/












































































































































































































































































































Текст
СПРАВОЧНИК
ТЕХНИКА-
НОНСТРУНТОРА
Я. А. САМОХВАЛОВ,
М. Я. ЛЕВИЦКИЙ,
В. Д. ГРИГОРАШ
СПРАВОЧНИК
ТЕХНИКА-
КОНСТРУКТОРА
Под редакцией
канд. техн, наук М. Я. Левицкого
Издание 3-е, переработанное и дополненное
КИЕВ
„ТЕХН1КА“
1978
(1115.2(083)
С17
УДК 621.01.001(03)
Справочник техника-кояструктора. Изд. 3-е, пере-
раб. и доп. Самохвалов Я. А., - Л е в и ц-
к и й М. Я., Г р и г о р а ш В. Д. Киев, «Тех-
шка», 1978. 592 с.
В справочнике приведены данные по сопротивле-
нию материалов, справочные данные по допус-
кам и посадкам, а также по конструкционным
материалам, рекомендации по их выбору. Крат-
ко изложены сведения о резьбовых и сварных
соединениях, винтовых механизмах, валах, муф-
тах, подшипниках, шпоночных и шлицевых со-
единениях, ременных, цепных, зубчатых и чер-
вячных передачах, пружинах и покрытиях.
Предназначен для техников-конструкторов ма-
шиностроительной промышленности и проектных
организаций, а также может быть полезен для
студентов вузов и учащихся средних технических
учебных заведений.
Табл. 438. Ил. 105, Список лит.: 47 назв.
Рецензент М. 3. Купершмидт
Редакция литературы по машиностроению и
транспорту
Зав. редакцией М. А. Василенко
31302-062 „„ „
С М 202 (04)-7889-78
Издательство «Техшка», 1975
(§) Издательство «Технша», 1978, с изменениями
ПРЕДИСЛОВИЕ
Решение важнейших задач, выдвинутых
XXV съездом КПСС в области машинострое-
ния,— повышение качества и долговечности ма-
шин, а также эффективности их производства —
возможно на основе рационального выбора и ис-
пользования материалов, совершенствования кон-
струкции машин, повышения их .технологич-
ности, широкого применения стандартизованных
и нормализованных детален и элементов.
Конструктор в своей работе пользуется боль-
шим количеством информации, рассредоточенной
в стандартах и нормалях, монографиях, справоч-
ной и учебной литературе, каталогах и т. п.
Материал предлагаемого справочника подоб-
ран с учетом особенностей работы техника-кон-
структора заводских конструкторских бюро и
проектных организаций общего машиностроения.
При этом авторы стремились в ограниченном
объеме сосредоточить наиболее часто применяе-
мые сведения. При создании справочника были
использованы общегосударственные стандарты и
нормали машиностроения, материалы учебной,
справочной и специальной литературы.
Помещенные в справочнике данные, заим-
ствованные из стандартов, приводятся по состоя-
нию на 30 декабря 1977 г.
Постановлением Государственного комитета
стандартов Совета Министров СССР от 16 мар-
та 1976 г. № 632 вводятся стандарты СЭВ —
СТ СЭВ 144—75 и СТ СЭВ 145—75 «Единая
система допусков и посадок СЭВ», которые опи-
саны в настоящем справочнике. Однако сведе-
ния об отдельных видах промышленных изде-
лий, содержащие указания о допусках и посад-
ках, приведены в справочнике в соответствии с
действующими стандартами, так как срок начала
применения «Единой системы допусков и посадок
СЭВ»— 1.1.1977—1.1.1980 гг.
3
Механические характеристики материалов и
рассматриваемые в справочнике расчеты даны в
технической системе единиц (м — кгс — с). При
выполнении расчетов в Международной системе
единиц (СИ) следует пользоваться соотношениями
величин, приведенными в разделе «Единипы
измерений» (стр. 6—9).
Настоящая книга является третьим изда-
нием «Справочника техника-конструктора»
Я. А. Самохвалова, впервые изданного в 1968 г.
Второе и третье издания последовательно пере-
работаны с учетом изменения большого числа
используемых в нем стандартов и дополнены све-
дениями по расчету и проектированию некоторых
деталей и элементов машин и передач.
Главы I—III, V, VII, IX, XII и ХУнаписаны
Я. А. Самохваловым, новая их редакция и общее
редактирование третьего издания выполнены
М. Я. Левицким, им же написаны главы IV, VIII,
X и XI, а главы XIII и XIV — В. Д. Григорашем.
Отзывы и пожелания просим направлять по
адресу: 252601, Киев, 1, ГСП, Пушкинская, 28,
издательство «.Техника».
I. ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
1. ЕДИНИЦЫ ИЗМЕРЕНИЙ
МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
Международная система единиц по ГОСТ 9867—61 введена с 1 января
1963 г. Эта система связывает единицы измерения механических, тепловых,
электрических, магнитных и других величин. В Международной системе
единиц приняты шесть основных единиц — метр, килограмм, секунда, ампер,
кельвин, моль, кандела; две дополнительные единицы — радиан и стерадиан
и 25. важнейших производных единиц (табл. 1-1). Более полные данные о
единицах Международной системы,применении единиц других систем и вне-
системных единиц приведены в ГОСТ по отдельным видам измерений: ГОСТ
7664—61 «Механические единицы», ГОСТ 8550—61 «Тепловые единицы»,
ГОСТ 8033—56 «Электрические и магнитные единицы», ГОСТ 7932—56 «Све-
товые единицы», ГОСТ 8849—58 «Акустические единицы».
1-1. Сокращенные обозначения единиц Международной системы (СИ)
Величина Единица измерения Сокращенное обозначение
Основные единицы
Длина Метр м
Масса Килограмм кг
Время Секунда с
Сила электрического тока Ампер А
Термодинамическая температура Кельвин К
Сила света Кандела кд
Количество вещества Моль моль
Дополнительные единицы
Плоский угол Радиан рад
Телесный угол Стерадиан ср
Производные единицы
Площадь Квадратный метр м3
Объем Кубический метр м3
Частота Герц Гц
Плотность (объемная масса) Килограмм на ку- бический метр кг/м*
Скорость Метр в секунду м/с
Угловая скорость Радиан в секунду рад/с
Ускорение Метр на секунду в квадрате м/с3
Сила Ньютон Н
Давление (механическое напряжение) Паскаль Па
Работа, энергия, количество теплоты Джоуль Дж
Мощность Ватт Вт
Количество электричества, электрический за- ряд Кулой К
5
Продолжение табл. 1-1
Величина Единица измерения Сокращенное обозначение
Электрическое напряжение, разность элек- Вольт В
трических потенциалов, электродвижущая сила Напряженность электрического поля Вольт иа метр В/м
Электрическое сопротивление Ом Ом
Электрическая емкость Фарада Ф
Поток магнитной индукции Вебер Вб
Индуктивность Генри г
Магнитная индукция Тесла т
Напряженность магнитного поля Ампер на метр А/м
Магнитодвижущая сила Ампер А
Световой поток Люмен лм
Яркость Кандела на квад- кд/м’
Освещенность ратный метр Люкс лк
образования кратных и
Приставки, принятые по ГОСТ 7663—55 для
дольных единиц, приведены в табл. 1-2.
1-2. Приставки для образования кратных и дольных единиц
Наимено- вание приставок Сокра- щенное обозна- чение Число- вое зна- чение или дель- ность Наимено- вание приставок Сокра- щенное обозна- чение Число- вое зна- чение или дель- ность Наимено- вание приставок Сокра- щенное обозна- чение Число- вое зна- чение или дель- ность
Тера т 1012 Лека да Ю1 Пано Н 10-»
Гига г 10° Деци д 10"1 Пико П 10-12
Мега м 103 Санти С 10~2 Фемто ф 10~15
Кило к 10’ Милли м 10~’ Атто а Ю-is
Гекто г 102 Микро мк 10-"
СООТНОШЕНИЯ МЕЖДУ ЕДИНИЦАМИ ИЗМЕРЕНИЯ ВЕЛИЧИН
1-3. Соотношение единиц измерения скорости, силы, момента силы,
давления, работы, мощности
Единица измерения, принятая в справочнике Единица измерения по Международной системе (СИ) Соотношение единиц
Наименование Обозна- чение Наименование Обозна- чение
Сила
Килограмм-сила
Килограмм-сила-метр
I кгс | Ньютон | Н ] 1 кгс = 9,806 65Н
Момент силы
I кгс • м I Ньютон-,метр I Н • м | 1 кгс • м =
|| ||= 9,806 65 Н • м
6
Продолжение табл. 1-3
Единица измерения, принятая в справочнике Единица измерения по Международной системе (СИ) Соотношение единиц
Наименование Обозна- чение Наименование Обозна- чение
Давление и напряже н и е
Килограмм-сила на квад- ратный метр Килограмм-сила на квад- ратный сантиметр Килограмм-сила на квад- ратный миллиметр Атмосфера техническая кге/м2 к ГС/см2 КГС/ММ2 ат Паскаль » » » Па » » » 1 кге/м2 = = 9,806 65 Па 1 кгс/см2 — = 98 066,5 Па 1 кге/мм2 = = 9,806 65 10° Па 1 ат = 98 066,5 Па
Плотность
Грамм на кубический сантиметр Тонна на кубический метр г/см3 т/м3 Килограмм на кубический метр То же кг/м3 » 1 г/см3 =103 кг/м3 1 т/м3 = 103 кг/м3
Линей ная скорост ь
Метр в секунду м/с Метр в секунду м/с —
Угловая скорость
Оборот в минуту Оборот в секунду Градус в секунду об/мии об/с •••° /С Радиан в секунду То же » » рад/с » » л 1 об/мин = рад/с 1 об/с = 2л рад/с 1°/с = = 0,017 453 3 рад/с
Работа
Килограмм-сила-метр Киловатт-час кгс м ' КВТ ч Джоуль » Дж 1 кгс м = = 9,806 65 Дж 1 кВт•ч= = 3,6 • 10G Дж
м о щ н о с т ь
Килограмм-сила-метр в секунду Лошадиная сила кгс м/с л. с. Ватт » Вт » 1 кгс • м/с = = 9,806 65 Вт 1 л. с.= 735,449 Вт
1-4. Перевод долей дюйма в миллиметры
Дюймы Миллиметры Дюймы Миллиметры
Доли дюйма Десятичные значения Доли дюйма Десятичные значения
1/64 0,0156 0,397 3/64 0,0468 1,191
1/32 0,0312 0,794 1/16 0,0625 1,587
7
Продолжение табл. 1-4
Дюймы Миллиметры Дюймы Миллиметры
Доли дюйма Десятичные значения Доли дюйма Десятичные значения
5/64 0,0781 1,984 35/64 0,5468 13,891
3/32 0,0937 2,381 9/16 0,5625 14,287
7/64 0,1093 2,778 37/64 0,5781 14,684
1/8 0,125 3,175 19/32 0,5937 15,081
9/64 0,1406 3,572 39/64 0,6093 15,478
5/32 0,1562 3,969 5/8 0,625 15,875
11/б4 0,1718 4,366 41/64 0,6403 16,272
3/16 0,1875 4,762 21/32 0,6562 16,669
13/64 0,2031 5,159 43/64 0,6718 17,066
7/32 0,2187 5,556 11/16 0,6875 17,462
15/64 0,2343 5,953 45/64 0,7031 17,859
1/4 0,25 6,35 23/32 0,7187 18,256
17/64 0,2656 6,747 47/64 0,7343 18,653
9/32 0,2812 7,144 3/4 0,75 19,05
19/64 0,2968 7,541 49/64 0,7656 19,447
5/16 0,3125 7,937 25/32 0,7812 19,844
21/64 0,3281 8,334 51/64 0,7968 20,241
11/32 0,3437 8,731 13/16 0,8125 20,637
23/64 0,3593 9,128 53/64 0,8281 21,034
3/8 0,375 9,525 27/32 0,8437 21,431
25/64 0,3906 9,922 55/64 0,8593 21,828
13/32 0,4062 10,319 7/8 0,875 22,225
27/64 0,4218 10,716 57/64 0,8906 22,622
7/16 0,4375 11,112 29/32 0,9062 23,019
29/64 0,4531 11,509 59/64 0,9218 23,416
15/32 0,4687 11,906 15/16 0,9375 23,812
31/64 0,4843 12,303 61/64 0,9531 24,209
1/2 0,5 12,70 31/32 0,9687 24,606
33/64 0,5156 13,097 63/64 0,9843 25,003
17/32 0,5312 13,494 1/0 1,0 25,40
1-5. Перевод градусной меры в радианную
Угол Дуга, рад- Угол Дуга, рад Угол Дуга, рад Угол Дуга, рад
г 0,000 005 1' 0,000 291 1° 0,017 453 15° 0,261 799
2* 0,000 010 2' 0,000 582 2° 0,034 907 16° 0,279 253
3' 0,000 015 3' 0,000 873 3° 0,052 360 17° 0,296 766
4" 0,000 019 4' 0,001 164 4° 0,069 813 18° 0,314 159
5." 0,000 024 5' 0,001 454 5° 0,087 266 19° 0,331 613
6" 0,000 029 6' 0,001 745 6° 0,104 720 20° 0,349 066
7" 0,000 034 7' 0,002 036 7° 0,122 173 21° 0,366 519
8" 0,000 039 8' 0,002 327 8° 0,139 626 22° 0,383 972
9’ 0,000 044 9' 0,002 618 9° 0,157 080 23° 0,401 426
10" 0,000 048 10' 0,002 909 10° 0,174 533 24° 0,418 879
20" 0,000 097 20' 0,005 818 11° 0,191 986 25° 0,436 332
30" 0,000 145 30' 0,008 727 12° 0,209 440 26° 0,453 786
40" 0,000 194 40' 0,011 636 13° 0,226 893 27° 0,471 239
50" 0,000 242 50' 0,014 544 14° 0,244 346 28° 0,488 692
8
Продолжение табл. 1-5
Угол Дуга, рад Угол Дуга, рад Угол Дуга, рад Угол Дуга, рад
29° 0,506 145 37° 0,645 772 65° 1,134 464 150° 2,617 994
30° 0,523 599 38° 0,663 225 70° 1,221 730 180° 3,141 593
31° 0,541 052 39° 0,680 678 75° 1,308 997 200° 3,490 659
32° 0,558 505 40° 0,698 132 80° 1,396 263 250° 4,363 323
33° 0,575 959 45° 0,785 398 85° 1,483 530 270° 4,712 389
34° 0,593 412 50° 0,872 665 90° 1,570 796 300° 5,235 988
35° 0,610 865 55° 0,959 931 100° 1,745 329 360° 6,283 185
36° 0,628 319 60° 1,047 198 120° 2,094 395 400° 6,981 317
Примечания: 1. 1 радиан — угол, стягиваемый дугой, равной радиусу.
2. 1 рад = 57° 17'44,8"; 1° = 0,017 453 рад.
Примеры:
1. Вычислить в радианах угол
43° 14' 28". Из таблицы нахо-
дим
40° = 0,698 132 рад
3° = 0,052 360 рад
10' = 0,002 909 рад
4' = 0,001 164 рад
20" = 0,000 097 рад
8" = 0,000 039 рад
0,754 701 рад
43° 14'28" = 0,754 701 рад .
2. Вычислить в градусной мере
4,862 рад. Из таблицы нахо-
дим, что 4,862 рад составляет
4,862 рад
— 4,712 389 рад = 270°
0,149 611 рад
— 0,139 626 рад= 8°
0,009 985 рад
— 0,008 727 рад = 30'
_ 0,001 258 рад
0,001 164 рад = 4'
0,000 094 рад
~ 0,000 048 рад= 10"
0,000 046 рад
~ 0,000 044 рад = 9"
4,862 рад = 278° 34' 19"
2. ПЛОТНОСТЬ МАТЕРИАЛОВ
И МАССА ДЕТАЛЕЙ
Плотность некоторых материалов приведена в табл. 1-6.
1-6. Плотность некоторых материалов
Материал Плотность, г/см« Материал Плотность, г/см®
Алюминиевые сплавы: прокат литье Аминопласты Асботекстолит Броиза: алюминиевая оловянисгая Винипласт листовой 2,73 2,65—2,95 1,45—1,55 1,5—1,7 7,7 8,7—8,8 1,35—1,40 Войлок технический Волокнит Гетинакс Дельта-древесина Древесина прессованная Картой: прокладочный электроизоляционный 0,32—0,38 1,35—1,45 1,3—1,4 1,3—1,4 1,18 0,8—0,85 0,95—1,15
8
П родолжение табл. 1-6
Материал Плотность, г/см’ Материал Плотность, г/см’
Латунь: Свинец 11,3—11,4
прокат 8,5 Сталь:
литье 8,3—8,6 прокат 7,85
Магниевые сплавы 1,75—1,8 литье 7,8
Медь 8,94 нержавеющая 7,6—7,8
Нихром 8,4 Цинк:
Олово: литой 6,6—7,05
катаное 7,3—7,5 прокованный 7,125
литое 7,2 Чугун:
Паронит 1,5—2,0 серый 7,0—7,4
Пластикат хлорвиниловый 1,28—1,37 ковкий и высокопроч-
Пресс-порошки 1,4—1,5 ный 7,2—7,4
Резина 1,3—1,8 Эбониг электротехничес- кий 1,25
ОПРЕДЕЛЕНИЕ МАССЫ ДЕТАЛЕЙ
Масса детали или материала
G= yV,
где G — масса детали, г(кг, т); у — плотность материала, г/см3 (кг/дм3,
т/м3); V — объем детали, см3(дм3, м3).
Если объем выражен в кубических сантиметрах (см3), то масса получа-
ется в граммах (г); при объеме в кубических дециметрах (дм3)— в килограм-
мах (кг), а при объеме в кубических метрах (м3)— в тоннах (т). .
Объем деталей простой формы можно определять по формулам элемен-
тарной математики. Детали более сложной формы следует расчленить на
простые геометрические элементы, подсчитать по частям их объем, а затем
просуммировать.
Массу зубчатых колес подсчитывают по диаметру делительной окруж-
ности.
При подсчете массы цилиндрической пружины предварительно сле-
дует определить развернутую длину прутка.
В чертежах и технических документах указывают чистую и черную мас-
су деталей.
Чистая масса — это масса готовых, обработанных в соответствии с тех-
ническими требованиями деталей в том виде, в каком они входят в изделие.
Сумма чистых масс всех деталей (включая и получаемые со стороны) состав-
ляет чистую массу готового изделия.
Черная масса детали — это масса заготовки, из которой изготовляют
деталь. Если из заготовки получается несколько деталей, то черной массой
детали будет частное от деления массы заготовки на количество этих де-
талей. Черной массой деталей, изготовляемых из поковки или отливки, яв-
ляется вес поковки после обрезки заусенцев или вес отливки после обрубки
или очистки.
Отношение чистой массы изделий к черной массе называется коэффи-
циентом использования материала. Всемерное повышение этого коэффици-
ента является одной из важнейших задач.
Масса стали в граммах при объемах от 1 до 1000 см3 указана в табл.
1-7, теоретическая масса круглой, квадратной и шестигранной стали — в
табл. 11-22, а сортового проката — в табл. 11-28— П-31.
10
1-7. Масса стали, г, при объемах от 1 до 1000 см3
(плотность 7,85 г/см3)
Объем, Объем, см3 (единицы)
(десят- ки ) 0 1 2 3 4 5 6 7 8 9
0 0 7,85 15,70 23,55 31,40 39,25 47,10 54,95 62,80 70,65
1 78,5 86,35 94,20 102,1 109,9 117,8 125,6 133,5 141,3 149,2
2 157,0 164,9 172,7 180,6 188,4 196,3 204,1 211,9 219,8 227,7
3 235,5 243,4 251,2 259,1 266,9 274,8 282,6 290,5 298,3 306,2
4 314,0 321,9 329,7 337,6 345,4 353,3 361,1 368,9 376,8 384,7
5 392,5 400,4 408,2 416,1 423,9 431,8 439,6 447,5 455,3 463,2
6 471,0 478,9 486,7 494,6 502,4 510,3 518,1 525,9 533,8 541,7
7 549,5 557,4 565,2 573,1 580,9 588,8 596,6 604,5 612,3 620,2
8 628,0 635,9 643,7 651,6 659,4 667,3 675,1 682,9 690,8 698,7
9 706,5 714,4 722,2 730,1 737,9 745,8 753,6 761,5 769,3 777,2
10 785,0 792,9 800,7 808,6 816,4 824,3 832,1 839,9 847,8 855,7
11 863,5 871,4 879-,2 887,1 894,9 902,8 910,6 918,5 926,3 934,2
12 942,0 949,9 957,7 965,6 973,4 981,3 989,1 996,9 1004 1012
13 1021 1028,8 1036 1044 1051 1059 1067 1075 1083 1091
14 1099 1106 1114 1122 ИЗО 1138 1146 1153 1161 ’ 1169
15 1178 1185 1193 1201 1208 1216 1224 1232 1240 1248
16 1256 1263 1271 1279 1287 1295 1303 1310 1318 1326
17 1335 1342 1350 1358 1365 1373 1381 1389 1397 1405
18 1413 1420 1428 1436 1444 1452 1460 1467 1475 1483
19 1492 1499 1507 1515 1522 1530 1538 1546 1554 1562
20 1570 1577 1585 1593 1601 1609 1617 1624 1632 1640
21 1649 1656 1664 1672 1679 1687 1695 1703 1711 1719
22 1727 1734 1742 1750 1758 1766 1774 1781 1789 1797
23 1806 1813 1821 1829 1836 1844 . 1852 1860 1868 1876
24 1884 1891 1899 1907 1915 1923 1931 1938 1946 1954
25 1963 1970 1978 1986 1993 2001 2009 2017 2025 2033
26 2041 2048 2056 2064 2072 2080 2088 2095 2103 2111
27 21 19 2127 2135 2143 2150 2158 2166 2174 2182 2190
28 21S8 2205 2213 2221 2229 2237 2245 2252 2260 2268
29 2277 2284 2292 2300 2307 2315 2323 2331 2339 2347
30 2355 2362 2370 2378 2386 2394 2402 2409 2417 2425
31 2434 2441 2449 2457 2464 2472 2480 2488 2496 2504
32 2512 2519 2527 2535 2543 2551 2559 2566 2574 2582
33 2591 2598 2606 2614 2621 2629 2637 2645 2653 2661
34 2669 2676 2684 2992 2700 2708 2716 2723 2731 2739
35 2748 2755 2763 2771 2778 2786 '2794 2802 2810 2818
36 2826 2833 2841 2849 2867 2865 2873 2880 2888 2896
37 2905 2912 2920 2928 2935 2943 2951 . 2959 2967 2975
38 2983 2990 2998 3006 3014 3022 3030 3037 3045 3053
39 3062 3069 3077 3085 3092 3100 3108 3116 3124 3132
40 3140 3147 3155 3163 3171 3179 3187 3194 3202 3210
41 3219 3226 3234 3242 3249 3257 3265 3273 3281 3289
42 3297 3304 3312 3320 3328 3336 3344 3351 3359 3367
43 3376 3383 3391 3399 3406 3414 3422 3430 3438 3446
44 3454 3461 3469 3477 3485 3493 3501 3508 3516 3524
45 3533 3540 3548 3556 3563 3571 3579 3587 3595 3663
11
Продолжение табл. 1-7
Объем, см® (десят- ки) Объем, сма (единицы)
0 1 2 3 4 5 6 7 8 9
46 3611 3618 3626 3634 3642 3650 3658 3665 3673 3681
47 3689 3697 3705 3713 3720 3728 3736 3744 3752 3760
48 3768 3775 3783 3791 3799 3807 3815 3822 3830 3838
49 3847 3854 3862 3870 3877 3885 3893 3901 3909 3917
50 3925 3932 3940 3948 3956 3964 3972 3979 3987 3995
51 4004 4011 4019 4027 4034 4042 4050J 4058 4066 4074
52 4082 4089 4097 4105 4113 4121 4129 4136 4144 4152
53 4161 4168 4176 4184 4191 4199 4207 4215 4223 4231
54 4239 4246 4254 4262 4270 4278 4286 4293 4301 4309
55 4318 4325 4333 4341 4348 4356 4364 4372 4380 4388
56 4396 4403 4411 4419 4427 4435 4443 4450 4458 4466
57 4475 4482 4490 4498 4505 4513 4521 4529 4537 4545
58 4553 4560 4568 4576 4584 4592 4600 4607 4615 4623
59 4632 4639 4647 4655 4662 4670 4678 4686 4694 4702
60 4710 4717 • 4725 4733 4741 4749 4757 4764 4772 4780
61 4789 4796 4804 4812 4819 4827 4835 4843 4851 4859
62 4867 4874 4882 4890 4898 4906 4914 4921 4929 4937
63 4946 4953 4961 4969 4976 4984 4992 5000 5008 5016
64 5024 5031 5039 5047 5055 5063 5071 5078 5086 5094
65 5103 5110 5118 5126 5133 5141 5149 5157 5165 5173
66 5181 5188 5196 5204 5212 5220 5228 5235 5243 5251
67 5259 5267 5275 5283 5290 5298 5306 5314 5322 5330
68 5338 5345 5353 5361 5369 5377 5385 5392 5400 5408
69 5417 5424 5432 5440 5447 5455 5463 5471 5479 5487
70 5495 5502 5510 5518 5526 5534 5542 5549 5557 5565
71 5574 5581 5589 5597 5604 5612 5620 5628 5636 5644
72 5652 5659 5667 5675 5683 5691 5699 5706 5714 5722
73 5731 5738 5746 5754 5761 5769 5777 5785 5793 5801
74 5809 5816 5824 5832 5840 5848 5856 5863 5871 5879
75 5888 5895 5903 5911 5918 5926 5934 5942 5950 5958
76 5966 5973 5981 5989 5997 6005 6043 6020 6028 6036
77 6045 6052 6060 6068 6075 6083 6091 6099 6107 6115
78 6123 6130 6138 6146 6154 6162 6170 6177 6185 6193
79 6202 6209 6217 6225 6232 6240 6248 6256 6264 6272
80 6280 6287 6295 6303 6311 6319 6327 6334 6342 6350
81 6359 6366 6374 6382 6389 6397 6405 6413 6421 6429
82 6437 6444 6452 6460 6468 6476 6484 6491 6499 6507
83 6516 6523 6531 6539 6546 6554 6562 6570 6578 6536
84 6594 6601 6609 6617 6625 6633 6641 6648 6656 6664
85 6673 6680' 6688 6696 6703 6711 6719 6727 6735 6743
86 6751 6758 6766 6774 6782 6790 6798 6805 6813 6821
87 6829 6837 6845 6853 6860 6868 6876 6884 6892 6900
88 6908 6915 6923 6931 6939 6947 6955 6962 6970 6978
89 6987 6994 7002 7010 7017 7025 7033 7041 7049 7057
90 7065 7072 7080 7088 7096 7104 7112 7119 7127 7135
12
Продолжение табл. 1-7
Объем, Объем, см3 (единицы )
(десят- ки) 0 1 2 3 . 4 5 6 7 8 9
91 7144 7151 7159 7167 7174 7182 7190 7198 7206 7214
92 7222 7229 7237 7245 7253 7261 7269 7276 7284 7292
93 7301 7308 7316 7324 7331 7339 7347 7355 7363 7371
94 7379 7386 7394 7402 7410 7418 7426 7433 7441 7449
95 7458 7465 7473 7481 7488 7496 7504 7512 7520 7528
96 7536 7543 7551 7559 7567 7575 7583 7590 7598 7606
97 7615 7622 7630 7638 7645 7653 7661 7669 7677 7685
98 7693 7700 7708 7716 7724 7732 7740 7747 7755 7763
99 7772 7779 7787 7795 7802 7810 7818 7826 7834 7842
Данные о массе стального проката и стандартных стальных деталей,
приведенные в указанных таблицах', можно использовать для определения
массы аналогичных по размерам и форме проката и деталей, имеющих дру-
гую плотность. Для этого массу стальной детали или проката следует умно-
жить на коэффициент, равный: для чугуна —0,93; латуни — 1,08; бронзы оло-
вянистой — 1,12; бронзы алюминиевой — 1,0; алюминнвевых сплавов —
0,35; магниевых сплавов — 0,23.
Массу металлических покрытий можно определить по данным табл. 1-8,
1-8. Масса 1 м2 покрытия, г
Материал Толщина покрытия, мкм
1 1 2 3 4 '5 1 6 7 8 9 10
Кадмий 8,65 17,30 25,95 34,60 43,25 51,90 60,55 69,20 77,85 86,5
Медь 8,94 17,88 26,82 35,76 40,70 53,64 62,58 71,52 80,46 89,4
Никель 8,9 17,8 26.7 35,6 44,5 53,4 62,3 71,8 80,1 89,0
Олово 7,3 14,6 21,9 29,2 36,5 43,8 51,1 58,4 65,7 73,0
Хром 7,14 14,28 21,42 28,56 35,70 42,84 49,98 57,12 64,26 71,4
Циик 7,74 15,48 23,22 30,96 38,70 46,44 54,18 61,92 69,66 77,4
3. СОПРОТИВЛЕНИЕ МАТЕРИАЛОВ
ОСНОВНЫЕ МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ
Под прочностью материала понимается его способность сопротивляться
разрушению (или пластическим деформациям) под воздействием внешних сил.
Материалы, условно разделяют на пластичные и хрупкие, резко отли-
чающиеся по своим свойствам. При одноосном напряженном состоянии
(например, растяжении) образцы нз пластичных материалов (малоуглеро-
дистой стали) разрушаются при значительных деформациях, а из хрупких
(чугуна)— при весьма малых.
Основные механические характеристики материала определяются при
испытании образцов на растяжение или сжатие (в условиях одноосного на-
пряженного состояния), а также при испытании образцов на кручение,
при котором возникает напряженное состояние, называемое чистым сдвигом,
Напряжение, возникающее в поперечном сечении при одноосном на-
пряженном состоянии, называется нормальным напряжением о и определя-
ется отношением нагрузки Р к начальной площади Fo поперечного сечения
13
образца. В результате испытания получают диаграмму растяжения (сжатия),
показывающую взаимную зависимость напряжения о и относительной про-
дольной деформации е.
Основными механическими характеристиками, определяемыми при ис-
пытании на растяжение, являются следующие (рис. 1-1):
предел пропорциональнос-
ти оп— максимальное напря-
жение, при котором имеет
место линейная зависимость
между напряжением о и де-
формацией е;
предел упругости —
наибольшее напряжение, да
которого материал не получа-
ет остаточных деформаций;
предел текучести аТ —
напряжение, при котором
происходит рост деформации
без заметного увеличения на-
грузки. В тех случах, когда
явно выраженная площадка
текучести на диаграмме отсутствует, в качестве условного предела текучести
принимается напряжение, при котором остаточная деформация (после сня-
тия нагрузки) равна 0,2% или (в некоторых случаях) 0,5%. Этот условный
предел текучести соответственно обозначается о0 2 или с05. Если необ-
ходимо отличить передел текучести на растяжение от предела текучести
на сжатие, то в обозначения соответственно вводятся индексы «р» и «с»,
т. е. атр и <гтс;
предел прочности или временное сопротивление ав—отношение наи-
большей нагрузки, предшествовавшей разрушению образца, к начальной пло-
щади Fo его поперечного сечения. При необходимости аналогично разли-
чают предел прочности при растяжении свр, при сжатии овс и при изгибе сви.
При испытании на растяжение также определяются:
модуль упругости Е — отношение нормального напряжения а (в пре-
делах ап) к соответствующей относительной продольной деформации е:
Е = —;
е
остаточное относительное удлинение 8, равное отношению приращения
Д/о длины образца после разрыва к его начальной длине
8 = 4^-100%;
1о
остаточное относительное сужение ф площади, равное отношению на-
именьшего поперечного сечения образца после разрыва к начальной площа-
ди Fo его поперечного сечения:
ф = • юо%,
Св
где F — площадь сечения образца в месте разрыва;
коэффициент Пуассона р, равный отношению относительной попереч-
ной деформации е' к относительной продольной деформации е при простом
растяжении. Для большинства материалов р = 0,25...0,35.
В отличие от нормальных напряжений с (рис. 1-2, а), напряжения, дей-
ствующие в плоскости рассматриваемого сечения (рис. 1-2,6), называются
14
касательными и обозначаются т. При растяжении и сжатии касательные
напряжения возникают в плоскости, составляющей некоторый угол а с
плоскостью нормального сечения (рис 1-2). Зависимость нормальных аа
и касательных та напряжений в этой плоскости от значения угла а (рис. 1-2, в)
выражается формулами
аа = a cos2a;
Ta = -lcrsin2a.
При а — 0 напряжение аа = а, а ta =0.
Напряженное состояние, при котором на гранях выделенного элемента
возникают только касательные напряжения, называется чистым сдвигом
(рис. 1-3). Состояние однородного чистого сдвига возникает, в частности,
Рис. 1-3.
Рис. 1-2.
при нагружении тонкостенной цилиндрической трубы моментам'и, прило-
женными в торцовых плоскостях. Касательные напряжения т вызывают
в рассматриваемом элементе появление угловой деформации у, определяе-
мой соотношением
т = Gf.
Величина G называется модулем упругости при сдвиге, или модулем
сдвига, и связана с модулем упругости Е и коэффициентом Пуассона р за-
висимостью
Я (1 + Iх)
Рассмотренные нормальные о н касательные т напряжения, модуль
упругости Е и модуль сдвига G имеют размерность кгс/см2 или кгс/мм2.
Размерность, принимаемая в расчетах, должна соответствовать размер-
ности других входящих в соответствующие уравнения величин — площади,
моментов инерции и сопротивления и др.
Характеристики упругости некоторых металлов и сплавов приведе-
ны в табл. 1-9,
15
1-9. Характеристики упругости материалов
Материал Модуль продольной упругости Е, кгс/см2 Модуль сдвигало, кгс/см2 Коэффициент Пуассона р-
Алюминиевый сплав литей- ный (0,67—0,71) • 10» (2,4—2,7) 10% 0,32—0,36
Бронза фосфористая катаная 1,15 • 10’ 4,2 10’ 0,32—0,35
Дюралюминий после отжига при 370° С (0,7 — 0,75) - 10’ (2,6—2,7) 10% —
Латунь (0,91 —0,99) • 10’ (3,5 —3,7) • 10% 0,32—0,42
Магниевые сплавы 0,42 10’ 1,6 • 10% 0,25—0,3
Медь холоднотянутая (1,1 — 1,3) 10’ 4,9 • 10%
Стальное литье 1,75 • 10’ —
Сталь малоуглеродистая и высоколегированная (2,0 —2,1) • 10’ (7,8—8,0) 10% 0,28
Сталь с большим содержа- нием углерода До 2,2 • 10« 8,5 -10% 0,29
Чугун модифицированный (0,9 — 1,6) 10’ — —
» серый, белый, ковкий (1,15 — 1,60) • 10’ 4,5 • 10% 0,23—0,27
Детали машин, испытывающие действие переменных нагрузок, во мно-
гих случаях разрушаются при напряжениях, меньших предела прочности
ав, а иногда при напряжениях, меньших предела текучести <гт. Наибольшее
по величине напряжение цикла, при котором материал не разрушается
при неограниченном числе циклов, называется пределом выносливости.
НАГРУЗКИ, ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
Внешние силы, воздействующие на деталь, делятся на сосредоточенные
н распределенные (расположенные на некоторой длине или площади де-
тали). В зависимости от характера внешних сил различают следующие ос-
новные виды нагрузок: статическая (медленно возрастает от нуля до не-
которого значения, затем остается постоянной); переменная пульсирую-
щая, постоянная по знаку (изменяется от нуля до некоторой наибольшей
величины); переменная пульсирующая с симметричным циклом (изменяется
от некоторой наибольшей величины до равной по абсолютному значению
величины противоположного знака).
Различают следующие, возникающие под действием нагрузок, де-
формации: простые (основные)— растяжение, сжатие, сдвиг (срез), изгиб
и кручение; сложные, представляющие собой комбинации основных де-
формаций — сжатия или растяжения с изгибом, сжатия или растяжения
с кручением и т. д.
Фактические нагрузки, действующие на деталь, свойства материала,
из которого она изготовлена, могут существенно отличаться от расчетных,
причем эти отклонения носят случайный характер и предварительно не
могут быть учтены. Для того чтобы обеспечить надежную работу детали
и изделия в целом, наибольшие допускаемые напряжения [о] и [т] прини-
маются в п раз меньшими предельных или опасных напряжений аоп и топ,
при которых деталь разрушается или получает остаточные деформации:
При расчете на прочность при статической нагрузке в качестве опас.
ного напряжения для пластичных материалов принимается предел теку-
чести <тт или тт, а для хрупких — передел прочности ав и тв.
16
Коэффициент запаса прочности п принимается равным произведению
ряда коэффициентов:
П =. ПХП2П3.
Коэффициент «1 учитывает степень точности определения нагрузок
и напряжений. При повышенной точности расчета гц принимается равным
1,2...1,5, при меньшей точности расчета—2...3.
Коэффициент па учитывает отклонения механических характеристик материа-
ла и неоднородность его свойств. При расчете на прочность в случае статичес-
кой нагрузки пластичных материалов по пределу текучести значение коэффици-
/от\
ента п2 выбирается в зависимости от степени пластичности материала 1 — 1: для
а О °
— — 0,49. . .0,55 коэффициент п2 = 1,2. . .1,5; при — = 0,55. . .0,70 пй=1,5. ..
°в %
°т
. .. 1,8; при — = 0,70'. . .0,90 п2 — 1,7 . 2,2. Для деталей, отлитых из плас-
%
тнчных материалов, п2 принимается равным 1.6... 2,5.
При расчете на прочность в случае статической нагрузки хрупких ма-
териалов по пределу прочности значение п2 для высокопрочной стали при
низком отпуске принимают равным 2—3; для хрупких однородных мате-
риалов— 3—4; для весьма хрупких неоднородных материалов — 4—6.
При расчетах повышенной точности учитывается масштабный фактор —
влияние абсолютных размеров изделия, при увеличении которых Допуска-
емые иапряжеиия снижаются [15, 38, 39].
Коэффициент п3 учитывает степень ответственности детали, а также
ее стоимость и принимает следующие значения: для малоответственных и
Недорогих деталей п3— 1,0...1,2; для случаев, когда поломка детали вызы-
вает остановку машины, п3= 1,3; для случаев, когда поломка детали вы-
зывает аварию, п2= 1,5.
При расчете деталей на переменную нагрузку в качестве опасного на-
пряжения принимают предел выносливости. Значения коэффициента п2
при этом выбирают в зависимости от характера материала и технологии
изготовления деталей; для однородных материаллов и повышенного ка-
чества технологии изготовления п2= 1,3...1,5; для не вполне однородных
материалов и среднего уровня технологии изготовления п2= 1,5... 1,7; для
материалов пониженной однородности (в частности, для литья) и деталей
больших размеров п2~ 1.7...3.
При расчетах деталей на выносливость следует также учитывать влия-
ние концентрации напряжений, вызываемой выточками, вырезами, пазами,
отверстиями, шпоночными пазами и другими концентраторами напряжения,
а также влияние размеров детали и качества обработки поверхности [15,
38, 39].
Предельные опасные напряжения для стали при различных видах де-
формаций и нагрузок, выраженные через пределы прочности и текучести,
приведены в табл. 1-10.
1-10. Предельные (опасные) напряжения аои для стали
Вид деформации Нагрузка
статическая переменная пульсирующая
постоянная по знаку с симметричным циклом
Растяжение-сжатие А 0,52ав 0,Збав
Изгиб 1,2от 0,6ав 0,43ав
Кручение 0,6от 0,32ав 0,22ав
17
РАСЧЕТЫ НА ПРОЧНОСТЬ
Расчет на растяжение
перечного сечения детали,
и сжатие. При проектном расчете площадь по-
ем2,
где Р — сжимающая или растягивающая сила, кгс; [а]р — допускаемое
напряжение при растяжении, кгс/см2.
При проверочном расчете определяют фактическое напряжение а и со-
поставляют его с допускаемым [ст}:
°Р = ~р < 1а]р .
Расчет на сдвиг (срез). При проектном расчете площадь поперечного
сечения, см2,
F > ——
где Р — сдвигающая нагрузка, кгс; [т]ср — допускаемое напряжение при
срезе, кгс/см2.
При проверочном расчете фактическое напряжение сдвига сравнивают
с допускаемым:
_Z<H
Тер р '' I 'кр-
Расчет на кручение. Если на стержень действует пара сил, создающая
крутящий момент Мк, то в поперечных сечениях стержня возникают каса-
тельные напряжения тк. Наибольшей величины эти напряжения достигают
на поверхности стержня, кгс/см2:
мкг мк
тк max ~ = w >
Р Р
где Мк — крутящий момент, кгс см; /р—полярный момент инерции, см4; г — ра-
диус стержня, см; Wр = — момент сопротивления при кручении, см*.
Для круглого сечения
/ = —= 0,ld4'
Р 32 ’ ’
• тгЯЗ
uzp = 4T^°’2d3:
тк max ~ () 2d3 ’
При проектном расчете необходимый момент сопротивления, см®,
/Ик
Ц7 =-----
Р Мк’
где [т]к—допускаемое напряжение при кручении, кгс/см2.
18
Для стержня круглого сечения, у которого ITp=;0,2d3,
а>]Лб^Гк-
При проверочном расчете наибольшее касательное напряжение
_МК
тк max Jp’ < Iх 1к '
Угол закручивания ср, град, определяется по формуле
МК1 180°
<f~Glp л ’
где / — длина стержня, 'см.
Расчет на изгиб. Брус, работающий на изгиб, называется балкой.
При изгибе балка прогибается в направлении действия силы. При этом слои
материала, расположенные на выпуклой стороне изогнутой балки, растяги-
ваются, а на вогнутой — сжимаются. Средний слой, не испытывающий ни
растяжения, ни сжатия, называется нейтральным. Силы и моменты, дей-
ствующие в заданном сечении, определяют следующим образом: условно
отбрасывают часть балки, расположенную по какую-либо сторону от этого
сечения, а силы, действующие на оставшуюся часть, приводят к паре сил,
создающих изгибающий момент М, и к поперечной силе Q, стремящейся
сдвинуть оставшуюся часть балки относительно отброшенной.
Изгибающий момент в данном сечении равен сумме моментов относи-
тельно центра тяжести данного сечения всех внешних сил и опорных реак-
ций, расположенных по одну сторону от сечения, а сила Q равна сумме про-
екций этих сил и реакций на нормаль к оси балки.
Если при рассмотрении левой части балки М направлен по часовой
стрелке, a Q — вверх, или для правой части М направлен против часовой
стрелки, а <2 — вниз, эти величины положительны, в противном случае М
и Q отрицательны.
Формулы для определения изгибающих моментов, реакций опор и стрел
прогиба оси балок постоянного поперечного сечения приведены в табл. 1-11.
1-11. Реакции опор, изгибающие моменты и стрелы прогиба оси балок
постоянного поперечного сечеиия
Схема балки и нагрузки Опорная реакция Изгибающий момент Стрела прогиба
А Р А = Р М = — Рх; ^max = —Pl (ПРИ х = 1) _ р/3 ' ~ЗЕ1
£ .11111Ш1НШ1 1 х т 7 А = ql Л,тах = - (ПРИ Х = Z) 1 8Е1
19
Продолжение табл. 1-7
Схема балки и нагрузки Опорная реакция Изгибающий момент Стрела прогиба
Р1 |сч 11 cq II Ч .,_Ж /И— 2 , „„ Pl 1 И ^тах 4 упри х 2 / . рр_ ' ~48Е/
А i xA-d8 >Г Й7 *-е-ь ^РТ ,, Ра , М = — х (на участке о); РаЬ , ,ч Mmax=— (при x=ft) ( _ РЬ . ' Х 48Е/ Х X (З/2 — 4ft2)
Ъ7'р\ р <LB \У А = В=Р М — Рх (на участке а); ^тах = Ра (постоянный ' на участке Ь) 1 24Е1 X (З/2 — 4 а2)
^И11П11Н( LuW3 Л-В-% .. ql qx2 М--2Х-Т’ АЛ 1 ' 'l Mmax=-8- (ПРИ х = Y/ 5^4 ' ~ 384Е1
д g II св II ю] t> М = 4-Р(3/— 4х) О на участке (х = 0) ... ( 1 \ ’ ’ ‘ Г ~ 2 г лл Р1 1 Mmax= J ^при х= ‘2/ Р13 ' ~ 192£7
Ж б
р ы
А IHIIIIII в <0'1 • II EQ II "С ,. ql 1 х2 l\ М=-2\Х—Т~-б); <112 ( м M = ГРИ Х = ~2)' ^тах = “ Й- (ПРИ Х = 0) 1 3S4E1
ДЛ 1U- 1 И1 1
20
Продолжение табл. 1-11
Схема балки
и нагрузки
Опорная
реакция
Изгибающий момент
Стрела прогиба
д-Ир-
Л~ 16
р=пр
(при х = |
3
М =----------Р1
max 16
(при X = I)
. Р13
' 108Е/
Л*= V'1
.. , ( 3 X2 \
M = ql[-8X-2l)’
о
^max = 128
( 3 Д
при X = -я- II
\ О /
о/2
/Wmax = —V (ПРИ x=i)
<И*
185EZ
Растягивающие и сжимающие напряжения, кгс/см2, -вызываемые изги-
бом,'достигают наибольших значений в слоях, наиболее удаленных от ней-
трального слоя, и определяются по формуле
где М — изгибающий момент, кгс • см; 117 — момент сопротивления, см3.
При проектном расчете необходимый момент сопротивления
IF > см3,
[°1и
где [а]и— допускаемое напряжение при изгибе, кгс/см2.
Проверочный расчет ведется по условию прочности
„ ^тах
атах IF а и’
Расчет деталей на сложные деформации. Как указывалось, сложные
деформации представляют собой комбинации простых деформаций (растя-
жения или сжатия с изгибом или кручением и др.). В результате возникают
сложные напряженные состояния, при которых различные материалы мо-
гут вести себя по-разному, в зависимости от пластичности и других свойств.
В этих случаях расчет на прочность производится по так называемому
приведенному или эквивалентному напряжению опр. Это такое напряжение,
которое следует создать в растянутом образце, чтобы его напряженное
состояние было равноопасно с заданным. Определение расчетных (приведен-
ных) напряжений при различных вариантах сложных деформаций для раз-
личных материалов показано в табл. 1-12.
21
1-12. Расчетные напряжения при сложном напряженном состоянии
Вид деформации Схема нагрузки Расчетные (приведенные) напряжения Характеристика материала
Сжатие и изгиб 'Л Чг— !==£> Q а э я || чэ 1 Q >|t> * । t *5 £ == S 1 S Хрупкий и пластичный
Растяжение и изгиб 1 *4 t> Q s s Хрупкий и пластичный
Срез и растяжение с %P= ^Т3тс2р; %p = |/^2-r3Q2 Пластичный
anp = °’5(°p-r Хрупкий
Срез и сжатие |=]— anp = C<Jp + 3t2p; °nP = y l^2~r3Q2; %р=°>5(ар-гСа2р-г4т2р) Хрупкий
Кручение и растяжение anP = Cop + 3tk, Пластичный
м XI « ’ ro + <N , a. |u. II ex c b
anp = 0’5 (% + Co2 + 4tk2) Хрупкий
Изгиб и кручение круглых стержней _ ,м , anp = Ka2 + 3x2; °пр=йИ/<+0.7Е< w и Пластичный
апр= °-5 (аи + Co2 + 4т2) Хрупкий
22
Продолжение табл. 1-12
Вид деформации Схема нагрузки Расчетные (приведенные) напряжения Характеристика материала
Срез и изгиб Q _L Q а г д тэ Х’н 11 Q 11 ^-1 s » р X, + "<эт Й- SQ + о ьэ - Of W - +. ой, Пластичный Хрупкий
Сре- и <ручение 7 м> тпР=АгР+^<м Пластичный
Изгиб, растяжение и кручение 'А —1м. "к апр = ИСТР~ГСТн)2+ Зтк Пластичный
°пр = °'5 1% + % + + Иар + 0ИГ+4Тк] Хрупкий
П р имечания: 1. Характер нагрузки — статический.
В основу формул для определения расчетных напряжений для пластичных материалов
положена IV (энергетическая) теория прочности; для хрупких материалов — 1 теория
прочности [45].
Расчет деталей на продольный изгиб. При расчете длинных стержней
на сжатие (рис. 1-4) они, кроме проверки на прочность, должны быть также
проверены на продольный изгиб (на устойчивость) по формуле
]Г < Ф 1а1сж.
1 U
Рис. 1-4.
23
где Р — нагрузка; Fu —площадь (нетто) поперечного сечения стержня с учетом
местных ослаблений; [а]сж—допускаемое напряжение на сжатие.
Коэффициент ф уменьшения основного допускаемого напряжения сжа-
тых стержней зависит от гибкости стержня к. Значение X при одинаковом
закреплении стержня в обеих главных плоскостях определяется но уравнению
i
где I — длина стержня, см; i — наименьший радиус момента инерции попереч-
ного сечения, равный корню квадратному из отношения момента инерции /min
к площади поперечного сечения F6p:
где /min — наименьший момент инерции, f6p—площадь (брутто) поперечного
сечения без учета местных ослаблений.
Коэффициент р зависит от способа заделки концов стержня. При шар-
нирно закрепленных концах (рис. 1-4, а) р = 1; при одном защемленном и
другом свободном (рис. 1-4, б) — р= 2; при одном защемленном и другом
шарнирно опертом (рис. 1-4, в)—р = 0,7; при обоих защемленных концах
(рис. 1-4, г) р = 0,5.
По найденному значению гибкости стержня X определяют <р (табл. 1-13).
1-13. Значения коэффициента ф продольного изгиба
Гибкость X СталЕ» Чугуи Дюралюмнн Д16Т Гибкость А. Сталь Чугуи Дюралюмнн Д16Т
СтЗ, Ст4, 20, 25 Ст5, 35, 40 14Г2, 10Г2С. 15ХСНД СЧ 15—32, СЧ 12—28, СЧ 18—36, СЧ 21—40 СЧ 24—44, СЧ 28—48 СтЗ Ст4. 20, 25 Ст5. 35, 40 14Г2, 10Г2С. 15ХСНД СЧ 15—32, СЧ 12—28, СЧ 18—36, СЧ 21—40 | СЧ 24—44, СЧ 28-48
0 1,00 1,00 1,00 1,00 1,00 1,00 120 0,45 0,37 0,33 0,119
10 0,99 0,98 0,98 0,97 0,95 0,999 130 0,40 0,32 0,29 — — 0,101
20 0,97 0,96 0,95 0,91 0,87 0,998 140 0,36 0,28 0,25 — — 0,087
30 0,95 0,93 0,92 0,81 0,75 0,835 150 0,32 0,25 0,23 — — 0,076
40 0,92 0,89 0,89 0,69 0,60 0,700 160 0,29 0,23 0,21 — — —
50 0,89 0,85 0,84 0,57 0,43 0,568 170 0,26 0,21 0,19 — — —
60 0,86 0,80 0,78 0,44 0,32 0,455 180 0,23 0,19 0,17 — — —
70 0,81 0,74 0,71 0,34 0,23 0,353 190 0,21 0,17 0,15 —- — — —
80 0,75 0,67 0,63 0,26 0,18 0,269 200 0,19 0,15 0,13 — — —
90 0,69 0,59 0,54 0,20 0,14 0,212 210 0,17 0,14 0,12 — — — —
100 0,60 0,50 0,46 0,16 0,12 0,172 220 0,16 0,13 0,11 — — —
110 0,52 0,43 0,39 — — 0,142
Последовательность расчета деталей на прочность. Проектный расчет
деталей на прочность рекомендуется выполнять в такой последовательности:
1) определить величину, направление, точку приложения и характер
действия прикладываемых к детали усилий (постоянные, переменные, удар-
ные); I
2) выяснить вид деформаций (растяжение, сжатие, изгиб, кручение
и т. д.) в элементах детали и составить расчетные уравнения;
24
3) выбрать марку материала детали и определить величину допускае-
мых напряжений;
4) определить размеры деталей и округлить их до ближайших стан-
дартных или конструктивных. Проверочный расчет основан на рабочих чер-
тежах (принятых размерах) и сводится к определению действителБных коэф-
фициентов запаса прочности, которые должны быть не ниже требуемых.
Формулы для определения моментов инерции и моментов сопротивления
изгибу сеченнй различной формы приведены в табл. 1-14, а для определения
момента сопротивления валов круглого сечения, ослабленных шпоночным
пазом, и шлицевых валов — в гл. VIII.
1-14. Осевые моменты инерции и моменты сопротивления
сечений различной формы
Форма сечения Момент инерции Момент сопротивления
, лР4
1 = тт » 64
1 Дог 1 « 0.05Р4 W « 0,1Р3
/=S(D4~d4);
1 и 0,05 (Р4— d4)
л (Р4 —d4)
32 Р
Л»
6
Ыг3
12
1Г = 6А2
6
25
Продолжение табл. 1-14
Форма сечения
Момент инерции
Момент
сопротивления
+ Ml3
12
В№ + Ыг3
Ы!
BH3 — bh3
12
ВН3 — bh3
6H
II. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
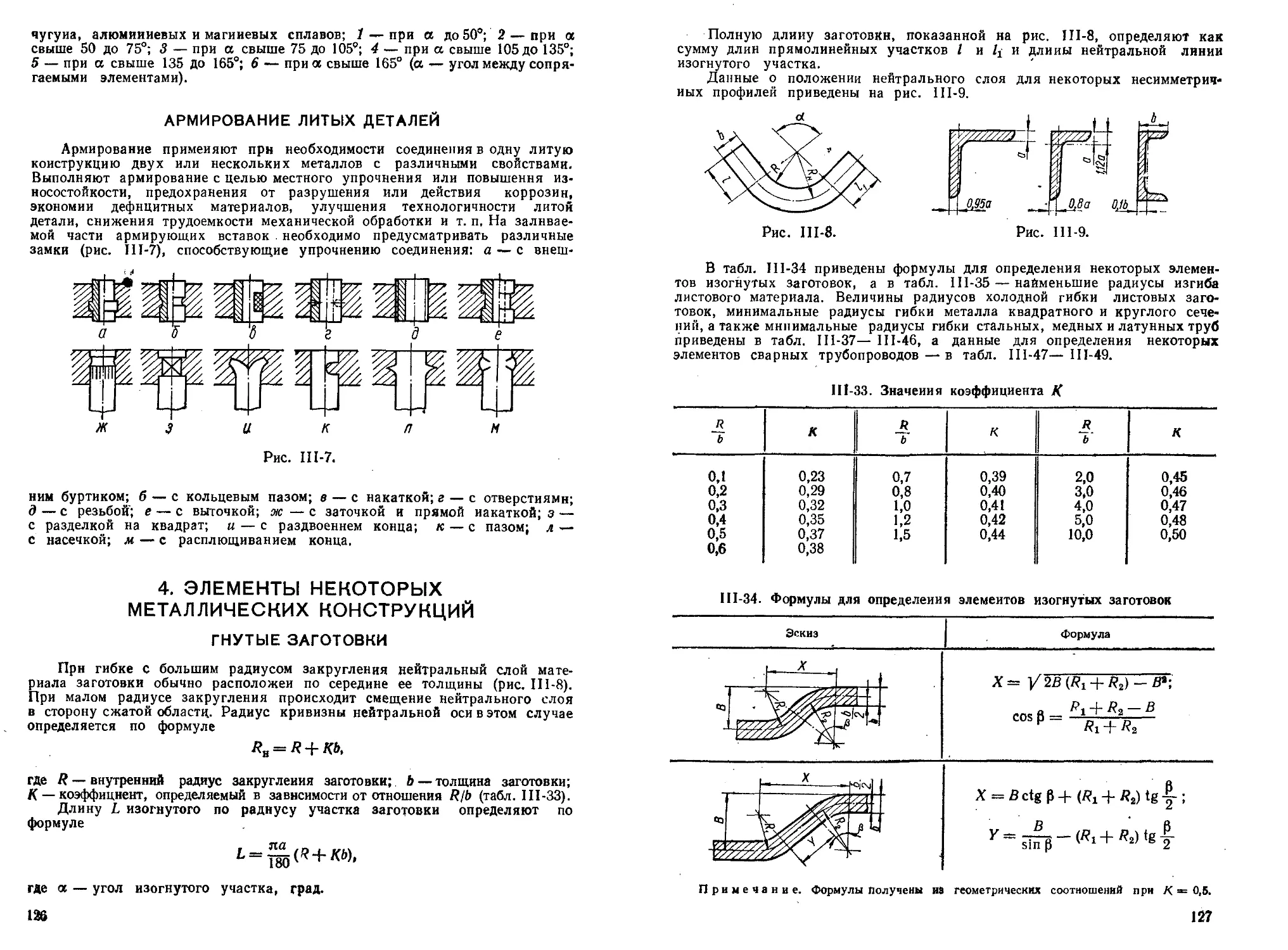
1. ВЫБОР ЗАГОТОВОК И МАТЕРИАЛОВ
Выбор заготовок и материалов обусловливается характером производ-
ства (единичное, мелкосерийное, серийное, крупносерийное, массовое),
конструктивными, эксплуатационными и технологическими особенностя-
ми, а также экономической целесообразностью.
При единичном производстве конструкцию деталей следует прибли-
жать к более простым видам заготовок, для изготовления которых не тре-
буется специальной оснастки, а также применять стандартный прокат,
сварные конструкции вместо штампованных, поковки, полученные сво-
бодной ковкой, и т. п.
Прн конструировании деталей для крупносерийного производства сле-
дует ориентироваться на применение точных отливок, холодной и горячей
штамповки, стандартных, а в некоторых случаях и специальных профилей
холодного н горячего проката.
Для материалов, работающих в агрессивных средах, необходимо
учитывать характер последних, концентрацию и температуру. Прн выборе
материалов для деталей, работающих в условиях повышенной влажности,
следует избегать контакта двух металлов со значительно отличающимися
электрохимическими потенциалами. Так, чтобы предупредить коррозион-
ное разрушение, следует избегать непосредственного контакта меди, ни-
келя, благородных металлов и их сплавов со сталью. В этих случаях сталь-
ные детали целесообразно оцинковывать или кадмировать либо устанав-
ливать между ними оцинкованные прокладки нли шайбы. Недопустим
также контакт алюминия, меди и их сплавов с нержавеющими сталями.
Следует учитывать, что при одновременном воздействии на материал знако-
переменных нагрузок и агрессивной среды предел усталостной прочности
металлов понижается.
26
Легированную конструкционную сталь следует применять только
в тех случаях, когда необходимы высокие прочностные свойства материа-
ла деталей.
Правильный выбор материалов способствует увеличению долговечности
машин, снижению трудоемкости их изготовления и себестоимости.
Описание основных механических свойств материалов приведено на
стр. 14—16. Ориентировочные соотношения между числами твердости ме-
таллов и сплавов показаны в табл. 11-1.
П-1. Ориентировочные соотношения между числами
твердости металлов и сплавов
d, мм 1 По Бринеллю 1 НВ По Роквеллу По Виккерсу HV По Шору HSh 2 2 По Бринеллю НВ По Роквеллу По Виккерсу HV По Шору HSh
0? HRA HRB J HRC HRA HRB
2,20 780 72 84 1124 106 4,00 229 20 61 100 228 36
2,25 745 70 83 1 » 1116 102 4,05 223 19 60 99 222 35
2,30 712 68 82 —— 1022 98 4,10 217 17 60 98 217 34
2,35 682 66 81 — 941 94 4,15 212 15 59 97 213 34
2,40 653 64 80 — 868 91 4,20 207 14 59 95 208 33
2,45 627 62 79 — 804 87 4,25 201 13 58 94 201 32
2,50 601 60 78 — 746 84 4,30 197 12 58 93 197 31
2,55 578 58 78 — 694 81 4,35 192 11 57 92 192 30
2,60 555 56 77 — 650 78 4,40 187 9 57 91 186 30
2,65 534 54 76 — 606 76 4,45 183 8 56 90 183 29
2,70 514 52 75 — 587 73 4,50 179 7 56 90 178 29
2,75 495 50 74 — 551 71 4,55 174 6 55 89 174 28
2,80 477 49 74 — 534 68 4,60 170 4 Б5 88 171 28
2,85 461 48 73 — 502 66 4,65 167 3 54 87 166 27
2,90 444 46 73 — 474 64 4,70 163 2 53 86 162 27
2,95 429 45 72 — 460 62 4,75 159 1 53 85 159 26
3,00 415 43 72 — 435 61 4,80 156 0 52 84 155 26
3,05 401 42 71 — 423 59 4,85 152 — — 83 152 25
3,10 388 41 71 — 401 57 4,90 149 — 82 149 24
3,15 375 40 70 — 390 56 4,95 146 — — 81 146 24
3,20 363 39 70 — 380 54 5,00 143 — — 80 143 24
3,25 352 38 69 " 361 53 5,05 140 — — 79 140 23
3,30 341 36 68 — 344 51 5,10 137 — — 78 138 23
3,35 331 35 67 — 334 50 5,15 134 — —ТГ 77 134 23
3,40 321 33 67 — 320 49 5,20 131 — 76 131 22
3,45 311 32 66 — 311 47 5,25 128 — — 75 129 22
3,50 302 31 66 — 303 46 5,30 126 — — 74 127 22
3,Й5 293 30 65 — 292 45 5,35 123 — 73 123 21
3,60 285 29 65 — 285 44 5,40 121 — — 72 121 21
3,65 277 28 64 — 278 43 5,45 118 — — 71 118 21
3,70 269 27 64 — 270 42 5,50 116 — — 70 116 20
3,75 262 26 63 — 261 41 5,55 114 —— —. 68 115 20
3,80 255 25 63 — 255 40 5,60 111 — — 67 113 20
3,85 248 24 62 — 249 39 5,65 109 — 66 ПО 20
3,90 2,41 23 62 102 240 38 5,70 107 — 65 109 19
3,95 235 21 61 101 235 37 5,75 105 — — 64 108 19
Примечание, d — диаметр отпечатка, мм, при испытании твердости стали и чу-
гуна по методу Бринелля при диаметре шарика D = 10 мм и нагрузке Р = 3000 кгс.
27
В ряде случаев необходимо учитывать изменения размеров деталей,
возникающие при нх нагреве или охлаждении. Так, прн различных коэф-
фициентах линейного расширения охватываемой н охватывающей деталей
(например, вала н подшипника) изменение их температуры существенно
изменяет характер соединения. В некоторых конструкциях тепловые де-
формации могут вызвать значительные, подлежащие учету напряжения.
Тепловое расширение и сжатие' металлов используются при сборке непо-
движных соединений — горячих и некоторых прессовых посадок.
Коэффициенты линейного а и объемного 0 расширения некоторых ма-
териалов приведены в табл. П-2. Увеличение AL начальной длины Z.e
при повышении температуры от t0 до определяют по уравнению
AL = aL0(ti — ta),
П-2. Коэффициенты линейного и объемного расширения
некоторых материалов
Материал Коэффициент линейного расширения а Коэффициент объемного расширения 3 Материал Коэффициент линейного расширения а Коэффициент объемного расширения 0
Алюминий 0,000 023 9 0,000 071 7 Свинец 0,000 029 1 0,000 087 3
Бронза 0,000 017 6 0,000 052 8 Серебро 0,000 019 6 0,000 058 8
Железо литое 0,000 012 0 0,000 036 0 Стекло 0,000 008 0 0,000 024 0
Золото 0,000 014 2 0,000 042 6 Сталь 0,000 011 0 0,000 033 0
Латунь 0,000 017 8 0,000 053 4 Фарфор 0,000 003 1 0,000 009 0
Медь 0,000 016 9 0,000 050 7 Цемент 0,000 014 0 0,000 042 0
Никель 0,000 013 3 0,000 039 9 1 Цинк 0,000 039 5 0,000 118 5
Олово 0,000 023 8 0,000 071 4 Чугун 0,000 010 4 0,000 031 2
Платина 0,000 009 0 0,000 027 0
а увеличившуюся длину — по уравнению
L = L0[l + af<i-<0)].
Так, например, при нагреве стального стержня, имеющего начальную
длину Lo= 250 мм, от 20 до 220° С приращение длины А£ принимает сле-
дующее значение:
AL = 0,000 011 • 250 (220 — 20) = 0,55 мм.
Увеличение AV начального объема и увеличившийся объем ана-
логично определяются по уравнениям
Д v = (A-Q;
v= VO[1 + ₽G1-Wl-
2. ЧУГУН
Чугуном называются сплавы железа с углеродом, кремнием и некото-
рыми другими примесями (в зависимости от марки чугуна и назначения
отливки). Содержание углерода в чугуне составляет более 2%. Чугуны
обладают хорошими литейными свойствами и (за исключением белых чугу-
нов) хорошо поддаются механической обработке.
Отливки из серого чугуна. В промышленности наиболее широко
применяется серый чугун, в структуру которого входит пластинчатый
графит. Отливки из серого чугуна различных марок изготовляют по
ГОСТ 1412—70.
28
Механические свойства металла отливок при испытании на образцах
диаметром 10 или 15 мм с пятикратной расчетной длиной, изготовленных
-из отдельных отлитых цилиндрических заготовок диаметром 30 мм, ука-
заны в табл. 11-3. Справочные данные механических свойств отливок
в зависимости от толщины стенки, согласно приложению к ГОСТ 1412—70,
приведены в табл. 11-4, а области применения отливок — в табл. 11-5.
Допускаемые отклонения размеров н припуски на обработку отливок из
серого чугуна устанавливаются по ГОСТ 1855—55.
П-З. Механические свойства отливок из серого чугуна
(по ГОСТ 1412—70)
Марка чугуна Механические свойства
?Вр, кгс/мм2 3ВИ* КГС/ММ2 Стрела прогиба, мм, при расстоянии между опорами НВ
600 мм 300 мм
не менее
СЧ 00 *-* — — — —
СЧ 12—28 12 28 6 2,0 143—229
СЧ 15—32 СЧ 18—36 15 18 32 36 8 2,5 163—229 170—229
СЧ 21—40 СЧ 24—44 СЧ 28—48 СЧ 32—52 СЧ 36—56 21 24 28 32 36 40 44 48 52 56 9 3,0 170—241 170—241 170—241 187—255 197—269
СЧ 40—60 СЧ 44—64 40 44 60 64 10 3,5 207—269 229—289
П-4. Рекомендуемые пределы прочности при растяжении и изгибе
для отливок из серого чугуна с различной толщиной стенок
(по справочному приложению к ГОСТ 1412—70)
Марка чугуна Предел прочности при растяжении и изгибе, кгс/мм2, при толщине стенок отливок, мм
10 20 30 40 50 60 70 80 100
СЧ 15-32 22—52 19—46 15—32 14—32 12—28 11—26 10—23 9—22 7—20
СЧ 18-36 26-55 23—49 18-36 16—35 14—35 13—28 12—26 11—24 9—22
СЧ 21—40 28—59 25—3 2 21—40 19—39 17—35 16—33 15—30 13—28 11—24
СЧ 24—44 32—61 28-55 24—44 22—44 20—40 19—37 18-34 17—32 15-30
СЧ 28—48 X 32—58 28—48 27—48 24—44 23-41 21—39 20—37 18-31
СЧ 32—52 X 34—60 32—52 30—52 28—48 26—46 24—43 24—41 20—33
СЧ 36-56 X X 36—56 32—54 29—50 28—47 26—44 24—42 20—38
Примечание. Знак х означает, что чугун отбелен.
29
П-5. Применение отливок из серого чугуна
Марка чугуна
Область применения
СЧ 00 Детали простой конфигурации, необрабатываемые или подвер- гающиеся незначительной механической обработке: крышки, подкладки, опоры, грузы
СЧ 12—28 Детали, работающие при небольшом напряжении и без трения: кожухн, плнты, стойки, крышки
СЧ 15—32 СЧ 18—36 Детали, работающие при среднем напряжении и на износ при малых (до 5 кгс/см2) удельных давлениях: столы, салазки, шки- вы, кронштейны, детали текстильных, печатных и сельскохозяй- ственных машин
СЧ 21—40 СЧ 32—52 Детали, работающие при повышенном напряжении и на износ при удельных давлениях 5—20 кгс/см2: станины металлорежущих станков, зубчатые колеса, маховики, тормозные барабаны, гильзы и поршни дизелей
СЧ 36—56 СЧ 40—60 Гндроцилиндры, корпусы гидронасосов н компрессоров высокого давления, головки блоков двигателей, кулачки
Отливки из высокопрочного чугуна. Высокопрочный чугун отличается
шаровидной формой графита, при которой в меньшей степени ослабляется
металлическая основа. Достигается эта форма графита путем введения
в жидкий чугун добавок' некоторых щелочных илн щелочноземельных ме-
таллов, чаще всего небольшого количества (0,03—0,1%) магния. Высоко,
прочный чугун применяют для изготовления многих деталей машин, ра-
ботающих в тяжелых условиях, взамен отливок и поковок из стали.
Отливки из высокопрочного чугуна изготовляют по ГОСТ 7293—70.
Они должны иметь механические свойства, указанные в табл. 11-6.
П-6. Механические свойства отливок из высокопрочного чугуна
(по ГОСТ 7293—70)
Марка чугуна «1 2 Д о X О. п ь СТТ, кгс/мм2 % ‘8 2 о st х X а НВ Марка чугуна Звр» кгс/мм2 2 2 о U* г. % аи, кгС’М/смг НВ
не менее ие менее
ВЧ 38—17 38 24 17 6,0 140—170 ВЧ 70—3 70 40 3 3,0 229—275
ВЧ 42—12 42 28 12 4,0 140—200 ВЧ 80—3 80 50 3 2,0 220—300
ВЧ 45—5 45 33 5 3,0 160—220 ВЧ 100—4 100 70 4 3,0 302—369
ВЧ 50—2 50 38 2 2,0 180—260 ВЧ 120—4 120 90 4 3,0 302—369
ВЧ 60—2 60 40 2 2,0 200—280
Отливки из антифрикционного чугуна предназначены для деталей,
работающих в узлах трения, например, для изготовления подшипников,
направляющих для ползунов, червячных зубчатых колес и т. п.
Марки антифрикционных чугунов по ГОСТ 1585—70, их основные
характеристики и назначение, а также предельные режимы работы при-
ведены в гл. XI.
30
Отливки из жаростойкого чугуна применяются для деталей топок,
печей и машин, работающих при повышенных температурах, изготовляют
по ГОСТ 7769—75. Механические свойства (при температуре 20° С) отли-
вок из жаростойкого чугуна, предельные температуры эксплуатации и
пределы прочности на растяжение при повышенных температурах приве-
дены в табл. II-7.
П-7. Свойства и условия эксплуатации некоторых отливок
из жаростойкого чугуна (по ГОСТ 7769—75)
Марка чугуна 8ww/ojm ‘иаг> S S о •й о. к п О 5 о. £ С 2 S о та s о Ч СС и 11 О и НВ аВр, кгс/мм2, при 1, °C (кратко- временные испытания) тойкий в воз- й среде до t, °C
при температуре 20° С не менее 500 600 700 800 900 Жарос душио
Особые свойства
ЖЧХ 36
2,5 207—286 20
ЖЧХ2 32
ЖЧХЗ 32
ЖЧХ16 70
ЖЧХЗО 50
ЖЧС5 30
ЖЧС5Ш —
ЖЧ1О2ХШ 60
ЖЧ1О6С5 24
ЖЧЮ22 24
ЖЧ1О22Ш 40
15
30
15
30
40
12
12
30
2,5 207—286 20
2,0 228—364 17
3,0 400—450 45
2.0 364—550 40
2,0
3,0
140—300 12
228—3 0 0 4 5
187—364 35
1,0 240—300 12
2,0 140—286 10
2,0 241—364 25
15
15
15
30
30
10
39
24
10
8
28
8
9
14
20 Ю
5 2
12 4
13 8
5 2
7 4
17 14
- 500
— 600
— 650
— 900
7 1100
— 700
— 700
— 650
— 800
— 1000
8 1100
Повышенная коррозионная
стой Косте, в газовой, воз-
душной, щелочных средах,
в условиях трения
То же
» »
Износостойкость при нор-
мальной и повышенной тем-
пературах
Высокая прочность при
нормальной и повышенной
температурах
Жаростойкость в топочных
га зах
То же
Высокая прочность при
нормальной и повышенной
температурах
Коррозионностойкость в
среде, содержащей соеди-
нения серы
Ж простой косте, в среде,
содержащей серу, пары
ВОДЬЕ
Высокая прочность при
нормальной и повышенной
температурах
7 3
3
3
9
* Значение величины не определяется.
Отливки из коррозионностойкого чугуна, предназначенные для экс-
плуатации' преимущественно в газовых средах (продукты сгорания топ-
лива), и отливки из жаропрочного чугуна, предназначенные для эксплуа-
тации при повышенных температурах под нагрузкой, изготовляют по
ГОСТ 11849—66.
3. СТАЛЬ
ОБЩИЕ СВЕДЕНИЯ
Сталь — железоуглеродистый сплав, содержащий примеси марганца,
кремния, фосфора, серы и других элементов в зависимости от способа
производства и назначения. Содержание углерода в Сталине превышает2%.
Свойства стали могут меняться в весьма широких пределах в зависи-
мости от химического состава и,в результате термической обработки, кото-
31
рой подвергают полуфабрикаты (заготовки, штамповки и т. п.) для снижения
твердости, улучшения структуры и обрабатываемости, а также окончательно
обработанные детали н инструменты для придания им требуемых свойств. Основ-
ные виды и назначение термической обработки следующие:
1. Полный отжиг, заключающийся в нагреве до температуры, указанной в
табл. 11-8, и последующем медленном охлаждении (обычно вместе с печью).
Производится для измельчения зерна, снятия внутренних напряжений и прида-
ния материалу наибольшей пластичности.
11-8. Температура нагрева углеродистой стали при темрообработке, °C
Содержа- ние углерода, % Вид термообработки Содержа- J мне углерода. 1 % Вид термообработки
Отжиг Нормали- зация Закалка Отжиг Нормали- зация Закалка
0.1 900 900 1 0,8 760 760 760
0,2 880 880 0,9 760 800 760
0,3 860 860 860 1,0 760 850 760
0,4 840 840 840 Ц 1,1 760 900 760
0,5 820 820 820 Я 1,2 760 950 760
0,6 800 800 800 1,3 760 1000 760
0,7 780 780 780
2. Диффузионный отжиг, при котором металл нагревают до 1100° С,
выдерживают при этой температуре 12—15 ч и затем медленно охлаждают.
Производится для выравнивания химической неоднородности зерен в сталь-
ных отливках. В результате длительной выдержки при высокой темпера-
туре происходит рост зерна. Этот недостаток структуры устраняется по-
следующей горячей механической обработкой (прокаткой, ковкой и т. п.)
либо отжигом.
3. Нормализация, заключающаяся в нагреве (см. табл. П-8) и после-
дующем охлаждении на спокойном воздухе. Как и при отжиге, происхо-
дит измельчение зерен и снятие внутренних напряжений, но твердость и
прочность после нормализации по сравнению с отжигом выше, а пластич-
ность ниже.
4. Закалка —нагрев (см. табл. 11-8) и последующее быстрое охлаж-
дение, например, при окунании в воду или в масло. Закалка в сочетании
с последующим отпуском производится: для конструкционных сталей
с целью повышения их прочности; для пружинных — упругости; для ин-
струментальных — твердости.
5. Отпуск. Существуют следующие виды отпуска: а) низкий (при тем-
пературе 150—280° С), применяемый для снижения внутренних напряжений
и хрупкости при сохранении или небольшом снижении твердости. Этому
виду отпуска подвергаются в основном детали после цементации н закалки
и инструменты, изготовленные из углеродистых и легированных инстру-
ментальных сталей; б) средний (при 350—500°С)—для повышения пре-
дела упругости н вязкости, которому подвергаются в основном пружины;
в) высокий (при 500—650°С)— для получения высокой прочности и хоро-
шей сопротивляемости ударным нагрузкам.
6. Улучшение — термическая обработка, заключающаяся в закалке
и последующем высоком отпуске.
7. Поверхностная закалка стали, применяемая для получения высокой
твердости в поверхностном слое при сохранении вязкой сердцевины, что
Обеспечивает износоустойчивость и одновременно высокую динамическую
прочность детали. Достигается путем быстрого нагрева до необходимой
температуры только поверхностного слоя, что чаще всего производится
токами высокой частоты (закалка ТВЧ).
32
8. Химико-термическая обработка, при которой изменяются химический
состав, структура и свойства поверхностного слоя. Как и поверхностная
закалка, производится для придания поверхностному слою высокой твер-
дости и износостойкости при сохранении вязкой сердцевины. Основные виды
химико-термической обработки следующие: а) цементация, заключающаяся
в насыщении углеродом поверхности детали, изготовленной из малоугле-
родистой стали, последующих закалке и отпуске; б) азотирование, при
котором поверхность детали насыщается азотом, образующим химические
соединения (нитриды) с железом, хромом, молибденом, алюминием и дру-
гими элементами. Процесс эффективен при азотировании легированной
стали, имеющей указанные примеси, например стали 38ХМЮА; в) циани-
рование — одновременное насыщение поверхности углеродом и азотом.
Стали различают по химическому составу (углеродистая и легирован-
ная), в зависимости от назначения (конструкционная, инструментальная,
с особыми свойствами), по способу придания формы и размеров (литая,
кованая и катаная).
УГЛЕРОДИСТАЯ СТАЛЬ
Углеродистая сталь обыкновенного качества (ГОСТ 380—71). В за-
висимости от назначения сталь подразделяется на три группы — А,
Б и В.
В обозначении марок буквы Ст означают «сталь», цифры от 0 до 6—
условный номер марки. Буквы Б и В означают группу стали, а группа А
в обозначении не указывается. Сталь изготовляют следующих марок:
группы А — СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб; группы Б — БСтО, БСт1,
БСт2, БСтЗ, БСт4, БСт5, БСтб; группы В — ВСт1, ВСт2, ВСтЗ, ВСт4,
ВСт5.
Сталь всех групп с номерами марок 1, 2, 3 и 4 по степени раскисления
изготовляют кипящей (кп), полуспокойной (пс) и спокойной (сп); с номерами
5 и 6 — полуспокойной н спокойной. Сталь марок СтО и БСтО по степени
раскисления не разделяют.
Кипящая сталь получается более ускоренным способом при недостаточ-
но полном раскислении, она дешевле полуспокойной и спокойной стали,
но в разных сечениях слитка может иметь неоднородный химический состав
(зональную ликвацию). По сравнению со спокойной сталью, получаемой
при полном раскислении, кипящая сталь обладает большей склонностью
к хладноломкости; меньшей стойкостью против хрупких разрушений при
низких температурах и худшей свариваемостью. Полуспокойная сталь по
степени раскисления и механическим свойствам является промежуточной
между кипящей н спокойной сталью.
Сталь группы А поставляется по механическим свойствам, указанным
в табл. 11-9, химический состав не регламентируется и сталь этой группы
обычно применяется для деталей, которые в процессе изготовления не про-
ходят горячую обработку.
Сталь группы Б поставляется по химическому составу, указанному
в табл. 11-10, н применяется для деталей, которые проходят горячую обра-
ботку давлением (например, ковку в состоянии поставки, штамповку) или
термообработку. Механические свойства стали этой группы в состоянии
поставки не регламентируются.
Сталь группы В поставляется nb механическим свойствам, соответ-
ствующим нормам для стали группы А, и по химическому составу, соот-'
ветствующему нормам стали группы Б. Сталь этой группы предназначена
главным ’ образом для сварных конструкций.
В зависимости от нормируемых показателей (нзгнб в холодном состоя-
нии и предел текучести для группы А; содержание хрома, никеля и меди
для группы Б; предел текучести и ударная вязкость для группы В) сталь
каждой группы подразделяется на категории, указанные в ГОСТ 380—71.
2 7-347
33
П-9. Механические свойства стали обыкновенного качества группы А
(по ГОСТ 380—71)
Марка стали св кгс/мм8 сгт, кгс/мм2. для тол- щин, мм Марка стали аВ’ КГС/М.М2 <гт, кгс/мма для толщин, мм
ДО 20 св. 20 до 40 св 40 ло 100 СВ. 100 до 20 св. 20 до 40 св. 40 до 100 св. 100
не менее ие менее
СтО Не ме- нее 31 — — — — СтЗГ пс 38—50 25 24 23 21
Ст4кп 41—52 26 25 24 23
Ст 1кп 31—40 — — — —
Ст1пс, Ст1сп 32—42 — — — — Ст4пс, Ст4сп 42—54 27 26 25 24
Ст2кп 33—42 22 21 20 19 Ст5пс, Стбсп 50—64 29 28 27 26
Ст2пс, Ст2сп 34—44 23 22 21 20
Ст5Г пс 46—60 29 28 27 26
СтЗкг; 37—47 24 23 22 20 Стбпс, Стбсп Не ме- нее 60 32 31 30 30
СтЗпс, СтЗсп 38—49 25 24 23 21
11-10. Химический состав стали обыкновенного качества группы Б
_____________________(по ГОСТ 380—71)_________________________
Марка стали Содержание элементов, %
Углерод Марга ней Кремний Фосфор Сера
не юлее
БСтО Не более - 0,23 — 0,07 0,06
БСт1кп 0,06—0,12 0,25—0,50 Не более 0,05 0,04 0,05
БСт! пс 0,06—0,12 0,25—0,50 0,05—0,17 0,04 0,05
БСт1сп 0,06—0,12 0,25—0,50 0,12—0,30 0,04 0,05
БСт2кп 0,09—0,15 0,25—0,50 Не более 0,07 0,04 0,05
БСт2пс 0,09—0,15 0,25—0,50 0,05—0,17 0,04 0,05
БСт2сп 0,09—0,15 0,25—0,50 0,12—0,30 0,04 0,05
БСтЗкп 0,14—0,22 0,30—0,60 Не более 0,07 0,04 0,05
БСтЗпс 0,14—0,22 0,40—0,65 0,05—0,17 0,04 0,05
БСтЗсп 0,14—0,22 0,40—0,65 0,12—0,30 0,04 0,05
БСтЗГпс 0,14—0,22 0,80—1,10 Не более 0,15 0,04 0,05
БСт4кп 0,18—0,27 0,40—0,70 Не более 0,17 0,04 0,05
БСт4пс 0,18—0,27 0,40—0,70 0,05—0,17 0,04 0,05
БСт4сп 0,18—0,27 0,40—0,70 0,12—0,30 0,04 0,05
БСтбпс 0,28—0,37 0,50—0,80 0,05—0,17 0,04 0,05
БСтбсп 0,28—0,37 0,50—0,80 0,15—0,35 0,04 0,05
БСтбГпе 0,22—0,30 0,80—1,20 Не более 0,15 0,04 0,05
БСтбпс 0,38—0,49 0,50—0,80 0,05—0,17 0,04 0,05
БСтбсп 0,38—0,49 ' 0,50—0,80 0,15—0,35 0,04 0,05
34
Углеродистая качественная конструкционная сталь (по ГОСТ 1050—
74). В марке стали двузначные числа обозначают содержание углерода
в сотых долях процента, буква «Г»— повышенное содержание марганца;
марки кипящей стали имеют в конце индекс «кп». Сталь поставляется с
регламентированным химическим составом. Механические свойства ука-
заны в табл. П-11, а примерное назначение приведено в табл. 11-12.
П-11. Механические свойства углеродистой качественной конструкционной
горячекатаной и кованой стали (группа I по ГОСТ 1050—74)
X ч F* Q ТО X Q. 2 S о X o' S .s о сс о О'4 US ю % 'Л ан, кгО’м/см2 НВ 1рка стали Стт, кгс/мм8 ав, кгс/мм2 чО О'- >в 9. % S s’ о X X а НВ
горяче- катаной отож- женной горяче- катаной отож- женной
S не менее не более S не менее не более
08 20 33 33 60 . 131 55 39 66 13 35 255 217
10 21 34 31 55 143 60 41 69 12 35 255 229
15 23 38 27 55 — 149 — 65 42 71 10 30 — 255 229
20 25 42 25 55 — 163 — 70 43 73 9 30 — 269 229
25 28 46 23 50 9 170 I"» 75 90 НО 7 30 — 285 241
30 30 50 21 50 8 179 — 80 95 110 6 30 — 285 241
35 32 54 20 45 7 207 - 85 100 115 6 30 — 302 255
40 34 58 19 45 6 217 187 60Г 42 71 11 35 — 269 229
45 36 61 16 40 5 229 197 65Г 44 75 9 — — 285 229
50 38 64 14 40 4 241 207 70Г 46 80 8 — — 285 229
Примечания: 1. Значения величин jt, зв, 35 и ср определяются при испытании
образцов из нормализованных заготовок, а значения величины ан— при испытании терми-
чески обработанных образцов (закалка отпуск).
2. Образцы из стали марок 75, 80 и 85 испытывают после закалки и отпуска. Реко-
мендуемый режим термообработки: закалка при температуре 820° С с охлаждением в
масле, отпуск при 480° С.
3. Нормы механических свойств относятся к образцам стали диаметром или толщиной
до 80 мм. Если диаметр или толщина выше 80 мм, допускается снижение относительного
удлинения на 2% н сужение поперечного сечеиия на 5%.
11-12. Применение углеродистой качественной стали
Марка стали Область применения
08, 08кп, 10, Юкп Без термической обработки: трубки, прокладки, змеевики, за- клепки, детали, изготовляемые глубокой вытяжкой, и другие детали высокой пластичности
15, 15кп, 20, 20кп, 25 Без термической обработки: элементы трубных соединений, штуцера, фланцы, змеевики, сварные узлы. После цементации или цианирования: детали, от которых требуется высокая твер- дость поверхности прн невысокой прочности сердцевины (втул- ки, осн, кулачки и кулачковые валики, фрикционные диски, толкатели и т. п.)
2*
35
Продолжение табл. 11-12
Марка стали Область применения
30, 35 Без термической обработки: оси, рычаги, тяги, фланцы, кре- пежные детали. После закалки и низкого отпуска (HRC 30—40): оси, валики, винты, упоры, траверсы и другие детали повышен- ной прочности. После нормализации или улучшения: тяги, оси, цилиндры, коленчатые валы, крепежные детали
40, 45 Детали повышенной прочности, работающие при небольших скоростях и средних удельных давлениях: шестерни, шатуны, штоки, валы, работающие в подшипниках качения, плунжеры, болты. После поверхностной закалки ТВЧ: детали, от которых требуется высокая твердость поверхности при повышенной прочности сердцевины (шестерни, пальцы, оси, валы, работаю- щие в подшипниках скольжения)
' 50, 55 Детали повышенной прочности: осн, шестерни, бандажи. После нормализации или улучшения: шпиндели, валы, коленчатые ва- лы, шестерни, эксцентрики
60, 65, 70, 75, 80, 85 Круглые и плоские пружины, рессоры, диски сцепления, экс" центрики и другие детали, работающие в условиях трения
Конструкционная сталь повышенной и высокой обрабатываемости
резанием (поГОСТ 1414—75). Стандарт распространяется на горячекатаную
и калиброванную сталь, на сталь-серебрянку, предназначенные для об-
работки на станках-автоматах, а также для обработки давлением в горячем
состоянии с последующей обработкой резанием. Прн обработке рассмат-
риваемой стали резанием повышается стойкость инструментов и чистота
поверхности, образуется короткая ломкая стружка, что особо важно при
изготовлении деталей на станках-автоматах.
В зависимости от химического состава сталь делится на 6 групп: уг-
леродистая сернистая (марки стали AU; А12; А20; АЗО; Л35; А40Г); угле-
родистая свннецсодержащая (марка АС40); углеродистая сернистоселе-
нистая (марки Л35Е и А45Е); хромистая сернистоселепистая (Л40ХЕ);
сернистомарганцовистая свннецсодержащая (АС14; АС35Г2; АС45Г2); леги-
рованная свинецсодержащая (АС12ХН; АС14ХГН; АС19ХГН; АС20ХГНМ;
АСЗОХМ; АС38ХГМ; АС40ХГНМ).
По видам обработки сталь делится на горячекатаную, калиброванную
и круглую со специальной отделкой — серебрянку; по состоянию матери-
ала сталь поставляется без термической обработки, термически обработан-
ная — Т и нагартованная — Н (для калиброванной стали н серебрянки).
В зависимости-от назначения горячекатаная сталь делится на группы; а —
для горячей обработки давлением; б — для холодной механической обра-
ботки (точения, строгания, фрезерования и т. п.); в—для холодного
волочения.
Сортамент горячекатаной стали определяется; круглой — по ГОСТ
2590—-71, квадратной — по ГОСТ 2591—71, шестигранной —по
ГОСТ 2879—69 (стр. 50), калиброванной круглой — по ГОСТ 7417—75,
квадратной — по ГОСТ 8559—75, шестигранной — по ГОСТ 8560—67
(стр. 52), серебрянки — по ГОСТ 14955—69. Горячекатаная сталь вы-
пускается размером до 100 мм, а калиброванная — до 60 мм.
Механические свойства горячекатаной и калиброванной термически
не обработанной углеродистой сернистой, а также сернистомарганцовистой
свинецсодержащей стали приведены в табл. II-13.
36
11-13. Механические свойства некоторых марок конструкционной стали
повышенной и высокой обрабатываемости резаинем (по ГОСТ 1414—75)
Группа стали Марка стали Размер, мм Вид обработки 3Т> кге/мм2 кгс/мм2 5., % НВ не более
не менее
Углеро- АП Все размеры Горячекатаная без 42 22 160
диетая А12 термической обра- — 42 22 160
сернистая А20 ботки — 46 20 168
АЗО — 52 15 185
А35 52 15 201
А40Г — 60 11 207
АП Все размеры Калиброванная 40- 50 10 207
А12 30 и менее нагартованная — 52 7 217
А12 Свыше 30 47 7 217
А20 Все размеры — 54 7 217
АЗО 55 6 223
А35 — 58 6 229
Сернисто- АС14 Все размеры Горячекатаная без 42 20 170
марганцо- вистая свннецсо- термообработки
Калиброванная 40 50 10 207
держащая нагартованная
Пример условного о бозначения горячекатаной
круглой стали диаметром 48 мм, обычной точности проката В, легирован-
ной свинецсодержащей марки АСЗОХМ, для горячей обработки давлением
(подгруппа а), поставляемой в термически обработанном состоянии Т:
48—В ГОСТ 2590—71
Круг АСЗОХМ—а—Т ГОСТ 1414—75 ‘
ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ СТАЛЬ
Легирующие элементы существенно влияют на физические, механи-
ческие, химические и технологические свойства стали. При введении их
в состав стали могут повышаться ее упругие свойства (кремний, хром),
вязкость (никель и др.), устойчивость против коррозии и кислотоупор-
ность (хром, никель, марганец, молибден, титан), жаростойкость и жаро-
прочность (хром, никель, алюминий и др.). Хром, никель, молибден, воль-
фрам, ванадий, кремний, марганец повышают прокаливаемость стали,
что дает возможность получить однородную структуру и повысить в ре-
зультате термической обработки механические свойства деталей значи-
тельно большего сечения по сравнению с деталями из углеродистой стали.
В обозначении марки стали первые две цифры указывают среднее
содержание углерода в сотых долях процента. Буквы за цифрами обозна-
чают: С — кремний, Г — марганец, X — хром, Н — никель, Т — титан,
В — вольфрам, Ф — ванадий, М — молибден, Ю — алюминий, Р — бор,
Ц — цирконий, К — кобальт, Д — медь. Цифры, стоящие после букв,
указывают примерное содержание соответствующего элемента в процентах
(если в марке содержится до 1,5% элемента, то цифра не ставится).Марки
высококачественной стали имеют в конце букву А.
37
Низколегированная сталь. Сталь низколегированная сортовая и фасон-
ная изготовляется по ГОСТ 19281—73, толстолистовая и широкополосная
универсальная — по ГОСТ 19282—73. Стандарты распространяются на сталь,
применяемую в строительстве и машиностроении для сварных металлических
конструкций и используемую в изделиях в основном без термообработки.
Низколегированная сталь может применяться и для несварных конструкций.
В зависимости от нормируемых механических свойств она поставляется
по 15 категориям.Для категории 1 нормируется только химический состав,
для категории 2 — химический состав и механические свойства при рас-
тяжении и изгибе в холодном состоянии для категории 3 — химический
состав, указанные механические свойства и ударная вязкость при темпе-
ратуре + 20°С. Остальные категории отличаются по нормированию удар-
ной вязкости при отрицательных температурах (от—20 до —70° С) и нор-
мированию ударной вязкости после Механического старения при темпе-
ратурах от + 20 до — 70° С.
По форме, размерам и предельным отклонениям сталь сортовая и
фасонная должна соответствовать требованиям ГОСТ 2590—71,ГОСТ 2591 —
71, ГОСТ 8509—72, ГОСТ 8510—72, ГОСТ 8239—72, ГОСТ 8240—72, а
сталь листовая полосовая и широкополосовая — ГОСТ 19903—74, ГОСТ
19904—74 и ГОСТ 103—76.
, Марки и механические свойства сортовой и фасонной низколегиро-
ванной стали ГОСТ 19281—73 приведены в табл. 11-14. Сталь низколегиро-
ванная толстолнстовая н широкополосная по ГОСТ 19282—73 указанных
в табл. 11-14 марок отличается от сортовой и фасонной несколько более
высокими механическими свойствами в основном по ударной вязкости при
отрицательных температурах.
П-14. Механические свойства низколегированной сортовой и фасонной стали
(ГОСТ 19281—73)
Марка стали Толщина проката, мм зЕ, кгс/мм2 зт, кгс/мм2 5». % он, кгс«м/см2, при температуре, °C
+20 -40 -70
не менее
09Г2, 09Г2Д 4 31 ._
5—9 10—20 45 31 31 21 — 4 3 3 3
21—32 30 — 3 —
14Г2 4 47 34 .
5—9 47 34 — 3,5 3,5
10—20 46 33 3 3
21—32 46 33 — 3 —
09Г2С, 09Г2СД 4 50 35
5—9 50 35 6,5 4 3,5
10—20 48 33 6 3,5 3
21—32 47 31 21 6 3,5
33—60 46 29 6 3,5
61—80 45 28 6 3,5
Св. 80 до 160 44 27 6 3,5 —•
38
Продолжение-табл. 11-14
Марка стали Толщина ' проката, мм 7g, кгс/мм2 5Т, кгс/мм2 5„ % аи, кгс’М/см2, при температуре, °C
+20 —40 —70
не меиее
10Г2С1, 10Г2С1Д 4 5—9 10—20 21—32 33—60 61—80 81—100 50 50 49 48 46 44 44 36 35 34 33 33 30 30 21 6,5 6 6 6 6 6 4 3 3 3 3 3 3 2,5
15ГФ, 15ГФД 4 5—9 10—20 21—32 52 52 49 47 38 38 35 33 21 — 4 3 3 —
15Г2СФ, 15Г2СФД, 10Г2Б 4 5—9 10—20 56 40 18 — 4 3,5 —
10Г2БД 4 5—9 10 52 38 21 — 4 3 —
10ХСНД 4 5—9 10—15 54 40 19 — 5 4 3,5 3
15ХСНД 4 5—9 10—20 21—32 50 50 48 48 35 35 33 33 21 — 4 3 3 3,5 3
10ХНДП 4 5—9 48 35 20 — 4 —
Пример размером 50 X гории 2: условного обозначения угловой равнобокой 50 X 3 мм по ГОСТ 8509—72 из стали марки 09Г2 Уголок равнобокий 50 / 50 /3 ГОСТ 8509—72 стали кате-
Пример X 2000 мм по 09Г2—2 ГОСТ 19281—73 условного обозначения листа ГОСТ 5681—57 из стали марки 09Г2 5/1000 / 2000 ГОСТ 5681—57 Лист 09Г2_4 ГОст 19282—73 размером 5 X 1000 X категории 4: •
39
Легированная конструкционная сталь по ГОСТ 4543—71. Стандарт
распространяется на легированную конструкционную горячекатаную и
кованую сталь диаметром или толщиной до 250 мм, калиброванную сталь
и серебрянку, применяемую в термически обработанном состоянии и постав-
ляемую в прутках, полосах и мотках. В зависимости от химического состава
и свойств сталь делится на категории: качественная, высококачественная —
А, особовысококачественная — Ш (сталь электрошлакового переплава),
а в зависимости от основных легирующих элементов — на группы: хро-
мистая, марганцовистая, хромомарганцовая и т. д. Основные механические
свойства стали по ГОСТ 4543—71 приведены в табл. 11-15, а примерные об-
ласти использования легированных конструкционных сталей — в табл.
П-16.
Л-15. Основные механические свойства термически обработаивой легированной
конструкционной стали (по ГОСТ 4543—71)
Группа стали Марка стали ат, кгс/мм8 °в> ! кгс/мм* 5. % <₽. % S Q S . О « Ь О X Размеры се- чения загото- вок для термо- обработки (диаметр круга или сторона
ие менее квадрата), мм
15Х 15ХА 50 70 12 45 7 15
20Х 65 80 11 40 6 1’5
ЗОХ 70 90 12 45 7 15
Хромистая ЗОХРА 130 160 9 40 5 —
35Х 75 93 11 45 7 25
38ХА 80 95 12 50 9 25
40Х 80 100 10 45 6 25
45Х 85 105 9 45 5 25
50Х 90 НО 9 40 4 25
15Г 25 42 26 55 25
20Г 28 46 24 50 — 25
25Г 30 50 22 50 9 25
ЗОГ 32 55 20 45 8 25
35Г 34 57 18 45 7 25
40Г 36 60 17 45 6 25
Марганцовистая 45Г 50Г 38 40 63 66 15 13 40 40 5 4 25 25
10Г2 25 43 22 50 — 25
30Г2 35 60 15 45 —— 25
35Г2 37 63 13 40 25
40Г2 39 67 12 40 — 25
45Г2 41 70 11 40 1 25
50Г2 43 75 11 35 — 25
18ХГ 75 90 10 40 ___ 15
18ХГТ 90 100 9 50 8
20ХГР 80 100 9 50 8 15
27ХГР 120 140 8 45 6 15
Хромомарганцовая 25ХГТ 100 130 9 45 6
ЗОХ ГТ 130 150 9 40 6
40ХГТР 80 100 11 45 8 25
35ХГФ 80 93 14 55 8 25
25ХГМ ПО 120 10 45 8 —
40
Продолжение табл. 11-15
Группа стали Марка стали ат, кгс/мм2 °В. кгс/мм2 г, % % ‘А : ан, | кгс-м/см8 Размеры се- чения загото- вок для термо- обработки (диаметр круп
не менее квадрата), мм
ззхс 70 90 13 50 8 25
Хромокремнистая 38ХС 75 95 12 50 7 25
40ХС ПО 125 12 40 3,5 25
15ХМ 28 45 21 55 12 30
20ХМ 60 80 12 50 9 15
ЗОХМ 75 95 11 45 8 15
Хромомолибденовая и ЗОХМА 75 95 12 50 9 15
хромомолибденова- 35ХМ 85 95 12 45 8 25
надиевая 38 ХМ 90 100 11 45 7 25
ЗОХЗМФ 85 100 12 55 10 25
40ХМФА 95 105 13 50 9 25
Хромованадиевая 15ХФ 55 75 13 50 8 15
40ХФА 75 90 10 50 9 25
Никельмолибденовая 15Н2М (15НМ) 65 85 11 50 8 15
20Н2М (20НМ) 70 90 10 50 8 15
20ХН 60 80 14 50 8 15
40ХН 80 100 11 45 7 25
45ХН 85 105 10 45 7 25
50ХН 90 ПО 9 40 5 25
Хромоникелевая и 20ХНР 100 120 10 50 9 15
хромоникелевая 12ХН2 60 80 12 50 9 15
с бором 12ХНЗА 70 95 И 55 9 15
20ХНЗА 75 95 12 55 11 15
12Х2Н4А 95 115 10 50 9 15
20Х2Н4А ПО 130 9 45 8 15
ЗОХНЗА 80 100 10 50 8 25
20ХГСА 65 80 12 45 7 15
25ХГСА 85 НО 10 40 6 15
ЗОХ ГС 85 НО 10 45 4,5 25
Хромокремиемарган- ЗОХГСА 85 НО 10 45 5 25
цовая и хромокремне- 35ХГСА (при изо-
марганцовоникелевая термической
закалке) 130 165 9 40 4 —
30ХГСН2А
(ЗОХГСНА) 140 165 9 45 6 —
Хромомарганцово- 15ХГН2ТА
никелевая и хромо- (15ХГНТА) 75 95 11 55 10 15
марганцовоникелевая 20ХГНР НО 130 10 50 9 15
с титаном и бором 20ХГНТ£ 100 120 9 50 8 15
38ХГН 70 80 12 45 10 25
41
Продолжение табл. П-15
Группа стали Марка стали ат, кгс/мм2 gKW/OJM 5. % % ан. ' КГС’М/СМ2 Размеры се- чения загото- вок для тер- мообработки (диаметр круга
ие менее квадрата) мм
14Х2НЗМА 90 100 10 45 8 15
20ХН2М (20ХНМ) 70 90 II 50 8 15
30ХН2МА
(ЗОХНМА) 80 100 10 45 8 15
38Х2Н2МА
(38ХНМА) 95 110 12 50 8 25
Хромоникельмолиб- 40ХН2МА 95 НО 12 50 8 25
деновая (40ХНМА) 85 100 12 55 10 25
40Х2Н2МА
(40Х1НВА) 95 по 10 45 8 25
38XH3MA 100 но 12 50 8 25
18Х2Н4МА 85 115 12 50 10 15
(18Х2Н4ВА) 80 105 12 50 12 15
25Х2Н4МА
(25Х2Н4ВА) 95 ПО 11 45 9 25
30ХН2МФА 80 90 10 40 9 25
36Х2Н2МФА
Хромоникельмолибде- (36ХН1МФА) ПО 120 12 50 8 25
нованадиевая и хро- 38ХНЗМФА НО 120 12 50 8 25
моникельванадиевая 45ХН2МФА 130 145 7 35 4 —
(45ХНМФА)
20ХН4ФА 70 90 12 50 10 25
Хромоалюмин новая 38Х2Ю (38ХЮ) 75 90 10 45 8 30
и хромоалюминиевая 38Х2МЮА
с молибденом (38ХМЮА) 85 100 14 50 9 30
ГОСт\мЗМ 7(Ч а Н И * Режимы термообработки- различных марок стали приведены в
П-16. Применение легированных конструкционных сталей
Группа стали Марка стали Область применения
Хромистая цементуемая Хромистая улучшаемая 15Х, I5XA, 20Х ЗОХ, ЗОХРА, 35Х, 38ХА, 40Х. 45Х, 50Х Для небольших деталей, рабо- тающих на износ в условиях трения, при средних удельных давлениях и скоростях После нормализации, улучше- ния, поверхностного упрочнения ТВЧ или цианирования для изготовления нагруженных дета- лей, работающих в условиях средних и высоких удельных давлений и скоростей при отсут- ствии ударных нагрузок
42
Продолжение табл. П-16
Группа стали Марка стали Область применения
Марганцовистая цементу- емая 15Г, 20Г, 25Г После цементации или циани- рования для изготовления дета- лей, от которых требуется вы- сокая поверхностная твердость
Марганцовистая улучша- емая, повышенной проч- ности, вязкости и повы- шенного сопротивления износу (по сравнению с углеродистой сталью ана- логичных марок) ЗОГ, 35Г, 40Г, 45Г, 50Г, 30Г2, 35Г2, 40Г2, 50Г2 После закалки и отпуска для изготовления различных деталей, работающих на износ под дей- ствием повышенных нагрузок
Хромомарганцовая цемен- туемая 18ХГ, 18ХГТ, 20ХГР, 27ХГР, 25ХГТ, ЗОХГТ, 25ХГМ Для изготовления ответственных деталей, работающих при боль- ших скоростях, средних и высо- ких удельных давлениях при наличии ударных нагрузок
Хромомарганцовая повы- шенной прочности, изно- состойкости и прокали- ваемое™ 35ХГФ, 40ХГТР После улучшения или поверх- ностного упрочнения ТВЧ для изготовления деталей, работаю- щих при средних удельных дав- лениях и скоростях
Хромокремнистая ЗЗХС, 38ХС, 40ХС После закалки и отпуска для изготовления небольших дета- лей, работающих в условиях повышенных напряжений и зна- копеременных нагрузок
Хромомолибденовая Хромованадиевая 15ХМ, 20ХМ 15ХФ После цементации, закалки и отпуска для изютовления дета- лей, работающих на трение и требующих повышенной проч- ности и вязкости сердцевины
Хромомолибденовая и хромомолибденованадие- вая высокой прочности и вязкости ЗОХМ, ЗОХМА, 35ХМ, 38ХМ, ЗОХЗМФ, 40ХМФА После закалки и отпуска для изготовления высоконагружен- ных деталей
Хромованадиевая 40ХФА После улучшения для изготов- ления деталей сравнительно не- большого размера, работающих на трение и требующих по сравнению с углеродистой сталью повышенной прочности
Никельмолибденовая по- вышенной прочности, вязкости и прокаливае- мое™ 15Н2М, (15НМ), 20Н2М (20НМ) После цементации, закалки и отпуска для изготовления ответ- ственных деталей, работающих в условиях ударных и знакопе- ременных нагрузок
43
Продолжение табл. П-16
Группа стали Марка стали Область применения
Хромоникелевая и хромо- 20ХН, 20ХНР, После цементации, закалки и
никелевая с бором повы- 12ХН2, 12ХНЗА, отпуска для изготовления круп-
шейной прочности, вяз- 12Х2Н4А, иых особо ответственных тяже-
кости и прокаливаемое™ 20Х2Н4А лоиагружениых деталей, от ко- торых требуется высокая поверх- ностная твердость, повышенная прочность и вязкость сердцевины
Хромоникелевая высо- 40ХН, 45ХН, После нормализации, улучше-
кой прочности, повышен- ной вязкости и глубокой прокаливаемости 50ХН, ЗОХНЗА иия, закалки, низкого отпуска и поверхностного упрочнения ТВЧ для изготовления крупных ответственных деталей, работаю- щих в условиях высоких удель- ных давлений и скоростей при наличии ударных нагрузок
Хромокремнемарганцовая 20ХГСА, 25ХГСА, После закалки с низким или
(а также хромокремне- ЗОХГСА, ЗОХГС, высоким отпуском для изготов-
марганцовоникелевая) по- 35ХГСА, ления деталей, работающих в
вышениой прочности, вяз- кости и износостойкости (30ХГСН2А) условиях износа, а также от вет- ственных сварных конструкций, работающих при знакоперемен- ных нагрузках при температу- рах до +300° С
Хромомарганцовоникеле- 15ХГН2ТА, После цементации, закалки и
вая с титаном и бором 20ХГНР, отпуска (а иногда и без цемен-
повышенной прочности, вязкости и прокаливае- мости 20ХГНТР тации) для изготовления ответ- ственных тяжелонагружениых деталей, работающих при сред- них, а также больших скоростях и при наличии ударных нагрузок
Хромомарганцрвоникеле- вая высокой прочности, вязкости и прокаливае- мости 38ХГН После улучшения, закалки х низким отпуском или поверхно- стного упрочнения нагревом ТВЧ для изготовления крупных ответственных тяжелонагружен- ных деталей сложной формы, работающих прн наличии удар- ных нагрузок
Хромон икел ьмолибдено- 14Х2НЗМА, После цементации, закалки и
вая (ванадиевая) высокой 20ХН2М отпуска для изготовления особо
прочности, вязкости и (20ХНМ), ответственных тяжелонагружеи-
глубокой прокаливаемо- 18Х2Н4МА ных деталей наиболее крупных
тти (18Х2Н4ВА), 25Х2Н4МА сечений (за исключением 20ХНМ), работающих при боль-
(25Х2Н4ВА) ших скоростях с наличием виб- рационных и динамических на- п?узок Стали марок 25Х2Н4МА и 25Х2Н4ВА ограниченно могут применяться в улучшенном со- стоянии
44
Продолжение табл. 11-16
Группа стали Марка стали Область применения.
Хромоникельмолибдено- 30ХН2МА После улучшения для изготсв-
вая (вольфрамовая, ваиа- (30 X НМ А), ления крупных особо ответст-
диевая) высокой прочно- 38Х2Н2МА венных тяжелонагруженных де-
сти, вязкости, пластич- ности и прокаливаемссти (38ХНМА), 40ХН2МА (40ХНМА), 40Х2Н2МА (40X1НВА), 38XH3MA, 30ХН2МФА (30ХН2ВФА), 36Х2Н2МФА (36ХН1МФА), 38ХНЗМФА, 45ХН2МФА (45ХНМФА) талей сложной конфигурации
Хромоалюминиевая и хро- . 38Х2Ю (38ХЮ), Для изготовления деталей, к
моалюминиевая с молиб- 38Х2МЮА которым предъявляются требо-
деном, азотируемая с по- вышенной прочностью и вязкостью сердцевины (38 ХМ Ю А) вания особо высокой поверхно- стной твердости и износоустой- чивости, повышенного предела усталости и малой деформации при термической обработке
ПРУЖИННАЯ СТАЛЬ
Рессорно-пружинная сталь (по ГОСТ 14959—69). Основными требо-
ваниями, предъявляемыми к рессорно-пружинной стали, являются вы-
сокие пределы упругости и усталости. Достигаются эти свойства в резуль-
тате специальной термической обработки, заключающейся в закалке и по-
следующем отпуске при температуре 400—520° С (в зависимости от марки
стали).
Основные механические свойства этой стали после указанной термо-
обработки приведены в табл. II-17, а примерное назначение — в табл. 11-18.
П-17. Режимы термической обработки и механические свойства
рессорно-пружиниой стали (по ГОСТ 14959—69)
Рекомендуемый режим те|5Тйчческой обработки Механические свойства
Марка стали Темпера- тура за- калки, °C °т °п. г. % ?. %
Закалочная среда тура отпуска, кгс/мм2 В’ кгс/мм2
°C не менее
65 840 Масло 480 80 100 10 35
70 830 » 480 85 105 9 30
75 820 » 480 90 НО 9 30
85 820 480 100 115 8 30
60Г 840 » 480 80 100 8 30
45
ПроЭолжениг табл 11-17
Рекомендуемый режим термической обработки Механические свойства
Марка стали Темпера- тура за- калки, °C Темпера- °В’ % <р, %
Закалочная среда . тура отпуска, кгс/мм2 кгс/мм2
ие меиее
65Г 830 Масло 480 80 100 8 30
70Г 830 » 480 85 105 7 25
55ГС 820 » 480 80 100 8 30
50С2 870 Масло или вода 460 ПО 120 6 30
55С2 870 То же 460 120 130 6 30
55С2Л 870 . » » 460 120 130 6 30
60С2 870 Масло 460- 120 130 6 25
60С2А 870 » 420 140 160 6 20
70СЗА 860 » 460 160 180 6 25
50ХГ 840 » 440 ПО 130 7 35
50ХГА 840 440 120 130 7 35
55ХГР 830 » 450 125 140 5 30
50ХФА 850 » 520 ПО 130 8 35
50ХГФА • 850 » 520 120 130 6 35
60С2ХФА 850 410 170 190 5 20
50ХСА 850 520 120 135 6 30
65С2ВА 850 » 420 170 190 5 20
60С2Н2А 880 » 420 160 175 6 20
60С2ХА 870 » 420 160 180 5 20
60СГА 860 » 460 140 160 6 25
П-18. Применение ргссорио-пружинной стали
Группа стали Марка стали Область применения
Углеродистая 65, 70, 75, 85 Круглые пружины из проволоки диа- метром до 15 мм, плоские пружины и рессоры
Марганцовистая и крем- немарганцовистая 60Г, 65Г, 70Г, 55ГС Пружины из проволоки диаметром до 20 мм, плоские пружины и рессоры толщиной до 14 мм
Кремнистая 50С2, 55С2, 55С2А, 60С2, 60С2А, 70СЗА Плоские пружины и рессоры толщиной до 16—18 мм, круглые пружины, ра- ботающие при температуре до 250° С, нагруженные пружины ответственного назначения (70СЗА)
Хромомарганцовистая 50ХГ, 50ХГА Пружины из проволоки диаметром до 25 мм
Хромованадиевая и хро- мокремневанадиевая' 50ХФА, 50ХГФА Ответственные пружины из проволоки диаметром до 20 мм и рессоры, рабо- тающие при температуре до 300° С
46
Продолжение табл. H-fS
Группа стали Марка стали Область применения
Хромокремнистая 60С2ХА Крупные высоконагруженные пружины из проволоки диаметром до 20—25 мм, рессоры ответственного назначения
Хромокремневанадиевая 60С2ХФМ Весьма ответственные и высокоиагру- женные пружины из прутков диамет- ром более 20 мм и рессоры; прокали- ваемость при закалке в масло до диа- метра 50 мм
Вольфрамокремнистая 65С2ВА Весьма ответственные пружины и рес- соры, работающие при температуре до 350° С
Никельхромистая 60С2Н2А Особо ответственные пружины и рес- соры
Сортамент рессорно-пружинной стали определяется по ГОСТ 7419—74.
Проволока стальная углеродистая пружинная (по ГОСТ 9389—6С),
Стандарт распространяется на стальную углеродистую холоднотянутую
проволоку, применяемую для изготовления пружин, навиваемых в холод-
ном состоянии и не подвергаемых закалке. Стандартом устанавливаются
четыре класса проволоки: I, II, ПА и III. Сортамент и временное сопро-
тивление ав, кгс/мм2, проволоки в зависимости от диаметра и класса при-
ведены в табл. П-27.
ВЫСОКОЛЕГИРОВАННЫЕ КОРРОЗИОННОСТОЙКИЕ,
ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ ДЕФОРМИРУЕМЫЕ
СТАЛИ И СПЛАВЫ (ПО ГОСТ 6632—72)
Деформируемые высоколегированные стали • и сплавы на железонике-
левой и никелевой основе по ГОСТ 5632—72 подразделяются на три груп-
пы: 1 — коррозионностойкие (нержавеющие) стали, стойкие против
электрохимической коррозии (атмосферной, щелочной, кислотной, соле-
вой и др.); II — жаростойкие (окалиностойкие) стали и сплавы, стойкие
против химического разрушения поверхности в газовых средах при темпе-
ратурах выше 5509 С, работающие в ненагруженном или слабонагружен-
ном состоянии; III —жаропрочные стали и сплавы, работающие в нагру-
женном состоянии при высоких температурах в течение определенного
времени и обладающие при этом достаточной окалиностойкостыо.
Некоторые марки стали по ГОСТ 5632—72 относятся к двум группам
(I и II, I и 111- или II и 111), а стали 12Х13,12Х18Н9Т, 12Х18Н9Т,
12Х18Н10Т и 12Х18Н12Т — к трем группам с преимущественным при-
менением в качестве коррозионностойких. Основной и обязательной харак-
теристикой рассматриваемых сталей и сплавов является химический со-
став. Примерное их назначение указано в ГОСТ 5632—72, а также в соот-
ветствующих литературных источниках [3. 15].
Сортовая коррозионностойкая, жаростойкая . и жаропрочная сталь с
химическим составом по ГОСТ 5632—72 поставляется согласно ГОСТ 5949—
75 в виде горячекатаных и кованых полос и прутков диаметром или толщи-
ной до 200 мм и при диаметре или толщине до 60 мм обладает механическими
свойствами, приведенными в табл. II-19, в которой также показано приме-
нение сталей по группам.
47
П-19. Механические свойства н применение высоколегированной
коррозиониостойкой, жаростойкой и жаропрочной стали
Марка стали S с* V О) С Группы
X X ^2 С?
по ГОСТ 5632—72 по ГОСТ 5632—61 ь £ О X х Е ‘ <3 X 1 11 Ill
S 6 03 £ не меиее
15X5 Х5 о 40 17 24 50 10 _ 4-4- 4-
40Х9С2 4Х9С2 о 75 50 15 35 — — 4-4- 4-
40X10С2М 4Х10С2М 3 95 75 10 35 2 — -I F 4-
20X13 2X13 3 66 45 16 55 8 4—и —— 4-
30X13 8X13 3 Т вердость И RC 48 4- — —
40X13 4X13 3 Твердость HRC 50 4- — —
30Х13Н7С2 3X13H7C2 3 120 80 8 25 2 4- —
14Х17Н2 1Х17Н2 3 ПО 85 10 30 5 4-4- 4-
95X18 9X18 3 Т в е р д о с т ь Н RC 55 4- — —
15Х6СЮ Х6СЮ О 45 25 20 40 — 4- —
12X13 1X13 3 60 42 20 60 9 4-4- 4- 4-
10Х13СЮ 1Х12СЮ О 50 35 15 60 — 4- —
08X13 0X13 3 60 42 20 60 10 4- 4-
12X17 Х17 О 40 25 20 50 —— 4-4- 4- —
15Х18СЮ Х18СЮ о 50 30 20 50 — 4- —
15Х25Т Х25Т о 45 30 20 45 — 4- 4-4- —
15X28 Х28 О 45 30 20 45 — 4- 4-4- —
20Х13Н4Г9 2Х13Н4Г9 3 65 25 35 55 —- 4- —
09X15Н8Ю Х15Н9Ю н 120 90 10 45 4 —— —
09Х17Н7Ю1 0Х17Н7Ю1 3 85 75 12 40 5 + — —
08Х20Н14С2 0X20HI4C2 3 55 25 40 50 10 4- —
20Х20Н14С2 Х20Н14С2 3 60 30 35 55 — — .+ —
08Х22Н6Т 0Х22Н5Т 3 60 35 20 45 —— + —
12X21Н5Т 1Х21Н5Т 3 70 35 16 45 6 4- — —
08X21Н6М2Т 0Х21Н6М2Т 3 60 35 25 45 — 4- — —
20Х23Н13 Х23Н13 3 50 30 35 50 __ 4- —
10Х14Г14Н4Т Х14Г14НЗТ 3 65 25 35 50 — 4- —
12Х17Г9ЛН4 Х17Г9ЛН4 3 70 35 40 55 —- 4- — —
10Х17Н13М2Т XI7H13M2T 3 52 22 40 55 — 4- —
08Х17Н15МЗТ 0Х17Н16МЗТ 3 50 20 35 45 —- • 4- — —
04Х18Н10 00Х18Н10 3 45 16 40 55 —- + — —.
08Х18Н10 0Х18Н10 3 48 20 40 55 —- 4—F 4- —.
12X18Н9 Х18Н9 3 50 20 45 55 — 4-4- 4- —
17Х18Н9 2X18Н9 3 58 22 40 55 — 4- — —.
12Х18Н9Т Х18Н9Т 3 55 20 40 55 — 4-4- 4- 4-
08Х18Н10Т 0Х18Н10Т 3 50 20 40 55 — 4-4- 4-
I2X18H10T Х18Н10Т 3 52 20 40 55 — 4-4- 4—1- 4- +
12Х18Н12Т Х18Н12Т 3 55 20 40 55 —- 4- +
08Х18Н12Б 0Х18Н12Б 3 50 18 40 55 — 4- — —
36Х18Н25С2 4Х18Н25С2 3 65 35 25 40 — 4- —
20Х23Н18 Х23Н18 3 50 20 35 50 — —- 4-4- 4-
12Х25Н16Г7АР Х25Н16Г7АР 3 70 33 40 45 — — 4-4- 4-
20Х25Н20С2 Х25Н20С2 . 3 60 30 35 50 — — 4-
09X16Н4Б 1Х16Н4Б 3 120 90 8 40 6 4- — —.
08Х17Н13М2Т 0Х17Н13М2Т 3 50 20 40 50 4- — —
10X17H13M3T X17H13M3T 3 54 20 40 55 — 4- — —
Примечания: I. В графе «Вид термической обработки» введены следующие обоз-
начения: О — отжиг; Н — нормализация* 3 — закалка и отпуск.
2. ВиД термической обработки и механические свойства даны в соответствии а
48
Продолжение табл. 11-19
ГОСТ 5949—75 дСталь сортовая и калиброванная коррозиоииостойкая « жаростойкая». Ре-
жимы термообработки приведены в указанном стандарте.
3. Группами обозначено назначение стали: I — коррозионностойкая; II — жаростойкая;
III—жаропрочная. Знак «4-> обозначает применение стали по данному назначению, знак
— преимущественное ппнмененне. Использование стали показано в соответствии с
ГОСТ 5632—72 «Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и
жаропрочные». *
ОТЛИВКИ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ
Отливки из конструкционной нелегированной и легированной стали
(ГОСТ 977—75) в зависимости от назначения и требований, предъявляе-
мых к деталям, делятся на три группы: I — отливки общего назначения для
деталей, конфигурация и размеры которых определяются только конструк-
тивными и технологическими соображениями; 11 —отливки ответственного
назначения для деталей, рассчитываемых на прочность и работающих при
статических и циклических нагрузках; Ш — отливки особого ответствен-
ного назначения для деталей, рассчитываемых на прочность и работающих
при динамических ударных нагрузках. При поточно-массовом конвейер-
ном производстве разделение отливок по группам не производится. В табл.
П-20 и 11-21 приведены марки и механические свойства стали для отливок
с толщиной стенок до 100 мм.
П-20. Механические свойства отливок из конструкционной нелегированной
и легированной стали после нормализации или нормализации с отпуском
(по ГОСТ 977—75)
Марка стали аТ» кгс/мм* gWK/DJM ‘во % ‘*2 % -Ф а„, КГС-м/СМ2 Марка стали ’й о 1 СТВ’ : КГС/ММ2 % Ч Ф. % о s’ - о X U О X
не менее не менее
15Л 20 40 24 35 5,0 20Г1ФЛ 35 55 17 25 5,0
20Л 22 42 22 35 5,0 08ГДНФЛ 35 45 18 30 5,0
25Л 24 45 19 30 4,0 ЗОХГСФЛ 40 60 15 25 3,5
ЗОЛ 26 48 17 30 3,5 зогсл 35 60 14 25 3,0
35Л 28 50 15 25 3,5 35ХГСЛ 35 60 14 25 3,0
40Л 30 53 14 25 3,0 13ХНДФТЛ 40 50 18 . 30 5,0
45Л 32 55 12 20 3,0 20ДХЛ 40 50 12 30 3,0
50Л 34 58 11 20 2,5 35ХМЛ 40 60 12 20 3,0
55Л 35 60 10 18 2,5 45ФЛ 40 60 12 20 3,0
20ГЛ 30 55 18 25 5,0 12ДН2ФЛ 55 65 12 20 3,0
20ФЛ 30 55 18 35 5,0 ЗОХНМЛ 55 70 12 20 3,0
35ГЛ 30 55 12 20 3,0 12ДХН1МФЛ 65 80 12 20 3,0
Примечания: 1. В обозначении марки стали первые две цифры указывают среднее
содержание углерода в сотых долях процента; цифры, следующие за буквенным обозначе-
нием. — среднее содержание элемента в процентах; буквенные обозначения элементов см.
стр. 37; Л — литейная.
2. Режимы термической обработки указаны в приложении к ГОСТ 977—75.
3. Отливки из стали марок 35ХМЛ и ЗОХНМЛ производятся только для специальных
целей.
49
П-21. Механические свойства отливок из конструкционной нелегированной
и легированной стали после закалки и отпуска (но ГОСТ 977—75)*
Марка стали ат, ' КГС/ММ2 ав кгс/мм3 г4, % % ‘Ф 1 ‘“о Марка стали 3Т’ кгс/мм2 СТВ’ кгс/мм8 % ‘Ф “и- кгс-м/см2
не менее не меиее
25Л 30 50 22 33 3,5 20ХГСНДМЛ 50 65 12 20 4,0
ЗОЛ 30 50 17 30 ' 3,5 45ФЛ 50 70 12 20 3,5
35Л 35 55 16 20 3,0 20ДХЛ 55 65 12 30 4,0
40Л 35 55 14 20 3,0 35ХМЛ 55 70 12 25 4,0
45Л 40 60 10 20 2,5 35НГМЛ 60 75 12 25 4,0
50Л 40 75 14 20 3,0 35ХГСЛ 60 80 10 20 4,0
55Л 47 86 15 20 2,5 ЗОХГСФЛ 60 80 14 25 4,5
35ГЛ 35 60 14 30 5,0 зохнмл 65 80 10 20 4,0
ЗОГСЛ 40 65 14 30 5,0 12ДН2ФЛ 65 80 12 25 4,0
32Х06Л 45 65 10 20 5,0 12ДХН1МФЛ 75 100 10 20 3,0
40ХЛ 50 65 12 25 4,0 23ХГС2МФЛ НО 130 6 25 4,0
25Х2Г2ФЛ 120 140 5 25 4,0
♦ См. Примечания к табл. П-20.
Примеры условных обозначений:
Отливки II группы, из стали марки 25Л —
Сталь 25Л — 11 ГОСТ 977—75;
то же, III группы, из стали марки 12ДХН1МФЛ —
Сталь 12ДХН1МФЛ — 111 ГОСТ 977 — 75;
то же, при поточно-массовом конвейерном производстве, из стали марки 25Л—
Сталь 25Л ГОСТ 977—75.
4. СОРТАМЕНТ
ГОРЯЧЕКАТАНАЯ СТАЛЬ
П-22. Горячекатаная круглая (ГОСТ 2590—71), квадратная (ГОСТ 2591—71)
и шестигранная (ГОСТ 2879—69) сталь
0,302
0,395
0,499
0,616
0,746
Масса I м длины, кг
0,385
0,502
0,636
0,785
0,95
0,435
0,551
0,680
0,823
50
Продолжение табл. 11-22
12 0,888 1,13 0,979 54 17,65 ___
13 1,04 1,33 1,15 55 18,65 23,75 20,58
14 1,21 1,64' 1,33 56 . 19,33 — —
15 1,39 1,77 1,53 58 20,74 26,40 —
16 1,58 2,01 1.74 60 22,19 28,26 24,50
17 1,78 2,27 1,96 62 23,70 — —
18 2,00 2,54. 2,20 63 24,47 31,16 26,98
19 2,23 2,82 2,45 65 26,05 33,17 28,70
20 2,47 3,14 2,72 67 27,68 —
21 2,72 3,46 3,00 68 28,51 — —
22 2,98 3,80 3,29 70 30,21 38,46 33,30
23 3,26 4,15 — 72 31,96 ——
24 3,55 4,52 3,92 75 34,68 44,16 38,24
25 3,85 4,91 4,25 78 37,51 — —
26 4,17 5,30 4,59 80 39,46 50,24 43,51
27 4,50 5,72 — 82 41,46 — —
28 4,83 6,15 5,33 85 44,54 56,72 49,12
29 5,18 6,60 90 49,94 63,58 55,07
30 5,55 7,06 6,12 93 67,90 —
31 5,92 7,54 95 55,64 70,85 61,36
32 6,31 8,04 6,96 100 61,65 78,50 67,98
33 6,71 8,55 105 67,97 —
34 7,13 9,07 7,86 110 74,60 — —
35 7,55 9,62 — 115 81,54 —-
36 7,99 10,17 8,81 120 88,78
37 8,44 10,75 — 125 96,33
38 8,90 11,24 9,82 130 104,20 —-
39 9,38 11,94 — 135 112,36 —
40 9,86 12,56 10,88 140 120,84 __
41 10,36 13,20 145 —
42 10,88 13,85 11,99 150 138,72
43 11,40 — 160 157,83
44 11,94 170 178,18
45 12,48 15,90 13,77 180 199,76
46 13,05 16,61 190 222,57 —
47 13,75 200 246,62
48 14,20 18,09 15,66 210 271,89
50 15,42 19,62 16,99 220 298,40
52 16,67 21,23 18,40 230 326,15 __
53 17,32 — — 240 355,13 —
250 385,34 — —
Примечания: I. По точности прокатки изготовляют: сталь круглую и квадрат-
,ную высокой точности — А, повышенной точности — Б и обычной точности — В; сталь
шестигранную обычной н повышенной точности прокатки (в последнем случае обозна-
чается буквой П).
2. У прутков со стороной квадрата до 100 мм включительно допускается притупле-
ние углов радиусом не более 0,05 стороны квадрата. Прутки со стороной квадрата свыше
100 мм должны быть с углами, закругленными радиусом, не превышающим 0,15 стороны
квадрата.
3. Горячекатаная круглая, квадратная и шестигранная сталь изготовляется из стали
веек марок ГОСТ380—71 по техническим условиям ГОСТ 535—58, из качественной конструк-
ционной по ГОСТЮ50—74 и по техническим требованиям того же стандарта, из легиро-
51
Продолжение табл. 11-22
ванных конструкционных сталей по ГОСТ4543—71 (квадратная размером до 100 мм вклю-
чительно), а круглая и квадратная — также из низколегированной конструкционной стали
по ГОСТ 19281—73.
Примеры условного обозначения:
горячекатаной круглой стали марки СтЗ диаметром 50 мм обычной точности про-
катки —
В 50 ГОСТ 2590—71 .
КРУё СтЗ ГОСТ 535—58 '
горячекатаной стали обычной точности прокатки со стороной квадрата 50 мм, марки 30,
2-й категории, подгруппы а, без термической обработки —
Квадрат
В-50 ГОСТ 2591—71 ,
30-2-а ГОСТ 1050—74
горячекатаной шестигранной стали нормальной точности прокатки марки 40Х раз-
мером 22 мм —
22 ГОСТ 2879—69
Шестигранник lg7~ .
КАЛИБРОВАННАЯ СТАЛЬ
Калиброванная круглая сталь (ГОСТ 7417—75). Стандарт распро-
страняется иа калиброванную холоднотянутую или холоднокатаную сталь
круглого сечения диаметром от 3 до 100 мм включительно. Изготовляемые
диаметры, мм, и допускаемые отклонения по ним следующие: для диаметров
3;3,1; 3,2; 3,3; 3,4; 3,5; 3,6; 3,7; 3,8; 3,9; 4; 4,1; 4,2; 4,4; 4,5; 4,6; 4,8; 4,9;
5- 5,2; 5,3; 5,5; 5,6; 5,8; 6; 6,1; 6,3; 6,5; 6,7; 6,9; 7; 7,1; 7,3; 7,5; 7,8; 8; 8,2;
8,5; 8,8; 9; 9,2; 9,3; 9,5; 9,8; 10; 10,2; 10,5; 10,8; И; 11,2; 11,5; 11,8; 12; 12,2;
12,5; 12,8; 13; 13,2; 13,5; 13,8; 14; 14,2; 14,5; 14,8; 15; 15,2; 15,5; 15,8; 16;
16,2; 16,5; 16,8; 17; 17,2; 17,5; 17,6; 17,8; 18; 18,5; 19; 19,5; £0; £0,5; 21;
21,5; 22; 23; 24; 25; 26; 27; 28; 29; 30 допускаемые отклонения соответствуют
3-, За-, 4- и 5-му классам точности системы вала; для диаметров 31; 32; 33;
34; 35; 36; 37; 38; 39; 40; 41; 42; 44;45; 46; 48; 49; 50; 52; 53; 55; 56; 58; 60;
61’ 63; 65 — 3-, За-, 4- и 5-му классам точности системы вала; для диаметров
67; 69; 70; 71; 73; 75; 78; 80; 82; 85; 88; 90; 92; 95; 98; 100 — 4- и 5-му клас-
сам точности системы вала.
Калиброванная квадратная и шестигранная сталь изготовляется соот-
ветственно по ГОСТ 8559—75 и ГОСТ 8560—67 размерами от 3 до 65 мм
с допускаемыми отклонениями по За-, 4- и 5-му классам точности системы
вала и размерами от 70 до 100 мм включительно с допускаемыми отклонения-
ми по 4-му и 5-му классам точности системы вала.
Калиброванная сталь изготовляется по техническим требованиям
ГОСТ 1051—73, который распространяется на круглую, квадратную, шести-
гранную и прямоугольную холоднотянутую калиброванную сталь углеро-
дистую конструкционную (ГОСТ 1050—74), сталь повышенной и высо-
кой обрабатываемости (ГОСТ 1414—75), легированную конструкционную
(ГОСТ 4543—71), а также легированную и углеродистую инструментальную,
быстрорежущую, рессорно-пружинную, коррозионностойкую, жаростой-
кую и жаропрочную.
Примеры у с л овиого обозначения:
круглой калиброванной стали марки 40 диаметром 20 мм, класса точ-
ности За —
„ л 20 (За) ГОСТ 7417—75
Круг калибр. & ГОСТ 1051__73 1
52
шестигранной калиброванной стали 45 размера 25 мм, 5-го класса точ-
ности —
25—5 ГОСТ 8560—67
Шестигранник 45 Г0СТ 1051-73
ПРОКАТНАЯ ЛИСТОВАЯ И ПОЛОСОВАЯ СТАЛЬ
Прокатная полосовая сталь изготовляется по ГОСТ 103—76 (табл. П-23).
Листовая горячекатаная сталь изготовляется по ГОСТ 19903—74 в лис-
тах толщиной от 0,5 до 160 мм (табл. 11-24) и в рулонах толщиной от 1,2 до
12 мм, а сталь листовая холоднокатаная — поГОСТ 19904 — 74 в листах
толщиной от 0,5 до 5 мм (табл. 11-25) и в рулонах толщиной от 0,5 до 3 мм.
По точности прокатки сталь обеих групп подразделяется на стали по-
вышенной точности — А и нормальной точности — Б с приведенными
в указанных стандартах допускаемыми отклонениями по толщине листа,
зависящими от вида проката, толщины и ширины.
Стандартами предусмотрено также подразделение листовой стали по
плоскостности (особо высокой — ПО, высокой — ПВ, улучшенной — ПУ
и нормальной — ПН) и по характеру кромки (с необрезной кромкой —НО
и с обрезной кромкой — О).
П-23. Полоса стальная горячекатаная (по ГОСТ 103—76)
Ширина Толщина Ши рииа Толщина Ширина Толщина
11 5 32; 36 4—25 80 4—56
12; 14 4—8 40 4—32 85; 90; 95; 4—60
16; 18 4—10; 12 45 *4—36 100; 105; НО;
20 4—16 50; 55 4—40 120; 125; 130;
22 4—18 60 4—45 140; 150; 160;
25 4—20 - 63; 65 4—50 170; 180; 190;
28; 30 4—22 70; 75 4—45 200
Примечания: I. Стандарт распространяется иа стальную горячекатаную полосу
общего назначения и стальную полосу для гаек. '
2, Полосы изготовляют следующего ряда толщин: 4; 6; 7; 8; 9; 10: 11; 12; 14; 16; 18;
20; 22; 25; 28; 30; 32; 36; 40; 45; 5 0; 56; 60.
3. Поточности прокатки полосы изготовляют: повышенной точности—А; нормальной
точности — Б. Серповидность полосы не должна превышать 0,2% длины для полос 1-го
класса п 0,5% длины для полос 2-го класса.
4. Полосы общего назначения поставляют по маркам и техническим требованиям со-
гласно ГОСТ 535—58 (в том числе из углеродистой стали по ГОСТ 380—71, конструкцион-
ной — по ГОСТ .1050—74, низколегированной — по ГОСТ 19281—73 и стали легированной
конструкционной — по ГОСТ 4543—71); полосы для гаек — по маркам и техническим требо-
ваниям согласно ГОСТ 6422—76,
Примеры условных обозначений: полоса повышенной точности прокатки
А, с серповидностью по классу I, толщиной 10 мм и шириной 22 мм, из стали марки 09Г2;
Полоса
А—1 10X22 ГОСТ 103—75
09Г2 ГОСТ 535—58
53
11-24. Сортамент листовой горячекатаной
Толщина листов Ширина
600 650 700 710 750 | 800 850 900 | 950 1
Наименьшая и наибольшая
0,5—0,6 1200 1400 1420 1420
0,65—0,75 2000 2000 1420 1420
0,8; 0,9 2000 2000 1420 1420 1500 1500
1 2000 2000 1420 1420 1500 1600 1700 1800 1900
1,2—1,4 2000 2000 2000 2000 2000 2000 2000 2000 2000
1,5—2,8 2000 2000 2000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000
3,0—3,9 2000 2000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000
4,0—5,0 — — 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000
6,0; 7,0 — — 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000
8,0—10,0 — — 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000
11, 12 — — — — — — — — —
13—25
26—40
42—160
Примечания: I, Листовая горячекатаная сталь изготовляется следующего ряда
2.8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 17; 18; 19;
90; 95; 100; 105; ПО; 120; 125; 130; 140; 150; 160 мм.
2. Листы толщиной 8—12 мм изготовляются шириной до 2500 мм; толщиной 13—22 мм—
шириной до 3800 мм.
54
стали (по ГОСТ 19903—74), мм
ЛИСТОВ
| 1000 | 1100 | 1250 | 1400 | 1420 | 1500 | 1600 | 1700 | 1800 | 1900 | 2000
д.иша листов
2000
2000 2000 2500 3000
2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000
2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000
2000 6000 2000 • 6000 2000 6000 2000 6000 2000 6000 2000 6000. 2000 6000 2000 6000 2000 6000
2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000
2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 12000 3000 12000 3000 12000 3000 12000 3000 12000 3000 12000
2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 12000 3000 12000 3000 12000 3000 12000 3000 12000 3000 120Q0
25000 6500 2500 12000 2500 12000 2500 12000 3000 12000 3000 11000 3500 11000 4000 10000 4000 10000 4000 10000
— 2500 12000 2500 12000, 2500 12000 3000 12000 3000 12000 3500 12000 3500 12000 4000 12000 4000 12000
— 2500 9000 2500 9000 3000 9000 3000 9000 3000 9000 3500 9000 3500 9000 3500 9000 3500 9000
толщин: 0,50; 0,55; 0,60: 0,65; 0,70; 0,75; 0,8; 0,9; 1,0; 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5;
20; 21; 22; 25; 26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 52; 55; 60; 65; 70; 75; 80; 85;
шириной до 2800 мм; толщиной 26—40 мм — шириной до 3600 мм и толщиной 42—160 мм —
55
П-25. Сортамент листовой холоднокатаной
Толщина листов Шир ина
500 550 600 650 700 (710) 750 800 | 850 1
Наименьшая и наибольшая
0,5 1000 2500 1100 2500 1200 2500 1300 2500 1400 2500 1400 2500 1500 2500 1500 2500 1500 2500
0.55; 0.6; 0,65 1000 2500 1100 2500 1200 2500 1300 2500 1400 2500 1400 2500 1500 2500 1500 2500 1500 2500
0,7; 0,75 1000 2500 1100 2500 1200 2500 1300 2500 1400 2500 1400 2500 1500 2500 1500 2500 1500 2500
0,8; 0,9; 1,0 1000 3000 1100 3000 1200 3000 1300 3000 1400 3000 1400 3000 1500 3000 1500 3000 1500 3000
1,1; 1,2; 1,3 1000 3000 1100 3000 1200 3000 1300 3000 1400 3000 1400 3000 1500 3000 1500 3000 1500 3000
1,4; 1,5; 1,6 1.7; 1.8; 2,0 1000 3000 1100 3000 1200 3000 1300 3000 1400 3000 1400 3000 1500 3000 1500 3000 1500 3000
2,2; 2,5 1000 3000 1100 3000 1200 3000 1300 3000 1400 3000 1400 3000 1500 3000 1500 3000 1500 3000
2,8; 3,0; 3.2 1000 3000 1100 3000 1200 3000 1300 3000 1400 3000 1400 3000 1500 3000 1500 3000 1500 3000
3,5; 3,8; 3,9 4.0; 4.2; 4,5 — —• — — —- — — — —
4,8; 5.0
Примечание. Листы толщиной от 2,2 до 5 мм изготовляются шириной до 2300 мм.
стали (по ГОСТ 19904—74), мм
ЛИСТОВ
| 900 | 950 1000 1100 | 1250 1400 (1420) 1500 | 1600 1700 1800
длина л ИСТОВ
1500 3000 1500 3000 1500 3000 1500 3000
1500 3000 1500 3000 1500 3000 1500 3000 1500 3500
1500 3000 1500 3000 1500 3000 1500 3000 1500 3500 2000 4000 2000 4000
1500 3500 1500 3500 1500 3500 1500 3500 1500 4000 2000 4000 2000 4000 2000 4000
1500 3500 1500 3500 1500 3500 1500 3500 1500 4000 2000 4000 2000 4000 2000 4000 2000 4000 2000 4200 2000 4200
1500 3000 1500 3000 1500 4000 1500 4000 1500 6000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2500 6000
1500 3000 1500 3000 1500 4000 1500 4000 2000 6000 2000 6000 2000 6000 2000 6000 2000 6000 2500 6000 2500 6000
1500 3000 1500 3000 1500 4000 1500 4000 2000 6000 2000 6000 2000 6000 2000 6000 2000 2750 2500 2750 2500 2700
— — — — 2000 4500 2000 4500 2000 4500 2000 4750 2000 2750 2500 2750 2500 2700
— — — 2000 4500 2000 4500 2000 4500 2000 4500 1500 25(10 1500 2500 1500 2500
— — — — 2000 4500 2000 4500 2000 4500 2000 4500 1500 2300 1500 2300 1500 2300
Б6
57
ПРУЖИННАЯ СТАЛЬ
Пружинная горячекатаная круглая сталь (по ГОСТ 7419—74) изготов-
ляется диаметром от 5 до 50 мм по ГОСТ 2590—71, квадратная —со сто-
роной квадрата от 6 до 50 мм— по ГОСТ 2591—71, полосовая прямоуголь-
ная шириной от 20 до 160 мм и толщиной от 4 до 18 мм — по ГОСТ 103—76.
Рессорная сталь по ГОСТ 7419—74 изготовляется полосовая (табл.
11-26), трапециевидного, желобчатого и Т-образного поперечных сечений.
Стальная углеродистая пружинная проволока изготовляется по
ГОСТ 9389—75. Стандарт распространяется на стальную углеродистую
холоднотянутую проволоку, применяемую для изготовления пружин, на-
виваемых в холодном состоянии и не подвергаемых закалке. Проволоку из-
готовляют: по механическим свойствам 1, 11, НА и 111 классов; поточности из-
готовления — нормальной точности и повышенной точности (11). Номиналь-
ные диаметры, временное сопротивление и предельные отклонения пружин-
ной проволоки приведены в табл. 11-27.
П-26. Рессорная полосовая сталь (по ГОСТ 7419—74), мм
Ширина Толщина в пределах Ширина Толщина в пределах- Ширина Толщи иа в пределах
40 4,5—8 60; 65 6—12 90 9—18
45 4,5—9 70 7—14 100 10—20
50 5—10 75 7,5-14 120; 130 12—20
55 6—11 80 8—16 150 14—20
Примечание. Стандартом предусматривается следующий ряд толщин: 4,5; 5; 6; 7;
7,5; 8; 9; 9.5; 10; 11; 12; 14; 16; 18; 20 мм.
Примеры условных обозначений:
рессорная полосовая сталь размером 8x65 мм. марки 65. обычной точности прокатки —
„ 8х 45 ГОСТ 7419—74
Рессорная полосовая ;
пружинная полосовая сталь размером 5x45 мм, марки 60С2 —
„ 5x45 ГОСТ 7419—74
Пружинная полосовая гост 14959_69'
П-27. Проволока стальная углеродистая пружинная (по ГОСТ 9389—75)
Диа- метр прово- локи, мм Временное сопротивление, кгс/мм2 Предельные отклоне- ния по диаметру, мм
Класс 1 Класс П Класс ПЛ Класс III повышен- ной точности нормаль- ной точности
0,14 280—315 235—280 225—270 185—235
0,15 280—315 ' 235—280 225—270 185—235
0,16 280—315 235—280 225—270 185—235
0,18 288—315 235—280 225—270 1.85—235
0,20 275—310 230—275 225-270 180—230 ±0,01 +0,02
0,22 275—310 230—275 225—270 180—230 —0,015
0,25 275—310 230—275 225—270 180—230
0,28 275—310 230—275 225—270 180—230
0,30 275—310 230—275 225—270 180—230
58
Продолжение табл. Н-27
Диа- метр прово- локи, мм Временное сопротивление, кгс/мм2 Предельные отклоне- ния по диаметру, мм
Класс I Класс 11 Класс ПЛ Класс 1П повышен- ной точности нормаль- ной точности
0,32 270—305 225—270 220—265 175—225
0,36 270—305 225—270 220—265 175—225
0 40 265—300 220—265 220—265 170—220 +0,015 —0,01 ±0,02
0Д5 265—300 220—265 220—265 170—220
0,50 265—300 220—265 220—265 170—220
0,56 265—300 220—265 220—265 170—220
0,60 265—300 220—265 220—265 170—220
0,63 260—295 220—260 215—260 170—220
0,70 260—295 220—260 215—260 170—220 +0,02 —0,01 +0,03 —0,02
0,80 260—295 215—260 215—260 170—215
0,90 255—285 215—255 210—255 165—215
1,00 250—280 210—250 205—250 160—210
1,Ю 245—275 205—245 195—240 155—205
1,20 240—270 200—240 195—240 155—200
1,30 235—265 200—235 190—230 155—200
1,40 230—260 195—230 190—230 150—195
1,50 225—255 190—225 185—220 145—190
1,60 220—250 190—220 ' 185—220 145—190 '
1,70 210—240 180—210 180—210 140—180
1,80 210—240 180—210 180—210 140—180 ±0,02 ±0,03
1,90 205—235 180—205 180—210 140—180
2,00 205—230 180—205 180—210 140—180
2,10 200—225 175—200 170—200 140—175
2,30 195—220 170—195 170—200 135—170
2,50 185—210 165—190 165—195 130—165
2,80 180—205 165—190 165—195 130—165
3,00 175—200 165—190 165—195 130—165
3,20 175—200 155—180 155—185 125—155
3,50 170—195 155—180 155—180 125—155
3,60 170—195 155—180 155—180 125—155 +0,03 ±0,04
4,00 165—190 150—175 150—175 120—150 —0,02
4,20 160—185 145—170 140—165 115—145
4,50 155—180 140—165 140—165 115—140
5,00 150—175 140—165 140—165 115—140
5,60 145—170 135—160 135—160 110—135
6,00 145—170 135—160 135—160 110—135
6,30 125—145 — 105—125
6;50 125—145 — 105—125 ±0,03 ±0,05
6,70 125—145 — 105—125
7,00 — 125—145 — 105-125
7,50 8,00 — 125—145 125—145 — 105—125 105—125 ±0,04 ±0,06
Примечание. Проволока классов I, И и Ш изготовляется нормальной и повышен-
ной точности, класса ПЛ — повышенной точности.
Примеры условных обозначений:
Проволока I класса, повышенной точности, диаметром»!,20 мм:
Проволока 1—П—1,20 ГОСТ 9389—75.
То же, И) класса, нормальной точности, диаметром 2,0 мм:
Проволока 111—2,0 ГОСТ 9389—75.
59
фасонный прокат
II-28. Прокатная угловая
равнополочная сталь (по ГОСТ 8509—72)
Обозначения:
b — ширина полки; d — толщина полки;
R — радиус внутреннего закругления; г—
радиус закругления полки; / — момент
инерции; i — радиус инерции; z0 — рас-
стояние от центра тяжести до наружной
грани полки
N
'о
Номер про» филя Размеры, мм Пло- щадь сече- ния, см2 Справочные величины для осей Мае* са 1 м, кг
ь d R г X — X х0 — х0 Уо ~Уо — Xi 20, СМ
см4 ‘л- см ^хотах’ см4 1 , котах см [ . , Уотт см4 уотт см ГХ1’ СМ4
2 20 3 3,5 1,2 1,13 0,40 0,59 0,63 0,75 0,17 0,39 0,81 0,60 0,89
4 1,46 0,50 0,58 0,78 0,73 0,22 0,38 1,09 0,64 1,15
2,5 25 3 3,5 1,2 1,43 0,81 0,75 1,29 0,95 0,34 0,49 1,57 0,73 1,12
4 1,86 1,03 0,74 1,62 0,93 0.44 ’ 0,48 2,11 0,76 1,46
2,8 28 3 4,0 1,3 1,62 1,16 0,85 1,84 1,07 0,48 0,55 2,20 0,80 1,27
3,2 32 3 4,5 1,5 1,86 1.77 0,97 2,80 1,23 0,74 0.63 3,26 0,89 1,46
4 2,43 2,26 0,96 3,58 1,21 0,94 0,62 4,39 0,94 1,91
3,6 36 3 ~4?5 1,5 2,10 2,56 1,10 4,06 1,39 1,06 0,71 4,64 0,99 1,65
4 2,75 3,29 1,09 5,21 1,38 1,36 0,70 6,24 1,01 2,16
4 40 3 5,0 1,7 2,35 3,55 1,23 5,63 1,55 1,47 0,79 6,35 1,09 1,85
4 3,08 4,58 1,22 7,26 1,53 1,90 0,78 8,53 1, 13 2,42
5 3,79 5,53 1,20 8,75 1,54 2,30 0,79 10,73 1,17 2,97
4,5 45 3 5,0 1.7 2,65 «5,13 1,39 8, 13 1,75 2,12 0,89 9,04 1,21 2,08
4 3,48 6,63 1,38 10,50 1,74 1,72 2,74 0,89 12,10 1,26 2,73
5 4,29 8,03 1,37 12,70 3,33 0,88 15,30 1,30 3,37
5 50 3 5,5 1,8 2,96 7.11 1,55 11,30 1,95 2,95 1,00 12,40 1,33 2,32
4 3,89 9,21 1,54 14,60 1,94 3,80 0,99 16,60 1,38 3,05
5 4,80 11,20 1,53 17,80 1,92 4,63 0,98 20,90 1,42 3,77
5,6 56 4 "ёГо 2,0 4,38 13,10 1,73 20,80 2.18 5,41 1,11 23,30 1,52 3,44
5 5,41 16,00 1,72 25,40 2,16 6,59 1,10 29,20 1,57 4,25
6,3 63 4 7,0 2,3 4,96 18,90 1,95 29,90 2,47 7,81 1,25 33,10 1,69 3,90
5 6,13 23,10 1,94 36,60 2,44 9,52 1,25 41,50 1.74 4,81
6 7,28 27,10 1.93 42,90 2,43 11,20 1.24 50,00 1,78 5.72
7 70 4,5 8 “27 6,20 29,0 2,16 46,0 2,72 12,0 1,39 51,0 1,88 4,87
6,86 31,9 2,16 50,7 2,72 13,2 1,39 56,7 1,90 5,38
6 8,15 37,6 2,15 59,6 2,71 15,5 1,38 68,4 1,94 6,39
7 9,42 43,0 2,14 68,2 2,69 17,8 1,37 80, 1 1,99 7,39
8 10,70 48,2 2,13 76,4 2,68 20,0* 1,37 91,9 2,02 8,37
7,5' 75 5 9 3,0 7,39 39,5 2,31 62,6 2,91 16,4 1.49 69,6 2,02 5,80
6 8,78 46,6 2,30 73,9 2,90 19,3 1,48 83,9 2,06 6,89
7 10,10 53,3 2,29 84,6 2,89 22,1 1,48 98,3 2,10 7,96
8 11,50 59,8 2,28 94,6 2,87 24,8 1,47 113,0 2,15 9,02
9 12,80 66,1 2,27 105,0 2,86 27,5 1,46 127,0 2,18 10,10
60
Продолжение табл. 11-28
О Q. С Q. ® X Х-В Размеры, мм Пло- щадь сече- ния, см2 Справочные величины для осей Мас- са 1 м, кг
ь d R. г X — X х0 хо уо — Уо X, ~Х1 Zo, см
1Х, см4 ix, см ^ж’тах* см4 Z*Xomax’ см СМ4 Ч|п' см СМ4
8 80 5,5 9- 3,0 8,63 52,7 2,47 83,6 3,11 21,8 1,59 93,2 2,17 6,78
6 9,38 57,0 2,47 90,4 3,11 23,5 1,58 102,0 2,19 7,36
-7 10,80 65,3 2,45 104,0 3,09 27,0 1,58 119,0 2,23 8,51
8 12,30 73,4 2,44 116,0 3,08 30,3 1,57 137,0 2,27 9,65
9 90 6 10 3,3 10,60 82,1 2,78 130,0 3,50 34,0 1,79 145,0 2,43 8,33
7 12,30 94,3 2,77 150,0 3,49 3 8,9 1,78 169,0 2,47 9,64
8 13,90 106, с 2,76 168,0 3,48 43,8 1,77 194,0 2,51 10,90
9 15,60 1 18,0 2,75 186,0 3,46 48,6 1,77 219,0 2,55 12,20
10 100 6,5 12 4,0 12,80 122,0 3,09 193,0 3,88 50,7 1,99 214,0 2,68 10,10
7 13,80 131,0 3,08 207,0 3,88 54,2 1,98 231,0 2,71 10,80
8 15,60 147,0 3,07 233,0 3,87 60,9 1,98 265,0 2,75 12,20
10 19,20 179,0 3,05 284,0 3,84 74,1 1,96 333,0 2,83 15,10
12 22,80 209,0 3,03 331,0 3,81 86,9 1,95 402,0 2,91 17,90
14 26.30 237,0 3,00 375,0 3,78 99,3 1,94 472,0 2,99 20,60
16 29,70. 264,0 2,98 416,0 3,74 112,0 1,94 542,0 3,06 23,30
11 по 7 12 4,0 15,20 176,0 3,40 279,0 4,29 72,7 2,19 308,0 2,96 11,90
8 17,20 198,0 3,39 315,0 4,28 82,8 2,18 353,0 3,00 13,50
12,5 125 8 14 4,6 19,7 294 3,87 467 4,87 1 22 2,49 516 3,36 15,5
9 22,0 327 3,86 520 4,66 135 2,48 582 3,40 17,3
10 24,3 360 3,85 571 4,84 149 2,47 649 3,15 19.1
12 28,9 422 3,82 670 4,82 174 2,46 782 3,53 22,7
14 33,4 482 3,80 764 4,78 200 2,45 . 916 3,61 26,2
16 37,8 539 3,78 853 4,75 224 . 2,44 1051 3,68 29,6
14 140 9 14 4,6 24,7 466 4,34 379 5,47 192 2,79 818 3,78 19,4
10 27,3 512 4,33 814 5,46 211 2,78 911 3,82 21,5
12 32,5 602 4,31 957 5,43 248 2,76 1097 3,90 25,5
16 160 10 16 5,3 31,4 774 4,96 1229 6,25 319 3,19 1356 4,30 24,7
11 34,4 844 4,95 1341 6,24 348 3,18 1494 4,35 27,0
12 37,4 913 4,94 1450 6,23 376 3,17 1633 4,39 29,4
14 43,3 1046 4,92 1662 6,20 431 3,16 1911 4,47 34,0
16 49,1 1175 4,89 1866 6,17 485 3,14 2191 4,55 38,5
18 54,8 1299 4,87 2061 6,13 537 3,13 2472 4,63 43,0
20 60,4 1419 4,85 2248 6,10 589 3,12 2756 4,70 47,4
18 180 11 16 5,3 38,8 1216 5,60 1933 7,06 500 3,59 2128 4,85 30,5
12 12,2 1317 5,59 2093 7,04 540 3.58 2324 4,89 33,1
20 200 12 18 6,0 47,1 1823 6,22 2896 7,84 749 3,99 3182 5,37 37,0
13 50,9 196! 6,21 3116 7,83 805 3,98 3452 5,42 39,9
14 54,6 2097 6,20 3333 7,81 861 3,97 3722 5,46 42,8
16 62,0 2363 6,17 3755 7,78 970 3,96 4264 5,54 48,7
20 76,5 2871 6,12 4560 7,72 1182 3,93 5355 5,70 60,1
25 94,3 3466 6,06 5494 7,63 1438 3,91 6733 5,89 74,0
30 111,5 4020 6,00 6351 7,55 1688 3,89 8130 6,07 87,6
22 220 14 21 7,0 60,4 2814 6,83 4470 8,60 1159 4,38 4941 5,93 47,4
16 68,6 3175 6,81 5045 8,58 1306 4,36 5661 6,02 53,8
25 250 16 24 8 78,4 4717 7,76 7492 9,78 1942 4,98 8286 6,75 61,5
18 87,7 5247 7,73 8337 9,75 2158 4,96 9342 6,83 68,9
20 97,0 5765 7,71 9160 9,72 2370 4,94 10 401 6,91 76,1
22 106,1 6270 7,69 9961 9,69 2579 4,93 11 464 7,00 83,3
25 119,7 7006 7,65 11 125 9,64 2887 4,91 13 064 7,11 94,0
28 133,1 7717 7,61 12 244 9,59 3190 4,89 14 674 7,23 104,5
30 142,0 8177 7,59 12 965 9,56 3389 4,89 15 753 7,31 111,4
Примечание. Профили изготовляют длина1 от 4 до 13 м высокой (А) и обычной
(Б) точности прокатки.
Пример условного обозначения угловой равнополочной стали разме-
ром 50x50x3 мм, марки СтЗсл, обычной точности прокатки (Б):
Уголок.
Б—50X50X3 ГОСТ 8509—72
СтЗсп ГОСТ 535—58
6)
П-29. Угловая неравнополочная
Размеры, ММ Справочные
Номер Площадь X — X
профиля в b а Г сечения, см2 /х. СМ4 i'x. СМ
2.5/1,6 25 16 3 3,5 1.2 1,16 0,70 0.78
3,2/2 32 20 3 3,5 1,2 1,49 1,52. 1.01
4 1,94 1,93 1,00
4/2,5 40 25 3 4,0 1,3 1,89 3,06 1,27
4 2,47 3,93 1,26
4,5/2,8 45 28 3 5.0 1.7 2,14 4,41 1,43
4 2,80 5,68 1,42
5/3,2 50 32 3 5,5 1,8 2,42 6,17 1,60
4 3,17 7,98 1,59
5,6/3,6 56 36 4 6,0 2.0 3,58 11,40 1,78
5 4,41 13,80 1,77
6,3/4,6 63 40 4 7.0 2,3 4,04 16,30 2,01
5 4,98 19,90 2,0б
6 5,90 29,30 1,99
8 7,68 29,60 1,96
7/4,5 70 ' 45 5 7,5 2,5 5,59 27,80 2,23
7,5/5 75 50 5 8,5 2,7 6.П 34,80 2,39
62
сталь (по ГОСТ 8510—72)
Обозначения:
В — ширина большей полки; Ь — ширина меньшей полки; d — толщина полки;
R—радиус внутреннего закругления; г—радиус закругления полки; 1—мо-
мент инерции; i — радиус инерции; х0; г/0 — расстояние от центра тяжести до
наружных граней полок
величины для осей Тангенс угла наклона оси tg а Масса 1 м, кг
i у — У У, — У, и — и
/у, см4 1у, СМ 7Х , ем4 Ч см timin’ см4 см Чип’ см4 '"min- СМ
0,22 0,44 1,56 0,86 0.43 0,42 0,13 0,34 0.392 0,91
0.46 0,55 3,26 1,08 0,82 0,49 0,28 0,43 0,382 1,17
0,57 0,54 4,38_ 1,12 1,12 0,53 0,35 0,43 0,374 1,52
0,93 0,70 6,37 1,32 1,58 0,59 0,56 0,54 0,385 1,48
1,18 0,69 8,53 1,37 2,15 0,63 0,71 0,54 0,381 1,94
1,32 0,79 9,02 1,47 2,20 0,64 0,79 0,61 0,382 1,68
1,69 0,78 12,10 1,51 2,98 0,68 1,02 0,60 0,379 2,20
1,99 0,91 12,40 1,60 3,26 0,72 1,18 0,70 0,403 1,60
2,56 0,90 16,60 1,85 4,42 0,76 1,52 0,69 0,401 2,49
3,70 1,02 23,20 1,82 6,25 0,84 2,19 0,78 0,406 2,81
4,48 1,01 29,20 1,86 7,91 0,88 2,66 0,78 0,404 3,46
5,16 1,13 33,00 2,03 8,51 0,91 3,07 0,87 0,397 3,17
6,26 1,12 41,40 2,08 10,80 0,95 3,72 0,86 0,396 3.91
7,28 1,П 49,90 2,12 13,10 0,99 4,36 0,86 0,393 4,63
9,15 1,09 66,90 2,20 17,90 1,07 5,58 0,85 0,386 6,03
9,05 1,27 56,70 2,28 15,20 1,05 5,34 0,98 0,406 4,39
12,50 1,43 69,70 2,39 20,80 1,17 7,24 1,09 0,436 4,79
63
Номер профиля Размеры, мм Площадь сечеиня, см1 Справочные
В ь d R Г X — X I
/х, СМ4 <х. см
6 7,25 40,90 2,38
8 9,47 52,40 2,35
8/5 80 50 5 8,0 2,7 6,36 41,60 2,56
6 7,55 49,00 2,55
9/5,6 90 56 5,5 9 3,0 7,86 65,3 2,88
6,0 8,54 70,6 2,88
8,0 11,18 90,9 2,85
10/6.3 100 63 6,0 10 3,3 9,59 98,3 3,20
7,0 11,10 113,0 3,19
8,0 12,60 127,0 3,18
10,0 15,50 154,0 3,15
11/7 по. 70 6,5 10 3,3 11,40 142,0 3,53
8,0 13,90 172,0 3,51
12,5/8 125 80 7,0 11 3,7 14,10 227,0 4,01
8,0 16,00 256,0 4,00
10,0 19,70 312,0 3,98
12,0 23,40 365,0 3,95
14/9 140 90 8,0 12 4,0 18,00 364,0 4,49
10,0 22,20 444,0 4,47
16/10 160 100 9,0 13 4,3 22,90 606,0 5,15
10,0 25,30 667,0 5,13
12,0 30,00 784,0 5,11
14,0 34,70 897,0 5,08
18/11 180 ПО 10,0 14 4,7 28,30 952,0 5,80
12,0 33,70 1123,0 5,77
20/12,5 200 125 11 14 4,7 34,9 1449 6,45
12 37,9 1568 6,43 •
14 43,9 1801 6,41
16 49,8 2026 6,38
25/16 250 160 12 18 6,0 48,3 - 3147 8,07
16 63,6 4091 8,02
18 71,1 4545 7,99
20 78,5 4987 7,97
по
При
ГОСТ
При
м е ч а н н е. Профили поставляются длиной от 4 до 13 м, высокой А и обычной Б
380—71 и из низколегированных конструкционных сталей группы А по ГОСТ
мер условного обозначения угловой неравнополочной стали раз-
У галок
Б—63X40X4 ГОСТ 8510—72
Ст2сп ГОСТ 535—58
Продолжение табл. 11-29
величины для осей Тангенс угла наклона оси tg а Масса 1 м, кг
У —У X, — *1 У1 —У1 и — и
1у, СМ4 1у, см Ixi, см4 Ч см lyi . , у min см4 X», ом 4nin- см4 ^Umin см
14,60 1,42 83,90 2,44 25,20 1,21 8,48 1,08 0,435 5,69
18,50 1,40 1,12 2,52 34,20 1,29 10,90 1,07 0,430 7,43
12,70 1,41 84,60 2,60 20,80 1,13 7,58 1,09. 0,387 4,99
14,80 1,40 102,00 2,65 25,20 1,17 8,88 1,08 0,386 5,92
19,7 1,58 132 2,92 32,2 1,26 11,8 1,22 0,384 6,17
21,2 1,58 145 2,95 35,2 1,28 12,7 1,22 0,384 6,70
27,1 1,56 194 3,04 47,8 1,36 16,3 1,21 0,380 8,77
30,6 1,79 198 3,23 49,9 1,42 18,2 1,38 0,393 7,53
35,0 1,78 232 3,28 58,7 1,46 20,8 *1,37 0,392 8,70
39,2 1,77 266 3,32 67,6 1,50 23,4 1,36 0,391 9,87
47,1 1,75 333 3,40 85,8 1,58 28,3 1,35 0,387 12,10
45,6 2,00 286 3,55 74,3 1,58 26,9 1,53 0,402 8,98
54,6 1,98 353 3,61 92,3 1,64 32,3 1,52 0,400 10,90
73,7 2,29 452 4,01 119,0 1,80 43,4 1,76 0,407 11,00
83,0 2,28 518 4,05 137,0 1,84 48,8 1,75 0,406 12,50
100,0 2,26 649 4,14 173,0 1,92 59,3 1,74 0,404 15,50
117,0 2,24 781 4,22 210,0 2,00 69,5 1,72 0,400 18,30
120,0 2,58 727 4,49 194,0 2,03 70,3 1,98 0,411 14,10
146,0 2,56 911 4,58 245,0 2,12 85,5 1,96 0,409 17,50
186,0 2,85 1221 5,19 300,0 2,23 110,0 2,20 0,391 18,00
204,0 2,84 1359 5,23 335,0 2,28 121,0 2,19 0,390 19,80
239,0 2,82 1634 5,32 405,0 2,36 142,0 2,18 0,388 23,60
272,0 2,80 1910 5,40 477,0 2,43 162,0 2,16 0,385 27,30
276,0 3,12 1933 5,88 444,0 2,44 165,0 2,42 0,375 22,20
324,0 3,10 2324 5,97 537,0 2,52 194,0 *2,40 0,374 26,40
446 3,58 2920 6,50 718 2,79 264 2,75 0,392 27,4
482 3,57 3189 6,54 786 2,83 285 2,74 0,392 29,7
551 3,54 3726 6,62 922 2,91 327 2,73 0,390 34,4
617 3,52 4264 6,71 1061 2,99 367 2,72 0,388 39,1
1032 4,62 6212 • 7,97 1634 3,53 604 3,54 0,410 37,9
1333 4,58 8308 8,14 2200 3,69 781 • 3,50 0,408 49,9
1475 4,56 9358 8,23 2487 3,77 866 3,49 0,407 55,8
1613 4,53 10410 8,31 2776 3,85 949 3,48 0,405 61,7
точности прокатки. Изготовляются из углеродистой стали обыкновенного качества всех марок
5058—65.
мером 63X40X4 мм, марки Ст2сп обычной точности прокатки (Б):
64
3 7-317
65
11-30. Двутавровые балки
Номер балки Раз.меры, мм Площадь сечения, см*
h ь S t R г
10 100 55 4,5 7,2 7,0 2,5 12,0
12 120 64 4,8 7,3 7,5' 3,0 14,7
14 140 73 4,9 7,5 8,0 3,0 17,4
16 160 81 ’ 5,0 7,8 8,5 3,5 20,2
18 180 90 5,1 8,1 9,0 3,5 23,4
18а 180 100 5,1 8,3 • 9,0 3,5 ; 25,4
20 200 100 5,2 8,4 9,5 4,0 26,8
20а 200 110 5,2 8,6 9,5 4,0 28,9
22 220 НО 5,4 8,7 10,0 4,0 30,6
22а 220 ; 120 5,4 8,9 10,0 4,0 32,8
24 > 240 115 5,6 9,5 10,5 4,0' 34,8
24а 240 125 5,6 9,8 10,5 4,0 37,5
27 270 • 125 6,0 9,8 11,0 4,5 40,2
27а 270 135 6,0 10,2 11,0 4,5 43,2
30 300 : 135 6,5 10,2 12,0 5,0 46,5
30а 300 145 6,5 10,7 12,0 5,0 49,9
33 330 140 7,0 Н,2 13,0 5,0 53,8
36 360 145 7,5 12,3 14,0 > 6,0 61,9
40 400 155 8,3 13,0 15,0 6,0 72,6
45 450 160 9,0 14,2 16,0 • 7,0 84,7
50 500 170 10,0 15,2 17,0 7,0 100,0
55 550 180 11,0 16,5 18,0 7,0 118,0
60 600 190 12,0 17,8 20,0 8,0 138,0
Примечание. Балки поставляются длиной от 4 конструкционных сталей группы А по ГОСТ 5058—65. до 13 м. изготовляются из угле-
При мер у с л о в и о г о обозначения двутавровой балки Na 30 из стали „ 30 ГОСТ 8239—72 Двутавр Ст3 rQCT 535_58
66
(по ГОСТ 8239—72)
Обозначения:
ft— высота балки; b — ширина полки; s — толщина стенки; t—средняя толщина
полки; R — радиус внутреннего закругления; г — радиус закругления полки;
I — момент инерции; W — момент сопротивления; S — статический момент полу-
сечения; I — радиус инерции
Масса 1 м, кг Справочные величиньгдля осей
X - X Y — Y
1х, см*4 W-x, см» ix, см S*, см’ ly, СМ4 Wy, см» 1у см
9,46 198 39,7 • 4,06 23,0 17,9 6,49 1,22
11,50 350 58,4 4,88 33,7 27,9 8,72 1,38
13,70 572 81,7 5,73 46,8 41,9 - 11,50 1,55
15,90 873 109,0 6,57 62,3 58,6 14,50 1,70
18,40 1290 143,0 7,42 81,4 82,6 18,40 1,88
19,90 1430 159,0 7,51 89,8 114,0 22,80 2,12
21,00 1840 184,0 ’ 8,28. 104,0 115,0 23, f0 2,07
22,70 2030 203,0 8,37 114,0 155,0 28,20 2,32
24,00 2550 232,0 9,13 131,0 157,0 28,60 . 2,27
25,80 2790 254,0 9,22 143,0 206,0 34,30 2,50
27,30 3460 289,0 9,97 163,0 198,0 34,50 2,37
29,40 3800 317,0 10,10 178,0 260,0 41,60 2,63
31,50 5010 371,0 11,20 210,0 260,0 41,50 2,54
33,90 5500 407,0 : 11,30 229,0 337,0 50,00 2,80
36,50 7080 472,0 12,30 268,0 337,0 , 49,90 2,69
39,20 7780 518,0 12,50 292,0 436,0 60,10 2,95
42,20 9840 597,0 13,50 339,0 419,0 59,90 2,79
48,60 13 380 743,0 14,70 423,0 516,0 71,10 2,89
57,00 19 062 953,0 16,20 545,0 667,0 86,10 3,03
66,50 27 696 1231,0 18,10 708,0 808,0 101,00 3,09
78,50 39 727 1589,0 19,90 919,0 1043,0 123,00 3,23
92,60 55 962 2035,0 21,80 1181,0 1356,0 151,00 3,39
108,00 76 806 2560,0 23,60 1491,0 1725,0 182,00 3,54
родистой ста’лн обыкновенного качества ®сех марок по ГОСТ 380—71 и из низколегированных
марки СтЗ:
3*
67
11-31. Швеллеры с уклоном
Номер швеллера Размеры, мм Пло- щадь сечения, см8 Масса 1 м, кг
Л ь S t R Г
5 50 32 4,4 7,0 6,0 2,5 6,16 4,84
6,5 65 36.. 4,4 .. ...7,2 6,0 2,5, 7,51 5,90
8 80 40 4,5 7,4 6,5 2,5 8,98 7,05
10 100 * 46 4,5 7,6 7,0 3,0 10,90 8,59
12 120 52 4,8 7,8 7,5 3,0 13,30 10,40
14 140 58 4,9 8,1 8,0 3,0 15,60 12,30
14а 140 62 4,9 8,7 8,0 • з,о 17,00 13,30
16 160 64 5,0 8,4 8,5 3,5 18,10 14,20
16а 160 68 5,0 9,0 8,5 3,5 19,50 15,30
18 180 70 5,1 8,7 9,0 3,5 20,70 16,30
18а 180 74 5,1 9,3 9,0 3,5 22,20 17,40-
20 200 76 5,2 9,0 9,5 4,0 23,40 18,40
20а 200 80 5,2 9,7 9,5 4,0 25,20 19,80
22 220 82 5,4 9,5 10,0 4,0 26,70 21,00
22а 220 87 5,4 10,2 10,0 4,0 28,80 22,60
24 240 90 5,6 10,0 10,5 4,0 30,60 24,00
24а 240 95 5,6 10,7 10,5 4,0 32,90 25,80
27 270 95 6,0 10,5 11,0 4,5 35,20 27,70
30 300 100 6,5 11,0 12,0 5,0 40,50 31,80
33 330 105 7,0 11,7 13,0 5,0 46,50 36,50
36 360 ПО 7,5 12,6 14,0 6,0 53,40 41,90
40 400 115 8,0 13,5 15,0 6,0, 61,50 48,30
Примечания: 1. Швеллеры изготовляют длиной от 4 до 13 м из углеродистой стали
ной стали группы А по ГОСТ 5058—65.'
2, Швеллеры с параллельными гранями полок (эск, 2) имеют 'размеры п, о, s, t и к,
ров с уклоном внутренних граней полок (эск. 1). Моменты инерции I* и сопротивления Wx
несколько больше
Пример условного обозначения швеллера Ns 20 с уклоном внутренних
20 ГОСТ 8240—72
Швеллер Cm3 ГОСТ 535—58 !
то же, с параллельными гранями полок из стали марки СтЗ}
Швеллер
20П ГОСТ 8240—72
Cm3 ГОСТ 535-58 '
68
(по ГОСТ 8240—72)
Обозначения:
h — высота; Ь — ширина полки; s — толщина стенки; t — толщина полки; R —
радиус внутреннего закругления; г—радиус закругления полки; /—момент
инерции; W — момент сопротивления; i — радиус инерции; S — статический мо-
мент полусечения; г0 — расстояние от осн Y—Y до наружной грани стенки
Справочные величины для осей г0, см
х-х Y-Y
1х, см4 IV'x, см» ix, см Sx. см3 1у, см4 VFp, см» О/> см
22,8 9,1 1,92 5,59 5,61 2,75 0,954 1,16
48,6 15,0 2,54 9,00 8,70 3,68 1,080 1,24
89,4 22,4 3,16 13,30 12,80 4,75 1,190 1,31
174,0 34,8 ,3,99 20,40 20,40 6,46 1,370 1,44
304,0 50,6 4,78 29,60 31,20 8,52 1,530 1,54
491,0 70,2 5,60 40,80 45,40 11,00 1,700 1,67
545,0. 77,8 5,66 45,10 57,50 13,30 1,840 1,87
747,0 93,4 6,42 54,10 63,30 13,80 1,870 1,80
823,0 103,0 6,49 59,40 78,80 16,40 2,010 2,00
1090,0 121,0 7,24 69,80 86,00 17,00 2,040 1,94
1190,0 132,0 '7,32 76,10 105,00 20,00 2,180 2,13
1520,0 152,0 8,07 87,80 113,00 20,50 2,200 2,07
1670,0 167,0 8,15 95,90 139,00 24,20 2,350 2,28
2110,0 192,0 8,89 110,00 151,00 25,10 2,370 2,21
2330,0 212,0 8,99 121,00 187,00 30,00 2,550 2,46
2900,0 242,0 9,73 139,00 208,00 31,60 2,600 2,42
3180,0 265,0 9,84 151,00 254,00 37,20 2,780 2,67
4160,0 308,0 10,90 178,00 262,00 37,30 2,730 2,47
5810,0 387,0 12,00 224,00 327,00 43,60 2,840 2,52
7980,0 484,0 13,10 281,00 410,00 51,80 2,970 2,59
10 820,0 601,0 14,20 350,00 513,00 61,70 3,100 2,68
15 220,0 761,0 15,70 444,00 642,00 73,40 3,230 2,75
обыкновенного качества всех «марок по ГОСТ 380—71 и из низколегированной конструкцией-
площадь поперечного сечения н массу 1 м такие же, как указанные в таблице для швелле-
имеют практически такие же значения, а 1 и U7" у швеллеров с параллельными гранями полок
граней полок из стали марки СтЗз
69
СТАЛЬНЫЕ ТРУБЫ
Стальные бесшовные горячекатаные трубы (ГОСТ 8732—70). Трубы
поставляются по наружному диаметру, толщине стенки и длине. Сортамент
труб приведен в табл. 11-32. Согласно общим техническим требованиям
(ГОСТ 8731—74) в зависимости от показателей качества поставляются сле-
дующие группы труб: А — с нормированием механических свойств, ука-
занных в табл. 11-33, из стали марок Ст2сп, Ст4сп, Стбсп, Стбсп по
ГОСТ 380—71; Б—с нормированием химического состава из спокойной
стали марок по ГОСТ 380—71, I категории, группы Б, с нормальным содер-
жанием марганца по ГОСТ 1050—74, а также из стали марок по ГОСТ 4534—
71 и ГОСТ 19282—73; В — с нормированием механических свойств, ука-
занных в табл. П-ЗЗ, и химического состава из стали марок по ГОСТ 1050—
74, ГОСТ 4543—71, ГОСТ 19282—73 и ГОСТ 380—71; Г — с нормированием
химического состава из стали марок по ГОСТ 1050—74, ГОСТ 4543—71 и
ГОСТ 19282—73, с контролем механических свойств на термообработанпых
образцах. Нормы механических свойств должны соответствовать указанным
в стандартах на сталь; Д — без нормирования механических свойств и хи-
мического состава, но с нормированием испытательного гидравлического
давления.
Стальные бесшовные холоднодеформированные трубы (ГОСТ 8734—75).
Сортамент труб приведен в табл. П-34.
П-32. Стальные бесшовные горячекатаные трубы (по ГОСТ 8732—70), мм
Наружный диаметр Толщина стенки Наружный диаметр Толщина стенки Наружный диаметр Толщина стенки
25; 28; 32; 38 2,5—8,0 89; 95; 102 .3,5—(24,0) 299; 325 (7,5)—75,0
42; 45; 50 2,5—10,0 108; 114; 121 4,0—28,0 351 8,0—75,0
54 3,0—11,0 127 4,0—30,0 377; 402; 426; 450 ’9,0—75,0
57 3,0—(13,0) 133 4,0—32,0 (465) 9,0—(15) 20,0—75,0
60; 63,5 3,0—14,0 140; 146; 152; 159 4,5—36,0
480; 500 9,0—(15,0)
68; 70 3,0—16,0 168; 180; 194 5,0—45,0
530; (550) 25,0—75,0
73; 76 3,0—(19,0) 203; 219 6,0—50,0
560; 600; 630; 720; 800 9,0—(15,0)
83 3,5— (19,0) 245; 273 (6,5)—50,0
Примечания: 1. Ряд толщин стеики: 2,5; 2,8; 3,0—6,0 через каждые 0,5 мм; (6,5);
7,0; (7,5)! 8,0; (8,5); 9,0; (9,5); 10,0; 11; 12; (13); 14; (15); 16; 17; 18; (19); 20; 22; (24);
25; (26); 28; 30; 32; (34); (35); 36; (38); 40; (42); 45; (48); 50; 56; 60; 63; (65); 70; 75 мм.
2. Размеры труб, взятые в скобки, применять не рекомендуется.
Пример условного обозначения трубы о наружным диаметром 70 мм,
с толщиной стенки 3,5 мм, длиной, кратной 1250 мм, из стали марки 10, группы А
ГОСТ 8731—74;
70X3,5X1250 кр. ГОСТ 8732—70
P!fia А 10 ГОСТ 8731—74
70
11-33. Механические свойства стальных бесшовных горячедеформированных
труб (по ГОСТ 8731—74)
X ч 2 .3 и X t£" % “’8 Твердость по Бринел- лю (прн толщине стенки бо- лее 10 мм) X в ав, кгс/мм3 чт, кгс/мм2 '-S’ ю Твердость по Бринеллю (прн толщине стенки более 10 мм)
Св U a х о 4) сз Q ч> ч>
К >> Р. S а а не менее *5 т я *, t 0J НВ, н более С a X a сз % Н4 менее Я g S о НВ, не Со/
А Ст2сп Ст4сп Стбсп Стбсп 35 42 50 60 22 25 28 31 24 20 17 14 — — в 10Г2 20Х 40Х ЗОХГСА 15ХМ 27 23 48 44 67 70 44 21 16 9 11 21 4,3 3,7 197 269
10 22 36 24 5,1 137 ЗОХМА 40 60 13
D 20 25 42 21 4,8 156 12ХН2 40 55 14
Ь 35 30 52 17 4,4 187 Ст4сп 24 42 20
45 33 60 14 4,2 207 Стбсп 28 50 17 — —
П-34. Трубы стальные бесшовные хонодиодеформированные
(по ГОСТ 8734—75), мм
Наруж- ный диа- метр Толщина стенки Наруж- ный диа- метр Толщина стенки Наруж- ный диа- метр Толщина стенки Наруж- ный диа- метр Толщина стенки
5 0,3—1,5 21 0,4—6,0 45 1,0—10 80 1,2—18
6 0,3—2,0 22 0,4—6,0 48 1,0—10 83 1,2—18
7 0,3—2,5 23 0,4—6,0 50 . 1,0—18 85 1,2—18
8 0,3—2,5 24 0,4—6,5 51 1,0—18 89 1,2—18
9 0,3—2,5 25 0,4—6,5 53 1,0—18 90 1,2—18
10 0,3—3,5 26 0,4—7,0 54 1,0—18 95 1,2—18
11 0,3—3,5 27 0,4—7,0 56 1,0—18 100 1,5—18
12 0,3—3,5 28 0,4—7,0 57 1,0—18 102 1,5—18
13 0,3—4,0 30 0,4—8,0 60 1,0—18 108 1,5—18
14 0,3—4,0 0,4—8,0 63 1,0—18 ПО 1,5—22
15 0,3—4,0 0,4—8,0 65 1,0—18 120 1,5—22'
16 0,3—5,0 35 0,4—8,0 68 1,0—18 130 1,5—22
17 0,3—5,0 36 0,4—8,0 70 1,0—18 140 1,6—22
18 0,3—5,0> 38' 0,4—9,0 73 1,0—18 150 1,8—22
19 0,3—5,0 40 0,4—9,0 75 1,0—18 160 2,0—22
20 о.з—6,а 42 1,0—10 76 1,0—18
Примечания! 1. По ГОСТ 8734—75 предусмотрены трубы диаметром до 250 ми*
2. Толщину стенки трубы соответствующего диаметра принимать в указанном для данного
диаметра диапазоне из следующего ряда: 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; 1,5; 1,6; 1.8;
2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9.5; П;
11; 12; 14; 16; 18; 20; 22.
3. По длине трубы должны поставляться: немерной длины от 1,5 до 11,5 м; мерной
длины — от 4,5 до 9 м с предельным отклонением по длине +10 мм; длины, кратной мер-
ной, — от 1,5 до 9 м.
4. Материал труб и технические требования к ним — по ГОСТ 8733—74.
5. Теоретическая масса, кг, 1 м длины трубы при плотности стали 7,85 г/см3 опреде-
ляется по формуле
Af = 0,024 661 48 X s (£>„ —S),
где £>н — наружный диаметр, мм; s — толщина стенки, мм.
Пример условного обозначения трубы диаметром 70 мм, с толщине!
стенки 2,0 мм, длиной, кратной 1250 мм, из стали марки 20, с поставкой по химическом»
составу (по группе Б) ГОСТ 8733—74;
_ , 70X2X1250 кр. ГОСТ 8734—75
Три6а ----Д ТоТОСТ 8733—74-----'
71
Согласно общим техническим требованиям (ГОСТ 8733—74), в зависи-
мости от показателей качества поставляются следующие группы труб: Б —
с нормированием химического состава, из спокойной стали марок по ГОСТ
1050—74, ГОСТ 4543—71 и ГОСТ 19282—73; В — с нормированием механи-
ческих свойств, указанных в табл. II-35, и химического состава, из стали
марок по ГОСТ 1050—74, ГОСТ 4543—71 и ГОСТ 19282—73; Г —с норми-
рованием механических свойств, контролируемых иа термообработаниых
образцах, и химического состава, из стали марок по ГОСТ 1050—74,
ГОСТ 4543—71 и ГОСТ 19282—73 (нормы механических свойств должны
соответствовать требованиям соответствующих стандартов на сталь); Д —
без нормирования механических свойств и химического состава, но с нор-
мированием испытательного гидравлического давления; Е — после специаль-
ной термической обработки. Марки стали, режим термической обработки
и нормы механических свойств устанавливаются документацией в установ-
ленном порядке.
11-35. Механические свойства стальных бесшовных холодиодеформированных
и теплодеформированиых труб (по ГОСТ 8733—74)
Марка стали от, кгс/мм* »вр, кгс/мм* 0/ ‘о /о 2 НВ при тол- щине стенки более Ю мм Марка стали ат, КГС/см* *s £ £ Q. ffi о % ‘8 НВ при тол щине стенки более 10 мм
Диаметр от- печатка, мм, не менее Число твер- дости не бо- лее Диаметр от- печатка, мм, не менее Число твер- дости не бо- лее
10 21 35 24 5,1 137 15Х 42 19 4,5 179
20 25 42 21 4,8 156 20Х 44 17 4,1 217
35 30 52 17 4,4 187 40Х — 63 14 4,0 229
45 33 60 14 4,2 207 ЗОХГСА — 50 18 —. —
10Г2 25 43 22 4,3 197 15ХМ 23 44 21 — -—
Примечание. Механические свойства труб из стали марок, ие указанных в
табл. 11-35, а также нормы ударной вязкости и относительного сужения для стали всех
марок устанавливаются по соглашению изготовителя с потребителем.
5. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
МЕДЬ
Медь марок МООбк, МО, Ml, М2, М3 и М4 и других (различной степени
чистоты) изготовляется по ГОСТ 859—66 и предназначена для производ-
ства катодов, полуфабрикатов, проката меди, проката и литейных спла-
вов па медной основе. Прокат меди регламентируется следующими стан-
дартами: листы медные толщиной от 0,4 до 12 мм по ГОСТ 495—70, фольга
толщиной от 0,015 до 0,05 мм — по ГОСТ 5638—75.
ЛАТУНЬ
Латунь — это сплав меди и цинка с содержанием последнего до 45%.
В обозначениях марок латуни (например, Л68) число означает содержание
меди в процентах, остальное — цинк. Латуни обладают высокой пластич-
ностью, которая при содержании цинка выше 39% резко падает. Латуни
могут содержать и другие компоненты (сложные латуни), обозначаемые бук-
вами русского алфавита, например: О — олово, С — свинец, Ж — железо,
72
Мц'—марганец, А — алюминий, Н — никель, К — кремний. Содержание
этих компонентов указывается в процентах цифрами в той же последова-
тельности, что и компоненты. Так, ЛЛЖМц66-6-3-2 означает латунь, содер-
жащую 66% меди, 6% алюминия, 3% железа, 2% марганца, остальное —
цинк.
По технологическим свойствам латуни делятся на обрабатываемые дав-
лением и литейные. Некоторые марки латуней, обрабатываемых давлением,
и их примерное назначение по ГОСТ 15527—70 приведены в табл. Н-36.
Этим стандартом, кроме указанных, предусмотрен ряд марок сложных
латуней: алюминиевая, железомарганцевая, никелевая, марганцовая, мар-
ганцово-алюминиевая. Наиболее широко применяются обладающие высо-
кой пластичностью латуни Л68, Л63 (для деталей, изготовляемых гибкой н
вытяжкой) и ЛС59—1, хорошо поддающаяся обработке резанием.
11-36. Применение некоторых марок латуней (по ГОСТ 15527—70)
Группа латуни Марка латуни Область применения
Латунь » » » Латунь свинцовая -» » Латунь кремнистая Л70 Л68 Л63 Л60 ЛС60-1 ЛС59-1 ЛК80-3 Ленты, полосы Листы, ленты, полосы, трубы, прутки, проволока Листы, лепты, фольга, •полосы, трубы, прутки, проволока Трубы Прутки Листы, ленты, трубы, полосы, прутки, проволока Поковки и штамповки
Листы и полосы латунные изготовляются по ГОСТ 931—70; листы хо-
лоднокатаные— толщиной 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3; 1,35;
1,4; 1,5; 1,6; 1,65; 1,8; 2,0; 2,2; 2,5; 2,75; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5
7,0; 7,5; 8,0; 9,0; 10,0; 11,0 и 12 мм; листы горячекатаные — толщиной от
5 до 22 м с интервалом 1 мм и толщиной 25 мм; полосы — толщиной от 0,4
до 10 мм.
Механические свойства листов и полос зависят от состояния материа-
ла. Основными состояниями по указанному стандарту являются мягкое,
полутвердое и твердое.
Прутки латунные изготавливают по ГОСТ 2060—73: тянутые круглые
диаметром от 3 до 10 мм с интервалом 0,5 мм, от И до 25 мм с интервалом
1 мм и диаметром 27; 28; 30; 32; 35; 36; 38, 40; 45 и 50 мм; тянутые квадрат-
ные и шестигранные с диаметром вписанной окружности от 5 до 50 мм тех
же значений, что и диаметры круглых прутков, за исключением разме-
ров 16; 18; 20; 23; 25; 28; 40 и 45 и с дополнительными размерами 41 и 46 мм;
прессованные прутки круглые диаметром от 10 до 160 мм, шестигранные
от 22 до 100 мм и квадратные от 22 до 32 мм.
Изготовляются прутки из латуней Л63, Л60, ЛС59—1 и латуней дру-
гих марок.
Трубы латунные изготовляют по ГОСТ 494—76, в соответствии с кото-
рым поставляются: трубы тянутые и холоднокатаные общего назначения
диаметром от 3 до 100 мм; прессованные трубы диаметром от 21 до 195 мм.
Трубы для теплЪобменных аппаратов (ГОСТ 21646—76) поставляются с на-
ружным диаметром от 10 до 50 мм и толщиной стенок от .0,8 до 3,0 мм.
Механические свойства и область применения литейных латуней^ по
ГОСТ 17711—72 показаны в табл. П-37.
73
П-37. Механические свойства и область применения некоторых литейных
латуней (по ГОСТ 17711—72)
Марка латуни Способ лнтья аВ’ кгс/мм2 S. % НВ Область применения
не менее
ЛА67-2.5 к 3 40 30 15 12 90 Коррозионностойкие детали
ЛАЖМц66-6-3-2 к 3 Ц 65 60 70 7 7 7 160 160 Массивные червячные винты, гайки нажимных винтов, ра- ботающие в тяжелых усло- виях
ЛАЖ60-1-1Л К 3 42 38 18 20 90 80 Арматура, втулки, подшип- ники
ЛК80-ЗЛ к 3 30 30 15 1-5 ПО 100 Арматура^ работающая при температуре до 250° С
ЛМцС58-2-2 к 3 35 25 8 10 80 70 Подшипники, втулки и дру- гие антифрикционные детали
ЛМцОС58-2,-2-2 к 3 30 30 4 6 100 90 Шестерни
ЛМцЖ55-3-1 к 3 д 50 45 40 10 18 10 100 90 90 Несложные детали ответст- венного назначения (гребные винты, лопасти), арматура, работающая при температуре до 300° С
ЛС59-1ЛД д 20 6 70 Литье под давлением
ЛС59-1Л ц 20 20 80 Фассонное литье, втулки, арматура
Примечание. В графе «Способ лнтья» приняты следующие обозначениям К — в
кокиль; 3 — в землю; Ц — центробежное; Д— под давлением.
БРОНЗА
Бронзами оловянными называются сплавы меди с оловом, безоловян-
ными — с алюминием, бериллием, кремнием, свинцом. Кроме указанных
элементов, бронзы дополнительно легируют фосфором, цинком, марган-
цем, железом, никелем, титаном. Маркируют бронзы буквами Бр, затем
обозначают входящие в нее элементы (кроме меди) и их содержание в про-
центах, как это указано выше для латуней. Например, БрОЦ4 — 3 озна-
чает бронзу, содержащую 4% олова, 3% цинка, остальное — медь.
По технологическим свойствам бронзы делятся на литейные и деформи-
руемые. Первые отличаются высокими литейными, механическими и анти-
фрикционными свойствами, низким коэффициентом трения и используются
для производства сложного фасонного литья, изготовления деталей с высо-
кой стойкостью против коррозии (в том числе водо- и паропроводной арма-
74
туры) и как антифрикционный материал для подшипников скольжения,
венцов червячных колес и т. п. Механические свойства и область примене-
ния некоторых оловянных бронз приведены в табл. П-38, а механические
свойства безоловянных бронз по ГОСТ 493—54 — в табл. П-39.
П-38. Некоторые марки литейных оловянных бронз (по ГОСТ 613—65
и нестандартных), их механические свойства и область применения
Марка бронзы ав- кгс/мм2 Коэффи- циент трепня НВ Область применения
Бронзы по ГОСТ 613—65
БрОЦСНЗ-7-5-1 18(21) 0,016 60 Арматура, работающая в усло- виях воздействия морской воды, а также пара и давления до 25 кгс/мм^
БрОЦС5-5-5 15(18) 0,009 60 Антифрикционные детали и ар- матура
БрОЦС4-4-17 15(15) 0,005 60 Антифрикционные детали, гайки ходовых винтов
Нестандартные бронзы
БрОФЮ-1 20(25) 0,008 100 Подшипники, шестерни, венцы
БрОЦЮ-2 25(30) 0,008 90 втулок Арматура для работы под дав- лением до ЗСО кгс/мм2, сложное фасонное литье, шестерни, втул- ки, подшипники
БрОНС И-4-3 20(20) — 120 Ответственные детали, работаю- щие при повышенных давлениях и температуре
БрОЦН5-2-5 35(35) 90 Шестерни, работающие при по- вышенных скоростях и больших нагрузках
Примечания: 1 Значения ав без скобок относятся к бронзам, полученным при
литье в земляные формы в скобках — при литье в кокиль (не менее указанного значении).
2. Приводимые значения коэффициента треиия относятся к случаю работы со смазкой
в паре со стальным валом.
11-39. Механические свойства безоловянных бронз (по ГОСТ 493—54)
Марка бронзы Способ литья S S и" и О 5: % £ 1 Марка бронзы Способ литья °вр> кгс/мм2 S. % а:
БрАМц9-2Л к 40 20 80 БрАЖС7-1,5-1,5 3 30 18
БрАМц10-2 3 и К 50 12 по БрАЖН! 0-4-4Л к 60 5 170
БрАЖ9-4Л 3 40 10 100 БрАЖШ1-6-6 3 и К 60 2 250
БрАЖ9-4Л к 50 12 100 БрСЗО К 6 4 25
БрАЖМцЮ-3-1,5 к 50 12 120 БрСН60-2,5' К 3 5 14
Примечания: 1. Механические свойства относятся к термически необработанным
бронзам.
2. В графе «Способ лнтья» приняты следующие обозначения; К — литье в металли-
ческую форму; 3 — литье в землю.
75
Бронзы деформируемые (обрабатываемые давлением) изготовляют:
слонянные — по ГОСТ 5017—74, безоловянные — по ГОСТ 18175 — 72.
Эти бронзы поставляются в виде полос, лент, прутков, проволоки и трубок.
Предусмотренная ГОСТ 18175—72 бериллиевая бронза БрБ2 поле терми-
ческой обработки (закалки от 800 — 820° С и отпуска при 320° С) обладает
высокой прочностью и упругостью и используется для изготовления пру-
жин, мембран и упругих контактов.
АЛЮМИНИЕВЫЕ СПЛАВЫ
Алюминиевые сплавы имеют небольшую плотность (2,7 г/см3), высо-
кую теплопроводность, малое элекросопротивление и в ряде случаев высо-
кую пластичность. Указанные свойства способствуют широкому применению
алюминиевых сплавов как конструкционного материала. По технологи-
ческим свойствам алюминиевые сплавы делятся на следующие основные
группы:
1. Деформируемые (по ГОСТ 4784—74), неупрочпяемые термической
обработкой, с небольшой примесью марганца или магния и упрочняемые
термообработкой, в состав которых входят медь, магний и марганец (дюр-
алюминий). Полуфабрикаты этих материалов поставляются в виде листов,
лент, прутков, труб, проволоки- и прессованных профилей.
Листы конструкционные из алюминиевых сплавов поставляются по
ГОСТ 21631—76 следующего ряда толщин: 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9;
1,0; 1,2; 1,5; 1,6; 1,8; 1,9; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0;
7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5 мм. Ширина листов от 600 и, в зависимости
от марки материала и толщины, до 2000 мм, длина —от 2000 до 7200 мм.
Механические свойства некоторых марок алюминиевых сплавов при постав-
ке в листах приведены в табл. П-40. Прутки, прессованные пз алюминия и
алюминиевых сплавов, изготовляются по ГОСТ 21488—76 круглого, квадрат-
ного и шестигранного сечения и имеют механические свойства, приведенные
в табл. П-41.
11-40. Механические свойства некоторых марок алюминиевых сплавов
при поставке в листах (по ГОСТ 21631—76)
Марка сплава Состояние испытываемых образцов Толщина, мм аВ’ кгс/мм2 кгс/мм2 5, %
не менее
АМцМ, АМцСМ Отожженные От 0,5 до 0,7 9 . 18
Св. 0,7 » 3,0 Э — 22
» 3,0 » 10,5 9 20
АМц1/2Н, Полунагартованные От- 0,5 до 3,5 15 5
АМцС1/2Н Св. 3,5 » 10,5 15 — 6
АМцН, АМцСН Нагартованные 0,5 19 1
Св. 0,5 до 0,8 19 2
» 0,8 » 1,2 19 — 3
» 1,2 » 10,5 19 — 4
АМг2М Отожженные От 0,5 до 1,0 17 16
Св. 1,0 » 10,5 17 — 18
76
П родолжение табл. 11-40
Марка сплава Состояние- испытываемых образцов Толщина, мм ав> кгс/мм2 СТ* кгс/мм2 г. %
ие менее
АМг21/2Н Полунагартованные От 0,5 до 1,0 24 15 5
Св. 1,0 » 5,0 24 15 6
» 5,0 » 10,5 23 14 6
АМг2Н Нагартованные От 0,5 до 1,0 27 . 22 3
Св. 1,0 » 10,5 27 22 4
АМгЗМ Отожженные От 0,5 до 0,6 20 9 15
Св. 0,6 » 4,5 20 10 15
» 4,5 » 10,5 19 8 15
АМг31/2Н Полунагартованные От 0,5 до 1,0 25 20 7
Св. 1,0 » 5,0 25 20 7
» 5,0 » 10,5 24 18 6
АМг5М Отожженные От 0,5 до 0,6 28 14 15
Св. 0,6 » 4,5 28 15 15
» 4,5 » 10,5 28 13 ^15
АМгбБМ, Отожженные От 0,5 до 0,6 31 15 15
АМгбН Св. 0,6 » 10,5 32 16 15
АМгбБ, АМгб Без термической обра- ботки От 5,0 до 10,0 32 16 15
Д1АТ 3 и ЕС От 0,5 до 1,9 37 19 15
Св. 1,9 » 10,5 38 20 15
Д1А 3 н ЕС От 5,0 до 10,5 36 19 12
Д16БТ 3 н ЕС От 0,5 до 1,5 45 29,5 13
Св. 1,5 » 6,0 45 29,5 11
» 6,0 » 10,5 45 29,5 10
Д16АТ 3 и ЕС От 0,5 до 1,9 41,5 27,5 13
Св. 1,9 » 6,0 43,5 28,0 11
» 6,0 » 10,5 43,5 28,0 10
Д16А 3 и ЕС От 5,0 до 10,5 42 26 10
77
П родолжение табл. П-40
Марка сплава Состояние испытываемых образцов Толщина, мм кгс/мм2 кгс/мм2 %
не менее
В95АТ1 3 и ИС От 0,5 до 1,9 49 41 7
Св. 1,9 » 6,0 50 42 7
» 6,0 » 10,5 50 42 6
В95А 3 и ИС От 5,0 до 1.0,5 50 • 42 6
Примечания: 1. В зависимости от состояния поставки в обозначение марки
добавляются следующие буквы: М—отожженные, 1/2Н—полунагартованные, Н— пагарто-
ванные, Т — закаленные и естественно состаренные.
2. Листы с технологнческрй плакировкой из сплавов АМгб и Д16 маркируются допол-
нительно буквой Б, листы с нормальной плакировкой из сплавов Д1, Д16, В95 н других —
буквой А.
3. В графе «Состояние испытываемых образцов» введены следующие обозначения: 3 —
закаленный; ЕС — естественно состаренный; ИС — искусственно состаренный сплавы.
4. Относительное удлинение 8, %, указано при I == 11,3 V Г.
11*41. Механические свойства некоторых марок алюминиевых сплавов
при поставке в прутках (по ГОСТ 21488—76)
Марка сплава Состояние : материала Диаметр прутков, мм 1 гКК/ЭЛИ ,ас | а , 0’2 кгс/мм2 г». % . | Марка сплава Состояние материала Диаметр прутков, мм s 2 о ЭД о <3 0»2« 1 кгс/мм2 о?
не менее не менее
АМц Без термн- От 5 до 350 ' 10 20 АК4 3 и ИС От 5 до 100 36 8
ческой АКБ 3 и ИС » 5 » ЮС 36 — 12
обработки АК8 3 и ИС » 5 » 100 46 — 10
АМцС То же » 5 » 350 10 — 20 Д1 3 и ЕС » 5 >100 38 1'2 12
АМг2 » »<5 » 300 18 13 Д16 3 и ЕС » 5 » 22 40 28 1.0
АМгЗ » »5 » 300 18 8 13 Св. 22 » 100 43 30 10
АМг5 » »'5 » 300 27 12 15 В95 3 и ИС От 5 » 22 50 40 6
АМгб » »' 5 » 300 32 16 15 Св. 22 » 100 54 43 6
Примечания: 1. В таблице приводятся механические свойства образцов, вырезан-
ных из прутков в состоянии поставки.
2. В графе «Состояние .материала» введены следующие условные обозначения: 3 и ЕС —
закаленные и естественно состаренные, 3 и ИС — закаленные и искусственно состаренные.
Алюминиевые сплавы АМц, АМг2 и АМгЗ служат для изготовления
малонагруженных деталей, сварных и клепаных конструкций, деталей,
получаемых глубокой вытяжкой (АМцМ и АМг2М); сплавы АМгб и АМгб—
для снарных и клепаных средненагруженных деталей и конструкций с вы-
сокой коррозионной стойкостью; Д1 — для деталей и конструкций сред-
ней прочности; Д16 — для конструкций средней и повышенной прочности,
к которым предъявляются требования повышенной долговечности при -пе-
ременных нагрузках; В95 — для нагружаемых конструкций, работающих
длительное время при температурах до 300° С.
2. Сплавы для поковок и штамповок (ГОСТ 4784—74), деформируе-
мые в горячем состоянии. Сплав АК.6 используется для изготовления штам-
пованных и кованых деталей сложной конфигурации и средней сложности;
АК4 — для изготовления деталей, работающих при повышенной темпера-
туре, поршней двигателей внутреннего сгорания; АК8 — для изготовления
высоконагруженных штампованных детален»
78
3. Литейные сплавы (по ГОСТ 2685—75). Предугмотрены па основе
систем: алюминий — кремний (марки АЛ2, АЛ4, АЛ9 и др.); алюминий-
кремний — медь (в том числе марка АК5М7); алюминий — медь; алюми-
ний — магний; алюминий — прочие компоненты. Некоторые марки алю-
миниевых литейных сплавов и их механические свойства в зависимости от
способа литья и вида термической обр-аботки, а также область их приме-
нения приведены в табл. II-42.
П-42. Механические свойства некоторых марок алюминиевых литейных
сплавов в зависимости от способа литья н вида термической обработки
(по ГОСТ 2685—75) и область их применения'
Марка сплава . Способы литья Вид терми- ческой обра- ботки °вр> КГС/ММ2 Ю а: Область применения
н е мене е
АЛ2 зм, ом, вм, км 15 4 50 Для изготовления мало-
к 16 2 50 нагруженных деталей
д — 16 ' I1 50
ЗМ, ОМ, ВМ, км Т2 14 1 4 50
к Т2 15 ' 3 50
д Т2 15 2 50’
АЛ4 з, о, в, к. д . 15 2 50: Для изготовления средне-
к, д Т1 20 К5 60: нагруженных деталей
зм, ом, вм Тб 23 3 70 Для изготовления круп-
к, км Тб 24 3 70 : ных нагруженных деталей
АЛ9 3, О; В, К __ 16 2 50 Для изготовления дета-
; д — 17 1 50 лей сложной конфигура-
з; о, в, к, д Т2 14 ; 2 45 ции средней нагружен-
к ' Т4 ' 19 4 50 ности
3, О; В Т4 18 4 50
к Т5 21 » 2 60
3, о, в Т5 20 2 60
зм, ом. вм Т5 20 2’ ‘ 60
зм, ом, вм Тб 23 I 70
зм, ом, вм Т7 20 2 60‘
зм, ом, вм Т8 . 16 3 , 55
АК5М2 3 13 . 80: Для поршней и головок
(АЛ 10В) к — 16 — 80 двигателей внутреннего
к Т1 17 — 90: сгорания й других дета-
3 Т1 15 — 80 лей, работающих при по-
вишенных температурах
Примеч-ания: 1. Условные обозначения способов литья: 3 — литье в песчаные
формы; О—литье в оболочковые формы; В — литье по выплавляемым моделям; К — лнтье
в кокиль; Д — литье под давлением; М — сплав прн литье подвергается модифицированию.
2. Условные обозначения видов термической обработки: Т1 —искусственное старение без
предварительной закалки; Т2 — отжиг; Т4 — закалка; Т5 — закалка н кратковременное
(неполное) искусственное старение; Тб—закалка н полное искусственное старение; Т7 —
закалка и стабилизирующий отпуск; Т8 — закалка и смягчающий отпуск.
79
6. ПЛАСТИЧЕСКИЕ МАССЫ
Общая характеристика пластмасс. Различные пластмассы обладают
рядом достоинств: низкой плотностью, химической стойкостью, высокой
удельной прочностью и износоустойчивостью, фрикционными или антифрик-
ционными свойствами, хорошими диэлектрическими характеристиками,
тепло- и звукоизоляционными свойствами. Детали в большинстве случаев
получают методами прессования, экструзии или литья, которые характери-
зуются высокой производительностью и высоким коэффициентом исполь-
зования материала. При правильном выборе и применении пластмасс сни-
жается вес машин, повышается их /надежность н долговечность, снижается
трудоемкость изготовления й стоимость.
Пластмассы делятся иа термопластические (термопласты) и термореак-
тивные. Термопласты под воздействием тепла и давления ие претерпевают
коренных изменений и их можно нагревом повторно размягчать и перера-
батывать. В термореактивиых пластмассах при воздействии определенных
температур и давлений происходят необратимые изменения, после которых
материалы не поддаются действию растворителей, при повторных нагре-
вах не размягчаются и повторной переработке не подлежат.
Свойства пластмасс зависят от природы связующих веществ и напол-
нителей. В качестве связующих применяют синтетические смолы. Напол-
нители делятся на три вида: порошковые (древесная мука, мелкий ас-
бест, бумажная и текстильная крошка, кварц и др.), волокнистые (син-
тетическое, стеклянное и асбестовое волокно) н слоистые (древесный шпон,
бумага, хлопчатобумажные, синтетические и стеклоткани).
В зависимости от основного назначения пластмассы подразделяют
на конструкционные, в том числе теплостойкие; электро- и радиотехниче-
ские; фрикционные и антифрикционные^ антикоррозионные и стойкие к
агрессивным средам; звуко- и теплоизоляционные.
Древеснослоистые пластики (ГОСТ 13913—68). Древесиослоистые
пластики (ДСП) изготовляют из листов лущеного шпона, склеенных син-
тетическими смолами в процессе термической обработки под давлением.
ДСП обладают хорошими антифрикционными свойствами, высокой проч-
ностью при растяжении и сжатии, износостойкостью и высокими диэлект-
рическими свойствами. Недостатком ДСП является их свойство поглощать
воду н набухать в ней. Отличаются различные марки расположением воло-
кон в смежных слоях. Так, у марки ДСП-A волокна древесины шпона
во всех слоях имеют одинаковое направление или каждые 4 слоя с парал-
лельным направлением чередуются с одним слоем, имеющим направление
волокон под углом 20—25° к смежным слоям; у марки ДСП-Б каждые
10—20 слоев с параллельным направлением волокон чередуются с одним
слоем, имеющим перпендикулярное направление волокон к смежным слоям;
у марки ДСП-В в смежных слоях волокна древесины шпона взаимно пер-
пендикулярны. Эта марка применяется в случаях, когда требуются оди-
наково высокие показатели прочности вдоль и поперек материала; у марки
ДСП-Г в смежных слоях волокна древесины шпона располагаются под уг-
лом 45°, что делает материал практически равнопрочным в разных на-
правлениях.
Изготовляют ДСП в виде листов (из марок ДСП-.В и ДСП-В-э) тол-
щиной от 1 до 12 мм и в виде плит толщиной от 15 до 60 мм с градацией
через 5 мм. Листы и плиты, склеенные из целых по длине листов шпона,
называются цельными, а склеенные из нескольких по длине листов, уло-
женных встык или внахлестку, называются составными. Основные меха-
нические свойства и примерное назначение пластиков различных марок
по ГОСТ 13913—68 показаны в табл. П-43.
Гетинакс. Гетинакс представляет собой слоистый прессованный ма-
териал, изготовляемый из бумаги, пропитанной термореактивной смо-
лой, Электротехнический гетинакс обладает высокой электрической проч-
ностью. Его применяют для изготовления панелей, щитков и других электро-
изоляционных деталей, а также в качестве конструкционного материала
80
для малонагруженных изделий, предназначенных для работы в средах
с различными условиями, при различной температуре, напряжении и частоте
тока. Электротехнический гетинакс выпускается по ГОСТ 2718—74 толщи-
ной от 0,20 до 50 мм восьми марок.
П-43. Основные механические характеристики н примерное назначение ДСП
по ГОСТ 13913—68
Древесно- слоистый пластик Предел прочности, кгс/см8 (не менее) Ударная вязкость вдоль волокон рубаш- ки, кгс-см/см2 (ие менее) Область применения
при растяже- нии вдоль волокон ру- башкн при сжатии вдоль волокон рубашки : при статиче- ском изгибе вдоль волокон рубашки при скалыва- нии по клее- вому, слою
ДСП-А 1800 — __ 80 Для изготовления дейдвуд- иых подшипников в судо- строении
ДСП-Б 2600 1600 2800 80 80 Как конструкционный и ан-
ДСП-В 1400 1250 1800 70 30 тифрикционный материал, а также для изготовления дейдвудных подшипников
ДСП-Г — 1250 1500 70 30 Как конструкционный (зуб- чатые колеса) и как анти- фрикционный (втулки и вкладыши подшипников и др.) материал
ДСП-Б-э 2600 1600 2800 80 80 Для изготовления конструк-
ДСП-В-э 1400 1250 1800 70 30 ционкых и электроизоля- ционных деталей аппарату- ры высокого напряжения, электрических машии, транс- форматоров, ртутных выпря- мителей и т. п.
ДСП-Б-м 2000 1300 2200 50 60 Как антифрикционный мате-
ДСП-В-м 1300 1000 1400 50 25 риал в качестве ползунов
ДСП-Г-м — 1000 840 50 17 лесопильных рам и других аналогичных деталей
ДСП-Б-т — __ — 50 70 Для изготовления деталей машин текстильной промыш- ленности
Примечание. В таблице указаны механические свойства цельных плит.
81
Декоративные бумажнослоистые пластики изготовляются по ГОСТ
9590—76 в виде листов толщиной от 1 до 5 мм. Лицевую сторону
делают из декоративной бумаги, пропитанной бесцветными лаками. Ма-
териал выпускается различных цветов, а также с поверхностью, имитирую-
щей ценные породы дерева. Устойчив к действию минеральных масел,
пищевых и некоторых химических продуктов. Применяется для отделки
кабин, изготовления панелей и т. п.
Текстолит. Конструкционный текстолит (ГОСТ 5—72) представляет
собой слоистый пластический материал, полученный путем прессования
нескольких слоев хлопчатобумажной ткани, пропитанной термореактив-
ными смолами. Выпускается текстолит конструкционный марок ПТК и ПТ
(1-го и 2-го сортов), предназначенных для изготовления шестерен, вту-
лок, подшипников скольжения, роликов, прокладок, панелей и других
изделий технического назначения и марок ПТМ-1 и ПТМ-2, предназначен-
ных для изготовления вкладышей подшипников прокатных станов и дру-
гих изделий. Физико-механические свойства и предусмотренные стандар-
том толщины листов текстолита марок ПТК и ПТ показаны соответственно
в табл. П-44 и П-45.
Текстолит электротехнический выпускается согласно ГОСТ 2910'—
74 по маркам, размерам и назначению, приведенным в табл. П-46.
П-44. Физико-механическне свойства конструкционного текстолита
(по ГОСТ 5—72)
Свойство Текстолит марки
ПТК пт
1-й сорт 2-й сорт 1-й сорт 2-й сорт
Плотность, г/см3 1,3—1,4 1,3—1,4 1,3-1,4 1,3—1,4
Разрушающее напряжение при изгибе, кгс/мм2, не менее Разрушающее напряжение при растя- жении, кгс/см2, не менее Разрушающее напряжение при сжатии, кгс/см2, не менее: перпендикулярно к слоям 1500 1400 1400 1100
1000 900 850 680
2550 2300 2300 2000
параллельно » ' 1550 1300 1300 1200
Теплостойкость по Мартенсу, °C, не менее 140 130 140 130
Водопоглощение, %, не более 0,7 0,9 0,9 1,0
П-45. Конструкционный текстолит (по ГОСТ 5—72), мм
Толщина листов Допускаемые отклонения для марок ПТК и ПТ (±) Толщина листов. Допускаемые отклонения для марок ПТК и ПТ (±) Толщи иа листов Допускаемые отклонения для марок ПТК и ПТ (±)
1-й сорт 2-й сорт 1-н сорт 2-н сорт 1-й сорт 2-й сорт
0,5; 0,7 0,10 0,10 5,0 - 0,50 0,60 18; 19 0,80 1,20
0,8; 1,0 0,10 0,15 6,0 0,60 0,60 20 1,00 1,50
1,2; 1,5 0,15 0,20 7,0; 8,0; 9,0 0,60 0,70 22; 25; 27 1,50 2,00
1,8; 2,0; 2,2 0,20 0,25 10 0,70 0,80 40 2,00 3,00
2,5 0,25 0,30 11; 12 0,70 0,90 43; 45; 50 2,50 3,00
3,0 0,30 0,40 13; 14; 15; 55 2,50 3,50
3,5 0,30 0,50 16; 17 0,80 1,00 60; 65; 70 3,00 3,50
4,0; 4,5 0,40 0,50
Пример условного обозначения текстолита марки ПТ толщиной 3 мм
1-го сорта:
Текстолит ПТ-3, сорт 1 ГОСТ 5—72.
82
П-46. Текстолит электротехнический листовой (по ГОСТ 2910—74)
Марка Номинальная толщина, мм Характерные свойства и преимущественное назначение Длительно дол устнмые рабочие темпе- ратуры, °C
А 0,5—50.0 Повышенные электрические свойства Для работы в трансформаторном масле и иа воздухе в условиях нормальной относительной влажности окружающей среды (относитель- ная влажность 45—75% при температуре 15—35° С) при частоте тока 50 Гц —65,..4-105
Б 0,5—50,0 Повышенные механические свойства Для работы на воздухе в условиях нормальной относительной влажности окружающей среды (относительная влажность 45—75% при тем- пературе 15—35° С) при частоте тока 50 Гц —65 .„4-105
Г 0,5-50,0 То же, что для марки А, нос расширенными допусками по толщине и короблению —65.„4-105
ВЧ 0,5—8,0 Для работы на воздухе в условиях нормаль- ной относительной влажности окружающей среды (относительная влажность 45—75% при температуре 15—35° С) при частоте тока 1 106 Гц —65 .„4-105
ЛТ 0,3—3,0 Для работы на воздухе в условиях повышен- ной относительной влажности окружающей среды (относительная влажность 95±2% при температуре 35° С) при частоте тока 50 Гц: а) при применении в качестве изделий, несущих механические нагрузки; б) при применении в качестве изделий без механических нагрузок —65. „4-85 —65.„4-120
Примечания: 1. Текстолит изготовляется в виде листов шириной от 450 до 980 мм
и длиной от 600 до 1480 мм со следующим рядом предпочтительных размеров по толщиве:
0,5; 0,6; 0,7; 0,8; 1,2; 1.8; 2,0; 2,5; 3,0; 3,5; 4,0; 5,0; 6,0; 10; 12; 15; 16; 18; 20; 25; 30;
35; 50.
2. Условное обозначение текстолита состоит из его марки, толщины и обозначения
настоящего стандарта.
Пример условного обозначения текстолита марки А толщиной 10,0 мм;
Текстолит А — 10,0 ГОСТ 1910—71.
Стеклотекстолит конструкционный (ГОСТ 10292—74) изготовля-
ется на основе стеклоткани в листах четырех марок: ВФТ-С толщиной
от 0,8 до 35 мм, применяется как конструкционный материал с повышенной
теплостойкостью и влагостойкостью; КАСТ-В толщиной от 0,5 до 90 мм
(конструкционный и теплоизоляционный материал); КАСТ-Р толщиной
1,2 мм и КАСТ толщиной от 0,5 до 1,2 мм. Стеклотекстолит обладает высо-
кими механическими свойствами и используется для изготовления деталей
методами листовой штамповки и механической обработки.
Материал прессовочный АГ-4 (ГОСТ 20437—75) изготовляется на основе
модифицированной фенолоформальдегидной- смолы в качестве связующего
и стеклянных нитей в качестве наполнителя. Материал предназначается
для изготовления прямым или литьевым прессованием, а также намоткой
83
с последующим отверждением изделий конструкционного и электротехни-
ческого назначения повышенной прочности, пригодных для работы при
температурах от — 196 до + 200°С.
Материал АГ-4 изготовляют следующих марок: В — стекловолокнит
нз неориентированных отрезков стеклянных однонаправленных нитей;
С — стеклолента на основе стеклянных крученых нитей; С и НС — стекло-
лента на основе стеклянных комплексных нитей. Цвет пресс-материала
АГ-4 всех марок — желтый различных оттенков. Механические свойства
пресс-материала АГ-4 различных марок приведены в табл. П-47.
П-47. Механические свойства пресс-матернала АГ-4 (по ГОСТ 20437—75)
Свойство Норма для марок
В С с госу- дарствен- ным Знаком качества с нс
Разрушающее напряжение иии, кгс/см2, не менее при растяже- Не опреде- ляется 5500 5500 5000
Разрушающее напряжение кгс/см2, ие менее при изгибе, 1500 4500 4500 4500
Разрушающее напряжение кгс/см2, ие менее при сжатии, 1300 Не определяется
Разрушающее напряжение при сжатии, кгс/см2, не менее: а) в направлении ориентации стеклони- тей б) в направлении, перпендикулярном к ориентации стеклонитей Не опреде- ляется То же 2500 80( 2000 2000 500
Ударная вязкость, кге-см/см?, не меиее 50 200 250
Пример условного обозначения пресс-матернала
АГ-4 марки В:
Пресс-мате риал АГ-4В ГОСТ 20437—75.
Винипласт — термопластический материал плотностью 1,38 г/см3,
обладающий высокой водостойкостью и химической стойкостью, электро-
изоляционными свойствами.
Применяется в качестве конструкционного и антикоррозионного ма-
териала для изготовления деталей установок, работающих в агрессивных
средах, фланцев, муфт, трубопроводов, для облицовки гальванических
ваин, в строительной промышленности и др.
Винипласт хорошо поддается обработке резанием, сварке (сварочными
прутками из винипласта при разогреве горячим воздухом), склеиванию,
гибке и вытяжке (при нагреве).
Листы винипласта (ГОСТ 9639—71) выпускаются длиной не мегсе
1300 мм и шириной не менее 500 мм следующих марок: ВН толщиной 1,0;
1,5; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 9,0; 10,0; 12,0;
15,0; 20,0 мм; ВНЭ и ВП толщиной от 1,0 до 5,0 мм указанного выше ряда;
ВД — листы декоративные, однотонные, применяемые в качестве облицо-
вочного материала, толщиной 1,5; 2,0; и 3,0 мм.
Температурный диапазон эксплуатации листов от 0 до 60е С. Физико-
механические свойства листов винипласта приведены в табл. П-48.
84
П-48. Физико-мехаинческие свойства листового винипласта (по ГОСТ 9639—71)
Винипласт
Свойство вн ВНЭ вп ВД
Предел текучести при растяжении, кгс/см2, не менее Относительное удлинение при разры- ве, %, не менее Температура размягчения по Вика, °C, ие ниже Пример условного о длиной 1500 мм, шириной 800 мм: Листы винипласта В 550 15 85 б о з и а ч Н 1500 X 500 10 85 е н н я 800 ГОС1 500 10 70 листов м г 9639—71 550 15 75 арки ВН
Органическое конструкционное стекло. Выпускается по ГОСТ 15809—70
трех марок: СОЛ, СТ-1 и 2-55 в виде листов толщиной 0,8; 1,0; 1,5; 2,0;
2,5 мм и далее от 3 до 8 мм с градацией через 1 мм, а также от 10 до
24 мм с градацией через 2 мм и^размерами от 400 X 500 до 1400 X 1600 мм
(стекло толщиной 20 мм и выше выпускается размерами до 1100 X 1100 мм).
Основные физико-механическне свойства показаны в табл. II-49,
П-49. Основные фнзнко-механические свойства
органического конструкционного стекла (по ГОСТ 15809—70)
Свойство Органическое стекло
СОЛ СТ-1 2-55
Температура размягчения, °C, ие менее 90 (92) НО (113) 133
Относительное удлинение при разрыве,. %, не менее 2,5 (2,8) 3,0 (3,3) 2,5
Разрушающее напряжение прн растяже- нии, кгс/см3, не менее Ударная вязкость, кгс-см/см2, не менее: 650 (670) 780 (790) 850
для толщин 3—4 мм 00 3 8 (9) 8
» » 5 мм и выше 15 (16) 15 (16) 15
Примечание. В скобках приведены свойства органического конструкционного
стекла для марок СОЛ и СТ-1 с государственным Знаком качества.
Материал хорошо поддается механической обработке — точению, свер-
лению, фрезерованию, а также -формованию — гибке и вытяжке, ко-
торые производятся с помощью матриц и пуансонов при подогреве. При-
меняется для остекления воздушного, наземного и водного транспорта,
приборов и агрегатов, для изготовления прозрачных моделей и деталей
приборов управления.
Полиамиды (группа пластмасс, известных под названиями капрон,
нейлон и др.) обладают высокой ударной вязкостью, прочностью при рас-
тяжении, сжатии и изгибе, способны поглощать удары и вибрации и могут
работать при смазке водой или маслами, а при незначительных нагрузках—
без смазки. Перерабатываются в изделия, главным образом, методом
85
литья под давлением, что позволяет получать сложные по конфигурации
детали при незначительной трудоемкости изготовления. Полиамиды ис-
пользуют как конструкционный и антифрикционный материал для изготов-
ления втулок, кулачков, эксцентриков, зубчатых колес, сравнительно
небольших деталей сложной конфигурации текстильных, трикотажных
полиграфических и других машин. Так как полиамиды сохраняют свои
механические свойства до сравнительно невысоких температур, то при ра-
боте в условиях трения (подшипники скольжения, зубчатые. колеса) для
лучшего отвода выделяемого тепла сопрягаемая деталь изготовляется из
материала высокой теплопроводности (обычно из стали). Полиамид 610
литьевой, согласно ГОСТ 10589—73, предназначен для изготовления литьем
под давлением различных изделий конструкционного и электроизоляцион-
ного назначения. Изделия из него могут эксплуатироваться без снижения
механических свойств в интервале температур от •— 60 до 4- 70°С. Основ-
ные свойства полиамида 610 следующие:
Плотность, г/см8...............................1,09—1,11
НВ.........................................-. . 10—15
Разрушающее напряжение при растяжении, кгс/см2 500—600
Разрушающее напряжение при срезе, кгс/см2 . . . 400—500
Предел текучести при сжатии, кгс/см?........... 700—900
Ударная вязкость на образцах с надрезом, кгс X
X см/см2, не менее............................. 5
То же, при температуре — 65° С.............. . 2,0—4,0
Усадка при литье под давлением, % ...... 0,8—1,5
Прессовочные фенольные массы или фенопласты (по ГОСТ 5689—73).
Фенопласты представляют собой термореакивные пластмассы, получаемые
в результате совместной обработки фенолоальдегидных смол или их мо-
дификаций, наполнителей, окрашивающих веществ и других добавок. По
ГОСТ 5689—73 фенопласты выпускаются следующих типов: общего наз-
начения — 0, специальный — Сп, электроизоляционный — Э, влагохим-
стойкий — Вх, ударопрочный — У, жаростойкий — Ж.
В зависимости от состава и назначения фенопласты делятся на типы,
группы и марки. Некоторые из них приведены в табл. П-50, а их основные
показатели — в табл. П-51,
11-50. Некоторые типы, группы и марки фенопластов (по ГОСТ 5689—73)
Тип Группа Обо- значе- ние группы Марка Обозначение марки по ГОСТ 5689—73 Методы пере- работ- ки
Общего назначения О Новолачиая с элек- трическими пока- зателями 01 01—040—02 01—030—02 К-15—2 К-20—2 К и Л
Новолачиая без электрических по- казателей 02 02—040—02 02—030—02 02—010—02 К-15—2 К-20-2 К-18—2ЦС Кн Л
86
Продолжение табл. 11-50
Тип Группа Обо- значе- ние группы Марка Обозначение марки по ГОСТ 5689—73 Методы пере- работ- ки
Общего назначения О Новолачиая с по- вышенными меха- ническими и элек- трическими пока- зателями 03 03-010—02 К-18—2 КнЛ
Новолачиая с по- вышенной водо- стойкостью 04 04—010—12 04—010—02 К-18—2м К-18—2в Ки Л
Влагохим- стойкий Вх Новолачиая кисло- тостойкая с элек- трическими пока- зателями Вх1 Вх1-090—34 К-18—36 К
Новолачиая кисло- тостойкая без элек- трических показа- телей Вх2 Вх2-090—68 Вх2-090—69 К-18—60 К-18—23 к
Новолачиая, водо- стойкая с повы- шенными механи- ческими показате- лями ВхЗ ВхЗ-090—14 К-18—81 к
Новолачиая водо- стойкая с высокой ударной вязкос- тью Вх4 Вх4-080—34 ФКПМ-15Т к
Ударопрочный У Резольная с элек- трическими пока- зателями У1 У1-301—07 Волокннт Ки Л
Резольная без электрических по- казателей У2 У2-301—07 Волокннт Ки Л
Примечание. В графе «Методы переработки» приняты следующие обозначения:
К—компрессионное прессование; Л — литьевое прессование.
87
11-51. Основные показатели некоторых
Нормы
Показатель 1 01—040— 02 01—030—02 02—040—02 . 02—030—02 02—010—02 03—010—02
Цвет Плотность, г/см3, не более Разрушающее напряжение при изги- бе, кгс/см2, ие менее Ударная вязкость на образцах без надреза, кге-см/см2, не менее Теплостойкость по М’артенсу, °C, ие менее Электрическая прочность, кВ/мм, не менее Усадка, %, в пределах ч 1,45 600 5,0 125 11,0 0,4—0,8 Ц 1,45 600 5,0 125 0,4-0,8 ч 1,40 700 6,0 130 13,0 0,4—0,8
Примечание. В первой строке приняты следующие обозначения: Ч — черный;
вого, иеоднотониый; Чн — черный, неоднотонный; 3 — от темно-зеленого до черного, неодно
Выпускаются фенопласты в виде порошков, кроме фенопластов групп
У1, У2, УЗ, У5 и Уб, которые выпускаются, в виде волокнистых масс.
Изготовление деталей -осуществляется методом компрессионного
прессования, заключающимся в непосредственном приложении давления
к пресс-материалу, который находится в нагретой замкнутой пресс-форме.
Некоторые из этих материалов можно перерабатывать также методом ли-
тьевого горячего прессования, отличающимся от компрессионного нали-
чием в пресс-форме специальной загрузочной камеры, откуда нагретый
н достигший определенной пластичности материал поступает в форму.
Обозначения фенопластов состоят из названия материала, марки,
цвета н стандарта.
Пример условного обозначения фенопласта марки
03—010—02 черного цвета:
Фенопласт 03—010—02 черный ГОСТ 5689—73.
Паронит (по ГОСТ 481—71). Листовой паронит, предназначенный
для изготовления прокладок различных размеров н конфигурации, из-
готовляют из смеси асбестовых волокон, растворителя, каучука и напол-
нителей. В зависимости от назначения выпускается паронит следующих
марок: ПОН—общего назначения (для работы в среде пресной воды, водяного
пара, водяных растворов солей различной концентрации, спиртов и др.);
ПМБ — маслобензостойкий (для работы в среде морской воды, легких
н тяжелых нефтепродуктов, минеральных масел и др.); ПА — армирован-
ный сеткой; ПЭ — электролизерный.
Паронит ПОН имеет плотность 1,6 —2,0 г/см3 и выпускается в листах
размерами от 300 X 400 мм до 1500 X 300 мм и толщиной 0,4; 0,6; 0,8;
1,0; 1,5; 2; 3; 4,5 и 6 мм. Паронит ПМБ имеет плотность 1,5 — 2 г/см3 и вы-
пускается в листах размерами от 500 X 500 до 1000 X 1500 мм и-толщиной
0,4; 0,5; 0,6; 0,8; 1,0; 1,5; 2; 2,5; и 3 мм.
Пример услов но го обозначения листов паронита
марки ПОН толщиной 0,6 мм, шириной 500 н длиной 750 мм:
Паронит ПОН 0,6x500X750 ГОСТ 481-71.
88
фенопластов (по ГОСТ 5689—73)
для марок
04—010—12 04—010—02 Bxl-090—34 Вх2-090—69 ВХ2-090—68 ВхЗ-090—14 ВХ4-080—34 У1-301—07 У 2-301—07
ч Ж Чн 3 Чн К к
1,40 1,60 1,60 1,50 1,75 1,45 1,45
700 550 550 600 350 800 800
6,0 4,5 4,5 6,0 8,0 9,0 9,0
135 125 125 125 115 140 140
14,0 13,0 — — 13,0 4,0 —
0,4—0,8 0,4—0,8 0,4—0,8 0.4—0,8 0,3-0,9 0,3—0,6 0,3—0,6
Ц — цветной (однотонный — красный, зеленый, желтый н др.); Ж — от желтого до корнчне-
•гонный; К — от светло-коричневого до темно-коричневого, неоднотониый.
III. ОБЩИЕ КОНСТРУКТОРСКИЕ НОРМЫ
1. НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ,
УГЛЫ И КОНУСНОСТИ
II1-1. Нормальные линейные размеры (по ГОСТ 6636—69), мм
Ra5 ЯаЮ Ra20 Ra40 Дополни- тельные размеры Ra5 RalO Ra20 Ra40 Дополни- тельные размеры
1,о 1,0 1,0 1,1 1,0 1,05 1,1 1,15 — 1,6 2,0 2,0 2,2 2,0 2,1 2,2 2,4 1,95 2,05 2,15 2,3
1,2 1,2 1,4 1,2 1,3 1,4 1,5 1,25 1,35 1,45 1,55 2,5 2,5 2,5 2,8 .2,5 2,6 2,8 3,0 2,7 2,9 3,1
1,6 1,6 1,6 1,8 1,6 1,7 1,8 1,9 1,65 1,75 1,85 3,2 3,2 3,6 3,2 3,4 3,6 3,8 3,3 3,5 3,7 3,9
89
П родолжение табл. Ш-1
Лаб ЛаЮ Ла 20 №40 Дополни- тельные размеры Лаб ЛаЮ Ла20 Ла40 Дополни- тельные размеры
4,0 4,0 4,0 4,5 4,0 4,2 4,5 4,8 4,1 4,4 4,6 25 32 32 36 32 34 36 38 33 35 37 39
5,0 5,0 5,6 5,0 5,3 5,6 6,0 5,2 5,5 5,8 6,2 40 40 40 45 40 42 45 48 41 44 46 49
6,3 6,3 6,3 7,1 6,3 6,7 7,1 7,5 6,5 7,0 7,3 7,8 50 50 56 50 53 56 60 52 55 58 62
8,0 8,0 9,0' 8,0 8,5 9,0 9,5. 8.2 8,8 9,2 9,8 63 63 63 71 63 67 71 75 65 70 73 78
10 10 10 11 10 10,5 11 11,5 10,2 10,8 Н,2 80 80 90 80 85 90 95 82 88 92 98
12 12 14 12 13 14 15 12,5 13,5 14,5 15,5 100 100 100 НО 100 105 НО 120 102 108 112 115 118
1,6 16 16 18 16 17 18 16,5 17,5 18,5 19,5 125 125 140 125 130 140 150 135 145 155
20 20 22 20 21 22 24 20,5 21,5 23 160 160 160 180 160 170 180 190 165 175 185 195
200 200 , 220 200 210 220 240 205" 215 230
25 25 ' 25 28 25 26 28 30 27 29 31
90
Продолжение табл. 111-1
Ra5 Ла 20 Ra40 1 Дополни- тельные размеры Ла5 ЛаЮ Ла20 Ла40 Дополни- тельные размеры
250 250 250 280 250 260 280 300 270 290 310 315 1600 1600 1600 1800 1600 1700 1800 1900 1650 1750 1850 1950
320 • 320 360 320 340 360 380 330 350 ' 370 390 2000 2000 2240 2000 2120 2240 2360 2060 2180 2300 2430
400 400 400 450 400 420 450 480 410 440 460 490 2500 2500 2500- 2800 2500 2650 2800 3000 2580 2720 2900 3070
500 500 560 500 530 560 600 515 545 580 615 3150 3150 3550 3150 3350 3550 3750 3250 3450 3650 3870
630 630 630 710 630 670 710 750 650 690 730 775 4000 4000 4000 4500 4000 4250 4500 4750 4120 4370 4620 4870
800 800 900 800 850 900 950 825 875 925 975 5000 5000 5600 5000 5300 5600 6000 5150 5450 5800 6150
1000 1000 1000 1120 1000 1060 1120 1180 1030 1090 1150 1220 6300 6300 6300 7100 6300 6700 7100 7500 6500 6900 7300 7750
1250 1250 1400 1250 1320 1400 1500 1280 1360 1450 1550 8000 8000 9000 8000 8500 . 9000 9500 8250 8750 9250 9750
Примечания: 1. Стандарт устанавливает ряды линейных размеров (диаметров,
длин, высот и др.) в интервале от 0,001 до 20 С00 мм.
2. Стандарт ие распространяется на технологические межоперационные размеры, раз-
меры, зависящие от других принятых величин, и размеры, установленные в стандартах на
конкретные изделия.
3. При выборе размеров предпочтение следует отдавать ряду с более крупной града-
цией (ряд Ra5 следует предпочитать ряду ряд /talO — ряду Ra?0, а ряд RalO —
ряду Zta40).
4. В стандарте приводятся дополнительные размеры, которые допускается применять
лишь в отдельных, технически обоснованных случаях.
91
111-2. Нормальные углы (по ГОСТ 8908—58)
1-й ряд 2-й ряд З-й ряд 1-й ряд 2-й ряд З-й ряд 1-й ряд 2-й ряд З-й ряд
0° 0° 0° 30' 0° 0° 15' 0°30' 0°45' 15° 10° 15° 10° 12° 15° 18° — 75° 70° 75° 80° 85°
— 1° 2° 3° 1° 1°30' 2° 2° 30' 3° 4° 30° 20° 30° 20° 22° 25° 30° 35° 40° 90° 120° 90° 120° 90° 100° 110° 120° 135° 150°
5° 5° 8° 5° 6° 7° 8° 9° 45° 60° 45° 60° 45° 50° 55° 60° 65° — — 180° 270° 360°
Примечания: I. Данные таблицы не распространяются на угловые размеры, свя-
занные расчетными зависимостями с другими принятыми размерами, и на угловые размеры
конусов (нормальные конусности по ГОСТ 8593—57).
2. При выборе углов I-й ряд следует предпочитать 2му, а 2-й — 3-му.
II1-3. Нормальные конусности общего назначения (по ГОСТ 8593—57)
Конусность К есть отношение разности диаметров
двух поперечных сечений конуса к расстоянию
между ними:
„ D—d ci
К = -— = 2 tg а
Конусность К Угол конуса 2а Угол уклона а Область применения
1:200 0° 17' 11" 0° 8' 36" Крепежные детали для неразборных сое- динений, подвергающихся сотрясениям и ударной переменной нагрузке; кониче- ские призонные болты
1 : 100 0° 34 ' 23" 0° 17' 11" Крепежные детали для неразборных сое- динений, подвергающихся сотрясениям и спокойной переменной нагрузке; шпонки клиновые
1 : 50 1°8' 45" 0° 34' 23" Конические штифты, установочные шпильки
1 :30 1° 54' 35" 0°57' 17" Конусы насадных разверток и зенкеров и оправки для них
1 :20 2° 51'51" 1°25'56" Болты конусные, задвижки клинкетные, метрические конусы инструментов, отвер- стия в шпинделях станков, хвостовики инструментов
92
Продолжение табл. 111-3
Конусность X Угол конуса 2а Угол уклона а Область применения
1 15 3° 49' 6" 1° 54' 33" Конические соединения деталей при уси- лиях, направленных вдоль оси, соедине- ния поршней со штоками
1 : 12 4° 46' 19" 2° 23' 9" Закрепительные втулки шарико- и ролико- подшипников
1 10 5° 43' 29" 2° 51'45" Конические соединения деталей при ра- диальных и осевых усилиях, концы валов электрических и других машин
1 :8 7° 9' 10" 3° 34' 35" Конические оси, полуоси, валики и шту- церы
1 :7 8° 10' 16" 4° 5' 8" Пробки кранов для арматуры
1:5 11° 25' 16" 5° 42' 38" Легко разъединяющиеся соединения дета- лей при радиальных усилиях, конические фрикционные муфты
1 :3 18° 55' 29" 9° 27' 44" Конусы муфт предельного момента
1 : 1,866 30° 15й Фрикционные муфты приводов, зажимные цанги, головки шинных болтов
1 : 1,207 45° 22° 30' Потайные и полупотайиые головки закле- пок диаметром от 28 до 37 мм, уплот- няющие конусы для легких ниппельных винтовых соединений труб
1 :0,866 60° 30° Потайные и полупотайиые головки закле- пок диаметром от 16 до 25 мм и винтов диаметром 22 и 24 мм, центры станков и центровые отверстия
1 :0,652 75° 37° 30' Потайные и полупотайиые головки закле- пок, потайные головки болтов диаметром от 10 до 13 мм
1 :0,500 90° 45° Потайные головки винтов по металлу и дереву, концы обрабатываемых валов, осей, пальцев; потайные и полупотайиые головки заклепок диаметром до 8 мм
1 : 0,289 120° 60° Конусы под набивку сальников, дрос- сельные клапаны, наружные фаски гаек н.головок винтов
Примечание. Расчетные значения угла конуса и угла уклона приведены с точ-
ностью до 1", а расчетные значения знаменателя в выражении, определяющем конусность, —
с точностью до 0,001,
93
2. ЭЛЕМЕНТЫ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
РАЗМЕРЫ ПОД КЛЮЧ
И МЕСТА ПОД КЛЮЧИ ГАЕЧНЫЕ
II1-4. Размеры под ключ (по ГОСТ 6424—73), мм
Номиналь- ные раз- меры $2» £>в Предельные Отклонения от • размеров Поминаль- ные раз- меры Sa; Sa Предельные отклонения от размеров
охватываемых S> охва- тываю- щих s3 охватываемых S2 охва- тываю- щих S#
Изде- лия по- вышен- ной точ- ности Изде- лия нор- маль- ной точно- сти Изде- лия грубой точно- сти Изде- лия по- вышен- ной точно- сти Изде- лия нор- маль- ной точно- стн Изде- лия грубой точно- сти
2,5*; 3,0* — — — +0,09 +0,03 32; 36; 41; 46; 50 —0,34 —1,00 —1,00 +0,25 +0,05
3,2; 4; 5; 5,5; 6* —о, id — — +0,12 +0,04 55; 60; 65; 70;' 75; 80 —0,40 —1,20 —1,20 +0,30 +0,10
7 —0,20 — . +0,15 +0,05
85; 90; 95; 100; 105; ПО;.' 115 —0,87 —1,40 —1,40 —
8; (9,0); 10 —0,20 —0,36 —— +0,15 +0,05
(П); 12; 13; 14; (15); 17 —0,24 —0,43 — +0,18 +0,06
130; 145; 155; 175; 180 —1,00 —1,60 —1,60 —
19; 22; 24 —0,28 —0,52 — +0,21 +0,07
185; 200; 210; 225 —1,15 —1,90 — 1,90
27; 30 —0,28 —0,52 —0,84 +0,21 +0,07
Примечания: 1. Размеры, отмеченные звездочкой, допускается применять только
для изделий с углублением под ключ.
2. Размеры, заключенные в скобки, допускается применять для ранее наготовленных
изделий.
94
II1-5. Места под ключи гаечные (наименьшие размеры по ГОСТ 13682—68), мм
Зев ключа S А Я, Л2 ' Е Et м L м Л D
3,2 8 — — 4 — 5 14 10 9 —
4,0 9 16 12
5,0 11 5 7 18 14 10
5,5 12 10 7 20 16
7,0 14 12 6 8 8 26 20 ' 13
8,0 17 16 14 7 8 9 30 24 15 20
10,0 20 18 16 8 10 11 36 28 18 22
95
Продолжение табл. Ш-5
Зев ключа S А Л, А, Е м L D
12,0 24 20 18 10 11 13 45 34 22 26
13,0 26 — 20 13 14 23 —
14,0 28 22 22 11 15 15 48 36 24 26
17,0 34 26 28 13 . 16 17 52 38 26 30
19,0 36 30 30 14 17 19 60 45 30 32
22,0 42 32 34 15 19 24 72 55 36 36
24,0 48 36 36 16 21 25 78 60 38 40
27,0 52 40 40 19 24 28 85 65 42 45
30,0 58 45 45 20 26 30 98 75 48 48
32,0 62 48 48 22 28 32 100 80 50 52
36,0 68 52 52 24 31 36 ПО 85 55 60
41,0 80 60 60 26 36 40 120 90 60 63
46,0 90 65 68 30 40 45 140 105 68 70
50,0 95 70 75 32 44 .48 150 110 72 75
55,0 105 78 80 36 45 52 160 120 80 85
60,0 ПО — — 38. — 55 170 130 85 —
65 120 42 60 185 145 92
70 130 45 65 200 160 98 '
75 140 48 70 210 170 105
80 150 75 230 190 115
85 160 52 82 250 195 125
90 95 170 175 58 88 260 200 130
92 280 210 135
100 190 65 98 300 230 145
Продолжение табл. III-5
Зев ключа S А А, А, в Et м L D
105 200 — — .68 — 102 310 240 150 —
НО 205 70 105 320 250 155
115 215 72 ПО 340 270 160
130 245 80 120 380 290 190
145 275 95 140 ’ 430, 320 210
155 295 100 150 450 350 225
175 330 ПО 165 510 390 255
180 335 115 170 530 410 265
185 345 175 540 420 270
200 370 120 180 580 450 290
210 395 130 205 610 470 305
225 420 140 220 650 500 325
Примечание. Размер К рекомендуется принимать равным размеру В.
ХВОСТОВИКИ ИНСТРУМЕНТОВ
II1-6. Диаметры и квадраты хвостовиков инструментов и отверстия
под квадраты (по ГОСТ 9523—67), мм
Диаметры хвостовиков d а Л е (наи- мень- ший) Диаметры хвостовиков d а h е (наи- мень- ший)
наи- мень- ший наи- боль- ший предпоч- титель- ный для прн ме- не пня наи- мень- ший наи- боль- ший предпоч- титель- ный для приме- нения
1,06 1,18 1,12 0,9 1,22 1,70 1,90 1,80 1,40 1,93
1,18 1,32 1,25 1,00 1,38 1,90 2,12 2,00 1,60 2,17
1,32 1,50 1,40 1,12 4 1,54 2,12 2,36 2,24 1,80 4 2,45
1,50 1,70 1,60 1,25 1,73 2,36 2,65 2,50 2,00 2,74
96
4 7-347
97
Продолжение табл. I1J-6
Диаметры хвостовиков d а h е (наи мень- ший) Диаметры хвостовиков d а h е (наи- мень- ший)
наи- мень- ший наи- боль- ший предпоч тнтель- иый для приме- нения наи- 1 мень- ший наи- боль- ший предпоч тигель- ный для приме- нения
2,65 3,00 3,35 3,00 3,35 3,75 2,80 3,15 3,55 2,24 2,50 2,80 5 3,08 3,44 3,85 21,20 23,60 22,40 18,00 22 23,81
23,60 26,50 25,00 20,00 24 26,71
3,75 4,25 4,25 4,75 4,00 4,50 3,15 3,55 6 4,35 4,87
26,50 30,00 28,00 22,40 26 30,21
4,75 5,30 5,30 6,00 5,00 5,60 4,00 4,50 7 5,42 6,12
30,00 33,50 31,50 25,00 28 33,75
6,00 6,70 6,70 7,50 6,30 7,10 5,00 5,60 8 6,85 7,65
33,50 37,50 35,50 28,00 31 37,75
7,50 8,50 8,00 6,30 9 8,65 37,50 42,50 40,00 31,50 34 42,75
8,50 9,50 9,00 7,10 10 9,65 42,50 47,50 45,00 35,50 38 47,75
9,50 10,60 10,00 8,00 11 10,78 47,50 53,00 50,00 40,00 42 53,30
10,60 11,80 11,20 9,00 12 11,98 53,00 60,00 56,00 45,00 46 60,30
11,80 13,20 12,50 10,00 13 13,38 60,00 67,00 63,00 50,00 51 67,30
13,20 15,00 14,00 11,20 14 15,18 67,00 75,00 71,00 56,00 56 75,30
15,00 17,00 16,00 12,50 16 17,18 75,00 85,00 80,00 63,00 62 85,35
17,00 19,00 18,00 14,00 18 19,21 85,00 95,00 90,00 71,00 68 95,35
19,00 21,20 20,00 16,00 20 21,41 95,00 106,00 100,00 80,00 75 106,35
ад
III-7. Диаметры и лыски хвостовиков инструментов (по ГОСТ 9523—67), мм
Диаметры хвосто- виков d а п Ь С Диаметры хвосто- виков d а п ь С
наи- мень- ший наи- боль- ший предпоч- тительный для при- менения наи- мень- ший наи- боль- ший предпоч- тительный для при- менения
1,90 2,12 2,00 1,80 3 6 9,50 10,60 10,00 8,00 7 10 0,5
2,12 2,36 2,24 2,00 10,60 11,80 11,20 9,00
2,36 2,65 2,50 2,24 11,80 13,20 12,50 10,00 9 И 12 1,0
2,65 3,00 2,80 2,50 13,20 15,00 14,00 11,20
3,00 3,35 3,15 2,80 15,00 17,00 16,00 12,50
3,35 3.75 3,55 3,15 5 17,00 19,00 18,00 14,00
3,75 4,25 4,00 3,15 19,00 21,20 20,00 16,00
4,25 4,75 4,50 3,35 8 21,20 23,60 22,40 18,00 16
4,75 5,30 5,00 4,00 23,60 26,50 25,00 20,00
5,30 6,00 5,60 4,50 26,50 30,00 28,00 22,40
6,00 6,70 6,30 5,00 0,5 30,00 33,50 31,50 25,00 14
6,ТО 7,50 7,10 5,60 5 8 0,5 33,50 37,50 35,50 28,00 1,5
7,50 8д50 8,00 6,30 7 10 37,50 42,50 40,00 31,50
8,50 9,50 9,00 7,10
4*
99
МЕСТА ПОД БОЛТЫ, ГАИКИ,
ШАЙБЫ, ВИНТЫ И ЗАКЛЕПКИ
II1-8. Места под шестигранные головки болтов,
гайки и шайбы (по ГОСТ 12878—67), мм
Номер 1 графы 1 Обозначе- ние Диаметр
1,6 < 2 2,6 3 4 5 6 8 10 12
1 D 5 6 7 8 10 12 14 20 24 26
Dt 8 8 10 10 14 16 18 24 28 30
II D — — — — — — — 18 20 24
Di — — — — — — — 20 24 28
III D 5 6 8 10 12 12 14 20 26 28
Di 8 8 10 12 14 16 18 24 30 34
IV V D 5 6 7 8 10 12 14 18 20 24
Di 8 8 10 10 14 16 18 20 24 28
D 6 7 10 12 14 18 20 26 34 40
Di 8 10 12 14 16 20 24 30 38 45
Примечания: 1. В'графе I указаны размеры под болты о шестигранной головкой,
ними зубьями; в графе II —Под болты с шестигранной уменьшенной головкой и шестигран
в графе IV — под уменьшенные шайбы; в графе V — под увеличенные шайбы.
2. Размер h устанавливается конструктором. Прн глубине Ь, превышающей */з высоты
резьбы d
14 16 18 20 22 24 27 30 36 42 48
30 32 36 40 42 45 52 60 70 80 95
34 38 42 45 48 52 60 65 80 90 100
26 30 32 36 40 42 45 52 65 70 80
30 34 38 42 45 48 52 60 70 80 90
32 34 38 40 42 50 55 60 70 85 95
36 40 42 45 48 55 60 65 80 90 100
26 30 32 36 40 42 48 55 65 75 90
30 34 38 42 45 48 52 60 70 80 100
45 52 60 65 70 75 85 95 105 125 150
48 под шестиг ные гайки 55 >анные г с умеш 65 айки, п шейным 70 эужинны размер 75 е и стог ом под 80 горные ключ; 90 шайбы с в графе 100 на ру ж 1 III - ПО 1ыми, а под нор 130 также с мальные 155 внутреи- шайбы;
головки болта (гайки), размер принимается по ГОСТ 13682—68.
100
101
III-9. Места под головки винтов и шайбы стопорные
Место Обозна- чение Диаметр
1 1,2 1,4 1.6 2 2,5 3 4
Под випты с цилиндри- ческой головкой и шести- гранным углублением под ключ, с полукруглой и цилиндрической голов- ками D 1-й ряд 2,3 2,6 2,9 3,3 4,3 5 6,5 8,0
2-й ряд
D, 1-й ряд 2,3 2,9 3,3 4,0 5,0 6,0 7,0 10
2-й ряд
Hi — — — — —. — — 4
на — — — — — — — 5,5
н3 0,7 0,8 1 1,2 1,4 1,7 2 2,8
Ht — — — — 2 2,5 3 4
Di — — — — — — — 12
Под винты с потайной и полупотайной головкой и шурупы D 2,5 2,8 3,2 3,8 4,6 5,6 6,5 8,3
Под шайбы стопорные с зубьями (для винтов с потайной и полупотайной головкой с углом 90°) D — — — — — — 7 9
Примечания: 1. Значения D под винты с цилиндрической головкой рекомендуется
ряду— для сквозных отверстий 2-го в 3-го рядов указанного ГОСТ (см. табл. III-11).
2. Значения Нг и Ht приведены для винтов при использовании их с нормальными и
3. Предельные отклонения для размеров D, Htl Hi, Нг и Ht — по А,.
/02
(по ГОСТ 12876—67), мм
резьбы d
5 6 8 10 12 14 16 18 20 22 24 27 30 36 42 48
10 11 14 17 19 22 26 28 32 36 38 42 48 57 65 75
12 15 18 20 24 28 30 34 38 40 45 50 60 68 80
12 14 18 22 24 26 30 34 38 — — — — — — —
28 32 36 40 — —- — __ — — —
5 6 8 10 12 14 16 18 20 22 24 27 30 36 42 48
7 8 11 13 16 18 20 23 25 28 30 34 38 45 52 61
3,5 4 5 6 7 8 9 10 11 — — — — — — —
5 6 7,5 9 11 12 13 15 16 — — — — — — —
15 18 20 24 26 30 34 36 40 — — — — — — —
10,3 12,3 16,5 20 24 28 31 35 39 —- — — — — *—
11,5 14,5 18,5 22 26 —
применять: по 1-му ряду —для сквозных отверстий 1-го ряда ГОСТ 11284—65; по 2-му
легкими пружинными шайбами по ГОСТ 6402—70.
103
111-10. Места под головки заклепок
(по ГОСТ 12876—67)
Диа- метр стерж- ня d, мм Размеры
под заклепки с потайной го- ловкой под заклепки с полупотайной головкой
а, град D, мм град D, мм
1 90 1,7 —
1,2 90 2,1 — —*
1,4 90 2,5 — —
1,6 90 2,7 — —
2 90 3,6 120 6,0
2,5 90 4,2 120 7,0
3 90 4,8 120 8,0
3,5 90 5,6 120 9,5
4 90 6,4 120 10,5
5 90 8,2 120 13,0
6 90 9,7 90 11,0
8 90 13,3 90 15,0
10 75 16,4 75 17,0
12 75 19,4 75 20,0
14 75 23,0 75 24,0
16 60 23,0 ' 60 24,0
18 60 26,0 60 27,0
20 60 29,0 60 30,0
22 60 32,0 60 33,0
24 60 35,0 60’ 36,0
27 45 36,0 45 37,0
30 45 40,0 45 41,0
36 45 48,0 45 49,0
ОТВЕРСТИЯ СКВОЗНЫЕ,
ПОД УСТАНОВОЧНЫЕ ВИНТЫ,
ЦЕНТРОВЫЕ, СМАЗОЧНЫЕ
111-11. Сквозные отверстия
для болтов, винтов, шпилек
и заклепок (по ГОСТ 11284—75), мм
Диаметр стержней крепежных деталей ДиЗтиетр сквозных отверстий
1-й ряд 2-й ряд З-й ряд
1,0 1,2 1,3 —
1,2 1,4 1,5 —
1,4 1,6 1,7 —
1,6 1,7 1,8 2,0
2,0 2,2 2,4 2,6
2,5 2,7 2,9 3,1
3,0 3,2 3,4 3,6
4,0 4,3 4,5 4,8
5,0 5,3 5,5 5,8
6,0 6,4 6,6 7,8
7,0 7,4 7,6 8,0
8,0 8,4 9,0 10,0
10,0 10,5 11,0 12,0
12,0 13,0 14,0 15,0
14,0 15,0 16,0 17,0
16,0 17,0 18,0 19,0
18,0 19,0 20,0 21,0
20,0 21,0 22,0 24,0
22,0 23,0 24,0 26,0
24,0 25,0 26,0 28,0
27,0 28,0 30,0 32,0
30,0 31,0 33,0 35,0
33,0 34,0 36,0 38,0
36,0 37,0 39,0 42,0
39,0 40,0 42,0 45,0
42,0 43,0 45,0 48,0
45,0 46,0 48,0 52,0
48,0 50,0 52,0 56,0
52,0 54,0 56,0 62,0
Приме1 1 а н и е. Отклонения диамет-
ров отверстий 1-го ряда по А,, 2-го ряда —
По А,.
104
111-12. Отверстия под установочные винты (по ГОСТ 12415—66), мм
Диаметр резьбы винта (предель- ные отклоне- ния по ЛО d2 (предель- 1 ные отклоне- ния по Л5) л . л. Лз ш га а S Диаметр резьбы винта di (предель- ные отклоне- ния по Ai) d2 (предель- ные отклоне- ния по А6) h ht л. ю га С Q
^пред клопе ельные НИЯ у от- 'л0 ^пред клоне ельные 1 ния - от- А 7 j
1,0 0,6 . 0,3 6,0 4,5 4,0 2,0 1,0 4 2,2
1,2 0,8 . - . 0,4 8,0 6,0 5,5 2,5 1,0 5 3,0
1,6 1,0 0,6 — — 0,5 10,0 7,0 6,4 3,0 1,2 6 3,5
2,0 1,2 0,8 — 0,6 12,0 9,0 8,4 4,0 1,6 6 4,5
2,5 1,7 1,0 0,8 16,0 12,0 — 4,0 2,0 — 6,0
3,0 2,0 — 1,2 — 1,0 20,0 15,0 — 6,0 2,5 — 7,5
4,0 5,0 2,5 3,5 3,0 1,6 1,6 — 3 1,2 1,7 24,0 18,0 — 6,0 2,5 — 9,0
111-13. Центровые отверстия (по ГОСТ 14034—74), мм
Центровые отверстия с углом конуса 60°
D d dt d. I, не менее l. 12 (пре- дельное отклонение СМ,)
номиналь- ный предель- ное откло- нение
2,0 (0,5) 1,06 — 0,8 0,48 см, —
2,5 (0,63) 1,32 — 0,9 0,60 —
3 (0,8) 1,70 2,50 1,1 0,78 1,02
4 1,0 2,12 3,15 1,3 0,97 1,27
105
Продолжение табл. III-13
D Л dt d, Л не менее h Zi (пре- дельное отклонение СМ8)
номиналь- ный предель- ное откло- нение
5 (1.25) 2,65 4,00 1,6 1,21 см8 1,60
6 1,6 3,35 5,00 2,0 1,52 1,99
10 2,0 4,25 6,30 2,5 1,95 2,54
14 2,5 5,30 8,00 3,1 2,42 3,20
20 3,15 6,70 10,00 3,9 3,07 4,03
30 4 8,50 12,50 5,0 3,90 5,06
40 (5) 10,60 16,00 6,3 4,85 6,41
60 6,3 13,20 18,00 8,0 5,98 7,36
80 (8) 17,00 22,40 Ю,1 7,79 9,35
100 10 21,20 28,00 12,8 - 9,70 11,66
120 12 25,40 33,0 14,6 11,60 13,80
160 16 33,90 42,50 19,2 15,50 18,00
240 20 42,40 51,60 25,0 19,40 22,00
360 25 53,00 63,30 32,0 24,00 27,00
Примечания: 1. Отверстия формы А применяются в случаях, когда после обра-
ботки необходимость в центровых отверстиях отпадает, а также в случаях, когда сохран-
ность центровых отверстий гарантируется термообработкой.
2. Отверстия формы В применяются в случаях, когда оии являются базой для много-
кратного использования или сохраняются в готовых изделиях.
3. Размеры, заключенные в скобки, применять не рекомендуется.
4. Размеры D — рекомендуемые.
Пример условного обозначения центрового отверстия формы А диа-
метрам d =. 1 мм:
Отв. центр. А1 ГОСТ 14034—74.
106
Продолжение табл. 111-13
Центровые отверстия с метрической резьбой
Ферма F
‘Размерь/ для справок
Форма Н
Для форм d Л1 (пре- дель- иое откло-4 нение Л7) da d, lt ие бол ее (пре- дель- ное от- клоне- ние по СМ,) It. ие более h (пре- дель- ное от- клоне- ние по СМ,) а
F н
8 — М3 3,2 5 — 2,8 1,56 — — 60°
10 16 М4 4,3 6,5 8,2 3,5 1,90 4,0 2,4
12,5 20 М5 5,3 8,0 И,4 4,5 2,30 5,5 3,3
16 25 Мб 6,4 10,0 13,3 5,5 3,00 •6,5 4,0
' 20 32 М8 8,4 12,5 16,0 7,0 3,50 8,0 4,5
25 40 М10 11,0 15,6 19,8 9,0 4,00 10,2 5,2
32 50 М12 13,0 18,0 22,0 10,0 4,30 Н,2 5,5
40 63 М16 17,0 22,8 28,7 11,0 5,00 12,0 6,5
63 80 М20 21,0 28,0 33,0 12,5 6,00 14,0 7,5
100 М24 25,0 36,0 43,0 14,0 9,50 16,0 11,5
160 МЗО 31,0 44,8 51,8 18,0 12,00 20,0 14,0
250 М36 37,5 53,0 60,0 20,0 13,50 22,0 15,5
400 М42 43,5 5,97 70,5 22,0 14,00 25,0 17,0
630 М48 49,5 74,0 88,0 24,0 16,00 28,0 20,0 75е
900 М56 58,0 85,6 99,5 27,0 18,00 31,0 22,0
Св. 1200 М64 66,0 95,0 112,5 29,0 19,00 34,0 24,0
М72х6 74,0 104,7 122,0 31,0 20,00 36,0 25,0
М80х6 82,0 115,7 133,0 34,0 22,00 39,0 27,0
М100х6 102,0 140,0 160,0 36,0 24,00 42,0 30,0
Примечания: 1. Отверстия формы F и Н применяются в изделиях с креплением
по центру для монтажных работ, транспортировки, хранения и термообработки в вертикаль-
ном положении.
2. Размеры D — рекомендуемые.
Пример условного обоз н а ч е и и я центрового отверстия формы F о диа-
метром резьбы d — М3:
Оте. центр. М3 ГОСТ 14034—74,
107
111-14. Смазочные отверстия в валах, мм
Тип и диаметр резьбы d Глубина нарезания / 4, d, h it С
Кони- ческая дюймо- вая Трубная Метриче- ская мелкая Кони- ческая дюймо- вая Трубная Метри- ческая
кони- ческая цилин- дриче- ская кони- ческая , S £ « Ч S св
10x1,25 12' 8,5 6 150 15 0,5
14X1,5 — — — 16 12,5 8 200 20 1
1/8" 1/8" — — 6,7 10 — — 8,5 6 150 15 1
1/4" 1/4" 1/4" — 10,2 11 18 —— 11,5 8 200 20 1
— 3/8' 3/8" — 13 20 — 14,5 10 400 25 1
1/2" 1/2" 1/2" — 13,5 16 25 — 18,5 12 800 30 1
ФАСКИ, РАДИУСЫ, КАНАВКИ,
НАКАТКИ, СБЕГИ РЕЗЬБ
111-15. Размеры входных фасок поверхностей деталей,
сопрягаемых неподвижными посадками, мм
Посадки Фаска Диаметр D
до 30 св. 30 до 50 св. 50 До 100 св. 100 до 260 св. 260 До 500
Переходные,- прессовые 1-го и 2-го классов точности н ГР С Ci 0,5 1 1 1.5 1 1,5 2 2,5 3,5 4
Прессовые класса точности 2а и /7Р13 С С1 1 1,5 1 1,5 2 2,5 3 3,5 4,5 5,5
Яр2з с С1 1,5 2 1,5 2 2 2,5 4 4,5 7 8
ПРяЗ с С1 2 2,5 2 2,5 3 3,5 5 6 8,5 10
Примечания: 1. Прн L D допускается увеличивать фаски до ближайшего
большего размера для данной группы посадок.
2. Входные фаски следует изготовлять только о одной стороны деталей.
108
111-16. Радиусы закруглений и фаски (по ГОСТ 10948—64), мм
1-й ряд 2-й ряд 1-й ряд 2-й ряд 1-й ряд 2-й ряд
0,10 0,10 1,6 1,6 25 25
— — — 2,0 .— • 32
— 2,5 2,5 40 40
— 0,20 — 3,0 — 50
— — 4,0 4,0 60 60
— 0,30 — 5,0 — 80
0,40 0,40 6,0 6,0 100 100
— 0,50 — 8,0 — 125
0,60 0,60 10 10 160 160
— 0,80 — 12 200
1,0 1,0 16 16 250 25б
— 1,2 — 20
Примечания: 1. Размеры распространяются на радиусы и фаски деталей из ме-
талла и пластмасс и не распространяются на радиусы закруглений (сгиба) гнутых деталей,
фаски из резрбах, радиусы проточек для выхода резьбообразующего инструмента, фаски и
радиусы закруглений шарико- и роликоподшипников и на их сопряжения с валами в корпу-
сами. При выборе размеров 1-й ряд следует предпочитать 2-му.
2. В обоснованных случаях допускается применять фаски с углами, отличными от 45°.
109
Ш-17. Форма и размеры канавок при шлифовании по цилиндру и торцу
(по ГОСТ 8820—69), мм
по цилиндру
по" цилиндру
и торну
ь (наруж- ное шли- фование) di (внут- реннее шлифова- ние) h R «1 rf
Г 1,6 d-0,3 d + 0,3 0,2 0,3 0,2 <10
0,5 0,3
2 3 d — 0,5 d4-0,5 0,3
1 0,5 >10—50
5 d-1 d-M 0,5 1,6 >50—100
8 2 1 >100
10 3
Примечания: 1. При шлифования на одной детали нескольких различных диамет-
ров рекомендуется применять канавки одного размера.
2. При ширине канавки Ъ < 2 мм допускается делать закругления о обеих сторон,
равные R.
3. В ответственных деталях, где применение канавок недопустимо из-за снижения проч-
ности, допускаются скруглемя радиусами по ГОСТ 10948~64,
110
IH-18. Форма и размеры канавок при плоском шлифовании, мм
Исполнение 1
Припуск на
Исполнение 2
Припуск на
Ь, Г» bi л, Гя 1 bl ht г»
2 1,6 0,5 3 2,0 1,0 1 5 • 3,0 1,6
111-19. Канавки для выхода долбяков (по ГОСТ 14775—69), мм
Модуль ЬНаим» исполнение 1 6наИМ» исполнение 2 а =5 01 (наи- меньшее) Г
прн пря- мых зубьях при косых зубьях при пря- мых зубьях прн косых зубьях
0=15° 0=23° 0=15° 0=23°
1 5 6 7 — — — 3,0 0,5
1,25-1,5 4,0
1,75-2,0 5,0
2,25 10 13 14 6,0
2,5 6 7 8 6,5
2,75—3,0 7,5
3,25 9,0 1,0
3,5—4,0 10,5
111
Продолжение табл. Ill-19
Модуль ЬНаим исполнение 1 6иаим. исполнение 2 a=ai (наи- меньшее)
при пря- мых зубьях при косых зубьях при пря- мых зубьях при косых зубьях
Р=15° 0=23° 0=15° 0=23°
4,25—4,5 7 8 9 10 13 14 12,0 1,0
5,0 13,0
5,5 8 9 10 ' 15,0
6,0 16,0
6,5 18,0
7,0 9 10 11 18,0
8,0 20,0
9,0 22,5
10,0 10 12 13 12 15 16 25,0 1.6
11,0 28,0
12,0 30,0
111-20. Рифления прямые и сетчатые (по ГОСТ 21474—75)
Рифления Материал заготовки Ширина В, мм Диаметр накатываемой поверхности D. мм
до 8 св. 8 До 16 св. 16 до 32 рв. 32 до 63 св. 63 до 125 св. 125
Шаг рифлений Р, мм
Прямые Все материа- До 4 0,5 0,5 0,6 0,6 0,8 1,0
лы Св. 4 до 8 0,5 0,6 0,6 0,6 0,8 1,0
» 8 » 16 0,5 0,6 0,8 0,8 0,8 1,0
» 16 » 32 0,5 0,6 0,8 1,0 1,0 1,2
» 32 0,5 0,6 0,8 1,0 1,2 1,6
Сетчатые Цветные ма- До 8 0,5 0,6 0,6 0,6 0,8
териалы и Св. 8 до 16 0,5 0,6 0,8 0,8 0,8 —
сплавы » 16 » 32 0,5 0,6 0,8 1,0 1,0
> 32 0,5 0,6 0,8 1,0 1.2 1.6
112
Продолжение табл. Ill-20
Рифления Материал заготовки Ширина В, мм Диаметр накатываемой поверхности D, мм
ДО 8 св. 8 До 16 св. 16 до 32 св. 32 до 63 св. 63 до 125 св. 125
Шаг рифлений Р, мм
Сетчатые Сталь До 8 Св. 8 до 16 » 16 » 32 » 32 0,5 0,5 0,5 0,5 0,6 0,8 0,8 0,8 0,8 1,0 1,0 1,0 0,8 1,0 1,2 1,2 0,8 1,0 1,2 1,6 2,0
ИрИМвЧапИМ.
1. шаг прямых рифлений Р следует выбирать из ряда 0,5; 0,6; 0,8; 1,0; 1,2; 1,6 мм;
сетчатых — 0,5; 0,6г 0,8; 1,0; 1,2; 1,6; 2,0 мм.
2. Угол а Для рифлений по стали равен 70°, для рифлений по цветным металлам в
сплавам — 90°; высота рифлений h — соответственно (0,25...0,7) Р и (0,25...0,5) Р.
3. Значения а, Л, а также указанные в таблице значения шагов Р в зависимости от диа-
метра D и ширины В рекомендуемые.
Примеры условного обозначения:
прямого рифления с шагом Р = 1,0 мм —-
Рифление прямое 1,0 ГОСТ 21474—75'»
сетчатого рифления с шагом Р — 1,0 мм —
Рифление сетчатое 1,0 ГОСТ 21474—75.
111-21. Сбеги, иедорезы, проточки и фаски для наружной метрической резьбы
(по ГОСТ 10549—63), мм
Шаг резьбы S 1 Сбег Недорез Проточка Фаска с
бтах ^«тах Тип 1 Тип II da при сопряжении с внутренней резьбой с про- точкой типа 11 для всех других случаев
при угле забор- ной части инст- румента, град нормаль- ный умень- шенный Нормальная Узкая Ь Г
ь г b Г Г1
20 | 30 | 45
0,2 0,4 0,3
0,25 0,5 0,3
0,3 0,5 0,4
0,35 0,6 0,4
0,4 0,7 0,5
0,45 0,8 0,5
0,5 1,0 0,6
0,6 1,2 0,7
0,7 1,3 0,8
0,75 1,5 0,8
0,8 1,5 0,9
1 1,8 1.2
0,2
0,2
0,2
0,3
0,3
0,3
0,4
0,4
0,5
0,5
0,6
0,7
0,4
0,5
0,5
0,6
0,8
0,8
1,0
1,0
1,6
1,6
1,6
2,0
1,0
1,0
1.6
1,6
2,0
2,0
3,0
3,0
0,3 0,2
0,3 0,2
0,5 0,3
0,5 0,3
0,5 0,3
0,5 0,3
1,0 0,5
1,0 0,5
1,0 0,3 0,2
1,0 0,3 0,2
1,6 0,5 0,3
1,6 0,5 0,3
1,6 0,5 0,3
2,0 0,5 0,3
0,2
0,2
0,2
0,3
0,3
0,3
0,5
0,5
0,5
1,0
1.0
i.a
из
Продолжение табл. 111-21
[ Шаг резьбы S | Сбег Недорез Проточка Фаска c
^тах ^!тах Тип I Тип 11 d, при сопряжении1 с внутренней резьбой с про- : точкой типа 11 1 для всех других случаев
при угле забор- ной части инст- румента, град нормаль- ный умень- шенный Нормальная Узкая b Г
ь Г Г1 ь Г ft
20 | 30 45
1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5 5,5 6 2,2 2,8 3,2 3,5 4,5 5,2 6,3 7,1 8,0 9,0 10,0 11,0 1,5 1,6 2,0 2,2 3,0 3.5 4,0 4,5 5,0 5,5 6,0 6,0 0,9 1,0 1.2 1,4 1,6 2,0 2,2 2,5 3,0 3,2 3,5 4,0 4,0 4,0 4,0 5,0 6,0 6,0 8,0 8,0 10,0 10,0 12,0 12,0 2,5 2,5 2,5 3,0 4,0 4,0 5,0 5,0 6,0 6,0 8,0 8,0 4,0 4,0 4,0 5.0 6,0 6,0 8,0 8,0 10,0 10,0 12,0 12,0 1,0 1,0 1,0 1.5 1,5 1,5 2,0 2,0 3,0 3,0 3,0 3,0 0,5 0,5 0,5 0,5 1,0 1,0 1.0 1,0 1,0 1,0 1,0 1,0 2,5 2,5 2,5 3,0 4.0 4,0 5,0 5,0 6,0 6,0 8,0 8,0 1,0 1,0 1,0 1,0 1,0 1,0 1,6 1,6 1,6 1,6 2,0 2,0 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 1.0 1,0 1,0 1,0 4,4 4,6 5,4 5.6 7,3 7,6 10,2 10,3 12,9 13,1 15,0 16,0 2,5 2,5 3,0 3,0 4,0 4,0 5,5 5,5 7,0 7,0 8,0 8,5 d—1,8 d—2,2 d— 2,5 d— 3,0 d—3,5 d—4,5 d— 5,0 d—6,0 d—6,5 d—7,0 d—8,0 d— 9,0 2,5 3,0 3,5 3,5 5,0 6,5 7,5 8,0 9,5, 10,5 10,5 10,5 1,6 1,6 "1,6 2,0 2,5 2,5 2,5 3,0 3,0 4,0 4,0 4,0
Примечания: 1. Под иедоводом резьбы понимают величину нарезанной части детали
между концом сбега и опорной поверхностью детали.
2. Радиус сферы R равен номинальному диаметру резьбы.
3. Недорез равен сбегу плюс недовод.
111-22. Сбега, иедорезы, проточки и фаски для внутренней метрической резьбы
(по ГОСТ 10549—63), мм
Сбег
Недорез
Проточка
Фаска с.
3 max
§
х
а,
В
А
X
V
«8
3
X
А
5
х
max
3
ш
х
V
3
£
а,
X
Тип I
Тип II
Нормальная
Узкая
bi
b,
d,
0.2
0,25
0,3
0,35
0.4
0,45
0,5
0,6
0,7
0,75
0,8
0,5
0,6
0,7
0,8
0,9
1,25
1,5
1,2
1,5
1,8
1,9
2,1
2,7
3,3
4,0
0,3
0,4
0,5
0,5
0,6
0,7
0,8
1,0
1,2
1,3
1.4
1,8
2,2
2,7
1,2
1,5
1,5
2,0
2,0
2,0
3,5
3,5
3,5
4,0
4,0
5,0
5,0
6,0
1,о
1,2
1,2
1,8
1,8
1,8
3,0
3,0
3,0
3,2
3,2
3,8
3,8
4,5
2,0»
0,5
0,3
1,0»
0,3
0,2
d+0,3
3,0*
1.0
0,6
1,6*
0,5
0,3
d+0,4
4,0
5,0
6,0
1,0
1,6
1.6
0,5
0,5
1,0
2,0
3,0
3,0
0,5
1,0
1.0
0,3
0,5
0,5
3,6
4,5
5,4
2,0
2,5
3,0
<1+0,6
d+0,5
d-f-0,7
2,0
2.5
2,5
0,2
0,2
0,2
0,3
0,3
0,3
0,5
0,5
0,6
1,0
1,0
1-0
1,6
1,6
X
X
X
3
Л
х
й
с 2
и
а
к
ч
ч
114
Продолжение табл. 111-22
Сбег Недорез
Проточка
Фаска с.
max
Тип I.
Тип II
Узкая
Нормальная
4,7 3,2 7,0 5,2 7,0 1,6 1,0 4,0 1,0 0,5 6,2 3,5
5,5 3,7 8,0 6,0 8,0 2,0 1,0 4.0 1.0 0,5 6,5 3,5
7,0 4,7 10,0 7.5 10 3,0 1,0 5,0 1,6 0,5 8,9 5,0
5.7 —— 9,0 10 3,0 1,0 6.0 1,6 1,0 11,4 6,5
6,6 __ 10,5 10 3,0 1,0 7,0 1,6 1,0 13,1 7,5
7.6 —_ 12,5 12 3,0 1.0 8,0 2,0 1,0 14,3 8,0
8,5 14,0 14 3,0 1.0 10 3,0 1,0 16,6 9.5
9,5 16,0 16 3,0 1,0 10 3,0 1,0 18,4 10,5
16 3.0 1,0 12 3,0 1.0 18,7 10,5
— — — — 16 3,0 1,0 12 3,0 1,0 18,9 10,5
• Ширина проточек дана для диаметров 6 мм и более.
3,0
3,0
4,0
4,0
5.5
5.5
7,0
7,0
8,0
8,5
1.6
2,0
2,5
2,5
2,5
3,0
4,0
4,0
4,0
4.0
&1 г
111-23. Сбеги, иедорезы, проточки и фаски для наружной трубной
цилиндрической резьбы (по ГОСТ 10549—63)
Номи- нальный диаметр резьбы, НИТОК п Сбег max при угле заборной части инст- румента, град Недорез ^2 max Проточка 1ска с
нормальная узкая rf,
А 5 X а> 3 л ® -- а»® ь г Г» ь 9 Л
£ 3 &
о —< 20 30 X X Ss 0
у g ММ
1/8 28 1,6 1,0 2,5 1,6 2,5 1,0 0,5 1,6 0,5 0,3 8,0 1,0
1/4 19 2,4 1,5 4,0 2,5 4,0 1,0 0,5 2,5 1,0 0,5 11,0 1,6
3/8 19 2.4 1,5 4,0 2,5 4,0 1,0 0,5 2.5 1,0 0,5 14,5 1,6
1/2 14 3,2 2,0 5,0 3,0 5,0 1,6 0,5 3,0 1,0 0,5 18,0 2,0
5/8 14 3,2 2,0 5,0 3,0 5,0 1,6 0,5 3,0 1,0 0,5 20,0 2,0
3/4 14 3,2 2,0 5,0 3,0 5,0 1,6 0,5 3,0 1,о 0,5 23,5 2,0
7/8 14 3,2 2,0 5,0 3,0 5,0 1,6 0,5 3,0 1,0 0,5 27,0 2,0
1 11 4,1 2,5 6,0 4,0 6,0 1,6 1,0 4,0 1,0 0,5 29,5 2,5
1 1/8 11 4.1 2,5 6,0 4,0 6,0 1,6 1,0 4,0 1,0 0,5 34,0 2,5
1 1/4 11 4,1 2,5 6,0 4,0 6,0 1,6 1,0 4,0 1,0 0,5 38,0 2,5
1 3/8 11 4,1 2,5 6,0 4,0 6,0 1,6 1,0 4,0 1,0 0,5 40,5 2,5
1 1/2 11 4.1 2,5 6,0 4,0 6,0 1,6 1,0 4,0 1,0 0,5 44,0 2,5
13/4 11 4,1 2,5 6.0 4,0 6,о 1,6 1,0 4,0 1,0 0,5 50,0 2,5
2 11 4,1 2,5 6,0 4,0 6,0 1,6 1,о 4,0 1,0 0,5 56,0 2,5
21/4 11 4,1 2,5 6,0 4,0 6,0 1,6 1,0 4,0 1,0 0,5 62,0 2,5
21/2 11 4,1 2,5 6,0 4,0 6,0 1,6 1,0 4,0 1.0 0,5 71,5 2,5
115
Продолжение табл. 1П-23
Номи- нальный диаметр резьбы, дюймы Число ниток п на 1" Сбег 0 max прн угле заборкой части инст- румента, град Недорез ^2 max Проточкз Фаска с
нормальная узкая d.
нормаль- ный умень- шенный ь г ь Г Г\ •
20 30
ММ
23/4 3 31/2 4 5 6 11 11 И 11 и 11 4,1 4,1 4,1 4,1 4,1 4,1 2,5 2,5 2,5 2,5 2,5 2,5 6,0 6,0 6,0 6,0 6,0 6,0 4,0 4,0 4,0 4,0 4,0 4,0 6,0 6,0 6,0 6,0 6,0 6,0 1,6 1,6 1,6 1,6 1,6 1,6 1,0 1,0 1,0 1,0 1,0 1,0 4,0 4,0 4,0 4,0 4,0 4,0 1,0 1,0 1,0 1,0 1,0 1,0 0,5 0,5 0,5 0,5 0,5 0,5 78,0 84,0 96,5 109,0 134,5 160,0 2,5 2,5 2,5 2,5 2,5 2,5
111-24. Сбеги, иедорезы, проточки
и фаски для внутренней трубной
цилиндрической резьбы
(по ГОСТ 10549—63)
Номи- нальный диаметр резьбы, дюймы ело ниток п на 1* Сбег h max Недорез ^4 max Проточка Фаска Ci
нормальная узкая dt
нормаль- ный уменьшен- ный нормаль- ный уменьшен- ный bt t 'l 6, г г.
Ег мм
1/8 28 2,2 1,4 4 2,5 4 1,0 0,5 2,5 1,0 0,5 10,0 1,0
1/4 19 3,3 2,0 5 3,0 5 1,6 0,5 3,0 1,0 0,5 13,5 1,0
3/8 19 3,3 2,0 5 3,0 5 1,6 0,5 3,0 1,0 0,5 17,0 1,0
1/2 14 4,8 3,0 8 5,0 8 2,0 1,0 5,0 1,6 0,5 21,5 1,6
5/8 14 4,8 3,0 8 5,0 8 2,0 1,0 5,0 1,6 0,5 23,5 1,6
3/4 14 4,8 3,0 8 5,0 8 2,0 1,0 5,0 1,6 0,5 27,0 1,6
7/8 14 4,8 3,0 8 5,0 8 2,0 1,0 5,0 1,6 0,5 31,0 1,6
1 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 34,0 1,6
- 1 1/8 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 39,0 1,6
1 1/4 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 43.0 1,6
13/8 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 45,0 1,6
1 1/2 11 6,0 4,0 10 6,0 10 3,0 1,о 6,0 1,6 1,0 48,5 1,6
13/4 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 54,5 1,6
2 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 60,5 1,6
2 1/4 Н 6,0 4,0 10 6,0 10 3,0 l.o 6,0 1,6 1,0 66,5 1,6
21/2 11 6,0 4,0 10 6,0 10 3,0 l.o 6,0 1,6 1,0 76,0 1,6
23/4 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 82,5 1,6
3 И 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 89,0 1,6
3 1/2 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 101,0 1,6
4 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 114,0 1,6
5 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 139,5 1,6
6 11 6,0 4,0 10 6,0 10 3,0 1,0 6,0 1,6 1,0 165,0 1,6
116
111-25. Сбеги, иедорезы; проточки и фаски для трубной конической резьбы
(по ГОСТ 10549—63)
Наружная резьба Внутренняя резьба
о Ч Проточка Проточка
С S s Яь е- И га X га
Номинальный ди резьбы, дюймы ШТОК п н h max г рной час: румента Е СО 8. ь Г '1 d, к га Е ,орез 14 п f, Г '1 dt ка С*гСъ
о ч о э X 8 Э X о §
5* ММ
1/8 28 2,0 3,5 2 0,5 0,3 8,0 3,0 5,5 3 1,0 0,5 10,0 1,0
1/4 19 3,0 5,0 3 1,0 0-.5 11,0 4,0 8,0 5 1,6 0,5 13,5 1,6
3/8 19 3,0 5,0 3 1,0 0,5 14,0 4,0 8,0 5 1,6 0,5 17,0 1,6
1/2 14 3,5 6,5 4 1,0 0,5 18,0 5,5 11,0 7 1,6 1,0 21,5 1,6
3/4 14 3,5 6,5 4 1,0 0,5 23,5 5,5 11,0 7 1,6 1,0 27,0 1,6
1 11 4,5 8,0 5 1,6 0,5 29,5 7,0 14,0 8 2,0 1,0 34,0 2,0
1 1/4 11 4,5 8,0 5 1,6 0,5 38,0 7,0 14,0 8 2,0 1,0 42,5 2,0
1 1/2 11 4,5 8,0 5 1,6 0,5 44,0 7,0 14,0 8 2,0 1,0 48,5 2,0
2 11 4,5 8,0 5 1,6 0,5 56,0 7,0 14,0 8 2,0 1,0 60,0 2,0
2 1/2 11 4,5 8,0 5 1,6 0,5 71,0 7,0 14,0 8 2,0 1,0 76,0 2,0
3 11 4,5 8,0 5 1,6 0,5 84,0 7,0 14,0 8 2,0 1,0 88,5 2,0
4 11 4,5 8,0 5 1,6 0,5 109,0 7,0 14,0 8 2,0 1,0 114,0 2,0
5 11 4,5 8,0 5 1,6 0,5 134,5 7,0 14,0 8 2,0 1,о 139,5 2,0
6 11 4,5 8,0 5 1,6 0,5 160,0 7,0 14,0 8 2,0 1,0 165,0 2,0
117
111-26. Сбеги, иедорезы, проточки и фаски для конической дюймовой резьбы
с углом профиля 60° (по ГОСТ 10549—63)
С,
Наружная резьба Внутренняя резьба
6 р Проточка Проточка
Номи- нальный дизметр резьбы, дюймы Число ниток п на 1* Сбег Z1 max "PH У1 заборной части инструмента 20° Недорез /2 ь Г Г1 d, Сбег /3 max Недорез max bl Г '1 d. Фаска
мм
1/16 27 2,5 3,5 2 0,5 0,3 6 3,0 6 3 1,0 0,5 8,5 1,о
1/8 27 2,5 3,5 2 0,5 0,3 8 3,0 6 3 1,0 0,5 10,5 1,0
1/4 18 3,5 5,5 3 1,0 0,5 11 4,0 9 4 1,0 0,5 14,0 1,6
3/8 18 3,5 5,5 3 1,0 0,5 14 4,0 9 4 1,0 0,5 17,5 1,6
1/2 14 4,5 6,0 4 1,0 0,5 18 5,5 11 6 1,6 1,0 22,0 1,6
3/4 14 4,5 6,0 4 1,0 0,5 23 5,5 11 6 1,6 1,0 27,0 1,6
1 11 1/2 5,5 7,0 5 1,6 0,5 29 6,5 14 7 1,6 1,о 34,0 2,0
1 1/4 И 1/2 5,5 7,0 5 1,6 0,5 38 6,5 14 7 1,6 1,9 42,5 2,0
1 1/2 11 1/2 5,5 7,0 5 1,6 0,5 44 6,5 14 7 1,6 1,0 48,5 2,0
2 11 1/2 5,5 7,0 5 1,6 0,5 56 6,5 14 7 1,6 1,0 60,5 2,0
118
111-27. Размеры проточек и фасок
для наружной н внутренней
трапецеидальной одноходовой резьбы
(по ГОСТ 10549—63), мм
| Шаг резь- I | бы S | Проточка Фаска c=ct Шаг резь- бы S Проточка фаска C—Ci
ь Г п ь Г d, dt
2 3 1,0 0,5 d—3,0 d-f-1,0 1,6 12 18 3,0 1,0 d—14,5 d-f-2,1 6,5
3 5 1,6 0,5 d—4,2 <4-1,0 2,0 16 25 5,0 2,0 d—19,5 d+2,8 9,0
4 6 1,6 1,0 d—5,2 d-f-1,1 2,5 20 25 5,0 2,0 d—24,0 d-f-3,0 11,0
5 8 2,0 1,0 d—7,0 <44-1,6 3,0 24 30 5,0 2,0 d—28,0 d-f-3,5 13,0
6 10 3,0 1,0 d—8,0 <44-1,6 3,5 32 40 5,0 2,0 d—36,5 d+3,5 17,0
8 12 3,0 1,0 d—10,2 <44-1,8 4,5 40 50 5,0 2,0 d—44,5 <4-4,0 21,0
10 16 3,0 1,0 d—12,5 d+1,8 5,5 48 60 5,0 2,0 d—52,8 <4-4,0 25,0
Примечание. Для многоходовой трапецеидальной резьбы ширину проточки при-
нимают равной ширине одноходовой резьбы, шаг которой равен ходу многоходовой резьбы.
Размеры остальных элементов выбирают по этой таблице.
3. ЭЛЕМЕНТЫ КОНСТРУКЦИЙ ЛИТЫХ ДЕТАЛЕЙ
(по РТМ 12-60)
ОБЩИЕ ТРЕБОВАНИЯ
При конструировании литых деталей следует учитывать эксплуатацион-
ные, технологические и экономические требования. Технологичной является
конструкция детали, дающая возможность при недорогой оснастке быстро и
дешево изготовить отливку, относительно точную по форме. Общие требова-
ния к конструированию отливок сводятся к соблюдению следующих правил:
1) в модели или форме уменьшать число разъемов;
2) внутренние и наружные полости, по возможности, выполнять от-
крытыми;
3) избегать поднутрений;
4) избегать так называемых теневых участков в направлении, перпен-
дикулярном к плоскости разъема формы (рис. Ill-1);
Правильно Неправильно Правильно Неправильно
Рис. Ш-1.
119
5) предельно упрощать внешние и внутренние полости, придавая им
прямолинейные очертания с наименьшим количеством выступающих частей;
6) избегать местных скоплений металла, так как его механические
свойства в разных сечениях прн этом изменяются;
7) упрощать, по возможности, сложные по конструкции детали рас-
членением на простые элементы, соединяемые сиаркой (сварно-литые кон-
струкции) или болтами (сборные конструкции).
СТЕНКИ
Толщину стенок следует выбирать в зависимости от свойств сплава,
габаритных размеров отливки и назначения стенки. Определить толщину
стенки можно по графику (рис. Ш-2) в зависимости от приведенного га-
Рис. II1-2.
л v 2/ -|- Ь -|- Л .
барита N =------Чт—J— , где I—дли-
О
на детали; b — ширина; h — высо-
та, м. Кривая 1 на рис. Ш-2 от-
носится к отливаемым в песчаные
формы литым деталям из серого чу-
гуна с приведенным габаритом свыше
0,5 м; кривая 2 — к деталям из уг-
леродистой стали; кривая 3—из мед-
ного безоловяннстого сплава; кри-
вая 4 — из медного оловянистого
сплава. Толщину стенок деталей
меньшего габаритного размера и осо-
бо тонких сечений допускается принимать: для чугуна — до 1,5 — 2 мм,
для углеродистой стали — до 4—5 мм. Толщина литых внутренних стенок
должна быть для чугуна на 10—2Q и для углеродистой стали на 20—30%
меньше наружных.
Чтобы избежать коробления и образования трещин, литым деталям
из стали со стенками значительной протяженности целесообразно придавать
не плоскую, а изогнутую форму.
ПЕРЕХОДЫ И УГЛЫ СОПРЯЖЕНИЙ
При переходе от одного сечения к другому отношение толщин стенок
не должно превышать 4:1. Переходы от одного сечения к другому выпол-
няют с помощью галтелей (рис. 111-3,а) илн в виде клина (рис. II 1-3,6).
С помощью галтелей переходы следует выполнять при соотношении толщин
5
-^-<2. Для деталей из стали и медных сплавов следует принимать ра-
Of
днусы галтелей R = 0,4ft (рис. Ш-3,а), а для деталей из чугуна, алюмииие-
Рнс. Ш-3.
вых и магниевых сплавов R = 0,3ft. Если деталь не подвергается ударным
нагрузкам, то такие же радиусы галтелей следует применять в переходах
сечений с отношением х- > 2. Для деталей из чугуна, алюминиевых и
•->1
магниевых сплавов, подвергающихся ударным нагрузкам, длина участка
перехода (рис 111-3,6) должна быть не менее——!< — или I^>4ft, для
/ 4
Л * •-* - 1 \ EL
деталей из стали н медных сплавов — не менее —или />>5п.
I о
120
Форма и размеры рекомендуемых переходов в угловых и тавровых сопря-
жениях двух сечений элементов литой детали приведены в табл. Ш-28,
111-29. Рекомендуемые минимальные значения радиусов скругления на-
ружных углов при сопряжении поверхностей принимают по табл. Ш-30.
Ш-28. Переходы в угловых сопряжениях
Характер сопряжения
Форма сопряжения
рекомендуемая
не рекомендуемая
S = S1J
а = 75... 105°
R, = R+S
S==Si;
а > 105°
S = l,25Si;
а= 75... 105°
S > 1,255х;
а =75...105°
S > l,25Si;
а < 75°
121
Значения h и I
Продолжение табл. 111-28
S:Sf >2,5 1,8-2,5 1,25-1,8 < 1,25
h 0,7 (S — St) 0,8 (S — Sj) S-Sf —-
I Сталь и медные сплавы >5Л
Чугун, алюминие- вые и магниевые сплавы
R Определяют по графику (см. рис. 111-6, а, б), округляют и принимают по ряду предпочтительных чисел (ГОСТ 6636—60)
111-29. Переходы в тавровых сопряжениях
Характер сопряжения
Форма сопряжения
рекомендуемая j нерекомендуема я
S « 1,25^;
а =75.. .105°
1В
Продолжение табл. 111-29
Значения Л и I
S:Sf >2,5 1,8—2,5 1,25—2,8
h 0,7 (S — Sj) 2 0,8 (S — St) 2 S-Si 2
I Сталь и медные спла- вы >10Л
Чугун, алюминиевые и магниевые сплавы >8Л
R Определяют по графику (рис. Ш-6, а, б), округляют и принимают по ряду предпочтитель- ных чисел (ГОСТ 6636—69)
II1-30. Наименьшие значения радиусов скруглений поверхностей
литых деталей, мм
Обозначения:
L, Li, — меиьший габаритный размер плоскости
детали, перпендикулярный к образующей цилиндри-
ческой поверхности скругления; а, а^, а2 — дву-
гранный угол между сопрягаемыми поверхностями;
R — радиус скругления.
Размеры L, Lv Lj Углы сопряжения a,, eq, as, град
до 50 св, 50 До 75 св. 75 до 105 св. 105 до 135 св. 135 ДО 165 св. 165
До 25 2 2 2 4 6 8
Св. 25 до 50 2 4 4 6 10 16
» 50 » 150 4 4 6 8 16 25
» 150 » 250 4 6 8 12 20 30
> 250 > 400 6 8 10 16 25 40'
» 400 » 600 6 8 12 20 30 50
» 600 » 1000 8 12 16 25 40 40
» 1000 » 1600 10 16 20 30 50 80
» 1600 » 2500 12 20 25 40 60 100
> 2500 16 25 30 50 80 120
123
РЕБРА ЖЕСТКОСТИ
Ребра жесткости дают возможность уменьшать сечения отдельных эле-
ментов детали, сохраняя необходимую прочность, снижать внутренние на-
пряжения в местах сопряжения стеиок различного сечения, а также пре-
дотвращать коробление и образование трещни.
Толщина наружных ребер жесткости не должна превышать 0,8,
а внутренних — 0,6—0,7 толщины сопрягаемой стенки. На рис. II1-4 пока-
зано конструктивное оформление литых деталей с ребрами: а — стенка
W4 53
St=0,8S
0=1,53
0 = 0,53
0 = 0,253
Рис. Ш-4.
с ребром посредине; б — стенка с ребрами по краям; в — вилкообразного
сечения; г — кольцевого сечеиия. Ребра следует располагать в шахматном
порядке с шагом I 2S и на прямых участках элементов литой детали,
избегая сопряжений ребер иа изгибах стенок.
ВТУЛКИ, ФЛАНЦЫ, БОБЫШКИ И ПРИЛИВЫ
В литых деталях должно быть минимальное количество фланцев, бо-
бышек и приливов. Размеры их должны быть минимальными, а располагать
их следует на горизонтальных поверхностях без поднутрений. Соотношения
размеров втулок с фланцами приведены иа рис. II1-5: а—с необрабатыва-
0=0,53; О, =0,253; 0=0,253; 0=1,53;
S,H и d-конструктивно d-конструктивно
а д'
Рис. III-5.
£=1,253; 1=1,23; 1=033;
0=0,53; 0=0,253;
3,0, h и d-конструктивно
124
емым отверстием и фланцем; б — с необрабатываемым отверстием и сим-
метрично расположенными фланцами или ребрами; в — с обработанным
отверстием и несимметрично расположенными фланцами или ребрами. Ми-
нимальную высоту бобышек и платиков следует определять по табл. III-31,
а размеры платиков и приливов должны несколько превышать размеры
сопряженных с ними поверхностей деталей (табл. Ш-32), Плоскости бо-
бышек и приливов следует располагать перпендикулярно к оси отверстий.
111-31. Наименьшая высота h бобышек и платиков, мм
Наибольшая длина или высота детали Наи- мень- шая высота Наибольшая длина или высота детали Наи- мень- шая высота Наибольшая длина или высота детали Наи- мень- шая высота
До 50 2 Св. 500 до 750 6 Св. 1250 до 1500 12
Св. 50 до 250 з » 750 » 1000 8 » 1500 » 1750 14
» 250 » 500 4 » 1000 » 1250 10 » 1750 » 2000 16
111-32. Размеры платиков и приливов
Приведенный габа- ритный размер основ- ной детали Л/, м 1, мм, при размерах L и В, мм
до 200 св, 200 до 300 св. 300 до 500 св. 500 до 1000 св. 1000
Св. 0,5 до 3,5 3—5 ' 6-8 6-8 10—12 —
» 3,5 » 5,5 6—8 10—12 10—12 15—18 15—18
» 5,5 6-8 10-12 15—18 15—18 20—25
График зависимости радиуса галтели от средней толщины стенки ли-
той детали приведен на рис. Ш-6: а — из стали и медных сплавов; б — из
125
чугуна, алюминиевых и магниевых сплавов; 1 — при а до 50°; 2— при а
свыше 50 до 75°; 3 — при а свыше 75 до 105°; 4 — при а свыше 105 до 135°;
5 — при а свыше 135 до 165°; 6 — при а свыше 165° (а — угол между сопря-
гаемыми элементами).
АРМИРОВАНИЕ ЛИТЫХ ДЕТАЛЕЙ
Армирование применяют прн необходимости соединения в одну литую
конструкцию двух или нескольких металлов с различными свойствами.
Выполняют армирование с целью местного упрочнения или повышения из-
носостойкости, предохранения от разрушения или действия коррозии,
экономии дефицитных материалов, улучшения технологичности литой
детали, снижения трудоемкости механической обработки и т. п. На заливае-
мой части армирующих вставок . необходимо предусматривать различные
замки (рис. Ш-7), способствующие упрочнению соединения: а — с внеш-
Рис. Ш-7.
ним буртиком; б — с кольцевым пазом; в — с накаткой; г — с отверстиями;
д — с резьбой'; е — с выточкой; ж — с заточкой и прямой иакаткой; з —
с разделкой на квадрат; и — с раздвоением конца; к — с пазом; л —
с насечкой; м — с расплющиванием конца.
4. ЭЛЕМЕНТЫ НЕКОТОРЫХ
МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
ГНУТЫЕ ЗАГОТОВКИ
Прн гибке с большим радиусом закругления нейтральный слой мате-
риала заготовки обычно расположен по середине ее толщины (рис. Ш-8).
При малом радиусе закругления происходит смещение нейтрального слоя
в сторону сжатой области. Радиус кривизны нейтральной оси в этом случае
определяется по формуле
/?н = /? + йГ&,
где R — внутренний радиус закругления заготовки; 6—-толщина заготовки;
К — коэффициент, определяемый в зависимости от отношения R/b (табл. Ill-33).
Длину L изогнутого по радиусу участка заготовки определяют по
формуле
где а — угол изогнутого участка, град.
126
Полную длину заготовки, показанной на рис. Ш-8, определяют как
сумму длин прямолинейных участков I и и длины нейтральной линии
изогнутого участка.
Данные о положении нейтрального слоя для некоторых несимметрич-
иых профилей приведены на рис. Ш-9.
Рис. Ш-9.
В табл. 111-34 приведены формулы для определения некоторых элемен-
тов изогнутых заготовок, а в табл. Ш-35 — наименьшие радиусы изгиба
листового материала. Величины радиусов холодной гибки листовых заго-
товок, минимальные радиусы гибки металла квадратного и круглого сече-
ний, а также минимальные радиусы гибки стальных, медных и латунных труб
приведены в табл. Ш-37— Ш-46, а данные для определения некоторых
элементов сварных трубопроводов — в табл. Ш-47— Ш-49.
1П-33. Значения коэффициента К
в ь К В ь К R ь' К
0,1 0,23 0,7 0,39 2,0 0,45
0,2 0,29 0,8 0,40 3,0 0,46
0,3 0,32 1,0 0,41 4,0 0,47
0,4 0,35 1,2 0,42 5,0 0,48
0,5 0,37 1,5 0,44 10,0 0,50
0,6 0,38
II1-34. Формулы для определения элементов изогнутых заготовок
Эскиз
Формула
Х = y2B(R1 + R2) — 5s;
COS Р =
Rj + Rj — В
X = Bctgp+(/?i-|-/?2) tg-|-;
В
sin p
(Ят+*2) tgy
Примечание. Формулы получены на геометрических соотношений прн /(=0,5.
127
Ri + Ri
III-35. Наименьшие внутренние радиусы изгиба
листового материала
Материал Отожженный или нормали- зованный материал Наклепанный материал
Значения г при расположении линии сгиба по отношению к направлению прокатки
поперек вдоль поперек ВДОЛЬ
Алюминий Дюралюминий мягкий » закаленный Латунь Л68 Медь Сталь 10, СтО, Ст1, Ст2 Сталь 15, сталь 20, СтЗ' Сталь 25, сталь 30, Ст4 Сталь 35, сталь 40, Ст5 Сталь 45, сталь 50, Стб Сталь 55, сталь 60, Ст7 -е.s*-е II Я. Я. II II 1 к " сч £ “ о* о* сГ о* о* 0,2ft 1,5ft 3,0ft 0,2ft 0,2ft 0,4ft 0,5ft 0,6ft 0,8ft 1,0ft 1,3ft 0,3ft 1,5ft 3,0ft 0,4ft 1,0ft 0,4ft 0,5ft' 0,6ft 0,8ft 1,0ft 1,3ft 0,8ft 2,5ft 4,0ft 0,8ft 2,0ft- 0,8ft 1,0ft 1,2ft 1,5ft 1,7ft 2,0ft
Примечания: 1. Наименьшие внутренние радиусы изгиба следует применять
лишь в случае конструктивной необходимости, во всех остальных случаях — увеличенные
радиусы изгиба. При изгибе под углом до 45° к направлению прокатки следует прини-
мать средние промежуточные значения в зависимости от угла наклона линии сгиба.
2. При изгибе заготовок, полученных вырубкой или резкой без последующего отжига,
радиусы изгиба следует принимать как для наклепанного металла.
3. При изгибе заготовку следует устанавливать заусенцами внутрь угла изгиба во
избежание образования трещин; при расположении заусенцев снаружи значения г уве-
личивают в 1,5—2 раза.
4. При изгибе на угол меньше 90°, т. е. когда угол изгогнутого участка « больше 90°,
табличное значение увеличивают в 1,1—1,3 раза.
5. При точном изгибе размеры заготовки, полученные расчетом, необходимо прове-
рить пробным изгибом.
6. Развернутую длину изогнутого участка детали А из листового материала при из-
гибе на угол а определяют по формуле А = л (г + Kth) ,
где А — длина нейтральной линии, мм; а — угол изогнутого участка, град; h — толщина
материала, мм; г — наименьший радиус изгиба, мм; — коэффициент, определяющий по-
ложение нейтрального слоя при изгибе (табл. 111-36).
При мер. Дано: h » 5 мм, г» 10 мм, а =135°. По таблице находим ® 0,375,
135°
следовательно, А =с 3,14 (10 + 0,375 • 5) ~ ® 27,97 мм.
II1-36. Значения коэффициента Kj
Радиус г. мм Толщина материала h, мм
0,5 0,8 | 1 1.2 1.5 1,8 2
1 0,375 0,357 0,350 — — —- —-
2 0,415 0,387 0,375 0,367 0,357 0,352 0,350
3 0,439 0,410 0,398 0,387 0,375 0,367 0,362
4 0,459 0,430 0,415 0,404 0,391 0,380 0,374
5 0,471' 0,442 0,430 0,418 0,404 0,393 0,386
6 0,480 0,455 0,440 0,428 0,415 0,404 0,398
7 0,5 0,463 0,450 0,438 0,425 0,413 0,407
8 0,5 0,470' 0,459 0,447 0,433 0,422 0,415
9 0,5 0,476 0,465 0,455 0,440 0,430 0,423
128
Продолжение табл. II1-36
Радиус г, мм Толщина материала h, мм
0,5 0,8 1 | 1,2 1,5 1,8 2
10 0,5 0,5 0,470 0,461 0,447 0,436 0,429
11 0,5 0,5 0,475 0,466 0,453 0,442 0,435
12 0,5 0,5 0,480 0,470 0,459 0,447 0,440
13 0,5 0,5 0,5 0,474 0,463 0,452 0,445
14 0,5 0,5 0,5 0,478 0,467 0,457 0,450
15 0,5 0,5 0,5 0,481 0,470 0,461 0,455
16 0,5 0,5 0,5 0,5 0,473 0,464 0,459
17 0,5 0,5 0,5 0,5 0,476 0,467 0,462
18 0,5 0,5 0,5 0,5 0,479 0,470 0,465
19 0,5 0,5 0,5 0,5 0,5 0,473 0,468
20 0,5 0,5 0,5 0,5 0,5 0,476 0,470
21 0,5 0,5 0,5 0,5 0,5 0,478 0,472
22 0,5 0,5 0,5 0,5 0,5 0,5 0,475
23 0,5 0,5 0,5 0,5 0,5 0,5 0,477
24 0,5 0,5 0,5 0,5 0,5 0,5 0,479
25 0,5 0,5 0,5 0,5 0,5 0,5 0,5
26 0,5 0,5 0,5 0,5 0,5 0,5 0,5
27 - 0,5 0,5 0,5 0,5 0,5 0,5 0,5
28 0,5 0,5 0,5 0,5 0,5 0,5 0,5
29 0,5 0,5 0,5 0,5 0,5 0,5 0,5
30 0,5 0,5 0,5 0,5 0,5 0,5 0,5
Радиус Толщина материала h, мм
г, мм 2,5 3 4 5 1 6 1 8 1 10
1 — — — — — — —
2 — ___ ——
3 0,355 0,350 — —- — —
4 0,365 0,369 0,350 —- —- —
5 0,375 0,367 0,357 0,350 — —— —-
6 0,385 0,375 0,363 0,355 0,350 —- —
7 0,395 0,383 0,369 0,360 0,354 — —-
8 0,403 0,391 0,375 0,365 0,358 0,350 —
9 0,410 0,398 0,381 0,370 0,362 0,353 —
10 0,416 0,405 0,387 0,375 0,366 0,356 0,350
И 0,422 0,411 0,393 0,380 0,370 0,359 0,352
12 0,427 0,416 0,399 0,385 0,375 0,362 0,355
13 0,432 0,420 0,404 0,390 0,379 0,366 0,357
14 0,436 0,425 0,408 0,395 0,383 0,369 0,360
15 0,440 0,429 0,412 0,399 0,387 0,372 0,362
16 0,444 0,433 0,416 0,403 0,392 0,375 0,365
17 0,448 0,437 0,419 0,406 0,396 0,378 0,367
18 0,452 0,440 0,423 0,409 0,400 0,382 0,370
19 0,456 0,443 0,427 0,412 0,403 0,385 0,372
20 0,459 0,447 0,430 0,415 0,405 0,388 0,375
21 0,462 0,450 0,433 0,418 0,407 0,391 . 0,377
22 0,464 0,453 0,435 0,421 0,410 0,394 0,380
23 0,466 0,456 0,438 0,424 0,412 0,397 0,382
24 0,468 0,458 0,440 0,427 0,415 0,399 0,385
25 0,470 0,460 0,443 0,430 0,417 0,402 0,387
26 0,472 0,462 0,445 0,432 0,420 0,404 0,390
27 0,474 0,464 0,448 0,434 0,422 0,406 0,392
28 0,476 0,466 0,450 0,436 0,425 0,408 0,395
29 0,478 0,468 0,452 0,438 0,427 0,410 0,397
30 0,480 0,470 0,455 0,440 0,430 0,412 0,400
5 7-347
129
Ш-37. Радиусы холодной гибки листовых заготовок из черного, металла
(радиусы гибки под любым углом), мм
Толщина • металла S 08кп, сталь декапированная, сталь оцинкованная, жесть черная и белая Толщина металла S 08кп*. сталь декапированная, сталь оцинкованная, жесть черная и белая
R «1 /,*2 я «* Ла
0,25 °,4 0,3 0,2 0,5 0,75 0,5 0,2
0,3 0,4 0,3 0,2 0,6 1,0 0,5 0,2
0,31—0,39 0,5 0,4 0,2 0,7 1,0 0,75 0,2
0,45—0,55 0,5 0,5 0,2 0,8 1,5 0,75 0,3
0,9 1,5 1,0 0,3 1,5 2,0 1,5 0,4
1,0 1,5 1,0 0,3 2,0 3,0 2,0 0,5
1,1 1,5 1,0 0,3 3,0 4,0 3,0 1,0
1,3 2,0 1,5 0,4
Примечания: 1. К заготовкам с радиусом /? ие предъявляется специальных техни-
ческих требований.
2. Па заготовках с радиусами н R2 обязательно должны быть сняты заусенцы и
притуплены кромки; кроме того, заготовки с радиусом /?2 должны быть расположены на
листе при раскрое так, чтобы линия сгиба была перпендикулярна к направлению волокон
проката.
П1-38. Радиусы гибки листовой стали под углом « от 0 до 60°, мм
Тол- щина S СтЗ; сталь 20 Ст5; сталь 40 Сталь 45, 50 Сталь 65Г; 60С&
R «1 «2 R «1 «2 R «1 «2 R «2
0,25 - 3,0 1,5 0,5
0,5 — — —- — —- — 5,0 2,0 1,0
0,8 —. —- — — 5,0 2,0 1,5 — —
1,0 3,0 2,0 0,5 5,0 2,0 1.0 7,0 3,0 2,0 10,0 5,0 2,0
1,2 — — — — 12,0 6,0 2,0
1,5 5,0 3,0 1,0 7,0 3,0 1.5 10,0 4,0 3,0 15,0 7,0 3,0
1,75 —. — —- —. — 15,0 8,0 3,0
2,0 6,0 3,0 1,5 10,0 4,0 2,0 12,0 5,0 3,0 20,0 10,0 4,0
2,5 — — —- —- —— 25,0 12,0 5,0
3,0 8,0 5,0 2,0 15,0 6,0 3,0 20,0 8,0 5,0 30,0 15,0 5,0
4,0 12,0 7,0 2,0 18,0 8,0 4,0 25,0 10,0 7,0 40,0 20,0 7,0
5,0 15,0 8,0 3,0 20,0 10,0 5,0 30,0 12,0 8,0 50,0 25,0 10,0
6,0 18,0 10,0 4,0 30,0 12,0 6,0 40,0 15,0 10,0 60,0 30,0 10,0
7,0 — — — — 70,0 35,0 12,0
8,0 25,0 15,0 5,0 35,0 15,0 8,0 50,0 20,0 15,0 80,0 40,0 15,0
10,0 30,0 18,0 6,0 50,0 20,0 10,0 70,0 25,0 18,0 90,0 50,0 18,0
12,0 35,0 20,0 7,0 50,0 25,0 12,0 80,0 30,0 20,0 120,0 60,0 20,0
14,0 40,0 25,0 8,0 ___ — — — —. —
16,0 50,0 25,0 10,0 70,0 30,0 15,0 100,0 40,0 30,0 150,0 80,0 30,0
20,0 60,0 35,0 12,0 90,0 40,0 20,0 130,0 50,0 35,0 200,0j 100,0 35,0
Примечания: 1. Радиусы гибки R, Rt, R, даны для стали марок 65Г и tOC2
в отожженном состоянии.
2. См. примечание 2 в табл. Ш-37.
130
111-39. Радиусы гибки листовой стали под углом а свыше 60 до 90°, мм
Тол- щина S СтЗ; сталь 20, Ст5; сталь 40 Сталь 45; 50 Сталь 65Г; G0C2
| «2 «1 .« 1 «2 к | «2 « «, «2
0,25 2,0 1.0 0,4
0,5 4,0 2,0 0,75
0,8 — — — м — — 4,0 1,5 1,о — —
1,0 3,0 1,5 0,5 3,0 1,5 0,75 5,0 2,0 1,5 8,0 4,0 1,5
1,2 10,0 5,0 2,0
1,5 . 4,0 2,0 0,75 5,0 2,0 1,5 7,0 3,0 2,0 12,0 6,0 2,0
1,75 15,0 7,0 3,0
2,0 5,0 3,0 1,0 7,0 3,0 2,0 10,0 4,0 3,0 15,0 8,0 3,0
2,5 20,0 10,0 4,0
3,0 7,0 4,0 1,5 10,0 5,0 2,0 15,0 6,0 4,0 25,0 12,0 5,0
4,0 10,0 5,0 2,0 15,0 6,0 3,0 20,0 8,0 5,0 30,0 15,0 6,0
5,0 12,0 7,0 3,5 18,0 8,0 4,0 25,0 10,0 7,0 40,0 20,0 8,0
6,0 15,0 8,0 3,0 20,0 10,0 5,0 30,0 12,0 8,0 50,0 25,0 10,0
7,0 60,0 30,0 10,0
8,0 20,0 10,0 •4,0 30,0 12,0 6,0 40,0 15,0 10,0 60,0 30,0 12,0
10,0 25,0 12,0 5,0 35,0 15,0 8,0 50,0 20,0 15,0 80,0 40,0 15,0
12,0 30,0 15,0 6,0 40,0 18,0 10,0 60,0 25,0 18,0 100,0 50,0 18,0
14,0 30,0 18,0 7,0 — — —— —
16,0 40,0 20,0 8,0 60,0 25,0 12,0 80,0 30,0 20,0 130,0 60,0 25,0
20,0 50,0 25,0 10,0 70,0 30,0 15,0 100,0 40,0 25,0 160,0 80,0 30,0
Примечания: 1. Радиусы гибки R, Rt и даны для стали марок 66Г и 60С2 в
отожженном состоянии:
2. См. примечание 2 в табл. 111-37.
111-40. Радиусы-гибки стали под углом а свыше 90 до 150°, мм
Тол- щина S СтЗ; сталь 20 Ст5; сталь 40 Сталь 45; 50 Сталь 65Г, 60С2 ।
R «« 1 к 1 «> 1 «2 к 1 «1 «2 R «1 «2
0,25 __ ___ 1,5 0,75 0,3
0,5 — —. — — — — 3,0 1,5 0,5
0,8 — — — — — 3,0 1,0 1,0 — —
1,0 2,0 1,0 0,4 3,0 1,0 0,5 4,0 1,5 1,0 6,0 3,0 1,0
1,2 — — — — — 7,0 4,0 1,0
1,5 3,0 1,5 0,5 4,0 2,0 1,0 6,0 2,0 1,5 10,0 5,0 2,0
1,75 10,0 5,0 2,0
2,0 4,0 2,0 1,0 6,0 2,0 1,0 8,0 3,0 2,0 12,0 6,0 2,0
2,5 — — — — — — — — 15,0 8,0 3,0
б*
131
Продолжение табл. 111-40
.Тол- щина S СтЗ; сталь 20 Ст5; сталь 40 Сталь 45; 50 Сталь 65Г; 60С2
Л1 R. R R, Rz * Ri Ri Ri Ri
3,0 6,0 3,0 1,0 8,0 4,0 2,0 12,0 5,0 ' 3,0 18,0 8,0 4,0
4,0 8,0 4,0 1,5 10,0 5,0 2,0 15,0 6,0 4,0 25,0 12,0 5,0
5,0 10,0 5,0 2,0 15,0 6,0 3,0 20,0 8,0 5,0 30,0 15,0 6,0
6,0 12,0 6,0 2,0 15,0 7,0 4,0 25,0 10,0 6,0 35,0 18,0 7,0
7,0 40,0 20,0 8,0
8,0 15,0 8,0 3,0 20,0 10,0 5,0 30,0 12,0 8,0 50,0 25,0 10,0
10,0 20,0 10,0 4,0 30,0 12,0 6,0 40,0’ 15,0 10,0 60,0 30,0 12,0
12,0 25,0 12,0 5,0 35,0 15,0 7,0 50,0 20,0 12,0 70,0 35,0 15,0
14,0 30,0 15,0 6,0 — — — — — — — —
16,0 30,0 15,0 6,0 40,0 20,0 10,0 60,0 25,0 15,0 100,0 50,0 20,0
20,0 40,0 20,0 8,0 60,0 25,0 12,0 80,0 30,0 20,0 120,0 60,0 25,0
Примечания: I. Радиусы гибки
отожженном состоянии.
2. См. примечание 2 в табл. 111-37.
R, Л, и Ri даны для стали марок 65Г и 60С2 в
III-41. Радиусы гибки листовых заготовок из цветного металла
под любым углом гибки, мм
1 Толщина 51 Медь Ml—М3 Латунь Л63 Алюминий AI, А2. АЗ, АМц
мягк ая твердая мягкая твердая
R Ri R Ri Ri R Ri Ri R Ri Ri
o,3 __ 0,5 0,2 0,2 0,75 0,4 0,2 0,5 0,3 0,2
0,4 0,4 0,2 — 1,0 0,5 0,3 —— — — - — 0,75 0,4 0,2
0,5 0,5 0,2 — 1,5 0,75 0,4 0,75 0,4 0,2 1,5 0,5 0,3 1,0 0,5 0,2
0,8 — —. — — — — 1,5 0,5 0,2 2,0 1,0 0,4 — — —
1,0 1,0 0,5 0,3 3,0 1,5 1,0 1,5 0,75 0,3 з,о 1,0 0,5 2,0 1,0 0,4
1,5 1,5 0,75 0,4 4,5 2,0 1,5 2,0 1,5 0,5 4,0 2,0 0,75 3,0 1,5 0,5
2,0 2,0 1,0 0,5 6,0 3,0 1,5 3,0 1,5 0,5 5,0 2,0 1,0 4,0 2,0 0,75
2,5 3,0 1,5 0,75 7,0 4,0 2,0 4,0 2,0 0,75 6,0 3,0 1,5 5,0 3,0 0,75
3,0 3,0 1,5 1,0 10,0 5,0 2,0 5,0 2,0 1,0 7,0 4,0 1,5 6,0 3,0 1,0
3,5 4,0 2,0 1,0 10,0 5,0 3,0 — —. — — — — —
4,0 4,0 2,0 1,0 12,0 6,0 3,0 6,0 3,0 1,5 10,0 5,0 2,0 8,0 4,0 1,5
5,0 5,0 3,0 1,5 15,0 8,0 4,0 —— —. — 10,0 5,0 2,0
7,0 15,0 7,0 2,0
Примечание. См. примечание 2 в табл. Ш-37.
111-42. Коэффициенты К, Ki и Кг для определения радиусов* гибки
листовых заготовок под углом
Марка металла Угол гибки, град К для ра- диуса гиб- ки R К, для радиуса гибки Кг ДЛЯ радиуса гибки R2
08кп, сталь декапированная, оцинкованная, жесть белая, жесть черная Для всех углов 1,5 1.0 0,3
132
Продолжение табл. II1-42
Марка металла Угол гибки, град К для радиуса гибки R Ki для радиуса гибки Кг ДЛЯ радиуса гибки Rt
СтЗ, сталь 20 От 0 до 60 3,0 1,7 0,6
Св. 60 » 90 2,5 1,3 0,5
» 90 » 150 2,0 1,0 0,4
Ст5, сталь 40 От 0 до 60 4,5 2,0 1,0
Св. 60 » 90 3,5 1,5 0,8
» 90 » 150 2,8 1,2 0,6
Сталь 45, 50 От 0 до,60 6,5 2,6 1,7
Св. 60 » 90 5,0 2,0 1,3
» 90 »J50 4,0 1,6 1,0
Сталь 65Г, 6СС2 От 0 до 60 9,5 4,8 1,8
Св. 60 » 90 8,0 4,0 1,5
» 90 » 150 6,0 3,0 1,2
Медь Ml и М3 мягкая Для всех углов 1,0 0,5 0,3
» Ml и М3 » 3,0 1,5 0,8
Латунь Л63 » 1,5 0,8 0,3
» Л63 твердая 2,5 1,2 0,5
Алюминий Al, А2, АЗ, АМц 2,0 1,0 0,35
Алюминиевый сплав АМц Для всех углов 2,0 1,0 0,35
* R = KS-, Rt = K,S; Rt = KtS (S — толщина металла).
111-43. Минимальные радиусы гибки металла квадратного (/?3) и круглого (/?4)
сечений, мм
Диаметр круга d или сторона квад- рата а СтЗ, сталь 20 Ст5, сталь 45 Сталь 65Г, 60С2 М3, Л63
Rt «з «3 Rt «3
Квадрат Круг Квадрат Круг Круг Круг
0,5 0,3 —
1,0 — 0,3 — — — —.
2,0 0,6- — — — 0,6
2,5 ___ — — 0,6
3,0 — 1,0 — — — 1,0
133
Продолжение табл. Ш-43
Диаметр круга d или сторона квадра- та а СтЗ, сталь 20 Ст5/сталь 45 Сталь 65Г, 60С2 М3, Л63
«з «4 R, «4 «4 /?4
Квадрат Круг Квадрат Круг Круг Круг
4,0 — 1,0 — • 2,0 — 1,0
5,0 — 2,0 — 3,0 — 2,0
6,0 3,0 2,0 6,0 4,0 5,0 2,0
8,0 4,0 3,0 8,0 5,0 6,0 2,0
9,0 — — — — — 3,0
10,0 10,0 8,0 10,0 10,0 13,0 6,0
12,0 — 10,0 — 13,0 16,0 6,0
14,0 — 10,0 — — 18,0 8,0
16,0 16,0 13,0 .16,0 16,0 22,0 10,0
18,0 — 16,0 — 18,0 22,0 10,0
20,0 20,0 16,0 20,0 20,0 25,0 13,0
22,0 22,0 18,0 22,0 22,0 30,0 13,0
25,0 25,0 20,0 25,0 25,0 30,0 16,0
28,0 — 22,0 — 30,0 .35,0 16,0
30,0 30,0 25,0 30,0 30,0 40,0 18,0
Примечание. Если искажение профиля недопустимо, "согласно сечениям А-Аи
Б—Б радиус гибки принять Н3 > 1,5а или Rt > l,5d.
111-44. Коэффициенты Кв и Ki для определения минимальных радиусов гибки
металла круглого и квадратного сечений
Диаметр круга d или сторона квадрата а, мм СтЗ, сталь 20 Ст5, сталь 45 Сталь С5Г, 60С2 М3, Л63
Квадрат Круг Квадрат Круг Круг Круг
к. К, к. К7 К, к,
До 4 0,3 0,3 0,5 0,4 0,6 0,25
Св. 4 до 10 0,5 0,4 1,0 0,6 0,8 0,3
» 10 » 30 1,0 0,8 1,0 1,0 1,3 0,6
Примечание. Для квадрата Л3 т;п = К^а; для круга Л4 mjn = K-,d.
134
III-45. Наименьшие радиусы изгиба стальных водогазопроводных труб
Диаметр трубы, дюймы Наруж- ный диа- метр #min ПРН изгибе Длина прямо- го уча- стка 1 Диаметр трубы, дюймы Н аруж- ный диа- метр 7?гп in при изгибе Длина прямо- го уча- стка 1
в горя- чем со- стоянии в хо- лодном состоя- нии в горя- чем со- стоянии в хо- лодном состоя- нии
мм мм
1/4 13,5 40 80 40 1 1/2 48 150 290 100
3/8 17 50 100 45 2 60 180 360 120
1/2 21,25 65 130. 50 2 1/2 75,5 225 450 150
3/4 26,75 80 160 50 3 88,5 265 530 170
1 33,5 100 200 70 4 114 340 680 230
1 1/4 42,25 130 250 85
Примечания: 1. При выборе радиуса изгиба, по возможности, следует предпочи-
тать для изгиба в холодном состоянии.
2. Наименьшая длина прямого участка трубы I необходима для зажатия конца трубы
при изгибе.
3. Длину изогнутого участка трубы А определяют по формуле
II1-46. Наименьшие радиусы изгиба медных и латунных труб, мм
Наружный диа- метр 3 - 4 6 8 10 12 15 18 24 30
Наименьший ра- диус изгиба R 6 8 12 16 20 24 30 36 72 90
Наименьшая дли- на прямого участ- ка / 10 12 18 25 30 35 45 50 55 60
Примечание. Приведенные данные относятся к трубам, изготовляемым по
ГОСТ 617-72 и ГОСТ 494-76.
135
ОТВОДЫ СВАРНЫЕ
111-47. Размеры сектора 22,S° для изготовления сварного колена трубопровода
А±2 (по МВН 227—58, МВН 228—58), мм
Примеры установки секторов
°У D А В Dy D R | А в
100 108 150 81 38 500 529 550 324 114
125 133 175 96- 43 600 630 650 384 133
150 159 200 111 48 700 720 750 441 155
200 219 250 143 56 800 820 850 501 175
250 273 300 174 65 900 920 950 561 195
300 325 350 204 75 1000* 1020 1050 620 215
350 377 400 234 84 1200* 1220 1250 740 255
400 426 450 264 94
♦ Секторы пригодны только при Ру « 10 кгс/см2 н инже.
II1-48. Размеры сектора 30° для изготовления сварного колена трубопровода
. (по МВН 229—58, МВН 230—58), мм
Dy D R А В Dy D 1 « А в ,
100 108 150 109 51 450 478 500 396 140
125 133 175 129 58 500 529 550 436 153
150 159 200 150 65 600 630 650 518 180
200 219 250 193 75 700 ’ 720 750 595 209
250 273 300 234 88 800 820 850 676 236
300 325 350 275 100 900 920 950 756 263
350 377 400 315 ИЗ 1000 1020 1050 836 290
400 426 450 355 127 1200 1220 1250 997 343
136
111-49. Переходы сварные для трубопроводов при Р до 16 кГс/см?
(по МЕН 277—58)
Условные проходы Оу1 х Dy2 Размеры соединяемых труб £>В1 °в2 L S Заготовка Масса, кг
в пере- наплав- ленного
мм хода метал- ла шва
50x32 57X3 38x2,5 53 32 50 3 135 84 164 0,173 0,007
80x50 89X4,5 57x3 82 50 75 5 209 132 254 0,683 0,015
100x50 108X4,5 59x3 101 50 122 5 255 132 309 1,24 0,023
150x80 159x4,5 89x4,5 152 79 174 5 379 203 459 2,65 0,033
150x100 159x4,5 108X4,5 153 97 132 5 380 245 452 2,08 0,026
150Х 125 159x4,5 133x4 153 123 71 5 380 308 452 1,27 0,014
200хЮ0 219x6 108X4,5 210 98 264 6 520 250 631 6,70 0,068
200X125 219x6 133X4 210 123 206 6 520 310 631 5,40 0,050
200X150 219X6 159X4,5 210 147 148 6 520 368 631 4,19 0,034
250X150 273X7 159x4,5 263 147 273 7 649 370 789 10,3 0,086
250 x 200 273x7 219x6 263 203 141 7 649 505 789 6,04 0,045
300x200 325x8 219X6 313 203 259 7 770 505 936 12,2 0,082
300x250 325x8 273x7 313 254 139 7 770 628 936 7,2 0,044
350x200 377Х Ю 219x6 363 203 376 7 890 505 1082 19,5 0,119
350x250 377Х Ю 273x7 363 254 256 7 890 628 1082 14,5 0,081
350 x 300 377X 10 325x8 363 303 141 7 890 746 1082 8,58 0,045
400X250 426x5 273 X7 419 254 388 7 1024 628 1245 23,5 0,121
400X300 426x5 325x8 419 303 273 7 1024 746 1245 17,5 0,085
400x350 426 X 5 377Х 10 419 351 160 7 1024 864 1245 10,9 0,050
(450X250) 478X6 273x7 470 254 580 7 1147 628 1392 33,3 0,161
(450x300) 478X6 325x8 470 303 393 7 1147 748 1392 27,4 0,124
(450X350) 478x6 377Х Ю 470 351 280 7 1147 861 1392 20,7 0,088
(450 x 400) 478x6 426x5 470 414 132 7 1147 1010 1392 10,4 0,048
500x300 529x6 325x8 520 303 506 8 1268 747 1542 41,9 0,133
500X350 529X6 377X10 520 351 392 8 1268 862 1542 34,3 0,104
500x400 529X6 426X5 520 414 245 8 1268 1014 1542 22,9 0,071
(500 x 450) 529X6 478X6 520 463 129 8 1268 ИЗО 1542 12,7 0,038
600x350 630X7 377X10 620 351 628 8 1513 862 1839 60,6 0,256
600x400 630x7 426X5 620 414 480 8 1513 1014 1839 49,7 0,202
(600x450) 630x7 478X6 620 463 365 8 1513 ИЗО 1839 42,0 0,143
600 x 500 630X7 529 x6 620 514 245 8 1513 1250 1839 27,7 0,107
700x400 720X8 426x5 708 414 692 8 1724 1014 2096 77,7 0,286
(700 x 450) 720 X8 478x6 708 463 576 8 1724 ИЗО 2096 67,4 0,237
700X500 720X8 529x6 708 514 456 8 1724 1250 2096 55,6 0,193
700x600 720x8 630X7 708 613 224 8 1724 1492 2096 29,5 0,097
137
ПРОФИЛЬ ДЕТАЛЕЙ,
ПРИМЫКАЮЩИХ К ПРОКАТНЫМ ПРОФИЛЯМ
В СВАРНЫХ КОНСТРУКЦИЯХ (по МН 1385-60 и МН 1386-60)
111-50. Профиль деталей, примыкающих в сварных
конструкциях к угловой равнобокой стали, мм
ь d а* й* С Г ь а а* й’ С Г
20 3 17 4 3 1 160 18 144 19 16 3
20 4 16 5 3 1 160 20 142 21 16 3
25 3 22 4 3 1 180 11 171 12 16 3
25 4 21 5 3 1 . 70 6 64 7 8 1,5
28 3 25 4 4 1 70 7 63 8 8 1,5
32 3 29 4 4 1 70 8 62 9 8 1,5
32 4 28 5 4 1 75 5 70 6 9 1,5
36 3 33 4 4 1 75 6 69 7 9 1,5
36 4 32 5 4 1 75 7 68 8 9 1,5
40 3 37 4 5 1 75 8 67 9 9 1,5
40 4 36 5 5 1 75 9 66 10 9 1,5
45 3 42 4 5 1 80 5,5 75 6 9 1,5
45 4 41 5 5 1 80 6 74 7 9 1,5
45 5 40 6 5 1 80 7 73 8 9 1,5
50 3 47 4 5 1 80 8 72 9 9 1,5
50 4 46 5 5 1 90 6 84 7 10 1,5
50 5 45 6 5 1 90 7 83 8 10 1,5
56 3,5 53 4 6 1 90 8 82 9 10 1,5
56 4 52 . 5 6 1 90 9 81 10 10 1,5
56 5 51 6 6 1 100 6,5 94 7 12 2
63 4 59 5 7 1 100 7 94 8 12 2
63 5 58 6 7 1 100 8 93 9 12 2'
63 6 57 7 7 1 100 10 91 11 12 2
70 4,5 66 5 8 1,5 100 12 89 ' 13 12 2
70 5 65 6 8 1,5 100 14 87 15 12 2
125 8 118 9 14 2 100 16 85 17 12 2
125 9 ' 117 10 14 2 НО 7 104 . 8 12 2
125 10 116 11 14 2 НО 8 103 9 12 2
125 12 114 13 14 2 180 12 170 13 16 3
125 14 112 15 14 2 200 12 190 13 18 3
125 16 НО 17 14 2 200 13 189 ' 14 18 3
140 9 132 10 14 2 200 14 188 15 18 3
140 10 131 11 14 2 200 16 186 17 18 3
140 12 129 13 14 2 200 20 182 21 18 3
160 10 152 11 16 3 200 25 177 26 18 3
160 11 151 12 16 3 200 30 172 31 18 3
160 12 150 13 16 3 220 14 209 15 20 4
160 14 148 15 16 3 220 16 207 17 20 4
160 16 146 17 16 3 250 16 237 17 24 4
138
Продолжение табл. 111-50
ь d а* h* С Г b d а* h* С Г
250 18 235 19 24 4 250 25 228 26 24 4
250 20 233 21 24 4 250 28 225 29 24 4
250. 22 231 23 24 4 250 30 223 31 24 4
* Допускаемое отклонение составляет ±1.
111-51. Профиль деталей,
примыкающих в сварных
конструкциях к угловой неравнобокой
стали, мм
В ь d а* * а 1 h* С Г В ь d а* * а 1 Л* С Г
25 16 3 13 22 4 3 1 50 32 4 28 46 5 5 1
32 20 3 17 29 4 4 1 56 36 3,5 33 53 4 6 1
32 20 4 16 28 5 4 1 56 36 4 32 52 5 6 1
40 25 3 22 37 4 5 1 56 36 5 31 51 6 6 1
40 25 4 21 36 5 5 1 63 40 4 36 59 5 7 1
45 28 3 25 42 4 5 1 63 40 5 35 58 6 7 1
45 28 4 24 41 5 5 1 63 40 6 34 57 7 7 1
50 32 3 29 47 4 5 1 63 40 8 32 55 9 7 1
70 45 4,5 41 66 5 8 1,5 125 80 10 71 116 11 14 2
70 45 5 40 65 6 8 1,5 125 80 12 69 114 13 14 2
75 50 5 45 70 6 9 1,5 140 90 8 83 133 9 14 2
75 50 6 44 69 7 9 1,5 140 90 10 81 131 11 14 2
75 50 8 42 67 9 9 1,5 160 100 9 92 152 10 16 3
80 50 5 45 75 6 9 1,5 160 100 10 91 151 11 16 3
80 50 6 44 73 7 9 1,5 160 100 12 89 149 13 16 3
90 56 5,5 51 85 6 10 1,5 160 100 14 87 147 15 16 3
90 56 6 50 84 7 10 1,5 180 НО 10 103 173 11 16 3
90 56 8 48 82 9 10 1,5 180 110 12 101 171 13 16 3
100 63 6 58 95 7 12 2 200 125 11 117 192 12 18 3
100 63 7 57 94 8 12 2 200 125 12 116 191 13 18 3
100 63 8 56 93 9 12 2 200 125 14 114 189 15 18 3
100 63 10 54 91 11 12 2 200 125 16 112 187 17 18 3
110 70 6,5 64 104 7 12 2 250 160 12 151 241 13 24 4
НО 70 7 64 104 8 12 2 250 160 16 147 237 17 24 4
110 70 8 63 103 9 12 2 250 160 18 145 235 19 24 4
125 80 7 74 119 8 14 2 250 160 20 143 233 21 24 4
125 80 8 73 118 9 14 2
• Допускаемое отклонение составляет ±1.
139
Тип 1
Тип Д
111-52. Профиль деталей, примыкающих
в сварных конструкциях к двутавровым
балкам
№ про- филя а* * е Г Тип J Тип II
L (допу- скаемое отклоне- ние —1) ht (допу- скаемое отклоне- ние 4-0,5) 1 (допу- скаемое отклоне- ние — 1) 0 1 ft* 2
мм
10 25 4,0 1,5 87 6,5 82 4 70 15
12 30 4,0 1,5 107 6,5 101 4 88 16
14 34 4,0 1,5 127 6,5 120 4 106 17
16 38 4,0 2,0 147 6,5 139 5 125 17,5
18 43 4,0 2,0 167 6,5 158 5 142 19
18а 47 4,0 2,0 167 6,5 157 5 142 19
20 47 4.5 2,0 186 7,0 176 6 160 20
20а 52 4,5 2,0 186 7,0 175 6 160 20
22 52 4,5 2,0 206 7,0 195 6 178 21
22а 57 4,5 2,0 206 7,0 194 6 178 21
24 55 4,5 2,0 225 7,5 213 6 196 22
24а 60 4,5 2,0 225 7,5 212 6 196 22
27 60 5,0 2,5 255 7,5 242 6 224 23
27а 64 5,0 2,5 254 8,0 240 6 222 24
30 64 5,5 2,5 285 7,5 271 7 250 25
30а 69 5,5 2,5 284 8,0 270 7 248 26
33 66 5,5 2,5 312 9,0 298 7 276 27
36 68 6,0 3,0 340 10,0 326 8 302 29
40 73 6,0 3,0 380 10,0 364 8 338 31
45 75 6,5 3,5 427 П,5 411 10 384 33
50 80 7,0 3,5 476 12,0 459 12 430 35
55 85 7,0 3,5 524 13,0 506 12 475 37,5
60 90 7,5 4,0 572 14,0 553 14 518 41
65 94 8,0 4,0 619 15,5 600 16 560 45
70 99 8,5 5,0 667 16,5 647 18 604 48
70а 98 9,5 5,0 660 20,0 641 18 598 51
706 96 11,0 5,0 652 24,0 633 18 588 56
• Допускаемое отклонение составляет ±1.
* Допускаемое отклонение составляет ±2.
140
Тип I Тип Л
111-53. Профиль деталей, примыкающих
в сварных конструк циях к швеллерам
№ про- филя а е Г Тип I Тип 11
L (допу- скаемое отклоне- ние — 1) (допу- скаемое отклоне- ние +0,6) / (допу- скаемое отклоне- ние —1) С 1-, h.
мм
5 28 6 1,5 38 6,0 33 4 22 14
6,5 32 6 1,5 52 6,5 47 4 37 14
8 36 6 1,5 68 6,0 60 4 50 15
10 42 6 1,5 87 6,5 80 4 68 16
12 47 7 1,5 107 6,5 99 4 86 17
14 53 7 1,5 127 6,5 118 5 104 18
14а 57 7 1,5 126 7,0 116 5 102 19
16 59 7 2,0 147 6,5 136 5 122 19-
16а 63 7 2,0 146 7,0 134 5 120 20
18 65 7 2,0 167 6,5 155 6 140 20
18а 69 7 2,0 166 7,0 153 6 138 21
20 72 7 2,0 186 7,0 173 6 158 21
20а 76 7 2,0 185 7,5 171 6 156 22
22 78 7 2,0 206 7,0 192 7 174 23
22а 83 7 2,0 205 7,5 190 7 172 24
24 85 8 2,0 226 7,0 210 7 192 24
24а 90 8 2,0 225 7,5 208 7 190 25
27 90 8 2,5 255 7,5 239. 8 220 25
30 94 9 2,5 285 7,5 268 8 246 27
33 100 9 2,5 314 8,0 295 9 272 29
36 104 10 3,0 342 9,0 323 10 300 30
40 109 10 3,0 380 10,0 360 10 334 33
Примечания: 1. Профиль тина I применяют в тех случаях, когда по расчету
соединения на прочность требуется приварка примыкающих деталей к полкам двутавра или
швеллера.
2. Допускается стыкование с примыкающими деталями, высота которых отлична от
высоты уголка, двутавра, швеллера.
3. Поверхность примыкающих деталей по контуру обработки должна быть без заусен-
цев с высотой неровностей ие более 0,5 мм.
4. Допускается принимать /•=0.
5. Допускаемое отклонение a, h равно ±1.
6. Допускаемое отклонение = ±2.
141
111-54. Ребра жесткости в двутавровых балках
Тип 1 Тип II
№ про филя а** 3 С 1* Масса * 1 1 Масса
мм мм
10 25 5 4 87 82 0,08 80 78 0,08'
12 30 5 4 107 101 0,12 100 97 0,12
14 30 5 4 126 120 0,15 ' 119 116 0,14
16 36 6 5 146 139 0,24 137 134 0,23
18 40 6 5 166 158 0,30 I57 153 0,29
18а 45 6 5 167 157 0,34 157 152 0,33
20 45 6 6 185 176 0,38 174 170 0,37
20а 50 6 6 186 175 0,43 174 169 0,41
22 50 6 6 206 195 0,47 194 189 0,45
22а 56 6' 6 206 194 0,52 194 188 0,50
24 50 8 6 224 213 0,68 212 207 0,66
24а 56 8 6 224 212 0,75 212 206 0,72
27 56 8 - 6 254 242 0,86 242 236 0,82
27а 60 8 6 253 240 0,93 240 234 0,89
30 60 8 7 284 271 1,04 270 264 1,00
30а 65 8 7 284 270 1,13 270 263 1,08
33 65 8 7 312 298 1,24 298 291 1,20
36 65' 8 8 340 326 1,36 325 318 1,30
40 70 8 8 379 364 1,64 363 355 1,58
45 70 10 10 425 41! 2,30 408 401 2,23
50 75 10 12 474 459 2,75 454 447 2,65
55 80 10 12 522 506 3,23 502 494 3,13
60 85 10 14 570 563 4,20 547 539 4,05
65 90 12 16 618 600 5,16 593 584 5,00
70 90 12 18 664 647 5,55 637 629 5,37
70а 90 12 18 658 641 5,50 631 623 5,30
706 90 12 18 650 633 5,40 623 615 5,30
* Допускаемое отклонение составляет —I.
** Допускаемое отклонение составляет ±2.
142
111-55. Ребра жесткости в швеллерах
№ про- филя а (ДО- 77 ускае- мое S Тип I Тип П
откло- нение ±2) L 1 Масса 1 шт.. L. Масса 1 шт.,
мм ММ
§ 30 5 4 65 60 0,07 58 56 0,07
10 40 5 4 87 80 0,13 79 76 0,12
12 45 5 4 107 99 0,18 99 95 0,17
14 50 5 5 127 118 0,24 117 113 0,23
14а 55 6 5 126 116 0,31 116 111 0,30
16 55 6 5 146 136 0,37 136 131 0,35
16а 60 6 5 145 134 0,39 134 129 0,37
18 60 6 6 166 . 155 0,46 154 149 0,43
18а 65 6 6 165 153. 0,49 153 147 0,45
20 65 6 6 185 173 0,55 173 167 0,52
20а 70 6 6 184 171 0,59 171 165 0,55
22 70 6 7 205 192 0,65 191 185 0,62
22а 75 6 7 204 190 0,70 190 183 0,66
24 80 8 7 225 210 1,09 210 203 1,04
24а 85 8 7 224 208 1,15 209 201 1.Ю
27 85 8 8 ' 254 239 1,32 238 231 1,26
30 90 8 8 284 268 1,56 268 260 1,49
33 95 8 9 312 295 1,82 294 286 1,73
36 95 8 10 340 323 1,98 321 313 1,90
40 100 8 10 378 360 2,32 359 350 2,23
Примечания: I. Ребра жесткости с формой типа I применяют в тех случаях,
когда нагрузка приложена как к нижней, так и к верхней полкам профиля.
2. Ребра жесткости с формой типа II устанавливают на нагруженную полку.
3. Поверхность ребер жесткости па контуру обработки должна быть без заусенцев,
с высотой неровностей не более 0,5 мм. /
4. Допускаемое отклонение величин L, I, lt составляет —1.
14а
РАЗМЕЩЕНИЕ ОТВЕРСТИЙ ПОД ЗАКЛЕПКИ И БОЛТЫ
В ПРОКАТНЫХ ПРОФИЛЯХ (по МН 1387-60)
III-56. Размещение рисок для отверстий
под заклепки и болты в угловой стали, мм
ь, в Однорядное располо' жение отверстий Двухрядное расположение отверстий
цепное шахматное
а &тах а, | А max 01 • А Dl max
20 13 4.5 — — — — —
25 15 5,5 — — — — — —
28 15 6,5 — — — — —
32 18 6,5 — — — — — —
36 20 9,0 — — — — — —
40 22 11,0 — — —— —- — —
45 25 и,о —• — — — — —
50 30 13,0 18 22 6,5 18 20 6,5
56 30 13,0 18 25 6,5 18 20 6,5
63 35 17,0 20 32 9,0 20 28 9,0
70 40 20,0 25 32 9,0 25 28 9,0
75 45 21,5 28 32 9,0 30 28 9,0
80 45 21,5 28 32 9,0 30 - 35 11,0
90 50 23,5 30 40 11,0 30 40 13,0
100 55 23,5 35 40 н,о 40 40 13,0
110 60 26,0 35 55 15,0 40 45 15,0
125 70 26,0 45 55 15,0 55 35 23,5
140 —' — 45 70 20,0 60 40 26
160 — — • 55 75 21,5 60 70 23,5
180 — — 55 90 26,0 55 80 26,0
200 — — 70 . 90 26,0 80 80 26,0
220 — 70 90 26,0 90 90 26,0
250 — — 80 НО 30,0 100 . 90 30,0
Примечания: 1. При установке заклепок в два ряда в цепном порядке для всех
уголков (кроме уголков G шириной полки 125 и 140 мм) размеры A, Oj и Dt допускается
пронимать такими же, как при шахматном расположении.
2. При стыковании профилей двух уголков размеры a, alt A, D и £)t определяются
индивидуально в соответствии с требованиями на изготовление стальных конструкций.
144
111-57. Размещение рисок для отверстий под заклепки
и болты в двутавровых балках, мм
№ Полка Стенка
1 ро- ля
фи b t А ^тах bi d ^1 шах а * Щ max
10 55 7,1 32 9,0 70 4,5 40 30 9,0
1 2 64 7,2 36 9,0 88 4,8 48 36 13,0
14 73' 6,9 45 и,о 107 4,9 60 40 13,0
К 81 7,7 45 13,0 125 5,0 80 40 13,0
11 3 90 8,0 50 13,0 143 5,1 80 50 17,0
18а 100 8,2 55 17,0 142 5,1 80 50 17,0
2' 100 8,3 55 17,0 161 5,2 100 50 17,0
20а ПО 8,5 60 20,0 160 5,2 100 . 50 ' 17,0
22 ПО 8,6 60 20,0 178 5,4 100 60 21,5
22а 120 8,8 65 ' 20,0 178 5,4 100 60 21,5
2' 115 9,5 60 20,0 196 5,6 120 60 21,5
24а 125 9,5 70 21,5 195 . 5,6 120 60 21,5
2' 125 9,5 70 21,5 224 6,0 150 60 21,5
27а 135 9,9 70 23,5 222 6,0 150 60 21,5
3( 135 9,3 75 23,5 251 6,5 170 65 23,5
30а 145 10,4 80 23,5 248 6,5 170 65 23,5
К 140 10,8 80 23,5 277 7,0 200 65 23,5
3' 145 12,1 80 23,5 302 7,5 220 70 23,5
4' ) 155 12,8 80 23,5 339 8,0 260 70 23,5
4. 160 13,9 90 23,5 384 8,6 310 70 23,5
5( 170 14,9 100 26,0 430 9,5 340 80 26,0
5. 180 16,2 100 26,0 475 10,3 390 80 26,0
6( 190 17,2 ПО 30,0 518 И,1 420 90 30,0
65 200 19,0 ПО 30,0 561 12,0 460 90 30,0
70 210 20,3 120 30,0 604 13,0 520 90 30,0
70а 210 23,6 120 30,0 598 15,0 500 100 30,0
706 210 27,8 120 30,0 589 17,5 500 100 30,0
й 111-58. Размещение рисок для отверстий под заклепки
д, и болты в швеллепах. мм
At
ч ill
сз zsLL “
№ Полка Стенка
7 DO-
филя b т ° ^тах h* 1 ^тах ^1 шах
5 32 6.8 20 9,0 22 4,4
6,5 36 7,2 20 9,0 37 4,4 — — —
8 40- 7.1 25 11,0 50 4,5 —
1 0 46 7,1 30 11,0 68 4.5 34 33 9,0*
12 52 7,6 30 17,0 86 4,8 44 38 13,0
145
Продолжение табл. 111-58
Полка Стенка
№ про- филя b г а ^тах hi d д rtmax fli ^1 max
14 58 7,7 35 17,0 104 4,9 56 42 15,0*
14а 62 8,5 35 17,0 102 4,9 56 42 15,6*
16 64 8,4 35 20,0 122 5,0 60 50 17,0*
16а 68 8,6 40 20,0 120 5,0 60 50 17,0
18 70 8,0 40 20,0 140 5,1 70 55 20,0
18а 74 8,8 45 23,5 138 5,1 70 55 20,0
20 76 8,6 45 23,5 158 5,2 80 60 23,5
20а. 80 9,0 50 23,5 156 5,2 80 60 23,5
22 82 8,9 50 26,0 175 5,4 90 65 26,0
22а 87 9,8 50 26,0 - 173 5,4 90 65 26,0
24 90 9,8 50 26,0 192 5,6 ПО 65 26,0
24а 95 9,7 60 26,0 190 5,6 НО 65 26,0
27 95 9,6 60 26,0 220 6,0 130 70 26,0
30 100 10,3 60 26,0 247 6,5 160 70 26,0
33 105 и,з 60 26,0 273 7,0 190 70 26,0
36 НО 11,5 70 26,0 300 7,5 210 75 26,0
40 115 12,7 70 26,0 335 8,0 250 75 26,0
Примечания: L Для заклепок наибольшие диаметры отверстий, отмеченные
звездочкой, могут быть увеличены на 2 мм.
2. Размерами а, ах, A, hx, D и £), предусматривается применение болтов с шестигран-
ной головкой нормальной точности по ГОСТ 7798—70 и болтов с шестигранной уменьшенной
головкой для отверстий из-под развертки по ГОСТ 7817—72, заклепок стальных с полу-
круглой головкой нормальной точности по ГОСТ 10299—68 и заклепок стальных с потайной
головкой по ГОСТ 10300—68.
3. Допуски на размеры а, ах, A, h(, D и назначаются индивидуально в зависимости
от точности стальных конструкций и условий их изготовления.
5. ДЕТАЛИ ИЗ ПЛАСТИЧЕСКИХ МАСС
Получать изделия из пластических масс можно как Путем механи-
ческой обработки, так н прессованием, лнтьем под давлением, экструзией,
пневматическим формованием и другими высокопроизводительными ме-
тодами.
В машиностроении для изготовления деталей из пластмасс чаще всего
применяют прессование и литье иод давлением, позволяющие получать
сложные по конфигурации детали практически без отходов и без допол-
нительной обработки или с незначительной дополнительной обработкой.
При этом конструировать детали следует, не только исходя нз физико-ме-
ханических свойств материала, конструктивных и эксплуатационных тре-
бований, но н с учетом требований, предъявляемых к конструкции детали
с точки зрения технологии ее изготовления, т. е. с учетом технологичности
конструкции.
Отклонения размеров пластмассовых деталей зависят от конструкции,
номинальных размеров, технологических уклонов, величины и колебанья
усадки материала, точности изготовления и степени износа пресс-формы,
соблюдения режимов литья или прессования.
Допуски н посадки деталей из пластмасс регламентированы ГОСТ
11710—71, а резьба метрическая для диаметров от 1 до 180 мм на
деталях из пластмасс (профиль, основные размеры и допуски) — ГОСТ
11709—71.
Некоторые элементы конструкций пластмассовых деталей рассмотрены
ниже.
146
ТОЛЩИНА СТЕНОК
Соблюдение равномерной толщины стенок в различных сечениях из-
делия должно быть одним из важнейших условий правильного конструи-
рования деталей из пластических масс. Неравномерность толщины сте-
нок и местные утолщения приводят к неравномерной усадке, а следо-
вательно, к возникновению напряжений, в результате которых в изделиях
появляются повышенное коробление и трещины. Для предупреждения этих
недостатков следует делать плавными все переходы в стенках, избегать ост-
рых углов, разностенностн, превышающей отношение 1 : 3. Для экономии
материала и сокращения времени выдержки деталей в пресс-формах тол-
щина их стенок должна быть минимальной. Наиболее рациональная тол-
щина стенок изделий из пластических масс находится в пределах от 1 до
5 мм. Рекомендуются следующие наименьшие толщины стенок изделий из
термопластических материалов:
Высота стенки, мм
20 ... .
40 ... .
50 ... .
60 ... .
80 ... .
100 ... .
200 ... .
Толщина стенки.
... 0,5
... 1,0
... 1,3
... 1,4
... 1,8
. . .2,0
... 3,0
мм
Из некоторых материалов (фенопласты, полиамиды и др.) можно из-
готовлять детали с толщиной стенок 0,3—0,5 мм при высоте 20—30 мм.
Наиболее подвержены короблению прямоугольные плоские стенки.
Для предотвращения коробления вводят ребра жесткости или придают про-
филю стенок различные очертания (например, гофрирование и др.). Примеры
конструктивного оформления стенок приведены на рис, Ш-10.
Правильно
Рис. Ш-10.
УКЛОНЫ
Для облегчения удаления изделия
нз пресс-формы стенки его должны
иметь уклон (рис. Ш-11). Минимальный
уклон стенок — 1 : 100 (1 мм на 100 мм
высоты). При необходимости в изде-
лиях допускаются отвесные стенки па
небольшой высоте. Для точных деталей
величина уклона должна быть меньше
величины поля допуска на неточность
изготовления. Уклоны внутренних по-
верхностей полых деталей цилиндрическс
Правильно
Рис. ш-11.
или прямоугольной формы должны
быть больше уклонов наружных поверхностей. Рекомендуются следующие
уклоны: 15'— для точных деталей; 30'— для обычных и 1°—для грубых.
147
СОПРЯЖЕНИЯ ПОВЕРХНОСТЕЙ (РАДИУСЫ ЗАКРУГЛЕНИЯ)
Для повышения механической прочности изделий и их элементов, улуч-
шения их внешнего вида, снижения величины коробления и облегчения из-
готовления пресс-форм наружные и внутренние углы изделий следует за-
круглять (рис. III-12). Оптимальную величину радиусов закругления опре-
деляют, исходя из конструктивных соображений или эксплуатационных
Правильно
Рис. Ш-12.
требований, и обычно обусловливают типоразмерами применяемого на пред-
приятии инструмента для окончательной обработки формующих элементов.
Рекомендуются следующие величины наименьших допускаемых радиусов
закругления: для поликапролактама и полиамидных смол —0,5—1,0 мм;
для фенопластов и аминопластов — 0,5—1,5 мм и для полистирола — 1,0—
1,5 мм. В ряде случаев закругления отдельных элементов изделия не могут
быть получены прессованием без значительного усложнения пресс-форм.
В таких случаях иногда целесообразно выполнять закругления механиче-
ским способом.
РЕБРА ЖЕСТКОСТИ
Для увеличения прочности и жесткости на изделиях рекомендуется
предусматривать ребра жесткости. В сеченин ребро жесткости обычно пред-
ставляет собой усеченный конус с углом при вершине 10°, закругленной вер-
шиной и радиусным переходом от стенки ребра к сопряженной с ним поверх-
ности. Высота ребра обычно равна удвоенной его длине у основания.
Верхняя поверхность изделия, показанного на рис. Ш-13, а, обычно
прогибается внутрь. Жесткость конструкции таких изделий увеличивают
путем придания плоской поверхности вогнутой (рис. Ш-13,в) или выпуклой
(рис. 111-13,г) формы или. же введением пересекающихся ребер жесткости
(рис. Ш-13,б). Концентрические ребра в подобных случаях препятствуют
Рис. II1-13.
свободной усадке материала и не обеспечивают необходимой жесткости
конструкции изделия. Толщина ребра должна составлять примерно 60—
80% толщины стенки. Ребра жесткости не должны доходить на 0,5—1,0 мм
до края примыкающей или опорной поверхности.
148
ОТВЕРСТИЯ
Получаемые прессованием отверстия должны иметь конусные стенки
(рис. III-14,а) в направлении съема изделия. Для этой цели рекомендуется
конусность 1 : 50. Не следует располагать крепежные отверстия близко
к краю детали (рнс. 111-14,6). Рекомендуемые размеры 'перемычек между
отверстиями и краем изделия, а также толщины дна глухих отверстий, при
Рис. Ш-14.
которых предотвращаются коробление изделий и возможный разрыв пере-
мычек, приведены в табл. Ш-59. Наибольшие значения длины и глубины
сквозных и глухих отверстий, расположенных перпендикулярно к направ-
лению прессования и параллельно ему, приведены в табл. 111-60. Дно глу-
хих отверстий целесообразно делать конусным, но не плоским или закруглен-
ным. В конструкции деталей, показанных иа рис. II1-14, в, г, рекомен-
дуется заменять отверстия пазами.
111-59. Наименьшие размеры перемычек и толщин
дна отверстий, мм
Диаметр отвер- стия а Перемыч- ка а Толщина дна Ь Диаметр отвер- стия d Перемыч- ка а Толщина дна b
До 3 1,о 1,0 Св. 10 до 18 3,0 3,0
Св. 3 до 6 1,5 2,0 » 18 » 30 4,0 4,0
» 6 » 10 2,5 2,5 э 30 > 50 5,0 5,0
149
111-60. Наибольшие длина t и глубина I отверстий, мм
ф S И Удельное давление прессования, кгс/см2
200 500 800 200 500 800 200 .500 | 800 | 200 500 800
ч 1 t
4 8,3 6,6 5,8 10,0 8,0 7,0 14,7 Н,7 10,4 26,3 20,9 18,6
•5 10,5 8,3 7,3 12,5 10,0 8,8 18,4 14,7 13,0 32,9 26,1 23,2
6 12,5 10,0 8,8 15,0 11,9 10,6 22,1 17,6 15,6 39,5 31,3 27,9
8 16,7 13,2 11,7 20,0 15,9 14,1 29,5 23,5 20,8 52,7 41,8 37,2
10 20,9 16,6 14,7 25,0 19,9 17,7 36,9 29,4 26,1 65,9 52,3 46,5
12 25,0 20,0 17,6 30,0 23,8 21,2 44,2 35,2 31,3 79,0 62,7 55,8
16 33,4 26,5 23,5 40,0 31,8 28,3 59,0 47,0 41,7 105,4 83,6 74,4
20 41,8 33,2 29,4 50,0 39,8 35,4 73,8 58,8 52,2 131,0 104,6 93,0
25 52,2 41,5 36,7 62,5 49,7 44,2 92,2 73,5 65,2 164,7 130,7 116,0
32 66,9 53,1 47,0 80,0 63,6 56,6 118,0 94,0 83,5 210,8 167,3 148,8
40 83,6 66,4 58,8 100,0 79,6 70,0 147,6 117,0 104,0 263,0 209,0 186,0
50 105,0 83,0 73,5 125,0 99,5 88,0 184,5 147,0 130,0 329,0 261,5 232,0
Примечание. Направления прессования: I — перпендикулярное; II — параллель-
ное оси.
ОФОРМЛЕНИЕ КРАЯ
В полых изделиях края должны быть достаточно прочными, жесткими
и вместе с тем не иметь значительных утолщений. Целесообразность при-
менения для этой цели буртика следует определять в зависимости от формы
н назначения изделия. Конструктивные примеры оформления края изделий
приведены на рис. 111-15. Так, например, тонкий край (рис. П1-15,а) непро-
чен, а при толстом крае (рис. 111-15,6) увеличивается время выдержки
детали в пресс-форме. При наличии большой фаски с внутренней стороны
(рис. II1-15, в) образуется острый край, который легко может обломаться
при эксплуатации детали; фаску с внешней стороны (рис. II1-15,г) полу-
чают при снятии облоя во время зачистки изделия. Рекомендуемые формы
края для упрочнения торцов полых детален показаны на рис. 111,15, д, е.
150
ОПОРНЫЕ ПОВЕРХНОСТИ
И МЕСТА ПОД ВЫТАЛКИВАТЕЛИ
Вследствие коробления бортовых стенок в изделии, показанном на
рис. III-16, а, при креплении его винтами могут возникать внутренние на-
пряжения илн поломки. Для предотвращения подобных дефектов рекомен-
дуется предусматривать выступающие иа 0,3—0,5 мм опорные поверхности
(рис. Ш-16,б), ножкн илн буртики с достаточной опорной поверхностью.
Рис. Ш-16.
Для извлечения из пресс-формы изделий (тонкостенных, ребристых
и др.) применяют стержневые выталкиватели, имеющие обычно круглую,
прямоугольную илн овальную форму. Места расположения на изделии
Технологических выступов, с которыми должны соприкасаться выталкива-
тели, .целесообразно выбирать совместно с технологом и конструктором
по пресс-формам. Конструкция таких выступов произвольна н разнообразна.
Располагать выступы на изделии следует так, чтобы они были, по возмож-
ности, менее заметны (рис. II1-17).
Рис. Ш-17.
РИФЛЕНИЯ
Рифления применяются для облегчения вращения некоторых изделий
(ручек, маховичков и т. п.). Выполняют нх преимущественно на наружной
стороне плоских, цилиндрических илй конических поверхностей. На поверх-
ностях более сложной формы выполнение рифления связано со значитель-
ными технологическими трудностями н почти не практикуется. Элементом
рифления являются выпуклые ребра, расположенные в направлении прес-
151
сования или ориентированные в направлении извлечения их из форму-
ющих элементов. Размеры ребер рифления определяют в зависимости от ра-
диуса детали (табл. II1-61). Минимальная ширина ребер должна составлять
0,6 мм, а высота их над поверхностью не должна превышать ширину.
В сечении ребра имеют форму полукруга, треугольника пли трапеции.
На цилиндрической поверхности рифления ребра должны быть выполнены
с уклоном величиной, большей уклона боковой поверхности. Наиболее целесо-
образны глухие ребра рифления.
111-61.
h = 0,75P.t
Соотношения элементов рифления, мм
R.
До 10 0,3—1,2
Св. 10 до 23 0,5—3
» 25 » 50 1—4
» 50 » 75 2-5
НАДПИСИ
На изделиях надписи можно выполнять прессованием или гравирова-
нием, однако предпочтение следует отдавать прессованию, так как этот
способ изготовления дешевле. Прессованные изображения и надписи могут
быть выпуклыми и углубленными.Более широко применяются первые,
так как приготовлять пресс-формы для них значительно проще. Наимень-
шая высота надписей над плоскостью изделия должна быть в пределах
0,3—0,5 мм. Для предотвращения выкрашивания букв высотой более 0,8 мм
их следует изготовлять с. уклоном и закруглениями по кромкам.
ПОДНУТРЕНИЯ
При конструировании изделий из пластических масс следует избегать
поднутрений на вертикальных поверхностях изделий илн применения
Рис. Ш-18.
отверстий различной формы, осн которых расположены параллельно плос-
кости разъема пресс-формы, так как в этом случае затрудняется извлечение
изделий нз пресс-формы (требуется применение разъемных матриц и отъем-
152
ных частей). Поднутрения ухудшают технологичность деталей, снижают
их точность и качество поверхности, усложняют конструкцию пресс-формы
и ограничивают производительность при прессовании. Путем изменения
конструкции изделий можно избежать поднутрений (рис. Ш-18,а, б). Если
избежать поднутрения невозможно, то в некоторых случаях целесообразно
расчленить такую деталь на две (и более) простые детали (рнс. II1-18, в, г).
АРМИРОВАНИЕ
Армирование деталей из пластических масс применяется для повышения
их механической прочности, износостойкости и технологичности сборки,
облегчения монтажа и повышения надежности крепления, местного упроч-
нения и жесткости их конструкции, для закрепления эдектропроводников
или контактов, создания в этих деталях резьбовых элементов, предназна-
ченных для соединения с другими деталями, и т. д. Для армирования при-
меняются различные материалы (металлы, стекло, фарфор и др.), закреп-
ляемые в пластмассовых изделиях запрессовкой после извлечения их
из пресс-формы нлн в период прессования, а также путем установки в
охлажденное изделие на клею. Надежность крепления арматуры обу-
словливается усадкой материала изделия или разностью коэффициентов
теплового линейного расширения пластмассы и материала арматуры. Пос-
ле охлаждения слон' пластической массы прочно охватывают' арматуру,
образуя таким образом неразъемное соединение. Прн конструировании ар-
мированного пластмассового узла необходимо предусматривать элементы,
Рис. Ш-20.
повышающие надежность крепления н фиксации арматуры. На запрес-
сованных и опрессованных частях арматуры, имеющей форму тел вращения
(штифтов букс и т. п.), следует предусматривать накатку, специальные вы-
точки н др.
Способ закрепления арматуры определяется условиями эксплуатации
армированного узла и предъявляемыми к нему требованиями. Если па
арматуру действуют небольшие осевые нагрузки, то можно ограничиться
применением сетчатой накатки (рис.. Ш-19, а). Прн действии на арматуру
значительных осевых нагрузок рекомендуется применять кольцевые про-
точки нли выступы (рнс. Ш-19, б, в, г). Значительные крутящие моменты
хорошо воспринимаются арматурой с поверхностью крепления в виде пра-
вильного многогранника (рис. 111-19,6). С целью предотвращения появле-
ния в изделии трещин необходимо, чтобы сеченне металлической арматуры
было меньше сечения тела детали из пластмассы. Минимальное расстояние
153
b (рис. Ш-19, б) арматуры от поверхности изделия должно быть не менее
1,5—2 мм. Наличие в арматуре двух проточек нли двух выступов препят-
ствует свободной усадке материала и вызывает появление в изделии внут-
ренних напряжений. Достаточно надежное крепление арматуры в изделии
достигается при наличии в ней одной проточки или одного выступа. Раз-
личные способы крепления арматуры в виде стержней, листового материала
и т. и. приведены на рис. 111-20.
Прн конструировании армированных изделий необходимо учитывать
разиость коэффициентов линейного расширения пластических масс (от
4 до 5 • 10-5) и металла (12 • 10~6— для стали), а также температурные
условия рабрты этих изделий.
ОБЛОЙ
В местах сопряжения пуансона и матрицы, по линии разъема пресс-
формы, в местах съемных вставок и выталкивателей при прессовании жид-
кая пластмасса образует облой, который необходимо удалять механическим
способом, а затем полировать эту поверхность. Прн конструировании деталей
необходимо выбирать наиболее выгодное расположение на них облоя, чтобы
не ухудшать внешний вид изделия, особенно лицевой его стороны. Конфигу-
рация и расположение облоя должны быть удобны для беспрепятственного уда-
ления его механическим способом.
IV. ДОПУСКИ И ПОСАДКИ*.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
1. ДОПУСКИ И ПОСАДКИ ГЛАДКИХ СОЕДИНЕНИЙ
До 1 января 1980 г. в СССР действует система допусков и посадок
гладких цилиндрических соединений и плоских соединений с параллель-
ными плоскостями, условно называемая «системой ОСТ» (по наименованию
первых стандартов на эту систему). Постановлением Государственного коми-
тета стандартов Совета Министров СССР взамен группы указанных стандар-
тов системы ОСТ** вводятся в действие стандарты Единой Системы Допусков
и Посадок Совета Экономической Взаимопомощи (ЕСДП СЭВ) — СТ СЭВ
144—75 и СТ СЭВ 145—75. Внедрение этих стандартов разрешается про-
водить постепенно — в период с 1 января 1977 по 1 января 1980 г. В указан-
ный период министерства и ведомства могут устанавливать дифференциро-
ванные сроки перехода на стандарты СЭВ как прн новом проектировании,
так и в действующем" производстве ранее спроектированных изделий.
Ниже рассматриваются соединения наиболее широко применяемого диа-
пазона размеров — от 1 до 500 мм.
* Допуски метрических резьб, допуски и посадки призматических и сегментных uinfr
ночных и шлицевых прямобочпых соединений, посадки подшипников качения рассматри-
ваются соответственно в главах V, IX и XI.
** Перечень Государственных Стандартов иа допуски и посадки, заменяемых СТ СЭВ
144—75 и СТ СЭВ 145-75:
ГОСТ 3047—66, ГОСТ 2689—54 (в части размеров до 3150 мм), ГОСТ 7713—62, ГОСТ 8809-71,
ГОСТ 11472—69. ОСТ 1010, ОСТ 1012, ОСТ 1013, ОСТ Ю14, ОСТ 1015, ОСТ 1022. ОСТ 1023,
ОСТ 1024, ОСТ 1025, ОСТ 1042, ОСТ 1043, ОСТ 1044. ОСТ 1069, ОСТ 1142, ОСТ 1143,
ОСТ НКМ ЮН, ОСТ НКМ 1016, ОСТ НКМ 1017, ОСТ НКМ 1021, ОСТ НКМ 1026, ОСТ НКМ
1027, ОСТ НКМ 1041.
154
ДОПУСКИ И ПОСАДКИ ПО СИСТЕМЕ ОСТ
Основные определения рассматриваемой системы приводятся в ГОСТ
7713—62, который является обшей вводной частью к стандартам на допуски
и посадки.
Предусмотренные стандартами посадки и обозначения полей допусков
в системе отверстия и в системе вала при размерах соединения от 1 до 500 мм
приведены в табл. IV-1. Посадки, образованные сочетанием полей допусков
валов или отверстий с полями допусков соответственно основных отверстий
или основных валов одного н того же класса точности называются основ-
ными посадками.
1V-1. Посадки и обозначения полей допусков отверстий и валов
при размерах соединений от 1 до 500 мм (по ГОСТ 7713—62)
Система отверстия | Система вала
Классы точности посадок
1 2 2а 1 3 | За I 4 1 5 1 i 2 1 2а 13 | За' 14 5
Наименование посадок . Обозначение полей допусков отверстий Обозначение полей допусков валов
A л2а I лз | л3а |Я4 1 л= В, ! в я2а 1 В3 в3а Вз
Обозначение волей допусков вал ов Обозначение полей допусков отверстий
Прессовая 3-я ПрЗз - -
» 2-я Z7p2t — пР22а Пр%з — — — — — бГр22а — — — —
» 1-я /7р1, — Лр12а Пр13
Горячая — Гр — — — — — Гр — — —
Прессовая — Пр — — — — — — Пр — — — —
Легкопрессовая — Пл —— — — — — — — — — —— —
Глухая rt Г г 2a — — — — rt г Г2а — — — —
Тугая Tt т ?2а — — — — 7\ т Т2а — — — —
Напряженная Ht н Н2а — — — — н Н 2а — — —
Плотная nt П п2а —, — — — ГЦ п п2а — — —
Скользящая Cl с С 2a Сз Сза Ct Сз Cl с с2а Сз с3а С. Сз
Движения Д1 Д — — — — — Д1 д — — — —
Ходовая Xt X X2a X, — Х5 Xi X — Хз — xt
Легкоходовая л — — Л, — л — — — Л 4 —
Широкоходовая — ш — Ш3 — ш, — — ш — Шз — Ш 4 —
Тепловая ходовая — тх — — — — — — — —- —
Примечание. Кроме указанных, стандартом предусмотрены посадки классов
08/ 07 и 09/08 по ГОСТ 11472—69, точности выше 1-го класса.
Комбинированными посадками называются посадки, образованные со-
четаниями стандартизированных полей допусков отверстий и валов из раз-
ных классов точности и разных систем (т. е. системы отверстия и системы
вала). Примеры комбинированных посадок:
Лз . Хз. 2е • хл
н ’ в2а’ л' ш3‘
Предельные отклонения основных отверстий и предельные отклонения
валов посадок в системе отверстия для размеров от 1 до 500 мм приведены
в табл. IV-2 и IV-3, примерное использование посадок, применяемых в ма-
шиностроении,— в табл. IV-4.
Для случаев, когда нет необходимости в допусках, предусмотренных
для валов и отверстий стандартных посадок, установлены большие допуски,
приведенные в табл. IV-5.
155
Продолжение табл. 1V-2
IV-2. Система отверстия. Посадки переходные и посадки с зазором
для размеров от 1 до 500 мм (предельные отклонения, мкм)
! Класс | 1 точности Посадка Отклонение Номинальный диаметр, мм
от 1 до 3 | св. 3 до 6 св. 6 до 10 св. 10 До 18 св. 18 До 30 । св. 30 До 50 св. 50 ДО 80 св. 80 до 120 св. 120 До 180 1 св. 180 до 260 св. 260 до 360 св. 360 До 500
я в (+) 6 8 9 1! 13 15 18 2! 24 27 30 35
Л1 н 0 0 0 0 0 0 0 0 0 0 0 0
г В (+) 10 13 16 20 24 28 33 38 45 52 58 65
11 Н(+) 6 8 9 11 13 16 19 23 26 30 35 40
Т в (+) 8 10 12 15 17 20 24 28 32 36 40 45
1 1 Н(+) 4 5 6 7 8 9 10 12 14 16 18 20
В (+) 5 6 8 10 12 14 16 19 22 25 28 32
1 Н(+) 1 1 2 2 2 2 3 3 4 4 4 5
п в (+) 2 3 4 5 6 7 8 9 10 11 13 15
"1 Н (—) 2 2 3 3 3 4- 5 6 7 8 9 10
в 0 0 0 0 0 0 0 0 0 0 0 0
С1 Н (-) 4 5 6 8 9 И 13 15 18 20 22 25
В (-) 3 4 5 6 7 9 10 12 14 16 18 20
Н (—) 8 9 11 14 16 20 23 27 32 36 40 45
у в (-) 6 10 13 16 20 25 30 36 43 50 56 68
н (-) 12 18 22 .27 33 41 49 58 68 79 88 108
я н 0 0 0 0 0 0 0 0 0 0 0 0
А в (+) 10 13 16 19 23 27 30 35 40 45 50 60
г в (+) 13 16 20 24 30 35 40 45 52 60 70 80
1 Н (+) 6 8 10 12 15 18 20 23 25 30 35 40
т в (+) 10 13 16 19 23 27 30 35 40 45 50 60
1 Н(+) 4 5 6 7 8 9 10 12 13 15 15 20
LJ в (+) 7 9 12 14 17 20 23 26 30 35 40 45
2 П Н(+) 1 1 2 2 2 3 3 3 4 4 4 5
п В (+) 3 4 5 6 7 8 10 12 14 16 18 20
11 Н(-) 3 4 5 6 7 8 10 12 14 16 18 20
в 0 0 0 0 0 0 0 0 0 0 0 0
Н (-) 6 8 10 12 14 17 20 23 27 30 35 40
в (-) 3 4 5 6 8 10 12 15 18 22 26 30
Н(-) 9 12 15 18 22 27 32 38 45 52 60 70
Класс точности Посадка Отклонение Номинальный диаметр, мм
от 1 До 3 .св. 3 до 6 |, св. 6 до 10 св. 10 до <8 св. 18 до 30 1 св. 30 Д° 50 св. 50 до 80 св. 80 > до 120 св. 120 до 180 св. 180 до 260‘ св. 260 . до 360 св. 360 до 500 (
X в (-) Н(-) 8 18 10 22 13 27 16 33 20 40 25 50 30 60 40 75 ’ 50 90 60 105 70 125 80 140
2 Л В(-) Н(-) 12 25 17 35 23 45 30 55 40 70 50 85 65 105 80 125 100 155 120 180 140 210 170 245
Ш в (-) Н(-) 18 35 25 45 35 60 45 75 60 95 75 115 95 145 120 175 150 210 180 250 210 290 250 340
^2а н в (+) 0 14 0 18 0 22 0 27 0 33 0 39 0 46 0 54 0 63 0 73 0 84 0 95
Г2а в (+) Н(+) 15 6 20 8 25 ю 30 12 36 15 42 17 50 20 58 23 67 27 78 31 90 36 102 40
^2а в (+) Н(+) — 16 4 21 6 25 7 29 8 34 9 41 11 48 13 55 15 64 17 74 20 85 23
2а И 2а В (+) Н (+) 10 1 13 1 16 1 19 1 23 2 27 2 32 2 38 3 43 3 51 4 58 4 67 5
^2а В(+) Н (-) 7 2 9 . 3 10 5 12 6 13 8 15 10 18 12 20 15 22 18 24 23 27 27 31 31
С2а в Н(-) 0 9 0 12 0 15 0 18 0 21 0 25 0 30 0 35 0 40 0 47 0 54 0 62
*2а в (-) Н (-) 6 20 10 28 13 35 16 43 20 53 25 64 30 76 36 90 43 106 50 122 56 137 68 165
Аз н В (+) 0 20 0 25 0 30 0 35 0 45 0 50 0 60 0 70 0 80 0 90 0 100 0 120
3 С3 в Н (—) 0. 20 0 25 0 30 0 35 0 45 0 50 0 60 0 70 0 80 0 90 0 100 0 120
в (-) Н (—) 7 32 11 44 15 55 20 70 25 85 32 100 40 120 50 140 60 165 75 195 90 225 105 255
ш3 В (—) Н(-) 17 50 25 65 35 85 45 105 60 130 75 160 95 195 120 235 150 285 180 330 210 380 250 440
За Аза н В(+) 0 40 0 48 0 58 0 70 0 84 0 100 0 120 0 140 0 160 0 185 0 215 0 250
С3а в Н (-) 0 40 0 48 0 58 0 70 0 84 0 100 0 120 0 140 0 160 0 185 0 215 0 250
156
157
Продолжение табл. 1V-2
Класс I точности 3 СО о о С Отклонение Номинальный диаметр, мм
от 1 до 3 св. 3 до 6 св. 6 до 10 св. 10 До 18 св. 18 | до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
Н 0 0 0 0 0 0 0 0 0 0 0 0
в (+) 60 80 100 120 140 170 200 230 260 300 340 380
в 0 0 0 0 0 0 0 0 0 0 0 0
С 4 Н (—) 60 80 100 120 140 170 200 230 260 300 340 380
В (-) 30 40 50 60 70 80 100 120 130 150 170 190
4 Л 4 Н(-) 90 120 150 180 210 250 300 350 400 450 500 570
п В (-) 60 80 100 120 140 170 200 230 260 300 340 380
Н (—) 120 160 200 240. 280 340 400 460 530 600 680 760
111 в (-) 120 160 200 240 280 340 400 460 530 600 680 760
Н (—) 180 240 300 360 420 500 600 700 800 900 1000 1100
л5 н 0 0 0 0 0 0 0 0 0 0 0 0
в (+) 120 160 200 240 280 340 400 460 530 600 680 760
5 в 0 0 0 0 0 0 0 0 0 0 0 0
с 5 Н (—) 120 160 200 240 280 340 400 460 530 600 680 760
у В (-) 60 80 100 120 140 170 200 230 260 300 340 380
А 5 Н (—) 180 240' 300 360 420 500 600 700 800 900 1000 1100
IV-3. Система отверстия. Посадки тепловая ходовая, горячая и прессовые
для размеров от 1 до 500 мм (предельные отклонения, мкм)
Номинальный диаметр, мм Класс точности
1 2 2а 3
Z7pl, Пр24 ГХ Гр Пр Па nP!2a пР22а Пр13 /7р23 ПрЗ,
+ 4- $ — + + + + + + + + + + + + + + + +
От 1 до 3 17 12 20 15 60 74 27 17 18 12 16 10 24 15 32 18 — — —
Св. 3 » 6 20 15 24 19 70 88 33 20 23 ' 15 21 13 31 19 41 23 55 30 . — —
» 6 » 10 25 19 29 23 80 102 39 23 28 18 26 16 38 23 50 28 65 35 70 40 100 70
» 10 » 18 31 23 36 28 95 122 48 29 34 22 32 20 46 28 60 33 75 40 80 45 115 80
158
Продолжение табл. IV-3
Номинальный диаметр, мм Класс точности
1 2 2а 3
/7pli Пр2, ТХ Гр Пр Пл Лр12а Пр22а Пр\г ПрЗ,
+ + Ф — + + + + ф + + + + + + + + + +
Св. 18 до 24 — — — — — — — 74 41 — — —
» 18 » 30 37 28 44 35 но 143 62 39 42 28 39 25 56 35 — 95 50 100 55 145 100
» 24 » 30 — — ' — — — — — 81 48 — — —
» 30 » 40 — — 120 159 77 50 — — — 99 60 — 115 65 165 115
» 30 » 50 45 34 54 43 — — 52 35 47 30 68 43 — но 60 — —
» 40 » 50 — — 130 169 87 60 — — — 109 70 — 125 75 175 125
» 50 » 65 54 41 66 53 140 186 105 75 — — 83 53 133 87 — 150 90 210 150
» 50 » 80 — — — — 65 45 55 35 — — 135 75 — —
» 65 » 80 56 43 72 59 150 196 120 90 — — 89 59 148 102 — 165 105 225 165
» 80 » 100 66 51 86 71 170 224 140 105 85 60 — 106 71 178 124 — 195 125 260 190
» 80 » 120 — — — — — 70 45 — — 160 90 — —
» 100 » 120 69 54 94 79 180 234 160 125 95 70 — •114 79 198 144 — 210 140 280 210
» 120 » 140 81 63 ПО 92 200 263 __ — 132 92 233 170 — — —
» 120 » 150 — — — 190 150 по 80 — — — 185 105 245 165 325 245
» 120 » 180 — — — — — 85 58 — — — — —
» 140 » 160 83 65 118 100 210 273 — 140 100 253 190 — —
159
Продолжение табл. IV-3
Класс точности
1 2 2а 3
Номинальный диаметр, мм Пр1, Пр2. ТХ Гр Пр Пл Hplja ПР 22а Пр13 Пр23 П
+ + + + — + + + + + 4- + + + + + + + + + +
Св. 150 до 180 — — 220 180 125 95 — — , 2?0 120 275 195 355 275
» 160 » 180 86 68 126 108 230 293 — — — 148 108 273 210 — — —
» 180 » 220 — 260 332 260 215 145 115 168 122 308 236 230 140 325 235 410 320
180 » 260 — — — — 105 75 — — — —
» 220 » 260 — 290 362 300 255 165 135 — 186 140 356 284 250 160 365 275 450 360
260 » 310 — — 330 411 350 300 195 160 —• 222 170 431 350 285 185 420 320 515 415
260 » 360 — — — — 135 100 — — — — —
310 » 360 — — 360 441 400 350 220 185 — 242 190 471 390 305 205 470 370 555 465
» 360 » 440 — — 410 507 475 415 260 220 — 283 220 557 460 360 240 550 430 670 550
360 » 500 — — — — — 170 130 — — — — —
440 » 500 — — 480 577 545 485 300 260 — 315 252 637 540 395 275 620 500 740 620
1V-4. Примерное назначение посадок, применяемых в машиностроении
Посадки Область применения
А Гр А2а
Гр’ В ’ Пр22а ’
ЛР22а Д3 Д3
®2а Пр33 ’ Пр23
Для неподвижных соединений без дополнительного
крепления при передаче значительных крутящих момен-
тов, при больших динамических нагрузках и вибрациях.
Например, посадка насадных зубчатых венцов, банда-
жей колес, стяжных колец, кривошипных пальцев.
Сборка производится главным образом с подогревом
отверстия. Посадки 2-го класса применяются в том слу-
чае, если недопустимы значительные колебания натягов
160
Продолжение табл. IV-4
Посадки Область применения
At А Пр np2i 'Пр' В ’ А3 А2а Пр\3' Пр\2а Для неподвижных соединений без дополнительного крепления при передаче меньших усилий, например, для посадки чугунных или бронзовых ступиц при толщине стенки ступицы около 0,5 диаметра вала, для установки бронзовых венцов червячных колес, зубчатых колес на валах; для посадки втулок в гнез- да при тяжелых условиях работы, например, втулки в головку шатуна компрессора
At А Hpit ' Пл В тех случаях, когда крутящие моменты и смещаю- щие силы малы или отсутствуют, например, посадка на вал уплотнительного кольца, посадка втулок в зубчатых колесах и корпусах. Применяется в случае действия переменных нагрузок при посадке зубчатых колес на шпонке
Я 1 «1 _ сч ДI ад ч |аГ '’Ч |ь~ Ч |«0 чЧоГ Для неподвижных соединений с дополнительным креплением при передаче больших усилий и наличии ударов и вибраций. Сборка производится под прес- сом. Так как разъем соединений требует значитель- ных усилий и связан с техническими трудностями, глухие посадки рекомендуется применять в случаях, когда соединение разбирается только при капиталь- ном ремонте. Также применяется для неподвижных посадок без дополнительного крепления, когда слу- чайное относительное смещение несущественно для работы, например, при установке кондукторных вту- лок
Л A Ti’ Т • Т2а’ Л т_ В ®2а Для передачи значительных статических или неболь- ших динамических нагрузок с дополнительным креп- лением. Разборка соединения осуществляется при значительных усилиях. Применяются в случах, когда разборка производится редко
c»j се гс|л. со| ьц sei ЬЭ ко Ь5 ь? О 1 а “ It» Для постановки деталей с дополнительным крепле- нием (например, зубчатых колес, туго насаживаемых на шпонках) для точного центрирования — при по- садке подшипниковых щитов в корпусе электродвига- теля, фланцевого корпуса подшипника шпинделя в корпусе передней бабки токарного станка и т. п. Средние натяги близки к нулю, что упрощает сборку и разборку, обеспечивают хорошее центрирование. Посадка -& является наиболее распространенной пе- реходной посадкой
6 7-347
161
Продолжение табл. IV-4
Посадки Область применения
Ai Пг А_ П1’ Bl' П ’ П Аа В 2з В ' В 2а ’ В2а Для часто разбираемых соединений и в тех случаях, когда сборка затруднена. Характеризуются преиму- щественно зазорами
dl
се
А С Л2а
с ' в С2а'
Сга
А3 С3 ^За
С3 ’ В3 ’ Cjjg
£за
Аа
Д4 С4 Д5
С4 Вц’ С5
Для неподвижных соединений, подвергающихся час-
той разборке (при передаче усилий с дополнительным
креплением), а также для соединений, при которых
допускается проворачивание или требуется продольное
перемещение при особо высоких требованиях к точ-
ности, например при установке шевера на шпинделе
зубодолбежного станка, пиноли в задней бабке преци-
зионных токарных станков и т. п.
То же, при меньших требованиях к точности: для
установки сменных зубчатых колес прецизионных
станков, передвигающихся на валах муфт и зубча-
тых колес, точных направляющих для поступатель-
ного движения, для центрирования корпусов подшип-
А
ников качения. Иногда заменяет посадку — , когда
необходим малый зазор
То же, при пониженных требованиях к точности: для
установки на шпонках шкивов, зубчатых колес и
других деталей, передающих вращательное движение,
установки сменных зубчатых колес, съемных рукояток
и маховичков, вкладышей разъемных подшипников
скольжения, центрирования фланцев и крышек и т. п.
Для соединения деталей в механизмах низкой точ-
ности с ручным приводом, установки цепных колес,
для неответственных шарниров, для центрирующих
фланцевых сопряжений крышек и корпусов арматуры,
сопряжения деталей электрической арматуры, центри-
рования деталей под сварку и пайку
dl А.
А А
д ’ в
Для особо точных подвижных соединений с малым га-
рантированным зазором при небольших скоростях отно-
сительного движения: шпиндели точных станков и де-
лительных головок, посадка клапанных коромысел в
механизме распределения двигателя, установка под-
вижных зубчатых колес в коробках передач, изделий
на пальцах приспособлений, сменных кондукторных
втулок
162
Продолжение табл. IV-4
Посадки Область применения
, А X Ki’ 57' ~xf ~в Для особо точных и точных подвижных соединений с га- рантированными зазорами: для установки валов в под- шипниках скольжения при умеренных и постоянных ско- ростях и нагрузках, для свободно вращающихся на валах и включаемых муфтами зубчатых колес, для направления толкателей в двигателях внутреннего сгорания
^2а A3 Хд х2а’ Хз’ В3 То же, при меньших требованиях к точности: для установки валов в подшипниках скольжения при зна- чительных скоростях вращения, для установки валов в нескольких или далеко расставленных опорах либо в длинных подшипниках (например, эксцентриковый вал пресса), для установки свободно вращающихся зубчатых колес, шкивов, муфт
А± Х^ Д5 Х§ Xj’ S? х? ST Для соединений низкой точности при большом коле- бании зазоров: посадка валов из чистотянутого ма- териала в подшипниках скольжения сельскохозяйст- венных и других машин, установка свободно сидящих на ва'лах зубчатых колес и 'муфт грубых механизмов, детали электроарматуры, шарнирные болты
А Л Л ’ В Для соединений с увеличенным гарантированным за- зором в случае сопряжения быстровращающихся де- талей с небольшим давлением вала на опоры, при умеренных скоростях вращения и большой длине подшипников, при установке вала в нескольких под- шипниках, например при установке распределительных валов двигателей внутреннего сгорания
Д4 л. Лц ’ Вц Для соединений низкой точности с гарантированным увеличенным зазором, например при посадке валов в подшипниках сельскохозяйственных машин
А . Ш Ш ’ В Для точных сопряжений при больших скоростях вра- щения и относительно малых давлениях, например при установке валов роторов в подшипниках больших электрических машин
л3 ш3 д4 иц Й? в3’ иц’ в, Для сопряжений с большим гарантированным зазо- ром при меньших требованиях к точности: посадка цапф, тормозных валов, шарнирных соединений
ТХ Для соединений, работающих при высоких темпера- турах, когда рабочий зазор может значительно умень- шаться за счет большего расширения охватываемой детали: посадка поршней в цилиндрах, валов в под- шипниках
6*
163
IV-5. Допуски большие
Класс
Номинальный 7 8
диаметр, мм А, в, см7 А, в.
Н В (+) В Н(-) В(+) Н (-) н В (+) В Н(-)
От 1 до 3 0 250 0 250 120 120 0 400 0 400
Св. 3 » 6 0 300 0 300 150 150 0 480 0 480
» 6 » 10 0 360 0 360 200 200 .0 580 0 580
» 10 » 18 0 430 0 430 200 200 0 700 0 700
» 18 » 30 0 520 0 520 300 300 0 840 0 840
» 30 » 50 0 620 0 620 300 300 0 1000 0 1000
» 50 » 80 0 740 0 740 400 400 0 1200 0 1200
» 80 » 120 0 870 0 870 400 400 0 1400 0 1400
» 120 » 180 0 1000 0 1000 500 500 0 1600 0 1600
» 180 » 260 0 1150 0 1150 600 600 0 1900 0 1900
» 260 » 360 0 1350 0 1350 700 700 0 2200 0 2200
» 360 » 500 0 1550 0 1550 800 800 0 2500 0 2500
Примечание. Поля допусков рекомендуется располагать: для размеров отвер
валов (наружных размеров) — в «минус» от нулевой линии (В7, В8» В& Вю); Для размеров
метрично относительно нулевой линии (СМ?, СМъ СМ9 СМю).
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ СОЕДИНЕНИЙ
(по СТ СЭВ 144-75 и СТ СЭВ 145—75)
Основные положения. ЕСДП СЭВ распространяется на допуски гладких
элементов деталей с номинальными размерами до 3150 мм и на посадки,
образуемые при их соединении. Система, как и применяемые термины «вал»
и «отверстие», относится не только к цилиндрическим деталям круглого
сеяния, но и к элементам деталей другой формы (например, ограниченных
двумя параллельными плоскостями) и их соединениям. При этом термин «вал»
применяется для обозначения наружных (охватываемых), а термин «от-
верстие» для обозначения внутренних (охватывающих) элементов детали.
В системе ЕСДП СЭВ аналогично системе ОСТ указывается номиналь-
ный размер детали, а каждый из двух предельных размеров определяется
цо его отклонению от этого номинального размера (рис. IV-1, а). Упрощен-
ное изображение схемы предельных отклонений и полей допусков показано
на рис. IV-1, б.
СТ СЭВ 145—75 предусмотрены следующие термины и определения:
предельные размеры наибольший и наименьший — два предельно до-
пустимых размера, между которыми должен находиться или которым
может быть равен действительный размер;
предельные отклонения: Верхнее — алгебраическая разность между
наибольшим предельным и номинальным размерами; нижнее — алгебраи-
ческая разность между наименьшим предельным и номинальным разме-
рами;
нулевая линия — линия, соответствующая номинальному размеру, от
которой откладываются отклонения размеров при графическом изображе-
нии допусков и посадок;
допуск — разность между наибольшим и наименьшим предельными раз-
мерами или абсолютная величина алгебраической разности между верхним
и нижним отклонениями;
поле допуска — поле, ограниченное верхним и иижним отклонениями
(поле допуска определяется величиной допуска и его положением относи-
тельно номинального размера; при графическом изображении поле допуска
164
(отклонения, мкм, по ОСТ 1010)
точности
9 10
см, А, в. СМ, ^10 Bio СМ,,
В(+)|Н(-) н в ( + ) В Н(-) В(+) Н (-) н 1 в ( + ) В Н(-) В (+) Н (—>
200 200 0 600 0 600 300 300 — '
200 200 0 750 0 750 400 400 0 1200 0 1200 600 600
300 300 0 900 0 900 500 500 0 1500 0 1500 .. 700 700
300 300 0 1100 0 1100 500 500 0 1800 0 1800 900 900
400 400 0 1300 0 1300 600 600 0 2100 0 2100 1000 1000
500 500 0 1600 0 1600 800 800 0 2500 0 2500 1200 1200
600 600 0 1900 0 1900 1000 1000 0 3000 0 3000 1500 1500
700 700 0 2200 0 2200 1100 1100 0 3500 0 3500 1700 1700
800 800 0 2500 0 2500 1200 1200 0 4000 0 4000 2000 2000
1000 1000 0 2900 0 2900 1500 1500 0 4600 0 4600 2300 2300
1100 1100 0 3300 0 3300 1700 1700 0 5400 0 5400 2700 2700
1200 1200 0 3800 0 3800 2000 2000 0 6300 0 6300 3000 3000
стий (внутренних размеров) — в «плюс» от нулевой линии (Ат, Ас, Аз, 4J0); для размеров
поверхностей, не относящихся к отверстиям и валам и не образующих соединений,— сим-
заключено между двумя линиями, соответствующими верхнему и нижнему
отклонениям относительно нулевой линии);
основное отклонение — одно из двух отклонений (верхнее иди ниж-
нее), используемое для определения положения поля допуска относительно
Отверстие
Х////Х Нулевая
6
нулевой линии (в системе СЭВ таким отклонением является отклонение, бли-
жайшее к нулевой линии);
основное отверстие — отверстие, нижнее отклонение которого равно
нулю;
основной вал — вал, верхнее отклонение которого равно нулю;
посадка — характер соединения деталей, определяемый величиной
165
получающихся в нем зазоров или натягов, в зависимости от чего посадка
может быть с зазором, с натягом или переходной;
посадки в системе отверстия — посадки, в которых различные за-
зоры и натяги получаются соединением различных валов с основным от-
верстием (рис. 1V-2, а);
посадки в системе вала — посадки, в которых различные зазоры и на-
Нулойая
линия
3
Поля SonymS апВерапЛ
Поле Зопусяа
основного Вала
Поля ВопусноВ отверстий
S
Рис. IV-2.
тягн получаются соединением раз-
личных отверстий с основным ва-
лом (рис. 1V-2, б);
квалитет — совокупность до-
пусков, соответствующих одинако-
вой степени точности для всех но-
минальных размеров.
В стандарте приняты следую-
щие условные обозначения: верхнее
отклонение отверстия ES; верхнее
отклонение вала es; нижнее отклоне-
ние отверстия Е/; нижнее отклоне-
ние вала ez; допуск /Г.
СТ СЭВ 145—75 установлены относительные положения полей допусков
для данного интервала диаметров, приведенные на рис. IV-3, интервалы
номинальных размеров (см. например, ниже табл. IV-10) и 19 квалитетов —
Рис. 1V-3.
01; 0; 1; 2; ...; 17.
Значения допусков для
размеров до 500 мм опреде-
ляют по формулам табл. 1У-6,
исходя из величины единицы
допуска, определяемой по урав-
нению
i = 0,45^5 + 0,001 D,
где D — среднегеометрическое
значение крайних размеров
каждого интервала, мм, при-
чем единица допуска z полу-
чается в мкм.
Таким образом, величина
допуска зависит от квалитета
и интервала номинальных раз-
меров, не зависит от основ-
ного отклонения и является
постоянной при всех основ-
ных отклонениях данного ква-
литета и интервала номиналь-
ных размеров.
Основные отклонения по-
строены соответственно сле-
дующим правилам:
1. Абсолютная величина
основного отклонения вала
(верхнего es для валов от а до h и нижнего el для валов от j до гс), увеличи-
вающаяся с увеличением D, от квалитета не зависит (у валов полей допус-
ков у и js основных отклонений нет).
2. Основное отклонение отверстия должно быть симметрично относи-
тельно нулевой линии основному отклонению вала, обозначаемому той же
буквой, т. е. для отверстий от А до Н
а для отверстий от / до ZC
Е1 ~ —es,
ES = —ez.
166
1V-6. Формулы допусков квалитетов от 5-го до 17-го (для размеров до 500 мм)
Обозначе- ния допус- ков /То /Тб IT7 /Т8 /Г9 /ПО /ГН IT12 /пз /Г14 /П5 т 6 /Г17
Значения допуска И 10Z 16Z 25/ 40Z 64Z 100Z 160Z 250/ 400г. 640Z 1000Z 1600/
Это правило действительно для всех отклонений, за исключением от-
верстий размером свыше Змм: для отклонений N квалитетов от 9-го до 16-го,
у которых основное отклонение ES равно 0; отклонений /, К, М и N до
ITS включительно и отклонений от Р до ZC до IT7 включительно, у которых
основное отклонение ES определяется по специальному правилу, указанному
в СТ СЭВ 145—75.
3. Второе отклонение определяется из основного с учетом значения
допуска IT. Для валов
ei = es — IT,
или
es = eiIT.
Для отверстий
ES = El + IT,
или
EI = ES — IT.
У валов полей допускбв /s и отверстий полей допусков J s основных откло-
нений нет. Предельные отклонения валов и отверстий равны ±/Т/2.
Предусмотренные стандартами поля допусков / валов и поля допусков
J отверстий относятся к дополнительным полям допусков и имеют асиммет-
рично расположенные верхнее положительное и нижнее отрицательное от-
клонения, приведенные в приложении к СТ СЭВ 144—75.
Нанесение предельных отклонений. Предельные отклонения на чертежах
могут быть указаны одним из трех способов:
условными обозначениями полей допусков по СТ СЭВ 145—75, напри-
мер 18/77; 12<?8;
числовыми значениями предельных отклонений, например 18^0,018;
. Q- 0.032.
*z—0,059’
условным обозначением полей допусков с указанием справа в скобках
числовых значений предельных отклонений, например 18//7(+0,018Т
12е8' ~
— 0.059/ •
Выбор того илн иного способа нанесения предельных отклонений может
быть ограничен в нормативно-технических документах отрасли или пред-
приятия. На период внедрения ЕСДПСЭВ рекомендуется более широко при-
менять второй и третий способы.
Общие записи о неуказанных предельных отклонениях относительно
низкой точности (от 12-го квалитета и грубее) до разработки стандарта СЭВ
«Предельные отклонения размеров с неуказанными допусками» следует
производить в соответствии с п. 3.1 ГОСТ 2.307—68. Например:
1. «Неуказанные предельные отклонения размеров: отверстий //14,
валов /;14, остальных ±/714/2».
2. «Неуказанные предельные отклонения диаметров //12, Л.12, осталь-
ных ±/712/2».
В первом примере отклонения //14, согласно определениям СТ СЭВ
145—75, относятся к размерам всех внутренних (в соединениях — охватываю-
щих) элементов, а отклонение h 14 — к размерам всех наружных (в соедине-
ниях — охватываемых) элементов. Во втором примере отклонения Н12
относятся только к диаметрам круглых отверстий, отклонения h!2 — к диа-
метрам круглых валов.
167
В общих записях могут указываться и другие квалитеты из числа допу-
щенных для применения в отрасли.
Обозначение ±IT/2, применяемое для симметричных отклонений, рас-
пространяется на размеры различных элементов, в том числе и таких, которые
не относятся к отверстиям или валам.
В обозначение посадки входит номинальный размер, общий для обоих-
соединяемых элементов (отверстия и вала), за которым следуют обозначе-
ния полей допусков для каждого элемента, начиная с отверстия. Например:
40/77/еб или 40 Н7—еб, либо
еб
Поля допусков и посадки. Различными сочетаниями основных отклонений
и допусков, предусмотренных СТ СЭВ 145—75 могут быть получены свыше
500 вариантов полей допусков отверстий и столько же вариантов полей
допусков валов. СТ СЭВ 144—75 устанавливает ограничительный отбор
полей допусков из всей возможной совокупности. В отбор входят поля до-
пусков для сопрягаемых и несопрягаемых элементов.
Для наиболее важного диапазона размеров от 1 до 500 мм отбор полей
допусков подразделяется на основной (табл. 1V-7 и IV-8), из которого вы-
делен более узкий ряд полей допусков для предпочтительного применения,
и дополнительный, приведенный в приложении к СТ СЭВ 144—75. Применение
полей допусков из дополнительного отбора допусков допускается в отдель-
ных, технически обоснованных случаях, если применение полей допусков
1V-7. Поля допусков валов при номинальных размерах
Квали- Основные
тет а ъ с 1 d 1 e * h 's *
01 *01* /s01*
0 Л0* zs0*
1 /11* /S1‘
2 *2*' /s2*
3 *3* 1.3*
4 g* ft4 /s4 *4
5 4 g5 hb /$5 *5
6 /6 ?6 h(> 1.6 *6
7 cl f7 h7 1.7 k7
8 с8 d8 e8 f8 h8 1.3*
9 d9 e9 f9 *9 /s9*
10 dlO *10 /Д0*
11 all *11 сП dll /ill (sll*
12 *12 /112 М2*
168
основного отбора не может обеспечить предъявляемых к изделию требований.
Рекомендуемые посадки общего применения установлены в информа-
ционном приложении к СТ СЭВ 144—75. Посадка, как правило, должна
назначаться в системе отверстия (предпочтительно) или в системе вала.
Систему вала следует применять только в тех случаях, когда это оправдано
конструктивными или экономическими условиями, например, если необ-
ходимо получить различные посадки нескольких деталей с отверстиями иа
одном гладком валу.
Посадки в системе отверстия, рекомендуемые при размерах от 1 до
500 мм, приведены в табл. IV-9. Кроме посадок, указанных в табл. IV-9,
и приведенных в СТ СЭВ 144—75 посадок в системе вала, в технически
обоснованных случаях допускаются другие посадки, образованные полями-
допусков по СТ СЭВ 144—75 (табл. 1V-7 и 1V-8). Однако при этом реко-
мендуется, чтобы, по возможности, посадка относилась к системе отверстия
(или системе вала в случае применения этой системы), а также чтобы при
неодинаковых допусках отверстия и вала больший допуск был у отверстия,
а допуски отверстия и вала отличались не более чем на два квалитета.
Предельные отклонения отверстий основных отклонений Н 5—12-го
квалитетов, вошедшие в посадки, приведенные в табл. 1V-9, а также 13—17-го
квалитетов указаны в табл. 1V-10. Предельные отклонения валов полей
допусков, указанных в табл. 1V-7, начиная с 5-го квалитета, приведены
в табл. IV-11.
от 1 до 500 мм (по СТ СЭВ 144—75)
отклонения
т п р Г S t и V X У 2
*
т4 п4
тб п5 рб г5 s5
тй пб гб SO /6
т7 п7 s7 u7
u8 x8 z8
169
Квали- тет Основные
а ь с | d е | f | g | h is k
13 /113* /s13*
14 /г 14* /s14‘
15 /115* /s15*
16 /116* /s16*
17 /117* /s17*
Примечания: 1. Предпочтительные поля допусков показаны в рамках.
2. Поля допусков, отмеченные авездочкой, как правило, не предназначены для по
1V-8. Поля допусков отверстий при номинальных
Квали- тет Основные
A й i C .D 1 E F 1 ° h J s К
01 m\* Js01*
0 m* •7,0*
1 Hl* Jsl*
2 H2* Js2*
3 из* Js3*
4 H4* J,4*
5 G5 H5 Js5 K5
6 G6 m /.,6 KG
7 F 67 H7 KI
8 D8 E8 ^F8 118 Js8 K8
9 D9 F.9 F3 H9
10 £>10 H10 Jsl0*\
11 Д11 Bl 1 CH Dll HU /sll*
12 B12 H12 Л12*
13 Я13* Д13*
14 7/14* JJ4*
15 //15* J, 15*
16 H16* /J6*
17 //17* •/,17
Примечания: I. Предпочтительные поля допусков показаны в рамках.
2. Поля допусков, отмеченные звездочкой, как правило, не предназначены для по
170
Продолжение табл. 1V-7 отклонения
т | п Р r ! .s t и V X У г
садок.
размерах от 1 до 500 мм (по СТ СЭВ 144—75)
отклонения
м 1 N Р 1 Л 1 5 Т | и | V X Y 1 Z
М5 N5
Мб Л/6 Рб
М7 N7 Р7 R7 S7 Т7
М8 N8 U8
-
садок.
171
IV-9. Рекомендуемые посадки в системе отверстия
Основ- ное отвер- стие Основные откло
а. ь С е f g ft
Посад
с зазором
Н5 Н8 - g4 Я5 Л4
не Н6 К Я6 g5 Я6 Л5
Н7 Я7 с8 Я7 d8 Я7 Я7 el ’ е8 |Я7| 1/7 1 1 Я7 66
Я8 Я8 с8 Н8 d8 Я8. Я8 /7 ’ 78 |Я8| 1Я&1 |/i7|: |d8 1
Я» d9 Я8 & Я8 /9 Я? 69
Н9 Я9 d9 яэ т е8 ' е9 Я9 Я9 78 1 J9 Я9 Я9 h8 ' h.9
Я10 Я10 dlO Я10 Я10 69 ’ 610
ЛГИ ЯП all ЯН dll ЯП сП ЯН dll ЯН 611
Я12 Я12 612 Я12 612
Примечание. Предпочтительные посадки показаны в рамках.
172
при номинальных размерах от 1 до 500 мм
нения валов
is k т р г S и ° X 2
ки
переходные р иатягом
Я5 /s4 Н5 Л4 на т4 Я5 п5 -
Н6 !s5 W6 fe5 Н6 т5 Я6 п5 не HQ г5 на s5
Н7 isa @ Н7 тб //7 пб Н1 рб Н7 г& p7j Н7 |s6 1 ’ s7 Н7 ta и7
Н8 А7 Я8 k7 Н8 ml Я8 П1 на s7 на иа на х8 на га
173
IV-10. Предельные отклонения отверстий при номинальных размерах от 1 до 500 мм (по СТ СЭВ 144—75)
Интервал размеров, мм Поля допусков
Н5 т Н7 //8 //9 то ни /712 «13* /714й /715* /716* /717*
П редельные отклонения, мкм
От 1 до 3 +4 0 +6 0 4-ю 0 4-14 . 0 4-25 0 4-40 0 4-60 0 4-юо 0 4-140 0 4-250 0 4-400 0 4-600 0 '4-1000 0
Св. 3 до 6 +5 0 +8 0 + 12 0 4-18 0 4-зо 0 4-48 0 + 75 0 4-120 0 4-180 0 4-300 0 4-480 0 4-750 0 4-1200 . 0
Св. 6 до 10 +6 ° +9 0 4-15 0 4-22 0 4-36 0 4-58 0 4-90 0 4-150 0 4-220 0 4-360 0 4-580 0 4-900 0 4-1500 0
Св. 10 до 14* » 14 » 18 +8 0 + 11 0 4-18 0 4-27 0 4-43 0 4-70 0 4-110 0 4-180 0 4-270 0 4-430 0 4-700 0 4-Поо 0 4-1800 0
Св. 18 до 24 » 24 » 30 +9 0 + 13 0 +21 0 4-33 0 4-52 0 4-84 0 4-130 0 4-210 0 +330 0 4-520 0 4-840 0 + 1300 0 4-2100 0
Св. 30 до 40 » 40 » 50 +н 0 4-16 0 4-25 0 4-39 0 4-62 0 4-100 0 4-160 0 4-250 0 4-390 0 4-620 0 4-юоо 0 4-1600 0 4-2500 * 0
Св. 50 до 65 » 60 » 80 +’? 4-19 0 4-30 0 4-46 0 + 74 0 4-120 0 4-190 0 4-зоо 0 4-460 0 4-740 0 4-1200 0 4-1900 0 4-зооо 0
Св. 80 до 100 » 100 » 120 4-15 0 +22 0 4-35 0 4-54 0 4-87 0 4-140 0 4-220 0 4-350 0 4-540 0 4-870 0 4-1400 0 4-2200 0 4-3500 0
Св. 120 до 140 » 140 » 160 » 160 » 180 + 18 0 4-25 0 4-40 0 4-63 0 4-юо 0 4-160 0 4-250 0 4-400 0 4-630 0" 4-юоо 0 4-1600 0 4-2500 0 4-4000 0
Св. 180 до 200 » 200 » 225 » 225 » 250 4-20 0 4-29 0 4-46 0 +72 0 4-115 0 4-185 0 4-290 0 4-460 0 4-720 0 4-1150 0 4-1850 0 4-2900 0 4-4600 0
Св. 250 до 280 » 280 » 315 4-23 0 4-32 0 4-52 0 4-81 0 4-130 0 4-210 0 4-320 0 4-520 0 + 810 0 4-1300 0 4-2100 0 4-3200 0 4-5200 0
Св. 315 до 355 » 355 » 400 4-25 0 4-36 0 4-57 4-89 0 4-140 0 4-230 0 4-360 0 4-570 0 4-890 0 4-1400 0 4-2300 0 4-3600 0 4-5700 0
Св. 400 до 450 » 450 » 500 4-27 4-40 0 4-63 0 4-97 0 4-155 0 4-250 0 4-400 0 4-630 0 4-970 0 4-1150 0 4-2500 0 4-4000 0 4-6300 0
Примечания. 1. Обозначения предпочтительных полей допусков приведены в рамках.
2. Звездочкой отмечены поля допусков, как правило, не предназначенные для посадок.
174
175
П род~лжение табл. IV-11
IV-11. Предельные отклонения валов при номинальных размерах
от 1 до 500 мм (по СТ СЭВ 144—75*)
Интервал размеров, мм Квалитет 5
Поля допусков
g5 1 Й5 | /s5 | Й5 1 W15 1 п5 1 Р5 1 "5 1 S5
Предельные отклонения, мкм
От 1 до 3 —2 —6 0 —4 +2,0 -2,0 - 4-4 0 +6 +2 4-8 4-4 + 10 +6 + 14 +ю + 18 +14
Се. 3 до 6 —4 —9 0 —5 +2,5 —2,5 +6 +1 +9 + 4 + 13 +8 +17 + 12 +20 +15 4-24 4-19
Се . 6 до 10 -11 0 —6 + 3,0 —3,0 +1 +12 +6 + 16 +ю + 21 + 15 +25 + 19 +29 + 23
Се 10 д о 14 » 14 » 18 —6 — 14 0 —8 4-4,0 —4,0 +9 + 1 + 15 +7 +20 + 12 +26 +18 + 31 + 23 +36 +28
Се. 18 до 24 » 24 » 30 -7 -16 0 —9 +4,5 -4,5 + 11 +2 + 17 +8 +24 + 15 4-31 4-22 4-37 4-28 4-44 4-35
Св 30 до 40 > 40 » 50 —9 —20 0 -11 +5,5 — 5,5 +13 +2 +20 + 9 +28 + 17 +37 +26 +45 +34 +54 +43
Се. 50 до 65 — 10 -23 0 —13 +6,5 —6,5 + 15 + 2 4-24 4-и +33 +20 +45 +32 +54 +41 +66 +53
Се 65 до 80 +56 +43 + 72 _ +59 +86 +71
Св 80 до 100 — 12 -27 0 —15 + 7,5 —7,5 + 18 +3 4-28 4-13 +38 +23 +52 +37 +66 + 51
Св 100 до 120 +69 + 54 +94 +79
Св 120 до 140 — 14 -32 0 — 18 + 9,0 — 9,0 +21 +3 +33 + 15 +45 + 27 +61 +43 +81 +63 4-но 4-92
Св. 140 до 160 +83 +65 + 118 + 100
Св. 160 до 180 +86 +68 + 126 + 108
Св. 180 до 200 — 15 -35 0 —20 + 10,0 — 10,0 +24 +4 +37 + 17 + 51 +31 +70 +50 +97 +77 + 142 + 122
Св. 200 до 225 + 100 +80 4-150 4-130
Св. 225 до 250 + 104 +84 + 160 + 140
Св. 250 до 280 -17 -40 0 —23 +11,5 —11,5 +27 +< +43 +20 4-57 4-34 +79 4-5G + П7 + 94 4-181 4-158
Св. 280 до 315 + 121 +98 + 193 + 170
Св. 315 до 355 -18 —43 0 -25 + 12,5 -12,5 +29 +4 +46 + 21 +62 +37 + 87 +62 + 133 + 108 +215 + 190
Св 355 до 400 + 139 + 144 + 233 + 208
Св. 400 до 450 - —20 -47 0 -27 4-13,5 — 13,5 4-32 +з +50 +23 +67 +40 +95 +68 +153 + 126 +259 +232
Св. 450 до 500 +159 + 132 +279 +252
Квалнтет 6
Интервал размеров, мм Поля допусков
f6 g6 йб js^ £6 | отб | «6 | рб | /-6 | s6 | /6
Предельные отклонения, мкм
От 1 д о 3 —6 — 12 — 2 —8 0 —6 + 3,0 —3,0 +06 + 8 +2 + 10 +4 + 12 +6 + >6 + ю + 20 + 14 —
Св. 3 до 6 — 10 — 18 —4 — 12 0 —8 + 4,0 —4,0 +1 + 12 +4 +16 + 8 +20 +,12., + 23 + 15 +27 + 19 —
Св . 6 д о 10 —13 —22 —5 —14 0 -9 + 4,5 —4,5 ++? +15 +6 + 19 +ю +24 + 15 -4-28 + 19 +32 +23 —
Св. Ю до 14 » 14 » 18 —16 — 27 —6 — 17 0 -11 + 5,5 —5,5 +18 +7 +23 + 29 +18 +34 +23 + 39 + 28 —
Св. 18 до 24 —20 —33 —7 —20 0 — 13 + 6,5 —6,5 + 15 +2 + 21 +8 +28 + 15 +35 +22 +41 +28 J-48 + 35 +54 +41
Св. 24 до 30
Св, 30 до 40 — 25 —41 —9 —25 0 —16 +8,0 -8,0 +18 +2 +25 +9 +33 +17 + 42 + 26 +50 +34 +59 + 43 +64 +48 +70 .+54
Св. 40 до 50
Св. 50 до 65 —30 —49 -10 -29 0 —19 +9.5 —9,5 +21 +2 +30 +И +39 +20 + 51 +32 +60 + 41 +72 +53 +85 +66
+62 +43 +78 +59 +94 +75
Св. 65 до 80
Св. 80 до 100 —36 —58 — 12 —34 0 —22 +11,0 — 11,0 +25 +3 +35 + 13 +45 +23 +59 + 37 +73 +51 +93 + 71 + 113 +91
+76 +54 + 101 +79 + 126 + 104
Св. 100 до 120
Св. 120 до 140 —43 —68 -14 —39 0 —25 +12.5 .-12,5 +28 +з- +40 + 15 +52 + 27 +68 +43 +88 +63 +47 +92 + 147 + 122
Св. 140 до ГбО +90 +65 + 125 +100 + 159 + 134
Св. 160 до 180 + 93 +68 + 133 + 108 + 171 + 146_
Св. 180 до 200 — 50 —79 —15 —44 0 —29 + 14,5 —14,5 +33 +4 +46 + 17 +60 +31 +79 +50 +106 +77 + 151 + 122 + 195 + 1ее_
Св. 200 до 225 + 109 +80 +159 + 130 + 209 + 180
Св. 225 до 250 + 113 +84 + 169 + 140 + 225 + 196
Св. 250 до 280 — 50 —88 -17 -49 0 —32 + 16,0 — 16,0 +36 +4 +52 +20 +66 +34 +88 +56 +126 +94 + 190 +158 + 250 + 218
+ 130 +98 +202 + 170 + 272 + 240
Св, 280 до 315
Св. 315 до 355 —62 —98 — 18 -54 0 —36 + 18,0 — 18,0 +40 + 4 +57 +21 +73 +37 +98, +62 +144 + 108 +226 -г 190 + 304 +268
+150 + 114 + 244 + 208 +339 +294
Св. 355 до 400
Св. 400 до 450 — 68 — 108 -20 — 60 0 —40 + 20,0 -20,0 +45 +3 +63 +23 +80 +40 + 108 +68 + 166 + 126 + 272 + 232 + 370 +330
-г 177 +132 + 292 +252 +400 +360
Св. 450 до 500
176
177
Продолжение табл. IV-11
Продолжение табл. IV-11
Интервал размеров мм Квалитет 7
Поля допусков
17 М | /s7 | k7 | ml | n7 S7 U7
Предельные отклонения, мкм
От I до 3 —14 —24 — 6 — 16 0 — 10 ±5 4-10 0 — + 14 + 4 + 24 + 14 +28 + 18
Св. 3 до 6 — 20 — 32 — К) — 22 0 -12 +6 —6 +13 +1 + 16 + 4 +20 +8 +31 +19 + 35 + 23
Св 6 до 10 -25 —40 — 13 -28 0 — 15 +7 —7 +16 +1 +21 +6 +25 +10 +38 +23 +<з +23
Св. 10 до 14 —32 —50 —16 —34 0 — 18 +25 +? +30 +12 +46 4-28 +51 +33
Св 14 до 18
Св. 18 до 24 — 40 — 61 —20 -41 0 — 21 4-23 + 2 +29 +8 +36 +15 +56 +35 4-52 4-41
Св. 24 до 30
+ 69 + 48
Св. 30 до 40 — 50 —75 —25 —50 0 — 25 + 12 —12 +27 + 2 +34 +9 +42 +17 +68 +43 +85 + 60
Св. 40 до 50 + 95 +70
Св. 50 до 65 —60 —90 -30 —60 0 -30 + 15 —15 +32 +2 Ф14!1 +50 +20 +83 +53 + 117 +87
Св. 65 до 80 +89 -j-59 + 132 + 102
Св. 80 до 100 — 72 —107 —36 —71 0 -35 + 17 -17 +38 +3 +48 + 13 +58 +23 +106 +71 + 159 + 124
Св. 100 до 120 + 114 +79 + 179 + 144
Св 120 до 140 —85 -125 -43 —83 0 —40 4-20 -20 +43 + 3 +55 + 15 +67 +27 + 132 +92 +210 + 170
Св. 140 до 160 +140 + 100 + 230 + 190
Св. 160-до 180 + 148 + 108 + 250 + 210
Св. 180 до 200 — 100 — 146 —50 —96 0 -46 4-23 -23 +50 +4 +63 + 17 +77 +31 + 168 + 122 + 282 + 236
Св. 200 до 225 +176 + 130 +304 +258
Св. 225 до 250 + 186 + 140 +330 + 284
Св. 250 до 280 — ПО — 162 —56 —108 0 —52 +26 —26 +56 +* +72 +20 +86 +34 +210 + 158 +367 + 315
Св. 280 до 315 4-222 4-170 +402 +350
Св 315 до 355 -125 -182 -62 -119 0 -57 4-28 —28 +61 +4 + 78 +21 +94 +37 +247 + 190 +447 4-390
Св. 355 до 400 + 265 +208 +492 +435
Св 400 до 450 — 135 — 198 -68 -131 0 —63 +31 -31 +68 +5 +86 + 23 +103 +40 1 +295 +232 + 553 +490
Св. 450 до 500 +315 +252 +(,03 +540
Интер- Квалитет
8 | 9
вал разме- Поля допусков
ров, мм с8 d8 с8 /8 Й8 | ys8* | и» | х8 | г8 | </9 еЭ 19 h9 | /s9*
Предельные отклонения, мкм
От 1 ДО 3 -6С —74 — 20 —34 — 14 -28 —6 —2С -14 + 7 — 7 -4-32 -4-18 +34 + 2С +40 + 26 — 20 — 45 — 14 —39 -6 -31 0 —25 + 12 — 12
Св. 3 ДО 6 -70 —88 — 30 — 48 —20 —38 -10 — 28 0 — 18 4-9 —9 + 4 +23 +4( +28 + 53 4-35 — 30 —60 — 20 — 50 — 10 — 40 0 —30 + 15 -15
Св. 6 до 10 — 80 — 102 —40 —62 —25 -47 -13 —35 0 —22 +11 —11 +50 + 28 + 56 + 34 +64 +42 —40 —76 — 25 -61 — 13 —49 0 -36 + 18 -18
Св. 10 ДО 14 — 95 — 122 -50 -77 -32 —59 — 16 -43 0 -27 + 13 -13 +60 +33 +67 4-40 + 77 4-50 — 50 -93 —32 —75 -16 -59 0 -43 +21 — 21
Св. 14 до 18 +72 4-45 +87 + 60
Св. 18 ДО 24 -ПО -143 -65 —98 —40 —73 — 20 -53 0 —33 +16 -16 -4-74 +41 -4-87 4-54 + 106 +73 —65 -117 —40 — 92 -20 -72 0 -52 + 26 —26
Св- 24 до 30 +81 +48 +97 4-64 + 121 +88
Св. 30 до 40 — 120 -159 —80 — 119 —50 —89 —25 —64 0 —39 + 19 —19 -4-99 +60 + 119 +80 +151 ч+112 —80 —142 -50 — 112 —25 — 87 0 -62 +31 —31
Св. 40 до 50 -130 — 169 + 109 +70 4-136 4-97 +175 + 136
Св. 50 до 65 -140 — 186 — 100 — 146 -60 — 106 —30 -76 0 —46 +23 -23 J-133 '+87 + 168 +122 + 218 -1-172 — 100 — 174 -60 — 134 —30 —104 0 —74 +37 —37
Св. 65 до 80 -150 — 196 + 148 + 102 +192 + 146 4-256 + 210
Св. 80 до 100 — 170 —224 — 120 — 174 —72 — 126 —36 — 90 0 —54 4-27 — 27 +178 + 124 +232 + 178 +312 + 258 — 120 — 207 —72 —159 -36 —123 0 -87 +43 —43
Св. 100 до 120 — 180 -234 + 198 + 144 4-264 + 210 + 364 + 310
Св. 120 до 140 — 200 — 263 -145 —208 —85 — 148 —43 —106 0 —63 +31 —31 + 233 + 170 + 311 +248 +428 4-365 -145 -245 —85 — 185 —43 —143 0 — 100 +50 -50
Св. 140 до 160 — 210 —273 + 253 + 190 +343 +280 +478 +415
Св. 160 до 180 —230 —293 J-273 + 210 +373 + 310 + 528 4-465
Св. 180 до 200 —240 -312 -170 — 242 — 100 — 172 —50 — 122 0 -72 +36 —36 +308 + 236 +422 +350 +592 4-520 — 170 — 285 — 100 -215 — 50 —165 0 -115 +57 -57.
Св. 200 до 225 —260 —332 -1-330 + 258 +457 + 385 -1-647 +575
Св. 225 до 250 --280 —352 4-356 + 284 + 497 +425 +712 +640
Св. 250 до 280 —300 -381 — 190 — 271 — ПО — 191 —56 — 137 0 —81 -4-40 —40 +396 +315 + 556 4-475 -1-791 +710 — 190 — 320 -110 —240 —56 — 186 0 — 130 +65 -65
Св. 280 ДО 315 -330 — 411 + 431 + 350 -1-606 4-525 +871 + 790
Св. 315 до 355 —360 —449 -210 —299 —125 —214 -62 -151 0 —89 +44 —44 +479 +390 4 679 + 590 ---989 -4900 — 210 —350 — 125 —265 — 62 —202 0 — 140 4-70 -70
Св. 355 до 400 —400 -489 + 524 + 435 +749 +660 +1089 + 1000
Св. 400 до 450 —440 -537 —2301 —327 — 135 —232 -68 -165 0 -97 +48 — 48 + 587 +490 +837 +740 + 1197 + 1100 — 230 —385 — 135 -290 —68 — 223 0 —155 —77
Св. 450 до 500 —480 - 577] +637 +540 +917 +820 +1347 ' + 1250
178
179
Продолжение табл. 1V-11
Продолжение табл. IV-11
Интервал
размеров, мм
Квалитет
10 1 И 12
Поля допусков
dlO МО | /s10*| all Ml | ell | dll | All | /sll* М2 A12 | «12*
Предельные отклонения, мкм
От 1 до 3 -20 -60 0 —40 +20 — 20 — 270 —330 — 140 — 200 -60 — 120 —20 —80 0 —60 +30 — 30 —140 -240 0 — 100 +50 -50
Св. 3 до 6 -•30 — 78 0 -48 +24 —24 — 270 — 345 — 140 -215 —70 —145 — 30 — 105 0 -75 +37 -37 — 140 — 260 0 — 120 +60 -60
Св. 6 до 10 — 40 — 98 0 -58 +29 —29 —280 — 370 — 150 -240 -80 -170 -40 —130 0 -90 +45 -45 — 150 —300 0 — 150 +75 —75 +90 —90 + 105 -105
Св. 10 до 14 -50 — 120 0 —70 +35 -35 — 290 —400 -150 — 260 -95 — 205 —50 — 160 0 — ПО + 55 -55 — 150 —330 0 — 180
Св. 14 до 18
Св. 18 до 24 - 65 - 149 0 —84 +42 -42 — 300 —430 — 160 —290 — 110 — 240 —65 -195 0 — 130 +65 —65 — 160 —370 0 —210
Св. 24 до 30
Св. 30 до 40 —80 — 180 0 —100 +50 -50 -310 —470 — 170 —330 — 120 —280 —80 —240 0 — 160 +80 -80 — 170 —420 0 —250 +125 — 125
Св. 40 до 50 —320 —480 — 180 -•340 — 130 — 290 — 180 — 430
Св. 50 до 65 -100 -220 0 — 120 +60 -60 —340 -530 — 190 — 380 — 140 — 330 — 100 —290 0 — 190 +95 —95 — 190 —490 0 —300 +150 -150
Св. 65 до 80 —360 —550 —200 - 390 — 150 -340 — 200 —500
Св. 80 до 100 — 120 —260 0 — 140 +70 —70 — 380 —600 — 220 — 440 — 170 — 390 — 120 —340 0 — 220 + 110 -ПО —220 —570 0 — 350 +175 -175
Св. 100 до 120 —410 —630 — 240 -460 — 180 —400 —240 — 590
Св. 120 до 140 -145 —305 0 —160 +80 -80 » -460 -710 —260 -510 — 200 — 450 -145 —395 0 — 250 + 125 -125 — 260 -660 0 —400 + 200 — 200
Св. 140 до 160 — 520 —770 —280 —530 — 21 0 —460 — 280 —680
Св. 160 до 180 -580 —830 — 310 — 560 — 230 -480 — 310 —710
Св. 180 до 200 — 170 —355 0 —185 +92 -92 — 660 —950 —34 0 —630 — 240 —530 -170 -460 0 —290 + 145 -145 —340 —800 0 —460 + 230 -230
Св. 200 до 225 —740 — 1030 —380 — 670 — 260 —550 — 380 —840
Св. 225 до 250 —820 — 1110 —420 -710 — 280 — 570 —420 -880
Св, 250 до 280 — 190 — 400 0 —210 + 105 — 105 —920 -1240 —480 —800 — 300 -620 — 190 —510 0 —320 + 160 — 160 —480 — 1000 0 -520 + 260 —260
Св. 280 до 315 — 1050 —1370 -540 —860 -330 —650 -540 — 1060
Св. 315 до 355 — 210 —440 0 —230 + 115 -115 — 1200 — 1560 — 600 —960 — 360 — 720 —210 —570 0 —360 + 180 — 180 —600 — 1170 0 -570 +285 —285
Св. 355 до 400 — 1350 — 1714 -680 — 1040 — 400 — 760 — 680 — 1250
Св. 400 до 450 —230 —480 0 -250 + 125 -125 — 1500 — 1900 —760 — 1160 -440 —840 — 230 —630 0 —400 + 200 — 200 —760 —1390 0 —630 +315 —315
Св. 450 до 500 -1650 —2050 —840 — 1240 — 480 —880 —840 — 1470
Интервал размеров, мм Квалитет
13 14 | 15 | 16 | 17
Поля допусков
М3* /,13* А14* /,14* А15* «15* *16* «15* А17* «17*
Предельные отклонения, мкм
От 1 до 3 0 —140 + 70 —70 0 — 250 +125 -125 0 -400 + 200 — 200 0 —600 + 300 — 300 0 — 1000 + 500 -500
Св. 3 до 6 0 — 180 +90 — 90 0 —300 +150 — 1.50 0 —480 + 240 —240 0 —750 +375 —375 0 — 1200 +600 -600
Св. 6 до 10 0 — 220 + 110 -110 0 —300 + 180 — 180 0 —580 +290 — 290 0 —900 +450 —450 0 — 1500 +750 —750
Св. 10 до 14 0 —270 + 135 —135 0 —430 + 215 — 215 0 —700 +350 —350 0 — 1100 +55С — 550 0 -1800 +900 —900
Св. 14 до 18
Св 18 до 24 0 -330 + 165 — 165 0 —520 + 260 —260 0 —840 +420 —420 0 — 1300 +650 -650 0 — 2100 + 1050 — 1050
Св. 24 до 30
Св. 30 до 40 0 — 390 + 195 —195 0 —620 +310 —310 0 — 1000 +500 -500 0 — 1600 +800 —800 0 —2600 + 1250 -1250
Св. 40 до 50
Св. 50 до 65 ’о —460 +230 —230 0 —740 +370 —370 0 —1200 +600 —6.00 0 — 1900 +950 -950 0 —3000 + 1500 — 1500
Св 65 до 80
Св. 80 до 100 0 -540 +270 — 270 0 —870 + 435 —435 0 —1400 +700 —700 0 —2200 + 1100 —1100 0 —3500 + 1750 —1750
Св 100 до 120
Св. 120 до 140 0 — 630 + 315 —315 0 —1000 +500 -,—500 0 — 1600 +800 —800 0 —2500 + 1250 -1250 0 —4000 + 2000 —2000
Св. 140 до 160
Св. 160 до 180
Св. 180 до 200 0 —720 +360 —360 0 -1150 + 575 -575 0 — 1850. +925 —925 0 —2900 + 1450 —1450 0 —4600 +2300 —2300
Св. 200 до 225
Св. 225 до 25 0
Св. 250 до 280 0 —810 +405 —405 0 —1300 +650 —650 0 -2100 + 1050 — 1050 0 —3200 + 1600 —1600 0 —5200 + 2600 —2600
Св. 280 до 315
Св. 315 до 355 0 —890 +445 — 445 0 — 1400 +700 —700 0 —2300 + 1150 — 1150 0 —ЗбоО + 1800 — 1800 0 —5700 + 2850 —2850
Св. 355 до 400
Св. 400 до 450 0 —970 +485 —485 0 — 1550 +775 -775 0 —2500 + 1250 ' -1250 0 —4000 +2000 —2000 0 —6300 +3150 -3150
Св. 450 до 500
Примечания: 1. Обозначения предпочтительных полей допусков приведены
в прямоугольных рамках.
2. Звездочкой отмечены поля допусков, как правило, не предназначенные для по-
садок.
180
181
РЕКОМЕНДУЕМЫЕ ЗАМЕНЫ ПОЛЕЙ ДОПУСКОВ И ПОСАДОК
СИСТЕМЫ ОСТ ПРИ ПЕРЕХОДЕ НА ЕСДП СЭВ
Приводимые согласно Рекомендациям по внедрению СТ СЭВ 144—75
и СТ СЭВ 145—75 Госкомитета Стандартов Совета Министров СССР справоч-
ные данные о замене полей допусков и посадок (в системе отверстия для раз-
меров от 1 до 500 мм) предназначены для использования при проверке взаи-
мозаменяемости деталей и соединений, выполненных в двух системах до-
пусков и посадок, переработке технической документации, выполненной в си-
стеме ОСТ, назначении допусков и посадок по ЕСДП СЭВ при новом проек-
тировании по аналогии с ранее назначавшимися по системе ОСТ. Для всех
полей допусков по системе ОСТ существуют соответствующие поля допусков
по ЕСДП СЭВ, так как при разработке ЕСДП СЭВ были учтены потребности
промышленности, применявшей систему ОСТ.
В соответствии с данными о замене полей допусков отверстий и валов
(табл. IV-12 и IV-13) можно сопоставить лишь отдельные детали соединения,
а не посадку в целом. Эти данные полезны для оценки взаимозаменяемости
при переходе на ЕСДП СЭВ отдельно взятых деталей, узлов или их элементов.
IV-12. Рекомендуемые замены полей допусков отверстий по системе ОСТ
полями по СТ СЭВ 144—75 (для размеров от 1 до 500 мм)
Класс точ- ности по ОСТ Поле допуска по системе ОСТ Поле допуска по СТ СЭВ Интервалы размеров, мм, в которых при замене
допуск сокращается по с равней ню с до- пуском по системе ОСТ более чем на 20% размер может выйти за пределы поля до- пуска по системе ОСТ £олее чем на 10% от этого до пуска
1 А Н6 — Св. 250 до 260; » 315 » 360; » 400 » 500
2 А Н7 Св. 250 до 260; » 315 » 360
2а Л* я2а Н8? — —
3 Лз Н8 От 1 до 180 Св. 360 » 400 —
№** — От 1 до 500
За . л* 71 За //10* — Св. 250 до 260
4 А //11 — —
5 Лз /712 Св. 3 до 250 » 260 » 315 » 360 » 400 —
/713** — От 1 до 500
7 А* /714* — Св. 250 до 260
см. /Д4 — —
182
Продолжение табл. IV-12
Класс точ- ности по ОСТ Поле допуска по системе ОСТ Поле допуска по СТ СЭВ Интервалы размеров, мм, в которых при замене
допуск сокращается по сравнению с до- пуском по системе ОСТ более чем на 20% размер может выйти за пределы поля до- пуска по системе ОСТ более чем на 10% от этого допуска
8 А* 8 /715* — —
СМ8 Js15 — —
//16* -т —
см9 Л16 — —
10 А* //17* — Св. 250 до 260
СМ10 Jsl? — —
Примечания: 1. Звездочкой отмечены поля допусков ОСТ, введенные из системы
ИСО, и соответствующие им поля ИСО.
2. Двумя звездочками отмечена замена с увеличением допуска по ОСТ более чем на
20%.
3. Поле //13 не рекомендуется для посадок.
IV-13. Рекомендуемые замены полей допусков валов по системе ОСТ полями
по СТ СЭВ 144—75 (для размеров от 1 до 500 мм)
Класс точно- сти по системе ОСТ Поле допуска по системе ОСТ Рекомендуемое для замены поле допуска по СТ СЭВ 144—75 Интервалы размеров, мм, в которых при замене
допуск сокращается по сравнению с до- пуском по системе ОСТ более чем на 20% размер может выйти за пределы поля до- пуска по системе ОСТ более чем иа 10% от этого допуска
1- 77р2* s5* — От 1 до 3
/7р1* г5* — От 1 до 3
Л п5 — От 1 до 3; св. 250 » 260; » 315 » 400
Л т5 — От 1 до 6; св. 250 » 360 » 400 » 500
k5 — От 1 до 3; св. 6 » 18
Th ls5 ' — Св. 6 до 80; » 250 » 500
(/5) — Св. 50 до 500
183
Продолжение табл. 1V-13
Класс точно- сти по системе ОСТ Поле допуска по системе ОСТ Рекомендуемое для замены поле допуска по "СТ СЭВ 144—75 Интервалы размеров, мм, в которых прн замене
допуск сокращается по сравнению с до- пуском по системе ОСТ более чем иа-20% размер может выйти за пределы поля до- пуска по системе ОСТ более чем иа 10% от этого допуска
1 Л5 — Св. 250 до 260; » 315 » 360
Д1 g5 — От 1 до 3; св. 250 » 260; » 315 » 400
X* 1 /6* — Св. 250 до 260; » 315 » 400
2 Гр u7 Св. 3 до 18; » 24 » 500
(17) ™ (Св. 24 до 500) — Св. 40 до 500
Пр гб (От 1 до 120) — От 1 до 3; св. 50 » 65; » 80 » 120
s6 (От 1 до 3 и св. 80 до 500) — От 1 до 3; св. 80 » 500
Пл рб (От 1 до 120) От 1 до 120
гб (От I до 3 и св. 80 до 500) — Св. 80 до 180; » 200 > 280; » 315 » 400
Г габ — От 1 до 3;. св. 250 » 260
Т тб От 1 до 6; св. 250 » 260; св. 315 » 360
Н k6 — От 1 до 3
П /s6 — —
(/6) — От 1 до 50
с=в Лб — —
Д g6 — От 1 до 3; св. 80 » 500
184
Продолжение табл. IV-13
Класс точ но- сти по системе ОСТ Поле допуска по системе ОСТ Рекомендуемое для замены поле допуска по СТ СЭВ 144—75 Интервалы размеров, мм, в которых при замене
допуск сокращается по сравнению в до- пуском по системе ОСТ более чем на 20% размер может выйти за пределы поля до- пуска по системе ОСТ более чем на 10% от этого допуска _
2 X Г — От 1 до 3; св. 80 » 250; » 260 » 500
л с8** — От 1 до 6; св. 10 » 18; » 30 » 500
ш <й — Св. 3 до 6; » 180 » 500
ТХ* с8* — Св. 180 до 200; » 220 » 280; > 310 > 315; » 355 » 400
2а ПрЗ^ и8* — Св. 200 > 225; > 250 » 280; » 310 » 315; » 355 » 450
s7* — От 1 до 3; св. 200 » 225; » 250 » 280; » 310 » 315; - » 355 » 450
гч* 1 2а n7* От 1 до 3; св'. 250 » 260; • » 360 » 400
ЛЧ* 1 2a т7* — Св. 250 до 260; » 360 » 400
С k7* — —~
is7 (/7)* От 1 до 30 От 1 до 3
С2а=Й2а Л7* — —
у* Л2а /8* — Св. 250 до 260; » 315 » 360
185
Продолжение табл: IV-13
Класс точно- сти по системе ОСТ Поле допуска по системе ОСТ Рекомендуемое для замены поле допуска по СТ СЭВ 144—75 Интервалы размеров, мм, в которых кри замене
допуск сокращается по сравнению с до- пуском по системе ОСТ более чем на 20% размер может выйти за пределы поля до- пуска по системе ОСТ более чем ма 10% от этого допуска
3 /7 р33 г8 (Св. 18 до 100) Св. 18 до 100 Св. 18 до 30; » 50 » 100
х8 (Св. 50 до 500) Св. 50 до 180 » 360 » 400 Св. 50 до 100; » 140 » 150; > 160 » 220; » 225 » 500
«8 (Св. 225 до 500) Св. 360 до 400 Св. 225 до 500
(г&8) (Св. 6 до 18) Св. 6 до 18 Св. 14 до 18
(za8) (Св. 10 до 18) Св. 10 до 18 Св. 10 до 14
Пр23 гЗ (Св. 6 до 30) Св. 6 до 30 Св. 14 до 30
х8 (Св. 6 до 50) Св. 6 до 50 Св. 6 до 14; » 14 » 50
и8 (Св. 24 до 500) Св. 24 до 180; » 360 » 400 Св. 24 до 30; » 220 » 225; » 250 » 260; » 280 » 315; » 355 » 360; » 400 » 440; » 450 » 500
Пр13 х8 (Св. 3 до 30) Св. 3 до 30 Св. 3 до 30
«8 (Св. 3 до 100) Св. 3 до 100 Св. 3 до 24; » 65 » 100
s7 (Св. 65 до 500) Св. 65 до 500 Св. 65 до 400; » 440 » 500
(«8) (Св. 65 до 500) Св. 65 до 180; » 360 » 400 Св. 65 до 400; » 440 » 500
cs = В3 Л8 От 1 до 180; св. 360 » 400 —
Ь9** — От 1 до 500
186
Продолжение табл. 1V-13
Класс точно- сти по системе ОСТ Поле допуска по системе ост Рекомендуемое для замены поле допуска по СТ СЭВ 144—75 Интервалы размеров, мм, в которых прн замене
допуск сокращается по сравнению с до- пуском по системе ОСТ более чем иа 20% размер может выйти за пределы поля до- пуска по системе ССТ более чем на 10% от этого допуска
3 Х3 /9 — Св. 50 до 500
е9 — От 1 до 10; св. 18 » 360; » 400 » 500
ш3 49 От 1 до 250; св. 260 » 315; » 360 » 400 Св. 260 до 315; » 360 »• 500
410*’ — От 1 до 500
За С3а=й*а ЛЮ* — Св. 250 до 260
4 С4 = Bt ЛИ —
х4 411 — От 1 до 6; св. 250 » 260; » 315 » 360; » 400 » 500
Jh . ЛИ — От 1 до 18; св. 160 » 500
сП (От 1 до 18 и св. 160 до 500) — Св. 3 до 18; » 18 » 225; » 260 » 280; » 315 » 360; » 400 » 500
пц all — От Идо 18; св. 30 » 140; » 160 » 500
ЛИ (От 1 до 18 и св. 200 до 500) — От 1 до 18; св. 200 » 500
5 Л12 Св. 3 до 250; » 260 » 315; » 360 » 400 —
Л13** — От 1 до 500
х» Л12 Св. 3 до 250; » 260 » 315; » 360 » 400 От 1 до 6; св. 250 » 260; . » 315 » 500
187
Продолжение табл. IV-13
Класс точно- сти по системе ОСТ Поле допуска по системе ОСТ Рекомендуемое для замены поле допуска по СТ СЭВ 144—75 Интервалы размеров, мм, в которых при замене
допуск сокращается по сравнению с до- пуском по системе ОСТ более чем на 20% размер может выйти за пределы поля до- пуска по системе ОСТ более чем на 10% от этого допуска
7 см, /5и —
в* /И4* Св. 250 до 260
8 сма /Л5 — —
в* 8 Л15* — —
9 смв А16 — —
в* Й16* — —
10 см,0 М7 __ —
в* 10 Л17* — Св. 250 до 260
Примечания: 1. Для тех полей допусков поСТ СЭВ 144—75, которые могут быть
использованы для замены нолей по системе ОСТ в ограниченном диапазоне размеров,
этот диапазон указан в скобках.
2. В скобках отмечены поля допусков по СТ СЭВ 144—75из дополнительного набора.
3. Одной звездочкой отмечены поля допусков системы ОСТ, введенные из системы
ИСО, и соответствующие им поля ИСО.
4. Двумя звездочками отмечены замены с увеличением допуска по системе ОСТ
более чем на 20%.
5. Поле Д13 не рекомендуется для посадок.
Табл. IV-12 и IV-13 содержат рекомендуемые замены полей допусков
отверстий и валов по системе ОСТ на ближайшие по величине и расположению
поля допусков по ЕСДП СЭВ. В качестве достаточно надежного критерия
обеспечения взаимозаменяемости при сопоставлении двух систем признано
положение, когда предельные
отклонения по ЕСДП СЭВ не вы-
ходят за соответствующую гра-
ницу заменяемого поля по ОСТ бо-
лее чем на 10% (рис.IV-4).Если это
требование выполняется, то, как
правило, нет необходимости в
дополнительном анализе или про-
верке замены, если исходная по-
садка или поле допуска по си-
стеме ОСТ полностью соответст-
вовали требованиям, предъявляе-
мым к изделию.
В указанных в табл. IV-12 и 1V-13 интервалах размеров, при которых
имеются выходы предельных отклонений за границы поля допуска по си-
стеме ОСТ более чем на 10% или исходный допуск изменяется более чем иа
20%, следует произвести дополнительный анализ замены с учетом конкретных
конструктивных требований к изделию в технологических условий его изго-
товления. При анализе сопоставляют числовые значения предельных откло-
188
нений, зазоров или иатягов по системам ОСТ и СЭВ и оценивают влияние
изменения этих значений на условия изготовления, сборки и функциони-
рования изделия.
Для большинства рекомендуемых замен допуски сохраняются иа преж-
нем уровне и замена не вызывает ужесточения условий производства. Сокра-
щение допусков рекомендуется в основном при заменах посадок с натягом
3-го класса точности. Но в этих случаях сокращение допусков (на 20—25%)
компенсируется повышением однородности натягов. Сокращение допусков (на
20—25%) рекомендуется также при замене полей допусков 5-го класса точ-
ности полями 12-го квалитета. При такой замене повышается качество соеди-
нения, не появляются технологические затруднения. Для несопрягаемых
размеров при отсутствии конструктивной необходимости ограничения вели-
чины зазора возможна замена допусков 5-го класса более широкими допус-
ками 13-го квалитета.
Путем сопоставления посадок в системах ШЕТ и ЕСДП СЭВ можно
решить вопрос замены соединения отверстие — вал в целом, когда при
сопоставлении полей допусков каждого элемента соединения в отдельности
возникает сомнение с точки зрения обеспечения взаимозаменяемости.
Сопоставление и замена посадок в системах ОСТ и ЕСДП СЭВ облегча-
ется тем, что в обеих системах предпочтительно применяют посадки в си-
стеме отверстия или системе вала и принято одинаковое расположение полей
допусков основных отверстий и основных валов относительно нулевой ли-
нии — нижиие отклонения основных отверстий и верхние отклонения основ-
ных валов равны нулю.
Рекомендуемые замены посадок по системе ОСТ на посадки по ЕСДП
СЭВ приведены в табл. IV-14, в которой также показано сопоставление поса-
док по двум показателям: относительной разности предельных зазоров или
натягов и относительной разности допусков посадок.
IV-14. Рекомендуемые замены посадок системы ОСТ посадками
по СТ СЭВ 144—75 для размеров от 1 до 500 мм
Система отверстия
Класс точно- сти по системе ОСТ Посадка по системе ОСТ Рекомендуемая для замены посадка по СТ СЭВ 144—75 Интервалы размеров, мм, в которых при замене
допуск посадки сокра- щается по сравнению с допуском посадки по системе ОСТ более чем иа 20% зазор или натяг может выйти за пределы поля допуска по си- стеме ОСТ более чем на 10% от этого • допуска
1 /Г /7 А Н6* s5 — —
Hpii /76* г5 — От 1 до 3
41 Pi 7/6 п5 — От 1 до 3
4i Л т т5 От 1 до 3; св. 250 » 260; » 315 » 360
4l я. Н& k5 — Св. 315 до 360
189
Продолжение табл. IV-14
Класс точ го- сти по системе ОСТ Посадка по системе ОСТ Рекомендуемая для замены посадка по СТ СЭВ 144—75 Интервалы размеров, мм, в которых при замене
допуск посадки сокра« щается по сравнению с допуском посадки по системе ОСТ более чем на 20% зазор или иатяг можё$ выйти, за пределы поля допуска по си- стеме ОСТ более чей иа 10% от этого допуска
1 di Hi Н6 /s5 — Св. 250 до 260; » 315 » 360; » 400 » 500
(Н6\ \ /5/ — Св. 80 до 500
41 Ci #6 55 — Св. 250 до 260; » 315 » 360; » 400 » 500
41 Н6 g5 — Св. 250 до 260; » 315 » 360; » 400 » 500
2 £ Xi Z/6* /6 — Св. 250 до 260; » 315 » 360
А Гр Н7 и? — Св. 6 до 10; » 24 » 220; » 225 » 310; » 315 » 440; » 450 » 500
(т\ Vп / (Св. 24 до 500) — Св. 40 до 500
А Пр Н7 гб (От 1 до 120) — От 1 до 3; св. 80 » 120
Н7 s6 (От 1 до 3 и св. 80 до 500) — От 1 до 3; св. 80 » 150; » 160 » 180; » 200 » 220; » 250 » 260; » 310 » 315; » 355 » 500
А Пл . Н7 рб (От 1 до 120) — От 1 до 3; св. 80 » 120
190
Продолжение табл. IV-I4
Класс точно- сти по системе ОСТ Посадка по системе ОСТ Рекомендуемая для замены посадка по СТ СЭВ 144—75 Интервалы размеров, мм. в которых при замене
допуск посадки сокра- щается по сравнению с допуском посадки по системе ОСТ более > чем на 20% зазор или натяг может выйти за пределы поля допуска по си- стеме ОСТ более чем на 10% от этого допуска
2 А Пл Я7 гб (От 1 до 3 и св. 80 до 500) — Св. 160 до 180; » 225 » 260; » 355 » 400
А_ Г Я7 пб . — От 1 до 3
А Т т тб — От 1 до 3
А Н т kf> — —
А П Н7 i£ — —
/т\ \]ё) — —
А С т /16 — Св. 250 до 260
А Д Я7 £>6 — Св. 260 до 315; » 360 » 400
А X т П — Св. 180 до 315; » 360 » 400
А Л Н7 е8 От 1 до 3; св. 120 » 500
А ИГ' Н7 d8 — Св. 250 до 260
А* ТХ Н7* с8 — Св. 220 до 225; » 250 280; » 310 »' 315; » 355 » 360; » 400 » 450
2а Л* Л2а Пр22а И 8* М — Св. 200 до 225; » 250 » 280; » 310 » 315; » 355 » 450
191
Продолжение табл. IV-14
Класс точно- сти ПО системе ост Посадка по системе ОСТ Рекомендуемая для замены посадка по СТ СЭВ 144—75 Интервалы размеров, мм, в которых при замене
допуск посадки сокра- щается по сравнению с допуском посадки по системе ОСТ более чем на 20% зазор _или натяг может выйти за пределы поля допуска по си- стеме ОСТ более чем на 10% от этого допуска
2а л* Л2а И 8* s7 — Св. 250 до 260; » 310 » 315; » 355 » 400; » 440 » 450
\ 'll Иь Н8* п7 — —
4а ^а /78* т7 — —
4а *2а Н8* k7 — —
«3 1 «в * J <м ’Ч It; Н8 h7 — От 1 до 3
/Н8\ * 1/7/ — —
4а С2а Н8* Л7 — —
И !ь. ю 1 ю * № 1» Н8* . /8 —• Св. 250 до 260; » 315 » 360
3 ^3 Н Р%$ /78 ?8 (Св. 18 до 100) Св. 18 до 100 Св. 18 до 24; » 65 » 100
/78 х8 (Св. 50 до 500) Св. 50 до 180; » 360 » 400 Св. 50 до 65; » 140 » 150; » 160 » 180; » 200 » 220; » 225 > 500
/78 и8 (Св. 225 до 500) Св. 360 до 400 Св. 225 до 500
192
Продолжение табл. IV-14
Класс точно- сти по системе ОСТ Посадка по системе ОСТ Рекомендуемая для замены посадка по СТ СЭВ 144—75. Интервалы размеров, мм, в которых прн замене
допуск посадки сокра- щается по сравнению с допуском посадки по системе ОСТ более чем на 20% зазор или натяг может выйти за пределы поля допуска по си- стеме ОСТ более чем иа 10% от этого допуска
3 А 1 Н8\ \zb8j (Св. 6 до 18) Св. 6 до 18 Св. 14 до 18
\ \га8/ (Св. 10 до 18) Св. 10 до 18 —
Аз Пр23 Н8 г8 . (Св. 6 до 30) Св. 6 до 30 Св. 24 до 30
Н8 х8 (Св. 6 до 50) Св. 6 до 50 1 Св. 40 до 50
/78 «8 (Св. 30 до 500) Св. 30 до 180; » 360 » 400 Св. 250 до 260; » 355 » 360; » 400 » 440
^3 /7 р18 //8 х8 (Св. 3 до 30) Св. 3 до 30 —
/78 и8 (Св. 3 до 100) Св. 3 _до 100 Св. 6 до 10; » 65 » 100
/78 s7 (Св. 65 до 500) Св. 65 до 500 —
/778\ . \s8 / (Св. 65 до 500) Св. 65 до 180; » 360 » 400 —
Аз с8 /78 h8 От 1 до 180; св. 360 » 400 —
Н9 h8 — Св. 250 до 260; » 315 » 360
7 7-347
193
Продолжение таблг IV-14
Класс точно- сти по системе ОСТ Посадка по системе ОСТ Рекомендуемая для замены посадка по СТ СЭВ 144—75 Интервалы размеров, мм, в которых при замене
допуск посадки сокра- щается по сравнению с допуском посадки по системе ОСТ более чем на 20% зазор или натяг может выйти за пределы поля допуска по си- стеме ОСТ более чем на 10% от этого допуска
3 Olis. «о 1«е Я8 Л9 — Св. 250 до 260; » 315 » 360
Я9 Л9 Of 1 до 500
COI п Я9 /8 Св. 180 до 250; » 260 » 500
Я8 /9
т е8 — Св. 250 до 260; » 315 » 360
Н8 е9
1 Я8 49 От 1 до 250; св. 260 » 315; » 360 » 400 Св. 360 до 400
Н9 49 — Св. 250 до 260; Л » 360 до 400
Н8 410 — Св. 250 до 260; » 315 » 400
За А* ^За ^За Я10* ЛЮ — Св. 250 до 260
4 А, С4 ян ЯП — —
dl *4 ян 411 — Св. 250 до 260; » 315 » 360; » 400 » 500
di л\ //11 &Н — Св. 3 до 18; » 200 » 500
ЯН сП (От 1 до 18 и св. 160 до 500) — Св. 400 до 500
194
Продолжение табл. IV-14
Класс ТОЧНО- СТИ по системе ОСТ Посадка по системе ОСТ Рекомендуемая для замены посадка по СТ СЭВ 144—75 Интервалы размеров, мм, в которы х при замене
допуск посадки сокра- щается по сравнению с допуском посадки по системе ОСТ более чем иа 20% зазор или натяг может выйти за пределы поля допуска по си- стеме ОСТ более чем на 10% от этого допуска
4 НИ all — От 1 до 18; св. 50 » 65; » 80 » 140; » 200 » 500
ЯП &11 (От 1 до 18 и св. 200 до 500) — От 1 до 18; св. 200 » 500
5 С>1 ЙЬ. СЛ 1СЛ /У 12 . (02 Св. 3 до 250; » 260 » 315; » 360 » 400 —
«п Н\2 Ы2 Св. 3 до 250; » 260 » 315; » 360 » 400 От 1 до 3; св. 400 » 500
Примечания: 1. Замена возможна во всем диапазоне размеров, установленном
для заменяемой посадки по системе ОСТ. Для тех посадок по СТ СЭВ 144—75, которые
могут быть использованы для замены посадок по системе ОСТ в ограиичеииом диапазоне
размеров, этот диапазон указан в скобках.
2. В скобках отмечены посадки по СТ СЭВ 144- 75, в которых использованы поля
допусков из дополнительного набора.
3. Звездочкой отмечены посадки по системе ОСТ, введенные из системы ИСО, и со-
ответствующие им посадки ИСО.
г В общем случае замена считается хорошей, если при выходе зазоров или
натягов посадки по ЕСДП СЭВ за пределы зазоров или натягов заменяемой
посадки по ОСТ их относительная разность не превышает 10% от допуска
Посадки с натягом
Посадки сторон
Посадки Заменяющие
6 системе посадки
Посадки Заменяющие
о системе посадки
ОСТ Й ТТ.ПП 030
Рис.
D - поля допусков Валов
IV-5.
посадки по ОСТ й если допуск посадки по ЕСДП СЭВ сокращен по сравне-
нию с допуском посадки по системе ОСТ не более чем на 20%. Интервалы
размеров, для которых эти условия не соблюдаются и может потребоваться
дополнительный анализ замены посадки, указаны в табл. IV-14.
195
В ответственных соединениях путем замены посадок по системе ОСТ
посадками по ЕСДП СЭВ можно в ряде случаев увеличивать запас на износ
за счет уменьшения наибольшего зазора (рис. IV-5, а) или увеличивать запас
прочности за счет уменьшения наименьшего натяга (рис. IV-5, б). При этом
некоторое ужесточение допусков ответственных соединений и повышение
требований к точности обработки окупается повышением надежности и долго-
вечности изделий.
2. ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ
ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ (по ГОСТ 14140-69)
Рассматриваемые допуски должны обеспечить возможность сборки
деталей, соединяемых болтами, винтами, шпильками и другими крепежными
деталями с параллельным расположением осей. Различают соединения двух
типов (рис. 1V-6): А — когда зазоры для прохода крепежных деталей имеются
в обеих соединяемых деталях, например при соединении болтами или заклеп-
ками; Б — когда зазоры для прохода крепежных деталей имеются лишь
в одной из соединяемых деталей, например при соединении винтами или
шпильками.
Рис. IV-6.
Расчетная величина предельного смещения осей отверстий от номиналь-
ного расположения (Арасч) -при одинаковых допусках расположения осей
для обеих соединяемых деталей определяется по формулам:
для соединений типа А —
Арасч = °-5г': ’
для соединений типа Б —
Арас, = 0,25г',
где г' — часть наименьшего зазора z между отверстием и крепежной де-
талью, используемая для компенсации смещения осей отверстий. Величина
*
IV-16. Предельные отклонения размеров (система прямоугольных
Характер расположения отверстий Эскиз Нормируемые отклонения размеров, координирующих оси отверстий
Одно отверстие, коорди- нированное относительно плоскости (при сборке базовые плоскости дета- лей совмещаются) - Z. [ Отклонение размера меж- ду осью отверстия и плоскостью
196
г' определяется уменьшением зазора z на величину, необходимую для регу-
лирования взаимного расположения деталей и для компенсации других по-
грешностей, например, несоосиости поверхностей ступенчатой крепежиой
детали. Если для компенсации смещения осей используется весь зазор между
отверстием и крепежной деталью, то z' = г.
В качестве предельного смещения Д осей отверстий от номинального
расположения принимается ближайшее к Драсч (как правило меньшее) из
стандартных значений по табл. IV-15.
Предельные отклонения размеров, координирующих оси отверстий, при-
нимаются в зависимости от величины Д при прямоугольной системе коорди-
нат по табл. IV-16, а при полярной системе координат — по табл. IV-17
(по ГОСТ 14140—69 регламентируются отклонения координат осей отверстий
для диапазона.предельных смещений осей Д от 0,01 до 8 мм).
IV-15. Предельные смещения осей отверстий от номинального расположения
(по ГОСТ 14140—69), мм
0,010 — 0,016 — 0,025 ‘ — 0,04 0,05 0,06 0,08
0,10 0,12 0.16 • 0,20 0,25 0,3 0,4 0,5 0,6 0,8
1,0 1,2 1,6 2,0 2,5 3 4 5 6 8
Пример 1. Определить допуски расположения осей четырех отверстий 012,5
под болты М12 (эскиз 4, табл. IV-16). Для компенсации расположения осей’ может быть
нспользоваи зазор, равный 60% гараитироваииого.
Гарантированный зазор 2 — 12,5—12=0,5 мм;
г' — 0,6z = 0,6 • 0,5 =» 0,3 мм.
Для болтового соединения (тип А)
Драсч = 0,5г* «в 0,15 мм.
По табл. 1V-15 принимаем ближайшее стандартное значение Д=0,16 мм, в по табл.
IV-16 при Д « 0,16 мм определяем отклонения размеров /_, и Л2. равные ±0,22 мм, и отклоне-
ние размеров по диагонали между осями двух любых отверстий, равное ±0.3 мм.
Пример 2. Определить допуски расположения четырех отверстий 094, под винты
М8 при диаметре окружности центров D —50 мм (эскиз 2 табл. 1V-17). Для компенсации
смещения осей может быть использован весь гарантированный зазор, т. е. г'= z.
Гарантированный зазор г = 9 - 8 = I мм.
Для соединения типа Б ’
драсч = 0,25г' = 0,25 1 = 0,25 мм.
Полученное значение Драсч соответствует одному из стандартных, указанных в табл.
IV-15. По табл. IV-17 при Д =0,25 мм определяем предельное отклонение диаметра окруж-’
ности центров 8D = ±0,35 мм и при D = 50 мм—отклонение центрального угла между
осями двух любых отверстий ба =з ±50'.
координат), координирующих оси отверстий (по ГОСТ 14140—69), мм
Предельное смещение осн от номинального расположения (Д)
0,10 0,12 0,16 0,20 0,25 0.30 0,40 0,50 0,60 0.80 1,0 1,2 1,6 2,0 2,5
0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1.2 1.6 2,0 '2,5
197
Характер расположения отверстий Эскиз Нормируемые отклонения размеров, координирующих оси отверстий
Два отверстия, координи-
рованные друг относи-
тельно друга
Отклонение размера меж-
ду осями двух отвер-
стий
Три и более отверстий,
расположенных в один
ряд
Отклонение размера меж-1
ду осями двух любых'
отверстий
Смещение осей отверстий
от общей плоскости
Три или четыре отвер-
стия, расположенные в
два ряда
Отклонение размеров L2
и L2
Отклонение размеров по
диагонали между осями
двух любых отверстий
Одно отверстие, коорди-
нированное относительно
двух взаимно перпен-
дикулярных плоскостей
(при сборке базовые
плоскости соединяемых
деталей совмещаются)
Отклонение размеров Li
и L2
Отверстия, координиро-
ванные друг относитель-
но друга и расположен-
ные в несколько рядов
Отклонение размеров L^,
Отклонение размеров по
диагонали между осями
двух любых отверстий
Примечай не. Если вместо отклонения размера между осями двух любых отвер
или базовой плоскости (т. е. размеров Lt, Lt и т. д.), то величина предельного отклонения
198
Продолжение табл. IV-16
Предельное смещение оси от номинального расположения (Д)
0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1.6 2,0 2,5
0,20 0,25 0,30 0,40 0,50 0,60 0,80 1.0 1,2 1,6 2,0 2,5 3 4 5
0,14 0,16 0,22 0,28 0,35 0,40 0,55 0,70 0,80 1,1 I,4 1,6 2,2 2,8 3,5
0,07 0,08 о,п 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,8
0,14 0,16 0,22 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,6 2,2 2,8 3,5
0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2,0 2,5 3 4 5
0,07 0,08 0,11 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,8
0,07 0,08 0,11 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1.8
0,20 0,25 0,30 0,40 0,50 0,60 0,80 1.0 1,2 1,6 2,0 2,5 3 4 5
стий нормируются отклонения размеров от каждого отверстия до одного базового отверстия
должна быть уменьшена вдвое.
199
IV-17. Предельные отклонения размеров (система полярных координат),
Характер растю- ложения отверстий Эскиз Нормируемые отклонения раз- меров, координи- рующих осн отверстий Предельное смещение оси от номинального расположения Д
ао<±)
(±)
Два отверстия, ко- ординированные друг относительно друга и относительно цент- рального базового элемента /Х Г' Отклонение радиу- са окружности центров (±$Я) Номинальные разме- ры
диаметров D радиусов R
Отклонение угла между осями отвер- стий (±ба) Св. 6 до 10 Св. 3 до 5
» 10 » 14 » 5 » 7
» 14 » 18 » 18 » 24 » 24 > 30 > 30 > 40 » 7 » 9 » 9 » 12 » 12 » 15 » 15 > 20
Три и более отверс- тий, координирован- ных друг относи- тельно друга Отклонение диамет- ра окружности центров (±6D) Отклонение цент- рального угла меж- ду осями двух лю- бых отверстий (±Sa) * » 40 » 50 » 20 » 25
а, о (ху » 50 » 65 » 25 » 32
» 65 » 80 » 32 » 40
> 80 > 100 » 40 » 50
» 100» 120 » 50 » 60
» 120 » 150 » 60 » 75
» 150 » 180 » 75 » 90
» 180 » 250 90 » 125
» 250 » 310 » 125 » 155
Три и более отвер- стий, координиро- ванных друг относи- тельно друга н отно- сительно централь- вого базового эле- мента А Отклонение радиу- са окружности центров (±6/?) База—поверхность А Отклонение цент- рального угла меж- ду осями двух лю- бых отверстий ±8а* » 310 » 400 ? 155 » 200
И® У аГ «3 » 400 » 500 » 200 > 250
» 500 » 630 » 250 » 315
» 630 :> 800 » 315 » 400
» 800 » 1000 » 400 » 500
» 1000 » 1250 »1250» 1600 » 1600 •> 2000 » 500 » 625 625 »800 » 800 » 1000
* Если вместо отклонения центрального
вого отверстия (т. е. отклонения углов а^,
угла между осями двух любых отверстий
аэ), то величина предельного отклонения (ба)
500
координирующих оси отверстий (по ГОСТ 14140—69), мм
0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2 2,5
0,14 0,16 0,22 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,6 2.2 2,8 3,5
0,07 0,08 0,11 0,14 0,18 0.20 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1.4 1.8
«• (±)
2» 2°20' 3° 4° —
1’20' 1’4 0' 2’ 2’40' 3°20' 4° — — — — — — — —
1° 1’10' 1°30' 2’ 2°20' 3° 4° — — — •— — — — —
45' 55' 1°10' 1’30' 1’50' 2°20' 3° 3’40' 4’30' — — — — — —
35' 45- 55' 1’10' 1’30' 1’50' 2°20' 3’ 3’40' 4’30' — — — — —
28' 35- 45- 55' 1’10' 1°20' 1’50' 2’20' 2’40' 3’40' 4’30' — — — —
20' 25' 30'. 40' 50' 1° 1°20' 1’40' 2° 2’40' 3°20' 4’30- — — —
16' 20- 25- ,30' 40' 50' 1’ 1°20' 1’40' 2° 2’40' 3°20' 4° — —
12' 16' 20' 25- 30' 40' 50' 1° 1’20' 1°40' 2’ 2’40' 3’20' 4° —
10- 12' 16' 20' 25' 30' 40' 50' 1° 1°20' 1’40' 2° 2’40' 3°20' 4°
9' 11' 14' 18' 22' 28' 35' 45' 55' 1°10' 1’30' 1°50' 2°20' 3° 3’40*
7' 9' 12< 14' 18' 22' 28' 35' 45' 55' 1’10' 1°30' 1’50' 2’20' 3е
6' 7' 9' 12' 14' 18' 22’ 30' 35' 45' 55' 1’10' 1’30' 1’50' ‘2а2ЯГ
4'30' 6' 7' 9' И' 14' 18' 22' 28' 35' 45' 55' 1’10' 1’30' 1 °50'
3' 4' 6' 7' 9' 10' 14' 16' 20' 25' 35' 40' 55' 1’10' 1’30'
2'30' 3' 4' 5- 6' 8' 10- 12' 16' 20' 25' 35' 40- 50- 1’
2' 2'30" 3' 4' 5' 6' 8' 10' 12' 16' 20' 25' 35' 40' 50-
2' 2'30" 3' 4' 5' 6' 8' 10' 12- 16' 20- 25' 35' 40'
— — 2' 2'30" 3'30" 4' 5' 7' 8' 11- 14' 16' 20' 25' 35-
— — — 2' 3' 3'30" 4'30" 6' 7' 9- 12' 14' 18- 22' 28'
— — — 2' 2'30" 3' 4' 5' 6' 8' 10' 14' 16' 20'
— — — — 2' 2'30* 3' 4' 5' 7' 8' 10' 12' 16'
— — — — — — 2' 2'30" 3' 4' 5' 6' 8' 10' 12'
нормируются отклонения центральных углов между осью каждого отверстия и осью базо-
должна быть уменьшена вдвое.
201
3. ДОПУСКИ НА УГЛОВЫЕ РАЗМЕРЫ
Стандартом (ГОСТ 8908—58) предусмотрены 10 степеней точности угло-
вых размеров с симметричным расположением предельных отклонений
(табл. IV-18). При наличии специальных конструктивных требований допус-
кается одностороннее или несимметричное расположение предельных откло-
нений угловых размеров с сохранением величины допуска по данному стан-
дарту.
Примерное назначение степеней точности: 1—3-я — для угловых раз-
меров калибров и прецизионных изделий; 4—6-я—для угловых размеров
деталей при наличии конструктивных требований к их точности (конусы,
втулки, концы осей); 7—8-я — для угловых размерив деталей обычной точ-
ности (зубчатые конические колеса, штифты, фрикционные детали); 9—10-я —
для нормирования допусков угловых размеров несопрягаемых (свободных)
поверхностей.
IV-18. Допуски на угловые размеры
(предельные отклонения углов
по ГОСТ 8908—58)
Интервал длин меьГь- шей стороны угла, мм Отклоне- ние (±) Степень точности
1 2 3 4 5 6 7 3 9 10
До 3 8/2 а/2 40" 0,6 г 0.9 Г 30" 1,4 2'30" 2,3 4' 3,6 6' 5,4 10' 9 25' 22,5 1° 54 2°30' 135
Св. 3 до 5 8/2 30" 50". 1'15" 2' 3' 5' 8' 20' 50' 2°
а/2 0,4 0,8 0,7 1.3 1,1 1,9 1,8 3 2,7 4,5 4,5 7,5 7,2 12 18 30 45 75 108 180
» 5 » 8 8/2 25" 40" Г 1'30" 2'30" 4' 6' 15' 40' 1°30'
а/2 0,6 1 1 1;6 1,5 2,4 2,3 3,6 •3,8 6 6 9,6 9 14,4 22,5 36 60 96 135 216
» 8 » 12 8/2 20" 30" 50" 1'15" 2' 3' 5' 12' 30' 1°15А
а/2 0,8 1,2 1,2 ' 1,8 2 3 3 4,5 4,8 7.2 7,2 10,8 12 18 28,8 43,2 72 108 180 270
> 12 » 20 6/2 15" 25" 40' 1' 1'30" 2'30" 4' 10' 25' 1°
а/2 0,9 1,5 1,5 2.5 2,4 4 3,6 6 5,5 9 9 15 14,5 24 36 60 90 150 216 360
» 20 » 32 8/2 12" 20" 30" - 50" 1" 15" 2' 3' 8' 20' 50'
| а/2 1,2- 1,9 2 3,2 3 4,8 5 8 , 7,5 12 12 19 1 18 | 29 48 |'77 120 192 1 300 [ 480
202
Продолжение табл. 1V-18
Интервал длин мень- шей стороны угла, мм Отклоне- ние (±) , Степень точности
1 £ 3 4 5 6 7 8 9 10
Св. 32 до 50 8/2 10" 15' 25" 40" 1' 1 '30" 2'30" 6' 15' 40'
а/2 1,6 2,5 2,4 3,8 4 6 6,5 10 9,5 15 14,5 22,5 24 37,5 57,5 90 144 225 384 600
» 50 » 80 8/2 8" 12" 20" 30" 50" 1'15" 2' 5' 12' 30'
а/2 2 3,2 3 4,8 5 8 7,5 12 12,5 20 19 30 30 48 75 120 180' 288 450 720
> 80 » 120 8/2 6" 10" 15" 25" 40" 1' 1'30" 4' 10' 25'
а/2 2,4 3,6 4 6 6 9 10 15 16 24 24 36 36 54 96 144 240 360 600 900
» 120 » 200 8/2 5" 8" 12" 20" 30" 50" 1'15" 3' 8' 20'
а/2 3 5 4,8 8 7 12 12 20 18 30 30 50 45 75 108 180 288 480 720 1200
» 200 » 320 8/2 4" 6" 10" 15" 25" 40" 1' 2'30" 6' 15'
а/2 4 6,5 6 9,5 10 16 15 24 25 40 40 64 60 96 150 240 360 576 900 1440
» 320 » 500 8/2 3" 5" 8" 12" 20" 30" 50" 2' 5' 12'
а/2 4,8 7,5 8 12,5 13 20 19 30 32 50 48 75 80 125 192 300 480 750 1152 1800
» 500 » 800 6/2 3" 4" 6" 10" 15" 25" 40" 1'30" 4' 10'
а/2 7,5 12 10 16 15 24 25 40 37,5 60 62,5 100 100 160 225 360 600 960 1500 2400
» 800 » 1250 8/2 2" 3" 5" 8" 12" 20" 30" 1'15" 3' 8'
а/2 8 12,5 12 19 20 31 32 50 48 75 80 125 120 187,5 300 469 720 1125 1920 3000
» 1250 >2000 • 8/2 2" 3" 4" 6" 10" 15" 25" 1' 2'30" 6'
а/2 12,5 20 19 30 25 40 37,5 60 62,5 100 94 150 156 250 375 600 938 1500 2250 3600
Примечание. Предельные отклонения углов в линейнйх величинах для крайних
Значений интервалов длин (а/2 мкм) приведены для справок.
203
4. ОТКЛОНЕНИЯ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
(по ГОСТ 10356-63)
ОБЩИЕ ОПРЕДЕЛЕНИЯ
Отклонением формы поверхностей называется несоответствие реальной
поверхности илн реального профиля форме заданных геометрической поверх-
ности или геометрического профиля (без учета шероховатости поверхности).
Отклонения формы отсчитываются от прилегающей поверхности или приле-
гающего профиля, основными видами которых являются:
прилегающая плоскость — плоскость, соприкасающаяся с реальной по-
верхностью детали и расположенная по отношению к ней так, что расстояние
от наиболее удаленной точки реальной поверхности до прилегающей плос-
кости наименьшее (рис. IV-7, а);
Рис. IV-7.
прилегающий цилиндр (для отверстия — цилиндр наибольшего возмож-
ного диаметра, вписанный в реальную поверхность (рис. IV-7, б), а для
вала — цилиндр наименьшего возможного диаметра, описанцый вокруг
реальной поверхности);
прилегающая прямая — прямая, соприкасающаяся с реальным профилем
детали и расположенная по отношению к нему так, что расстояние от наи-
более удаленной точки реального профиля до прилегающей прямой наименьшее;
прилегающая окружность — для отверстия — окружность наибольшего воз-
можного диаметра, вписанная в реальный профиль, а для вала — окружность
наименьшего возможного диаметра, описанная вокруг реального профиля
(рис. IV-7, в).
Отклонение расположения — отклонение от номинального расположе-
ния рассматриваемой поверхности, ее оси или плоскости симметрии относи-
тельно баз или отклонение от номинального взаимного расположения рас-
сматриваемых поверхностей. Номинальное расположение определяется номи-
нальными линейными и угловыми размерами между рассматриваемыми по-
верхностями, их осями или плоскостями симметрии.
Базы — совокупность поверхностей, линий и точек, по отношению к ко-
торым определяется расположение рассматриваемой поверхности.
Еслй рассматриваются отклонения расположения (кроме радиального
и торцового биения), то в общем случае отклонения формы поверхности исклю-
чаются, а реальные поверхности заменяются прилагающими. За плоскости
симметрии, оси, центры и тому подобные элементы реальных профилей и
поверхностей принимают соответствующие элементы прилегающих поверх-
ностей и профилей.
Зависимый допуск расположения — такой допуск расположения, вели-
чина которого зависит не только от заданного предельного отклонения распо-
ложения, но и от действительных отклонений размеров рассматриваемых по-
верхностей. Независимым называется допуск расположения, величина кото-
204
рого определяется только заданным предельным отклонением расположения
и не зависит от действительных отклонений размеров рассматриваемых по-
верхностей.
ОТКЛОНЕНИЯ ФОРМЫ
Неплоскостность — наибольшее расстояние от точек реальной поверх-
ности 2 до прилегающей плоскости 1 (рис. IV-8,a). Непрямолинейность —
наибольшее расстояние от точек реального профиля 2 до прилегающей пря-
мой 1 (рис. IV-8,6).
Рнс. IV-8.
Простейшими видами неплоскостностн н непрямолинейностн являются:
вогнутость — отклонение, при котором удаление точек реальной поверхнос-
ти (профиля) от прилегающей плоскости (прямой) увеличивается от краев
к середине (рис. IV-8,e); выпуклость — отклонение, при котором удаление
точек реальной поверхности (реального профиля) от прилегающей пло-
скости (прямой) уменьшается от краев к середине (рис. IV-8,e).
Рнс. IV-9.
Нецилиндричность — наибольшее расстояние от точек реальной поверх-
ности 2 до прилегающего цилиндра 1 (рис. IV-9,a). Нецилиндричность
включает некруглость и отклонение профиля продольного сечения.
Некруглость — наибольшее расстояние от точек реального профиля 2
до прилегающей окружности 1 (рис. IV-9,6). Видами некруглости являются:
овальность — отклонение, при котором реальный профиль представляет со-
бой овалообразную фигуру, наибольший и наименьший диаметры которой
находятся во взаимно перпендикулярных направлениях (рис. IV-9,e). Раз-
ность между наибольшим и наименьшим диаметрами сечения, т. е. удвоен-
ная величина некруглости, принимается за величину овальности; огранка —
отклонение, при котором реальный профиль представляет собой многогран-
ную фигуру (рис. IV-9,a).
Отклонение профиля продольного сечения цилиндрической поверхнос-
ти — наибольшее расстояние от точек реального профиля 2 до соответствую-
щей стороны прилегающего профиля 1 (рисч1У-10,а). Простейшими видами
205
отклонения профиля продольного сечения являются: конусообразность—
отклонение, при котором образующие продольного сечения прямолинейны,
но не параллельны (рис. IV-10,6); бочкообразность — непрямолинейность
образующих, при которой диаметры увеличиваются от краев к середине сече-
ния (рис. IV-10,e); седлообразность — непрямолинейность образующих, при
которой диаметры уменьшаются от краев к середине сечения (рис. IV-10,a);
изогнутость — непрямолинейность геометрического места центров попереч-
ных сеченнй цилиндрической поверхности (рис. IV-10,d).
1 2
10тклонение профиля _
Д продольного сечения Q
Рнс. IV-10.
Величиной коиусообразности, бочкообразности н седлообразности приня-
то считать разность между наибольшим и наименьшим диаметрами продоль-
ного сечения, т. е. удвоенную величину отклонения профиля продольного
сечения. Количественно изогнутость оценивается так же, как отклонение
профиля- продольного сечения.
ОТКЛОНЕНИЯ РАСПОЛОЖЕНИЯ
Непараллельность плоскостей — разность наибольшего и наименьшего
расстояний между прилегающими плоскостями на заданной площади илй
длине (рис. IV-ll,a).
Непараллельность прямых в плоскости — разность наибольшего н наи-
меньшего расстояний между прилегающими прямыми на заданной длине
(рнс. IV-11,6). ,
Рис. IV-11.
Непараллельность осей поверхностей вращения (или прямых в про-
странстве) — непараллельность проекций осей на их общую теоретическую
плоскость, проходящую через одну ось и одну из точек другой оси (рис.
IV-11,в).
Перекос осей (или прямых в пространстве) — непараллельность про-
екций осей на плоскость, перпендикулярную к общей теоретической плос-
кости и проходящую через одну из осей (рис. IV-ll,e).
Непараллельность оси поверхности вращения и плоскости — разность
наибольшего/! и наименьшего В расстояний между прилегающей плоскостью
и осью поверхности вращения на заданной длине (рнс. IV-12,а).
206
Неперпендикулярность плоскостей, осей или оси и плоскости — откло-
нение Д угла между плоскостями, осями или осью и плоскостью от прямого
угла (90°), выраженное в линейных единицах, на заданной длине L (рис.
IV-12, б, в, г). Отклонение от перпендикулярности определяется от прилегаю-
щих поверхностей или линий.
Торцовое биение — разность наибольшего и наименьшего расстояний
от точек реальной торцовой поверхности, расположенных на окружности
заданного диаметра, до плоскости, перпендикулярной к базовой оси враще-
ния (рис. IV-13, а). Если диаметр не задан, то торцовое биение определяется
на наибольшем диаметре торцовой поверхности.
Радиальное бненне — разность наибольшего и наименьшего расстоя-
ний от точек реальной поверхности до базовой оси вращения в сечении, пер-
пендикулярном к этой оси (рис. IV-13, б).
Несоосность относительно базовой поверхности — наибольшее расстоя-
ние между осью рассматриваемой поверхности и осью базовой поверхности
на всей длине рассматриваемой поверхности или расстояние между этими
осями в заданном сечении (рис. IV-14,a).
Несоосность относительно общей оси — наибольшее расстояние от оси
рассматриваемой поверхности до общей осн двух или нескольких номиналь-
но соосных поверхностей вращения в пределах длины рассматриваемой по-
верхности (рис. IV-14,6).
Непересечение осей — кратчайшее расстояние между осями, номиналь-
но пересекающимися (рис. IV-15,a).
Несимметричность — наибольшее расстояние между плоскостями (ося-
ми) симметрии рассматриваемой и базовой поверхностей (рис. IV-15, б).
Смещение оси (или плоскости симметрии) от номинального расположе-
ния — наибольшее расстояние между действительным и номинальным распо-
ложениями оси (или плоскости симметрии) на всей длине рассматриваемой
поверхности (рис. IV“16, а). При заданных базах номинальное расположение
определяется относительно баз.
207
Отклонения размеров, определяющих расположение осей или плоскос-
тей симметрии, можно ограничивать следующими способами: назначением
предельных отклонений для расстояний между осями или плоскостями сим-
метрии (рис. IV-16, б); назначением предельного смещения осей или
плоскостей симметрии от номинального расположения (рис. IV-16, в).
Этот способ рекомендуется применять при зависимых допусках распо-
ложения.
Рис. IV-14. Рис. IV-15.
Lz.
Смещение оси от номинального
расположения
А
,А
Действительное
расположение оси
'.ДрДпоСернупю.
НотЪ. й d
Смещение осей
отверстий от
номинального
расположения
не Солее Л
Номинальное распо-
ложение оси
L±S.
а
Рис. IV-16.
Величины предельных отклонений формы и расположения поверхностей
(табл IV-19—IV-22) следует назначать при наличии особых требований,
вытекающих из условий работы, изготовления или измерения деталей,
а в остальных случаях ограничивать полем допуска на размер (см. приме-
чания к табл. IV-20 и IV-21) или регламентировать в нормативных мате-
риалах допуски, не проставляемые у размеров.
208
IV-19. Предельные отклонения мкм, от плоскостности н прямолинейности
Интервал номиналь- ных длин, мм Степень точности
1 II III IV V VI VII VIII IX X
До 10 0,25 0,4 0,6 1 1,6 2,5 4 6 10 16
Св. 10 до 25 0,4 0,6 1 1,6 2.5 4 6 10 16 25
» 25 » 60 0,6 1 1.6 2,5 4 6 10 16 25 40
» 60 » 160 1 1,6 2,5 4 6 10 16 25 40 60
» 160 » 400 1,6 2,5 4 6 10 16 25 40 60 100
» 400 » 1000 2,5 4 6 10 16 25 40 60 100 160
» 1000 » 2500. 4 6 10 16 25 40 60 100 160 250
» 2500 » 6300 6 10 16 25 40 60 100 160 250 400
» 6300 » 10 000 10 16 25 40 60 100 160 250 400 600
Примечание. Допускается нормирование плоскостности числом пятен иа задан-
ной площади при контроле «на краску». •
IV-20. Предельные отклонения, мкм, формы цилиндрических поверхностей
Интервал номиналь- ных диаметров, мм Степень точности
I II III IV V VI VII VI н IX X
До 6 0,3 0,5 0,8 1,2 2 3 5 8 12 20
Св. 6 ДО 18 0,5 0.8 1.2 2 3 5 8 12 20 30
» 18 » 50 0,6 1 1,6 •2,5 4 6 10 16 25 40
» 50 » 120 0,8 1,2 2 3 5 8 12 20 30 50
» 120 260 1 1.6 2,5 4 6 10 16 25 40 60
» 260 » 500 1,2 2 3 5 8 12 20 30 50 80
» 500 » 800 16 2,5 4 6 10 16 25 40 60 100
» 800 » 1250 2 3 5 8 12 20 30 50 80 120
» 1250 » 2000 2,5 4 6 10 16 25 40 60 100 160
Примечания: I. Приведенные величины необходимо использовать в качестве
предельных значений нецилнндричности, некруглости, отклонения профиля продольного
сечения, огранки, изогнутости. Для получения предельных значений овальности, конусо-
образное™, бочкообразностн и седлообразное™ эти величины следует удваивать и округ-
лять до ближайшего предпочтительного числа, приведенного в этой таблице.
2. При отсутствии указаний о предельных отклонениях формы цилиндрических по-
верхностей этн отклонения ограничиваются полем допуска на диаметр.
IV-21. Предельные отклонения, мкм, от параллельности и перпендикулярности
и предельные значения торцового биения
Интервал номи- Степень ТОЧНОСТИ
нальных размеров, мм I П ill IV v VI VII VIII IX X XI XII
До 10 0,4 0,6 1 1 1,6 2,5 4 6 10 16 25 40 60
Св. 10 до 25 0,6 1.6 2,5 4 6 10 16 25 40 60 100
» 25 » 60 1 1,6 2,5 4 6 10 16 25 40 60 100 160
» 60 » 160 ’,6 2,5 4 6 10 16 25 40 60 100 160 250
» 160 » 400 2,5 4 6 10 16 25 40 60 100 160 250 400
» 400 » 1000 4 6 10 16 25 40 60 100 160 250 400 600
» 1000 » 2500 6 10 16 25 40 60 100 160 250 400 600 1000
» 2500 » 6300 10 16- 25 40 60 100 160 250 400 600 1000 1600
» 6300 » 10 000 16 25 40 60 100 160 250 400 600 1000 1600 2500
Примечания: 1. Под номинальным размером понимается длина, на которой за-
дается предельное отклонение от параллельности и перпендикулярности, или диаметр, на
котором задается предельное торцовое биение.
2. Прн отсутствии указаний о предельных отклонениях от параллельности эти откло-
нения ограничиваются полем допуска на расстояние между поверхностями, их осями
или плоскостями симметрии.
209
1V-22. Предельные значения, мкм, радиального биения
Степень точности
Интервал номиналь- ных диаметров, мм 1 11 ill IV V VI VII V 111 IX X
Св. До 6 6 до 18 1,6 2,5 3 4 5 6 8 10 12 16 20 25 30 40 50 60 80 100
» 18 » 50 2 3 5 8 12 20 30 50 80 120
> 50 » 120 2,5 4 6 10 16 25 40 60 100 160
120 » 260 3 5 8 12 20 30 50 80 120 200
260 » 500 4 6 10 16 25 40 60 100 160 250
» 500 » 800 5 8 12 20 30 50 80 120 200 300
800 » 1250 6 10 16 25 40 60 100 160 250 400
» 1250 » 2000 8 12 20 30 50 80 120 200 300 500
Примечание. Для получения предельных значений несоосиости и несимметрич-
ности в случае, если оии оговариваются независимым допуском, указанные величины
следует уменьшать вдвое с последующим округлением результата до ближайшего пред-
почтительного числа, приведенного в этой таблице.
ОБОЗНАЧЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Для условного обозначения отклонений формы и расположения приме-
няют знаки, указанные в табл. IV-23. При условном обозначении данные
о предельных отклонениях указывают в прямоугольной рамке, разделенной
на две или три части, в которых помещают: в первой — знак отклонения;
Рис. IV-17.
во второй — предельное отклонение, мм; в третьей — буквенное обозначе-
ние базы илн другой поверхности, к которой относится отклонение распо-
ложения.
Некоторые примеры обозначений показаны на рис. IV-17 (а—неплоскост-
ность не более 0,06 мм; б — непрямолинейиость не более 0,25 мм на всей
длине и не более 0,1 мм иа длине 300 мм; в—непараллельность поверхностей
не более 0,1 мм; г — непараллельность поверхности относительно поверх-
ности А не более 0,01 мм на длине 100 мм).
Предельные отклонения можно указывать текстом в технических требо-
ваниях, обозначив на чертеже поверхность, например, «Непрямолинейиость
поверхности А не более 0,25 мм».
210
IV-23. Обозначения отклонений формы и расположения поверхностей
Отклонение Знак
От плоскостности ZZ7
Ог прямолинейности —
От цилиндричности о
От круглости
Профиля продольного сечения (относится к цилиндриче- ской поверхности)
От параллельности II
От перпендикулярности |
От соосности г~
Торцовое биение /
Радиальное биение
От пересечения осей
От симметричности • •
Смещение осей от номинального расположения
5. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Шероховатостью поверхности называют совокупность неровностей с от-
носительно малыми шагами, образующих рельеф поверхности детали. Пара-
метры н характеристики шероховатости поверхности устанавливаются ГОСТ
2789—73.
Параметры шероховатости (один нли несколько) выбираются на числа
следующих: Яасреднее арифметическое отклонение профиля; Rz — вы-
211
сота неровностей профиля по десяти точкам; /?тах — наибольшая высота
неровностей профиля; Sm — средний шаг неровностей; S — средний шаг не-
ровностей по вершинам; tp—относительная опорная длина профиля.
Требования к шероховатости устанавливаются путем указания число-
вого значения (наибольшего, номинального или диапазона значений) пара-
метра (параметров) и значений базовой длины I, на которой происходит опре-
деление параметра. При использовании номинальных числовых значений
параметров шероховатости устанавливаются допустимые отклонения в про-
центах от номинальных. Отклонения выбирают из ряда 10; 20; 40. Они мо-
гут быть односторонними и симметричными.
Числовые значения параметров /?а, /?2, /?тах, Sm и S (наибольшие,
номинальные или диапазоны значений) выбираются до табл. IV-24.
IV-24. Числовые значения /?а, /?г, /?тах, $т и 5 (по ГОСТ 2789—73)
Ra, мкм 100 10,0 1,00 0,100 0,010 80 8,0 0,80 0,08 0,008 63 6,3 0.63 0,063 50 5,0 0,50 0,050 40 4,0 0,40 0,040 32 3,2 0,32 0,032 25 2,5 0,25 0,025 20 2,0 0,20 0,020 46 1,6 0,16 0,016 12.5 1,25 0,125 0,012
/?г и ^тах’ мкм 1000 100 10,0 1,00 1,100 800 80 8,0 0,80 . 0,080 630 63 6,3 0,63 0.063 500 50 5,0 0,50 0,050 400 40 4,0 0,40 0,040 320 32 3,2 0,32 0.032 250 25 2.5 0,25 0,025 200 20 2,0 0,20 1600 160 16 1,6 0,160 1250 125 12,5 1,25 0,125
SOT и S, мм 10,0 1,00 0,100 0,010 8,0 0,80 0,080 0,008 6,3 0,63 0,063 0,006 & 0,050 0,005 4,0 0,40 0,040 0,004 3,2 0,32 0,032 0,003 2,5 0,25 0,025 0,002 2,0 0,20 0,020 1,60 0,160 0,0160 12,5 1,25 0,125 0 0125
Величина tp определяется отношением опорной длины профиля hp к
базовой длине I в процентах.
Опорная длина профиля hp —сумма длин отрезков в пределах базовой
длины, отсекаемых в материале выступов линией, эквидистантной средней
линии профиля и расположенной от'линии выступов на расстоянии, которое
задается в процентах р от /?тах.
Числовые значения tp, р и I выбираются из следующих, мм:
tp — 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90%;
р — 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от /?тах;
/ — 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25.
По ГОСТ 2789—73 предусмотрены также типы направления неровно-
стей.
Расширенный по сравнению с ГОСТ 2789—59 комплекс параметров спо-
собствует установлению обоснованных требований для поверхностей различ-
ного эксплуатационного назначения. В экономически обоснованных случа-
ях при использовании действующей технической документации, выпущен-
ной до 1.1 1975 г., допускается до 1980 г. применять классы шероховатости,
приведенные в табл. IV-25.
Методическими указаниями по внедрению ГОСТ 2789—73 Госкомитета
Стандартов Совета Министров СССР рекомендуется предпочтительное при-
212
IV-25. Классы шероховатости поверхности
(по приложению 1 к ГОСТ 2789—73)
Класс ше- рохова- тости по- верхности Параметр шерохо- ватости, мкм Базовая длина Z, мм Класс ше- рохова- тости по- верхиости Параметр шерохо- ватости, мкм Базовая длина 1, мм
«а Ra Rz
1 320 9 0,32
2 160 8.0 10 0,16 0,25
3 — 80 11 0,08 —
12 0,04
4 40 2.5
5 — 20 13 14 0,10 0,05
6 2,5 0,08
7 1,25 0,8
8 0,63 — *
меиенне параметра /?а с использованием его предпочтительных значений,
указанных во 2-м столбце табл. IV-26. Эти рекомендации соответствуют
международным стандартам и условиям контроля шероховатости по образ-
цам сравнения, которые по пересматриваемому ГОСТ 9378—60 имеют номи-
нальные значения параметра 7?а, равные его предпочтительным значениям
по табл. IV-26.
В случаях, когда требования к шероховатости поверхности устанавли-
ваются по аналогии с ранее спроектированными изделиями, в которых нор-
мирование шероховатости производилось по классам, для выбора числовых
значений параметров Ra или Rz можно согласно упомянутым методическим
указаниям пользоваться табл. IV-26.
Если при этом в качестве предельных принимаются наибольшие для
данного класса значения Ra (3:й столбец таблицы) или /?г (4-й столбец), то
IV-26. Числовые значения параметров, мкм, и классы
шероховатости поверхности
Класс шерохо- ватости «а Rz
* 2 3 4
1 50 80; 63; 40 320; 250; 200; 160
2 25 40; 32; 20 160; 125; 100; 80
3 12,5 20; 16; 10 80; 63; 50; 40
4 6,3 10; 8; 5 40; 32; 25; 20
5 3.2 5,0; 4,0; 2,5 20; 16; 8,0; 12,5; 10,0
6 1,6 2,5; 2,0; 1,25 10,0; 6,3
7 0,80 1,25; 1.0; 0,63 6,3; 5,0; 4,0; 3,2
8 0,40 0,63; 0,50; 0,32 3,2; 2,5; 2,0; 1,6
9 0,20 0,32; 0,25; 0,16 1,60; 1,25; 1,00; 0,80
10 0,10 0,16; 0,125; 0,080 0,80; 0,63; 0,50; 0,40
11 0,050 0,080; 0,063; 0,040 0,40; 0,32; 0,25; 0,20
12 0,025 0,040; 0,032; 0,020 0,20; 0,16; 0,125; 0,10
13 0,012 0,020; 0,016; 0,010 0,100; 0.080; 0,063; 0,050
14 0,010; 0,008 0,050; 0,040; 0,032
Примечай н е. Применение параметра /?а (2-й и З-й столбцы) предпочтительно.
Наиболее предпочтительны значения параметра ₽а. приведенные во 2-м столбце
213
требования к шероховатости по существу не меняются. Например, для 4-го
класса шероховатости Ra = 10 мкм или Rz = 40 мкм.
Если принимаются предпочтительные значения /?а (2-й столбец), соот-
ветствующие данному классу (в данном примере Ra = 6,3 мкм), и принятые
значения используются как предельные (наибольшие), то при этом требова-
ния к шероховатости более жесткие, что в отдельных случаях может при-
вести к необоснованному удорожанию обработки. Если применить предпоч-
тительное значение Ra, соответствующее предыдущему (более грубому)
классу шероховатости (в рассматриваемом примере Ra = 12,5 мкм), то его
значение превосходит верхнюю границу класса, что может привести к ухуд-
шению качества изделия.
НОРМИРОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Шероховатость поверхности оказывает большое влияние как на надеж-
ность и долговечность машин, так и на стоимость изготовления деталей.
Рациональные значения шероховатости зависят от многих факторов — до-
пуска, посадки и номинального размера соединения, величины и характера
нагрузки, методов сборки (с нагревом или без него) соединений с натягом,
допускаемого износа, требуемой долговечности и условий эксплуатации
(в том числе частоты вращения) подвижных соединений, масштабов произ-
водства и связанной с этим стабильностью технологических процессов и др.
Таким образом, рациональное нормирование шероховатости является важ-
ной и сложной технико-экономической задачей.
Вместе с тем имеющиеся как в научной, таки в справочной литературе
данные по рассматриваемому вопросу весьма разноречивы, рекомендуемые
для аналогичных условий работы параметры шероховатости по данным раз-
личных источников различаются в 4 и более раза.
На основании математической обработки опубликованных материалов
и нормативных данных для случая, когда нормирование шероховатости
поверхности осуществляют, указывая ее наибольшее значение, предлагается
следующая зависимость *:
г ' (D + Л)">
где Rz — наибольшая расчетная высота неровностей, мкм; D — номиналь-
ный размер соединения, мм; 6 — допуск, мкм.
В качестве первого приближения могут быть приняты следующие зна-
чения входящих в уравнение величин: А = 45; т = 0,13; п = 0,93. Коэффи-
циент К принимает два значения:
Кг = 0,57 для посадок с натягом н
переходных, а также для посадок с
зазором, используемых для обеспече-
ния свободной сборки или при
центрировании деталей (например,
в случае установки болтов повышен-
ной точности для отверстий из-под
развертки и торцовых крышек под-
шипниковых узлов, сборки деталей
под сварку или пайку и т.п.); К2 =
= 0,475 — для посадок с зазором,
работающих в условиях износа при
трении скольжения.
Предлагаемое уравнение учитывает увеличение шероховатости Rz при
увеличении допуска 6, уменьшение отношения Rz/6 в одном классе (квали-
тете) при увеличении номинального размера соединения, уменьшение этого
* Формула разработана М. Я. Левицким совместно с В. И. Шелестом.
214
отношения при увеличении допуска (при переходе к более грубым классам
точности). В некоторой степени учитываются условия эксплуатации (значе-
нием коэффициента К2 при работе в условиях трения скольжения). Зависи-
мость отношения Rz/6 от номинального размера показана на рис. IV-18:
кривой 1—для 2-го класса точности или 6-го квалитета при Kj = 0,57;
кривой 2 — при К2 — 0,475; кривой 3 — для 5-го класса точности (примерно
для 12-го квалитета) при К2 = 0,475.
Прн определении допускаемой шероховатости для определенного интер-
вала размеров расчет ведут по £>ср — среднему значению данного интервала
(арифметическому при посадках в системе ОСТ, геометрическому при посад-
ках ЕСДП СЭВ).
Исходя из полученного расчетного значения Т?2, принимают нормализован-
ное значение Rz, ближайшее меньшее по сравнению с расчетным, или соответ-
ствующее ему значение Ra. Так как коэффициент ряда предпочтительных зна-
чений Ra (2-ой столбец, табл. IV-26) и коэффициенты ряда значений Rz и Ra
по классам шероховатости равны 1/2, то принимаемые значения шероховатости
могут быть не более чем в два раза меньше расчетных.
Полученные с помощью описанного метода значения шероховатости
для некоторых посадок в системе ОСТ показаны в табл. IV-27, а для посадок
в системе ЕСДП СЭВ — в табл. IV-28.
IV-27. Ориентировочные, значения шероховатости для посадок в системе ОСТ
iacc точности | Обозначение посадки Интервал размеров
От 1 до 3 Св. 3 до 6 Св. 6 до 10 О ’"'ао « о и § « о и § О СО О и О О .00 я о и й Св. 80 до 120 Св. 120 до 180 Св’. 180 до 260 Св. 260 до 360 Св. 360 до 500
& Параметр шероховатости, мкм
Л; Гр 0,32 0,63 0,63 0,63 1,25 1,25 1,25 1,25 1,25 1,25 2,5 2,5
Пр-, Пл-, Г; Т-, Н-, П-, С 0,32 0,32 0,32 0,63 0,63 0,63 0,63 0,63 1,25 1,25 1,25 1,25
Д 0,32 0,32 0,32 0,32 0,63 0,63 0,63 0,63 0,63 0,63 0,63 1,25
X 0,32 0,32 0,63 0,63 0,63 0,63 0,63 1,25 1,25 1.25 1,25 1,25
л 0,63 0,63 0,63 0,63 1,25 1,25 1,25 1,25 2,5 2,5 2,5 2.5
ш 0,63 0,63 0,63 1,25 1,25 1,25 1,25 2,5 2,5 2.5 2,5 2,5
3 С3 0,63 1,25 1,25 1,25 2,5 2,5 2,5 2,5 '2,5 2,5 2,5 Яг20
х3 0,63 1,25 1,25 1.25 2.5 2,5 2,5 2,5 2,5 2,5 Яг20 /? г-20
1,25 1,25 2,5 2,5 2,5 2,5 2,5 Яг20 Дг20 Дг20 /?г20 /?г20
4 Л4; С4; Х4; Л4 2.5 2,5 Дг20 Яг20 Яг20 Rz20 /?г20 /?г40 Яг40 Яг40 /?г40 7?г40
5 Л5; С5; Дг20 Яг20 Дг20 Дг40 Дг40 Дг40 Дг40 40 Дг40 Яг80 Яг80 /?г80
Примечания: 1. Значения Ra и приняты по классам шероховатости (табл. IV-26),
разрешенным к применению до 01.01. 1980 г.
2. Средние арифметически^ отклонения профиля Ra приведены без обозначения сим-
вола.
3. Допускаемые шероховатости валов с полями допусков посадок с натягом и пере-
ходных посадок, а также основных отверстий Л и Л3 и валов С и Сз определялись при
значении коэффициента /С--0.57; допускаемые шероховатости валов 2-го и 3-го классов
точности с полями допусков посадок с зазором (за исключением посадок С н С3) и допу-
скаемые шероховатости для валов и отверстий 4-го и 5-го классов точности определялись
при К2—0Л75.
215
IV-28. Ориентировочные значения шероховатости для посадок
в системе ЕСДП СЭВ
Квалйтет Группа посадок Интервал размеров, мм
От 1 до 3 Св. 3 до 6 Св. 6 до 101 О -4 со Я О О Е( со — о ® о и § Св. 30 до 50 О lO Q со СС О о ч Оо со CSI и О о Я О 3g Св. 180 до 250 Св. 250 до 315 Св. 315 ДО 400 Св. 400 до 500
Среднее арифметическое отклонение профиля мкм
6 I II 0,2 0,2 °,4 0,4 0,4 0,4 0,4 0,4 °,4 0,4 0,8 0,4 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 0,8 1.6 0,8 1,6 0,8
7 I II 0,4 0,4 0,4 0,4 0,8 0,4 0,8 0,8 0,8 0,8 0,8 0,8 1,6 0,8 1,6 0,8 1,6 1,6 1,6 1,6 1,6 1,6 1,6 1,6 1,6 1,6
8 I II 0,8 0,4 0,8 0,8 0,8 0,8 0,8 0,8 1,6 0,8 1.6 1,6 1,6 1,6 1,6 1,6 3.2 1,6 3,2 1,6 3,2 3,2 3,2 3,2 3,2 3,2
9 I II 0,8 °.8 1,6 0,8 1,6 1,6 1.6 1,6 1.6 1,6 3,2 1,6 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 3,2 6,3 3,2 6,3 3,2
10 I II 1.6 1,6 1,6 1,6 3,2 1,6 3,2 3,2 3,2 3,2 3,2 3,2 6,3 3,2 6,3 3,2 6,3 6,3 6,3 6,3 6,3 6,3 6,3 6,3 6,3 6,3
11 I II 3,2 3,2 3,2 3,2 .3,2 3,2 6,3 3,2 6,3 6,3 6,3 6.3 6,3 6,3 6.3 6,3 6,3 6,3 12,5 6,3 12,5 6,3 12,5 12,5 12,5 12,5
12 I II 3,2 3,2 6,3 3,2 6,3 6,3 6,3 6,3 6,3 6,3 6,3 6,3 12,5 6,3 12,5 12,5 12,5 12,5 12,5 12,5 12,5 12,5 12,5 12,5 12,5 12,5
13 I 6,3 6,3 12,5 12 5 12,5 12,5 12,5 12,5 25 25 25 25 25
Примечания: 1. При построении таблицы приняты предпочтительные эиачеиия
Ra согласно <Методическим указаниям по внедрению ГОСТ 2789—73» Госкомитета Стан-
дартов Совета Министров СССР (табл. IV-26).
2. К I группе посадок относятся посадки с натягом, переходные посадки, а также
посадки с зазором, используемые для центрирования деталей нли обеспечения свободной
сборки; ко II группе — посадки с зазором, работающие в условиях трення скольжения.
3. Приведенные значения шероховатостей с учетом группы посадок относятся ко всем
полям допусков данного квалитета.
4. Рекомендуемые значения базовой длины в зависимости от среднего арифметиче-
ского значения шероховатости поверхности:
Ra, мкм 0,2 0,4—J.6 3,2—6,3 12.5—25
1, мм 0,25 0,8 2,5 8,0
ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
(по ГОСТ 2.309-73)
Структура обозначения шероховатости поверхности показана на
рис. IV 19. При наличии в обозначении шероховатости только значения пара-
метра (параметров) шероховатости применяют один из знаков (без полки),
показанных на рис. IV-20: если внд обработки конструктором не устанавли-
вается — знак, приведенный на рис. IV-20, а; прн образовании поверхности
путем удаления слоя материала (точением, фрезерованием, шлифованием
и т. п.) — на рнс. IV-20, б; при образовании поверхности без удаления ма-
216
Вид обработки поверхности и (или)
а б б
Рис. IV-20.
а б б
Рис. IV-21.
териала (например, литьем, объемной штамповкой,
прокатом, волочением), а также для обозначения
поверхностей, не обрабатываемых по данному
чертежу,— знак, показанный на рнс. IV-20, в.
Высота h должна быть приблизительно равна
применяемой на чертеже высоте цифр размерных
чисел. Высота Я=(1,5...3) h. Толщина линий знаков
приблизительно равна половине толщины сплош-
ной основной линии, применяемой на чертеже.
Значения параметра Ra указываются в обозна-
чении без символа, например 0,5. Значения осталь-
ных параметров указываются в обозначении после
соответствующих символов, например Яг32;
/?тах6,3; 5т0,63; 50,032; /6070 (в примере /6070
2,5
обозначает относительную опорную длину профиля рис. JV-22.
tp = 70% при уровне сечения профиля р = 50%).
При указании диапазона значений параметра шероховатости в обозна-
чении приводят предельные значения, размещая их в две строки, причем
в верхней строке приводят значения, соответствующие более грубой шерохо-
ватости, например:
1,00; /?г0,080; /.о5О
0,63; 0,032; 70.
При указании двух и более параметров шероховатости их значения
записываются в обозначении сверху вниз в следующем порядке (рис. IV-21, а):
217
параметр высоты неровностей профиля, параметр шага неровностей профиля,
относительная опорная длина профиля.
Если требования к шероховатости поверхности нормируют путем ука-
зания параметра Ra или /?2, определяемых в пределах базовой длины, соот-
ветствующей значению параметра по табл. IV-25, то базовую длину в обозна-
чении шероховатости не указывают.
Вид обработки поверхности указывают в обозначении шероховатости
только в случаях-, когда он является единственным, гарантирующим тре-
буемое качество поверхности (рис. IV-21, б).
При указании одинаковой шероховатости для всех поверхностей изделия-
обозначение шероховатости помещают в правом верхнем углу чертежа и на
изображении не наносят. При указании одинаковой шероховатости для
части поверхностей изделия в правом верхнем углу чертежа помещают обозна-
чение одинаковой шероховатости и условное обозначение, как показано на
рис. IV-21, в. Это означает, что все поверхности, на которые на изображении
не нанесены обозначения шероховатости или знак отсутствия обработки,
должны иметь шероховатость, обозначенную в правом верхнем углу чертежа.
Аналогично обозначается часть поверхностей, не обрабатываемых по дан-
ному чертежу.
Обозначения шероховатости поверхности, в которых знак ие имеет полки,
располагают на чертеже так, как это показано на рис. IV-22.
Обозначения направлений неровностей приведены в ГОСТ 2.309—73.
V. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
И ВИНТОВЫЕ МЕХАНИЗМЫ
1. ТИПЫ РЕЗЬБ И ИХ ПРИМЕНЕНИЕ
Резьба метрическая для диаметров от 1 до 600 мм —' наиболее широко
применяемая крепежная резьба. Диаметры и шаги устанавливаются
ГОСТ 8724—58, основные размеры — ГОСТ 9150—59 (табл. V-l, V-2). Метри-
ческие резьбы изготовляют с крупным шагом для диаметров от 1 до 68 мм
и с мелким шагом для диаметров от 1 до 600 мм. Резьбы с мелким шагом
применяются преимущественно на полых тонкостенных деталях, для динами-
чески нагруженных соединений, а также на деталях, у которых резьба пред-
назначена для регулирования.
V-1. Резьба метрическая с крупным шагом для диаметров от 1 до 68 мм
(по ГОСТ 9150—59) и отверстия под нарезание резьбы, мм
Обозначения:
5
Н = 0,866 025 Р; Нх = Н = 0,541 266 Р;
8
уу
R = -g- = 0,144 Р; d, dx, d2 — соответствен-
но наружный, внутренний и средний диа-
метры резьбы болта; D, Dlf D2 — наруж-
ный, внутренний и средний диаметры резь-
бы гайки; Р — шаг резьбы; Нх — высота
профиля; d0 — диаметр отверстия под наре-
зание резьбы с полем' допуска 4Н5Н; 5Н;
5Н6Н; 6Н; 7Н.
d=O d,=,D. р Hi d—D dz = Dz d,=D, p H,
1 . 0,83$ 0,730 0,25 0,135 0,75 1,4 1,205 1,075 0,30 0,162 1,10
1,1 0,938 0,830 0,25 0,135 0,85 1,6 1,373 1,221 0,35 0,189 1,25
1.2 1,038 0,930 0,25 0,135 0,95 1,8 1,573 1,421 0,35 0,189 1,45
218
Продолжение табл. V-1
d=D dj=Da Р Я, d—D dj —Z^a dt=D1 P H, d.
2 . 1,740 1,567 0,40 0,216 1,60 18 16,376 15,294 2,5 1,353 15,35
2,2 1,908 1,713 0,45 0,243 1,75 20 18,376 17,294 2,5 1,353 17,35
2,5 2,208 2,013 0,45 0,243 2,05 22 20,376 19,294 2,5 1,353 19,35
3 2,675 2,459 0,50 0,270 2,50 24 22,051 20,752 3 1,624 20,85
3,5 3,110 2,850 0,60 0,325 2,90 27 25,051 23,752 3 1,624 23.85
4 3,546 3,242 0,70 0,379 3,30 30 27,727 26,211 3,5 1,894 26,30
4,5 4,013 3,688 0,75 0,406 3,70 33 30,727 29,211 3,5 1,894 29,30
5 4,480 4,134 0,80 0,433 4,20 36 33,402 31,670 4 2,165 31,80
6 5,350 4,918 1 0,54 V 4,95 39 36,402 34,670 4 2,165 34,80
7 6,350 5,918 1 0,541 5,95 42 39,077 37,129 4,5 2,435 37,25
8 7,188 6,647 1,25 0,676 6,70 45 42,077 40,129 4.5 2,435 40,25
9 8,188 7,647 1,25 0,676 7,70 48 44,752 42,587 5 2,706 42,70
10 9,026 8,376 1.5 0,812 8,43 52 48,752 46,587 5 2,706 46,70
П 10,026 9,376 1,5 0,812 9,43 56 52,428 50,046 5,5 2,977 50,20
12 10,863 10,106 1J5 0,947 10,20 60 56,428 54,046 5,5 2,977 54,20
14 12,701 11,835 2 1,082 11,90 64 60,103 57,505 6 3,247 57,70
16 14,701 13,835 2 1,082 13,90 68 64,103 61,505 6 3,247 61,70
V-2. Резьба метрическая с мелким шагом для диаметров от 1 до 600 мм
(по ГОСТ 9150—59) и диаметр отверстия под нарезание резьбы, мм
Обозначения:
d, dlt d2 — соответственно наружный, внутренний и средний диаметры резьбы
болта; D, Dlt D2 — наружный, внутренний и средний диаметры резьбы гайки;
Р — шаг резьбы; — высота профиля; d0 — диаметр отверстия под нарезание
резьбы.
d= D da = Di d, = D, d„ d = D d, *= Di d, » Dj
° = 0,2; #!= 0,108 P = 0,35; /Л= 0,189
1 0,870 0,783 0,80 2,5 2,273 2,121 2,15
1.1 0,970 0,883 0,90 3 2,773 2,621 2,65
1.2 1,070 0,983 1,00 3,5 3,273 3,121 3,15
1,4 1,270 1,183 1,20
1,6 1,470 1,383 1,40 P = 0,5; J A = 0,270
1,8 1,670 1,583 1,60
4 3,675 3,459 3,50
D = 0,25; H, = 0,135 4,5 4,175 3,959 4,00
5 4,675 4,459 4 50
2 1,838 1,730 1,75 5,5 5,175 4,959 5,00
2,2 2,038 1,930 1,95
219
Продолжение табл. V-2
Продолжение табл. V-2
d = D dz = Dz d, = D, 4. d=D dz = D% dt = Dt dt> d = D dz «= Dz = Dt <1. d = D dz = Dz dt = Dt 4>
6 5,675 5,459 - 5,50 48 47,350 46,918 46,95 80 79,026 78,376 78,43 105 103,701 102,835 102,90
7 6,675 6,459 6,50 52 51,350 50,918 50,95' 85 84,026 83,376 83,43 110 108,701 107,835 107,90
8 7,675 7,459 7,50 56 55,350 54,918 54,95 90 89,026 88,376 88,43 115 113,701 112,835 112,90
9 8,675 8,459 8,50 60 59,350 58,918 58,95 95 94,026 93,376 93,43 120 118,701 117,835 117.90
10 9,675 9,459 9 50 64 63,350 62,918 62,95 100 99,026 98,376 98,43 125 123,701 122,835 122,90
11 10,675 10,459 10,50 68 67,350 66,918 66,95 105 104,026 103;376 103,43 130 128,701 127,835 127,90
12 11,675 11,459 11,50 72 71,350 70,918 70,95 110 109,026 108,376 108,43 135 133,701 132,835 132,90
14 13,675 13,459 13,50 76 75,350 74,918 74,95 115 114,026 113,376 113,43 140 138,701 137,835 137,90
16 15,675 15,459 15,50 80 79,350 78,918 78,95 120 119,026 118,376 118,43 145 143,701 142,835 142,90
18 17,675 17,459 17,50 P= 1,25; Ht = 0,676 125 124,026 123,376 123,43 150 148,701 147,835 147,90
20 19,675 19,459 19,50 130 129,026 128,376 128,43 155 153,701 152,835 152,90
22 21,675 21,459 21,50 10 9,188 8,647 8,70 135 134,026 133,376 133,43 160 158,701 157,835 157,90
12 11,188 10,647 10,70 140 139,026 138,376 138,43 165 163,701 162,835 162,90
P = 0,75; = U.4UU 14 13,188 12,647 12,70 145 144,026 143,376 143,43 . 170 168,701 167,835 167,90
6 5,513 5,188 5,20 P = 1,5; = 0,812 150 149,026 148,376 148,43 175 173,701 172,835 172,90
7 6,513 6,188 6,20 P®2; = 1,082 180 178,701 177,835 177,90 .
8 7,513 7,188 7,20 12 11,026 10,376 10,43 18 185 183,701 182,835 182,90
9- 8,513 8,188 8,20 14 13,026 12,376 12,43 16,701 15,835 15,90 190 188,701 187,835 187,90
10s 9^ 13 9,188 9,20 15 14,026 13,376 13,43 20 18,701 17,835 17,90 195 193,701 192,835 192,90
11 10^513 10,188 10,20 16 15,026 14,376 14,43 22 20,701 19,835 19,90 200 198,701 197,835 197,90
12 11,513 11,188 11,20 17 16,026 15,376 15,43 24 22,701 21,835 21,90 ! = 1,624
14 13,513 13,188 13,20 18 17,026 16,376 16,43 25 23,701 22,835 22,90
16 15,513 15,188 15,20 20 19,026 18,376 18,43 27 25.701 24,835 24,90 30 28,051 26,752 26,85
18 17,513 17,188 17,20 22 21,026 20,376 20,43 28 26,701 25,835 25,90 33 31,051 29,752 29,85
20 19,513 19,188 19,20 24 23,026. 22,376 22,53 30 28,701 27,835 27.90 36 34,051 32,752 32,85
22 2i;513 21’,188 21,20 25 24,026 23,376 23,43 32 30,701 29,835 29,90 39 37,051 35,752 35,85
24 23’513 23J88 23 20 26 25,026 24,376 24,43 33 31,701 30,835 30,90 40 38,051 36,752 36,85
27 26,513 26’188 26 20 27 26,026 25,376 25,43 36 34,701 33,835 33,90 42 40,051 38,752 38,85
30 29,513 29’188 29'20 28 27,026 26,376 26,43 39 37,701 36,835 36,90 45 43,051 41,752 41,85
33 32’513 32,188 32,20 30 29,026 28,376 28.43 40 38,701 37,835 37,90 48 46,051 44,752 44,85
32 31,026 30,376 30,43 42 40,701 . 39,835 39,90 50 48.051 46,752 46,85
Г=1; = 0,541 33 32,026 31,376 31,43 45 43,701 42,835 42.90 52 50,051 48,752 48,85
8 7,350 6,918 6 95 35 34,026 33,376 33,43 48 46,701 45,835 45,90 55 53^051 51,752 51.85
9 8,350 7918 795 36 ’ 35,026 34,376 34,43 50 48,701 47,835 47,90 56 54,051 52,752 52,85
10 9/350 8918 8^95 -38 37.026 36,376 36,43 52 50,701 49,835 49,90 58 56,051 54,752 54,85
11 10 350 9918 995 39 38,026 37,376 37,43 55 53,701 52,835 52,90 60 58,061 56,752 56,85
12 li;350 10918 H\95 40 39,026 38,376 38,43 56 54,701 53,835 53,90 62 60,051 58,752 58,85
14 13 350 12 918 1295 42 41,026 40,376 40,43 58 56,701 55,835 55,90 64 62,051 60,752 60,85
15 14,350 13918 13’95 45 44,026 43,376 43,43 60 58,701 57,835 57,90 65 63,051 61,752 61,85
16 - 15'350 14918 14/15 15,95 16,95 18,95 20,95 22,95 23,95 25,95 26,95 28,95 31,95 34,95 37 95 48 47,026 46,376 46,43 62 60,701 59,835 59,90 68 66,051 64,752 64,85
17 16350 15>18 16918 50 49,026 48,376 48,43 64 62,701 61,835 61,90 70 68,051 66,752 66,85
18 17350 52 51,026 50,376 50,43 65 63,701 62 835 62,90 72 70,051 68,752 68,85
20 19’350 18 918 55 • 54,026 53,376 53,43 68 66,701 65,835 65,90 75 73,051 71,752 71,85
22 21 350 20/118 22 918 56 55,026 54,376 54,43 70 68,701 67,835 67,90 76 74,051 72,752 72,85
24 23350 58 57,026 56 376 56,43 72 70,701 69,835 69,90 80 78,051 76,752 76,85
25 24 350 23918 60 59,026 58,376 58,43 75 73,701 72,835 72,90 85 83,051 .. 81,752 81,85
27 26350 25^918 26,918 28 918 62 61,026 60,376 60,43 76 74,701 73,835 73,9o 90 88,051 86,752 86,85
28 27’350 64 - 63,026 62,376 62,43 78 76,701 75,835 75,90 95 93,051 ' 91,752 91,85
30 29 350 65 64,026 63,376 63,43 80 78,701 77,835 77,90 100 98,051 96,752 96,85
33 32 350 31^918 34,918 37,918 40,918 43,918 68 67,026 66,376 66,43 82 80,70] 79,835 79,90 105 103,051 101,752 101,85
36 35 350 70 69,026 68,376 68,43 85 83,701 82,835 82,90 110 108,051 106,752 106,85
39 38350 72 71,026 70,376 70,43 90 88,701 87,835 87,9o 115 113,051 111,752 111,85
42 41 350 40/15 43,95 75 74,026 73,376 .73,43 95 93,701 92,835 92,90 120 118,051 116,752 116,85
45 44 350 76 75,026 74,376 74,43 100 98,701 97,835 97,90 125 123,051 121,752 121,85
221
220
Продолжение табл. V-2
<! — D ~ Di dt = Pi 4» d = D dg Dg d, = Dt ".
130 128,051 126,752 126,85 85 82,402 80,670 80,80
135 133,051 131.752 131,85 90 87,402 85,670 85,80
140 138,051 136,752 136,85 95 92,402 90,670 90,80
145 143,051 141,752 141,85 100 97,402 95,670 95,80
150 148,051 146,752 146,85 105 102,402 100,670 100,80
155 153,051 151,752 151,85 ПО 107,402 105,670 105,80
160 158,051 156,752 156,85 115 112,402 110,670 110,80
165 163,051 161,752 161,85 120 117,402 115,670 115,80
170 168,051 166,752 166,85 125 122,402 120,670 120,80
175 173,051 171,752 171,85 130 127,402 125,670 125,80
180 178,051 176,752 176,85 135 132,402 130,670 130,80
185 183,051 181,752 181 85 140 137,402 135,670 135,80
190 188,051 186,752 186 85 145 142,402 140,670 140,80
195 193,051 191,752 191,85 150 147,402 145,670 145,80
200 198,051 196,752 196,85 155 152,402 150,670 150,80
205 203,051 201,752 ‘201,85 160 157,402 155,670 155,80
210 208,051 206,752 206,85 165 162,402 160,670 160,80
215 213,051 211,752 211,85 170 167,402 165670 165,80
220 218,051 216,752 216,85 175 172,402 170 670 170,80
225 223,051 221,752 221'85 180 177,402 175,670 175,80
230 228,051 226,752 226,85 185 182,402 180,670 180,80
235 233,051 231,752 231> 190 187,402 185,670 185,80
240 238,051 236J52 236,85 195 192,402 190,670 190,80
245 243,051 241J52 241,85 200 197,402. 195,670 195,80
250 248,051 246 752 246 85 205 202,402 200,670 200.80
255 253,051 251'752 251,85 210 207,402 205,670 205; 80
260 258,051 256,752 25635 215 212,402 210,670 210,80
265 263j)51 261,752 26135 220 217 402 215,670 215,80
270 268,051 266752 26635 225 222 402 220,670 220,80
275 273;051 271,752 271,85 230 227,402 225 670 225,80
280 278,051 276,752 27635 235 232,402 230,670 230.80
285 283,051 281,752 281,85 240 237,402 235 670 235,80
290 288,051 286,752 286,85 245 242,402 240,670 240,80
295 293,051 291,752 291,85 250 247,402 245,670 245 80
300 298^051 296J52 29685 255 252,402 250,670 250,80
260 257,402 255,670 255,80
Р — 4; Н 1 = 2,165 265 262,402 260,670 260,80
42 39,402 37,670 37 80 270 267,402 265,670 265,80
45 42,402 40'670 4080 275 272,402 270,670 270,80
48 45,402 -43;б70 4380 280 277,402 275,670 275,80.
52 49>02 47,670 4780 285 282,402 280,670 280,80
55 52,402 50^670 5080 290 287,402 285,670 285,80
56 53,402 51'670 5180 295 292,402 290,670 290,80
58 55,402 53^670 53 80 300 297,402 295,690 295,80
60 57,402 55^670 310 307,402 305,670 305,80
62 59402 57,670 57 80 320 317,402 315,670 315,80
64 61302 59,670 5980 330 - 327,402 325,670 325,80
65 62 402 60670 60 80 340 337,402 335,670 - 335,80
68 65,402 63,670 6380 350 347,402 345,670 345,80
70 67302 65 670 65’ 80 360 357,402 355,670 355,80
72 69302 67 670 67 80 370 367,402 365,670 365,80
75, ' 72'402 70 670 70 80 380 377,402 375,670 375,80
76 73302 71,670 71 80 390 387,402 385,670 385,80
80 77302 75,670 75’,80 400 397,402 395,670 395,80
222
Продолжение табл. V-2
d = D d d = D d, = Ds 4, = D, d
р — б-,н i = 3,247 255 251,103 248,505 248,70
260 256,103 253,505 253,70
70 66,103 63,505 63,70 265 261,103 258,505 258,70
72 68,103 65,505 65,70 270 266,103 263,505 263,70
76 72,103 69,505 69,70 275 271,103 268,505 268,70
80 •76,103 73,505 73,70 280 276,103 273,505 273,70
85 81,103 78,505 78,70 285 281,103 278,505 278,70
90 86,103 83,505 83,70 .290 286,103 283,505 283,70
95 91,103 88,505 88,70' 295 291,103 288,505 288,70
100 96,103 93,505 93,70 300 296,103 293,505 293,70
105 101 103 98,505 98,70 310 306,103 303,505 303,70
ПО 106,103 103,505 103,70 320 316,103 313,505 313,70
115 111,103 108,505 108,70 330 326,103 323 505 323,70
120 116,103 113,505 113,70 340 336,103 333 505 333,70
125 121,103 118,505 118,70 350 346,103 343 505 343,70
130 126,103 123,505 123,70 360 356,103 353,505 353,70
135 131,103 128,505 128,70 370 366,103 363 505 363,70
140 136,103 133,505 133,70 380 376,103 373,505 373,70
145 141,103 138,505 138,70 390 386,103 383,505 383,70
150 146,103 143,505 143,70 400 396,103 393,505 393,70
155 151,103 148,505 148 70 410 406,113 403 505 403,70
160 156,103 153,505 153,70 420 416,103 413,505 413,70
165 161,103 158,505 158,70 430 426,103 423,505 423,70
170 166,103 163,505 163,70 440 436,103 433,505 433,70
175 171,103 168,505 168,70 450 446,103 443,505 443,70
180 1.76,103 173,505 173,70 460 456,103 453,505 453,70
185 181,103 178,505 178,70 470 466,103 463,505 463,70
190 186,103 183,505 183,70 480 476,103 473,505 473,70
195 191,103 188,505 188,70 490 486,103 -483,505 483,70
200 196,103 193,505 193,70 500 496,103 493,505 493,70
205 201,103 198,595 198,70 510 506,103 503,505 503,70
210 206,103 203,505 203,70 520 516,103 513,505 513,70
215 211,103 208,505 208,70 530 526,103 523,505 523,70
220 216,103 213,505 213,70 540 536,103 533,505 533,70
225 221,103 218,505 218,70 550' 546,103 543,505 543,70
230 226,103 223,505 223,70 560 556,103 553,505 553,70
235 231,103 228,505 228 70 570 566,103 563,505 563,70
240 236,103 233 505 233,70 580 576,103 573,505 573,70
245 241,103 238,505 238,70 59(У 586,103 583,505 583,70
250 246,103 243,505 243,70 600 596,103 593,505 593,70
Допуски метрических резьб. Допуски рассматриваемых резьб установлены
ГОСТ 16093—70, которым предусматриваются предельные отклонения в по-
садках скользящих и с зазорами.
Стандартом установлены:
1. Ряды основных отклонений, обозначаемые буквами латинского алфа-
вита (строчной для болта и прописной для гайки): для резьбы болтов —
й, g, е, d', для резьбы гаек — II, G.
Расположение полей допусков наружной резьбы (болтов) с основным
отклонением h показано иа рис. V-J, а, а с основными отклонениями g, е
nd — на рис. V-1, б. Расположение полей допусков внутренней резьбы
(гаек) с основным отклонением Н показано на рис. V-), в, а с основным
отклонением б — на рис. V-1, г.
223
2. Степени точности, определяющие допуски диаметров резьбы болтов
и гаек и обозначаемые числами:
Диаметр
Болта:
наружный .
средний . .
Гайки:
внутренний
средний . .
Степень точности
..................................................... 4; 6; 8
. . . ...............................'. . . 4; 6; 7; 8
......................................................... 5; 6; 7
. . ..................................................4; 5; 6; 7
Обозначение поля допуска диаметра резьбы состоит Из цифры, показы*
вающей степень точности, и буквы, обозначающей основное отклонение. При
этом обозначение поля допуска среднего диаметра помещается на первом
месте, а обозначение поля допуска наружного диаметра для болтов или внут-
реннего для гаек — на втором. Например, болты с полем допуска среднего
диаметра 7h и наружного диаметра 6Л обозначаются следующим образом:
7Л6Л; гайка с полем допуска среднего диаметра 5Н и внутреннего диаметра
6Н обозначается так: 5/76/7.
Если обозначение поля допуска по вершинам резьбы совпадает с полем
допуска среднего диаметра, то оно в обозначении поля допуска резьбы не
повторяется, например 6Л (для болта), 6/7 (для гайки).
224
Рис. V-l.
Длины свинчивания подразделяются на три группы: S (малые), N (нор-
мальные) и L (большие), предельные значения которых в зависимости от
шага и номинального диаметра резьбы указаны в стандарте. Поля допусков
болтов и гаек должны соответствовать указанным в табл. V-3.
Замену полей допусков в разработанной технической документации
по ранее действовавшему ГОСТ 9253—59 на поля допусков по ГОСТ 16093—70
рекомендуется производить следующим образом:
для болтов: кл. 1 — на 4/г; кл. 2 и кл. 2а — на 6<у; кл. 3 — на 817;
для гаек: кл. 1 — на 4/7577; кл. 2 и кл. 2а — на 677; кл. 3— на 7Н.
Обозначение резьбы с крупным шагом состоит из буквы М, номиналь-
ного диаметра резьбы и обозначения поля допуска, например, для болта
М12 — 6й; для гайки М12 — 6//.
Обозначение резьбы с мелким шагом состоит из буквы М, номинального
диаметра резьбы, ее шага и йоля допуска, например, для болта М12Х1—6/1,
для гайки М12 X 1 — 6//.
V-3. Поля допусков болтов и гаек (по ГОСТ 16093—70)
Класс точности Поле допусков резьб
болтов . гаек
Точный Средний Грубый 4й 6/г; Gq*; Ge; Gd 8h; 8q* 4//5Т/ 5/76/7; GH*; GG 7//*; 7G
Примечания: 1. Значения полей допусков, отмеченные звездочкой, рекомендо-
ваны для преимущественного применения.
2. При малых длинах свинчивания (относящихся к группе S) применение класса точ-
ности сгрубый» ие. рекомендуется.
8 7-347
225
Посадки резьбовых деталей обозначаются дробью, в числителе которой
указывают обозначение поля допуска гайки, а в знаменателе — обозначение
поля допуска болта, например М12 — М12 X 1 — dH/dh.
Метрическая резьба с натягом (ГОСТ 4608—65). Стандарт распростра-
няется на метрические резьбы с крупными и мелкими шагами от 0,8 до 3 мм
и диаметрами от 5 до 48 мм, предназначенные для образования резьбовых
соединений с натягом по среднему диаметру (без участия сбега резьбы).
Основные размеры резьбы принимаются по ГОСТ 9150—59.
Стандартом устанавливается четыре типа посадок и рекомендуется сле-
дующее их преимущественное использование: ~ — для шпилек из сталей, со-
° А 2
прягаемых с гнездами в деталях из чугуна и алюминиевых сплавов; —
„ ‘ ci-
для шпилек из сталей, сопрягаемых с гнездами в деталях из алюминиевых
А 3
и магниевых сплавов; — для шпилек из сталей, сопрягаемых с гнездами
/ Оо
А 2
в деталях из стали и титановых сплавов; — для шпилек из сталей, сопря-
гаемых с гнездами в деталях из чугуна.
р. А02 /4оЗ А]2 „
Посадки и должны осуществляться с сортировкой гнезд и
- ‘ 1 03 1 12
шпилек по среднему диаметру на группы.
Обозначение резьб с натягами производится в соответствии с
ГОСТ 8724—58 с добавлением условного обозначения посадки или поля
допуска резьбовой детали. Например, обозначение резьбового соединения —
А 2
обозначение резьбы гнезда—М14Л02, обозначение резьбы шпиль-
ки— М14Г02.
Трубная цилиндрическая резьба nt> ГОСТ 6357—73 (табл. V-4). Приме-
няется в трубопроводах, цилиндрических резьбовых соединениях, а также
в соединениях внутренней цилиндрической резьбы с наружной цилиндриче-
ской резьбой (ГОСТ 6211 —69). Номинальный диаметр резьбы условно отнесен к
внутреннему диаметру трубы, хотя резьба нарезается на наружном диаметре.
Конические резьбы дюймовая с углом профиля 60° по ГОСТ 6111—52
(табл. V-5) и трубная по ГОСТ 6211—69 (табл. V-6) позволяют получить
герметичные соединения без применения уплотнительных материалов. При-
меняются для соединения топлив-
ных, масляных, водяных и воз-
душных трубопроводов машин и
станков.
Для соединения наружной
конической резьбы с внутренней
цилиндрической резьбой по ГОСТ
6527—68 применяется укорочен-
ная коническая резьба с раз-
мерами /1 и /2, указанными в
табл. .V-7.
Трапецеидальная резьба по
ГОСТ 9484—73 (табл. V-8 и V-9) применяется для передачи движений
(ходовые винты) и для передачи больших осевых нагрузок (например, винты
прессов).
Допуски трапецеидальных однозаходных резьб регламентируются
ГОСТ 9562—75, которым предусмотрены расположения полей допусков
среднего диаметра'с(2 Для гаек (рис. V-2, а) и для винтов (рис. V-2, б); уста-
новлены две группы длин свинчивания — N (нормальная) и L (большая),
значения которых, зависящие от сочетания шага резьбы и номинального диа-
метра, приводятся в стандарте; установлены поля допусков двух классов
точности — среднего и грубого (табл. V-10).
226
V-4. Резьба трубная цилиндрическая (по ГОСТ 6357—73)
Н = 0,960 491Р;
h = 0,640 327Р;
R = 0,137 329Р.
to резьбы
Номинальный Число ниток на Г Шаг Р Диаметр резьбы Рабочая высота профиля h Радиус закругле- ния R
размер в дк 1-й ряд резьоы ЙмЯХ 2-й ряд наружный d = D средний а2 — D2 внутренниЙ
ММ
J/8 — 28 0,907 9,728 9,147 8,566 0,581 0,125
V4 3/8 — 19 1,337 13,157 12,301 11,445 0,856 0,184
16,662 15,806 14,950
Ч 20,955 ' 19,793 18,631
5/8 14 1,814 22,911 ?1,749 20,587 1,162 0,249
Ч — 26,441 25,279 24,117
’/8 30,201 29,039 27,877
1 11 2,309 33,249 31,770 30,291 1,479 0,317
1Х/8 37,897 36,418 34,939
1^4 41,910 40,431 38,952
1’/я 44,323 42,844 41,365
1Д/2 47,803 46,324 44,845
1.3/4 53,746 52,267 50,788
2 — 59,614 58,135 56,656
— 2д/4 65,710* 64,231 62,752,
2»/2 — 75,184 73,705 72,226
23/4 81,534 80,055 78,576
3 — 87,884 80,405 84,926
— 3’/4. 93,980 100,330 92,501 91,022
— 98,851 97,372
— 3’/4 106,680 105,201 103,722
4 — 113,030 111,551 110,072
— 4’/2 125,730 124,251 122,772
5 — 138,430 | 136,951 135,472
8*
227
Продолжение табл. V-4
Номинальный размер резьбы в дюймах Число ниток на 1" Шаг Р Диаметр оезьбы Рабочая высота профиля h Радиус закругле- ния R
наружный d = D средний di ~~ Z?2 внутренний di = Dt
1-Й ряд 2-й ряд
мм
— 5*/а 11 2,309 151,130 149,651 148,172 1,479 0,317
6 — 163,830 162,351 160,872
Примечания: I. При выборе размеров резьбы 1-й ряд следует предпочитать 2-му.
2. ГОСТ 6357—73 устанавливается два класса точности: А (более высокий) и В. До-
пускаемые отклонения приводятся в стандарте.
3. Резьба обозначается буквами «Труб.», номинальным размером и классом точности,
например, Труб. 2" кл. А.
V-5. Резьба коническая дюймовая с углом
профиля 60° (по ГОСТ 6111—52)
t0 = 0,866 S; t2 = 0,8 S; <р = 1° 47' 24". Конусность: 2 tg <р = 1 : 16.
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Внутренний диа- метр трубы, дюймы Число ниток иа Г Шаг резьбы S Длина резьбы Диаметр резьбы в основ- ной плоскости Внутренний диа- метр резьбы у торца трубы (справ.) dr Рабочая высота витка fa
рабочая от торца трубы до основной плоскости /2 средний ^ср наружный d внутрен- ний dj *
ММ
% % !? 2 27 27 18 18 14 14 И 1/2 11 1/2 11 1/2 11 1/2 0,941 0,941 1,411 1,411 1,814 1,814 2,209 2,209’ 2 209 2 209 6,5 7,0 9,5 10,5 13,5 14,0 17,5 18,0 18,5 19,0 4,064 4,572 5,080 6 096 8,128 8,611 10,160 10,668 10,668 11,074 7,142 9,519 12,443 15926 19,772 25,117 31,461 40,218 46,287 58,325 7,895 10,272 13,572 17,055 21,223 26,568 33,228 41,985 48,054 60,092 6,389 8,766 11,314 14,797 18,321 23,666 29,694 38,451 44,520 56,558 6,135 8,480 10,997 14,416 17,813' 23,128 29,059 37,784 43,853 55,866 0,753 0,753 1,129 1,129 1,451 1,451 1,767 1,767 1,767 1,767
Примечания: 1. При свинчивании без натяга трубы и муфты с номинальными
размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Вместо резьбы 1/16* допускается применять резьбу М6Х1 коническую по ГОСТ
1303—56.
Пример условного обозначения конической резьбы 3/4*;
КЗ/4* ГОСТ 6111—52.
228
V-6. Резьба трубная коническая (по ГОСТ 6211—69)
Н = 0,96024 Р; HY = 0.64033Р. Конусность 2tgq> = 1 : 16, г = 0,13728 Р,
<р=1°47' 24’.
Шаг резьбы задан параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
•мннальнЫй размер зьбы, дюймы гсло ниток на 1* Шаг резьбы Р Длина резьбы Диаметр резьбы в основной ПЛОСКОСТИ 1 Внутренний диаметр резьбы у торца трубы (справ.) Рабочая высота витка Н, 4 Радиус закругле- ния г
рабочая от торца тру- бы до основ- ной ПЛОСКОСТИ li средний <4=0, наружный d = D • внутренний
I а У мм
V. 28 0,907 6,5 4 9,147 9,728 8,566 8,316 0,581 0,125
*/4 19 1,337 9,7 6 12,30! 13,157 11,445 14,070 0,856 0,184
3/, 19 1,337 Ю,1 6,4 15,806 16,662 14,950 14,550 0 856 0,184
14 1.814 13,2 8,2 19,793 20,955 18,631 18,119 1,162 0,249
3/4 14 1,814 14,5 9,5 25,279 26,441 24,117 23 523 1,162 0,249
1 11 2,309 16,8 10,4 31,770 33,249 30,291 29,641 1,479 0,317
'р/4 11 2,309 19,1 12,7 40,431 41 910 38.952 38,158 1,479 0,317
р/а 11 2,309 19,1 12,7 46,324 47,803 44,845 44,051 1,479 0,317
2 11 2,309 23,4 15,9 58,135 59,614 56,656 55,662 1,479 0,317
21/» 11 2,309 26,7 17,5 73,705 75,184 72,226 71,132 1,479 0,317
3 11 2,309 29 8 20,6 86,405 87,884 84,926 83,638 1,479 0,317
4 11 2,309 35,8 25,4 111,551 113,030 110,072 108,484 1,479 0,317
5 11 2,309 40,1 28,6 136,951 138,430 135,472 133,684 1,479 0,317
6 И 2,309 40,1 28,6 162,351 163,830 160,872 159,084 1,479 0,317
Примечание. При свинчивании без натяга трубы и муфты с номинальными
размерами резьбы длина свинчивания равна lt.
229
Продолжение табл. V-6
Примеры условных обозначений:
конической трубной резьбы 3/4" —
Ктру5 3/4" ГОСТ 6211—69!
укороченной конической трубной резьбы 3/4* (см. табл. V-7)—
Ктру6 3/4’ укор. ГОСТ 6211—69,
М-7. Длина укороченной трубной конической резьбы, мм (по ГОСТ 6211—69),
соединяемой с внутренней цилиндрической резьбой муфтовой арматуры
(по ГОСТ 6527—68)
Обозначе- ние длины резьбы Номинальный размер резьбы, дюймы
7. •/. */з 7* 1 17. 17. 2 27. 3
/2, ие ме- нее 4 4,5 4,5 6 7 8 10 11 12 14,5
h 7,7 8,2 9,5 11 13,4 14,4 16,4 18,5 21,2 23,7
Примечания: 1. Допускается нарезать на трубах укороченную коническую резь-
бу для соединений трубопроводов из водогазопроводных труб по ГОСТ 3262—62 прн дав-
лениях Ру до 10 кгс/см2.
2. Разность размеров — Z. должна быть не менее разности номинальных размеров
Z, и указанных в табл. V-6.
V-8. Диаметры и шаги трапецеидальных одноходовых резьб общего
иазиачения (по ГОСТ 9484—73), мм
Диаметр d Диаметр d
1-й 2-й З-й Шаг Р 1-й 2-й З-й Шаг Р
ряд ряд ряд ряд РЯД ряд
8 .. 2 1,5 по 20 12 5
10 3 2 120 24 16 6
12 3 2 130 24 16 6
14 3 2 140 24 16 6
16 4 2 150 24 16 6
18 4 2 160 24 16 8
20 4 2 170 24 16 8
22 8 5 2 180 32 20 8
24 8 5 2 190 32 20 8
26 8 5 о 200 32 20 10
28 - 8 5 2 210 32 20 10
30 10 6 3 220 32 20 10
32 10 6 3 240 40 24 12
34 10 6 3 250 40 24 12
36 10 6 3 260 40 24 12
38 10 6 3 280 40 24 12
40 10 6 3 300 40 24 12
42 10 6 3 320 48 12
44 12 8 3 340 48 12
46 12 8 3 360 - 48 12
230
Продолжение табл. V-8
Диаметр d Шаг Р Диаметр d Шаг Р
1-й ряд 2-й РЯД . З-й ряд 1-й ряд 2-й ряд З-й ряд
48 12 8 О 380 48 12
50 12 8 3 400 48 12
52 12 8 3 420 16
55 12 8 3 440 16
60 12 8 3 460 16
480 16
65 16 10 4 500 16
70 16 10 4 520 20
75 16 10 4 540 20
560 20
80 16 10 4 580 20
85 20 12 5 600 24
90 20 12 5 620 24
95 20 12 5 640 24
100 20 12 5
Примечания: 1. При выборе диаметров резьб следует предпочитать 1-й ряд
2-му, а 2й—3-му.
2. Резьба обозначается буквами «Трап», номинальным диаметром и шагом.
Пример обозначения резьбы трапецеидальной однозаходной с номинальным
диаметром 40 мм и шагом 6 мм;
Трап 40 X б ГОСТ'9484—73.
Для левой резьбы добавляются буквы «лев»:
Трап 40 X б лев. ГОСТ 9484—73.
Пример обозначения резьбы трехзаходной:
Трап 40Х (3 X 6) ГОСТ 9484—73.
V-9. Профиль и основные размеры трапецеидальных однозаходных резьб по
(ГОСТ 9484—73), мм
Н = 1,866Р; d2 = d — 0.5Р; Г>4 =
= <f4-2ac; //j = 0,5P; d3=d—2H2;
D — d\ H2 = + ac; Ds = d — P-,
dj= Dj.
Примечания: 1. dt и D — диа-
метры воображаемых цилиндров, ограни-
чивающих прямолинейные участки боко-
вых сторон профиля.
2. Профиль вершины резьбы винта и
впадины гайки предпочтительно выпол-
нять с радиусами Rx и Иг или фасками с
размерами, не превышающими 0.5аг.
Р Н. ас R^ не более Иг. не более
1.5 0,75 0,90 0,15 0,075 0,15
2,0 1 00 1,25 0,25 0,125 0,25
3,0 1,50 1,75 0,25 0,125 0.25
4,0 2,00 2,25 0,25 0,125 0,25
5,0 2 50 2,75 0,25 0,125 0,25
6,0 3,00 3,50 0 50 0,250 0,50
8,0 4 00 4,50 0,50 0,250 0,50
10,0 5,00 5,50 0,50 0,250 0,50
231
Продолжение табл. 9
р Ht н, Of Rit не более ие более
120 6,00 6,50 0,50 0,250 0,50
16*0 8,00 9,00 1,00 0,500 1,00
20,0 10,00 11,00 1,00 0,500 1,00
24,0 12,00 13,00 1,00 0,500 1.00
32,0 16,00 17,00 1 00 0,500 1,00
40,0 20,00 21,00 1,00 0,500 1,00
48,0 24,00 25,00 1,00 0,500 1,00
Р d; D ss Dt rf. Dt; d, Dt
’,5 8 7,25 6,2 6,5 8,3
8 7,00 5,5 6,0 8,5
10 9,00 7,5 8,0 10,5
12 11,00 9,5 10,0 12,5
14 13,00 11,5 12,0 14,5
16 15,00 13,5 14,0 16,5
2,0 18 17,00 15,5 16,0 18,5
20 19,00 17,5 18,0 20,5
22 21,00 19.5 20,0 22,5
24 23,00 21,5 22,0 24,5
26 25,00 23,5 24,0 26,5
. 28 27,00 25,5 26,0 28,5
10 8,50 6,5 7,0 10,5
12 10,50 8,5 9,0 12,5
14 12,50 10,5 и,о 14,5
30 28,50 26,5 27,0 30,5
32 • 30,50 28,5 29,0 32,5
34 32,50 30,5 31,0 34,5
36 34,50 32,5 33,0 ' 36,5
38 36,50 34,5 35,0 38,5
3,0 40 38,50 36,5 37,0 40,5
42 40,50 38,5 39,0 42,5
44 42,50 40,5 41,0 44,5
46 44,50 42,5 43,0 46,5
48 46,50 44,5 45,0 48,5
50 48,50 46,5 47,0 50,5
52 50,50 48,5 49,0 52,5
55 53,50 51,5 52,0 55,5
60. 58,50 56,5 57,0 60,5
16 14,00 Н,5 12,0 16,5
18 16,00 13,5 14,0 18,5
20 18,00 15,5 16,0 20,5
4,0 65 63,00 60,5 61,0 65,5
70 68,00 65,5 66,0 70,5
75 73,00 70,5 71,0 75,5
80 78,00 75,5 76,0 80,5
Продолжение табл. V-9
р d; D d, = D, 4» Di. dt О,
22 19,50 16,5 17,0 22,5
24 21,50 18,5 19,0 24,5
26 23,50 20,5 21,0 26,5
г А 28 25,50 22,5 23,0 28,5
85 82,50 79,5 80,0 85,5
90 87,50 84,5 85,0 90,5
95 92,50 89,5' 90,0 95,5
100 97,50 94 5 95,0 100,5
110 107,50 104,5 105,0 110,5
30 27,00 23,0 24,0 31,0
32 29,00 25,0 26,0 33,0
34 31,00 27,0 28,0 35,0
36 33,00 29,0 30,0 37,0
38 35.00 31,0 32,0 39,0
6,0 40 37,00 33,0 34,0 41,0
42 39,00 35,00 36 0 43,0
120 117,00 113,0 1140 121.0
130 127.00 123,0 1240 131,0
140 137,00 133,0 134*0 141,0
150 147,00 143,00 144 0 151,0
22 18,00 13,0 14,0 23,0
24 20,00 15.0 16,0 25,0
26 22.00 17,0 18,0 27,0
28 24,00 19,0 20,0 29 0
44 40,00 35,0 36,0 45,0
46 42,00 37,0 38,0 47,0
48 44.00 39,0 40,0 49,0
8,0 50 46,00 4-1,0 42,0 51,0
52 48,00 43,0 44,0 53,0
55 51,00 46,0 47,0 56,0
60 56,00 51.0 52,0 61,0
160 156,00 151,0 152,0 161,0
170 166,00 161,0 162,0 171,0
180 176,00 171,0 172,0 181,0
190 186,00 181,0 182,0 191,0
30 25,00 19,0 20,0 31,0
32 27,00 21,0 22,0 33.0
34 29,00 23,0 24,0 35,0
36 31.00 25,0 26,0 37,0
38 33,00 27,0 28,0 39,0
40 35,00 29,0 30,0 41,0
1А Л 42 37,00 31,0 32,0 43,0
65 60,00 54,0 55,0 66,0
70 6500 59,0 60,0 71,0
75 70,00 64,0 65,0 76,0
80 75,00 69,0 70,0 81,0
200 195,00 189,0 190,0 201,0
210 205,00 199,0 200,0 211,0
220 215,00 209,0 210,0 221,0
232
233
Продолжение табл. V-9
р d; D dz = Dz D„- d. D,
44 38,00 31,0 32,0 45,0
46 40,00 33,0 34,0 47,0
48 42,00 ч 35.0 36,0 49.0
50 44,00 37,0 38,0 51,0
52 46,00 39,0 40,0 53,0
55 49,00 42,0 43,0 56,0
60 54.00 47,0 48,0 61,0
ЮЛ 85 79,00 72,0 73,0 86,0
90 84,00 77,0 78.0 91,0
95 89,00 82,0 83,0 96,0
109 94,00 87,0 88,0 101,0
ПО 104,00 97,0 98,0 111,0
240 234,00 227,0 228,0 241,0
259 244,00 237,0 238,0 251,0
260 254,00 247,0 248,0 261,0
280 274,00 267,0 - 268,0 281,0
V-10. Поля допусков трапецеидальных однэзаходных резьб
(по ГОСТ 9562—75)
Класс точности Поля допусков
винтов гаек
при длинах свинчивания
N L N L
Средний Грубый 7/1, 7е 8е, 8с 8е 9с 711 8Н 8Н 9Н
Примечания: I. N — нормальная Длина свинчивания: L—большая длина свин-
чивания.
2. При повышенных требованиях к точности для длин свинчивания группы L допус<
кается назначать поля допусков, установленные для нормальных длин свинчивания.
3. Обозначение поля допуска резьбы состоит только из обозначения поля допуска
среднего диаметра и следует за обозначением размера резьбы.
Примеры обозначения полей допусков:
винта —
Трап 40 х 6 — 7е;
гайки —
Трап 40 X 6 — 7Н;
винта с левой резьбой —
Трап 40 X 6 —7е лев.
Упорная резьба по ГОСТ 10177—62 диаметром от 10 до 600 мм приме-
няется для винтов с большой односторонней осевой нагрузкой, например,
в грузоподъемных механизмах, прессах, нажимных устройствах прокатных
станов.
Прямоугольная резьба не стандартизована, применяется для передачи
значительных осевых нагрузок, например, в прессах. По сравнению с тра-
пецеидальной отличается большим коэффициентом полезного действия, но
менее технологична.
На детали с левой резьбой наносят специальные метки (ГОСТ 290 4—45).
Такие метки не наносят на детали, у которых в собранном виде направление
нарезки легко различимо, и на детали соединений, не подвергающихся раз-
борке.
234
2. РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИИ
Ненапряженное соединение. Болт нагружен внешней растягивающей
силой, затяжка отсутствует. Напряжение возникает после приложения ра-
бочей нагрузки (например, хвостовики грузовых кранов, рис. V-3).
При действии осевой силы Р условие прочности имеет вид
4
Напряженное соединение. Болт нагружен только усилием затяжки. При-
мером может служить болт, поставленный с зазором в соединение, находя-
щееся под действием поперечной (по отношению к оси болта)
силы (рис. V-4). При затяжке болт, кроме растяжения, испы-
тывает кручение. Упрощенно он рассчитывается только на
растяжение: эквивалентное растяжение равно напряжению
растяжения (вызываемого затяжной силой Q), умножен-
ному на коэффициент К3, величина которого зависит от
параметров резьбы и коэффициента трения. Для болтов с
метрической резьбой в среднем К3 = 1,3. Таким образом,
условие прочности затянутого болта может быть выражено
так:
4
Требуемая сила затяжки Q в рассматриваемом примере
определяется, исходя из того, что сила трения на поверх-
ности контакта сопряженных деталей должна быть больше
отнесенной к одному болту сдвигающей силы R (рис. V-4):
Рис. V-3.
Рис. V-4
где i — число стыков (в примере, показанном на
рис. V-4, i =2); К — коэффициент запаса, равный
1,3; f — коэффициент трения.
Для сухих обработанных поверхностей стальных
и чугунных деталей /= 0,1...0,15 (меньшее значение
принимается для шлифованных поверхностей).
Допускаемая осевая сила Р и допускаемое усилие
затяжкн Q определяются по приведенным уравнениям,
исходя из внутреннего диаметра резьбы di и допускае-
мого напряжения на растяжение [а]р.
При постоянной нагрузке допускаемое напряжение растяжения [о]р при-
нимается, исходя из предела текучести материала болта:
[о]р=от/п.
При контролируемой затяжке для углеродистых сталей коэффициент
запаса п = 1,7...2, для легированных сталей п = 2...2,5. При неконтролиру-
емой затяжке рекомендуется использовать значения п, приведенные в
табл. V-11. Болты диаметром меньше 12 мм при неконтролируемой затяжке
могут разорваться, поэтому в ответственных соединениях не разрешается
устанавливать болты диаметром менее 16 мм.
Допускаемые усилия затяжки болтов с метрической резьбой приведены
в табл. V-12.
Клеммовые (фрикционно-винтовые) соединения. Предназначены для
передачи крутящего момента или осевой силы за счет силы трения, возни-
кающей между внутренней поверхностью ступицы и валом (рис. V-5).
235
V-11. Коэффициент запаса п по отношению к <гт для болтов
при неконтролируемой затяжке и постоянной нагрузке
Материал болтов Номинальный диаметр резьбы, мм
6—16 16—30 30—60
Углеродистая сталь 4—5 2,5—4 1,7-2,5
Легированная сталь 5—6,5 3,3—5 3-3,3
V-12. Допускаемые усилия затяжки болтов
(при неконтролируемой затяжке), кгс
Резьба Марка стали Резьба Марка стали
СтЗ AI2 45 4 0Х СтЗ AI2 45 40Х
Мб 75 80 120 175 М24 2 300 2 500 4 000 5600
М8 140 150 220 340 М27 3 300 3 600 5 300 7 400
мю 240 260 380 560 МЗО 4 500 4 900 7 400 10 000
М!2 360 390 580 850 МЗЗ 5 600 6 100 9 200 12 400
М14 500 540 850 1 300 М36 7 000 7 600 11 000 15000
М16 750 800 1 200 1 900 М39 9 000 9 700 14 000 19 200
М18 1 000 1 090 1 600 2 500 М42 10 000 10 900 15 900 21 000
М20 1 400 1 500 2 400 3 500 М45 11 700 12 700 18 600 24 500
М22 1 000 2 050 3 200 4 600 М48 13 200 14 300 21 000 27 600
Соединение допускает установку детали в любом положении по длине
гладкого участка вала и в любом угловом положении.
В наиболее неблагоприятном случае (диаметр ступнцы больше диаметра
вала) контакт происходит по образующим, перпендикулярным к осям болтов.
При этом сила Q затяжки болта, необходимая для передачи момента М с коэф-
фициентом запаса К, определяется:
для клеммы с разрезной ступицей (рис. V-5, а) по уравнению
Q= (KM)/(2?JdB),
где Zi — число болтов с каждой стороны клеммы;
для клеммы, имеющей ступицу с прорезью (рис. V-5, б),— по урав-
нению
Q=(Of)/[zf(2a + dB)],
где г — полное число болтов клеммного зажима.
Коэффициент запаса К и коэффициент трения f могут принимать зна-
чения соответственно 1,2—1,3 и 0,1—0,15.
Прочно-плотные болтовые соединения. Для примера рассматривается
работа болтов крышки сосуда, находящегося под внутренним давлением газа
236
или жидкости (рис. V-6). При монтаже болты должны быть затянуты так,
чтобы была гарантирована герметичность соединения в случае возникно-
вения в сосуде некоторого давления р. При этом нагрузка болтов по срав-
нению с усилием предварительной затяжки воз-
растет, а результирующая нагрузка будет мень-
ше, чем сумма предварительной затяжки и внеш-
ней осевой силы. Сила, воздействующая иа
крышку и растягивающая болты,
Qv = pnD2/4,
где D—внутренний диаметр сосуда, см; р—дав-
ление в сосуде, кгс/мм2. Сила, передаваемая
одному болту, •
Qi —
Где z — количество болтов в соединении. Расчетная нагрузка на один болт
P=Qi + PQ2. .
где ₽—коэффициент, зависящий от упругих свойств входящих в соединение
частей; Qi—усилие затяжки одного болта, практически равное Q2- При этом
Р = Qi (1 + Р).
Значение коэффициента 0 принимают: для прокладки из резины рав-
ным 0,75; из картона или асбеста — 0,55; из мягкой меди — 0,35.
Если упругие свойства скрепляемых деталей неизвестны и не требуется
высокой точности расчета, то для надежности принимают Р — 2Q2 и болты
рассчитывают по уравнению
ар= 2Qs/(nd?/4) < [а]р.
Уточненный расчет прочио-плотных болтовых соединений рассмотрен
в книге Д. Н. Решетова [33].
3. РАСЧЕТ ВИНТОВЫХ МЕХАНИЗМОВ
При преобразовании вращательного движения в поступательное ско-
рость v звена, движущегося поступательно, определяется по формуле
v = nPi,
где п — частота вращения (число оборотов в минуту) вращающегося звена;
Р — шаг резьбы; I — число заходов.
Угол подъема винтовой линии резьбы определяется по ее среднему диа-
метру d2:
tg ₽ = •
7tU2
КПД передачи (без учета потерь в опорах)
_ tg Р
71 — tg (Р 4- р) ’
Для прямоугольных и трапецеидальных резьб угол трения р и коэффи-
циент трения / связаны примерно такой зависимостью: tg р — f. Значения
р и / приведены в табл. V-13.
V-13. Коэффициент трения f и угол треиия р в передачах
стальной винт—гайка
Материал гайки f Р
Бронза оловянофосфористая 0,10 5° 43'
Бронза безоловянистая 0,12 6° 51'
Чугун антифрикционный 0,13 7° 20'
Если к механизму предъявляется требование самоторможения (напри-
мер, в домкратах), то угол подъема винтовой линии Р должен быть меньше
угла трения р.
237
Осевое усилие Q и момент М на вращающемся звене (без учета потерь
в опорах) связаны зависимостью
Q=______™
^2 tg (Р + Р)
Расчет винта на прочность ведется по эквивалентному напряжению
%кв = 1/^ + 4т2<[о]р,
где при внутреннем диаметре dt
Q М
ndl ndf
~ Тб"
Допускаемое напряжение
Величина п принимается равной 3—3,5.
Расчет на износостойкость производится по среднему удельному давле*
нию q, кгс/см2, на рабочих поверхностях резьбы:
q = (гО)/(яс#а//1),
где Q — осевое усилие, кгс; d2 и Hi — соответственно средний диаметр
резьбы и рабочая высота профиля, см; г — число витков, равное отношению
длины гайки / к шагу резьбы Р.
Допускаемое удельное давление для пары сталь—бронза 0=120 кгс/см2,
для пары сталь—чугун—р=60...80 кгс/см2; для точных передач (например, в
механизме рабочих подач винторезных станков) соответственно 50 и 20 кгс/см2.
Длинные винты, работающие на сжатие, дополнительно проверяют на
устойчивость (см. стр. 23).
Для термически необработанных винтов применяют сталь марок 45; 50;
Ст5. Если материал подвергается термообработке (закалка и высокотемпе-
ратурный отпуск), применяют сталь 45, 50, 40Х и 65Г. Гайки изготовляют
из бронзы БрОФ 6,5—0,15; БрОФ 10—1; БрОЦС 6—6—3; БрАЖЭ—4;
из чугуна антифрикционного АСЧ—1, АВЧ—1, АКЧ—2.
4. СТОПОРЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Рис. V-7.
238
При статических нагрузках самоторможение в крепежных резьбах обес-
печивается силами трения в резьбе, а трение на опорном торце гайки со-
здает препятствующий ее отвинчиванию дополнительный момент трения.
При переменных нагрузках и вибрациях может происходить самоотвиичи-
вание резьбовых соединений. С целью предотвращения самоотвинчивания
в конструкциях машин применяют различные средства. Наиболее распростра-
ненные из них приведены на рис. V-7. Стопорение гаек в этих конструкциях
осуществляется путем увеличения силы трения в резьбе и на опорных по-
верхностях гаек (рис. V-7, а), применением шплинтов (рис. V-7, е), упругих
(рис. V-7, б, в, з) и стопорных (рис. V-7, д, е) шайб.
Для стопорения применяют также точечную приварку гаек к болту и дру-
гим соединяемым деталям, фиксацию проволокой через отверстия в головках
болтов (рис. V-7, ж) и другие способы стопорения резьбовых соединений.
VI. КРЕПЕЖНЫЕ ДЕТАЛИ
1. БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ (по ГОСТ 1759-70)*
Стандарт распространяется на механические свойства болтов, винтов
в шпилек, изготовленных из углеродистых и легированных сталей при нор-
мальной температуре (табл. VI-1), диаметром резьбы от 1 до 48 мм.
Предусмотренные стандартами классы прочности обозначены двумя
числ'ами: первое, умноженное на 10, определяет величину минимального
временного сопротивления (кгс/мм2), второе, умноженное на 10,— отноше-
ние предела текучести к временному сопротивлению (%), произведение этих
чисел — величину предела текучести (кгс/мм2).
Для изготовления болтов, винтов, шпилек и гаек не разрешается примене-
ние бессемеровских сталей. Изделия классов прочности 4.8, 5.8 и 6.8 могут
быть изготовлены из автоматных сталей. Допускается заменять болты, винты и
шпильки низких классов прочности изделиями более высоких классов прочно-
сти: 3.6 на 4.6; 4.8 на 5.8, 6.8 и 6.9; 5.8 на 6.8 и 6.9; 6.9 на 6.9 и 8.8, 6.9 на 8.8.
Механические свойства гаек, изготовленных из углеродистых и легиро-
ванных сталей при нормальной температуре, а также марки сталей приве-
дены в табл. VI-2. Класс прочности гаек обозначен числом, которое при умно-
жении на 10 дает величину напряжения от испытательной нагрузки (кгс/мм2),
отнесенной к площади поперечного сечения болта.
При контроле гаек на испытательную нагрузку не должно происходить
их разрушения, среза или выкрашивания резьбы. Для изготовления гаек
классов прочности 4 и 5 допускается применять фосфористую сталь, а клас-
сов точности 4, 5 и 6 — автоматную сталь. Допускается заменять ганки низ-
ких классов прочности гайками более высоких классов, при этом твердость
их не должна превышать значений, указанных для заменяемого класса.
Стандартом предусматриваются технические требования, в том числе
механические свойства болтов, винтов, шпилек и гаек, изготовляемых из
коррозионностойких жаропрочных, жаростойких и теплоустойчивых сталей и
цветных сплавов. В зависимости от условий эксплуатации по ГОСТ 14623—69
производится выбор типа покрытий, по ГОСТ 9791—68—толщины покрытий.
Виды и условные обозначения покрытий по ГОСТ 1759—79*)
Без покрытия . . . ..•.............................00
Цинковое с хроматированием.... . . г » ......... .01
Кадмиевое с хроматированием................... . . 02
Многослойное — медь—никель . . . . ................ 03
Многослойное медь—никель—хром.................... 04
Окисное .... ...................... ............ 05
Фосфатное с промасливанием ................................... 06
Оловянное..................................................... 07
Медное..........................................................08
Цинковое.................................................... 09
Окисное анодизационное с хроматированием. .................... 10
Пассивное..................................................... 11
Серебряное 12
239
VI-1. Механические свойства болтов, винтов и шпилек из углеродистых и леей
Класс проч- ности Временное сопротивление ав, кгс/мм8 Предел текучес- ти ат, кгс/мм8 Относи- тельное удлинение 5 Б» % • ие меиее Ударная вязкость ан, кгс/см8 Твердость по Бринеллю НВ
наимень- шее наиболь- шее (справ.) наимень- шая наибольшая (справ.)
3.6 34 30 49 20 25 Не регламен- тируется 90 150
4.6 40 55 24 25 5,5 ПО 170
4.8 32 14 Справ. Не регламен- тируется
5.6 50 70 30 20 5 140 215
5.8. 40 10 Справ. Не регламен- тируется
6.6 60 80 36 16 4 170 245
6.8 48 8 Справ, Не регламен- тируется
6.9 54 12 Справ.
8.8 80 100 64 12 6 225 300
10.9 100 120 90 9 4 280 365
12.9 120 140 108 8 4 330 425
14.9 140 160 126 7 3 390 Не регламен- тируется
* Марки сталей для болтов, винтов и шпилек с диаметром резьбы до 12 мм включи
** Марши сталей для болтов, винтов и шпилек с диаметром резьбы до 16 мм включи
240
роваииых сталей при нормальной температуре (по ГОСТ 1759—70) *
Твердость HRB ю Роквеллу HRC Напряжение от 1 пробной нагрузки Зп, кгс/мм2 Марка стали Номер стандарта
А В <У S к в а наиболь- шая (справ.) наимень- шая наиболь- шая 1 (справ.)
48 80 18,8 СтЗкпЗ, СтЗспЗ 10 ГОСТ 380—71 * ГОСТ 1050—74
Юки ГОСТ 1050—74
62 86 Не регла- ментируется 22,6 20 ГОСТ 1050—74
29,1 10, Юкп ГОСТ 1050—74
77 97 28,2 30, 15 ГОСТ 1050—74
36,4 10*, Юкп* 20, 20кп СтЗспЗ, СтЗкпЗ ГОСТ 1050—74 ГОСТ 380-71 *
86 102 33,9 35, 45, 40Г ГОСТ 1050—74 ГОСТ 4543—71
43,7 47,5 20 , 20кп ГОСТ 1050—74
Не регла- мбнтируется 21 33 58,2 35 ** 35Х, 38ХА, 45Г ГОСТ 1050—74 ГОСТ 4543—71
29 39 79,2 40Г2, 40Х, ЗОХГСА, 16ХСН ГОСТ 4543—71
36- 45 95,0 35ХГСА ГОСТ 4543—71
41 50 111,0 40ХНМА ГОСТ 4544—71
тельно.
тельно.
241
VI-2. Механические свойства гаек из углеродистых и легированных сталей
при нормальной температуре (по ГОСТ 1759—70)
Класс проч- ности Напряжение от испыта- тельной нагрузки а/?, кгс/мм2, не менее Твер- дость по Бри- неллю ИВ Твер- дость по Рок- веллу HRC Марка стали Номер стандарта
не более
4 40 302 33 СтЗкпЗ, СтЗспЗ ГОСТ 380—71 *
5 50 10, 10 кп, 20 ГОСТ 1050—74
6 60 10, 10 кп, 15, 15 кп, 35, Ст5 ГОСТ 380—71 * ГОСТ 1050—74
8 80 20, 20 кп, 35, 45 ГОСТ 1050—74
10 100 353 38 35Х, 38ХА ГОСТ 4543—71
12 120 40Х, ЗОХГСА, 16ХСН ГОСТ 4543—71
14 140 373 40 35 X ГС А, 40ХНМА ГОСТ 4543—71
242
Условные обозначения. Болты, винты и шпильки из углеродистой стали
классов прочности 3.6—6.9, гайки из углеродистых сталей классов прочности
4—8 и изделия из цветных сплавов согласно ГОСТ 1759—70 обозначаются по
следующей схеме:
Болт 2М12 X 1,25.6g х 60.58.С.029.ГОСТ ... ,
243
При обозначении изделия, изготовленного из автоматной стали, после
числа, обозначающего класс прочности, указывается буква А.
Рекомендуемое условное обозначение болтов, виитов и шпилек класса
прочности 8 8, 10.9 и гаек классов прочности 10, 12, 14, изделий из корро-
зионностойких, жаростойких, жаропрочных и теплоустойчивых сталей, а также
изделий, материал или покрытия которых не предусмотрены стандартом:
2. БОЛТЫ И ШПИЛЬКИ
Болты с шестигранной головкой изготовляются нормальной, повышенной
и грубой точности, в том числе с уменьшенной шестигранной головкой и
с уменьшенной шестигранной головкой и направляющим подголовником.
В зависимости от варианта исполнения болты могут иметь шплинтовое
отверстие в стержне или два сквозных отверстия в головке.
Для обеспечения точного взаимного расположения деталей предусмотрены
болты для отверстий из-под развертки.
244
Шпильки представляют собой стержень с резьбой на обоих концах и де-
лятся на две группы — с ввинчиваемым концом и для деталей с гладкими отвер-
стиями. В зависимости от длины ввинчиваемого резьбового конца шпильки
первой группы имеют следующие области применения: при — Id — для ввин-
чивания в резьбовые отверстия в стальных, бронзовых и латунных деталях
с относительным удлинением пятикратного образца S5 не менее 8% и деталях
из титановых сплавов; при Zj = l,25d и Zj = 1,6d— для ввинчивания в резь-
бовые отверстия в деталях из ковкого и серого чугуна, а также в стальных
и бронзовых деталях с относительным удлинением Ss менее 8%; при Zx = 2d и
Zj = 2,5d— для ввинчивания в резьбовые отверстия в деталях из легких спла-
вов. Последние допускается применять для ввинчивания в резьбовые отверстия
в стальных деталях. Шпильки второй группы (для деталей с гладкими отвер-
стиями) отличаются одинаковыми по длине резьбовыми концами.
Рым-болты предназначены для захвата изделий при транспортировке, а также
могут быть использованы при сборке и разборке.
Vl-З. Болты с шестигранной головкой нормальной точности
(по ГОСТ 7798-70 *), мм
а Шаг резьбы а1 н D> не менее Г, не более (/з а,
крупный мелкий
6 1 6 10 4 10,9 0,6 1,6 2
8 1,25 1 8 13 5,5 14,2 1,1 2 2,5
ГО 1,5 1,25 10 17 Т 18,7 1,1 2,5 3,2
245
Продолжение табл. VI-3
а Шаг резьбы di S н D, ие меиее Г. не более а. d.
крупный мелкий
12 1,75 1,25 12 19 8 20,9 1,6 3,2 3,2
(14) 2 1,5 14 22 9 24,3 1,6 3,2 3,2
16 2 1.5 16 24 10 26,5 1,6 4 4
(18) 2,5 1.5 18 27 12 29,9 1.6 4 4
20 2.5 1,5 20 30 13 33,3 2,2 4 4
(22) 2,5 1,5 22 32 14 35,0 2,2 5 4
24 , 3 2 24 36 15 39,6 2,2 5 4
(27) 3 2 27 41 17 45,2 2,7 5 4
30 3,5 2 30 46 19 50,9 2,7 6.3 4
36 4 ' 3 36 55 23 60,8 3,2 6,3 5
42 4,5 3 42 65 26 72,1 3,3 8 ' 5
48 5 3 48 75 30 83,4 4,3 8 5
Примечания: 1. Размеры I и /0 приведены в табл V1-4.
2. Размеры болтов, заключенные в скобки, применять не рекомендуется.
3. Резьбы— по ГОСТ 9150—59 *; поля допусков 8g или 6g— no I ОСТ 16093—70 ♦.
Примеры условно! о обозначения болта диаметром резьбы d = 12 мм,
длиной I = 60 мм, класса прочности 5.8. исполнения 1, с крупным шагом резьбы с полем
допуска 8g, без покрытия:
Болт М12 X 60.58 ГОСТ 7798—70 *
класса прочности 10.9 из стали 40Х, исполнения 2, с мелким шагом резьбы с полем допуска
6g, с покрытием 01 толщиной 6 мкм:
Болт 2М12 X 1,25. 6g X 60.109 40Х 016 ГОСТ 7798—70 •.
V1-4. Длина болтов с шестигранной головкой нормальной точности
(по ГОСТ 7798—70*), мм
d 1 d l l.
6 оо |оо 20 ’ 20’ 22 ... 90 18 (14) 16 16 38 40 ... 150 . 38 ’ 34 ’ 160 ... 300
8 8 25 28 ... 100 40
8 25’ 22 18 18 ’ 40 45... 150 . 40 ’ 38 ’
10 10 10 ‘ 30 . ’ 30’ 160 ... 32 ... 150 26 200 16 , 160 ... 300 44
32 20 20 ' 45 50 ... 150 45 ’ 42 ’ 160 ... 300 48
12 J4 14 32 32 ’ 160. . 36 35 ... 150 30 260 (18)
246
Прододжение табл. VI-4
а 1 । d 1 10
20 25 25 50 55 ... 150 . 50 ’ 46 160 ... 300 52 30 40 40 70 . 75 . 150 70 ’ 66 ’ 160 „300 72
(22) 30 30 ’ 55 60 . . 150 . 55 ’ 50 ’ 160 ... 300 56 36 50 50 85 90 . . 150 85 ’ /8 ’ 160 ... 300 84
24 32 32 ’ 60 65 ... 150 . 60 ’ 54 ’ 160 ... 300 - 60 42 55 55' ’ 100. 105 „ 150 100’ 90 160 ... 300 96
(27) 35 35 ‘ 65 70,.. 150 . 65 ’ 60 ’ 160... 300 66 48 65 65 НО. 115 .. 150. НО’ 102 160 . . 300 108
Примечания: I. Числитель дроби (Z) означает длину болта, знаменатель' (Л>) —
длину резьбы, включая сбег. Если болт имеет резьбу иа всей длине стержня, то числовые
значения числителя н знаменателя совпадают. х >
2. Ряд длин Z, мм: 8; 10; 12; 14; 16; (18); 20; (22); 25; -(28); 30;' (32); 35; (38); 40; 45;
50; 55; 60; 65; 70; 80; (85): 90; (95); 100; (105); 110; (115); 120; (125); 130; 140; 150; 160;
170; 180; 190; 200; 220; 240; 260; 280; 300. Болты с размерами длин, заключенными в скобки,
применять не рекомендуется.
3 Длины болтов исполнения 2 не приведены
V1-5. Болты с шестигранной головкой повышенной точности
(по ГОСТ 7805—70*), мм
м
Л,-(0.90... 0,95)5
Лг‘ (ОМ.!, 015
247
Исполнение 2
Вариант исполнения
головки
Исполнение 3
Вариант исполнения
головки
d Шаг резьбы Ъ 3 н D г, не более d,
крупный мелкий
1.6 0,35 1,6 3,2 1,1 3,4 0,2
2 0,4 — 2 4 1.4 4,4 0,3
2,5 0,45 — 2,5 5 1,7 5,5 0,3
3 0.5 — 3 5,5 2 6,0 0,3
4 0,7 — 4 7 2,8 7,7 0,35 1 1
5 0,8 — 5 8 3,5 8,8 0,35 1.2 1,2
6 1 — 6 10 4 11,0 0,4 1.6 20
8 1,25 1 8 13 5,5 14,4 0,6 2 2.5
10 1.5 1.25 10 . 17 7 18.9 0,6 2,5 2.5
12 1.75 1,25 12 19 8 21.1 1.1 3,2 3,2
(И)’ 2 1,5 14 22 9 24,5 1.1 3,2 3,2
16 2 1.5 16 24 10 26,8 1,1 4 4,0
(18) 2.5 1.5 18 27 12 30.2 1,1 4 4,0
20 2,5 1,5 20 30 13 33.6 1.2 4 4,0
(22) 2,5 1.5 22 32 14 35.8 1.2 5 4,0
24 3 2 24 36 15 40.3 1.2 5 4.0
(27) 3 2 27 41 17 45,9 1.7 5 4.0
30 3,5 2 30 46 19 51.6 1.7 6,3 4.0
36 4 3 36 55 23 61,7 1.7 6,3 5,0
42 4,5 3 42 65 26 73.0 1,8 8 5,0
48 5 3 48 75 30 84,3 2.8 8 5,0
Примечания: 1. Размеры I и 1а приведены в табл. Vl-6r
2. Размеры болтов, заключенные в скобки, применять не рекомендуется.
3. Резьбы — по ГОСТ 9150—59 *; поля допусков 8g или 6g — по ГОСТ 16093—70 *.
Примеры условного обозначения болта диаметром резьбы d = 12 мм,
длиной I — 60 мм класса прочности 5.8, исполнения 1, с крупным шагом резьбы, с полем
допуска 8g, без покрытия:
Болт М12 х 60.58 ГОСТ 1805—70 »;
класса прочности 10.9, из стали 40Х, исполнения 2, с мелким шагом резьбы, полем допуска
6g, с покрытием 01 толщиной 6 мкм:
Болт 2М12 X l.25.6g X 60.109.40X.016 ГОСТ 7805—70».
248
VI-6. Длина болтов с шестигранной головкой повышенной точности
(по ГОСТ 7805—70*), мм
d l/l. d
1.6 2 2 10. 12,.. 14 10’ 8 (18) 20 20 45. 50... 150 45 ’ 42 ’ 160 ... 300 48
2 3 3 12 14... 18 12 ’ 10
25 50 55 ... 150
2,5 3 3 12. 14 ... 25 12’ 10 20 25 ’ 50 ’ 46 ’ 160 - 300
4 12. 14 ...30 12’ 12 52
3 т 30 30 ’ 55 60... 150 55 ’ 50 ’ 160 ... 300 56
4 6 6 ]4 16...60 14 ’ 14 (22)
5 £ 6 16 . 18 ... 80 16 ’ 16 24 32 32 ' 60 65... 150 60 ’ 54 ’
6 8 8" 20. 22... 90 20 ’ 18 160... 300 60
чя 65 70... 150 65 ’ 60 ’ 160... 300
8 со |со i 25 28 ... 100 25 ’ 22 (27) 35 ’
10 30 . 32 ... 150 . 66
10 10 30 ’ 26 ’ 160 ... 200 32 30 40 40 70 . 75... 150 70 ’ 66 160 ... 300
14 32 . 35... 150. 72
12 14 32 ’ 30 ’ 160 ... 260 36 36 50 50 ' 85 90 ... 150 85 ’ 78 ’ 160 ... 300
16 38 40 ... 150 84
(14) 16 38 ’ 34 ’ 160 ...300 40 42 55 55 ” 100 105 ... 150 100 ’ 90 ’ 160 ... 300 96
18 18 40 45 ... 150 . 40 ’ 38 ’ 160... 300 44
16 48 65 65 110 . 115 ... 150 . НО’ 102 160... 300 108
Примечания: 1. Числитель дроби </) означает длину болта, знаменатель (/0) —
длину резьбы, включая сбег. Если болт имеет резьбу иа всей длине стержня, то числовые
значения числителя и знаменателя совпадают.
2. Ряд длин Z, мм: 2; 3; 4; 5; 6; 8; 10; 12; 14; 16; (18); 20; (22); 25; (28); 30; (32); 35;
(38); 40; 45; 50; 55; 60; 65; 70; 75; 80; (85); 90; (95); 100; (105); НО; (115); 120; (125); 130;
140; 150; 160; 170; 180; 190; 200; 220; 240; 260; 280; 300. Болты с размерами длин, заключен-
ными в скобки, применять не рекомендуется.
3. Длины li болтов исполнения 2 не приведены.
249
VI-7. Масса стальных болтов (по ГОСТ 7798—70 * и 7805—70 *)
исполнения I с крупным шагом резьбы
Длила болта 4 мм Теоретическая масса 1000 шт. болтов, кг , при номинальном диаметре резьбы d, мм
1.6 2 2,5 3 4 5 * 6 8 10 12
2 0,104 —
3 0,118' 0,216 0,390, — — — — — —
4 0,132 0,238 0,425 0,609 — — —- — — —
5 0,146 0,260 0,460 0,660 — — — — —- —
6 0,160 0,282 0,495 0,711 1,461 2,190 — — — —
8 0,188 0,326 0,565 0,813 1,641 2,472 4,306 8,898 —
10 0.216 0,370 0.635 0,915 1,821 2,754 4,712 9,624 19,28 —
12 0,250 0,414 0,705 1,017 2,001 3,036 5,118 10,350 20,42, —
14 0,281 0,469 0,787 1,122 2,181 3,318 5,524 11,080 21,56 30,93
16 0.518 0,864 1,234 2,368 3,600 5,930 11,800 22,70 32,57
18 0,567 0,941 1,344 2,566 4,062 6,336 12,530 23,83 34,21
20 1,019 1,456 2,763 4,371 6,742 13,250 24,97 35,85
22 • 1,096 1,567 2,961 4,679 7,204 13,980 26,П 3749
25 —— 1,211 1,733 3,257 5,142 7,871 15,070 27,82 39,95
28 1,900 3,553 5,605 8,537 16,560 29,52 42,41
30 2,011 3,750 5,913 8,981 17,350 30,66 44,05
32 — 4,948 6,222 9,426 18,140 32,03 45,68
35 4,244 6,685 10,090 19,320 33,88 48,43
38 __- . — — 4,540 7,147 10,760 20,510 35,73 51,09
40 4,738 7,456 11,200 24,300 36,96 52,87
45 •• —_ — 5,231 8,227 12,310 23,270 40,05 57,31
50 —— — 5,725 8,999 13,420 25,250 43,13 61,76
55 — 6,218 8,769 14,530 27,220 46,22 66,20
60 — 6,712 10,540 15,640 29,200 49,30 70,64
65 — —- — 11,310 16,760 31,170 52,39 75,08
70 — 12,080 17,870 33,140 55,47 ' 79,53
75 —— — • 12,850 18,980 35,120 58,56 83,97
80 . — 13,630 20,090 37,090 61,64 88,42
85 — — 21,200 39,070 64,73 92,86
90 — — 23,310 41,040 67,81 97,29
95 — 43,020 70,90 101,70
100 - — — 44,990 73,98 106,20
105 — — — — 77,07 110,60
110 —_ — —— — — — 80,15 115,10
115 — —_ — 83,23 119,50
120 — — — — 86,32 124,00’
125 __ — — ’ — 89,40 128,40
130 — —. — — 92,49 132,80
140 — - 1 — — — — — 98,66 141,70
150 104,80 150,60
160 — 111,00 159,50
170 — — — 117,20 168,40
180 — — — 123,30 177,30
190 129,50 186,20
200 —. — — — — — — 135,70 195,00
220 — — 212,80
240 —— 230,60
260 — — — — — 248,30
250
Продолжение табл. VI-7
Длина болта 1, мм Теоретическая масса 1000 шт. болтов, кг, при номинальном диаметре резьбы d, мм
14 16 18 20 22 24 27 30 36 42 48
16 47,18
18 49,41 65,54
20 51,65 68,49 95,81 — — — . — — — — —
22 53,89 71,44 99,52 — — — — — — — —»
25 57,25 75,87 105,10 136,4 — — — — ' — — —
28 60,60 80,29 110,60 143,3 — — — — — — • —
30 62,84 83,24 114,30 147,9 180,6 — — — — — —
32 65,07 86,19 118,00 152,5 186,2 237,0 — — — — —
35 68,44 90,62 123,60 159,4 194,6 246,9 340,6 — — — —
38 71,79 95,04 129,20 166,3 203,0 256,9 353,3 — — — —
40 74,45 97,99 132,90 170,9 208,6 263,5 361,8 479,1 — — —
45 80,50 105,70 142,10 182,5 222,6 280,1 373,0 505,2 — — —
50 86,55 113,60 152,40 194,0 236,2 296,7 404,1 531,2 844,8 — —
55 92,59 121,50 162,40 206,8 250,7 313,3 425,3 557,3 882,4 1304 —
60 98,64 129,40 172,40 219,1 266,5 329,9 446,5 583,3 920,1 1356 —
65 104,70 137,30 182,40 231,5 281,4 348,8 467,7 609,4 957,7 1407 2009
70 110,70 145,20 192,40 243,8 296,4 366,5 491,1 635,4 995,3 1458 2076
75 116,80 153,10 202,40 256,1 311,3 384,3 513,6 664,0 1033,0 1509 2143
80 122,80 161,00 212,40 268,1 326,2 402,1 536,1 691,8 1071,0 1561 2211
85 128,90 168,90 222,40 280,8 341,2 419,8 558,6 719,5 1108,0 1612 2278
90 134,90 176,80 232,40 293,2 356,1 437,6 581,0 747,3 1151,0 1663 2345
95 141,00 184,70 242,40 305,5 371,0 455,4 603,5 775,1 1191,0 1715 2412
100 147,00 192,60 252,40 317,8 385,9 473,2 626,0 802,8 1231,0 1766 2479
105 153,10 200,50 262,40 330,2 400,9 490,9 648,5 830,6 1271,0 1826 2546
ПО 159,10 208,40 272,30 342,5 415,8 508,7 671,0 858,4 1311,0 1880 2614
115 165,20 216,30 282,30 354,9 430,7 526,5 693,5 886,1 1351,0 1934 2690
120 171,20 224,20 292,30 367,2 445,7 544,2 716,0 913,9 1391,0 1989 2760
125 177,20 232,10 302,30 397,5 460,6 562,0 738,5 941,7 1431,0 2043 2831
130 283,30 240,00 312,30 391,9 475,5 579,8 761,0 969,5 1471,0 2098 2903
140 195,40 255,80 332,30 416,6 505,4 615,3 806,0 1025,0 1551,0 2207 3045
150 207,50 271,60 352,30 441,2 535,2 650,8 850,1 1080,0 1631,0 2315 3187
160 219,60 287,40 372,30 465,9 565,1 686,4 895,9 1136,0 1711,0 2424 3329
170 231,70 303,20 392,30 490,6 595,0 721,9 940,9 1192,0 1790,0 2533 3471
180 243,80 319,00 412,30 515,3 624,8 757,5 985,9 1247,0 1870,0 2642 3614
190 255,90 333,80 432,30 540,0 654,7 793,0 1031,0 1303,0 1950,0 2751 3756
200 267,90 350,60 452,20 564,6 684,6 828,6 1076,0 1358,0 2030,0 2860 3898
220 292,10 382,20 492,20 614,0 744,3 899,6 1166,0 1469,0 2190,0 3077 4182
240 316,30 413,80 532,20 663,4 804,0 970,8 1256,0 1580,0 2350,0 3295 4466
260 340,50 445,40 572,20 712,7 863,7 1042,0 1346,0 1691,0 2510,0 3513 4751
280 364,70 476,90 612,20 762,1 923,5 1113,0 1436,0 1802,0 2670,0 3730 5035
300 388,90 508,50 652,20 811,4 983,2 1184,0 1526,0 1914,0 2830,0 3948 5319
П римечание. Для определения массы болтов нз других материалов величины
массы, указанные в таблице, следует умножать на коэффициенты: 0,356 — для алюми-
ниевых сплавов; 1,080 —для латуни.
251
Vl-8. Болты с шестигранной уменьшенной головкой повышенной точности
(по ГОСТ 7808—70*), мм RM
V (0
Исполнение 2
Вариант исполнения
головки
Dz~(0,9...f,0)S
Вариант исполнение
головки
Исполнение 3
Вариант исполнения
головки
Н,
Д, 4 0,8S
h*(0,2...a,4-)H,
Исполнение в Вариант исполнения
головки
Исполнение 5
Вариант исполнения
головки
d Шаг резьбы d. S н Я, D, не меиее г, не более ds d4
крупный мелкий
8 1,25 1 8 12 5 5,5 13,2 0,6 2 2,5
10 1,5 1,25 10 14 6 7 15,5 0,6 . 2,5 2,5
12 1,75 1,25 12 17 7 8 18,9 1,1 3,2 3,2
(14) 2 1,5 14 19 8 9 21,1 1,1 3,2 3,2
252
Продолжение табл. V/-8
d Шаг резьбы dt S н D, ие менее г, не менее а, d4
крупный! мелкий
16 2 1,5 16 22 9 10 24,5 1,1 4 4
(18) 2,5 Г,5 18 24 10 12 26,8 1,1 4 4
20 2,5 1,5 20 27 11 13 30,2 1,2 4 4
(22) 2,5 1,5 22 30 12 14 33,6 1,2 5 4
24 3 2 24 32 13 15 35,8 1,2 5 4
(27) 3 2 27 36 15 17 40,3 1,7 5 4
30 3,5 2 30 41 17 19 45,9 1,7 6,3 4
36 4 3 36 50 20 23 56,1 1,7 6,3 5
42 4,5 3 42 60 23 26 67,4 1,8 8 5
48 5 3 48 70 26 30 78,6 2,3 8 5
Примечания: 1. Размеры I и 10 приведены в табл. VI-9.
2. Размеры болтов, заключенные в скобки, применять ие рекомендуется.
3. Резьбы — по ГОСТ 9150^59» поля допусков 6g илн 8g — по ГОСТ 16093—70*.
Примеры условного обозначения болта диаметром резьбы </= 12 мм,
длиной I — 60 мм, класса прочности 5.8, исполнения 1, с крупным шагом резьбы, с по-
лем допуска 8g. без покрытия:
Болт М12 X 60.58 ГОСТ 7808—70*;
класса прочности 10.9 из стали 40Х. исполнения 2, с мелким шагом резьбы, ополем допуска
6g, с покрытием 01 толщиной 6 мкм:
Болт 2М/2 X I,25.6g X 60.109.40Х.О/6 ГОСТ 7808—70*.
VI-9. Длина болтов с шестигранной уменьшенной головкой
повышенной точности (по ГОСТ 7808—70 *), мм
8 25 28 ... 100
8 ' 25’ 22
10 30 . 32... 150.
10 "' 30 ’ 26 ’
160... 200
32
18 40. 45... 150.
18 40 ’ 38 ’
160 ... 300
44
20 45 50... 150.
20 45 ’ 42 ’
160... 300
48
14 32 35... 150.
14 32 ’ 30 ’
160... 260
36
16 38 40... 150 .
16 ’' ’ 38 ’ 34 ’
160... 300
40
25 50. 55... 150
25 50 ’ 46 ’
160 ...300
52
30 55 60... 150
30 ’ ' ’ 55 ’ 50 ’
160 ...300
56~
253
Продолжение табл. VI-9
d I l9 d I
24 32 32 ' 60 65 ... 150 . 60 ’ 54 160 ... 300 60 36 50 50 ' 85 90 ... 150 . 85“’ . 78 160 ... 300 84
(27) 35 35 ' 65 70 ... 150 . 65 ’ 60 160 ... 300 66 42 55 55 ' 100 . 105 ... 150 100 ’ 90 160 ... 300 . 96
30 40 40 ' 70 75 - 150 • 70 ’ 66 160 ... 300 72 48 65 65 ” 110. 115... 150 . 110’ 102 160 ... 300 108
Примечания: I. Числитель дроби (Z) означает длину болта, знаменатель (/„) —
длину резьбы, включая сбег. Если болт имеет резьбу на всей длине стержня, то числовые
величины в числителе н знаменателе совпадают.
- 2. Ряд длин I, мм: 8, 10, 12, 14, 16, (18); 20: (22); 25; (28); 30; (32); (35); (38); 40; 45;
50; 60; 65; 70; 80; (85); 90; (95); 100; (105); НО; (115); 120; (125); 130; 140; 150; 160; 170;
180; 190; 200; 220; 240; 260; 280; 300. Болты с размерами длин, заключенными в скобки,
применять не рекомендуется.
3. Длины Zt болтов исполнения 2 ие приведены.
VI-10. Болты повышенной точности с шестигранной уменьшенной
головкой для отверстий нз-под развертки (по ГОСТ 7817—72), мм
D=(0,90-0,95)S
Rz80, .
V (V)
254
Продолжение табл. VI-JO
i Шаг резьбы dl S н Di, не менее dj} 1з f da
крупный мелкий
6 1 7 10 4 11,0 4,0 1,5 0,5 1,6
8 1,25 1 9 12 5 13,2 5,5 1,5 0,5 2,0
10 1,5 1,25 11 14 6 15,5 7,0 2,0 0,6 2,5
12 1,75 1,25 13 17 7 18,9 8,5 2,0 0,8 3,2
(14) 2 1,5 15 19 8 21,1 10 3,0 0,8 3,2
16 2 1,5 17 22 9 24,5 12 3,0 1,0 4,0
(18) 2,5 1,5 19 24 10 26,8 13 3,0 1,0 4.0
20 2,5 1,5 21 27 11 30,2 15 4,0 1,0 4,0
(22) 2,5 1,5 23 30 12 33,6 17 4,0 1,0 5,0
24 3 2 25 32 13 35,8 18 4,0 1,2 5,0
(27) 3 2 28 36 15 40,3 21 5,0 1,2 5,0
30 ' 3,5 2 32 41 17 45,9 23 5,0 1,2 6,3
36 4 3 38 50 20 56,1. 28 6,0 1,6 6,3
42 4,5 3 44 60 23 67,4 33 7,0 1,6 8,0
48 5 3 50 70 26 78,6 38 8,0 1,6 8,0
Примечания: 1. Предельные отклонения диаметра стержня по Вз. В техни-
чески обоснованных случаях разрешается применять предельные отклонения по посадке Н.
При этом шероховатость поверхности (Ц должна быть /?а 0,63, а к условному обозначению
добавляется буква Н.
2. Резьбы — по ГОСТ 9150—59*; поля допусков 8g или 6g — по ГОСТ 16093—70 (для
резьб с крупными и мелкими шагами).
3. Размеры болтов, заключенные в скобки, применять не рекомендуется.
4. Болты изготавливаются длиною I (в зависимости от диаметра) от 18 до 300 мм. Раз-
меры I. и 12 в диапазоне номинального диаметра резьбы d от 6 до 24 мм и длины I от 18
до 120 мм приведены в табл. V 1-11.
П р и меры условного обозначения болта исполнения Г, диаметром резь-
бы d = 12 мм, длиной / = 60 мм, с крупным шагом резьбы поля допуска 8g, класса проч-
ности 5.8, без покрытия:
Болт М12 х 60.58 ГОСТ 7817—72;
исполнения 2, с мелким шагом резьбы поля допуска 6g, класса прочности 10.9, из стали
40Х, с покрытием 01 толщиной 9 мкм:
Болт 2 М12 х 1,25. 6g х 60.109.40X.019 ГОСТ 7817—72.
VI-11. Длина болтов повышенной точности с шестигранной уменьшенной
головкой для отверстий из-под развертки (по ГОСТ 7817—72), мм
тиа болта 1 Длина гладкой части 1* и расстояние от опорной поверхности при номинальном диаметре d
6 8 10 12 (14) 16 (18) 20 (22) 24
14 Ч /г к /г It 1, It '2 Z, ^8 It 12 6 12 Zj 1,
(18) 6
20 — 8
(22) 16,5 10
25 19,5 13
(28) 22,5 16 22,5 13
30 24,5 18 24,5 15 24,5 12
(32) 26,5 20 26,5 17 26,5 14 10
35 29,5 23 29,5 20 29,5 17 13
(38) 32.5 23 32,5 20 32,5 18 — 16 —— —- — —. — — • — — — —
40 34,5 25 34,5 22 34.5 20 33 18 —— 15
(12) 36. 5 27 36,5 24 36,5 22 35 20 — 17
4 5 39,5 30 39,5 27 39,5 25 38 23 37 20 17 —. — — — — — —
(18) 42.5 33 42,5 30 42,5 28 41 26 40 23 — 20
1,0 44.5 35 14 .5 32 44,5 30 45 28 42 25 41 22 — — — — — — — —
255
Продолжение табл. VI-11
Длина гладкой части 1г и расстояние от опорной поверхности lt при номинальном
диаметре d
| Ллинв 6 8 10 12' (14) 16 (18) 20 (22) 24
1 /г м /г i /г м ^2 6 | (2 | (2 '1 /г 1 7g G j Л
55 19.5 40 49,5 37 49,5 35 48 33 47 30 46 27 46 26 23 . 20 .
60 5 5,5 45 54,5 42 54.5 40 53 38 52 35 51 32 51 30 50 28 25 — 22
65 59.5 50 59,5 47 59,5 45 58 43 57 40 56 37 56 35 33 54 30 — 27
70 64,5 55 64,5 52 64,5 50 63 48 62 45 61 42 61 40 60 38 59 35 59 32
75 69,5 60 69,5 57 69,5 55 68 53 67 50 66 47 66 45 65 43 64 37 64 37
80 —. 74,5 62 74,5 60 73 58 72 55 71 52 71 50 70 48 69 45 69 42
(85) __ — 79,5 65 78 63 77 60 76 57 76 55 75 53 74 50 74 47
90 84,5 70 83 68 82 65 81 62 81 60 80 58 79 55 79 52
(95) —- __ 89.5 75 88 73 87 70 86 67 86 65 85 63 84 60 84 67
100 — 94,5 80 93 78 92 75 91 72 91 70 90 68 89 65 89 62
(Ю5) — 99,5 85 98 83 97 80 96 77 96 75 95 73 94 70 94 67
(110) __ —_ 104.5 85 103 82 102 80 10) 78 101 75 100 72 99 70 99 65
(115) ___ 109,5 90 108 87 107 85 106 83 106 80 105 77 104 75 104 70
120 — — — — 1 14.5 95 113 92 112 90 III 88 111 85 НО 82 109 80 109 75
Примечания: 1. Еолты с размерами длин, заключенными в скобка, применять
не рекомендуется.
2. По ГОСТ 7817—-72 предусматриваются болты длиной от 18 до 300 мм
VI-12. Болты с шестигранной головкой нормальной точности
с диаметром резьбы свыше 48 мм (по ГОСТ 10802—72), мм
Dt=( 0,90... 0,95) S
Исполнение 2
256
Продолжение табл. VI-12
Диаметр резьбы d Шаг резьбы S н D dl 1/1. г, ие более Лг •
круп- ный мел- кий
56 5,5 4 85 35 98 56 150 _ 160 ... 300 118’ 124 2 10
64 6 4 95 40 ПО 64 180... 360 140 2 10
72 — 6 и 4 105 45 121 72 200... 360 156 2 10
(76) — 6 и 4 НО 48 127 76 210 ...400 164 2 10
80 . — 6 и 4 115 50 133 80 220 ... 400 172 2 10
90 — 6 н 4 130 57 150 90 250 ... 450 192 2,5 13
100 — 6 н 4 145 63 167 100 280 ... 450 212 2,5 13
110 — 6 и 4 155 69 179 ПО 300... 500 232 2,5 13
125 6 н 4 180 79 208 125 340...500 262 3 16
140 — 6 и 4 200 88 231 140 380...500 292 3 16
160 — 6 и 4 225 100 260 160 420 ... 500 332 3 16
Примечания: I. Ряд длин I, мм: 140; 150; 160; 170; 180; 190; 200; 210; 220; 240}
250; 260; 280; 300; 320; 340; 360; 380; 400; 420; 450; 480; 500. Числитель дроби (Z) означав
длину болта, знаменатель (Zo) — длину нарезанной части.
2. Размеры болтов, заключенные в скобки, применять не рекомендуется.
3. Резьбы — по ГОСТ 9150—59*, поле допуска 8g — по ГОСТ 16093—70*.
4. Длина болтов исполнения 2 не приведена.
б. Технические требования — по ГОСТ 18126—72.
Примеры условного обозначения болта исполнения 1, диаметров^
резьбы d « 56 мм, о крупным шагом резьбы, с полем допуска 8g, длиной I = 300 мм, из
материала группы 02, без покрытия:
Болт М56 X 300.02 ГОСТ 10602—72',
исполнения 2, с мелким шагом резьбы, с полем допуска 8g, из материала группы 21. с по*
крытием 01 толщиной 9 мкм:
Болт 2М56 X 4 X 300.21.019 ГОСТ 10602—72.
9 7*347
257
V1-13. Рым-болты и
гнезда под них (по
Место для
клейма ул
ГОСТ 4751—73), мм
Условное обозначе- ние резьбы d. dz d, d. b ft ftl I It, не ме- нее Г d. ft2 1%. ие ме- нее Масса 1 шт., кг
М8 36 20 8 20 10 12 6 18 12 2 4 13 5 19 0,05
М10 45 25 10 25 12 16' 8 21 15 2 4 15 6 22 0,12
М12 54 30 12 30 14 18 10 25 19 2 6 17 6 26 0,19
М16 63 35 14 36 16 20 12 32 25 2 6 22 7 33 0,31
М20 72 40 16 40 19 24 14 38 29 3 8 28 9 39 0,50
М24 90 50 20 50 24 29 16 45 35 3 12 32 10 47 0,87
МЗО 108 60 24 63 28 37 18 55 44 3 15 38 11 57 1,58
М36 126 70 28 75 32 43 22 63 51 4 18 45 12 65 2,43
М42 144 80 32 85 38 50 25 72 58 4 20 52 14 74 3,72
М48 162 90 36 95 42 52 30 82 58 4 22 60 14 84 5,54
,М56 180 100 40 105 48 60 34 95 78 5 25 68 17 97 8,09
М64 198 НО 44 115 52 65 40 110 93 5 25 75 17 112 10,95
М72х6 234 130 52 135 62 75 45 115 98 5 35 85 17 117 18,54
М80Х6 270 150 60 160 70 88 50 125 108 5 35 95 17 127 25,40
М100Х6 324 180 72 190 85 105 60 150 133 5 40 115 17 152 43,82
Примечания: 1. Грузоподъемность рым-болтов приведена в табл. V1-14.
2. Рым-болты должны быть изготовлены из стали марки 20 или 25 по ГОСТ 1050—74
штамповкой. Допускается изготовление ковкой.
3. Резьбы — по ГОСТ 9150—59*; поле допуска 8g — по ГОСТ 16093—70*.
4. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоен-
ной номинальной грузоподъемности.
5. Рым-болты могут изготавливаться с покрытием. Виды и условное обозначение покры-
тий — по ГОСТ 1759—70*.
Примеры у с лов ногообозначен ия рым-болта с резьбой М8 без покрытияз
Рым-болт М8 ГОСТ 4751—731 .
с мелким шагом резьбы Ml00 X 6, с покрытием 01 толщиной 9 мкм:
Рым-болт М100 X 6.019 ГОСТ 4751—73.
258
VI-14. Грузоподъемность рым-болтов, кгс (по ГОСТ 4751—73)
Примечания: 1. При подъеме груза направление строп под углом от вертикальной
оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости двух ввинченных до упора рым-болтов допускается
применение шайб толщиной до 1 мм — под .рым-болты с резьбой М8—MI2, а толщиной не 6d*
лее половины шага резьбы — под рым-болт с резьбой свыше М12.
9» 259
VI-15. Шпильки с ввинчиваемым концом
Номинальный диаметр резьбы d 2 -2,5 3 4 5 6 8 10
Шаг Р крупный 0,4 0,45 0,5 0,7 0,8 1 1,25 1.5
мелкий — — — — — — 1
Диаметр стержня dj (по В7) 2 2,5 3 4 5 6 * 8 10
Длина ввинчиваемого резьбового конца li (по Л1о) /1 = Id ГОСТ 22032—76 3 4 5 6 8 10
Z1 = l,25d ГОСТ 22034—76 3 .4 5 6,5 7,5 . 10 12
li = l,6d ГОСТ 22036—76 3,2 4 5 6,5 8 10 14 16
li = 2d ГОСТ 22038—76 4 5 6 8 10 12 16, 20
li = 2,5d ГОСТ 22040—76 5 6 7,5 10 12 16 20 25
Примечания: 1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Длина гладкой части стержня со сбегом резьбы гаечного конца должна быть
вым среднему диаметру резьбы.
3. Резьба — по ГОСТ 9150—59, поле допуска 6g — по ГОСТ 16093—70.
4. По соглашению между изготовителем и потребителем допускается изготовлять:
а) резьбу с полем допуска 8g по ГОСТ 16093—70;
б) резьбу с натягом по ГОСТ 4608—65 на ввинчиваемом конце шпильки, с указанием об
5. Технические требования — по ГОСТ 1759—70.
6. Области применения шпилек в зависимости от длины ввинчиваемого резьбового конца
7. Длины шпилек I и (без ввинчиваемого резьбового конца) приведены в табл. V1-16,
8. Шпильки повышенной точности с длиной ввинчиваемого конца равной Id,
ГОСТ'22037—76, ГОСТ 22039—76 и ГОСТ 22041—76 и имеют номинальные размеры и массу.
Пример условного обозначения шпильки диаметром резьбы d = 16 мм,
длиной I = 120 мм, класса прочности 5,8, без покрытия;
Шпилька №16 — 6gx 120.58 ГОСТ 22032—76.
То же, с мелким шагом Р = 1,5 мм, класса прочности 10.9, из стали марки 40Х, с
Шпилька №16X1,5— 6X120.109.40Х.026 ГОСТ 22032—76.
То же, с мелким шагом Р =s 1,5 мм^ с натягом иа ввинчиваемом конце, с крупным шагом
Шпилька М16х^^х120.66.05 ГОСТ 22032-76.
2—6g
260
(нормальной точности), мм
12 (14) 16 (18) 20 (22) 24 (27) 30 36 42 48
1,75 2 2,5 3 3,5 4 4,5 5
1,25 1,5 2 3
12 14 16 18 20 22 24 27 30 36 42 48
12 14 16 18 20 22 24 27 ' 30 36 42 48
15 18 20 22 25 28 30 35 38 45 52 60
20 22 25 28 32 35 38 42 48 56 68 76
24 28 32 36 40 44 48 54 60 72 84 95
30 35 40 45 50 55 60 68 75 . 88 105 120
не менее 0,5<i. Допускается изготовление шпилек с диаметром стержня приблизительно рав*
этом в условном обозначении. Такие шпильки маркируются по ГОСТ 4608—65.
lt указаны на стр. 245.
массы шпилек некоторых типоразмеров — в табл. VM7.
l,25d; l,6d; 2d и 2,5d, предусмотрены соответственно ГОСТ 22033—76, ГОСТ 22035—76,
аналогичные приведенным в табл. V 1-15, V 1-16 и VI-17.
с длиной ввинчиваемого конца lt — Id, с крупным шагом Р = 2 мм, с полем допуска 6g,
покрытием 02, толщиной 6 мкм:
Р с 2 мм на гаечном конце, класса прочности 6.6, с покрытием 05:
261
VI-16. Длина шпильки I и длина гаечного конца 10 (по ГОСТ 22032—76,
ГОСТ 22034—76, ГОСТ 22036—76, ГОСТ 22038— 76 н ГОСТ 22040—76), мм
ч Л s с 3 о Длина гаечного конца о (пред. откл. Н-2Р) при номинальном диаметре резьбы d
-.5
Дли ки / 2 2,5 3 4 । 5 1 6 | 8 10 12 (14) 16 (18) 20 (22) 24 (27) 30 36 42 1 48
10 X X X
12 X X X
14 10 11 12 X
16 10 11 12 14 X X X X
(18) 10 11 12 14 X X X X
20 10 11 12 14 16 X- X X __ __
(22) 10 11 12 14 16 18 X X
25 10 11 12 14 16 18 X X X X
(28) 10 11 12 14 16 18 22 X X X
30 10 11 12 14 16 18 22 X X X
(32) 10 11 12 14 16 18 22 26 X X
35 10 11 12 14 16 18 22 26 X X X X .
(38) 10 11 12 14 16 18 22 26 30 X X X . -
40 10 11 12 14 16 18 22 26 30 X X X X .
(42) 10 11 12 14 16 18 22 26 30 34 X X X
45 10 11 12 14 16 18 22 26 30 34 X X X X X
(48) 10 11 12 14 16 18 22 26 30 34 38 X X X X
50 10 11 12 14 16 18 22 26 30 34 38 X X X X __ -
55 10 11 12 14 16 18 22 26 30 34 38 42 X X X X —
60 10 11 12 14 16 18 22 26 30 34 38 42 46 X X X X __
65 10 11 12 14 16 18 22 26 30 34 38 42 46 50 X X X - -
70 10 11 12 14 16 18 22 26 30 34 38 42 46 50 54 X X X
75 10 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 X X —
80 10 II 12 14 16 18 22 26 30 34 38 42 46 50 54 60 X X X
85 — 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 66 X X X
90 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 66 X X X
(95) 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 66 78 X X
100 —- 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 66 78 X X
(105) — 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 66 78 X X
ПО — 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 66 78 X X
(115) — 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 66 78 90 X
120 — 11 12 14 16 18 22 26 30 34 38 42 46 50 54 60 66 78 90 X
130 — 17 18 20 22 24 28 32 36 40 44 48 52 56 60 66 72 84 96 X
140 — 17 18 20 22 24 28 32 36 40 44 48 52 56 60 66 72 84 96 108
150 —— 17 18 20 22 24 28 32 36 40 44 48 52 56 60 66 72 84 96 108
160 17 18 20 22 24 28 32 36 40 44 48 52 56 60 66 72 84 96 108
170 — — — — — — 28 32 36 40 44 48 52 56 60 66 72 84 96 108
180 — — — — — —— 28 32 36 40 44 48 52 56 60 66 72 84 96 108
190 28 32 36 40 44 48 52 56 60 66 72 84 96 108
200 — — — __ 1— 28 32 36 40 44 48 52 56 60 66 72 84 96 108
220 49 ьз 57 61 65 69 73 79. 85 97 109 121
240 65 69 73 79 85 97 109 121
260 79 85 97 109 121
280 97 109 121
300 97 109 121
П 2 рнмеча ния: 1. Размеры, Знаком X отмечены шпильки заключенные в с длиной гаечиог скобки, о конца ПрИ!¥ Zo « еняп 1 — гь не ре 0,5d. коме >ндуе тся.
VI-17. Теоретическая масса шпилек
S а те л 15s Ч с 2 Номинальный диаметр резьбы d, мм
4 1 5 6 1 8 10 1 12 14 | 16 (18) 20 (22) 24
Масса 1000 шт. стальных шпилек с крупным шагом, кг
Длин а в в н ч и в а е мого конца Zx = Id
14 1,459 — — — — — —
16 1,635 2,720 4,064 7,949 13,52
(18) 1,790 2,968 4,417 8,586 14,52 __
20 1,987 3,215 4,770 9,223 15,52 — — — — — — —
262
Продолжение табл. VI-17
£ Номинальный диаметр резьбы d, ММ
Ж ч S S 5 4 5 6 8 1 10 12 14 1 16 (18) | 20 | (22) 24
Масса 1000 шт. стальных шпилек с крупным шагом, кг
(22) 2,185 3,523 5,214 10,010 16,76
25 2.480 3,986 5,789 11,0-10 18,38 28,04 40,28 - - 1 -
(28) 2,776 4,448 6,455 12,080 20,00 30,38 43,48 -
30 2,974 4,756 6,89£ 12,710 21,00 31,84 45,47 __
(32) 3,171 5,065 7,343 13,500 22,01 33,29 47,46 - — -
35 3,467 о,527 8,008 14,690 23,63 35,64 50,66 70,17 90,73 .
(38) 3,763 5,989 8,67< 15,870 25,48 37,98 53,85 74,41 96,03 .
40 3,960 6,298 9,118 16,660 26,71 39,43 55,84 77,08 99,34 128,7
(42) 4,157 4,453 6,606 9,562 17,450 27.95 41,21 57,83 79,74 102,60 132,9
45 7,06Ь 10,231. 18,630 29,80 43,87 61,03 83,98 107,90 139,5 176,2 212,9
(48) 4,749 7,531 10.89С 19,820 31,65 46,54 64,66 87,73 112,60 145,4 183,4 221,4
50 4,947 7,839 11,34( 20,600 32,88 48,31 67,07 90,89 116,50 150,3 189,4 228,4
55 5,439 8,610 12,450 22,580 35,96 52,75 73,12 98.78 125,20 161,1 202,6 244ДК
60 5,933 9,380 13,561: 24,550 39,04 57,19 79,16 106,70 135,10 171,9 215,8 259'6
65 6,426 10,150 14,670 26,520 42,13 61,63 85,20 114,60 145,10 184,2 229,0 275,1
70 6,919 10,920 15,780 28,500 45,21 66,07 91,24 122,40 155,10 196,6 243,9 290,6
75 7,413 11,690 16,890 30,470 48,29 70,51 97,28 130,30 165,10 208,9 258,9 308,4
80 7,906 12,460 17,990 32.440 51,37 74,95 103,30 138,20 175,10 221,2 273,8 326,2
85 8,399 13,230 19,110 34,420 54,46 79,39 109,40 146,10 185,10 233,6 288,7 343,9
90 8,892 14,000 20,220 36,390 57,54 83,82 115,40 154,00 195,10 245,9 303,7 361,6
(95) 9,386 14,77 21,32 38,36 60,62 88,26 121,4 161,9 205,1 258,3 318,6 379,4
100 9,879 15,55 22,43 40,33 63,70 92,70 127,5 159,8 215,1 270,5 333,5 397,2
(105) 10,370 16,32 23,54 42,31 66,79 97,14 133,5 177,7 225,1 282,9 348,4 414,9
110 10,860 17,09 24,65 44,28 69,87 101,60 139,6 185,6 235,1 295,2 365,3 432,7
(По) 11,360 17,86 25,76 46,25 72,95 106,80 145,6 193,5 245,1 307,5 378,3 450,5
120 11,850 18,63 26,87 48,22 76,04 110,40 151,6 201,4 255,1 319,9 393,2 468,2
130 12,840 20,17 29,09 52,17 82,20 119,30 163,7 217,2 274,9 344,5 423,0 503,7
140 13,820 21,71 31.31 56,12 88,37 128,20 175,8 232,9 294,9 369,2 452,9 539,2
150 14,810 23,25 33,53 60,06 94,53 137,10 187,9 248,7 314,9 393,9 482,7 574,7
160 15,800 24,79 35,75 64,01 100,00 145,00 198,7 263,0 332,8 416.2 510,0 606,9
170 — — — 67,95 106,20 153,90 210,8 278,8 352,8 440,9 539,8 642,4
180 — — 71,90 112,30 162,80 222.9 294,6 372,8 465,5 678,0
190 — — 75,85 118,50 171,70 234,9 310,4 392,8 490,2 713,5
200 — — — 79,79 124,70 180,50 247,0 362,2 412,7 514,9 629,4 748,9
Длина в в’и И ч И В а е м о г о к о и ц а. 1, = 1,М
14 1,653
16 1,828 3,095 4,773 9,862 16,53 - . .
(18) 1,983 3,342 5,126 10,490 17,54 - -
20 2,181 3,590 5,479 11,140 18,54 -
(22) 2,378 3,890 5,919 11,930 19,77 —
25 2,669 4,260 6,492 12,960 21,40 33,87 48,24 -
(28). 2,969 4,770 7,142 13,990 23,02 36,20 51,43 -
30 3,169 5,170 7,642 14,630 24,02 37,00 53,41 .
(32) 3,369 5,470 8,042 15,470 25,03 39,11 55,40 .
35 3,659 5,870 8,742 16,570 26,65 41,46 58,60 82,15 107,3 __
(38) 3,959 6,370 9,34 2 17,770 28,50 43,82 61,82 86,41 112,6
40 4,149 6,670 9,842 18,570 29,‘70 45,28 63,81 89,Ю 115,9 153,8
(42) 4,349 6,970 10,240 19,370 31,00 47,08 65,80 91,74 119,2 157,9
45 4,649 7,470 10,940 20,570 32,80 49,69 68,99 96,01 124,5 164,5 208,3 255,0
(48) 4,939 7,780 11,640 21,770 34,70 52,38 72,59 99,73 129,1 166,2 216,7 263,3
50 5,139 8,170 12,040 22,570 35,90 54,18 74,99 102,80 133,1 171,2 222,7 270,4
55 5,629 8,970 13,140 24,470 39,00 58,58 81,09 110,70 141,7 186,2 235,8 286,0
60 6,129 9,770 14,240 26,470 42,10 62,98 87,09 118,60 151,7 196,9 249,1 301,5
65 6,619 10,470 15,340 28,470 45,20 67,49 93,09 126,50 161,7 209,3 262,4 317.1
70 7,109 11,270 16,440 30,470 48,20 71,88 99,19 134,40 171,6 221,6 277,3 332,6
75 7,599 12,070 17,640 32,370 51,30 76,38 105,20 142,30 181,6 233.9 292,2 350.4
80 8,099 12,870 18,740 34 ,370 54,40 80,78 111,30 150,20 191,6 246.2 307,1 368.1
85 8,589 13,570 19,840 36,370 57,50 85,18 117,30 158,10 201,6 258,6 322,0 385,9
90 9,079 14,370 20,940 38,370 60,60 89,98 123,30 166,00 211,6 270,9 337,0 403,6
(95) 9,579 15,17 22.04 40,27 63,70 94,08 129,4 173,8 221,6 283,2 351,9 421,4
100 10,070 15,87 23,14 42,27 66,80 98,58 135,4 181,7 231,6 295,6 366,8 439,1
(Ю5) 10,560 16,67 24,24 44,27 69,80 103,00 141,5 189,6 241,6 307,9 381,7 456.9
по 11,060 17,47 25,34 46,27 72,90 108,00 147,5 197,5 251,6 321,2 396,6 474,7
(115) 11,590 18,17 26,44 48,17 76,00 111,90 153,5 205,4 261,6 332,6 411,6 492,4
120 12,080 18,59 27,38 50,17 79,10 116,30 159.6 213,3 271,5 344,9 426,5 510,2
130 13,070 20,17 29,64 54,63 85,57 125,40 171,7 229,1 291.5 369,5 456,3 545,7
140 14,050 21,67 30,84 58,57 91,70 134,40 183,9 245,5 311,5 494,2 486,2 581,2
263
Продолжение табл. V1-17
Л е; к Е Номинальный диаметр резьбы d, мм
иа ил . мм 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | (18) | 20 | (22) | 24
«5 Масса 1000 шт. стальных шпилек с крупным шагом, кг
150 15,040 23,17 34,04 62,47 97,90 143,40 196,0 260,8 331,7 419,3 515,6 616,7
160 16,030 24,77 36,24 66,47 103,40 151,00 206,9 275,1 349,7 442,2 54 2,9 648,8
170 — — — 70,47 109,50 159,90 218,9 290,9 369,7 467,3 572,7 684,3
180 >—t — . — 74,37 115,70 168,80 231,0 306,7 389,6 490,9 602,6 719,7
190 *—• — — 78,37 121,90 177,70 243,1 322.5 409,6 515,6 632,4 755,3
200 — — 82,27 128,10 186,50 255,2 338,3 429.6 540.3 662,2 790,8
л л и н а в в и н ч и в е м о г о кои ц а 1, = 2,54
14 1,-924 —. — — . — — -.
16 2,100 3,590 5,656 11,77 21,05 —. — .
(18) 2,255 3,837 6,008 12,41 22,06 — —. —.
20 2,453 4,085 6,362 13,05 23,06 — — — —
(22) 2,650 4,385 6,802 13,84 24,29 — — — — — —
25 2,941 4,855 7,375 14,88 25,92 41,13 61,16 —.. -_ —
(28) 3,241 5,265 8,025 15,90 27,55 43,47 64,35 — — —
30 3,441 5,655 8,525 16,54 28,55 44,21 66,34 —. —. — —
(32) 3,641 5,965 8,925 17,38 29,55 46,39 68,33 — — — —
35 3,931 6,365 9,625 18,48 31,17 48,73 71,53 102,1 135,4 —-.
(38) 4,231 6,865 10,220 19,69 33,02 51,10 74,75 106,4 140,7 —
40 4,421 7,165 10,720 20,48 34,22 52,55 76.74 109,1 144,0 191,3 , —.
(42) 4,621 7,465 11,120 21,28 35,52 54,35 78,73 111,7 147,3 195,4 —
45 4,921 7,965 11,820 22,48 37,32 56,95 81,91 117,0 152,6 202,0 260,6 320,9
(48) 5,211 8,305 12,520 23,68 39,22 59,65 85,51 119,7 157,2 207,9 267,9 329,2
50 5,411 8,665 12,920 24,48 40,42 61,45 87,91 122,8 161,2 212,8 273,9 336,3
55 5,901 9,465 14,020 26,38 43,52 65,85 94,01 130,7 169,8 223,6 287,1 351,8
60 6,401 10,270 15,120 28,38 46,62 70,25 100,00 138,6 179,8 234,4 299,6 367,5
65 6,891 10,970 16,220 30,38 49,72 74,75 106,00 146,5 189,8 246,8 313,5 383,1
70 7,381 11,770 17,320 32,38 52,72 79,15 112,10 154,4 199,7 259,1 328,4 398,6
75 7,871 12,570 18,520 34,28 55,82 83,65 118,10 162,3 209,7 271,4 343,3 416,4
80 8,371 13,370 19,620 30,28 58,92 88,05 124,20 170,2 219,7 283,7 358,2 434,1
85 8,861 14,070 20,720 38,28 62,02 92,45 130,20 178,1 229,7 296,7 373,1 451,9
90 9,351 14,870 21,820 39,28 65,12 96,95 136.20 186,0 239,7 308,4 388,1 469,6
(95) 9,851 15,67 22,92 42,18 68,22 101,4 142,3 193,8 249,7 320,7 403,0 487,4
100 10,340 16,37 24,02 44,18 71,32 105.9 148,3 201,7 259,7 333,1 418,9 505,1
J105) 10,830 17,17 25,12 46,18 74,32 110,3 154,4 209,6 269,7 345,4 432,8 522,9
НО 11,330 17,97 26,22 48,18 77,42 114,7 160,4 217,5 279,7 357,7 447,7 540,7
(115) 11,860 18,67 27,32 50.08 80,52 119,2 166,4 225,4 289,7 370,1 462,7 558,4
120 12,350 19,09 28,26 52,08 83,62 123,5 172,5 233,3 299,6 382,4 477,6 576,2
130 13,340 20,67 30,52 56.92 90,09 132,7 184,6 249,1 319,6 407,0 507,4 611,7
140 14,320 22,17 32,72 60,48 96,22 141,7 196,9 265,5 339,6 437,2 537,3 647,2
150 15,310 23,67 34,92 64,38 102,40 150,7 208,9 280,8 359,8 456,8 566,7 682,7
160 16,300 25,27 37,12 68,38 107,90 158,3 219,8 295,1 377,8 478,9 594,1 714,8
170 — —. 72,38 114,00 167,2 231,8 310,9 397,8 504,0 623,9 750,2
180 — 76,28 120,20 176,1 243,9 326,7 417,7 527,6 653,7 785,7
190 г— 80,28 126,40 185,0 256,0 341,5 437,7 552,3 683,6 821,2
200 «*« —- — 84,18 132,60 193,8 268,1 358,3 457,7 577,0 713,4 856 7
Примечание. Для определения массы шпилек, и: готсилгемых из других мате-
риалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
Г 970 — для бронзы; 1,080 — для латуни; 0,356 — для алюминиевого сплава.
264
VI-18. Болты откидные (по ГОСТ 3033—73), мм
Испзмение 2
Номи- наль- ный диа- метр резьбы d ^9 D (по As) dz (ПО Л9) b (по Х4) 1 Г С
5 25—32 36 40 45—60 16 20 25 30 10 4 1,6 6 2 4 1
6 32 36 40 45—50 60—70 16 20 25 _ 30 35 12 5 1,6 8 2 5 I
8 36 40 45; 50 55—65 70 75; 80 20 25 30 35 40 45 14 6 2 10 3 5 1.6
265
Продолжение табл. VI-18
Номи- наль- ный диа- метр резьбы d D 41 (по As) А (ПО А,) ь (по X.) 1 Г с
10 40 45; 50 55 60; 65 70—85 90; 95 100 25 30 35 40 45 55 65 18 8 2 12 3 6 1.6
12 45 50; 55 60; 65 70; 75- 80; 85 90; 95 100 ПО; 125 30- 35 40 45 50 60 ‘ 70 75 20 10 2 14 3 8 1.6
(14) 50 60; 65 70-80 85—95 100-125 140 35 45 50 65 75 90 24 12 .3 16 4 10 2
16 60 70; 75 80; 85 90; 95 100—125 140 160 45 50 55 65 75 90 ПО 28 14 3 18 4 10 2
266
Продолжение табл. VI-18
Номи- наль- ный диа- метр резьбы d И D di (по Л6) dz (по Л) ь (по Хл) 1 С
20 80 90 100—125 140 160—200 55 70 80 95 110 34 18 4 22 5 12 2,5
24 100—125 140 . 160—220 250 80 ' 95 ПО 125 42 . 20 4 26 5 16 2,5
30 125—140 160—220 250; 280 95 НО 125 52 25 6 34 5 20 2,5
36 140; 160 180—220 250—320 100 125 140 64 30 6 40 6 22 3
Примечания: 1. Ряд длин, мм: 25; 32; 36; 40; 45; 50; 55; 60; 65; 70; 75; 80; 85; 90j
&5; 100; ПО; 125; 140; 160; 180; 200; 220; 250; 280; 320.
2. Механические свойства и марки материалов должны соответствовать классам проч-
ности 3.6 и 5.6, группам 32 и 34 по ГОСТ 1759—70*.
3. Резьба — по ГОСТ 9150—59*. поле допуска 8g —по ГОСТ 16093--70*.
4. Технические требования — по ГОСТ 1759—70* для изделий нормальной точности.
5. По ГОСТ 3033—73 предусмотрены откидные болты с вилкой исполнения 3.
Пример условного обозначения откидного болта исполнения 1, диамет-
ром d — 6 мм, длиной L = 32 мм, класса прочности 3.6 нз спокойной стали, с покрытием 01
толщиной 6 мкм:
Болт откидной Мб 32.36.С.016 ГОСТ 3033—73;
исполнения 2, пониженной точности, диаметром резьбы d = 10 мм, длиной L =60 мм. из
материала группы 32, без покрытия:
Болт откидной ПЗМЮ^бО.ЗЗ ГОСТ 3033—73.
2б7
VI-19. Шпильки для деталей с гладкими
Номинальный диаметр резьбы d 2 2,5 3 4 5 6 8 10
Шаг Р крупный 0,4 0,45 0,5 0,7 0,8 1 1,25' 1,5
мелкий — — — —— 1 1,25
Диаметр стержня di (по В,) 2 2,5 3 4 5 6 8 10
Длина шпильки 1 Длина резьбового конца /0 (пред.
(по СМв) 2 2,5 3 4 5 6 8 10
10 12 14 16 (18) 20 (22) 25 (28) 30 В 35 (38) 40 (42) 45 (48) 50 55 60 65 70 75 80 85 90 (95) 100 X X X X X X X 10 10 10 10 10 10 10 X X X X X X X X 11 11 11 11 11 11 11 11 11 11 X X X X X X X X X 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 X X X X X X X X X X 14 14 14 14 14 14 14 14 14 14 14 14 14 14 14 14 14 X X X X X X X X X X X 16 16 16 16 16 16 16 16 16 16 16 16 16 16 16 X X X X X X X X X X X X X 18 18 18 18 18 18 18 18 18 18 18 18 18 X X X X X X X X X X X X X 22 22 22 22 22 22 22 22 22 22 X X X X X X X . X X X X 26 26 26 26 26 26 26 26
268
отверстиями (по ГОСТ 22042—76), мм
12 (14) 16 (18) 20 (22) 24 (27) 30 . 36 42 . 48
1,75 2 2,5 3 3,5 4 4,5 5
1,5 2 3
12 14 16 18 20 22 24 27 30 36 42 48
откл. +2Р) при номинальном диаметре резьбы d
12 (14) 16 (18) 20 (22) 24 (27) 30 36 • 42 48
X — -
X
X —. ——
X
X —- — —— —• —- — — —
X х X — — .— — - — V— — — —
X X X — — — — — — — —
X X X — — — — — — о» ——
X X -X X — — — — — — —
30 X X X —- — — — —- — —
30 X X X X — —— — — — —— ——
30 X X X X —- — о» о» —
30 34 X X X — — о» —
30 34 38 X X — — — о» —
30 34 38 42 X — — — — — — —
269
Номинальный диаметр резьбы d 2 2,5 3 4 5 6 8 10
(Ю5) — — 12 14 16 18 22 26
ПО — — 12 14 16 18 22 26
(115) — — 12 14 16 18 22 26
120 — — 12 14 16 18 22 26
130 — — 18 • 20 22 24 28 32
140 — — 18 20 22 24 28 32
150 — — 18 20 22 24 28 32
160 — — 18 20 22 24 28 32
170 — — 18 20 22 24 28 32
180 — — 18 20 22 24 28 32
190 — — .18 20 22 24 28 32
200 — — 18 •20 22 24 28 32
220 — — 31 33 35 37 41 45
240 — — 31 33 35 37 41 45
260 — — 31 33 35 37- 41 45
280 — — 31 33 35 37 41 45
300 —- —- 31 33 35 37 41 45
320 ' — — — — — — — —
340 — — — — — — — —
360 _ — — — — —- — — —
380 — — — — —. — — —
400 — — — — — — — —
420 — — -г- — — — — —
450 — — — — — — — —
480 — — — — — — — —
500 — — — — — — — —
Примечания: 1. Стандарт распространяется на шпильки нормальной точности
2. Знаком X отмечены шпильки с резьбой, выполняемой что всей длине.
3. ’ Допускается изготовление шпилек с диаметром стержня, приблизительно равным
4. Размеры, заключенные в скобки, применять не рекомендуется.
5. Технические требования по ГОСТ 1759—70,
6. Резьба — по ГОСТ 9150—59, поле допуска — 6g по ГОСТ 16093—70. По соглашению
7. Шпильки для деталей с гладкими отверстиями повышенной точности предусмот
ной таблице.
Пример условного обозначения шпильки диаметром резьбы d =10 мм,
прочности 5.8, без покрытия:
Шпилька М10—GgY 200.58 ГОСТ 22042—76.
То же, с мелким шагом резьбы Р=1,25 мм, класса прочности 8.8, из стали марка
Шпилька МЮ'Х1>25—&£Х-200.88.35Х.02б ГОСТ 22042—76.
270
Продолжение табл. VI-19
12 ' (14) 16 (18) 20 (22) ' 24 (27) 30 36 42 48
30 34 38 42 X — — — — — — —
30 34 38 42 46 — — — — — — —
30 34 38 42 46 — — — — — . — —
30 34 38 42 46 50 — • — — — — —
30 40 44 48 52 56 60 — — — • — —
36 46 44 48 52 56 60 — — — — —
36 40 44 48 52 56 60 66 — — — —
36 40 44 48 52 56 60 66 — — — —
36 40 44 48 52 56 60 66 72 — — —
36 40 44 48 52 56 60 66 72 — — —
36 40 44 48 52 56 60 '66 72 84 — —
36 40 44 48 52 56 60 66 72 84 — —
49 53 57 61 65 69 73 79 85 97 — —
49 53 57 61 65 69 73 79 85 97 109 —
49 53 57 61 65 69 73 79 85 97 109 121
49 53 57 61 65 69 73 79 85 97 109 121
49 53 57 61 65 69 73 79 85 97 109 121
49 53 57 61 65 69 73 79 85 97 109 121
49 53 57 61 65 69 73 79 85 97 109 121
49 53 57 61 65 69 73 79 85 97 109 121
— — 57 61 65 69 73 79 85 97 109 121
— — 57 61 65 69 73 79 85 97 109 121
— — 57 61 65 69 73 79 85 97 109 121
— — 57 61 65 69 73 79 85 97 109 121
— — 57 61 65 69 73 79 85 97 109 121
— — 57 61 65 69 73 79 85 97 109 121
с двумя
одинаковыми по длине резьбовыми
концами.
среднему диаметру резьбы.
сторон допускается Изготовлять резьбу с полем допуска 8g,
рены ГОСТ 22043—76 н имеют номинальные размеры, аналогичные приведенным в дан*
с крупным шагом резьбы Р=Ч,5 мм, с полем допуска 6g, длиной /=200 мм, класса
35Х, с покрытием (И толщиной 6 мкм:
271
3. винты
Винты делятся на крепежные и установочные. К крепежным относятся
и нсвыпадающие винты, которые применяются в объемных деталях, водоне-
проницаемых и взрывобезопасных крышках, заглушках, при установке при-
боров, панелей в сочетании с фиксирующими втулками и без них (рис. VI-1).
Диаметр гладкой части стержня этих винтов равен приблизительно 0,7 диа-
метра резьбы.
Установочные винты предназначены для фиксации положения деталей
и предотвращения их взаимного сдвига. Они отличаются как конструкцией
головкн, так и формой конца стержня. В соответствии с формой конца стержня
засверливается отверстие в сопряженной детали.
VI-20. Винты с цилиндрической головкой нормальной точности
(по ГОСТ 1491—72*), мм
___ Исполненце 2
1 0,25
1,2 0,25
(1,4) 0,3
Шаг
резьбы
2,0
2,3
2,6
0,32 0,3 0,2 1.6
0,32 0,4 0,2 2
0,32 0,5 0,2 2,5
Шаг
резьбы
0,35 — 1,6 3,0
0,4 — 2 3,8
0,45 — | 2,5 4,5
1,2 0,5 0,6 0,2
1,4 0,5 0,7 0,3
1,7 0,5 0,9 0,
272
Продолж ение табл. VI-20
Диаметр резьбы d Шаг резьбы тз* Q 3: J2 К Диаметр ре;ьбы</ Шаг резьбы тз Q 3: е К.
крупный мелкий крупный """ 1 мелкий |
3 0,5 3 5.5 2,0 0,8 1,о 0,3 12 1,75 1,25 12 18,0 7,0 3,0 3,5 1,6
4 0,7 4 7,0 2.8 1,0 1,4 0,35 (14) 2 1,5 14 21,0 8,0 3,0 3,5 1,6
5 0,8 1 • — 5 8,5 3,6 1.2 1.7 |0,5 16 2 1,5 16 24.0 9,0 4,0 4,0 1,6
г 6 10,0' 4,0 1.6 2.0 0,6 (18) 2,5 1,5 18 27,0 10,0 4,0 4,5 1,6
8 1,25 1 8 13,0 5,0 2,0 2.5 1,1 20 2,5 1,5 20 30,0 11.0 4,0 4,5 2,2
го 1,5 1,25 10 10,0 6,0 2,5 3,0 1,1
Примечания: 1. Размеры винтов, заключенные в скобки, применять не реко-
мендуется.
2. Резьбы — по ГОСТ 9150—59*; поля допусков 8g или 6g — по ГОСТ 16093 —70*.
3. Длины винтов приведены в табл. VI-24.
Примеры условного обозначения винта исполнения 1, диаметром резь-
бы d — 12 мм, с крупным шагом резьбы, с полем допуска 8g. длиной Z — 50 мм, класса
прочности 5.8, без покрытия: ‘
ВинтМ12у50.58 ГОСТ 1491—72*:
исполнения 2, с мелким шагом резьбы, с полем допуска 6g, класса прочности 10.9, из
стали 40Х, с покрытием 01 толщиной 9 мкм:
Винт 2М12Х1.25.6gy50.109.40X.019 ГОСТ 1491—72*.
VI-21. Вннты с полукруглой головкой нормальной точности
(по ГОСТ 17473—72), мм
273
Продолжение табл. VI-21
Диаметр резьбы, d Шаг резьбы dt D Н Г rt Исполнения 1 и 2
круп- ный мел- кий
ь
1 0,25 2 0,7 0,2 1,6 0,8 0,32 0,4
1,2 0,25 — 2,3 0,8 0,2 1,9 0,95 0,32 0,4
(1,4) 0,3 — 1,4 2,6 0,95 0,2 2,2 1,1 0,32 0,5 —
1,6 0,35 1,6 3 1,1 0,2 2,6 1,3 0,5 0,6 —
2 0,4 — 2 3,8 1,4 о,з 3,2 1,6 0,5 0,9 0
2,5 0,45 — 2,5 4,5 1,7 0,3 4 2 0,5 1,1 1
3 0,5 — 3 5,5 2,1 0,3 4,8 2,4 0,8 1,2 1
4 0,7 — 4 7 2,8 0,35 6,4 3,2 1 ' 1,8 2
5 0,8 — 5 8,5 3,5 0,5 8 4 1,2 2,3 2-
6 1 — 6 10 4,2 0,6 9,6 4,8 1,8 2,5 3
8 1,25 1 8 13 5,6 1,1 12,8 6,4 2,3 3,5 3
10 1,5 1,25 10 16 7 1,1 16 8 2,5 4 4
12 1,75 1,25 12 18 8 1,6 19 9,5 3 4,2 4
(14) 2 1,5 14 21 9,5 1,6 22 11 3 4,5 —
16 2 1,5 16 24 11 1.6 26 13 4 5
(18) 2,5 1,5 18 27 12 1,6 28 14,5 4 5,5 —
20 2,5 1,5 20 30 14 2,2 32 16 4 6 —
Примечания: 1. В графе №* указан помер крестообразного шлица винтов испол-
нения 3 н 4.
2. Размеры, заключенные в скобки, применять не рекомендуется.
3. Резьбы — по ГОСТ 9150—59*, поля допусков 8g или 6g — по ГОСТ 16093—70*.
4. Длины винтов приведены в табл. VI-24.
Примеры условного обозначения винта исполнения 1, диаметром резь-
бы d == 12 мм, с крупным шагом резьбы, с полем допуска 8g длиной I = 50 мм, класса
прочности 5,8, без покрытия:
Винт №12x50.58 ГОСТ 17473—72*;
исполнения 2 с мелким шагом резьбы, с полем допуска 6g, класса прочности 10.9, из
стали 40Х, с покрытием 01 толщиной 9 мкм:
.Винт 2М 12*1.25.6gX50J09.40X.019 ГОСТ 17473—72*.
VI-22. Винты с полупотайной головкой (нормальной точности)
(по ГОСТ 17474—72), мм
274
Продолжение табл. VI-22
Диаметр | резьбы d Шаг резьбы Ч D н Я. Г ft Исполнение 1 и 2 №•
круп- ный мел- кий ь h
1 0,25 1,9 0,85 0,35 0,2 1,6 0,32 0,4
1,2 0,25 — — 2,3 1,0‘ 0,4 0,2 1,9 0,32 0,4
(1,4) 0,3-j — . — 2,6 1,15 0,45 0,2 2,2 0,32 —
(1,6) 0,35 1,6 3 1,3 0,5 0,2 2,6 0,5 0,6 —
2 0,4 — 2 3,8 1,7 0,7 0,3 3,2 0,5 0,7 0
2,5 0,45 — 2,5 4,7 2,15 0,9 0,3 4 0,5 0,9 1
3 0,5 3 5,6 2,5 1 0,3 4,5 0,8 1,1 1
4 0,7 — 4 7,4 3,4 1,4 0,35 6 1,0 1,4 2
5 0,8 — 5 9,2 4,3 1,8 0,5 7 1,2 1,8 2
6 1 6 11 5,1 2,1 0,6 8,5 1,6 2,2 3
8 1,25 2 । 8 14,5 6,8 2,8 1,1 11,5 2 2,8 3
10 1,5 1,25 10 18 8,5 3,5 1,1 14 2,5 3,5 4
12 1,75 1,25 12 21,5 9,5 4 1,6 19 3 4 4
(14) 2 1,5 14 25 11 4,5 1,6 22 3 4.5 —
16 2 1,5 16 28,5 12 5 1,6 26 4 4,5 —
(18) 2,5 1,5 18 32,5 13,5 5,5 1,6 28 4 5,5 —
20 2,5 1,5 20 36 15 6 2,2 32 4 6 —
Примечания: 1. В графе №♦ указан номер крестообразного шлица винтов испол-
нения 3 и 4.
2. Размеры, заключенные в скобки, применять не рекомендуется.
3. Резьбы — по ГОСТ 9150—59*; поля допусков 8g ил и fig —по ГОСТ 16093—70*.
4. Длины винтов приведены в табл. VI-24.
Примеры условного обозначения винта исполнения 1, диаметром
резьбы (I = 12 мм. с крупным шагом резьбы, с полем допуска 8g, длиной I — 50 мм,
класса прочности 5.8, без покрытия:
Винт М 12X50.58 ГОСТ 17474—72*;
исполнения 2, с мелким шагом резьбы, с полем допускаб£. класса прочности 10.9, из стали
40Х, с покрытием 01 толщиной 9 мкм:
Винт 2М12 1.25.6 gX50.109.4GX.019 ГОСТ 17474—72*,
275
VI-23. Вннты с потайной головкой нормальной точности
(по ГОСТ 17475—72*), мм
Исполнение 1
Исполнение 2
Диаметр резьбы d Шаг резьбы d, D Я Г Исполнения 1 и 2 №»
крупный мелкий ь h
1 0,25 — — 1,9 0,5 0,2 0,32 о,з
1,2 0,25 — — 2,3 0,6 0,2 0,32 о,з —
(1,4) 0,3 — — 2,6 0,7 0,2 0,32 0,4 —
1,6 0,35 — 1,6 3 0,8 0,2 0,5 0,4 —
2 0,4 — 2 3,8 1 о.з 0,5 0,5 0
2,5 0,45 — 2,5 4,7 1,25 0,3 0,5 0,7 1
3 0,5 _ — 3 5,6 1,5 0,3 0,8 0,9 1
276
Продолжение табл, VI-23
Диаметр резьбы d Шаг резьбы d, D Н Г Исполнения 1 и 2 Ns*
крупный мелкий ь h
4 0,7 4 7,4 2 0,35 1,0 1,1 2
5 0,8 5 9,2 2,5 0,5 1,2 1,2 2
6 1 6 11 3 0,6 1,6 1,5 3
8 1,25 1 8 14,5 4 1,1 2 2,0 3
10 1,5 1,25 10 18 5 1,1 2,5 2,5 4
12 1,75 1,25 12 21,5 5,5 1,6 3 2,5 4
(14) 2 1,5 14 25 ' 6,5 1,6 3 3 —
16 2 1,5 16 28,5 7 1,6 4 3,5 —
(18) 2,5 1,5 18 32,5 8 1,6 4 4,0 —
20 2,5 1,5 20 36 9 2,2 4 4,0 —
Примечания: 1. В графе №* указан номер крестообразного шлица винтов ис-
полнения 3 и 4,
2. Размеры, заключенные в скобки, применять ие рекомендуется.
3. Резьбы — по ГОСТ 9150—59*; поля допусков 8g или 6g — по ГОСТ 16093—70*.
4. Резьбы виитов приведены в табл. VI-24.
Примеры ус лов но го обозначения винта исполнения 1, диаметром
d = 12 мм, с крупным шагом резьбы, с полем допуска 8g, длиной I — 50 мм, класса проч-
ности 5.8, без покрытия:
Винт М 12X50.58 ГОСТ 17475—72*:
исполнения 2, с мелким шагом резьбы, с полем допуска 6g, класса прочности 10.9. из
стали 40Х, с покрытием 01 толщиной 9 мкм:
Винт 2М12Х1-25-6gX50.109.40X .019 ГОСТ 17475—72*.
VI-24. Длины внитов нормальной точности, мм
По ГОСТ 1491—72 и ГОСТ 17473-72 По ГОСТ 17474-72 По ГОСТ 17475—72*
d 1 1 1
Z' Г Г ^0
ОТ ДО ОТ ДО ОТ ДО
2 1,5 5 5 2 5 5 2 5 5
1,2 2 7 7 — 2,5 7 7 — 3 7 7 —
(1,4) 2 11 9 8 3 11 11 — 3 И 11 —
1,6 2 14 13 9 3 14 13 9 3 14 13 9
2 3 18 13 10 3 18 13 10 3 18 13 10
2,5 3 25 13 11 4 25 14 И 3,5 25 14 11
3 3 70 14 12 4 30 16 12 3,5 70 16 12
4 4 70 16 14 7 35 18 14 7 70 18 14
5 6 70 18 16 8 45 20 16 8 70 20 15
6 7 70 20 18 • 8 55 22 18 8 70 22 IS
8 12 70 25 22 12 30 22 12 70 30 22
10 18 70 30 26 18 65 35 26 20 70 35 24
12 22 85 32 30 22 85 40 30 22 85 40 20
(14) 25 90 38 34 25 ’ 90 45 34 25 90 45 34
16 30 95 42 38 30 95 55 38 30 95 50 33
! (18) 35 ПО 48 42 35 110 55 42 35 ПО 55 42
20 40 120 50 46 40 120 60 46 40 120 60 43
Примечания: 1. Ряд длин I, мм: (1,5); 2; (2,5); 3; (3,5); 4; 5; 6; (7); 8; 9; 10:
11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; 38; 40; (42); 45; (48); 50; 55;
©0; 65; 70; 80; (85); 90; (95): 100; ПО; 120. Вннты с размерами длин, заключенным®
в скобки, применять не рекомендуется.
2. / '—наибольшая длина винта, имеющего резьбу иа всей длине стержня.
277
VI-25. Винты с цилиндрической головкой и шестигранным
Номинальный диаметр резьбы d (3) 4 ' 5 6 8 10 12
Шаг резьбы крупный 0,5 °,7 0,8 1 1,25 1,5 1,75
мелкий — —- — — 1 1,25 1,25
Диаметр стержня dj 3 4 5 6 8 10 J2
Диаметр головки D 5,5 7,0 8,5 10 13 16 18
Высота головки Н 3 4 5 6 8 10 12
Размер «под ключ» S 2,5 3 4 5 6 8 10
Диаметр описанной окружнос- ти £>i 2,9 3,5 4,6 5,8 6,9 9,2 П,5
Диаметр фаски Da 3,2 3,8 4,9 6,1 7.2 9,7 12,0
Величина шестигранного углуб- ления h 1,5 2,2 2,8 3,5 4,5 6 7
Глубина сверления /ц, не более 1,8 2,6 3,4 4,0 5,5 7 8
Радиус под голов- кой г не менее 0,10 0,20 0,25 0,40
не более 0,30 0,35 0,5 0,6 1,1
Величина радиуса rt или фаски с 0,2 0,4 0,5 0,8
Примечания: 1. Размеры винтов, заключенные в скобки, применять не рекомен
2. Резьба — по ГОСТ 9150—59*; поля допусков 8g или 6 g — по ГОСТ 16093—70*.
3. Технические требования — по ГОСТ 1759—70*.
4. Механические свойства винтов должны соответствовать классам прочности? ДО
Примеры условного обозначения винта диаметром d = 12 мм, длиной
крытия:
Винт М/2Х40.88 ГОСТ 11738—72;
класса прочности 10.9, из стали 40Х, с мелким шагом резьбы, с полем допуска 6gr о ПО
Винт M12xl,25.6gx 40.109.40X.019 ГОСТ 11738—72,
278
углублением «под ключ» (по ГОСТ 11738—72), мм
(14) 16 (18) 20 (22) 24 (27) 30 36 42 48 (52)
2 2 2,5 2,5 2,5 3 3 3,5 4 4,5 5 5
1.5 1,5 1,5 1,5 1,5 2 2 2 3 3 3 3
14 16 18 20 22 24 27 30 36 42 48 52
21 24 27 30 33 36 40 45 54 63 72 78
14 16 18 20 22 24 27 30 36 42 48 52
12 14 17 19 22 27 32 36
13,8 16,2 19,6 21,9 25,4 31,2 37,0 41,6
14,3 16,7 20,4 22,7 26,2 32,0 37,8 42,4
9 11 13 16 18 21 26 30 33
10 13 15 18 20 24 29 32 35
0,60 0,80 1,0 1,20 1,60
1,6 2,2 2,7 3,2 з,з 4,3 4,7
1,0 дуется. 1,6 2,0 2,5 з,о
МЗО — 4.8; 5.6; 5.7; 6.8; 10.9 и 12.9; свыше МЗО — 6.6; 8.8; 10.9 и 12.9.
I — 40 мм, класса прочности 8.8, с крупным шагом резьбы, с полем допуска 8g, без по-
крытием 01 толщиной 9 мкм:
279
V1-26. Длина винтов с цилиндрической головкой и шестигранным
Длина винта 1 Диаметр
. (3) 4 5 6 8 10 12
Длина резьбовой части 1а (знаком X отмечены
6 8 10 12 14 16 (18) 20 (22) 25 30 35 40 45 50 55 60 65 70 75 ' 80 (85) 90 (95) 100 (105) 110 120 130 140 150 160 170 180 190 200 220 240 260 280* 300 X X X X X 12 12 12 12 12 12 X X X X X 14 14 14 14 14 14 14 X X X X X 16 16 16 16 16 16 16 16 X X X X X X 18 18 18 18 18 18 18 18 18 X X X X X X X 22 22 22 22 22 22 22 22 22 22 22 X X X X X X 26 26 26 26 26 26 26 26 26 26 26 26 26 26 X X X X X 30 30 30 30 30 30 30 30 30 ' 30 30 30 30 30 30 30 30 36 "V
Примечание. Размеры длин, заключенные в скобки, применять не рекоменду
280
углублением «под ключ» (по ГОСТ 11738—72), мм
резьбы
(14) 16 (18) 20 (22) 1 24 | (27) 30 36 42 48 (52)
винты с резьбой по всей длине стержня)
— — — — — — — — -- — —
X
X X
X - X X X — — —— —— —— —— —
X X X X X X —- — —• —• —- —
34 X X X X X — —- —- —“ —“ —“
34 38 X X X X — —- —- —- —- —“
34- 38 42 X X X X — — —- —
34- 38 42 46 X X X X — — —. —~
34 38 42 46 50 X X ‘ X —. —•
34 38 42 46 50 54 X X —- — —- ' —~
34 38 42 46 50 54 60 \Х X — — —~
34 38 42 46 50 54 60 66 X — —- —“
34 38 42 46 50 54 60 66 ' X X — —“
34 38 42 46 50 54 60 66 X X — —-
34 38 42 46 50 54 60 66 78 X X —
34 38 42 46 50 54 60 66 78 X X —
34 38 42 46 50 54 60 66 78 90 X X
34 38 42 46 50 54 60 66 78 90 X X
34 38 42 46 50 54 60 66 78 90 X X
34 38 42 46 50 54 60 66 78 90 102 X
40 44 48 52 56 60 66 72 84 96 108 116
40 44 48 52 56 60 66 72 84 96 108 116
44 48 52 56 60 66 72 84 96 108 116
44 48 52 56 60 66 72 84 96 108 116
— 48 52 56 60 66 72 84 96 108 116
— — 48 52 56 60 66 72 84 96 108 116
— 52 56 60 66 72 84 96 108 116
— 52 56 60 66 72 84 96 108 116
___ 65 69 73 79 85 97 109 121 129
69 73 79 85 97 109 121 129
69 73 79 85 97 109 121 129
_• 85 97 109 121 129
“ — — — — 85 97 109 121 129
ется.
281
VI-27. Масса стальных винтов с крупным шагом резьбы
Длина Теоретическая масса 1000 шт. винтов, кг,
винта 1, мм (3) 4 5 6 8 10 12 (14) 16
6 0,74 — • — —
8 0,83 1,65 — • — — — — — —
10 0,92 1,81 3,10 4,10 — — — — —
12 1,01 1,97 3,34 . 4,46 10,51 — — — —
14 1,10 2,12 3,58. 4,82 11,14 ' — — — —
16 1,21 2,28 3,82 5,18 11,77 20,27 — — —
(18) 1,31 2,52 4,06 5,54 12,40 21,27 31,55 — —
20 1,41 2,72 4,46 5,90 13,03 22,27 33,00 — —
(22) 1,57 2,92 4,76 6,85 13,66 23,27 34,45 48,86 —
25 1,73 3,20 5,23 7,55 14,29 24,77 36,64 52,25 75,01
30 2,01 3,70 6,00 8,65 16,84 27,27 40,27 57,22 81,66
35 — 4,19 6,77 9,75 18,80 30,87 44,71 62,19 88,31
40 —- 4,68 7,54 10,85 20,76 33,94 49,15 68,44 94,96
45 — 8,31 • 11,95 22,72 37,01 53,59 74,47 103,3
50 — 9,08 13,05 24,68 40,08 58,03 80,50 111,2
55 — — 14,15 26,64 43,15 62,47 86,53 119,1
60 — 15,25 28,60 46,22 66,91 92,56 127,0
65 — — 30,56 49,29 71,35 98,59 134,9
70 — — 32,52 52,36 75,79 104,6 142,8
75 — —- 34,48 55,43 80,23 110,6 150,7
80 —- — 36,44 58,50 84,67 116,6 158,6
(«5) — — — — 61,57 89,11 122,7 166,1
90 — — — — 64,64 93,55 128,7 174,4
(95) — —- 67,71 97,99 134,7 182,3
100 ‘ — — — — 70,78 102,4 140,8 190,2
(Ю5) — — — — ‘ — 106,8 146, ,8 198,1
ПО — — —- — —- 111,3 152,8 206,0
120 — — — — — 120,2 164,9 221,8
130 — — i — — 128,0 175,9 236,0
140 — — 188,0 251,7 \
150 — — — — 267,5
160 — 283,3
170 — — — — — — — — —
180 — —- — — — — —- — —
190 — — — — — — — — —
200 — — — — — — — — —
220 — — — — — —- —- —
240 — — — — — — — —- —
260 — — — —- — — — — —
280 — — — — — — — — —
300 — —• —• — — — — —-
282
(по приложению к ГОСТ 11738—72)
при номинальном диаметре резьбы 4, мм
(18) 20 (22) 24 (27) 30 36 42 48 (52)
— — — — — — — — — —
— — .— — — — — — — —
— — — — — — — — — —?
— — . — — — — — — — —
— ' — — — — — — — — —
— — — — — .— — —' — —
—• — —-
— — — — — — — — —
— — —. — — — — —т - — —
— — —
112,7 146,1 — — — — — — — —
121,0 156,5 206,0 257,7 — — — — ' — —
129,3 166,9 218,8 272,7 — — —- — — —-
137,6 177,3 231,6 287,7 — — — — — —
148,5 187,7 244,4 302 7 412,8 — — — — —
158,4 201,6 257,2 317,7 432,2 565,6 — — — —
168,4 213,9 274,2 332,7 451,6 589,3 — — — —
178,4 226,3 289,1 353.7 471,0 613,0 — — — —-
188,4 238,7 304,0 371,4 496,4 636,7 1000 — —- —
198,4 251,1 318,9 389,2 518,9 667,6 1034 — — —-
208,3 263,5 333,8 406,9 541,4 695,4 1069 1564 — —
218,3 275,9 348,7 424,7 563,9 723,1 1104 1611 — —
228,3 288,3 363,6 442,4 586,4 750,8 1151 1658 2330 —
238,3 300,7 378,5 460,2 608,9 778,6 1191 1705 2392 —
248,3 313,1 393,4 477,9 631,4 806,3 1231 1767 2454 3091
258,2 325,5 408,3 495,7 653,9 834,0 1271 1821 2516 3164
268,2 337,9 423,2 513,4 676,4 861,8 1310 1875 2578 3237
288,2 362,7 453,0 549,0 721,4 917,2 1391 1984 2734 3384
306,1 384,2 480,4 581,1 762,2 967,8 1464 2084 2865 3558
326,1 408,8 510,2 616,6 807,1 1023 ’ 1544 2193 3007 3725
346,1 433,4 540,0 652,1 852,0 1078 1624 2301 3149 3892
366,1 458,0 569,8 687,6 896,9 1134 1703 2410 3291 4058
. 386,1 482,6 599,6 723,1 941,9 1189 1783 2519 3433 4225
406,1 507,2 629,4 758,6 986,8 1245 1863 2627 3575 4392
—- 531.8 659,2 794,1 1024 1300 1943 2736 3717 4558
— 556,4 689,0 829,6 1069 1356 2023 2845 3859 4725
—- 601,2 743,4 893,4 1159 1456 2168 3043 4118 5032
— — 803,0 966,4 1249 1567 2329 3261 4402 5365
— — — —- 1339 1678 2489 3478 4686 5698
— — — — — 1789 2649 3695 4970 6032
— — — — — 1900 2810 3913 5255 6365
283
V1-28. Винты установочные с коническим концом (по ГОСТ 1476—75)*, мм
Для d*5 Для d^S
d Шаг резьбы h ь ft Я, не более Cl* 1 (от — до)
крупн ый мелкий
1 0,25 — — 0,2 . 0,6 1 0,2 2—4
1,2 0,25 — — 0,25 0,6 1,2 0,2 3—4
1.6 0,35 — — 0,3 0,8 1,6 о,з 3-6 -
2 0,4 — *— о,з 0,9 2 о,з. 3—10
2,5 0,45 — — 0,4 1,1 2,5 о,з 4—14
3 0,5 — — °,5 1,2 3 0,5 4—16
4 0,7 — — 0,6 1,4 4 0,5 6-20
5 0,8 — —• 0,8 1,8 5 1 6—25 •
6 1 — 2,5 1 2 6 1 8—30
8 1,25 1 3 1,2 2,5 8 1,6 10—40
10 1,5 1,25 4 1,6 3 10 1,6 12—.50
12 1,75 1,25 5 2 3,5 12 1,6 12—50
Примечания: 1. Ряд длин /, мм: 2; 3; 4; 5; 6; 8; 10; 12; 14; 16; 20; 25; 30;
35: 40; 45; 50,-
2. Технические требования для установочных винтов (ГОСТ 1476—75*. 1478—75* н
1481-75*) — по ГОСТ 1759—70*.
3. Резьба — по ГОСТ 9150—59, поля допусков 8g и 6g — по ГОСТ 16093—70*.
Примеры условного обозначения вннта диаметром d = 10 мм, длиной
I = 25 мм, класса прочности 4.8, с крупным шагом резьбы, с полем допуска 8g, без по*
крытия:
Винт М10%25.48 ГОСТ 1476—75*;
Класса прочности 8.8, из стали марки 35Х, с мелким шагом резьбы, с полем допуска 6g»
с покрытием 05:
Винт М10х1,25т-6&*25.88.35Х.05 ГОСТ 1476—75*.
284
VI-29. Винты установочные
с цилиндрическим концом
(по ГОСТ 1478-75), мм
d Шаг резьбы di Л ь ft R, не более См Г 1 (от — до)
крупный мелкий
5 0,8 1 3,5 2,5 0,8 1,8 5 1 0,3 8—25
6 —. 4,5 3 1 2 6 1 0,4 10—35
8 1.25 1 6 4 1,2 2.5 8 1,6 0,4 12-40
10 1,5 1,25 7,5 4,5 1,6 3 10 Г,6 0,5 12—50
12 1,75 1,25 9 6 2 3,5 12 1.6 0,6 16—50
1 рн меч а и и я. . Ряд л лин 1, м м: 8; 10 12; 14; 16; 20; 25; 30; 35; 40; 4 5; 50.
2. Технические требования и примеры условного обозначения см. в примечаниях
к табл. VI-28.
V1-30. Винты установочные
с шестигранной головкой
и цилиндрическим концом
(по ГОСТ 1481—75), мм
d Шаг резьбы di S н D Г 1 (от — до)
крупный мелкий
6 1 4,5 3 8 5 8,8 0,4 12-35
8 1,25 1 6 4 10 6 11,0 0,4 14-40
10 1,5 1,25 7,5 4,5 12 7 13,2 0,5 16-50
12 1,75 1,25 9 6 14 9 15,5 0,6 20-60
16 2 1,5 12 7,5 17 11 18,9 0,8 25-80
20 2,5 1,5 15 7,5 22 14 24,5 1 35-100
Примечания. 1. Ряд длин I, мм: 12; 14; 16; 20; 25; 30; 35; 40; 45; 50; 55; 60; 65}
70: 75; 80; 90; 100.
2. Технические требования и примеры условного обозначения см. в примечаниях
к табл. VI 28.
28S
VI-31. Винты иевыпадающие, мм
ГОСТ Обо- значе- ния d
2’5. 3 4 5 6 . 8 10 12
Шаг резьбы
0,45 | 0,5 | 0,7 0,8 1 1,25 1.5 1.75
1 1 1 11 111 II ‘ II 1,6 3 2,0 2,5 0,6 0,8 0,5 2,0 4 2,0 3,0 0,8 1,0 0,5 2,8 1,0 5 2,5 3,5 1,0 1,2 0,7 3,5 i;2 6 2,5 4,5 1,2 1,6 0,9 4,0 2,0 8 2,5 5,5 1,6 2,0 1,0 5.5 2,0 10 -з,о 6.5 2,0 2.5 1.2 7,0 2,5 12 3,0 8,0 2,5 3,0 1,6 9,0 3,0 16 3,0 ю.о 3,0 4.0 1,8
ГОСТ 10336—63 ГОСТ 10340—63 hi 0,7 0,8 1.5 1.0 2,0 1.3 2,5 1.5 2.8 2.0 3,0 2,5 3.5 3,0
ГОСТ 10336—63* h? 0,5 0,7 0.8 1,3 1,8 2,0 3,0 4,5
ГОСТ 10336—63* и ГОСТ 10337—63* D 4,5 5,0 5,0 6,0 7,0 7.5 8.5 9,0 10,0 11,0 12.5 15,0 15.0 18.0 18,0 22,0
ГОСТ 10339—63* и ГОСТ 10340 — 63*
286
Продолжение табл. V1-31
ГОС1 Обо- значе- ния d
2.5 3 4 i 5 1 6 | 8 | 10 I 12
Шаг резьбы
0,45 0,5 i 0,7 | 0,8 1 1 1,25 1,5 1 1,75
ГОСТ 10337— 63* /? 3,9 4,6 1 .3 6,0 5.6 7.5 7.1 8.4 9,4 10,8 11,0 15,0 13,0 17,5 16,0 21,7
ГОСТ 10340—63*
ГОСТ 10336-63* 11 1.7 1,7 1,4 2,0 2,0 1,6 2,8 2,6 2,0 3,5 3,0 2,5 4,0 3,5 3,0 5,0 5,0 4,0 6,0 6,0 4,8 7,0 7.0 5,6
ГОСТ 10337—63*
ГОСТ 10339-63* и ГОСТ 10340—63*
ГОСТ 10336—63* и ГОСТ 10337-63* k 0,9 0,7 0,8 1,0 0,9 0,9 1.4 1,1 1,2 1,7 1,2 1.8 2,0 1,5 2,0 2,5 2,0 2,5 3,0 2,5 3,2 3,5 2,5 3,6
ГОСТ 10339—63*
ГОСТ 10346—63*
ГОСТ 10336—63* ГОСТ 10337-.-63* ГОСТ 10340-63* Г 0,2 0,2 0,2 V 0,4 0,4 0,5 0,5 0,6
ГОСТ 10339 - 63* 0,6
1 6...(18)j 6...60 8...60 10...80 12...80 (22)...80 (28)...80
Примечания: 1. Резьба крупная —по ГОСТ 9150—59*; поля допусков 8g или 6g—
по ГОСТ 16093—70*.
2. Ряд длин /. мм: 6; 8; 10; 12; (14); 16; (18); 20: (22); 25; (28); 32; (36); 40; (45);
50; (55): 60; (70); 80. Размеры длни, заключенные в скобки, применять не рекомендуется.
3. Технические требования — по ГОСТ 1759—70*.
Примеры условного обозначения;
1. Винт по ГОСТ 10336—63* диаметром резьбы d = 8 мм, длиной / = 25 мм, класса
прочности 5.8, исполнения I, с крупным шагом резьбы, с полем допуска 8g, без по-
крытия:
Винт M8X8g 25.58 ГОСТ 10336—63*.
2. Винт по ГОСТ 10337—63* d =8 мм, / — 25 мм, класса прочности 8,8, из стали марки'
35Х, с мелким шагом резьбы, с полем допуска 6g, с покрытием 01 толщиной 9 мкм:
Винт М8*1,25.6g* 25.88.35Х.019 ГОСТ 103337-63*. .
4. ГАЙКИ
Стандартами предусмотрены гайки шестигранные нормальной, повы-
шенной и грубой точности. За исключением последних, гайки шестигранные
могут иметь уменьшенный размер «под ключ». По высоте различают гайки
нормальные, высокие, особо высокие, применяемые при частом завинчи-
вании и отвинчивании, и низкие, применяемые при малых осевых нагрузках.
В случаях стопорения гайки посредством шплинта используют гайки
прорезные или корончатые.
Круглые гайки применяют при относительно малых для данного диа-
метра осевых нагрузках', а при частом завинчивании и отвинчивании, когда
нет необходимости прикладывать значительную по величине силу затяжки,
применяют гайки-барашки.
Гайки колпачковые применяют для предотвращения утечки жидкости
или газа через резьбовое соединение, а также, в декоративных целях.
При выборе резьбовых соединений предпочтение следует отдавать резьбам
с крупным шагом и меныпей точности. Однако для резьбовых соединений
ответственного назначения, при наличии вибраций и динамических на-
грузок, а также при большой длине свинчивания рекомендуется применять
соединения с мелким шагом резьбы и повышенной точности.
287
VI-32. Гайки шестигранные
по ГОСТ 5915—70* и ГОСТ 5916—70*
^f«(0f90...0t95)S
Номинальный диаметр резьбы d 6 8 10 12 (И)
Шаг резьбы крупный 1 1,25 1.5 1.75 2
мелкий 1 1,25 1,25 1,5
Размер «под ключ» S То 13 17 19 22
Диаметр описанной окружности Dt не менее 10,9 14,2. 18,7 20,9 24,3
ГОСТ 5915—70 5 6,5 8 10 11
Низкие ГОСТ 5916—70 4 5 6 7 8
Высота Н Высокие ГОСТ 15523—70 7,5 9 12 15 17
Особо высокие ГОСТ 15525—70 — 12 15 18 21
Примечания: 1. По ГОСТ 5916—70* предусмотрены гайки с крупным шагом
диаметром резьбы d от 4 мм.
2. Размеры гаек, заключенные в скобки, применять не рекомендуется.
3. Резьбы — по ГОСТ 9150—59*; поля допусков 7Н или б/f — по ГОСТ 16093-^*70*.
Примеры условного обозначения гайки диаметром резьбы d = 12 мм
покрытия:
Гайка М12.5 ГОСТ 5915—70*;
гайки высокой, класса прочности 12, из стали маркй 40Х, с мелким шагом резьбы, с по
Гайка М12 X 1.25.6Н.12.40Х.016 ГОСТ 15523—70*.
283
нормальной точности, мм
по ГОСТ 15523—70* и ГОСТ 15525—70*
16 (18) 20 (22) 24 (27) 30 36 42 48
2 2,5 2,5 2,5 3 3 3,5 4 4,5 5
I,5 1.5 1,5 1,5 2 2 2 3 3 3
24 27 30 32 36 41 46 55 65 75
26,5 29,9 33,3 35,0 39,6 45,2 50,9 60,8 72,1 83,4
13 15 16 18 19 22 24 29 34 38
8 9 9 10 10 12 12 14 16 18
19 22 24 26 28 32 36 42 50 58
24 27 30 32 36 40 45 54 63 71 1>
6 номинальным диаметром резьбы d от 1 мм и гайки с мелким шагом с номинальным
класса прочности 5, исполнения 1, с крупным шагом резьбы, с полем допуска 7fit без
'Лим допуска 0//, с покрытием 01 толщиной 0 мкм:
10 7.Л7 289
VI-33. Гайки шестигранные с уменьшенным размером «под ключ»
R2eo <
V М
1>Г (0,90... 0,95) S
Номинальный диаметр резьбы d 8 10 12 (14) 16
крупный 1,25 1.5 1,75 2 2
Шаг резьбы :
.мелкий 1 1,25 1,25 1.5 1,5
Размер «под ключ» S 12 14 17 19 22
Диаметр описанной окружности D,
не менее 13,2 15,5 18,9 21,1 24,5
по ГОСТ 2524—70* 6,5 8 10 11 * 13
Высота Н
Низкие
по ГОСТ 2526—70* 5 6 ’ 7 8 8
Примечания: I. Размеры гаек, заключенные в скобки, применять не рскомеи
2- Резьбы — по ГОСТ 9150—59*. поля допусков 711 или 6//— по ГОСТ 46093—70*.
Примеры условного обозначения гайки диаметром резьбы d = 12 мм,
Гайка М/2.5 ГОСТ 2524—70“;
гайки низкой, класса прочности 6, из стали А12, с крупным шагом резьбы, с полем
Гайка М12.6Н.А.6 ГОСТ 2526—70*,
290
повышенной точности (по ГОСТ 2524—70* и 2526—70*), мм
(18) 20 (22) 24 (27) 30 36 42 48
2,5 2,5 2,5 3 3 3.5 4 4,5 5
1,5 1,5 1,5 2 2 2 3 3 3
24 27 30 32 36 41 ’ 50 60 70
26,8 30,2 _33,6, 35,8 40,3 45,9 56,1 67,4 78,5
15 16 18 19 22 24 29 34 38
9 9 10 10 12 12 14 16 18
дуется.
класс» прочности 5, с крупным шагом резьбы, с полем допуска 7Н, без покрытия:
допуск» 0 II, без покрытия!
10*
291
VI-34. Гайки шестигранные с диаметром резьбы свыше 48 мм
(V)
D* (0,90+0,95) 5
Диаметр резьбы d (52) 56 64 72
Шаг резьбы крупный 5,0 5,5 6,0 —
мелкий 3,0 4,0
S 80 85 95 105
И 42 45 51 58
D, не менее 89,0 94,5 105,8 117,1
Диаметр резьбы d (52) 56 64 72 .
Масса гайки, кг, при шаге резьбы крупном'— 5,0; 5,5 и 6,0 1,21 1,45 1,99 —
мелком — 3,0 и 4,0 1,18 1,42 1,94 2,63
мелком — 6,0 — — — 2,69
Примечания! 1. Размеры гаек, заключенных в скобки, применять не рекомен
2. Резьбы— по ГОСТ 9150—59*, поле допуска 7Н — по ГОСТ 16093—70*.
3. Технические требования — по ГОСТ 18126—72.
Примеры условного обозначения гайки диаметров резьбы d = 56 мм,
Гайка М56.02 ГОСТ 10605—72;
с мелким шагом резьбы, с полем допуска 7Н, из материала группы 21, с покрытием 01
Гайка М56Х.4.21.019 ГОСТ 10605—72.
292
нормальной точности (по ГОСТ 10605—70), мм
(76) 80 90 100 но 125 140 160
— — — — — —
6,0 и 4,0
110 115 130 145 155 180 200 225
61 64 72 80 88 100 112 128
122,7 128,4 145,1 162,0 173,3 201,6 223,8 252,1
(76) 80 90 100 НО 125 140 160
— — ж — — — — — —
2,99 3,39 4,88 6,76 8,12 12,79 17,43 24,51
3,06 3,47 4,98 6,88 8,27 12,99 17,67 24,83
дуется.
с крупным шагом резьбы, с полем допуска TU, из материала группы 02, без покрытия:
Толщиной 9 мкм:
293
VI-35. Гайки шестигранные прорезные и корончатые нормальной точности
№9 л
V (.\Ь
Исполнение 1
^=(0,90.0,95)2
По ГОСТ 5918-73
Исполнение 2
h
а Шаг резьбы Н - А D ь D, н h
круп- ный мел- кий
Г ГОСТ 0 5918—73 г ГОСТ О >919—73
4 0,7 7 5 3,2 7,7 1,2
5 0,8 —. 8 6 4 8,8 1,4 —
6 1 10 7,5 5 10,9 2 —- 6 3,5
8 1,25 1 13 9,5 6,5 14,2 2,5 —- 7 4
10 1,5 1,25 17 12 8 18,7 2,8 —- 8 5
12 1,75 1,25 19 15 10 20,9 3.5 17 10 6
(14) 2 1,5 22 16 11 24,3, 3,5 19 11 7
16 2 1,5 24 19 13 26,5 4,5 22 12 7
(18) 2,5 1,5 27 21 15 29,9 4,5 25 13 8
20 2,5 1,5 30 22 16 33,3 4,5 28 13 8
(22) 2,5 1.5 32 26 18 35,0 5,5 30 15 9
24 3 2 36 27 19 39,6 5,5 34 15 9
(27) 3 2 41 30 22 45,2 5,5 38 17 11
30 3,5 2 46 33 24 50,9 7 42 18 11
36 4 3 55 38 29 60,8 7 50 20 13
42 4,5 3 65 46 34 72,1 9 58 23 14
48' 5 3 75 50 38 83,4 9 65 25 14
ПЪийеЧаний: 1. Размеры гаек, заключенные в скобки, по возможности ие при
Число прорезей в гайках с диаметром резьбы до 36 мм—6, в гайках с диаметром
Ъ. Резьба — по ГОСТ 9150—59*, поля допусков 7Н или QH — по ГОСТ 16093-70*.
4. Технические требования — по ГОСТ 1759—70*.
Пример условного обозначения гайки по ГОСТ 5918—73 исполнения 1,
Сти 5, без покрытия: '
Гайка М12.5 ГОСТ 5918—73;
исполнения 2, с мелким шагом резьбы, с полем допуска б/f, с покрытием 01 толщиной
Гайка 2М Х12Х1.25.6Н,5.019 ГОСТ 5918—73.
294
(по ГОСТ 5918—73) и низкие нормальной точности (по ГОСТ 5919—73), мм
^<0
По ГОСТ 5910-13
Рекомендуемые размеры шплинтов для гаек Масса 1000 шт. стальных гаек с крупным шагом резьбы, кг
по ГОСТ 5918—73 по ГОСТ 5919—73 по ГОСТ 5918—73 по ГОСТ 5919—73
Исполнение
1 2 1 2 1 2 1 2
1X12 1,099
1,2X12 —- — — 1,633 —
1,6X16 1,6x16 —— 3,226 2,473 —.
2x20 2x20 —- 6,861 4,789 —-
2,5X25 —— ' 2,5x25 — 15,449 —— 10,119 —
3,2X32 3,2x25 3,2x32 3,2x25 22,545 19,990 14,593 12,560
3,2X32 3,2x25 3,2X32 3,2X25 32,907 28,810 22,176 18,930
4X40 4x32 4x40 4x32 43,175 38,870 26,078 22,490
4X40 4X36 4x40 4X36 62,596 57,270 • 37,303 32,850
4x40 4X36 4x40 4X36 81,436 75,010 46,315 40,960
5X45 5x40 5X45 5X40 102,435 93,160 56,998 50,050
5X45 5X40 5X45 5X40 142,548 131,130 76,349 67,810
5x50 5х 45 5x50 5x45 210,2§6 193.13Q 11§ДЮ 103,260
6,3x60 6,3X50 6,3x60 6,3X50 291,227 265,590 152,560 132,570
6,3x70 6,3X60 -6,3x70 6,3X60 488,160 449,090 248,870 218,480
8X80 8X70 8x80 8X70 800,488 728,350 378,210 324,160
8x90 8X80 8X90 8X80 1192,376 1079,830 570,480 486,140
менять.
резьбы 42 и 48 мм — 8.
диаметром резьбы 12 мм, с крупным
шагом резьбы, с полем допуска 7Я, класса прочно*
9 мкм:
295
VI-36. Гайки шестигранные корончатые с диаметром резьбы
свыше 48 мм нормальной точности (по ГОСТ 10606—72), мм
Диаметр резьбы d (52) 56 64 72
Шаг резьбы крупный 5,0 5,5 6,0 —
мелкий 3,0 4,0
' S 80 85 95 105
Н 54 57 66 73
D, ие менее 89,0 94,5 105,8 117,1
- 70 75 85 95 -
Оз 55 60 70 75
Число прорезей
Ширина прорези 10 12
Расстояние от опорной поверхности до основания прорези (предельное отклонение по В8) 42 45 51 58
Размер шплинта для гаек (рекомен- дуемый) 8x90 10x90 10x100. 10X100
Масса гайки, кг, при шаге резьбы крупном — 5,0;5,5 и 6,0 мм 1,28 1,51 2,10 —
мелком — 3,0 и 4,0 мм 1,25 . 1,48 2,05 2,80
мелком — 6,0 мм — — — 2,86
Примечания: 1. Размеры гаек, заключенные в скобки, применять не рекомен
2. Резьбы — по ГОСТ 9150—59*. поле допуска 7/7 — по ГОСТ 16093—70.
3. Технические требования — по ГОСТ 18126—72.
Примеры условного обозначения гайки диаметром резьбы d =» 56 мм,
Гайка М56.02 ГОСТ 10606—72;
с мелким шагом резьбы, с полем допуска 7/7, нз материала группУ 21, с покрытием
Гайка М56Х.4.21.019 ГОСТ 10606—72.
(76) 80 90 100 110 125 140 160
— — — — — — — —
6,0 и 4,0
по 115 130 145 155 180 220 225
76 79 92 100 108 124 136 152
122,7 128,4 145,1 162,0 173,3 201,6 223,8 252,1
100 105 120 135 140 160 180 200
80 85 95 105 115 130 145 165
10
14 18
61 ’ 64 72 80 88 100 112 128
10X125 13X125 13x140 13x160 13x160 16x180 16x200 16x220
— — — — — — — . —
3,18 3,60 5,27 7,32 8,63 " 13,57 18,51 25,80
3,26 3,68 5,37 7,44 8,78 13,77 18,76 26,13*
дуется.
с крупным шагом резьбы, с полем допуска TH, из материала группы 02, без покрытия:
01 толщиной 9 мкм:
296
297
V1-37. Масса шестигранных гаек, кг
Номиналь- ный диаметр резьбы d, мм По ГОСТ 5915—70* (исполне- ние I) и ГОСТ 5927—70* Низкие по ГОСТ 5916-70* (исполне- ние 1) и ГОСТ 5929—70* Высокие по ГОСТ 15523—70* н ГОСТ 15524—70* Особо высокие по ГОСТ 15525—70* и ГОСТ 5931—70* С уменьшенным размером «под ключ»
по ГОСТ 2524—70* низкие по ГОСТ 2526—70*
Теоретическая масса 1000 шт. стальных гаек с крупным шагом
6 2,441 1,948 3,392 —
8 5,130 4,011 7,596 9,650 4,070 3.096
10 11,370 8,478 16,920 16,310 6,256 4,647
12 15,400 10,610 24,960 30,080 10,350 7,104
14 24,480 17,68 37,560 49,670 15,100 10,810
16 33,170 19,58 47,170 59,900 24,020 16,330
18 47,030 27,46 69,81 86,230 31,980 18,660
20 62,600 34,68 93,15 117,100 43,330 26,050
22 76,770 42,00 109,90 140,6 60,480 32,140
24 107,00 55,36 162,10 202,3 71,170 43,120
27 161,400 86,67 232,70 292,5 102,500 53,180
30 224,500 110,10 334,70 420,6 151,400 84,660
36 376,900 182,10 554,10 715,3 277,300 127,700
42 623,880 294,00 930,60 1179,0 754,700 217.400
48 956,200 443,20 1451,00 1780,7 764,500 340,500
Примечание. Для определения массы гаек нз других материалов значения, ука-
занные в таблице, следует умиожать на коэффициенты: 0,356 — для алюминиевого сплава,
1,080 —для латуни.
VI-38. Гайки круглые шлицевые (по ГОСТ 11871—73), мм
Резьба D Н ь h Dt С Коли- чество шли- цев Масса 1000 шт., кг
Диаметр Шаг
4 0,7 12 3 1,6 1,6 6,5 0,6 4 0,315
5 0.8 14 3 1,6 . 1,6 8,0 0,6 4 0,351
6 1,0 16 4 2 2 9.5 0,6 4 1,564
8 1,0 22 6 3,5 2 14 0,6 4 7,306
К) 1.25 24 8 4 2 16 0,6 4 13,97
12 1,25 26 8 4 2 18 0.6 4 16,40
298
Продолжение табл. V1-3S
Резьба D Н Ь ft Di С Коли- чество шли- Дев Масса 1000 шт., кг
Диаметр Шаг
14 1.5 28 8 4 2 20 0,6 4 18,88
1Q 1.5 30 8 5 2,5 22 0,6 4 20.50
18 1.5 32 8 5 2,5 24 1,0 4 ‘ 22,52
20 1.5 34 8 5 2,5 27 1,0 4 27.42
22 1,5 38 10 5 2,5 30 1,0 4 45.74
24 1,5 42 10 5 2,5 33 1,0 4 56.31
27 1,5 45 10 5 2,5 36 1.0 4 62,35
30 1,5 48 10 5 2,5 39 1,0 4 69.52
34 1.5 52 10 6 3 42 1.0 4 75.87
36 1,5 55 10 6 3 45 1.0 4 83.49
39 1.5 60 10 6 3 48 1,0 4 90.03
42 1.5 65 10 6 3 52 1,0 4 104.5
45 1.5 70 10 6 3 56 1,0 4 117.2
48 1.5 75 12 8 4 60 1,0 4 174.1
52 1.5 80 12 8 4 65 1,0 4 197,0
56 2.0 85 12 8 4 70 1,6 4 218,6
60 2.0 90 12 8 4 75 • 1,6 4 245,4
64 2,0 95 12 8 4 80 1,6 4 276,8
68 2.0 100 15 10 5 85 1,6 4 409.8
72 2.0 105 15 10 5 90 1,6 4 414,5
76 2.0 НО 15 10 5 95 1,6 |4 454.0
80 2,0 115 15 10 5 100 1,6 4 495,2
85 2,0 120 15 10 5 1С5 1,6 4 522,6
90 2,0 125 18 12 6 ПО 1.6 4 688.6
95 2,0 130 18 12 6 115 1,6 4 720,9
100 2.0 135 18 12 6 120 1,6 4 755,1
105 2,0 140 18 15 6 125 1,6 6 786,9
ПО 2.0 150 22 14 7 130 1,6 6 1099
115 2,0 155 22 14 7 135 1,6 6 1145
120 2.0 160 22 14 7 140 1,6 6 1190
125 2.0 165 22 14 7 145 1,6 6 1235
130 2,0 170 22 14 7 150 1,6 6 1280
135 2.0 175 26 14 7 455 1,6 6 1634
140 2,0 180 26 14 7 160 1,6 6 1690
145 2,0 190 26 14 7 165 2,5 6 1797
150 2,0 200 26 16 8 175 2,5 6 2147
160 3,0 210 26 16 8 185 2,5 6 2268
170 3,0 220 30 16 8 195 2,5 6 2883
180 3,0 230 30 16 8 2С5 2,5 6 3038
190 3,0 240 30 16 8 215 2,5 6 3193
200 3,0 250 30 16 8 225 2,5 6 3386
Примечания: 1. Резьба — по ГОСТ 9150—59», поля допусков: для гаек повышен-
ной точности — 6Н, для гаек нормальной точности — 7Н или 6Н по ГОСТ 16093—70*.
2. Твердость поверхностей шлицев стальных гаек — HRC 36 42.
3. Остальные технические требования для гаек диаметром резьбы до 48 мм по
ГОСТ 1759—70*, свыше 48 мм — по ГОСТ 18126—72.
Примеры условного обозначения гайкн нормальной точности, с диа-
метром резьбы d = 64 мм, с мелким шагом резьбы 2 мм, с полем допуска 7Н, класса
прочности 6, с покрытием 05:
Гайка М64Х2.6.05 ГОСТ 11871—73',
повышенной точности, с полем допуска 677, из стали марки 35Х, с покрытием 01 толщи-
НиЙ 9 МКМ: Гайка ПМ 62X2.6H.35X.0I9 ГОСТ 11871-73.
299
VI-39. Гайки-барашки (по ГОСТ 3032—76), мм
d Шаг резьбы D Di L н h ь ь, dt Г Г1 Масса 1000 шт.» кг
круп- ный мел- кий
М3 0,5 — 7 6 20 8 3 1,2 1,5 — 3 1,5 — 1,521
М4 0,7 — 8 7 24 10 4 1,5 2 4 4 2 — 2,735
М5 0,8 — 10 8 28 12 5 2 2,5 4,5 4,5 2,5 — 4,563
Мб 1,0 — 12 10 32 14 б 2,5 3 5,0 5 3 — 7,817
М8 1,25 1.0 15 13 40 18 8 3 3,4 6,0 6 4 — 14,90
М10 1,5 1 25 18 15 48 22 10 3,4 4 7,0 7 4,5 1 24,76
М12 1,75 1,25 22 19 55 26 12 4 5 8,5 8,5 5 1 43,41
(М14) 2 1.5 26 22 60 30 14 5 6 9,0 9 6 1 66,19
М16 2 1,5 30 26 70 32 14 6 7 10,0 10 7 1 94,42
(М18) 2,5. 1,5 32 28 75 34 16 6 7 11,0 11 8 1,5 113,7
М20 2,5 1.5 34 30 8& 38 16 7 8 11,5 П.5 9 1,5 141,8
М24 3 2 45 38 100 48 20 9 11 15,0 15 . 11 2,5 310,6
Примечания. 1. В таблице приведена масса стальных гаек. Для определения
массы гаек из других материалов значения, указанные в таблице, следует умножать на
коэффициенты: 0,356 —для алюминиевого сплава, 1,08 — для латуни.
2. Размеры гаек, заключенные в скобки, по возможности ие применять.
3. Резьбы — по ГОСТ 9150—59*. Поля допусков 6Я и 7Н по ГОСТ 16093—70.
4. Остальные технические требования по ГОСТ 1759—70*.
Пример условного обозначения гайки-барашка диаметром d = 10 мм
с крупным шагом резьбы, с полем допуска 7Н, из стали марки 35, исполнения 1, без
покрытия:
Гайка М10,35 ГОСТ 3032—76,
300
V1-40. Гайки колпачковые (по ГОСТ 11860—73), мм
Шаг резьбы
Диаметр
резьбы d
8
крупный
мелкий
S
D, не менее
Н
h
Dt
R
10
0,5
5,5
6,0
7,5
2,4
5
2,5
0,7
0,8
1,25
1,5
1,25
7
8
10
13
17
7,7
8,8
и,о
14,4
18,9
9
10
12
15
18
3,2
6
3
4
5
6,5
8
8
4
10
13
16
5
6,5
8
12
(U)
16
(18)
20
(22)
24
1,75
1,25
19
21,1
22
10
18
9
2
2
2,5
2,5
2,5
3
1,5
1.5
1,5
1,5
1,5
2
22
24
27
30
32
36
24,5
26,8
30,2
33,6
35,8
40,3
25
28
32
34
36
38
11
13
15
16
18
19
21
23
26
28
31
34
10,5
Н.5
13
14
15,5
17
301
Продолжение табл. VI-40
Диаметр резьбы d 3 4 5 6 8 10 12 (14) 16 (38) 20 (22) 24
1 5 6 7 8 11 13 16 19 21 24 26 28 29
li 2 3 3,8 4 6 7 9 11 13 14 16 18 19
т 1.5 2
d 1.5 2
П р и м с ч а и и з: •!. Размеры гаек, заключенные в скобки, применять не рекомеи*
Дуется.
2. Резьбы — по ГОСТ 9150—59*, поля допусков 7Н или £Н — по ГОСТ 16093—70*.
3. Технические требования — по ГОСТ 1759—70*.
Примеры условного обозиачеиия гайки исполнения 1, диаметром
резьбы d = 12 мм, с крупным шагом резьбы, с полем допуска 7Ht класса прочности 5,
без покрытия:
Гайка М12.5 ГОСТ 11860—73;
исполнения 2, с мелким шагом резьбы, с полем допуска 6Н, группы 23, из стали марки
2X13, с покрытием 08 толщиной 6 мкм:
Гайка 2М12 XI,25.6Н.23.2Х.13.086 ГОСТ 11860—73.
5. ШАЙБЫ
Шайбы применяются в качестве подкладок под головки болтов, винтов
в гаек для предотвращения самоотвинчивания, предохранения поверхностей
деталей от смятия и в некоторых случаях для более равномерного распред^
ления давления на соединяемые детали.
Наиболее распространены шайбы с цилиндрическим отверстием. Стопо-
рение резьбовых соединений достигается применением пружинных шайб,
жесткой фиксацией стопорными шайбами. Неточности расположения опор-
ных поверхностей компенсируются прн помощи конических и сферических
шайб. Косые шайбы применяются в качестве подкладных крепежных элемен-
тов в конструкциях из швеллеров и двутавровых балок.
VI-41. Шайбы, мм
Исполнение /
cs О. К д ь х 5 _ d Шайбы увели- ченные (по ГОСТ 6958—68) Шайбы (по Шайбы умень- шенные (по ГОСТ 10450-68) Масса 1000 шт. стальных шайб, кг, по ГОСТ
<ь S а; х * «У ь- Е га ГОСТ 11371—бо)
S сте к ре Дет D S С D S с D S с 6958—68 11371—68 10450—68
1 1.2 4 0,5 3,5 0,3 3 0,3 0,045 0,020 0,014
1,2 1,4 4 0,5 4 0,3 — 3,5 0,3 — 0,043 0,620 0,019
1,4 1,6 5 0,8 4 0,3 — 3,5 0,3 — 0,111 0,025 0,018
302
Продолжение табл. Vl-41
С- К X £ £ о? £ о. Е го d Шайбы увели- ченные (по ГОСТ (.958—68) Шайбы (по ГОСТ 11371—68) Шайбы умень- шенные (по ГОСТ 10450-68) Масса 1000 шт. стальных шайб, кг по ГОСТ
£ О f- Н Си ш о X Я D S | с D S С D S С 6958—68 11371—68 10459 -68
1,6 1,7 5 0,8 4 0,3 4 0,3 0,107 0,031 0,023
2 2,2 6 1 5 0,3 — 4,5 0,3 — 0,192 0,078 0,029
2,5 2,7 8 1 6,5 0,5 — 5 0,5 — 0,350 0,108 0.655
3 3,2 10 1 7 0,5 — 6 0.5 — 0,533 0,119 0,079
4 4,3 12 1,2 9 0,8 — 8 0,8 — 0,928 0,308 0,225
5 5,3 16 1.6 10 1 0,3 10 0,8 — 2,25 0,443 0,360
6 6,4 18 1,6 0,3 12,5 1,2 0,4 12 1 0,3 2,79 0,853 0,638
8 8,4 24 2 0,4 17 1,6 0,4 15,5 1,6 0,4 6,23 2,32 1,67
10 10,5 30 3 0,5 21 2 0,5 18 1,6 0,4 14,6 4,08 2,13
12 13 36 3 0,6 24 2,5 0,6 21 2 0,5 20,8 6,27 3,36
14 15 42 3 0,8 28 2,5 0,8 24 2 0,5 28,5 10,3 4,33
16 17 48 4 0,8 30 2,5 0,8 28 2 0.5 49,6 11,3 6,10
18 19 55 Т 0.8 34 3 0,8 30 2,5 0,6 65,7 13,7 8,30
20 21 60 5 1 37 3 1 34 2,5 0,6 97,4 22,9 11,0
22 23 65 5 1 39 3 1 37 2.5 0,6 114 24,5 12.9
24 25 70 6 1 44 4 1 39 2,5 0,6 158 32,3 13,8
27 28 80 6 1.2 50 4 1,2 44 2.5 0,6 208 52,9 17,8
30 31 90 6 1,2 56 4 1,2 50 3 0,8 264 67,1 28.5
36 37 100 8 1,6 66 5 1,6 60 3 0,8 425 100 41.3
42 43 120 8 1,6 78 7 1.6 72 4 1 619 157 82,2
48 50 140 8 2 92 8 2 84 6 1 843 276 168
Примечание. Технические требования по ГОСТ 18123—72*.
Примеры условного обозначения шайбы диаметром
леиной толщины, из материала группы 01, с покрытием 05:
Шайба 12.01.05 ГОСТ Ц371-68*;
12 мм,
уставов*
увеличенной, исполнения 1:
уменьшенной, исполнения 1:
Шайба 12.01.05 ГОСТ 6958—68*;
Шайба 12.01.05 ГОСТ 10450—68*.
Vi-42. Марки материалов и покрытия шайб (по ГОСТ 18123—72*)
Вид материала Услов- ное обо- значе- ние вида Марка Номер стандарта Услов- ное обозна- чение марки (груп- пы) Вид покрытия
Углеродис- тые стали 0 08, , 08кп, 10, Юкп ГОСТ 1050—74 01 Без покрытия Цинковое с хрома- тированием
СтЗ СтЗкп ГОСТ 380—71* 02 Кадмиевое с хро- матированием
15 ГОСТ 1050—74 03 Многослойное медь — никель — хром Окисное
20 04
35 . 05
45 06
303
Продолжение табл. VI-42
Вид м«териала Услов- ное обо- значе- ние вида Марка Номер стандарта Услов- ное обозна- чение марки (груп- пы) Вид покрытия
Легирован- ные стали 1 40Х ЗОХГСА ГОСТ 4543—71 11 Фосфатное с про- масливанием Цинковое
Нержавею- щие стали 2 Х18Н9Т Х18Н10Т ГОСТ 5632—72 21 Без' покрытия Медное Окисно-фосфатное
2X13 22
Примечания: 1. По ГОСТ 18123—72*, помимо указанных, предусматриваются тех-
нические требования (в том числе к материалам и покрытиям) на шайбы из цветных
сплавов.
2. Условные обозначения покрытий — по ГОСТ 1759—70*-
VI-43. Шайбы пружинные (по ГОСТ 6402—70*)
СО t? Ш ж ее — . К * Легкие (Л) Нормальные (Н) Тяжелые (Т) Особо тяжелые (ОТ)
d, мм 5, мм ь, мм р, кгс м*, кг S-b, мм р, Кгс м, кг S-b, мм р, кгс м, кг S-b, мм р, кгс м, кг
2 2,1 0,5 1.6 0,016 0,6 35 0,024 ~
2,5 2,6 — — — — 0,6 2,1 0,028 0,8 7,2 0,054 — —
3 3,1 0.6 1,0 0.9 0,061 0,8 4,7 0,062 1,0 12,3 0,101 —- —
4 4,1 1,0 1,4 5.1 0,190 1,2 13,9 0,189 1,4 26,9 0,267 — ——
5 5.1 1,2 1,6 6,9 0,318 1.4 16,1 0,315 1,6 28,7 0,424 — __ —
6 6,1 1,4 2,0 8.3 0,560 1,6 18.8 0,487 2,0 49,2 0,801 —
8 8,1 1,6 2,5 7.1 1,046 2,0 25,2 0,998 2,5 66,4 1,638 —. —- —
10 10,1 2,0 3,0 11,5 1,940 2,5 39,3 1,945 3,0 87,0 2,914 3,5 168 4,122
12 12,1 2,5 3,5 20,9 3,369 3,0 56,6 3,357 3,5 111 4,723 4,0 197 6,369
14 14,2 3,0 4,0 33,3 5,391 3,5 77,1 5,355 4,0 138 7,196 4,5 229 9,361
16 16,3 3,2 4.5 31,0 7,392 4.0 101 8,022 '4,5 168 10,41 50 265 13,16
18 18,3' 3,5 5,0 34,3 10,06 4,5 128 11,40 5.0 202 14,39 5,5 305 17,80
20 20,5 4,0 5,5 49,3 14,12 5,0 157 15,75 5,5 238 19,43 6,0 348 23,58
304
Продолжение табл. VI-43
Диаметр резь- бы болта, винта, шпиль- ки, мм Легкие (Л) Нормальные (Н) Тяжелые (Т) Особо тяжелые (ОТ)
d, мм 5, мм Ь, мм р, кгс м*. кг S-d, мм р. кгс м, кг S-b, мм р, кгс м, кг S-b, мм р, кгс м, кг
22 22,5 4,5 6,0 67,2 18,99 5,5 190 20,92 6,0 279 25,35 7,0 542 35,73
24 24,5 5,0 7,0 83,5 27,21 6,0 227 27,12 7,0 444 38,14 8,0 787 51,43
27 27,5 5,5 8,0 93,0 38,55 7,0 336 41,76 8,0 601 56,15 9,0 996 73,10
30 30,5 6,0 9,0 103 52,64 8,0 470 60,87 9,0 783 79,07 10 1229 100,1
36 36,5 — — —— — 9,0 510 91,03 10 803 114,9 12 1770 172,7
42 42,5 — — >, — — 10 560 129,7 12 1243 193,9 — — —
48 48,5 — — — — 12 906 215,2 — — — — — —
Примечания: 1. Р —расчетная упругая сила шайб из стали 65Г, кгс.
2. М — масса 1000 шт. стальных щайб, кг.
3. Шайбы должны изготовляться из стали марки 65Г по ГОСТ 1050—74, термостой-
кие— из стали 3X13 по ГОСТ 5949—75.
4. Виды покрытий пружинных шайб и их обозначения — по ГОСТ 1759—70*.
Примеры условного обозначения пружинной шайбы для болта, винта,
-шпильки диаметром резьбы 12 мм:
нормальной нз стали 65Г с покрытием 02 толщиной 9 мкм:
Шайба 12 65Г 02 9 ГОСТ 6402—70*;
тяжелой из стали марки 3X13 с покрытием 11:
Шайба 12Т 3X13 11 ГОСТ 6402—70*;
особо тяжелой из стали марки 65Г, с покрытием 03 толщиной 3 мкм, с подслоем
меди толщиной 12 мкм:
Шайба 12ОТ 65Г 03 М12НЗ ГОСТ 6402—70*.
VI-44. Шайбы стопорные с внутренними зубьями (по ГОСТ
и наружными зубьями (по ГОСТ 10463—63)
10462—63)
по гост тоз-бз
Диаметр-резь- бы болта, вин- та, шпильки d D £>i S Н Число зу- бьев шайбы Масса 1000 шт. шайб, кг
по ГОСТ 10462—63 по ГОСТ 10463—63 по ГОСТ 10462—63 по ГОСТ 10463—63 по ГОСТ 10462—63 по ГОСТ 10463—63
ГОСТ <62—63 ГОСТ 163—63 и 2 S i эизовых
мм gg по 10< о
2 2,2 5 4,2 3,0 0,2 0,2 3S 3S 6 6 0,025 0,027
2,5 2,7 6 4,9 4,0 0,2 0,3 33 3S 6 6 0,035 0,038
3 3,2 7 5,0 4,5 0,3 0,3 3S 3S 7 8 0,072 0,078
4 4,2 9 6,5 6,2 0,4 0,4 3S 3S 7 9 0,156 0,168
5 5,2 10 7,5 7,2 0,7 0,7 2,55 33 8 10 0,327 0,353
300
Продолжение табл. VI-44
Диаметр резь- , бы болта, вин- та, шпильки d D Di S Н Число зу- бьев шайбы Масса 1000 шт. шайб, кг
110 ГОСТ 10462—63 по гост 10463—63 но ГОСТ 10462—63 по ГОСТ 10463—63 по ГОСТ 10462-63 по ГОСТ 10463—63
ГОСТ 162—63 гост 163—63 к 3 я л W онзовых
мм §2 о
6 6,3 12 9,0 9,2 о,7 0,7 2,55 35 9 12 0,449 0,484
8 8,4 14 н.о Н,2 0,8 0,8 2,55 35 10 16 0,622 0,672
10 10,5 17 13,5 14,0 1,0 1,0 2,55 2,55 11 16 1,100 1,188
12 12,5 19 15,4 16,0 1,2 1,2 2,35 2,55 12 18 1,515 1,636
14 14,5 22 18,0 18,6 1,4 1,4 2,35 2,55 12 18 2,363 2,562
16 16,5 24 20,0 20,6 1,4 1,4 2,25 2,35 14 20 2,622 2,832
13 18,5 27 22,5 23,6 1,7 1,7 2.2S 2,35 14 22 4,054 4,378
20 21,0 30 24,8 26,2 1,7 1,7 2,25 2,35 14 22 4,811 5,196
22 23,0 32 28,0 27,0 1,7 1,7 2,25 2,35 16 22 5,189 5,604
24 25,0 36 32,0 29,4 1,7 1,7 2,2S 2,35 16 22 7,033 7,596
Примечание. Технические -требования, материал, покрытия и их обозначения —<
по ГОСТ 10461—63.
Пример условного обозначения стопорной шайбы с внутренними зу-
бьями для гайки, болта и винта, с диаметром резьбы 10 мм, из стали подгруппы 08, с
покрытием по группе 1:
Шайба 10—081 ГОСТ 10462-63;
стопорной шайбы с наружными зубьями для гайкн, болта, винта и шпильки, с диамет-
ром резьбы 10 мм, из бронзы подгруппы 68, с покрытием по группе 3:
Шайба 10—683 ГОСТ 10463—63.
VE-45. Шайбы стопорные с зубьями под винты с ’потайной и полупотайной
головкой с углом 90° (по ГОСТ 10464—63), мм
Диаметр резь- бы винта- d D S 1 гсло зубьев Масса 1000 шт. шайб, кг Диаметр резь- бы винта d D S 1 [ело зубьев Масса 1000 шт. шайб, кг
и а я д я онзовых альных онзовых
мм н о. хо мм Э4 ь р. ХО
3
4
5
6
3,2
4,2
5,2
6,3
6,1
7,8
9,8
11,8
0,2
0,3
0,4
0,7
0,7
0,8
0,9
1,1
12
13
13
14
0,038
0,091
0,180
0,461
0,041
0,098
0,194
0,498
10
12
8,4
10,5
12,5
15,6
19,2
22,6
0,7
0,7
0,8
1.8
2,4
2,8
16 0,829
16 1,199
20 1,999
0,895
1,295
2,159
Примечание. Технические требования, материал, покрытия и их обозначение —
по ГОСТ 10461—63.
Пример условного обозначения стопорной шайбы с упругими зубьями
под винт с потайной головкой с углом 90°, с диаметром резьбы 10 мм:
из стали подгруппы 08, с покрытием по группе 1:
Шайба 10—081 ГОСТ 10464—63;
из бронзы подгруппы 68, с покрытием по группе 3:
Шайба 10—683 ГОСТ 10464—63.
зад
VI-46. Шайбы стопорные с лапкой (по ГОСТ 13463—68)**, мм
ИМ
V остальное
Диа- метр резьбы d rfi D В Bi L Lt s r r, Масса 1000 шт. шайб, кг
Испол- нение 1 Испол-* нение 2
3 3,2 5,5 4 3 12 5 0,5 0,5 0,5 0,189 0,207
4 4,3 7 5 4 14 6 0,5 0,5 0,5 0,283 0,308
5 5,3 8 6 5 16 7,5 0,5 0,5 0,5 0,387 0,429
6 6,4 10 7,5 6 18 9 0,8 0,5 0,5 0,875 0,969
8 8,4 14 9 8 20 11 1,0 0,5 1,0 1,574 1,715
10 10,5 17 10 10 22 13 1,0 1,2 1,0 2,388 2,514
12 13 19 12 12 28 15 1,0 1,2 2,0 3,185 3,444
14 15 22 12 12 28 17 1,0 1,2 2,0. 3,480 3,763
16 17 24 15 15 32 20 l,o 1,2 2,0 4,595 5,066
18 19 27 18 18 36 . 22 1,0 1,2 2,0. 6,048 6,648
20 21 30 18 18 36 24 1,0 1,2 2,0 6,432 7,067
22 23 32 20 20 42 25 1,0 1,6 3,0 7,839 8,546
24 25 36 20 20 42 28 1,0 1,6 3,0 8,688 9,473
27 28 41 24 24 48 30 1,6 1,6 3,0 18,57 19,85
30 31 46 26 26 52 32 1,6 1,6 3,0 22,33 23,80
36 37 55 30 30 60 38 1,6 2,0 3,0 30,55 32,53
42 43 65 36 36 70 42 1,6 2,0 4,0 42,53 44,67
48 50 75 40 40 80 50 1,6 2,0 4,0 55,30 58,44
Примечание. Технические требования — по ГОСТ 18123—72*.
Пример условного обозначения стопорной шайбы исполнения 1, номи-
нальным диаметром резьбы 10 мм, из материала группы 01, с покрытием 05:
Шайба 10.01.05 ГОСТ 13463—68*;
исполнения 2, из материала группы 04, с покрытием 01 толщиной 6 мкм:
Шайба 2.10.04.016 ГОСТ 13463—68*.
** С 1.1.1978 г. взамен ГОСТ 13463—68 вводится в действие ГОСТ 13463—77,
307
V!-47. Шайбы стопорные с лапкой уменьшенные (по ГОСТ 13464 —68)**, мм
Примечания: I. Предельные отклонения размера ,dt по Xs.
2. Технические требования — по ГОСТ 18123—72*.
Пример условного обозначения стопорной шайбы исполнения 1, номи-
нальным диаметром резьбы 10 мм, из материала группы 01, с покрытием 05:
Шайба 10.01.05 ГОСТ 13464—68*;
исполнения 2, из материала группы 04, с покрытием 01 толщиной 6 мкм:
Шайба 2.10.04.016 ГОСТ 13464—68*.
♦* С 1.1.1978 г. взамен ГОСТ 13464—68 вводится в действие ГОСТ 13464—77,
V1-48. Шайбы стопорные многолапчатые
(по ГОСТ 11872-73), мм
А
Диаметр резьбы d D £>i ь 1 h Г S Масса 1000 шт. стал ьных шайб, кг
4 4,2 14 6,5 1,5 2,7 2,0 0,2 0,8 0,353
5 5,2 16 8,0 1,5 3,2 2,0 0,2 0,8 0,433
6 6,2 18 9.5 1,8 4,2 2,5 0.2 0,8 0.573
8 8.5 24 14 з,о 5,5 2,5 0,2 1,0 1,560
308
Продолжение табл. VI-48
Диаметр резьбы d D Dl Ь 1 h Г S Масса 1000 шт- Стальных шайб, кг
10 10,5 26 16 3,5 7,0 3,0 0,2 1,0 1,850
12 12,5 28 18 3,8 9,0 3,о 0,2 1,0 2,070
14 14,5 30 20 3,8 11 3,0 0,2 1,0 2,200
16 16,5 32 22 4,8 13 3,0 0,5 1,0 2,612
18 18,5 34 24 4,8 15 4,0 0,5 1,0 2,786
20 20,5 37 27 4,8 17 4,0 0,5 1,0 3,247
22 22,5 40 30 4,8 19 4,0 0,5 1,0 3,770
24 24.5 44 33 4,8 21 4,0 0,5 ' 1,0 4,770
27 27,5 47 36 4,8 24 5,0 0,5 1,0 4,822
30 30 5 50 39 4 8 27 5,0 0,5 1,0 5,136
33 33,5 54 42 5,8 30 5,0 0,5 1,6 9,598
36 36 5 58 45 5,8 33 5,0 0,5 1,6 10,32
39 39,5 62 48 5,8 36 5,0 0,5 1,6 11,04
42 42 5 67 52 5,8 39 5,0 0,5 1,6 12,78
45 45,5 72 56 5,8 42 5,0 0,5 1,6 14,65
48 48,5 77 60 7.8 45 5,0 0,8 1,6 18,17
-52 52,5 82 65 7,8 49 6,0 0,8 1,6 20,45
56 57 87 70 7,8 53 6,0 0,8 1,6 22,29
60 61 92 75 7,8 57 6,0 0,8 1,6 24,79
64 65 97 80 78 61 6,0 0,8 1,6 27,46
68 69 102 85 9,5 65 6,0 0,8 1,6 31,74
72 73 107 90 9,5 69 7,0 0,8 1,6 34,77
76 77 112 95 9,5 73 7,0 0,8 1,6 37,97
80 81 117 100 9,5 76 7,0 0,8 1,6 41,47
85 86 122 105 9,5 81 7,0 0,8 1,6 43,35
90 91 127 ПО 11,5 86 7,0 1,0 2,0 58,52
95 96 132 115 11,5 91 7,0 1,0 2,0 60,86
100 101 137 120 11,5 96 7,0 1,0 2,0 63,20
105 106 142 125 11,5 101 7,0 1,0 2,0 65,54
110 111 152 130 13,5 106 7,0 1,0 2,0 73,06
115 116 157 135 13,5 111 7,0 1,0 2,0 75,40
120 121 162 140 13,5 116 7,0 1,0 2,0 78,70
125 126 167 145 13,5 121 7,0 1,0 2,0 80,08
130 131 172 150 13 5 126 7,0 1,0 2,0 82,43
135 136' 177 155 13,5 131 7,0 1,0 2,0 84,76
140 141 182 160 13,5 136 7,0 1,0 2,0 87,10
145 146 192 165 13,5 141 7,0 1,0 2,0 89,44
150 151 202 175 15,5 146 8,0 1,6 2,5 144,7
160 161. 212 185 15,5 155 8,0 1,6 2,5 152,4
170 171 222 195 15,5 165 8,0 1,6 2,5 159,8
180 181 232 205 15,5 175 8,0 1,6 2,5 167,2
190 191 242 215 15,5 185 8,0 1,6 2,5 174,6
200 201 252 225 15,5 195 8,0 1,6 2,5 182,0
Примечания: 1. Допускается изготовление шайб с лапками по всей окруж-
ности.
2. Технические требования — по ГОСТ 18123—72* (табл. VI-42).
Пример условного обозначения шайбы для гайки круглой шлицевой,
с диаметром резьбы 64 мм, из материала группы 01, с покрытием 05:
Шайба 64. 01. 05 ГОСТ 11872—73;
из материала группы 02, с покрытием, толщиной 9 мкм:
Шайба 64, 02. 029 ГОСТ 11872—73,
309
VI-49. Шайбы сферические (по ГОСТ 13438—68)
и конические (по ГОСТ 13439—68), мм
Сферическая
шайба по ГОСТ
13438-68
Коническая
шайба по ГОСТ
13439-68
Обозначение шайб Диаметр под стержень D Н Сферическая шайба Коническая шайба
сферических конических d Ь Ь Г Масса, кг D ь, Мас- са, кг
7019—0391 7019—0411 6 12 4 6,4 2,4 1 9 0,001 11 7 2,8 0,002
7019—0392 7019—0412 8 17 5 8,4 3,5 1 12 0,003 16 10 3,5 0,004
7019—0393 7019—0413 10 21 6 10,5 4,0 1 15 0,005 20 12 4,2 0 007
7019-0394 7019—0414 12 24 7,2 12,5 4,5 1,2 18 0,008 22 15 5,0 0,010
7019-0395 7019—0415 16 30 8,5 16,5 5,3 1,2 22 0,012 28 19 6,2 0,019
7019-0396 7019—0416 20 36 10,5 21 6,3 1.6 27 0,021 33 24 7,5 0 026
7019—0397 7019—0417 24 44 13,5 25 8 2 32 0,042 41 28 9,5 0^056
7019—0398 7019—0418 30 56 17 31 10 2,5 40 0,082 52 35 12 0,126
7019—0399 7019-0419 36 68 22 37 14 4 50 0,166 64 42 15 0,222
7019—0400 7019—0420 42 78 26,5 43 16 5,5 58 0,250 74 48 18 0,365
7019-0401 7019—0421 48 92 35 50 21 8 67 0,525 85 56 22 0,641
Примечание. Материал — сталь 45 ГОСТ 1050—74, твердость I1R.C 40 — 45.
Пример условного обозначения сферической шайбы под стержень
диаметром 6 мм:
Шайба 7019—0391 ГОСТ 13438—68;
конической шайбы:
Шайба 7019—0411 ГОСТ 13439-68,
310
VI-50 . Шайбы косые (по ГОСТ 10906—66)**, мм
а
4,9 8.6 18 19 4-0 52 40
4,9 7,5 20 22 -1-0.52 40
5,1 12,2 22 24 +0,52 40
5,7 34,3 24 26 +0,52 50
5,7 32,4 27 30 +0,52 50
5,7 30,1
6 8 6,6 9 4-0,36 4-0,36 16 16 + 1.0 -1,5 4 4
10 И 4-0,43 20 + 1,0 5
12 13 4-0,43 30 — 1,7 6
14 15 +0,43 30 6
16 17 +0,43 30 + 1,0 6
— 1,9
+ М
—2,3
Примечания: 1. Шайбы должны изготовляться из полосовой стали
3157_53**
2. Технические требования по ГОСТ 18123—72* (табл. VI-42).
Пример условного обозначения косой шайбы для болта с
резьбы 20 мм, из материала группы 01. с покрытием 05:
Шайба 20.0i.05 ГОСТ 10906—66**.
6,2 6,2 6,2 61,1 5 .4 55.9
6,8 165,1
6,8 95.7
по ГОСТ
Диаметром
VI-51. Рекомендуемое применение косых шайб для швеллеров
и двутавровых балок
Диаметр резьбы болта В Наименьшие номера профилей Диаметр резьбы болта В Наименьшие номера профилей
швеллеров по балок дву- швеллеров по балок дву*
мм ГОСТ 8240—72 ГОСТ 8239—72 мм ГОСТ 8240—72 IdBpVHEklA JIM ГОСТ 8239—72
6 16 5 12 18 40 16 22а
8 16 5 12 20 40 18 24а
10 20 8 14 22 40 20а 30а
12 30 10 X 18 24 50 22а 40
14 30 12 18 27 50 40 60
16 30 14 18а
6. ШТИФТЫ
Штифты могут выполнять функции установочных, соединительных
и предохранительных деталей. В большинстве случаев штифты удержи-
ваются силами трения. Сборка их осуществляется с натягом. Штифт, пере-
дающий поперечные усилия, работает на срез. Условие прочности односрез-
ных цилиндрических штифтов
тср = 4P/nd2 < [т1ср,
двухсрезных —
тср = 2P.W с [т!ср,
где Р — усилие, передаваемое одним штифтом; d — диаметр штифта.
Конические штифты рассчитывают по расчетным значениям диаметра
в плоскости среза.
311
V1-52. Штифты цилиндрические
d, мм 0,6 0,8 1.0 1.2 1,6 2 2.5 3 ’ 4
с, мм о,1 0,2 0,3 0.5 0,6
1, мм Масса 1000 шт.
2,5 0,006 0,010 0,015 0,021 — —
3 0,007 0,012 0,018 0,026 0,047 — —— — ——
4 0,009 0,016 0,025 0,035 0,063 0,099 — —- —
5 0,011 0,020 0,031 0,044 0,079 0,123 0193 ——
6 0,013 0,024 0,037 0,052 0,095 0,148 0,231 0,33 —
8 0,018 0,032 0,049 0,070 0,126 0,197 0,308 0,44 0,78
10 0,039 0,062 0,088 0,158 0,247 0,385 0,55 0,98
12 0,047 0,074 0,107 0,189 0,290 0,462 0,66 1,18
14 0,055 0,086 0,125 0,221 0,345 0,540 0,77 1,38
го 0,097 0,142 0,252 0,394 0,617 0,88 1,58
(18) 0.П1 0,160 0,284 0,443 0,694 0,99 1,78
20 0,178 0,316 0,493 0,771 1,11 1,97
(22) — 0,197 0,347 0,543 0,848 1,22 2,17
25 0,220 0,395 0,617 0,964 1,39 2,47
(28) — 0,442 0,690 1,080 1,55 2,76
30 __ 0,473 0,740 1,160 1,66 2,94
(32) __ 0,504 0,789 1,230 1,78 3,16
36 __ 0,888 1,350 1,94 3,45
40 0,986 1,540 2,22 3,95
45 — — —— 1,730 2,50 4,44
50 •• __ — 1,930 2,77 4,93
55 — 3,05 5,42
60 — — ' з.зз 5,92
65 — —. — — —. 6,41
70 __ — - - -а-ш 6,90
80 — — — — — — 7,89
90 —— —— — — —- — — —
100 — —— — — — —- —— —
по — — — —— —— — — ——
120 — — —— — —— — —-
140 —— — — —. — — — —
160 —— — — —— — — —
180 — —— — — — — —- —— ——
200 — — — — — —— ——
220 «ж» — —- —- —— —— — . —
250 —— ' —— —— — — — — ——
280 — — —- —- — — — — —
Примечания: 1. Размеры, заключенные в скобки, применять ие рекомендуется.
2. Посадка Н предназначена для штифтов диаметром 0,6 и 0,8 мм.
3. Предельные отклонения длины I штифтов — по В1 .
4. Материал — сталь 45 но ГОСТ 1050—74. .
Пример условного обозначения цилиндрического штифта и = ЮГ •
Штифт ЮГ X 60 ГОСТ 3128—70.
штифта d ss ЮС* (В*), I — 60 мм
Штифт 10CsX.60 ГОСТ 3128—70;
312
Спо ГОСТ 3128-70)
5 6 8 10 | 12 16 20 25 32 40 50
0,8 1.0 1,2 1,6 2 2,5 3 4 5 6,3
штифтов, кг
— —— — —
— —— —- —- — —- — —- —-
— •— — —- — —- — —- —- —- —
— —— — — — - —- —а —-
— —— — —— — — —- — —- —
— —— — — — —— —- —- — —
1,54 — — —— — —- —— — — —
1,85 2,64 — — — — — — —-- —
2,16 3,11 —— —- —— —- — —а —
2,47 3,55 6,32 — —- —- —. —. — —
2,77 4,00 7,П —— —- —. —. —
3,08 4,44 7,90 12,83 —. —— —— —— —
3,39 4,88 8,69 13,56 —- —. — — —
3,85 5,55 9,86 15,41 22,20 — —— — — — —
4,31 6,21 11,06 17,26 24,86 — —
4,62 6,66 11,85 18,50 26,83 47,3 —— — —.
4,93 7,10 12,64 19,93 28,41 50,5 —. — — —
5,39 7,77 14,20 21,58 31,97 55,2 —. — — —
6,16 8,88 15,80 24,66 35,61 63,1 99 — — —
6,93 9,99 17,78 27,74 39,95 71,0 110 —. — —
7,71 11,10 19,75 30,83 44,39 78,9 122 193 — — —
8,48 12,21 21,73 33,91 48,83 86,8 136 212 — —
9,25 13,32 23,70 36,99 53,27 94,7 148 231 379 — —
10,00 14,40 25,70 40,10 57,70 102,6 160 250 410 — —
10,79 15,54 27,65 43,16 62,15 110,0 173 270 442 — —
12,33 17,76 31,60 49,32 71,02 126,0 197 308 505 789 —-
13,87 19,98 35,55 55,49 79,90 142,0 222 347 568 888 —
15,41 22,20 39,50 61,65' 88,78 158,0 247 385 631 986 1541
24,42 43,45 67,82 97,66 174,0 271 424 694 1085 1695
26,64 47,40 73,98 106,54 189,0 296 462 758 1184 1849
55,30 86,31 124,37 220,0 345 539 884 1381 2158
63,20 98,64 142,06 252,0 395 616 1010 1578 2466
294,0 444 693 1136 1775 2774
— 316,0 493 771 1263 1973 3082
— 346,0 543 848 1389 2170 3391
394,0 617 963 1578 2466 3853
— — — —• — 441,0 690 1079 1768 2762 4315
I» 60 мм:
313
VI-53. Штифты цилиндрические с засверленными
rf(no С») 2,0 2,5 3,0 4,0 5,0 6,0
rf, 1,0 1,6 2,0 2,0 3,0 4,0
/ (по В7) 1,5 1,8 2,0 2,5 3,0 4,0
с 0,4 0,5 0,6 0,7 0,8 1,0
h, не менее 0,5 0,5 0,5 1,0 1,0 1,5
ft, 0,6 0,6 1,0 1,0 1,5 1,5
L (по В7) Масса
6 0,129
8 0,178 0,288 0,343 —
10 0,228 0,365 0,455 0,708 —
12 0,271 0,442 0,566 0,902 1,45
14 0,326 0,520 0,677 1,100 1,76 2,31
16 0,375 0,597 0,788 1,300 2,07 2,75
(18) 0,424 0,674 0,899 1,500 2,37 3,20
20 0.474 0,751 1,010 1,690 2,68 3,64
(22) 0.524 0,828 1,120 1,890 2,99 4,08
25 — 0,944 1,290 2,190 3,45 4,75
(28) — 1,060 1.450 2,480 3,91 5,41
30 — —. 1,560 2,680 4,22 5,86
(32) — 1,680 2,880 4,53 6,30
36 — — 3,170 4,99 s 6,97
40 —- — 3,670 5,76 8,08
45 —— — — 6,53 9,19
50 — — — — 7,31 10,30
55 — —— — — 11,40
60 — — 12,50
65 — — — —
70 — — —— —
80 — — —- • —— — —
90 — — — — —.
100 —— —- — —> — —.
110 » — —- — —- —
120 — —- — —— — —
140 — —- —- — 4— —.
160 — — —- —— - —
180
200 — — — — —
П р и м е ч а н и я: 1. Штифты лредиазначены для соединения неразборлых, кон
2. Размеры, заключенные в скобки, применять не рекомендуется.
3. Штифты должны изготовляться нз стали марки 45 по ГОСТ 1050—74 или стали марки
4. Вид и условное обозначение покрытия — по ГОСТ 18160—72.
Пример условного обозначения штифта диаметром 8 мм, длиной 45 мм.
Штифт 8 X 45.88 ГОСТ 10774—75t
314
Концами (заклепочные) по ГОСТ 10774—75, мм
8,0 10,0 12,0 16,0 20,0 25,0
5,0 6,0 8,0 11,0 15,0 19,0
5,0 6,0 8,0 12,0 12,0 14,0
1,2 1,6 1,8 2,0 2,5 3,0
1,5 2,0 2,0 3,0 3,0 4,0
2,0 2,5 3,0 4,0 5,0 6,0
1000 шт., кг
— — —
—. —— — —- —-
— а— —- — — —-
— — — — —
4,72 — — — — —--
5,61 —— —- —- —— —
6,30 9,73 — —- — —-
7,09 10,90 — —— — —
8,26 12,80 15,80 —— ——
9,46 14,60 18,40 —- —- —
10,20 15,90 20,20 32,30 — —
11,00 17,30 22,00 35,50 — —
12,20 18,90 24;'60 40,20 55,60 —
14,20 22,00 29,10 48,10 64,40 —
16,10 25,10 33,50 56,00 76,80 • 111,00
18,10 28,20 37,90 63,90 88,80 128,00
20,10 29,30 42,40 71,80 100,00 147,00
22,10 34,30 46,80 79,70 112,00 . 167,00
24,00 36,00 50,50 88,00 124,50 185,50
26,00 40,50 55,70 95,00 137,00 204,00
30,00 46,70 64,60 111,00 161,00 242,09
__ 52,80 75,50 127,00 186,00 280,00
59,00 82,30 143,00 210,00 318,00
__ 91,20 159,00 234,00 356,00
100,00 174,00 259,00 394,00
117,00 206,00 311,00 476,00
— 237,00 361,00 553,00
269,00 410,00 631,00
— — — 301,00 459,00 708,00
струкций.
Л12 по ГОСТ 1414-75.
из материала класса прочности 8.8, без покрытия:
315
VI-54. Штифты конические
1:50
C*ti5
d, мм 0,6 0,8 1,0 1.2 1,6 2 2,5 3 4 1
с, мм 0.1 0,2 0.3 0,5 0,6
. 1, мм Масса 1000 шт.
4 0,010 0.018
5 0,013 0,022 0,033 — — —. —. —. —.
6 0.016 0,026 0,042 0,058 0,099 — — —-
8 0,023 0,037 0,058 0,082 0,136 0,209 —
10 0,030 0,048 0,075 0,010 0.175 0,268 0,403 — —
12 0,038 0,061 0,092 0,132 0,215 0,329 0,494 0,701 —
14 — 0,075 0,Н2 0,157 0,258 0,391 0,588 0,834
16 0,132 0,180 0,303 0,457 0,684 0.968 1,67
(18) — 0,154 0,208 0,48 0,524 0,784 1,106 1,91
20 0,238 0.397 0,594 0,886 1,246 2,14
(22) — 0,268 0,448 0,666 0,991 1,390 2,38
25 __ — — 0,526 0,779 1,154 1,613 2,75
28 — 0,611 0,897 1,323 1,843 3,13
30 — 0,979 1,440 2,000 3.39
(32) —— 1.064 1,560 2,162 3,65
36 — 2.241 1,809 2,476 4,19
40 —— — —— 2.070 2,845 4,75
• 45 — — —— 2,418 3,302 5,48
50 — —— — —— . — 3,782 6,23
55 — — — —- — —- — 4,288 7,02
60 — —- — — — — 7,83
65 - __ —- —— —- —- — 8,68
70 — —. — —- — — —- — 9,56
80 -*т— — — —— —— —— — —
90 —— — — —- — — — —— —
100 — —— —— —- — —— —— — ——
ПО —— — —— —- —. —— —— —— —
120 — — — — — —- —- —--
140 — —— — —- — — —- — —
160 —• — —— —— —— — —— — —
180 — — —- —— —- — — ——
200 —- —— —— — — —— ' — —
220 — * — —— — — — —- — —
250 — — —— — —- — —- ——
280 — —- — — — -г- —
Примечания: 1. Предельные отклонения диаметра d по Сза или Ct.
2. Предельные отклонения иа угловые размеры конуса по 6-й степени точности — по
3. Предельные отклонения длины I — по Вт.
4 Размеры, заключенные в скобки, применять не рекомеидуется,
5. Материал — сталь 45 по ГОСТ 1050—74.
Пример условного обозначения конического штифта диаметром 10 мм.
Штифт 10X60 ГОСТ 3129—70.
316
(по ГОСТ 3129—70)
5 6 8 10 | 12 16 20 25 32 40 50
0,8 1,0 1,2 1.6 2,0 2,5 3 4 5 6.3
штифтов, кг
— — — . — — — . .
—м —— — — — —— — —а — -а—
— —а —— —- — — —• —— —— -а—
— —— ——а — —а — — —— . —— ——
—— — — — — —- — —— ——
— — аа—а —а. —— — —- —а —— —
2,55 — —— —а —а —- — —
2,90 — •а— — —— —а —— —-
3,26 4,60 —— — —а — — — —- — —
3 62 5,11 —а а— —- —•а —> -а—
4,18 5,89 10.23 — —а —а — — —- —— —
4,74 6,67 11,57 17,66 —— —— —а —
5,12 7,22 12,48 19,04 —— —а —а — — —— -а-
5,51 7,75 13,40 20,43 28,9 — —— — — — ——
6,31 8,85 15,25 23,23 32,8 —— —— —— «аааа —
7,13 9,97 17,14 26,09 368 64,8 — —— —а —а
8,18 11,42 19,56 29,72 41,9 73,6 а— —— — а—
9,27 12,91 22,02 33,40 47,0 82,4 126,7 — —а — ——
10,40 14,44 24.55 37,20 52,0 91,4 140,3 —- —а —
11,56 16,00 27.13 41,00 57,7 1005 154,0 237,0 —а — --
12,77 17,63 29,76 44,90 630 109 6 168.0 258,0 —а — -а-
14,00 19,29 32,45 48,90 68,5 118,9 182,0 280,0 а— ——
16,61 22,76 38,01 57,00 79,8 137,8 210,5 323,0 518,8 ' ——
19,38 26,41 43,81 65,40 91,3 157,0 239,5 367,0 588,8 — -а-
30,26 49,85 74,20 103,2 176,8 269.0 411,6 659,6 1013 ——
34,30 56,14 83,20 115,5 197,0 299,0 456,9 731,0 1122 ——
— 62,67 95,50 128,0 217,7 329,8 502,8 803,7 1233 1898
— 76,52 112,16 154,4 260,3 392,8 596,7 951,0 1456 2239
— 132,90 182,0 304,8 4580 693,0 1102,0 1684 2585
— — 155,00 211,3 351,2 525,5 792,7 1256,7 1916 2936
а 242,0 399,5 5953 894,7 1414,6 2153 3293
— 274,0 449,8 667,5 1000,0 1576,0 2393 3655
— а 529,0 780,3 1163,0 1825,0 .2763 4208
— — — — •а— 612,9 898,6 1332,8 2082,0 3142 4773
ГО.СТ8908 —58.
длиной 60 мм:
317
VI-55. Штифты конические с внутренней резьбой (по ГОСТ 9464 —70)
VI-56. Штифты конические с резьбовой цапфой (по ГОСТ 9465—70)
MM 6 8 10 12 16 20 25 32 40 50 60
d. MM M4 M5 M6 M8 M10 Ml 2 M16 M20 M24 мзо
1, MM 8 9 10 12 16 18 24 30 40 50
I. MM 10 12 14 16 20 25 30 40 50 60
c, MM 1.0 1,2 1,6 2,0 2,5 '3 4 5 6,3 8
Cl MM 0.5 0,7 1,0 i 1.6 2,5 2,5
l, MM Масса 1000 шт. штифтов, кг -
25 (28) 30 (32) 30 40 45 50 55 60 65 70 80 90 100 110 120 140 160 180 200 220 250 280 5,13 5,91 6,46 7,00 8,09 9,21 10.66 12,15 13,68 15,24 9 02 10.36 11,27 12,19 14:04 15,93 20,81 23 34 25.92 28,55 31.52 16,7 18,1 20,9 23,7 27,3 31,0 34,8 38,6 40,3 42,5 46,5 27,8 31,8 36,9 42,0 47,0 52,7 55,0 58,0 64,0 74,8 86,0 55 64 73 82 91 95 100 109 128 147 167 187 109 122 136 144 150 164 193 222 251 281 312 375 198 209 219 241 284 328 372 418 463 557 654 753 366 437 507 578 649 722 869 1020 1175 1333 1494 1743 660 795 931 1040 1151 1374 1602 1834 2971 2311 2681 3060 1230 1400 1576 1750 2091 2437 2788 3145 3507 4060 4625 2181 2414 2903 3392 3887 4389 4897 5671 6459
Примечания: 1. Предельные отклонения диаметра по Сза-
2. Предельные отклонения на угловые размеры конуса' по 6-й степени точности
ГОСТ 8908-58.
3. Предельные отклонения длины Z — по Вт.
4. Поле допуска.резьбы 7Н — по ГОСТ 16093—70*.
5. Размеры, заключенные в скобки, применять не рекомендуется.
6. Материал — сталь 45 по ГОСТ 1050—74.
Пример условного обозначения конического штифта- диаметром 10 мм»
длиной 60 мм, с, внутренней резьбой:
Штифт 10X60 ГОСТ 9464—7Q_
d, мм 4 5 6 8 10 12
d3, мм М4 М5 Мб М8 М10 М12
dit мм 2,5 3,5 4,5 6.0 7,0 9,0
l0, мм 8 10 12 16 20 25
If, мм . 1,5 2 3
с, мм 0,6 0,8 1,5 1,2 1.6
г, мм, не более 0,3 0.4 0,5 0.6 0.8
rlf мм, не более 0,3. 0,4 0,5 0.6
/, мм L, мм Масса 1000 шт. штифтов, кг
16 30 36 40 2,67 3,12 3,42 — — — — —
20 36 40 45 3,29 3,59 4,11 5.11 5,59 6,20 — — — —
25 45 50 55 60 4,20 4,72 4,95 5,33 6,51 7,12 7,72 8,32 9,24 10,10 10,96 11,82 — 1111
32 55 60 70 80 1111 8,21 8,81 10,01 11,21 11,62 12,48 14,19 15,91 20,34 21,89 24,99 28,09 1111 .1111
40 70 80 90 100 — — 15,04 16,76 18,47 20,17 26,05 29,35 32,45 35,55 40,36 45,25 50,14 55,03 —
318
319
Продолжение табл. VI-56
d, мм 4 5 6 8 10 12
di, мм М4 М5 Мб М8 мю М12
dv мм 2.5 3,5 4,5 6,0 7,0 9,0
1а. мм 8 10 12 16 20 25
1„ мм 1.5 2 3
с, мм 0,6 0,8 1,0 1,2 1.6
г мм, не более 0,3 0,4 . 0,5 0,6 0,8
мм, не более О.з 0,4 0,5 0,6
/, мм L, мм Масса 1000 шт. штифтов, кг
50 80 90 100 но 120 140 1 1 1 1 1 1 — — 31,13 34,24 37,33 40,43 43,54 49,73 47,67 52,56 57,45 62,34 67,23. 77,0 68 75 82 89 96 НО
60 НО 120 140 160 — — — — 65,05 69,94 79,72 89,49 92 100 114 128
Примечания: 1. Предельные отклонения диаметра d — по Сяа-
2. Предельные отклонения на угловые размеры конуса — по 6-й степени точности
ГОСТ 8908-58.
3. Предельные отклонения размеров L, I, d4 — по В,.
4. Предельные отклонения резьбовой части стержня /*— не более двух шагов резьбы,
5. Диаметр da выполняется примерно в пределах среднего диаметра резьбы; допуска-
ется изготовление штифтов с диаметром ненарезанной части стержня в пределах номи-
нального диаметра резьбы.
6. Поле допуска резьбы 8g —по ГОСТ 16093—70*.
7. Материал — сталь 45 по ГОСТ 1050—74.
Пример условного обозначения конического штифта диаметром 10 мм,
длиной I = 40 мм и длиной £ = 40 мм с резьбовой цапфой:
Штифт 10X40X80 ГОСТ 9465—70.
7. ШПЛИНТЫ
VI-57. Шплинты (по ГОСТ 397—66*), мм
320
Продолжение табл. VI-57
От
До
Условный диаметр шплинта, равный диаметру отверстия d0
Обозна-
чение
Свыше
До
0,6 0,8 1 1,2 1,6 2 2,5 3,2 4 5 6,3 8 10 13 16 20
0,45 0,60 0,80 1,0 1,2 1,6 2,0 2,7 3,5 4,5 5,6 7,5 9,5 12 15 19
1,1 1,4 1.8 2,25 2,85 3,6 4,5 5,95 7,5b 9,5 12,1 15 19 23,5 30 38
1,6 2 2,5 3 4 4,5 5 6,3 8 10 13 16 20 25 32 40
1,6 1,6 1.6 2,5 2,5 2,5 2,5 4 4 4 4 4 6 6 6 6
4 5 6 8 10 12 14 18 22 28 36 50 70 100 140 180
8 10 12 16 20 , 25 32 40 55 80 110 160 220 280 280 280
2 2,8 3,6 4,5 7° 7 9 11 14 20 28 40 55 80 ПО 160
2.8 3,6 4,5 5,5 9 11 14 20 28 40 55 80 110 160
Примечания: 1. Марки материала—в табл. VI-59. Изготовление шплинтов из
цветных металлов и нержавеющей стали допускается в особых, технически обоснованных
случаях.
2. Для шплинтов из материала подгруппы 00, без покрытия (подгруппа 0) материал
и покрытие в обозначении не указывать.
3. Ряд длин Z, мм: 4; 5; 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 55; 60;
70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280.
4. Звездочкой обозначен рекомендуемый диапазон диаметров валов, болтов и винтов.
Примеры условного обозначения шплинта с условным диаметром
5 мм, длиной 28 мм:
из материала подгруппы 00, с покрытием 1:
_ Шплинт 5 X 28—001 ГОСТ 397—66*;
из материала подгруппы 71, с покрытием 1:
Шплинт5x28—711 ГОСТ 397—66*.
VI-58. Длина и масса шплинтов (по ГОСТ 397—66*)
Условный диаметр шплинта, равный диаметру отверстия rf0, мм
Д л и иа ................ ........... <
шплип- о>6 0 8 1 । 2 1,5 1.6 I 2 2,5 3,2 4 5 6,3
та I,
мм --------------------------------------------------------------------------------
Масса* 1000 шт. стальных шплинтов, кг ~
у
4
5
6
8
10
12
14
16
18
20
22
25
28
32
36
40
0,008
0,009
0,011
0,013
0,018
0,020
0,024
0,029
0,038
0,045
0,053
0,061
0,077
0,090
0,102
0,114
0,127
0,136
0,157
0,178
0,199
0,220
0,241
0,261
0,282
0,314
0,345
0,386
0,428
0,470
0,139
0,157
0,174
0,192
0,210
0,228
0,288
0,319
0,351
0,383
0,414
0,446
0,493
0,515
0,565
0,614
0,663
0,713
0,787
0,861
0,959
1,220
1,310
1,400
1,535
1,670
1,850
2,029
2,209
2,506
2,733
2,959
3,261
3,563
3,865
5,148
5,648
6,147
6,646
10,18
10,95
* Для определения массы шплинтов из латуни и алюминиевого сплава значения, ука-
занные в таблице, следует умножить на коэффициенты: 1,08— для латуни, 0,356 — для
алюминиевого сплава.
11 7-347
321
Продолжение табл. VI-58
Длина шплин- та 1. Условный диаметр шплинта, равный диаметру отверстия dQ, мм
4 1 5 | 6,3 1-1 10 1 12 13 16 20
мм Масса 1000 шт. стальных шплии тов, кг
45 4,243 7,270 11,92 .
50 4,621 7,895 12,88 24,16 — —- —— —— —-
55 4,998 8,519 13,85 25,90 — —- —- —-
60 9,143 14,82 27,63 — —— —— — —
70 10,39 16,75 31,10, 52,93 —- —— —— ——
80 — 11,64 18,69 34,56 58,49 89,52 —— — —
90 20,62 38,03 64,06 97,67 —— — ——
100 22,56 41,50 69,62 105,8 115.8 —— —
ПО 24,49 44,97 75,19 114,0 124,7 — —
125 — 50,17 83,53 126,2 138,0 —- —
140 55,37 91,88 138,4 151,3 247,4 —
160 62,31 103,0 154,7 169,1 275,1 —
180 114,1 171,0 186,8 302,9 504,2
200 — — — 125,3 187,4 204,6 330,6 548.8
220 136,4 —— 222,3 358,4 593,3
250 — 249,0 400,0 660,0
280 — — — — — — 275,6 441,6 726,8
шплинтов
VI-59. Рекомендуемые марки материалов и покрытия для
№ груп- пы Материал Покрытие Обозначе- ние (общее) материала и покрытия
Вид Xs под- груп- пы Рекомендуемые марки** Группа ♦** № подгруппы Наименование и обозначение по ГОСТ 9791—68 (тол- щина слоя покрытия не регламентируется)
0 Низко- углеро- дистые стали 00 Стали с содер- жанием угле- рода не свыше 0,20% по ГОСТ 380—71 и ГОСТ 1050—74 н А Н А П П 0 1 2 . 3 4 5 6 Без покрытии Цинковое хрома- тированное Ц. хр. Кадмиевое хрома- тированное Кд. хр. Никелевое много- слойное МН Хромовое много- слойное МНХ или MX Окисное Хим. Оке. Фосфатное Хим. Фос. Не обо- значается 001 002 003 004 005 006
* Для определения массы шплинтов из латуни н алюминиевого сплава значения,
указанные в таблице, следует умножить иа коэффициенты: 1,08 —для латуни, 0,356 — для
алюминиевого сплава.
** Разрешается применять’ другие марки материалов, обеспечивающие заданное
число загибов.
*** Группа покрытий: А — атмосферостойкие (для работ под открытым небом); Н -*
стойкие (для работ в открытых неотапливаемых помещениях); П — стойкие (для работ
внутри отапливаемых помещений).
322
Продолжение табл. VI-59
Материал Покрытие
№ Гр\П- Т1 ы Вид № под- груп- пы Рекомендуемые марки* Группа** № подгруппы. Наименование и обозначение по ГОСТ 9791 — 68 (тол- щина слоя покрытия не регламентируется) Обозна- чение (общее) материала и покрытия
2 Сталь корро- зионно- стойкая 21 Х18Н10Т по ГОСТ 5632—61* п 0 6 Без покрытия Травление с по- следующим пас- сивированием 210 216
6 Цветные металлы и сплавы 62 Л62 по ГОСТ 17711—72 И А 0 3 4 Без покрытия Никелирование однослойное Н Хромовое много-, слойное MX или однослойное X 620 623 624
7 Легкие металлы и сплавы 71 АМц по ГОСТ 4784-65* гь-Й: 1 0 1 Без покрытия .Окисное, напол- ненное раствором хромпика Ан. Окс.-хр. 710 711
8. ШУРУПЫ
Шурупы изготавливаютс полукруглой, потайной, полупотайной и шести-
гранной головкой соответственно по ГОСТ 1144—70*, 1145—70*, 1146—70*,
1 1473—75* и в соответствии с техническими требованиями ГОСТ 1147—70*
из низкоуглеродистых сталей (в условном обозначении не указывается);
коррозионностойких сталей (условное обозначение — 2); латуни (условное
обозначение — 3).
Шурупы по ГОСТ 1144—70*, 1145—70* и 1146—70* изготавливаются
следующего ряда длин I, мм: 7, 10, 13, 16, (18), 20, (22), 25, (28), 30, (32), 35,
40, 45, 50, 60, 70, 80, 90, 100, 110, 120. Размеры длин, заключенные в скобки,
применять не рекомендуется.
Предельные размеры длин в зависимости от диаметра шурупа приве-
дены в табл. VI-60.
Длина резьбы /0 0,6/ (условное обозначение — А).
Шурупы длиной до 22 мм включительно изготавливаются также с резь-
бой до головки (условное обозначение — Б).
По требованию потребителей шурупы могут быть изготовлены с покры-
тием. Виды, условные обозначения и толщины покрытий в зависимости от
условий эксплуатации приведены в ГОСТ 1147—70*.
Основные размеры и условные обозначения шурупов с полукруглой,
потайной и полупотайной головками приведены в табл. V1-61—V.1-63.
* Разрешается применить другие марки материалов, обеспечивающие заданнее число
загибов.
** Группа покрытий: Л — атмосферостойкие (для работ под открытым небом); Я —
стойкие (для работ в открытых неотапливаемых помещениях); /7 — стойкие (для работ
внутри отапливаемых помещений).
11*
323
VI-60. Предельные размеры длин шурупов (по ГОСТ 1144—70*,
1145—70* и 1146—70*), мм
Диаметр шурупа 1,6* 2 2,5 3** (3,5)* 4 5 6 8 10
Длина шурупа наименьшая 7 ' 7 7 10 10 10 13- 16 50 80
наибольшая 13 16 25 32 40 60 70 100 120 120
VI-61. Шурупы с полукруглой головкой (по ГОСТ 1144—70*), мм
Исполнение 2 tv'Wl
Диаметр шурупа d 1.6 2 2,5 3 (3,5) 4 5 6 8 10
Внутренний диаметр резьбы di, не более 1,1 1,4 1,7 2,1 2,4 2,8 3,5 4,2 5,6 7,0
Шаг резьбы t 0,8 1 1,25 1,5 1,75 2 2,5 3,5 4,5
Диаметр головки D 3.2 4,0 5,0 6,0 7,0 8,0 10,0 12,0 16,0 20,0
Высота головки Н 1,1 1,4 1,7 2,1 2,4 2.8 3,5 4,2 5,6 7,0
* Шурупы исполнения 2 не изготавливаются.
** Для шурупов исполнения 2 наименьшая длина 7 мм.
324
Продолжение табл, VI-61
Радиус сферы ' 1 2,6 3,2 4,0 4,8 5,6 6,4 8,0 9,6 12,8 16,0
1,3 1,6 2,0 2,4 2,8 3,2 4,0 4,8 6,4 8,0
Радиус под головкой г 0,20 0,30 0,35 0,50 0,60 1,Ю
Испол- нение 1 Ширина шлица b 0,5 0,8 1,0 1,2 1,6 2,0 2,5
Глубина шлица h 0,6 0,9 1,1 1,2 1,5 1,8 2,3 2,5 3,5 4,0
Испол- нение 2 Номер крестообраз- ного шлица — 0 1 — 2 3 4
Примеры условного обозначения шурупов с полукруглой головкой
диаметром 3 мм, длиной 20 мм;
исполнения 1, с длиной резьбы 1<> не менее 0,6/ (А), из низкоуглеродистой стали, без
покрытия:
Шуруп А 3X20 ГОСТ 1144—70*;
исполнения 2, с резьбой до головки (Б), из латуни, без покрытия:
Шуруп 2БЗХ2О.З ГОСТ 1144—70*.
V1-62. Шурупы с потайной головкой (по ГОСТ 1145—70*), мм
Диаметр шурупа d 1,6 . 2 2,5 3 (3,5) 4 5 6 8 10
Внутренний диаметр резьбы dlt не более 1,1 1,4 1,7 2,1 2,4 2,8 3,5 4,2 5,6 7,0
323
Продолжение табл. V1-62
Шаг резьбы t 0,8 1 1,25 1,5 1,75 2 2,5 3,5 4,5
Диаметр головки D 3,2 4,0- 5,0 6,0 7,0 8,0 10,0 12,0 16,0 20,0
Высота головки Н 0,8 1,0 1,25 1,5 1,75 2,0 2,5 3,0 4,0 5,0
Радиус под головкой г 0,20 0,30 0,35 0,50 0,60 1,Ю
Испол- нение 1 Ширина шлица b 0,5 0,8 1,0 1,2 1,6 2,0 2,5
Глубина шлица h 0,4 0,5 0,7 0,9 1,0 1,1 1,2 1,5 2,0 2,5
Испол- нение 2 Номер кресто- образного шлица — 0 1 — 2 3 4
Пример условного обозначения шурупов с потайной головкой диамет-
ром 3 мм. длиной 20 мм:
исполнения 1, с длиной резьбы/о не менее О.бЛ из низкоуглеродистой стали, без по-
крытия:
Шуруп АЗ У. 20 ГОСТ 1145—70*;
исполнения 2, с резьбой до головки (Б), из латуни, без покрытия:
Шуруп 2БЗХ2О.З ГОСТ 1145-70*.
Исполнение 2
Диаметр шурупа d 1,6 2 2,5 3 (3,5) 4 5 6 8 10
Внутренний диаметр резьбы dit не более 1,1 1,4 1,7 2,1 2,4 2,8 3,5 4,2 5,6 7,0
326
Продолжение табл. Vb63
Шаг резьбы t 0,8 1 1,25 1,5 1,75 2 2,5 3,5 4,5
Диаметр головки D 3,2 4,0 5,0 6,0 7,0 8,0 10,0 12,0 16,0 20,0
Высота головки Н 1,30 1,70 2,15 2,50 2,95 3,40 4,30 5,10 6,80 8,50
Высота сферы h2 0,5 0,7 0,9 1,0 1,2 1,4 1,8 2,1 2,8 3,5
Радиус сферы голов- ки 2,6 3,2 4,0 4,8 5,6 6,4 8.0 9,6 12,8 16,0
Радиус под головкой г 0,20 0,30 0,35 0,50 0,60 1,10
Испол- Ширина шлица Ь 0,5 0,8 1,0 1,2 1,6 2,0 2,5
некие 1 Глубина шлица h 0,6 0,7 0,9 1,1 1,2 1,4 1,8 2,2 2,8 3,5
Испол- нение 2 Номер кре- стообраз- ного шлица — 0 1 — 2 3 4
Примеры условного обозначения шурупов с полупотайной головкой
диаметром 3 мм, длиной 20 мм;
исполнения 1, с длиной резьбы /0 ие меиее 0,6/ (А), из иизкоуглеродистой стали, без
покрытия:
Шуруп АЗХ20 ГОСТ 1146—70*;
исполнения 2, с резьбой до головкн (Б), из латуни, без покрытия:
Шуруп 2БЗХ2О.З ГОСТ 1146—70*.
VII. СВАРНЫЕ И ПАЯНЫЕ СОЕДИНЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ -О СВАРНЫХ СОЕДИНЕНИЯХ
Ниже рассматриваются соединения из малоуглеродистых и низколеги-
рованных сталей, выполняемые ручной электродуговой сваркой плавящимся
металлическим электродом и полуавтоматической или автоматической сваркой
под флюсом. Широкое применение в сварных конструкциях получили углеро-
дистые стали обыкновенного качества, из которых, согласно ГОСТ 380—71*.
стали марок ВСт1, ВСт2, ВСтЗ всех категорий, а по требованию заказчика—
стали марок БСт1, БСт2 и БСтЗ второй категории, поставляются с гарантией
свариваемости. Для сварных конструкций также предназначены низколеги-
рованные стали по ГОСТ 19281—73 и ГОСТ 19282—73.
Электроды для дуговой сварки изготавливают по ГОСТ 9466—75 и
ГОСТ 9467—75 (электроды металлические для ручной дуговой сварки кон-
струкционных и теплоустойчивых сталей). Для сварки малоуглеродистых
и низколегированных конструкционных сталей наибольшее применение
нашли электроды типа Э42 и Э42А. •
При проектировании элементов швов сварных стыковых соединений из
листов разной толщины наибольшую предельную разность толщин выбирают
в зависимости от толщины S тонкого листа и метода сварки по табл. VII-1.
При этом подготовку кромок под сварку производят так же, как и для листов
одинаковой толщины. Конструктивные элементы подготовленных кромок
и размеры выполненного шва сварного соединения выбирают по большей
толщине листа Sp
327
Если разность толщин свариваемых встык листов превышает указанную,
то на листе, имеющем большую толщину Slt должен быть сделан скос кро-
мок до толщины 5 тонкого листа. При одностороннем превышении кромок
скос делатся с одной стороны и имеет длйну L — 5 C5j—5) (рис. VI1-1, а),
при двустороннем превышении кромок—с двух сторон длиной L = 2,5Х
X (5i — 5) (рис. VI1-1, б).
V1I-1. Наибольшая разность толщин листов при стыковой сварке, мм
Параметр Сварка
ручная полуавтоматическая и автоматическая
Толщина тонкого листа S До 3 4—8 9-11 12-25 Свыше 25 2—3 4—30 32—40 Свыше 40
Наибольшая разность толщин 0,75 0,65 0,45 5 7 1 2 4 6
Основные типы и конструктивные элементы швов сварных соедине-
ний, выполняемых ручной электродуговой сваркой, устанавливаются по
ГОСТ 5264—69, выполняемых полуавтоматической или автоматической свар-
кой под флюсом — по ГОСТ 8713—70. Швы сварных соединений под острым
и тупым углом при ручной дуговой сварке- устанавливают по ГОСТ 11534—
75, при автоматической и полуавтоматической — по ГОСТ 11533—75 и ГОСТ
11533—65. Основные типы и конструктивные' элементы соединений, выпол-
няемых контактной электросваркой, определяются ГОСТ 15878—70.
Условные изображения и обозначения швов сварных соединений на
чертежах и в других конструкторских документах производятся по
ГОСТ 2.312—72.
2. РАСЧЕТ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Соединение стыковое. Допускаемые усилия Р± при растяжении и Pg при
сжатии (рнс. VI1-2, а) определяют по формулам
Pi = [a']ptf;
Р2=[а']сж«.
где I — длина шва; 5 — толщина стыкуемых элементов (без учета выпук-
лости шва); [<т']р и [а']сж — допускаемые напряжения для сварного шва
соответственно при растяжении и сжатии.
При соединении встык с косым швом (рис. VII-2, б) длина шва
I = e/sin р.
328
a
Рнс. VI1-2.
Соединение внахлестку. Выполняется так называемым угловым швом.
В зависимости от его направления относительно направления действующих
сил различают швы лобовые (рис. VII-3, а), фланговые (рис. VII-3, б),
косые (рис. VI1-3, в) и комбинированные (рис. VII-3, г). Допускаемые уси-
лия при растяжении Pj и при сжатии Р2 определяют по формуле (расчет
ведется по сечению, совпадающему с биссектрисой прямого угла шва):
Pi = Р2 = 0,7[т']ср К1,
Рис. VI1-3.
где [т']ср — допускаемое напряжение для сварного шва на срез; I — длина
всего периметра угловых швов; ft — длина катета шва.
При соединении несимметричных элементов, например, угловых профи-
лей (рис. VI1-4), усилия Р] и Р2, передаваемые швами 1 и 2, определяют
по уравнениям:
где Ъ — ширина полки; — расстоя-
ние от наружной грани полки до центра
тяжести. ,
Необходимая длина швов
L, Шоб1
РИС- VII‘4- li 0,7[T']cpft; li 0,7 [T']cpft‘
Допускается увеличение /2 до Ц.
Швы тавровых и угловых соединений в зависимости от формы попереч-
ного сечения шва и направления действующих сил относительно шва
рассчитывают по приведенным выше формулам на растяжение, сжатие или
срез. Так, например, соединение, показанное на рис. VII-5, а, рассчитывают
329
на растяжение или сжатие, как и стыковое, а соединение, показанное на
рис. VI1-5, б,— на растяжение по формуле
Р = 2 [т']ср • 0,7К1.
б
Рис. VI1-5.
Допускаемые напряжения для сварных швов принимают в зависимости
от напряжений [а]р, допускаемых для основного металла, и от характера
действующих нагрузок. Эта зависимость для сварных конструкций из ма-
лоуглеродистых сталей, подвергающихся действию постоянных нагрузок, по-
казана в табл. VII-2. При расчете швов, подвергающихся действию пере-
менных или знакопеременных нагрузок, допускаемые напряжения в основ-
ном металле [о]р и соответственно допускаемые напряжения для сварных
швов рекомендуется уменьшать, определяя коэффициент понижения f по
формуле
т=______________!------------< 1
т 0,6Ks + 0,2 — (0,6Ks - 0.2) г ’
3. ШВЫ СВАРНЫХ СОЕДИНЕНИЙ (РУЧНАЯ
VI1-3. Швы стыковых соединений
Конструктивные элементы
Условное
обозначение
подготовленных кромок выполненного шва
330
VII-2. Допускаемые напряжения для сварных швов (при ручной сварке)
в машиностроительных конструкциях из малоуглеродистых сталей
при постоянной нагрузке
Тип электрода Соединение встык Соединение внахлестку 1т']ср
£СТ']Р 1°']сж
Э42 0,9 Мр [°1р W)p
Э42А 1°1р Ир 0,65[а]р
Примечание. [о]р — допускаемое напряжение при растяжении для основного
металла.
р
mln п п
где / = р-----характеристика цикла; Pmin и Ртах — соответственно наи-
^тах
меньшее и наибольшее усилия, взятые каждое со своим знаком; Ks — эффек-
тивный коэффициент концентрации напряжений, который определяют по
следующим данным:
В месте перехода к стыковому или лобовому шву:
металл обработан наждачным кругом..........1,00
» » строганием........................1,10
В месте перехода к стыковому шву без механической
обработки последнего...............................1,40
В месте перехода к лобовому шву без обработки послед-
него, но с плавным переходом при ручной сварке . . . 2,00
В месте перехода к лобовому шву при наличии выпуклого
валика и небольшого подреза........................3,00
В месте перехода к продольным (фланговым)- швам у кон-
цов последних......................................3,00
ЭЛЕКТРОДУГОВАЯ СВАРНА ПО ГОСТ 5264-69)
с отбортовкой двух кромок, мм
ь е Г 'справ
Номинальное значение . Предельное отклонение Номинальное значение Предельное отклонение
0 4-0,5 2S 4-2 1-2 1 = 5
4-1.5 +3 3
33/
VI1-4. Швы стыковых соединений
Условное’ обозначение Конструктивные элементы л ?= S,
подготовленных кромок выполненного шва
С4 1 ! в. О>| н- | 2—3
4—5
У///У//Д .
I J ? J <о| "НН - oj-l
6—8
VI1-5. Швы стыковых соединений
Условное
обозначение
Конструктивные элементы
подготовленных кромок выполненного шва
s = s,
332
без скоса кромок двусторонние, мм
ь е & (пре- дел ьное отклоне- ние ±1) Примечание
Номиналь- ное зна- чение Предель- ное откло- нение Номиналь- ное значе- ние Предель- ное откло- нение
2 ± 1 7 +1 —2 1,5 Сварку в вертикальном и по- толочном положениях произ- водить для толщин не более 6 мм
8
+ 1,5 — 1,0 9 2,0
со скосом одной кромки, мм
с = Ь е, не более е, (для С8) g
Номинальное значение Предельное отклонение Номиналь- ное значение Предельное отклонение Номиналь- ное значение Предельное отклонение
1 ± 1 12 8 ±1 0,5 +1.0 —0,5
16
2 +1 —2 18
22 10 +2,0 —0,5
24
28
30
34
40
42
44
333
V1I-6. Швы стыковых соединений
Конструктивные элементы
Условное
обозначение
подготовленных кромок
выполненного швз
3—4
6—8
18—20
20—24
26—28
42—44
46—48
50
334
со скосом двух кромок, мм
с = Ъ е, не более е, (для CIS) g
Номинальное значение Предельное отклонение Номиналь- ное значе- ние Предельное отклонение Номиналь- ное значе- ние Предельное отклонение
1 ±1 10 8 +1 —2 0,5 + 1,5 —0,5
14
2 +1 -2 20 10 +2,0 —0,5
24
30
34
38
44 12 +3,0 —0,5
48
54
58
62 '
66
335
VI1-7. Швы стыковых соединений двусторонние
Условное обозначение Конструктивные элементы S = S,
подготовленных кромок выполненного шва
12-14
24—26
28—30
32-34
48-50
52—54
56—58
60
336
с двумя симметричными скосами одной н двух кромок, мм
h е, не более £
для СИ для С21 Номинальное значение Предельное отклонение
5-6 18 16 0,5 +2,0 -0,5
7—8 20 18
9-10 22 22
11—12 26 24
13-14 28 26
15-15 32 28 +3,0 -0,5
17-18 34 30
19-20 38 32
21-22 40 34
23-24 . 44 36
25-26 46 38
27-28 48. 40
29 50 42
337
VI1-8. Швы угловых соединений
Условное обозначение Конструктивные элементы s = s,
подготовленных кромок выполненного шва
У1
1-2
3-4
VI1-9. Швы угловых соединений
Условное обозначение ' Конструктивные элементы S
подготовленных кромок выполненного шва
УЗ
2,0—2,5
3,0-4,5
5,0-6,0
7,0—8,0
338
с отбортовкой одной кромки, мм
Г ь ^справ е
Номинальное значение Предельное отклонение Номинальное значение Предельное отклонение
.1-2 3-4 0 +1 +2 5 25 +2 +3
без скоса кромок впритык, мм
Si не меиее т1 ь е S
v Номи- нальное значение Предель- ное от- клонение Номи- нальное значение Предель- ное от- клонение Номи- нальное значение Предель- ное от- клонение
0,75 0—0,55 0 +1 1 о ' ±3 + 1.0 -0,5
+2 8 ±4 0,5 + 1,5 -0,5
16 -1-2,5 —0,5
12
339
VII-10. Швы угловых соединений
Условное обозначение Конструктивные элементы S
подготовленных кромок выполненного шва
VII-U. Швы угловых соединений
Конструктивные элементы
Условное
обозначение
подготовленных кромок
выполненного шва
S
У8
12—14
16—18
20—22
24—26
28—30
32—34
36—38
40—42
44—46
48—50
52-54
56-58
60
340
со скосом одной кромки, мм
eSi, не менее с = b е, не более g
Номинальное значение Предельное отклонение Номинальное значение Предельное отклонение
0,73 1 ±1 12 0,5 4-1,0 —0,5
16
2 +1 —2 18
22
24 +2,0 -0,5
28
30
34
36
40
42
44
с двумя скосами одной кромки, мм
S,,- не менее h е, не более g
Номинальное значение Предельное отклонение
0,73 5-6 18 0,5 +2,0 -0,5
7—8 20
9—10 22
11 — 12 26
13—14 28
+3.0 -0,5
15—16 32
17—18 34
19-20 38
21-22 42
23—24 44
25-26 46
27—28 48
29 50
341
VII-12. Швы угловых соединений
VII-13. Швы тавровых соединений
Условное обозначе- ние Конструктивные элементы S
подготовленных кромок выполненного шва
Т1
Т2
342
со скосом двух кромок, мм
S не менее е, не более
12—14 0.7S 22
16—18 28
20-22 32
24-26 36
28-30 42
32—34 46
36-38 52
40—42 56
44—46 60
48-50 64
без скоса кромок, мм
St, не менее 1 ' f ь к
Номинальное значение Предельное отклонение Номинальное значение Предельное отклонение
0.7S 20-25 40—49 0 +1 3 +2
40—45 80—99 0 +2 3 +2
34»
Конструктивные элементы
g«
oE
подготовленных кромок
выполненного шва
тз
Т4
Тб
5,0—6,0
7,0—9,0
10,0—15,0
16,0—21,0
22,0—30,0
S
Примечание. Размеры I, t и К относятся к нерасчетным швам. Для расчетных
VII-14. Швы тавровых соединений
344
Продолжение табл. VH-13
Sx, не менее 1 f 6 к
Номинальное значение Предельное отклонение Номинальное значение Предельное отклонение
.0,73 40—45 80—99 ’ 0 +2 4 +2 — 1
40-45 80-99 0 +2 5 4-2 — 1
50-60 100—200 0 4-2 6 4-2 — 1
50-60 100—200 0 4-3 7 ±2
50-60 100—200 0 4-3 8 ±2
швов I, t и К устанавливаются прн проектировании.
со скосом одной кромки, мм
Slt не менее е, не более е = 6 g
Номинальное эаачение Предельное отклонение Номинальное значение Предельное отклонение
0,73 10 I ±1 3 4-1 - —3
14
16 г 4-1 —2
20
22 4 ±3 *
26
28
32
5 ±3
34
38
40
42
345
VII-15. Швы тавровых соединений с двумя
Условное
обозначение
Конструктивные элементы S
подготовленных кромок выполненного шва
12—14
T9
16—18
20—22
24—26
28—30
32—34
36—38
40—42
44—46
48—50
52-54
56-58
60
VII-16. Швы соединений
Конструктивные элементы
Условное
обозначение
подготовленных кромок выполненного шва
Примечания: 1. Размеры I и i швов типа Н1 устанавливаются прн проектировании.
2. Значение размера В относится к швам типа Н2.
346
симметричными скосами одной кромки, мм
не менее h е, не более g
Номинальное значение Предельное отклонение
0,73 5-6 16 3 ±3
7—8 18
9—10 20 5
11—12 24
13-14 26 6
15-16 30
17—18 32 9
19—20 36
21—22 38
23—24 42 11
25-26 44
27—28 46 13
29 48
внахлестку, мм
Slt не менее В, не менее к ь
Номинальное значение Предельное «отклонение
S 2(S + SX) S + b 0 4-1
4-2
347
4. ПАЯНЫЕ СОЕДИНЕНИЯ
Пайка — это процесс соединения металлических деталей с помощью
присадочного сплава — припоя, температура плавления которого ниже
температуры плавления материала соединяемых деталей. Соединение осуще-
ствляется за счет растворения и взаимной диффузии расплавленного припоя
и основного металла, нагретого до температуры плавления припоя.
При пайке формирование шва происходит путем заполнения зазора
между соединяемыми деталями, что в большинстве случаев связано с капил-
лярным течением припоя. Так как в процессе пайки не происходит расплав-
ления кромок соединяемых деталей, и зазоры имеют сравнительно неболь-
шую величину, достигаемая точность взаимного расположения деталей и их
форма намного выше, чем при сварке.
Большое влияние на прочность паяного соединения оказывает величина
зазора между соединяемыми деталями, которые можно назначать поданным
табл. VI1-17. Поверхность под пайку рекомендуется обрабатывать до шеро-
ховатости /?г40 — /?а2,5.
Классификация припоев установлена ГОСТ 19248—73. Широкое приме-
нение получили припои оловянно-свиицовые, серебряные н медно-цинковые.
Некоторые марки этих припоев и их назначение указаны в табл. VII-18,
VII-I9 и VII-20.
Основные типы и параметры паяных соединений установлены ГОСТ
19249—73, а их условные обозначения — ГОСТ 2.313—68.
VII-17. Величины сборочных зазоров паяных соединений
(по приложению к ГОСТ 19249—73), мм
Наименование припоя Наименование паяемого материала
Медь и медные сплавы Сталь углеродистая и ннзкоуглеродистая Алюминий и алюминиевые сплавы
Оловянно-свинцовый Медно-цинковый Серебряный 0,07—0,20 0,04—0,20 0,04—0,25 0,05—0,50 0,05—0,25 0,02—0,15 0,05—0,15
VII-18. Некоторые припои оловянно-свиицовые (по ГОСТ 21930—76)
Марка припоя Температура, °C Плотность, г/см3 Временное сопротивле- ние разрыву, кгс/см2 Область преимущественного применения
начала плавле- ния полного расплав- ления
ПОС 90 183 220 7,6 4,9 Для лужения и пайки внутренних швов пищевой посуды
ПОС 61 183 190 8,5 4,3 Для лужения и пайки электро- и радио- аппаратуры, точных приборов с высоко- герметичными швами
ПОС 40 183 238 9,3 3,8 Для лужения и пайки электроаппарату- ры, деталей из оцинкованного железа с герметичными швами
ПОС 10 268 299 10,8 3,2 Для лужения и пайкн контактных поверх- ностей электрических аппаратов
ПОССу 40-0,5 183 235 9,3 4,0 Для пайкн белой жести, радиаторных тру- бок, оцинкованных деталей
348
Продолжение табл. V11-18
Марка припоя Температура, °C Плотность» г/см2 ;ре менное опротивле- ие разрыву, гс/см8 Область преимущественного применения
« « « К сч 5 ® s В s полного расплав- ления
о к
ПОССу 30-05 183 255 8,7 3,6 Для лужения и пайки радиаторов
ПОССу 95-5 234 240 7,3 4,0 Для пайкн трубопроводов, работающих при повышенных температурах
ПОССу 40-2 185 229 9,2 4,3 Для лужения и пайки холодильных уст- ройств, тонколистовой упаковки. Припой широкого назначения
ПОССу 5-1 275 308 Н.2 з,з Для лужения и пайки деталей, работаю- щих при повышенных температурах
ПОССу 4-6 244 270 10,7 6,5 Для пайки белой жести, лужения и пай- ки деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей
VII-19. Припои серебряные (по ГОСТ 19738—74)
Марка припоя Плот- ность, г/сма Температура плавления, °C Примерное назначение
Критическая точка
верхняя нижняя
ПСр72 10,0 779 779 Пайка меди, медно-никелевых сплавов, лату- ней и бронз
ПСр71 9,8 795 645
ПСрбОКд 9,25 G40 G25
ПСр62 9,6 723 650 Пайка стали с медью, никелем, медными и
ПСр40 9,25 610 590 медно-никелевыми сплавами
ПСр25 8,7 775 740
ПСр37,5 8,9 810 725 Пайка меди и медных сплавов с нержавеющи- ми сталями
ПСрЗКд 8,7 342 314 Пайка меди, медных сплавов и сталей по све- женанесенному медному гальваническому по- крытию толщиной не менее 10 мкм
VI1-20. Припои медно-цинковые
Марка припоя Плот- ность, г/см3 Температура, °C Примерное назначение
начала плавления ПОЛНОГО расплав- ления
ПМЦ 36 7,7 800 825 Пайка латуни, содержащей до 68% меди
МПЦ 48 8,2 850 865 Пайка медных сплавов, содержащих свы- ше 68% меди
МПЦ 54 Л 63 8,3 8,5 876 900 880 905 Пайка меди и стали
Примечание. В марке припоя, в том числе латуни Л63, число означает -солеи-
жание меди в %, остальное — цинк.
34»
КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ УЗЛОВ
ПАЯНЫХ СОЕДИНЕНИЙ
Стыковое соединение из-за низкой прочности применяется редко, глав-
ным образом для малонагруженных узлов и в тех случаях, когда нежела-
тельно удваивать толщину металла в соединении. Повышение прочности
и герметичность шва достигаются при соединении внахлестку или с наклад-
ками (рис. VII-6). При соединении деталей, имеющих большую разность
толщин, по кромке детали большей толщины 'рекомендуется делать фаску.
Повышение прочности соединений введением загибов и выступов .иллюстри-
руется на рис. VII-7, а варианты конструкции, применяемые при соединении
Деталей, имеющих форму тел вращения, показаны на рнс. VII-8.
И - । ।_ I
Рис. VII-7.
Рнс. VII-8.
5. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ И ЗАКЛЕПКИ
ОБЩИЕ СВЕДЕНИЯ
О ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЯХ
Заклепочные соединения делятся на две группы: 1) прочные, применяв
мые в стальных конструкциях, подъемно-транспортных сооружениях,
в рамах, кронштейнах и т. п.; 2) плотные, к которым, помимо прочности,
предъявляются требования обеспечения герметичности соединения (например,
в резервуарах, котлах и т. п.). В последнее время заклепочные соединения,
в особенности плотные, утрачивают свое значение, уступая место сварным.
По виду разрушений заклепочные соединения могут быть односрезными,
если разрушение заклепки происходит по одному сечению (например, при
соединении' двух листов внахлестку), и двухсрезными, если разрушение
происходит по двум сечениям (например, при соединении листов с двумя на-
кладками).
На рис. VII-9 показаны однорядный односрезный шов внахлестку (а),
двухрядный шов внахлестку с параллельным расположением заклепок
(б), двухрядный шов внахлестку с шахматным расположением .заклепок
(в), однорядный шов встык с одной накладкой и с параллельным расположе-
нием заклепок (?), двухрядный шов встык с двумя накладками и шахматным
расположением заклепок (д).
350
Рис. VI1-9.
Число рядов заклепок определяется числом линий, проведенных через
центры заклепок одного из соединяемых элементов и расположенных пер-
пендикулярно к направлению внешнего усилия, воспринимаемого соеди-
нением.
Основные размеры заклепочных соединений имеют обозначения: s — тол-
щина соединяемых элементов; d — диаметр заклепки; t — расстояние между
центрами заклепок одного и того же ряда или шаг заклепочного шва; Ч —
расстояние от оси заклепки до кромки соединяемого элемента или накладки
в направлении действия силы; t2 — расстояние между рядами заклепок;
/3 — расстояние от оси заклепки до кромки соединяемого элемента или на-
кладки в направлении, перпендикулярном к направлению действия силы.
Отверстия под заклепки снижают прочность соединяемых деталей на
растяжение. Это снижение прочности характеризуется коэффициентом проч-
ности шва ф, равным отношению площади FH сечения детали, ослабленного
отверстиями под заклепки, к площади Рбр того же сечения без отверстий.
Средние соотношения размеров прочных заклепочных соединений
стальных конструкций и средние значения коэффициента ф приведены в
табл. VI1-21.
VI1-21. Средние соотношения размеров прочных заклепочных соединений
Типы швов d t ii ^2 t, ? = Л.Дбр
Односрезный однорядный двухрядный трехрядный 2s 3d 4d (id (l,5...2)d (2...3)d (l,2...1,5)d 0,55-0,6 0,65—0,7 0,7—0,75
Двухсрезный однорядный двухрядный трехрядный (l,5...2)s 3,5d 5,5d 8d (l,5...2)d (2...3) d (1,2...1,5) d 0,6—0,65 0,7—0,75 0,8—0,85
351
При конструировании заклепочных соединений необходимо: 1) заклепки
в шве располагать так, чтобы ослабление соединяемых деталей отверстиями
было минимальным; 2) для передотвращения изгиба соединяемых деталей
заклепки располагать на оси, проходящей через центр тяжести сечений со-
единяемых деталей или симметрично ей; 3) для всех соединений данной кон-
струкции применять, как правило, заклепки одного диаметра; 4) для пред-
отвращения поворота соединяемых деталей каждый элемент конструкции
соединять не менее чем двумя заклепками.
РАСЧЕТ ПРОЧНЫХ (СИЛОВЫХ)
ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Расчет заклепок на срез в соединениях, находящихся под воздействием
продольной нагрузки, производят из условий: для односрезных соединений
тср = 1^/(гл<Р/4)] < [т]ср;
для двухсрезных соединений
тср=[Р/(2гл4М)]<[т]ср,
где Р — центральная (не вызывающая изгибов) нагрузка, действующая иа
<;оединение в направлении, перпендикулярном к оси заклепки; г — общее
число заклепок соединения; d — диаметр заклепки.
При этом число заклепок односрезного соединения
z = 4Р/л</2 [ т]ср,
двухсрезного —
г = P/(2nd2/4) [т]ср.
Проверку иа смятие в одно- н двухсрезных соединениях производят по
уравнению
°см = P‘zds < Нем-
где s — меньшая из толщин соединяемых деталей.
Необходимая площадь элементов, работающих на расстяжение под
действием силы Р,
р бр = Гн/Ф = р/1а1рФ-
Проверочный расчет на прочность элементов, работающих на растяже-
ние в сечениях, ослабленных отверстиями под заклепки, производят по усло-
вию
ар = р/р« < l^lp-
Условие прочности на срез края листа
тср = р/1г2 — d/2)] s < Мер-
Расчет заклепок на растяжение (отрыв головки) при нагрузке, действую-
щей вдоль оси заклепки, производят по формуле
% = С/[(гш/2)/4] < [о]р.
852
Допускаемые напряжения зависят от материала заклепок и элементов
конструкции, характера нагрузки и способа изготовления отверстий под
заклепки. Для изготовления прочных заклепочных соединений наиболее
широко применяется сталь Ст2 и СтЗ. Допускаемые напряжения для соеди-
нений из указанных сталей при расчете иа основную нагрузку приведены
в табл. VII-22.
VI1-22. Допускаемые напряжения, кгс/см2, в прочных заклепочных
соединениях при расчете по основным нагрузкам
Род напряжения Сталь Род напряжения Сталь
Ст 2 СтЗ 1 Ст2 СтЗ
Срез заклепок Смятие 1400 2800 1400 3200 Отрыв головок Растяжение основных элементов 900 1400 900 1600
Примечания: 1. В соединениях с отверстиями, продавленными без рассверлива-
ния, допускаемые напряжения на срез снижаются на 30%, напряжения на смятие— на
15%.
2. Прн знакопеременных нагрузках допускаемые напряжения определяют умножением
' величин, приведенных в данной таблице, иа коэффициент 1=1 / I 1 — 0,3 m-- I ,
/ \ г’тах/
где Pmin и ^тах — наименьшая и наибольшая по абсолютной величине силы, взятые
со своими знаками.
ЗАКЛЕПКИ
Заклепки нормальной точности изготавливаются по общим техничес-
ким требованиям ГОСТ 10304—70*: марки материалов, покрытия и их услов-
ные обозначения приведены в табл. VII-23, состояние поставки и временное
сопротивление срезу — в табл. VII-24, размеры заклепок — в табл. VI1-25—
VII-29.
Заклепки изготавливаются следующего ряда длин: от 2 др 20 мм—через
I мм (размеры 11, 13, 15, 17 и 19 не рекомендуются); от 22 до 42 — через
2 мм (45, 48; 50; 52; 55; 58); от 60 до 100 — через 5 мм и от 110 до 210 — через
10 мм.
Предельные длины заклепок различных типов указаны в табл. VII-25—
VI1-29.
VII-23. Марки материалов и покрытия заклепок нормальной точности
(по ГОСТ 10304—70*)
Материал Покрытие
Вид Условное обо- значение вида Марка Условное обо- значение мар- ки (группы) Вид Условное обо- значение вида Обозначение н минимальная толщина покрытий, мкм, по ГОСТ 9791—68
Углеро- дистые стали 0 Ст2 по ГОСТ 14085—68 или ГОСТ 499—70 00 Без покрытия 00 —
10 по ГОСТ 1050—74; 10 кп по ГОСТ 10702—63* 01 Цинковое с хро- матированием 01 Ц6. хр
’Кадмиевое с хро- матированием 02 Кд- 6. хр
12 7-347
353
ГГродолжение табл. VII-23
Материал Покрытие
Вид л словное обо- значение вида Марка' Условное обо- значение мар- ки (группы) Внд Условное обо- значение вида Обозначение н минимальная толщина покрытий, мкм, по ГОСТ 9791—G8
Углеро- дистые стали 0 СтЗ по ГОСТ 14085-68 или по ГОСТ 499—70 02 Окисное 05 Хим. Оке.
15 по ГОСТ 1050—74; 15 кп по ГОСТ 10702—63* 03 Фосфатное 06 Хим. Фос.
Легиро- ванная сталь 1 09Г2 по ГОСТ 19281—73 10
Нержа- веющая сталь 2 12Х18Н9Т по ГОСТ 5632—72** 21 Без покрытия 00 —
Окиспо-фосфатное 11 Окс-Фос.
Серебряное 12 Ср. 6
Латунь 3 Л63 по ГОСТ 15527—70 32 Без покрытия 00 —
Л63 (антимагнитная) по ГОСТ 15527—70 33 Цинкование с хро- матированием 01 ЦЗ. хр
Никелевое 03 Н6
Окисно-фосфатное 11 Окс-Фос.
Медь М3 по ГОСТ 859—66*, МТ по ГОСТ 2112—71* 38 Без покрытия 00 —
Никелевое ,03 Н6
Окисно- фосфатное 11 Окс-Фос.
Алюми- ниевые сплавы АМг5П цо ГОСТ 4784-74 31 Без покрытия 00 —
Д18 по ГОСТ 4784—74 35 Окисное анодиза- ционное с хрома- тированием 10 Ан. Оке.' 5хр
АД1 по ГОСТ 4784—74 37
Примечание, Внд покрытия ДО в обозначении не указывается.
.364
VI1-24. Состояние поставки заклепок (по ГОСТ 10304 —70*)
Материал заклепок Состояние, поставки Временное сопротивле- ние срезу, кгс/мм®, не менее
Наименование Марка
Сталь Ст2, СтЗ, Ст2кп, СтЗкп Отожженные 32
10, 15 34
Юкп, 15кп 32
09Г2 Без термической обра- ботки 39
12Х18Н9Т Закаленные 44
Латунь Л63, Л63 (антимагнит- ная) Отожженные —
Медь М3 19
Алюминиевые АМг5П 16
АД1 Без термической обра- ботки 6
Д18 Закаленные и естествен- но состаренные 19
VII-25. Заклепки
с полукруглой низкой
головкой нормальной
точности
(по ГОСТ 10302—68*), мм
d 2 2,5 3 (3,5) 4 5 6 8 10
от 2 4 . 4 5 6 8 8 10 16
Le до 10 19 38 38 50 50 50 50 50
D 4 5 6 7 8 10 12 16 20
Н 0,8 1 1,2 1,4 1,6' 2 2,5 3 4
г, не более 0,2 • 0,4 0,5 0,6
^справ 2,9 3,6 4,4 5,1 5,8 7,3 8,5 12,2 14,5
Примеры условного обозначения заклепки диаметром 8 мм, длиной
20 мм:
из материала группы 00, без покрытия:
Заклепка 8 X 20.00 ГОСТ 10301—68*-.
из материала группы 38, марки М3, с покрытием 03 толщиной' 6 мкм:
Заклепка 8Х20.38М3.036 ГОСТ 10302 —68*.
12*
355
Rz40
VI1-26. Заклепки с полу
d 1 1,2 (1,4) 1,6 2 2,5 : 3 4 (3,5) 4 5
г / от 2 . 2 3 3 3 3 4 5 5 7
до 8 10 12 • 14 16 20 40 40 50 60
D 1,8 2,1 2,5 2,9 3,5 4,4 5,3 6,3 7,1 8,8
Н 0,6 0,7 0,8 1 1,2 1,5 1,8 2,1 2,4 3
г, не более 0,2 0,4 •
п А справ 1 1,2 1,4 1.6 1,9 2.4 2,9. 3.< 3,8 4,7
Примеры условного об означения заклепки диаметром 8 мм, длиной
из материала группы 00, без покрытия;
Заклепка 8X20.00 ГОСТ 10299—68*;
из материала группы 38, марки М3. с покрытием 03 толщиной 6 мкм:
Заклепка 8Х20.38.М3.036 ГОСТ 10299—68*.
d 1 1,2 (1,4) 1,6 2 2,5 3 (3,5) 4 5
L ОТ 2 3 3 3 3 4 4 5 5 8
до 8 10 12 12 15 20 40 40 50 60
D 1,9 2,3 2,7 2,9 3,9 4,5 5,2 6,1 7,0 8,8-
Н 0,5 0,6 0,7 1 1,1 1,2 1,4 1,6 2
а«?прав 90° -
г, не более. 0,1 0,2
Примеры условного обозначения заклепки диаметром 8 мм, длиной
из материала группы 00, без покрытия:
Заклепка 8X20.00 ГОСТ 10300—68*;
из материала группы 38, марки М3, с покрытием 03 толщиной 6 мкм:
Заклепка 8 X 20.38 М3.036 ГОСТ 10300—68*,
336
Круглой головкой нормальной точности (по ГОСТ 10299—68), мм
6 8 10 12 (14) 16 (18) 20 (22) 24 (27) 30 36
7 7 13 18 20 20 28 34 38 40 48 52 52
60 70 100 110 140 140 140 160 180 180 180 180 180
11 14 16 19 22 25 27 30 35 37 40 45 55
Лб 4.8 6 7,2 8,4 9,5 11 12 13 16 18 20 24
0,5 0,6 0,8 1,0 1,2 1.5
6 7,5 8,3 9,8 11,4 13 13,8 15,4 18,3 18,7 20,1 22,7 27,8
20 мм:
ной головкой нормальной точности (по ГОСТ 10300—68*), мм
6 8 10 12 (14) 16 (18) 20 (22) 24 (27) 30 36
8 8 15 18 22 24 30 . 38 38 40 45 52 60
60 60 75 85 100 100 120 '150 180 180 180 180 180
10,3 13,9 17 20 24 27 30 33 36 37 41 49
2,4 3,2 4,8 5,6 • 6,8 7,2 ' 8 9 10 11 12,5 14
75° 60°- 45°
0,25 0,3 | 0,4 0,6 1 0,6 1 0,8
20 мм:
857
Примеры условного обозначения заклепки диаметром 8 мм, длиной
нз материала группы 00, без покрытия:
Заклепка 8X20.00 ГОСТ 10301—68*;
из материала группы 38, марки М3, с покрытием 03 толщиной 6 мкм:
Заклепка 8Х 20.38.М3.036 ГОСТ 10301—68.
VII-29. Заклепки с
д’
L
Ribo, .
d 2 2,5 3 (3,5) 4 5 6 8
L 0Т 4 5 5 5 6 8 10 14
ДО 10 14 18 18 32; 60 60 60
D 3,8 4,8 5,5 6,5 7,5 9,5 11 14
И 1 1,2 1,6 1,8 2 2,5 3 4
г, Йё более 0,2 0,4 0,5
Гу, не более 0,5 0,7 0,8 1,0 1,3 2,0.
Примеры условного обозначения заклепки диаметром 8 мм, длиной
из^материала группы 00, без покрытия:
Заклепка 8X20.00 ГОСТ 10303—68*;
нз материала группы 38, марки М3, с покрытием 03 толщиной 6 мкм:
Заклепка «X 20.38,МЗ,036 ГОСТ 10303^8*.
358
полупотайной головкой нормальной точности (по ГОСТ 10301—68), мм .
10 12 (14) 16 (18) 20 (22) 24 (27) 30 36
16 18 20 26 28 30 40 45 48 48 58
75 100 100 100 150 150 210 210 180 180 180
17 20 24 24 27 30 33 36 37 41 49
4,8 5,6 6,8 7,2 8 9 10 11 12,5 14 16
2,5 3 3,5 4 4,5 5 5,5 6 6,5 7 9
15,7 18,2 22,3 20 22,5 25 27,5 30 29,6 33,5 37,9
75° 60° 45°
0,3 0,4 0,5 0,6 0,8
20 мм:
плоской головкой нормальной точности (по ГОСТ 10303—68), мм
10 12 (14) 16 (18) 20 (22) 24 (27) 30 36
16 18 20 24 24 32 38 50 60 60 60
85 90 НО 110 120 150 180 180 180 180 180
16 20 22 25 28 32 36 40 45 50 60
5 6 7 8 9 10 11 12 14 15 16
0,6 0,8 1,0 1,2 1,5
2,6 3,0 з.з 1 4,0 1 4,6 5,3 1 6,0 1 6,6
20 мм:
359
VIII. ОСИ И ВАЛЫ
•**
1. ОБЩИЕ СВЕДЕНИЯ И РАСЧЕТ
Оси предназначены для поддержания вращающихся деталей. Усилия,
действующие на эти детали, воспринимаются осью как изгибающие нагрузки.
Крутящие моменты осью не передаются. Поэтому ось рассматривают как
балку, установленную на шарнирных опорах, и рассчитывают на изгиб по
формуле
Г=М/[а]и,
где W — момент сопротивления сечения при изгибе, см3 (таблг 1-14); М —
наибольший изгибающий момент, кгс-см; [а]и—допускаемое напряжение
на изгиб, кгс/см2.
При определении [а]н различают нагрузки статические и переменные
пульсирующие с симметричным циклом (напркмер, при вращающейся оси
и постоянном направлении действия силы).
В зависимости от назначения различают валы передач (зубчатых, ремен-
ных, цепных и т. д.) и коренные валы, несущие рабочие органы машин.
Особую группу составляют валы, изготовленные за одно целое с червяком
или шестерней.
Расчет валов иа прочность. В случаях, когда вал или его участки ра-
ботают только на кручение (например, выходные концы валов, соединенные
муфтой, не дающей неуравновешенных составляющих окружного усилия),
расчет производят по формуле
тшах = Ч^р < Мк,
где ттах — максимальное значение номинального касательного в попереч-
ном сечении вала напряжения, кгс/см2; Мк — крутящий момент, возникаю-
щий в рассматриваемом сечении, кгс/см; Ц7р — полярный момент сопротив-
ления поперечного сечения, см3 (табл. 1-14, VIII-1, VIII-2 и VIII-3); [т]к —
допускаемое напряжение на кручение, кгс/см2.
При изгибе с кручением стальные валы рассчитывают по номинальным
эквивалентным напряжениям:
аэ = M3/W < [о]и,
где аэ — номинальное эквивалентное напряжение, кгс/см2; М3— эквивалентный
момент, кгс • см; [а]и — допускаемое напряжение, кгс/см2.
Эквивалентный момент М9 связан с изгибающими моментами Мх и Мя
(в двух взаимно перпендикулярных плоскостях) и крутящим моментом Л4К
зависимостью
М3 = Умх + М* + 0,76M*-
Оси, испытывающие только изгибающие нагрузки, рассчитывают
по приведенной формуле при условии, что крутящий момент Мк = 0.
Допускаемые напряжения для наиболее применяемых материалов
приведены в табл. VIII-1.
Уточненный расчет валов на выносливость производят
с учетом характера изменения напряжений, статических и усталостных
характеристик материала, концентрации напряжений, масштабных фак-
торов, состояния поверхностного упрочнения [33].
860
VIII-1. Допускаемые напряжения [о]из, кгс/сМ*, для валов
и вращающихся осей
Источник концентрации напряжении Диаметр вала d, мм Марка- стали и термическая обработка
Сталь 35, нормали- зованная, ав > 52; 30; а—25 Сталь 45, нормали- зованная, ав > 60; ат > 34; 3—^28 Сталь 45, улуч- шенная, *в > 75; > 42; a—х«35 Сталь 40Х, улуч- шенная, “в > 80; ат > 60; х «40 Сталь 40Х, закален- ная до HRC 35—42, ав > 110f ат > 90; . SQ
Насаженная на вал деталь 30 700 750 850 900 950
(шестерня, шкив) с острыми 50 650 700 800 850 900
кромками. 100 600 650 750 800 850
“1 Вал ступенчатой формы с 30 8£)0 900 1050 1100 ибо
острыми внутренними уг- 50 700 800 900 950 1000
лами при D/d < 1,2 100 600 700 800- 850 900
- — -ъ U Вал ступенчатой формы с
округленными внутренними 30 1100 1150 1350 1400 1500
углами при г = 0,05а, D/d < 50 950 1000 1150 1200 1300
<1,2 100 850 900 1000 1050 1100
Примечания: 1. Обозначения: ав ** предел прочности при растяжении; ат
предел текучести; а—i — предел выносливости, кгс/мм2.
2. Приведенные допускаемые напряжения приняты при спокойной нагрузке и коэф-
фициенте безопасности 1, 3. Прн измененных условиях работы допускаемые напряжения
следует соответственно понизить.
При предварительных расчетах, когда размеры вала по длине не опре-
делены и изгибающие моменты не могут быть вычислены, приближенно диа-
метр вала определяют по формуле
d = С VN/n,
где С — коэффициент, учитывающий материал вала и характер нагрузки;
N — мощность, кВт; п — частота вращения, об/мин. Если вал изготовлен
из стали с пределом прочности ов = 5000 кгс/см2 (сталь Ст5, сталь 35), то
при постоянных нагрузках и небольших изгибающих моментах (короткие
валы) коэффициент С= 10, при переменных нагрузках и малых изгибающих
моментах или при постоянной нагрузке и средних изгибающих моментах —
11, при переменных нагрузках и средних изгибающих моментах или при.
постоянной нагрузке и значительных изгибающих моментах (длинные
валы) — 12.
861
Расчет валов иа жесткость при кручении производится
в случаях, когда значительное закручивание вала вызывает ^концентрацию
нагрузки (например, по длине зуба у шлицевых валов и валов-шестерен) или
нарушает работу механизмов. Например, в результате значительного закру-
чивания вала механизма перемещения мостового крана возможен его пере-
кос на подкрановых путях.
Проверку на жесткость по углу закручивания производят по формуле
Л4К
Фо — < [ф]о>
Р
где <р0 и Гф1о — соответственно расчетный и допускаемый относительные
углы закручивания, рад/см; Л4К — максимальный крутящий момент, кгс-см;
б— модуль сдвига, кгс/сма (см. табл. 1-9); Jp — полярный момент инерции
поперечного сечения вала, см4 (Iр ~ 0,Id4).
В зависимости от назначения вала и характера нагрузки <р0 принимают
равным при ударных нагрузках 0,25 • 10~4, при переменных — 0,5 • 10~4,
при статических нагрузках — (1...2 ) • 10-4 рад/см.
Расчет валов на жесткость при изгибе заключа-
ется в определении стрелы прогиба / оси вала и сравнении ее с допустимой
1/1; / «[/I-
Величину / рассчитывают по уравнениям (табл. 1-11). При определении
стрелы прогиба ступенчатых валов в расчет принимают некоторый усреднен-
ный диаметр.
Допускаемое значение стрелы прогиба f принимают равным 0,0002 —
0,0003 от расстояния между опорами или 0,01—0,03 модуля под зубчатыми
колесами.
‘ Материал осей и валов. Оси и валы, не подвергаемые термической обра-
ботке, изготовляют главным образом из стали марок Ст5 и Стб. Подвергаемые
термической обработке (нормализации, улучшению или закалке токами вы-
сокой частоты) — из конструкционной стали 35, 40, 45 или легированной
стали 40Х. В особо ответственных случаях для тяжелонагруженных валов
применяют хромомарганцевую сталь марок 35ХГФ и 40ХГТР и хромо-
никелевую сталь 40ХН, 45ХН, ЗОХНЗА, подвергая их улучшению или за-
калке ТВЧ. Быстроходные валы, работающие в подшипниках скольжения,
у которых требуется высокая твердость поверхности цапф, изготовляют из
сталей марок 20, 20Х, 18ХГ, 18ХГТ, 12ХН2, 12ХНЗА, подвергая их цемента-
ции и закалке.
Для валов, размеры которых определяются требованиями к их жест-
кости, применение дорогих легированных сталей не оправдано, так как стали
всех марок имеют примерно одинаковый модуль упругости.
2. МОМЕНТЫ СОПРОТИВЛЕНИЙ
И ПЛОЩАДИ ВАЛОВ РАЗЛИЧНЫХ СЕЧЕНИЙ
VI11-2. Моменты сопротивления валов круглого сечеиия
Г=лР3/32; Гр = лР3/16.
Д
D, мм W, ей» IFp, см1 F, см3 D, мм W, см3 Wp, см3 F, сма
20 0,785 1.57| 3,14 1 22 1,045 2,090 3,80
h 0,909 1,818 3,4(3 23 1,194 2,39 4,15 .
362
Продолжение табл. V1H-2
D, мм W, cm® IFp, cm® F, cm' D, мм W, cm® Гр, см® F, cm1
24 1,357 2,71 4,52 80 50,3 100,5 50,3
25 1,534 3,07 4,91 82 54,1 108,3 52,8
26 1,726 3,45 5,31 85 60,3 120,6 56,7
28 2,16 4,31 6,16 88 66,9 133,8 60,8
30 2,65 5,30 7,07 90 71,6 143,1 63,6
32 3,22 6,43 8,04 92 . 76,5 152,9 665
34 3,86 7,72 9,08 95 84,2 168,3 70.9
35 4,21 8 42 9,62 98 92,4 184,8 75 4
36 4,58 9,16 10,2 _ 100 ' 98,2 196,4 78 5
37 4,97 9,95 10,8 105 113,7 997 866
38 5,39 10,77 H,3 110 130,7 261 95*0
40 6,28 12,57 12,6 115 149,3 299 104
42 7,27 14,55 13,9 120 169.6 339 113
44 8,36 16,73 1Д2 125 191.7 383 123
45 8,95 17,89 15,9 130 216 431 133
46 9.56 19,11 16,6 135 242 483 143
47 10,19 20,4 17,3 140 269 539 154
48 10,86 21,7 18,1 145 299 599 165
50 12,27 24,5 19,6 150 331 663 177
52 13,80 27,6 21,2 155 366 731 189
55 16,38 32,7 23,8 160 402 804 201
58 19,16 38,3 26,4 165 441 882 214
60 21,2 42,4 28,3 170 482 965 227
62 23,4 46,8 30,2 175 526 1053 241
65 27,0 53,9 33,2 180 573 1145 254
68 30,9 61,7 36,3 185 622 1243 269
70 33,7 67,3 38,5 190 673 1347 284
72 36,6 73,3 40,7 195 728 1456 298
75 41,4 82,8 44,2 200 785 1571 314
78 46,6 93,2 47,8
VIП-3. Моменты сопротивления и площади сечения валов,
ослабленных шпоночным пазом
W = лР3/32 — [bh (2D — /i)2]/16D;
Ц7р а= nD3/16 — [bh (2D — ВД/16Р.
D, мм bXh, MM W, cm® Wp, cm® F, cm®. D, мм MM W, cm® Гр, см® F, cm®
20 21 0,655 0,776 1,440 1,680 2,96 3,28 25 26 8X7 1,275 1,453 2,81 3,18 ' 4,62 5,03
22 23 24 6x6 0,897 1,038 1,192 1,940 fi,23 2,55 3,62 3,98 4,34 28 30 1,855 2,32 4,01 4,97 5,88 6,79
863
Продолжение табл. VIII-3
Продолжение табл. VIII-3
Z), мм b X-h, мм IF,' см’ Ц7р, см» F, см2 D, мм Ь X ti, мм W, см* IFp, см’ F, см»
32 2,73 5,94 7,64 50 10,65 22,9 18,84
34 10X8 3,33 7,19 8,68 52 16X10 12,10 25,9 20,4
35 3,66 7,87 9,22 55 14,51 30,8 23,0
36 4,01 8,59 9,78
37 4,27 9,24 10,27 58 16,81 36,0 ' 25,4
38 40 12X8 4,66 5,51 10,04 11,79 10,86 12,09 60 62 18X11 18,76 20,9 40,0 44,3 27,3 29,2
42 6,45 13,72 13,37 65 24,3 51,2 32,2
44 7,25 15,61 14,58 68 27,5 58,4 35,1
45 7,80 16,74 15,27 70 30,2 63,8 37,3
46 14X9 8,38 17,93 15,99 72 20X12 33,0 69,7 39,5
47 8,98 19,17 16,72 75 37,6 79,0 -43,0
48 9,62 20,5 17,47 78 42,6 89,2 46,6
D, мм ЬХй, мм W, см® IFp, СМ» F, см» D, мм b X h, мм W. см» IFp, см» F. см»
Й 82 85 88 90 24X14 44,7 48,4 54,3 60,6 65,1 95,0 102,5 114,6 127,5 136,7 48,6 51,5 55,1 59,1 61,9 125 130 135 140 36X20 172,7 195,8 221 248 364 412 - 462 517 119,1 129,1 139,5 150,3
145 150 155 160 165 170 . 272 303 336 372 409 450 571 634 702 774 850 932 160,7 172,3 184,3 196,7 209 223
92 95 98 100 105 28X16 67,9 75,3 88,1 88,7 103,7 144,3 159,4 175,5 186,9 217 64,2 68,6 73,2 76,3 84,4 40X22
НО 115 120 32X18 117,4 135,2 154,8 248 285 342 92,2 101,0 110,2 175 180 185 190 195 200 40X25 484 $29 576 Ж 736 1010 1101 1198 1300 1408 1521 235 249 263 278 293 309
VII1-4. Моменты сопротивления и площади сечений зубчатых
№ = [nd4 + b (D — d) (D 4- d)2 г]/320j
(шлицевых) валов с прямобочиыми шлицами (по ГОСТ 1139—58)
1Гр = [nd4 4- b (D — d) (D 4- d)2]/160 j z — число шлицев.
&, мм / Легкая серия Средняя
D, мм | Ь, мм | 1 1 W, см» Wp,‘ см* | F, см2 D, мм | Ь, мм г 1
11 •в»— *** в» 14 3 6
13 — 16- 3,5 6
16 20 4 6
18 22 5 6
21 - —- __ *-- 25 5 6
23 26 6 6 1,368 2,74 4,69 28 6 ' 6
26 . 30 6 6 1,966 3,93 6,03 32 6 6
28 32 7 6 2,48 4,96 6,99 34 7 6
32 36 6 8 3,63 7,26 9,00 38 6 8
36 40 7 8 5,14 19,28 11,29 42 1 8
42 46 8 8 7,98 15,96 15,13 48 8 8
46 50 9 8 10,46 20,9 18,05 54 9 8
52 58 . 10 8 15,50 31,0 23,6 60 Ю 8
56 62 10 8 18,93 37,9 27,0 65 10 8
62 68 12 8 25,8 51,6 зз,t 72 12 8
серия Тяжелая серия
W, см» Wp, см» F, см2 D, мм Ь, мм 2 ЯГ, см« IFp, см» F, см»
0,1781 0,356 1,220
0,279 0,558 1,642 — —
0,383 0,766 2,02 20 2,5 ю 0,525 1,05 2,51
0,742 1,483 3,14 23 3 10 0,791 1,581 3,29
1,734 3,47 4,06 26 3 10 1,133 2,27 4,21
1,503 3,01 . 5,05 29 _ 4 10 1,645 3,29 5,35
2.Н 4,22 6,39 32 4 10 2,19 4,38 6,51
2,67 5,34 7,41 35 4 10 5,44 7,55
3,87 7,74 9,48 40 6 10 <19 8,38 10,04
5,45 10,90 11,85 45 5 10 5,72 11,44 12,42
8,39 16,78 15,77 52 6 10 9,06 18,12 16,85
11,49 22,9 19,52 56 7 10 11,93 23,9 20,1
16,10 32,2 24,4 60 5 16 16,10 32,2 24,4
19,95 39,9 28,2 65 5 I6 21,1 42,2 29,0
27,6 55,2 34,9 72 6 16 27,7 55,4 34,9
364
365
л, мм Легкая серия ’ Средняя
D, мм Ь, мм Z W, см’ Wp, см’ F, см’ D. мм Ь, мм г 1
72 78 12 10 40,2 80,4 44,3 82 12 10
82 88 12 10 57,7 115,4 56,4 92 12 10
92 98 14 10 81,3 162,6 70,6 102 14 10
102 108 16 10 110,2 220 86,5 112 16 10
112 120 18 10 148,8 298 105,7 125 18 10
3. КОНЦЫ ВАЛОВ
Концы валов, предназначенные для установки деталей, передающих
крутящие моментй в машинах, механизмах и приборах, стандартизованы:
цилиндрические — ГОСТ 12080—66* (табл. VIII-5); конические — ГОСТ
12081—72 (табл. VIII-6).
VIII-5. Концы валов цилиндрические (по ГОСТ 12080—66), мм
^номин Цилиндрические Цилиндрические с резьбовым концом
1-й ряд 2-й ряд 7 Г С 1
I, 4,
Исполнение
1 2.
14 16 18 19 30 40 25 28 1,0 1,6 30 18 М8Х 1
40 ‘ 28 М10Х1.25
20 22 24 50 36 1,6 ' 1,0 50 36 12МХ1.25
25 28 —— 60 42 60 42 М16Х1.5
32 36 30 (35) 38 80 58 2,0 1,6 80 58 М20Х 1,5
М24Х2
40 -4 45 «ш» 42 48 НО 82 .110 82
М30Х2
366
Продолжение табл. VIH-4
сеРия | Тяжелая серия
W, см8 lFp см3 F, см2 | D, мм Ь, мм Z IF, см3 IFp, см3 F, СМ*
43,0 86,0 • 46,7 82 7 16 41,4 82,8 45,8
60,6 121,2 58,8 92 20 60,6 120,1 58,8
85,1 170,2 73,4 102 20 85,1 170,2
115,3 231 89,6 115 6 20 109,4 219’ ^0
156,3 313 110,1 125 9 20 15б;з 313 116'1
Продолжение табл. VHI-S
^номин Цилиндрические Цилиндрические с резьбовым кондом
1-й ряд 2-й ряд 1 Исполнение Г С lt h di
1 2
50 55 (52) (56) но 82 2,5 2,0 НО 82 МЗбхЗ
60 70 63 65 (71) 75 140 105 140 Ю4 М42ХЗ М48ХЗ
80 90 85 95 170 130 3,0 2,5 170 130 М56х4
— — И*
100 110 125 120 210 165
140 130 150 250 200 4,0 з,о
160 — 300 £40
Примечания: 1. По ГОСТ 12080—66 предусматриваются концы валов диаметром
От 0,8 до 630 мм двух исполнений: 1 — длинные; 2 — короткие.
2. При выборе диаметра d конца вала 1-й ряд следует предпочитать 2-му; размеры,
указанны^ в скобках, применять не рекомендуется.
3. 15 приведенном диапазоне диаметров предусмотрены шпонки: для валов исполне-
ния 1 — Призматические-обыкновенные по ГОСТ 8?89—68 н тангенциальные нормальные
по ГОСТ 8796—68; для валов исполнения 2 — призматические обыкновеннее по ГОСТ
8789—68; для вала диаметром до 30 мм — призматические высокие по ГОСТ 10748—68 и
тангенциальные усиленные по ГОСТ 8797-68 для вала диаметром свыше 30 уц.
4. У основания свободного конца вала допускается наличие технологической ка-
навки для выхода шлифовального круга по ГОСТ 8820—69.
5. Прн применении валов для малона груженных передач (кроме концов валов элект-
рических машин) для данного диаметра крица вала допускается уменьшение длины в
пределах двух диапазонов длин вышепредусмотренного для Данного размера (например,
для диаметра d — 100 мм помимо указанных длин 210 и 165 мм допускается применение
длин 140 и 105 мм).
6. Размеры цилиндрических концов валов С резьбовым концом рекомендуемые по
приложению к ГОСТ 12080—66.
867
VI11-6. Концы валов конические с конусностью 1 :10 (по ГОСТ 12081—72), мм
Тип!
Номи- нальный диаметр dx Z, ^8 Ь. & t 4.
Исполнение
1-й ряд 2-й РЯД
1 2 1 2 Г 2
14 —' 30 — 18 '— 13,10 — 3 3 1,8 М8Х1 М4
16 — 40 28 28 16 14,60 15,20 М10Х1.25
18 — 16,60 17,20 4 4 5 2,5 з,о М5
— 19 17,60 18,20
20 — 50 36 36 22 18,20 18,90 М12Х 1,25 Мб
22 — 20,20 20,90
— 24 22,20 22,90 5
25 — 60 42 42 24 22,90 23,80 М16Х1.5 М8
28 — 25,90 26,80
— 30 80 58 58 36 27,10 28,20 М20Х 1,5 М16
32 — 29,10 30,20 6 6 3,5
— 35 32,10 33,20
36 — 33,10 34,20 М12
— 38 35,10 36,20 М24Х2
40 — НО 82 82 54 35,90 37,30 10 8 5,0
— 42 37,90 39,30
45 — 40,90 42,30 12 М30Х2 М1б
— 48 43,90 45,30
50 — 45,90 47,30 M36X3
— 55 50,90 52,30 14 9 5,5
56 — 51,90 53,30
868
Продолжение табл. VIII-6
Номи- нальный диаметр It ^2 Ь ft t d, d.
Исполнение
1-й ряд 2-й ряд
1 2 1 2 1 2
— 60 140 105 105 70 54,75 56,50 16 10 6,0 M42X3 M2G
63 — 57,75 59,50
— 65 59,75 61,50
— 70 64,75 66,50 18 11 7,0 M48X3 M24
71 — 65,75 67,50
— 75 69,75 71,50
80 — 170 130 130 90 73,50 75,50 20 12 7,5 M56X4 M30
— 85 78,50 80,50
90 — 83,50 85,50 22 14 9,0 M64x4
— 95 88,50 90,50 M36
100 — 210 165 165 120 91,75 94,00 25 M72x4
по — 101,75 104,00 M80X4 M42
— 120 111,75 114,00 28 16 10,0 M90X4
125 — 116,75 . 119,00 M48
— 130 250 200 200 150 120,00 122,50 M100X4
140 — 130,00 132,50 32 18 11,0
— 150 140,00 142,50 M110X4
160 — 300 240 240 180 148,00 151,00 36 20 12,0 M125X4
Примечания: 1. По ГОСТ 12081—72 предусмотрены концы валов диаметром от
8 до 630 мм двух Пиггов (1—с наружной резьбой, 2*=-с внутренней резьбой) и двух
исполнений (I—длинные, 2 — коротки^).
2. В приведенном диапазоне диаметров шпоночный паз изготавливается параллельно
осн вала. Форма н длина шпоночного паза стандартом не регламентируются.
3. При выборе диаметра конца вала 1-й ряд следует предпочитать 2-му.
4. Допускаемые отклонения от конусности — по 6-й степени точности ГОСТ 8908—58
с направлением отклонения в плюс; предельные отклонения длины конической части ва-
ла— СМз; предельное отклонение резьбы нарезаемого конца вала — 80; размеры призма-
тических шпонок — по ГОСТ 8789—68, предельное отклонение размеров, шпонок и пазов—*
по ГОСТ 7227-58.
5. В технически обоснованных случаях допускается изготовление концов валов:
а) без шпоночных пазов; б) с левой резьбой.
6. Радиальное биение конического конца вала относительно оси вращения не долж-
но превышать величин, указанных в табл. VIII-7.
869
VI11-7. Радиальное биение конического конца вала относительно
оси вращения, мм
Номинальный диаметр конца вала Радиальное биение Номинальный диаметр конца вала Радиальное биение
Нормаль- ная точность Повышен- ная точность Нормаль- ная точность Повышен- ная точность
Св. 10 до 18 0,035 0,018 Св. 50 до 80 0,060 о,ойо
Св. 18 до 30 0,040 0,021 Св. 80 до 120 0,070 0,035
Св. 30 до 50 0,050 0,025 Св. 120 до 220 0,100 0,050
IX. ШПОНОЧНЫЕ
И ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯ
1. ШПОНОЧНЫЕ СОЕДИНЕНИЯ
ТИПЫ И НАЗНАЧЕНИЕ ШПОНОК
Шпоночные соединения служат в основном для передачи крутящих
моментов. Стандартами предусмотрены следующие типы шпонок:
1) призматические (ГОСТ 8788—68*, ГОСТ 8789—68*. ГОСТ 8790—68).
Эти шпонки позволяют осуществлять как неподвижное, так и скользящее
соединение. В последнем случае шпонки крепятся в пазу вала винтами;
2) сегментные (ГОСТ 8794—68*, ГОСТ 8795—68). Как и призматические,
создают ненапряженное неподвижное соединение, передают небольшие кру-
тящие моменты и применяются на валах диаметром до 58 мм;
3) клиновые (ГОСТ 8791—68, ГОСТ 8792—68, ГОСТ 8793- 68). Пред-
назначены для передачи крутящего момента при наличии некоторой осевой
силы. По длине одной из широких граней клиновые шпонки имеют уклон
1 : 100. Такой же уклон имеет паз для шпонки в ступице. При сборке соеди-
нения эти шпонки смешают ось ступицы с оси вала на величину посадочного
зазора, а при короткой ступице, насаживаемой па вал детали, вызывают ее
перекос. Поэтому клиновые шпонки применяют только в механизмах невы-
сокой точности;
4) тангенциальные нормальные (ГОСТ 8796—68) и усиленные
(ГОСТ 8797—68). Применяются для передачи больших, в том числе пере-
менных крутящих "Моментов на валах диаметром от 60 до 1000 мм при нор-
мальных шпонках и от 100 до 1000 мм при усиленных.
Призматические шпонки (табл. IX-1, 1Х-2, IX-3) получили наиболее
широкое распространение. Расчет призматических шпоночных соединений
производят по наибольшему крутящему моменту, передаваемому призмати-
ческой шпонкой
Мк = 0,25dhl [а]см,
где Л4К — наибольший крутящий момент, кгс-мм; d, h и I.— соответственно
диаметр вала, высота и длина шпонки, мм; [о]см — допускаемое напряжение
на смятие, кгс/мм2.
Допускаемое напряжение обусловливается режимом работы соединения
и материалом деталей сопряжения. Для неподвижных соединений прини-
мают [о]см= (0,3...0,5) от, для подвижных [о]см^ (0,1...0,2) от, где от —
предел текучести материала детали (вал, шпонка, ступица), имеющей самые
низкие механические характеристики. При спокойной нагрузке для чугун-
ных ступиц [а]см = 6...8 кгс/мм2.
370
В особо ответственных случаях шпонки проверяют на срез:
Мк = О,МЫ [т]ср,
где b — ширина шпонки, мм\ [т]ср — допускаемое напряжение на срез, при-
нимаемое равным 0,25ат.
Шпонки по ГОСТ 8787—68* изготовляют нз стали чистотянутой. До-
пускается применение другой стали с временным сопротивлением разрыву
не ниже 60 кгс/мм2.
IX-1. Размеры сечеиий
призматических шпонок и пазов (по ГОСТ 8788—68), мм
Диаметр вала Размеры сечений шпонок Глубина паза Радиус закругления пазов
Вал Втулка
ь Л t tt наимень- ший наиболь- ший
От 6 до 8 2 ' 2 1,2 1,0 0,08 0,16
Св. 8 до 10 3 3 1,8 1,4
Св. 10 до 12 4 4 2,5 1,8
Св. 12 до 17 5 5 3 2,3 0,16 0,25
Св. 17 до 22 6 6 3,5 2,8
Св. 22 до 30 8 7 4 3,3
Св. 30 до 38 10 8 • 5 з,з 0,2» 0,4
Св. 38 до 44 12 8
Св. 44 до 50 14 9 5,5 .3,8
Св. 50 до 58 16 10 6 I3
Св. 58 до 65 18 11 7 4,4
Св. 65 до 75 20 12 7,5 4,? । 0,4 0,6
Св. 75 до 85 22 ' 14 9 5,4
Св. 85 до 95 25 14
Св. 95 до 110 28 16 10 6,4
Св. ПО до 130 32 , 18 И 7,4
371
Продолжение табл. 1Х-1
Диаметр вала Размеры сечений шпонок Глубина паза Радиус закругления пазов,
Вал Втулка
ь Л t Л наимень- ший наиболь* ший
Св. 130 до 150 36 20 12 8,4 0.7 1.0
Св'. 150 до 170 40 22 13 9.4
Св. 170 до 200 45 ‘ 25 15 10,4
Св. 200 до 230 . 50 28 17 11,4
Св. 230 до 260 56 32 20 . 12,4 1.2 1,6
Св. 260 до 290 63 32
Св. 290 до 330 70 36 22 14,4
Св. 330 до 380 .80 . 40 25 15,4 2,0 2,5
Св. 380 до 440 . 90 45 28 17,4
Св. 440 до 500 100 50 31 19,5
(<* + /,)»
п р имечания: 1. На рабочих Чертежах должны указываться размеры: ч _
для втулки» t (предпочтительный вариант) или (d—/) —для вала, в зависимости от при*
мятой базы обработки и измерения.
2. В технически обоснованных случаях (пустотелые и ступенчатые валы, передача по-
ниженных крутящих моментов и т. п.) допускается применять меньшие размеры сечений
стандартных шпонок на валах больших диаметров, за исключением выходных концов
валов.
IX-2. Шпонки призматические (по ГОСТ 8789—68)*
Исполнение J
Исполнение 1
Исполнение 2
6, мм ' 2 3 4 5 6 8 10 12 14 16 18 20 22
h, мм 2 3 4 5 6 7 8 8 9 10 11 12 14
<р или г, мм 0 ,16—0,25 0,25—0,40 0,40—0,60 0,60- 0,8$
1, мм Масса 1000 шпонок исполнения 3, <г
6 8 10 12 14 16 18 20 22 Я 0,188 0,251 0,314 0,377 0,440 0,502 0,565 0,628 0,423 0,565 0,707 0,848 0,989 1,13 1,27 1,41 1,55 1,77 1,98 1,01 1,26 1,51 1,76 2,01 2,26 2,51 2,76 3,14 3,52 1,95 2,35 2,75 3,14 3,53 3,92 4,32 4,91 5,50 3,94 4,52 5,09 5,65 6,22 7,07 7,91 —* 7,93 8,80 9,67 11,0 12,3 13,8 15,7 17.6 1! I 1 II И I If о.
372
J1 родолжение табл. 1Х-2
Ь, мм 2 3 4 5 6 8 10 12 14 16 18 20 22 22
ht мм 2 3 4 5 6 7 8 8 9 10 И 12
с или г, мм 0,16—0,25 0,25—0,40 0,40—0,60 0,60—0,80
1, мм Масса, 1000 шпонок исполнения 3, кг
32 36 40 45 50 56 63 70 80 ‘ 90 100 ПО 125 140 160 180 200 220 250 1II 1 1 11 1 1 1 1 1 1 1J J11 1 2,25 2,53 4,02 4,52 4,99 5,62 6,28 7,06 7,85 8,83 9,75 10,9 111111111111 о -Чао- 14,1 15,8 17,6 19,8 22,0 24,6 27,7 30,8 34,9 39,3 20,1 22,6 25,1 28,3 31,4 35,2 39,4 44,0 50,2 56,5 62,4 68,6 24,1 27,1 30,1 33,9 37,7 42,2 47,4 52,8 60,3 67,8 75,4 82,9 93,6 104,8 35,6 39,6 44,5 49,5 55,4 62,5 69,2 79,1 89,0 98,9 109 123 138 157 56,5 62,8 70,2 78,9 88,0 100 113 126 138 157 176 201 226 77,7 86,8 97,9 109 124 140 155 171 194 218 249 280 311 104,9 119 132 151 170 188 207 235 264 301 339 377 414 151 168 192 216 240 264 300 336 384 432 480 528 J5QQ 11,2 5,6 -2
Для исполнения 1 масса уменьша- ется на 0,013 0,045 0,108 0,241 0,364 0,760 1,35 1,94 2,97 •4,31 6,00 8,09
Для исполнения 2 масса уменьша- ется на 0,006 0,022 0,054 0,120 0,182 0,38 0,67 0,97 Проа 1,48 0ЛЖ61 2,15 •iue 3,00 табл 4,04 . IX
Ъ, мм 25 28 32 36 40 45 50 56 63 70 80 90 100
h, мм 14 16 18 20 22 25 28 32 32 36 40 45 50
с или г, мм 0,60—0,80 1,0-1,20 1,60—2,00 2,5-3,0
1, мм Масса 1000 шпонок, исполнения 3, кг
70
80
90
100
110
125
140
160
180
200
220
250
280
320
360
400
450
500
Для нсполне-
ния 1 масса
191
218 246
246 281 361 — — —
273 317 407 508 691
300 352 452 565 760 968 —.
341 387 497 622 864 1100 1375 —.
382 440 565 704 967 1240 1540 1957 —-
437 492 633 791 1105 1410 1760 2236 2516
491 563 723 904 1240 1590 1980 2516 2830
546 633 814 1020 1380 1770 2200 2795 3145
600 703 904 ИЗО 1520 1940 2420 3075 3459
682 774 995 1240 1730 2210 2750 3494 3932
764 880 ИЗО 1410 1930 2470 3080 3914 4403
985 1266 1580 2171 2781 3459 4473 5032
—— 1424 1777 2452 3135 3901 5032 5661
—_ — 2006 2760 -3530 4400 5591 6290
—— 3971 4950 6290 7066
— — — в— — —U 5500 6989 7862
3560
3950
4352
4950
5539
6229
7023
7910
8902
9890
5020
5520
6280
7030
7909
8918
10 040
И 300
12 560
6990
7948
8900
10 011
11 286
12 720
14 300
15 890
9810
10 950
12 359
13 934
15 700
17 660
19 625
уменьшается
Для исполне-
ния 2 масса
уменьшается на
164 208
297 430 614 842-
7,5 10,5 15,5 21,8 29,6 42,6 59 82
104 148,5 215
307 421
Примечание. Допускается применение длин шпонок, выходящих за пределы,
указанные в таблице. Длину шпонок свыше 500 мм выбирать из ряда Да 20 по ГОСТ 6636—69
(табл. Ш-1).
Примеры условного обозначения шпонки размерами b = 13 мм, 4 =
е= 11 ММ, I = 100 мм>
исполнение 1
исполнение 2
Шпонка 18X11X100 ГОСТ 8789—68*;
Шпонка !—18X11X100 ГОСТ 8789-68*,
37»
Исполнение 1
IX-3. Шпоики призматические направляющие
iz
Исполнение 2 Р7$0, /
90° </ М
Ь, мм 8 10 12 14 16
Л, мм 7 8 8 9 10
Л,, мм 2,5 3,2 4
da, ММ ИЗ М4 М5
dlt мм 3,4 4,5 5,5
d2, мм 6 7,5 9,5
0,25 -0,60
с или г, ММ 0,40 0,40-
ct, мм 0,3
10, мм 7 8 10
Винт dxl< МЗХ8 МЗХ10 М4Х10 М5х12
1 1 ‘2 ‘3 Масса 1000 шпонок
25 13 12 6 8,6 13,1 •
28 14 14 7 9,9 15,0 16,5 — —
32 16 16 8 И,7 17,5 20,6 —— —
36 18 18 9 13,4 20,0 23,1 27,6 —
40 20 20 10 15,2 22,5 26,2 32,0 ——
45 23 22 11 17,4 25,6 29,9 37,1 ‘ 44,4
50 26 25 12 19,6 28,8 33,7 41,9 51,1
56 30 28 13 22,2 32,5. 38,4 47,7 58,1
63 35 32 14 25,2 36,9 43,3 54,3 • 66,9
70 40 35 15 28,4 41,4 48,8 61,6 76,2
80 48 40 16 32,6 47,6 56,3 71,5 88,8
90 54 45 18 37,0 52,9 63,9 81,4 101
100 60 50 20 «м* 60,1 71,4 91,4 114
110 66 55 22 66,3 78,9 101 126
125 75 62 25 — 1 1 89,2 116 145
140 80 70 30 1 1 — 100,4 131 164
160 90 80 35 -— — 149 189-.
180 100 90 40 —«в —— —- — 214
200 ПО 100 45 — — — — —
220 120 ПО 50 —- — —
250 140 125 55 — — —- —
280 160 140 60 — — — —
374
о креплением на валу (по ГОСТ 8790—68)
Исполнение J
II
- 18 20 22 25 28 32 i 36 40 45
11 12 14 14 16 18 20 22 25
4,5 5,5 7 8
Мб М8 М10 М12
6,6 9 11 13
11 14 17 ’ 19
0,60—0,80 1,0—1,20
0,5 | 1
11 16 18 22
М6Х14 М8Х20 MI0X25 М12Х30
исполнения 3, кг
— — —
—— — —— —— — — — ——
— — — — — —— — — —
—- — —— — — — —— — —
— — — — —— — — — ——
64,4 — —- __- «*—
74,5 93,1 — —- —- 1^
84,7 104,9 124,9 —— — — —— —
96,3 119 141,7 164,8 —- «
112 137 165,7 192,1 253 —- « —
127 150 189,7 219,4 288 357 — —
143 175 213,7 246,7 323 402 512 602 —
158 194 237,7 274,0 358 447 569 675 —
181 222 273,8 314,9 310 514 651 775 ' 1007
205 250 309,8 355,9 464 - 583 738 882 1143
236 288 357,8 410,5 5?4 673 85.1 1021 1319
167 326 405,8 475,1 604 764 964 ' 1159 1496
298 364 453,9 519,7 675 854 1077 1297 1673
—- 401 •501,9 574,3 745 945 1190 1435 1849
—- — 573,9 656.2 851 1080 1360 1642 2114
— — 738,1 956 1218 1530 1849 2379
378
Ь, мм 8 10 12 14 16
. . h, мм 7 8 8 9 10
мм 2,5 3,2 , 4
da, мм М3 М4 М5
rfj, мм 3,4 4,5 5,5 -
dit мм 6 7,5 9,5
с или г, мм 0,25 0,40 0,40—0,60
мм 0,3
мм 7 8 10
Винт rfxZ4 М3х8 МЗхЮ M4X10 М5Х12
1 11 ^2 । G Масса 1000 шпонок
320 360 400 450 175 195 220 250 158 178 200 225 70 80 90 100 — — 1111 — —
Для исполнения 1 масса умень- шается на 0,76 1,35 1,94 2,97 4,31
Для исполнения 2 масса умень- шается на 0,38 0,67 0,97 1,48 2,15
Примечание. Допускается применение длин шпонок, выходящих за пределы,
6636-69 (табл. Ш-1).
Примеры условного обозначения шпонки размерами Ь = 18 мм
/1—11 мм, исполнение 1
Шпонка 10ХПХ 100 ГОСТ 8790—68;
исполнение 3
' Шпонка 2—18 ХПХ100 ГОСТ 8790—68.
ДОПУСКИ И ПОСАДКИ ПРИЗМАТИЧЕСКИХ
ШПОНОЧНЫХ СОЕДИНЕНИЙ (по ГОСТ 7227-58)
Для получения различных посадок предусмотрены следующие поля до-
пусков сопрягаемых деталей (рис. IX-1): на ширину b шпонки — В3 или
Х3' на ширину Ь паза втулки — Ая или специальное поле допуска ПШГ-,
на ширину Ь паза вала — специальное поле допуска ПШ.
Вал
Схема посадок (на примере номинального значения ширины шпонки
b свыше 6 до 10 мм) показана на рис. IX-2, виды соответствующих соедине-
ний и назначение посадок — в табл. IX-4, а предельные отклонения спе-
циальных полей допусков ПШ н ПШ1 — в табл. IX-5.
376
П родолжение табл. IX-3
18 20 22 25 28 32 36 40 45
11 12 14 14 16 18 20 22 25
4,5 5,5 7 8
Мб М8 мю М12
6,6 9 11 13
11 14 17 . 19
0,60—0,80 1,0-1,20
0,5’ 1
11 16, 13 22
М6Х14 М8Х20 MI0X25 М12Х30
исполнения 3, кг
— — — 1084 1388 1557 1743 1968 2192 2112 2387 2678 2715 3066 3439 3856
6,00 8,09 11,2 15,1 2131,1 43,7 59,3 85,3
3,00 4,04 5,6 7,5 10,5 15,5 21,8 29,6 42,6
указанные в таблице. Длины шпонок свыше 450 мм выбирать из ряда Ra 20 по ГОСТ
I = 100 мм:
Лоле допуска:
I I на ширину шпонки
VWfy на ширину паза Втулки
на ииирину паза Вала Рис. IX-2.
377
IX-4. Видыи назначения шпоночных соединений
Вид соединения
Предельное откло-
нение размера
шпон- паза паза
ки вала втулки
Назначение посадки
Неподвижное напряженное по
валу, скользящее по втулке
Для индивидуального и се-
рийного производства (общее
машиностроение)
Неподвижное напряженное по
валу, ходовое во втулке
ПШ ПШг
Для массового производства
(автостроение и т. п.)
Неподвижное плотное по ва-
лу, ходовое во втулке
Для направляющих шпонок
(индивидуальное, серийное и
массовое производство)
IX-5. Предельные отклонения размера Ь
Паз вала Паз втулки
(ПШ) (ПШ,)
Паз вала
(ПШ)
Паз втулки
(ПШ,)
Номинальная
ширина шпонки
и паза, мм
Предельное отклонение
размера Ь, мкм
Номинальная
ширина шпонкн
и паза, мм
Предельное отклонение.
размера Ь, мкм
В (-)// (-) в ( + )Н ( + )
В (-)В(-)В ( + )Н (+)
От 1 до 3
Св. 3 до 6
» 6 > 10
» 10 » 18
50
55
65
75
55
65
75
85
10
15
20
25
Св. 18 до 30
» 30 » 50
» 50 » 80
» 80 » 120
25
32
40
50
90
105
125
150
100
120
140
160
30
35
40
45
Допуски высоты шпонки Л назначают по Bf, глубины паза вала t и втулки
4 — по Л5, длины призматической шпонки I — по В7, длины паза вала под
призматическую шпонку — по Л8.
2. СОЕДИНЕНИЯ ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ)
ПРЯМОБОЧНЫЕ (по ГОСТ 1139-58)
Типы, назначение и расчет. У шлицевых соединений шпонки составляют
одно целое с валом илн втулкой и расположены равномерно по всей окруж-
ности. По сравнению со шпоночными эти соединения более прочные, могут
передавать больший крутящий момент и обеспечивают большую точность
центрирования втулки по валу. В зависимости от профиля зубьев соедине-
ния делятся на прямобочные, эвольвентные, треугольные и трапецеидальные.
Наибольшее применение имеют рассматриваемые прямобочные соеди*
нения (рис. IX-3) по ГОСТ 1139—58.
Стандартом предусматриваются три серии соединений (табл. IX-7): 1) лег-
кая, применяемая для неподвижный соединений или слабонагруженных
подвижных соединений (допускающих осевое перемещение втулки по валу)*
2) средняя, применяемая для умеренно нагруженных соединений, у которых
перемещения втулки происходят без нагрузки; 3) тяжелая, предназначенная
Для наиболее тяжелых условий работы.
378
Рис. IX-3.
(Х-6. Допускаемые напряжения смития [a]tM для шлицевых соединений
Соединение Условия эксплуатации [о]см, кгс/мм3, на рабочих поверхностях
не подвергнутых специальной термообработке подвергнутых специально* термообработке (поверхностная закалка)
Неподвижное Легкие Средние Тяжелые 8 —12 . 6 —10 3,5- 5 12—20 10—14 • 4— 7
Подвижное не под нагрузкой Легкие Средние Тяжелые 2,5— 4 2— 3 1,5- 2 ю Г* СО со* 1 1 1 тг СО сч
Подвижное под нагрузкой Легкие — 1 —2
Средние —— 0,5-1,5
Тяжелые — 0,3—1
Примечание. Тяжелые условия эксплуатации —нагрузка знакопеременная с уда*
рамй; условия смазки (для подвижных соединений) — плохие.
Наибольший момент М (кгс • мм), передаваемый соединением, опре-
деляют по формуле
м = CZ - 2/) I [а]сы,
379
где С —> коэффициент, учитывающий неравномерность распределения усилий
по рабочим поверхностям зубьев, обычно принимается равным 0,75; fo]CM —
допускаемое напряжение на смятие, кгс/мм2, выбираемое в зависимости от
вида соединения (табл. IX-6); г, D, d, f — соответственно число зубьев, на-
ружный и внутренний диаметры соединения, фаска у зуба и паза, мм
(табл. 1Х-7); I — рабочая длина зубьев, мм.
IX-7. Зубчатые (шлицевые) прямобочные соединения (по ГОСТ 1139—58), мм
Номинальный размер (zXdXD) ь не менее а, не меиее f г, не более
Номи- нальное значение Предель- ное от- клонение
Легкая серия
6X23X26 6 22,1 3,54 0,3 4-0,2 0,2
6X26X30 6 24,6 3,85 0,3 -0,2 0,2'
6X28X32 7 26,7 4,03 0,3 -0,2 0.2
8X32X36 8x36x40 6 7 30,4 34,5 2,71 3,46 0,4 0,4 -0,2 -0,2 о,з 0,3
8x42x46 8 40,4 5,03 0,4 (-0,2 о,з
8x46x50 9 44,6 5,75. 0,4 -0,2 о,з
8x52x58 10 49,7 4,89 0,5 -0,3 0,5
8x56x62 10 53,6 6,38 0,5 -0,3 0,5
8X62X68 12 59,8 7,31 0,5 -0,3 0,5
10X72X78 12 69,6 5,45 0,5 -0,3 0,5
10X82X88 12 79,3 8,62 0,5 -0,3 0,5
10X92X98 14 89,4 10,08 0,5 -0,3 0.5
10х Ю2Х 108 16 99,9 11,49 0,5 -о.з 0,5
10X112X120 18 11)8,8 10,72 0,5 1-о,з 0,5
Средняя серия
6X11X14 3 9,9 -W 0,3 -0,2 0,2
6X13X16 3.5 12,0 0,3 -0,2 0,2
6X16X20 4 14,54 0,3 г0,2 0,2
6X18X22 5 16,7 —— о.з -0,2 ’ 0,2
6X21X25 5 . 19,5 1,95 0,3 -0,2 . о,2
6X23X28 6 21,3 1,34 о,з -0,2 0,2
6x26x32 6 23,4 1,65 0,4 -0,2 0,3
6X28X34 7 25,9 1,70 0,4 F0,2 0,3
6Х32ХЗЙ 6 29,4 — 0,4 -0,2 о.з
8X36x42 7 33,5 1,02 0,4 • 1-0,2 0,3
8x42x48 8 39,5 2,57 0,4 -0,2 0,3
8X46x54 9 42,7 0,5 -0,3 0,5
8X52X60 10 48,7 2,44 0,5 -0,3 0,5
8X56X65 10 52,2 2,5 0,5 [-0,3 0,5
8X62X72 12 57,8 2,4 0,5 -0,3 0,5
10X72X82 12 67,4 —— 0,5 -0,3 0,5
10x82x92 12 77,1 3,0 0,5 -о,з 0,5
10X92X102 14 87,3 4,5 0,5 -0,3 0,55
10X102X112 16 97,7 6,3 0,5 -0,3 0*5
10X112X125 18 106,3 4,4 0,5 -0,3 0,5
Тяжелая серия
10X16X20 2,5 14,1 о.з +0,2 0,2
10X18X23 3 15,6 0,3 +0,2 0,2
10X21X26 3 18,5 0.3 +0,2 0,2
10X23X29 4 20,3 о,з +0,2 0,2
880
Продолжение табл. IX-7
Номинальный размер (гХ^ХО) Ь не менее а, не менее f г, не более
Номи- нал ыюе значение Предель- ное от- клонение
10x26x32 4 23,0 0,4 +0,2 0,3
10X28X35 4 24,4 0,4 +0,2 0,3
10X32X40 5 28,0 0,4 +0,2 0,3
10x36x45 5 31,3 0,4 +0,2 0,3
10X42X52 6 36,9 0,4 +0,2 0,3
10x46x56 7 40,9 0,5 +0,3 0,5
16x52x60 5 47,0 0,5 +0,3 0,5
16x6x65 5 50,6 0,5 +0,3 0,5
16x62x72 6 56,1 0,5 +0,3 0,5
16x72x82 7 65,9 0,5 +0,3 0,5
20x82x92 6 75,6 0,5 +0,3 0,5
20x92X102 7 85,5 0,5 +0,3 0.5
20X102X115 8 98,7 0,5 +0,3 0,5
20X112X125 9 104 0,5 +0,3 0,5
Примечания: 1. Размер а дан для валов в исполнении А прн изготовлении ме»
тодом обкаткн.
2. Валы соединений тяжелой серии в исполнении А методом обкатки не изготовля-
ются.
3. Размер г вала в исполнении В дан для случая, когда ои изготовляется не мето-
дом обкатки.
Допуски н посадки. По ГОСТ 1139—58 предусматриваются три варианта
центрирования втулок по валу:
1) по наружному диаметру D, применяемое при твердости отверстия
втулки, допускающей обработку протягиванием;
2) по внутреннему диаметру d, применяемое при твердости поверхности
втулки после термообработки, исключающей калибровку протягиванием.
При этом центрирующие поверхности втулки и вала обрабатываются шлифо-
ванием:
3) по боковым, поверхностям зубьев (шлнцев) Ь. Применяется для пере-
дачи больших (в том числе знакопеременных) нагрузок при невысоких тре-
бованиях к соосности втулки и вала.
Отклонения размеров профиля, отверстия и вала отсчитываются от но-
минальных размеров D, d и Ь, приведенных в табл. IX-7. Для диаметров
поверхности центрирования D или d, для ширины впадин отверстия и для
толщины зуба вала, а также для нецентрирующих диаметров устанавливаются
следующие предельные отклонения: а) предельное суммарное отклонение
(нижнее —для размеров отверстия и верхнее — для размеров вала), опреде-
ляющее соответствующий номинальный размер комплексного калибра
(пробки или кольца); б) предельные отклонения (верхнее и нижиееГ одного
только диаметра центрирующей поверхности, ширины впадин- отверстия
и толщины зубьев вала.
Разности между нижними и суммарными предельными отклонениями
размеров отверстия и разности между суммарными и верхними предельными
отклонениями размеров вала компенсируют погрешности расположения эле-
ментов профиля зубьев, а также эксцентриситет поверхности центрирования
относительно шлицев.
Посадки по поверхности центрирования D или d устанавливаются нз
числа посадок в системе отверстия по соответствующим стандартам на по-
садки гладких цилиндрических поверхностей. Посадки по боковым сторонам
зубьев устанавливаются по системе отверстия, причем с нулевой линией
совмещается суммарное отклонение ширины впадин отверстия.
881
Схемы расположения полей допусков при пептрировапии по наружному
диаметру для соединений с размером D в интервале от 30 до 500 мм пока-
заны для D на рис. IX-4, а, для размеров b — на рис. IX-4, б.
,f Поля допусков размера S
. Отверстий Валы
МКМ
60-
Для наиболее часто применяемого центрирования по наружному диа-
метру предельные отклонения О приведены в табл. IX-8, предельные откло-
нения размера b — в табл. IX-9.
Допускаемые сочетания полей допусков размеров D и b при центриро-
вании по наружному диаметру показаны в табл. IX-10, а сочетания, рекомен-
дуемые для преимущественного применения,— в табл. IX-11.
Допуски и посадки при центрировании по d в b выполняются по
ГОСТ 1139—58.
Условные обозначения зубчатых (шлицевых) соединений включают обо-
значение поверхности центрирования; номинальный размер отверстия, вала
или соединения; обозначения полей допусков (посадок) по центрирующему
диаметру и по боковым сторонам зубьев,
382
Примеры условного обозначения при центрирова-
нии по наружному диаметру D соединения:
Л II
D6 X 23 X 26 ~ ;
С OgC
отверстия:
D6 X 23 X 26 A U3;
вала:
D6 X 23 X 26 CS2C.
IX-8. Предельные отклонения диаметра центрирования D (по ГОСТ 1139—58)
Условное обозначение полей допусков Наименования предельных отклонений Интервалы наружных диаметрор D, мм
Свыше 10 ДО 18 Свыше 18 до 30 Свыше 30 до 50 Свыше 50 до 80 Свыше 80 до 120 Свыше 120 До 180
МКМ
Отверстий А Верхнее I Гижнее Суммарное 4-19 0 -9 +23 0 — 10 +27 0 — 12 +30 0 — 14 +35 ' 0 -16 +40 0 —20
Л3 Верхнее 11ижнее Суммарное 4-35 0 —9 4-45- 0 — 10 +50 0 — 12 4-G0 0 — 14 4-70 0 — 1G +80 0 —20
Валов Г Суммарное Верхнее 11ижнее 4-зз 4-24 + 12 4-40 4-30 +15 +47 +35 + 18 4-54 +40 +20 +G0 +45 +23 +72 +52 +25
П Суммарное Верхнее Нижнее + 15 +G —G +17 +7 —7 +20 +8 —8 +24 + 10 — 10 +28 + 12 -12 +34 + 14 — 14
С Суммарное Верхнее Нижнее +9 0 — 12 + 10 0 — 14 + 12 0 — 17 + 14 0 —20 + 1G 0 —23 +20 0 —27
л Суммарное Верхнее Нижнее +3 —G — 18 +2 —8 -22 +2 — 10 —27 +2 —12 —32 +2 -15 -38 +2 — 18 —45
X Суммарное Верхнее I Гижнее —8 — 1G —33 — 10 —20 —40 —13 -25 —50 — 1G —30 —GO —24 -40 -75 -30 -50 -90
л Суммарное Верхнее Нижнее —8 —30 -55 — 10 -40 —70 — 13 -50 -85 — 16 -G5 —105 -24 —80 —125 —30 — 100 -150
ш Суммарное Верхнее Нижнее —8 -45 —75 — 10 -G0 -95 -13 -75 — 115 — 1G -95 — 145 -24 — 120 -175 —30 -150 —210
883
Продолжение табл. IX-8
Интервалы наружных диаметров D, ММ
Условное обозначение полей допусков Наименования предельных отклонений Свыше 10 ДО 18 Свыше 18 до 30 Свыше 30 до 50 Свыше 50 до 80 Свыше 80 до 120 Свыше 120 до 180
✓ мкм
Суммарное Верхнее Нижнее +9 0 — 18 4-10 0 —21 + 12 0 -25 + 14 0 —30 + 16 0 —35 +20 0 —40
Л га Суммарное Верхнее Нижнее -8 -32 —75 — 10 -40 -92 Г 1 1 СЛ ^-ow to —16 —60 -134 —24 —72 — 152 —30 —85 — 185
IX-9. Предельные отклонения размера Ь при центрировании
по наружному диаметру D (по ГОСТ 1139—58)
Условное обозначение полей допусков Наименования предельных отклонений . Интервалы внутренних диаметров d, мм
Свыше 10 до 18 Свыше 18 до 30 Свыше 30 до 50 Свыше 50 до 80 Свыше 80 до 120
мкм
Ширины впадин отверстий и3 Верхнее Нижнее Суммарное +33 + 14 0 +40 + 17 0 +50, +22 0 +60 +30 0 +75 +40 0
Ui Верхнее I Гижнее Суммарное +50 + 14 0 +60 + 17 0 +70 +22 0 +90 +30 0 + 110 +40 0
Толщины зубьев вала SJ7 Суммарное Верхнее I Гижнее +20 +7 -11 +25 +8 —14 +30 +8 —18 +40 + 10 -20 +50 +ю —25
SjC Суммарное Верхнее Нижнее + 14 0 —18 + 17 0 —21 +22 0 —25 +30 0 —30 +40 0 —35
Суммарное Верхнее I Гижнее 0 —14 —32 0 —17 —40 0 —22 —50 0 —30 —60 0 —40 —75
s2n Суммарное Верхнее Нижнее +20 +7 —30 +25 +8 —35 +30 +8 —40 +40 + 10 —50 +50 + 10 —60
s2c Суммарное Верхнее Нижи ее + 14 0 —35 + 17 0 —45 + 22 0 —50 +30 0 —60 +40 0 —70
884
Продолжение табл. IX-9
Условное обозначение полей допусков Наименования предельных отклонений Интервалы внутренних диаметров d, мм
Свыше 10 до 18 Свыше 18 до 30 Свыше 30 до 50 Свыше 50 до 80 Свыше 80 floJ20
мкм
Толщины зубьев вала s2x Суммарное Верхнее Нижнее 0 — 14 —50 0 — 17 —60 0 —22 —70 0 —30 —90 0 —40 — ПО
Суммарное Верхнее Нижнее 0 —30 -G5 0 -35 —80 0 —45 -95 0 —G0 — 120 0 —80 — 150
ЭзЛ Суммарное Верхнее Нижнее 0 —30 —85 0 —35 — 100 0 -45 — 120 0 —GO —150 0 -80 — 185
IX-10. Допускаемые сочетания полей допусков размеров D и b
при центрировании по D
Посадка
no D - j по Ь
отверстия 1 вала | отверстия | вала
Поля Допусков
А Г и3 Srf; S2n
п; С; (С2а) SJ7; SiC; S2C
П; С; Сга; Д; X; Л SjX; S2X .
^3 (С); С2а Ut S2X: 82Л
Л; Ш; (X)
Л<2,а 8гЛ: 83Л
Примечания: 1. Кроме указанных сочетаний валов с отверстиями AU3 и AM,
допускаются сочетания тех же валов с отверстиями и A1J3
2. Сочетания полей допусков, указанные в скобках, применять не рекомендуется.
1Х-11. Рекомендуемые сочетания полей допусков размеров D и b
при центрировании по D
Посадка no D । ' по b
отверстия вала отверстия вала
Поля допусков
А п и3 Sj/7
X stx'
X; Л s2x
13 7-347
385
X. МУФТЫ
1. ОБЩИЕ ПОНЯТИЯ, КЛАССИФИКАЦИЯ И РАСЧЕТ
Муфтами называют устройства для соединения валов между собой или
с находящимися на них деталями для передачи вращающего момента.
По характеру работы и основному назначению муфты различают:
а) постоянные, не допускающие расцепления в процессе эксплуатации;
б) управляемые, позволяющие размыкать и замыкать валы при по-
мощи систем управления;
в) самоуправляемые, автоматически замыкающие и размыкающие валы,
применяющиеся при изменении частоты вращения (центробежные), переда-
ваемого момента (предохранительные перегрузочные), направления передачи
момента (обгонные).
По характеру соединения валов муфты разделяются на жесткие, не до-
пускающие поворота одного вала относительно другого; упругие (эластич-
ные) и упруго-демпфирующие, допускающие относительный поворот за счет
упругой деформации промежуточных деталей; фрикционные, допускающие
относительный поворот за счет проскальзывания сопряженных поверхно-
стей трения.
На величину крутящего момента, передаваемого муфтой, влияют инер-
ционные нагрузки в период неустановившегося движения, толчки, удары,
колебания.
Муфты подбирают в зависимости’от расчетного крутящего момента /Ир,
при определении которого необходимо учитывать вид двигателя, величину
масс, деталей, соединенных с муфтой, и степень неравномерности их вра-
щения. Величину расчетного момента приближенно рекомендуется определять
по формуле
Л1р = (Pi + р2)М < мкр,
где М —длительно действующий крутящий момент, передаваемый муфтой;
Рх — коэффициент, зависящий от вида двигателя (см. стр. 385); Р2 — коэффи-
циент, учитывающий величину ускоряемых масс и степень равномерности их
вращения (табл. Х-1); Л1кр — наибольший крутящий момент, допускаемый для
данного типоразмера муфты.
При заданных мощности и частоте вращения момент
М. — 974 N/n, кгс • м,
где N — передаваемая мощность, кВт; п — частота вращения, об/мин.
Ниже приводятся значения коэффициента Pi для некоторых видов двига-
телей:
Вид двигателя
₽.
Электродвигатели........................................0,25
Турбины:
водяные..............................................0,50
паровые............................................ 0,30
Двигатели внутреннего сгорания с числом цилиндров:
1....................................................1,20
2...................................................0,80
3...................................................0,60
4...................................................0,50
6...................................................0,40
386
Х-1. Значения коэффициента 0а
Условия ра боты Типы машин 0.
Вращение равномерное, уско- ряемые массы очень малы Центробежные насосы и ротационные воздуходувки, вентиляторы и генера- торы 0,9—1,0
Вращение равномерное, уско- ряемые массы невелики. Турбокомпрессоры, турбовоздуходув- ки, ленточные транспортеры, электро- генераторы, приводы перемещения кранов, текстильные машины, легкие металлорежущие станки 1,1—1,2
Вращение неравномерное, уско- ряемые массы средней вели- чины Цепные транспортеры, ножницы, прес- сы, прядильные и текстильные маши- ны, шлифовальные станки, лебедки 1.3-1,4
Сильные толчки, ускоряемые массы средней величины Центрифуги, шаровые мельницы, сме- сители для цемента, ткацкие и дол- бежные станки 1,5—1,6
Сильные удары, ускоряемые массы велики Отжимные и ковочные прессы, моло- ты, подъемники, насосы и компрес- соры поршневые 2,0—2,5
Очень сильные толчки, уско- ряемые массы велики Рольганги для прокатных станов, мощные сверлильные станки, йорщ- невые насосы без маховика 2,8-3,5'
2. МУФТЫ ПОСТОЯННЫЕ
Х-2. Муфты втулочные со штифтами (по МН 1067—60)
и со шпонками (по МН 1068—60)
ПО МН 1067- И
По МН Ш-60исо1
По MHm-60um.II
сегментная
ГОСТ 8785-63
ГОСТ 3123-70
. Размеры, мм МН 1067-60 МН 1068—60
I исполнение 11 исполнение
d к D L t Ь по ПКЦ Шифр ^кр’ кгс« а Шифр ^кр» кгс»м Шифр ^кр* кгс«м
4 8 15 3 1,0 4 0,03
5 10 20 5 1,5 — 5 0,08 — — — —
13*
387
77родолжение табл. Х-2
Размеры, мм МН 1067— 60 МН 1068—60
I исполнение 11 исполнение
d D L 1 dt b по ПШ, Шифр А? 5 i Шифр Т^кр» кгс*м Шифр Т^кр» КГС’М
6 12 25 6 1,5 . 6 0,10
8 15 30 6 2,0 8 0,22 __
10 18 35 8 2,5 3 10 0,45 II—10 0,8
12 22 40 8 3,0 4 12 0,75 __ II —12 2,0
(14) 25 45 10 4,0 4 14 1,6 — __ II—14 2,8
16 28 45 10 5,0 5 16 - 2,8 11—16 4,0
(18) 32 55 12 5,0 5 18 3.2 .— II —18 5,6
20 35 60 15 6,0 6 20 5,0 1—20 7,1 11—20 9,0
(22) 35 65 15 6,0 6 22 5,6 1—22 9,0 II—22 11
25 40 75 20 8,0 8 25 11,2 1—25 12,5 11—25 16
(28) 45 80 20 8,0 8 28 12,7 1—28 17,0 II—28 22
30 45 90 20 8,0 8 30 13,2 1—30 21,2 II—30 28
(35) 50 105 25 10,0 10 35 25 1—35 35,5 II—35 45
40 60 120 25 ' 10,0 12 40 28 1—40 45
(45) 70 140 35 13,0 14 45 53 1—45 71 —
50 80 150 35 13,0 16 50 60 1—50 85
(55) 90 160 35 13,0 16 55 63 1—55 106
60 100 180 45 16,0 18 60 106 1—60 150 —
(70) 110 200 45 16,0 20 70 125 1—70 224
80 120 220 50 20,0 24 80 244 1—80 315 __
(90) 130 240 50 20,0 24 90 250 1—90 400
100 140 280 60 25,0 28 100 400 1—100 560 — —
Примечания: 1. Муфты предназначены для жесткого соединения соосных валов
в приводах и передачах без ударных нагрузок, число оборотов не ограничивается*
2. Прн выборе предпочтение следует отдавать муфтам, диаметры которых не заклят
йены в скобки.
3. Допускается изготовление муфт с отклонением внутренних диаметров втулок по
3-му классу точности ОСТ 1013. ,
4. Обозначения; dt~ диаметр конического штифта в муфтах по МН 1067—60; Ь — ши-
рина паза под шпонку в муфтах по МН 1068—60 исполнения 1 и II.
пРнмеРы условного обозначения муфт с диаметром d =» 25 мм по
МН 1067—60 исполнения I:
Муфта 25 МН 1067—60,
по МН 1068—60 исполнения II:
Муфта 11—25 МН 1068—60,
Х-З. Муфты втулочные со шлицами (nd МН 1069—60)
L
388
Продолжение табл. Х-3
гХ</х£> Ь Di L / Г С . £1 гускае- 1 MKV,. >М 1
в ММ Ча м
25 6X21x25 5 35 45 10 0,2 1,0 1 0,3 15
28 6x23x28 6 40 50 12 0,2 1,0 1 0,3 25
32 6x26x32 6 45 55 12 0,3 1,2 1 0,4 36
34 6x28x34 7 45 60 12 0,3 1.2 1 0,4 42
38 8x32X38 6 50 70 15 о,з 1,2 1 0,4 65
42 8x36x42 7 55 80 15 о.з 1,2 1 0,4 90
48 8x42x48 8 60 90 20 о,з 1,2 1 0,4 125
54 8Х46Х 54 9 70 100 20 0,5 1,8 1 0,5 200
60 8x52x60 10 80 ПО 25 0,5 1,8 2 0,5 250
65 8x56x65 10 90 120 30 0,5 1.8 2 0,5 325
72 8x62x72 12 100 130 30 0,5 1,8 2 0,5 475.
82 10x72x82 12 ПО 150 35 0,5 1,8 2 0,5 750
92 10X82X92 12 120 170 40 0,5 1,8 2 0,5 1000
102 10x92x102 14 130 190 45 0,5 1,8 2 0,5 1250
Примечания: 1. Муфты предназначены для соединения соосных валов, переда-
ющих большие крутящие моменты без ударных нагрузок, число оборотов не ограничи-
вается.
2. Размеры зубчатого (шлицевого) соединения — по ГОСТ 1139—58, средняя серия,
центрирование по наружному Диаметру шлицев. Рекомендуемое сочетание полей до-
А 17a •
ПУСКОВ И' • хл ’
3. Муфты изготовляются из стали 45, твердость HRCQA—30.
Пример условного обозначения муфты со шлицами 6x26x32:
Муфта 32 МН 1069—60.
Х-4. Муфты фланцевые (по ГОСТ 20761—75)
Размеры, мм Номинальный крутящий момент
d по А D, не более Z, не более L, не более Сталь Чугун
Исполнение Л-!КР' Н.м Мкр. КГС’М Мкр. Н.м Л'кр. кгс«м
1-й ряд 2-й ряд 1 2 2
12; 14 16; 18 — 80 80 — 25 28 — 53 60 16,0 16,0 1,60 1,60 8,0 8,0 0,80 0,80
389
Продолжение табл. Х-4
Размеры, мм Номинальный крутящий момент
d по А D, не более Z, ие более L, не более Сталь - Чугун
Исполнение Л1Кр. Н-м ^кр’ кгс«м ^кр’ Н-м ^кр» кгс-м
l-Й ряд 1 2-й ряд ' 1 2 1 2
16; 18 19 90 28 60 31,5 3,15 16,0 1,60
20; 22 — 90 — 36 — 76 31,5 3,15 16,0 1,60
20; 22 24 100 — 36 — 76 63,0 6,30 31,5 3,15
25; 28 — 100 —. 42 — 83 63,0 6,30 31,5 3,15
25; 28 — 110 42 — 83 125,0 12,5 63,0 6,30
32 30; 35 ПО 80 58 170 120 125,0 12,5 63,0 6,30
32 35; 38 140 80 58 170 120 250,0 25,0 125,0 12,50
40; 45 42 140 110 82 230 140 250,0 25,0 125,0 12,50
— 35; 38 150 80 58 170 120 400,0 40,0 200,0 20,0
40; 45; 50 42; 48 150 110 82 230 170 400,0 40,0 200,0 20,0
45; 50; 55 48; 56 , 170 110 82 230 170 630,0 63,0 315,0 31,5
60 — 170 140 105 290 220 630,0 63,0 315,0 31,5
50; 55 56 180 110 82 230 170 1000 100 500 50
60; 70 63; 65 180 140 105 290 220 1000 100 500 50
55 56 190 110 82 230 170 1600 160 800 80
60; 70; 80 63; 65; 71; 75 190 140 105 290 220 1600 160 800 80
70 71; 75 220 140 105 290 220 2500 250 1250 125
80; 90 85; 95 220 170 130 350 270 2500 250 1250 125
100 —— 220 210 165 430 340 2500 250 1250 125
Примечания: 1. Муфты предназначены для соединения соосных валов при пе-
редаче крутящего момента без уменьшения динамических нагрузок с окружной скоростью
на наружном диаметре стальных муфт до 70 м/с и чугунных — до 35 м/с.
2. Полумуфты изготовляются двух исполнений: 1 — на концы валов исполнения 1
по ГОСТ 12080—66, 2 — на концы валов исполнения 2 того же ГОСТ.
3. При выборе предпочтение следует отдавать муфтам с размерами 1-го ряда.
4. Допускается сочетание полумуфт разных исполнений с различными диаметрами
посадочных отверстий в пределах номинального крутящего момента. Условные обозначе-
ния таких сочетаний указаны в стандарте.
5. Значения номинального крутящего момента указаны для муфт, изготовленных из
стали марки 40 по ГОСТ 1050—74 или марки 35Л по ГОСТ 977—65 и чугуна марки
СЧ 21—40 по ГОСТ 1412-70.
6. Значения номинальных крутящих моментов указаны для нагрузок, постоянных по
величине н направлению. Если нагрузка является переменной и может периодически до-
стигать двукратного увеличения, то значения номинального крутящего момента должны
быть уменьшены в 1,4 раза, а при реверсивном вращении и переменной нагрузке —
в 1,96 раза. *
7. Размеры шпоночных пазов: для полумуфт исполнения 1 выполняются по
ГОСТ 8788—68; для полумуфт исполнения 2 с диаметрами d < 30 мм — по ГОСТ 8788—68.
с диаметрами d >30 мм — по ГОСТ 10 748—68.
8. Стандартом предусмотрены муфты с диаметром d до 250 мм и с номинальным
крутящим моментом Л1 кр до 40 000 Н-м.
Пример условного обозначения; муфта фланцевая с номинальным
крутящим моментом Л1Кр=16Н-м, диаметром посадочного отверстия<?= 18 мм, исполне-
ния 1, изготовленная из стали (материал /):
Муфта фланцевая 16—18—11 ГОСТ 20761—-75;
то же, изготовленная из чугуна (материал 2):
Муфта фланцевая 16—18—12 ГОСТ 20761—75;
то же, исполнения 2, материал 1 — сталь:
Муфта фланцевая 16—18—21 ГОСТ 20761—75,
390
Х-5. Муфты кулачково-дисковые (по ГОСТ 20720—75)
Tun f, исполнения 1и2
Тип2,исполнения 1и2
Размеры, мм Номинальный крутящий момент МКр
d по А dj по Лэ D, ие более L l 1 /. Радиальное смещение соединяе- мых валов, не более
Тнп
1; 2 1 9
» 1 ... Исполнение Н-м кгс«м
l-И ряд 2-Й рЯД
1 1 2 | 1 | 2 1- 2
16; 18 120 — 75 . 30 16 °,6 16,0 1,60
16; 18 19 130 — 75 ♦ —_ 30 16 0,6 31,5 3,15
20; 22 —— 130 — 90 38 — 22 0,6 31,5 3,15
20; 22 24 140 — 90 38 — 22 1,0 63,0 6,30
25; 28 —— 140 — 105 —— 44 24 1,0 63,0 6,30
25; 28 150 — 105 •44 — 24 1,0 125 120
32 30; 35 150 185 140 82 60 58 36 1,0 125 12,5
32; 36 35; 38 190 185 140 82 60 58 36 1,6 250 25
40; 45 42 190 245 190 112 84 82 54 1,6 250 25
— 38 190 185 140 82 60 58 36 2,0 400 40
40; 45 42; 48 190 245 190 112 84 82 54 2,0 400 40
45; 50;. 56 52; 55 235 245 190 112 84 82 54 2,0 630 63
— 60 235 305 235 142 107 105 70 2,0 630 63
63 —— 235 315 245 142 107 105 70 2,0 630 63
50; 56 52; 55 265 245 190 112 84 82 54 2,6 1000 100
—— 60 305 305 235 142 107 105 70 з,о 1600 160
63; 71 65; 70; 75 305 315 245 142 107 105 70 з,о 1600 160
80 85 305 380 300 172 132 130 90 з,о 1600 160
71 75 320 315 245 142 107 105 70 3,6 2500 250
80; 90 85; 95 320 380 300 172 1.32 130 90 3,6 2500 250
100 — 320 460 350 212 167 165 120 3,6 2500 250
Примечания: 1. Муфты предназначены для соединения валов при передаче кру-
тящего момента без уменьшения динамических нагрузок с максимальной частотой вра-
щения для муфт с наружным диаметром до 300 мм — 250 об/мин. свыше 300 мм — KU)
сб/мин. Допускается угловое смещение осей валов до 30'.
2. Полумуфты изготовляются двух типов: 1 — с цилиндрическим отверстием на концы
валов по ГОСТ 12080—66 ; 2 —с коническим отверстием на концы валов по ГОСТ 12081—72
и двух исполнений: 1 — на длинные; 2 —на крроткие концы валов.
3. При выборе предпочтение следует отдавать муфтам 1-го ряда.
4. Стандартом допускается применять сочетание полумуфт разных типов и исполне-
ний с посадочными отверстиями различных диаметров.
5. Размеры шпоночных пазов: для полумуфт типа 1, исполнения 1 — по ГОСТ
8788—68; полумуфт типа 1, исполнения 2 с диаметром < 30мм —по ГОСТ 8788—68, od >
> 30 мм —по ГОСТ 10718—68: для полумуфт типа 2 — по ГОСТ 12081—72.
6. Предельные отклонения на угловые размеры конуса (поверхность Л) — по 6 й
степени точности ГОСТ 8908—58.
7. Стандартом предусмотрены муфты с диаметром d до 1§0 мм и с номинальным
крутящим моментом М Кр до 16 000 Н«м.
Пример условного обозначения: муфты кулачково-дисковой с номиналь-
ным крутящим моментом Мкр= 250 Н«м, диаметром d — 32 мм, типа 1, исполнения 1:
Муфта кулачково-дисковая 250—32—1.1 ГОСТ 20720—75.
39<
Х-6. Муфты упругие втулочно-
Тип 2
Тип 1
/ Размеры, мм
Lu ие более
d по А Л, не^олее Тип
п
l-й ряд 2-й ряд Испол
1 1 2 .1 2
9 71 43 __ 43
10; 11 71 49 43 49
12: 14 75 63 53 63
16 75 83 59 83 59
16; 18 90 81 60 81 60
20; 22 . 100 104 76 104 76
25; 28 120 125 89 125 89
30 120 165 ' 121 165 ' 121
32; 36 35; 38 140 165 121 165 121
45 42 140 225 169 225 169
40; 45 42 170 225 169 225 169
45; 50; 56 48; 55 190 226 170 226 170
50; 56 55 220 226 170 226 170
63 60; 65; 70 220 286 216 286 216
63; 71 65; 70; 75 250 288 218 288 218
80; 90 85 250 348 268 348 268 '
80 ; 90 85; 95 320 350 270 350 270
100; 110; 125 120 400 432 352 432 342
125 120 500 435 355 435 345
140 130; 150 500 515 415 515 415
160 — 500 615 495 615 495
Примечания: 1. Муфты предназначены для соединения соосных валов при пе
нений У и Т, категорий размещения 1—4 по ГОСТ 15150—69.
2. Муфты изготовляются двух типов; I — с цилиндрическим отверстием иа концы
и двух исполнений: 1 — на длинные концы валов; 2 — на короткие.
3. Прн выборе предпочтение следует отдавать муфтам с размерами 1-го ряда.
4. Полумуф'ты изготовляются нз чугуна марки СЧ 21—40 по ГОСТ 1412—70. Допуска
гуиа указанной марки; материал пальцев — сталь с механическими свойствами не ниже.
5? Размеры шпоночных пазов для муфт-типа I — по ГОСТ 8788—68 и ГОСТ 10748—68.
6. Предельные отклонения угловых размеров конуса (поверхность А) — по 7-й степени
7. В пределах одного номинального крутящего момента допускается сочетание полу
8. Условное обозначение муфты должно содержать наименование муфты, цифры,
муфты, исполнение полумуфт и климатическое исполнение муфты по ГОСТ 15150—69.
Пример условного обозначения упругой втулочно-пальцевой муфты
типа 1, исполнения полумуфт 1, климатического исполнения УЗ:
Муфта упругая втулочно-пальцевая 250—40—1. 1—УЗ ГОСТ 21424—75.
То же. исполнения полумуфт 2:
Муфта упругая втулочно-пальцевая 250—40—1. 2—УЗ ГОСТ 21424—75.
То же, с номинальным крутящим моментом 250 Н.м, одна из полумуфт диаметром
магического исполнения Т2:
Муфта упругая втулочно-пальцевая 250—32—1. 1—40—112—Т2 ГОСТ 21424—75.
9. В обозначении муфты после значения номинального крутящего момента указывают
392
пальцевые (по ГОСТ 21424—75)
Смещение валов, не более Номинальный крутя- щий момент Л/Кр Частота вращения п, об/мин, не более
1
111 радиаль- ное, мм угловое • Н-м .кгс»м
пение
I 2 1 1 2
20 • 23 ' 30 40 40 50 60 80 80 ПО 110 НО ПО 140 140 170 170 210 210 250 300 редаче к] 20 25 28 28 36 42 58 58 82 82 82 82 105 105 130 130 170 170 200 240 >утящего 13 16 20 30 30 38 44 60 60 85 85 85 . 85 107 107 135 135 170 170 205 245 момента с 18 18 24 26 38 38 56 56 56 56 72 . 72 95 95 125 125 155 185 уменьше °,2 0,2 0,2 0,2 0,2 0,2 о.з °,з 0,3 о,з о,з 0,4 0,4 0,4 0,4 0,4 0,5 0,5 0,6 0,6 0,6 иием динг 1°30' 1°30' 1°30' 1°30' 1° 30' 1’30' 1°30' 1°30' 1°00' 1°00' 1°00' 1’00' 1°00' 1° 00' 1°00' 1°00' 0°30' 0°30' 0° 30' 0° 30' 0°30' мических 6,3 6,3 16,0 1ад 31,5 63,0 125,0 125,0 250,0 250,0 500,0 710,0 1000,0 1000,0 2000,0 2000,0 4000,0 8000,0 16 000,0 16 000,0 16 000,0 нагрузок; 0,63 0,63 1,60 1,60 3,15 6,30 12,50 12,50 25,00 25,00 50,00 71,00 100,0 100,0 200,0 200,0 400,0 800.0 1600,0 1600,0 1600,0 саиматнческ 8800 8800 7600 7600 6350 5700 4600 4600 . 3800 3800 3600 3000 2850 2850 2300 2300 1800 1450 1150 1150 1150 их испол-
валов по ГОСТ 12080—66; II — с коническим отверстием на концы валов по ГОСТ 12081—72;
ется изготовление из других материалов с механическими свойствами не ниже, чем у чу-
чем у стали 45 по ГОСТ 1050—74.
для муфт типа II — по ГОСТ 12081—72.
точности ГОСТ 8908—58.
муфт разных типов и исполнений с различными диаметрами посадочных отверстий*.
характеризующие номинальный крутящий момент, диаметр посадочного отверстия, тип
с номинальным крутящим моментом 250 Н*м, диаметром посадочного отверстия d 40 мм,
d =s 32 мм, типа I, исполнения 1, другая — диаметром d = 40 мм, типа II, исполнения 2, кля-
обозначение полумуфты с отверстиями для крепления пальцев.
393
Х-7. Муфты упругие
d по А Размеры,
£>. 1 С по см„ Частота вращения П, об/мин
1-й ряд 2-й ряд Исполнение
1 2 1 2
6; 7 10; 11 12; 14 12; 14 16; 18 14 16; 18 20 16; 18 ' 20; 22 20; 22 25; 28 25; 28 32; 36 32; 36 40; 45 38 40; 45 19 19 21 30; 35 35; 38 42 42; 48 32 45 45 53 53 63 63 63 71 71 85 85 105 105 135 135 166 166 45,5 59,5 73,5 81,0 101,0 81,0 101,0 121,0 101,0 121,0 128,0 148,0 148,0 188,0 191,0 251,0 196,0 256,0 53,5 63,5 71,0 77,0 71,0 77,0 93,0 77,0 93,0 100,0 112,0 112,0 144,0 147,0 195,0 152,0 200,0 16 23 30 30 40 30 40 50 40 50 50 60 60 80 80 НО 80 НО 20 25 25 28 25 28 36 28 36 36 42 42 58 58 82 58 82 1,5 1,5 1,5 3,0 3,0 3.0 з,о 3,0 з,о з,о 3,0 з,о 3,0 3,0 3,0 3,0 3,0 3,0 5500 5000 5000 3750 3750 3500 3500 3500 3000 3000 2250 2250 2000 2000 1500 1500 1300 1300
Примечания: 1. Муфты предназначены для соединения соосных валов при
2. Муфты изготовляются двух исполнений: 1 — на длинные концы валов по ГОСТ
3, Прн выборе предпочтение следует отдавать муфтам с размерами 1-го ряда.
4. В пределах одного крутящего момента допускается сочетание полумуфт исполнения
5. Размеры шпоночных пазов для полумуфт — по ГОСТ 8788—68 и ГОСТ 10748—68.
6. При соединении муфтами валов, ие имеющих заплечиков, необходимо применять
7. Климатические исполнения муфт У и Т, категорий размещений 1—4 по ГОСТ
Примеры условного обозначения муфты упругой со звездочкой с
климатического исполнения УЗ:
Мцфта упругая со звездочкой 125—32—1—У) ГОСТ 14084—76;
то же, с полумуфтами исполнения 2:
Муфта упругая со звездочкой 125—32—2—УЗ ГОСТ 14084—76;
то же, с полумуфтами: одна — исполнения 1, другая — исполнения 2:
Муфта упругая со звездочкой 125—32—1—2—УЗ ГОСТ 14084—76;
то же, с полумуфтами: одна диаметром d = 32 мм, исполнения I, другая диаметром
Муфта упругая со звездочкой 125—32—1—25—2—УЗ ГОСТ 14084—76.
394
со звездочкой (по ГОСТ 14084—76)
мм Номинальный крутящий момент Тип звездо- чек Размеры звездочек, мм
Смещение осей валов, не более
D Н В Г d
радиаль- ное угловое Н»м кгс*м
0,1 1°30' 2,5 0,25 30 10,5 8,5 1,25
0,1 0,1 1’30' 1’30' 6,3 6,3 0,63 0,63 1 42 10,5 10,5 1,6 —
42 10,5 10 5 1,6 —
0,2 1°30' 16,0 1,60 50 15 10,5 1,6 26
0,2 1° 30' 16,0 1.60 50 15 10,5 1,6 26
0,2 1’30' 25,0 2,50 60 15 12,5 1,6 30
0,2 1°30' 25,0 2,50 60 15 12,5 1,6 30
0,2 1° 30' 25,0 2,50 60 15 12,5 1,6 . 30
0,2 1°30' 31,5 3,15 2 67 15 12,5 1,6 30
0,2 1° 30' 31,5 3,15 67 15 12,5 1,6 30
0,2 1°30' 63,0 6,30 80 22 14,5 2,0 36
0,2 1°30' 63,0 6,30 80 22 14,5 2,° 36
о,з 1’30' 125,0 12,50 100 22 16,5 2,0 45
о,з 1°30' 125,0 12,50 100 22 16,5 2,0 45
0,4 1°00' 250,0 25,00 130 25 18,5 з,° 56
0,4 1°00' 250,0 25,00 130 25 18,5 з,о 56
0,4 1°00' 400,0 40,00 160 30 20,5 з,о 67
0,4 1°00' 400,0 40,00 160 30 20,5 з,о 67
передаче крутящего момента и уменьшения динамических нагрузок.
12080—66 , 2 —на короткие концы валов по ГОСТ 12080—66.
1 и 2 с различными диаметрами d.
стопорение полумуфт при помощи винтов по ГОСТ 1476—64 и колец по ГОСТ 2833—65.
15150—69. ’ w
номинальным крутящим моментом Л4Кр = 125 Н*м, d = 32 мм,с полумуфтами исполнения 1*
d=25 мм, исполнения 2, климатического исполнения УЗ:
395
3. МУФТЫ ПРЕДОХРАНИТЕ
Х-8. Муфты предохранительные
Вид 4
Обозначение муфты исполнения ®справ d по А Посадочные
Исполнение 1 1
1 , 2 b по А. | d + tt по Л5 1
ММ
1—42x12 2—42Х11 42 12 4 13,8
1-42Х14 14 5 , 16,3
1-52x16 2—52 X 13 52 16 5 18,3
1—52х 18 — 18 6 20,8 —
1—65x20 2—65Х 18 65 20 ' 22,8
1-65x22 — 22 24,8
1—80x25 2—80x26 80 25 8 28,3
1—80x28 — 28 31,3
1-95x32 2—95x32 95 32 10 35,3
1-95x36 — 36 39,3
1—110x40 2—110x42 110 40 12 43,3
1-110x45 — 45 14 48,8
4—125x50 2—125x46 125 50 53,8
Примечания: I. Муфты изготовляются двух исполнений: 1—с гладким отверстием
2. Муфты предохранительные шариковые изготовляются по ГОСТ 15621—70.
Пример условного обозначения муфты с наружным диаметром
Муфта 1—42 Х12 ГОСТ 15620—70.
То же, с диаметром отверстия под шлицевой вал <7г ~ 11 мм, исполнения 2:
Муфта 2—42 X 11 ГОСТ 15620—70.
* С 1.1.1978 г. взамен ГОСТ 15620—70 вводится в действие ГОСТ 15620—77,
396
ЛЬНЫЕ И ОБГОННЫЕ
кулачковые (по ГОСТ 15620—70)*
отверстия ds по Н ^справ 1 Пределы регулирования крутящего момента, кгс«м
Исполнение 2
dt по А d2 по Л5 по Us Число зубьев z
— 14 11 3 6 36 70 14 0,25—0,34
0,40—0,55
- 16 13 3,5 45 80 18 0,153—0,85
— — — 1,00—1,35
22 18 5 55 95 22 1,60—2,10
— — —• 2,50—3,30
32 26 6 65 ПО 30 4,00—5,30
— — — • — 6,30—8,40
38 32 6 8 75 130 36 10-13,1
— — — —
48 42 8 85 150 45 16-21,6 ‘
— — —*
54 46 9 100 170 55 25-33,7
и шпоночным пазом; 2 —со шлицевым отверстием.
0=42 мм, диаметром отверстия d «к 12 мм, исполнения 1:
397
Х-9. Муфты предохранительные
Вид А
Исполнение 1 Исполнение 2
Обозначение муфты исполнения ^справ d по А Исполнение 1
Ь по А» по Л8
1 2
•
1-50Х12 2—50x11 50 12 4 13,8 -
1-55x14 2-55ХИ 55 14 5 16,3
1-60x16 2—60X13 60 16 18,3
1— 65 X 18 2-65x16 65 18 6 20,8
1—80x20 2—80Х18 80 20 22,8
1-90x22 2—90x21 90 22 24,8
1—100x25 2—100x26 100 25 8 28,3
1-110x28 2—110x26 НО 28 31,3
1—120Х32 2—120x32 120 32 10 35,3
1—120x36 2—120x36 36 39,3
1—135x40 2—135x42 135 40 12 43,3
1—>135x45 45 14 48,8
1—150x50 2—150x46 150 50 53,8
Примечание. Муфты изготовляются двух исполнений: 1 — с гладким отверстием
П р имер условного обозначения муфты с наружным диаметром D= 50 мм
Муфта 1—50X12 ГОСТ 15622—70.
То же, с диаметром отверстия под шлицевой вал Фг — 11 мм, исполнения 2:
Муфта 2—50 X 11 ГОСТ 15622—70.
* С 1.1. 1978 г. взамен ГОСТ 15622—70 введен в действие ГОСТ 15622—77.
39»
фрикционные (по ГОСТ 15622—70*)
Исполнение 2 d, по Н ^•справ 1 Пределы регулирования крутящего момента, кгс«м
dt по А dg по As по Число зубьев z
ММ
14 11 • 3 6 22 65 12 0,25—0,34
25 70 14 0,40—0,55
16 13 3,5 28 75 16 0,63-0,85
20 16 4 30 80 18 1,00-1,35
22 18 5 32 90 20 1,60—2,10
25 21 36 100 22 2,50—3,30
32 & 6 40 110 25 4,00—5,30
45 120 30 6,30.-8,40
38 32 7 8 55 140 38 10—13,1
42 36
48 42 8 70 160 48 16-21,6
54 46 9 90 180 60 25—33,7
и шпоночным пазом; 2 — со шлицевым отверстием,
и диаметром отверстия (/=12 мм, исполнения 1:
£99
Х-10. Муфты дисковые предохранительные со срезным штифтом
68 1,5 М16 5 10 22 16 10 12 11 5 8 1.5
127 284 519 809 2 3 4 5 М20 8 15 30 25 12 18 17 8 10 1,5
1176 2059 3236 6 8 10 МЗО 12 25 50 45 22 28 26 19 16 2
5491 8335 12 944 13 16 20 М48 18 40 75 64 33 42 39 25 28 3
Примечания: 1. Муфты применяются в передачах с редкими случайными пере-
грузками.
2. Р — минимальная срезывающая сила (при материале штифтов из стали 45).
3. Ограничиваемый муфтой крутящий момент
Л4кр = РЛ/1000 кгс-м,
где R — радиус окружности, иа которой расположена ось штифта, мм.
4. Материал втулок (поз. 2 и 4) —сталь 40Х, твердость IIRC 48.
5. Штифты (поз. 3) цилиндрические по ГОСТ 3128—70, посадка Г, материал —
сталь 45.
6. Во избежание повреждения торцов полумуфт (поз. 1 и 5) заусенцами срезанного
штифта на первых предусмотрены кольцевые канавки шириной/ и глубиной g-
Х-11. Муфты обгонные роликовые (по МН 3—61)
полнение D по А d по А а: о в Q d, по С «5 ад” <5 * Z ^кр* кгс»м П, об/мин
S мм
I 32 10 12 14 45 4 12 18 3 4 4 Н,1 13,6 15,6 3 1,2 3 0,25 3000
I 40 14 16 18 55 5 15 22 4 5 5 15,6 17,9 19,9 4 1,8 3 0,45 2500
I 50 16 18 20 70 6 18 25 5 5. 6 17,9 19,9 22,3 5 2,3 3 0,85 2000
I 65 16 20 25 85 8 20 28 5 6 8 17,9 22,3 27,6 5 2,3 3 '1,65 1500
I 80 20 25 30 35 105 10 25 35 6 8 8 10 22,3 27,6 32,6 37,9 6 2,6 3 з,з 1250
II 80 25 30 35 105 10 25 35 8 8 10 27,6 32,6 37,9 6 2.6 5 5,5 125J
400
401
Продолжение табл. Х-11
Примечания: 1. Муфты предназначены для передачи крутящего момента при
вращении звеньев кинематической цепи в заданном иаправлеиии и для разъединения их
при вращении в обратном направлении.
2. Муфты изготовляются с числом роликов Z — 3 (исполнение I) и с числом роликов
Z = 5 (исполнение II).
3. Основные детали — обойму 4, ступицу 2 и ролик 3 изготовляют из стали IUX15
С твердостью HRC 58—64.
Пример условного обозначения муфты исполиеиия I, D = 32 мм,
d = 14 мм:
Муфта 1 — 52 X 14 МН 3—61.
4. МУФТЫ СЦЕПНЫЕ КУЛАЧКОВЫЕ
Кулачковые сцепные муфты (рис. Х-1) применяются для соединения или
разъединения валов при передаче значительных моментов в условиях, когда
необходимо установить муфту ограниченных габаритов, включаемую в состоянии
покоя или ограниченной частоты вращения. Рассматриваемые муфты обеспечи-
вают жесткую кинематическую связь, но при включении на ходу повышение уг-
ловой скорости ведомого вала до скорости ведущего осуществляется за очень
короткий промежуток времени.
Рис. Х-1.
При установке кулачковых муфт требуется центрирование валов, что
достигается с помощью центрирующего кольца 2 (рис. Х-1), либо за счет
применения муфт для соединения вала с сидящей на нем деталью (например,
с зубчатым колесом). Подвижную полумуфту 3 рекомендуется размещать
на ведомом валу, что уменьшает износ деталей механизма управления 4.
Полумуфты изготовляют из стали 45 с твердостью НRC 48—52, стали 20Х
цементированной и закаленной до твердости HRC 56—62, а также нз стали
Ст5 (при включении в состоянии покоя).
402
Наиболее широко применяют четыре профиля кулачков (рис. Х-2).
Прямоугольный (рис. Х-2, а) применяется при ручном включении. Он не
требует постоянной осевой силы прижатия. Вследствие наличия зазоров
между зубьями при реверсировании направления движения возникают
дополнительные динамические
нагрузки. Трапецеидальный
(рис. Х-2, б) применяется при
передаче больших моментов и
высокой частоте вращения.
Треугольный (рис. Х-2, в) ис-
пользуют при передаче не-
больших моментов и неболь- рис у.2
шой частоте вращения. Основ-
ное достоинство — быстрота и легкость включения. Несимметричный трапе-
цеидальный (рис. Х-2, г) применяется только для соединения валов с по-
стоянным направлением вращения. Основное достоинство его — облегчен-
ное включение.
Работоспособность кулачков определяется удельными давлениями (на-
пряжениями на контактных поверхностях) и изгибающими напряжениями.
Исходя из удельных давлений, передаваемый крутящий момент
AfKp = Rbhz [р]/1000 кгс м,
где R — средний радиус окружности расположения кулачков, мм; b и й —
ширина и высота кулачка, см; z't— число кулачков; [р] —допускаемое удель-
ное давление, кгс/см2.
Для стальных закаленных кулачков в предположении их равномерной
^>аботы при включении в состоянии покоя допускаемое удельное давление
р] принимается 900—1200 кгс/см2, при включении на ходу — 350—450
кгс/см2.
Основные размеры кулачковых муфт с центрирующей втулкой приве-
дены в табл. Х-12.
Х-12. Муфты сцепные кулачковые с центрирующей втулкой, мм
403
XI. подшипники
1. ПОДШИПНИКИ СКОЛЬЖЕНИЯ
ОБЩИЕ СВЕДЕНИЯ И РАСЧЕТ
Подшипники скольжения в зависимости от материала трущейся пары,
термической обработки и условий смазки могут работать в широком диапа-
зоне нагрузок и скоростей, в химически активных средах. Они бесшумны,
виброустойчивы. Масляный слой между цапфой и вкладышем гасит вибра-
ции. Подшипники скольжения имеют небольшие размеры в радиальном на-
правлении, могут обеспечивать особо точное направление вала, в ряде случаев
экономичнее подшипников качения, например, в особо тяжелых машинах,
когда стандартные подшипники качения не могут быть использованы из-за
больших нагрузок, а специальные чрезвычайно дороги.
К недостаткам подшипников скольжения относятся сравнительно боль-
шой коэффициент трения по сравнению с подшипниками качения, большие
осевые размеры, увеличение зазора по мере износа вкладышей и цапфы,
в ряде случаев необходимость применения цветных металлов.
•Различают следующие виды трения скольжения: сухое (работа без смаз-
ки), которое в нормально- работающих подшипниках не встречается; полу-
сухое или граничное, которое имеет место при малой скорости скольжения,
неустановившемся режиме работы и при недостаточной смазке. В зависи-
мости от материала трущейся пары и условий работы коэффициент трения
f~ 0,1...0,25; полужидкостное, при котором большая часть поверхностей
цапфы и вкладыша разделены слоем смазки, но отдельные элементы
поверхностей соприкасаются, / ~ 0,01...0,1; жидкостное, когда смазка пол-
ностью отделяет поверхность цапфы и вкладыша и их непосредственный
контакт исключается, f » 0,001...0,01. В таких условиях работают точно
изготовленные подшипники при относительно небольших нагрузках и вы-
соких скоростях вращения. Но и у таких подшипников во время пуска
и остановки трущиеся поверхности не разделены масляным слоем достаточной
толщины. '
Применяют два основных метода расчета подшипников скольжения:
а) по удельному давлению и окружной скорости на цапфе вала;
б) основанный на гидродинамической теории трения и смазки.
По первому методу рассчитывают:
1) удельное давление
Р
p = кгс/см2,
где Р — радиальная нагрузка на подшипник, кгс; d и I — диаметр и длина
подшипника, см; [р] — допускаемое удельное давление;
2) произведение удельного давления р и окружной скорости v. Это про-
изведение косвенно характеризует нагрев подшипника; оно измеряется
в кгс • м/см2 • с. Величина произведения не должна превосходить допускае-
мой величины [рц]. Окружную скорость рассчитывают по формуле
r.dn
° ~~ 100 • 60 м/с’
где d— диаметр подшипника, см, а п — частота вращения вала, об/мин.
Допускаемые значения [р] и [ри] для некоторых материалов приведены
ниже.
Данный расчет является проверочным. Проектный расчет производят
по указанным зависимостям при заданных отношениях I: d, которые прини-
мают равными от 0,5 до 1,5.
Расчет подшипников скольжения по удельному давлению р и произве-
дению pv не отражает истинного характера их работы и поэтому его ре-
комендуется применять для опор скольжения, работающих в условиях полу-
404
жидкостного и полусухого трения. Подшипники, работающие в условиях жид-
костного трення, рассчитываются на основании гидродинамической теории
трения и износа.
МАТЕРИАЛЫ ДЛЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
Для изготовления подшипников, выполненных как одно целое с кор-
пусной деталью и работающих с небольшими окружными скоростями, без
ударов и с длительными перерывами, применяют серые чугуны марок
СЧ 15—32, СЧ 18—36, СЧ 21—40, СЧ 24—44. Допустимое удельное давление
в зависимости от окружной скорости принимает следующие значения:
V, м/о Р, кгс/см1
0,5 ..............................................'...............40
1 20
2 - .................................-.......................1
Антифрикционный чугун'. Отливки из антифрикционного чугуна пред-
назначены для работы в подшипниковых узлах трения, например, в ка-
честве подшипников для валов, направляющих для ползунов, червячных
зубчатых колес и т. п. Марки чугуна, их основные характеристики и назна-
чения, а также рекомендуемые режимы работы приведены в табл. XI-1.
Для удовлетворительной работы подшипников из антифрикционного
чугуна требуется тщательный монтаж (точное сопряжение трущихся поверх-
ностей и отсутствие перекоса), непрерывная смазка, увеличение зазоров по
сравнению с установленными для бронзовых подшипников на 15—30%, а при
значительном нагреве подшипника во время работы — до 50%, приработка
на холостом ходу и постепенное повышение нагрузок.
Бронзы и латуни. Оловянные, особенно оловянно-фосфористые, бронзы
обладают высокими антифрикционными свойствами — малым значением
коэффициента трения, небольшим износом, высокой теплопроводностью, бла-
годаря чему подшипники из этого материала могут работать при высоких
окружных скоростях и нагрузках. Алюминиевые бронзы отличаются высо-
кой износостойкостью, но могут вызвать повышенный износ цапфы и для них
является предпочтительной работа в паре с закаленной или нормализованной
поверхностью цапфы. Свинцовые бронзы имеют большую ударную вязкость
и подшипники из этих бронз могут работать в условиях ударной нагрузки.
Латуни по антифрикционным свойствам уступают бронзам и применяются
для подшипников, работающих при малых скоростях и умеренных нагруз
ках. Предельные значения р, v и pv и область применения £ронз и латуней
в подшипниках скольжения приведены в табл. XI-2.
Баббиты оловянные и свинцовые (ГОСТ 1320—74). Применяются для
заливки вкладышей подшипников, работающих при высоких окружных
скоростях, переменных и ударных нагрузках. Способы крепления в пазах
и резьбе показаны на рис. XI-1, а условия работы — в табл. XI-3.
Рис. XI-1.
Металлокерамические материалы. Для изготовления подшипников
скольжения применяют бронзографит, содержащий кроме меди 10% олова
и 1—4% графита, и железографит (1—3% графита). Вкладыши изготовляют
путем спекания при высоком давлении. Пористость материала после спека-
ния составляет 15—30%. После спекания вкладыши пропитывают минераль-
405
XI-1. Основные характеристики и рекомендуемые условия применения
антифрикционного чугуна в узлах трения (по ГОСТ 1585—70)
Группа чугуна Марка чугуна Твердость ИВ Удельное давление р, кгс/см2 Окружная скорость V, м/с, не более р«; кгс-м/см2-с, ие более
Серый АЧС-1 180—262 25,0 90,0 5,0 0,2 100 18
АЧС-2 180—229 90,0 1.° 0,2 з,о 18 3
АЧС-3 160—190 60,0 0,75 45
АЧС-4 180—229 До 150 До 5,0* До 400
ЛЧС-5 180—290 200 300 ’1,0 0,42 200 125
АЧС-6 100—120 ' До 90 До 4,0 * 90
Высоко- прочный АЧВ-1 210—260 10,0 200,0 8,0* 1,0 80 200
ЛЧВ-2 167—197 5,0 ’ 120,0 5.0* 1.0 25 120
Ковкий АЧК-1 187—262 200,0 2,0 200
ЛЧК-2 167—197 5,0 120,0 5,0* 1,0 25 120
п р имечания: 1. В случае применения отливок из антифрикционного чугуна
в узлах трения, работающих при окружных скоростях, помеченных звездочкой, необхо-
димо руководствоваться специальными инструкциями, содержащими подробные ука-
зания об условиях применения антифрикционного чугуна.
2. Приводимые для некоторых марок два предельных значения р и и указывают
допустимые предельные сочетания значений этих величин.
3. Чугуны марок АЧС-1, АЧС-2, АЧС-4, АЧС-5, АЧВ-1 и АЧК-I предназначены для ра-
боты в паре с закаленной или нормализованной поверхностью цапфы, чугуиы марок АЧС-3>
АЧС-6, ЛЧВ-2 и 4ЧК-2 — для работы с «сырым» (в состоянии поставки) валом.
XI-2. Рекомендуемые условия работы и примеры применения
бронзовых и латунных подшипников скольжения
Марка материала р, кгс/см2 V, м/с pv, кгсх Хм/см2х Хс Область применения
не более
Бр. ОФ 10—1, Бр. ОФ 6,5—0,15 150 Б 10 р он за 150 При постоянной нагрузке в элек- тродвигателях» центробежных на- сосах
Бр. ОЦС 5-5—5 80 3 120
Бр. ОЦС 6-6-3 50 3 100
Бр. ОЦС 4-4-17 100 4
406
Продолжение табл. XI-2
Марка материала р. кгс/см* V, м/с pv, кгсх Хм/см»Х Хс Область применения
не более
Бр. АЖ 9—4Л 150 4 120 При постоянной и переменной нагрузке в редукторах, транспор- терах, металлорежущих станках
Бр. АЖМц 10—3—1,5 200 5 150
Бр. АЖС7—1,5—1,5 250 8 200
Бр. СЗО 250 12 ' 300 При переменной и ударной нагруз- ке в поршневых компрессорах н насосах
Латунь
ЛМцОС 58—2—2—2, ЛАЖМц 66—6—3—2 100 1 100 При постоянной или ударной нагрузке, при малой скорости скольжения в конвейерах, роль- гангах, вибрационных машинах
ЛКС 80-3-3 120 2
ЛМцЖ 52—4—1 40 2 60 При работе с перерывами с неболь- шой нагрузкой и скоростью сколь- жения в транспортерах, подъемных кранах, редукторах
XI-З. Условия применения баббитов и примерное назначение
(по ГОСТ 1320—74)
Марка баббита Характерис- тика нагрузки а Q £ с£ s’ КГС’М pv' Примерное назначение
Б88 Спокойная Ударная 200 150 50 50 750 750 Подшипники, работающие при больших скоростях и высоких динамических нагрузках/Подшипники быстроходных и среднеоборотных дизелей
Б83, Б83С Спокойная Ударная 150 100 50 50 750 500 Подшипники, работающие при больших скоростях и средних нагрузках. Под- шипники турбин, крейцкопфные и мо- тылевые подшипники малооборотиых дизелей
БН Спокойная Ударная 100 75 30 30 300 200 Подшипники, работающие при средних скоростях и средних нагрузках. Под- шипники компрессоров
Б16 Спокойная 100 30 300 Моторно-осевые подшипники электро- возов, путевых машин
БС6 Ударная 150 — Подшипники автотракторных двигате- лей
407
ными маслами, солидолом или маслографитовой эмульсией. В последнем
случае подшипники могут длительное время работать без дополнительной
смазки. Фитильная подача смазки улучшает работу подшипников и увели-
чивает срок их службы. Применяют металлокерамические вкладыши
в транспортерах, сельскохозяйственных и других машинах, в особенности
в местах, труднодоступных для подачи смазки. Предельные допускаемые
режимы работы приведены в табл. XI-4.
XI-4. Допускаемые режимы работы металлокерамических подшипников
Материал Порис- тость, % Предельные значения р, кгс/см8, при окружной скорости V, м/о
0,1 0,2 | 1,0 2,0 3,0 4,0
15—20 180 70 60 50 3.5 12
Бронзографит 20-25 150 60 50 40 30 10
25—30 120 50 40 30 25 8
15—20 250 ' 85 80 . 65 45 10
Железографит 20—25 200 70 65 55 35 8
- 25-30 150 55 50 40 25 6
Неметаллические материалы. Из неметаллических материалов наиболее
широко применяют для подшипников текстолиты, древеснослоистые плас-
тики (ДСП) и полиамиды (глава II). Основной недостаток этих материалов —
низкая теплопроводность, ограничивающая окружную скорость на цапфе
вала. Подшипники из неметаллических материалов от металлических отли-
чаются своей конструкцией и допускаемым режимом работы [5, 6].
ВТУЛКИ, КОРПУСА И ВКЛАДЫШИ
ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
Металлические втулки (из чугуна и бронзы) подшипников скольжения
рекомендуется сопрягать с валом по системе отверстия. Внутренний диаметр
втулок d выполняется с предельными отклонениями по А, А2а и А3; наруж-
ный диаметр D — по Н, Г и /7р13. Втулки при выполнении диаметра D
с предельными отклонениями по Н и по Г (длиной до 1,5 d) следует обяза-
тельно дополнительно закреплять (винтом или другим способом), по /7р1, —
закреплять не нужно. Допускаемая шероховатость поверхности может
приниматься по табл. IV-27.
Номинальные размеры втулок подшипников скольжения металли-
ческих гладких и с буртиком по ГОСТ 1978—73 приведены соответственно
в табл. XI-5 и XI-6, корпуса, вкладышей и смазочных канавок — в табл. XI-7—
XI-10.
XI-5. Гладкие металлические втулки подшипников скольжения
(по ГОСТ 1978—73), мм
L
408
Продолжение табл. XI-5
d
L
Ряд
1-й 2-й 1-й 2-й 1-й 2-й 3-й 4-й 5-й 6-й
3 5 6 3 4 5
4 7 8 — — 3 4 . 5 6
5 8 9 — — 4 5 6 8
6 9 10 — 5 6 8 10
8 11 12 — — 6 8 10 12
10 14 16 6 8 10 12 16
12 16 18 — . 8 10 12 16 20
14 — 18 20
(15) 19 21
16 20 22 8 10 12 16 20 25
18 — 22 24
20 22 — • 24 26 26 28 10 12 16 20 25 32
25 28 — 30 34 32 36 12 16 20 25 32 40
30 36 38
32 38 . 40
34 40 42 16 20 25 32 40 50
(35) 40 42
36 42 45
' 38 45 48
40 42 48 50 50 52 20 25 32 40 50 63
45 — 53 55
48 56 58
50 58 60
— 53 60 63 25 32 40 50 63 80
— (55) 63 65
56 65 67
— 60 70 75
63 — 73 78
— (65) 67 75 78 80 82 32 40 50 63 80 100
— (70) 80 85
71 85 90
75 90 95
80 85 95 100 100 105 40 50 . 63 80 100 125
90 — 105 ПО
100 95 ПО 115 115 120 50 63 80 100 125 160
Примечания: 1. Втулки с внутренними и наружными диаметрами по первому
ряду являются предпочтительными для применения.
2. Втулки, внутренние диаметры которых заключены в скобки, применять ие ре-
комендуется.
3. Стандартом предусмотрены втулки с размером внутреннего диаметра d до 250 мм.
409
XI-6. Металлические втулки с буртиком
для подшипников скольжения
(по ГОСТ 19782—73), мм
77777777777777л
д
d D Dj ь L
Ряды Ряд
1-й 2-й 1-й 2-й З-й 4-й 5-й 6-й
3 — 6 8 — — — 3 4 5
4 — 8 10 — — 3 4 5 6
5 — 9 12 — — 4 5 6 8
6 — 10 14 2 — — 5 6 8 10
8 — 12 16 — — 6 8 10 12
10 — 16 20 — 6 8 10 12 16
12 — 18 ’ 22 — 8 10 12 16 20
14 — 20 26 —
— (15) 21 26
16 — 22 28 8 10 12 16 20 25
18 — • 24 30 3
20 — 26 32 10 12
22 — 28 34 16 20 26 ! 32
25 — 32. 38 12 32 40
28 ♦ — 36 42 10 20 2о
— 30 38 44
32 — 40 46
— 34 42 48 4 16 20 25 32 40 50
— (35) 45 59
36 — 45 52 5
410
Продолжение табл. XI-6
d D D, ь L
Ряды Ряд
1-й 2-й 1-й 2-й З-й 4-й 5-й 6-й
— 38 48 56 5 20 25 32 40 50 .63
40 — 50 58
— 42 52 60
45 — 55 63
— 48 58 ' 65 25 32 40 50 63 80
50 — 60 68
— 53 63 71
— (55) 65 73
56 — 67 75
— 60 75 83 8 32 40 50 63 80 100
63 — 78 86
— (65) 80 88
— 67 82 90
— (70) 85 95 10
71 — ’ 90 . 100
— 75 95 105 40 50 63 80 . 100 125
80 — 100 ПО
— 85 105 115
90 — 110 120
— 95 115 125 50 63 80 , 100 125 160
100 — 120 130
Примечания: 1. Втулки с внутренними диаметрами по 1-му ряду являются
предпочтительными для применения.
2. Втулки с внутренними диаметрами, заключенными в скобки, применять не реко-
мендуется.
3. Стандартом предусмотрены втулки С внутренними диаметрами d до 250 мм
411
У1-7. Корпуса разъемные с двумя крепежными отверстиями
(по ГОСТ 11607—65)
Исполнение 1
Обозначение кор- пуса Диаметр вала ^ном Диаметр D по А, и о с cq fl я С а; аГ £ СП Q и
Номиналь- ный раз- мер Допускае- мые откло- нения^^).
мм S
1-25 25 34 11 26 22 67 64 15 140 32 0,17 115 0,56
2—25 25 34 11 26 22 67 64 15 140 32 0,17 115 0,56
1—28 28 36 11 26 22 67 64 15 140 32 0,17 115 0,53
2-28 28 36 11 26 22 67 64 15 140 32 0,17 115 0,54
1—30 30 38 11 26 22 67 64 15 140 32 0,17 115 0,52
2—30 30 38 11 26 22 67 64 15 140 32 0,17 115 0,52
1-32 32 40 13 32 28 85 82 18 165 42 0,17 135 1,09
2—32 32 40 13 32 28 85 82 18 165 42 0,17 135 1,11
1—35 35 45 13 32 28 85 82 18 165 42 0,17 135 1,07
2—35 35 45 13 32 28 85 82 18 165 42 0,17 135 1,69
1—36 36 45 13 32 28 85 82 18 165 42 0,17 135 1,05
2—36 36 45 13 32 28 85 82 18 165 42 0,17 135 1,07
1—40 40 50 13 40 35 89 87 20 170 45 0,17 140 1,49
2—40 40 50 13 40 35 89 87 20 170 45 0,17 140 1,50
1—45 45 55 13 45 40 94 90 20 175 45 0,17 145 1,46
2—45 45 55 13 45 40 94 90 20 175 45 0,17 145 1,76
1—50 50 60 17 50 40 104 100 25 200 50 0,17 160 2,31
2-50 50 60 17 50 40 104 100 25 200 50 0,17 160 2,32
1-55 55 65 17 55 45 115 НО 25 210 55 0,20 170 3,23
2-55 55 65 17 55 45 115 110 25 210 55 0,20 170 3,24
1—60 60 70 22 60 50 125 118 25 230 60 0,20 190 3,78
2—60 60 70 22 60 50 125 118 25 230 60 0,20 190 3,81
1-65 65 75 22 65 55 135 125 25 240 65 . 0,20 200 4,25
412
Продолжение табл. KI-7
о ф S ж ф tr W S S3 Диаметр вала ^ном Диаметр £> по 4з тз В по Сз да е а? £ //2 юса, кг
Номиналь- ный раз- мер Допускае- мые откло- нення ( + )
мм S
2-65 65 75 22 65 55 135 125 25 240 65 0,20 200 4,28
1—70 70 85 22 70 60 140 135 30 250 70 0,20 210 5,64
2—70 70 85 22 70 60 140 135 30 250 70 0,20 210 5,67
1-75 75 90 22 75 65 145 145 30 260 75 0,20 220 6,76
2-75 75 90 22 75 65 145 145 30 260 75 0,20 220 6,77
1—80 80 95 26 80 70 160 155 35 290 80 0,20 240 8,55
2-80 80 95 26 80 70 160 155 35 290 80 0,20 240 8,60
1—90 90 105 26 90 80 170 165 35 300 85 0,23 250 10,30
2—90 90 105 26 90 80 170 165 35 300 85 0,23 250 10,40
1-100 100 115 32 100 90 185 175 40 340 90 0,23 280 13,80
2—100 100 115 32 100 90 185 175 40 340 90 0,23 280 13,80
1-110 ПО 125 32 ПО 100 190 185 40 350 95 0,23 •290 15,50
2—110 ПО 125 32 ПО 100 190 185 40 350 95 0,23 290 15,50
1-125 125 140 32 125 ПО 205 205 40 370 105 0,33 310 18,90
2—125 125 140 32 125 ПО 205 205 40 370 105 0,23 310 19,00
1—130 130 145 32 130 115 210 210 45 380 НО 0,23 320 22,90
2—130 130 145 32 130 115 210 210 45 380 ПО 0,23 320 22,90
1—140 140 160 32 140 120 230 235 45 390 120 0,23 330 26,30
2—140 140 160 32 140 120 230 235 45 390 120 0,23 330 26,40
1-150 150 170 32 150 130 245 245 <45 400 125 0,26 340 29,40
2—150 150 170 32 150 130 245 245 45 400 124 0,26 340 29,50
1-160 160 180 32 160 140 250 255 45 430 130 0,26 360 33,90
2—160 160 180 32 160 140 250 255 45 430 130 0,26 360 33,90
Примечания: 1. Корпуса исполнения 1 рекомендуется применять в случаях,
когда суммарные составляющие статических нагрузок направлены в сторону основания,
корпуса исполнения 2 — при суммарных составляющих статических нагрузок, направ-
ленных в сторону крышки.
2. Основание / и крышка 2 йзготовляются из чугуна марки СЧ 15—32 по ГОСТ
1412—70, шпильки 3 — из стали марки 45 по ГОСТ 1050—74.
Примеры условного обозначения корпуса с 4цом = 60 мм.
исполнения 1:
Корпус 1—60 ГОСТ 11607—65;
исполнения 2:
Корпус 2—60 ГОСТ 11607—65.
413
XI-8. Корпуса разъемные с четырьмя крепежными отверстиями
(по ГОСТ 11608—65)
•означение кор* с а Диаметр вала, ^иом D по Аа В по Сз ^справ а? Н, icca, kf
номиналь- ный допускае- мое откло- нение (±)
О с мм s
1—50 50 60 13 65 60 102 100 25 200 50 0,17 160 30 3,57
2—50 50 60 13 65 60 102 100 25 200 50 0,17 160 30 3,58
1-60 60 70 17 80 75 120 118 25 230 60 0,20 190 40 5,48
2—60 60 70 17 80 75 120 118 25 230 60 0,20 190 40 5,51
1-70 70 85 17 95 90 135 135 30 250 70 0,20 210 45 8,27
2—70 70 85 17 95 90 135 135 30 250 70 0,20 210 45 8,26
1—80 80 95 22 105 100 155 155 35 290 80 0,20 240 55 11,80
2—80 80 95 22 105 100 155 155 35 290 80 0,20 240 55 11,90
1—90 90 105 22 120 115 165 165 35 300 85 0,23 250 70 15,10
2—90 90 105 22 120 115 165 165 35 300 85 0,23 250 70 15,20
1—100 100 115 22 135 130 175 175 40 340 90 0,23 280 80 18,20
2-100 100 115 22 135 130 175 175 40 340 90 0,23 280 80 18,20
1—110 110 125 22 150 140 180 185 40 350 95 0,23 290 85 20,80
2—110 по 125 22 150 140 180 185 40 350 95 0,23 290 85 20,70
1-125 125 140 26 165 155 200 205 40 370 105 0,23 310 90 25,60
2-125 125 140 26 165 155 200 205 40 370 105 0,23 310 90 25.80
1—140 140 160 32 190 170 230 235 45 390 120 0,23 330 100 36,20
2-140 140 160 32 190 170 230 235 45 390 120 0,23 ззо 100 36,60
1-160 160 180 32 220 200 250 255 45 430 130 0,26 360 120 47,90
2—160 160 180 32 220 200 250 255 45 430 130 0,26 360 120 48,30
1—180 180 200 32 250 220 260 275 45 480 140 0,26 400 , 140 58,00
2—180 180 200 32 250 220 260 275 45 480 140 0,26 400 140 58,20
1-200 2(0 230 32 280 245, 290 310 50 530 160 0,26 450 160 74,50
2—200 200 230 32 280 245 290 ЗЮ 50 530 160 0,26 450 160 75,30
1—220 220 250 32 300 265 300 335 50 560 170 0,26 480 180 94,50
2—220 22Q 250 32 зсо 265 300 335 50 560 170 0,26 480 180 95,50
Примечание. Корпуса исполнения 1 рекомендуется применять в случаях, когда
суммарные составляющие статических нагрузок направлены в сторону основания, испол-
нения 2 — при суммарных составляющих статических нагрузок, направленных в сторону
крышки.
Пример условного обозначения корпуса с dII0M « 60 мм, исполнения 1г
Корпус 1—60 ГОСТ 11608—6&
414
Х1-9. Вкладыши чугунные для разъемных корпусов (по ГОСТ 11611—65)
Обозначение вкладыша d по Дз D по /7р1га D, L 1 по Аз Масса, кг
мм
25X34 28X34 30X34 32X42 35X42 36X42 40X50 45x55 50X60 50X75 55X65 60X70 60X90 65X75 70X80 70 X 105 75X85 25 34 42 34 26 0,12 0,13 0,14 0,23 0,26 0,27 0,31 0,37 0,44 0,52 0,51 0,59 0,75 0,73 1,13 1,38 1,39
28 36 45
(30) 38 48
32 40 52 42 32
(35) 45 55
36
40 50 60 50 40
45 55 65 55 45
50 60 70 60 50
75 65
55 65 75 65 55
60 70 80 70 60
90 80
(65) 75 85 75 65
70 85 95 80 ’ 70
105 95
75 90 100 85 75
415
Продолжение табл. XI-9
Обозначение вкладыша d по Аг D по Пр1щ D, L 1 по А, Масса, кг
ММ
80x95 80 95 ПО 95 80 1,64
80х 120 120 105 2,00
90X105 90 105 120 105 90 1,98
90X135 135 120 2,46
100x115 100 115 130 ’ 115 100 2,45
100x150 150 135 2,98
110X125 ПО 125 140 125 ПО 2,87
110x165 165 150 3,56
125x145 125 140 155 145 125 4,08
125X185 185 165 4,57
130X150 (130) 145 160 150 130 4,22
140X160 140 160’ 175 160 140 5,87
140x210 210 190 7,54
150X170 (150) 170 185 170 150 7,16
160X180 160 180 200 180 160 9,37
160X240 240 ’ 220 9,89
180x270 180 200 220 270 250 12,31
200x300 200 230 250 300 280 22,50
220X330 220 250 270 330 300 27,60
Примечания: 1. Стандарт распространяется на вкладыши радиальных под-
шипников скольжения общего назначения, работающих на густой смазке, при нагрузках
Р. направленных в сторону инжнего вкладыша, и удельных давлениях р не более
60 кгс/см2 при скоростях о до 3 м/с.
2. Вкладыши 1 и 2 изготовляются из чугуна марки АСЧ-1 илн АКЧ-2 по ГОСТ
1'585—70, закрепительные втулки 3 — из стали марки СтЗ по ГОСТ 380—71.
3. Вкладыши, диаметр d которых заключен в скобки, по возможности не применять.
Пример условного обозначения вкладыша с d = 50 мм и L = 60 мм:
Вкладыш 50 X 60 ГОСТ 11611-65.
416
Х1-10. Размеры смазочных канавок, мм
lx\\W
о . °
d h ь Г R е t а
До 60 1,5 7 3 9 6 1,5 5
Св. 60 до 80 2 8 4 12 8 2 6
» 80 » 90 2,5 10 5 15 10 2 8
» 90 » НО 3 13 6 18 12 2,5 8
» НО » 140 3,5 16 7 21 14 2,5 10
» 140 • » 180 4 20 8 24 16 3 12
» 180 » 260- 5 30 10 30 20 3 15
» 260 > 380 6 40 - 12 36 24 4 20
» 380 » 500 8 50 16 48 32 4 25
2. ПОДШИПНИКИ КАЧЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Подшипники качения по сравнению с подшипниками скольжения
отличаются меньшими моментами сил трения и меньшим теплообразованием,
большим КПД, меньшими размерами по длине и простотой обслуживания.
Недостатками подшипников качения являются ббльшие размеры по диа-
метру, отсутствие диаметрального разъема, меньшая способность демпфи-
ровать удары и колебания.
По форме тел вращения подшипники разделяются на шариковые, более
быстроходные, и роликовые, обладающие повышенной грузоподъемностью.
По направлению действия воспринимаемой нагрузки подшипники де-
лятся на следующие группы:
1) радиальные — воспринимающие только радиальную нагрузку (на-
пример, цилиндрические роликоподшипники) или в основном предназначен-
ные для радиальной нагрузки, но воспринимающие также осевую нагрузку;
2) радиально-упорные—воспринимающие одновременно радиальные
и осевые нагрузки;
3) упорно-радиальные — предназначенные для осевых нагрузок, но
способные воспринимать некоторые радиальные нагрузки;
4) упорные — воспринимающие только осевые нагрузки.
14 7-347 417
Сферические радиальные и упорные подшипники обладают способ-
ностью самоустанавливаться при перекосе осей вала и корпуса.
Подшипники подразделяются на сверхлегкую, особо легкую, легкую,
среднюю и тяжелую серии. Каждая серия характеризуется отношением внут-"
реннего диаметра подшипников к наружному и шириной. Грузоподъем-
ность подшипников повышается с переходом от легких серий к более тяже-
лым, а быстроходность их при этом снижается.
Подшипники характеризуются так называемыми динамической С и ста-
тической Со грузоподъемностью и наибольшей частотой вращения, при пре-
вышении которой Долговечность подшипника резко снижается.
Динамическая грузоподъемность С для радиального и радиально-
упорного подшипников — постоянная радиальная нагрузка, которую
группа идентичных подшипников с неподвижным наружным кольцом может
выдержать в течение расчетного срока службы, исчисляемого в один миллион
оборотов внутреннего кольца; для упорного и упорно-радиального подшип-
ников — постоянная центральная осевая нагрузка, которую группа идентич-
ных подшипников может выдержать в течение расчетного срока службы,
исчисляемого в 1 млн. оборотов одного из колец.
Статическая грузоподъемность Со — радиальная статическая нагрузка
для радиального и радиально-упорного подшипников или центральная
осевая статическая нагрузка для упорного и упорно-радиального подшип-
ников, допускаемая независимо от частоты вращения и долговечности.
Соответственно различают выбор подшипников качения по динамичес-
кой грузоподъемности С, исходя из динамической нагрузки и расчетной
(номинальной) долговечности, и по статической грузоподъемности Со в слу-
чае восприятия нагрузки при отсутствии вращения или при частоте враще-
ния до 1 об/мин.
Нормальные габаритные размеры шариковых и роликовых подшипни-
ков регламентируются ГОСТ 3478—68, а технические требования к ним —
ГОСТ 520—71. Последним устанавливаются следующие классы точности
подшипников: 0; 6; 5; 4 и 2. Перечень приведен в порядке повышения точ-
ности.
Если к точности вращения особые требования ие предъявляются, то
принимается класс точности 0.
ОСНОВНЫЕ типы подшипников
И ОБЛАСТЬ ИХ ПРИМЕНЕНИЯ
Радиальные однорядные шарикоподшипники (ГОСТ 8338—75) по сравне-
нию с подшипниками качения других типов работают с минимальными по-
терями на трение. Эти подшипники (рис. XI-2, а) могут воспринимать не
только радиальные нагрузки, но и осевые, действующие вдоль оси в обоих
направлениях вала и не превышающие 70% от неиспользованной допусти-
мой радиальной нагрузки, что позволяет применять их для фиксации
вала в осевом направлении. Перекос наружных колец относительно внут-
ренних не должен превышать 15(, что обусловливает жесткие требования
к соосности посадочных мест.
Радиальные однорядные шарикоподшипники применяются для уста-
новки жестких двухопорных валов, прогиб которых под воздействием внеш-
них сил не вызывает чрезмерного перекоса оси вала относительно посадоч-
ного отверстия, а также для установки валов, у которых расстояния между
опорами не превышают десяти диаметров вала.
Помимо указанного основного типа, однорядные радиальные шарико-
подшипники выпускаются с канавкой на наружном кольце (ГОСТ 2893—73)
н с одной или двумя защитными шайбами (ГОСТ 7242—70). Применение под-
шипников с канавкой на наружном кольце позволяет растачивать посадоч-
ные отверстия без заплечиков и сокращать осевой габарит узла. Подшип-
ники с одной или двумя защитными шайбами применяются в случаях, когда
затруднена установка уплотняющих устройств.
418
Радиальные двихрядные сферические шарикоподшипники (ГОСТ 5720—75).
Эти подшипники )рис. XI-2, *5) в основном предназначены для восприятия
радиальных нагрузок, но могут одновременно воспринимать двустороннюю
осевую нагрузку, величина которой не должна превышать 20% неисполь-
зованной допустимой радиальной нагрузки. Нормальная работа подшип-
ника обеспечивается даже при перекосе наружного кольца относительно
внутреннего до 2—Зч.
Радиальные двухрядные сферические шарикоподшипники применяются '
с многоопорными валами, с валами, подверженными Значительным прогибам
под воздействием внешних нагрузок, в узлах, в которых технологически не
может быть обеспечена строгая соосность посадочных мест, например, при
растачивании посадочных отверстий с нескольких установок, при установке
подшипников в отдельных корпусах и т. п.
Кроме подшипников с цилиндрическим отверстием изготовляются
радиальные двухрядные сферические шарикоподшипники: с коническим
отверстием (ГОСТ 5720—75) и с коническим отверстием на закрепительной
втулке (ГОСТ 8546—75). Указанные шарикоподшипники соответственно
предназначены для установки иа коническую шейку вала и для установки на
гладких валах трансмиссионного типа, обработанных по 3-му классу точ-
ности.
Радиальные роликоподшипники с короткими цилиндрическими роли-
ками (ГОСТ 8328—75) предназначены для восприятия радиальных нагру-
зок. По сравнению с радиальными равногабаритными шарикоподшипни-
ками роликоподшипники обладают значительно большей радиальной грузо-
подъемностью. Роликоподшипники с цилиндрическими роликами (рис. XI-2, в)
очень чувствительны к перекосам внутренних колец относительно наружных,
так как у краев роликов возникают повышенные напряжения. ।
Радиальные роликоподшипники с короткими цилиндрическими роли-
ками применяют для установки жестких двухопорных валов при высокой
соосности посадочных мест. В одной из опор должен быть применен подшип-
ник, фиксирующий положение вала относительно корпуса. Некоторые типы
рассматриваемых подшипников имеют однобортовые внутренние или наруж-
ные кольца и могут осуществлять одностороннюю фиксацию вала при незна-
чительных осевых усилиях.
14* 419
Радиальные двухрядные сферические роликоподшипники (ГОСТ 5721—75
и ГОСТ 8545—75) предназначены в основном для восприятия радиальных
нагрузок, но могут одновременно воспринимать и осевую нагрузку, действу-
ющую в обоих направлениях и непревышающую 25% величины неисполь-
зованной допустимой радиальной нагрузки. Радиальные двухрядные сфери-
ческие роликоподшипники (рис. XI-2, г) обладают значительно более высо-
кой грузоподъемностью, чем равногабаритные сферические шарикоподшип-
ники. Допустимые скорости вращения их значительно ниже, чем подшип- •
ников с короткими цилиндрическими роликами. Рассматриваемые ролико-
подшипники могут нормально работать при значительном (до 2—3d) пере-
косе наружного кольца относительно внутреннего.
Радиальные двухрядные сферические роликоподшипники применяют
для установки тяжелонагруженных мнсгоопсрвых и двухопорных валов,
а также для установки валов, подверженных значительным прогибам под
воздействием внешних сил: в узлах, в которых технологически не обеспечи-
вается высокая соосность посадочных мест, например, при установке под-
шипников в отдельных корпусах, при растачивании посадочных отверстий
с нескольких установок и т. п.
Радиальные игольчатые роликоподшипники (ГОСТ 4657—71) восприни-
мают только радиальную нагрузку, осевое перемещение вала не ограни-
чивают (рис. XI-2, д). Имеют весьма малые габаритные размеры в радиаль-
ном направлении. Перекос внутреннего кольца или вала относительно наруж-
ного кольца недопустим.
Применяются в опорах, у которых ограничивается диаметр. Подшип-
ники без внутренних колец применяют при необходимости предельного
уменьшения диаметральных габаритных размеров. В этих случаях поверх-
ности качения, образованные непосредственно на валу, должны иметь твер-
дость, точность и качество поверхности такие же, как и у подшипниковых
колец.
Радиально-упорные однорядные шарикоподшипники (ГОСТ 831—75)
предназначены для восприятия радиальных и осевых нагрузок (рис. XI-2, е).
Способность восприятия осевой нагрузки увеличивается с увеличением угла
контакта а, равного углу между плоскостью центров шариков и прямой,
проходящей через центр шарика и точку касания шарика с дорожкой качения.
Допускаемая радиальная нагрузка при этом уменьшается. Одинарный под-
шипник может воспринимать только осевую нагрузку, действующую в одном
направлении. Для фиксации вала в обоих направлениях подшипники необ-
ходимо устанавливать попарно. -
Радиально-упорные однорядные шарикоподшипники применяют в уз-
лах с жесткими короткими валами при сравнительно небольших расстоя-
ниях между опорами, а также в узлах, требующих регулировки внутреннего
зазора в подшипниках во время монтажа и эксплуатации.
Конические однорядные роликоподшипники (ГОСТ 333—71) предназна-
чены для восприятия радиальных и односторонних осевых нагрузок
(рис. XI-2, ж). Они ограничивают осевое перемещение вала в одном направ-
лении. При парной установке ограничивается перемещение вала в обоих
направлениях и в этом случае подшипники могут воспринимать радиальные
и двусторонние осевые нагрузки. Перекос вала относительно оси посадоч-
ного отверстия недопустим.
Конические однорядные роликоподшипники применяют для установки
жестких двухопорных валов с небольшим расстоянием между опорами.
Роликоподшипники с упорным бортом на наружном кольце (ГОСТ
3169—71) применяют в тех случаях, когда необходимо исключить опорные
заплечики в корпусах (что упрощает их обработку) или сократить длину
опоры.
Упорные шарикоподшипники (ГОСТ 6874—75, ГОСТ 7872—75) предна-
значены для восприятия осевых нагрузок, одинарные (рис. XI-2, з) — только
в одном направлении, двойные (рис. XI 2, и) — в двух направлениях. Одно
из колец одииариого и среднее кольцо двойного (тугое) сопрягаются с валом,
а так называемые свободные кольца устанавливаются в корпусе. Предель-
420
пая скорость вращения упорных шарикоподшипников значительно меньше,
чем таких же по размеру шарикоподшипников других типов. Это объясня-
ется тем, что дорожки качения рассматриваемых подшипников могут воспри-
нимать меньшие центробежные силы, возникающие при движении шариков.
ВЫБОР ПОДШИПНИКОВ КАЧЕНИЯ
ДЛЯ РАБОТЫ ПРИ ДИНАМИЧЕСКОЙ НАГРУЗКЕ
Подшипники качения часто подвергаются совместному действию радиаль-
ной и осевой нагрузок, которые могут быть постоянными или сопровождаться
толчками и ударами; вращаться может внутреннее или наружное кольцо;
на долговечность подшипника существенно влияет температурный режим
работы. Выбор подшипника и определение номинальной долговечности про-
изводится по так называемой эквивалентной динамической нагрузке Р.
Для радиальных и радиально-упорных подшипников это — постоянная
радиальная нагрузка, которая при приложении ее к подшипнику с вращаю-
щимся внутренним и неподвижным наружным кольцами обеспечивает та-
кой же расчетный срок службы; как и при действительных условиях нагру-
жения и вращения. Для упорных и упорно-радиальных подшипников это —
постоянная центральная осевая нагрузка, которая при приложении ее к под-
шипнику с вращающимся тугим кольцом и неподвижным свободным обеспе-
чивает такой же расчетный срок службы, как и при действительных условиях
нагружения.
Для радиальных шарикоподшипников и радиально-упорных шарико-
и роликоподшипников эквивалентная динамическая нагрузка определяется
по формуле
P~(VXFr + YFa)K6Kv
для подшипников с короткими цилиндрическими роликами —
для упорных подшипников —
р = Wr.
для упорно-радиальных подшипников —
P~(XFr+YFa)K6KT,
аде Fr и Fa — соответственно радиальная и осевая нагрузки, кгс; V — коэф-
фициент вращения: при внутреннем кольце, вращающемся по отношению
к нагрузке, V — 1, при внутреннем кольце, неподвижном по отношению
к нагрузке, V = 1,2 (кроме радиального шарикового сферического, для
которого в любом случае V — 1); X и Y — соответственно коэффициенты
радиальной и осевой нагрузок, зависящие от типа подшипника, угла кон-
такта а (равного углу между линией действия нагрузки на тело качения
и плоскостью, перпендикулярной к оси подшипника) и отношения Fa/VFr
(табл. XI-11, XI-12, XI-13); Кб — коэффициент безопасности, учитываю-
щий влияние динамической нагрузки на долговечность подшипников ка-
чения (табл. XI-14); Кт — коэффициент, учитывающий влияние темпера-
турного режима работы на долговечность подшипника.
421
Ниже приведены значения коэффициента Кт при различных рабочих
Температурах подшипника:
Температура, “С Kt
До 100.....................................................1
125...................................................1.05
150....................................................1,1
175...................................................1.15
200 ................................................1.25
225 ................................................1.35
250 1.4
Общая осевая нагрузка с учетом осевых составляющих, возникающих
в однорядных радиально-упорных шариковых и конических роликовых
подшипниках при восприятии ими радиальных и комбинированных нагру-
зок, определяется по формулам, приведенным в табл. XI-15.
XI-11. Значения коэффициентов X и Y для радиальных
и радиально-упорных шарикоподшипников (по ГОСТ 18855—73)
Угол контакта а, ...° Fa/C<, iFa/C, Однорядные Двухрядные е
Fa/VFr > е FalVFr < е FalVFr > е
X | У Y X | У
у----Г
Радиальные
0,014 2,30 2,30 0,19
0,028 1,99 1,99 0,22
0,056 1,71 1,71 0,26
* 0,084 1,55 1,55 0,28
0 0,110 «мм 0,56 1,45 0 0,56 1,45 0,30
0,170 1,31 1,31 0,34
0,280 1.15 1,15 0,38
0,420 1,04 1,04 0,42
0,560 1,00 1,00 0,44
Радиально-упорные
0,014 2,30 2,78 3,74 0,23
0,028 1 99 2,40 3,23 0,26
0,056 1,71 2,07 2,78 0,30
0,085 1,55 1,87 2,52 0,34
Б — 0,110 0,56 1,45 1,75 0,78 2,36 0,36
0,170 1,31 1,58 2,13 0,40
0,280 1,15 1,39 1,87 0,45
0,420 1,04 1,26 1,69 0,50
0,560 1,00 1,21 1,63 0,52
0,014 1,88 2,18 3,06 0,29
0,029 1,71 1,98 2,78 0,32
0,057 1,52 1,76 2,47 0,36
0,086 1,41 1,63 2,29 0,38
10 0,110 0,46 1,34 1,55 0,75 2,18 0,40
0,170 1,23 1,42 2,00 0,44
0,290 1.Ю 1,27 1,79 0,49
0,430 1,01 1,17 1,64 0,54
0,570 1,00 1,16 1,63 0,54
22
Продолжение табл. XI-ll
Угол контакта а, ...° Fa/C^ iFa/C0 Однорядные Двухрядные е
FalVFr > е Fa!VFr < е Fa/VFr > е
X У Y л У
12 — 0,014 0,029 0,057 0,086 0,110 0,170 0,290 0,430 0,570 0,45 1,81 1,62 1,46 1.34 1,22 1,13 1,04 1,01 1,00 2,08 1,84 1,69 1,52 1,39 1,30 1,20 1,16 1,16 0,74 2,94 2,63 2,37 2,18 1,98 1.84 1,69 1,64 1,62 0,30 0,34 0,37 0,41 0,45 0.48 0,52 0,54 0,54
15 — 0,015 0,029 0,058 0,087 0,120 0 170 0,290 0,440 0,580 0,44 1,47 1,40 1,30 1,23 1,19 1,12 1,02 1,00 1,00 1,65 1,57 1,46 1,38 1,34 1,26 1,14 1,12 1,12 0,72 2,39 2,28 2,И 2,00 1,93 1,82 1,66 1,63 1,63 0,38 0,40 0,43 0,46 0,47 0,50 0,55 0,56 0,56
18; 19; 20; 24; 25; 26 30 35; 36 40 — — 0,43 0,41 0,39 0,37 0,35 1,00 0,87 0,76 0,66 0,57 1,09 0,92 0,78 0,66 0,55 0,70 0,67 0,63 0,60 0,57 1,63 1,41 1,24 1,07 0,93 0,57 0,68 0,80 0,95 1,14
Радиальные сферические
— | — | - | 0,40 [0,40ctga| 0,42ctga| 0,65 |0,65ctgall,50tgi
Примечания: I. Для двухрядных подшипников при FalVFr < е принимается Х =
2. i — число рядов тел качеиия в подшипнике; е — безразмерный вспомогательный коэф-
фициент; Со — статическая грузоподъемность подшипника, кгс.
3. Для однорядных подшипников при Fa/VFr < е принимаются X =» 1 и Y « 0.
4. Значения коэффициентов Y и е для промежуточных величин отношений Fa/C*
IFa/Co определяются линейной интерполяцией.
5. Приведенные для двухрядных шарикоподшипников значения коэффициентов X и У
относятся только к двухрядным подшипникам симметричной конструкции.
6. При расчете эквивалентной динамической нагрузки узла, состоящего из сдвоенных
радиально-упорных подшипников, установленных узкими или широкими торцами наружных
колец друг к другу, пару одинаковых подшипников рассматривают как один двухрядный
радиально-упорный подшипник.
XI-12. Значения коэффициентов X и Y для радиальных сферических
и конических роликоподшипников
FalVFr | X | У || Fa/VFr | X Y
Однорядныеролико- Двухрядные ролико-
подшипники подшипники
<е [1 0 I | I 0,45 ctg а
>е 0,4 0,4 ctg a >е 0,67 0,67 ctg a
Примечание. Для однорядных и двухрядных подшипников коэффициент е — 1,5 tg ».
423 •
XI-13. Значения коэффициентов X и Y для упорно-радиальных
шарико- и роликоподшипников
Угол контакта а, ...° Коэффициент X для одинарных подшипников при JPalPr > ? Двойные подшипники е
FaIFr <- е Ра/Рг > е
X У X
45 0,66 Шариковые 1.18 ( 0,59 0,66 1,25
60 0,92 1,90 0,54 0,92 2,17
75 1,66 3,89 0,52 1,66 4,67
<90 tg« I Ролик 1,5 tg а о в ы е 0,67 tga 1 1,5 tg а
Примечание. Для одинарных и двойных подшипников при FafFr > * коэффициент
XI-14.'Значения коэффициента безопасности
Характер нагрузки на подшипник «б Примеры машин и механизме»
Спокойная, толчки отсутствуют 1 Передачи трением в машинах со спо- койной внешней нагрузкой,, ролики ленточных транспортеров
Легкие толчки, кратковремен- ные перегрузки до 125% от расчетной нагрузки 1—1,2 Передачи зацеплением в станках с относительно спокойной внешней на- грузкой (с вращательным главным движением), конвейеры, транспор- теры, небольшие вентиляторы
Умеренные толчки, кратковре- менные перегрузки до 150% от расчетной нагрузки 1,3—1,5 Редукторы, коробки передач тракто- ров и автомобилей
1,5—1,8 Двигатели внутреннего сгорания, строгальные и долбежные станки
Значительные толчки и вибра- ция, кратковременные пере- грузки до 200% от расчетной нагрузки 1,8—2,5 Зубчатые передачи 9-й степени точ- ности, дробильные машины, криво- шипно-шатунные механизмы, мощные вентиляторы
Сильные удары, кратковремен- ная перегрузка до 300% от расчетной нагрузки 2,5—3 Тяжелые ковочные машины, лесо- пильные рамы, рольганги крупио- и среднесортовых прокатных станов
424
XI-15. Формулы для определения общей осевой нагрузки Fa на подшипник
с учетом осевых составляющих от радиальных иагрузок,
воспринимаемых подшипииками, и осевого усилия А
Схема установки Условия нагружения Общая осевая нагрузка на подшипник
Для шарикопо I) «iFrt > е2^г,; 4>0 дшиЬников \ = eiFrt Га^е^ + А
F4 ' II) гt < €i^rt* ^2^rf ^\Ff j Fat — eiFrt Paa = e±Fri + A
^Ж////////ЛЖ< V Ч , III) eiffi < e2Ffj; 4 < e2Fr, — Fa, ~ e2Frt
IV) e1Fr< < e2Frj 4 > 0 Fat = e2Fr2 + 4 Fa, = e2Frt
7^ J ч\~ Ч V) etFr, > e2Frj 4 ?iFr, ^2Frs Fat = e2Frt+A Fa* — $2^?*
О VI) eiFr, > e2Frs: 4 < егРГг — e2FG eiFrt Fa, = егрrt — 4
425
Продолжение табл. XI-15
Схема установки Условия иагруж^иня Общая осевая нагрузка на подшипник
Для роликоподшипников
Fr Fr 4>0 F at ~ 2Yi F^=bl+A
Fr Fr (Fr Fr \ ’ A>\2Yt~2Y1) F -F± ai 2Fi F^ ~ 2Yi + A
V ~ 3? -y .*V h* - • Fai = 2F2 — A Fa* = 2Y'2
2 /• '^^///////^ 1 А 1 Ч 'Fi Fr Fr A >0 Fai = 2F2 + A F a> 2Yt
1 2 k к Fr Fr lFrt Fr\ < \2Гх 2Г2/ Fr Fai = 2YJ + A F -F-± a‘~ 2Уа
426
Продолжение табл. Х1-15
Схема установки Условия нагружения Общая осевая нагрузка
в опоре 2 в опоре /
Fr Fr V1> < ^2Г^ 2Ка/ F -F-± ‘ °. ~ 2Y1 Fa^== 2Yi~~A
Примечания: 1. Усилия Fr
независимо от направления нх действия.
2. Расчетные формулы III и IV случаев нагружения применимы также при Л — 0.
3. Независимо от величины ' направления осевых усилий величины Yt и У2 принимаются
Fa
по табл. ХМ2, как при условии > е.
Fr
и принимаются как положительные величины
Номинальной долговечностью подшипника-называется число оборо-
тов или число часов работы при заданной постоянной частоте вращения, кото-
рые выдерживают 90% партии идентичных подшипников.
Номинальная долговечность подшипника L в миллионах оборотов или Z.*
в часах работы, его динамическая грузоподъемность С и эквивалентная динами-
/ с \р ю6 / С \р
ческая нагрузка Р связаны зависимостями: L = I -р-1 ; Lk = —- I — I где p —
показатель степени, равный для шариковых подшипников 3, а для роликовых —
10/3; п — частота вращения, об/мин.
Значения отношений ClP в зависимости от долговечности Lh и частоты
вращения п для шарикоподшипников приведены в табл. XI-16, для ролико-
подшипников — в табл. XI-17. Таблицы позволяют исключить расчеты
и упростить подбор подшипников. Промежуточные по сравнению с приведен-
ными в таблицах значения искомых величин могут с достаточной степенью
приближения определяться методом линейной интерполяции.
При частоте вращения п = 1...10 об/мин определение долговечности
подшипника и его выбор производится как- при условии п = 10 об/мин.
Выбор номинальной долговечности подшипника определяется технико-
экономическими показателями эксплуатации машины, сложностью ее раз-
борки при замене подшипника и требованиями к ее надежности. Для машин,
работающих с перерывами, средние значения номинальной долговечности
принимаются в пределах 2500—10 000 ч. Для подшипников, установленных
н механизмах, к которым не предъявляются особо высокие требования в отно-
шении надежности, удовлетворительной является долговечность L/, —
= 3000...5000 чм.
Для подшипников, установленных в механизмах, у которых ревизия
опор и замена подшипника затруднены, а выход из строя одного подшип-
ника может привести к нежелательным простоям производства, можно реко-
мендовать Номинальную (расчетную) Долговечность, равную времени работы
подшипника в период ремонтного цикла, т. е. между двумя капитальными
ремонтами. Так, например, если механизм работает 2000 ч в год, а ремонт-
ный цикл равен 6 годам, то Lb = 12 000 ч.
427
XI-16. Значения отношений С/Р для шарикоподшипников
С/Р при частоте
Lh- 4 10 16 25 40 63 100
100 — __
500 .— 1,06 1,24 1,45
1 000 .— 1,15 1,34 1,56 1.82
1 250 1,06 1,24 1,45 1,68 1,96
1 600 1,15 1,34 1,56 1,82 2,12
2 000 1,06 1,24 1,45 1,68 1,96 2,29
2 500 1,15 1,34 1,56 1.82 2,12 2,47
3 200 1,24 1,45 1,68 1,96 2,29 2,67
4 000 1,34 1,56 1,82 2,12 2,47 2,88
5000 1,45 1,68 1,96 2,29 2,67 з,н
6 300 1,56 1,82 2,12 2,47 2,88 3,36
8 000 1,68 1,96 2,29 - 2,67 з,н 3,63
10 000 1,82 2,12 2,47 2,88 3,36 3,91
12 500 1,96 2,29 2,67' з,и 3,63 4,23
16 000 2,12 2,47 2,88 3,36 3,91 4,56
20 000 2,29 2,67 3,11 3,63 4,23 4,93
25 000 2,47 2,88 3,36 3,91 4,56 5,32
32 000 2,67 3,11 3,63 4,23 4,93 5,75
40 000 2,88 3,36 3,91 4,56 5,32 420
50 000 3,11 3,63 4,23 4,93 5,75 6,70
63 000 3,36 - 4,91 4,56 5,32 6,20 7,23
80 000 3,63 4,23 4,93 5,75 6,70 7,81
100000 3,91 4,56 5,32 6,20 7,23 8,43
200 000 4,93 5,75 6,70 7,81 9,11 10,6
Lh- 4 С/Р при частоте
800 1000 1250 1600 2000 ' 2500 |
100 1,68 1,82 1,96 2,12 2,29 2,47
500 2,88 з,н 3,36 3,63 3,91 4,23
1 000 3,63 3,91 4,23 4,56 4,93 5,32
1 250 3,91 4,23 4,56' 4,93 5,32 5,75
1 600 4,23 4,56 4,93 5,32 5,75 6,20
2 000 4,56 4,93 5,32 5,75 6,20 6,70
2 500 4,93 5,32 5,75 6,20 6,70 7,23
3 200 5,32 5,75 6,20 6,70 7,23 7,81
4 000 5,75 6,20 6,70 7,23 7,81 8,43
5 000 6,20 6,70 7,23 7,81 8,43 9,Н
6 300 6,70 7,23 7,81 8,43 9,11 9,83
8 000 7,23 7,81 8,43 9,И 9,83 10,6
10 000 7,81 8,43 9,11 9,83 10,6 11,5
12 500 8,43 9,И 9,83 10,6 11,5 12,4
16 000 9,11 9,83 10,6 11,5 12,4 13,4
20 000 9,83 10,6 11,5 12,4 13,4 14,5
25000 10,6 11,5 12,4 13,4 14,5 15,6
32 000 11,5 12,4 13,4 14,5 15,6 16,8
40 000 12,4 13,4 14,5 15,6 16,8 18,2
50 000 13,4 14,5 15,6 16,8 18,2 19,6
63 000 14,5 15,6 16,8 18,2 19,6 21,2
80 000 15,6 16,8 18,2 19,6 21,2 22,9
100 000 16,8 18,2 19,6 21,2 22,9 24,7
200 000 21,2 22,9 24,7 26,7 28,8 31,1
и зависимости от долговечности Lh и частоты вращения п
орлщепия п, об/мин
| 125 160 200 250 320 400 500 630
— 1,06 1,15 1,24 . 1,34 1,45 1,56
1,56 1,68 1,82 1,96 2,12 2,29 2,47 2,67
1,96 2,12 2,29 2,47 2,67 .2,88 ' 3,11 3,36
2,12 2,29 2,47 2,67 2,88 3,11 3,36 3,63
2,29 2,47 2,67 2,88 3,11 3,36 3,63 3,91
2,47 2,67 2,88 3,11 3,36 3,63 3,91 4,23
2,67 2,88 3,11 ' 3,36 3,63 3,91 4,23 4,56
2,88 3,11 3,36 ' 3,63 3,91 4,23 4,56 4,93
3,11 3,36 3,63 3,91 4,23 4,56 4,93 5,32
3,36 3,63 3,91 4,23 4,56 4,93 5.32 5,75
3,63 3,91 4,23 4,56 4,93 5,32 5,75 6,20
3,91 4,23 4,56 4,93 5,32 5,75 6,20 6,70
4,23 4,56 4,93 5,32 5,75 6,20 6,70 7,23
4,56 4,93 5,32 5,75 6,20 6,70 7,23 7,81
4,93 5,32 5,75 6,20 6,70 7,23 7,81 8,43
5,32 5,75 6,20 6,70 7,23 7,81 8,43 9,П
5,75 6,20 6,70 7,23 7,81 8,43 9.Н 9,83
6,20 6,70 7,23 7,81 8,43 9,11 9,83 10,6
6,70 7,23 7,81 8,43 9,11 9,83 10,6 11,5
7,23 7,81 8,43 9,Н 9,83 10,6 . 11,5 12,4
7,81 8,43 9.11 9,83 10,6 11,5 12,4 13,4
8,43 9,11 9,83 10,6 11,5 12,4 13,4 ' 14,5
9,11 9,83 10,6 И.5 12,4 13,4 14,5 15,6
11,5 12,4 13,4 14,5 15,6 16,8 18,2 19,6
вращения л , об/мин
3200 4000 5000 6300 | 8000 10 000 12 500 16 000
2,67 2,88 3,11 3,36 3,63 3,91 4,23 4,56
4,56 4,93 5,32 5,75 6,20 6,70 7,23 7,81
- 5,75 6,20 6,70 7,23 7,81 8,43 9,11 9,83
6,20 6,70 7,23 7,81 8,43 9,11 9,83 10,6
6,70 7,23 7,81 8,43 9,11 9,83 10,6 11,5
7,23 7,81 8,43 9,11 9,83 10,6 11,5 12,4
7,81 8,43 9,11 9,83 10,6 11,5 12,4 13,4
8,43 9,11 9,83 10,6 П,5 12,4 13,4 14,5
9,11 9,83 10,6 11,5 12,4 13,4 14,5 15,6
9,83 10,6 Н,5 12,4 13,4 14,5 15,6 16,8
10,6 11,5 12,4 13,4 14,5 15,6 16,8 18,2
11,5 12,4 13,4 14,5 15,6 16,8 18,2 19,6
12,4 13,4 14,5 15,6 16,8 18,2 19,6 21,2
13,4 14,5 15,6 16,8 18,2 19,6 21,2 22,9
14,5 15,6 16,8 18,2 19,6 21,2 22,9 24,7
15,6 16,8 18,2 19,6 21,2 22,9 ' 24,7 26,7
16,8 18,2 19,6 21,2 22,9 24,7 26,7 28,8
18,2 19,6 21,2 22,9 24.7 26,7 28,8 . 31,1
19,6 21,2 22,9 24,7 26,7 28,8 31,1 —
21,2 22,9 24,7 26,7 28,8 31,1 — —
22,9 24,7 26,7 28,8 31,1 — — —
24,7 26,7 28,8 31,1 — — — —
26.7 28,8 31,1 — — — — —
— — —. — — — —
428
429
XI-17. Значения отношений С/Р для роликоподшипников
1А. ч С/Р при частоте
10 16 1 25 | 40 | 63 100 |
100
500 мм — — 1,05 1,21 1,39
1000 — 1,13 1,30 1,49 1,71
1 250 — ‘ 1,05 1,21 1,39 1,60 1,83
1 600 —_ 1,13 1,30 1,49 1,71 1,97
2 000 1,05 2,21 1,39 1,60 1,83 2,11
2 500 1.13 1,30 1,49 1,71 1,97 2,26
3 200 1,21 ’ 1,39 1,60 1 83 2,11 2,42
4 000 1,30 1,49 1,71 1,97 2,26 2,59
5000 1,39 1,60 1,83 2,П 2,42 2,78
6 300 1,49 1,71 1,97 2,26 2,59 2,97
8 000 1,60 1,83 2,11 2,42 2,78 3,19
16000 1,71 1,97 2,26 2,59 2,97 3,42
12 500 , 1,83 2,11 2,42 2,78 3,19 3,66
16 000 1,97 2,26 2,59 2,97 3,42 3,92
20 000 2.U 2,42 2,78 3,19 3,66 4,20
25 000 2,26 2,59 2,97 3,42 3 92 4,50
32 000 2,42 2,78 3,19 3,66 4,20 4,82
40 000 2,59 2,97 3,42 3,92 4,50 5,17
50 000 2,78 3,19 3,66 4,20 4,82 5,54
63 000 2,97 3,42 3,92 4,50 5,17 5,94
80 000 3,19 3,66 4,20 4,82 5,54 6,36
100 000 3,42 3,92 4,50 5,17 5,94 6,81
200 000 4,20 4,82 5,54 6,36 7,30 8,38
С/Р при частоте
800 1000 | 1260 1600 2000 2500
100 1,60 1,71 1,83 1,97 2,11 2,26
500 2,59 2,78 2,97 3,19 3,42 3,66
1000 3,19 3,42 3,66 3,92 4,20 4,50
1250 3,42 3,66 3,92 4,20 4,50 4,82 .
1600 3,6$ 3,9? 4,20 4,50 4,82 5,17
2000 3,92 4,20 4,50 4,82 5,17 5,54
2500 4,20 4,6$ 4,82 5,17 5,54 5,94
3200 4,50 4,8? 5,17 5,54 5,94 6,36
4000 4,82 5,17 5,54 5,94 6,36 6,81
5000 5,17 5,54 5,94 6,36 6,81 7,30
6300 5,54 5,94 6,36 6,81 7,30 7,82
8000 5,94 6,38 6,81 7,30 7,82 8,38
10 000 6,36 6,81 7,30 7,82 8,38 8,98
12 500 6,31 7,30 7,82 8,38 8,98 9,62
16 000 7,30 7.82 8,38 8,98 9,62 10,3
20 000 7,82 8,38 8,98 9,62 10,3 н,о
25 000 8,38 8,98 9,62 10,3 11,0 Н.8
32 000 8,98 9,62 10,3 н,о 11,8 12,7
40 000 9,62 10,3 и,о 11,8 12,7 13,6
50 000 16,3 11,0 из 12,7 13,6 14,6
63 000 U.0 11,8 12,7 13,6 14,6 15,6
80 000 11,8 12,7 13,6 14,6 15,6 16,7 .
100 000 12,7 13,6 14,6 15,0 16,7 17,9
адообо 16,6 16,7 17,9 19,2 20,6 —
зависимости от долговечности Lh и частоты вращения п
вращения п, об/мин
125 160 200 250 320 400 500 630
1,05 1,13 1,21 1,30 1,39 1,49
1,49 1,60 1,71 1,83 . 1,97 2,11 2,26 2,42
1,83 1,97 2,Н 2,26 -- 2,42 2,59 2,78 2,97
1,97 2,11 2,26 2,42 2,59 2,78 2,97 3,19
2,11 2,26 2,42 2,59 2,78 2,97 3,19 3,42
2,26 2,42 2,59 2,78 2,97 3,19 3,42 3,66
2,42 2,59 2,78 2,97 3,19 3,42 3,66 3,92
2,59 2,78 2,97 3,19 3,42 3,66 3,92 4,20
2,78 2,97 3,19 3,42 3,66 3,92 4,20 4,50
2,97 3,19 3,42 3,66 3,92 4,20 4,50 4,82
3,19 3.42 3,66 3,92 4,20 4,50 4,82 5,17
3,42 3,66 3,92 4,20 4,50 4,82 5,17 5,54
3,66 3,92 4,20 4,50 4,82 5,17 5,54 5,94
3,92 4,20 4,50 4,82 5,17 5,54 5,94 6,36
4,20 4,50 4,82 5,17 5,54 5,94 6,36 6,81
4,50 4,82 5,17 5,54 5,94 6 36 6,81 7,30
4,82 5.17 5,54 5,94 6,36 6,81 7,30 7,82
5,17 5,54 5,94 6,36 6,18 7 30 7,82 8,38
5,54 5,94 6,36 6,81 7,30 * 7,82 8,38 8,98
5,94 6,36 6,81 7,30 7,82 8,38 8,98 9,62
6,36 6,81 7,30 7,82 8,38 8,98 9,62 10,3
6,81 7,30 7,82 8,38 8,98 9,62 10,3 11,0
7,30 7,82 8,38 8,98 9,62 10,3 н,о 11,8
8,98 9,62 10,3 11,0 П,8 12,7 13,6 14,6
вращения п, об/мин
3200 4000 | 5000 | 6300 8000 10 000 | 12 500 16 000
2,42 2,59 2,78 2,97 3,19 3,42 3,66 3,92
3,92 4,20 4,50 4,82 5,17 5,54 5,94 6,36
4,82 5,17 5,54 5,94 6,36 6,81 7,30 7,82
5,17 5,54 5,94 6,36 6,81 7,30 7,82 ‘ 8,38
5,54 5,94 6,36 6,81 7,30 7,82 8,38 8,98
5,94 6,36 6,81 7,30 7,82 8,38 8,98 9,62
6,36 6,81 7,30 7,82 8,38 8,98 9,62 10,3
6,81 7,30 7,82 8,38 8,98 9.62 10,3 11,0
7,30 7,82 8,38 8,98 9,62 10,3 п,о 11,8
7,82 8,38 8,98 9,62 Ю.З 11,0 11,8 12,7
8,38 8,98 9,62 10,3 11,0 11,8 12,7 13,6
8,98 9,62 10,3 и,о 4,8 12,7 13,6 14,6
9,62 10,3 И,0 11,8 12,7 13,6 14,6 15,6
10,3 И,о И,8 12,7 13,6 14,6 15,6 16,7
11,0 11,8 12 7 13,6 14,6 15,6 16,7 17,9
11,8 12,7 13,6 14,6 15,6 16,7 17,9 19,2
12,7 13,6 14,6 15,6 16,7 17,9 19,2 20,6
13,6 14,6 15,6 16,7 17,9 19,2 20,6 —
14,6 15,6 16,7 17,9 19,2 20,6 — —
15,6 16,7 17,9 19,2 20,6 — — —
16,7 17,9 19,2 20,6 — — —— —
17,9 19,2 20,6 — — — "'М —
19.2 20,6 — — , у — — —
— — — — — —
431
430
Примеры определения номинальной долговечности и выбора подшипников качения
при коэффициентах V, и Кт, равных 1.
1. Определить номинальную долговечность радиального однорядного шарикопод-
шипника 308 при радиальной нагрузке Fr = 560 кгс и частоте вращения п « 800 об/мии.
Динамическая грузоподъемность данного подшипника равна 3190 кгс (см. с. 434).
При осевой нагрузке Гд = 0 эквивалеитная динамическая нагрузка Р = Fr = 560 кгс,
а отношение С/Р = 3190 : 560 = 5,7.
В соответствии с табл. XI-16'лри п — 800 об/мии и отношении С/Р 5,75 (близком к
полученному), номинальная долговечность = 4000 ч, при С/Р = 5,32 Ьд « 3200 ч. По
методу линейного интерполирования при С/Р~ 5,7 долговечность 7.^ = 3900 ч.
2. Определить номинальную долговечность £.д радиального однорядного подшипника 308
при Fr == 560 кгс, осевой нагрузке Fa — 250 кгс и п — 800 об/мин.
Подшипник обладает динамической грузоподъемностью С » 3190 кгс и статической гру-
зоподъемностью Со = 2270 кгс (см. с. 434). При Fa/C0 « 250 : 2270 == 0,11 коэффициент
е = 0,30 (табл. XI-11). Поскольку Fa/Fr = 250 : 560 == 0,447 > е, то Х = 0,56 и У=1,45.
При коэффициентах ylt Kg я Кт, равных 1, эквивалентная нагрузка
P=s='(VXFr -h YFa) KgKT = °'56 * 560 + М5 ' 250 = 677 кго.
Номинальная долговечность подшипника по уравнению (с. 427)
Lh m (IO1: 60rt) {C/P)p = (10е : (60 . 800)] (3190 : 677)® = 2170 ч.
При определении с помощью табл. XI-16, исходим из того, что в рассматриваемом
примере отношение С/Р и 3190 : 677 е 4,71. Согласно табл, при п «= 800 об/мнн и С/Р — 4,56
£^ = 2000 ч, а при С/Р «4,93 « 2500 ч. Значение номинальной долговечности может
быть уточнено методом линейного интерполирования, согласно которому при С/Р = 4,71
3. Подобрать радиальный однорядный шарикоподшипник легкой серии с номинальной
долговечностью » 8000 ч прн Fr =» 300 кгс, Fa и 55 кго и п » 1600 об/мин.
Поскольку Fa : Fr = 55J: 300 = 0,183 < е (табл. ХЫ1), то Р = Fr « 300 кго.
При п = 1600 об/мии и = 8000 ч отношение С[Р=* 9,11 (табл. XI-16). Требуемая
динамическая грузоподъемность подшипника С — 9,ПР = 9,11 . 300 » 2733 кгс.
Этому условию удовлетворяет подшипник 210, обладающий динамической грузоподъем-
ностью С ~ 2750 кгс (табл. X1-19).
4. Подобрать радиальный сферический двухрядный роликоподшипник средней серии
типа 3600 с номинальной долговечностью — 40 000 ч при Fr « 6000 кгс, Fa = 1200 кгс
и п = 400 об/мин. Так как предполагаемый подшипник имеет внутренний диаметр в преде-
лах 65—200 мм, при которых угол контакта а« 14е (табл. XI-23), то коэффициент
е = 1,5 tg а = 1,5 tg 14° = 0,374 (табл. XI-12).
Отношение Fa/Fr == 1200 : 6000 = 0,2, т. е. Fa/Fr<t.
При этом по табл. XI-12 коэффициент д = 1, коэффициент У «= 0,45 ctg a m
= 0,45 ctg 14° = 1,80.
Эквивалентная нагрузка
Р= XFr + УFa = I • 6000 4- 1,8 . 1200 = 8160 кгс.
По табл. XI-17 при п = 400 об/мин и = 40 000 ч отношение С/Р ® 7,82, поэтому
£== 7,82Р — 7,82 • 8160 = 63 800 кгс.
Этому условию удовлетворяет подшипник 3628, имеющий динамическую грузоподъем-
ность С = 68 100 кгс (ем. с. 442).
ВЫБОР ПОДШИПНИКА
ДЛЯ РАБОТЫ ПРИ СТАТИЧЕСКОЙ НАГРУЗКЕ
В случаях, когда подшипник воспринимает нагрузки при отсутствии
вращения или при частоте вращения до 1 об/мин, выбор подшипника произ-
водится по условию Со^. fsP0, где Со— статическая грузоподъемность,
кгс; fs — коэффициент при статическом нагружении; Рв — эквивалентная
статическая нагрузка на подшипник, кгс.
Коэффициент надежности при статическом нагружении принимается
в зависимости от требований к легкости вращения: при высоких fs— 1,2. ..2,5;
нормальных fs — 0,8... 1,2; низких fs — 0,5...0,8.
Эквивалентная статическая радиальная нагрузка для радиальных
и радиально-упорных подшипников определяется как ббльшая из получен-
ных по уравнениям
Г’о — Г’г,
(№6 —соответственно коэффициенты радиальной и осевой нагрузок
432
XI-18. Значение коэффициентов Хо и Ya для радиальных
и радиальио-упориых подшипников
Тип подшипников Однорядные подшипники Уо ДЛЯ двух- рядных под- шипников сим- метричной конструкции
X, Y„
Шариковые радиальные однорядные 0,6 0,5 —
Шариковые радиально-упорные при а, ...°; 12 26 36 0,5 0,5 0,5 0,46 0,37 0,28 0,92 0,74 0,56
Шариковые двухрядные сферические, роликовые сферические и конические 0,5 0,22 ctg а 0,44 ctg а
Примечание. Для двухрядных подшипников коэффициент Х„ = 1.
Для упорных и упорно-радиальных подшипников эквивалентная стати-
ческая нагрузка определяется по уравнению
Ро = 2,3Fr tg а-+ Fa,
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПОДШИПНИКОВ КАЧЕНИЯ
Приводимые ниже’табл. XI-19—XI-30 содержат основные размеры
некоторых типов подшипников качения (по указанным в таблицах стандар-
там), размеры сопрягаемых с подшипником деталей, формулы для расчета
эквивалентных динамической Р и статической Рв нагрузок и ориентировочные
расчетные значения: динамической С и статической Св грузоподъемностей;
коэффициентов X; Y-, Хв и Y0; предельных частот вращения при работе
на консистентной и на жидкой смазках; массы подшипника. Обозначения
подшипников приведены иа с. 454.
Х1-19. Радиальные однорядные шарикоподшипники
(по ГОСТ 8338—75)
О S ф я о Я Z и 2 ° ® Й о d D в Г I •в* дивн Грузоподъем- ность, кгс п, qG/mwi, при смазке Масса, кгс
с г конси- стентной жидкой
о мм ь0
Легкая серия диаметров 2 , узкая серия ш и р и н С
23 3 10 4 0,3 4,4 8,7 50 22 31 500 40 000 0,0016
24 4 13 5 0,4 6 И.5 92 43 31 500 40 000 0,003
25 5 16 5 0,5 7 14 150 76 31 500 40 000 0,005
26 6. 19 6 0,5 8 17 221 118 25 000 31 500 0,008
433
Продолжение табл. XI-19
4> к я £ d D В r найм D2 наиб Грузоподъем- ность, кгс п, об/мин, при смазке Масса, кг
с с0 конси- стентной
Q MM
27 7 22 7 0,5 9 20 256 138 25 000 31 500 0,013
28K 8 24 7 0,5 10 22 262 138 25000 31 500 0,019
29 9 26 8 1,0 14 21 357 200 25 000 31 500 0,019
200 10 30 Q 1,0 15, 25 469 266 20 000 25000 0,03
201 12 32 ib 1,0 17 27 478 270 20 000 25 000 0,037
202 15 35 11 1,0 20 30 597 354 16 000 20 000 0,045
203 17 40 12 1,0 22 35 752 447 16 000 20 000 0,06
204 20 47 14 1,5 26 41 1 000 630 12 500 16 000 0,1
205 25 52 15 1,5 31 46 1 100 709 10 000 12 500 0,12
206 30 62 16 1,5 36 56 1 530 1 020 10 000 12 500 0,20
207 35 72 17 2,0 42 65 2 010 1 390 8 000 10 000 0,29
208 40 80 18 2,0 47 73 2 560 1 810 6 300 8 000 0,36
209 45 85 19 2,0 52 78 2 570 1 810 6 300 8 000 0,41
210 50 90 20 2,0 57 83 2 750 2 020 6 300 8 000 0,47
211 55 100 21 2,5 64 91 3 400 2 560 5000 6 300 0,60
212 60 110 22 2,5 69 Ю1 4 НО 3 150 5 000 6 300 0,80
213 65 120 23 2,5 74 HI 4 490 3 470 5 000 6 300 0,98
214 70 125 24 2,5 79 116 4 880 3 810 4000 5000 1,08
215 75 130 25 2,5 84 121 5 190 4 190 4 000 5000 1,18
216 80 140 26 3,0 90 130 5700 4 540 4 000 5 000 1,40
217 85 150 28 3,0 95 140 6 540 5410 4 000 5 000 1,80
218 90 160 30 3,0 100 150 7 530 6 170 4 000 4 000 2,2
219* 95 170 32 3,5 107 158 8 530 7 090 3 150 4 000 2,7
220 100 180 34 3,5 112 168 9 580 8 060 3 150 4 000 3,2
221* 105 190 36 3,5 117 178 10 400 9 100 3 150 4 000 3,6
222 110 200 38 3.5 122 185 11 300 10 200 2 500 3 150 4,5
224 120 215 40 3,5 132 203 12 200 11 400 2 500 3 150 5,2
226 130 230 40 4,0 144 216 12 000 И 200 2 500 3 150 7,5
228 140 250 42 4,0 154 236 12 600 12 200 2 000 2 500 9,8
230 150 270 45 4,0 164 256 14 900 15 300 2 000 2 500 12,3
узкая серия ширин О
Средняя серия диаметров 3,
34 4 16 5 0,5 6 14 148 76 31 500 40 000 0,005
35 5 19 6 0,5 7 17 217 118 25 000 31 500 0,008
300 10 35 11 1,0 14,5 29,5 636 383 20 000 25 000 0,05
301 12 37 12 1,5 16,5 32 763 473 16 000 20 000 0,06
302 15 42 13 1,5 20 2 37 890 551 16 000 20 000 0,08
303 17 47 14 1,5 23 41 1 090 680 12 500 16 000 о,п
304 20 52 15 2,0 27 45 1 250 794 12 500 16 000 0,14
305 25 62 17 2,0 32 55 1 760 1 160 10 000 12 500 0,23
306 30 72 19 2,0 37 65 2 200 1 510 8 000 10 000 0,34
307 35 80 21 2,5 44 70 2 620 1 790 8 000 10 000 0,44
308 40 90 23 2,5 49 80 3 190 2 270 66 300 18 000 0,63
309 45 100 25 2,5 54 90 3 780 2 670 6 300 8 000 0,83
310 50 110 27 3,0 60 100 4 850 3 630 5000 6 300 0,08
311 55 120 29 3,0 65 110 5 600 4 260 5 000 6 300 1,35
312 60 130 31 3,5 72 118 6410 4 940 4 000 5 000 1,70
313 65 140 33 3,5 77 128 7 270 5 670 4 000 5 000 2,11 -
314 70 150 35 3,5 82 138 8 170 6 450 4 000 5000 2,6
434
Продолжение табл. XI-19
ф S ф X о £ ® а о = Чо d D В Г ^2 найм °2наиб . Грузоподъем- ность, кгс и, об/мин, при смазке Масса, кг
с с коней- ЖИДКОЙ
о мм
315 75 160 37 3,5 87 148 8 900 7 280 3 150 4 000 3,1
316 80 170 39 3,5 92 158 9 650 8 170 3 150 4 000 3,6
317 85 180 41 4,0 99 165 10 400 9 100 3 150 4 000 4,3
318 90 190 43 4.0 104 175 11 200 10 100 3 150 4 000 5,1
319* 95 200 45 4,0 109 185 12 000 11 100 2 500 3 150 5,7
320 100 215 47 4,0 114 200 13 600 13 300 2 500 3 150 7,0
321* 105 225 49 4,0 113 210 14 400 14 500 2 500 3 150 8,2
322 НО 240 50 4,0 124 225 16 100 17 000 2 500 3 150 9,8
324 120 260 55 4,0 134 245 17 000 18 400 2000 2 500 12,3
326 130 280 58 5,0 148 262 18 000 19 800 1 600 2 000 15,2
330 150 320 65 5,0 168 302 21 700 25 800 1 600 2 000 27,6
Тяжелая серия диаметров 4, узкая серия ширин 0
403 17 62 17 2,0 24 55 1 780 1 210 10 000 12 500 0,27
405 25 80 21 2,5 35 70 2 920 2 080 8 000 10 000 0,5
406 30 90 23 2,5 40 80 3 720 2 720 6 300 8000 0,72
407 35 100 25 2,5 45 90 4 360 3 190 6 300 8 000 0,93
408 40 ПО 27 з,о 50 100 5 030 3 700 5 000 6 300 1,2
409 45 120 29 3,0 55 ПО 6 040 4 640 5 000 6 300 1,52
410 50 130 31 3,5 62 118 6 850 5 300 4 000 5 000 1,91
411 55 140 33 3,5 68 128 7 870 6 370 4QQ0 5 000 2,3
412 60 150 35 3,5 72 138 8 560 7 140 3 15Й 4 000 2,8
413 65 160 37 3,5 78 148 9 260 7 960 3 150 4 000 3,4
414 70 180 42 4,0 84 166 11 300 10 700 3 150 4 000 5,3
416 80 200 48 4,0 95 185 12 800 12 700 2 500 4 000 7,0
417 85 210 52 5,0 105 190 13 600 13 600 2 500 3 150 8,0
Примечания: 1. Подшипники легкой серии (ГОСТ 8338—75) имеют предельные
размеры внутреннего диаметра rf до 220 мм.
2. Помимо приведенных, ГОСТ 8338—75 предусматриваются сверхлегкие и особолегкие
серии.
3. Эквивалентные радиальные нагрузки на подшипник: [динамическая Р = XFr YFai
статическая (большее из значений) Р„ = 0,6/> 0,5Га, f>0 = Рг.
4. Подшипники, помеченные звездочкой, изготовляются по заказу потребителя.
5. Числовые значения коэффициентов X и У для определения эквивалентных радиаль-
ных нагрузок приведены в табл. XI-20.
XI-20. Числовые значения коэффициентов X и У для определения
эквивалентных радиальных нагрузок иа радиальный однорядный подшипник
Fa/C> е У при Fa!Fr > е | FalC> е У при F<JFr > е
0,025 0,22 2,0 0,13 0,31 1,4
0,04 0,24 1,8 0,25 0,37 • 1,2
0,07 0,27 1,6 0,5 0,44 1.0
Примечание. При Fa/Fr > е коэффициент Х=0,56, при Fa/Fr<.e X = 1,
У=«0.
435
XI-21, Радиальные двухрядные сферические
шарикоподшипники (по ГОСТ 5720—75)
Условное обозначе- ние подшипников Грузоподъем- ность. к ГС П, об/МИИ, ппи смазке У при Ра!рг
типа D В г d2 найм °2 нанб У, Масса,
«. ...° кг
1000 111 000 - с /у конси- стентной жидкой <е > е
мм
Легкая серия
1 005 5 19 6 0,5 7 17 12 199 54 25 000 31 500 0,34 1,87 2,90 1,96 0,009
1 006 - 6 19 6 0,5 8 17 13 . 195 54 25 000 31 500 0,34 1,87 2,90 1,96 0,009
1 007 7 22 7 0,5 9 20 13 210 67 25 000 31 500 0,33 1,89 2,92 1,98 0,014
1 008 8 22 7 0,5 10 20 13 206 67 25 000 31 500 0 33 1,89 2,92 1,98 0,014
1 009 9 26 8 1,0 14 21 13 297 94 ' 25 000 31 500 0,33 1,87 2,89 1,95 0,022
1 200 10 30 9 1,0 15 25 12 424 136 20 000 25 000 0,32 1,96 3,03 2,05 0,033
1 201 12 32 10 1,0 17 27 13 433 151 20 000 25 000 0,33 . 1,88 2,92 1,97 0,04
1 202 15 35 11 1,0 20 30 12 579 205 16 000 20 000 0,33 1,99 2,94 1,99 0,05
1 203 17 40 12 1,5 22 35 12 613 247 16 000 20 000 0,31 2,05 3,18 2,15 0,07
1 204 111 204 20 47 14 1,5 26 41 10 772 324 12 500 16 000 0,27 2,31 3,57 2,42 0,12
1 205 111 205 25 52 15 1,5 31 46 10 944 410 12 500 16 000 0,27 2,32 3,60 2,44 0,14
1 206 111 206 30 62 16 1,5 36 56 9 1 220 592 10 000 12 500 0,24 2,58 3,99 2,70 0,22
1 207 111 207 35 72 17 2,0 42 65 9 1 230 678 8 000 10 000 0,23 2,74 4,24 2,87 0,32
1 208 111 208 40 80 18 2,0 47 73 8 1 510 872 8 000 10 000 0,22 2,87 4,44 3,01 0,42
1 209 111 209 45 85 19 2,0 52 78 8 1 700 977 6 300 8 000 0,21 2,97 4,60 з,н 0,47
1210 111-210 50 90 20 2,0 57 83 8 1 770 1 100 6 300 8 000 0,21 3,13 4,85 3,28 0,53
1 211 111 211 55 100 21 2,5 64 91 7 2 100 1 360 5000 6 200 0,20 3,20 5,00 3,39 0,71
1 212 111 212 60 НО 22 2,5 69 107 7 2 380 1 580 5 000 6 300 0,19 3,40 5,27 3,57 0,88
1 213 111 213 65 120 23 2,5 74 111 6 2 440 1 750 5000 6 300 0,17 3,70 5,73 3,88 1,15
1214 111 214 70 . 125 24 2,5 79 116 7 1 700 1 910 4 000 5 000 0,18 3,50 5,43 3,68 1,26
1 215 111 215 75 130 25 2,5 84 121 7 3 050 2 180 4 000 5 000 0,18 3,60 5,57 3,77 1,36
1216 111 216 80 140 26 3,0 90 130 6 3 140 2 400 4 000 5000 0,16 3,90 6,10 4,13 1.67
1 217 111 217 85 150 28 з,о 95 140 6 3 870 2 900 3 150 4 000 0,17 3,69 5,71 3,87 2,1
1218 111 218 90 160 30 3,0 100 150 6 4 470 3 240 3 150 4 000 0,17 3,76 5,82 3,94 2,5
111 219* 95 170 32 3,5 107 158 7 5 020 3 750 3 150 4 000 0,17 3,68 5,69 3,85 3,1
1220 111 220 100 180 34 3,5 112 168 7 5 440 4 120 3 150 4 000 0,17 3,63 5,63 3,81 3,7
1 221* 111 221* 105 190 36 3,5 117 178 7 5 870 4 500 2 500 3 150 0,18 3,59 5,56 3,76 4,4
1222 111 222 НО 200 38 3,5 122 185 7 6 940 5 320 2 500 3 150 0,17 3,64 5,64 3,82 ,5,2
1 224 111 224 120 215 42 3,5 132 203 7 9 370 7 150 2 000 2 500 0,19 3,27 5,05 3,42 6,8
Ср е д в я я серия
I 300 10 35 11 1,0 14,5 29,5 12 569 184 16 000 20 000 0,33 1,'91 2,96 2,00 0,06
1 301 12 37 12 16,5 32 13 739 240 16 000 20 000 0,35 1,81 2,80 1,90 0,07
1 302 - — 15 42 13 1,5 20,2 37 13 737 268 16 000 20000 0,33 1,89 2,92 1,98 0,09
1 303 17 47 14 1,5 23' 41 12 973 373 12 500 16 000 0,33 1,92 2,97 2,01 0,13
1 304 111 304 20 52 15 2,0 27 45 11 976 409 10 000 12 500 0,29 2,17 3,35 2,27 0,16
1 305 111 305 25 62 17 2,0 32 55 11 1 410 612 8000 10 000 0,28 2,26 3,49 2,36 0,26
436
437
Условное обозначе- ние подшипников типа а D В Г ^2 ианм d2 наиб а, ...*
ММ
1 306 111 306 30 72 19 2,0 37 65 10
1 307 111 307 35 80 21 2,5 44 70 9
1 308 111 308 40 90 23 '2,5 49. 80 10
1 309 111 309 45 100 25 2,5 54 90 9
1310 111 310 50 НО 27 3,0 60 100 9
1 311 111 311 55 120 29 з,о 65 ПО 9
1 312 111 312 60 130 31 3,5 72 118 9
1 313 111 313 65 140 33 3,5 77 128 9
1 314 111 314 70 150 35 3,5 82 138 8
1 315 111 315 75 160 37 3,5 87 148 8
1 316 111 316 80 170 39 3,5 92 158 8
1317 111 317 85 180 41 4,0 99 165 8
1 318 111 318 90 190 43 4,0 104 175 8
1 320 111 320 100 215 47 4,0 114 200 9
Примечания: 1. Помимо указанных, ГОСТ5720—75 предусмотрены легкая и средняя
150 и ПО мм.
2. Подшипники, помеченные звездочкой, изготовляются по заказу потребителя.
3. Эквивалентные радиальные нагрузки на подшипник: динамическая Р = XFf + YFa.
4. При FU!Fг с е коэффициент X — 1, прн Fa/Fr > е коэффициент X = 0,65-
XI-22. Радиальные однорядные роликоподшипники с короткими
Тип 2000
Тип 320К
Тип ШОО
Условное обозначение подшипников типа 4 D в Г
2 000 32 000 42 000
ММ
Легкая
32 202 42 202 15 35 11 1,0 0,5
2204 32 204 42 204 20 47 14 1,5 1,0
2 205 32 205 42 205 25 52 15 1,5 1,0
2 206 32 206 42 206 30 62 16 1,5 1,0
2 207 32 207 42 207 35 72 17 2,0 1,0
2 208 32 208 42 208 40 80 18 2,0 2,0
2 209 32 209 42 209 45 85 19 2,0 2,0
2210 32 210 42 210 50 90 20 2,0 2,0
2211 32 211 42 211 55 100 21 2,5 2,0
2212 32 212 42 212 60 НО 22 2,5 2,5
2213 32 213 42 213 65 120 23 2,5 2,5
2214 32 214 42 214 70 125 24 2,5 2,5
438
Продолжение табл. XI-21
Грузоподъем- ность, кгс п, об/мии, прн смазке е Y при FaIFr У, Масса, кг
с С, коней- стентной ЖИДКОЙ <е >е
1 680 790 8 000 10 000 0,26 2,46 3,80 2,58 0,39
2 000 1 000 6 300 8 000 0,25 2,57 3,98 2,69 0,5
2 330 1 240 6 300 8 000 0,24 2,61 4,05 2,74 0,7
3 000 1 620 5 000 6 300 0,25 2.54 3,93 2 66 0,96
3 410 1 780 5 000 6 300 0,24 2,68 4,14 2,80 1.21
4 060 2 290 4 000 5 000 0 23 2,70 4,17 2,82 1,58
4 580 2710 4 000 5 000 0,23 2,80 4,33 2,93 1,96
4 920 2 990 4 000 5 000 0 23 2,79 4,31 2,92 2,5
5860 3 590 3 150 4 000 0,22 2,81 4,35 2,95 3
6 240 3910 3 150 4 000 0,22 2,84, 4,39 2,97 3,6
6 990 4 300 3 150 4 000 0 22 2,92 4 52 3,06 4,3
7 720 4 950 3 150 4 000 0,22 2,90 4,49 3,04 5Д
9180 5 720 2 500 3 150 0,22 1,82 4,36 2,95 5,7
11300 7 340 2 500 3 150 0,24 2,67 4,14 2,80 8,3
широкие серии с предельными размерами внутреннего диаметра d от 10 до соответственно
статическая Р, = Fr + YaPa-
цилиндрическими роликами
(по ГОСТ 8328-75)
4 2 нанм иаиб Грузоподъемность, кгс п, об/мнн, при смазке Масса, кг
с С„ конси- стентной жидкой
ММ
серия 29 30 563 308 16 000 20 000 0,05
26 41 1 190 708 12 500 16 000 0,13
31 46 1 340 861 10 000 12 500 0,15
36 56 1 730 1 140 10 000 12 500 0,24
42 65 2 560 1 760 8000 10 000 0,35
47 73 3 370 2 400 8 000 10 000 0,40
52 78 3 530 2 570 6 300 8 000 0,43
57 83 3 870 2 920 6 300 8 000 0,57
64 91 4 370 3 290 6 300 8 000 0,76
69 101 5 480 4 280 5 000 6 300 0,95
74 111 6210 4 860 5 000 6 300 1,20
79 115 6 180 4 860 4 000 5 000 1,30
439
Продолжение табл. XI-22
Условное обозначение ПОДШИП- d D в Г Г»
ников типа
2 000 32 000 42 000
мм
2215 32 215 •42 215 75 130 25 2,5 2,5
2216 32 216 42 216 80 140 26 3,0 з,о
2 217 32 217 42 217 85 150 28 з,о 3,0
2218 32 218 42 218 90 160 30 3,0 з,о
— 32 219 42 219 95 170 32 3,5 3,5
2220 32 220 42 220 100 180 34 3,5 3,5
— 32 221 42 221 105 190 95 3,5 3,5
2222 32 222 42 222 ПО 200 38 3,5 3,5
2224 32 224 42 224 120 215 40 3,5 3,5
2 226 32 226 42 226 130 230 40 4,0 4,0
2228 32 228 42 228 140 250 42 4,0 4,0
2230 32 230 42 230 150 270 45 4,0 4,0
Средняя
2305 42 305 25 62 17 2,0 2,0
2 306 32 306 42 306 , 30 72 19 2,0 2,0
2 307 — 42 307 35 80 21 2,5 2,0
2 308 32 308 42 308 40 90 23 2,5 2,5
2 309 32 309 42 309 45 100 25 2,5 2,5
2 310 32 310 42 310 50 ПО 27 3,0 3,0
2 311 32 311 42 311 55 120 29 з,о 3,0
2312 32 312 . 42 312 60 130 31 3,5 3,5
2313 32 313 42 313 65 140 33 3,5 3,5
2314 32 314 42 314 70 150 35 3,5 3,5
2315 32 315 42 315 75 160 37 3,5 3,5
2316 32 316 80 170 39 3,5 3,5
2317 32 317 42 317 85 180 41 4,0 4,0
2318 32 318 — 90 190 43 4,0 4,0
2319 32 319 42 319 95 200 45 4,0 4,0
2 320 32 320 42 320 100 215 47 4,0 4,0
2322 32 322 42 322 ПО 240 50 4,0 4,0
2 324 32 324 42 324 120 260 55 4,0 4,0
2 326 32 326 130 280 58 5,0 5,0
32 328 42 328 140 300 62 5,0 5,0
— 32 330 42 330 150 320 65 5,0 5,0
Т яжелая
2 408 32 408 42 408 40 ПО 27 з,о 3,0
2409 32 409 42 409 45 120 29 з,о 3,0
2410 32 410 42 410 50 130 31 3,5 3,5
2411 — 42 411 55 140 33 3,5 3,5
2 412 32 412 42 412 60 140 35 3,5 3,5
2413 32 413 42 413 65 160 37 3,5 3,5
2414 32 414 .— 70 180 42 4,0 4,0
2 415 32 415 42 415 75 190 45 4,0 4,0
2416 32 416 42 416 80 200 48 4,0 4,0
2417 32 417 42 417 85 210 52 5,0 5.0
2 418 32 418 42 418 90 225 54 5,0 5,0
2419 32419 42 419 95 240 55 5,0 5,0
^2 найм наиб Грузоподъемность, кгс п, об/мин, при смазке Масса, кг
с конси- стентной жидкой
м м
84 121 7 540 6 100 4 000 5 000 1,40
90 130 7 950 6 340 4 000 5000 1,80
95 140 9 900 8 240 3 150 4 000 2,27
100 150 12 100 10 100 3 150 4 000 2,80
107 158 13 200 11 100 3 150 4 000 2,90
112 168 13 500 11 100 .2 500 3 150 4,00
117 178 16 300 14 000 2 500 3 150 5,00
122 185 18 800 16 200 2 500 3 150 6,00
132 203 21 300 18 800 2 500 3 150 6,60
144 216 22 100 19 900 2 000 2 500 7,50
154 236 25 900 23 700 2 000 2 500 9,60
164 256 30 100 27 900 2 000 2 500 12,40
серия
32 55 2 260 1 480 8 000 10 000 0,30
37 65 3 020 2 060 8 000 10 000 0,40
44 70 3410 2 320 6 300 8 000 0,55
49 80 4 100 2 850 6 300 8 000 0,77
54 90 5 650 4 070 6 300 8 000 1,00
60 100 6 520 4 750 5000 6 300 1,35
65 НО 8 400 6 280 5 000 6 300 1,7
72 118 10000 7 720 4 000 5000 2,1
77 128 10 500 8 040 4 000 5 000 2,6
82 138 12 300 9 730 4 000 5 000 3,2
87 148 14 200 11 200 3 150 4 000 3,8
92 158 15000 12 100 3 150 4 000 4,4
99 165 17 900 14 600 3 150 4 000 5,5
104 175 19 400 16 000 2 500 3 150 6.1
109 185 21 000 17 500 2 500 3 150 7,2
114 200 24 300 20 500 2 500 3 150 9,0
124 225 30 700 26 200 2 000 2 500 12,5
134 245 38 800 33 900 2 000 2 500 15,5
148 262 43 200 38 200 2 000 2 500 18,5
158 282 47 800 42 600 1 600 2 000 22,9
168 302 52 600 47 300 1 600 2 000 27,4
серия
50 100 7 800 5 760 5 000 6 300 1,37
55 ПО 9 400 7 140 5 000 6 300 1,90
62 118 10 200 7 650 4 000 5 000 2,3
68 128 11 000 8 340 4 000 5 000 2,9
72 138 13 300 10 300 4 000 5 000 3,4
78 148 14 600 11 400 3 150 4 000 4,6
84 166 18 700 15 000 3 150 4 000 6,1
90 175 21 600 17 600 3 150 4 000 7,7
95 185 24 800 20 400 2 500 3 150 8.2
105 190 27 100 22 500 2 500 3 150 10,0
ПО 205 30 700 25 700 2 500 3 150 11,8
115 220 32 700 27 800 2 500 3 150 1,3,8
440
441
Продолжение табл. Х1-22
Условное обозначение ников типа ПОДШИП- d • D в Г Г1
2 000 32 000 42 000 [мм
2 420 32 420 42 420 100 250 58 5,0 5,0
2 421 32 421 42 421 105 260 60 5,0 5,0
2 422 32 422 42 422 ПО 280 65 5,0 5,0
2 424 32 424 42 424 120 310 72 6,0 6,0
—. 32 426 42 426 130 340 78 6,0 6,0
—- 32 428 42 428 140 360 82 6,0 6,0
— 32 430 42 430 150 380 85 6,0 6,0
Примечания: 1. Помимо указанных, ГОСТ 8328—75 предусматриваются сверхлегкая,
2. Эквивалентные радиальные нагрузки на подшипник: динамическая Р = Ff; статН
XI-23. Радиальные сферические двухрядные роликоподшипники
^2 найм &2 наиб Грузоподъемность, кгс п, об/мии, прн смазке Масса, кг
с конси- стентной ЖИДКОЙ
м м
118 232 36 700 31 500 2 000 2 500 16,3
124 242 40 700 35 400 2 000 2 500 17,6
130 260 45200 39 600 2 000 2 500 23,0
142 288 56 800 51 000 2 000 2 500 30,2
152 318 68 500 61 500 1 600 2 000 39,0
162 338 73 900 66 700 1 600 2 000 48,0
особо легкая, легкая широкая н средняя широкая серии,
ческа я Ро = Fr-
средней широкой серии (по ГОСТ 5721—75)
Условное обозначение подшипников типа d D В Г d2 найм °2 наиб а, ...°
3 000 113 000 ММ
3 608 113 608 40 90 33 2,5 50 80 16
3 609 113 609 45 100 36 2,5 55 90 15
3 610 113 610 50 НО 40 3,0 60 100 15
3611 113611 55 120 43 3,0 65 ПО 15
3612 113 612 60 130 46 3,5 72 118 15
3613 113 613 65 140 48 3,5 77 128 14
3 614 113 614 70 150 51 3,5 82 138 14
3615 113615 75 160 55 3,5 87 148 14
3 616 113 616 80 170 58 3,5 92 158 14
3617 113 617 85 180 60 4,0 99 165 14
3618 113618 90 190 64 4,0 104 .175 14
3 620 113 620 100 215 73 4,0 114 200 14
3 622 113 622 ПО 240 80 4,0 124 225 14
3 624 113 624 120 260 86 4,0 134 245 14
3 626 113 626 130 280 93 5,0 148 262 14
3 628 113 628 140 300 102 5,0 158 282 14
3 630 113 630 150 320 108 5,0 168 302 14
3 632 113 632 160 340 114 5,0 178 322 14
3 634 113 634 170 360 120 5,0 188 342 14
3 636 113 636 180 380 126 5,0 198 362 14
3 638 113 638 190 400 132 6,0 212 378 14
3 640 113 640 200 420 138 6,0 222 398 14
П р и м е ч а н и я: 1. По ГОСТ 5721—75 средняя широкая серия имёет предельные раз
2. ГОСТ 5721—75 предусмотрена особолегкая серия с диапазоном внутреннего диаметра d
3. Эквивалентная радиальная нагрузка на подшипник: динамическая Р — XFr -j- ста
4. При Fa!Ff < е коэффициент X = 1, при Fa/Fr > е коэффициент X — 0,67.
Грузоподъемность, кгс п, об/мин, при смазке е У при Fa/Fr У« Масса, кг
с со конси- стентной ЖИДКОЙ >е
6 490 . 6 620 4 000 5 000 0,42 1,61 2,40 1,58 1,0
8 000 7 620 3 150 4 000 0,41 1,67 2,50 1,62 1/1
9 840 10 300 3150 4 000 0,42 1,62 2,42 1,59
11 300 12 000 2 500 3 150 0,41 1,66 2,47 1,62 2,3
13 000 13 000 2 500 3 150 • 0,40 1.68 2,50 1,64 3,1
14 000 14 500 2 500 3 150 0,37 1,80 2,69 1,77 3J
17 800 18 400 2 000 2 500 0,37 1,81 2,70 4,78 13
20 000 21 100 2 000 2 500 0,38 2,78 2,65 1,74 5,3
22 700 23 100 1 600 2 000 0,36 1,88 2,81 1,84 6,6
24 900 27 400 1 600 2 000 0,37 1,84 2,74 1,80 7,7
27 000 30 700 1 600 2 000 0,37 1,83 2,72 1,79 9.3
36 300 41 700 1 600 2 000 0,37 1,81 2,70 1,77 13
45 900 47 900 1 250 1 600 0,37 1,83 2,72 1,79 18
53 000 57 400 1 250 1 600 0,36 1,85 2,76 1,81 24
62 700 67 300 1 000 1 250 0,37 - 1,84 2,74 1,80 28
68 100 76 800 1 000 1250 0,38 1,76 2,63 1,72 36
77 800 88 500 1000 1 250 0,38 1,78 2,64 1,74 44
89 700 101 000 700 1 QQQ 0,38 1,79 . 2,67 1,77 56
98 400 18 000 80б 1 боб 6,37 1,81 , 2,69 1,77 60
108 0Q0 ЙОбб бзб 800 0,37 1,82 2,71 1,78 70
Н9 ООО 44 000 630 800 0,37 1,85 2,76 1,81 82
jSoooo 154 000 630 800 0,36 1,87 2,78 1,83 94
меры внутреннего диаметра d 400 мм.
от 120 до 500 мм и легкая широкая Серия с диапазоном внутреннего диаметра d от 40 до 400 мм.
тическая Р„ = XF 4- YaF .
442
443
XI-24. Радиальные игольчатые роликоподшипники
особолегкой серии (по ГОСТ 4657—71)
в
d,
Тип №
Условное обозначение роликоподшипников типа d dt D в Г ^2 найм ^2 иаиб Грузойодъемиость, кге п, об/мин, при смазке Масса, кг, ролико- подшипников типа
Номи- наль- ный размер Предельные отклоне- ния
верхнее нижнее
74 000 с Со консн- стентиой 74 000 24 0 00
мм
4 074 103 4024 103 \7 24 +0,033 +0,020 35 18 0.5 19 . зз 1 170 1 080 6 300 8 000 0,096 0,064
4 074 104 4 024 104 20 28 +0,33 +0,020 42 22 1,0 25 37 1 880 1 820 5 000 6 300 0,176 0,124
4 074 105 4 024 105 25 34 +0,041 +0,025 47 22 1,0 30 42 2 150 2210 5000 6 300 0,200 0,126.
4 074 106 4 024 106 30 40 +0,041 +0,025 55 25 1,5 36 49 2 780 3 000 4 000 5000 0,311 0,202
4 074 107 4 024 107 35 46 +0,041 +0,025 •62 27 1,5 1 55 3 470 3 910 4 000 5 000 0,419 -0,272
4 074 108 4 024 108 40 52 +0,049 +0,030 68 28 1,5 46 62 3-780 4 420 3 150 4 000 0,495 0,306
4 074 109 4 024 109 45 58 +0,049 +0,030 75 30 1,5 52 68 4 560 5510 3 150 4 000 0,631 0,385
4 074 110 4 024 110 50 62 +0,049 +0,030 80 30 1,5 56 74 4 780 5 890 2 500 3 150 0,687 0,440
4 074 111 4 024 111 55 70 +0,019 +0,030 90 35 2,0 62 82 5 750 7 350 2 500 3 150 0,965 0,600
4 074 112 4 024 112 60 75 +0,049 +0,030 95 35 2,0 68 88 6 040 7 880 2 000 2 500 1,130 0,692
4 074 113 4 024 113 65 80 +0,049 +0,030 100 35 2,0 72 92 6 320 8 400 2 000 2 500 1,187 0,727
4 074 114 4 024 114 70 88 +0,058 +0,036 ПО 40 2,0 77 103 8 680 ’.11 900 1 600 2 000 1,746 1,04 .
4 074 115 4 024 115 75 92 +0,058 +0,036 115 40 2,0 82 108 8 960 12 400 1 600 2 000 1,80 1,10
4 074 116 4 024 116 80 100 +0,058 +0,036 125 45 2,0 87 118 9 500 13 500 1250 1 600 2,46 1,46
4 074 117 4 024 117 ’85 105 +0,058 +0,036 130 45 2,0 92 123 9820 14 200 1250 1600 2,58 1,53
Примечания: 1. По ГОСТ 4657—71, помимо приведенной,'предусматриваются сверх легкие серии диаметров 8 и диаметров 9 с предельными размерами внутреннего диаметра соот-
ветсгвенно от 100 до 360 мм и от 10 до 160 мм.
2. Эквивалентная радиальная нагрузка иа подшипник: Р = Ff—динамическая, P^F— статическая.
3. Технические требования к дорожкам качения на валу для подшипников типа 24 000: предельные отклонения диаметра — по В,, твердость поверхности не меиее HRC 61, шерохо-
ватость поверхности не более R.Q 0,32 мкм.
444
445
XI-25. Радиально-упорные однорядные шарикоподшипники
Условное обозначение шарикоподшипников THnaj d D В Г п d2 найм наиб
36 000 46 000 мм
36 201 46 201 12 32 10 1,0 0,3 17 27
36202 46 202 15 35 11 1,0 0,3 20 30
36 203 46 203 17 40 12 1,0 0,5 22 35
36 204 46 204 20 47 14 1,5 0,5 26 41
36205 46 205 25 52 15 1,5 0,5 31 46
36 206 46 206 30 62 16 1,5 0,5 36 56
36207 46 207 35 72 17 2,0 1,0 42 65
36 208 46 208 40 80 18 \ 2,0 1,0 47 73
36 209 46 209 45 85 19 2,0 1,0 52 78
36 210 46 210 50 90 20 2,0 1,0 57 Вз
36 211 46211 55 101 21 2,5 1,2 64 91
36 212 46212 60 ПО 22 2,5 1,2 69 101
36 213 46 213 65 120 23 2,5 1,2 74 111
36214 46 214 70 125 24 2,5 1,2 79 116
36 215 46 215' 75 ' 130 25 2,5 1,2 84 121
36 216 46 216 80 140 26 3,0 1,5 90 130
36 217 46 217 85 150 28 3,0 1,5 95 140
36 218 46 218 90 160 30 3,0 1,5 100 150
36 219 — 95 170 32 3,5 2,0 107 158
36 220 46 220 100 180 34 3,5 2,0 112 168
Примечания: 1. Легкая серия по ГОСТ 831—75 включает подшипники типа 46 000
2- Эквивалентные радиальные нагрузки на подшипник: динамическая Р = XF 4- YFa,
3. Значения коэффициентов X, У, X, и Уа приведены в табл. XI-26.
4. Подшипники, помеченные звездочкой, изготовляются по заказу потребителя.
446
легкой серии (по ГОСТ 831—75)
Тип 36 000 Тип 46 000 Масса, кг
Грузоподъемность, к ГС п, об/мин, Прн смазке Грузоподъемность, кгс п, об/мин, при смазке
с с. конси- стентной ЖИДКОЙ с с. конси- стентной ЖИДКОЙ
558 340 25 000 31500 524 312 20 000 25 000 0,04
638 390 20 000 25 000 607 358 16 000 20000 0,045
943 624 20 000 25 000 900 573 16 000 20 000 0,06
1230 847 16 000 20000 1 160 779 12 500 16 000 0,10
1310 924 12 500 16 000 1 240 850 10 000 12 500 0,12
1 820 1 330 10 000 12 500 1 720 1 220 8 000 10 000 0,19
2 400 1 810 10 000 12 500 2 270 1660 8 000 10 000 0,27
3 060 2 370 8 000 10 000 2 890 2710 6 300 8 000 0,37
3 230 2 560 8 000 10 000 3 040 2 360 6 300 8 000 0,42
3 390 2 760 6 300 8 000 3 180 2 540 6 300 8 000 0,47
4 190 3 490 6 300 8 000 3 940 3210 5 000 6 300 0,58
4 820 4010 6 000 6 300 4 540 3 690 5 000 6 300 0,77
5 770 5 100 5 000 6 300 5 440 4 680 5 000 6 300 0,98
6 300 5 590 5000 6 300 5910 5 140 4 000 5 000 1,04
6'550 5 590 4 000 5 000 6 150 5 480 4 000 5 000 1,39
• 7 350 6 660 4 000 5 000 6 890 6 120 4 000 5 000 1,68
7 900 7 220 4 000 5 000 7 400 6 640 3 150 4 000 1,80
9280 8 460 3 150 4 000 8 710 7 770 3 150 4 000 2,20
11 000 10 400 3 150 ' 4 000 — —. — — 2,60
12400 11 800 2 500 3 150 11 600 10 900 2 500 3150 3,20
с внутренним диаметром d № 220 мм, а также подшипники типа 66 000.
статическая (большее из значений) Ре = Хо?г + Ро = ?г-
447
XI-26. Значения коэффициентов X; К; Xo и Ко для определения
эквивалентных радиальных нагрузок на радиально-упорные шарикоподшипники
е Fa/Fr > е
X Y
Т нп 36 000 (а = 12°)
0,014 0,30 1,81
0,029 0,34 1,62
0,057 0,37 1,46
0,086 0,41 1,34
0,11 0,45 0,46 1,22 0,46
0,17 0,48 1,13
0,29 0,52 1,04
0,43 0,54 1,01
0,54 0,57 1,00
Тип 46000 (а = 26°)
— |. 0,68 1 0,41. | Т и п 66 000 (а = 36°) 0,87 1 0,37
— | 0,99 1 0,36 | 0,64 1 0,28
Примечания: 1. При Fa/Fr < е коэффициенты X = 1, Y = 0.
2. Для указанных в таблице типов подшипников коэффициент Хв = 0,5.
XI-27. Радиально-упорные подшипники средней н тяжелой серий
(по ГОСТ 831—75)
Услов- ное обозна- чение d D в г Г1 киен Zp ^2 иаиб
мм
Грузоподъемность, кгс п, об/мин, при смазке
с с. коней• стснтноЙ ЖИДКОЙ
а:
Средняя серия
46 303 17 47 14 1,5 0,5 23 41 1 260 815 12 500 16 000 0,11
46 304 20 52 15 2,0 1,0 27 45 1 400 917 12 500 16 000 0,17
46 305 25 62 17 2,0 1,0 32 55 2 ПО 1 490 8 000 10 000 0,23
46 306 30 72 19 2,0 1,0 37 65 2 560 1 870 8000 10 000 0,35
46 307 35 80 21 2,5 1,2 44 70 3 340 2 520 6 300 8 000 0,44
46 308 40 90 23 2,5 1,2 49 80 3 920 3 070 6 300 8 000 0,63
46 309 45 100 25 2,5 1,2 54 90 4810 3 770 5 000 6 300 0,83
46 310 50 ПО 27 3,0 1,5 60 100 5 630 4 480 5 000 6 300 1,08
46 311 55 120 29 3,0 1,5 65 ПО 6 890 5 740 5 000 6 300 1,70
46 312 60 130 31 3,5 2,0 72 118 7 880 6 660 5 000 6 300 1,71
46 313 65 140 33 3,5 2,0 77 128 8 900 7 640 4 000 5 000 2,09
46 314 70 150 35 3,5 2,0 82 138 10 000 8 700 3 150 4 000 3,00
46 318 90 190 43 4,0 2,0 104 175 12 900 12 500 2 500 3 150 5,00
46 320 100 215 47 4,0 2,0 114 200 16 700 18 000 2 500 3 150 8,14
46 330 150 320 65 5,0 2,5 168 302 28 000 37 700 1 600 2 000 26,0
448
Продолжение табл. Х1-27
Услов- ное обозна- чение d D в г г, лиги zp диви zQ Грузоподъемность, кгс п, об/мин, при смазке Масса, кг
с Со конси- стентной жидкой
мм
Тяжелая серия
66 406 30 90 23 2,5 1,2 40 80 3 840 2810 5 000 6 300 0,77
66 407 35 100 25 2,5 1,2 45 90 4 540 3 370 5 000 6 300 1,05
66 408 40 110 27 3,0 1,5 50 100 5270 3 880 4 000 5 000 1,37
6G 409 45 120 29 3,0 1.5 55 110 6 400 4 820 4 000 5 000 1,75
66 410 50 130 31 3,5 2,0 62 118 7 760 6 120 2 500 3 150 2,17
66 412 60 150 35 3,5 2,0 72 138 9 800 8 100 2 000 2 500 3,52
46414 70 180 42 4,0 2,0 84 166 11 900 11 100 1 250 1 600 5,70
46 418 90 225 54 5,0 2,5 110 205 16 300 17 200 1 000 1 250 12,0
Примечания: 1. Обозначения покачаны на эскизе к табл. XI-25.
2. Эквивалентные радиальные нагрузки иа подшипник: динамическая Р = XFr 4- YPa*
статическая (большее из значений) Ро — X0Fr + ^о^а> = Гг-
3. Числовые значения коэффициентов X, У, Х# и Уо для подшипников типа 46 000 и
66 000 приведены в табл. XI-26.
4. Помимо указанных, ГОСТ 831—75 предусмотрены подшипники сверхлегких серий
и подшипники средней серии типа 66 000.
XI-28. Конические однорядные роликоподшипники (по ГОСТ 333—71)
Особолегкая серия
2 007 106 30 55 16 14 17,2 16,8 1,5 0,5 3,5 50 36 49 35 9
2 007 107 35 62 17 15 18,2 17,8 1,5 0,5 4,5 58 42 55 40 10
2 007 108 40 68 18 16 19,2 18,8 1,5 0,5 4,5 63 46 62 45 12
2 007 109 45 75 19 16 20,2 19,8 1,5 0,5 4,5 70 52 68 52 11
2 007 111 55 90 22 19 23,3 22,7 2,0 0,8 4,5 85 62 80 62 13
2 007 ИЗ 65 100 22 19 23,3 22,7 2,0 0,8 4,5 95 72 92 72 14
2 007 114 70 110 24 20 25,3 24,7 2,0 0,8 5,0 05 78 102 78 11
2 007-115 75 115 24 20 25,3 24,7 2,0 0,8 7,0 10 82 108 82 11
2 007 116 80 125 27 23 29,3 28,7 2,0 0,8 7,0 13 99 118 88 13
15 7-347
449
Продолжение табл. ,Х1-28
XI-29. Значения грузоподъемностей С и Со, частота вращения,
Т коэффициенты Y и Ко Для конических роликоподшипников
Условное обозначе- нне Л d D В С Наи- боль- ший Наи- мень- ший г Г1 а S со X сГ «ИБН X та X Q наиб о Условное обозиаче- Грузоподъемность, кгс п. об/мин, при смазке Уо Масса,
в кг
мм ние с коней- жидкой
2 007 119 90 '140 30 26 *32,4 31,6 2,5 0,8 7,0 35 100 130 100 13 ‘-0 стентной
2 007 119 95 145 30 26 32,4 31,6 2,5. 0,8 7,0 38 105 135 105 13 Особол егкая серия
2 00’7 120 100 150 30 26 32,4 31,6 2,5 0,8 7,0 45 ПО 140 НО 14
2 007 122 ПО 170 36 31 38,4 37,6 з.о 1,0 7,0 60 120 160 122 13 2 007 106 2 350 1 990 6 300 8 000 0,24 2,50 1,38 0,169
2 007 124 120 186 36 31 38,4 37,6 з,о 1,0 7,0 70 130 170 132 14 2 007 107 2 560 2 300 5 000 8 000 0,27 2,21 1,22 0,224
2 007 108 3 190 2 840 5 000 6 300 0,33 1,84 1,01 0,270
Легкая серия 2 007 109 4 000 3 480 4 000 6 300 ' 0,30 2,00 1,10 0,333
2 007 111 4910 4 520 4 000 5 000 0 33 1,80 0,95 0,541
7202 15 35 11 9 12,0 11,5 1,0 0,3 2,0 32 20 30 19 17 2 007 113 5 290 5 130 3 150 4 000 0,38 1,59 0,87 0,620
7 203 17 40 12 11 13,5 13,0 1,5 0,5 2,0 36 24 34 22 12 2 007 114 6 760 6 580 3 150 4 000 0,29 2,11 1,16 0,834
7 204 20 47 14 12 15,5 15,0 1,5 0,5 з,о 44 26 41 25 14 2 007 115 6 600 6 470 2 500 4 000 0,30 2,00 1,Ю 0,909
7 205 25 52 15 13 16,5 16,0 1,5 0,5 3,0 49 • 32 46 30 14 2 007 116 8 840 8 550 2 500 3 150 0,34 1,77 0,97 1,34
7 206 30 62 16 14 17,5 17,0 1,5 0,5 3,0 58 36 55 34 14 2 007 118 11 100 11 100 2 000 3 150 0,34 1,76 0,97 1,63
7207 35 72 17 15 18,5 18,0 2,0 0,8 4,0 68 42 65 42 14 2 007 119 11 400 11 500 2 000 3 150 0,36 1,69 0,93 1,75
7 208 40 80 20 16 20,0 19,5 2,0 0,8 4,0 75 48 72 48 14 2 007 120 11 700 12 000 2 000 2 500 0,37 1,62 0,89 1,82
7 209 45 85 19 16 21,0 20,5 2,0 0,8 4,0 78 52 78 52 15 2 007 122 16 100 16 600 1 600 2 000 0,35 1,73 0,95 2,90
7 210 50 90 21 17 22,0 21,5 2,0 0,8 4,0 85 58 82 58 14 2 007 124 16 900 18 000 1 660 2 000- 0,37 1,62 0,89 з,и
7211 55 100 21 18 23,0 22,5 2,5 0,8 5,0 95 65 90 65 15
7 212 60 110 23 19 24,0 23,5 2,5 0,8 5,0 105 70 100 70 13 Легкая сер
7214 70 125 26 21 26,5 26,0 2,5 0,8 6,0 118 80 115 80 14
7215 75 130 26 22 27,5 27,0 2,5 0,8 6,0 122 85 120 85 15 7 202 878 614 10 000 12 500 0,45 1,33 0,73 0,054
7216 80 140 26 22 28,5 28,0 з,о 1,0 6,0 130 90 130 92 16 7 203 1 380 930 8 000 12 500 0,31 1.91 1,05 0,074
7217 85 150 28 24 31,0 30,0 3,0 1,0 7,0 140 95 140 98 16 7 204 1 910 1 330 8 000 10 000 0,36 1,67 0,92 0,112
7 218 90 160 31 26 33,0 32,0 3,0 1,0 7,0 150 100 150 105 14 7 205 2 300 1 790 6 300 10 000 0,36 1,67 0,91 0.150
7219 95 170 32 27 35,0 34,0 3,5 1,2 7,0 160 108 155 НО 14 7 206 2 980 2 230 6 300 8 000 0,36 1,65 0,91 0,233
7 220 100 180 34 29 37,5 36,5 3,5 1,2 7,0 170 112 165 115 15 7 207 3 520 2 630 5 000 6 300 0,37 1,62 0,89 0,327
7 224 120 215 41 34 44,0 43,0 3,5 1,2 ч,о 205 132 200 135 15 7 208 4 240 3 270 4 000 6 300 0,38 1,56 0,86 0,446
7 230 150 270 45 38 50,0 48,0 4,0 1,5 12,0 255 165 255 170 14 7 209 4 270 3'340 4 000 5 000 0,41 1,45 0,80 0,485
7210 5 290 4 070 4 000 5 000 0,37 1,60 0,82 0,535
7211 5 790 4 610 3 150 5 000 0,41 1,46 0,80 0,705
Средня з серия 7212 7 220 5 840 3 150 4 000 0,35 1,71 0,94 0,895
7214 9 590 8210 2 500 4 000 0,37 1,62 0,89 1,33
7 304 20 52 16 13 16,5 16,0 2,0 0,8 3,0 48 28 45 26 11 7215 9 760 8 450 2 500 3 150 0,39 1,55 0 85 1,42
7 305 25 62 17 15 18,5 18,0 2,0 0,8 3,0 58 32 55 32 14 7216 10 600 9 520 2 000 3 150 0,42 1,43 0,78 1,67
7 306 30 72 19 17 21,0 20,5 2,0 0,8 4,5 68 37 65 37 14 7218 10 900 9 140 2 000 3 150 0,43 1,38 0,76 2,10
7307 35 80 21 18 23,0 22,5 2,5 0,8 4,5 75 44 70 44 12 7 219 14 500 13 100 1 600 2 500 0,41 1,48 0,81 3,20
7 308 40 90 23 20 25,5 25,0 2,5 0,8 5,0 85 50 80 50 11 7 220 . ' 16 200 14 600 1 600 2 500 0,40 1,49 0,82 3,81
7 309 45 100 26 22 27,5 27,0 2,5 0,8 5,0 95 55 90 55 И 7 224 25 200 23 700 1 600 2 000 0,39 1,55 0,86 6,30
7310 50 ПО 29 23 29,5 29,0 3,0 1,0 5,0 105 60 100 62 12 7 230 33 000 30 000 1 250 1 600 0,37 1,62 0,89 10,3
7311 55 120 29 25 32,0 31,0 3,0 1,0 5,0 112 65 НО 68 13
7312 60 130 31 27 34,0 33,0 3,5 1,2 5,0 122 72 118 72 12 Средняя серия
7 313 65 140 33 28 36,5 35,5 3,5 1,2 6,0 132 77 128 80 12 7 304 2 500 1 770 8 000 10 000 0,30 2,03 1,П 0,17
7314 70 150 37 30 38,5 37,5 3,5 1,2 6,0 142 82 138 85 12 7 305 2 960 2 090 6 300 8 000 0,36 1,66 0,92 0,253
7 315 75 160 37 31 40,5 39,5 3,5 1,2 6,0 150 87 148 87 12 7 306 4 000 2 990 5 000 6 300 0,34 1,78 0.98 0,458
7317 85 180 41 35 45,0 44,0 4,0 1,5 10,0 170 99 166 99 12 7 307 4 810 3 530 5 000 6 300 0,32 1,88 1,03 0,496
7 318 90 190 43 36 47,0 46,0 4,0 1,5 10,0 180 105 175 ПО 12 7 308 6 100 4 600 '4 000 5 000 0,28 2,16 1,19 0,703
7 320 100 215 47 39 52,0 51,0 4,0 1,5 12,0 200 115 200 112 12 7 309 7610 5 930 4 000 5 000 0,29 2,09 1,15 1,01
П d и м е ч а н и я: 1. Помимо приведеииых. ГОСТ 333—71 предусматриваются серии 7 310 9 660 7 590 3 150 4 000 0,31 1,94 1,06 1,33
сверхлегкая, легкая широкая и средняя широкая. 7311 10 200 8 150 3 150 4 000 0,33 1,80 0,99 1,64
2. Значения грузоподъемностей С и Со, частота вращеиия прн коиснстентной И жидкой 7312 11 800 9 630 2 500 4 000 0,30 1,97 1,08 2,00
смазке, коэффициенты г и г0, масса конических роликоподшипников-и расчетные формулы Для определения эквивалентной нагрузки приведены в табл. XI-29. 7 313 13 400 11 100 2 500 3 150 0,30 1,97 1,08 2,54
450
15*
451
Продолжение табл. Х1-29
Условное обозначе- ние Грузоподъемное ть. кге п, об/мин, при смазке е У Y. Масса кг
с Со коиси- стеитной жидкой
7 314 16 800 13 700 2 000 3 150 0,31 1,94 1,06 3,09
7315 17 800 14 800 2 000 3 150 0,33 1 83 1,01 3,63
7317 22 100 19 500 1 600 2 500 0,31 1,91 1,05 5,21
7318 24 000 20 100 1 600 2 500 0,32 1,88 1,03 5,56
7 320 29 000 27 000 1 600 2 000 0,318 1,88 1,03 7,90
Примечания: 1. Эквивалентные радиальные нагрузки на подшипник: динамическая
Р в Х?г 4- YFq* статическая Ро *= 0,5Fr + F0Ffl.
2. Для динамической нагрузки при Fa/FT < е коэффициенты X ® 1. V = 0; при Fa!Fr>e
коэффициент X — 0,4, значения Y и принимаются по данной таблице.
Х1-30. Упорные одинарные шарикоподшипники
по ГОСТ 6874—75
Условное обозначение d D Н dl г ^2 найм &2 наиб Q 2 X га Грузоподъем- ность, кге п, об/мин, при смазке ^Масса, кг
с С. конси- стент- ной жидкой
мм
Л е г к а я серия
8 201 12 26 11 12,2 1,0 22 18 26,5 з,о 868 1 540 5 000 6.300 0,034
8202 15 32 12 15,5 1,0 25 22 32,5 3,0 987 1 860 5 000 6 300 0,041
8204 20 40 14 20,2 1,0 32 28 40,5 3,0 1 580 3 060 4 000 5 000 0,08
8205 25 47 15 25,2 1,0 38 34 47,5 3,0 2 040 4 100 3 150 5 000 0,12
8206 30 52 16 30,2 1,0 43 39 52,5 3,0 2 300 4 720 3 150 4 000 0,14
8207 35 62 18 35,2 1,5 52 45 62,5 3,5 3 160 6 800 3 150 4 000 0,22
8 208 40 68 19 40,2 1,5 57 51 68,5 3,5 3 750 7 990 2 500 3 150 0,27
8209 45 73 20 45,2 1,5 62 56 73,5 3,5 3 950 9 050 2 500 3 150 0,32
8210 50 78 22 50,2 1,5 67 61 78,5 3,5 4 600 10 500 2 000 3 150 0,39
8211 55 90 25 55,2 1,5 76 69 90,5 6,0 5 660 12 900 2 000 2 500 0,61
8212 60 95 26 60,2 1,5 81 74 95,5 6,0 6 580 15 500 2 000 2 500 0,69
8213 65 100 27 65,2 1,5 86 79 101,0 6,0 6 580 15 300 1 600 2 509 0,75
8214 70 105 27 70,2 1,5 91 82 106 0 6,0 6 580 16 100 1 600 2 500 0,80
8215 75 по 27 75,2 1,5 96 89 111,0 6,0 6 840 16 800 1 600 2 000 086
8216 80 115 28 80,2 1,5 101 94 116,0 7,0 7 630 19 100 1 600 2 000 0,95
8217 85 125 31 85,2 1,5 109 101 126,0 7,0 9 470 23 900 1 250 2 000 1,30
8218 90 135 35 90,2 2,0 117 108 136,0 7,0 11 200 29 000 1 250 1 600 1,86
8220 100 150 38 100,2 2,0 130 120 151,0 9,0 13 200 35 500 1 000 1 600 2,40
8222 НО 160 38 110,2 2,0 140 130 161,0 9,0 13 800 39 400 1 000 1 250 2,60
8224 120 170 39 120,2 2,0 150 140 171,0 9,0 14 500 41 300 1 000 1 250 2,80
452
Продолжение табл. XI-30
Условное обозначение d D II г иивн Zp ю S га S Q 2 X га X Q Грузоподъем- ность, кге п, об/мин, При смазке Масса кг
с С„ конси- стент- ной ЖИДКОЙ
мм
Средняя серия
8 305 25 52 18 25 2 1,5 41 35 52,5 5 2 570 4 990 3 150 4 000 0,18
8 306 30 60 21 30 2 1,5 48 42 60,5 5 3 290 6 790 2 500 « 150 0,27
8 307 35 68 24 35,2 1,5 55 48 68,5 6 4 080 8 500 2 000 3 150 0,39
8 308 40 78 26 40 2 1,5 63 55 78,5 6 5 130 10 900 2 000 2 500 0,55
8 309 45 85 28 45,2 1,5 69 61 85,5 6 5 920 13 300 1 600 2 500 0,69
8310 50 95 31 50,2 2,0 77 68 95,5 6 7 100 16 400 1 600 2 500 1,00
8311 55 105 35 55,2 2,0 85 75 106,0 8 9210 21 700 1 600 2 000 1,34
8312 60 ПО 35 60,2 2,0 90 80 111,0 8 9210 21 760 1600 2 000 1,43
8313 65 115 36 65,2 2,0 95 85 116,0 8 10 400 25 400 1 600 2 000 1,57
8 314 70 125 40 70,2 2,0 103 92 126,0 8 12 000 29 800 1 250 1 600 2,10
8 315 75 135 44 75 2 2,5 111 99 136,0 11 13 800 34 600 1 000 1 600 2,7
8316 80 140 44 80 2 2,5 116 104 141,(’ 11 13 800 34 600 1 000 1 600 2,8
8 318 90 155 50 90,2 2,5 129 116 156,0 12 17 100 45 200 1 000 1 250 3,9
8 320 100 170 55 100,2 2,5 142 128 171,0 12 18 400 49 000 ' 800 1 250 5,1
8 322 ПО 190 63 1102 з,о 158 142 191,0 15 23 000 65 500 800 1 000 7,9
8 324 120 210 70 120,2 3,5 174 156 212,0 18 27 600 82 900 800 1 000 10,9
Примечания? 1. По ГОСТ 6874—75 йредусматриваются подшипники легкой и сред-
ней серии с внутренним диаметром d до 500 мм и средней серии с d до 150 мм.
2. Помимо приведенных, по ГОСТ 6874 —75 предусматриваются особолегкая и тяжелая
серии.
3. Эквивалентные осевые нагрузки на подшипник: динамическая Р «s Fa; статическая
Р = F .
1 а
S *
Х1-31. Шарикоподшипники упорные двойные
легкой серии (по ГОСТ 7872—56)
Условное d dz D н ь Г анаим
обозиаче- иие кг
мм
38 202 15 10 32 22 5 1 3,0 0,08
38 204 20 15 40 26 6 1 3,0 0,15
38 205 25 20 47 28 7 1 3,0 0,23
38 206 30 25 52 29 7 1 3,0 0,28
38 207 35 30 62 34 8 1,5 3,5 0,42
38 208 40 30 68 36 9 1,5 3,5 0,51
38 209 45 35 73 37 9 1,5 3,5 0,62
38210 50 40 78 39 10 1,5 3,5 0,71
38 2II 55 45 90 45 10 1,5 6,0 1,12
453
Продолжение табл. Х1-31
Условное обозначе- ние d d, D Н Ь Г аиаим Масса, кг
мм
38 212 60 50 95 46 10 1,5 6,0 1,25
38214 70 55 105 47 10 1,5 6,0 1,48
38 216 80 65 115 48 10 1,5 7,0 1,69
38 217 85 70 125 55 12 1,5 7,0 2,3
38 224 120 100 170 68 15 2 9,0 5,2
Примечания: 1. Значения d,. d% найм- иаиб> яиаим’ О О, и п см- ° та<>л.
XI-30 для подшипников с тем же условным обозначением, но без цифры «3» слева.
2. Определение эквивалентной осевой нагрузки см. в табл. XI-30.
3. По ГОСТ 7872—56, помимо указанной, предусматривается средняя серия.
Формулы для расчета эквивалентных нагрузок приводятся прн коэф-
фициентах V, и Ат, равных 1. Общие расчетные формулы и значения
указанных коэффициентов приведены на с. 421—433.
Обозначение подшипника качения в чертежной документации включает
в себя приведенное в таблицах условное обозначение подшипника и ука-
зание стандарта.
Пример условного обозначения шарикового радиаль-
ного однорядного подшипника легкой серии диаметров 2, узкой серии ширин
О, с диаметрами d — 40 мм, D = 80 мм, шириной В = 18 мм:
Подшипник 208 ГОСТ 8338—75.
ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
Предельные отклонения размеров присоединительных поверхностей
подшипников качения регламентируются техническими требованиями
ГОСТ 520—71. Для сокращения номенклатуры подшипники качения изго-
товляют с отклонениями размеров наружного и внутреннего диаметров,
не зависящими от требуемой посадки. При этом соединение наружного кольца
с корпусом осуществляется по системе вала, а внутреннего кольца с валом —
по системе отверстия. Однако если верхнее отклонение наружного диаметра
наружного кольца, как и верхнее отклонение основного вала, равно нулю,
то у отверстия внутреннего кольца, в отличие от основного отверстия, равно
нулю не нижнее, а верхнее отклонение (т. е. поле допуска отверстия внут-
реннего кольца подшипника расположено от номинального размера не
в «плюс», а в «минус»). Так, например, соединение вала, изготовленного по
напряженной (переходной) посадке Н с внутренние кольцом подшипника,
дает посадку с гарантированным натягом, близкую к легкопрессовой Пл.
Посадки шарико- и роликоподшипников устанавливаются по ГОСТ
3325—55. Для соединения подшипников с валами и корпусами машин и ме-
ханизмов указанным стандартом предусматриваются следующие посадки:
Для тонкостенных корпусов
Глухая подшипниковая . .
Тугая » . .
Напряженная » . .
Плотная » л .
Скользящая » . .
Движения » . .
Ходовая » . .
............-.........Р,
....................... Гп; Г1П
...........................т’ш........................Лп
..........................."п; "и.
........................Pin' Plln
.........................Сп; С1ГР С3п
......................' Дп’ Д1П
454
Индексом «П» помечены посадки, относящиеся .к подшипникам качения.
Обозначения посадок указываются только на сборочных чертежах.
В зависимости от характера требуемого соединения поля допусков
валов выбирают по системе отверстия: для подшипников 5-го и 4-го классов
точности — Г\, Тг, Нг, ГД, Ci, Дх\ для подшипников 0-го и 6-го классов
точности — Г, Т, Н, П, С, Д, X.
Поля допусков отверстий корпусов выбирают по системе вала: для под-
шипников 5-го и 4-го классов точности — Гг, 7\, 1Д, Пх, С7; для подшипни-
ков 0-го и 6-го классов точности — Г, Т, Н, П, С, Д, С3, Р7.
Предельные отклонения отверстия корпуса по посадке Р7(применяемой
для тонкостенных корпусов) приведены в табл. XI-32.
Выбор посадок подшипников на вал и в корпус зависит от типа и размера
подшипника, вида нагружения (табл. XI-33), режима работы, определяемого
расчетной долговечностью: тяжелый режим работы соответствует расчетной
XI-32. Предельные отклонения отверстия корпуса при посадке Р7
для тонкостенных деталей
Интервалы номиналь- ных диаметров, мм Предельные отклоне- ния отверстий корпу- са, мкм Интервалы номиналь- ных диаметров, мм Предельные отклоне- ния отверстий корпу- са, мкм
верхнее нижнее верхнее | нижисс
>18 —11 —29 Св. 120 до 180 —28 —68
Св. 18 до 30 — 14 —35 » 18Э » 250 —33 —79
» 30 » 50 — 17 —42 » 250 » 315 —36 —88
» 50 » 80 —21 —51 » 315 » 400 —41 —98
» 80 » 120 -24 -59 » 400 » 500 —45 — 108
XI-33. Условия работы и
виды нагружения колец подшипников качения
Условия работы Вид нагружения кольца
Характер радиальной на- грузки Вращающееся кольцо внутреннего наружного
Постоянная по направле- нию Внутреннее Наружное Циркуляцион- ное Местное Местное Циркуляцион- ное
Постоянная по направле- нию и вращающаяся — меныпая по величине Внутреннее Наружное Циркуляцион- ное Колебательное Колебательное Циркуляцион- ное
Постоянная по направле- нию и вращающаяся — большая по величине Внутреннее Наружное Местное Циркуляцион- ное Циркуляцион- ное Местное
Постоянная по направле- нию Внутреннее н на- ружное кольцо в одном или проти- воположных на- правлениях Циркуляцион- ное Циркуляцион- ное
Вращающаяся с внутрен- ним кольцом Местное 'Циркуляцион- ное
Вращающаяся с наруж- ным кольцом Циркуляцион- ное Местное
455
долговечности Lh = 2500...5000 ч или ударной вибрационной нагрузке,
нормальный — расчетной долговечности = 5 000...10 000 ч, легкий ре-
жим — Lh свыше 10 000 ч.
Посадки подшипников на вал и в корпус в зависимости от вида нагру-
жения должны соответствовать указанным в табл. XI-34, а выбор посадок
в зависимости от режима работы, диаметра и типа подшипника произво-
дится по табл. XI-35 и XI-36.
XI-34. Посадки колец радиальных шарико- и роликоподшипников
Вид нагружения кольца Посадка
внутреннего кольца на вал | наружного кольца в корпус
Местное ^1П> Пп'< ^1П> £п> Дгг Дп ^in> Дц’ ^in> сзп;
Циркуляционное Лп; Лп; л1п; Ди. Л,; пп fin; т’ш'. Д1п; гп< р* т'п; нп
Колебательное Пщ’ пп п1п; Дц
XI-35. Посадки подшипников качения на вал (по ГОСТ 3325—55)
Режим работы Диаметры отверстий, мм Посад- ка Наименование машин н под- шипниковых узлов
Радиальные подшипники Радиально- упорные под- шипники
шари- ковые роли- ковые шари- ковые роли- ковые
Вал ие вращается. Нагружение местное
Легкий или нор- мальный Все диаметры Дп Ролики ленточных транспор- теров, конвейеров и подвес- ных дорог для небольших грузов
Нормальный или тяжелый Дп; *п Передние и задние колеса автомобилей и тракторов, колеса вагонеток, самолетов и т. п.
Нормальный или тяжелый сл Натяжные ролики, блоки, ролики рольгангов, ролики механизмов управления само- летами
456
Продолжение табл. XI-35
Режим работы Диаметры отверстий, мм Посад- ка Наименование машин и под- шипниковых узлов
Радиальные подшипники Радиально- упорные под- шипники
шари- ковые> роли- ковые шари- ковые роли- ковые
Вал вращается. Нагружение циркуляционное
Легкий или нор- мальный До 40 До 40 До 100 До 40 35 l£t= Сельскохозяйственные маши- ны, центрифуги, турбокомп- рессоры, центробежные на- сосы, вентиляторы, электро- двигатели, коробки скоро- стей станков
До 100 До” 100 Св. 100 До 100 «in! ^п: пп
До 250 До 250 До 250 До 250 Л,
Нормальный или тяжелый До 100 До 40 До 100 До 100 wIn; "п; пп Электродвигатели мощ- ностью до 100 кВт, станки, турбины; подшипники кри- вошипно-шатунных меха- низмов, коробки передач автомобилей и тракторов, шпиндели металлорежущих станков, редукторы
Св. 100 До 100 Св. 100 До 180 ^п; тп
— До 250 — До 250 Пщ- Гп
Тяжелый или ударная нагруз- ка Все диаметры гп; Л, Железнодорожные и трам- вайные буксы, коленчатые вал ы двигателей, электро- двигатели мощностью свы- ше 100 кВт, ходовые коле- са мостовых кранов, ролики рольгангов тяжелых стан- ков, дробильные машины
Подшипники на закрепи- тельно-стяжных втулках всех диаметров Вз Железнодорожные и трам- вайные буксы
Нормальный Подшипники на кониче- ских закрепительных втулках всех диаметров в3; в, Трансмиссионные валы и узлы и сельскохозяйствен- ные машины
457
XI-36. Посадки подшипников качения в корпус (по ГОСТ 3325—55)
Режим работы Посадка Примеры машин и подшипниковых узлов
Корпус вращае Тяжелый (при тонкостен- ных корпусах) т с я. Harp Р, ужение циркуляционное Колеса самолетов, передние и задние колеса автомобилей и тракторов
Нормальный яп Ролики ленточных транспортеров, на- тяжные ролики, сельскохозяйственные машины
Тяжелый или нормаль- ный 'п Ролики рольгангов, коленчатые валы компрессоров, ходовые колеса мосто- вых кранов
Тяжелый или нормаль- ный (для точных узлов) Вал в р а щ Нормальный Т1а-, Н1п _ аетс я. На П1п> Пп Шпиндели тяжелых станков (расточ- ных и фрезерных) гружение местное Центробежные насосы, вентиляторы, центрифуги, шпиндели металлорежу- щих станков
Тяжелый или нормаль- ней (перемещение вдоль оси невозможно) гп; яп; пп Коробки передач задних мостов авто- мобилей й тракторов
Тяжелый или нормаль- ный Вал вращается. На Тяжелый илн нормаль- ный сп гружение ^1П’ Большинство подшипников общего машиностроения, редукторы, железно- дорожные и трамвайные буксы местное или колебательное Шпиндели шлифовальных станков, коленчатые валы двигателей
Легкий или нормальный (разъемные корпуса) "п; пв Трансмиссионные валы и узлы и сель- скохозяйственные машины
При циркуляционном нагружении колец подшипников посадки на вал
и корпус рекомендуется выбирать по величине интенсивности радиальной
нагрузки на посадочной поверхности:
PR = KitWr/b,
где Fr — радиальная нагрузка на опору, кге; b — В — 2г — рабочая ширина
посадочного места, см; Ki — динамический коэффициент посадки, зависящий от
характера нагрузки: при Кб < 1,5 (см. табл. Xl-14) Kj=l; при — 1,5
Л1=1,8; К2— коэффициент, учитывающий степень ослабления посадочного
натяга при полом вале или тонкостенном корпусе (табл. XI-37); К3— коэффи-
458
HiienT неравномерности распределения радиальной нагрузки между рядами роли-
ков в двухрядных конических роликоподшипниках или между сдвоенными
шарикоподшипниками при наличии осевой нагрузки Fa на опору (табл. XI-38).
Допускаемые значения Рподсчитанные по средним значениям интенсив-
ности радиальной нагрузки, приведены в табл. Х1-39 и Х1-40.
XI-37. Значения коэффициента Ка
dl/d или D/Dt Значение К2
Вал Корпус
Свыше До D/d<l,5 |D/d>l,5jD/d;.2
0,4 1 1 1 1
04 0,7 1,2 1,4 1,6 1,1
0,7 0,8 1,5 1,7 2 1,4
0,8 — 2 2,3 3 1,8
Примечания: 1. d и D—диаметры со-
ответственно отверстия и наружной поверх-
ности подшипника; dt — диаметр отверстия по-
лого вала: Dt — диаметр наружной поверхности
тонкостенного корпуса.
2. При сплошном вале
XI-38. Значение
коэффициента Кз
Fa ( p-ctg« Кз
Свыше До
— 0,2 1
0,2 0,4 1,2
0.4 0,6 1.4
0,6 1 1,6
1 — 2
Х1-39. Допускаемая интенсивность нагрузки P#t кгс/см,
на посадочной поверхности вала
Диаметр отверстия внутрен- него кольца, мм Посадка
Свыше До Пп тп . Gl
18 80 300 300-1400 1400—1600 1'600—3000
80 180 600 600—2000 2000—2500 2500—4000
180 360 700 700—3000 3000—3500 3500—6000
360 630 900 900—3500 3500—4000 4500—8000
Х1-40. Допускаемая интенсивность нагрузки Р^, кгс/см,
на посадочной поверхности корпуса
Диаметр наружного кольца, мм Посадка
Свыше До "п Л, . Fn Р,
50 180 800 800—1000 1000—1300 1300—2500
180 360 1000 1000—1500 1500—2000 2000—3300
360 630 1200 1200—2000 2000—2600 2600—4000
630 1600 1600 1600—2500 2500—3500 3500-5500
459
XII. СМАЗОЧНЫЕ МАТЕРИАЛЫ, -
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ
УСТРОЙСТВА
1. СМАЗКА И СМАЗОЧНЫЕ МАТЕРИАЛЫ
При смазке уменьшаются потери на тренне, предохраняются ответствен-
ные поверхности от коррозии, охлаждаются трущиеся поверхности, увели-
чивается срок службы машины. Выбор смазочного материала и способа
смазки производится в зависимости от конструкции смазываемых узлов
и условий их работы. Смазочные системы могут быть индивидуальными и цен-
трализованными. Различают следующие способы смазки: периодическую
без принудительного давления, периодическую под давлением, непрерывную
без принудительного давления и непрерывную под давлением.
Наибольшее распространение получили жидкие минеральные масла
и консистентные смазки.
Основными характеристиками жидких минеральных масел являются
вязкость, температуры вспышки и застывания.
Вязкостью называется свойство слоев смазки сопротивляться относи-
тельному сдвигу. С повышением температуры вязкость масел резко падает.
Указываемая в стандартах кинематическая вязкость (в сантистоксах) равна
отношению динамической вязкости к плотности масла. Условная вязкость
в градусах Энглера (°Е) определяется при помощи специального приббра —
вискозиметра по времени истечения определенного объема масла через ка-
либрованное отверстие. Вязкость минеральных масел подбираемся с учетом
удельного давления р и относительной скорости v трущейся пары. С увели-
чением давления и уменьшением скорости применяются более вязкие масла.
Температура вспышки — это температура, при которой пары масла,
нагретые при определенных условиях, вспыхивают при поднесении пламени.
Температура застывания — это температура, при которой масло теряет
текучесть.
Консистентные смазки представляют собой смесь минерального масла
с калиевыми или натриевыми мылами. Их основными характеристиками
являются консистентность и температура каплепадения, определяемая спе-
циальным прибором по температуре, при которой происходит падение первой
капли смазки, нагреваемой при заданных условиях.
Некоторые смазочные материалы и их основное применение указаны
в табл. ХП-1, XII-2.
XI1-1. Индустриальные, масла
Наименование и марка № стандарта Вязкость * Температура, °C Область применения
вспыш- ки, не ниже засты- вания, | не выше
Индустриальные: И-5А И-8А ГОСТ 20799—75 ГОСТ 20799—75 4,0—5,0 6—8 120 130 —25 -20 В точных механизмах, работающих с малой нагрузкой и с окруж- ной скоростью на шей- ке 4,5—0 м/с В механизмах, рабо- тающих с малой на- грузкой и с окружной скоростью на шейке 3—4,5 м/с
460
Продолжение табл. XII-1
Наименование и марка № стандарта Вязкость ♦ Температура, °C Область применения
вспыш- ки, не ниже засты- вания, не выше
Приборное МВП ГОСТ 1805—76 6,3—8,5 120 —60 В контрольно-измери- тельных приборах, ра- ботающих при низких температурах
Индустриальные: И-12А ГОСТ 20799—75 10—14 165 -30 В механизмах, рабо- тающих с окружной скоростью до 3 м/с; в подшипниках каче- ния при dn свыше 300 000 мм • об/мин, температуре до 60 °C и при непрерывной смазке под давлением
И-20А ГОСТ 20799—75 17—23 180 -15 В механизмах, рабо- тающих при повышен- ных скоростях; в под- шипниках качения при dn=300 000 мм - об/мин, работающих при тем- пературе 60 °C; в гид- равлических системах оборудования
И-ЗОА ГОСТ 20799—75 28-33 190 — 15 В крупных механиз- мах
И-40А 38—52 200 -15 В механизмах, рабо- тающих с малыми ско- ростями; в подшипни- ках качения при nd < 300 000 мм X X об/мин, работающих при температуре от 60 до 100 °C
Приведены предельные значения
кинематической вязкости
при 50° С в сантистоксах.
461
XI1-2. Консистентные смазки
Наименование и марка № стандарта Кинематическая вязкость масла, сст, входящего в смазку при 50 °C Температура кап- лепадения, °C, не ниже Область применения
Универсальная среднеплавкая синтетическая УСс (солидол синтетический) ГОСТ 43665—76 19—53 . 75 В трущихся парах механизмов при рабочей температуре, не пре- вышающей 60 °C
Универсальная средиеплавкая (солидол жиро- вой Л) УС ГОСТ 1033—73 — 75 В трущихся парах механизмов, в подшипниках качения при dn < 300 000 мм • об/мин, рабо- тающих при температуре от —25 до +60 °C
Универсальная тугоплавкая, во- достойкая УТВ (смазка 1—13 жировая) ГОСТ 1631-61 ? 19 120 В механизмах, работающих при повышенной влажности; в сред- не- и высоконагруженных под- шипниках качения при dn < < 300 000 мм-об/мин, работаю- щих при температуре 60—ПО °C
Смазка ЦИАТИМ-203 гост 8773—73 — 150 В механизмах, работающих при высоких удельных нагрузках в диапазоне температур от —50 до +120 °C
462
2. СМАЗОЧНЫЕ УСТРОЙСТВА
МАСЛЕНКИ ДЛЯ ЖИДКИХ МАСЕЛ
И
XI1-3. Пресс-маслеики под запрессовку, мм
(по ГОСТ 19853—74)
Номера (типо- размеры) масленок D (пре- дельные отклонения по ЛрЪ) D, d (пре- дельные отклоне- ния ±0,2) н h
1 6 ‘ 8 2,5 3 6 1,0
2 10 12 б:о 6 12 1,5
Примечания: 1. Пресс-маслёнка под запрессовку (тнп 3) предназначена для
смазочных масел.
2. Наружные поверхности масленок должны иметь защитные покрытия Ц6, Цбхр,
Кдб, Кдбхр, по ГОСТ 9791-68..
Пример, условного обозначения пресс-масленки типа 3, № 1, испол-
нения I, с покрытием Ц6:
Масленка ЗЛ.Ц6 ГОСТ 19853—74.
XII—4. Масленка наливная
с закрепительным колпачком
Резьба | Н | D | П, | 1
Емкость, см8 мм
12 М14Х 1,5 62 28 34 12
25 М14Х1.5 70 38 44 12
50 М14х 1,5 80 48 54 12
463
XI1-5. Масленка наливная с откидной крышкой (фитильная нли с набивкой)
(тип VIII)
С набибкой
Емкость, - см* Резьба н D L - 1 S
ММ
1 М10Х1 30 15 20 — —
2 М10Х1 35 20 25 — —
3 M10XI Зб' 25 30 10 14--0,24
6 М10Х1 45 — — — —
12 M 14X1,5 55 30. * 35 - — —
18 M14X1.5 55 — — — —
25 M14X1.5 65 _ 40 45 12 *7- 0.24
50 M14X1.5 65 50 60
464
XI1-6. Масленки одноплунжерные (по ГОСТ 3562—73)
Рабо- чий объем, см3 Номи- нальное давле- ние, кгс/см2 Подача, см3/ход. не 1 менее Диа- метр плун- жера Ход плун- жера 1 D н h Масса, кг, ие более
мм
25 10 0,20 8 5 46 85 .36 0,2
100 0,40 10 55 125 68 о.з
Примечания: 1.‘Мгслеики предназначены для периодической сказки трущихся пар
минеральными маслами вязкостью 15—100 сСт (мм2/с) при температуре окружающей
среды от 10 до 40° С.
2. Масленки должны устанавливаться только в вертикальном положении.
3. Корпус масленок должен изготовляться из прозрачного материала.
4. Присоединительная резьба—по ГОСТ 12853—67, поле допуска—8<?по ГОСТ
16093—70.
Пример условного обози а чей и я одноплунжерной масленки с рабочим
объемом 25 см3:
Масленка 25 ГОСТ 3562—73.
МАСЛЕНКИ ДЛЯ КОНСИСТЕНТНЫХ СМАЗОК
405
Продолжение табл. XI1-7
пластичных смазочных материалов.
2. Резьба коническая М6Х I выполняется по приложению к ГОСТ 19853—74.
3. Наружные поверхности масленок должны иметь'защитные покрытия Ц6, Цбхр, Кдб.
Кдбхр по ГОСТ 9791—68.
Пример условного обозначения пресс-масленки типа 1, № 2, с покры-
тием Ц6:
Масленка 1.2.Ц6 ГОСТ 19853—74.
То же, Ns 4, с покрытием Кдб:
Масленка 1.4.Кдб ГОСТ 19853—74.
XI1-8. Пресс-масленки угловые
(по ГОСТ 19853—74)
Номера
(типоразмеры)
масленок
Резьба
а (предельные
отклонения
1 М6Х1 коническая
2 М10Х1 по ГОСТ 9150—59
3 К1/8" по ГОСТ 6111—52
19
22
22
6
8
8
45°; 90°
Примечания: 1. Пресс-масленка угловая (тип 2, резьбовая) предназначена для
пластичных смазочных материалов.
2. Резьба коническая Мб X 1 выполняется по приложению к ГОСТ 19853—74.
3. Наружные поверхности масленок должны иметь защитные покрытия Ц6, Цбхр,.
Кдб, Кдбхр по ГОСТ 9791—68.
Пример условного обозначения пресс-масленки типа 2, № 1, с углом
« = 45° и покрытием Ц6:
Масленка 2.1.45.Ц6 ГОСТ 19853—74.
То же. № 3, с углом а — 90° и покрытием Кдб:
Масленка 2.3.90. Кдб ГОСТ 19853—74.
466
XII-9. Масленки колпачковые (по ГОСТ 20905—75)
Вмести- мость, d ^тах И max b S Масса, кг
мм
1.6 18 14 28 0,016
3,2 М10Х 1-6е 22 15 30 10 12 0,025
6,3 31 17 35 0,060
12,5 . 38 20 ‘ 40 0,082
25 50 М14х 1,5-6е 48 58 24 30 50 62 12 17 0,146 0,225
100 68 38 78 0,336
Примечания: 1. Масленки предназначены для индивидуальной подачи к узлам
трення пластичного смазочного материала при температуре окружающей среды от —50
до + 50° С.
2. Номинальное давление 2,5 кгс/см2.
Пример условного обозначения масленки вместимостью 25 см^:
Масленка 25 ГОСТ 20905—75.
3. УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Рассматриваемые уплотнительные устройства предназначены для пре-
дотвращения или уменьшения утечки рабочей среды (жидкостей, пар< в
или газов) из рабочей полости через зазоры в подвижных или неподвижных
соединениях деталей, а также для защиты рабочей полости от проникновения
посторонних частиц..
Уплотнительные устройства делятся на контактные, бесконтактные
и комбинированные. К контактным уплотнениям относятся войлочные саль-
никовые кольца и резиновые манжеты. В бесконтактных устройствах щеле-
вого, лабиринтного и центробежного типов между поверхностями смежных
деталей имеется зазор, заполняемый в процессе работы уплотняющей сре-
дой — маслом, консистентной смазкой.
Войлочные сальниковые кольца прилегают к валу и создают необходи-
мое уплотнение. При работе сальниковых колец в среде, вызывающей повы-
шенный износ валов, рекомендуется устанавливать на вал защитные втулки
(рис. ХП-1, а). При установке войлочных колец в поджимные сальники
допускается кольца сдваивать (рис. ХП-1, б). Излишек впитывающегося
в войлочное кольцо масла может быть отведен в корпус через отверстие
в нижней части канавки для кольца (рис. ХП-1, в).
Для уплотнения валов, работающих при окружной скорости не более
2 м/с, следует применять грубошерстный (по ГОСТ 6418—67) и полугрубо-
шерстный (по ГОСТ 6308—71) войлок, а для работающих при окружной
467
скорости не более 5 м/с следует применять тонкошерстный войлок (по
ГОСТ 288—72). В ответственйых конструкциях и в условиях повышенной
загрязненности окружающей среды при наличии, избыточного давления
с одной из сторон кольца, а также при температурах свыше 90° С применять
сальниковые войлочные кольца не рекомендуется. Размеры войлочных
колец и канавок под них приведены в табл. XI1-10 и XII-11.
Рис. XII-I.
Проточки (жировые канавки) образуют между валом и корпусом неболь-
шой кольцевой зазор с несколькими канавками (обычно двумя-тремя),
которые заполняются консистентной смазкой, предотвращающей вытекание
смазки из корпуса подшипника и попадание в него посторонних веществ
(табл. XII-12). Про.точки применяют в подшипниковых узлах, работающих
при вьГсоких скоростях в сравнительно чистой окружающей среде.
Ьг XI1-10. Кольца сальниковые войлочные (по МН 180—61), мм
Диаметр вала dB d D ь Диаметр вала dB d D b
10 9 18 2,б’ 25 24 37 5.0
12 11 20 28 27 40
30 29 42
14 13 22
32 31 44
15 14 23
35 34 47
16 15 26 3,5 36 35 48
17 16 27 38 37 50
18 17 28 40 39 52
42 41 54
20 19 30
45 • 44 57
22 21 32
48 47 60
468
Продолжение табл. ХП~10
Диаметр вала/ dB d D ь Диаметр вала, ав d D b
50 49 66 6,0 140' 139 172 12,0
52 51 68 145 144 177
55 54 71
150 149 182
58 57 74
60 59 76 155 ' 154 187
65 64 81
70 69 88 7,0 160 159 .192
75 74 93
165 164 197
80 79 98
85 84 103 170 169 202
90 89 НО 8,5
175 " 174 207
95 94 115
180 179 212
100 99 124 9,5
190 189 226 • 14,0
105' 104' 129
200 199 236
ПО 109 134
115 114 139 210 208,5 246
120 119 148 10,5
220 218,5 256
125 124 153
230 228,5 266
130 129 158
135 134 163 240 238,5 276
Примеры условного обозначения кольца сальникового, для уплотнения
вала с dB =40 мм:
из грубошерстного войлока —
Кольцо СГ 52—39
ГОСТ 6418—67 .
МН 180—61 !
из полугрубошерстного войлока —
Кольцо СП 52—39—5
ГОСТ 6308—71 ,
МН 180—61 *
из тонкошерстного аойлока —
Кольцо СТ 52—39—5
ГОСТ 288 —72
МН 180—61
469
ХП-11. Канавки под сальниковые войлочные
кольца (по МН 180—61), мм
Диаметр вала D, di b. bi ** Диаметр вала dB D1 b. bz
10 19 11 2 3,0 50 67 51 5 7,1
12 21 13 52 69 53
14 23 15 55 72 56
15 24 16 58 75 59
16 27 17 3 4,3 60 77 61
17 28 18 65 82 66
18 29 19 70 87 . 71 6 8,3
20 31 21 75' 94 76
22 33 23 80 99 81
25 38 26 4 5,5 85 104 86'
28 41 29 90 111 91 7 9,6
30 43 31
95 116 96
32 45 33
35 48 36 100 125 101 8 H,1
36 49 37
38 51 39 105 130 106
40 53 41
42 55 43 НО 135 111
45 58 46
115 140 116
48 61 49
470
Продолжение табл. XI1-11
Диаметр вала dB Dt b, bg ** Диаметр вала rfB Di d, b, bz ** '
120 149 121 9 12,7 170 203 171 10 14,2
125 154 126 175 208 176
130 159 131 180 213 181
135 164 136 190 227 191 12 16.7
140 173 141 10 14,2
200 237 201
145 178 146
210 247 211
150 183 151
220 257 221
155 188 156
230 267 231
160 193 161
165 . 198 166 240 277 241
XI1-12. Канавочные уплотнения
Диаметр вала d 6 r t a Минимальное число канавок
MM
10—45 0,2 1,5 1,5 '3
50—80 0,3 — 2 5 4
85—95 - 2 2,2
100—110 0,4 — 7' 5
Лабиринтные уплотнительные устройства (табл. XII-13) применяют
при сравнительно тяжелых условиях эксплуатации. В устройствах этого
типа малый зазор сложной формы заполняется консистентной смазкой, кото-
рая надежно предохраняет корпус подшипника от попадания в него грязи
и вытекания из него смазки. Осевые перемещения вала в направлении к под-
шипнику в таких уплотнительных устройствах дсГлжиы быть незначительны-
ми. Лабиринтные уплотнительные устройства несколько сложны в изго-
товлении, но весьма надежны в эксплуатации.
471
Диаметр
вала d
XI1-13. Основные размеры лабиринтных уплотнений, мм
Диаметр
вала d.
10—50 0,2
50—80 0,3
80—110
11110—180
0,4 2
0,5 2,5
3
3,5
Комбинированные уплотнительные устройства. Уплотнительное дейст-
вие их обусловлено сочетанием в одном компактном узле нескольких описан-
ных выше элементов уплотнительных устройств. Так, например, при работе
подшипника в пыльной и влажной среде весьма надежно работают лабиринт-
ное уплотнение в сочетании с войлочным кольцом (рис. X1I-2, а), жировые
канавки в сочетании с войлочным кольцом (рис. XII-2, б) и лабиринтное
уплотнение в сочетании с войлочным кольцом и жировыми канавками
(рис. XI1-2, в).
Манжеты резиновые армированные для валов (ГОСТ 8752—70). Стан-
дарт распространяется на резиновые однокромочные манжеты, работающие
в минеральных маслах, воде, дизельном топливе при избыточном давлении
до 0,5 кгс/см2, скорости до 20 м/с и температуре в месте контакта манжеты
с валом от —45° С до +150° С. При перепаде давления более 0,5 кгс/см2
для предотвращения выворачивания манжеты 2 рекомендуется применять
конусный упор 3 (рис. ХП-З, а). Для защиты вала 1 от износа устанавливают
втулку 4 (рис. XI1-3, б). При установке манжет рядом с коническим под-
шипником в отверстии под подшипник необходимо предусматривать ка-
навки для отвода масла (рис. ХП-З, «)•
Манжеты выпускаются однокромочные (тип 1) и однокромочные с пыль-
ником (тип 2).
472
Основные размеры манжет по гряду 1-му (рекомендуемых для предпочти-
тельного применения во всех отраслях машиностроения) и по ряду 2-му (до-
пускаемых к применению в дополнение к ряду 1 для автомобильной промыш-
ленности и для изделий специального назначения) приведены в табл. XII-14.
Стандартом предусмотрены также ман-
жеты по ряду 3-му допускаемые к при-
менению только для авиационной тех-
ники.
Группу резины, из которой изготов-
ляют манжеты, выбирают в зависимо-
сти от условий работы по табл. X1I-15.
Сопряженные с манжетами детали
должны удовлетворять требованиям,
указанным в табл. XI1-16.
Рис. XI1-3.
ХП-14. Манжеты резиновые
армированные для валов
1-го н 2-го ряда
(по ГОСТ 8752—70), мм
Диа метр вала а D> Л, h2. не более Диаметр вала а ft, не более
1-й ряд 2-й ряд 1-й ряд 2-й ряд
6 22 18 7 7 22 20 24 7 7 8 __
473
Продолжение табл. XIf-14
П родолжение табл. Х11-14
Диаметр вала d Z),
I-й ря Д 2-й ря ft, д hs, не более Диаметр 1 вала а 1-й ря д 2-й ря д fi2, не более
8 22 24 26 7 7 8 — 2! 40 37 42 8 10 10 12 14 14
9 22 24 26 7 7 8 — 22 40 35 42 8 10 10 12 14 14
10 20 28 7 8 — 24 40 42 10 10 14
И 26 7 — 45 10
— 28 30 8 8 — 25 42 40 8 10 12 14
12 — 26 8 — 45 10 14
28 30 7 8 — 1 26 45 40 8 10 12 14
13 — 26 7 — 47 10 • 14
28 30 7 8 —— 28 — 45 47 10 10 14
14 28 7 50 10
— 30 8 — 30 — 45 10
15 _30 28 7 — 52 47 50 10 10 10 14 14 14
16 30 — 7 32 — 45 10 •-
— 32 8 — —— 50 10 14
— 35 8 52 — 10
17 — 30 7 35 47 10 -
32 — 7 — — 50 ' 10
— 35 8 — 55 10 14
57 10
18 — 32 8 58 10
35 ' 7 8 1
37 — 36 — 52 55 10
19 10 14
— 32 7 58 10
35 7
37 8 - 38 58 60 10
10 14
20 — 35 8 12 1 —- 62 10
—— 37 з 19
40 38 42 8 10 10 12 14 14 1 40 60 58 62 10 10 10 14
Диаметр вала d । О, hi h2, не более Диаметр вала а D, ft, гг, не 5олее
й ряд 2 й ряд й ряд 2-й ряд
42 . 62 1 65 10 10 14 68 — 90 95 12 . 16
— 68 10 70 95 10 14
44 62 10 14 — 100 12 16
— 65 10 71 95 10 14
45 65 62 10 10 ‘ 14 75 95 12 • 16
70 10 100 10 14
— —- 102 12 16
48 70 72 10 10 14 80 1£>5 10 14
— — НО 12 16
50 70 10 14 — —
72 10 14 82 — | 110 12 16
75 10 14 — 115
80 12 16
—-• 85 110 12 16
52 72 10 10 12 14 14 115
75 80 16 90 115
120 12 16
55 — 75 10 10 12 14 14 125
80 82 16 92 . — 115 12 16
120
10 14
56 80 95 120 12
58 80 75 82 10 10 12 14 14 16 125 130 12 12 16
— 125 12
60 80 82 10 • 14 j 130 135 12 12 16
85 "V— 105 130 12 16
62 80 10 14 >35 12 16
82 10 14 140 15 20
85 90 10 12 14
— 16 НО 135 i — 12 16
140 12 16
63 90 — 10 14 145 15 20
65 90- 10 14 115 - | 140 12 16
95 12 16 145 — 12
67 90 12 16 125 - I 145 12 16
150 | — 12
474
475
Продолжение табл. XI1-14
Дна метр вала d О, hx h2, не более Диаметр вала d л. h2, не более
1-й ряд|г-й ряд 1-й ряд|2-й ряд
120 155 — 12 16 160 190 — 15 20
130 160 — 15 20 165 — 195 15 20
135 — 165 15 20 170 200 — 15 20
140 170 — 15 20 175 — 205 15 20
145 — 175 15 20 180 220 — 15 20
150 180 — 15 20 190 230 — 15 20
155 — 185 15 20 200 240 — 15 20
Примечание. ГОСТ.8752—70 предусматривает манжеты 1-го ряда для валов
с диаметром d < 500 мм.
Пример условного обозначения манжеты типа 1 для вала диаметром
d *= 50 мм с наружным диаметром D = 70 мм нз резины группы 3:
Манжета 1—50 X 70—3 ГОСТ 8752—70.
XI1-15. Допускаемые условия работы манжет резиновых армированных
(по ГОСТ 8752—70)
Группа резины Рабочая среда Температура, °C, при работе
длительной кратковре- менной, не более 2ч
1 Минеральные масла, ие содержащие серу в актив- ном состоянии по отношению к резине От —45 до 4-120 -4-130
Вода От 4-4 до 4-100 —
2 Минеральные масла с присадками, вызывающие повышенное набухание' резйн группы I От —30 до 4-120 4-130
Масла для гипоидных передач От —30 до 4-100 —
Вода От 4-4 до 4-100
3 .Минеральные масла, не содержащие серу й актив- ном состоянии по отношению к резине От —30 до 4-120 4-140
Вода От 4-4 до 4-100 . —
4 Минеральные масла всех типов Дизельное топливо От —45 до 4-150
Примечание. Для манжет, изготовленных из резины группы 4 и работающих
в среде минерального масла илн дизельного топлива, допускается окружная скорость
20 м/с, в остальных случаях —10 м/с.
476
XI1-16. Основные параметры деталей, сопрягаемых с манжетами
резиновыми армированными (по приложению к ГОСТ 8752—70)
Параметр Требуемые значения
для вала для отверстия
Шероховатость поверхности по ГОСТ 2789—73 Ra 0,63...0,32. Риски не допускаются Ra 2,5
Твердость поверхности трения для .рта- ли, не менее HRC 30 —
Класс точности За (по ’ОСТ Н КМ 1027) 3 по ОСТ 1013
Предельное радиальное биение, мм, при частоте вращения: 500 об/мин 500—1500 об/мин 1500—4000 об/мин 0,20 U15 0,08
Наибольшая несоосность посадочного места относительно осн вала, мм, при диаметрах посадочного гнезда: до 80 мм от 80 до 150 мм » 150 » 360 » » 360 * 500 » 1111 4 0,12 0,15 0,20 0,25
Манжеты резиновые уплотнительные для пневматических устройств
(по ГОСТ 6678—72). Стандарт распространяется на резиновые манжеты для
уплотнения цилиндров и штоков пневматических устройств, работающих при
давлениях 0,05—10 кгс/см2 и температуре от —65 до -f-150 °C. Скорость
поступательно-возвратного движения при диаметре цилиндра (штока) до 160 мм
допускается до 1 м/с, при диаметре свыше 160 мм — до 0,5 м/с.
Манжеты изготовляют двух типов. Манжеты типа 1 применяют для уплот-
нения цилиндров (табл. XII-17), манжеты типа 2 — для уплотнения штоков
(табл. X1I-18).
Группа резины, из которой должны изготовляться манжеты, выбирается
по табл. XII-19 в зависимости от условий работы. Для манжет типов 1 н 2
при диаметрах цилиндров и штоков до 20 мм поршни и корпусы должны быть
разъемными, а при диаметрах свыше 20 мм могут быть как разъемными, так
и неразъемными. Размеры канавок под манжеты типа 1 указаны в-табл. XI1-20,
под манжеты типа 2 — в табл. XII-21.
Манжеты резиновые уменьшенного сечения для гидравлических устройств
(по ГОСТ 14896—74) предназначены для уплотнения цилиндров и штоков
пневматических устройств, работающих при давлениях до 100 кгс/см2, а с
применением защитных колец — при давлениях до 500 кгс/см2, со скоростью
возвратно-поступательного движения до 0,5 м/с в среде минеральных масел
и водных эмульсий.
Размеры манжет для уплотнения цилиндров диаметром 12—340 мм и што-
ков диаметром 4—320 мм приведены в табл. XI1-22. Стандартом предусмотрены
также манжеты для уплотнения цилиндров диаметром 360—525 мм и штоков
диаметром 335—500 мм.
477
Группу резины, из которой должны изготовляться манжеты, выбирают
в зависимости от условий работы по табл. ХП-23.
Конструкция и размеры канавок под манжеты показаны в табл. XII-24 и
X1I-25. Конструкция и размеры защитных колец, а также конструкция и раз-
меры канавок под манжеты при их установке с защитными кольцами, приве-
дены в приложениях к ГОСТ 14896—74.
ХП-17. Манжеты резиновые типа 1 для уплотнения цилиндров
пневматических устройств (по ГОСТ 6678—72)
Диаметр цилиндра D D, вг d, d. d2 н Их н. fl ь Г равочная сса 1000 г., кг
мм С га и s а
10 11 7,5 5,0 1,5 2,5 0,17
11 12 8,5 6,0 2.5 3,5 3,5 0,18
12' 13 9,5 7,0 3,5 4,5 з,о 1,5 1,0 0,20
14 15 И,5 9,0 5,5 6.5 0,26
16 17 13,5 и,о 7,5 8,5 1,0 0,30
18 19 15,5 12,0 7,5 8.5 0,5 0,25 0,60
20 21 17,5 14,0 9,5 10,5 4,0 3,5 1,7 1.2 0.70
22 23 19,5 16,0 И,5 12,5 0,80
25 26 22,0 18,0 13,0 14,0 » 1,30
28 29 25,0 21,0 16,0 17,0 5,0 4,5 2,0 1.60
32 33 29,0 25,0 20,0 21,0 1,5 1,5 1,80
36 37 32,0 27 5 21,0 23,0 2,80
40 41 36,0 31,5, 25,0 27 0 6,0 5,5 2,5 0,50 3,30
45 46 41,0 36,5 30,0 32,0 3,60
50 50 45,0 40,0 33,0 35 0 4,90
56 56 51,0 46,0 39 0 41,0 6,0 3,0 2,0 '6,00
60 60 55 0 50,0 43,0 45 0 6,40
63 63 58,0 53,0 46 0 48,0 6,70
70 70 65,0 60,0 53,0 55,0 6,5 2,0 0,8 7,30
71 71 66,0 61,0 54.0 56 0 8,00
80 80 74,0 69,0 62 0 64,0 8,50
90 90 84,0 79,0 72,0 74,0 9,40
100 НО 94,0 89 0 82 0 84,0 11,40
478
Продолжение табл. XI1-17
Дна метр 1 цилиндра D А d2 <6 н Hi н2 h ь Г [равочная сса 1000 г., кг
мм uSa
но 109 103,0 97,5 90,0 92,0 12,60
125 124 118,0 112,5 105,0 107,0 14,90
140 160 139 159 132,0 152,0 126,5 146,5 , 118,0 138,0 121,0 141,0 7,0 6,0 з,о 2,2 1,0 1.8,70 22,60
180 179 172,0 166,5 158,0 161,0 23,20
200 199 192,0 186,5 178,0 181,0 24,70
220 219 211,0 205,0 195,0 199,0 2,0 27,00
250 249 241,0 235,0 225,0 229 0 30,50
280 279 271,0 265,0 255,0 259,0 8,0 7.0 3,5 2,5 1,2 0,50 33,70
320 319 311,0 305,0 295,0 299,0 38,50
360 359 351,0 345,0 335,0 339,0 43,30
400 399 391,0 385,0 375,0 379,0 48,10
XI1-18. Манжеты резиновые типа 2 для уплотнения штоков
пневматических устройств (по ГОСТ 6678—72)
0,6*0,1
Диаметр uiTorta d 1 dz D, D2 da H Hi H2 h b T icca 100 гук, кг
MM SB
5 4,0 6 14,0 12 9,0 0,35
6 5,0 7 15,0 13 . 10,0 4 3,5 1,5 1,0 1,00 0,5 0,25 0,40
8 7,0 9 17,0 15 12,0 0,60
9 8,0 10 18,0 16 13,0 0,75
10 9,0 12 21.0 19 15,5 5 4,5 2,0 1,00 0,5 1,00
11 10,0 13 22,0 20 16,5 1,01
12 п.о 14 23,0 21 17,5 * 1,02
14 13,0 16 25,0 23 < 19,5 0,25 1,15
16 15,0 18 29,0 27 22 5 2,10
18 17,0 20 31,0 29 24 5 2,16
20 19,0 22 33,5 31 26,5 1,5 2,48
22 21,0 24 35,5 33 28,5 2,60
479
Продолжение табл. XI1-18
а-ч О
2 * s * dl da D, d2 da H H, Ht h b r — a
43 3 Ьб
мм s a
25 24,0 27 38,5 36 31,5 6 5,5 2,5 1,50 0,8 2,90
28 27,0 30 41,5 39 34,5. 3,28
32 31,0 34 45,5 43 • 38,5 3,78
36 34,5 38 49,5 47 42,5 4,20
40 38,5 42 53,5 51 46,5 4,80
45 43,5 48 60,5 58 53,0 5,10
50 48,5 53 65,5 63 58,0 6,40
56 54,0 59 71,5 69 64,0 6>0
60 63 58,0 61,0 63 66 75,5 78,5 73 76 68,0 71,0 7,50 8,00
70 68,0 73 85,5 83 78,0 8,92
71 69,0 74 86,5 84 79,0 7 6,0 3,0 2,0 1,75 0,8 0,50 10,00
80 78,0 83 95,5 88 88,0 10,50
90 88,0 93 105,5 103 98,0 11,10
100 98,0 103 115,5 113 108,0 12,20
НО 108,0 113 125,5 123 118,0 13,20
125 128,0 128 140,5 138 133,0 14,70
140 160 138,0 158,0 143 163 155,5 175,5 158 173 148 0 168,0 16,20 18,20
180 200 178,0 198,0 183 203 195,5 215,5 193 213 188,0 208,0 20,20 22,20
XI1-19. Допускаемые условия работы резиновых манжет
для пневматических устройств (по ГОСТ 6678—72)
Группа резины Температура, °C Рабочая среда
1 От —55 до +55 Воздух с парами масел или топлива
2 От —20 до +150
3 От —30 до +100
4 От —65 до +100 Воздух
480
Исполнение 1
I . I Исполнение 2
XII-20. Размеры канавок под
манжеты типа 1 для уплотнения
цилиндров (по приложению к
ГОСТ 6678—72), мм
Диаметр цилинд- ра D по А4 d, по ct d4 по с* d4 по Н по As Диаметр цилинд- ра D по А4 ds по С4 d4 по ’ с4 dt по с, Н по А,
10 3,5 9,4 6,5 60 47,0 59,3 52,5
11 4,5 10,4 7,5 63 50,0 62,3 55,5
12 5,5 И.4 8,5 3,8 70 ' 57,0 69,3 62,5
14 7,5 13,4 10,5 71 58,0 70,3 63,5 7,2
16 9,5 15,4 12,5 80 67,0 79,3 72,5
90 77,0 87,0 89,3 99,3 82,5 92,5
18 20 9,5 4,5 17,4 19,4 12,5 14,5 4,4 100
22 13,5 21,4 16,5 НО 96,0 109,0 101,5
125 112,0 126,0 124,0 139,0 117,5 131,5
25 15,0 24,4 19,3 140 7,7
28 18,0 27,4 22,3 5,5 160 146,0 159,0 151,5
32 22,0 зьз 26,3 180 166,0 179,0 171,5
200 186,0 199,0 191,5
24,0 35,3 28,3
36 220
40 28,0 39,3 32,3 6,6 204,0 218,8 209,5
45 33,0 44,3 37,3 250 234,0 248,8 239,5
280 264,0 304,0 344,0 384,0 278,8 318,8 358,8 398,8 269,5 8,8
50 56 х 37,0 43,0 49,3 55,3 42,5 ' 48,5 7,2 320 360 400 309,5 349,5 389,5
Исполнение 1
XII-21. Размеры каиавох под манжеты
типа 2 для уплотнения штоков
(по приложению к ГОСТ'6678—72), мм
Диаметр штока d по Х4 Ре ПО Аз dt по dt по ct Н по , А, Диаметр штока d по Х4 08 ПО As dt по с4 dt по ct Н по As
-5 13 5,4 < 10,0 9 17 9,4 14,0
6 14 6,4 н,о 4,4 10 20 10,4 17,0
8 16 8,4 13,0 11 21 И,4 18,0 5,5
12 22 12,4 19,0
14 24 14,4 21,0
16 7-347
481
Продолжение табл. XI1-21
Диаметр штока d по Х4 D3 по As d7 по с4 de по ' с4 Н по As Диаметр штока d по Х4 Ds по Ад d7 по с4 d6 по ^4 /7 по As
16 28 16,4 23,7 60 74 60,8 69,0
18 30 18,4 25,7 63 77 63,8 72,0
20 32 ' 20,4 27,6 70 84 70,8 79,0
22 34 22,4 29,7 71 85 71,8 81,0
25 37' 25,4 32,7 6,6 80 94 80,8 89,0
28 40 28,4 35,7 90 104 90,8 99,0 7,7
32 44 32,4 39,0 100 114 100,8 109,0
36 48 36,4 43,0 110 124 110,8 119,0
40 52 40,4 47,0 125 139 125,8 134,0
140 154 140 8 149 0
45 59 45,8 54,0 160 174 1бо;в 169’0
50 64 50,8 59,0 7,7 180 194 180,8 189,0
56 70 56,8 65,0 200 214 200,8 209,0
XI1-22. Манжеты для уплотнения цилиндров и штоков
(по ГОСТ 14896—69*), мм
Диаметры уплот- няемых деталей О2 ь ft, К н 1>г ht
цилиндра D штока d
12 4 4,2 1,5 3,8 6,5 4 6 3,5 3 0,8
14 5 5,3 2,5 4,2 7
6 6,2 3,5 3,8 6,5
16 8 8,2 5,5
(18) 10 10,2 7,5
20 12 12,2 9,5
(22) 14 14,2 И,5
25 16 16,3 13,5 4,2 7 4 0,8
(28) 18 18,3 15 4,7 8 4,5
(30) 20 20,3 17
32 22 22,3 19
ГОСТ 14896—69 заменен ГОСТ 14896—74.
482
Продолжение табл. XII-22
Диаметры уплот- няемых деталей цилиндра о|штока d 01 D. ъ bt К Н ft. R
36 25 25,3 22 5,2 8,5 5 7 4,3 - 3,5
40 28 28,5 25 5,5 9
(42) 32 32,5 -29 4,7 8 4,5
45 36 36,3 33,5 4,2 7 4'
50 40 40,3 37 .. 4,7 ,8 4,5
55 45 45,3 42
60, 50 50,3 47
63 50 50,5 '47 6 9,5 5
(65) 50 50,5 47 7 10,5 5,5 9 5,4 4,6 1,5 1.5
70 55 55,5 52
(75) 60 60,5 57
80 63 63,5 60 8 И,5 6
(85) 70 70,5 67 7 10,5 ' 5,5
90 (75) 75,5 72
100 ПО (120) 80 90 100 80,5 90,5 100,5 76 86 96 9,5 14 8 ю 5,5 4,7
125 140 ПО 125 110,5 125,5 107 122 7,0 10,5 6
160- 180 200 220 (240) 250 (270) 280 (300) 320 (340) 140 160 180 200 220 (230) 250 (260) 280 (300) 320 140,5 160,5 180,5 200,5 220,5 230,5 250,5 260,5 280,5 300,5 320,5 136 156 176 196 216 226 246 256 276. 296 316 9,5 14 8
Пример условного обозначения манжеты для уплотнения цилиндра
диаметром D = 125 мм н штока диаметром </=[|0 мм из резины группы 2:
Манжета 125Х. 110—2 ГОСТ 14896—74.
16*
483
XI1-23. Допускаемые условия работы резиновых манжет
для гидравлических устройств (по ГОСТ 14896—74)
ч Рабочие жидкости Группа резины Диапазон рабечих температур °C
Масла • индустриальное, АМГ-10, авиационные МК-22, 1 От —10 До +150
МС20, дизельные; вода прес- ная и эмульсии водные с при- садкой (до 10% (Присадки 2 » — 15 ». +100
ВНИИНП-117 илиВНИИНП- 403 или ВНИИНП-413) 3 » —15 » +70
4 »—25 » +100
5 » —40 » +100
6 » —50 » +100
Масла веретенные АУ, АУП, автотракторные; смазка уни- 1 » —10 » +150
нереальная среднеплавкая УС 2 » —15 > +100
3 » —15 » +70
4 -» —25 » +100
. 5 > —40 > +100
Масло трансмиссионное авто- мобильное, соляровое 1 » —10 » +150
2 » —15 » +100
3 » —15 » +70
Б » —40 » +100
Масло трансмиссионное ав-
томобильное с присадкой, масло МТ 1 —10 » +150
484
X11-24. Конструкция и размеры канавок
под манжеты при уплотнении цилиндра, мм
Я Я •» » 2 5 S ® 8-е О X у «О Я * О S3 D номиналь- ный Соединение d о с UJ Обозначение манжеты D номиналь- ный Соединение d h по А, и»
1 Номн- i нальный Предель- 1 ные откло- 1 нения Номи- нальный Предель- ные откло- нения
12x4 12 * 0» « ; 4 —0,08 7,5 0,05 70x55 70 55 —0,2 12 0,1
16x8 16 8 —о.1 75x60 75 60
18x10 18 10 80x63 80 63
20x12 20 12 -0,12 90x75 90 ^3 X 75
25x16 25 16 8,5 0,07 100x80 100 80
32x22 32 22 —0,14 110x90 но 90 —0,23
36x25 36 25 125x110 125 НО
40x28 0 28 —0,14 140x125 140 125 -0,26
45x36 45 36 —0,17 160x140 160 140
50x40 50 -40 180x160 180 160
55x45 55 45 200X180 200 А? д 180 —0,3
60x50 60 50 220x200 220 200
65x50 65 50 250x230 250 230
63x50 63 50 11 280x260 280 260
320 x 300 320 300 —0,34
• Е — радиальное биение поверхности А относительно' поверхности В.
485
ХП-25. Конструкция и размеры канавок
под манжеты при уплотнении штока, мм
Обозначение манжеты Dxd d номиналь- ный Соединение D о с •е * Обозначение , манжеты d номиналь- ный Соединение D h по А,
Номи- нальный Предель- ные откло- нения Номи- нальный Предель- ные откло- нения
12X4 4 Л3 %; 12 +0,12 7,5 8,5 0,05 63x50 50 63 +0,2 11 0,1
14x5 5 14 70x55 55 70
14x6 6 14 75x60 60 75
16x8 8. 16 80x63 63 80
18x10 10 18 85x70 70 X 85 +0,23 12
' 20x12 12 20 +0,14 100x80 80 100
22x14 14 22 110x90 90 НО
25x16 16 25 120x100 100 120
28x18 18 28 0,07 125x110 1 0 125 +0,26
30x20 20 30 140x125 125 140
32x22 22 32 +6,17 160x140 140 >60
36x25 25 36 180X160 160 180
40x28 28 40 200X180 180 200 +0,3
42x32 32 42 220x200 200 'д 220
45x36 36 45 240x220 220 240
50x40 40 50 270X 250 250 270 +0,34
55x45 45 55 300x280 280 300
60x50 50 60 340x320 320 340 15 о,и
* £ — радиальное биение поверхности Л относительно поверхности В или В.
486
Резиновые кольца круглого сечения применяют для уплотнения подвижных
и неподвижных соединений гидравлических, топливных, смазочных и пневма-
тических устройств при следующих условиях работы: в подвижных соединениях
гидравлических устройств при скорости поступательно-возвратного движения до
0,3 м/с и давлении до 100 кгс/см2, в неподвижных соединениях при давлении
до 200 кгс/см3, при пульсирующем давлении до 100 кгс/см2, а также в пневма-
тических устройствах при скорости перемещения до 0,5 м/с и давлении до
6 кгс/см2 в случае смазывания трущихся поверхностей.
Конструкции и размеры резиновых уплотнительных колец круглого сечения
установлены ГОСТ 9833—73, которым предусмотрены кольца с диаметром
сечения от 1,4 до 8,5 мм, предельными диаметрами уплотняемого штока от 3
до 500 мм и диаметрами цилиндра от 0 до 510 мм. Некоторые типоразмеры
колец и рекомендуемые посадочные места показаны в табл. XI1-26.
Поля допусков сопрягаемых деталей принимаются в системе отверстия
в зависимости от давления и вида соединения по табл. XII-27. •
Необходимо, чтобы параметр шероховатости Ra рабочих поверхностей
цилиндров и штоков подвижных соединений не превышал 0,16, рабочих
поверхностей неподвижных соединении — 1,25, поверхности канавки для
посадки кольца — 2,5 мкм.
Кольца выпускаются двух групп точности: 1 — для подвижных соеди-
нений и 2 — для подвижных и неподвижных соединений.
XI1-26. Типоразмеры колец и посадочные места под кольца
(по ГОСТ 9833—73), мм
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Я е
d, о. Ь d, Ь
010-014-25 2,5 10 14 10 14 з,з 10,3 13,7 3,6 0,4 0,04
012-016-25 2,5 12 16 12 16 з,з 12,3 15,7 3,6 0,4 0,04
014-018-25 2,5 14 18 14 18 з.з 14,3 17,7 3,6 0,4 0,04
016-020-25 2,5 16 20 16 20 з,з 16,3 19,7 3,6 0,4 0,04
018-022-25 2,5 18 22 18 22 з,з 18,3 21,7 3,6 0,4 0,04
020-025-30 з,о 20 25 20 25 3,7 20,3 24,7 4,0 0,4 о;о4
022-027-30 з,о 22 27 22 27 3,7 22,3 26,7 4,0 0,4 0,04
025-030-30 3,0 25 30 25 30 3,7 25,3 29,7 4,0 0,4 0,04
027-032-30 з.о 27 32 27 32 3,7 27,3 31,7 4,0 0,4 0,04
030-035-30 3,0 30 35 30 35 3,7 30,3 34,7 4,0 0,4 0,04
032-037-30 з,о 32 37 32 37 3,7 32,3 36,7 4,0 0,4 о;об
035-040-30 з,о 35 40 35 40 3,7 35,3 39,7 4,0 0,4 0,06
040-045-30 3,0 40 45. 40 45 3,7 40,3 44,7 4,0 0,4 0,06
045-050-30 3,0 45 50 45 50 3,7 45,3 49,7 4,0 0,4 0,06
046-052-36 3,6 46 52 "46 52 4,4 46,4 51,6 4,7 0,6 0,06
049-055-36 3,6 49 55 49 55 4,4 49,4 54,6 4,7 0,6 0,06
050-058-46 4,6 50 ' 58 50 58 5,2 50,6 57,4 5,6 0,6 0,06
487
Продолжение табл. Х11-26
Обозначение типоразмера кольца dz d. D Подвижное соединение Неподвижное соединение R е
d3 Di ь ^3 01 b
052-060-46 4,6 52 60 59 60 5,2 62,6 59,4 5,6 0,6 0,06
050-060-58 5,8 50 60 50 60 6,5 50,8 59,2 7,° 0,6 0,06
055-065-58 5,8 55 65 55 65 6,5 55,8 64,2 7,0 0,6 0,06
060-070-58 5,8 60 70 60 70 6,5 60,8 69,2 7,0 0,6 0,06
065-075-58 5,8 65 75 65 75 6,5 65,8 74 2 7,0 0,6 0,06
070-080-58 5,8 70 80 70 80 6,5 70,8 79,2 7.0 0,6 0.06
075-085-58 5,8 75 85 75 85 6,5 75,8 84,2 7,0 0,6 006
080-090-58 5,8 80 90 80 90 6,5 80,8 89,2 7,0 0,6 0,06
085-095-58 5,8 85 95 85 95 6,5 85,8 94,2 7,0 0,6 0,06
090-100-58 5,8 90 100 90 100 6,5 90,8 99,2 7,0 0,6 0,06
095-105-58 5,8 95 105 95 105 6,5 95,8 104,2 7,0 0,6 0,06
100-110-58 5,8 100 НО 100 НО 6,5 100,8 109,2 7,0 0,6 0,06
110-120-58 5,8 ПО 120 НО Г20 6,5 110,8 119,2 7,0 0,6 0,06
120-130-58 5,8 120 130 120 130 6,5 120,8 129,2 7,0 0,6 0,06
130-140-58 5,8 130 140 130 140 6,5 130,8 139,2 7,0 0,6 0,06
140-150-58 5,8 140 150 140 150 6,5 140,8 149,2 7,0 0,6 0,06
Примечания: 1. В обозначении типа кольца первое число обозначает диаметр
штока а, второе — диаметр цилиндра D, третье — дна метр сечения кольца умноженный
на десять.
2. Предельные отклонения размера b — по Л5.
3. е — допускаемое радиальное биение поверхности А относительно поверхности Б.
4. Технические требования — по ГОСТ 18829—73.
Пример условного обозначения кольца для штока диаметром 20 мм,
цилиндра диаметром 25 мм, диаметром сечения кольца 3 мм, группы точности 2, из ре-
зины группы 4:
Кольцо 020—025—30—2—4 ГОСТ 9833—73.
XI1-27. Поля допусков сопрягаемых деталей (по приложению к ГОСТ 9883—73)
Номинальные Давление, кгс/см*
до 50 св. 50 до 100
диаметры, мм для соединений —
ПОДВИЖНЫХ неподвижных подвижных неподвижных
До 30 А3 Х3 ^За Х3 Аз Х3 ^За Х3
Св. 30 до 80 А3 - Х3 ^За Х3 Аз X А За х5
Св. 80 до 180 Аз X Аз Х3 Аз Д А. Хз
XI1-28. Прокладки уплотнительные для труб и резьбовых соединений
Материал прокладки Рабочая -среда Допускаемые
Темпера- тура, °C Давление, кгс/см2
Картон.прокладочный Вода, нефть, масло 40 10
Паронит ПОН Вода 200 50
Водяной пар 450 64
Бензин, керосин, масло 150 25
Алюминий Воздух, пар 300 20
Нефть, масло 400 60
Медь Пар 250 35
Вода 250 100
488
XIII. ПЕРЕДАЧИ
1. РЕМЕННЫЕ ПЕРЕДАЧИ
Ременные передачи применяются как для самых малых, так и для весьма
больших мощностей. Передаваемая ими мощность может достигать 1500 кВт
[9, 11]. Однако наиболее широко они используются для мощностей от 0,3
до 50 кВт.
Ременные передачи работают плавно и бесшумно, первоначальная их
стоимость весьма невысока, они просты в изготовлении и в эксплуатации,
смягчают колебания нагрузок. Они могут применяться при значительных
межцентровых расстояниях. Если нагрузка на.передачу значительно пре-
вышает расчетную, то ремень либо проскальзывает, либо сходит со шкива
(в плоскоременных передачах), благодаря чему механизмы предохраняются
от перегрузок. Наряду с указанными достоинствами при выборе типа передачи
следует учитывать и недостатки ременных передач, к которым относятся:
некоторое непостоянство передаточного числа вследствие упругого проскаль-
зывания; сравнительно большое давление на валы и опоры; электризация
ремня; необходимость предохранения ремней от смазки, растворителей
и других разрушающих ремни веществ; большие габаритные размеры по
сравнению с другими передачами, например зубчатыми.
НАТЯЖНЫЕ УСТРОЙСТВА
Чтобы передать необходимую мощность с ведущего шкива на ведомый,
ремень должен быть натянут с соответствующим усилием. Усилие натяжения
для плоско- и клинрременных передач определяется по-разному (см. расчет),
а конструкции натяжных устройств принципиальных различий не имеют.
Часто в плоскоременных передачах с целью упрощения конструкции натяже-
ние ремней обеспечивается путем сшивания. В процессе работы такие ремни
периодически перешивают для получения необходимого натяжения.
В передачах с бесконечными ремнями для их надевания, натяжения и пе-
риодического подтягивания, а также для компенсации возможных отклоне-
ний от номинальной длины ремня предусматривают возможность увеличения
и уменьшения (для клипоременных передач) межцентрового расстояния.
Увеличение этого расстояния предусматривают из расчета удлинения ремня
по сравнению с его номинальным размером на 5%, уменьшение — нз расчета
уменьшения длины ремня на 2% по сравнению с номинальными размерами-
при длине ремня до 2 м и на 1% — при длине более 2 м.
В передачах с большими передаточными числами (i > 6) и малым меж-
центровым расстоянием, а также когда последнее должно быть постоянным,
применяют натяжные и отжимные шкивы или ролики.
489
В зависимости от конструкции н принципа работы натяжные устройства
подразделяют на группы: 1 — салазки и качающиеся плиты; 2 — натяжные
и отжимные ролики.
На рис. XIII-1 показаны устройства первой группы. Натяжение ремней
в них достигается либо с помощью специальных регулировочных винтов
(рис. XIII-1, а), либо за счет момента, создаваемого весом двигателя н плиты,
относительно оси их качания (рис. ХП1-1, б).
I
Рис. ХП1-2.
Натяжные устройства второй группы показаны на рис. XIII-2. Необ-
ходимое давление ролика на ремень создается под действием груза или пру-
жины (рис. X111-2, а и XIII-2, б) либо за счет периодического перемещения
ролика (рис. XIII-2, в) в другое положение, соответствующее необходимому
натяжению ремня.
Усилие, действующее на' ролнк, можно определить нз зави-
симости
R — 2S sin -j- ,
где R —давление на ролик, кгс; S — усилие, действующее на ремеиь, кгс;
<р — угол обхвата натяжного ролика, град.
Натяжные ролики рекомендуется устанавливать на ведомой ветви ремня
ближе к меньшему шкиву с тем, чтобы увеличить угол его обхвата, который
обычно меньше, чем у большего шкнва.
Предпочтительнее применять отжимные ролики (рис. ХШ-2,в),если
при этом наименьший угол обхвата в передаче составляет не менее 150° для
плоскоременных передач и 120° — для клиноременных.
При конструировании натяжных устройств с дополнительными роли-
ками рекомендуется диаметры их принимать не менее минимальных, ука-
занных в табл. XIII-7 и XIII-18, а расстояние между осью ролика и осью
близлежащего к нему шкнва не менее суммы D + Dp, где D — диаметр
близлежащего к натяжному ролику шкива; Ор — диаметр натяжного
(отжимного) ролика.
490
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ
Рекомендуемая скорость ремней для обыкновенных передач находится
в пределах 10—25 м/с. В случае необходимости допустимо некоторое расши-
рение указанных пределов, (от 5 до 30 м/с).
В машиностроении применяются передачи и с более высокой скоростью
(до 120 м/с), но'их проектирование связано со многими специфическими тре-
бованиями [9, 10, 15].
Рис. XIII-3.
В зависимости от конструктивной схемы (рис. XIII-3) рекомендуются
следующие передаточные числа Z: для схемы а (открытая передача) — до 5;
для схемы б (перекрестная) — до 6; для схемы в, (полуперекрестная) — до 3;
для схемы г (угловая) — до 4. У передач с натяжными роликами i может до-
ходить до 10.
При проектировании передач по схемам б, в н г следует учитывать сни-
жение передаваемой мощности по сравнению с открытой передачей иа
20—30%.
Ремни.* Ремни тканевые прорезиненные по ГО СТ
101—54 изготовляют трех типов:
I. Тип А — нарезные (рис. XIII-4, а), состоящие из нарезанных по
ширине слоев ткани (прокладок) с резиновыми прослойками между всеми
прокладками. Кромки ремней обрабатывают водоупорным составом.Приме-
няются для малых шкивов и больших скоростей (более 20 м/с).
2. Тип Б — послойно-завернутые (рис. XIII-4, б), состоящие из цен-
тральной прокладки, обвернутой кольцевыми слоями ткани. Применяются
для тяжелых работ с прерывной нагрузкой. Ремни этого типа изготовляют
как с резиновыми прослойками, так и без них.
3. Тип В —спирально-завернутые (рис. XIII-4, в). Изготовляют из
одного куска ткани без резиновых прослоек. Рекомендуются при небольших
нагрузках и низких скоростях (5—15 м/с).
* Ниже приведены данные для наиболее распространенных в машиностроении рем-
ней. Рекомендации по применению кожаных или шерстяных ремней приведены в соответ-
ствующих литературных источниках 14, 11, 15].
401
Все типы ремней изготовляют с наружными резиновыми обкладками
(с одной или двумя) или без них. Ширина в и слойпость прорезиненных рем-
ней приведены в табл. X111-1.
Ремни хлопчатобумажные по ГОСТ 6982—75. Ремни
состоят из нескольких цельнотканых слоев хлопчатобумажной ткани, про-
Тканейые прокладки
Резыодые прослойки
а
б
9
Рис. XIII-4.
питанных специальным составом с целью увеличения прочности, предохра-
нения от атмосферного воздействия и уменьшения усадки. Применяют их
для небольших и средних мощностей при скоростях до 25 м/с.
Количество слоев хлопчатобумажных цельнотканых ремней определя-
ется при подсчете числа рядов уточных нитей в продольном разрезе ремня
(рис. XIII-5).
X1II-1. Ширина и слойность прорезиненных ремней (по ГОСТ 101—54)
Ширина ремней, мм, типа Рекомендуемое число прокладок в зависимости от типа применяемой ткани
Ремии типа А « ’ Ремни типа Б Ремии типа В
А Б В ОПБ-5 ОПБ-12 Б-820 уточная шну- ровка Б-820 Б-820
— 20, 25, 30, 40, 45 — - — — — — 2 —
— — 20, 25,.30, 40 — — — — — 3
20, 25, 30, 40, 45, 50 60, 70, 75 — 50, 60, 70, 75 — — 3—5 — — 3—5
80, 85, 90, 100 . — 80, 85, 90, 100 — 3—6 — — 3—6
125, 150, 200 150, 200 125, 150,200 3 3 4—6 3 4—6 4—6
250 250 250 3 3 4—8 3 4—8 4—8
Примечания: 1. Стандарт предусматривает также ремнн шириной более 250 мм.
2. Допускаемые отклонения ширины приведенных в таблице ремней: для типа А —*
±2 мм; для типа Б и В при ширине ремня -до 50 мм — ±2 мм; от 60 до 100 ми-— ±3 мм;
от 125 до 250 мм — ±5 мм.
3. Толщина ремня б вычисляется путем умножения числа прокладок и прослоек на нх
толщину. Толщина одной прослойки 0,25 мм; толщина одной прокладки нз бельтинга Б-820
1,25 мм, из остальных тканей — 1,75 мм.
492
Основа (коренная)
Уток
Рис. XI П-5.
При перекрестной передаче, шкивах с ребордами и при наличии отводок
использовать эти ремни нецелесообразно ввиду довольно быстрого нх износа.
Ширина и толщина хлопчатобумажных ремней приведены в табл. XIII-2.
Соединение ремней. Ремни изготовляют конечной длины, за исключением
случаев, когда по согласованию между
заказчиком и изготовителем в соответст-
вующих документах оговорен выпуск бес-
конечных ремней определенной длины.
При установке на шкивы ремни обыч-
но подвергают предварительной вытяжке,
после чего отрезают указанную в чертеже
длину и, соединив концы, получают ре-
мень заданной длины.
Наиболее распространенными спосо-
бами соединения ремней являются: вулка-
низация места стыка прорезиненных ремней
металлическими накладками с болтами или
сшивка встык (рис. XIII-8); соединение металлическим шарнирным соедини-
телем (рис. XIП-9).
XIII-6); сращивание
(рис.
заклепками (рис. XIII-7);
XI11-2. Ширина, допускаемые отклонения по ширине и толщина
хлопчатобумажных цельноткаиых ремней (по ГОСТ 6982—75), мм
Хорошо соединенные ремии по первому способу могут работать с на-
тяжными роликами при скорости до 30 м/с. Длина участка под вулканизацию
составляет 200—400 мм.
При втором способе можно получить прочное соединение, но в месте
Рис. XIII-6.
Рис. XIII-7.
стыка образуется утолщение, в результате чего скорость ремня не должна
превышать 10 м/с.
Ремни, соединенные по третьему и четвертому способам, могут работать
с натяжными роликами, скорость ремня допускается до 25 м/с. Время, затрачи-
ваемое на соединение ремней при использовании этих способов, значительно
меньше, чем при использовании первого и второго способов.
493
Сшивка встык может осуществляться сыромятными ремешками, жиль-
ными струнами и капроновыми нитями. Применение жильных струн не реко-
мендуется для передач, работающих на открытом воздухе и в помещениях
с повышенной влажностью и чрезмерной сухостью.
А-А
Рис. XII1-9.
Шкивы могут выполняться из чугуна, стали, пластмасс и других мате-
риалов. В зависимости от материала допускаются следующие максимальные
скорости:
Материал шкива * 0шах- м/й
Чугун СЧ 12—28................................ до 25
Чугун СЧ 15—32.................................... до 30
Сталь 25Л до 45
Сталь СтЗ (сварной шкив)............................до 60
Текстолит...........................................до 25
Шкивы малого диаметра изготовляют в виде сплошного цилиндра
(рис. XIII-10, а), среднего (£><300 мм) — в виде обода н ступицы, соеди-
ненных диском (рис. ХШ-10, б).
494
У чугунных шкивов толщина диска Sj = (0,25...0,35)d, по не менее
8 мм, у стальных —
1 zndi [т]ср ’
РГ>
где Л4К— крутящий момент на валу шкива; Мк = кге см; D — диаметр
рассчитываемого* шкива, см; Р — окружная сила на ободе шкива, кге; —
диаметр ступицы, см; dx = (1, 8...2,0) <2; [т]ср — допустимое напряжение на срез
для материала шкива, кгс/см2 (для сварных шкивов из стали СтЗ принимают
[т]ср = 500...600 кгс/см2); г — число дисков.
При передаваемой мощности /V < 30 кВт и ширине обода В < 350 мм
шкивы выполняют однодисковыми. При больших мощностях и большей
ширине обода — двухдисковыми. Рекомендуется при г = I принимать
S, не менее 8 мм, а при г = 2 — не менее 6 мм.
Рис. XIII-10.
Рис. XI11-11.
495
Шкивы больших диаметров выполняют со спицами (рис. XIII-11). Сталь-
ные шкивы больших диаметров делают сварными. При серийном производ-
стве стальные сварные шкивы при D > 500 мм рационально изготовлять
из штампованных элементов, что способствует снижению веса конструкции.
Число спиц принимают равным четырем при диаметре шкива до 500 мм
и шести — при диаметре 500—1600 мм. Сечение спиц у чугунных шкивов
выполняют эллиптическим. Размер большой оси эллипса /ц в сечении спицы
около ступицы при условии [ои] = 300 кгс/см2 н а, = 0,4/11 определяют
из зависимости
где р _ окружная сила иа ободе шкива, кгб; D — наружный диаметр
шкива, см; г1 — число спиц шкива.
Размеры /;2 и а2 у обода уменьшают на одну четвеотую часть от значений
Л, и аг (у ступицы).
Утолщение е (рис. ХШ-11) вычисляют по формуле
е = S + 0,02В.
Согласно ГОСТ 17383—73 существует три вида исполнения наружного
диаметра шкива (рис. XIII-12). Выпуклый шкив (типы 1 и 3) обладает свой-
ством удерживать (центрировать) ремень при небольших отклонениях от
параллельности валов передачи. Од-
нако долговечность ремней, работаю-
щих на шкивах с выпуклой рабочей
поверхностью, ниже, чем на шкивах
с цилиндрической поверхностью. Вы-
пуклые шкивы целесообразно исполь-
I зовать лишь в случае необходимости
и только в открытых передачах на
; одном (лучше ведомом) шкиве при
v < 20 м/с, а при v > 20 м/с выпук-
лыми должны быть оба шкива. Реко-
мендуемая величина выпуклости ука-
зана в табл, XIII-5.
Если по условиям работы пере-
дачи ремень в отдельные промежутки
времени должен или может буксо-
вать, то рекомендуется использовать
обод с ребордами. Толщина обода S
(рис. XIII-11) для чугунных шкивов
рассчитывается по формуле S --
= 0,0050 + (3...5) мм, а для сталь-
ных—по формуле S=0,002 (О+26)+
+ 3 мм, где D — наружный диаметр
шкива, мм; б —толщина ремня, мм.
Ширину обода выбирают по табл. ХШ-З. Для полуперекрестных н пере-
крестных передач ширлну шкива подбирают, исходя из зависимости
В = (1,46 + 10) 2Ь.
С целью уменьшения износа ремня от проскальзывания и упругого
скольжения рекомендуется шероховатость рабочей поверхности шкива на-
значать не грубее Ra 2,5.
В тех шкивах, где ступица имеется, ее выполняют ео следующими соотно-
шениями размеров (рис. XIII-10 и ХШ-11):
при исполнении I (рис. XIII-12) / = (2...2,5)с!;
при исполнении II (рис. XIII-12) /= (l,5...2,0)d.
496
XI П-3. Ширина шкива (по ГОСТ 17383—73), мм
В Рекомен- дуемая ширина ремня В Рекомен- дуемая in ярииа ремня в Рекомен- дуемая ширина ремня
Номи- нальное значение Предель- ное откло- нение Н оми- нальиое значение Предель-* ное откло- нение Номи- нальное значение Предель- ное откло- нение
16 10 80 71 160 140
20 16 90 80 180 160
25 20 100 90 200 180
32 25 112 ±1.5 100 224 ±2,0 200
40 ±1,0 32 125 112 250 224
50 40 140 125 280 250
03 50
71 63
v ^3
Характер сопряжения ступицы с валом по диаметру принимают по д ,
/79
что примерно соответствует посадке по СТ СЭВ 144—75.
Шкивы, работающие со скоростью ремня свыше 5 м/с, должны быль
статически сбалансированы. Допустимый дисбаланс при этом не должен
превышать величин;
Скорость ремня, м/с От 5 до 10 Св. 10 до 15 Св. 15 до 20 Св. 20 до 25 Св. 25 до 40
Дисбаланс, г см 6 3 2 1,6 1
Радиальное биение обода шкива не должно превышать 7-й степени
точности, а торцовое биение — 8-й степени точности по ГОСТ 10356—63.
Размеры шпоночного паза для исполнения I (рис. XIII-12) назнача-
ются по ГОСТ 8788—68; для исполнения II (рис. XIII-12) — по ГОСТ
12081—72, предельные отклонения—по ГОСТ 7227—58.
Если заготовки шкивов изготовляют путем литья, то при этом формовоч-
ные уклоны назначают по ГОСТ 3212—57, а предельные отклонения получен-
ных при литье размеров — по ГОСТ 1855—55, ГОСТ 2009 —55 либо по 9-му
классу точности (соответственно для шкивов из чугуна, стали и алюминиевого
силава).
Рисунок XIII-12 приведен из ГОСТ 17383—73, по которому, кроме
изображенных, допускается изготовление шкивов с буртиками (ребордами)
и с конусностью посадочного отверстия 1 : 5.
Расчет передачи. Современный метод расчета предполагает рациональ-
ный выбор параметров, влияющих на долговечность и работоспособность
передач, и основывается на опытных данных ЦНИИТмаш по тяговой способ-
ности и КПД ремней при различных условиях работы. Исходными данными
для расчета обычно служат: назначение передачи, условия и режим ее ра-
боты; род передачи (простая, натяжная); вид приводного двигателя; переда-
ваемая мощность N, кВт; частота вращения nt и п2 соответственно ведущего
и ведомого валов, об/мин; расположение передачи (горизонтальное, верти-
кальное, наклонное).
Расчет рекомендуется производить в такой последовательности:
1. По табл. XIII-4 принять тип ремня.
2. По формуле проф. М. А. Саверина ориентировочно определить диа-
метр меньшего шкива, мм:
3 /лГ
= (1100... 1350) у (1)
497
XIII-4. Выбор приводного ремия в зависимости от условий работы
Условия работы Ремни
прорезииеиные хлопчатобумажные
Наибольшая скорость ремия Резкие колебания рабочей нагрузки Кратковременные пере- грузки Сохранение начального натяжения (при A=const) Пёрекрестные передачи, шкивы ступенчатые или с ребордами Допускаемая повышенная температура Повышенная влажность Водяной пар Щелочи Бензин Пыль Пригодны: тип А при наи- большей скорости 30 м/с; тип Б — 20 м/с; тип В — 15 м/с Не рекомендуются Пригодны при перегруз- ках до 20—30% Пригодны (хорошо сохра- няют начальное натяже- ние) Пригодны без обкладок Пригодны (без обкладок) при колебаниях темпера- туры до 60° С Пригодны с двухсторон- ней обкладкой Пригодны с обкладками Не пригодны » » Пригодны без обкладок Пригодны при скорости до 25 м/с Допустимы Пригодны при перегрузках до 40% Допустимы (недостаточно удовлетворительно сохра- няют начальное натяже- ние) Не пригодны Пригодны при устойчивой температуре до 50° С Не пригодны » » Пригодны Допустимы Не рекомендуются
XII1-5. Наружный диаметр и стрела выпуклости шкивов
(ГОСТ, 17383—73), мм
Диаметр D Предель- ное откло- нение D Стрела выпук- лости h Диаметр D Предель- ное откло- нение D Стрела выпук- лости h Диаметр D Предель- ное откло- нение D Стрела выпук- лости h
40 ±0,5 0,3 125 . ±1,6 0,4 400 ±4,0 1,0
45 ±0,6 140 450
50 160 ±2,0 0,5 500
56 ±0,8 180 560 ±5,0'
63 200 0,6 630
71 ±1,0 224 ±2,5 0,6 710
80 250 0,8 800 ±6,3
90 ±1,2 . 280 ±3,2 900
100 315 1,0 1000
. П2 355
Примечания; 1. Для шкивов прн В > 140 мм величина h будет несколько большей
(см. табл. X11I-6),
2. В таблице ие приведены диаметры шкивов свыше 1000 мм. ГОСТ предусматривает диа-
метры до 2000 мм-
498
XI11-6. Стрела выпуклости ft в зависимости от ширины и диаметра шкива
(ГОСТ 17383—73), мм
Диаметр D h при В
140—160 180—200 224-250 280-315
400 450 1,2
500 560 1,5 1,5
630 710 2,0
800 900 2,0 2,5
1000 2,5 3,0
Полученное значение округляют до ближайшего большего стандарт^
ного (табл. XIII-5).
3. Определить диаметр большего шкива с учетом упругого проскальзы-
вания:
О2 == Dti (I - ё), (2)
где е — коэффициент упругого скольжения (для прорезиненных и тканых
ремней е ® 0,01); i — передаточное число, равное отношению’’угловой ско-
рости или частоты вращения ведущего вала к угловой скорости или к частоте
/. «>! пД
вращения ведомого вала 11 = — = — I.
Полученное значение О2 округляют до ближайшего меньшего стандарт-
ного (табл. XIII-5).
По полученным значениям Dj и О2 определяют действительную частоту
вращения, об/мин, ведомого шкива и скорость, м/с, ремня по формулам:
_ «1О1 (1—0 .
60 • 1000 ’
(?)
(4)'
Если скорость ремия о значительно превышает рекомендуемую (до
30 м/с) даже при Di = Dmin (Dmln — по табл. XIII-7), то. передачу следует
отнести к быстроходным и расчет выполнять по соответствующей методике
[Ю, 15].
5. Определить минимальную длину ремня, мм, из условий нормальной
долговечности
__ ЮООо
Lmln — „
(5)
где и — число пробегов ремия в секунду, 1/d. Рекомендуется принимать
и = 3...5 1/с.
Нормальной долговечностьк» считается срок службы ремня, соответ-
ствующий 107 циклам работы, т. е. когда и' х = 107, где иг — число пробегов
ремня до разрушения; х — число шкивов, огибаемых ремнем.
499
ХПЬ7г Минимальные диаметры шкивов
Ремии Толщина S, мм Число слоев Наименьший диаметр Dmin, мм
рекомендуемый допускаемый
Прорезиненные: 2 100 80
из бельтинга Б-820 . 3 160 125
4 225 180
5 280 250
6 360 320
7 450 400
8 560 500
9 710 630
3 80 140
4 250 200
из бельтинга ОПБ-5, См. табл. 5 320 280
ОПБ-12 и из уточно- ХШ-1 6 450 400
шнуровой ткани 7 8 630 900 560 800
Хлопчатобумажные 4,5 4 125 112
6,5 6 200 180
8,5 8 320 280
Примечание. При использовании прорезиненных ремней из бельтинга Б-820 с рези-
новыми прослойками и без них можно применять шкивы одинаковых диаметров. Поэтому отно-
шение DfrHn/s Для Румией без прокладок примерно иа 20% больше, чем для более гибких
ремней с прослойками.
6. Вычислить межцентровое расстояние А.
Рекомендуется принимать
5 (Dj + О2) > Л > 2 (О, + Р2). (6)
7. Без учета натяжения длину L ремня, мм, с достаточной степенью
точности определяют по формулам:
для открытой передачи
L = 2Л + 1,57 (Ра + Di) + (Di ; (7)
т/1
для перекрестной передачи
L=2A+ 1,57(Р2+Р1) + —4л^'": (8)
для полу перекрестной передачи
D2 I Р2
L = 2Л + 1,57 (Р2 + Рх) + . (9)
К полученной длине нужно прибавить на соединение концов отрезок
AL, величина которого зависит от способа соединения.
8. Определить угол обхвата на меньшем шкиве:
при открытой передаче
Я1 = J 80° — 60°; (1 °)
А
500
при перекрестной
aj = 180° 4- 60°; (11)
/1
при полуперекрестной
ях = 180° + ^60°. fl 2)
С целью увеличения угла обхвата в горизонтальных и наклонных от-
крытых передачах ведомой рекомендуется принимать верхнюю ветвь ремня.
9. Определить толщину ремня
8=-£i_.
£>mjn — минимально допустимый диаметр шкива,
D , /8 для прорезиненных ремней принимается
где & — толщина ремня, мм;
мм (табл. ХШ-7); отношение
равным 30...40; для хлопчатобумажных тканых Dmin/8 = 25...30. Рекомендуется
принимать большие значения.
Вычисленную по формуле толщину 6 округляют до ближайшего меньшего
значения по стандарту (табл. XIII-1 и X 111-2).
10. Принять величину предварительного натяжения, т. е. натяжения
ремня в состоянии покоя.
При вертикальном и близком к нему расположении линии центров пере-
дачи и коротком неизменном межцентровом расстоянии (Д = const) вели-
чина предварительного натяжения о0 = 16 кгс/см2; при расположении линии
центров к горизонту под углом, меньшим или равным 60°, и Д = const,
а также при периодическом подтягивании ремня а0 — 18 кгс/см2; при автома-
тически регулируемом постоянном натяжении о0 =* 20 кгс/см2.
Приняв о(|, определить полезное напряжение Ко, т. е. такое, при котором
используется полностью (без пробуксовывания) тяговая способность ремня:
K0 = a-w~, (14)
где Ко — полезное напряжение, кгс/см2; a, w — коэффициенты (табл. XIIL-8).
Для передач с пластмассовыми шкивами величину Ко можно увеличить
иа 20%.
'XIП-8. Значения коэффициентов
а п w
Ремни Коэффи- циенты, кгс/см2 кгс/смг
16 18 20
Прорезинен- ные а W 23,0 90,0_ 25,0 100,0 27,0 110,0
Хлопчатобу- мажные тка- ные а W 19,5 135 21,0 150 22,5 170
XI11-9. Зависимость коэффициента С’о
от рода передачи и от угла наклона
линии центров к горизонту
Передача Угол наклона
до 60° св. 60° до 80° СВ, 80» до 90°
Натяжная и про- стая открытая (с пе- риодическим подтя- гиванием или пере* шиванием) 1,0 0,9 0,8
Перекрестная 0,9 0,8 0,7
Полуперекрестная 0,8 0,7 0.6
501
11. Определить расчетное полезное напряжение, кгс/см2,
/<Р = /<оСоСРС«С^ <15>
где — полезное напряжение, относящееся к открытой, горизонтально
расположенной передаче, работающей со спокойной постоянной нагрузкой
при v = 10 м/с и cq = 180°; Со и Ср — поправочные коэффициенты (табл.
XIII-9 и ХШ-10); Cv — коэффициент, учитывающий влияние скорости
ремня, Cv = 1,04—0,0004 v2; Са — коэффициент, учитывающий влияние
угла обхвата меньшего шкива, Сл = 1—0,003 (180° — а,). Рекомендуется
принимать ост > 150°. Если в передаче получается (Xj < 150°, то следует
увеличить-Л или применить натяжной ролик.
XIII-10. Значения коэффициента Ср режима работы и динамичности иагрузки
для плоскоременных передач
Характер нагрузки Тип машин ср
Спокойная нагрузка. Пуско- вая нагрузка до 120% нор- мальной Вентиляторы: центробежные насосы и ком- прессоры; ленточные транспортеры; станки с непрерывным процессом резания: свер- лильные, токарные, шлифовальные 1,0
Умеренные колебания на- грузки. Пусковая нагрузка до 150% нормальной Поршневые насосы и компрессоры с тремя и более цилиндрами; пластинчатые транс- портеры; станки-автоматы; фрезерные станки 0,9
Значительные колебания на- грузки. Пусковая нагрузка до 200% нормальной Реверсивные приводы; строгальные и дол- бежные станки; поршневые насосы и ком- прессоры с одним или двумя цилиндрами; транспортеры винтовые и скребковые; эле- ваторы; винтовые и эксцентриковые прессы с относительно тяжелыми маховиками 0,8
Весьма неравномерная и ударная нагрузка. Пусковая нагрузка до 300% нормаль- ной Подъемники; экскаваторы; драги; ножницы; молоты; дробилки; винтовые и эксцентри- ковые прессы с относительно легкими махо-. виками 0,7
Примечания: I. При частых и резких пусках передачи двигателями с большими
пусковыми моментами коэффициент Ср следует снижать на 0,1.
2. Прн расчете ие по номинальным, как обычно, а по максимальным (пиковым) нагрузкам
коэффициент Ср не вводится.
3. При работе передачи в две смены коэффициент Ср уменьшают на 0,1, при работе
в три — на 0,2.
4. Для привода от синхронных электродвигателей, паровых машни и двигателей внутрен-
него сгорания Ср уменьшают на 0,1.
12. Определить окружное усилие ремня
г 102АГ
v ’
где У — мощность передачи, кВт; v — скорость ремня, м/с.
13. Определить ширину ремня, см,
Ь =
где 6 — толщина ремня, см.
Ир’
(17)
502
Полученное значение округлить до ближайшего большего по стандарту
(табл. XII1-1 и X1I1-2).
14. Ширину шкива принять по ГОСТ 17383—73 (табл. XII1-3).
15. Определить давление на валы
Q = 2а0ЬЪ sin у , (18)
где Q — усилие, воспринимаемое вало.м вдоль линии центров, кгс; Ь и 6 —
соответственно ширина и толщина ремия, см.
Пример. Рассчитать открытую плоскоременную передачу для привода шлифоваль-
ного станка. Мощность на ведущем валу N = 4,5 кВт. Передаточное число I = 2,5 ± 5%.
Работа в одну смену без резких колебаний нагрузки. Электродвигатель асинхронный с корот-
козамкнутым ротором, установленный на салазках для регулировки натяжения ремня. Распо-
ложение линии центров — 50—60° к горизонту. Межцентровое расстояние — 2 м. Число обо-
ротов ведущего вала пх — 1450 об/мин.
1. Учитывая возможную запыленность воздуха, выбираем прорезиненный ремень типа В
без обкладок (табл. ХШ-4).
2. Определяем диаметр ведущего шкива по формуле (1):
D = (1100...1350) т/ — = 160...197 мм.
Принимаем стандартный диаметр D = 180 мм (см. табл. XII1-5).
3. Определяем диаметр ведомого шкива по формуле (2):
D2 = 180 • 2,5 (1 — 0,01) = 446 мм.
Принимаем ближайший по стандарту D2 == 450 мм.
4. Находим число оборотов ведомого шкива по формуле (3):
1450 . 180 (1 — 0,01) л„.
Пг -----------Гт------- =а 474 Об/мин.
450
5. По формуле (4) определяем скорость ремня:
6. Определяем по формуле (5);
Lmin=WOO a 7^400 MM.
Очевидно, что при А == 2000 мм длина ремня будет больше • и условие долговеч-*
иости будет удовлетворено.
7. Принимая в качестве способа соединения концов сшивку встык капроновыми нитями,
иаходнм длину ремня по формуле (7)j
L = 2 • 2000 4- 1,57 (450 4- 180) 4- ^//gOwT' = 4997
8. Определяем угол обхвата по формуле (10):
450— 180
« = 18°° ““MOO--600 " 172°-
9. Принимая 0щ1п/5 5=5 находим толщину ремня по формуле (13)
5- = = 4,5 мм.
40
Принимаем ближайший по стандарту (табл. Х111-1) с меньшей толщиной трехслойный
ремеиь 6 = 1.25 х 3 3,75 мм.
10. Задаваясь предварительным натяжением а0 = 18 кгс/см2, находим полезное напряже-
ние по формуле (14):
= 25 - 100 = 23 кгс/см’.
loU
11. Определяем расчетное полезное напряжение по формуле (15)1
/Ср = 23 . I • 1 • 0,98 . 0,96 = 21,5 кгс/см».
503
Здесь коэффициенты Со и Ср взяты по табл. X1II-9 и ХШ-10, а Са и Со вычислены по
вмпирическим зависимостям
Са =. 1 — 0,003 (180° — <Xi) = 0,98;
Cv = 1 — 0,0004ц2 = 0,96.
12. Определяем окружное усилие по формуле (16);
102 • 4’5 OQ «
-I3J- * 3315 кгс-
При этом ширина ремня из формулы (17)
b =
33,5
0,375 • 21,5 ~ 4,17 СМ'
Принимаем ближайшую большую по стандарту (табл. X1I1-1) ширину ремня b = 45 мм.
13. Ширину шкивов принимаем по ГОСТ 17383—73 (табл. XIII-3): В = 63 мм.
14. Определяем давление на валы по формуле (18):
Q = 2 • 18 • 4,5 • 0,375 0,998 « 60 кгс.
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ
В практике применяется несколько видов клиноременных передач*
вентиляторные для двигателей автомобилей, тракторов и комбайнов (ГОСТ
5813—64); передачи приводов сельскохозяйственных машин (ГОСТ 10286—
62); передачи,’предназначенные для промышленных установок.
В настоящей главе приведен материал по проектированию клиноремен-
ных передач промышленных установок, рекомендуемая область применения
которых ограничивается диапазоном мощностей от 0,3 до 50—60 кВт [9,
11] и передаточным числом до i — 10. Основные схемы клиноременных пере-
дач приведены в табл. ХШ-11.
Ремни и шкивы.* Ремни клиноременных передач относятся к стандарт-
ным изделиям, изготовление которых регламентируется ГОСТ 1284—68.
В табл. ХШ-12 и ХШ-13 приведены параметры ремней, необходимые для
проектирования передач.
ХШ-11. Основные схемы передач
Схема
Область применения
В случае параллельного расположения ва-
лов. При большом расстоянии между осями
валов желательно нижнюю ветвь ремня де-
лать ведущей
Когда передача открытым ремнем неосуще-
ствима из-за малого угла обхвата меньшего
шкива или когда . необходимое натяжение
ремня не может быть достигнуто с помощью
других способов
* Справочный материал, приведенный ниже не содержит данных по ремням типа Е и
шкивам для этих ремней.
504
Схема
Ремнем с отжимным роликом
Ремнем со многими шкивами и
направляющими роликами
Продолжение табл. ХШ-11
Область применения
В передачах, условия работы которых тако-
вы, что расстояние между осями ведущего и
ведомого валов не изменяется
Для передачи движения от одного вала к
нескольким валам, расположенным парал-
лельно
Ьо XIII-12. Размеры сечений ремней
Обозначение сечения ьр ^0 ’ h Обозначение сечения ьр *0 h
Номиналь- ное значе- ние Предель-, ное’откло- ненне Справоч- ный раз- мер Номиналь- ное значе- ние Предель- ное откло- нение Номиналь- ное значе- ние Предель- ное откло- нение Справоч- ный раз- мер Номиналь- ное значе- ние Предель- ное откло- нение
О 8,5 -1-0,4 —0,3 10 " 6 ±0,3 в 19 -1-0,8 —0,5 22 13,5 ±0,5
А 11 -1-0,6 —0,4 13 8 ±0,4 г 27 4-0,9 —0,6 32 19 ±0,6
Б 14 +0,7 —0,5 17 10,5 ±0,5 д 32 4-1,0 -0,7 38 23,5 ±0,7
Примечания: к За расчетную ширину ремня Ьр принята ширина поперечного сече-
ния ремня (находящегося под натяжением) на уровне нейтральной линии.
2. Кроме указанных, ГОСТ 1284—68 предусматривает ремни сечения Е.
505
XI11-13. Длина ремней
Примечания: 1. В таблице приведен ряд предпочтительных длин. ГОСТ 1284—68
предусматривает еще ряд длин (425, 475, 530, 600, 670 , 750, 850, 950, 1060, 1180. 1320, 1500,
1700. 1900 , 2120 , 2360 , 2650 , 3000, 3350, 3750 , 4250, 4750,5300 , 6000, 6700 , 7500, 8500, 9500. 10 600,
11 800, 12 300, 15 000, 17 000), применять которые не рекомендуется.
2. Кроме указанных, стандарт предусматривает ремень сечения Е.
3. Ремни сохраняют работоспособность при температурах от — 30° С до + 60® С. Мо-
розостойкие ремни могут работать прн температуре до —50° С.
4. Ремин кордшнуровой конструкции выпускаются по согласованию с изготовителем
длиной до 4 м.
5. Вес I м ремня площадью поперечного сечеиня 1 см2 равен 0.13 кге.
6. Примеры условных обозначений:
ремия сечения В с расчетной длиной 2500 мм-кордтканевой конструкции —
Ремень В — 2500 Т ГОСТ 1284—68;
ремия сечения В с расчетной длиной 2500 мм кордшнуровой конструкции —
Ремень В —2500 Ш ГОСТ 1284—68.
Шкивы изготовляются по конструкторской документации (по чертежам).
При разработке чертежей нужно учитывать следующие требования, содер-
жащиеся в ГОСТ 1284—68. На боковых поверхностях канавок шкивов не
должно быть пористости, пузырей, царапин и вмятин. Исправление дефектов
может производиться только газовой сваркой или пайкой медью с последую-
щей доводкой исправляемых мест до уровня требований по шероховатости
поверхности и допускаемым отклонениям.
506
Шероховатость рабочих поверхностей канавок должна быть не грубее
/?г10.
Предельные отклонения угла канавки для механически обработанных
шкивов: для ремней О, А, Б 1°; для ремней В, Г, Д — 30'.
Биение конусной рабочей поверхности шкива на каждые 100 мм диа-
метра шкива, замеренное перпендикулярно к образующей конуса на большом
дна,метре, не должно превышать: при частоте вращения шкива до 500 об/мин—
0,20 мм; свыше 500 до 1000 об/мин — 0,15 мм; свыше 1000 об/мин — 0,1 мм.
Шкивы, работающие со скоростью свыше 5 м/с, должны подвергаться
статической балансировке. Данные о допустимом дисбалансе в зависимости
от окружной скорости шкива приведены ниже:
Окружная скорость
шкнва, м/с
Дисбаланс,
гс • м
До 10 ..................................................6
Св. 10 до 15.............................................. 3
Св. 15 до 20 ......................................., , 2
Св. 20 ..................................................1
Допускаемая непараллельность осей вращения шкивов в передаче долж-
на быть не более 1 мм на 100 мм их длины, а допуск на смещение канавок
шкивов должен быть не более 0,2 мм на каждые 100 мм межцентрового рас-
стояния. Размеры элементов канавок и их предельные отклонения должны
соответствовать данным, приведенным в табл. ХШ-14, X11I-15.
Расчет клиноременной передачи. .Для расчета необходимы следующие
исходные данные: назначение передачи и режим ее работы (односменная,
двухсменная, непрерывная); передаваемая мощность N кВт; вид двигателя
(электродвигатель переменного тока, двигатель внутреннего сгорания и т. п.);
частота вращения ведущего «1 и ведомого п2 шкивов или частота вращения
одного из шкивов и передаточное число i.
Расчет рекомендуется производить в такой последовательности:
1. В зависимости от передаваемой мощности и предположительной ско-
рости ремня выбрать сечение ремня по табл. ХШ-16.
2. Принять во внимание данные табл. ХШ-17 и ХШ-18 и определить
диаметр малого шкива
3. Уточнить скорость ремня, м/с, по формуле
л/Xn, 'nOin2
V ~60- 1000 - 60. 1000’
где D± и D2— расчетный диаметр соответственно меньшего и большего шкива,
мм; и — частота вращения соответственно меньшего и большего шки-
вов, об/мин.
4. Выбрать материал шкивов.
При скорости ремня до 25 м/с шкивы изготовляют из чугуна (например,
СЧ 12—38; СЧ 15—32); при скорости ремня свыше 25 м/с — из стали (СтЗ,’
Ст5, 20Л, 25Л, 40Л и др.) или из легких сплавов (например АЛ—3; МЛ—5).
5. Определить диаметр большего шкива с учетом упругого проскаль-
зывания ремня по формуле
(20)
где ф— коэффициент упругого проскальзывания ремня, ф « 0,98.
Полученный результат рекомендуется согласовать с табл. ХШ-17.
Если принятый диаметр D2 будет отличаться от рассчитанного по формуле,
то следует пересчитать передаточное число..
507
X1II-14. Размеры профиля каиавок шкивов
Сечение ремня ьр Н не менее Ло (предель- ное отклоне- ние по табл. ХШ-15) t Ь, Г - = 34°
Номи- нальное значение Предель- ное откло- нение Номи- нальное значение Предель- ное откло- нение ь .
о 8,5 10 2,5 12 ±0,3 8 ±1 0.5 63—71 -10
А 11 12,5 3,5 16 10 +2 —1 ‘1,0 90—112 13,1
Б 14 16 5 20 ±•0,4 12,5 1.0 125—160 17,0
В 19 21 6 26 ±0,5 ч 1.5 200 ' 22,7
Г 27 28,5 8,5 37,5 ±0,6 24 +3 — 1 2,0 — —
д 32 34 10 44,5 ±0,7 29 +4 — 1 2,0 — —
Примечания: 1. Размеры Ло, И, b, bt и t не распространяются на сварные шкивы.
2. Предельные отклонения расстояния между любыми канавками не должны превышать
XIII-15. Предельные отклонения высоты Zig канавки иад расчетной шириной &р
для одной и той же канавки шкива, мм
Расчетный диаметр шкива D Предельное отклонение h0 Расчетный диаметр шкива D Предельное отклонение Ло Расчетный диаметр шкнва D Предельное отклонение й0
63—80 -0,19 425—500 —0,40 1800—2000 —0,92
85-118 —0,22 530-630 —0,44 2240—2500 —1,10
125-180 -0,25 670—800 —0,50 2800—3150 —1,26
190—250 —0,29 900—1000 -0,56 • 3550—4000 —1,44
265—315 -0,32 1060—1120 -0,66
355—400 —0,36 1250—1600 —0,78
508
и их предельные отклонения, мм
<₽ = 36° <р = 38° <р == 40° . Рекомендуемые значения
D Ь D ь D Ь Номи- нальное значение а Предель- ное от- клонение
80—100 Ю.1 112—160 ' 10,2 >180 10,3 9,0 ±0,01 6,0
125—160 13,3 180—400 13,4 >450 13,5 11,6 ±0,015 7,6
180—224 17,2 250-500 17,4 >560 17,6 14,7 , 9,6
224—315 22,9 355—630 23,1 >710 23,3 20,0 ±0,02 13,1
315-450 32,5 500—900 32,8 >1000 33,2 28,5 18,8
500—560 38,5 630—1120 38,9 >1250 39,3. 33,8 ±0,03 22,3
отклонений, указанных для размера t.
XIII-16. Рекомендуемые сечении ремней
, Переда- ваемая мощность, кВт Скорость ремня, м/с Переда- ваемая мощность, кВт • Скорость ремня, .м/с
<6 • 5—10 >10 «;5 5-10 >10
< 1 О, А О, А О 7,5—15 В . Б, В Б, В
1-2 О, А, Б О, А О, А 15—30 — В в, г
2—4 А, Б О, А, Б О, А 30—60 — г, д ' в, г
4—7,5 Б, В . А, Б А, Б
609
XII1-17. Предпочтительные расчетные диаметры шкивов, мм
Номинальное значение Предельное отклонение Номинальное значение Предельное отклонение Номинальное значение Предельное отклонение
63 71 80 -1-0,8 280 315 355 +3 1250 1400 1600 +7
z 90 100 112 +1,0 400 450 500 +4 1800 2000 2240 ' 2500 2800 3150 3550 4000 • • +8 +9 +ю
125 140 160 180 • +1,5 560 630 710 800 +5 .
200 224 250 +2,0 900 1000 1120 +6
Примечания: 1. При необходимости применения диаметров шкивов промежуточ-
ных размеров их выбирают по ряду Я40 предпочтительных чисел ГОСТ 8032 —56.
2. Под расчетным диаметром шкива понимается диаметр цилиндра, по которому про-
ходит расчетная длина ремня. Ширина канавки на цилиндре расчетного диаметра равна
номинальной расчетной ширине ремня.
XI1I-18. Расчетный диаметр меньшего шкива и допуск на разность расчетных
диаметров каиавок в пределах одного шкива, мм
Сечение ремия SAD Наименьший расчет- ный диаметр
DC 500 D>500
0 0,2 — 63
А 0,4 90
Б 125
В 0.3 0,6 200
Г 0,5 1,0 315
Д 0,6 ' 1,2 500
Примечание. Для увеличения срока службы ремией при эксплуатации к полу-
чения более высокого коэффициента полезного действия передачи рекомендуется диа-
метры меньшего шкива выбирать возможно больших размеров, допускаемых габаритными
размерами передачи, но так, чтобы скорость ремней ие превышала 25 wife, для сечений
О, А, Б, В и 30 м/с для сеченнй Г, Д.
510
6. Выбрать предварительно межосевое расстояние А на основании дан-
ных, приведенных ниже (для передач с двумя шкивами):
i A/D,
1............................................................1,5
2 ....................... . 1,2.
3 ...................... 1
4............................................................0,95
5 •......................................................... 0,90
6 и более....................................................0,85
Для передач с натяжными роликам^межосевое расстояние А следует выби-
рать по приведенным данным и в соответствии с рекомендациями, приведенными
в параграфе «Натяжные устройства».
Определить наименьшее рекомендуемое межосевое расстояние j4min
по формуле
^„ = 0,55^4-0!) + *, (21)
где h — высота ремня (по табл. X1II-12).
Определить наибольшее рекомендуемое межосевое расстояние Лтах
по формуле ;
4™ = 2 (Ог + Di). (22)
7. Определить длину ремня по формуле
/, = 2Л+ ^(О2+Д1) + (-^^г- (23)
Полученное значение округлить до ближайшего стандартного по табл.
ХШ-13.
8. Проверить число пробегов ремня по формуле
При необходимости изменить длину ремня или диаметра шкивов с
ветствующим пересчетом ранее определенных величин.
9. По принятой длине ремня уточнить межосевое расстояние по
муле
А = 0,25 [(£ - W) + /(L — Г)2 — 8«/],
(24)
соот-
фор-
(25)
угол
(26)
а = 180° — 60°
10. Определить угол а обхвата ремнем шкива, для которого этот
имеет наименьшее значение.
Для передачи с двумя шкивами а определяют по формуле
Рг — Dj\
А )'
Для передач с числом шкивов более двух угол обхвата определяют гра-
фически.
Наименьший рекомендуемый угол обхвата 120°.
11. Определить число ремней передачи по формуле
(27)
где W — мощность привода, кВт; Na— мощность, передаваемая одним рем-
нем (табл. ХШ-19), кВт; Ki— коэффициент, зависящий от угла обхвата;
К2— коэффициент, учитывающий характер нагрузки и режим работы (табл.
511
XJII-19. Мощность N^, кВт, передаваемая одним ремнем
Тип рем- ня Ско- рость ремня, м/с Диаметры шкивов D, мм
63 71 80 >90
1 0,08 0,10 0,11 0,12
2 0,15 0,17 0,20 0,21
• 3 0,23 0,24 0,29 0,31
' -4 0,29 0,32 0,37 0,41
5 0,36 0,39 0,45 0 49
6 0,42 0,47 0,53 0 58
7 0,49 0,55 0.61 0,67
8 0,56 0,63 0,69 0,76
9 0,62 0,71 0,77 0,85
10 0,69 0,78 0,85 0,93
11 0,75 0,85 0,92 1,03
12 0,82 0,93 1,00 1,11
0 13 0,90 1,00 1,07 1,19
14 0,96 1,07 1,15 1,27
15 1,03 1,15 1,21 1,33
16 1,09 1,22 1,27 1,40
17 1,13 1,27 1,33 1,47
18 1,18 1,30 1,39 1,55
19 1,22 1,34 1,45 1,60
20 1,26 1,38 1,51 1,67
21 1,30 1.43 1,55 1,74
22 1,26 1,39 1,55 1,78
23 1,24 1,34 1 55 1,74
24 1,20 1,32 1,51 1,65
25 1.18 1,26 1,47 1,62
Тип рем- ня Ско- рость Диаметры шкивов D ММ
ремия, м/с 90 100 112 >125
1 0,22 0,22 0,22 0,29
2 0,37 0,37 0,37 0,44
3 0,52 0,52 0-.52 0,59
4 0,66 0,66 0,66 0,74
5 0,74 0,81 0,81 0,96
6 0,88 0,96 0,96 1,10
7 1,03 1,Ю 1,Ю 1,25
8 1,10 1,18 1,25 1,40
9 1,25 1,33 1,40 1,54
А- 10 1,33 МО 1,47 1,69
11 1 40 1,47 1,54 1,84
12 1,47 1,62 1,69 1,99
13 1,54 1,77 1,84 2,06
14 1,62 1,84 1,99 2,20
15 1,69 1,87 2,03 2,29
16 1,77 1,91 2,12 2,33
17 1,84 1,95 2,20 2,41
18 1;84 1,99 2,29 2,50
19 1,84 1,99 2,33 2,57
I пп рем- ня Ско- рость ремня, м/с Диаметры шкивов D, мм
90 100 112 > 125
20 1,84 1,99 2,41 2,65
21 1,84 1,99 2,41 2,65
А 22 23 1,84 1,80 1,99 1,99 2,41 2,-41 2,65 2,65
24 1,75 1,91 2,33 2,65
25 1,69 1,91 2,29 2,65
Тип Ско- Диаметры шкивов D , мм
рем- ремня,
м/с 125 140 160 >180
2 0,59 0,66 ’ 0,74 0,81
3 0,74 0,81 0,96 1.Ю
4 0,96 1,08 1,18 1,33
5 1,10 1,25 1,40 1,55
6 1,33 1,40 1,62 1,77
7 1,47 1,62 1,84 1 99
8 1,69 1 84 1,99 2 20
9 1,92 2,06 2,20 2 50
10 2,06 223 2,50 2 72
11 2,28 2,42 2,72 2,92
12 2,42 2,65 2,94 3,16
Б ‘ 13 2,65 2,80 3,16 3,40
14 2,70 302 3,40 3 60
15 2,88 3,16 3,60 3,82
16 2,94 3,32 3,76 4,05
17 2,94 3,46 3,90 4,27
18 2,94 3,54 4,05 4,42
19 2 94 3,60 4,20 4,57
20 2,94 3,60 4,35 4,71
21 2,88 3,60 4,35 4,85
22 2,80 3,54 4,35 4,94
23 2,72 3,46' 4,35 4,94
24 2,65 3,40 4,35 4,94
25 2,50 3,24 4,35 4,94
Тип Ско- рость Диаметры шкивов D , мм
рем- ремня,
ня • м/с 200 224 250 >280
2 1,03 1,10 1,25 1,33
3 1,40 1,62 1,77 1,84
4 1,77 2,06 2,20 2,36
5 2 14 2,42 2,65 .2,88
в 6 2,50 2,88 3,10 3,32
7 2 80 3,16 3,54 3,76
8 3,10 3,54 3,90 4,20
9 3,40 3,90 4,27 4,57
10 3,68 4.27 4,64. 5,00
512
Продолжение табл. XIII-19
Тип рем- ня Ско- рость ремня, м/с Диаметры шкивов D, мм Тип рем- ня Ско- рость ремня, м/с Диаметры шкивов D, мм
200 224 250 >280 315 355 400 >450
11 3,98 4,64 5,10 5.45 26 12,92 15,38 17,20
12 4,35 5,00 5,45 5,90 27 12,54 15,00 16,90
13' 4,64 5,38 5,82 6,34 г 28 . 14,70 16,55
14 4,94 5,67 6,12 6,70
15 5,28 5 97 6,34 7,07 . 29 — — 14,41 16,19
16 5,52 6,25 6,63 7,29 30 — — 14,01 16,72
17 5,82 6,55 6,94 7,40
в 18 6,00 6.19 6,78 7,00 7,15 7,38 7,58 7,65 Ско- Диаметры шкивов D ММ
19 рем- ремня,
20 21 6,25 6,25 7,15 7,15 7,50 7,70 7,80 7,95 ня м/с 500 560 630 >710
22 6,19 7.15 7,73 8,02 5 7,35 8,45 9,43 9,80
23 6,12 7,00 7,73 8,10 6 8,75 9,87 10,75 11,48
24 6,05 6,85 7,73 8,10 7 10,02 11,25 12,08 13,19
25 5,90 6,70 7,73 8,10 О QO 1
11,56 12,30 12,60 13,90 13,40 14,72 14,90 16,50
Тип Ско- Диаметры ш кивов D ММ 10 14,00 15,25 16,08 18,00
рем- ия ремня, м/с 315 355 400 >450 11 15,00 16,40 17,35 19,50
12 15,98 16,90 17,45 18,40 18,70 20,20 21,00 21,60
5 4,71 5,15 5,59 6,10 13
6 5,45 5,96 6,48 6,94 14 17,65 19,20 21,20 22,90
7 6,25 6,85 7,38 7,93 15 18,40 20,00 22,30 24,10
8 7,00 7,65 8,24 8,90 16 19,00 20,80 23,20 25,20
9 7,65 8,39 9,19 9,92
10 8Д5 9,20 10,08 10,98 д 17 19,50 21,60 24,00 26,20
11 9,19 9,87 10,90 11,78 18 19,85 22,40 24,80 27,20
12' 9,70 10,44 11,54 12,50 19 20,22 23,00 25,70 28,20
13 10,20 11,04 12,20 13,32 20 20,46 23,60 26,50 29,00
14 10,70 11,54 12,88 13,90 21 20,46 23,85 27,00 29,70
г 15 11,02 11,40 12,08 13,52 14 56
16 12*50 14*11 15,14 22 20,46 24,20 27,30 30,20
17 11,62 13,00 14,62 15,72 23 20,46 24,30 27,30 30,40
18 11,78 13,30 15,00 16,19 24 20,46 24,30 27,50 30,80
19 11,90 13,52 15,42 16,60 25 20,46 24,30 27,50 31,20
20 11,90 13,72 15,72 17,00 26 20,46 24,30 27,60 31,40
21 11,82 13,82 16,08 17,25 27 24,30 27,60 31,70
22 11,62 13,82 16,19 17,25
23 11,40 13,72 16,19 17,45 28 — 24,30 27,60 31,80
24 11,10 13,60 16,03 17,45 29 — 27,60 31,80
25 10,08 13,32 15,80 17,25 30 — — 27,60 31,80
17 Z-347
513
XI П-20. Коэффициент характера нагрузки
Рабочая машина
Характер нагрузки Наименование машины
Легкая пусковая нагруз- ка до 120% нормальной. Почти постоянная рабо- чая нагрузка Электрические генераторы легкие; насосы и ком- прессоры центробежные и ротационные; ленточные транспортеры; станки токарные, сверлильные, шлифовальные; веялки, сепараторы, легкие гро- хоты
Пусковая нагрузка до 150% нормальной. Незна- чительные колебания ра- бочей нагрузки Электрические генераторы; поршневые насосы и компрессоры с тремя и более цилиндрами; венти- ляторы и воздуходувки; цепные транспортеры, элеваторы; станки фрезерные, зубофрезерные, ре- вольверные; дисковые пилы для дерева; трансмис- сии; прядильные, бумажные, пищевые и конди- терские машины; тяжелые грохоты, вращающиеся печи
Пусковая нагрузка до 200% нормальной. Значи- тельные колебания рабо- чей нагрузки Поршневые насосы и компрессоры с одним или двумя цилиндрами; вентиляторы и воздуходувки тяжелого типа; транспортеры винтовые, скребко- вые; дезинтеграторы; станки строгальные, долбеж- ные, заточные; прессы винтовые эксцентриковые с относительно тяжелым маховиком; ткацкие и прядильные машины; хлопкоочистительные машины
Пусковая нагрузка до 300% нормальной. Весьма неравномерная и ударная рабочая нагрузка Подъемники, элеваторы, драги; прессы винтовые и эксцентриковые с относительно легким махови- ком, ножницы, молоты, бегуны, глиномялки, мельницы шаровые, жерновые, вальцовые, дробил- ки, лесопильные рамы
Примечание. Прн реверсировании, частом пуске, повышенной влажности и на
514
и режима работы К2
Вид двигателя
Электродвигатель пере- менного тока однофаз- ный; трехфазный с пус- ком через автотрансфор- матор или с переключе- нием со звезды на тре- угольник; электродвига- тель постоянного тока шунтовой; паровая ма- шина или двигатель внутреннего сгорания с четырьмя и более ци- линдрами; турбина Электродвигатель пере- менного тока с высоким пусковым моментом; электродвигатель постоян- ного тока компаундный; паровая машина или дви- гатель внутреннего сго- рания с двумя или тремя цилиндрами Электродвигатель пере- менного тока коротко- замкнутый с прямым пус- ком или с двойной бе- личьей клеткой; электро- двигатель постоянного то- ка сериесный; одноци- линдровый двигатель внутреннего сгорания при наличии пусковой муфты
Количество смен работы ремней
1 2 3 1 2 3 1 2 3
1,00 0,87 0,72 0,92 0,80 0,66 0,84 0,73 0,60
0,92 0,80 0,66 0,84 0,73 0,60 0,73 0,68 0,56
0,84 0,73 0,60 0,78 0,68 0,56 0,71 0,62 0,5t
0,78 0,68 0,56 0,71 0,62 0,51 0,61 0,53 0,44
личии натяжного ролика из указанных значений следует вычитать 0,1.
17*
51Б
Коэффициент Ki выбирается в зависимости от угла обхвата а:
а, град Kt
180......................................................1
170.....................................................0,98
160....................................................0,95
150.....................................................0,92
140.................................................. . 0,89
130.....................................................0,86
120.....................................................0,83
ПО......................................................0,78
100.....................................................0,74
90.....................................................0,68
80.....................................................0,62
70.....................................................0,56
При расчете передачи с двумя шкивами коэффициент Kt принимают, исходя
из угла обхвата а на меньшем шкиве. Если число шкивов в передаче больше
двух, то расчет ведут по углу а на ведущем валу, а затем производят проверочный
расчет для ведомых шкивов, 'у которых а меньше, чем у ведущего шкива.
Рекомендуется применять для передач с малыми шкивами и высокими ско-
ростями ремни кордшнуровой конструкции, а при больших диаметрах и невы-
соких скоростях — кордтканевой конструкции (см. табл. XIII-13).
Число ремней г при точном монтаже шкивов и тщательном подборе ремней
по длине может достигать 8—12 шт. Рекомендуемое число ремней для передач
с чугунными шкивами не превышает 5—7 шт.
12. Определить предварительное натяжение ремней 2S0 по формуле
2S0
168Л'
vKiK2K3
•|~'40o2,
(28)
где TV — мощность привода, кВт; v — скорость ремня, м/с; Ki — коэффициент,
зависящий от угла обхвата (см. выше); К2 — коэффициент, учитывающий харак-
тер нагрузки и режим работы передачи (табл. XI11-20); К3 — коэффициент,
учитывающий скорость ремня; 0 — коэффициент, учитывающий влияние центро-
бежных сил.
Значение коэффициеига Кя выбирают в соответствии с данными, приведен-
ными ниже: ’
и. м/с К,
5 1,04
10......................................................1,00
15......................................................0,93
20......................................................0,85
25......................................................0,74
30 . ..................................................0,60
Коэффициент 0 выбирают в зависимости от сечения ремия:
Сечение ремня О
О........................................................0,003
А........................................................0,005
Б.......................................................0,008
В :......................................................0,013
F........................................................0,028
Д........................................................0,040
13. Определить давление ремней Р на валы по формуле
Р = 2Saz sin у , (29)
где а — угол обхвата меньшего шкива.
516
Пример. Рассчитать клиноременную передачу ленточного транспортера со следующими
исходными данными: ведущий шкив сидит на валу асинхронного двигателя с короткозамкнутым
ротором мощностью N = 7 кВт при частоте вращения вала п == 1440 об/мин; передаточное
число I — 3 ± 10%; режим работы — односменный. Для передачи указанной мощности при
и > 5 м/с по табл. X11I-16 принимаем два типа ремня — А и Б.
Далее расчет ведем по двум вариантам.
Выбираем диаметры меньшего шкнва по табл. ХПЫ8. Для типа А
г. , .a 3,14 • 140 • 1440 <Л с ,
Dj — 140; v — 60 _ 100() — 60 _ 10()0 — 10,6 м/с;
для типа Б
г. юл 3,14 ‘ 180 ’ 1440 :о с ,
°' = 180: и = —60--W00 = i3'6 м/с-
Дальнейшие результаты расчета сводим в таблицу XI1I-21. При сравнении результатов
видно, что вариант передачи с применением ремня типа Б целесообразнее; меньшее количество
ремней и меньшее давление на валы при сравнительно небольшой разнице в габаритных раз*
мерах передачи.
XI11-21. Результаты расчета
Определяемые величины Показатели для ремней типов
Л Б
Диаметр ведущего шкива Dp мм (табл. XII1-18) 140 180
Диаметр ведомого шкива D2, мм (формула (20)) Ближайшее значение О2 по ГОСТ 1284—68 (табл. XIII-17) 412 528
400 500
Уточненное значение i (формула (20)) 2,85 2,73
Предварительно межосевое расстояние А, мм (стр. 511) 400 500
Длина ремня L, мм (формула (23)) Ближайшая длина ремня L по ГОСТ 1284—68 (табл. 1690 2118
XI11-13) 1700 2120
Число пробегов ремня и, 1/с (формула (24)) 6,2 6,4
Уточненное межосевое расстояние А, мм (формула (25)) 405 501
Угол обхвата а, град (формула (26)) При данных v и Di мощность, передаваемая одним ремнем, 141 142
No, кВт (табл. ХШ-19) При заданных условиях работы коэффициент /(^ 1,78 3,5
0,89 0,89
Коэффициент К2 (табл. ХШ-20) 0,84 0,84
Коэффициент Кд (стр. 516) 0,98 0,95
Коэффициент 0 (стр. 516) 0,005 0,008
Число ремней г (формула (27)) 6 3
Предварительное натяжение одного ремня 2S0, кгс (фор- мула (28)) 27,6 41
Давление на валы Р, кгс (формула (29)) 149 112
2. ЦЕПНЫЕ ПЕРЕДАЧИ*
Наибольшее распространение передачи со втулочными и роликовыми
цепями получили для мощностей до 100 кВт при скорости цепи до 15 м/с,
передаточных числах до 8 и межцентровых расстояниях до 8 м.
К достоинствам цепных передач относят: постоянство передаточного
числа; малые габаритные размеры (по сравнению с ременными передачами);
возможность применения при значительных межосевых расстояниях; высо-
кий КПД (т) = 0,92...0,98); меньшая по сравнению с ременными передачами
нагрузка на валы, возможность передачи вращения одной цепью нескольким
валам, в том числе и с противоположным направлением вращения.
• В настоящей главе приводится материал по проектированию цепных передач со
втулочными и роликовыми цепями.
517
К недостаткам относят: некоторую неравномерность хода; непригод-
ность передачи при необходимости реверсирования без пауз.
Цепи изготовляют в соответствии с ГОСТ 13568 —75* (табл. XIII-22,
ХП1-23).
XIII-22. Цепи роликовые однорядные типа ПРЛ и ПР и двухрядные типа ПР
(по ГОСТ 13568—75)
/-звено соединительное; 2-звено переходное
Обозначение цепи Шаг t Расстояние между внутренними пла- стинами Ввн, не менее Диаметр валика d Диаметр ролика Высота звена й, не более Длина валика Ь, не более Расстояние меж- ду осями А | Ь*, не более зрушающая на- /зка, кге, не менее iccа 1 пог. м, кг
мм £ 2*
ПРЛ—15,875—2270 15,875 9,65 5,08 10,16 14,8 24 13 2270 0,90
ПРЛ-19,05—2950 19,050 12,70 5,96 11 91 18,2 33 — 17 2950 1,60
ПРЛ—25,4-5000- 25,400 15,88 7,95 15,88 24,2 39 22 5000 2,60
ПР—8—460 8,000 3,00 2,31 5,00 7,5 12 7 460 0,20
ПР-9,525-910 9,525 5,72 3,28 6,35 8,5 17 10 910 0,45
ПР-12,7-900—1 12,700 2,40 3,66 7,75 10,0 8,7 900 0,30
ПР-12,7-900-2 12,700 3,30 3,66 7,75 10,0 12 — 7 900 0,35
* Кроме цепей, приведенных в табл. ХШ-22 н ХШ-23, стандарт предусматривает
цепи типа ПРД и ПРИ.
518
Продолжение табл. XI11-22
Обозначение цепи Шаг t Расстояние между внутренними пла- стинами Вви, не менее Диаметр валика d Диаметр роли- ка dx Высота звена Л, не более Длина валика Ь. не более Расстояние между осями А ? Ь*. не более 1 зрушающая иа- /зка. кге, не менее icca 1 пог. м, кг
ММ ае- S
ПР—12 7—1820—1 12,700 5,40 4,45 8,51 И,8 19 10 1820 0,65
ПР—12,7—1820—2 12,700 7,75 4 45 8,51 И.8 21 — 11 1820 0,75
ПР—15,875—2270—1 15,875 6,48 5,08 10,16 14,8 20 — 11 2270 0,80
ПР—15,875-2270—2 15,875 9,65 5,08 10,16 14,8 24 13 2270 1,00
ПР—19,05—3180 19,050 12,70 5,96 11,91 18,2 33 18 3180 1 00
ПР—25,4—5670 25,400 15,88 7,95 15,88 24,2 39 22 5670 2,60
2ПР-12,7—3180 12,700 7,75 4,45 8,51 И,8 35 13,92 11 3180 1,40
2ПР—15,875—4540 15,875 9,65 5,08 10,16 148 41 16,59 13 4540 1,90
2ПР—19,05—7200 19,050 12,70 5,88 11,91 18,2 54 25,50 18 7200 3,50
2ПР—25,4—11340 25,400 15,88 7,95 15,88 24,2 68 29,29 22 11340 5,00
Примечания: I. Кроме указанных в таблице, ГОСТ 13568—75 предусматривает
цепи с шагом более 25,4 мм.
2. Пример условного обозначения цепи приводной роликовой типа
ПР с шагом t —8 мм н разрушающей нагрузкой 460 кге:
Цепь ПР-8—460 ГОСТ 13568—75.
X111-23. Цепи втулочные однорядные и двухрядные типа ПВ (по ГОСТ 13568—75)
1-звено соединительное
519
Продолжение табл. XIII-23
Обозначение цепи Шаг t Расстояние между внутренними пла- стинами Ввн. не менее
ПВ—9,525—1100 ПВ-9,525—1200 2ПВ—9,525—1800 9,525 9,525 9,525 7,60 9.52 5,20
ММ lEBJ Я г Sm
3,59 5,00 8,80 18,5 10,0 1100 0,50
4,45 6,00 — 9,85 21,2 12,0 1200 0,65
4,45 6,00 10,75 9,85 27,5 8,5 1800 1,00
Пример условного обозначения цепи приводной втулочной типа ПВ
* разрушающей нагрузкой 1200 кг и с шагом / =9,525 мм:
Цепь ПВ-9, 525—1200 ГОСТ 13568—75.
Звездочки должны соответствовать техническим требованиям, указанным
в ГОСТ 9756—61*. Определение геометрических размеров профиля зубьев
звездочек показано в табл. ХШ-24.
Обо- значе- ние Наименование параметра 1 Расчетная формула
' dd Диаметр делительной окружности . 180° t cosec ° z _ t “ . 180° sin z
De Диаметр окружности выступов De = /(o,^*+ ctg ly?)
Di Диаметр окружности впадин Dt = dd —2r
• Стандарт не распространяется на звездочки для цепей с шагом свыше 25,4 мц
н на звездочки, применяемые в вело- и мотостроении.
620
Продолжение табл. XIII-24
Обо- значе- ние Наименование параметра Расчетная формула
Г Радиус впадины г = 0,50250 + 0,05
П Радиус закругления зуба ri=l,7D
Гг Радиус закругления г2 = 1.6
II Расстояние от вершины зуба до. линии центров дуг закруглений h = 0,80
Dc Диаметр обода наибольший Dc = t ctg — — 1,3b z
Ширина зуба однорядной звездочки b1 = 0,93BBH — 0,15
ь2 Ширина зуба двухрядной звездочки 62 = 0,90BnH — 0,15
Lx Наибольшаи хорда (кратчайшее расстояние между двумя наиболее отдаленными друг от друга впадинами профиля зубьев звездо- чек с нечетным числом зубьев) r 95° „ Lr = d* cos 2r x ° z
Примечания: 1. . В таблице приведены только те зависимости, которые нужны
для определения геометрических размеров, проставляемых согласно требованиям ГОСТ
2.408—68 на рабочих чертежах звездочек.
2. В таблице приведен материал по звездочкам с профилем зуба со смещением (а)
дуУ впадин. Стандарт, кроме того, предусматривает еще один тип профиля (без смещения
дуг впадин), который применяется в исключительных случаях, когда проектируются особо
точные кинематические реверсивные передачи с одно- илн двухрядными цепями.
3. Обозначения, принятые в формулах: z—число зубьев звездочки; tT D, b, Вац —
см. табл. ХШ-22 и ХШ-23.
Число зубьев звездочек выбирают из следующего ряда: 9, 10, 11, 12,
(13), 14, (15), 16, (17), 18, (19), 20, (22), 25, (28), 32, (36), 40, (45), 50, (56), 63,
(71),80. При этом следует отдавать предпочтение числам без скобок. Шеро-
ховатость поверхности зубьев должна соответствовать 4-му классу у поверх-
ности окружности выступов и у боковых поверхностей зубьев и 5-му классу—
у профиля зубьев.
Точность посадочных отверстий звездочек под вал должна быть не ниже
3-го класса точности.
Звездочки должны изготовляться из стали 40, 45 по ГОСТ 1050—74 или
40Л, 45Л группы II по ГОСТ 977—75. Твердость поверхностного слоя венцов
должна быть в пределах HR.C 40—50 на глубину не менее 1,0 мм при ширине
зубз звездочки до 3 мм; 1,5 мм при ширине зуба звездочки , более 3 до 6 мм;
2,5 мм при ширине зуба звездочки более 6 мм.
Допускается изготовление звездочек из стали 15 и 20 по ГОСТ 1050—-74
с цементацией венца на глубину 1 —1,5 мм, при твердости цементированного
слоя НRC 52—60 или из серого чугуна не ниже марки СЧ 18—36 по ГОСТ
1412 -70 (при скорости цепи до 2 м/с) с последующей термообработкой и твер-
достью венца НВ 363—429.
Рекомендации по проектированию. При использовании втулочных це-
пей наблюдается повышенный износ цепи и звездочек вследствие скольже-
ния между зубьями и втулками вместо качения роликов по зубьям, как
это имеет место в передачах с роликовыми цепями. Поэтому, если к передаче
предъявляются высокие требовании по долговечности, то предпочитают при-
521
менять роликовые цепи. По этой же причине не следует назначать межосевое
расстояние равным минимально допустимому, если позволяют габаритные
размеры, отведенные для передачи в машине. Минимально допустимые зна-
чения межосевого расстояния приведены ниже:
Минимальное расстояние между
осями звездочек, мм
4iin = —— + (30 + 50)
л ____ in Pei Ч~ ^12
^"min 2
д ____ I о Pei + Р«2
Лт1п — §----
д — 1 4 Pei + Р«2
Лт!п — '•*--2----
^n = i,52«±^
Передаточное
число
До 3 . ................ .
3—4....................
4-5....................
5-6....................
6—7....................
Pei и Ре2 — диаметры окружности выступов соответственно меньшей и
большей звездочек, мм.
Оптимальное значение межосевого расстояния можно определить по
формуле
Ав= (30...50) t. (30)
Максимальное рекомендуемое межосевое расстояние
ЛпаХ = 80'- (31)
Холостая ветвь цепи должна немного провисать, поэтому монтажное
межосевое расстояние следует принимать несколько меньшим:
Лм= (0,906...0,998) До. (32)
При выборе шага цепи необходимо учитывать, что с его увеличением
растут динамические нагрузки и шум при работе передачи, уменьшается
плавность ее работы. Поэтому при больших скоростях стремятся (в пределах
надлежащей прочности) принять возможно меньший шаг цепи. В случае
передачи больших мощностей при низких скоростях применяют крупнозвен-
,ные цепи, при высоких — мелкозвенные многорядные цепи.
При выборе количества зубьев малой и большой звездочек передачи не-
обходимо учитывать следующее:
1. С уменьшением числа зубьев меньшей звездочки увеличивается на-
грузка в шарнирах и снижается плавность работы передачи. Для тихоходных
и малонагруженных передач в практике применяют cmin — 9. В остальных
случаях рекомендуется назначать в соответствии с данными, приведен-
ными ниже:
Передаточные числа
передачи
Числа
зубьев
1—2
2—3
3—4
4—5
5—6
.....................................30—27
...................................27—25
...................................25—23
...................................23—21
. . '..............................21 — 17
Кроме того, для более равномерного износа звеньев цепи рекомендуется
при четном количестве ее звеньев принимать нечетное количество зубьев
меиьшей звездочки.
2. Максимальное число зубьев большей звездочки не должно превышать
120. Это обусловливается тем, что при большом числе зубьев возникает опас-
522
пость выхода цепи из зацепления со звездочкой при сравнительно небольшом
удлинении (вытяжке) цепи.
В процессе работы происходит износ в шарнирах цепи. Цепь удлиняется.
Для компенсации удлинения опоры одного из валов выполняют передвиж-
ными. Если это сделать невозможно, то применяют натяжные устройства.
На рис. ХШ-13, а, б показаны устройства с прижимом натяжной звез-
дочки с помощью пружин и груза, на рис. ХШ-13, в — устройство с пе-
риодической регулировкой натяжения цепи. Натяжные устройства реко-
мендуется ставить на ведомую (холостую) ветвь цепи. Звездочка натяжного
устройства должна входить в зацепление не менее чем с тремя звеньями цепи.
Рекомендуется диаметр натяжной звездочки принимать равным или несколь-
ко большим, чем диаметр меньшей звездочки. При угле наклона цепи к гори-
зонту более 60° и при i 3 вместо натяжных звездочек допускается при-
менение роликов.
а 6 S
Рис. ХШ-13.
Расчет передачи*. Для расчета необходимы следующие исходные дан-
ные: передаваемая мощность N, кВт; частота вращения ведущей пг или ведо-
мой п2 звездочки, об/мин; передаточное число /; угол наклона линии центров
передачи к горизонту; условия работы передачи (характер нагрузки, условия
смазки и пр.).
Расчет рекомендуется производить в такой последовательности:
1. Принимая во внимание рекомендации, приведенные на стр. 522, за-
даться числом зубьев меньшей звездочки. Определить число зубьев большей
Звездочки и частоту ее вращения, используя зависимость
г- _ гг _21
г1 п2 ’
где г,— число зубьев ведущей звездочки; г2— число зубьев ведомой звез-
дочки.
2. Определить шаг t цепи, мм, из условия обеспечения надлежащей из-
носостойкости:'
/> 280 1/ Nk* , (34)
' гп [р] т
где N — мощность, кВт; г и п — число зубьев и частота вращения, об/мин,
одной и той же звездочки; [р] — допускаемое удельное давление, кгс/мм2
(по табл. ХШ-25); т — коэффициент рядности (для однорядной цепи т = 1,
для двухрядной цепи т = 1,7); k3—коэффициент, учитывающий условия
эксплуатации (табл. ХШ-26). k3 = kik^k^.
* Ниже приводится упрощенный расчет цепной передачи. Вопросы проектирования
ответственных передач (тяжелонагруженных, быстроходных и пр.) изложены в соответствую-
щих литературных источниках [7, 9, 15].
523
XII1-25. Допускаемое удельное давление [/>], кгс/мм2, при k3 = 1
Шаг цепи, мм nt, об/мин
50 200 400 600 800 1000 1200 1600 2000 2400 2800
12,7-15,875 3,5 3,15 2,87 2,62 2,42 2,24 2,10 1,85 1,66 1,50 1,37
19,05-25,4 3,5 3,00 2,62 2,34 2,10 1,90 1,75 1,50 — — —
Примечание: Для цепей повышенной прочности значения [р] можно повышать иа
XIII-26. Значение коэффициентов
Условия работы передачи Значения коэффициентов
Вид нагрузки:
спокойная 61 = 1,00
с толчками или переменная Регулирование межосевого расстояния: 61 = 1,25—1,50
передвигающиеся опоры 62 = 1,00
оттяжные звездочки (не более трех) или нажимной ролик 62 = 1,10
нерегулируемое (постоянное расстояние) Положение передачи: 62 = 1,25
наклон линии центров звездочек до 60° к горизонту 63 = 1,00
наклон линии центров звездочек больше 60° Смазка: 63 = 1,25
непрерывная (масляная ваина или от насоса) 64 = 0,80
капельная или внутришарнирная (регулярная) 64= 1,00
периодическая (нерегулярная) Работа: 64 = 1,50
односменная 66 = 1,00
двухсменная kb = 1,25
непрерывная 65 = 1,50
Примечание. Если получается k3 = > 3, то следует улучшить условия
работы передачи.
Вычисленное значение t округляют до стандартного по табл. XIII-22,
ХШ-23.
Если по условиям компоновки передачи межцентровое расстояние А
лимитируется какой-то величиной и при этом А < 30/ и ---/— < 1,5, где
+ za
Lt—число звеньев цепи, необходимо учитывать коэффициент 6 = 1,25.
В этом случае 6Э = 646г636465 • 1,25.
3. Проверить соответствие параметров п±, z± и / рекомендациям, приве-
денным в табл. ХШ-27. Если при вычисленных г4 и t число оборотов пх- боль-
ше nmax, то либо изменяют число зубьев г4 (в пределах допустимого, приве-
денного на стр. 522), либо уменьшают /, увеличивая при этом рядность
цепи.
4. Выбрать в первом приближении оптимальное межосевое расстояние
Л о по формуле (30).
5. Определить число звеньев цепи Lf по формуле
I _2Л0 । га + г1 , /г2 — ‘ /о»
Lt —Г + ~Г~ + а0 • (35)
524
XI11-27. Наибольшая допускаемая частота вращения меньшей звездочки
[«maxi- об/МИН
Число зубьев звездочки Шаг t, мм Число зубьев звездочки Шаг t, мм
9,525 12,7 15,873 19,05 25,4 9,525 12,7 15,873 19,05 25,4
15 4100 2650 1900 1450 950 25 4450 2900 2070 1580 1030
20 4300 2780 2000 1520 1000' 30 4600 3000 2150 1640 1070
Число звеньев Lf рекомендуется принимать четным, тогда отпадает не-
обходимость в использовании переходных звеньев, которые по прочности
уступают основным. Полученное значение Lt проверяют по условию
“ = <36>
где и—число ударов одного и того же шарнира цепи о зуб меньшей звез-
дочки в секунду; [и]—допускаемое число ударов. Следует принимать [и]<3.
6. Уточнить межосевое расстояние А, мм, по формуле:
1г -г V
Величину г 2 2л * ) принимаем по табл. ХШ-28.
XIII-28. Значения ) =т
г2 — 2t т г2 — г, т Z2 — т Z1 — zt т
1 0,025 26 17,12 51 69,5 76 146,3
2 0,101 27 18,47 52 68,5 77 150,2
3 0,228 28 19,86 53 71,2 78 154,1
4 0,405 29 21,3 54 73,9 79 158,1
5 0,633 30 22,8 55 76,6 80 162,1
6 0,912 31 24,3 56 79,4 81 166,2
7 1,24 32 25,9 57 82,3 82 170,3
8 1,62 33 27,6 58 85,2 83 174,5
9 2,05 34 29,3 59 88,2 84 178,7
10 2,53 35 31,0 60 91,2 85 183,0
11 3,07 36 32,8 61 94,3 86 187,3
12 3,65 37 34,7 62 97,4 87 191,7
13 4,28 38 36,6 63 100,5 88 196,2
14 4,97 39 38,5 64 103,8 89 200,6
15 5,70 40 40,5 65 107,0 90 205,2
16 6,49 41 42,6 66 110,3 - 91 209,8
17 7,32 42 44,7 67 113,7 92 214,4
18 8,21 43 46,8 68 117,1 93 219,1
19 9,14 44 49,0 69 120,6 94 223,8
20 10,13 45 51,3 70 124,1 95 - 228.6
21 11,17 46 53,6 71 127,7 96 233,4
22 12,26 47 56,0 72 131,3 97 238,3
23. 13,40 48 58,4 73 135,0 98 243,3
24 14,59 49 60,8 74 138,7 99 248,3
25 15,83 50 63,3 75 142,5 100 253,3
525
7. Вычислить величину монтажного межосевого расстояния по форму-
ле (32).
8. Определить скорость цепи, м/с, по формуле
V = 60- ’юоб ’
9. Определить окружное усилие Р, кгс, на звездочке, равное усилию в
ведущей ветви цепи, возникающему от передачи полезной нагрузки:
(39)
(40)
данных’
?== 102Л/
~~ v
10. Определить приближенно нагрузку Q на валы по формуле
Q =-- 1.15Р.
Пример. Рассчитать цепную передачу с роликовой цепью прн следующих
мощность на ведущем валу Л\ = 7,5 кВт: частота вращения ведущего вала nt — 970 об/мин;
передаточное число i = 4,15 ± 1%; межцентровое расстояние А регулируется перемещением
ведущего вала со звездочкой; А = 1000...1700 мм; линия центров звездочек располагается
вертикально; смазка периодическая (раз в смену); работа двухсменная.
1. В соответствии с данными, приведенными на стр. 522, z, =s 23. Тогда по формуле (33)
z2 === zti = 23 • 4,15 = 95,5.
Принимаем г2 = 96. Прн этом i ~ = 4,17, что незначительно отличается (на
0,8%) от заданного значения i.
Частота вращения ведомого вала, об/мин,
2. Пользуясь зависимостью (34), определяем шаг цепи:
k3 = 1 • 1 • 1,25 . 1,5 • 1,25 = 2,26.
Л1, kz, кз, кл. k5 находим по табл. ХШ-26.
Выбираем для рассчитываемой передачи однорядную цепь с шагом 12,7—15,87 мм и при-
нимаем [р] да 2,24 кгс/мм (табл. XI11-25). Тогда
3 / Nk ~ 3 / 7?5 Т 2,26
I = 280 у = 280 У 2з . д70 . 2,24 1 ~ *9-2
Так как это значение больше принятого, то пересчитываем t, приняв новое значение допу*
скаемого удельного давления (табл. XII1-25) : [р] = 1,91. Прн этом
<- 280 1Л2зЛ7Ь.2;1— ~?°’5ММ
Принимаем ближайший больший по стандарту шаг цепи (табл. ХШ-22) / = 25,4 мм.
3. Проверяем соответствие параметров по табл. XII1-27. При zt = 23 и / = 25,4 макси-
мальное число оборотов лтах * 1020 об/мнн, что больше nt.
4. Выбираем оптимальное межосевое расстояние, пользуясь зависимостью (30)*
До = (30....50) 25,4 = 760...1270 мм.
Принимаем предварительно До = 1000 мм.
5. Определяем число звеньев цепи по формуле (35) ^значение
табл. ХШ-28) :
2г — Zt
2тс
выбираем по
_ 2 • 1000
25,4
-±-+1з5^0=141,93.
Принимаем L? = 142.
6. Проверяем передачу по условию (36):
23 . 970
и~ 60 • 142 ”
2,6 < [и] = 3.
Следовательно, передача удовлетворяет условиям ударной прочности.
7. Уточняем межосевое расстояние по формуле (37):
А = SLf р42 - 5^,5 + (142 - --у—')2 — 8 • 135j = 1004,6 мм.
526
8. Определяем монтажное межосевое расстояние по формуле (32):
Дм = (0,996-..0,998) • 1004,6 = 1000.6...1002,6 мм.
Принимаем Дм = 1002 мм.
9. Определяем скорость цепи по формуле (38):
V = 25,4 23 970 9>4 „/с.
60 1000
10. Определяем силу Р по формуле (39):
„ 102 • 7,5 ., _
Р = —п «81,6 кгс.
9,4
11. Определяем нагрузку на валы по формуле (40):
Q = 1,15 . 81 б ~ 90 кгс.
Рабочий чертеж звездочки (по ГОСТ 2408—68). Рабочие чертежи звез-
дочек для приводных роликовых и втулочных цепей должны выполняться
в соответствии с общими нормами ЕСКД и ГОСТ 2408—68.
На изображении звездочки, кроме размеров и обозначений шерохова-
тости поверхности, ие относящихся к элементам зацепления, должны быть
обязательно нанесены размеры и обозначения шероховатости, приведенные
на рис. XIII-I4.
Ж
J1
А
Число зубьев_______________
Сопря- UJ о г
И<еиепаь’ Диаметр ролика(дтулки)
Профиль зуба по ГОСТ 591-69
Класс точности поГОСТ 591-69
Диаметр окружности впадин*
Допуск на разность шагов
Радиальное биение Ji________
Ториевое биение зубчатого вениа
Диаметр делительной окружности
Сопря-
женная
аепь
Ml
Со снеше-
~ нием
St
To
Ширина внутренней
пластины
Расстояние между внут-
ренними пластинами
*Для звездочек с нечетным г вместо
указывают размер наибольшей хорды Zz
с предельными отклонениями.
Ю . 35
г
1
Место основной надписи
по ГОСТ2. ТОО-68
Рис. ХШ-14.
Таблица параметров должна состоять из трех частей (рис. ХШ-14):
I — основные данные (для изготовления); II — данные для контроля; III —
справочные данные.
Таблица должна содержать в обязательном порядке все те параметры,
которые внесены в таблицу на рис. XIII-14. Причем, если у звездочки число
зубьев нечетное, то вместо О/ в таблицу вносится Lx. На чертеже одновен-
цовой звездочки параметры А и п опускаются или в их графах ставятся про-
черки. В Ill части таблицы при необходимости могут быть внесены также
и другие справочные данные, относящиеся к элементам зацепления. Если
627
-31П‘29- fa”» точности звездочек (по ГОСТ 591-69) — - Классы точности при диаметре звездочки. 0S2I •< 0551 ° 008 ® « S £ 008 ot Ь 005 00S ot 092 -аз 092 ой 021 *03 051 ой 0S51 -яэ 0521 ой 008 ‘во с 008 ой £ 005 'во о ——— — £ 005 ой 092 ’во 092 ой* 021 'во 021 otr = L_ 1 “ - | о ч [ а Предельные отклонения ~ и допуски, мкм Предельные отклонения и допуски мкм — _ t - 160 200 250 320 400 _ - 200 250 320 400 500 _ окружности — R = । 1 | выступов “* 1,0 ОСТ 1024 и по ОСТ юоч п — * L_ ГОСТ 2689-54 5 Г0СТ £5 "° по ОСТ ППА 2 -j — 2689 54 1010 2000 —2400 —3000 /диаметр иг окружности ! 1 | хоодГг И Наибольшая 53а по ОСТ НКМ 1027 и R - Г0СТ 2689~54 ГОСТ 2689-54 ” В& П°г°2 ц025 И С* по Диаметр (2г) впадин зуба — С по ОСТ НКМ шот —— 1 54 — За П0 0СТ НКМ 1027 С4 по ОСТ 1024 1 7Г L- 1 - ост 1024 Радиальное биение — [ по ОСТ 1010 окружности впадин и —. осевое биение зубчатого 1
160 200
60 80 100 120 80 100 120 160
[ Первый Шаг, о о© о0 о о© ° „„104 04^43° ©О ММ 1 — — см 04° (о© ^04 ОЧ 1 5 F 2- ® ° «о m ° *° q g g Предельные отклонения и допуски, мкм 1 i : . 1 1
8 S
40 50 50 60
Разность шагов t (одной До 20 25 49 звездочки) Свьь 32 ше 20 до 35 32 40
528 Параметр ы _ 1
звездочка имеет несколько венцов, отличных по шагу или числу зубьев, то
значения параметров указывают в таблице для каждого венца в отдель-
ных графах. Каждый зубчатый венец и соответствующую графу (колонку)
таблицы обозначают прописными буквами русского алфавита.
При выполнении рабочих чертежей буквенные обозначения размеров на
изображении (рис. XIII-14) заменяют числовыми величинами. Размеры Dc, De,
Di, Lx, dg, h, r3, r4 и определяют по формулам из табл. XIII-24. Значения
параметров I, D, dlt 8/, b, BBI! принимают по табл. XIII-22 и XIII-23.
Допускаемые отклонения на размеры I, De, Di, Lx, r, blt а также радиаль-
ное биение окружности впадин и осевое биение зубчатого венца принимают по
табл. ХШ-29 (для звездочек тихоходных и неответственных передач — по 3-му
классу точности, для звездочек быстроходных передач (о > 8 м/с) — по 1-му
классу точности)?
3. ЗУБЧАТЫЕ ПЕРЕДАЧИ
В машиностроении зубчатые передачи являются наиболее распростра-
ненным типом передач. Достоинствами их являются возможность передачи
практически любой мощности (до 50 000 л. с.), высокая надежность в работе,
обеспечение строгого постоянства передаточного числа, компактность,
простота эксплуатации, высокий КПД и ряд других.
Ниже рассматриваются наиболее распространенные зубчатые передачи:
цилиндрические с прямозубыми и косозубыми колесами и внешним или внут-
ренним зацеплением, которые применяются для передачи вращения между
параллельными валами; конические прямозубые передачи с углом пересече-
ния валов 90°; червячные передачи с архимедовым червяком, применяющиеся
при скрещивающихся валах.
ПЕРЕДАЧИ ЦИЛИНДРИЧЕСКИМИ КОЛЕСАМИ
С НЕКОРРИГИРОВАННЫМ ЭВОЛЬВЕНТНЫМ ЗУБОМ
(atw — 20° и тп > 1 мм)
Условные обозначения по ГОСТ 16530—70 и ГОСТ 16531—70 (рис.
XIII-15 — XIII-17):
а — делительное межосевое расстояние передачи, мм;
а — угол профиля исходного контура, град;
----линия зацепления передачи (прямая, по которой перемещает-
ся точка контакта сопряженных зубьев при вращении колес, показана
на рис. ХШ-15);
18 7-347
529
/ 2
А\
Рис. ХШ-17.
А
aiw — угол зацепления, град (острый угол между линией зацепления и
перпендикуляром к межосевой линии);
й—передаточное число передачи;
с — радиальный зазор в передаче, мм (для передач, рассматриваемых
ниже с — 0,2тп);
pi—делительный окружной шаг зубьев, мм (расстояние между ( дно-
именными профилями соседних зубьев
по дуге делительной окружности в
торцевом сечении);
рп— делительный нормальный шаг зубьев,
мм (кратчайшее расстояние по дели-
тельному цилиндру между эквиди-
стантными одноименными линиями
соседних зу(нгев; для прямозубых ко-
лес рп = pt);
тп—делительный нормальный модуль зубьев,
мм (линейная величина, в л раз мень-
шая делительного нормального шага
зубьев);
mt — делительный окружной модуль, мм (линейная величина, в л раз мень-
шая делительного окружного шага; для прямозубых колес mi = тп);
т — расчетный модуль цилиндрического зубчатого колеса (равен делитель-
ному нормальному модулю тп);
z — число зубьев зубчатого колеса;
гК — условное число зубьев (вспомогательная величина, служащая для опре-
деления длины общей нормали косозубых колес);
гТ — целая часть числа гк;
К — вспомогательный коэффициент для определения величины гк;
d — делительный диаметр зубчатого колеса, мм;
da — диаметр вершин зубьев зубчатого колеса, мм;
df — диаметр впадин зубчатого колеса, мм;
•------делительная линия зуба—линия пересечения боковой поверхности зуба
с делительным цилиндром колеса;
[5 — делительный угол наклона линии зуба, град (острый угол между пере-
секающимися делительной линией зуба и образующей делительного
цилиндра);
х — коэффициент смещения исходного контура;
sc — постоянная хорда зуба, мм;
пс — высота до постоянной хорды зуба, мм;
п — частота вращения зубчатого колеса, об/мин;
W7 — длина общей нормали, мм;
WT — длина общей нормали прямозубого колеса с модулем тп = 1 мм;
— часть длины общей нормали косозубого колеса, соответствующая дроб-
. ной части числа (т. е. соответствующая числу — гТ);
Асе—наименьшее утонение зуба непостоянной хорде, мм;
Тс— допуск на толщину- зуба по постоянной хорде, мм;
Лсе пр — наименьшее утонение толщины зуба по постоянной хорде, при измере-
нии на базе наружного цилиндра контролируемого зубчатого колеса,
мм;
7^ пр — допуск на толщину зуба по постоянной хорде, при. измерении на база
наружного цилиндра контролируемого зубчатого колеса, мм.
Ниже приведен геометрический расчет параметров передач (табл. ХШ-30).
При необходимости расчета на прочность элементов передачи - следует
обратиться к источникам |4, 9, 10, 11].
Рабочий чертеж цилиндрического зубчатого колеса со стандартным про-
филем зуба. Должен выполняться в соответствии с общими правилами, огово-
ренными в стандартах.ЕСКД. Кроме того, в части элементов зацепления ме-
530
таллических механически обработанных колес чертеж должен удовлетворять
требованиям ГОСТ 2. 402—68 и ГОСТ 2.403—75. Смысл этих требований по
отношению к колесам со стандартным профилем сводится к следующему:
1. Параметры зубчатого веица, отмеченные звездочкой на рис. ХШ-18,
обязательны для рабочего чертежа. Если предполагается, что окружность
выступов будет использована в качестве измерительной базы, то допуск
(Xd0) на диаметр вершин зубьев следует назначать равным 0,5Тн (величина
Ти — по табл. X1II-32). При этом, величину радиального биения пъ (рис.
XII1-18) необходимо принимать равной 0,25 Тн. Величину осевого биения
базового торца пй назначают по табл. XIII-33.
Х1П-30. Геометрический расчет передач
Обозначение искомой вели- чины Расчетная формула Пример расчета Примечание
с -- « г? оа_ М N t Определяются в процессе прочностного и кинемати- ческого расчета 11 ^1IIII s 3 mn — по ГОСТ 9563—60 (табл. X1II-31). Угол наклона зуба у косозубых колес обычно принимают Р=8° -j- 15°, у шев- ронных — Р = 25° 40°
U «1 г2 и = — = — Zj 32 . _ “=2б=1-6 —
mt mn mt = 5 cos p Для прямозубых колес mt = mn Вычисляется для косозубых колес
Pt pt = tunt — —
Рп pn = mn рп = 3,14 5 = 15,70 мм __
a „ (z2 + ?i) mt 2 (20+ 32)-5 iqn a — i i—J. = 130 мм —
d dx = d2 = z2mt dt = 20 5 —, 100 мм d2 = 32 5 = 160 мм —
da dal = dj 2mn ^«2 ~ ^2 4" da, = 1004-2 • 5 =110 мм da2= 160 4-2 5—170 мм —
df e st S £• CM CM 1 1 IM « ’ХЗ 43 li II — CM ’ч' ’Г?' d^ =100—2,4 • 5 -- 88 мм d/2= 160-2,4-4=148 мм
ъ sei = sc2 = L3870mn se = 1,3870 5 = 6,935 мм — •
hc Лс1 = hc2 = 0,7476mn hc = 0.7476 5 = 3,738 мм —
18*
531
Продолжение табл. Х1П-30
Обозначение искомой вели- чины Расчетная формула Пример расчета Примечание
гк zK — X При Р = 0° гк = г Я — по табл. ХШ-37
Wn Г„ = 0,0149Х X (гк гт) При Р = 0° Wn = 0 - —
W* W = mn (WT + Г„) Wt = 5 (7,6605 + 0) = = 38,30 мм W2 = 5(10,806 + 0) = = 53,90 мм См. прим. 4 и 5. WT — но табл. ХШ-36
Примечания: 1. На чертежах величины, отмеченные звездочкой, проставляются с
допускаемыми отклонениями:
п? ~AWme 1~Асе или 7/~Л«?пр
W -(AWme + T^)-, Sf-( Асе + Тс) илн Sc-(Ace пр + Т,с пр).
Отклонения Awme Асе', Тс и Twm принимаются по таблицам ХИ 1-38—ХЦ1-42. По реко-
мендации ЦНИИТмаш, для случая контроля толщины зуба с использованием поверхности
вершин зубьев в качестве измерительной базы, например, при измерении sc с помощью штан-
геизубомера величины допусков следует определять по формулам:
Асе пр = J Асе I + 0,09ГС1
пр 0,67*с-
2. Индексами 1 и 2 обозначены параметры соответственно шестерни и колеса.
3. Прн расчете внутреннего зацепления в формулах для определения a, da2> d^ знак
между двумя символами правой части равенств изменяется на противоположный.
4. Величина U7 определяется для прямозубых колес н тех косоэубых, у которых выпол-
b
ияется условие W < , где Ъ — ширина венца.
5. При расчете длины общей иормалн для косозубых колес величии^ W? определяется
каи для прямозубых колес с числом зубьев равным (т. е. принимается во внимание только
целая часть числа z^).
XI П-31. Модули зубчатых передач (по ГОСТ 9563—60)
Ряд Модуль, мм
1-й 1 1,25 1.5 2 2,5 3 4 5 6 8 10 12 16 20 25 32
2-й 1,125 1,375 1,75 2,25 2,75 3,5 4,5 5,5 7 9 11 14 18 22 28 36
Примечания: 1. ГОСТ 9563—60 предусматривает модули от 0,05 до 100 мм.
2. Стандарт распространяется на модули зубчатых колес цилиндрических, конических
и червячных (с цилиндрическим червяком) передач.
3. Для цилиндрических колес с косым и шевроииым зубом модуль определяется по
нормальному шагу.
4. Для конических зубчатых колес модуль определяется по большему диаметру.
5. Для червячных колес с цилиндрическим червяком модуль определяется в осевом
сечении червяка.
6. При назначении величии модулей первый ряд следует предпочитать второму.
532
2. На изображениях элементов зацепления (см. рис. ХШ-18) указывают
шероховатость: боковых поверхностей зуба а и поверхности впадин b —по
табл. ХШ-34; цилиндрической поверхности, проходящей по вершинам зубьев
б,— по табл. IV-27; поверхности базового торца г — в соответствии с дан-
ными, приведенными ниже:
Торцовое Шероховатость поверхности
биение, мкм базового торца (не выше)
Св. 8 до 15 1.......................>....................Ra = 1,25
Св. 16 до 40........................................ Ra = 2,5
Св. 40 до 80.........................................Rz = 20
Св. 80 до 320 .........................................Rz = 40
Кроме того, указывают шероховатость поверхностей фасок или радиусов
закругления на кромках головок и торцах зубьев. В зависимости от диаметра
и степени точности колес шероховатость этих поверхностей рекомендуется
принимать /?z10 — /?z80. Чем больше диаметр и ниже степень точности,
тем выше может быть шероховатость поверхности.
3. Чертеж должен содержать данные о фасках или радиусах на кромках
головок и торцах зубьев в виде размеров на изображениях соответствующих
элементов, либо в виде технических требований, как это сделано на рис.
ХШ-18.
4. Таблица параметров обязательна на чертеже любого зубчатого колеса.
Она помещается в верхнем правом углу и вычерчивается по размерам, ука-
занным на рис. XIII-18. Таблица подразделяется на три части, отделяемые
друг от друга сплошными основными линиями:
I часть — основные данные. Заполняется в объеме данных, приведен-
ных в таблице на рис. ХШ-18, причем для прямозубого колеса строки с
данными об угле Р и направлении наклона зуба из таблицы параметров исклю-
чаются. На чертеже зубчатого сектора вместо строки «Число зубьев» помеща-
533
ется «Число зубьев секторного зубчатого колеса». При заполнении строки
«Направление зуба» необходимо помнить, что наклон зубьев у косозубых
шестерни и колеса противоположный. Так, например, на схеме (рис. ХШ-17)
у шестерни 1 правый наклон, у колеса 2 — левый.
II часть —данные для контроля. В зависимости от технологических
возможностей изготовления и контроля во II часть вносят те или иные па-
раметры для контроля взаимного положения разноименных профилей зубьев
по одному из следующих вариантов: постоянная хорда зуба sc и высота до
постоянной хорды hc; длина общей нормали ПЛ Кроме того, ГОСТ 2.403—75
XII1-32. Допуск на смещение исходного контура Тн, мкм,
(по ГОСТ 1643—72)
। Вид сопря- I жения Вид допуска бокового зазора ’ Допуск иа радианное биение зубчатого венца, мкм
св. 25 1 до 32 СВ. 32 1 ДО 40 св. 40 до 50 I 1 св. 50 до 60 I св. 60 1 до 80 I св. 80 । до 100 св. 100 до 125 св. 125 ! до 160 : св. 160 до 200 ! св. 200 до 250
Н, Е Л 52 60 70 80 95 120 140 170 220 260
D d 65 75 90 100 125 150 180 220 280 340
. С С 80 95 ПО 130 160 200 220 280 360 420
В ь 105 120 140 160 200 240 280 360 420 530
А а 130 150 180 200 250 300 360 450 560 670
— 2 160 200 220 250 300 360 450 5G0 680 850
— У 200 240 280 320 360 450 560 680 850 1060
— X 250 280 320 360 450 560 ’680 850 1060 1320
Примечание. ГОСТ 1643—72 предусматривает Тцдля зубчатых колес с радиаль-
ным биением от 0 до 800 мкм.
XIII-33. Допускаемое биение базового торца относительно рабочей оси
зубчатого колеса, мкм
Степень точ- ности по нор- мам контакта Ширина зубчатого венца, мм
до 40 св. 40 до 100 св. 100 до 160 св. 160 до 250 св. 250 до 400 св. 400 до 630
7 24 12 8 6 4,5 3,4
8 40 20 13 10 ч 7,1 5,5
9 64 32 20 16 12,0 9.0
Примечания: 1. Для определеиия биения базового торца в конкретном случае
d
необходимо табличное значение умножить на
2. Под рабочей осью зубчатого колеса понимается ось, вокруг которой вращается зуб-
чатое колесо в передаче.
3. При назначении допуска на осевое биение базового торца относительно посадоч-
ного отверстия колеса необходимо учитывать погрешности всех промежуточных элементов,
так/ттобы их суммарное влияние не привело к осевому биению колеса большему, чем
приведенное в данной таблице.
534
XI П-34. Шероховатость поверхностей зубьев
Наименование поверхности Степень точности
8-я 9-я
Боковые поверхности зубьев Ra = 1,25 Яг =20 Яг=40
Переходные поверхности и поверхности дна впадин: шестерив колеса Твердость рабочих поверхностей зубьев
WB240 —270 WB260-310 >Н/?С45
II II к н ЛДз N N IIII 8S Ra = 2.5 Ra = 2,5
Примечания: 1. Таблица составлена по усредненным данным различных источ-
ников.
2. Шероховатость впадин и переходных поверхностей для колес 9 й степени точности
рекомендуется принимать =40 независимо -от твердости рабочих поверхностей зубьев.
предусматривает еще два варианта — контроль по хорде ва любой концентри-
ческой окружности и по размеру между роликами. В справочнике данные
по этим параметрам не приводятся. В случае необходимости для их опре-
деления следует обратиться к ГОСТ 16532—70, а также к методическим ука-
заниям, разработанным ВНИИТмаш.
Ill часть — справочные данные. Здесь должны быть приведены: дели-
тельный диаметр d; число зубьев сектора (для секторного зубчатого колеса)
и при необходимости, другие справочные данные.
Ниже приводятся таблицы XIII-35—ХШ-43, предназначенные для оп-
ределения величин, входящих в таблицу параметров, кроме величин г, (3,
sf, he, d, которые вычисляются по формулам из табл. ХШ-30.
XIП-35. Рекомендации по применению степеней точности передач
(ориентировочные данные)
Зубчатые колеса Окружная скорость зубчатых колес, м/с Степень точ- ности по ГОСТ 1643—72
прямо- зубых косо- зубых
Работающие при повышенных скоростях и умеренных мощностях, в цепи подач метал- лорежущих станков, где требуется согласо- ванность движений, скоростных редукторов, передач отсчетных устройств и скоростных передач с непрямыми зубьями До 10 До 15 7-я (точные)
Общего машиностроения, не требующие осо- бой точности; работающие в металлообраба- тывающих станках за исключением колес, входящих в делительные цепи, в неответст- венных передачах авиа- и автотракторострое- ния, грузоподъемных механизмов, в ответст- венных передачах сельскохозяйственных ма- шин, нескоростных редукторов До 6 До 10' 8-я (средней точности)
535
Продолжение таб.л. XI11-35
Зубчатые колеса Окружная скорость зубчатых колес, м/с Степень точ- ности по ГОСТ 1643—72
прямо- зубых косо- зубых
Тихоходных передач, к которым не предъяв- ляются требования нормальной точности; неиагруженных передач, выполненных по конструктивным соображениям ббльшими, чем следует из расчета До 2 До 4 9-Я (пониженной точности)
XI1I-36. Длина общей нормали Wr для зубчатых колес при тп = 1 мм
Число зубьев колеса 2 Число зубьев, охватываемых при измере- нии мм Число зубьев колеса г Число зубьев» охватываемых при измере- нии «Ху, мм Число зубьев колеса z Число зубьев, охватываемых при измере- нии мм
17 • 7,6184 48 16,9090 78 29,1376
18 7,6324 49 с 16,9230 79 29,1517
19 7,6464 50 16,9370 80 29,1657
20 3 7,6604 51 16,9510 81 •29,1797
21 7,6744 82 10 29,1937
22 7,6884 83 29,2077
23 7,7024 52 19 9171 84 29,2217
24 7,7165 53 19’9311 85 29,2357
25 7,7305 54 55 19,9451 19,9592 86 29,2497
26 27 28 29 30 4 10,6966 10,7106 10,7246 10,7386 10,7526 56 57 58 59 60 7 19,9732 19,9872 20,0012 20,0152 20,0292 87 88 89 90 91 11 32,2159 32,2299 32,2439 32,2578 32,2719 32,2859
31 10,7666 92
32 10 7806 61 22,9953 93 32,2999
33 10,7946 62 23,0093 94 32,3139
34 10,8086 63 64 23,0233 23,0373 95 32,3279
13,7748 13,7888 13,8028 13,8168 13,8308 65 8 23,0513 96 35,2940
35 66 23,0653 97 - _ 35,3080
оо 37 38 39 67 23,0793 98 35,3220
5 68 69 23,0933 23,1074 99 100 101 12 35,3361 35,3501 35,3641 35,3781 35,3921
40 41 42 13,8448 13,8588 13,8728 70 71 26,0735 26,0875 102 103
43 13,8868 72 26,1015
73 26,1155 26,1295 104 38,3582 38,3722
44 16,8529 74 9 105
75 26,1435 106 13 38,3862
45 6 1о,8о69 16,8810 16,8950 76 26,1575 107 38,4002
4о 47 77 26,1715 108 38,4143
Б36
Продолжение табл. ХП1-36
. Число зубьев 1 колеса г Число зубьев, охватываемых при измере- нии IF/’, мм Число зубьев колеса г Число зубьев, охватываемых при измере- нии IFу*, мм Число зубьев колеса г 1 Число зубьев, I охватываемых I при измере- нии Wj', мм
109 38.4283 141 50.6849 174 62,9557
ПО 38,4423 142 50,6989 175 62,9697
111 38,4563 143 50,7129 176 62,9837
112 38,4703 144 17 50,7270 ' 177 62,9977
145 - 50,7410 178 21 63,0117
146 50,7550 179 63,0257
113 114 41,4364 41,4504 147 50,7690 180 181 63,0397 63.0537
115 116 117 118 119 120 121 41,4644 41,4784 41,4924 41,5064 41,5204 41,5344 41,5485 148 53,7351 182 63,0677
14 149 150 53,7491 53,7631 183 66,0338
151 152 18 53,7771 53.7911 184 185 66,0479 66,0619
153 154 53,8051 53,8192 186 187 ' 22 66,0759 66,0899
44 5145 155 53,8332 188 66,1039
122 123 189 66,1179
44,5285
190 66,1319
124 125 126 127 128 129 44,5425 44,5565 44,5706 44,5846 44,5985 44,6126 156 56,7993
15 157 158 159 160 161 19 56,8133 56,8273 56,8413 56 8553 56,8693 191 192 193 194 23 69,0980 69,1120 69,1260 69,1400
162 56,8833 195 69,1540
130 47,5788 163 56,8973 196 69,1680
131 132 133 47,5928 47,6068 47,6208 164 56,9113 197 198 69,1820 69,1961
16 165 59,8775
134 47,6348
135 136 137 138 47,6488 47.6628 47,6768 47,6908 166 167 168 169 170 20 59,8915 59,9055 59,9195 59,9395 59,9475 199 200 201 202 203 204 205 24 72,1722 72,1762 72,1902 72,2042 72,2182 72,2322 72,2462
139 140 17 50,6569 50.6709 171 172 173 59,9615 59,9755 59,9895
XIП-37. Значение коэффициента К
0 К 0 К . 0 к 1 0 К
8° 00' 1,0283 10° 00' 1,0447 12° 00' 1,0651 14° 00' 1,0898
8° 00' 1,0308 10° 20' 1,0478 12° 26' 1,0689 14° 20' 1,0944
8° 40' 1,0334 1 10° 40' 1,0510 12° 40' 1.0728 14° 40' 1,0991
9° 00' 1,0360 11° 00' 1,0544 13° 00' 1,0769 15° 00' 1,1039
9° 20' 1,0388 I 11° 20' 1,0578 13° 20' 1,0811 । 15° 20' 1,1089
9° 40' 1,0417 11° 40' 1,0614 13° 40' 1,0854 15° 40' 1,1140
Б37
Продолжение табл. XI11-37
К ₽ К 3 К К
16° 00' 1,1192 19° 40' 1,1867 23° 20' 1,2747 27° 00' 1,3880
16° 20' 1,1246 20° 00' 1,1938 23° 40' 1,2839 27° 20' 1.3997
16° 40' 1,1302 20° 20' 1,2010 24° 00' 1,2933 27° 40' 1,4117
17° 00' 1.1358 20° 40' 1,2085 24° 20' 1,3029 28° 00' 1,4240
17° 20' 1,1416 21° 00' 1,2161 24° 40' 1,3127 28° 20' 1,4366
17° 40' 1.1476 21° 20' 1,2239 25° 00' 1,3227 28° 40' 1,4494
18° 00' 1,1538 21° 40' 1,2319 25° 20' 1,3330 29° 00' 1,4626
18° 20' 1,1600 22° 00' 1,2401 25° 40' 1,3435 29° 20' 1,4760
18° 40'- 1,1664 22° 20' 1,2484 26° 00' 1,3542 29° 40' 1,4897
19° 00' 1.1730 22° 40' 1,2570 26° 20' 1,3652 30° 00' 1,5038
19° 20' 1,1798 23° 00' 1,2658 26° 40' 1,3765
Х1П-38. Наименьшее отклонение длины общей нормали Афте в тело зуба,
мкм, (слагаемое I) по ГОСТ 1643—72
Вид сопря- жения Степень точ- ности по нор- мам плавности Диаметр делительной окружности зубчатого колеса, мм
до 80 св. 80 до 125 св. 125 до 180 СВ. 180 до 250 св. 250 до 315 СВ. 315 до 400 св. 400 до 500 св. 500 до 630 св. 630 до 800 "। 'ср. 800 до 1000
н 7 9 11 12 14 15 17 19 22 25 28
Е 24 27 30 34 38 43 48 55 60 70
D 34 40 48 55 60 70 75 80 95 ПО
8 38 45 52 60 70 75 80 90 105 120
С В 7 55 65 75 85 95 100 110 130 150 170
8 60 70 80 95 110 120 130 140 160 190
9 70 75 90 105 120 125 140 150 180 200
7 90 105 120 140 . 160 170 180 200 240 280
8 95 120 130 150 170 190 200 220 260 300
9 ПО 125 140 160 190 200 220 250 280 320
А 7 140 160 190 220 240 260 300 340 360 400
8 150 180 200 240 260 280 320 360 400 459
9 170 190 220 250 280 320 360 400 450 500
Примечание. Для определения величины Дп/ необходимо к слагаемому I из
те
даяной таблицы прибавить слагаемое II из табл. XIII-39.
638
Х1П-39. Наименьшее отклонение длины общей нормали А в тело зуба,
" те
мкм, (слагаемое П) по ГОСТ 1643—72
Допуск на биение Fr (по табл. ХШ-43) до 8 св. 8 до 10 св. 10 до 12 св. 12 до 16 св. 16 до 20 св. 20 до 25 св. 25 до 32 св. 32 до 40 св. 40 до 50 св. 50 до 60 св. 60 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 160 св. 160 до 200
Alv слагаемое II „те 2 2 3 3 4 5 7 9 11 14 17 21 26 34 42
Примечание. Для определения величины А wme необходимо слагаемое II из дан-
ной таблицы прибавить к слагаемому I из табл. ХШ-38.
XII1-40. Допуск на длину общей нормали мкм (по ГОСТ 1643—72)
Вид сопря- жения Внд допуска бокового зазора Допуск на радиальное биение зубчатого венца F , мкм )
до 8 за св. 10 до 12 св. 12 до 16 св. 16 до 20 св. 20 до 25 3 Я св. 32 до 40 “о ю и о, и =1 св. 50 до 60 св. 60 до 80 1 св. 80 | до 100 св. 100 до 125 св. 125 до 160 св. 160 1 до 200
Я.Е h 15 16 17 18 19 20 22 24 26 28 32 38 45 53 63
D d 20 21 22 24 26 28 30 34 38 42 50 60 70 85 100
С С 24 26 28 30 34 38 42 48 56 63 75 90 105 120 150
В ь 34 36 38 40 45 50 56 63 70 85 100 120 140 170 210
А а 45 48 50 53 56 63 71 85 100 120 140 160 190 240 300
— г 56 60 63 67 75 85 95 ПО 125 140 170 200 250 300 380
— У 75 80 85 90 100 ПО 125 150 170 190 210 260 320 400 500
— X 90 100 НО 120 130 140 150 170 200 220 280 340 420 500 600
Примечание. Контроль величины W ведется следующим образом:
1) выполняется три—пять замеров UZ в нескольких равномерно распределенных местах
зубчатого колеса;
2) находится среднее арифметическое полученных замеров (т. е. средняя длина об-
щей нормали);
3) сравнивается полученное ввачение с величиной допускаемого отклонения, приве-
денной в данной таблице.
539
XIII-41. Наименьшее отклонение толщины зуба Ас, Мкм, (по ГОСТ 1643—72)
Вид сопря- жения Степень точ- ности по нор- , мам плавности Диаметр делительной окружности зубчатого колеса, мм
о со Я св. 80 до 125 1 ' I св. 125 ! до 180 св. 180 до 250 св. 250 до 315 СВ. 315 до 4 00 св. 400 до 500 св. 500 до 630 св. 630 до 800 св. 800 до 1000 I св. 1000 до 1258
н 7 10 11 13 14 16 18 20 24 26 30 32
Е 7 25 30 32 36 40 ; 45 50 60 67 75 85
D 7 38 45 50 60 65 70 80 90 100 120 130
8 40 48 55 63 70 80 90 95 НО 125 150
С 7 60 70 80 90 100 ПО 125 140 160 180 200
8 65 75 85 100 120 125 140 150 180 200 240
9 70 80 95 НО 125 130 150 160 190 220 250
В 7 95 110 125 150 170 180 200 220 260 300 320
8 100 125 140 160 180 200 220 250 280 320 360
9 120 130 150 170 200 220 240 260 300 360 400
А 7 150 170 200 240 260 300 320 . 260 400 450 530
8 160 190 220 250 280 320 360 380 450 500 600
9 180 200 240 260 300 360 380 450 500 560 630
Примечание. ГОСТ 1643—72 предусматривает Ас для зубчатых колес с диамет-
ром делительной окружности до 6300 мм.
XIII-42. Допуск на толщину зуба Тс, мкм, (по ГОСТ 1643—72)
Вид сопря- жения Вид допуска бокового зазора Fr, мкм (по табл. XI П-40)
св. 25 до 32 СМ(-> 00 М" 3S св. 40 ДО 50 i св. 50 I ДО 60 св. 60 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 160 св. 160 до 200 1 1 св. 200 до 250
Н, Е h 38 42 50 60 70 90 НО] 130 160 200
D d 48. 55 65 . 75 90 НО 130 160 200 250
С С 60 70 80 95 ПО 140 170 200 260 320
В ь 75 85 100 120 130 170 200 250 320 380
А а 95 НО 130 150 180 220 260 320 400 500
— г 120 130 150 180 220 260 320 400 500 630
— У 150 160 180 220 260 320 400 500 630 750
X 180 200 220 260 320 400 500 630 750 950
Примечание. ГОСТ 1643-72 предусматривает Тс для зубчатых колес с радиаль-
ным биением от 8 до 800 мкм.
540
ХП1-43. Допуск на радиальное биение зубчатого венца Fr, мкм,
для зубчатых колес с модулем тп = 1... 16 мм (по ГОСТ 1643—72)
Степень точ- ности Модуль тп, мм Диаметр делительной окружности, мм
до 50 св. 50 до 125 св. 125 до 280 св. 280 до 560 св. 560 до 1000 св. 1000 до 1600
7-я От 1 до 2 30 38 48 63 67 70
Св. 2 до 3,5 32 40 50 63 70 75
Св. 3,5 до 6 34 42 53 67 75 85
Св. 6 до 10 — 48 60 70 85 95
Св. 10 до 16 — 53 67 80 90 НО
8-я От I до 2 38 48 60 75 85 90
Св. 2 до 3,5 40 50 63 80 90 95
Св. 3,5 до 6 42 53 67 85 100 105
Св. 6 до 10 — 60 70 90 НО 120
Св. 10 до 16 ' — 67 90 100 120 130
9-я От 1 до 2 48 60 75 95 ПО —-
Св. 2 до 3,5 50 63 80 100 НО 120
Св. 3,5 до 6 53 67 85 105 120 130
Св. 6 до 10 — 75 90 ПО 130 150
Св. 10 до 16 — 85 100 120 140 170
Примечание. ГОСТ 1643-72 предусматривает Fr для колес с диаметром дели-
тельной окружности до 6300 мм.
Допуски на размеры цилиндрических зубчатых передач регламенти-
руются ГОСТ 1643—72. Точность изготовления цилиндрических передач
задается степенью точности, видом сопряжения н видом допуска на боковой
зазор. ГОСТ 1643—72 предусматривает двенадцать степенен точности (от
1-н до 12-й) в порядке возрастания полей допусков. Для каждой из них,
кроме 1-й и 2-й, устанавливаются нормы кинематической точности, плавности
работы и контакта зубьев в передаче. Независимо от степени точности пре-
дусматривается шесть видов сопряжений (fl, Е, D, С, В, А) и восемь видов
допусков на боковой зазор, обозначаемых в порядке возрастания (h,d,c,
Ь, а, г, у, х).
В условное обозначение точности передачи входит: степень точности,
вид сопряжения и вид допуска на боковой зазор.
541
Если сопряжение вида Н и Е применяется с допуском вида й, а сопря-
жение D, С, В, А — соответственно с d, с, Ь. а, то обозначение вида допуска
на боковой зазор в условном обозначении точности передачи не приводится.
Пример условного обозначения точности передачи:
в — С ГОСТ 1(43^-72.
Такое условное обозначение показывает, что передача 8-й степени точности, вид со-
пряжения передачи — С, а вид допуска на боковой з^зор — с.
При назначении степени точности, вида сопряжения и вида допуска на боковой за-
зор стандарт (с некоторыми ограничениями) разрешает их комбинирование. Например,
точность передачи условно обозначена
8—7—6—В а ГОСТ 1643—72.
Это означает, что передача должна соответствовать 8-й степени точности по нормам
кинематической точности, 7-й — по нормам плавности и 6-й — по нормам контакта зубьев.
При этом передача должна быть выполнена с видом сопряжения Вис допуском на бо-
ковой зазор — а.
КОНИЧЕСКИЕ ПЕРЕДАЧИ
Ниже приведен материал, необходимый для разработки чертежей круп-
номодульных (т Zf- 1 мм) зубчатых колес с пропорционально понижающейся
осевой формой зуба, предназначенных для работы в некорригированных
конических передачах с межосевым углом 2 = 90°.
d-ei
duel ,
Рис. ХШ-19.
Условные обозначения (рис. ХШ-19):
atw — Угол зацепления, град, (для рассматриваемых передач а/да = 30°);
и — передаточное число;
се — внешний радиальный зазор в долях модуля (се=0,2те);
542
те. — внешний окружной модуль зубьев конического прямозубого колеса, мм;
тПе—внешний нормальный модуль зубьев конического зубчатого колеса, мм
(для рассматриваемых передач тпе — те)',
тт — средний окружной модуль, мм;
2 — число зубьев колеса;
Re— внешнее делительное конусное расстояние, мм;
R,„ —среднее делительное конусное расстояние, мм;
В — расстояние от вершины до плоскости внешней окружности вершин зубьев,
мм (В = А — С\ А и С — см. рис. XI11-20);
b — ширина зубчатого венца, мм;
8 — угол делительного конуса, град;
6а — угол конуса вершин зубьев, град;
— угол конуса впадин зубьев, град;
de— диаметр внешний делительный, мм;
dae — диаметр внешний вершин зубьев, мм;
dpe — дйаметр внешний впадин, мм;
drn— средний делительный, диаметр, мм;
hlie — внешняя высота головки зуба, мм (hae = те);
hje — внешняя высота ножки зуба, мм (Л^ = 1,2те);
Ла.— внешняя высота зуба, мм;
—угол головки зуба, град;
6^ — угол ножки зуба, град;
sce — внешняя постоянная хорда зуба, мм (sfe — это та же величина sc (см.
рис. X1I1-16), но расположенная в сечении, которое проходит нормально
к зубу в месте, обозначенном, на рис. X11I-20 словами: «измерительное
сечение»);
Лге — высота до внешней постоянной хорды зуба, мм (см., рис. X1I.I.-16).;
хе — внешний окружной коэффициент смещения (для рассматриваемых передач
хе — 0);
хх — коэффициент изменения, толщины зуба (для рассматриваемых передач
х, — 0);
Дв5—наименьшее утонение зубьев, мм;
8S—допуск на толщину зубьев, мм;
2—межосевой угол передачи, град.
Для обозначения параметров, относящихся к шестерне и к колесу, к
символам добавляют индексы (соответственно 1 или 2). При разработке чер-
тежей зубчатых колес приходится расчетным способом находить ряд величин,
характеризующих элементы зацепления. Приведенная ниже табл. XIII-44
содержит формулы и пример геометрического расчета передачи. При необхо-
димости силового расчета следует обратиться к источникам [4, 9, 10, 11J.
XHI-44. Геометрический расчет (по ГОСТ 19624—74)
Искомая величина Расчетные формулы Пример расчета
Определяют в процессе прочностного расчета пере- дачи 4 мм
г1 Задаются или определяют 20
г2 при прочностном или кине- матическом расчете передачи 40
543
Продолжение табл. XIII-44
Искомая величина Расчетные формулы Пример расчета
5 tg8i = A = l z2 ’ 52 = 90° — 20 tg81 = 55 = 0,5000; из тригонометрических таблиц: 8j = 26° 34'; 8а = 90° — 26° 34' = 03° 26'
di de = гте dei — Zjme = 20 • 4 = 80 мм de2 — г2те = 40 4 = 160 мм
dae dae = de + 2/iae COS 5 dae = de -f- 2me cos 6 daei — dei ~Ь 2ЛОа COS 8t — = 80 + 2 • 4 • 0,8945 = 87,156 мм daei — dez Ч~ 2hae cos o2 = = 160 + 2 • 4 • 0,4473 = 163,578 мм
he he = hae + hfe = me + 1,2me hei = Ле2 — 2,2тй = 2,2 • 4 = 8,8 м м
Re Re = 0,5me V Zi + z2 Re = 0,5 4 V 400 + 1600 = 9,4428 мм
b *b = (0,25...0,30) Re .b = 26 мм
Rm Rm = Re-0,bb Rm = 89,4428 — 0,5 26 = 76,4428 мм
Rm mm = <ne^- . 76,4428 _к1ВГ тт~4 89,4428 — 3,486 мм
dm dmi = rnmZi = 3,4186 20 = 68,372 мм dm2 = штг2 = 3,4186 • 40 = 136,744 мм
В Bi = 0,5de2 — haei • sin Sj B2 = 0,5dei — hae2 sin 82 В! = 0,5 160 — 4 • 0,4473 = 88,211 мм В2 = 0,5 80 — 4 • 0,8945 = 36,422 мм
6a t hae tne tg6a= -p~= p~ Ke Ke ‘S 89.4*428 -“•0,47;‘- 2О34'
of tg 0( = — I’^me f Re~ Re' 19.4 ^ = Ф428 = °>°537; 0Г = 3°°4'
6a Sa == S -j- 0a 8Й1- = 81 + еа = 26° 34' + 2° 34' = 29° 08' 8О2 = 8а + 0а = 63° 26' + 2° 34' = 66° 00'
8f = 8 — Of 8^ = 8i — 0f = 26° 34' — 3° 04' = 23° 30' 8. = S2 — 0. == 63° 26' — 3° 04' = 60° 22' 12 2 f
see sce = 1,3870me sce = 1,3870 4 = 5,548 мм
hce hce = 0,7476me lice = 0,7476 • 4 = 2,990 мм
Примечания: 1. Формула, отмеченная звездочкой, приведена из ГОСТ 12289—66.
Для передач, выполняемых в виде самостоятельных агрегатов (кроме специальных авнацион*
ных, автомобильных и т. п.), применение формулы обязательно; для встроенных передач-*
рекомендуемо.
2. Модуль mg принимают по ГОСТ 9563—60 (см. табл. XII1-30).
544
Рабочий чертеж конического KOieca должен выполняться в соответсгвин
с общими правилами, оговоренными в стандартах ЕСКД. Кроме того, чертеж
должен удовлетворять требованиям ГОСТ 2.402—68 и ГОСТ 2.405—75. Суть
этих требований сводится к следующему:
1. На изображении колеса проставляют размеры н обозначения шеро-
ховатости поверхностей в объеме, представленном па рис. XIII-20. Здесь же
указывают положение измерительного сечения, например, так, как это вы-
полнено на том же рисунке.
Е
ш
Коэффициент смещения
"Коэффициент. изменения
толщины зуба_____________
Угол делительного конуса
Степень точности
Межосебой угол передачи
(^ний окружной модуль
Внешнее конусное расстояние
среднее гнусное расстояние
№дний делительный диаметр
Угол конуса Впадин
Тйюшмяяюсота зак ~
Обозначение чертежа сопряженного
зубчатого колеса
1? Размеры для елрабок
2. Торцы и кромки голобок зубьеб
закруглить радиусом R=0,3mm
- ТТбямои
- ЪМИНМ
VCWM-56
L
5
тд
Ут
$
1Q'
О
Место оснобной надписи по ГОСТ
Рис. XIII-20.
2. Допуск «1 на dae назначают по Cs. Если предполагается, что диаметр
dae будет использоваться как измерительная база, то пг назначают по табл.
XIII-45 и оговоривают радиальное биение конуса вершин п2 (табл. ХШ-46).
Биение базового торца «з назначают по табл. ХШ-33.
ХП1-45. Отклонения, мкм, внешнего диаметра вершин зубьев dae
Степень ТОЧНОСТИ Диаметр делительной окружности, мм
до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320 св. 320 до 500 св.’ 500 до 800 . св. 800 до 1250
7-я —40 —50 —60 -70 —80 —95 —по — 130
8-я —60 -70 —80 —95 — ПО — 130 -160 — 190
9-я — 100 — 120 — 140 — 170 —200 —240 -280 —340
XIП-46. Наибольшее радиальное биение, мкм, конуса вершин зубьев'
относительно установочного отверстия колеса
Степень точности Диаметр колеса, мм
до 100 св. 100 до 200 св. 200 до 400 св 400 до 800 св. 800 до 1200
7-я 25 30 40 50 70
8-я 50 60 80 100 120
545
3, Шероховатость поверхностей (величины а, б, в и г) рекомендуется
назначать: б н в — по табл. ХШ-34, г — в соответствии с данными, приве-
денными на стр. 533, а — в соответствии с данными, приведенными ниже:
Бнеиие конуса вершин • Шероховатость поверх-
зубьев, мкм ности вершин зубьев
До 30 ...............................................Ra = 1,25
Св. 30 до 70........................................ Ra — 2,5
Св. 70 до 120........................................R, 20
4. Технические требования рабочего чертежа должны содержать: пункт
2 (рис. XII1-20), если указанные в нем радиусы и фаски не проставлены на
изображении колеса; данные о термообработке (при отсутствии указаний о
ней на поле чертежа) и другие необходимые данные.
5. В правом верхнем углу чертежа помещают таблицу, которая состоит
из трех частей (соответственно — основных данных,-данных для контроля
и справочных данных), отделяемых друг от друга основными сплошными ли-
ниями. Первая и третья части должны быть заполнены в объеме, приведенном
на рис. XI11-20. Во вторую часть таблицы вносят параметры для контроля
размероз зуба: величину постоянной хордыsc в каком-либо сечении и высоту
до этой хорды ha, например, величину внешней постоянной хорды зуба sCe
и высоту до нее hce. Кроме того, ГОСТ 2.405—75 допускает для шестерен
вместо sc и йс указывать боковой зазор в парес сопряженным колесом в виде
записи: ('Допускаемый боковой зазор в паре...». '
Величину' постоянной хорды рекомендуется указывать с допускаемыми откло-
нениями: |.35). Числовые значения Лв5 и &S определяют с помощью
таблиц XIII-47—XI11-49.
XI11-47. Наименьшее утонение зуба Лв5, мкм (по ГОСТ 1758—56)
Степень точности К - о. с 9 к w X Г1 Ж х о * Модуль торцовый. тпе> мм. Диаметр колеса, мм
до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320 : СВ. 320 ДО 500 св. 500 до 800 св. 800 до 1250 св. 1250 до 2000
Св. 1 до 2,5 13 16 19 21 25 28 32
с Св. 2,5 до 6 16 19 22 24 2G 30 36 — —
и Св. 6 до 10 — 21 24 26 30 32 38 —
Св. 10 до 16 — — 28 30 32 38 42 — —
Св. 1 до 2,5 38 40 52 60 75 90 ПО . —
77 Св. 2,5 до 6 40 42 55 65 80 90 115 —
4 Св. 6 до 10 42 45 55 65 80 95 115 . —
7-я Св. 10 до 16 — — 58 70 85 95 120 — —
Св. 1 до 2,5 55 70 85 НО 130 160 200
V Св. 2,5 до 6 55 75 90 ПО 140 160 200 —
Л Св. 6 до 10 — 75 90 НО 140 170 200 — , —
Св. 10 до 16 — — 90 115 140 170 200 — —
Св. 1 до 2,5 100 130 160 200 240 300 400 __
U1 Св. 2,5 до 6 too 130 160 200 240 300 400 — —
Св. 6 до 10 — 130 160 200 250 300 400 —
Св. 10 до 16 — — 160 200 250 300 400 — —
546
П родолженае табл. Х1И-4&
Степень точности Вид сопря- жения Модуль торцовый тпе-, мм Диаметр колеса, мм
до 50 св. 50 ДО 80 св. 80 до 120 1 св. 120 до 200 1 св. 200 : до 320 СВ. 320 др 500 св. 500 до 800 св. 800 до 1250 1 1 св. 1250 до 2000
Св. 1 до 2,5 42 48 58 70 85 100 120 160
Д Св. 2,5 до 6 45 52 60 70 85 100 130 160 200
Св. 6 до 10 — 55 65 75 90 100 130 160 210
Св. 10 до 16 — — 70 85 95 но 130 170 210
Св. 1 до 2,5 60 75 90 ПО 140 170 210 260
Св. 2,5 до 6 65 80 95 115 140 170 210 260 320
X Св. 6 до 10 — 85 100 120 140 180 210 260 340
Св. 10 до 16 — — 100 120 150 180 220 280 340
Св. 1 до 2,5 100 130 160 200 250 300 400 500
Св. 2,5 до 6 100 130 170 200 250 300 400 500 600
Св. 6 до 10 — 140 170 200 250 300 400 500 6Г0
Св. 10 до 16 — — 170 210 260 320 400 500 600
Св. 2,5 до 6 55 65 75 85 105 115 150 190 240
Д Св. 6 до 10 — 70 80 95 105 130 150 190 240
Св. ГО до 16 — — 90 105 120 140 170 200 240
Св. 2,5 до 6 80 95 105 130 160 180 220 280 360
9-я X Св. 6 до 10 — 100 115 130 160 190 240 300 360
Св. 10 до 16 — — 120 140 170 200 240 300 380
Св. 2,5 до 6 120 150 180 210 260 320 420 500 630
ш Св. 6 до 10 150 180 220 260 320 420 530 630
Св. 10 до 16 — — 190 220 280 340 420 530 630
XI11-48. Допуск на толщину зуба 85, мкм (по ГОСТ 1758—56)
Вид соггря- ' жения Допуск на биение зубчатого веица Ео, мкм, (по табл. ХШ-49)
св- 32 до 40 св. 40 до 50 св. 50 до 60 св. 60 до 80 св. 80 до 100 св. 100 до 120 св. 120 до 160 св. 160 до 200 св. 200 до 250 св. 250 до 320
, с 55 65 70 85 100 120 150 180 220 280
д . 60 70 80 100 115 130 170 210 250 320
X 70 80 90 ПО 130 150 190 240 280 340
ш 80 90 100 120 140 170 200 250 300 380
Примечание. Поле допуска 3S направлено в тело колеса.
547
Х1П-49. Допуск на биение зубчатого венца Ео, мкм,'(по ГОСТ 1758—56)
Степень точности Модуль тпе, мм Диаметр колеса, мм
до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320 св. 320 ДО 500 св. 500 до 800 св. 800 до 1250
7-я Св. 1 до 16 32 42 50 58 70 80 95 —
8-я Св. 1 до 30 50 65 80 95 ПО 120 150 190
9-я Св. 2,5 до 30 80 105 120 150 180 200 140 300
Допуски. Таблицы ХШ-47— ХШ-49 приведены из ГОСТ 1758—56,
который регламентирует допуски на конические зубчатые передачи с пере-
секающимися осями и с модулем от 1 до 30 мм. Этим стандартом устанавлива-
ется двенадцать степеней точности — от 1-й до 12-й. Для 1, 2, 3, 4 и 12-й
степеней точности допуски и отклонения не предусмотрены. Независимо от
степеней точности по ГОСТ 1758—56 устанавливаются четыре нормы боко-
вого зазора, обозначаемые в порядке возрастания допусков С, Д, X, Ш, С —
нулевой гарантированный зазор; Д — уменьшенный гарантированный зазор
X — нормальный гарантированный зазор; Ш— увеличенный гарантиро-
ванный зазор.
Точность изготовления конических передач задается степенью точности
(по нормам кинематической точ’ности, плавности работы, контакта зубьев)
н видом сопряжения.
Пример условного обозначения: передача 8-й сте-
пени точности (по всем трем нормам точности) с нормальным гарантированным
зазором:
Ст. 8—Х ГОСТ 1758—56.
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
Ниже приведен материал по некорригированным крупномодульным (т^>1 мм)
червячным передачам с архимедовым червяком, у которых угол пересечения
осей валов составляет 90°. Геометрический расчет червячной передачи приведен
в табл. XIII-50.
XIII-50. Геометрический расчет (по ГОСТ 19650—74)
Обозначение искомой величины Расчетные формулы Пример расчета Примечания
т Я Z1 и Определяются при проч- - постном н кинематиче- ском расчетах т = 5 мм q = 10 Z1 = 1 и — 54 т и q выбираются из ряда (см. примечания 2 и 3)
ч г2 = 54 • 1 = 54 —
а а — 0,5 (г2 4- q) т а = 0,5 (54 + 10) 5 = = 160 мм Допускаемые откло- нения (см. табл. ХШ-61)
548
Продолжение табл. XIII-50
Обозначение искомой 1 величины Расчетные формулы Пример расчета Примечания
«1 dx = qm dj = 10 • 5 = 50 мм —
^2 d2 = z2m d2 — 54 5 = 270 мм —
7 tg7 = | По табл. XIII-51 7 = 5° 42' 38" 7 выбирается по табл. XIII-51 в зависимо- сти от стандартных значений гх и q
*1 Aj = 2,2m Aj = 2,2 • 5 = 11 мм
bat Aai = h*m Aai = 1 • 5 = 5 мм
dai dai — di + 2A*m dai=50-|-2 • 1 5—GO мм
daz da2 ~ ^2 Ч- da2-= 270-J-2 1 -5—280 мм
daM2 . , Gw аам2 “a2 "i г 2 6 . 5 daM2 < 280 + 2— = = 290 мм Принимаем daM,=290MM
dfl d-ц = di — 2,4 m d^ = 50 — 2,4 • 5=38 мм
df2 df4 = d2 — 2,4m df2= 270—2,4-5=258 мм
°f = /?i = /?2 = 0,3m = 0,3 • 5 = 1,5 мм
bt при Zj = 1 и Zj = 2 5i (11 + 0,06z2) m при Zj = 4 &1>(12,5 4- 0,09z2)m 61XII + 0,06 • 54)-5= = 71,2 мм Принимаем bt = 72 мм
^2 Рекомендуется прини- мать при zt = 1 и Zj = 2 b2 < 0,75dM при Z] = 4 b2 < 0,67d„, 62 < 0,75 60 = 45 мм Принимаем b2 — 45 мм
Pl = ПГП Pi = 3,1415 5 = = 15,708 мм
Pzi Pzi = PA pu = 15,708 1 = = 15,708 мм
Sai Sai = l>571m cos 7 -i== 1,571 5 0,9951 = = 7,816 мм
«549
Продолжение табл. ХН1-50
Обозначение искомой величины Расчетные формулы Пример расчета Примечания
Лщ = h*m 4“ 0,5sfll X X tgfo,5arcsin “И \ 01 / hai — 1 • 5 = 5 мм См. примечание 4
Примечания: 1. В таблице приведены расчеты только тех геометрических пара-
метров. которые необходимы для разработки рабочих чертежей червяка и червячного
колеса.
2. Модули т и коэффициенты диаметра червяка q следует выбирать по ГОСТ 19672-74:
первый ряд для модуля m — 1; 1,25; 1,6; 2.0; 2,5; 3,15; 4,0; 5,0; 6,3; 8,0; 10; 12,5; 16; 20; вто-
рой ряд—1,5; 3,0; 3.5; 6,0; 7,0,“ 12; первый ряд для коэффициента <7—8,0; 10,0; 12,5; 16,0;
20,0; 25,0; второй ряд — 7,1; 9,0; 11,2; 14,0; 18,0; 22,4. Первый ряд следует предпочитать
второму. ».
3. В формуле для определения hat вторым слагаемым можно пренебречь, если степень
точности рассчитываемой червячной передачи грубее 7-й степени по ГОСТ 3675 — 56.
4. Н случае расчета червячных передач редукторов, выполняемых в виде самостоя-
тельных агрегатов, величины aw, и, q и zt следует согласовать с требованиями ГОСТ 2144—76.
Рис. XIII-2L
Условные обозначения (рис. ХШ-21):
а — делительное межосевое расстояние, мм;
Лп — межосевое расстояние в обработке, мм;
ДВ/1П — верхнее отклонение межосевого расстояния в обработке, мм;
ДИ4П — нижнее отклонение межосевого расстояния в обработке, мм;
а — угол профиля червяка в осевом сечении, град;
Л* — коэффициент высоты головки в долях модуля (для рассматриваемых
передач Л* = 1);
и — передаточное число;
г, — число заходов червяка;
550
г2 — число зубьев червячного колеса;
т — расчетный модуль червяка (червячного колеса), мм;
р — расчетный шаг червяка (расчетный шаг зубьев червячного колеса), мм;
р7Л — ход витка, мм;
q — коэффициент диаметра червяка;
с — радиальный зазор червячной передачи (для рассматриваемых передач
с — 0,2m);
7 — угол подъема витка червяка по делительному цилиндру, град;
dy — диаметр делительного цилиндра червяка, мм;
d2 — диаметр делительной окружности червячного колеса в средней плоско-
сти, мм;
dn — диаметр вершин витков червяка, мм;
dm — диаметр вершин зубьев червячного колеса, мм;
dfj --диаметр цилиндра впадин червяка, мм;
,df2 — диаметр окружности впадин червячного колеса в средней плоскости, мм;
by —длина нарезанной части червяка, мм;
— ширина зубчатого венца червячного колеса, мм;
hat—высота до хорды витка (высота, на которой измеряют величину. sai, мм;
/ц — высота витка червяка, равная высоте зуба червячного колеса в средней
плоскости, мм;
bat — высота головки витка червяка, мм;
s — расчетная толщина витка, мм;
sal — делительная толщина по хорде витка червяка, мм;
sxo — толщина зуба фрезы (резца) для нарезания зубьев червячного колеса,
мм (расстояние между разноименными профилями одного и того же
зубца в сечении, соответствующем осевому сечению червяка, на расстоя-
нии от вершины зуба, равном высоте головки зуба инструмента);
R— радиус выкружки по вершине зуба червячного колеса, мм;
Of — радиус кривизны переходной кривой червяка, мм (на рис. ХШ-21 ра-
диус кривизны обозначен: для головки — Rj, для ножки — R2);
рко — радиус скругления кромки режущего инструмента, мм (радиус, анало-
гичный радиусу Ry)',
&BS — наименьшее предписанное утонение витка червяка, осуществляемое с
целью обеспечения гарантированного бокового зазора в зацеплении и
зависящее от характера сопряжения в передаче, мм;
8S — допуск на толщину витка, мм (разность наибольшего и наименьшего
утонений витка червяка);
d — наибольший диаметр червячного колеса, мм.
XI П-51. Делительный угол подъема 7
Zj Q
25 [ 20 16 12,6 10 8
I 2° 17' 26" 2° 51' 45" 3° 34' 35" 4° 34 ' 26" 5° 42' 38" 7° 07' 30"
2 4° 34' 26" 5° 42' 38'' 7° 07' 30" 9° 05' 25" 11° 18' 36" 14° 02' 10"
4 9° 05' 25" 11° 18' 36" 14° 02' 10" 17° 44' 41" 21° 48' 05" 26° 33' 54'
- Рабочие чертежи червяка и червячного колеса должны выполняться в со-
ответствии с общими правилами, оговоренными в стандартах ЕСКД. Кроме
того, в части элементов зацепления металлических механически обработан-
ных колес и червяков чертежи должны удовлетворять требованиям ГОСТ
2.402—68 и ГОСТ 2.406—68.
Чертеж червяка и червячного колеса в части элементов зацепления дол-
жен содержать:
551
I. Термообработка рабочих
поверхностей витков
цементировать на глубину 0,в-Ц:
налить -НИС 56..58
2. Торцовые кромки витков зак-
руглить радиусом Н -0,5 мм.
Рис. XIII-22.
. .w
5/ | дал зубьев
“17 t
MJ
Ьг±п7
Оря центра выточки
Модуль ____________
Число зубьев
Направление линии зуба
ЧГдэдхрициенгп
смещения червяка
Исходный производя-
щий червяк
Степень точности
'НО
т
тг
X
to
ГОСТ
19036-73
35
Размеры, обеспечиваемые техно-
логией
Место основной надписи
по Г0СГ2. /дв-68
Рис. XI11-23.
552
I. Изображения (в объеме, представленном на рис. ХШ-22 и
XIII-23).
2. Размеры и допуски на червяк и червячное колесо.
Все параметры, отмеченные на рис. ХШ-22 и ХШ-23 звездочкой, для
рабочего чертежа обязательны. Размеры, отмеченные на рис. XIII-22 двумя
звездочками, могут быть проставлены так, как показано на этом рисунке,
либо оговорены в технических требованиях аналогично п. 2 (см. рис.XIII-22).
Величины радиусов (рис. XIII-22) принимаются равными R2=
= 0,3 т.
Если поверхность цилиндра выступов червяка используется в качестве
измерительной базы, то величины п4 н п6 (рис. ХШ-22) рекомендуется на-
значать по табл.. XIII-52, XIII-53.
Если у червячного колеса da2 используется как установочная база прн
нарезании зубьев, то величину п9 для передач 7-й степени точности следует
назначать по посадке С2а, для передач 8-й степени точности — С8, 9-й — С3а,
attic — по табл. ХШ-54.
XIII-52. Допуски на радиальное биение dal, мкм, XIII-53. Допуски на при использовании его в качестве базы для наружный диаметр измерения толщины витка (т — 2,5... 16 мм) червяка dal
Вид со- пряже- ния Диаметр червяка da\. ММ Вид со- пря же- ни я Допуск
Степень точности св. 12 до 25 св. 25 до 50 св. 50 до 100 Степень св. 100 точности до 200. ружиый диаметр da\
7-я X 26 26 26 30 7-я X ш X С„
ш 36 36 36 40 ;—
8-я X 28 30 30 ' 34 3-я . ш 2а Ся
ш 38 40 40 45 9-я X ^2а
9-я X 30 34 34 45 ш м е ч а и рениях уч ьный ра- то допуск гут превы таблице. CS е. Если итывается мер диа- и на этот шать при-
ш 42 45 45 ее При НЗМе °° действите/ метра dai, * диаметр мс веденные
XII1-54. Допуски на радиальное биение da2, мкм, прн использовании его
в качестве базы при нарезании зубьев (т — 2,5...16 мм)
Степень точности Диаметр колеса, мм
св. 50 до 80 св. 80 до 120 СВ. 120 до 200 св. 200 до 320 св. 320 до 500 св. 500 до 800
7-я 18 22 26 32 42 52
8 -я 30 35 42 50 55 70
9-я 50 55 70 _ 80 90 ПО
Величины торцового биения п5 и допуска на смещение средней плоскости
зубчатого венца в обработке п8 (рнс. XIII-23) рекомендуется определять
по табл. XIII-55, XIII-56. Остальные размеры рекомендуется выполнять в
пределах допуска 5-го класса точности.
553
XIH-55. Допуски на торцовое биение базового торца колеса
(на диаметре 100 мм), мкм
Сте- пень точ- ности Модуль осевой т, мм Ширина колеса, мм
св. 12 др 25 св. 25 до 50 св. 50 до 100 св. 100 до 200
Св. 2,5 до 6 100 45 22 12
7-я Св. 6 до 10 — 65 32 18
Св. 10 до 16 — 90 45 25
Сн. 2,5 до 6 120 55 28 14
8-я Св. 6 до 10 — 85 42 22
Св. 10 до 16 — 110 55 30
Св. 2,5 до 6 150 52 35 18
9-я Св. 6 до 10 — 70 52 28
Св. 10 до 16 г ПО 70 36
_ аг
Примечание. Значение, взятое из таблицы, должно быть умножено на j“qq -
XHI-56. Отклонения (нижнее Днй0 и верхнее ABg0) смещения
средней плоскости в обработке, мкм, при т = 1...30 (по ГОСТ 3675—56)
Степень точности * Диаметр колеса, мм
св. 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320 св. 320 до 500 св. 500 до 800 св. 800 до 1250
7-я ±19 ±26 ±30 ±36 ±42 ±48 ±55 ±65
8-я ±30 ±42 ±48 ±55 ±65 ±75 ±90 ±105
9-я ±48 ±65 ±75 ±90 ±105 ±115 ±140 ± 170
3. Обозначения шероховатости. На рисунках шероховатость условно
обозначена: на рис. XIII-22— а, б, в; на рис. XIII-23— а, б, в, г.
Числовое значение величины а (рис. ХШ-23) рекомендуется принимать
по табл. XIII-34; б — в пределах Ra — 1,25.../?г= 40, в зависимости от
допуска на размер dai нли da!\ в — такой же, как и б, но ие ниже Ra = 2,5;
а (рис. ХШ-22) н г (рис. ХШ-23) — в соответствии сданными, приведенны-
ми ниже:
Степень точности
передачи
Шероховатость боковой
(рабочей) поверхности (Ra)
витков червяка (не выше)
7 0,63
8 1,25
9 ......................................................2,5
554
Торцовое биение, Шероховатость
мкм поверхности
базового торца
12......................................................Ra=-- 0,63
Св. 12 до 25.........................................../?а=1,25
» 25 » 40........................................Ra = 2,50
» 40 » 80........................................Rz => 20
» 80 » 160........................................Rz = 40
» 160 » 320 ........................................Rz = 80
4. Таблицу параметров, состоящую из трех частей, отделяемых друг от
друга сплошными основными линиями.
Размеры и расположение таблицы па чертеже приведены на рис. ХШ -23.
В первой части таблицы помещаются основные данные. В пей Должны быть
указаны параметры, приведенные в таблицах на рис. ХШ-22 и ХШ-23.
Во второй части таблицы помещаются данные для контроля. На чертеже
червяка во второй части таблицы приводят: делительную толщину по хорде
— — AbS ,
витка с допусками «ai_(ди ВЫС0ТУ Д° хорды йа1 или размер червяка по
роликам Л4 и диаметр измерительного ролика D.
Вторая часть таблицы параметров на чертеже червячного колеса не запол-
няется.
В третьей части таблицы приводят справочные данные. Для червяка
здесь’указывают величины dt и pzl, а при необходимости и другие справочные
данные. Для червячного колеса приводят межосевое расстояние aw, дели-
тельный диаметр червячного колеса d2> число зубьев сектора (при секторном
червячном колесе), вид сопряженного червяка, а при необходимости — и прочие
справочные данные, например межосевое расстояние в обработке Ао и др.
Величины /ц, pz, di, da2, 7, sal, s, hai входящие в таблицу парамет-
ров, определяются в соответствии с данными, приведенными в табл. XI11-50,
остальные — по табл. X1II-57—ХШ-60.
Допуски на червячные передачи с цилиндрическими червяками и с мо-
дулем от 1 до 30 мм регламентирует ГОСТ 3675—56 (табл. ХШ-56—ХШ-60).
ХП1-57. Допуск на толщину витка о5, мкм
(по ГОСТ 3675—56)
Вид сопряже- ния Еъ, мкм (по табл. Х111-58)
св. 16 до 20 св. 20 ДО 25 св. 25 до 32 св. 32 до 40 св. 40 до 50 св. 50 до 60 св. 60
с 34 38 45 50 55 65 80
Д 45 50 55 60 70 80 95
X 75 80 85 90 100 '110 130
ш 105 ПО 115 . 120 130 140 160
555
XII1-58. Допуск на радиальное биение витков червяка мкм
(по ГОСТ 3675—56)
Степень точности Диаметр червяка, мм
от 12 до 25 св. 25 до 50 св. 50 до 100 св. 100 до 200 св. 200 до 40
7-я 16 18 20 26 36
8-я 25 28 32 42 55
9-я 40 45 50 65 90
XIП-59. Наименьшее утонение витка Лв5, мкм (по ГОСТ 3675—56)
Степень точности 1 Вид сопря- ! жеиия Модуль осевой пг, мм Межосевое расстояние, мм
до 40 ! св. 40 | до 80 св. 80 до 160 св. 160 до 320 СВ. 320 до 630 св. 630 до 1250
Св. 1 до 2,5 45 55 65 80 90 115
» 2,5 » 6 55 60 70 85 95 120
G » 6 » 10 75 85 95 105 130
» 10 » 16 — — 95 105 115 140
» 1 » 2,5 75 105 130 180 220 300
д » 2,5 » 6 85 НО 140 180 240 320
» 6 » 10 120 150 190 240 320
7-я » 10 », 16 — — 170 200 260 340
» 1 » 2,5 105 150 200 280 360 500
» 2,5 » 6- НО ' 160 210 280 380 500
л » 6 » 10 — 170 220 280 380 530
» 10 » 16 — — 240 300 400 530
» 1 » 2,5 160 250 340 480 630 900
тп » 2,5 » 6 170 260 340 480 670 900
Ш » 6 » 10 270 360 480 670 900
» 10 » 16 — — 380 500 670 900
» 1 » 2,5 105 140 180 220 280 380
» 2,5 » 6 115 150 180 220 280 380
Д » 6 » 10 — 160 200 240 300 400
» 10 » 16 — — 220 260 320 420
» 1 » 2,5 130 190 250 320 420 560
8-я » 2,5 » 6 140 200 250 320 420 600
Л » 6 » 10 210 260 340 450 600
» 10 » 16 — ; — 300 360 450 600
ъ 1 » 2,5 190 280 380 530 710 950
» 2,5 » 6 200 300 400 530 710 950
UJ » 6 » 10 320 400 530 710 1000
» 10 » 16 — — 420 560 750 1000
556
Продолжение табл. XII1-59
Межосевое расстояние, мм
Степень точности Вид сопря жения Модуль осевой т, мм до 40 св. 40 до 80 св. 80 до . 160 св. 160 до 320 св. 320 до 630 св. 630 до 1250
Св. 1 » 2,5 150 190 240 300 360 480
2,5 » 6 . 160 200 250 320 380 500
Д 6 10 — 240 280 340 400 500
10 16 — — 300 360 420 250
» 1 2,5 170 240 300 400 500 670
2,5 » 6 190 250 320 400 530 710
9-я X 6 10 — 280 340 420 530 710
10 16 — — 380 450 560 710
1 2,5 240 340 450 600 800 1060
2,5 6 250 360 450 600 800 1060
ш 6 10 — 380 480 630 800 1120
10 16 — —. 500 670 850 1120
XII1-60. Отклонения (нижнее ДНЛО и верхнее ДВЛО) межосевого расстояния
в обработке, мкм, для червячных колес с модулем от 1 до 30 мм .
Степень точности Диаметр колеса, мм
до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320 св. 320 до 500 св. 500 до 800 св. 800 До 1250
7-я ±19 ±26 ±30 ±36 ±42 ±48 ±55 ±65
8-я ±30 ±42 ±48 ±55 ±65 ±75 ±90 ±105
9-я ±48 ±65 ±75 ±90 ±,Ю5 ±115 ±140 ±170
Этот стандарт предусматривает двенадцать степеней точности, от 1-й до 12 й
(для 1, 2, 10, 11 н 12-й степеней точности допуски и отклонения стандартом
ие предусмотрены). Независимо от степеней точности ГОСТ 3675—56 уста-
навливает четыре нормы бокового зазора, обозначаемые в порядке возраста-
557
ния С, Д, X, Ш: С — нулевой гарантированный зазор; Д — уменьшенный
гарантированный зазор; X — нормальный гарантированный зазор; Ш — уве-
личенный гарантированный зазор.
Точность изготовления червячных передач задается степенью точности
(по нормам кинематической точности, плавности работы, контакта зубьев)
и видом сопряжения по нормам бокового зазора. .
Пример условного обозначения: передача 7-й сте-
пени точности (по всем трем нормам точности) и сопряжением вида X —
Ст. 7 - X ГОСТ 3675—56.
XIV. ПРУЖИНЫ
1. ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ ПРУЖИНЫ
Винтовые цилиндрические пружины сжатия и растяжения из стали
круглого сечения, рассматриваемые в настоящей главе, регламентируются
рядом стандартов: ГОСТ 13764—68, ГОСТ 13765—68, ГОСТ 13766—68,
ГОСТ 16118—70 и др.
Пружины, предназначенные для работы в неагрессивных средах и при
температуре* от —60° С до + 120° С, у которых отношение среднего диаметра
Dg к диаметру проволоки d равно 4—12, подразделяются на классы (табл.
X1V-1) н разряды (табл. XIV-2).
Из табл. XIV-1 видно, что с увеличением класса выносливость пружин N
убывает. Это объясняется тем, что чем выше класс, тем при больших напря-
жениях кручения т работает материал пружин.-
Пружины III класса допускают соударение витков, которое может воз-
никнуть прн
? > >>
кр
где v0— наибольшая скорость перемещения подвижного конца пружины при
нагружении или при разгрузке, м/с; окр — критическая скорость пружин
сжатия, соответствующая возникновению соударения витков м/с.
XIV-1. Классы пружин и их основные отличительные признаки
(по ГОСТ 13764—68)
Класс нружин Вид пружин Нагружение Выносливость 7V, число цик- лов (не менее) Инерционное соударе- ние витков
I Пружины сжатия и растяжения Циклическое 5 • 10е Отсутствует
II Пружины сжатия и растяжения Циклическое и статическое 1 . 106 Отсутствует
III Пружины сжатия Циклическое 2 • 103 Может наблю- даться
* Пружины нз проволоки ПЛ ГОСТ 9389— 75 и из стали 50ХФА могут работать при
более широком диапазоне температур: из проволоки ПА ГОСТ 9389—75 —от —180 до
4-120° С;, нз стали 50ХФА — от — 180 до 4- 250° С.
XIV-2. Разряды пружин и их основные отличительные признаки
(по ГОСТ 13764—68)
Класс пружин . 1 Разряд пружин Вид пружин Сила пружины при мак- симальной деформации Р3> кгс Диаметр проволоки d, мм Марка стали Твердость после термо- . обработки HRC Стандарт на заготовку Максимальное касатель- ное напряжение при кручении т3, кгс/ммг
1 1 Одножиль- ные сжа- тия и рас- тяжения 0,100—85 0,2—5,0 По ГОСТ 1050—74 н ГОСТ 1435-74 — Проволока клас- са I по ГОСТ 9389 -75 0,3?в
2 0,100—80 Проволока клас- сов 11 и ЛА по ГОСТ 9389—75
3 14—600 3—12 60С2А; 65С2ВА; 70СЗА по ГОСТ 14959—69 46 -52 Проволока по ГОСТ 14963—69 56
50ХФА по ГОСТ 14959—69 44—50 Проволока по ГОСТ 14963-69
II 1 Одножиль- ные сжа- тия и рас- тяжения 0,150 — 140 0,2—5,0 По ГОСТ 1050-74 и ГОСТ 1435-74 — Проволока клас* са 1 по ГОСТ 9389—75 0,5ав
2 0,125—125 Проюлок ;т клас- сов 11 и НА по ГОСТ 9389-75
3 Одножиль- ные сжа- тия и рас- тяжения 23,6—1000 3—12 60С2А; 65С2НА по ГОСТ 14959—69 65Г по ГОСТ 1050—74 46—52 Проволока по ГОСТ 14963—69 96
50ХФА по ГОСТ 14959-69 44—50 Проволока по ГОСТ 14963—69 Проволока по ГОСТ 2771—57
Ill 2 Одножиль- ные сжатия 31,5—1400 3—12 60С2А; 65C2BA.no ГОСТ 14959-69 53 — 57 Про вол >ка по ГОСТ 11963-69 135
Примечания: 1. Максимальное касательное напряжение при кручении т8 на
злачено с учетом кривизны витков.
2. В таблице приведены наиболее употребительные рязряды пружин
3. Для пружин Ill класса обязательно назначается упрочнение дробью.
После некоторого времени работы у пружин возникают остаточные де-
формации, приводящие к изменению параметров пружин. Введение в соответ-
ствии с ГОСТ 13764—68 ограничений для расчетных напряжений и материа-
ловпроволоки (табл. XIV-2) позволяет обеспечить для статических пружин
хорошую стойкость к остаточным деформациям (не более 15% от величины
максимальной деформации Fs). Пружины сжатия при повышенных требо-
ваниях к стабильности размеров и деформаций под действием заданных сил
подвергают заневоливанию. Расчет таких, пружин иописание процесса запе-
воливания приведены в соответствующих литературных источниках (15|.
559
ГОСТ 13765—68 устанавливает методику определения размеров пружии.
Расчетные зависимости и нормативные величины, необходимые для опреде-
ления размеров одножильных пружин, приведены в табл. X1V-3.
В зависимости от условий работы, пружины изготовляют из различных
материалов. Ниже приведены свойства некоторых пружинных материалов,
широко применяемых в машиностроении.
Проволока класса I по ГОСТ 9389—75. Обладает высокой
разрывной прочностью, но пружины, изготовленные из шее, при т3> 0,32ов
в силу больших внутренних напряжений, возникающих в проволоке при во-
лочении и навивке, склонны к большим остаточным деформациям. Такое же
явление наблюдается и при о0> окр, независимо от применения операции
аневоливания.
Параметр
Обозна-
чение
расчетные формулы, нормативные
величины и способы расчета
Сила пружины при предваритель- Р* Назначается или вычисляется
ной деформации, кге в зависимости от условий ра-
боты механизма
Сила пружины при рабочей дефор- Р*
мации (соответствует наибольшему
принудительному перемещению по-
движного звена в механизме), кге
Рабочий ход, мм ' h
Наибольшая скорость перемещения о0
подвижного конца пружины при
нагружении или при разгрузке,
м/с
Назначаются или вычисляются
в зависимости от условий рабо-
ты механизма
Выносливость — число циклов до
разрушения
560
Продолжение табл. XIV-3
Параметр Обозна- чение • Расчетные формулы, нормативные величины н способы расчета
Наружный диаметр пружины, мм D* Назначается предварительно с учетом конструкции узла. Уточ- няется по таблицам, в которых приведены основные параметры витков
Относительный инерционный зазор пружины сжатия (для пружины растяжения служит ограничением максимальной деформации) в гз Для пружин сжатия I и II клас- сов 6 = 0,05...0,25; для пружин растяжения В == 0,05...0,10; ,для одножильных пружии III клас- са В = 0,10...0,40
Сила пружины при максимальной деформации, кге Рз |2) Уточняется по таблицам, в ко- торых приведены основные па- раметры витков
Диаметр проволоки, мм d* Выбирается по таблицам, в ко- торых приведены основные па- раметры витков
Жесткость одного витка, кгс/мм Ч
Максимальная деформация одного витка, мм fa
Максимальное касательное напря- жение при кручении (с учетом кри- визны витка), кгс/мм2 т* тз Определяется по табл. XIV-2
Критическая скорость пружины сжатия, м/с "кр VlG-p ’ (3) где 2Gp = 3,58
Модуль сдвига, кгс/мм2 G Для пружинной стали G=8-10®
Плотность материала, кгс-с2/мм4 Р Для пружинной стали р = 8 • 10“»®
Жесткость пружины, кгс/мм * g II » 1 ъ II 4^
Число рабочих витков п* . (5)
19 7-347
561
Продолжение табл. XIV-3
Параметр Обозна- чение Расчетные формулы, нормативные величины и способы расчета
Полное число витков * «1 «1 = п + л2, (6) где п2— число опорных bTitkob
Средний диаметр пружины, мм О0 Do — D — d (7)
Индекс пружины с II (8)
Предварительная деформация, мм F* /-7 (9)
Рабочая деформация, мм Г* Г2 2 (Ю)
Максимальная деформация (при со- прикосновении витков пружины сжатия или при испытании пружи- ны растяжения), мм F* 3 z (И)
Высота пружины при максимальной деформации, мм Я3= K+1 — л3) d, (12) где n2 — число зашлифованных витков. Для пружин растяжения Н3 = Но + F 3
Высота пружины в свободном со- стоянии, мм Wo* Wo = W3 fa Для пружин растяжения Wo = («з + 1) d (13)
Высота пружины при предваритель- ной деформации (определяет габа- ритные размеры узла пружинь! сжа- тия), мм И* 11! = Н'ь- Fl Для пружины растяжения Hi = Но + В, (14)
Высота пружины при рабочей де- формации (определяет габаритные размеры узла пружины растяжения без учета зацепов), мм н* .//2 = //0-Л2 Для пружин растяжения Н2 = Но F2 (15)
Шаг пружины, мм t* t — fs + d Для пружин растяжения t=d (16)
Длина развернутой пружины (без учета зацепов пружины растяже- ния), мм L* • L ~ 3,2£>0«j (17)
Вес пружины, кг Q Q ~ 19,25 • lQ-eL>0rf2«i (18)
Объем, занимаемый пружиной, мм3 W № = (19)
562
Продолжение табл. X1V-3
Формулы для пр Жесткость, кгс/мм, оверочных расче Р3 __ lOOOd* Din т О-В (20)
Напряжение, кгс/мма, т3 = 8P3D0 . K nd* ' (21)
4с — 4 Щ 0’615 ; c = 2? ' c d ' (22)
Примечания: 1. , Обозначения, отмеченные звездочкой, установлены гост
2.401—68.
2. Полученные значения жесткости должны совпадать с величинами, вычисленными
по формуле (20).
3. Полученные значения напряжений должны совпадать с указанными в табл. X1V-2
для соответствующих разрядов с отклонениями не более ±10%.
Проволока к ла с с о в I I и I I Л по ГОСТ 9389 —75. Отли-
чается от проволоки класса I уменьшенной прочностью при разрыве и повы-
шенной пластичностью. Применяется для изделий, работающих при "низких
температурах, а также для пружин растяжения со сложными конструкциями
зацепов. Проволока класса НЛ отличается от проволоки класса II более вы-
сокой точностью размеров, меньшим содержанием вредных примесей в метал-
ле и более высокой пластичностью.
Сталь марки 65 Г. Склонна к образованию закалочных трещин.
Применяется с целью снижения стоимости изделий массового производ-
ства в случаях, когда поломки пружин не вызывают нарушения функциони-
рования деталей механизмов и не связаны с трудоемкими заменами. ,
Сталь марки 50ХФЛ. Обладает повышенной теплоустойчи-
востью. Закаливается на твердость не более Н RC 52. Имеет высокую упру-
гость и вязкость и является лучшим материалом для пружин I класса. Для
пружин III класса непригодна из-за недостаточной твердости.
Сталь марки 60С2Л. Имеет высокую упругость и вязкость.
Обычно применяется дляпружин I и II классов. Для пружин III класса назна-
чается при С'о < 6 м/с.
Сталь марки 65С2ВЛ. Обладает высокими упругими свой-
ствами, вязкостью и повышенной прокаливаемостью, является лучшим мате-
риалом для пружин III класса. Применяется при vn > 6 м/с.
Сталь марки 70СЗЛ. Обладает повышенной прокаливае-
мостью, в связи с чем находит широкое применение при больших диаметрах
проволоки.
Расчет цилиндрических винтовых одножильных пружин (по ГОСТ 13765—68).
Исходными данными для определения размеров пружин являются силы Р^
и Р2, рабочий ход Л, наибольшая скорость перемещения подвижного конца
при нагружении или разгрузке v0, заданная выносливость V и наружный
диаметр пружины D (предварительный). z
Если задана, только одна сила Р2, то тогда вместо рабочего хода h на-
значается прогиб Г2> соответствующий заданной силе.
Расчет пружин следует вести в такой последовательности:
1. По величине заданной выносливости N предварительно определить
принадлежность пружины к соответствующему классу по табл. XIV-1.
2. По заданной силе Р2 и крайним значениям инерционного зазора (табл.
XIV-3) вычислить по формуле (2) граничные значения силы Р3.
3. По вычисленным значениям Р3, пользуясь табл. XIV-2, предваритель-
но определить принадлежность пружины к соответствующему разряду в вы-
бранном классе.
4. В соответствующей таблице (XIV-4—XIV-10) для определения пара-
метров витков пружин отыскать строку, в которой наружный диаметр витка
наиболее близко совпадает с предварительно заданным значением D. В этой
же строке указаны соответствующие величины силы Р3 и диаметра проволоки d
19*
563
XIV-4. Основные параметры витков для пружин сжатия и растяжения
I класса 1-го разряда (по ГОСТ 13766—68)
.Номер пружины 1* Сила пружины , пригмаксимальной 1 деформации Р8, [ кге • Диаметр прово- локи d, мм Наружный диа- метр D пружины, мм Жесткость одного витка zt, кгс/мм Наибольший про- гиб одного витка /з» мм I Номер пружины ! № 1 Сила пружины I при максимальной : деформации Р,, I кге Диаметр прово- локи d, мм Наружный диа- метр D пружины, мм Жесткость одного витка zlt кгс/мм Наибольший про- ! гиб одного витка /з, мм *
156 158 1,00 0,5 0,6 3,8 6,3 1,739 0,700 0,575 1,428 370 372 374 376 12,50 1,6 2,° 2,5 3,0 8,0 14,0 25,0 40,0 25,000 9,259 3,429 1,600 0,500 1,350 3,645 7,812
174 1,25 0,5 3,0 4,000 1,524 0,312
176 0,6 5J) 0,820 390 392 394 2,0 2,5 3,0 11,5 21,0' 34,0 18,660 6,170 2,722 0,804 2,431 5,511
188 190 1,50 0,5 0,6 2,5 4,2 9,5 7,812 2,778 0,621 0,192 0,540 2,415 15,00
192 •* 0,8 418 20,00 2,5 3,0 16,0 25,0 15,880 7,607 1,260 2,629
211 2,00 0,6 0,8 32 7,0 7,374 1,718 0,271 1,164 420
213 437 2,5 з,о 4,0 12,0 20,0 45,0 45,560 16,460 3,714 0,549 1,532 6,731
229 231 2,50 0,8 1,0 . 5,5 п,о 3,945 1,000 0,634 2,500 439 441 «5,00
243 245 247 • 0,8 4,8 9,5 15,0 6,400 1,628 0,789 0,469 1,843 3,802 454 30,00 з,о 17,0 29,460 1,018
3,00 1,0 1,2 469 35,50 4,0 32,0 11,660 3,044
258 260 3,55 0,8 1,0 4,0 8,0 12,500 2,915 0,284 1,218 2,157 470 471 35,50 4,5 5,0 42,0 60,0 7,776 3,756 4,565 9,452
262 1,2 12,0 1,646 477 4,0 28,0 18,520 2,160
269 4,00 1,0 7,0 4,630 0,864 478 479 40,00 * 4,5 5,0 38,0 52,0 Ю.930 6,020 3,660 6,644*
279 281 4,50 1,0 1,2 6,3 10,0 6,717 3,043 0,670 1,479 485 486 487 45,00 4,0 4,5 5,0 25,0 34,0 48,0 27,640 15,970 7,860 1,628 2,817 5,725
288 5,00 1,0 5,5 10,970 0,456
491 4,0 22,0 43,900 1,139
290 5,00 1,2 9,0 4,370 1,144 492 493 50,00 4,5 5,0 30,0 42,0 24,690 12,340 •2 025 4,052
305 307 6,00 1,2 1,6 7,5 17,0 8,293 1,794 0,724 3,344 500 501 60,00 4,5 5,0 25,0 36,0 47,600 20,980 1,261 2,860
330 332 8,00 1,6 2,0 12,0 22,0 5,827 ’2,000 1,373 4,000 506 71,00 5,0 30,0 40,000 1,775
508 80,00 5,0 26,0 67,480 1,185
349 351 1,6 2,0 10,0 18,0 11,120 3,906 0,899 2,560
10,00 509 85,00 5,0 25,0 78,120 1,088
XIV-5. Основные параметры витков для пружин сжатия и растяжения
I класса 2-го разряда (по ГОСТ 13767—68)
№ р8> кге d, мм D, мм кгс/мм fs, мм № Рз. КГС d, мм D, мм 21» кгс/мм fst ММ
167 169 1,00 0.5 0,6 3,0 5.0 4,000 1,524 0,250 0,656 377 381 12,50 2,0 з,о 12,0 38,0 16,000 1,888 0,781 6,621
186 188 1,25 0,6 0,8 4,0 9,5 3,297 0,621 0,379 2,013 392 396 15,00 2,0 з,о 10,5 32,0 26,050 3,318 0,576 .4,521
199 201 1,50 0,6 0,8 3,4 8,0 5,904 1,097 0,254 , 1,367 419 421 20,00 3,0 4,0 24,0 52,0 8,746 2,315 2,287 8,639
221 223 2,00 2,00 0,8 1,0 6,0 11,0 2,913 1,000 0,686 2,000 439 441 25,00 3,0 4,0 19,0 42,0 19,810 4,665 1,262 5,359
240 0,8 4,8 6,400 0,391 442 4,5 55,0 3,184 7,852
242 244 2,50 1,0 1,2 9,0 14,0 1,953 0,988 1,280 2,530 453 455 30,00 3,0 4,0 16,0 36,0 36,870 7,812 0,814 3,840 6,028 10,370
255 257 3,00 0,8 1,0 4,0 7,5 11,5 12,500 3,642 1,900 0,240 0,825 1,579 456 457 4,5 5,0 48,0 65,0 4,977 2,894
259 1,2 468 469 470 4,0 4,5 5,0 30 0 40,0 55,0 14,570 9,165 5,000 2,436 3,871 7,100
271 273 3,55 1,0 1,2 6,3 10,0 6,717 3,043 0,528 1,167 35,50
280 282 284 4,00 1,0 1,2 1,6 5,5 9,0 21,0 10,970 4,370 0,899 0,364 0,915 4,449 476 477 478 40,00 4,0 4,5 5,0 26,0 36,0 50,0 24,040 13,120 6,859 1,664 3,049 ' 5,832
290 292 294 4,50 1,0 1,2 1,6 5,0 8,0 19,0 15,620 6,595 1,242 0,288 0,682 3,623 483 484 485 45,00 4,0 4,5 5,0 24,0 32 0 45,0 • 32,000 19,730 9,766 1,406 2,281 4,608
301 303 5,00 1,2 1,6 7,0 17,0 10,630 1,794 0,470 2,787 489 490 491 50,00 4,0 4,5 5,0 21,0 28,0 40,0 52,100 31,640 14,580 0,960 1,580 3,429
314 316 318 1,2 1,6 2,0 6,0 14,0 26,0 18,750 3,437 1,157 0,320 1,746 5,186
6,00 497 498 60,00 4,5 5,0 24,0 34,0 55,300 25,630 1,085 2,341
338 340 8,00- 1,6 2,0 10,5 20,0 9,296 2,743- 0,861 2,916 502 71,00 5,0 28,0 51,370 1,382
355 357 10,00 1,6 2,0 8,5 16,0 19,980 5,831 0,500 1,715 504 80,00 5,0 25,0 78,120 1,024
564
565
XIV-6. Основные параметры витков для пру жин сжатия и растяжения
1 класса 3-го разряда (по ГОСТ 13768—68)
№ Рз, кгс d, мм D, мм . 24. кгс/мм fa > ММ № • Рз, КГС d, мм D, мм гп кгс/мм /а. ММ
1 14,0 3,0 40 1,600 8,750 но 112 90,0 5,0 6,0 28 50 51,370 15,240 1,752 ' 5,906
2 15,0 3,0 38 1,888 7,945
124 126 106,0 6,о 8,0 42 100 27,780 5,260 3,816 20,150
8 20,0 3,0 28 5,184 3,858
16 18 25,0 3,0 4,0 22 52 11,830 2,315 2,113 10,800 139 141 132,0 6,0 8,0 34 80 59,040 10,970 2,236 12,030
25 27 30,0 3,0 4,0 19 45 19,810 3,714 1 514 8,078 153 155 169 171 160,0 8,0 10,0 65 125 22,120 6,575 7,234 24,330
36 38 35,5 3,0 4,0 16 38 36,870 6,515 0,963 5,449
200,0 8,0 10,0 52 100 48,080 13,720 4,160 14,580
46 48 40,0 4,0 5,0 34 63 9,481 3,203 4,219 12,490
202 204 300,0 10,0 12,0 65 120 60,110 16,460 4 991 18,230
64 66 50,0 4,0 5,0 26 50 24,040 6,859 2,080 7,290
219 221 400,0 10,0 12,0 50 90 156,200 43,700 2,561 9,153
77 79 60,0 4,0 5,0 22 42 43,900 12,340 1,367 4,862
229 500,0 12,0 . 70- 106,300 4,705
97 99 75,0 5,0 6,0 34 60 25,630 8,230 2,926 9,113
232 600,0 12,0 60 187,500 3,200
XIV-7. Основные параметры витков для пружин сжатия и растяжения
II класса 1-го разряда (по ГОСТ 13770—68)
№ Ра. КГС d, мм D, мм zi- кгс/мм fa. ММ № Ра. кгс d, мм D, мм Z1‘ кгс/мм h. ММ
115 117 1,00 0,4 0,5 3,2 6,3 1,166 0,330 0,858 3,125 227 229 4,00 0,8 1.0 6,0 11,5 2,913 0,864 1,373 4,630
133 135 1,25 ‘ 0,4 0,5 2.5 5,0 2,764 0,686 0,452 1,822 245 247 249 5,00 0,8 1,0 1,2 4,8 9,5 15,0 6,400 1,628 0,789 0,781 3,071 6,337
147 149 151 172 174 1,50 0,4 0,5 0,6 2,1 4,2 7,0 5,210 1,234 0,494 0,288 1,216 3,036
260 262 . 264 6,00 0,8 1,0 1,2 4,0 8,0 12,0 12,500 2,915 1,646 0,480 2,058 3,645
2,00 0,5 0,6 3,2 5,2 3,175 1,330 0,630 1,504
285 287 289 8,00 1,0 1,2 1,6 6,0 9,5 21,0 8,000 3,627 0,899 1,000 2,206 8,899
205 207 3,00 0,6 0,8 3,6 8,0 4,800 1,097 0,625 2,735
666
Продолжение табл. XlV-7
№ pt, кгс d, мм D, мм г1> кгс/мм ь. мм № р., кгс d, мм D, мм *1. кгс/мм ь. мм
303 9,50 1,4 11,5 3,729 2,548 436 438 40,00 3,0 4,0 21,0 48,0 13,890 3,005 2,880 13,310
307 309 • 1,2 1,6 7,5 17,0 8,293 1,794 1,206 5,573
10,00 446 448 45,00 3,0 4,0 19,0 42,0 19,810 4,665 2,272 9,646
326 328 330 1,2 1,6 2,0 6.0 13,0 24,0 18,750 4,424 1,503 0,667 2,826 8,317
12,50 456 458 50,00 3,0 4,0 17,0 38,0 29,460 6,514 1,697 7,676
1,6 2,0 н,о 20,0 7,890 2,743 1,901 5,468
342 344 15,00 471 472 60,00 4,0 4,5 5,0 32,0 42,0 60,0 11,660 7,776 3,756 5,146 7,717 15,970,
366 368 20,00 1,6 2,0 8,5 15,0 19,980 7,283 1,001 2,746 47Э
479 481 4,0 5,0 28,0 52,0 18,520 6,020 3,618 11,130
392 396 25,00 2,0 з,о Н,5 34,0 18,660 2,722 1,340 9,184 67,00
408 412 30,00 2,0 з,о 10,0 28,0 31,250 5,184 0,960 5,787 487 489 75,00 4,0 5,0 25,0 48,0 27,640 7,860 2,713 9,542
426 428 35,50 3,0 4,0 24,0 52,0 8,746 2,315 4,059 15,330 494 85,00 4,5 30,0 24,690 3,443
XIV-8. Основные параметры II класса 2-го витков разряда для пружин сжатия и*растяжения (по ГОСТ 13771—68)
№ Рз, кгс d, мм D, мм Z1, кгс/мм fs> мм № Р,. кгс d, мм * D, мм гп кгс/мм f .3’ мм
129 131 1,00 0,4 0,5 2,6 5,0 2,404 0,686 0,416 1,458 263 265 267 5,00 0.8 1,0 1,2 4,0 7,5 11,5 12,500 3,642 1,900 0,400 1,373 2,632
149 151 153 0,4 0,5 0,6 2,1 4,0 6,5 5,210 1,458 0,632 0,240 0,857 1,978
1,25 279 281 6,00 1,0 1,2 6,3 10,0 6,717 3,043 0,893 1,972
164 166 . 1,50 0,5 0,6 3,4 5,5 2,563 1,100 0/585 1,364 305 307 8,00 1,2 1,6 7,5 17,0 8,293 1,794 0,965 4,458
187 189 191 2,00 0,5 0.6 0,8 2,5 4,2 10,0 7,812 2,778 0,526 0,256 0,720 3,802 322 324 326 10,00 1,2 1,6 2,0 6,0 13,0 26,0 18,750 4,424 1,157 0,533 2,261 8,643
220 222 • 3,00 0,8 1,0 6,5 12.0 2,212 0,751 1,356 3,995 341 343 12,50 1,6 2,0 10,5 21,0 9,296 2,333 1,345 5,35S
243 245 247 4,00 0,8 1,° 1,2 5.0 9,5 15,0 5,529 1,628 0,789 0,723 2,457 ’5,070 354 356 15,00 1,6 2,0 9,0 18,0 16,220 3,906 0,925 3,840
567
Продолжение табл. XlV-8
№ Ра* кгс d, мм D, мм кгс/мм /а» мм № Ра, КГС d, мм D, мм 21» кгс/мм /а» мм
379 383 20,00 2,0 з,о 13,0 40,0 12,020 1,600 1.664 12,500 461 463 464 50,00 3,0 4,0 4,5. 16,0 36,0 48,0 36,870 7,812 4,977 1,356 6,400 10,050
400 404 2,0 3,0 10,5 32,0 26,050 3,318 0,960 7,535 465 5,0 63,0 3,203 15,610
25,00 476 477 60,00 4,0 4,5 5,0 30,0 40,0 14,570 9,165 6,020 4,118 6,547
419 30,00 з,о 26,0 6,657 4,506 478 52,0 9,967
488 71,00 4,0 25,0 27,640 2,569
432 434 35,50 з,о 4,0 22,0 50,0 11,830 2,630 3,000 13,500 489 490 4,5 5,0 34,0 45,0 15,970 9,766 4,445 7.270
494 80,00 4,0 22.0 43,900 1,822
441 443 444 40,00 з,о 4,0 4,5 20,0 45,0 60,0 16,460 3,714 2,401 2,430 10,770 16,660 495 496 4,5 5,0 30,0 40,0 24,690 14,580 3,240 5,487
500- 501 90,00 4,0 4.5 20,0 26,0 62,500 41,260 1,440 2,181
451 453 454 з,о 4,0 4,5 18,0 40,0 52,0 24,000 5,487 3,826 1,875 8,201 11,760 502 5,0 36,0 20,980 4,290
45,00 505 506 100,00 4,5 5.0 24,0 32,0 55,300 31,750 1,808 3,150
XIV-9. ОсиЛные параметры витков для пружин сжатия и растяжения
П класса 3-го разряда (по ГОСТ 13772—68)
№ Рз, кгс d, мм D, мм 21» кгс/мм h. ММ № Ра* кгс d, мм D, мм " 21> кгс/мм fa* мм
2 25,0. 3,0 38 1,888 13,240 98 100 132,0 5,0 6,0 34 55 25,630 11,000 5,150 12,000
5 30,0 З.о 32 3,318 9,042
122 114 160,0 5,0 6,0 28 48 51,370 17,490 3,112 9,148
9 35,0 3,0 26 6,657 5,333
13 40,0 3,0 24 8,746 4,574 131 133 200,0 6,0 8,0 38 90 39,620 7,429 5,048 26,920
24 26 50?t> 3,0 4,0 19 45 19,810 3,714 2,524 13,460
160 162 300,0 8,0 10,0 60 120 29,130 7,513 10,300 32,930
34 36 60,0 3,0 4,0 16 38 36 870 6,514 1,627, 9,211
181 183 185 400,0 8,0 10,0 12,0 45 90 150 80 860 19,530 7,890 4,947 20,480 50,700
51 53 ’75,0 4,0 5,0 30 60 14,570 3,756 5,148 19,970
201 203 500,0 10,0 12,0 70 120 46,300 16,460 10,800 30,380
65 67 90,0 4,0 5,0 25 50 27,640 6,859 3,256 13,120
212 214 600,0 10,0 12,0 60 100 80,000 30,430 7,500 19,720
79 81 83 106,0 4,0 5,0 6,0 21 42 70 52,100 12,340 4,939 2,034 8,590 21,460
227 800,0 12,0 75 82,930 9,647
232 1о0о,о 12,0 60 187,500 5,333
668
XIV-10. Основные параметры витков для пружин сжатия и растяжения
III класса 2-го разряда (по ГОСТ 13775—68)
№ Pv кгс d, мм D, мм кгс/мм f 3» MM № Fs, КГС d, мм О, мм кгс/мм fs» мм
-1 31,5 3,0 40- 1,600 19,960 108 110 200,0 5,0 6,0 30 50 40,000 15,240 5,000 13,120
5 40,0 3,0 32 3,318 12,060
138 140 300,0 6,0 8,0 34 80 59 040 10,970 5,081 27,350
11 50,0 3,0 25 7,607 6,573
18 20 60,0 3,0 4,0 21 50 13,890 2,630 4,320 22,810 159 161 400,0 8,0 10,0 60 120 29,130 7,513 13,730 53,240
31 •33 75,0 3,о 4,0 17 40 29,460 5,487 2,546 13,670 174 176 500,0 8,0 10,0 48 95 64,000 16,280 7,812 30,710
44 46 90,0 4,0 5,0 34 65 9,481 2,894 9,493 31,100
188 190 192 600,0 8,0 10,0 12,0 40 80 140 125;000 29,150 9,888 4,800 20,580 60,680
56 58 106,0 4,0 5,0 28 55 18,520 5,000 5,724 21,200
210 212 800,0 10,0 12,0 60 105 80,000 25,780 10,000 31,030
75 77 79 132,0 4,0 .5,0 6,0 22 45 75 43 900 9,766 3,945 3,007 13,520 33,460
223 1000,0 12,0 85 53,300 18,760
91 93 Тг разнии 9. форму 160,0 ким об; е в дна? Окончат лам (7— Q 5,0 6,0 азом, 1етрах сльно 9): = 19,2 38 63 длина принт 7, = (л “ 0 Н н 1 5 • 10- «7 = 0 17,390 7,000 пружинь лаем пру Do = D с = / F, = Р Fa “ Fa F3 = Fa/ 1 + 1 — ' = (H, + J , = Ho- > = Но- t — fa + ~ 3,2D0ft -en„dih1 = 785О2Я, 3,878 22,860 № 392 жииу № - d = 21 >o/4 = 18, ,/z = 3 : z = 12 : z - 15 ; 0 a)d = (lf ra) = 37,1 F. = 70,8 F2 = 70,8 d = 2,431 i = 3,2 • 19,25 • = 0,785 • 232 будет 392 - 2,5 5 :'2,5 .45 = ),45 = ,45 = + 1 - + 33 — 6,6 — 26, + 2,5 18,5 . 0“ • 18 21z 6 1400,0 значите и вычнс == 18,5 мл * 7,4; 6,66 мм; 26,66 мм 33,33 мм - 2) 2,5 = 33 = 70, 6 = 64,1 66 = 44,1 = 4,9 мл 6 « 947 ,5 • 2,о2 4,1 * 220 12,0 ЛЬНО л тяем С 37,5 8 мм; мм; мм» ; мм; 1,6 « 70 мм3 60 еньше стальн ш; 0,036 к 187,500 при неб ые разм гс; 7,467 ольшой еры по
5. По табл. XIV-2 определить напряжение т3 для пружин из закаливае-
мых марок стали. Для пружин из нагартованной проволоки значение т3 вы-
числяют с учетом значений временного сопротивления (табл. JI-27).
6. По найденным значениям Р3, т3 и заданной величине силы Р2 по фор-
муле (3) вычислить критическую скорость о и отношение — , с помощью
которого подтверждается или отрицается принадлежность пружины к пред-
варительно установленному классу. Несоблюдение условия (1) для пружин
I и II классов означает, что при скорости о0 выносливость будет меньше за-
данной, в связи с чем пружина должна быть отнесена к последующему низ-
шему классу или должны быть изменены исходные данные с таким расчетом,
чтобы после повторных вычислений в указанном порядке удовлетворить тре-
569
бование — < 1. Если исходные данные нельзя изменить, то необходимо
»^.КР
назначить запасные комплекты пружин.
7. По окончательно установленному классу и разряду, помимо ранее
найденных величин Р3, D и d, выбрать по табл. ХП1-4—XI11-10 величины
и /3, после чего остальные размеры пружины определить путем последова-
тельных вычислений по формулам (4—19).
Пример. Рассчитать пружину сжатия со следующими исходными данными?
Pi=3 кгс; 12 кгс; h — 20 мм; D = 10...25 мй, п0 = 2,5 м/с; N ~ 10е.
1. По табл.- XIV-1 определяем предварительно класс рассчитываемой пружины. При-
нимая во внимание величину ЛГ, относим пружину к I классу.
2. По формуле (2) вычисляем величину силы Р$ для граничных значений инерцион-
ного зазора, о —0,05...0,25 (см. табл. XIV-3).
Р3 = рг/( 1 — S) = 12 : (1 — 0,05)...12 : (1 — 0,25) = 12,6...16 кгс.
3. По табл. XIV-2 принимаем для рассчитываемой пружины в I классе I разряд.
4. По табл. XIV-4 выбираем пружины, у которых Р3 находится в пределах от 12,6
до 16 кгс:
№ 390 — Ра = 15 кгс; d~2 мм; D — 11,5 мм;
18.66 кгс/мм; /3 = 0,804
№ 392 — Р9 — 15 кгс; d =* 2,5 мм; D ~ 21 мм;
zt == 6,17 кгс/мм; f3 == 2,431 мм.
5. Определяем напряжение т3. Для данной йружииы по табл XIV-2 т3=0,Ззв. По табл.
II-27 jb = 200 кгс/м.м2. Тогда т8 == 0,3 • 200 -- 60 кгс/мм3.
6. По формуле (3) вычисляем величину критической скорости:
окр = rs (1 — Р8/Р8) : 3,58 = 60 (1 - 12/15) : 3,58 = 3,35 м/с.
Так как
t'o/^кр ~ 2’5 * 3*35 0,745 < 1,
то соударений витков не будет. * •
7. Жесткость пружниы определяем по формуле (4):
z = (Рг — Рг)/Л = (12 — 3) : 20 = 0,45 кгс/мм.
8. По формуле (5) определяем количество рабочих витков пружины:
для пружины № 390—
п — zjz = 18,66 : 0,45 = 41,4;
для пружины № 392 —
п = 6,17 : 0,45 = 13,7.
Требования к параметрам и размерам винтовых цилиндрических пружин
(по ГОСТ 16118—70). В соответствии со стандартом установлены три группы
точности пружин (по силам или деформациям).
К первой группе относятся пружины с допускаемыми отклонениями на
контролируемые силы или деформации rt 5% (пружины I и II классов, изго-
тавливаемые из проволоки диаметром 1,6 мм и более); ко второй — пружины
с допускаемыми-отклонсни-ями.на контролируемые силы или деформации
rt 10% (пружины всех классов); к третьей — пружины с допускаемыми откло-
нениями на контролируемые силы или деформации rt20% (пружины всех
классов, кроме одножильных пружин III класса).
Допускается изготовление пружин с неконтролируемыми силовыми па-
раметрами.
Установленным группам точности по силам или деформациям соответ-
ствуют три группы точности по геометрическим параметрам.
Сочетание по одной и той же группе точности предельных отклонений на
силы или деформации с предельными отклонениями на геометрические пара-
метры, указанными в табл. XIV-11 и XIV-12, не является обязательным.
Для пружин с неконтролируемыми силами или деформациями предель-
ные отклонения геометрических параметров назначаются по одной из трех
установленных групп точности.
Назначение той или иной группы точности по геометрическим парамет-
рам связано с выбором определенйой проволоки. Проволока повышенной точ-
ности по ГОСТ 14963—69 и ПА класса по ГОСТ 9389—75 изготовляется с то-
чностью ГТЗа по ГОСТ 2771—57 (табл. XIV-13) и может быть применена для
любой группы Точности пружин. Проволока нормальной точности по ГОСТ.
14963—69 й I, II классов по ГОСТ -9389—75 изготовляется с точностью ГТ4
370
(табл, XIV-13) и применяется для пружин не выше 2-й. группы
точности.
Стандарт предусматривает ряд допускаемых отклонений на геометриче-
ские параметры, величины которых определяются по формулам (23, 24, 25)
итабл. XIV-11, XIV-12, XIV-13. '
1. Предельное отклонение диаметра проволоки Ad. Определяется по
табл. XIV-13.
Пример: Определить допускаемые отклонения наружного диаметра D пружины
второй группы точности из проволоки Па класса по ГОСТ 9389—75 при условии, что
Р — 30 мм н d = 4 мм.
Определяем индекс пружины. По формуле (7) Do — D — d — 30 — 4 = 26 мм, по фор-
муле (8) с = Do/d = 26:4 = 6,5.
При таком индексе для пружины II группы точности величина ДР составляет
0,75 мм (табл. X1V-11).
Так как проволока-Па класса по ГОСТ 9389— 75 изготавливается по группе точности
ГТЗа, то допускаемые отклонения иа ее диаметр d составят: верхнее отклонение 4-0,93;
нижнее — 0,02 (табл. XIV-13).
Разделим допуск ДР ‘-0,75 пропорциональна этим отклонениям:
верхнее отклонение наружного диаметра D —
+0,75 : 0,03 + 0,02 . 0,03 = +0,45 мм;
ннжнее отклонение —
—0,75 : 0,03 + 0,02 . 0,02 = —0,30 мм.
X1V-11. Предельные отклонения наружного и внутреннего диаметров,
числа витков и высоты пружины
Исходные пара- метры пружин Диаметр проволоки, мм
0,36—0,6 | 0,}—1,4 | 1,6-3.0 j 3,5—6,0 | 7,0—12
Группы точности
2 | з|2|з|1|2|з|1|2|з|1|2|з
Предельные о Д и а уклонения наружного ж н и ы (ДР и л или и др в н ). мм т р е н н е г о
метров ПРУ
Индекс до 5 св. 5 » 6,3 » 8,0 » 10 пружин: до 6,3 ‘ » 8,0 » 10 0,15 0,19 0,24 0,30 0,36 0,30 0,38 0,48 0,60 0,70 0,18 0,22 0,28 0,36 0,45 0,36 0,45 0,55 0,70 0,90 0,24 0,30 0,38 0,48 0,60 0,48 0,60 -0,75 0,96 1.2* 0,96 1,20 1,5 1,9 2,4 0,48 0,60 0,75 0,95 1,2 0,95 1,2 1,5 1.9 2,4 1,9 2,4 3,0 3,8 4,8 0,7 0,9 1,1 1,4 1,7 1,4 1,8 2,2 2,8 3.4 2,8 3,6 4,4 5,5 7,0
Пр е д е\ ь ны е 0 т к л о н е н и полно (±ДП1) г о • и с л а в И Т К 0 в и РУ ж и и ы
Полное число в ков оружии п.: до 6,3 св. 6.3 до 10 » 10 » 16 » 16 » 25 нт- в до- лях витка 0,35 0,50 1.0 1,5 0,75 1,0 2,0 3,0 0,20 0,30 0,50 0,75 0,35 0,50 1,0 1,5 0,15 0,20 0,30 0,50 0,25 0,50 0,75 1,0 0,50 0,75 1.5 2,25 0,15 0,20 0,30 0,50 0.25 0,50 0,75 1,0 0,50 0,75 1,5 2,25 0,10 0,15 0,25 0,35 0,20 0,30 0,50 0,75 0,35 0,50 1,0 1,5
- 25 от п\ 0,07 0,14 0,04 0,07 0,025 0,05 О.ГО 0,025 0,05 0.10 0.02 0,04 0,07
П р е д е л ь и 1 и е с о о т к л о СТОЯН н е н и и и я а о высоты дин раб пру о ч н Ж н н Й ВИ ы с » ток а т и Д/70 п я в мм свободном
Величина отноше-
НИЯ с, =4-:
до 0.4 св. 0,4 до 0,63 » 0,63 » 1,0 » 1,0 » 1,6 » 1,6 » 2,5 > ’2,5 » 4,0 > 4.0 0,045 0,052 0,06 0,08 0,10 0,15 0,21 0,09 0,Ю 0,12 0,16 0,21 0,30 • 0,42 0,055 0,065 0,075 0,095 0.1 3 0,18 0,26 0,11 0,13 0,15 0,19 0,26 0,36 0,52 0,08 0,09 0,11 0,13 0.18 0,25 0,36 0,16 0 18 0,22 0,26 0,36 0,50 0,70 0,32 0,36 0,45 0,55 0.75 1,0 1,5 0,16 0,18 0,22 0,26 0,36 0.50 0,70 0,32 0,36 0,45 0,55 0,75 1,0 1,5 0,70 0.75 0,90 1,2 1,5 2,0 3,0 0,24 0,28 0,32 0,40 0,55 0,75 4,1 0,5 0,6 0,7 0,9 1,2 1,6 2,4 1,0 1.1 1,4 1,8 2,4 3,2 4,8
Примем а н и е Для пружин ; II класса отклонение полного числа витков назиа-
чается только со знаком минус.
571
XIV-12. Шероховатость поверхности торцов и предельные значения величии
зазоров, неперпендикуляриости и шага пружин
Параметр пружины Группа точности
первая вторая третья
Шероховатость обработанной поверхности торцов пружины (не грубее) /?г20 /?г40 /?г80
Зазор между концом опорного витка и соседним рабочим витком при поджатии целого опорного витка 2. 0,1/з 0,15/3 0,2/з
Зазор между концом опорно- го витка и соседним рабочим витком при поджатии 0,75 опорного витка X (0,25—0,1) /3 (0,25—0,15) /з (0,25—0,2) /3
О,О2Яо 0,04Я0 О,О8Яо
е2 0,020 ' 0,040 0,080
' е3 0,1/3 Q,15/a 0,2/3
X1V-13. Отклонения диаметра проволоки &.d, мм
Диаметр проволоки а, мм Группы ТОЧНОСТИ по ГОСТ 2771—57 Диаметр проволоки а, мм Группы точности по ГОСТ 2771—57
ГТЗа ГТ4 ГТЗа ГТ4
Св. 0,3 до -0,6 +0.015 —0,010 ±0,020 Св. 3,0 до 6,0 +0,030 —0,020 , ±0,040
Св. 0,6 до 1,0 +0,020 —0,010 +0,030 —0,020 Св. 6,0 до 10,0 « ±0,030 ±0,050
Св. 10,0 до 16,0 +0,040 —0,030 ±0,060
Св. 1,0 до 3,0 ±0,020 ±0,030
2. Предельные отклонения ДО и ADj соответственно наружного и внут-
реннего диаметра пружин назначаются по табл. XIV-11, причем величину до-
пуска, указанного в этой таблице делят пропорционально предельным отклоне-
ниям диаметра проволоки (табл. XIV-13), из которой изготовлена пружина.
Предельные отклонения на внутренний диаметр.-назначаются только в
технически обоснованных случаях.
Одновременное назначение предельных отклонений на наружный и внут-
ренний диаметры пружин стандартом запрещено.
3. Предельные отклонения высоты пружины сжатия в свободном состоя-
нии Д/70 определяют по формуле
ДЯ0=п(^-0). (23)
57$
Величину предельного отклонения высоты пружины сжатия в свободном
д/7
состоянии иа один рабочий виток ——5 принимают по табл. XIV-11, причем
отклонения назначают на каждую сторону по методике, изложенной в п. 2.
В тех случаях, когда допускаемые отклонения назначены по двум и бо-
лее силам или деформациям, высота Но является справочным размером и
контролю не подлежит.
4. Предельное отклонение высоты пружины растяжения в свободном
состоянии ДД0' определяют по формуле
Д/70' = (d + &d) 4- (7ix 4- 1) Л-d 4- 2Д/. (24)
Предельное отклонение полного числа витков Апх принимают по табл.
XIV-11. Предельные отклонения длины зацепа Д/ принимают в зависи-
мости от конструкции зацепа и предъявляемых требований к точности
пружин.
5. Максимальное значение высоты пружины сжатия (Д3)тах, сжатой до
соприкосновения витков, определяют по формуле
(#з)тах=[«1 + Д«1 + 1-(«з-О,1))(<*4-Д<0, (25)
п3— число зашлифованных витков.
6. Предельное отклонение от перпендикулярности торцовых плоскостей
к образующей пружины: ех— в долях высоты (рис. XIV-1, а), е2— в до-
лях диаметра D (рис. XIV-1, б).
Эти отклонения, показанные на рис. XIV-1, определяются по табл. XIV-
12. Для пружин длиной более трех диаметров допускается указывать нспер-
пендикулярность для части длины пружины, но не меньшей 3D.
Рис. XIV-1.
На чертежах указывается одно из двух отклонений ех или е2-
Опорные витки пружин из проволоки диаметром 0,5 мм и менее не шли-
фуются. При этом отклонение от перпендикулярности торца не контроли-
руется.
7. Неравномерность шага пружины в свободном состоянии е3, опреде-
ляемая по табл. XIV-12.
8. Величина неплоскостности обработанных поверхностей опорных витков,
должна быть не более 0;05 d.
9. Допускаемый зазор X между концом опорного витка и соседним рабо-
чим витком при поджатии целого опорного витка (табл. XIV-12).
При поджатии по 0,75 опорного витка должны быть образованы зазоры К-
величиной 0,25 (t—d). Допускаемые величины зазора к не должны превы-
шать указанные в табл. XIV-12.
10. Толщина конца опорного витка SK пружины сжатия должна состав-
лять примерно 0,25 d, а длина дуги обработанной поверхности — примерно
573
0,75 nD. He допускается назначение толщины опорного витка менее 0,15 d,
в длины обработанной поверхности — менее 0,7 nD.
Для обеспечения нормальной работы пружин сжатия, снабженных внут-
ренними или наружными направляющими, необходимо правильно выбрать
величины зазоров. Рекомендуемые значения зазоров приведены в табл.
XIV-14.
XIV-14. Рекомендуемые значения
зазора между направляющими
и пружинами сжатия, мм
Do г | о. 2 ». Z
До ю 1 Св. 18 до 30 3 Св. 50 до 80 5
Св. 10 до 18 2 Св. 30 до 50 4 Св. 80 до 120 6
Примечания: 1. Допустимые значения диаметров направляющих: для гнезда —<
на 2% больше максимального наружного диаметра пружины в свободном состоянии; для
.Стержня — иа 1% меньше минимального внутреннего диаметра пружины.
2. Работа пружин без направляющих при Н„ > Do не рекомендуется.
Рабочий чертеж пружины. Правила выполнения чертежей пружин и их
условные обозначения установлены ГОСТ 2.401—68. В части витых цилиндри-
ческих пружин требования стандарта сводятся к следующему:
1. При вычерчивании винтовой пружины витки показывают прямыми
линиями, соединяющими соответствующие участки контуров или сечений
(рис. к табл. XIV-3). Допускается в разрезе изображать только сечения
ww
Рис. XIV-2.
витков. Если у винтовой пружины
чисЛо витков более четырех, то,
кроме опорных, на чертеже вы-
черчивают по 1 —2 витка с каждого
конца. Остальные виткина черте-
же не показывают, а проводят
осевые линии через центры сече-
ний витков по всей длине пружи-
ны (рис. к табл. XIV-3). При' тол-
щине сечения проволоки на чёрте-
же, равной 2 мм и менее, витки
допускается изображать сплош-
ными линиями (рис. XIV-2). '
- Изображения винтовых пружин
изображают только с правой навивкой
указывают в технических требованиях.
располагают горизонтально. Пружины
, Действительное направление навивки
574
2. На рабочем чертеже пружины с контролируемыми силовыми пара-
метрами помещают диаграмму испытаний, на которой показывают зависимость
нагрузки от деформации или деформации от нагрузки. Если заданным пара-
метром является высота или деформация, то указывают предельные отклоне-
ния нагрузки. Если заданным параметром является нагрузка, то указывают
предельные отклонения высоты или деформации.
Если для характеристики пружины достаточно задать только один исход-
ный и зависимый от пего параметр (например, Р2 и F2), то допускается диа-
грамму на чертеже не приводить, а указывать эти параметры в технических
требованиях.
3. Если контролируют две нагрузки, то предельные отклонения высоты
(длины) пружины не устанавливают (рис. XIV-3, Х1У-4).Если контролируют
только одну нагрузку или на чертеже не приводят диаграмму, то указывают
предельные отклонения высоты (длины) пружины в свободном состоянии
(рис. XIV-5).
Рис. XIV-4.
4. При ограничении размеров только по внутреннему или наружному
диаметру винтовой пружины на чертеже указывают одно из требований
контроля по стержню или гильзе (D или Ог). Допускается указывать на
чертеже предельные отклонения диа-
метра пружины. Требования конт-
роля £>с или £>г в этом случае на
чертеже не указывают.
5. На чертежу пружины приво-
дят технические требования в такой
последовательности:
Q = ...кгс/мм2
Е = ...кгс/мм2
т3 = ...кгс/мм2
о3 = ...кгс/мм2
Пружина № ... ГОСТ...
Направление навивки пружины...*
п = ... '
«1 = ...
HRC=...
DT— ... мм или мм
Рис. X1V-5.
* Размеры для справок '
* Параметры для справок
Остальные технические требования по ГОСТ
575
Причем значение твердости указывается при необходимости и только на чер-
теже пружины, подвергающейся термообработке после навивки. Величины
G, Е, т3 и о3 допускается не указывать. При этом в технических требованиях
зодятся ссылки на стандарт, указанный
аголовке таблицы, из которой взяты
метры витка пружины.
6. Сортамент материала пружины, пол-
ью определяющий размеры и предель-
отклоиеиия поперечного сечения, указы-
г в графе «Материал» основной надписи
Когда необходимо учитывать изменение
<ы и размеров сечения, на чертеже по-
1вают форму и размеры сечения витка
вой пружины.
7. Опорные -витки винтовых пружин
гия могут выполняться по-разному. На
XIV-6—XIV-8 приведены примеры
роения некоторых опорных витков.
При выполнении рабочих чертежей
зенные обозначения (рис. XIV-1,
'-3—XIV-8) заменяют числовыми вели-
2. ПЛОСКИЕ ПРУЖИНЫ
Эта группа пружин отличается большим'разнообразием конструкций.
Применяются они в фиксаторах, в храповых механизмах как элементы сило-
вого замыкания в некоторых «беззазорных» соединениях деталей, в упругих
и предохранительных муфтах, в качестве упругих опор и во многих других
случаях.
Расчет плоских пружин обычно сводится к определению деформаций
при заданных усилиях, ширине и длине пружины и материале, из которого
оиа изготовляется. В практике часто встречается также и обратная задача.
В табл. XIV-15 приводятся зависимости для расчета двух простейших
и широкопримеияемых в машиностроении типов плоек их пружин.
При выполнении рабочего чертежа следует учитывать требования,изло-
женные в п. 2 и 5 (см. стр. 575). На чертеже плоской пружины с конт-
576
ролируемыми силовыми параметрами, кроме диаграммы, приводят схему закреп-
ления пружины и указывают размеры от точки приложения нагрузки до места
закрепления (рис. XIV-9).
XIV-15. Формулы расчета плоских пружин
Примечания: 1. В таблице приняты такие обозначения: —допустимое напря*
жение изгиба, кгс/мм2; Е — модуль упругости, кгс/мм2.
2. Размерность линейных величин, входящих в формулы,— мм.
Схема закрепления пружины
при силовых испытаниях
Рис. XIV-9.
577
XV. ПОКРЫТИЯ
1. МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ
(НЕОРГАНИЧЕСКИЕ) ПОКРЫТИЯ
Виды металлических и неметаллических (неорганических) покрытий уста-
новлены ГОСТ 9791—68. Стандарт распространяется на защитные, защитно-
декоративные и специальные покрытия, наносимые на поверхность различ-
ных материалов. Этим ГОСТ предусмотрены ряд толщин и обозначения по-
крытий в конструкторской и технологической документации.
Некоторые виды металлических и неметаллических покрытий, наиболее
часто применяемых в машиностроении, приведены в табл. XV-1. В обозначе-
нии покрытий, состоящих из сплава, включающего Два или три компонента,
кроме обозначения компонентов, указывается максимальное процентное со-
держание первого или первого и второго_(в случае трехкомпонентного сплава)
компонентов. Например, медно-цинковое покрытие с содержанием меди 50—
60% и цинка 40—50% обозначается М—Ц (60). Медно-оловянио-свинцовое
покрытие с содержанием меди 70—78%, олова 10—18% и свинца 4—20%
обозначается М—О—С (78; 18).
XV-1. Металлические и неметаллические (неорганические) покрытия
(по ГОСТ 9791—68)
Вид покрытия Обозначение Вид покрытия, Обозначения
Г
Алюминиевое А Цинковое ц
Железное Ж Сплав медь—олово м—о
Кадмиевое Кд (бронзовое)
Медное М Сплав медь—цинк (ла- м—ц
Никелевое н туниое) пос
Свинцовое с Сплав олово—свинец
Оловянное о (припой)
Серебряное Ср Окисное Оке
Хромовое X Фосфатное Фос
Пассивное Пас
Примечание. В обозначении покрытия сплавов олово — свинец (ПОС) указыва-
ется марка припоя по ГОСТ 1499—70.
Некоторые способы нанесения покрытий, их технологические признаки,
указываемая при необходимости степень блеска н виды дополнительной обра-
ботки покрытий приведены ниже:
Способы нанесения покрытий
Способ Обозначение
Электролитический ............................. —
Химический .................................. Хим
Анодизациониый ............................... Ан
Горячий....................................... Гор
Диффузионный ............................... Диф.
Металлизационный.............................. Мет
Технологический признак покрытий
Признак покрытия
Черное'..................•.................. .
Твердое..................................... .
Молочное .......................................
Обозиач еиие
Ч
тв
мол
578
Пористое................................... пор
Из хромовых электролитов.................... хром
Фосфатное.................................. фос
Степень блеска покрытия
Степень блеска
Обозначение
Матовое.................................... м
Блестящее ................................. б
Зеркальное................................... зк
Виды дополнительно* обработки покрытий (по ГОСТ 9791—68)
Вид дополнительной
обработки
Обозначение
Фосфатирование....................... фос
Хроматирование........................... хр
Оксидирование............................. оке
Наполнение маслом ........................ прм
Наполнение раствором красителя............ красный
черный
и т. д.
Покрытие лакокрасочное.................... лкп
Для покрытия из серебра, меди, никеля, хрома и других металлов и их
сплавов (за исключением драгоценных и редких) установлен следующий ряд
толщин (в мкм); 1; 3; 6; 9; 12; 15; 18; 21; 24; 30; 36; 42; 48; 60. Толщина
покрытий более 60 мкм должна приниматься кратной 10. Стандарт не рас-
пространяется на ряды толщин покры-тин, наносимых горячим, диффузионным
и металлизационным способами.
Условия эксплуатации металлических и неметаллических (неорганиче-
ских) покрытий делятся на группы: Л—легкие, С—средние, Ж—жесткие,
ОЖ—очень жесткие. Определение группы условий эксплуатации в зависимо-
сти от макроклиматического района и размещения изделий производится по
табл. XV-2.
XV-2. Группы условий эксплуатации металлических и неметаллических
неорганических покрытий по (ГОСТ 14007—68)
Характеристика атмосферы окружающей среды Условия размещения изделий Группа условий эксплуатации для макроклиматического района
умерен- ного холод- ного тропического
сухого вл а эн- ного
Примерно соответст- вует атмосфере сель- ской, лесной, горной местности, удален- ной от промышлен- ных объектов На открытом- воздухе и под навесом с с с ж
В закрытых помещениях без искусственно регули- руемых ' климатических условий G с с ж
В закрытых помещениях с искусственно регулиру- емыми климатическими условиями Л л л . л
579
Продолжение табл. XV-2
Характеристика атмосферы окружающей * среды Условия размещения изделий Группа условий эксплуатации для макроклиматического района
умерен- ного холод- ного тропического
сухого влаж- ного
Примерно соответст- вует атмосфере про- мышленных объектов На открытом воздухе и под навесом ж ж с • ож
В закрытых помещениях без искусственно регули- руемых климатических условий с с с ж
В закрытых помещениях с искусственно регулиру- емыми климатическими условиями л л л с
Примерно соответст- вует .атмосфере вбли- ви моря На открытом воздухе и под навесом ож ж — ож
В закрытых помещениях без искусственно регу- лируемых климатических условий ж ж — ж
В-закрытых помещениях с искусственно регули- руемыми климатическими условиями с с — с
Обозначения покрытий записываются в следующем порядке: способ на-
несения; вид покрытия; технологический признак; толщина покрытия; степень
блеска; вид дополнительной обработки.
В обозначении покрытия не обязательно указывать все перечисленные
признаки. В обозначениях многослойных покрытий указываются всё металлы,
образующие покрытие, в порядке нанесения слоев, а также толщина покры-
тия послойно. Примеры обозначений покрытий приведены в табл. XV-4.
Основные виды защитных и защитно-декоративных покрытий, применяе-
мых в различных условиях эксплуатации, приведены в табл. XV-3.
Детали, работающие в предохраняющей от коррозии масляной среде,
допускается применять без покрытия. _
На детали, соединяемые точечной сваркой, клепкой, запрессовкой и т. п.,
покрытия должны наноситься до сборки. На изделия, имеющие швы, выпол-
ненные газовой, электродуговой, аргонодуговой сваркой, и на изделия, имею-
щие паяные соединения, допускается наносить электролитические н химиче-
ские покрытия прн условии непрерывности шва по всему перимртру, исклю-
чающей затекание электролита в шов,
580
XV-3. Основные требования к выбору покрытий (по ГОСТ 14623—69)
Основной металл Вид покрытия Условия эксплуатации
л с ж ож
Сталь Цинковое электролитическое + + 1
Цинковое электролитическое с хро- матированием + + + . +2
Цинковое горячее * — — + + +2
Сталь Цинковое электролитическое с окси- дированием в черный цвет + + + +2
Кадмиевое электролитическое + + 1
Кадмиевое электролитическое с хро- матированием или фосфатированием 3 + • + -1-
Оловянное электролитическое + * — —
Оловянное горячее -1- + +
Покрытие сплавом олово — свинец по подслою меди -1- + + -1-
Никелевое электролитическое Многослойные покрытия: + + + 45
медь—никель -1- — + __4
медь—никель—хром -1- + +
медь—хром -1- — —
Хромовое молочное + — -Ь" -1-’
Фосфатное + — — —
Фосфатное с промасливанием .+ .+ — —
Окисное + — — —
Медь и мед- Никелевое электролитическое -1- -1- +’
ные сплавы Хромовое по подслою никеля -1- + +. +
Оловянное электролитическое + + + +’
Покрытие сплавами олово—свинец + -1- + +
Покрытие сплавами олово—свинец горячее -1- + + +
Медь и мед- Пассивное -1- — — —
ные сплавы Окисное химическое или анодиза- ционное с промасливанием -1- — — —
Алюминий и его сплавы Окисное химическое с хроматирова- нием -1- — — —
Окисное анодизационное, наполнен- ное водой + + + -1-
Окисное анодизационное с хромати* рованием + + -1- -1-
Примечания: 1. Знаками + и — отмечены покрытия, соответственно применяв*
мые и не-примеияемые в соответствующих условиях эксплуатации.
2. В зависимости от условий эксплуатаций на применение покрытий введены следую-
щие Дополнительные ограничения: покрытия, отмеченные цифрой 1, допускаются в тех-
нически обоснованных случаях; цифрой 2 — не допускаются для изделий, предназначен-
ных для работы в морской атмосфере; цифрой 3 — допускаются для изделий, предназна-
ченных для работы во влажном тропическом климате; цифрой 4 — не допускаются для
изделий, подвергающихся воздействию брызг морской воды; цифрой 5 — не допускаются
для изделий, предназначенных для работы в морской атмосфере (в технически обосно-
ванных случаях допускаются для изделий, предназначенных для работы во влажном
тропическом климате); цифрой 6—ие допускаются для изделий, предназначенных для работы иа
открытом воздухе или для работы под навесом во влажном тропическом климате; циф-
рой 7 — не допускаются для деталей, предназначенных Для работы на открытом воздухе,
581
XV-4. Примеры обозначения покрытий (по ГОСТ 9791—68)
Способ нанесения покрытия Наименование покрытия Обозначение
Электролитиче- ский Цинковое толщиной 12 мкм, с хроматиро- ванием Цинковое толщиной 6 мкм, фосфатиро- ванное с лакокрасочным покрытием Цинковое черное толщиной 15 мкм Никелевое толщиной 18 мкм матовое Хромовое толщиной менее 1 мкм, блес- тящее с подслоем меди толщиной 30 мкм и никеля толщиной 18- мкм, нанесенных электролитическим способом - Хромовое твердое толщиной 24 мкм Оловянное толщиной 18 мкм Ц12.хр Цб.фос/лкп Цч15 Н18.м М30.Н18.Х.6 Хтв24 018
Химический Окисное с дополнительным лакокрасоч- ным покрытием Пассивное с дополнительным промасли- ванием Хим.Окс/эмаль Г1ХВ-14 Хим. Пас. прм
Анодизациониый •Окисное с хроматированием Окисное, наполненное раствором красно- го красителя, блестящее Ан. Оке. хр Ан. Оке. крас- ный. б
Горячий Припой оловянно-свинцовый Гор. ПОС
Диффузионный Цинковве Диф. Ц
Металлизацион- ный Цинковое Мет. Ц
2. ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Лакокрасочные покрытия применяются для защиты металлов от коррозии,
а неметаллических материалов (древесины и др.) —от увлажнения и загни-
вания; они сообщают поверхности специальные свойства, например электро-
изоляционные, и придают изделиям декоративный внешний вид.
Лакокрасочные материалы являются пленкообразующими: при нанесении
в жидком состоянии на окрашиваемую поверхность они образуют пленки.
Высохшие пленки называются покрытиями.
Компонентами лакокрасочных материалов являются: пленкообразующие
вещества; смолы, применяемые для увеличения адгезии и придания пленке
твердости и блеска; растворители и разбавители; красители и пигменты, ко-
торые, помимо определенного цвета, могут придавать покрытию некоторые
специфические свойства (например, окись цинка — атмосферостойкость и во-
доупорность, сажа — токопроводность); наполнители, применяемые для сни-
жения блеска покрытия и повышения вязкости материала; пластификаторы
и некоторые другие специальные добавки.
Лакокрасочные материалы делятся на лакн, эмали, грунты и шпаклевки.
Лаки являются растворами пленкообразующих веществ в растворителях
(иногда с некоторыми добавками) и предназначены для защиты поверхности
изделий от воздействия внешней среды. Эмали состоят из лака и пигмента;
для получения матовых покрытий в эмали вводится наполнитель. Грунты
защищают металл от коррозии и увеличивают адгезию последующих слоев.
582
В состав грунта входят лак и пигмент, обладающий защитными свойствами
(например, железный или свинцовый сурик, цинковый крон и др.). Шпак-
левки наносятся на предварительно загрунтованную поверхность и предназ-
начены для выравнивания поверхности изделий перед окраской. В состав
шпаклевки входят лак, пигмент и наполнитель, а ее свойства определяются
пленкообразующим материалом.
В зависимости от основной смолы или эфира, целлюлозы, входящей в
состав пленкообразующего вещества, лакокрасочные материалы имеют обоз-
начения (по ГОСТ 9825—73). Некоторые из них приводятся нрже:
Наименование смол, эфиров, Обозначение
целлюлозы и масел
Битумные................................... ВТ
Глифталевые ............................... ГФ
Пентафталевые . .......................... ПФ
Мочевинные................................. МЧ
Меламинные .'.............................. МЛ
Кремнийорганические........................ КО
Эпоксидные.............................. . ЭП
Пе.рхлорвиниловые.......................... ХВ
Нитроцеллюлозные..................-........ НЦ
Масляные................................... МА
Марки и назначения некоторых лакокрасочных материалов приведены
в табл. XV-5.
Классификация и обозначения лакокрасочных покрытий предусмот-
рены ГОСТ 9.032—74.
Примеры обозначения покрытий показаны ниже:
Покрытие и его применение Обозначения
Окраска синей нитроэмалью Эм.НЦ-25
по II классу. Для эксплуатации изде-
лий внутри помещений...............Эм, НЦ-25 синий, II, П
Окраска зеленой мдчевинно-формаль-
дегидной эмалью МЧ-23 по II клас-
су. Для эксплуатации изделий в ат-
мосферных условиях.................Эм. МЧ-13, зеденый ILA
Окраска серой эмалью ХС-7Ю с по-
следующей лакировкой лаком ХС-76
по II классу. Для эксплуатации
изделий при воздействии кислот Эм, ХС-710, серый
Лак ХС-76. II.ХК
Покрытие фенолформальдегидным
грунтом ФЛ-013 по IV классу. Для
хранения в атмосферных условиях Гр. ФЛ-013, IV.A
XV-5. Некоторые лакокрасочные материалы
Наименование, марка Цвет гост Область применения
Эмали НЦ-25 Разный, в том чис- ле серый, голубой 5406—73 Окраска предварительно за- грунтованных металлических поверхностей и деревянных поверхностей, эксплуатирую- щихся внутри помещения
Эмали ПФ-223 Разный, в том чис- ле темно-серый, голубой, зеленый, 14923—69* Окраска металлических и де- ревянных поверхностей, не подвергающихся атмосфер-
^коричневый X ным воздействиям
583
Продолжение табл. XV-5
Наименование, марка ЦЬет ГОСТ Область применения
Эмали нитро- глифталевые НЦ-132 Разный, в том чис- ле серый, голубой, синий, светло-зеле- ный, красный, крас- но-коричневый 6631—74 Окраска деревянных и пред- варительно загрунтованных металлических поверхностей изделий, эксплуатируемых как вне помещений, так и внутри их
Эмали ПФ-115 Разный, в том чис- ле серый, голубой, светло-зеленый, красный, коричне- вый 6465—63* Окраска металлических, де- ревянных и других поверх- ностей, подвергающихся ат- мосферным воздействиям
Эмали МЛ-152 Разный, в том чис-' ле серый, голубой, сине-зеленый, крас- ный, черный 18099—72 Окраска предварительно за- грунтованных металлических изделий, эксплуатируемых в атмосферных условиях
Эмали перхлор- виниловые ХВ-1100 Разный, в том чис- ле белый, серый, голубой, зеленый, красйый 6993—70 Окраска деревянных и пред- варительно загрунтованных металлических поверхностей, эксплуатирующихся в атмос- ферных условиях
Краска БТ-177 Серебристый 5631—70 Окраска по загрунтованной по- верхности металлических кон- струкций и изделий, работаю- щих в атмосферных условиях
Эмали НЦ-5123 Серый, зеленый, салатный, красно- коричневый 7462—73 Окраска необработанных ли- тых, соприкасающихся с мас- лом деталей автомобилей, тракторов и сельскохозяйст- венных машин
Грунтовка ГФ-020 Красно-коричневый 4056—63 Г рунтоваиие металл ических и деревянных, поверхностей под покрытие различными эмалями
Г рунтовка ХС-010 Эмаль ХС-710 Лак ХС-76 (химически стойкие) Красно-коричне- вый, серый, бесц- ветный 9355-60 Защита в комплексном мно- гослойном покрытии обору- дования и металлических кон- струкций от воздействия ми- неральных кислот и щелочей при температурах до -|-60° С. Грунтовку ХС-010 применяют также под перхлорвиниловые химически стойкие эмали
584
Если нанесению лакокрасочного покрытия предшествует нанесение покры-
тия металлического или неметаллического (неорганического), то обозначе-
ние должно указываться дробью, в числителе которой указывается метал-
лическое или неметаллическое (неорганическое) покрытие, а в знаменателе—
лакокрасочное.
Пример условного обозначения: кадмирование тол-
щиной 36 мкм с последующей окраской поливинилбутиральной эмалью
ВЛ-515, по III классу, для эксплуатации изделия при воздействии
нефтепродуктов:
_______________КД. 36________________
Эм. ВЛ-515, красно-коричневый. III.Б.
СПИСОК ЛИТЕРАТУРЫ
1. Алексеев Г. П., Мазовер И. С. Справочник конструктора-машино-
строителя. Л., Судпромгиз, 1963. 477 с. с черт.
2. Алыииц И. Я-, Анисимов Н. Ф'., Благов Б. Н. Проектирование деталей
из пластмасс. Справочник. М., Машиностроение, 1969. 248 с. с черт.
3. Анурьев В\ И. Справочник конструктора-машиностроителя. В 2-х кн.
Кн. 1. М., Машиностроение, 1973. 515 с. с черт. •
4. Анурьев В. И. Справочник конструктора-машиностроителя. В 2-х кн.
Кн. 2. М., Машиностроение, 1973. 576 с. с черт.
5. Бейзельман Р. Д., Цыпкин Б. В., Перель Л. Я- Подшипники качения.
Справочник. М., Машиностроение, 1975. 574 с. с ил.
6. Воробьев И. И. Передачи с гибкой связью в приводах станков. М., Маши-
ностроение, 1971. 144 с. с ил.
7. Воробьев И. В. Цепные передачи. М., Машиностроение, 1968. 251 с. с ил.
8. Детали машин. Расчет и конструирование. Справочник. В 3-х томах.
Под ред. Н. С. Ачеркана. Т. 3. М., Машиностроение, 1969. 440 с. с черт.
9. Детали машин. М., Машиностроение, 1972. 467 с. с ил. Авт.: А. Т. Бату-
рин, Г. М. Ицкович, Б. Б. Панич и др.
10. Детали машин. М., Машиностроение, 1972. 503 с. с ил. Авт.: В. А. Доб-
ровольский, К. И- Заблонский, С. Л. Мак и др.
Н. ДРУ жинин И. С., Цыбов П. П. Выполнение чертежей по ЕСКД. М., Из-
дательство стандартов, 1975. 542 с. с ил.
12. Дьяченко С. К-, Столбовой С. 3. Расчет и проектирование деталей машин.
Киев, «Тех1пка», 1968. 320 с. с ил.
13. Ермаков С. С., Вязников Н. Ф. Металлокерамические детали в машино-
строении. Машиностроение, 1975. 232 с. с ил.
14. Иванов Е. А. Ременные передачи. М.—Л., Гослесбумиздат, 1961. 67 с.
с ил.
15. Краткий справочник машиностроителя. Под ред. С. А. Чернявского.
М., Машиностроение, 1966. 798 с. с черт. Авт.: В. Н. Беляев, Л. С. Боро-
вич, В. В. Досчатов и др.
16. Кудрявцев В. Н. Выбор типов передач. М.—Л., Машгиз, 1955. 56 с. с ил.
17. Куклин И. Г., Куклина Г. С. Детали машин. М., «Высшая школа», 1973.
384 с. с ил.
18. Левин И. Я. Справочник конструктора точных приборов. М., Машино-
строение, 1967. 743 с. с черт.
19. Лейкин Н. И. Конструирование -пластмассовых прессованных изделий.
М.—Л., Машиностроение. 1964.. 220 с. с черт.
20. Майзелъ В. С., Навроцкий Д. И. Сварные конструкции. Л., Машинострое-
ние, 1973. 304 с. с ил.
21. Мамет О. П. Краткий справочник конструктора-станкостроителя. М.,
Машиностроение, 1968. 687 с. с черт.
22. Материалы в машиностроении. Выбор и применение. Справочник. В 5-ти
томах. Под общ. ред. И. В. Кудрявцева. Т. I. Под ред. Л. П. Лужиико-
ва. М., Д!ашиностроение, 1967. 304 с. с ил.
23. Материалы в машиностроении. Выбор и применение. Справочник.
В 5-ти томах. Под общ. ред. И. В. Кудрявцева. Т. 2. Под ред.
Е. П. Могилевского. М., Машиностроение, 1967.Ц96 с. с ил.
586
24. Материалы в машиностроении. Выбор и применение. Справочник.
В 5-ти томах. Под общ. ред. И. В. Кудрявцева. Т. 3. Под ред. Ф. Ф. Хи-
мушкина. М., Машиностроение, 19G8. 446 с. с граф.
25. Материалы в машиностроении. Выбор и применение. Справочник.В 5-тн
томах Под. общ. ред. И. В. Кудрявцева. Т. 4. Под ред.^Л. А. Жукова и
др. М., Машиностроение, 1969 . 248 с. с ил.
26. Материалы в машиностроении. Выбор и применение. Справочник.
В 5-ти томах. Под общ. ред. И. В. Кудрявцева. Т. 5. Под ред.
В^А. Попова. М., Машиностроение, 1969. 541 с. с ил.
27. Миловидов С. С. Детали машин и приборов. М., «Высшая школа», 1971.
488 с. с ил. /
28. Михайлов А. М., Михайлов М. Е. Сопротивление материалов в приме-
рах. М., «Высшая школа», 1971. 408 с. с ил.
29. Мягков В. Д. Краткий справочник конструктора. Л., Машиностроение,
1975. 814 с. с черт.
30. Назаров Г. И., Сушкин В. В., Дмитриевская Л. В. Конструкционные
пластмассы. Справочник. М., Машиностроение, 1973. 191 с. с черт.
31. Подшипники качения. Каталог-справочник. НИИАВТОПРОМ, Москва,
1972- 470 с. Составители: Н. А. Спицын, С. М. Анофриев, Е. Д. Громы-
ко и др.
32. Поляков В. С., Барбаш И. Д. Муфты. Конструкция и расчет. Л., Маши-
ностроение, 1973. 336 с. с ил.
33. Решетов Д. Н. Детали машин. М., Машиностроение, 1975. 656 с. с ил.
34. Сальников Г. П. Краткий справочник машиностроителя. Киев, «Техшка»,
? 1971. 547 с. с .ил.
35. Самохоцкий А. И., Кунявский'М. Н. Металловедение. М., «Металлургия»,
1969. 456 с. с ил.
Зб. '^Смирнов А. С. Технологичность деталей в приборостроении. М., Суд-
"промгиз, 1961. 25G с. с ил.
37. Справочник машиностроителя. В 6-ти томах. Редакционный совет:
Н. С. Ачеркан и др. Т. 3. Под ред. С. В. Серенсена. М., Машгиз, 1962.
651 с. с черт. .
38. Справочник машиностроителя. В 6-ти томах. Редакционный совет:
Н. С. Ачеркан и др. Т. 4. Кн. 1. Под ред. Н. С. Ачеркана. М., Машгиз,
19G2. 448 с. с ил.
39. Справочник машиностроителя. В 6-ти томах. Редакционный совет:
Н. С. Ачеркан и др. Т. 4. Кн. 2. Под ред. Н. С. Ачеркана. М., Машгиз,
1963. 931 с. с ил.
40. Справочник металлиста. В 5-ти томах. Редакционный совет: Н. С. Ачер-
кан и др. Т. 1. Под ред. С. А. Чернавского. М., Машгиз, 1957. 603 с. с ил.
41. Справочник металлиста. В 5-ти томах. Редакционный совет: Н. С. Ачер-
кан и др. Т. 2. Под ред. С. А. Чернавского, М., Машгиз, 1960. 874 с. с ил.
42. Справочник по пайке. Под ред. С. Н. Лоцманова и др. М., Машинострое-
ние, 1975. 407 с. с ил.
43. Справочные таблицы по деталям машин. В 2-х томах. Т. 1. М., Машино-
строение, 1965. 716 с. с ил. Авт: В. 3. Васильев, А. А. Кохтев, В. С. Цац-
кин и др.
44. Справочные таблицы по деталям машин. В 2-х томах. Т. 2. М., Маши-
ностроение, 19G6. 600 с. с ил. Авт.: В. 3. Васильев, А. А. Кохтев,
В. С. Цацкин и др.
45. Степин Г1. А. Сопротивление материалов. М., «Высшая школа», 1968.
423 с. с ил.
46. Федосеев В. И. Сопротивление материалов. М., «Наука», 1972. 544 с. с ил.
47. Якушев А. И. Взаимозаменяемость, стандартизация и технические из-
мерения. М., Машиностроение, 1974. 472 с. с ил.
587
ОГЛАВЛЕНИЕ
Стр
Предисловие .....................................................3
I. Общетехиические сведения .................................... 5
1. Единицы измерений .......................................... 5
Международная система единиц (СИ) -.....................5
. Соотношения между единицами измерения величин .... 6
2.. Плотность материалов и масса деталей.........................9
Определение массы деталей..................................10
3. Сопротивление материалов ..............................• . . 13
Основные механические характеристики материалов .... 13
Нагрузки, деформации и напряжения . .'................16
Расчеты иа прочность . . ..................................18
II. Конструкционные материалы.................'.................26
1. Выбор заготовок и материалов.................................26
2. Чугун .......................................................28
3. Сталь .......................................................31
Общие сведения............................................31
Углеродистая сталь ...................................... 33
Легированная конструкционная сталь . . . .................37
Пружинная сталь.........................'.................45
Высоколегированные коррозиониостойкие, жаростойкие и жаро-
прочнные деформируемые стали и сплавы (по ГОСТ 5632—72) 47
Отливки из конструкционной стали......................... 49
4. Сортамент' . ................................................50
Горячекатаная сталь........................................50
Калиброванная сталь........................................52
Прокатная листовая и полосовая сталь.......................53
Пружинная сталь . ........................................58'
Фасонный прокат . .........................................60
Стальные трубы.............................................70
5. Цветные металлы и сплавы.................................... 72
Медь ......................................................72
Латунь.....................................................72
Бронза................................................... 74
Алюминиевые сплавы.........................................76
6. Пластические массы ..........................................80
III. Общие конструкторские нормы > > > . . . . .................89
1. Нормальные линейные размеры, углы и конусности...............89
2. Элементы поверхностей деталей . .............................94
Размеры под ключ и места под ключи гаечные.................94
Хвостовики инструментов ...................................97
Места под болты, гайки, шайбы, винты и заклепки...........100
Отверстия сквозные, под установочные винты, центровые, смазоч-
ные ............................•.......................• . 104
Фаски, радиусы, канавки, накатки, сбеги резьб.............108
3. Элементы конструкций литых деталей (по РТМ 12—60)...........119
Общие требования..........................................119
588
Стенки . . . .............................................120
Переходы и углы сопряжении................................120
Ребра жесткости ..........................................124
Втулки, фланцы, бобышки и приливы......................: 124
'Армирование литых деталей.............................. 126
4. Элементы некоторых металлических конструкций ....... 126
Гнутые заготовки........................................ 126
Отводы сварные .......................................... 136
Профиль деталей, примыкающих к прокатным профилям в свар-
ных конструкциях (по МН 1385—60 и МН 1386—60) .... 138
Размещение отверстий под заклепки и болты в прокатных про-
филях (по МН 1387—60)....................... . . . .144
5. Детали из пластических масс .-...............................146
Толщина стенок . .........................................147
Уклоны....................................................147
Сопряжения поверхностей (радиусы закругления).............148
Ребра жесткости ..........................................148
Отверстия ................................................149
Оформление края...........................................150
Опорные поверхности и места под выталкиватели.............151
Рифления . ...............................................151
Надписи.................................................. 152
Поднутрения ............................................ 152
Армирование...............................................153
Облой ....................................................154
IV. Допуски и посадки. Шероховатость поверхности................154
1. Допуски и посадки гладких соединений.........................154
Допуски и посадки по системе ОСТ..........................155
Допуски и посадки гладких соединений (по СТ СЭВ 144—75,
и СТ СЭВ 145—75)....................................... 164
Рекомендуемые замены полей допусков и посадок системы ОСТ
при переходе на ЕСДП СЭВ ...................... . . . . .182
2. Допуски расположения осей отверстий для крепежных деталей
(по ГОСТ 14140—69) ........................................... 196
3. Допуски на угловые размеры...................................202
4. Отклонения формы и расположения поверхностей (по ГОСТ. 10356—63) 204
Общие определения ...................................... 204
Отклонения формы..............'...........................205
Отклонения расположения...................................206
Обозначения отклонений формы и расположения поверхностей 210
5. Шероховатость поверхности................................ . 211
Параметры шероховатости поверхности.......................211
Нормирование шероховатости поверхности....................214
Обозначения шероховатости поверхности (по ГОСТ 2.309—73) 216
V. Резьбовые соединения и винтовые механизмы . ................218
1. Типы резьб и их применение...................................218
2. Расчет резьбовых соединений.................................235
3. Расчет винтовых механизмов ..................................237
4. Стопорение резьбовых соединений..............................238
VI. Крепежные детали........................................ 239
1. Болты, винты, шпильки и гайки. Технические требования (по ГОСТ
1759—70) 239
2. Болты и шпильки..............................................244
3. Винты .......................................................272
4. Гайки .......................................................287
5. Шайбы ...................................................... 302
6. Штифты.................................................... . 311
589
7. Шплинты . ................................................. . 320
8. Шурупы ..................................................... • 323
VII. Сварные и паяные соединения............................. 327
I. Общие сведения о сварных соединениях.........................327
£. Расчет швов сварных соединений...............................328
8. Швы сварных соединений (ручная электродуговая сварка по
ГОСТ 5264—69)................-.................................. 330
4. Паяные соединения............................................348
Конструктивное оформление узлов паяных соединений . . . 350
Б. Заклепочные соединения и заклепки.................-. . . . 350
Общие сведения о заклепочных соединениях..................350
Расчет прочных (силовых) заклепочных соединений........... 352 .
Заклепки ......................................... . . . 353
VIII. Оси и валы................................................360
1. Общие сведения и расчет ........................... 360
2. Моменты сопротивлений и площади валов различных сечений . . 362
3. Концы валов .................................................366
IX. Шпоночные и зубчатые (шлицевые) соедииення.................370
I, Шпоночные соединения .........................................370
Типы и назначения шпонок..................................370
Допуски и посадки призматических шпоночных соединений .
(по ГОСТ 7227—58) . ................................ 376
2. Соединения зубчатые (шлицевые) прямобочные (по ГОСТ 1139—58) 378
X. Муфты..................................................... . 386
1. Общие понятия, классификация и расчет........................386
2. Муфты постоянные ..................'.........................387
3, Муфты предохранительные и обгонные ......................... . 396
4. Муфты сцепные кулачковые....................................... 402
XI. Подшипники ...............................................404
1. Подшипники скольжения........................................404
Общие сведения и расчет...................................404
ЛАатериалы для подшипников скольжения 405
Втулки, корпуса и вкладыши подшипников скольжения . , . 408
2. Подшипники качения........................................ ♦ . 417
Общие сведения . . . 1.................................... . 417
Основные типы подшипников и область их применения . , , . 418
Выбор подшипников качения для работы при динамической на-
грузке .............................. 421
Выбор подшипников для работы при статической нагрузке ’ 432
Технические характеристики подшипников качения .... 433
Посадки подшипников качения...............................454
XII. Смазочные материалы, смазочные ji уплотнительные устройства 460
1. Смазка и смазочные материалы . . . . :................... ... 460
2. Смазочные устройства........................................... 463
Масленки для жидких масел ...............................463
Масленки для консистентных смазок..........................465
3. Уплотнительные устройства ..... ........... . . . 467
XIII. Передачи ,.......................................... . . 489
1. Ременные передачи . ... .................................... . 489
Натяжные устройства ......................................489
Плоскоременные передачи ............................. .... 491
Кчиноременные передачи ...................................504
2. Цепные передачи..............................................517
3. Зубчатые передачи............................................529
Передачи цилиндрическими колесами с некоррш ированным эволь-
вентным зубом........................................... 529
Конические передачи..................................... 542
Червячные передачи .......................................548
XIV. Пружины ................................................ 558
1. Винтовые цилиндрические пружины..............................558
2. Плоские пружины ........................................... 576
XV. Покрытия...................................................578
1. Металлические и неметаллические (неорганические) покрытия . . 578
2. Лакокрасочные покрытия ......................................582
Список литературы..........................'....................586
Яков Антонович Самохвалов
Моисей Янкелевич Левицкий, канд. техн, наук
Виталий Данилович Григораш
СПРАВОЧНИК ТЕХНИКА-КОНСТРУКТОРА
Редакторы В. С. Козаченко, А. В. Бондаренко,
П. Ф. Боброва
Оформление художника Ю. И. Доценко
Художественные редакторы В. Г. Павлютин,
И. В. Рублева
Технический редактор Н. А, Бондарчук
Корректоры Т. Е. Царинская, Т. П. Кравец
ИБ Ла 607
Сдано в набор 22.07.77. Подписано в печать 31.01.78. БФ 04187. Формат 60х901/р. Бумага
типогр. № 3. Гарн. лит. Печ. выс. Усл. печ. л. 37,0. Уч.-нзд. л. 43,07. Тираж Э5000 экз.
Зак. 7-437. Цена 2 руб. 30 коп.
Издательство «Техника», 252601, Киев, I, ГСП, Пушкинская, 28.
Книжная фабрика им. М. В. Фруизе
Республиканского производственного объединения
«Полиграфкнига» Госкомиздата УССР,
Харьков, Донец-Захаржевская, 6/8.