/



















































































































































































































































































































Автор: Трухов А.П. Маляров А.И.
Теги: металлургия отдельные машиностроительные и металлообрабатывающие процессы и производства литейное производство линейные сплавы
ISBN: 5-7695-1276-8
Год: 2004




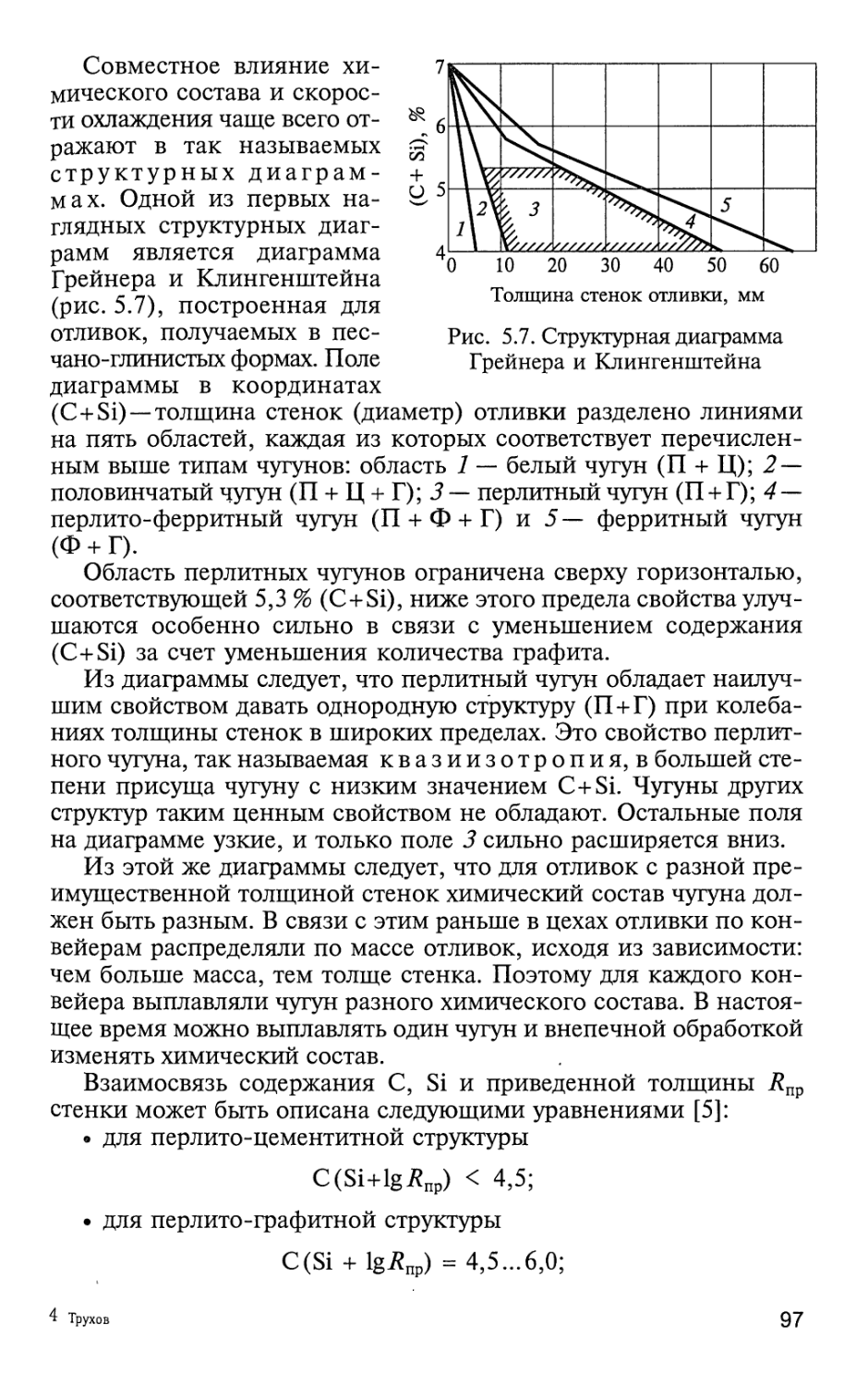
Текст
ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
А.П.ТРУХОВ, А. И. МАЛЯРОВ
ЛИТЕЙНЫЕ СПЛАВЫ И ПЛАВКА
Учебник
Допущено
Министерством образования Российской Федерации в качестве учебника для студентов высших учебных заведений, обучающихся по специальности еМашины и технология литейного производства» направления подготовки дипломированных специалистов ^Машиностроительные технологии и оборудование»
Москва
2004
УДК 669.018.28(075.8)
ББК 34.61я73
Т801
Рецензенты:
зав. кафедрой «Литейное производство»
Московского государственного индустриального университета, д-р техн, наук, проф. Л. М. Романов;
зав. кафедрой «Художественное и промышленное литье» Московского государственного вечернего металлургического института, проф. Е. Г. Савченко
Трухов А. П.
Т801 Литейные сплавы и плавка: Учебник для студ. высш. учеб, заведений / А. П. Трухов, А. И. Маляров. — М.: Издательский центр «Академия», 2004. — 336 с.
ISBN 5-7695-1276-8
Рассмотрены литейные свойства наиболее распространенных промышленных сплавов, определяющие, в частности, получение отливок без раковин, трещин, пористости и других дефектов. Изложены физико-химические и технологические основы плавки литейных сплавов.
Для студентов вузов, обучающихся по специальности «Машины и технологии литейного производства» направления подготовки дипломированных специалистов «Машиностроительные технологии и оборудование».
УДК 669.018.28(075.8)
ББК 34.61я73
Учебное издание
Трухов Анатолий Павлович, Маляров Аркадий Ильич
Литейные сплавы и плавка
Учебник
Редактор Л.А.Левченкова Технический редактор Е. Ф. Коржуева Компьютерная верстка: В. В. Дёмкин Корректоры С. Ю. Свиридова, Е. В. Соловьева
Диапозитивы предоставлены издательством
Изд. № А-1040-1. Подписано в печать 31.03.2004. Формат 60x90/16.
Бумага тип. №2. Гарнитура «Таймс». Печать офсетная. Усл. печ. л. 21,0.
Тираж 5100 экз. Заказ №13269.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.003903.06.03 от 05.06.2003.
117342, Москва, ул. Бутлерова, 17-Б, к. 328. Тел./факс: (095) 334-8337, 330-1092.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
ISBN 5-7695-1276-8
© Трухов А.П., Маляров А.И., 2004
© Издательский центр «Академия», 2004
ПРЕДИСЛОВИЕ
Настоящий учебник написан в соответствии с требованиями государственного образовательного стандарта высшего профессионального образования для специальности «Машины и технологии литейного производства».
Материал учебника представлен в двух разделах. В разд. I «Литейные сплавы» основное внимание уделено современным представлениям о свойствах литейных сплавов, методиках их определения и формировании служебных характеристик сплавов в отливках.
Описаны особенности литейных свойств наиболее распространенных промышленных сплавов. Раскрыты свойства сплавов, которые должны учитываться технологами при ведении плавки этих сплавов и разработке технологического процесса изготовления отливок из них.
В разд. II «Технология плавки литейных сплавов» изложены физико-химические и технологические основы плавки литейных сплавов, составы и свойства которых рассмотрены в разд. I. При изложении физико-химических основ плавки литейных сплавов автор старался избегать повторов курса «Физико-химические основы литейного производства», предусмотренного учебными планами специальности.
В связи с тем, что изучение технологических процессов плавки предшествует изучению курса «Печи литейных цехов», в разд. II вопросы конструкции плавильных печей рассматриваются лишь в том объеме, который обеспечивает понимание технологии плавки. В основном приведены схемы печей и обозначен принцип их действия. Материал, приведенный в разд. II, касается методов управления технологическими процессами плавки, обеспечивающими получение расплавов с заданными свойствами.
Разд. I написан д-ром техн, наук, проф. А. П.Труховым, разд. II — канд. техн, наук, доц. А. И. Маляровым.
РАЗДЕЛ I
ЛИТЕЙНЫЕ СПЛАВЫ
ГЛАВА 1
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ, ХАРАКТЕРИСТИКА И ОБЛАСТЬ ПРИМЕНЕНИЯ ЛИТЕЙНЫХ СПЛАВОВ
И ОСОБЕННОСТИ МЕХАНИЧЕСКИХ СВОЙСТВ
ЛИТЫХ ЗАГОТОВОК
В существующих ГОСТах регламентируется качество более 200 литейных сплавов. Отливки из 400 литейных сплавов изготовляются по техническим условиям, принятым изготовителем и, естественно, потребителем. Кроме того, практически из любого сплава (металла), даже нелитейного, можно изготовить отливку. Поэтому ограничений по сплавам, а также по отливкам, которые принимают форму под действием силы тяжести, практически нет. Основными критериями могут быть экономический фактор и возможность выполнения технических требований на предприятии.
Фасонные литые изделия используют во всех без исключения областях промышленности, строительства и быта.
В повседневной жизни нас повсеместно окружают отливки: металлические украшения, детали квартирных замков, сковородки, чугунки, ванны, краны, радиаторы, литые детали механизмов и машин. В среднем на долю литых деталей приходится около 50 % массы машин и механизмов, а их стоимость достигает 20...25% стоимости машин.
Сплавом называют вещество, образованное сплавлением двух или более металлов или металлов с неметаллами (железо с углеродом, алюминий с кремнием и т.п.).
В зависимости от метода получения заготовок сплавы подразделяют на литейные и деформированные.
В состав сплава входят: основа, легирующие добавки и примеси. Основой сплава является металл, обычно один, определяющий его служебные свойства и стоимость.
Легирующими называют элементы, которые вводятся в сплав специально для управления его служебными и технологическими свойствами.
Примесями называют элементы, содержание которых незначительно и которые попали в сплав из руды, топлива, атмосферы, шлаков. По воздействию на служебные характеристики
4
сплава примеси подразделяются на вредные, т.е. снижающие свойства сплавов (например, S и Р во многих сплавах), и нейтральные, не оказывающие влияния на его свойства.
Отдельную группу составляют модификаторы — вещества, вводимые в малых количествах
Рис. 1.1. Зависимость соотношения значений временного сопротивления плоских образцов (оВпл), охватывающих все сечения стенки отливки, и стандартных образцов (оВст), вырезаемых из пробных брусков, от пористости П стенки стальных отливок
в технических требованиях.
с целью управления главным образом размерами и формой зерна.
К основным критериям качества литого металла относятся механические свойства, показатели структуры, испытания износостойкости, коррозионной стойкости и т.п., заданные
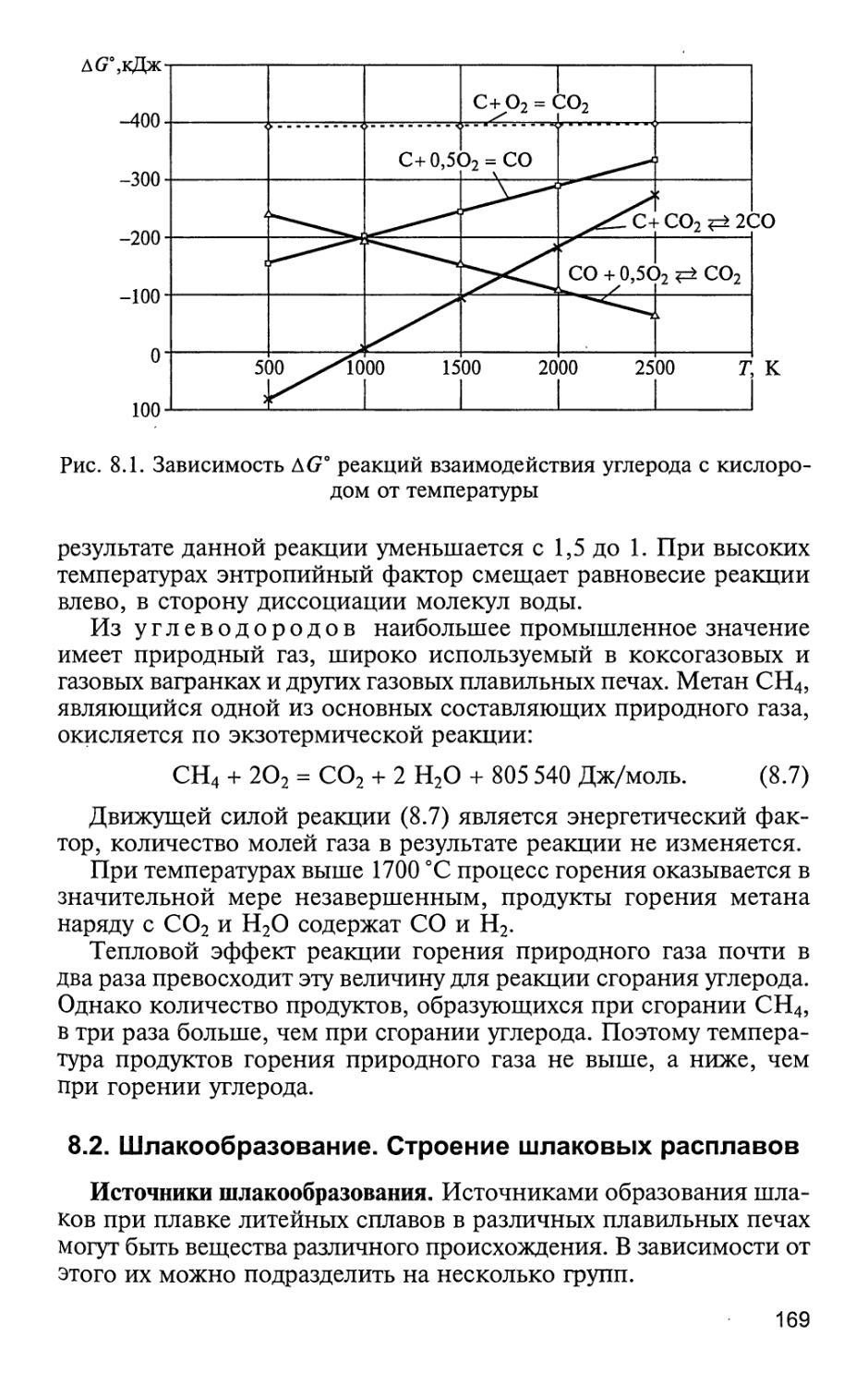
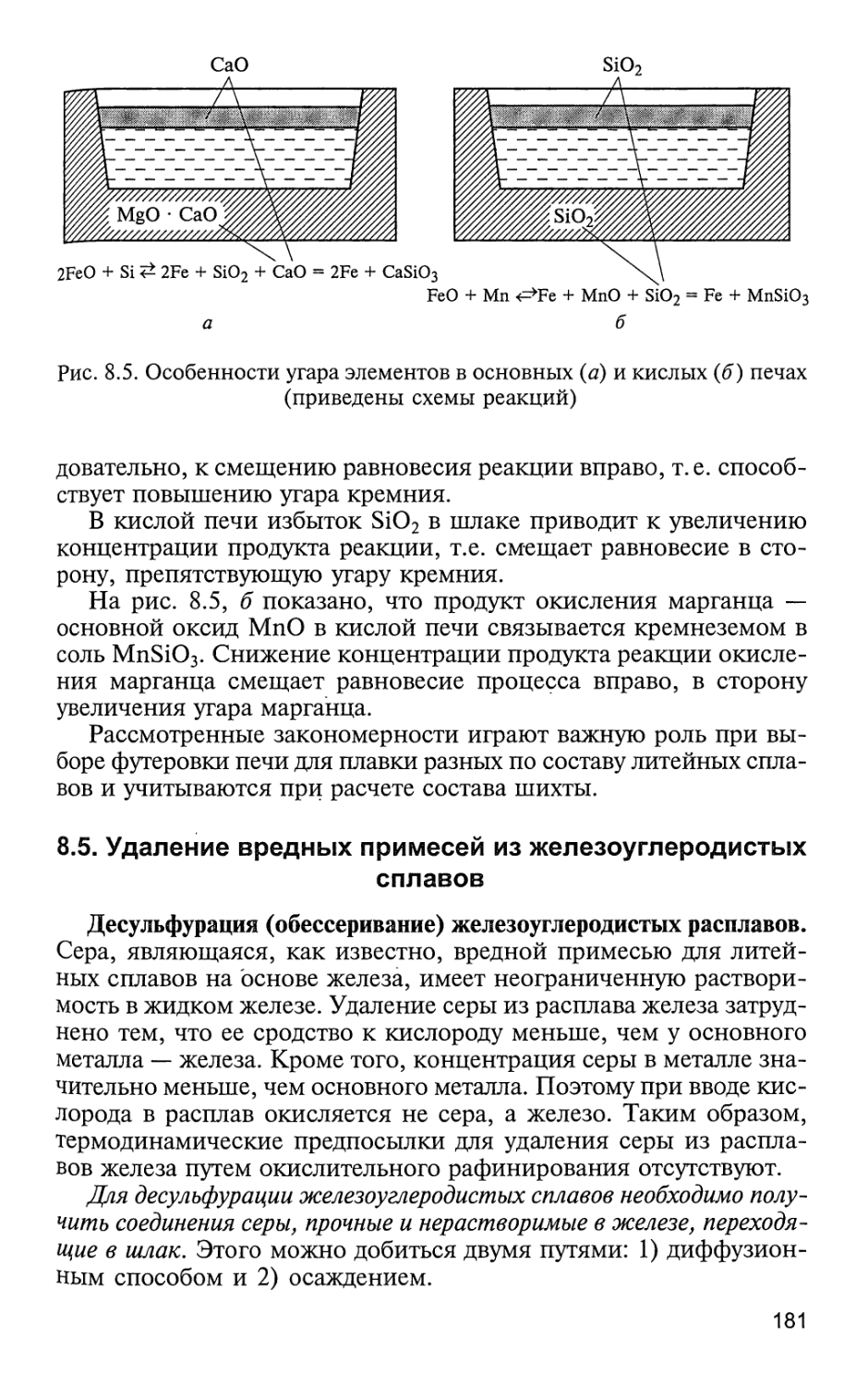
Механические свойства определяются структурой и газоусадочной пористостью, которая практически всегда образуется в отливках. На рис. 1.1 представлена зависимость соотношения временного сопротивления при растяжении плоских образцов стали 35Л, вырезанных из отливок и охватывающих все их сечения, и стандартных образцов, вырезанных из пробных брусков, от пористости рассматриваемого сечения отливки [6]. При пористости 6 % значение оВпл/оВст для всего сечения уменьшается на 50%, в том числе свойства металла поверхностного слоя снижаются на 20 %, а осевой части — на 80 %. Аналогичная зависимость была получена для металла с увеличением объемной доли неметаллических
включений.
Слиток для последующей прокатки (обработки давлением)
имеет такую же газоусадочную пористость и определенную долю (0,1... 0,5 %) неметаллических включений. В процессе прокатки (обработки давлением) металл уплотняется с заметным повышением механических свойств.
Поэтому для литейных сплавов при указании их марок в конце в обязательном порядке ставится буква «Л», свидетельствующая о том, что сплав литой, т. е. ему присущи отмеченные выше недостатки. Однако в настоящее время литейное производство располагает технологиями изготовления практически плотных отливок,
а также технологиями пропитки отливок и их газостатирования.
ГЛАВА 2
СВЕДЕНИЯ ИЗ ТЕОРИИ ПЛАВЛЕНИЯ, КРИСТАЛЛИЗАЦИИ И ЗАТВЕРДЕВАНИЯ МЕТАЛЛОВ И СПЛАВОВ
2.1. Плавление, строение и свойства жидкого металла
Плавление. Для литейного производства необходим расплавленный жидкий металл, который должен принимать конфигурацию литейной формы с минимальными затратами энергии (в большинстве случаев должно быть достаточно силы тяжести).
При нормальных условиях и начальной температуре Тн металл находится в твердом состоянии, т. е. чтобы перевести его в жидкое состояние, металл необходимо нагреть до температуры плавления. Процессы нагрева, плавления и перегрева до температуры заливки Гзал чистых металлов и эвтектических сплавов характеризуются изменением температуры металла (рис. 2.1) и его объема (К] при температуре Гзал, И2, V3 при Гкр и Vo при Ти) (рис.2.2). Температура фазового перехода из твердого состояния в жидкое Ткр в течение некоторого времени сохраняется постоянной, при этом наблюдается скачкообразное увеличение объема и соответствующее уменьшение плотности.
Постоянство температуры свидетельствует о равенстве количества теплоты, подводимой к металлу, и количества теплоты, расходуемой на его плавление, т. е. сообщаемой металлу так называемой скрытой теплоты плавления. Поэтому, несмотря на нагрев металла, температура его в этот период остается постоянной. Явление скачкообразного увеличения объема при плавлении (оно
Рис. 2.1. Кривая нагрева чистого металла или эвтектического сплава
Рис. 2.2. Изменение объема чистого металла или эвтектического сплава при нагреве
6
составляет чаще всего 2...7 %), а следовательно, и соответствующего ему уменьшения объема при затвердевании создает серьезные проблемы для технологов при производстве отливок, так как является причиной усадочных раковин и усадочной пористости.
Причиной увеличения объема металла при нагреве на атомном уровне является не только увеличение амплитуды колебательных движений атомов по мере повышения температуры, но и их отрыв от узлов обычного равновесного состояния при температуре плавления.
Строение и свойства жидкого металла. Из известных состояний материальных веществ (твердое, жидкое, газообразное и плазменное) жидкое состояние можно рассматривать как промежуточное между твердым и газообразным. Согласно современным представлениям жидкое состояние металла ближе к его твердому состоянию. Установлено, что расплавы металлов на атомном уровне обладают некоторой структурой ближнего порядка, в них сохраняется закономерное расположение атомов, но только в пределах нескольких межатомных расстояний от центра данного атома (т. е. действует ближний порядок). В отличие от жидкостей в твердом металле порядок в расположении частиц сохраняется на любом расстоянии от центра каждого атома (т.е. действует дальний порядок).
На рентгенограммах газа [6] распределение плотности (интен
сивности потемнения) в зависимости от расстояния у от центра данного атома практически одинаковое (непрерывный фон) (рис. 2.3, а). В жидкости распределение плотности изменяется волнообразно с наличием пологих (размытых) максимумов, и по мере удаления от данного атома волны затухают (рис. 2.3, б). В твердом металле положениям соседних атомов будут соответствовать четкие максимумы, или дискретные полосы (рис. 2.3, в).
Размытость максимумов на рентгенограммах жидкости связана с непрерывным изменением положения атомов. При повышении температуры жидкости размытые максимумы уменьшаются, и волнообразное изменение распределения плотностей затухает. При приближении к темпе-
Рис. 2.3. Схемы рентгенографических спектров:
а — газ; б — жидкость; в — твердый кристалл
7
ратурам кипения структура жидкостей приближается к хаотической, характерной для газообразного состояния (см. рис. 2.3, а).
Теплота плавления железа составляет 13,4 кДж/моль, а теплота испарения — 354 кДж/моль, т.е. энтальпийные величины различаются более чем на порядок. Такая же картина наблюдается для других металлов. В то же время изменение большинства свойств металлов (плотность, теплоемкость, электропроводность и др.) при изменении агрегатного состояния из твердого в жидкое, как уже отмечено выше, составляет 2...7 %. Из этого можно сделать следующий вывод. Если считать, что при испарении, т. е. при отрыве атомов, все связи между ними нарушаются и металлическая связь полностью исчезает, то при плавлении разрушается только 2... 7 % этих связей, остальные же металлические связи продолжают действовать, т. е. колебательный процесс этих связей не претерпевает принципиальных изменений. В работах Я. И. Френкеля и других ученых дана квазйкристаллическая модель жидкости, в которой непрерывно возникают и разрушаются некоторые группировки с упорядоченным расположением атомов. Строение металла в этих группировках соответствует строению твердого тела, хотя они и неустойчивы. Устойчивость и продолжительность существования таких группировок повышается по мере охлаждения, т.е. приближения температуры жидкости к температуре плавления. При некоторой определенной для каждого вещества температуре данные группировки должны приобрести полную устойчивость, став центрами кристаллов. В научных работах такие группировки трактуются и называются по-разному: дозародыши (кристаллизации), флюктуации (отклонения от среднего), кластеры (гроздья) и т.п.
В многофазных сплавах в жидком состоянии можно ожидать существования группировок с повышенной концентрацией одного или нескольких компонентов, а также с наличием большой доли микроскопических и субмикроскопических частиц твердой фазы, в основном оксидов, нитридов, сульфидов, интерметалли-дов, а в чугунах — графита. По размерам такие частицы можно отнести к коллоидным, а реальный жидкий сплав во многих случаях является коллоидной (т.е. дисперсной) системой. Выявлены также факты существования сравнительно устойчивых связей между структурой металла в жидком и твердом состояниях, или наследственности структуры, которая появляется и сохраняется при нескольких переплавах и кристаллизациях.
Описанные особенности строения расплавов имеют важное значение при рассмотрении вопросов плавки, кристаллизации и формирования структуры отливок.
В то же время интерес представляет поведение расплавов, являющихся коллоидными растворами, при течении по каналам литниковой системы и заполнении литейной формы. Многочислен-8
ные исследования течения металлических жидкостей при температурах выше кристаллизационной в каналах с местными сопротивлениями (проведенные в том числе и в связи с проблемой использования жидкометаллических теплоносителей в ядерной энергетике) не показали разницы, в частности в потерях напора и распределении скоростей по сечению трубопроводов, по сравнению с течением нормальных ньютоновских жидкостей. Гидравлические исследования течения металлов, выполненные с учетом специфических условий литейного производства, подтвердили вышеприведенный вывод [9]. На этом основании можно заключить, что для расчета процессов течения расплавов, в частности в литниковых системах, можно использовать положения гидромеханики, но при условии, что в процессе заливки не происходит затвердевание расплава.
Данных о гидравлических свойствах сплавов в температурном интервале между температурами ликвидуса и солидуса в настоящее время мало, однако достаточно, чтобы с уверенностью принять, что для рассмотрения вопросов течения в интервале затвердевания можно использовать реологические модели. Для практиков очевидно, что без знания реологических характеристик затруднительно решить задачу об остановке потока в канале пробы при определений жидкотекучести, а также о заполнении литейной формы при реолитье (заливка частично закристаллизованного сплава).
Испарение. Обычно под испарением понимают переход жидкости в парообразное состояние. При некоторой температуре, существенно большей температуры плавления, начинается кипение жидкости, т.е. процесс ее интенсивного испарения не только со свободной поверхности, но и по всему объему жидкости.
В отношении литейных сплавов следует отметить, что жидкий металл имеет твердоподобную упорядоченную структуру только при небольших перегревах. Если сравнить температуру плавления металлов /пл и температуру их кипения /кип, то для большинства металлов перегрев в 150 °C1 можно считать небольшим, составляющим порядка 10 % от разности температур - tn„ (для Fe — /пл = 1539 °C, /кип = 2872 °C, для А1 - /пл = 660 °C, /кип = 2520 °C), т. е. процессы испарения для такого интервала температур проявляются слабо. Исключение составляют магний и цинк, которые используются как модификаторы или компоненты при производстве отливок из других сплавов с температурой плавления, превышающей температуру кипения этих двух металлов. Магний ис
1 При использовании температурной шкалы Цельсия употребляют символ t, °C, но для термодинамических расчетов рекомендована температурная шкала Кельвина, т.е. Г, К = 273 + /, °C. При этом ДТ= ДГ, что важно для практических расчетов.
9
пользуется при модифицировании чугуна с температурой заливки порядка 1400 °C (?кип(м8) = 1103 °C), а цинк является легирующим компонентом в латунях с температурой заливки 1050... 1100 °C при = 907 °C.
В названных производствах требуются специальные сберегающие технологии для уменьшения испарения, безвозвратных потерь и загрязнения атмосферы. Особенно необходимо об этом заботиться при плавке в вакууме.
2.2. Кристаллизация. Зарождение и рост кристаллов
У литейщиков принято разделять два понятия: затвердевание и кристаллизация.
Понятие затвердевания используется при определении объемов затвердевшего металла, толщин затвердевшей корки и времени затвердевания.
Кристаллизация используется при рассмотрении зарождения кристаллов, совместного их роста и формирования кристаллического строения отливки. Ниже кратко рассматриваются вопросы образования кристаллов при переходе вещества из жидкого в твердое состояние или, как принято называть этот процесс, вопросы «первичной кристаллизации». Изменение формы кристаллов в твердом состоянии называют «вторичной кристаллизацией». Описательная теория кристаллизации металлов была создана Д. К. Черновым в 1870-е гг. В начале XX в. Г.Тамман своими опытами показал, что для зарождения кристалла необходимо переохлаждение жидкого металла, что при отсутствии переохлаждения скорость кристаллизации и скорость возникновения центров кристаллизации равны нулю.
Переохлаждением называется процесс охлаждения металла ниже температуры Ткр его равновесного перехода в другое фазовое состояние до температуры Т{. Эту разность температур
Рис. 2.4. Кривая охлаждения с переохлаждением
Рис. 2.5. Схема зависимости свободной энергии Гиббса С жидкой (7) и твердой (2) фаз от температуры
10
(Гкр - 7\) обозначают АТпереОхл (рис. 2.4). Для зарождения твердого кристалла необходима затрата энергии на образование поверхности раздела фаз — возникающей твердой и жидкой, поэтому в гомогенной (однородной) жидкости без переохлаждения зародыши возникнуть не могут (гомогенная кристаллизация).
Каждая фаза — жидкий металл 1, твердое тело 2 (рис. 2.5) — характеризуется индивидуальной зависимостью своей свободной энергии от температуры. При температуре кристаллизации Гкр система фаз находится в динамическом равновесии, так как свободная энергия обеих фаз одинакова. Устойчивей будет фаза, обладающая меньшей свободной энергией Гиббса, так как любая система стремится к равновесию, т.е. к состоянию, в котором значение ее свободной энергии в данных условиях минимально.
Охлаждение системы от равновесной температуры Ткр кристаллизации до температуры Ti переводит ее в состояние, когда твердая фаза (зародыш) будет обладать меньшей свободной энергией и будет более устойчивой. Разности температур АГпереохл соответствует разность свободных энергий жидкости (ж) и твердого (тв) тела:
(7Ж — GTB = &G.
Величина общей свободной энергии A G складывается из объемной А бу и поверхностной &GS:
&.G = \Gy + Дб5. (2.1)
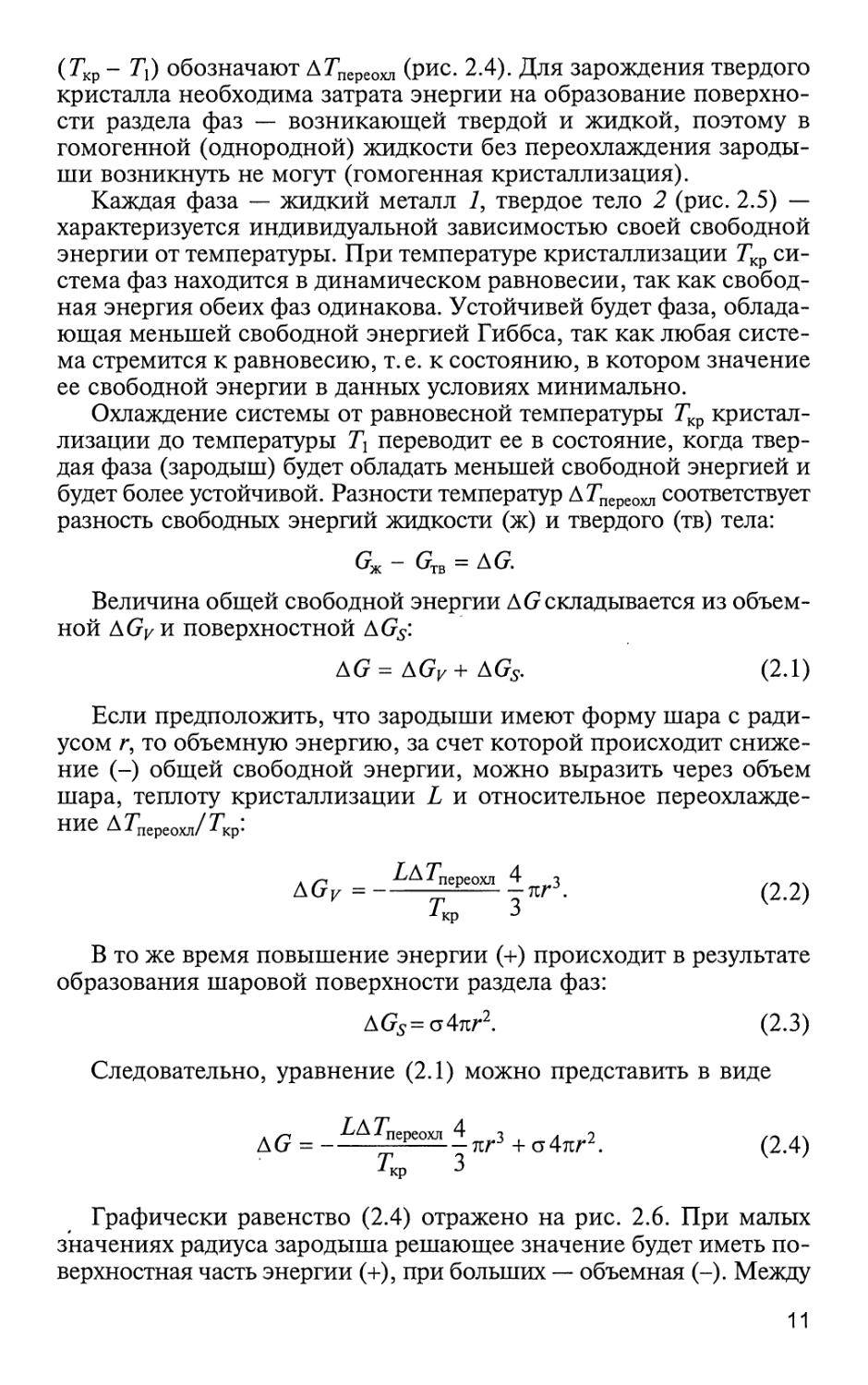
Если предположить, что зародыши имеют форму шара с радиусом г, то объемную энергию, за счет которой происходит снижение (-) общей свободной энергии, можно выразить через объем шара, теплоту кристаллизации L и относительное переохлаждение А Гпереохл/Гкр.
(2.2) кр
В то же время повышение энергии (+) происходит в результате образования шаровой поверхности раздела фаз:
AGs = o4w2. (2.3)
Следовательно, уравнение (2.1) можно представить в виде
дС = _ГД^ереохл.4ягз+ст4яг2
Ткр 3
Графически равенство (2.4) отражено на рис. 2.6. При малых значениях радиуса зародыша решающее значение будет иметь поверхностная часть энергии (+), при больших — объемная (-). Между
11
Рис. 2.6. Схема изменения свободной энергии системы в зависимости от радиуса сферического, зародыша при
этими значениями, очевидно, существует критическое значение гкр, которому соответствует максимум энергии Д(7. Производная общей сводной энергии при г = гкр должна быть равна 0, т.е.
— = 8ягкро - - Злгкр МГпереохл = 0.
дг р 3 р Ткр
Отсюда
различном переохлаждении
По мере увеличения радиуса гкр зародыша А б будет уменьшаться, а его устойчивость будет сохраняться, и зародыш сможет расти. Размеры флюктуаций (группировок) с радиусом, меньшим гкр, будут представлять собой неустойчивые дозародыши.
При переохлаждении АТпереохл = 0 радиус критического зародыша будет стремиться к бесконечности, и, следовательно, при температуре кристаллизации зародыш возникнуть не может. При увеличении переохлаждения критический размер гкр зародыша будет уменьшаться, т. е. радиус устойчивого гомогенного зародыша связан с переохлаждением гиперболической зависимостью.
В реальных сплавах всегда присутствуют нерастворимые примеси, которые могут быть (и являются) твердыми подложками при кристаллизации. Очевидно, что у зародыша, образовавшегося на таких примесях, меньшая по сравнению с теоретической поверхность (например, не полностью шар, а лишь сегмент шара на плоской подложке), и для его образования потребуется соответ
ственно меньшее переохлаждение, чем для гомогенного зародыша такого же объема. Образование зародышей на подложке называется гетерогенным.
Уравнение (2.5) можно использовать лишь для анализа качественной картины. Количественные расчеты в настоящее время невозможны из-за трудностей определения поверхностной энергии на границе раздела фаз.
Из уравнения (2.5) следует, что размер зерна в отливках можно изменить, используя два параметра: переохлаждение АТпереохл и поверхностное натяжение о.
Изменения переохлаждения можно достичь изменением скорости охлаждения. По данным профессора Б. Б. Гуляева при сравнительно больших скоростях охлаждения малоуглеродистой ста
12
ли в тигле диаметром 10 мм достигалось значительное переохлаждение [6]. При увеличении диаметра тигля до 20 мм переохлаждение уменьшилось. При дальнейшем увеличении диаметра тигля до 70 мм и соответствующем уменьшении скорости охлаждения термопара, установленная в центре, не фиксировала переохлаждение. Диаметр тигля, в котором не отмечалось переохлаждения в центре, для алюминия был равен 100 мм, для сурьмы — 200 мм. Поэтому разные металлы имеют разную склонность к переохлаждению.
Для больших масс переохлаждение жидкого металла отмечается перед фронтом кристаллизации и составляет 0,1 ...0,01 °C. На основании описанных, а также других данных можно заключить, что с увеличением скорости охлаждения (затвердевания) переохлаждение увеличивается и, как результат, уменьшается размер зерна в отливке.
Уменьшение поверхностного натяжения, а следовательно, и уменьшение размера зерна может быть осуществлено введением в расплав поверхностно-активных добавок (модификаторов).
Уменьшение размеров зерна при увеличении переохлаждения связано с тем, что от переохлаждения зависят два параметра, известные из теории кристаллизации: введенная Г. Тамманом в начале XX в. скорость зарождения центров кристаллизации п (число центров, появляющихся в единичном объеме за единицу времени) и линейная скорость роста кристаллов v. Оба эти параметра имеют одинаковый характер зависимости от переохлаждения (рис. 2.7) [1].
Практически в обоих случаях реализуются только входящие ветви этих кривых. Единственное различие заключается в следующем. Величина ДТ' определяет интервал переохлаждения, в котором скорость п зарождения кристаллов практически равна нулю и который называется интервалом метастабильности расплава. Величина АТ" также определяет переохлаждение, но в данном интервале не происходит рост кристалла за счет перехода атомов из расплава в кристалл. Следует отметить, что, как правило, АТ' > АТ". Поэтому при размещении на одном графике кривые п и v будут смещены одна относительно другой, а их взаимное положение суще-
Рис. 2.7. Схемы зависимостей скорости п зарождения центров кристаллизации и линейной скорости v роста кристаллов от переохлаждения
Л, V.
13
ственно влияет на окончательный размер зерна. Например, при малых скоростях затвердевания и соответственно малых ДГпереОхл кристаллизация характеризуется малой скоростью п зарождения центров кристаллизации, но линейная скорость v роста при этом переохлаждении будет значительна, и в отливке образуется крупнозернистая структура. С увеличением переохлаждения скорость п зарождения кристаллов будет увеличиваться, а скорость v роста кристаллов может не реализоваться, если иметь в виду один и тот же объем расплава.
Резюмируя вышеприведенное, можно заключить, что скорость зарождения кристаллов п, скорость роста кристаллов v и критический размер зерна гкр зависят от переохлаждения и, следовательно, от скорости затвердевания или толщины стенки отливок, которая является одним из важных факторов, определяющих скорость затвердевания. Кроме того, рассмотрение подробностей кристаллизации позволило расширить представление об известной зависимости (чем больше скорость охлаждения (затвердевания), тем мельче зерно отливки), установить наряду с тепловыми иные факторы управления размером зерна и объяснить многие экспериментальные сведения.
Типичной составляющей структуры отливки являются дендриты — древовидные разветвленные кристаллы. Дендритное строение металла выявляется на макрошлифах. Каждый дендрит образует отдельное макрозерно. При травлении в зерне выявляются системы осей, располагающиеся под определенными углами одна к другой: главные оси 1-го порядка и оси 2-го порядка. Границы между дендритами выявляются менее отчетливо, чем между округлыми зернами, которые также могут возникнуть в литой структуре. Наблюдения за последовательностью роста отдельных дендритов показывают, что их оси растут с преобладающей продольной скоростью, при этом скорость роста осей 1-го порядка больше скорости роста осей 2-го порядка, в свою очередь скорость роста осей 2-го порядка больше скорости роста осей 3-го порядка и т.д.
Макрозерно имеет, как правило, неопределенную внешнюю форму, а его размеры колеблются от десятых долей до десятков миллиметров в зависимости от скорости затвердевания. Для многих сплавов в широком диапазоне скоростей затвердевания наблюдаются простые зависимости вида:
d — ^1^затверд> (2*6)
d = a2x~b2, (2.7)
где d — размер зерна; х — расстояние от поверхности; а2, Ь\, Ь2 — экспериментальные коэффициенты.
14
Рис. 2.8. Зависимости среднего размера дендрита (7) и расстояния между его осями 2-го порядка (2) в стали от скорости затвердевания г>затверд
Рис. 2.9. Схема кристаллического строения тела отливки
Для примера на рис. 2.8 приведены зависимости среднего размера дендрита в стали от скорости затвердевания (по данным Б. Б. Гуляева [6]).
Зависимость (2.7) отражает реальный факт неоднородности размера зерна по сечению толстостенных, а также разностенных отливок. Крупнозернистая структура вследствие пониженной скорости затвердевания, особенно в центре толстых стенок, характеризуется низкими механическими свойствами и вызывает, таким образом, разнопрочность тонких и толстых сечений отливки.
Общепринято считать, что типичным является кристаллическое строение тела отливки, состоящее из трех макроструктурных зон (рис. 2.9): внешней мелкозернистой (7), расположенной за ней зоны столбчатых кристаллов (2) и центральной зоны (5) равноосных кристаллов.
Внешняя зона образуется вследствие значительного переохлаждения в условиях появления большого числа зародышей, возникающих из-за интенсивного охлаждения и большой скорости затвердевания. Изучение структуры на микроскопическом уровне показало, что по соотношению осевых размеров кристаллы близки к равноосным, но их оси 1-го порядка нормальны к поверхности отливки. Образовавшиеся во внешней зоне кристаллы могут расти только в глубь металла в направлении, также нормальном поверхности охлаждения, и превращаются в столбчатые кристаллы. Если металл заливают при низкой температуре нагрева, то зона столбчатых кристаллов не образуется. В случае заливки при очень больших перегревах столбчатые кристаллы достигают оси отливки. Такое явление называют транскристаллизацией.
15
Далее скорость роста столбчатых кристаллов замедляется, в расплаве появляются центры кристаллизации. Рост этих зародышей тормозит рост столбчатых кристаллов, и они образуют неориентированные крупные кристаллы центральной части слитка с беспорядочным направлением осей 1-го порядка.
В зависимости от состава сплава, конфигурации отливки, условий заливки и кристаллизации в отливках или отдельных их сечениях та или иная зона может отсутствовать из-за преимущественного развития других зон. Например, при односторонне направленном затвердевании тело отливки будет состоять только из столбчатых кристаллов. В отливках лопаток газовых турбин столбчатые кристаллы расположены вдоль оси главных растягивающих напряжений, возникающих в лопатках, что существенно повышает их жаропрочность. Другим примером использования только столбчатых кристаллов являются постоянные магниты, столбчатые кристаллы в которых направлены вдоль оси магнита. В эвтектических сплавах второй фазой часто является высокопрочный интерметаллид, который формируется вдоль направления роста столбчатых кристаллов и дает значительный эффект упрочнения.
2.3. Способы воздействия на размер зерна и структуру сплавов
К способам воздействия можно отнести изменение скорости затвердевания (тепловой способ), модифицирование, применение вибрации, ультразвуковых колебаний электромагнитных полей и введение микрохолодильников [1].
Выше был рассмотрен тепловой способ, или изменение скорости затвердевания и теплоотвода от жидкого металла в литейную форму. Помимо измельчения зерна увеличение скорости затвердевания препятствует развитию диффузии в жидкой фазе и ослабляет дендритную ликвацию.
Модифицирование. Процесс ввода малых количеств веществ (модификаторов) в расплав с целью измельчения зерна и улучшения механических свойств отливок называется «модифицированием».
Из-за активного взаимодействия с жидким металлом эффект модифицирования является кратковременным и при длительной выдержке, как правило, порядка 15 мин, может полностью исчезнуть, что и отличает модификаторы от элементов, используемых для микролегирования, эффект которого сохраняется в сплаве навсегда. Поэтому вопрос увеличения длительности действия модификаторов является актуальным.
Как правило, введение в расплав модификаторов способствует кристаллизации структурных составляющих в округлой форме, их значительному измельчению, равномерному распределению и, как следствие, существенному повышению механических свойств.
16
Поэтому модифицирование относят к мощным средствам улучшения свойств сплавов, особенно для отливок. При этом модифицирование позволяет в ряде случаев повысить степень легирования. Примером могут служить серые чугуны, высокие марки которых (выше СЧ20 до СЧ35) получить без модифицирования практически невозможно, особенно если учесть увеличение возможностей их легирования с применением модифицирования. Аналогичные результаты после модифицирования достигаются и для других материалов: сталей, алюминиевых, магниевых, медных и других сплавов.
В трудах академика П. А. Ребиндера модификаторы делятся на два рода. К модификаторам I рода относятся нерастворимые тугоплавкие вещества, обладающие структурным соответствием с кристаллизующимся веществом, т. е. имеющие параметры кристаллической решетки, близкие к параметрам решетки этого вещества (различие не более 12 %). По существу эти модификаторы образуют центры кристаллизации, и зарождение кристаллов на поверхности модификатора I рода в отличие от самопроизвольного зарождения называется гетерогенным. При этом резко сокращается интервал метастабильности расплава и измельчается зерно.
К модификаторам I рода относят добавки титана для стали, алюминиевых и медных сплавов или добавки ванадия и хлористого натрия для алюминиевых сплавов и др.
Нерастворимые тугоплавкие дисперсные примеси, не обладающие структурным соответствием и всегда присутствующие в реальных сплавах, также влияют на процесс зарождения кристаллов. В основном к ним относятся оксиды и другие неметаллические включения. Такие примеси называют активированными, или активными.
Активирование примесей происходит, как правило, после повторного расплавления. Предполагается, что в результате затвердевания сплава на поверхности примеси образуется пограничный активированный слой закристаллизовавшегося вещества, который обладает структурным сходством с этим веществом.
С активированием примесей и их дезактивацией при большом перегреве связывают явление наследственности, заключающееся в соответствии размеров зерна в чушках и отливках. Как правило, такое соответствие наблюдается при небольших перегревах сплава. При увеличении перегрева происходит дезактивация пограничного слоя, действие примесей исчезает, и в большинстве случаев в результате образуется крупнозернистая структура.
Для некоторых сплавов после дезактивации примесей при небольшом перегреве (например, при перегреве 50 °C для алюминиевых сплавов) наблюдается измельчение зерна при значительном увеличении перегрева (например, 200 °C для тех же алюминиевых сплавов). Объясняется это тем, что в период заполнения формы
17
поток металла разрушает ветви дендритов и обломки твердой фазы действуют модифицирующе на сплав, так как в этом случае имеется полное структурное соответствие.
Гораздо большее значение имеют модификаторы II рода, являющиеся поверхностно-активными к кристаллизующейся фазе веществами, неограниченно растворимыми в жидкой фазе и мало растворимыми (0,01...0,1 %) в твердой. Малые добавки этих веществ вызывают резкое уменьшение переохлаждения, поверхностного натяжения, интервала метастабильности и приводят к измельчению зерна из-за самопроизвольного (гомогенного) зарождения центров кристаллизации.
Модификаторы II рода не только измельчают зерно, но и изменяют его форму. При кристаллизации сплава поверхностно-активные вещества, имеющие низкие температуры плавления, оттесняются на поверхности растущих кристаллов, тормозя их рост. Они препятствуют развитию игольчатых и пластинчатых кристаллов, придавая им округлые формы.
Примерами могут служить добавки натрия в алюминий-кремниевые сплавы (эта мера приводит к изменению игольчатой формы выделений кремния в эвтектических колониях на глобулярную) и магния в чугуны с шаровидным графитом.
Кроме раздельного использования модификаторов I и II рода в последние годы применяют комплексные модификаторы, включающие вещества, которые воздействуют на структуру сплавов комплексно — одновременно как модификаторы I и II рода. Примерами таких модификаторов являются железо-кремний-магние-вая лигатура ФСМг5 для модифицирования высокопрочного чугуна (в том числе в литейной форме), модификатор Fe—Si—Са с добавками Al, Ti, Се и La для модифицирования серых чугунов.
К комплексным модификаторам можно отнести одновременную добавку 0,003 % В, 0,003 % Bi и 0,01 % А1 в ковш при производстве ковкого чугуна, использование которого в настоящее время сильно сокращается. В последнем примере основным компонентом является бор, который связывает растворимый в расплаве азот, препятствующий графитизации при отжиге ковкого чугуна.
Процесс модифицирования может не дать положительного результата, если в расплавах содержится даже малое количество веществ, называемых демодификаторами. Например, наличие в чугунах титана, висмута, свинца, сурьмы, мышьяка, олова препятствует образованию шаровидного графита при модифицировании их магнием или его лигатурами.
Применение вибрации. Целью использования вибрации является интенсификация процесса образования обломков кристаллов и перемешивания расплава в незатвердевшей части отливки.
Еще в начале XX в. было установлено, что интенсивное встряхивание изложницы с частотой 1... 100 встряхиваний/мин при
18
амплитуде 15...20 мм способствует лучшему выделению газов из расплава, измельчению зерна, улучшению механических свойств.
Для вибровстряхивания литейных форм можно применять вибростолы. Для виброобработки расплава в форме служат пневматические, механические, гидравлические и электромагнитные вибраторы. Очевидно, что эффект от виброобработки расплава в форме будет достигнут, если одновременно обеспечиваются условия для затвердевания расплава от стенок формы, а режимы вибрирования должны обеспечивать разрушение растущих кристаллов.
Использование ультразвуковых колебаний. Обычно к ультразвуковым колебаниям относят упругие колебания с частотой 16-103... 1 • 1О10 колебаний в секунду, т.е. герц (Гц). Человеческое ухо способно слышать звуки с частотой от 15 до 15000 Гц. Установлено, что воздействие ультразвука на первичную кристаллизацию аналогично эффекту от виброобработки затвердевающего расплава. Продуктивным является введение ультразвуковых колебаний через плавящуюся проволоку или трубку с порошком модификатора или микрохолодильников.
Применение электромагнитных полей. Вынужденную вибрацию расплава в форме можно создать наложением бегущих, пульсирующих, вращающихся электромагнитных полей. Установлено, что под одновременным действием скрещенных неоднородного электрического и однородного магнитного полей в расплаве возникает интенсивная циркуляция, которая обеспечивает эффект, аналогичный вибрированию формы.
Введение в расплав микрохолодильников. Микрохолодильники вводятся в расплав в виде металлических порошков, которые являются модификаторами или дополнительными центрами кристаллизации и измельчают зерно. Возможно даже их захолаживающее действие (что следует из названия). Размеры частиц используемых для этой цели порошков около 0,1 мм, их содержание колеблется от 3 до 10 % (от массы расплава).
Порошок может быть изготовлен из раскислителей, легирующих добавок или какого-либо промежуточного сплава на той же основе. Способы литья, в которых в расплав вводятся микрохолодильники, проф. А. А. Рыжиков предложил называть «суспензионным литьем».
2.4. Взаимосвязь характера затвердевания с интервалом кристаллизации и скоростью затвердевания
Характер затвердевания (рис. 2.10) связывают, как правило, с шириной двухфазной жидко-твердой зоны (^л_с) или расстоянием между полностью твердой и полностью жидкой частями отливки.
19
Рис. 2.10. Схемы последовательного (я), объемного (в) затвердевания и затвердевания смешанного типа (б)
Именно в этой зоне протекают основные процессы формирования отливки I в форме II: теплообмен, кристаллизация, объемная усадка при затвердевании, фильтрация и питание, образование усадочных и газоусадочных пор.
В зависимости от ширины ^л_с двухфазной зоны различают три типа затвердевания: последовательное (^л-с = 0)> объемно6 (^л-с = Ло, где h0 — половина толщины стенки отливки) и затвердевание смешанного типа (0< ^л_с < Ао).
Для наглядного пояснения типов затвердевания использованы моментальные, т. е. соответствующие любому моменту времени т, схемы на рис. 2.10, на которых 1/2А0 — это половина толщины h0 плоской или цилиндрической отливки (вторая половина симметрична первой); Ткр, Тл, Тс — соответственно температура кристаллизации, ликвидуса и солидуса сплава; Т1ц и Т1п — температуры центра и поверхности отливки; х — расстояние от поверхности контакта с металлом.
Из рис. 2.10 следует, что характер затвердевания определяется интервалом кристаллизации. Реальные сплавы всегда имеют интервал кристаллизации, и их (сплавы) по этому признаку подразделяют на узкоинтервальные1 (Тл - Тс < 10...30 К), среднеинтервальные (30 К < Тл - Тс < 100 К) и широкоинтервальные (Тл - Тс > 100...150 К).
1 Разность температур для любых температурных шкал одинакова, т.е. ДГ, К = Д/, °C и /л - /с < 10...30 °C и т.д.
20
Рис. 2.11. Схема влияния скорости теплоотвода (кривые 1, 2) на ширину двухфазной зоны
Однако ширина двухфазной зоны кроме интервала кристаллизации зависит также от скорости теплоотвода, который определяет крутизну кривой распределения температур по сечению отливки.
Можно показать, что с усилением теплоотвода (увеличением скорости охлаждения) ширина двухфазной зоны будет уменьшаться (рис. 2.11). Кривые 1, 2 температур по сечению отливки соответствуют разным скоростям теплоотвода (кривая 2 соответствует большей скорости).
Видно, что ширина ^Л.С(2) двухфазной зоны для одного и того же сплава меньше ^Л.С(7). Если предположить, что скорость теплоотвода будет стремиться к бесконечности, то, видимо, ^.с будет стремиться к нулю, а затвердевание будет происходить сплошным фронтом. Наоборот, с уменьшением скорости теплоотвода ширина двухфазной зоны будет стремиться к толщине отливки. Следовательно, за счет изменения скорости теплоотвода затвердевание сплава может протекать по любому из трех названных типов затвердевания.
При последовательном затвердевании сплавы с Гкр = const и узкоинтервальные сплавы обладают высокой жидкотекучестью, более высокой плотностью (меньшей склонностью к усадочной пористости), меньшей склонностью к горячим трещинам, большей склонностью к образованию столбчатой структуры. При объемном затвердевании широкоинтервальных сплавов картина противоположная: пониженные литейные свойства, структура равноосная и т.д.
Поэтому при разработке технологии изготовления отливки необходимо заранее знать тип характера затвердевания. В первом приближении для определения характера затвердевания можно использовать интервал кристаллизации. Для второго приближения с учетом скорости теплоотвода можно воспользоваться следующи
21
ми неравенствами, которые будут выведены в курсе «Теория формирования отливки»:
Тл-Тс>-^ТЛ-Тфу, (2.8)
Z>,
Тл-Тс< — (Тл - Тф), (2.9)
где Тл, Тс, Тф — температуры соответственно ликвидуса, солидуса, формы; Ь{, b2 — теплоаккумулирующая способность соответственно отливки и формы.
При реализации неравенства (2.8) характер затвердевания объемный, а для неравенства (2.9) — последовательный или смешанный. На практике приходится иметь дело с многокомпонентными сплавами, для которых Тл и Тс неизвестны. В этих случаях можно снять кривые охлаждения сплава и определить интервал кристаллизации. Наконец, можно использовать метод выливания жидкого остатка, заключающийся в выливании незатвердевшего металла из простейшей формы (типа стакана). При объемном типе затвердевания из формы либо выливается весь металл (при малой выдержке), либо ничего не выливается (при большей выдержке после заливки). При последовательном и смешанном характере затвердевания после выливания жидкого остатка образуется отливка стакана с гладкой (последовательное затвердевание) или шероховатой (смешанное затвердевание) внутренней поверхностью. Величина шероховатости пропорциональна интервалу кристаллизации, несмотря на удаление вместе с жидким остатком части твердых кристаллов.
По предложению академика А.А.Бочвара двухфазную твердожидкую зону делят на две части: собственно твердо-жидкую и жидко-твердую. Собственно твердо-жидкая зона представляет собой твердое тело с вкраплениями жидкой, и, наоборот, жидкотвердая — это жидкое тело с включениями твердой фазы.
Границы двухфазной зоны определяются температурами ликвидуса и солидуса, которые являются физико-химическими характеристиками сплава. Между линиями ликвидуса и солидуса на диаграмме состояния располагаются технологические границы — определяются температуры выливаемости, питания, нулевой жидкотекучести.
Технологические характеристики сплава определяются опытным путем. Граница выливаемости, как правило, совпадает с границей нулевой жидкотекучести. Граница питания также определяется опытным путем по пористости вблизи оси отливки. Поэтому после нанесения (например, на рис. 2.10) границ выливаемости и питания двухфазная зона разделится, по крайней мере, на три зоны:
22
• зона макроскопических перемещений жидкого металла (при выливании жидкого остатка образовавшиеся твердые кристаллы удаляются вместе с жидкостью, определяй границу выливаемости);
• зона локальных перемещений жидкого металла в пределах твердого скелета, определяющая питание отливки (при выливании жидкость остается между кристаллами);
• зона микроскопических перемещений (в ее пределах жидкость разобщается растущими кристаллами на изолированные объемы).
Как любые технологические характеристики границы выливаемости и питания будут зависеть от условий формирования отливки. В одних случаях они окажутся смещенными к температуре ликвидуса, в других — к температуре солидуса. Температуры технологических границ в принципе некорректно наносить на диаграммы состояния, как это иногда делается.
ГЛАВА 3
ЛИТЕЙНЫЕ СВОЙСТВА СПЛАВОВ
3.1. Технологические свойства сплавов и важность их определения для практики
Литейное производство является технологическим процессом изготовления отливок из литейных сплавов. Поэтому свойства, определяющие поведение сплавов в литейном процессе, называют литейными или технологическими.
Формирование качества отливки происходит при протекании сложнейших тепловых, теплокинетических, физико-химических, гидродинамических и деформационных явлений. Поэтому теоретическое (аналитическое) предсказание поведения сплава при изготовлении отливки является в настоящее время, как отмечает профессор Г. Ф. Баландин [1], невыполнимым. В результате в производстве неизбежно возникают дефекты отливок.
Для уменьшения дефектов и снижения времени отладки любого технологического процесса, включая и литейный, издавна (видимо в начале XX в.) технологи начали применять предварительное моделирование процесса на отливках-пробах простейшей формы: прямоугольной, цилиндрической, шаровой. Цель при таком нестрогом моделировании возможно была двоякая. С одной стороны, сравнение поведения в пробе разных сплавов, а с другой, отработка технологических параметров (температуры заливки, теплофизических и механических свойств литейной формы, ее температуры, изменения химического состава сплава в заданных техническими условиями пределах и т.п.), при которых сплав показывает большую или меньшую склонность к каким-то литейным дефектам.
Видимо поэтому свойства, определяемые на отливках-пробах, называют литейными, а совокупность литейных свойств — технологичностью литейного сплава.
В курсе «Технология литейного производства» встретится понятие «технологичность отливок». Следует заметить, что взаимосвязь технологичности сплава и технологичности отливки примерно такая же, как между прочностью сплава и прочностью конструкции: из прочного сплава может быть спроектирована и изготовлена непрочная конструкция.
Использовать численные значения для литейных свойств, определенных на пробах, при проектировании технологического процесса изготовления отливок практически невозможно. При
24
отладке технологического процесса технологические пробы дают возможность только «нащупать» путь изготовления бездефектной отливки и, возможно, сократить дорогостоящую переделку модельной оснастки.
В этих условиях необходимо обобщение накапливающейся информации. Путь, по которому пошли специалисты по сопротивлению материалов, использовав результаты испытаний выдающейся пробы-образца для испытаний прочности при растяжении и создав теории прочности для расчета реальных конструкций, литейщики не использовали. Тем не менее, в 1930 — 1940-х гг. академик А.А.Бочвар, его сотрудники и ученики и другие исследователи выполнили очень важное обобщение, связав изменение литейных свойств сплавов, определенных на отливках-пробах, с их положением на двойной диаграмме состояния для соответствующих систем. В результате были установлены обобщенные представления о поведении сплавов при изготовлении отливок и механизме формирования большинства литейных дефектов.
Особая роль в этих обобщениях отводится интервалу затвердевания сплавов, поскольку речь идет о диаграмме состояния.
Изучение названной обобщенной картины и является одной из задач разд. I данного курса — «Литейные сплавы».
Качество отливки определяется не только ее бездефектностью, т. е. учетом при проектировании технологического процесса литейных свойств сплава, но и уровнем эксплуатационных свойств (например, механических), которые, в свою очередь, определяются размером и формой макрозерна и микроструктурой. Вопросы формирования макростроения отливки изложены в учебнике Г. Ф. Баландина [1]. В нашем учебнике вопросы теории кристаллизации и характера затвердевания отливок затронуты в самом общем виде в гл. 2, а также в гл. 5 и 6 при рассмотрении особенностей литейных свойств конкретных сплавов.
3.2. Номенклатура литейных свойств сплавов
К числу важнейших литейных свойств относятся:
• жидкотекучесть;
• склонность отливок к образованию усадочных раковин и пористости;
• линейная усадка сплавов и отливок;
• усадочные напряжения в отливках;
• склонность к горячим трещинам;
• склонность к холодным трещинам;
• склонность сплавов к насыщению газами и образованию газовой пористости;
• склонность компонентов сплавов к ликвации;
• неметаллические включения и плены в сплавах;
25
• зависимость механических свойств сплавов от толщины стенки отливок.
Приведенная номенклатура литейных свойств сплавов наиболее широко применяется в настоящее время, однако она может в любой момент измениться при повышении требований к отливкам, т.е. она зависит от уровня развития техники и технологии литейного производства.
3.3. Жидкотекучесть. Технологические пробы
При заливке расплава в, как правило, холодную (т.е. цеховой температуры) форму металл, протекая по каналам литниковой системы и полости формы, охлаждается, теряет теплоту перегрева, т.е., начав затвердевать, его поток может остановиться. При правильном выборе технологических параметров металл в момент окончания заливки должен быть жидким.
Теоретически рассчитать процесс заполнения формы и назначить режим заливки даже с учетом современного накопленного опыта в настоящее время затруднительно, хотя все шире используется трехмерное компьютерное моделирование, которое позволяет с тем или иным приближением решать задачи заполнения формы. Однако моделирование является процессом дорогостоящим и трудоемким, кроме того, важно соблюдение условия, чтобы процессы, происходящие при моделировании, соответствовали реальным.
Поэтому понятие жидкотекучести как технологического свойства сплавов еще долгие годы будет использоваться для сравнительных испытаний, при отработке технологии и при разработке новых сплавов.
Под жидкотекучестью понимается способность расплава течь, заполняя литейную форму, и воспроизводить конфигурацию отливки, включая рисунок на художественных отливках.
Технологические пробы для определения жидкотекучести можно разделить на три вида:
• пробы, основанные на прекращении течения в сужающемся канале;
• пробы, основанные на прекращении течения вследствие кристаллизации металла в узком выходном канале;
• пробы, основанные на прекращении течения в длинном канале постоянного сечения вследствие охлаждения и кристаллизации.
Пробы первого вида (сужающийся канал): клиновая (рис. 3.1) и шариковая (рис. 3.2) являются одними из первых конструкций проб.
Показателем жидкотекучести в клиновой пробе является расстояние / между вершиной клина и закругленной вершиной затвердев
26
шего металла. Проба не получила распространения из-за низкой воспроизводимости (большого разброса) результатов.
Мерой жидкотекучести в шариковой пробе, предложенной А. Г. Спасским, является диаметр отверстия, образующегося в отливке, залитой в металлическую форму 1 с вертикальным разъемом. Металл заливается через воронку 4, поступает в полость формы через литниковый канал 5, заполняет полость формы и под
Рис. 3.1. Клиновая проба для определения жидкотекучести: / — показатель жидкотекучести
текает в пространство между планкой (клином) 3 и шариком 2 диаметром 20 мм, но не заполняет все пространство, оставляя
отверстие. Шариковая проба также не нашла широкого применения. Клиновую и шариковую пробы можно использовать для оценки
Рис. 3.2. Шариковая проба для определения жидкотекучести (по А. Г. Спасскому):
1 — полуформа; 2 — шарик; 3 — клин; 4 — воронка; 5 — литниковый канал
27
заполнения тонких рельефов. Пробы второго вида можно использовать для определения жидкотекучести по весу вытекшего металла, хотя они также не нашли широкого применения.
Определение жидкотекучести на пробах третьего вида является общепризнанным. Показателем жидкотекучести является длина пути потока металла до остановки. Для заливки проб этого вида применяют формы с одним из следующих каналов: прямым, спиральным, V-образным, лабиринтным и винтовым, с гравитационным заполнением и под действием вакуума. К этому же виду можно отнести пробы с несколькими каналами разной толщины (диаметров), заполняемыми из общего центрального стояка. Примером последних проб могут служить звездообразная проба, состоящая из плоских каналов, и «арфа», имеющая вертикальные цилиндрические каналы.
В соответствии с ГОСТ 16438 по спиральной пробе (рис. 3.3), сырые и сухие формы, а также пробы такого вида появились в
Рис. 3.3. Спиральная проба для определения жидкотекучести по ГОСТ 16438-70:
1 — чаша-нарощалка; 2 — сетка; 3 — стояк; 4 — зумпф; 5 — спираль; 6 — выступы
—70 жидкотекучесть определяется заливаемой в песчано-глинистые в металлические формы. Первые 1920-е гг. В наиболее распространенном варианте металл заливается в форму через чашу-наро-щалку 1, через сетку 2, стояк 3 и зумпф 4 и попадает в спиральный канал 5, имеющий форму трапеции высотой 8, шириной 8 вверху и 7 мм внизу. Небольшие выступы 6, нанесенные через 50 мм, облегчают измерение длины спирали. Спиральный канал позволяет получить длинные прутки в сравнительно небольших по габаритам формах. Отклонение длины пробы от среднего значения составляет около 8 %. При установке мерной чаши со стопором отклонения могут быть уменьшены до 3,5 % [6].
Для обеспечения идентичных условий заполнения проб при сравнении жидкотекучести предложено различать два вида жидкотекучести: практическую и условную. Практическая жидкотекучесть определяется в условиях постоянной температуры заливки (и, следовательно, неодинакового перегрева для всех сплавов данной группы). При этом
28
Рис. 3.4. Недолив: Рис. 3.5. Неслитина
1 — из-за нехватки металла в ковше; 2 — из-за недостаточной жидкотекучести; В, Н — соответственно верх и низ формы
можно оценивать влияние на жидкотекучесть изменений химического состава сплава в цеховых условиях, когда в плавильном агрегате поддерживается постоянная температура. Условная жидкотекучесть определяется в условиях одинакового перегрева над температурой ликвидуса. Данный вид пробы получил наибольшее распространение.
Дефекты, возникающие из-за недостаточной жидкотекучести. Очевидно, что само появление понятия жидкотекучести и технологических проб связано с специфическими дефектами отливок: недоливом, неслитиной, неспаем и непроваром.
На рис. 3.4 представлен недолив в тонкой стенке отливки. Здесь же показан дефект, имеющий такое же название «недолив», но возникающий из-за нехватки металла в ковше, поэтому емкость ковша рассчитывается с запасом, а для выливания остатка используются специальные изложницы.
Неслитина (рис. 3.5) и неспай (рис. 3.6) возникают при встрече потоков металла при заливке формы, например при заливке через несколько питателей, которые применяются в том числе для предупреждения недоливов. Неслитина и неспай появляются из-за недостаточной жидкотекучести, а неспай может также образоваться из-за пленки оксидов на поверхности потока.
Непровар (рис. 3.7) наблюдается при использовании жеребеек или внутренних холодильников и может возникать из-за недостаточной жидкотекучести металла (способности воспроизводить) или неподготовленности жеребеек и холодильников.
Рис. 3.6. Неспай
Рис. 3.7. Непровар: h0 — высота отливки
29
Механизм остановки потока. Влияние интервала кристаллизации на жидкотекучесть. Изучение жидкотекучести с использованием технологических проб позволило установить, что жидкотекучесть в значительной степени зависит от интервала кристаллизации: чем больше интервал кристаллизации, тем меньше жидкотекучесть. Наибольшую жидкотекучесть имеют металлы, кристаллизующиеся при постоянной температуре, т. е. чистые металлы, эвтектики и химические соединения. Влияние интервала кри-
сталлизации на механизм остановки потока связывают с характером кристаллизации. Расплавы металлов с постоянной температу-
рой кристаллизации протекают начальный участок канала, имея перегрев. Затем по мере снижения перегрева на стенках нарастает твердая корка. Расплав продолжает течь в «чулке». Толщина корки увеличивается. Площадь живого сечения чулка уменьшается. Мо-
мент остановки потока может соответствовать разной степени зарастания поперечного сечения канала. Количество твердой фазы к моменту остановки потока достигает 60...80 %.
Поток расплавов металлов, кристаллизующихся в интервале тем-
ператур, останавливается из-за скопления в головной части боль-
шого количества первичных кристаллов, обломков дендритов, создающих пробку в голове потока. При этом чем больше интервал кристаллизации, тем меньшее количество твердой фазы требуется,
чтобы остановить поток. Остановка потока происходит, как прави-
Рис. 3.8. Жидкотекучесть сплава в зависимости от его состава (положения на диаграмме состояния А—В): 1, 3 — чистые металлы А и В соответственно; 2 — сплав эв-
ло, при образовании 20...35 % твердой фазы, т. е. при меньшем ее содержании, чем в металлах с постоянной температурой кристаллизации. Очевидно, чтобы доля образовавшейся твердой фазы была меньше, требуется относительно меньший теплоотвод от потока и, следовательно, процесс течения прекращается за относительно меньшее время. Вероятно, именно этим объясняется минимальная жидкотекучесть сплавов, отвечающих предельной растворимости и максимальному интервалу кристаллизации.
Остановка головы потока произойдет тогда, когда давление (напор) окажется недостаточным для преодоления сопротивления жидко-твердой смеси (пульпы), которую следует отнести к неньютоновским жидкостям или пластическим телам. Поэтому для аналитического определения жидкотекучести в этом случае следует решать не только
тектического состава
тепловую, но и силовую задачу.
30
Обобщая результаты многочисленных исследований двойных сплавов различных систем, можно построить схему зависимости условной жидкотекучести /ж сплава от его состава, т. е. от положения сплава на диаграмме состояния А—В (рис. 3.8). Видно, что наибольшей жидкотекучестью обладают эвтектический сплав 2 и чистые металлы 1, 3. Высокая жидкотекучесть также характерна для интерметаллидов, кристаллизующихся при постоянных температурах. По мере увеличения интервала кристаллизации жидкотекучесть уменьшается.
Факторы, влияющие на жидкотекучесть. Прежде всего следует отметить, что определенной связи между жидкотекучестью и физическими свойствами (вязкостью, поверхностным натяжением и смачиваемостью) до сих пор не установлено. Факторы, влияющие на жидкотекучесть, кроме уже рассмотренного интервала кристаллизации, удобнее всего раскрыть, если представить, что жидкотекучесть I характеризуется как произведение скорости v вытекания сплава из литниковой системы на время т, в течение которого сплав сохраняет способность к движению, по уравнению
1=vt. (3.1)
Скорость потока можно вычислить с помощью выражения
v = p.y[2gH, (3.2)
где ц — коэффициент расхода; Н — напор металла; g — ускорение свободного падения.
Время течения потока для качественного анализа можно принять равным времени отвода теплоты перегрева от отливки прутка в состоянии покоя по уравнению (его вывод приводится в курсе «Теория формирования отливки»)
т
= я2
с'1Р1(^зал ~Zii)
^2(ТЛ-Тф\
(3.3)
где R .— приведенный размер отливки; с[ и р[ — соответственно теплоемкость и плотность жидкого металла; Тзал, Т„, Тф — температура соответственно заливки, ликвидуса, формы; А — параметр, отражающий прогрев формы; Ь2 — коэффициент теплоаккумуля-ции формы.
Первым технологическим фактором является напор металла (из уравнения (3.2)), при котором происходит заполнение формы. В литейном производстве напор (давление), под действием которого происходит заполнение, изменяется в широких пределах, в зависимости от высоты верхней опоки в некоторых случаях с чашей-нарощалкой (см. рис. 3.3) до нескольких атмосфер
31
(низкое давление) и даже тысяч атмосфер (литье под высоким давлением), когда создается возможность залить стенку отливки толщиной порядка 1 мм.
Второй фактор, как следует из уравнения (3.3), является геометрическим. Его характеризует приведенный размер отливки R = V/F, где V— объем; F— поверхность отливки. Для плоской отливки приведенный размер равен половине толщины отливки. Поэтому трудности заполнения стенки отливки возрастают в квадрате от ее толщины. Существует также понятие критической (минимальной) толщины стенки отливок, которая определяется видом сплава, способом литья, а также протяженностью стенки или ее площадью. При литье в песчано-глинистые формы критическая толщина стенки отливки из чугуна составляет 3... 5 мм и 5... 10 мм для отливки из углеродистой стали. При литье в кокиль рекомендуемые толщины стенок связаны с площадью поверхности стенок (табл. 3.1) [12].
Также с площадью поверхности связана минимальная толщина стенки при литье под давлением (табл. 3.2) [12].
Третьим важнейшим фактором является перегрев расплава над температурой ликвидуса (Тзал - Тл). Общеизвестно, что с увеличением перегрева жидкотекучесть существенно увеличивается. Поэтому перегрев является одним из основных факторов, который используется для управления жидкотекучестью в текущем производстве и устранения вышеописанных дефектов, когда другие факторы практически нельзя изменить.
Следующим, четвертым, фактором, который часто не принимают во внимание, является температура ликвидуса Тл сплава. Формально Тл находится и в числителе, и в знаменателе уравнения (3.3). Разность Тзал - Тл в числителе определяет перегрев, и ведущим в этой разности является температура заливки. Наоборот, в знаменателе ведущей является Тл.
Таблица 3.1
Взаимосвязь толщин стенок отливок и площади их поверхности при литье в кокиль
Сплавы Площадь поверхности стенки, см2 Толщина стенки, мм
Чугун До 25 25... 125 4 ...5 6 ...7
Сталь 25... 125 8
Алюминиевые 100...250 250... 900 Свыше 900 2,2...4,0 2,5...4,5 3,5 ...5,0
Магниевые До 30 3
Бронза До 30 4...6
32
Таблица 3.2
Взаимосвязь толщины стенок отливки и площади их поверхности при литье под давлением
Площадь поверхности стенки, см2 Рекомендуемая минимальная толщина стенок, мм, для сплавов
цинковых магниевых алюминиевых медных стали
До 25 0,8 1,3 1,0 1,5 —
25... 100 1,0 1,8 1,5 2,0 —
100... 225 1,5 2,5 2,0 3,0 3,о
225...400 2,0 3,0 2,5 3,5 —
400... 1000 — 4,0 4,0 — —
Именно разность Тл - Тф определяет температурный напор на границе отливка—форма и, следовательно, время отвода теплоты перегрева и жидкотекучесть сплава.
Для одновременного учета влияния перегрева и температуры ликвидуса целесообразно использовать параметр, равный отношению разностей Тзал - Тп и Тп - Тф. Для сплавов одной системы, например железоуглеродистых сплавов (чугунов и углеродистых сталей), этот параметр может приближенно оценивать их жидкотекучесть без проведения испытаний. Из литературных источников были собраны данные о жидкотекучести чугунов и углеродистых сталей, определенных по спиральной пробе с сечением 7x8 мм в песчано-глинистой форме, построена зависимость в координатах Т -Т
1Ж - л и установлено регрессионное уравнение
'л ~ -<ф
/ж = 3464,4х2 + 2369, Зх + 257,5, (3.4)
Возможно распространение уравнения (3.4) и на другие системы сплавов, в частности алюминиевые и медные, но для этого необходимо проведение экспериментов в сопоставимых условиях.
Следует обратить внимание на то, что большая величина критической толщины стенки и меньшая жидкотекучесть углеродистых сталей по сравнению с чугунными связана не только с большей величиной У],, но и с меньшим их перегревом. Если стали заливаются с перегревом, меньшим 80 °C, то чугуны при изготовлении тонкостенных отливок, например в автомобильной промышленности, заливаются, как правило, при перегреве порядка 200 °C.
2 Трухов 33
По всей видимости, высокий перегрев углеродистых и других сталей приводит к появлению дефектов газового, усадочного и пригарного происхождения, и поэтому критическая толщина стенок у отливок из углеродистых сталей из-за большей Тл и меньшего перегрева больше, чем для отливок из чугунов.
Пятым фактором, сильно влияющим на жидкотекучесть, является коэффициент теплоаккумуляции формы (Z>2, Вт- с1/2/(м2- К)), который примерно на порядок и более различается для песчано-глинистой (950 для алюминиевых сплавов, 1300 для медных, 1377 для чугунов и 1628 для углеродистых сталей) и металлической (соответственно 2,0-104; 3,7-104; 14-104 и 14-104) форм.
Наконец, шестым фактором является температура формы. Если заливку проводить в форму, температура которой поддерживается равной Тл, то время отвода теплоты перегрева и жидкотекучесть будут стремиться к бесконечности. Названный фактор используется при литье по выплавляемым моделям и позволяет при нагреве формы до 800... 900 °C изготовлять отливки с толщиной стенки 1,0... 1,5 мм, хотя температура нагрева формы обеспечивает не только толщину стенки отливки, но и другие показатели качества отливки и формы (например, целостность формы при заливке), так же, как и при литье в металлическую форму.
Жидкотекучесть и литейный радиус. Иногда появление литейного радиуса на чертежах отливок связывают с жидкотекучестью сплавов. С этим мнением нельзя согласиться, так как литейный радиус следует связывать прежде всего с литейной технологией, а именно со службой литейной формы и, очевидно, со службой самой отливки.
Для песчано-глинистых форм литейные радиусы необходимы, чтобы при извлечении моделей в острых углах не возникли трещины. У металлических форм литейные радиусы увеличивают срок их службы (долговечность), так как без литейных радиусов в них возникает концентрация температурных напряжений при заливке расплава в формы.
В случае изготовления отливок из серого чугуна при назначении литейного радиуса учитывается также возможность появления отбела. Наконец, концентрацию напряжений вызывает нагружение самой отливки в машине, особенно на необрабатываемых поверхностях.
3.4. Склонность отливок к образованию усадочных раковин и пористости
Усадка — одно из основных литейных свойств сплавов. Процесс усадки сопровождается рядом явлений, определяющих качество отливки. В первую очередь, к ним следует отнести образование усадочной раковины и усадочной пористости, усадочных на
34
пряжений, горячих и холодных трещин, остаточных напряжений, формирование размеров и коробления отливок.
Различают усадку металлов и сплавов и усадку отливок. Под усадкой металлов и сплавов понимают уменьшение (в общем случае изменение) объема и размеров некоторого объема металла или сплава при охлаждении в изотермических (равновесных) условиях, когда температура одинакова в любой точке в каждый данный момент времени. Усадка сплава определяется только его физическими свойствами. Под усадкой отливок понимают уменьшение (в общем случае изменение) объема и размеров отливки из сплава, залитого в реальную литейную форму, охлаждающегося в неизотермических (неравновесных) условиях с неоднородным распределением температуры и находящегося в силовом взаимодействии с нагреваемой формой. Усадка отливки определяется не только свойствами сплава, но и неоднородностью температуры и его взаимодействием с формой. Принято подразделять усадку и сплава, и отливок на объемную и линейную.
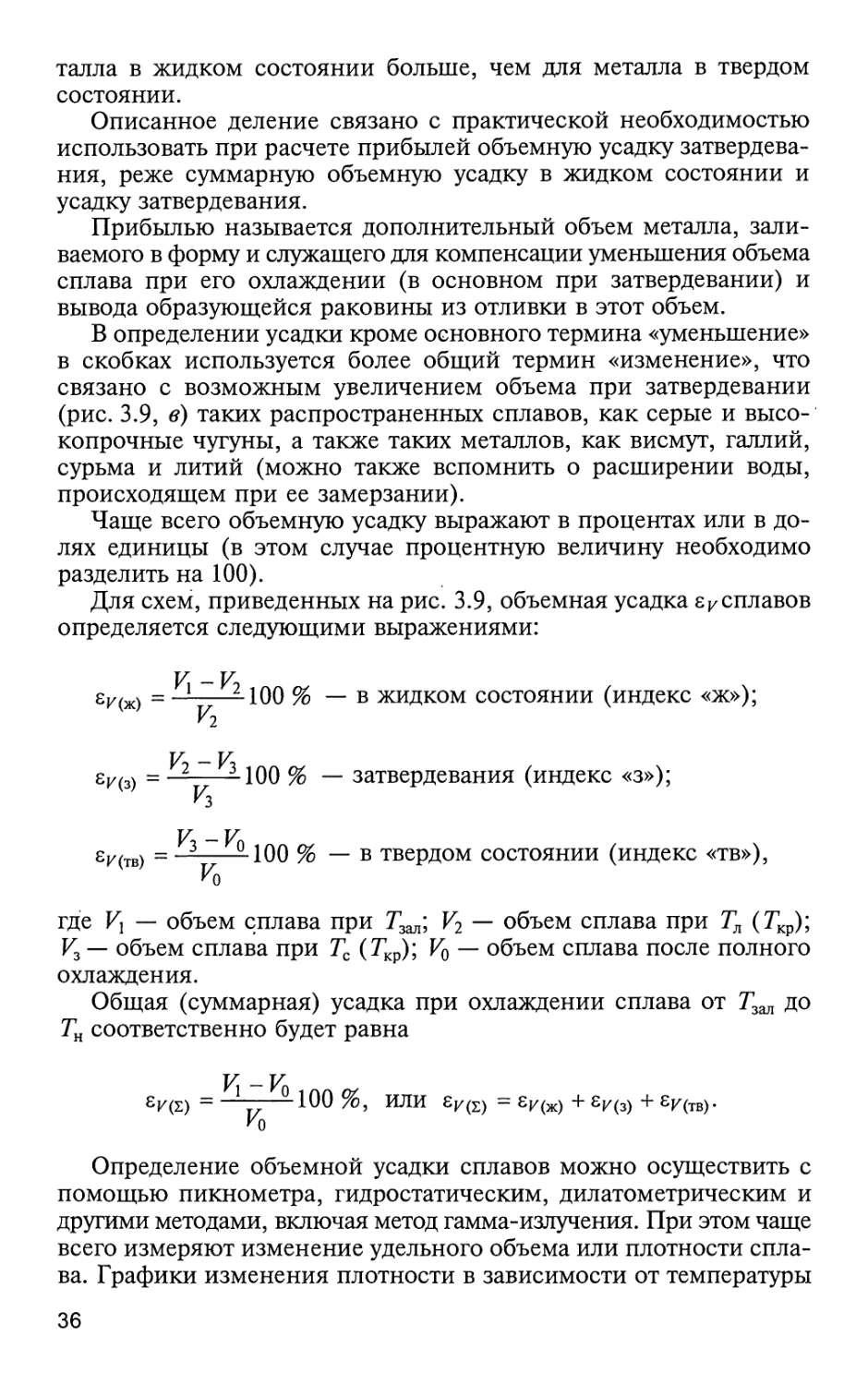
Объемная усадка металлов и сплавов. Объемная усадка металлов и сплавов является не литейным, а физическим свойством. Для литейщиков представляет практический интерес не только суммарное изменение объема металла или сплава при их охлаждении, которое собственно и характеризует объемную усадку металлов и сплавов, а его изменение в зависимости от температуры. Поэтому различают: усадку в жидком состоянии, когда температура изменяется от Тзал до Тл (Ткр) (рис. 3.9); усадку затвердевания, когда температура изменяется от Тл до Тс (или Ткр = const, рис. 3.9, а, б), и усадку в твердом состоянии, когда температура изменяется от Тс до Тн (где Тн — температура окружающей среды, цеха). Следует отметить, что коэффициент объемного сжатия ме-
Рис. 3.9. Схема изменения объема при охлаждении для сплавов с Ткр = const (а), Тл- Тс > 0 (б) и расширяющихся при затвердевании сплавов (в): Кь И2> и Vq ~ объемы сплава при соответствующих температурных условиях (см. графики и текст на с. 36)
35
талла в жидком состоянии больше, чем для металла в твердом состоянии.
Описанное деление связано с практической необходимостью использовать при расчете прибылей объемную усадку затвердевания, реже суммарную объемную усадку в жидком состоянии и усадку затвердевания.
Прибылью называется дополнительный объем металла, заливаемого в форму и служащего для компенсации уменьшения объема сплава при его охлаждении (в основном при затвердевании) и вывода образующейся раковины из отливки в этот объем.
В определении усадки кроме основного термина «уменьшение» в скобках используется более общий термин «изменение», что связано с возможным увеличением объема при затвердевании (рис. 3.9, в) таких распространенных сплавов, как серые и высокопрочные чугуны, а также таких металлов, как висмут, галлий, сурьма и литий (можно также вспомнить о расширении воды, происходящем при ее замерзании).
Чаще всего объемную усадку выражают в процентах или в долях единицы (в этом случае процентную величину необходимо разделить на 100).
Для схем, приведенных на рис. 3.9, объемная усадка svсплавов определяется следующими выражениями:
£г(ж) = ~—— 100 % — в жидком состоянии (индекс «ж»);
^2
£Г(з) = Y1—ЮО % — затвердевания (индекс «з»);
Из
£г(тв) = ———100 % — в твердом состоянии (индекс «тв»),
И0
где Vx — объем сплава при Гзал; К2 — объем сплава при Гл (Гкр); V3 — объем сплава при Тс (Гкр); VQ — объем сплава после полного охлаждения.
Общая (суммарная) усадка при охлаждении сплава от Гзал до Тн соответственно будет равна
£Г(Е) = -1”- ° 100 %, ИЛИ 8И(Е) = £К(Ж) + £Г(з) + £Г(тв)-
И)
Определение объемной усадки сплавов можно осуществить с помощью пикнометра, гидростатическим, дилатометрическим и другими методами, включая метод гамма-излучения. При этом чаще всего измеряют изменение удельного объема или плотности сплава. Графики изменения плотности в зависимости от температуры
36
р-103, кг/м3
p -103, кг/м3
а б
Рис. 3.10. Изменение плотности чугунов: а — доэвтектического состава; б — эвтектического (околоэвтектического) серого (точки Z, 5, S', Е соответствуют фазовому переходу, точка М — см. в тексте)
представляют зеркальное отображение приведенных на рис. 3.9 графиков изменения объема.
Зависимости плотности чугунов от температуры приведены на рис. 3.10, которые получены профессором А. С. Басиным методом просвечивания узким пучком гамма-излучения на высокотемпературном гамма-плотномере при медленном охлаждении чугунов с постоянными скоростями (3...5°С/мин).
При охлаждении доэвтектических чугунов от температуры Тзал заливки до температуры Тл ликвидуса (точка L на рис. 3.10, а) их плотность р в жидком состоянии изменяется линейно. При этом термический коэффициент объемного сжатия чугунов в жидком состоянии аи(ж) практически не зависит ни от температуры в интервале Тзал... Тл, ни от химического состава и равен (8,5... 11)х х Ю"5 К-1. Следовательно, объемная усадка доэвтектических чугунов и других сплавов в жидком состоянии может быть определена по уравнению
£Г(ж) = аК(ж)(^зал - ^л)100 %• (3-5)
При Тл начинается кристаллизация первичного аустенита, которая заканчивается при эвтектической температуре ТЕ. Изменение агрегатного состояния сопровождается увеличением плотности и уменьшением объема. При ТЕ= const кристаллизуется эвтектика.
37
Белые чугуны подчиняются общей закономерности: кристаллизуется аустенито-цементитная эвтектика, плотность возрастает до значения, соответствующего точке S. При дальнейшем охлаждении плотность белого чугуна увеличивается монотонно.
В серых чугунах кристаллизуется аустенито-графитная эвтектика, что сопровождается не уменьшением, а увеличением объема и уменьшением плотности до значения, соответствующего точке S' (рис. 3.10, а). Кроме того, у серых чугунов и после точки S' плотность уменьшается, и происходит расширение, которое заканчивается в точке М. Плотность серого чугуна в точке М минимальна. Интервал температуры Ts... Тм составляет 60 К. Это расширение профессор А. С. Басин и другие назвали «постэвтектическим». Из возможных причин постэвтектического расширения были отмечены следующие:
• продолжение кристаллизации эвтектической жидкости с выделением графита и вытеснением остатка расплава. Это следует из рассмотрения квазибинарных разрезов диаграмм состояния многокомпонентных чугунов: под влиянием Si, Мп, S, Р и других элементов процесс эвтектической кристаллизации многокомпонентного чугуна происходит в некотором интервале температур;
• выделение графита из первичного и эвтектического аустенита в твердом состоянии в результате резкого снижения растворимости углерода в аустените сопровождается увеличением объема (уменьшением плотности) чугуна.
При этом авторы считают, что фактор увеличения объема твердого чугуна вследствие выделения графита из аустенита имеет большее значение. Возможно также, что при эвтектической кристаллизации наряду с аустенито-графитной эвтектикой выделяется некоторое количество аустенито-цементитной эвтектики, цементит которой неустойчив и распадается с увеличением объема и уменьшением плотности.
Объемное изменение серого чугуна в процессах LE, ЕМ и LM можно определить (см. рис. 3.10) по уравнениям, аналогичным приведенным ранее:
W£) = Ю0%; = 9Е~Рм Ю0%;
Pl Pm
er(^)=£^L£L100%.
Pl
Регрессионным анализом были получены приближенные уравнения для определения объемных изменений серого чугуна:
EV(LE) = 0,015(7;-ИЗО); (3.6)
sv(em) = 1,7 - 0,07(7; -1130); (3.7)
£r(w) =0,022(7;-1207). (3.8)
38
Особенность кристаллизации эвтектических двойных сплавов Fe—С и многокомпонентных чугунов заключается в отсутствии скачка плотности (объема) в процессе эвтектического превращения Z, S, Е (рис. 3.10, б). При этом усадка не наблюдается, а расширение происходит в некотором интервале температур ниже температуры эвтектического превращения, т.е. расширение является постэвтектическим. Расширение чугунов околоэвтектическо-го состава может достигать 1,7 %.
Температуру Тл для доэвтектических чугунов можно определить по уравнению [5]
Тл = 1670 - 124С, , (3.9)
где С — содержание углерода (или углеродный эквивалент) (см. гл. 5). Подставив значение Тл в уравнение (3.8), найдем объемную усадку затвердевания серых доэвтектических чугунов
Wm) =Ю,2-2,73С. (3.10)
Используя уравнения (3.8) и (3.10), можно найти, что при Тл= 1480 К и содержании 3,73 % углерода объемная усадка затвердевания серого чугуна будет равна нулю, если постэвтектическое расширение не реализуется в изменении наружных размеров (см. подробнее на с. 40). При высоком содержании углерода объемная усадка будет отрицательна.
Сведения об объемных изменениях в жидком состоянии и при затвердевании важнейших металлов приведены в табл. 3.3 [6].
Таблица 3.3
Температурные коэффициенты объемного сжатия (ТКОС) в жидком состоянии (индекс «ж») и объемная усадка затвердевания (индекс «з»)
Основа сплава ТКОС аИ(ж)-105, К-' Объемная усадка затвердевания еГ(з), %
Железо 9 3,0
Алюминий 40 6,5
Магний 35 5,1
Медь 20 4,4
Титан — 3,0
Цинк — 4,9
Свинец — 3,7
Олово — 3,0
39
Образование усадочных раковин. При охлаждении расплава, залитого в реальную форму, температура в различных точках отливки будет неодинакова, поэтому описанные выше процессы объемных изменений происходят неодновременно (например, в тонких и толстых сечениях), что приводит к взаимодействию отдельных объемов и слоев отливки между собой и отливки с литейной формой. Кроме того, часть металла может затвердевать при заливке, а уменьшение объема жидкого металла в форме некоторое время компенсируется литниковой системой. Неодновремен-ность затвердевания сплава в объеме отливки приводит к образованию усадочных дефектов (усадочных раковин и усадочной пористости), объем которых определяется, с одной стороны, частично объемной усадкой в жидком состоянии и объемной усадкой затвердевания сплава, а с другой — перечисленными выше процессами.
Процесс описания образования усадочных раковин начнем с простейшего примера. Представим два металлических тела, одно из которых вписано без зазора в другое, и температура Тх наружного тела меньше температуры Т2 внутреннего (рис. 3.11, а). При охлаждении до нормальной температуры уменьшение объема внутреннего тела окажется больше, чем наружного, и между ними возникнет зазор (рис. 3.11, б).
Аналогично затвердевающую в форме отливку из сплава с Ткр = = const, затвердевающую последовательно, можно рассматривать как систему двух тел (рис. 3.12, а). Жидкое ядро 2, охлаждаясь и затвердевая, уменьшается в объеме больше по сравнению с сокращением объема затвердевшей корки 7, что связано с более значительной усадкой при затвердевании и, как правило, большим коэффициентом температурного сжатия жидкого металла по сравнению с твердым. К концу затвердевания внутри отливки образуется воздушная пустота 3, называемая внутренней усадочной раковиной (рис. 3.12, д').
Рис. 3.11. Образование зазора между двумя телами, имеющими разную температуру (1\ и Т2)
а б
Рис. 3.12. Образование скрытой усадочной раковины в отливке
40
Усадочная раковина может быть и открытой, например при литье слитков. В изложницу залит сплав с Ткр = const. Принимаем, что при затвердевании расплава происходит усадка, при этом движение стенок формы, линейная усадка затвердевшего металла и отвод тепла в атмосферу отсутствуют. В какой-то момент времени на стенках формы образуется твердая корка 1 (рис. 3.13). Как следствие, начальный уровень Г расплава в изложнице понизится до уровня 2', так как корка занимает меньший объем, чем объем расплава, «израсходованный» на образование этой корки. В следующий момент образуется новая порция корки 2, и уровень 2' расплава при этом пони-
Рис. 3.13. Образование открытой усадочной раковины:
7, 2 — твердые корки; 7', 2', 3’ — уровни расплава в форме
зится до уровня 3' и т. д. Данный процесс развивается во времени, приводя к образованию открытой раковины, но так как процесс
остывания и затвердевания расплава во времени протекает монотонно, то в реальном слитке ступенек не образуется, поэтому на схеме они заменены прямой линией.
Проанализируем допущения. Вследствие расширения расплава при затвердевании (например, как у чугунов с графитом) уровень расплава в изложнице будет опускаться меньше, а в жестких формах может наблюдаться подъем уровня вплоть до выпирания расплава через стояк литниковой системы. При движении стенок формы (из-за подутия или расширения) уровень расплава будет дополнительно опускаться, и объем усадочной раковины увеличится.
Из-за охлаждения твердая корка «усаживается» и отходит от стенок формы, но, как показывают прикидочные расчеты, объемная усадка в твердом состоянии до окончания затвердевания практически на порядок меньше, чем объемная усадка затвердевания: при литье углеродистой стали в песчано-глинистые формы указанные значения составляют соответственно 0,00045 и 0,03 (или 0,045 и 3 %).
При отводе тепла от открытой поверхности прибыли на этой поверхности образуются мосты — затвердевшие слои металла, закрывающие усадочную раковину.
На практике усадочную раковину выводят из отливки в прибыли или применяют специальные технологии: непрерывное и электрошлаковое литье, когда затвердевающая часть отливки непрерывно питается из верхней жидкой ванны.
41
Образование усадочной пористости. Усадочная пористость возникает в отливках, если она изготовляется из сплава, затвердевающего в интервале температур ТЛ...ТС, когда в отливке можно выделить двухфазную зону и ^л_с > 0.
В начальный момент времени до смыкания дендритов в середине толщины отливки процесс усадки происходит аналогично вышеописанному, и в результате образуется сосредоточенная усадочная раковина. После смыкания дендритов между ними возникают замкнутые изолированные (не соединенные с основной массой расплава) пространства, заполненные жидким металлом. По мере охлаждения и затвердевания жидкой фазы в замкнутых пространствах происходит разрыв жидкости, образование пустоты (давление в ней равно нулю, т. е. создается вакуум) и последовательное ее увеличение за счет усадки затвердевания при переходе жидкого состояния в твердое. Питание отливки из стояка и прибыли при этом происходит за счет фильтрации жидкой фазы по междендритным каналам. С течением времени каналы зарастают, и фильтрация прекращается. При этом время фильтрации зависит от сил, действующих на жидкий металл в прибыли: сила тяжести, обычное (нормальное атмосферное) и повышенное (автоклав) давление (в порах давление равно 0), центробежные силы (при центробежном литье).
Выше описана осевая усадочная пористость, которая снижает механические свойства литых деталей и уменьшает их герметичность, особенно после обработки резанием. Однако в кажущемся плотном металле также наблюдается усадочная пористость. Ее принято называть рассеянной усадочной пористостью. Она также существенно влияет на механические свойства и герметичность отливок.
Объемы усадочных раковин и усадочной пористости в зависимости от состава сплава на диаграмме состояния. Формирование усадочных раковин выше было рассмотрено только для сплавов с Гкр = const, т. е. по существу для чистых металлов и эвтектик. При рассмотрении же формирования усадочной пористости было оговорено, что сплав затвердевает в интервале температур Гл... Тс.
На рис. 3.14, а представлена диаграмма состояния двойной системы А — В, а под ней (рис. 3.14, б) приведена упрощенная зависимость объемов усадочных раковин Vy р и пористости Уул1 от интервала кристаллизации (т.е. от положения сплава на диаграмме состояния), впервые построенная А. А. Бочваром. В чистых металлах (составы 7, 5) и эвтектиках (состав 2), когда Ткр = const, вся объемная усадка затвердевания реализуется в усадочные раковины, а пористость не имеет развития, т. е. Vyn = 0. По мере увеличения интервала кристаллизации ТЛ...ТС объем Ууф уменьшается, а Vy n увеличивается и достигает максимума вблизи концентрации предельной растворимости, т. е. при максимальном интервале кристаллизации. На рис. 3.14 видно, что чем больше интервал, тем больше отливка поражена усадочной пористостью и меньше со
42
средоточенная усадочная раковина. Отсюда следует, что отливки из сплавов с Гкр = const изготовлять легче, чем отливки с интервалом Гл... Тс, особенно широким. В первом случае питание отливок организуется очень просто, и раковина выводится в прибыль. Во втором случае для увеличения плотности отливки необходимы дополнительные меры. В частности, необходимо организовать направленное затвердевание и в дополнение к этому приложить давление к жидкому металлу в прибыли.
Определение объема усадочных раковин и пористости отливок. Теоретически рассчитать объем усадочных дефектов (усадочных раковин и пористости) в настоящее время не представляется возможным. Поэтому для оп-
Рис. 3.14. Зависимость объемов усадочных раковин Ку р и пористости Vyп от положения сплава на диаграмме состояния А—В
ределения склонности к образованию усадочных дефектов используют технологические пробы, как правило, простейшей формы (цилиндр, конус, шар). Объем раковины определяют засыпкой
раковины песком или заливкой керосина через мерную пипетку. Склонность отливок-проб к образованию усадочных раковин
оценивают по уравнению
еу.Р=^Ю0%.
И)
Для более точного определения величины используют метод гидростатического взвешивания в воде. При этом определяют массу пробы /И] с открытой усадочной раковиной и массу пробы пг2 с заклеенной водонепроницаемой бумагой усадочной раковиной. Относительный объем усадочной раковины находится из выражения
т, - т2__„
£у р ~ 17 Ю0%,
РвИ)
где рв — плотность воды; Ко — объем пробы.
Примером технологической пробы может служить отливка, приведенная на рис. 3.15, объемом 465 см3.
Количественной характеристикой пораженности отливок усадочной пористостью является отношение общего объема Уу п усадочных пор к объему отливки:
43
Рис. 3.15. Технологическая проба для определения усадочных дефектов (МФ — разъем модели и формы)
8у.п=^100%.
Ч)
Величину еул1 определяют также гидровзвешиванием. Сначала взвешивают массу т3 пробы на воздухе и массу mi с открытой усадочной раковиной в воде (см. выше). Определяют объем Vqi отливки без раковины, но с пористостью:
тх-т2
Пл =-------•
Рв
Затем вырезают из данной части пробы образец, взвешивают, определяют его массу на воздухе т4 и в воде т5 и вычисляют максимально возможную (без пор) плотность сплава
т4 Ртах = Рв-
т4 -т5
Искомую величину Ку п находят по уравнению
Ртах
и далее вычисляют величину еул1:
8у п “ 1 V П ’ '01 Ртах
где mJ Vqi — величина, равная средней плотности пробы (вместе с порами).
3.5. Линейная усадка сплавов и отливок
Линейная усадка сплавов. Линейная усадка сплава, так же, как и объемная усадка, является его физической характеристикой. Ее можно приближенно определить по известной зависимости температурного коэффициента линейного расширения от температуры, по которой можно найти среднеинтегральную величину это
44
го коэффициента а/ . Собственно линейную усадку е; сплава приближенно оценивают по уравнению
е/ =а/ср(Гс -Гн)100%,
где Тс, Ти — соответственно температуры солидуса и окружающей среды (цеха).
Для примера можно привести расчет для силуминов (алюми-ниево-кремниевые сплавы). При этом вместо а/ср можно в первом приближении принять его значение в более узком интервале температур (например, 20...300°C)1. Для сплава АЛ2 Тс = 848 К, Тн = = 293 К, а/ср = 23,3-Ю"6 К"1 и
£/ = 23,3 • 10-6 • (848 - 293) • 100 = 1,3%.
Для силуминов, по данным [6], линейная усадка отливок составляет 1,2... 1,4%.
Для серого чугуна приближенный расчет показывает также похожую на реальные значения величину: а, - 11 • 10~6 К-1, Тс = = 1403 К, Тн = 293 К и а/(СЧ) = 1,24 %.
Можно также оценить линейную усадку сплава по известной объемной его усадке в твердом состоянии или общей (суммарной) объемной усадке gr(2):
S/ = - £И(тв) (3.11)
(Студентам предлагается доказать справедливость уравнения (З.Н).)
Линейная усадка отливок. Линейная усадка отливок является технологическим свойством и определяется свойствами сплава и его взаимодействием (тепловым, силовым и химическим) с литейной формой.
Величина линейной усадки отливок на рассматриваемом размере определяется по разности двух размеров: размера /м модели между двумя поверхностями и размера Хо отливки между теми же поверхностями, которые выполняются моделью. Измерение одного и того же размера модели можно проводить три раза, чтобы вычислить среднюю арифметическую величину. Измерение соответствующего размера отливки необходимо производить на минимальной выборке 13 штук одинаковых отливок и находить среднеарифметическую величину размера Хо. Среднеарифметическая ве
1 Температурный интервал 20...300°C для расчета переводится в шкалу термодинамических температур: Тк = 273 + 20 °C = 293 К, Тн = 273 + 300 °C = 573 К и для сплава АЛ2 Тс = 273 + 575 °C = 848 К.
45
личина линейной усадки отливки на этом размере определяется по уравнению
£/о - -м-^°- 100 %. (3.12)
XQ
Путем одного измерения размера на отливке и нахождения е/о по уравнению (3.12) определяется случайная величина линейной усадки. Размер отливки имеет допуск То. Поэтому^реднеарифме-тическая линейная усадка будет иметь допуск To/Xo100 %.
Если 8/о = 1,0 %, Хо = 100 мм и То = 1 мм, то линейная усадка отливки этого размера составит 1,0±0,5 %, т.е. у партии реальных одних и тех же отливок линейная усадка будет колебаться от 0,5 до 1,5%. Замерив случайный размер и определив по его значению линейную усадку размера отливки, можно сильно ошибиться. Даже если допуск размера будет 0,2 мм, линейная усадка размера отливки будет колебаться от 0,9 до 1,1 %.
Поэтому для определения линейной усадки отливок образцов из данного сплава необходимо изготовить минимум 13 образцов, произвести их измерения, найти среднеарифметическую величину и определить среднеарифметическое значение линейной усадки рассматриваемого размера.
Кроме изготовления проб-образцов и их измерения двухточечным инструментом используют установки, в которых записывают изменение длины пробы-образца. Для цветных сплавов разработан ГОСТ 16817—71 (рис. 3.16), в соответствии с которым отливается проба в сухую песчаную или металлическую (полукокиль-ную) форму. Проба представляет собой призматический образец сечением 25x25 мм и длиной 130 мм с выемками с обоих концов. В результате усадки или расширения образец 5 перемещает подвижный стержень 3 формы, что фиксируется стрелочным индикатором 2. Запись показаний после заливки позволяет получить характерную кривую (рис. 3.17).
После заливки образец начинает увеличиваться от размера модели /м, затем его размер в какой-то момент достигает максимума, после этого происходит уменьшение размера образца. В определенный момент образец возвращается в исходное состояние, и начинается процесс собственно усадки до длины образца /0. Вели-
Рис. 3.16. Схема формы для определения линейной усадки цветных сплавов по ГОСТ 16817-71:
1 — корпус; 2 — индикатор;
3 — подвижный стержень; 4 — формовочная смесь; 5 — образец; 6 — неподвижный стержень
46
Рис. 3.17. Кривая усадки с предуса-дочным расширением
чина AZnp названа предусадоч-ным расширением, которое является характерным для всех сплавов. Наиболее общей причиной следует назвать термическое расширение формы, особенно сырой песчано-глинистой. Кроме того, как уже выше было отмечено, предусадочное расширение образцов из чугунов с графитом связано с расширением при затвердевании и постэвтектическим расширением. Наконец, предусадочное расширение в некоторых случаях связано с газонасыщенностью сплава и выделением газов при затвердевании.
С учетом предусадочного расширения и других факторов («расталкивание» модели при ее выеме, «подутие» под действием давления жидкого металла, образование шероховатости) линейная усадка отливки в сырую песчано-глинистую форму может быть отрицательной величиной, т. е. размер отливки оказывается больше размера модели.
Примем, что линейная усадка сплава равна 1,0%, «подутие» отливки вместе с «расталкиванием» модели А/п = 0,2 мм, шероховатость Rz = 0,2 мм. Тогда линейная усадка отливки составит
±2(A/n+7?J100 % (313)
* О
Знак «-» относится к охватываемым формой размерам отливки, а «+» — к охватывающим форму размерам отливки.
По уравнению (3.13) построены зависимости линейной усадки отливки от номинального значения ее размера /0 (рис. 3.18).
Линейная процентная усадка сплава е/о не зависит от номинального размера и составляет в рассматриваемом случае 1,0%. Линейная же усадка отливок е/о оказывается зависимой от номинального значения размера. Для охватываемых формой размеров линейная усадка отливки е/о = 0 при
Рис. 3.18. Зависимости линейной усадки для размеров отливки, охватываемых формой (7) и охватывающих форму (2)
47
l0 = 80 мм, при меньших размерах е/о < 0 (отрицательна), поэтому для размеров отливки, меньших 80 мм, размер модели необходимо делать меньше размера отливки. Для охватывающих форму размеров отливки ее линейная усадка всегда больше линейной усадки сплава (при размере /0 = 80 мм она больше ее в два раза).
Следует обратить внимание на шероховатость. При измерении размера контактным инструментом шероховатость всегда входит в размер. Поэтому при определении размера отливки на чертеже ее (шероховатость) необходимо включать в его состав. Особенно это важно для размеров необрабатываемых отливок, так как в припуск на механическую обработку шероховатость включена [4]. Кроме того, шероховатость неизбежно увеличивает массу отливки. Поэтому важным показателем качества является чистота поверхности отливки.
При проектировании модельно-стержневой оснастки линейную усадку отливки учитывают двумя способами в зависимости от серийности производства и, следовательно, от материала оснастки.
Первый способ используют в индивидуальном и мелкосерийном производстве, когда применяют деревянные модели. Инженер-технолог назначает одинаковую среднюю линейную усадку отливки на все ее размеры в процентах (например, 1,0 %). Модельщик перед изготовлением модели вычерчивает на листе фанеры чертеж отливки с использованием усадочных металлических линеек с заданным процентом линейной усадки. Инструментальные заводы изготовляют металлические линейки (метры) с учетом линейной усадки от 0,5 до 2,5 % через каждые 0,25 %. Каждое деление усадочной линейки больше нормального деления на указанный процент усадки. Так, усадочный метр с 1,5% усадки имеет 1000 делений с общей длиной 1015 мм. Затем при изготовлении оснастки модельщик каждый размер берет со сделанного чертежа, и, таким образом, размер модели получается больше размера отливки на величину заданной линейной усадки отливки.
Второй способ используют в крупносерийном и массовом производстве, когда необходимо и целесообразно применять металлические или пластмассовые модели. В этом случае делается чертеж модели, особенностью которого является дробность размеров модели, так как они должны быть даны с учетом линейной усадки отливки. Подразумевается, что разные размеры могут иметь неодинаковую усадку в разных направлениях. При этом уменьшается масса отливок и достигается экономия металла.
3.6. Усадочные напряжения в отливках
Усадочными называются напряжения, возникающие в отливках вследствие усадки из-за ее торможения формой и стержнями и неодновременности протекания объемных и линейных изменений в объеме отливки.
48
Рис. 3.19. Эпюры напряжений в брусе, нагруженном внешним моментом М (а) и неоднородно нагретом (б)
Усадочные напряжения подразделяются на механические, термические и фазовые. Механические напряжения вызываются торможением усадки формой и стержнями. Термические напряжения возникают из-за неоднородности температур в объеме отливки, а фазовые — из-за неодновременности протекания фазовых превращений в отливке (например, перлитного превращения в тонких и толстых частях отливки из сплавов железа).
Названные выше напряжения являются временными, они исчезают при устранении причины, их вызывающей. Например, после выбивки отливок исчезают механические напряжения. После выравнивания температур (как правило, после полного охлаждения отливок) и окончания фазовых превращений соответственно исчезают термические и фазовые напряжения.
Следствием воздействия временных напряжений являются остаточные напряжения, которые появляются из-за неоднородности пластических (остаточных) деформаций в объеме отливки.
Следует отметить, что временные термические и фазовые напряжения и остаточные напряжения являются внутренними, они уравновешены в объеме отливки и отвечают классическим условиям равновесия: сумма сил и сумма изгибающих моментов равна нулю. При этом эпюра напряжений пересекает нейтральную линию, по крайней мере, больше, чем один раз. Доказать это положение можно с помощью эпюры напряжений. Например, на рис. 3.19 приведена эпюра напряжений о в брусе, изогнутом под действием момента внешних сил (рис. 3.19, а) и неоднородно нагретом (рис. 3.19, б). В случае изогнутого под действием момента бруса соблюдается равновесие внешних и внутренних сил (эпюра пересекает нейтральную линию один раз), в случае неоднородно нагретого от Т2 до Т\ по высоте h бруса равновесие выполняется только для внутренних сил, и эпюра пересекает нейтральную линию два раза.
Механические напряжения. На рис. 3.20 приведена схема торможения усадки отливки формой и стержнем и возникновения распределенной нагрузки /*!, Р2 (от формы) и (от стержня). Меха-
49
Рис. 3.20. Схема торможения отливки формой и стержнем и возникновения распределенной нагрузки
Р2, Р3 (В, Н — соответственно верх и низ формы)
Рис. 3.21. Схема торможения усадки бруса неподатливой формой (жесткая заделка)
нические напряжения снимаются после выбивки отливки из формы и выбивки из нее стержней. В механических неподатливых формах механические напряжения максимальны и сильно затрудняют выбивку из них отливок. При этом механические напряжения в очень сильной степени зависят от температуры отливки в момент выбивки: чем эта температура ниже, тем механические напряжения больше. На примере жестко заделанного бруса, или его охлаждения в неподатливой форме, определим разность температур, при охлаждении на которую в отливке из серого чугуна СЧ15 возникнут напряжения, равные временному сопротивлению (пределу прочности) чугуна ов = 150 Н/мм2 (15 кгс/мм2) (рис. 3.21).
Примем, что модуль упругости чугуна Е= 1,2-105 Н/мм2, температурный коэффициент линейного расширения а/ср(Сч) = 12-10"6 К-1. Начальная температура бруса конечная Т2.
Механические усадочные напряжения при полном торможении усадки (сжатии) бруса, как известно, можно определить по уравнению
<7 = а/ср(7] -Т2)Е. (3.14)
Принимая о = ов, из уравнения (3.14) находим искомую разность температур1 для серого чугуна:
_£в_ aicp(C4)E
------? ~ 104 К (или 104 °C). 12-10-6-1,2-105 v ’
1 См. сноску на с. 20.
50
Несмотря на то, что расчет приближенный, тем не менее он отражает реальную картину, в соответствии с которой чугунные отливки необходимо выбивать из металлической неподатливой формы как можно быстрее после затвердевания во избежание их разрушения.
Отливки из других сплавов также необходимо быстро выбивать из металлических форм по этой же причине и из-за трудностей их выбивки, как было отмечено выше.
Таким образом, механические напряжения могут быть причиной разрушения отливок и холодных трещин в них. Кроме того, они являются основной причиной горячих трещин в отливках (см. подробнее подразд. 3.7).
Торможение усадки сырыми песчано-глинистыми и особенно песчано-смоляными смесями существенно меньше. Сухие песчано-глинистые, жидкостекольные и цементные смеси вызывают в отливках меньшие, чем в металлических формах, но существенные механические напряжения, которые могут быть причиной горячих и холодных трещин в отливках. Замечено также, что горячие трещины возникают даже от торможения усадки формой и стержнями из холоднотвердеющих смесей, которые в первые моменты после заливки упрочняются под действием теплоты отливки.
Термические и фазовые напряжения. Формирование остаточных напряжений. Формирование временных термических и фазовых напряжений и, как их следствие, остаточных напряжений предпочтительнее рассмотреть последовательно: сначала временные термические и остаточные, а затем совместно все выше названные термические и фазовые напряжения.
Одной из основных причин возникновения остаточных напряжений при любом технологическом процессе (обработке давлением, резанием, сварке, термообработке и др.) является неоднородная пластическая деформация по сечению тела (в его объеме). Другой причиной появления остаточных напряжений в отливках является неодновременное затвердевание.
Имея в виду названные факторы, рассмотрим процесс возникновения остаточных напряжений на примере трехзвенной усадочной решетки с соотношением площадей поперечных сечений I7] = 2F2 толстого 1 и тонких 2 стержней (рис. 3.22, а). Решетка отлита из сплава, не претерпевающего фазовых превращений, например из аустенитного чугуна. Как правило, для получения качественных фасонных отливок основную роль играют перепады температур нагрева отдельных элементов. Перепады же температуры по сечению каждого из элементов, в том числе и сечению элементов решетки, невелики, и ими можно пренебречь.
Напряжения возникают в процессе силового взаимодействия стержней решетки, начало которого в свою очередь связано с образованием на толстом стержне сплошной твердой корки. К этому
51
моменту уже появилась разница температур стержней 7 и 2 (ДГн на рис. 3.22, б). По мере охлаждения отливки возникшие а напряжения (растягивающие в тонких стержнях и сжимающие в толстом) продолжают расти, и это происходит до тех пор, пока разность температур не 6 достигнет своего максимума
(рис. 3.22, в). Период возрастания напряжений назовем I периодом (рис. 3.22, г). Затем раз-в ность температур начнет уменьшаться, и напряжения в системе также начнут уменьшаться, и в момент времени т0 они бу-г дут равны нулю. Система разгрузится от напряжений (это соответствует //периоду). При дальнейшем охлаждении в каждом элементе возникают напряжения с обратным знаком (по сравнению с периодом /). Новые напряжения будут возрастать до полного охлаждения отливки (/// период) и остаются в ней: в толстом стержне — растягивающие о10СТ, в тонких —
Рис. 3.22. Изменение температуры и напряжений в усадочной решетке из аустенитного чугуна
сжимающие ст2ост-
Остаточные напряжения возникают из-за разности температур А/’н в начальный момент и вследствие неодинаковых пластических деформаций в толстом
и тонком стержнях, происходящих в / и II периодах.
Возникновение пластических деформаций в /и //периодах связано с тем, что знаки остаточных напряжений, как правило, обратны знакам пластических деформаций, которые могут возникнуть в толстом и тонких стержнях. Однако в толстом стержне, имеющем более высокую температуру, пластические деформации сжатия будут больше, чем пластические деформации растяжения в тонких стержнях. При отсутствии пластических деформаций разгрузка наступает в момент tq (см. на рис. 3.22, в). При наличии пластических деформаций в зависимости от их величины эта точка начала разгрузки сдвигается влево, т.е. чем больше пластиче
52
ская деформация, тем раньше наступает момент разгрузки. Если бы АГН = 0 и не было бы пластических деформаций, то разгрузка наступила бы после полного охлаждения, напряжения изменялись бы по штриховым кривым и остаточных напряжений в отливке не было бы. Пластические деформации, очевидно, протекают и в III периоде, способствуя снижению остаточных напряжений в отливках.
Описанный механизм отличается от теории Гейна (рис. 3.22, д'), в соответствии с которой напряжения в отливке возникают в момент тп, когда температура толстого стержня равна условной температуре перехода материала отливки из пластического состояния в упругое. Отличие состоит в том, что при высоких температурах в отливке существуют напряжения. По сравнению с остаточными напряжениями они невелики, но определяют момент разгрузки (конец //периода, см. рис. 3.22, г), по своему смыслу сходный с моментом достижения условной температуры перехода материала толстого стержня отливки из пластического состояния в упругое. Наступление момента разгрузки зависит от начальной разности температур, скоростей охлаждения элементов, конфигурации отливки, сопротивления формы. В зависимости от условий этот момент может наступить при разных температурах. В этом смысле теория Гейна с постоянной температурой для данного сплава представляется всего лишь частным случаем.
На формирование остаточных напряжений в сплошных телах, например слитках, также влияют неодновременность затвердевания по сечению и неоднородность пластических деформаций.
Выше рассмотрены отливки с симметричным уравновешенным сечением. В несимметричных отливках типа тавра наряду с возникновением напряжений наблюдаются потеря прямолинейности и искривление.
Механизм формирования напряжений подтвержден экспериментами, проведенными доцентом Л. С. Кипнисом и профессором В. П. Сабуровым, с измерением усилий Р взаимодействия элементов усадочной решетки.
В чугунах протекает фазовое перлитное превращение, поэтому процесс формирования напряжений значительно сложнее. Его можно разбить на семь периодов (рис. 3.23, /... VII}, из которых нечетные — это периоды нарастания напряжений, а четные — периоды, когда напряжения убывают. Если начать рассмотрение процесса с периода V, то все происходит так же, как и в аустенитном чугуне, начиная с периода /. Общим для всех случаев является то, что напряжения изменяются в зависимости от перепада температур. Напряжения начинают возникать при некоторой разнице температур. Существует момент, когда напряжения в системе равны нулю (разгрузка) и имеется перепад температур между элементами. Начиная с этого момента формируются остаточные
53
Рис. 3.23. Изменение температуры и напряжений в усадочной решетке из белого чугуна:
1 — температура в перемычке; 2 — температура в кольце; 3 — напряжение в перемычке
напряжения, пропорциональные разности температур в данный момент. Разность температур между толстыми и тонкими элементами решетки из чугуна, определяющая кинетику напряжений, изменяется по сложному закону вследствие теплового эффекта при перлитном превращении, протекающем неодновременно в толстых и тонких элементах. Максимумы разности температур соответствуют моментам начала перлитного превращения в тонких и конца этого превращения в толстых элементах.
В отливках из аустенитного чугуна напряжения возникают при 1180... 1200 °C в толстом и при 1120... 1140 °C в тонких элементах. В отливках из белого чугуна эти процессы соответствуют температурам 1190... 1240 °C и 1150... 1200 °C. Следовательно, напряжения в толстом стержне возникают при температурах на 50... 60 °C выше температуры солидуса. Последний момент разгрузки определяет остаточные напряжения, поэтому важно знать, при какой температуре и разности температур он наступает. По экспериментальным данным, полученным при исследовании толстых элементов усадочных решеток из стали, аустенитного и белого чугунов, он наступает соответственно при 1037, 730, 470 °C.
Наступление момента разгрузки, как уже отмечалось, зависит от многих причин, поэтому его определение затруднительно. Для того чтобы иметь представление о диапазоне температур, в котором это происходит, можно воспользоваться сведениями о моменте появления максимальной разности температур.
Теоретически возможно, что связывание решетки в единую систему произойдет к моменту окончания затвердевания толстого стержня. В этом случае в нем с самого начала возникают растягивающие напряжения и возможно образование горячих трещин. Нижняя граница температур разгрузки может быть существенно меньше температуры солидуса. В частности, в отливках из серого, высо
54
копрочного и белого чугунов последний (чаще второй) максимум разности температур наступает, когда в толстом элементе заканчивается перлитное превращение (700 °C). Очевидно, что разгрузка в большинстве случаев будет происходить при температурах ниже 700 °C.
Если известны момент т0 разгрузки и разность температур АГ0 в этот момент между толстым и тонким стержнями усадочной решетки, то можно рассчитать величину остаточных напряжений в этих стержнях при допущении, что перемычка жесткая (неизги-бающаяся), а модули упругости материала толстого и тонких стержней одинаковы.
Для расчета мысленно отрежем поперечины у решетки и заменим их силами: Р, которая растягивает толстый стержень, и двумя силами Р/2, которые сжимают тонкие стержни. Суммарные линейные перемещения стержней по абсолютной величине будут равны усадочному перемещению при полном охлаждении решетки (рис. 3.24), т.е.
|AZlp|+ |Д/2сЖ| = сх/А7Ь7, (3.15)
где Д/1р — линейное перемещение при растяжении толстого стержня длиной /; Д/2сж — линейное перемещение при сжатии тонких стержней той же длины; а, — температурный коэффициент линейного сжатия сплава.
Используя закон Гука, найдем
л/ _ Pl м ДДр - г, г, и ^4сж
EF{
Подставляя значения линейных (3.15), найдем неизвестную силу Р:
,^То1 = а,^Т0Е Fl'27?2 .
/ < 1 О Д+2Г,
Зная Р, находим остаточные напряжения:
в толстом стержне
Р 2R
°1ост = ТГ = aibT0E-——-; (3.16)
Jri Jl\ + 2jT2
в тонких стержнях
Pl
E2F2
перемещений в уравнение
Рис. 3.24. Схема к расчету остаточных напряжений в усадочной решетке
Р \Т 77
^,=^ = «,<^^^.(3.17)
55
При условии, что Fr = 2F2
|oioct| = |^2ост| = &i&FqE/2.
Ранее было отмечено, что усадочные напряжения при полном торможении усадки равны (уравнение (3.14)):
оу = а/&Т0Е, следовательно, в конкретной усадочной решетке остаточные напряжения равны половине усадочных, так как в решетке торможение осуществляется не заделкой, оно определяется жесткостью стержней.
Технологические пробы для определения остаточных напряжений. Из уравнений (3.16) и (3.17) следует, что остаточные напряжения в отливках из одного сплава определяются физико-механическими свойствами сплава (а/; Е), соотношением площадей сечений и перепадом температур, который зависит от того же соотношения площадей сечений и теплофизических свойств сплава и материала формы, т. е. условий охлаждения. В свою очередь, величины а/ и Е также зависят от условий охлаждения. Однако в уравнениях (3.16) и (3.17) не учтены такие факторы, как неоднородность температур по длине стержней и торможение усадки со стороны формы, которые, очевидно, будут влиять на момент разгрузки и остаточные напряжения. Кроме того, остаточные напряжения будут зависеть от конструкции отливки и технологических факторов (температуры заливки, химического состава сплава, влажности формовочной смеси и т.д.). Поэтому для сравнительной оценки склонности сплавов к остаточным напряжениям используют технологические пробы.
Наиболее распространенной пробой являются уже упоминавшиеся усадочные решетки — прямоугольные (см. рис. 3.22) и круглые (кольцо с толстой перемычкой), а также «беличья клетка».
При использовании прямоугольной усадочной решетки замеряют расстояния /2 между кернами на перемычках и расстояния /] между кернами на толстом стержне (близко к месту разрезки). Затем разрезают толстый стержень и снова замеряют эти расстояния /2 и /(.
Перемещение, вызываемое растяжением толстого стержня, будет равно разности А = (/2 - /2) - (Ц - /{). Величина (/2 - /2) включает перемещение от растяжения стержня длиной / и перемещение от изгиба перемычки. По найденной А определяют остаточные напряжения в толстом стержне:
О|0СТ — А ,
где Е — модуль упругости сплава; / — длина толстого стержня.
56
Предполагается, что модуль упругости сплава известен. Последнее обстоятельство вносит элемент произвола и уменьшает достоверность производимых расчетов, поскольку модуль упругости для данной решетки неизвестен и для данного сплава может колебаться в широких пределах. Это можно устранить, применив метод, основанный на приложении к усадочной решетке внешней силы по оси толстого стержня, возвращающей решетку в исходное положение. По найденной силе можно определить и остаточные напряжения, и даже модуль упругости сплава в решетке.
Следует отметить, что при определении остаточных напряжений с помощью проволочных тензорезисторов ошибка может достигать 60... 70 %, так как остаточные напряжения по сечению толстого стержня распределены неоднородно. В этой связи отметим, что имеются и такие методы, как метод вырезанных столбиков с наклеенными тензорезисторами, магнитный метод, метод сострагивания слоев.
Пути уменьшения остаточных напряжений. Временные и остаточные напряжения в отливках могут приводить к нежелательным последствиям. Временные напряжения, возникающие в процессе затвердевания и последующего охлаждения, могут вызывать образование горячих и холодных трещин, снижать механические свойства сплавов. В отливках, поперечное сечение которых относительно одной или обеих осей несимметрично, напряжения возникают одновременно с потерей прямолинейности (короблением). Остаточные напряжения совместно с термическими напряжениями, образующимися при нагреве под термообработку или в процессе эксплуатации, совместно с рабочими напряжениями могут также вызывать разрушение отливки.
В процессе обработки резанием вследствие снятия напряженных слоев металла происходит коробление отливок. При хранении, транспортировке и эксплуатации за счет возможной релаксации (уменьшения) остаточных напряжений возможно искажение формы, изменение размеров, выходящее за допускаемые пределы.
В связи с этим на всех этапах технологического процесса необходимо стремиться к уменьшению напряжений, возникающих в отливках. Можно назвать следующие пути уменьшения напряжений в отливках: правильное конструирование отливок; воздействие на процесс их охлаждения в форме и вне формы; увеличение податливости форм и стержней; снятие остаточных напряжений путем отжига. Самым рациональным является правильное конструирование отливок. Рекомендации по конструированию известны. В основе этих рекомендаций лежит принцип одновременности затвердевания и равномерного остывания отливок. Однако выполнение этого принципа на стадии конструирования не всегда удается, поэтому необходимы дополнительные технологи
57
ческие мероприятия с целью уменьшения (выравнивания) перепадов температур в отливке, например правильный подвод металла, подбор смесей по теплофизическим свойствам, использование холодильников, принудительное охлаждение сжатым воздухом или водой, ранняя выбивка с последующим охлаждением в печи по заданному режиму.
По сравнению с другими мероприятиями принудительное охлаждение является управляемым процессом. Оно заключается в пропускании воздуха, воды, увлажненного воздуха по внутренним каналам герметичной арматуры, чаще всего полых плит, или в принудительной фильтрации воздуха, воды в порах формовочной смеси. В настоящее время принудительное охлаждение используют в основном для сокращения технологического цикла производства крупных отливок. Возможность регулировать охлаждение отливок имеется при литье в облицованные кокили, в которых можно изменять толщину облицовки.
Несмотря на внедрение технологических мероприятий, в готовых отливках всегда имеются остаточные напряжения. Для снятия напряжений отливки из серого чугуна подвергают отжигу. Для отливок из других сплавов в технологическим процессе, как правило, предусматривается термическая обработка. При этом попутно в процессе нагрева и выдержки происходит снятие остаточных напряжений.
Снятие остаточных напряжений при отжиге и термической обработке происходит вследствие того, что при повышенной температуре в напряженном металле происходят процессы релаксации и ползучести, которые при нормальной температуре и тех же напряжениях не развиваются или не имеют практического значения. Температура, при которой начинаются эти процессы, для различных сплавов неодинакова, приблизительно она равна (0,25... 0,35)/пл. Именно эта температура является нижней границей интервала, в котором происходит так называемый переход из упругого состояния в пластическое. При назначении режима отжига определяют два параметра: температуру нагрева и время выдержки при этой температуре, причем чем выше температура, тем меньше выдержка.
Учитывая положения, вытекающие из рассмотрения кинетики напряжений и их снятия при отжиге, следует остановиться на вопросе, связанном с выравниванием температуры при воздействии, особенно управляемом, на процесс охлаждения отливки. При выравнивании температур изменение их разности происходит по кривой с наличием максимума, и в соответствии с рассмотренной ранее кинетикой напряжений в момент полного выравнивания, когда бы он не наступил, в системе возникнут напряжения. Эти напряжения будут тем меньше, чем выше температура полного выравнивания, поскольку свойства металла зависят
58
от температуры. Величина остаточных напряжений будет зависеть от соотношения двух процессов — релаксации напряжений и их роста при понижении температуры отливки. Для более полного снятия напряжений к моменту перехода металла отливки из пластического состояния в упругое, т. е. моменту, когда процесс релаксации будет протекать достаточно интенсивно, необходимо замедлить охлаждение отливки или дать выдержку.
3.7. Склонность сплавов и отливок к горячим трещинам
Образование горячих трещин происходит в тех случаях, когда возникающие временные усадочные напряжения, главным образом механические, достигают значений временного сопротивления ств при растяжении в заданных условиях деформирования (по температуре, скорости, величине деформации, схеме напряженного состояния, наличию концентраторов напряжений).
Разрушение при образовании горячих трещин происходит по границам зерен (межкристаллитный излом). Поверхность разрушения при образовании горячих трещин имеет крупнокристаллическое строение, сильно окислена. В трещине можно часто наблюдать затеки металла, не приварившиеся к поверхности разрушения. Характерными признаками горячих трещин являются рваные края и значительная ширина. В большинстве случаев горячие трещины образуются в интервале температур кристаллизации, точнее, в температурном интервале хрупкости, при этом чем шире интервал кристаллизации, тем вероятнее образование горячих трещин.
Первопричиной образования горячих трещин являются механические напряжения, возникающие в затвердевающей отливке в результате сопротивления формы и стержней усадке отливки. Реже трещины возникают вследствие взаимодействия отдельных элементов отливки.
Выше было отмечено, что величина механических напряжений зависит от усадки сплава и модуля упругости, с одной стороны, податливости форм и стержней, с другой. В металлических формах они максимальны, в сырых песчаных минимальны, поэтому при использовании металлических форм (при литье в кокиль или под давлением) горячие трещины в отливках возникают чаще.
Из изложенного должно быть понятно, почему литейщики с давних пор пытаются в условиях данной технологии подобрать сплав, в отливках из которого исключались бы горячие трещины. Поэтому появился термин «горячеломкость сплава». Однако обоснованного критерия сравнительной оценки сплавов долгое время найти не удавалось. Ни временное сопротивление (предел прочности) сплава, ни его пластичность (относительное остаточное
59
удлинение при разрыве) не давали однозначной связи с горячими трещинами в отливках.
Экспериментально многими исследователями доказано, что сплавы в интервале температур кристаллизации разрушаются хрупко. У хрупких же материалов деформационная способность определяется не остаточной пластической составляющей, а упругой составляющей.
Реологические исследования алюминиево-кремниевых сплавов по специальной методике и расчеты [1] показали, что в качестве характеристики деформационной способности сплавов в интервале кристаллизации в первом приближении может быть принята предельная упругая деформация. Установлено также, что общая деформационная способность всегда больше усадки, поэтому при соответствующей отработке технологии трещины в отливках возникать не должны, несмотря на низкие механические свойства сплавов в интервале температур кристаллизации. На этом основании предложен критерий горячеломкости сплавов — минимальный запас прочности
испл = °в (2')/<Ту (71) 5
где СТу(Т’) — напряжение, возникающее при полном торможении усадки образца с однородной по длине температурой при охлаждении до данной температуры.
Для всех литейных сплавов справедливо неравенство «спл > 1. Так, для углеродистой стали «спл = 6, для сплава А1 — 2,5 % Si «спл - 20, для магниевого сплава МЛ5 — испл = 7. Для чугунов, которые при эвтектической кристаллизации и сразу после нее претерпевают расширение вследствие выделения графита (серого и высокопрочного чугунов), приведенный выше критерий «спл не имеет смысла, поскольку усадочные напряжения в таких чугунах в интервале кристаллизации являются сжимающими и вместо усадки происходит расширение, поэтому чугуны с графитом не будут склонны к горячим трещинам.
Что касается белого и других чугунов с эвтектическим цементитом, то они имеют примерно такую же горячеломкость, как и углеродистые стали. Возникает вопрос: что же является причиной образования горячих трещин в отливках? Дело в том, что в отливках, особенно при высоких температурах, наблюдается неоднородность свойств, возникающая вследствие различия температур в объеме отливки и приводящая к явлению, называемому локализацией деформаций, и именно в горячих, чаще всего массивных элементах отливки, образуются горячие трещины. Это связано с тем, что прочностные свойства сплавов в интервале кристаллизации в сильной степени зависят от температуры и большая часть усадочной деформации происходит в горячих местах.
60
В этих местах напряжения достигают предела прочности, и отливка разрушается. При этом в тонких местах сплав полностью затвердел, а
в толстых, как правило, еще имеется незатвердевшая жидкая фаза.
Представление о локализации напряжений и деформаций в горячем толстом месте можно получить при рассмотрении напряжений в ступенчатой отливке, состоящей из толстого элемента малой длины и тонкого элемента большей длины (рис. 3.25). Напряжения в отливке будем рассматривать при полном торможении усадки. Предположим, что толстый элемент длиной с момента появления в системе напряжений до рассматриваемого момента т2 охладился на ДГ15 тог-
Рис. 3.25. Ступенчатая проба (а) и изменение температур при ее охлаждении (б) в толстом (7) и тонком (2) элементах пробы
да как тонкий элемент длиной /2 за этот же промежуток времени охладился на ДГ2 (рис. 3.25, б). Необходимо определить напряже-
ния и линейные перемещения в толстом и тонком элементах.
Для решения задачи заменим мысленно место крепления образца силой Р. Определим усадочное линейное перемещение от
ливки по уравнению
Д/у — ос/Д7}/1 + ос/ДТ2/2.
Очевидно, оно будет равно суммарному линейному перемещению при растяжении элементов отливки силой Р:
Д/р = Д/1р + Д/2р.
Следовательно,
Д/у = Д/р и сс/ДTj/j + — Д/ip + ^2р* (3.18)
Поскольку известно, что в интервале температур кристаллизации сплавы являются хрупкими, а следовательно, и упругими телами, то по закону Гука найдем:
Р1'
(3-19)
Д^2р -
E2F2
(3.20)
61
Примем, что /2 = 10/1, Д7г = lOATj, а также, что площадь Fx поперечного сечения толстого элемента равна двум площадям F2 тонкого элемента, т. е. = 2F2, и модуль упругости толстого элемента в 2 раза меньше модуля упругости тонкого элемента, т.е. Е2 = 2Е}.
Подставив значения Д/1р и Д/2р в уравнение (3.18) и решив его относительно Р с учетом принятых выше соотношений параметров, получим
P = 9,2al&TlliElFl. (3.21)
Определим перемещение при растяжении толстого элемента силой Р. Для этого значение силы Р из уравнения (3.21) подставим в уравнение (3.19) и найдем
Д/1р =9,2а/ДТ|/1. (3.22)
Зная, что Д/1у = а/ДТ]/], получаем
Д/1р = 9,2Д/|У и соответственно
о1р = 9,2а/Д7'1£'1.
Видно, что перемещение в толстом элементе при усадке отливки в 9,2 раза больше собственно усадочного перемещения этого элемента, а напряжение в нем также в 9,2 раза больше по сравнению с усадочным напряжением <т1у = при полном тор-
можении усадки толстого элемента. Следовательно, налицо локализация перемещений, напряжений и деформаций в толстом элементе.
Сочлененный стержень можно уподобить двум последовательно соединенным пружинам: короткой с малой жесткостью и протяженной с жесткостью в несколько раз большей, чем у короткой. При растяжении такой пружины перемещения будут происходить, главным образом, только в слабой пружине.
Степень локализации перемещений (Д/) и деформаций (е) можно найти из соотношения
m = A/ip/A/iy = £/еСв , (3.23)
где Д/1р и £ — действительные перемещения и деформации; Д/1у и £св — свободные усадочные перемещения и деформации.
Очевидно, что степень локализации определяется конструкцией реальной отливки, для которой необходимо сопоставлять предел прочности и действительные напряжения од(Т). Следовательно, коэффициент запаса прочности для отливки
«О = <*в(Л/<*дСО- (3.24)
62
Действительные напряжения Сд(Т’) можно определить с использованием степени локализации как Од(Т’) = дасту(Г). Подставив это значение в уравнение (3.24), получим
п = ° т<зу (Т) ’
или
«О = «спЛ/^- (3.25)
Горячие трещины в отливках возникать не будут, если п0 > 1 или если из уравнения (3.25) пспл > т, т.е. если горячеломкость сплава будет больше степени локализации напряжений в отливке, горячие трещины в отливках возникать не будут.
Запас прочности и степень локализации деформации являются физически обоснованными критериями. Однако сведений о параметрах, необходимых для их определения, недостаточно, поэтому сохраняют свое значение технологические пробы как метод сравнительной оценки горячеломкости сплавов.
В пробах, как правило, провоцируется явление локализации деформаций. На степень локализации деформаций влияют много факторов, в том числе податливость форм. Для оценки горячеломкости сплавов в условиях данной технологии предложено использовать отливки пробы с одноосным растяжением и полным торможением усадки.
Примером такой отливки-пробы может служить рассмотренная выше ступенчатая отливка, в которой следует изменять длину /2 тонкого элемента при 1^ = const. За критерий горячеломкости можно принять минимальную длину А + /2, при которой в отливке возникает трещина. Этот принцип реализован в пробе, называемой «арфой» (рис. 3.26). При этом металлическая разъемная форма состоит из двух половин 5, 6 с центрирующими штырями и втулками 4, 8 та поддона 7. Металл в собранную форму заливают через общую чашу 1, из которой по питателям 2 он попадает сначала в толстые части 3, а затем в тонкие 9 восьми образцов пробы с изменяемой длиной /2таг.
Технологическая проба является простейшей отливкой, однако по результатам испытаний нельзя судить о вероятности образования горячих трещин в более сложных отливках. В каждой отливке существует свое температурное поле, поэтому, если даже проба является элементом сложной отливки, тепловые условия в ней будут другими, чем в пробе в результате влияния соседних элементов. Кроме того, напряженное состояние в отливках обычно сложнее, только в отдельных случаях условия силового и теплового взаимодействия в пробе будут такими же, как в отливке
63
Рис. 3.26. Проба «арфа»:
1 — заливочная чаша; 2 — питатели; 3 — толстая часть образца; 4, 8 — центрирующие штыри и втулки; 5, 6 — половины металлической формы; 7 — подцон;
9 — тонкая часть образца
или ее элементе. Таким примером является проба для отработки технологии изготовления панельных отливок.
В связи со сложностью явлений, происходящих при образовании горячих трещин, следует использовать комплексный подход для борьбы с этим дефектом, включающий: 1) конструирование отливки и выбор сплава; 2) разработку технологии изготовления отливки; 3) выбор допустимых колебаний параметров технологического процесса.
Правильность конструирования и выбора сплава зависит от сотрудничества конструкторов и литейщиков. При этом должны быть решены вопросы о допустимой разностенности, оформлении сопряжений, переходов, необходимых радиусов сопряжений, конструктивном оформлении литейных ребер. Марку сплава необходимо подбирать не только с точки зрения прочностных и других характеристик при рабочих температурах, но и с учетом его горячеломкости.
В связи с тем, что конструирование технологичной отливки не всегда возможно и в отливках возникают большие перепады температур, приводящие к локализации деформаций, литейщики вынуждены предусматривать технологические решения по предотвращению горячих трещин, например использовать холодильники, усадочные ребра, увеличивать податливость смесей.
Большое, иногда решающее значение имеют правильные подвод металла и установка прибылей, поскольку даже в технологичных отливках они могут быть причиной образования горячих трещин. В нетехнологичной отливке подвод металла и установку прибылей можно использовать для предотвращения дефекта. Особенно эффективна установка прибылей в тех случаях, когда причи-
64
ной возникновения горячих трещин является образование усадочных раковин или пористости.
Одним из наиболее эффективных средств предотвращения горячих трещин является искусственное рассредоточение деформаций. Идеальное рассредоточение деформаций будет в том случае, когда в каждом сечении по длине отливки в любой момент времени п0 = 1, т. е. деформация в каждом сечении равна свободной усадке. Близкое к идеальному рассредоточению обеспечивают силы трения отливки о неподатливую форму до момента их преодоления. Примером действия сил трения для рассредоточения деформаций и борьбы с горячими трещинами может служить литье чугунных труб в изложницу с шероховатой стенкой. В некоторых случаях эффективно [8] рассредоточение с помощью выступов и впадин литейной формы, в некоторых случаях по типу противоужиминной сетки.
До сих пор обсуждали мероприятия, которые можно предусматривать при проектировании технологического процесса и его отладке. В текущем производстве добиться устранения или некоторого снижения брака по горячим трещинам можно путем установления допустимых колебаний основных технологических параметров (в частности температуры и скорости заливки), химического состава (в пределах заданной марки сплава) и ковшовой обработки металла, типа и количества модификатора.
По рассмотренным вопросам имеется обширная литература, в которой встречаются противоречивые сведения, особенно относительно температуры заливки и химического состава сплава. Одной из причин этих противоречий является различие условий получения данных.
Для конкретной отливки технологические параметры, химический состав и технологию ковшовой обработки устанавливают путем статистической обработки данных, полученных в условиях производства и с учетом частоты брака. По результатам обработки получают корреляционные зависимости между частотой брака и изучаемыми параметрами. При этом полезна классификация однотипных отливок, хотя бы на две группы: склонные к трещинам и не склонные к ним. Таким образом, например, подбирали химический состав и температуру заливки для автомобильных отливок из ковкого чугуна. Повышение температуры заливки приводило к увеличению частоты появления брака, поэтому заливку рекомендовано было проводить при минимально допустимой температуре.
Практически одинаково мнение различных исследователей о влиянии примесей серы, фосфора и соотношения марганца и серы на образование горячих трещин в отливках из ковкого и высокопрочного чугуна, а также сталей. При увеличении содержания серы, как правило, наблюдается резкое увеличение брака. Влияние фосфора несколько слабее. При увеличении соотношения содержаний Mn/S число отливок, пораженных трещинами, уменьшается.
3 Трухов
65
3.8. Склонность сплавов и отливок к холодным трещинам
Образование холодных трещин, так же как и горячих, происходит в тех случаях, когда возникающие усадочные напряжения,
временные или остаточные, достигают предела прочности при растяжении (временного сопротивления) в заданных условиях деформирования.
Холодные трещины могут образовываться в отливке при ее охлаждении в форме или после выбивки, при нагреве под термообработку, очистке, транспортировке, обработке резанием, хранении и эксплуатации. Во всех случаях, кроме первых двух, причиной образования трещин являются остаточные напряжения, которые, суммируясь даже с незначительным напряжением от вне
шних сил, в том числе от нагрева или охлаждения, вызывают
разрушение отливки.
При охлаждении в форме и после выбивки причиной появле
ния холодных трещин являются временные напряжения, возни
кающие вследствие неоднородности охлаждения и сопротивления усадке со стороны формы и стержней. Холодные трещины образуются в слабых сечениях, местах концентрации напряжения (резких переходов, газовых и неметаллических включений).
Известно, что при замене одного сплава другим при изготов-
Рис. 3.27. Усадочная решетка с
изменяемым утонением в тол-
лении одной и той же отливки могут возникнуть холодные трещины. Такие факты наблюдались при заливке формы высокопрочным чугуном взамен углеродистой стали, а также при переходе на литье чугуна более высоких марок.
Для определения склонности литейного сплава к холодным трещинам, особенно при разработке новых сплавов, используют технологические пробы. Одной из наиболее применяемых является трехзвенная прямоугольная усадочная решетка с утонением на толстом стержне (рис. 3.27). При этом одновременно заливается несколько форм с разным диаметром утонения Jvar. После выбивки находят решетку с максимальным значением dvar(max)> ПрИ КОТОрОМ обраЗОВЗЛВСЬ трещина. Критерием склонности
сплава к холодным трещинам явля-
стом стержне
ется сам диаметр утонения или его
66
площадь F, или напряжения о = <zBF/F0, где ств — временное сопротивление (предел прочности) сплава; Fo — площадь сечения толстого стержня.
Основными направлениями борьбы с холодными трещинами являются правильное конструирование отливок, уменьшение временных и остаточных напряжений в отливках путем регулирования охлаждения и снижения сопротивления формы и стержней усадке, а также снятие остаточных напряжений термообработкой.
Правильно сконструированные отливки можно изготовлять без трещин по обычной технологии, не предусматривающей специальных мероприятий. Большое число отливок, особенно простой конфигурации, именно так и производят. При конструировании необходимо стремиться к обеспечению однородной толщины стенок отливки. В связи с этим в литературе даны рекомендации по оформлению сопряжений различных сечений, назначению ребер, перемычек, отбуртовок.
Чаще всего трещины обнаруживают в тонких и узких перемычках наружных и внутренних стенок и в ребрах, сильно раскрытых окнами, особенно при возникновении отбела в этих местах. Во многих случаях трещины, обнаруженные до или после обработки резанием, были устранены после усиления ослабленных сечений отливки и предотвращения отбела.
Однако в некоторых случаях последние мероприятия не дают желаемого эффекта, поэтому задача решается комплексом мероприятий.
В связи со сложностью тепловых условий и напряженного состояния отливок предварительный расчет возможности образования трещин в настоящее время затруднен, поэтому конструкцию и технологию отрабатывают экспериментально (классификация по принципу: нет трещин, есть трещина), иногда замеряют остаточные напряжения, температурное поле отливки и другие параметры.
3.9. Склонность сплавов к насыщению газами и образованию газовой пористости
Под склонностью сплавов к насыщению газами понимается их способность к растворению газов, образованию растворов внедрения при нагреве и расплавлении и их выделению из сплава при охлаждении и затвердевании.
Следствием выделения газов при затвердевании отливок является образование газовой пористости и сильное снижение механических свойств. Поэтому литейщики разрабатывают технологический процесс изготовления отливок с учетом склонности сплавов к насыщению газами.
Растворимость газа в сплаве обычно оценивается величиной Q, см3/100 г. Одним из важнейших факторов, влияющих на рас-
67
Рис. 3.28. Зависимость растворимости газов в металлах от температуры
творимость газов в сплавах, является температура. При этом растворимость газов для большинства металлов и сплавов от температуры подчиняется обобщенной зависимости (рис. 3.28).
При нагреве твердого сплава (до температур солидуса Тс — участок аб на рис. 3.28) поглощение газов незначительное. При нагреве в интервале температур кристаллизации (участок бв) наблюдается резкое (скачкообразное) увеличение растворимости. Этот
факт является существенным при образовании газовой пористо-
сти. После расплавления при температуре ликвидуса Т„ раство-
римость газа продолжает увеличиваться до температуры заливки Тзал и выше вплоть до начала кипения при температуре (точка г). Когда металл начинает кипеть, выделяющиеся пары предохраняют его от насыщения внешними газами, и растворимость
газов в металле резко снижается.
Описанная зависимость связана с тем, что растворение газов в металлах в большинстве случаев является эндотермическим процессом. Однако для некоторых металлов (титан, цирконий, ванадий и др.) при повышении температуры наблюдается обратная картина уменьшения растворимости в твердом состоянии. Следует обратить внимание и на то, что взаимодействие титана с водородом имеет обратимый характер, что используется в водородной технологии изготовления титановых отливок (см. подразд. 6.3).
Другим фактором, влияющим на растворимость газов, является их парциальное д а в л е н и е: с увеличением давления растворимость увеличивается. Для оценки растворимости Q газов при Т = const чаще всего используется закон Сивертса:
Q = к^р, (3.26)
где к — коэффициент пропорциональности; р — парциальное давление газа.
Совместное влияние температуры перегретых выше температуры плавления металлов и давления водорода на его растворимость в них может быть описано следующим уравнением:
lg-^ = -y + 5,
Vp т
где Т — температура; А и В — коэффициенты.
Существенное влияние на растворимость газов в металлах оказывает размерный фактор атомов металла и раство
68
ряющегося газа. С этим, например, связывается различная растворимость азота и водорода, сильно различающихся по размерам атомов (у азота они существенно больше).
Растворение газов зависит, как это следует из рис. 3.28, от а г -регатного состояния, атакжеот интенсивности перемешивания в плавильном агрегате, характера движения потока жидкого металла. При движении мелкими струйками или каплями в газовой среде растворяется больше газа, чем при движении потока газа над расплавленным металлом, находящимся под слоем шлака. Турбулентный поток металла захватывает и растворяет при прочих равных условиях больше газа, чем ламинарный.
По своей природе и свойствам растворы внедрения газов в жидких и твердых металлах ничем не отличаются от других растворов. Обычно концентрация газов незначительная, и растворы являются разбавленными.
Влияние растворенных газов на свойства сплава также не отличается от влияния других элементов, образующих твердые растворы внедрения: с увеличением концентрации повышается твердость, снижается пластичность. Прочность первоначально растет, но при развитии хрупкости — снижается, что является решающим при определении допустимого содержания газов в сплаве.
Процесс растворения складывается из адсорбции газа на поверхности, диссоциации газа на атомы, перехода атомарного газа с поверхности в объем металла и выравнивания концентрации за счет диффузии.
Условия выделения газов из раствора и образования газовой пористости. Если газ находится в растворе, то образование пористости в металле не происходит. Однако при изготовлении отливок температура металла понижается, и в соответствии с зависимостью на рис. 3.28 растворимость уменьшается и газ будет выделяться из раствора. Еще Д. К. Чернов показал, что независимо от происхождения газа газовые пузырьки могут образоваться, если общее давление 2дг всех выделяющихся из металла газов будет больше суммы внешних давлений £рвнешн, т. е. Zpr > Едвнешн.
Общее давление всех выделяющихся газов складывается из парциальных давлений растворенных газов:
= Рн2 + Pn2 + Рсо + Рсо2 + •••
Сумма внешних давлений находится из уравнения
2о
^,Рвнешн = Рп.м + Рм + > (3.27)
где Рим ~ давление над поверхностью металла; рм — гидростатическое давление металла; о — поверхностное натяжение; г — радиус газового пузырька.
69
Анализируя приведенные уравнения, можно заключить, что при прочих равных условиях повышенное давление над поверхностью металла препятствует удалению газов из металла и образованию пористости. Примером может служить способ литья в автоклаве, когда затвердевание отливок происходит при повышенном давлении и растворенный газ фиксируется в твердом растворе.
Точно так же действует и увеличение гидростатического напора.
При вакуумировании, наоборот, рпм уменьшается, и выделение газов происходит энергичнее.
Следует обратить внимание на последний член уравнения (3.27). Если радиус пузырька г равен нулю, то давление, необходимое для его возникновения, становится бесконечным. Поэтому следует признать, что образование пузырьков происходит на твердых поверхностях в виде гетерогенных зародышей, так как в реальных расплавах всегда есть посторонние примеси. Кроме того, выделению газа способствуют объемные изменения при кристаллизации сплава.
Механизм выделения газа и возникновения газовой пористости можно представить следующим образом. Кристаллизация залитого сплава начинается от стенок литейной формы. При образовании твердой корки на отливке выделяется значительное количество газов как вследствие уменьшения растворимости из-за понижения температуры, так и особенно из-за перехода жидкого состояния в твердое. Образующиеся пузырьки могут уйти из отливки в атмосферу через прибыль и стояк, в частности если сплав затвердевает при постоянной температуре. Но даже в этом случае уходу газов могут препятствовать плотные оксидные пленки, например А12О3 в алюминиевых сплавах, и затвердевшая корка металла.
С увеличением интервала кристаллизации ширина двухфазной зоны становится больше. В этом случае образовавшийся пузырек при прохождении длинного лабиринта извилистых каналов между дендритами может застрять, образуя газовую пористость, особенно после смыкания дендритов в середине отливки. Рассмотренная выше (подразд. 3.4) усадочная пористость и только что рассмотренная газовая пористость могут возникать во времени как раздельно, так и последовательно. Сначала происходит разрыв жидкой фазы в изолированных пространствах с образованием усадочной поры, давление в которой равно нулю (вакуум). Естественно, что растворенный в оставшейся жидкой фазе газ из-за уменьшения давления и растворимости интенсивно начнет выделяться в такую усадочную пору. Давление в ней начнет повышаться, что служит препятствием для проникновения в пору расплава и способствует увеличению объема пор в отливке. Следовательно, усадочная пористость отливок может носить га
70
зоусадочный характер, особенно когда газонасыщенность сплава невелика.
Усадочную, газовую и газоусадочную пористость можно различить по внешнему виду. Усадочные поры имеют, как правило, шероховатую поверхность и неправильную форму. Газовые поры, наоборот, имеют гладкую поверхность округлой формы. В соответствии со сказанным газоусадочные поры приобретают округлую форму.
Анализ газов, экстрагированных, например, из алюминия и его сплавов, показывает, что доля водорода в них составляет 70...80 %, 10... 15 % - СО, 5...8 % - СО2, 3... 5 % - N2 и до 5 % -другие газы. В среднем эти данные применимы и для других сплавов.
Водород образует растворы почти во всех литейных сплавах. В табл. 3.4 приведена растворимость водорода в важнейших металлах при температуре кристаллизации [6]. Следует отметить, что водород, остающийся в твердом растворе внедрения, при некоторых концентрациях резко снижает пластичность и вызывает «водородную хрупкость». Это явление наиболее характерно для высокопрочных сталей и титановых сплавов (см. подразд. 6.3). Алюминий, несмотря на малую растворимость в нем водорода, весьма склонен к газовой пористости.
Азот растворяется в железе примерно в тех же количествах, что и водород. Однако участие азота в образовании газовой пористости в железных сплавах невелико по сравнению с водородом. С алюминием и магнием азот образует нитриды, хотя в реальных сплавах они особого значения не имеют. С медью азот практически не взаимодействует.
Кислород со всеми металлами образует оксиды, которые присутствуют в виде неметаллических включений. Растворимость кислорода в твердых чистых металлах очень мала.
Аргон и гелий, имея большие размеры атомов, инертны по отношению ко всем металлам.
Причиной насыщения сплавов газами и образования газовой пористости наряду с изменением растворимости в некоторых слу-
Таблица 3.4
Растворимость водорода в металлах
Металл Растворимость, см3/100 г, в фазе
твердой ЖИДКОЙ
Mg 18 26
Al 0,036 0,69
Си 4 12
Ni 18 38,8
Fe 13,36 26,7
71
чаях является выделение газообразных продуктов в процессе протекания реакций в массе металла. Например, при недостаточно раскисленной стали в результате увеличения концентрации углерода и кислорода вблизи границы твердой фазы при кристаллизации протекает реакция
FeO + С = Fe + СО.
Другим примером может служить возникновение мелкой рассеянной пористости в медных слитках из-за насыщения металла водородом и кислородом при плавке. При затвердевании металла эти газы взаимодействуют между собой с образованием паров воды, которые, не будучи в состоянии диффундировать через металл, вызывают пористость в слитке.
Определение газонасыщенности сплавов. Содержание газов (Q) в металлах чаще всего определяется в см3/100 г металла, но может быть выражено величиной тт (% массы металла). Для взаимного пересчета можно использовать следующее уравнение [9]:
тг = 4,461 105£?Л/, (3.28)
где М — молярная масса металла.
Суммарное содержание всех газов можно определить плавкой образца в вакууме, а состав газов — обычными методами газового анализа. Однако эти методы трудоемки и требуют специальной аппаратуры. Поэтому используют технологические пробы. Наиболее распространенными являются вакуум-проба и проба по появлению первого газового пузырька.
На рис. 3.29 приведена схема установки для определения газонасыщенности сплава по вакуум-пробе.
Под стеклянный колпак 7 устанавливают тигель 8 с металлом и поворотом крана соединяют пространство под колпаком через шланг 3 с ресивером 2, из которого предварительно откачивают воздух вакуумным насосом 1. Разрежение под колпаком контроли-
Рис. 3.29. Прибор для вакуум-пробы на газосодержание:
1 — вакуумный насос; 2 — ресивер; 3 — шланг; 4 — вакуумметр; 5 — подставка; 6 — резиновая прокладка; 7 — стеклянный колпак; 8 — тигель с контролируемым металлом или сплавом
72
Рис. 3.30. Эталоны к вакуум-пробе
руют по вакуумметру 4. Оно должно составлять 200... 250 мм рт. ст*. Если расплавленный металл сильно газонасыщен, то можно будет наблюдать интенсивное бурление пробы. Поверхность пробы, покрытая плотной пленкой оксидов и начинающая затвердевать, примет выпуклое очертание. Возможно образование на ней и местных вздутий. По мере снижения газонасыщенности металла очертания поверхности пробы будут изменяться вплоть до формирования открытой усадочной раковины. Примерно через 1 мин после затвердевания пробы поворотом крана отключают пространство под колпаком от ресивера, т.е. соединяют его с атмосферой, после чего снимают колпак. Затем пробу разрезают по диаметральной плоскости и поверхность реза сравнивают с пятью эталонами (T...V) (рис. 3.30).
3.10. Неметаллические включения и плены в сплавах
Неметаллические включения в сплавах представляют собой главным образом химические соединения металлов с кислородом, серой, азотом и другие неизбежные неметаллические примеси, как, например, шлаковые и песчаные включения.
Неметаллические включения ухудшают качество металла, так как в процессе эксплуатации могут служить очагами разрушения. Предельное содержание включений регламентируется техническими условиями. Чувствительность сплавов к неметаллическим включениям неодинакова. Например, в сталях чистота по неметаллическим включениям является одним из основных условий получения качественного металла. Чугуны же со своей структурой мало чувствительны к неметаллическим включениям.
По характеру происхождения неметаллические включения делятся на две группы: эндогенные и экзогенные. Эндогенные Неметаллические включения образуются в сплаве в результате химического взаимодействия его компонентов с кислородом и азотом из атмосферы, с серой, являющейся примесью сплава, с футеровкой печи. Экзогенные включения представляют собой
1 В единицах СИ 1 мм рт. ст. = 133 Па.
73
продукты эрозии огнеупоров, литейной формы, а также шлаковые частицы. В первую группу входят главным образом (до 9/10 всех включений) оксиды, нитриды, сульфиды, во вторую — сложные оксиды металлов и неметаллических элементов, силициды и некоторые другие соединения. В некоторых случаях экзогенные включения вступают в химические реакции с металлом и превращаются в эндогенные.
Экзогенные включения можно отличить по их неправильной угловатой форме, большим размерам и сложной структуре.
Неметаллические включения делятся также на растворимые в основе сплава в жидком состоянии и нерастворимые (малорастворимые).
Растворимые включения формируются в качестве самостоятельной фазы только в процессе кристаллизации. К ним в первую очередь относятся, например, оксиды FeO, сульфиды FeS и MnS в стали и оксиды СиО и СиО2 и сульфиды Cu2S и CuS в медных сплавах. Растворимые включения (например, сульфиды в стали) располагаются по границам зерен и существенно изменяются в зависимости от условий кристаллизации: при увеличении скорости кристаллизации уменьшается их размер и объемная доля, что можно объяснить следующим. При быстром охлаждении диффузия в жидкой фазе не успевает выровнять состав вблизи границ зерен. Кроме того, происходит измельчение самого зерна.
Нерастворимые включения, к которым относятся оксиды практически всех металлов, а также сульфиды магния, формируются в процессе плавки. При увеличении скорости кристаллизации в широком диапазоне они не изменяют своих размеров и объемной доли. Только при затвердевании очень крупных слитков наблюдается тенденция к их укрупнению. Нерастворимые включения имеют в большинстве случаев кристаллическую и глобулярную форму и располагаются в структуре сплава сравнительно равномерно.
Размеры неметаллических включений колеблются от нескольких миллиметров до долей микрометра. Различают макровключения (свыше 1 мм) и микровключения (до 1 мм).
В каждой группе литейных сплавов встречаются различные неметаллические включения, которые необходимо удалять из сплава. Естественно, что элементарные вещества, сплавляясь между собой, могут образовывать весьма сложные соединения.
Для литейных углеродистых и легированных сталей характерны следующие неметаллические включения: оксиды, сернистые соединения, силикаты, фосфиды, нитриды и др.
Для чугунных отливок в зависимости от состава и способа плавки чугуна характерными являются такие неметаллические включения, как сернистое железо, сернистый марганец, оксиды железа, кремния, марганца и др. В легированных чугунах в качестве неме-74
таллических включений могут быть оксиды легирующих элементов и их соединений с другими веществами. В производстве высокопрочного чугуна встречаются неметаллические включения в виде «черных пятен», которые сильно снижают механические свойства этого чугуна, понижают его плотность. Такие отливки не выдерживают гидравлического или воздушного давления. Эти включения представляют собой сложные соединения, обогащенные магнием и серой, имеют небольшую плотность и всплывают в верхние части отливки.
В цветных сплавах кроме оксидов компонентов сплава неметаллические включения могут образовываться при взаимодействии флюсов и модификаторов с расплавленными сплавами.
Массовая доля кислорода, а следовательно, и оксидных включений характеризуется следующими данными, %: сталь — 0,01 ...0,03, чугун — 0,002...0,006; бронза — 0,08...0,15. Доля сульфидных включений в железных сплавах равна или больше доли оксидов.
Неметаллическая фаза в сплавах на основе алюминия и магния представлена в основном оксидами, имеющими форму плен. В сталях плены встречаются в больших количествах, когда металл содержит легирующие добавки элементов, образующих устойчивые оксиды, — хром, алюминий, титан. При заливке пленообразующих сплавов обеспечивается плавное заполнение, поэтому применяется расширяющаяся литниковая система. Для определения неметаллических включений используются химический, металлографический, рентгеноструктурный, ультразвуковой и другие методы.
При химическом методе образцы сплава растворяются в слабых кислотах, часто с наложением постоянного тока, а включения остаются в растворе в виде осадка и отделяются от него фильтрацией. Осадок изучают под микроскопом, а для определения его состава используют методы микрохимического анализа. К сожалению, при выделении часть включений, особенно сульфидных, разрушается.
При металлографическом методе неметаллические включения изучаются на шлифах. Оценку доли содержания включений ведут либо при просмотре определенного числа полей с последующим их сравнением с эталонами, либо сплошным обмером всех включений, находящихся на определенной площади. При обмере определяют диаметр каждого включения и их число. По результатам обмеров вычисляют средний процент площади, занятой включениями на шлифе.
Для предотвращения образования или уменьшения содержания неметаллических включений в отливках разработаны специальные мероприятия: отстаивание жидкого металла, продувка инертными газами, обработка флюсами, фильтрация через огнеупорные фильтры, задержание шлака в каналах литниковой системы и т. п.
75
3.11. Склонность компонентов сплавов к ликвации
Ликвацией называется неоднородность химического состава в объеме отливки. Одной из основных причин возникновения ликвации является отклонение условий кристаллизации сплава в отливке от равновесных.
Различают зональную ликвацию (прямую и обратную), внут-рикристаллическую (дендритную) ликвацию и ликвацию по плотности (гравитационная ликвация).
Прямая зональная ликвация. Рассмотрим диаграмму состояния с ограниченной растворимостью компонентов А и В в твердом состоянии. При затвердевании сплава состава I (рис. 3.31) концентрация компонентов в первых кристаллах твердой фазы будет соответствовать точке а2, т.е. составу сплава III, температура ликвидуса которого выше, чем у сплава I. По мере охлаждения концентрация кристаллизующейся твердой фазы будет уже соответствовать точке а4, т. е. сплаву II, температура ликвидуса которого также несколько больше, чем у сплава I. Следовательно, кристаллизация подчиняется избирательному закону: сначала кристаллизуются более тугоплавкие компоненты, затем менее тугоплавкие; В конце затвердевания средняя концентрация компонентов будет соответствовать сплаву I. Однако текущая концентрация компонентов будет различна: поверхность отливки будет обогащена более тугоплавкими компонентами, сердцевина — менее тугоплавкими.
В период затвердевания сплавов протекают три диффузионных процесса, которые выравнивают концентрацию: 1) разделительная диффузия — перераспределение компонентов на фронте раздела фаз, за счет которого устанавливается равновесная концентрация компонентов в твердой и жидкой фазах; 2) диффузия в жидкой фазе, которая выравнивает различие концентраций компонентов между обогащенным слоем, прилегающим к поверхно-
Рис. 3.31. Диаграмма состояния А—В к рассмотрению зональной ликвации
76
сти растущего кристалла, и более удаленными слоями; 3) диффузия в твердой фазе, выравнивающая градиент концентрации в твердой фазе.
Степень развития ликвации зависит от полноты названных трех процессов.
В промышленных условиях затвердевания отливок разделительная диффузия протекает почти беспрепятственно; диффузия в жидкой фазе тормозится незначительно; диффузия в твердой фазе, напротив, тормозится сильно. В результате диффузия в твердом сплаве не успевает произойти в полной мере, и состояние фазового равновесия в твердом сплаве не достигается. Поэтому реальная кристаллизация является неравновесной, и она является физико-химической основой процесса ликвации.
Различие концентраций компонентов в твердой и жидкой фазах оценивается коэффициентом распределения
-^распр = Ств/Ок- (3.29)
Для эвтектических систем Араспр < 1, для систем с перитектикой и неограниченными твердыми растворами следует различать ликвацию элементов, понижающих (Краспр < 1) и повышающих (-^распр > 1) температуру плавления.
Приняв линии ликвидуса и солидуса с некоторым приближением прямолинейными, можно записать: Араспр = Ср/Сэвт или Араспр = = Ср/Сп, где Ср — концентрация сплава, соответствующая точке предельной растворимости в твердом состоянии, а Сэвт и Сп — концентрации сплавов, соответствующие эвтектической и перитектической точкам.
Коэффициент распределения Араспр служит для характеристики ликвационных свойств элементов в сплаве. При .Краспр 0 элемент в сплаве сильно ликвирует, тогда как при Краспр -> 1 он практически не ликвирует. Так, например, в железе коэффициенты распределения для серы и фосфора составляют соответственно 0,05 и 0,07, а для никеля и хрома — 0,80 и 0,95, что соответствует поведению элементов в сплавах железа: сера и фосфор ликвируют сильно, а никель и хром практически не ликвируют.
Количественно ликвация характеризуется степенью ликвации, для оценки которой используют отношение
^С, = С/(ЛОК)/С,-(о),
где АС,- — степень ликвации /-го элемента, доли ед.; С((лок) — локальная концентрация элемента /; С((0) — средняя концентрация этого же элемента в сплаве.
Выше приведена по сути прямая зональная ликвация, т. е. описано формирование химической неоднородности отливки в целом с учетом только неравновесности кристаллизации. При этом
77
следовало бы ожидать постепенного увеличения концентрации легкоплавких компонентов от поверхности к центру.
Однако можно назвать еще четыре причины перемещения обогащенной ликвирующими легкоплавкими компонентами жидкой фазы, называемой ликватом, которые искажают ожидаемую монотонную зависимость. В их числе:
1) механический захват ликвата фронтом растущих кристаллов;
2) конвективное движение ликвата у фронта кристаллизации за счет градиента температуры и плотности;
3) усадочные процессы, вызывающие подсос или выжимание ликвата;
4) диффузия загрязненной ликватом жидкости.
Реальное изменение концентрации компонента по сечению отливки при прямой ликвации представлено на рис. 3.32 (кривая 7).
В поверхностном слое отливки прямая ликвация незначительна или отсутствует (вследствие быстрого охлаждения); за поверхностным слоем располагается протяженная зона «отрицательной» ликвации с концентрацией ликвирующего компонента, немного ниже средней С/(0) (ДС, < 1). В осевой части имеется зона резко повышенной концентрации ликвирующего компонента (ДС/> 1) (кривая 1 на рис. 3.32). Осевая ликвация зависит не только от неравновесное™ кристаллизации, но и, например, от перемешивания расплава на фронте кристаллизации.
В центральной зоне отливки или зоне прямой зональной ликвации можно выделить дефекты, называемые V-образной осевой ликвацией 2 (рис. 3.33). Непосредственной причиной этих дефек
Расстояние от поверхности
Рис. 3.32. Изменение концентрации компонента по сечению отливки (С) при прямой (7, 2) и обратной (5) зональной ликвации в условиях частичной конвекции (7) и интенсивного механического перемешивания (2) расплава
Рис. 3.33. Схема расположения ликвационных дефектов в отливке:
1 — ликвационное пятно; 2 — осевая V-образная ликвация; 3 — внеосевая А-образная ликвация
78
тов являются усадочные перемещения остывающего металла. Этот процесс реализуется на границе твердой и жидкой частей отливки в условиях, когда уровень жидкости в средней части непрерывно опускается. По мере сближения фронтов твердой части у оси отливки скорость усадочного перемещения металла возрастает. Находящиеся в движении порции жидкого металла увлекают за собой скопления ликвата из межосных пространств дендритов. Таким образом, скопления ликвата описывают траектории, определяемые, с одной стороны, движением границ затвердевания, с другой, усадочными перемещениями металла.
Причиной внеосевой А-образной ликвации, называемой «усами», вероятно, является процесс всплывания ликвата. В настоящее время имеются разные мнения о механизме возникновения V- и А-образной ликвации. Особенно многообразны представления о механизме образования «усов».
Однозначно установлено, что А-образная ликвация проявляется в медленно остывающих массах металла, особенно в случае тяжелых слитков. Прямые анализы металла в стальных слитках показывают, что в «усах» массовая доля примесей увеличивается по углероду на 10... 30 %, по фосфору на 20... 40 %, по сере на 30... 50 %.
В настоящее время также установлено, что V- и А-образные дефекты в отливках не возникают, если скорость затвердевания превышает определенную величину. Например, в отливках из углеродистой стали в сухих песчано-глинистых формах с толщиной стенки 80 мм и меньше V- и А-образные дефекты не возникают. Для толщины стенки, равной 80 мм, скорость затвердевания выше 0,045 мм/с [1]. Применение взамен смесей на основе кварцевого песка хромитовых и хромомагнезитовых смесей, имеющих существенно больший коэффициент теплоаккумуляции (3700 по сравнению с 1628 Вт-с1/2/(м2-К) для смеси на основе кварцевого песка), позволило изготовлять отливки из стали 35Л с толщиной стенки до 200 мм без образования названных ликвационных дефектов. При использовании принудительного охлаждения, внутренних холодильников и микрохолодильников толщину стенок отливок можно увеличить до 330 мм.
Устранение V- и А-образных дефектов не всегда приводит к устранению прямой зональной ликвации в центральной части отливок. Однако и возникновение обычной прямой зональной ликвации также зависит от скорости затвердевания отливки. Так, ликвацию серы в стали 20К удается устранить при скорости затвердевания более 0,11 мм/с, а для устранения ликвации фосфора скорость затвердевания должна быть более 0,047 мм/с. Очевидно, что для каждого сплава существует такая скорость затвердевания, при превышении которой подавляется прямая зональная ликвация и достигается химическая макрооднородность (но не микрооднородность) в отливках.
79
Ликвационное пятно 1 под усадочной раковиной (см. рис. 3.33) образуется вследствие всплывания примесей из нижней и средней частей отливок, особенно слитков.
Обратная зональная ликвация. Когда легкоплавкими компонентами обогащена не центральная (как при прямой), а периферийная часть отливки (кривая 3 на рис. 3.32), имеет место обратная зональная ликвация. Она проявляется в отливках из цветных сплавов, например из сплавов Al—Zn, Al—Си, Al—Fe, Си—Zn, Си— Sn и др. Обратная ликвация наблюдается также в сталях и чугунах, но в меньшей степени.
При затвердевании отливок, особенно из сплавов с широким интервалом температур затвердевания, по мере движения области затвердевания от поверхности к оси отливки возникают усадочные поры, давление в которых равно нулю (вакуум). За счет разрежения происходит всасывание ликвата в междендритные капилляры и последующее его выжимание на поверхность отливки за счет изменения знака напряжений: растягивающих на сжимающие. Сначала, как было установлено в подразд. 3.6, в быстро-охлаждающихся частях поверхности отливки (как, например, в тонких стержнях усадочной решетки) возникают растягивающие напряжения, затем знак напряжений изменяется, и напряжения становятся сжимающими.
При сильном развитии обратной ликвации происходит образование капель ликвата, так называемое «выпотевание» ликвата, схожее с появлением капелек пота. Например, содержание олова в ликвате в бронзах с 10 % Sn может достигать 20...25 %. При непрерывном литье алюминиевых сплавов на поверхности слитков образуются наплывы ликвата в виде полос.
В некоторых работах [1] предполагается, что существует скорость затвердевания, при превышении которой можно подавить и обратную ликвацию.
Ликвация по плотности. В отливках из цветных сплавов, содержащих компоненты, сильно различающиеся по плотности, также происходит их перераспределение по высоте с возникновением зональной ликвации по плотности. Но в противоположность всплыванию примесей в них происходит опускание тяжелых компонентов, например свинца и олова в медных сплавах.
В жидком состоянии ликвация по плотности возникает при образовании двух несмешивающихся жидких фаз. Например, в свинцовой бронзе происходит расслоение меди и свинца. В этом случае ликвация усиливается при центробежном способе изготовления отливок. Также при центробежном литье усиливается ликвация по плотности, если затвердевание происходит с расширением объема (например, для серого чугуна) или образующиеся при затвердевании кристаллы имеют меньшую плотность, чем остающийся расплав (например, при затвердевании заэвтектиче-
80
ских силуминов первичные кристаллы обогащены кремнием, менее плотным, чем алюминий).
Для подавления ликвации по плотности применяют приемы перемешивания расплава и увеличенной скорости затвердевания. В некоторых случаях в сплав вводят небольшие добавки элементов, образующих с основой тонкие сильно разветвленные дендриты, препятствующие расслоению, например добавки никеля в свинцовые бронзы.
Дендритная ликвация. Неоднородность химического состава в пределах дендритного кристаллического зерна называется «дендритной ликвацией».
Как уже отмечалось, диффузия в твердом сплаве значительно (на два порядка) меньше, чем в жидком. Поэтому дендритная ликвация проявляется даже при отсутствии зональной ликвации. Например, как отмечено выше, зональная ликвация серы в отливках из углеродистых сталей подавляется при скорости затвердевания, большей 0,11 мм/с. Дендритная ликвация при этой же скорости может достигать 30... 100 % [1].
Особенно заметна дендритная ликвация в отливках из сплавов, содержащих элементы с малым коэффициентом распределения. Как правило, это вредные примеси — сера и фосфор, коэффициенты распределения которых в железе, как уже было приведено, соответственно равны 0,05 и 0,07. Располагаясь в межосных областях дендритных кристаллов, примеси снижают механические свойства, особенно пластичность. Одним из путей уменьшения дендритной ликвации вредных примесей является технологически достижимое снижение вредных примесей.
Дендритной ликвации подвержены также сплавы эвтектического типа, особенно сплавы с широким интервалом затвердевания. Наибольшая степень дендритной ликвации проявляется в сплаве, соответствующем максимальному неравновесному температурному интервалу кристаллизации. Так, в сплавах А1—Си (Ср = 5,65 % Си) выделения эвтектики (а + СиД12) и максимум дендритной ликвации фиксируются уже при 2,5... 3,5 % Си. Увеличение количества эвтектики в структуре вследствие ликвации приводит к повышению твердости и снижению пластических свойств. Для уменьшения дендритной ликвации и улучшения названных свойств используют гомогенизирующий отжиг — нагрев и длительную выдержку сплава при температуре, близкой к температуре солидуса, с целью выравнивания химического состава в пределах микрозерна.
3.12. Зависимость механических свойств сплавов от толщины стенок отливок
Можно принять как аксиому известную из курса материаловедения зависимость, согласно которой чем мельче зерно, тем выше
81
механические свойства. Кроме того, установлено, что размер зерна зависит от скорости затвердевания или расстояния от поверхности (см. уравнения (2.6) и (2.7)): чем больше скорость затвердевания, тем меньше размер зерна и чем дальше от поверхности, тем крупнее зерно. В то же время известно, что чем тоньше стенка, тем больше средняя скорость затвердевания или, наоборот, чем толще стенка, тем меньше средняя скорость затвердевания.
Поэтому при испытаниях отдельно отлитых заготовок разного диаметра или выточенных из них стандартных образцов значения их прочности будут подчиняться зависимости: чем больше диаметр литых образцов, тем меньше их прочность.
Степень понижения соответствующих величин механических свойств сплавов в зависимости от толщины стенки отливки или диаметра заготовок зависит от природы сплава и его состава. Например, для немодифицированного сплава АЛ2 в литературе приводятся следующие данные: временное сопротивление ств (предел прочности при растяжении) образцов диаметром 15; 30; 45; 60 мм равно соответственно, Н/мм2 (кгс/мм2): 132 (13,5); 127 (13,0); 118,6 (12,1); 109,8 (11,2).
Более выраженную склонность понижать механические свойства при увеличении толщины стенок имеют сплавы типа твердых растворов (АЛ7, АЛ8) по сравнению с эвтектическими сплавами. Для сплава АЛ7 можно привести следующие данные:
Диаметр заготовки, мм........ 15 30 45 60
с„, Н/мм2.................... 177,4 105,8 83,3 73,5
Такая же сильная зависимость от толщины стенки характерна для отливок из серого чугуна СЧ15 (ГОСТ 1412—85):
Толщина стенки, мм.... 4 8 15 30 50 80 150
св, Н/мм2, не менее...270 220 150 ПО 105 90 80
Поэтому при оценке прочности отливок часто приходится изготовлять разные заготовки соответственно толщине стенки отливок и из них вытачивать образцы для испытаний с тем большим диаметром, чем толще стенка отливки. Например, для отливок из серого чугуна рекомендации сводятся к следующему (ГОСТ 1412-85):
Толщина стенки отливок, мм... До 15
Диаметр заготовки, мм.......... 20
Диаметр образца, мм............ 10
15...30 20...50 50...70
30 40 50
15 20 25
При еще большей толщине стенок следует изготовлять заготовки для образцов в виде приливов к соответствующим сечениям отливок, что должно быть указано в технических условиях.
ГЛАВА 4
ПРИНЦИПЫ РАЗРАБОТКИ ЛИТЕЙНЫХ СПЛАВОВ
Выбор сплава для изготовления отливки является сложной задачей, которая решается, как правило, конструктором. При отсутствии подходящего известного сплава конструктор ставит задачу металловедам (которые являются, как правило, разработчиками сплавов) о модернизации сплава, по комплексу свойств наиболее близкого к требуемому. При отрицательном результате ставится новая задача разработки — синтез нового сплава, отвечающего заданным техническим условиям.
В соответствии с Государственным образовательным стандартом разработка новых сплавов не входит в государственные требования к минимуму содержания и уровня подготовки инженера по специальности 120300 «Машины и технология литейного производства». Тем не менее, инженер-литейщик должен иметь представления о принципах разработки новых сплавов. Именно с этой целью в учебник введена данная глава.
Термин синтез сплавов предложил Б.Б.Гуляев [6], подразумевая при этом разработанную им методику синтеза (разработки) новых сплавов. В соответствии с этой методикой синтез сплавов необходимо проводить по определенной схеме, включающей:
• формирование технических требований, определяющих главное свойство, которое необходимо оптимизировать, и ограничений;
• выбор основы сплава, обычно определяемой в технических требованиях;
• выбор ряда легирующих добавок, которые могут повышать служебные свойства и удовлетворять по экономическим критериям, а также определение вредных примесей;
• оценку влияния легирующих элементов на технические свойства, выбор легирующего комплекса;
• выбор конкретного сплава, режима его термической обработки и проверку и корректировку состава в лабораторных и производственных условиях.
Выбор ряда легирующих элементов проводится по двойным диаграммам состояния. К настоящему времени создано много двойных диаграмм, которые можно использовать по совокупно-
83
Рис. 4.1. Схемы к определению механических свойств сплава на основе диаграммы состояния
А—В:
1 — медленное охлаждение; 2 — закалка; 3 — закалка и старение
эвтектическая концентрация и
сти, т. е. подбирать двойные диаграммы состояния выбранной основы с остальными элементами. Следует отметить, что использование двойных диаграмм состояния при разработке новых сплавов носит приближенный характер, так как компоненты сплава обычно взаимодействуют между собой, и комплексное введение добавок оказывается, как правило, более эффективным, чем введение одной добавки.
Предложено при разработке новых сплавов и анализе существующих использовать, по крайней мере, четыре наиболее важных критерия, которые
определяются положением трех точек на диаграмме состояния. Для примера на рис. 4.1, а рассмотрена абстрактная двойная система А—В, здесь Ср — предельная растворимость компонента в основе сплава; Сэвт — хс — концентрация компонента в
его химическом соединении с основным элементом.
Первым критерием является сама величина Ср, вторым — коэффициент распределения Араспр (см. уравнение (3.28)), третьим — коэффициент относительной температуры Кт = Тосн/Тэвт (где Тосн — температура плавления основы сплава; Тэвт — температура эвтектического превращения) и, наконец, четвертым — коэффициент термической обработки К™ = (Схс- Ср)/(Схс - Ср к) (где Ср к — предельная растворимость компонента при нормальной температуре).
Под диаграммой состояния приведены схемы зависимостей временного сопротивления (предела прочности при растяжении) ов (рис. 4.1, б) и относительного удлинения 5 (рис. 4.1, в) сплавов
от их состава.
При концентрациях второго компонента от 0 до Срк характеристики прочности всегда возрастают (имеет место так называемое растворное упрочнение), при этом термическая обработка сплавом не воспринимается (как, например, малоуглеродистые стали). При увеличении концентрации второго компонента от Ср к до Ср прочность продолжает увеличиваться, при этом появляется возможность использовать термообработку. Склонность сплавов к
84
Рис. 4.2. Диаграмма отсеивания добавок и примесей по критериям диаграмм состояния для конструкционных сплавов на основе алюминия [6]
термической обработке характеризуется коэффициентом К^'. чем он меньше, тем термическая обработка эффективнее.
При медленном охлаждении (как правило, в литом состоянии) интерметаллидная фаза выделяется в виде крупных включений, и прочность возрастает незначительно (кривые Г). При закалке (кривые 2) интерметаллидное химическое соединение переходит в раствор и фиксируется в нем. При старении после закалки (кривые 3) оно выделяется в мелкодисперсном состоянии и увеличивает прочность.
Пластические свойства сплавов зависят не только от концентрации легирующего компонента, но и от его распределения в структуре, определяемого коэффициентом распределения Араспр. При АГраспр выше 0,1 и небольших значениях Ср = 0,1 ...2,0 % элементы повышают пластичность. При Араспр = 0,01 ...0,1 и Ср = 0,1 ...0,5 % пластичность начинает плавно снижаться. При Араспр менее 0,01 и Ср = = 0,01 ...0,1 % компоненты сильно снижают пластичность и вызывают охрупчивание.
Для анализа влияния различных элементов Б. Б. Гуляев предложил использовать статистические диаграммы отсеивания, в которых каждый элемент для данной основы сплава обозначается точкой в координатах А'распр — Ср. Для примера на рис. 4.2 приведена диаграмма отсеивания для сплавов на основе алюминия [6]. Принимая пороговые значения ХраСпр и Ср, по экспериментальным данным поле диаграммы можно разделить на четыре области:
85
Рис. 4.3. Зависимость литейных свойств сплавов от состава и соответствующего положения на диаграмме состояния:
1 — жидкотекучесть; 2 — относительная объемная усадка; 3 — относительный объем усадочной раковины; 4 — герметичность отливок; 5 — склонность к образованию горячих трещин; 6 — склонность к дендритной ликвации; 7 — склонность к прямой зональной ликвации; 8 — склонность к гравитационной ликвации; 9 — склонность к обратной ликвации
I — область основных легирующих элементов, характеризующихся высокими значениями Xpacnp и Ср;
II — область вспомогательных легирующих добавок, характеризующихся умеренными значениями Ср и АрасПр —> 1 (к этой группе относят элементы, способные повышать пластичность, и часто модификаторы);
III— область нейтральных элементов, имеющих низкую растворимость и не оказывающих заметного влияния на свойства сплава;
IV — вредные примеси, вызывающие охрупчивание сплава.
Легирующие добавки определяют служебные свойства. Однако они влияют и на технологические свойства. На рис. 4.3 приведены
86
схемы обобщенных зависимостей технологических свойств от положения сплавов на диаграмме состояния, взятые из работ А. А. Боч-вара, Б. В. Гуляева и Г. Ф. Баландина.
Приведенные схемы показывают, что сплавы, расположенные вблизи предельной растворимости Ср, имеют высокие механические свойства, но низкие литейные свойства: низкую жидкотекучесть, высокие значения склонности к пористости, дендритной и обратной ликвации. Часто выбор осуществляется в пользу механических свойств, и поэтому приходится затрачивать большие усилия и применять дорогостоящие технологические процессы для изготовления отливок из нетехнологических сплавов.
У сплавов эвтектического (Сэвт) или околоэвтектического состава, как правило, высокие литейные свойства, благодаря чему из них можно получить дешевые отливки высокого качества. Однако прочность и пластичность у таких сплавов невысокие.
Сравнительно хорошими литейными свойствами и высокой пластичностью обладают сплавы с низкой концентрацией добавок, но прочность их довольно низкая.
И только сплавы, состав которых находится между предельной растворимостью и эвтектической концентрацией, сочетают удовлетворительные механические и литейные свойства.
Очевидно, что при выборе сплава необходимо исходить из технических требований к отливкам.
Если определен комплекс легирующих элементов, то оптимизацию состава сплава можно проводить в процессе активных экспериментов, планы которых и обработку результатов на ЭВМ следует осуществлять с использованием статистических методов. Точно так же решается вопрос о технологии модифицирования: составе, количестве и условии его введения.
Важную роль при разработке сплава и технологии модифицирования следует отводить экономическому аспекту.
ГЛАВА 5
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ
5.1. Чугуны
. Сплавы железо—углерод, обладая хорошим комплексом механических, конструкционных и технологических свойств, благодаря своей невысокой стоимости получили наибольшее применение во всех отраслях промышленности. К этому классу материалов от-носятЬя стали и чугуны, которые, как правило, являясь многокомпонентными сплавами, в основном состоят из двух главнейших элементов: железа и углерода. Поэтому только с известным приближением их можно рассматривать как двойные сплавы Fe—С и использовать для изучения два традиционных варианта диаграмма-мы состояния в совмещенном виде, как приведено на рис. 5.1. Сплошными линиями на диаграмме нанесены линии метастабиль-ного состояния (это цементитная диаграмма Fe—Fe3C), штриховыми — линии стабильного состояния (это графитная диаграмма железо-графит (Fe—С)). В метастабильной системе углерод находится в связанном состоянии в виде цементита, но при длительных выдержках в интервале температур 650...730°C цементит распадается с образованием свободного углерода (графита), поэтому в присутствии цементита диаграмма считается не вполне устойчивой.
Двойственное толкование диаграммы Fe—С объясняется поведением железоуглеродистых сплавов, в которых углерод действительно наблюдается то в связанном состоянии в форме цементита, то в свободном состоянии в форме графита. Наиболее четко это проявляется в чугунах, которые затвердевают либо «по-белому» (углерод связан в виде Fe3C), либо «по-серому» (углерод в структуре находится в виде графита).
Сталью называют железоуглеродистые сплавы, содержащие менее 2,14% С, т.е. сплавы, в которых не образуется эвтектика (см. диаграмму).
К чугунам относятся железоуглеродистые сплавы, содержащие более 2,14 % С и имеющие в своем составе эвтектику. В структуре двойных сплавов Fe—С в зависимости от состава и температуры могут быть следующие фазы:
• жидкий раствор — единая фаза, существующая при температурах выше линии ликвидуса;
• аустенит — высокотемпературная пластичная фаза, являющаяся твердым раствором внедрения углерода в у-железе; пре-
88
оо CD
Ж + + 5-феррит
5-Феррит-
5-Феррит +
0 16001.- - Т~~
^U(1539) — 1500^(149^)^
5 С, ат. %
10
15
20
25
1400<
+ аустенит (у) Ml392).
1300
1200
1100
Аустенит (у)
Ж + аустенит (у)
F'
\FL
%С-1,30 + 2,57-10~3/°C
Жидкость (Ж)
1153 °C
1147 °C
С
ZD7”
D
§
1000
900
Аустенит (у) + а-феррит
а-Феррит
а-Феррит У + цементит (третичный)
G
800
700
~о~у ^S7 А
Ж + цементит (Fe3C) ___
(первичный) или графит (С)
F
F’
Аустенит (у) + + цементит
• (вторичный)
Аустенит + цементит или аустенит + графит
738±3°С
К К'
Цементит
+ ледебурит
L
Цементит + + перлит
Феррит +[ У + перлит]" & J----1----LE
—-----------—1723±2°С1 ——
Перлит + цементит + ледебури: или феррит + графит
Q 0,8 1 2 3 4 4,3 । 5 6 6,7 _Jc, %
0 10 20 । 30 40 1 50 60 70 80 90 100 __Fe3C, %
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5
Степень эвтектичности 5ЭВТ
Рис. 5.1. Диаграмма состояния железо—углерод (--------— стабильное фазовое равновесие Fe—Графит (С);
---------метастабильное фазовое равновесие Fe—Цементит (Fe3C))
дельная растворимость углерода составляет 2,14% при эвтектической температуре (1147 или 1153 °C);
• цементит — химическое соединение — карбид железа Fe3C, содержит 6,67 % С. Цементит является самой твердой (НВ 800), но в то же время и хрупкой фазой сплавов Fe—С, придающей, например, чугунам, имеющим в своем составе структурно свободный цементит, высокую твердость, хрупкость и плохую обрабатываемость;
• феррит — твердый раствор внедрения углерода в а-железе с содержанием 0,025 % С. Под микроскопом на травленом шлифе феррит имеет вид зерен, разделенных ясно видимыми границами. Твердость феррита небольшая (НВ 100... 150), он легко обрабатывается резцом;
• перлит — эвтектоидная смесь феррита с цементитом, образующаяся во всех точках по линии PSK, т.е. во всех сталях и чугунах;
• ледебурит — это эвтектика, которая начинает формироваться по линии ECF, т.е. это фаза, присутствующая только в чугунах. При этом в доэвтектических чугунах структура состоит из ледебурита с избыточным аустенитом, а в заэвтектических — из ледебурита с избыточным цементитом. В результате вторичных превращений аустенит (избыточный и входящий в ледебурит) распадается с образованием перлита (в сталях и чугунах) или ферритографитной эвтектоидной смеси (в чугунах).
Кроме основных элементов стали и чугуна (Fe и С) в сплаве всегда присутствуют примеси-спутники: Si, Мп, S и Р. В обычных углеродистых сталях содержание этих примесей составляет, %: Si 0,3...0,4; Мп 0,5...0,8; S 0,045...0,06 и Р 0,04...0,08.
В обычных серых чугунах содержание данных примесей, как правило, больше, %: Si 1,0...2,5; Мп 0,5... 1,1; S менее 0,12...0,15 и Р менее 0,3.
По влиянию на структуру указанные примеси можно подразделить на два класса:
• примеси, различаемые под микроскопом в микроструктуре (к ним относятся сера и кислород, связанные в виде сульфидов и оксидов);
• примеси, неразличимые под микроскопом (Si, Мп, Р).
В основе такого разделения лежат следующие явления. Сера и кислород практически не растворимы в твердом железе и образуют химические соединения, различимые под микроскопом. Марганец, кремний и фосфор, наоборот, могут растворяться в твердом железе в количестве, большем, чем их содержание в обычных углеродистых сталях и серых чугунах. Следует отметить, что растворимость фосфора в железе зависит от содержания углерода. При содержании углерода в твердом железе, равном нулю, растворимость составляет 1,2 % Р, при 3,5 % С растворимость уменьшает
90
ся до 0,3 % Р. Поэтому, присутствуя в качестве примеси в незначительном количестве, марганец, кремний, фосфор не могут быть различимы под микроскопом, если только они не соединены с S и О в виде неметаллических включений (см. подразд. 3.10).
Установлено, что форма неметаллических включений зависит в значительной мере от того, насколько соединение легкоплавко, т.е. затвердевает оно до или после затвердевания металла. Если соединение тугоплавко, то оно может образовываться в виде зерен еще в жидком металле, а не располагаться по границам зерен твердого металла, как легкоплавкие соединения. В случае тугоплавких соединений включения могут находиться внутри зерен, так как они оказываются центрами кристаллизации. Если же соединение легкоплавко само по себе или образует еще более легкоплавкую эвтектику, то оно будет располагаться по границам зерен, ухудшая свойства сплава.
Высказанное положение может быть проиллюстрировано на примере сульфидов MnS и FeS. Сульфид марганца имеет высокую температуру плавления — 1620 °C и обычно присутствует в сплаве в виде обособленных включений. Сульфид железа относительно легкоплавок (7кр = 1193 °C) и при избытке серы образует при 985 °C легкоплавкую эвтектику Fe—FeS, которая располагается по границам зерен, затвердевая позже, чем основная масса металла.
В результате в сталях возникает красноломкость при обработке давлением при температурах 850... 1150 °C, а в затвердевающих отливках из углеродистых сталей при температурах порядка 1450... 1500 °C возможно образование горячих трещин. Следует отметить, что сульфид железа или эвтектика Fe—FeS являются общей причиной трещин при обработке давлением и литье. Но образование трещин происходит в разных интервалах температур: при обработке давлением — 850... 1150 °C, при литье — в интервале температур кристаллизации (1450... 1500°C).
Понятно, что MnS является гораздо менее вредным, чем FeS или эвтектика Fe—FeS, и поэтому на практике в сталях и чугунах стремятся иметь достаточное количество Мп для связывания всей серы и не допустить образования FeS. При этом, так как марганец имеет большее сродство к сере, чем железо, достаточно, чтобы выполнялось неравенство Mn/S > 1,71. Практически содержание марганца берут с запасом: Mn/S = 3...5 и даже 7.
Испытания показали, что твердый раствор, образуемый фосфором в железе, значительно отличается от твердых растворов Si и Мп тем, что резко снижает пластические свойства сталей, особенно ударную вязкость. Содержание фосфора в стали 0,1 ...0,2 % приводит к ее хрупкости при комнатной температуре и особенно при отрицательных температурах (на морозе). Хрупкость при отрицательных температурах обычно называют хладноломкостью.
91
Хрупкость при содержании фосфора 0,1...0,2% используют в автоматных сталях для облегчения снятия стружки. В серые чугуны для повышения жидкотекучести вводят фосфор в количествах, больших 0,3 %. В этом случае в чугунах образуется фосфидная эвтектика Fe(P) + Fe3C + Fe3P с температурой плавления на 150...200°C ниже температуры затвердевания основной массы чугуна.
Фосфидная эвтектика (с т э д и т) в чугунах расположена по границам зерен. При содержании фосфора в чугуне выше 0,6 % включения фосфидной эвтектики образуют почти непрерывную сетку, чугун становится хрупким и обладает только упругими свойствами, что используется при изготовлении индивидуально отливаемых поршневых колец.
Содержание кремния в серых чугунах значительно больше, чем в углеродистых сталях, поэтому он влияет на положение критических точек: несколько снижается эвтектическая температура и уменьшается эвтектическая концентрация углерода, а температура эвтектического превращения повышается. В настоящее время считается необходимым использовать тройную диаграмму состояния Fe—С—Si.
Однако следует заметить, что названные смещения критических точек и химического состава на диаграмме Fe—С в настоящее время успешно учитываются удобными для практического пользования специальными характеристиками: степенью эвтектичности 5ЭВТ и аналогичным по смыслу углеродным эквивалентом Сэкв [5].
Степень эвтектичности определяется из выражения
С
5 ________________________________ (5 1)
эет 4,26-0,3Si-0,33P-0,4S + 0,03Mn'
Для вычисления углеродного эквивалента (%) можно использовать следующие три уравнения:
Сэкв =C + 0,33Si + 0,33P + 0,4S-0,03Mn; (5.2)
СЭкв=С + ^у^; (5.3)
Si
СЭкв=С +—. (5.4)
В приведенных уравнениях (5.1)... (5.4) для 5ЭВТ и Сэкв под символом каждого химического элемента понимается его содержание в чугуне (%). Эти уравнения позволяют найти положение конкретного многокомпонентного чугуна с содержанием углерода Сэкв на двойной диаграмме Fe—С и определить, например, температуры ликвидуса и солидуса для чугуна данного состава.
92
На практике чаще решают обратную задачу. Снимают кривую охлаждения, определяют Тл, а по ней находят химический состав чугуна, во всяком случае его углеродный эквивалент. Ранее, а в некоторых случаях и сейчас, пользуются простой суммой содержания углерода и кремния (например, см. далее рис. 5.7).
Одной из самых ярких отличительных особенностей чугунов, свойственной только им, является зависимость их структуры не только от химического состава чугуна, но и от скорости охлаждения (затвердевания и последующего остывания) или в практическом смысле от толщины стенки отливки. Кроме того, структура чугунов зависит также от модифицирования. Применяя модифицирование, можно чугун, который после затвердевания должен быть белым, получить серым.
В соответствии с двойной диаграммой Fe—С возможно получение только двух видов чугуна: белого со структурой перлит + + ледебурит + цементит (П+Л+Ц) и серого ферритного со структурой феррит + графит (Ф+Г). Практически же при одном и том же химическом составе кроме названных двух видов с их структурой получают еще по крайней мере три вида чугуна: половинчатый со структурой перлит + цементит + графит (П+Ц+Г), перлитный (П+Г) и перл ито - ферритный (П+Ф+Г).
При этом кроме модифицирования управляющим фактором является скорость охлаждения или толщина стенки отливки. Рассмотрим подробнее названные пять типов (видов) чугунов.
Белый чугун состоит в основном из перлита и цементита. Структура заэвтектического белого чугуна — П+Л (рис. 5.2, а), эвтектического — Л+Ц (рис. 5.2, б), доэвтектического (рис. 5.2, в) — Л (ледебурит). Сам ледебурит является эвтектической .смесью перлита и цементита. Поэтому общую структурную форму белого чугуна можно представить в виде П+Ц, подразумевая под цементитом структурно свободный первичный, вторичный и ледебуритный цементит.
В белом чугуне весь углерод находится в виде химического соединения с железом, за исключением углерода растворенного в феррите (0,025% С). Белый чугун редко применяют в машиностроении, лишь в тех случаях, когда деталь работает на износ (распределительные валы, щеки камнедробилок, катки для мостовых, прокатные валки, вагонные колеса и т.п.). При этом деталь отливают таким образом, чтобы только у рабочей поверхности получился белый чугун, а в центре сечения должен быть серый чугун. Такие отливки называют «отбеленными». Связано это с тем, что сквозной отбел можно получить только в отливках с толщиной стенки менее 50 мм. Белый чугун применяют также в производстве ковкого чугуна. При этом сначала детали отливают из белого чугуна, а затем подвергают длительному графитизирующему отжигу. В настоящее время отливки из ковкого чугуна при-
93
б
Рис. 5.2. Структура белого чугуна: а — заэвтектический (х50); б — эвтектический (х100); в — доэвтектический
(хЮО)
меняют все реже из-за их дороговизны и заменяют ковкий чугун высокопрочным чугуном с шаровидным графитом.
Половинчатый перлито-цементитный чугун состоит из перлита, включений структурно свободного цементита и пластинчатого графита (рис. 5.3). При модифицировании чугуна магниевыми лигатурами структура может получиться перлито-цемен-титной с шаровидным графитом. Отливки из половинчатого чугуна плохо обрабатываются, для машиностроительных отливок он практически не применяется. Обычно встречается как брак при производстве отливок из серого чугуна, в некоторых случаях исправляемый графитизирующим отжигом. При изготовлении отливок из чугуна с шаровидным графитом отжиг является обязательной технологической операцией.
Серый чугун в литом состоянии обязательно имеет в своей структуре свободный графит различной формы, чаще всего пластинчатый. По структуре основной металлической матрицы отлив
94
Рис. 5.3. Перлито-цементитный чугун (*250)
ки из серого чугуна могут принадлежать к одному из следующих трех типов.
Перлитный серый чугун состоит из перлита и, например, пластинчатого или шаровидного графита (рис. 5.4). Из всех серых чугунов с пластинчатым графитом перлитный чугун обладает наибольшей прочностью, умеренной твердостью и хорошей обрабатываемостью.
Перлито-ферритный чугун состоит из перлита, феррита и графита (рис. 5.5). Пластинки графита в таком чугуне получаются более крупными, чем в перлитном чу
гуне. Перлито-ферритный чугун обладает меньшими прочностью и твердостью и лучшей обрабатываемостью по сравнению с перлитным чугуном. Феррит обычно располагается вокруг графитовых включений в виде оторочки. Структура П + Ф + Г чаще всего встречается в машиностроительном литье.
Ферритный серый чугун (рис. 5.6) состоит из феррита и графита, включения которого крупнее, чем в перлитном и перли-то-ферритном чугунах. Он имеет меньшую прочность и твердость, быстро изнашивается, очень легко обрабатывается. Часто в ферритных чугунах графит получают шаровидной формы (рис. 5.6, б).
Рис. 5.4. Перлитный серый чугун с пластинчатым (а) и сфероидальным (б) графитом: а — хЗОО; б - *400
95
Рис. 5.5. Перлито-ферритный серый чугун с пластинчатым (а) и сфероидальным (б) графитом: а — х500; б — х400
Совместное влияние химического состава и скорости охлаждения (толщины стенки) на структуру чугунов. Для получения правильного представления о конечной структуре или типе чугуна необходимо совместное рассмотрение влияния химического состава и скорости охлаждения (затвердевания и последующего остывания). Наиболее часто о химическом составе чугуна судят по углеродному эквиваленту, определяемому по уравнению (5.4), или просто по сумме содержаний С + Si. Скорость охлаждения характеризуется толщиной стенки отливки.
Рис. 5.6. Ферритный серый чугун с пластинчатым (а) и сфероидальным (б) графитом: а - х250; б - х400
96
Совместное влияние химического состава и скорости охлаждения чаще всего отражают в так называемых структурных диаграммах. Одной из первых наглядных структурных диаграмм является диаграмма Грейнера и Клингенштейна (рис. 5.7), построенная для отливок, получаемых в песчано-глинистых формах. Поле
Толщина стенок отливки, мм
Рис. 5.7. Структурная диаграмма Грейнера и Клингенштейна
диаграммы в координатах
(C+Si)—толщина стенок (диаметр) отливки разделено линиями на пять областей, каждая из которых соответствует перечисленным выше типам чугунов: область 1 — белый чугун (П + Ц); 2 — половинчатый чугун (П + Ц + Г); 3 — перлитный чугун (П + Г); 4 — перлито-ферритный чугун (П + Ф + Г) и 5 — ферритный чугун (Ф + Г).
Область перлитных чугунов ограничена сверху горизонталью, соответствующей 5,3 % (C+Si), ниже этого предела свойства улучшаются особенно сильно в связи с уменьшением содержания (C+Si) за счет уменьшения количества графита.
Из диаграммы следует, что перлитный чугун обладает наилучшим свойством давать однородную структуру (П+Г) при колебаниях толщины стенок в широких пределах. Это свойство перлитного чугуна, так называемая квазиизотропия, в большей степени присуща чугуну с низким значением C+Si. Чугуны других структур таким ценным свойством не обладают. Остальные поля на диаграмме узкие, и только поле 3 сильно расширяется вниз.
Из этой же диаграммы следует, что для отливок с разной пре
имущественной толщиной стенок химический состав чугуна должен быть разным. В связи с этим раньше в цехах отливки по конвейерам распределяли по массе отливок, исходя из зависимости: чем больше масса, тем толще стенка. Поэтому для каждого конвейера выплавляли чугун разного химического состава. В настоящее время можно выплавлять один чугун и внепечной обработкой
изменять химический состав.
Взаимосвязь содержания С, Si и приведенной толщины 7?пр стенки может быть описана следующими уравнениями [5]:
• для перлито-цементитной структуры
С (Si+lg7?np) < 4,5;
• для перлито-графитной структуры
С (Si + lg7?np) = 4,5...6,0;
4 Трухов
97
Скорость затвердевания, мм/с
Рис. 5.8. Структурная диаграмма Н.П.Дубинина для литья в металлические формы:
а — при охлаждении отливок в форме; б — при охлаждении с 950 °C на воздухе; 1—5 — то же, что на рис. 5.7
• для перлито-феррито-графитной структуры
C(Si+lgjRnp) = 10...14;
• для ферритной структуры
C(Si+lg/?np) > 14.
В структурной диаграмме и уравнениях не учтено модифицирование. При использовании модифицирования все линии диаграммы будут поворачиваться по часовой стрелке, уменьшая область половинчатого чугуна. Как уже отмечалось, чугун, который после затвердевания должен быть белым, в случае использования модифицирования затвердевает серым.
Чтобы структурную диаграмму, приведенную на рис. 5.7, применять для металлических форм, все линии диаграммы необходимо мысленно поворачивать против часовой стрелки. Для металлических форм аналогичная структурная диаграмма построена Н. П. Дубининым [5] (рис. 5.8), однако в ней используется не толщина стенки отливки, а собственно скорость затвердевания, которая определяется по специальным номограммам автора.
Имеются также много других структурных диаграмм, например диаграмма Г.Ф.Баландина [1].
Графитообразование в чугунах. Углерод может присутствовать в структуре железоуглеродистых сплавов в двух формах — в форме карбида железа-цементита или в форме свободного углерода-гра-фита. Графит — главный признак обычного серого чугуна — распределяется в структуре либо в пластинчатой, либо в вермику-лярной (червеобразной) форме, либо в глобулярной (шаровидной), либо в хлопьевидной форме. Величина, форма и распределение включений графита в очень сильной степени влияют на прочность чугуна. Гексогональная элементарная кристаллическая 98
решетка графита определяет его слоистое строение и, как следствие, низкую пластичность, малую прочность и твердость. Чем больше в чугуне графита, тем грубее его пластинки, тем ниже механические свойства чугуна. Улучшить эти свойства серого чугуна можно повышением прочности металлической основы и изменением количества, формы и размеров графитных включений. Включения графита — это как бы пустоты соответствующей формы, уменьшающие эффективную площадь поперечного сечения металлической матрицы и являющиеся концентраторами напряжений. Коэффициент концентрации напряжений около включений графита пластинчатой формы составляет 4,0... 7,5, около включений шаровидной формы — 2,5...3,5. Вследствие этого в металлической основе детали при нагрузке возникают местные перенапряжения, приводящие к появлению микротрещин и вызывающие хрупкое разрушение.
Именно поэтому в чугуне с шаровидным графитом проявляются заметные пластические свойства в отличие от серых чугунов с пластинчатым графитом, у которых остаточное удлинение при растяжении составляет 0,2...0,75 % (для чугунов с перлитной металлической матрицей).
Выделение фазы графита происходит непосредственно из жидкого расплава при его охлаждении в процессе кристаллизации и при эвтектическом превращении (первичный графит). Кроме того, графит может образоваться в процессе превращений в твердом состоянии сплава вследствие уменьшения растворимости углерода в аустените, а также при необратимом распаде цементита (вторичный графит). Особенно характерным распад цементита является для графитизирующего отжига белого чугуна, включая распад цементита, входящего в перлит, с соответствующим падением твердости:
Fe3C -> 3Fe + С.
Графитизация, как и структурообразование, зависит от одних и тех же факторов, в числе которых химический состав (содержание углерода и кремния), скорость охлаждения и модифицирование. Отдельно следует рассмотреть перегрев чугуна.
Высокий перегрев при плавке (или длительная выдержка при умеренных температурах в жидком состоянии) избавляет сплав от плохой наследственности, заключающейся в соответствии размеров включений графита в чушках и отливках.
Графитовые включения обычных доэвтектических чугунов, кажущиеся под микроскопом изолированными, в действительности соединены между собой, так как при кристаллизации первичного графита возможно образование скелета в форме дерева, растущего из одного центра, и наблюдаемые в плоскости шлифа включения являются сечениями веток этого дерева.
99
Содержание углерода и кремния определяет развитие графитизации чугуна. В общем случае влияние этих двух элементов на графитизацию можно выразить уравнением [5]:
С + п Si = const.
При высоком содержании углерода и соответственно низком содержании кремния п выше 1 и, следовательно, кремний действует на графитизацию сильнее углерода. В противном случае, т. е. при сравнительно низком содержании углерода и высоком содержании кремния, п ниже 1 и кремний, следовательно, будет влиять на графитизацию слабее углерода.
Кремний повышает механические свойства чугуна только при содержании углерода менее 3,0...3,5%. Содержание кремния не должно превышать в среднем 3 % для предотвращения образования силикокарбида и высококремнистого феррита, которые увеличивают хрупкость чугуна. Наиболее сильное графитизирующее действие кремния проявляется при введении его в жидкий чугун как модификатора, например, в виде ферросилиция.
Влияние марганца и серы следует рассматривать совместно из-за их большого химического сродства. При этом следует иметь в виду, что принимается в расчет только избыток этих элементов после связывания их в MnS.
На практике наблюдается только избыток марганца и только в исключительных случаях — избыток серы.
Широко известно, что марганец и сера препятствуют образованию графита в период кристаллизации и особенно в процессе перекристаллизации.
Марганец и в особенности сера оказывают также влияние на величину и форму включений графита. Влияние марганца выражается в размельчении графита с возрастанием его концентрации. При этом в жидком чугуне повышается растворимость (уменьшается активность) углерода и уменьшается число зародышей в чугуне.
При определенном соотношении содержаний Mn/S в ковком чугуне образуется шаровидный графит, при этом число зародышей значительно возрастает.
Рассмотрим также влияние легирующих элементов на графитизацию. Все легирующие элементы по влиянию на этот процесс можно разбить на три группы.
К первой группе, способствующей графитизации, относятся Ni, Со, Си, которые понижают растворимость (повышают активность) углерода в жидком и твердом растворах, а также в эвтектике и эвтектоиде и повышают эвтектическую температуру, одновременно понижая эвтектоидную. Никель и кобальт отличаются неограниченной растворимостью в чугуне и поэтому не образуют новых фаз. Медь отличается ограниченной растворимостью как в жидком (3...8%), так и в твердом (0,15...3,0%)
100
состоянии. Влияние этой группы элементов во многом аналогично влиянию кремния.
Ко второй группе относятся карбидообразующие элементы— Cr, Mo, W, V. Они повышают растворимость углерода и уменьшают его активность в жидком растворе. При содержании элементов второй группы в количестве, превышающем предел растворимости, в цементите, в чугуне возникают специальные карбиды: Cr7C3, Мо2С, W2C, V4C3 и др.
Следует отметить, что при содержаниях Сг > 0,06 % белый чугун не может быть подвергнут графитизирующему отжигу на ковкий из-за повышения стойкости цементита, содержащего Сг.
К третьей группе элементов можно отнести Ti, Zr, Се, Са, Mg, В и др., т.е. элементы, которые характеризуются столь высокой химической активностью, что почти целиком расходуются на образование карбидов, сульфидов, оксидов, нитридов, и только в небольшом количестве они образуют растворы или адсорбированные пленки. Образуемые элементами третьей группы соединения являются обычно тугоплавкими, формируются еще в жидком состоянии и могут служить зародышами в процессе последующей кристаллизации. При больших концентрациях элементы третьей группы в ряде случаев препятствуют графитизации.
К интенсивному отбеливанию чугуна приводят добавки магния. Из остальных более редких элементов следует указать прежде всего на теллур, который уже при содержании 0,004...0,01 % подавляет графитизацию. Подобно теллуру действуют селен и висмут.
Кроме названных трех групп имеются также элементы промежуточного типа. Наиболее характерным из них является алюминий, отличающийся признаками всех трех групп. При небольших концентрациях А1 ведет себя как элемент третьей группы, интенсивно реагируя с О, S, N, Р в чугуне. При более высокой концентрации А1 образует растворы с ферритом или соединения с углеродом, подобно элементам первой и второй групп.
В эвтектоидной области элементы первой группы препятствуют образованию феррита, особенно медь, которая в большей степени, чем никель, способствует перлитизации структуры чугуна. В этом отношении медь уступает только олову и сурьме, влияние которых еще сильнее. Так, например, для получения полностью перлитной структуры в чугуне с шаровидным графитом и устранения образования ферритной оторочки вокруг графита достаточно 0,8 % Си или 0,06 % Sn. Особенностью действия Си, Ni и Sn является отсутствие опасности образования отбела чугуна. Подобно этим элементам действует мышьяк, несколько способствуя графитизации в процессе кристаллизации и препятствуя ей при эвтектоидном превращении.
101
Основные структурные составляющие чугуна. Основные образующиеся в сплавах Fe—С (в сталях и чугунах) структурные составляющие описаны ранее: графит, феррит, перлит, цементит, ледебурит, фосфидная эвтектика. Разнообразные формы графита в чугуне — пластинчатый (ПГ), вермикулярный (ВГ), хлопьевидный (ХГ), шаровидный (ШГ) — определяют и основные типы чугунов: серый (СЧ) с пластинчатым графитом, с вермикулярным графитом (ЧВГ), ковкий с хлопьевидным графитом (КЧ) и высокопрочный с шаровидным графитом (ВЧШГ). При этом металлическая матрица чугунов может быть различной, представляя в основной массе феррит (Фе), перлит (П), бейнит (Б), мартенсит (М), аустенит (А).
По ГОСТ 3443—87 структуру чугунов классифицируют как по форме графита, так и по матрице.
При оценке графита определяют форму, распределение, количество и размеры включений.
Форма графита в значительной степени определяет механические свойства чугунов. Оценивается форма по единой шкале тринадцатью баллами от ГФ1 до Гф13 (рис. 5.9). При этом если графит в структуре чугуна присутствует в разных формах, следует визуально оценить процентную долю каждой и указать ее при обозначении структуры. Графит типа ГФ1 и Гф2 характерен для серого чугуна, близкого к доэвтектическому и эвтектическому составам, а Гф3 и Гф4 — для заэвтектического чугуна, Гф5 и Гф6 — для ЧВГ, Гф7, Гф8, Гф9 — формы, типичные для ковкого чугуна, встречаются в чугунах, модифицированных редкоземельными металлами (РЗМ); графиты типа Гф10...Гф13 образуются в основном в высокопрочном чугуне ВЧШГ.
Размеры включений графита оцениваются по длине / или диаметру D (в микрометрах) от Гразм15 до Гразм1000 баллами. Для оценки пластинчатого графита используются все восемь баллов, а для шаровидного и компактного — только первые шесть. Для оценки определяются средние значения длины или диаметра трех наибольших включений графита, видимых в поле зрения шлифа и измеренных не менее чем в трех местах шлифа.
Распределение включений графита оценивается только для пластинчатого графита по девятибалльной системе. Распределения типов ГР1 и Гр2 являются характерными для средних и крупных отливок с толщиной стенки 30... 100 мм. При толщине стенки более 100 мм образуется веточное распределение графита (Гр5). Сетчатое распределение (Гр6) и розеточное (Гр7) формируется в отливках из немодифицированного синтетического чугуна. Распределение Гр4 присуще колониям междендритного графита, а Гр8 и Гр9 — характеристика просто междендритного графита, образующегося при больших скоростях затвердевания.
Количество включений графита определяют визуально на микрошлифах путем сравнения с пятью эталонными структурами 102
б
Рис. 5.9. Классификация графита (ГОСТ 3443—87):
а — по форме (Гф1 — пластинчатая прямолинейная; Гф2 — пластинчатая завихренная; Гф3 — пластинчатая игольчатая; Гф4 — гнездообразная; Гф5 — вермикулярная извилистая; Гф6 — вермикулярная утолщенная; Гф7 —-нитевидная; Гф8 — хлопьевидная; Гф9 — компактная плотная; Гф10 — шаровидная разорванная; Гф11 — шаровидная звездообразная; Гф12 — шаровидная неправильная; Гф13 — шаровидная правильная); б — по распределению (Гр1 — равномерное; Гр2 — неравномерное; Гр3 — колонии пластинчатого со графита; Гр4 — колонии междендритного графита; Гр5 — веточное; Гр6 — сетчатое; Гр7 — розеточное; Гр8 — междендритное точечное)
или инструментальными методами и обозначают Г2, Г4, Гб, Г10, Г12, где цифры — это площадь, занимаемая графитом на шлифах, соответственно до 3%, 3...5%, 5...8 %, 8... 12%, более 12%,
Тип матрицы оценивается по шести показателям (типам): феррит (Фе), перлит пластинчатый (Пт1), перлит зернистый (Пт2), троостит (Т), бейнит (Б), мартенсит (М). Количество перлита пластинчатого Пт и феррита (Фе) оценивается в зависимости от средней площади (%), занимаемой тем и другим на шлифе; в характеристике указывается площадь перлита: П, П96, П92, П85, П77, П45, П20, П6, ПО, остальное по умолчанию феррит (Фе).
Перлит оценивается также по пятибалльной шкале по дисперсности Пд путем определения расстояния между соседними пластинами цементита.
Структура ледебурита в отбеленных чугунах оценивается пятью баллами по общей площади включений цементита — в процентах от Ц2 до Ц40 и пятью баллами по площади отдельных наиболее крупных включений цементита — в квадратных микрометрах от Цп2000 до Цп25 ООО.
Фосфидная эвтектика оценивается по четырем основным параметрам: строению (Ф1...Ф5), характеру распределения (Фр1...ФрЗ), диаметру ячеек сетки (Фразм250...Фразм1250) и средней площади трех наибольших включений (мкм2) Фп2000...Фп25000.
Наряду с формой и размерами графита и составляющих матрицы большое значение имеет размер эвтектического зерна. Границы зерен в чугуне определяются расположением включений фос-фидной эвтектики по границам эвтектического зерна обычным травлением. При низком содержании фосфора, когда выявить фосфидную эвтектику практически не удается, эвтектическое зерно выявляют при травлении на ликвацию кремния. В перлитном чугуне эвтектическое зерно выявляется сеткой цементита Ц или ледебурита Л. Для оценки размеров эвтектического зерна предусмотрено восемь баллов.
Итак, наряду со словесным описанием структуры приводят ряд принятых обозначений, например: чугун Гф1; Гр2; Гразм90; Пт1; П20; Пд1,0; ФЗ, Фр1, Фразм400, Фп13 000.
Особенности конструкционных свойств чугунов с графитом. Как уже отмечалось, чугуны являются хрупкими материалами, поэтому для изготовления деталей, работающих при ударных нагрузках, они неприменимы. Исключение составляют обладающие хорошей пластичностью ковкие чугуны и чугуны с шаровидным графитом. В то же время чугуны с графитом относятся к самым применяемым и распространенным в мире литейным сплавам. Наряду с хорошими литейными показателями это можно объяснить тем, что чугуны с графитом обладают высокими эксплуата-104
ционными свойствами. В первую очередь следует отметить высокую демпфирующую способность чугунов — способность гасить вибрацию. Одной из характеристик демпфирующейся способности является величина
у = 25-100 %,
где 8 = 1/и — логарифмический декремент затухания; п — число колебаний, когда амплитуда колебаний изменяется в е раз (е — основание натурального логарифма).
Величина 8 для кварца равна 0,0001, для камертона из высококачественной стали — 0,01, для серого чугуна — 0,1. Соответственно Укварц = 0,02 %, Усталь = °,2 %, \|/Сч = 20 %.
Из приведенных данных следует, насколько быстро затухают колебания в чугунах, в которых металл разделен графитовыми включениями, которые сами по себе обладают большой демпфирующей способностью. Естественно, что высокопрочный чугун обладает также существенно большей демпфирующей способностью, чем сталь.
Именно благодаря высокой демпфирующей способности серый чугун широко используется при изготовлении станин и других корпусных деталей. Особенно важным это свойство является для станин высокоточных станков как гарантия обеспечения высокой чистоты поверхности обрабатываемых деталей. Использование серого чугуна для других корпусных деталей способствует увеличению долговечности машин.
Следует также отметить малую чувствительность к надрезам такого чугуна, так как его графитные включения сами оказывают надрезывающее влияние на металлическую матрицу. Для подтверждения приведем следующие данные [5] по временному сопротивлению ств и пределам выносливости о_1 для чугунных образцов без надреза и с надрезом, Н/мм2 (кгс/мм2):
<7В......... 137(14) 171,5(17,5) 205,8(21) 250(25,5) 294(30)
о_, (без надреза) 63,7(6,5) 82(8,4) 103(10,5) 137(14) 159,7(16,3) о., (с надрезом) 63,7(6,5) 78,4(8,0) 93(9,5) 117,6(12) 127,4(13)
Видно, что кроме высокой демпфирующей способности и малой чувствительности к надрезам чугуны с графитом обладают высоким пределом усталостной прочности (выносливости). Усталостная прочность — напряжение, при котором разрушение материала не происходит при 106... 107 циклах нагружения чаще всего изгибными симметричными напряжениями. Все чугуны с графитом по пределу выносливости приближаются к сталям, а высокопрочный чугун даже превосходит стали. В том числе именно поэтому коленчатые валы в настоящее время изготовляют из высокопрочного чугуна.
105
Кроме того, графит сам является смазкой и адсорбирует ее, что предотвращает задиры на коленчатых валах при запусках, особенно после длительных стоянок автомобилей.
Смазывающее действие графита позволяет применять чугун с графитом в узлах трения, особенно там, где нельзя применять смазку (в кислородных машинах, машинах для приготовления теста и др.).
Наконец, простыми технологическими средствами можно изменить поверхностную твердость чугуна с графитом. Например, распределительный вал автомобиля можно отлить из чугуна, получив с помощью холодильника местный отбел, или залить его в облицованный кокиль, в котором у кулачков отсутствует облицовка и металл соприкасается с кокилем.
5.2. Серый чугун с пластинчатым графитом
На долю отливок из серого чугуна с пластинчатым графитом приходится от 80 до 90 % всего чугунного литья, что свидетельствует о широком использовании отливок из серого чугуна.
ГОСТ 1412—85 устанавливает девять основных марок серого чугуна. Основным критерием, по которому чугун делится на марки, является временное сопротивление чугуна (предел прочности при растяжении) сгв (табл. 5.1).
В других сплавах, как известно, таким критерием является химический состав. Например, в маркировке углеродистых сталей указывается содержание углерода в сотых долях процента (необходимо цифру в марке разделить на 100). В чугунах же химический состав не является обязательным. Объяснение факультативности химического состава, приведенное выше, сводится к тому, что из чугуна одного и того же химического состава можно получить путем изменения скорости охлаждения разные типы чугунов (см. рис. 5.7). Для получения одной и той же отливки в песчаную и металлическую форму химический состав чугуна также должен быть разным.
К другим характеристикам, которые регламентирует ГОСТ, кроме сгв, относятся предел прочности при изгибе и твердость.
Для ориентировочного расчета механических свойств для образцов 030 мм по степени эвтектичности 5ЭВТ можно пользоваться эмпирическими уравнениями [5], кг/мм2:
временное сопротивление сгв = 102 - 82,55эет;
твердость по Бринеллю НВ = 140 + 3,5сгв;
модуль упругости Е = Г31,9----1103.
< l,78-03BrJ
106
Таблица 5.1
Механические свойства и рекомендуемый химический состав серого чугуна по ГОСТ 1412—85
Марка чугуна Механические свойства Среднее содержание элемента, мае. %
<*в ^изг НВ С Si Мп с ^экв
Н/мм2 (кгс/мм2), не менее
Заэвтектические чугуны
счю 98(10) 274(28) 143 ...229 3,6 2,4 0,6 4,4
СЧ15 147(15) 314(32) 163 ...229 3,6 2,2 0,6 4,33
Эвтектический чугун
СЧ18 176(18) 358(36) 170...229 3,5 2,1 0,7 4,2
Доэвтектические чугуны
СЧ20 196(20) 392(40) 170... 241 3,4 1,8 0,85 4,0
СЧ25 245(25) 451(46) 180... 250 3,3 1,8 0,8 3,9
СЧЗО 294(30) 490(50) 181 ...255 3,1 1,1 0,8 3,9
СЧ35 343(35) 539(55) 197...219 2,9 1,0 0,9 3,23
Примечание. Содержание примесей, мае. %, менее: Р 0,2; S 0,15.
Как видно, с увеличением степени эвтектичности механические свойства снижаются (за исключением демпфирующей способности). В заэвтектических чугунах (СЧ10, СЧ15) формируется в основном ферритная металлическая матрица с образованием большего количества пластинчатого графита прямолинейной или игольчатой формы. Наилучшим комплексом механических свойств обладают доэвтектические чугуны СЧ20, СЧ25, СЧ30, СЧ35 практически с перлитной основой, которые нашли широкое применение для изготовления сложных и ответственных отливок в автомобильной промышленности (блоки цилиндров, гильзы, тормозные барабаны), в станкостроении и др.
Чугуны с графитом являются хрупкими материалами, деформационные свойства которых характеризуются в основном упругой деформацией. Именно упругие деформационные свойства характеризует стрела прогиба при испытании на изгиб литых образцов 030 мм и длиной 300 или 600 мм — /300 и /6Оо- Относительное (остаточное) же удлинение при растяжении образцов является малым и составляет максимально, как уже выше было отмечено, 0,2...0,75 %.
107
Таблица 5.2
Механические свойства серых чугунов, не предусмотренные ГОСТ 1412-85
Марка чугуна При растяжении При сжатии Демпфирующая СПО-собность, V, %
Е, кгс/мм2 5, % кгс/мм2 Е, кгс/мм2
СЧ10...СЧ15 6000... 8000 0,2 ...1,0 50... 80 6500... 9000 30...32
СЧ20...СЧ25 8500... 12000 0,4...0,7 85 ...95 9300... 12500 25 ...30
СЧ30...СЧ35 1300... 14500 0,6...0,9 ПО... 120 14000... 15500 10...20
Примечание. Для пересчета в единицы СИ 1 кгс/мм2 = 9,8 Н/мм2.
Следует отметить, что расчет предела прочности при изгибе по уравнениям сопротивления материалов является некорректным, так как уравнения получены для гипотезы плоских сечений. Для чугуна гипотеза плоских сечений неприменима, потому что серый чугун неодинаково ведет себя при растяжении и сжатии. Изгиб же является видом нагружения, когда часть волокон растягивается, часть сжимается. Для чугуна нейтральное волокно сдвигается в сторону сжимающих волокон, а прямолинейная эпюра напряжений сильно. искривляется в этом же направлении и гипотеза плоских сечений не вьптолняется. Видимо, поэтому в ГОСТ 1412—85 по маркам чугуна данные о пределе прочности при изгибе не приводятся.
Из не предусмотренных ГОСТом механических свойств следует назвать модуль упругости £, относительное (остаточное) удлинение и демпфирующую способность (табл. 5.2).
Особенную роль для чугунных базовых деталей, особенно станков, играет релаксационная стойкость.
Под релаксацией понимается самопроизвольное уменьшение напряжений в нагруженной детали из-за перехода упругой деформации в пластическую. Релаксация характерна для многих сплавов и деталей из них. Можно напомнить, что с течением времени необходима настройка струнных инструментов, пружины «садятся», ослабляется затяжка болтов и т.п. В серых чугунах даже при малых нагрузках возникают пластические деформации, а с учетом остаточных напряжений в отливках даже малые рабочие напряжения вызывают пластические деформации, которые с течением времени накапливаются, и размеры детали выходят из пределов допуска на них. Примерами таких деталей являются станины точных станков. В ряде случаев станина длиной несколько метров имеет допуск на прямолинейность направляющих 1... 2 мкм. Известно также, что разобранный для ремонта блок цилиндров снова собрать нельзя, и его приходится растачивать.
108
Поэтому для повышения релаксационной стойкости деталей из серого чугуна издавна применяют естественное старение, заключающееся в длительном (9... 12 мес) вылеживании под открытым небом или в складском помещении. Остаточные напряжения при этом уменьшаются на 2... 10 %, а отливки после этого практически не коробятся. Оказалось, что при длительном естественном старении происходит релаксация максимальных напряжений в местах их концентрации около графитовых включений и упрочнение металлической основы на этих участках. Поэтому при последующей нагрузке в этих местах не происходит пластическая деформация, и, таким образом, стабилизируются размеры детали. Следует заметить, что естественному старению подвергаются отливки, предварительно подвергнутые черновой обработке, так как при механической обработке происходит перераспределение остаточных напряжений. На чистовую обработку оставляют припуск, равный 0,5... 1,0 мм.
Естественное старение стараются не применять, а заменяют его низкотемпературным отжигом (500...600 или 200... 300 °C) или методами статического и динамического (вибрация) нагружения.
Кроме того, для повышения релаксационной стойкости применяют метод термоудара, заключающийся в создании в отливках при быстром их нагреве до температуры 200...400°C температурных напряжений, вызывающих временную перегрузку.
Пути повышения прочностных свойств серого чугуна. Когда требуется сделать выбор из двух соседних марок чугуна, например СЧ20 и СЧ25, то по сути решается вопрос о том, как обеспечить увеличение прочности. Здесь у технологов существует несколько возможностей.
Первый путь можно установить, анализируя данные ГОСТ 1412—85 (см. табл. 5.1), согласно которым для увеличения прочности и твердости необходимо уменьшить содержание углерода, а следовательно, графита в чугуне. При этом уменьшается углеродный эквивалент Сэкв и суммарное содержание С + Si (немного уменьшается и содержание кремния). Из структурных диаграмм известно, что с уменьшением содержания С + Si растет вероятность отбела, поэтому второй путь повышения прочности — модифицирование. Высокие марки чугуна, начиная с СЧ25, невозможно получить без модифицирования. Третий путь повышения прочности — легирование главным образом хромом и никелем. В чугунах марок СЧ25 и выше наблюдается в основном перлитная структура. Легирование перлита естественно повышает прочность. И, наконец, четвертый путь — снижение содержания S и Р как вредных примесей.
Особенности литейных свойств. Серый чугун обладает очень хорошими литейными свойствами. Жидкотекучесть серых чугунов, как правило, выше, чем углеродистых сталей.
109
Серые чугуны при введении в их состав до 1,0 % фосфора применяются для художественного литья (примером являются каслинские художественные отливки).
При несколько меньшем (до 0,6 %) содержании фосфора из серого чугуна индивидуально отливают поршневые кольца с толщиной стенки около 3 мм. Отливка тонкостенных отливок из серого чугуна в металлические формы представляет значительные сложности, главным образом, из-за отбела.
Эвтектические и околоэвтектические чугуны к усадочным раковинам и пористости практически не склонны, и отливки из них изготовляются без прибылей благодаря расширению чугуна вследствие выделения графита в некотором интервале температур после затвердевания.
Доэвтектические чугуны, особенно чугуны высоких марок, склонны к образованию усадочных дефектов, и отливки из них изготовляются с небольшими прибылями. Число прибылей минимальное, так как расстояние, на которое действует прибыль, достигает более 1,5 м.
Только в некоторых случаях для отливок диаметром свыше 500 мм, например автомобильных тормозных барабанов, требуется вторая боковая сливная прибыль, расположенная напротив проливной в месте подвода металла.
Следует еще раз напомнить, что, несмотря на малую объемную усадку, отливки из чугуна высоких марок, начиная с СЧ25, получить без усадочных дефектов непросто, так как расширение чугуна происходит после затвердевания и объем прибылей зависит от податливости литейной формы.
Отливки из серого чугуна к горячим трещинам практически не склонны, так как при температурах вблизи интервала кристаллизации отливки расширяются, расширение происходит в уже затвердевшей корке, и растягивающие механические напряжения в интервале температур кристаллизации практически не возникают. Однако при последующем охлаждении проявляется большая склонность отливок из серого чугуна к холодным трещинам, поэтому их стараются как можно раньше выбивать из металлических форм.
Из-за склонности серого чугуна к холодным трещинам крупные отливки выбивают при температурах около 200 °C. Причиной холодных трещин в этих отливках является их более интенсивное неоднородное охлаждение на воздухе после выбивки (по сравнению с песчано-глинистой формой) из-за неоднородного освобождения от формовочной смеси и стержней. Покрытые формовочной смесью участки охлаждаются медленнее, чем освободившиеся от смеси. Вследствие этого возникает большая разность температур в отливке, приводящая к высоким временным напряжениям и разрушению отливки.
110
Как уже отмечалось ранее, очень сильно способствуют образованию холодных трещин отбеленные участки отливок и заливы, в которых, как правило, также наблюдается структура белого чугуна из-за большой скорости охлаждения.
Склонность чугуна к насыщению газами и образованию газоусадочной пористости следует признать умеренной. Основные проблемы связаны с образованием газовых раковин, которые образуются при выделении газов из форм и стержней, а также в случае неправильно сконструированной литниковой системы, в которой происходит подсос газов и их захват.
Аналогично, склонность к ликвации и неметаллическим включениям также не создает особых проблем, исключая шлаковые и песчаные включения, которые часто попадают в отливку.
В то же время, серый чугун является одним из самых чувствительных сплавов к изменению механических свойств в зависимости от толщины стенки (см. подразд. 3.12). Физические свойства серого чугуна (СЧ) в сравнении со свойствами высокопрочного чугуна (ВЧ), чугуна с вермикулярным графитом (ЧВГ) и ковкого чугуна (КЧ) приведены в табл. 5.3.
Следует обратить внимание на больший коэффициент теплопроводности X серого чугуна по сравнению с другими чугунами. Поэтому температурные напряжения в сером чугуне также будут меньше из-за уменьшения перепадов температур.
Пластинчатый графит кроме положительного и отрицательного воздействия на структуру, которое было отмечено выше, сильно влияет также на герметичность, под которой понимается способность материала противостоять фильтрации жидкости или газа. В отливках из чугуна с графитом, особенно из серого чугуна, кроме усадочной, газовой и газоусадочной пористости отмечают еще и графитную пористость, которая зависит от размера и формы графита. Считается, что причиной низкой герметичности чугунов является грубая форма пластинчатого графита. Между
Таблица 5.3
Физические свойства чугунов
Чугун р, кг/м3 а, - 10б, К'1 X, Вт/(м • К) с, Дж/(кг • К)
СЧ 6800... 7500 10,0... 12,0 45...60 502...545
ВЧ 7100... 7350 9,0... 12,5 30...45 545-630
ЧВГ 7100... 7350 10,0-12,0 40...50 525-585
КЧ 7200... 7500 10,5-11,0 30...40 460-540
Примечание, р — плотность; а7 — температурный коэффициент линейного расширения; 1 — коэффициент теплопроводности; с — теплоемкость.
111
грубым графитом и металлической матрицей при охлаждении образуются микропоры вследствие разных температурных коэффициентов линейного расширения: 12-10-6 К-1 для железа и 26-10’6 К-1 для графита перпендикулярно базису. Гидро- и пневмоплотность возрастают с уменьшением углеродного эквивалента и толщины стенки (увеличением скорости затвердевания). При этом для чугуна не свойственно общее правило, в соответствии с которым герметичность сплавов возрастает с уменьшением интервала кристаллизации. Эффективным средством повышения герметичности является легирование 0,2...0,25 % Ni и 0,2... 0,3 % Си.
5.3. Высокопрочный чугун
В настоящее время чугун с шаровидным графитом чаще называется высокопрочным. Как отмечено выше, концентрация напряжений около включений графита шаровидной формы в два и более раза меньше, чем для графита пластинчатой формы. Поэтому высокопрочный чугун имеет не только высокую прочность, но и заметные пластические свойства, что позволяет изготовлять из него отливки-детали, работающие при ударных нагрузках. При этом экономически выгодно заменять отливки из углеродистой стали и ковкого чугуна отливками из высокопрочного чугуна. Так, по американским данным, удельный расход электроэнергии, кВт-ч/т отливок, составляет: 3100 для серого и высокопрочного чугуна, 5700 для углеродистой стали и 6400 для ковкого чугуна. Такие отливки, как ступицы переднего и заднего колеса, изготовляют из высокопрочного чугуна взамен ковкого, а коленчатый вал — из высокопрочного чугуна взамен углеродистой стали.
Обязательным при производстве отливок из высокопрочного чугуна является модифицирование с целью получения шаровидного графита, низкое содержание серы (менее 0,012%) при отсутствии в химическом составе демодификаторов (Bi, Se, Al, Ti, As, Pb).
Самыми распространенными являются модификаторы на основе магния, в частности лигатуры магния с ферросилицием ФСМг, а также лигатуры Ni—Si—Mg, ЖКМК (Fe—Si—Mg—Са) и KM (Si-Ca-Mg). Для модифицирования используют также редкоземельные металлы (РЗМ — La, Се, Nd и др.).
По ГОСТ 7283—85 высокопрочный чугун подразделяется на восемь марок (табл. 5.4). В обозначении марки кроме букв ВЧ (высокопрочный чугун) приводится цифра — временное сопротивление ов, кгс/мм2, т. е. предел прочности при растяжении.
По металлической матрице чугуны подразделяются на ферритные, перлито-ферритные, перлитные и бейнитные. Чугуны первых двух типов производят в литом состоянии без термической
112
Таблица 5.4
Механические свойства*1 и рекомендуемый химический состав высокопрочного чугуна с шаровидным графитом по ГОСТ 7283—85
Марка чугуна Механические свойства Содержание элемента*2, %
ов, Н/мм2 (кгс/мм2) (Jtj Н/мм2 (кгс/мм2) 5, % НВ С Si Мп
не менее
Ферритные чугуны
ВЧ З5‘3 350(35) 220(22) 22 140... 170 2,7...3,8 0,8-2,9 0,2...0,6
ВЧ40 . 400(40) 250(25) 15 140...202 2,7...3,8 0,5 ...2,9 0,2-0,6
Перлито-ферритные чугуны
ВЧ 45 450(45) 310(31) 10 140...225 2,7.-3,8 0,5 ...2,9 0,3 ...0,7
ВЧ50 500(50) 320(32) 7 153...245 2,7... 3,7 0,8-2,9 0,3...0,7
Перлитные чугуны
ВЧ60 600(60) 370(37) 3 192... 277 2,7... 3,6 2,2 ...2,5 0,4...0,7
ВЧ70 700(70) 420(42) 2 228...300 3,0-3,6 2,6...2,9 0,4...0,7
ВЧ 80 800(80) 480(48) 2 248...351 3,2-3,6 2,6... 2,9 0,4...0,7
Бейнитный чугун
ВЧ 100 1000(100) 700(70) 2 270... 360 3,2 ...3,6 3,0...3,8 0,4...0,7
* gb- временное сопротивление; ст — предел текучести; 5 — относительное удлинение; НВ — твердость по Бринеллю.
*2 Содержание примесей: Р не более 0,1 %; S не более 0,02%.
*3 Ударная вязкость KCU более 0,13 кДж/м2.
обработки, перлитные чугуны получают с нормализацией, а бей-нитные — с закалкой и отпуском.
Для формирования в структуре шаровидного графита необходимо, чтобы количество усвоенного модификатора соответствовало 0,03...0,06 %. При меньшем количестве образуется не шаровидный, а пластинчатый графит, при большем появляется отбел, т. е. возникает необходимость в термической обработке.
Не следует забывать, что при вводе магниевых лигатур на дно ковша и при заливке в него чугуна наблюдается пироэффект, связанный с испарением магния при 1083 °C. В связи с этим чистый магний закладывать на дно ковша нельзя, так как произойдет выброс жидкого металла (как при попадании воды под жидкий металл). Поэтому модифицирование чистым магнием проводят в
113
автоклавах. Наработан положительный опыт на КамАЗе и на других заводах модифицирования в литейной форме — Inmold-npo-цесс. Этот способ обеспечивает уменьшение расхода дорогостоящего модификатора, структура чугуна получается без термической обработки в литом состоянии, время между процессом модифицирования и моментом заливки равно практически нулю, т. е. решается проблема, связанная с кратковременностью действия модификатора. В то же время уменьшается производительность (на модельной плите располагаются реакционные камеры, в которые засыпается модификатор, и число отливок уменьшается), снижается выход годного. К положительным сторонам Inmold-процесса следует также отнести уменьшение предусадочного расширения и уменьшение объема прибылей до 40 %.
В отличие от пластинчатого графита в сером чугуне, который практически пронизывает металлическую матрицу, включения шаровидного графита разобщены (как и включения хлопьевидного графита отжига в ковком), поэтому в высокопрочном чугуне коэффициент теплопроводности практически в два раза меньше, чем в сером чугуне.
Увеличение теплопроводности серого чугуна связано с тем, что для графита А. = 160, а для железа X = 87 Вт/(м-К). Поэтому детали из серого чугуна будут лучше работать в условиях тепло-смен и перепадов температур, чем из высокопрочного чугуна.
Особенности литейных свойств высокопрочного чугуна. Жидкотекучесть высокопрочного чугуна выше, чем жидкотекучесть серого чугуна, поэтому тонкостенные отливки высокопрочного чугуна получаются без проблем. Усадочные свойства в значительной степени зависят от литой структуры отливки. Если отливка затвердевает «по-белому», то в ней образуются усадочные раковины и необходимы прибыли, как и для белого чугуна. Объем усадочных дефектов достигает 6 % и более; возникают горячие и холодные трещины. Если структура высокопрочного чугуна получается в литом состоянии (как правило, при использовании вторичного модифицирования ферросилицием), т.е. при затвердевании не выделялся структурно свободный цементит, а происходила графитизация, то объем прибылей и объем усадочных дефектов уменьшается на 20... 30 % и составляет 4,5... 5,5 %. Горячих трещин при этом не возникает, холодные трещины образуются реже, чем при затвердевании «по-белому».
При модифицировании в литейной форме (при реализации Inmold-процесса) объем усадочных дефектов уменьшается еще на 30...40% за счет выделения большего количества графита и составляет 3,0...4,5 %. Простые тонкостенные отливки из ферритного высокопрочного чугуна с шаровидным графитом (типа патрубков) небольшой массы можно отливать без прибылей (при этом литейные формы изготовляются из высокопрочных смесей).
114
Линейная усадка отливок высокопрочных чугунов меньше, чем в случае серых чугунов, в связи с тем, что в первых большее пре-дусадочное расширение, главным образом из-за графитизации сразу после затвердевания. При модифицировании в ковше оно составляет 0,4...0,5%, а при модифицировании в форме — 0,2... 0,22 %. Поэтому при переходе на Inmold-процесс модельную оснастку необходимо переделывать, так как линейная усадка отливок различается в этих двух случаях на такую же величину (при Inmold-процессе линейная усадка больше).
Остальные литейные свойства (газонасыщение, ликвация, изменение механических свойств в зависимости от толщины стенки) такие же, как у серого чугуна.
При содержании серы более 0,012 % отливки поражаются неметаллическими включениями — «черными пятнами», состоящими из MgS, MnS, MgO.
Из других технологических свойств следует прежде всего отметить более высокую герметичность высокопрочных чугунов из-за отсутствия графитной пористости, и эти чугуны можно использовать для отливки деталей, работающих при давлениях 40 МПа (400 кгс/см2) и выше.
Обрабатываемость высокопрочного чугуна, определяемая, например, по стойкости резца, зависит от твердости НВ металлической матрицы. Чистота поверхности деталей из высокопрочного чугуна выше, чем деталей из серого чугуна, вследствие обособленности включений графита.
Благодаря высоким показателям и хорошему сочетанию прочностных, эксплуатационных, физических и технологических свойств высокопрочный чугун находит очень широкое применение во всех отраслях промышленности. Как показывает зарубежный и отечественный опыт, изделия из высокопрочного чугуна во многих случаях заменяют стальное литье, стальные поковки, изделия из ковкого и серого чугуна.
Преимуществом высокопрочного чугуна перед сталью является меньшая плотность, а значит, и меньшая масса, которая еще более снижается в связи с тем, что из этого чугуна можно отливать более тонкостенные детали благодаря его более высокой жидкотекучести. Важным преимуществом в этом отношении является также более низкая температура плавления (примерно на 300 °C), что облегчает и удешевляет процесс плавки. Кроме того, значительно упрощается и удешевляется изготовление литейных форм, так как не требуются дорогие формовочные материалы, специальная керамика для литниковых систем и т.п. К большим преимуществам высокопрочного чугуна относятся также меньшая склонность к образованию горячих трещин и большая циклическая вязкость.
В сравнении с ковким чугуном преимуществами высокопрочного чугуна являются лучшие литейные и более высокие механи
115
ческие свойства, возможность во многих случаях обходиться без термической обработки, а также возможность применения для изготовления деталей любых сечений, массы и размеров.
Высокие значения механических свойств высокопрочного чугуна дают также возможность заменять им серый чугун, при этом достигаются уменьшение толщины стенок и снижение массы отливок. Например, при переходе на высокопрочный чугун значительно уменьшается толщина водопроводных труб, уменьшается масса тюбингов метрополитенов и подземных шахт, при этом металлоемкость конструкций снижается в 1,5—2 раза [11].
5.4. Чугун с вермикулярным графитом
Сначала чугун с вермикулярным графитом считался браком при изготовлении отливок из высокопрочного чугуна. Однако позже выяснилось, что такой чугун обладает рядом специфических свойств, которые дают довольно широкие возможности для его использования: некоторая пластичность (относительное удлинение 2...5 %), повышенный по сравнению с высокопрочным чугуном коэффициент теплопроводности, литейные свойства, близкие к серому чугуну, а также меньшая по сравнению с серым чугуном чувствительность к толщине стенок.
В структуре чугуна с вермикулярным графитом всегда имеется некоторое количество шаровидного графита, остальной графит округлой продолговатой формы, особенно на концах включений, поэтому концентрация напряжений около таких включений меньше, чем у серого чугуна, с чем и связано появление пластических свойств.
К известным способам его получения относится обработка расплава модификатором с РЗМ (церием, иттрием и др.).
Оптимальную совокупность названных свойств обеспечивает ввод 0,6...0,8 % модификатора (при содержании S 0,01 ...0,03 %), при этом остаточное содержание РЗМ 0,1...0,15 %, в том числе 0,02...0,06 % церия.
Металлическая матрица чугуна с вермикулярным графитом может быть перлитной или перлито-ферритной, как у серого чугуна. Наилучшие литейные и физико-механические свойства обеспечивает чугун, в составе которого 20...30 % шаровидного и 70... 80 % вермикулярного графита при содержании, %: С 3,5... 3,6; Si 2,4...2,6; Мп 0,6...0,8; Р 0,02...0,06; S 0,01 ...0,03.
После обработки лигатурой требуется вторичное модифицирование для предотвращения отбела. Чаще всего для этого используется ферросилиций ФС75 в количестве 0,3...0,8 % в зависимости от степени эвтектичности.
Механические свойства (ов, 5) и объем усадочных раковин (7Р) в отливках из чугуна с вермикулярным графитом (ЧВГ) в зависи-
116
мости от количества шаровидного графита приведены в табл. 5.5.
Следует отметить, что сочетание высоких механических свойств (прочности и пластичности) и повышенного коэффициента теплопроводности (по сравнению с высокопрочным чугуном) (см. табл. 5.3) позволяет использовать его взамен серого чугуна для ответственных деталей общего машиностроения, особенно для деталей, работаю-
Таблица 5.5
Зависимость механических свойств и объема усадочных раковин в ЧВГ от содержания шаровидного графита (ШГ)
ШГ, % ^В5 кгс/мм2 5, % Ир, %
10...20 32...38 2...5 1,8...2,2
20...30 38...45 2 ...6 2,0... 2,6
40...50 45 ...50 3...6 3,2 ...4,6
щих в условиях теплосмен и зна-
чительных перепадов температур, например в дизелестроении. При этом, как уже было отмечено, чугун с вермикулярным графитом допускает в отливках большую разностенность (меньшую склонность к изменению механических свойств от толщины стенки). Модельно-стержневая оснастка, сделанная для отливок из серого чугуна, может быть использована без изменений для отливок из чугуна с вермикулярным графитом.
5.5. Ковкий чугун
Ковкий чугун (КЧ) характеризуется высокими прочностью ов = = 300...800 Н/мм2 (30...80 кгс/мм2) и пластичностью 5 = 1,5... 12,0%, что и послужило основанием для того, чтобы называть его ковким, хотя ковке он не подвергается, за исключением операции правки отливок. Названные свойства позволяют использовать его для тяжелонагруженных деталей, испытывающих динамические нагрузки. Однако в последнее время наметилась тенденция к замене ковкого чугуна высокопрочным как из экономических, так и из технических предпосылок.
К причинам технического характера относятся прежде всего ограничение по толщине стенок отливок до 50 мм, а также более низкие литейные свойства белого чугуна по сравнению с высокопрочным чугуном.
Высокая стоимость отливок из ковкого чугуна связана с тем, что их производство осуществляется в два этапа: первый — производство отливок из белого чугуна (поэтому под литейными свойствами ковкого чугуна следует понимать литейные свойства белого чугуна); второй — графитизирующий или обезуглероживающий отжиг.
На первом этапе основными являются требования, связанные с получением в отливках сквозного отбела. При этом необходимо «держать на максимуме» углеродный эквивалент или суммарное
117
Таблица 5.6
Содержание С и Si в отливках из ковкого чугуна в зависимости от толщины стенок
Толщина стенок С Si
отливок, мм мае. %
4 ...6 3,0...2,8 1,2... 1,0
6...9 2,8...2,7 1,0... 0,8
9... 13 2,7...2,6 0,8... 0,6
13...25 2,6...2,5 0,6.„0,55
Свыше 25 2,5...2,4 0,55 ...0,5
содержание С + Si, но чтобы в то же время в структуре белого чугуна не образовывался свободный графит. При значительном отклонении от этого максимума в меньшую сторону очень сильно увеличивается время второго этапа — отжига.
Химический состав белого чугуна перед отжигом на ковкий чугун является факультативным, как и для всех чугунов, и зависит от толщины стенки: с увеличением толщины стенок суммарное содержание С + Si уменьшается (табл. 5.6).
Важнейшим из требований к
химическому составу белого чугуна является ограничение содержания хрома — должно быть не более 0,06 % Сг, иначе не про-
изойдет полного распада цементита в отливках из белого чугуна (хром делает цементит устойчивым против распада).
Наиболее часто при отжиге белого чугуна на ковкий чугун применяют процесс полной графитизации в нейтральной или слабо окислительной среде, в результате получается ферритный ковкий
чугун — черносердечный по виду излома и попутно возможно частичное обезуглероживание.
Типичный режим двухстадийного отжига на ферритный ковкий чугун (рис. 5.10) состоит из пяти периодов:
Пх — нагрев до 930...970 °C, т.е. значительно выше температур интервала превращений, при длительности 3...5 ч;
П2 — выдержка, называемая первой стадией, до полного разложения структурного свободного цементита — 3...5 ч;
773 — промежуточное охлаждение до температур около 760 °C, т. е. несколько выше интервала критических температур — 3... 4 ч;
774 — медленное контролируемое охлаждение со скоростью не более 5 °С/ч, называемое второй стадией, вплоть до 700 °C с целью разложения цементита, входящего в перлит, — 8... 15 ч;
Г,°Сн
760
720
П\ П2 П3 Щ П$ Ъ ч
Рис. 5.10. Типовой график отжига ковкого чугуна
118
П5 — окончательное охлаждение до 550...600 °C, т.е. до температуры, при которой отливки выгружают из печи.
Общая продолжительность отжига для получения ферритного ковкого чугуна составляет 23...40 ч. Длительность отжига уменьшается за счет ввода в расплав белого чугуна модификатора, содержащего 0,003 % В, 0,003 % Bi, 0,01 % Al (ранее длительность отжига составляла 100 ч, а сам отжиг назывался «томлением»).
Перлитный ковкий чугун может получаться с использованием различных режимов термообработки. Один из них заключается в проведении первой стадии, охлаждении до температуры 900 °C, нормализации и последующего отпуска. Кроме того, по окончании первой стадии и охлаждения может быть применена закалка в масле с отпуском (с нагревами под закалку и под отпуск). Термообработке, в том числе закалке в масле, может быть подвергнут ферритный ковкий чугун, полученный при проведении двухстадийного отжига. После термической обработки структура металлической матрицы становится сорбитной или трооститной.
По ГОСТ 7293—79 (изм. в 1991 г.) установлены 11 марок ковкого чугуна. Его маркировка производится буквами КЧ и двумя цифрами, первая из которых — временное сопротивление (т.е. предел прочности при растяжении) (ов, кгс/мм2), вторая — относительное удлинение (5, %). Кроме того, ГОСТом регламентируется твердость НВ для каждой марки и приводится рекомендуемый химический состав (табл. 5.7).
Ферритный чугун имеет черный бархатистый излом с перлитной поверхностной каймой толщиной до 1,5 мм и называется «черносердечным». Перлитный чугун имеет светлый блестящий излом и называется «белосердечным».
Для получения белосердечного перлитного чугуна режим отжига заключается по существу в длительной первой стадии, которая проводится в окислительной атмосфере при температуре 1000... 1050°C. При этом происходит окисление и удаление из отливки значительной части углерода. После охлаждения структура чугуна представляет перлитную матрицу с небольшим количеством графита, т. е. структура близка к графитизированной стали. Такой чугун легко подвергается сварке и пайке.
Литейные свойства белого чугуна (предназначенного к отжигу на ковкий чугун) значительно хуже, чем у высокопрочного чугуна и особенно у серого чугуна. Меньшая эвтектичность и высокая температура ликвидуса приводят к меньшей жидкотекучести. Широкий интервал кристаллизации (100 °C и более) и структура белого чугуна приводят к тому, что отливки белого чугуна склонны к усадочным раковинам и пористости. Объемная усадка затвердевания ковкого чугуна составляет величину порядка 6 %. Тот же широкий интервал кристаллизации является ответственным за высокую склонность к горячим трещинам. Для структуры бело-
119
Таблица 5.7
Механические свойства и рекомендуемый химический состав ковкого чугуна по ГОСТ 7293—79 (изм. в 1991 г.)
Марка чугуна Механические свойства Среднее содержание элемента, мае. %
ов, Н/мм2 (кгс/мм2), не менее 5, % НВ С Si Мп
Ферритные чугуны
КЧЗО-6 294(30) 6 100... 163 2,7 1,3 0,5
КЧЗЗ-8 323(33) 8 100... 163 2,7 1,3 0,5
КЧ35-10 335(35) 10 100... 163 2,6 1,2 0,4
КЧ37-12 362(37) 12 110...163 2,5 1,3 0,3
Перлитные чугуны
КЧ45-7 441(45) 7 150...207 2,6 1,2 0,6
КЧ50-5 490(50) 5 170...230 2,6 1,2 0,6
КЧ55-4 539(55) 4 192...241 2,6 1,2 0,6
КЧ60-3 588(60) 3 200... 269 2,6 1,2 0,6
КЧ65-3 637(65) 3 212...269 2,5 1,3 0,6
КЧ70-2 686(70) 2 241...285 2,5 1,3 0,6
КЧ80-1.5 784(80) 1,5 270... 320 2,5 1,3 0,6
Примечание. Содержание примесей в чугуне, мае. %, менее: Р 0,10...0,18; S 0,06...0,20; Сг 0,06...0,08.
го чугуна (П + Ц) характерны повышенные твердость и хрупкость, поэтому отливки данного чугуна склонны к холодным трещинам.
Линейная усадка отливки белого чугуна составляет 1,6...2,3 %. При графитизирующем отжиге отливки белого чугуна «растут» (увеличиваются в объеме из-за выделения графита из цементита) примерно на 2,0 %. Поэтому чаще всего линейная усадка, принимаемая при проектировании модельно-стержневой оснастки, составляет максимум 0,5 %. В некоторых случаях для предупреждения появления плюсовых систематических отклонений ее принимают равной нулю или даже отрицательной, особенно при использовании низкопрочных смесей.
Результатом газонасыщения является присутствие в твердом растворе азота, который сильно стабилизирует цементит. При модифицировании бором азот связывается в нитрид бора (BN), и
120
длительность графитизирующего отжига, как уже было отмечено, сокращается более чем в два раза. С ликвацией в белых чугунах, как и в других чугунах, проблем не возникает. В отличие от других чугунов ковкий чугун (особенно с ферритной матрицей) отличается однородностью свойств по сечению отливки.
5.6. Легированные чугуны
По условиям эксплуатации чугуны должны обладать не только определенной прочностью, но и рядом специальных свойств: жаростойкостью, жаропрочностью, износостойкостью, коррозионной стойкостью и др. Эти свойства обеспечиваются легированием одним или несколькими элементами. По составу чугунам присваиваются названия именно по легирующему элементу: хромистые, никелевые, кремниевые, алюминиевые, марганцевые, ванадиевые.
Буквы в марках легированных чугунов обозначают: Ч — чугун; X — хром; Н — никель; Т — титан; С — кремний; Г — марганец; М — молибден; Д — медь; Ю — алюминий; П — фосфор; Ш — шаровидный; И — износостойкий; Ж — жаростойкий.
Хромистые чугуны предназначены для изготовления жаростойких, коррозионно-стойких и износостойких отливок. Содержание хрома в жаростойких чугунах колеблется от 1,0 до 32 % (чугуны ЖЧХ1 ...ЖЧХ30). Предельная рабочая температура для хромистых чугунов с содержанием 13... 16% Сг составляет 900°C, для чугунов с 20...30% Сг — 1200°C.
Хромистые чугуны ЧХ34 обладают высокой коррозионной стойкостью в растворах различных солей и кислот.
Износостойкость хромистых чугунов повышается дополнительным легированием никелем, титаном, молибденом (ИЧХ2Н4, ИЧХЗТД, ИЧХ15М2).
Хромистые чугуны имеют большую линейную (2,0...2,5 %) и объемную (до 7%) усадку, склонны к горячим и холодным трещинам.
Никелевые чугуны с 0,5... 1,5 % Ni имеют перлито-цемен-титную матрицу, относятся к конструкционным материалам и используются для изготовления деталей, работающих в условиях изнашивания в агрессивной газовой среде: поршневые кольца (ЧНХТ, ЧН1ХД), цилиндры тепловозных и судовых двигателей, зубчатые колеса (ЧН2Х).
Чугуны, содержащие 10...20% Ni, имеют аустенито-карбид-ную матрицу. Наиболее распространенными являются чугуны ЧН15ДЗШ (нирезист), ЧН20Д2Ш (никросилал). Никелевые чугуны характеризуются высокой коррозионной стойкостью в растворах солей, щелочей; обладают высокими прочностью и пластичностью. Графит в них, как правило, шаровидной формы.
121
Литейные свойства никелевых чугунов с высоким содержанием никеля такие же, как и высоколегированных сталей: высокая склонность к усадочным дефектам, к горячим и холодным трещинам, к образованию плен и неметаллических включений.
В марганцевых чугунах, содержащих 5...6 % Мп, при обычных скоростях охлаждения структура формируется мартенситной, при 9... 10 % Мп структура состоит преимущественно из аустенита и карбидов, графит в них может быть пластинчатый и шаровидный.
Марганцевые чугуны применяются, главным образом, как антифрикционные и немагнитные материалы. Марганцевый аустенит склонен к наклепу, по сравнению с никелевым хуже обрабатывается, поэтому припуски на обработку должны быть минимальными.
Марганцевые чугуны имеют также низкие литейные свойства.
Алю м и н и е в ы е чугуны используются главным образом как жаростойкий и износостойкий материал. Низколегированные чугуны с содержанием около 1 % А1 имеют перлито-ферритную матрицу с включениями шаровидного графита (ЧЮХШ). Среднелегированные чугуны содержат 5...9% А1, имеют ферритную матрицу с растворенным алюминием и включениями перлита, графита и карбида железа. Высоколегированные алюминиевые чугуны содержат 20...30 % А1 (ЖЧЮ22Ш — чугаль; ЖЧЮЗО — пиро-фераль), имеют ферритную матрицу с включениями графита и карбидов. Для чугаля характерна высокая стойкость против растворения в расплавах алюминия, пирофераль имеет высокую износостойкость. Предельная рабочая температура этих сплавов 1100 °C. Алюминиевые чугуны имеют низкие литейные свойства.
Кремниевые чугуны являются окалино- и коррозионно-стойкими. При содержании 5...6 % Si (ЖЧС5) они в литом состоянии имеют ферритную матрицу и называются «силалом». При переходе к шаровидному графиту (ЖЧС5Ш) названные выше свойства повышаются как в воздушной среде, так и в среде генераторного газа.
В химическом машиностроении широкое применение получили сплавы ЧС13, ЧС15, ЧС17 (ферросилиды), обладающие высокой коррозионной стойкостью во многих кислотах, кроме соляной. Для повышения стойкости в этой и других кислотах в ферросилиды вводят 4,0 % Мо (ЧС15М4, ЧС17МЗ) и называют эти сплавы «антихлорами».
Силалы имеют литейные свойства, близкие к литейным свойствам серых чугунов, особенно когда графит пластинчатый и эвтектический химический состав.
Свободная линейная усадка ферросилидов составляет 1,2... 2,6 %. У антихлора она также около 2,2 %. Вместе с тем антихлор имеет большую склонность к образованию концентрированных усадочных раковин по сравнению с ферросилидом.
122
Отливки из ЖЧС5Ш подвергают термической обработке для снятия напряжений. Отливки из ферросилида и антихлора очень хрупкие и требуют осторожного обращения при механической обработке, монтаже и транспортировке.
5.7. Синтетический чугун
Производство синтетического чугуна заключается в выплавке его из стальных отходов без использования литейных или передельных доменных чугунов с соответствующим науглероживанием (источники углерода — электродный бой, кокс, графитизированный порошок, каменный уголь и т.п.). Синтетический чугун отличается низким содержанием серы (0,015... 0,03 %), фосфора (0,02...0,04 %), Н2, О2, N2 и других примесей и неметаллических включений.
Синтетическим может быть чугун любой структурной группы: серый, высокопрочный, с вермикулярным графитом, ковкий и белый. При этом расход модификатора для синтетического чугуна на 0,1... 0,2 % должен быть больше. Размер включений графита в синтетическом сером чугуне меньше, перлит более дисперсный, что обусловливает его более высокие механические свойства. Получение синтетического чугуна высоких марок СЧЗО, СЧ35 заметно облегчается.
При производстве синтетического ковкого чугуна из-за низкого содержания фосфора наблюдается соответствующее увеличение пластичности. Вместе с тем заметно некоторое увеличение длительности отжига.
При производстве синтетического высокопрочного чугуна наблюдается более стабильное воздействие модификатора.
От обычных синтетические чугуны отличаются и по литейным свойствам: меньшая жидкотекучесть, большая склонность к отбе-лу и образованию междендритного графита, повышенная склонность к холодным трещинам. Однако герметичность отливок синтетического чугуна выше, чем отливок обычного чугуна.
5.8. Литейные стали
В отличие от чугунов стали могут быть деформируемыми и литейными. Литейные стали, как правило, отличаются от деформируемых пониженными механическими и пластическими свойствами, что связано с формированием в литом состоянии пористости (усадочной, газоусадочной и газовой). Плотность деформируемых сталей, изначально полученных также в литом состоянии, повышается после деформации. При маркировке литых сталей обязательно ставится буква Л (литейная, литая).
Следует также отметить, что в отличие от серых, ковких и высокопрочных чугунов литейные стали обладают более высокими пластичностью и комплексом соответствующих физических и хи
123
мических свойств. По сравнению с чугунными отливками производство стальных отливок характеризуется значительно меньшими масштабами, что связано, главным образом, с более высокой (примерно на 300 °C) температурой плавления.
По химическому составу литейные стали подразделяют на углеродистые (0,12...0,6 % С) и легированные.
Углеродистые литейные стали. Маркировка литейных углеродистых сталей, химический состав и механические свойства по ГОСТ 977—88 приведены в табл. 5.8. Отливки из углеродистой стали подразделяют на три группы.
Обязательным браковочным признаком для отливок первой группы (общего назначения) является содержание углерода, серы и фосфора, а также внешний вид и точность размеров. Содержание марганца (0,45...0,9 %) и кремния (0,2...0,52 %) рассматривается как факультативное.
Отливки второй группы (ответственного назначения) контролируются, кроме-того, по прочности (сгв и сгт) и относительному удлинению 8.
Отливки третьей группы (особо ответственного назначения) контролируются дополнительно по ударной вязкости KCU.
В число контролируемых параметров могут быть также включены микроструктура, пористость, герметичность и другие характеристики.
Содержание серы и фосфора ограничивается в пределах соответственно 0,040...0,06 % S и 0,04...0,06 % Р в зависимости от группы и способа плавки: с основной или кислой футеровкой.
В литом состоянии структура углеродистых литейных сталей характеризуется крупным зерном: перлит с крупными пластинками
Таблица 5.8
Марки, содержание углерода и механические свойства литейных углеродистых сталей по ГОСТ 977—88
Марка сплава С, мае. % Механические свойства, не менее
Нормализация + отпуск Закалка + отпуск
Н/мм2 ОТ5 Н/мм2 5, % кси, кДж/м2 Н/мм2 5, %
15Л 0,12...0,20 400 200 24 0,50 — —
25Л 0,22 ...0,30 450 240 19 0,40 500 22
ЗОЛ 0,27... 0,35 480 260 17 0,35 500 17
35Л 0,32 ...0,40 500 280 15 0,35 550 16
45Л 0,42...0,50 550 320 12 0,30 600 14
55Л 0,52...0,60 600 350 10 0,25 860 15
124
феррита и называется «видманштедтовой». Она практически в обязательном порядке исправляется термической обработкой — отжигом, нормализацией, закалкой или их комбинациями. В результате образуются равноосные мелкие ферритные и перлитные зерна. Кроме того, в процессе отжига при 600...650 °C попутно снимаются остаточные литейные и появившиеся закалочные напряжения.
Особенности литейных свойств углеродистых сталей. Литейные свойства углеродистых сталей значительно хуже литейных свойств чугуна и других сплавов. Низкая жидкотекучесть сталей объясняется, главным образом, самой высокой (кроме титановых сплавов) температурой ликвидуса и соответственно низкой температурой заливки. Суммарная объемная усадка затвердевания и усадка в жидком состоянии составляет 6,0 %. Поэтому стальные отливки, как и отливки всех других сплавов, кроме чугуна, необходимо получать с прибылями. Для стальных отливок характерно развитие пористости, в них чаще, чем в отливках из других сплавов, образуются горячие трещины, даже в случаях литья в песчано-глинистые формы. В то же время холодные трещины в стальных отливках возникают реже, чем в чугунных отливках.
К насыщению газами и неметаллическим включениям стали более склонны, но и требования для них выше, чем для чугунов. К ликвации, особенно по сере и фосфору, склонны стальные отливки с толщиной стенки более 80 мм. Как правило, ликвации подвергнуты слитки, имеющие существенно большую толщину.
К изменению механических свойств в зависимости от толщины стенок литейные углеродистые стали менее чувствительны, чем другие сплавы, особенно учитывая обязательную их термическую обработку.
Легированные литейные стали. Легирование литейных углеродистых сталей проводится с целью повышения механических свойств и приобретения ими специальных служебных свойств. К легированным сталям относят низко- и среднелегированные стали с содержанием легирующих компонентов соответственно до 2,5 и от 2,5 до 10 %.
Химический состав легированных сталей в соответствии с ГОСТ 977—88 приведен в табл. 5.9, а их механические свойства после термической обработки (закалки (нормализации) и отпуска) — в табл. 5.10.
Чаще других применяют стали, легированные кремнием, марганцем, хромом и никелем, медью и др.
Известно много композиций марганцевой стали, различающихся содержанием углерода и марганца. Обычно их содержание колеблется в пределах соответственно 0,17... 0,4 % С и 1,0... 2,0 % Мп.
Марганцевые стали отличаются более высокой прочностью и особенно большей прокаливаемостью, чем углеродистые. Марган-
125
Таблица 5.9
Средний химический состав легированных сталей, мае. %
Марка стали С Мп Si Сг Ni Си V Мо
20ГЛ 0,20 1,4 0,3 — — — — —
35ГЛ 0,35 1,4 0,3 — — — — —
35ГСЛ 0,30 1,3 0,7 — — — — —
20ФЛ 0,20 0,9 0,3 — — — 0,12 —
45ФЛ 0,45 0,7 0,3 — — — 0,15 —
40ХЛ 0,40 0,7 0,3 1,0 — — — —
35ХМЛ 0,35 0,7 0,3 1,0 — — — 0,25
ЗОХНМЛ 0,30 0,7 0,3 1,5 1,5 — — 0,25
35ХГСЛ 0,35 1,2 0,7 0,8 — — — —
23ХГС2МФЛ 0,23 0,7 1,9 0,9 — — 0,12 0,25
20ДХЛ 0,12 0,6 0,3 1,0 — 1,5 — —
08ГДНФЛ <0,1 0,8 0,3 — 1,3 1,0 0,10 —
12ДХН1МФЛ 0,12 0,4 о,з 1,5 1,6 0,5 0,12 0,25
Примечание. Содержание S и Р не более 0,03...0,05 % каждого.
цевые стали широко используются при изготовлении отливок для железнодорожного транспорта, экскаваторов и других машин.
У хромовых сталей (40ХЛ и др.) также повышенные по сравнению с углеродистой сталью механические свойства и прокали-ваемость. Для улучшения их структуры и свойств используют небольшие добавки молибдена, уничтожающие отпускную хрупкость
Таблица 5.10
Механические свойства легированных сталей
Марка стали Температура, °C Механические свойства*, не менее
закалки (нормализации) отпуска Н/мм2 Н/мм2 з, % кси, Дж/м2
20ГЛ (890) 630 540 275 18 491
35ГЛ (890) 630 540 294 12 294
ЗОГСЛ 930 610 650 400 14 0,5
20ФЛ (890) 630 491 294 18 491
45ФЛ 860 630 687 491 12 294
40ХЛ 860 630 638 491 12 392
35ХМЛ 870 630 687 540 12 392
ЗОХНМЛ 870 630 785 638 10 392
ЗОХГСЛ 875 650 785 589 10 392
23ХГС2МФЛ 990 220 1275 1079 6 392
20ДХЛ (880) 580 491 392 12 294
08ГДНФЛ (930) 620 741 343 18 491
12ДХН1МФЛ 900 530 981 735 10 294
* Показатели механических свойств те же, что в табл. 5.8.
126
при термической обработке. Хромовые стали применяют для получения отливок, работающих в условиях абразивного износа.
Большая прокаливаемость достигается при легировании стали одновременно марганцем, хромом и кремнием (ЗОХГСЛ, хромансил).
Одновременное легирование хромом и никелем проявляется в измельчении зерна, в значительном увеличении прокаливаемо-сти, что позволяет изготовлять из этих сталей крупногабаритные отливки (ЗОХНМЛ и др.).
Стали, легированные медью, подвержены дисперсионному твердению, которое обеспечивает однородные свойства в тонких и толстых сечениях отливок.
Некоторые марки легированных сталей модифицируют бором, кальцием, церием и другими РЗМ. В результате улучшаются механические и литейные свойства стали. Как правило, добавки вводятся в малых количествах. Так, например, достаточно иметь 0,001... 0,002 % В в стали, чтобы получить резкое увеличение про-каливаемости и пластичности.
В одних случаях действие добавок связывается с модифицированием, в других — с микролегированием.
Графитизированная сталь, также относящаяся к легированным сталям, содержит 0,9... 1,5 % С, 1,0... 1,4% Si, 0,5 % Мп. В литом состоянии ее структура представлена перлитом и цементитом, т. е. весь углерод находится в связанном состоянии. При термической обработке (отжиг с нагревом до 900 °C и последующее медленное охлаждение в интервале температур 800...700°C) происходит распад структурно свободного цементита с выделением графита. Окончательная структура стали — перлит+графит. Такая графитизированная сталь обладает повышенными антифрикционными свойствами и используется для втулок, вкладышей, работающих в условиях абразивного износа.
Высоколегированные стали. В соответствии с ГОСТ 2176—77 высоколегированные стали, содержащие более 10 % легирующих элементов, подразделяются по структуре на шесть классов: мартенситный; мартенсито-ферритный; ферритный; аустенито-мартенситный; аустенито-ферригный; аустенитный. Смена классов происходит по мере увеличения легированности. На практике чаще пользуются названиями сталей по основным служебным свойствам: коррозионно-стойкая, кислотостойкая, жаростойкая, жаропрочная, износостойкая.
Большой класс высоколегированных сталей составляют так называемые коррозионно-стойкие (нержавеющие) стали, обладающие хорошей стойкостью против коррозионного воздействия агрессивных сред.
Прежде всего к ним относятся высоколегированные хромовые стали ферритного класса (12Х18ТЛ, 15Х25ТЛ), обладающие хорошей пластичностью. Добавка титана связывает углерод и повышает стойкость против межкристаллитной коррозии.
127
Для получения высокой твердости и износостойкости хромовых сталей (Х28Л, Х34Л) содержание углерода увеличивают до 0,5...2,0 % и получают феррито-карбидную структуру.
Хромовые коррозионно-стойкие стали мартенситного и феррито-мартенситного классов характеризуются сравнительно широким диапазоном содержания углерода и возможным наличием никеля, меди, ниобия и других элементов. К сталям этого класса можно отнести стали марок 10Х14НДЛ и 09ХН4БЛ (Б — ниобий).
Наивысшей коррозионной стойкостью рассматриваемые стали обладают в том случае, когда карбиды в свободном состоянии отсутствуют и полностью переведены в твердый раствор.
Хромовые стали отличаются пониженной по сравнению с углеродистой сталью теплопроводностью, повышенной окисляемо-стью, склонностью к пленообразованию, образованию пригара при заливке в формы на основе кварцевого песка, к образованию усадочных раковин, горячих и холодных трещин.
В качестве кислотостойких сталей применяют высоколегированные стали аустенитного, аустенито-ферритного и феррито-аустенитного классов. Основными легирующими элементами для них являются хром и никель. При этом никель необходим для получения однофазной аустенитной структуры.
Кислотостойкая хромоникелевая сталь, содержащая 18 % Сг и 8 % Ni, широко используется для отливок деталей насосов, фиттингов и т. п.
Чаще других стали этого типа легируют титаном и молибденом (12Х18Н9ТЛ, 12Х18Н12МЗТЛ).
Хромоникелевые стали, так же как и хромовые, обладают пониженными литейными свойствами.
Сложнолегированные хромоникелевые стали характеризуются высокой жаропрочностью и жаростойкостью. Жаропрочными называют стали, способные сопротивляться нагрузкам и разрушению при температурах выше 550 °C. Стали, обладающие высокой стойкостью против коррозии и образования окалины при температурах до 1200°C, называют жаростойкими.
Основным фактором, предопределяющим жаропрочность сталей, является легированный аустенит. Практическое применение для изготовления отливок из жаропрочных сталей получили аустенитные стали типа 12Х18Н9ТЛ (для жаропрочных отливок энергетического, химического и нефтяного машиностроения) и 12Х20Н12ТЛ (для турбинных лопаток, работающих при температурах до 600 °C).
В стали 15Х18Н22В6М2Л высокая жаропрочность обеспечивается за счет введения добавок вольфрама и молибдена.
Высокомарганцевая износостойкая сталь 110Г13Л (так называемая «сталь Гадфильда») относится к аустенитному классу. Осо-128
бенностью отливок из этой стали является способность упрочняться в условиях ударной нагрузки и принимать наклеп, повышающий поверхностную твердость от НВ 170...200 до НВ 600...800 и износостойкость в условиях абразивного износа. При отсутствии наклепа ее износостойкость находится на уровне углеродистой стали.
В литом состоянии структура стали — аустенит и карбиды, располагающиеся по границам зерен. Данная сталь используется после закалки в воде с температуры 1100 °C, когда отливки приобретают однородную аустенитную структуру.
Температура заливки стали 110Г13Л ниже, чем у других сталей, и колеблется в пределах 1330... 1370 °C. Сталь 110Г13Л характеризуется повышенной склонностью к усадочным дефектам, образованию горячих трещин, пригару при литье в формы на основе кварца.
Особо следует отметить, что сталь 110Г13Л очень плохо обрабатывается режущим инструментом (за исключением алмазного).
Трухоа
ГЛАВА 6
ЛИТЕЙНЫЕ СПЛАВЫ ЦВЕТНЫХ МЕТАЛЛОВ
6.1. Алюминиевые сплавы
Алюминиевые литейные сплавы обладают высокой удельной прочностью (ств/р) (большей, чем у углеродистых сталей), высокой коррозионной стойкостью, достаточно высокими тепло- и
электропроводностью.
Кроме того, сплавы на основе алюминия имеют хорошие технологические литейные свойства, легко обрабатываются.
Именно этими обстоятельствами объясняется применение алюминиевых сплавов во всех отраслях промышленности, особенно в
авиации и автостроении.
Классификация литейных сплавов приведена в ГОСТ 1583— 93, в соответствии с которым они подразделяются на пять групп (в табл. 6.1 приведены их химический состав и механические свойства):
I — сплавы на основе системы Al— Si—Mg;
II — сплавы на основе системы Al —Si—Си;
III — сплавы на основе системы А1—Си;
IV — сплавы на основе системы Al—Mg;
V — сплавы на основе системы А1—Э (прочие элементы, явля-
ющиеся компонентами сплава).
Сплавы I и II групп. Данные сплавы являются наиболее распространенными и называются «силуминами». Их можно подразделить на простые силумины (АЛ2) и специальные силумины, содержащие кроме А1 и Si дополнительно Mg (десятые доли процента) или совместно Mg (в тех же количествах) и Си.
Для изготовления отливок используют доэтвектические (до 9 % Si) и заэвтекгические (до 25 % Si) сплавы (рис. 6.1)-Как видно из диаграммы фазового равновесия системы
130
Таблица 6Л
Химический состав и механические свойства алюминиевых литейных сплавов по ГОСТ 1583—93
Марка сплава Содержание, мае. %, основных компонентов*1 Способ литья Вид ТО*2 Механические свойства материала отливок*3
Mg Si Мп Си Ti Ni ов, Н/мм2 (кгс/мм2) 5, % НВ
Группа I: сплавы на основе системы Al—Si—Mi g
АК12 (АЛ2) 10...13 зм, вм, км к д зм, вм, км к д Т2 Т2 Т2 147(15,0) 157(16,0) 157 (16,0) 137(14,0) 147 (15,0) 147(15,0) 4,0 2,0 1,0 4,0 3,0 2,0 50,0 50,0 50,0 50,0 50,0 50,0
АК13 (АК13) 0,1... 0,2 11,0... 13,5 0,1 ...0,5 д з, в, к, д, пд К, д, пд зм, вм к, км Т1 Тб Тб 176(18,0) 157(16,0) 196(20,0) 235(24,0) 245(25,0) 1,5 1,0 0,5 1,0 1,0 60,0 60,0 70,0 80,0 90,0
АК9с (АК9с) 0,2... 0,35 8,0... 10,5 0,2...0,5 — — — к, д к к Т1 Тб 147(15,0) 196(20,0) 235(24,0) 2,0 1,5 3,5 50,0 70,0 70,0
АК9ч (АЛ4) 0,17... 0,3 8,0... 10,5 0,2... 0,5 з, в, к, д К, д, пд, км, зм зм, вм к, км 3 Т1 Тб Тб Тб 147(15,0) 196(20,0) 225(23,0) 235(24,0) 225(23,0) 2,0 1,5 3,0 3,0 2,0 50,0 60,0 70,0 70,0 70,0
Продолжение табл. 6.1
Марка сплава Содержание, мае. %, основных компонентов*1 Способ литья Вид ТО*2 Механические свойства материала отливок*3
Mg Si Мп Си Ti Ni ов, Н/мм2 (кгс/мм2) 5, % НВ
АК9пч (АЛ4-1) 0,23... 0,30 9,0... 10,5 0,2... 0,35 — 0,08... 0,15 — з, в, к, д К, д, пд зм, вм к, км Т1 Тб Тб 157(16,0) 196(20,0) 245(25,0) 265(27,0) 3,0 2,0 3,5 4,0 50,0 70,0 70,0 70,0
АК8л (АЛ34) 0,35... 0,55 6,5... 8,5 0,1... 0,3 Be 0,15... 0,4 3 3 к к д д д Т5 Т4 Т5 Т4 Т1 Т2 294(30,0) 255(26,0) 333(34,0) 274(28,0) 206(21,0) 225(23,0) 176(18,0) 2,0 4,0 4,0 6,0 2,0 1,0 2,5 85,0 70,0 90,0 80,0 70,0 80,0 60,0
АК7 (АК7) 0,2... 0,5 6,0... 8,0 0,2...0,6 3 к 3 к д пд Т5 Т5 127(13,0) 157(16,0) 176(18,0) 196(20,0) 167(17,0) 147(15,0) 0,5 1,0 0,5 0,5 1,0 0,5 60,0 60,0 75,0 75,0 50,0 65,0
АК7ч (АЛ9) 0,2... 0,4 6,0... 8,0 — — — — 3, в, к д з, в, к, д км Т2 Т4 157(16,0) 167(17,0) 137(14,0) 186(19,0) 2,0 1,0 2,0 4,0 50,0 50,0 45,0 50,0
133
3, в к, км 3, в зм, вм зм, вм зм, вм зм, вм к к к Т4 Т5 Т5 Т5 Тб Т7 Т8 Тб Т7 Т8 176(18,0) 206(21,0) 196(20,0) 196(20,0) 225(23,0) 196(20,0) 157(16,0) 235(24,0) 196(20,0) 157(16,0) 4,0 2,0 2,0 2,0 1,0 2,0 3,0 1,0 2,0 3,0 50,0 60,0 60,0 60,0 70,0 60,0 55,0 70,0 60,0 55,0
АК7пч (АЛ91) 0,25... 0,40 7,0... 8,0 0,08... 0,15 3, в к, км 3, в зм, вм к, км зм, вм к, вм д д зм, вм зм, вм Т4 Т4 Т5 Т5 Т5 Т5 Тб Т2 Т7 Т8 196(20,0) 225 (23,0) 235(24,0) 235(24,0) 265(27,0) 274(28,0) 294(30,0) 196(20,0) 167(17,0) 206(21,0) 167(17,0) 5,0 5,0 4,0 4,0 4,0 2,0 3,0 1,0 2,0 2,5 3,5 50,0 50,0 60,0 60,0 60,0 70,0 70,0 50,0 45,0 60,0 55,0
АКЮСу (АКЮСу) 0,1... 0,5 9...11 0,3...0,6 — — Sb 0,1... 0,25 к 3 к 3 к Т5 Т5 167(17,0) 118(12,0) 157(16,0) 196(20,0) 206(21,0) 1,0 0,5 0,5 70,0 65,0 65,0 75,0 75,0
134
Продолжение табл. 6.1
Марка сплава Содержание, мае. %, основных компонентов*1 Способ литья Вид ТО*2 Механические свойства материала отливок*3
Mg Si Мп Си Ti Ni ов, Н/мм2 (кгс/мм2) 5, % НВ
AKIOCy 3 Т8 147(15,0) 1,0 65,0
(АКЮСу) к Т8 176(18,0) 2,0 65,0
д — 147(15,0) 0,5 65,0
Группа II: сплавы на основе системы AL—Si—Си
АК5М 0,35... 4,5... — 1,0... — — 3, в, к Т1 157(16,0) 0,5 65,0
(АЛ5) 0,60 5,5 1,5 3, в Т5 196(20,0) 0,5 70,0
к Т5 216(22,0) 0,5 70,0
3, в Тб 225(23,0) 0,5 70,0
3, в, к Т7 176(18,0) 1,0 65,0
к Тб 235(24,0) 1,0 70,0
АК5Мч 0,40... 4,5... — 1,0... 0,08... — 3, в, к Т1 176(18,0) 1,0 65,0
(АЛ5-1) 0,55 5,5 1,5 0,15 3, в Т5 274(28,0) 1,0 70,0
к, км Т5 294(30,0) 1,5 70,0
3, в, к Т7 206(21,0) 1,5 65,0
АК6М2 0,30... 5,5... — 1,8... 0,1... — к Т1 196(20,0) 1,0 70,0
(АК6М2) 0,45 6,5 2,3 0,2 к — 230(23,5) 2,0 78,4
к Т5 294(30,0) 1,0 75,0
АК8М ' 0,3... 7,5... 0,3...0,5 1,0... 0,1... — 3 Тб 245(25,0) 1,5 60,0
(АЛ32) 0,5 9,0 1,5 0,3 к Т1 196(20,0) 1,5 70,0
к Тб 265(27,0) 2,0 70,0
д — 255(26,0) 2,0 70,0
135
д Т2 ...1 255(26,0) 1,7 70,0
3 Т5 235(24,0) 2,0 60,0
к Т5 255(26,0) 2,0 70,0
3 Т7 225(23,0) 2,0 60,0
к Т7 245(25,0) 2,0 60,0
3 Т1 176(18,0) 0,5 60,0
д Т1 284(29,0) 1,0 90,0
д Т2 235(24,0) 2,0 60,0
АК5М4 0,2... 3,5... 0,2... 0,6 3,0... 0,05... — 3 — 118(12,0) — 60,0
(АК5М4) 0,5 6,0 5,0 0,20 к — 157(16,0) 1,0 70,0
к Т6 196(20,0) 0,5 90,0
АК8МЗ — 7,5... — 2,0... — — к — 147(15,0) 1,0 70,0
(АК8МЗ) 10,0 4,5 к Тб 216(22,0) 0,5 90,0
АК8МЗч 0,2... 7,0... Zn 2,5... 0,1... в К, пд Т4 343(35,0) 5,0 90,01
(ВАЛ 8) 0,45 8,5 0,5... 1,0 3,5 0,25 0,005... к, пд Т5 392(40,0) 4,0 ПО
ОД; д — 294(30,0) 2,0 75,0
Be д Т5 343(35,0) 2,0 90,0
0,05... д Т2 215(22,0) 1,5 60,0
0,25 3 Т5 345(35,0) 1,0 90,0
в Т5 345(35,0) 2,0 90,0
3 Т7 270(27,0) 1,0 80,0
к Т7 295(30,0) 2,5 85,0
АК9М2 0,2... 7,5... 0,1 ...0,4 0,5... 0,05 ... — к — 186(19,0) 1,5 70,0
(АК9М2) 0,8 10,0 2,0 0,20 д — 196(20,0) 1,5 75,0
к Т6 274(28,0) 1,5 1,4 85,0
к Т1 206(21,0) 80,0
АК12М2 — 11...13 — 1,8... Fe — к — 186(19,0) 1,0 70,0
(АК12М2) 2,5 0,6... д Т1 260(26,5) 1,5 83,4
1,0
136
Продолжение табл. 6.1
Марка сплава Содержание, мае. %, основных компонентов*1 Способ литья Вид ТО*2 Механические свойства материала отливок*3
Mg Si Мп Си Ti Ni ов, Н/мм2 (кгс/мм2)' 5, % НВ
АК12ММгН (АЛЗО) 0,8... 1,3 11... 13 — 0,8... 1,5 — 0,8... 1,3 К К Т1 Тб 196(20,0) 216(22,0) 0,5 0,7 90,0 100,0
АК12М2МгН (АЛ25) 0,8... 1,3 И...13 0,3... 0,6 1,5... 3,0 0,05... 0,20 0,8... 1,3 К Т1 186(19,0) — 90,0
АК12М2,5Н2,5 (ВКЖЛС-2) 0,2... 0,5 20...22 0,2... 0,4 2,2... 3,0 0,1... 0,3 2,2... 2,8; Сг 0,2... 0,4 К К Т2 Т1 157(16,0) 186(19,0) — 90,0 100,0
Группа III: сплавы на основе системы А1—Си
АМ5 (АЛ 19) — — 0,6... 1,0 4,5... 5,3 0,15 ... 0,35 — 3, В, К 3, В, К 3 Т4 Т5 Т7 294(30,0) 333(34,0) 314(32,0) 8,0 4,0 2,0 70,0 90,0 80,0
АМ4,5Кл (ВАЛЮ) 0,35... 0,8 4,5... 5,1 0,15... 0,35 Cd 0,07... 0,25 3, в к 3, в к 3, в к 3 Т4 Т4 Т5 Т5 Тб Тб Т7 294(30,0) 314(32,0) 392(40,0) 431(44,0) 421(43,0) 490(50,0) 323(33,0) 10,0 12,0 7,0 8,0 4,0 4,0 5,0 70,0 80,0 90,0 100,0 110,0 120,0 90,0
137
Группа IV: сплавы на основе системы Al—Mg
АМг5К (АЛ13) 4,5... 5,5 0,8... 1,3 0,1.„О,4 — — — 3, в, к Д — 147(15,0) 167(17,0) 1,0 0,5 55,0 55,0
АМгбл (АЛ23) 6,0... 7,0 Zr 0,05... 0,20 Be 0,02... 0,10 — 0,05... 0,15 — 3, в К, д 3, к, в Т4 186(19,0) 216(22,0) 225(23,0) 4,0 6,0 6,0 60,0 60,0 60,0
АМгблч (АЛ23-1) 6,0... 7,0 Zr 0,05... 0,20 Be 0,02... 0,10 — 0,05... 0,15 — 3, в К, д 3, к, в Т4 196(20,0) 235(24,0) 245(25,0) 5,0 10,0 10,0 60,0 60,0 60,0
АМгЮ (АЛ27) 9,5... 10,5 Zr 0,05... 0,20 Be 0,05... 0,15 — 0,05... 0,15 — з, к, д Т4 314(32,0) 12,0 75,0
АМгЮч (АЛ27-1) 9,5... 10,5 Zr 0,05... 0,20 Be . 0,05... 0,15 — 0,05... 0,15 — з, о, к, д Т4 343(35,0) 15,0 75,0
AMrll (АЛ22) 10,5... 13,0 0,8... 1,2 Be 0,03... 0,07 — 0,05... 0,15 — з,в,к з,в, к д Т4 176(18,0) 225(23,0) 196(20,0) 1,0 1,5 1,0 90,0 90,0 90,0
АМг7 (АЛ29) 6,0... 8,0 0,5... 1,0 0,25... 0,60 — — — д — 206(21,0) 3,0 60,0
Группа V: сплавы на основе системы А1 — Э (прочие элементы)
АК7Ц9 (АЛ 11) 0,15... 0,35/ 0,1... 0,3 6,0... 8,0 — Zn 7,0... 12,0 — — 3, в к д 3, в, к Т2 196(20,0) 206(21,0) 176(18,0) 216(22,0) 2,0 1,0 1,0 2,0 80,0 80,0 60,0 80,0
138
Окончание табл. 6.1
Марка сплава Содержание, мае. %, основных компонентов* *1 Способ литья Вид ТО*2 Механические свойства материала отливок*3
Mg Si Мп Си Ti Ni ов, Н/мм2 (кгс/мм2) 5, % НВ
АК9Ц6 (АК9Ц6р) 0,35... 0,55/ 0,3... 0,5 8,0... 10,0 0,1...0,6 0,3... 1,5 Zn 5,0... 7,0 Fe 0,3... 1,0 3 К, д. — 147(15,0) 167(17,0) 0,8 0,8 70,0 80,0
АЦМг (АЛ24) 1,55... 2,05/ 1,5... 2,0 — 0,2 ...0,5 Zn 3,5... 4,5 0,1... 0,2 — 3, в 3, в Т5 216(22,0) 265(27,0) 2,0 2,0 60,0 70,0
Примечания: 1. Обозначение в марках сплавов: ч — чистый; пч — повышенной чистоты; оч — особой чистоты; л — литейные сплавы; с — селективный. В скобках приведены марки сплавов по ГОСТ 1583, ОСТ 48—178 и по техническим условиям для отливок.
2. Условные обозначения способов литья: 3 — литье в песчаные формы; В — литье по выплавляемым моделям; К — литье в кокиль; Д — литье под давлением; ПД — литье с кристаллизацией под давлением (жидкая штамповка); О — литье в оболочковые формы; М — сплав подвергается модифицированию.
3. Условные обозначения видов термической обработки (ТО):
Т1 — искусственное старение без предварительной закалки; Т2 — отжиг; Т4 — закалка; Т5 — закалка и кратковременное (неполное) искусственное старение; Тб — закалка и полное искусственное старение; Т7 — закалка и стабилизирующий отпуск; Т8 — закалка и смягчающий отпуск.
4. В заказе, в конструкторской документации, при маркировке отливок допускается указывать марку сплава без дополнительного обозначения марки в скобках или марку, обозначенную в скобках.
*’ Остальное — алюминий.
*2 ТО — термическая обработка.
*3 ов — временное сопротивление разрыву; 5 — относительное удлинение; НВ — твердость по Бринеллю.
Al—Si, эвтектика содержит 11,7% Si и состоит из твердого раствора кремния в алюминии. Максимальная растворимость кремния в алюминии составляет 1,65 % при эвтектической температуре 577 °C.
По мере увеличения в доэвтектических сплавах содержания кремния в их структуре возрастает количество эвтектики и улучшаются литейные свойства.
Обычная структура доэвтектических силуминов состоит из дендритов твердого раствора кремния в алюминии и эвтектики: твердый раствор — кремний. Крупные выделения пластинок кремния в эвтектике, являясь концентраторами напряжений, сильно снижают пластичность сплава (подобно крупным пластинкам графита в чугуне). Для измельчения включений кремния сплавы модифицируют солями натрия (NaF + NaCl). Эффект модифицирования тем больше, чем выше содержание кремния, так как модификатор действует только на кремний. В сплавах, содержащих менее 8 % Si, применение модифицирования теряет смысл, так как улучшение свойств незначительное и может перекрываться влиянием скорости охлаждения.
К простым двойным силуминам относится только один сплав АЛ 2 (АК12). Из-за отсутствия в составе интерметаллидов он является нетермообрабатываемым, но обязательно модифицированным.
В специальных силуминах (АЛ4, АЛ9, АЛ34) при введении в них магния образуется интерметаллид Mg2Si, который является упрочняющей фазой. В литом состоянии крупные выделения Mg2Si располагаются по границам зерен, придавая сплаву хрупкость. Для измельчения структуры и увеличения пластических свойств отливки из специальных силуминов подвергают закалке и искусственному старению.
В сплавы АЛ5, АЛ32, ВАЛ8, АК5М2, АК5М7, АК6М2, АК5М4, АК8МЗ, АК9М2 дополнительно с магнием вводится медь от 1 до 7 %. При этом появляются новые упрочняющие фазы, в частности интерметаллид СиА12. Как уже отмечалось выше, сплавы с уменьшенным содержанием кремния не модифицируют, а подвергают термической обработке.
Эвтектические специальные силумины (АЛ25, АЛЗО, АК12М2) содержат дополнительно 1,0...2,0 % Ni, повышающего их жаростойкость. Взамен эвтектических силуминов разработаны сплавы, называемые «никалинами», в которых в качестве второй фазы эвтектики содержатся соединения Al3Ni. Такая эвтектика обладает более дисперсным строением и более высокой температурой плавления (640 против 577 °C) по сравнению с алюминиево-кремни-евой. Заэвтектический силумин АК21М2,5Н2,5 (ВКЖЛС-2) характеризуется хорошими антифрикционными, антикоррозионными свойствами и низким температурным коэффициентом линейного расширения (у кремния он меньше, чем у алюминия).
139
Измельчение первичных кристаллов кремния осуществляется модифицированием жидкого расплава фосфором в виде фосфористой меди, пятихлористого фосфора, в виде смеси красного фосфора, фтортитана и хлористого кальция. В отличие от доэвтектических и эвтектических силуминов, в которых фосфор является вредной примесью, в заэвтектических силуминах он действует подобно модификатору. С алюминием фосфор образует мелкие нерастворимые в расплаве частицы, которые служат центрами кристаллизации для кремния. Для получения мелкозернистой структуры в расплав вводится от 0,025 до 0,15 % Р.
В настоящее время заэвтектические силумины начинают широко применять для изготовления поршней, головок блоков и блоков цилиндров, тормозных барабанов и др.
Сплавы III группы. Сплавы на основе системы А1—Си можно
отнести к числу первых промышленных алюминиевых сплавов, но их количество в настоящее время невелико. Для анализа сплавов используется левый (алюминиевый) угол диаграммы состояния А1—Си до первого химического соединения СиА12 (рис. 6.2). Следует отметить низкую температуру (548 °C) образования эвтектики с содержанием 33 % Си и, как следствие, широкий интервал кристаллизации. Предельная растворимость при эвтектической температуре составляет Ср = 5,65 % Си, и практически нулевая растворимость наблюдается при комнатной температуре.
Сплавы АЛ 19 содержат также марганец и титан, которые образуют интерметаллидные фазы, в частности TiAl3. Эти фазы совместно с СиА12 формируют твердый каркас по границам дендрит
ных зерен и придают сплаву повышенную жаростойкость.
Сплав ВАЛЮ кроме меди и титана содержит кадмий в количестве 0,07...0,25 % и имеет более сложный, чем сплав АЛЮ, фазо-
вый состав, и также обладает повышенной жаростойкостью.
Сплавы IV группы. Более многочисленна по числу сплавов IV
группа на основе системы Al—Mg (рис. 6.3). Магний хорошо раство-
Рис. 6.2. Диаграмма состояния Al-Cu
рим в алюминии (Ср = 15,35 %). Для сплавов характерна низкая (449 °C) температура эвтектики и, как следствие, широкий интервал кристаллизации (температура плавления магния 651 °C); при Ср = 15,35 % Mg интервал кристаллизации составляет 150 °C. Эвтектика почти целиком состоит из интерметаллида Al3Mg2, обладает высокой хрупкостью и практически не применима.
С увеличением количества магния до 13 % прочность сплавов системы Al—Mg возрастает, но при содержа-
ло
нии Mg свыше 11 % резко уменьшается их пластичность. Поэтому именно в этих пределах используется концентрация магния в промышленных сплавах системы Al—Mg, которые выделяются из всех литейных алюминиевых сплавов наиболее высокой прочностью и пластичностью, но самой низкой жаропрочностью. Максимальная рабочая температура не превышает 100... 120 °C при условии, что вводят добавки кремния, несколько повышающие жаропрочность.
Сплавы АЛ 13, АЛ23, АЛ28 применяют без термической обработки. Только для сплава АЛ23 при литье в песчано-глинистые и металлические формы и при литье по выплавляемым моделям применяют закалку.
В некоторые сплавы (АЛ23, АЛ27) вводят добавки титана и циркония, которые образуют тугоплавкие интерметаллиды TiAl3, ZrAl3 и являются модификаторами. Добавку бериллия вводят для уменьшения окисляемости сплавов.
Широкое распространение сплавов IV группы сильно затруднено из-за низких (см. далее на с. 142) литейных свойств.
Сплавы V группы. К V группе сплавов относятся цинковистые силумины (АЛ11), содержащие 6...8 % Si и 7... 12 % Zn, а также сплав АК9Ц6р. Сплавы этой группы имеют сравнительно высокие механические свойства (выше, чем у сплава АЛ2) и способны
141
самозакаливаться (левый алюминиевый угол диаграммы состояния Al—Zn на рис. 6.4). Основным недостатком цинковых силуминов является их повышенная плотность (2900...3100 кг/м3).
Особенности литейных свойств алюминиевых сплавов. Литейные свойства алюминиевых сплавов, как и других сплавов, определяются интервалом кристаллизации.
Сплавы I и II групп, как правило, имеют интервал кристаллизации, меньший или равный 50 °C, поэтому обладают высокой жидкотекучестью, хорошей стойкостью против горячих и холодных трещин, склонны к сосредоточенным усадочным раковинам. В отличие от них сплавы III, IV и V групп имеют широкий интервал кристаллизации, низкую жидкотекучесть, при литье в металлические формы склонны к горячим трещинам, к образованию усадочной пористости и ликвации.
Высокой склонностью к газонасыщению (особенно водородом) и образованию газовой и газоусадочной пористости характеризуются все алюминиевые сплавы, особенно сплавы Al—Mg (IV группа).
Именно для алюминиевых сплавов А. А. Бочваром и А. Г. Спасским был предложен способ литья в автоклаве для уменьшения газовой пористости в отливках и повышения их плотности.
Повышенная окисляемость в расплавленном состоянии, а также взаимодействие с азотом воздуха и парами воды приводят к образованию неметаллических включений и оксидных плен, что требует дегазации, фильтрации расплавов и тщательного конструирования литниковых систем для спокойного заполнения формы.
142
6.2. Магниевые сплавы
Магниевые сплавы обладают рядом положительных свойств, в числе которых:
• малая плотность (1738 кг/м3) и меньший вес деталей из них: по сравнению с алюминиевыми сплавами на 20...30%, а со сталью и чугуном на 50...75 %;
. высокая удельная (ов/р) прочность, выраженная способность воспринимать ударные вибрационные нагрузки и высокое сопротивление усталости;
• отличная обрабатываемость резанием, значительно превышающая таковую как для алюминиевых, так и особенно для медных сплавов и стали.
Магниевые сплавы как высокопрочные конструкционные сплавы применяются в тех случаях, когда выигрыш в весе имеет важное значение (авиация, ракетостроение, автомобилестроение и др.). Из них могут изготовлять корпусные детали, так как магниевые сплавы обладают высокой демпфирующей способностью.
Магний имеет высокую химическую активность (t^ = 651 °C), воспламеняется при температуре 632 °C и горит ослепительно ярким светом. В связи с этим производство отливок из магниевых сплавов в отличие от обычно применяемых приемов для других сплавов требует соблюдения особых правил на всех стадиях технологического процесса. Следует отметить также, что оксидная пленка MgO из-за своей пористости не обладает достаточными защитными свойствами.
Выпускают три марки первичного магния: Мг90, Мг95 и Мг96 (в зависимости от количества примесей — соответственно 0,1, 0,05 и 0,04 %). Вредными примесями для магниевых сплавов являются Fe, Ni, Си. Их содержание не должно превышать, %: Fe 0,08; Ni 0,01; Си 0,1, так как эти элементы сильно снижают коррозионную стойкость.
Химический состав и механические свойства магниевых литейных сплавов по ГОСТ 2856—79 (изм. в 1988 г.) приведены соответственно в табл. 6.2 и 6.3.
Для маркировки литейных магниевых сплавов используют буквы «МЛ» (магниевый литейный) и число, обозначающее номер сплава; буквы в конце марки указывают на следующее: «он» — общее назначение сплава, «пч» — его повышенная чистота.
В основном магниевые сплавы относятся к системам Mg—Al— Zn (МЛЗ, МЛ4, МЛ5, МЛ6) и Mg-Zn (МЛ8, МЛ12, МЛ15). При температуре эвтектики 436 °C в магнии растворяется 12 % А1 (правый угол двойной системы Al—Mg на рис. 6.3) и 8,5 % Zn при температуре эвтектики 335 °C (также в двойной системе Mg—Zn), что свидетельствует о широком интервале кристаллизации сплавов этой системы (150...250°C).
143
Таблица 6.2
Химический состав литейных магниевых сплавов по ГОСТ 2856—79 (изм. в 1988 г.), мае. %
Марка сплава Основные компоненты (Mg — основа)
А1 Мп Zn Zr Cd In ZP3M La Nd Y
млз 2,5...3,5 0,15...0,5 0,5 ...1,5 — — — — — — —
МЛ4 5,0...7,0 0,15 ...0,5 2,0...3,5 — — — — — — —
МЛ4пч 5,0...7,0 0,15...0,5 2,0...3,5 — — — — — — —
МЛ5 7,5...9,0 0,15 ...0,5 0,2 ...0,8 — — — — — — —
МЛ5пч 7,5...9,0 0,15...0,5 0,2.„О,8 — — — — — — —
МЛ5он 7,5 ...9,0 0,15 ...0,5 0,2 ...0,8 — — — — — — —
МЛ6 9,0... 10,2 0,1...0,5 0,6... 1,2 — — — — — — —
МЛ8 — — 5,5 ...6,6 0,7... 1,1 0,2...0,8 — — — — —
МЛ9 — — — 0,4... 1,0 — . 0,2 ...0,8 — — 1,9 ...2,6 —
МЛ10 — — 0,1...0,7 0,4... 1,0 — — — — 2,2...2,8 —
МЛ И — — 0,2...0,7 0,4... 1,0 — — 2,5 ...4,0 — — —
МЛ12 — — 4,0...5,0 0,6... 1,1 — — — — — —
МЛ15 — — 4,0...5,0 0,7... 1,1 — — — 0,6... 1,2 — —
МЛ19 — — 0,1...0,6 0,4 ...1,0 — — — — 1,6...2,3 1,4... 2,2
Таблица 6.3
Механические свойства* отливок из магниевых сплавов по ГОСТ 2856—79 (изм. в 1988 г.)
Марка сплава Способ литья Вид ТО <дв, Н/мм2 (кгс/мм2) ат, Н/мм2 (кгс/мм2) 5 при /=5<7, %
не менее
млз 3 — 160 (16,0) — 6
МЛ4 3, О, К — 160 (16,0) 80 (8,0) 3
3, О, К Т4 220 (22,0) 80 (8,0) 5
3, О, К Тб 225 (22,5) 100 (10,0) 2
МЛ4пч 3, О, К — 160 (16,0) 80 (8,0) 3
МЛ5 3, О, К Т4 220 (22,0) 80 (8,0) 5
3, О, К Тб 225 (23,0) 100 (10,0) 2
3, о, к — 160 (16,0) 90 (9,0) 2
3, о, к Т2 160 (16,0) 85 (8,5) 2
3, О, к Т4 235(23,5) 90 (9,0) 5
3, О, к Тб 235(23,5) ПО (11,0) 2
д — 175(17,5) ПО (11,0) 1
МЛ5пч 3, О, в, г, к — 160 (16,0) 90 (9,0) 2
3, О, в, г, к Т2 160 (16,0) 85 (8,5) 2
3, О, в, г, к Т4 235(23,5) 90 (9,0) 5
3, О, в, г, к Тб 235(23,5) ПО (11,0) 2
д — 175(17,5) ПО (11,0) 1
МЛ5он 3, О, к — 160 (16,0) 90 (9,0) 2
3, о, к Т4 230 (23,0) 85 (8,5) 5
3, о, к Тб 230 (23,0) 105(10,5) 2
МЛ6 3, к — 150 (15,0) — 1
3, к Т4 225 (22,5) ПО (11,0) 4
3, к Тб 225 (22,5) 140 (14,0) 1
3, к Т61 230 (23,0) 140 (14,0) 1
МЛ8 3, о, к, в, г Тб 265 (27,0) 170 (17,0) 4
145
Окончание табл. 6.3
Марка сплава Способ литья Вид ТО ав, Н/мм2 (кгс/мм2) ат, Н/мм2 (кгс/мм2) 5 при /=5<7, %
не менее
МЛ9 3, о, к, в, г Т61 275 (28,0) 175(17,5) 4
3, О, к, в, г Тб 230 (23,0) ПО (11,0) 4
МЛ10 3, о, к, в, г Тб 230 (23,0) 140 (14,0) 3
3, О, к, в, г Т61 240 (24,0) 140 (14,0) 3
МЛ 11 3, О, к, в, г — 120 (12,0) 70 (7,0) 1,5
3, о, к, в, г Т2 120 (12,0) 70 (7,0) 1,5
3, о, к, в, г Т4 140 (14,0) 85 (8,5) 3
3, О, к, в, г Тб 140 (14,0) 100 (10,0) 2
МЛ12 3, О, к, в, г — 200 (20,0) 90 (9,0) 6
3, о, к, в, г Т1 230 (23,0) 130 (13,0) 5
МЛ15 3, о, к, в, г Т1 210 (21,0) 130 (13,0) 3
МЛ19 3, к Тб 220 (22,0) 120 (12,0) 3
* В данной таблице обозначения способов литья те же, что в табл. 6.1; ТО — термическая обработка; ав — временное сопротивление разрыву; ат — предел текучести; 8 — относительное удлинение.
Двойные сплавы Mg—Zn не используются из-за очень плохих литейных свойств, связанных с очень широким интервалом кристаллизации — 250...350 °C.
Элементы цирконий, неодим, церий, иттрий, кадмий, индий, лантан используют в магниевых сплавах как основные или вспомогательные упрочнители. В сплавах МЛ9, МЛ 10, МЛ 19 основным легирующим элементом является неодим, его концентрация приближается к предельной растворимости в магнии. Кроме того, он образует интерметаллидную фазу Mg2Nd. Названные сплавы обладают высокой жаропрочностью — их рабочая температура составляет 250... 300 °C.
Добавки циркония измельчают зерно. Добавки кадмия целиком находятся в твердом растворе. Лантан образует самостоятельную фазу La2Mgi7.
В литом состоянии магниевые сплавы имеют крупнозернистую структуру. Для измельчения используют модифицирование путем переплава или введением углеродсодержащих модификаторов — 146
гексахлорэтана, гексахлорбензола, мела, мрамора, магнезита, углекислого газа, ацетилена.
Для не содержащих алюминий магниевых сплавов модифицирование осуществляется цирконием (0,5...0,7 %) или кальцием (0,1 ...0,2 %). Модифицирование приводит к измельчению первичных выделений твердого раствора и интерметаллидных включений, что в итоге улучшает не только механические, но и литейные свойства сплавов.
Особенности литейных свойств магниевых сплавов. Ниже приведены интервалы кристаллизации некоторых литейных магниевых сплавов, свидетельствующие о том, что большинство из них являются широкоинтервальными [3]:
Сплав...... МЛ4 МЛ5 МЛ6 МЛ9 МЛ10 МЛ12 МЛ15
/л-/с,°С... 155 115 120 95 95 . 75 75
Жидкотекучесть литейных магниевых сплавов примерно такая же, как и у алюминиевых сплавов с соответствующими интервалами кристаллизации.
Отливки из магниевых сплавов поражены усадочной пористостью. Усадочные раковины незначительны. Поэтому отливки, хотя и изготовляются с прибылями, подвергаются пропитке для увеличения герметичности.
Отливки из магниевых сплавов в большей степени, чем алюминиевые сплавы, склонны к горячим трещинам, что связано с меньшим (практически в 2 раза) коэффициентом теплопроводности (213 против 131 Вт/(м-К)). Особенно это относится к отливкам, изготовляемым в металлических формах.
Магниевые литейные сплавы сильнее, чем алюминиевые сплавы, склонны к насыщению газами, особенно водородом. В алюминиевых сплавах содержание Н2 составляет 1... 5 см3/100 г сплава, а в магниевых сплавах оно достигает 20...30 см3/100 г. Магниевые сплавы чувствительны даже к влажному воздуху, из-за этого происходит отсыревание флюса, под слоем которого в обязательном порядке проводится плавка.
Так же, как и алюминиевые сплавы, литейные магниевые сплавы склонны к образованию плен и неметаллических включений. Поэтому для отливок применяют расширяющиеся литниковые системы. Для очистки магниевых сплавов от неметаллических включений используют фильтрацию через сетчатые фильтры с размерами ячейки 1x1 мм, а также более тонкую очистку через зернистые (магнезит, графит, кокс) фильтры.
Широкий интервал кристаллизации является основной причиной высокой склонности к дендритной ликвации, поэтому одним из видов термической обработки магниевых сплавов является гомогенизация (режимы Т4, Тб).
147
6.3. Титановые сплавы
Областями применения отливок из литейных титановых спла
вов, имеющих высокую стоимость, являются самолето- и верто-
летостроение, где значительным оказывается выигрыш от высокой удельной прочности (ств/р) и малой плотности (4500 кг/м3), а также химическая, нефтеперерабатывающая промышленность, черная и цветная металлургия, где экономически оправдан эффект от повышения срока службы деталей, работающих с агрессивными технологическими средами, вследствие образования на поверхности плотной защитной пленки TiO2. Данные сплавы использовались также для изготовления памятников (например, памятник Ю. Гагарину в Москве) и спортинвентаря (например, клюшки для гольфа).
По структуре сплавы титана подразделяются на три группы: однофазные а-сплавы, двухфазные (а + р)-сплавы и однофазные
р-сплавы.
Основой титановых сплавов является система Ti—А1 (рис. 6.5), в которой содержание алюминия изменяют от 2,6 до 7,0 %. Для маркировки титановых сплавов используют буквы «ВТ», номер и букву «Л». Химический состав промышленных сплавов приведен в табл. 6.4 [2].
Сплавы ВТ5Л, ВТ20Л, ВТ21Л являются однофазными а-сплавами, сплавы ВТ6Л, ВТ31Л, ВТ9Л, ВТ14Л — двухфазные
Рис. 6.5. Диаграмма состояния Ti—Al (по данным И. И. Корнилова)
(а + р)-сплавы со значительным содержанием p-фазы, сплав ВТ35Л — псевдо-р-сплав.
Титановые сплавы являются одними из самых тугоплавких промышленных сплавов (табл. 6.5).
Кроме того, следует отметить низкую теплопроводность этих сплавов, которая в 15 раз меньше, чем у алюминия, и в 4 раза меньше, чем у железа. По прочности титановые сплавы превосходят углеродистые стали и не уступают легированным (табл. 6.6).
Однако по жесткости (модулю упругости) при растяжении—сжатии титановые сплавы уступают даже углеродистой стали, приближаясь к серым чугунам. Титановые
сплавы имеют очень высокую химическую активность, поэтому для их получения используют гарнисаж-
148
Таблица 6.4
Химический состав литейных титановых сплавов, мае. %
Марка сплава А1 Мо V Zr Сг Si Sn Fe
ВТ5Л 4,1...6,2 — — — — — — —
ВТ6Л 5,0...6,5 — 3,5...4,5 — — — — —
ВТ31Л 5,3...7,0 2,0...3,0 — — 0,8...2,3 0,15... 0,4 — 0,2...0,7
ВТ9Л 5,6...7,0 2,8...3,8 — 0,8...2,0 0,8 ...2,0 0,2... 0,35 — —
ВТ14Л 4,3...6,3 2,5...3,8 0,9—1,9 — — — — —
ВТ20Л 5,5—6,8 0,5...2,0 0,8...1,8 1,5...2,5 — — — —
ВТ21Л 5,8...7,0 0,4—1,0 0,8...1,5 4,0...6,0 4,0...6,0 — — —
ВТ35 2,6-3,6 0,2...1,0 14,8...15,8 0,2...0,8 2,5...3,5 — 2,5...3,5 —
ную вакуумную дуговую плавку с расходуемым электродом, которым является цилиндрический титановый слиток заданного химического состава. Для литейных форм чаще всего используют графит. Заливку также проводят в вакууме на центробежных машинах.
Термическая обработка практически не влияет на макро- и микроструктуру титановых сплавов. Одним из средств, влияющих на литую структуру сплавов, является модифицирование.
Проведение модифицирования осложняется тем, что для плавки используется вакуумная гарнисажная плавка.
Положительные результаты были получены только для низколегированных марок типа ВТ5Л, ВТ6Л и только при использовании бора или карбида бора в количестве 0,007...0,01 %. Для сплавов ВТ9Л и ВТ12Л модифицирование не дало положительных результатов.
Азот и кислород образуют с титаном растворы внедрения и являются упрочнителями. Однако, когда содержание этих газов превышает некоторое предельное содержание (0,12...0,20 % О2 и 0,05 % N2), они переходят в разряд вредных примесей.
Водород, так же как и О2 и N2, является вредной примесью. Характерной особенностью водорода является высокая скорость его диффузии в титан, а также способность растворяться в твердом титане в больших количествах с образованием раствора внедрения.
Для устранения вредного влияния водорода его практически полностью удаляют из твердого титана путем вакуумного отжига. Отмеченная особенность обратимого легирования водородом ис-
149
Таблица 6.5
Физические свойства титана и его литейных сплавов
Марка сплава Р (20 °C), кг/м3 Температура, °C а,- 10е, к-' С, кДж/(кг°К) К Вт/(м°К)
ликвидуса солидуса
Титан 4500 1668 — 11,20 (0...1668 °C) 0,525 13,4
ВТ1Л 4500 1670 1655 8,2 (20...100 °C) 0,525 13,4 (20°C)
ВТ5Л 4410 1640 1600 8,6 (20... 100 °C) — —
ВТ6Л 4430 1650 1590 8 3 (20...100 °C) 0,543 (100 °C) 8,8 (25 °C)
ВТ31Л 4430 1620 1560 9,5 (20...100 °C) 0,565 (100 °C) 6,69 (25 °C)
ВТ9Л 4490 1620 1560 7,61 (20...100 °C) — —
ВТ14Л 4500 1650 1590 7,82 (20...100 °C) 0,501 (100 °C) 9,1 (100°С)
ВТ20Л 4470 1620 1560 8,7 (20...100 °C) 0,580 (100 °C) 8,4 (100 °C)
ВТ21Л 4470 1630 1550 8,5 (20...100 °C) 0,515 (100 °C) 7,9 (100 °C)
Примечания: 1. Обозначения: р — плотность; а/ — температурный коэффициент линейного расширения; с — теплоемкость; X — теплопроводность.
2. В скобках приведены температурные условия для проявления свойств.
Таблица 6.6
Механические свойства* литейных титановых сплавов
Марка сплава £-103 ат кси,
Н/мм2, не менее Дж/см2
ВТ5Л 115,7 765 667 29,4
ВТ6Л 112,8 932 — 44,1
ВТ31Л 111,8 981 814 29,4
ВТ9Л 101,0 981 834 34,3
ВТ20Л 106,0 932 834 39,2
ВТ21Л 110,0 1030 863 19,6
* Е — модуль упругости; ав — временное сопротивление; ат — предел упругости; KCU — ударная вязкость.
150
пользуется в развивающейся водородной технологии производства отливок из титановых сплавов. При этом водород может использоваться в качестве защитной среды при высоких температурах, так как растворимость Н2 с повышением температуры падает. Для уменьшения затрат энергии при отделении литниковой системы используют метод локального водородного охрупчивания и т. п.
Углерод также относится к вредным примесям, если его содержание выше 0,2 %. В этом случае он образует карбиды, которые ухудшают механические свойства и обрабатываемость титановых сплавов, которая и без карбидов является затруднительной.
Особенности литейных свойств титановых сплавов. Из данных табл. 6.5 следует, что литейные титановые сплавы имеют интервал кристаллизации в пределах 50...70 °C. Эвтектика в них отсутствует, поэтому титановых сплавов с Ткр = const нет. Тем не менее, титановые сплавы характеризуются достаточно хорошей жидкотекучестью. Но при этом следует отметить пониженную свариваемость встречных потоков, и поэтому в отливках встречаются дефекты типа неспаев.
Сведения о линейной усадке и объеме усадочных раковин от-ливок-проб приведены в табл. 6.7 [2].
Линейная усадка определена на пяти цилиндрических образцах, отлитых в кокиль, объем усадочных раковин — на отливках-пробах шаровой формы.
Максимальная газоусадочная пористость в отливках из титановых сплавов может достигать 1,0...1,4 %. Для «залечивания» не-сплошностей используют технологический процесс горячего изо-статического прессования (ГИП). Выбор давления в газостате зависит от предела текучести. Например, опробование ГИП на лопатках из сплавов ВТ5Л и ВТ9Л было произведено при 900 °C и давлении 98 МПа в течение 2 ч. Практика показала, что ГИП приводит к залечиванию 80...90 % дефектов, обнаруживаемых на рентгеновских установках.
Из-за низкой теплопроводности в. отливках из титановых сплавов и их разностенности возникает существенная разность температур, следствием которой является высокий уровень остаточных напряжений. Для снятия напряжений применяют полный отжиг в
Таблица 6.7
Линейная усадка s( и объем еу.р усадочных раковин в отливках титановых сплавов
Показатель ВТ1Л ВТ5Л ВТ9Л ВТ21Л
8/, % 0,9... 1,1 1,0... 1,2 0,85... 1,05 0,8... 1,0
Sy.pj % 2,7...3,1 3,0...3,2 2,6...3,0 2,4...2,8
151
отливках из сплавов ВТ1Л, ВТ5Л, ВТ6Л и ВТ20Л при 800 °C, а для сплава ВТ9Л при 940 °C. Для всех сплавов применяется неполный отжиг при температуре 600 °C. При этом снимается до 70 % остаточных напряжений, поэтому он широко применяется для большинства несложных отливок.
Неоднородность температур в объеме отливки может приводить к короблению отливок, поэтому используют дополнительные разного рода перемычки, которые удаляют после отжига отливок.
6.4. Медные сплавы
Медь относится к пластичным металлам с высокой плотностью (8950 кг/м3). Температура ее плавления 1083 °C. Широко применяется в промышленности в виде сплавов, имеющих высокую химическую устойчивость, теплопроводность, электропроводность, износостойкость и другие ценные качества. Благодаря высокой жидкотекучести медь и ее сплавы с древних времен применяют для художественного литья.
В настоящее время в технике известно довольно большое количество двойных, тройных и многокомпонентных медных сплавов. В качестве компонентов в медных сплавах используются олово, цинк, свинец, алюминий, марганец, кремний, бериллий, никель, железо, хром, фосфор, титан, золото, серебро и др.
Сама медь маркируется буквой «М» и порядковым номером, характеризующим степень ее чистоты. Так, в меди М00 содержится суммарно 0,01 % примесей, в меди марок Ml, М2, М3 — соответственно 0,1, 0,3 и 0,5 % примесей.
Медные сплавы принято делить на две большие группы: бронзы и латуни. К бронзам относят сплавы меди с другими элементами, кроме цинка и никеля. Ранее бронзами называли сплавы меди с оловом. Название сплава меди с оловом сохранилось в бронзах, обозначаемых как оловянные бронзы. Но они кроме олова содержат другие элементы. Бронзы, не содержащие олова, называются безоловянными.
К латуням относят сплавы меди с цинком (до 50%) с добавкой некоторого (обычно небольшого) количества других элементов.
Маркировка бронз и латуней начинается соответственно с букв «Бр» и «Л». За ними следуют буквы, обозначающие элементы и цифры, указывающие на их среднее содержание в процентах. Приняты следующие обозначения элементов: О — олово, А — алюминий, Ц — цинк, К — кремний, Ф — фосфор, С — свинец, Ж — железо, Мц — марганец, Н — никель.
Например, марка БрА7Мц15ЖЗН2Ц2Л обозначает бронзу с содержанием 7 % А1, 15 % Мп, 3 % Fe, 2 % Ni, 2 % Zn и остальное Си; марка ЛЦ40МцЗЖ обозначает латунь с содержанием 40 % Zn, 152
3 % Мп и до 1,5 % Fe, остальное Си. Буква «Л» в конце ставится для того, чтобы отличить литейную бронзу от деформируемой такого же химического состава.
Литейные бронзы. Механические свойства литейных бронз в соответствии с ГОСТ 613—79 приведены в табл. 6.8.
В оловянных бронзах содержание олова составляет от 3 до 10 %. Максимальная растворимость олова в меди при эвтектической температуре 798 °C составляет Ср = 13,5 % (рис. 6.6, а). Поэтому структура бронз, содержащих меньше 8 % Sn, представляет собой твердый раствор дендритного строения с неоднородным распределением компонентов вследствие дендритной ликвации. Структура сплавов с содержанием более 8 % Sn состоит из a-фазы и эвтектоида (а + Cu3Sn8). Появление интерметаллидной фазы Cu3Sn8 вызывает возрастание твердости и прочности, их максимумы соответствуют содержанию 20...25 % Sn (примерно такое же содержание олова в колокольной бронзе).
Для сокращения расхода олова в оловянные бронзы вводят одну из основных добавок — цинк (от 2 до 12%), который входит в твердый раствор (в меди растворяется до 39 % Zn). Найдено не-
Таблица 6.8
Механические свойства бронз
Группа бронз Марка сплава Суммарное содержание упрочняющих легирующих элементов, % Механические свойства, не менее
^В5 Н/мм2 5, % НВ
Оловянные и БрО8Ц4 12 196 10 75
оловянно-цин- БрОЮЦ2 12 225 10 75
ковые БрОЮФ! 11 245 3 90
Оловянно- БрО4Ц4С17 8 147 12 60
цинково-свин- БрО5Ц5С5 10 176 4 60
цовые БрОЗЦ12С5 15 206 5 60
Свинцовые и БрСЗО 0 59 4 25
оловянно-свин- БрО5С25 5 137 6 60
цовые БрОЮСЮ 10 196 6 78
Алюминиевые БрА9Мц2Л 11 392 20 80
БрА10Мц2Л 12 490 12 ПО
БрА10ЖЗМц2 15 490 12 120
БрА10Ж4Н4Л 18 578 6 170
БрАПЖбНб 23 578 2 250
БрА7Мц15ЖЗН2Ц2 29 607 18 —
Примечание. В таблице указаны свойства сплавов по ГОСТ613—79 и ГОСТ 493—79 при литье в кокиль. При литье в песчаные формы ав сплавов ниже: у оловянных бронз на 20...40 Н/мм2, у алюминиевых на 40... 100 Н/мм2.
153
сколько удачных сочетаний содержания цинка и олова, при которых достигаются наилучшие литейные и механические свойства. Примером таких сочетаний являются бронзы, называемые пушечными. В них содержится около 6 % Sn и 3 % Zn, а также 5 % Sn и 5 % Zn. Эти сплавы широко используются в качестве антифрикционных.
Также вспомогательным элементом (как и Zn) в оловянных бронзах является свинец. Главное назначение свинца — улучшение антифрикционных свойств бронзы. Свинец образует в структуре медных сплавов самостоятельные выделения мягкой металлической фазы, которая снижает механические свойства, но обеспечивает хорошую прирабатываемость.
Большую группу бронз в настоящее время составляют безоло-вянные или специальные бронзы, содержащие в качестве легирующего компонента Al, Мп, Si, Pb, Бе и др. и называемые по каждому из этих легирующих компонентов. Так, в свинцовой бронзе БрСЗО свинец оказывает такое же действие, как в оловянно-свин-цовых бронзах. Следует отметить, что свинцовые бронзы сильно склонны к гравитационной ликвации.
В алюминиевых бронзах содержится 5... 12 % А1, максимальная растворимость алюминия в меди Ср = 7,5 % (рис. 6.6, б). С увеличением содержания алюминия прочность и твердость медно-алюми-ниевых сплавов возрастают, а относительное удлинение и ударная вязкость уменьшаются, что связано с появлением в структуре интерметаллида Си3А1.
Алюминиевые бронзы имеют достаточно высокие антифрикционные свойства и коррозионную стойкость в атмосферных условиях, морской воде, большинстве органических кислот и углекислых растворах. Они морозостойки, немагнитны и не дают искры при ударе.
Добавки железа, марганца, никеля оказывают положительное влияние на свойства алюминиевых бронз. Железо измельчает структуру, марганец и никель повышают прочность свойства.
Кроме свинцовых и алюминиевых безоловянных бронз применяются также кремнистые, марганцевые, бериллиевые и другие бронзы.
Латуни. Эту группу медных сплавов подразделяют на двойные (простые) и специальные, содержащие Fe, Мп, Ni, Si, Sn, Pb.
Как уже было отмечено, цинк растворяется (раствор замещения) в меди до Ср = 39 %. При концентрации цинка более 39 % появляется p-фаза (рис. 6.6, в) — твердый раствор на основе соединения CuZn. Наибольшей пластичностью, но меньшей прочностью обладают однофазные а-латуни. Они используются, главным образом, при обработке давлением. Следует отметить, что свойства сплавов Си—Zn изменяются аналогично сплавам Си—А1. Добавки железа и марганца оказывают на сплавы Си—Zn такое
154
Рис. 6.6. Диаграммы состояния Си—Sn (а), Си—А1 (б) и Си—Zn (в)
же действие, как и на сплавы Си—А1, — измельчают зерно, увеличивают прочность.
Марки латуней и их механические свойства по ГОСТ 17711—80 приведены в табл. 6.9.
Для измельчения структуры медных сплавов (и бронз, и латуней) используют модифицирование, вводя добавки Mo, Nb, V, В в количестве до 0,1 %.
Особенности литейных свойств медных сплавов. Медные сплавы характеризуются прежде всего высокой жидкотекучестью, и некоторые из них используются в художественном литье (БрО5Ц5С5, БрОбЦбСЗ, ЛЦ20КЗСЗ и др.). При этом, естественно, учитывают-
155
Таблица 6.9
Механические свойства латуней
Марка латуни Механические свойства, не менее
ств, Н/мм2 5, % НВ
ЛЦ40С 215 20 80
ЛЦ25С2 146 8 60
ЛЦ38Мц2С2 343 10 85
ЛЦ40Мц1,5 392 20 ПО
ЛЦ40МцЗА 441 15 115
ЛЦ40МцЗЖ 490 10 100
ЛцЗОАЗ 392 15 90
ЛЦ23А6ЖЗМц2 705 7 165
ЛЦ16К4 343 15 ПО
Примечание. Механические свойства (ств — временное сопротивление; 5 — относительное удлинение; НВ — твердость) указаны по ГОСТ 17711—80 для отливок в кокиль; при литье в песчаные формы ств на 20... 100 Н/мм2 ниже.
ся не только литейные, но и декоративные и антикоррозионные свойства.
Для медных сплавов, как и для других литейных сплавов, важное значение имеет интервал их кристаллизации. Ниже приведены значения интервала кристаллизации некоторых бронз и латуней:
Медный сплав............ БрОЮСЮ БрО8Ц4 БрО5Ц5С5
Интервал кристаллизации,°C ........ 167 150 145
Медный сплав............ ЛЦ16К4 ЛЦ40А1Ж1 БрА10Ж1
Интервал кристаллизации,°C......... 96 17 8
Так же, как и другие сплавы, в зависимости от интервала кристаллизации медные сплавы можно разделить на три группы, характеризующиеся узким 8...50°C (например, БрА10Ж1), средним 50... 100°C (например, ЛЦ15К4) и широким >100°С (например, БрОЮСЮ) температурным интервалом кристаллизации.
В отливках из сплавов с широким интервалом кристаллизации образуется рассеянная пористость, и их сложно получить плотными и герметичными. В отливках из сплава с узким интервалом кристаллизации образуются сосредоточенные усадочные раковины, 156
которые технологически легко выводятся в прибыль. Линейная усадка медных сплавов составляет 1,5...2,0 %.
При изготовлении отливок из медных сплавов с широким интервалом кристаллизации возможно появление горячих трещин, особенно в металлических формах.
К холодным трещинам медные сплавы практически не склонны.
При плавке медных сплавов необходимо обеспечивать минимальное их насыщение газами.
В сплавах Си—Sn, Си—Sn—Pb причиной газовой пористости могут быть Н2, О2, водяной пар, углекислый и сернистый газы.
Латуни с высоким содержанием цинка надежно защищаются парами цинка от насыщения водородом.
Для уменьшения газонасыщенности используются различные методы дегазации, в числе которых, например, продувка гексахлорэтаном (так же, как и для алюминиевых сплавов), вакуумирование и т.п.
При плавке медных сплавов возникает опасность загрязнения оксидными пленами и другими неметаллическими включениями. Поэтому некоторые сплавы, например алюминиевые бронзы, подвергают фильтрованию через керамические магнезитовые фильтры и металлические сетки из молибдена. При заливке необходимо обеспечивать плавное заполнение формы, используя расширяющиеся литниковые системы.
Медные сплавы, особенно оловянные и алюминиевые бронзы, склонны к дендритной ликвации, а свинцовые бронзы (как уже отмечалось выше) — к гравитационной ликвации.
6.5. Цинковые сплавы
Технически чистый цинк обладает удовлетворительными механическими свойствами, хорошо поддается прокатке, прессованию, волочению и штамповке в холодном состоянии и в интервале температур 130... 170 °C. Цинк имеет высокую плотность в твердом (7130 кг/м3) и жидком (6810 кг/м3) состоянии, низкую температуру плавления (419,5 °C) и кипения (907 °C), линейную усадку 1,6 %. Выпускают несколько марок цинка, различающихся количеством примесей: от ЦВ00 с суммарным содержанием примесей менее 0,005 % до ЦЗ — менее 2,5 %.
Цинковые сплавы маркируются буквой «Ц», далее следуют буквы элементов, входящих в химический состав (например, А — алюминий, М — медь), и цифры, указывающие их процентное содержание.
Широкое распространение получили цинковые литейные сплавы ЦА4 и ЦАМ4-1 для литья под давлением и антифрикционные литейные сплавы ЦАМ9-1,5Л и ЦАМ10-5Л. Химический состав и механические свойства литейных цинковых сплавов по ГОСТ 21437—95 приведены в табл. 6.10.
157
Таблица 6.10
Химический состав и механические свойства некоторых цинковых литейных сплавов
Марка сплава Среднее содержание элемента, мае. % Механические свойства*, не менее
А1 Си Mg примеси ств, Н/мм2 5, % НВ
ЦА4Л 4,0 — 0,04 0,14 290 6 ...8 80
ЦАМ4-1Л 4,1 1,о 0,04 0,11 330 4 ...7 90
ЦАМ9-1,5Л 9,5 1,5 0,04 0,35 300 2...6 80
ЦАМ10-5Л 11 5,0 0,04 0,35 325 0,5 ...4 90
* Показатели механических свойств те же, что в табл. 6.9.
Сплав ЦА4Л содержит 4,0 % А1. Его структура состоит из первичных кристаллов a-твердого раствора алюминия в цинке (1,1 % А1), эвтектики, образующейся при температуре 382°C и состоящей из кристаллов того же а-раствора и кристаллов р-твердого раствора (правый угол диаграммы Al—Zn, см. рис. 6.4).
При температуре 265 °C должен происходить эвтектоидный распад, который при литье под давлением из-за большой скорости охлаждения блокируется. Но затем при комнатной температуре этот распад, получивший название «естественное старение», происходит с малой скоростью. В процессе старения изменяются свойства и уменьшаются примерно на 0,08 % линейные размеры. Для стабилизации размеров проводят отжиг — нагрев до 100 °C и выдержка в течение 3... 10 ч при этой температуре.
Следует отметить высокую чувствительность сплавов Zn—Al к межкристаллитной коррозии из-за загрязненности некоторыми примесями, особенно свинцом, оловом, кадмием. При этом содержание примесей ограничивается соответственно величинами, % (не более): РЬ 0,015; Sn 0,001; Cd 0,003.
Магний в цинковых сплавах является полезной примесью, он повышает коррозионную стойкость и уменьшает объемные изменения.
Сплав ЦАМ4-1 отличается от ЦА4 добавкой меди (1,0 %), которая целиком находится в твердом растворе, не вызывает появления новых фаз, придает сплаву более высокие прочность и твердость. Поэтому сплав ЦАМ4-1 находит более широкое применение.
Названные цинковые сплавы используются в автомобильной промышленности для изготовления корпусов карбюраторов, насосов и других деталей, а также для декоративных деталей.
.Антифрикционные цинковые литейные сплавы являются, как правило, тройными Zn—Al—Си с более высоким содержанием алю-158
миния и меди. Для изготовления отливок используют литье под давлением, литье в кокиль и, реже, в песчано-глинистые формы.
Особенности литейных свойств цинковых сплавов. Цинковые сплавы являются «узкоинтервальными», имеют высокую жидкотекучесть из-за низкой температуры Т„, благодаря чему воспроизводят тонкий рисунок. Широко используются в шрифтолитейном производстве. Из них получаются плотные отливки. Линейная усадка их составляет 1,0... 1,2 %.
При литье в металлические формы проявляется их склонность к образованию горячих трещин. Для предотвращения испарений, насыщения газами и образования неметаллических включений плавку ведут в защитной атмосфере (азот), не перегревая сплав выше 480 °C.
6.6. Никелевые сплавы
Никель относится к тяжелым цветным металлам; его плотность 8900 кг/м3, температура плавления 1452 °C, температура кипения 3000 °C.
Технически чистый никель (99,5 %) применяют для изготовления слитков. Для фасонных отливок используют никель с добавкой, %: Si 1,0...2,0; Мп 1,0... 1,5; С менее 0,3; S менее 0,03; Mg 0,08...0,1; Fe 1,0 и Си менее 0,3. Кроме того, он используется в качестве составляющей самых разнообразных сплавов: инвара (сплав на основе железа с содержанием 36 % Ni; температурный коэффициент линейного расширения 1,5-10-5 К-1), пермалоя (80% Ni, имеет высокую магнитную проницаемость), монетного мельхиора, нихрома и уникальных жаропрочных сплавов, применяемых для отливок лопаток газотурбинных двигателей.
Названные сплавы, так же как и сам никель, обладают высокой коррозионной стойкостью, жаростойкостью и особенно жаропрочностью.
Единая маркировка никелевых литейных сплавов в настоящее время отсутствует. Имеются сплавы с маркировкой легированных сталей, как, например, нихром Х20Н80, сплав ХН78Т, а также с маркировкой буквами и порядковым номером (ЖСЗ, Ж6, ЖС6К) (табл. 6.11).
По поводу взаимодействия никеля с другими элементами можно отметить следующее. Углерод в небольших (0,1...0,3 %) количествах является хорошим раскислителем. При 1318 °C углерод образует с никелем эвтектику (2,2 % С). Недопустимо, чтобы углерод выделялся в виде графита, поэтому содержание углерода в никелевых сплавах ограничивается (оно должно быть ниже 0,2 %).
Сера, свинец, висмут, сурьма, мышьяк, фосфор, кислород являются вредными примесями уже при содержаниях 0,005 %. В некоторых случаях влияние серы может быть нейтрализовано
159
Рис. 6.7. Диаграмма состояния Ni—Al
добавками Mg, Са, Ti, Be, а влияние свинца — добавками циркония.
С большинством элементов, таких как Al, Си, Мп, Со, Fe, Ti, Сг, Nb, Мо, никель образует твердые растворы, эвтектики, а также интерметаллид-ные фазы. При этом эвтектика плавится при довольно высоких температурах, что является важным для жаропрочных сплавов. Примером может служить алюминий (рис. 6.7). До 5 % А1 растворяется в твердом никеле, эвтектика образуется при температуре 1385 °C и содержит 12 % А1; образуется также устойчивый интерметаллид Ni3Al.
Основой жаростойких и жаропроч
ных сплавов является система Ni—Сг. Из жаростойких сплавов одним из самых известных является нихром, содержащий 20... 23 % Сг. Он обладает невысокой прочностью (ств = 500 МПа), высокими пластичностью и жаростойкостью, которая обеспечивается образованием плотного оксидного слоя Сг2О3.
Нихром используется в качестве основы практически для всех
жаропрочных сплавов, обладающих длительной прочностью при высоких температурах. Для увеличения жаропрочности в сплав на основе Ni—Сг вводят, как видно из табл. 6.11, Со, Ti, Al, W, Мо, В.
Наиболее высокую жаропрочность имеют сплавы типа ЖС,
структура которых представляет твердый раствор приведенных
Таблица 6.11
Средний химический состав и прочностные свойства никелевых литейных сплавов при температурах 800 и 900 °C
Марка сплава Содержание элемента, мае. % 0,00, Н/мм2, при темпе-ратуре, °C
С Сг Со Ti Al W Мо в 800 900
Нихром Х20Н80 До 0,15 21,5 —
ХН78Т До 0,12 21,5 — 0,25 До 0,15 — — — 45 15
ЖСЗ 0,13 16 — 1,9 1,9 5,5 3,7 0,01 350 320
ЖС6 0,15 12 — 2,6 5,0 7,0 4,7 0,01 500 280
ЖС6К 0,16 11,5 4,5 2,7 5,5 5,0 4,0 0,02 530 320
ВЖ36-Л2 До 0,6 20,5 — 2,5 3,7 — — До 0,3 270 120
160
выше элементов в основе Ni—Сг, а также интерметаллидов, карбидов и боридов. Заметно увеличение жаропрочности от сплава ЖСЗ к сплавам ЖС6 и ЖС6К, которое в большой степени обеспечивается увеличением содержания А1 и Ti.
Для сплавов типа ЖС используется классическая термическая обработка: закалка при температурах 1150... 1230 °C и искусственное старение при температурах 800...950 °C, близких к рабочим.
Из коррозионно-стойких сплавов следует отметить прежде всего сплавы на основе Ni—Си, называемые «монель-металлом». Известно несколько композиций сплавов на основе никеля и меди. Чаще в качестве третьего компонента используется кремний. Как правило, рекомендуемое содержание кремния 1,0... 1,2 %. При содержании более 1 % Si сплавы становятся немагнитными. В химической промышленности широко применяется сплав Ni—Si (90 % Ni, 10 % Si) (за рубежом известен под названием «хастеллой D»). Литые детали из этого сплава используют в условиях контакта с серной кислотой всех концентраций и другими агрессивными средами. Коррозионно-стойкие сплавы хорошо сопротивляются износу и превосходят высококремнистые чугуны. Температура ликвидуса сплавов Ni—Si (в том числе с добавками 3 % Си) составляет 1100 ...1120 °C.
Сплавы системы Ni—Си—Sn относят к бронзам, их называют «высоконикелевыми бронзами» (содержат 40...50 % Ni). Содержание никеля и олова должно выдерживаться в соотношении 10:1 во избежание их старения (растрескивания).
Высоконикелевые бронзы используются для изготовления отливок втулок и седел паровых клапанов, корпусов центробежных насосов, уплотнительных колец, коррозионно-стойких подшипников.
Особенности литейных свойств никелевых сплавов. Никелевые сплавы в большинстве случаев имеют узкий интервал кристаллизации, но достаточно высокую температуру ликвидуса и поэтому характеризуются удовлетворительной жидкотекучестью. Склонны к образованию сосредоточенных усадочных раковин. Линейная усадка находится в пределах 1,9...2,0 %.
В отливках могут образовываться горячие трещины, газовая пористость, дендритная ликвация, неметаллические включения, плены.
В производстве отливок из жаропрочных сплавов используются самые современные технологические процессы: плавка и заливка в вакууме, организация направленной кристаллизации с целью получения структуры столбчатых кристаллов, расположенных вдоль оси главных растягивающих напряжений (лопатки) или вдоль оси Магнитов.
РАЗДЕЛ II
ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ СПЛАВОВ
ГЛАВА 7
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Перед тем, как приступить к изложению типовых операций и процессов плавки литейных сплавов, раскроем содержание основных понятий, таких как «плавка», «шихта», «шлаки», «футеровка» и т. п.
Плавка — это совокупность физических и химических процессов, происходящих в плавильной печи при получении жидкого металла с заданными свойствами.
В современном производстве различают первичные металлургические плавки и вторичные плавки литейных сплавов. Задачей первичных металлургических плавок является выделение металлов и сплавов из сырых или прошедших предварительную обработку природных веществ, в которых металлы содержатся в виде соединений. Сложность металлургической задачи и масштабы металлургического производства не позволяют, как правило, получить в первичном металлургическом агрегате расплав, отливки из которого удовлетворяли бы требованиям современного машиностроения. Одним из немногочисленных примеров использо-. вания сплавов первичной плавки для получения фасонной отливки является литье изложниц для чугунных и стальных слитков в металлургическом производстве из доменного чугуна.
В литейном производстве используют продукты первичной плавки (ихназывают первичными шихтовыми материалами) и вторичные металлы1. К втор ичным металлам относятся металлический лом, а также слитки (чушки) цветных сплавов, полученные путем переплава лома цветных металлов на специализированных предприятиях.
В зависимости от вида сплава, типа плавильной печи, состава исходных материалов для плавки и требований к расплаву техно
1 Чистые металлы редко применяются в литейном производстве, поэтому У производственников «металл» — это термин, используемый для краткости вместо терминов «литейный сплав», «расплав».
162
логический процесс плавки может включать в себя от трех до десяти и более типовых операций.
Физико-химическая основа этих типовых операций плавки литейных сплавов рассматривается в общем виде для всех процессов в гл. 8, предшествующей изложению технологии плавки конкретных сплавов.
Шихта — это исходные материалы, загружаемые по совокупности в плавильную печь, которые должны обеспечить требуемое качество получаемого жидкого сплава. Количество компонентов шихты и химический состав этих компонентов определяется расчетом в зависимости от требуемого состава готового металла.
Газовая фаза печи образуется из окружающей атмосферы печи (если печь не герметизирована или не вакуумирована), продуктов сгорания топлива и газообразных продуктов других химических реакций, протекающих в печи. В некоторых случаях в рабочее пространство печи вводят защитные, окислительные, рафинирующие газы, которые также входят в состав газовой фазы, участвующей во всех процессах плавки.
Шлаками называют продукты плавки, которые образуются в плавильной печи в результате сплавления веществ, посторонних по отношению к металлу. К таким веществам относятся оксиды металла и песок на поверхности кусков шихты, зола топлива, частицы оплавившихся огнеупорных материалов и другие вещества, наличие которых зависит от выплавляемого сплава, типа плавильной печи, используемых шихтовых материалов и других особенностей технологии плавки.
Самопроизвольное образование шлака (первичного или самородного) связано с затратами энергии на его разогрев и плавление, требует дополнительного времени и затрат труда (часто тяжелого ручного) на его удаление. Этим объясняется распространенное среди неспециалистов представление о шлаке как о побочном, вредном продукте плавки. Однако шлаки оказывают при надлежащих физико-химических свойствах важное положительное воздействие на качество получаемого металла. Они защищают металл от окисления, растворения в нем газов, способствуют удалению вредных примесей и т.д. Для придания шлаку требуемых физико-химических свойств в печь добавляют флюсы.
Так, например, для удаления вредных примесей фосфора и серы, растворенных в стали, в шлак вводят известь СаО, которая, образуя с этими примесями прочные, нерастворимые в расплаве соединения, переводит данные элементы из металла в шлак.
Футеровкой называется слой материала, образующий внутреннее пространство плавильной печи. Этот слой должен сохранять в течение длительного времени достаточно высокие прочностные свойства при высокой температуре, а также противостоять химическому воздействию со стороны шлака, расплавленного
163
Таблица 7.1
Классификация огнеупорных материалов
Тип Группа Содержание основных составляющих, мае. % Химические свойства Огнеупорность, °C
Кремнеземистые Динасовые 93...96 SiO2 Кислые 1680... 1730
Кварцевые Свыше 98%SiO2 1750... 1800
Магнезиальные Магнезитовые 90...95 MgO Основные 2300... 2500
Доломитовые 45...60 MgO; 30...35СаО 1750... 1850
Алюмосиликатные Полукислые 65...80 SiO2; 30...17А12О3 Полукислые 1600... 1700
Шамотные 50...65SiO2; 45...30 А12О3 Нейтральные 1600... 1700
Высокоглиноземистые 46...99 А12О3;до50 SiO2 1800... 2000
Хромистые Хромомагнезитовые 10...20 Cr2O3; 70...50 MgO Нейтральные Свыше 2200
Хромитовые 68 Cr2O3; 32 FeO
Углеродистые Графитированные До 98 С — До 3500
Неграфитированные До 85 С
Углеродсодержащие 20...60 Сфафиг, шамот, кварцит, огнеупорная глина До 2000
Цирконсодержащие Циркониевые Свыше 90 ZrO2 — Свыше 2400
Цирконовые 60...65ZrO2; 40...35SiO2 Свыше 2000
Карбидкремниевые Карборундовые 30...95 SiC — —
металла и газовой фазы печи. Материалы, из которых изготовляется футеровка, называются огнеупорными материалами, или просто огнеупорами.
В связи с тем, что огнеупорные материалы должны противостоять химическому воздействию шлака, металла и атмосферы печи при высокой температуре, важнейшими классификационными признаками этих материалов являются огнеупорность (способность противостоять действию высоких температур) и химические свойства. В табл. 7.1 приведены характеристики огнеупорных материалов, используемых при плавке литейных сплавов.
Из данных табл. 7.1 следует, что наибольшей огнеупорностью обладают углеродистые огнеупоры, однако на практике они применяются сравнительно редко, так как при температуре более 1000 °C они легко окисляются, т. е. сгорают, не выдерживая химического воздействия со стороны атмосферы печи.
Важнейшими компонентами огнеупоров, наиболее распространенных в литейном производстве, являются оксиды кремния, магния, алюминия, кальция, хрома и железа. В зависимости от характера оксидов, преобладающих в составе огнеупорных материалов, они делятся на кислые, основные и нейтральные.
Кислые огнеупоры — динасовые и кварцевые — состоят главным образом из кислотного оксида SiO2, поэтому такие огнеупоры хорошо противостоят так называемым кислым шлакам, основу которых составляют кислотные оксиды.
В то же время шлаки, в которых преобладают основные оксиды, например СаО, будут интенсивно разрушать кислую футеровку, так как кислотный оксид SiO2 вступает в химическое взаимодействие с основными оксидами подобно тому, как кислоты реагируют с основаниями, образуя легкоплавкие соединения, например CaSiO3.
Основные огнеупоры — магнезитовые и доломитовые — содержат в большом количестве основные оксиды MgO и СаО. Эти огнеупоры предназначены для футеровки печей, в которых по условиям технологии используются основные шлаки.
Полукислые огнеупоры состоят главным образом из кислотного оксида SiO2, но содержат также амфотерный оксид А12О3.
Нейтральные огнеупорные материалы названы так потому, что проявляют удовлетворительную стойкость по отношению как к основным, так и к кислым шлакам.
Классификация огнеупоров на основные, кислые и нейтральные не охватывает достаточно большую часть огнеупорных материалов, в частности, цирконсодержащие и безоксидные огнеупоры (карбидкремниевые и углеродистые). Металлургические возможности плавильных печей в большой степени определяются свойствами огнеупорных материалов, используемых для их футеровки.
ГЛАВА 8
ТИПОВЫЕ ОПЕРАЦИИ И ПРОЦЕССЫ ПЛАВКИ ЛИТЕЙНЫХ СПЛАВОВ
8.1. Горение топлива
При выплавке литейных сплавов используются твердые, жидкие и газообразные виды топлива. При всем многообразии составов топлива данных видов основными горючими составляющими их являются углерод, водород и углеводороды. Рассмотрим закономерности процессов горения горючих составляющих топлива.
Горение углерода. Взаимодействие углерода топлива с кислородом в плавильных печах может происходить по одной из следующих реакций:
реакция полного горения
С + О2 = СО2 + Qx, (-ДЯ0; (8.1)
реакция неполного горения
С + 0,5О2 = СО +22, (-ДЯ2); (8.2)
реакция догорания моноксида углерода
СО + 0,5О2 = СО2 + 23, (-ДЯ3). (8.3)
Кроме того, может происходить окисление углерода углекислым газом (так называемая реакция газификации углерода):
СО2 + С = 2СО - О,, (+ДЯ4). (8.4)
Значения тепловых эффектов1 реакций (8.1)...(8.4) для стандартных условий (ДЯ298) соответственно равны, Дж/моль: Qx = = 408 842; Q2 = 122217; Q3 = 285623; Q4 =-162405.
Приведенные данные показывают, что процессы взаимодействия углерода с окислителем могут протекать самопроизвольно как с выделением тепла, так и с его поглощением. Термодинамический анализ реакций, описывающих эти процессы, позволяет выявить движущие силы этих реакций и условия их протекания.
Известно, что самопроизвольное протекание реакции возможно при условии, если изменение энергии Гиббса ДС в результате
1 Напомним, что в термохимии тепловой эффект реакции Q считается положительным, если в результате реакции теплота выделяется, тогда как в химической термодинамике изменение энтальпии ДЯ в этом случае считается отрицательным, т.е. bH=-Q.
166
реакции имеет отрицательное значение. Это изменение в свою очередь определяется уравнением Гиббса
\Gt =\Ht-T\S°t, (8.5)
где Абу — изменение энергии Гиббса в результате реакции; кН?— изменение энтальпии системы в результате реакции; Т — термодинамическая температура, при которой протекает реакция; &S°T — изменение энтропии системы в результате реакции.
Энтропия, как известно из курса физической химии, является характеристикой термодинамической вероятности состояния тела, или показателем степени беспорядка, хаотичности расположения частиц, образующих это тело.
Наименьшее значение энтропии соответствует твердому кристаллическому состоянию тела. Расположение элементарных частиц в кристаллическом теле упорядочено в максимально возможной степени. При переходе вещества в жидкое состояние этот порядок нарушается, энтропия растет. Переход в газообразное состояние приводит к еще большей неупорядоченности частиц, и энтропия становится максимальной. Поэтому существенный рост энтропии характерен для реакций, сопровождающихся образованием газообразных продуктов или увеличением количества газов по сравнению с исходным состоянием.
Важно отметить также, что энтропийная составляющая в уравнении Гиббса (произведение ТЛ$т) приобретает существенное значение только при высокой температуре.
Таким образом, движущими силами реакции может быть:
• стремление системы к минимуму энергии, т. е. к выделению теплоты — отрицательное);
• стремление к максимуму хаоса как наиболее вероятному состоянию любой системы (АА^ — положительное).
Из анализа уравнения Гиббса следует, что отрицательные значения A Gt могут быть получены при следующих четырех сочетаниях возможных движущих сил.
1. При отрицательном значении изменения энтальпии АЯу, (или при положительном значении Q), т.е. при экзотермических реакциях. При этом изменение энтропии близко к нулю.
2. При отрицательном значении изменения энтальпии \Нт и отрицательном значении произведения ТА$т.
3. При положительном значении изменения энтальпии, но при таких больших положительных значениях произведения Т\8т, чтобы по абсолютной величине это произведение превышало рост энтальпии АЯ^. Этот случай характерен для эндотермических реакций.
4. При отрицательном значении изменения энтальпии АЯу и при положительном значении произведения T\St-
6 Tpyxoi
167
Приведенные выше реакции (8.1)...(8.4) взаимодействия углерода с окислителем являются примером существования на практике всех этих вариантов. Экспериментально полученные зависимости изменения свободной энергии Гиббса от температуры для рассматриваемых процессов представлены графически на рис. 8.1.
Реакция полного горения углерода (8.1) протекает без изменения числа молей газа, не сопровождается ростом энтропии. Поэтому единственной движущей силой этой реакции является энергетический фактор. Влияние температуры на величину AG°T пренебрежимо мало. Эта реакция завершается с большой степенью полноты, является необратимой, т. е. полученный углекислый газ не может разлагаться с образованием свободного кислорода.
Реакция неполного горения углерода (8.2) сопровождается увеличением количества газов с 0,5 моль кислорода до 1 моль СО (на 1 моль углерода). Поэтому движущими силами этой реакции являются как энергетическая, так и энтропийная составляющие. Энтропийная составляющая усиливается по мере повышения температуры, при этом прочность СО возрастает. Реакция (8.2), как и реакция (8.1), необратима.
Реакция (8.3) догорания оксида углерода (II) (СО) до оксида углерода (IV) (СО2) протекает с выделением тепла, но, в отличие от реакции (8.2), сопровождается уменьшением общего числа молей газов с 1,5 до 1, а следовательно, и уменьшением энтропии системы. В результате этого с повышением температуры величина Л G°r уменьшается по абсолютной величине. Выше 3000 К реакция (8.3) протекает в обратном направлении. Из приведенных рассуждений следует, что диссоциация СО2 при высоких температурах возможна только с образованием СО и О2, но не с выделением свободного углерода.
Реакция (8.4) окисления углерода углекислым газом протекает с поглощением тепла, но при существенном (в 2 раза) увеличении числа молей газа (с 1 моль СО2 до 2 моль СО). Таким образом, движущей силой реакции (8.4) является стремление к максимуму хаоса как наиболее вероятному состоянию. Эта движущая сила преодолевает стремление к минимуму энергии только при достаточно высокой температуре (на практике выше 900 °C). Обратимость этой реакции показывает возможность диссоциации СО с выделением С и СО2 и невозможность выделения при этом свободного кислорода.
Горение водорода и углеводородов. Водород — второй (после углерода) горючий элемент, входящий в состав многих видов топлива. Окисление водорода при сгорании протекает по реакции
Н2 + 0,5О2 = Н2О + 242 040 Дж/моль. (8.6)
Единственной движущей силой реакции (8.6) является стремление к минимуму энергии, так как количество молей газов в 168
Дб’,кДж
Рис. 8.1. Зависимость Д(7° реакций взаимодействия углерода с кислородом от температуры
результате данной реакции уменьшается с 1,5 до 1. При высоких температурах энтропийный фактор смещает равновесие реакции влево, в сторону диссоциации молекул воды.
Из углеводородов наибольшее промышленное значение имеет природный газ, широко используемый в коксогазовых и газовых вагранках и других газовых плавильных печах. Метан СН4, являющийся одной из основных составляющих природного газа, окисляется по экзотермической реакции:
СН4 + 2О2 = СО2 + 2 Н2О + 805 540 Дж/моль. (8.7)
Движущей силой реакции (8.7) является энергетический фактор, количество молей газа в результате реакции не изменяется.
При температурах выше 1700 °C процесс горения оказывается в значительной мере незавершенным, продукты горения метана наряду с СО2 и Н2О содержат СО и Н2.
Тепловой эффект реакции горения природного газа почти в два раза превосходит эту величину для реакции сгорания углерода. Однако количество продуктов, образующихся при сгорании СН4, в три раза больше, чем при сгорании углерода. Поэтому температура продуктов горения природного газа не выше, а ниже, чем при горении углерода.
8.2. Шлакообразование. Строение шлаковых расплавов
Источники шлакообразования. Источниками образования шлаков при плавке литейных сплавов в различных плавильных печах могут быть вещества различного происхождения. В зависимости от этого их можно подразделить на несколько групп.
169
Первую группу составляют химические соединения, находившиеся на поверхности кусков шихты до их загрузки в печь. Это частицы земли, глины, песка, оксидов основного металла и легирующих элементов компонентов шихты.
Ко второй группе относятся вещества, образовавшиеся в результате взаимодействия с атмосферой печи (угара) основного металла, легирующих элементов и примесей.
Частицы оплавившейся футеровки в большинстве случаев также оказываются в шлаке, образуя третью группу.
Для печей, работающих на твердом топливе, источником шлакообразования может быть зола топлива (четвертая группа).
Эти четыре группы веществ образуют первичный (так называемый самородный) шлак. Свойства такого шлака далеко не всегда удовлетворяют требованиям литейщиков. Так, например, первичный шлак, образующийся в чугуноплавильной печи непрерывного действия (вагранке), имеет высокую вязкость, которая является препятствием при удалении шлака через шлаковую летку. Для снижения вязкости шлака, т. е. для увеличения его жидкотекучести в печь добавляют вещество (флюс), снижающее температуру плавления шлака. Этим веществом является и з вести я к. (В старину вещества, улучшающие плавкость шлака, называли плавнями.)
При плавке стали на шихте, содержащей повышенное количество серы и фосфора, в печь вводят вещества (флюсы), которые, вступая в химические реакции с этими вредными примесями, переводят их в шлак.
На этих примерах показана роль флюса в плавке. В первом случае добавляемые к первичному шлаку вещества изменяли его физическое свойство — температуру плавления, во втором — химическое свойство, в частности способность вступать в реакцию с вредными веществами. Таким образом, для придания шлаку требуемых физико-химических свойств в печь добавляют вещества, называющиеся флюсами.
Роль шлаков в процессе плавки может быть различной в зависимости от природы литейного сплава, типа плавильной печи и шихтовых материалов, используемых для плавки. Наиболее сложные и многообразные функции шлак выполняет в условиях плавки стали в мартеновских и дуговых печах на шихте, загрязненной серой и фосфором. Не вдаваясь в детали этих функций, которые будут раскрыты по ходу дальнейшего изложения, ограничимся их простым перечислением задач, которые возложены на шлак.
1. Обеспечить быструю передачу тепла от газовой фазы к металлу.
2. Обеспечить питание жидкой ванны расплава кислородом в окислительный период плавки.
3. Служить защитным покровом, затрудняющим растворение азота и водорода в металле.
170
4. Создать условия, обеспечивающие минимальное содержание в металле серы и фосфора.
5. Обеспечить возможность проведения процесса раскисления стали, в частности, диффузионного раскисления и др.
По сравнению с металлургическими процессами плавку стали в литейных цехах обычно ведут более простыми технологическими процессами, в которых используется только какая-то (большая или меньшая) часть отмеченных функций шлака.
При выплавке цветных сплавов используют так называемые покровные флюсы, роль которых сводится к защите металла от газовой фазы печи. Составы и свойства этих шлаков будут рассмотрены при изложении технологии плавки конкретных цветных сплавов.
В данном разделе рассматриваются строение и свойства шлаков, используемых при плавке железоуглеродистых сплавов.
Наибольшее распространение получили две теории строения шлаковых расплавов — ионная и молекулярная.
Ионная теория. Данная теория предполагает, что различные химические соединения в шлаковых расплавах находятся в состоянии частичной диссоциации по следующим схемам:
Me О <=* Ме2+ + О2-;
MeS±±Me2+ +S2-;
Ме~Рг «=> Ме2+ + 2F";
3 (Me О) • Р2О5 <=> ЗМе2+ + 2РО^;
2 (Me О) • SiO2 2Ме2+ + SiO^;
2 (Me О) • SiO2 г* 2Ме2+ + Si2O«-;
3 (Me О) • 2(SiO2) <=» 3Mew + Si2Of".
Из существующих многочисленных подтверждений справедливости ионной природы строения шлаковых расплавов можно привести такое явление, как электролиз жидких шлаков. Тем не менее, применение ионной теории на практике затруднено, так как в шлаках наряду с простыми ионами могут находиться в состоянии метастабильного или стабильного равновесия сложные анионы. Оперировать с такими сложными частицами при проведении обычных химических расчетов затруднительно, поэтому на практике обычно руководствуются более простой молекулярной теорией.
Молекулярная теория. Получившая широкое распространение молекулярная теория основана на предположении о том, что шлак состоит из электрически нейтральных молекул оксидов, которые можно расположить по химическим свойствам в следующий ряд:
171
Увеличение основных свойств оксидов
SiO2, Р2О5, А12О3, TiO2, FeO, MgO, MnO, CaO
Увеличение кислотных свойств оксидов
Каждый из оксидов в приведенном ряду является кислотным по отношению к оксиду, расположенному справа, и основным по отношению к соседу слева. Кислотные и основные оксиды в шлаке могут реагировать между собой, образуя соли.
Активность оксида в шлаке определяется не общим его содержанием, а концентрацией свободного оксида, которая вычисляется по балансовому уравнению типа:
СаОсвободн — СаОобщ + CaOgjo2 СаОр2о5,
где СаОсвободн — концентрация оксида кальция химически не связанного; СаОобщ — суммарная концентрация оксида кальция в шлаке; CaOSiO2 — концентрация оксида кальция, связанного с кремнеземом; CaOp2Oj — концентрация оксида кальция, связанного в фосфорнокислое соединение.
Если в результате взаимодействия кислотных и основных оксидов в шлаке свободными остаются основные оксиды, то шлак считается основным и, наоборот, наличие свободных кислотных оксидов делает шлак кислым.
На практике свойства шлака определяют по степени его основности, которая в простейшем случае двухкомпонентного шлака, состоящего из оксида кремния и оксида кальция, равна:
В = CaO/SiO2,
где В — основность шлака; СаО — концентрация в шлаке основного оксида кальция; мае. %; SiO2 — концентрация в шлаке кислотного оксида кремния, мае. %.
В общем случае основность вычисляют по формуле
^(Основные оксиды) ^(Кислотные оксиды) ’
где X (основные оксиды) — суммарное содержание основных оксидов, мае. %; Z (кислотные оксиды) — суммарное содержание кислотных оксидов, мае. %.
В зависимости от основности шлак принято считать кислым (В меньше 0,8), нейтральным (Б = 0,8... 1,2) и основным (В больше 1,2). В свою очередь, основные шлаки подразделяются на:
• шлаки пониженной основности, В= 1,3... 1,5,
• шлаки средней основности, В= 1,6...2,5,
• шлаки повышенной основности, В выше 2,5.
172
Величина, обратная основности, называется степенью кислотности:
А = 1/В.
Молекулярная теория позволяет описывать важнейшие химические реакции между шлакообразующими оксидами. Результаты расчетов, проведенных на основе молекулярной теории, хорошо согласуются с практическими данными, однако это совпадение можно рассматривать как чисто формальное, не выявляющее истинной физико-химической природы процессов. В металлургии и литейном производстве молекулярные представления о строении шлаков имеют широкое распространение, так как они были применены ранее ионных и позволили качественно объяснить ряд явлений, происходящих в плавильных печах.
На практике в большинстве случаев три вещества — SiO2, СаО и А12О3 — составляют 90...95 % массы шлака и определяют его
Рис. 8.2. Диаграмма состояния системы СаО—SiO2— А12О3
173
важнейшие свойства. Поэтому зависимость важнейших физических свойств шлаков (температуры плавления, вязкости и др.) от их состава изображают в основном в виде двойных или тройных диаграмм состояния.
На рис. 8.2 приведена диаграмма состояния трехкомпонентных шлаков, содержащих SiO2, СаО и Д12О3.
Шлаки, как и другие многокомпонентные системы, плавятся в интервале температур. Поэтому температура плавления шлаков является условной величиной. За температуру плавления шлаков принимают температуру ликвидуса, т. е. температуру полного исчезновения твердой фазы при нагреве.
На диаграмме штриховыми и тонкими сплошными линиями показаны изотермы, т. е. линии одинаковых температур плавления, а более толстыми линиями обозначены границы между областями кристаллизации отдельных химических соединений.
Из данной диаграммы следует, что шлаки с высокой основностью имеют и максимальную температуру плавления.
С помощью диаграммы состояния можно определить количество флюса, необходимого для получения шлака с минимальной температурой плавления.
Численный пример. Пусть при плавке на данной шихте при данных режимах образуется первичный шлак, состоящий из 80 % SiO2 и 20 % А12О3. Из диаграммы (см. рис. 8.2) следует, что температура плавления такого шлака находится в пределах 1700... 1800 °C. Требуется определить количество флюса — извести (СаО), — позволяющее существенно снизить температуру плавления шлака.
Добавление флюса увеличит общее количество шлака в печи, но соотношение между SiO2 и А12О3, равное 4 (80 %/20 %), при этом не изменится. Составы шлаков, для которых соотношение содержаний SiO2 и А12О3 равно 4, по совокупности соответствуют линии, соединяющей вершину треугольника (100 % СаО) и точку 20 % А12О3 на стороне треугольника SiO2 — А12О3. Находим точку пересечения этой линии с изотермой плавления, равной 1300 °C. Из точки пересечения проводим прямую, параллельную стороне треугольника SiO2—А12О3. На пересечении этой прямой со шкалой содержания СаО находим, что содержание этого компонента (извести) в шлаке равно 17,5 %. Аналогично находится содержание SiO2 и А12О3 в трехкомпонентном шлаке (равно соответственно SiO2 66 % и А12О3 16,5 %).
Однако для выбора состава шлака знания только температуры его плавления недостаточно, так как некоторые из шлаков становятся хорошо подвижными при температуре, значительно превышающей температуру плавления. Например, самый легкоплавкий шлак, содержащий примерно 62 % SiO2, 24 % СаО и 14 % А12О3, температура плавления которого равна 1170 °C, приобретает хорошую текучесть лишь при температуре 1600 °C. Поэтому
174
Рис. 8.3. Зависимость вязкости (толстые линии) и температуры плавления (тонкие линии) шлака от его состава и температуры
выбор состава шлака обычно проводят по диаграмме, представленной на рис. 8.3, которая отражает влияние состава шлака и на его вязкость, и на температуру плавления. На диаграмме толстыми линиями нанесены линии одинаковой вязкости (Па-с), а тонкими — линии одинаковых температур плавления (°C). Из диаграммы следует, что область минимальных значений вязкости шлака не совпадает с областью минимальной температуры плавления.
Методика расчета количества флюса, необходимого для получения требуемой вязкости шлака, аналогична методике расчета по требуемой температуре плавления шлака. Численный пример такого расчета применительно к шлаку ваграночной плавки приведен на с. 235.
На практике вязкость трехкомпонентных шлаков снижают добавками CaF2 и MgF2.
175
8.3. Окислительное рафинирование
Процессы образования и диссоциации оксидов играют ведущую роль в технологических процессах плавки. В большинстве случаев при плавке литейных сплавов окисление основного металла и легирующих элементов является нежелательным явлением, так как приводит к потерям металла — к его угару. Однако в ряде случаев именно окислением удается удалить из расплава вредные элементы или снизить содержание легирующих элементов до заданного значения.
На практике рассматриваемая.проблема заключается в том, что в шихтовых материалах легирующие элементы и вредные примеси могут содержаться в количествах, превышающих допустимые по техническим условиям.
Как правило, нежелательные элементы или их химические соединения с основным металлом хорошо растворяются в расплаве. Отделить их от основного металла физическими методами, например, процеживанием или центрифугированием, не удается. Поэтому для удаления из расплава нежелательных элементов стремятся получить такие их соединения, которые не растворяются в расплаве, но переходят в шлак или газовую фазу печи.
В большом числе случаев такие нерастворимые в расплаве вещества могут быть получены путем окисления нежелательных элементов. Так, например, избыток углерода в стали при его окислении превращается в газ СО, нерастворимый в металле и выделяющийся в атмосферу печи. При окислении кремния, марганца, хрома образуются тугоплавкие твердые оксиды, не растворяющиеся в расплаве основного металла и всплывающие в шлак.
Ввод кислорода в расплав металла может осуществляться прямым вдуванием технически чистого кислорода, диффузией его из газовой фазы через шлак в расплав и другими способами. Связанные с этим изменения механизма и кинетики процессов целесообразно рассмотреть при изучении конкретных технологических процессов плавки. Однако термодинамические основы процессов образования и диссоциации оксидов остаются общими для всех этих способов.
Для двухвалентных металлов реакции окисления можно представить в общем виде:
2Ме + О2 = 2МеО - \Н, (8.8)
где АН — изменение энтальпии реакции (в данном случае экзотермической).
Качественные выводы из анализа этой реакции не меняются и для металлов с иной валентностью.
Из физической химии известно, что о химическом сродстве элементов к кислороду можно судить по величине свободной энергии образования оксидов этих элементов — A G°T. На рис. 8.4 приве-
176
д<?°, кДж
Рис. 8.4. Зависимость ДС° реакций образования оксидов металлов от температуры:
□ — точка плавления металла; g — точка плавления оксида; Q — точка кипения металла
дена диаграмма зависимости f\G°T от температуры для металлов, входящих в состав литейных сплавов.
Термодинамический анализ диаграммы &Gt — Тс помощью уравнения Гиббса (8.5) позволяет сделать ряд практически важных выводов.
1. Величина Абу для всех металлов в области температур, характерных для плавки, имеет отрицательное значение, а это означает, что при этих температурах все металлы окисляются самопроизвольно.
177
2. Единственно возможной движущей силой этих реакций является энергетический фактор — стремление системы к минимуму энергии (т.е. значение АН — отрицательное). Вторая из возможных движущих сил — энтропийная составляющая энергии Гиббса (ГД У °) — противодействует прямой реакции, так как в результате реакции энтропия уменьшается. Об уменьшении энтропии реакций окисления металлов можно судить и не прибегая к таблицам стандартных термодинамических величин. Достаточно обратить внимание на то, что в результате этих реакций исчезает 1 моль газообразного кислорода, но появляется твердый оксид, энтропия которого существенно ниже, чем у газа.
3. При повышении температуры прочность оксидов металлов уменьшается (линии на диаграмме рис. 8.4 наклонены в сторону уменьшения абсолютной величины AG}). Таким образом, с повышением температуры процесс восстановления оксидов металлов облегчается. Однако при температурах, характерных для плавки литейных сплавов, самопроизвольная диссоциация оксидов металлов не происходит — величины A G? остаются в области отрицательных значений.
. 4. Углы наклона линий диаграммы для разных металлов при температурах ниже температуры кипения различаются незначительно. Это объясняется следующим. Как известно из физической химии, изменение АН} вычисляется по формуле
т aHt=AH'^ + \AcpdT.
298
При больших значениях поправка на температуру не оказывает практического влияния на величину \Н°Т, поэтому можно считать, что производная уравнения (8.5)
d^G°/dT « -Д5°.
Следовательно, тангенс угла наклона линий \G° - Т практически равен величине -Д5£, которая, будучи связанной главным образом с изменением количества газов в результате реакции, остается практически неизменной, так как число молей газов уменьшается во всех реакциях на единицу.
5. При температурах кипения металлов на линиях Д G°T — Тнаблюдается перелом, снижение прочности оксида происходит значительно быстрее, чем на предыдущем участке. Причина этого состоит в том, что при данных температурах количество газов по реакциям типа (8.8) уменьшается уже не на 1 моль О2, но еще и на количество молей паров металла.
Таким же образом объясняется перелом линий для серы в точке ее сублимации.
6. Прочность оксида углерода (IV) (СО2) почти не изменяется под влиянием температуры, так как число молей газов в реакции полного окисления углерода (8.1) не изменяется.
178
7. Прочность оксида углерода (II) (СО) в противоположность всем другим оксидам возрастает с повышением температуры, причем весьма существенно. Нетрудно видеть, что причиной такого аномального поведения этого оксида является специфика реакции (8.2) неполного сгорания углерода. В результате этой реакции количество газа не уменьшается, а, наоборот, увеличивается до 1 моль. Как уже отмечалось, движущими силами этой реакции являются как энергетический, так и энтропийный факторы.
8. Оксид может быть восстановлен лишь теми элементами, для которых линии зависимости Д G°T— Трасположены ниже, чем для данного оксида при заданной температуре.
9. При высоких температурах восстановительная способность углерода повышается. Например, при температуре выше 1750 °C углерод может восстанавливать даже такой активный элемент, как алюминий.
Диаграмма зависимости свободной энергии образования оксидов от температуры позволяет судить о сравнительной прочности оксидов и вычислять константы равновесия реакций образования этих оксидов из чистых веществ. Однако расплавы всех литейных сплавов являются растворами, что существенно влияет на полноту протекания реакций. Поэтому для вычисления констант равновесия реакций в расплавах используют не концентрации веществ, а их активности в растворах:
а, = fiNh
где at — активность элемента в растворе; / — коэффициент активности; Nj — молярная доля элемента в растворе.
Для многокомпонентных растворов, например чугуна и стали, учитывают взаимное влияние элементов в растворе. В этом случае коэффициенты активности вычисляют, учитывая параметры взаимодействия, что существенно усложняет расчеты.
В реальных металлургических процессах полнота протекания химических реакций определяется не только термодинамическими факторами, но и кинетикой массопереноса во взаимодействующих фазах. Поэтому расчеты равновесия химических реакций весьма затруднительны в условиях литейных цехов. Однако термодинамические и кинетические закономерности протекания процессов позволяют определить направление изменения технологических режимов плавки, обеспечивающее требуемую полноту их протекания.
8.4. Закономерности угара элементов в кислых и основных печах
Потери на угар составляют значительную часть себестоимости жидкого металла и отливки в целом. Величина угара, как показывает практика, во многом зависит от правильности выбора пла
179
вильного агрегата и технологических режимов плавки, основанного на понимании закономерностей процесса угара элементов.
Процесс угара элементов следует разделить на три существенно различных периода — угар в период нагрева до расплавления, угар в период расплавления и угар элементов в жидкой ванне расплава.
В период нагрева твердых кусков шихты угар происходит вследствие окисления элементов в поверхностном слое этих кусков. За время нагрева шихты до температуры плавления, которое может составлять от 0,2 до 1 ч для разных процессов плавки, реакции окисления успевают осуществиться в поверхностном слое толщиной до 0,5 мм. Поэтому при плавке на компактной крупной шихте влияние этих процессов на общую величину угара невелико. При плавке на легковесной мелкой шихте угар за такой период окажет существенное влияние на изменение химического состава металла в ходе плавки.
В период плавления кусков шихты поверхность контакта металла с газовой фазой печи достигает максимума в результате образования капель и струй металла, стекающих в образующуюся ванну жидкого металла. Большая поверхность контакта металла с газовой фазой в этот период определяет и значительную величину угара.
Важно отметить, что в первые два периода шлак и флюсы не обеспечивают защиты металла от окисления.
В третьем периоде угар элементов из жидкой ванны, покрытой слоем шлака, замедляется, так как переход кислорода из газовой фазы к металлу связан с диффузией кислорода через слой шлака. Состав шлака оказывает существенное влияние не только на диффузию кислорода, но и на равновесие реакций окисления элементов в жидком металле.
На практике установлено, что элементы, образующие при окислении кцслотные оксиды, интенсивнее угорают в основных печах и, наоборот, элементы, образующие основные оксиды, интенсивнее угорают в кислых печах.
Для объяснения этой закономерности сопоставим механизмы окисления кремния, образующего кислотный оксид SiO2, и марганца, образующего основной оксид МпО, в печах с кислой и основной футеровкой. Важнейшим отличием основного процесса от кислого, определяющим их металлургические особенности, является избыток в шлаке СаО при основном процессе и избыток SiO2 в шлаке кислого процесса.
Схема процесса окисления кремния в основной печи показана на рис. 8.5, а.
Из приведенной схемы следует, что продукт реакции окисления кремния — кислотный оксид SiO2 в основной печи вступает в реакцию с основным оксидом СаО, содержащимся в избытке в основном шлаке. В результате образуется соль CaSiO3. Это приводит к исчезновению продукта реакции окисления кремния и, сле-
180
а б
Рис. 8.5. Особенности угара элементов в основных (а) и кислых (б) печах (приведены схемы реакций)
довательно, к смещению равновесия реакции вправо, т.е. способствует повышению угара кремния.
В кислой печи избыток SiO2 в шлаке приводит к увеличению концентрации продукта реакции, т.е. смещает равновесие в сторону, препятствующую угару кремния.
На рис. 8.5, б показано, что продукт окисления марганца — основной оксид МпО в кислой печи связывается кремнеземом в соль MnSiO3. Снижение концентрации продукта реакции окисления марганца смещает равновесие процесса вправо, в сторону увеличения угара марганца.
Рассмотренные закономерности играют важную роль при выборе футеровки печи для плавки разных по составу литейных сплавов и учитываются при расчете состава шихты.
8.5. Удаление вредных примесей из железоуглеродистых сплавов
Десульфурация (обессеривание) железоуглеродистых расплавов. Сера, являющаяся, как известно, вредной примесью для литейных сплавов на основе железа, имеет неограниченную растворимость в жидком железе. Удаление серы из расплава железа затруднено тем, что ее сродство к кислороду меньше, чем у основного металла — железа. Кроме того, концентрация серы в металле значительно меньше, чем основного металла. Поэтому при вводе кислорода в расплав окисляется не сера, а железо. Таким образом, термодинамические предпосылки для удаления серы из расплавов железа путем окислительного рафинирования отсутствуют.
Для десульфурации железоуглеродистых сплавов необходимо получить соединения серы, прочные и нерастворимые в железе, переходящие в шлак. Этого можно добиться двумя путями: 1) диффузионным способом и 2) осаждением.
181
В первом случае, при диффузионном способе процесс десульфурации протекает на границе металл—шлак. В качестве реагента, обеспечивающего получение прочного соединения серы, нерастворимого в металле, используется оксид кальция — СаО, дешевый и недефицитный материал (известь).
В плавильных печах процесс сводится к взаимодействию шлака, содержащего избыток СаО, с металлом по реакции1:
[FeS] + (СаО) = [FeO] + (CaS), (8.9)
коэффициент распределения серы между шлаком и металлом при этом составляет:
т pr /[Fe] • /[СаО] ’ (СаО) Ту С — Л. .
/[FeO] [FeO] • /(CaS)
Константа равновесия реакции (8.9) выражается уравнением, в котором задействованы не концентрации, а активности компонентов шлака:
^^FeOj-^CaS), (8 ДО)
^(СаО) * а [FeS]
где tZ(CaS)j <2(СаО) — активность соответственно CaS и СаО в шлаке; fl[Fes]> #[FeO] “ активность FeS и FeO в металле.
Учитывая, что активности веществ пропорциональны их концентрациям, анализ уравнения (8.10) позволяет сформулировать два важнейших условия успешного развития процесса десульфурации в простейшем для понимания и практического использования виде:
1) высокая концентрация СаО в шлаке, или в металлургических терминах — высокая основность шлака',
2) низкая концентрация FeO в металле и шлаке.
Зависимость Д G реакции (8.9) от температуры выражается уравнением: ДС = -11 900 + 5,8 Г, из которого видно, что температура не оказывает практически значимого влияния на константу равновесия.
Однако полнота протекания процесса десульфурации зависит не только от термодинамических факторов. В значительной мере она определяется кинетикой взаимодействия веществ, поскольку эти процессы далеки от равновесных. Исследования, подтвержденные практикой, показали, что процесс десульфурации в боль
1 Напомним, чтобы различать фазы при рассмотрении металлургических процессов, вещества, находящиеся в жидком металле, заключаются в прямоугольные скобки [ ], а вещества, находящиеся в шлаке, — в круглые скобки () и вещества, принадлежащие газовой фазе, — в фигурные скобки {}.
182
шинстве случаев лимитируется диффузией в шлаке исходных веществ и продуктов реакции. Скорость диффузионных процессов в шлаке возрастает со снижением вязкости шлака, с повышением его температуры. Из этого следует третье важнейшее условие успешного протекания процесса десульфурации:
3) высокая температура шлака.
Чрезвычайно важно отметить также, что высокотемпературный режим плавки интенсифицирует процесс раскисления металла, способствуя выполнению второго условия из названных — снижению окисленности шлака и металла.
Это объясняется тем, что, как уже отмечалось (см. подразд. 8.3, вывод 9), восстановительная способность углерода с повышением температуры возрастает. Поэтому с повышением температуры концентрация FeO в металле и шлаке уменьшается по реакции:
[FeO] + [С] = [Fe] + {СО}Т -Q,
(FeO) + [С] = [Fe] + {СО}Т -Q.
В этой связи процесс десульфурации сплавов железо—углерод часто описывают реакцией:
[FeS] + (СаО) + (С) = (CaS) + [Fe] + {СО}Т -Q. (8.11)
Во втором случае при десульфурации осаждением реагент, образующий не растворимое в металле соединение серы, вводят в расплав металла. Таким реагентом обычно является марганец, имеющий большее сродство к сере, чем железо. Процесс описывается реакцией
[FeS] + [Мп] = (MnS) + [Fe]; \G° = -141000 + 19,8Т. (8.12)
Константа равновесия при этом составляет
К _ /(MnS) ~ (MnS)
/[FeS] • [FeS] • /[Мп] • [Мп]’
а коэффициент распределения серы между металлом и шлаком определяется формулой:
£ _ jjz /[FeS] • /[Мп] • [Мп] s“ (MnS)./(MnS)
Образующийся тугоплавкий сульфид марганца (1^ = 1620 °C) выделяется в самостоятельную фазу и переходит в шлак. На рис. 8.6 показана зависимость содержания серы в чугуне и стали от содержания марганца при разных температурах. Из графиков видно, что эффективность десульфурации осаждением уменьшается с
183
Рис. 8.6. Влияние концентрации марганца на растворимость серы в расплавах стали и чугуна
повышением температуры процесса. Такой же вывод можно сделать на основании выражения для A G°, приведенного в реакции (8.12).
Кроме того, активность FeS в растворе металла увеличивается при увеличении концентрации в нем углерода и кремния.
При плавке стали температура ванны всегда выше, а содержание углерода и кремния ниже, чем при плавке чугуна, поэтому эффективность десульфурации осаждением стали меньше, чем для чугуна.
Дефосфорация железоуглеродистых сплавов. Фосфор обладает большим сродством к кислороду, чем железо, и его можно удалить из расплава методом окислительного рафинирования. Установлено, что при окислении элементов, растворенных в металле, обычно образуются не чистые оксиды, а сложные соединения, содержащие оксиды металла. В частности, при окислении фосфора, растворенного в железе, из металла выделяется фаза, имеющая состав, близкий к фосфату железа (FeO)3P2O5. Это взаимодействие можно представить в виде двух последовательных реакций:
2Р + 5FeO = Р2О5 + 5Fe + 202377 Дж,
Р2О5 + 3FeO = (FeO)j- Р2О5 + 182 214 Дж, или суммарно и с указанием фаз
2[Р] + 8(FeO) = 5[Fe] + ((FeO)3-P2O5) + 384591 Дж. (8.13)
184
Реакции (8.13) протекают с большим выделением теплоты и при повышении температуры смещаются влево, в сторону исходных веществ.
Исследования показали, что константа равновесия реакции (8.13) при температурах плавки чугуна и стали не сильно отличается от единицы и, следовательно, в этих условиях реакция обратима и не обеспечивает высокой степени дефосфорации. Кроме того, углерод, содержащийся в чугунах и сталях, по мере повышения температуры увеличивает свою восстановительную способность, и при температурах выше 1320 °C восстанавливает образующиеся соединения фосфора. При этом фосфор возвращается в металл.
Таким образом, для окислительного рафинирования металла от фосфора недостаточно получить нерастворимое в металле соединение, необходимо еще, чтобы это соединение было стойким к воздействию температуры и раскислителей.
Такое соединение получают при наличии избытка СаО в шлаке, т.е. при наличии основного шлака. Суммарно процесс дефосфорации при основном шлаке описывается уравнением:
2 [Р] + 5 [FeO] + 4 (СаО) = (4СаО • Р2О5) + 5 Fe. (8.14)
Константа равновесия этой реакции имеет вид
(4СаОР2О5)
^[FeO] ’ ^(СаО) ‘ И2
где 2V(CaO)> ^[FeO] — молярная доля свободных оксидов кальция и железа.
На основании приведенных рассуждений можно сделать вывод о том, что для увеличения степени дефосфорации чугунов и сталей необходимо соблюдение трех условий, а именно:
1) высокая окисленность металла и шлака (для реализации первой стадии десульфурации — окисления фосфора);
2) низкотемпературный режим плавки (для увеличения константы равновесия экзотермических реакций окисления фосфора);
3) наличие основного шлака (для фиксации степени дефосфорации, достигнутой на первой стадии процесса).
Сопоставляя условия, необходимые для удаления серы и фосфора, важно отметить, что два из трех условий диаметрально противоположны по характеру воздействия (окисленность металла и шлака и температурный режим). Третье условие — основность шлака — также различается не только формулировкой соответствующих пунктов. Для дефосфорации металла нельзя использовать шлаки с высокой основностью, так как при низкотемпературном режиме плавки такие шлаки имеют низкие текучесть (см. подразд. 8.2. рис. 8.2) и химическую активность.
185
8.6. Дегазация расплавов металлов
Плавка в открытых печах сопровождается растворением в металле водорода и азота. Главным источником этих газов является газовая фаза печи. Азот поступает в газовую фазу с атмосферным воздухом. Водород образуется в результате диссоциации паров воды, находящейся во влажном воздухе, на поверхности шихты, а также паров воды, образующихся при сгорании топлива:
2Н2О = 4Н + О2. (8.15)
Как отмечалось в подразд. 3.9, растворимость водорода и азота в жидких металлах при температурах металлургических процессов подчиняется закону квадратного корня (закону Сивертса — см. уравнение (3.26)).
С повышением температуры растворимость газов в металлах возрастает. Процесс растворения газов начинается уже в первый период расплавления шихты в результате контакта атмосферы печи с каплями и струйками металла. В этот период растворение происходит быстро вследствие большой поверхности контакта металла с газами и отсутствия сплошного шлакового покрова.
После образования сплошного слоя шлака растворение газов замедляется в большей или меньшей степени в зависимости от физико-химических свойств шлака. При плавке в открытой печи содержание азота в расплаве железа может достигать 0,04 мае. %, а водорода — 0,0025 мае. %.
Газы, растворившиеся в металле в процессе плавки, при кристаллизации отливки образуют в ней усадочные или газоусадочные раковины или поры. Поэтому дегазация расплава перед заливкой является одной из важнейших задач плавки.
В настоящее время существуют многочисленные способы дегазации расплавов металлов. Наибольшее распространение при плавке литейных сплавов получили:
• вакуумирование;
• продувка нейтральными газами;
• обработка солями, образующими газообразные продукты;
• обработка ультразвуком.
Дегазация вакуумированием. Процесс растворения газов при плавке металла стремится к равновесию, описываемому законом Сивертса. Если над поверхностью выплавленного металла создать разрежение, уменьшить парциальное давление растворенного газа, то такое изменение приведет к активизации перехода газа из расплава в газовую фазу (рис. 8.7, а).
Однако зарождение пузырька газа в толще металла связано с необходимостью преодолеть давление дме слоя металла, расположенного над зарождающимся пузырьком, давление датм атмосферы печи, давление слоя шлака, а также силы дпов нат поверх-
186
Рис. 8.7. Схемы вакуумной дегазации:
а — в ковше; б — струйная дегазация
а
ностного натяжения металла. Таким образом, должно выполняться условие
Аыд. газа — Рме + Ритм + + Рпов. нат- (8-16)
Как отмечалось в подразд. 3.9, зарождение пузырька так называемого «критического радиуса» в объеме чистого металла теоретически невозможно. Но реально на практике в толще жидкого металла всегда существуют поверхности раздела металла с твердыми фазами, такие как металл—футеровка, металл—неметаллические включения. Эти поверхности не смачиваются металлом, что облегчает процесс зарождения на них пузырьков газа. Этим объясняется тот факт, что образование зародышей пузырьков газов происходит именно на поверхности твердых фаз.
Тем не менее, из неравенства (8.16) очевидно, что с увеличением глубины ванны печи или ковша и увеличением толщины шлакового покрова эффективность процесса вакуумной дегазации снижается. Поэтому для больших объемов металла применяют вакуумную дегазацию струи металла при его переливе из одного ковша в другой в вакуумной камере (рис. 8.7, б).
Рафинирование вакуумированием применяется для стали и цветных металлов.
Дегазация стали в процессе кипения. В окислительном периоде плавки стали после окисления кремния, марганца и фосфора и разогрева ванны начинается окисление углерода:
[FeO] + [С] = Fe + {СО}Т - Q.
В результате выделения из толщи жидкого металла пузырьков СО происходит бурление жидкой ванны (сталь «кипит»), поэтому данный период плавки получил название «период кипения», хотя явление это кажущееся, так как температура металла далека от температуры кипения.
Установлено, что в процессе кипения из металла наряду с растворенными в нем газами удаляются твердые неметаллические
187
Рис. 8.8. Схема дегазации стали в процессе кипения
включения — SiO2 и МпО. Мельчайшие частицы этих оксидов, образовавшиеся в начале окислительного периода во всей толще ванны, создают так называемую «неметаллическую муть». Они очень медленно всплывают в шлак и, в конечном счете, ухудшают качество стали.
В то же время, наличие твердых неметаллических включений способствует зарождению пузырьков СО, а сами пузырьки газа приводят к всплытию твердых частиц в шлак. Это явление, называемое «флотацией неметаллической мути», способствует улучшению качества стали.
Одновременно с флотацией происходит дегазация стали. Суть процесса дегазации стали при кипении аналогична вакуумной дегазации, несмотря на внешнее различие этих процессов. Действительно, поверхность каждого пузырька СО в расплаве является границей раздела газообразной и жидкой фаз. Для этих контактирующих фаз выполняется уравнение Сивертса, устанавливающее равновесное соотношение концентрации газа в расплаве металла и парциального давления газа над поверхностью раздела фаз. Поскольку внутри пузырьков СО парциальные давления водорода и азота равны нулю, газы диффундируют внутрь пузырьков и, всплывая, оказываются в атмосфере печи. Таким образом, пространство внутри пузырьков СО является вакуумом для азота и водорода. На рис. 8.8 процесс дегазации кипением показан схематично.
Успешному протеканию процесса кипения способствуют следующие условия:
» высокая температура металла, так как движущей силой реакции является только энтропийный фактор;
• низкое содержание кремния, марганца и фосфора, имеющих большее по сравнению с углеродом сродство к кислороду при низких температурах;
• высокая концентрация углерода в расплаве.
Дегазация расплавов продувкой газами. При плавке стали образование в ней пузырьков СО, способствующих дегазации, происходит естественным образом вследствие наличия в ней углерода и
188
окисленности расплава. При плавке сплавов на основе алюминия, меди и других металлов самопроизвольного «кипения» не происходит. Поэтому для дегазации таких расплавов прибегают к искусственному «кипению», применяя продувку металла газами.
Суть процесса, как и при кипении, состоит в том, что внутри пузырьков продуваемого газа парциальное давление водорода и азота изначально равно нулю. Поэтому азот и водород диффундируют внутрь пузырьков продуваемого газа и всплывают на поверхность ванны.
Для продувки выбирают газы, которые имеют минимальную растворимость в выплавляемом металле. Таковыми являются газы с большим размером атомов, например аргон и хлор.
Дегазация продувкой газами сопровождается, так же, как и процесс кипения стали, рафинированием расплава от твердых неметаллических включений.
Дегазация ультразвуковой обработкой. При дегазации ультразвуковыми колебаниями торцы волноводов приводят в соприкосновение с поверхностью расплава, очищенного от шлака (рис. 8.9, а). Суть процесса в том, что под действием ультразвуковых колебаний в расплаве развиваются явления кавитации (образования полостей, пузырьков). В образующиеся при этом пустоты диффундируют растворенные в металле газы в соответствии с законом Сивертса. Метод используется при плавке алюминиевых сплавов.
Спокойное, неподвижное состояние жидкости способствует фиксации растворенных в ней газов. Наоборот, перемешивание, вибрация и другое возмущение жидкости приводит к выделению растворенных в жидкости газов. На рис. 8.9, б показана схема установки, предназначенной для дегазации расплавов с использованием данного явления.
Рис. 8.9. Схемы дегазации расплавов: а — ультразвуком; б — вибрацией; в — под колокольчиком солями хлора
189
Дегазация алюминиевых расплавов. Для дегазации алюминиевых расплавов могут применяться многочисленные способы: вакуумирование, продувка газами, обработка ультразвуком, вымораживание.
Дегазация вакуумированием и ультразвуковой обработкой. Для алюминиевых сплавов подобные варианты обработки требуют повышенных затрат по сравнению с другими, более эффективными способами.
Продувка газами. Продувка хлором является эффективным способом дегазации, но практически не применяется в связи с высокой токсичностью хлора. Продувку аргоном или азотом ведут при 720... 730 °C в течение 5...20 мин; расход газа 0,5... 1 м3/т расплава.
Дегазация хлористыми солями. В качестве дегазаторов алюминиевых сплавов используют хлориды различных элементов: хлористый цинк ZnCl2, хлористый марганец МпС12, хлористый барий ВаС13, гексахлорэтан С2С16 и др. Дегазирующие соли вводятся в глубину расплава с помощью колокольчика, показанного на рис. 8.9, в.
Действие хлоридов основано на том, что в результате их взаимодействия с алюминием в расплаве образуется летучий хлористый алюминий (температура кипения А1С13 равна 183 °C):
3ZnCl2 + 2А1 = 2А1С13Т + 3Zn,
ЗМпС12 + 2А1 = 2А1С13Т + ЗМп,
4ВС13 + 4А1 = 4А1С13Т + 4В,
С2С1б + 2А1 = 2А1С13Т + 2С.
Пузырьки хлористого алюминия, выходя на поверхность ванны, уносят с собой газы и твердые неметаллические включения, т. е. действуют аналогично пузырькам СО при кипении стали.
Сущность всех рассмотренных способов дегазации состоит в том, чтобы создать поверхность раздела металл—газовая фаза, над которой парциальное давление растворенного газа меньше равновесного, описываемого уравнением Сивертса.
Вымораживание. Способ основан на том, что растворимость водорода в расплаве алюминия в процессе кристаллизации снижается примерно в 10 раз. При охлаждении расплавленного металла в печи до температуры солидуса из него удаляются газы, растворившиеся в процессе расплавления, когда защита покровным шлаком была недостаточно эффективной. После этого металл перегревают до заданной температуры, но это происходит под сплошным слоем покровного флюса и не приводит к насыщению металла газами.
Метод практически не применяется в связи с низкой производительностью и большими энергозатратами.
190
8.7. Раскисление металла
Как уже отмечалось, в подавляющем большинстве случаев плавка литейных сплавов сопровождается преднамеренным или нежелательным, но неизбежным, окислением основного металла и легирующих элементов. При плавке стали и медных сплавов оксиды основного металла растворяются в нем, ухудшая качество сплава. Поэтому в конце плавки стали и медных сплавов проводят раскисление металла, т. е. восстановление оксидов основного металла.
В качестве раскислителей применяют элементы, имеющие большее сродство к кислороду, чем основной металл. При этом важно, чтобы образующиеся оксиды раскислителя не растворялись в металле, но удалялись в шлак или газовую фазу.
Кроме двух указанных свойств раскислители должны быть экологически чистыми, недорогими и недефицитными.
Сплавы на основе алюминия и магния не раскисляют, так как эти металлы обладают исключительно высоким сродством к кислороду, сами образуют прочные нерастворимые оксиды, которые можно удалить из расплава в процессе дегазации.
При плавке чугуна специальной операции раскисления не проводят в связи с тем, что функцию раскисления выполняет легирующий элемент чугуна — кремний, содержание которого в металле всегда превышает требуемое количество раскислителя, вводимого в расплав. По той же причине не раскисляют сплавы на основе цинка, содержащие не менее 4 % А1.
Таким образом, закономерности процесса раскисления имеют существенное значение только для плавки стали и медных сплавов. При плавке литейных сталей чаще всего используется глубинное или осаждающее раскисление. В качестве раскислителей применяют марганец (в виде ферромарганца), кремний (в виде ферросилиция). Содержание элемента-раскислителя в ферросплаве составляет 45... 75 %. Раскисление протекает по следующим реакциям с положительным тепловым эффектом Q:
[FeO] + [Мп] = [Fe] + (МпО) + Q,
К _ а(Мп0) fl[FeO] ’ а[Мп]
ИЛИ
2[FeO] + [Si] = 2[Fe] + (SiO2) + Q,
^(SiOz) a[FeO] ' a[Si]
В результате реакций образуются малорастворимые в металле оксиды марганца или кремния, плотность которых меньше плот
191
ности стали, т.е. образующийся «осадок» всплывает в шлак, отсюда название метода — «осаждающий». Этот метод называют также «глубинным», так как раскислитель вводят в глубь ванны металла.
Важно отметить, что всплытие продуктов раскисления затруднено из-за малых размеров образующихся частиц МпО и SiO2, а также по причине значительной вязкости расплава. Кроме того, в результате раскисления прекращается кипение стали и выделение пузырьков СО, которое способствовало флотации неметаллической мути при кипении. Поэтому при осаждающем раскислении невозможно получить сталь, чистую от неметаллических включений, что является существенным недостатком рассматриваемого метода. Однако этот метод получил наибольшее распространение как самый простой и дешевый.
Уменьшения количества оставшихся в стали неметаллических включений добиваются применением комплексных раскислителей. Они представляют собой сплавы нескольких раскислителей: силикомарганец (Si + Мп), силикокальций (Si + Са), сплав АМС (А1 + Мп + Si), сплав КМК (Si + Мп + Са) и др. При использовании комплексных раскислителей продукты реакций раскисления вступают во взаимодействие между собой, образуя более крупные и легко всплывающие включения. (Напомним, что SiO2 является кислотным, или, что у практиков чаще используется, «кислым» оксидом, а МпО и СаО — это основные оксиды).
Кроме того, взаимодействие продуктов реакций раскисления между собой приводит к уменьшению их активности и смещению равновесия реакций в сторону более полного раскисления. Количество вводимого раскислителя должно быть необходимым и достаточным для полного восстановления оксида железа, растворенного в металле. Присадка избыточного количества раскислителя приводит к увеличению содержания в металле элемента-раскислителя по сравнению с заданным химическим составом стали. Поэтому в процессе раскисления отбирают пробы «на раскислен-ность металла», в частности «на ковкость» и «на рост».
Технологическая проба «на ковкость» основана на том, что оксид железа сообщает сталям красноломкость. Поэтому после введения первой порции раскислителя отливают небольшой цилиндрический образец, и после затвердевания его расковывают в лепешку. Образование трещин по краям лепешки свидетельствует о красноломкости стали и необходимости введения дополнительной порции раскислителя.
Проба «на рост» основана на том, что в процессе кристаллизации недостаточно раскисленной стали происходит реакция кипения:
FeO + С = Fe + СОТ - Q.
192
а б
Рис. 8.10. Технологическая проба раскисленности стали (проба «на рост»): а — образец раскисленной стали; б — образец недораскисленной стали
Эта эндотермическая реакция протекает при относительно низкой температуре (в интервале кристаллизации) благодаря тому, что зарождение пузырьков СО облегчается образованием твердых кристаллов металла, а также выделением скрытой теплоты кристаллизации. Образующиеся при этом пузырьки СО заполняют усадочные пустоты в затвердевающем образце и препятствуют образованию утяжины на его свободной поверхности. Поэтому образец недораскисленной стали имеет выпуклую или плоскую свободную поверхность, тогда как наличие утяжины на образце свидетельствует о раскисленности стали (рис. 8.10).
После получения образца раскисленной стали предварительное раскисление заканчивают. При выпуске стали из печи проводят окончательное раскисление алюминием, который задают на желоб печи или в ковш, под струю металла. Раскислительная способность алюминия настолько велика, что при остаточном содержании его в стали 0,001 % содержание растворенного кислорода в стали составляет около 0,001 %, что приближается к пределу определения концентрации кислорода.
Для каждой марки или группы марок стали разрабатывают и используют свою технологию раскисления.
Диффузионное раскисление основано на применении закона распределения, согласно которому равновесное отношение концентраций оксида железа в шлаке (FeO) и в металле [FeO] является постоянной величиной при данной температуре, не зависящей от абсолютного количества оксида в системе, т.е.
ZFe0 = (FeO,%)/[FeO,%] = const.
С позиции закона распределения безразлично, куда вводится раскислитель — в шлак или в металл — в обоих случаях фазы будут раскисляться пропорционально благодаря диффузии FeO из одной несмешивающейся фазы в другую.
7 Трухов
193
При диффузионном раскислении стали раскислитель вводят в шлак. Обычно при диффузионном раскислении используют сильные восстановители: углерод (в виде электродного боя, древесного угля), ферросилиций, алюминий.
Преимущество диффузионного раскисления состоит в том, что продукты реакций раскисления образуются и остаются в шлаке и не «замутняют» металл. Однако скорость процесса диффузионного раскисления значительно меньше скорости глубинного (осаждающего) раскисления даже при высокой температуре металла и шлака. Это приводит к существенному уменьшению производительности печи.
Раскисление медных сплавов проводится введением раскислителей как в расплав, так и в шлак (поверхностное раскисление). Некоторые из используемых раскислителей способствуют дегазации расплава и увеличению электропроводности медных отливок.
8.8. Науглероживание расплавов железа
Процесс растворения углерода в расплавах железа имеет большое практическое значение в связи с широким распространением так называемых «синтетических» чугунов. Производство отливок из синтетических чугунов, выплавляемых с использованием в
шихте повышенного количества стального лома, оказалось экономически и экологически выгодным. Однако в процессе переплава дешевых стальных отходов требуется существенно повысить
содержание углерода в расплаве.
В общем виде процесс растворения углерода с поверхности на-
углероживателя в расплаве железа можно представить в виде схемы, изображенной на рис. 8.11.
На схеме косой штриховкой обозначен науглероживатель, по
поверхности которого со скоростью v движется расплав железа. В слое толщиной 8 характер движения расплава ламинарный (т. е. траектории движения струек металла параллельны одна другой).
Выше ламинарного слоя характер движения потока расплава турбулентный, что обозначено завихренными стрелками.
v
Рис. 8.11. Схема процесса науглероживания
В слое с ламинарным характером движения массоперенос углерода от одной струйки расплава к другой происходит так же, как в неподвижной жидкости, путем диффузии. Поэтому этот слой называют ламинарным диффузионным.
Массоперенос углерода в турбулентном слое осуществляется с большей скоростью, чем в ламинарном. Поэто
194
му в целом скорость процесса растворения углерода в расплаве определяется скоростью массопереноса в ламинарном диффузионном слое и описывается уравнением:
£ = ££(СН-С)/, (8.17)
где С — концентрация углерода в расплаве; т — время науглероживания; F — площадь поверхности контакта расплава с наугле-роживателем; V — объем науглероживаемого металла; D — коэффициент диффузии углерода, зависящий от химического состава и температуры расплава; 5 — толщина ламинарного диффузионного слоя, зависящая от кинематической вязкости расплава и скорости его движения по поверхности науглероживателя; f — коэффициент качества науглероживателя (его значения равны: для графита электродного — 0,95; для кокса — 0,32; для антрацита — 0,29); Сн — концентрация насыщенного раствора углерода в расплаве.
Численное значение Сн зависит от температуры расплава и от его химического состава и определяется эмпирической формулой
Сн = 1,30 + 2,57- КГ3/- 0,31Si - 0,37Р - 0,22S - 0,llCu +
+ 0,03Mn + 0,075Cr +0,15Ti + O,1V. (8.18)
Два первых слагаемых уравнения (8.18) характеризуют растворимость углерода в чистом железе при температуре t, °C, а последующие — влияние легирующих элементов. Из формулы следует, что при температуре 1550 °C в расплаве чистого железа может раствориться 5,28 % С. Введение в расплав 1 % Si приводит к уменьшению Сн до 5,28 - 0,31 = 4,97 %.
Результаты исследований кинетики растворения углерода в расплаве железа позволяют оптимизировать режимы науглероживания при плавке чугуна в разных печах.
8.9. Взаимодействие футеровки с расплавами шлака и металла
Многообразные процессы взаимодействия расплавов металла и шлака с футеровкой можно подразделить на пять видов, описываемых соответствующими типовыми реакциями.
1. Переход оксидов из футеровки в шлак в результате оплавления футеровки1:
1 (МеО) — такими скобками обозначается принадлежность вещества к материалу футеровки.
195
{МеО}(МеО).
2. Оплавление футеровки в результате химического взаимодействия оксидов футеровки с оксидами шлака и образования легкоплавкой соли. Ярче всего это взаимодействие проявляется между кислой футеровкой и основным шлаком:
{Me О) + (Ме'О) ->(МеО- Ме'О).
3. Взаимодействие оксидов легирующих элементов с оксидами шлака и футеровки (эти взаимодействия рассмотрены в подразд. 8.4. «Закономерности угара элементов в кислых и основных печах»):
[MeО] + {Ме'О} ->(МеО- Ме'О), [MeО] + (Ме'О) -> (МеО • Ме'О).
4. Восстановление оксида футеровки основным металлом расплава. Примером этого взаимодействия является реакция восстановления кремнезема кислой футеровки при плавке алюминиевых сплавов:
3<SiO2> + 4[А1] = 2(А12О3) + 3[Si]
или в общем виде восстановление оксида футеровки легирующим элементом расплава
(МеО) +[Л/еи] = (МвцО) + [Ме].
Примером такого взаимодействия является так называемая тигельная реакция.
В процессе плавки железоуглеродистых сплавов в печах с кислой футеровкой нередко наблюдается увеличение содержания кремния в расплаве — пригар кремния.
Этот пригар является результатом взаимодействия углерода, содержащегося в чугунах и сталях, с кремнеземом кислой футеровки и кислого шлака. Взаимодействие описывается тигельной реакцией:
<SiO2> + 2[С] = [Si] + 2{СО}Т - Q,
К-р2со
/isi] [Si]
•Ас] [С]2'
Движущей силой этой эндотермической реакции (-Q) является только энтропийный фактор (об увеличении энтропии в результате реакции свидетельствует увеличение количества газов на 2 моль).
Из этого следует, что реакция может протекать только при высоких температурах, способствующих возрастанию восстанавливающей способности углерода.
196
Другим важнейшим условием ее протекания является раскис-ленность металла. В нераскисленном металле углерод будет восстанавливать железо из FeO.
Анализ уравнения тигельной реакции с позиций закона действующих масс показывает, что полноте ее протекания способствуют: 1) высокая концентрация углерода в расплаве; 2) низкая концентрация кремния в нем; 3) низкое парциальное давление СО над зеркалом металла.
Протекание тигельной реакции приводит к разрушению футеровки, поэтому в большинстве случаев в ходе плавки следует по возможности учитывать приведенные выше соображения для уменьшения разгара футеровки.
ГЛАВА 9
ИСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ПЛАВКИ ЛИТЕЙНЫХ СПЛАВОВ
9.1. Первичные металлические материалы
Все многообразие компонентов шихты, используемых при плавке литейных сплавов, можно подразделить на первичные и вторичные металлы, флюсы и твердое топливо.
Первичные металлы получают из рудных материалов на металлургических заводах. В литейные цехи они поступают, как правило, в виде чушек или дробленых кусков.
Чушковые чугуны. В настоящее время в литейных цехах используются литейные и передельные доменные чугуны.
Чугуны литейные (ГОСТ 4832—80) подразделяют на шесть марок по содержанию кремния. Наибольшее количество кремния содержится в чугуне марки Л1 (3,2...3,6 % Si включительно), наименьшее — в чугуне марки Л6(1,2... 1,6 % Si).
В чугуне каждой из шести марок содержание марганца может быть разным в зависимости от группы, обозначаемой римскими цифрами от I до IV. Наибольшее количество марганца содержится в чугуне группы IV (от 0,9 до 1,5 %), наименьшее — в чугуне группы I (до 0,5 %).
В чугуне каждой марки и группы содержание фосфора может соответствовать одному из пяти классов, обозначаемых буквами А, Б, В, Г и Д. В группах А, Б и В ограничивается максимальное содержание фосфора — до 0,08; 0,12 и 0,3 % соответственно. В чугуне группы Г допускается свыше 0,3 до 0,7 % Р включительно и в чугуне группы Д — свыше 0,7 до 1,2 % Р включительно.
Наконец по содержанию серы литейные чугуны делятся на четыре категории, обозначаемые арабскими цифрами 1, 2, 3 и 4. Самый чистый от серы чугун категории 1 содержит не более 0,02 % S, а в чугунах категории 4 ее содержание достигает 0,05 %.
В документе о качестве чугуна, прилагаемом к каждой поставляемой партии, указывается действительное содержание элементов, которое должно укладываться в допуски ГОСТ 4832—80.
Например, маркировка ЛЗ-П-Б-2 означает:
• чугун литейный марки 3 с содержанием 1 |
кремния от 2,2 до 2,8 %; J
• группа II — содержание марганца 0,3...0,5 %;
• класс Б — содержание фосфора до 0,12 %; -*-
• категория 2 — содержание серы до 0,01 %. --
198
Содержание углерода в литейных чугунах не оговаривается ГОСТом, однако чугуны всех марок должны поставляться с указанием его содержания в мае. %.
Это объясняется чрезвычайно высокой интенсивностью процесса науглероживания металла в доменной печи, который не поддается регулированию и зависит от химического состава и температуры чугуна. Достаточно отметить, что в течение времени между выпусками чугуна, которое составляет от 1,5 до 3 ч, чугун в горне домны накапливается между кусками кокса. В результате этого содержание углерода в чугуне практически достигает концентрации насыщенного раствора (Сн). Эта величина определяется эмпирической формулой (8.18), согласно которой с увеличением содержания кремния в чугуне растворимость углерода в нем снижается. В табл. 9.1 приведено соотношение содержаний углерода и кремния в чугуне марок Л1 и Л6, которое хорошо согласуется с формулой (8.18). Однако по требованию заказчика чугун изготавливают с нормированным содержанием углерода — от 3,4... 3,9 мае. % С в чугуне марки Л1 оно увеличивается до 3,9... 4,4 мае. % С в чугуне марки Л6.
По ГОСТ 4832—80 предусмотрены семь марок литейного чугуна, рафинированного магнием. Главное отличие этих чугунов состоит в пониженном содержании серы (0,005...0,01 %). Марка рафинированного чугуна начинается с букв «ЛР».
Пер едельно-литейные чугуны (ГОСТ 805—80) выпускаются марок ПЛ1 и ПЛ2. Как и литейные, передельно-литейные чугуны делятся на группы по марганцу, классы по фосфору и категории по сере. Передельно-литейные чугуны содержат меньше кремния, чем литейные чугуны, поэтому они дешевле литейных чушковых чугунов, но для их получения требуются добавки в шихту большего количества кремния в виде ферросилиция.
Для выплавки чугуна и стали в литейном производстве используются также передельные высококачественные чугуны марок ПВК1, ПВК2 и ПВКЗ, отличающиеся пониженным содержанием фосфора и серы.
Для производства прокатных валков согласно ОСТ 1465—80 предусмотрены две марки специального валкового чугуна — ЧВ1 и ЧВ2.
Природнолегированные чугуны получили свое название потому, что руды некоторых месторождений железа Таблица 9.1 Соотношение содержаний С и Si в литейных чугунах
содержат оксиды хрома, меди и Других металлов. В процессе доменной плавки на таких рудах оксиды металлов частично вое-станавливаются и легируют выплавленный чугун. Содержание Марка чугуна Среднее содержание, мае. %
углерода кремния
Л1 3,65 3,4
Л6 4,15 1,4
199
легирующих элементов в природнолегированных чугунах невелико (0,3...3%), поэтому присадка их в шихту позволяет получать низколегированные конструкционные чугуны при минимальном угаре легирующих элементов. Это особенно важно при плавке в печах с окислительной атмосферой.
Наибольшее распространение получили три вида природнолегированных чугунов: хромоникелевые марок ЛХН1...ЛХН10 (0,4...3,2% Сг и 0,4... 1,0% Ni); титановые марок БТЛЗ... БТЛ7 (0,3% Ti) и титаномедистые марок БТМЛЗ...БТМЛ7 (0,3... 1,2% Ti и 2,0...3,0% Си).
Ферросплавы. Сплавы железа с одним или несколькими легирующими элементами называют «ферросплавами», при этом содержание легирующих элементов в сплавах этого класса часто превышает содержание самого железа. Первая буква во всех марках ферросплавов — «Ф», за ней следуют буквы, соответствующие легирующему элементу.
Ферросилиций (ГОСТ 1415—78). В марке указывается среднее содержание кремния в процентах (например, ФС20, ФС75). Для легирования чугунов и сталей используется ферросилиций марок ФС20...ФС45, в качестве раскислителей — ФС45...ФС75, в качестве модификаторов — ФС75...ФС90.
Ферромарганец (ГОСТ 4755—80). В низко- и среднеуглеродистых ферромарганцах после букв Мн указывается содержание углерода в сплаве в процентах (например, ФМн2), а содержание марганца в них по умолчанию — 85... 75 %. В ферромарганце высокоуглеродистых марок — ФМн75... ФМн78 указывается содержание марганца в процентах (содержание углерода в них около 7 %). В ферромарганце обычных марок содержится повышенное количество фосфора (0,3...0,55 %). Буква «А» в конце марки означает пониженное (до 0,05...0,1 %) содержание фосфора, буква «К» — пониженное содержание кремния, «С» — повышенное содержание кремния.
При выплавке низкоуглеродистых сталей с пониженным содержанием фосфора используется металлический марганец (ГОСТ 6008—82), марки которого начинаются с букв «Мр». Содержание углерода в металлическом марганце 0,02...0,2%, а фосфора — 0,005...0,07 %.
Силикомарганец (ГОСТ 4756—77). В марке указывается минимальное содержание кремния в процентах — СМн10...СМн2б. Содержание марганца в силикомарганце всех марок не менее 60...65 %.
Сил икокальций (ГОСТ4762—71). В марке указывается минимальное содержание кальция в процентах — СК10... СК30. Суммарное содержание кремния и кальция в силикокальции всех марок 75... 95 % соответственно.
Феррохром (ГОСТ 4757—79). Так же как и ферромарганец, различают низко-, средне- и высокоуглеродистый феррохром с
200
содержанием углерода соответственно до 0,5; 4 и 8 %. Содержание углерода указывается в марке в сотых долях процента (например, в феррохроме ФХ050 содержится 0,50 % С). В маркировке азотированного феррохрома содержание азота указывается в сотых долях процента после буквы Н (например, в феррохроме ФХН200 — 2 % N). Содержание хрома во всех марках составляет 60...68 %.
Ферросиликохром (ГОСТ 11861—77). В марке указывается среднее содержание кремния в процентах (ФСХЗЗ содержит 30...37 % Si). Содержание хрома — от 28 до 55 %.
Ферротитан (ГОСТ 4761—80). В марке указывается содержание титана в процентах (ФТи20А, ФТи68). Буквы А или Б в конце марки указывают на разное содержание фосфора.
Ферровольфрам (ГОСТ 17293—82) содержит не менее 65 % W. Пример обозначения — ФВ80.
Ферромолибден (ГОСТ 4759—79) содержит молибден в количестве, указанном в конце марки в процентах ФМобО.
Феррофосфор (ТУ 14-5-72-80) помимо железа содержит фосфор в количестве, указанном после букв (в процентах). Например, феррофосфор ФФ14.
Феррованадий (ТУ 14-5-98-78) содержит 85 % V в металле марок Вд35А, Вд35Б и Вд350.
Ферробор (ГОСТ 14848—69) содержит 6...20% В, что отражено в написании марок ФБ6...ФБ20.
Металлы цветные первичные. Поставляются в литейные цехи в виде чушек, слитков, гранул. Их маркируют в зависимости от степени чистоты.
Алюминий первичный по ГОСТ 11069—74 имеет три вида чистоты: особой чистоты с содержанием алюминия 99,999 % А1 (обозначается А999), высокой чистоты — 99,995...99,95% А1 (А99...А95) и технической чистоты — 99,85...99,0 % Al (А85...А0).
В чушках первичной плавки поставляется силумин, содержащий 10... 13 % Si. Цифры в марке силумина показывают степень загрязненности сплава. Если наиболее чистым является СИЛ-00, то силумин СИЛ-2 содержит около 2 % примесей Fe, Мп, Си, Zn и Са в сумме.
Медь в зависимости от чистоты и способа изготовления маркируют по ГОСТ 859—78: М006 (99,99 % Си) — наиболее чистая бескислородная медь; М1р, М2р, М1ф (до 99,9% Си) и медь огневого рафинирования М2 и М3 (до 99,7 % Си).
Магний первичный в чушках по ГОСТ 804—72 маркируется в зависимости от содержания магния: Мг9б, Мг95, Мг90 (соответственно 99,96; 99,95 и 99,90 % Mg).
Также в зависимости от чистоты маркируются цинк (ГОСТ 3640-79) - от ЦВ00 до ЦЗ (99,997...97,5 % Zn); олово (ГОСТ 860-75) от ОВЧ-ОООдо 04 (99,999.-96,43 % Sn); свинец (ГОСТ 3778-77) - от СО до СЗС (99,992-99,5 % РЬ); никель (ГОСТ
201
849-70) - от НО до Н4 (99,99...97,6 % Ni); хром (ГОСТ 5905-79) - от Х99А до Х97 (99...97 % Сг).
Титан (ГОСТ 17746—79) маркируется по твердости от ТГ-90 до ТГ-150.
Сплавы цветные в чушках маркируются следующим образом: первая буква марки сплава обозначает его основной металл: А — сплавы на основе алюминия (ГОСТ 1586—73); М — сплавы магния (ГОСТ 2581—78); Ц — сплавы цинка (ГОСТ 19424— 74); последующие буквы в марке обозначают легирующие элементы сплава. Содержание этих элементов в процентах указывается в той же последовательности, что и буквенные обозначения.
Бронзы в чушках (оловянистые ГОСТ 614—73 и безоло-вянистые ГОСТ 17328—78), а также латуни литейные вчуш-ках маркируются аналогично соответствующим сплавам в отливках.
9.2. Вторичные металлические материалы
Вторичные черные металлы, используемые в качестве металлической шихты в плавильных агрегатах литейных цехов (ГОСТ 2787—86). Различают две категории вторичных черных металлов: А — углеродистые и Б — легированные. В зависимости от физического состояния и показателей качества, различают 21вид кусковых (габаритных и негабаритных), прессованных (брикетированных и пакетированных) ломов, отходов и стружки (табл. 9.2).
Таблица 9.2
Вторичные черные металлы
Категория Вид Номер вида Общее обозначение Плавильный агрегат*
Стальной лом и отходы
А, Б Стальной лом и отходы №1 1 1А, 1Б ДСП, ИСТ, в
А, Б Стальной лом и отходы №2 2 2А, 2Б дсп
А, Б Стальной лом и отходы № 3 3 ЗА, ЗБ МП
А, Б Шихтовые слитки 4 4А, 4Б ДСП
А, Б Брикеты из стальной стружки 7 7А, 7Б МП, ДСП, в
А, Б Пакеты № 1 8 8А, 8Б МП, ДСП
А, Б Пакеты №2 9 9А, 9Б МП, ДСП
А Пакеты №3 10 10А МП, ДСП
А Пакеты №4 11 НА МП
202
Окончание табл. 9.2
Категория Вид Номер вида Общее обозначение Плавильный агрегат*
А, Б Стальные канаты и проволока 12 12 А, 12Б мп
А Стальная стружка № 1 13 13А ДСП, ИСТ, ИЧТ
А, Б Стальная стружка № 2 14 13А, 4Б МП
Чугунный лом и отходы
А, Б Чугунный лом и отходы № 1 16 16А, 16Б ИЧТ, в
А Чугунный лом и отходы № 2 17 17А ИЧТ, в
А Брикеты из чугунной стружки 20 20А в
А, Б Чугунная стружка 21 21А, 21Б МП, ДСП, ИЧТ
* Условные обозначения плавильных печей: ДСП — дуговая сталеплавильная печь; ИСТ — индукционная сталеплавильная тигельная печь; В — вагранка, МП — мартеновская печь; ИЧТ — индукционная чугуноплавильная печь промышленной частоты.
Таблица 9.3
Физические характеристики* важнейших шихтовых материалов
Шихтовый материал Свойства шихтового материала
р, т/м3 Рнас, Т/М3 5, м2/т °с
Чугун чушковый 7...7,3 3...3.5 7,4... 13 1150... 1250
Лом чугунный 7...7,6 1,5...2,5 5...20 1200... 1400
Стружка чугунная (россыпью) 7...7,6 1 ...2,2 140... 160 1200... 1400
То же (брикеты) 7...7,6 > 2...5 50... 100 1200... 1400
Лом стальной В том числе стружка: 7,5...8 0,5...2 5...14 1400... 1550
дробленая 7,5... 8 1,8...2 140... 160 1400... 1550
брикетированная 7,5.„8 2...5 50... 100 1400... 1550
Алюминий и его сплавы в чушках 2,5 ...2,7 1...1,5 14...25 590... 665
Лом йлЮмйййя й ето сплавов 2,55...2,7 0,5... 1,5 i 10...40 590...665
203
Окончание табл. 9.3
Шихтовый материал Свойства шихтового материала
р, т/м3 Рнас 5 т/м S, м2/т f °C *пл?
Стружка А1-сплавов дробленая и мелкий лом 2,55...2,7 0,4... 0,8 280... 320 590... 665
Магний и его сплавы в чушках 1,74... 1,85 0,7... 1 20... 50 590...650
Лом магниевых сплавов 1,74... 1,85 0,6... 1 15...70 590...650
Цинк и его сплавы 7,0...7,2 3 ...3,5 7... 13 420...430
Лом цинковых сплавов 7,0... 7,2 1,5 ...2,5 5...20 420...430
Медь и медные сплавы в чушках 7,8... 8,95 5 7,4... 13 900... 1150
Лом меди и ее сплавов 7,8... 8,95 1,5 ...3 5... 20 900... 1150
Стружка меди и ее сплавов 7,8... 8,95 2... 2,5 140... 160 900... 1150
* Р — плотность; рнас — насыпная плотность; S — удельная поверхность; tm — температура плавления.
Лом и отходы цветных металлов и сплавов (ГОСТ 1639—78). По наименованиям металлов они классифицируются на лом Al, Ti, Си, Pb, Ni, Mo, Zn, Sn, Mg и металлы всех видов. По физическим признакам их делят на классы (А, Б, В...), по химическому составу — на группы и марки сплавов.
Алюминий вторичный используется для раскисления (ГОСТ 395—79Е). В алюминии марок АВ97...АВ86 содержится соответственно 97...86 % А1 и Mg (в сумме), при содержании магния не более 3 %. Кроме магния и алюминия в сплаве содержатся Си, Zn, Si, Sb и Sn.
Физические характеристики металлических шихтовых материалов. К важнейшим физическим свойствам шихтовых материалов, влияющим на производительность печи, величину угара металла, удельный расход энергии на плавку, относятся плотность р, насыпная плотность рнас, удельная поверхность S, температура плавления компонентов шихты (см. табл. 9.3).
9.3. Топливо
Для плавки литейных сплавов используются твердые, жидкие и газообразные виды топлива.
Кокс литейный каменноугольный (ГОСТ 3340—71). Его получают сухой перегонкой (нагревом до 1100 °C без доступа воздуха) коксующихся каменных углей. В процессе перегонки из угля 204
Таблица 9.4
Важнейшие характеристики каменноугольного кокса
Характеристика Марка кокса
КЛ1 КЛ2 КЛЗ
Предельное содержание серы, % 0,6 1,о 1,4
Предельная зольность, % 12 11 12
Влага, %, не более 5 5 5
Выход летучих, %, не более 1,2 1,2 1,2
выделяются летучие вещества — коксовый газ, а также смолы, аммиак, бензол. В результате получаются куски пористого вещества, насыпная масса которого около 0,5 т/м3. Горючей составляющей кокса является углерод. По содержанию вредного элемента — серы — различают три марки кокса (КЛ1, КЛ2 и КЛЗ) (табл. 9.4).
Для кокса всех трех марок установлены пять классов по размеру кусков: 80 мм и более, 60 мм и более, 40 мм и более, 60...80 мм и 40...60 мм.
Мазут. Он является продуктом переработки нефти, который остается после удаления из нее моторных топлив. Горючими составляющими мазута являются углерод (80...87 %) и водород (11... 13 %). Содержание серы в малосернистом мазуте — до 0,5 %, в сернистом — до 2 % и высокосернистом — до 3,5 %.
Природный газ. Метан — основное вещество природного газа (77... 98 % СН4), кроме него содержатся этан С2Н6, пропан С3Н8, бутан С4Н10 и тяжелые углеводороды.
9.4. Флюсы
При плавке чугуна и стали в качестве флюса шире всего используют известняк, основу которого (до 90 %) составляет СаСО3. При нагреве известняк распадается с образованием извести СаО и СО2. В зависимости от содержания СаО известняк делится на три сорта (табл. 9.5).
Для плавки чугуна можно использовать мел и мрамор (которые по составу аналогичны известняку) свежеобожженную известь (содержит 88...93 % СаО), доломит (30% СаО, 20% MgO, 45 % СО2), апатитонефелиновую руду (основной компонент — Са3(РО4)2) и плавиковый шпат (CaF2).
При плавке цветных сплавов в качестве флюсов широко используются фтористые и хлористые соединения кальция, магния, натрия, а также хлориды алюминия и калия.
205
Таблица 9.5
Состав известняка, мае. %
Компонент Сорт известняка
1-й 2-й 3-й
СаО, не менее 52 50 49
SiO2, не более 1,75 з,о 4,0
А12О3 + Fe2O3, не более 2,0 3,0 3,0
MgO, не более 3,5 3,5 3,5
Р2О5, не более 0,02 0,04 0,04
SO2, не более 0,25 0,35 0,35
Нерастворимый осадок 2,15 3,75 5,0
9.5. Расчет шихты
Задачей расчета является установление такого соотношения компонентов шихты, которое обеспечивает получение сплава требуемого химического состава при минимальной его стоимости.
Исходными данными для расчета шихты являются:
• химический состав сплава в отливке;
• состав, расход и коэффициент усвоения модификатора (в случае его применения);
• тип плавильного агрегата;
• характер футеровки печи.
Первый этап расчета состоит в определении среднего химического состава шихты. Для этого вычисляют количество элементов, вносимых в расплав с модификатором. Полученную величину вычитают из концентрации данного элемента в металле отливки.
В связи с тем, что в процессе плавки происходит угар или пригар элементов, необходимо соответственно увеличить или уменьшить концентрацию элементов в шихте по сравнению с их концентрацией в жидком сплаве. В зависимости от вида сплава используется один из двух способов учета угара в процентах:
• от среднего содержания каждого из элементов во всех компонентах шихты;
• для каждого компонента шихты в отдельности по каждому из элементов.
Второй этап состоит в составлении списка компонентов шихты. В этот список следует внести:
• возврат собственного производства;
• лом соответствующих сплавов известного химического состава (желательно из отходов собственного Производства завода);
206
* первичные металлы, количество которых должно быть тем’ большим, чем выше требования к выплавляемому сплаву;
• компоненты, содержащие каждый из контролируемых элементов в химическом составе сплава (предпочтительно по отдельности);
• компонент-разбавитель, содержащий минимальное количество каждого из элементов (например, малоуглеродистую сталь при плавке чугунов и сталей).
Использование компонентов первых двух видов способствует реализации принципа безотходности производства.
В списке компонентов указывается химический состав данной партии каждого из компонентов шихты и его цена.
Третий этап — собственно расчет состава шихты; в современных условиях проводится с помощью ЭВМ. Существовавшие ранее методы расчета — аналитический, графический и подбором в настоящее время представляют интерес только с точки зрения раскрытия сути проводимых вычислений.
Сущность и сложность проблемы расчета реальной шихты можно проиллюстрировать простейшим примером расчета двухкомпонентной шихты по двум контролируемым элементам ее химического состава.
Пусть требуется составить шихту для выплавки серого чугуна, из стального лома и чушкового чугуна. Средняя концентрация компонентов в шихте (с поправкой на угар и модификатор) должна быть: углерода — 3,2±0,1 %, кремния — 2,0±0,1 %, а содержание этих элементов в компонентах шихты составляет, %:
С Si
Чушковый чугун........................ 4,1 2,1
Стальной лом.......................... 0,35 0,3
Обозначим искомую массовую долю чушкового чугуна Хь а долю стального лома — Х2 (сумма массовых долей этих компонентов шихты в данном случае должна быть равна единице).
Обычно расчет удобно вести на 100 кг шихты, так как в этом случае концентрация элемента в шихте в процентах совпадает с его количеством в килограммах. Тогда количество углерода, вносимое в шихту с чушковым чугуном, будет: 4,1ХЬ а со стальным ломом — 0,35Х2 (кг или %). Количество кремния, вносимое с компонентами шихты, будет соответственно: 2,1^ и 0,ЗХ2. Эти рассуждения приводят к системе трех уравнений:
Xi + Х2 = 1,
<4,1Х1+0,35У2=3,2,
2,1X1 + 0,ЗХ2 = 2,0.
Система уравнений противоречива и не имеет решения. Противоречие заключается в том, что для получения заданной концентрации углерода в шихте нужно выполнить условия двух первых Уравнений, решением которых является: X! = 0,74 и Х2 = 0,26.
207
Но при таком соотношении компонентов средняя концентрация кремния в шихте будет: 2,1-0,74 + 0,3-0,26 = 1,63 %, что ниже заданного.
На практике в таких случаях недостающее количество кремния — 0,37 % вводят в шихту с ферросилицием. Если для этого используется ферросилиций ФС45, то необходимое его количество составит 0,37 • 100/45 = 0,82 %.
Важно отметить, что выбранный для подшихтовки ферросилиций не содержит углерода и поэтому не приводит к изменению концентрации последнего в шихте, однако сумма компонентов шихты оказывается больше единицы (1,028). Учитывая, что допуск на концентрацию углерода и кремния в шихте составляет ±0,1 абсолютных процента, или около 5 отн. %, погрешность вычисления с практической точки зрения является допустимой.
Для точного решения задачи в систему уравнений необходимо ввести третий компонент шихты — ФС45. Обозначив долю этого компонента Х3, получим новую систему уравнений:
Хх + Х2 + Х3 = 1,
• 4,1Х1+0,35Х2+0Х3 =3,2, 2,1X1+O,3^2+45JT3 = 2,0.
Решением этой системы являются значения: Xt=0,741; Х2= 0,2508 и Х3 = 0,008192, т. е. в составе шихты должно быть 74,1 % чушкового чугуна, 25,08 % стального лома и 0,819 % ФС45.
Приведенный пример показывает, что расчет шихты, компоненты которой являются носителями одновременно двух элементов, затруднителен или невозможен даже в простейшем случае. Наличие в списке компонентов шихты металлов, легированных только одним из контролируемых элементов сплава или содержащих другие элементы в небольших количествах, устраняет эти трудности.
В реальных условиях расчет шихты проводится для сплавов, содержащих до 10 и более элементов, причем число компонентов шихты также может быть больше 10. Кроме того, из общего числа возможных решений требуется выбрать наиболее дешевый состав шихты. Такие задачи легко решаются с помощью ЭВМ. Однако подготовка данных для ввода в компьютер требует четкого понимания сути проводимых вычислений и аккуратности.
В табл. 9.6 и 9.7 представлен пример подготовки данных к расчету шихты на основе специально разработанных бланков таблиц. В качестве примера приведен поверочный расчет шихты для плавки серого чугуна (СЧ специальный) для поршневых колец автомобиля КамАЗ.
Бланки таблиц с надписями, выделенными жирным шрифтом, являются своего рода алгоритмом действий расчетчика. Записи в табл. 9.6 и 9.7, сделанные расчетчиком, в приведенном примере выполнены обычным (светлым) шрифтом.
208
После внесения в табл. 9.6 исходных данных для расчета в строке 2 таблицы определено количество кремния, переходящее в расплав из модификатора. В строке 3 определено его количество в металле перед выпуском из печи.
Величина угара У элементов принимается по данным литейного цеха, а при их отсутствии выбирается в зависимости от типа сплава, печи и характера футеровки по табл. 9.8 и 9.9. С учетом угара вычисляется концентрация каждого из элементов в шихте (Эш), обеспечивающая заданный химический состав отливки по формуле:
Эж100
ш 100 + У '
Ограничения по химическому составу могут назначаться:
• по максимально допустимому пределу содержания для вредных примесей в виде неравенства типа «<» (в данной марке чугуна— для S и Си);
• по среднему значению допустимого интервала содержания легирующего элемента в виде равенства «=» (для Si, Мп, Р, Сг);
• по нижнему и верхнему пределам в виде двух неравенств «<»; «>» (как это сделано для углерода С).
В список компонентов шихты (см. табл. 9.7) введен литейный рафинированный чугун ЛР7-1-А-2 в связи с требованием пониженного (до 0,03 %) содержания серы в специальном чугуне. Ограничение на его содержание — 0,338 (33,8%) должно обеспечить стабильность состава и свойств чугуна в отливке.
Количество собственного возврата — 0,4 (40 %) характерно для таких мелких отливок, как поршневые кольца, и соответствует балансу металла в цехе. Химический состав возврата взят по средним значениям допустимых содержаний элементов в отливке.
В список компонентов внесены ферросплавы — носители каждого из элементов чугуна. Науглероживатель — стружка графитная — взят, как это принято, сверх 100 % состава металлической части шихты, поэтому сумма массовых долей компонентов шихты больше единицы (на величину ожидаемого количества наугле-роживателя — 2 %). По результатам предварительного расчета эта величина будет при необходимости уточнена.
Цены на шихтовые материалы приняты с большой степенью условности, что объясняется инфляцией и рыночными отношениями в стране.
Порядок описания элементов в колонках табл. 9.6 и 9.7 целесообразно сделать одинаковым — это существенно упрощает и облегчает операцию составления системы ограничений по химическому составу, так как коэффициенты перед переменными Xi располагаются в табл. 9.7 под правыми частями соответствующих неравенств, принятых в табл. 9.6.
209
210
Таблица 9.6
Расчет ограничении по химическому составу сплава Расчетчик: И.И.Иванов. Марка сплава: СЧ специальный. Плавильный агрегат: ИСТ 2,5/2,4. Футеровка: кислая
№ п/п Параметр расчета Содержание элемента (Э), мае. %
С Si Мп Р S Си Сг
1 В отливке Эо, от... ДО ... 3,5 4,0 2,4 3,0 0,5 0,85 0,4 0,6 <0,03 <0,3 0,2 0,3
2 Вводится с модификатором дЭ = Эм’Ж’КУМ С ферросилицием ФС75 при его расходе 0,4 % и коэфе ДЭ= 75 • 0,4 % • 0,9/100% = 0,27 % Si лщиенте усвоения 0,9 поступает
3 В жидком чугуне Эж = эо - ДЭ 3,5 ...4,0 2,13...2,73 0,5... 0,85 0,4... 0,6 <0,03 <0,3 0,2...0,3
4 Величина угара У (со знаком «-» для угара, «+» для пригара) -10 0 -ю 0 0 0 -5
5 Должно быть в шихте Эж-100 ш 100 + У 3,85...4,44 2,13...2,73 0,56 ...0,944 0,4...0,6 <0,03 <0,3 0,21...0,32
6 Принятые ограничения >3,85 <4,44 = 2,43 = 0,75 = 0,5 <0,03 <0,3 = 0,25 Al II VI Al II VI Al II VI
Примечание. ДЭ — увеличение концентрации элемента в металле при вводе модификатора; Эм — концентрация элемента в модификаторе; М% — расход модификатора; КУМ — коэффициент усвоения модификатора; Эж — содержание элемента в жидком чугуне до модифицирования; У — угар или пригар; Эо — содержание элемента в металле отливки; Эш — содержание элемента в шихте.
Таблица 9.7
Список компонентов шихты и ограничений по их содержанию
Переменная x-t Компонент шихты Марка Содержание элемента в компонентах шихты, мае. % (расположите в той же последовательности, что и в табл. 9.6) Ограничения, доли ед. Цена, руб./т
С Si Мп р S Си Сг
xt Чугун чушковый ЛР7-1-А-2 4,0 1,2 0,3 0,08 0,01 0,0 0,04 = 0,338 4000
Хг Возврат свой СЧ специальный 3,75 2,43 0,68 0,5 0,025 0,25 0,25 = 0,4 2000
Х3 Лом стальной ПА 0,1 0,3 0,4 0,04 0,04 0,0 0,1 1000
Х4 Феррофосфор ФФ14 0,0 0,0 0,0 14 0,0 0,0 0,0 5000
*5 Ферросилиций ФС45-4 0,0 44,0 0,6 0,06 0,03 0,0 0,5 7000
Ферромарганец ФМн75-3 7,0 1,0 75 0,45 0,03 0,0 0,0 6000
Xq Феррохром ФХ015А-3 0,15 1,5 0,0 0,03 0,03 0,0 65 9000
х% Стружка графитная Сверх 100 % 80,0 0,0 0,0 0,0 0,0 0,0 0,0 5000
*9 SX= 1,02
^0
ю
212
Таблица 9.8
Угар (пригар) химических элементов при плавке чугуна
Плавильный агрегат Футеровка Изменение содержания элемента, отн. %
С Si Мп Р S Сг Ni Си Мо Ti
Вагранка холодного дутья Кислая + 10...+30 -10...-25 -15...-30 0 +25... +100 -15... -30 До-10 До-10 До-10 -20...-50
Вагранка горячего дутья Кислая +20...+300 -10...+20 -10...-20 0 +10...+50 -10...-15 До-5 До-5 До-5 -20...-40
Основная +30...+360 -15...-20 -5...-15 До-10 -20...-50 -5...-10 До-5 До-5 До-5 -20...-40
Дуговая печь Кислая -15...+5 0...+5 -15...-20 0 0 -15...-30 До-10 До-10 До-10 -30...-60
Основная -10...+5 -10...-15 -5...-10 До -20 -20...-50 -5...-10 До-10 До-10 До-10 -30...-60
итп промы-шлейной частоты Кислая -5...-15 -3...+5 -10...-25 0 -5 -5 0 0 0 0
Основная -5...-10 -10...-15 -5...-10 0 -30...-60 0 0 0 0 0
итп средне-частотная Кислая -10...-20 -5...+5 -10...-15 0 -5 -5 0 0 0 0
Основная -15...-20 -10...-15 -8...-12 0 -20...45 0 0 0 0 0
Примечание. Знак «+» перед числом означает пригар элемента, знак «-» — угар.
Таблица 9.9
Угар элементов при выплавке цветных сплавов, отн. %
Тип печи А1 Mg Си Ni Si Мп Ti Zr Be Zn Li Sn РЬ р Cd
Алюминиевые сплавы
Тигельная 0,8-1 2...3 2-3 3-5 0,5-1 0,5-1 1-1,5 1-1,5 1-1,5 1-2 2-5 2-3 До 0,2 До ю 0,5 — — До 2 До 5
1-1,2 1-1,2 2-3 2-3 2-5 5-10 2-5 До 15 1-1,5 —
Отражательная 2-3 3-5 3...5 5-10 1-1,2 LJL2 2-5 2-5 2-5 3-5 5...7 2...3 До 10 До 15 1-1,5 — — До 5 До 10
1-1,5 1-1,5 5-10 5...10 5...10 5-10 10-20 До 20 До 2 —
Магниевые сплавы
Тигельная 0,5-1 1-1,5 — — До 1 1...3 До 1 1...3 — До 1 1-5 ДоЗ 5-10 До 1,5 2-3 ДоЗ До 5 — — — 1-1,5
1-1,5 2-3 — — —
Отражательная 1-1,5 1,5-2 — — 2-3 1...3 — 2-5 5-10 1-3 3-5 До 5 До 20 — — — 3...5 5-10
1,5-2 2-3 — — 3...5 3-10 — 3-10 10-20
Медные сплавы
Тигельная 1-1,5 До 5 До 10 0,5...1 0,5-1 До_1 До 5 1-1,5 До 5 — 2-3 3-5 2-3 3-5 — 0,5-1 0,5-1 До 30 До 50 До 20 20-40
2-2,5 1-2 1-1,5 До 5 До 10 — — 1...1,5 1-2
Отражательная 2-3 До 5 5-10 10-20 1-0,5 2-3 1-1,5 1,5-2 1-5 5...10 2-3 До 10 До 10 До 30 — 3-5 До 10 5-10 До 20 — 1-1,5 1-2 До 5 30-40 15-40
— ДоЗ До 70 40-50
Никелевые сплавы
Тигельная 1-2 2-5 — 1-1,5 0,5-1 1-3 2-5 — До 10 До 20 — — — — 1-1,5 1-2 2-5 — —
1,5-2 1-1,5 — — — — — 1,5-3
Примечание. В числителе — угар при плотной шихте, в знаменателе — угар при некомпактной шихте.
213
Система ограничений. Ограничения по содержанию элементов: а) по углероду
4,OX + 3,75Х2 + 0,1Х3 + 0,0Х4 + 0,0Х5 + 7,0Х6 + 0,15Х7 + 8ОХ8 > 3,85, 4,ОХ + 3,75Х2 + 0,1Х3 + 0,0Х4 + 0,0Х5 + 7,ОХ6 + 0,15Х7 + 80Х8 < 4,44; б) по кремнию
1,2X1 + 2,43Х2 + 0,ЗХ3 + 0,0Х4 + 44Х5 + 1,0Х6 + 1,5Х7 + 0,0Х8 = 2,43; в) по марганцу
0,3X1 + 0,68Х2 + 0,4Х3 + 0,0Х4 + 0,6Х5 + 75Х6 + 0,0Х7 + 0,0Х8 = 0,75; г) по фосфору
0,08Х[ + 0,5Х2 + 0,04Х3 + 14Х, + 0,06Х5 + 0,45Х6 + 0,03Х7 + 0,0Х8 = 0,5; д) по сере
0,01X1 + 0,025Х2 + 0,04Х3 + 0,0Х4 + 0,03Х5 + 0,03Х + 0,03Х7 + 0,0Х8 < 0,03; е) по меди
0,0X1 + 0,25Х2 + 0,0Х3 + 0,0Х4 + 0,0Х5 + 0,0Х6 + 0,0Х7 + 0,0Х8 < 0,03; ж) по хрому
0,04X1 + 0,25Х2 + 0,1Х3 + 0,0Х4 + 0,5Х5 + 0,0Х + 65Х7 + 0,0Х8 = 0,25.
Ограничения по содержанию компонентов в шихте в каноническом виде запишутся:
для чушкового чугуна
1X1 + 0,'0Х2 + 0,0Х3 + 0,0Х4 + 0,0Х5 + 0,0Х6 + 0,0Х7 + 0,0Х8 = 0,338; для возврата
0Х! + 1Х2 + 0,0Х3 + 0,0Х4 + 0,0Х5 + 0,0Х6 + 0,ОХ7 + 0,0Х8 = 0,4; для суммы массовых долей компонентов шихты
1X1 + 1Х2 + 1Х3 + 1Х4 + 1Х5 + 1Х6 + 1Х7 + 1Х8 = 1,02.
Целевая функция оптимизации расчета по минимальной стоимости шихты записывается в виде:
Ц= 4000Х + 2000Х2 + 1000Х3 + 5000Х4 + 7000Х5 + 6000Х + 9000Х7 + + 5000Х8 -> min.
Предварительный расчет дал следующие результаты:
Содержание компонентов шихты Содержание элементов в шихте оптимального состава, %
% доля ед. %
X 0,33800000 33,800000 С 3,85
Ху . 0,40000000 40,000000 Si 2,43
X 0,22399961 22,399961 Мп 0,75
X 0,01864110 1,864110 Р 0,5
X 0,02225399 2,225399 S 0,021
X 0,00364864 0,364864 Си 0,103
X 0,00158389 0,158389 Сг 0,25
X 0,01187277 1,187277
Примечание. Минимальное значение функции равно 2720,49 руб./т.
214
В первом варианте расчета содержание углерода в шихте задавалось интервалом 3,85...4,44 %. В связи с высокой ценой графитовой стружки, принятой в расчете, оптимальным оказался состав шихты, соответствующий нижнему пределу содержания углерода. Однако при таком составе шихты любое отклонение в минус при наборе науглероживателя приводит к уменьшению содержания углерода ниже допуска, т. е. к браку по химическому составу.
Поэтому во втором варианте расчета содержание углерода установлено на уровне середины интервала.
Кроме того, содержание науглероживателя в шихте по расчету оказалось не 2%, как было принято ориентировочно, а 1,187%. Поэтому во втором варианте расчета сумма долей компонентов шихты (ЕЛ) была уменьшена до 1,015. В результате было получено следующее решение:
Содержание компонентов, % Химический состав, %
х-, по расчету по данным завода Э по расчету по данным завода
Xl 33,8 33,8 С 4,15 3,7
-^2 40,0 40,0 Si 2,43 2,59
й'з 21,57 20,0 Мп 0,75 0,69
1,86 2,8 Р 0,5 0,506
х5 2,23 2,8 S 0,021 0,031
Л 0,36 0,4 Си 0,10 0,1
х7 0,15 0,2 Сг 0,25 0,27
х« 1,56 1,7
Примечание. Минимальное значение функции равно 2731,85 руб./т.
Сопоставление полученных результатов с заводскими расчетами, выполненными методом подбора, показывает, что:
• содержание углерода в заводской шихте ниже минимального с учетом угара;
• содержание кремния и хрома выше оптимального;
• не учтен угар серы в основной печи;
• стоимость шихты заводского состава была бы при принятых ценах компонентов равна 2833 руб./т, т.е. на 102 руб. выше оптимальной.
Рассмотренный пример показывает очевидные преимущества расчета шихты на ЭВМ по сравнению с методом подбора.
Расчет шихты для плавки стали или цветных сплавов иногда проводят по уточненной методике. Необходимость этого уточнения связана с тем, что величина угара одного и того же элемента зависит от его Концентрации в компоненте шихты. Согласно закону Действующих масс, чем выше эта концентрация, тем больше величина угара. Поэтому расчет состава шихты при плавке на разнород-
215
ных компонентах (стружке, чушковых сплавах и лигатурах) проводят не по средним величинам угаров элементов, а по их конкретным значениям для каждого из компонентов. В этом случае в расчет принимается приведенное содержание данного элемента в данном компоненте шихты, определяемое по формуле:
Эн-100
пр (100-У)’
где Эпр — приведенное содержание элемента в компоненте шихты с учетом его угара; Эн — номинальное содержание элемента в данном компоненте шихты; У — угар данного элемента из данного компонента шихты.
Полученные таким образом приведенные содержания элементов заносят в список компонентов шихты.
Подготовку данных для ввода в ЭВМ удобно проводить с использованием табл. Ш и П2 (см. в Приложении).
ГЛАВА 10
ПЛАВКА ЧУГУНА1 В ВАГРАНКАХ
10.1. Принцип действия и разновидности конструкций коксовых вагранок
Вагранка — плавильная печь шахтного типа непрерывного действия, работающая по принципу противотока. Снизу вверх поднимается поток горячих газов, образующихся в результате горения кокса, навстречу ему опускается поток шихты. В результате теплообмена между этими потоками металлическая шихта прогревается, плавится, а получившийся жидкий металл перегревается выше температуры ликвидуса.
В зависимости от размеров и конструкции производительность вагранок составляет от 3 до 100 т/ч жидкого чугуна. Общий вид вагранки простейшей, конструкции (вагранки с горном-копильником) производительностью 5 т/ч показан на рис. 10.1. Детальное изучение конструкций вагранок, как и других плавильных печей, является предметом курса «Печи литейных цехов», поэтому общий вид вагранки приводится лишь для уяснения основных конструктивных элементов вагранки и примерного соотношения ее размеров.
Вагранка с горном-копильником состоит из опорной части I и рабочего пространства, которое конструктивно делится на горн II, полезную высоту III, трубу IVи пылеуловитель V. Кожух вагранки сварен из листовой стали и футерован огнеупорным материалом.
Шихта, включающая в себя топливо (кокс), металлозавалку и флюсы, загружается через окно 1. Воздух, необходимый для горения кокса, подается из распределительного кольца 2 через фурмы 3. Накапливающийся в горне чугун периодически выпускается из вагранки через чугунную летку 5. Для выпуска шлака, предусмотрена шлаковая летка 4, расположенная выше чугунной летки 5 по причине меньшей плотности шлака по сравнению с чугуном.
Продолжительность работы вагранки между ремонтами составляет 8... 20 ч. Поэтому вагранки обычно устанавливают блоками —
1 Чугун является самым распространенным литейным сплавом. В зависимости от химического состава интервал кристаллизации чугуна находится в пределах 1145... 1180°C. Энтальпия чугуна при температуре ликвидуса равна 1050 кДж/кг. В расплавленном состоянии его плотность 7,2 кг/дм3, а удельное электрическое сопротивление 1,3-Ю-6 Ом-м.
217
Рис. 10.1. Общий вид вагранки холодного дутья открытого типа
218
парами, чтобы во время ремонта одной из вагранок блока вести плавку в другой1.
Текущий ремонт вагранки проводится после каждой плавки, объем ремонтных работ определяется состоянием футеровки печи. Средний ремонт заключается в замене футеровки в наиболее напряженных местах — в зоне плавления, у фурм и в других существенно разрушенных местах.
При капитальном ремонте заменяется вся футеровка печи.
Футеровка вагранки выполняется из шамотного кирпича на огнеупорном растворе, состоящем из 25...30% огнеупорной глины и 70...75 % кварцевого песка или молотого шамота. Дно вагранки (лещадь) набивают тощей формовочной смесью.
Чугунную летку (рис. 10.2, а) выполняют с помощью стандартного или изготовленного в цехе леточного кирпича (рис. 10.2, в). В кирпиче выполняются два отверстия: нижнее (сквозное) рабочее и верхнее (глухое) запасное. Диаметр отверстий в зависимости от размеров вагранки составляет 15...30 мм. В ходе плавки в перерывах между выпусками чугуна рабочее леточное отверстие закрыто глиняной притычкой (рис. 10.2, г), которую вводят в отверстие с помощью стального прутка с приваренной торцевой площадкой для удержания притычки.
В связи с большой вязкостью шлака и его малой плотностью диаметр шлаковой летки должен быть больше диаметра летки для чугуна, и составлять 50... 100 мм. Часто шлаковая летка (рис. 10.2, б) выполняется в виде прямоугольного канала между шамотными кирпичами. Шлаковая летка закрывается формовочной смесью, уплотняемой вручную.
После ремонта футеровки ее просушивают с помощью газовых горелок во избежание растрескивания футеровки при плавке.
Плавка в вагранке (рис. 10.3, а) начинается с розжига холостой колоши — высокого слоя кокса, расположенного на лещади вагранки. Кокс холостой колоши разжигают, используя естественную тягу трубы, чаще природным газом, а в случае его отсутствия в цехе — дровами.
По окончании розжига высоту-холостой колоши доводят до заданного уровня — на 1200... 1500 мм выше основного ряда фурм.
Высота холостой колоши является важнейшим технологическим параметром, влияющим на производительность вагранки, температуру выплавляемого чугуна и расход кокса. Поэтому первоначальную высоту холостой колоши тщательно контролируют с помощью мерной цепи с грузом, имеющей метку на уровне порога загрузочного окна. Способы поддержания установленного Уровня холостой колоши в процессе плавки рассмотрены в даль-
1 В настоящее время широкое распространение получили вагранки с водяным охлаждением, длительность работы которых достигает 1 мес.
219
Рис. 10.2. Устройство чугунной (а) и шлаковой (б) лёток, лёточный кирпич (в), устройство для ввода глиняной притычки (г)
нейшем изложении. Для холостой колоши следует отбирать крупные (100... 150 мм) куски кокса. Это очень важно для получения перегретого чугуна, начиная с первых выпусков.
Заключительной операцией подготовки холостой колоши к плавке является ее продувка воздухом от воздуходувки в течение 2... 5 мин. На холостую колошу 1 загружают чередующимися слоями флюс 2 (известняк), металлические 3и рабочие топливные (кок
220
совые) 4 колоши до уровня загрузочного окна 5, как показано на рис. 10.3, а. Металлическая колоша, как правило, состоит из следующих шихтовых материалов:
• возврата собственного производства;
• чушкового чугуна;
• стального лома;
• чугунного лома;
• брикетов стружки;
• пакетов листовой стали;
• ферросплавов.
Горение кокса происходит в холостой колоше. Образующиеся при этом газы прогревают столб шихты в шахте вагранки, а самый нижний слой металлозавалки плавится. Капли и струйки металла, стекая по кускам кокса, науглероживаются, перегреваются
Рис. 10.3. Схемы вагранок с горном-копильником (а) и с выносным стационарным копильником (бу.
1 — холостая колоша; 2 — флюс; 3 — металлическая колоша; 4 — рабочая коксовая колоша; 5 — загрузочное окно; 6 — чугунная летка; 7 — шлаковая летка; 8 — переходная летка; 9— смотровой глазок; 10 — выносной стационарный копильник
221
и скапливаются в горне между кусками кокса. Одновременно происходит образование шлака, который накапливается поверх слоя чугуна.
В результате сгорания кокса высота холостой колоши уменьшается, но одновременно с этим расплавляется нижняя часть металлической колоши и слой флюса. Рабочая топливная колоша, опускающаяся на холостую, пополняет угар последней. Таким образом, в процессе плавки высота холостой колоши меняется в пределах высоты рабочей коксовой колоши. По мере проплавления шихты загружают рабочие колоши шихты. Жидкий чугун и шлак выпускают из горна периодически. Недостатками этой конструкции вагранки являются:
• трудоемкий и опасный способ выпуска металла и шлака;
• трудность получения заданного содержания углерода в чугуне, так как оно зависит от времени контакта чугуна с коксом в горне-копильнике.
В вагранках с выносным стационарным копильником (рис. 10.3, б) металл и шлак из горна перетекают по переходной летке в копильник. Поэтому время контакта чугуна с коксом
Рис. 10.4. Схема вагранки с поворотным барабанным копильником:
1 — шлаковый желоб; 2 — перегородка; 3 — порог; 4 — сифонный шлакоотде-литель; 5 — копильник
222
не зависит от ритма выпуска металла из печи и содержание углерода в нем более стабильно, чем в вагранке первой конструктивной схемы. Однако способ выпуска металла и шлака остается прежним.
В вагранках с барабанным копильником (рис. 10.4) чугун по желобу 2 стекает в поворотный копильник 1 в форме цилиндра с горизонтальной осью вращения, опирающийся на две пары роликов.
Шлак задерживается перегородкой 4 выносного сифонного шла-коотделителя 2 и удаляется в перпендикулярном направлении по короткому шлаковому желобу 5. Для слива металла в ковш копильник поворачивают на опорных роликах так, чтобы уровень металла в нем стал выше уровня сливного носка копильника.
10.2. Особенности горения кокса в вагранках
Главной горючей составляющей кокса является твердый углерод, температура воспламенения которого 850...950°C.
Поступающий из фурм кислород воздуха вступает во взаимодействие с углеродом кокса по реакции полного горения (рис. 10.5). Эта экзотермическая реакция С + О2 = СО2 + Qi происходит не мгновенно, а во времени, приводя к постепенному уменьшению концентрации кислорода в потоке газов по мере их движения вверх. На высоте h = 200...600 мм над уровнем фурм эта реакция завершается вследствие израсходования кислорода газовой фазы. Зона, в которой указанная реакция протекает, называется кислородной. Высота ее зависит от качества кокса. При работе на мелком пористом коксе поверхность контакта углерода и кислорода большая. Поэтому реакция между ними происходит быстро и завершается на небольшой высоте. Использование плотного крупного кокса приводит к увеличению высоты кислородной зоны. В дальнейшем будет показано, что высота кислородной зоны зависит и от ряда других факторов.
В верхней части кислородной зоны и выше ее получает развитие реакция редукции (8.4), по которой СО2 частично восстанавливается кусками кокса. Это приводит к снижению температуры газов, так как реакция редукции (см. на
схеме рис. 10.5) сопровождает- Рис. ю.5.Схема горения кокса в хо-ся поглощением теплоты. Как лостой колоше (Qt, Q2 — тепловые было отмечено в подразд. 8.1, эффекты реакций)
со2,со, n2
жж®
ЭО CjO С Co
и<ЗСГqUqCTq с
Редукционная зона h = 300...600 мм СО2 + С = 2СО - Q2
А
\В
Кислородная зона h = 200 ...600 мм С + О2 = СО2 + G1
SSba
223
движущей силой данной реакции является энтропийный фактор, поэтому она может происходить лишь при температуре выше 900 °C. Зона, в которой происходит эта реакция, называется редукционной и имеет высоту h = 300...600 мм. Высота редукционной зоны зависит от плотности и размеров кусков кокса.
В связи с тем, что сходящая вниз шихта испытывает торможение за счет трения о стенки вагранки, плотность ее у стенок меньше, чем у оси. Вследствие этого дутье по сечению вагранки распределяется также неравномерно — у стенок скорость потока газов выше, в осевой зоне — ниже. Поэтому в действительности граница между кислородной и редукционной зонами не плоская, а криволинейная, и в первом приближении может быть представлена конусом АВС.
10.3. Изменение температуры и химического состава газовой фазы по высоте вагранки
Для облегчения понимания сути процесса при рассмотрении данного вопроса сделаны некоторые допущения, в частности принято следующее:
• дутье распределено равномерно по сечению вагранки, поэтому температура газов в каждом горизонтальном слое одинакова;
• граница между кислородной и редукционной зонами плоская;
• шихта характеризуется некоторой средней температурой плавления, равной 1250 °C.
В правой части рис. 10.6 показано изменение температуры газов /г в вагранке холодного дутья с горном-копильником.
На уровне фурм температура газов (холодного воздуха дутья) в среднем за год близка к нулю. Быстрое повышение температуры газов в начале кислородной зоны замедляется по мере уменьшения концентрации кислорода в газовой фазе. В конце кислородной зоны температура газов достигает максимума (около 1650 °C), далее она начинает снижаться. Вначале падение температуры происходит быстро, а затем, на более высоком уровне шахты — медленно. Это объясняется тем, что на первом участке падение температуры газов является результатом как передачи теплоты шихте, так и эндотермической реакции редукции. При температурах ниже 1000 °C реакция редукции практически прекращается, и дальнейшее снижение температуры газов связано только с теплообменом. На уровне загрузочного окна температура газов в зависимости от высоты шахты вагранки обычно составляет 400...600°C.
Металл, загружаемый в вагранку, проходит через четыре зоны: I — зона нагрева шихты, II — зона плавления, III — зона перегрева и IV — зона горн-копильник.
Высота зоны /должна быть достаточной для того чтобы температура шихты повысилась от нуля на уровне загрузочного окна до
224
Рис. 10.6. Изменение состава газовой фазы и температуры по высоте вагранки (точка А — пересечение кривых /мет и /г; точка Б — точка, соответствующая режиму максимального перегрева)
го го U1
условной средней температуры плавления (ZMCp), принятой равной 1250 °C.
В этом случае в зоне II происходит плавление шихты при постоянной температуре (вертикальный участок температурной кривой).
Из схемы видно, что температура газов в зоне плавления близка к максимальной (/Г(тах))- Это обеспечивает высокую скорость процесса плавления и производительность печи.
Зона перегрева ZZZ включает в себя небольшую часть редукционной зоны, а также ту часть кислородной зоны, где температура газов выше температуры металла (выше точки А — пересечения температурных кривых газов /г и металла /мет). Ниже этой точки капли металла проходят через захолаживающую зону у фурм, и температура их уменьшается.
В зоне IV также происходит снижение температуры металла вследствие потерь тепла через стенки и дно горна.
Характер нижней ветви температурной кривой газов объясняется тем, что в горне печи движения газов и горения кокса не происходит.
Газ и куски кокса, расположенные в горне, нагреваются каплями и струями стекающего металла, поэтому их температура не может быть выше температуры металла.
Изменение состава газов по высоте вагранки показано на диаграмме, расположенной слева от температурных кривых.
На уровне фурм газовая фаза представляет собой холодный воздух и состоит из кислорода и азота (21 и 79 об. % соответственно). По мере продвижения газов вверх концентрация кислорода уменьшается, на смену ему появляется СО2. В верхней части кислородной зоны уже начинается реакция редукции, приводящая к образованию СО. При нормальной работе газы на выходе из вагранки будут содержать 15 % СО2, 10 % СО и 75 % N2.
Уменьшение содержания азота с 79 об. % в воздухе до 75 об. % в отходящих газах объясняется тем, что образование СО приводит к увеличению количества молей газа в смеси. На смену 1 моль кислорода воздуха в ваграночном газе образуются 2 моль СО, а количество молей азота при этом не изменяется. Поэтому мольная и объемная доли азота в газе на выходе из вагранки по сравнению с воздухом уменьшаются.
В горне-копильнике на небольшом расстоянии от фурм, куда поступает вдуваемый воздух, в газовой фазе кроме азота находятся кислород и СО2. Чем ниже рассматриваемое сечение от уровня фурм, тем меньше кислорода свежего дутья в него проникает. В связи с этим СО2 начинает восстанавливаться до СО. У самой лещади вагранки кислород отсутствует, количество СО2 незначительно и кроме азота в газовой среде в основном содержится СО.
226
10.4. Влияние высоты холостой колоши на процесс плавки в вагранке
Нормальной считается высота холостой колоши,обеспечивающая максимальную производительность вагранки. Для этого верхняя часть холостой колоши должна быть на уровне основания конуса АВС, изображающего в первом приближении границу между кислородной и редукционной зонами. В этом случае (рис. 10.7, а) плавящиеся куски шихты, расположенные у стенок вагранки, омываются газами, температура которых максимальна. В осевой зоне вагранки плавящиеся куски шихты находятся уже в редукционной зоне, поэтому температура газов здесь уже несколько ниже максимума. В составе газов кроме азота присутствуют СО2 и СО. Свободный кислород отсутствует, поэтому угар элементов невелик. При нормальной высоте холостой колоши производительность вагранки максимальная, температура на желобе достигает 1390 °C, а затвердевший шлак имеет стекловидный излом оливково-зеленого цвета.
При заниженной холостой колоше (рис. 10.7, б) куски шихты, расположенные у стенок (область К), плавятся в кислородной зоне. Температура газов здесь еще не достигла максимума, и в их составе присутствует свободный кислород. Поэтому производительность вагранки понижена, а угар увеличен по сравнению с работой при нормальной высоте холостой колоши. Высота зоны перегрева снижается, и температура металла на желобе вагранки уменьшается. Увеличенный угар приводит к изменению цвета шлака — из-за повышенного содержания в шлаке МпО и FeO цвет шлака черный.
/г 4(тах)
со2, со, n2,X>
4 « А'(тах)
со, со2, n2
iOcf
в
а б в
Рис. 10.7. Влияние высоты холостой колоши на процесс плавления шихты: а — нормальная высота; б — заниженная высота; в — завышенная высота
227
На практике снижение высоты холостой колоши можно выявить по сочетанию трех характерных признаков:
• снижение температуры металла на желобе;
• снижение производительности вагранки;
• образование черного шлака.
Для восстановления нормальной высоты холостой колоши делают «пересыпку», т.е. загружают увеличенную рабочую коксовую колошу. Понятно, что действие пересыпки начнется по прошествии некоторого времени, необходимого для схода ее вниз, в пояс плавления. Время «схода колош» зависит от конструкции вагранки и составляет 30...40 мин.
При завышенной холостой колоше (рис. 10.7, в) плавящиеся куски шихты располагаются в редукционной зоне и омываются газами, температура которых значительно ниже максимальной. Поэтому производительность печи падает.
В составе этих газов понижено количество газа-окислителя СО2 и повышено количество восстановителя СО. Поэтому угар элементов при плавке несколько снижается.
Высота зоны перегрева повышена, что приводит к увеличению температуры металла на желобе.
При чрезмерно высокой холостой колоше температура газов, выходящих из нее, может оказаться меньше средней температуры плавления шихты. В этом случае плавление приостанавливается, хотя кокс холостой колоши продолжает гореть. Процесс плавления возобновится только после того, как высота холостой колоши опустится ниже уровня точки Б (см. на рис. 10.6).
Это явление используют на практике при организации планового горячего простоя вагранки. Так, например, за 30...40 мин до предвиденного перерыва (в зависимости от времени схода колош в данной вагранке) делают пересыпку, т. е. загружают увеличенную рабочую коксовую колошу. К началу перерыва плавка приостановится вследствие чрезмерной высоты холостой колоши. Крышки на торцах фурм открывают и выключают дутье. При этом горение кокса холостой колоши будет происходить только за счет естественной тяги трубы. Выделяющейся при этом теплоты достаточно только для поддержания температуры в печи («горячий простой»), плавления металла при этом не происходит. К концу планового перерыва высота холостой колоши снизится до нормального уровня и можно продолжить работу в обычном режиме.
Открытие крышек на фурмах при выключении дутья обязательно, так как в противном случае внутри вагранки, при отсутствии движения газов, образуется большая концентрация СО и при возобновлении дутья произойдет взрывное горение этого газа.
Завышение холостой колоши используется также при необходимости перехода в ходе плавки с одного химического состава чугуна на другой. В этом случае металлические колоши шихт пер
228
вого и второго состава разделяют пересыпкой. В результате этого после проплавления последней металлической колоши первого состава плавление приостанавливается, создавая этим возможность для полного слива из копильника чугуна первого химического состава, и далее, после небольшой паузы, приступают к наплавлению чугуна нового (второго) состава.
10.5. Влияние размеров рабочих колош на процесс плавления шихты в вагранке
В процессе плавки высота холостой колоши циклически меняется в пределах высоты рабочей коксовой колоши. Рассмотрим влияние этих изменений на процесс плавления шихты. Для упрощения предположим, что дутье распределяется по сечению вагранки равномерно и граница между кислородной и редукционной зонами плоская.
Для достижения максимальной производительности вагранки газы, выходящие из слоя холостой колоши, должны иметь температуру, близкую к максимальной. Следовательно, высота холостой колоши должна быть как можно ближе к верхней границе кислородной зоны, но не опускаться ниже её во избежание повышенного угара.
На рис. 10.8 показан отрезок температурной кривой ваграночных газов 4, относящихся к зоне, расположенной выше верхней границы кислородной зоны, и совпадающий с этой границей нижний уровень холостой колоши. Слева показано изменение высоты холостой колоши при проплавлении относительно больших по высоте металлических колош, справа — уменьшенных. Из циклограмм видно, что при уменьшении рабочих колош минималь-
Рис. 10.8. Влияние размеров рабочих колош на процесс плавления шихты в вагранке
229
ная (а следовательно, и средняя за цикл) температура газов повышается. В результате этого производительность вагранки при плавке на уменьшенных рабочих колошах растет.
Аналогично можно показать, что на режиме максимального перегрева, когда высота холостой колоши должна быть максимальной (уровень точки Б на рис. 10.6), также следует стремиться к уменьшению размеров рабочих колош. С этой точки зрения идеальной была бы непрерывная загрузка шихты. Однако дозирование реальной шихты, состоящей их кусков произвольных формы и массы, неосуществимо. Поэтому загрузку проводят колошами, размеры которых определяются допустимыми колебаниями высоты холостой колоши за цикл.
Из опыта эксплуатации вагранок установлено, что эта величина (равная высоте рабочих коксовых колош /грк) зависит от производительности вагранки. Для малых вагранок (3 т/ч) она не должна превышать150 мм, для средних (10 ... 15 т/ч) — 200 мм и для крупных (20... 25 т/ч) — до 250 мм. Приведенные данные позволяют определить массу рабочих коксовых и металлических колош.
Численный пример. Допустим, требуется определить массу рабочих колош для вагранки производительностью <2В = 12 т/ч. Известно, что удельная производительность вагранок — составляет примерно 8 т жидкого чугуна с 1 м2 площади ее горизонтального сечения в час. Поэтому сечение вагранки S должно составлять:
5 = —= —12т{4 =1,5м2.
& 8 т/(м2 • ч)
Объем рабочей коксовой колоши не должен превышать
V= ShpK = 1,5 м2 • 0,2 м = 0,3 м3,
а масса при насыпной плотности кокса рк = 0,5 т/м3 будет равна
/ирк = рК=0,5 т/м3 • 0,3 м3 = 0,15 т.
При удельном расходе кокса 12 % от массы металлозавалки масса металлической колоши составит:
Wp.K • 100 _ 0,15 т • 100%
12 " 12%
= 1,25 т.
Полученный результат хорошо согласуется с практическими данными, согласно которым масса металлической колоши численно равна 1/10 часовой производительности вагранки.
230
10.6. Влияние качества кокса на тепловые процессы в вагранке
Нежелательной особенностью процесса горения кокса в вагранке является неизбежность протекания реакции редукции, которая приводит к снижению температуры газов. Это в свою очередь снижает возможности перегрева чугуна и производительность печи.
Поэтому для плавки в вагранке следует использовать кокс с минимальной реакционной способностью, т. е. способностью восстанавливать СО2 до СО. Для этого пористость кокса должна быть минимальной, не более 30...40%.
Размеры кусков кокса в большой степени определяют производительность вагранки и температуру на желобе. Исследования показали, что при увеличении размеров кусков кокса от 25 до 100 мм (при сохранении всех прочих условий постоянными) температура чугуна повышается от 1300 до 1450 °C.
Обычно кокс для вагранок пропускают через грохот с размерами ячеек 40x40 мм для отделения мелочи, которая в плавке не используется.
Куски кокса должны по возможности быть однородными и соответствовать следующему оптимальному размеру в зависимости от диаметра вагранки:
Диаметр вагранки, мм............ 700 900 1200 1700
Оптимальный размер кусков, мм... 65 100 125 150
Кокс должен обладать достаточно высокой механической прочностью, чтобы выдерживать воздействие вышележащих слоев шихты.
Для получения качественного чугуна содержание серы в нем не должно превышать 0,6... 1,4 %.
10.7. Влияние подготовки шихты на ход ваграночной плавки
Использование в шихте возврата, неочищенного от пригара, требует увеличения расхода флюса, приводит к увеличению массы образующегося шлака и количества теплоты, расходуемой на его расплавление. В итоге это снижает производительность вагранки и температуру чугуна на желобе.
Куски шихты должны быть разделаны до размера, не превышающего 1/3 внутреннего диаметра вагранки, во избежание зависания в шахте.
Компактные, но массивные куски прогреваются в зоне подогрева медленно и в пояс плавления опускаются нагретыми до температур, существенно меньших, чем /пл.ср- Поэтому их подогрев
231
завершается уже в поясе плавления, а плавление происходит только в кислородной зоне как бы на заниженной холостой колоше. При этом плавление происходит медленно, сопровождается повышенным угаром при пониженном перегреве.
10.8. Влияние величины удельного расхода кокса и воздуха на ход ваграночной плавки
От количества кокса в рабочих колошах и интенсивности дутья зависят важнейшие показатели работы вагранки — ее удельная производительность и температура выплавляемого чугуна.
Увеличение удельного расхода кокса при неизменном расходе воздуха. Данная мера приводит к тому, что количество кокса в рабочей колоше становится большим, чем его выгорело из холостой колоши за время проплавления металлической колоши. Этот избыток кокса приводит к увеличению высоты холостой колоши и, как было показано в подразд. 10.4 (рис. 10.7, в), к повышению температуры металла, но производительность вагранки при этом снижается.
Увеличение удельного расхода воздуха при неизменном расходе кокса. В данном случае увеличиваются масса кокса, сгорающего в единицу времени, и количество выделяющейся при этом теплоты. Производительность при этом возрастает, а перегрев металла растет только в связи с уменьшением относительных тепловых потерь.
Однако чрезмерная интенсификация дутья приводит к нежелательным последствиям, в числе которых:
• охлаждение кокса у фурменного сопла и, как следствие, зашлаковывание фурм;
• усиление неравномерности распределения дутья по сечению вагранки.
Кроме того, при недостаточной высоте зоны подогрева теплообмен в ней не успевает завершиться. Это приводит к снижению уровня зоны плавления и высоты зоны перегрева, в результате чего температура чугуна падает, а производительность продолжает расти.
В зависимости от размеров кусков металлической шихты рекомендуются следующие расходы воздуха:
Размер кусков, мм.... 100 150 200 250 300
Расход воздуха, м3/(м2*мин)..... 140...150 130...140 120...130 100...110 90...100
10.9. Способы интенсификации ваграночного процесса
Расширение зоны горения кокса. В большом числе современных вагранок фурмы установлены в два или три ряда, расположенные один над другим на расстоянии 300... 1000 мм. Воздух в фурмы 232
каждого из рядов подается от своей фурменной коробки, причем через нижний ряд фурм подается большая часть (до 80 %) дутья. Использование вторичного дутья позволяет улучшить равномерность распределения дутья по сечению вагранки, приводит к частичному дожиганию СО, образовавшегося в редукционной зоне. Высота кислородной зоны увеличивается, и средняя температура в ней растет. Расширение зоны высоких температур и дожигание СО позволяет сократить расход кокса на 10... 15 %, а при неизменном расходе кокса повысить температуру чугуна на 40...50 °C или увеличить производительность на 10... 15 %.
Подогрев дутья. В связи с высокой теплоемкостью воздуха подогрев его до 500 °C равноценен добавке в печь около 20 % теплоты, образующейся при сгорании кокса. Поэтому подогрев дутья оказывает существенное влияние на распределение температуры газовой фазы. На рис. 10.9 показаны кривые изменения температуры газов при холодном и горячем дутье. Из сопоставления кривых следует, что при подогреве дутья имеют место:
• повышение /г(тах);
• уменьшение высоты кислородной зоны hK 3, так как процесс горения с участием горячего воздуха происходит быстрее;
• увеличение высоты редукционной зоны, так как температура окончания реакции редукции остается неизменной, а температура ее начала повышается (следует, однако, учитывать, что начальная скорость реакции редукции возрастает);
« уменьшение высоты захолаживающей зоны у фурм.
Суммарная высота зоны перегрева (на режиме максимального перегрева) не изменяется. Важно отметить, что высокотемпературный режим плавки приводит к уменьшению полноты сгорания кокса и увеличению содержания СО в ваграночных газах.
Рис. 10.9. Влияние подогрева дутья на распределение температуры газов в вагранке
233
Производительность вагранки, т/(м2 • ч)
б
Рис. 10.10. Взаимосвязь параметров плавки в случае дутья: а — холодного; б — горячего (450 °C); W — удельный расход воздуха
Однако в современных ваграночных комплексах эти газы после очистки их от пыли и дожигания СО используются для подогрева дутья. Теплоты ваграночных газов оказывается достаточно для подогрева воздуха до 400...600 °C.
Производственный опыт показывает, что подогрев дутья до 500 °C позволяет получать температуру металла на уровне 1500 °C при расходе кокса около 9 % и удельной производительности порядка 8 т/(м2-ч). На рис. 10.10 показана взаимосвязь важнейших параметров плавки чугуна в вагранке на холодном и горячем дутье.
Использование кислорода в ваграночном процессе. Обогащение воздуха кислородом приводит к уменьшению содержания в нем балласта — азота и уменьшению массы продуктов горения. В результате этого (г(шах) повышается. Действие обогащения кислородом дутья на перегрев металла в вагранке аналогично подогреву дутья.
При расходе кислорода 30...40 м3/т чугуна его температура превышает 1450 °C. Однако в связи с относительно высокой стоимостью кислорода в настоящее время этот метод практически не используется.
234
При плавке в вагранках небольшой производительности практикуется продувка кислородом жидкого чугуна в выносном стационарном копильнике. Перегрев металла в этом случае достигается за счет экзотермических реакций (главным образом, окисления кремния, содержащегося в чугуне). При расходе кислорода 4... 5 м3/т чугуна перегрев достигает 80... 100 °C. Угар кремния при этом не превышает 0,5 % и компенсируется вводом в ковш соответствующего количества ферросилиция ФС75.
Этот метод обычно используется не на всем протяжении плавильной кампании, а лишь в те периоды плавки, когда требуется чугун с повышенным перегревом. Кроме того, продувка копильника кислородом позволяет избежать затвердевания («закозления») металла в чугунной летке при продолжительных вынужденных простоях печи.
10.10. Металлургические процессы плавки в коксовой вагранке
Образование кислого ваграночного шлака. Источниками шлакообразования при плавке в кислой вагранке являются:
• песок и формовочная смесь на поверхности кусков шихты (2 % массы металла);
• оксиды железа, кремния, марганца, образовавшиеся в результате угара элементов шихты (1 ...2 %);
• частицы оплавившейся футеровки (0,4... 3 %);
• зола кокса (1... 2 %);
• флюсы, вводимые с целью понижения вязкости шлака.
На практике эти источники образуют шлак, содержащий 65 % SiO2, 20 % А12О3, 8 % FeO, 5 % МпО, Шлак такого состава имеет низкую вязкость, около 2 Па-с. Для легкого удаления шлака из вагранки его вязкость должна быть 0,3 ...0,8 Па-с. Снижение вязкости шлака обеспечивается введением флюса — известняка. Расчет необходимого расхода флюса можно провести с использованием диаграммы вязкости шлака (см. рис. 8.3).
Численный пример. Пусть при данных условиях плавки в вагранке на данной шихте образуется первичный шлак, состав которого приведен в табл. 10.1. Масса этого шлака составляет 4 % массы выплавляемого чугуна. Требуется определить расход флюса (известняка), который обеспечит вязкость шлака на уровне 0,5 Па-с.
Для расчета используем диаграмму (см. рис. 8.3) зависимости вязкости и температуры плавления шлака от его состава. Диаграмма вязкости шлака не учитывает влияние МпО и веществ, указанных в столбце «прочие соединения», на его вязкость. Поэтому в строке 2 приведен состава шлака, пересчитанный без учета этих веществ. При таком пересчете масса остальных веществ, приходящаяся на 100 кг шихты, не меняется, уменьшается лишь общая
235
масса шлака и увеличивается процентное содержание каждого из оставшихся в шлаке веществ.
В строке 3 табл. 10.1 подсчитано соотношение между SiO2 и А12О3 в первичном шлаке. Оно составляет 74,1% к 25,9 %, или около 3. Точка 25,9 % А12О3 отложена на правой шкале диаграммы текучести. При вводе известняка в шлак соотношение SiO2 и А12О3 практически не меняется, так как флюс содержит незначительные количества этих веществ. Поэтому прямая, соединяющая точку 25,9 % А12О3 с вершиной СаО + FeO + MgO, является геометрическим местом точек, в которых соотношение SiO2/Al2O3 « 3 при любой величине суммы концентраций СаО + FeO + MgO в составе шлака. Эта прямая пересекается с линией вязкости, равной 0,5 Па-с в двух точках. Выбираем из них ту, которая лежит в области меньших температур плавления (около 1400 °C). Эта точка определяет искомый состав шлака, сумма концентраций СаО + FeO + MgO в нем равна 44 %, концентрация SiO2 — 42 %, а А12О3 — 14 %. Массу такого шлака, приходящуюся на 100 кг шихты, можно определить из пропорции, относящейся к содержанию SiO2 в шлаке:
2,4 кг-42%
Хкг - 100 %.
Следовательно, масса шлака составляет Х= 2,4 кг • 100 %/42 % = = 5,7 кг на 100 кг металла. Суммарное содержание СаО + FeO + + MgO в шлаке равно 5,7 - 2,4 - 0,84 = 2,46 кг.
В первичном шлаке уже содержится 0,528 кг основных оксидов на 100 кг шихты. Поэтому с флюсом требуется ввести 2,46 - 0,528 = = 1,832 кг извести СаО. Известняк СаСО3, используемый в качестве флюса, содержит 50 % СаО, т. е. количество известняка должно составлять 3,7 % от массы металлошихты.
Полученное расчетом необходимое количество флюса уточняется после проведения первых производственных плавок.
На практике средний состав шлака для кислого процесса равен, %: SiO2 40...60; СаО 20...25; А12О3 2...20; MgO 1...5; FeO 0,5... 10; MnO 1...5; Р2О5 0,1...0,5; S 0,03...0,05 и чугун в виде корольков 0,1 ...0,5.
Три важнейшие составляющие шлака образуют 80...90% его массы и определяют жидкотекучесть и температуру плавления шлака в целом. Высокая жидкотекучесть шлака необходима не только для легкого удаления его через шлаковую летку, но и для его стекания по стенкам печи без образования настылей, легкого отделения от капель чугуна.
Для уменьшения разгара футеровки состав шлака должен быть по возможности близок к составу огнеупора.
Окисление железа и легирующих элементов. В зависимости от соотношения СО/СО2 и температуры газовая смесь может быть вос-
236
Таблица ЮЛ
237
Расчет требуемого расхода известняка
№ п/п Вещество Расход вещества Содержание оксида в шлаке, %
Единица измерения Результат SiO2 А12О3 СаО FeO МпО MgO Прочие соединения
1 Первичный (самород-ный шлак) % (от массы шлака) 100 60 21,0 1,0 12,0 5,0 0,2 0,8
кг/100 кг шихты 4 2,4 0,84 0,04 0,48 0,2 0,008 0,032
2 Первичный шлак без учета МпО «прочих соединений» кг/100 кг шихты 4-0,2-0,032 = = 3,768 2,4 0,84 0,04 0,48 — 0,008 —
% (от массы шлака) 100 63,7 22,3 1,1 12,7 — 0,21 —
3 Соотношение между SiO2 и А12О3 в первичном шлаке 2,4 + 0,84 = 3,24 кг (100 %), из них 2,4 кг SiO2 составляет 74,1 %; 0,84 кг А12О3 составляет 25,9%
4 Состав шлака с заданной текучестью 0,5 Па*с и соотношением ЗЮ^А^Оз = = 74,1%/25,9% % (от массы шлака) 100 42 14 2(СаО + FeO + MgO) =44
кг/100 кг шихты 2,4 100 42 2,4 0,84 5,7-2,4-0,84 = 2,46
5 Сумма основных учитываемых диаграммой текучести оксидов, содержащихся в первичном шлаке СаО + FeO + М&О = 0,04 + 0,48 + 0,008 = 0,528 кг
6 Недостающий расход СаО на 100 кг шихты 1,832% 2,46-0,528 = 1,832 кг
7 Требуется ввести известняк СаСО3, % (от металлозавалки) 1,832-2 = 3,664
становительной, окислительной или нейтральной по отношению к различным веществам. В табл. 10.2, составленной по экспериментальным данным Н.Г.Гиршовича, приведены значения СО/СО2 в разных зонах вагранки и значения этих соотношений в смеси, нейтральной по отношению к FeO.
Согласно данным табл. 10.2, в кислородной зоне, где имеется свободный кислород, отношение СО/СО2 на порядок ниже, чем в нейтральной смеси. Поэтому характер атмосферы является окислительным по отношению к FeO и тем более окислительным по отношению к кремнию, марганцу, хрому и другим более активным элементам. В редукционной зоне и зоне нагрева это соотношение в 2—4 раза меньше нейтрального, поэтому считается, что характер атмосферы в них слабо окислительный.
Окисление железа и легирующих элементов начинается уже в зоне нагрева шихты по реакциям, протекающим на поверхности кусков:
Fe + СО2 = FeO + СО, Si + 2СО2 = SiO2 + 2СО, Мп + СО2 = МпО + СО, С + СО2 = 2СО, Fe3C + СО2 = 3Fe + 2СО.
За время схода колош эти реакции развиваются на глубину кусков шихты не более чем на 0,25...0,3 мм, т.е. при обычных размерах шихты они не оказывают заметного влияния на изменение химического состава металла. Однако при использовании в ших-
Таблица 10.2
Данные о характере газовой фазы в зонах вагранки
Зона вагранки Температура газа, /газ, С со/со2 Характер газовой фазы
действительное в смеси, нейтральной по отношению к FeO
Верхняя часть кислородной зоны 1630... 1700 0,32...0,77 10 Окислительный
Редукционная 1620... 1325 1,1 ...2,1 6...7 Слабо окислительный __
Зона нагрева 1300...500 1,4...0,6 5...1 Слабо окислительный _
238
те стружки, отходов листовой штамповки и высечки указанные процессы приводят к практически полному окислению этих компонентов. Брикетирование стружки и пакетирование отходов листовой штамповки несколько уменьшают потери от их угара.
В зоне плавления, расположенной, как правило, в редукционной зоне холостой колоши, свободный кислород отсутствует, и преобладающее значение имеет СО2. Окислительные процессы протекают по тем же реакциям, но при значительно больших скоростях. Это объясняется тем, что поверхность взаимодействия СО2 с металлом многократно возрастает в результате появления капель и струй металла.
В зоне перегрева чугуна, располагающейся частично в редукционной и в кислородной зонах, окисление элементов происходит как по реакциям с участием СО2, так и свободным кислородом:
2Fe + О2 = 2FeO, Si + О2 = SiO2 и т. п.
Наряду с вышеприведенными первичными реакциями протекают реакции вторичные, в которых окислителем является FeO. Моноксид железа хорошо растворяется в жидком металле и передает свой кислород более активным элементам чугуна:
Si + 2FeO = SiO2 + 2Fe + Q,
Mn + FeO = MnO + Fe + Q,
2Cr + 3FeO = Cr2O3 + 3Fe + Q.
Эти экзотермические реакции идут более длинным путем, чем первичные, но с большей скоростью, так как протекают во всем объеме капель и струй металла, а не на их поверхности.
Реакции окисления легирующих элементов протекают с выделением теплоты, поэтому с повышением температуры они замедляются. Раскислительная способность углерода при повышении температуры возрастает, что приводит к более полному восстановлению оксидов из шлака, стекающего по кускам кокса, по эндотермическим реакциям:
SiO2 + 2С = Si + 2СО - Q,
MnO + С = Мп + СО - Q,
Сг2О3 + ЗС = 2Cr + ЗСО - Q.
Поэтому при высокотемпературном режиме плавки угар элементов снижается. Этим объясняется первая часть одного из принципов, сформулированных литейщиками прошлого, — «плавь горячо, лей холодно».
239
Угар марганца и хрома (см. табл. 9.8) в вагранках горячего дутья ниже, чем при холодном дутье, а кремний в кислом процессе на горячем дутье может даже пригорать по тигельной реакции.
Угар марганца в кислой вагранке больше угара кремния, несмотря на то, что концентрация марганца в 3—4 раза ниже концентрации кремния, и его сродство к кислороду также меньше, чем у кремния.
В основной печи угар кремния увеличивается, а угар марганца снижается. Это является практическим подтверждением рассмотренной в подразд. 8.4 закономерности, согласно которой угар элементов, образующих кислотные оксиды, интенсивнее в основных печах, тогда как угар элементов, образующих основные оксиды, значительнее в кислых печах.
В горне вагранки газовая фаза является окислительной в верхней его части, слабоокислительной в середине и восстановительной у лещади. Влияние газовой фазы зависит от уровня металла и шлака, накапливающихся в горне. Чем ниже этот уровень, тем незначительнее окисление металла. При наличии выносного копильника угар металла при прохождении его через горн будет минимальным.
Науглероживание чугуна в вагранке. Наиболее интенсивное науглероживание металла происходит при стекании капель и струй по кускам раскаленного кокса. Капли, образующиеся из чугунной части шихты — чушкового чугуна, возврата, чугунного лома, науглероживаются медленно, так как начальное содержание углерода в них близко к концентрации насыщенного раствора Сн (см. формулу (8.18)). Концентрация углерода в каплях, образовавшихся из стального лома, за время их стекания по кускам кокса возрастает с 0,2...0,45 до 2,5 %. В копильнике вагранки происходит смешивание капель и усреднение концентрации в них углерода.
Науглероживание неподвижной массы жидкого чугуна в горне-копильнике протекает значительно медленнее и приводит к повышению концентрации углерода на 0,3...0,5 %.
В начале плавки интенсивность науглероживания максимальная, затем на протяжении 30... 40 мин она снижается и в дальнейшем стабилизируется. Это объясняется тем, что площадь, занимаемая углеродом на поверхности кусков кокса в горне, в начале плавки максимальная. По мере растворения углерода в каплях металла эта площадь уменьшается и все большая часть поверхности оказывается покрытой зольными пятнами. Таким образом, поверхность кусков кокса в горне пассивируется зольными пятнами. Для того чтобы с самого начала плавки получать чугун с заданной концентрацией углерода, в первых пяти-шести колошах шихты увеличивают количество стали в 1,5—2 раза.
Профессор Л. М. Мариенбах предложил рассчитывать концентрацию углерода в жидком ваграночном чугуне (Сжч) по формуле
240
Таблица 10.3
Значения коэффициента К науглероживания в холостой колоше
Расход кокса, % (от металлозавалки) Коэффициент К при удельном расходе воздуха, м3/(м2 • мин)
100... 120 140... 160 180... 200
9 1,3 1,1 0,9
10 1,4 1,2 1,0
12 1,5 1,3 1,1
15 1,7 1,5 1,3
20 1,9 1,7 1,5
Сж ч — а Сцур + b CCTJI,
где а, b — соответственно доля чугуна и стали в шихте; Счуг — среднее содержание углерода в чугунной части шихты; Сстл — содержание углерода в каплях металла, образовавшихся из стального лома.
В связи с тем, что капли, образующиеся из чугунной части шихты, науглероживаются незначительно, Л. М. Мариенбах пренебрегает в расчете этой составляющей процесса науглероживания:
Сет. л = Сстл(исх) + К+ I, xjsfi Сст л(исх) — содержание углерода в стальном ломе; К— коэффициент науглероживания стали в области холостой колоши (выше фурм); / — коэффициент науглероживания стали в горне вагранки.
Величина ССТЛ(ИСх) принимается по фактическим данным. Величину коэффициента К выбирают по данным табл. 10.3.
Значения коэффициента / определяются по формуле:
/ = а/г,
где а — коэффициент, равный 1 при наличии у вагранки копильника, и равный 1,5 при горне-копильнике; h — высота горна, м.
Изменение содержания фосфора при плавке в кислой вагранке. Фосфор попадает в ваграночный чугун из металлической шихты, в компонентах которой он содержится в виде Fe2P. При плавке в кислой вагранке фосфор вначале легко окисляется с образованием (FeO)3-P2O5 по реакции (8.13). Однако в зонах вагранки, где температура превышает 1320 °C, он полностью восстанавливается и возвращается в металл. Таким образом, при плавке в кислой вагранке угар фосфора равен нулю.
241
Изменение содержания серы при плавке в кислой вагранке. Помимо серы, содержащейся в шихте, в жидкий чугун переходит около половины серы, входящей в состав кокса. Растворение серы начинается уже в зоне нагрева шихты в результате контакта поверхности кусков с SO2, образовавшимся при сгорании серы кокса:
SO2 + 3Fe = FeS + 2FeO + Q.
Этот процесс имеет практическое значение только при плавке на мелкой шихте, так как за время схода колош он проникает в поверхностные слои шихты на глубину до 0,25 мм. При плавке на обычной кусковой шихте растворение серы протекает наиболее интенсивно при стекании капель чугуна по кускам кокса. В начале плавки наблюдается повышенное содержание серы в металле. Затем, по мере смывания каплями металла углерода и серы с поверхности кокса, последняя пассивируется зольными пятнами, в результате чего содержание серы в металле снижается, а затем стабилизируется.
В соответствии с законом распределения часть серы, растворенной в жидком чугуне, может диффундировать в шлак и состояние равновесия будет определяться константой ее распределения:
f-S = (^равн )/[^равн ]
В ваграночном процессе состояние равновесия не достигается, поэтому о десульфурирующей способности шлака судят по величине коэффициента распределения серы:
Ц5 = (S)/[S] = aZs .
Значение коэффициента а тем ближе к единице, чем меньше вязкость шлака и металла, лучше условия их контакта и перемешивания.
Общая масса серы в системе до и после распределения ее между шлаком и металлом не изменится, поэтому
Wm • ES = +
где тм — масса металла; ZS — суммарная концентрация серы в металле до взаимодействия со шлаком (сера шихты плюс сера, перешедшая из кокса); [S] — концентрация серы в металле после его взаимодействия со шлаком; тш — масса шлака; (S) — концентрация серы в шлаке.
Обозначим отношение массы шлака к массе металла переменной q, тогда тш = qmu.
Подставив в балансовое уравнение значение (S) = t]s[S] и т„ = = qmM, после преобразований получим:
242
Таблица 10.4
Зависимость концентрации серы в чугуне от содержания ее в коксе
Марка кокса Содержание серы, мае. %, менее
в коксе в чугуне
КЛ1 0,6 о,1
КЛ2 1,0 0,12
КЛЗ 1,4 0,14
Исследования показали, что для кислых ваграночных шлаков (CaO/SiO2 = 0,35...0,7) при температуре 1450 °C значения rjs = 1... 2. Учитывая, что масса ваграночного шлака при кислом процессе составляет в среднем 6 % (д = 0,06), получим:
[S] = —— = ^. 1 + 0,06-2 1,12
Таким образом, в результате диффузии серы из металла в кислый шлак первоначальное содержание серы в металле уменьшится не более чем в 1,12 раза и поэтому десульфурирующую способность кислого шлака следует оценить как низкую.
По практическим данным содержание серы в чугуне при кислой ваграночной плавке зависит, главным образом, от качества кокса и его расхода, и составляет 0,1 ...0,14 % (табл. 10.4). Это количество серы допустимо лишь для обычных серых чугунов.
Увеличение десульфурирующей способности кислого шлака на 10...20 % достигается при замене части извести СаО жженой магнезией MgO и увеличении содержания в шлаке МпО. Для этого в печь вводят доломит CaCO3MgCO3, пиролюзит МпО или основной мартеновский шлак, содержащий 40...50 % СаО, 5...7 % MgO и 8... 12 % МпО.
10.11. Особенности плавки в вагранках с основной футеровкой
Футеровка выполняется магнезитовым, доломитовым или хромомагнезитовым огнеупорами, которые хорошо противостоят основному шлаку. Частицы оплавившейся футеровки увеличивают количество основных, а не кислотных оксидов в шлаке.
243
Флюс— известняк СаСО3, дается в удвоенном по сравнению с кислым процессом количестве — 5... 7%. Кроме того, для разжижения шлака добавляют 0,5...0,7 % плавикового шлака CaF2.
Шлак при таком соотношении источников самородного шлака и флюса становится основным. Его ориентировочный состав, мае. %: СаО 40...50; SiO2 25...30; А12О3 2...20; MgO 1,5...5; FeO 0,5... 3; МпО 1...3; Р2О5 0,5... 1; S 0,5... 1.
Десульфурация чугуна протекает по реакции (8.9). Три условия успешного протекания этой реакции, сформулированные в общем виде в подразд. 8.5, реализуются в условиях ваграночной плавки следующими технологическими приемами:
1) увеличенным расходом флюса (для получения высокой основности шлака);
2) отказом от использования массивных неразделанных кусков шихты, мелкой окисленной шихты, недопущением работы на заниженной холостой колоше (для минимальной окисленности металла и шлака);
3) использованием подогрева дутья (для высокотемпературного режима плавки).
При выполнении этих технологических рекомендаций коэффициент распределения серы r|s может достигать значений 22... 25.
Установлена следующая зависимость содержания серы в чугуне от степени основности шлака:
Степень основности Содержание серы
ваграночного шлака в чугуне, %
До 0,8 0,08...0,1
0,8...1,3 0,04...0,08
1,3...1,6 0,03—0,04
1,7...2,0 0,01—0,03
Из приведенных данных следует, что при степени основности шлака, близкой к 2, в основной вагранке можно выплавить чугун с содержанием серы, позволяющим получать высокопрочный чугун с шаровидным графитом.
Дальнейшее повышение основности шлака нецелесообразно, так как оно приводит к повышению температуры плавления шлака и даже при работе на горячем дутье его вязкость увеличивается, а коэффициент распределения серы r]S, как следствие, уменьшается.
Дефосфорация чугуна при наличии основного шлака протекает по реакциям (8.13) и (8.14). Для окисления фосфора по реакции (8.13) в вагранку вводят железную руду (около 1 %), не-металлизованные окатыши или мелкую окисленную шихту.
Образование прочного нерастворимого в чугуне фосфорнокислого кальция достигается увеличением количества известняка до 7 %.
Низкотемпературный режим плавки обеспечивается отказом от подогрева дутья и завышения холостой колоши.
244
При выполнении этих технологических приемов содержание фосфора может быть снижено на 35...45 %.
Угар элементов. В соответствии с общими закономерностями угара (подразд. 8.4), угар кремния в основной вагранке выше, а марганца ниже, чем в кислой.
Пригар углерода увеличивается по следующим причинам:
• основной шлак активнее смывает кислую золу с кусков кокса и увеличивает поверхность их контакта с каплями металла;
• повышенный угар кремния увеличивает растворимость углерода в чугуне (формула (8.17));
• в условиях высокотемпературного режима, характерного для большинства основных вагранок, увеличивается растворимость углерода в чугуне.
Следует отметить, что плавка в основных вагранках не нашла широкого практического применения в связи с большей сложностью процесса, высокой стоимостью и дефицитностью футеровки.
10.12. Особенности плавки в металлургических вагранках
В современных условиях растет необходимость использования в качестве шихты отходов машиностроительных заводов — стальной и чугунной стружки, высечки, отходов листовой штамповки и стального лома. Во избежание значительного окисления такой мелкой шихты при контакте с ваграночными газами в шахте вагранки создают нейтральную или восстановительную атмосферу. Для этого расход кокса увеличивают до 15...20% и подогревают дутье до 500 °C. При таких условиях ваграночные газы содержат 25 % СО, 5 % СО2, а температура на желобе достигает 1500... 1550 °C. Недостаток углерода в «сталистой» шихте восполняется науглероживанием капель и струй металла в холостой колоше и горне.
Однако при увеличении расхода кокса содержание серы в чугуне может повыситься до 0,2 %. Поэтому в металлургических вагранках используют основную футеровку и наводят шлак с основностью 1,8...2,2.
В нашей стране металлургические вагранки не нашли широкого применения, так как задача получения качественного чугуна на низкосортной шихте решается применением электрических печей.
10.13. Особенности плавки чугуна в коксогазовых вагранках
В коксогазовых вагранках (рис. 10.11) имеется один ряд фурм 1, над которым на высоте 600...900 мм располагаются газовые туннели 2 с газовыми горелками 3. Для раздельной подачи воздуха к
245
a
Рис. 10.11. Схемы разделения на зоны (/... IV) коксогазовой вагранки (а) и распределения температур металла /мет и газа tT по высоте шахты (б)
фурмам и горелкам имеются две фурменные коробки. Смесь газа с воздухом сгорает на выходе из горелок, а в туннелях завершается полное сгорание газа. В зависимости от характера процессов, протекающих в газовой фазе, в пространстве коксогазовой вагранки условно можно выделить четыре зоны:
I — зона холостой колоши. Процессы, протекающие в ней, аналогичны процессам, протекающим в коксовой вагранке;
II — зона горения природного газа. В результате реакции (8.7) образуются продукты горения, состоящие из 9,5 % СО2, 19 % Н2О и 71,5 % N2, температура которых достигает 1550 °C (при нагреве воздуха до 500 °C);
III— зона взаимодействия продуктов горения природного газа с коксом по реакциям (см. сноску на с. 166):
С + СО2 = 2СО + ДЯ,
С + Н2О-СО + Н2 + ЛЯ;
IV— зона, содержащая смесь продуктов горения кокса и газа: 7 % СО2, 20 % СО, 3 % Н2 и 70 % N2.
На температурной кривой газов (см. на рис. 10.11, кривая 7Г) имеются два максимума — выше оси фурм и оси туннелей.
При сжигании 25 м3 газа на 1 т выплавляемого чугуна экономия кокса составляет 25... 35 %. Производительность возрастает на 10 % при неизменной температуре чугуна. Кроме того, уменьшается содержание серы в металле.
246
Однако существенным недостатком коксогазовых вагранок является высокое содержание СО и Н2 в отходящих газах. Можно считать, что примерно половина природного газа удаляется из вагранки в виде СО и Н2. Поэтому КПД коксогазовых вагранок ниже, чем коксовых.
10.14. Плавка чугуна в бескоксовых вагранках
Бескоксовые вагранки позволяют полностью устранить использование кокса при плавке чугуна, заменить его природным газом, пропаном, дизельным топливом или другими видами горючего, включая угольную пыль. Наибольшее распространение получили газовые вагранки.
Известно, что для перегрева жидкого металла необходимо отделить его от плавящихся твердых кусков шихты. В коксовых и коксогазовых вагранках эту функцию (незаметную на первый взгляд) выполняет коксовая холостая колоша.
В бескоксовых вагранках (рис. 10.12) такое отделение жидкой фазы от твердой достигается за счет применения огнеупорной холостой колоши, устройством уступа (а) или перемычки (в) в шахте печи или выносной камеры перегрева (б).
В первых газовых вагранках использовалась огнеупорная колоша, которая обеспечивала не только отделение твердой фазы от жидкой, но и эффективный перегрев капель металла, стекающих по кускам огнеупора. Однако их работа была непродолжительной, так как огнеупорный материал под воздействием высокой температуры и веса шихты сплавлялся в сплошную массу и плавка прекращалась.
Более удачной оказалась вагранка с колошей, состоящей из кусков огнеупорного материала, смешанных с коксом или элект-
Рис. 10.12. Конструктивные схемы бескоксовых вагранок:
а — с уступом; б — с выносной камерой перегрева; в — с перемычкой; 1 — горелки; 2 — водоохлаждаемые трубы; 3 — слой кускового огнеупора
247
родным боем. Конструктивно такая печь мало отличается от коксовой вагранки и в случае необходимости позволяет работать только на коксе.
Недостатком вагранок с уступом и выносной камерой перегрева является сложность выполнения футеровки и повышенный расход огнеупоров. Кроме того, затруднено достижение перегрева и науглероживания металла.
Промышленное применение в Германии и Англии получили вагранки с перемычкой (колосниковой решеткой) в виде металлических водоохлаждаемых труб 2. Конструкция труб позволяет легко извлекать их для ремонта и замены. Средняя стойкость труб составляет несколько недель. На решетке из водоохлаждаемых труб находится слой кусков огнеупора 3 высотой 450...600 мм, играющий роль теплообменника. Горелки 1, расположенные под решеткой, регулируются таким образом, чтобы создать в печи восстановительную атмосферу. Для повышения содержания углерода в чугуне науглероживатель инжектируют в пространство под колосниковой решеткой.
В связи с отсутствием или незначительным количеством кокса в газовых вагранках отсутствует пригар серы, напротив, достигается ее угар до 40 %.
Расход газа в таких вагранках составляет около 100 м3/т выплавленного чугуна.
10.15. Стабилизация химического состава чугуна, выплавляемого в вагранках
Главной причиной нестабильности химического состава чугуна, выплавляемого в вагранках, являются погрешности дозирования компонентов шихты при наборе рабочих металлических колош. По практическим данным, эта погрешность составляет ±10 % и более. Кроме того, химический состав отдельных кусков компот нентов шихты, особенно стального и чугунного лома, зачастую существенно отличается от среднего расчетного состава. Для стабилизации химического состава рекомендуется использовать копильники, емкость которых равна приблизительно двум часовым производительностям вагранки. В этом случае в копильнике усредняется химический состав примерно двадцати металлических колош, при этом согласно теории вероятности погрешности взвешивания такого количества колош взаимно компенсируются.
ГЛАВА 11
ПЛАВКА ЧУГУНА В ДУГОВЫХ ПЕЧАХ
11.1. Схема и принцип действия трехфазной дуговой печи
В чугунолитейном производстве и при выплавке стали используются одинаковые по конструкции трехфазные дуговые печи емкостью от 0,5 до 75 т. Печи этого типа, выпускаемые отечественной промышленностью, маркируются буквенным шифром ДСП, что означает «дуговая сталеплавильная печь», далее после тире указывается номинальная емкость печи в тоннах. Например, ДСП-12, ДСП-50 и т.д.
Через свод 1 печи (рис. 11.1) проходят три графитовых электрода 2, расположенные равномерно вокруг вертикальной оси печи. Между каждой парой электродов горит дуга прямого действия, замыкающаяся через металл. Печи имеют автоматическую систему перемещения электродов, поддерживающую заданную длину дуги в каждой из фаз.
Расход электродов составляет 5... 7 кг/т чугуна. Электроды диаметром до 550 мм и длиной 1000... 1800 мм имеют резьбовые отверстия в торцах. По мере сгорания нижних частей электродов, их наращивают, для чего в верхнюю часть работающего электрода ввинчивают соединительный графитовый ниппель, а на него навинчивают новый электрод.
Температура дуги (около 6000 °C) определяет важнейшие достоинства и недостатки печи. Расход электроэнергии на плавку чугуна зависит от емкости печи и составляет от 450 до 1000 кВт-ч/т чугуна. Удельная мощность ЭДП — от 200 до 700 кВт/т загрузки печи позволяет завершить плавку за 2... 1ч соответственно. Загрузку печей малой емкости ведут через рабочее окно 3. Печи большой емкости загружают сверху, Для чего свод приподнимается и поворачивается в сто-
рону. 4 — выпускное окно
4
Рис. 11.1. Схема трехфазной ЭДП:
1 — свод; 2 — электроды; 3 — рабочее окно;
249
Для слива шлака печь наклоняют в сторону рабочего окна, а для выпуска металла — в сторону выпускного отверстия 4. Футеровка печей может быть как кислой, так и основной. Футеровка свода выдерживает не более 200 плавок. Это объясняется тем, что на протяжении всей плавки именно свод испытывает непосредственное воздействие излучения дуги, тогда как под печи подвержен воздействию дуги в значительно меньшей степени (как говорят плавильщики «охлаждается жидким металлом»). Стойкость футеровки пода дуговой печи при качественной его подварке перед каждой плавкой достигает 5000 плавок. Поэтому рядом с действующей ЭДП обычно держат запасной свод.
11.2. Технология плавки
Загрузка шихтовых материалов в печь. Операция загрузки должна быть по возможности быстрой для того, чтобы не допустить охлаждения печи. Вначале на подину следует загрузить 75 % науглероживате-ля, 50 % мелкой шихты, затем чугунную часть шихты, стальной лом и оставшуюся мелочь. Крупные куски стремятся расположить под электроды. Это обеспечивает заполнение мелочью промежутков между крупными кусками шихты, компактность ее укладки и, как следствие, стабильность горения дуги. Важно отметить, что в дуговой печи можно использовать любую по физическому состоянию шихту — мелкую легковесную, крупную плохо разделанную, т. е. самую дешевую. В первичную садку печи вводят основную часть никеля, кобальта, ферромолибдена и феррофосфора, которые усваиваются без угара. z
Расплавление. Данный этап плавки проводится путем проплавления глубоких «колодцев» под электродами. В этот период печь работает с максимальным КПД (около 85 %), так как излучение дуги экранируется стенками «колодца» и воздействует только на шихту и торцы электродов. Однако этот период сопровождается треском, грохотом интенсивностью до 100 дБ. Шихта вокруг колодцев зачастую самопроизвольно обрушивается вниз, ломая электроды. Выделение мелкодисперсных твердых частиц, образующихся при разрушении электродов, настолько значительно, что для предотвращения загрязнения ими атмосферы цеха применяется интенсивная вытяжка газов из рабочего пространства печи. Создание разрежения в рабочем пространстве печи приводит к подсосу воздуха из атмосферы цеха и, как следствие, к созданию окислительной атмосферы в печи. В связи с этим угар элементов в трехфазных дуговых печах при соблюдении современных санитарных норм в рабочей зоне практически равен угару в вагранке.
Для очистки печных газов до уровня современных экологических норм требуются громоздкие, энергоемкие сооружения. Так, на КамАЗе мощность электроприводов очистных сооружений составляла около 3 % мощности плавильных печей.
250
При появлении жидкого металла приступают к наведению шлака. В кислых печах для этого добавляют сухой кварцевый песок (до 2 %) и известь или известняк (до 10 и до 20 % соответственно от массы песка).
Для наведения основного шлака добавляют около 3 % известняка от массы шихты.
Плавка в дуговых печах характеризуется повышенным растворением в жидком металле водорода и азота. Это объясняется тем, что в зоне горения дуги эти газы существуют в атомарном и частично ионизированном состоянии.
В течение всего процесса плавки следует не допускать «закипания» ванны металла, протекающего по эндотермической реакции:
[FeO] + [С] = [Fe] + {СО} - Q.
Для этого в шлак периодически добавляют науглероживатель (электродный бой, древесный уголь и др.). Раскисление шлака приводит к раскислению металла, вследствие чего реакция кипения развития не получает.
За 10... 15 мин до полного расплавления мощность, подводимую к печи, сокращают во избежание перегрева и оплавления стен и свода печи открытой дугой. После полного расплавления берут пробу на химический анализ и отливают клин на отбел.
Перегрев металла. Процесс перегрева происходит быстро (10... 15°С/мин), но неравномерно — под электродами температура существенно выше, чем у откосов печи. Для выравнивания температуры и химического состава металла по объему ванны в печах емкостью более 20 т часто применяют электромагнитное перемешивание. В этот период плавки значительная часть энергии, излучаемой дугой, передается своду и стенкам печи, поэтому КПД снижается, составляя 5... 20 %. Для уменьшения тепловой нагрузки на свод и стены печи нередко заглубляют электрическую дугу в жидкий металл. Глубина жидкого колодца приблизительно равна диаметру электрода. После достижения заданной температуры перегрева скачивают шлак, добавляют оставшуюся часть науглероживателя и наводят новый шлак.
Доводка металла по химическому составу. Для усвоения науглероживателя в печах, не имеющих устройств электромагнитного перемешивания, требуется увеличение продолжительности плавки по сравнению с печами с электромагнитным перемешиванием. Поэтому, например, плавка синтетического чугуна (синтез железа из расплавленного стального лома с углеродом науглероживателя и легирующими элементами ферросплавов) требует повышенного (на 100...200 кВт-ч/т чугуна) расхода электроэнергии на плавку.
По результатам первого экспресс-анализа корректируют химический состав металла. Расход вводимых корректирующих добавок определяют по данным табл. 11.1.
251
Таблица 11.1
Расход корректирующих добавок
Требуемое изменение химического состава чугуна Вводимый компонент Расход компонента на 1 т жидкого металла, кг
Кислая футеровка Основная и нейтральная футеровки
Увеличение углерода на 0,1% Электродный бой Графитовая стружка Графит гранулированный Графитизированная коксовая мелочь (или коксовый орешек) 1,35 1,35 1,35 1,4 1,25 1,25 1,25 1,3
Увеличение кремния на 0,1 % Ферросилиций ФС45 Ферросилиций ФС75 2,4 1,35 2,75 1,6
Увеличение марганца на 0,1 % Ферромарганец (78 % Мп) 1,3 1,25
Увеличение олова на 0,1 % Олово (100 % Sn) 1,00 1,00
Увеличение хрома на 0,1% Феррохром (65 % Сг) 1,55 1,50
Уменьшение углерода на 0,1 % Стальные отходы + + ферросилиций ФС75 30 +0,7 0
Уменьшение кремния на 0,1 % Стальные отходы + + графит гранулированный, электродный бой, стружка или графитизированная коксовая мелочь (или коксовый орешек) 60 +1,9 или 2,1 60 +1,7 или 1,9
Если содержание углерода оказалось выше заданного, вводят стальные отходы для разбавления расплава. Учитывая, что при этом происходит уменьшение концентрации кремния, одновременно со сталью добавляют ферросилиций. Аналогично снижают содержание кремния, если оно оказалось завышенным.
Последовательность ввода ферросплавов и их количество устанавливают в зависимости от сродства каждого легирующего элемента к кислороду, с учетом закономерностей угара в кислых и основных печах.
В кислых печах присадку, например, ферросилиция можно проводить в любое время, так как угара кремния в кислых дуговых печах практически не происходит. Феррохром и ферромарганец вводят ближе к концу плавки. Титан легко окисляется как в кислой, так и в основной печи, поэтому его вводят непосредственно 252
перед выпуском металла. Для лучшего усвоения куски ферротитана, имеющие малую плотность, необходимо «притапливать» в жидкий металл стальными прутками.
В основных печах угар кремния возрастает, поэтому ферросилиций вводят ближе к концу плавки.
Важнейшим достоинством дуговых печей для плавки чугуна является возможность наиболее полного удаления серы в печах с основной футеровкой. Это объясняется тем, что в дуговых печах существуют наилучшие технологические возможности реализации условий успешного протекания процесса десульфурации:
• высокая температура дуги позволяет проводить плавку при максимальной основности шлака и при сохранении его хорошей текучести и активности;
• высокотемпературный режим плавки обеспечивает высокую активность углерода как восстановителя, а следовательно, и низкую окисленность металла и шлака.
В результате этого в чугуне, выплавленном в дуговой печи с основной футеровкой, содержание серы удается снизить до 0,010...0,03 %, что позволяет получать современные высокопрочные чугуны с шаровидным графитом.
Выпуск и раздача металла. Дуговая печь — это печь периодического действия, и для согласования ее работы с поточно-механизированными и автоматическими формовочными линиями непрерывного действия требуются раздаточные печи, так как использование плавильной печи в режиме раздачи металла нерационально. Объясняется это тем, что, во-первых, в период раздачи металла из печи мощность, необходимая для поддержания температуры в печи, составляет не более 1/10 номинальной мощности ее трансформатора, и, во-вторых, продолжительность периода раздачи часто сопоставима с продолжительностью плавки, поэтому средний коэффициент загрузки трансформатора оказывается не выше 0,5, что резко снижает экономические показатели плавки. Поэтому на КамАЗе металл, выплавленный в 50-тонной дуговой плавильной печи мощностью 35000 кВт, переливают в раздаточную 75-тонной дуговую печь мощностью 4000 кВт. Печи не имеют устройств электромагнитного перемешивания, усреднение химического состава и выравнивание температуры достигается только при переливах металла из плавильной в раздаточную печь.
В литейном цехе ВАЗа чугун, выплавленный в дуговой печи емкостью 40 т, переливают в две индукционные тигельные печи емкостью по 20 т, из которых далее он поступает на заливку.
В настоящее время наибольшее распространение в качестве миксеров и раздаточных печей получили индукционные канальные печи (ИЧКМ). Схемы и принцип действия индукционных печей (в том числе и канальных) будут изложены ниже в подразд. 12.8.
253
11.3. Особенности конструкции и технологии плавки чугуна в дуговых печах постоянного тока
Хотя бы частично преимущества электрической дуги постоянного тока известны даже неспециалистам в области электротермии. Достаточно отметить очевидную легкость работы со сварочным аппаратом, работающим на постоянном токе, в сравнении со сваркой на переменном токе. Дуга переменного тока горит менее устойчиво, так как каждые 0,01 с напряжение и ток дуги переходят через нулевые значения, что приводит к кратковременной деионизации дугового промежутка.
Однако реализовать преимущества работы на дуге постоянного тока применительно к плавильным промышленным печам удалось только после освоения производства надежных и экономичных тиристорных выпрямителей переменного тока большой мощности.
В дуговых печах постоянного тока графитовый электрод подключается к отрицательному полюсу источника питания, что обеспечивает меньший износ его под действием бомбардировки заряженными частицами дугового промежутка. В результате этого:
• снижается интенсивность разрушения графитовых электродов (их расход уменьшается в 5—9 раз);
• соответственно уменьшается и количество пылегазовыбросов при плавке;
• это позволяет уменьшить величину разрежения в рабочем пространстве печи, обеспечивающую отсутствие загрязнения атмосферы цеха;
• уменьшение подсоса воздуха из атмосферы цеха приводит к снижению концентрации кислорода воздуха в газовой фазе, а следовательно, и угара металла.
Важным преимуществом дуговых печей постоянного тока является возможность интенсивного электромагнитного перемешивания металла. Оно возникает в результате того, что подовые электроды расположены эксцентрично по отношению к оси графитового электрода. Взаимодействие электромагнитного поля дуги с током в жидком металле в этом случае приводит к перемешиванию металла. В результате перемешивания процесс науглероживания значительно интенсифицируется.
В курсе «Печи литейных цехов» явление электромагнитного перемешивания ванны дуговой печи постоянного тока, обеспечивающее выравнивание химического состава металла в объеме ванны и интенсификацию процесса науглероживания, будет объяснено подробно.
ГЛАВА 12
ПЛАВКА ЧУГУНА В ИНДУКЦИОННЫХ ПЕЧАХ
12.1. Принцип действия индукционных тигельных печей
Работа индукционных тигельных печей (рис. 12.1) основана на принципе передачи энергии индукцией от первичной цепи ко вторичной. Электрическая энергия переменного тока, подводимая к первичной цепи, превращается в электромагнитную энергию поля, которая во вторичной цепи переходит снова в электрическую, а затем в тепловую.
Переменный ток от источника питания 4, проходя по виткам индуктора 1, создает переменное электромагнитное поле. Электромагнитные волны проникают внутрь электропроводной загрузки тигля на глубину Аэ (называемую глубиной проникновения) и возбуждают в поверхностном слое шихты переменный электрический ток, который и приводит к нагреву и плавлению металла. Та часть энергии электромагнитного поля, которая не была поглощена шихтой, взаимодействует с витками индуктора, индуцирует в них реактивный ток. Этот ток направлен навстречу току источника питания и отстает от него по фазе на 90°. Таким образом, часть энергии, излучаемой индуктором в течение каждого периода (реактивная мощность), возвращается в него с опозданием по фазе на 90°. Эта реактивная мощность циркулирует между индуктором и источником питания. В связи с тем, что между
Рис. 12.1. Принципиальная схема индукционной тигельной печи:
1 — индуктор; 2, 3 — конденсаторы; 4 — источник питания
255
А(ген)
Д(ген)
( ипн
Ф~ 90°, cos ф «0,1
4 /о
а
^Тген Если IL = -ICi ТО COS ф = 1
Рис. 12.2. Векторная диаграмма токов при естественном cos<p (а) и при настройке контура в резонанс токов (б)
б
загрузкой тигля и индуктором имеется большой неэлектропроводный зазор, равный толщине стенок футеровки, а плотность магнитных силовых линий в этом зазоре максимальная, реактивная мощность печи в десятки раз превосходит мощность, поглощаемую загрузкой (активную мощность). Поэтому реактивный индуктивный ток IL, циркулирующий от индуктора к источнику питания, также в десятки раз превосходит активный ток 1а в цепи. Из векторной диаграммы токов (рис. 12.2, а) следует, что при таком соотношении величин токов коэффициент мощности установки (естественный cosq>) не превышает 0,1.
Для того чтобы разгрузить источник питания от индуктивных (запаздывающих) токов, в электрическую цепь параллельно индуктору вклю-
чают конденсаторную батарею. Известно, что ток 1С, протекающий через конденсаторы, опережает напряжение на 90°. Емкость конденсаторов подбирают так, чтобы опережающий емкостной ток, проходящий через них, был равен по абсолютной величине запаздывающему индуктивному току индуктора. В этом случае реактивные токи индуктора и конденсаторов взаимно компенсируются. Реактивная мощность циркулирует в коротком колебательном контуре индуктор—конденсаторы, а источник питания остается загруженным только активным током.
На рис. 12.2, б показана векторная диаграмма токов в колебательном контуре при настройке его в резонанс токов, т.е. когда IL = -1С. Из диаграммы видно, что coscp установки с компенсирующими конденсаторами может быть равен единице.
Мощность, поглощаемая садкой печи, зависит от ее электромагнитных свойств, поэтому при работе на разных шихтах, а также при изменении электромагнитных свойств садки в процессе ее нагрева и плавления соотношение активных и индуктивных токов в индукторе изменяется. Это приводит к нарушению резонанса колебательного контура.
Для подстройки контура в резонанс в электрической схеме печи (см. рис. 12.1) наряду с постоянно включенными конденсаторами 2 предусматриваются подстроечные конденсаторы (или наборные емкости) 3.
256
12.2. Выбор частоты тока для питания индукционных тигельных печей
Использование тока промышленной частоты для питания индукционных тигельных плавильных печей представляется на первый взгляд наиболее рациональным с точки зрения экономии средств, так как не требует затрат, связанных с приобретением преобразователя частоты и с потерями энергии при его работе. Однако при решении электротехнических задач имеются ограничения по использованию тока промышленной частоты для индукционных тигельных печей. Кроме того, использование токов повышенной частоты позволяет улучшить показатели плавки и, в частности, увеличить ее производительность, уменьшить угар металла.
Для уяснения связи свойств садки тигля и необходимой частоты питающего тока воспользуемся выводами теории индукционного нагрева и четырьмя формулами, которые будут приведены без вывода.
В течение продолжительного периода плавки (от расплавления шихты и до выпуска металла) садка тигля представляет собой сплошное металлическое тело, близкое по форме к цилиндру. В теории индукционного нагрева показано, что толщина поверхностного слоя Дэ, в котором циркулируют вихревые токи, зависит от удельного электрического сопротивления металла р, его относительной магнитной проницаемости цг и частоты тока f Эта величина, называемая глубиной проникновения тока, определяется по формуле
<121)
где размерности величин Аэ — м; р — Ом-м;/— Гц. Из формулы следует, что с увеличением частоты тока глубина проникновения уменьшается. Расплавы с низким электрическим сопротивлением (на основе меди и алюминия) характеризуются меньшей глубиной проникновения тока, чем чугуны и стали. Важно отметить, что при нагреве магнитных сталей и чугунов глубина проникновения тока в них увеличивается примерно в 10 раз при переходе через точку Кюри (730...760°C в зависимости от марки сплава). Это объясняется тем, что относительная магнитная проницаемость ферромагнетиков при этом уменьшается от 100 до 1.
Расчеты, подтвержденные практикой, показывают, что для получения удовлетворительного КПД индукционного нагрева диаметр нагреваемого цилиндра должен превышать глубину проникновения не менее чем в 4—5 раз, т.е.
й?ц > (4...5)АЭ. (12.2)
9 Трухов
257
Принято считать, что в этом случае система индуктор—садка работает в области ярко выраженного поверхностного эффекта, т. е. в нагреваемом теле существуют поверхностный токонесущий слой и сердцевина, величиной тока в которой можно пренебречь.
Цилиндр меньшего диаметра, помещенный в индуктор, оказывается «прозрачным» для электромагнитных волн, т.е., проходя через него, они не вызывают существенного нагрева. Это явление используется в конструкции сердечников трансформаторов, которые в отличие от шихты не должны разогреваться. Поэтому сердечники выполняются не сплошными, а сборными из пластин, толщина которых много меньше глубины проникновения тока. Пластины сердечников электрически изолируются одна от другой лаком или путем их фосфатации.
Пользуясь соотношениями (12.1) и (12.2), определим минимальный диаметр тигля чугуноплавильной печи, работающей на токе промышленной частоты — 50 Гц. Для этого в формулу (12.1) подставим значения электромагнитных характеристик жидкого чугуна: ржч = 1,1-10‘6 Омм; относительную магнитную проницаемость цг = 1; частоту тока/= 50 Гц. При этом глубина проникновения Аэ оказывается равной 0,081 м, или 81 мм.
Следовательно, минимальный диаметр тигля индукционной печи промышленной частоты согласно (12.2) должен быть: с?ц > > (4... 5) - 81 = 324...405 мм. Выполнение этого условия обеспечивает возможность перегрева жидкого металла в печи с минимальным приемлемым КПД.
На практике индукционные печи промышленной частоты имеют диаметр тигля не менее 500 мм и емкость не менее 1 т.
Однако пуск такой печи на обычной твердой завалке практически невозможен, так как размеры кусков шихты, используемой в чугунолитейном производстве, значительно меньше 324... 400 мм. Нагрев реальной шихты на токе промышленной частоты возможен (и весьма эффективен, как будет показано далее) только до температуры точки Кюри. Вследствие этого плавку в печах промышленной частоты ведут с использованием переходной ванны (плавка с «болотом»). Для этого при выпуске предыдущей плавки в тигле оставляют так называемое «болото» — не менее 1/3 объема жидкого металла, и при проведении следующей плавки тепло, выделяющееся в «болоте», передается твердой шихте, которая при загрузке в печь оказывается погруженной в жидкий металл.
Технология плавки чугуна в печах промышленной частоты с «болотом» требует обязательного удаления с поверхности кусков шихты влаги, масел и эмульсии во избежание выбросов жидкого металла при загрузке. Для этого шихту подогревают газом до температур порядка 500 °C в специальных нагревательных бадьях.
Первая плавка на холодной печи при отсутствии жидкого металла в цехе проводится с использованием пусковых болванок. Они
258
представляют собой слитки, диаметр которых близок к диаметру тигля и, следовательно, удовлетворяет условию эффективного индукционного нагрева.
В настоящее время существуют чугуноплавильные индукционные печи промышленной частоты емкостью от 1 до 60 т, имеющие в российских каталогах буквенный индекс ИЧТ (индукционная чугуноплавильная тигельная печь). Числа, указанные после данного индекса, означают емкость тигля в тоннах и через косую черту мощность печи в мегаваттах, например ИЧТ-31/7,1.
Если по условиям производства плавку чугуна в индукционных тигельных печах необходимо вести на твердой завалке без переходной ванны, частота тока для этих печей должна соответствовать размерам кусков используемой шихты. При этом считается, что размер каждого куска должен удовлетворять условию уравнения (12.2).
Компонентом шихты, обязательным для переплава в литейном цехе, является литник и, в частности, его стояк. Диаметр стояка в условиях автомобильного литья можно принять ориентировочно равным 40 мм. Тогда глубина проникновения тока, согласно условию (12.2), должна составлять величину порядка 10 мм, т.е. 0,01 м.
Решая уравнение (12.1) относительно/и подставив в него Дэ = = 0,01 м, получим, что частота тока должна быть порядка 2400 Гц. Именно на такой частоте работают печи емкостью 60...400 кг для плавки стали и чугуна.
Расчеты, проведенные Г. И. Бабатом, показывают, что при постоянной величине тока в индукторе наибольшая удельная мощность (т. е. мощность, отнесенная к единице объема металла) выделяется в кусках, имеющих форму цилиндра, диаметр которого равен 3,5ДЭ. Для кусков шихты в форме пластин максимальная удельная мощность соответствует условию: толщина пластин 8 = 2,5ДЭ, для шара его диаметр d - 4,8ДЭ.
Поэтому оптимальной шихтой для плавки на частоте 2400 Гц будут цилиндрические куски диаметром 35 мм, пластины толщиной 25 мм или шаровидные куски диаметром 50 мм.
Печи емкостью 1 т чугуна или стали работают на частоте 1000 Гц. Снижение частоты по сравнению с расчетной оказывается возможным благодаря тому, что в тиглях такой емкости куски шихты нагреваются не только каждый в отдельности под действием индуцированных в них токов, но и в результате переходных контактов между кусками. Наличие этих контактов приводит к образованию больших по сечению замкнутых электрических контуров, по которым циркулируют индуктивные токи.
Легированные чугуны для отливок выплавляются в сравнительно небольших количествах, поэтому для их плавки используют среднечастотные печи серии ИСТ (индукционные сталеплавильные тигельные).
259
12.3. Электромагнитное перемешивание металла в тигле
Взаимодействие тока в индукторе с током, индуцированным в поверхностном слое жидкого металла в тигле, приводит к возникновению электродинамических сил F, действующих на жидкий металл и направленных к оси тигля (рис. 12.3).
Под действием электродинамических сил F возникает двухконтурная циркуляция металла, интенсивность которой можно визуально оценить по высоте выпуклого мениска Нт на свободной поверхности ванны металла.
Выводы теории индукционного нагрева, подтверждаемые практикой, показывают, что высота мениска прямо пропорциональна удельной мощности, передаваемой в садку, и обратно пропорциональна корню квадратному из частоты тока:
(12.3)
где Нт — высота мениска; к — коэффициент пропорциональности; Руд — удельная мощность, передаваемая в садку; f — частота тока.
В результате электромагнитного перемешивания происходит выравнивание температуры и химического состава металла в объеме ванны. Быстрее проходят процессы растворения легирующих элементов и науглероживания. Однако чрезмерная интенсивность
перемешивания приводит к нарушению сплошности шлакового покрова, так как шлак стекает к стенкам тигля. В результате этого
увеличивается угар металла, усиливается растворение в нем газов и, кроме того, возможны газометаллические выбросы.
На практике допустимая интенсив-
Рис. 12.3. Схема электродинамической циркуляции металла в тигле индукционной печи
ность перемешивания металла в печах промышленной частоты обеспечивается при величине удельной мощности, не превышающей 230... 300 кВт/т. Скорость движения металла в этом случае достигает 2,5 м/с в центре и 4 м/с у стенки тигля. Учитывая, что расход энергии на плавку чугуна в крупных электропечах составляет около 500 кВт-ч/т, производительность ИЧТ промышленной частоты не превосходит половины ее емкости в час.
Из формулы (12.3) следует, что увеличение частоты тока в индукторе позволяет увеличивать удельную мощность печи и ее производительность.
260
12.4. Основные элементы конструкции печей промышленной частоты
Каркас индукционной тигельной печи 5 (рис. 12.4) может поворачиваться вокруг оси 1 для слива металла под действием гидравлических цилиндров. Индуктор 3 опирается на магнитопроводы 4, представляющие собой пакеты трансформаторной стали. Магнитопроводы служат для замыкания внешнего магнитного поля индуктора и позволяют, таким образом, избежать нагрева металлоконструкций, расположенных рядом с индуктором. Кроме того, они обеспечивают жесткость индуктору. Набивной из спекаемых огнеупорных масс тигель /закрывается крышкой 2. Подводы воды и тока к индуктору осуществляются гибкими водоохлаждаемыми кабелями и шлангами 6. При замерах температуры, отборе проб и вводе присадок плавильщик находится на рабочей площадке печи 8.
Индуктор печи промышленной частоты выполняется из медной неравностенной трубки (рис. 12.5), утолщенная часть которой обращена к оси индуктора.
Охлаждение индуктора обычно секционное. Каждая секция имеет свой вход и выход охлаждающей воды. Это обеспечивает необходимую пропускную способность при небольшом давлении охлаждающей воды.
Рис. 12.4. Общий вид индукционной тигельной печи промышленной частоты
Рис. 12.5. Сечение неравностенных трубок для индукторов печей промышленной частоты (размер А = = 16...36 мм)
261
12.5. Изготовление футеровки печи
Футеровка индукционной тигельной печи работает в исключительно напряженных условиях. Она испытывает многократные изменения температуры при плавке и холодных простоях печи, удары шихты при загрузке, химическое воздействие со стороны металла и шлака, ферростатическое давление и размывающее действие металла, который интенсивно перемешивается в печи под действием электромагнитных сил. Перепад температур по толщине стенок футеровки достигает 1000 °C (1400... 1600 °C в слое, контактирующем с расплавом, и около 500 °C в слое, прилегающем к водоохлаждаемому индуктору). Толщина футеровки должна быть минимальной для уменьшения реактивной мощности печи.
Для изготовления тигля печи применяются футеровочные массы. Наибольшее распространение для плавки чугуна получили кислые футеровочные массы на основе кварцитов. Кварцит — это горная порода, состоящая из частиц SiO2 размером зерен от 4... 5 мм до пылевидной фракции. Для создания футеровки индукционных тигельных печей природные кварциты высушивают, рассеивают на фракции и затем смешивают таким образом, чтобы получить оптимальную плотность упаковки при уплотнении. Гранулометрический состав футеровочных масс оказывает существенное влияние на стойкость футеровки. При использовании мелких фракций получают хорошее спекание и плотную футеровку, хорошо противостоящую воздействию металла и шлака. Но при этом толщина сыпучего наружного слоя футеровки быстро уменьшается, и увеличивается опасность образования сквозных трещин. При большом количестве крупных фракций плотность футеровки ниже, но сыпучий наружный слой сохраняется дольше. Для футеровки наиболее распространенных на заводах СНГ 30-тонных тигельных печей используется кварцит следующей крупности, %:
Зерна более 2 мм..............................8... 14
В том числе: более 3,2 мм................................До 5
Зерна 0,5...2 мм..............................37...44
Зерна менее 0,5 мм............................46...51
В том числе: менее 0,1 мм...............................27...32
Связующим веществом при спекании является порошкообразный гидроксид бора В(ОН)3 (тривиальное название — борная кислота) в количестве около 1 %. Влажность футеровочной массы не должна превышать 0,3 %.
Стенки печей емкостью до 25 т футеруют целиком набивными массами, в печах большей емкости прилегающий к индуктору слой выполняют из огнеупорного кирпича, а остальную часть стеной тигля — из набивной массы.
262
Основание подины выполняется из фасонных шамотных кирпичей с плотной подгонкой по стыкам. Затем на внутреннюю поверхность индуктора наносят слой кварцитовой обмазки толщиной 10 мм, который после высыхания оклеивают листами теплоизоляционного материала. Уплотнение футеровочной массы производят слоями 70...300 мм. После уплотнения подины на нее устанавливают металлический шаблон и в зазор между шаблоном и обмазкой индуктора засыпают огнеупорную массу. После уплотнения трамбовкой первого слоя его поверхность разрыхляют, засыпают и уплотняют новую порцию огнеупорной массы. Для получения высококачественной набивки высота шаблона не должна превышать 600 мм, поэтому для печей большой емкости шаблон тигля состоит из нескольких частей, устанавливаемых одна на другую последовательно по мере набивки тигля.
Верхняя часть тигля («воротник») выполняется из фасонного кирпича и огнеупорных паст.
Спекание футеровки осуществляют путем разогрева литого шаблона вихревыми токами при включении печи по определенному режиму, указанному в инструкции по эксплуатации печи. В конце спекания шаблон и загруженная шихта расплавляются.
В результате спекания в стенке набивного кварцитового тигля образуются три зоны: сыпучий буферный слой 5, переходный слой 6, в котором масса неполностью спечена, и рабочий спек-
3 4 5 6 7
Рис. 12.6. Схематичный разрез футеровки индукционной тигельной печи: 1 — межвитковая изоляционная пластина; 2 — трубка индуктора; 3 — обмазка индуктора; 4 — термоизоляционный картон; 5 — сыпучий буферный слой; 6 — переходный неполностью спекшийся слой; 7 — рабочий спекшийся слой
263
шийся слой 7 (рис. 12.6). Если в процессе плавки образуется трещина в жестком рабочем слое и в полуспекшемся слое, то струйка металла застывает, проникнув до сыпучего буферного слоя. Это позволяет довести плавку до конца и избежать аварии. Стойкость кварцитовой футеровки составляет обычно 2...3 мес.
Нейтральная футеровка (дистенсиллиманитовая) для ИЧТ содержит около 70 % А12О3 и 27 % SiO2. В качестве связующего применяют гидроксид бора. При нейтральной футеровке практически исключается пригар кремния, а угар марганца и хрома в 1,5 раза ниже, чем в кислой печи. Нейтральная футеровка имеет большие прочность, термостойкость, огнеупорность, но в связи с высокой стоимостью и дефицитностью она применяется значительно реже кварцитовой.
12.6. Технология плавки чугуна в индукционных тигельных печах промышленной частоты
Как уже отмечалось в подразд. 12.2, плавку в тигельных печах промышленной частоты в большинстве случаев ведут с использованием «болота». Однако при наличии кусков шихты толщиной не менее 200 мм и достаточно плотной их укладке в тигле возможно проведение плавки без «болота». Без «болота» переплавляют крупногабаритную шихту без разделки, например вальцы массой более 5 т, диаметром более 700 мм и длиной более 2 м.
Чаще всего плавка без переходной ванны проводится после тепловой выдержки печи в нерабочие дни с использованием пусковых слитков.
Объем «болота» по рекомендациям фирм-изготовителей печей должен быть не менее 1/3 объема тигля. С увеличением объема «болота» от 1/4 до 1/2 объема тигля коэффициент загрузки трансформатора печи и ее производительность растут от 70 до 90 % их номинальных значений. При объеме «болота» 3/4 и более от объема тигля эти показатели достигают 100 %.
Так, например, в литейном цехе серого чугуна АМО «ЗИЛ» после слива 2 т чугуна из полного тигля печи ИЧТ-31/7,5 в транспортный ковш в печь загружают 2 т подогретой шихты. Такой полунепрерывный процесс плавки обеспечивает 100-процентную загрузку трансформатора печи при отсутствии миксера, но только в периоды между сливами металла и вынужденными горячими простоями печи. В нерабочие смены и при вынужденных простоях коэффициент загрузки трансформатора резко падает.
На Ярцевском Центролите из печи ИЧТ-60/20 сливали 12 т чугуна в миксеры и добавляли две бадьи по 6 т подогретой шихты. При объеме болота — 80 % от объема тигля производительность печи составляла 24 т/ч. Однако загрузка такого количества шихты в болото «снимала» практически весь перегрев ванны, в течение
264
длительного периода жидкий металл в тигле оставался «холодным», что приводило к интенсивному зарастанию тигля шлаком.
Шихтовые материалы и подготовка шихты к плавке — важные составляющие технологии. Технико-экономические расчеты показывают, что себестоимость жидкого чугуна при плавке в индукционных тигельных печах оказывается ниже ваграночного только при использовании в ИЧТ дешевой шихты, состоящей из стального, чугунного лома и самых дешевых из металлоотходов — стружки, высечки и отходов листовой штамповки.
Способ подготовки шихты к плавке с «болотом» зависит от вида шихты и определяется в первую очередь соображениями техники безопасности. На поверхности шихты не должно быть влаги, льда, масел и эмульсии. Поэтому в настоящее время считается, что шихта должна быть нагрета до 500 °C, что обеспечивает удаление всех видов влаги, и, кроме того, при этой температуре гарантированно воспламеняются и сгорают масла.
Кроме устранения выбросов металла подогрев шихты позволяет сократить расход электроэнергии на плавку и увеличить производительность печи. Подогрев кусковой шихты осуществляется в специальных нагревательных бадьях с газовыми горелками.
Наиболее трудной задачей является подготовка к плавке стружки, которая на машиностроительных заводах, как правило, загрязнена машинным маслом и охлаждающими эмульсиями. Содержание масел и эмульсии в каждой 1 т стружки составляет примерно 30 кг. Сернистые составляющие масел приводят к растворению серы в металле, а щелочные составляющие эмульсий ускоряют разрушение футеровки. Нагрев стружки в бадьях вместе с кусковой шихтой нерезультативен, так как сыпучая стружка заполняет зазоры между кусками шихты, препятствуя проходу горячих газов. Поэтому стружку вначале отмывают от масел и эмульсии с использованием поверхностно-активных растворов, затем подсушивают в центрифугах и, наконец, нагревают во вращающихся барабанных печах.
Угар элементов при плавке в ИЧТ меньше, чем в рассмотренных выше чугуноплавильных печах (см. табл. 9.8). Это объясняется тем, что куски шихты, загруженные в «болото», тонут в нем, т.е. нагреваются и плавятся вне контакта с окислительной газовой фазой. Частицы стружки также вовлекаются внутрь ванны под действием электромагнитной циркуляции. Сама поверхность ванны защищена от атмосферы цеха шлаковым покровом и крышкой печи.
Науглероживание как процесс является наиболее значимой особенностью плавки в ИЧТ. Науглероживание обеспечивает возможность получения качественных синтетических чугунов При использовании в шихте отходов металлообработки. По интен
265
сивности он уступает только науглероживанию в вагранке. (Напомним, что интенсивности науглероживания в ИЧТ способствует электромагнитное перемешивание металла — см. подразд. 12.3.)
В качестве науглероживателей используются электродный бой, графитовая стружка, коксовая мелочь, угольный гранулят и др. Уменьшение размеров зерен науглероживателя способствует увеличению поверхности контакта науглероживателя с металлом и ускоряет процесс, но при чрезмерно малых размерах частиц науглероживателя увеличивается их унос восходящими потоками воздуха и загрязнение атмосферы на плавильной площадке. Практически установлено, что оптимальным размером частиц науглероживателя является 3... 6 мм. Основную часть науглероживателя задают вместе с шихтой на дно бадьи под слой стального лома. При этом процесс науглероживания идет одновременно с расплавлением, т.е. не увеличивает продолжительности плавки. Однако при загрязненной шихте и большом количестве шлака значительная часть науглероживателя запутывается в шлаке и удаляется вместе с ним, и коэффициент усвоения науглероживателя при этом снижается. Корректировка расплава по углероду проводится по результату химического анализа металла в конце расплавления. При необходимости науг-лероживатель подают на зеркало металла после снятия шлака.
Десульфурация металла в ИЧТ обычно не проводится, так как в шлаке (практически неэлектропроводном по сравнению с жидким металлом) токи не индуцируются, и тепло не выделяется. Нагрев шлака происходит только за счет теплоты металла, поэтому, будучи «холодным», он малоактивный. Получение чугуна с низким содержанием серы возможно лишь при наличии стабильных поставок чистой по сере шихты, а также при его внепеч-ной обработке.
Опыт завода «Водоприбор» показал, однако, что процесс десульфурации чугуна возможен в ИЧТ с высокой удельной мощностью, высокоглиноземистой футеровкой и основным шлаком. При высокой удельной мощности интенсивность перемешивания металла настолько велика, что капли шлака оказываются замешанным в металле. Это приводит к многократному увеличению поверхности взаимодействия шлака с металлом при его высокой температуре.
Доводка металла по температуре равномерная и быстрая: 100 °C за 5... 10 мин.
Удаление шлака из ИЧТ является трудоемкой, трудно механизируемой операцией. Применение печей с двухносковым тиглем, обеспечивающим возможность наклона в сторону, противоположную сливному носку, существенно облегчает процесс удаления шлака.
Раздача металла из ИЧТ требует применения специальных раздаточных печей пониженной мощности (ИЧКМ). Это
266
объясняется тем, что индукционная тигельная печь в принципе не может быть хорошей раздаточной печью. Действительно, важнейшее требование к раздаточной печи — минимум тепловых потерь — реализуется путем увеличения толщины футеровки, а этот путь неприемлем для ИЧТ, так как ведет к недопустимому ухудшению важнейшего электротехнического параметра печи (уменьшению cos ср ниже 0,1).
Переход на новый состав выплавляемого чугуна затруднен наличием «болота».
Тепловая выдержка печи — технологический прием. При остановке печи на нерабочие дни стремятся не допустить охлаждения футеровки, так как при этом ее стойкость снижается.
Тепловая выдержка может быть организована без слива металла. Для этого печь включается на минимальную мощность трансформатора при закрытой крышке тигля, чтобы не допустить перегрева и окисления металла. В этом случае в нерабочие смены в цехе помимо дежурного электрика должен оставаться дежурный плавильщик на случай «ухода металла».
При другом способе тепловой выдержки весь металл сливается из печи. В печь устанавливают пусковой слиток, соответствующий очертаниям нижней части тигля. Сверху на него устанавливают «цилиндр тепловой выдержки», наружные размеры которого соответствуют оставшейся свободной части тигля, а толщина стенок около 100 мм. Температуру тигля доводят до 800... 1000 °C включением трансформатора печи на необходимую мощность. При меньшей температуре снижается стойкость футеровки, а перегрев цилиндра может привести к его свариванию с пусковым слитком и невозможности его повторного использования.
При отсутствии цилиндра тепловой выдержки можно использовать тяжеловесную шихту и, включив печь, поддерживать температуру на уровне 800... 1000°C.
Наконец, для поддержания температуры тигля можно использовать газовую горелку. В последних трех случаях присутствие в цехе плавильщика необязательно.
12.7. Особенности плавки чугуна в индукционных тигельных печах средней частоты
В подразд. 12.2 уже отмечалась возможность проведения плавки в индукционных тигельных печах без использования «болота» при использовании токов повышенной, средней и высокой частоты.
С точки зрения теории индукционного нагрева эта классификация печей неверна, так как высокой называется такая частота тока, при которой в нагреваемом теле наблюдается ярко выраженный поверхностный эффект, т.е. существует поверхностный слой нагреваемого тела, в котором циркулируют индуктивные токи, и его
267
сердцевина, значениями тока в которой можно пренебречь в силу их малости. Это условие выражается формулой (12.2).
Понятие высокой частоты зависит от размеров нагреваемого тела. Чем больше тело, тем меньшее значение частоты тока будет для него высоким. Профессор В. П. Вологдин в своих научно-популярных трудах отмечал, что для нагрева металлического шара диаметром с Земной шар высокой была бы частота тока, равная одному периоду в миллион лет.
Таким образом, любая хорошо работающая индукционная тигельная печь, в том числе и печь промышленной частоты, является в этом смысле высокочастотной.
Многочисленные и существенные преимущества плавки, связанные с повышением тока в индукторе ИТП, известны давно. Однако их реализация стала возможной лишь с появлением мощных, надежных и экономичных тиристорных преобразователей частоты.
К достоинствам индукционной тигельной печи средней частоты относится отсутствие «болота» и, как следствие, простота запуска холодной печи после нерабочих смен и перехода на новый химический состав выплавляемого металла, возможность плавки на непросушенной шихте без опасности выбросов металла.
Кроме того, тепловые потери при нагреве холодной шихты в тигле данной печи увеличиваются от нуля до максимума, соответствующего перегреву полного тигля. При плавке с «болотом» тепловые потери определяются температурой расплавленного металла, в который шихта загружается, и поэтому они всегда выше.
Плавка чугуна на твердой завалке позволяет в максимальной степени использовать преимущества индукционного нагрева магнитной шихты. В период нагрева магнитной шихты значение общего КПД печи достигает 95 %. Магнитная шихта является своего рода магнитным сердечником, через который проходит большая часть магнитного потока, создаваемого индуктором. При этом реактивная мощность в зазоре между индуктором и садкой уменьшается. Подгрузка холодной магнитной шихты в тигель по мере проплавления первичной садки также способствует снижению реактивной мощности и увеличению КПД нагрева частично расплавившейся и потерявшей магнитные свойства шихты.
Увеличение частоты тока позволяет увеличить удельную мощность печи, не превышая допустимой интенсивности перемешивания металла. Печи, которые принято называть среднечастотными, работают на частоте тока 250... 2400 Гц. Поэтому удельная мощность таких печей согласно формуле (12.3) может быть в 2,6 — 7 раз выше, чем печей промышленной частоты, т.е. достигать 1600 кВт/т чугуна. Соответственно увеличению удельной мощности растет производительность печей и уменьшается продолжительность плавки. В табл. 12.1 представлены важнейшие характеристики среднечастотных печей, выпускаемых ЗАО «РЭЛТЕК». Принципиальное от-
268
Таблица 12.1
Характеристики среднечастотных печей
Тип печи Мощность печи, кВт Время плавки чугуна, мин Расход электроэнергии, кВт-ч/т чугуна
ИПП-0,06-2,4 100 45 540
ИПП-0,16-2,4 160 55 550
ИПП-0,25-2,4 250 55 550
ИППМ-0,4-2,4 , 320 75 560
ИППМ-1,0-1,0 750 60 540
ИППМ-2,5-0,5 1100 80 560
ИППМ-6-0,25 3200 75 550
ИППМ-10,0-0,25 7000 60 530
Примечание. ИПП — индукционная плавильная печь; ИППМ — то же, с магнитопроводом. Цифры в описании типа печи: первая — емкость тигля, т; вторая — частота тока, кГц.
личие конструкции печей типа ИПП от ИППМ состоит в наличии магнитопроводов в последних.
Современные системы питания среднечастотных печей позволяют от одного преобразователя частоты питать несколько печей с переменным распределением мощности между ними. При этом в одной или нескольких печах ведут расплавление металла на максимальной мощности; перегрев и доводку по химическому составу в режиме максимальной интенсивности перемешивания ведут в следующей печи, а раздачу металла при минимальной подводимой мощности — в печи, в которой плавка была завершена ранее других. Концепция разделения мощности позволяет поднять коэффициент использования мощности источника питания практически до 100 % и отказаться от использования специализированных раздаточных печей пониженной мощности.
12.8. Индукционные канальные печи в чугунолитейном производстве
Схема и принцип действия. Индукционные канальные печи в чугунолитейном производстве используются в качестве миксеров, плавильных печей и заливочных устройств.
Важнейшая конструктивная часть индукционной канальной Печи — индукционная канальная единица, представляет собой
269
A
Рис. 12.7. Схема индукционной канальной единицы:
1 — индуктор; 2 — металл в ванне; 3 — металл в канале; 4 — магнитопровод
трансформатор с железным сердечником (рис. 12.7). Поэтому с электротехнической точки зрения канальная печь является более совершенным агрегатом, чем тигельная — аналог воздушного трансформатора. Индуктор 1 из медной шинки, расположенный вокруг стержня магнитопровода 4, является первичной обмоткой трансформатора. Жидкий металл в подковообразном канале 3 представляет собой единственный виток вторичной обмотки трансформатора. Поскольку этот виток коротко замкнут металлом ванны 2, вторичная обмотка является одновременно и нагрузкой трансформатора, в которой выделяется теплота. Теплота, выделяющаяся в канале, передается в ванну печи. В связи с тем, что электромагнитная связь между первичной и вторичной обмотками осуществляется с помощью магнитопровода, величина магнитного потока рассеяния невелика и cos <р » 0,9. В результате этого потребность в конденсаторах для индукционных чугуноплавильных канальных печей во много раз меньше, чем для тигельных печей.
Современные индукционные канальные единицы имеют специально разработанную форму канала, которая обеспечивает ин-тенсивную одностороннюю циркуляцию в нем металла. Это обеспечивает отсутствие опасного для футеровки перегрева металла в канале даже при мощности канальной единицы 3000 кВт.
Кроме того, отработана технология замены индукционной канальной единицы без полного слива металла из печи. Это позволяет использовать канальные печи не только в качестве миксеров
270
4
5 6 7 8
9
10
11
Рис. 12.8. Индукционный канальный миксер шахтного типа:
1 — гидроцилиндры; 2 — сифонный желоб; 3 — съемная крышка; 4 — окно; 5 — крышка окна; 6— полость канала; 7— индуктор; 8— магнитопровод; 9, 11 — отверстия под ось для поворота печи; 10 — передняя стойка печи; 12 — задняя стойка
и заливочных устройств, но и в качестве высокопроизводительных и экономичных чугуноплавильных агрегатов.
На рис. 12.8 показан индукционный канальный миксер емкостью 40 т. Он предназначен для накопления металла, выплавляемого в плавильных печах, усреднения его химического состава и температуры (миксирования), обеспечения перегрева в случае необходимости до заданной температуры и выдачи в транспортные или заливочные ковши.
Рабочее пространство печи имеет цилиндрическую форму с вертикальной осью. Оно закрыто съемной футерованной крышкой 3. Такие печи называют печами шахтного типа. Печь имеет две съемных канальных единицы мощностью по 700 кВт каждая. Слив металла осуществляется через сифонный желоб 2, конструкция которого исключает попадание воздуха в печь и угар металла. Для заливки металла в миксер имеется второй сифонный желоб, расположенный на той же стенке печи (на схеме не показан). Шлак скачивают через окно 4, закрываемое крышкой 5, один раз в две недели. За это время его накапливается около 40 кг. Печь наклоняют с помощью гидроцилиндров 1. Для слива металла печь поворачивают вокруг оси, вставленной в отверстие 9 корпуса печи передней стойки 10. При сливе шлака ось вставляется в отверстия 11 корпуса печи и задней стойки 12. Каналы индукционных единиц сообщаются с ванной печи через полости 6. Каждая канальная единица имеет свой магнитопровод 8 и охлаждаемый воздухом индуктор 7.
Наряду с вертикальными (шахтными) индукционными канальными печами существуют горизонтальные (барабанные) печи в
271
272
Таблица 12.2
Сравнительный анализ эффективности процессов плавки чугуна в современных печах*
№ п/п Показатель Тип печи
Закрытая вагранка Газовая вагранка ЭДП трехфазная эдппт ИТП промышленной частоты итп средней частоты ичк
1. Условия труда
1 Уровень шума, дБ 80 постоянно — До 100 До 92 при расплавлении, 75 после 30...70 при расплавлении — 50...70 при расплавлении
2 Содержание в воздухе рабочей зоны при выпуске металла: СО графитовой пыли 12,1 1,9 — — 9,1 1,7 8,5 1,5 — 8,7 1,6
3 Безопасность работы Источник взрывоопасности Источник элекгроопасности Источник электро- и взрывоопасности Источник элекгроопасности
2. Экология
4 Газообразование, м3/т 1000 — — 40...60 4 — 5
5 Содержание пыли в отходящих газах, кг/т 3...18 — — 3...7 0,3 — 0,3
10 Трухов 273
3. Металлургические возможности
6 Угар, % 5...7 — — 3...4 До 2 — До 2
7 Возможность переплава стружки После брикетирования — — Целесообразно брикетировать После прокалки — После прокалки
8 Возможность науглероживания Максимальная Удовлетворительная Низкая Хорошая
9 Возможность десульфурации Пригар серы Низкая Максимальная Хорошая Низкая
10 Переход на другой химический состав Затруднен Затруднен Прост Прост Затруднен из-за наличия «болота» Прост Затруднен из-за наличия «болота»
и Возможность микси-рования с учетом расхода энергии Нет Нет НО кВт-ч/т ПО кВт-ч/т 60 кВт-ч/т 60 кВт-ч/т До 50 кВт-ч/т
12 Расход энергии на 1 т жидкого металла До 350 кВт-ч + + 150 кг кокса 120 м3 природного газа 550 кВт-ч 520 кВт-ч 550... 640 кВт ч 500... 600 кВт-ч 475 кВт-ч
13 Удельные капитальные затраты на 1 т жидкого металла Максимальные Минимальные Средние Средние Выше средних Средние Средние
* Тип печей: ЭДП — электродуговая печь; ЭДППТ — то же, постоянного тока; ИТП — индукционная тигельная печь; ИЧК — индукционная чугуноплавильная канальная печь.
форме цилиндра с горизонтальной осью вращения, в торцовых стенках которого имеются сифонные желобы для заливки и выпуска металла. Для выпуска металла корпус печи поворачивается на опорных роликах так, чтобы сливной носок оказался ниже уровня металла в ванне печи.
Преимущества и недостатки индукционных канальных печей.
К их преимуществам относятся:
• низкие капитальные затраты, составляющие 50...70 % от стоимости тигельной печи той же мощности;
• высокий электрический КПД печи, достигающий 96...97 %;
• высокий тепловой КПД — 85...90%, что объясняется возможностью выполнения толстой теплоизолирующей футеровки без ухудшения электрического КПД печи;
• минимальный угар металла;
• возможность использования легковесной низкосортной шихты и эффективного науглероживания благодаря интенсивному перемешиванию металла;
• минимальные пылегазовыделения на плавильной площадке и в окружающую среду.
Недостатками индукционных канальных печей как плавильного агрегата для чугуна являются трудности перехода с одного химического состава выплавляемого металла на другой, а также «холодный» малоактивный шлак.
12.9. Сравнительный анализ процессов плавки чугуна в современных чугуноплавильных печах
Приведенный в табл. 12.2 анализ является попыткой систематизировать имеющиеся в настоящее время данные (часто противоречивые) по опыту эксплуатации наиболее распространенных чугуноплавильных агрегатов.
ГЛАВА 13
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПЛАВКИ РАЗЛИЧНЫХ СОРТОВ ЧУГУНА
13.1. Технология получения высококачественного серого чугуна с пластинчатым графитом
Требования к жидкому чугуну. Отливки, используемые в современном машиностроении, должны обладать стабильно высокими механическими свойствами.
Так, например, в автомобилестроении в основном используются отливки серого чугуна, временное сопротивление при растяжении которого ств = 200...300 МПа и твердость НВ 190...240. Для значительной части ответственных автомобильных отливок технические условия предусматривают преимущественно перлитную структуру с максимальным содержанием феррита до 5 %. Механические условия определяют также характер и размеры включений пластинчатого графита.
Получение высококачественного чугуна связано с применением внепечной обработки расплава — модифицирования. Однако для эффективного модифицирования выплавленный чугун должен удовлетворять определенным требованиям.
Как известно, для получения чугуна с высокими прочностью и твердостью необходимо выплавить металл с пониженным содержанием углерода и кремния при некотором повышении содержания марганца. Для получения чугунов марок СЧ40 и СЧ45 необходимо, кроме того, снизить содержание серы и фосфора.
На первый взгляд пониженное содержание углерода и кремния упрощает задачи плавки, так как для этого требуется меньше дорогостоящего ферросилиция, существенно уменьшается время на науглероживание металла. В этой связи существует присущий только плавке серого чугуна парадокс — чем выше марка чугуна, тем дешевле шихта для его выплавки.
Однако на практике получение отливок серого чугуна высоких марок сопряжено с опасностью получения отбела. Это объясняется тем, что структура таких отливок должна быть по преимуществу перлитная, на грани отбела. Поэтому даже небольшие отклонения в минус по содержанию углерода и кремния, связанные, например, с неточностью дозирования шихты или нарушениями принятого режима плавки и модифицирования, приводят к получению половинчатого или белого чугуна. Этот вид брака неизбежно вскрывается в процессе механической обработки и никогда, в отличие от других видов брака, не остается неза-
275
меченным. Очевиден в данном случае и виновник брака — плавильное отделение.
Из этих рассуждений следует важнейшее требование к жидкому металлу при получении отливок высококачественного серого чугуна — стабильность химического состава.
Кроме того, пониженный углеродный эквивалент приводит к понижению жидкотекучести и требует повышенной температуры заливки.
Содержание вредных примесей — серы и фосфора, допустимое для чугунов вплоть до СЧ35, составляет соответственно 0,12 и 0,3 %. Оно обеспечивается при плавке на обычной шихте в печах с кислой футеровкой. Для получения СЧ40 и СЧ45, содержащих серы и фосфора не более 0,02 % каждого, необходимы специальные приемы плавки и внепечной обработки.
Поэтому для получения серого чугуна высокого качества необходимо:
• использовать шихту стабильного состава и обеспечить точность дозирования ее компонентов;
• обеспечить оптимальные уровни перегрева и продолжительности выдержки в условиях применения электроплавильных агрегатов;
• обеспечить надежность контроля процесса плавки на всех его этапах и возможность оперативного воздействия на него;
• использовать внепечную обработку.
Технология модифицирования. Модифицирование является наиболее простым, эффективным и, поэтому, самым распространенным способом повышения прочностных свойств чугуна.
В качестве модификатора при производстве отливок серого чугуна чаще всего используют ферросилиций ФС75, обладающий одновременно раскисляющей и графитизирующей способностями. За счет его свойств можно получить мелкозернистую структуру отливки, снизить отбел и повысить механические свойства металла. Количество модификатора зависит от различных производственных условий и увеличивается от 0,2...0,4 % рря СЧ25 до 1,5...2% для СЧ45.
Обычно модификатор вводят в ковш под струю металла, на желоб, в литниковую чашу или в форму. Размер зерен модификатора составляет 2...5 мм при обработке жидкого металла массой до 2 т и 5... 15 мм при обработке больших количеств.
В зависимости от способа ввода модификатора может усваиваться 70...90% (кремния).
Перед употреблением модификатор прокаливают при 300... 400 °C в течение 1...2 ч. Пылевидные фракции размером менее 0,5 мм отсеивают.
Температура металла при выпуске из печи составляет обычно 1420... 1460°C, она должна быть тем большей, чем выше марка 276
чугуна. После ввода модификатора металл целесообразно перемешать для равномерного распределения его в объеме ковша. Во избежание потери эффекта модифицирования выдержка чугуна после добавки модификатора не должна превышать его живучести. Эта величина для ферросилиция ФС75 в зависимости от емкости ковша составляет:
Масса металла в ковше, т.До 0,5 0,5...2 2... 10
Допустимая выдержка, мин. 3...5 5...8 8...10
В настоящее время для получения высококачественного серого чугуна применяются разнообразные модификаторы и способы их ввода. Эффективность их применения в большой степени зависит от разнообразных условий производства, поэтому имеющиеся данные позволяют лишь отметить наиболее характерные особенности различных модификаторов, не давая оснований для сравнительной оценки эффективности их использования.
Силикокальций может использоваться самостоятельно в количестве 0,3 ...0,6 % от массы жидкого чугуна, а также в смеси с ферросилицием ФС75 в соотношении 1:1 или с ФС75 и графитом в зернах.
Алюминий в смеси с ферросилицием или с графитом эффективно предотвращает отбел чугуна.
Графит черный — наиболее простой и дешевый модификатор, предотвращающий отбел на тонкостенных отливках.
Силикобарий является комплексным модификатором с повышенной живучестью.
Важно отметить, что для достижения максимального эффекта модифицирования исходный чугун должен иметь пониженный углеродный эквивалент и при затвердевании без модифицирования образовывать структуру белого или половинчатого чугуна. Модификатор вводится в таком количестве, что углеродный эквивалент модифицированного чугуна оказывается равным его величине в немодифицированном чугуне, имеющем структуру на грани отбела для данной толщины стенки отливки.
Жидкое модифицирование. При производстве крупных толстостенных отливок температура заливки обычно не превышает 1250 °C. Введение твердых модификаторов в такой «холодный» чугун не дает положительных результатов. В этих случаях оказывается эффективным жидкое модифицирование, которое осуществляют путем смешивания жидкого чугуна с расплавленным модификатором — расплавленной сталью или жидким чугуном с высоким углеродным эквивалентом. Такая операция не является простым смешиванием и усреднением химического состава и температуры расплава, при этом происходят процессы, по результатам аналогичные модифицированию, — структура чугуна измельчается.
277
Существенное влияние на результат жидкого модифицирования оказывает продолжительность выдержки полученного металла до его заливки в форму. Модифицирующее воздействие жидкого модификатора так же, как и при введении твердого модификатора, спустя 20 мин исчезает.
Недостатком метода жидкого модифицирования является необходимость использования двух одновременно работающих плавильных печей.
Кроме модифицирования разработаны многочисленные методы внепечной обработки, из которых для получения высококачественного серого чугуна в настоящее время наибольшее практическое значение имеет обработка чугуна жидкими синтетическими шлаками с целью снижения содержания серы, фосфора, неметаллических и газовых включений.
Синтетический шлак на основе извести (60...70 %) и плавикового шпата (5... 10 %) приготовляют в специальной шлаковой печи, затем сливают в ковш и заливают в него жидкий чугун. При этом происходит эмульгирование мельчайших капель шлака в чугуне и существенно возрастает величина межфазной поверхности металл— шлак. В результате такой обработки содержание серы в чугуне снижается на 90 % от первоначального. Этот метод целесообразно использовать в тех случаях поставок шихты с повышенным содержанием серы, которые не носят систематического характера.
Выбор плавильного агрегата для плавки высококачественного серого чугуна. Отечественный и зарубежный опыт представляет большое разнообразие моно- и дуплекс-процессов, использующихся при плавке высококачественного серого чугуна.
ИЧТ — ИЧКМ. Этот вид дуплекс-процесса1 хорошо зарекомендовал себя в крупных литейных цехах и центролитах. На Ярцевском Центролите были установлены восемь 60-тонных печей промышленной частоты ИЧТ-60/20 производительностью 24 т/ч. Каждые 30 мин из печи сливали 12 т в один из семи миксеров ИЧКМ-40/1. Загрузку шихты в плавильную печь осуществляли после каждого слива двумя бадьями по 6 т. Таким образом, садка каждой печи содержала в себе 10 бадей шихты. При этом взаимно компенсировались погрешности набора шихты каждой из бадей. Дополнительным фактором стабилизации состава металла являлись 40-тонные миксеры.
На ВАЗе первоначально для плавки чугуна марки Gh26 (соответствующего СЧ25...СЧ30) были установлены две печи ИЧТ емкостью по 25 т каждая и два миксера ИЧКМ емкостью по 57 т. Загрузку шихты в печь осуществляли порциями по 6 т, причем каждая порция представляла собой Полностью сбалансированную
1 Индукционная чугуноплавильная тигельная печь—индукционный канальный миксер для чугуна.
278
шихту. Таким образом, в каждом блоке ИЧТ-ИЧКМ усреднялся химический состав 13 порций шихты. Дополнительные меры по стабилизации свойств чугуна состояли в ужесточении требований к поставщикам по химическому составу шихтовых материалов. Выбор электропечного способа выплавки серого чугуна по мнению разработчиков проекта литейного цеха определялся наличием мощной энергетической базы и большим объемом образующихся отходов кузнечно-прессового и механосборочного производства и возможностью их полного использования в шихте. Кроме того, технико-экономический анализ однозначно указывал на необходимость электроплавки высокопрочного и ковкого чугунов. Поэтому применение электроплавки серого чугуна способствовало типизации всех процессов плавки чугуна, объединенных в одном здании.
ЭДП плавильная—ЭДП печь выдержки. Этот вид дуплекс-процесса1 использовали на КамАЗе в цехе серого и высокопрочного чугунов. Плавку вели в восьми 50-тонных печах с удельной мощностью 700 кВт/т. Загрузку полностью сбалансированной шихты осуществляли 50-тонной бадьей. Выплавленный металл переливали в восемь 75-тонных печей выдержки пониженной удельной мощности, Усреднение химического состава и температуры выплавленного металла достигалось путем перелива из плавильной печи в печь выдержки. Футеровка печей — основная. Выбор этого вида дуплекс-процесса объясняется стремлением к типизации плавильного оборудования для плавки высокопрочного и серого чугунов. Рассмотренный процесс не отвечает современным требованиям к условиям труда в рабочей зоне и экологии. При плавке серого чугуна не используется главное металлургическое преимущество дуговой плавки — возможность глубокой десульфурации металла.
Вагранка горячего дутья (открытая) —ИЧТ-31/7. Этот дуплекс-процесс применили на ЗИЛе при реконструкции литейного цеха получения серого чугуна. Вагранка производительностью 25 т/ч с барабанным 5-тонным копильником не обеспечивала требуемых стабильности химического состава и перегрева чугуна. Поэтому выплавленный в ней чугун переливали 2-тонным ковшом в печь ИЧТ, предварительно слив из нее 2 т металла на заливку. По соображениям экологии использование вагранок открытого типа крайне нежелательно. Кроме того, печь ИЧТ в роли миксера значительно уступает ИЧКМ.
Вагранка закрытого типа —ИЧКМ. На Саранском Центролите плавку вели в трех вагранках закрытого типа производительностью по 20 т/ч. Усреднение химического состава и пе-
1 Плавильная дуговая печь и дуговая печь для выдержки с целью усреднения химического состава и температуры чугуна.
279
регрев проводили в четырех миксерах ИЧКМ-40 вертикального исполнения фирмы ASEA. В условиях Центролита, не имеющего собственных отходов кузнечно-прессового и механосборочного производства, рассматриваемый дуплекс-процесс при наличии относительно дешевого кокса представляется рациональным.
ЭДП — ИЧКМ. На Саранском Центролите плавку вели в восьми 5-тонных дуговых печах, откуда чугун переливали в два миксера ИЧКМ-40. Очевидным недостатком этого процесса является повышенное выделение пыли, газов и шум при работе дуговых печей. Кроме того, не используется главное преимущество дуговых печей — возможность глубокой десульфурации металла.
ИЧК—ИЧКМ. Для устранения недостатка предыдущего варианта дуплекс-процесса на Саранском Центролите предпринята попытка замены ЭДП на канальные плавильные печи (ИЧК), которая не была завершена в связи с развалом социалистической экономики.
На Новокаховском электромашиностроительном заводе эксплуатировался плавильный комплекс, состоящий из двух печей ИЧК-40/3 производительностью 7 т/ч каждая и миксера ИЧКМ-10 мощностью 490 кВт.
Этот вариант дуплекс-процесса представляется весьма удачным для выплавки высококачественного серого чугуна в крупных литейных цехах, где не требуется частого перехода на другую марку чугуна.
Монопроцесс в ИЧТ. Широко использовался и используется в отечественной и зарубежной практике в литейных цехах средней мощности. Надлежащее качество металла обеспечивается только при условии корректировки химического состава по результатам предварительного анализа. В процессе раздачи готового металла трансформатор печи загружен лишь на 1/10 мощности. Недостатки связаны также с необходимостью работы с «болотом».
Индукционные тигельные печи средней частоты. Преимущества этих печей, рассмотренные в подразд. 12.7, опыт их эксплуатации (главным образом зарубежный) и стремительное расширение их применения свидетельствуют о том, что они являются оптимальным вариантом плавки высококачественного чугуна во всем диапазоне производительности.
13.2. Технология получения высокопрочного чугуна с шаровидным графитом
Известно, что высокопрочный чугун с шаровидным графитом (ВЧШГ) получают путем модифицирования жидкого чугуна сфероидизирующими модификаторами, содержащими магний, церий и иттрий. Чугун, подвергаемый модифицированию, должен
280
удовлетворять ряду приведенных ниже требований, выполнение которых является задачей плавки.
Требования к жидкому чугуну. Важнейшим требованием к химическому составу жидкого металла при получении высокопрочного чугуна с шаровидным графитом является низкое содержание серы — до 0,03%. При этом снижение содержания серы способствует уменьшению расхода дорогостоящих модификаторов.
Техническими условиями, принятыми на ВАЗе и КамАЗе, допускается содержание серы не более 0,012 %. Составить шихту с таким низким содержанием серы практически невозможно, поэтому важнейшей задачей плавки является десульфурация. В связи с этим использование для плавки дуговых печей с основной футеровкой в данном случае является оправданным, несмотря на высокое пылегазовыделение и шум.
При наведении основного шлака рекомендуется вводить известь (6 кг/т металла) для снижения избыточного количества серы на 0,001 %. Содержание в чугуне демодификаторов Pb, Bi, Sn, Sb, As, Ti, Al даже в незначительных количествах препятствует сфероидизации графита. С учетом этого требуется тщательный отбор шихтовых материалов. Не допускается использование лома неизвестного происхождения. Помимо первичных материалов и возврата используются стальные отходы кузнечно-прессового производства.
Температура чугуна при модифицировании должна быть выше, чем при модифицировании серого чугуна, 1480... 1530 °C. Это объясняется тем, что на испарение магния, введенного в расплав, требуется значительное количество теплоты (при введении каждого 1 % Mg температура чугуна снижается на 80...90 °C).
Сфероидизирующие модификаторы. Шаровидная форма графита в чугуне достигается использованием модификаторов, содержащих магний, церий и иттрий. Модификаторы на основе магния, в свою очередь, разделяют на металлический магний и магнийсодержащие лигатуры. Металлический магний имеет плотность в 4 раза меньшую, чем расплавленный чугун, поэтому при простом введении его в металл он всплывает и сгорает ослепительно ярким пламенем. При принудительном погружении его в расплав чугуна при температуре 1400 °C магний испаряется и давление его паров может достигать 0,7 МПа. Пары магния, выходя из расплава, вызывают интенсивное перемешивание и выбросы металла. Над поверхностью расплава пары магния сгорают. Обычно в металле остается не более 1/10 количества введенного в него магния.
Для улучшения усвоения магния расплавом используются магнийсодержащие лигатуры', магний—кремний—железо, магний-никель, магний—медь, магний—никель—медь и др. Особенно широкое распространение получили в свое время тяжелые лигатуры содержащие около 85 % никеля. Плотность такой лигатуры выше, чем жидкого чугуна, что в сочетании с относительно низким со
281
держанием магния предопределяет ее хорошее усвоение и незначительный пироэффект.
Однако никель возвращается в шихту в составе возврата и практически не угорает в процессе плавки. Учитывая, что доля возврата при производстве ВЧШГ составляет не менее 40%, содержание никеля в металле быстро растет от плавки к плавке, если в шихте используется более 10 % возврата. Это создает организационные трудности, связанные с использованием излишков возврата чугуна, модифицированного никель-магниевой лигатурой.
Учитывая отбеливающее действие магния, производят вторичное модифицирование ферросилицием ФС75 в количестве от 0,3 до 1 % в зависимости от толщины стенки отливки.
Цериевые модификаторы. Температура кипения церия около 3450 °C, поэтому при вводе его в расплав чугуна не наблюдается выбросов металла, и, кроме того, температура расплава может быть ниже (1390... 1410 °C). Однако для равномерного распределения его необходимо принудительное перемешивание металла.
Церий, так же как и магний, является активным десульфурато-ром, но в отличие от магния не образует черных пятен в структуре отливок при повышенном содержании серы в исходном чугуне.
Для получения высокопрочного чугуна с шаровидным графитом церий применяется в виде многообразных лигатур, таких как ферроцерий, миш-металл, цериевый миш-металл, сиитмиш и другие, содержащие около 50 % Се.
Комплексные модификаторы, разнообразные по составу и свойствам, получили в настоящее время наибольшее распространение. Наряду с магнием, который производит сфероидизирующее действие и перемешивание, в них обычно входит кремний, предотвращающий отбел. Церий и кальций в комплексных модификаторах способствуют связыванию избытка серы.
Модификатор ФЦМ5, содержащий 5 % магния, успешно применялся при литье коленчатых валов трактора «Владимирец». В модификаторах марок ЖКМК1...ЖКМК10 помимо железа содержатся Mg, Са, Si и редкоземельные элементы.
В настоящее время наибольшее применение имеют модификаторы ФСМг5 и ФСМгб, содержащие соответственно 5 и 6 % Mg и использующиеся как для внутриформенного, так и для ковшового модифицирования.
Сфероидизирующие модификаторы в размельченном состоянии не подлежат длительному хранению, так как входящие в них элементы легко окисляются.
Иттривые модификаторы не получили до настоящего времени промышленного применения. .
Способы введения в расплав сфероидизирующих модификаторов. Из всего многообразия способов ввода в расплав сфероидизирующих модификаторов к настоящему времени получили при-
282
Рис. 13.1. Способы ввода в расплав сфероидизирующих модификаторов: а — под колокольчиком; б — в автоклаве; в — в герметизированном ковше-ковдертере; 1 — колокольчик; 2 — крышка; 3 — корпус автоклава; 4 — ковш с металлом; 5 — мешалка; 6 — полость для модификатора; 7 — крышка ковша; 8 — Модификатор
менение лишь несколько способов, удовлетворяющих условиям техники безопасности и обеспечивающих достаточно рысокий коэффициент усвоения модификатора. Способ ввода модификатора выбирают с учетом масштабов производства и стоимости применяемого оборудования.
Для целей лабораторных и исследовательских работ, а также при небольших объемах производства предпочтителен способ ввода модификатора под колокольчиком в ковше с металлической крышкой (рис. 13.1, а). В шамотографитовый или стальной колокольчик 1 с отверстиями в боковых стенках закладывают бумажный пакет с навеской модификатора. Пакет закрепляют в колокольчике вязальной проволокой. Крышку 2 надевают на штангу колокольчика и устанавливают на ковш. Колокольчик опускают в глубь металла.
При использовании тяжелой никель-магниевой лигатуры широко используется ввод ее под струю в разливочный ковш.
При использовании в качестве модификатора металлического магния наилучшие результаты дает применение автоклава (рис. 13.1, б). В стальной корпус автоклава 3 при снятой крышке устанавливают ковш с металлом 4. В полость 6 крышки закладывают навеску магния и закрывают ее мешалкой 5. Крышку устанавливают на корпус автоклава, стык между ними герметизирован. Между крышкой и штоком мешалки также имеется уплотняющая манжета. После подачи воздуха в автоклав под давлением Р пневматический цилиндр опускает мешалку вниз, при этом модификатор падает в металл, который перемешивается в процессе возвратно-поступательного движения мешалки.
Широкое распространение получили также герметизированные Ковши, принцип действия которых показан на рис. 13.1, в. В боко
283
вую полость ковша закладывают навеску модификатора 8. После заливки металла ковш закрывают крышкой и поворачивают в вертикальное положение.
Установлено, что минимальное количество остаточного магния, необходимое для получения шаровидной формы графита в чугуне в любом сечении отливки, должно быть не менее 0,03 %. С учетом коэффициента усвоения модификатора количество магния, вводимого с модификатором, должно быть около 0,4 %. При использовании комплексных сфероидизирующих модификаторов суммарное содержание в них магния, кальция и редкоземельных элементов должно быть эквивалентно указанному выше содержанию магния.
Расход модификатора зависит от его состава, способа ввода в металл, содержания в металле серы, температуры металла и других факторов и составляет от 0,15 % для металлического магния, вводимого в автоклаве, до 2,5 % для лигатур при добавлении их в ковш. Необходимое и достаточное количество вводимого модификатора уточняется только опытным путем.
Выбор плавильных агрегатов для плавки высокопрочного чугуна с шаровидным графитом. В практике литейного производства известны примеры получения высокопрочного чугуна с шаровидным графитом с использованием практически любого плавильного агрегата. К ним относятся:
• вагранка холодного дутья при последующих ковшовой десульфурации металла и модифицировании;
• индукционная чугуноплавильная тигельная печь (ИЧТ) с кислой футеровкой и десульфурацией карбидом кальция или цианамидом кальция;
• ИЧТ с футеровкой на основе электрокорунда и дистенсил-лиманита с основным шлаком;
• газовые вагранки и т.д.
Однако стабильное высокое качество высокопрочного чугуна с шаровидным графитом при минимальном расходе модификатора обеспечивается применением дуговых печей с основной футеровкой для десульфурации металла. На КамАЗе для плавки и выдержки металла используют дуговые печи с основной футеровкой емкостью 50 и 75 т соответственно. Содержание серы в металле не превышает 0,012 %
На ВАЗе плавку ведут в ЭДП с основной футеровкой емкостью 40 т. Выплавленный металл переливают в два индукционных тигельных миксера емкостью по 20 т. Содержание серы также не превышает 0,012%.
На ГАЗе для производства высокопрочного чугуна с шаровидным графитом используется дуплекс-процесс, осуществляемый в ИЧТ-12 с кислой футеровкой и дуговой печи ЭДП-10 с основной футеровкой. Содержание серы выдерживается на уровне 0,002 %
Перспективным представляется использование в качестве агрегата для десульфурации ЭДППТ.
284
13.3. Производство чугуна с вермикулярным графитом
Технология производства чугуна с вермикулярным графитом основана на применении сфероидизирующих модификаторов, содержащих Mg, Се и редкоземельные элементы.
В качестве исходного чугуна обычно используются чугуны, по составу близкие к эвтектическим (около 3,5 % Си 2,5 % Si) при содержании до 0,02 % S. Поэтому, если в плавильных печах не удается получить требуемую чистоту металла по сере, применяют ковшовую десульфурацию карбидом кальция, содой, известью или смесями на их основе.
Модификатор вводят в плавильную печь, в струю металла, выпускаемого в ковш, или на дно разливочного ковша при температуре около 1450 °C. Суммарное количество сфероидизирующих элементов в 3—4 раза меньше, чем при производстве высокопрочного чугуна с шаровидным графитом. Так же как и при' производстве высокопрочного чугуна с шаровидным графитом, в данном случае требуется вторичное модифицирование ферросилицием ФС75, чтобы нейтрализовать отбеливающее действие сфероидизаторов.
13.4. Производство ковкого чугуна
Технология производства ковкого чугуна состоит из двух этапов получения отливок белого чугуна и графитизирующего отжига этих отливок.
Производство отливок белого чугуна. К жидкому чугуну предъявляются определенные требования, в числе которых:
а) низкое содержание углерода и кремния, для того чтобы при затвердевании отливка получилась насквозь «белой» (в зависимости от толщины стенки отливки в чугунах должно содержаться 2,2...2,9 % С и 0,9... 1,5 % Si);
б) повышенная температура заливки 1420... 1470°C связана с низким содержанием углерода и кремния в чугуне, а также с тем, что отливки ковкого чугуна, как правило, имеют сложную конфигурацию при небольшой толщине стенки;
в) содержание хрома не выше 0,06 %, в противном случае возникает опасность неполного распада карбидов при отжиге и снижения пластических свойств чугуна;
г) пониженное содержание серы во избежание горячих трещин, связанных с высокой линейной усадкой белого чугуна;
д) чугун должен содержать модифицирующие (микролегирующие) добавки (висмут, бор, алюминий и др.), препятствующие «отсеру» (появлению свободного графита) в толстых частях отливки и сокращающие продолжительность отжига.
Приведенные выше требования могут быть выполнены при использовании различных плавильных агрегатов.
285
Вагранка горячего дутья — ЭДП. В вагранке с выносным копильником и минимальной глубиной горна (100 мм) на шихте, содержащей повышенное количество стального лома (35...45 %), выплавляют низкоуглеродистый чугун при температуре около 1390 °C.
В дуговой печи чугун перегревают до 1460... 1500 °C и доводят химический состав до заданного. Модифицирующие добавки вводят в разливочный ковш.
Этот дуплекс-процесс был наиболее распространенным в отечественном автотракторостроении до 1980-х гг.
Вагранка горячего дутья — ИЧКМ. Замена дуговой печи индукционным чугуноплавильным канальным миксером, проведенная в цехе ковкого чугуна ЗИЛа, позволила улучшить условия труда в цехе и экологию. Однако данный переход затруднил корректировку химического состава ваграночного чугуна, т. е. потребовалось усилить технологическую дисциплину ваграночной плавки.
ИЧТ — ИЧКМ. Впоследствии на ЗИЛе вагранки были заменены тигельными печами промышленной частоты емкостью 30 т, что в сочетании с миксером емкостью 45 т обеспечило получение расплава стабильно высокого качества.
ЭДП плавильная — ЭДП выдержки. Этот вид дуплекс-процесса применялся на КамАЗе для плавки как ковкого, так и серого, и высокопрочного чугунов.
Э Д П — И Т М. На ВАЗе для плавки ковкого чугуна использовали трехфазную дуговую печь с основной футеровкой. Основу шихты составляли пакетированные стальные отходы низкохромистой стали (около 39 %) и возврат (около 59 %). Выплавленный чугун содержал, %: С 2,8...2,9; Si 1,1... 1,2; Мп 0,3..,0,35; Сгдо 0,05; Р и S до 0,016 каждого. Его переливали в два индукционных тигельных миксера емкостью по 20 т. Из миксеров чугун выдавали в разливочный ковш при температуре 1510... 1530 °C, куда вводили пакеты с присадками 0,01 % висмута и 0,0056 % ферробора.
В настоящее время на многих заводах (КамАЗе, ВАЗе, ЗИЛе и др.) детали, отливавшиеся ранее из ковкого чугуна, теперь изготовляют из высокопрочного чугуна с шаровидным графитом.
13.5. Плавка легированных чугунов
Важнейшей задачей плавки легированного чугуна является сокращение до минимума угара легирующих элементов, стоимость которых на порядок и более выше стоимости лома и чушковых чугунов. Данные о величине среднего по всем компонентам шихты угара элементов, а также коэффициенте усвоения легирующих добавок по данным различных источников существенно расходятся. Это объясняется тем, что величина угара зависит от большого числа факторов. Поэтому сведения табл. 13.1 следует считать
286
287
Таблица 13.1
Рекомендации по введению легирующих элементов при плавке легированных чугунов
Легирующий элемент Степень легирования чугуна Вид легирующей добавки Способ введения добавки Метод плавки Коэффициент усвоения
Ni Низкая Природнолегированный чугун В шихту Вагранка, электропечь 0,9...0,95
Средняя и высокая Ферроникель, никель металлический В шихту Вагранка, электропечь 0,88... 0,92 0,92...0,95
Си Низкая Природнолегированный чугун В шихту Вагранка, электропечь 0,9 ...0,95
Средняя и высокая Медь металлическая В шихту Вагранка, электропечь 0,9...0,95
Сг Низкая Природнолегированный чугун В шихту Вагранка, электропечь 0,8...0,9
Средняя и высокая Феррохром В шихту, в печь в конце плавки Вагранка, электропечь 0,8...0,95 0,9 ...0,95
Мо Низкая и средняя Ферромолибден В печь в конце плавки или в ковш Электропечь 0,92 ...0,97
W Низкая Ферровольфрам В ковш Вагранка, электропечь 0,92 ...0,96
Средняя Ферровольфрам В электропечь в конце плавки Электропечь 0,92...0,96
288
Окончание табл. 13.1
Легирующий элемент Степень легирования чугуна Вид легирующей добавки Способ введения добавки Метод плавки Коэффициент усвоения
V Низкая Феррованадий В ковш Электропечь, вагранка 0,88... 0,92
Средняя Феррованадий В электропечь в конце плавки Электропечь 0,88...0,92
А1 Низкая Алюминий металлический В ковш Электропечь, вагранка 0,7... 0,75
Высокая Алюминий металлический В печь в конце плавки или в ковш Электропечь 0,7... 0,75
Ti Низкая Природнолегированный чугун В шихту Вагранка, электропечь 0,6 ...0,7
Низкая и средняя Ферротитан В печь в конце плавки или в ковш Электропечь 0,45 ...0,55
грубо ориентировочными и уточнять применительно к условиям конкретного производства.
Угар легирующих элементов чугуна зависит от их сродства к кислороду в сравнении с железом. Только никель, медь и кобальт имеют меньшую склонность к окислению кислородом, чем железо. Поэтому их угар при плавке чугуна практически равен нулю. Все остальные элементы окисляются интенсивнее, чем железо, особенно Al, V, Ti, Сг, W.
Способ плавки оказывает существенное влияние на угар легирующих элементов. Поэтому в вагранке имеет смысл выплавлять только низколегированные чугуны. Средне- и высоколегированные чугуны плавят в электрических печах.
Концентрация легирующего элемента в ферросплаве является одним из важнейших факторов, определяющих угар. Применение природнолегированных чугунов, содержащих не более 3 % легирующих элементов, позволяет выплавлять в вагранке низколегированные чугуны с коэффициентом усвоения Сг до 0,9 и Ti до 0,7. При повышении концентрации элемента в ферросплаве его угар увеличивается.
Качество шихты при прочих равных условиях также существенно влияет на угар. Так при использовании в шихте 6 % чугунной стружки угар металла в печи ИЧТ-12 увеличился до 0,46 % по сравнению с 0,21 % при отсутствии стружки. Окисленную компактную шихту, а тем более окисленную стружку не следует использовать при плавке легированных чугунов.
Характер футеровки следует выбирать с учетом химических свойств легирующих элементов (см. подразд. 8.4). Например, высоколегированные хромом износостойкие чугуны следует плавить в печах с основной футеровкой.
Высокотемпературный режим плавки способствует уменьшению угара, так как при этом возрастает раскисляющая способность углерода чугуна. Примером этого является уменьшение угара хрома при плавке в ИЧТ-12 с 31,8 % при вводе феррохрома в расплав при 1360 °C до 5,5 % при температуре расплава 1470 °C.
Время от введения ферросплава до окончания плавки должно быть тем меньшим, чем выше активность легирующего элемента.
Ковшовое легирование используется для наиболее активных легирующих. При этом коэффициент усвоения в большой степени зависит от температуры плавления ферросплава и от размеров его зерен.
ГЛАВА 14
ПЛАВКА СТАЛИ
14.1. Плавка стали в мартеновских печах
Температура стали на выпуске из печи составляет примерно 1600 °C. Плотность стали при этой температуре около 7,2 кг/дм3, энтальпия 350 кДж/кг, удельное электрическое сопротивление 1,3-10-6 Ом-м.
Схема и принцип действия мартеновской печи. В литейных цехах машиностроительных заводов для производства крупных стальных отливок используются мартеновские печи емкостью 5...50 т. Мартеновская печь (рис. 14.1) является пламенной регенеративной печью периодического действия.
В ванну печи 1, перекрытую сводом 2, через окна 3 загружается шихта, состоящая, главным образом, из стального лома и чушкового чугуна. В торцах печи имеются головки 4, каждая из которых попеременно служит сначала для подачи в рабочее пространство печи топлива и воздуха, а затем для отвода продуктов горения.
На рис. 14.1 отображен период работы печи, в котором левая головка служит для подачи топлива и воздуха, а правая — для отвода продуктов горения.
Рис. 14.1 Схема мартеновской печи
290
Выпуск стали при температуре около 1600 °C ведется через ле-точное отверстие, расположенное в нижней части ванны, напротив загрузочных окон 3. Чтобы достичь перегрева стали до 1600 °C через слой шлака, имеющего низкую теплопроводность, температура факела должна быть 1800... 1900 °C. Жидкое и газообразное топливо, используемое в мартеновском процессе, обеспечивает такую температуру только при подогреве воздуха до 1000... 1300 °C. Такой подогрев обеспечивают регенераторы 6, представляющие собой насадку из огнеупорного кирпича, по ячейкам которой поочередно пропускаются горячие газ и нагреваемый воздух. Когда температура воздуха на выходе из насадки снижается до минимальной, автоматически переключаются клапаны 5 и 7, и направление потока газов при этом меняется, воздух направляется в регенератор, разогретый в предыдущем периоде.
Плавка стали в мартеновской печи с основной футеровкой. В настоящее время в литейных цехах плавку сталей (как и других литейных сплавов) приходится вести с использованием низкосортной шихты — стального лома неизвестного происхождения, содержание серы и фосфора в котором может быть повышенным. В этих случаях для получения качественной стали необходимо проведение комплекса металлургических операций, в числе которых:
а) окисление С, Si, Мп и других легирующих элементов, которые могут содержаться в шихте в избыточных количествах;
б) рафинирование металла от «неметаллической мути», образующейся при окислении этих элементов;
в) удаление из металла газов, растворившихся в нем в период расплавления и окисления;
г) удаление серы и фосфора;
д) введение легирующих элементов;
е) доводка металла до заданной температуры выпуска.
Как следует из данных гл. 8, перечисленные выше задачи можно решить в мартеновской печи только при наличии основной футеровки.
Футеровка печи выполняется из магнезитового кирпича. На под и откосы ванны поверх кирпича наносится слой магнезитового порошка. Повреждения этого слоя перед каждой плавкой устраняются засыпкой свежего магнезита. Поврежденные места предварительно очищаются от металла и шлака.
Шихта. Минимальное количество передельного чугуна в шихте определяется маркой выплавляемой стали, величиной угара углерода в период расплавления и избытком углерода, необходимым для нормального процесса кипения. Процесс кипения, как известно, обеспечивает эффективное рафинирование металла от газов и неметаллических включений. Обычно величина избыточного углерода составляет около 0,5 %. Поэтому при плавке, например, стали 35Л, содержание углерода в металле после расплавления
291
должно быть 0,35 + 0,5 = 0,85 %. Величина угара углерода зависит от окисленности лома, продолжительности завалки и расплавления, содержания в шихте кремния, марганца, а также от других факторов, и составляет 30...40 %. Поэтому с учетом угара 35 % содержание углерода в шихте должно быть 0,85 :0,65 = 1,31 %. Если в передельном чугуне содержится 4% С, а в стальном ломе — 0,3 % С, то содержание чугуна в шихте х должно составить
4,0-х + 0,3(100 - х) = 1,31 • 100; х = 27,3 %.
Расход известняка составляет 5... 10% от металлозавалки для образования первичного шлака с основностью 2,2.
Пе риод загрузки и расплавления. Порядок загрузки устанавливается технологической инструкцией с учетом специфики данного производства. Однако общими являются следующие рекомендации:
• на подину следует загружать чистый лом в количестве 10... 25 % от общего количества стального лома в шихте;
• на лом загружать флюс — известняк;
• шихту прогревать в течение 10... 15 мин;
• на прогретый слой шихты заваливать остальную часть стального лома и после его прогрева в течение 20 мин загружать весь чугун. Чугун плавится легче, чем сталь, и, стекая между кусками стальной шихты, передает им теплоту и науглероживает их, снижая тем самым температуру плавления.
Периоды загрузки шихты, ее нагрева и плавления составляют большую часть времени плавки. Поэтому период нагрева шихты частично совмещают с периодом ее загрузки. Расплавление ведут на полной тепловой мощности печи с применением кислорода для обогащения воздуха, специальных топливно-кислородных горелок или путем создания локальных зон, в которых теплота выделяется за счет окисления Si, Мп, Fe.
Окислительный период. Кремний как обладающий наибольшим сродством к кислороду из элементов шихты и образующий кислотный оксид окисляется почти полностью уже в период расплавления (см. подразд. 8.4). Окисление кремния сопровождается выделением теплоты, что ускоряет процесс плавки.
Марганец, как и кремний,, легко окисляется, взаимодействуя с кислородом газовой фазы и оксидами железа в шлаке. При окислении марганца также выделяется теплота. Однако при повышении температуры протекает эндотермическая реакция восстановления марганца углеродом
(МпО) + [С] = [Мп] + {СО} - Q.
Фосфор окисляется одновременно с кремнием и марганцем в начале плавки и также с выделением большого количества теплоты по реакциям и при условиях, рассмотренных в подразд. 8.5.
292
Фосфор стремятся удалить из металла в первой половине процесса кипения, когда металл еще сильно не разогрелся. Для создания окисленного шлака в него присаживают железную руду, окатыши или окалину. При наличии основного шлака фосфор находится в нем в виде соединения (СаО)4- Р2О5. Во избежание частичного перехода фосфора в шлак при повышении температуры и раскислении металла шлак скачивают на 50 %, после чего наводят новый шлак. При необходимости дальнейшего снижения содержания фосфора скачивание шлака проводят неоднократно.
Кипение стали. Это явление связано с окислением углерода в ванне металла по реакции
(FeO) + [С] = [Fe] + {СО} - Q.
Эффект кипения создается в связи с выделением из расплава моноксида углерода СО, На первой стадии кипения, совпадающей с процессом дефосфорации, для увеличения концентрации (FeO) в шлаке в него добавляют, как отмечалось выше, железную руду, окатыши, окалину. Интенсивное перемешивание металла способствует выравниванию его температуры и химического состава, увеличению поверхности соприкосновения металла со шлаком и тем самым облегчает процесс удаления фосфора.
После проведения последнего скачивания фосфористого шлака и наведения нового шлака ванну переводят в режим чистого кипения. Оно происходит без ввода руды, за счет кислорода, накопленного в жидкой фазе. Чистое кипение сопровождается дегазацией металла и удалением из него твердых неметаллических включений (см. подразд. 8.6.). По мере уменьшения концентрации моноксида железа в шлаке (около FeO) скорость окисления углерода уменьшается и в конце периода составляет около 0,1 %/ч. Это позволяет точно определить момент достижения заданного содержания углерода.
Раскисление стали. Для фиксации полученного содержания углерода проводят раскисление стали. Обычно используют глубинное (осаждающее) раскисление комплексным раскислителем — силикомарганцем (подразд. 8.7). Раскислитель вводят из расчета получения в стали марганца и кремния в количествах, соответствующих нижнему пределу химического состава.
Удаление серы. После раскисления стали в печи создаются условия, необходимые для удаления серы (см. подразд. 8.5): высокая основность шлака, высокая температура и низкая окисленность металла. Однако вследствие постоянного контакта шлака с окислительной атмосферой печи содержание в нем оксидов железа остается повышенным. Поэтому процесс десульфурации приобретает ограниченное развитие. Коэффициент распределения серы между шлаком и металлом невелик и составляет 2... 10. Однако при обычной шихте получение стали с содержанием серы не бо
293
лее 0,04 %, соответствующим требованиям ГОСТа для большинства марок, не представляет особых трудностей.
Легирование. Никель вводят вместе с шихтой. Корректирующие добавки никеля вводят до окончания чистого кипения, для того чтобы обеспечить выделение из расплава водорода, растворенного в никеле. Феррохром и ферромарганец вводят после предварительного раскисления. Молибден в виде ферромолибдена вводят заблаговременно в период дефосфорации, учитывая его тугоплавкость, чтобы обеспечить полное его растворение и равномерное распределение по ванне.
Окончательное раскисление проводят путем введения на желоб дробленого ферросилиция ФС75. Кроме того, в ковш вводят алюминий из расчета 1 кг/т стали.
Особенности плавки в мартеновской печи с кислой футеровкой. Футеровка выполняется из динасового кирпича, под печи наваривают чистым высококремнистым песком или молотым кварцитом. Состоянию пода уделяется особое внимание при заправке печи, так как в кислой печи под принимает активное участие в процессах, протекающих в ванне.
Для увеличения стойкости свода кислой печи его нередко выполняют из основного хромомагнезитового кирпича.
Шихта имеет свои особенности. В связи с невозможностью удаления серы и фосфора из металла в кислой печи их содержание в шихте не должно превышать допустимого в выплавляемой марке стали. Минимальное содержание передельного чугуна в шихте определяется так же, как при плавке в основной печи.
В связи с тем, что в кислом процессе в шихту не добавляют известняк, металл может оказаться покрытым недостаточным слоем шлака, в результате чего он интенсивно окисляется и насыщается газами. Для предотвращения этого на подину печи загружают конечный кислый шлак предыдущих плавок, кварцевый песок и шамотный бой в количестве 3... 4 %.
Окислительный период. Основные оксиды марганца и железа, образующиеся в период расплавления и в начале перегрева, вступают во взаимодействие с кремнеземом, образующимся при окислении кремния шихты. В результате появляются сравнительно легкоплавкие силикаты железа и марганца, однако этого количества SiO2 для ошлакования FeO и МпО обычно недостаточно. Недостающее количество кремнезема переходит в шлак из пода и футеровки.
Таким образом, кислая футеровка и под регулируют состав шлака после расплавления. Практически, несмотря на существенные различия состава шихты, состав шлака после расплавления остается примерно одинаковым, %: FeO 15...20, MnO 20...30, SiO2 42...47. Находясь в контакте с футеровкой и подом, шлак кислого процесса непрерывно обогащается кремнеземом, и к концу плавки его содержание достигает 55...60 %.
294
Кипение стали, связанное с окислением углерода, приводит к дегазации расплава и удалению из него твердых неметаллических включений. По мере восстановления FeO углеродом интенсивность кипения уменьшается, и создаются условия для восстановления кремния из шлака и футеровки по тигельной реакции:
(SiO2} + [С] = [Si] + {2СО} Т - Q
(подробнее см. подразд. 8.9 и сноску на с. 166).
В дальнейшем возможны два варианта продолжения процесса плавки — активный и кремневосстановительный.
При активном процессе протекание тигельной реакции ограничивают вводом руды- Тогда углерод взаимодействует с кислородом руды, содержание его уменьшается, и, когда оно достигнет заданного, в металл вводят раскислители. Содержание кремния в металле не превосходит 0,12 %.
При кремневосстановительном процессе обеспечивают возможность протекания тигельной реакции, для этого не вводят железную руду. Количество кремния в металле, восстановившегося в результате тигельной реакции, доводят до 0,22 % и более. Проба металла, взятая в этом случае из печи, затвердевает спокойно с утяжиной (см. рис. 8.10), что свидетельствует о раскисленности металла. В этом случае ограничиваются только окончательным раскислением.
Преимущество кремневосстановителъного процесса состоит в уменьшении вводимых в металл раскислителей, которые вносят соответственно меньшее количество газов и твердых неметаллических включений.
14.2. Плавка стали в конвертерах
Схема и принцип действия конвертера. Принцип действия конвертера состоит в переделе жидкого чугуна в сталь путем продувки его воздухом. Источником тепла, необходимого для процесса, являются реакции окисления Si, Мп, С и частично Fe.
Жидкий чугун, необходимый для процесса, получают плавкой в вагранке. Для выплавки стали в литейных цехах используют воздушные конвертеры с боковым дутьем емкостью 1... 5 т (рис. 14.2).
Стальной кожух 1 конвертера имеет двухслойную футеровку 2. Арматурный слой выкладывается шамотом, рабочий — динасовым кирпичом. Футеровка цилиндрической части конвертера имеет толщину 250 мм, а в области фурм — 350...450 мм. Фурмы 4диаметром 25... 40 мм располагают в один ряд, число фурм 5... 6. Конвертер закреплен на опорном кольце 3 двумя цапфами 5. Одна из цапф полая, через нее подают воздух в распределительную коробку 6 фурм. Горловина конвертера имеет уклон 30°, что позволяет заливать чугун при горизонтальном положении конвертера.
295
2
Рис. 14.2. Схема конвертера с боковым дутьем
Технология плавки. Чугун, заливаемый в конвертер, должен содержать достаточное количество кремния (около 2 %) как главного источника теплоты процесса. Температура заливаемого чугуна — 1300... 1400 °C. При плавке этого чугуна в вагранке используют возврат собственного производства стальных отливок (около 50 %) и передельный низкофосфористый чугун. Для снижения содержания серы в выплавленном ваграночном чугуне применяют ковшовую десульфурацию кальцинированной содой, карбидом кальция и др.
Перед заливкой металла конвертер разогревают до 1000... 1100 °C. Залитый чугун продувают воздухом под давлением 0,12... 0,15 МПа. Продувка делится на два периода. В первом периоде (4... 6 мин) включают дутье и поворачивают конвертер так, чтобы фурмы были слегка погружены в металл. При этом кислородом воздуха окисляется в первую очередь железо (по закону действующих масс), затем кремний и марганец, которые окисляются не только кислородом воздуха, но и моноксидом железа, растворенным в шлаке и в металле.
Во втором периоде происходит окисление углерода. Конвертер наклоняют так, чтобы дутье поступало на поверхность металла. Это создает условия для догорания СО, образующегося в ванне металла, до СО2 над ее поверхностью. Появление бурого дыма над горловиной конвертера свидетельствует о том, что Si, Мп и С выгорели, и начался интенсивный угар железа. Продувку прекращают, вводят недостающее количество углерода и марганца с углеродистым ферромарганцем. При этом одновременно происходит предварительное раскисление стали. Окончательное раскисление стали проводят во время выпуска ферросилицием и алюминием.
Применение в конвертерах воздуха, обогащенного кислородом, или технически чистого кислорода позволяет сократить продолжительность плавки, использовать в шихте стальной лом, уменьшить угар металла. При чисто кислородном дутье достаточно од-296
ной фурмы, представляющей собой медную трубку, защищенную огнеупорной трубкой. Фурма устанавливается в боковой стенке конвертера под углом 30... 45° к поверхности ванны. При продувке кислорода в конвертер перед заливкой чугуна загружают до 40 % стального лома. В начале продувки устье фурмы должно быть заглублено в металл на 50... 100 мм. В отличие от вдувания воздуха при кислородном дутье с самого начала окисляются одновременно кремний, марганец и углерод. Окисление кремния и марганца заканчивается через 3...5 мин. После этого конвертер наклоняют так, чтобы фурма располагалась над уровнем металла и дутье расходовалось на дожигание СО в полости конвертера. Длительность продувки при давлении 0,5... 1,5 МПа составляет 10... 15 мин. Сталь, выплавленная на кислородном дутье, содержит в 2—3 раза меньше азота, чем при воздушном дутье.
14.3. Плавка стали в дуговых печах
Для плавки стали используются дуговые печи, которые по принципу действия не отличаются от чугуноплавильных печей, рассмотренных в подразд. 11.1. В литейных цехах основную массу стали выплавляют в дуговых печах емкостью 0,5... 12, реже 25 т.
Сталь в отличие от чугуна не допускает длительной выдержки в печах ожидания. Поэтому в крупносерийном производстве для согласования периодичности действия духовых печей с непрерывно действующими формовочными линиями используются печи небольшой емкости. Металлургические возможности и технология плавки стали в печах с кислой и с основной футеровкой существенно различаются.
Плавка стали в основной дуговой печи с окислением примесей. Этот метод плавки применяют при использовании стального лома с повышенным содержанием фосфора и серы, а также для выплавки малоуглеродистой стали.
Плавка состоит из шести периодов, в числе которых периоды заправки печи, загрузки шихты, плавления, окислительный период, восстановительный период и период выпуска готовой стали.
Шихта состоит из собственного возврата около 50%, чушкового чугуна до 10 % для создания избытка углерода, необходимого для кипения, и стального лома. Чтобы совместить удаление фосфора с расплавлением шихты, в завалку добавляют 2...3% извести и около 2 % руды.
Заправка проводится немедленно после выпуска предыдущей плавки. Подина, откосы и все углубления очищают от оставшихся металла и шлака, и на поврежденные места забрасывают магнезитовый порошок.
Загрузку ведут с помощью корзины (бадьи) с раскрывающимся дном, которую вводят в открытую печь сверху. При запол
297
нении корзины на дно укладывают часть мелкой шихты, чтобы защитить подину от ударов крупных кусков лома. Затем в центре укладывают крупный лом, а по периферии сверху оставшийся мелкий лом и возврат.
Плавление ведут путем проплавления колодцев при максимальной мощности трансформатора. В период плавления полностью окисляется кремний, 40...60 % марганца, происходит частичное окисление фосфора, углерода и железа. Формируется шлак, в составе которого содержится 0,5... 1,5 % Р2О5.
В период окисления необходимо обеспечить следующие процессы:
• уменьшить содержание фосфора в металле до 0,01 ...0,015 %;
. довести содержание углерода до заданного;
• дегазировать расплав и обеспечить всплытие твердых неметаллических включений;
• перегреть металл до температуры, близкой к температуре выпуска.
Если необходимая скорость окисления не обеспечивается оксидами железа, содержавшимися в шихте, и притоком кислорода в печь за счет газоотсоса, то в печь добавляют железную руду либо вводят газообразный кислород.
Окислительный период начинается со скачивания шлака, образовавшегося в период расплавления, для удаления из печи фосфора. Скачивание фосфористого шлака облегчено возможностью наклона печи в сторону рабочего окна на 10... 15°. После наведения нового шлака добавкой свежеобожженной извести и руды продолжается окисление фосфора и начинается интенсивное окисление углерода (кипение стали). Связанное с этим выделение пузырьков СО вспенивает шлак, в результате чего фосфористый шлак стекает через порог рабочего окна. Таким образом, содержание фосфора в металле удается снизить до 0,01 %.
Кипение стали сопровождается удалением азота и водорода, растворившихся в ней в предыдущих периодах плавки, а также флотацией «неметаллической мути». Для успешного протекания этих процессов количество углерода, окисленного в процессе кипения, должно быть не менее 0,35 % при плавке углеродистых сталей и не менее 0,45 % при плавке легированных сталей. Продолжительность окислительного периода составляет 35...50 мин. Применение кислорода в окислительном периоде уменьшает продолжительность этого периода и сокращает расход электроэнергии и руды.
Когда содержание углерода в стали достигнет заданного, окислительный период завершают. Для этого полностью скачивают шлак окислительного периода во избежание возврата остатков фосфора в металл.
Восстановительный период. Задачами этого периода являются:
298
• раскисление металла;
• удаление серы;
• доведение химического состава до заданного;
• перегрев металла до заданной температуры.
Эти задачи решаются практически параллельно под белым шлаком. Для его наведения вводят шлаковую смесь, состоящую из извести, плавикового шпата и шамотного боя. После расплавления смеси образуется жидкоподвижный шлак, с помощью которого успешно протекает диффузионное раскисление стали (см. подразд. 14.7) Для раскисления шлака в него вводят смесь размолотого ферросилиция и кокса при их расходе по 5 кг/т металла каждого. В соответствии с законом распределения концентрация моноксида железа в металле уменьшается пропорционально ее концентрации в шлаке. Преимуществом диффузионного раскисления является то, что реакции раскисления протекают в шлаке, поэтому продукты раскисления образуются и остаются в шлаке, и не «замутняют» металл. О степени завершенности диффузионного раскисления судят по цвету затвердевшей пробы шлака. По мере уменьшения в нем содержания FeO застывшая проба шлака светлеет. Белый цвет рассыпающегося в порошок шлака свидетельствует об окончании процесса диффузионного раскисления.
Десульфурация металла в основных дуговых печах характеризуется максимальной эффективностью по сравнению с ранее рассмотренными процессами. Это объясняется максимально полной реализацией трех условий ее протекания (см. подразд. 8.5):
• высокая основность шлака;
• высокая температура шлака, нагреваемого электрической дугой, обеспечивающая хорошую активность, несмотря на высокую основность; /
• низкая окисленность шлака и металла.
В результате коэффициент распределения серы между шлаком и металлом составляет 20...60 (для сравнения напомним, что в основной мартеновской печи его значения не превышают 10).
В конце восстановительного периода проводят легирование металла элементами, имеющими высокое сродство к кислороду. В некоторых случаях восстановительный период проводят не под белым, а под карбидным шлаком. Для этого после скачивания шлака окислительного периода в печь вводят шлаковую смесь, содержащую, кроме извести и плавикового шпата 6...8 кг молотого кокса на 1 т металла. Печь герметизируют, выключают газоотсос, при этом в зоне горения дуги образуется карбид кальция по реакции
СаО + ЗС = СаС2 + СО.
Образующийся карбид кальция обладает исключительно высокой раскислительной и десульфурирующей способностью:
299
реакции раскисления
3FeO + СаС2 = 3Fe + СаО + 2СО,
ЗМпО + СаС2 = ЗМп + СаО + 2СО;
реакции десульфурации
3FeS + СаС2 + 2СаО = 3CaS + 3Fe + 2СО, 3MnS + СаС2 + 2СаО = 3CaS + ЗМп + 2СО.
Выдержка под карбидным шлаком, содержащим 1,5... 2 % СаС2, составляет 30...40 мин, тем не менее, при выпуске металла частицы карбидного шлака смешиваются с ним, образуя загрязнения металла. Поэтому за 20... 30 мин до выпуска карбидный шлак переводят в белый. Для этого открывают рабочее окно печи и включают газоотсос. Кислород воздуха окисляет карбид кальция до СаО и СО, превращая карбидный шлак в белый.
Обработка карбидным шлаком приводит к увеличению содержания в металле углерода, что делает процесс непригодным для выплавки низкоуглеродистых сталей. Наибольшее применение процесс получил для выплавки высокоуглеродистых и легированных инструментальных сталей.
Легирование. Порядок ввода легирующих определяется их сродством к кислороду. Чем выше сродство элемента к кислороду, тем позже следует его вводить в металл. Никель, молибден, медь во время плавки не окисляются, поэтому их вводят в начальные периоды плавки. Хром, марганец и вольфрам обладают большим сродством к кислороду, чем железо, поэтому легирование этими элементами проводят только после раскисления ванны. В связи с высокой температурой плавления ферровольфрама (около 2000 °C) он медленно растворяется в металле, поэтому его .присаживают в ванну не позднее, чем за 30 мин до выпуска. Кремний, ванадий, титан и алюминий особенно легко окисляются, поэтому феррованадий вводят за 15...35 мин до выпуска, ферросилиций — за 10... 20 и алюминий — за 2... 3 мин до выпуска. Ферротитан вводят в ковш, либо в печь за 5... 10 мин до выпуска металла.
Плавка стали в основной дуговой печи без окисления примесей. Этот метод наиболее рационален при выплавке легированных сталей с использованием в шихте легированного лома и отходов. Отсутствие окислительного периода позволяет в максимальной степени сохранить легирующие элементы, содержащиеся в шихте. Для получения заданного состава требуются минимальные присадки легирующих добавок, компенсирующие угар при расплавлении. Ориентировочно величины угара при расплавлении составляют:
Элемент.... Al Ti Si V Мп Сг W
Угар, %.... 100 80...90 40...100 15...20 15...25 10...15 5...15
300
После расплавления шлак, как правило, не скачивают, имея в виду возможность частичного восстановления оксидов легирующих элементов, содержащихся в нем.
Раскисление, десульфурацию и легирование проводят так же, как при плавке с окислением примесей.
Особенности кислого процесса. Кислая футеровка обладает большей термостойкостью по сравнению основной, что является важным ее преимуществом в условиях литейных цехов, работающих с перерывами в одну или две смены. Кроме того, пониженная отражательная способность кислого шлака уменьшает тепловую нагрузку на футеровку.
По этим причинам стойкость футеровки кислых дуговых печей выше, чем основных. Стоимость кислых огнеупоров в 2 —2,5 раза ниже, чем основных.
Теплопроводность кислых огнеупоров ниже, чем основных, что способствует уменьшению тепловых потерь. Влияние шлака на металл в кислых печах менее существенно, чем в основных. Поэтому глубина ванны в кислых печах больше, чем в основных при том же диаметре ванны. В результате этого тепловой КПД кислых печей выше, чем основных. Этим объясняется широкое использование кислых дуговых печей в сталелитейных цехах.
Шихта. Для плавки в кислых дуговых печах содержание серы и фосфора в шихте должно быть ниже допустимого предела в готовой стали, так как удалить их в процессе плавки не удается.
Для эффективного рафинирования металла в процессе кипения содержание углерода в шихте должно быть большим, чем в готовом металле, на 0,15... 0,20 %. Для этого в шихту наряду с возвратом и отборным стальным ломом добавляют передельный чугун, кокс или электродный бой. Порядок загрузки шихты в печь такой же, как при основном процессе.
Период расплавления сопровождается окислением кремния, марганца, железа и углерода. Доля образующегося при этом шлака невелика, поэтому для улучшения защиты расплавляемого металла от окисления и растворения газов объем шлака увеличивают добавкой сухого песка, шлака предыдущей плавки или формовочной смеси. В конце периода расплавления шлак имеет следующий состав, %: SiO240...50; FeO 15...30; МпО 10...30; А12О3 2...6; прочие оксиды 5... 15.
Окислительный период имеет целью дегазацию металла в процессе кипения. Окисление углерода происходит оксидами железа и марганца, содержащимися в шлаке. При этом содержание SiO2 в шлаке растет, и к концу кипения оно достигает 60 %, способствуя процессу восстановления кремния.
При активном процессе восстановление кремния сдерживают присадкой руды и извести, кипение продолжают до достижения заданного содержания углерода. Раскисление проводят в два эта-
301
па — введением ферросилиция и ферромарганца в печь, а при выпуске металла — присадкой аллюминия в ковш.
При кремневосстановительном процессе содержание восстановленного кремния доводят до 0,2 %. При этом требуется только раскисление в ковше алюминием.
Особенности плавки стали в дуговых печах постоянного тока. Дуговые сталеплавильные печи постоянного тока получили распространение с начала 1980-х гг., после того, как было освоено производство мощных, экономичных и надежных выпрямителей на базе тиристоров. К 1993 г. в мире эксплуатировалось около 80 печей постоянного тока емкостью до 150 т.
Большая часть печей постоянного тока — это вновь создаваемые печи, но в ряде случаев они представляют собой результат реконструкции печей, работавших на переменном токе.
Дуговые печи постоянного тока обычно имеют только один графитовый электрод, диаметр которого может достигать 700 мм. По сравнению с электродами печей переменного тока, в которых наблюдается поверхностный эффект, плотность постоянного тока равномерна по сечению электрода. Важнейшее конструктивное отличие дуговой печи постоянного тока состоит в наличии подового электрода. Подовый электрод располагается не соосно с верхним электродом, а на расстоянии 500...600 мм от оси печи. Это обеспечивает интенсивное электромагнитное перемешивание металла в ванне. Кроме того, к преимуществам таких печей относятся:
• уменьшение, примерно, в 5 —9 раз удельного расхода графитовых электродов;
• связанное с этим уменьшение вредных выбросов из печи;
• уменьшение шума и вибрации при работе печи;
• некоторое снижение расхода электроэнергии и угара металла при плавке.
В то же время следует отметить усложнение конструкции и эксплуатации пода печи в связи с расположением в нем подового электрода. Технология плавки в дуговых печах постоянного тока может не иметь существенных отличий от плавки в печах переменного тока. Но часто технологией предусматривается загрузка шихты на металл и шлак, частично оставленные в печи от предыдущей плавки. Используются также топливно-кислородные горелки в начале плавления и вдувание кислорода в ванну металла.
14.4. Плавка стали в индукционных тигельных печах
Общая характеристика особенностей плавки стали в индукционных тигельных печах. Для плавки стали используются те же среднечастотные печи, которые применяются для плавки чугуна. Эти печи имеют емкость от 60 кг до 10 т (см. табл. 12.1). Продолжитель-302
ность плавки в таких печах обычно не превышает 1... 1,3 ч. Высокая производительность и малая емкость индукционных тигельных печей позволяют эффективно их использовать при производстве некрупных отливок в конвейеризированном производстве. Так, например, в цехе точного литья по выплавляемым моделям КамАЗа использовалось 30 индукционных тигельных печей емкостью по 400 кг. Готовый металл из каждой печи выдавался в два разливочных ковша, что обеспечивало минимальную продолжительность выдержки стали перед разливкой в формы, а следовательно, и минимальные изменения состава стали за время выдержки.
Наиболее важной металлургической особенностью плавки в индукционной тигельной печи является низкая температура шлака. Это объясняется тем, что шлак, образующийся в тигельной печи, практически неэлектропроводен. Поэтому вихревые токи, а следовательно, и теплота генерируются только в металле, который разогревает шлаковый покров снизу. Поверхность шлака «захолаживается» атмосферой печи.
Таким образом, в отличие от шлака мартеновских и дуговых печей, шлак индукционных печей всегда «холоднее» металла. Низкая температура шлака делает нерезультативными процессы рафинирования металла от вредных примесей — фосфора и серы. Поэтому при плавке стали в индукционной тигельной печи используют шихтовые материалы, чистые по фосфору и сере. Не обеспечивая возможности рафинирования металла, «холодный» шлак индукционных печей в то же время хорошо защищает металл от окисления, образуя на его поверхности плотный слой, препятствующий контакту металла с кислородом воздуха.
Это свойство шлака особенно важно при плавке легированных сталей, так как обеспечивает минимальный угар дорогостоящих легирующих элементов. Поэтому задачей плавки стали в индукционной тигельной печи является простой переплав шихты, средний состав которой соответствует заданному, с минимальными потерями на угар.
Выбор футеровки печи. Стойкость кислой футеровки тиглей в два раза выше, чем основной, а стоимость ее ниже. В этой связи основную футеровку печи следует применять для выплавки сталей с высоким содержанием хрома, марганца, титана, циркония, алюминия, которые в кислых печах интенсивно угорают и разрушают футеровку. В остальных случаях предпочтительнее кислая футеровка.
Плавка в печи с кислой футеровкой. Известно, что при нагреве мелкой шихты выше температуры в точке Кюри не удается «забрать» от источника питания его номинальную мощность, поэтому продолжительность периода расплавления и угар металла увеличиваются. Исходя из этого, для первичной садки отбирают куски
303
оптимального размера для данной частоты тока (см. подразд. 12.2) и загружают их ближе к стенкам тигля в среднюю по высоте его часть, где напряженность магнитного поля имеет максимальное значение. В эту часть тигля следует загружать чушковый чугун и чугунный лом, если они входят в состав шихты. Чугунные компоненты шихты, более легкоплавкие, чем сталь, быстрее образуют на дне тигля жидкую ванну металла, в которой куски стали не только расплавляются, но и растворяются. Это позволяет сократить продолжительность периода расплавления. Важно отметить, что только после образования жидкой ванны проявляется защитное действие шлака на ее поверхности. Мелкую шихту — стружку, высечку и т.п. — загружают на дно тигля в зону ослабленного магнитного поля.
Пе риод расплавления. Верхнюю часть тигля не следует загружать плотно, так как это затруднит осаживание шихты вниз по мере расплавления кусков, расположенных в средней части тигля. Несоблюдение этой рекомендации приводит к образованию сводов, что вызывает увеличение продолжительности плавки и угара металла, а также вызывает ускоренный износ футеровки. Свод образуется вследствие того, что раскаленные куски стальной шихты свариваются между собой и зависают в верхней части тигля, суживающегося книзу. Основная часть энергии выделяется в этот период в жидком металле, в то время как мощность, выделяющаяся в своде, в значительной мере теряется в атмосферу. Поэтому свод расплавляется медленно, а жидкий металл чрезмерно перегревается и интенсивно разрушает футеровку. Попытки осадить свод сильными ударами ломика приводят к механическому разрушению тигля. Для печей малой емкости (до 160 кг) целесообразно при загрузке шихты оставлять свободное пространство в верхней части тигля у стенки. В случае образования свода через это пространство сталкивают в жидкую ванну подогретые куски шихты. Это позволяет снять опасный перегрев ванны и постепенно повысить уровень жидкого металла до уровня свода.
Шлак во время плавления шихты наводят добавками боя стекла, шамота и извести.
Раскисление проводят присадкой в печь ферросилиция и в ковш алюминия.
Ввод легирующих добавок проводят с учетом закономерностей их угара и усвоения, рассмотренных выше.
Особенности плавки в индукционных тигельных печах с основной футеровкой. Футеровка печи выполняется из магнезитовых и хромомагнезитовых порошков, зерновой состав которых зависит от емкости печи. Так, например, для печи емкостью 0,9 т на заводе «Серп и молот» успешно применялась футеровочная масса следующего состава, %:
304
Магнезитовый порошок с размером зерна, мм:
4... 2............................10
2...1.............................14
менее 1 ..........................14
Хромомагнезитовый порошок с размером зерна, мм:
4...2.............................10
2...1.............................15
менее 1...........................30
Каустический магнезит с размером зерна менее 1 мм.............................................5
Плавиковый шпат с размером зерна менее 1 мм.............................................2
Для наведения шлака используется смесь извести, плавикового шпата и магнезита. При необходимости снизить содержание фосфора в металле, шлак, образовавшийся после расплавления, снимают и наводят новый с использованием той же шлакообразующей смеси.
Плавка стали в вакуумных индукционных печах. В современном машиностроении многие отливки нельзя получить, не используя вакуумной плавки или внепечной вакуумной обработки. Принцип действия индукционных тигельных печей позволяет наиболее просто и полно реализовать преимущества плавки и заливки под ва
куумом.
Эти преимущества состоят в том, что в индукционной вакуумной печи:
• можно выплавлять стали, легированные практически любыми элементами, за исключением летучих металлов;
• сталь в процессе плавки подвергается глубокой дегазации;
• снижается необходимое количество раскислителей;
• особенно эффективным становится раскисление углеродистых сталей углеродом, так как оно не сопровождается образованием твердых продуктов раскисления, загрязняющих расплав.
На рис. 14.3 приведена схема установки для плавки и заливки в вакууме. В вакуумной камере 5, соединенной патрубком 3 с вакуумным насосом, располагаются ин-
Рис. 14.3. Схема индукционной вакуумной печи:
1 — шлюзовый дозатор; 2 — литейная форма; 3 — патрубок к вакуумному насосу; 4 — индукционная печь; 5 — вакуумная камера
1 1 Трухов
305
Аукционная тигельная печь 4 и литейная форма 2. В вакуумной камере имеется шлюзовый дозатор 1 для ввода добавок. Заливка металла в литейную форму, так же как и плавка, осуществляется под вакуумом.
Для плавки в индукционной вакуумной печи используют шихтовые материалы, чистые от масел, окалины и ржавчины. Плавление ведут при непрерывной откачке газов из рабочего пространства. За время плавления из металла удаляется большая часть газов, содержавшихся в шихте. После расплавления делают выдержку, в течение которой завершается рафинирование металла, и вводят раскислители и легирующие элементы через шлюзовой дозатор.
14.5. Плавка стали в плазменных печах
Для плавки стали используют плазменные печи с огнеупорной футеровкой 1 (рис. 14.4). В плазматроне 2 под действием электрической дуги и электромагнитного поля образуется поток ионизированного газа (плазма), температура которого достигает 20 000 °C. Плазменная дуга горит между плазматроном и расплавляемым металлом. При работе на постоянном токе ванна металла контактирует с водоохлаждаемым медным анодом 4. В трехфазных печах ее подсоединяют к нулевой точке источника питания. Источником полезной теплоты являются излучательная энергия дуги, направленная на расплавляемый металл, и энергия, выделяющаяся в анодном пятне.
Шихту загружают при снятом своде, для чего печи оборудуются поворотным сводом или выкатной ванной. Свод устанавливает
ся на корпус печи, на плазматрон подается напряжение, в ре
Рис. 14.4. Схема плазменной печи:
1 — футеровка; 2 — плазматрон; 3 — уплотнение; 4 — анод
зультате чего загорается стартовая дуга между электродом и соплом плазматрона. После этого плазматрон приближают к шихте на расстояние, при котором дуга начинает гореть между плазматроном и шихтой. Затем, отводя плазматрон, устанавливают рабочую длину плазменной дуги.
Благодаря наличию уплотнения 3 между корпусом и сводом печи в атмосфере печи содержится значительное количество аргона. В результате этого угар элементов при плавке минимальный (даже титан усваивается на
306
60... 80 %). Кроме того, из расплава в газовую фазу переходят кислород, водород и азот.
Важным преимуществом плазменных печей является отсутствие необходимости использования графитовых электродов, т. е. исключение связанных с этим пылегазовыделений в окружающую среду. Однако стоимость стали, выплавленной в плазменных печах, выше в связи с большим удельным расходом электроэнергии на плавку и высокой стоимостью аргона. При плавке высоколегированных сталей уменьшение расхода дорогостоящих легирующих элементов имеет решающее значение, поэтому применение плазменных печей для плавки таких сталей экономически целесообразно.
14.6. Электрошлаковый переплав стали
Схема элекгрошлакового переплава с расходуемым электродом показана на рис. 14.5. Расходуемый электрод 1 представляет собой пруток, сформированный в процессе непрерывной разливки стали, выплавленной в дуговой печи. Электрический ток проходит от расходуемого электрода, погруженного в шлаковую ванну 2, к поддону 3 кристаллизатора 4. Шлаковую ванну в кристаллизаторе образуют путем заливки в него жидкого шлака из шлакоплавильной печи либо расплавлением шлаковой смеси непосредственно в кристаллизаторе. Расплавленный шлак электропроводен, но обладает высоким электрическим сопротивлением. Теплота, выделяющаяся при прохождении тока через шлак, разогревает его до 1700... 2000 °C,
при этом торец электрода оплавляется и по каплям стекает вниз, проходя через шлак. Постепенно под шлаком образуется металлическая ванна. В ванне жидкого металла развивается процесс кристаллизации, образуется слиток, который опускается вниз вместе с поддоном. Направленная кристаллизация слитка и непрерывное поступление жидкого металла в зону кристаллизации обеспечивают получение плотного слитка без усадочных раковин и рыхлот.
Составы шлаков при электрошла-ковом переплаве различны, чаще всего используют шлак на основе CaF2 с добавками СаО и Д12О3. Проходя через такой шлак, капли металла очищаются от серы и неметаллических включений. Высокая эффективность воздействия шлака на металл объяс-
Рис. 14.5. Схема элекгрошлакового переплава:
1 — расходуемый электрод; 2 — шлаковая ванна; 3 — поддон; 4 — кристаллизатор
307
Рис. 14.6. Схема электрошлакового литья:
1 — расходуемый электрод; 2 — кристаллизатор-форма; 3 — шлак; 4 — затвердевший металл; 5 — стержень; 6— поддон
няется большой поверхностью контакта, высокими основностью и температурой шлака.
В литейном производстве затвердевание металла, полученного электрошлаковым переплавом, происходит в кристаллизаторе, полость которого со
ответствует наружным очертаниям отливки (рис. 14.6). Отличительной особенностью этого метода, получившего название электрошлакового литья (ЭШЛ),
является одновременность процессов приготовления жидкого металла и формообразования отливки.
14.7. Внепечная дегазация стали
Суть процесса вакуумной дегазации расплавов металлов изложена в подразд. 8.6. Обработка стали вакуумированием помимо выделения из нее водорода и азота приводит еще и к усилению взаимодействия между углеродом и кислородом, содержащимися в стали. Равновесие реакции [С] + [О] = {СО} при обработке вакуумом сдвигается вправо, так как парциальное давленое СО уменьшается вследствие снижения общего давления над расплавом.
Выделение из металла пузырьков СО облегчает очищение металла от азота и водорода, а также оксидных неметаллических включений. Снижение концентрации кислорода в результате этой реакции получило название «углеродное раскисление». В результате внепечной дегазации содержание водорода в стали может быть понижено до 1,5... 2,5 см3/100 г. Содержание кислорода снижается на 60 % и азота — на 5... 10 % от первоначального их содержания.
Эффективным методом дегазации стали является продувка расплава аргоном, подаваемым через пористые вставки в ковше. Обычно расход аргона составляет 0,2...0,5 м3/т, расход пористых огнеупоров 0,02... 0,05 кг/т. Продувка аргоном приводит также к усреднению химического состава металла, удалению неметаллических включений стали.
ГЛАВА 15
ПЛАВКА СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ
15.1. Плавка сплавов на основе алюминия
Физико-химические особенности процесса. При рассмотрении технологии плавки алюминиевых сплавов наряду с общеизвестными физическими свойствами алюминия — низкой плотностью (2,7 т/м3) и сравнительно низкой температурой плавления (658 °C) следует отметить его высокую теплоемкость и скрытую теплоту плавления. Энтальпия жидкого алюминия при 700 °C сопоставима с энтальпией чугуна при 1250 °C (950 и 1050 кДж/кг соответственно). Удельное электрическое сопротивление расплава алюминия 0,24-10~6 Ом-м, т.е. примерно в 6 раз ниже, чем расплава стали. Небольшая величина удельного электрического сопротивления алюминия уменьшает электрический КПД плавки в индукционных печах.
В зависимости от состава газовой фазы печи алюминий может вступать во взаимодействие с кислородом, СО2 и парами воды по реакциям:
4А1 + ЗО2 = 2А12О3,
2А1 + ЗСО2 = А12О3 + ЗСО,
2А1 + ЗН2О = А12О3 + ЗН2.
Оксидная пленка А12О3, образующаяся на поверхности металла, защищает его в дальнейшем от воздействия газовой фазы. Однако защитные свойства оксидной пленки могут меняться под воздействием различных материалов, применяемых во время плавки. Калий, натрий и другие щелочные и щелочноземельные металлы, а также цинк, гексахлорэтан (С2С16), фториды бора и кремния разрыхляют пленку, делая ее проницаемой для газов. Наоборот, бор, фтор и газообразные фториды уменьшают газопроницаемость пленки.
В результате взаимодействия алюминия с парами воды происходит не только его окисление, но и образование водорода, который легко растворяется в расплаве. Содержание водорода в перегретых сплавах алюминия на практике может достигать 3 см3 на 100 г металла. В процессе кристаллизации растворимость водорода уменьшается в 10 раз, что приводит к образованию газовых раковин и пористости. Источниками образования паров воды помимо
309
продуктов сгорания топлива могут являться влага кусков шихты и гигроскопичных флюсов, непросушенная футеровка печи и инструмент, применяемый при плавке, а также некоторые виды лигатур. Содержащиеся в алюминиевом сплаве Си и Si уменьшают растворимость в нем водорода, a Mg, Ti, Li, Be, Na, Ca и Zr увеличивают.
Алюминий может взаимодействовать также с кремнеземом кислой футеровки, восстанавливая его, но развитие этой реакции сдерживается образованием оксидной пленки А12О3 на поверхности зерен футеровки.
Печи для плавки алюминиевых сплавов. Для футеровки печей используют шамот или высокоглиноземистые материалы. В зависимости от назначения алюминиевых сплавов, масштаба производства и условий литейных цехов плавки проводят в разнообразных плавильных печах, как топливных, так и электрических.
Индукционные тигельные печи промышленной частоты используют для плавки алюминия в крупносерийном производстве. Среднечастотные печи также используются для плавки алюминиевых сплавов. По принципу действия индукционные тигельные печи для плавки алюминия аналогичны печам, используемым для плавки чугуна и стали. Следует, однако, учитывать, что в связи с высокой электропроводностью алюминия электрический КПД печи значительно ниже, чем при плавке железоуглеродистых сплавов.
Индукционные канальные печи позволяют создать максимально благоприятные условия для плавки алюминия при низком расходе электроэнергии на плавку. Однако в процессе плавки алюминия на стенках канала печи откладывается тугоплавкий оксид алюминия, это приводит к необходимости очищать канал от нароста каждые 3 — 4 плавки. Снижение производительности печей и увеличение расхода электроэнергии на плавку, связанные с очисткой канала от нароста, являются серьезным недостатком, препятствующим широкому использованию таких печей для плавки алюминиевых сплавов.
Электрические печи сопротивления —нагревательные элементы из хромоникелевых сплавов обеспечивают температуру в рабочем пространстве печи не выше 1100 °C, а керамические — не выше 1300 °C. При этом продолжительность плавки алюминия составляет 2,5...4,5 ч. Печи сопротивления в связи с низкой производительностью в современных литейных цехах используются, главным образом, как раздаточные. На рис. 15.1, а показана тигельная печь сопротивления с чугунным литым тиглем 1 и проволочным спиральным нагревателем 2.
Во избежание загрязнения алюминиевого расплава железом и разъедания тигля на его внутреннюю поверхность наносят слой обмазки, состоящей из 60 % магнезитового порошка, 30 % огне-
310
Рис. 15.1. Печи для плавки алюминия:
а — тигельная печь сопротивления: 1 — тигель; 2 — нихромовая спираль; б — пламенная отражательная печь: 1 — горелка; в — двухкамерная газовая печь: 1 — плавильная камера; 2 — накопительная камера; г — шахтно-отражательная печь: 1 — шахта; 2 — карман выдачи металла; 3 — горелка; 4 — отражательная часть
упорной глины, 10 % графита и жидкого стекла в качестве связующего. Вместо магнезитового порошка часто используют мелкий кварцевый песок.
Топливные печи используют при небольших объемах производства для плавки алюминиевых сплавов. Это тигельные печи с чугунным тиглем, обогреваемые газом или мазутом.
Пламенные отражательные печи (рис. 15.1, б) отличаются высокой производительностью (более 5 т/ч) и возможностью получить за одну плавку большое количество жидкого металла. Пламя, получаемое от сжигания топлива в горелках 1, направляется («настилается») на свод печи. Теплота передается металлу путем отражения от свода и излучения пламени. Такая конструкция печей позволяет уменьшить отрицательные последствия контакта пламени с жидким металлом.
Многолетний производственный опыт, в частности на ВАЗе и КамАЗе, показал возможность получения в газовых печах качественного металла при рациональной конструкции печи и правильном ведении плавки. Так, малые газонасыщенность, окисленность и загрязненность расплава неметаллическими включе-
311
ниями достигаются быстрым расплавлением шихты, поддержанием слабоокислительной атмосферы (содержание СО2 не более 9 %) и разделением процессов расплавления и выстаивания металла по разным зонам печи либо по разным печам, объединенным в один блок. На рис. 15.1, в показана схема газовой плавильной печи с плавильной камерой 1 и накопительной камерой 2.
Шах тно-пламенные печи (рис. 15.1, г) имеют шахту 1 и отражательную часть 2, в которой расположены газовые горелки 3. Готовый металл выдается через карман 4.
Технология плавки алюминиевых сплавов. Основные технологические приемы, используемые при плавке большинства алюминиевых сплавов, примерно одинаковы и не зависят от типа плавильного агрегата. Исключением являются сплавы, легированные большим количеством магния (5... 10 %), а также жаропрочные и коррозионно-стойкие сплавы.
Процесс приготовления жидкого металла можно разделить на несколько этапов: пуск печи, подготовка и загрузка шихты, расплавление и перегрев металла, рафинирование и в некоторых случаях модифицирование.
Пуск печи после капитального ремонта футеровки требует продолжительного и равномерного нагрева во избежание растрескивания футеровки. Эта операция во многом определяет длительность эксплуатации печи. Чем сложнее конструкция футеровки и больше ее габариты, тем продолжительнее должен быть период сушки и разогрева. Сушка футеровки индукционной тигельной печи продолжается обычно в течение нескольких суток. Газопламенные печи для плавки алюминия на ВАЗе сушат и разогревают около 30 сут, а продолжительность их бесперебойной работы после этого не менее семи лет.
Непросушенные футеровка и плавильный инструмент являются, кроме того, причиной газовой пористости в отливках.
Шихта для плавки алюминиевых сплавов не должна быть влажной и загрязненной маслом, эмульсией, землей. Все компоненты шихты, вводимые в жидкий металл, должны быть нагреты до 150...200°C во избежание выбросов металла. В состав шихты входят чушковый первичный алюминий и первичные литейные алюминиевые сплавы, возврат, лом и отходы. Тугоплавкие легирующие элементы, например никель, медь, марганец, титан, а также легкоокисляющиеся элементы вводят в виде лигатур с целью облегчения их растворения и уменьшения угара. В табл. 15.1 приведены составы и температуры плавления лигатур, а также температура расплава, при которой легирующий компонент вводится в расплав при выплавке лигатуры. Выплавку лигатур лучше всего проводить в индукционных тигельных печах.
Тугоплавкие лигатуры выплавляют в шамотно-графитовых тиглях. Плавку ведут под покровными флюсами. После расплавления
312
Таблица 15.1
Характеристики двойных алюминиевых лигатур
Тип лигатуры Содержание легирующего элемента, % Температура, °C
плавления лигатуры расправа при выплавке лигатуры
Al-Si Si 12... 15 620...660 850... 900
Al—Си Си 40... 50 570... 600 750
Al—Мп Мп 10 780 850... 900
Al—Ni Ni 10...20 700... 780 850... 900
Al-Ве Ве3...5 700... 800 1100... 1200
Al—Ti Ti3...4 800... 850 1200... 1300
Al—Mg Mg 9... 11 560... 640 700... 750
и перегрева алюминия небольшими порциями вводят легирующую добавку. Расплав непрерывно перемешивают для более быстрого и равномерного расплавления добавки. В конце плавки проводят рафинирование.
Расчет шихты на ЭВМ при использовании однородной по физическому состоянию шихты ведут с учетом средней для всех компонентов шихты величины угара элементов (см. табл. 9.9). По результатам первых плавок принятые величины угаров корректируются.
При плавке на разнородной шихте (стружке, чушковых сплавах и лигатурах) следует учитывать угар элементов для каждого компонента шихты в отдельности. В этом случае в расчет принимается приведенное содержание данного элемента в данном компоненте шихты, определяемое по формуле, рассмотренной на с. 216. Чтобы использовать данное соотношение Эпр = Эн-100/(100 - У), необходимо знать Эн — номинальное содержание элемента в данном компоненте шихты и У — угар данного элемента из данного компонента шихты.
Подготовку данных для ввода в ЭВМ удобно проводить с использованием табл. Ш и П2 (см. в Приложении).
Загрузку компонентов шихты в печь обычно выполняют в следующей последовательности: чушковый алюминий, после его расплавления — крупный лом, возврат, чушковый переплав стружки, лигатуры.
Расплавление и перегрев. Для защиты металла от атмосферы печи применяют покровные флюсы. Они вводятся в печь вместе с шихтой. Покровные флюсы должны быть легче расплавленного металла, более легкоплавкими, чтобы образовывать рав-
313
номерную жидкую пленку на поверхности металла. В то же время флюсы должны легко отделяться от поверхности жидкого металла при снятии шлака. Кроме того, они должны быть негигроскопичными, нетоксичными, дешевыми, недефицитными и не вступать в реакции с футеровкой. Для большинства алюминиевых сплавов, содержащих не более 1 % Mg, в качестве покровных флюсов применяют смесь хлоридов натрия (45 %) и калия (55 %).
Сплавы, содержащие более 1 % Mg, защищают флюсами, состоящими из 100 % карналлита (NajAlF6) или его смеси с 10... 15 % CaF2 и MgF2. Для уменьшения растворения газов и окисления металла над его поверхностью создают газовую среду, например, из смеси воздуха и шестифтористой серы SF6.
Несмотря на принятие рассмотренных выше мер предотвращения взаимодействия паров воды с расплавом алюминия, полностью устранить это взаимодействие не удается, и расплавы в большей или меньшей степени загрязняются оксидными включениями и насыщаются водородом. Поэтому в конце плавки их подвергают рафинированию.
Рафинирование. Наиболее распространенным в настоящее время способом рафинирования алюминиевых сплавов является обработка их хлористыми солями. Сущность метода состоит в том, что в результате взаимодействия хлоридов с расплавленным алюминием образуется легкоиспаряющееся вещество А1С13, пузырьки которого, выходя из расплава, уносят с собой водород и оксидные включения (см. подробнее подразд. 8.6).
Учитывая малую плотность хлоридов, их вводят в жидкий металл под колокольчиком. Процесс проводят либо непосредственно в тигельной печи, либо в ковшах (последнее чаще). Большинство используемых хлоридов гигроскопичны, поэтому перед вводом в металл их просушивают.
Для рафинирования можно использовать и другие способы дегазации, рассмотренные в подразд. 8.3, которые сопровождаются флотацией оксидных включений. Кроме того, используется способ фильтрации расплава через стеклоткань, пористые или зернистые огнеупорные материалы. В процессе фильтрации происходит не только механическое улавливание твердых частиц, взвешенных в расплаве, но и адсорбция расплава на поверхности раздела металл — фильтр. Количество неметаллических включений при фильтрации снижается в 2—2,5 раза, но содержание водорода в расплаве не уменьшается. Отстаивание металла в плавильных и раздаточных печах также приводит к его рафинированию.
Модифицирование. Для измельчения макрозерна и различных фаз, а также для придания им благоприятной формы алюминиевые сплавы модифицируют. Доэвтектические и эвтектические силумины модифицируют с целью измельчения кристаллов
314
эвтектического кремния. Для этого вводят 0,05... 0,1 % натрия или стронция в виде солей NaF и NaCl на поверхность металла, очищенную от шлака. В результате реакций, происходящих в металле, выделяется натрий, производящий модифицирующее воздействие:
6NaF + Al = Na3AlF6 + 3Na.
С целью ускорения этого процесса металл следует перемешивать. Эффект модифицирования сохраняется 20...30 мин, в течение которых металл должен быть залит в формы. Модифицирующее действие стронция сохраняется в течение 2...3 ч.
Стронций вводят в виде лигатуры алюминий—стронций, содержащей 10 % Sr.
Заэвтектические силумины модифицируют для измельчения первичных кристаллов кремния. В качестве модификатора используют фосфор в виде лигатуры Си—Р (10% Р), смеси красного фосфора с фторцирконатом калия и хлористым калием, а также смеси фосфорорганических веществ. Следует заметить, что модифицирование фосфором в виде лигатуры Си—Р требует повышенной температуры (880...920°C) и длительной выдержки (20...30 мин).
В табл. 15.2 приведены основные сведения о модификаторах алюминиевых сплавов.
Широкое распространение получили так называемые универсальные флюсы, выполняющие функции рафинирующих флюсов и модификаторов. В составе этих флюсов кроме КС1, NaCl и Na3AlF6 содержится свыше 25 % NaF, обеспечивающего модифицирующее действие флюса.
Расход дегазирующих и модифицирующих добавок зависит от способа их применения. Так, по данным ВАЗа расход порошкообразного гексахлорэтана составляет 0,2 %, а при использовании его в виде таблеток расход не превышает 0,05 % от массы расплава. Модифицирующие средства в прессованном виде также расходуются в меньшем количестве, чем порошковые (0,1 против 1 %). Это объясняется отсутствием просыпи при вводе таблетки, а, кроме того, постепенное разложение таблетки исключает возможность выброса непрореагировавшего реагента на поверхность металла, что характерно при усвоении порошкообразного вещества.
В последние годы разработаны модификаторы для сплавов алюминия, содержащих до 26 % Si. Это смеси фосфористой меди и гидрата лития, лигатуры Al—(10...50 %) Sr, Al—Ti—В и др.
Опыт ВАЗа и КамАЗа показывает, что воздействие флюсов на металл не должно заканчиваться после его выдачи из плавильного отделения. При транспортировке в ковшах и при выдержке в раздаточных печах металл должен защищаться флюсами. В раздаточных печах необходима регулярная замена флюса.
315
Таблица 15.2
Состав модификаторов и параметры процесса модифицирования алюминиевых сплавов
№ п/п Состав модификатора Расход модификатора, % Температура модифицирования, °C
1 Металлический натрий 0,05...0,1 750-780
2 Флюс (67 % NaF, 33 % NaCl) 1,0...2,0 780-810
3 Флюс (25 % NaF, 62,5 % NaCl, 12,5 % КС1) 1,0...2,0 730-750
4 Флюс (30 % NaF, 50 % NaCl, 10%KCl, 10%Na3AlF6) 0,5 ...1,0 720... 750
5 Флюс (10% NaF, 35 % NaCl, 40%KCl, 15 % Na3AlF6) 1,0... 1,5 740-760
6 Лигатура Al—Zr (10 % Zr) 0,6...0,8 750-780
7 Лигатура Al—P (10 % P) 0,6...0,8 790-820
8 Смесь: 20 % красного фосфора, 10%K2ZrF6, 70% KC1 1,5...2,0 790... 825
9 Смесь: 8 % красного фосфора, 58 % K2ZrF6, 34 % алюминиевого порошка 0,3 ...0,4 790... 825
10 Фосфорорганические вещества (хлорофос, трифенилфосфат) 0,04-0,6 760...780
15.2. Плавка сплавов на основе магния
Физико-химические особенности процесса. Магний имеет плотность 1,74 кг/дм3, /„л = 650 °C и ® 1100 °C (при атмосферном давлении). Магний имеет еще большую удельную теплоемкость, чем алюминий, но несколько меньшую скрытую теплоту плавления, а энтальпия жидкого магния при температуре плавления превышает температуру расплавленной стали (1490 и 1260 кДж/кг соответственно).
Плавка магния требует особого внимания и осторожности в связи с его высокой химической активностью. Сплавы магния интенсивно окисляются, а при температуре 430... 600 °C могут воспламеняться на воздухе. Магний взаимодействует также с азотом воздуха, образуя нитрид Mg3N2. Оксид и нитрид магния образуют на поверхности твердых кусков рыхлую пленку, которая не защищает металл от дальнейшего окисления.
Расплавленный магний имеет меньшую плотность, чем его оксид и нитрид, поэтому эти соединения осаждаются на дно ван-316
ны. Оставшиеся в отливках частицы оксидов и нитридов снижают механические свойства отливок и способствуют образованию в них пористости.
Кислород и азот не растворяются в магниевых расплавах, а водород растворяется в количестве, значительно большем, чем в алюминии, — до 20...30 см3/100 г сплава. Особенно опасно взаимодействие магния с влагой, так как при этом выделяется водород, образующий с кислородом воздуха гремучий газ.
Для защиты жидкого магния от воздействия атмосферы применяют один из следующих методов: защита покровными флюсами, защита нейтральной по отношению к магнию атмосферой и защитное легирование микродобавками.
Печи для плавки магния. В зависимости от объема производства и массы отливок плавку ведут монопроцессом в тигельных печах или дуплекс-процессом: пламенная отражательная печь— тигельная печь. При производстве мелких отливок используются печи со стационарным тиглем. В этом случае разливку осуществляют разливочными ковшами чайникового типа емкостью до 20 кг.
Выемные тигли называются так потому, что после плавки и обработки металла их извлекают из печи и используют как заливочный ковш. Выемные тигли обычно используют для производства крупных отливок. Нагрев тиглей производится сжиганием топлива, электрическими сопротивлениями или индуктором. Наибольшее распространение получили индукционные печи с тиглем из малоуглеродистой или нержавеющей стали. Учитывая опасность взаимодействия магния с водой, в индукционных печах для плавки магния иногда используют индукторы с воздушным охлаждением. Графитовые и шамотные тигли не применяют, так как большинство флюсов, используемых при плавке, содержат хлористые и фтористые соли щелочных металлов, взаимодействующие с материалом тигля и разъедающие его стенки.
Технология плавки магниевых сплавов. Плавка с применением покровных и покровно-рафинирующих универсальных флюсов. Этот способ плавки получил наибольшее распространение в производственных условиях. В табл. 15.3 приведены составы универсальных флюсов ВИ2 и ВИЗ, которые применяются для плавки большей части магниевых сплавов. Флюс ВИЗ применяется для плавки в выемных печах, ВИ2, имеющий большую плотность, — в стационарных тигельных и отражательных печах. Как видно из табл. 15.3, основу флюсов составляет карналлит (MgCl2, КС1). Добавка MgO увеличивает вязкость шлака, CaF2 является рафинирующей добавкой, ВаС12 облегчает отделение шлака от металла и увеличивает его плотность. Для плавки сплавов, легированных редкоземельными элементами (РЗМ), используются флюсы, не содержащие MgCl2, так как он
317
Таблица 15.3
Состав наиболее распространенных флюсов для плавки магниевых сплавов
Марка флюса Содержание компонента флюса, % Влажность (сверх 100 %)
MgCl2 КС1 ВаС12 NaCl+ + СаС12 CaF2 MgO
ВИ2 38...46 32...42 5...8 До 8 3...5 До 1,5 До 1,5
ВИЗ 34...40 25...36 — До 8 15...20 7...10 ДоЗ
Для сплавов с РЗМ — 22...26 19...23 52...59 2...5 — —
взаимодействует с РЗМ, увеличивая их потери до 20 % по реакциям:
2Се + 3MgCl2 = 3Mg + 2СеС13,
2Y + 3MgCl2 = 3Mg + 2YC13,
2Y + 3MgF2 = 3Mg + 2YF3.
Плавку магниевых сплавов начинают с проверки состояния тигля. Не допускаются к дальнейшей эксплуатации тигли, имеющие трещины, сквозные раковины и местные утонения стенки сверх 50 %. В тигель, нагретый до 400...500 °C, загружают флюс в количестве около 10 % от металлоемкости тигля. После расплавления погружают в толщу расплавленного флюса магний первичный, возврат и легирующие элементы. Марганец вводят в виде хлористого марганца МпС12, цирконий — в виде фторцирконата калия K2ZrF6 или лигатуры магний — цирконий. РЗМ добавляют в чистом виде или в виде миш-металла.
Рафинирование под флюсами проводят путем перемешивания расплава движениями мешалки вниз — вверх в течение 5...6 мин при температуре 700...720°C. При этом на поверхность металла добавляют порции сухого измельченного флюса. Расплавленный флюс обволакивает нежелательные примеси, содержащиеся в металле, и при последующей выдержке металла осаждает их на дно тигля. Рафинирование считается законченным, когда поверхность металла приобретает блестящий зеркальный вид. После этого наносят свежий флюс и выдерживают под ним металл в течение 10... 15 мин при 750...800°C. Затем снижают температуру до 700 °C и выдают металл из печи.
Для рафинирования магниевых сплавов используют также продувку аргоном при 720...740°C или фильтрацию через сетчатые и
318
зернистые фильтры. Зернистые фильтровальные материалы (магнезит, графит, кокс в смеси с другими веществами) обеспечивают наиболее полную очистку расплава. Стальные сетчатые фильтры снижают загрязненность приблизительно в пять раз.
Для связывания водорода в устойчивые гидриды в расплав перед разливкой иногда вводят до 0,1 % Са.
Модифицирование проводят для измельчения зерна и повышения механических свойств магниевых сплавов. Сплавы, содержащие алюминий, модифицируют одним из трех способов.
1. Перегревом расплава в стальном тигле до 900 °C и выдержкой при этой температуре в течение 15...20 мин. Во время выдержки расплав магния растворяет в себе небольшое количество железа из стального тигля.
При последующем быстром охлаждении до 700 °C в расплаве образуются мелкодисперсные частицы FeAl3, являющиеся центрами кристаллизации для твердого раствора алюминия в магнии.
2. Введением углеродсодержащих добавок в расплав. При 720...750 °C модификаторы (табл. 15.4) разлагаются с выделением углекислого газа, углерод которого восстанавливается магнием. Вступая в реакцию с алюминием, углерод образует тонкодисперсные твердые карбиды, являющиеся центрами кристаллизации.
3. Сплавы, не содержащие алюминий, модифицируют присадкой циркония (0,5...0,7%) или кальция (0,05...0,15%).
Таблица 15.4
Режимы модифицирования магниевых сплавов
Модификатор Расход, % Температура модифици-рования, °C Время, мин
замешивания отстаивания
Мел 0,5... 0,6 760... 780 5...8 15...40
Мрамор 0,5...0,6 760... 780 5...8 15...40
Магнезит 0,3...0,4 720... 730 8...12 15...40
Гексахлорэтан 0,3...0,4 720... 760 8... 12 15...40
Хлорное железо 0,4...0,5 720...760 5...8 10...40
Цирконий 0,5...0,8 — 7 —
Магниево-циркониевая лигатура (12 % Zr) 10,0 850... 900 19...20 10...15
Фторцирконат калия 8...10 930 . 20...30 20...30
Кальций 0,08...0,15 770... 780 — 10... 15
319
Раздачу металла из печи производят ковшами, промытыми расплавленным карналлитом или флюсом ВИ2. Остаток металла в тигле, загрязненного неметаллическими включениями и флюсом, после каждой плавки сливают, переплавляют и рафинируют. Этот остаток составляет 25... 30 % объема тигля.
Особенности бесфлюсовой плавки. Большинство флюсов, применяющихся при плавке магния, содержат хлориды щелочных и щелочноземельных металлов. При попадании частиц флюса в тело отливки образуются очаги интенсивной коррозии. Интенсивность процесса коррозии объясняется высокой гигроскопичностью хлоридов:
MgCl2 + 2Н2О = Mg(OH)2 + 2НС1,
2НС1 + Mg = MgCl2 + Н2.
Кроме того, применение флюсов существенно ухудшает условия труда. Поэтому в настоящее время широко применяют плавку в среде нейтральных газов. Плавку ведут в выемных стальных тиглях, закрытых крышкой. Во время плавки и разливки под крышку подается защитный газ. Чаще всего в производственных условиях используется смесь сухого воздуха и шестифтористой серы SF6. Могут быть использованы также углекислый газ и смесь воздуха и фторида бора.
Для снижения окисляемости в магний и его сплавы вводят бериллий или кальций. Для сплавов магния, содержащих до 10 % алюминия, достаточно до 0,07 % Be от массы сплава.
15.3. Плавка сплавов на основе цинка
Физико-химические особенности процесса. Цинк является тяжелым легкоплавким металлом; ® 420 °C, р = 7,13 кг/дм3. Низкая температура кипения цинка (7КИП = 907 °C) ограничивает допустимую температуру металла при плавке всех сплавов, в которые он входит. Энтальпия цинка при 500 °C (около 300 кДж/кг) в три раза ниже, чем энтальпия расплавленного алюминия. Удельное электрическое сопротивление расплава цинка 0,35- 10~б Омм.
При низких температурах на воздухе цинк окисляется, образуя плотную защитную пленку из ZnO3- 3Zn(OH)2. Однако в плавильных печах цинк окисляется по реакциям:
2Zn + О2 = 2ZnO,
Zn + Н2О = ZnO + Н2,
Zn + СО2 = ZnO + СО.
Для защиты от окисления можно вести плавку в защитной или нейтральной атмосфере, например в среде азота. Однако на прак-320
тике в большинстве случаев оказывается достаточным не допускать перегрева металла выше температуры 480 °C, при которой начинается интенсивное окисление и насыщение газами цинка. При данной температуре цинк и его сплавы не оказывают заметного влияния на огнеупорную футеровку печи и чугунный или стальной тигель. Повышение температуры приводит к растворению железа тигля в расплаве цинка.
Печи для плавки цинковых сплавов. Учитывая низкую температуру плавления и кипения цинка, плавку цинковых сплавов ведут обычно в тигельных печах, нагреваемых путем сжигания топлива или использования электрического сопротивления и индукции. В дуговых печах плавить цинковые сплавы не следует, так как неизбежный локальный перегрев металла вблизи горения дуги приводит к интенсивному испарению и окислению цинка. Индукционные канальные печи используются для плавки цинковых сплавов. На КамАЗе сплав ЦАМ10-5 для литья под давлением выплавляли в трех индукционных канальных печах емкостью по 2 т с нейтральной футеровкой. Однако перегрев металла в канале приводит к неустойчивости электрического режима плавки (так называемой цинковой пульсации) и принуждает ограничивать мощность, передаваемую в печь.
Технология плавки. Основную часть шихты обычно составляют сплавы цинковые литейные в чушках, свой возврат и лом цинковых сплавов. В качестве покровных флюсов используют смесь хлоридов кальция, калия и натрия, хлористый аммоний или криолит. Для подшихтовки используют первичный алюминий в чушках, катодную медь и магний металлический. Все компоненты шихты должны быть очищены от масел, влаги и других включений. Плавку ведут, не допуская перегрева ванны выше 480 °C. По результатам экспресс-анализа проводят корректировку химического состава.
Для ввода магния используют стальной колокольчик. При получении заданного химического состава металл перегревают до 440...450 °C и переливают в ковш, нагретый до той же температуры. В ковше под вытяжным зонтом производят рафинирование расплава таблетками комплексного дегазатора «Дегазер», в составе которых 87 % гексахлорэтана, 12,7 % NaCl, 0,3 % ультрамарина. Рафинирование можно проводить также отстаиванием, продувкой инертными газами и фильтрацией.
15.4. Плавка медных сплавов
Физико-химические особенности процесса. Чистая медь имеет плотность р = 8,9 кг/дм3 и плавится при температуре 1083 °C. Энтальпия расплавленной меди составляет 720 кДж/кг, а ее удельное электрическое сопротивление в жидком состоянии 0,2 • 10-6 Ом • м.
321
В связи с чрезвычайно низкими литейными свойствами в чистом виде медь для изготовления фасонных отливок не применяется.
Литейные латуни — сплавы меди, содержащие 16...40% Zn, могут быть легированы также алюминием, кремнием, свинцом и другими элементами. В зависимости от состава латуни температура перегрева в печи колеблется в пределах 1000... 1050°C.
Бронзы оловянистые могут быть также легированы свинцом и цинком, но содержание последнего не превышает 12 %.
Безол овянистые бронзы в качестве легирующих могут содержать алюминий, никель, марганец, железо, свинец, бериллий и др. Температура перегрева бронз в печи (1100... 1400°C) выше, чем латуней.
Медь имеет меньшее сродство к кислороду, чем большинство легирующих элементов, входящих в состав бронз и латуней. Поэтому при плавке в открытых печах медь окисляется, но затем передает кислород более активным легирующим элементам. Эти элементы играют роль своеобразных раскислителей, образуют твердые, жидкие и газообразные оксиды, медленно всплывающие или осаждающиеся в расплаве. Учитывая высокую стоимость легирующих элементов и специфику их окисления в медных расплавах, важнейшей задачей плавки является защита металла от окисления.
Медные сплавы склонны к газопоглощению. Содержание водорода в бронзах может достигать 20 см3/100 г расплава. С повышением температуры интенсивность взаимодействия с газами увеличивается. Наиболее подвержены влиянию атмосферы печи сплавы, легированные алюминием и кремнием.
Медные сплавы имеют высокую электропроводность, поэтому плавка их в индукционных печах (особенно тигельных) характеризуется низким электрическим КПД и повышенным расходом электроэнергии. Однако затраты на электроэнергию составляют несущественную часть по сравнению со стоимостью шихты для плавки медных сплавов.
Печи для плавки медных сплавов. В современном литейном производстве для плавки медных сплавов наибольшее распространение получили электрические печи.
Индукционные тигельные печи характеризуются большим расходом электроэнергии на плавку, чем канальные, но упрощают переход на другой состав металла и простой в нерабочие смены.
Однофазные дуговые печи (рис. 15.2) с независимой дугой используются для плавки бронз, не содержащих цинка. Применение таких печей для плавки латуней и бронз, легированных цинком, недопустимо. Это объясняется тем, что в зоне горения дуги может происходить интенсивное испарение цинка (его = 907 °C), пары которого опасны для здоровья персонала цеха.
Вакуумные печи также не применяются для плавки латуней в связи с неизбежным испарением цинка.
322
Рис. 15.2. Схема однофазной печи с независимой дугой:
1 — корпус печи; 2 — графитовый электрод; 3 — загрузочное окно; 4 — опорный ролик
Футеровка печи в значительной степени определяет величину угара элементов (см. подразд. 8.4). Медные сплавы легированы элементами, образующими как основные, так и кислые оксиды. Поэтому для уменьшения угара легирующих элементов в наибольшей степени подходят нейтральные огнеупоры — высокоглиноземистые и хромитовые; полукислые — шамотные и тигли — графитошамотные и графитокарборундовые.
На КамАЗе для плавки медных сплавов использовались индукционные тигельные печи с высокоглиноземистой футеровкой емкостью 1,4 т и 11 печей серии ИСТ-04, а также канальные печи емкостью от 2 до 4,5 т.
Технология плавки. Ш и хт а. В состав шихты могут входить первичные металлы, сплав в чушках, возврат и лом медных сплавов. Для корректировки химического состава расплава применяют чистые первичные металлы (цинк, медь, олово в прутках) или лигатуры (табл. 15.5). Расчет шихты следует проводить аналогично расчету шихты для алюминиевых сплавов. Последовательность ввода
Таблица 15.5
Составы лигатур для плавки медных сплавов
Тип лигатуры Содержание легирующего элемента, % Температура плавления, ^пл> С
Си—Мп Мп 27 • 860
Си—Be Be 5... 15 900
Си—Si Si 16 800
Си—Sn Sn 50 780
Си—Ni Ni 15...33 1050... 1080
Al—Си—Ni Al 50, Ni 10 670
323
шихтовых материалов должна обеспечить минимальный угар легирующих элементов.
Как правило, в начале расплавляют основной металл, затем в расплавленную ванну вводят остальные компоненты. Лигатуры добавляют в порядке возрастания активности содержащихся в них элементов.
Защита от атмосферы эффективнее всего осуществляется древесным углем, который наносят на поверхность первой порции металла слоем толщиной 100... 105 мм. При окислении древесного угля образуется слой газа — восстановителя СО. Кроме того, углерод является восстановителем для меди.
В состав покровных флюсов могут входить битое стекло, бура, сода и другие вещества. Расход флюса составляет около 2 % массы металла.
Для плавки сплавов высокой чистоты и бескислородной меди в качестве защитных средств применяют нейтральные газы (аргон и азот) или вакуумную плавку.
Рафинирование. Применение покровных флюсов не ис-ключает полностью взаимодействия металла с газовой фазой. Поэтому в металле растворяется водород, происходит окисление меди и легирующих элементов, которые в большинстве своем имеют большее сродство к кислороду, чем медь. Для ошлакования образующихся оксидов с флюсами вводят добавки, состав которых зависит от состава расплавляемой шихты и образующихся при этом оксидов. Так для ошлакования оксидов алюминия и кремния в рафинирующий (или покровно-рафинирующий) флюс вводят соду. Процессы протекают по реакциям:
Na2CO3 + SiO2 = Na2SiO3 + СО2,
Na2CO3 + А12О3 = Na2Al2O4 + СО2.
При многократном переплаве оловянистых бронз расплав загрязняется оксидом олова. Для его удаления также используют соду или известняк, а для разжижения шлака добавляют борный ангидрид или буру:
SnO2 + 2Na2CO3 + В2О3 ~ Na2B2O4* Na2SnO3 + 2СО2 или
SnO2 + 2СаСО3 + Na2B4O7 = Ca2B4Og'Na2SnO3 + 2СО2.
Обработка расплава медной окалиной и кварцевым песком приводит к ошлакованию железа:
3FeO + Cu2O = Fe3O4 + 2Cu,
2Fe3O4 + 4SiO2 + 4Cu = 3Fe2SiO4 + Cu4SiO4.
324
Дегазация расплава может проводиться продувкой азотом, хлором или аргоном. При этом происходит всплытие неметаллических включений. Расход газа на 1 т металла составляет 0,05... 0,5 м3 при давлении около 0,02 МПа и продолжительности продувки 5... 10 мин.
Гексахлорэтан для дегазации медных сплавов используется так же эффективно, как и для алюминиевых сплавов.
Фильтрация через зернистые и сетчатые фильтры является эффективным способом рафинирования сплавов на основе меди. В качестве зернистых фильтрующих материалов применяют магнезит, алунд, плавленые фториды кальция и магния. Фильтрация происходит через слой фильтрующего материала толщиной 100 мм после предварительного прогрева до 700...800°C. Размер зерен фильтра 5... 10 мм. Сетчатые фильтры изготовляют из кварцевых или графитовых нитей или из молибдена.
Вакуумирование при остаточном давлении 9,3 кПа (70 мм рт. ст.) обычно проводится в ковше. Вакуумирование не применяется для латуней и нейзильберов, так как это приводит к большим потерям цинка.
Перегрев может использоваться для дегазации латуней. Метод основан на том, что при повышении температуры интенсифицируется процесс испарения цинка. Пары цинка, выходя из металла, производят дегазирующее и флотирующее действие.
Раскисление. Наибольшее распространение в качестве раскислителя для бронз получила фосфористая медь, содержащая около 10 % фосфора. Ее вводят в расплав (расход фосфористой меди 0,3... 0,5 %). В результате реакции
5Cu2O + 2Р = Р2О5 + 10Си
образуются пары фосфорного ангидрида, способствующие удалению неметаллических включений. Раскисление фосфористой медью приводит к снижению электропроводности меди. В тех случаях, когда это нежелательно, раскисление проводят более дорогими раскислителями — литием, кальцием и калием.
Модифицирование. Медные сплавы модифицируют с целью измельчения зерна и нейтрализации вредных примесей. Для измельчения зерна вводят 0,002...0,1 % тугоплавких элементов Ti, V, Zr, Мо, W, В в виде лигатур при температуре 1200... 1250°C. Для нейтрализации вредного действия Bi, Sb, As и Pb модифицирование ведут кальцием, церием или цирконием.
15.5. Плавка сплавов на основе никеля
Никель относится к тяжелым цветным металлам с плотностью 8,9 кг/дм3 и температурой плавления = 1453 °C. Энтальпия расплава никеля (1100 кДж/кг) несколько больше, чем чугуна, а
325
удельное электрическое сопротивление (около 1,1 Ом-м) немного ниже. При нагреве свыше 500 °C в открытых печах чистый никель покрывается плотной защитной пленкой NiO. Сплавы никеля содержат элементы, имеющие большее сродство к кислороду, которые вступают во взаимодействие с моноксидом никеля по реакциям типа:
NiO + Me = МеО + Ni.
Образующиеся при этом оксиды нарушают целостность защитной пленки NiO, что приводит к дальнейшему окислению никеля и легирующих элементов, а также к растворению в расплаве водорода и азота. Поэтому плавку жаропрочных и жаростойких сплавов никеля, содержащих наиболее активные элементы (алюминий, титан и ванадий), ведут в индукционных вакуумных печах. Остальные сплавы плавят под покровными флюсами.
Наибольшее распространение получили тигельные индукционные печи с шамотно-графитовым тиглем. В качестве флюса используют смеси, содержащие СаО, SiO2, CaF2, MgF2 и другие соединения, а также древесный уголь и битое стекло. Толщина покровного флюса в течение плавки должна поддерживаться на уровне 100... 150 мм.
Компоненты шихты — никель, медь, возврат и лом — загружают под флюс одновременно. При плавке нейзильбера цинк вводят после расплавления всей шихты.
Раскисление безуглеродистых сплавов никеля производят кремнием, марганцем и магнием. Для остальных сплавов используется углерод в виде электродного боя или лигатуры Ni—С, содержащей 1,5...2% С.
15.6. Плавка титановых сплавов
Титан относится к легким (р = 4,5 кг/дм3) тугоплавким (^ = = 1668 °C) металлам. Теплопроводность расплава титана в 20 раз меньше, чем меди. Удельное электрическое сопротивление титана 0,61-10"6 Ом-м. По сравнению со сталью удельная теплота кристаллизации титана (419 кДж/кг) в 1,6 раза больше. Титан и его сплавы в жидком состоянии имеют чрезвычайно высокую химическую активность. Титан реагирует с кислородом, азотом, водородом, вступает во взаимодействие с различными оксидами, образующими огнеупорные материалы, и восстанавливает их. Кроме того, расплав титана растворяет углерод графитового тигля, что приводит к резкому снижению пластичности сплавов. Поэтому титан нельзя плавить в печах, футерованных обычными огнеупорами. Для выплавки качественных титановых сплавов необходимо исключить взаимодействие металла с футеровкой и газовой фазой. Поэтому плавку ведут в вакуумных гарнисажных
326
Рис. 15.3. Схема вакуумной дуговой печи с расходуемым электродом для плавки титановых сплавов:
1 — электрододержатель; 2 — расходуемый электрод; 3 — вакуумная камера; 4 — смотровое окошко; 5 — литейные формы; 6 — токоподвод к тиглю; 7 — шланг подачи воды; 8 — медный водоохлаждаемый тигель; 9 — гарнисаж
дуговых печах с расходуемым (рис. 15.3) или нерасходуемым электродом.
В первом случае в вакуумную камеру 3 помещают медный водоохлаждаемый тигель 8, расходуемый электрод 2 и литейные формы 5. Расходуемый электрод представляет собой шихтовой слиток титана или пруток, спрессованный из титанового порошка. После вакуумирования печи зажигают электрическую дугу между электродом и дном тигля и прогревают тигель и электрод на малой мощности. При повышении мощности до рабочих ее значений происходит плавление расходуемого электрода, расплавленный металл постепенно заполняет тигель. По мере оплавления расходуемого электрода он автоматически опускается вниз электродо-держателем 1. В связи с высокой теплопроводностью медного водоохлаждаемого тигля на его стенках образуется слой затвердевшего расплава толщиной 10... 15 мм, который является своего рода футеровкой и называется гарнисажем 9.
Толщина слоя гарнисажа зависит от соотношения мощности, выделяемой дугой, и количества теплоты, отводимого от расплава через гарнисаж и тигель охлаждающей водой. При недостаточ
327
ной мощности увеличивается толщина гарнисажа, и объем расплавленного металла уменьшается. Чрезмерная мощность дуги может привести к локальному расплавлению гарнисажа и медного тигля.
В современных плавильных установках изменение мощности дуги в процессе плавки происходит по заранее разработанной программе, реализуемой с помощью компьютера.
Для низколегированного титана марок ВТ5Л, ВТ6Л и др. положительные результаты дает модифицирование бором или карбидом бора в количестве 0,007...0,01 %.
Если для плавки используют слиток заданного состава, то в слитке высверливают отверстие и в него закладывают модификатор.
Отверстие затем заделывают титановой пробкой, чтобы модификатор не выпал раньше времени. Место расположения модификатора выбирают таким образом, чтобы модификатор попал в ванну жидкого металла за 40...60 с до окончания плавки. Общее время от введения модификатора до начала затвердевания отливки не должно превышать 150... 180 с.
Для наблюдения за ходом плавки предусмотрено окошко 8. Готовый металл заливают в формы при повороте печи.
ПРИЛОЖЕНИЕ
Таблица Ш
Расчет ограничений по химическому составу
Расчетчик:
Плавильный агрегат:
Марка сплава: Футеровка:
Параметр расчета Содержание элемента (Э), мае. %
В отливке Эо: от ... до...
Принятые ограничения VI II Л1 VI II Л1 VI II Л1 VI II Л1 VI II Л1 VI II Л1 VI II Л1 VI II Л1 VI II Л1 VI II Л1
329
330
Таблица П2
Список компонентов шихты и ограничений по их содержанию
Переменная Л Компонент шихты Содержание элемента в компонентах шихты, мае. % (в числителе — номинальное Эн/угар У, в знаменателе — приведенное Эпр) (расположите элементы в той же последовательности, что и в табл. П1) Ограничения, доли ед. Цена, руб./т
Xi Эн/У Эпр / / / / / / / / /
^2 / / / / / / / / / /
х3 / / / / / / / / / /
X. / / / / / / / / / /
X, / / / / / / / / / /
X. / / / / / / / / / /
^7 / / / / / / / / / /
Х% / / / / / / / / / /
х> / / / / / / / / / /
/ / / / / / / / / /
Примечание. Эпр = Эн(100 - У)/100.
СПИСОК ЛИТЕРАТУРЫ
К разделу I
1. Баландин Г. Ф. Основы теории формирования отливки. — М.: Изд-во МГТУ им. Н.Э. Баумана, 1998. — 486 с.
2. Братухин А. Г., Бибиков Е.Л., Глазунов С. Г. Производство фасонных отливок из титановых сплавов. — М.: ВИЛС, 1998. — 292 с.
3. Воздвиженский В. М., Грачев В. А., Спасский В. В. Литейные сплавы и технология их плавки в машиностроении. — М.: Машиностроение, 1984. — 432 с.
4. Волкомич А. А., ТруховА.П., Сорокин Ю. А. Формирование точности отливок. - М.: МАМИ-ЛИТАФОРМ, 1996. - 84 с.
5. Гиршович Н. Г Кристаллизация и свойства чугуна в отливках. — М.-Л.: Машиностроение, 1966. — 562 с.
6. Гуляев Б. Б. Теория литейных процессов. — Л.: Машиностроение, 1976.- 216 с.
7. Колобнев И. Ф., Крымов В. В., Мельников А. В. Справочник литейщика: Фасонное литье из алюминиевых и магниевых сплавов. — М.: Машгиз, 1957.-432 с.
8. Константинов Л. С., Трухов А.П. Напряжения, деформации и трещины в отливках. — М.: Машиностроение, 1981. — 200 с.
9. Леви Л. И., Кантеник С. К Литейные сплавы. — М.: Высш, шк., 1967. — 436 с.
10. Рабинович Б. В. Введение в литейную гидравлику. — М.: Машиностроение, 1966. — 423 с.
11. Справочник по чугунному литью / Под ред. Н. Г. Гиршовича. — М.-Л.: Машиностроение, 1978. — 758 с.
12. Технология литейного производства (Специальные виды литья): Учебник для вузов / Ю. А. Степанов, Г. Ф. Баландин, В. А. Рыбкин и др.; Под ред. Ю. А. Степанова. — М.: Машиностроение, 1983. — 287 с.
К разделу II
1. Васильев В. А. Физико-химические основы литейного производства. — М.: Изд-во МГТУ им. Н.Э. Баумана, 1994. — 324 с.
2. Леви Л. И., Мариенбах Л. М. Основы теории металлургических процессов и технология плавки литейных сплавов. — М.: Машиностроение, 1970. - 495 с.
3. Воздвиженский В. М., Грачев В. А., Спасский В. В. Литейные сплавы и технология их плавки в машиностроении. — М.: Машиностроение, 1984. — 431 с.
331
4. Борнацкий И. И. Основы физической химии. — М.: Металлургия, 1989. - 320 с.
5. Жуховицкий А. А., Шварцман Л. А. Физическая химия. — М.: Металлургия, 1968. — 520 с.
6. Гольдштейн Н.Л. Краткий курс теории металлургических процессов. — Свердловск: Металлургиздат, 1961. — 335 с.
7. Воскобойников В. Г, Кудрин В. А., Якушев А. М. Общая металлургия. — М.: Металлургия, 1968. — 768 с.
8. Сухарчук Ю. С., Юдкин А. К. Плавка чугуна в вагранках. — М.: Машиностроение, 1989. — 175 с.
9. Баринов НА. Водоохлаждаемые вагранки. — М.: Машиностроение, 1964. - 228 с.
10. Аксенов П.Н. Технология литейного производства. — М.: МАШ-ГИЗ, 1957. - 665 с.
11. Справочник по чугунному литью. — Л.: Машиностроение, 1978. — 758 с.
12. Шварцман Л.А., Жуховицкий А.А. Начала физической химии для металлургов. — М.: Металлургия, 1974. — 352 с.
13. Сойфер В. М. Огнеупоры для дуговых сталеплавильных печей малой емкости. — М.: Металлургия, 1994. — 192 с.
14. Попелъ С. И., Никитин Ю.П., Бармин Л. А. Взаимодействие расплавленного металла с газом и шлаком. — Свердловск: Изд. УПИ, 1975. — 183 с.
15. Грачев В. А. Печи литейных цехов. — М.: Изд-во МГОУ АО «Росвуз-наука», 1994. — 634 с.
16. Долотов Г.П., Кондаков Е.А. Печи и сушила литейного производства. — М.: Машиностроение, 1984. — 232 с.
17. Могилев В.К, Лев О.И. Справочник литейщика. — М.: Машиностроение, 1988. — 272 с.
18. Абрамов Г Г, Панченко Б. С. Справочник молодого литейщика. — М.: Высш, шк., 1991. — 320 с.
19. Платонов Б. И, Акименко А.Д. Индукционные печи для плавки чугуна. — М.: Машиностроение, 1976. — 176 с.
20. Мариенбах Л.М. Металлургические основы ваграночного процесса. - М.: МАШГИЗ, 1960. - 327 с.
21. Егоров А. В., МоржинА. Ф. Электрические печи. — М.: Металлургия, 1975.- 352 с.
22. Бабат Г И. Индукционный нагрев металлов и его промышленное применение. — M.-JL: Госэнергоизат, 1946. — 432 с.
23. Вайнберг А. М. Индукционные плавильные печи. — М.: Энергия, 1967.-415 с.
24. Лузгин В. И., Петров А. Ю., Фаерман Л. И. Индукционные тигельные печи средней частоты нового поколения // Литейщик России. — 2002. — № 1.-С. 22-24.
25. Малиновский В. С., Малиновский В. Д., ЯрныхЛ. В. Сравнение характеристик дуговых печей постоянного тока нового поколения и индукционных тигельных печей // Литейщик России. — 2002. — № 1. — С. 24—27.
26. Мортимер Джон X. Завтрашние технологии индукционной плавки существуют уже сегодня //Литейщик России. — 2002. — № 1. — С. 32—37.
332
27. Обзор зарубежной информации //Литейное производство. — 2000. — № 11.-С. 34-35.
28. Малиновский В. С. Дуговые печи постоянного тока нового поколения //Литейное производство. — 1999. — № 1. — С. 40, 41.
29. Малиновский В. С., Мешков М.А. Перспективы и развитие новой технологии и оборудования для плавки алюминиевых сплавов // Литейное производство. — 2002. — № 12. — С. 23—25.
30. Рябов И.В., Фоченков Б.А. О модифицировании сплавов системы Al—Si—Си при литье поршней // Литейное производство. — 2000. — №11.-С. 5, 6.
31. Семенов Н.Я., Онуфриев И. А., Ракогон В. Г. Плавильное оборудование. (Обзор). — М.: НИИмаш, 1981. — 44 с.
32. Технический отчет о поездке группы специалистов института на Камский автомобильный завод в целях изучения комплекса литейных цехов / Министерство тракторного и сельскохозяйственного машиностроения. Волгоградский научно-исследовательский институт технологии машиностроения. — М.: ЦНТБ, 1979. — 187 с.
33. Технология и оборудование литейного производства. Отчет по выставке «GIFA — 89», состоявшейся в г. Дюссельдорфе (ФРГ) с 20 по 26 мая 1989 г. - М.: НПО «НИИТАВТОПРОМ», 1992. - 90 с.
34. Фарбман С. А., Колобнев И. Ф. Индукционные печи. — М.: Металлург-издат, 1958. — 704 с.
35. Фомин Н.И., Затуловский Л.М. Электрические печи и установки индукционного нагрева. — М.: Металлургия, 1979. — 248 с.
37. Шумихин В. С., Лузан П. П., Желънис М.В. Синтетический чугун. — Киев: Наукова думка, 1971.
38. Вертман А. А., Самарин А. М. Науглероживание металла при плавке в пламенных печах // Металлы. — 1965. — № 1.
39. Производство фасонных отливок из титановых сплавов / Гл. научный редактор А. Г. Братухин. — М.: ВИЛС, 1998. — 292 с.
40. Рафинирование стали инертным газом / Под ред. А.Ф. Каблуков-ского. — М.: Металлургия, 1975. — 230 с.
41. Брокмайер К. Индукционные плавильные печи. — М.: Энергия, 1972. - 302 с.
ОГЛАВЛЕНИЕ
Предисловие....................................................3
РАЗДЕЛ I. ЛИТЕЙНЫЕ СПЛАВЫ
Глава 1. Основные определения, характеристика и область применения литейных сплавов и особенности механических свойств литых заготовок...........................4
Глава 2. Сведения из теории плавления, кристаллизации и затвердевания металлов и сплавов.............................6
2.1. Плавление, строение и свойства жидкого металла........6
2.2. Кристаллизация. Зарождение и рост кристаллов.........10
2.3. Способы воздействия на размер зерна и структуру сплавов.16
2.4. Взаимосвязь характера затвердевания с интервалом кристаллизации и скоростью затвердевания..................19
Глава 3. Литейные свойства сплавов............................24
3.1. Технологические свойства сплавов и важность их определения для практики...............................24
3.2. Номенклатура литейных свойств сплавов................25
3.3. Жидкотекучесть. Технологические пробы................26
3.4. Склонность отливок к образованию усадочных раковин и пористости..............................................34
3.5. Линейная усадка сплавов и отливок....................44
3.6. Усадочные напряжения в отливках......................48
3.7. Склонность сплавов и отливок к горячим трещинам......59
3.8. Склонность сплавов и отливок к холодным трещинам.....66
3.9. Склонность сплавов к насыщению газами и образованию газовой пористости........................................67
3.10. Неметаллические включения и плены в сплавах.........73
3.11. Склонность компонентов сплавов к ликвации..............76
3.12. Зависимость механических свойств сплавов от толщины стенок отливок.................................81
Глава 4. Принципы разработки литейных сплавов.................83
Глава 5. Железоуглеродистые сплавы...............................88
5.1. Чугуны...............................................88
5.2. Серый чугун с пластинчатым графитом.................106
5.3. Высокопрочный чугун.................................112
5.4. Чугун с вермикулярным графитом......................116
5.5. Ковкий чугун........................................117
5.6. Легированные чугуны.................................121
334
5.7. Синтетический чугун........................... ;.........123
5.8. Литеиные стали.........................................123
Глава 6. Литейные сплавы цветных металлов.........................130
6.1. Алюминиевые сплавы.......................................130
6.2. Магниевые сплавы.........................................143
6.3. Титановые сплавы.........................................148
6.4. Медные сплавы............................................152
6.5. Цинковые сплавы..........................................157
6.6. Никелевые сплавы.........................................159
РАЗДЕЛ II. ТЕХНОЛОГИЯ ПЛАВКИ ЛИТЕЙНЫХ СПЛАВОВ
Глава 7. Основные понятия и определения...........................162
Глава 8. Типовые операции и процессы плавки литейных сплавов.............................................166
8.1. Горение топлива..........................................166
8.2. Шлакообразование. Строение шлаковых расплавов............169
8.3. Окислительное рафинирование..............................176
8.4. Закономерности угара элементов в кислых и основных печах.179
8.5. Удаление вредных примесей из железоуглеродистых сплавов..181
8.6. Дегазация расплавов металлов.............................186
8.7. Раскисление металла......................................191
. 8.8. Науглероживание расплавов железа.....................194
8.9. Взаимодействие футеровки с расплавами шлака и металла....195
Глава 9. Исходные материалы для плавки литейных сплавов......... 198
9.1. Первичные металлические материалы........................198
9.2. Вторичные металлические материалы........................202
8.3. Топливо..................................................204
9.4. Флюсы....................................................205
9.5. Расчет шихты.............................................206
Глава 10. Плавка чугуна в вагранках...............................217
10.1. Принцип действия и разновидности конструкций коксовых вагранок........................................217
10.2. Особенности горения кокса в вагранках...................223
10.3. Изменение температуры и химического состава газовой фазы по высоте вагранки..........................224
10.4. Влияние высоты холостой колоши на процесс плавки в вагранке...............................................227
10.5. Влияние размеров рабочих колош на процесс плавления шихты в вагранке.........................................229
10.6. Влияние качества кокса на тепловые процессы в вагранке..231
10.7. Влияние подготовки шихты на ход ваграночной плавки......231
10.8. Влияние величины удельного расхода кокса и воздуха на ход ваграночной плавки................................232
10.9. Способы интенсификации ваграночного процесса............232
10.10. Металлургические процессы плавки в коксовой вагранке.235
10.11. Особенности плавки в вагранках с основной футеровкой.243
10.12. Особенности плавки в металлургических вагранках........245
10.13. Особенности плавки чугуна в коксогазовых вагранках...245
10.14. Плавка чугуна в бескоксовых вагранках..................247
335
10.15 Стабилизация химического состава чугуна, выплавляемого
в вагранках..........................................248
Глава 11. Плавка чугуна в дуговых печах.......................249
11.1. Схема и принцип действия трехфазной дуговой печи...249
11.2. Технология плавки...................................250
11.3. Особенности конструкции и технологии плавки чугуна в дуговых печах постоянного тока........................ 254
Глава 12. Плавка чугуна в индукционных печах..................255
12.1. Принцип действия индукционных тигельных печей......255
12.2. Выбор частоты тока для питания индукционных тигельных печей..........................................257
12.3. Электромагнитное перемешивание металла в тигле ....260
12.4. Основные элементы конструкции печей промышленной частоты..................................................261
12.5. Изготовление футеровки печи........................262
12.6. Технология плавки чугуна в индукционных тигельных печах промышленной частоты................... . 264
12.7. Особенности плавки чугуна в индукционных тигельных печах средней частоты.....................................267
12.8. Индукционные канальные печи в чугунолитейном производстве .............................................269
12.9. Сравнительный анализ процессов плавки чугуна в современных чугуноплавильных печах......................274
Глава 13. Технологические особенности плавки различных сортов чугуна.................................................275
13.1. Технология получения высококачественного серого чугуна с пластинчатым графитом.....................275
13.2. Технология получения высокопрочного чугуна с шаровидным графитом................................... 280
13.3. Производство чугуна с вермикулярным графитом.......285
13.4. Производство ковкого чугуна........................285
13.5. Плавка легированных чугунов........................286
Глава 14. Плавка стали........................................290
14.1. Плавка стали в мартеновских печах..................290
14.2. Плавка стали в конвертерах.........................295
14.3. Плавка стали в дуговых печах.......................297
14.4. Плавка стали в индукционных тигельных печах .......302
14.5. Плавка стали в плазменных печах....................306
14.6. Электрошлаковый переплав стали .....................307
14.7. Внепечная дегазация стали...........................308
Глава 15. Плавка сплавов цветных металлов.....................309
15.1. Плавка сплавов на основе алюминия ................ 309
15.2. Плавка сплавов на основе магния....................316
15 3. Плавка сплавов на основе цинка 320
15.4. Плавка медных сплавов..............................321
15.5. Плавка сплавов на основе никеля....................325
15.6. Плавка титановых сплавов...........................326
Приложение....................................................329
Список литературы.............................................331