фиг. 38 буквой t.
В главе об основах теории резания значение скорости и
глубины резания и величины подачи рассматривается более
подробно.
Уход за станком
Обслуживать фрезерный станок правильно и культурно
может только тот рабочий, который хорошо знает устрой-
ство и действие всех его механизмов. Из этого основного
правила вытекает необходимость детального изучения каж-
дого механизма в отдельности. Наилучшие результаты дает
комбинированный способ, т. е. наряду с изучением черте-
жей, схем и пр. непосредственное ознакомление со стан-
ком в натуре. При этом необходимо однако проявить су-
губую осторожность, так как неумелое обращение со стан-
ком во время его изучения ведет часто к поломке тех или
37
иных механизмов. Поэтому не следует пускать станок в ход
и манипулировать его рукоятками, рычагами и т. д., пока
не усвоено основательно их действие на обслуживаемые
механизмы, а главное, их взаимодействие. D процессе изу
чения станка надо приводить в движение его механизмы
вручную и только после полного освоения испробовать их
действие при производственных условиях. Основными меха
низмами, подлежащими изучению, являются:
Привод станка. Надо усвоить устройство контр-при
вода или механизма передачи от пнтивидуального мотора,
устройство и обслуживание фрикционной муфты, способ
регулирования, места смазки.
Шпиндель и его под пи пн и < и. Усвоить: устрой
ство подшипников, способ их регулирования, подвод сма
зочного материала, способ закрепления инструмента.
Коробки скоростей и подач. Над э усвоить схему
этих коробок, количество возможных скоростей, устрой
ство механизмов для их включения и выключения, распою
жение рукояток для данной скорости, систему смазки.
Стол станка. Надо усвоить: схему стола, устройств*
всех самоходов (автоматических и ручных) и способ и:
обслуживания, предохранительные устройства (блокировка
против одновременного включения двух самоходов, меха
низм для перемены хода (реверсивный), устройство салазо:
и способ их регулирования, устранение мертвого хода (люфт
в ходовых винтах, места для смазки.
Делительная головка. Надо усвоить: схему дели
тельной головки, способ установки дисков и защелки дл
простого деления. Установку сменных шестерней на гитар
ном механизме при нарезке спиралей, способ устранена
мертвого хода в червячной передаче, установку головк!
под разными углами, места смазки.
Принадлежности и приспособления. Необхо
ди'О ознакомиться с тисками, патронами (пневматическим
и магнитными, если таковые имеются), оправками для за
крепления фрез, вертикальной головкой и разными приспо
соблениями.
Кроме того надо ознакомиться с системой подачи и от
вода охлаждающей жидкости, устройством насосике
и т. п.
Основными условиями правильного обслуживания фре
зерного станка являются: чистота и правильная своевре
менная смазка. До начала работы надо смазать все тру
щиеся части станка, при этом надо удостовериться, что вс
S8
отверстия, предусмотренные для смазки вручную, не забиты
грязью и что масло действительно попадает по своему на-
значению. Для смазки нужно применять только минераль-
ное масло, но не растительное. Не следует лить масло зря,
переливать через край и т. п. При смазке направляющих
фрезерного стола необходимо предварительно вытереть их
чистой тряпкой или „концами". Нужно особенно внимательно
следить за подшипниками, чтобы они не оставались без
смазки, так как подшипники, особенно передний, выдержи-
вает подчас большую нагрузку и его заедание является
серьезным повреждением; ремонт этого узла отнимает мно-
го времени и снижает качество станка.
Наряду со смазкой, на качество работы станка оказы-
вает большое влияние мертвый ход и расхлябанность его
механизмов. Подшипники шпинделя, направляющие салазок,
делительная головка должны быть отрегулированы па плав-
ный ход; они должны работать без заеданий и без лишнего
„люфта". За этим надо следить, контролируя время от вре-
мен I все ответственные механизмы. Фрезеровщик не дол-
жен допускать перегрузки своего станка. Причиной пере-
грузки является чрезмерная величина сечения стружки,
чрезмерная скорость резания, а чаще всего работа тупой
фрезой. Наличие перегрузки можно определить по следую-
щим признакам: нагрев подшипников, дрожание оправки,
скольжение ремня по шкиву (иногда даже его спадание),
снижение числа оборотов и пр. Более точно можно опре-
делить нагрузку станка при работе от индивидуального
электромотора при помощи соответствующих приборов для
определения количества расходуемой электроэнергии.
Большое влияние на результаты работы оказывает проч-
ное закрепление фрезы и обрабатываемого изделия. При
закреплении фрезерной оправки в гнезде шпинделя надо
следить за чистотой отверстия для хвоста оправки и за чисто-
той свободного конца, который поддерживается втулкой хо-
бота. Фрезу надо ставить на оправке по возможности ближе
к шпинделю, так как при этом оправка будет меньше изги-
баться и фреза будет работать спокойнее. При установке на
гитарном механизме сменных шестерней для нарезки спира-
лей надо сцепить их плавно и не слишком туго, но и без
зазора между зубцами.
Не следует чрезмерно натягивать болты при закреплении
изделия, лучше поставить лишний болт. От чрезмерной
натяжки болтов часто вырываются куски Т-образных кана-
вок стола, и станок портится, Каждый станок должен иметь
89
комплект гаечных ключей, которые должны точно подхо-
дить к размерам гаек; нельзя отвинчивать гайки ударами
молотка, при помощи прокладок в „зев" ключа и т. п. не-
культурными способами. Нельзя также класть на стол станка
посторонние предметы: ключи, прокладки,запасные фрезы
и детали, измерительный инструмент и т. п.
Некоторые ошибки по обслуживанию станка свойственны
всем малоопытным фрезеровщикам. Они, например, обычно
совершенно не считают нужным смазывать ступенчатый
шкив шпиндельной бабки. А между тем при включенном
переборе этот шкив работает на шпинделе „вхолостую" и
нуждается конечно в смазке. Сюда же относится включе-
ние перебора на-ходу, которое приводит ч^сто к поломке*
зубцов.
Часто такой неопытный рабочий, при переводе стола
в исходное положение для снятия следующей стружки, вы-
ключает только самоход, а фреза продолжает у него вра-
щаться. Делается это, очевидно, исходя из того предполо-
жения, что раз стружка пройдена, фреза уже резать не бу-
дет. Но это конечно не так. Дело в том, что при снятии
стружки, особенно крупной, фреза несколько отпружини-
вает от обрабатываемой поверхности; материал, в свою
очередь, также имеет некоторую упругость. В результате
фреза снимает немного более тонкий слой, чем это ей по-
лагается теоретически. После прохождения стружки фреза
освобождается от этих напряжений и при обратном отводе
стола она врежется в обработанную поверхность и изуро-
дует ее. К возможным ошибкам по неопытности следует
также отнести случаи вращения фрезы в обратную сторону.
Если пытаться таким путем брать хотя бы небольшую
стружку, то зубцы фрезы сейчас же выкрошатся, и она
придет в негодность. При вращении фрезы в обратную
сторону, даже одно только прикосновение с обрабатывае-
мой поверхностью затупляет фрезу и портит ее.
Работа на фрезерном станке отличается от работы на то-
карном и строгальном, между прочим, и тем, что изделие на
нем не вращается, что подача стола происходит очень ме-
дленно, причем до окончания обработки всей поверхности
стол передвигается в одном направлении и обратно не воз-
вращается. Это дает возможность во многих случаях произ-
вести обмер обрабатываемой детали на-ходу, без остановки
станка; однако при этом надо следить, чтобы фреза нахо-
дилась на достаточном расстоянии от измерительного ин-
струмента, чтобы не повредить его.
40
Стружки, накопляющиеся на столе станка, надо удалять
возможно чаще, так как они мешают наблюдению за рабо-
той фрезы; кроме того стружки, заполняя промежутки ме-
жду зубцами, увеличивают трение, а следовательно, и рас-
ход энергии, а также препятствуют получению гладкой и
чистой поверхности.
Охлаждающая жидкость вредно влияет на трущиеся по-
верхности станка. Смешиваясь с маслом, она понижает ка-
чество смазки, а попадающие вместе с ней мелкие стружки
и песчинки ускоряют износ направляющих поверхностей;
длительное пребывание охлаждающей жидкости на этих
направляющих способствует образованию на них пятен
ржавчины. Поэтому необходимо следить за отводом отра-
ботанной жидкости в резервуар и вытирать после работы
станок чистыми концами, пропитанными керосином.
Чугунные детали обрабатываются без охлаждения, так
как на чугуне оно не дает такого эффекта, как на стали, а
мелкая чугунная стружка действует особенно вредно. При
переходе от обработки стальных деталей к чугунным надо
тщательно протирать все части станка и удалить все остатки
охлаждающей жидкости.
Нельзя оставлять станок в рабочем состоянии без при-
смотра. При всех отлучках от станка надо выключать мо-
тор или контрпривод.
Сведения о мерах безопасности
Наиболее опасными в смысле возможности причинить
рабочему ранение или увечье являются станки или маши-
ны, работающие на больших скоростях. С этой точки зре-
ния универсально-фрезерный станок представляет по срав-
нению с другими (токарным, строгальным, шлифовальным,
прессом и пр.) меньшую угрозу, потому что все пере-
даточные механизмы этого станка вращаются медленно.
Исключение представляет только сама фреза, которая имеет
подчас очень большое число оборотов, особенно при обра-
ботке цветных металлов.
Обследованием несчастных случаев, происшедших при
фрезеровании, установлено, что чаще всего ранения проис-
ходят вследствие попадания пальцев рук под зубцы фрезы.
Забывая об опасности, фрезеровщики часто сбрасывают
стружку с изделия прямо рукой для того, чтобы удосто-
вериться, насколько правильно и чисто работает фреза.
Надо иметь в виду, что наиболее угрожающей зоной явля-
41
ется сторона фрезы, обращенная к обработанной уже по-
верхности; там зубцы „забирают" стружку и увлекают с со
бою все, что попадется. Ни в косм случае не следует уда
такую очистку надо производить
не подходя слишком близко к зуб-
Чтобы закрыть доступ к опасной
иногда специальные оградительные
фиг. 39. Широкого применения эти
1
Фиг. 39. Предохранительный
щи гок.
Пренебрежительное
лять стружки руками;
щеткой или кисточкой,
цам с задней стороны,
зоне фрезы применяют
щитки, как показано на
щитки все же не нашли.
Следующая причина несчастных случаев с фрезеровщи-
ками— это попадание стружек в глаза. При обработке де-
талей из цветных металлов на больших скоростях стружки
отлетают далеко с большой ско-
ростью и представляют серьез-
ную опасность для глаз.
Самой простой и действитель-
ной мерой безопасности является
надевание очков, которые дол-
жны быть в инструментальном
ящике каждого фрезеровщика.
К сожалению это простое меро-
приятие не всегда выполняется
рабочими.
отношение к очкам нередко ведет
к частичной и даже полной по-
тере зрения. На некоторых заво-
дах применяют для таких работ специальные стеклянные
щитки, которые закрепляются на кронштейне перед фре-
зой. Но это приспособление затрудняет обслуживание стан-
ка и поэтому в рабочей среде успехом не пользуется.
Причиной несчастных случаев является иногда неожи-
данное движение остановленного станка, работающего
от групповой трансмиссии через контрпривот.. Это весьма
опасное явление может произойти вследствие того, что хо-
лостой шкив, из-за отсутствия смазки или по иной причи-
не, заклинивается на приводном валу и увлекает его с собой.
Бывает, что неисправная отводка, под действием своего
веса или сотрясений, переводит ремень (хотя бы частично)
с холостого шкива на рабочий, и фреза неожиданно начи-
нает вращаться. Если рабочий занят при этом у станка
установкой детали или удалением стружек, то он подвер-
гается серьезной опасности.
У контрприводов современной конструкции возможно
сти таких случаев почти полностью устранены вследствие
42
установки холостых шкивов на шариковых подшипниках
с улучшенной системой смазки, а также путем усовершен-
ствования способа перевода ремня с холостого шкива на
рабочий и обратно.
Тем не менее необходимо тщательно следить за исправ-
ностью контрпривода и требовать его ремонта, как только
обнаружились признаки неисправной его работы.
Хотя станки с контрприводами постепенно исчезают из
современных заводов и заменяются станками, работающими
от индивидуальных моторов, все же у нас еще имеется до-
статочное количество станков старого типа со ступенчаты-
Фиг. 40. Механизм для перевода ремня.
ми шкивами. Необходимо поэтому остановиться на способе
изменения скоростей на этих станках, которое, как извест-
но, осуществляется путем переброски ремня с одной сту-
пени на другую. Такая переброска производится много раз
в течение одной смены и часто является причиной несчаст-
ных случаев. Существует много приспособлений для пе-
реброски ремней, одна из таких конструкций показана схе-
матически на фиг. 40. Приводной ремень R работает с на-
жимным роликом s, который прижимается под действием
спиральной пружины t.
К расположенной горизонтально в двух втулках штанге
F прикреплены два кулачка 1—2 с крючками, за которые
зацеплены концы тросса; последний обхватывает смонтиро-
ванный на конце неподвижной стойки ролик С. Кроме того
4§
Фиг. 41. Навод-
ка для ремней.
к штанге прикреплены две вилки d—d по обеим сторонам
ремня R. Таким образом вращение ролика С вызывает со-
ответствующее перемещение штанги F, а вместе с нею и
ремня. Чтобы переменить скорость вращения шпинделя,
надо потянуть вниз тягу А; тогда ролик s отойдет вправо
и освободит ремень. После этого надо потянуть вниз кон-
цы цепи Ai или А2, установить ремень против одной из
ступеней шкива и освободить тягу А; тогда ролик 5 опять
натянет ремень, и станок вступит в работу.
Несмотря на явное преимущество приспо-
соблений для переброски ремня, они фак-
тически применяются редко и эта операция
чаще всего производится вручную; поэтому
необходимо указать некоторые меры предо-
сторожности.
При переброске ремня с одной ступени на
другую надо сдвигать с места набегающую
на шкив часть ремня (но не сбегающую); при
этом надо пользоваться гаечным ключом
или рукояткой молотка. Надевать же ремень
на ступенчатый шкив шпинделя приходится
руками. При этом надо становиться близко
к шкиву и надеть ремень ладонью раскрытой
правой руки с плотно сжатыми пальцами,
иначе пальцы могут попасть под ремень.
Прежде чем производить переброску ремня
рукой, следует осмотреть способ соединения
его концов; некоторые из них, например,
металлические соединительные замки, небез-
опасны для рук рабочего.
На контрприводе ремень перебрасывается
специальным шестом с крючком на конце,
известным под названием „наводки" (фиг. 41). Во избежа-
ние могущих произойти при этом несчастных случаев надо
помнить следующее: шест наводки должен быть такой длины,
чтобы при перекидке ремня конец .его находился на высоте
0,5 м от пола. Подводить наводку к ремню надо сбоку для
того, чтобы ее не отбросило, кроме того ее нельзя, как это
иногда делается, упирать в колено.
Одежда рабочего должна быть изготовлена из материи
не слишком прочной и необходимо, чтобы она плотно обле-
гала тело. Рукава должны быть пришнурованы у кисти.
Всякие болтающиеся концы одежды пре вставляют опас-
ность; они могут попасть в шестерни, телескопический
44
валик и т. п. вращающиеся части станка, потянуть за собою
руки рабочего и причинить ему увечье.
От электромотора к шпинделю, а от последнего к ко-
робке скоростей, движение часто передается ремнем или
цепью. Эти передаточные механизмы ограждаются кожу-
хами и фрезеровщик должен следить за тем, чтобы все
ограждения были в исправности и находились на своих
местах, а не валялись где-нибудь, как это, к сожалению,
нередко бывает.
Значительное количество несчастных случаев происходит
вследствие неосторожного обращения с обрабатываемыми
деталями. Тяжелая деталь, падая на пол, может поранить
ноги рабочего, а при установке придавить палец или руку;
ранение рук могут причинить заусенцы. Фрезеровщик
должен учитывать все эти обстоятельства и проявлять
должную бдительность и внимание.
При работе с охлаждающей жидкостью часть этой смеси
заливает пол около станка. Чтобы устранить возможность
падения при движении по скользкому полу, надо положить
около станка деревянные решетки. В крайнем случае можно
посыпать пол около станка деревянными опилками.
Неисправность электрических приборов (реостатов, ру-
бильников) и неосторожное обращение с ними являются
также причиной несчастных случаев.
Фрезеровщик, в особенности молодой, должен помнить;
что во время его работы возможность несчастного случая
не исключается. Это обязывает его быть осторожным и
внимательным, сохранять в порядке свое рабочее место,
основательно изучить все механизмы своего станка и ос-
воить правильное их обслуживание.
Вопросы,
1. Какие преимущества имеет фреза по сравнению со строгальным
резцом?
2. Назовите основные части фрезерного станка?
3. Укажите в общих чертах различие между станком современного
тина и устаревшим.
4. Для чего служит перебор и как он устроен?
5. Опишите устройство коробки подач.
6. Как регулируется износ переднего подшипника шпинделя?
7. Что такое телескопический валик и как он устроен?
8. Какие преимущества имеет коробка скоростей по сравнению со
ступенчатым шкивом?
9. Какие фаг.торрт повлияли на развитие фрезерного дела?
10. Назовите основные типы фрез и укажите их характеристику.
45
11. Назовите принятые по ОСТ углы резца, их обозначения и соотно-
шения.
12. Какие способы закрепления фрезы вам известны?
13. Какие вам известны способы закрепления обрабатываемых изделий?
14. Что означают термины скорость резания и позача?
15. Укажите основные правила ухода за станком и меры безопасности.
Задания
1. При расположении шкивов а и b в том порядке, как показано на
фиг. 4, ведомый шкив b делает 12 об/мин, тогда как шкив а, сидящий
на шпинделе, делает 30 об/мин. Теперь оба шкива переменили свои места.
Сколько оборотов сделает шкив а (ведомый) при том же количестве обо-
ротов шпинделя?
2. Решить предыдущую задачу в общем виде.
3. Шестерни перебора (фиг. 6, имеют следующие количества зубцов:
С — 24, D — 63, F— 57 и N—18. Определить количество оборотов сту-
пенчатого шкива при одном обороте шпинделя.
4. На основе 4 иг. 7 показать эскизом расположение передвижной
шпонки f и сцепной муфты при котором ва шк III получит наименьшее
число оборотов (шестерня S перебора сидит на шпонке, а все остальные
вхолостую).
5. Сколько раз прь степ поверну.ь болт D (фиг. 9) для того, чтобы
можно было злить опрп ху Е из гне та шпинделя, если конец болта
имеет резьбу в " и при пол юн натяжке он с щит в отве, стии на глу-
бину в 1,25 и аю. тра.
6. Решить туиже задачу, когда кснец болта в 15 мм имеет метриче-
скую нарезку.
7. На основе фиг. 13 показать эскизом расположение блока шестер-
ней г2 и г3 и муфты А/, при котором шпищель II получит наибольшее
число об >ротов.
8. Угол резания 8 = 85'. Определить передний угол у.
9. Передний угол у =12°, а задний а =7°. Определить угол заостре-
ния ₽.
10. Угол заострения н —84°, а задний угол а -6°. Определить перед
ний угол у.
И. Показать эскизом все случаи, приведенные в предыдущих трех
задачах, применительно к зубцу фрезы.
12. Определить скорость резания фрезы дизме1ро в 150 мм. Число
оборотов 55 в мин.
13. Фрезой днтметром в 120 .«и надо оорабатывать алюминиевую де-
таль со скоростью в 45 м/мин. Определ (ть требуемое количество оборо-
тов фрезы.
14. Подача фрезы на одгд зубец состав 1яет 0 04 мм. Число зубцов
z = 22; количество оборотов 70. Определить подачу в минуту.
15. Какой объем металла (в см3) будет снят с поверхности изделия
за один час, если глубина резания составляет 12 мм ширина снимаемого
слоя 65 мм, а подача 45 мм/мин.
< । Глава II
I ОСНОВНЫЕ ПРИЕМЫ ФРЕЗЕРНЫХ РАБОТ
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ
Плоскости фрезеруются чаще всего цилиндрическими
фрезами со спирально расположенными зубцами. Возьмем
простой случай: требуется проф; езеровать все стороны пря-
1Пмоугольной плитки (параллелопипеда) по заданным разме-
рам. Такая плитка, как известно, имеет всего шесть граней:
две широких, две узких и две торцевых. Если
имеет сравнительно небольшие размеры, то
происходит в тисках.
Тиски можно закрепить на столе станка, _________
на фиг. 5, или на фиг. 37. В первом случае кромки губок
тисков расположены параллельно фрезерной ' _ '
перпендикулярно направляющей плоскости 5 станины.
Во втором случае кромки губок перпендикулярны фрезер-
ной оправке. Тот или иной способ установки зависит от рас-
положения обрабатываемой грани. При обработке широкой
стороны крупной обдирочной стружкой надо установить
так, как показано на фиг. 5, так как в этом случае губки
надежнее воспринимают силу давления фрезы. При обра-
ботке же узких сторон надо установить тиски согласно
фиг. 37, иначе при прежнем расположении губок потре-
буется слишком широкая фреза и станок должен будет вы-
держать большое напряжение. Что касается обработки тор-
цевых сторон, то как увидим ниже, для них требуется,
чтобы губки были параллельны оправке (первый способ).
’При установке тисков надо всегда ориентироваться на не-
подвижную губку, которая составляет одно целое с кор-
пусом тисков и сохраняет поэтому устойчиво свое поло-
жение.
' Проверить установку тисков по первому способу можно
следующим образом.
изделие
обработка его
как показано
оправке Сили
47
Фиг. 42. Проверка установки
тисков.
1. Раздвигают губки тисков на расстояние, значительно
большее, чем диаметр фрезерной оправки (фиг. 42) и пе-
редвигают стол в продоль-
ном направлении до тех пор,
пока образующая а—b оправ-
ки не станет против кромки
неподвижной губки с (прибли-
зительно, на-глаз); после этого
подымают стол вверх до при-
ближения кромки этой губки
к оправке.
При правильной установке
должна получиться узкая щель
одинаковой ширины. Если ши-!
рина щели получилась неоди-!
наковой, то передвигают тиски
постукиванием свинцовым или
деревянным молотком и после
этого закрепляют их оконча-
тельно.
2. Раздвигают губки тисков
на некоторое расстояние и, при-
ложив угольник с расширен-,
ной пяткой к направляющей плоскости станины, прове-
ряют второй его стороной положение неподвижной губки,
как показано на фиг. 43.
Фиг. 43. Проверка установки тисков.
3. Между двумя смежными кольцами а и b фрезерно.
оправки закрепляется чертилка, и кромка неподвижно',
губки направляется мимо ее острия путем поперечного пе-
ремещения нижних салазок. Для более точной установи
48
тисков закрепляют между кольцами вместо чертилки инди*-
катор, как показано на фиг. 44.
После того как тиски закреплены, приступают к установке
детали. Ее кладут широкой стороной на двух подкладках
или брусках так, чтобы обрабатываемая поверхность высту-
пала над уровнем губок на 5—10 мм, и закрепляют прочно
винтом. Фреза устанавливается на шпонке между двумя
кольцами оправки и закрепляется гайкой, после этого под-
пирают свободный конец оправки втулкой хобота и сма-
Фиг. 44. Проверка установки
тисков.
зывают входящий в отверстие
этой втулки конец оправки.
Общий вид установки фрезы
показан на фиг. 37.
Допустим, что необходимо
обработать деталь из мягкой
стали, имеющую небольшой
припуск (3—6 мм). В этом
случае можно весь припуск
Фиг. 45. Схема работы фрезы.
снять сразу, так как при надлежащем охлаждении фрезы
все же получим чистую и гладкую поверхность. Глубину
резания для первой стороны можно установить на-глаз. По-
добрав по табл. 23 скорость резания и подачу, проходим
первую стружку. Схема вращения фрезы и подачи изделия
показаны на фиг. 45а. Снимаемая стружка имеет вид запя-
той, причем зубец начинает резать с тонкого конца и кон-
чает толстым. Такое постепенное нарастание нагрузки зубца
обеспечивает плавный ход фрезы и гладкую поверхность
обработки.
При работе по схеме фиг. 45b получается обратное явле-
ние: фреза забирает сразу толстую стружку, вследствие
чего она будет работать неспокойно, рывками и качество
продукции значительно снизится. Если же таким путем
4 И. Л. Зайдель. 1004 49
будем обрабатывать отливку с твердой коркой или по-
ковку с окалиной, то зубцы быстро притупятся и фреза
придет в негодность. Следует между прочим отметить, что
работа по схеме фиг. 45а обладает тем недостатком, что
фреза стремится поднять изделие кверху, вследствие чего при
наличии мертвого хода в салазках стола и в тисках может
получиться нечистая поверхность обработки. Поэтому амери-
канцы считают более правильным работать по схеме фиг. 45b.
Но это во всяком случае приемлемо только тогда, когда
работа производится на вполне исправном станке солидной
конструкции и когда на изделии нет верхней твердой корки.
Следующей операцией будет фрезерование узкой сто-
роны, расположенной перпендикулярно к уже обработан-
Фиг. 46. Проверка установки тисков.
1. Зажимают слегка в тисках
нои. для этого надо осво-
бодить деталь, удалить на-
копившиеся стружки, вы-
тереть чисто всю поверх-
ность неподвижной губки
и удалить осторожно лич-
ным напильником заусенцы,
не поцарапав обработанной
поверхности Тиски надо по-
вернуть на 90° и установить
их по схеме, показанной на
фиг. 46. Правильность уста-
новки можно проверить сле-
дующими методами:
угольник с широкой пяткой,
а между двумя кольцами закрепляют иглу а чертилки и
поперечным перемещением стола направляют свободную
сторону угольника мимо ее острия.
2. Можно проверить тиски и при помощи индикатора
или иглы аналогично тому, как указано выше (фиг. 44).
Для этого зажимают иглу или индикатор между двумя
кольцами оправки, подводят его измерительный штифт к по-
верхности неподвижной губки, как показано на фиг. 47, и
продольным перемещением стола определяют правильность
установки. После этого устанавливают деталь профрезеро-
ванной стороной к неподвижной губке, как показано на
фиг. 48, и закрепив ее прочно винтом, обрабатывают одну
из узких сторон. Глубину резания можно также взять на-
гл аз.
После этого надо проверить при помощи угольника, по-
лучился ли угол а прямым. Если окажется, что угол тупой
50
Или острый, то надо принять меры Для устранения этого
дефекта. Очевидно, что в этом случае придется на этой
поверхности пройти еще одну, а быть может даже 2—3
стружки. Неправильный угол получится, если сама непо-
движная губка расположена неперпендикулярно к поверх-
ности стола станка или если изделие не прилегает плотно
к правильно расположенной поверхности губки. Может
случиться, что рабочий по неопытности приставил изделие
к подвижной губке, которая при зажиме обычно несколько
приподымается и дает перекос. Иногда получается непра-
Фиг. 48 и 49. Установка детали в тисках.
вильный угол при совершенно правильной установке детали.
Тогда надо искать причину в режущем инструменте: воз-
можно, что фреза имеет некоторую конусность и тогда
естественно получится на обрабатываемой поверхности со-
ответствующий наклон. Устранить указанный дефект (не-
правильность угла) можно следующими способами: перево-
рачивают изделие обработанной стороной к неподвижной
* >1
губке, прочищают тщательно еще раз прилегающие поверх-
ности, подкладывают между прилегающими поверхностями
(наверху или внизу) узкую полоску бумаги или тонкой
жести, или между подвижной губкой и изделием проклады-
вают цилиндрический стержень а (фиг. 49). Этим путем
обеспечивается плотное прилегание изделия к неподвижной
губке, так как на необработанной поверхности имеются
обычно искривления и бугры, которые при непосредствен-
ном закреплении без прокладки могут дать перекос.
Что касается конусности фрезы, то ее можно устранить
правильной переточкой. Впрочем можно добиться получе-
ния правильного угла и при наличии конусности фрезы;
для этого надо подложить полоски бумаги или жести, как
было указано выше.
Таким же способом обрабатываем вторую узкую сторону
заготовки. Но тут прибавляются еще два условия: надо
достигнуть параллельности узких сторон и точной ширины
изделия по заданному размеру. Первое достигается тем,
что изделие кладется на точно параллельный брусок и во
время закрепления прижимается к нему плотно ударами
свинцового или медного молотка. Если при этом тиски пра-
вильны и не имеют выбоин, а прилегающие поверхности
хорошо очищены от стружек, то параллельность узких
сторон обеспечена. Для достижения второго условия надо
точно установить стол станка на глубину резания.
Способ установки стола
Установка стола зависит от требуемой точности обра-
ботки. Часто размер определяется по разметке. Для этого
устанавливают изогнутый конец иглы рейсмуса по риске
разметки и подводят это острие сбоку к тому зубцу
фрезы, который находится в самом низшем положении,
или же подставляют острие под этим зубцом. Затем подъе-
мом или опусканием стола приводят острие в прикоснове-
ние с режущей кромкой зубца и устанавливают тем самым
требуемую глубину резания.
Более точно можно установить стол, пользуясь имею-
щейся на маховичке для подъема стола шайбой с деле-
ниями. При повороте маховичка на одно деление стол пе-
редвигается обычно на 0,1 лш. Установку надо производить
следующим образом: предварительно берут глубину резания
на-глаз с известным запасом и проходят фрезой небольшой
кусок поверхности (3—5 мм), затем отводят фрезу назад и,
52
не изменяя высоты стола, измеряют точно толщину про-
фрезерованной части изделия, которая, конечно, будет не-
сколько больше заданного размера. Допустим, что мы
имеем излишек в 1,5 мм. Очевидно, если поднять стол на
эти 1,5 мм, то фреза срежет этот лишний слой и изделие
получится нужного размера. Нетрудно также определить,
что для этого придется повернуть маховичок на 15 делений.
Толщину изделия надо измерять штангенциркулем или глу-
бомером. Угол должен получиться прямым, так как все меры
уже приняты при фрезеровании предыдущей стороны.
•Практикуется еще один более точный способ установки
глубины резания при помощи эталонных плиток (Иоган-
сона). Об этом будет ука-
зано в главе V.
Для обработки второй ши-
рокой стороны и двух тор-
цевых поверхностей надо
установить тиски по схеме,
показанной на фиг. 42, а для
этого их надо опять повер-
нуть на 90°. Следует отме-
тить, что широкую сторону
можно собственно обрабо-
тать и без перестановки, хо-
тя это не совсем правильно,
но эта перестановка безусловно нужна для торцевых сто-
рон. Поставить деталь „стоймя" нельзя, так как при этом
получится ненадежное закрепление.
При обработке второй широкой стороны требуются, как
и в предыдущем случае, параллельность и точный размер
по толщине. Изделие кладется на двух брусках а и Ь, как
показано на фиг. 50 \ и закрепляется винтом. Преимущество
двух брусков состоит в том, что меньшие плоскости при-
легания легче сохранить в чистоте и что под изделием
остается пустое пространство, дающее возможность по-
дойти любым измерительным инструментом.
Плотное прилегание изделия к брускам достигается, как
было указано, ударами свинцового или медного молотка.
Проверить плотность прилегания можно простым спо-
собом: по четырем углам между изделием и брусками за-
кладывают полоски бумаги, которые при плотном прилега-
Фиг. 50. Схема обработки лобовой
фрезой.
1 Показанная на этом чертеже торцевая фреза А к данному вопросу
не относится.
53
нии будут все защемлены. Если одна из этих полосок легко
вытаскивается, то это показывает, что этот угол плохо при-
легает и его надо осадить вниз. Глубину резания устанав-
ливают одним из указанных выше способов и затем фрезе-
руют вторую широкую плоскость. Обработку оставшихся
двух торцевых сторон мы пока рассматривать не будем и
вернемся к ним впоследствии.
Устройство вертикальной головки
Плоские поверхности можно также обрабатывать торце-
выми фрезами по схеме, показанной на фиг. 50. Удобнее
всего вести такую работу на вертикально-фрезерном станке
(фиг. 16) или при помощи так называемой вертикальной
головки к горизонтально-
> “э фрезерному станку. Уста-
А £
Фиг. 51. Вертикальная головка.
новка тисков, закрепле-
ние и проверка изделия
ничем не отличается от
описанных выше приемов
при работе на горизон-
тальном станке; только
при установке глубины
резания чертилкой нет на-
добности искать находя-
щийся в низшем положе-
нии зубец, а можно ориен-
тироваться на любой.
Попутно надо ознако-
миться с устройством вер-
тикальной головки и способом закрепления фрезы. Верти-
кальная головка простой конструкции для легких работ пока-
зана на фиг. 51. На конце „хоботного вала" А закрепляется
двумя болтами корпус В головки, внутри которой находится
винтовая передача. Оправка С с продольной шпоночной
канавкой, вставленная в шпиндель, входит другим концом
в отверстие одной из шестерней и соединяется с ней шпон-
кой. Через вторую шестерню проходит вращающийся в двух
подшипниках шпиндель головки. Этот шпиндель на конце
имеет конусное гнездо для закрепления фрезы. Вращение
шпинделя станка посредством указанной винтовой передачи
сообщается вертикальному шпинделю головки. Фреза за-
крепляется обычным образом, как показано на фиг. 9.
Обработка плоскостей торцевыми фрезами даег весьма
54
хорошие результаты как в смысле чистоты поверхности,
так и в отношении производительности.
Особенно эффективно работают торцевые фрезерные
головки со вставными зубцами. Несмотря на то, что торце-
вая фреза не имеет второй опоры (хобота) и работает „на
весу", она все же может снимать крупные стружки, так как
она закрепляется на очень короткой оправке непосред-
ственно у шпинделя, а иногда даже на самой его головке.
Более чистую поверхность эти фрезы дают потому, что
зубцы их все время соприкасаются с обрабатываемой по-
верхностью и не отходят от нее до полного окончания
обработки.
При работе торцевой фрезой нет надобности после про-
хождения первой стружки отвести фрезу „вхолостую" в ис-
ходное положение для снятия второй стружки; в данном
случае можно тут же установить глубину резания и пустить
самоход в обратную сторону, что совершенно недопустимо
при работе цилиндрическими фрезами.
Торцевой фрезой можно обрабатывать плоскости, располо-
женные в трудно доступных местах, например, прилив
в каком-нибудь углублении, совершенно недоступном для
цилиндрической фрезы. Следует все же отметить одну
слабую сторону торцевой фрезы: при обработке поверхно-
сти одинаковой длины торцевой фрезе надо будет пройти
больший путь. Подробнее об этом будет сказано в гла-
ве VIII.
Фиг. 52. Схема обработки торцев.
Вернемся теперь к нашей детали с двумя необработан-
ными торцевыми сторонами. Обработать их надо торцевой
фрезой по схеме, показанной на фиг. 52. Цилиндрической
55
фрезой можно обработать торцевые стороны только в том
случае, если изделие будет поставлено „стоймя", но при
этом обрабатываемая поверхность будет выступать высоко
над уровнем тисков, вследствие чего получится крайне не-
устойчивое закрепление.
Из описанного выше порядка обработки видно, что приш-
лось два раза устанавливать и проверять тиски и сменять
цилиндрическую фрезу на торцевую, а следовательно сме-
нить и оправку. При обработке одной штуки это побочное
время поотношению к машинному времени составляет
большой процент.
Фактически детали обрабатываются партиями; тогда
меняют фрезу для торцов только после того как осталь-
ные поверхности уже обработаны на всех деталях, или
переносят обработку торцов на другой станок.
Фрезерование наклонных плоскостей
Получить на фрезерном станке наклонную плоскость
можно тремя способами: 1) применением угловых фрез;
2) установкой изделия в наклонном положении по задан-
ному углу; 3) установкой самой фрезы под углом.
Фиг. 53 и 54. Схема обработки наклонной поверхности.
Первый способ изображен схематически на фиг. 53. Угло-
вая фреза А закреплена на оправке обычным образом; на-
клон образующей у этой фрезы равен углу наклона обраба-
тываемой поверхности.
Второй способ допускает разные варианты. Можно за-
крепить цилиндрическую фрезу обычным образом на оп-
равке, а изделие установить наклонно на клинообразной
подкладке В по схеме, показанной на фиг. 54. Тогда фреза,
передвигаясь параллельно столу, срежет заштрихованный
слой и изделие получит клинообразную форму.
56
Что касается третьего способа, т. е. установки под углом
самой фрезы, то у фрезерных станков обычной конструк-
ции такой возможности нет. Только вертикальные головки
универсального типа или станки специальной конструкции
допускают такой способ обработки наклонных поверх-
ностей. Пример обработки наклонной поверхности прилива а
торцевой фрезой, установленной под углом, показан на
фиг. 55.
Проверка установки угла наклона, когда требуется обра-
ботка средней точности, производится чертилкой по раз-
метке. Более точная установка производится при помощи
так называемой синусной линейки, о чем подробно ука-
зано в главе VII.
Следует предостеречь от одного ошибочного мнения по
вопросу о фрезеровании наклонных плоскостей. На первый
Фиг. 55. Обработка на-
клонной поверхности.
Фиг. 56. Ошибочный способ установки для
фрезерования наклонных поверхностей.
взгляд может показаться, что если установить стол под
углом к оси шпинделя (фиг. 56) и обрабатывать боковую
сторону детали А торцевой фрезой, то в результате полу-
чится требуемый наклон. Но это, конечно, неверно. На-
клонно установленный стол все же перемещается по напра-
влению оси С—D\ при этих условиях фреза будет работать
неестественно, одним углом, и снимет слой металла по пунк-
тирной линии а — Ь, так что никакого наклона не получится.
Фрезерование пазов и канавок
Пазы и канавки разной формы и размеров встречаются
в машиностроении очень часто. Это как раз та область
фрезерной работы, где торцевые или концевые фрезы на-
ходят широкое применение. На фиг. 57 показаны пазы раз-
57
ного профиля, они могут быть сквозные, т. е. проходить
по всему изделию (Ь и с), или глухие, открытые только
с одной стороны (a, d и е) и, наконец, совершенно замк-
нутые; последняя форма пазов применяется часто на валах
в виде шпоночных канавок. Все сквозные пазы, имеющие
очертание согласно b и с, могут быть прорезаны дисковыми
фрезами соответствующего очертания. Подобная фреза для
Фиг. 57 и 57а. Пазы разной формы.
пазов прямоугольной формы показана на фиг. 18—V. Она
насаживается обычным образом на оправку между коль-
цами и прорезает канавку по схеме фиг. 58.
Очевидно, что прорезать глухой паз с резким переходом
дисковой фрезой невозможно, так как такая фреза дает
постепенный переход (сопряжение) по дуге 1—2. Только
торцевой фрезой можно заканчивать паз
под прямым углом (фиг. 59), или под опре-
Фиг. 58 и 59. Схемы фрезерования паза.
деленным наклоном. Что касается пазов, показанных на
фиг. 57а, то, независимо от того, сквозные они или нет, их
дисковыми фрезами прорезать невозможно. Таким образом
область применения дисковых фрез при прорезке пазов
довольно ограничена. В смысле производительности конце-
вые фрезы для пазов значительно уступают дисковым, так
58
как при небольшом диаметре первые не могут иметь круп-
ных зубцов и должны поэтому работать с незначительной
подачей. Стружки, окружающие концевую фрезу все время,
забивают мелкое пространство между ее зубцами и сильно
увеличивают трение, причем с заборной стороны фрезы
стружки набиваются плотнее и вызывают одностороннее
давление, вследствие чего фреза плохо сохраняет свое на-
правление и работает недостаточно точно.
Кроме того концевые фрезы требуют большого числа
оборотов, что неблагоприятно отражается на спокойном
ходе станка. Отсюда следует, что, где только возможно,
надо пользоваться дисковыми фрезами, а не торцевыми.
Рассмотрим несколько конкретных случаев фрезерования
пазов.
1. Требуется профрезеровать сквозной паз прямоуголь-
ного сечения 10 X 15 мм.
Берем нормальную дисковую фрезу шириною в 10 мм.
Согласно промстандарту 78, она будет иметь диаметр
в 75 мм. Толщину фрезы надо проверить штангелем, так
как после каждой заточки она несколько уменьшается.
Лучше, если фреза будет на 0,1—0,2 мм тоньше номиналь-
ного размера, потому что каждая дисковая фреза имеет
обычно некоторое боковое „битье" и прорезывает канавку,
несколько большую своей ширины. После того как поверх-
ности изделия обработаны цилиндрической или торцевой
фрезой, устанавливают и закрепляют на оправке дисковую
фрезу и проверяют, не имеет ли она чрезмерного бокового
„битья". Для этого на стол станка ставится рейсмус и
острие его иглы подводится к боковым зубцам. Вращая
фрезу медленно от руки, можно по просвету обнаружить
боковое битье; тут же проверяют битье фрезы по окруж-
ности. Остается еще установить фрезу по месту располо-
жения паза. Если особой точности не требуется, то фрезу
устанавливают на-глаз по разметке, подведя ее к торцу
изделия. Точнее установку производят так: прикладывают
к изделию какой-нибудь точный брусок А (фиг. 60), а к нему
плитку В, длина которой несколько больше (или меньше)
расстояния а\ к этой плитке приближают вплотную торец
фрезы С. Определив разность между размерами а и Ь, пере-
двигают стол станка точно на эту разность вручную махо-
вичком при помощи шайбы с делениями. Об установке
фрезы по высоте было уже указано выше.
Если паз имеет такую глубину, что его нельзя профрезе-
ровать сразу в один прием, то разбивают толщину сни-
59
маемого слоя (глубину) на две стружки; при этом после
снятия первой стружки приходится отвести изделие в свое
исходное положение для снятия второй. Неосторожным
протаскиванием фрезы через прорезанный паз можно по-
вредить его боковые стороны, а также и некоторые зубцы
фрезы. В таких случаях лучше
опустить стол вниз до полного вы-
хода фрезы из паза, отвести его на-
Фиг. 61. Схема фрезерования
замкнутой канавки.
фиг. 60. Установка
фрезы.
зад, а затем опять поднять на ту же высоту; при этом надо
пользоваться шайбой с делениями, сделать целое число обо-
ротов и запомнить это число. При отсутствии такой шайбы
можно сделать пометку мелом.
Замкнутые пазы прямоугольного сечения приходится фрезе-
ровать концевыми фрезами. После разметки паза просвер-
ливают на одном конце отверстие так, чтобы размер а
Фиг. 62. Схема фрезерования Т-образной канавки.
(фиг. 61) равнялся заданной глубине паза, опускают в это
отверстие концевую фрезу А, сравнивают коническое дно
отверстия, и, передвинув фрезу или изделие от положе-
ния / до положения II, прорезают паз требуемой длины.
Замкнутые пазы небольшой ширины, например шпоноч-
ные канавки, прорезаются фрезами плоской формы, у ко-
торых имеются только два режущих зубца; такая двух-
концовая фреза показана на фиг. 18 — XI,
60
Как уже было указано, пазы Т-образной формы невоз-
можно прорезать дисковыми фрезами; последние все же
могут участвовать в этой работе для предварительного
удаления лишнего материала. Последовательность работы
показана на фиг. 62. Сначала прорезают дисковой фрезой
прямоугольный паз a-b-c-d, а затем удаляют оставшийся
.материал фрезой D (см. также фиг. 18—IX). Установка
этой последней фрезы по месту расположения паза требует
особого внимания, так как паз прорезается сразу за один
проход на заданный размер и никаких исправлений не
допускает.
Установив фрезу точно по высоте, подводят ее к торцу
и устанавливают на-глаз так, чтобы ось фрезы совпала
с центровой линией паза; после этого делают небольшой
Фиг. 62а. Схема проверки
фрезы.
Фиг. 63. Схема проверки
пазов.
врез и проверяют, равны ли между собою расстояния а и b
(фиг. 62а). Если при этом обнаружится неточность, то пере-
двигают стол станка в соответствующую сторону, врезают
фрезой А несколько глубже и повторяют проверку. Эту
установку надо производить весьма осторожно; продолжать
проверку можно только до того, как фреза начнет резать
полным диаметром; после этого проверять уж£ поздно,
так как у торца имеется уже полная ширина канавки и
передвигать фрезу больше нельзя. При прорезке таких
пазов надо твердо помнить, что диаметр d шейки фрезы
должен быть несколько тоньше профрезерованной предва-
рительно канавки с тем, чтобы эта шейка проходила сво-
бодно и не терлась по бокам канавки. Пазы по форме
„ласточкин хвост“ прорезаются таким же способом, однако
при желании можно их фрезеровать сразу, без предвари-
тельного удаления материала дисковой фрезой.
При работе концевой фрезой надо часто отводить ее не-
сколько назад и удалять накопляющиеся стружки, которые,
61
как было указано, заклиниваются между зубцами, сильно
увеличивают трение и стремятся сбить фрезу с правиль-
ного пути. Следует также обратить внимание на опасный
момент выхода фрезы из паза при конце фрезерования.
В этом,месте часто ломаются зубцы; лучше остановить за-
благовременно самоход и заканчивать работу осторожной
ручной подачей.
Проверить размеры паза прямоугольного или Т-образ-
ного сечения не представляет никаких затруднений. Раз-
меры а, b и с (фиг. 63) можно проверить штангелем с нож-
ками для внутреннего измерения. Размер d—обычными
ножками, а глубину h—глубомером. Для проверки паза по
форме „ласточкина хвоста" требуется еще шаблон с со-
ответствующим острым углом. Измерять надо по возмож-
ности дальше от торцевой поверхности, потому что у са-
мого торца бывает обычно некоторый завал, искажающий
размёры паза в данном месте.
Фрезерование сопряжений
Простейший случай сопряжений показан на фиг. 64
Конус спирального сверла или развертки профрезерован на
конце if виде лопатки, причем плоскость переходит плавно
в вогнутую цилиндрическую поверхность. Такую операцию
ч Фиг. 64. Фрезерование сопряжения простой
формы.
можно*выполнить обычным образом на горизонтально-фре-
зерном'станке. При этом, однако, требуется, чтобы диаметр
фрезы^очно соответствовал радиусу кривизны переходной
части ab. Отметим между прочим, что для достижения при
этом способе работы плавного перехода необходимо в момент
выключения самохода опустить стол несколько вниз, иначе
при вращении на одном и том же месте соприкасающаяся
с поверхностью фреза врежет некоторое углубление и плав-
ность перехода нарушится.
62
На фиг. 65 буквой А обозначена пластинка, ограничен-
ная с правой стороны сопряжением двух параллельных
линий с полуокружностью. Обработка ведется на горизон-
тально-фрезерном станке торцевой фрезой В, закрепленной
обычным образом в шпин-
деле станка. Что касается
изделия А, то^оно устано-
влено и закреплено на спе-
циальном круглом столе,
общий вид которого пока-
зан на фиг. 66.
В корпусе А имеется вы-
точка для круглой планшай-
бы В, на которой сидит
плотно червячная шестерня
(на фиг. не видно). План-
шайба приводится в дви-
жение от валика С, на ле-
вом конце которого закре-
плен червяк; правый конец
этого валика присоединен к
телескопическому шпинде-
Фиг. 65. Фрезерование сопряжений
лобовой фрезой.
лю и заимствует от него вращение для самохода. Вращение
валикаСпередаетсяпосредством конической передачи перпен-
дикулярному валику, на выступающий конец которого наде-
вается делительный механизм, состоящий из делительного
диска D с отверстиями, защелки Е и двух переставных
Фиг. 66. Круглый стол.
линеек F. Защелку Е можно по желанию использовать
в виде простой рукоятки для вращения планшайбы В вруч-
ную. В закрытой коробке W помещается реверсивный меха-
низм для перемены направления самохода; он представляет
собою обычное сочетание трех конических шестерней и
63
Скользящей соединительной муфты с торцевыми зубцами
(см. фиг. 10). Рукоятка Р с защелкой фиксирует установку
муфты в трех положениях, причем переключением рукоятки
из одного крайнего положения в другое изменяется на-
правление движения стола, а установкой ее в среднее поло-
жение самоход выключается. При фрезеровании сопряже-
ний изделие закрепляется на круглом столе таким образом,
чтобы центр О совпадал с центром стола (фиг. 65). Уста-
новку можно проверить рейсмусом по риске разметки;
при этом надо выключить самоход и вращать планшайбу
вручную.
Фиг. 67. Фрезерование со-
пряжений концевой фрезой.
Фиг. 68. Схема работы
копира.
Установив затем фрезу в шпинделе станка, приступают
к работе. От положения I до // работает продольный само-
ход станка; в точке а самоход станка выключается, а само-
ход круглого стола включается и он остается в работе до
положения Ill, после чего опять пускают самоход стола.
На фиг. 67 показана деталь А более сложного очерта-
ния, состоящая из двух выпуклых дуг и одной вогнутой
в сочетании с прямыми линиями. Работа производится на
вертикальном фрезерном станке или на вертикальной головке
концевой фрезой В. Изделие закрепляется, как и в преды-
дущем случае, на круглом столе, причем изделие надо
будет установить два раза по центрам О и Oi.
64
Следует отметить, что в смысле чистоты И точности
обработки первый способ, изображенный на фиг. 65, имеет
несомненное преимущество перед вторым, потому что кон-
цевая фреза подвергается однобокому давлению и отпру-
жинивает от поверхности обрабатываемого изделия. Все
же на практике этот менее совершенный способ приме-
няется чаще, потому он допускает обработку сопряжений
более сложной формы; при этом однако необходимо, чтобы
диаметр фрезы соответствовал радиусу кривизны переход-
ной части 1—2.
Устройство копировальных приспособлений
Обработка деталей с фигурным очертанием по копиру
применяется в современном машиностроении очень часто
как на токарных, таки на фрезерных станках. Принцип фре-
Фиг. 69. Устройство копира.
зерования по копиру показан схематически на фиг. 68.
Стальной каленый шаблон (копир)s имеет фигурный вырез,
по которому перемещается стальной ролик t, насаженный
на ш индель Ь. Изделие W, в котором надо профрезеро-
вать выемку такой же формы, расположено рядом на
столе станка. Фреза f закрепляется обычным образом
5 И. Л. Зайдеи>. 1004
в шпинделе, раположенном параллельно шпинделю Ь. Оба
шпинделя сидят в общем корпусе А и перемещаются вместе
в поперечном направлении под действием груза Q.
Во время работы стол станка вместе с изделием и копи-
ром перемещаются медленно по направляющим станины,
ролик скользит по копиру и сообщает фрезе требуемое пе-
ремещение.
По копиру можно конечно фрезеровать не только от-
крытые, но и замкнутые фигурные очертания. Практическое
осуществление этого принципа показано на фиг. 69. Здесь
копир А и изделие В расположены не рядом, а один над
другим, а ролик С сидит в державке D.
При такой конструкции можно фрезеровать канавки
не только равные очертанию копира, но и подобные
ему. На основной плите Е прибора прикреплена на-
правляющая плита F, по которой передвигается туда и
обратно круглый стол N со всеми соединенными с ним де-
талями. Вращение стола заимствуется от мотора станка
и через ступенчатый шкив М и цепную передачу L пере-
носится на телескопический валик О с двумя шарнирами
Гука. Дальше движение передается заключенными в ко-
робке Р винтовыми шестернями червячной паре круглого
стола. Валик s червяка имеет продольную шпоночную ка-
навку, которая позволяет круглому столу перемещаться без
нарушения зацепления винтовых шестерней. Ролик С прижи-
мается к копиру грузом или пружинами. По желанию можно
сообщить столу вращательное движение вручную рукояткой/?.
Когда надо оттянуть ролик С от копира Л, вставляют ка-
кой-нибудь стержень в отверстие валика Н и поворачивают
его на некоторый угол.
Вопросы
1. Каким образом можно проверить установку тисков на столе фре-
зерного станка ?
2. Какие имеются соображения по вопросу о направлении вращения
фрезы и направлении подачи?
3. По каким причинам обрабатываемая в тисках деталь может получить
неправильный угол (больше или меньше прямого) и как можно устранить
этот недостаток?
4. Каким способо.м достигается параллельность противоположных гра-
ней при фрезеровании плитки?
5. При установке стола станка на глубину резания предлагается (на
стр. 62) ориентироваться на зубец фрезы, который находится в самом низ-
шем положении. Каким образом можно найти указанный з\бец?
6. Как проверяется плотность прилегания обрабатываемой детали к по-
верхности подкладки?
7. Какие будут последствия, если прилегают неплотно: а) два угла,
расположенные рядом, Ь) два угла, расположенные по диа1 оналям ?
8. Объяснить, почему при установке глубины резания на вертикальном
станке не надо искать зубца, который находится в самом низшем поло-
жении.
9. Какие преимущества имеются при работе торцевой фрезой по срав-
нению с вальцевой ?
10. Какие способы применяются для фрезерования наклонных или кли-
нообразных поверхностей ?
И. Какие недостатки имеет концевая (торцевая) фреза для прорезки
канавок по сравнению с дисковой ?
12. Почему для прорезки канавок и пазов не применяют исключительно
дисковые фрезы ?
13. Можно ли профрезеровать замкнутый паз Т-образпого сечения или
формы ласточкина хвоста?
14. Какие последствия получатся, если при прорезке канавки дисковой
фрезой последняя „бьет* по сторонам и какие последствия будут, если
она бьет по окружности ?
15. Каким способом проверяют установку фрезы при прорезке Т-образ-
ных канавок?
16. Какие имеются способы для фрезерования сопряжений ?
Задания
1. Показать эскизом в какое место надо положить полоски бумаги или
жести, если получился неправильный угол (тупой и острый).
2. В вертикальной головке (фиг. 51) закреплена концевая фреза диа-
метром в 25 мм; передаточное число ог валика с к шпинделю головки
равно 2:5. Определить скорость резания, если шпиндель станка делает
95 об/мин.
3. При установке глубины резания требуется опустить стол станка на
5,5 мм; подъемный винг имеет мертвый ход на 0,1 мм. Сколько потре-
буется для этого оборотов маховичка?
4. Подкладка толщиной в 90 ми оказалась при проверке на одном
конце тоньше на 0,02 мм; обрабатываемая плитка имеет в длину 120 мм.
Как отразится эта неточность на из;елии?
5. Какой длины изделия можно обработать на указанной „конусной"
подкладке, если допускается неточность только в 0,01 мм7
6. Требуется отфрезеровать клинообразную плитку длиною в 75 мм;
один конец должен быть тоньше другого на 3,5 мм. Какую разность по
толщине должна иметь подкладка, если длина ее равна 90 мм ?
7. Решить предыдущую задачу, если подкладка имеет в длину 70 мм.
8. Концевой фрезой прорезаются две шпоночные канавки длиною
в 60 мм каждая, причем одна из них замкнутая, а вторая сквозная ; по-
дача 35 MMtMUH, диаметр фрезы 10 мм. В каком из этих двух случаев
фреза пройдет больший путь? Выразить лишнее время в процентах.
9. Для прорезки сквозной канавки имеется дисковая фреза диаметром
в 95 мм и шириною в 8 мм и соответствующая концевая фреза. Скорость
резания принята 18 м/мин. Определить необходимое число оборотов
шпинделя для обоих случаев.
10. При установке концевой фрезы для прорезки Т-образной канавки
оказалось, что ширина предварительного вреза с одной стороны рав-
на 2,25 мм, а с другой стороны только 1 мм. На сколько делений надо
повернуть маховичок, чтобы получить правильную установку фрезы?
Глава III
ФРЕЗЕРНЫЕ СТАНКИ
ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
В первой главе нами уже были изложены предваритель*
ные сведения об устройстве фрезерного станка и о назна-
чении отдельных его механизмов. Однако такое предвари-
тельное ознакомление еще недостаточно; мы поэтому опять
возвращаемся к данной теме и будем изучать подробнее
наиболее распространенные конструкции универсальных
горизонтально-фрезерных станков современного типа.
Из других станков рассмотрим только вертикально-фре-
зерный.
Универсальный горизонтально-фрезерный станок
Вандерер
На фиг. 70 показан в двух видах универсальный гори-
зонтально-фрезерный станок Вандерер. Описывать общее
устройство этого станка нет надобности, так как читателю
это уже известно. Перейдем поэтому к описанию устройства
и действия основных его механизмов.
Шпиндельная бабка
Начнем с конструкции шпиндельной бабки, показанной
в продольном разрезе на фиг. 71. Эта бабка не имеет сту-
пенчатого шкива, а только один рабочий шкив а. Измене-
ние числа оборотов или скорости вращения шпинделя до-
стигается здесь при помощи коробки скоростей. Шкив а
приводит в движение удлиненную шестерню Ь, которая на-
ходится в постоянном сцеплении с зубчаткой с; эта послед-
няя смонтирована в коробке w и перемещается на шпонке
вдоль валика Коробка w поворачивается вокруг оси /
так, что мы можем по желанию соединить зубчатку с по-
68
очередно с шестернями dlt d2, d3 и d4 (на фиг. 71 коробка
опущена вниз и зубчатки расцеплены). Дальше движение
передается шпинделю станка при помощи шестерен е
или/, которые могут перемещаться по втулке /2. Втулка j\
представляет собою круглую рейку, которая сцепляется с
маленькой шестеренкой и передвигает указанные шестерни е
и / направо или налево. Таким образом можно получить
Фиг. 71. Шпиндельная бабка станка Вандерер.
8 различных скоростей шпинделя: четыре скорости, когда
шестерня е соединена с d1 и четыре скорости, когда, пе-
редвинув шестерню/влево, соединить ее с б/3(при этом ше-
стерня е выйдет из зацепления). Кроме того эта бабка
имеет еще обыкновенный перебор Е, состоящий из шестер-
ней g— h — i— k, которые включаются и выключаются сле-
дующим образом. Переставив ручку^/И (фиг. 70) на пол-
оборота мы поворачиваем червяк/(фиг. 71), отчего рычагх
получает толчок от кулачка и выключает штифту, замыка-
70
ющий шестерни k и g. В то же время червяк поворачи-
вает „полушестерню" или зубчатый сектор и и включает
перебор.
Такое устройство шпиндельной бабки (без ступенчатого
шкива) обладает тем преимуществом, что ремень работает
все время с одинаковой скоростью и на одном и том же
шкиве, вследствие чего можно выбрать размеры шкива
(ширину и диаметр), а также и скорость его вращения, вполне
достаточными для передачи больших мощностей, что имеет
большое значение при работе современными быстрорежу-
щими фрезами.
Кроме того, при таком устройстве шпиндель имеет зна-
чительно большее количество различных скоростей и со-
вершенно разгружен от силы натяжения ремня, так как
шкив сидит не на шпинделе, а на особом валу /. Шпиндель
пустотелый и смонтирован в двух подшипниках с бронзо-
выми вкладышами. Регулировка этих подшипников и за-
крепление фрезы происходит обычным образом, как было
описано на стр. 15.
Устройство механизма для самоходов
Механизм самохода (подачи) расположен внутри станины
в нижней ее части. Он представляет собою коробку подач,
состоящую из комбинации двух наборов „ступенчатых"
шестерней по четыре пары в каждом, как показано на
фиг. 72. Это дает возможность при определенном числе
оборотов шпинделя получить 16 различных подач. Работает
этот механизм при помощи передвижной шпонки по прин-
ципу, который был показан на фиг. 7. Сидящие на одной
общей шпонке, „ступенчатые" шестерни 6^ — о2— о3 и о4
приводятся в движение от вала I (см. фиг. 71) цепной пе-
редачей т— п.
Передвижная шпонка устанавливается ручкой в четы-
рех местах; эта шпонка может соединить любую пару
О, Оо
шестерен —, и т. д. до —.
Pl Р2 Pi
Точно таким же образом действует ручка соединяющая
/7-1 (1с> (7 л -чгу
по желанию шестерни —, у- и т. д. до —, так что валик II
Г1 Г2 'i
получает 16 различных скоростей.
Дальше движение передается конической парой у вер-
71
тикальному валику а, откуда фрезерный стол и получает
три самоходные передвижения.
Понять конструктивную сторону этих самоходов будет
легче, если предварительно рассмотреть показанную на
фиг. 73 схему. Горизонтальный валик f/приводится в дви-
жение от шпинделя посредством цепной передачи и ступен-
чатых шестерней. Движение кронштейна W вместе со столом
вверх и вниз осуществляется конической передачей 11—12,
Фиг. 72. Механизм для сообщения самоходов.
причем вертикальный валик III с продольной шпоноч-
ной канавкой проходит по шпонке через отверстие ше-
стерни 10. Поперечное перемещение стола происходит ко-
ническими шестернями 13—14, причем шестерня 13 переме-
щается по шпонке вдоль валика IV. Наконец, продольный
самоход верхние салазки получают от конической па-
ры 15—16. Для того же, чтобы можно было пускать само-
ход при любом повороте стола супорта, валик г» проходит
через центр поворотного круга стола.
Конструктивное выполнение самоходов показано на
фиг. 74. На верхнем конце валика а, который, как выше
72
указано, получает движение от конической пары s—t
(фиг. 72), сидят две конические шестерни и г2и муфта Кг
Как шестерни, так и муфта имеют торцевые зубцы, так
что мы можем муфту Ki соединить либо с шестерней
либо с г2. В зависимости от этого можно вращать ше-
стерню г3, а с нею и валик b в ту или другую сторону.
Фиг. 73. Схема самоходов.
Вращение валика b является основой для получения всех
самоходов. Если включить муфту /<2, т0 ПРИ помощи кони-
ческой пары г4 — г5 всему столу можно дать движение
вверх или вниз. Поперечный самоход дадут шестерни г8—
и ходовой винт /, когда будет включена муфта Ks.
Продольный же самоход получается посредством зубчатой
передачи —, г~. Помимо самохода станок допускает, ко-
ГП г13
73
нечно, и ручную установку стола по всем трем направле-
ниям.
Подъем стола осуществляется маховичком, насаженным
на конец валика g при помощи конической пары г6—Л.
Для поперечной подачи надо насадить маховичок на конец
Фиг. 74. Устройство самоходов.
винта /, а для продольной подачи на валик С. При ручной
подаче надо, конечно, выключить соответствующую муфту.
Конструкция стола
Осталось еще рассмотреть конструкцию самого стола,
показанного в двух разрезах на фиг. 75. Он состоит из по-
воротной части D, смонтированной на поперечных салаз-
74
Фиг. 75. Конструкция стола.
ках £; по направляющим этой поворотной части переме-
щается в продольном направлении стол А.
Шестерни 5 и 6 получают свое вращение от показанного
на фиг. 74 валика С. При включении муфты К (фиг. 75)
коническая пара 7—8 приводит в движение валик g, а ци-
линдрические шестерни 9—10 передают это движение рас-
положенному параллельно ходовому винту 5; гайка этого
винта соединена с поворотной частью D. Таким образом
при вращении ходового винта стол А перемещается в ту
или другую сторону по направляющим поворотной части D.
Насаженная на конце винта сменная шестерня £ предна-
значена для передачи движения шпинделю делительной го-
ловки при нарезке спиральных канавок.
Автоматический останов
Выше было указано, что для каждого из самоходов имеется
муфта с торцевыми зубцами и что самоход начинает дей-
ствовать только после того как
Фиг. 76. Автоматический уставов.
При движении стола этот
соответствующая муфта вклю-
чена; можно, следовательно, и
остановить самоход, если зуб-
цы муфты вывести из зацеп-
ления. На этом основаны ме-
ханизмы для автоматического
выключения самоходов. Схема
такого механизма показана на
фиг. 76. Сидящая на валике w
рукоятка А при повороте на
определенный угол включает
или выключает муфту кониче-
ской шестерни; на том же ва-
лике сидит отросток (криво-
шип) В, положение которого
фиксируется в двух местах
защелкой /; вдоль всего сто-
ла прорезана канавка Т-образ-
ной формы для закрепления
переставного кулачка а, имею-
щего форму тупого клина,
кулачок напирает на верхний
конец валика b и толкает его вниз. Нижний конец этого
валика поворачивает при этом валик w и разъединяет
сцепную муфту К (фиг. 75).
76
Для следующего включения самохода необходимо пере-’
двинуть стол несколько дальше и освободить валик Ь, тогда
можно повернуть рычаг А вправо до тех пор, пока
штифт f не попадет в гнездо h.
На фиг. 5 виден кулачок т для автоматического останова
продольного самохода.
Устройство телескопического винта
В заключение рассмотрим еще устройство так называе-
мого телескопического винта, предназначенного для пере-
мещения стола вверх и вниз. Он состоит из винта s и втулки
h (см. фиг. 4). Преимущество такого устройства можно себе
Фиг. 77 и 78. Значение телескопического винта.
уяснить из схематических фиг. 77 и 78. Допустим, что надо
поднимать и спускать стол А фрезерного станка над уров-
нем пола в пределах 500 мм. Если пользоваться для этой
цели обыкновенным винтом В, ввинченном в стойку С, то
придется пробить пол и сделать под ним углубление для
свободного выхода конца винта В (фиг. 77, Ь\ Этот не-
достаток можно, однако, устранить при помощи телеско-
пического винта по схеме, показанной на фиг. 78, а. При
вращении винта В он сначала будет ввинчиваться в отвер-
стие гайки D до тех пор, пока конец его не упрется в нижний
заплечик d\ при дальнейшем вращении этого винта он увлечет
за собою гайку D, пока стол А не дойдет до поверхности
стойки С. При этом, как видно на фиг. 78, Ь, никакого от-
77
верстия для выхода винта не требуется. Применение телеско-
пического винта имеет в данном случае еще и следующее
преимущество. При наивысшем положении стола А (фиг. 77, а)
выступает наружу сравнительно длинная и тонкая часть
винта В. На фиг. 78, а, при той же высоте подъема в 500мм,
тонкий винт будет выступать всего на 250 мм, вследствие
чего механизм будет устойчивее, а винт меньше склонен
к изгибу.
Шпиндельная бабка станка Цинцинати
На советских предприятиях работает значительное коли-
чество фрезерных станков американского происхождения.
Фиг. 79. Шпиндельная бабка станка Цинцинати.
В первую очередь необходимо остановиться на станке фирмы
Цинцинати. На фиг. 79 показано устройство шпиндельной
бабки этого станка. Этот механизм представляет собою
характерный пример применения комбинации качающейся
промежуточной шестерни, передвижных шестерней и кулач-
ковой муфты. Движение передается шпинделю следующим
образом. Or одноступенчатого шкива Аг, который сидит на
своем валу вхолостую, движение, после включения сильной
фрикционной муфты, передается приводному валу v и си-
дящей на нем на шпонке шестерне А, находящейся в по-
стоянном сцеплении с промежуточной качающейся шестер-
ней В. Последняя может входить в зацепление с любой из си-
дящих на валу I шестерней С—D — Е и F, которые сидят на
одной общей шпонке. На чертеже шестерня В показана в от-
кинутом вниз положении; для сцепления нужно повернуть
ее вокруг оси вала т/, передвинуть на некоторую величину
в осевом направлении и соединить с одной из шестерней
блока.
Дальше движение передается длинной втулке Р, сидящей
на шпинделе вхолостую. Эта втулка вместе с сидящими на
ней деталями может передвигаться в осевом направлении.
На указанной втулке Р сидят на шпонках с правой стороны
две шестерни G и Н, составляющие одно целое, а с левой
стороны шестерни М и М1г также состоящие из одного
блока. Обе эти пары шестерен могут перемещаться на не-
большое расстояние в осевом направлении. На фиг. 79 в
сцеплении находятся щестерни С и G, и если соединять
качающуюся шестерню В поочередно с шестернями четы-
рехступенчатого блока, то втулка Р получит четыре раз-
личные скорости вращения. При передвижении блока N
с обеими шестернями вправо выводится из зацепления
меньшая шестерня G и вводится в зацепление большая Н
(с шестерней £); это дает втулке Р еще четыре скорости.
Проследим передачу движения шпинделю U. Для этого
предусмотрен перебор обычного типа, состоящий из четы-
рех цилиндрических шестерней К—J—L и ЛД, причем
первые две шестерни составляют одво целое и имеют осе-
вое перемещение по валу Т, а шестерня L заклинена на
шпонке на самом шпинделе. Шестерни L и имеют тор-
цевые зубцы Z, посредством которых их можно соединить.
На фиг. 79 станок работает без перебора; вращение втулки
Р передается шпинделю непосредственно сцеплением тор-
цевых зубцов Z.
Для включения перебора надо шестерню Мг отодвинуть
вправо, т. е. выключить торцевые зубцы, а блок К— J пере-
двинуть влево и соединить шестерни К и Ц a Mi с J. Тогда
движение будет передаваться от втулки Р цилиндрической
79
Паре Мх— Ju дальше Шестернями К—L шпинделю станка.
Таким образом шпиндель данного станка имеет всего 16 ско-
ростей: восемь без перебора и восемь с перебором.
С правой стороны на шпинделе заклинена еще цепная
шестерня 9, предназначенная для передачи движения механиз-
мам самоходов.
Вернемся еще к упомянутой выше фрикционной муфте.
При некотором осевом перемещении штанги 2 влево, кулач-
ки 3, нажимая на ролики рычагов 4, заставляют их повер-
нуться на небольшой угол в противоположные стороны
вокруг своих осей Х\ при этом короткие плечи указанных
Фиг. 80. ycrpoiiciLo коробки скоростей.
рычагов прижимают ступенчатую торцевую поверхность
шкива к детали 6, сидящей плотно на валу v, который и
приводится таким образом в движение.
На фиг. 80 показано внутреннее устройство коробки ско-
ростей. В соответствии с фиг. 79 здесь видны: приводной
шкив А, с фрикционной муфтой, блок 5, состоящий из
четырех шестерней, перебор С, сидящие на втулке
шпинделя передвижные шестерни N—D и, наконец, за-
клиненная на шпинделе шестерня L с торцевыми зуб-
цами Z.
Справа видна еще цепь 5, идущая от цепной шестерни
к самоходам.
80
Механизм качающейся промежуточной шестерни
На фиг. 81 изображен отдельно механизм качающейся шес-
терни. Корпус коробки W можно поворачивать вокруг оси вала
v крестовидной рукоят-
кой М и червяком s,
сцепленным с червяч-
ной шестерней, которая
прикреплена к корпусу
коробки. Эта рукоятка
служит также и для
осевого перемещения ко-
робки; для этого кресто-
вину перемещают по про-
дольному пазу (фиг. 82)
и устанавливают в одном
из положений 1 — 2, 3—
4, соответствующие по-
ложениям шестерней С —
D — Е — Е-, после этого
поворотом крестовины
вправо сцепляют проме-
жуточную шестерню В
с требуемой зубчаткой.
Правильное зацепление
обеспечивается при этом
Фиг. 81. Механизм качающейся ше-
стерни.
штифтом L, который упирается
четырех шпилек,
в одну из
Фиг. 82. Наружный вид коробки коростей
Цинцинати.
ввинченных на разной высоте
в корпусе коробки.
На фиг. 82 показан
наружный вид коробки
скоростей станка Цин-
цинати со всеми орга-
нами управления. Руко-
ятка R предназначена
для пуска и остановки
станка; короткое плечо
этого рычага изгото-
влено в виде зубчатого
сектора а, соединен-
ного с цилиндрической
рейкой Ь. При повороте
рычага R влево рейка b передвигается вместе с валиком 2
(см. фиг. 79) в осевом направлении и включает фрикцион-
ную муфту. Если перевести рукоятку М (фиг. 82) от поло-
6 И. Л. Зайдель. 1004
81
жения А в положение В, то блок шестерней К и 1 (фиг. 79)
передвинется вправо и шестерня К выйдет из зацепления
с шестерней А, как показано на чертеже. Одновременно
с этим рычаг передвинет шестерни ЛЦ— М влево и соеди-
нит их торцевые зубцы с зубцами шестерни L, т. е. полу-
чается непосредственная передача без перебора.
При установке рукоятки М в точке А перебор включается.
Рукоятка N предназначена для осевого перемещения блока
с шестернями G и Н. Когда эта рукоятка находится в поло-
жении С, шестерня И сцеплена с шестерней Е, а положение
D соответствует сцеплению шестерней С и G. О назначении
рукоятки-крестовины уже было указано выше.
Таблица 1
Ско- Положение гов рыча-
рость М N кре- сто- вины
Схема передач
Скорости с
1 А С 4
2 А с 3
3 А с 2
4 А с 1
5 А Dt 4
6 А D, 3
7 А Di 2
8 А < о р 1 ости б е
9 В С 4
10 В С 3
11 В С 2
12 В С 1
13 В 4
14 В Dx 3
15 В D, 2
16 В Di 1
перебором (малые)
A —S —С—Е-H-R-Т—К—L
A—S-D-E—Н—R-T-K-L
A-S-E—H-R—T-K-L
A—S-F—Е—H-R-T-K—L
A—S-C—G—R-T-K—L
A—S-D-С—G—R—Т—К—L
A-S-E-C-G—R-T—K-L
A—S—F—C-G-R-T-K-L
перебора (большие)
A—S—С—Е—Н—R-L
A—S —D-Е—Н—R—L
A-S—E-H-R-L
A—S-F—Е—H-R—L
A —S-C-G-R —L
A—S-D-C—G-R—L
A —S —Е—С—G-R—L
A-S—F—C-G-R—L
Шпиндельная бабка станка Броун и Шарп
Наряду со станками Цинцинати применяются весьма
часто на наших заводах также фрезерные станки амери-
канской фирмы Броун и Шарп. Как можно судить по на-
82
ружному виду Этого станка (фиг. 83), он мало чем отли-
чается от других подобных станков современной конструк-
ции. Мотор помещается в нижней части А станины; движе-
ние шпинделю передается через коробку скоростей В, а само-
ходы обслуживаются коробкой подач С и телескопическим
валиком D. В целях увеличения стабильности станка конец
вала хобота поддерживается обычным образом стойкой Е.
Для обслуживания стола вручную имеются маховички а,
b и с. Выступающий конец F шпинделя обточен снаружи
на конус. Это дает надежное
направление при непосредст-
венном закреплении на шпин-
деле крупных фрез, главным
образом, фрезерных головок
со вставными зубцами. На
фиг. 84 виден еще трубопровод
для охлаждающей жидкости.
Конец трубки с наконечником
d поддерживается зажимом /,
который закрепляется в тре- с
хобота.
Устройство коробки скоро-
стей этого станка представлено
схематически на фиг. 84. После
включения фрикционной муф-
ты получает движение при-
водной вал S, на котором
заклинена продолговатая ше-
стерня последняя находится
в постоянном сцеплении с промежуточной шестерней /,
которую можно передвигать в осевом направлении по ва-
лику Т и сцепить с любой из сидящих на общей шпонке
шестерней Gr— G2— G2— G±.
От этого ступенчатого блока, сидящего вхолостую на
валике К, движение передается втулке R, которая состоит
из двух шестерней G5 и G6; втулка эта имеет посередине
цилиндрическую рейку и получает осевое перемещение (на
шпонке) вращением маленькой шестеренки 7V (обслуживаю-
щая эту шестеренку рукоятка обозначена на фиг. 83 буквой L).
Таким образом указанная втулка R может получить восемь
разных скоростей: четыре скорости при сцеплении шестер-
ней G.z и 6г5 и четыре при сцеплении G± и Gg. Дальше дви-
жение передается шпинделю либо непосредственно (ряд
* ₽з
Фиг. 83. Универсально-фрезерный
станок „Броун и Шарп“.
буемом положении на валу
Фиг. 84. Устройство коробки скоростей Броун и Шарп. Фиг. 85. Деталь коробки скоростей.
больших скоростей), либо через перебор В4— В> (рлд ма-
лых скоростей). Всего, следовательно, и в данном случае
шпиндель имеет 16 разных скоростей. Вращение шпинделя
без перебора достигается следующим образом: сидящая на
шпинделе вхолостую гильза W имеет на своем правом конце
расширенный фланец, снабженный по окружности четырьмя
отверстиями; в одно из этих отверстий входит замыкаю-
щий штифт L, проходящий через отверстие в шестерне/7;
последняя соединена плотно со шпинделем шпонкой. Со-
единив шестерню В с фланцем гильзы IF, получаем, следо-
вательно, непосредственную передачу движения шпинделю
без помощи перебора. Ряд медленных скоростей с перебо-
ром достигается тем, что вводят в зацепление шестерни
В{ и В2, при этом необходимо предварительно удалить
штифт L из отверстия фланца. Тогда от заклиненной на
гильзе IF шестерни А движение передается шестерням Вг
и В2, а от последней — заклиненной на шпинделе шестерне F.
Для большей ясности приводим еще некоторые детали.
На фиг. 85 показана часть описанной коробки скоростей
в боковом виде, причем буквенные обозначения совпа-
дают с обозначениями на фиг. 84. Ведущая широкая шестер-
ня Ремонтирована в поворотной коробке М, внутри которой
помещается валик Т с промежуточной шестерней /. При
помощи рукоятки 9 можно коробку М вместе с зубчаткой
1 поднять или спустить, а рукоятка 8 предназначена для
осевого перемещения этой коробки, когда требуется сце-
пить шестерню 1 с одной из четырех шестерней от G4 до G4.
Реверсивный механизм
Представляет интерес устройство реверсива, т. е. меха-
низма для перемены направления вращения шпинделя, До-
стигается это введением в зубчатую передачу коробки скоро-
стей добавочной (паразитной) зубчатки между ступенчатым
блоком из четырех шестерней и шестернями (j5— Съ. Для
четырех малых скоростей (с перебором) паразитная шестерня
вводится в зацепление между G2 и О5 (фиг. 84), а для че-
тырех больших скоростей — между О4 и G6. Обе эти пара-
зитные шестерни R4 и R2 показаны на фиг. 86. Оси, на ко-
торых они вращаются, могут перемещаться одновременно
в противоположные стороны, что достигается винтами с пра-
вой и левой разьбой; винты эти приводятся в движение
одновременно шестеренкой, которая поворачивается руко-
яткой 6 (фиг. 87).
85
При обычном вращении шпинделя реверсивные шестерни
занимают среднее (нейтральное) положение. Когда нужно
переменить направление вращения шпинделя, переводят
втулку R (фиг. 84) с шестернями G5 — G6 в нейтральное
положение, т. е. переводят ее влево на расстояние, равное
ширине шестерни так, что ни одна из шестерней блока
с ней не сцепляется. После этого передвигают одну из
паразитных шестерней, скажем /?2, так, чтобы она сцепи-
лась одновременно с шестернями G± и G6, как показано
на фиг. 86. Такое одновременное сцепление возможно
потому, что паразитные шестерни и В2 имеют соответ-
ствующую длину. При этом шпиндель будет, конечно, вра-
Фиг. 86 и 87. Реверсивный механизм.
щаться с тем же числом оборотов, только в обратную сто-
рону, так как включение паразитной шестерни меняет, как
известно, только направление вращения и нисколько не
влияет на число оборотов.
Для лучшего усвоения обслуживания описанного ревер-
сивного механизма рассмотрим конкретный пример. Допу-
стим, что требуется установить шпиндель на 54 об/мин,
причем он должен сначала вращаться в нормальном напра-
влении, а затем в обратную сторону. Для этого надо: 1) ру-
коятку 6 для реверсирования установить налево, как по-
казано на фиг. 87, это положение рукоятки соответствует
нормальному вращению шпинделя; 2) рукоятку 5, устана-
вливающую положение шестерней Gs и G^, повернуть нале-
86
во, при этом вступят в сцепление шестерни О4 и Gc и по-
лучится установка станка на ряд больших скоростей; 3) ру-
коятку 7 перебора поставить влево, т. е. включить пере-
бор; 4) защелку рычага 8, управляющего положением про-
межуточной шестерни /, поставить под тем вертикальным
рядом чисел, в котором находится число 54, причем ше-
стерня 1 окажется против шестерни G2 (фиг. 84); 5) ру-
коятку рычага 9 поднять кверху до-отказа, т, е. соединить
шестерни 1 и G* В результате всех этих установок шпиндель
получит 54 оборота в нормальном направлении.
Чтобы переменить направление вращения шпинделя, со-
хранив при этом то же число оборотов, надо рукоятку 5
поставить в вертикальное положение; (защелку в отвер-
стие Д) при этом шестерни Gb — G6 станут в нейтральное
положение, т. е. ни одна из них не будет зацеплена с ше-
стернями ступенчатого блока. Если теперь повернуть ру-
коятку 6 вправо до положения В, то реверсивная шестер-
ня /?2 войдет в зацепление с шестернями —О6 и шпиндель
начнет вращаться в обратную сторону.
Шпиндельная бабка с гидравлическим приводом
Рассмотренные способы передачи движения шпинделю
(ступенчатые шкивы, коробки скоростей) обладают одним
общим недостатком: переход от одного числа оборотов
к другому происходит не плавно, а сразу, скачком, причем
для переключения приходится останавливать станок, на что
тратится непроизводительно рабочее время. Существуют
некоторые механизмы для достижения постепенного и плав-
ного изменения числа оборотов станков, например, кони-
ческие и сферические барабаны, клинообразные ремни, но
все они громоздки и мало надежны в работе, особенно при
передаче больших мощностей.
Наиболее эффективными в этом отношении оказались гид-
равлические передаточные механизмы, работающие обычно
на масле. Эти механизмы все больше и больше внедря-
ются в область машиностроения и несомненно имеют ши-
рокие перспективы. Чтобы уяснить себе принцип работы
такого механизма так называемого „Энор-привода“, пред-
ставим себе закрытый цилиндр с (фиг. 88), в котором на
валу а сидит барабан Ь, имеющий несколько радиальных
прорезов; в эти прорезы вставлены плоские лопатки с?—d,
снабженные боковыми цапфами, которые помещаются в
кольцевых канавках е, прорезанных на боковых стенках
87
цилиндра с. Эти канавки прорезаны концентрично к цен-
тральному отверстию цилиндра с, в то время как ось бара-
бана b сдвинута относительно оси цилиндра и вращается
вокруг другого центра. В цилиндре с имеется два боковых
отверстия для двух труб (всасывающей и нагнетательной).
Если цилиндр с неподвижен, а барабан b получает дви-
жение от какого-нибудь источника, то лопатки d— d, вра-
щаясь вместе с барабаном, выдвигаются от него на пути от
точки А к В и всасывают масло по трубе в полость /. На
пути от В и Л рабочая поверхность лопаток уменьшается
Фиг. 88. Схема гидравлического привода.
и масло вытесняется наружу через полость II. Ясно, что
чем меньше эксцентриситет барабана относительно’цилиндра,
т. е. чем меньше расстояние между обеими осями, тем мень-
ше и всасывающее действие аппарата. Когда же ось барабана
b будет придвинута вплотную к оси цилиндра с, всасывание
совершенно прекратится и насос перестанет работать. Отсю-
да следует, что изменение этого эксцентриситета дает воз-
можность регулировать подачу насоса. Достигается же из-
менение эксцентриситета тем, что цилиндр с заключен в ко-
жухе /, в котором он может перемещаться при помощи
установочного винта 5 (на фиг. 88 слева кожух для боль-
шей ясности не показан). Представим, что масло от насоса
поступает под давлением в трубу I другого такого же ап-
88
палата Тогда вследствие различной величины толкающей
силы у А и В барабан начнет вращаться в указанном стрел-
кой направлении и станет таким образом двигателем.
Фиг.*89. Гидравлический привод.
Фиг. 90. Гидравлический привод.
постановка оси барабана b относительно оси цилиндра с
дает возможность легко регулировать число оборотов дви-
гателя плавно и без скачков.
89
я
Конструктивное выполнение этой идеи показано на фиг.
89 — 90. Передаточный механизм состоит из двух крыль-
чатых насосов В и С, смонтированных в одном общем кор-
пусе А. Насос В приводится в движение электромотором
от вала/?, а насос С работает как гидравлический двигатель
и приводит в движение шпиндель Е станка либо непосред-
ственно, либо через перебор г2, г3, г.
Барабаны насосов с лопатками помещаются в коробках
F и G, которые могут перемещаться в радиальном напра-
лении эксцентриками Н и J. Лопатки обоих насосов пере-
двигаются радиально в пазах барабана при помощи штиф-
тов /С, входящих в кольцевые выточки на торцевых стен-
ках корпуса А. Если число оборотов насосов В и С можно
регулировать в пределах 1:8, а передаточное число пере-
бора составляет 1:6,4, то получается возможность регули-
ровать плавно числа оборотов шпинделя в пределах 1:50,
что для большинства станков вполне достаточно. При по-
мощи цилиндрических золотников L (фиг. 89) можно момен-
тально остановить насос или переключить его на обратный
ход.
Перебор устроен обычным образом. Шестерня г2 сидит
на шпинделе Е на шпонке, а шестерня t\ заклинена на втул-
ке F, которая в свою очередь заклинена на барабане С;
последний вращается на шпинделе вхолостую. Таким обра-
зом вхолостую вращается и шестерня rv При повороте экс-
центрикового валика W шестерни г3 и г4 выводятся из зацеп-
ления; одновременно с этим рычагом Р перемещается вле-
во муфта S и штифты ее входят в отверстия втулки F. При
такой установке движение передается непосредственно
шпинделю через шестерню г2, т. е. без перебора. Для ра-
боты с перебором надо шестерни г3— г4 включить, а штиф-
ты муфты 5 удалить, как показано на фиг. 90.
ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК
Общая конструкция станка
По сравнению с горизонтально-фрезерными эти станки
меньше распространены на производстве. Они имеют пре-
имущество при работе торцевыми фрезами, так как обра-
батываемая поверхность расположена в этих случаях гори-
зонтально, что позволяет закреплять изделия обычным об-
разом непосредственно на столе станка. При работе такими
фрезами на горизонтатьно-фрезерном станке поверхность
90
Фиг. 91. Общий вид вертикально-фрезерного станка.
обработки расположена вертикально. Поэтому приходится
прибегать к угольникам или другим более сложным и не-
удобным способам установки детали. Весьма удобными ока-
зались вертикальные станки также при круглом фрезерова-
нии и при работе по копирам, так как и в этих случаях уста-
новка и закрепление детали значительно упрощаются.
На фиг. 91 показан вертикально-фрезерный станок совре-
менного типа. Кронштейн и самоходы у этих станков мало
чем отличаются от тех же механизмов горизонтально-фре-
зерного; прибавляется только, как неотъемлемая принад-
лежность станка, круглый стол R.
На фиг. 91 показаны все органы управления этого станка.
Рукоятки 1 — 1 и 2 обслуживают передвижные шестерни
коробки скоростей, а рукоятка 3 служит для включения пе-
ребора. Шпиндель имеет некоторое перемещение вверх и
вниз по вертикальным салазкам. Он устанавливается в требуе-
мом положении маховичком 5 и закрепляется рукояткой 4.
Фрезерная оправка закрепляется в шпинделе диференциаль-
ной гайкой 6. Для устранения осевой игры шпинделя пре-
дусмотрены кольцевые гайки 7. Коробка подач — в смысле
изменения величины самоходов — обслуживается двумя ру-
коятками 8 и 9, а рукояткой 10 можно переключить нап-
равление самоходов. Продольный самоход обслуживается
вручную рукояткой 11, а автоматически кулачками 12 —12:
рычагом 13 включается поперечный и вертикальный само-
ходы, а автоматическое переключение этих самоходов дости-
гается кулачками 14 —14. Маховичком 17 можно передви-
гать стол медленно; для быстрого его перемещения рукоятка
насаживается на валик 18. Рукояткой 19 стол перемещается
в поперечном направлении, а рукояткой 20 производится
перемещение кронштейна вручную вверх и вниз. Закреп-
ляются салазки стола рукоятками 21 и 22. Круглый стол
обслуживается вручную маховичком 23.
Наиболее характерные механизмы этого станка — коробка
скоростей и устройство шпинделя —показаны в разрезе на
фиг. 92. Рабочий шкив Е приводит в движение вал I, на
котором помещаются две пары передвижных шестерней
Гх — г, и г5 — г7; последние сцепляются поочередно с зак-
линенными на валу II шестернями г2 — г4 — и г8- Таким
образом вал II может получить четыре различных скорости.
Передвигаются шестерни в осевом направлении рукоятками
hi и /г2 с защелками. На параллельно расположенном валу
III помещаются передвижные шестерни г10 — ги, которые
могут соединяться поочередно с шестернями г8— а*6 ; этим
92
число скоростей вала III доводится до 4 X 2 ~ 8. Обслужи-
ваются эти шестерни рукояткой Л3.
При помощи конической пары г12 — г13 движение переда-
ется вертикальному валу IV, а от него при помощи пере-
бора шпинделю S станка. Перебор этот состоит из четырех
цилиндрических шестерней, из которых гн—г16 сидят на
шпонке на валу IV, а шестерни г15 — /*17 вращаются на шпин-
деле вхолостую и между ними помещена на шпонке пере-
движная муфта К. Диагональными линиями обозначены на
чертеже зубцы на муфге и на шестернях. Если соединить
муфту К с шестерней г17, то получится медленное враще-
ние шпинделя передачей г1б — г17. При соединении же муфты
с шестерней г15 вращение шпинделя будет быстрое, пере-
дачей г14— г15. Всего, следовательно, шпиндель может иметь
16 разных скоростей. Обслуживается перебор рукояткой
На правом конце валика ///заклинена коническая шестерня а,
передающая движение вертикальному валику V, от которого
заимствуются все самоходы. На фиг. 92 показана также схе-
матически передача для установки шпинделя по высоте.
Расположенная снаружи червячная передача b — с приводит
в движение шестерни d— е; последняя из них сцеплена
с рейкой, прикрепленной к ползуну В, который переме-
щается вверх и вниз по направляющим станины.
Современные приводы
Раньше, как известно, станки приводились в движение
от общей трансмиссии при помощи контрприводов (подве-
сок) и приводных ремней. Такой способ передачи энергии
имеет ряд существенных недостатков и никак не может
удовлетворить требованиям современной промышленности.
Поэтому трансмиссионные устройства в настоящее время
весьма энергично вытесняются из производства и передача
движения станкам все больше и больше осуществляется
при помощи отдельных электромоторов.
Преимущества привода от индивидуального мотора перед
групповой трансмиссией сводится в основном к следу-
ющему.
1. Источник движущей энергии приближается или под-
ходит вплотную к потребителю, т. е. к станку, минуя все
обычные промежуточные звенья (ремни от трансмиссион-
ного вала к подвеске и от нее к станку); в результате по-
лучается уменьшение потерь и более экономное использо-
вание электроэнергии.
94
2. Вместе с контрприводом из цеха исчезает „лес" при-
водных ремней. Это улучшает условия освещения рабочих
мест, облегчает транспорт изделий и устраняет одну из
серьезных причин неполадок и несчастных случаев.
3. При групповом приводе от трансмиссии приходится
часто из-за одного-двух станков „гнать" всю трансмиссию
и тратить без всякой пользы лишнюю энергию; в то время
как станок, снабженный индивидуальным мотором, ничем
не связан и может работать совершенно самостоятельно.
4. Электрифицированный станок очень удобен в смысле
управления: нажимом соответствующих кнопок можно при-
вести в действие все механизмы сложного станка, не отхо-
дя от своего рабочего места; очень легко достигается пе-
ремена хода, выключение и т. п.
5. При внедрении в производство резцов и фрез из твер-
дых сплавов (видиа, победит ит. п.) приходится значитель-
но увеличивать скорость вращения шпинделя. Эта задача
разрешается наилучшим образом при помощи отдельного
электромотора. Станки обычной конструкции, если только
они имеют хорошие подшипники, можно во многих случаях
использовать для работы резцами из твердых сплавов, при-
чем индивидуальный мотор может сообщить шпинделю до
3000 об/мин и выше.
6. Как особое преимущество такого привода следует отме-
тить возможность применения индивидуальных моторов для
выполнения отдельных функций с ганка, например, для уско-
ренного обратного хода, для подъема тяжелого супорта,
для вращения дополнительного шпинделя или какого-нибудь
вспомогательного механизма (насоса для охлаждения, пы-
лесоса, шлифовального прибора и т. п.). Это обстоятель-
ство имеет большое значение для крупных и сложных стан-
ков со многими механизмами.
7. Индивидуальный привод является прекрасным сред-
ством для маневрирования со стан утлым оборудованием
завода, так как благодаря ему можно без труда перегруп-
пировать станки в цеху в связи с изменением технологи-
ческого процесса или для достижения непрерывного потока;
любой станок можно по желанию изъять и перенести на
другое место.
8. Наконец, надо еще отметить, что индивидуальный
электропривод дает широкие конструктивные возможности в
смысле предохранения от поломок. При помощи предохрани-
тельных термоэлементов можно достигнуть автоматического
выключения мотора в случае чрезмерной перегрузки станка.
95
Против индивидуального привода выдвигались в свое
время некоторые возражения. Указывали, например, что
электромоторы, особенно постоянного тока, ненадежны
в работе и часто подвергаются порче. Известно, однако,
что за последнее время конструкция таких электромоторов
значительно усовершенствована, а при работе моторами
трехфазного тока вопрос этот совсем отпадает. Во всяком
случае порча мотора, обслуживающего общую или груп-
повую трансмиссию, будет иметь для производства более
серьезные последствия, чем выход из строя одного-двух
индивидуальных моторов.
Указывали также, что для оборудования станков отдель-
ными моторами требуются большие капиталовложения. Но
это не основательно. Многие станки с трехфазными мото-
рами обходятся даже дешевле соответствующих станков
с ременной передачей. Но если они даже стоили бы до-
роже, то это еще ничего не доказывает, так как тут еще
надо учесть ряд других обстоятельств: заводское здание,
спроектированное для станков с индивидуальными приводами,
обойдется дешевле, так как отпадают все дополнительные
устройства для закрепления трансмиссий и контрприводов;
площади для станков потребуется меньше, вследствие воз-
можности маневрирования ими при расстановке. Но и ко-
личество самих станков можно уменьшить, так как отдель-
ный мотор дает возможность лучше использовать скорост-
ные возможности станков, и повысить тем самым их произ-
водительность. Если учесть все эти соображения, то воп-
рос о дороговизне отпадает.
Сторонники приводных ремней указывают еще на то, что
эластичность ремня предохраняет инструмент от поломок,
потому что при перегрузке станка ремень начинает сколь-
зить вхолостую. Приходится, однако, признать, что это
справедливо только по отношению к устаревшим станкам
со ступенчатым шкивом. На современных одношкивных
станках скольжение ремня наступает только после пяти-
кратной его перегрузки, когда шестерни и инструмент уже
давно сломаны. В этом отношении, как уже было отмече-
но, электромотор дает гораздо больше гарантий от поло-
мок.
Имеется все же одно возражение, против которого спо-
рить трудно. При подсчете требуемой мощности для груп-
повой трансмиссии, скажем в 20 станков, мощность эле-
ктромотора не должна равняться сумме мощностей всех
станков, а достаточо взять только 50% от этой суммы.
96
Объясняется это тем, что редко может быть такое совпа-
дение, чтобы все станки работали сразу с полной нагруз-
кой. А если случится перегрузка мотора, то это будет
только короткое время и опасности не представляет. При
индивидуальном же приводе каждый станок должен, ко-
нечно, снабжаться мотором на полную его мощность, так
как одному станку приходится часто работать с полной
нагрузкой даже продолжительное время и мотор должен
выдержать эту работу без ущерба для себя.
Привод от фланц-мотора
Различают два вида индивидуальных приводов: от отдель-
ного мотора и от фланц-мотора.
В первом случае мотор хотя и
помещается у самого станка или
внутри его, но все же движение
передается от него ремнем, цепью
или бесшумными шестернями, так
что какое-то передаточное звено
все же сохраняется (например фиг.
83). Во втором случае мотор при-
винчивается фланцем (отсюда назва-
ние фланц-мотор) непосредствен-
но на валик коробки скоростей или
даже на самый шпиндель, так что
источник энергии подводится к
станку вплотную без всяких по-
Фиг. 93. Фрезерный станок
средников. с фланц-моторами.
На фиг. 93 показан современный
продольно-фрезерный станок с тремя шпинделями, которые
обслуживаются индивидуально отдельными фланц-мотора-
ми А — В — С; кроме того имеется отдельный мотор D для
управления столом.
Вопросы,
1. Чем отличается универсально-фрезерный станок от простого фре-
зерного?
2. Какие преимущества имеет коробка скоростей по сравнению со
ступенчатым шкивом?
3. На основе фиг. 71 опишите устройство коробки скоростей данного
станка.
4. Почему шпиндель имеет сквозное отверстие?
5. Каким образом достигается изменение величины подачи при помо-
щи коробки подач?
7 И. Л. Зайдель. 1004
6. Опишите устройство реверсивного механизма, состоящего из Трех
конических шестерней?
7. На каком принципе основано устройство автоматического останова?
8. Почему для подъема и опускания стола фрезерного станка устраи-
вают телескопический винт?
9. Имеется ли какое-нибудь принципиальное различие между
шпиндельными бабками станка Цинцинати и Броун и Шарп?
10. Имеется ли конструктивное различие между бабками ука-
занных станков?
11. На основе фаг. 8'2 опишите назначение всех органов управления
данной коробки скоростей.
12. На основе фиг. 86 и 87 укажите, каким способом достигается пе-
ремена направления вращения шпинделя у данного станка?
13. По каким соображениям стали применять гидравлические приводы
для передачи движения станкам?
14. Опиш гте принцип работы гидравлического привода.
15. Какие преимущества представляет вертикально-фрезерный станок
по сравнению с горизонтальным?
16. На основе фиг. 92 опишите устройство коробки скоростей данного
станка.
17. Какие приводы для станков вам известны?
18. Укажите основные преимущества индивидуального привода.
19. Какие возражения выдвигались против индивидуального привода и
насколько они основательны?
20. Чем характеризуется фланц-мотор, как электропривод?
Задания
1. При ремонте станка пришлось изготовить новую коробку W (фиг. 71),
при этом расточили отверстие для валика сх несколько ближе к оси ва-
лика /, чем следовало, вследствие чего пришлось уменьшить число зуб-
цов шестерни с на три зубца. Каким образом это изменение повлияет
на скорость вращения шпинделя? Число оборотов шкива а осталось без
изменения. Можно ли вместо уменьшения числа зубцов шестерни с
уменьшить число зубцов шестерни bt
2. Руководствуясь фиг. 72 изобразите эскизом принцип работы вы-
движной шпонки.
3. На горизонтально-фрезерном станке надо прорезать концевой (паль-
цевой) фрезой две параллельные канавки, расположенные на расстоянии
74,5 мм. Ходовой винт 8 стола (фиг. 75) имеет четыре нитки на 1".
Сколько раз надо будет повернуть рукоятку винта для передвижения
стола на указанное расстояние после окончания первой канавки? На кон-
це винта имеется шайба с 50 делениями. Изобразите схематично располо-
жение при этой работе изделия и фрезы.
4. При одном полном обороте маховика стол подымается на 4,5 мм
Определить, насколько надо повернуть маховичок для того, чтобы на кон-
це цилиндрической детали профрезеровать квадрат. Диаметр изделия
25 м и.
5. При одном полном обороте шестерни N (фиг. 84) втулка R переме-
щается в осевом направлении на 95 мм. На какой угол надо повернуть
эту шестерню, чтобы вывести зубцы из зацепления? Ширина шестерни
G5 = 30 мм.
6. Составить на основе фиг. 90 эскиз перебора, вписать по масштабу
соотношение между шестернями гх — г3 и г2 — /4 и определить, во сколько
раз уменьшится число оборотов шпинделя после включения перебора.
Глава IV
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ И СПОСОБЫ ДЕЛЕНИЯ
Делительные головки универсального типа характеризу-
ются главным образом тем, что на них при помощи набора
шестерней можно фрезеровать спиральные (вернее, винто-
вые) канавки. Кроме того ось шпинделя этих головок уста-
навливается под любым углом: от горизонтального поло-
жения до вертикального и даже с некоторыми переходами
в обе стороны. Это дает возможность обрабатывать в пат-
роне торцевые зубцы фрез, сцепных муфт и т. п.
Делительные головки подразделяются на два основных
типа:
1. Головки, у которых процесс деления производится
при помощи делительных дисков (лимбов).
2. Головки, у которых этот процесс производится при
помощи сменных шестерней.
Комбинацию указанпных двух типов составляют так на-
зываемые диференциальные головки, которые отличаются
большим универсализмом в том смысле, что на них можно
делить окружность на всевозможные количества равных
частей, включая и первоначальные числа. На обычных го-
ловках, как увидим ниже, делить на первоначальные числа
бывает часто затруднительно.
Особняком стоит оптическая готовка Цейса, которая яв-
ляется последним достижением в данной области. Как уви-
дим ниже, эта головка не имеет ни дисков, ни сменных
шестерней; процесс деления производится при помощи точ-
ного градуированного лимба.
Универсальная делительная головка Цинцинати
На фиг. 94 показан боковой вид и разрез гитарного ме-
ханизма универсальной делительной головки завода Цинци-
нати. Эта же головка показана в двух разрезах на фиг. 95
и 96.
£9
Корпус головки состоит из неподвижной части А, внутри
которой помещается внутренняя поворотная часть В\ по-
следняя направляется в двух кольцевых выточках части А
Фиг. 94. Делительная головка Цинцинати.
Фиг. 95. Делительная головка Цинцинати.
и ее можно установить под любым углом и закрепить бол-
том I (фиг. 94 и 96). Внутри поворотной части В смон-
тирован на двух подшипниках пустотелый шпиндель 5, на
котором заклинена червячная шестерня Л4, сцепленная с
юо
на внутренней стороне кото-
Фиг. 96. Делительная головка Цин-
цинати.
червяком h. Передача движения шпинделю видна на фиг. 95.
При вращении рукоятки b с защелкой движение переда-
ется валику t (параллельному оси червяка), цилиндрическим
шестерням 5—6, червяку Л, шестерне Л4, а следовательно
и шпинделю S головки. Таким образом осуществляется
обычный способ деления посредством червячной передачи.
Но помимо этого обычного способа данная головка имеет
еще дополнительное приспособление для быстрого непо-
средственного деления.
На нарезанном конце шпинделя насажен и привернут
винтами делительный диск d,
рого имеются расположенные
на концентрических окружно-
стях три ряда отверстий (24,
30 и 36).
Когда червяк h выведен
из зацепления, то можно по-
вернуть диск d, а вместе с
ним и шпиндель, на одно или
несколько делений и выпол-
нить таким образом требуемую
работу.
Так как окружности с ды-
рочками расположены на раз-
ном расстоянии от центра,
необходимо, чтобы замыкаю-
щий штифт защелки f имел
некоторое перемещение в
осевом направлении. Это до-
стигается тем, что корпус этой защелки передвигается по
радиально расположенному Т-образному пазу и закрепля-
ется в требуемом положении болтом и.
Однако надо иметь в виду, что повернуть шпиндель
можно лишь тогда, когда будет предварительно выключено
червячное зацепление. Достигается это следующим обра-
зом: . червяк h вращается в особой коробке D (фиг. 95 и
96), которая припассована с двух сторон к стенкам внут-
ренней части В, вследствие чего эта коробка получает надеж-
ное направление. Левый конец коробки сидит торцевым
отверстием на кривошипном валике т\ если повернуть этот
валик за ушко у на полоборота, то вся коробка вместе
с червяком опустится вниз и передача выйдет из зацепления.
При вращении валика т цапфа кривошипа должна иметь
некоторую подвижность во избежание ее поломки, поэтому
101
она проходит через шарик, охваченный разъемной ползуш-
кой, которая во время вращения кривошипа может пере-
двигаться туда и обратно. Правый подшипник червяка мо-
жет качаться наподобие маятника вокруг точки О.
Делительный диск а надет не на валик t, а на длинную
втулку х, и привинчен к ее торцу шурупами; эта втулка
составляет одно целое с шестерней 4 и может вращаться
на своей оси вхолостую. Такое свободное вращение диска
необходимо, как увидим дальше, при фрезеровании спира-
лей. Когда деление производится рукояткой b через чер-
вячную передачу, необходимо удержать диск а от враще-
ния; достигается это специальным замком, показанным на
фиг. 96а. Этот замок выполняет еще одну функцию, о ко-
торой будет указано ниже.
Фиг. 96а. Замок д я делительного
диска.
Фиг. 97. Устройство для уничто-
жения мертвого хода.
Устройство передачи для нарезки спиралей видно на
фиг. 94. Шпиндель головки заимствует свое движение от
самоходного винта Т. Гитарный механизм с набором ше-
стерней передает это движение валику /; последний — ко-
нической паре 1—2 и дальше через шестерни 3, 4, 5 и 6
червяку (фиг. 95). Шестерня 4 вместе с делительным дис-
ком а сидит на своей оси вхолостую. Движение передается
только через штифт защелки.
Особое внимание обращено у описанной головки на
уничтожение мертвого хода в разных механизмах, а именно:
мертвый ход шпинделя уничтожается при помощи бронзо-
вой буксы h (фиг. 96) и кольцевой гайки Т. Эта букса об-
точена снаружи на конус и имеет в одном месте продоль-
ный разрез, так что при подтягивании гайки Т букса ежи-
мается и обхватывает плотнее шейку шпинделя. Если мерт-
вый ход обнаружился в червячной передаче, то его можно
легко уничтожить подтягиванием слегка болта п (фиг. 95);
этим поднимают коробку с червяком несколько выше и
приближают его плотнее к червячной шестерне. Вращение
червячной шестерни, хотя и медленное, все же вызывает
современем некоторый износ ее торцевых поверхностей,
что влечет за собою некоторую игру шпинделя в осевом
направлении. Способ устранения этого мертвого хода по-
казан на фиг.'97. Рядом с червячным колесом сидит коль-
цо С, имеющее глубокий прорез; при помощи клина В
можно это кольцо раздать по сторонам и прижать его
плотнее к торцу червячной передачи; на фиг. 97 виден еще
Фиг. 98. Общий вид головки Цинцинати.
штифт, входящий в шпоночную канавку кольца и удержи-
вающий его в определенном положении. Общий вид опи-
санной головки Цинцинати вместе с задней бабкой и дом-
кратиком показаны на фиг. 98.
Работа делительными дисками
Работа на делительной головке универсально-фрезерного
станка связана с известными математическими вычислениями,
которые в общем, как и при подсчетах на токарном станке,
сводятся к действиям над дробями и умению оперировать
с пропорциональными величинами; только при нарезке спи-
ральных канавок невозможно, как увидим ниже, обойтись
без элементарных сведений из тригонометрии.
Начнем с самых простых случаев подсчета и будем по-
степенно переходить к более сложным. Из всех возможных
юз
способов деления наиболее простым является так называ-
емый непосредственный способ. Простая головка с таким
делительным диском показана на фиг. 99.
Сидящий плотно на шпинделе головки диск А имеет на
окружности 12 вырезов для защелки В, которая при входе
Фиг. 99. Делительная головка для непосредственного деления.
в один из этих вырезов запирает его. Деление произво-
дится непосредственно маховичком С, т. е. без всяких пе-
редаточных механизмов. При нажиме на конец защелки В
диск А освобождается и его вместе со шпинделем можно
Фиг. 100 и 101. Схема передачи делительной головки.
повернуть на требуемый угол, после чего положение опять
фиксируется защелкой. Область применения такого спосо-
ба деления весьма ограничена: на данной головке можно
делить только на 2, 3, 4, 6 и 12 частей.
На фиг. 100 показано схематически устройство передачи
от делительного диска d шпинделя s головки, эта же
передача показана более наглядно на фиг. 101. Сидящее на
104
шпинделе червячное колесо К имеет обычно 40 зубцов, а
червяк г бывает однооборотный. Если при таких условиях
рукоятка р, а вместе с нею червяк г, сделают один полный
оборот, то червячное кольцо К поверие гея всего на один
зубец и шпиндель, а вместе с ним и обрабатываемая де-
таль, сделают всего V40 оборота. Для того же, чтобы шпин-
дель сделал один полный оборот, придется повернуть ру-
коятку р 40 раз. Таким образом установлено, что переда-
точное число от делительного диска к шпинделю головки
равно 40. Это число называется характеристикой
данной головки. Все подсчеты при помощи делительных
дисков базируются собственно на указанном передаточном
числе.
Для пояснения сказанного приведем несколько конкрет-
ных примеров. Пусть требуется нарезать на цилиндриче-
ской или конической поверхности 20 зубцов. Это значит,
что после каждого прохода фрезы надо повернуть шпин-
дель на х/2о оборота, а для этого придется повернуть чер-
вяк г (или рукоятку р) два раза.
Следовательно, насадив любой делительный диск и вста-
вив штифт защелки в любую дырочку, необходимо после
каждого прореза делать два полных оборота и вставлять
штифт в ту же дырочку. Если требуется нарезать 5 зубцов,
то придется рукоятку р повернуть для каждого следую-
щего прохода на 1/5 окружности, для чего потребуется пол-
ных 8 оборотов червяка. Для этих подсчетов можно вывести
формулу в общем виде.
Пусть на указанной выше головке требуется нарезать
шестерню, имеющую а зубцов. Так как один оборот руко-
ятки р соответствует ~ оборота шпинделя или нарезке ше-
стерни с 40 зубцами, то можно составить следующую про-
порцию:
х обор.: 1 обор. = : ~= 40:а.
Откуда искомое число оборотов
40
Х= —.
• а
Определяя на этом основании как нарезаются, например,
18 зубцов, найдем:
v_4o__^_-92
Л “ а ~~ 18 ~ 9 '
105
Это значит, что после каждого прохода надо повернуть
рукоятку р на два полных оборота и еще на 2/9 его. Осу-
ществить это можно лишь в том случае, если у нас имеется
диск с числом дырочек, кратным 9.
Делительный диск рассмотренной выше головки Цинци-
нати представляет собою довольно толстою шайбу, имею-
щую с обеих сторон по 11 концентрических окружностей
с разным количеством отверстий, а именно: передняя сто-
рона 24-25—28—30—34-37—38—39—41—42 и 43, а зад-
няя сторона 46—47— 49 — 51—53—54—57—58—59—62—66.
Впрочем, за особую плату завод отпускает к своим станкам
Фиг. 102. Сектор с линейками.
Так как на одной стороне
три дополнительных диска,
которые значительно расши-
ряют область возможных
делений.
Возвращаясь к нашему
примеру, можно заключить,
что данная задача может
быть разрешена при помощи
делительного диска в 54
дырочки, так как
2—= 2 —
9 54 ’
После каждого прохода
фрезы надо повернуть ру-
коятку на два полных обо-
рота плюс 12 пролетов по
окружности диска в 54 ды-
рочки.
ка имеется много отверстий
весьма малого диаметра, то при недостаточном освещении
рабочий может просчитаться и повернуть рукоятку на не-
правильный угол; кроме того сам процесс отсчета дырочек
отнимает лишнее время. Поэтому каждая делительная
головка снабжается вспомогательным приспособлением,
так называемым сектором. Он состоит из двух линеек
(фиг. 102), соединенных на шарнире. Поэтому их можно уста-
новить таким образом, что между ними образуется любой
угол или заключается нужное нам количество дырочек;
после такой установки линейки сектора закрепляются вин
тиком. В нашем примере нужно установить линейки сек-
тора на 12 пролетов или на 13 дырочек (по окружности 54).
После такой установки можно поворачивать рукоятку, со-
юз
вершенно не считая отверстия, а именно: вытягивают штифт
защелки из отверстия и после двух полных оборотов пере-
ставляют его еще на 12 пролетов, т. е. от первой линейки
до второй; после этого передвигают весь сектор вперед,
пока первая линейка опять не коснется штифта, и т. д.
Допустим, что требуется нарезать 11 зубцов; число обо-
ротов рукоятки будет:
х-^-З^-З42
Л~11~ И- 66’
т. е. при делении надо будет сделать 3 полных оборота и
по диску в 66 дырочек взять 42 пролета (43 дырочки). Если
требуется нарезать 78 зубцов, то
_ 40 _ 20
Х ~ 78 “ 39 ’
а так как диск в 39 дырочек имеется, то по нему нам нужно
будет взять 20 пролетов (21 дырочку).
Решим теперь несколько задач обратного порядка. Пусть
на делительной головке поставлен диск в 24 дырочки, а
контрольные линейки установлены на 16 пролетов; при де-
лении рабочий делает два полных оборота и поворачивает
защелку еще на 16 пролетов. Спрашивается, какую шестерню
он нарезает?
В этом случае следует итти обратным путем. Прежде
всего устанавливаем, что
916 64
2 24 “ 24'
64
Так как получилось при подсчете от деления постоян-
ного числа 40 на неизвестное нам число зубцов шестерни,
то можно написать:
40 _ 64
х ~ 24’
откуда
т. е. нарезается шестерня в 15 зубцов.
Если на том же станке установлен делительный диск
в 34 дырочки, контрольные линейки на 6 пролетов, а фре-
зеровщик делает один полный оборот и дополнительно
к нему 6 пролетов, то из уравнения
40 __ 1 _6 _40
X ~ 1 34 “ 34
107
получаем:
40X34
40
= 34,
т. е. нарезается 34 зубца.
При работе делительными дисками надо иметь в виду,
что даже самые точные делительные головки имеют все же
некоторый „мертвый ход", поэтому если при делении слу-
чайно „перескочить'1 на 2—3 дырочки вперед, то рукоятку
со штифтом нельзя просто повернуть обратно на те же
2—3 дырочки, так как при этом червяк поворачивается
назад не на 2—3 дырочки, а несколько меньше (из-за „мерт-
вого хода"), — следовательно получится неточность в де-
лении. В таких случаях надо повернуть ручку обратно
больше, чем требуется (скажем, на 5—6 дырочек), а затем
опять повернуть вперед и вставить штифт на свое место.
В приводимой ниже таблице указаны данные для деления
окружности на описанной головке.
Значение задней защелки
Прежде чем перейти к другим способам деления рассмо-
трим еще, какое значение имеет замок или задняя защелка,
показанная на фиг. 96, а. С одной стороны, как было указано,
эта защелка удерживает делительный диск во время деле-
ния. С другой стороны, такое устройство облегчает уста-
новку фрезы относительно изделия. Допустим, что глубина
канавок у нарезанной шестерни или фрезы оказалась недо-
статочной и их надо „дорезать". Часто при изготовлении
зубчатых колес их нарезают предварительно начерно, а за-
тем уже окончательно начисто точной модульной фрезой.
В подобных случаях при установке изделия относительно
фрезы (путем поворачивания рукоятки делительной головки
в ту или другую сторону) обнаруживается, что штифт за-
щелки не попадает ни в одно из отверстий делительного
кружка, а приходится между двумя соседними отверстиями.
Тогда, освободив замок, поворачиваем делительный диск
на один-два зубчика или настолько, чтобы стержень за-
щелки пришелся в ближайшее отверстие, и закрепляют его
в этом положении.
Неравномерное деление
Этот случай встречается исключительно при изготовлении
разверток. Известно, что в настоящее время развертки из-
108
Таблица 2
Деление окружности на части на головке завода Цинцинати
Делительный кружок
Передняя сторона—24—25—28 -30—34—37—38—39—41-42—43 отверстия
Задняя сторона -46-47-49—51—53—54- 57-58—59—62-66 отверстий
Число делений Круг Число оборотов Число 1 пролетов Число делений Круг Число1 пролетов Число делений Круг Число 1 пролетов Число делений Круг Число 1 пролетов
2 любой 20 1 44 66 60 104 39 15 205 41 8
3 24 13 8 45 54 48 105 42 16 210 42 8
4 любой 10 — 46 46 40 106 53 20 212 53 10
5 любой 8 — 47 47 40 108 54 20 215 43 8
6 24 6 16 48 24 20 НО 66 24 216 54 10
7 28 5 20 49 49 40 112 28 10 220 66 12
8 любой 5 — 50 25 20 114 57 20 224 28 5
9 54 4 24 51 51 40 115 46 16 228 57 10
10 любой 4 — 52 39 30 116 58 20 230 46 8
И 66 3 42 53 53 40 118 59 20 232 58 10
12 24 3 8 54 54 40 120 66 22 235 47 8
13 39 3 3 55 66 48 124 62 20 236 59 10
14 49 2 42 56 28 20 125 25 8 240 66 11
15 24 2 16 57 57 40 130 39 12 245 49 8
16 24 2 12 58 58 40 132 66 20 248 62 10
17 34 2 12 59 59 40 135 54 16 250 25 4
18 54 2 12 60 42 28 136 34 10 255 51 8
19 38 2 4 62 62 40 140 28 8 260 39 6
20 любой 2 — 64 24 15 144 54 15 264 66 10
21 42 1 38 65 39 24 145 58 16 270 54 8
22 66 1 54 66 66 40 148 37 10 272 34 5
23 46 1 34 68 34 20 150 30 8 280 28 4
24 24 1 16 70 28 16 152 38 10 290 58 8
25 25 1 15 72 54 30 155 62 16 296 37 5
26 39 1 21 74 37 20 156 39 10 300 30 4
27 54 1 26 75 30 16 160 28 7 304 38 5
28 42 1 18 76 38 20 164 41 10 310 62 8
29 58 1 22 78 39 20 165 66 16 312 39 5
30 24 1 8 80 34 17 168 42 10 320 24 3
31 62 1 18 82 41 20 170 34 8 328 41 5
32 28 1 7 84 42 20 172 43 10 330 66 8
33 66 1 14 85 34 16 176 66 15 336 42 5
34 34 1 6 86 43 20 180 54 12 340 34 4
35 28 1 4 88 66 30 184 46 10 344 43 5
36 54 1 6 90 54 24 185 37 8 360 54 6
37 37 1 3 92 46 20 188 47 10 368 46 5
38 38 1 2 94 47 20 190 38 8 370 37 4
39 39 1 1 95 38 16 192 24 5 376 47 5
40 любой 1 — 96 24 10 195 39 8 380 38 4
41 41 — 40 98 49 20 196 49 10 390 39 4
42 42 — 40 100 25 10 200 30 6 392 49 5
43 43 —• 40 102 51 20 204 51 10 400 30 3
1 Число отверстий между ножками сектора — на единицу больше.
готовляются с четным
мерно, как показано
необходимо для того,
46°
Фиг. 103. Фреза с неравномер-
ным шагом.
числом зубцов, нарезанных неравио-
на фиг. 103. Четное число зубцов
чтобы можно было штангелем или
микрометром измерить наружный
диаметр развертки. Преимуще-
ство же неравномерного зуба за-
ключается в том, что такая раз-
вертка работает чище. Это объ-
ясняется тем, что в материале
встречаются мягкие и более твер-
дые места. Представим себе, что
зубец 1 развертки с равномер-
ными зубцами попал на твердое
место (фиг. 104а). Тогда противо-
положные три зубца 4—5—6 вре-
жутся несколько в стенку отвер-
стия и повредят эти места. При
повороте развертки на один зу-
бец вперед по стрелке, до твердого места дойдет зубец 2,
а противолежащие зубцы 5—6—7 опять вдавятся в те же
места. Это будет повторяться все время при каждом пово-
роте на один шаг и в результате вместо круглой дыры может
Фиг. 104а и Ь. Значение неравномерного шага.
получиться граненая. Другое дело, если зубцы нарезаны не
равномерно (фиг. 104 Ь). В этом случае, когда зубец 1 нахо-
дится около твердого места, на противоположной стороне
могут также врезаться три зубца 4 — 5 — 6. Когда же до
по
следующего места дойдет зубец 2, то фреза расположится,
как показано пунктиром, и из находящихся на противопо-
ложной стороне трех зубцов 5'—6’—7' два крайних (5' и 7')
могут вдавливаться уже в других местах; таким образом
прежняя ошибка сглаживается и дыра получится точнее.
Только после полного оборота всей развертки зубец 1 опять
очутится против зубца 5, в то время как при равномерном
шаге это неблагоприятное расположение зубцов повторяется
каждый раз после поворота на один зубец.
При массовом изготовлении разверток с неравномерным
шагом лучше всего изготовить для этой цели специальные
делительные диски, так как при делении обыкновенными
дисками от рабочего требуется большое внимание; здесь
можно легко ошибиться и сделать брак.
При подсчете надо исходить из углов z, образуемых двумя
смежными режущими гранями. На каждом полукруге раз-
вертки эти углы бывают разные, но в сумме они все вместе
должны, конечно, составить полную окружность или 360.
Зная каждый из углов z, можно сосчитать число оборо-
тов рукоятки р.
Задача 4а. Пусть требуется нарезать развертку, которая
имеет 8 неравномерно расположенных зубцов, как показано
на фиг. 103. Углы: 42, 44, 46 и 48°. На другом полукруге
эти углы, конечно, повторяются, но в обратном порядке:
48, 46, 44 и 42°. Передаточное число червячной шестерни
равно 1/40- Какую надо брать делительную окружность и
сколько оборотов должна сделать рукоятка р для каждого
зубца?
Припомним, что для того, чтобы дать шпинделю один
полный оборот или 360°, нам нужно повернуть рукоятку р
40 раз. Но первый зубец имеет всего 42°, следовательно,
рукоятку придется повернуть не 40 раз, а
40x^1 -li- 4~ = 4 —
Х 360 “ 3 ~ 3 .54 ’
значит надо повернуть рукоятку 4 раза и еще 36 пролетов
(37 дырочек) по делительной окружности „54“.
Точно таким же образом подсчитываем деления и для
остальных зубцов и получаем следующую табличку:
„ .. 40 X 42 42 . 6 .36
Деление 1. 360 “ 9 ~ 4 9 4 54 *
п _ 40 X 44 44 . 8 . 48
Деление 2: = _ = 4-§- = 4й.
111
Деление 3:
Деление 4:
40 X 46 _ 46 _ е J_ _ г 6
360 — 9 ~ ° 9 ~ ° 54 *
40Х43_48 е 3 _ е I8
360 ” 9 “ ° ~9 ~ ° 54 ’
Дальше деления идут в обратном порядке:
Е 18 Е 6 Л 48 л 36
о г, ; 5 ёи *» 4нт И 4 нт
54’ 54’ 51 54
Таким образом все время приходится иметь дело только
с одной делительной окружностью (в 54 дырочки), но надо
внимательно следить за тем, сколько необходимо сделать
полных оборотов и сколько еще надо добавить „дырочек".
В табл. 3 приведены цифровые данные для неравно-
мерного деления разверток с количеством зубцов от 6 до 24.
Деление при помощи сменных шестерней
Описанные выше способы деления при помощи дисков
с отверстиями имеют существенный недостаток в том смы-
сле, что при этой работе требуется большое внимание; при
вращении рукоятки и установлении защелки можно легко
ошибиться. Направляющие линейки сектора тоже не всегда
помогают делу, так как они сами могут сдвинуться. Для
того, чтобы устранить эти недостатки и совершенно упро-
стить процесс деления, на некоторых головках делительные
диски совершенно упразднены, а вместо них применяются
сменные шестерни. ~
только один диск
Фиг. 105. Общий вид делитель-
ной головки Рейнекер.
При этом способе деления применяется
с одним отверстием и рабочий делает
только один полный оборот и
очень редко 2 или 3 оборота. Во
всяком случае количество обо-
ротов выражается в этом случае
только целым числом без дробей.
Делительная головка Рейнекер
К такому типу относится де-
лительная головка завода Рейне-
кер, наружный вид которой по-
казан на фиг. 105. Эта головка
имеет довольно сложное устрой-
обычных деталей (шпиндель, чер-
ство и включает помимо
вячная передача и пр.) еще и диференциальный механизм,
112
е:
«О
С
1 СМ «7» 1
X ж г—< э7« 1 8S)S &
[эоэтг ыг О 97le I ! 59 81 Z । 1
tQ rt «=3 О СТ) *7«s I 8 95 I *%Г Ъ г
надо cj 00 1 2 42/<о 7 18' z 59 210 ;2 1 54/ав 1 аз'*с
вочных) г- ° Г-~ « та о ~ z~ CO Cl 1Q СО СО СЧ СЧ СЧ —’ г-н
та Ю О к СО 3 »/« 3 737 2 32/49 2 18/с9 2 «8 1 48/.5S 1 £0/« 1
(полных ю 4£8М 3 25/« 3 2 2719 2^/59 1 4s 1 4Чз 1 27Дс <
и О о сх о 22°’-'t'-0>C^CTOOo XJ1 _ 't' CQ о _ 1Д; хг та м. С1~ та ‘ е ci <-< СО LQ СО С-1 СМ О1 —1 — —'
1лько об со 97£S I 83,8е 1 39 'С I 1 L 6-/е 5 6>/lt 3 47is г ”/0. е 81/г S ls/« L
Ско см 97i; I 87эе I S9/8, I 67is I 6P,sr t де/г5 г l75 s 6^eS S 8I/oi t7 TS/4 9
»—< 97вт I I 59 и I G7Se I C71 I Z 6Wi3 g 8 /Sl f l7si 9
Ч1БЕЯ ОУЕН чюонжЛймо oiAhh и-эл ин- -ЭУ О{А'яву[ •— O00>»—ir-OOiCMOOCO см r-> т co З' Lo <-O ю 'T
HMldOHEL’d иокэввэЦвн яоПрАв оахэльшгоя COOOOCMTf’COCOOCM'i' _<r_„r_^,C'lCMCM
8 И. Л" Зайдель. 1004
Передаточное число равно 1/40
113
благодаря которому возможности деления на ней значи-
тельно расширяются.
Фиг. 106 и 107. Делительная головка
Рейнекер.
Рассмотрим пока данную головку только с точки зрения
деления сменными шестернями (без дисков), так как вопрос о
диференциальном спо-
собе деления будем раз-
решать ниже, в связи с
описанием делительной
головки Броун и Шарп.
На фиг. 106, 107 и
108 показаны боковой
вид и два разреза го-
ловки Рейнекер. Деле-
ние производится при
помощи рукоятки, на-
деваемой на валик d
(фиг. 107). От этого ва-
лика движение переда-
ется параллельно рас-
положенному валику е
сменными шестернями
1—2—3—4. На валике
е насажена крестовина
f с двумя боковыми
цапфами, на которых
вращаются вхолостую
две конические шестер-
ни (сателиты) 5—5; по-
следние сцеплены с од-
ной стороны с кониче-
ской зубчаткой 6, сидя-
щей плотно на валике
g, а с другой стороны,
они сцеплены с кони-
ческой зубчаткой 8,
зубцы которой имеют
двойную ширину.
Валик g лежит на од-
ной линии с валиком е,
но не составляет с ним одно целое, а может вращаться само-
стоятельно. Подобная комбинация из четырех конических
шестерней, называемая диференциалом, встречается, между
прочим, на задней оси автомобиля, на станках для задней
заточки фрез и пр. Действие такого механизма заключа-
114
ется в том, что при его помощи можно передать червяку
сумму двух движений; если застопорить шестерню 8 с ши-
рокими зубцами и повернуть валик е один раз, то валик g
через сателиты 5—5 сделает два оборота. Таков закон
действия диференциала.
На левом конце валика g сидит цилиндрическая шестерня
.9, которая приводит в движение червячную передачу 12—13
при помощи цилиндрических шестерней 10—11 (фиг. 108).
Для того, чтобы можно было точно сделать один оборот
(или 2—3) предусмотрено следующее приспособление: на
а
Фиг. 108. Делительная головка Рейнекер.
левом конце валика d сидит шайба i с одним вырезом по
окружности, куда входит замыкающий штифт защелки k.
До начала деления надо этот штифт вытащить ручкой р,
а после каждого оборота он опять заскакивает в свой
прорез.
При установке фрезы по отношению к обрабатываемому
изделию приходится иногда несколько повернуть изделие
и установить точно в определенном месте. Для этой цели
предусмотрен червяк / (фиг. 107), сцепленный с червячным
сектором т (неполная червячная шестерня). Этот сектор
соединен замыкающим штифтом в одно целое с шайбой I.
Поворачивая червяк /, можно повернуть шпиндель головки,
а вместе с ним и обрабатываемую деталь на некоторый
угол. Для непосредственного или быстрого деления служит
сидящий рядом с червячной шестерней особый делитель-
ный диск п с 12 вырезами и рукоятка о (фиг. 108) с замы-
кающим штифтом. Но приступить к непосредственному
(быстрому) делению можно только после того, как разъеди-
нена червячная передача. Достигается это тем, что после
* НО
освобождения контргайки р вывинчивается втулка q вместе
с червяком 12. При нарезке спиральных канавок ( ) чем
речь будет ниже) шпиндель получает круговую подачу от
самоходного винта v (фиг. 106) посредством сменных ше-
стерней, установленных на гитарном механизме Т и пере-
даточных шестерней 14—15—7—8—5—6—9—10—11 и чер-
вячной передачи 12—13, причем валик е с крестовиной f
закрепляются неподвижно стопорным винтом г; этим оста
навливается действие диференциала и шестерни 5—5 ра
ботают только как промежуточные или паразитные ме^
жду шестернями 8 и 6.
Фиг. 109. Схема передачи делительной головки.
Во время же деления
необходимо,
наоборот,
закрепить
шестерню 7 (и тем самым шестерню 8) стопорным вин
том Л; стопорный же винт г надо отвинтить и освободить
валик е.
Рассмотреть способ подсчета сменных шестерней удоб-
нее на основе чертежа, показывающего устройство переда-
точного механизма делительной головки в схематическом
виде. Рукоятка р с защелкой (фиг. 109) приводит в дви-
жение валик d, который при помощи сменных шестерней
1—2—3—4 передает это движение параллельно располо-
женному валику е\ на левом конце этого валика сидит
коническая шестерня, которая при помощи двух сателитов
передает движение валику g; этот валик является продол-
жением валика е и получает движение через диференциал.
116
Червячная передача г—s получает движение от двух рав-
ных шестерней 9 и 11 через паразитную шестерню 10.
При повороте валика е один раз, валик g сделает (через
диференпиал) два оборота, а так как шестерни 9 и 11
равны между собою, то червяк г также сделает два обо-
рота. Червячное колесо s повернется при этом вперед на
два зубца или на х/зо оборота (шестерня имеет 60 зубцов);
для того же, чтобы дать шпинделю один полный оборот,
надо повернуть валик е 30 раз. Другими словами, переда-
точное число от валика е к шпинделю равно 30. Это число
или характеристика является постоянным для всех
подсчетов на данной головке, и его следует твердо запом-
нить. Дальнейший ход подсчета поясним на нескольких
конкретных примерах. Необходимо только предварительно
указать, что делительная головка, схему которой мы рас-
смотрели, имеет следующий набор сменных шестерен: 20,
20, 24, 25, 29, 30, 31, 32, 34, 37, 38, 40—50 (через один зу-
бец), 52, 54, 56, 60, 80 и 100.
Пусть требуется нарезать шестерню в 90 зубцов. Задача
сводится к тому, чтобы при одном повороте валика d
шпиндель повернулся на %о часть. Из предыдущего изве-
стно, что один оборот налика е даст Чзо оборота шпинделя;
следовательно для данного случая валик d должен вра-
щаться в три раза быстрее валика е и сменные шестерни
должны относиться как 1:3. Поэтому, насадив на валик d
шестерню, положим, в 20 зубцов, надо будет на валик е
насадить шестерню в 60 зубцов и соединить обе шестерни
при помощи какого-нибудь паразитного колеса. Если теперь
повернуть рукоятку р (а с нею и валик d) один раз, то ва-
лик е сделает всего */з оборота, а червячное колесо s или
шпиндель сделает в 30 раз меньше оборотов, т. е. Чз-30=
=1/90 оборота, т. е. повернется как раз настолько, сколько
требуется для нарезки 90 зубцов. В основу подсчета кла-
дется, следовательно, постоянное число 30 и число зубцов
нарезаемой шестерни.
Задача 5. Пусть требуется нарезать на этом же станке
25 зубцов. В этом случае валик е должен вращаться бы-
стрее валика d, поэтому на валик е надо будет посадить
меньшую шестерню.
Пишем:
30 _ 24 _48 .
25 “ 20 ” 40 ’
любая из этих пар походит для нарезки требуемой ше-
стерни.
П7
Задача 6. Требуется нарезать 94 зубца. Пишем:
зо
94*
Таких шестерен в наборе нет, поэтому раскладываем эту
дробь на два множителя, т. е. пишем
30 _ 5 X 6 _ 25 24
94 “ 2 X 47 “ 40 47 *
Это и есть нужные шестерни.
Тут надо сообразить, как эти шестерни правильно соеди-
1 3
нить. На фиг. 109 шестерни соединены так: 2и4; движение
передается от валика d валику е. Нам надо полученные
шестерни
25 24
И —
40 И 47
*
соединить так, чтобы шестерни, стоящие наверху (25 и 24)
были ведущие, а стоящие внизу (40 и 47) — ведомые.
Задача 7. Требуется нарезать 125 зубцов.
Пишем:
30 _ 6
125 “ 25
и раскладываем на две дроби:
3X2.
5X5’
шестерни можем брать
24 20
— и — .
40 50
Ведущими будут шестерни 24 и 20, а ведомыми 40 и 50.
Проверим, правильно ли взяты шестерни.
Для этого пишем:
24 v 20 - — — А — 30
40 Х 50 ~ 50 “25“ 125*
Так как после перемножения у нас получилось опять число
зо
25, значит подсчет сделан правильно.
Задача 8. Требуется нарезать шестерню в 98 зубцов.
Пишем:
30_5Х 6.
98 ~ 2 X 49 ’
118
шестерни можем взять
25 24
— и —.
40 49
Задача 9. Требуется нарезать 97 зубцов. Пишем:
30
97 •
Нарезать такую шестерню простым способом деления не-
возможно, так как 97 — число первоначальное и его нельзя
раскладывать на два множителя.
Задача 10. На делительной головке стоят шестерни
20 32
48 И 56'
Сколько зубцов хотят нарезать? Как мы видели, во всех
предыдущих задачах над чертой стоит передаточное число
Таблица 4
Подбор сменных шестерен для деления окружности на части при
помощи делительной головки Рейнекер.
Характеристика головки — 30.
Набор шестерен:
20—20—24 -25—29—30—31—32—34—37—38—40—41—42—43—44 -45 —
46—47—48—49—50—52—54—56—60—80—1С0
Число делений Число оборотов рукоятки 1-я ведущая 1-я ведомая 2-я ведущая 2-я ведомая Число делений Число оборотов рукоятки 1-я ведущая 1-я ведомая 2-я ведущая 2-я ведомая Число делений Число оборотов рукоятки 1-я ведущая 1-я ведомая 2-я ведущая 2-я ведомая
5 6 40 30 45 60 18 2 80 40 25 60 30 1 40 30 45 60
6 5 40 30 45 60 19 2 60 38 40 80 31 1 32 48 45 31
7 5 60 40 32 56 20 2 60 48 30 50 32 1 45 40 50 60
8 4 45 40 50 60 21 2 45 54 48 56 33 г 32 48 60 44
9 4 80 40 25 60 22 2 45 44 40 60 34 1 60 34 40 80
10 3 40 30 45 . 60 23 2 60 40 20 46 35 1 60 40 32 56
11 3 32 48 60 44 24 2 45 40 30 54 36 1 80 4J 25 60
12 3 80 40 25 60 25 2 54 45 40 80 37 1 32 48 45 37
13 3 60 48 32 52 26 2 45 60 40 52 38 1 60 38 40 80
14 3 45 54 48 56 27 2 40 60 45 54 39 1 60 48 32 52
15 2 40 30 45 60 28 2 45 56 40 60 40 1 60 48 30 50
16 2 45 40 50 60 29 2 40 29 40 80 41 1 32 48 45 41
17 2 60 34 40 80
119
30, а под чертой число зубцов нарезаемой шестерни; поэтому
можно составить уравнение:
30 20 ,32 48 . z 56 ч .
х = 48 cb’ 0ТКУда х = 20 х 32 X 30 = 126 зубцов.
Подбор шестерней для деления окружности показан
в приведенной выше табл. 4.
Сложный или комбинированный способ деления
Этот способ заключается в том, что процесс деления
производится двумя делительными дисками при помощи
последовательного введения в действие передней и задней
защелок. Поворот шпинделя (а также и изделия) получается
при этом в виде суммы или разности двух движений чер-
вяка. Надо сказать, что этот способ большого практиче-
ского значения не имеет, так как им можно пользоваться
сравнительно редко, причем самый подсчет связан с затруд-
нениями, а во время работы можно легко сбиться, напутать
и сделать брак. Поскольку, однако, такой способ деления
существует, фрезеровщик должен с ним ознакомиться.
Делительная головка Броун и Шарп
Комбинированный, а также и диференциальный способы
деления мы будем изучать на делительной головке Броун
и Шарп (и Вандерер). Общий вид такой головки показан на
фиг. 114 и 115, а все ее конструктивные особенности — на
фиг. ПО и 111. Корпус головки состоит из неподвижной части
а и поворотной внутренней части Ь, в которой помещается
шпиндель с. Поворотную часть b можно установить под
любым углом от горизонтального положения до вертикаль-
ного с переходом в обе стороны на 10°.
Процесс деления производится при помощи делительного
диска d (фиг. 111) рукоятки е с защелкой, червяка F и закли-
ненного на шпинделе червячного колеса g. Диск d сидит на
своей оси свободно и удерживается замыкающим штифтом
задней защелки А]. К передней стороне диска прикреплен
сектор с линейками i, назначение которых нам уже известно.
При делении на небольшое количество частей (например,
на 4 или 6) приходится вращать ручку е слишком долго,
на что тратится лишнее время. Кроме того, можно оши-
биться на один оборот и тогда изделие будет совершенно
испорчено. Для устранения этих недостатков у этой голов-
120
Фиг. НО. Делительная головка Броун
и Шарп.
ки также устроено приспособление для непосредственного
или быстрого деления без помощи червячной передачи.
На шпиндель плотно насажена шайба k (фиг. НО), име-
ющая по окружности ряд дырочек, куда можно вставить
штифт т. Для освобождения этого штифта служит рукоят-
ка /, которая повора-
чивает маленькую ше-
стеренку, а последняя
зацеплена с внутрен-
ним концом штифта т,
имеющего вид зубча-
той рейки.
Как уже известно, де-
лить непосредственно
можно только после
того как червяк F бу-
дет разъединен от чер-
вячного колеса. Это
достигается следую-
щим образом: ось чер-
вяка сидит в особой
втулке п с эксцентри-
ческой дырой (это уст-
ройство хорошо видно
на фиг. 111). Втулка
имеет снаружи буртик
с зубцами, которые на-
ходятся в сцеплении с
небольшой шестерней
х; последнюю можно
поворачивать махович-
ком рх\ для этого не-
обходимо предвари-
тельно освободить гай-
ку t, что достигается
вращением шестерни d
при помощи махович-
ка о. Если повернуть
втулку п на ^4 оборота,
червяк F выйдет из зацепления и освободит червячное ко-
лесо, а также и шпиндель для непосредственного или бы-
строго деления.
Для круговой подачи шпинделя при нарезке спиралей
употребляется та же червячная передача Fug. Однако
121
тельным диском d на одной общей
40_34
51 “51
— i
///л
Фиг. 111. Делительная головка Броун
и Шарп.
34 + 6-40
51 “51
Разрез по C-Q
вращение червяка производится в этом случае не ручкой
а от самохода стола, при помощи гитарного механизма,
сменных шестерен и цилиндрической передачи и и v с рав-
ным числом зубцов. Шестерня v сидит совместно с дели-
TP7TRui-t*< " - втулке, которая враща-
ется на оси червя-
ка вхолостую (фиг.
111). Соединение
этой шестерни v
с червяком происхо-
дит при помощи дис-
ка d, штифта А2 и
Х) рукоятки е. Дели-
V тельный диск враща-
ется, следовательно,
при нарезке спира-
лей совместно с чер-
вяком и должен быть
поэтому обязатель-
но освобожден от оборота или на
противоположного
штифта hr.
Отметим еще, что оборота. R7 4v6hob.
характеристика дан- Задача 11- Требуете н у
ной головки равна Пишем:
40, т. е. червячная
шестерня имеет 40
зубцов, а червяк
однозаходный и что
делительные диски
имеют следующие
количества отвер-
стий:
15 -16—17—18-19—20—21—23—29—31 33-37-39—41—
43—47 и 49.
Перейдем теперь к комбинированному способу деления.
Допустим, что требуется нарезать шестерню в 51 зубец.
40
Пушем: Обычным путем мы такую шестерню на данной
головке нарезать не можем, поскольку у нас нет делитель-
ного диска с 51 отверстием или же кратным этому числу.
Разбиваем поэтому нашу дробь на две дроби так, что-
122
бы в сумме они составляли те же и чтобы их можно
было как-нибудь сократить, а именно:
А- 12д. 2
51 ~ 3"Т 17“ 18 ' 17 *
Теперь берем делительный диск, на котором имеются дели-
тельные окружности в 18 и в 17 дырочек и делим так:
сначала передвигаем штифт на 12 пролетов по окружности
с 18 дырочками; затем переставляем штифт защелки в ради-
альном направлении до окружности с 17 дырочками; по
этой окружности нам надо добавить еще два пролета. Если
штифт при этом не попадет точно против дырочки окруж-
ности „1‘7“, тогда
диск до совпадения дырочки со штифтом и добавляем 2
дырочки вперед.
Следовательно, шестерня повернута всего на
12 2
18 ' 17
поворачиваем несколько делительный
40
87'
Эту шестерню нельзя нарезать обычным путем, так как нет
окружности в 87 дырочек. Ввиду того, что в этом случае
невозможно разбить нашу дробь на сумму двух дробей,
которые потом сократились бы, приходится вместо суммы
составить разность, а именно:
40 40 69 — 29 69 29 23 1 23 9
87 ~ 3 X 2У “ 3 X 29 “ 87 87 “ 29 3 “ 29 27 *
Теперь берем делительный диск, на котором имеются окруж-
ности на 29 и 27 дырочек и делим так: сначала передви-
гаем замыкающий штифт вперед по окружности 29 на 23
пролета, а затем передвигаем его назад по окружности 27
па 9 пролетов. Всего мы, следовательно, повернули ше-
стерню на
23 _ 9 _ 69 _ 29 _ 40
29 27“ 87 87 “87’
т. е. как раз на столько, сколько требовалось.
Задача 12. Надо нарезать шестерню в 117 зубцов.
Пишем:
40 __ 40 _13 + 27_ 13
117~9Х13~ 9X13“9X13
27 _ 1 t 3 _ 3 ! 9
9Х 13“ 9 + 13“ 27 ’39’
Пользуясь передним штифтом, отсчитывают 9 пролетов,
по окружности 39, а по окружности 27 дополнительно 3
пролета.
Приведенная ниже табл. 5 дает разложение некоторых
чисел на дроби для комбинированного деления.
Деление по способу Шнейдера
Несомненный интерес представляет упрощенный способ
комбинированного деления, известный под названием спо-
соба Шнейдера. Заключается он в следующем. Допустим,
что желаем нарезать указанную выше шестерню в 87 зуб-
Фиг. 112 и 113. Деление по способу Шнейдера.
цов „способом Шнейдера". Для этого, как уже было подсчи-
тано, нужен диск, который имеет на одной стороне 29 и 27
дырочек. Заметив, что число 87 кратно 3 (87:3 = 29), наре-
заем сначала на этой шестерне обычным образом 29 зубцов,
40 .11
поворачивая каждый раз рукоятку 2д~^29 Раз’ т’ е* на
один полный оборот и еще на 11 пролетов; когда все 29
зубцов будут нарезаны и фреза снова займет первоначаль-
ное положение, шестерня получит вид, показанный на фиг.
112, т. е. вместо нормальных зубцов между канавками полу-
124
Таблица 5
Делительные кружки
I кружок 15—16—17—18 — 19—20 дырочек
II „ 21-23—27-29—31-33
Ill „ 37-39-41—43-47-49
Червячное колесо имеет 40 зубцов
Число зубцов нарезаемой шестерни Разложение дроби на сумму или раз- ность Число зубцов нарезаемой шестерни Разложение дроби на сумму или раз- ность
40 2 40 12 । 4
51 51 “15 + 17 119 119 -21 + 17
40 7 , 5 40 10 16
57 57 = 19 + 15 123 123 “15“ 41
40 14 3 40 11 1
63 в* 138 . —-1- ,|
63 “18 21 138 “33 23
40 21 11 40 13 3
69 69 “23 33 147 147 “ЗУ 49
40 9 3 40 15 15
77 77 “21 + 33 154 154 “21 33
— 40 23 и 40 11 3
87 87 “29 33 174 174 “33 29
40 6 1 14 40 3 , 7
91 91 “39* 49 182 182 = 39 + 49
40 3 , 11 40 17 11
93 93 -3’1 + 33 186 186 “31 33
40 15 5 40 3 , 3
99 99 “27 33 198 198 “27^ 33
102 40 5 । 1 40 3 , 1
102 = 15 + 17 231 231 = 21 + 33
111 40 1 40 12 12
111 ~15 + 37 253 253 “23 33
112 40 8 3 40 И 7
1Г2 “16 21 259 259 “37 49
114 40 13 5 40 10 6
114 “ 19 15 272 272 “20 17
117 40 9 Д_ 3 1
117 “39 + 27
125
чатся широкие непрорезанные части. После этого производим
полный маневр обеими защелками, т. е. поворачиваем ру-
23 9
коятку hx па вперед, а подиску 27—на ~ назад; этим мы
передвинули заготовку на один зуб. Прорезав одну канавку,
делим снова шестерню на 29 частей, поворачивая рукоятку
2у раз. Когда будет нарезана „вторая порция" зубцов и
фреза вернется в первоначальное положение, шестерня по-
лучит вид, показанный на фиг. 113. После этого производим
опять маневр обоими защелками на один шаг, нарезаем
опять 29 зубцов, и шестерня готова. Преимущество этого
способа деления совершенно очевидно: вторым диском
пришлось делить всего два раза, в то время как при обыч-
ном способе комбинированного деления пришлось бы делить
этой защелкой 861 раз. Поэтому при способе Шнейдера
возможность ошибок значительно уменьшается.
Диференциальный способ деления
Рассмотренные до сих пор способы деления имеют тот
недостаток, что они не дают возможности нарезать шестер-
ню с любым количеством зубцов. Непреодолимое затруд-
нение представляют простые или первоначальные числа,
если не имеется соответствующего диска. Можно, конечно
без всякого труда нарезать шестерню с первоначальным
числом зубцов в 21, 23 и 37, так как в наборе имеются
диски с таким числом дырочек. Если же потребуется наре-
зать, скажем, 53 или 67 зубцов, то на обыкновенной дели-
тельной головке этой задачи никакими способами разрешить
невозможно. Существует, однако, весьма интересный дифе-
ренциальный способ деления, который дает возможность
нарезать любое число зубцов. Разобраться в устройстве
этого маханизма помогут фиг. 114 и 115.
Диференциальный механизм состоит из втулки р, которая
вставляется в отверстие шпинделя с задней стороны (фиг.
110) и закрепляется болтом 1 и распорным конусом 2; для
этой цели втулка р прорезана с правой стороны вдоль оси.
Сидящая на шпонке шестерня D может сообщать при по-
мощи гитары и ряда шестерней делительному диску d
вращательное движение по часовой стрелке или в обрат-
ную сторону; для этого устроен специальный гитарный
1 86 раз, а не 87, потому что количество поворотов нарезаемого изде-
лия всегда на единицу меньше числа зубцов.
126
механизм' со сменными шестернями, как показано на фиг-
114 и 115; при этом необходимо защелку hi выключить и
освободить таким образом диск d.
На фиг. 114 сменные шестерни А— Ви С—D соединены
обычным образом непосредственно без паразитной и по
стрелкам видно, что при вращении рукоятки е (защелки)
по направлению часовой стрелки диск d вращается в том
же направлении. На фиг. 115 между шестернями А и В
сидит паразитная зубчатка, вследствие чего рукоятка е
и делительный диск d вращаются в противоположные сто-
роны. Действие диференциального механизма заключается
в следующем. При повороте рукоятки е обычным образом
Фиг. 114 и 115. Головка с диференциальным механизмом.
по дырочкам делительного диска поворачивается на некото-
рый угол шпиндель, а так как шестерня D соединена плотно
с этим шпинделем, то она также поворачивается на тот же
угол. Дальше это движение через сменные шестерни пере-
дается шестерне А (фиг. 115), а еще дальше при помощи вну-
тренней передачи винтовыми шестернями (на фиг. 110 пока-
заны пунктиром) получают движение шестерни и и v и
соединенный с v делительный диск d, причем это вращение
может быть либо по часовой стрелке (фиг. 114), либо в
обратном направлении (фиг. 115).
Таким образом при вращении рукоятки е делительный
диск d не стоит неподвижно, как это обычно бывает, а
сам вращается медленно в ту или другую сторону; другими
словами, дырочка, куда надо вставить каждый раз штифт
защелки, либо убегает несколько вперед, либо идет навстречу
этому штифту. Такое добавочное или диференциальное
127
вращение делительного диска дает возможность нарезать
любое число зубцов.
Перейдем теперь к математической стороне этого вопроса,
Пусть N означает число зубцов червячного колеса (в дан-
ном случае 7V=4O); i— передаточное число сменных шее-
стерней (все другие шестерни дают передаточное число, рав-
ное 1); z— число зубцов нарезаемой шестерни; А — число
отверстий (вернее, пролетов), на которое поворачивается
рукоятка е\ В — число делений данного делительного диска.
Очевидно, что при нарезке z зубцов придется после про-
хода каждой впадины повернуть рукоятку е на
1Х4О = 40.
Z Z
Когда диференциальный механизм включен, поворот
40
шпинделя на z складывается из двух движении: из дви-
жения рукоятки е на А пролетов по делительной окруж-
ности с В дырочками и из поворота на некоторый угол
самого делительного диска. Первое вращение дает обо-
1
рота; делительный же диск при повороте шпинделя на z
оборота повернется на
. . 1 t
i X— = — .
z Z Z
Таким образом поворот червяка
40 _ А £
z “ В~^ z *
Это основное уравнение дает нам две формулы:
z = 40— • z, (1)
<40-QB (2)
Первая формула служит для подсчета сменных шестерней
диференциала, а вторая для проверки.
Для пояснения рассмотрим несколько примеров. Пусть
требуется определить сменные шестерни для нарезки на
диференциальной делительной головке цилиндрической
шестерни в 127 зубцов. При нарезке подобной шестерни
фрезеровщик должен уметь разрешить следующие четыре
вопроса.
1. Какие надо подобрать шестерни?
128
2. Как'надо их поставить?
3. Какой надо взять делительный диск и сколько „дыро-
чек “ надо взять для поворота на один зубец?
4. Проверить, правильно ли произведены подсчеты.
По формуле (1) имеем:
z = 40—4x2 = 40 — 127.
D D
Здесь можно подобрать А и В (число пролетов и число
делений делительного диска) произвольно; надо только
выбрать такие числа, чтобы можно было подобрать смен-
ные шестерни. Возьмем делительную окружность 21 и будем
поворачивать рукоятку на 6 пролетов. Тогда
г=40
6 х/ 1 о7 _ 840 “ 762 — 26
21 — 7-
Полученное отношение раскладываем на два множителя:
26 — 2 V — — — V —
7 — 1 X 7 — 24 X 2Ь •
Это и есть нужные нам шестерни. Ставить шестерни надо
так, чтобы 48 и 52 были ведущими, а 24 и 28 ведомыми.
По отношению к фиг. 114 это значит, что D — 48; С = 24;
В = 52 и Д=28. Проверку производим по формуле (2):
/40_ 26 \
(49— i)B I 7 / 280-26 ..
Z = v1------------g—----=---------= 127 ЗУБЦОВ.
Описанный выше способ нахождения передаточного числа
имеет тот недостаток, что приходится задаваться сразу двумя
неизвестными величинами (А и В); при этом надо часто
несколько раз „пробовать*4, пока будет найдено требуемое
соотношение, подходящее для дальнейшего подсчета. Поэто-
му для определения числа i применяется следующий, более
удобный способ: при нарезке z зубцов надо повернуть червяк
40
на — оборотов. Если же вместо z взять другое произволь-
40
ное число зубцов х, то придется повернуть червяк на —
оборотов; для того же, чтобы при этом все-таки получить
z зубцов, а не х, надо сообщить делительному диску допол-
нительное движение на некоторый угол — Таким образом
40 40 . i •_40 г ч гп \
- = - + откуда i = - (х —г). (3)
Л
9 И. Л. Зайдель. 1004 129
В этой формуле число х называется „произвольным вспо-
могательным числом".
Задача 13. Требуется нарезать шестерню с числом зубцов
z = 151. Рассмотрим решение этой задачи по отмеченным
выше четырем пунктам.
К пункту 1. Вместо заданного неудобного числа г=151
зубцов принимаем более удобное х —160. Тогда по фор-
муле (3):
i=^(x-z) = ^ (160-151)=
шестерни можно взять
9X8 _72
4X8 ~32 ’
К пункту 2. Шестерня 72 ведущая, поэтому ее надо
посадить на место D (фиг. 114), а ведомая шестерня наде-
вается вместо А.
К пункту 3. Рукоятку надо повернуть только на обо-
рота, потому что второе слагаемое — дает диференциал
40 40 1 6
х~ 160 ~ 4 ~~ 24’
т. е. по диску 24 надо взять 6 пролетов.
К пункту 4. Проверка. По формуле (2), имеем:
/ 9 \
,.п -хп 4024
z = (40-_-/)Д = 1-±1---= 160 — 9 = 151.
А 6
Как в этой, так и в предыдущей задаче передаточное
число получилось положительным: это значит, что рукоятка
е и диск d должны вращаться в одну и ту же сторону, а
сменные шестерни надо ставить по схеме, показанной на
фиг. 114.
Решим в заключение еще одну задачу.
Задача 14. Требуется нарезать шестерню с числом зуб-
цов 2= 107.
Вместо неудобного числа 2=107 берем другое число
х = 100; тогда
Z=^S(100—107)= — 14 =— шестерни берем:
ivv О 10, *
130
Делительный диск определяют из уравнения
А _40_ 40 _ 10
В “ х “ 100 — 25 ’
т. е. на делительной окружности в 25 дырочек берем 10
пролетов.
Здесь передаточное число отрицательное; это значит,
что рукоятка и делительный диск должны вращаться в
противоположные стороны; поэтому необходимо включить
в перебор добавочную „паразитную" шестерню, как пока-
зано на фиг. 115.
Проверка.
Г / 14\1 / , 14\
(40- 1}-в [40 —V т)]*25 \ 40"^Т/’25 _ Ю00 + 70_
z~ А ” 10~ 10 - 10
= 107 зубцов.
Делительная головка Цейсса
Эта головка представляет точный оптический прибор и
не имеет ни дисков с отверстиями, ни сменных шестерней.
Фиг. 116. Общий вид головки ,Цейсс“.
Со шпинделем головки связан непосредственно лимб с точ-
ными градусными делениями, по которым производится
отсчет необходимого угла поворота. Общий вид этой го-
ловки показан нафиг. 116. Как видно, по солидности своей
конструкции она нисколько не уступает головкам других
« 131
типов. Несущая шпиндель внутренняя поворотная часть
устанавливается, как обычно, под разными углами и закреп-
ляется рукояткой Е\ для правильной установки на этой
поворотной части нанесены градусные деления (видны спе-
реди).
На фиг. 117 показано внутреннее устройство этой головки.
На смонтированном в двух подшипниках пустотелом шпин-
Фиг. 117. Устройство головки „Цейсе".
деле сидит на шпонке червячная шестерня, сцепленная
с червяком; шейки последнего вращаются в эксцентриче-
ских подшипниках, так что червяк можно легко включать
и выключать поворотом рукоятки D, изготовленной в виде
защелки. Таким образом фиксируются два положения
червяка.
Рядом с червячной шестерней заклинен лимб Д, снабжен-
ный нанесенными на стекле градусными делениями; требуе-
132
мый угол поворота устанавливается маховичком s и отсчи-
тывается при помощи микроскопа В. Проходящий в отвер-
стие С свет после отражения через призму и зеркало ос-
вещает шкалу лимба А.
Таким образом у данной головки, в отличие от других,
червячная передача осуществляет только вращение шпин-
деля и вовсе не является делительным механизмом, вслед-
ствие чего наличие у него некоторого мертвого хода не
оказывает вредного влияния на точность делений. Окруж-
ность лимба разделена на градусы; подразделения на ми-
нуты получаются при помощи шкалы в окуляре. Деления
настолько четки, что можно определить на-глаз угол с точ-
ностью до минуты. Поле зрения окуляра показано на
фиг. 118. Отсчет показывает больше 45°, потому что нуле-
Фиг. 118. Шкала головки „Цейсс".
вой штрих шкалы окуляра (деления на минуты) перешел
за черту 45° и перешел несколько больше, чем на 23', при-
мерно на Vs'; таким образом мы имеем угол в 45° 23' 30".
Из описания головки можно заключить, что при делении
окружности надо повернуть шпиндель на величину соот-
ветствующего центрального угла.
Если, например, нужно разделить окружность на 20 частей,
то центральный угол для одной части будет 360:20—18°.
На это количество градусов надо будет поворачивать шпин-
дель. При делении на 28 частей шпиндель придется пово-
рачивать на
360:28=12° 51',43.
Подсчет сам по себе совершенно простой; однако при
работе возникает некоторое затруднение, так как после
каждого отсчета и прохождения стружки приходится при-
бавить величину угла поворота; но так как последний
выражается часто дробями, то во время сложения могут
133
произойти ошибки, тем более, что приходится складывать
градусы и минуты. Для предупреждения таких ошибок
лучше всего составить заранее табличку и записать после-
довательно все углы. Пусть требуется разделить окружность
на 7 частей. Тогда составляем следующую табличку: 360:7 =
= 51° 25',7.
Таблица 6
№ отсчета Угол установки шпинделя
1 51° 25',7
2 51° 25',7 +51° 25',7 = 102° 51',4
3 102° 51’,4 + 51° 25',7= 154° 17',1
4 154° 17',1+51” 25',7 — 205° 42',9
5 205° 42',9 + 51° 25’,7 = 257° 8',6
6 257° 8',6 + 51° 25',7 = 308° 34',3
7 308° 34',3-|-51о 25',7 = 360°
Нарезка спиральных канавок
Одной из наиболее трудных и ответственных работ на
делительной головке является фрезерование спиральных
канавок.
Следует между прочим отметить, что термин „спиральные
канавки" неправильный, так как фактически речь идет не
о спирали, а о винтовых канавках.
При наладке делительной головки на фрезерование спи-
ралей приходится иметь дело с подсчетами, основанными на
элементарных сведениях по тригонометрии. Нам необходимо
поэтому предварительно изложить эти сведения.
Основные сведения из тригонометрии
Возьмем две прямые линии АВ и АС, которые образуют
между собою угол а (фиг. 119) и из произвольных точек
D, 7И и О опустим перпендикуляры на соответствующую
противоположную сторону. Тогда мы получим подобные
прямоугольные треугольники AED, МНА, ОРА, потому что
все они имеют общий угол а. Из этого следует, что отно-
шение сторон
DE _МН _ ОР
АЕ ~ АН ~ АР
134
для данного угла а всегда будет одно и то же (величина
постоянная).
В каждом прямоугольном треугольнике (фиг. 120) сторона с,
лежащая против прямого угла, называется, как известно,
гипотенузой, а стороны а и bt составляющие прямой угол,
называются катетами. Таким образом можно сказать, что
для одного и того же угла будут равны между собою и от-
ношения катетов указанных треугольников к соответствую-
щим гипотенузам, т. е.
РЕ _ OP
AD~ АМ~ АО*
Полученные дроби уменьшаются или увеличиваются только
с изменением угла а, но они всегда остаются равными между
собою для данного угла. Это обстоятельство, как увидим
ниже, дает нам возможность определить углы треугольника
по его сторонам и стороны по двум углам и одной стороне,
т. е. разрешить те вопросы, с которыми приходится стал-
киваться при нарезке спиралей
универсально-фрезерном станке.
на
В каждом прямоугольнике (фиг. 120):
1) дробь а от деления катета а, расположенного против
угла «, на гипотенузу с называется синусом этого угла
и обозначается
а
— sin а;
2) дробь от деления катета Ь, прилегающего к углу а,
С
на гипотенузу с, называется косинусом угла а и обозна-
чается
ь
= cos а;
с
135
3) дробь от деления противолежащего катета на приле-
гающий называется тангенсом угла а и обозначается
11 4.
4) дробь д отделения прилегающего катета на противоле-
жащий— называется котангенсом угла а и обозначается
Ь 4.
a = Ctg«.
Указанные выше соотношения: sin, cos, tg и ctg называются
тригонометрическими функциями. При помощи специально
составленных для этих функций таблиц можно определить
величину угла по сторонам и обратно — стороны по углам.
Для усвоения сказанного и приобретения навыка в пользо-
вании таблицами приведем несколько примеров.
Задача 15. Какой sin имеет угол в 241/з° = 24° 20'?
На стр. 398 находим в первом столбце слева число 24; идем
вправо горизонтально до четвертого столбца, на котором
написано 20' и находим число 0,412; это и есть искомый
синус нашего угла.
Задача 16. Как найти cos угла в 55° 40'?
На стр. 398 находим в последнем столбце (справа) 55° и
идем горизонтально влево до шестого столбца, внизу кото-
рого написано 40' и находим число 0,564, которое и является
косинусом искомого угла.
Задача 17. Чему равняется tg угла в 62° 15'?
На стр. 401 находим в первом столбце справа число 62 и
идем влево до шестого и седьмого столбцов. Искомый тан-
генс лежит приблизительно между 1,949 и 1,935 и его можно
принять равным
1,949 +.Ъ93 5= 1j942
Задача 18. Какой ctg имеет угол в 15° 40'?
Ищем число 15 на стр. 401 (слева), идем вправо до пятого
столбца и находим для ctg число 3,566.
Задача 19. Какой ctg имеет угол в 77° 20'?
Ищем число 77° на стр. 400 (справа), идем до третьего стол-
бца и находим для ctg число 0,225.
Рассмотрим теперь обратный случай, когда по данной
тригонометрической функции надо определить величину угла.
Задача 20. Тангенс угла равен 0,548. Сколько градусов
имеет угол? Ищем это число на стр. 400 и находим в третьем
136
столбце почти точно такое же число (0,547); отсюда заклю-
чаем, что угол будет иметь 33°10'.
Задача 21. Тангенс угла равен 1,632. Чему равен угол?
Это число мы находим на стр. 401 в четвертом столбце
справа. Угол будет 58° 30'.
Задача 22. Котангенс угла равен 0,784. Чему равен угол?
Почти такое же число находим на стр... в первом столбце
справа (0,781). Угол будет иметь 52° О', или 52°.
Задача 23. Синус угла равен 0,346, чему равен угол?
Ищем это число на стр. 398 и видим, что оно лежит между
0,345 и 0,347, (столбцы 3 и 4). Искомый угол имеет 20° 15'.
Задача 24 Косинус угла равен 0,982, найти угол.
На стр. 399 находим такое число в седьмом столбце (слева
направо), угол равен 10° 50'.
Ь 93,66
Фиг. 121. Определение угла конуса Морзе.
Задача 25. Определить все три угла прямоугольного тре-
угольника (фиг. 120), если катет а — 125 мм, а катет b = 50 мм.
Чтобы найти угол а, пишем:
‘ё“=:=^=2>5о°-
Почти такое же число находим на стр. 401 во втором столбце
справа (2,496). Этому tg соответствует угол в 68° 10'. Что
касается угла & то он равен 90° — 68°10' = 21°50'.
Задача 26. В прямоугольном треугольнике АВС (фиг. 120)
угол а = 75°30', а катет b = 85 мм. Найти второй катет а
и угол
В уравнение & — tg а подставляем числовые значения b и
и получаем:
^= tg 75° 30',
откуда а = 85. tg 75° 30'. По таблице находим, что tg этого
угла равен 3,867, следовательно искомый катет « = 85Х
X 3,867 = 328,7 мм. Угол р = 90° — 75° 30' = 14° 30'.
137
Возьмем теперь случай из практики. По заданным раз-
мерам конуса Морзе № 3 (фиг. 121) надо определить его
угол. Показанный на чертеже угол а составляет половину
искомого. В заштрихованном прямоугольном треугольнике
ДВС больший катет ВС = 93,66 мм, а меньший
дВ = ^=?^Ц^2-=2,51;
tg угла а будет, следовательно,
2,51
93,66
=0,027.
По таблице находим, что такой tg имеет угол в 1° 35';
следовательно угол при вершине конуса Морзе
2а=1°35'Х2 = 3° 10'.
Изложенные выше основные сведения из тригонометрии
вполне достаточны для всех подсчетов, которые встречаются
при фрезеровании спиралей.
Образование винтовой линии
На фиг. 122 показан цилиндр диаметром d и высотою Л,
а рядом с ним начерчен прямоугольный треугольник АВС
таким образом, что катет b=nd, а катет a=h. Если вырезать
этот треугольник из бумаги и наворачивать его на цилиндр,
то гипотенуза АВ = с обовьет его кругом винтовой линией
или „спиралью". Можно представить себе это и в обратном
виде. Допустим, что полная винтовая канавка прорезана
по наружной поверхности жестяной цилиндрической коробки
(диаметром d и высотою /г), а затем весь цилиндр развер-
нут в плоскость; тогда получится прямоугольник ABCD
(фиг. 123), разделенный на два прямоугольных треугольника,
причем гипотенуза АС представляет собою не что иное
как развернутую спираль.
С этим треугольником приходится часто сталкиваться
при нарезке „спиральных" зубцов на фрезерном станке, и
нам поэтому придется определять тригонометрическим
путем его стороны и углы.
Винтовая линия (спираль) бывает правая и левая. Если
наворачивать треугольник на цилиндр по часовой стрелке
(смотреть надо на фиг. 122 по стрелке), то получится пра-
вая спираль; при наворачивании треугольника в обратном
направлении — спираль получится левая,
138
Допустим, что нужно нарезать спиральный зуб у фрезы»
показанной на фиг. 124, причем диаметр этой фрезы d =40 мм*
а вся ее длина (высота) Л = 90 мм.
Фиг. 122. Образование винтовой линии.
Фиг. 123. Фиг. 124. Определение длины
спирали.
Прежде всего бросается в глаза то обстоятельство, что
на длине h этой фрезы помещается только часть винтовой
линии (часть витка МН\ между тем как для подсчета
139
шестерен нам обязательно нужен один полный виток.
Поэтому „воображаем" в уме, что фреза длиннее, т. е. при-
бавляем ей такой кусок, чтобы можно было довести часть
спирали до полного витка МНОР, как показано на чер-
теже тонкой линией.
Затем строим уже известный треугольник АВС. Для этого
берем катет Ь, равный длине окружности фрезы, т. е.
=3,14X 40= 125,6 мм и строим в точке С прямой угол.
Второй катет а будет иметь всю „воображаемую" высоту
фрезы, т. е. высоту СВ = МР. Если теперь соединить точки
В и А прямой, то получится прямоугольный треугольник
АВС, в котором катет b представляет собою развернутую
окружность нарезаемой фрезы vd; катет же а есть шаг
или ход спирали, т. е. высота цилиндра, на котором поме-
щается один полный виток. Обычно этот катет называют
еще длиною спирали, хотя это и не совсем правильно. Ги-
потенуза с есть сама спираль, развернутая на плоскость,
причем угол в точке А=а, называется углом подъема спирали.
Не следует, конечно, думать, что при подсчетах действи-
тельно приходится строить над фрезой „воображаемый"
добавочный кусок и затем по этому воображаемому куску
строить треугольник,и т. д. Все это построение приведено
только для того, чтобы читатель получил ясное представ-
ление о сущности этого дела. Практически же все
нужные нам для подсчета элементы (углы, катеты, тангенсы,
и т. п.) определяют при помощи указанных выше тригоно-
метрических таблиц или при помощи измерительного ин-
струмента, как будет подробно показано ниже на целом
ряде примеров из практики.
При нарезке резьбы на токарном станке винтовая линия
получается в результате вращательного движения обтачи-
ваемого изделия и прямолинейного перемещения резца вдоль
станины. На фрезерном станке фреза не имеет поступатель-
ного перемещения, а вращается только вокруг своей оси;
поэтому для получения на фрезерном станке винтовой ли-
нии необходимо помимо поступательного движения сообщить
изделию еще и вращательное.
Вращение сообщается изделию делительной головкой,
а продольное перемещение — передвижением всего стола
вместе с закрепленной на нем головкой — при помощи про-
дольного самохода.
Прежде чем перейти к описанию способа нарезки спи-
ральных канавок рассмотрим еще один вопрос, связанный
с этой работой,
140
изделия, как это показано
необходима для того, чтобы
и не терлась бы своими бо-
Установка фрезы и изделия
При нарезке спиральных канавок на фрезерном станке
необходимо установить ось фрезы под некоторым острым
углом к оси обрабатываемого
на фиг. 125. Такая установка
фреза могла резать свободно
ками; достигается это пово-
ротом стола на определенный
угол, который называется „на-
клоном стола“.
Необходимость устанавли-
вать стол под определенным
углом иллюстрирована нагляд-
но на фиг. 126, а, b и с, при-
чем для большей ясности на
этих фигурах вместо всей
фрезы взят только один ее
зубец в разрезе (см. заштри-
хованную трапецию). На всех
этих чертежах АВ означает
ось обрабатываемого цилинд-
ра, на котором нарезается спи-
ральная канавка, a CD — ось
фрезы. На фиг. 126, а, фреза
установлена правильно,ось ее
СТЭпересекает осьЛ5цилиндра
под углом р, выбранным таким
образом, что режущая кромка
I—2 расположена перпенди-
кулярно к направлению спи-
рали. В этом случае имеются
два равных угла зазора и пра-
вильные условия резания. На
фиг. 126, b обе оси АВ и CD составляют прямой угол; такая
установка соответствует нарезке прямой канавки. Нарезать
при таком положении фрезы спиральной канавки невоз-
можно так как режущие кромки 1—3 (фиг. 126, с) имеют
в этом случае совершенно неестественное положение и они
резать не будут; ширина же канавки получается больше
заданной.
Из фиг. 126, а видно, что подъем спирали и наклон стола
(угол « + £) составляют вместе 90°; отсюда можно заклю-
чить, что наклон стола является всегда дополнительным
углом (к 90°) к углу подъема спирали; таким образом пря-
141
Фиг. 125. Схема установки наклона
стола.
моугольник АВС (фиг. 124) имеет для подсчетов универ-
сальное значение: угол а дает подъем спирали, а угол fl
или Е = й равен углу наклона стола.
После всех этих предварительных пояснений можно по-
дойти к рассмотрению вопроса о наладке станка.
На фиг. 127 показана схематически передача от стола к
шпинделю универсальной головки.
Сменные цилиндрические шестерни /, 2, 3, и 4 при по-
мощи гитарного механизма передают движение от ходового
витка В валику b и дальше при помощи двух равных ко-
нических шестеренок 5 и 6 червяку г, червячной шестерне $,
шпинделю А и нарезаемой детали D.
Чтобы получить на поверхности детали D спираль (вер-
нее, винтовую линию), необходимо соблюсти следующие
два условия: обрабатываемая деталь D должна передви-
гаться вперед по прямой линии, как указано стрелкой, и
кроме того, эта деталь должна в то же время вращаться
равномерно вокруг своей оси. Если требуется, например,
получить спираль с ходом или шагом, равным h, то необ-
ходимо, чтобы деталь D сделала один полный оборот, в то
время как стол пройдет расстояние h. Поэтому надо
подсчитать шестерни /, 2, 3, 4 таким образом, чтобы полу-
чить одновременно оба эти движения.
Допустим, что самоходный винт В имеет 4 нитки по 1";
это значит, что при одном обороте этого винта стол по-
двигается вперед на Vi"- Допустим, что червячная пере-
дача имеет передаточное число V40 и что длина спирали
142
Л = 17". При таких условиях, очевидно, винт В придется
повернуть 17 ПЛ = 68 раз, пока стол пройдет 17". В тоже
время шпиндель должен повернуться 1 раз или червяк г
40 раз. Отсюда заключаем, что сменные шестерни, необ-
ходимые для нарезки такой спирали, должны относиться
между собою как 40 к 68, т. е. надо посадить на винт В
шестерню в 40 зубцов, а на валик b шестерню в 68 зубцов
и соединить их любой промежуточной шестерней. Вместо
40 и 68 можно, конечно, взять шестерни в 20 и 34.
Чаще всего при этих расчетах приходится иметь дело с
дюймами, так как самоходный винт В редко имеет милли-
метровую нарезку. Но если все же встретится станок с мет-
рическим винтом, можно подобрать шестерни таким же об-
разом без всяких затруднений. Допустим, что предыдущую
Фиг. 127. Схема передачи смен-
ными шестернями.
Фиг. 128. Передача сменными
шестернями.
задачу надо разрешить при условии, что винт В имеет шаг
в 6 мм. Это значит, что при одном обороте этого винта
стол подвинется вперед на 6 мм. Длина спирали равна 17"
или 25,4X17=432 мм (округленно). Пройти такое расстоя-
ние стол может лишь тогда, когда винт В обернется
432:6=72 раза, в это же время червяк должен обернуться
40 раз. Шестерни надо, следовательно, взять 40 и 72 или
20 и 36. Так как валик Ъ должен вращаться медленнее, то
на него должна быть насажена большая шестерня.
Для большей ясности приведем еще один схематический
чертеж, который ближе подходит к конструктивному. Си-
дящая плотно на шпинделе головки червячная шестерня 1
(фиг. 128) сцеплена с червяком 2, на оси которого наса-
жена рукоятка; последняя сцепляется своей защелкой 3
с делительным диском 4. Этот диск надет на втулку, кото-
рая в свою очередь надета вхолостую на ось червяка. Та-
ким образом связь с червяком делительный диск получает
143
только после включения защелки в одну из его дырочек.
Конические шестерни 5—6 передают движение от шестерни 7
втулке, а при соединении защелки'с диском — червячной
передаче и изделию 'А. Цилиндрические шестерни 7, 8 и
9 являются сменными и подбираются в зависимости от длины
нарезаемой спирали.
На фиг. 129 показан наружный вид делительной головки,
подготовленной для нарезки спирали. Из трех сменных ше-
стерней а является ведущей, а Ъ ведомой. Кроме того
видна еще одна шестерня с (паразитная), предназначенная
Фиг. 129. Нарезка спирали на универсально-фрезерном
станке.
для перемены направления вращения изделия в зависи-
мости от того, фрезеруется ли правая спираль или левая.
Чтобы лучше усвоить подсчеты при нарезке спиралей
решим несколько задач.
Задача 27. Требуется нарезать две винтовые шестерни
со спиральными зубцами А и В (фиг. 130) по следующим
данным.
I. Шестерня А Число зубцов z = 26.
Диаметр начальной окружности Z?/z = 90 мм.
Угол подъема спирали 66° 30'.
Ходовой винт станка имеет 6 ниток на дюйм. Передаточ-
ное число 1/40 (характеристика — 40).
144
Решение /. Определяем длину спирали на основе из-
вестного треугольника АВС, у которого катет ^ = ^-90=
=282,6 мм. Второй катет а (длина спирали) найдем три-
гонометрически из уравнения = tg 66° 30'; откуда а —
= b • • tg 60° 30' = b • 2,3 = 282,6 X 2,3 = 650 мм = 25 у " (окру-
гленно).
Чтобы пройти путь в один дюйм ходовой винт стола
должен сделать шесть оборотов; следовательно, чтобы
пройти всю длину спирали он делает 6 X 25 2 = 153 обо-
рота. В это время червяк должен сделать 40 оборотов.
Передаточное число равно
В виду того, что одной парой нельзя получить такую пе-
редачу, необходимо разложить эту дробь на два множителя:
40 - 8_ v 5 -24 v * 10 - - — V 20
153 ~ 9 Х 17 — 27 Х 34 — 54 Х 34’
Это и есть нужные шестерни; их надо поставить таким
образом, чтобы 24 и 20 были ведущими (4—2 на фиг. 127),
а 54 и 34 — ведомыми (1—3). По фиг. 128 можно проследить,
что при движении шестерни 9 по часовой стрелке изделие
А будет вращаться против часовой стрелки и спираль
получится правая согласно заданию; паразитной шестерни
в данном случае не требуется.
Угол наклона стола равен дополнительному углу к подъ-
ему спирали. В данном примере этот угол равен 90°—66° 30'=
=23° 30'.
II. Шестерня В. Эта шестерня имеет 13 зубцов. Ос-
тальные нужные данные находятся в определенной зависи-
мости от элементов шестерни А, а именно: угол подъема
спирали должен быть дополнительным к 90°, т. е. 90°—
66° 30'=23° 30'. Диаметр начальной окружности вычисляется
по определенной формуле и равен в данном случае 104 м и1.
Определяем длину спирали для этой шестерни по фор-
муле ab = tg 23° 30', откуда а = b • tg 23° 30'=104X3,14X0,435=
=142 лш = 5,6".
1 Подробный подсчет не приводится ввиду его сложности.
10 И. Л. Зайдель. 1004
145
Для прохождения этого пути ходовой винт должен сде-
лать 6x5,6=33,6 оборота. Передаточное число равно:
40 _ 100 _ 50
33^~ 84 “42-
ЭТО и есть нужные шестерни.
Имея все эти данные, все же не удастся нарезать эту
шестерню на универсальном фрезерном станке, потому
что обычно поворот стола возможен только на 45°, здесь
же требуется угол в 66° 30'. Такую работу можно выпол-
нить только на специальном зуборезном станке.
Фиг. 130. Пара винто-
вых шестерней.
Ф.1Г. 131. Определе-
ние длины спирали.
Задача 28. Требуется нарезать фрезу со спиральными
зубцами диаметром в 85 мм. Угол или подъем спирали ра-
вен 75°. Ходовой винт имеет 6 ниток на дюйм. Червячная
передача У^о.
Определяем длину спирали а из уравнения ^ = tga, откуда
а = b-tga — 85x3,14x3,732=998 мм или 39 Для прохож-
дения этого пути ходовой винт должен делать
6X39* = 235 оборота.
Передаточное число равно
40 8__4 2
235 4/ “47Х 1 •
146
Шестерни берем
Стол надо поставить под углом в 90°—75°= 15°.
Задача 29. Требуется нарезать фрезу по образцу
(фиг. 131). Ходовой винт стола имеет 4 нитки на 1". Чер-
вячная передача 'ко. В этом случае все необходимые дан-
ные должны быть определены путем измерения. Наружный
диаметр d фрезы измеряем штангенциркулем или микромет-
ром. Допустим, что этот диаметр равен 110 мм. Кроме
того, можно еще. измерить угол а при помощи угломера.
Допустим, что этот угол 65° 30'. Теперь можно решить эту
задачу без всякого труда.
Определяем длину спирали а из уравнения а~ b-tga =
= 110X3,14X2,006=692,87 мм=27".
Чтобы пройти это расстояние (27") винт стола должен
сделать 4X27=108 оборотов, а червяк должен в это время
сделать 40 оборотов. Шестерни надо брать по отношению
40 _ 10 =2 5
108 “27 3 Х 9*
Ставим шестерни
32 25
48 И 45*
Наклон стола будет: 90°—63° ЗО'=26° 30'.
Задача 30. Требуется изготовить фрезу со спиральными
зубцами по образцу. Специального угломера не имеется.
Червячная передача имеет передаточное число ‘До. Ходо-
вой винт стола имеет шаг в 6 мм.
Так как в этом случае нельзя измерить угла а, то надо
найти длину спирали каким-нибудь иным путем. Эту опе-
рацию можно легко проделать на разметочной плите.
Измеряем точно наружный диаметр фрезы и ее длину
(фиг. 132). Предположим, что ее диаметр 82 мм, а длина
120 мм; чертим на ровном куске жести окружность в 82 мм и
ставим на нее фрезу, затем выбираем один зубец поакку-
ратнее и отмечаем чертилкой нижний конец этого зубца
(точку /); после этого приставляем угольник боком к фрезе
и переносим на окрржность точку 2; тогда можно начер-
тить внутри окружности заштрихованный треугольник
С—1 — 2. По этому треугольнику можно определить длину
спирали, а именно: надо точно измерить хорду 1—2. По
этой хорде и по радиусу можно в справочнике узнать угол С.
* 147
Дальше дело обстоит таким образом. Длина всей
искомой спирали будет во столько раз больше высоты
фрезы А, во сколько раз вся окружность больше угла
С, т. е.
х Збо°
Л с° ’
откуда
/zx-36o°
Z'O
Фиг. 132 и 133. Определение длины спирали.
Допустим, что длина хорды 1—2 составляет 41 мм, тогда
угол С будет 60°, а длина спирачи
120-360
60
= 720 мм.
Дальше подсчет идет обычным порядком: чтобы пройти
720 мм, винт стола должен сделать 720:6 = 120 оборотов,
а червяк делает за это время 40 оборотов. Пишем 40:120=
=1/я« Шестерни можно взять 20 и 60.
148
Наклон стола определяем из прямоугольного треуголь-
ника, у которого один катет равен длине спирали, т. е.
720 мм, а второй катет 82х3,14 ==258 мм.
tg₽ = ^=0,369.
Этому соответствует угол 19° 45'.
Задача 31. Требуется нарезать спиральное сверло диа-
метром в 20 мм по образцу. Винт имеет 4 нитки на 1"; пе-
редача Не-
обычно угол подъема спирали дается в таблице; изме-
рять его угломером затруднительно в виду того, что конец
сверла заострен. Если угол поъема неизвестен, можно
в данном случае найти длину спирали при помощи чертилки.
Для этого надо намазать образец краской, уложить его
аккуратно на разметочной плите и провести чертилкой
линию (фиг. 133). Тогда на режущей кромке получатся две
точки А и В. Расстояние между этими точками составляет
половину длины спирали.
Доведем эту задачу до конца.
Допустим, что расстояние между точками А и В изме-
рено и оно равно 63,5 мм\ тогда длина спирали будет
63,5X2=127 мм или 5". Чтобы пройти такое расстояние,
потребуется 5x4=20 оборотов винта стола; в это время
червяк должен делать 40 оборотов. Пишем 40:20 и берем
шестерни 40 и 20; 50 и 25 и т. д.
Наклон стола определяется из треугольника: один катет
имеет 127 мм, а другой 20-3,14=62,8 мм. Следовательно
tga будет 127:62,8=2,022; угол а находим по таблице рав-
ным 63е 40'. Наклон стола или угол £ = 90° — 63° 40' = 26° 20'.
Для лучшего запоминания изложенного выше приведем
несколько правил для нарезания спиралей.
1. Спираль можно нарезать только на универсальном
фрезерном станке, т. е. на таком, у которого можно по-
вернуть стол в горизонтальной плоскости, причем угол
подъема нарезаемой спирали не должен быть меньше 45°.
2. Угол поворота стола дополняет угол подъема спи-
рали до 90е, т. е. Р = 90е—а.
3. Требуемые шестерни определяются по передаточному
числу, причем шестерни, стоящие в числителе являются
ведущими.
4. Когда шестерни установлены на гитаре, нужно повер-
нуть винт продольного самохода от-руки и проверить, полу-
чается ли спираль требуемого направления (правая или ле-
149
вая). Если спираль получается не та, вставляют в передачу
паразитную шестерню или удаляют ее.
5. Надо проверить, удалена ли задняя защелка Aj (фиг. Ill)
у делительного диска.
Вопросы
1. Какие способы деления можно применить на делительной головке
Циннинати ?
2. Какой способ деления требует меньше времени — посредственный
или непосредственный?
3. Что называется характеристикой делительной головки ?
4. Какова будет характеристика делительной головки, если червячная
шестерня имеет 60 зубцоз, а червяк двухоборотный (двухзаходный) ?
5. Почему при делении дисками надо брать количество пролетов, а не
число дырочек ?
6. Как устроен вспомогательный сектор и для чего он служит ?
7. Как следует учесть при делении дисками наличие мертвого хода
в червячной передаче головки.
8. Объясните значение замка или задней защелки, имеющейся на дли-
тельной головке Циннинати?
9. Какими способами достигается разъединение червячной передачи у
делительных головок разных типов при непосредственном делении?
10. В каких случаях применяют неравномерное деление и почему?
11. В чем заключается преимущество способа деления сменными
шестернями?
12. Что вам известно о комбинированном способе деления, находит ли
этот способ широкое применение на практике?
13. В чем заключается деление по способу Шнейдера и каковы его
преимущества?
14. В чем сущность диференцчального способа деления?
15. Какую функцию выполняет паразитная шестерня при диференци -
альном способе деления?
16. Что может случиться, если при диференциальном делении забудем
выключить защелку hx (фиг. 111)?
17. Объясните принцип работы делительной головки Цейса.
18. Каким образом можно себе представить образование спирали (вин-
товой линии) на цилиндрической поверхности?
19. При каких условиях получится правая спираль и при каких лева ?
20. Почему спиральную канавку можно нарезать только на универсаль-
но-фрезерном станке, а не на простом ?
21. Чем вызвана необходимость устанавливать стол станка под углом
при нарезке спиральных канавок?
22. Каким образом достигается на фрезерном станке образование спи-
рали ?
23. Почему можно нарезать на фрезерном станке только такие спи-
рати, у которых угол подъема больше 45°.
Задания
1. На столько частей можно делить окружность непосредственным (или
быстрым) способом на головке Цинцчнати. Целительный диск, как указано
на стр. 101 имеет три ряда отверстй (24, 30 и 36)?
150
2. На станке Циннинати надо нарезать фрезу, имеющую 14 зубцов
Определить количество оборотов рукоятки делительного диска.
3. Решить такие же задачи при нарезке : 21, 23, 31, 57, 69, 84, 98,
115, 12 э и 135 зубцов.
4. Делительная головка установлена для работы диском в 39 дырочек,
а контрольные линейки на 3 пролета. Рабочий делает 3 полных оборота и
еще дополнительно поворот на 3 пролета. Определить, какое количество
зубцов нарезается.
5. Решить такие же задачи при условии:
диск 66, один полный оборот и 14 пролетов
, 51 два полных оборота ,18 „
„ 37 ни одного полного оборота ,20 ,
„43 , , . , 20 ,
. 47 . , , 10
6. Руководствуясь фиг. 103 и табл. 3, определить центральные углы
z — г, которые заключаются между двумя смежными режущими гранями,
для разверюк с количеством зубцов : 10, 14, 18 и 22.
7. Подсчитать сменные шестерни для нарезки на делительной головке
Рейнекер шестерни в 96 зубцов. Имеющиеся к данной головке сменные
шестерни приведены на стр. 100.
8. Решить такие же задачи для числа зубцов: 105, 115, 145, 169 и 259.
9. Произвести все подсчеты для нарезки способом диференциального
деления на головке Броун и Шарп или Вандерер шестерни с числом зуб-
цов z— 157.
10. Решить такие же задачи для z = 149; 163; 181; 193 и 223.
11. С >ставить табличку для деления окружности при помощи дели-
тельной головки Цейса на 9, 13, 15, 23 и 39 частей.
12. В прямоугольном треугольнике угол а —63° 30', а прилегающий к
нему катет b равен 83 мм. Найти второй катет а и угол р.
13. В прямоугольном треугольнике катет а равен 38 мм, а катет b —
72,5 м и. Определить гипотенузу с и оба острых угла.
14. В прямоугольном треугольнике гипотенуза с равна 115 мм, а катет
а 94,5 мм. Определить второй катет и углы.
15. Режущая кромка зубца фрезы диаметром в ПО мм расположена по
спирали с углом подъема в 55°. Определить дтину шага данной спирали.
16. Определить для фрезы, указанной в предыдущей задаче, угол
подъема спирали, расположенной на дне канавки, если высота зубца
равна 6,25 мм.
17. Произвести все подсчеты длт нарезки спиральных зубцов на ци-
линдрической фрезе диаметром в 95 мм. Подъем спирали 72°; ходовой
винт имеет 6 ниток на 1". Червячная передача = 1/4о.
18. Руководствуясь фиг. 132, произвести все подсчеты для нарезки спи-
ральных зубцов. Диаметр фрезы 90 мм, адлина 145 мм\ длина хорды
1—2 =38 мм. Данные для станка, как в предыдущей задаче.
19. Руководствуясь фиг. 133, произвести все потсчеты для нарезки
спирального сверла диаметром в 2 >мм. Расстояние между точками А и В
равно 67,5 мм. Винт имеет 4 витки на 1"; передача 1/40.
Глава V
ФРЕЗЫ, ИХ КОНСТРУКЦИЯ, УСТАНОВКА И ЗАТОЧКА
Фрезы „европейские" и с задней заточкой зубцов
В главе I уже даны были предварительные сведения о ти-
пах фрез и об их подразделении (классификации) в зависи-
мости от выполняемой ими производственной работы. Здесь
мы рассмотрим вопрос о фрезах несколько подробнее.
Фиг. 134 и 135. Фреза устаревшей конструкции.
Прежде всего отметим подразделение фрез в зависимости
от конструкции их зубцов. Здесь различают фрезы с обык-
новенными так называемыми „европейскими" зубцами и
„американские"—с задней заточкой.
На фиг. 134 показана фреза с обыкновенными зубцами.
Построение зубца характеризуется тем, что передняя грань
его а — b идет по направлению к центру о; шаг сравни-
тельно. крупный при незначительной глубине канавки. Не-
трудно сообразить, что после нескольких заточек простран
ство между зубцами этой фрезы сильно уменьшится, струж-
ки быстро заполнят это незначительное пространство и
запрессуются там; вследствие этого фреза будет работать
с большим трением, потребует много энергии и даст нечи-
стую, рваную поверхность.
Показанная на фиг. 135 фреза, хотя и имеет более глубо-
кие канавки, однако, вследствие малого шага, пространство
152
между зубцами также недостаточно для отвода стружек.
Кроме того у этой фрезы зубцы значительно ослаблены и
их вершники могут легко обломаться.
По изложенным выше соображениям фрезы с зубцами
описанной формы можно применять только для чистовых
Фиг. 136. Фреза устаревшей кон-
струкции.
Фиг. 137. Фреза улучшенной кон-
струкции.
(отделочных) работ, когда приходится снимать небольшой
слой металла. Характерная фреза с мелкими европейскими
зубцами показана на фиг. 136.
Фиг. 138 и 138а. Фреза современной конструкции.
Значительно лучшую форму зубцов имеет фреза, показан-
ная нафиг. 137. У этой фрезы канавки имеют сравнительно
большую глубину, а зубцы все же сохранили при этом до-
статочную толщину и прочность.
Дальнейшим конструктивным улучшением формы зубцов
является так называемое „поднутрение" их передней грани.
Под этим понимают форму зубца, передняя грань которого
направлена не радиально к центру, а под некоторым
углом у к радиусу, как показано на фиг. 138. Такие фрезы
режут легче и требуют меньше энергии; поэтому фрезы,
153
предназначенные для выполнения обдирочных работ на
станках большой производительности, изготовляются в на-
стоящее время с крупными зубцами и с поднутрением пе-
редней грани. Угол поднутрения составляет 10—15°, а в не-
которых случаях доходит до 30°. Такая дисковая фреза со-
временной конструкции показана на фиг. 138а.
На фиг. 139 показана диаграмма, характеризующая влия-
ние угла поднутрения на производительность фрезы. Данные
взяты из американской практики. Из этой диаграммы видно
что эффективность поднутрения не всегда пропорциональна
увеличению угла. До 10° поднутрение вообще действует
слабо; от 10 до 20° поднутрение дает наибольший эффект,
после чего влияние его опять снижается. Кроме того диа-
грамма показывает, что с увеличением подачи влияние
поднутрения возрастает, особенно в пределах от 20 до 30°.
Следует еще указать, что для хрупких материалов подну-
трение дает едва заметное увеличение производительности.
Каждый зубец фрезы можно рассматривать как токарный
или строгальный резец; элементам зубцов присвоены по-
этому и соответствующие наименования, а именно: сторо-
на А (фиг. 138), обращенная к снимаемой стружке, называ-
ется передней гранью, а прилегающая к ней грань В —
задней гранью. К последней прилегает спинка или заты-
лок С. Ширина задней грани (называемой также фаской)
бывает весьма незначительна: от 0,5 до 3 мм.
Об углах резцов уже было сказано в первой главе. Пов-
торим их наименования и обозначения еще раз.
1. Угол у, образованный передней гранью зубца и цент-
ральной плоскостью O—Oi, называется передним углом, или
154
углом поднутрения. У фрез без поднутрения этот угол
равен нулю.
2. Угол а, составленный задней гранью В с плоскостью
/—/, перпендикулярной к плоскости О—Оц называется зад-
ним углом; величина его бывает от 2 до 7°.
3. Угол р, образованный передней и задней гранями, на-
зывается углом заострения зубца.
4. Угол 8, составленный передней гранью зубца и пло-
скостью 1 — 7, перпендикулярной к радиусу, называется
углом резания.
5. Угол Е, образованный передней гранью одного зубца
и затылком соседнего, называется углом впадины.
Фиг. 140. Силы, действующие на фрезу.
Между указанными углами существуют определенные со-
отношения, а именно:
угол а = 8— (4 = 90° — О+т),
. р = 90° — (« + у),
„ у = 90° - (а-Н),
. 8 = 90° — г=«+₽.
О влиянии всех этих углов на процесс резания будет под-
робнее указано в главе XII.
Как известно, всякий резец действует как клин; чем меньше
угол заострения клина, тем легче он внедряется в обраба-
тываемый материал. Давление стружки на режущую кромку
зубца (с поднутрением и без него) показано на фиг. 140.
Во время работы фрезы возникает сила, направленная
перпендикулярно передней грани зубца (давление стружки).
Кроме того обрабатываемая по ?ерхность, в силу некоторой
своей упругости, стремится оттолкнуть фрезу от себя и да-
155
вит на зубец по направлению передней грани. На чертеже
силы эти обозначены буквами и Р2, Q2. Складывая
эти силы для каждого зубца, получим соответствующие
равнодействующие Ri и /?2. Из чертежа видно, что сила R}
направлена под углом, расположенным над линией А— В,
а сила R2 — под этой линией. При таком распределении
давления, зубец фрезы без поднутрения отталкивается от
обрабатываемой поверхности, а зубец с поднутрением будет
прижиматься к ней; отгибаясь под действием давления
стружки по направлению Р2, такой зубец с поднутрением
приближается к поверхности, в то время как зубец без под-
нутрения отдаляется от нее.
Из сказанного вытекает следующий вывод. Фреза с под-
нутрепными зубцами режет легче, берет меньше энергии,
а
Фиг. 141. Два способа заточки
* фрезы.
Фиг. 142. Схема фрезерования
канавки.
но дает нечистую поверхность обработки. Такие фрезы
следует поэтому применять при снятии крупных обдироч-
ных стружек, когда расход энергии имеет большое значение,
а чистота обрабатываемой поверхности является второсте-
пенным вопросом. Для мелких чистовых стружек проходят
больше фрезы с мелким шагом и без поднутрения.
Фрезы с обыкновенными (европейскими) зубцами имеют
серьезные недостатки: при затуплении такие зубцы затачи-
ваются по плоскостям, паралелльнымзадней грани «(фиг. 141);
длина этой грани при этом увеличивается, высота же
зубца, а также впадины между зубцами, уменьшается. После
нескольких заточек впадины эти оказываются настолько
малыми, что стружка не находит себе места и фреза стано-
вится негодной для дальнейшей работы. Еще больший не-
достаток „европейской“ фрезы состоит в том, что при пер-
вой же заточке изменяется профиль ее зубцов.
156
Профилем фрезы называется очертание передней
грани ее зубца.
Предположим, что изготовлена фреза с европейскими
зубцами для прорезки трапецевидной канавки, согласно
фиг. 142. Размеры профиля зубца должны, конечно, точно
Фиг. 143. Схема фрезерования выступа.
соответствовать размерам канавки. До заточки фреза будет
давать правильные канавки по точно заданным размерам.
Но как только фреза будет заточена по плоскостям, парал-
лельным задней грани (линия 2—3),
верхушки зубцов будут сняты и про-
филь зуба изменится. Чтобы восста-
новить правильный профиль, надо
заточить боковые стороны зубцов
по линиям 1—2 и 3—4, а так как по
бокам глубина зубцов бывает весьма
незначительна, то после нескольких
заточек боковые канавки могут со-
всем исчезнуть. Если же затачивать
фрезу параллельно передней грани b
(фиг. 141), то профиль зубца тоже
изменится. Сначала незначительно,
пока сохранилась фаска (задняя
грань), а затем, когда заточка дой-
дет до спинки с, искажение профиля увеличится ускоренным
темпом.
Возьмем другой пример. Требуется обработать выступ по
форме, показанной на фиг. 143 слева. Для этого надо иметь
фрезу с профилем, показанным справа. Не трудно заметить,
что если затачивать фрезу по радиальным лучам 0—/; О—
2; О—3, то отрезки этих лучей между параллельными а — b
и —Ьг будут иметь разную длину (известно, что равными
157
между собою бывают только отрезки параллельнь х между
параллельными) Иными словами, это значит, что первоначаль-
ная высота А уменьшает свой размер после каждой заточки
фрезы и переходит постепенно в (фиг. 143а), нарушая
тем самым профиль обрабатываемой детали.
Кроме того при каждой новой заточке фрезы изменяется
также и задний угол а, а это оказывает неблагоприятное
влияние на результаты фрезерования.
Высота h сохраняет свою постоянную величину только
в том случае, если углы (3, и р2 будут равны для всех
радиальных линий. Но если зубец будет сзади ограничен
прямой линией, то условие неизменяемости угла (3 никогда
не может быть выполнено. Это условие выполнимо только
при некоторой кривой. Кривая, у которой углы между ка-
Фиг. 144. Логарифмиче- Фиг. 145. Очертание кривой задней
ская спираль. заточки.
сательной и радиусом всегда будут одинаковыми, есть так
называемая логарифмическая спираль (фиг. 144). Для того
чтобы достигнуть требуемого условия (сохранения профиля
зуба и заднего угла при радиальной заточке фрезы), необ-
ходимо ограничить заднюю или затылочную часть зуба ло-
гарифмической спиралью. Такую спираль можно построить
для каждого угла любой величины и, следовательно, воз-
можно выбрать угол заострения фрезы (угол р) по усмот-
рению.
В действительности для образования задней грани зуба
пользуются не логарифмической спиралью, построение
которой несколько сложно, а частью окружности, близко
подходящей к этой спирали. Центр и радиус этой
окружности можно найти следующим образом. Допустим,
что угол а = 90— р (фиг. 145) представляет собой зад-
ний угол фрезы; Рх - точка, из которой должна быть
проведена искомая кривая, a OPi —радиус фрезы. Построим
158
на радиусе 0Р{ при точке Рх данный угол OPrL = а; в точке
О (центр фрезы) восставим к этому радиусу перпендикуляр
OS. Тогда точка т (пересечение перпендикуляра со второй
стророной угла а) будет центром искомой дуги, а линия тР\-—
ее радиусом. Таким же образом можно найти дуги окруж-
ности для всех других зубцов. Чтобы упростить построение
описывают из точки О окружность, касательную к линии
тР\, которая является геометрическим местом для всех дуг.
Касательная линия Рт определяет, например, положение
центра для зубча Р. Предыдущие рассуждения уяснили, ка-
кое очертание должны получить наружные грани (затылки)
Фиг. 146. Схема фрезерования канавки.
зубцов (А — А; Р—А и т. д.) у фрезы с задней заточкой.
Осталось еще выяснить этот вопрос по отношению к боко-
вым граням.
На фиг. 146 изображен профиль зуба с соответствующим
очертанием: 8 есть угол резания, а а — угол зазора, или
задний угол. Когда обрабатываемая поверхность, как в дан-
ном случае, шире самой фрезы, т. е. когда прорезают в
обрабатываемой детали канавку или паз, в работе прини-
мают участие не только режущая горизонтальная кромка
с — Ь, но также и вертикальные боковые грани с—d и е—Ь,
перпендикулярные к ней. Но эти последние грани, как
видно из фиг. 146, не могут резать нормальным образом,
так как у ник нет с боков никакого угла зазора; бока про-
сто трутся всей своей поверхностью. Можно было бы, ко-
нечно, сузить заднюю часть з^ба для того, чтобы получить
необходимые боковые задние углы, как показано на фиг. 147
(грань а—b меньше грани c—d). Но это уже не будет зад-
няя заточка. Весь смысл задней заточки заключается в том,
что когда зубцы притупились, затачиваются радиально
только одни их передние грани, причем профиль должен
159
полностью сохранить свою первоначальную форму. Оче-
видно, что рассматриваемая фреза такими свойствами от-
личаться не будет. Наоборот, после каждой заточки верти-
кальные (боковые) режущие кромки несколько сблизятся
между собою, вследствие чего ширина прорезаемой канавки
каждый раз уменьшится (см. сечение 1—2—3).
Из этого следует, что
профили с вертикальными
кромками или близко под-
ходящими к вертикаль-
ным для задней заточки
вообще непригодны. То
же относится и к профи-
лям, состоящим из кри-
вых линий с вертикаль-
ными или близко подхо-
дящими к вертикальным
касательными.
Перейдем теперь к во-
просу о пригодности для
задней заточки профилей
зубцов с наклонными
кромками. Разобраться в
этом вопросе поможет
фиг. 148,1-5. Кривые линии
а — ал и b — Ь{ (вычер-
чены на фиг. 148,4 жирно)
пр едставляют собой зад-
нюю заточку профиля
а — a — b—b (фиг. 1485).
Тонкие дуги а — а' и
Ь — Ь' выражают пути,
проходимые во время
работы кромкой зуба
а — а и точками b — Ь.
Фиг. 148. Образование задней заточки.
Верхняя грань зуба а — а имеет одинаковую ширину на
всем своем протяжении, равную линии а — а (фиг. 148s).
Если развернуть эту грань на плоскость, то получится изо-
браженный на фиг. 148.3 прямоугольник. По всему протя-
жению линии b — Ьг зубцы также имеют одинаковую ши-
рину, равную ширине В (фиг. 1485) и развертка этого се-
чения на плоскость дает прямоугольник b — b — bv—blt
(фиг. 148г). Представим себе теперь такую же плоскость,
проведенную через дугу b — Ь'. Очевидно, что в точке Ь'
160
ширина зуба будет меньше чем в точке Ь, вследствие чего
эта плоскость даст в развернутом виде изображенную на
фиг. 148/ заштрихованную трапецию, у которой большая
из параллельных сторон равна b—b, тогда как линии b—b't
перпендикулярные к b — Ьу представляют собой пути вершин
углов b, b (фиг. 1485). Отсюда видно, что при этих вер-
шинах образуются углы зазора которые и дают возмож-
ность боковым граням зуба производить работу резания
при нормальных условиях.
Сказанное относительно вершин углов Ь-—b справедливо
также и по отношению к каждой точке линии а — b (про-
филя, фиг. U85) и сохраняет полностью свое значение в том
случае, если прямые наклонные линии а — b будут заме-
нены какими-нибудь кривыми. Последнее обстоятельство
особенно важно в виду того, что фрезы с задней заточкой
применяются главным образом при обработке фасонных
профилей с криволинейными очертаниями.
Вытекающие из предыдущих рассуждений выводы вкратце
таковы:
1. Фрезы с задней заточкой затачиваются радиально, при-
чем зубцы должны сохранять свою форму без изменения.
2. Теоретически „затылки" у фрез должны сниматься по
логарифмической спирали; практически, однако, берут дугу,
приближающуюся к кривизне этой спирали.
3. Необходимые для нормального резания задние углы
получают при задней заточке только те поверхности, ко-
торые расположены параллельно или под известным укло-
ном к оси фрезы. Плоскости, расположенные перпендику-
лярно к этой оси, для задней заточки непригодны.
4. Задние углы получаются „автоматически" вследствие
того, что задняя заточка зуба идет по жирной линии b — blf
в то время как его режущая кромка описывает во время
работы тонкую дугу b — Ь' (фиг. 1484).
Спиральные зубцы
Зубцы на поверхности фрезы могут быть расположены
параллельно оси или по винтовой линии (по спирали). Пре-
имущество фрезы со спиральными зубцами состоит в том,
что такая фреза работает спокойнее, без ударов и толчков.
Представим себе фрезу с крупным шагом, которая снимает
слой металла толщиной t. На фиг. 149 показаны два ра-
бочих положения этой фрезы (а и Ь), причем видно, что
когда зубец А закончил свою работу, соседний зубец В
еще не успел начать работу.
И И. Л. Рапдель. 1001 ®
? В этот момент между фрезой и изделием образуется
зазор, давление совершенно прекращается, так что в сле-
дующий момент неизбежно должен наступить удар, нара-
Фиг. 149. Схема работы фрезы с прямыми канавками.
стание давления (фиг. 149£) и последующее моментальнее
его прекращение. Очевидно, что при таких условиях фреза
не может работать спокойно, удары и толчки способствуют
быстрому изнашиванию самой фрезы и вредно отражаются
на механизмах станка.
С уменьшением шага и увеличением глубины резания
количество одновременно работающих зубцов увеличивается
и как видно, например, из фиг. 150, одновременно рабо-
тают уже 3 зубца К Нои в этом случае один з>бец с боль-
шой нагрузкой удаляется сразу, а другой—с малой вступает
1 Изображенный на фиг. 150 случай одновременной работы трех зуб-
цов надо считать условным. Фактически такое положение возможно только
во время движения. А для того, чтобы изобр1зить такое расположение
стружки, пришлось условно удлинить зубец b по сравнению с остальными.
162
в работу также сразу; при этом сила толчка, конечно, умень
шается по сравнению с предыдущим случаем, но толчки
эти все же не исчезают окончательно.
Следует отметить, что увеличение числа зубцов нельзя
вообще считать удачным выходом из положения, потому
что для снятия обдирочных стружек требуется фреза
с крупными зубцами.
Удары и толчки устраняются совсем только в том случае,
если зубцы расположены по спирали, так как такой зубец
не может сразу отойти от обрабатываемой поверхности;
когда часть зубца окончила работу, другая часть его еще
продолжает работать и в это время входит постепенно
в работу следующий зубец, причем такую спокойную ра-
боту можно сохранить даже для самых крупных зубцов;
цля этого потребуется только соответственно увеличить
угол подъема спирали.
При работе фрезы со спиральными зубцами стружка от-
водится в сторону и не попадает под следующий зубец.
Благодаря этому фреза дольше работает без новой заточки,
а обрабатываемая деталь получает более гладкую поверх-
юсть.
К достоинствам фрезы со спиральными зубцами отно-
:ится еще своеобразное свойство этих фрез уменьшать
угол резания без соответствующего уменьшения угла за-
острения зубца. При пересечении зубца плоскостью, пер-
Фиг. 151.
Фиг. 152. Леворежушая и право-
режущая фрезы.
пендикулярной направлению спирали, получим угол [3
(фиг. 151), а при пересечении плоскостью, перпендикуляр-
ной оси вращения, получим угол р,, который всегда мень-
ше угла (1; такая фреза легче снимает крупную стружку,
потому что угол резания у нее уменьшен без ослабления
зубца.
Однако, наряду с несомненными достоинствами фреза
со спиральными зубцами имеет один весьма существенный
* 168
недостаток, состоящий в том, что у нея во время работы
возникает дополнительная сила, направленная вдоль оси.
Если Pt есть давление стружки на зубеп, перпендику-
лярное к направлению спирали, то, разложив эти давления
на составляющие, получим осевую силу Р2, которая стре-
мится сдвинуть фрезу с места и вытолкнуть оправку из
гнезда шпинделя.
При неправильной установке фрезы эта дополнительная
сила является часто причиной дрожания оправки и полу-
чения „дробленой44 поверхности.
Очевидно, что фрезу надо установить таким образом,
чтобы осевое давление было направлено к шпинделю.
В связи с этим вводятся понятия:
левая спираль правая спираль
Фиг. 153. Обозначение пра-
вой и левой спирали.
давления фрезы и
праворежущие и леворежущие фре-
зы. Понятие эти почему-то уста-
новлено обратно тому, как обычно
принято обозначать направление
движения, а именно: если смотреть
на лобовую сторону шпинделя (фиг.
152), то при вращении фрезы по
часовой стрелке будем иметь левое
резание (фиг. 152я), а при вращении
против часовой стрелки резание
будет правое (фиг. 152&).
Учитывая направление осевого
желание направить это давление
к шпинделю станка, можно установить следующее пра-
вило.
Для правого разания надо брать фрезу елевой спи-
ралью, а для левого резания требуется правая спираль.
Различие между правой и левой спиралью можно объяс-
нить разными способами. Когда прямоугольный треугольник
обвернут вокруг цилиндрической поверхности таким обра-
зом, что один из его катетов совпадает с окружностью
основания, тогда гипотенуза образует винтовую линию
(спираль). Если этот треугольник навернут на цилиндр
по часовой стрелке, то спираль получится правая, а если
против часовой стрелки — получим левую спираль (смо-
треть на цилиндр надо снизу).
На фиг. 153 две фрезы, одинаковые по своим размерам,
поставлены на торец. У фрезы I угол а между направле-
нием спирали и осью фрезы расположен слева от оси. Эта
фреза имеет левую спираль. У фрезы II этот угол а рас-
положен вправо и фреза имеет правую спираль. Можно,
164
наконец, определить это различие, положив две фрезы
рядом, как показано на фиг. 154. У фрезы / вершина угла а
направлена вправо (спираль правая), а у угла at (вершина
эта направлена влево (левая спираль).
Вредное влияние осевого давления стружки на фрезу
можно уничтожить соединением двух фрез, из которых
одна имеет левую спираль, а другая правую; такие две
фрезы показаны на фиг. 154. При одинаковом угле подъема
обеих спиралей, получим две равных силы, направленные
в противоположные стороны; так как эти силы взаимно
уничтожаются, то фреза не будет испытывать никакого
осевого давления. Интересное разрешение того же вопроса
достигнуто конструкцией фрезы, показанной на фиг. 155.
/7
фрезы, показанной на фиг. 155.
Здесь вредное осевое давление
уничтожается тем, что зубцы
Фиг. 154. Обозначение правой
и левой спирали.
фрезы имеют попеременно
। наклон в ту и другую сторон^
(под углом в 6°), причем каждая пара зубцов, через один
зуб, параллельна между собою. Преимущество этой фрезы
состоит еще в том, что она отводит стружку в разные
стороны. Опыты показали, что такие фрезы весьма работо-
способны.
Канавки для дробления стружки
Цилидрические фрезы для обработки плоскостей снаб-
жаются особыми канавками (желобками) а, Ь, с (фиг. 156)
для дробления стружек. Такие канавки облегчают процесс
резания и способствуют лучшему отводу стружек. Канавки
должны быть расположены в „шахматном" порядке для
того, чтобы от них не осталось следов на обрабатываемой
поверхности. Они должны иметь полукруглое очертание
(см. также фиг. 18/) во избежание трещин при закалке,
а дно этих желобков должно иметь наклон, т. е. задний
ld5
угол, иначе они будут тереть своими „затылками" и за-
труднять работу.
Канавки надо располагать перпендикулярно к режущим
граням, чтобы получить одинаковые углы.
На фиг. 157 показано справа правильное расположение
канавок, а слева неправильное, потому что здесь один
угол at острый, а другой а тупой.
Вопрос о пользе канавок для дробления стружек является
спорным; в последнее время против них выдвигают серьез-
ные возражения. Части зубцов, расположенные против ка-
навок имеют большую нагрузку, потому что на их долю
выпадает снятие выступов, оставленных канавками. Это
ведет к неравномерному износу режуших кромок, что,
в свою очередь, влечет за собою
преждевременную и более частую
заточку фрезы. Но это еще не все.
Фиг. 156. Фреза с канавками
для дробления стружки.
Фиг. 157. Правильная и неправильная
форма канавок.
После заточки кромки желобки образуют острые вершинки,
которые часто крошатся. Осколки каленой стали вкрапли-
ваются в обрабатываемую поверхность и при встрече со
следующим лезвием обламывают режущую кромку между
желобками и выводят фрезу из строя.
Обдирочные и отделочные фрезы
В то время как токарные и строгальные резцы доста-
точно четко подразделяются на обдирочные — для снятия
крупных стружек и на отделочные — для окончательной
чистовой отделки, фрезы почему-то до сих пор такого чет-
кого подразделения на практике не нашли. А между тем
этот вопрос имеет большое значение. Возьмем трехсто-
роннюю дисковую фрезу (см. фиг. 136), которая весьма
часто встречается на производстве. Нетрудно сообразить,
что такая фреза не может работать достаточно производи-
тельно, так как диаметр отверстия для оправки у нея слиш-
ком мал и при передаче больших усилий фреза неизбежна
166
будет дрожать. Наличие такого большого количества зубцов
и малого шага вынуждает работать с незначительной подачей.
Между тем, многочисленными опытами доказано, что при по-
даче меньше чем 0,05 лшна один зубец, фреза работает глав-
ным образом „на трение", быстро тупится и правильно рабо-
тать не может. На мягкой и полутвердой стали износ зубцов
при прочих равных условиях приблизительно в три раза
больше при подаче в 0,03 мм, чем при подаче в 0,05 мм.
Для чугуна это соотношение еще более неблагоприятно.
Фиг. 158. Дисковая фреза совре- Фиг. 159. Дисковая фреза с зуб-
менной конструкции. цами „Зиг-Заг".
Передняя грань зубца направлена к центру и не имеет
угла поднутрения; этим затрудняется отход стружки от пе-
редней грани, и зубцы быстро притупляются.
Пространство между зубцами, и без того крайне незна-
чительное, после 2—3 переточек будет доведено до ми-
нимума При таких условиях стружки, забивающие это про-
странство, мешают дальнейшей работ' фрезы. Одновре-
менная работа нескольких зубцов с набитыми стружками
в промежутках между ними вызывает дрожание фрезы и
дает дробленую поверхность.
И, наконец, острые уголки зубцов легко выкрашиваются
и эти осколки способствуют дальнейшему их разрушению.
Правильно сконструированная обдирочная фреза, у ко-
торой все перечисленные недочеты устранены, показана на
фиг. 158. Вместо 40 зубцов это фреза имеет их всего 14
167
с достаточными промежутками между ними как на окруж-
ности, так и по бокам. Зубц л имеют поднутрение в 17° и
угол заострения в 60° и позволяют работать при подаче
в 0,1 мм на один зубец, что является весьма благоприят-
ным условием для работы. Сравнительно большая величина
шага позволяет стружке свободно укладываться между
зубцами и выпадать оттуда при выходе зубцов из изделия.
Боковые грани зубцов срезаны через один в шахматном
порядке, а острые углы закруглены радиусом в 4 мм, при
чем с боков также имеется некоторое поднутрение. Диаметр
отверстия в 38 мм позволяет применять толстую устойчи-
вую оправку. Благодаря всему этому фреза приспособлена
к снятию крупных стружек, и причины дрожаний в значи-
тельной степени устранены.
Выше уже было указано влияние спирально расположен-
ных зубцов на улучшение работы фрезы. Этот принцип
можно с успехом применить и для дисковых фрез; следует
только менять направление спирали поочередно через зубец
(фиг. 159). При такой форме зубцов производительность
фрезы заметно повышается, а дрожание вовсе не наблю-
дается. Наиболее подходящим углом подъема спирали
является 25° для стали и 20° для чугуна.
Фрезерные головки со вставными зубцами
По мере того как диаметр фрезы увеличивается, стано-
вится невыгодным изготовлять ее целиком из инструмен-
Фиг. 160. Фрезерная головка со вставными
зубцами.
тальной стали, так как на это тратится слишком много
дорогостоющего материала. Кроме того, крупную цельную
фрезу чрезвычайно трудно закалить без риска получить
брак (трещины или коробление), а поломка хотя бы двух-
168
трех зубцов требует удаления всех остальных, новой на-
резки и закалки. Повышение стоимости цельной крупной
фрезы выступает особенно резко для быстрорежущей стали.
По этим соображениям крупные фрезы состоят обычно
из отдельных ножей или резцов, вставленных в один
общий диск; при такой конструкции можно конечно этот
диск изготовить из обыкновенной (поделочной) стали, и все
перечисленные выше затруднения устраняются.
Существует несколько способов закрепления ножей и
резцов в корпусе головки. Ножи, рассчитанные на небольшое
давление, закрепляются распорными коническими шпиль-
ками, как показано на фиг. 160. В пролете между двумя
ножами прорезана щель и просверлено коническое отвер-
Фиг. 161. Лобовая фреза
со вставными зубцами.
Фиг. 162. Способ закреп-
ления и удаления встав-
ных зубцов.
стис, куда загоняется стальная шпилька s; последняя рас-
пирает материал и закрепляет сразу два зубца. Такое за-
крепление ножей нельзя считать достаточно надежным.
От сотрясений они могут ослабнуть и сбиться с места.
Более совершенный способ показан на фиг 161. Каждый
нож входит плотно в свое гнездо, рядом с которым про-
сверлена коническая дыра, куда закладывается спиленная
с одной стороны каленая втулочка А (фиг. 162), которая
прижимается к ножу шурупом. Для закрепления ножа втулка А
должна была бы, собственно, иметь гладкую дыру без резьбы,
но эта резьба предусмотрена исключительно для того,
чтобы можно было вытащить втулку при смене ножа;
в этом случае во втулку ввинчивается специальный болт В,
тонкий конец которого входит свободно (без резьбы) в на-
резанную дыру корпуса головки.
На фиг. 163 показана конструкция фрезерной головки
с торцевыми зубцами для легких работ. Здесь шурупом а
169
регулируется выступ резца на определенную длину,
а шуруп b закрепляет его окончательно.
Вопрос об улучшении и усовершенствовании режущих
возможностей фрезы привлекает все время усиленное вни-
Фиг. 163. Фрезерная головка со вставными зубцами.
мание конструкторской мысли, и в этой области то и дело
появляются интересные новинки. Приведем для иллюстрации
некоторые из них.
На фиг. 164 показана фрезерная головка с торцевыми
зубцами, предназначенная для крупной обдирочной работы.
Фиг. 164. Фреза с радиально смещенными зубцами.
Головка имеет всего восемь резцов, изготовленных из
быстрорежущего прутка квадратного сечения 22 X 22 мм.
Резцы эти сидят в гнездах корпуса головки и закрепляются
170
прочно клиньями В, причем видно1, что каждое гнездо для
резца смещено относительно соседнего на 1,5 мм по напра-
влению к центру. Это позволяет снимать за один проход
толстый слой металла с наименьшим напряжением станка.
Рассматривая подробно работу каждого резца, можно за-
ключить, что если, например, первым врежется в металл
резец 7, расположенный на наибольшем расстоянии от
центра, то следующий за ним резец 2 не увеличит тол-
щину снимаемого слоя, если мы оставим его режущую
кромку в той же плоскости, что и первый резец. Значит,
его надо выдвинуть на 4—5 мм вперед. Резец 3 находится
Фиг. 165. Лобовая фрезерная
в таком же положении по
отношению к своему сосе-
ду 2 и его надо выдвинуть
вперед еще дальше и т. д.
до резца 8. Если в нашем
распоряжении имеется мощ-
ный станок и каждый резец
7'^'
головка для крупных стружек.
будет снимать стружку, скажем, в 4 мм, а последний всего
в 1 мм для зачистки, то за один проход фреза снимет слой
металла в 4X7 + 1=29 мм. При диаметре фрезы в 200 мм
это является хорошим достижением. При этом станок рабо-
тает сравнительно с небольшим напряжением, потому что
одновременно работают максимум всего четыре зубца, ко-
торые снимают слой металла в 16 мм.
Таким образом при снятии стружки толщиною в 29 мм
напряжение станка соответствует только 16 мм, причем в
это входит чистовая стружка.
Фрезерная головка весьма надежной конструкции пока-
зана на фиг. 165. Эта головка применяется для обдироч-
ных работ на Московском автозаводе им. Сталина. Кор-
пус 1 головки имеет чашкообразную форму. При диаметре
₽ 450 мм в нем размещены 46 плоских ножей 2, изготовлен-
171
ных из электростали марки ЭМ. Каждые смежные два ножа
закрепляются в корпусе клиньями 3, имеющими боковой
отросток с резьбой. Кроме того для предохранения ножа
от скольжения при возможной перегрузке фрезы предусмо-
трены в корпусе головки запрессованная коническая пробка
5 с прямоугольным выступом,
который входит в соответствую-
щий вырез на нижней поверх-
ности ножа.
Когда требуется переставить
или заменить тот или другой ре-
Фиг. 166. Фрезерная головка с
переставными зубцами.
Фиг. 167. Круглый то-
карный резец.
зец, надо только освободить гайку 4, после чего резец
легко вынимается. Для большей наглядности на чертеже
показан отдельно прижимной клин 3.
Интересная новинка показана на фиг. 166. Идея этой
конструкции заимствована из практики токарного дела,
Фиг. 168. Фреза с напаянными
пластинками из твердого
сплава.
где применяются резцы, изготов-
ленные в виде круглой шайбы (фиг.
167), которая прикрепляется вин-
том к головке резцовой державки.
У этой фрезы (фиг. 166) ножи устро-
ены таким же образом. Преиму-
щество данной конструкции со-
стоит в том, что по мере затупле-
ния одной части режущей кромки
резца можно повернуть шайбу А
на некоторый угол и продолжать
работу другой сохранившейся ост-
рой частью. Заточка же зубца производится только после
притупления всей режущей кромки, т. е. всей окружности.
С внедрением в машиностроение твердых сплавов (видиа,
победит и др.) усиленно стремятся использовать высокие
режущие возможности этих сплавов и на фрезерных стан-
172
ках. На фиг. 168. показана дисковая фреза с напаянными
пластинками А из сплава видиа. Для большей надежности
пайки в корпус фрезы запрессовываются стальные штифты В,
на которые одеваются припаянные пластинки.
Пустотелые фрезы
Эти фрезы применяются при обработке небольших цапф
или шеек, на концах деталей. Такая цельная фреза пока-
зана на фиг. 169. Три режущих зубца имеют некоторое
поднутрение а и работают торцевыми режущими кромками.
Отверстие равно диаметру обрабатываемой цапфы и имеет
небольшую конусность для устранения трения ; этим дости-
гается чистая поверхность на обрабатываемой цапфе. Оче-
Фиг. 169 и 170. Пустотелая фреза.
видно, что таких фрез надо иметь целый комплект разных
размеров, так как каждая из них может дать цапфу только
одного определенного диаметра.
Пустотелые фрезы покрупнее изготовляются со вставными
ножами, как показано на фиг. 170. Каждый нож представ-
ляет собою стальную пластинку, привинченную к корпусу
фрезы двумя шурупами. Следует отметить, что эти фрезы
применяются чаще всего на револьверных станках и на ав-
томатах при обточке мелких цапф. Они весьма полезны и
даже незаменимы, когда требуется на крупной детали обра-
ботать мелкую цапфу; в этом случае работа производится
обычно на сверлильном станке.
Однозубая или „летучая" фреза
Фасонная фреза с задней заточкой для сложного профиля
обходится дорого. Изготовить ее на обычном цеховом обо-
рудовании крайне трудно. В некоторых случаях можно с
успехом использовать так называемую „летучую" фрезу,
имеющую всего один зубец требуемого профиля (фиг. 171).
173
Изготовить такой зубец из стальной пластинки не представ-
ляет никаких затруднений. Корпус а фрезы имеет радиально
прорезанный паз, куда вставляется зубец b и заклинивается
коническим штифтом с. Зубец имеет с боков два заплечика
d, которые предохраняют его от осевого перемещения. Такие
фрезы выгодно применять в штучном производстве и на
экспериментальных работах.
Закрепление фрез
Оправки, на которых фрезы закрепляются между коль-
цами (см. фиг. 20 и 20а), часто под действием давления
Фиг. 171. Летучая фреза.
Фиг. 172. Фреза с увели-
ченным отверстием.
стружки изгибаются во время работы, вследствие чего фреза
отпружинивает и дает нечистую (дробленую) поверхность
обработки.
Устранить этот недостаток можно лучше всего путем
увеличения диаметра оправки, при том условии, что диа-
метр самой фрезы не будет увеличен.
Фиг. 173. Новый способ закрепления фрезы.
Такой улучшенный способ закрепления фрез показан на
фиг. 172 и 173. Пунктирными линиями обозначено отверстие
фрезы обычной конструкции с продольной шпоночной ка-
174
навкой, а сплошными линиями —очертание увеличенного
отверстия. Этим способом удалось увеличить сечение оп-
равки на 56°/0 по сравнению со старой, не меняя диаметра
фрезы. Несмотря на увеличение диаметра отверстия фреза
не ослаблена, потому что вырезывается слой материала
только до основания шпоночной канавки; наоборот, при
такой конструкции отпадает вредное влияние шпонки на
закалку, которое выражается в том, что в углу канавки,
отмеченной буквой А, фрезы часто дают при закалке тре-
щины.
Вместо продольной канавки прорезаны с двух сторон
неглубокие торцевые канавки для удержания фрезы на
оправке. На фиг. 173 показана оправка с насаженной на нее
фрезой. Эта оправка ничем не отличается от обычной;
разница состоит лишь в том, что фреза с одной стороны
Фиг. 174. Установка набора
фрезы.
Фиг. 175. Установоч-
ное кольцо.
держится на двух шпонках а, глухо прикрепленных к за-
плечику оправки, а с другой стороны—на двух таких же
шпонках Ь, прикрепленных к прилегающему зажимному
кольну.
Часто на оправке с кольцами насаживают не одну фрезу,
а сразу несколько, для фрезерования профиля сложного
очертания. Такой случай показан на фиг. 174, когда набо-
ром из четырех фрез обрабатываются сразу шесть плоскостей
для крышки подшипника. Так как необходимо точно сохра-
нить размер а, то между обычными кольцами устанавлива-
ется регулируемое кольцо Ь, состоящее из двух частей,
соединенных на резьбе. Наружное кольцо имеет 50 делений,
а к внутренней привинчена стрелка с со штрихом, как по-
казано на фиг. 175.
Торцевые фрезы небольшого диаметра закрепляются на
короткой оправке; фреза насаживается на цапфу со шпон-
175
кой (фиг. 176) и закрепляется винтом. Конический хвост А
оправки имеет нарезанное отверстие для затяжного болта.
Весьма надежное закрепление концевых фрез дает так назы-
ваемая диференциальная гайка. Способ такого закрепления
показан на фиг. 177. Гайка А имеет крупную нарезку для
навинчивания на выступающий конец шпинделя М и более
мелкую, куда входит наре-
занная часть оправки или
Фиг. 177. Диференциальная гайка.
Фиг. 176. Оправка для торцевой
фрезы.
цельной фрезы. При одном полном обороте гайки конус
втягивается в отверстие на расстояние, равное разности
шагов обеих резьб.
По мере того как диаметр фрезы увеличивается, требу-
ется более надежное ее закрепление на оправке. Достигается
это тем, что шпонка, соединяющая фрезу с оправкой, распо-
лагается по возможности подальше от ее оси, или же тем,
Фиг. 178 и 179. Способ закрепления фрезерной головки.
что фреза снабжается коническим отверстием большого
диаметра, прилегающим плотно к конусу оправки или даже
самого шпинделя. Закрепляется фреза специальным болтом,
головка которого выполнена в виде торцевой шпонки.
На фиг. 178 показано крепление фрезы сравнительно
небольшого диаметра (до 200 мм). В отверстие шпинделя
176
вставляется комическая оправка С цилиндрическим высту-
пом Ь, который центрирует фрезерную головку с. На тор-
цевой поверхности шпинделя прорезана радиально шпо-
ночная канавка, такая же канавка прорезана и на корпусе
Фиг. 180. Закрепление юловок крупного диаметра.
фрезерной головки. В эти канавки закладываются шпонки.
От осевого перемещения (влево) фреза удерживается бол-
том т с шайбой. Другой способ крепления фрезерной
головки показан на фиг. 179. Сидя-
щая в шпинделе оправка d имеет
коническую головку для приема
фрезы Ь, которая захватывается
торцевой шпонкой с, закрепленной
болтом. Торец шпинделя имеет ра-
диально расположенную шпоноч-
ную канавку, куда входит срезан-
ная наплоско часть Поправки. Фре-
зерные головки более крупного
диаметра закрепляются по схеме,
показанной на фиг. 180. Фрезерная
головка а надевается на наружный
Фиг. 181. Закрепление го-
ловок крупного диаметра.
конус самого шпинделя и таким
образом центрируется. Удержи-
вается фреза стержнем Ь, голов-
ка которого изготовлена в виде двойной торцевой шпон-
ки; одна из них входит в торцевой радиальный вырез
шпинделя, а другая — в торцевой вырез фрезы; стержень b
затягивается обычным образом болтом через полый шпин-
дель. На эскизе слева показана под центровой линией
форма выреза в шпинделе, а над чертой —вырез фрезы.
Если шпиндель имеет выступающий цилиндрический конец
12 И Л. Зайдель. 1004
177
с резьбой, то применяют для закрепления крупных фрез про-
межуточную муфту а (фиг. 181), которая навинчивается на
шпиндель; фреза закрепляется на шпонке b и притягивается
плотно стержнем с.
Заслуживает внимания устройство патрона для закреп-
ления фрез, показанного на фиг. 182. В этом патроне можно
закреплять фрезы с хвостовиками, диаметром от 20 до 65 мм.
Надежное закрепление инструмента достигается тем, что
гильза В ввинчивается в шпиндель А на левой нарезке, в то
время как кольцевая гайка С имеет правую нарезку. Во
время работы гильза В стремится вывинтиться из отверстия
182. Патрон для закрепления фрез.
шпинделя, но, встретив сопротивление со стороны внутрен-
ней конической поверхности гайки С, заклинивается и за-
крепляет изделие, причем зажим бывает тем сильнее, чем
толще снимаемая стружка. В гильзу В вставляются сменные
цанги Е в зависимости от диаметра хвостовика закрепляе-
мой фрезы.
Установка фрезы
Для установки фрезы в определенном положении по
отношению к оси шпинделя пользуются разными способами.
При нарезке шестерней и фрезеровании шпоночных канавок
фреза должна быть установлена по центру. Модульную
фрезу можно установить по имеющейся на ней риске, как
показано на фиг. 183; при этом в шпиндель станка встав-
ляется остро заточенный центр 2, или же пользуются цент-
ром задней бабки. Обычно на фрезах средней риски нет;
в этом случае все же можно пользоваться центром, устано-
вив фрезу сначала по краю фрезы (фиг. 184), после этого
измеряют ширину а фрезы и винтом поперечных салазок
178
передвигают стол на половину этого расстояния, пользуясь
шайбой с делениями. Весьма простое и удобное приспособ-
Фиг. 183 и 184. Способ установки фрезы.
ление для установки фрез показано на фиг. 185. На закреп-
ленном в массивной подставке круглом стержне с устанав-
Фиг. 185 и 186. Способ установки фрезы.
ливается в любом положении стальной рукав п, который
имеет два треугольных выреза В^ и В, расположенных точно
* 179
по вертикальной линии т—т. После того как изделие за-
преплено на станке надлежащим образом на своей оправке,
приподнимают рукав п и устанавливают его на эту оправку
так, чтобы края прореза В плотно прилегали к окружности
оправки (как показано на чертеже), и закрепляют ее шуру-
пом t. Теперь приподымают стол фрезерного станка
кверху и устанавливают его так, чтобы края верхнего про-
реза В{ прикасались к обоим краям фрезы. После этой
установки спускают слегка стол вниз, удаляют со станка
весь прибор и приступают к работе. Само собою понятно,
что само приспособление должно быть точно изготовлено
во всех своих частях.
Помимо указанных способов устанавливают фрезу еще
при помощи угольника и эталонных плиток по схеме, по-
казанной на фиг. 186. Допустим, что на изделии А надо
прорезать паз, расположенный от края на расстоянии а.
Приставив угольник плотно к краю изделия, прикладываем
к его грани плитки b—b и передвигаем стол станка до
прикосновения фрезы с этими плитками.
Заточка фрез
Этот вопрос является весьма существенным при работе
на фрезерных станках, так как от своевременной и правиль-
ной заточки фрезы зависят чистота и точность обрабатыва-
емого профиля, износ механизмов станка, расход энергии и
т. п. Особенно это относится к фасонным фрезам с задней
обточкой (затылованным), которые принадлежат к дорогим
инструментам и при неправильной заточке легко искажают
свой профиль.
Не работать тупыми фрезами! Отдавать их своевременно
в заточку! Вот основное требование к каждому фрезеров-
щику. Сильно затупившаяся фреза трудно поддается заточке,
так как при этом приходится стачивать толстый слой ме-
талла и зубцы от нагревания могут потерять свою закалку.
Поэтому на многих фрезах, особенно фасонных, выграви
рована надпись „часто точить“.
У фрез европейского типа затачивается задняя режущая
грань а, у фрез же с задней заточкой передняя грань
(грудка) b — по схеме, показанной на фиг. 187.
Первый способ заточки обеспечивает правильное располо-
жение зубцов по окружности фрезы, т. е. одинаковое рас-
стояние режущих кромок от оси фрезы; при этом, однако,
пространство между зубцами после каждой заточки умень-
180
шается, а ширина задней грани увеличивается. Оба эти
явления влияют отрицательно на работу, увеличивая трение
и нагревание фрезы.
При втором способе заточки имеет место обратное явле-
ние: пространство между зубцами после каждой заточки
увеличивается, но зато может получиться неодинаковое
расположение зубцов по окружности, вследствие чего фреза
будет несколько „бить“. Изменить способ заточки затыло-
ванных фрез, конечно, нельзя, так как только при заточке
передней грани по определенному направлению сохраняется
правильный профиль зубца.
Фиг. 187. Два способа заточки фрез.
Задняя грань зубца европейской фрезы затачивается
дисковыми или чашкообразными шлифовальными кругами.
На фиг. 188 показаны схематически три возможные случая
заточки такой фрезы, и все они имеют определенные недо-
статки. При заточке по схеме I задняя грань зубца полу-
чается не в виде плоскости, а в виде вогнутой кривой
поверхности. Этим ослабляется режущая кромка и умень-
шается работоспособность фрезы. При заточке по схеме II
и III хотя и получается плоская грань, но при этом камень
срабатывается неравномерно, так как он прилегает к зубцу
только частью своей поверхности, вследствие чего через
некоторое время могут получиться завалы зубцов.
Поскольку указанные способы заточки все же применя-
ются, необходимо дать по данному вопросу еще некоторые
указания. Как известно, затачиваемый зубец должен полу-
чать задний угол (5—7°); поэтому было бы неправильным
устанавливать шлифовальный круг по центру фрезы (фиг. 189),
так как в этом случае линия а—b пойдет перпендикулярно
к радиусу о—b и никакого заднего угла не получится. Пра-
вильная установка круга по отношению к фрезе показана
181
на фиг. 190. Здесь центр круга отнесен в сторону на неко-
торую величину Н, вследствие чего получается задний
угол а. Величину смещения Н можно определить по формуле
= sin а,
откуда H = r sin а, где г есть
радиус шлифовального круга.
Фиг. 189. Неправильная уста
новка круга при заточке.
Фиг. 188. Способы заточки фрез.
Правильная установка чашечного круга показана на фиг.
191. Шлифовальный круг соприкасается с зубцом отрезком
Фиг. 190 и 191. Правильная установка фрезы и круга при заточке.
182
диаметра, равным толщине а, и торец камня срабатывается
поэтому равномерно. Второй симметрично расположенный
отрезок b к зубцу не прикасается вследствие того, что
круг устанавливается с наклоном в 1—2° (фиг. 191а). Буквой Z
(фиг. 191) обозначен упор, который при-
легает к передней грани зубца и обес-
печивает его правильное положение во
время заточки.
Если фреза и шлифовальный круг
будут установлены на одной оси, то
заточка и в данном случае будет непра-
вильная, без заднего угла; необходимо
поэтому спустить центр круга на вы-
соту //=r-sin а. Только при этом
условии можно получить требуемый
задний угол. Следует помнить, что в данном случае г
радиус фрезы, а не круга.
Схема установки фрезы, круга и упора показана на
192. Упор изготовлен в виде шарнира, который
щение только вправо и отжимается в исходное
Фиг. 191а.
есть
фиг.
вра-
имеет
положение
Фиг. 192. Установка
упора.
Фиг. 193. Дополнительная заточка.
пружиной. Вращение шлифовального круга по стрелке I
неправильно, так как при этом отлетающий пучок искр
направлен на самое острие зуба, который может от сильного
нагрева потерять свою закалку; кроме того, при таком на-
правлении вращения неизбежно должны получиться на
острие заусенцы, которые приходится удалять оселком.
Вращение по стрелке II не имеет указанных недостатков
183
и считается поэтому правильным; не следует только упу-
скать из виду, что в этом случае шлифовальный круг стре-
мится оттолкнуть фрезу от упорного пальца. А так как для
правильной заточки требуется, чтобы затачиваемый зубец
все время обязательно прилегал плотно к упору, необходимо
его прижимать рукой, грузом или каким-нибудь другим
способом.
Фиг. 194. Станок для заточки фрез.
Выше было указано, что у европейской фрезы после
нескольких переточек задняя грань чрезмерно расширяется
и фреза работает с большим трением. Устраняется этот не-
достаток дополнительной заточкой фрезы, как показано на
фиг. 193. При этом снимается дисковой фрезой М заштри-
хованная часть, и фаска уменьшается от ширины а—b до
ширины Ь — с. При таком способе заточки приходится при-
менять круг небольшого диаметра, чтобы не затрагивать
режущей грани соседнего зубца. Недостаток состоит в
том, что для нормальной работы маленькие кружки должны
иметь большое число оборотов. Следует поэтому произвол
184
дить дополнительную заточку чашечным кругом R. Угол
заточки большого значения не имеет. После дополнительной
заточки верхняя часть зубца становится тоньше и фрезу
можно опять затачивать несколько раз обычным образом.
Фиг. 195. Правильный и неправильный Фиг. 196. Установка упора при
способ заточки фрез. заточке.
На фиг. 194 показан универсальный шлифовальный станок
для заточки инструментов. По наружному виду он несколько
напоминает фрезерный. По ста-
нине А перемещается кронштейн
В, на котором смонтированы по-
перечные и продольные салазки
С и D. Плиту Е можно уста-
навливать под разными углами;
такая установка требуется при
заточке конических фрез. Все
три подачи осуществляются вруч-
ную рукоятками а, Ь, с. Изде-
лие устанавливается в центрах
между бабками или же в патроне.
На данной фигуре показана за-
точка цилиндрической фрезы
чашкообразным кругом s; тут же
виден упор t, поддерживающий
затачиваемый зубец.
Фиг. 197. Заточка модульной
фрезы.
185
При заточке передней грани фасонных фрез дисковыми
или тарельчатыми кругами (фи1
фреза сохраняет только в том
Фиг. 198. Заточка фрезы со спиральными
зубцами.
195) правильный профиль
случае, когда затачиваемая
грань а — b направлена
к центру О; всякое иное
направление этой грани
дает искаженный про-
филь. При заточке же-
лательно, чтобы поверх-
ность прикасания между
шлифовальным кругом и
- гранью затачиваемого
зубца была возможно
меньше во избежание
чрезмерного нагревания
зубцов. С этой точки зре-
ния заточка шлифоваль-
ным кругом по форме //
имеет несомненное пре-
имущество.
На рассматриваемой
фигуре с правой стороны
показано соответствую-
щее взаимное располо-
жение шлифовального
круга и передней грани
зубца. При положении I
соприкасание идет по
всей плоскости, обозна-
ченной линией с — d, а
при положении II сопри-
касание идет только по
линии, обозначенной точ-
кой h.
Упор надо всегда уста-
навливать так, чтобы его
конец соприкасался с той
частью зубца, которая при
заточке не подвергается
никаким изменениям.
Из этого следует, что у фрез европейского типа надо
подпирать грудку, а у фрез с задней заточкой — спинку,
так как именно эти части зубца остаются соответственно
без изменения,
186
На фиг. 196 показана установка упора при заточке фасон-
ной фрезы. Упор, как и полагается, поддерживает зубец за
спинку. Пример заточки фасонной (модульной) фрезы А
дисковым кругом показан на фиг. 197. Фреза установлена
на оправке между центрами и поддерживается упором Б\
после заточки одной грани поворачивают фрезу вперед
на один зубец; при этом конец упора, поворачиваясь на
шарнире, приподымается, затем он опять заскакивает на
свое место и подпирает следующую спинку.
При заточке фрез со спиральными зубцами возникают не-
которые затруднения. Дело в том, что в данном случае
фреза, кроме осевого перемещения мимо шлифовального
круга, должна еще повернуться на некоторый угол вокруг
своей оси для того, чтобы камень все время прилегал к
затачиваемой грани. Эту функцию выполняет обычно тот же
упор. При вниматель-
ном рассмотрении фиг.
194 и 197 можно заме-
тить, что на первой
фигуре упор t прикре-
плен к неподвижной
бабке шлифовального
круга, следовательно,
во время осевого перемещения фрезы этот упор оста-
ется на месте; спиральный зубец, скользя по нему, вы-
нужден повернуться на некоторый угол. На второй фи-
гуре упор передвигается вместе с фрезой, потому что
вращения фрезы вокруг своей оси во время заточки не
требуется.
На фиг. 198 показан в двух проекциях способ заточки ци-
линдрической фрезы со спиральными зубцами. Поворачива-
ние фрезы ва некоторый угол вокруг своей оси достигается
тем, что стол шлифовального станка вместе с фрезой пере-
двигается вдоль оси фрезы, в то время как упорный палец
В остается неподвижным. Так как зубец все время прижи-
мается к этому пальцу грузом С, то фреза автоматически
получает требуемое вращение вокруг своей оси. Прилегаю-
щий к зубцу наконечник пальца В изготовлен в виде широ-
кой лопатки, для того чтобы этот наконечник не сошел
с зубца даже в том случае, когда шлифовальный круг весь
выйдет из канавки.
Если при зато*4ке прямой канавки предпочтительнее рабо-
тать конической частью шлифовального круга по схеме II
(фиг. 195), то при заточке фасонной фрезы со спиральными
187
зубцами, особенно если спираль имеет крутой подъем,
работать по указанной схеме II обязательно.
На основе схемы, приведенной на фиг. 199, можно заклю-
чить, что при работе плоской стороной (схема /) острый
край шлифовального круга врежется в тело зубцов и
приведет фрезу в негодность.
Более подробное обоснование
этого явления дано в главе VIH
при рассмотрении аналогичного
вопроса с фрезерованием спираль-
ных канавок.
Для улучшения условий реза-
ния фасонные фрезы, как было
указано, имеют часто угол под-
нутрения. Это обстоятельство не-
обходимо, конечно, учесть при
заточке и устанавливать шлифо-
вальный круг на некоторую ве-
личину Н в сторону от центра
фрезы (фиг. 200). Зная угол под-
Фиг. 200. Заточка фрезы с под- нутрения у, можно определить ве-
нутрепием. личину Низ уравнения Н=г• sin у.
Приборы для проверки фрез
Для проверки правильности заточки фрез имеется много
приборов самой разнообразной конструкции. Здесь мы опи-
шем два таких прибора. На фиг. 201 показан прибор для
проверки фрез с задней заточкой (в данном случае мо-
дульной). Фреза насаживается на валик А при помощи
промежуточной втулки В. Один конец валика спилен точно
до центра, так что прилегающая к нему плоскость угольни-
ка с совпадает с центровой плоскостью фрезы. Одна полка
этого угольника имеет продолговатый вырез, позволяющий
устанавливать угольник на разные расстояния от центра;
вторая полка имеет скос, входящий в промежутки между
зубцами. На фиг. 201 слева показан контроль передней
грани, которая при правильной заточке должна точно со-
впасть с поверхностью угольника; справа показана про-
верка фрезы по диаметру. Угольник устанавливается по
одному из зубцов. Поворачивая фрезу медленно на валике,
можно по просвету весьма точно определить, не бьет ли
она по диаметру.
189
Прибор для проверки фрез европейского типа показан
на фиг. 202. Вдоль прикрепленной к валику линейки а пере-
мещается ползун Ь, который можно закрепить в любом
положении. На ползуне устанавливается один из шаблонов
с, в зависимости от того, подлежит ли измерению передний
угол у (угол поднутрения) или же задний угол а. Перемеще-
нием шаблона по пазу достигают правильного прилегания
его к граням зубца, после чего определяют число гра-
дусов по шкале. Для проверки следующего зубца оставля-
ют шаблон в закрепленном положении, сдвигают фрезу по
оправке, поворачивают ее настолько, чтобы можно было
подвести под шаблон следующий зубец. Таким образом
можно проверить правильность углов всех зубцов фрезы.
Фиг. 201 и 202. Приборы для проверки угла заточки.
У современных дисковых фрез для крупных обдирочных
работ углы зубцов закруглены по определенному радиусу.
При заточке этого закругления встречается затруднение,
которое, однако, легко устраняется при помощи показанного
на фиг. 203 приспособления. Затачиваемая фрезерная голов-
ка со спиральными ножами насаживается на цапфу А, кото-
рая вращается в шариковом подшипнике; этим облегчается
вращение фрезы вокруг своей оси. Валик смонтирован
в стойке С, которая перемещается по направляющим осно-
вания D\ последнее снабжено цапфой Е, входящей в не-
подвижную плиту М. Фрезу вместе с валиком А и частью
К можно наклонить на некоторый угол в обе стороны во-
круг оси / по пазу и закрепить болтом Н. При заточке за-
кругления В устанавливают фрезу таким образом, чтобы это
189
закругление пришлось против оси цапфы Е. Во время рабо-
ты поворачивают все приспособление за рукоятку F вокруг
оси Е мимо шлифовального круга. Зубец при этом подпи-
рается обычным образом упором N. При заточке торцевых
сторон фреза устанавливается, как показано на чертеже,
слева, рукоятка F бездействует, а работа производится
салазками самого станка.
Фиг. 203. Приспособление для заточки фрез.
В заключение надо еще отметить, что сильно затупившу-
юся фрезу надо прошлифовать сначала по окружности,
а затем уже приступить к заточке зубцов. Это указание от-
носится, конечно, только к фрезам европейского типа; фре-
зы же с задней заточкой по окружности шлифовать нельзя;
за ними надо тщательно следить, чтобы они сильно не при-
тупились и затачивать часто при самом незначительном
затуплении.
Вопросы
1. Как подразделяются фрезы в зависимости от конструкции их зуб
цов?
2. Какую форму имеют зубцы у фрез с поднутрением ?
3. Каково влияние величины угла поднутрения на эффективность рабо-
ты фрезы?
4. Назовите углы зубца фрезы и укажите их взаимоотношение?
5. Какие силы действуют на зубец фрезы?
6. Чем отличаются фрезы с европейскими зубцами от фрез с задней
заточкой ?
190
7. Почему зубцы на фрезах располагаются часто по спирали ?
Какие достоинства и недостатки имеют такие зубцы?
8. Какими способами можно обезвредить осевое давление, возникаю-
щее у фрез со спиральными зубцами?
9. Как различить правую спираль от левой; как различить право-
режущую фрезу от леворежущей?
10. Укажите положительные и отрицательные стороны канавок для
дробления стружек.
11. Чем характеризуется современная фреза для обдирочных работ?
12. Чем объясняется применение фрезерных головок со вставными
зубцами?
13. Укажите способы закрепления и удаления ножей у фрезерных
головок.
14. Как устроена пустотелая фреза и для какой работы она применяется?
15. Как устроена „летучая “фреза и для какой работы она применяется ?
16. Опишите улучшенный способ закрепления фрезы на оправке.
17. Каким способом можно отрегулировать на оправке точное расстоя-
ние между двумя фрезами?
18. Как устроена диференциальная гайка для закрепления фрез?
19. Каким способом закрепляются на шпинделе крупные головки со
вставными зубцами?
20. Как устанавливается фреза в определенном положении по отноше-
нию к шпинделю?
21. Какое принципиальное различие между заточкой фрез европейского
типа и фрез с задней заточкой ?
22. Как надо устанавливать шлифовальный круг по отношению к зата-
чиваемой фрезе?
23. В какую сторону должен вращаться шлифовальный круг по отно-
шению к режущей кромке затачиваемого зубца?
24. Что означает дополнительная заточка фрезы и когда она приме-
няется ?
25. Какую сторону зубца надо прижать к упору ?
26. Как надо устанавливать упор при заточке фрезы со спиральными
зубцами ?
27. Опишите устройство прибора для проверки правильности заточки
фрез.
Задания
1. Зубцы фрезы диаметром в 120 мм имеют поднутрение в 14°. При
таком условии передняя грань зубца направлена не к центру фрезы, а
касательно к некоторой окружности. Определить диаметр этой окружности.
2. По диаграмме (фиг. 139) определить увеличение производительности
(в процентах) фрезы с углом поднутрения в 23,5° по сравнению с углом
в 12,5°. Показать, как влияет на эту производительность величина подачи
на один зубец.
3. Определить силу осевого давления Rv фрезы со спиральними зуб-
цами при условии, если сила давления стружки Q = 620 кг, а угол пере-
сечения спирали с осью фрезы равен 15°.
4. Руководствуясь фиг. 164, определить толщину снимаемого слоя
за один проход при следующих условиях: число зубцов z=10. Каждый
последующий зубец выступает на 3 мм больше предыдущего. Отделочный
резец снимает стружку в 0,5 мм. Одновременно работают четыре зубца.
5. Руководствуясь фиг. 172, определить, на сколько мм (и в процентах)
можно увеличить диаметр оправки, если применить данный способ креп-
191
ления. Диаметр d отверстия равен 40л/л<, ширина шпонки— 10 мм, а рас-
стояние от центра до дна шпоночной канавки составляет 23,5 мм.
6. На сколько полных оборотов и на сколько делений надо установить
регулируемое кольцо b (фиг. 175), если: расстояние а равно НО мм,
большие дисковые фрезы имеют в ширину по 12 мм, ширина каждого
из гладких колец равна 28 мм, минимальная ширина регулируемою
кольца равна 24 мм, шаг винта 3,5 мм, число делений — 50?
7. Решить предыдущую задачу, если винт имеет 8 ниток на дюйм.
8. Руководствуясь фиг. 177, определить, сколько раз надо повернуть
диференциальную гайку А для того, чтобы передвинуть фрезу в осевом
направлении на 2,5 мм.
9. Решить предыдущую задачу, если соответствующие крупные и
мелкие резьбы имеют шаг в 4 и 3,25 мм.
10. Руководствуясь фиг. 190, определить, на сколько мм надо сместить
центр шлифовального круга относительно оси фрезы. Требуется задний
угол а в 6,5°, диаметр шлифовального круга равен 95 мм.
11. Определить, на сколько надо сместить центр фрезы по отношению
к чашечному кругу, задний угол а —5,5°, диаметр фрезы — 75 мм.
12. На сколько градусов повернется фреза со спиральными зубцами
при заточке одного зубца, если угол подъема спирали равен 70°, а длина
фрезы 65 мм ?
Глава vi.
ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
К ФРЕЗЕРНЫМ СТАНКАМ
Способы закрепления в тисках
Общие понятия о способах закрепления изделий уже даны
были в первой главе. Необходимо, однако, вновь остано-
виться на этом вопросе и рассмотреть его подробнее.
Существующие способы закрепления изделий на фрезер-
ных станках можно подразделить на следующие четыре
группы:
а) закрепление в тисках разной конструкции,
Ь) непосредственное закрепление на столе станка,
с) установка в центрах,
d) закрепление в специальных приспособлениях.
Машинные тиски разной конструкции
Стремление улучшить способы закрепления в тисках вы-
двигает все новые и новые их конструкции. Улучшения сво-
дятся к стремлению сделать тиски более универсальными,
т. е. приспособленными для закрепления разнообразных де-
талей, или к стремлению увеличить точность установки,
улучшить устойчивость тисков и уменьшить время, необ-
ходимое для закрепления детали.
Как известно, все машинные тиски обычной конструкции
имеют один общий недостаток: при нажатии винтом непо-
движная губка несколько приподымается и увлекает за собою
изделие вверх, так что его приходится „осаживать" вниз
ударами молотка; такой способ установки неблагоприятно
отражается на точности работы.
Одна из конструкций, которая стремится устранить этот
недостаток, показана в разрезе на фиг. 204. Основная идея
этой конструкции состоит в том, что подвижная губка имеет
длинную направляющую поверхность, вследствие чего увели-
13 И. Л. Зайдель. 1004
чивается ее устойчивость. Корпус тисков составляет одно
целое с подшипником а для винта; по направляющим этого
Фиг. 204. Машинные тиски.
Фиг. 205. Машинные тиски.
корпуса перемещается подвижная губка /, через которую
перекинута „мостом" неподвижная губка Д, прикрепленная
к корпусу болтами. На
левом конце подвижной
губки имеется прилив для
гайки с, куда входит
винт d, нажимающий
своим закаленным кон-
цом на' подкладку h, при-
легающую на шарнире
к неподвижной губке fv
При вращении винта d
вправо он, упираясь в
подкладку, начинает тя-
нуть гайку с, а вместе
с нею всю подвижную губку / влево, и изделие закрепля-
ется. Для освобождения изделия надо повернуть винт не
сколько в обратном напра-
влении и откинуть проклад-
ку h по шарниру в сторону;
тогда можно раздвинуть
губки от-руки на толщину
данной прокладки, очистить
тиски от стружек и, поло-
жив вновь прокладку на
свое место, закрепить сле-
дующую деталь. Общий
Фиг. 206. Машинные тиски.
вид описанных тисков по-
казан на фиг. 205.
В конструктивном отношении представляют интерес тиски,
показанные на фиг. 206. У них обе губки раздвигаются и
194
сдвигаются одновременно при помощи винта с правой и
левой нарезкой. Поэтому их можно быстрее переставить с
большего размера на малый и наоборот. Кроме того эти тиски
снабжены клинообразными вставными губками А, которые
прикреплены к тискам только слегка и отжимаются вверх
четырьмя спиральными пружинками. При таком устройстве
деталь вместе с губками А отжимается во время закрепления
вниз, вследствие чего она плотно прилегает к подкладке.
Следует еще отметить, что эти тиски зажимают симметрич-
ные детали таким образом, что положение оси всегда
остается без изменения. Если, например, в тисках выверен
валик для фрезерования шпоночной канавки, то можно за-
Фиг. 207. Машинные тиски дли фасонных деталей.
крепить в них валик другого диаметра без всякой проверки
и ось его расположится „автоматически*4 правильно по
отношению к фрезе. Это дает экономию времени при обра-
ботке.
Серьезные затруднения представляет правильное и проч
ное закрепление в тисках деталей с фигурным очертанием.
Интересное разрешение этой проблемы показано на
фиг. 207. Зажимные губки этих тисков состоят из отдельных,
не связанных друг с другом каленых пластинок, которые
могут передвигаться в направлении оси тисков независимо
одна от другой. Все эти пластинки своими концами входят
в коробки А—А, наполненные мелкими стальными шари-
ками (на чертеже верхняя крышка снята). Когда в таких
тисках зажимается изделие неправильной формы, то пла-
* 196
стинки, находящиеся против выступающих частей изделия,
вдавливаются вглубь коробки и производят давление на
шарики. Это давление передается от одних шариков другим,
вследствие чего происходит частичное их перемещение.
В результате шарики со своей стороны нажимают на те
пластинки, которые находятся против впадин изделия, и
заставляют их выдвигаться вперед и закреплять обраба-
тываемое изделие. Вся масса шариков здесь действует
подобно жидкости, передающей давление во все стороны
на стенки сосуда. Эти тиски могут работать и как обыкно-
венные параллельные. Для этой цели все пластинки устанав-
Фиг. 208 и 208а. Тиски для круглых деталей.
ливаются в ряд поворотом рукояток а — айв таком поло-
жении они закрепляются шпонками b — Ь.
Для закрепления цилиндрических деталей при фрезерова-
нии шпоночных канавок очень удобны машинные тиски,
показанные на фиг. 208. Они состоят из корпуса А, снаб-
женного двумя перпендикулярными опорными поверхно-
стями а и Ь. В центральной части корпуса имеется гнездо
для призматической подкладки В. Прижимные губки с в
соединены с корпусом шарнирно и при вращении маховичка
D в определенном направлении сходятся между собою и
закрепляют изделие на высоте h независимо от его диа-
метра. При закреплении более крупных изделий перевора-
чивают призму В на 180°. Буквой Е обозначен упор, кото-
рый фиксирует положение детали в осевом направлении.
196
при более детальном изучении
На фиг. 208 а показано сплошными линиями закрепление
детали большего диаметра D, а пунктирными линиями —
детали меньшего диаметра d, причем в обоих случаях вы-
сота центра равна h.
Закрепление изделий на станках требует вдумчивого
отношения; не всегда следует руководствоваться общепри-
нятыми положениями. Как общее правило принято, например,
что давление фрезы должно быть направлено к неподвиж-
ной губке тисков. Од1
этого вопроса оказа-
лось, что тут могут воз-
никнуть явления, кото-
рые опровергают это
общепринятое мнение.
Такой случай показан
на фиг. 209.
Призматическая де-
таль А закреплена в
параллельных тисках
так, что давление фре-
зы направлено, как по-
лагается, к неподвиж-
ной губке. Так как воз-
можно, что боковые
стороны изделия обра-
ботаны не совсем точ-
но под прямым углом,
как это преувеличенно
показано на чертеже, то зажим воспринимается двумя точ-
ками а и Ь, причем сила исходит из точки с; при таких
условиях получается некоторая (сравнительно небольшая)
сила Р, направленная вниз. С другой стороны, зубцы
фрезы вызывают силу, направленную вверх; в виду нали-
чия некоторой неплотности у направляющих, подвижная
губка может подняться вверх на величину х (преувели-
чена на чертеже). Подобное взаимодействие двух сил,
направленных в противоположные стороны, является при-
чиной дрожания изделия и получения дробленой поверх-
ности.
При установке, показанной на фиг. 209 а, давление
фрезы направлено против подвижной губки, что противо-
речит общепринятому правилу. Здесь сила Р направлена
кверху и она уже с самого начала приподняла губку В на
высоту х и прижала ее к направляющим. Вследствие этого
107
Фиг. 209 и 209а. Установка детали
в тисках.
давление фрезы не может больше ее поднимать и фреза
будет работать спокойнее.
Заслуживают внимания машинные тиски, показанные на
фиг. 210. Они сконструированы для быстрого закрепления
Фиг. 210. Машинные "тиски для быстрого
закрепления.
деталей при массовом производстве. Корпус А составляет
одно целое с неподвижной губкой; по направляющим пере-
двигается подвижная губка В, к которой присоединена на
шарнире вилкообразная планка D с эксцентриком С. На
Фиг. 21 ^Комбинированный способ закрепления.
корпусе с правой стороны прорезаны параллельные канавки,
по которым устанавливается в требуемом положении стойка
Е с установочным винтом F. Работа производится следую-
щим образом. Стойка Е отводится в сторону и губки раз-
198
двигаются вручную на нужный размер в соответствии
с обрабатываемой деталью; затем приближают стойку
к эксцентрику, устанавливают ее в одном из ближайших
к нему пазов и закрепляют болтами; винт устанавливают
таким образом, чтобы, опираясь о его конец, эксцентрик мог
дать нужный натяг; в этом положении закрепляют винт
контргайкой N. После обработки одной детали освобождают
эксцентриковый зажим рукояткой М, приподымают планку D
кверху, отводят губку В вправо, удаляют деталь, а затем,
после очистки тисков от стружек, вставляют следующую.
Передвинув опять губку к детали вплотную, опускают экс-
центрик вниз, поворачивают рукоятку М и закрепляют
деталь. Вставные губки b—b могут иметь фигурные очерта-
ния для закрепления деталей самой разнообразной формы.
Иногда приходится закреплять детали комбинированным
способом: в тисках и прихватками. Такой случай показан
на фиг. 211.
Для обработки обеих торцевых поверхностей прилива
стойки А последняя закреплена одним концом в тисках,
а другим — обычным образом при помощи прихватки. Обе
поверхности можно обработать сразу набором из двух ди-
сковых фрез.
Непосредственное закрепление на столе станка
В дополнение к рассмотренным в главе I прижимным ско-
бам (прихваткам) укажем еще на весьма остроумно устроенную
прижимную скобу, показанную в двух положениях фиг. 212.
Эта скоба имеет изогнутую форму и снабжена продолго-
ватым вырезом, через который проходит прижимной болт.
Благодаря такому устройству одна и та же скоба может
прижимать изделия различной высоты, причем никаких
подкладок вовсе не требуется. Для того чтобы гайка лучше
держалась и не соскочила со скобы, наверху вокруг выреза
сделана мелкая насечка.
Прижимная планка (прихватка) подвергается действию
трех сил: Рг (фиг. 213), вызванная нажимом гайки, направ-
лена вниз, она уравновешивается двумя силами Р2 и
(силы реакции), направленными в противоположную сто-
рону. Хотя сумма сил Р2 и Р3 всегда равна силе Р)( но ве-
личина каждой из них изменяется в зависимости от точки
приложения силы Рх. Если прижимной болт установлен по-
середине, то
Pa = P8 = i/aP.
199
При расположении же болта согласно фиг. 213л имеем
следующее соотношение:
Pra = P2. откуда: =
Из этой последней формулы можно сделать следующие
два вывода :
1. При закреплении прихватками сила давления болта не
передается полностью на изделие, так как сила Р2 всегда
бывает меньше силы
Фиг. 212. Прижимные
скобы.
Фиг. 213. Силы, действующие на
прихватки.
2. Чем больше плечо а, т. е. чем ближе болт расположен
к изделию, тем сильнее будет зажим, так как дробь
увеличивается, вследствие чего сила Р2 приближается к
Между прилегающими поверхностями изделия и стола
станка при закреплении возникает сила трения, величина
которой зависит от состояния этих поверхностей (степень
их шероховатости) и от силы давления. Последняя склады-
вается из веса самого изделия и силы нажатия болтов. Из
механики известно, что для передвижения по горизонталь-
но
ной плоскости груза весом в Q кг требуется сила Р — fQ,
где f есть так называемый коэфициент трения. В нашем
случае можно принять f— 0,2.
При работе фрезы возникает сила, которая стремится сдви-
нуть с места закрепленное изделие. Эта сила возрастает
с увеличением глубины резания, величины подачи и твер-
дости обрабатываемого материала.
В главе по теории резания указано подробно, каким обра-
зом определяется сила давления фрезы в каждом конкрет-
ном случае. Здесь же будем исходить из того, что эта сила
нам дана. На основе изложенных выше указаний мы можем
определить, какое количество болтов потребуется для на-
дежного закрепления данной детали.
Задача 32. На столе фрезерного станка надо закрепить
изделие весом в 50 кг; фрезеруются одновременно гори-
зонтальная и две боковые поверхности составной обдироч-
ной фрезой. Общая сила давления стружки составляет 450 кг.
Изделие закрепляется прихватками и болтами диаметром
в 6/8,z- Сколько потребуется таких болтов?
Сила давления фрезы стремится сдвинуть изделие с места;
для того чтобы этому противодействовать, надо приложить
такую же силу, направленную в противоположную сторону.
Следовательно в данном случае необходимо нажимом бол-
тов вызвать силу трения в 450 кг. Из уравнения Р =/Q = 0,2 Q
находим: п р 50
Q=o5=i=225OKZ-
Отсюда надо вычесть вес самой детали, т. е. 50 кг.
Таким образом болты должны передать давление изделию
в 2250 — 50 = 2200 кг. Учитывая, однако, то положение, что
болты передают изделию не все свое давление, а также
возможные при работе толчки, более твердые места металла
и т. п., увеличивающие давление стружки, можно принять,
что болт передает на изделие только 0,5 своей нагрузки,
т. е. что болтами надо вызвать давление вдвое больше,
чем 2200 кг, т. е. 2200 кг X 2 = 4400 кг.
По справочнику можно установить, что один болт в 5/8"
передает нагрузку в 500 кг. Следовательно количество
требуемых болтов будет равно 4400:500 = 9. Если болты
действуют непосредственно на изделие или на приспособ-
ление, например, при закреплении тисков болтами, встав-
ленными в вырезы а — а (см. фиг. 25), то болт передает,
конечно, всю силу полностью. Тогда для рассмотренного
случая было бы достаточным всего пяти болтов.
201
Рассмотрим еще некоторые способы закрепления детали
сбоку. Такой зажим показан на фиг. 214. К отлитой из
стали основной плите А присоединены на шарнирах верх-
няя прижимная планка В и нижняя С. Основная плита за-
Фиг. 214. Прихватка для бокового зажима.
крепляется сначала болтом d в требуемом положении на
столе станка, после чего завинчивается гайка t, которая при
помощи планки В нажимает на конец планки С. Точно
таким же образом действует второй зажим, поставленный
на противоположной стороне. Этими зажимами достигается
весьма прочное закрепление изделия, которое прижимается
все время к поверхности стола.
Надежный зажим для бокового закрепления крупных
деталей показан на фиг. 215. Он состоит из прикрепляемой
к столу планки А и шарнирно соединенной с ней планки В.
202
Качающийся на шарнире болт С прижимает планку В к из-
делию сбоку и одновременно с этим с некоторым усилием
книзу, что обеспечивает прочное прилегание детали к по-
верхности стола.
На фиг. 216 показан боковой зажим, который применяется
главным образом для закрепления цилиндрических деталей
небольшой длины. Зажимная планка В имеет два перпенди-
кулярно расположенных призматических выреза, которыми
и охватывается соответственным образом цилиндрическая
деталь; эта планка скользит по наклонной плоскости основ-
ной планки А; при нажиме болта планка В прижимает
изделие одновременно сбоку и книзу. Насечка на торцевой
поверхности планки /^увеличивает трение.
Установка деталей между центрами
Между центрами детали устанавливаются в тех случаях,
когда приходится работать на делительной головке. Каких-
либо особых затруднений при этом не встречается. Деталь
Фиг. 217. Установка длинной детали.
устанавливается в центрах либо непосредственно (метчики,
развертки и т. п.), либо насаживается на оправку. На фиг. 217
показан способ закрепления метчика с направляющим хвос-
том для фрезерования канавок. На левом конце метчика
закреплен хомутик А с изогнутым концом, который входит
в вырез поводкового патрона [В и закрепляется болтом.
203
Это необходимо для того, чтобы изделие во время работы
не сбилось с места; правый конец метчика поддерживается
центром задней бабки. Так как в данном случае фрезе-
руется тонкое и длинное изделие, которое под давлением
фрезы может изгибаться и отпружинивать вниз, приходится
подпереть его домкратиком С.
До установки изделия в центрах надо хорошо про-
чистить центровые отверстия и центры делительной головки
и бабки. Центр задней бабки надо подводить к изделию
довольно плотно с тем, чтобы оно поворачивалось от-руки
на центрах с некоторым усилием, после чего надо за-
крепить центр болтом d. К этому, собственно, и сводится
вся установка. Несколько труднее бывает установка кони-
ческой детали. При незначительной конусности можно поль-
Фиг. 218.
зоваться задней бабкой обычного типа, так как ее шпин-
дель поворачивается на небольшой угол в вертикальной
плоскости, причем если величина угла поворота этой бабки
недостаточна, можно использовать и шпиндельную бабку,
которая позволяет обычно устанавливать ось шпинделя
градусов на 10 вниз от горизонтали.
Допустим, что изделие, показанное на фиг. 218, надо
установить в центрах таким образом, чтобы образующая
а — b конуса была параллельна поверхности стола. Очевидно,
а
что для этого надо наклонить ось изделия под углом -у,
если а есть угол при вершине конуса. Оставляем сначала
шпиндель головки в горизонтальном положении и пробуем
достигнуть подъем тонкого конца конуса поворотом кверху
шпинделя задней бабки. Если это окажется недостаточ-
ным, то опускаем несколько толстый конец конуса, по-
вернув вниз шпиндель делительной головки. Конкретный
204
пример такой установки и проверки показан на фиг. 219.
Между центрами бабки установлена коническая развертка
с небольшой конусностью; чертилкой проверяется правиль-
ность установки в двух точках а и Ь. Если конус детали
Фиг. 219. Установка и проверка конической
развертки.
Фиг. 220. Стойка.
крутой, т. е. угол при вершине большой, применяют для
установки изделия между центрами вместо задней бабки
специальную стойку, показанную на фиг. 220. Шпиндель А
Фиг. 221. Схема установки конической детали.
помещается в поворотной части В, которая закрепляется
болтом С; кроме того, шпиндель вместе с поворотной частью
перемещается вверх и вниз винтом D.
205
Схема установки показана на фиг. 221. Определив по
Г»
чертежу угол , устанавливаем на этот угол как дели-
тельную головку, так и шпиндель стойки; затем приподы-
маем поворотную часть стойки вверх, пока при проверке
чертилкой точки а и b не станут на одном уровне от стола.
При этом условии оси обоих шпинделей и изделия со-
впадают, образуя прямую линию.
Закрепление деталей в специальных приспособлениях
Закрепление обрабатываемых деталей в специальных при-
способлениях применяется главным образом при массовом
и серийном производстве. В виду большого разнообразия
таких приспособлений нам придется ограничиться рассмо-
трением только некоторых типичных конструкций.
Одним из простейших приспособлений для закрепления
деталей является угольник, показанный на фиг. 222. Обе
полки угольника А обстроганы точно под прямым углом.
Одной полкой угольник прикрепляется болтами к столу
станка, другая предназначена для установки изделия. В нашем
примере обрабатываются комплектом дисковых фрез F—F
четыре торца стойки В (показана пунктиром). Изделие фик-
сируется в требуемом положении контрольными шпильками
и закрепляется прихватками b—Ь. Одетые на болтах спи-
ральные пружины d отжимают указанные прихватки после
освобождения гаек и облегчают установку следующей детали.
Более совершенный угольник универсального типа пока-
зан на фиг. 223. Здесь основание А снабжено кругом с гра-
дусными делениями, по которому может поворачиваться
на вертикальной оси поворотная часть В с дуговым сек-
тором. Стол С для закрепления деталей имеет форму полу-
цилиндра, снабженного посередине зубцами в виде червяч-
ной шестерни. Стол этот также снабжен градусными деле-
ниями и может устанавливаться под разными углами рукоят-
кой D. После того как угольник установлен точно при
помощи двух нониусов, он закрепляется болтами (четыре
из них а—а и b—b видны на рисунке).
Закрепление кронштейна А для обработки поверхности а
(фиг. 224) представляет известное затруднение. В данном
случае вопрос разрешен путем применения угольника В,
прихватки С с двумя болтами и домкратика D. При этом
вся подлежащая обработке поверхность свободна и может
быть обработана сразу сверху и с боков.
206
* lt Фиг. 225. Приспособление для закрепления
Фиг. 224. Комбиниров. способ закрепления. деталей.
207
Приспособление, у которого закрепление обрабатываемой
детали производится комбинированным взаимодействием
винта, клина и рычагов, показано на фиг. 225. Обработать
надо набором фрез плоскости 1, 2, 3, 4 и 5. Закрепить дан-
ную деталь без приспособления затруднительно, потому
что она ограничена внизу выпуклой поверхностью. Привин-
ченная к рамке а основная плита b имеет четыре прилива
с прорезами для рычагов г, которые вращаются вокруг
горизонтальных осей О — О. В центре основания помещается
цилиндрический стержень d, имеющий на верхнем конце
кольцевую выточку, куда входят концы длинных плеч рыча-
гов с, внизу у этого стержня имеется вырез для клина е,
соединенного с винтом f таким образом, что винт может
вращаться и увлекать за собой клин в осевом направлении.
При вращении винта f по часовой стрелке клин е переме-
щается (через отверстие стержня) влево и тянет его вниз,
вследствие чего все четыре рычага поворачиваются одно-
временно вокруг своих осей и закрепляют деталь. При вра-
щении винта в обратную сторону клин освобождает стер-
жень и пружинки п своим давлением на рычаги освобо-
ждают деталь.
Приспособление для закрепления подшипника
Пример более сложного зажимного приспособления по-
казан на фиг. 226. Оно предназначено для обработки фре-
зами обеих пригоночных плоскостей t—t самосмазывающего
подшипника, нижняя половина которого показана отдельно
на фиг. 226а. Затруднение в данном случае заключается
в том, что вкладыш b имеет опору (на круглой цапфе р)
только посередине, вследствие чего необходимо оба его
края прижать совершенно равномерно, иначе получится
перекос; кроме того этот вкладыш не должен поворачи-
ваться на своей цапфе во время обработки. Конструкция,
показанная на фиг. 226, дает удовлетворительное решение
этой задачи.
Основная плита с имеет с боков два высоких выступа,
к которым прикреплены две каленые и шлифованные
планки Л, служащие упорными поверхностями для краев
подшипника (см. выступ хна фиг. 226а). Между этими вы-
ступами помещается система рычагов с двумя одинаковыми
прижимными планками d; благодаря такому устройству до-
стигается совершенно равномерный нажим. Каждый из
рычагов d упирается одним концом в откидную подкладку е
208
а другим — в обрабатываемый вкладыш. Проходящий через
середину перекладины k болт служит для натяжки рыча-
гов d, которые прижимают вкладыш равномерно с обеих
сторон. Для того же, чтобы предохранить внутренний вкла-
дыш b от поворачивания вокруг своей цапфы, прижимные
планки d запилены полукругом и точно по диаметру под-
шипника. Пропущенный поперек приспособления стержень f
воспринимает давление режущего инструмента и не дает
обрабатываемой детали сдвинуться с места. Подкладки е
сделаны откидными; они вращаются вокруг болта о, для
того чтобы можно было отбросить рычаги d в то время,
когда приходится сменить обработанную деталь. Закрепле-
ние подшипника для обработки производится следующим
образом: откидываются в сторону планки е, после чего
можно повернуть рычаги d и установить их в вертикаль-
ном положении, так как под планками е имеются соответ-
ствующие вырезы. Затем вставляют подшипник, опрокиды-
вают опять рычаги d, ставят планки е на свои места и за-
тягивают болтом перекладину k.
Приспособление для одновременного закрепления двух
деталей
Рассмотрим теперь приспособление для одновременного
закрепления двух деталей (фиг. 227). В данном случае
фрезеруются боковые плоскости на головказ? рычагов, по-
казанных на чертеже пунктирными линиями. Приспособле-
ние состоит из чугунного основания /, к которому при
помощи болта 3 с гайкой 4 прикрепляется корпус приспо-
собления 2. Изделия, которые показаны на чертеже услов-
ными пунктирными линиями (две штуки), кладутся на сталь-
ные упорные штифты 5 и зажимаются стальными план-
ками 6 и 7. Зажимы сконструированы таким образом, что
при повороте рукоятки 9 на некоторый угол нарезанный
конец ее напирает на горизонтальный цилиндрический стер-
жень 8. Просверленное в этом стержне отверстие не-
сколько больше диаметра болта 3, вследствие чего стер-
жень 8 может перемещаться на некоторое расстояние
в горизонтальном направлении; при этом перемещении
правый конец стержня напирает на планку 7 и закрепляет
одно изделие. Одновременно с этим закрепляется и второе
изделие, так как верхний конец планки 6 приближается
к нему под действиехМ поворота рукоятки 9.
Шпильками 12 с накатанными головками можно урегули-
ровать планки 6 и 7 таким образом, чтобы зажим изде-
210
лий произошел при незначительном повороте указанной
рукоятки.
Под действием двух спиральных пружинок 13 прижим-
ные планки после освобождения рукоятки 9 сами отходят
и дают возможность рабочему удалить обработанное изде-
лие и вставить следующие заготовки. После того как го-
ловки рычагов обработаны сборной фрезой с одной сто-
роны, отвинчивают гайку 4. Этим самым входящие в гайку
Фиг. 227. Приспособление
для закрепления двух деталей.
два полукольца 11 приподнимают корпус 2 до тех пор,
пока его нижние пазы не выйдут из шпонок 10; затем все
приспособление, за исключением плиты /, которая при-
крепляется к столу фрезерного станка болтами 14, пово-
рачивают на 180°, устанавливают опять по шпонкам 10 и
закрепляют гайкой 4. Зажимной рукояткой 9 пользуются
только при установке изделия для фрезеровки и при осво-
бождении изделия после окончания работы. Центральный
зажим с гайкой 4 служит только для соединения корпуса
2 с основанием 1 после поворота на 180°.
*
211
Двойное поворотное приспособление для фрезерования
шатунов
На фиг. 228 показано двойное приспособление для обра-
ботки головок шатунов. Преимущество этой конструкции
заключается в том, что в то время, когда на одной стороне
производится обработка,
другая сторона свободна и
рабочий может вынуть об-
работанную деталь и уста-
новить следующую, не оста-
навливая станка, чем до-
стигается значительная эко-
номия времени.
На основной плите А
сидит верхняя стойка В,
которая может поворачи-
ваться вокруг оси и закре-
пляться в требуемом поло-
жении болтом с рукояткой/.
Обрабатываемый шатун
Фиг. 228. Поворотное приспособление
для двух деталей.
подводится в вертикальном
положении к подвижной
опорной планке Ь, на кото-
рой имеются два выступа t
с призматическими выре-
зами ; такой же выступ с
имеется и на прижимной
планке d, которая враща-
ется на шарнире и прижи-
мает шатун при помощи
откидного болта h. Обе
головки закрепленного ша-
туна обрабатываются с бо-
..ков одновременно двумя
фрезами, как показано на
горизонтальной проекции.
В то время как на левой стороне приспособления шатун
фрезеруется, рабочий налаживает следующую заготовку с
правой стороны и, после того как фреза прошла свой путь,
он отводит стол фрезерного станка обратно, освобождает
рукоятку /, вытаскивает защелку е, поворачивает стойку В
на 180° и опять закрепляет ее. Теперь он пускает в работу
212
только что установленную деталь и тут же, на-ходу станка,
подготовляет к работе следующий шатун.
Приспособление с делительными механизмами
Фиг. 229. Приспособление с де-
лительным механизмом.
Весьма разнообразной конструкции бывают приспособле-
ния с делительными механизмами. Приведем пару примеров.
Простой тип такого приспособления показан на фиг. 229.
В корпусе s расточено большое
отверстие для запрессованного
медного вкладыша, который яв-
ляется подшипником для план-
шайбы а\ последняя регулиру-
ется кольцевой гайкой f и шай-
бой и имеет накрест расположен-
ные Т-образные пазы для кре-
пительных болтов. В планшайбе
а имеются восемь отверстий t
со стальными буксами для за-
мыкающего штифта i защелки,
который выводится из отверстий
рукояткой h и входит туда под
действием спиральной пружинки.
Весь корпус вместе с планшай-
бой подвешен на оси, запрессо-
ванной в стойке Ь. Он может по-
ворачиваться вокруг этой оси
на 45° и закрепляется в требуемом положении двумя ру-
коятками (показаны на чертеже пунктиром). Закрепив изде-
лие на планшайбе, можно фрезеровать на нем грани, ка-
навки, вырезы и т. п., и производить деления на 2, 4
и 8 частей. Для этого надо удалить штифт рукояткой /г,
повернуть планшайбу от-руки на соответствующий угол
и опять запереть ее защелкой.
Более совершенное приспособление с делительным меха-
низмом показано на фиг. 230. Оно применяется для на-
резки зубцов, канавок и т. п., на окружности мелких дета-
лей, причем процесс деления происходит автоматически.
Приспособление состоит из корпуса А, в центре которого
вставлен вертикальный пустотелый шпиндель Г. Изделие
закрепляется в шпинделе обычным образом при помощи
пружинящей цанги и перекидной гайки $ с двумя ручками.
Шпиндель притягивается к коническому отверстию осно-
вания М кольцевой гайкой Д. Дальше на нижнем конце
213
шпинделя сидит на шпонке храповик ж, а на нем заклинен
делительный диск Е. Обе эти детали закрепляются гайкой Р.
Под делительным диском помещается другой вспомога-
тельный диск Н, у которого (фиг. 230<з) имеются следую-
Фиг. 230. Приспособление с автоматиче-
ским делительным механизмом.
щие прорезы: правый а
для замыкающего клина
В\ левый Ъ для поводка Б\
верхний прорез с для со-
бачки К и, наконец, ниж-
ний вырез d для поме-
щения второй собачки Л,
которая закреплена на
крышке М приспособле-
ния; указанный вспомо-
гательный диск вращает-
ся вхолостую. Замыкаю-
щий клин В спилен на
конце в виде зубца, ко-
торый перерезан узкой
щелью на две части (см.
концы е и f на фиг. 230),
причем верхний зубец
входит в делительный
Фиг. 230а.
диск Е, а нижний, имеющий круглую форму, входит в вы-
рез вспомогательной шайбы И. Справа показан разрез че-
рез замыкающий клин В по линии а — причем видно, что
одна сторона клина спилена „на конус" и натягивается при
помощи планки t, на которую нажимает маленький шуруп.
На неподвижной части стола станка устанавливаются два
214
упора о — ос установочными винтами (см. фиг. 230 слева),
которые передвигают рычаг Б.
На фиг. 230 представлен тот момент, когда приспособ-
ление (а следовательно и изделие) подается под инстру-
мент. Направление движения показано стрелкой. При даль-
нейшем движении стола рычажок Б, упираясь в стопорный
винт о, поворачивается на некоторый угол, вследствие чего
начинает вращаться по часовой стрелке и сидящий вхоло-
стую диск Н, который отжимает клин В вправо и вытал-
кивает его зубец из зацепления с делительным диском Е.
В это время шпиндель находится в покое, так как он пре-
дохраняется собачкой Л. Собачка же К, сидящая в вырезе
вспомогательного диска Н, перескочит на следующий зубец
храповичка Ж. При обратном движении стола станка (на
себя) рычаг Б упрется в противоположный упорный винт ог
и заставит диск Н повернуться против часовой стрелки.
На этот раз собачка К потащит за собой храповик Ж, а
следовательно и шпиндель. Неподвижная же собачка Л не
задержит вращения храповика Ж, вследствие чего изделие
повернется на один зубец; вырез делительного диска уста-
новится против зубца замыкающего клина В, а вспомога-
тельный диск Н тоже примет свое первоначальное поло-
жение, как показано на чертеже; в результате клин В за-
скочит в прорезы делительного и вспомогательного дисков;
после этого приспособление с изделием опять подводится
к инструменту.
Приспособление для группы деталей
Пример хорошо сконструированного приспособления для
одновременного закрепления группы изделий показан на
фиг. 231. В данном случае закрепляются одновременно 24
рычага В для обработки „бобышек" комплектом дисковых
фрез (в плане показана только одна половина). Обрабаты-
ваемые рычаги В нанизываются в два ряда на валиках А,
проходящих вдоль корпуса. Всего таких валиков имеется
четыре; они входят в отверстия корпуса своими шейками
а и b и предохраняются от выпадания шпильками. Точный
наклон рычагов фиксируется винтами с, которые входят
одним концом в нарезанное отверстие обрабатываемого ры-
чага, а другим направляются каленой буксой /. Вдоль кор-
пуса расположены стержни D с колпачками d для упора
обрабатываемого плеча рычага. Для предохранения от дро-
жаний рычаги подпирают винтами е. В корпусе предусмот-
215
рен ряд вырезов—каналов для отвода стружек и охла-
ждающей жидкости.
Стремление повысить производительность фрезерного стан-
ка и довести до минимума время, идущее на закрепление
деталей, навело на
мысль устраивать та-
кие приспособления,
которые во время ра-
боты медленно враща-
ются и осуществляют
движение подачи; бла-
годаря этому можно
сменять изделия, не
останавливая станка.
Пример такой конст-
рукции показан на
фиг. 232. Закрепленная
на круглом столе пли-
та А имеет семь при-
ливов (площадок) для
закрепления изделия.
В данном случае фре-
зерной головкой В об-
рабатывается торец
корпуса С шестерен-
чатого насоса. Изделие
имеет три точки опоры
и фиксируется на своем
месте четырьмя штиф-
тами d—d. Описанное
приспособление дает
возможность работать
непрерывно, так как
при медленном враще-
нии стола можно на-
Ф :г. 231. Приспособление для группы де- ХОДУ снимать готовое
талей. изделие и закреплять
следующую заготовку.
Закрепление производится прихваткой Е.
На фрезерных станках применяются иногда приспособле-
ния универсального типа, при помощи которых можно вы-
полнять разнообразные работы. Пример такого приспособ-
ления современной конструкции показан на фиг. 233. Оно
отличается еще и тем, что основные его детали изготов-
gl7
лены при помощи сварки. На основной плите А, которая
устанавливается обычным образом на столе фрезерного
станка, помещается корпус В, имеющий вращение вокруг
вертикальной оси. Между двумя стойками этого корпуса
помещается деталь D прямоугольного сечения, которая
смонтирована на двух толстых цапфах d\ она может уста-
навливаться под любым углом в обе стороны в пределах
30° и закрепляться болтами е — е. Внутри детали D поме-
щается сменный цилиндрический патрон а с четырьмя бол-
тами на каждом конце для закрепления обрабатываемого
изделия. Форма отверстия в патроне может быть разная, в
зависимости от профиля детали.
Патрон может поворачиваться вокруг своей оси на 360е
и закрепляться в любом положении двумя фрикционными
зажимами, состоящими из втулок b и с, стягиваемых бол-
том. Таким образом патрон имеет вращение вокруг верти-
кальной оси и двух взаимно-перпендикулярных горизон-
тальных осей; благодаря этому данное приспособление мо-
жет применяться для фрезерования деталей, устанавливае-
мых в различных положениях, и является зажимным сред-
ством универсального типа.
Приспособление для работы непрерывным потоком
В заключение опишем еще одно приспособление для ра-
боты непрерывным потоком. В чугунном корпусе А (фиг. 234)
помещается шпиндель е, на котором сидит на шпонке чер-
вячное колесо г, а рядом с ним чугунная шайба с. Две
конические шестерни и К2 получают движение от станка
при помощи сменной шестерни, сидящей на валике Ь, и при-
водят в движение червячную передачу (колесо г и червяк s).
Прикрепленный к шайбе с тремя болтами приемный диск g
имеет на своей наружной поверхности два ряда отверстий,
куда вставляются прорезаемые шурупы. Закрепление шуру-
пов происходит во время самой работы при помощи двух
рычагов di и d^. Эти рычаги имеют ось вращения на ва-
лике т и прижимаются к головкам шурупов двумя спи-
ральными пружинами z. В каждом рычаге имеется узкая
щель о, через которую проходит круглая пилочка f. Края
приемного диска сточены под углом в 45° для того, чтобы
легче было подхватить и вытолкнуть шурупы из своих гнезд
после того, как они уже прорезаны.
Работа производится следующим образом: рабочий все
время вставляет непрорезанные шурупы в предназначенные
218
для них дырочки; в это время диск медленно вращается,
и когда шурупы попадают под рычаги dx и db их головки
плотно прижимаются этими рычагами, а круглые пилочки
прорезают в них канавку (шлиц) для отвертки. При даль-
нейшем движении вперед шуруп подхватывается за головку
стальной лентой, выбрасывается из гнезда и направляется
по жолобу в виде готового изделия w.
Фиг. 234. Приспособление для работы непрерывным потоком.
Копировальные приспособления
Принцип устройства копировальных приспособлений был
уже вкратце рассмотрен в главе II. В дополнение к ска-
занному по.данному вопросу рассмотрим еще два копиро-
вальных приспособления более сложного устройства.
На фиг. 235 показано такое приспособление для работы
на вертикально-фрезерном с ганке. На нем фрезеруется кри-
вая поверхность на торцевой стороне половинки кулачко-
вой муфты 1, показанной отдельно на фиг. 235а. Эта деталь
219
Фиг. 235. Обработка по копиру.
Разррз C-D
имеет на правой стороне три кулачка, а на левой — кривую
поверхность, предназначенную для перемещения муфты в
осевом направлении при ее включении.
Приспособление состоит из основания А, на котором уста-
новлены две боковые стойки с — с для подшипников и
средняя стойка Ъ\ в последней помещается червячная пе-
редача. На шпинделе G сидит на шпонке i барабан /, за-
крепленный кольцевой гайкой h. На
наружной поверхности этого барабана
профрезерована винтовая канавка,
соответствующая очертанию кривой
поверхности муфты. Шпиндель G
проходит через отверстие червячного
колеса и может перемещаться в осе-
вом направлении. Он снабжен кони-
ческим отверстием, куда вставляется
хвост оправки g, затягиваемой вин-
том г.
Изделие насаживается на оправку и
закрепляется гайкой t. Эта оправка
имеет буртик $‘с тремя торцевыми
вырезами, соответственно кулачкам
изделия. Таким образом изделие
устанавливается в определенном по-
ложении и медленно вращается вме-
сте с оправкой. Соединение приспо-
собления с механизмом подачи пока-
зано на чертеже внизу. Так называе-
мый телескопический валик F пере-
дает движение червяку и червячной
шестерне, а следовательно, шпинделю
с барабаном. Одновременно устана-
вливаемый в стойке d ролик К перемещает шпиндель G с
изделием в осевом направлении; при этом фреза N обра-
батывает кривую поверхность требуемой формы.
На фиг. 236 показано копировальное приспособление,
при помощи которого фрезеруется винтовая поверхность
на торце изделия Н. Оно состоит из пустотелого корпуса а,
внутри которого имеется перегородка. Прикрепленная к
корпусу на фланце бронзовая втулка b является подшип-
ником для вертикального вала с. На этом валу, между
втулкой и перегородкой, сидит на скользящей шпонке чер-
вячная шестерня е.
Для того чтобы можно было установить шестерню на
221
свое место, предусмотрено в корпусе закрытое листовым
железом окно. На нижнем конце вала с заклинен копир g
в виде диска с трапецеидальной винтовой канавкой, куда
входит направляющий штифт h. Изделие Н насаживается
на буртик вала с и закрепляется прихваткой I. При враще-
нии вала d с червяком копир вместе с валом и изделием
приподымается медленно вверх и фреза / обрабатывает на
торце кривую поверхность, соответствующую очертанию
копира.
Насосы для подачи охлаждающей жидкости
Вопрос о тепловых явлениях при фрезеровании и о зна-
чении охлаждения режущего инструмента рассматривается
Фиг. 237.^Схема шестеренчатого
насоса.
подробно в главе XII. Здесь
укажем только на принцип
работы применяемых для
этой цели насосов и дадим
описание их устройства.
Фиг. 238. Насос для охла-
ждения фрезы.
Для подачи охлаждающей жидкости к фрезам и резцам
чаще всего применяются шестеренчатые насосы. Принцип
работы таких насосов можно себе уяснить на основе фиг. 237.
Две сцепленные между собой шестерни В — В вращаются
по направлению стрелок, вследствие чего образуется раз-
реженное пространство 5 и вода по трубке всасывается и
заполняет пустоты между зубцами; при дальнейшем вра-
222
щении шестеренок вода выдавливается в нагнетательную
трубку D и подается к резцу. На фиг. 238 показана в раз-
резе хорошая конструкция насоса для подачи охлаждаю-
щей жидкости. Приводной валик а вращается в корпусе
насоса Д, шкив b сидит не на самом валике, а на приливе с
и соединяется с валиком а шпонкой. Этим достигается раз-
грузка вала от силы натяжения ремня, вследствие чего
шестерни f и i предохраняются от защемления. Гермети-
ческое закрытие насоса у шкива достигается шайбой т.
Шестеренчатые насосы работают с большим давлением, до-
ходящим до 20 ат.
Фиг. 239а и 239. Насосик новой конструкции.
Основным недостатком этих насосов является то, что они
требуют частого ремонта. Большой интерес представляет
поэтому конструкция насоса, показанная на фиг. 239, у ко-
торого никаких шестерней нет. Он состоит из чугунного
корпуса 7, в котором помещается шпиндель 2. На левом
конце шпинделя насажен диск 3, имеющий шесть радиаль-
ных отверстий и одно осевое (фиг. 239«). В шпинделе 2
также имеются три радиальных отверстия В и одно осевое А.
Диск 3 получает вращение от сидящего на шпинделе
шкива 4, а .последний — от шпинделя станка. С наружной
стороны диск 3 закрыт крышкой 5, привернутой четырьмя
винтами к корпусу насоса.
Самый насос прикрепляется болтами к нижней части стенки
резервуара, наполненного жидкостью. Сначала жидкость
поступает в насос самотеком через отверстие а в шпин-
деле, а отсюда в радиальные отверстия диска 3. Под дей-
223
ствием центробежной силы жидкость нагнетается по трубке#
к резцам; при этом получается в диске разреженный воз-
дух, вследствие чего происходят дальнейшее беспрерывное
засасывание жидкости и подача ее к резцам. Центробеж-
ная сила части жидкости, расположенной в отверстии шпин-
деля, т. е. близко к центру, очень незначительна и не мо-
жет поэтому препятствовать указанному движению струи.
Описанный насос работает одинаково хорошо при враще-
нии шкива в любом направлении.
Вопросы
1. Каким способом можно достигнуть одновременного перемещения
обеих губок тисков?
2. На каком принципе основана конструкция тисков для закрепле-
ния фигурных деталей ?
3. Какие имеются соображения по вопросу о том, куда должно быть
направлено давление фрезы: к подвижной или неподвижной губке тис-
ков ?
4. Какие силы действуют на прижимную планку (прихватку) и как
они распределяются?
5. Закрепить изделие к столу можно непосредственно или при по-
мощи прихваток. Когда потребуется больше болтов?
6. Какое влияние оказывает коэфициент трения на количество тре-
буемых болтов данного диаметра ?
7. Каким образом устанавливается между центрами коническая деталь ?
8. В чем заключается комбинированный способ закрепления деталей ?
9. Какими преимуществами обладает приспособление для одновремен-
ного закрепления двух деталей?
10. Опишите устройство такого приспособления.
11. Укажите пример обработки изделия, когда требуется приспособ-
ление с делительным механизмом.
12. Какие преимущества имеют вращающиеся приспособления, пред-
назначенные для закрепления группы изделий ?
13. Опишите в общих чертах приспособление, предназначенное для
работы непрерывным потоком.
14. По какому принципу устроен насос для подачи охлаждающей
жидкости ?
15. Какой недостаток имеют шестеренчатые насосы и какими их можно
заменить ?
Задания
1. Тиски, показанные на фиг. 206, имеют максимальный разъем губок
в 225 мм. Этот разъем надо получить за 20 оборотов рукоятки тисков.
Какой шаг должен иметь винт?
2. Руководствуясь фиг. 213с, определить, с какой силой прижимается
изделие, если натяжение гайки дает силу в 950 кг, плечо b = 35 мм, а
плечо а — 60 мм.
3. Определить, сколько болтов потребуется для закрепления изделия
прихватками, если давление стружки вызывает горизонтальное усилие в
575 кг, вес самой детали равен 250 кг, коэфициент трения равен 0,2 Для
закрепления применяются болты диаметром в 15 мм.
224
4. Решить предыдущую задачу при условии, если изделие закреп-
ляется болтами непосредственно без помощи прихваток.
5. Изделие закреплено на столе станка шестью болтами диаметром
в 5/d", прячем прихватки расположены так, что плечо, прилегающее к
изделию, составляет 0,3 от всей длины. Коэфициент трения 0,25. Какое
сопротивление горизонтальному сдвигу окажет это закрепление?
6. Решить предыдущую задачу ври условии, если два болта (из шести)
прижимают изделие непосредственно.
7. На станке обрабатывают три детали одинакового веса, из разного
металла: чугуна, бронзы и алюминия. Определить требуемые прижимные
усилия для каждой из указанных деталей и их взаимное соотношение в
процентах. Данные для давления стружки, характер закрепления и вес де-
талей принять по желанию.
8. Руководствуясь фиг. 216, определить, на сколько мм продвинется
планка В в горизонтальном направлении за один оборот гайки; диаметр
болта 9/igS Угол наклона 35°.
9. Решить предыдущую задачу при условии, если болт имеет Yl-мм
метрическую нарезку, а угол наклона равен 30°.
10. Определить, сколько винтиков можно прошлицевать в час на при-
способлении, показанном на фиг. 234, при условии, если валик b делает
250 об/мин, конические шестерни Ki и К3 имеют передаточное число 6:5,
червячное колесо г имеет 46 зубцов, а червяк s—двухзаходный.
15 EI. Л. Зайдель. 1004
Глава VII
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Применяемые в современном машиностроении измеритель-
ные инструменты настолько разнообразны, что подробное
их описание невозможно уложить в сравнительно неболь-
шой главе, отведенной этому разделу в данном учебнике.
Мы поэтому рассмотрим здесь только следующие четыре
группы1 измерителей, с которыми фрезерщику приходится
чаще всего иметь дело, а именно:
а) многомерные раздвижные,
Ь) одномерные,
с) индикаторы,
d) инструменты для измерения конусов и углов.
Многомерные раздвижные инструменты
Инструменты этого рода предназначены для определения
наружных и внутренних размеров и, как говорит само их
название, характеризуются тем, что одним и тем же инстру-
ментом можно откладывать и проверять разные размеры
в известных пределах. Для увеличения точности отсчетов
эти инструменты снабжаются так называемым нониусом
Следует отметить, что произвести точное измерение во-
обще не так-то легко; результат может получиться оши-
бочным по целому ряду причин: измерительные плоскости
от длительного употребления изнашиваются и инструмент
теряет свою точность; ножки инструмента пружинят во
время измерения; сам измерительный инструмент изготов-
лен с известной неточностью; рабочий слишком сильно при-
жимает измерительные плоскости к измеряемой детали.
Ошибки могут также получиться вследствие колебания тем-
пературы и, наконец, можно еще ошибиться при отсчиты-
вании размера на-глаз.
1 Приборы для проверки шестерней приведены в главе XI.
226
Перечисленные выше причины, сталкиваясь между собой
в процессе работы, могут отчасти взаимно уничтожаться,
но иногда они могут также суммироваться в неблагоприят-
ную сторону и увеличивать тем самым общую ошибку из-
мерения. Во всяком случае при изготовлении измеритель-
ного инструмента и пользовании им необходимо принять
во внимание указанные выше соображения.
Штангенциркуль
Из раздвижных измерительных инструментов рассмотрим
прежде всего показанный на фиг. 240 штангенциркуль (или
,,штангель“). Этим инструмен-
том можно измерять с точ-
ностью до 0,1 мм, а с более
точными — даже до 0,02 мм.
Рассматриваемый штангель
имеет двойные измерительные
ножки: длинные А и В для
наружного и внутреннего изме-
рения, а более короткие С и
D, приспособленные для из-
мерения в трудно доступ-
ных местах, например, размер а
между двумя узкими канав-
ками (фиг. 241), диаметр ок-
ружности впадин у шестерней
и т. п.
Штангенциркуль состоит из
неподвижной ножки А, со-
Фиг. 240. Штангенциркуль.
ставляющей одно целое с
масштабной линейкой Е, по которой передвигается по-
движная ножка В\ последнюю межно закрепить в требуемом
положении винтиком d. В корпусе подвижной ножки име-
ется прямоугольный вырез (окно) со скошенным краем для
нанесения делений.
Линейка имеет обычно на одной стороне миллиметровые
деления, а на другой — дюймовые. Концы а — а измеритель-
ных ножек имеют в ширину ровно 5 мм, так что при изме-
рении внутреннего размера (фиг. 242) необходимо к раз-
меру, отсчитанному по линейке, прибавить еще 5 X 2 = 10мм.
Более точный штангециркуль показан на фиг. 243. Помимо
тщательности отделки, этот инструмент имеет еще так на-
зываемую микрометрическую установку. Подвижная ножка
227
состоит в данном случае из двух основных частей: из
ножки А и ползушки В. Установка размера производится
следующим образом: сначала освобождаются оба прижим-
ные винта а и ,Ь и вся передвижная часть инструмента
Фиг. 241. Измерение в трудно
доступном месте.
Фиг. 242. Измерение отвер-
стий.
устанавливается от-руки на требуемый размер приблизи-
тельно; затем закрепляют ползушку В установочным вин-
тиком b неподвижно. Если теперь будем вращать гаечку М,
то в зависимости от направления вращения можно передви-
а b
Фиг. 243. Точный штангенциркуль.
гать ножку штангенциркуля А вперед или назад на самые
незначительные расстояния и устанавливать таким образом
точный размер; после окончательной установки надо за-
крепить прижимной винтик а.
Устройство нониуса
Выше было указано, что для более точного измерения
штангенциркуль снабжается нониусом. Принцип устройства
такого нониуса показан на фиг. 244.
228
На линейке А нанесены миллиметровые деления, а на
передвижной поиске В нанесены деления, обозначенные циф-
рами от 0 до 10. В нашем примере все эти 10 делений
равны вместе 9 мм, а каждое деление составляет 0,9 мм,
т. е. меньше целого миллиметра на 0,1. Когда обе ножки
штангенциркуля сдвинуты, т. е. когда он поставлен на „0“,
Фиг. 244. Устройство нониуса.
нулевой штрих линейки совпадает с нулевым штрихом но-
ниуса и, следовательно, десятый шТрих нониуса должен
совпадать с девятым штрихом линейки, как показано на
чертеже. Разность между первым делением линейки и пер-
вым делением нониуса равна 0,1 мм\ между вторым делением
линейки и вторым делением нониуса разность будет:
Фиг. 245. Устройство нониуса.
0,1 лшХ 2 — 0,2 мм и т. д. до девятого штриха нониуса,
отстающего от девятого штриха линейки на 0,9 мм. Десятый
же штрих нониуса точно совпадает с девятым штрихом
линейки.
Установим теперь штангенциркуль на какой-нибудь про-
извольный размер (фиг. 245). Нулевой штрих нониуса по-
казывает отсчет в 17 мм и еще некоторую часть милли-
метра х, которую без нониуса пришлось бы определять на-
229
глаз. Теперь же, пользуясь нониусом, поступаем следую-
щим образом: отыскиваем тот штрих нониуса, который
точно совпадает со штрихом линейки; в данном случае это
будет штрих 6. Умножив 0,1 на 6, найдем, что искомая
величина л = 0,6 мм. Весь размер равен, таким образом,
17,6 мм.
В самом деле, расстояние между двумя штрихами нониуса
всегда на 0,1 мм меньше, чем расстояние между двумя
штрихами линейки. Идя от 6-го штриха влево, мы видим, что
5-й штрих нониуса отстоит от стоящего над ним штриха
линейки на 0,1; 4-й штрих отстоит на 0,2; 3-й — на 0,3;
2-й — на 0,4; 1-й — на 0,5 и, наконец, нулевой штрих от-
стоит от 17-го штриха линейки на 0,6 мм, т. е. на искомую
Фиг. 246. Устройство дюймового нониуса.
длину х. Если взять для нониуса линию подлиннее, напри-
мер, в 19 мм и разделить ее на 20 равных частей, то по-
лучится более точный измерительный инструмент, так как
в этом случае разность между каждыми двумя делениями
(линейки и нониуса) будет равна г/20 = 0,05 мм.
На фиг. 246 показано устройство нониуса по „дюймовой
системе*1. Здесь в основу положено 1/2*. На линейке каждый
дюйм разделен на 16 равных частей, или каждый 1/2" на
8 частей. На нониусе же взято расстояние на 1/16" меньше,
т. е. 7/16", и это расстояние разделено на 8 частей; таким
образом имеем: на линейке расстояние между двумя штри-
хами равно Vi/', а на нониусе 7/1С": 8 =Разность же
равняется Vie" — 7128" = 7i28" — 7Л28" = V128"“
Как и в предыдущем случае, когда обе ножки штангеля
сдвинуты вплотную (фиг. 246 наверху), нулевой штрих нониуса
совпадает с нулевым штрихом линейки и, следовательно
230
8-й штрих нониуса совпадет с 7-м штрихом линейки.
Если же мы установим штангенциркуль на произвольный
размер — в данном случае на 35/16" плюс некоторую вели-
чину х (фиг. 246 внизу), то эту величину можно определить
предыдущим способом, а именно: из чертежа видно, что 6-й
штрих нониуса точно совпадает со штрихом линейки; 5-й
штрих отстает, следовательно, от стоящего над ним на
Vias"’» 4-й отстает на 2/128" = 7/е4"; 3-й —на 3/12s" и т. д.
до нулевого штриха, отстающего на — 3/64", или на
искомую длину х. Весь размер равен таким образом
35/16" + 3/с4" = 3*%/' + 3Ли" = 3-’3/б4".
Для получения при измерении удовлетворительных ре-
зультатов необходимо, чтобы подвижная ножка двигалась
по линейке плавно, без качания, но и без заеданий; изме-
рительные плоскости ножек должны быть перпендикулярны
к ребру линейки и оба нулевых штриха должны точно сов-
падать при плотном сближении ножек.
Микрометр или пальмер
Более точным измерительным инструментом является
микрометр, или пальмер, наружный вид которого изоб-
ражен на фиг. 247. Скоба А,
представляющая собой кор-
пус микрометра, имеет на од-
ной стороне неподвижную из-
мерительную плоскость Ь\ ми-
крометрический винт, конец
которого представляет собой
вторую измерительную плос-
кость с, передвигается враще-
нием гильзы d. Эта гильза
имеет с левой стороны скошенный край, на конической
поверхности которого наносятся обычно 50 равных деле-
ний, а так как шаг винта равен обычно 0,5 мм, то при
одном полном обороте гильзы вокруг своей оси микромет-
рический винт передвигается на 0,5 мм, а при повороте ее
на одно деление винт передвигается на расстояние,
меньшее в 50 раз, или на 0,5 aw: 50 = 0,01 мм. Диаметр
гильзы надо брать с таким расчетом, чтобы деления не
получались слишком мелкими в виду того, что делитель-
ные штрихи, расположенные ближе, чем на 0,6 мм, трудно
отсчитать невооруженным глазом. Обычно этот диаметр
231
бывает не меньше 13 мм\ при таком размере расстояние
между двумя штрихами будет:
13г 13X3,14 _о
50 = 50 ^0.8^,Ц;
расстояние, вполне удобное для наблюдения.
Указанный выше микрометр предназначен для измерений
предметов размером от 25 до 50 мм. В виду того, что его
измерительные плоскости не могут сойтись ближе, чем на
25 мм, требуется для проверки положения нулевого штриха
специальное калиберное кольцо h диаметром в 25 мм. Это
кольцо ставится между измерительными плоскостями; мик-
рометрическим винтом приводят эти плоскости в соприкос-
новение с кольцом и тогда нулевые штрихи стержня микро-
метра и гильзы должны совпадать. Несмотря на конструк-
Фиг. 248. Устройство микрометра.
Фиг. 248а. Тормоз
микрометра.
тивные различия в отдельных деталях, микрометры в основ-
ном имеют одинаковое устройство. На фиг. 248 показано
устройство микрометра для измерения от 0 до 25 мм.
Микрометрический винт В соединяется с гильзой D по-
средством промежуточной конической втулочки Н. Закреп-
ление этих двух частей производится винтом F, который
прижимает свободную шайбу Е и соединяет части: В, D,
Н, F и Е в одно целое. Скоба или корпус С микрометра
имеет на своем круглом хвосте внутреннюю резьбу для
винта и наружную для кольцевой гайки С,. Подтяги-
вая эту гайку, можно уничтожить образующийся от ча-
стого употребления инструмента „мертвый ход" винта, так
как конец этого „хвоста" имеет прорез и гайка может его
несколько сжать. Т представляет собой тормоз, посред-
ством которого можно, после того как микрометр установ-
лен на требуемый размер, закрепить его в этом положении;
для этого надо только осторожно повернуть шайбу тормоза
232
на небольшой угол. Устройство этого тормоза показано в
увеличенном виде на фиг. 248я.
Отсчеты размеров по микрометру производятся по двум
шкалам на втулке (отросток скобы) А и на скошенном крае
гильзы В (фиг. 249). Втулка имеет полумиллиметровые деле-
ния, прччем для удобства отсчета штрихи для полумиллимет-
ров отнесены в сторону.
На фиг. 250j оба нуле-
вых штриха совпадают,
что соответствует полно-
му соприкасанию обеих
измерительных плоскос-
тей. На фиг. 250и микро-
метр установлен точно на
1 мм, а на фиг. 250щ —
на 6,86' мм.
Фиг. 249. Распределение делений на
микрометре.
При измерении как штангелем, так и микрометром надо
следить за тем, чтобы соприкасающиеся поверхности были
чисты и прилегали вплотную без перекоса, т. е. чтобы эти
поверхности не прикасались однобоко, иначе получается
искажение размера. При этом, однако, не надо применять
усилий; не следует брать инструмент грязными и потными
Фиг. 250. Установка микрометра на разные размеры.
руками; держать его надо только пальцами и следить за
тем, чтобы он не нагрелся. Ни в коем случае нельзя пере-
двигать (протаскивать) инструмент вдоль измеряемого из-
делия, так как от такого способа измерения он быстро при-
ходит в негодность; надо контролировать размер в разных
местах. Время от времени нужно проверять положение ну-
левых штрихов и наличие мертвого хода.
233
По многим причинам микрометр не является ходовым
измерительным инструментом в заводском цехе. У него
имеется много слабых сторон, а именно: трудно сохранить
параллельность измерительных плоскостей, тем более, что
одна из них кроме поступательного имеет также и враща-
тельное движение. Когда после малого размера надо пе-
рейти к измерению большего (или наоборот), приходится
долго вращать шпиндель, так как при одном обороте он
подвигается вперед всего лишь на 0,5 мм. Резьба может
срабатываться неравномерно, и тогда трудно отрегулиро-
вать мертвый ход шпинделя. Главное же, надо иметь в виду,
что для точного измерения микрометром нужны большое
внимание и опытная рука; необходимо с чрезвычайной осто-
рожностью подводить плоскость микрометра к измеряемому
предмету, так как малейший неосторожный нажим винта
Фиг. 251. Трещетка.
может дать значительную неточ-
ность. Это последнее обстоятель-
ство имеет особое значение, но на
него, к сожалению, рабочие обра-
щают мало внимания. Надо иметь
в виду, что усилие пальцев при
вращении гильзы передается на
измерительные плоскости в сильно увеличенном виде.
Поясним это на конкретном примере: допустим, что ра-
бочий вращает гильзу с усилием всего в 100 г (0,1 кг) и
нажал микрометр на одно деление, т. е. на 0,8 мм\ меха-
ническая работа равна тогда 100 г X 0,8 л<л/ = 80 мм г;
такая же точно работа передается измерительным плоско-
стям, а так как эти плоскости сблизились в это время всего
на 0,01 мм, то произведенная ими сила давления на изме-
рительной плоскости будет 80:0,01 мм = 8000 г, или 8 кг (I!).
Допустим дальше, что диаметр этих плоскостей равен 0,8 см \
тогда площадь их будет равна ^Х0,82 = 0,5 см* и, следо-
вательно, на 1 см* мы получаем колоссальное давление в
16 атмосфер (!!). Отсюда видно, насколько надо быть осто-
рожным при измерении микрометром.
Чтобы избежать ошибки от чрезмерного нажима и сде-
лать измерение до некоторой степени независимым от чув-
ствительности рабочего, устраивают в микрометрах спе-
циальное приспособление, называемое „трещеткой“ (фиг. 251).
Вращение винта производится за головку G, имеющую с
торцевой стороны зубцы. Штифт т прижимается спираль-
ной пружинкой к одной из впадин между двумя зубцами.
234
Сама головка G удерживается на цилиндрической цапфе
шурупом Ь. Когда давление измерительных плоскостей на-
растает больше установленной величины, зубцы отжимают
штифт вниз, и головка начинает „трещать вхолостую", так
что дальнейшее движение винта
останавливается таким образом
автоматически.
Измерители глубины
К многомерным раздвижным
инструментам относятся также
измерители глубины, или „глубо-
меры". Они изготовляются обыч-
но на подобие штангенциркулей.
Такой глубомер с микрометриче-
ской установкой показан на фиг.
252. Линейка А свободно высту-
пает с обеих сторон довольно
массивного основания В, кото-
рое своей нижней расширенной
поверхностью ставится над изме-
ряемым углублением. Инстру-
мент снабжен двумя нониусами
для измерения данной глубины
с точностью до 0,02 мм и 0,001".
„Метрическая" сторона линейки
имеет деления в 0,5 м и, а длина
всего нояиуса, равная \2мм, раз-
делена на 25 равных частей. Та-
ким образом расстояние между
двумя штрихами на нониусе рав-
12
но = 0,48 мм, в то время как
на линейке ОДИН штрих ОТСТОИТ Фиг. 252. Глубомер,
от другого на 0,5 или 0,50 мм
разность между ними равна 0,50 — 0,48=0,02 мм.
На „дюймовой" стороне каждый дюйм разделен на 40 ча-
стей и расстояние между штрихами равно l/i0" = 0,025";
на нониусе же 24 таких расстояния, т. е. 2i/i0" разделены
на 25 равных частей. Расстояние между штрихами на но-
24
ниусе равно таким образом ^--^ = 0,024", а разность равна
0,025—0,024=0,001" (см. также фиг. 246).
235
Одномерные измерители
Описанные выше раздвижные инструменты имеют тот
общий недостаток, что результат измерения зависит от субъ-
ективного умения данного рабочего, так как двое рабо-
чих измеряют, например, микрометром одну и ту же вещь
почти всегда по-разному.
Фиг. 253. Нормальные калибры — пробка и кольцо.
Очевидно, что современное массовое производство по
принципу взаимозаменяемости деталей не может удовле-
творяться таким положением вещей. Этим и объясняется
переход на постоянные или „твердые" измерители, показы-
вающие только один определенный размер; сюда относятся
нормальные стержневые калибры-пробки для отверстий,
нормальные кольца и измерительные скобы для наружных
измерений и т. п.
Фиг. 254. Нормальны «. калибр
и скоба.
Фиг. 255. Измерения предельные
калибрами.
На фиг. 253 изображены: нормальный стержневой калибр-
пробка и соответствующее кольцо; такие калибры приме-
няются для измерения малых и средних диаметров, а на
фиг. 254 показаны плоский калибр и скоба, применяе-
мые обычно для больших диаметров.
286
Теоретически говоря, эти инструменты должны быть из-
готовлены по номинальным размерам, т. е. абсолютно точно.
В нашем примере как калибр, так и кольцо должны иметь
математически точно 34 мм. Надо между прочим указать,
что если такой нормальный инструмент был бы действи-
тельно изготовлен абсолютно точно, то нельзя было бы на-
деть кольцо на валик; но так как валик входит в кольце-
вое отверстие, то, значит, между ними имеется какой-ни-
будь, хотя бы самый незначительный зазор и, следовательно,
один из этих инструментов или оба вместе не соответст-
вуют „абсолютно" номинальному размеру в 34 мм. На
практике, конечно, невозможно изготовить калибр абсо-
лютно точно, поэтому и нормальные калибры имеют не-
которую неточность. Первоклассные заграничные фирмы
(Леве, Райнекер, Броун и Шарп), а также и наши инстру-
ментальные заводы гарантируют точность калибров до
0,002 мм.
Вопрос о недостатках нормальных калибров и о сущно-
сти измерения предельными калибрами будет рассмотрен
в главе IX в связи с вопросом о допусках и посадках.
Здесь приведем только для иллюстрации две фигуры, ко-
торые часто встречаются в технической литературе и ко-
торые показывают наглядно способ измерения предельны-
ми калибрами и скобами. Показанная на фиг. 255 скоба
имеет номинальный размер в 50 мм\ этот размер напи-
сан на „лыске" посередине. С одной стороны имеется
пометка „пр“ (проходная), а с другой стороны „не“ (не-
проходная).
Максимальный размер больше номинального (50 мм) на
0,01 мм, а минимальный меньше также на 0,01 мм. При из-
мерении максимальный размер (проходная сторона) должен
пройти через валик без надавливания (фиг. 255 а), а мини-
мальный (непроходная) должен чуть прикоснуться, но не
проходить (фиг. 255 Ь).
При этом условии можно с уверенностью сказать, что
размер этого валика лежит в пределах между 49,99 и
50,01 мм и валик будет вполне годен для предназначенной
цели; если же непроходная сторона калибра также пройдет
через валик, то это показывает, что валик тоньше, чем
требуется, и его надо забраковать. Каждый рабочий может,
следовательно, сам проконтролировать свою работу и нет
никакой почвы для конфликтов. Таким же образом изме-
ряется отверстие предельным калибром-пробкой.
237
Штихмас
Под термином „штихмас" понимают измерительный инст-
румент, предназначенный для измерения диаметра отвер-
стия или расстояния между двумя параллельно располо-
женными плоскостями. Для фрезеровщика последний слу-
чай имеет большое практическое значение, потому, что с ди-
аметрами ему приходится редко иметь дело. Штихмасы бы-
Фиг. 256. Штихмас постоянный.
вают одномерные и многомерные. Измеритель первого типа
показан на фиг. 256. Вставленный в оправку стальной
стержень имеет концы, пришлифованные точно по шаровой
поверхности определенного диаметра. Благодаря такому
устройству измерительных поверхностей, этим- штихмасом
легко измерить как диаметры отверстий, так и расстояние
между двумя плоскостями, причем если рабочий даже не-
Фиг. 257. Штихмас переставной.
сколько „перекосит" инструмент, то все же получится
точное измерение (см. размер L). На фиг. 257 показан раз-
движной штихмас, который в некоторых пределах переста-
вляется на разную длину и регулируется на точный размер
микрометрическим винтом. Стержень 7, на котором нане-
сены миллиметровые деления, входит в гильзу 2; последняя
имеет на конце закаленный наконечник сферической формы,
238
такой же наконечник имеет и стержень 7. На втором ско-
шенном конце гильзы 2 имеются штрихи для отсчета раз-
мера.
Эталонные плитки (плитки Иогансона)
К одномерным измерителям высокой точности относятся
также контрольные или эталонные плитки, известные под
названием плиток Иогансона. Эти плитки благодаря своей
высокой точности находят в производстве разнообразное
применение, например: для проверки измерительного ин-
струмента, для контроля изделий, при изготовлении при-
способлений, для установки инструментов, при точной раз-
метке и т. п.
Фиг. 258. Присосавшиеся плитки Иогансона.
Эталонные плитки представляют собою каленые парал-
лелепипеды, изготовленные из специальной стали чрезвы-
чайно точно (до 0,2 микрона) и собранные комплектом
в особом футляре. Путем соединения нескольких таких
плиток можно получить требуемый размер с точностью,
достаточной для контроля предельного калибра. Эти плитки
были впервые введены в 1897 г. инспектором одного из
шведских оружейных заводов Иогансоном. Потребовалось
однако еще 9 лет упорной работы, пока эти плитки дости-
гли настоящей степени совершенства, и только в 1911
году они стали изготовляться фабричным способом.
В настоящее время такие плитки изготовляют с успехом
и у нас на некоторых заводах, в частности на заводе Ка-
либр в Москве. О степени точности плоскостей этих пли-
ток можно судить по тому, что при сложении двух таких
плиток они присасываются друг к другу своими изуери-
тельными плоскостями так, что для их разъединения
требуется значительное усилие (от 3,5 до 6,5 «г/сл<2).
Можно даже составить из этих плиток длинный столбец
239
(фиг. 258), держать его свободно в пространстве за один
конец и плитки при этом не распадутся. Раньше полагали,
что это присасывание объясняется давлением атмосферы,
но установлено, что давление воздуха — в виду недоста-
точно совершенного соприкасания — дает лишь усилие
в 200—500 г'см2. Нельзя также объ-
Фиг. 259. Проверка
скобы плитками
Иогансона.
яснить это явление действием силы
сцепления молекул стали, так как опыт
показал, что совершенно чистые и су-
хие плоскости не присасываются. Явле-
ние это объясняется действием молеку-
лярных сил жидкости, которая образу-
ется на поверхности в виде тончайшего
слоя конденсированного водяного пара.
Значительно слабее действует в этом
отношении слой масла, а еще слабее
легко испаряющийся бензин или алко-
голь. Необходимо поэтому для получе-
ния эффекта, прежде чем соединить две
плитки, удалить с них остатки масла или жиров и подуть
на них. Тогда образуется тончайший слой жидкости, кото-
рая собирается в микроскопических углублениях, в то время
как поверхности сопри-
касаются только своими
выступающими точками.
Эталонные плитки из-
готовляются разными на-
борами и укладываются
в футляре в виде гото-
вальни. Бывает набор из
112 плиток с подразде-
лением на следующие
группы:
Первая группа содер-
жит набор плиток: 0,5;
1; 1,001; 1,002 и т. д.
через 0,001 до 1,009 мм.
Вторая группа 1,01; 1,02;
1,03 и т. д. через 0,01 мм
до 1,49 мм.
Фиг. 260. Составная предельная скоба.
Третья группа: 1,5; 2; 2,5 и т. д. через 0,5 мм до 24,5 мм.
Затем идут плитки в 25; 50; 75 и 100 мм. Такой наб -р
плиток дает возможность составить до 200 000 различных
комбинаций.
240
Эталонными плитками можно выполнить самые разнооб-
разные измерительные работы. Приведем несколько при-
меров.
На фиг. 259 показана проверка измерительной скобы
в 50 мм с точностью до 0,01 мм. Размер составлен из пли-
ток в 30Ц-10-j-91,01 =50,01 мм. Для проверки, напри-
мер, размера в 28,313 мм берем:
1-ю плитку в 1,003 мм
2-ю „ „ 1,310 мм
3-ю „ „ 6,000 мм
4-ю „ „ 20,000 мм
Всего 28,313 мм.
На фиг. 260 показана специальная рамка, которая при по-
мощи эталонных плиток устанавливается в виде предель-
ной скобы. К неподвижной щеке А придвигается двумя
винтами подвижная щека В и закрепляется винтом С.
В данном случае с левой стороны установлена плитка
в 0,550" (13,976 мм). Правая сторона составлена из комби-
нации двух плиток в 0,400" и 0,145", что составляет 0,548"
(13,919 мм). Допуск составляет 0,002" (0,057 мм). Правая ми-
нимальная сторона регулируется дополнительно отдельно и
закрепляется двумя винтами.
Способ контроля изделия плитками Иогансона
На фиг. 261 показан способ контроля изделия плитками
Иогансона. Проверяется вся высота изделия и глубина
профрезерованных канавок. Изделие А кладется на прове-
рочную плиту, рядом с ним ставится плитка В, равная тол-
щине изделия, а в пазы закладываются три плитки, размеры
которых соответствуют заданию. Сверху все покрывается
поставленной на ребро точной линейкой С. Если изделие об-
обработано правильно по размерам, то каждая плитка бу-
дет плотно прилегать к линейке без заметного зазора.
Проверить это можно наблюдением „на свет“ или на-ощупь
передвижением плиток рукой. Наличие зазора между ли-
нейкой и плиткой В показывает, что изделие толще, чем
нужно. Этот дефект можно исправить. Наличие зазора
между линейкой и остальными плитками показывает, что
канавки профрезерованы слишком глубоко. Такой брак неис-
правим. Не следует, однако, при, проверке подходить про-
сто механически; зазоры могут получиться и по другой при-
16 И. Л. Зайдегь. 1001 241
Чине. Допустим, что канавка а вместо требуемой глубины
в 8 мм профрезерована только на 7,5 мм. Если теперь поло-
жим плитку в 8 мм, а над ней линейку, то, естественно, ли-
нейка подымется и между ней и плиткой А получится
просвет. Это, однако, не значит, что само изделие толще.
Для того чтобы правильно ориентироваться при про-
верке и не допускать ошибок, лучше всего проверять не
все размеры сразу, а каждый в отдельности, и тогда легко
будет обнаружить настоящую причину зазоров.
Приведем в заключение еще один пример применения
плиток Иогансона при точной разметке. Предварительно
точно обработанная плитка
для матрицы ставится на про-
верочную плиту (фиг. 262).
Игла чертилки закрепляется
прочно на один из нужных
размеров и остается в этом по-
ложении все время. Для про-
ведения параллельных линий,
Фиг. 261. Проверка изделия плит-
ками Иогансона.
Фиг. 262. Разметка при помощи
плиток Иогансона.
под изделие подкладываются каждый раз эталонные плитки
соответствующей толщины, как показано на чертеже.
Шаблоны и лекалы
В машиностроении применяется группа контрольно-изме-
рительных инструментов, известных под названием шабло-
нов и лекал.
Надо сказать, что в настоящее время в технической ли-
тературе еще нет точного разграничения между терминами
шаблон, лекало, калибр, так что часто эти термины при-
меняются различными авторами по-разному. Существуют
однако определенные соображения, которые дают возмож-
242
ность установить оолее или менее правильное разграниче-
ние между указанными терминами.
Как лекалы, так и шаблоны изготовляются из тонкой ли-
стовой стали (от 0,5 до 4 мм) и этим они отличаются от
калибров, которые представляют собою цилиндрические
тела для измерения отверстий; кольца или более или менее
толстые штампованные скобы для валов.
Шаблоны и лекалы имеют часто весьма сложное очертание
для проверки сложных профилей, в то время как калибры
Фиг. 263 и 264. Проверка изделий шаблоном.
измеряют обычно один размер. Между собою шаблоны и
лекалы отличаются, главным образом, тем, что лекало явля-
ется инструментом чрезвычайно точным, в пределах микро-
нов, в то время как шаблон такой точности не имеет.
В некоторых случаях шаблоны могут даже иметь грубые
размеры. По шаблонам, например, работают не только
слесарь или фрезеровщик, но также и кузнец, формовщик
и штукатур (но не по лека-
лам). С другой стороны, бы- Г' \
Фиг. 265. Провера шаблона контр-
шаблоном.
Фиг. 266. Проверка изделий
шаблоном.
вают и точные шаблоны, но они имеют обычно простое
очертание. Таким образом под термином лекало надлежит
понимать измерительный инструмент сложного очертания,
изготовленный из листовой стали, закаленный и доведен-
ный до заданных размеров с большой точностью. Шаблоном
же называется инструмент, изготовленный из такого же
материала, но менее точный.
Пример измерения шаблоном показан на фиг. 263. Изме-
ряется угол направляющих супорта. На фиг. 264 показан
• 243
шаблон для измерения глубины выреза а, профрезерован-
иого в корпусе сверлильного патрона. Шаблон этот изго-
товлен в виде предельного с определенными допусками и
Фиг. 267. Профиль
фрезы для спираль-
ных сверл.
имеет одну проходную сторону с макси-
мальным размером, а другую с минималь-
ным.
В виду того, что шаблоны подвергаются
износу, приходится их периодически про-
верять при помощи контршаблона, как
показано на фиг. 265. Случай проверки ша-
блоном лопатки конического хвоста сверла
или развертки показан на фиг. 266.
Фасонные фрезы для нарезки спиральных
сверл имеют довольно сложное очертание,
которое образуется путем сопряжения че-
тырехразличных дуг (фиг. 267) с радиусами
П, 7а, г3, г4. Инструмент для проверки про-
филя этой фрезы все же является шабло-
ном, а не лекалом, потому что небольшое
отступление формы канавок от заданных
размеров не имеет решающего значения.
В качестве примера лекал можно привести инструмент для
проверки профиля зубчатого зацепления, для проверки очер-
тания матриц и т. п.
Индикаторы
Измерительные инструменты типа индикатора отличаются
от всех предыдущих тем, что они не измеряют обычным
Фиг. 268. Индикатор рычажный.
способом, т. е. не показывают, какую длину, толщину или
какой диаметр имеет данная деталь, а показывают только
отступление от заданного эталона — неточность плоскости
244
цилиндра, конуса и т. п., причем точность контроля до
0,01 мм достигается без всякого труда. Конструкции инди-
каторов весьма разнообразны и мы рассмотрим здесь только
три типа таких инструментов.
На фиг. 268 изображен индикатор, действие которого ос-
новано на комбинации двух рычагов; последние заключены
в закрытой коробке К, предохраняющей механизм от по-
вреждений (на чертеже верхняя крышка снята и положена
рядом). Угловой рычаг с вращается вокруг оси d и концом
своего длинного теча упирается в отросток рычага В, ко-
торый вращается вокруг оси Д. Спиральная пружина 1)
держит все время стрелку рычага В в одном из крайних
Фиг. 269. Проверка тисков инди-
катором.
Фиг. 270. Индикатор с
циферблатом.
положений. Если нажать на штифт Е и, следовательно, по-
вернуть рычаг С на некоторый угол, то соответственно
придет в движение и рычаг В, причем свободный его ко-
нец пройдет значительно больший путь. На наружной ча-
сти крышки нанесены деления, расположенные по обе сто-
роны нулевого штриха и показывающие ошибку в ту или
другую сторону. Такое расположение делений обладает
гем преимуществом, что при установке инструмента в ну-
левое положение рычаги находятся под напряжением и
мертвый ход доводится до минимума.
На другом конце коробки К имеется второй штифт F,
движение которого точно соответствует движению штифта Е.
Такое устройство делает данный прибор более универ-
сальным, так как в трудно доступных местах можно иногда
вместо штифта Е пользоваться штифтом F
245
К середине коробки К прикреплена шлифованная цапфа,
которая входит в отверстия державки W и закрепляется
гаечкой в разных положениях. На фиг. 269 показан спо-
соб проверки описанным индикатором установки парал-
лельных тисков на фрезерном станке. Державка N за-
крепляется между кольцами фрезерной оправки, штифт
подводится к неподвижной губке А тисков, а стол стан-
ка перемещают вдоль при помощи ручной подачи. Ко-
робку этого индикатора можно также прикрепить к
стержню чертилки и производить всевозможные работы
по установке и контролю изделий.
Фиг. 271. Устройство индикатора.
Фиг. 272. Общий
вид миниметра.
Фиг. 272а.
Схема ми-
ниметра.
фиг. 270. В коробке А помещается передаточный меха-
низм, который при нажатии на головку штифта S приво-
дит в движение стрелку; циферблат имеет по окружности
100 делений, причем передвижение стрелки на одно деле-
ние соответствует радиальному перемещению штифта В
на 0,01 мм. Индикатор имеет шарнирное соединение в
точке С и может закрепляться зажимом D в любом месте
штатива; таким образом имеем всевозможные установки
индикатора в зависимости от характера данной проверки.
Внутреннее устройство механизма индикатора показано
на фиг. 271. Стержень F изготовлен в своей средней части
в виде зубчатой рейки, с которой сцеплена стальная ше-
§46
стерня А. На одной оси с нею сидит зубчатка А1Г сце-
пленная с щестерней В; последняя составляет одно целое
с зубчаткой Blt которая передает вращение маленькой
центральной шестеренке и сидящей на ее оси стрелке ци-
ферблата. Другая зубчатка С с присоединенной к ней пру-
жиной сцепляется с той же цен-
тральной шестеренкой и служит
для уничтожения мертвого хода.
Спиральная пружина D держит
стержень нормально в крайне вы-
двинутом вниз положении. Ход
стержня ограничивается длиной
продольного паза и винтиком Е.
При нажиме на головку 5 стержня,
последний передвигается вверх и
приводит в движение всю систему
передач и стрелку. При этом спи-
ральная пружина D растягивается
и в тот момент, когда давление на
головку стержня прекращается,
она передвигает всю систему, а
также и стрелку в обратную сто-
рону.
Описанные выше индикаторы
имеют тот существенный недоста-
ток, что обилие рычагов и осей
вращения неизбежно вызывает не-
который „мертвый ход“ инстру-
мента и следовательно неточность
его измерения. Этот недостаток
весьма удачно устранен в пока-
занном на фиг. 272, так называе-
мом миниметре Гирта, который ши-
Фиг. 273. Устройство мини-
метра.
роко применяется в качестве ин-
струмента для измерения и кон-
троля. Рычаг, к которому прикреп-
лена стрелка, расположен своими двумя вырезами на остриях
двух призматических тел а — а (фиг. 272а); эти последние
снесены на некоторое расстояние от центровой линии (одно
острие влево, другое вправо), вследствие чего при нажиме
рычаг получает незначительное вращение, которое в сильно
увеличенном виде передается стрелке.
Конструктивное выполнение этого прибора показано на
фиг. 273, представляющей два продольных разреза миниметра.
24?
Обозначенный на фиг. 272 буквой А рычажок предна-
значен для поднятия измерительного стержня от-руки во
время передвижения измеряемой детали. Передвигать де-
таль приходится в тех случаях, когда требуется произ-
вести обмер в разных местах, а поднять измерительный
стержень нужно в целях предохранения его от износа.
Инструменты для измерения углов
Синусная линейка. Для проверки углов конусов,
шаблонов и т. п. применяется прибор, известный под На-
званием синусной линейки.
Принцип работы такой ли-
нейки показан на фиг. 274.
Измеряемый конус А лежит
на проверочной плите, на него
кладется линейка В, снабжен-
ная на концах двумя точными
штифтами с—с, линия, соеди-
няющая центры этих штифтов,
должна быть строго парал-
фиг. 274. Схема синусной линейки.
лельна краям линейки. Под
штифты подкладывают плитки Иогансона, подобрав их
таким образом, чтобы линейка прилегала всей своей
нижней гранью к поверхности измеряемой детали. Тогда
синус искомого угла а будет равен Для упрощения
подсчетов делают длину L = 100 мм. Практически синус-
ную линейку выполняют по форме, показанной на фиг. 275.
Линейка имеет на концах
Фиг. 275. Синусная линейка.
два выреза и к ней привин-
чиваются по образовавшимся
углам два каленых и точ-
но шлифованных цилиндрика
с—с, линия центров которых
должна быть точно парал-
лельна боковым граням линейки. Такая конструкция удобна
тем, что путем пришабрования или доводки можно точно
отрегулировать расстояние между центрами (100 мм) и
правильно их расположить по отношению к краю линейки.
Кроме того такую линейку можно в некоторых случаях
поставить одним концом непосредственно на плиту, и тогда
эталонные плитки подкладываваются только с одной сто-
роны и подсчет угла упрощается
Приведем пару примеров определения угла при помощи
синусной линейки.
Задача 33. Пусть требуется проверить угол а клина (или
шаблона Л) Кладем изделие на проверочную плиту, а
на него линейку В, как показано на фиг. 276; с правой сто-
роны подкладываем набор плиток такой высоты, чтобы
линейка прилегала к изделию всей нижней поверхностью.
Допустим, что для этого потребовался столбик Н, высотою
в 30,75 мм', тогда синус искомого угла а или
sin а —
30,75 Ц- г — г
100
= 0,3075.
По таблице находим, что этому синусу соответствует
угол в 17° 54'.
Задача 34. Требуется проверить угол а конической де-
тали А, согласно фиг. 277. В данном случае необходимо
Фиг. 276 и 277. Измерение синусной линейкой.
подкладывать плитки с обеих сторон. Допустим, что плитка
С имеет высоту в 10 мм, а столбик В надо было подоб-
рать высотою 47,56 мм\ тогда
47,56- 10 nQ7r.
sin а =--------= 0,375b,
а угол а =22 4'.
Для измерения углов разной величины применяются
малки и угломеры.
Точный угломер с градусными делениями показан на
фиг. 278. Делительный круг снабжен нониусом, посредством
которого, кроме градусов, можно отсчитать также и ми-
нуты.
1 Если шаблон тонкий, то рядом с ним надо положить какую-нибудь
[очную плитку
249
На фиг. 278а, изображающей этот нониус в увеличенном
виде, видна часть круга, разделенного на градусы. На но-
ниусе же небольшой
отрезок дуги разде-
лен по обе стороны
от нулевого штриха
на четыре равные
части, и каждая из
этих частей еще на
три части, с обо-
значением 0; 15; 30;
45; 60. Это значит,
что каждое из две-
Фиг. 278. Универсальный угломер, а — нониус.
некоторую неизвестную нам часть градуса.
надцати делений на-
до считать разде-
ленным еще на пять
частей, а каждую
половинку дуги, сле-
довательно на 60 ча-
стей. В приведен-
ном случае нулевой
штрих нониуса по-
казывает 12° плюс
Фиг. 279. Примеры измерения угломером.
Чтобы определить, сколько минут будет в этой „ча-
сти", отыскивают тот штрих нониуса, который точно
350
совпадает со штрихом делительного круга. На фиг. 278<т
оба штриха обозначены звездочками (*). От нуля мы
здесь имеем восемь делений, но так как каждое из них
надо еще мысленно разделить на пять частей, то полу-
чается 8X5 = 40 делений, или 40'. Следовательно вели-
чина угла равна 12°40'. На фиг. 279 показаны некоторые
случаи практического при-
менения этого инструмента,
характеризующие его уни-
версальность.
Показанный на фиг. 280
оптический угломер Цейсса
позволяет измерять углы
с большой точностью, при-
чем отсчеты по нониусу зна-
чительно удобнее. В кор- Фиг. 280. Оптический угломер Цейсса.
пусе угломера помещается
стеклянный диск с градусными делениями. Диск этот при-
креплен к подвижной линейке А угломера. Окуляр а
снабжен лупой с достаточно сильным увеличением. Через
окуляр отчетливо видны деления диска в 10', причем на-
глаз можно производить дополнительную оценку в 0,5'.
Освещение для лупы поступает через отверстие в задней
части корпуса угломера. Поворотную линейку можно уста-
новить и закрепить винтиком.
После достижения полного соприкосновения обеих ли-
неек с измеряемым изделием линейка закрепляется оконча-
тельно диском с накаткой С.
Вопросы
1. Чем характеризуются многомерные измерительные инструменты,
в чем их достоинства и недостатки?
2. Опишите устройство штангенциркуля с микрометрической уста-
новкой ?
3. На чем основана возможность измерения штангенциркулем диаметра
отверстий ?
4. На чем основано устройство нониусов ?
5. Опишите устройство микрометра?
6. Почему не изготовляют микрометров для измерения от нуля до
75 или до 100 мм7
7. Какие недостатки имеет микрометр ?
8. Чем отличаются нормальные калибры от предельных?
9. Как меняется конструкция калибров в зависимости от величины
измеряемого диаметра?
10. Может ли раздвижной штихмас, показанный на фиг. 257, иметь
сферические концы для измерения определенного диаметра ?
?51
11. Чем отличается шаблон от лекала?
12. Какие типы индикаторов применяются?
13. Какие недостатки имеют рычажные или шестеренные индикаторы?
14. Укажите принцип устройства миниметра.
15. Почему надо поднимать измерительный штифт миниметра во время
передвижения детали?
16. Опишите устройство синусной линейки и ее применение.
17. Чем отличается оптический угломер от обычного?
Задания
1. При проверке штангенциркулем отверстия диаметром в 5,5 мм
по нониусу отсчитан размер в 47,7 мм, толщина конца каждой ножки
равна 3,5 мм. Определить, правильно ли расточено отверстие и если
имеется ошибки, то можно ли ее исправить?
2. На гильзе микрометра диаметром в 7/]6" нанесено 50 делений.
Определить расстояние между двумя штрихами и указать, можно ли
дшустить такие деления?
3. Определить силу давления измерительных плоскостей микрометром
указанного в предыдущей задаче, если рабочий, вращая гильзу с усилием
в 120 г, нажал при этом микрометр на одно лишнее деление.
4. Руководствуясь фиг. 259, подобрать набор плиток для проверки
предельной скобы, нормальный размер которой 65 мм, максимальный
65,02 мм, а минимальный 64,99 мм.
5. Начертить (эскизом) шаблоны для проверки центрального располо-
жс ния выреза сверлителыюго патрона (фиг. 264) и глубины бокового
паза. Предварительно принять какие-нибудь размеры для указаных вы-
резов.
6. Определить угол конуса изделия (фиг. 274), если высота И набора
плиток равна 45,6 мм, высота мм.
1. Определить угол наклона детали А (фиг. 276), если столбец Н равен
35,5 мм.
8. Изделие А (фиг. 277) имеет угол наклона в 42,5°. Какие плитки
надо подложить под цилиндрики синусной линейки, чтобы получить плот-
ное ее прилегание к поверхности изделия?
Глава VIII
РАБОТА НА ФРЕЗЕРНЫХ СТАНКАХ
Определение времени на обработку
При работе на фрезерном станке встречаются часто раз-
ные затруднения в смысле получения данного профиля,
установки и закрепления детали, достижения чистой и точ-
ной поверхности обработки и т. п. В этой главе приведено
несколько подобных случаев из практики фрезерной работы
с указанием соответствующих выходов из затруднительных
положений. Кроме того тут даны будут обоснования не-
которым общепринятым приемам работы. Но прежде чем
перейти к указанной выше основной теме, рассмотрим
предварительно вкратце вопрос сб определении вре-
мени на обработку.
Время, необходимое на обработку какого-нибудь изделия,
складывается из следующих элементов:
1) машинного времени, которое затрачивается на
самый процесс механической обработки, в данном случае
на работу фрезы;
2) ручного времени, куда входит: накладка станка,
установка и закрепление обрабатываемой детали, установка
инструмента на оправке и на глубину резания, заточка
инструмента, обмер изделия и т. п.;
3) возможных потерь от разных неполадок, чистка
и смазка станка, доставание инструмента, переговоры с масте-
ром и контролером и т. п.
Машинное время зависит от величины подачи, диаметра
фрезы, от числа требуемых проходов, а также и от того,
обрабатывается ли одна деталь, или несколько сразу. Машин-
ное время поддается точному математическому подсчету.
Что касается ручного времени и потерь, то они сильно
меняются в зависимости от конкретной обстановки на дан-
ном заводе. Каждый завод путем повторного хронометража
устанавливает для себя определенные нормы, которые при
установлении расценков прибавляются к машинному времени.
253
При обработке плоскостей машинное время Т определя-
ется по формуле:
Т=-Щ.А.
В этой формуле:
Z — длина обрабатываемой поверхности,
S — прибавка на врезание и перебег фрезы,
•s' — подача фрезы в мм/мин,
k — число проходов.
Величина подачи дается непосредственно в мм/мин, или же
ее приходится определять по скорости резания диаметру
фрезы D и подаче на один оборот В последнем случае
определяем сначала число оборотов:
v
п = —н
тс D>
затем находим подачу в минуту:
V
s = s,-n = sl —
1 1 т D
Несколько сложнее определить величину прибавки 8;
она зависит от диаметра фрезы D и глубины резания t. На
фиг. 281 буквою А обозначена обрабатываемая деталь,
а буквою В — фреза. Из чертежа видно, что фреза начинает
резать в точке а и для того, чтобы пройти всю поверхность
ее, центр должен передвинуться от точки О до Этот
путь складывается из длины обрабатываемой поверхности b
и добавочного расстояния 8. Допустим, что Ь— 120 мм, диа-
метр фрезы D равен 65 мм, а глубина резания Z=13 мм.
Из треугольника аор имеем:
ао = R = = 32,5 мм',
катет op = R— Z = 32,5 — 13 = 19,5 мм.
Согласно теореме Пифагора:
8 = \TR2 — (/? — t)2 = /32,52 — 19Д2 = 27,8 мм,
а весь путь равен:
^4-8=120-]-27,8 = 147,8 мм.
Фактически к этому пути надо еще прибавить 3—5 мм
на некоторые зазоры в начале и конце резания.
254
При работе торцевой фрезой путь О — (\ не зависит от
глубины резания, но зато помимо диаметра фрезы приходится
учесть ширину b обрабатываемой поверхности. Весь путь А
фрезы (фиг. 282) равен в данном случае A=L-\-R—а, причем
Проще определяется путь фре-
зы О — О1 (фиг. 283) при прорезке
торцевой фрезой сквозной ка-
навки. В этом случае путь
О — O^A^L + R.
Фиг. 281. Схема работы вальцевой Фиг. 282. Схема работы лобовой
фрезы. фрезы.
Зная путь, пройденный фрезой, подачу в одну минуту и
количество проходов, нетрудно определить время, требуемое
на обработку.
Задача 35. Вальцевой
фрезой диаметром в 90 мм
обрабатывается начерно
поверхность длиною в
250 мм; глубина резания
15 мм; подача в минуту
35 лш. Определить время
на обработку.
Прибавка 8 на врезание
фрезы будет:
--------------z .------------
Фиг. 283. Схема работы концевой фрезы.
8 = j/452 — (45— 15)2 = 1/1125 = 33,4 мм.
Весь путь равняется, следовательно, 250 -|- 33,4 мм =
= 283,4 мм, а машинное время будет:
~ I 283,4 Q .
= 8,1 мин.
5 35
К этому надо прибавить примерно 25% на ручное время
и 5% на потери. Всего потребуется, таким образом, 8,1 X 1,30=
= 10,5 мин.
265
Задача 36. Определить время, необходимое для нарезки
на универсально-фрезерном станке чугунного зубчатого
колеса в 127 зубцов по модулю 6. Ширина шестерни Ь =
= 40 мм, диаметр модульной фрезы 65 мм, подача 50 мм/мин.
Прибавка о на врезание (фиг. 281) определяется из прямо-
65
угольного треугольника аор, в котором катет ор равен 2
минус полная глубина резания, т. е. высота зубца h, кото-
рая, в свою очередь, равна 2,166 модулям, что составляет:
2,166 X 6 = 13 мм. Тогда
8 = /32,52 — (32,5 — 13)2 = 27,8 мм.
К этому прибавляем еще 3 мм. Таким образом весь путь
будет:
(40 + 27,8 + 3) X 127 = 8992 мм.
Для этого потребуется машинного времени:
Накинув еще 30%, получим 3 ч. 51 м.
Задача 37. Торцевой фрезой диаметром в 25 мм прореза-
ется сквозная канавка длиною в 125 мм, глубиною в 20 мм.
Снимаются две стружки: обдирочная при скорости резания
в 13 м!мин и подаче на один оборот фрезы в 0,2 мм и
чистовая при подаче в 0,15 мм. Определить время обра-
ботки.
В данном случае путь фрезы:
А = 7.//? = 125 + 12,5= 137,5 мм.
Количество оборотов:
13000 лас
п = — --25 = 165 об/мин.
Для обдирочной работы подача в одну минуту будет:
0,2 мм X 165 = 33 мм,
а для чистовой
0,15 X 165 = 25 мм.
Время для обдирочной работы:
137,5 л о
/1 = -^- = 4,2 мин.
256
Для чистовой стружки потребуется:
137,5 г- с
Г2 = —2у-=о,5 мин.,
а всего
Т=Гх + Т2 = 4,2;+5,5 = 9,7 мин.
Общее время составит: 9,7 X 1,25 = 12,12 мин.
Нарезание зубцов на угловых фрезах
При нарезании зубцов на угловых фрезах изделие закреп-
ляется на оправке с коническим хвостом, который затягива-
ется болтом в шпиндель делитель-
ной головки. Сама головка устана-
вливается при этом с соответ-
делительной головки.
Фиг. 284 и 284а. Схема установки
ствующим наклоном по схеме, показанной на фиг. 284.
Затруднение заключается в данном случае в определении
угла а. Дело в том, что задняя грань зубцов (фаска) должна
иметь одинаковую ширину по всей длине зубца. Если при
установке ориентироваться на наружную поверхность конуса
и установить его образующую 1—2 параллельно столу, то
глубина канавки будет везде одинакова, а фаска получится
клинообразной формы с уширением по направлению от точ-
ки 2 к точке 1, т. е. к большему основанию усеченного ко-
нуса. Величина искомого угла а зависит от угла ₽ и числа
зубцов z нарезаемой фрезы и от угла у рабочей фрезы. Для
углов а имеются в справочниках специальные таблицы1.
1 Знаменский, ч. II, стр. 507—511.
17 И. Л. Зайдель. 1004 257
За недостатком места мы этих таблиц полностью не
помещаем и приводим только выдержку, чтобы на конкрет-
ном примере показать, как надо пользоваться ими.
Задача 38. Допустим, что нарезаемая коническая фреза
имеет угол р==60°; число зубцов в z — 18; угол у рабочей
фрезы равен 70°. Определить угол а, т. е. наклон оси шпин-
деля делительной головки.
В приведенной ниже табл. 7 находим (в шестой графе),
что для 18 зубцов и для угла рабочей фрезы в 70° наклон
шпинделя, т. е. угол а = 25°.
Таблица 7
Угол а делительной головки при фрезеровании зубцов
угловой фрезы, если р = 60°
Число зубцов Угол Y раб очей фрезы
нарезаемой фрезы 90° 85° 80° 75° 70° 65°
10 25° 24° 22° 20° 19° 17°
12 27° 25° 24° 23° 21° 21°
14 27° 26° 25° 24° 23° 22°
16 28° 27° 25° 25° 24° 23°
18 28° 28° 27° 26е 25° 24°
20 29° 28° 27° 26° 26° 25°
22 29° 28° 28° 27° 26° 25°
24 29э 29° 28° 27° 26° 26°
26 29° 29° 28° 27° 27° 26°
28 29° 29° 28° 28° 27° 27°
30 29° 29° 28° 28° 27° 27°
32 30° 29° 29° 28° 27° 27°
Дисковые трехсторонние фрезы, а также и угловые
(см. фиг. 181П и 18v имеют зубцы на торцевых поверх-
ностях.
При фрезеровании этих зубцов приходится делительную
головку также устанавливать под определенным углом а
по схеме, показанной на фиг. 284а. В данном случае под.
258
счет несколько проще: величина угла а определяется по
формуле:
cos а = tg р • ctg у.
В этой формуле а означает угол наклона оси шпинделя
делительной головки, a £— величину центрального угла
нарезаемой фрезы (изделия), заключающего один зубец;
у —угол рабочей фрезы.
Задача 39. На торцевой поверхности дисковой фрезы тре-
буется нарезать 22 зубца; рабочая фреза имеет угол у=65с.
Вся окружность (360°) включает 22 зубца. Следовательно,
на каждый зубец падает центральный угол ₽ = 360° : 22 —
= 1Г38'; угол у = 65°. Таким образом:
cos а = tg 11°38' X ctg 65° = 0,205 X 0,466,
т. е.
cos а = 0,096, откуда угол а = 84°30'.
Обработка прямоугольной канавки дисковой фрезой
При обработке дисковой фрезой прямоугольных канавок,
согласно фиг. 285, замечается часто такое явление: дно
канавки и одна из боковых сторон
Фиг. 285. Фрезерование паза.
имеют гладкую и чистую поверх-
ность, в то время как вторая боко-
Фиг. 286. Дисковая
фреза с зубцами
„Зиг-заг“.
вая сторона получается шероховатой. Если фреза правильно
заточена со всех сторон, то причина заключается обычно
в том, что фреза имеет на своей цилиндрической поверх-
ности наклонные зубцы. Хотя, благодаря наклону, сами
эти зубцы будут резать чище, однако, такая форма на-
ружных зубцов влияет неблагоприятно на работу торцевых
зубцов. Из чертежа видно, что левый торцевой зубец имеет
* 259
угол резания меньше 90°, а с правой стороны £ больше 90°.
Если, например, угол наклона зубцов на цилиндрической
поверхности равен 20°, то для угла получим нормальный
угол 90 — 20 = 70°, угол же ₽= 90 + 20 = 110°. Такие зубцы
не режут, а скоблят, притупляются и не могут дать чистой
поверхности обработки.
Для устранения этого недостатка надо дать зубцам наклон
попеременно то в одну, то в другую сторону (зиг-заг), как
показано на фиг. 286, и удалить с торцевых сторон режу-
щие кромки через один зубец.
Такое расположение зубцов имеет еще и то преимуще-
ство, что оно уравновешивает возникающее при работе
осевое давление стружки на фрезу.
Нарезание зубцов с поднутрением
При настройке станка для нарезания фрез с поднутрен-
ными зубцами необходимо учесть некоторые особенности,
Фиг. 286а. Установка фрезы для на-
резания с поднутрением.
отличающие данную работу
от фрезерования обычных
зубцов с радиально располо-
женными передними гра-
нями. Здесь наблюдается
такое же явление, которое
было нами рассмотрено при
заточке фрез (см. фиг. 200),
т. е. необходимо сместить
фрезу на некоторую вели-
чину от центра. Кроме того
надо еще несколько уве-
личить глубину резания.
Последнее обстоятельство
практического значения по-
чти не имеет, так как до-
бавочная глубина, вызван-
ная наличием поднутрения,
выражается крайне незна-
чительной величиной.
На фиг. 286а показана схематически в сильно увеличен-
ном виде взаимная установка рабочей фрезы А и обраба-
тываемой В для нарезания зубцов. Положение / показывает
нарезание обычного зубца, а положение // — зубца с под-
нутрением. При выполнении подобной работы нам известны:
радиус обрабатываемой фрезы R, глубина впадины зубцов h,
угол р рабочей фрезы и угол поднутрения у. Вершины всех
260
впадин лежат на одной общей окружности, радиус которой
r = R — h.
Из чертежа видно, что для угла с поднутрением торец
c—d рабочей фрезы направлен не к центру о, а смещен
на растояние Н, которое легко определить из уравнения
-^- = sinp, откуда H = R- sin у. Несколько сложнее скор-
ректировать глубину резания. Отложив от точки с рассто-
яние ab = h, мы придем к точке d, которая лежит не-
сколько выше окружности впадин и если мы хотим, чтобы
дно впадин зубцов находилось на этой окружности, то
надо увеличить глубину резания на величину d—е. Опре-
делить величину этого отрезка нетрудно на основе имею-
щихся данных, а именно. В прямоугольном треугольнике
cof известны гипотенуза R и катет Н. По Пифагору ка-
тет cf—}/ R1 — Н2.
В прямоугольном треугольнике eof известны: гипотенуза
r=R—h и катет Н\ второй катет ef— у/г2 — Н2. Очевидно,
что если из найденного катета cf вычтем с одной сто-
роны высоту зубца h, а с другой катет ef, то получим
искомый отрезок d — е. Выше было указано, что коррек-
тировка на глубину практического значения не имеет. Это
можно подтвердить конкретным примером. Допустим, что
фреза диаметром в 130 мм имеет угол поднутрения в 12°,
глубина зубца без поднутрения равна 12 мм. Определить
величину смещения фрезы и глубину фрезерования.
Смещение фрезы H = R-sinS = 65-sin 12° = 65-0,208 =
= 13,5 мм. Катет c/]/652— 1,352 = 63,56 мм. Катет ef—
= 1/ (65—12)2— 13,52 = 51,25 мм. Из 63,56 мм вычитаем
51,25 мм -f- 12 мм — 63,25 мм и получаем 63,56 — 63,25 =
= 0,31 мм. Таким образом мы нашли, что глубину впадин
надо увеличить всего на 0,31 мм, что, конечно, не имеет
практического значения.
Обработка поверхности на стальной детали
При обработке на вертикально-фрезерном станке прямо-
угольной поверхности на стальной детали по схеме, пока-
занной на фиг. 287, режущие кромки вставных зубцов
быстро обламывались (выкрашивались), вследствие чего
надо было тратить много времени на их заточку. После
некоторых неудачных попыток удалось устранить указанный
недостаток простым способом, а именно: обрабатываемое
изделие снесли несколько в сторону по отношению к центр}
261
фрезы, как показано на фиг. 287а, и зубцы стали работать
значительно дольше до новой заточки.
Явление это можно объяснить следующим образом. При
старом способе работы зубцы встречают в точке а (фиг. 288)
большое сопротивление и, работая ударами, быстро притуп-
ляются. Когда же изделие отведено в сторону, зубцы стал-
киваются с ним под небольшим углом аь несколько отги-
Фиг. 287. Схема работы
лобовой фрезой.
Фиг. 287а. Смеще-
ние центра лобо-
вой фрезы.
бают тонкий конец b снимаемого слоя (288а) и забирают
поэтому^ стружку более плавно, без ударов и толчков.
Устранение вредного влияния толчков особенно важно при ра-
боте на больших скоростях стеллитом или твердыми сплавами.
Фиг. 288 и 288а. Схема работы лобовой фрезой.
Учитывая соображения, изложенные в предыдущем при-
мере, можно разрешить правильно и следующий вопрос.
Требуется обработать плоскость лобовой фрезой, причем
ширина этой плоскости больше диаметра фрезы, вследствие
чего придется проходить ее 2—3 раза. Если фреза вра-
щается по стрелке «, то правильная обработка будет по
262
схеме I (фиг. 289), потому что зубец забирает стружку
постепенно от толщины, равной нулю. При работе по схеме//
зубцы в точке Ь, работая толчками, будут быстро при-
тупляться и возможна даже их поломка.
Обработка внутренней поверхности
При обработке на вертикально-фрезерном станке вну-
тренней поверхности отлитой из твердой бронзы детали А
(фиг. 290) фреза работала очень плохо: от сильного нагрева
материал был доведен до синего цвета побежалости, фреза
отжималась от обрабатываемой поверхности, не брала
никакой стружки и быстро портилась. Работа выполнялась
на круговом супорте, причем подача, как и полагается,
Фиг. 289. Схема обра-
ботки лобовой фрезой.
Фиг. 290, 290а. Схема работы концевой фрезой.
была направлена в противоположную сторону по сравнению
с направлением вращения фрезы. Отыскивая какой-нибудь
выход из этого затруднительного положения, рабочий
попробовал фрезеровать по схеме, показанной на фиг. 290а
и получил совершенно неожиданный результат. Станок стал
работать спокойно, а из-под фрезы получалась чистая
и гладкая поверхность. Дальнейшие наблюдения показали,
что переменить вращение фрезы, как выше было указано,
можно только в том случае, когда стол супорта приводится
в движение червячной передачей: при продольной передаче
стола ходовым винтом так поступать рисковано, так как
при наличии мертвого хода может произойти поломка
зубцов.
Фрезерование торцевых зубцов
На фиг. 291 показана кулачковая муфта с торцевыми зуб-
цами. Подобные муфты находят широкое применение в со-
временном машиностроении, в частности в станкостроении.
263
Торцевые зубцы фрезеруются либо концевыми фрезами
на вертикально-фрезерном станке, либо трехсторонними
дисковыми фрезами на горизонтальном. Зубцы должны
быть расположены таким образом, чтобы их боковые по*
верхности были направлены к центру О. На всех относя-
Фиг. 291. Кулачковая муфта.
щихся к данному вопросу чертежах перекрестной штри-
ховкой показаны выступы зубцов, а белые поля между ними
означают впадины.
При фрезеровании таких зубцов изделие закрепляется
на делительной головке, установленной в вертикальном
положении. Следует различать муфты с четным и нечетным
числом зубцов. В первом случае против зубца симметрично
Фиг. 292. Схема обработки чет-
ного числа зубцов.
Фиг. 292а. Схема обработки не-
четного числа зубцов.
расположен зубец; так например, зубец 1 против 2; 3 против
4 и т. п. (фиг. 292). Во втором случае против зубца симметрично
раслоложена впадина: зубец 2 против впадины 1 на фиг. 292а.
Это обстоятельство оказывает известное влияние на способ
фрезерования. При нечетнем количестве зубцов можно
пройти фрезой насквозь по стрелке А и прорезать предва-
264
Рассмотрим способ
I
пг
Фиг. 293. Последователь-
ный ход обработки нечет-
ного числа зубцов.
рительно две канавки. При четном же количестве зубцов
этого сделать нельзя, так как, передвигаясь по стрелке В,
фреза срезала бы зубец Ь\ поэтому в данном случае надо
фрезеровать каждую канавку отдельно. Г
фрезерования в обоих случаях.
Ширина дисковой фрезы должна
быть, примерно, на 0,5 мм меньше
ширины $. Это вызывается тем, что
фреза обычно имеет некоторое боко-
вое биение и она поэтому прорезает
канавку несколько больше своей ши-
рины; кроме того необходимо оста-
вить некоторый припуск для чисто-
вой отделки зубца. Фрезу надо уста-
новить таким образом, чтобы край ее
с—d был направлен к центру шпин-
деля. Достигается такая установка
тем, что до закрепления изделия в
шпиндель головки вставляется остро
заточенный центр, который передви-
жением салазок стола подводится к
краю фрезы (см. фиг. 184). Последо-
вательное образование зубцов после
каждого прохода фрезы (для нечет-
ного числа) показано на фиг. 293.
После первых двух проходов (схе-
ма /) получились только четыре пред-
варительные канавки и ни один из
зубцов окончательно еще не офор-
мился. Только после третьего про-
хода получили окончательное офор-
мление зубец а и расположенная про-
тив него канавка b (схема //). Чет-
вертый проход прибавит сразу еще
два зубца с м d (схема III), а после
пятого прохода получим все зубцы и
все впадины. Таким образом при на-
резке нечетного числа зубцов уста-
новленная в требуемом положении
фреза не требует до окончания работы
новки и когда фреза сделала z сквозных
ном случае 5) получаем готовое изделие.
Совершенно иначе обстоит дело при
числа зубцов. В этом случае нельзя сделать сквозных про-
265
никакой переста-
проходов (в дан-
нарезке четного
резов; поэтому после первого тура делений изделие получит
вид, показанный на фиг. 294, т. е. ни один зубец и ни одна
впадина еще не имеют окончательной формы. Продолжать
делить совершенно бесполезно, так как фреза будет прохо-
дить еще раз по прорезанным уже канавкам. Для дальней-
шей работы надо в данном случае передвинуть изделие
в поперечном направлении (по стрелке Д) на толщину
фрезы, т. е. надо установить изделие таким образом, чтобы
вместо нижней стороны а—b к центру была направлена
верхняя сторона с—d, как показано на схеме II.
После этого надо повернуть изделие на пол-шага по
стрелке В и пройти еще раз второй тур, который уже даст
окончательное оформление всех зубцов и впадин. При пере-
становке изделия в поперечном направлении не следует,
Фиг. 294. Последовательный ход обработки четного числа
зубцов.
однако, снимать его со шпинделя для проверки по центру,
как это предлагалось делать в первый раз. Передвижение
производится при помощи шайбы с делениями или же
по соответствующему шаблону.
Изложенные выше соображения приводят к заключению,
что на нарезку нечетного числа торцевых зубцов потребуется
меньше времени, так как отпадает время на процесс деления
для второго тура и на перестановку фрезы.
Косой прорез
Иногда приходится прорезать на поверхности детали
канавки, идущие по прямой линии, наклонной к ее оси.
Этот случай не надо смешивать с фрезеровкой спиралей,
которая уже подробно рассмотрена в главе IV, хотя косой
прорез по виду очень похож на спираль. Характерным
примером косого прореза является прорезание в корпусе
266
фрезерной головки косо расположенных пазов для вставных
зубцов. Если бы эти пазы прорезали спирально, то при-
шлось бы по такой же спирали изогнуть и зубцы, иначе
Фиг. 295. Фрезерование косого выреза.
не удалось бы вставить их по местам. Но изгибать зубцы
из твердой инструментальной стали крайне затруднительно.
Фиг. 296. Фрезерование косого выреза.
Прорезать косой паз довольно трудно; в этом случае
не поможет поворот стола станка, потому что стол будет
перемещаться вдоль своей оси и фреза, хотя и боком, но
все же прорежет прямую канавку, а не косую (см. фиг. 56).
267
Существуют два способа фрезерования косых пазов. Пер-
вый способ показан на фиг. 295. Делительная головка
ставится на поворотную плиту А и располагается так,
чтобы ось шпинделя головки составляла с осью стола тре-
буемый угол. Второй способ показан на фиг. 296. Нарезае-
мый корпус фрезы закреплен в специальном приспособлении
под требуемым углом наклона. Работа происходит при
вертикальной подаче стола.
Планетарное фрезерование
Этот своеобразный способ обработки фрезами отли-
чается от обычного тем, что фреза, помимо вращения во-
круг своей оси, имеет еще дополнительное планетарное
движение вокруг оси обрабатываемого изделия.
Фиг. 297. Планетарный шпиндель.
Устройство планетарного шпинделя можно уяснить себе
из фиг. 297. Стальной шпиндель А вращается в эксцен-
трично расположенном отверстии внутренней буксы В. По-
следняя, в свою очередь, помещается в эксцентричном от-
верстии наружной буксы С, вращающейся в корпусе бабки
станка. При повороте буксы В шпиндель и с ним фреза
передвигаются в радиальном направлении, чем достигается
подача фрезы к изделию и возможность установки ее на
глубину резания. При вращении буксы С в своих подшип-
никах шпиндель Дас ним и фреза, будут вращаться во-
круг неподвижной оси буксы С. Это вращение называется
планетарным, потому что сочетание движения вокруг своей
оси и вокруг оси буксы С напоминает движение планет
вокруг солнца.
268
Когда изделие и инструмент установлены, приводят во
вращение сначала шпиндель с фрезой вокруг оси со ско-
ростью, зависящей от материала обрабатываемого изделия.
Затем, путем поворачивания внутренней эксцентричной
буксы В, сообщают вращающемуся шпинделю движение
в радиальном направлении до тех пор, пока фреза, встре-
тив обрабатываемую поверхность, не врежется в нее на
глубину фрезерования. Тогда закрепляют внутреннюю буксу
и приводят во вращение внешнюю С; вращающийся шпин-
дель получает при этом дополнительное медленное (плане-
тарное) движение, которое осуществляет как бы подачу
фрезы по неподвижной обрабатываемой поверхности. По
окончании работы останавливают планетарное движение
Фиг. 298а. Плане-
тарное фрезерова-
ние внутренней ша-
ровой поверхности.
Фиг. 298. П анетарное
фрезерование кольца
шарикоподшипника.
фрезы, затем путем поворачивания в обратную сторону
внутренней буксы отводят шпиндель и фрезу в нейтраль-
ное положение и сменяют изделие.
На фиг. 298 показан способ фрезерования на планетар-
ном шпинделе внутренних поверхностей колец для шари-
ковых подшипников. Фреза изготовлена из одного куска и
на чертеже показана в нейтральном положении.
Сначала она подается в радиальном направлении на
требуемую глубину, а затем получает планетарное движе-
ние, как было описано выше. Фреза укреплена на оправке Л,
которая вставлена в полый шпиндель станка. Охлаждаю-
щая жидкость подается под давлением через канал внутри
оправки и оттуда по каналам к зубцам фрезы. Закрепление
обрабатываемого кольца производится следующим обра-
зом: в отведенную вправо цангу В вставляется обра-
269
батываемое кольцо, затем эта цанга придвигается влево.
Пружинящие щеки цанги В встречают коническую поверх-
ность неподвижного кольца С и, скользя по ней, зажи-
мают изделие.
Движение цанги вперед ограничивается заплечиком х
кольца С, который является упором. С другой стороны на
торцевую поверхность обрабатываемого изделия нажимают
штифты D с пружинками, так что изделие предохраняется
от осевого перемещения по обоим направлениям.
Поверхность кольца обрабатывается в два приема (две
стружки) с небольшим припуском для шлифовки после калки.
Другой случай фрезерования внутренней шаровой по-
верхности показан на фиг. 298а. Здесь обработка также
производится два раза с одной установки. После первой
предварительной стружки поворотом рычага фреза подается
в радиальном направлении примерно на 0,125 мм и станок
пускается второй раз для чистовой отделки. Изделие
укрепляется на шайбе А, которая, в свою очередь, прикре-
плена неподвижно к станку.
Фрезерование наружной шаровой поверхности
Такой прием работы, совершенно несвойственный фре-
зерному станку, несомненно представляет большой интерес.
Обработку наружной шаровой поверхности можно выпол-
нить на вертикально-фрезер-
ном станке или же на горизон-
Фиг. 299 и 300. Схема фрезерования наружной шаровой поверхности.
270
тальном при наличии вертикальной головки. Наиболее
подходящим этот способ является при обработке шаровой
поверхности сравнительно большого диаметра.
Допустим, что обрабатываемое изделие вращается во-
круг оси АО, а пустотелая фреза — вокруг оси ВО, как по-
казано на фиг. 299. Сочетание этих двух движений дает
в результате шаровую поверхность. Схема такой установки
показана на фиг. 300. Пустотелая фреза F закреплена
в шпинделе вертикального станка, а изделие W — в дели-
тельной головке.
Оси АО и ВО должны быть наклонены под определен-
ным углом а и должны пересекаться в центре О изделия.
Наладку станка надо произ-
водить следующим образом.
Фиг. 301. Установка го-
ловки для фрезерования
шаровой поверхности.
Фиг. 302. Схема фрезерования
шаровой поверхности.
В отверстия шпинделя станка и шпинделя головки вста-
вляют остро заточенные центры; затем определяют по
указанной ниже формуле угол а, устанавливают и закре-
пляют под этим углом шпиндель головки и подводят
центр А к острию центра В (фиг. 301). Высоту h фикси-
руют рейсмусом. При установке изделия надо следить за
тем, чтобы его центровая линия лежала на высоте /г. При
работе нельзя сбить головку с места в горизонтальной
плоскости; установка фрезы на глубину резания должна
производиться только поднятием стола снизу вверх.
Вместо делительной головки можно, как было указано,
пользоваться вертикальной головкой на горизонтально-
271
фрезерном станке, по схеме, показанной на фиг. 302. Изде-
лие в этом случае закрепляется на круговом столе.
Диаметр фрезы d должен быть больше радиуса основа-
( d "> Ds\
ния сегмента ( а ~ ) *
Между диаметрами обрабатываемого шара D, пустоте-
лой фрезы d и величиной угла а (фиг. 299) существует
определенная зависимость, а именно:
(1
sin а = ,
h =d sin а,
Ds = 2 d-cos а,
где
d — диаметр фрезы,
D —диаметр шара,
Ds — диаметр основания сегмента,
h — высота сегмента,
а —угол, образуемый осью фрезы с осью шаровой
поверхности.
При износе фрезы необходимо пересчитать угол на-
клона а.
Форма фрезы для спиральных канавок
Зубцы у фрез европейского типа
прорезаются угловыми фрезами по схеме,
показанной на фиг. 303. Если фрезы
Фиг. 303. Схема фрезеро-
вания прямых канавок.
Фиг. 304. Схема фрезеро-
вания спиральных канавок.
эти не имеют переднего угла (угла поднутрения), то пе-
редняя режущая грань направлена к центру. Для нарезки
спиральных зубцов фреза должна иметь двойной скос
(фиг. 304), а для прямых зубцов достаточно иметь только
272
Один. Необходимость для спирального зуба фрезы с двой-
ным конусом вызывается тем, что всякая спиральная ка-
навка, прорезанная на некоторую глубину, имеет в разных
местах разные углы подъема спирали. Поясним это кон-
кретным примером.
Допустим, что на поверхности цилиндра (фиг. 305) про-
резан полный спиральный зуб. Диаметр этого цилиндра
50 мм, высота его h равна длине спирали (шагу спирали)
или 170 мм. Глубина зуба 10 мм. Возьмем на режущей грани
Фиг. 305 и 305а. Изменение угла подъема спирали в
зависимости от диаметра.
зуба три точки 1, 2 и 3 и посмотрим, какие получатся для
этих точек углы наклона (подъем спирали), т. е. углы а.
Точка 1 лежит на наружной окружности цилиндра; для
определения угла подъема спирали в этом месте строим
прямоугольный треугольник АВС (фиг. 305«). Один катет
берем тг 50 — 3,14X50=157 мм, а второй катет равным
170 мм, т. е. всей длине спирали.
Теперь пишем: 170 : 157 = tgcq или 1,081 =tgaP В та-
блице находим почти такое же число (1,079). Значит
угол а] = 47° 10'.
18 И. Л. Зайдель. 1004 273
Точка 3 лежит внутри канавки на глубине в 10 мм
или на окружности диаметром в 30 мм\ что же касается
длины спирали, то она и для этой точки также равна 170 мм.
Для определения угла а3 строим опять треугольник.
Один катет берем равным ^-30 = 3,14 X 30 = 94,2 мм, а
второй будет 170 мм.
Tga будет: 170 : 94,2= 1,804. По этому тангенсу нахо-
дим угол 61°.
Наконец, находим угол для средней точки 2, которая
лежит на глубине 5 мм или на окружности в 40 мм. Один
катет будет: ~ 40 = 3,14 X 40 = 125,6 мм, а другой — все
те же 170 мм. Tga2= 170 : 125,6=1,433, а угол а2 = 55с10'.
Фиг. 306а. Схема распо-
ложения зубца при рабо-
те фрезы с одним скосом.
Фиг. 306. Схема работы
фрезы с одним скосом.
Все эти треугольники показаны наглядно вместе на
фиг. 305я, причем ясно видно, что режущая грань зуба
имеет разные углы подъема. Почему же это обстоятель-
ство заставляет для спирального зуба брать форму фрезы,
показанную на фиг. 304?
Это происходит от того, что при нарезке спиральной
канавки стол фрезерного стола надо поставить наклонно
под некоторым углом, т. е. под углом, дополняющим подъем
спирали до 90°.
Но мы получили три разных угла:
а2 аз
47° 10' 55°10' 61°
274
По какому же из них надо устанавливать этот наклон?
Допустим, что требуется обыкновенную угловую фрезу,
т. е. с одним скосом (фиг. 306), установить по наруж-
ной спирали, т. е. по углу а1 = 47°10'. Тогда стол надо
установить под углом (3 = 90° — 47°10'= 42°50'. Если те-
перь вырезать части цилиндра по линиям 1—1, 2—2 и 3—3
и развернуть их на плоскость, то получатся 3 фигурки
а, b и с (фиг. 306а). На фигурке а линия фрезы совпадает
с линией спиральной канавки, так как в этом месте был взят
Фиг. 307. Схема расположе-
ния зубца при работе фрезы
с двумя скосами.
правильный угол наклона; на фигурке Ь фреза врезается в
канавку и портит ее, потому что в этом месте требуется дру-
гой наклон стола; точно так же и на
фигурке с фреза врезается в канавку.
Почему же фреза с двойным на-
клоном (фиг. 304) не врежется в ка- -•
навку? Да потому что при разрезе
„двухконусной" фрезы по линии
1—/, 2—2 и 3—3 получатся совер-
шенно иные фигурки, которые не
прилегают плоско к канавке,
в одной точке, как показано,
Совершенно очевидно, что
а прикасаются к ней только
примерно, на фиг. 307.
такая фреза врезаться в ка-
навку никак не может.
Для нарезки спирального зуба берут фрезу с углом
в 57э, причем она с одной стороны имеет наклон в 40°, а
с другой в 17°.
Заканчивая эту главу, приведем еще два примера, кото-
рые могут быть отнесены к области рационализаторских
мероприятий.
Выше было указано (см. фиг. 281), что путь фрезы от
точки О до 01 складывается из длины обрабатываемой
поверхности b и добавочного расстояния 8, величина кото-
рого зависит от диаметра фрезы и глубины снимаемого слоя.
Определим величину 8 в общем виде. Из заштрихован-
ного прямоугольного треугольника аор видно, что его ги-
потенуза оа равна радиусу R фрезы, а катет ор равен
этому радиусу минус полную глубину резания h.
Таким образом можно написать:
& = R* — (R — h)\
32 = /?2 —(7?s —2 Rh-\-h*),
о2 = ^2__^2_^2 Rh — h\
& = h(2 R—h)~ h (D — A),
8 = y h (D —
275
Известно, что при нарезке шестерней модульной фрезой
не всегда удается прорезать впадину зубца за один про-
ход. Зубцы крупного модуля требуют двух проходов, при-
чем на первом проходе удаляется только лишний материал
обыкновенной фрезой, а на втором проходе работают фа-
сонной модульной фрезой, которая придает зубцам пра-
вильную форму, этим сохраняется дорогая модульная фреза.
Задача 40. Допустим, что требуется нарезать стальную
шестерню в 85 зубцов по модулю 81, диаметр фрезы равен
100 мм, а длина зубца 45 мм.
Так как глубина впадины составляет в данном случае
17,6 мм (2,2 X модуль), а материал у нас твердый, то
придется пройти две стружки:
одну предварительную, а вторую
окончательную или чистовую.
Допустим, что глубину первой
стружки возьмем 14 мм, а вто-
рой 3,6 мм. Из сказанного выше
известно, что помимо своего нор-
мального пути в 45 X 2 = 90 мм
фреза пройдет еще два добавоч-
ных куска 8 и оь которые равны:
8 = у/ 14 (100 14) ^ 34,7 мм,
Вх = y/3j(T00^3,6) = 18,7 мм.
Фиг. 308. Схема работы фрезы
при нарезке зубцов.
Для каждого нарезанного зубца, следовательно, получается
дополнительный путь в 34,7 4~ 18,7 — 53,4 мм, а всего 904-
4-53,4 = 143, 4 мм. Теперь представим, что при прохожде-
нии первой стружки фреза не будет доведена до конца
прорезаемого зубца, а дойдем только до точки £, которая
отстоит на некоторое расстояние, скажем на 25 мм, от края
изделия, как показано на фиг. 308.
Никакого ущерба для работы от этого не получится, так
как придется еще пройти чистовую стружку, а оставшийся
недорезанным уголок s вызовет весьма незначительную
дополнительную нагрузку на фрезу.
Очевидно, что при таком способе работы путь фрезы
уменьшится на 25 мм на каждый зубец шестерни, а всего
на 25 л/л/Х85 = 2125 мм. Считая, что в минуту фреза про-
ходят 30 мм, получим экономию в 2125: 30 = 71 мм. В про-
центном отношении эта экономия составит: 143д — 17,5%.
1 О модуле см. главу X.
276
Строгать или фрезеровать?
По характеру выполняемой работы фрезерный станок
наиболее близко подходит к строгальному и является его
серьезнейшим конкурентом. Существует мнение, что фрезер-
ные станки, как более совершенный тип, должны вообще
окончательно вытеснить из производства отсталый строгаль-
ный тип.
Органические недостатки строгального станка известны :
это наличие обратного холостого хода, а главное — поступа-
тельно-возвратное движение бо <ьших масс, которые вовремя
перемены хода вызывают большие силы инерции. Последнее
обстоятельство не дает возможности использовать на этих
станках быстрорежущие твердые сплавы.
Приходится все же констатировать, что строгальные
станки пока еще не исчезают и путем разных усовершенст-
вований борются за сохранения своего места на производ-
стве. И это им отчасти удается. Известно, например, что
станины станков обрабатываются фрезами только ’начерно;
чистовая же точная отделка производится на строгальных
станках, потому что фреза вызывает сильное местное нагре-
вание обрабатываемой детали и ее коробление. Но по-
мимо этого в некоторых случаях строгать будет выгоднее
в смысле экономии времени. В общем можно утверждать,
что узкие и длинные поверхности выгоднее обрабатывать
на строгальном станке, а короткие и широкие — на фре-
зерном.
Рассмотрим два случая.
1. На стальной детали надо обработать плоскую поверх-
ность в 1,3 м, длиною и 25 мм шириною.
На каком станке выгоднее выполнить данную работу?
Обратный „холостой" ход строгального станка вдвое
быстрее рабочего хода.
В данном случае можно принять для строгального станка
скорость резания в 15 м/мин., а подачу в 1 млг, для фрезер-
ного станка принимаем подачу в 100 мм/мин. При таких
условиях сравнительный подсчет времени для указанных
двух видов обработки приводит к следующему результату.
Строгальный станок. В виду того что путь стро-
гального резца бывает всегда несколько длиннее обрабаты-
ваемой поверхности (лишние куски пути в начале и в конце
строжки), необходимо увеличить длину данной поверхности
приблизительно до 1,5 м. Таким образом для каждого
рабочего хода потребуется 1,5:15 м/мин = 0,[ мин., а для
277
обратного холостого хода вдвое меньше времени, т. е.
0,1:2 = 0,05 мин.; всего, следовательно, для каждой пары,
ходов потребуется 0,10,05 = 0,15 мин., но, учитывая не-
которую потерю времени на перемену хода, берем 0,2 мин.
Величина подачи была принята в 1 мм, поэтому для обстрожки
25 мм ширины потребуется 25 двойных ходов, или 0,2 X
25 = 5 мин.
Фрезерный станок. При обработке той же поверх-
ности на фрезерном станке достаточно будет прибавить
к фактической длине только около 60 мм\ при подаче
в 100 мм/мин потребуется для обработки всей поверхно-
сти: =13,6 мин., или на 170% больше времени.
2. Тот же вопрос — строгать или фрезеровать? — надо ре-
шить для случая обработки стальной плиты, имеющей
400 мм в длину и 200 мм в ширину.
Если принять те же скорости резания и подачи, как в пре-
дыдущем случае, то получится при обработке на строгаль-
ном станке для одного рабочего хода:
400 мм + 100 мм 0,5 .и п ...........
-------Л------ или =0,033 мин.,
15------------15
а для холостого хода:
0,033:2 = 0,016 мин.
Следовательно, всего потребуется для каждой пары ходов:
0,0334-0,016 4-0,05=0,099 = 0,1 мин.,
а для всей поверхности
0,1 X 200 = 20 мин.
Если ту же поверхность фрезеровать, то потребуется
400 60 . р 'туп /
—— = 4,6 мин., или на 77%
меньше времени.
Вопросы
1. Из каких элементов составляется время, необходимое на обработку?
2. Как выражается скорость резания и подача?
3. По какой причине при прорезке пазов дисковой фрезой получается
иногда нечистая поверхность и как устранить этот недостаток ?
4. Объяснить разницу в технологическом процессе при фрезеровании
четного и нечетного количества торцевых зубцов кулачковой муфты?
5. Почему требуется иногда косой прорез и нельзя его заменить спираль-
ной канавкой?
278
6. Какие имеются способы для фрезерования косых прорезов ?
7. В чем сущность планетарного фрезерования ?
8. На каком принципе основана возможность фрезерования шаровой
поверхности ?
9. Почему при фрезеровании спиральных канавок рабочая фреза должна
иметь двойной скос ?
10. Какими соображениями надо руководствоваться при разрешении
в'проса: строгать или фрезеровать?
Задания
1. Вальцевой фрезой диаметром в 120 мм обрабатывается поверхность
длиною в 280 мм. Снять нужно две стружки: обдирочную и чистовую.
Глубина резания для первой стружки 12 мм, а для второй 2,5 мм, при
соответствующих подачах в 80 и 55 mmImuh. Определить время.
2. Определить время, необходимое для нарезки зубчатого колеся в 95
зубцов модуля М = 8. Ширина шестерни 55 мм. Работа производится
в два прохода: предварительно на глубину 12 мм и оканчательно на пол-
ную глубину впадины. Диаметр фрезы ПО мм] подача 75 и 60 мм/мин.
3. Торцевой фрезой диаметром в 45 мм обрабатывается за один проход
поверхность шириною в 32 мм и длиною в 120 мм; скорость резания
16 м]мин., подача на один оборот 0,5 мм. Определить время.
4. На торцевой поверхности дисковой фрезы требуется нарезать 18 зуб-
цов ; рабочая фреза имеет угол у в 60°; определить угол наклона дели-
тельной головки.
5. Руководствуясь фиг. 292а, определить время, необходимое для всех
пяти прорезов. Наружный диаметр изделия D = 80 мм, внутрений d — 50му,
глубина канавки 7 мм. Диаметр дисковой фрезы 65 мм, подача 65 лш/лп/н.
Для упрощения принять, что путь фрезы, без прибавки на врезание,
D—d
равен —2— •
6. По описанию устройства планетарной передачи (фиг. 297) вычертить
схематически поперечный разрез этого механизма.
7. На вертикальном фрезерном станке требуется профрезеровать шаро-
вую поверхность диаметром D = ТЬ мм; высота сегмента h = 30 мм
(фиг. 299), Определить диаметр фрезы d и угол наклона а.
На цилиндрической детали диаметром в 85 мм прорезана спиральная
капавка, глубиною в 12,5 мм, угол подъема спирали а, по наружной по-
верхности равен 58°. Определить величину углов подъема а2 и а3 на глу-
бине в 10 и 12,5 мм. Руководствоваться при решении задачи фиг. 305 и 305а.
9. Шестерня в 100 зубцов модуля 6 нарезается в два прохода; диаметр
фрезы 90 м v, а длина зубца 35 мм. При первом проходе глубиною в 10 мм
остановимся, не доходя до края на расстояние 25% от диаметра фрезы.
Определить, какую получим экономию во времени.
Глава ix
ДОПУСКИ И ПОСАДКИ
Измерение предельными калибрами
Современное машиностроение, основанное на принципе
широкого применения разделения труда и массового про-
изводства, требует изготовления взаимно-заменяемых дета-
лей. Если завод выпускает изделия определенной серии,
автомобили одной марки, тракторы, швейные машины и т. п.,
он должен изготовлять их таким образом, чтобы каждая
деталь, поступающая на конвейер для сборки, могла быть
установлена на свое место без всякой дополнительной при-
гонки и чтобы каждую изношенную или сломанную деталь
можно было во всякое время заменить имеющейся на складе
запасной частью. При этом вновь поставленная деталь дол-
жна в точности выполнять все установленные для нее функ-
ции, не нарушая ни в какой мере работу всего механизма.
Недостаточно, следовательно, чтобы деталь только „влезла"
на свое место, а надо, чтобы она „влезла" туда так, как
нам требуется: свободно, туго, с определенным зазором
для смазки и т. п.
Этого можно достигнуть только принятым в современном
машиностроении способом измерения и контроля предель-
ными калибрами. Этот способ измерения, как мы уже
знаем, значительно отличается от измерения так называе-
мыми нормальными калибрами.
Представим себе, чго требуется припасовать одну к дру-
гой две детали (валик к втулке) и мы пригнали валик по
калиберному кольцу (см. фиг. 253), а втулку по соответ т-
вующей пробке; тогда можно с полной уверенностью ожи-
дать, что изготовленный валик действительно войдет в от-
верстие втулки. При этом мы, однако, совершенно не осве-
домлены о том, каков будет характер этой припасовки,
т. е. войдет ли валик в отверстие свободно или его при-
дется втолкнуть туда с некоторым усилием; будет ли он
280
свободно вращаться в подшипнике или нет; достаточен ли
будет зазор между валиком и втулкой для того, чтобы там
мог удержаться смазочный материал, и т. п. На все эти
вопросы невозможно ответить заранее, потому что характер
или род припасовки (посадки) при измерении нормальными
калибрами всецело зависит от субъективной „чувствитель-
ности" самого рабочего, и только весьма опытный работник
может в данном случае дать установленный заранее характер
припасовки; кроме того эта работа не поддается точному
контролю и вызывает споры между рабочим и приемщиком.
Поэтому нормальные калибры совершенно утратили в на-
стоящее время свое значение как цеховые измерительные
инструменты.
Следует, между прочим, отметить, что когда вставляют
калибр в кольцо, надо быть весьма осторожным, так как от не-
умелого обращения эти инструменты часто портятся. Изме-
рительные поверхности необходимо смазывать тонким слоем
чистого вазелина и, вводя калибр в кольцо, все время пово-
рачивать его. Если оставить обе части неподвижными хотя
бы на некоторое время, они могут присосаться и „заедать".
Сущность предельного калибра заключается в том, что
он всегда имеет два размера (верхний предел и нижний),
между которыми и заключается требуемый размер. Стало
быть и не требуем от рабочего „а б со потно" точных раз-
меров ; заранее допускаются известные отступления, только
указывается точно величина этого отступления, и если
рабочий вышел из указанных ему границ (пределов), инстру-
мент сейчас же показывает брак.
При этом способе результаты измерения не зависят от
субъективного мнения рабочего, а вопрос о браке данной
детали разрешается объективным показанием калибра без
всяких споров и пререканий.
Упомянутое выше отступление от заданного размера (за-
ранее установленное) называется допуском на неточ-
ность изготовления.
Зазор, натяг, допуск
В каждом механизме встречаются элементы, состоящие
из сочетания вала с отверстием, причем взаимное их со-
единение может быть подвижным или неподвижным1.
1 Все, что здесь говорится о соединении вала с отверстием, относится
также и к деталям другой формы : квадратным, прямоугольным и проч.
Вал и отверстие взяты в системе допусков как элементы, встречающиеся
в машиностроении наиболее часто.
281
В первом случае вал вращается в отверстии свободно или пе-
ремещается в осевом направлении; во втором случае вал
сидит в отверстии плотно. Очевидно, что между отвер-
стием и свободно вращающимся валом должно быть неко-
торое свободное пространство, т. е. диаметр вала должен
быть меньше отверстия.
Эта разность диаметров называется зазором. Если же
вал запрессован и сидит в отверстии плотно, то до запрес-
совки его диаметр был, конечно, несколько больше отвер-
стия; в данном случае разность между диаметрами вала
и отверстия до сборки, если первый больше второго назы-
вается натягом.
В обыденной жизни под словом зазор понимают щель
определенной ширины, т. е. для цилиндрических изделий —
разность радиусов; точно так же под словом натяг понимают
обычно концентрично рас-
положенный вокруг отвер-
стия добавочный слой ма-
териала, как показано на
фиг. 309.
В системе допусков ока-
залось удобнее принимать
под терминами зазор и
натяг вдвое большие ве-
личины, т. е. разность диа-
метров (а не радиусов).
> вал продвинут к стенке
отверстия вплотную в одну сторону, как показано на
фиг. 309а.
Слово натяг в обычном понимании выражает понятие
о какой-то силе; в данном же случае натяг представляет
собою определенную длину, показывающую разность диа-
метров вала и отверстия.
Размеры с указанием допусков на неточность обработки
не могут быть выражены обычным образом одной цифрой,
так как помимо основного размера необходимо еще пока-
зать на чертеже и величину допускаемого отступления.
Допустим, что требуется изготовить валик диаметром
в 75 мм, причем допускается отступление от этого размера
вверх на 0,01 мм или вниз на 0,02 мм.
Такой размер надо изобразить на чертеже в виде 75+о°г°21
Это значит, что валик может иметь диаметр в 75,01 мм
(но не больше) или 74,98 мм (но не меньше). Число 75 на-
фиг. 309 и 309а. Изображение
зазора.
При этом предполагается,
282
зывается номинальным размером и имеет только
условное значение, так как выдержать его абсолютно
точно невозможно. Фактический размер будет лежать между
указанными диаметрами в 75,01 и 74,98 и может колебаться
в пределах 0,03 мм.
Разность между наибольшим и наименьшим
предельными размерами называется допуском.
Изложенные выше сведения о предельных размерах и
допусках изображены графически на фкг. 310.
Ввиду того что допуски представляют собою весьма
незначительные величины, измеряемые обычно сотыми до-
лями мм и даже микронами (1 микрон = 0,001 мм\ все эле-
менты системы допусков (допуск, зазор, натяг) изобра-
жаются на чертежах в сильно увеличенном виде.
-0,03
Фиг. 310, 311 и 312. Графическое изображение допусков.
Линия N — N является границей для номинального раз-
мера и называется нулевой линией. Отступление от
этой линии вверх на 0,01 мм, обозначенное знаком (плюс)
называется верхним отклонением, а отступление вниз 0,02 мм,
обозначенное знаком — (минус) называется нижним откло-
нением.
Размер а, равный 0,03 мм (заштрихованные полоски),
представляющий разность между наибольшими и наимень-
шими диаметрами, изображает допуск.
Не всегда, конечно, допуск расположен по обеим сторо-
нам от нулевой линии. Иногда оба отклонения расположены
над нулевой линией /V— N, а иногда под нею. Во всех этих
случаях сущность дела нисколько не меняется: допуск
всегда выражается разностью между наибольшим и наи-
меньшим диаметрами.
Рассмотрим некоторые случаи графического изображения
системы допусков.
283
На фиг. 310 отклонения расположены нессимметрично по
отношению к линии N—1\Г. Номинальный диаметр вала
равен 50 мм\ верхнее отклонение равно 0,01 мм, а нижнее
0 02 мм. Разность между наибольшим и наименьшим диа-
метрами или допуск составляет, следовательно, 0,03 мм.
Такой допуск обозначается на чертеже: 5О^о’о!- На фиг. 311
показан вал с одним отклонением, расположенным под ну-
левой линией; это значит, что в данном случае предусмо-
трено одно только нижнее отклонение в 0,02 мм, а верхнее
равно нулю. Номинальный, а также и наибольший диаметр
равны 50 мм\ наименьший — 71,98 мм. Допуск равен, следо-
вательно, — 0,02 мм. На чертеже это надо изобразить:
50—0,02; верхнее отклонение Ц-0,00 не ставится.
Рассмотрим в заключение еще один случай, показанный
нафиг. 312. Вал имеет два отклонения, расположенные под
нулевой линией. Из чертежа видно, что в данном случае
стремятся, чтобы фактический диаметр вала был обяза-
тельно меньше номинального. Верхнее отклонение равно
0,03 мм, а нижнее 0,05 мм. Допуск, как всегда, равен раз-
ности между наибольшим и наименьшим диаметрами, т. е.
0,02 мм.
Классы точности
Рассматривая отдельные детали того или иного механизма,
можно заметить, что размеры их не имеют одинакового
значения и не все они должны быть выполнены с одинаковой
точностью. В зависимости от выполняемых в данном меха-
низме функций, одни места или участки детали являются
ответственными и требуют особо точной обработки; другие
могут быть обработаны менее точно; третьи, наконец, до-
статочно только зачистить или обработать грубо. Требуемая
точность изготовления деталей зависит также от назначения
самого механизма или машины. Очевидно, что детали, ска-
жем, фрезерного станка, автомата, автомобильного двигателя,
швейной машины и т. п. должны быть изготовлены точнее,
чем детали вагона, прокатного стана или сельскохозяй-
ственной машины. Работать с повышенной точностью, т. е.
с малыми допусками, там, где не требуется, не следует,
так как увеличение точности сильно повышает стоимость
изделий. Степень точности определяется установленными для
данного изделия допусками; чем меньше допуск, тем точнее
должен быть выполнен данный размер.
284
Иногда величина допуска определяет даже характер
требуемого оборудования. Так например, станки-автоматы,
которые являются наиболее производительными, не могут
работать с очень большой точностью и если даны слишком
малые допуски, приходится отказаться от обработки на
автоматах и переходить к менее производительным методам
обработки, что, конечно, крайне нежелательно.
Утвержденная Всесоюзным комитетом по стандартизации
система допусков предусматривает 8 классов точности,
с соответствующими допусками. Самым точным является
первый класс, самым грубым — восьмой. Для общего ма-
шиностроения имеет наибольшее значение 2-й класс точ-
ности, поэтому мы приводим данные преимущественно по
этому второму классу.
Посадки подвижные и неподвижные
В каждом механизме встречаются детали, пригнанные
друг к другу по-разному. Одни детали вгоняются под прес-
сом или ударами молотка; другие входят свободно и вра-
щаются с известным зазором, третьи имеют скользящее
движение. Для каждого рода посадок требуются, конечно,
соответствующие допуски. С другой стороны, само собой
понятно, что две детали крупного станка будут совершенно
не так пригнаны (припасованы), как, например, мелкие
части часового механизма, хотя бы эти детали вращались
с одинаковой скоростью и т. д. В современном производстве
все эти вопросы строжайшим образом разрешаются в тех-
ническом бюро и отмечаются соответствующими обозначе-
ниями на чертежах. Указанные виды пригонки одной детали
к другой носят название посадок; каждая из них имеет
свои характерные особенности и определенную область
применения. Наша советская система допусков предусмат-
ривает для 2-го класса точности 9 различных посадок (кроме
горячей), которые подразделяются на неподвижные и под-
вижные, а именно:
1. Неподвижные посадки:
2. Подвижные посадки
Прессовая..............Пр.
Глухая ................ Г
Тугая • . . . •........Т
Напряженная ...........Н
Плотная.............. . П
Скользящая............С
Движения..............Д
Ходовая ............. X
Легко-ходовая.........Л
Широко-ходовая........Ш
Начнем с характеристики неподвижных посадок.
285
Прессовая посадка (Пр.) применяется в тех случаях,
когда требуется надежное соединение деталей без приме-
нения шпонок шпилек, гаек и т. п. Такая посадка дости-
гается исключительно напряжением между соединеными по-
верхностями, возникающим при запрессовке вследствие
упругой деформации материала.
Глухая посадка (Г) соединяет детали наглухо. Сборка
должна происходить под значительным давлением, а разъе-
динение должно иметь место редко, только при капиталь-
ном ремонте. Эта посадка применяется при соединении на
шпонке деталей, подвергающихся значительным сотрясениям
и ударам, например кулачных муфт, приводных шестерней
на валах сотрясательных аппаратов (вибраторов), камне-
дробилок, шестерней на валах двигателей и т. п.
Тугая посадка (Т) имеет несколько меньшие натяги
по сравнению с глухой (на 50—80%)- Она также приме-
няется в тех случаях, когда детали должны сидеть безу-
словно плотно и когда сборка и разъединение должны
иметь место применением значительной силы. Преимуще-
ство тугой посадки состоит в том, что сборка и разъ-
единение бывают значительно легче, а напряжение ма-
териала и его деформация меньше. Эта посадка приме-
няется при соединении на шпонке шкивов, шестерней, рас-
пределительных кулачков, поршневых пальцев и т. п.,
а также и в тех случаях, когда требуется более частая
разборка и нежелательно допустить большой деформации
материала.
Напряженная посадка (Н) имеет еще меньшие на-
тяги (около 75°/0 от предыдущей); она применяется при
посадке уплотнительных колец, при посадке маховика на
кривошипный вал и т. п.
Наконец, плотная посадка (П) применяется в тех
случаях, когда сборка и разборка изделия должны произ-
водиться от-руки при помощи деревянного молотка. При-
меняется она в тех случаях, когда детали должны сидеть
плотно, но их приходится часто разбирать и собирать,
например: ручные маховички, сменные шестерни, турбин-
ные колеса на валах, установочные кольца и проч.
Подвижные посадки. Переходной ступенью от не-
подвижных посадок к подвижным является посадка
скольжения (С); при ней никогда не бывает натягов
и детали могут передвигаться от-руки, если поверхности
соприкасания смазаны маслом. При значительной длине по-
верхностей соприкасания все же получается некоторое на-
286
пряжение. Как на примеры применения можно указать н&
сцепные диски соединительных муфт, цилиндрических
салазок радиально-сверлильного станка, сменные шестерни,
фрезы на оправках, шпиндель задней бабки и проч.
Посадка движения (Д) является наиболее тесной
из подвижных посадок. Она применяется при тихоходном
движении деталей, когда между ними не должно быть
заметного зазора, например: шпиндели делительных головок,
холостые части соединительных муфт в точных приводах,
передвижные шестерни в коробках скоростей, подшипники
шатунов и поршни индикаторов.
Ходовая посадка (X) применяется для соединения
деталей, которые вращаются с умеренной скоростью; в этом
случае зазор представляет уже заметную величину; как при-
меры можно указать на трансмиссионные валы в подшип-
никах, шпиндели металлообрабатывающих станков (в под-
шипниках), распределительные валы во втулках, подшип-
ники в регуляторах, ползуны в направляющих и т. п.
Легко-ходовая посадка (Л) отличается от преды-
дущей несколько увеличенным зазором и большими допу-
сками; она применяется главным образом в тех случаях,
когда скорость вращения выше средней, или когда вслед-
ствие большой длины соприкасающихся поверхностей или
недостаточно точной установки необходим некоторый запас
зазора, например вкладыши в подшипниках турбогенерато-
ров, приводы для круглошлифовальных станков, валы
с несколькими подшипниками и др.
Последней по величинё зазора является широко-ходо-
вая посадка (Ш), которая применяется в тех случаях,
когда скорость вращения достигает значительной величины
или когда давление в подшипниках сравнительно небольшое,
например: быстроходные трансмиссии и контрприводы, шей-
ки в подшипниках турбогенераторов и т. п.
Перечисленные выше посадки имеются полностью только
во 2-м классе точности; все же остальные классы имеют
меньшее количество посадок.
1-й класс точности обнимает всего пять поса-
док: глухую, тугую, напряженную, плотную и скользящую.
3-й класс точности обнимает в настоящее время
три подвижные посадки и три прессовые.
4-й класс точности имеет все подвижные по-
садки и одну прессовую;
5-й класс точности имеет только две подвиж-
ные посадки и т. д.
287
Система бала и система Отверстия
Изготовление взаимозаменяемых деталей по допускам
можно осуществить двумя различными способами. Можно
положить в основу диаметр вала, изготовлять его по посто-
янным, раз навсегда установленным предельным размерам
(для определенного класса точности), а все отклонения,
необходимые для получения зазора, натяга и проч., пере-
нести на отверстие. При таком способе работы мы будем
иметь так называемую систему вала. Если же возьмем
за основу диаметр отверстия, которое и будем изготовлять
по постоянным предельным размерам, то все необходимые
отклонения придется перенести на вал. Такой способ про-
изводства характеризуется как работа по системе отвер-
стия. На чертежах принято обозначать систему отвер-
стий буквой А, а систему вала буквой В.
Вопрос о выборе той или другой системы допусков явля-
ется весьма существенным, так как этим определяется не
только общий характер инструментального хозяйства (режу-
щего и калибрового) данного предприятия, а часто и методы
обработки, и выбор станочного оборудования. Естественное
стремление установить по всей промышленности единую
систему допусков (отверстия или вала) не имеет под собой
экономической базы, так как в отдельных конкретных слу-
чаях каждая из этих двух систем имеет свои преимущества;
поэтому наша общесоюзная система допусков, которая
должна учесть потребности и нужды самых разнообразных
отраслей промышленности, сохранила обе указанные системы.
В пользу системы нормального отверстия можно привести
следующие (далеко, правда, не исчерпывающие) соображе-
ния. Отверстия средних размеров (до 50 мм) трудно проверять
обычными измерительными инструментами; для каждого
такого отверстия требуется предельный стержневой калибр
(пробка). Наружные же диаметры можно измерять имеющи-
мися в цехе обычными измерителями (штангенциркуль, ми-
крометр, упорные приспособления к шлифовальному станку
и пр.). Если принять за основу систему вала, придется, как
мы выше указали, перенести все необходимые отступления
на отверстие, а для этого потребуется для каждого нор-
мального диаметра большой набор стержневых калибров
для всех видов посадок.
Иначе обстоит дело с системой отверстия: в этом случае
достаточно иметь для каждого диаметра один стержневой
калибр, так как все допуски переносятся на вал, который,
288
как уже было указано, можно измерить обычным способом.
Сказанное относится также и к набору разверток и опра-
вок, которых при системе отверстия потребуется значитель-
но меньшее количество. Предприятие, работающее по системе
отверстия, зависит поэтому в меньшей степени от наличия
специального инструмента и может скорее и с меньшими
материальными затратами приспособиться к производству
новых механизмов. Это обстоятельство приобретает особое
значение при первоначальном изготовлении новых конструк-
ций, когда требуемые допуски еще неизвестны и их надо
установить опытным путем на пробных моделях. В этом
случае было бы крайне невыгодно завести комплект калибров,
разверток, оправок и т. п., которые будут непригодны для
нормального производства, если намеченные предварительно
допуски окажутся при испытании пробной модели непра-
вильными.
Набор измерительных инструментов будет состоять при
системе отверстия из небольшого количества стержневых
калибров (пробок) и большого количества измерительных
скоб (для валов). Когда срабатывается калибр, его можно
перешлифовать только на меньший размер, причем каждый
раз приходится менять обозначенные на нем размеры; срабо-
танную же скобу можно легко восстановить в ее первона-
чальном размере ударами молотка и последующей довод-
кой. Все обазначения конечно при этом сохраняются без
изменения. Дальнейший, хотя и не столь решающий, аргумент
в пользу системы отверстия сводится к тому, что когда
дано отверстие определенного диаметра и в него должен
войти вал плотно, тогда последний должен иметь диаметр
несколько больше, чем отверстие; другими словами, при
числовом обозначении допусков для вала плотные посадки
имеют знак (плюс), а свободные знак — (минус). Такие
обозначения являются более естественными, чем при системе
вала, когда для плотной посадки отверстие всегда имеет
отрицательный допуск, а для свободной — положительный.
Однако, с другой стороны, бывают случаи, когда работа
по системе вала удобнее и обходится дешевле. Представим
себе, что на одном и том же валу надо смонтировать ряд
деталей: шестерни, муфты, кулачки, шкивы и пр., причем
одни из них должны иметь прессовую посадку, другие
плотную, третьи ходовую или легко-ходовую. Очевидно,
что в нанном случае вал не может быть гладким по всей
своей длине, а должен быть ступенчатым; некоторые „сту-
пеньки" могут при этом отличаться в диаметре только на
19 И. Л. Зайдель. 1004 289
сотые доли миллиметра. Такой вал сумеет изготовить только
высококвалифицированный токарь или шлифовщик. Что
касается отверстий, то они в перечисленных деталях совер-
шенно не связаны между собою и могут быть изготовлены
по предельным калибрам отдельно на разных станках,
в разное время рабочими более низкой квалификации. При
системе вала мы в данном случае будем иметь гладкий вал
по всей длине и изготовление его обойдется дешевле.
Характерным примером преимущества системы вала являет-
ся также изготовление трансмиссионных частей и контр-
приводов. Здесь могут также встречаться разные виды поса-
док (плотные, прессовые, ходовые), причем нам заранее
неизвестно, на каких местах вала будут помещаться под-
шипники, холостые и рабочие шкивы, установочные кольца
и прочее. В этом случае необходимо иметь гладкий вал
одного диаметра по всей длине, т. е. надо работать по
системе вала.
Система вала естественно диктуется в тех случаях, когда
применяются валы из светлотянутого материала, не требую-
щего вообще никакой обработки.
Следует еще отметить, что с уменьшением степени точ-
ности работы и с увеличением диаметров валов часть при-
веденных выше аргументов в пользу системы О1верстия
отпадает, так как при более грубой пригонке можно расто-
чить и измерить отверстие обычным инструментом без
специальных калибров.
Из всего сказанного можно сделать вывод, что работать
исключи гельно по одной системе во всех случаях невозможно.
При изготовлении точных машин средней величины, а также
при изготовлении пробных моделей новой конструкции
следует безусловно предпочесть систему отверстия. На заво-
дах крупного и более грубого машиностроения можно рабо-
тать и по системе вала. Трансмиссионные же части и тому
подобные изделия следует изготовлять по системе нормаль-
ного вала.
Коробка скоростей по системе вала й системе отверстия
На выбор системы допусков большое влияние оказывают
часто конструктивные особенности данного механизма. Как
пример можно привести коробку скоростей металлообра-
батывающего станка. Вал А (фиг. 313) вставляется при
сборке с левой стороны. Посмотрим, какие размеры получит
этот вал при условии работы по системе вала. Средняя
290
часть вала А имеет номинальный диаметр в 32 мм и на ней
закреплена на шпонке втулка В с посадкой Н (напряженная).
Рядом с этой втулкой помещается ’шестерня С, которая
должна вращаться свободно (посадка Л). Для того чтобы
пропустить часть вала вместе со шпонкой через ше-
стерню, ее отверстие должно быть больше 32 мм на
высоту выступающей шпонки; в нашем случае — примерно
на 4 мм. Следовательно вал в посадке Л должен иметь
диаметр, равный 32- -4 = 36 мм.
Фиг. 313. Коробка скоростей по системе вала.
Эту часть вала надо, в свою очередь, пропустить сквозь
шестерню £>, сидящую плотно на валу (с посадкой Н). В си-
стеме вала такая посадка достигается, как известно, тем,
что отверстие шестерни D берется на несколько сотых
меньше диаметра вала. При таких условиях невозможно
сохранить для общих шестерней С и D общий диаметр
в 36 мм, так как при прохождении через узкое отверстие
часть вала, предназначенная для ходовой посадки шестерни
С, будет смята и попорчена. Это обстоятельство заставляет
нас перейти к следующему нормальному диаметру, который
по таблице ОСТ равняется 38 мм. Теперь часть вала диа-
метром в 38 мм надо вместе со шпонкой пропустить через
левый подшипник, для чего опять потребуется увеличение
»
291
отверстия последнего на 4 мм. Следовательно, конец вала
для левого подшипника должен иметь диаметр в 42 мм.
Перейдем теперь к правой половине вала, исходя опять-
таки из заданного среднего диаметра в 32 мм (посадка Н).
Шестерня Е имеет ходовую посадку Л и для нее не удастся
сохранить диаметр в 32 мм, потому что при прохождении
вала через суженное отверстие втулки В он сомнется и по-
' портится. Следовательно и здесь необходимо перейти на
следующий нормальный диаметр, который по таблице ОСТ
Фиг. 314. Коробка скоростей по системе отверстия.
составляет 30 мм. Следующая шестерня F сидит плотно на
шпонке (посадкой Н). Так как эта часть вала вместе со
шпонкой должна пройти через отверстие в 30 мм, то она
должна быть тоньше на 4 мм и иметь диаметр 30 — 4 = 26 мм.
Наконец, последняя шейка вала, сидящая в правом подшип-
нике, не может сохранить размер в 26 мм, так как она не
пройдет без повреждения через суженное отверстие шестерни
F; поэтому мы вынуждены уменьшить эту шейку до 24 мм.
Произведенный анализ сборки показывает, что вал А коробки
при системе в а л й будет иметь семь уступов от 42 до 24 мм.
На фиг. 314 показана конструкция той же коробки в си-
стеме отверстия. Проанализируем ее, исходя из того
же среднего диаметра в 32 мм
292
Отверстие шестерни С (ходовая посадка X) должно про-
пустить вал номинального размера в 32 мм вместе со шпон-
кой. Следовательно, как и в предыдущем случае, это отвер-
стие должно иметь диаметр в 36 мм. Этот же размер вЗбльм
может иметь и часть вала для плотно сидящей шестерни D,
потому что в системе отверстия плотность посадки дости-
гается за счет увеличения диаметра вала, а ходовая посадка—
за счет уменьшения его диаметра. Поэтому часть вала для
шестерни С будет несколько тоньше и она пройдет через
шестерню D свободно и без повреждений. Эти же сообра-
жения целиком относятся и к втулке В и шестерне Е, которые
могут иметь вал одинакового диаметра в 32 мм. Для пра-
вого подшипника придется довести диаметр до 36 -j- 1 = 40
мм. Дальше мы имеем уменьшение диаметра вала для ше-
стерни Е на 4 мм (из-за шпонки), т. е. 32 — 4 = 28 мм\
этот размер в 28 мм можно сохранить и для шейки пра-
вого подшипника.
Таким образом при системе отверстия мы получим всего
четыре уступа с*более равномерным распределением мате-
риала (40 — 28 = 12 мм вместо 42 — 24=18 мм).
Влияние диаметра на величину допуска
Рассматривая таблицы ОСТ 1012 и 1022 (см. приложения
I и II), мы видим, что с увеличением диаметра допуски по
всем посадкам также увеличиваются. Это вполне понятно.
Если, скажем, для вала диаметром в 10 мм достаточно
иметь зазор для смазки в 0,03 мм, то для вала в 200 мм
этот зазор окажется, конечно, недостаточным и его при-
дется увеличить.
Не следует, однако, думать, что увеличение зазора будет
пропорционально увеличению диаметра, т. е., что в нашем
примере придется увеличить зазор в 20 раз и сделать его
равным 0,6 мм. При таком чрезмерном зазоре получатся
расхлябанность между валом и отверстием вкладыша и
неправильная работа машины. По таблице ОСТ 1012 можно
констатировать, что в легко ходовой посадке, напри-
мер, вал со средним диаметром в
3 + 6 „С
У = 4,5 , м
имеет средний допуск в
35 4-17 _
—— = 26 микронов;
293
вал же со средним диаметром в
120 4-180
2
= 155 мм
имеет средний допуск в
1004-155
-------= 127,5 микрона;
это значит, что при увеличении диаметра в 33,3 раз допуск
увеличился всего в 5,3 раза.
Соотношение между диаметром и допуском выражается
формулой 8 = ^,
где 8 — есть допуск, d — диаметр детали, a k — коэфициент,
величина которого меняется в зависимости от класса точ-
ности.
Для того, чтобы можно было легко сравнить между
собою разные классы точности и показать наглядно разли-
чие между ними, вводится еще одно обозначение под
названием „единицы допусков" (ЕД)- Хотя это поня-
тие у нас не стандартизовано, оно все же приводится
в нашей литературе и представляет несомненное удобство.
Единица допусков, выраженная в микронах, будет
1ЕД=5^
В табл. 8 приведены цифровые данные для коэфици-
ента К и количества единиц допусков для 5 классов точ-
ности. Если, например, говорят, что данный вал изготовлен
с точностью десяти единиц допусков, то по таблице видно,
что независимо от диаметра данная посадка относится
к 4-му классу точности; 2-ой класс имеет 1 ЕД, а 5 й класс —
20 ЕД и т. д.
Таблица 8
Классы точности Значение к для вала Число единиц допуска ЕД
1 3 0,6
2 5 1
3 15 3
4 50 10
5 100 20
294
Графическое изображение допусков
Допуски и посадки можно весьма наглядно изобразить
графическим путем. В качестве примера приведены на
стр. 384—387 две таблицы ОСТ №№ 1012 и 1022. В этих
таблицах помимо цифрового материала показаны графи-
ческие допуски и посадки для номинальных диаметров
от 50 до 80 мм для 2-го класса точности.
Рассмотрим таблицу ОСТ 1012, составленную для системы
отверстий. В данном случае отверстие сохраняет все время
постоянную величину и один и тот же допуск, что отмечено
заштрихованной прямоугольной полоской А. Ширина этой
полосы (допуск) равна-}-30 микрон (30 р). Это значит, что
допускается увеличение диаметра отверстия не больше, чем
на 30 микрон. Посадки расположены последовательно в по-
рядке убывания натягов и возрастания зазоров от глухой (Г)
до широко-ходовой (Ш). Из чертежа видно, что для легко-
ходовой посадки, например, дается допуск в пределах от
65 до 105 микронов от нулевой линии. Наибольший зазор,
который при этом может получиться, равняется 105-}-30 =
= 135 микронов, а наименьший зазор 65 микронов. Посадка
движения (Д) может иметь наибольший зазор в 32 —}—30 =
= 62 микрона, а наименьший 0-}-30 = 30 микронов. Все под-
вижные посадки обеспечены таким образом известным зазо-
ром при всех условиях.
Переходя к анализу неподвижных посадок, надо отметить,
что здесь требуется определенный натяг, который, однако,
не всегда обеспечивается данными допусками, не обеспечи-
вается тогда, когда случайно совпали крайние неблагоприят-
ные размеры. Допустим, что при тугой посадке (Т) отвер-
стие изготовлено с максимальным допуском в 30 микронов,
а вал больше номинального всего на 20 микронов; тогда
вместо натяга получим зазор в 10 микронов и никакой тугой
посадки, конечно, не получится. Практически это значит,
неподвижность обеих деталей не гарантирована и если возни-
кают силы, стремящиеся произвести сдвиг вала относительно
отверстия, то конструктор должен обеспечить неподвиж-
ность каким-нибудь дополнительным креплением: шпонкой,
шпилькой, винтовой нарезкой и т. п.
Приведенная на стр. 386 и 387 таблица ОСТ 1022 для си темы
вала построена по тому же принципу и никаких пояснений
не требует. На стр. 388 приведена таблица (ОСТ 1043)
для прессовой посадки 2-го класса точности. В данном слу-
чае допуски подобраны таким образом, что натяг обеспечен
295
безусловно даже при случайном совпадении самых неблаго
приятных размеров.
Условные обозначения посадок
В заключение укажем, какие приняты в нашей системе
обозначения для допусков и посадок.
Вопрос об обозначениях на чертежах при изготовлении
взаимозаменяемых деталей по допускам имеет немаловаж-
ное практическое значение. Для каждого ответственного
размера необходимо указать: номинальный размер (диаметр
или длину), величину допуска, систему отверстия или вала,
класс точности и род посадки.
От обозначения требуется, чтобы они четко характеризо-
вали данную посадку, чтобы их легко было запомнить, а глав-
ное, чтобы они занимали мало места на чертеже. Выше
уже было указано (см. стр. 285), что каждая посадка обо-
значается у нас начальной буквой своего названия: глу-
хая— Г; тугая—Т; напряженная—Н и т. д." К этому надо
только прибавить, что прессовые посадки принято у нас
обозначать двумя буквами, а именно: горячая— Гр; прес-
совая—Пр; и легко-прессовая — Пл.
Класс точности обозначается цифровым индексом; так
например П1 означает „Плотная посадка первого класса
точности"; Х3—„ходовая посадка третьего класса точ-
ности" и т. д. Наиболее часто встречающийся 2-й класс
индекса не имеет. Система отверстия обозначается буквой
А, а система вала буквой В.
Таким образом надпись 0 60 В3 означает основной вал
3-го класса точности с номинальным размером в 60 мм,
а надпись 0 80 А означает основное отверстие 2-го класса
точности с номинальным диаметром в 80 мм.
Когда надо показать на чертеже размеры деталей в соб-
ранном виде, тогда обозначение отверстия пишется над
д
чертой, а обозначение вала под чертой, например: 0 6ОХ
означает ходовую посадку по системе отверстия 3-го класса
точности с номинальным диаметрам 60 мм. Надпись 0 6ОВ
означает ту же ходовую посадку по системе вала 3-го класса
точности с тем же номинальным диаметром в 60 мм.
При отсутствии указаний на вал или отверстие, т. е.
букв А и В, обозначение относится к обеим деталям, напри-
мер 0 120 Т означает вал или отверстие для тугой посадки
2-го класса точности с номинальным диаметром в 120 мм.
296
Вопросы.
1. Что такое взаимозаменяемость деталей и каково ее значение в со-
временном машиностроении?
2. Какими способами измерения деталей можно обеспечить их взаимо-
заменяемость?
3. Что понимают под термином .допуск" и как изображается на чертежах
размер с обозначением допусков?
4. Почему вводятся в производство разные классы точности?
5. Что понимают под термином .посадки" и какие посадки установлены
советской системой допусков?
6. Что понимают под термином .система вала" и .система отверстия" и
какое мажду ними различие?
7. В каких случаях предпочтительнее работать по системе вала?
8. Какое влияние оказывает величина диаметра вала на размер допуска?
9. Что понимают под термином .единица допусков' и для чего он вво-
дится?
Задания
1. Изобразить эскизом отверстие номинального размера в 65 мм с до-
пуском в 0,05 мм, причем верхнее отступление равно 0,02 мм.
2. Изобразить эскизом вал номинального размера в 40 мм с отклоне-
ниями от нулевой линии —0,01 и + 0,01; допуск заштриховать.
3. Руководствуясь таблицей ОСТ 1012 (стр. 384), определить, во сколько
раз увеличится предельное отклонение от номинального размера при
увеличении диаметра вала от 15 до 135 мм. Задачу решить для ходовой
и широко-ходовой посадок.
4. Руководствуясь таб/. ОСТ 1022, определить, какая из подвижных
посадок обеспечивает наличие натяга при всех условиях.
5. Руководствуясь табл. ОСТ 1022, изобразить эскизом предельные раз-
меры для напряженной посадки вала диаметром в 70 мм.
6. Решить ту же задачу для широко-ходовой посадки.
7. РукЛодствуясь табл. ОСТ 1043, изобразить эскизом предельные раз-
меры для плотной посадки вала диаметром в 150 мм.
8. Решить ту же задачу для ходовой посадки.
Г Л А В A X
ЗУБЧАТОЕ ЗАЦЕПЛЕНИЕ
Элементы зацепления
Шестерни или зубчатки имеют в современном машино-
строении совершенно исключительное значение. Трудно
представить себе какой-нибудь механизм — от самого мел-
кого до самого крупного (от механизма часов до блюминга),
у которого не встречались бы зубчатые зацепления в самых
разнообразных сочетаниях.
В настоящее время зубчатые колеса в подавляющем боль-
шинстве случаев изготовляются на фрезерных станках и
только на очень грубых машинах можно еще встретить
шестерни с литыми зубцами. В связи с увеличением ско-
рости вращения шестерней (быстроходные станки, автомо-
били и т. п.) предъявляются весьма высокие требования
к правильному очертанию профиля зуба. Это, в свою оче-
редь, требует высокого качества зубоиарезных фрез и точ-
ных способов измерения и контроля.
Для того чтобы уметь на практике правильно использо-
вать фрезерный станок для нарезки шестерней, необходимо
прежде всего получить ясное представление об элементах
зубчатого зацепления. Для облегчения работы следует
также усвоить установленную по данному вопросу термино-
логию.
На фиг. 315 показана схематически пара сцепленных
шестерней. Обозначенный буквами DH так называемый
диаметр начальной окружности является исходным или
основным элементом при определении размеров шестерни
и вычерчивании профиля зуба. D — есть диаметр наружной
окружности, или окружности выступов, a d — диаметр
внутренней окружности или окружности впадин. Верхняя
часть а зуба, расположенная между начальной и наружной
окружностями, называется головкой зубца, а нижняя часть Ь,
расположенная между начальной и внутренней окружно-
298
стями, называется ножкой зубца. Размер А, равный а \-Ь, —
называется высотою зубца.
Одним из наиболее ответственных элементов является
шаг зацепления — t, который представляет собой расстояние
между серединами двух соседних зубцов, или же сумму
толщины зуба и впадины;
это расстояние (т. е. шаг
зацепления) берется по
начальной окружности DH,
но не как хорда, а в виде
выпрямленной дуги. Ко-
личество зубцов шестер-
ни обозначается буквою
г; каждая шестерня имеет
столько шагов зацепле-
ния, сколько зубцов. Про-
филь зубца имеет симме-
тричную по отношению к
радиусу форму и криво-
линейное очертание.
В большинстве случаев
общего машиностроения
применяется в настоящее
время так называемое
эвольвентное заце-
пление; там же, где тре-
буется особая точность,
шестерни изготовляются
с циклоидальным заце-
плением.
Эвольвенты и циклоиды
представляют собой, как
известно, кривые линии;
некоторый отрезок этих
кривых идет на образо- фпг- 315. Цилиндрические шестерни,
вание профиля зуба.
Мы рассмотрим здесь подробно только построение эволь-
вентного зацепления, поскольку для общего машинострое-
ния этот вид зацепления имеет наибольшее значение.
Образование эвольвенты
Образование эвольвенты (называется также разверткой
круга) можно себе представить следующим образом.
299
Возьмем шайбу М (фиг. 316) диаметром, скажем, в 50 мм
и прикрепим к ней в точке а шнурок а — Ь, равный поло-
вине длины окружности Если мы теперь натянем этот
шнурок и будем его в таком состоянии наворачивать на
кружок 7И, то конец b нашего шнурка опишет кривую
линию Ьос, которая называется разверткой круга или эволь-
вентой. Само собою понятно, что если тот же шнурок
будем в натянутом состоянии
сматывать с кружка, у нас полу-
чится та же эвольвента.
b
Фиг. 317. Построение эволь-
венты.
Фиг. 316. Форма эволь-
венты.
Вычерчивание профиля
Вычертить эвольвенту можно следующим образом: через
центр окружности М (фиг. 317) проводим горизонтальную
линию АВ и делим верхнюю полуокружность на несколько
равных частей, например на 6; в точках 7, 2, 3,4,5 и 6 прово-
дим касательные линии и откладываем на них отрезки: 1 — а,
равный дуге 7 — 0; 2—Ь, равный дуге 2—О; 3 — с, равный
дуге 3—О и т. д. Соединив затем точки о, a, b, с, d, е и f
плавной кривой получим требуемую эвольвенту. Не-
сколько по-иному эвольвента строится при вычерчивании
профиля зуба, когда требуется, чтобы она проходила через
определенную точку.
В этом случае мы имеем только начальную окружность
данной шестерни и нам приходится найти дополнительно
зоо
основную окружность и вспомогательную прямую линию,
которая наматывается на эту окружность. Допустим, что
дуга 1 — 1 (фиг. 318) есть начальная окружность какой-
нибудь шестерни и нам надо построить профиль зуба,
одна сторона которого проходит через точку А. Обычно
при вычерчивании эвольвентного зацепления пользуются
вспомогательной линией 2 — 2, проходящей через данную
точку А под углом в 75° к радиусу О — А, или под углом
в 15° к касательной в точке А. Из центра О опускаем на вспо
могательную линию 2 — 2 перпендикуляр О — D и если
проведем через точку D дугу 3-—3, получим основную
окружность или окружность
обкатывания. Дальнейшее по-
строение профиля переносим
Фиг. 318 и 319. Построение профиля зубца.
для большей ясности на фиг. 319. Начиная с точки D, от-
кладываем на линию 2— 2 на дуге 3—3 несколько равных
частей, обозначенных точками а, Ь, с и ах, bif с1г и прово-
дим через точки а1} bt, сх касательные к дуге 3 — 3. На этих
касательных откладываем расстояния: а^т — аА', Ьхп~ЬА
и с}р- с А.
Соединив теперь точки А, т, п, р плавной кривой линией,
получим требуемую для профиля зуба часть эвольвенты
от р до А. Эта часть получилась при помощи обкатывания
линии 2— А по дуге 3—3, начиная с точки D.
Остальной небольшой кусок эвольвенты AN, расположен-
ный между дугами 1 — 1 и 3 — 3, получается обкатыванием
отрезка DA по той же дуге 3 — 3. Остается еще разъ-
301
Фиг. 320. Построение профиля зубца.
пления t. разделенный на число
яснить, каким образом пользуются описанными эвольвентами
для получения формы самого зуба; это построение показано
ясно на фиг. 320. Дуга 1 — I есть часть начальной окруж-
ности; эвольвента А—р перечерчена точно с фиг. 319. Из
центра О проводим дугу 4 — 4, соответствующую наружной
окружности, и дугу 5 — 5, которая представляет собой
часть внутренней окружности.
Профиль зуба состоит, таким образом, изчастей эволь-
венты Ad и AN и из прямого отрезка NP, направ-
ленного к центру шестерни;
этот отрезок закругляется
внизу некоторым радиусом г.
Для большей наглядности
на фиг. 320 показано пунк-
тирной линией противопо-
ложное очертание К ML,
так что мы таким образом
получаем полный профиль
зубца.
Модуль и его значение
Все элементы зубчатого
зацепления подсчитываются
в настоящее время по так
называемому модулю. Мо-
дуль (М) есть шаг заце-
тг, т. е. М~ Допустим,
что шаг какой-нибудь шестерни равен 15,7 мм\ тогда мо-
дуль этой шестерни будет = 5 мм. Обычно обозначение
„лтлт“ опускают и говорят короче: модуль 5, модуль 3,5
и т. д. Введение модуля значительно упрощает подсчеты
всех элементов зубчатого зацепления. Для сравнения старого
способа с новым возьмем конкретный пример.
Допустим, что надо изготовить шестерню в 35 зубцов
с шагом t в 24 мм. Как определить наружный диаметр
этой заготовки? Так как шаг дается на начальной окруж-
ности DH, а наша шестерня имеет 35 шагов, то диаметр
этой окружности
t z 24 X 35 .
'« = -=-^и= 267,4 мм-
302
Наружная окружность больше начальной на 2а (на две
головки). При старом способе подсчета высота головки
принималась равной 0,3t —0,3 X 24 = 7,2. Диаметр наруж-
ной окружности будет, следовательно, 267,4-J- 2 X 7,2 =
= 281,8 мм мы витим, что считать этим способом (по
шагу) неудобно; приходится делить на число кив резуль-
тате редко когда получим целое число без дробей.
Решим теперь такую же задачу по модулю. Допустим,
что та же шестерня в 35 зубцов имеет модуль 8, тогда
шаг ее будет 8 к, а диаметр начальной окружности
8 • тс • z
7Г
т. е. диаметр начальной окружности равняется числу зуб-
цов, умноженному на модуль. Высота головки а берется
равной одному модулю.
Таким образом диаметр наружной окружности будет:
7) = МгЦ-2М^М(^4-2) = 8(354-2) = 296 мм.
Из этого примера видно, что по модулю подсчет совер-
шенно упростился и его можно произвести без всяких
затруднений даже в уме, а именно: диаметр начальной
окружности равен числу зубцов, помноженному на модуль,
а диаметр наружной окружности — числу зубцов плюс 2,
помноженному на модуль.
Повторим вкратце все элементы зацепления, выраженные
через модуль М
1. М =i
2. DH = Mz
3. D =(гД-2) М
4. а = М
5. b =1,166М
6. h = 2,166 М
7. г == 0,166 М
Вычерчивание профиля зубца по таблице Грандта
Вычерчивать зацепление по эвольвенте согласно фиг. 319
и 320 довольно сложно. Практически способ построения
упрощают и профиль зуба строят по сопряженным дугам
двух окружностей в сочетании с радиальной прямой линией.
Построение ведется по приведенной ниже известной таб-
лице Грандта, которая дает очертания зубцов настолько близ-
зоз
кие к эвольвенте, что отступления никакого практического
значения не имеют.
На фиг. 321 показана часть шестерни, вычерченной по
данным таблицы Грандта. Как видно, профиль зуба обра-
зуется: дугой 1—2, описанной радиусом Ь\ дугой 2—3 ра-
диуса с; отрезком 3—4, направленным к центру шестерни,
и закруглением 4—5 радиуса г.
Центры для радиусов b и с лежат на особой вспомога-
тельной окружности NN. Расстояние а между этой вспо-
могательной и начальной окружностями равно части от
последней.
Таблица Грандта
Габлица 9
Число ь с Число b с
зубцов Умножить зубцов Умножить
на модуль на модуль
10 2,28 0,69 24 3,64 2,24
11 2,40 0,83 25 3,71 2,33
12 2,51 0,96 26 3,78 2,42
13 2,62 1,09 27 3,85 2,50
14 2,72 1,22 28 3,92 2'59
15 2,82 1,34 29 3,99 2,67
16 2,92 1,46 30 4,06 2,76
17 3,02 1,58 31 4,13 2,85
18 3,12 1,69 32 4,20 2,93
19 3,22 1,79 33 4,27 3,02
20 3,32 1,89 34 4,33 3,00
21 3,41 1,98 35 4,39 3,16
22 3,49 2,06 36 4,45 3,93
23 3,57 2,15
37-40 4,20 71— 90 7,и
41-45 4,63 91-120 9,78
46—51 5,06 121—180 13,38
52—60 5,74 181—360 12,62
61—70 6,52
Следующий пример показывает, как нужно пользоваться
таблицей Грандта.
304
Пусть требуется вычертить шестерню в 30 зубцов по мо-
дулю 6. Решение этой задачи разбивается на следующие
9 операций:
1. Определяем диаметр начальной окружности DH, кото-
рый равен Mz = 30 X 6 = 180мм.
2. Определяем диаметр наружной окружности D. Для этого,
как было указано выше, надо к фактическому числу зубцов
нашей шестерни прибавить еще 2 зубца и полученное
число помножить на модуль. Z) = (z4~2)*M = (30-f-2) X 6 =
= 192 мм.
Фиг. 321. Построение зубца по таблице Грандта.
3. Из какого-нибудь центра проводим наружную и на-
чальную окружности (фиг. 321) и на расстоянии а= диа-
метра начальной окружности проводим вспомогательную
дугу
Z 180 о .
(а = яп = 3 мм)‘
4. Делим циркулем всю начальную окружность на 30 рав-
ных частей или на 30 шагов, а затем каждый из этих шагов,
делим еще пополам.
5. Определяем по таблице Грандта величину радиуса Ь.
Для этого число, стоящее в таблице против цифры 30, т. е.
число 4,06, умножаем на модуль и получаем 4,О6Х 6 = 24,36 мм.
6. Раздвигаем ножки циркуля на 24,36 мм, ставим одну
ножку на вспомогательную окружность так, чтобы вторая
ножка совпала с каким-нибудь делением на начальной ок-
ружности, и проводим дугу 1—2 от наружной до начальной
окружности.
7. Определяем по таблице радиус с. Для этого число
2,76 также умножаем на модуль. 2,76 X 6 = 16,56мм и по-
лученным радиусом вычерчиваем дугу 2—3. Линия 3—4
идет по прямому пути к центру шестерни, т. е. по радиусу.
20 И. Л. Зайдель. 1001 305
8. Определяем внутреннюю окружность. Для этого от
диаметра наружной окружности отнимаем два раза по пол-
ной высоте зубца. Так как высота зубца равна 2,166 «М или
2,166 X 6=12,996мм, то удвоенная высота будет 25,99 мм^
^26 мм, а диаметр внутренней окружности будет 192—26 =
= 166 мм.
9. Наконец вычерчиваем закругление 4—5 радиусом г,
равным 0,166 X 6 =1 мм.
На фиг. 322 показано вычерченное описанным выше спо-
собом сцепление двух шестерней. Отрезок АВ вспомога-
тельной линии, который получается от ее пересечения с
обеими наружными окружностями, называются линией
зацепления. При движении шестерней точка соприкаса-
ния обеих зубцов все время, конечно, меняется, но они всегда
Фиг. 322. Построение линии зацепления.
лежат на указанной линии зацепления. Проведенные из
центров обоих шестерней дуги А—3 и В—4 отрезают от
профиля зубцов части 1—3 и 4—6, отмеченные на чертеже
жирными линиями.
Во время движения эти части зубцов скользят одна по
другой и подвергаются изнашиванию. Если рассмотреть
внимательно оба эти отрезка профиля, то придем к заклю-
чению, что износ зубца не будет равномерным; наибольшему
износу подвергается корень зубца, т. е. часть 2—3 (а также
4—5), так как площадь этой части меньше другой трущейся
на ней части зубца 5—6.
Система Питч
В США и Англии элементы зубчатого зацепления вычис-
ляются не по модулю, а по так называемому „Питчу". Для
нас эта система имеет значение, поскольку нам приходится
ремонтировать импортное оборудование. Тут можно при-
вести некоторое сравнение с резьбой. Известно, что при
306
нарезке резьбы дается либо шаг в мм, либо число ниток
на один дюйм. Эти величины обратно пропорциональны,
т. е. чем больше шаг, тем меньше количество ниток поме-
стится на одном дюйме и наоборот. Подсчеты по модулю
соответствуют подсчетам резьбы по шагу в мм, а подсчеты
по Питчу—числу ниток на один дюйм.
Пусть шестерня диаметром в 3" имеет 15 зубцов; эту
шестерню мы сплюснули и заставили все зубцы располо-
жится рядом на диаметре начальной окружности, как по-
казано на фиг. 322 а; при этом зубцам придется, конечно,
потесниться и уплотниться на занимаемой площади, так как
диаметр ведь в 3,14 раза меньше длины окружности. И дей-
ствительно мы видим на чертеже, что зубцы, сохранив свою
нормальную высоту, стали значительно тоньше нормального.
На один дюйм диаметра придется у=5 сплюснутых зубцов,
Фиг. 322а.
Это число называется „Питч" и обозначается буквой Р.
Итак „Питч", это то количество зубцов, которое приходится
на один дюйм диаметра DH начальной окружности.
Если дано число зубцов z и величина Питч Р, то можно
определить все остальные элементы зубчатого зацепления,
а именно: из уравнения
имеем:
Шаг зацепления сплюснутых зубцов равен —- ; фактиче-
ский шаг t должен, конечно, быть больше в т раз. Таким
образом шаг
307
Но
Подставив это выражение, получим:
, Z’T.______________________ к
Г == Р- 2~ Р ‘
Высота зубца берется
Между модулем М и Питчем Р существует конечно опре-
деленное взаимоотношение, которое определяется следую-
щим образом:
Таблица 10.
Перевод модуля на Питч
Модуль шаг: л Питч z\D" Модуль шаг: л П итч z:D"
1 25,4 6 4,23
1,25 20,32 6,50 3,92
1,5 6,93 7 3,63
1,75 14,51 8 3,17
2 12,7 9 2,82
2,25 11,29 10 2,54
2,5 10.16 11 2,31
2,75 9,23 12 2,12
3 8,46 13 1,95
3,25 7,81 14 1,81
3,40 7,26 15 1,69
3,75 6,77 16 1,59
4 6,35 18 1,42
4,5 5,64 20 1,27
5 5,08 22 1,15
5,5 4,62 24 1,06
Шаг по модулю:
t — М • ММ.
Шаг по Питчу:
/=р- дюймов.
В переводе на мм шаг по Питчу
308
Откуда
тс-25,4 .. 25,4
М-тс = р- , откуда М = -р-
Приведенная выше таблица дает перевод модульной си
стемы в питчевую.
Понятие о давлении на зубцы
Во время работы шестерней их зубцы выдерживают опре-
деленное давление в зависимости от величины крутящего
момента. Допустим, что вальцевая фреза, шириною в 45-Юи, *
диаметром в 100 мм снимают стружку (слой металла) в
40Х5л^. Материал—сталь средней твердости. При таких
условиях давление на зуб фрезы определяется по формуле:
P==k-b-s- .
V
В этой формуле приняты обозначения:
Р — давление на зубцы фрезы,
К — коэфициент, зависящий от свойств обрабатываемого
материала,
b — ширина стружки в мм,
s — глубина стружки в мм,
с — подача в мм!сек,
v — окружная скорость фрезы в мм/сек.
Для стали средней твердости можно принять /<=180,
подачу с берем 0,5 мм1сек, а скорость v— 250мм[сек.
(15 м[мин).
Прй таких условиях давление составит:
Р= 180 X 40 X 5 X о°’® = 75«г,
.ZOU
а крутящий момент фрезы, а также и шпинделя, равен 75 X
Х5^=375 кг см. Допустим, что фрезерный станок рабо-
тает с перебором, согласно схеме фиг 6. Тогда зубец
шестерни D, сидящей плотно на шпинделе, воспринимает
давление в 375:17,5= 21,5 кг. Точно такое же давление испы-
тывает зубец шестерни перебора N, что дает для валика
перебора крутящий момент в 21,5 X 6= 129 кг/см, а давле-
ние на зуб шестерни F (а также и шестерни С ступенчатого
шкива) будет 129:16,0 = 7,6 кг.
309
Фактически давление на зубцы будет несколько больше,
так как помимо сопротивления резанию приходится еще
преодолевать возникающее в разных частях станка трение.
Следует еще обратить внимание на то обстоятельство,
что если две неравные шестерни находятся в зацеплении,
то это отнюдь не значит, что очертание профиля зуба у
них одно и то же; наоборот, у таких шестерен профили
зубцов всегда будут иметь разное очертание, причем по
мере того как количество зубцов уменьшается, их профиль
принимает неблагоприятное очертание в смысле сопротив-
ляемости давлению, а именно: зубцы подрезаются у осно-
вания и ослабляются. Такие шестерни с подрезанными и
ослабленными зубцами показаны на фиг. 323. При эвольвент-
ном зацеплении с наклоном линии зацепления в 15% (или
Фиг. 323. Шестерни с подрезными
зубцами.
Фиг. 324. Шестерня с увели-
ченным углом наклона.
75°) подрез зубца у основания начинается уже тогда, когда
шестерня имеет меньше 31 зубца. Однако этот подрез еще
незначителен; опасным он становится только у шестерней,
имеющих меньше 12 зубцов. Известно, что шестерни с не-
большим количеством зубцов (даже меньше 12) требуются
в машиностроении довольно часто; для того, чтобы увели-
чить прочность зубцов таких шестерней, т. е. уничтожить
у них ослабленный корень, увеличивают угол наклона ли-
нии зацепления. На фиг. 324 показана шестерня с 10 зуб-
цами с углом наклона в 22° 30'. Из чертежа видно, что
зубцы получились вполне нормальные без всякой подрезки
у корня.
Вопросы
1. Назовите основные элементы зубчатого зацепления.
2. Что такое эвольвента, как она получается и для чего применяется?
3. Что такое модуль, какие у него преимущества при подсчете разме-
ров шестерней?
310
4. Для чего применяется таблица Грандта?
5. По какой системе подсчитывают шестерни в США и Англии и чем
эта система отличается от подсчетов по модулю?
6. При каких условиях у шестерни получаются подрезанные зубцы и
как можно устранить этот недостаток?
Задания
1. Вычертить эвольвенту; диаметр основш й окружности 60лм<.
2. Руководствуясь фиг. 319 и 320 вычертить профиль зубца. Размеры
произвольные.
3. По данному модулю 5 и числу зубцов 35 определить все элементы
зацепления.
4. Вычертить по таблице Грандта зубцы шестерни модуля 4; число зуб-
цов 45. Вычертить надо только 3—4 зубна.
5. При ремонте импортного станка оказалось, что одна из сломанных
шестерней имела Питч 8,46. Перевести по формуле Питч на модуль и под-
считать все элементы зацепления.
6. Вычертить по таблице Грандта шестерню с 9 зубцами, взяв угол на-
клона линии зацепления равным 25°.
ГЛАВА XI
ИЗГОТОВЛЕНИЕ ЗУБЧАТЫХ КОЛЕС
Нарезка шестерней модульными фрезами
После того как в предыдущей главе нами изложены все
необходимые сведения об элементах зубчатого зацепления
и о построении профиля, можно перейти к практической
стороне этого дела, к вопросу об изготовлении шестерней
на фрезерных станках.
Фиг. 325. Модульная
фреза.
Фиг. 326. Схёма правильной
и неправильной заточки мо-
дульной фрезы.
В механических цехах общего машиностроения, где изго-
товление шестерней не является предметом массового про-
изводства, цилиндрические шестерни фрезеруются диско-
выми модульными фрезами на делительной головке универ-
сального фрезерного станка.
Такая модульная фреза показана на фиг. 325. Она изго-
товляется по точным шаблонам и получает на специальных
станках заднюю заточку (затыловку) соответствующими
фасонными резцами. Сама по себе нарезка зубцов на ше-
стернях ничем не отличается от обычных работ с дели-
тельной головкой. Следует только обратить внимание на
некоторые специфические особенности данной работы.
312
Каждая модульная фреза может правильно нарезать
шестерни только с определенным количеством зубцов.
Нельзя, например, одной и той же фрезой нарезать ше-
стерни в 20 и 100 зубцов, несмотря на то, что обе эти
шестерни имеют один и тот же модуль и сцепляются
вместе. Даже простым глазом видно, что очертание про-
филя зуба у таких двух шестерней совершенно разное.
Теоретически при увеличении нарезаемой шестерни, хотя бы
на один зубец, требуется уже другая модульная фреза;
практически, однако, для крупных зубцов (модуль 10
и выше) достаточен набор модульных фрез из 15 шт., а для
более мелких (до модуля 10) даже из 8 шт.; такими набо-
рами фрез можно нарезать любую шестерню, начиная с 12
зубцов и кончая зубчатою рейкой.
Оба эти набора показаны в приведенных ниже двух
таблицах.
Таблица 11
Набор в 15 штук
№ фрезы Предназнач. для зубцов № фрезы Предназнач. для зубцов № фрезы Предназнач. для зубцов
1 12 Зг/з 19—20 6 35- 41
П/2 13 4 21-22 6V2 42— 54
2 14 41/2 23-25 7 55— 79
24 •> 15-16 5 26—29 742 80—134
3 17-18 5Vs 30-34 8 135 до рейки
Таблица 12
Набор в 8 штук
№ фрезы Предназнач. для зубцов № фрезы Предназнач. для зубцов
1 12-13 5 26— 34
2 14—16 6 35- 54
3 17—20 7 55—134
4 21—25 8 135 до рейки
313
У всякой модульной фрезы передняя режущая грань
зуба (грудка) должна быть заточена радиально, т. е. по
линиям 0—1, 0—2 (фиг. 326); всякое другое направление
заточки, например, по линии 3—4, 5—6 дает неправильный
или искаженный профиль.
Установка нарезаемых шестерней и модульной фрезы
показана схематически на фиг. 327. На оправке сидят рядом
четыре шестерни W, установленные в центрах делительной
головки. Стрелкой Q показано направление движения стола
(подача). Модульная фреза f вращается по направлению
указанному стрелкой. Делительный диск Т и защелка х
устроены обычным образом.
По мере того как диаметр нарезаемой шестерни увели-
чивается, возникают известные затруднения в работе.
Фиг. 327. Схема установки шестерней при нарезке
модульной фрезой.
Делительные головки имеют обычно сравнительно не-
большую высоту центров (150—175 мм), вследствие чего
шестерню большого диаметра вообще невозможно устана-
вливать в центрах; червячная шестерня делительной головки
имеет сравнительно небольшой диаметр и если обрабаты-
ваемая шестерня больше этого диаметра, то все неточ-
ности— от мертвого хода, неправильности шага и прочее—
передаются в увеличенном размере на изделие; установлен-
ная „на весу“ крупная тяжелая шестерня легко поддается
вибрациям (дрожанию), вследствие чего получается дроб-
леная поверхность обработки.
Все указанные недостатки можно устранить, установив
нарезаемую шестерню на вертикальной оси на круговом
столе, как показано на фиг. 328. Стол состоит из корпуса
А, который прикрепляется к столу фрезерного станка.
В корпусе имеется выточка для червячного колеса, сцеп-
ленного с однозаходным червяком; на наружном конце
этого червяка помещается съемный делительный механизм
обычного типа, состоящий из делительного диска и за-
314
щелки. С червячной шестерней соединяется круглый стол
(патрон) для закрепления изделия. По желанию можно
делительный механизм удалить и посадить вместо него
Фиг. 328. Нарезка шестерни модульной фрезой.
рукоятку для обычных работ. Обрабатываемые изделия
можно закрепить на вертикальной оправке, как пока-
зано на фиг. 328, или же при-
хватками при помощи болтов с
Т-образными головками.
Модульную фрезу для шестер-
ней, как всякую фасонную фрезу,
надо держать всегда острой и
не обременять чрезмерной струж-
кой. При нарезке крупного зуба,
а также при обработке стальных
шестерней весьма полезно по-
Фиг. 329. Схема нарезки ше-
стерни двумя фрезами.
этому пройти сначала предва-
рительную стружку, а затем уже
окончательную. А для того,
чтобы не терять времени напрасно, можно посадить обе
фрезы рядом, как показано на фиг. 329. Конечно это воз-
можно только при том условии, если станок сможет выдер-
жать такую нагрузку.
При подобной работе не надо забывать, что от давления
315
фрезы оправка с нарезаемыми шестернями может про-
гибаться, необходимо поэтому подпереть шестерни снизу
имеющимися при станках небольшими домкратиками.
Нарезка червячными фрезами
Как уже было указано, нарезка цилиндрических шестер-
ней модульными фрезами не имеет большого практического
значения; эта работа малопроизводительна, а в процессе
деления дисками возмож-
ны ошибки и брак. В со-
временном машинострое-
нии применяются поэтому
другие, более совершен-
ные способы нарезки ше-
стерней. Одним из весьма
распространенных таких
Фиг. 330. Червячная фреза. способов является нарез-
ка червячными фрезами.
Предназначенная для этой работы червячная фреза по-
казана на фиг. 330. В разрезе по оси ее зубцы имеют пря-
молинейное очертание наподобие зубчатой рейки, как
Фиг. 331. Принцип обкатки.
показано справа. Несмотря на это, фреза все же нарезает
правильный профиль зубца по эвольвенте. Это, на первый
взгляд весьма странное явление, объясняется тем, что
червячная фреза работает по так называемому принципу
„обкатывания".
Уяснить себе этот принцип можно на основе фиг. 331.
Допустим, что нам нужно в стальной пластинке а вырезать
31$
к анавку, соответствующую профилю зубчатого зацепления.
В качестве инструмента мы берем фрезу Ь, зубцы которой
ограничены исключительно прямыми линиями, точно так же,
как у зубчатой рейки. Предположим, что х представляет
собою начальную окружность нарезаемой пластинки а, а у
начальную линию рейки; пластинку а надо установить
таким образом, чтобы ее начальная окружность х была
касательной к линии у. Если теперь пустить фрезу b в ход
и одновременно передвигать эту фрезу и пластинку а
с одинаковой скоростью по направлению стрелок х и у,
то автоматически получится требуемый профиль. Различные
положения пластинки и постепенное образование профиля
показаны еще более наглядно на фиг. 332. По этому же
принципу обкатывания работает и червячная фреза, при-
чем для нарезки всех шестерней одного модуля требуется
только одна такая фреза.
Фиг. 332. Принцип обкатки.
Вращение червячной фрезы и нарезаемой шестерни
должно быть принудительным. Это значит, что на станке
надо подобрать сменные шестерни таким образом, чтобы
при одном полном обороте червячной фрезы шестерня
сама повернулась вперед на один зубец. Дальше надо
иметь в виду, что червячная фреза всегда устанавливается
на станке несколько наклонно, под углом, равным углу
подъема спирали, иначе нарезаемая шестерня получит
неправильные зубцы. Взаимное расположение шестерни
и фрезы показано на фиг. 333.
Во время работы фреза вращается вокруг своей оси по
стрелке 1 и перемещается одновременно по стрелке 2,
а нарезаемая шестерня вращается по стрелке 3. Фреза
установлена наклонно под углом а, равным углу подъема
спирали; при таком условии направление спирального зубца
фрезы будет параллельно оси шестерни. На фиг. 333 пока-
зано положение, когда фреза прошла примерно половину
длины нарезаемой шестерни, причем видно, что все зубцы
нарезаются сразу. Когда фреза пройдет всю длину зубцов,
шестерня готова.
317
Станки для нарезки шестерней червячными фрезами
бывают весьма разнообразной конструкции. Один из таких
станков современного типаГпоказан на»фиг. 334. Фреза F
вращается в двух подшипниках, закрепленных на супорте.
Нарезаемая шестерня насаживается на шпонке на шпин-
деле А и получает принудительное вращение от червячной
передачи М и набора сменных шестерней.
В смысле стоимости инструмента червячная фреза боль-
шой выгоды не дает. В среднем можно считать, что пять
дисковых модульных фрез стоят столько
2 же, сколько одна червячная; однако
Фиг. 333. Схема нарезки
цилиндрической шестер-
ни червячной фрезой.
Фиг. 334. Станок для нарезки шестер-
ней червячными фрезами.
если принять во внимание, что червячная фреза быстрее
изнашивается, то экономия в этом отношении будет незначи-
тельная; все же нарезка шестерен червячными фрезами
требует на 20—25% меньше времени и может быть выпол-
нена менее квалифицированным рабочим, могущим обслу-
живать сразу два станка и даже больше.
Принцип работы станков системы Феллоу
Описанные выше способы нарезки цилиндрических ше-
стерней имеют некоторые недостатки: как модульные, так
и червячные фрезы представляют собою весьма дорогой
режущий инструмент; кроме того в некоторых случаях эти
318
фрезы вообще непригодны к работе, например при нарезке
состоящей из одного куска (блока) тройной шестерни,
показанной на фиг. 335. В этом случае можно нарезать
указанными выше способами
только среднюю шестерню В,
имеющую наибольший диаметр,
остальные же две крайние ше-
стерни нарезать вообще невоз-
можно, так как, не имея сво-
бодного выхода, фреза не смо-
жет прорезать зубцы насквозь
и должна будет врезаться в
„стенку" средней шестерни. По
этим соображениям сконструи-
рованы в настоящее время спе-
циальные станки, которые рабо-
тают, как долбежные (станки си-
стемы Феллоу).
Принцип работы такого станка
показан на фиг. 336. Здесь А
представляет собой режущий ин-
струмент, изготовленный в виде
зубчатого колеса, а В есть
нарезаемая шестерня. На фиг. 337
показана таже шестерня-резец,
насаженная на долбежную оправку. Работа производится сле-
дующим образом: шестерня-резец или долбяк А получает дви-
жение обычным образом вверх и вниз. Приближаясь к нарезае-
мой шестерне В, долбяк-
резец во время своего
рабочего хода вырезает
в ней небольшие канав-
ки; при обратном подъ-
еме резца вверх, шестер-
ня В отодвигается не-
сколько вправо для того,
чтобы зубцы резца не
портились, после чего
Фиг. 336. Схема работы станка Феллоу. она ОПЯТЬ приближается
к резцу; в то же время обе
шестерни получают необходимое вращение вокруг своих осей.
Таким образом вырезываются постепенно (по принципу обка-
тывания) правильные зубцы. Постепенное образование зубца
при описанном выше способе работы показано на фиг. 338.
Фиг. 335. Схема работы станка
Феллоу.
319
За отсутствием места мы не можем останавливаться
подробно на устройстве станка Феллоу. Приводим только
Фиг. 337. Долбяк станка
Феллоу.
Фиг. 338. Постепенное образование зубца
на станке Феллоу.
общий вид верхней части
рисунке видна поперечина
Фиг. 339. Головка станка Феллоу.
жения происходит между
этого станка (фиг. 339). На
А, по которой перемещается
головка; в отверстии послед-
ней помещается цилиндриче-
ское ныряло С, на нижнем
конце которого сидит ше-
стерня-долбяк Д. При движе-
нии ныряла вверх и вниз на-
резается установленная рядом
с инструментом шестерня Е.
Станок приводится в движе-
ние от индивидуального мо-
тора М. На правой стороне
виден еще шланг с наконечни-
ком для подвода охлаждаю-
щей жидкости.
Изготовление конических
шестерней
Конические шестерни при-
меняются, как известно, в тех
случаях, когда передача дви-
двумя валами, оси которых
пересекаются под определенным углом; чаще всего этот
угол бывает прямым. Работу двух конических шестерней
надо себе представить как катание друг по другу двух
320
конусов А и В, вершины которых сходятся в одной об-
щей точке О (фиг. 340).
Нарезка конической шестерни представляет собою весьма
трудную техническую задачу,
требуются специальные зуборез-
ные станки очень сложной кон-
струкции. Затруднение заклю-
чается главным, образом в том,
что у конической шестерни про-
фили зуба (а также и впадины)
не имеют постоянной формы по
всей своей длине, как это бы-
вает у цилиндрических шестер-
ней, а по мере приближения к
центру этот профиль все умень-
шается и уменьшается от на-
для разрешения которой
Фиг. 340. Схема работы кониче-
ских шестерней.
ружной окружности до внутрен-
ней (фиг. 341), причем каждый из этих профилей, до самого
меньшего включительно, должен сохранить совершенно
точную и правильную форму. Достигнуть такого результата
Фиг. 341а. Форма зубца
у конической шестерни.
Фиг. 341. Схема нарезки конической ше-
стерни.
можно только в том случае, если острие резца будет на-
правлено во время работы в одну центральную точку О
(фиг. 341а).
21 И. Л. Зайдель. 1004 321
Ввиду сложности станков для нарезки конических
шестерней, не представляется возможным дать в этой
книге исчерпывающего описания их конструкции. Придется
ограничиться только изложением тех приемов, которые
применяются в настоящее время для выполнения этой ра-
боты, причем в основном будем базироваться на схемати-
ческих чертежах.
Нарезка модульной фрезой
Как правило, на делительной головке конические шестерни
обрабатываются
только предварительно с тем, чтобы уда-
лить лишний материал и перенести ^окон-
чательную обработку профиля на специаль-
ный станок. Можно, однако, изготовить
такую шестерню и на универсально-фре-
зерном станке, хогя не совсем точно. За-
ключается этот способ в следующем.
^Предварительно прорезают все впадины
Фиг. 342. Схема на-
резки конической ше-
стерни.
Фиг. 343. Форма дна впадины у зубца
конической шестерни.
обыкновенной дисковой фрезой; последняя должна иметь
такую форму, чтобы после нее остался известный припуск
для окончательной отделки профиля. После этого берут спе-
циальную фасонную фрезу, которая имеет с боков форму
модуля средней окружности; с^ма фреза, а также, конечно, и ее
профиль, значительно уже нормального, так что эта фреза
может пройти свободно через нарезанную канавку. Этой
специальной фрезой прорезают сначала все бока зубцов,
с одной стороны, а затем с другой, как показано схемати-
чески на фиг. 342. При этой работе надо повернуть дели-
тельную головку на некоторый угол в ту и другую сто-
рону.
322
Дно впадины имеет в окончательном виде форму, пока-
занную на фиг. 343. После прохода первой фрезой это дно
будет иметь по всей длине одинаковую ширину а, соответ-
ственно самому меньшему (внутреннему) профилю. Затем
с обеих сторон прибавляются два треугольника, так что
с левой стороны это дно уже будет иметь ширину Ь, соот-
ветствующую наружному (большему) профилю; таким обра-
зом дно получит правильную форму. Что касается боков,
то там, конечно, получится известная неточность, которая
Фиг. 344. Построение конической шестерни.
возрастает с увеличением длины с зубца. Угол а, на кото-
рый надо повернуть головку, определяется по формуле:
а величина угла а находится обычным образом по таблице.
При подборе модульной фрезы надо учесть одну специфи-
ческую особенность, свойственную коническим шестерням.
На фиг. 344 показана пара таких шестерней, а по бокам
одного из зубцов вычерчены наибольший и наименьший
профиль; эти профили вычерчиваются не по фактическим
радиусам г и R начальных окружностей данных шестерней,
а по каким-то другим „воображаемым" или идеальным
радиусам и Определить эти идеальные радиусы можно
легко на основе фиг. 345, так как радиусы г и /?, а также
*
323
и угол а даны на чертеже; угол р = 90° —а. Из уравнения
R а
= cos р имеем:
о — R
1 cos 3
Задача 41. Коническая шестерня имеет 45 зубцов; наи-
больший модуль 5; диаметр начальной окружности равен
225 мм-, угол а = 35°. Определить фрезу, соответствующую
наибольшему профилю.
Воображаемый радиус
R 112,5 112,5 1ПС
cos ₽ cos 55° 0,574 — ММ'
фиг. 345. Построение конической
шестерни.
Диаметр
D = 196X 2 = 392 мм.
Для „воображаемого14 диа-
метра число зубцов будет,
конечно, не 45, а больше,
согласно пропорции Z:z =
=312:225; откуда
7 45X392 _ 7Й
Z “ 225 78‘
Фрезеровщик должен брать
фрезу, соответствующую
№ 7 (таблица 12), а не № 6,
предназначенную для ше-
стерни в 45 зубцов.
Нарезка конических шестерней на специальных станках
Эта работа производится двумя способами: по шаблонам
и по принципу обкатывания. Первый способ уже устарел
и применяется редко, поэтому остановимся на нем только
вкратце на основе схемы, показанной на фиг. 346. Резцы
аг и а2 двигаются туда и обратно по направляющим и б2,
которые могут поворачиваться на некоторый угол вокруг
перпендикулярно расположенных двух осей д и е\ точка пере-
сечения этих осей совпадает с вершиной О начального конуса
нарезаемой шестерни. Резцы устанавливаются таким образом,
чтобы направление движения режущей кромки проходилоче-
324
рез указанную вершину О. Закрепленный неподвижно шаб-
лон ж имеет полупрофиль, соответствующий очертанию дан-
ного зубца. При перемещении по шаблону ролика в получает
соответствующие перемещения соединенная с роликом на-
правляющая б2 по оси д', подача осуществляется вращением
всей системы вокруг оси е. Обычно обрабатывается сначала
одна половина профиля, а затем другим шаблоном проти-
воположного (симметричного)
очертания обрабатывается вто-
рая сторона.
На данной схеме механизм
устроен таким образом, что
обе части профиля обрабаты-
ваются сразу. Для этой цели
Фаг. 347. Схема работы станка
Бильграма.
Фиг. 346. Схема изготовления ко-
нических шестерней по шаблону.
предусмотрены две шестерни их и «2, сцепленные между
собою и с зубчатыми секторами; последние соединены с на-
правляющими 61 и б2. По показанным на схеме стрелкам
можно проследить движение режущих кромок резцов. При
опускании ролика в направляющая б2 идет вниз, а шестерня
и2 поворачивается по стрелке влево и вращает шестерню
Ui вправо; это, в свою очередь, вызывает поворот направ-
ляющей 6} на такой же угол кверху. В соответствии с этим
перемещаются резцы и обрабатывают сразу по одному по-
лупрофилю на двух соседних зубцах.
Станки для обработки конических шестерней способом
обкатки по своей конструкции весьма разнообразны; это до-
вольно сложные машины, выполняющие всю работу по на-
резке автоматически; рабочему приходится только снять
готовую шестерню и поставить следующую заготовку. Рас-
смотрим принцип работы одного из таких станков системы
Бильграма, который работает по принципу, показанному на
фиг. 347.
На валу А—D—W насажена с правой стороны обраба-
тываемая коническая шестерня W, а с левой стороны —
направляющая коническая шестерня А, имеющая такой же
наклон, как и шестерня W и обкатывающаяся по лобовой
поверхности стального сектора Р.
Резец 5 в данном случае не является фасонным; он имеет
две прямые режущие грани и в сечении дает форму трапе-
ции. Резец движется по направлению к центральной точке D.
Фиг. 348. Схема работы станка Бильграма.
Для того чтобы резец S мог вырезать правильную форму
конического зубца, шестерня W должна получить следую-
щие два движения: во-первых, она должна повернуться на
некоторый угол вокруг оси А — D— W, и кроме того, она
должна еще получить некоторый поворот вокруг верти-
кальной оси X—X. Способ получения указанных двух дви-
жений изображен на фиг. 348. Червячная передача 1 пово-
рачивает (от самохода станка) весь механизм вместе с об-
рабатываемой шестерней вокруг оси X—X, вследствие
чего левый конус А (показан пунктирными линиями) обка-
тывается по горизонтальной площадке В и сообщает валку
вращение вокруг оси Y — Y. Следует заметить, что факти-
чески нет никакой надобности иметь для этого механизма
полный конус А; вполне достаточно, если по площадке В
будет обкатываться некоторая вырезка из этого конуса, по-
меченная на чертеже буквой С,
323
Эта вырезка имеет вид сравнительно небольшой дуги,
как ясно видно на фиг. 348 справа. Из геометрии извёстно,
что если разрезать любой конус наклонно к его оси, то
получится эллипсис; поэтому С представляет собою не часть
окружности, а имеет форму части эллипсиса. Дальше надо
иметь в виду, что для каждой обрабатываемой шестерни
W надо иметь конус, наклон которого равен наклону самой
заготовки; отсюда следует, что обкатывающаяся дуга С
должна быть сменной. Это последнее условие создает из-
вестное конструктивное затруднение, а именно: если конус
А или, вернее, сектор
С действительно будет
иметь зубцы, как обык-
новенная коническая
шестерня, то при сме-
не этого конуса при-
дется менять также и
лобовую площадку В,
так как шестерня с
другим углом наклона,
конечно, не будет пра-
Ъред&арите/гЬногя обработка
f Л . I6. , /.
а
Окончательная обработка справа
7 Ь 5 .4 .3 8 1
у I » f у У i *
вильно сцепляться с
прежней площадкой.
Это затруднение устра-
няется тем, что напра-
вляющий сектор ника-
ких зубцов не имеет,
а обкатывается своей
Окончательная обработка с ле б а
У t у у у у •
гладкой поверхностью фиг. 349. Схема работы станка Бильграма.
по гладкой же лобовой
площадке. Для того же, чтобы случайно не произошло
скольжения, т. е. буксования дуги на одном месте, преду-
смотрены две стальные ленты b — Ь, которые закрепляются
одним концом к краю стола, а другим, после охвата дуги,
привинчиваются к ней; такое устройство заставляет дугу С
принудительно обкатываться по площадке В и не дает ей
возможности буксовать.
Нарезка шестерен на станке Бильграма производится
в три приема. Сначала идет предварительная вырезка не-
больших канавок (фиг. 349, я), затем прорезываются оконча-
тельно все зубцы, с одной стороны, и, наконец, с другой
(фиг. 349, b и с), причем очертание резцов образуется пря-
мыми линиями и имеет в сечении форму трапеции. На фиг.
350 показан общий вид зуборезного станка Бильграма.
327
От приводного шкива движение при помощи кулисного
механизма передается долбяку, который по своей конструк-
ции напоминает шепинг. Дальше при помощи тяги приводится
в действие делительная головка. С другой стороны, через
коробку подачи G и телескопический валик 7V приводится
в движение червячная передача поворотного стола. На чер-
теже видны еще сектор и сидящая на валике обрабаты-
ваемая шестерня, которая поддерживается противоцентром
Фиг. 350. Общий вид станка Бильгрима.
Изготовление червячных шестерней
Червячная передача имеет исключительно большое значе-
ние в современном машиностроении. Такие шестерни встре-
чаются в самых разнообразных механизмах: в станках, на
подъемниках, в делительных приборах и т. п. Правильная
работа этих механизмов зависит в значительной мере от
точности червячной передачи.
На фиг. 351 показана обычная червячная передача (с одно-
оборотным червяком), которая, как известно, передает дви-
жение между двумя перекрещивающимися валами, причем
за каждый полный оборот червяка шестерня поворачивается
328
вперед на один зубец, так что в нашем случае (шестерня
имеет 30 зубцов) достигается уменьшение числа оборотов
в 30 раз; другими словами, передаточное число от червяка
к шестерне равно х/30. Можно, конечно, достигнуть сразу
и значительно большего замедления, если увеличить число
зубцов червячного колеса. Как достоинство червячной пе-
редачи, следует еще отметить ее способность к самотор-
можению, что особенно важно для подъемных механизмов.
Однако червячные шестерни имеют и некоторые недо-
статки: вследствие сильного трения между зубцами теряется
много энергии, так что коэфициент полезного действия па-
дает до 0,5 или даже до 0,35; это
значит, что только 50% или 35%
всей затраченной энергии идет на по-
лезную работу, остальная же энергия
пропадает; но это относится только
к однооборотному червяку. Много-
оборотный червяк теряет на трение
значительно меньше энергии, хотя, с
другой стороны, в этом случае умень-
шается передаточное число, т. е. не
удается сразу достигнуть большего
замедления числа оборотов. Другой
недостаток червячной передачи заклю-
чается в том, что при вращении чер-
вяка получается сильное давление по
направлению его оси, вследствие чего
на валу червяка приходится устана-
вливать упорные подшипники.
На фиг. 352 показано в двух разрезах зацепление червяч-
ной шестерни с червяком; в разрезе по оси А— В нитки
червяка имеют вид зубчатой рейки, которая как бы сцеп-
лена с обыкновенной цилиндрической зубчаткой.
Второй разрез (по линии С — D) показывает, что обод
шестерни имеет вогнутую форму соответственно диаметру
червяка, причем угол р, по которому срезаны края обода,
равен обычно 90°.
Червячные шестерни изготовляются либо на универсально-
фрезерном станке, либо на специальных зуборезных стан-
ках. В первом случае (фиг. 353) работа производится в два
приема: сначала прорезают канавки обыкновенной модуль-
ной и даже просто дисковой фрезой, а затем шестерня про-
ходится окончательно нормальной червячной фрезой. Мо-
дульной фрезой зубцы прорезаются только предварительно
329
и не на полную глубину, так как необходимо оставить не-
который запас для окончательной зачистки. Подача произ-
водится в этом случае снизу вверх, причем после каждого
прореза надо опустить стол вниз до тех пор, пока фреза
не выйдет из канавки, затем шестерня поворачивается де-
лительным аппаратом на один зуб вперед, после чего на-
резается следующая канавка.
Во время предварительной нарезки модульной фрезой не-
обходимо дать столу станка некоторый наклон, который
определяется по следующим соображениям: нарезка чер-
вяка, т. е. нитки, идет по винтовой линии; если развернуть
одну полную нитку на плоскость, то получится прямоуголь-
ный треугольник АВС (фиг. 354), у которого больший ка-
Фиг. 354. Определение угла подъема червяка.
тет равняется длине начальной окружности червяка или
~d; другой же, меньший, катет равен шагу Л червяка; таким
образом имеем
угол наклона находим по этому тангенсу в таблице. Надо
только помнить, что при подсчете следует брать диаметр
средней окружности d, а не наружной или внутренней, так
как в этих последних случаях получим неправильные углы
наклона.
Окончательная отделка шестерни производится червяч-
ной фрезой F (фиг. 355), которая имеет точно такие же раз-
меры, как самый червяк. При этом надо иметь в виду, что
валик А сидит между центром делительной головки сво-
бодно без хомутика, так что во время работы фреза сама
поворачивает шестерню, а делительный аппарат бездействует;
при этой работе стол стоит в нормальном положении „на
нуль", так как требуемый наклон зубцам дает сама червяч-
ная фреза.
331
Задача 42. Однозаход-
ный червяк, предназна-
ченный для сцепления с
шестерней модуля 3,5,
имеет наружный диаметр
в 35 мм. Чему равня-
ется наклон стола (угол
а) при предварительной
нарезке?
Так как высота голов-
ки равна модулю, то диа-
метр начальной окруж-
ности червяка (средний
диаметр) равен
35—2 М = 35—7 = 28 мм-
шаг Л = тг М.
7>М м 3,5
tSa=^=T==28 =
= 0,121.
По таблице находим,
что угол а = 6°55'.
Изготовление червячных
шестерней на специаль-
ных станках
Описанный выше спо-
соб нарезки отнимает мно-
го времени и может быть
выполнен только квали-
фицированным фрезеров-
щиком. Данный способ
применяется поэтому до-
вольно редко, — только
при штучном изготовле-
нии ервячных шестерней
с мелкими зубцами, так
как свободное вращение
фрезы на центрах не обес-
печивает хороших усло-
вий работы.
332
по принципу обка-
работают
Фиг. 356. Схема работы червячной
фрезы устаревшего типа.
При массовом же производстве червячные шестерни
нарезаются в современном машиностроении на специ-
альных станках, которые
тывания. Несколько устарев-
ший способ работы показан
схематически на фиг. 356. Здесь
нарезка производится цилин-
дрической червячной фрезой,
к которой шестерня постепен-
но приближается. При этом
на станке подбираются смен-
ные шестерни таким образом,
что при одном полном оборо-
те фрезы’ шестерня сама (при-
нудительно) поворачивается
вперед на один зуб, поэтому
никакой предварительной на-
резки канавок не требуется.
Работа эта может произво-
диться на зуборезных станках,
предназначенных для цилиндрических зубчаток (фиг. 357).
Более усовершенствованный
шестерней, который главным
способ
образом
нарезки червячных
применяется в на-
Фиг. 357. Станок устаревшего типа для нарезки
червячных шестерней.
стоящее время, показан схематически на фиг. 358. Как
видно из чертежа, червячная фреза В имеет в этом случае
коническую форму и напоминает несколько конический
метчик.
Здесь, кроме вращения вокруг щоей си, фреза во
ззз
время работы перемещается еще вдоль оси, по напра-
влению стрелки. Шестерня же поворачивается принуди-
тельно, как и в первом случае, на один зубец вперед при
каждом обороте фрезы, которая начинает резать тонким
концом и, передвигаясь по оси, постепенно все больше
врезается в материал, как конический метчик в нарезаемое
отверстие. Когда вся фреза прошла мимо шестерни, зубцы
готовы.
Основной механизм станка современной конструкции,
предназначенного для этой работы, показан на фиг. 359. На-
фиг. 358. Схема работы червячной фрезы совре-
менной конструкции.
резаемая шестерня А закрепляется на вертикальном шпин.
деле, на столе станка. Коническая червячная фреза В
смонтирована на двух подшипниках С и О и получает
вращение от цилиндрической передачи Е. В осевом напра-
влении фреза перемещается вместе с салазками F. На-
верху видна еще червячная передача N, предназначенная
для установки фрезы под углом при предварительной на-
резке зубцов дисковой фрезой или же при нарезке ци-
линдрических шестерней червячными фрезами. Внизу на
рисунке показаны две фрезы для нарезки червячных ше-
стерней описанным способом.
334
Изготовление шестерней со спиральными зубцами
В главе IV уже изложены были основные сведения о
нарезке таких (винтовых) шестерней в связи с общим
вопросом о нарезке спиральных канавок. Необходимо
все же еще раз вернуться к данному вопросу, так как этот
вид зубчатой передачи имеет весьма интересные особен-
ности. Пара таких шестерней показана была на фиг. 130.
Если посмотреть на торец шестерни В, то можно даже
Фиг. 359. Станок современной конструкции для нарезки
червячных шестерней.
невооруженным глазом заметить, что шаг у нее неесте-
ственно растянут, а зубцы с торца имеют искаженное очер-
тание (профиль). Правильный профиль получится только
при пересечении зубца плоскостью, перпендикулярной к
его направлению. Сказанное об искажении профиля отно-
сится и к шестерне А, но в несколько меньшей степени.
Итак, шестерня со спиральными зубцами имеет два раз-
личных шага: один, если смотреть на шестерню с торце-
вой стороны, называется окружным (или лобовым) ша-
335
гом «г, а второй при сечений зубца перпендикулярной
плоскостью называется нормальным шагом tN.
Такая шестерня с обозначением обоих шагов t и tN по-
казана на фиг. 360. Угол АВС, полученный от пересечения
Фиг. 360. Шаги нормаль-
ный и лобовый у винто-
вой шестерни.
этих шагов, равен углу наклона спи-
рали к оси, т. е. углу а.
Шестерни со спиральными зубцами
могут применяться для передачи вра-
щения между параллельными валами.
В этом случае они выполняют роль
обычных цилиндрических шестерней,
но работают спокойнее, без ударов и
толчков. Для правильной работы та-
кой передачи требуется, чтобы углы
наклона спиралей были у обеих ше-
стерней одинаковы, чтобы одна ше-
стерня имела правую спираль, а вто-
рая— левую; кроме того требуется, чтобы нормальные шаги
(tN), а следовательно и модули, были у них одинаковые.
Чаще всего указанные шестерни применяются для передачи
движения между перекрещи-
вающимися валами, т. е. меж
ду такими, которые не парал-
лельны, но не пересекаются,
причем направление валов рас-
положено обычно под углом
в 90°.
В этом случае сумма обоих
углов наклона зубцов должна
равняться углу между валами;
направление спиралей должно
быть у обеих шестерней оди-
наковое и они должны также
иметь одинаковый нормальный
шаг tN.
Нарезка шестерней со спи-
ральными зубцами на универ-
сально-фрезерном станке, как
уже было указано, ничем не
отличается от нарезки любой
Фиг. 361. Определение номера
модульной фрезы для винтовой
шестерни.
спирали; по данному диамет-
ру и углу подъема а определяем длину спирали, затем
угол наклона стола станка, равный 90° — а, и наконец,
сменные шестерни. Отступление от обычной нарезки за-
336
ключается только в подборе модульной фрезы. На стр. 313
было указано, что дисковые модульные фрезы приме-
няются комплектами в 8 или 15 штук (см. табл. 11 и 12)
в зависимости от величины шага; каждому количеству
зубцов соответствует определенный номер фрезы. Но это
относится только к цилиндрическим шестерням с прямыми
зубцами. Что касается данного случая, то, как и для кони-
ческих шестерней, надо брать не ту фрезу, которая пред-
назначена для числа зубцов нарезаемой шестерни, а ка-
кой-то другой номер фрезы, предназначенной для „вообра-
жаемого" или идеального числа зубцов, которое еще надо
определить. Для уяснения сущности этого явления рас-
смотрим фиг. 361.
Представим себе, что нарезаемая шестерня А удлинена
по сравнению со своим фактическим размером, как пока-
зано на чертеже пунктирными линиями. При пересечении
этой удлиненной шестерни плоскостью В—D, перпенди-
кулярной направлению зубца, получим эллипсис, при-
чем нарезаемый зуб расположен на той его части, кото-
рая имеет наибольший радиус кривизны; этот радиус r= - .
где а есть большая полуось эллипсиса, а b его малая по-
луось. па окружности радиусом = зубцы будут уже
расположены прямо, но количество их будет, конечно,
больше, чем на шестерне А и определяется оно по фор-
Z
муле ^z = ^osra- В этой формуле Z, означает „воображае-
мое" число зубцов; Z — фактическое число зубцов нареза-
емой шестерни, а а — угол наклона спирального зубца. Надо,
значит, найти по таблице косинус этого угла а, взять
его в кубе и разделить число зубцов Z на полученную ве-
личину.
Задача 43. Требуется нарезать винтовую шестерню, име-
ющую 30 зубцов; наклон зуба к оси (угол а) составляет 50°;
диаметр начальной окружности равен 117,6 мм\ модуль 3.
Все эти данные показаны на чертеже. Дальше ходовой
винт стола имеет 4 нитки на Г; передаточное число де-
лительной головки равно 1:40.
Прежде всего определяем длину спирали. Строим из-
вестный нам треугольник (сравни фиг. 124). Один катет
будет равен
тг d = 3,14 X 117,6 = 369,3 мм,
22 И. Л. Зайдель. 1004 337
а длина спирали х определяется из уравнения
х = 369,3 • tg а = 369,3 • tg 50° = 369,3 X 1,192 = 440 мм = 1 7 >/8".
Чтобы пройти такое расстояние, винт стола должен сде-
лать
17Ч8" Х4 = у
полных оборота, а червяк — 40 оборотов. Пишем
4п.2°8_40ХЗ 30.
3 ~ 208 ~ 52’
шестерни берем 30 и 52. Стол надо установить наклонно
на 40°. На фиг. 362 показана схема установки на станке
для фрезерования двух расположенных рядом на оправке
одинаковых винтовых шестерней а и Ь.
В заключение отметим еще следующее: при нарезке
винтовых шестерней, и вообще при нарезке всякой спираль-
ной канавки, получается от давления фрезы „боковая14 сила,
которая стремится сбить шестерню с оправки, т. е. скру-
тить ее с места. Этой опасности вовсе нет при нарезке
прямых канавок. Необходимо поэтому при фрезеровании
спиралей прочно закрепить нарезаемую шестерню на своей
оправке; лучше всего насадить ее на шпонке.
Приборы для проверки шестерней
Вопрос о проверке профиля и прочих элементов зубча-
того зацепления имеет в настоящее время большое практи-
ческое значение. С возрастанием скорости вращения, ше-
стерни могут работать плавно и с меньшим шумом только
в том случае, если профиль их зубцов подойдет макси-
мально ближе к теоретически правильному очертанию.
Правильно работающих шестерней требует в большом ко-
личестве авиа- и автотракторная промышленность, а также
и современное станкостроение. Для контроля шестерней
применяются в настоящее время самые разнообразные
приборы. Рассмотрим некоторые из них^
На фиг. 363 показан специальный штангенциркуль-зубо-
мер, описание которого часто встречается в технической
литературе. Он состоит из двух обычных штангенциркулей,
соединенных в одно целое и расположенных друг к другу
под прямым углом. Каждый из этих штангенциркулей
снабжен нониусом для отсчета с точностью в 0,02 мм.
Горизонтальный штангенциркуль предназначен для опре-
338
деления толщины зубца; острия его ножек должны быть
установлены на начальной окружности измеряемой ше-
стерни; для получения указанной правильной установки
ножек пользуются вторым, т. е. вертикальным штангелем.
Прежде чем перейти к описанию применения этого
инструмента необходимо выяснить основы теоретической
стороны данного вопроса. Известно, что величина шага,
а следовательно, и толщина зубца, дается по начальной
окружности, т. е. дается по дуге, а не по хорде; высота
же головки зубца измеряется по направлению радиуса. Из
фиг. 363а можно заключить, что горизонтальный штанген-
циркуль может измерить только длину хорды 5, но не стя-
гивающую ее дугу а—Ь. Точно так же вертикальный штан-
гель не измеряет действительной высоты h головки, а не-
которую величину Н, большую чем h. Известно также,
что все элементы зубчатки зацепления (шаг, высота зубца
и пр.) выражаются через модуль и что толщина зубца
равна 0,5 шага или 1,57 модуля, а высота головки равна
одному модулю. Из сказанного следует, что правильный об-
мер получится только тогда, когда вертикальный штан-
гель установлен на несколько больший размер, чем высота
головки, а горизонтальный — на меньший размер, чем раз-
вернутая дуга а—Ь. Точная установка обоих штангелей
производится при помощи таблицы 13.
Задача 44. Требуется установить зубомер для контроля
шестерни и 28 зубцов, изготовленной по модулю М = 7,5.
Высота головки такого зубца равна 7,5 мм\ это число
надо помножить на 1,0220; тогда получим 7,5 X 1.0220 —
7,665 мм. Для толщины зуба имеем: 7,5 X 1,5699= 11,774 мм.
По этим двум полученным числам (7,665 и 11,774 мм) и
надо установить зубомер. Для сравнения следует указать,
что фактическая высота головки составляет 7,5 мм, а фак-
тическая толщина зубца по дуге —11,775 мм. Отсюда
видео, что отступление по высоте значительно больше,
чем по толщине.
Описанный выше прибор контролирует только толщину
зубца, а это еще отнюдь не гарантирует правильности его
профиля и плавности хода. Такой частичный контроль до-
статочен только в том случае, когда контролируется ра-
бота фрезеровщика, а в остальном можно положиться на
качество зуборезного инструмента. Часто, однако, требуется
проверить правильность всего профиля в целом.
Прибор для проверки шестерней, который имеет чисто
практическое значение и не претендует на особую точность,
340
Таолица 13
Таблица для нахождения величин х, у, х' и у', необходимых для
установки штангенциркуля при обмере зубцов шестерен
Число зубцов ци- линдрической ше- стерни При заданном модуле При заданном шаге
X Вертик. штанг. У Гориз. штанг. х' Вертик. штанг. У' Гориз. штанг.
10 1,0615 1,5643 0,3376 0,4979
11 1,0559 1,5654 0,3360 0,4982
12 1,0513 1,5663 0,3346 0,4985
13 1,0473 1,5669 0,3333 0,4987
14 1,0440 1,5675 0,3323 0,4989
15 1,0410 1,5679 0,3313 0,4990
16 1,0385 1,5682 0,3305 0,4991
17 1,0362 1,5685 0,3298 0,4992
18 1,0342 1,5688 0,3291 0,4993
19 1,0324 1,5690 0,3286 0,4994
20 1,0308 1,5691 0,3281 0,4994
21 1,0293 1,5693 0,3276 0,4994
22 1,0280 1,5694 0,3272 0,4995
23 1,0268 1,5695 0,3268 0,4995
24 1,0256 1,5696 0,3264 0,4996
25 1,0245 1,5697 0,3260 0,4996
26 1,0237 1,5698 0,3258 0,4996
27 1,0228 1,5699 0,3255 0,4996
28 1,0220 1,5699 0.3253 0,4996
29 1,0212 1,5700 0,3250 0,4997
30 1,0206 1,5700 0,3248 0,4997
32 1,0192 1,5701 0,3244 0,4997
34 1,0183 1,5702 0,3241 0,4997
35 1,0176 1,5702 0,3239 0,4997
38 1,0162 1,5703 0,3234 0,4998
40 1,0154 1,5703 0,3232 0,4998
42 1,0146 1,5704 0,3229 0,4998
45 1,0137 1.5704 0,3226 0,4998
48 1,0128 1,5705 0,3223 0,4998
50 1,0123 1,5705 0,3222 0,4998
55 1,0112 1,5705 0,3218 0,4998
80 1,0077 1,5706 0,3209 0,4999
135 1,0045 1,5707 0,3197 0,4999
Зубчатая рейка . . 1,0000 1,5708 0,3183 0,5000
показан на фиг. 364. На двух осях горизонтальной каретки
А устанавливаются цилиндрические шестерни В и С, из
которых одна является обычно точно проверенным этало-
ном.
Требуемое расстояние между центрами определяется
по масштабной линейке с нониусом с точностью до 0,05 мм.
841
Для закрепления служит болт D. Установив таким обра-
зом шестерни, вращают одну из них вручную и по плавно-
сти хода, по шуму определяют чисто опытным путем ка-
чество профиля зубцов. Этим же прибором можно испы-
Фиг. 364а. Прибор для проверки шестерней.
тать и конические шестерни; для этого пользуются са-
лазками Е, смонтированными на вертикальной стойке
(фиг. 364а). Вращение производится маховичком С.
Фиг. 365. Прибор для проверки шестерней (точный).
Схема устройства и общий вид более точного аппарата,
который проверяет, насколько профиль зубца совпадает
с очертанием эвольвенты, показаны на фиг. 365 и Збб.^На
вертикальной оси с, смонтированной на салазках а, сидит
342
плотно испытуемая шестерня Z, а под нею точно шлифо-
ванный диск d, диаметр которого равен основной окруж-
ности; к указанному диску d прижимается линейка е,
прикрепленная к перпендикулярно расположенным салаз-
кам т.
Обе салазки обслуживаются маховичками / и п, причем
винт салазок а снабжен пружиной g, которая прижимает
диск d к линейке; положение последней можно регулиро-
вать установочным винтом h. На салазках т помещается
индикаторный рычаг I и передаточный рычаг s, к левому
концу которого привязан шнурок, перекинутый через ро-
лик и и натянутый пружинкой v. К ролику присоединен
пишущий штифт /; другой пишущий штифт г прикреплен
к салазкам tn. С левой стороны прибора расположены еще
Фиг. 366. Прибор для проверки шестер-
ней (точный).
салазки q для дощечки о
с листом бумаги р.
Правый конец рычага i
заканчивается контакт-
ным шариком, а левый
его конец переносит дви-
жение на штифт I.
При движении ползуна
т по направлению стрел-
ки линейка е приводит
в движение диск d и ше-
стерню z. Так как шарик
рычага i перемещается при этом по линии, касательной
к основной окружности, т. е. по ребру линейки е, то в
случае правильного очертания зубца по эвольвенте, шарик i
будет все время перемещаться по этому ребру и второй
конец рычага i не обнаружит никаких колебаний. В этом
случае оба штифта г и I начертят два параллельных
штриха. При наличии же в профиле каких-нибудь погреш-
ностей шарик рычага i будет колебаться, вследствие чего
штифт I начертит волнистую или наклонную линию. Рычаг i
сменяется в зависимости от величины модуля проверяемой
шестерни (в пределах от модуля 2 до 12). В зависимости
от того, проверяется ли правая или левая стороны про-
филя, устанавливаются соответственно и салазки т и пи-
шущий шгифт I.
Поэтому дощечку о с расположенной на ней бумажкой
р можно передвинуть по направляющим q и установить
соответственно пишущий штифт. Неправильности профиля
передаются в 250-кратном увеличении.
343
Вопросы
1. Какие особенности имеет модульная фреза в смысле заточки и
в смысле подбора для определенного количества зубцов, и в чем ее не-
достатки ?
2. По какому принципу работает червячная фреза при нарезке ше-
стерней и как ее нужно установить?
3. По какому принципу нарезаются шестерни на станке Феллоу; в
чем достоинства этого станка?
4. В чем основное затруднение при изготовлении конических ше-
стерней ?
5. Какие существуют способы изготовления конических шестерней ?
6. Чем надо руководствоваться при подборе модульной фрезы ?
7. Опишите в общих чертах принцип работы станка Бильграма.
8. Какие существуют способы для изготовления червячных шестерней?
9. В чем заключается принудительный способ вращения фрезы и чем
он отличается от свободного вращения?
10. Какие виды передачи движений можно достигнуть винтовыми
шестернями и как должны быть расположены спирали в разных случаях?
11. Чем нужно руководствоваться при подборе модульной фрезы?
12. Почему у шестерни А (фиг. 130) профиль искажен в несколько
меньшей степени?
13. Какие существуют приборы для проверки шестерней?
Задания
1. На фиг. 327 изображены рядом 4 шестерни. Подсчитать, какая
получается экономия от такого способа закрепления деталей в смысле
уменьшения пути фрезы на каждом проходе по сравнению с обработкой
каждой шестерни отдельно. Ширина шестерни 40 мм, диаметр фрезы 95мм.
2. Руководствуясь фиг. 342 —345 вычислить все данные для нарезки
пары конических шестерней, а именно: радиусы Rt и rh номер модуль-
ной фрезы и угол наклона делительной головки при фрезеровании боковых
сторон профиля. Дано:
R — 160; модуль 4; г =60 мм.
3. Требуется нарезать предварительно червячную шестерню модульной
фрезой: Определить угол наклона оси фрезы при условии, если червяк
одноходный имеет шаг 5г и наружный диаметр в 55 мм.
4. Указать приблизительно, на какую глубину можно вести предвари-
тельную нарезку дисковой фрезой.
5. Шестерня А (фиг. 356) имеет 40 зубцов, а червячная фреза одно-
ходная. Определить сменные шестерни для достижения принудительного
вращения шестерни А во время работы. Показать эскизом схему уста-
новки этих сменных шестерней.
6. Вычислить все необходимые данные для нарезки винтовой шестерни,
имеющей 15 зубцов, модуль 4, угол а = 43°, диаметр начальной окружности
равен 258 мм, ходовой винт стола имеет 5 ниток на дюйм; характеристика
делительной головки 40.
7. На основе фиг. 363 и 363а и табл. 13 указать, как надо устанав-
ливать оба штангенциркуля для контроля шестерни в 28 зубцов, модуль 6.
Глава хп
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ
Предварительные замечания
Под термином „теория резания14 понимают довольно широ-
кий комплекс вопросов, разрешение которых сводится в ко-
нечном итоге к определению условий наивыгоднейшего
использования станка и режущего инструмента. Хотя в дан-
ной книге речь идет о работе на фрезерных станках и о
фрезах, все же основные понятия, относящиеся к вопросам
резания металлов, надо изложить, исходя из работы обык-
новенного резца. Дело в том, что все многочисленные
опыты, которые производились в течение ряда лет иссле-
дователями всех стран для установления основных „законов
резания41, были произведены главным образом над работой
токарного резца. Результаты этих опытов переносятся
в основном и на работу фрезы, которая в сущности пред-
ставляет собою группу резцов, собранных вместе на окруж-
ности общего диска.
Резец представляет собою клинообразное стальное тело, ко-
торое под влиянием определенной силы врезается в обраба-
тываемый материал и, преодолев силу сцепления его частиц,
снимает известный слой металла (стружку). Величина силы,
необходимой для того, чтобы вдавить резец в материал,
зависит от многих причин: чем меньше, например, угол а
клина (фиг. 367), тем легче он входит в материал; но, с дру-
гой стороны, с уменьшением этого угла увеличивается давле-
ние отогнутых частей материала на его боковые стороны
b — Ь. Этим увеличивается трение между скользящими поверх-
ностями, следовательно, несколько и сила Р, необходимая
для врезания клина в тело. Но все же эта сила меньше,
чем у клина с более тупым углом.
Снимаемый слой металла подвергается разным механи-
ческим изменениям: стружка осаживается и „разбухает",
изгибается, раскалывается на куски и т. п. Все это, конечно,
345
вызывает известное сопротивление, которое приходится
преодолеть.
Кроме того сопротивление зависит от свойств обрабаты-
ваемого материала, от величины и формы поперечного сече-
ния стружки, от степени шероховатости трущихся поверх-
ностей, от состояния режущей кромки резца и ее формы
и от целого ряда других причин.
В целях сохранения общей связи приводим еще раз основ-
ные сведения о резцах, которые уже были изложены вкратце
в главе I.
На фиг. 368 показана головка обыкновенного резца. Со-
гласно общесоюзному стандарту (ОСТ 6897 и 6898) принято
называть:
Угол а — задним углом,
„ Р — углом заострения,
„ у — передним углом,
„ S — углом резания.
Фиг. 367. Работа
клина.
Фиг. 368. Схема работы
резца.
Каждый из этих углов оказывает определенное влияние
на результаты работы резца. Значение заднего угла х можно
себе уяснить по следующим соображениям: при снятии
стружки резец врезается клином в обрабатываемое изделие,
причем давление стружки стремится отогнуть конец резца
вокруг точки О и вдавить его в материал, как показано
стрелкой Ь. Этому противодействуют силы упругости обра-
батываемого материала, которые стремятся отогнуть режу-
щую грань в обратную сторону; для того чтобы резец не
„заедал", необходимо, чтобы силы упругости были больше,
346
или хотя бы равны давлению стружки; другими словами»
необходимо, чтобы давление на заднюю грань резца („спин-
ку") было равно или больше давления на его переднюю
грань („грудку"). Это давление можно регулировать вели-
чиной заднего угла а. При полном отсутствии заднего угла
возможность заедания совершенно исключена, но зато чрез-
вычайно увеличивается сила трения и, как следствие, нагре-
вание резца; с другой стороны, чем больше задний угол,
тем меньше сила трения задней поверхности резца и давле-
ние на эту поверхность.
При обдирочных работах, когда обрабатываемая поверх-
ность „груба" и шероховата, получается сильное трение,
вследствие чего задний угол может быть несколько больше по
сравнению с обработкой чистовой поверхности. Угол заостре-
ния р, как видно из фиг. 368, есть угол клина, который
влияет главным образом на величину усилия, необходимого
для отделения стружки; чем меньше этот угол, тем легче
резец внедряется в обрабатываемый материал, хотя с другой
стороны, при уменьшении этого угла увеличивается давле-
ние на его боковые стороны, увеличивается следовательно
несколько и трение. Следует иметь в виду, что при уста-
новлении угла заострения важно не только, чтобы резец
легче всего резал, а важно также, чтобы он дольше работал
без новой заточки. Тейлор считает, что этот угол никогда
не должен быть меньше 61°.
Давление стружки на резец зависит не только от твер-
дости материала и поперечного сечения стружки, но в зна-
чительной степени также и от угла у. От этого угла зави-
сит степень отклонения стружки от ее направления, необ-
ходимого для того, чтобы опа могла легко соскальзывать
с передней грани („грудки") резца. При большом переднем
угле отделяется длинная стружка (она вьется змеей), а при
малом угле или полном его отсутствии стружка крошится
мелкими кусками.
Для процесса резания лучше получать стружку, которая
завивается, потому что в этом случае режущая кромка
резца нагружена равномерно. Отделение же стружки в
виде коротких кусочков указывает на чрезмерную нагрузку
резца в отдельные моменты.
Угол резания 5 зависит, конечно, от остальных трех углов,
а именно:
3 — а -|- р,
3 = 90°—у.
347
В большинстве случаев угол резания бывает меньше 90°;
только при обработке твердого литья он доходит до 90°.
На фиг. 369 показано (в плане) взаимное расположение
резца А и изделия В. Согласно установленной по ОСТ тер-
минологии расстояние между обрабатываемой и обработан-
ной поверхностями (величина t) называется глубиной
резания, а величина перемещения супорта за один оборот
обрабатываемого предмета (расстояние s) называется пода-
чей. Эти величины не надо смешивать с шириной и тол-
щиной стружки, обозначенных на чертеже буквами а и Ь.
На этом же чертеже показан также так называемый „угол
в плане" который определяет расположение режущей
Фиг. 369. Вид резца в плане. Фиг. 370. Силы, действующие
на резец.
кромки резца по отношению к оси изделия. От величины
этого угла зависит соотношение между толщиной и шири-
ной стружки.
Силы, действующие на резец
При снятии стружки на режущую кромку резца действуют
три взаимно перпендикулярные силы (фиг. 370).
1. Горизонтальная сила Р, направленная параллельно
движению резца. Эта сила считается главной и принимается
как давление резания.
2. Горизонтальная сила //, направленная против подачи.
3. Направленная вверх вертикальная сила V.
Причина возникновения этой последней силы, на первый
взгляд непонятная, заключается в том, что резец во время
работы вдавливается на небольшую глубину в материал и
вызывает тем самым действие сил упругости,’которые тол-
кают резец вверх.
348
Соотношение между указанными тремя силами не остается
постоянным, а меняется в зависимости от разных условий
резания. В среднем можно принять следующее соотноше-
ние:
Н: V:P=\ : 2,3: 4,3.
Для того чтобы можно было определять величину давления
резания, установлено было так называемое удельное
давление k, которое представляет собою силу давле-
ния, отнесенную к одному квадратному миллиметру пло-
щади сечения стружки. Зная удельное давление k для
данного металла, глубину резания t и величину по-
дачи s, можно определить общее давление резания, т. е.
силу Р.
Задача 45. Со стальной болванки снимается резцом стружка
при подаче s в 0,75 мм и глубине резания t в 6 мм. Удель-
ное давление k равно 140 кг. Определить давление реза-
ния Р.
Искомое давление резания должно равняться удельному
давлению k, умноженному на площадь сечения стружки,
т. е. на s-t=f,
Р= k-s-t — 140 X 0,75 X 6 = 630 кг.
Площадь сечения стружки ($•£) в 1 мм2 может образо-
ваться по-разному, например:
1) при t — 10 мм и s = 0,1; /= 1 мм?;
2) точно так же при t—5 мм и s = 0,2; f= 1 мм2 и т. д.
Опытным путем установлено, что если будем увеличивать
глубину резания за счет подачи, сохранив при этом ту же
площадь сечения стружки, то давление на резец несколько
увеличится. Это значит, что квадратный миллиметр в приве-
денном выше первом случае вызывает большее давление
на резец по сравнению с квадратным миллиметром второго
случая. В связи с этим удельное давление, отнесенное
к 1 мм? вообще, оказалось недостаточно определенным.
Это заставило перейти к более уточненному, так называе-
мому коэфициенту резания Ks.
Коэфициент резания, которым пользовались долгое время
при изучении законов резания, есть в сущности тоже удель-
ное давление, но полученное при глубине резания в 1 мм
и подаче также в 1 мм. Однако и это не соответ-
ствует соотношению глубины резания и подачи, которое
фактически берется при работе на станках. В среднем можно
349
считать, что на производстве глубина резания берется
больше подачи в пять раз. Объединение Союзстанкоинстру-
мент уточнило понятие о коэфициенте резания, приняв, что
коэфициент резания есть удельное давление при угле реза-
ния 8 = 75е, глубине резания / = 5 лш, подаче s==l мм,
угле в плане <р = 45° и при резании всухую. Последнее усло-
вие имеет существенное значение для получения одинаковых
результатов, так как подобрать однородную смазку весьма
трудно, а некоторые сорта масел значительно уменьшают
давление стружки на резец.
Многочисленными опытами установлена (правда прибли-
зительно) зависимость между коэфициентом резания Ks,
временным сопротивлением разрыву аь и числом Бринелля
Ив (см. табл. 14).
Эти соотношения имеют большое практическое значение
для разных подсчетов.
Образование стружки и ее форма
Когда резец начинает свою работу, его передняя грань
сжимает прилегающий к ней слой металла и после того
как давление стало больше, чем силы сцепления частиц
Фиг. 371. Схема ска-
лывания стружки.
Фиг. 372. Схема образо-
вания стружки.
данного материала, происходит скалывание элемента
стружки; затем наступает очередь за следующим элемен-
том и т. д. Отделение элемента стружки происходит по
плоскости скалывания у—у (фиг. 371), составляющей с обра-
батываемой поверхностью угол в 135—155°. В зависимости
от свойств обрабатываемого материала и формы резца от-
350
Таблица 14
Коэфициент резания металлов (по Осминкину и Пирожкову)
Материал Крепость (сопр. разрыву в кг/мм?) сь Число твер- дости по Бринелю Л7В Коэф, ре- зания в кг! мм2 Ks
Железо и сталь 40 115 105
Сталь 50 143 130
п «.•«•••• 55 157 145
V •••• • • • • • 60 172 160
W • «... • 65 186 175
70 200 195
» • ... 75 214 210
80 229 230
п • • 85 243 250
90 258 270
я • • • . • 95 272 293
я • • • • . 100 286 320
Мягкий чугун . . . — 110 55
— 130 65
Средний „ — 150 75
• » «••••• — 170 90
Твердый , ... — 190 105
* 0 . • * • — 220 120
Очень твердый чугун . — 250 130
Мягкая бронза — — 60
Твердая бронза . . — — 100
Латунь, томпак, медь . . — — 50-75
Баббит и алюминий . . . — — 36—60
дельные элементы либо совершенно откалываются от обра-
батываемого изделия (полное откалывание), либо сохра-
няют связь между собою. В последнем случае может обра-
зоваться ступенчатая стружка, как показано на фиг. 372.
Полное откалывание элементов стружки дают хрупкие
металлы: твердый чугун, бронза и т. п.
Из описанного выше способа образования стружки
можно заключить, что давление ее на резец не остается
постоянным, а действует толчками: вначале давление по-
степенно возрастает, а затем, в момент откалывания, резко
падает. Подобное неравномерное давление стружки часто
является, между прочим, причиной дрожания резца.
Скоростью резания называется путь, пройденный
резцом в единицу времени относительно поверхности обра-
батываемого изделия; при этом безразлично, передвигается
ли резец, а изделие стоит неподвижно, или же наоборот —
движение получает изделие при неподвижном резце; важно
351
только их взаимное относительное перемещение. В меха-
нике, как известно, при определении скорости за единицу
времени принимается одна секунда; при определении ско-
рости резания на станках нашли более удобным принять
за единицу одну минуту.
Производительность металлорежущего станка при обди-
рочной работе определяется объемом стружки, снятым в еди-
ницу времени (например в час). Очевидно, что эта производи-
тельность зависит от указанных выше трех факторов : от ско-
рости и глубины резания и величины подачи. И тут возможны
конечно разные комбинации. Можно для снятия одного и
того же объема стружек заставить резец работать с боль-
шой скоростью при соответственно малой площади сече-
ния стружки; можно, наоборот, брать резцом крупные
стружки на малых скоростях резания. Кроме того одну и
ту же площадь сечения стружки можно получить, комби-
нируя по-разному глубину резания t и величину подачи s
(фиг. 369), а также изменяя угол в плане <р. Все эти воз-
можности подвергались тщательному изучению многими
исследователями. В результате на основе многочисленных
опытов были установлены основные законы резания метал-
лов, которые сводятся к следующему:
1. Выгоднее снимать стружки крупного сече-
ния при уменьшенной скорости, чем работать
на больших скоростях резания при малых
стружках.
Этот закон, проверенный многократно на опыте, находит
свое теоретическое обоснование в тепловых явлениях, воз-
никающих при резании. Разрушение режущей части резца
происходит, как известно, главным образом от повышения
температуры; если количество теплоты, притекающее к лез-
вию, больше того количества, которое отводится от него,
то на лезвии накопляется вскоре избыток теплоты, и оно
от сильного нагрева быстро приходит в негодность. Опыт
показывает, что всякий резец проявляет исключительную
чувствительность к скорости резания; часто даже незначи-
тельное увеличение этой скорости ведет к быстрой порче
резца. Если, например, при скорости в 10 м/мин резец
работает без переточки нормальное время в 1,5 часа, то
при скорости в 15 м/мин он проработает всего 20 мин.,
а при скорости в 20 м/мин испортится в течение 5 минут.
С увеличением скорости резания, скажем в два раза, уве-
личится во столько же раз количество теплоты, образую-
щейся в одну секунду; а так как быстрота отвода теплоты
352
йе изменяется, То лезвие, естественно, будет сильно нагре-
ваться. Если вместо увеличения скорости резания увеличить
в два раза сечение стружки, то и в этом случае количество те-
плоты также увеличится примерно в два раза; фактически это
увеличение будет несколько меньше, потому что давление на
резец, от величины которого зависит количество образую-
щейся теплоты, с увеличением сечения стружки растет не-
сколько медленнее, чем самое сечение; кроме того при
снятии толстой стружки в резец переходит несколько меньше
теплоты и соответственно большая ее часть остается
в самой стружке. Предположим, однако, что оба указанных
обстоятельства не имеют значения, что к резцу, следова-
тельно, притекает теплоты ровно в два раза больше. Тогда
выходит, что с точки зрения притока теплоты к резцу
совершенно безразлично, будем ли мы увеличивать скорость
резания или сечение стружки.
Совершенно иначе обстоит дело с точки зрения отвода
тепла от режущей кромки. При увеличении скорости реза-
ния быстрота отвода тепла в общем не меняется; при уве-
личении же сечения стружки увеличивается ее периметр
и длина работающей части лезвия, а это, естественно, ведет
к более быстрому отводу тепла. Допустим, что мы сперва
имели глубину резания в 4 мм и подачу в 2 мм, что со-
ответствует площади сечения в 2X4 = 8 мм2', затем увели-
чили эту площадь вдвое: взяв глубину резания 8 мм при
той же подаче: 8X2 = 16 мм2. Очевидно, что в первом
случае режущая кромка соприкасается со стружкой по
линии, равной 4 мм, а во втором случае по линии, равной
8 мм. В соответствии с этим увеличится и отвод тепла от
лезвия резца.
Из сказанного следует, что при увеличении скорости
резания или сечения стружки, скажем, вдвое, количество
теплоты, притекающее к резцу, будет также вдвое больше,
но отвод теплоты от резца произойдет интенсивнее при
увеличении сечения стружки; поэтому резец от увеличения
скорости портится быстрее.
2. При условии равенства площадей сечения, тонкие и
широкие стружки допускают большую ско-
рость резания, чем толстые и узкие.
Это второй весьма важный закон резания. Говорить о пло-
щади „сечения стружки" вообще можно только при грубых
подсчетах. На самом деле надо еще учесть как о )ра-
зуете я это сечение, так как установлено, что толщина и
ширина стружки оказывают не совсем одинаковое влияние
23 и. Л. Зайдель. iCOtl 355
на работу резца и на скорость резания. Давление на резец»
а следовательно и количество выделяемой теплоты растет
медленнее с увеличением толщины стружки и одинаково
с увеличением ее ширины. Происходит это оттого, что в
толстой стружке происходит меньший сдвиг частиц (мень-
шая деформация металла). Таким образом, если мы имеем
две стружки одинакового сечения: одну толстую и узкую,
например, при глубине резания в 4 мм и подаче в 1 мм,
а другую широкую и тонкую, при глубине резания в 10 мм
и подаче в 0,4 мм, то в первом случае давление на резец бу-
дет несколько меньше, чем во втором. Из сказанного сле-
дует, что если бы вопрос шел только о работе с наименьшими
усилиями на механизмы станка, следовало бы предпочесть
толстые и узкие стружки. Распределение теплоты между рез-
цом и стружкой также говорит в пользу толстых стружек.
Однако, влияние, этих двух факторов настолько незначитель-
но, что по сравнению с вопросом об отводе теплоты от ре-
жущей кромки, они никакой заметной роли не играют. А мы
уже знаем из предыдущего, что широкая и тонкая стружка
имеет больший периметр, вследствие чего теплота от режу-
щей кромки отводится энергичнее.
Большое влияние на скорость резания оказывает сте-
пень твердости обрабатываемого металла. Из
опыта повседневной работы известно, что при обработке
мягкой стали можно увеличить скорость резания в 3 — 4
раза по сравнению с твердой. Этот странный факт вызы-
вает законное недоумение, так как удельное давление,
а следовательно, и общее количество образующейся теплоты
при обработке твердой стали только в 1,5 раза больше,
чем при мягкой. Такие же, примерно, соотношения суще-
ствуют между твердым и мягким чугуном.
Известный американский исследователь Тейлор объяс-
няет это тем, что стружка мягкого металла сильно раз-
бухает и она поэтому опирается на переднюю грань резца
более широким основанием, давление распределяется на
большую поверхность и резец работает легче. Кроме того
при больше 1 поверхности прилегания теплота отводится
большей площадью и на большем расстоянии от режущей
кромки.
Другая, более серьезная причина заключается в том, что
теплопроводность мягкой стали значительно больше, чем
твердой; отсюда следует, что снимаемая стружка и само
изделие из мягкой стали отводят теплоту гораздо энергия-
354
нее, резец поэтому нагревается меньше и можно допус-
тить большую скор/вгтр резания. В подтверждение сказан-
ного можно привести следующий характерный пример.
Красная медь имеет почти одинаковое сопротивление раз-
рыву с твердым чугуном. Однако скорость резания меди
в несколько раз выше скорости резания чугуна. Это в до-
статочной мере объясняется тем, что теплопроводность
красной меди равна 330, а чугуна всего только 40; кроме
того некоторое влияние оказывает и приведенное выше
соображение, что стружка красной меди сильно разбухает.
Образование стружки при работе фрезой
После предварительного ознакомления с элементами
теории резания на основе работы обыкновенного резца,
можно перейти к изучению условий работы фрезы.
Способ образования стружки при работе фрезой имеет
свои специфические особенности и значительно отличается
Фиг. 373 и 374. Схема работы фрезы.
от стружки, снимаемой обыкновенным резцом. Объясняется
эта особенность тем, что здесь мы имеем комбинированное
движение (круговое и прямолинейное) режущего зубца.
Допустим, что в диске А (фиг. 373) закреплен только один
зубец, режущая кромка которого расположена от центра о
дальше, чем обрабатываемая поверхность; при вращении
диска А по направлению стрелки и при неподвижном со-
стоянии изделия В, зубец вырежет из материала стружку
неравной толщины в форме сегмента, ограниченного дугой
1—2—3. Остальную часть окружности резец пройдет вхоло-
стую.
Теперь представим себе, что одновременно с вращением
фрезы передвигается равномерно также и изделие, как
* 355
Фиг. 375. Схема работы
фрезы.
показано на фиг. 374 стрелкой Ь; тогда на обрабатываемой
поверхности вместо дуги по радиусу получится более рас-
тянутая кривая 4—5—6\ кроме того м(Д;ду двумя углубле-
ниями получится нетронутая перемычка 6 — 7 как резуль-
тат передвижения изделия во время холостого хода з>бца.
Если вместо одного зубца возьмем
два, расположенные диаметрально
противоположно, то при сохранении
прежних условий работы ширина пе-
ремычки уменьшится вдвое. Дальней-
шее увеличение числа зубцов диска А
ведет к тому, что перемычка посте-
пенно уменьшается почти до полного
исчезновения и фреза снимает сплош-
ной слой металла, оставляя за со-
бой довольно чистую и гладкую по-
верхность. Характерная особенность
образования стружки при работе фре-
зы с полным комплектом зубцов по-
казана на фиг. 375. Буквой s'обозначена подача на один зубец.
Толщина стружки, равная в точке 1 нулю, постепенно
увеличивается, и она получает форму запятой, причем наи-
большее сопротивление зубец встретит в точке 2, так как
Фиг. 376. Изменение формы стружки в зависимости от
диаметра.
из всех радиальных отрезков наибольшую длину (толщину
стружки) имеет отрезок а.
Если, не изменяя величины подачи, возьмем фрезу боль-
шего диаметра, то форма сечения стружки изменится : она
растянется в длину и уменьшится в толщину, как показано
на фиг. 376 (см. радиусы г и R). При этом, однако, вели-
356
чина площади стружки остается без изменения и заштрихо-
ванные площади Fj и Д2 будут равны площади Fs прямо-
угольника, у которого одна сторона равна глубине реза-
ния t, а другая — величине подачи s. В самом деле, при
перемещении центра фрезы вправо на величину s, пере-
двинется на такое же расстояние вправо любая точка, рас-
положенная на окружности фрезы; это значит, что расстоя-
ние а—Ь=с. Если разобьем все три площади горизонталь-
ными линиями на одинаковое число полосок, то каждая
такая полоска представит собою либо прямоугольник, либо
параллелограмм \ причем все они будут иметь одинаковые
основания, равные s и одинаковые высоты. А так как общее
количество полосок у них также одинаково, то все формы
стружек будут иметь одинаковую площадь сечения. Это
свойство формы стружек дает возможность находить объем
снятой стружки без сложных подсчетов и вне всякой зави-
симости от диаметра фрезы.
По объему стружки, снимаемой в единицу времени
(в минуту или час), можно судить о производительности
станка и о целесообразности выбранного режима резания
Из фиг. 375 и 376 видно, что толщина стружки всегда
бывает меньше величины подачи, причем с увеличением
диаметра фрезы разность между этими двумя величинами
заметно возрастает. Для определения давления стружки на
зубцы фрезы и связанной с этим мощности станка, надо
знать толщину а стружки. Обычно же известны диаметр
фрезы, величина подачи и глубина резания.
Между толщиной стружки и величиной подачи суще-
ствует, однако, определенное соотношение в зависимости
от диаметра фрезы и глубины резания. В табл. 15 1 2 при-
ведены коэфициенты, на которые надо помножить подачу
на один зубец, чтобы получить толщину стружки.
Задача 46. Цилиндрическая фреза, диаметром D в 200 мм
обрабатывает поверхность с подачей s' в 0,04 мм на один
зубец, при глубине резания t в 20 мм\ определить толщину
стружки.
Отношение диаметра фрезы к глубине резания
р „ 200 _ 1 п
t ~ 20 ~~
1 Маленькие дуги можно принять за прямые линии.
2 Это же соотношение изображено на фиг. 385 в виде диаграммы.
857
Таблица /•>
Опре1еленис толщины стружки по заданным: диаметру фрезы,
глубине резания и подаче на зубец.
Отношение диаметра фрезы к глубине резания s 20 30 40 50 75 100
Множитель, на который сле- дует умножать подачу на один зубец, чтобы полу- чить толщину стружки . 0,80 0,60 0,44 0,38 0,31 0,20 0,13 0,10
Из таблицы (вторая графа) видно, что при таком соотно-
шении множитель равен 0,6. Толщина стружки будет, сле-
довательно, 0,04 X 0,6 = 0,024 мм.
Задача 47. Диаметр фрезы равен 180 мм; глубина реза-
ния 10 мм; подача на один зубец 0,05 мм. Определить
толщину стружки.
Отношение равно
180 _ 1R
10 ~
Так как для такого соотношения в таблице нет коэфи-
циента, надо его вычислить. В пределах от 10 до 20 можно
принять, что коэфициент уменьшается равномерно; всего
в этих пределах коэфициент уменьшается на 0,6 — 0,44 =
= 0,16. На каждую единицу падает, следовательно, 0,016,
а на 8 единиц:
0,016X8 = 0,128.
Таким образом для соотношения
4=18
коэфициент будет
0,6 — 0,128 = 0,47.
Откуда толщина стружки равна :
0,05 мм X 0,47 = 0,024 мм.
Форма зубцов фрезы
Выше было указано, что каждый зубец фрезы можно
рассматривать, как обыкновенный резец. На фиг. 377 а, Ъ
и с показаны разные формы таких зубцов: а — обыкновен-
358
ный зубец „европейский"; b зубец с задней заточкой;
с — зубец с поднутрением. Обозначения и наименования
углов такие же, как у рассмотренного обыкновенного резца:
задний угол а, угол заострения р, передний угол у и угол
резания 6. Под термином зубец с поднутрением по-
нимают, как мы уже знаем, такую заточку, при которой
передняя грань направлена не радиально, а составляет с ра-
диусом некоторый угол у (фиг. 377 с).
Несмотря на то, что при таком способе заточки умень-
шается угол заострения, т. е. ослабляется устойчивость
зубца, фрезы с поднутрением все же получили в настоящее
время широкое применение. Следует отметить, что фасон-
ная фреза, заточенная с поднутрением, теряет точность
своего профиля; поэтому модульные фрезы затачиваются
всегда радиально (без поднутрения).’
Фиг. 377. Зубцы фрезы разной формы.
Давление стружки на фрезу
Каждый зубец испытывает во время работы фрезы извест-
ное давление Р от снимаемой стружки. Давление это на-
правлено по касательной к окружности фрезы; для упро-
щения подсчетов можно принять, что точка приложения
силы Р находится на самом конце зубца (фиг. 378). Кроме
того возникаат еще одна сила W, которая стремится оттол-
кнуть фрезу от обрабатываемого изделия и подвергает фре-
зерную оправку изгибу. Фактически изгибающая сила будет
больше Р, потому что она является равнодействующей R
сил Р и W.
Величину силы Р можно определить двумя способами.
1. Представим себе, что фреза стоит неподвижно, а изделие
перемещается со скоростью s mImuh-, тогда фреза будет
работать как строгальный резец и выполнит каждую минуту
механическую работу:
А = b't-Ks'S кгм.
359
Если же фреза будет вращаться со скоростью v м{мин,
то она при тех же условиях выполнит каждую минуту точно
такую же работу:
А = Pv кгм.
На этом основании можно написать:
Р v =» b-t-Ks‘S,
откуда
P=b-t-Ks-
В этой формуле означают:
Фиг. 378.'Силы, действующие
на фрезу.
Р —давление на зубец,
b —ширину фрезерования,
t —глубину фрезерования,
Ks—коэфициент резания,
s —подачу в м/мин.
Анализируя приведенную фор-
мулу, видим, что давление на зу-
бец возрастает с увеличением пло-
щади сечения стружки (b-f), с уве-
личением твердости материала (Ks)
и с увеличением подачи s, но умень-
шается с увеличением скорости
вращения фрезы (скорости реза-
ния -и), потому что при быстром
вращении фрезы толщина стружки, снимаемой каждым
зубцом, уменьшается.
Задача 48. При обработке чугунной плиты снимается слой
металла шириною в 150 мм, глубиною в 8 мм\ подача
равна 50 мм,\мин, а скорость резания 16 м!мин. Определить
силу давления Р.
Согласно приведенной формуле
Р= 150 Х8Х ЮО X -5^ = 375 кг.
2. Давление на зубец можно определить еще другим спо-
собом, исходя из следующих соображений. Поскольку тол-
щина стружки по пути зубца постепенно увеличивается,
постольку и давление также будет постепенно возрастать.
Томножив ширину фрезерования на максимальную толщину
стружки (площадь сечения стружки), на коэфициент
3f5i)
резания Ks, получим искомое давление. Относительно по-
дачи следует еще указать, что она берется в трех различ-
ных выражениях: подача в одну минуту, за один оборот
фрезы и на один зубец. Эти три выражения находятся,
конечно, в определенной зависимости. Зная, например, число
оборотов п фрезы, количество ее зубцов 2 и подачу в одну
минуту s (в мм), можно установить следующие соотно-
шения.
Подача за один оборот
Подача на один зубец
s' — —.
nz
Задача 49. С чугунной плиты средней твердости сни-
мается слой шириною 6=150 мм, толщиною t=8 мм.
Работа производится фрезой диаметром D=120 мм, число
зубцов 2 = 20; скорость резания 16 м/мин; подача 50 м!мин.
Определить давление на зубец.
Определяем прежде всего число оборотов фрезы из ра-
венства
16 16 *
п~ ~ Г) ~ 3,14 0,12 —4,3 об‘
Определяем подачу s' на один зубец; она равна
S' = "43^26 = 0’057 мм.
Дальше определяем толщину стружки по способу, ука-
занному в задаче 46
о 120
— = -8 =15'
Из таблицы находим для данного случая множитель
^+^-4 = 0,52.
Толщина стружки, следовательно, равна
0,057 X0,52 = 0,03 мм.
Получив предварительно все эти данные, можно опре-
делить искомое давление.
/?= 150 X 0,03 X 95 = 425 кг.
361
Для приведенных выше двух примеров подобраны одина-
ковые условия работы и мы видим, что подсчет по второму
способу дает в результате несколько повышенное давление
па зубец (425 кг вместо 375 кг).
Количество одновременно работающих зубцов
Этот фактор имеет большое влияние на результаты ра-
боты фрезы На фиг. 379 показано такое расположение
Фиг. 379 и 379а. Значение количества одновременно
работающих зубцов.
Фиг. 380. Значение количества одновре-
менно работающих зубцов.
фрезы, при котором зубец 1 еще не вступил в раооту,
а зубец 2 прошел немного больше половины своего пути;
при дальнейшем враще-
нии фрезы на некоторый
угол получим новое по-
ложение, показанное на
фиг. 379 а; при этом зу-
бец 2 выдерживает мак-
симальное давление, а
зубец 1 только вступает
в работу и на него падает
самая незначительная на-
грузка. Вскоре зубец 2
совсем выйдет „на волю“
и работать будет только
зубец /, так как следую-
щий зубец 8 еще не всту-
пил в работу. Давление при этом сразу упадет и будет
постепенно возрастать до следующего очередного падения.
От таких часто повторяющихся резких изменений нагрузки
362
фреза часто вибрирует и дает дробленную поверхность
обработки. Практика показывает, что фрезерование идет до-
статочно спокойно, когда одновременно работает не меньше
двух зубцов фрезы. Для этого требуется, чтобы угол за-
цепления а (фиг. 380) был больше двойного угла ф, заклю-
ченного между передними гранями двух смежных углов.
По этот последний угол
360°
Следовательно, для спокойной работы фрезы угол а дол-
жен быть больше
2X360
г
Из чертежа можно заключить, что угол зацепления а уве-
личивается с увеличением глубины резания t и с уменьше-
нием диаметра фрезы.
Величина этого угла определяется по формуле:
sin а =
t &
D D2 *
где D—диаметр фрезы в мм,
t—глубина резания в мм.
Задача 50. Фреза диаметром в 95 мм снимает слой ме-
талла толщиною в22мм. Число зубцов z = 24. Определить:
будет ли фреза при таких условиях работать спокойно.
Синус угла зацепления
КД178 =0,424,
а угол а = 25°.
Угол
360° 360°
= 15г.
Так как 25:15 меньше двух, то фреза не будет работать
спокойно. Надо либо уменьшить диаметр фрезы, либо увели-
чить число ее зубцов. При 30 зубцах, например, угол
363
а так как 25:12 больше двух, то при таких условиях будут
работать одновременно то два зубца фрезы, то три; зна-
чит имеются необходимые условия для спокойной работы.
Влияние спиральных зубцов
О значении спирально расположенных зубцов уже было
указано, в основном, в главе V. Такие зубцы имеют, однако,
еще одно весьма своеобразное свойство, которое вызывает
необходимость опять вернуться к этому вопросу. Выше
бы’io указано, что для увеличения количества одновременно
работающих зубцов надо увеличить глубину резания или
уменьшить диаметр фрезы. Спирально расположенные зубцы
дают в этом отношении еще одну дополнительную возмож-
ность, а именно: можно для достижения той же цели увели-
чить ширину фрезерования.
t
t
Г
Фиг. 381. Значение спиральных зубцов.
На фиг. 381 показана обработка детали шириною а фре-
зой В со спиральными зубцами ; глубина снимаемого слоя
равна t. При этом в работе участвует только один зубец 4-
Если увеличить ширину обрабатываемой поверхности до
размера Ь, оставив без изменения прежнюю глубину Д то
этим вовлекаются в работу еще два зубца (с и е), благо-
даря чему фреза будет работать спокойнее. Практическое
значение этого своеобразного свойства спиральных зубцов
заключается в том, что если при обработке узкой детали
получается дробленая поверхность, можно иногда достиг-
нуть более спокойной работы фрезы, увеличив ширину
обрабатываемой поверхности. Само собою понятно, что
зубцы, расположенные параллельно оси фрезы, таким свой-
ством не обладают; увеличение ширины фрезерования при-
вело бы в последнем случае к еще большему дрожанию,
поскольку увеличивается сила давления стружки на зубец.
364
ТабЛица 16
Ери t мм 1 2 3 4 5 6 7
Наименьшая шири- на в мм .... 78 70 60 57,5 5,27 49 44
При t мм 8 9 10 12 1 14 16 18 20
Наименьшая шири- на в мм .... 40,4 36,7 33 25,5 19,6 13,5 7,3 2,5
В табл. 16 указано, какую наименьшую ширину фрезеро-
вания надо брать, чтобы обеспечить одновременную работу
двух зубцов. Данные эти составлены для нормальной фрезы
общего назначения диаметром в 50 мм, имеющей 9 зубцов
при угле спирали в 20°. Как и следовало ожидать, по мере
увеличения глубины резания требуемая ширина фрезерова-
ния для обеспечения одновременной работы двух зубцов
уменьшается.
Скорость резания и глубина фрезерования
Повысить производительность фрезы можно разными спо-
собами. Можно, например, повысить скорость резания вдвое
и сохранить величину подачи на один зуб. Этим мы сохра-
ним и подачу на один оборот фрезы, а подача в минуту
увеличится в два раза, потому что фреза делает каждую
минуту в два раза больше оборотов; производительность,
следовательно, увеличится в два раза. Можно итти другим
путем — увеличить вдвое глубину резания, оставив без изме-
нения остальные факторы. Возникает естественный вопрос,
что выгоднее?
Не подлежит сомнению, что правильное разрешение этого
вопроса возможно только при учете тепловых явлений,
которые возникают при резании. Из фиг. 382 видно, что
в точке А температура резания равна нулю, так как в этой
точке зубец еще не режет; после того как фреза повер-
нется на угол <у-х и пройдет вперед путь s', получим тол-
щину стружки О] при глубине резания Наибольшее коли-
365
чество теплоты зубец получит в точке т. е. там, где
для данной глубины стружка имеет максимальную толщину.
Если увеличить скорость резания и за тот же промежуток
времени повернуть фрезу на угол а2, то получим темпера-
туру резания, соответствующую толщине стружки а2 и глу-
бине t2. Из чертежа видно, что при увеличении скорости
резания (угла х) примерно в полтора раза, температура
резания (отрезок а) увеличивается приблизительно также
в полтора раза, в то время как глубина резания (отрезок t)
повышается в два раза. Отсюда следует, что выгоднее
увеличить глубину резания, а не скорость.
В самом деле, допустим, что фреза работает непра-
вильно, т. е. она вращается
очень медленно при незначи-
тельной глубине резания и
мы хотим исправить эту
ошибку. Увеличив скорость
резания в полтора раза,
можно одновременно с этим
увеличить глубину резания
в два раза, а температура
увеличится только в пол-
тора раза. Если увеличение
скорости в 1,5 раза недо-
статочно, можно ее повы-
сить, скажем, в два раза, а
это даст возможность уве-
личить глубину в 4 раза.
Зависимость эта указана в приведенной ниже таблице.
Таблица 17
Увеличение скорости резания Соответствующее увеличение глубины резания
В 1,25 раз В 1,5 раза
«1,5 „ , 2 ,
„ 2 , 4
» 2,5 „ 6 ,
» 3 . ю „
Изложенное выше правило о целесообразности увеличе-
ния глубины резания, а не скорости, полностью совпадает
с основным законом резания, приведенном на стр. 352. Но
оно базируется на учете только тепловых явлений, кото-
рые влияют главным образом на стойкость и продолжи-
366
дельность работы фрезы. Фактически при фрезеровании
приходится принимать во внимание ряд других факторов:
с увеличением глубины резания возрастает давление на зуб
и склонность фрезы к дрожанию: это обстоятельство надо
учесть, когда хотят получить чистую поверхность обработки.
Увеличение глубины резания, как показал опыт, влияет
неблагоприятно на расход энергии и т. п.
Влияние диаметра фрезы и числа ее зубцов
Какие фрезы работают производительнее — большого
диаметра или малого? По этому вопросу в технической
литературе нет четкой и обоснованной установки. Боль-
шинство авторов склоняются к тому, что производительнее
Фиг. 383. Влияние величины диаметра на производи
тельность фрезы
работают фрезы небольшого диаметра; однако доказы-
вается это не совсем убедительно.
На фиг. 383 показаны две фрезы разных диаметров, ко-
торые снимают одинаковый слой металла t при одинако-
вой подаче s' на один зубец. Как мы знаем из предыду-
щего, площадь сечения стружки в обоих случаях одина-
кова, но толщина стружки а, больше а2; приблизительно
равны между собою также и количества выделяемой теп-
лоты (фактически при снятия тонкой стружки выделяется
несколько больше теплоты, потому что тонкая стружка
сильнее деформируется), но концентрация теплоты в точке
отхода зубца у толстой стружки больше.
Если мы хотели бы сделать толщину стружки а2 = аь то
пришлось бы для большей фрезы увеличить подачу и до-
вести ее до некоторой величины $. Увеличение же подачи
при сохранении всех прочих условий означает, конечно,
увеличение производительности.
367
Таким образом фреза большого диаметра имеет следую-
щие преимущества: меньшее давление на зубец; меньшее
его нагревание, а следовательно, возможность работать
дольше без новой заточки; при равной толщине стружки
большая фреза допускает большую подачу по сравнению с
малой, благодаря чему повышается производительность станка.
В пользу фрезы большего диаметра можно привести еще
несколько соображений: с увеличением диаметра фрезы
увеличивается дуга соприкасания а — Ь; благодаря этому
отвод теплоты проходит при более благоприятных усло-
виях; крупная фреза -содержит в себе больше металла и
поэтому она лучше поглощает теплоту резания; с увели-
чением диаметра возрастает и число зубцов, стружка полу-
чается тоньше, вследствие чего улучшается вид обрабаты-
ваемой поверхности; при большем количестве зубцов каж-
дый из них больше времени работает вх о л о с тую „осты-
вает" и охлаждается в воздухе; больший диаметр фрезы
дает возможность насадить ее на более толстую оправку,
что уменьшает дрожание.
Из всего сказанного, казалось бы, явствует бесспорно, что
все преимущества на стороне фрезы большего диаметра.
Однако, имеются другие соображения, которые, если не
аннулируют совсем преимущества фрезы большего диа-
метра, то все же содержат серьезные доводы в пользу ма-
лого диаметра. В первую очередь тут сказывается влияние
количества зубцов z.
Для определения этого количества имеется приближенная
формула
2 = 4Ц- ? •
1 о
По этой формуле составлена диаграмма (фиг. 3S4), пока-
зывающая количество зубцов, соответствующее данному
диаметру. Следует, между прочим, указать, что если полу-
чается нечетное число зубцов, то его надо округлить до
четного, потому что при четном числе зубцов удобнее про-
верить диаметр фрезы. Допустим, что две фрезы, одна
диаметром в 60 лш, а другая в 150 ло/, работают с одина-
ковой скоростью резания в 20 м]мин и при одинаковой
глубине резания в 12 мм и необходимо решить, какая из
них будет работать производительнее.
При данных условиях мы имеем отношение диаметра
к глубине резания
/ .
\ t / ;
368
для меньшей фрезы
60 с
12 ~5’
а для большей
^=12,5.
Пользуясь изображенной на фиг. 385 диаграммой, можно
Фиг. 384. Соотношение между диаметром фрезы
и числом зубцов.
Фиг. 385. Диаграмма коэфициентов для определения толщины
стружки.
найти коэфициенты, на
дачу, чтобы получить
24 Й. Л. Зяйцелъ. 1004
которые следует помножить по-
толшину стружки. Для меньшей
369
фрезы это будет 0,8, а для большей—0,54. Подачу прини-
маем в 0,05 мм на один зубец. Толщина стружки будет
соответственно:
0,05 мм X 0,8 = 0,04 мм, и 0,05 мм X 0,54 = 0,027 мм.
Таким образом большая фреза снимает слишком тонкую
стружку (0,027 мм вместо возможной в 0,04 мм)\ другими
словами зубцы этой фрезы недогружены и можно повы-
сить ее производительность за счет увеличения подачи.
Повысить подачу можно, конечно, лишь настолько, чтобы
зубцы обеих фрез получили одинаковую нагрузку. Следо-
вательно надо довести толщину стружки большей фрезы
Фиг. 387. Зависимость величины
врезания от диаметра фрезы.
Фиг. 386. Соотношение между пода-
чей и толщиной стружки.
до 0,04 мм. Подсчитать новую подачу можно на основе
фиг. 386. Заштрихованную фигуру АВС принимаем за прямо-
угольный треугольник, подобный треугольнику DBE. Иско-
мая подача х определяется из пропорции:
х: 0,05 = 0,04: 0,027;
откуда
0,05X0,04 п П74
0,027
ММ.
От этого мероприятия производительность большей фрезы
увеличится по сравнению с малой в 0,074:0,05 = 1,48 раза. Фак-
тически такого повышения производительности не будет по
изложенным ниже соображениям. Диаграмма (фиг. 384) по-
казывает, что фреза диаметром в 60 мм должна иметь
14 зубцов, а в 150 мм диаметром—28 зубцов. Так как
370
скорость резания для обеих фрез равна 20 м)мин, то мень-
шая фреза делает
20 000 . Лс .,
п = —106 об/мин,
Л -ЬО '
а большая
20-000 .о ..
П1 — -------------------ГЕ7Г — 42 об/мин.
1 it-150
При таких условиях мимо изделия пройдут в минуту
в первом случае z = 14 X 106 = 1484 зубца, а во втором
случае z^ — 28 X 42 — 1176 зубцов. Меньшая фреза дает бла-
годаря этому большую производительность в 1,27 раза.
Эта встречная производительность уменьшает достоинства
большей фрезы, так что она теперь уже только в 1,48:1,27=
— 1,17 раза производительнее меньшей. Но это еще не все.
Известно, что при обработке поверхности определенной
длины малая фреза пройдет более короткий путь, чем
большая. Это соотношение показано наглядно на фиг. 387.
Чтобы снять слой металла одинаковой толщины t, большая
фреза пройдет до полного врезания предварительный путь
а, в то время как меньшая фреза пройдет более короткое
расстояние Ь.
С учетом этого обстоятельства соотношение производи-
тельности обеих фрез изменится еще раз в пользу меньшего
диаметра, и она, пожалуй, может уже сравняться с большей.
Возможно, между прочим, и такое положение, когда фреза
малого диаметра окажется сразу производительнее боль-
шой. Допустим, что в приведенном примере большая фреза
имеет не 28, а всего 22 зубца. Тогда мимо изделия пройдут
в минуту не 1176 зубцов, а всего только 22 X42 = 924 зубца;
производительность меньшей фрезы будет в 1484:924 =
= 1,61 раза больше. Общий итог будет в пользу малой фрезы
и она окажется производительнее в 1,61:1,48 = 1,29 раза,
плюс некоторый выигрыш на сокращенный путь. Правда,
22 зубца для диаметра в 150 мм не соответствует уста-
новленным нормам и фреза с такими крупными зубцами
даст грубую поверхность обработки; все же для обдироч-
ных работ такой случай не исключается.
Произведенные выше сравнительные анализы двух фрез при-
водят к заключению, что несмотря на ряд серьезных преи-
муществ, все же нельзя сразу утверждать, что большая фреза
будет работать производительнее. При известных условиях
меньшая фреза может ее не только догнать, но даже пе-
регнать.
*
371
Влияние диаметра фрезы на требуемую мощность станка
В технической литературе встречается указание, что
большая фреза при одинаковых условиях работы (скорость
и глубина резания) потребует больше энергии, чем мень-
шая. В доказательство приводится такое соображение: так
как обе фрезы снимают стружку одинаковой толщины, то
давление на зубцы у них также будет одинаковое; но
большая фреза имеет больший радиус, поэтому вращать ее
будет труднее, т. е. для нее потребуется больший „крутя-
щий момент". Отсюда якобы вытекает, что большая фреза
потребует больше энергии. Но это неверно, потому что не
принято во внимание число оборотов. Для достижения
одинаковой скорости резания большая фреза потребует
меньшее количество оборотов.
Поясним это на конкретном примере. Допустим, что две
фрезы диаметром в 120 и 60 мм работают при совершенно
одинаковых условиях; давление на зубцы равно в обоих
случаях 600 кг\ скорость резания 18 м. Для достижения
такой скорости большая фреза должна сделать оборотов:
18 000 18 000 ,о
п~ tz D ~ 3,14-12048 об/мин.,
а меньшая фреза 48 X 2 — 96 об/мин.
Крутящий момент для первой фрезы равен 600X6 =
= 3600 кгсм, а для второй:
600 X 3 = 1800 кгсм.
Из механики известно, что
., , СГ.~ N . у Mci-n
Md = 7\ 620 - , или N = -
П ’ 71 620
В этой формуле означает:,
Md — крутящий момент,
N—мощность в л с.,
п—число оборотов.
Подставив числовые данные, из нашего примера получим:
1) для большей фрезы
3600X48
™ ~ 71 620 ’
2) для меньшей фрезы
1800X96
N ~~ 71 62U
372
Очевидно, что обе эти величины равны между собою,
так как при увеличении крутящего момента в два раза
число оборотов уменьшилось в два раза. Это значит, что
в смысле расхода энергии фреза малого диаметра не имеет
преимущества. Следует между прочим отметить, что полу-
ченная мощность в 2,4 л. с. относится только к полезной
работе фрезы. От мотора для выполнения этой работы
потребуется конечно большая мощность, потому что помимо
преодоления сопротивления резания мотор должен еще
преодолеть различные другие сопротивления: в коробке ско-
ростей, в механизме подач, на трение в салазках и т. п.
Отношение между полезной мощностью Ne и всей мощ-
ностью 7V; называется коэфициентом полезного действия
станка и обозначается буквой iq.
откуда =
1 v 7 Ч
Очевидно, что этот коэфициент всегда меньше единицы.
Для фрезерных станков можно принять, что составляет
от 0,7 до 0,8. В приведенном выше случае от мотора по-
требуется, следовательно, мощность
2 4
7V/ = ^75 = 3,2 л. с.
Влияние угла поднутрения
Выше было указано, что передний угол у или угол под-
нутрения хотя и ооабляет устойчивость резца, но спо-
собствует более легкому проникновению режущей грани
в обрабатываемую поверхность, вследствие чего резец
с поднутрением испытывает меньшее давление и легче сни-
мает стружку. Это положение подтвердилось полностью на
опытах, результаты которых приведены в двух таблицах.
Фрезеровались стальные брусья шириною в 125 мм фре-
зами А и В диаметром в 90 мм и шириною в 150 мм; диа-
метр оправки 32 мм. Обе фрезы имели по 10 спирально
расположенных зубцов с углом подъема в 25°. Передний
угол (угол поднутрения) имела только фреза А. Из табл. 18
видно, что при глубине резания в 4,8 мм обе фрезы дают
одинаковую производительность, т. е. снимают в минуту
одинаковый объем металла (220 см3). Но фреза В без под-
нутрения поглощает при этом на 18,88—12,58 = 6,3 л с.
больше мощности. На 1 л. с. у фрезы Л приходится 17,4 смл
стружки против 11,7 см3 у фрезы В. С увеличением глубины
373
Таблица 18
Глубина резания 4,8 мм
Результаты работы Фреза А Спираль 25°; ?уоцов 10; угол поднутре- ния 10° В Спираль 25°; зубцов 10; угол поднутре- ния 0°
Ширина резания в мм • • • • • 125 * 125
Глубина резания в мм • • • • 4,8 4,8
Оборотов в минуту • • • • 65 65,5
Подача в мм/ \ ин . . . 366 370
Объем снятого металла СМ3!мин . 220 222
Амперы 56 86
Вольты 202 195
Полная мощность в л. Объем снятого металла с ... . на 1 л. с. 12,58 18,88
вся3 17,4 11,7
Таблица 19
Глубина резания 9,6 мм
Результаты работы Фреза А Спирать 25°; зубнов 10; угол поднутре- ния 10° в Спираль 25°; зубцов 10; угол поднутре- ния 0°
Ширина резания в мм 125 125
Глубина резания в мм • • • • • 9.6 9,6
Оборотов в минуту . . • * • • • 65 57,6
Подача в мм)мин . . 366 325
Объем снятого металла СМ3!мин . 439,2 390
Амперы 108 172
Вольты 186 182
Полная мощность в л. с . . . Объем снятого металла на 1 л. с. 23,54 33,6
в см3 ....... 18,8 11,6
резания до 9,6 мм (табл. 19) результаты для фрезы А еще
лучше: объем стружки увеличивается на 12%, а объем ме-
талла на 1 л. с. доходит уже до 18,8 см3 против 11,6 см\
Из этого следует, что угол поднутрения вообще полезен
для работы фрезы, но положительное влияние этого угла
сказывается особенно эффективно при снятии глубоких стру-
жек, т. е. при обдирочной работе.
374
Следует еще отметить влияние шлифовки передней грани
зубцов фрезы на производительность ее работы. После
калки эта грань часто сохраняет шероховатые следы,
в виде так называемой „лягушачьей кожи", которые являются
большим недостатком; шероховатая поверхность грани
препятствует отходу стружки и значительно увеличивает
ее давление на зубец. Кроме того режущая кромка зубцов
получается неровной, она имеет мельчайшие зазубрины,
как у пилы, и не может поэтому дать достаточно чистой
поверхности. От зачистки передней грани зуба шлифоваль-
ным кругом указанные недостатки исчечают; передняя грань
получает гладкую поверхность, режущая кромка становится
резко очерченной и стружка скользит легко по поверх-
ности зубца. Испытания при фрезеровании стали средней
твердости (сопротивление разрыву 55 кг/мм2} при глубине
резания в 20 мм и разной величине подачи показали, что
фреза со шлифованной передней гранью дает большую чи-
стоту работы и увеличивает производительность фрезы
примерно на 25%.
Влияние охлаждения
Скорость резания можно значительно повысить искус-
ственным охлаждением резца обильной струей жидкости.
Объясняется это просто: отнимая от стружки значительное
количество теплоты, тем самым понижаем температуру
резца и как бы повышаем теплопроводность обрабатывае-
мого материала. При обильном охлаждении резца жидкостью
в количестве 12 —14 л{мин можно повысить скорость реза-
ния при обработке стали на 25 — 30%, а чугуна на 12%.
По сравнению с токарным резцом фреза в смысле охла-
ждения имеет определенное преимущество, так как каждый
зубец фрезы работает периодически; на небольшой, срав-
нительно, части своего пути он производит работу реза-
ния, а остальную часть проходит в воздухе „вхолостую",
получает некоторый „отдых" и охлаждается.
При крупных обдирочных работах такое естественное
охлаждение, однако, недостаточно; поэтому прибегают к более
эффективному естественному охлаждению фрезы какой-либо
жидкостьщ или струей сжатого воздуха. Основной целью
охлаждения режущего инструмента является всегда интен-
сивный отвод возникающей при работе теплоты. Но это
не единственная цель. Стружки, образующиеся при фрезе-
ровании, прилипают к зубцам фрезы и заполняют впадины
375
между ними. Попадая затем между зубцами и обрабатывае-
мой поверхностью, эти стружки портя г ее и. вместе с тем,
ускоряют износ режущих кромок. Интенсивной струей
жидкости стружки удаляются и вредное их влияние устра-
няется. Стружка скользит по передней грани зубца с боль-
шим трением; это, как известно, является одной из причин
образования теплоты резания, а также в значительной сте-
пени влияет на расход энергии.
Поливая фрезу жидкостью с содержанием какого-нибудь
масла, мы покрываем ее слоем смазки, вследствие «/его
стружка легче скользит и фреза меньше нагревается; при
этом работа фрезы протекает спокойнее, кромка зубцов
сохраняет дольше острое состояние и вид обрабатываемой
поверхности улучшается.
Что касается струи сжатого воздуха, то, не имея смазы-
вающих свойств, она этой последней задачи, конечно, раз-
решить не может.
Во время работы фрезы изделие получает „местный" на-
грев, т. е. оно нагревается сильнее непосредственно около
фрезы. Такой неравномерный нагрев вызывает часто короб-
ление изделия. Очевидно, что вследствие искусственного
охлаждения указанная причина коробления в значительной
мере также устраняется. При обработке чугуна целесооб-
разность применения охлаждения жидкостью сомнительна,
так как мелкая чугунная стружка плохо смывается, кроме
того эта стружка образует с жидкостью кашицу, портящую
направляющие поверхности станка. Для данного случая
более подходящим охлаждением является поэтому струя
сжатого воздуха.
В качестве охлаждающей жидкости при фрезеровании
применяются:
а) эмульсии из сверлильных масел, в большинстве слу-
чаев представ тяющие раствор мыла в минеральных маслах;
в) сурепное масло и его суррогаты (смесь неочищенного
сурепного масла с очищенными минеральными маслами).
Сорта охлаждающих жидкостей в зависимости от мате-
риала изделия и характера обработки приведены в табл. 20.
По вопросу об охлаждении необходимо еще сделать не-
сколько замечаний практического характера.
При охлаждении фрезы струей жидкости надо стремиться
к тому, чтобы охлаждались главным образом режущие
кромки находящихся в работе зубцов. Охлаждающая жидкость
не должна бить сильной струей, как из брандспойта, так
как при этом струя разлетится брызгами во все сто-
376
Охлаждающие жидкости
Таблица 20
Обрабатываемый материал Характер обработки
Черновая Чистовая
Машиноподелочная сталь Эмульсия из сверлиль- ного масла Эмульсия и сурепное масло при нарезке резьбы
Инструментальная сталь Эмульсия из сверлиль- ного масла Эмульсия и суррогат сурепного масла при точных работах
Стальное литье и ковкий чугун Эмульсия из сверлиль- ного масла Эмульсия и суррогат сурепного масла
Чугун Воздух или вода-|-50/0 соды Всухую
Латунь Эмульсия из сверлиль- ного масла Эмульсия из сверлиль- ного масла
Бронзi Эмульсия из сверлиль- но1 о масла Всухую
Аиомилий Суррогат сурепного масла Всухую
Дуралюмипий Суррогат сурепного масла Суррогат сурепного масла
Электрон 4°/о раствор хлори- стого на1рия Всухую
Силумин Эмульсия из сверлиль- ного масла Эмульсия из сверлиль- ного масла
роны, а режущая часть фрезы „сядет" от чрезмерного на-
гревания. На американских станках охлаждающая жидкость
течет от насоса сначала по узкой трубке, которая затем
переходит в более широкую, чем достигается уменьшение
скорости струи при подаче жидкости к инструменту. При-
мер такой проводки показан на фиг. 388. Начиная от крана
и до места выхода струи трубка расширена. Кроме того
применяются еще разные наконечники, при помощи кото-
рых форма струи приспосабливается к месту охлаждения.
При работе фрезами крупного диаметра, требующими интен-
377
сивного охлаждения, зажимают по обеим сторонам от фрез,
между кольцами оправки, специальные дисковые щитки
а — а из жести ' и ~ 389), которые способствуюг образова-
нию вокруг фрез сплошной охлаждающей ванны и не
дают воде разбрызгиваться по сторонам.
Фиг. 388. Трубопровод для охла-
ждающей жидкости.
Фиг. 389. Наконечник и щитки для
охлаждающей жидкости.
Паспорт фрезерного станка и его использование
Для того, чтобы использовать рациональным образом
станочное оборудование данного завода и предохранить
его от поломок и преждевременного износа, необходимо
иметь ряд сведений, содержащих исчерпывающую характе-
ристику каждого станка, как-то: основные габаритные его
размеры, возможные числа оборотов шпинделя, возмож-
ные подачи, взаимное расположение рукояток для управле-
ния при настройке станка на определенную работу, до-
пускаемая площадь сечения стружки, требуемый расход
энергии и т. п. Все эти сведения, собранные вместе, со-
ставляют так называемый паспорт станка.
Ниже приводится образец паспорта фрезерного станка,
составленного по форме, утвержденной сектором труда
НКТП СССР.
Рассмотрим все страницы этого паспорта подробнее.
В верхней части первой страницы паспорта (стр 390 и 391)
помещается ряд сведений общего характера, а именно: фирма,
год изготовления и установки станка, тип станка, его вес;
здесь же указывается группа, к которой станок относится
по своей точности, стоимости накладных расходов и т. п.
Следующий раздел первой страницы паспорта „Основ-
ные данные станка" содержит сведения о шпинделе, столе
и делительной головке: наибольшее расстояние от оси
378
шпинделя до стола, № конуса, наибольший ход стола, шаг
ходовых винтов, высота центров делительной головки,
количество делительных дисков и т. п.
Раздел „Принадлежности и специальные приспособления*1
содержит основные размеры тисков, патронов, сменных
шестерней и проч. Заканчивается эта страница сведениями
о мощности станка, размерах шкивов и приводных ремней.
Рассматриваемый нами станок вместо ступенчатого шкива
с перебором имеет коробку скоростей, поэтому сведения
о ремнях и шкивах в паспорте не приведены.
Вторая страница паспорта (стр. 392 и 393) содержит на верх-
ней левой стороне вертикальный столбец цифр п, показываю-
щий все 16 чисел оборотов шпинделя. Взаимное расположе-
ние трех рукояток управления L, М и N’, тут же помещается
столбец под рубрикой 2М, показывающий величину двойного
крутящего момента для каждой скорости шпинделя. Издан-
ных для п и 2М видно, что по мере того как число обо-
ротов шпинделя уменьшается, величина двойных крутящих
моментов 2М возрастает. На правой стороне той же стра-
ницы указаны площади сечения стружки, максимально до-
пускаемые для механизмов данного станка. В разделе
„Эскизы управления" дается схематическое изображение
рукояток, предназначенных для изменения чисел оборо-
тов и подач. В соединении с изложенными в паспорте сведе-
ниями для чисел оборотов и подач указанные эскизы упра-
вления дают наглядное представление о выборе числа оборо-
тов шпинделя и подачи стола для определенной работы.
Нижняя часть паспорта предусматривает сведения о по-
дачах, которые имеются на данном станке, с указанием поло-
жений рукояток R, Р и S, соответствующих каждой по-
даче.
На верхней части третьей страницы паспорта (стр. 394 и 395)
приводится так называемый логарифмический график, при
помощи которого, как будет указано ниже, можно опреде-
лить число оборотов фрезы, скорость резания и необходимое
на обработку машинное время. Тут же внизу дан общий вид
станка с указанием назначения всех рукояток и маховичков.
Наконец, четвертая страница паспорта содержит общую
кинематическую схему станка и спецификацию всех шестер-
ней, коробок скоростей и подач с указанием модуля, числа
зубцов, матерйала и проч. Этими сведениями пользуются при
подсчете чисел оборотов шпинделя и чисел подач, а также
и при других подсчетах, связанных с заполнением пас-
порта.
379
Решим несколько практических задач по использованию
паспорта.
Задача 51. Какое наибольшее сечение стружки допустимо
на станке, охарактеризованном данным паспортом, если
диаметр фрезы d равен НО мм, а подача 5 на один
оборот 0,9 мм; обрабатывается сталь средней твердости.
Согласно указанной в паспорте формуле максимальное
сечение стружки:
= 2,3 2-^д— = 282 мм1.
Если мы при этом фрезеруем поверхность шириною,
скажем, в 40 мм, то можно взять глубину резания
282:40 = 7 мм.
Задача 52. Какое число оборотов должна иметь фреза
диаметром в 60 мм при скорости резания в 14 мм.
На левой стороне логарифмического графика, где имеется
подпись Диаметр фрезы в мма, находим цифру 60, со-
ответствующую диаметру нашей фрезы. На нижней черте,
где имеется надпись „Скорость резания в мми, отыскиваем
цифру 14. Передвигаясь от этой точки по вертикали до
пересечения с горизонтальной линией, проведенной через
точку 60, смотрим к какой из толстых наклонных линий
полученная точка пересечения ближе находится. В нашем
примере она совпадает с 8-й наклонной линией (считая
снизу). С правой стороны этой наклонной линии находим
надпись п = 74, показывающая искомое число оборотов.
Если точка пересечения лежит между двумя линиями, то
это показывает, что заданную скорость резания на данном
станке осуществить невозможно, а надо брать число оборо-
тов той наклонной линии, которая ближе расположена
к точке пересечения.
Задача 53. С какой скоростью резания работает фреза
диаметром в 160 мм при 39 об/мин.
На левой стороне графика находим число 160, идем гори-
зонтально до наклонной линии, показывающей 39 оборо-
тов; от точки пересечения идем по вертикали вниз и на-
ходим, что скорость резания равна 20 м.
Задача 54. Определить машинное время, необходимое
для обработки поверхности стальной детали длиною в 145 мм\
диаметр фрезы 85 мм, скорость резания 12 мм, а подача
на один оборот 1,81 мм.
Находим по графику, как было указано выше, число
оборотов п, которое равно в данном случае 49. На верх-
380
ней стороне графика, где имеется надпись „Подача за один
o6opoi“, отыскиваем заданную подачу в 1,81 мм. Идя от
этой точки вниз до нашей наклонной линии (седьмая
сверху), а затем по горизонтали вправо, н тходим, что для
обработки 10 мм длины нашей поверхности потребуется
0,11 мин. Следовательно для всей поверхности потребуется
0,11 X 145
ю
= 1,6 мин,
причем сюда не входит время на врезание и переход
фрезы.
Вопросы
1. Какие углы мы различаем у резпа и каково их значение?
2. Какие силы действуют на резец и чем они вызваны ?
3. Чго такое удельное давление и коэфициент резания?
4. Чем опредетяется производительность станка?
5. Как формулируется первый закон резания?
6. По (ему резец скорее портится от увеличения скорости, чем от уве-
личения сечения стружки?
7. В чем заключается второй закон резания?
8. Почему тонкие и широкие стружки допускают большую скорость,
чем толстые и узкие ?
9. Какую форму имеет стружка, снятая фрезой, и какое соотношение
существует между толщиной стружки и по очей ?
10. В каких выражениях берется подача при работе фрезой и каково
соотношение между разными видами подач ?
И. От чего зависит количество одновременно работающих зубцов и
каково значение этого фактора ?
12. Каково влияние спиральных канавок?
13. Какими соображениями надо руководствоваться при выборе диаметра
фрезы ?
14. Какое влияние оказывают угол поднутрения и шлифовка передней
грани зубцов ?
15. Какими соображениями надо руководствоваться при охлаждении
фрезы ?
Задания
1. Фреза диаметром в 95 мм имеет 18 зубцов и работает со скоростью
резания в 20.и; подача равна 65 mmImuh. Определить подачу на один
оборот и на один зубец.
2. С какой скоростью резания работает фреза диаметром в 160 мм,
если подача на один оборот равна 1,4 мм, а подача — 75 мм!мин)
3. С чугунной болванки средней твердости снимается стружка строгаль-
ным резцом. Глубина резания равна 8 мм, подача 1,2 мм. Определить все
три силы, возникающие при резании.
4. Решить задгчу, аналогичную предыдущей, если обрабатывается деталь
из стали, имеющей твердость по Бринеллю 243; глубина резания 4,5 мм,
подача 0,6 мм.
5. Цилиндрическая фреза диаметром в 110 мм обрабатывает стальное
изделие; временное сопротивление разрыву (крепость) материала равно
381
75 кг/мм2, скорость резания 14 м/мин.', подача 55 мм) мин.', ширина фре-
зерования 45 мм, а глубина 5,5 ми; определить давление на зубец фрезы.
6. Решить аналогичную задачу при фрезеровании чугуна, имеющего
коэфициент резания 90; скорость резания 12 м!мин.
7. Фреза диаметром в 140 мм снимает слой металла толщиною в 20 мм,
число зубцов 26. Определить, будет ли фреза работать спокойно, т. е.
обеспечена ли одновременная работа не меньше двух зубцов.
8. Фреш диаметром в 120 мм имеет нормальное количество зубцов
(см. фиг. 384). Определить, какую надо брать глубину резания, чтобы обес-
печить спокойную работу фрезы.
9. Требуется профрезеровать поверхность стальной детали; крепость
материала 60 кг/мм2. В нашем распоряжении имеются две фрезы диа-
метром в 185 и 86 мм. Произвести сравнительный анализ условий работы
указанных двух фрез и определить, какая из них будет работать произво-
дительнее. Все необходимые данные для решения данной задачи, как-то:
скорость и глубина резания, количество зубцов и пр., взять из таблиц.
Поскольку на диаграмме (фиг. 384) диаметра в 185 мм нет, следует опре-
делить количество зубцов данной фрезы по формуле.
10. Определить мощность в л. с., поглощаемую станком. Все необходи-
мые данные взять из предыдущей задачи. Коэфициент полезного действия
станка принять равным 0,80.
Приложение
Буквы иностранных алфавитов, встречающиеся в книге
Латинский алфавит
Начертание буквы Название буквы Начертание буквы Название буквы
А а a N п эн
ВЬ бе Оо 0
Сс не Рр не
Dd ДЭ Qq ку
Ее э К г эр
Ff эф Ss эс
Gg же (ге) Tt те
Hh аш (ха) Uu У
I i и V v ве
Jj жи (йот) W w дубль-ве
Kk ка Xx икс
LI эль Yy игрек
M m эм Zz зет
Греческий алфавит
Начертание буквы Название буквы Начертание буквы Название буквы
А а альфа М|л ми
в? бета П пи
Гу гамма РР ро
Д8 дельта Sa сигма
Ее эпсилон Тт тау
Н V] эта Ф <р фи
Приложение II
384 1 25 И. Л. Зайдель. 1004
С. С. С. Р. Совет труда и обороны Всесоюзный комитет по стандартизации ОБЩЕСОЮЗНЫЙ СТАНДАРТ ОСТ 1012
ДОПУСКИ и ПОСАДКИ Система отверстия 2-й класс точности Предельные отклонения
Размеры в микронах (1 микрон = 0,001 мм)
Номиналь- Откло- нения отвер- стия А П о с а д к и
ные диа- Глухая г Тугая Т Напря- женная Н Плотная П Сколь- зящая С Движе- ния Д Ходовая X Легко- ходов. Л Широко ходов. Ш
метры, мм О т к л о н е н и я в а л а
в н в н в н в н в н в н в н в н в н в н
От 1 до 3 +10 0 +13 -J- 6 +10_ 4 + 7_ 1 + 3 . — 3 0 — 6 -3-1 - 8 - 18 - 12 - 25 — 18 — 35
св . 3 . 6 +13 0 + +8 +13_ 5 + 9 1 + 4 — 4 0 - 8 — 4 —12 —10 — 22 — 17 - 35 - 25 — 45
6 „ 10 +16 0 +20 +10 +16_ 6 +1+ 2 + 5 — 5 0 -10 — 5 -15 -13 — 27 — 23 — 45 — 35 - 60
9 Ю , 18 + 19 0 +24 +12 +1+ 7 +14 2 + 6 — 6 0 -12 — 6 —18 -16 - 33 - 30 — 55 - 45 - 75
9 18 , 30 +23 0 +30 +15 +23 8 + + 2 + 7 — 7 0 —14 — 8 —22 -20 — 40 — 40 - 70 - 60 — 95
9 30 „ 50 +27 0 +35 +18 +27_ 9 +20 3 + 8 — 8 0 —17 -10 -27 -25 — 50 - 50 — 85, — 75 — 115
•• 50 . 80 +30 о +40 +20 +30 -4-10 +23_ •ч +Ю ,0 ~j° L —2о| -12 -30 - со. - 65 - 95 —14'.
- 80 ,’ 1 ЭТ 0^ ° -f-45 +23 +35 +12 +26 3 + 12 —12 0 —23 — 15 —38 ’—10 " — 75 । । - - 80 -125 -120 — 175
9 120 „ 180 +40 0 +52 +25 +40 +13 ' +30 4 +14 — 14 0 -27 -18 —45 -50 — 90 -100 -155 -150 -210
9 180 „ 260 +45 0 +60 +30 +45 +15 +35_ 4 +16 -16. 0 -30 -22 -52 -60 -105 -120 —180 —180 -250
9 260 , 360 I +50 ° +70 +35 +50 +15 +40 4 +18 -18 0 -35 —26 —60 -70 -125 -140 —210 —210 -290
9 360 , 500 +60 1 0 +80 +40 +60 +20 +45_ 5 +20 —20 0 —40 -30 —70 -80 -140 -170 —245 -250 —340
to-
St
20
140
£ •
| to
| «»
св
00
ел
<во
— — - 1
ы 5 Гт '/У//.//./// н //7/7777// 1РС Г J ' у . у /77/!%'/, Ж Ж —
locrton
X
001
>°Я
А СХГМА noCAi по снсиме ап 2 классу пн ЛЛ НОМИНАЛЬНЫХ SO мм '80м \ок гостия _ fHOcrtt ДММТА м OS — к—| л ОС/ '0S3 ш
1033
—
Нормальные диаметры—см. ОСТ 34 Основные понятия о допусках и посадках и обозначения—см. ОСТ 1000—1003. Не
вклиненные в таблицу отклонения для ваше: го зячет посадки (Гр>—см. ОСТ 1042, прессовой посадки (Пр)—см. OCT 104-f,
легко-прессовой (Пл)—см. ОСТ 1044 .
Утвержден Всесоюзным комитетом по стандартизации при Совете труда и обороны 20 декабря 1929 г. как обязательный
с I марта 1930 г. при номинальных диаметрах 1 мм—180 мм. Для предприятий, имеющих калибровое хозяйство, срок обмзатель-
ного введения отодвигается до 1 января 1932 г. Для диаметров свыше 180 мм до 500 мм станд- от является рекомендуемым
Приложение III
С. С. С. Р. Совет труда и обороны Всесоюзный комитет по стандартизации ОБЩЕСОЮЗНЫЙ СТАНДАРТ ОСТ 1022
ДОПУСКИ и ПОСАДКИ Система вала 2-й класс точности Предельные отклонения
Номинальные диа метры мм Размеры в микронах (1 микрон = 1 р. = 0,001 мм
Откло- нение вала В Посадки
Глухая Г Тугая Т Напря- женная Н Плотная П Сколь- зящая с Движе- ния Д Ходовая X Легко- ходовая Л Широко- ходовая Ш
Отклонения отверстия
в н в н в н в н в н в н в н в н в н в н
От 1 до 3 Св. 3 „ 6 , 6 „ 10 . 10 „ 18 , 18 , 30 , 30 , 50 . 50 , 80 0 — 6 0 — 8 0 -10 0 —12 0 -14 0 -17 0 —20 — 2 -13 - 3 —16 — 4 -20 — 5 —24 - 6 —30 — 7 —35 — 8 —40 0 -10 0 -13 0 —16 0 -19 0 -23 0 -27 0 —30 + 3 - 7 + 4 - 9 + 4 —12 + 3 —14 + 6 —17 + 7 -20 + 8 —23 t~- О) —< СО СО ОО о । qp «Ji су CO "Ф i/p CD Г- OO О i i i i i i 7 +10 0 4-13 0 +16 0 +19 0 4-23 0 4-27 ° 4-зо 5 4-13 + 3 +17 + 4 + +25 + 6 4-зо + 8 4-35 +10 4-42 -4-12 4- 22 + 8 4- 27 4-Ю + 33 +13 4- 40 4-16 4- 50 +20 + 60 +25 + 70 4-30 + 30 + 12 + 40 + 17 + 50 + 23 + 60 + 30 + 80 + 40 + 95 + 50 +115 -4- 65 + 38 + 18 + 50 + 25 + 65 + 35 + 80 + 45 +Ю5 + 60 +125 + 75 +155 4- 95
„ 80 , 120
„ 120 „ 180
.. 180 „ 260
. 260 „ 360
, 360 „ 500
— 10 0 _ + 9 4-23 4-35 +50 + 90 + 140 +190
—23 —45 —35 —26 -12 0 +15 +40 + 80 +120
—12 0 +ю +27 +40 +60 +105 +170 +230
—27 —52 -40 —30 —14 0 +18 +50 +100 +150
-15 ° +11 +30 +45 +70 +120 +200 +270
—30 —60 —45 —35 —16 0 +22 +60 +120 +180
-18 0 +12 +35 +50 4-80 +140 +230 +310
—35 —70 —50 —40 —18 0 +26 +70 +140 +210
—20 е 0 +15 +40 +60 +90 +160 +270 +365
—40 -80 -60 -45 -20 0 +30 +80 +170 +250
Нормальные диаметры—см. ОСТ 34. Основные понятия о допусках и посадках и обозначения—см. ОСТ 1001—1003. Не
включенные в таблицу отклонения для отверстий: горячей посадки (Гр.)—см. ОСТ 1142, прессовой посадки (Пр.)—см. ОСТ 1143
легко-прессовой посадки (Пл.)—см. ОСТ 1144.
1о?лве₽жден Всес.оюзным ко' итетом по стандартизации при Совете труда и обороны 20 декабря 19’9 г. как обязательный с 1 марта
1930 г. при нормальных диаметрах 1 мм—180 мм. Для предприятий, имеющих калибровое хозяйство, срок обязательного вве-
дения отодвигается до 1 января 1932 г. Для диаметров свыше 180 мм до 5Ю мм стандарт является рекомендуемым.
Приложение IV
С. С. С. Р. Совет труда и обороны Всесоюзный комитет по стандартизации ОБЩЕСОЮЗНЫЙ СТАНДАРТ ОСТ 1143
ДОПУСКИ и ПОСАДКИ Система вала 2-й класс точности Прессовая посадка Редакция 1932 г.
•
Номинальные диаметры ММ Размеры в микронах (микрон =1 р. = 0,001 мм)
Вал В Отверстие ПР Натяг
Отклонения Допуск отвер- стия Наиб. Наим. Теорет. средн. Допуск натяга
верхи. нижи. верхи. нижн.
От 1 до 3 Св. 3 , 6 . 6 , 10 „ 10 . 18 . 18 , 30 , 30 . 50 в 50 „ 80 , 80 „ 100 „ 100 , 120 „ 120 , 150 ,, 150 „ 180 „ 180 „ 220 „ 220 , 260 . 260 „ 310 „ 310 , 360 „ 360 , 440 440 , 500 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 — 6 — 8 —10 —12 —14 -17 -20 —23 -23 —27 -27 -30 —30 —35 —35 —40 —40 — 8 — 10 — 12 — 15 — 19 — 25 — 35 - 50 — 60 - 70 - 85 — 100 -120 -145 —170 —200 -240 — 18 — 23 - 28 - 34 — 42 — 52 - 65 — 85 — 95 -ПО -125 —145 —165 —195 —220 -260 300 10 13 16 19 23 27 30 35 35 40 40 45 45 50 50 60 еО 18 23 28 34 42 52 65 85 95 ПО 125 145 165 195 220 260 300 2 2 2 3 5 8 15 27 37 43 58 70 90 НО 135 160 200 10 12,5 15 18,5 23,5 30 40 56 66 76,5 91,5 107,5 127,5 152,5 177,5 210 250 16 21 26 31 37 44 50 58 58 67 67 75 75 85 85 100 100
Примечание. Нагяги установлены в предположении чугунной или твердой бронзовой стулицы при толщине ступицы около 0,5 диаметра вала и длине поверхности соприкосновения, приблизительно равной диаметру. При других условиях, в особенности при массовом про изводстве, рекомендуется предварительная опытная проверка- Номинальные диаметры—см. ОСТ 34. Основные понятия о допусках и посадках и обозначе- ния—см. OCT 1С01—1003.
Утвержден Всесоюзным комитетом по стандартизации при Совете труда и обо- роны 20 декабря 1928 г. как рекомендуемый. Изменен 2 декабря 1932 г.
388
ПрИЛОкНСВНИС II, Скорости резания в м/мин; подачи в мммин Наре- зание резь- бы Углер. вьвгоц 1 1 1 1 1 1 о о о о О СО Ч СЧ —< 1 1 1 1 1 1
4i3odo>Q 1 1 1 1 1 1 LOCNOCO т—4 т-4 г—4 1 1 1 1
Фрезерование зубцов Углерод. вьвгоц ООО Ю СО 1 о ч ООО Г"-- Ч г-< О ч О Ю О СО Ч СЧ 1-1 о ч до 25 8 со о со сч соою со со сч г-"4
чхэоОолэ О 00 ч »—Я СЧ 00 о 4 04 Ю 00 -ф V~’ о ч 30 | 15 ООО ч со сч
Быстрор. въви'оц ООО! г- ч о ч о о ю ОО iO •—। О О О О СО Ч СЧ —< ООО Ч ч ЕС до 40 12 1 1
HieodONQ ОС 04 (0 1“< 1—4 О СО СЧ СЧ 1-1 —’ ОО СЧ О 00 Ю 00 г-4 1 1 1
Круглое фрезеро- вание Углерод. ВЬЕГГОЦ О Ю Ю ч сч ООО О Ч СЧ ООО ч ч ч до 50 до 30 15 10 о о сч 30 10 СО ОСО 00 ю сч
чюоёояэ СЧ О СО f—« ♦—1 Ю 04 О г—4 *“< »-4 Ю СЧ О ОО СЧ 0О г-4 20 10 о о ю ч со
Продольное и поперечное фрезерование Шлихтование Углерод. вьегоц ООО lOTfr-l ООО оо Ч >—< о о о о СО Ч СЧ —< со о СЧ г-1 |251 ' ю ООО Ю Ч сч
4ioodoM;y 00 Th о •—’ ’ г—1 0040 1 »—1 г-4 СЧ 00 ч о СЧ — —< —< о о о о ч ч ч ч о чэ 00 со г—1 о ю о Ч СЧ со о ч
Быстрор. BhBiroij ООО оо О г—< о о ю О СО -Ч Т“4 о о о о ОО Ю СО —< о о сч —< о о ДО 60I100 40 80 30 1 50
4ioodo»3 Ю Ю Ю СО СЧ —1 ООО ч ч ч о ю ю Ч СЧ •—< ООО ч ч ч оо ою lQ СО СЧ 1—1 о о о о Ч Ч Ч Ч о ю со 1-м оо со сч
Обдирка — - . Углерод. Eh ВТ О {J ООО О СО г-1 < о о ю Ю 00 1-1 о о о ю СЧ со со •—< I—1 •О о сч — о ю ООО ОО 00 ч
HlOOdOJQ О 04 СО »—1 г—4 ООО ч ч ч О СЧ ОО »—» < ООО Ч Ч Ч оо Ч О СО г—1 ' 1—< о о о о ЕС ЕС ЕС Ч оо Ч1 со оо г**4 о о ю СО сч ’ о ч
Быстрор. вьвТоц ООО ю о сч г—я г—< о ою о сч сч СЧ —1 о о о ю ООЮС1 СЧ Г-1 о ю СО сч сою 00 СЧ ООО О Ю 00 СО ч
HioodoM^ О Ю 00 сч —> ООО Ч Ч Ч ООО СОг-!„ ООО Ч Ч ЕС о со ю со СО СЧ 1—< г-< о о о о ЕС ч ч ч о о СЧ 1-1 о о ч ч ю ю ООО Ю со сч
Обрабатываемый материал f мягкое . . среднее . . [ твердое . . ' мягкое . . среднее . . ' твердое . . *4 . в - . В в со со о о ч со оо о Hioouadyi Инструмент. Г мягкая . . сталь 1 твердая . . [ мягкая . . [ твердая . . Латунь и I мягкая • • алюминий । сРедняя • • 1 твердая . .
Стальное литье Чугунное литье Железо и сталь Бронза
380
Приложение V
ОБЪЕД. ТРЕСТ f ПАСПОРТ № горизонтальн о-ф резерного станка Инвентарный J'S 1367
ЗАВОД Отдел Цех Инструментальный Место установки Инструментальный • цех
Фирма Бирнацкий Тип Модель 2 М Группа
Год выпуска станка 1912 Класс наклад, расходов
Год установки станка 1914 Класс точности
Вес станка в кг 2200 Габарит длина 2400 мм; ширина 2400 мм; высота 1700 мм
Основные данные станка
Принадлежности и спец, приспособления
Шпиндель Т иски Ширина губ—мм 155
Наиб, расстояние от оси шпинделя до стола—мм 450 Наибольший расход губ—мм 125
Расстояние от оси шпинделя до хобота—мм 160 Наибольший угол поворота 360°
Наибольшее расстояние от шпиндельной головки до под- шипника поддержки хобота— мм 520 Трехкулачный патрон к делительной головке есть
есть
Наиб, вертик. перемещение оси шпинделя—мм — Наибольший зажимаемый диаметр — мм 125
Расстояние между стойками— мм —
Конус в шпиид. головке: система Морзе № 5
Вертик. фрезерная головка есть есть
Расстояние от оси головки до ста- нины— мм
Стол I длина 1200 лш; ширина 30 мм
Наибольший угол поворота стола ± 50° и 1 есть Насос для охлаждающей жидкости •
Наибольший ход стола мм Про- дол. Попер. Вертик Сменные шестерни к делит, головке
800 220 450 Модуль — 2,5; длина зуба — мч
Имеются самоходы есть есть есть Число зубьев 24 (2 шт.), 28, 32, 36, 40, 44, 48, 56, 64, 72, 86 и 100
Ходовые винты Шаг в мм 6 5 8
Число ниток иа 1" — — —
Станок особо пригоден или приспособлен для: •
Число заходов 1 1 1
Делительная головка
Тип Универсальный
Наибольшее расстояние между центрами мм 740 Примечания
Высота центров мм 135
елительные диски
Наибольший угол подъема +110°и—20°
№ 1. 15; 16; 17; 18; 19; 20 отверстий
Передаточное число червячной передачи 40
Количество делительных дисков 3 № 2. 21; 23; 27; 29; 31; 33 отверстия
№ 3. 37; 39; 41; 43; 47; 49 отверстий
П р н в о д Ремни Шкивы
Число оборотов Трансм.вала Ширина мм Существ. Местонахождение шкивов Диаметры шкив.—мм I Ширина | мм
Ступени
Контрпривода
Нормальн.
Приемн. шкива 1 2 3 4 5
Мотор На к/прив. Ступенч.
Приеми.
Толщина мм
Мощность в HP Число оборотов 5,0 1430 — — —
Материал К подаче Ведущ.
Натяжное приспособ. есть есть есть Ведом.
Инвент. № 610 моторе трансмисс.
нет нет нет
Первая страница паспорта
Продолжение
со
to
Таблица чисел оборотов шпинделя (п), двойных крутящих моментов
в кг/tM (2 М) и эффект, мощностей в лошадиных силах (N)
№ полож. № рукояток Положения ремня на ступенях станка п 2 М N
L м N —
Положение рукояток
1_ 2 4 в D - Ступенчатого шкива нет. 345 13,4 ' 3,25
3 в D — 269 17,2
3 2 в D — 218 21,3
4 1 в D — 175 26,5
1 О j сл 4 в С — 148 31,8
3 в С — 114 40,7
7 2 в С — 92 50,5
8 1 в С — 74 62.8
9 4 А D 75
— 62
10 П 12 13 3 А D — 49 94,5
2 А D — 39 119
1 4 А А D С 1 1 32_ 26 145 178
14 3 А С — 21 221
15 2 А С — 17 273
16 1 А С — 13 356
17 18 — — — — —
Коэфиц. полезн.
действия
Наибольшая потреб-]
иая мощность в HP
Максимальные сечения стружки в леи2,
допускаемые механизмом станка
д стали Твердой 2,0 d S
Средней 2,3 _d_ s
Мягкой 3,0 d s
д/чугуна Твердого
Среднего 3,7 d s
Мягкого
Эскиз управления
(схемы рукоятки коробки скоростей и подачи)
Махобичеки1
’ij
<D
Р
РукояткО^М
Рукоятка л°'
?В
Рукоятка Ji* о , ,
’ • Рукоятка „Р
Рркоятка^З
№ рукояток
Р
R
Таблица подач в мм в минуту или в мм за 1 оборот шпинделя
S
Положения рукояток
со
со
£
о
ч
о
в
о«
1 4 В D —
2 3 В D —
3 2 В D —
4 1 в D —
5 4 в С —
6 3 в С —
7 2 в С —
8 1 в С —
9 4 А D —
Положения ремня Подача Вертик.
Прод. Попер.
н <У 6,15 4,90 3,80
X 2,95 »х Ж
се о о
X X X
►а 4Э
X ч ч
S о о
о 2,28 О сх О сх
о X X
ев ев ев
т 1— X
X и 03
X О 1,81 1,40 1,13 0,855 CU ев CU
1 № полож. 1 № рукояток Подача
S p f R —
Прод. Попер. Вертик.
Положения рукояток
10 3 A D — 0,681
II 2 A D — 0,528
12 1 A D — 0,410
13 4 A C — 0,317
14 3 A C — 0,251
15 2 A C — 0,195
16 1 A C — 0,157
17 — — — — —
18 — — — — —
Вторая страница паспорта
Скорость резания в м)мин.
N— Рукоятка коробки скоростей
Л4 я » »
L — „ и маховичок коробки скоростей
/(— Рукоятка и педаль для включ. и выключ. станка
Р — , короб, подач
А— я я я
S— Маховичек ,
U— Упоры для автоматич. выключ. вертик. самохода
£_ Рукоятка для включ. и выключ. продольного самохода
G— Маховичек для продольн. перемет, стола
/У—Рукоятка для вертик. перемещен, стола
О— Маховичек для попер, перемет, стола
7— Рукоятка для направлен, самоходов
Упоры для автомат, выключ. продольн. самохода
03
о
С5
Спецификация шестерен
Место- нахождение От мотора Коробка скоростей К подаче Коробка подач
№ по порядку 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Число зубцов 24 110 23 46 63 51 41 32 41 63 39 65 18 60 20 10 19 51 19 51 £6 43 44 45
Модуль 4,0 4,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 4,0 4,0 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5
Длина зуба 50 50 105 28 26 26 26 26 28 28 34 34 50 50 17 17 17 17 17 17 17 17
Материал Сталь Хр.-Н. сталь Сталь
Место- нахождение Коробка подачи К столу
№ по порядку 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49
Число зубцов 27 21 33 26 41 41 36 30 17 пара- зитные 61 24 24 15 40 45 22 38 26 34 32 32 26 26
Модуль 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0
Длина зубца 17 17 17 52 17 17 35 18 18 18 18 18 18
Материал Сталь
Дата и
подпись
Составил Проверил Заведующий ТНБ ТНБ
Четвертая страница паспорта
Приложение V*
Град. sin (синус) Град.
0' | 10' 20' 30' 40' 50' 60'
* 0 0,000 0,003 0,006 0,009 0,012 0,015 0,017 89
1 0,017 0,020 0,023 0,026 0,029 0,032 0,035 88
2 0,035 0,038 0,041 0,044 0,047 0,049 0,052 87
3 0,052 0,055 0,058 0,061 0,064 0,067 0,070 86
4 0,070 0,073 0,076 0,078 0,081 0,084 0,087 85
5 0,087 0,090 0,093 0,096 0,099 0,102 0,105 84
6 0,105 0,107 0,110 0,113 0,116 0,119 0,122 83
7 0,122 0,125 0,128 0,131 0,133 0 136 0,139 82
8 0,139 0,142 0,145 0,148 0,151 0,154 0,156 81
9 0,156 0,159 0,162 0,165 0,168 0,171 0,174 80
10 0,174 0,177 0,179 0,182 0,185 0,188 0,191 79
11 0,191 0,194 0,197 0,199 0,202 0,205 0,203 78
12 0,208 0,211 0,214 0,216 0,219 0,222 0,225 77
13 0,225 0,228 0,231 0.233 0,236 0,239 0,242 76
14 0,242 0,245 0,248 0,250 0,253 0,256 0,259 75
15 0,259 0,262 0,264 0,267 0,270 0,273 0.276 74
16 0,276 0,278 0,281 0,284 0,287 0,290 0,292 73
17 0,292 0,295 0,298 0,301 0,303 0J06 0,309 72
18 0,309 0,312 0,315 0,317 0,320 0,323 0,326 71
19 0,326 0,328 0.331 0,334 0 337 0,339 0,342 70
20 0,342 0,345 0,347 0,350 0,353 0,356 0,358 69
21 0'358 0,361 0,364 0,367 0,369 0,372 0,375 68
22 0,375 0,377 0,380 0,383 0,385 0,388 0,391 67
23 0 391 0,393 0,396 0,399 0,401 0,404 0,407 66
24 0.407 0,409 0,412 0,415 0,417 0,420 0,423 65
25 0,423 0,425 0,428 0,431 0,433 0,436 0,438 64
26 0,438 0,441 0,444 0,446 0,449 0,451 0,454 63
27 0,454 0,457 0,459 0,462 0,464 0,467 0,469 62
28 0,469 0,472 0,475 0,477 0,480 0,482 0,485 61
29 0,485 0,487 0,490 0,492 0,495 0,497 0,500 60
30 0,500 0,503 0,505 0,508 0,510 0,513 0,515 59
31 0,515 0,518 0,520 0,522 0,525 0,527 0,530 58
32 0,530 0,532 0,535 0,537 0,540 0,542 0,545 57
33 0,545 0,547 0,550 0,552 0,554 0,557 0,559 56
34 0,559 0,562 0,564 0,566 0,569 0,571 0,574 55
35 0,574 0,576 0,578 0,581 0,583 0,585 0,588 54
36 0,588 0,590 0,592 0,595 0,597 0,599 0,602 53
37 0,602 0,604 0,606 0,609 0,611 0,613 0,616 52
38 0,616 0,518 0,620 0,623 0,625 0,627 0,629 51
39 0,629 0,632 0,634 0,636 0,638 0,641 0,643 50
40 0,643 0,645 0,647 0.649 0,652 0,654 0,656 49
41 0,656 0,658 0,660 0,663 0,665 0,667 0,669 48
42 0,669 0,671 0,673 0,676 0,678 0,680 0,682 47
43 0,682 0,684 0,686 0,688 0,690 0,693 0,695 46
44 0,695 0,697 0,699 0,701 0,703 0,705 0,707 45
Град. 60' 50' J 40' 30' 20' | 10' 0' Г пап
cos(косинус)
398
Продолжение
Град. cos (косинус) Град.
0' 10' 20' 30' 40' 50' 60'
0 1,000 1,000 1,000 1,000 1,000 1,000 1,000 89
1 1,000 1,000 1,000 1,000 1,000 0,999 0,999 88
2 0,999 0,999 0,999 0,999 0,999 0,999 0,999 87
3 0,999 0,998 0,998 0,998 0,998 0,998 0,998 86
4 0,998 0,997 0,У97 0,997 0,997 0,996 0,996 85
5 0,996 0,996 0,996 0,995 0,995 0,995 0,995 84
6 0,995 0,994 0,994 0.994 0,993 0,993 0.993 83
7 0,993 0,992 0,992 0,991 0,991 0,991 0,990 82
8 0,990 0,990 0,989 0,989 0,989 0,988 0,988 81
9 0,988 0,987 0,987 0,986 0,986 0,985 0,985 80
10 0,985 0,984 0,984 0,983 0,983 0,982 0,982 79
И О',982 0,981 0,981 0,980 0,979 0,979 0,978 78
12 0,978 0,978 0.977 0,976 0,976 0,975 0.974 77
13 0,974 0,974 0,973 0,972 0,972 0,971 0,970 76
14 0,970 0,970 0,969 0 968 0,967 0,967 0,966 75
15 0,966 0,965 0,964 0,964 0,963 0,962 0,961 74
16 0,961 0,960 0,960 0,959 0,958 0,957 0,956 73
17 0,956 0,955 0,955 0.Q54 0,953 0,952 0,951 72
18 0'951 0,950 0,949 0,948 0,947 0,946 0.946 71
19 0,946 0,945 0,944 0,943 0,942 0,941 0,940 70
20 0,940 0,939 0.938 0,937 0,936 0,935 0,934 69
21 0,934 0,933 0,931 0,930 0.929 0,928 0,927 68
22 0,927 0.926 0,925 0,924 0,923 0,922 0,921 67
23 0,921 0,919 0,918 0,917 0,916 0,915 0,914 66
24 0,914 0,912 0,911 0.910 0,909 0,908 0,906 65
25 0,906 0,905 0,904 0,903 0,901 0,900 0,899 64
26 0,899 0,898 0,896 0,895 0,894 0,892 0,891 63
27 0,891 0,890 0,888 0 887 0,886 0,884 0,883 62
28 0,883 0,882 0,880 0,879 0,877 0,876 0,875 61
29 0,875 0,873 0,872 0,870 0,869 0,867 0,866 60
30 0,866 0,865 0,863 0,862 0,860 0,859 0,857 59
31 0,857 0,856 0 854 0,853 0,851 0,850 0,848 58
32 0,848 0,847 0,845 0,843 0,842 0,840 0,839 57
33 0'839 0,837 0,835 0,834 0,832 0,831 0,829 56
34 0,829 0,827 0.826 0,824 0,822 0,821 0,819 55
35 0,819 0,817 0.816 0,814 0,812 0,811 0,809 54
36 0,809 0,807 0,806 0,804 0,802 0,800 0,799 оЗ
37 0,799 0,797 0,795 0,793 0,792 0,790 0,788 52
38 0,788 0,786 0,784 0,783 0,781 0,779 0,777 51
39 0,777 0,775 0,773 0,772 0,770 0,768 0,766 50
40 0,766 0,764 0,762 0,760 0,759 0,757 0,755 49
41 0,755 0,753 0,751 0,749 0,747 0,745 0 743 48
42 0,743 0,741 0,739 О',737 0,735 0,733 0,831 47
43 0,731 0,729 0,727 0,725 0,723 0,721 0,719 46
44 0,719 0,717 0,715 0*713 0,711 0,709 0,707 45
Гпяп. 60' 50' 40' 30' 20' 10' 0' Град.
sin (синус)
399
Продолж. ние
Град. tg (тангенс) Град.
0' 10' 20' 30' 40' 50' 60'
0 0,000 0,003 0,006 0,009 0,012 0,015 0,017 89
1 0,017 0,020 0,023 0,026 0,029 0,032 0,035 88
2 0,035 0,038 0,041 0,044 0,047 0,049 0,052 87
3 0,052 0,055 0,058 0,061 0,064 0,067 0,070 86
4 0,070 0,073 0,076 0,079 0,082 0,085 0,087 85
5 0,087 0 090 0,093 0,096 0,099 0,102 0,105 84
6 0,105 0,108 0,111 0,114 0,117 0,120 0,123 83
7 0,123 0,126 0,129 0,132 0,135 0,138 0,141 82
8 0,141 0,144 0,146 0,119 0,152 0,155 0,158 81
9 0,158 0,161 0,164 0,167 0,170 0,173 0,176 80
10 0,176 0,179 0,182 0,185 0,188 0,191 0,194 79
11 0,194 0,197 0,200 0,203 0,206 0,210 0,213 78
12 0,213 0,216 0,234 0,219 0,222 0,225 0,228 0,231 77
13 0,231 0,237 0,240 0,243 0,^46 0,249 76
14 0,249 0,252 0,256 0,259 0,252 0,265 0,268 75
15 0,268 0,271 0,274 0,277 0,280 0,284 0,287 74
16 0,287 0,290 0,293 0,296 0,299 0,303 0,306 73
17 0,306 0,309 0,312 0,315 0,318 0,322 0,325 72
18 0,325 0,328 0,331 0,335 0,338 0,341 0,344 71
19 0,344 0,348 0,351 0,354 0,357 0,361 0,364 70
20 0,364 0,367 0,371 0,374 0,377 0,381 0,384 69
21 0,384 0,387 0 391 0,394 0,397 0,401 0,404 68
22 0,404 0,407 0,411 0,414 0,438 0,421 0,424 67
23 0,424 0,428 0,431 0,435 0,418 0,442 0,445 66
24 0,445 0,449 0,452 0,456 0,459 0,463 0,466 65
25 0,466 0,470 0,473 0,477 0,481 0,484 0,488 64
26 0,488 0,491 0,495 0,499 0,502 0,506 0,510 63
27 0,510 0,513 0.517 0,521 0,524 0,528 0,532 62
28 0.532 0,535 0,539 0,543 0,547 0,551 0,554 61
29 0,554 0,558 0,562 0,566 0,570 0,573 0,577 60
30 0,577 0,581 0,585 0,589 0,593 0,597 0,601 59
31 0,601 0,605 0,609 0,613 0,617 0,621 0,625 58
32 0,625 0,629 0,633 0,637 0,641 0,645 0,649 57
33 0,649 0,654 0,6г8 0,662 0,666 0,670 0,675 56
34 0,675 0,679 0,683 0,687 0,692 0,696 0,700 55
35 0,700 0,705 0,709 0,713 0,718 0,722 0,727 54
36 0,727 0,731 0,735 0,740 0,744 0,749 0,754 53
37 0,754 0,758 0,763 0,767 0,772 0,777 0,781 52
38 0,781 0,786 0 791 0,795 0,800 0 805 0,810 51
39 0,810 0,815 0,819 0,824 0,829 0,834 0,839 50
40 0,839 0,844 0,849 0,854 0,859 0,864 0,869 49
41 0,869 0,874 0,880 0,885 0,890 0,895 0,900 48
42 0,900 0,906 0,911 0,916 0,922 0,927 0,933 47
43 0,933 0,938 0,943 0,949 0,955 0,960 0,966 46
44 0,966 0,971 0,977 0,983 0,988 0,994 1,000 45
Град. 60' 50' ! 40' 30' 20' 10' 0' Град.
ctg(котангенс)
490
Продолжение
Град. cfg (котангенс) Град.
0' 10' 20' 30' 40' 50' 60'
0 оо 343,8 171,9 114,6 85,91 68,75 57,29 89
1 57,29 49,10 42,96 38,19 34,37 31,24 28,64 88
2 28,64 26,43 24,54 22,90 21,47 20,21 19,08 87
3 19,08 18,07 17,17 16,35 15,60 14,92 14,30 86
4 14,30 13,73 13,20 12,71 12,25 11,83 11,43 85
5 11,43 11,06 10,71 10,39 10,08 9,788 9,514 84
6 9,514 9,255 9,010 8,777 8,556 8,345 8,144 83
7 8,144 7,953 7,770 7,596 7,429 7,269 7,115 82
8 7,115 6,968 6,827 6,691 6.561 6,435 б^Зи 81
9 6,314 6,197 6,( 84 5,976 5,871 5,769 5,671 80
10 5,671 5,576 5,485 5,396 5,309 5,226 5,145 79
11 5,145 5,066 4,989 4,915 4,843 4,773 4,705 78
12 4,705 4,638 4,574 4,511 4,449 4,390 4,331 77
13 4,331 4,275 4,219 4,165 4,113 4,061 4,011 76
14 4,011 3,962 3,914 3,867 3,821 3,776 3,732 75
15 3,732 3,689 3,647 3,606 3,566 3,526 3 487 74
16 3,487 3,450 3,412 3,376 3,340 3,305 3,271 73
17 3,271 3,237 3,204 3,172 3,140 3,108 3,078 72
18 3,078 3,047 3,018 2,989 2,960 2,932 2,904 71
19 2,904 2,877 2,850 2,824 2,798 2,773 2,747 70
20 2,747 2,723 2,699 2,675 2,651 2,628 2,605 69
21 2,605 2,583 2,560 2,539 2,517 2,496 2,475 68
22 2,475 2,455 2,43! 2,414 2,394 2,375 2,356 67
23 2,356 2,337 2,318 2,300 2,282 2,264 2,246 66
24 2,246 2,229 2,211 2,194 2,177 2,161 2,145 65
25 2,145 2,128 2,112 2,097 2,081 2,066 2,050 64
26 2,050 2,035 2,020 2,006 1,991 1,977 1,963 63
27 1,963 1,949 1,935 1,921 1,907 1,894 1,881 62
28 1,881 1,868 1,855 1,842 1,829 1,816 1,804 61
29 1,804 1,792 1,780 1,767 1,756 1,744 1,732 60
30 1.732 1,720 1,709 1,698 1,686 1,675 1,664 59
31 1,664 1,653 1,643 1,632 1,621 1,611 1,600 58
32 1,600 1,590 1,580 1,570 1,560 1,550 1,540 57
33 1,540 1,530 1,520 1,511 1,501 1,492 1,483 56
34 1,483 1,473 1,464 1,455 1,446 1,437 1,428 55
35 1,428 1,419 1,411 1,402 1,393 1,385 1,376 54
36 1,376 1,368 1,360 1,351 1,343 1,335 1,327 53
37 1,327 1,319 1,311 1,303 1,295 1,288 1.280 52
38 1,280 1,272 1,265 1,257 1,250 1,242 1,235 51
39 1,235 1,228 1,220 1,213 1,206 1,199 1,192 50
40 1,192 1,185 1,178 1,171 1,164 1,157 1,150 49
41 1,150 1,144 1,137 1,130 1,124 1,117 1,111 48
42 1,111 1.104 1,098 1,091 1,085 1,079 1,072 47
43 1,072 1,066 1,060 1,054 1,048 1,042 1,036 46
44 1,036 1,030 1,024 1,018 1,012 1,006 1,000 45
Град. 60' 50' 40' 30' 20' 10' 0' Град.
j (тангенс)
26 II. Л. 8аилель. 1004
401
Продолжение
Приложение Vll
Первоначал ьные множители чисел от 1 до 900
100
4 6 2- 2-3 55 56 5-11 23-7 15 16 1 5-23 22-29 56 58 22-3-13 2-79
8 9 10 12 14 15 16 18 20 21 22 24 25 26 27 28 30 32 33 34 35 36 3S 39 40 42 44 45 46 48 49 50 51 52 54 2" 32 2-5 22-3 2-7 3-5 24 2-32 22-5 3-7 2-11 23-3 52 2-13 З3 22-7 2-3-5 25 311 2-17 5-7 22-З2 2-19 3-13 23-5 2-3-7 22.Н Зз. 5 2-23 42.3 74 2-52 3-17 22-13 2-33 57 58 60 62 63 64 65 66 68 69 70 72 74 75 76 77 78 80 81 82 84 85 86 87 88 90 91 92 93 94 95 96 98 99 3-19 2-29 22.3-5 2-31 32-7 2° 5-13 2-3-11 22-17 3-23 2-5-7 23-32 2-37 3-52 22-19 7-11 2-3-13 24-5 З4 2-41 22-3-7 5-17 2-43 3-29 23-11 2-32-5 7-13 22-23 3-31 2-47 5-19 25-3 2-72 32.11 17 18 19 20 21 22 23 24 25 26 28 29 30 32 33 34 35 36 38 40 41 42 43 44 45 46 47 48 50 52 53 54 55 32-13 2-59 7-17 2> 3 5 И2 2-61 3-41 22-31 53 2-3-°-7 27 3-43 2-5-13 32-3 11 7-19 2-67 33-5 23-17 2-3-23 22-5-7 3-47 2-71 11-13 24-32 5-29 2-73 3-72 22 37 2-3-5-' 23-19 З2-17 2-7-11 5-31 1 59 60 61 62 64 65 66 68 69 70 71 72 74 75 76 77 78 80 82 83 84 85 86 87 88 89 90 92 94 95 96 98 3-53 25-5 7-23 2-34 22-41 3-5-11 2-83 23-3-7 132 2-5-17 32-19 22-43 2-3-29 52-7 24-И 3-59 2-89 22-32-5 2-7-13 3-61 23-23 5-37 2-3-31 11-17 2М7 23-7 2-5-19 2«-3 2-97 3-5-13 22.72 2-32-11
200
1UU
0 28-52 7 8 9 10 12 13 14 32-23 2МЗ 11-19 2-3-5-7 22-53 3-71 2-107
0 2 4 5 6 22-5» 2-3-17 23-13 2-5-7 2-53 8 10 11 12 14 1 22-33 2-5-11 3-37 24-7 2-3-19 1 2 3 4 5 6 3-67 2 101 7-29 22.3-17 5 41 2-103
402
200 300
15 5-43 55 3-5-17 29 7-47 64 22-7-13
16 23-33 56 28 30 2-3-5-11 65 5-73
17 7-31 58 2-3-43 32 22-83 66 2-3-61
18 2-109 59 7-37 33 32-37 68 24-23
19 3-73 60 22-5-13 35 5-67 69 32-41
20 22-5-11 61 32-29 36 24-3-7 70 2-5-37
21 13-17 64 23-3-11 38 2-132 71 7-53
22 2-3-37 65 5-53 39 3-113 72 22-3-31
24 25-7 66 2-7-19 40 22-5-17 74 2-11-17
25 32-52 67 3-89 41 11-31 75 3-53
26 2-113 68 22-67 42 2-32-19 76 23-47
28 22 3-19 70 2-33-5 43 •73 77 13-29
30 2-5-23 72 24-17 44 23-43 78 2-33.7
31 3-7 11 73 3-7-13 45 3-5-23 80 22-5-19
32 23-29 75 52-11 48 22-3-29 81 3.127
34 2-32-13 76 22-3-23 50 2-52-7 84 27-3
35 5-47 79 32-31 51 З3-13 85 5-7-11
36 22-59 80 23-5-7 52 25-Ц 87 32-43
37 3-79 82 2-3-47 54 2-3-59 88 22-97
38 2-7-17 84 22-71 55 5-71 90 2-3-5-13
40 24-3-5 85 3-5-19 56 22 89 91 17-23
42 2-112 86 2-11-13 57 3-7-17 92 22-72
43 3-> 87 7-41 60 23-32-5 95 5-79
44 22-61 88 25-32 61 192 96 22.32-11
45 5-72 89 172 63 З-ll2 99 3-7-19
46 2-3-41 90 2-5-29
47 13-19 91 3-97 —
48 23-31 92 22-73 400
49 3-83 94 2-3-72
50 2-53 95 5-59
52 22-32-7 96 23-47 0 21 -52 26 2-3-71
53 11-23 97 33-11 2 2.3-67 27 7-61
54 2-127 99 13-23 3 13-31 28 22-107
4 22-101 29 3-11-13
5 34-5 30 2-5-43
300 6 2-7-29 32 24-33
7 11-37 34 2-7-31
1 8 23-3-17 35 3-5-29
0 22-3-52 16 22.79 10 2-5-41 36 22-109
1 7-43 18 2-3-53 12 22-103 37 19-23
3 3-101 19 11-29 13 7-59 38 2-3-73
4 2М9 20 2с-5 14 2-32-23 40 23-5-11
5 5-61 21 3-107 15 5-83 41 32-72
6 2-32-17 22 2-7-23 16 25-13 42 2-13-17
8 22-7-11 23 17-19 18 2 11-19 44 23-3-37
9 3-103 24 22- З4 20 22-3-5-7 45 5-89
10 2-5-31 25 52-13 23 32-47 48 2° -7
12 23-3-13 27 3-109 24 23-53 50 2-32-52
15 32-5-7 28 23-41 25 52-17 51 11-41
*
403
Продолжение
400 500
52 2’113 77 32-53 84 23-73 । 92 24-37
55 5-7-13 80 20-3-5 85 32-5-13 94 2-ЗМ1
56 23-3-19 81 13-37 88 22-3-72 95 5-7-17
59 З3-17 83 3-7-23 89 19-31 98 2-13-23
60 2---5-23 84 22-Ц2 90 2-5-59
62 2-3-7-11 85 5-97
64 24-29 86 2-35
65 3-5-31 88 23-61 КПП
68 22-32-13 90 2-5-72
69 7-67 92 22-3-41
70 2-5-47 93 17 29 0 2-3-52 48 23-34
72 23-59 94 2-13 19 2 2-7-43 49 11-59
73 11-43 95 32-5-11 3 32-67 50 2-52-13
74 2-3-79 96 2^-31 5 5-И2 51 3-7-31
75 52-19 97 7-71 6 2-3-101 54 2-3-109
76 22-7-17 8 25-19 56 2М1
9 3-7-29 57 32-73
10 2-5.61 58 2-7-47
500 11 13-47 60 22-3-5-11
12 22-32-17 63 3-13-17
15 3-5-41 64 23-83
0 22-5: 40 22-33-5 16 23-7-11 65 5-7-19
4 23-32-7 44 25-17 18 2-3-103 66 2-32-37
5 5-101 45 5-109 20 22-5-31 67 23-29
6 2-11-23 46 2-3-7-13 21 33-23 70 2-5-67
7 3-132 49 32-61 23 7-89 71 11-61
8 22.127 50 2-52-11 24 2‘-3-13 72 25-3-7
10 2-3-5-17 51 19-29 25 54 75 32-52
11 7-73 52 2;i-3-23 27 3-11-19 76 22.132
12 2» 53 7-79 29 17-37 78 2-3-113
13 33-19 55 3-5-37 30 2-32-5-7 79 7-97
15 5-103 58 2-32-31 32 23-79 80 23-5-17
16 22-3-43 59 13-43 35 5-127 82 2-11-31
17 11-47 60 2*-5-7 36 22-3-53 84 22-32-19
18 2-7-37 61 3-11-17 37 72-13 86 2-73
20 2’-5-13 64 22-3-47 38 2-11-29 88 24-43
22 2-32-29 65 5-113 39 32-71 89 13-53
25 3-52-7 67 3^-7 40 27-5 90 2-3-5-23
27 17-31 68 23-71 42 2-3-107 93 32-7-11
28 24-3-11 70 2-3-5-19 44 22-7-23 96 23-3-29
29 232 72 22-11-13 45 3-5-43 97 17-41
30 2-5-53 74 2-7-41 46 2-17-19
31 32-59 75 52-23
32 22-7-19 76 2е-32 —
33 13-41 78 2-172 700
34 2-3-89 80 22-5-29
35 5-107 81 7-83
36 23-67 82 2-3-97 0 22-52-7 3 19-37
39 72-11 83 11-53 2 2-3!-13 4 2е-11
404
Продолжение
700 800
5 3-5-47 50 2-3-5' 1 48 2‘-53 73 3--97
7- 7-101 52 24-47 50 2-52-17 74 2-19-23
8 2-3-59 54 2-13-29 51 23-37 75 53-7
10 2-5-71 56 22-З3-7 52 22-3-71 76 22-3-73
11 32-79 59 3.11-23 54 2-7-61 80 24-5-11
12 23-89 60 23-5-19 55 32-5-19 82 2-32-72
13 23-31 62 2-3-127 56 33-107 84 22-13-17
14 2-3-7-17 63 7-109 58 2-3-11-13 85 3-5-59
15 5-11-13 65 32-5-17 60 22-5-43 88 23-3-37
20 24-32-5 67 13-59 61 3-7-41 89 7-127
21 7-103 68 28-3 64 25-33 90 2-5-89
22 2-192 70 2-5-7-11 67 3-172 91 34-11
25 52-29 74 2-32-43 68 22-7-31 93 19-47
26 2-3-1Г- 75 52-31 69 11-79 96 27-7
28 22-7-13 76 23-97 70 2-3-5-29 97 3-13-23
29 3« 77 3-7.37 71 13-67 99 29-31
30 2-5-73 79 19,41 72 23-109
31 17-43 80 у • 3 • Ь • 13
32 22-3-61 81 11-71 900
35 3-5-72 82 2-17-23
36 2'-23 83 3-29
37 11-67 84 24.72 0 22-32-52 49 13-73
38 2-32-41 90 2-5-79 1 17-53 50 2-52-19
40 22-5-37 91 7-113 2 2-11-41 52 23-7-17
41 3-13-19 92 22-32-11 3 3-7-43 54 2-32-53
42 2-7-53 93 13-61 4 22-113 57 3-11-29
44 22-3-31 95 3-5-53 9 32-101 60 2С-3-5
47 32-83 98 2-3-7-19 10 2-5-7.13 61 ЗР
48 22-11-17 99 17-47 12 24-3-19 62 2-13-37
49 7-107 13 11-83 63 32-107
15 3 5-61 66 2-3-7-23
18 2-3:!-17 68 ЗМР
800 20 23-5-23 69 3-17-19
23 13-71 70 2-5-97
24 22-3-7-11 72 сд С1 СЧ
0 25-52 24 23-103 25 52-37 75 3-52-13
1 32-89 25 3-52-11 27 32-103 76 24-61
3 11-73 26 2-7-59 28 25-29 79 11-89
4 22-3-67 28 22-32-23 30 2-3-5-31 80 22-5-72
5 5-7-23 30 2-5-83 31 72-19 81 32-109
6 2-13-31 32 2е-13 35 5-11-17 84 22-3-41
8 23-101 33 72-17 36 23-32-13 86 2-17-29
10 2-3*-5 36 22-11-19 38 2-7-67 87 3-7-47
12 22-7-29 37 3;‘-31 40 22-5-47 88 22-13-19
14 2-11-37 40 23-3-5-7 43 23-41 89 23-43
16 24-3-17 41 292 44 24-59 90 2-32-5-11
17 19-43 45 5-132 45 33-5-7 92 2->-31
19 32-7-13 46 2-32-47 46 2-11-43 94 2-7-71
20 22-5-41 47 7-112 48 22-3-79 96 22-3-83
99 33-37
405
ОГЛАВЛЕНИЕ
Стр.
Введение ............................................ 3
Глава!. Основные понятия о фрезерных станках и
фрезах ............................................. 7
Конструкции горизонтально-фрезерных станков. —
Устройство перебора. Коробка подач. Шпиндель и его
подшипники. Продольный самоход. Телескопический валик.
Коробка скоростей. Делительная головка.......12—20
Вертикально-фрезерный станок...................... 21
Схема станка. Основные понятия о фрезах. Типы фрез.
Углы режущих инструментов. Способы закрепления фрез. . 22—27
Закрепление деталей пр и обработке................. 29
Закрепление в тисках. Закрепление на столе. Понятия о
скорости резания и подаче. Уход за станком. Сведения о ме-
рах безопасности. Вопросы. Задания..........29—46
Глава И. Основные приемы фрезерных работ.. . . . 47
Фрезерование плоскостей .......................... —
Способ установки стола. Устройство вертикальной головки.
Проверка установки тисков. Фрезерование наклонных плос-
костей. Фрезерование пазов и канавок. Фрезерование сопря-
жений. Устройство копировальных приспособлений. Вопросы.
Задания................................... 52—67
Глава III. Фрезерные станки........................ 68
Гоизонтально-фрезерные станки....................... —
Универсальный горизонтально-фрезерный станок Вандерер.
Шпиндельная бабка. Устройство механизма для самоходов.
Конструкция стола. Автоматический останов. Устройство телес-
копического винта. Шпиндельная бабка станка Цинциннати.
Механизм качающейся промежуточной шестерни. Шпиндель-
ная бабка станка Броун и Шарп. Реверсивный механизм. Шпин-
дельная бабка с гидравлическим приводом...• . 68—90
Вертикально-фрезерный станок....................... 90
Общая конструкция станка. Устройство коробки скоростей.
Современные приводы. Привод от фланц-мотора. Вопросы.
Задания......................................90—9&
406
Стр.
Глава IV. Делительные головки и способы деления. 99
Универсальная делительная головка Цинциннати. Работа дели-
тельными дисками. Значение задней защелки. Неравномерное
деление. Деление при помощи сменных шестерней. Делительная
головка Рейнекер. Сложный или комбинированный способ де-
ления. Делительная головка Броун и III ipn. Деление по способу
Шнейдера. Диференциальный способ деления. Делительная
головка Цейсса. Нарезка спиральных канавок. Основные све-
дения из тригонометрии. Образование винтовой линии. Уста-
новка фрезы и изделия. Подсчеты при нарезке. Вопросы.
Задания.......................................99-150
Глава V. Фрезы, их конструкция, установка и за-
точка ............................................. 152
Фрезы „европейские” и с задней заточкой зубцов. Спи-
ральные зубцы. Правая и левая спираль. Канавки для дробле-
ния стружки. Обдирочные и отделочные фрезы. Фрезерные
головки со вставными зубцами. Пустотелые фрезы. Однозубая
или „летучая" фреза. Закрепление фрезы. Установка фрезы.
Заточка фрез. Приборы для проверки фрез. Вопросы. За-
дания .....................................152-192
Глава VI. Принадлежности и приспособления к фре-
з е рн ым стан кам................................. 193
Способы закрепления в тисках. Машинные тиски разной
конструкции. Непосредственное закрепление на столе станка.
Установка деталей между центрами. Закрепление в специаль-
ных приспособлениях. Приспособление для закрепления под-
шипника. Приспособление для одновременного закрепления
двух детали. Двойное поворотное приспособление для фрезе-
рования шатунов. Приспособление с делительными механиз-
мами. Приспособление для группы деталей. Приспособление
для работы непрерывным потоком. Копировальные приспособ-
ления. Насосы для подачи охлаждающей жидкости. Вопросы.
Задания.................................. 193-225
Глава VII. Измерительные инструменты............... 226
Многомерные раздвижные инструменты. Штангенциркуль.
Устройство нониуса. Микрометр или пальмер. Измерители глу-
бины. Одновременные измерители. Нормальные калибры. Штих-
масы. Эталонные плитки (плитки Иогансона). Способ кон-
троля изделия плитками Иогансона. Шаблоны и лекалы. Инди-
каторы. Инструменты для измерения углов. Вопросы. Задания. 226-252
Глава VIII. Работа на фрезерных станках............ 253
Определение времени на обработку. Нарезание зубцов на
угловых фрезах. Обработка прямоугольной канавки дисковой
фрезой. Нарезание зубцов с поднутрением. Обработка поверх-
ности на стальной детали. Обработка внутренней поверхности.
Фрезерование торцевых зубцов. Косой прорез. Планетарное
фрезерование. Фрезерование наружной шаровой поверхности.
Форма фреза для спиральных канавок. Строгать или фрезеро-
вать? Вопросы. Задания................... 253-279
407
Стр.
Глава IX. Допуски и посадки............................ 280
Измерение предельными калибрами. Зазор и натяг. Допуск.
Классы точности. Посадки подвижные и неподвижные. Систе-
ма вала и система отверстия. Коробка скоростей по системе
вала и системе отверстия. Влияние диаметра на величину до-
пуска. Графическое изображение допусков. Условные обозна-
чения посадок. Вопросы. Задания ................ 280-297
ГлаваХ. Зубчатое зацепление........................... 298
Элементы зацепления. Образование эвольвентов. Вычерчи-
вание профиля. Модуль и его значение. Вычерчивание про-
филя зубца по таблице Грандта. Система Питч. Понятие о
давлении на зубцы. Вопросы. Задания........... 298-311
Г л а в а XI. И з г о т о в л е н и е зубчатых колес... 312
Нарезка шесте, ней модульными фрезами. Нарезка червяч-
ными фрезами. Принцип работы станков системы Феллоу. Из-
готовление конических шестерней.
Подбор модульной фрезы. Нарезка конических шестерней
на спецтльных станках. Станок системы Бильграма. Изготов-
ление червячных шестерней в два приема. Изготовление чер-
вячных шестерней на специальных станках. Изготовление
шестерней со спиральными зубцами. Приборы для проверки
шестерней. Вопросы. Задания.......................312-344
Глава XII. Ос но в ы т‘е ор и и рез а ни я................ 345
Предварительные замечания. Силы, действующие на резец.
Образование стружки и ее форма. Скорость и глубина реза-
ния и подача. Образование стружки при работе фрезой. Фор-
ма зубцов фрезы. Давление стружки на фрезу. Количество
одновременно работающих зубцов. Влияние спиральных зуб-
цов. Скорость резания и глубина фрезерования. Влияние диа-
метра фрезы и числа ее зубцов. Влияние диаметра фрезы на
мощность станка. Влияние угла поднутрения. Влияние охла-
ждения. Паспорт фрезерного станка и его использование. Во-
просы. Задания...................................... 345-382