/






































































































































Текст
издательство "Феникс"
АВТОМОБИЛЕЙ. ТЕОРЕТИЧЕСКИЙ КУРС
ш I I l ->r.
БИБЛИОТЕКА АВТОЛ1ОБИЛИСТА Txft
РЕМОНТ
АВТОМОБИЛЕЙ
ТЕОРЕТИЧЕСКИЙ
КУРС .
43.^08^7^
к-
Серия «Библиотека автомобилиста»
А. В. Коробейник
.8
РЕМОНТ АВТОМОбиЛЕй
гг - 4
Георетическии курс
8
0
Допущено Министерством образования РФ 5
в качестве учебного пособия
для студентов образовательных учреждений
среднего профессионального образовнаия
Издание второе ‘
£
Е
Ростов-на-Дону
Ф>еникс
2004
ББК 30.82
К 68
Коробейник А.В.
К 68 Ремонт автомобилей / Серия «Библиотека автомо-
билиста». Ростов н/Д: «Феникс», 2004. — 288 с.
Учебник «Общая теория ремонта автомобилей» является пер-
вой частью и в нем изложены общие понятия и положения о
ремонте и восстановлении автотракторной техники и их узлов и
агрегатов, подробно освещены причины, вызывающие их приход в
неисправность, и изложены основные принципы этапов производ-
ства ремонта: мойка, разборка и т.д.
Учебник написан в соответствии с программой подготовки
специалистов для авторемонтных предприятий по специальнос-
тям «Ремонт и эксплуатация автотранспортных средств», «Авто-
мобили и автомобильное хозяйство», «Техническое обслуживание
и эксплуатация транспортных средств» и др.
ISBN 5-222-02;
ВIБ Л 10 Г Е Ж А
75-5 30.82
© Коробейник А.В.. 2003
© «Фенике», оформлен;», 2003
CODEPMAHUE
Введение
8
I. РЕМОНТ АВТОМОБИЛЕЙ.
ОБЩЕТЕОРЕТИЧЕСКИЙ ПОДХОД
§1. Процессы, происходящие с транспортными
средствами и их составными частями
в процессе эксплуатации.................. 14
§ 2. Надежность.
Элементы, определяющие надежность............18
§ 3. Система ремонта автомобилей
и их составных частей ................... 20
§ 4. Основные понятия производственного,
технологического процесса и его элементы.....25
И. КАПИТАЛЬНЫЙ РЕМОНТ АВТОМОБИЛЕЙ.
ОСНОВЫ ОРГАНИЗАЦИИ РЕМОНТНОГО
ПРОЦЕССА
§ 1. Направление и приемка в ремонт автомобилей
и их составных частей ................... 27
§ 2. Авторемонтные предприятия.
Основные типы АРП и понятия .................29
§ 3. Производственный процесс.
Основы организации. Базовые понятия..........31
§ 4. Рабочее место на АРП. Особенность организации .. 33
§ 5. Капитальный ремонт. Схемы технологических
процессов ремонта автомобилей и их составных
частей ......................................34
§ 6. Централизованный ремонт
по техническому состоянию. Схема процесса.....36
III. ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ
И ИЗНОС ДЕТАЛЕЙ МАШИН
§ 1. Точность изготовления деталей машин......41
4 РЕМОНТ ABTOMObllAEU
§ 2. Причины и характер износа деталей машин....,.. 48
§ 3. Истирание................................ 49
§ 4. Смятие ............................ 51
§ 5. Точечный износ........................... 53
§ 6. Царапанье..... ........................ 53
§ 7. Усталость металлов ...................... 54
§ 8. Образование усталостных раковин ......... 55
§ 9. Химические и электрохимические процессы
разрушения деталей (коррозия) ................... 58
§10. Меры предупреждения износа
деталей машин ...................... .......... 59
IV. ПРИЕМКА В РЕМОНТ И НАРУЖНАЯ МОЙКА
АВТОМОБИЛЕЙ И АГРЕГАТОВ
§ 1. Приемка и хранение автомобилей
и агрегатов, поступающих в ремонт .......... 65
§ 2. Наружная мойка автомобиля и агрегатов...... 70
V. ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ
ПРОЦЕССА РЕМОНТНОГО ПРОИЗВОДСТВА
§ 1. Восстановление посадок
за счет увеличения вала и отверстия ............. 79
§ 2. Восстановление посадок
за счет уменьшения вала и отверстия ............. 80
§ 3. Восстановление посадок
за счет увеличения вала
и уменьшения отверстия .................... 81
§ 4. Восстановление формы, состояния поверхности и
других свойств.............................. 82
§ 5. Обработка резцами ...................... 82
§ 6. Абразивная обработка...................... 84
VI. СВАРКА
И ЕЕ ПРИМЕНЕНИЕ ПРК РЕМОНТЕ
§ 1. Электродугсвая сварка и ее применение ..... 85
§ 2. Выбор материала электрода..... ......... ............... 86
§ 3. Электроды для чугунных деталей ......... 89
СОДЕРЖАНЬЕ
5
§ 4. Электродуговая сварка деталей
из алюминиевых сплавов....................... 91
§ 5. Схемы дуговой электросварки,
которые можно применять
в ремонтных предприятиях .................... 92
§ 6. Газовая сварка
и ее применение при ремонте машин............. 92
§ 7. Объемные изменения
при ремонте деталей сваркой....................97
§ 8. Выбор вида сварки
при ремонте деталей ...........................98
§ 9. Другие процессы,
выполняемые при ремонте машин
с помощью ацетилено-кислородного пламени .... 99
VII. МЕТАЛЛИЗАЦИЯ И ОБРАБОТКА
§ 1. Электродуговая металлизация...............102
§ 2. Применение токов высокой частоты
при ремонте машин............................ 113
§ 3. Анодно-механическая обработка.............118
§ 4. Электроискровая обработка
металлов................................... 119
§ 5. Электроэрозионный контактный
способ наращивания деталей....................121
§ 6. Электромеханическая
обработка деталей.............................122
VIII. ЭЛЕКТРОЛИТИЧЕСКИЕ ПОКРЫТИЯ
И ИХ ПРИМЕНЕНИЕ ПРИ РЕМОНТЕ МАШИН
§ 1. Подготовка деталей к хромированию ........126
§ 2. Хромирование .......... .................129
§ 3. Обработка деталей после хромирования..... 131
§ 4. Недостатки хромовых покрытий............ 131
§ 5. Осталивание ..............................132
§ 6. Никелирование ....................... 133
§ 7. Меднение .......................... 133
§ 8. Цинкование ..............................134
§ 9. Лужение...................................134
6
ремонт ветомоеилЕй
IX. РАЗБОРОЧНЫЕ РАБОТЫ
§ 1. Разборочные работы. Основы организации...... 136
§ 2. Резьбовые соединения. Особенности разборки..142
§ 3. Соединения с натягом. Особенности разборки .145
§ 4. Рабочее место.
Особенности организации и ТБ............... 151
§ 5. Техника безопасности и основные
требования ТБ во время разборки ........... 153
X. МОЙКА И ОЧИСТКА ДЕТАЛЕЙ
АВТОТРАНСПОРТНЫХ СРЕДСТВ
§ 1. Загрязнения транспортных средств....... 155
§ 2. Моющие средства .................... 163
§ 3. Механизм действия моющих средств....... 170
§ 4. Очистка деталей от продуктов преобразования
ГСМ, накипи и лакокрасочных покрытий......... 173
§ 5. Установки для мойки и очистки.......... 177
§ 6. Моечно-очистные работы..................188
§ 7. Техника безопасности
при эксплуатации моечного оборудования
и применении моющих средств............ 189
§ 8. Сточные воды. Проблемы очистки ........ 191
XI. ТЕХНИЧЕСКОЕ СОСТОЯНИЕ
МАШИН И АГРЕГАТОВ.
ОЦЕНКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ
§ 1. Дефекты. Виды и характеристика дефектов.....194
§ 2. Дефектация деталей .................. .198
§ 3. Диагностирование
составных частей двигателей ................234
XII КОМПЛЕКТОВАНИЕ ДЕТАЛЕЙ
И СБОРКА АГРЕГАТОВ
§ 1. Комплектование деталей................ 239
§ 2. Точность сборки.
Методы обеспечения точности сборки...........241
§ 3. Сборка.......................... ....244
COflEPWRHUE
7
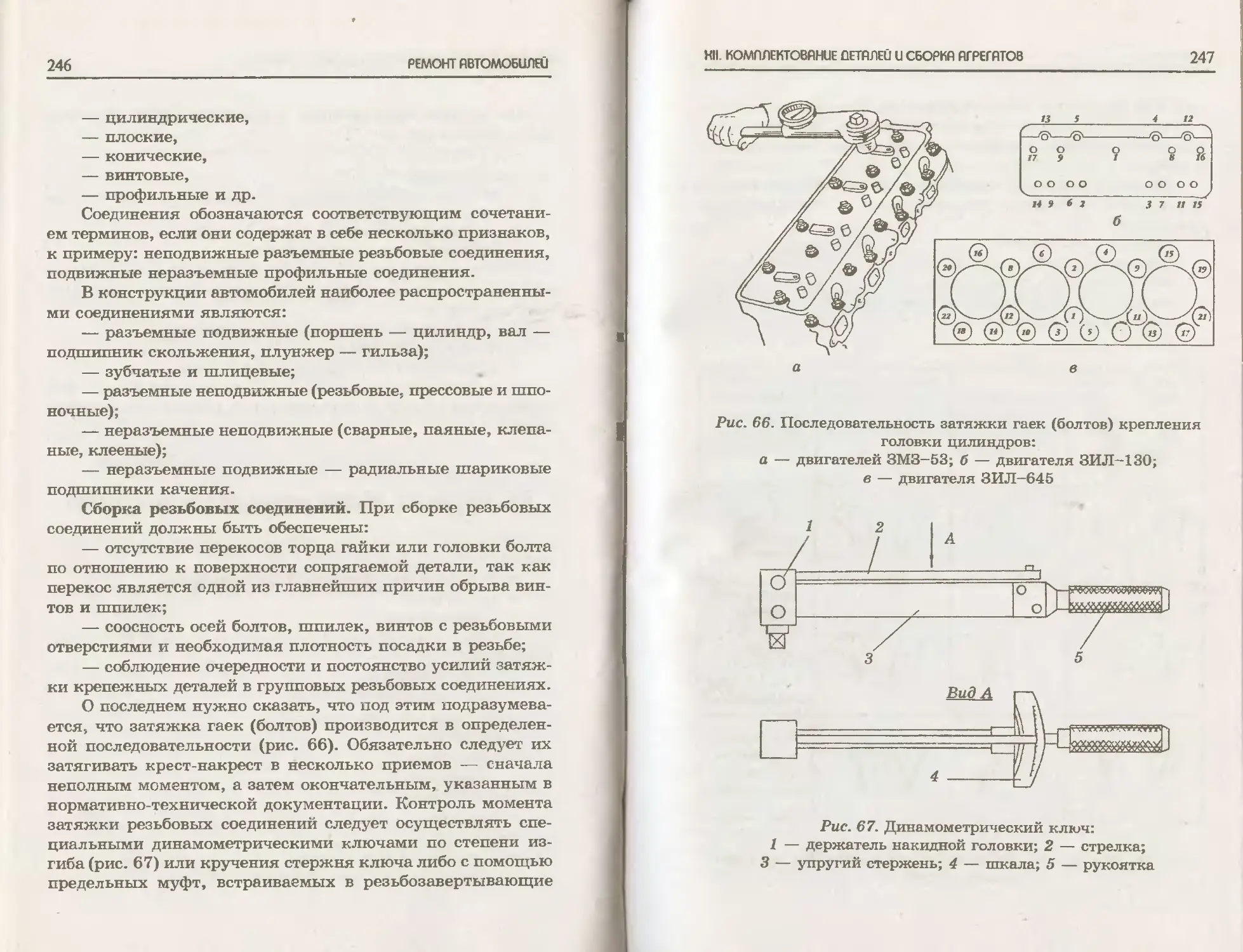
§ 4. Технология сборки соединений разных видов . 245
§ 5. Балансировка деталей и сборочных единиц ... 251
§ 6. Качество сборки.
Контроль качества сборки .....................256
§ 7. Составные части автотранспортных средств.
Технологические процессы сборки ............. 257
§ 8. Механизация и автоматизация
процессов сборки...........-............... 262
ХШ. ПРИРАБОТКА И ИСПЫТАНИЕ
СОСТАВНЫХ ЧАСТЕЙ МАШИН.
ОБЩАЯ СБОРКА, ИСПЫТАНИЕ
И ВЫДАЧА МАШИН ИЗ РЕМОНТА
§ 1. Испытания.
Задачи и классификация испытаний ............ 267
§ 2. Отремонтированные детали.
Испытание деталей........................... 269
§ 3. Отремонтированные агрегаты.
Испытания отремонтированных агрегатов........ 272
§4. Сборка машин.
Способы организации сборки .................. 277
§ 5. Механизация сборочных работ ............... 278
§ 6. Испытание и выдача
автомобилей из ремонта....................... 280
Список использованной
и рекомендуемой литературы________________... 283
ВВЕДЕНИЕ
Наша страна так или иначе выходит из состояния глу-
бокого кризиса. Однако говорить о том, что все сразу стано-
вится замечательно, еще слишком рано. Промышленность
и сельское хозяйство находятся в бедственном состоянии:
огромный износ материально-технической части производ-
ственной базы и транспортной техники свойственен пред-
приятиям практически всех отраслей промышленности не-
зависимо от форм собственности. Такая ситуация предъяв-
ляет повышенный спрос к наличию большого количества
специалистов, которые могли бы заниматься ремонтом и
восстановлением имеющейся техники и производственной
базы, так как пока на приобретение новой у нынешнего про-
изводителя как правило нет средств. Цифры сухи и жесто-
ки: новой техники приобретается всего 1,5% от общего чис-
ла автопарков, а износ имеющихся транспортных средств
составляет 75—90 % в зависимости от регионов. Отметим
еще отсутствие денежных средств для приобретения каче-
ственной импортной техники, низкое качество новой отече-
ственной техники. Все это указывает на то, что всем видам
техники и новой, и старой в процессе эксплуатации очень
часто приходится попадать на ремонт.
В нашей стране организации ремонта автомобилей все-
гда уделялось огромное внимание. И это не удивительно. В
после революционное время в Советской России не произво-
дили своей авто- и тракторной техники. В первые годы со-
ветской власти автомобильный парк в нашей стране состо-
ял всего из нескольких тысяч автомобилей, преимуществен-
но иностранного производства. Чтобы наладить производ-
ство автомобилей и тракторов в молодой Советской респуб-
лике не было ни материальной базы, ни опыта, ни подготов-
ленных кадров. Удивительно, но развитие авторемонтного
производства исторически опередило развитие отечествен-
ного автомобилестроения.
BBEDEHUE
9
Совет Народных Комиссаров в мае 1918 г. принял дек-
рет об организации автомобильного транспорта. В нем так
же ставилась задача решения вопросов организации ремон-
та автомобилей. Ответственность за этот сектор возлагалась
на Высший совет народного хозяйства (ВСНХ).
Наркомат продовольствия в 1921 г. запускает в действие
Миусский авторемонтный завод (Москва). В 1929 г. сдается
в эксплуатацию завод АРЕМЗ-1. АРЕМЗ-1 по сей день пред-
ставляет собой один из наиболее крупных и передовых ре-
монтных заводов в нашей стране.
Далее начала появляться тенденция в выравнивании
позиций авторемонтных предприятий и предприятий, про-
изводящих автомобильную и тракторную технику. Исто-
рия развития авторемонтного производства стала самым
тесным образом связана с историей развития отечествен-
ного автомобилестроения. В 1932-1933 гг. в Горьком, Мос-
кве и Ярославле были построены и сданы в эксплуатацию
первые заводы массового производства автомобилей. В 1932
г. был пущен авторемонтный завод МАРЗ-1 в Москве. Че-
рез несколько лет такие же заводы создали в Ленинграде,
Харькове, Киеве, Иркутске, Хабаровске и других городах
страны.
Немаловажную роль в обеспечении Советской Армии
автомобильной техникой и поддержании боеспособности
ее моторизованных подразделений сыграло авторемонтное
производство в годы Великой Отечественной войны. Стра-
не требовалось много исправной боевой техники. В тылу
на базе некоторых предприятий создавались новые и но-
вые ремонтные заводы; были организованы подвижные ре-
монтные части для текущего и капитального ремонта бое-
вой техники, автомобилей и их составных частей в поле-
вых условиях.
Одновременно с развитием автомобилестроения после
войны динамично развивалось и авторемонтное производ-
ство. Однако практика директивного уменьшения нормати-
вов трудоемкости ремонта без надлежащего повышения уров-
ня механизации и автоматизации технологических процес-
сов привела к снижению объемов восстановления деталей, а
порой и к полному отказу от ряда технологических опера-
ций, без которых нельзя выполнять качественный ремонт.
10
ремонт оетомобилЕй
Это негативно сказалось на развитии ремонтных предприя-
тий и привело к росту затрат потребителей на поддержание
работоспособности автомобилей, прошедших ремонт с недо-
статочным или несоответствующим уровнем качества, и в
результате — к снижению спроса на централизованный ре-
монт.
В целом для практики свойственно многообразие форм
ремонта машин, но, пожалуй, стоит выделить три основных
формы организации:
• ремонтные работы всех видов выполняются предпри-
ятиями или объединениями, непосредственно эксплуатиру-
ющими технику;
• ремонтные работы производятся предприятиями или
организациями, которые не производят и не эксплуатируют
технику;
• ремонтные работы обеспечивают крупные машиностро-
ительные предприятия.
Для нашей страны, по крайней мере до конца 70-х го-
дов было свойственно развитие авторемонтного производ-
ства первого направления. Всевозможные министерства и
ведомства, так или иначе использующие автомобили и трак-
торную технику, организовывали свои структурные сети
АРП, в которых преимущественное положение занимали
предприятия по КР полнокомплектных автомобилей. Та-
кая ситуация, в результате которой получил развитие этот
вид ремонта шла в ущерб другим его видам, к примеру,
ремонту по техническому состоянию, который позволял со-
кращать объемы ремонтных воздействий за счет преиму-
щественного использования остаточных ресурсов деталей
и сопряжений.
Во время капитального ремонта полнокомплектных ав-
томобилей основным минусом было то, что они на длитель-
ный срок изымались из эксплуатации. Чтобы попытаться
сократить простои автомобилей в ремонте, была принята
практика строительства АРП в местах повышенной концен-
трации автомобильного парка, это делалось с целью макси-
мально приблизить АРП к поставщикам ремонтного фонда.
При строительстве большинства крупных промышленных и
энергетических объектов рядом приходилось создавать и
ремонтные заводы для обслуживания автомобилей и трак-
BSEflEHUE
11
торной техники, которые работали на строительстве. Нужно
согласиться, что потери времени и затраты средств на их
транспортировку в ремонт при этом невелики, однако полу-
чаемый от этого эффект целиком поглощался, а иногда и
приводил к «минусам» высокой себестоимостью и слишком
низким качеством ремонта на универсальном предприя-
тии с сокращенной или небольшой производственной про-
граммой.
Прогрессивным направлением в отечественной прак-
тике ремонтного дела стало практически повсеместное рас-
пространение агрегатного метода при техническом ремон-
те автомобилей. Данный метод заключается в том, что осу-
ществляется плановая замена неработоспособных агрега-
тов новыми или заранее отремонтированными, взятыми из
оборотного фонда. При таком способе ремонта автомоби-
лей агрегаты в зависимости от их технического состояния
проходят ТР или КР. Плюс агрегатного метода заключает-
ся в том, что он отделяет процессы индустриального ремон-
та агрегатов от необходимости работ по их демонтажу и
монтажу в эксплуатационных условиях и тем самым обес-
печивает значительное снижение количества часов просто-
ев автомобилей в ремонте, позволяет производить центра-
лизованно работы как по капитальному, так и по текущему
ремонту агрегатов.
К резкому сокращению области применения КР полно-
комплектных автомобилей привела целенаправленная рабо-
та заводов-изготовителей по значительному увеличению ре-
сурса рам и кабин, стремление довести его до срока службы
автомобиля. Как результат, ситуация, в которой в последнее
время КР постоянно снижается, а для грузовых автомобилей
наиболее перспективных отечественных моделей (КамАЗ,
MA3-5335, ВИЛ-4331) он предусматривается только для аг-
регатов. Такое направление интенсивного развития авторе
монтного производства приводит к трансформации функций
авторемонтных заводов, которые теперь являются преиму-
щественно предприятиями по КР агрегатов.
В последние годы организационно-техническая пере-
стройка АРП развивается значительно интенсивнее по при-
чине изменения социально-экономических условий хозяй-
ствования в нашей стране. Вместе с развитием упомянутых
12 РЕМОНТ АВТОМОБиЛЕй
выше традиционных ведомственных и самостоятельных АРП
развиваются фирменные структурные системы по обслужи-
ванию и ремонту автомобилей новых моделей, производствен-
ных объединений автомобильной промышленности. КамАЗ
— лидер в данном сегменте рынка, так как обладает самой
развитой в нашей стране системой фирменных сервисных
центров. Это более 200 автоцентров и 4 крупных завода по
ремонту агрегатов КамАЗ (двигателей, коробок передач и
задних мостов).
В зоне своего действия автоцентры обеспечивают пред-
приятия запасными частями; выполняют сбор и доставку
ремонтного фонда и отремонтированных изделий; в зависи-
мости от производственных возможностей осуществляют
централизованное техническое обслуживание и текущий
ремонт автомобилей КамАЗ, сложные виды текущих ремон-
тов агрегатов и систем; производят техническую помощь
транзитным автомобилям, контрольно-диагностические, ин-
женерно-коммерческие и другие услуги.
Современное качественное развитие АРП основывается
на принципах и идеях, которые формируются процессами
объединения заводов-изготовителей новой техники с пред-
приятиями, которые выполняют услуги по централизован-
ному ТО и ремонту этой техники.
Огромное внимание в нашей стране уделяется подготов-
ке специалистов по ремонту автомобилей. В настоящее вре-
мя функционирует большое количество автотранспортных
и автодорожных колледжей и техникумов, которые выпус-
кают специалистов по техническому обслуживанию и ре-
монту автомобилей, высших учебных заведений, готовящих
молодые инженерные кадры высшей кваллификации.
В 1930 г. был организован Московский автомобильно-
дорожный институт, с кафедрой производства и ремонта ав-
томобилей. На сегодняшний день высшие учебные заведе-
ния во всех концах России готовят специалистов для рабо-
ты в данной области промышленности. Из ряда наиболее
образованных и увлеченных студентов создана большая ар-
мия аспирантов, которые постоянно пополняют научный по-
тенциал нашей страны, становясь кандидатами в доктора тех-
нических наук и докторами технических наук. Потребность
в систематизации и углублении знаний о ремонте автомоби-
BBEDEHUE 13
лей значительно повышает роль научных исследований в
этой области.
Замечательно еще и то, что престиж технического обра-
зования в нашей стране продолжает расти. А это говорит о
том, что потребность в технических специалистах уже сегод-
ня высока.
I. РЕМОНТ ЙВТОМОБОЛЕй.
ОБЩЕТЕОРЕТИЧЕСКОЙ ПОДКОП
51. Процессы, происходящие с транспортными
средствами и их составными частями
В процессе эксплуатации
Старением транспортного средства и его составных ча-
стей принято называть процесс необратимого изменения их
состояния и свойств, обусловленный структурными и хими-
ческими изменениями в материалах, из которых изготовле-
ны детали, а также систематического и постоянного накоп-
ления в элементах конструкции автомобиля повреждений
микро- и макро- уровня в процессе эксплуатации.
Физическое изнашивание деталей, потеря усталостной
прочности материала — достаточно естественное явление при
эксплуатации автомобиля. Изменения, связанные с коррози-
ей, потерей жесткости, структурные изменения и химичес-
кие превращения в металлах, потеря некоторых свойств (на-
пример, упругости, пластичности и др.) происходят как при
эксплуатации автомобиля, так и при его хранении. Процес-
сы старения всегда связаны со временем.
По этой причине для решения задач ремонта нужно знать
законы старения, определяющие зависимость повреждений
от времени. К примеру, остаточного прогиба при деформа-
ции детали, толщины изношенного слоя, площади или глу-
бины поврежденного коррозией слоя в зависимости от нара-
ботки. Применение знания этих закономерностей позволяет
прогнозировать потерю работоспособного состояния автомо-
билем и его составными частями.
| РЕМОНТ Автомобилей obuieteopetuheckuu попкоп
15
Процесс старения механизма обусловливается процесса-
ми старения всех составляющих его деталей и нарушением
их взаимного расположения. Старение детали происходит
вследствие воздействия ряда разрушительных процессов и
является следствием большого числа факторов.
Изнашивание — процесс отделения материала с поверх-
ности твердого тела и (или) повышения его остаточной де-
формации при трении, обнаруживающийся в постепенной
трансформации размеров и (или) формы тела. Износ являет-
ся итогом процесса изнашивания и определяется в приня-
тых единицах (толщины слоя, объема, массы).
Изнашивание, как правило, происходит в три стадии. На
стадии I (рис. 1) идет приработка сопряженных поверхнос-
тей деталей, охватывающая непродолжительный отрезок
времени tn. Однако надо отметить, что износ h изменяется
отнюдь не линейно, теки изнашивания высокий, но тем не
менее постепенно спадает. Стадия II представляет собой
наиболее продолжительную фазу и характеризуется неиз-
менностью процесса. Изнашивание в этом случае незначи-
тельное, но постоянное. Ускоренное изнашивание — стадия
III, характеризуется резким возрастанием скорости процесса
изнашивания. Основная причина — изменение условий тре-
ния из-за трансформации размеров и формы трущихся по-
верхностей.
Деформация детали может быть необратимой, т.е. оста-
точной, и обратимой (упругой). Деформация появляется при
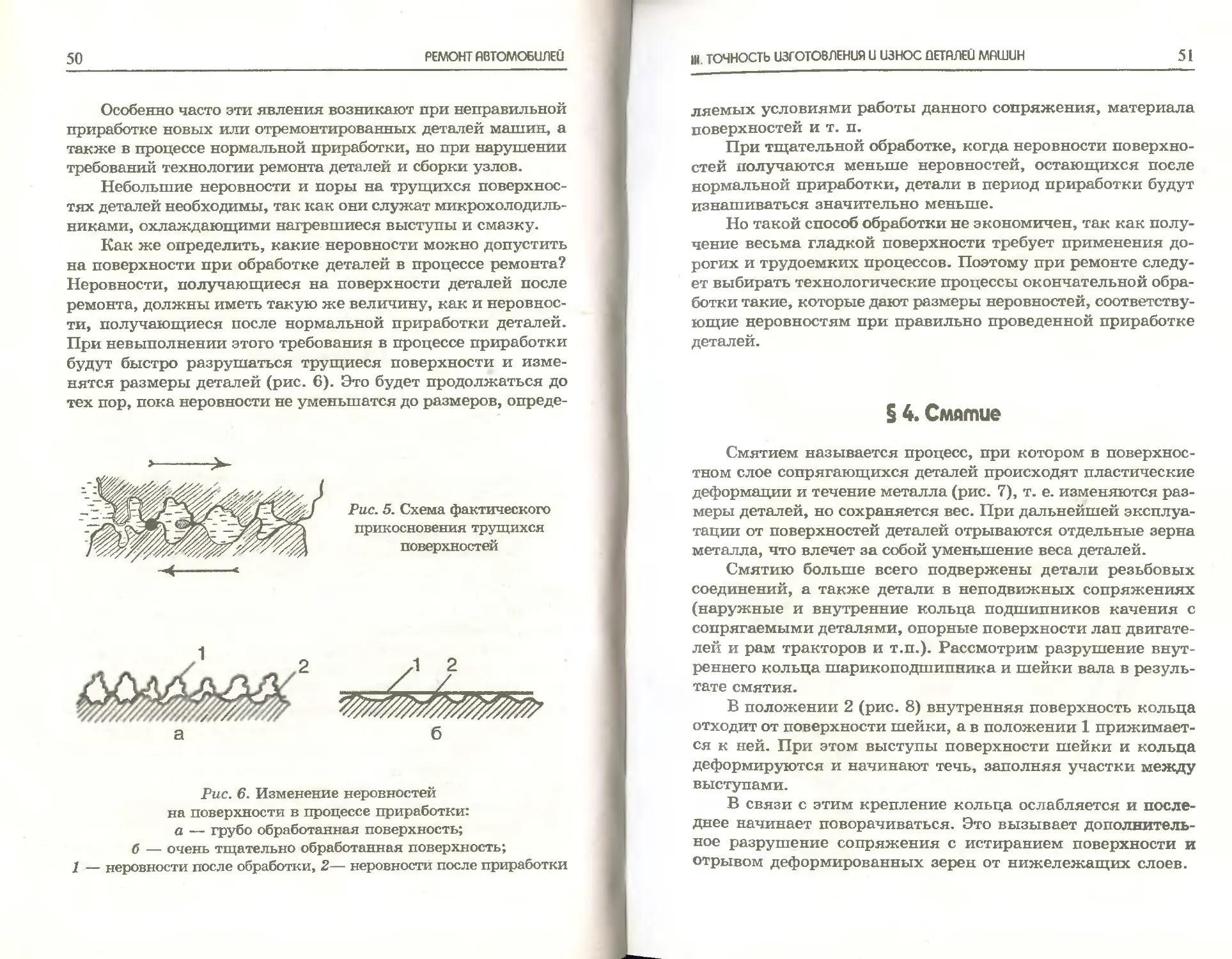
Рис. 1. Зависимость износа h и скорости dh/dt изнашивания
от времени работы
16
РЕМОНТ АВТОМОБИЛЕМ
I РЕМОНТ АЗТОМОБИЛЕй.ОБШЕТЕОРЕТиЧТСШй ПОЛИОЛ
17
возникновении напряжений в материале детали. Если воз-
никающие напряжения в материале детали меньше предела
его упругости, то будет иметь место главным образом упру-
гая деформация. Упругая деформация может сопровождаться
и остаточной деформацией, например, при повышенных тем-
пературах. Остаточная деформация видоизменяет размеры
и форму детали. Например, у такой сложной детали, как блок
цилиндров двигателя, изменяется положение осей посадоч-
ных отверстий под гильзы, под вкладыши коренных под-
шипников коленчатого вала, а также появляется коробле-
ние и нарушается положение обработанных поверхностей
относительно технологических баз, что приводит к сниже-
нию долговечности двигателя в целом.
Разрушение приводит к нарушению целостности детали.
Разрушения бывают вязкими, хрупкими и усталостными.
• Вязкое разрушение образуется от касательных напря-
жений по причине сильной пластической деформации. Плос-
кость разрушений находится под углом к направлению при-
ложения нагрузки и идентична направлению действия ка-
сательных напряжений.
• Хрупкое разрушение совершается под действием нор-
мальных напряжений. Ему предшествует небольшая плас-
тическая деформация, и плоскость разрушения оказывается
перпендикулярной направлению приложения нагрузки.
Процесс разрушения включает в себя две стадии: в первой
происходит образование зарождения трещины, а во второй
— ее формирование через все сечение детали.
• Усталостное разрушение деталей является результа-
том неоднократного применения нагрузок и происходит при
напряжениях, существенно меньших, чем в случае разового
нагружения. Трещина при усталостном разрушении возни-
кает в поверхностных слоях, где воздействуют максималь-
ные растягивающие напряжения.
По мере ослабления сечения темп формирования тре-
щины ускоряется и усиливается, а при определенном оста-
точном сечении возникает ситуация полного разрушения
детали.
Коррозия выступает как механизм разрушения метал-
лов по причине химического или электрохимического взаи-
модействия их с агрессивной (коррозионной) средой.
Эрозия и кавитация появляются при действии на ме-
талл потока жидкости, движущейся с огромной скоростью.
На поверхностях деталей, подвергающихся жидкостной эро-
зии, формируются пятна, полосы, вымоины. Таким повреж-
дениям подвергаются детали системы охлаждения двигате-
ля, крылья кузова, находящиеся под воздействием потоков
воды, песка и мелких камней со стороны колес. Кавитацион-
ное повреждение металла совершается тогда, когда расстра-
ивается непрерывность потока жидкости и образуются ка-
витационные пузыри. Кавитационные пузыри, которые есть
у поверхности детали, уменьшаются в объеме с большой ско-
ростью, что приводит к гидравлическому удару жидкости о
поверхность металла. Концентрация в одном месте на по-
верхности металла огромного количества таких ударов и по-
рождает образование кавитационных разрушений в виде
каверн диаметром 0,2—1,2 мм. Такому разрушению зачас-
тую подвергаются детали системы охлаждения двигателя,
гильзы цилиндров, посадочные пояски блоков цилиндров под
гильзу, патрубки и др.
По прошествии времени или по мере роста наработки в
состоянии автомобиля или его составных частей устанавли-
вается предел, после которого эксплуатация автомобиля ока-
зывается нецелесообразной: автомобиль (агрегат) достиг пре-
дельного состояния.
Предельным состоянием автомобиля и его составных
частей называется состояние, при котором их пос пе дующее
применение по назначению недопустимо или нецелесообразно
либо восстановление их нереально или нецелесообразно. Так,
например, необходимость смены масла в картерах агрегатов
связана с достижением маслами предельного состояния при
трансформировании их смазывающих свойств; выполнение
регулировочных работ обусловливается достижением пре-
дельных зазоров в сопряжениях; замена или ремонт детали
определяется износом хотя бы одной ее рабочей поверхнос-
ти до предельного размера. Количественные значения пока-
зателей предельного состояния вводятся нормативно-техн и-
ческой документацией.
о inn
18
РЕМОНТ ЙВТОМОбиЛЕИ
§2. Надежность.
Элементы, определяющие надежность
Надежность — свойство объекта сохранять во времени в
определенных пределах значения всех параметров, характе-
ризующих способность реализовывать требуемые функции в
заданных режимах и условиях использования, технического
обслуживания, ремонтов, хранения и транспортирования.
Под параметром устанавливается отдельная выходная
характеристика детали, сопряжения, сборочной единицы или
автомобиля в пелом, в качестве которой принимается один
или несколько технологических показателей качества. Вы-
ход значения параметра за границы предельного значения
определяется как отказ, если при этом происходит наруше-
ние работоспособного состояния объекта, т.е. такого состоя-
ния, при котором значения всех параметров, определяющих
его способность качественно исполнять заданные функции,
соответствуют требованиям нормативно-технической и (или)
конструкторской документации.
Отказы, как правило, делят на внезапные и постепен-
ные. Внезапные отказы определяются скачкообразным из-
менением значений одного или ряда параметров объекта.
Они происходят в случайные моменты времени, которые на-
верняка прогнозировать невозможно, а можно лишь конста-
тировать вероятность наступления или не наступления это-
го события с долей установленной вероятности. Постепен-
ный отказ характеризуется постепенным видоизменением
одною или нескольких параметров объекта. Например, од-
нообразное возрастание износа деталей цилиндропоршневой
группы двигателя, понижение топливной экономичности, и
мощности. Деление отказов на постепенные и внезапные
носит условный характер. Например, постепенное изнаши-
вание рабочих поверхностей деталей коробки передач уве-
личивает величины зазоров и приводит к неожиданному
самовыключению передачи.
Конструкционные части автомобилей делятся на ремон-
тируемые и перемонтируемые. Для первых в нормативно-тех-
нической и (или) конструк!орской документации предусмот-
рено проведение ремонтов, а для вторых не предусмотрено.
| РЕМОНТ АВТОМОбиЛЕН O6U1ETEOPETU4ECKUU ПОПКОЙ
19
Еще комплекс из качественных элементов, определяющих
надежность изделий, обусловливается их безотказностью, дол-
говечностью, ремонтопригодностью и сохраняемостью.
Безотказность — свойство объекта постоянно сохранять
работоспособное состояние в течение определенного време-
ни или наработки. Главными показателями безотказности
являются: возможность безотказной работы (вероятность того,
что в пределах заданной наработки отказ объекта не возни-
кает); средняя наработка на отказ (отношение наработки вос-
станавливаемого объекта к среднему значению числа его
отказов в течение этой наработки); параметр потока отказов
(отношение среднего числа отказов восстанавливаемого
объекта за любую малую его наработку к показателю этой
наработки).
Долговечность — свойство объекта сохранять работос-
пособное состояние до наступления максимального значе-
ния при принятой системе технического обслуживания и
ремонта. К основным показателям долговечности относят-
ся: средний ресурс (например, средняя наработка до капи-
тального ремонта, средняя наработка от капитального ремонта
до списания); гамма-процентный ресурс (наработка, в тече-
ние которой объект не достигнет предельного состояния с
заданной вероятностью, выраженной в процентах) и другие
показатели.
Ремонтопригодность — свойство объекта, содержащее-
ся в приспособленности к предупреждению и обнаружению
причин возникновения отказов, повреждений; поддержанию
и восстановлению работоспособного состояния путем прове-
дения технического обслуживания и ремонта. Это свойство
включает достаточно широкий круг требований к конструк-
ции автомобиля, в том числе требование ремонтной техно-
логичности. 11од ремонтной технологичностью принято по-
нимать такую конструктивную и технологическую органи-
зацию автомобиля, при которой учтена необходимость обес-
печения минимальных затрат труда и средств на ремонт при
обеспечении определенного ресурса за срок его службы.
Сохраняемость — способность объекта обеспечивать со-
хранность значения показателей безотказности, долговечно-
сти и ремонтопригодности в течение и после хранения и (или)
транспортирования.
20
РЕМОНТ RBTOMO6UTIEU
§ 3. Система ремонта автомобилей
и их составных частей
Основной политикой в области обеспечения работоспо-
собности автомобилей является планово-предупредительная
система технического обслуживания и ремонта.
Плановый характер системы включает в себя плановое
проведение ТО, что обеспечивает предупреждение непредви-
денного (аварийного) отказа автомобиля и регулярное полу-
чение информации о его техническом состоянии, а также
предполагает планируемые наработки агрегатов и автомо-
билей до вывода их в ремонт, а также объемы работ при
ремонте, что оказывает содействие увеличению ритмичности
работы ремонтных предприятий и оптимизации условий их
обеспечения материалами, запасными частями и другими
видами ресурсов.
Предупредительный характер системы заключается в том,
что она позволяет производить проведение ремонта состав-
ных частей и автомобиля в целом до наступления периода
форсированного изнашивания базовых и основных деталей.
Дальнейшее применение базовых и основных деталей, дос-
тигших этой стадии изнашивания, связано напрямую с опас-
ностью аварий и неминуемо приводит к увеличению объе-
мов, сложности и стоимости ремонта.
Система ремонта автомобилей — совокупность взаимо-
действующих средств ремонта, исполнителей, стратегии, тех-
нологии и нормативно-технической документации, обеспе-
чивающих работоспособное состояние подвижного состава.
Средства ремонта объединяют производственно-техни-
ческую базу (здания, сооружения, оборудование), расположен-
ную на автотранспортных и специализированных предпри-
ятиях по ремонту подвижного состава. Средства ремонта оп-
ределяются производственной и организационной структу-
рами ремонтных предприятий. Производственная структу-
ра средств ремонта как системы авторемонтных предприя-
тий (АРП) отражает их функции, размеры, специализацию и
производственные связи с потребителями продукции и меж-
ду собой. Производственная структура предприятия, взятого
отдел ьно, а пе в комплексе, отражает характер, функции, раз-
| РЕМОНТ ABTOMO6UPEU O6U1ETEOPETU4ECKUU ПОПНОП
21
меры и взаимосвязи производственно-складских подразде-
лений. Организационная структура средств ремонта предус-
матривает взаимодействие предприятий и производственных
подразделений в соответствии с закрепленными за ними
функциями, способы оценки выполнения функций и права,
обеспечивающие возможность их выполнения.
Исполнители — разделяются на основных производ-
ственных и вспомогательных рабочих, инженерно-техничес-
ких работников, счетно-конторский, младший обслуживаю-
щий персонал и пожарно-сторожевую охрану.
Стратегия ремонта — это система правил, жестко опре-
деляющих выбор решения о содержании, месте и времени
выполнения ремонтных работ или о способе списания авто-
мобиля либо его составной части.
Технология ремонта — это все методы изменения тех-
нического состояния автомобилей и их составных частей в
процессе ремонта.
Нормативно-техническая документация — содержит
принципы, определения, методы и нормы, призванные мак-
симально эффективно решать задачи поддержания работос-
пособности подвижного состава автомобильного транспорта.
Различают две основные разновидности стратегий ре-
монта:
• но наработке, когда объем разборки изделия и дефек-
тации его составных частей определяется единым для пар-
ка однотипных изделий в зависимости от наработки с нача-
ла эксплуатации или после капитального (среднего) ремон-
та, а перечень операций восстановления вырабатывается с
учетом результатов дефектации составных частей изделия;
• по техническому состоянию, когда перечень опера-
ций, в том числе разборки, вырабатывается по результатам
диагностирования изделия перед ремонтом (предремонтно-
го диагностирования), а также по данным о надежности это-
го изделия и однотипных изделий.
Опыт ремонта автомобилей демонстрирует, что замена
их элементов по наработке не обеспечивает высокой надеж-
ности и минимальных затрат на поддержание работоспособ-
ности подвижного состава из-за большой вариации нарабо-
ток элементов до отказа. Замена по наработке в зависимос-
ти от назначенной периодичности замены может привести
22
РЕМОНТ АВТОМОБОЛЕй
либо к существенному недоиспользованию ресурса элемен-
та, либо к его неожиданному отказу. Избежать этого позво-
ляет стратегия ремонта по техническому состоянию.
По назначению, характеру и объему работ различают
текущий, средний и капитальный ремонты.
Текущий ремонт (ТР) призван обеспечить работоспособ-
ное состояние подвижного состава с ремонтом или заменой
отдельных его агрегатов, узлов и деталей (кроме базовых),
находящихся в предельном состоянии. ТР обеспечивает бе-
зотказную работу отремонтированных агрегатов, узлов и де-
талей на пробеге, не меньшем, чем до ближайшего ТО—2.
Снижение времени простоя автомобиля достигается посред-
ством применения агрегатного метода ремонта, при кото-
ром производится замена неисправных или нуждающихся
в капитальном ремонте агрегатов и узлов на исправные, взя-
тые из оборотного фонда. Оборотный фонд составных частей
автомобиля возможно создать как непосредственно на АТП,
так и в обменных пунктах, при региональных центральных
мастерских и ремонтных заводах.
Средний ремонт (СР) автомобилей чаще всего применя-
ется для случаев их эксплуатации в тяжелых дорожных
условиях; осуществляется с периодичностью более одного
года. Во время СР выполняются следующие ремонтные ра-
боты: замена двигателя, достигшего предельного состояния
и требующего капитального ремонта, устранение неисправ-
ностей других агрегатов с заменой или ремонтом деталей,
окраска кузова и другие работы, которые бы создали усло-
вия восстановления исправного состояния автомобиля.
Капитальный ремонт (КР) автомобилей, агрегатов и уз-
лов применяется для обеспечения определенного ресурса
автомобиля и его составных элементов путем восстановле-
ния их работоспособности и приближенного к полному (не
менее 80% доремонтного) восстановлению ресурса и обеспе-
чения иных нормируемо-определяемых свойств. При капи-
тальном ремонте восстановлению или замене могут быть
подвержены любые узлы и детали, в том числе базовые.
Автомобили и агрегаты могут быть поставлены, как правило,
не более чем один раз на капитальный ремонт.
Нами использовано такое понятие, как «базовая часть»
Стоит верно себе представлять, что для разных транспорт-
I РЕМОНТ АВТОМОбИЛЕй.ОБШЕТЕОРЕТиЧЕСКий OOQHOQ
23
ных средств это понятие неодинаково. Так, к примеру, базо-
вой частью легкового,автомобиля и автобуса является кузов,
грузового автомобиля — рама. Но мы можем говорить и о
«базовых деталях агрегатов», которые для каждого агрегата
автомобиля также индивидуальны. К базовым деталям аг-
регатов относятся: в двигателе — блок цилиндров; в короб-
ке передач, заднем мосту, рулевом механизме — картер; в
переднем мосту — балка переднего моста или поперечина
независимой подвески; в кузове или кабине — корпус; в
раме — продольные балки.
Капитальный ремонт полнокомплектных грузовых авто-
мобилей, проводящийся централизованно в условиях специа-
лизированного авторемонтного предприятия, оказывается не-
достаточно эффективен в связи с тем, что из-за незначитель-
ных производственных программ и универсального характе-
ра производства значительно возрастают транспортные зат-
раты на доставку ремонтного фонда и продукции, уже про-
шедшей ремонт, автомобили на длительное время выбывают
из сферы эксплуатации. В связи с этим КР полнокомплект-
ных автомобилей следует производить главным образом для
тех из них, которые работают в наиболее тяжелых дорожных
условиях при усиленной и напряженной эксплуатации. При
этом КР и СР автомобилей должен быть максимально при-
ближен к АТП и делаться с использованием готовых агрега-
тов, узлов и деталей, поступающих в авторемонтную мастерс-
кую с соответствующих ремонтных заводов, находящихся с
данной мастерской в сотруднических отношениях.
Бывают ситуации, когда капитальный ремонт произво-
дить не надо. Если базовая часть не требует ремонта в тече-
ние назначенного срока службы автомобиля (агрегата) до
списания, то ресурс обеспечивается путем замены комплек-
тов неисправных агрегатов и узлов на исправные за счет
оборотного фонда.
Различают плановый и неплановый ремонты. Такое раз-
деление возникает из характера постановки на ремонт.
Плановый — ремонт, постановка на который произво-
дится в соответствии с требованиями нормативно-техничес-
кой документации.
Неплановый — ремонт, постановка на который произ-
водится без предварительного назначения. Необходимость
24
РЕМОНТ ПвТОМОбИЛЕй
во внеплановом ремонте возникает с целью устранения по-
следствий отказов.
По уровню регламентации производства ремонта пре-
дусматриваются следующие виды ремонта: регламентиро-
ванный и по техническому состоянию.
Регламентированный ремонт — плановый ремонт, осуще-
ствляемый с периодичностью и в объеме, определенном в экс-
плуатационной документации, без конкретной зависимости от
технического состояния изделия в момент начала ремонта.
Ремонт по техническому состоянию — плановый ремонт,
при котором контроль технического состояния выполняется
с периодичностью и объемом, определенным в нормативно-
технической документации, а объем и момент начала работы
регламентируются техническим состоянием изделия.
Метод ремонта по признаку сохранения принадлежнос-
ти составных частей к ремонтируемому изделию бывает нео-
безличенный и обезличенный.
Необезличенный метод — при этом методе сохраняет-
ся взаимная приработанность деталей, их первоначальная
взаимосвязь, так как это метод ремонта, при котором сохра-
няется принадлежность восстановленных составных частей
к определенному экземпляру, т. е. к тому экземпляру, к ко-
торому они принадлежали до ремонта. Благодаря этому ка-
чество ремонта оказывается более высоким, чем при обезли-
ченном методе. Недостатки необезличенного метода ремон-
та состоят в том, что при нем существенно усложняется орга-
низация ремонтных работ и как следствие увеличивается
время нахождения изделия в ремонте.
Обезличенный метод — при этом методе ремонта при-
надлежность восстановленных составных частей к определен-
ному экземпляру не сохраняется. Снятые с автомобилей агре-
гаты и узлы заменяются, а неисправные агрегаты и узлы под-
вергаются ремонту и идут на комплектование оборотного фон-
да. Таким образом, упрощается организация ремонтных работ
и значимо уменьшается продолжительность пребывания авто-
мобилей и их составных частей в ремонте. За счет того, что
объекты ремонта не ожидают, пока будут отремонтированы
снятые с них агрегаты и узлы, достигается экономия времени.
Агрегатный метод — вариант обезличенного метода те-
кущего ремонта. Вышедшие из строя агрегаты заменяются
I РЕМОНТ RBTOMO6UflEU.O6WETEOPETU4ECKUU ПОПНОП
25
новыми или заранее отремонтированными. Замена агрега-
тов возможна после отказа изделия или по плану.
§ 4. Основные понятия производственного,
технологического процесса и его элементы
Производственным процессом называют все действия
людей и орудий производства, требуемые на данном пред-
приятии для производства или ремонта изделий. В него вхо-
дят не только процессы, непосредственно связанные с транс-
формацией исходных материалов для получения автомоби-
лей и их составных частей (основные процессы), но и вспо-
могательные, такие как изготовление инструмента и при-
способлений, ремонт оборудования, а также обслуживающие
процессы (внутризаводская транспортировка материалов и
деталей, складские операции, контроль и др.), обеспечиваю-
щие возможность изготовления изделий.
Технологический процесс — часть производственного
процесса, включающая действия по изменению и дальней-
шему установлению состояния предмета производства. На
авторемонтном предприятии используется большое количе-
ство технологических процессов: разборка, мойка, обработка
давлением, механическая обработка резанием, термическая
обработка, сборка, окраска и др. Составной единицей техно-
логического процесса является операция.
Технологическая операция — часть технологического
процесса, определяемая своей завершенностью, выполняемая
на одном рабочем месте. Операция — основная расчетная
единица при техническом нормировании процесса, проекти-
ровании производственных участков, определении себестои-
мости технологического процесса.
При выполнении операции выполняют несколько уста-
новов детали, т. е. устанавливают и закрепляют деталь не-
сколько раз.
У станов — часть технологической операции, исполняе-
мая при неизменном фиксации закреплением детали (заго-
товки) или собираемой сборочной единицы, с которой плани-
руется производить работу.
26
РЕМОНТА TOMO5U Й
По иция — фиксированное положение, принимаемое
обрабатываемой деталью или собираемым изделием вместе
с подвижной частью приспособления по отношению к инст-
рументу или станку в процессе выполнения операции. Де-
таль или сборочная единица, с которыми производятся опе-
рации по обработке, закрепленные в приспособлении, могут
заним ть несколько последовательных положений относи-
тельно инструмента, т. е. позиций.
Технологический переход — часть технологической
операции, характеризуемая законченностью, постоянством
используемого инструмента и поверхностей, создающихся
обработкой или соединяемых при сборке.
Технологический переход — составная часть технологи-
ческой опера ии. К примеру, при обработке точного отвер-
стия его последовательно подвергают сверлению, зенкерова-
нию и развертыванию. Каждый из перечисленных видов
обработки является частью сверлильной операции и пред-
ставляет собой технологические переходы.
Рабочий ход — законченная часть перехода, однократное
перемещение инструмента по отношению к брабатываемой
детали, сопровождаемое изменением формы, размеров, шеро-
ховатости поверхности или свойств материала ;етали. Рабо-
чий ход — составляющая часть технологического терехода.
Всп могательный переход — это часть технологичес-
кой операции, заключающаяся в действии человека или обо-
р дования, характеризующаяся своей законченностью, кото-
рая не сопровождается изменением формы, размеров и ше-
роховатости поверхностей, но необходима для выполнения
технологического перехода. К вспомогательным переходам
имеют отношение такие элементы как установка и снятие
детали со станка, замена инструмента и т. п. Вспомогатель-
ный переход — часть операции^
Вспомогательный ход — это часть технологического
перехода, характеризующаяся законченностью, состоящая из
разового перемещения инструмента относительно заготовки
(детали), которая не сопровождается изменением формы,
размеров, шероховатости поверхности или свойств детали, но
бывает технологически необходим; для в полнения рабоче-
го хода Вспомогательный ход — часть технического пере-
хода.
II. ОСНОВЫ OPrflHIBfiUUU РЕМОНТНОГО ПРОЦЕССА,
капитальный ремонт автомобилей
§ I. Направление и приемка В ремонт автомобилей
и их < о тавных частей
Капитальный ремонт (КР) автомобилей и их составных
частей осуществляется на ремонтных предприятиях, для
которых ремонт является профилирующей специализацией,
чаще всего обезли енным методом, включающ м полную
разборку объекта ремонта, дефектацию, восстановление или
замену комплектующих или составных частей, сборку, регу-
лировку и последнее — испытание.
Автомобили и их составные части в КР направляются
на основании результатов анализа их технического состоя-
ния с использованием средств контроля (диагностирования)
и с учетом пробега, произ (еденного с момента начала эксп-
луатации или после КР, норм пробега до капитального ре-
монта, суммарной стоимости израсходованных запасных ча-
стей с момента начала эксплуатации и других затрат на те-
кущие ремонты.
Легковые автомобили и автобусы должны поступать в
КР при прямой необходимости капитального ремонта кузо-
ва. Грузовые автомобили направляются в КР при наличии
требования капитального ремонта рамы, кабины, а также не
менее трех других агрегатов в любом их сочетании.
Агрегатам необходим КР, если: базовая и основные де-
тали (табл. 1) нуждаются в ремонте с полной разборкой аг-
регата; возможность эксплуатации агрегата не может быть
восстановлена или ее восстановление путем осуществления
текущего ремонта экономически неэффективно и нецелесо-
образно.
28
РЕМОНТ АВТОМОБ11ЛЕ11
Таблица 1
Базовые и основные детали агрегатов автомобиля
Aiрега г Базовая деталь Основная деталь
Двигатель с картером сцепления в сборе Блок цилиндров Головка цилиндров, коленчатый вал, маховик, распределитель- ный вал. картер сцепления
Коробка передач Картер коробки передач Крышка картера верхняя, удли- нитель коробки передач, пер- вичный, вторичный и промежу- точный валы
Гйдромеханическая передача Картер механического ре- дуктора Корпус двойного фрикциона, первичный, вторичный и про- межуточный валы, турбинное и насосное колеса, реактор
Карданная передача Труба (трубы) карданного вала Фланец-вилка, вилка скользя- щая
Задний мост Картер заднего моста Кожух полуоси, картер редукто- ра, стакан подшипников, чашки дифференциала, ступица колеса, тормозной барабан или диск, водило колесного редуктора
Передняя ось Балка передней осп или поперечина при независимой подвес- ке Поворотная цапфа, ступица колеса, шкворень, тормозной барабан или диск
Рулевое управление Картер рулевого механизма, картер золотника гидроуси- лителя, корпус насо- са гидроусилителя Вал сошки, червяк, рейка- поршень. винт шариковой гай- ки, крышка корпуса насоса гид- роусилителя, статор и ротор насоса гидроусилителя
Кабина грузового и кузов легкового автомобилей Каркас кабины или кузова Дверь, крыло, облицовка радиа- тора. капот, крышка багажника
Кузов автобуса Каркас основания Кожух пола, шпангоуты
Платформа грузо- вого автомобиля Основание платформы Поперечины, балки
Рама Лонжероны Поперечины, кронштейны рес- сор
II ОСНОВЫ ОРГАНОЗАЦии РЕМОНТНОГО ПРОЦЕССА
29
Автомобили и их составные части, поступающие в ре-
монт, называют ремонтным фондом. Приемка ремонтного
фонда осуществляется официальным представителем ремон-
тного предприятия, наделенным соответствующими полно-
мочиями, который выполняет проверку базовой комплект-
ности и соответствие необходимым техническим требова-
ниям.
§ 2. Авторемонтные предприятия.
ОсноВнь.е типы АРП и понятия
Автомобили и их составные части ремонтируются раз-
личными АРП, которые в зависимости от объема производ-
ства, назначения (специализации) и типа производства мо-
гут быть систематизированы следующим образом.
АРП по масштабу производства могут быть разделены
на две группы: ремонтные заводы и ремонтные мастерские.
По назначению, с учетом специализации, АРП разделены на
виды, каждый из которых обусловливается номенклатурой
товарной продукции. Нормами технологического проекти-
рования АРП, применяемыми при разработке вариантов ре-
конструкции, технического перевооружения и нового строи-
тельства, предусмотрены предприятия, осуществляющие ре-
монт:
• силовых агрегатов автобусов и грузовых автомоби-
лей;
• прочих основных агрегатов грузовых автомобилей и
автобусов;
• силовых и прочих агрегатов легковых автомобилей;
• автобусов на базе получаемых агрегатов по линии ко-
операции.
Предприятия по ремонту полнокомплектных грузовых
и легковых автомобилей и комплектов их агрегатов в нор-
мах технологического проектирования не предусмотрены.
Однако современная действительность авторемонтного про-
изводства в реальных практических экономических услови-
ях показывает, что такие предприятия имеют такое же пра-
во на существование, как и перечисленные выше.
30
РЕМОНТ ABTOMOEU/IFU
Из-за трудностей стабильного обеспечения ремонтным
фондом предприятия по централизованному восстановлению
деталей и ремонту отдельных сборочных единиц оказались
нежизнеспособными. При достижении достаточно крупных
производственных программ предприятий по ремонту агре-
гатов на них эффективно восстановление отдельных деталей
и сборочных единиц.
Классификационная категория производства — тип про-
изводства, выделяемый по признакам широты номенклату-
ры, регулярности, стабильности и объема выпуска продук-
ции. Подразделяется на единичное, серийное, массовое про-
изводство. Одной из базовых характеристик типа производ-
ства является коэффициент закрепления операций, количе-
ственно выраженный в отношении числа всех различных
операций, выполняемых в течение месяца, к числу рабочих
мест.
• Единичное производство обусловлено малым объе-
мом выпуска одинаковых изделий, что свойственно для ре-
монтных мастерских, где автомобили и агрегаты ремонтиру-
ются, чаще всего, необезличенным методом. Используемое
оборудование и инструмент имеют, как правило, универсаль-
ное назначение, уровень механизации процессов отсутствует
или низкий, квалификация рабочего персонала очень высо-
кая и широкопрофильная.
• Серийное производство характеризуется производ-
ством или ремонтом изделий периодически повторяющи-
мися партиями. От количества изделий в партии или серии
и значения коэффициента закрепления операций выделяют
мелко-, средне- и крупносерийное производства.
Коэффициент закрепления операций для
мелкосерийного производства — 20—40,
среднесерийного — 10—20,
крупносерийного — 1-10.
Для серийного производства свойственно использование
до максимума универсального оборудования со-специальны-
ми механизмами (устройствами) и инструментом. В средне-
и крупносерийном производствах очень часто применяется
поточный метод ремонта. Степень квалификации рабочих
колеблется в широких пределах и с увеличением показате-
ля серийности снижается.
II ОСНОВЫ ОРГPHU3PUUU РЕМОНТНОГО ПРОЦЕССА
31
• Массовое производство определяется высоким объе-
мом выпуска изделий, постоянно и непрерывно изготовля-
емых или ремонтируемых длительное время, в течение ко-
торого на большинстве рабочих мест производится одна ра-
бочая операция. Коэффициент закрепления операций для
массового производства равен 1. Закрепление для каждого
рабочего места одной технологической операции позволяет
использовать конвейеры, широко применять специальное
оборудование, механизировать и автоматизировать трудо-
емкие процессы. Требования к уровню квалификации ра-
бочих при таком способе производства значительно сни-
жаются.
На принципиальной основе единичного производства
производится ремонт большегрузных автомобилей и разно-
марочных автобусов в авторемонтных мастерских, а также
ремонт и производство прицепного состава на заводах и в
мастерских. Серийное изготовление характерно для ремон-
та основных типов автомобилей и агрегатов на ремонтных
заводах. Ремонт двигателей и других агрегатов и сборочных
единиц на специализированных ремонтных заводах со зна-
чительным установившимся объемом выпуска продукции
приближается к условиям массового производства.
§ 3. Производственной процесс.
OchoBui организации. BajoBoe понятия
На авторемонтном предприятии (АРП) возможно исполь-
зование разных организационных форм осуществления ре-
монтных работ: ремонт на специализированных рабочих
местах; ремонт на универсальных рабочих местах; поточ-
ный ремонт автомобилей и агрегатов.
На универсальных рабочих местах ремонт выполняет-
ся в том случае, если производственная программа по дан-
ному типу изделий незначительная, а их конструкция не
может допустить обезличивания составных частей. Такая
форма организации ремонта используется, как правило, в
условиях малых и небольших мастерских. Весь ремонт про
изводится одной бригадой рабочих, которая выполняет все
32
РЕМОНТ ЙВТОМОБИЛЕй
работы от начала до конца. Детали, нуждающиеся для про-
цесса восстановления в специальном оборудовании, которо-
го нет на универсальных рабочих местах, отправляются на
предприятия, которые оснащены соответствующими участ-
ками. Отрицательными чертами такой формы являются дли-
тельный простой объекта в ремонте, необходимость наличия
высококвалифицированной рабочей силы и неадекватно
высокая стоимость ремонта. Ее положительной стороной
принято считать сравнительную простоту организации ра-
бот и конкретную определенность исполнителя, отвечающе-
го за качество производимых работ.
На специализированных рабочих местах ремонт орга-
низуется при значительной производственной программе. При
такой организации работ на каждом рабочем месте произ-
водится ремонт одного узла или определенный набор зара-
нее установленных технологических операций, что дает воз-
можность повысить производительность труда, снизить тре-
бования к уровню квалификации рабочих и за счет этого
стоимость ремонта. Такая форма организации работ исполь-
зуется на ремонтных заводах и в крупных мастерских.
Поточное производство — наиболее прогрессивная фор-
мой организации производства, характеризуется расположе-
нием технологического оборудования, необходимого для про-
изводства работ, в последовательности выполнения операций
технологического процесса и определенным интервалом вы-
пуска изделий. При этой форме технологические операции
закрепляются за рабочими местами, размещенными в после-
довательном порядке в соответствии с технологическим про-
цессом ремонта. Перемещение объектов производится ме-
ханизированным способом постоянно или с интервалами
через некоторые промежутки времени, которые определяют-
ся в соответствии с тактом выпуска продукции. Поточное
производство определяется обязательной ритмичной синх-
ронной работой всех рабочих мест, четким и бесперебойным
функционированием всех производственных подразделений
предприятия, обеспечивающих поточные линии. Поточная
форма организации работ позволяет создать условия для наи-
высшей производительности труда, не требует применения
высококвалифицированных рабочих и, следовательно, сни-
жает стоимость ремонта.
II ОСНОВЫ OPfAHLI3AUUU РЕМОНТНОГО ПРОЦЕССА
33
Такт выпуска — временной промежуток, через который
периодически производится выпуск изделий или заготовок
конкретного наименования, типоразмера и исполнения.
§ 4. Рабочее место на АРП.
Особенность организации
Рабочее место — основное звено структурной организа-
ции предприятия, где расположены исполнители работы, тех-
нологическое оборудование, оснастка и предметы труда.
Организация рабочего места должна учитывать в своей
основе четкое определение объема и характера исполняе-
мых на нем работ, необходимое оснащение, целесообразную
планировку, регулярное обслуживание, благоприятные и бе-
зопасные условия труда.
Оснащение рабочего места выполняется по утвержден-
ной технической документации на проведение работ и со-
держит организационную и технологическую оснастку.
Организационная оснастка — устройства для хранения
и размещения при работе инструмента, приспособлений, тех-
нической документации и предметов ухода за рабочим мес-
том (верстаки, инструментальные шкафы); устройства для
предварительного и временного размещения на рабочем
месте заготовок, деталей, узлов и агрегатов (стеллажи, под-
ставки, специальная тара), устройства для создания наибо-
лее удобной рабочей позы работника и безопасных условий
труда (подъемно-поворотные стулья, решетки под ноги, упо-
ры для ног и подлокотники, щитки, защитные экраны и очки,
крючки для снятия стружки и т.д.); средства для поддержа-
ния чистоты на рабочем месте, порядка и обеспечения наи-
более благоприятных условий труда (щетки, совки, урны для
отходов, короба для стружки); светильники для местного
освещения, местные вентиляционные и пылеотсасывающие
устройства и пр.
Технологическая оснастка — ее количество и номенк-
латура средств на рабочем месте обусловливаются работами
по принятому технологическому процессу. Оно включает в
себя оборудование и оснастку, измерительный, режущий, мон-
2. Зак 200
34
ремонт Автомобилей
тажный и вспомогательный инструмент, а также техничес-
кую документацию. На рабочем месте средства технологи-
ческого оснащения должны располагаться в определенном,
удобном для работы порядке.
§ 5. Капитальный ремонт.
Схемы технологических процессов ремонта
аВтомобилей и их составных частей
Работы, указанные на рис. 2, составляют технологичес-
кий процесс капитального ремонта полнокомплектного гру-
зового автомобиля. С поступившего в ремонт автомобиля
снимают аккумуляторную батарею, приборы систем пита-
ния, электрооборудования и после этого направляют его на
склад ремонтного фонда откуда, по мере необходимости, ав-
томобили передают в разборочно-моечный цех. Буксиром
или при помощи тяговой цепи автомобиль ставят на кон-
вейер, по которому он проходит рабочее место наружной
мойки, а затем предварительной разборки, где с него снима-
ют платформу, колеса, кабину и топливные баки. Ремонт сня-
тых при этом деталей осуществляют на соответствующих
производственных участках.
Шасси автомобиля вторично моют и в специальные ре-
зервуары сливают масло из картеров двигателя, коробки
передач, ведущих мостов, механизмов управления. Затем
шасси переводят по конвейеру на рабочие места полной раз-
борки, на которых производится снятие с него механизмов
управления, силового агрегата, карданных валов, переднего
и заднего мостов, частей подвески и тормозного привода.
Перед направлением для ремонта на соответствующие уча-
стки снятые механизмы и раму автомобиля моют.
Снятые с автомобиля или поступающие в КР как товар-
ная продукция агрегаты подвергаются наружной мойке и
поступают на разборку. Наружные и внутренние поверхнос-
ти деталей после разборки агрегатов моют и очищают от
нагара, накипи, старой краски, продуктов коррозии, коксо-
вых и смолистых отложений. Во время дефектации детали
распределяют на три группы: утильные (восстановление
и. основы Оргннизяиии РЕМОНТНОГО ПРО11ЕССР
35
2‘
Рис. 2. Схема технологического процесса капитального ремонта
грузового автомобиля и агрегатов
36
ремонт Автомобилей
невозможно или экономически нецелесообразно), годные без
ремонта (уровень износа которых не превысил допустимого
значения, определенного техническими условиями) и нуж-
дающиеся в восстановлении. Детали третьей группы восста-
навливают разными способами. Их обязательно тщательно
контролируют, после чего передают на комплектование, где
их подбирают в комплекты и передают на сборку агрегатов.
На поточных линиях, как правило, собирают двигатели,
другие агрегаты — на специализированных рабочих местах.
Собранные агрегаты испытывают и после ликвидации вы-
явленных дефектов окрашивают. Принятые отделом техни-
ческого контроля (ОТК) агрегаты отправляются на конвей-
ерную линию для дальнейшей сборки автомобилей или на
склад готовой продукции, откуда они выдаются заказчикам.
После общей сборки автомобиль заправляют топливом
и испытывают пробегом или на стенде с беговыми барабана-
ми. Во время испытаний производится регулирование меха-
низмов и устраняются выявленные неполадки и неисправ-
ности. При наличии надобности автомобиль моют, если есть
необходимость подкрашивают, после чего сдают заказчику.
§ 6. Централизованный ремонт
по техническому состоянию. Схема процесса
На автотранспортном предприятии (АТП) и централи-
зованном специализированном производстве (ЦСП) может
выполняться ремонт по техническому состоянию. Для пер-
вого случая перечень технологических операций ремонта
обусловливается для каждого отдельно взятого агрегата, т. е.
ремонт производится в условиях единичного производства
по единичным технологиям. Во втором случае аналогичная
организация производства не подходит, так как является
неоправданной из-за того, что при механическом переносе
принципов организации ремонта по техническому состоя-
нию из АТП в ЦСП централизованно разрешает значитель-
но увеличить вовлеченность в процесс производства техно-
логического оборудования и исполнителей, однако можно
сказать, что на практике не добавляет в технологический
II. ОСНОВЫ O₽rfiHU3RUUU РЕМОНТНОГО ПРОЦЕССА
37
процесс ремонта каких-либо изменений, которые бы его, как
бы то ни было, качественно улучшили. При авторемонтном
заводе ЦСП следует организовывать как самостоятельное
предприятие.
Централизованный ремонт по техническому состоянию
(ЦРТС) основывается на серийном производстве и обуслов-
ливается широким использованием типовых технологичес-
ких процессов. Его суть состоит в том, что для каждого агре-
гата по итогам предремонтного диагностирования, которое
осуществляется на этапе перед отправкой агрегата в ремонт
либо при его приемке в ремонт, назначается один из ранее
разработанных технологических маршрутов типового техно-
логического процесса ремонта. Такая организация связана с
определенным увеличением объемов разборочно-сборочных
работ ввиду частичного или неполного соответствия, с одной
стороны, существующих сочетаний дефектов агрегатов, марш-
рутизируемых по соответствующему технологическому мар-
шруту, а с другой — сочетанием дефектов и неисправностей,
устранение которых определено данным маршрутом. Тем не
менее, это увеличение будет возмещено уменьшением объема
контрольно-диагностических операций, потому что при этом
не требуется определения и диагностики всех дефектов агре-
гата, а достаточно всего лишь только установить наличие или
отсутствие тех дефектов, которые определяют распределение
агрегатов по технологическим маршрутам.
Эффективность и качество централизованного ремонта по
техническому состоянию (ЦРТС) в огромной степени зависят
от применяемых методов и средств технического диагности-
рования. Тем не менее, необходимо отметить, что при предре-
монтном диагностировании закономерны существенные по
величине ошибки 1-го и 2-го рода типа «ложная неисправ-
ность» и «пропуск неисправности» соответственно. Повысить
гарантированный уровень верности распознавания техничес-
кого состояния ремонтируемого агрегата и оптимальную пра-
вильность назначения технологического маршрута ремонта
возможно путем введения добавочных контрольно-диагнос-
тических операций прямо в процесс разборки агрегата (опе-
рационного контроля разборочного процесса).
Помимо этого, при операционном контроле возникает
возможность выделения ряда неисправностей, которые прак-
38
РЕМОНТ fiWOMOBLUlEO
Сочетание дефектов агрегатов
Разборка агрегатов
Отправка
снятых де-
талей на де-
фектацию
Поставка
ремонтных
комплектов
Приемочный контроль
Технологические маршруты ремонта
Операционный контроль
(предремонтное диагностирование)
Сборка агрегатов
Специализированные рабочие места
Да
| Выдача готовой продукции +—
Устранение дефектов
Все дефекты
устранены?
Можно
устранить дефекты
на участке испытании
доукомплектов ания
и доводки?
Рис. 3. Схема технологического процесса централизованного
ремонта автомобильных агрегатов по техническому состоянию
II. ОСНОВЫ OPfRHU3AUUU РЕМОНТНОГО ПРОЦЕССА
39
тически не могут быть выявлены при предремонтном диаг-
ностировании. Дополнительное определение технического
состояния не полностью или частично разобранного агрега-
та дает возможность устранить искажающие влияния на
устанавливаемый диагностический параметр некоторых
структурных параметров. К примеру, утечка сжатого возду-
ха, определяемая с помощью пневмотестера при снятой го-
ловке цилиндров, будет определяться только зазорами меж-
ду гильзами цилиндров и юбками поршней, между компрес-
сионными кольцами и стенками канавок поршней. Если
осуществлять пневмотестирование двигателя в сборе, прак-
тически всегда появляется влияние на измеряемый диагно-
стический параметр неплотностей клапанов и дефектов про-
кладки головки цилиндров.
На рис. 3 продемонстрирована схема технологического
процесса централизованного ремонта автомобильных агре-
гатов по техническому состоянию. Каждый поступающий в
ЦРТС агрегат определяется присутствующим у него q-м
сочетанием дефектов из множества Q (q = 1,..., Q) сочета-
ний дефектов, которые будут исправлены на данном пред-
приятии. По итогам осуществляемого диагностирования
агрегату с q-м сочетанием дефектов назначается fe-й техно-
логический маршрут ремонта из некоего множества К (k =
1,- ..., К) технологических маршрутов, осуществляемых на
предприятии, причем К < Q, и поэтому в один маршрут мо-
гут быть объединены агрегаты со сходными или подобными
сочетаниями дефектов.
Агрегаты с определенными им технологическими мар-
шрутами распределяются по специализированным рабочим
местам, множество которых R (г = 1, ..., R) достаточно для
производства годового объема работ, и при этом на одном
рабочем месте могут происходить один или несколько тех-
нологических маршрутов практически одновременно. В ходе
разборки агрегатов производится операционный контроль,
результаты которого могут подтвердить или доказать невер-
ность определенного технологического маршрута. В первом
случае осуществляется весь ряд разборочно-сборочных ра-
бот, включаемых в технологический маршрут, затем агрегат
поступает на обкатку и испытания (приемочный контроль).
При ошибочном назначении технологического маршрута по
40
РЕМОНТ АВТОМОбиЛЕО
итогам операционного контроля агрегату определяется дру-
гой маршрут, производимый на этом же (штриховая линия)
или другом рабочем месте (штрихпунктирная линия).
Детали, снятые в соответствии с осуществляемым тех-
нологическим маршрутом, посылаются на дефектацию, а на
рабочие места выдаются ремонтные комплекты (комплекты
деталей, необходимые и достаточные для производства ре-
монта по определенному технологическому маршруту). Вос-
становление деталей осуществляется на специализирован-
ных участках АРП.
При выявлении дефектов уже прошедших ремонт агре-
гатов при приемочном контроле эти дефекты либо ликвиди-
руются на участке испытания, доукомплектования и довод-
ки агрегатов, либо, если это технически невозможно или эко-
номически нецелесообразно по причине значительного объема
дополнительных работ, агрегат отправляется в повторный
ремонт. Отвечающий техническим условиям на приемку
агрегат попадает на склад готовой продукции или передает-
ся заказчику.
ill. точность изготовления
и износ ПЕТАЛЕй MAU1UH
§ I. Точность изготовлений детолей машин
Детали машин в процессе изготовления и ремонта дол-
жны быть обработаны с точностью, определяемой условиями
эксплуатации. Точность обработки деталей при одном и том
же размере характеризуется величиной допуска на обработ-
ку. Таким образом, под точностью изготовления детали сле-
дует понимать величину допуска, установленного для дан-
ной детали.
Выдержать точно заданный размер детали трудно и эко-
номически нецелесообразно. Поэтому при изготовлении и
ремонте деталей указывают наибольший и наименьший раз-
меры, при соблюдении которых деталь будет удовлетворять
условиям эксплуатации. Так, например, при изготовлении
гильз цилиндров трактора ДТ-54 наибольший внутренний
диаметр гильзы равен 125,09 мм, а наименьший 125,01 мм.
Действительный размер годной детали должен находиться в
пределах указанных размеров.
Наибольший и наименьший допускаемые размеры дета-
лей носят название предельных размеров.
Разность между наибольшим и наименьшим предель-
ными размерами детали называется допуском на обработку.
Для приведенного случая величина допуска равна
125,09—125,01=0,08 мм, а точность обработки — 0,08 мм.
На чертежах предельные размеры обычно не пишут в
абсолютном выражении. Удобнее записывать один, так на-
зываемый номинальный размер (основной — расчетный), и
при нем цифрами (предельными отклонениями) указать
отличие предельных размеров от номинального.
42
РЕМОНТ АВТОМОбиЛ Ей
Для приведенного выше примера на чертеже будет на-
писан размер, как указано на рисунке 4. При этом размер
125 мм является номинальным размером (или просто но-
миналом), +0,09 мм — верхним отклонением и —1—0,01
мм — нижним отклонением.
Предельное отклонение представляет собой разность
предельного и номинального размеров; разность между наи-
большим предельным размером и номинальным называ-
ется верхним отклонением, а разность между наименьшим
предельным размером и номинальным — нижним откло-
нением. Если предельный размер больше номинального (раз-
ность положительна), отклонение имеет знак плюс.
Если предельный размер равен номинальному (разность
равна нулю), отклонение равно нулю, кот рое обычно на чер-
теже не указывается.
Если же предельный размер меньше номинального (раз-
ность отрицательна), отклонение имеет знак минус.
При ремонте н м нальныи размер не всегда округляют
до целых миллиметров. Если износы деталей незначитель-
ны, принимают переходы между ремонтными размерами
менее 1 мм. Например, переход между ремонтными разме-
рами поршневых пальцев двигателя КДМ—46 равен 0,3 мм.
Номинальный размер увеличенного пальца равен 60,3 мм, а
уменьшенного 59,7 мм (диаметр пальца нормального раз-
мера равен 6О-°>008).
Предельные отклонения, а следовательно, и допуски у
обрабатываемых под ремонтный размер деталей сохраняют-
ся; изменяются же номинальный и предельные размеры.
Рис. 4. Обозначение размеров на чертежах
Ill точность изготовления и износ ПЕТАЛЕй млшин
43
Если при номинале записано только одно отклонение и
при этом со знаком «+», то это означает, что с номиналом
совпадает наименьший предельный размер (нижнее откло-
нение = О).
Если при номинале будет только одно отклонение, но со
знаком «—», то это значит, что наибольший предельный раз-
мер равен номинальному.
В соединении одна деталь сопрягается с другой. Напри-
мер, шатунная шейка коленчатого вала сопрягается с под-
шипником, шейка распределительного вала со втулкой, втулка
с гнездом блока и т. д. Сопрягаемая деталь называется «ва-
лом», если ее охватывает вторая деталь, называемая «отвер-
стием». Например, в сопряжении поршневой палец — втул-
ка верхней головки шатуна палец будет являться валом, а
втулка — отверстием; втулка в сопряжении с верхней го-
ловкой шатуна будет являться валом, а верхняя головка
шатуна — отверстием.
При соединении вала с отверстием, имеющим больший
размер, чем размер вала, между ними остается промежуток,
называемый зазором. Зазором называется положительная
разность между диаметром отверстия и диаметром вала.
Зная предельные размеры отверстия и вала, можно за-
ранее определить и предельные зазоры (наибольший и наи-
меныпи").
Наибольший зазор равен разности между наиб льшим
предельным размером отверстия и наш еныпим предель-
ным размером вала.
Наименьший зазор равен разности между наименьшим
предельным размером отверстия и наибольшим предель-
ным размером вала.
В практике ремонта часто встречаются сопряжения, сбор-
ку которых можно вести только с помощью винтовых при-
способлений или пресса. В этих случаях вал имеет больший
размер, чем отверстие, и в сопряжении будет иметь место
натяг.
Натягом называется положительная разность между
размером вала и размером отверстия.
Наибольший натяг в сопряжении равен разности между
наибольшим предельным размером вала и наименьшим
предельным размером отверстия.
44
РЕМОНТ ЙВТОМОБиЛЕй
Наименьший натяг равен разности между наименьшим
предельным размером вала и наибольшим предельным
размером отверстия.
В зависимости от задаваемых размеров валов и отвер-
стий можно получать самые различные по своему характеру
сопряжения.
Характер соединения двух деталей называется посылкой.
В зависимости от размеров поступающих на сборку деталей
будет в определенных пределах колебаться и зазор (или на-
тяг). Величина колебания зазора (разности между наиболь-
шим и наименьшим зазорами) называется допуском зазора.
В неподвижных сопряжениях разность между наиболь-
шим и наименьшим натягами является допуском натяга.
Допуск зазора (или натяга) называют также допуском
посадки.
Посадки делятся на подвижные и неподвижные. Под-
вижные посадки характеризуются величиной зазора, непод-
вижные — величиной натяга.
Неподвижные посадки подразделяются на прессовые и
переходные. В прессовых посадках размер вала всегда боль-
ше размера отверстия, т. е. в сопряжении всегда имеет место
натяг. В переходных посадках разность между размером
вала и размером отверстия сравнительно невелика, и при
этом расположение допусков таково, что могут быть как
небольшие натяги, так и небольшие зазоры.
Каждая посадка имеет определенное название и услов-
ное обозначение:
а) неподвижные прессовые Гр — горячая Пр — прессовая Пл — легкопрессовая переходные Г — глухая Т — тугая Н — напряженная П — плотная
б) подвижные С — скользящая Д — движения X — ходовая Л — легкоходовая Ш — широкоходовая
Если изготовить валы (отверстия) по одному размеру и
соединить их с отверстиями (валами) различных размеров,
можно получить при сборке различные посадки; чтобы не
Ill точность изготовления и износ РЕТЯЛЕО машин 45
было большого разнообразия в расположении отклонений для
получения различных посадок, разработаны и стандартизова-
ны таблицы, с помощью которых можно подобрать необходи-
мую посадку. ГОСТом приняты две системы: система вала и
система отверстия. В таблицах системы вала для валов ука-
заны предельные размеры, которые остаются постоянными
для всех посадок. Различные посадки достигаются выбором
соответствующих предельных размеров для отверстий.
Таким образом, система вала характеризуется тем, что в
ней для всех посадок одной и той же степени точности, отне-
сенных к одному и тому же номинальному диаметру, пре-
дельные размеры вала остаются постоянными. В системе вала
номинальный размер совпадает с наибольшим предельным
размером вала. В таблицах же системы отверстия для от-
верстий указаны предельные размеры, которые остаются
постоянными для всех посадок.
Различные посадки в этом случае достигаются выбо-
ром соответствующих предельных размеров валов.
В системе отверстия наименьший предельный размер
отверстия всегда совпадает с номиналом.
В зависимости от требований, предъявляемых к дета-
лям, необходима та или другая степень или класс точности
на изготовление этих деталей. Имеется 10 классов точнос-
ти: 1, 2, 2а, 3, За, 4, 5, 7, 8, 9. Самый точный — 1-й класс. По 7,
8, 9-му классам точности назначают допуски на свободные
размеры, так как посадок в этих классах нет.
Кроме цифровых обозначений размеров деталей, как это
было указано на рисунке 4, размеры деталей и посадки обо-
значаются и условно. В этих обозначениях принято откло-
нения отверстия в системе отверстия обозначать буквой А с
индексом соответствующего класса.
Например, 90А означает отверстие третьего класса точ-
ности с номинальным диаметром 90 мм, выполняемое по
системе отверстия. По таблице системы отверстия третьего
класса точности численные значения размеров для этого
случая будут равны 90=° 07 мм.
Отклонения вала в системе вала обозначаются буквой В
Например, 60В обозначает вал второго класса точности (ин-
декс 2 второго класса точности не пишется) с номинальным
диаметром в 0 мм, выполняемого в системе вала.
46
РЕМОНТ АВТОМОБЦЛЕ0
По таблице второго класса точности системы вала чис-
ленные значения размеров будут равны 6ОВ=6О0-02 мм. Если
за цифрой, указывающей номинальный диаметр, написано
обозначение посадки, то это показывает, что размер вала
выполняется в системе отверстия или размер отверстия вы-
полняется в системе вала. Так, если размеры вала имеют
условное обозначение 25Хд, то это показывает, что вал диа-
метром 25 мм выполняется в системе отверстия третьего
класса точности и при его сборке с отверстием, выполнен-
ным в системе отверстия этого же класса, получится ходо-
вая посадка. Численные значения этого обозначения, най-
денные по таблице системы отверстия третьего класса точ-
-0 025
ности, будут равны: 25Х3= 25_°-085мм- Если отверстие обо-
значено 25Хд, то это показывает, что оно имеет номинальный
диаметр 25 мм и выполнено в системе вала третьего класса
точности и при сборке его с валом, выполненным в системе
вала этого же класса, будет обеспечена ходовая посадка. Чис-
ленные значения этого обозначения, найденные по таблице
системы вала третьего класса точности, будут равны 25Хд=
+0.025
25+0.085 мм. Отклонения размеров деталей в сборочных чер-
тежах обозначаются в виде дроби. В числителе приводится
отклонение отверстия, а в знаменателе — вала. Например,
55 А/Н — обозначает напряженную посадку в системе от-
верстия при точности второго класса и номинальном диа-
метре соединения, равном 55 мм. Численные значения раз-
меров, найденные по таблицам, будут равны: для отверстия
+0,023
55+0,03 мм и для вала 55 о,ооз мм.
При ремонте деталей необходимо применять соответ-
ствующие инструменты и технологические процессы для
окончательной механической обработки, соответствующие
тому классу точности, по какому должна выполняться де-
таль.
В табл. 2 приводятся основные процессы обработки де-
талей, применяемые для выполнения требований в соответ-
ствии с классом точности.
Во всех случаях ремонтник должен добиваться соблю-
дения нормальных посадок в ремонтируемых сопряжениях,
установленных заводом-изготовителем.
Ill точность изготовления и износ петалеО млшин
47
Таблица 2
Классы Процессы, применяемые
точности для окончательной обработки деталей
1 Доводка, тонкое хонингование, тонкое шлифование, алмазная расточка
2 Чистовое развертывание, тонкая шлифовка, тонкое протягивание, прошивание, хонингование
2а Чистовое развертывание, протягивание, прошивка и шлифование
3 и За Чистовая расточка, черновое развертывание, шлифование
4 Сверление в кондукторе, сверление двумя сверлами
5 Грубая расточка черновым резцом, сверление одним сверлом
7, 8,9 Ковка, отливка, вальцовка, обдирка
При изготовлении и ремонте деталей стоимость их в
значительной степени зависит от точности, т. е. от величины
допуска на обработку. Чем меньше допуск на изготовление
деталей, тем более сложные и дорогие технологические про-
цессы приходится применять. Для удешевления производ-
ства и ремонта деталей в некоторых случаях применяется
селективная сборка. При этом детали изготовляются в преде-
лах более широкого допуска, затем сортируются на группы.
Например, цилиндры двигателя Д-54 обрабатывают на заво-
+0,09
де в пределах допуска, равного 0,08 мм (1251 °-07 мм), и сор-
тируют на четыре группы.
Вследствие такой сортировки точность деталей в каж-
дой группе равна 0,02 мм. Кроме рассмотренных выше до-
пусков на размеры деталей, устанавливаются также допуски
на другие показатели. Например, устанавливается допуск на
вес деталей (поршни и шатуны), допуски на увеличение за-
зоров и уменьшение натягов в сопряжениях в процессе экс-
плуатации. Допускаемые изменения размеров деталей, зазо-
48
РЕМОНТ АВТОМОБиЛЕО
ров или натягов в процессе эксплуатации называются эксп-
луатационными допусками.
Типовой технологией установлены допустимые износы
деталей (зазоры и натяги), при которых разрешается поста-
новка деталей без ремонта. Допустимые износы, при кото-
рых детали можно использовать без ремонта, установлены в
результате наблюдений за работой машины в процессе эксп-
луатации. Поставленные без ремонта детали должны обес-
печивать нормальную эксплуатацию машин до следующего
ремонта, т. е. нормальную межремонтную выработку.
На работу сопряжений оказывает влияние чистота по-
верхности. Чистота поверхности характеризуется среднеквад-
ратичным отклонением микронеровностей (Нси) поверхно-
сти от средней линии ее профиля и среднеарифметической
высотой (Нср) микро неровностей.
нск — + +
У п
где h — высота и глубина точек профиля над и под сред-
ней линией профиля микронеровностей;
п — число измерений отклонений микронеровностей.
я = -(я.+я2
ср \ 1 Z п 7 f
п
где Н — высота микронеровности;
п — число измерений высот микронеровностей.
§ 2. Причины и нороктер
износа деталей машин
Детали и узлы любой машины в процессе работы изна-
шиваются.
Чтобы предупредить износ и разрушение машин, необ-
ходимо знать процессы, вызывающие износы и поломки де-
талей машин.
Под износом понимается изменение в весе и размерах
деталей машин в процессе их работы вследствие истирания
и удаления частиц с их поверхности.
Ill точность изготовления и износ ПЕТАЛЕй MAUJUH
49
Существует ряд схем или классификаций процессов,
приводящих к износу и поломкам деталей. Схемы эти но-
сят условный характер в связи с тем, что на практике износ
и поломка деталей вызываются действием не одного изоли-
рованного, а целого ряда процессов.
Причинами, вызывающими износ и поломки деталей,
являются: истирание, смятие, точечный износ, царапанье, ус-
талость металлов, образование усталостных раковин, хими-
ческое воздействие на поверхность деталей, электрохимичес-
кое воздействие на поверхность деталей и электроэрозия.
§ 3. UcmupciHue
При трении с поверхностей деталей удаляются частицы
металла. Это явление можно объяснить следующим образом.
На поверхности деталей всегда имеются неровности
(рис.5). В связи с этим трущиеся детали соприкасаются не
всей видимой рабочей поверхностью. Фактическая поверх-
ность соприкосновения составляет всего 0,01—0,001 види-
мой поверхности.
При относительном перемещении трущихся поверх-
ностей отдельные выступы неровностей подвергаются
только упругим, исчезающим после снятия нагрузки де-
формациям.
Другие же выступы подвергаются дополнительно остаточ-
ным пластическим деформациям (изгибу, смятию и сгибу).
Кроме того, в силу крайне малой поверхности соприкос-
новения фактические удельные нагрузки на отдельные выс-
тупы иногда значительно превышают расчетные. Например,
при расчетной удельной нагрузке на подшипник, равной
30 кг/см2, фактическое удельное давление в отдельных точ-
ках поверхности может доходить до 30000 кг/см2. При быс-
тром возникновении больших удельных нагрузок отдель-
ные участки поверхности нагреваются до температуры 450—
1000, что приводит к их сплавлению и последующему раз-
рыву сплавившихся участков.
Это можно заметить по образованию на поверхности
наплывов и задиров.
50
РЕМОНТ АВТОМОБИЛЕ
Особенно часто эти явления возникают при неправильной
приработке новых или отремонтированных деталей машин, а
также в процессе нормальной приработки, но при нарушении
требований технологии ремонта деталей и сборки узлов.
Небольшие неровности и поры на трущихся поверхнос-
тях деталей необходимы, так как они служат микрохолодиль-
никами, охлаждающими нагревшиеся выступы и смазку.
Как же определить, какие неровности можно допустить
на поверхности при обработке деталей в процессе ремонта?
Неровности, получающиеся на поверхности деталей после
ремонта, должны иметь такую же величину, как и неровнос-
ти, получающиеся после нормальной приработки деталей.
При невыполнении этого требования в процессе приработки
будут быстро разрушаться трущиеся поверхности и изме-
нятся размеры деталей (рис. 6). Это будет продолжаться до
тех пор, пока неровности не уменьшатся до размеров, опреде-
Рис. 5. Схема фактического
прикосновения трущихся
поверхностей
Рис. 6. Изменение неровностей
на поверхности в процесс приработки:
а — грубо обработанная оверхносты
б — очень тщательно обработанная поверхность;
1 — неровности после обработки, 2— неровности после приработки
III. ТОЧНОСТЬ изготовления и износ ЛЕТАЛЕй MAUJUH
51
ляемых условиями работы данного сопряжения, материала
поверхностей и т. п.
При тщательной обработке, когда неровности поверхно-
стей получаются меньше неровностей, остающихся после
нормальной приработки, детали в период приработки будут
изнашиваться значительно меньше.
Но такой способ обработки не экономичен, так как полу-
чение весьма гладкой поверхности требует применения до-
рогих и трудоемких процессов. Поэтому при ремонте следу-
ет выбирать технологические процессы окончательной обра-
ботки такие, которые дают размеры неровностей, соответству-
ющие неровностям при правильно проведенной приработке
деталей.
§ 4. Смятие
Смятием называется процесс, при котором в поверхнос-
тном слое сопрягающихся деталей происходят пластические
деформации и течение металла (рис. 7), т. е. изменяются раз-
меры деталей, но сохраняется вес. При дальнейшей эксплуа-
тации от поверхностей деталей отрываются отдельные зерна
металла, что влечет за собой уменьшение веса деталей.
Смятию больше всего подвержены детали резьбовых
соединений, а также детали в неподвижных сопряжениях
(наружные и внутренние кольца подшипников качения с
сопрягаемыми деталями, опорные поверхности лап двигате-
лей и рам тракторов и т.п.). Рассмот] им разрушение внут-
реннего кольца шарикоподшипника и шейки вала в резуль-
тате смятия.
В положении 2 (рис. 8) внутренняя поверхность кольца
отходит от поверхности шейки, а в положении 1 прижимает-
ся к ней. При этом выступы поверхности шейки и кольца
деформируются и начинают течь, заполняя участки между
выступами.
В связи с этим крепление кольца ослабляется и после-
днее начинает поворачиваться. Это вызывает дополнитель-
ное разрушение сопряжения с истиранием поверхности и
отрывом деформированных зерен от нижележащих слоев.
52
РЕМОНТ ПВТОМОБиЛЕй
Рис. 7. Изменение поверхности при смятии:
1— неровности до смятия; 2 — неровности после смятия
Рис. 8. Схема разрушения неподвижных сопряжений:
1 — нагруженный участок; 2 — ненагруженный участок
ill. точность изготовления и износ ПЕТАЛЕО MAUJUH
53
§ 5. Точечный износ
Точечный износ (бринелирование), характерный для
шарикороликовых подшипников, начинается с образования
лунки (отпечатка шарика или ролика) на беговой дорожке
кольца подшипника. Лунка образуется в результате боль-
ших удельных давлений, достигающих 45000—50001 кг/см2.
Лунка может образоваться также при транспортировке
(например, по железной дороге) плохо подрессоренных ма-
шин в результате повторных ударов по одному и тому же
участку беговой дорожки шариком или роликом.
Для уменьшения количества случаев точечного износа
необходимо хорошо подрессорить машину при транспорти-
ровке и разгрузить валы, опирающиеся на шарикоролико-
вые подшипники.
§ 6. Царапанье
Под процессом царапанья (аброзии) понимается разру-
шение поверхностей трения частицами, имеющими большую
твердость, чем твердость истираемой поверхности.
В процессе работы сельскохозяйственные машины все-
гда окружены абразивными частицами, имеющимися в пыли,
грязи, стеблях растений и т. п. Эти абразивные частицы по-
разному ведут себя в сопряжении в зависимости от твердо-
сти поверхностей детали. Так как обычно одна из трущихся
поверхностей выполняется из более мягкого материала, чем
другая (например, из баббита), твердая частица при своем
передвижении между трущимися поверхностями заклини-
вается в мягком материале и в дальнейшем начинает рабо-
тать как абразивный инструмент, царапая поверхность бо-
лее твердой детали.
При повышенной твердости твердые частицы меньше
поглощаются поверхностью детали и, скользя между трущи-
мися деталями, еще больше разрушают их.
Для облегчения выхода абразивных частиц сопряжения
деталей, имеющих большую твердость, делают с большими
зазорами. Например, подшипники из свинцовистой бронзы
54
РЕМОНТ RBTOMO6UJ1EIJ
сопрягаются с валом с зазором в два раза большим, чем
баббитовые.
Абразивные частицы попадают в зазор между трущими-
ся деталями не обязательно из среды (пыль, грязь), окружаю-
щей машину. Они могут образоваться и в самой машине.
Особенно характерно это для машин, в которых приме-
нена централизованная система смазки.
Масло, выходя из маслоприемника, несет с собой твер-
дые оторвавшиеся частицы металла, которые попадают в
сопряжения с менее твердой поверхностью и действуют так
же, как и абразивные частицы, попавшие из внешней среды.
Например, в продуктах износа цилиндров двигателей нахо-
дятся частицы цементита (Fe3C), твердость которых больше
твердости корунда.
Попадая в зазор между подшипником и шейкой вала
или заклиниваясь в подшипнике, эти частицы царапают по-
верхность шейки вала, способствуя его быстрому износу.
Баббитовая поверхность подшипника после эксплуата-
ции бывает покрыта стальными, чугунными или кварцевы-
ми частицами на глубину около 0,01 мм.
Наиболее быстро изнашиваются от действия абразивных
частиц детали дизельных двигателей, поскольку целый ряд
сопряжений в дизельном двигателе выполнен точно, с весь-
ма небольшими зазорами.
§ 7. Усталость металлов
Под усталостью металлов понимается процесс разруше-
ния металлических деталей в связи с образованием и даль-
нейшим развитием первичных трещин. Этот процесс раз-
рушения присущ деталям, работающим в условиях высо-
ких, циклически меняющихся нагрузок. Характерными при-
знаками разрушения стали от усталости является отсутствие
заметных остаточных деформаций и наличие на поверхнос-
ти излома зоны развития трещины с гладкой поверхностью
и зоны поломки с шероховатой поверхностью и со следами
хрупкого кристаллического излома.
Усталостные разрушения происходят при напряжениях
iii. точность изготовления и износ пЕтнлеи млшин
55
значительно меньших, чем допускаемые напряжения на
прочность металла.
Причинами, снижающими усталостную прочность или
выносливость деталей, являются несоблюдение радиусов пе-
реходов от одного сечения детали к другому, грубая обработ-
ка поверхности детали, наличие надрезов и царапин, нанесе-
ние слоев с пузырями, раковинами, включением пленок окис-
лов, нанесение на поверхности детали меток керном или
зубилом.
§ 8. Образование усталостный ракоВин
Образование поверхностных усталостных раковин или
выкрашивание является результатом усталости металла от
многократного перенапряжения вследствие одновременного
действия качения и скольжения. Этот процесс разрушения
характерен для шариковых и роликовых подшипников, ше-
стерен и подшипников скольжения. Образование усталост-
ных раковин, как и при обычных усталостных разрушениях,
начинается с первичной трещины. Эта трещина развивается
не в глубину детали, а, захватывая небольшой объем метал-
ла, замыкается на поверхности. Ограниченный трещиной
участок детали отрывается и при дальнейшем своем разви-
тии производит дополнительные разрушения, а иногда при-
водит к аварии, например, поломке зубьев шестерен, выправ-
лению подшипников и т. п.
Рассмотрим этот процесс разрушения на шариковом
подшипнике (рис. 9).
При работе подшипника на точку а беговой дорожки
силы действуют непостоянно. Во время попадания в эту точ-
ку шарика силы достигают наибольшей величины. При даль-
нейшем движении шарика точка а разгружается. Через не-
которое время в точку а попадает второй шарик и процесс
повторяется.
Таким образом, точка а испытывает давления, меняю-
щиеся от наименьшей до наибольшей величины, т. е. подда-
ется воздействиям переменной нагрузки. Для подшипника,
например, с диаметром беговой дорожки, равной 48 мм, ско-
56
РЕМОНТ fiBTOMOBWlEU
рость передвижения шариков по беговой дорожке при
1000 об/мин составит более 2 м/сек. При этом продолжи-
тельность силового воздействия на площадь, равную площа-
ди контакта шарика с беговой дорожкой, занимает около
0,0002 секунды. Фактическая поверхность соприкосновения
шарика с беговой дорожкой равна 0,01—0,00001 от расчет-
ной, и даже при небольших нагрузках на подшипник удель-
ное давление достигает 20000 кг/см2. Небольшой участок
поверхности беговой дорожки, испытывая высокие мгновен-
ные напряжения, нагревается до температуры около 1000°.
В течение очень небольших отрезков времени в металле
подшипника протекают следующие процессы. Металл в на-
гретом участке расширяется, и часть окружающих его сло-
ев пластически деформируется. При отходе шарика участок
разгружается и остывает. При этом в металле данного уча-
стка возникнут остаточные напряжения, которые будут вслед-
ствие цикличности процесса расти и в результате приведут
к образованию микроскопической трещины. В эту трещину
попадает масло и расклинивает вследствие действия капил-
лярных сил, а также в связи с тем, что масло подвергается
действию высоких давлений температур. Расклинивающее
давление масла может достигать 1000 кг/см2. Это приводит
к распространению трещины на весь участок, подвергающий-
ся воздействию данных процессов, замыканию ее и отрыву
металла с поверхности беговой дорожки.
Рис. 9. Схема передачи
усилия в шарикопод-
шипнике
III. ТОЧНОСТЬ изготовления и износ ЛЕТЛЛЕй млшин
57
Аналогичные явления возникают и при работе зубьев
шестерен.
При работе шейки в баббитовом подшипнике, в случае
недостаточной жесткости постели подшипника, кроме высо-
ких переменных контактных напряжений, возникают напря-
жения изгиба, особенно в подшипнике с тонкостенными вкла-
дышами. Объясняется это тем, что вкладыш равномерно
прилегает своей поверхностью к постели. Обычно вкладыш
делают размером несколько большим, чем диаметр посте-
ли. При укладке без особого нажима вкладыш соприкасает-
ся с постелью по нескольким образующим (рис. 10).
При нажатии на выступающие участки вкладыша пос-
ледний изгибается и прилегает к постели всей поверхнос-
тью. Однако плотность прилегания в разных точках будет
неодинаковой: в точках а, б прилегание будет незначитель-
ным, а в точках 1, 2, 3 — весьма плотным.
Во время работы вкладыш в местах менее плотного при-
легания изгибается. Вследствие изгиба и скольжения, воз-
никающих от циклически повторяющихся нагрузок, в анти-
фрикционном слое образуется раковина. Выкрашивающие-
ся кусочки металла заклиниваются между шейкой и под-
шипником, ухудшая режим трения и смазки, и являются
причиной дополнительного нагрева подшипника, заканчи-
вающегося иногда выплавлением последнего.
Рис. 10. Прилегание вкладыша к постели
58
РЕМОНТ rbtomobupeO
§ 9. Мимические и электрохимические процессы
разрушений деталей (коррозий)
Коррозией, или коррозионным процессом называется
разрушение металла вследствие химического или электро-
химического воздействия на него. Коррозионное разруше-
ние всегда начинается с поверхности. Потери металла, вы-
зываемые коррозией, достигают громадных величин.
Коррозия разделяется на химическую и электрохими-
ческую.
Химическая коррозия возникает при действии на ме-
таллы сухих газов и жидких неэлектролитов. К этому типу
коррозии относится так называемая газовая коррозия, воз-
никающая при действии газов на металлы при высоких тем-
пературах.
При электрохимической коррозии металл разрушается
вследствие возникновения электрического тока между раз-
личными участками металла. Этот вид коррозии возможен
только при наличии электролита. К этому классу коррозии
относятся ржавление железа, растворение металла в кисло-
те и т. д.
Электрохимической коррозией объясняется такое явле-
ние, как износ вала, работающего в условиях жидкостного
трения, когда при наличии чистого смазочного масла масля-
ный слой полностью разделяет трущиеся поверхности.
Процесс электрохимической коррозии протекает следу-
ющим образом. Металлические сплавы, применяемые для
изготовления деталей, не являются однородными телами. Они
имеют различные структурные составляющие или различ-
ное состояние участков. При попадании на металлическую
поверхность каким-либо образом электролита немедленно
начинается электролитический процесс, который приводит
к разрушению электрода макро- или микропары, являюще-
гося анодом. Для попадания электролита на поверхность
металла имеется много возможностей. Например, при кон-
денсации влаги, находящейся в воздухе, на поверхности ме-
талла образуется слой влаги. В воздухе всегда имеется угле-
кислый газ С02. При соединении его с водой образуется уголь-
ная кислота Н2СО3. Кислоты, являющиеся электролитами,
III. ТОЧНОСТЬ изготовления и износ ПЕТЛЛЕй МАШиН
59
попадая на поверхность металла, вызывают возникновение
электролитического процесса, а следовательно, и разруше-
ние поверхности.
Электроэрозионное изнашивание характерно для дета-
лей, между поверхностями которых возникают искровые
разряды электрического тока.
К таким деталям относятся контакты прерывателей
магнето, электроды свечей зажигания и т. п.
§ 10. Мерь предупреждений износа
деталей машин
На износ деталей машин оказывают большое влияние
конструкция машины, качество материалов, из которых ис-
полняются детали, технологические процессы, применяющи-
еся при изготовлении и ремонте деталей, и особенно техни-
ческие уходы за машинами в процессе эксплуатации. На-
пример, при удлинении центральной трубы воздухоочисти-
теля трактора С—80 на 950 мм и ДТ—54 на 80 мм износ
деталей двигателя уменьшается более чем в два раза, хро-
мирование лемехов увеличивает срок их службы в 16 раз, с
применением полировки галтелей увеличивается усталост-
ная прочность коленчатых валов (ДТ—54) почти в 6 раз.
Тщательное и своевременное выполнение технических ухо-
дов дает возможность увеличить межремонтные сроки ма-
шин в несколько раз.
Для уменьшения износа деталей в процессе ремонта
применяют ряд способов.
Износ деталей, подвергающихся истиранию, можно умень-
шить следующими способами:
1) тщательной механической обработкой поверхности
(шлифованием, доводкой абразивными брусками, притиркой,
развертыванием, прошивкой и тонким точением);
2) нанесением на поверхность деталей износостойких
покрытий (хромированием, металлизацией, наплавкой твер-
дыми сплавами и т. п.);
3) упрочением поверхности деталей цементацией, сплош-
ной и поверхностной закалками и электроискровым способом;
60
РЕМОНТ fiBTOMOBUPEIj
4) тщательной приработкой отремонтированных деталей,
при которой поверхности приобретают соответствующие ус-
ловиям трения микронеровности и состояние;
5) созданием на поверхности трения напряжений рас-
тяжения.
К мерам борьбы с износом деталей, подвергающихся
смятию, относятся:
1) тщательная механическая обработка сопряженных
поверхностей, подвергающихся смятию;
2) повышение твердости сопрягаемых поверхностей на-
плавкой деталей твердыми сплавами, закалкой, цементаци-
ей, а для деталей, наплавленных чугуном, — отбеливанием
поверхности.
Для уменьшения износа деталей, подвергающихся цара-
панью, наиболее эффективным способом является покры-
тие деталей хромом.
Другими достаточно эффективными методами являют-
ся наплавка на поверхность, подвергающуюся абразивному
износу, твердых сплавов, создание на ней корки отбеленного
чугуна, закалка ацетиленокислородным пламенем или то-
ками высокой частоты.
Увеличение усталостной прочности деталей достигается
рядом способов, из которых наиболее эффективным являет-
ся создание на поверхности деталей, работающих в условиях
циклически меняющихся нагрузок, напряжений сжатия. Это
можно объяснить следующим образом.
Допустим, что деталь работает в условиях переменного
изгиба. При этом участок поверхности, находясь в положе-
нии а (рис. 11), будет испытывать напряжение сжатия. В
этот момент образование трещины маловероятно. Находясь
же в положении б, тот же участок будет испытывать напря-
жение растяжения, когда вполне возможно образование пер-
вичной трещины или дальнейшее ее развитие.
Допустим, что трещины на поверхности возникают при
напряжении растяжения, равном 35 кг/мм2. Если предва-
рительно в поверхностном слое были созданы напряжения
сжатия, равные 15 кг/мм2, то разрыва не произойдет, так как
действующие усилия снимут сначала напряжения вжатия, а
затем уже вызовут на поверхностном слое напряжения ра-
стяжения величиной около 20 кг/мм2.
Ill ТОЧНОСТЬ изготовления и износ ПЕТЛЛЕй млшин
61
Рис. 11. Схема детали,
работающей в условиях
переменного изгиба:
а — участок, испытывающий
напряжение сжатия;
б — участок, испытывающий
напряжение растяжения
Для создания в поверхностном слое деталей напряже-
ний сжатия применяют накатку роликом, наклеп молотком
(листы рессор), пескоструйную обработку, дробеструйную об-
работку, чеканку. Наибольший эффект получают при накле-
пе в напряженном состоянии.
Для повышения предела выносливости деталей необхо-
димо также тщательно обрабатывать поверхности, применяя
шлифование, доводку абразивными брусками, притирку, за-
чистку и полирование.
С целью увеличения прочности деталей переходы от од-
ного сечения к другому выполняют по радиусу и полируют
их.
Для обнаружения трещин, появившихся в процессе экс-
плуатации, пользуются следующими методами.
1. После тщательной мойки и сушки деталь погружают
в керосин и выдерживают в нем в течение 5—10 минут.
После этого участки, на которых можно ожидать нали-
чие трещин, протирают насухо и смазывают тонко размоло-
тым порошком мела, разведенного водой. Когда мел высох-
нет, остукивают деталь деревянным молотком. При этом
керосин, выходя из трещин, создает на меловой обмазке пят-
на, указывая места расположения трещин.
2. Деталь помещают в магнитное поле, или же через нее
пропускают электрический ток. При этом деталь намагни-
62
РЕМОНТ АВТОМОБЦЛЕй
чивается и у краев трещины концентрируются магнитные
силовые линии. Затем проверяемый участок смазывают
маслом (трансформаторным или машинным) и посыпают
мелким железным порошком. При прохождении через де-
таль электрического тока частицы железа будут втягивать-
ся в магнитный поток рассеивания и концентрироваться
вдоль трещины, отмечая тем самым имеющийся дефект.
3. Поверхность тщательно очищают и подвергают травле-
нию подогретым 10-20%-ным раствором серной кислоты.
После травления трещину легко заметить при рассмот-
рении поверхности с помощью микроскопа или лупы.
Чтобы увеличить срок службы шариковых подшипни-
ков, их рекомендуется периодически поворачивать на 180°.
Роликовые подшипники рекомендуется переставлять с та-
ким расчетом, чтобы направление движения роликов было
обратным. Установлено, что трещины образуются в направ-
лении движения шариков в шариковом подшипнике. При
повороте подшипника на 180° развитие трещин прекращает-
ся. При поворачивании срок службы подшипника увеличи-
вается на 20-80%.
При повороте шестерен на 180° (если это позволяет кон-
струкция) зубья начинают работать неизношенными повер-
хностями. Этот прием намного увеличивает срок службы
шестерен.
Для увеличения срока службы подшипников с тонко-
стенными вкладышами нужно тщательно подбирать вкла-
дыши по постелям.
Чтобы уменьшить коррозию деталей из черных метал-
лов, поверхности деталей покрывают более стойкими метал-
лами (оловом, никелем, хромом и цинком).
Во время хранения детали покрывают веществами, об-
разующими на поверхности химически защитные пленки.
Эти вещества носят название пассиваторов,
Поверхности деталей, на которые наносят пассиваторы,
зрительно обезжиривают в ванне с водным раствором 3%-
ного тринатрийфосфата, 2% -ного жидкого стекла и 2% -ной
каустической соды, нагретым до температуры 70—80°. В ванне
детали выдерживают в течение 5 минут.
После этого детали промывают проточной водой в тече-
ние 1—2 минут и погружают на 3—5 минут в ванну с водным
ill. точность изготовления и износ петалеп мяшин
63
раствором 20-25%-ного нитрата натрия. При атом на по-
верхности детали появляется пленка, защищающая металл
от дальнейшего окисления.
Перед применением детали промывают в 1%-ном ра-
створе кальцинированной соды. Этот способ дает хорошие
результаты при хранении подшипников качения. При по-
становке на хранение отремонтированных сельскохозяйствен-
ных машин рабочие органы их покрывают тонкой пленкой
Рис. 12. Схема катодной защиты нагревательного элемента
в ванне для гальванического покрытия:
1 — нагревательный элемент; 2 — электролит; 3 — реостат
Рис. 13. Схема катодной защиты трубы, проложенной в земле
64
РЕМОНТ RBTOMOElUlECl
солидола или пастой, состоящей из 50% парафина и 50%
керосина. Смазку наносят на поверхности деталей тонким
сплошным слоем.
Неработающие поверхности деталей покрывают краска-
ми и лаками.
Для предохранения от коррозии деталей, работающих
или находящихся в особо агрессивной среде (хромовые или
железные электролиты, сырая почва и т. п.), применяют ка-
тодную защиту. В этом случае деталь включают в качестве
катода (рис. 12). Трубопроводы, расположенные в земле (на-
пример, трубопроводы, по которым подается вода в мастерс-
кую, в скотный двор и т. п.), предохраняют следующим об-
разом. На некотором расстоянии от них закапывают листы
старого негодного железа. К трубам от какого-либо источ-
ника постоянного тока (аккумулятор, генератор) подводят
ток. При этом трубы включают в качестве катода, а желез-
ные листы — в качестве анода (рис. 13).
IV. ПРИЕМКА В РЕМОНТ U НАРУЖНАЯ MOUKA
АВТОМОБНАЕй U АГРЕГАТОВ
§ I. Приемка и «ранение автомобилей
и агрегатов, поступающим В ремонт
Эксплуатирующие автомобили предприятия, которые
являются основными заказчиками на ремонтные работы,
направляют и сдают подлежащие ремонту автотехнику и
агрегаты, основываясь на общепринятых положениях и су-
ществующих правилах, авторемонтное предприятие прини-
мает их, руководствуясь теми же положениями.
Обязательное правило — соответствие требованиям ГО-
СТов и руководствам на капитальный ремонт технических
условий на сдачу автомобилей и агрегатов в капитальный
ремонт.
Выработавшие установленный ресурс автомобили и аг-
регаты заказчик сдает в ремонт (табл. 3):
— достигшие предельного состояния и имеющие ава-
рийные повреждения, которые могут устраняться только на
предприятиях по капитальному ремонту при наличии соот-
ветствующего акта;
— достигшие предельного состояния, но не выработав-
шие установленного ресурса с приложением соответствую-
щего акта.
Автомобили и агрегаты, подлежащие ремонту и направ-
ляемые в ремонт, обязательно должны быть комплектными
и обладать лишь теми неисправностями, которые появились
вследствие естественного износа деталей в процессе эксплу-
атации.
3. Зак. 200
66
РЕМОНТ РВТОМОбиЛЕй
Принята первая и вторая комплектность для грузовых
автомобилей и их агрегатов; для автобусов и легковых авто-
мобилей — только первая; силовых агрегатов (двигатель с
коробкой передач и сцеплением) — первая; дизелей — пер-
вая; для карбюраторных двигателей — первая и вторая. Все
остальные агрегаты автомобиля имеют только одну комп-
лектность.
Автомобиль первой комплектности — автомобиль со
всеми составными частями и запасное колесо.
Автомобили второй комплектности — сдают в ремонт
и принимают в ремонт без платформы, металлических кузо-
вов и специального оборудования.
Двигатель первой комплектности — двигатель в сборе
со всеми составными частями, установленными на нем, вме-
сте со сцеплением, компрессором, вентилятором, насосом гид-
роусилителя рулевого управления, топливной аппаратурой,
приборами системы охлаждения и смазочной системы, воз-
духоочистителем, электрооборудованием и т.п.
Двигатель второй комплектности — двигатель в сборе
со сцеплением без иных агрегатов узлов, установленных на
нем.
В виде исключения в отдельных случаях авторемонтное
предприятие может в ремонт принимать автомобили и агре-
гаты в иной комплектности, нежели выше оговоренные, то
есть отличной от установленной. Доукомплектование таких
агрегатов и автомобилей осуществляется по калькуляции
ремонтного предприятия, скоординированной и согласован-
ной с заказчиком.
Выработавшие ресурс, но не достигшие предельного со-
стояния автомобили и агрегаты не могут быть подвергнуты
капитальному ремонту.
В капитальный ремонт не могут приниматься:
— грузовые автомобили, если их кабины и рамы подле-
жат списанию;
— автобусы и легковые автомобили, если их кузова не
могут быть восстановлены;
— агрегаты и узлы, у которых базовые или основные
детали подлежат списанию.
Обязательно должны быть очищены от загрязнений на-
ружные поверхности автомобилей и агрегатов, которые еда-
IV APUEMKA В РЕМОНТ U НАРУЖНАЯ MOCIKA ABTOMOEUPEU U АГРЕГАТОВ
67
Таблица 3
Ресурсы до первого капитального ремонта автомобилей, тыс. км
Марка автомобиля ИЖ 2715,-2125 < Полнокомплектный i ~ автомобиль о | Двигатель И . о Коробка передач | Раздаточная коробка и 1 [подвесноеустройство J о передний мост 1 I о задний 1 g I ° (средний) I 1 о | Рулевой механизм |
УАЗ-452, 452А,-452Д 180 150 150 160 160 160 170
ГАЗ 52-03 140 80 140 — 140 140 140
ГАЗ 52-04, 175 100 175 175 175 175 175
САЗ 3504,-3503
ГАЗ 53А 200 180 180 — 180 180 180
ГАЗ 53Б, САЗ-3502 170 170 170 170 170 170 170
ГАЗ-66 iso 150 150 150 150 150 150
ЗИЛ-164А, -164Н 135 80 135 — 135 135 80
ЗИЛ-585Л, -585М 120 70 120 95 120 120 70
КАЗ-608 150 150 150 — 185 150 150
КАЗ-608В 185 150 185 200 185 185
ЗИЛ-130, -130Г 280 200 280 — 280 280 280
ЗИЛ-1 ЗОВ 1 280 200 280 — 280 280 280
ЗИЛ-ММЗ-555,-555А 250 180 250 250 250 250 250
ЗИЛ-ММ 3-555 250 125 250 250 250 250 250
ЗИЛ-131,-J31B 175 175 175 175 175 175 175
ЗИЛ-133П 250 200 250 — 250 250 250
Урал-375Д, -375С 170 125 150 150 125 125 150
Урал 377,-377С 170 125 150 150 125 125 150
МАЗ 500,-500А 240 220 200 — 220 220 220
М АЗ-504, -504А, -504В 210 210 200 — 210 210 210
МАЗ-503, -503Б 1-80 180 180 180 180 180 180
МАЗ-509, 509А 120 120 120 120 120 120 120
КамАЗ 5320, 5410 300 300 300 300 300 300 300
КамАЗ-5510 300 300 300 300 300 300 300
КрАЗ-255Л,-255Л1 130 130 130 130 130 130 130
КрАЗ-255Б,-255В КрАЗ-257,-258 150 200 150 200 150 200 150 200 120 200 120 200 120 200
КрАЗ-256Б,-256Б1 160 160 160 160 160 160 160
3*
(По Карагодину В.И. и Митрохину Н.Н.)
68
РЕМОНТ ABTOMOBUAEO -S
ются в ремонт. Совершенно не допускается, чтобы автомоби-
ли и агрегаты имели детали, отремонтированные способами,
не дающими возможности дальнейшего их эксплуатирова-
ния или ремонта, и имеющие пригодные к эксплуатации
аккумуляторы и шины. Детали, сборочные единицы и при-
боры обязательно должны быть закреплены на машине в
соответствии с его конструкцией.
Показателем технического состояния автомобилей, сда-
ваемых в капитальный ремонт, является обязательная воз-
можность запуска двигателя и проверки пробегом до 3 км.
Имеющий дефекты и повреждения аварийного характера или
неисправности, при которых запуск двигателя и его движе-
ние невозможно или могут привести к дальнейшим разру-
шениям деталей, автомобиль сдается в капитальный ремонт
не на ходу.
Для высококачественного установления технического
состояния автомобилей и агрегатов непременно следует при-
менять средства диагностирования. Техническое состояние
агрегатов определяется на контрольно-испытательных стен-
дах. Итогом применения диагностирования является зак-
лючение о техническом состоянии автомобилей и агрегатов
с установлением места, вида и причины дефекта.
Во время непосредственной приемки автомобиля в ре-
монт составляется приемо-сдаточный акт установленной
формы в трех экземплярах. В нем отображается техничес-
кое состояние и комплектность автомобиля, сдаваемого на
ремонт в АРП. Акт обязательно подписывается с одной сто-
роны представителями ремонтного предприятия и с другой
стороны — заказчика. Второй экземпляр выдается заказчи-
ку, а первый и третий экземпляры акта остаются на ремон-
тном предприятии.
Для сборочных единиц, которые сдаются в ремонт от-
дельно, должна быть представлена справка, указывающая на
необходимость капитального ремонта, составленная заказ-
чиком.
Двигатели и их сборочные единицы подлежат сдаче в
капитальный ремонт на основании требований ГОСТов и
технических условий на ремонт. Они должны быть укомп-
лектованы сборочными единицами и деталями, обусловлен-
ными и предусмотренными конструкцией. Допускаются и
IV. APUEMKA В РЕМОНТ U НАРУЖНОЙ MOtlffl АВТОМОБИЛЕй U АГРЕГАТОВ
69
отклонения в комплектности, но они должны быть в преде-
лах конструктивных изменений, внесенных в данную модель
организацией-разработчиком. Допускается отсутствие на
двигателях и сборочных единицах отдельных крепежных
деталей (болтов, гаек, шпилек) и мелких деталей (колпачков
и т.п.).
Не допускается наличие деталей, отремонтированных
способами, исключающими последующее их использование
или ремонт на двигателе и его сборочных единицах. Двига-
тель и его сборочные единицы обязательно должны быть
очищены и вымыты снаружи, а смазка и вода — слиты. Все
отверстия должны быть закрыты крышками или пробками-
заглушками, во избежание проникновения атмосферных осад-
ков и пыли во внутренние полости двигателей и их сбороч-
ных единиц.
В целях защиты от коррозии противокоррозионной смаз-
кой следует обрабатывать наружные неокрашенные метал-
лические поверхности. Применяемые для перевозки двига-
телей и сборочных единиц тара и транспортные средства
должны обеспечивать их сохранность.
Паспорт и справка, прилагающиеся к каждому двигате-
лю и отдельно сдаваемому топливному насосу, должны обла-
дать соответствующей отметкой, подтверждающей необходи-
мость проведения капитального ремонта.
Процесс приемки включает в себя следующие стадии:
— предварительный технический осмотр и выявление
комплектности;
— наружная мойка;
— окончательный технический осмотр.
В случае, если машина или сборочная единица не отве-
чает техническим условиям на приемку, то такая машина
или сборочная единица в капитальный ремонт не принима-
ется, но может быть принята в восстановительный ремонт.
Принятые в ремонт автомобили и агрегаты направля-
ются на склад ремонтного фонда, где и хранятся до поступ-
ления в ремонт.
Ремонтный фонд (автомобили и агрегаты) можно хра-
нить под навесами на площадках с твердым покрытием.
Склады ремонтного фонда должны быть оборудованы (в со-
ответствии с учетом вида изделия и программы производ-
70
РЕМОНТ ABTOMO6UPEU
ства) стеллажами, в том числе многоярусными, монорельса-
ми, кранами-штабелерами, предоставляющими возможность
установки, снятия и транспортирования ремонтного фонда.
Топливную аппаратуру и электрооборудование сохраня-
ют в помещениях, обеспечивающих сохранность, с хорошей
вентиляцией. Не допускается совместное хранение топлив-
ной аппаратуры, электрооборудования и веществ, вызываю-
щих коррозию.
§ 2. Наружной мойка автомобиле и агрегатов
В практике наиболее широкое распространение полу-
чил метод струйной очистки под высоким давлением (гид-
родинамическая очистка), применяемый для наружной мой-
ки автомобиля и агрегатов. Принцип удаления загрязнений
с помощью струи состоит в механическом разрушении слоя
загрязнений, его связей, называемых адгезионными, с очи-
щаемой поверхностью за счет нормальных и касательных
напряжений, которые возникают при ударе движущейся жид-
кости (вода, моющий раствор) о преграду.
Загрязнения удаляются в том случае, если сила удара
(ударный импульс) струи о поверхность объекта очистки
превосходит хотя бы одну из прочностных адгезионно-коге-
зионных характеристик загрязнений, таких, как прочность
на сжатие, изгиб, сдвиг, сила адгезии и др.
Если сила взаимодействия частиц загрязнений с очища-
емой поверхностью больше силы взаимодействия между ча-
стицами загрязнений, то очистка осуществляется способом
«сверления». В противном случае — способом «отрывания».
Для преобразования потенциальной энергии напора
жидкости в кинетическую энергию струи применяются спе-
циальные насадки. Насадками различного профиля и раз-
мера формируют струи жидкости. К примеру, насадки с круг-
лым отверстием на выходе дают резкую, сплошную и сосре-
доточенную струю, которая может проникать через слой заг-
рязнений для отделения их снизу от очищаемой поверхнос-
ти и дает возможность очищать труднодоступные места.
Насадки со щелевым выходом выдают плоскую веерную
IV. ПРИЕМКА В РЕМОНТ й НАРУЖНАЯ МОЙКА АВТОМОБИЛЕЙ И АГРЕГАТОВ
71
струю с углом 15-120“. При малых углах струя получается
плоская и резкая с значительной силой удара. По мере уве-
личения угла струя расширяется, но сила удара заметно сни-
жается. При больших углах струя — плоская широкозах-
ватная. В сравнении с обычными насадками насадки высо-
кого давления обладают более четко очерченной концентри-
рованной струей. В результате — тесно связанные капельки
воды увеличивают силу удара струи в 1,5 раза.
Насосы, снабженные шлангами и пистолетами-распыли-
телями, относятся к простейшим установкам, которые реа-
лизуют метод гидродинамической очистки. Качественная и,
что немаловажно, высокопроизводительная очистка поверх-
ностей обеспечивается путем повышения ударного действия
струи в совокупности с высокой температурой воды и боль-
шой скоростью струи (170-250 м/с), обусловленной высоким
напором перед насадкой (до 200-220 кгс/см2).
Моечные машины условно можно подразделить:
— по виду исполнения — на стационарные и передвиж-
ные;
— по типу привода насоса — от электродвигателя, с пнев-
матическим и гидравлическим приводами, от двигателя внут-
реннего сгорания;
— по исполнению насоса — на аксиально-поршневые,
радиально-поршневые и рядные;
— по конструкции насосного агрегата — на моноблоч-
ные, редукторные и фланцевые;
— по температуре подаваемой воды — с подогревом, без
подогрева, парогенераторы.
Гидравлическая мониторная моечная машина работает
по принципу, который заключается в следующем (рис. 14):
вода через водяной фильтр 9, задачей которого является обес-
печение защиты насоса от попадания песка и других меха-
нических частиц, поступает в головку цилиндров. Насос со-
здает давление и нагнетает воду через перепускной клапан
15 в напорный шланг высокого давления 1, затем подает в
пистолет 2 и через насадку 5 (турболазер) наружу, на поверх-
ность, предназначенную для очистки. Давление на выходе
можно изменять рукояткой 3 регулятора давления и конт-
ролировать по манометру 4. При повышении давления выше
нормы открывается встроенный в систему предохранитель-
72
РЕМОНТ ЯВТОМОБИЛЕи
ный клапан 10, вода вновь подается на вход насоса, тем са-
мым предотвращая его повреждение. Во время работы ма-
шины в автоматическом режиме активизацией ручки пис-
толета 2 обеспечивается перетекание воды через смеситель
14 и машина включается. Если ручка больше не активизи-
руется, то вода циркулирует через перепускной клапан 11 и
машина останавливается. Через активизацию ручки писто-
лета 2 происходит повторное включение. При работе маши-
ны в ручном режиме происходит забор воды из любой емко-
сти (бака). Если ручка пистолета не активизируется в тече-
ние 4 мин, то машина выключается. Моющее средство пода-
ется в систему через инжектор 13 из отдельной емкости, куда
опускается шланг. После поворота рукоятки регулятора дав-
ления машина автоматически засасывает моющее средство
и подает его вместе с водой в турболазер 5.
Для повышения качества очистки и облегчения труда
используются:
— насадки высокого давления, обеспечивающие форму
и площадь следа струи на очищаемой поверхности. Насадки
обладают постоянным углом распыла (0,15, 25, 30, 40 и 60°)
или переменным (от 0 до 90"), регулируемым в процессе
очистки от минимального до максимального значений. При
угле распыла 0° — струя концентрированная, с большим удар-
ным импульсом, однако площадь очистки небольшая. Уве-
личение угла распыла расширяет струю — струя становится
плоской, веерной и широкозахватной, но ударный импульс
значительно снижается;
— турбонасадки, в которых сосредоточенная струя жид
кости, вращаясь со скоростью 4000 мин’1, описывает конус-
ную поверхность. Хорошая очищающая способность дости-
гается высоким ударным импульсом (на расстоянии 20 см
от насадки значение ударного импульса составляет более
70%), а большая площадь очистки — вращением струи;
— турболазер — насадка, которая изменяет структуру
жидкости, поступающей на очищаемую поверхность. Каж-
дая капля воды турболазера в 10 раз крупнее и весит в
1000 раз больше, чем в машинах с обычными насадками.
Мелкие капли жидкости теряют свою силу, воздействуют с
ослабевающим эффектом из-за сопротивления воздуха, а
крупные ударяют по очищаемой поверхности со скоростью
IV APUEMKA 0 РЕМОНТ U НАРУЖНАЯ MOUKA ABTOMOEUAEO U АГРЕГАТОВ
73
600 км/ч. Это приводит к возникновению мощного ударного
импульса, величина которого на расстоянии 20 см от насад-
ки составляет 90%, в то время как для обычных машин —
50%, а для турбонасадки — 70-75%.
Моющие средства — высокоэффективные составы для
удаления загрязнений. Позволяют с большей эффективнос-
тью осуществлять процесс очистки от загрязнений. Отме-
тим, что номенклатура выпускаемых моющих средств отли-
чается значительным разнообразием. Однако, практически
все они обладают негативным качеством наносить ущерб
окружающей природе из-за того, что большинство из них с
трудом разлагаются на почве и в воде водоемов, рек, облада-
ют способностью накапливаться в тканях организмов расти-
Рис. 14. Гидравлическая схема мониторной моечной машины'
1 — шланг высокого давления; 2 — пистолет-распылитель;
3 — рукоятка регулятора давления; 4 — манометр; 5 — турбо-
лазер; 6 — насос; 7 — электродвигатель; 8 — разъем для
подсоединения шланга подачи воды; 9 — водяной фильтр;
Ю предохранительный клапан; 11 — перепускной клапан;
12 — шаровой клапан подачи моющего средства;
13 инжектор; 14 — смеситель; 15 — перепускной клапан
74
РЕМОНТ автомобилей
тельного и животного происхождения, нередко и сами сред-
ства, смешиваясь с загрязнениями, активно участвуют в на-
рушении экологического баланса в природе. Поэтому мою-
щие средства должны обладать не только высокой активно-
стью к различным загрязнениям, но и характеризоваться
низкой токсичностью, водорастворимостью, пожаробезопас-
ностью, биоразлагаемостью. В мониторных моечных маши-
нах рекомендуется применять универсальные биоразлагае-
мые моющие средства (табл. 4).
Процесс проведения моечно-очистительных работ харак-
теризуется следующими основными показателями:
— динамическим давлением струи воды (сила удара);
— расходом воды;
— температурой воды;
— применяемыми моющими средствами.
При использовании моющих средств рекомендуется на-
деть перчатки или нанести на кожу рук защитную пасту,
кремы (силиконовый крем, пасту Миколан, ХИОТ—6, мазь
ИЭР—1 и др.).
Один из важнейших показателей, характеризующих очи-
стительную способность струи, — сила удара струи о повер-
хность. Решающее влияние на повышение силы удара ока-
зывают четыре фактора:
— форма струи,
— расход воды,
— давление, развиваемое насосом,
— расстояние от насадки до очищаемой поверхности.
Увеличение силы удара струи пропорционально расхо-
ду воды и давлению ее истечения, из чего следует, что так
как вода — это ценный лимитируемый продукт и тем более,
что за него необходимо платить, значит, что повышение дав-
ления — это наиболее реальное и эффективное условие по-
вышения силы удара. Вывод следующий — при неизмен-
ном расходе воды при повышении давления мы имеем зна-
чительное возрастание силы удара.
С увеличением расстояния между насадкой и очищае-
мой поверхностью величина ударного импульса уменьшает-
ся по гиперболической зависимости. Радиус действия писто-
лета-распылителя и турбонасадки лимитируется расстояни-
ем 0,4—0,5 м.
IV. PPUEMKA В РЕМОНТ U НАРУЖНАЯ MOUKA Автомобилей и АГРЕГАТОВ
75
Таблица 4
Универсальные моющие средства
Наимено- вание Марка Рекомендации по применению и основные особешюсти
Производство СП ТОО «КОМПАНИЯ «ЭСТОС»
Авто- шампунь ЕС-Грейт-А- шампунь Мойка наружных частей автомобиля от почвен- ных и масляных загрязнений. Высокая моющая способность, сильное обезжиривающее и анти- статическое действие. Не вызывает коррозии
Очисти- тель дви- гателя ЕС- очиститель Удаление комбинированных загрязнений, нефте- продуктов, нагаров с наружных поверхностей автомобильных двигателей, узлов и деталей. Эко- номичное концентрированное средство. Высокая моющая способность, сильное обезжиривающее и антистатическое действие
Индустриальные очищающие средства (щелочные) многоцелевого назначения. Серия «Грейт»
Универ- сальный жидкий очиститель ЕС-Грейт ЧДХ, ЕС- Грейт ЕПХ, ЕС-Г рейт Т Очистка от эксплуатационных загрязнений, уда- ление сажи. Очень высокая концентрация актив- ных компонентов
То же ЕС-Грейт ЧДХАФ Удаление сажи. Очень высокая концентрация активных компонентов. Низкая пенообразую- щая способность
Жидкий очиститель ЕС-Грейт АФ Удаление сажи. Высокая концентрация активных компонентов. Низкая пенообразующая способ- ность
То же ЕС-Грейт Удаление масляных, почвенных загрязнений, удаление сажи, обезжиривание деталей Высокая концентрация активных компонентов
Универ- сальный жидкий очиститель ЕС-Грейт ЧДХТ, ЕС- Грейт СП Удаление комбинированных загрязнений масло- грязевого характера, удаление сажи. Очень вы- сокая концентрация активных компонентов
То же ЕС-Грейт ЧП Очистка поверхностей от нефтепродуктов. Очень высокая концентрация активных компонентов
Серия «Люксол»
Жидкий очиститель ЕС-Люксол X, ЕС- Люксол XT Эффективен для удаления сажи, масляных и поч- венных загрязнений. Удаляет копоть и нагары. Очень высокая концентрация активных компо- нентов
То же ЕС-Люксол тг с Карбон Удаление прочных нагаров и сажи. Обезжирива- ние деталей. Очень высокая концентрация актив- ных компонентов
76
ремонт Автомобилей
Продолжение табл. 4
Наимено- вание Марка Рекомендации по применению и основные особенности
Специализированные средства
Концен- трирован- ный очи- ститель ЕС-Нафтоль Удаление жирных, масляных загрязнений. Эф- фективен для очистки двигателей и деталей. Жидкий щелочной продукт
Индустри- альный концен- трирован- ный жид- кий про- дукт ЕС- Маринол Обезжиривание деталей, загрязненных маслами и жирами
Индустриальные очищающие средства (кислотные). Серия «Дескалер»
Жидкий очиститель ЕС-Дескаер 2 Удаление накипи
ТОО «ХЕМОЛЮКС» — АООТ «ЭКООЧИСТКА-ГОСНИТИ» Универсальные моющие средства
Авто- шампунь Автолик Мойка автомобилей. Содержание пены низкое
То же Автолик 11 Мойка автомобилей. Содержание пены высокое
Моющее средство УниДАР Мойка автомобилей от масляных загрязнений
(По Карагодину В.И. и Митрохину Н.П.)
С ростом давления перед насадкой продуктивность ра-
боты насоса значительно вырастает. Наибольший расход воды
отмечается при применении пистолета-распылителя. При
давлении 140 • 105 Па расход воды достигает 16 л/мин и
превышает расход воды при использовании турбонасадок на
14-28%.
Для снижения межмолекулярных сил, действующих
внутри загрязнения, и снижения сил адгезии с очищаемой
поверхностью следует применять подогрев воды. Темпера-
тура воды выбирается в зависимости от вида и состава заг-
рязнений, материала очищаемой поверхности, требований к
качеству очистки и др.
Вода, используемая в мойке и очистке, становится силь-
но загрязненной. Она загрязняется вредными для окружаю-
щей среды примесями. К примеру, один автомобиль несет на
fV. flPUEMKA В РЕМОНТ U НАРУЖНАЯ MOUKA АВТОМОБИЛЕй U АГРЕГОТОВ 77
себе в среднем до 60 кг загрязнений, сложных по составу,
пропитанных маслами и продуктами их физико-химическо-
го превращения. Высокая адгезия загрязнений, сложная
конфигурация поверхностей определяют необходимость при-
менения моющих средств, которые, повышая качество очис-
тки и производительность труда, в то же время резко ухуд-
шают состав сточных вод. Использование нетоксичных био-
разлагаемых моющих средств существенно расширило сфе-
ру применения моечных машин.
Особенно внимательного отношения к проведению мо-
ечно-очистительных работ требует забота о будущих поко-
лениях, охрана природы и рациональное использование при-
родных ресурсов. Процесс должен быть организован таким
образом, чтобы полностью исключить сброс грязной воды в
канализацию. Тем более не допускается сброс загрязнен-
ных вод в открытые и подземные природные водоемы.
Если применяются мониторные моечные машины, то про-
цесс наружной мойки и очистки в зависимости от объема ра-
бот, условий работы и эксплуатации объекта проводится пря-
мо на специализированных участках (постах) мойки и очист-
ки. Для работы моечных машин необходимо использовать
оборотную, техническую и свежую воду. Участок наружной
мойки и очистки может устраиваться на открытой площадке
с твердым покрытием или в изолированном помещении.
Рабочее помещение участка необходимо оборудовать
приточно-вытяжной вентиляцией, грязесборником и (или)
установкой для очистки сточных вод. На участке должен
быть орагнизован нормальный воздухообмен (скорость дви-
жения воздуха не более 0,3 м/с); температурный режим (17—
19'С) и относительная влажность воздуха (30-60%). Крат-
ность воздухообмена — 5.
Уклон полов в сторону трапа для стока грязной воды или
к сливному колодцу следует выдержать в пределах 2-3%.
Для мойки и очистки можно использовать любые мар-
ки моечных машин высокого давления, выпускаемых отече-
ственными и зарубежными фирмами-изготовителями.
При проведении моечно-очистительных работ надлежит
выполнять следующие требования:
— держать распылительный пистолет машины двумя
руками;
78
РЕМОНТ R8TOMO6UJTEtl
— следить (по манометру) за давлением на выходе рас-
пылительного пистолета;
— не превышать максимальных значений давления и
температуры;
— при перерыве в работе ставить распылительный пис-
толет на предохранитель.
Запрещается: использовать моечную машину в других
целях; направлять струю воды на людей, животных, элект-
рические установки, провода и т. п.
V. ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ
ПРОЦЕССА РЕМОНТНОГО ПРОИЗВОДСТВА
В результате процессов разрушения поверхностей (из-
нашивания) происходят изменения размеров, формы повер-
хностей, прочности и других свойств деталей.
Основной задачей при ремонте машин является восста-
новление посадок. В ремонтной практике применяются раз-
личные методы восстановления посадок.
§ I. Восстановление посадок
За счет увеличения Вала и отверстия
При этом методе форма отверстия исправляется за счет
снятия слоя металла а (рис. 15 А).
Вал исправляют наращиванием слоя б металла или ус-
танавливают новый, увеличенный на величину б вал, чтобы
после сборки обеспечивался нормальный зазор S.
При этом методе ремонта удельные давления в сопря-
жении уменьшаются, что в большинстве случаев приводит к
уменьшению износа. Уменьшается также и прочность дета-
ли, являющейся отверстием. В некоторых случаях изменя-
ются и другие показатели отремонтированной машины (на-
пример, при ремонте сопряжения цилиндр — поршень уве-
личивается степень сжатия двигателя).
80
РЕМОНТ ОВТОМОбиЛЕй
§ 2. Восстановление посадок
3а счет уменьшения Вала и отверстия
При этом методе отверстие исправляют наращиванием
слоя или уменьшением отверстия на величину а (рис. 15 Б/
Вал же исправляют за счет снятия слоя металла б.
При этом методе уменьшается прочность вала и увели-
чиваются удельные давления, что в большинстве случаев
приводит к увеличению износа.
Рис. 15. Схема восстановления посадок:
А — за счет увеличения отверстия;
Б — за счет уменьшения вала и отверстия;
В — за счет увеличения вала и уменьшения отверстия
V ТЕННОЛОГиЧЕСКПЕ ПРОЕМЫ ПРОЦЕССА РЕМОНТНОГО ПРОЦЗВОПСТВА
81
§ 3. Восстановление посадок
3а счет увеличения Вала
и уменьшения отверстия
При этом методе вал исправляют наращиванием или
увеличением его размера на величину а (рис. 15 В), а отвер-
стие — наращиванием или уменьшением размера на вели-
чину б с расчетом получения в сопряжении нормального
зазора или натяга S (рис. 15 В).
При этом методе ремонта сохраняются нормальные
удельные давления, восстанавливается прочность и не нару-
шаются все остальные показатели работы машины. В слу-
чае ремонта по первым двум методам требуется примене-
ние деталей ремонтных размеров, затрудняется взаимозаме-
няемость деталей и усложняется снабжение запасными час-
тями. При последнем методе ремонта восстанавливаются
нормальные размеры сопряжении и исключается необходи-
мость иметь детали ремонтных размеров.
Недостатком этого метода является необходимость во
время ремонта изменять размеры обеих сопрягаемых де-
талей (восстанавливать нормальные размеры), что иногда
менее выгодно, чем применение деталей ремонтных раз-
меров.
Во всех случаях выбор того или другого метода ремонта
должен определяться экономической целесообразностью.
Экономическая целесообразность может быть выражена сле-
дующей формулой:
А=
ВнСр
где А — показатель экономической целесообразности данного
метода ремонта;
Сн — стоимость новой детали, узла или машины;
Вн — межремонтная выработка новой детали (срок службы в
часах, гектарах мягкой пахоты, тоннокилометрах и т. п.);
Вр — межремонтная выработка отремонтированной приня-
тым методом детали, узла или машины;
Ср — себестоимость ремонта детали, узла или машины при
ремонте принятым методом.
82
ремонт Автомобилей
Если показатель больше единицы, ремонт принятым
методом целесообразен при условии, что В > В.
Р н
§ 4. Восстановление формы, состояния
поверхности и другим свойств
Во всех случаях ремонта сопряжений нужно восстанав-
ливать форму деталей. Если исправить форму только одной
детали, то сопрягаемая с ней деталь, приработанная по изно-
шенной, будет прилегать к исправленной на очень ограни-
ченной поверхности, что приведет к быстрому нарушению
посадки. При ремонте приходится восстанавливать форму
деталей не только для восстановления посадки, но и для того,
чтобы деталь могла нормально выполнять работу.
Форма детали может быть восстановлена снятием ме-
талла. Например, деталь, получившая бочкообразную форму,
может быть восстановлена проточкой, шлифовкой и т. п., при
которых снимается часть металла.
Форма детали может быть восстановлена также нара-
щиванием или перемещением металла.
Применение того или иного способа исправления фор-
мы деталей определяется конструкцией последней, ее мате-
риалом и т. п. Все указанные способы восстановления фор-
мы деталей имеют широкое распространение.
При ремонте деталей должны быть восстановлены не
только форма, поверхность, но и твердость, износостойкость,
химическая стойкость и другие качества деталей.
§ 5. Обработка резиами
К особенностям обработки резцами деталей машин при
ремонте следует отнести: 1) затруднения в выборе устано-
вочных баз; 2) необходимость двойной проточки, независи-
мой от толщины снимаемых слоев металла; 3) особую повы-
шенную точность установки деталей при обработке; 4) обра-
ботку закаленных поверхностей; 5) обработку наплавленных
V TEKHOAOfUHECKUE APUEMbl ПРОЦЕССА РЕМОНТНОГО APOU3BOQCTBA
83
поверхностей, покрытых слоями различной твердости; 6) об-
работку металлизированных поверхностей; 7) обработку по-
верхностей при подготовке деталей к металлизации.
Затруднения в выборе установочных баз возникают в
связи с тем, что для механической обработки при ремонте
приходится устанавливать детали, у которых изношены за-
водские установочные базы (центры). Поэтому предвари-
тельно нужно исправить эти установочные базы. Для этого
один конец детали закрепляют в патроне, а другой — в
люнете. Люнет устанавливают на неизношенном участке,
который и служит установочной базой при исправлении
центров.
Отверстия под центр исправляют резцом, а затем цент-
ровочной зенковкой. Если изношенная деталь не имеет ни
одного участка с сохранившимися первоначальными разме-
рами, в качестве установочной базы используют наименее
изношенные участки. Чаще всего за установочную базу при-
нимают участки неподвижных сопряжений.
Необходимость двойной проточки вызывается нерав-
номерным износом деталей, вследствие чего за один про-
ход трудно получить правильную геометрическую форму
детали.
Особая повышенная точность при установке деталей
необходима для сохранения материала детали, так как каж-
дый лишний снятый слой металла приводит к уменьшению
срока службы детали. Поэтому изношенные детали при об-
работке резцами устанавливают с таким расчетом, чтобы при
исправлении формы детали снимался минимальный слой
металла.
Чтобы избежать повторной термической обработки, час-
то изношенную закаленную деталь обрабатывают без пред-
варительного отжига.
С целью увеличения износостойкости деталей при ре-
монте широко применяется газовая или электродуговая на-
плавка. После наплавки поверхности приходится обрабаты-
вать резцами. Вследствие больших неровностей и различ-
ной твердости для обработки наплавленных деталей прихо-
дится применять резцы из твердых сплавов и вначале вести
обработку при небольшой скорости резания.
84
РЕМОНТ ЙВТОМОБИЛЕй
§ 6. Абразивной обработка
Обработка деталей резцами при ремонте имеет существен-
ный недостаток: при этом виде обработки приходится сни-
мать значительный слой металла. Чтобы избежать этого,
применяют различные виды абразивной обработки: шлифо-
вание, зачистку, хонингование, притирку абразивными пас-
тами.
Для шлифования чугунных деталей применяют обычно
карборундовые абразивные круги, для стальных деталей —
корундовые. Обычно в ремонтных предприятиях применя-
ют для шлифования абразивные круги зернистостью от 45
до 90.
VI. СВАРКА
U ЕЕ APUMEHEHUE АРМ РЕМОНТЕ
Сварка плавлением, т. е. сварка, при которой две детали
или два участка одной и той же детали соединяются без
применения давления за счет совместного образования кри-
сталлов из расплавленного металла соединяемых участков
или присадочного материала, широко распространена при
ремонте машин. Наиболее широко распространены электро-
дуговая и газовая сварка.
§ I. ЭлектроЭугоВай сварка и ее применение
При ремонте деталей электродуговой сваркой происхо-
дят следующие явления: окисление основного металла и
металла присадочного прутка; насыщение расплавленного
металла азотом, а иногда водородом, выгорание углерода и
легко окисляющихся компонентов; объемные изменения
детали.
Для уменьшения первых трех явлений при сварке при-
меняют электроды с обмазкой. Обмазки обеспечивают полу-
чение более устойчивой дуги, создают защитную нейтраль-
ную газовую среду и легкоплавкие пленки шлака и при со-
ответствующем подборе компонентов могут изменять состав
наплавленного металла. Наиболее широко распространена
обмазка, состоящая из мелко размолотого мела и жидкого
стекла.
Выбор диаметра электрода. Диаметр электрода выби-
рают в зависимости от толщины свариваемой детали и мощ-
ности электросварочной установки. Зная величину тока, по-
лучаемого от сварочной установки, можно определить пло-
щадь электрода и его диаметр. Приближенно диаметр элек-
трода равен:
86
РЕМОНТ RBTOMOEUflEQ
я= J_..X
40 60
где I — ток сварочной установки (в А);
d — диаметр электрода (в мм).
Диаметр электрода при небольшой толщине детали дол-
жен быть равен примерно половине толщины свариваемой
детали.
Способы повышения производительности ручной дуго-
вой сварки. Производительность сварки может быть опре-
делена по формуле:
Q=I • К
где Q — количество наплавленного металла (в г/час);
I — ток (в а);
К — коэффициент наплавки (в г/а час).
При одной и той же мощности производительность сва-
рочной установки может быть увеличена улучшением коэф-
фициента наплавки за счет использования пучка электродов.
В этом случае в электрододержатель устанавливают 2, 3 или
более электродов, изолированных друг от друга обмазкой. Что-
бы электроды в пучке не разъединялись, применяются различ-
ные варианты их соединения: обмазывают и скручивают про-
волокой; склеивают карбинольным клеем и после этого по-
крывают обмазкой; соединяют прочной обмазкой и т. п.
Применение пучка электродов для сварки повышает
производительность сварочных работ на 50—60%.
§ 2. Выбор материала электрода
Выбор материала электрода зависит от цели, для кото-
рой они применяются. Если производится сварка сломан-
ных деталей, то основным является прочность шва, а если
производится наплавка изношенных деталей, то основным
при выборе электрода является твердость наплавленного шва.
ГОСТом установлены типы электродов для сварки и наплав-
ки. Типы электродов для сварки обозначаются буквой «Э» и
цифрой, показывающей прочность шва на разрыв в кг/мм2.
VI. C6RPKR U EE RPUMEHEHUE flPU РЕМОНТЕ
87
Например, электрод типа Э—42 — это электрод для сварки.
Щов, полученный с помощью электрода этого типа, обеспечи-
вает прочность в 42 кг/мм2. Типы электродов для наплавки
обозначаются обычно тремя буквами и цифрой. Первые две
буквы ЭН указывают, что это «Электрод наплавочный». Тре-
тья буква указывает, для каких целей электрод обычно при-
меняется. Цифра показывает твердость наплавленного с по-
мощью этого электрода слоя. Например, электрод типа ЭНР—
50 означает, что этот электрод для наплавки. Буква «Р» по-
казывает, что этот тип электрода применяется для наплавки
режущих инструментов, а цифра 50 указывает, что твердость
наплавленного слоя 50 единиц по Роквеллу (шкала С).
К каждому типу электродов относится ряд марок элект-
родов. Например, к электродам типа Э—42 относятся такие
марки электродов, как МГ, ЦМ-7, ОММ5, МЭЗ-04 и т. д.
Сведения о рекомендуемых для выполнения часто встре-
чающихся ремонтных работ электродах приведены в табл. 5.
Таблица 5
Наиболее часто встречаемые электроды
Назначение электродов Электрод Марка про- волоки элек- трода Состав обмазки
Для ремонта неответвлен- ных деталей Тип Э-34 с меловым покрытием 1;11 Мел 75-70%; растворимое стекло 25-30%
Для восста- новления резьбы Тип Э-42, марка ОММ-5 I; IA; II Титановый концентрат 37%; марганцевая руда 21%; полевой шпат 13%; ферромарганец 20%; крахмал 9%; растворимое стекло 30-35% общего коли- чества компонентов
Тип Э-42, марка У ОНИ 13/45 I; IA Мрамор 53%; плавиковый шпат 18%; кварц 9%; ферромарганец 2%; ферросилиций 3%; ферротитан 15%; раствори- мое стекло 30% общего ко- личества компонентов
88
РЕМОНТ ЯВТОМОБЦЛЕО
Продолжение табл. 5
Назначение электродов Электрод Марка проволоки электрода Состав обмазки
Тип Э-42, марка МЭЗ- 04 I; IA ;11 Титано-марганцевая руда 30%; каолин 5%; ферромарганец 21,5%; марганцевая руда 24,5%; кварцевый песок 15%; крахмал 4%; растворимое стек- ло 25-30% общего количества компонентов
Для ремонта шлицевых соединений Марка ЦП- 250 1;П Мрамор 44%; плавиковый шпат 21%; полевой шпат 12%; ферромарганец 14%: ферроси- лиций 9%; растворимое стекло 30-35% общего количества компонентов
Марка ЦН- 350 1;П Мрамор 40%; плавиковый шпат 21%; полевой шпат 12%; ферромарганец 18%; ферроси- лиций 9%; растворимое стекло 30-35% общего количества компонентов
Марка ОЗН- 300 !:П Мрамор 52%; плавиковый шпат 17%; ферромарганец ма- лоуглеродистый 28%; алюми- ний 3%
Для наплавки деталей высо- кой твердости и получения твердости по Роквелу (шкала С) 55- 60 Марка Т-293 1;П Ферромолибден 32,1%; феррохром 49,4%; ферротитан 10,0%; серебристый графит 1,2%; технический чистый мел 7,3%
Марка Т-590 1;11 Феррохром 90%; серебристый графит 5%; карбид бора 5%
Марка Т-620 1;П Ферротитан 15%; феррохром 75%; серебристый графит 5%; карбид бора 5%
VI CBRPKR U EE RPUMEHEHUE ПРИ РЕМОНТЕ
89
§ 3. Электроды для чугунным деталей
Основными затруднениями при сварке чугунных дета-
лей являются:
1) склонность чугуна к отбеливанию при быстром ох-
лаждении после нагрева до температуры 760°; в этом случае
углерод из твердого раствора не успевает выделиться в виде
графита;
2) чугун при нагреве сразу из твердого состояния пере-
ходит в жидкое;
3) в чугуне отсутствует площадка текучести, поэтому при
нагреве и охлаждении чугунных деталей часто образуются
трещины.
Для ремонта чугунных деталей, у которых после наварки
не обрабатывают шов, можно применять электроды из мало-
углеродистой стали (например, Э -34), а также прутки из чугу-
на марки Б. При горячей электросварке чугунных деталей
применяют чугунные прутки марки А. Вместо прутков мар-
ки А можно использовать выбракованные поршневые кольца,
которые по составу приближаются к этому чугуну.
При ремонте чугунных деталей способом холодной свар-
ки (без подогрева) применяют медно-стальные электроды,
состоящие из 32-34% малоуглеродистой стали и 66-68%
меди. Медно-стальные электроды изготовляют либо путем
намотки медной проволоки на стальной стержень (рис. 16а),
либо надеванием медной трубки на стальной стержень (рис.
166), либо меднением стального стержня.
Можно также сваривать детали по способу, предложен-
ному А. Г. Назаровым. При этом способе вместо медно-сталь-
ных электродов используют пучок, состоящий из двух мед-
ных и одного стального электродов (рис. 16в). Этот способ
дает возможность сохранить как преимущества медно-сталь-
ных электродов, так и преимущества сварки пучком элект-
родов. После сварки медно-стальными электродами или пуч-
ком электродов в верхней части шва, несмотря на больший
удельный вес, располагается медь.
Такое расположение меди в шве объясняется тем, что
медь вытесняется на поверхность ранее выпадающими из
расплавленного металла дендритами стали. Шов после ос-
тывания редко дает трещины и легко обрабатывается. При-
90
РЕМОНТ ОВТОМОБОЛЕй
менять медно-стальные электроды рекомендуется в исклю-
чительных случаях, так как при этом способе затрачивается
много меди.
Для уменьшения отбеливания чугуна при холодной свар-
ке применяются также стальные малоуглеродистые элект-
роды диаметром 4—5 мм с обмазкой, состоящей из 40% гра-
фита и 60% ферросилиция.
Рис. 16. Медно-стальные электроды:
1 — сталь; 2 — медь; 3 — обмазка
Рис. 17. Схемы наложения швов
при холодной сварке чугуна стальными электродами
VI. CBRPKR U EE RPUMEHEHUE OPU РЕМОНТЕ
91
Благодаря наличию большого количества углерода и
графитизатора (ферросилиций) в шве образуется серый чу-
гун. Еще более хорошие результаты дает пучок из тонких
стальных электродов диаметром от 1 до 1,8 мм, покрытых
такой же обмазкой.
Все эти способы холодной сварки не обеспечивают одно-
родности металлов в участке сварки, и переходная зона от
шва' к основному металлу оказывается отбеленной. Для
уменьшения отбеливания в переходной зоне применяют от-
жигающие валики.
Сущность этого способа состоит в том, что вдоль свароч-
ного шва накладывают дополнительные швы (валики), кото-
рые своим теплом отжигают переходную зону. Этот способ
широко применяется в авторемонтных заводах. Сварка вы-
полняется стальными электродами с обычной меловой об-
мазкой. Сквозная разделка кромок трещины и порядок на-
ложения швов указаны на рисунке 17.
Наилучшие результаты по однородности и качеству свар-
ного соединения дает горячая сварка чугунных деталей чу-
гунными электродами.
§ 4. ЭлектроЭугоВая сборка деталей
из алюминиевых сплавов
Сварку деталей из алюминиевых сплавов электродуго-
вым способом производят графитовым электродом, приме-
няя постоянный ток обратной полярности или переменный
ток. Присадочные прутки изготовляют из того же алюмини-
евого сплава, что и ремонтируемую деталь. Прутки отлива-
ют в кокиль. Сварка металлическими электродами, отлиты-
ми из алюминия, не дает хороших результатов. При сварке
переменным током применяют графитовый электрод диа-
метром 15 мм и присадочный пруток диаметром 9 мм. Свар-
ку ведут при токе 250 А без применения флюса.
92
РЕМОНТ АВТОМОбиЛЕй
§ 5. Схемы дуговой электросварки,
которые можно применять
в ремонтных предприятиях
Для сварки тонкостенных деталей может быть приме-
нена схема с использованием однофазного тока, при которой
дуга горит между двумя электродами (рис. 18), или с ис-
пользованием трехфазного тока. При этой схеме (рис. 19) с
помощью реостата R можно регулировать нагрев детали.
Такие же возможности регулирования дает схема (рис. 20),
при которой одновременно используется сварочная установ-
ка постоянного и переменного тока (например, СМГ-2 и СТЭ-
34). При использовании этой схемы в процессе участвует
пять дуг. Реостат R дает возможность регулировать нагрев
детали.
С помощью электросварочных установок при ремонте
машин можно резать металлы. Металлы можно резать уголь-
ным электродом, стальным электродом с толстой обмазкой
и диском (рис. 21)
При резке диском необходимо, чтобы в месте контакта
диска с деталью плотность тока была не менее 12—13а/мм2,
скорость диска 25—30 м/сек, толщина диска 1,5—2 мм. Для
резки можно применять медный или стальной диск.
§ 6. Газовая сварка
и ее применение при ремонте машин
В ремонтных предприятиях наибольшее распростране-
ние получила ацетилено-кислородная газовая сварка.
Ацетилен в условиях ремонтных предприятий получа-
ют в газогенераторах РА, МГ и др. Для получения в генера-
торах ацетилена действуют водой на карбид кальция (СаС2).
При этом получают: СаС2<—2Н2О=С2Н2 + Са(ОН)2. Теоре-
тически на 1 кг карбида кальция необходимо 0,56 л воды.
Практически, чтобы генератор не нагревался (так как
реакция протекает с выделением тепла), воды берут 5—15 л
на 1 кг карбида кальция.
VI. СВАРКА U EE APUMEHEHUE APU РЕМОНТЕ
93
Кислород доставляют в ремонтные предприятия в бал-
лонах под давлением 150 атм.
Процессы, происходящие при ремонте деталей ацети-
лено-кислородным пламенем. В зависимости от регулиров-
ки пламени горелки в процессе ремонта деталей ацетилено-
кислородным пламенем происходят окисление наплавляе-
мого металла и детали (особенно при избытке кислорода),
Рис. 18. Схема использования однофазно-
го тока, при которой дуга горит между
двумя электродами
Рис. 19. Схема использования трехфазного тока,
при которой дуга горит между двумя электродами и деталью
94
РЕМОНТ АВТОМОБПЛЕй
науглероживание наплавленного металла и детали (особен-
но при избытке ацетилена), выгорание легко окисляющихся
компонентов (Мп, Si), поглощение газов, объемные и струк-
турные изменения.
С целью уменьшения окисления и выгорания легко окис-
ляющихся компонентов детали сваривают и наплавляют
Рис. 20. Схема одновременного использования установок
переменного и постоянного тока для сварки, при которой дуга
горит между электродами и между электродами и деталью
Рис. 21. Резка с помощью электросварочных установок:
а — угольными электродами; б — специальными электродами;
в — диском; 1 — деталь; 2 — угольный электрод;
3 — электрод с толстой обмазкой; 4 — диск; 5 — щетка;
6 — контактное кольцо
VI. СВАРКА U ЕЕ ПРИМЕНЕНЬЕ ПРИ РЕМОНТЕ
95
нейтральным пламенем и с применением флюса. Только
сварку и наплавку марганцовистых сталей для уменьшения
выгорания марганца ведут пламенем с избытком ацетиле-
на, а сварку латунных деталей для уменьшения окисления
— пламенем с избытком кислорода (на 50%). При таком
избытке кислорода на поверхности расплавленной латуни
создается защитная пленка окиси цинка. Флюсы предохра-
няют поверхность металла от окисления и переводят окис-
лы в легкоплавкие соединения, которые всплывают на по-
верхность расплавленного металла. Основными компонен-
тами флюсов для черных металлов являются: бура
двууглекислая сода (NaHCO3) и борная кислота (Н3 ВО3).
Флюсы защищают также расплавленный металл от по-
глощения газов.
Выбор присадочного материала. При небольших (до
15 мм) толщинах ремонтируемых деталей диаметр приса-
дочного прутка берут равным:
а = -х- + 1 при левой сварке,
А
g
d = -х- + 2 при правой сварке,
где S — толщина ремонтируемой детали.
При толщине более 15 мм применяют присадочные прут-
ки диаметром 6—8 мм.
Для ремонта детали нужно брать такие присадочные
прутки, чтобы наплавленный слой по составу почти не отли-
чался от материала ремонтируемой детали или был по тре-
буемым качествам (например, по износоустойчивости) луч-
ше основного металла.
Чтобы не изменить состав металла при сварке вслед-
ствие выгорания легко окисляющихся компонентов, нужно
применять присадочные прутки, содержащие больше этих
компонентов, чем металл детали.
При сварке деталей из серого чугуна в холодном состо-
янии используют чугунные прутки марки Б, содержащие 3,0—
3,6% С, 3,6-4,8% Si, 0,5-08% Мп, не более 0,08% S, 0,5% Р,
не более 0,05% Сг, не более 0,3% Ni.
96
РЕМОНТ ЯВТОМОБиЛЕй
При горячей сварке чугунных деталей применяют изно-
шенные поршневые кольца или прутки марки А, содержа-
щие 3,0-3,6% С, 3,0-3,5% Si, 0,5-0,8% Мп, не более 0,08%
S, 0,5% Р, не более 0,05% Сг, не более 0,3% Ni.
Детали из белого и горелого (долго подвергавшегося дей-
ствию огня) чугуна сварке не поддаются.
Ковкий чугун хорошо сваривается чугунными прутка-
ми с большим содержанием кремния.
При сварке медных деталей в качестве присадочных
прутков применяют электролитическую медь.
При сварке латунных деталей используют присадочные
латунные прутки с большим содержанием цинка.
При газовой сварке деталей из алюминиевых сплавов
прутки отливают в кокиль из сплава того же состава, как и
ремонтируемая деталь (из выбракованных деталей). Горел-
ка № 3 (500 л/час) регулируется на нейтральное пламя.
Диаметр присадочного прутка 7 мм.
Основным затруднением при сварке деталей из алюми-
ниевых сплавов является наличие на поверхности детали
тугоплавкой пленки окислов, которые следует удалять в про-
цессе сварки с помощью стального чистика. При наплавке
деталей выбор присадочного материала не зависит от соста-
ва материала детали, а определяется назначением наплав-
ляемого слоя. Так, например, для повышения износостойко-
сти стальных деталей их наплавляют чугуном или тверды-
ми сплавами:
• сормайт № 1 (25-31% Сг; 1,5 Мп; 3-5% Ni; 2,8-4,2%
Si; 2,5-3% С; 1,5% примеси; остальное Fe).
• ормайт № 2 (13-17,5% Сг; 1% Мп; 1,3-2% Ni; 1,5-
2,2% Si; 1,5-2% С; 1,5% примеси, остальное Fe);
• стеллит В2К (13-17% W; 27-33% Сг; 1% Мп; 2% Ni;
47-53% Со; до 2% Fe; 1-2% Si; 1,8-2,5% С; 1,5% примеси);
• стеллит ВЗК (4-5% W; 28-32% Ст; 2% Ni; 58-62%
Со; до 2% Fe; 2,5% Si; 1-1,5% С; 1,5% примеси);
• сталинит (10% С; 18% Сг; 15% Мп; 57% Fe).
Пайка чугуна латунью. С помощью ацетилено-кисло-
родных горелок можно паять чугунные детали латунью. В
качестве присадочных прутков используют латунь, состоя-
щую из 38-50% Zn; 0,9-1,1% Sn; 0,5-1% Fe; 0,4-0,8% Мп;
VI CBRPKfi U EE flPUMEHEHUE flPU РЕМОНТЕ
97
59-61% Си. При пайке чугунную деталь нагревают до тем-
пературы плавления латуни (около 600°)- Практически тем-
пературу нагрева детали считают достаточной, если капли
латуни начинают растекаться по поверхности.
§ 7. Объемны® изменений
при ремонте деталей сборкой
При ремонте деталей газовой и электродуговой сваркой
происходят тепловые, структурные и усадочные объемные
изменения деталей. Для выяснения влияния тепловых объем-
ных изменений допустим, что цилиндрическая железная де-
таль нагрета до температуры 850—900° и опущена в воду не
на всю длину (рис. 22).
При охлаждении участка детали в сечении а—а объем
его будет уменьшаться, но этому будет препятствовать еще
нагретый участок б—б. В связи с этим в участке а—а воз-
никнут напряжения растяжения, а в участке б—б — напря-
жения сжатия. При дальнейшем охлаждении уменьшению
сечения б—б будут способствовать напряжения растяжения,
Рис. 22. Схема объемных изменений при охлаждении детали
4. Зак 200
98
РЕМОНТ Автомобилей
создавшиеся в сечении а—а. Поэтому размер остывшей де-
тали будет в сечении б—б меньше, чем в сечении а—а.
Таким образом, при тепловых объемных изменениях
участки детали, охлаждение которых заканчивается в пос-
леднюю очередь, уменьшаются больше.
Во время охлаждения деталей из высокоуглеродистых
сталей (закалки) их объем увеличивается. При этом будут
больше увеличиваться те участки, которые охлаждают мед-
леннее. Участки же, быстро охлаждаемые, увеличиваются от-
носительно меньше.
Это свойство металлов используют при ремонте деталей.
Все тепловые, структурные и усадочные объемные измене-
ния приводят к короблению и образованию трещин в ремон-
тируемых деталях. Чтобы предохранить детали от коробле-
ния и образования трещин, детали сложной формы перед
сваркой нагревают.
Для нагрева деталей ремонтные предприятия имеют
специальные печи. Для предохранения детали от неравно-
мерного нагрева или охлаждения печи снабжают задвижка-
ми. Нагретые детали во время сварки покрывают листами
асбеста имеющими отверстия только в участках, подлежа-
щих ремонту. Можно также применять низкочастотный
индукционный нагрев деталей перед сваркой при помощи
сварочных трансформаторов, которые направляют ток в вит-
ки обмотки, окружающей нагреваемую деталь.
S 8. Выбор Вида сборки
при ремонте деталей
Вид сварки (газовую или электродуговую) выбирают в
зависимости от материала, условий работы и характера пос-
ледующей обработки ремонтируемого уча тка детали. Боль-
шинство деталей ремонтируют с помощью более дешевой
электродуговой сварки. Детали из цветных металлов, особо
ответственные детали, несущие нагрузки, и детали, после на-
варки которых необходима обработка в трудно доступных
местах, ремонтируют посредством газовой сварки.
VI. СВАРКА U ЕЕ PUMEHEHUE ПРО РЕМОНТЕ
99
Если деталь перед сваркой нельзя нагреть, чтобы избе-
жать образования трещин, рекомендуется ремонтировать ее
с помощью электродуговой сварки или пайкой, так как пло-
щадь распространения тепла при электродуговой сварке и
пайке значительно меньше, чем при газовой сварке.
|9. Dpyrue poue<ct>if
Выполняемые при ремонте машин
с помошыо аиетилено-кислородного пламени
Кроме сварки и наплавки деталей, с помощью ацетплено-
кислородного пламени в ремонтных предприятиях выполня-
ют резку, закалку, цементацию и сварку под давлением.
Ацетилено-кислородную резку применяют в случае под-
готовки заплат, разделки кромок при подготовке деталей к
сварке, вырезки сильно деформированных участков деталей
и др.
С помощью ацетилено-кислородных резаков режут ме-
таллы, у которых температура воспламенения в струе кис-
лорода меньше, чем температура плавления.
Хорошо режутся стади, содержащие углерода до 2%,
хрома до 1,5%, а также стали, содержащие никель, вольф-
рам и марганец. Алюминий, бронза и медь не режутся. Чу-
гун режется очень плохо. Чугун можно резать пламенем с
избытком ацетилена (для подогрева) с применением нагре-
того до температуры 100° кислорода, а также с использова-
нием накладок из малоуглеродистой стали.
С помощью газовых горелок можно также закаливать
детали. В большинстве случаев с помощью газовых горелок
детали подвергают поверхностной закалке на глубину 1,5—
2 мм. При поверхностной закалке необходимо соблюдать сле-
дующие условия:
1) вершину ядра пламени располагать на расстоянии 2—
5 мм от закаливаемой поверхности;
2) сразу после подогрева охлаждать деталь, для чего к
горелке крепится приспособление для подачи воды;
4*
100
РЕМОНТ овтомоболеО
3) расстояние между пламенем горелки и струей ох-
лаждающей воды должно быть в пределах 8—25 мм;
4) углы и переходы детали во избежание трещин закал-
ке не подвергать;
5) закалку цилиндрических деталей начинать в зоне,
испытывающей наименьшие нагрузки и мало изнашивае-
мой, так как в этом месте остается незакаленный участок;
6) скорость перемещения закаливаемой поверхности
детали относительно горелки выдерживать в пределах 100—
150 мм/мин;
6) горелку снабжать наконечником, имеющим узкую
щель, расширяющуюся от середины к концам (рис. 23); на-
конечник применять такой ширины, чтобы нагревать зака-
ливаемый участок по всей длине. Цементация выполняется
с соблюдением такого же режима пламенем, в котором име-
ется избыток ацетилена.
Ацетилено-кислородные горелки можно также приме-
нять для газовой сварки под давлением.
Этим способом можно соединять встык сломанные де-
тали. Газовая сварка под давлением выполняется в такой
последовательности.
Стыки, подлежащие сварке, зачищают и опиливают так,
чтобы от центра до периферии детали получился увеличива-
ющийся зазор под углом 2—3°. Затем стык сжимают в при-
способлении с усилием, обеспечивающим получение удель-
0,10
0,15
0,15
4у////Ж////77Щ
Рис. 23. Наконечник горелки при закаливании и цементации
VI. CBRPKR11 ЕЕ PPUMEHEHUE ПР11 РЕМОНТЕ 10 ,
ных давлений около 185-200 кг/см2. Участок стыка нагре-
вается почти до температуры плавления (для малоуглероди-
стой стали, например, до 1200—1250 ). Нагретый стык повторно
сжимают для получения удельных давлений, равных 375—
430 кг/см2.
При этом способе соединение стыков детали происхо-
дит за счет диффузии и рекристаллизации.
Прочность в месте стыка обычно превышает прочность
самой детали.
VII. МЕТАШШЗА1ШЯ U ОБРАБОТКА
§ I. ЭлектрсЭугсВйя метоллизаиия
Под электродуговой металлизацией понимается процесс
напыления расплавленного электрической дугой металла на
поверхность детали. Расплавленный металл распыляют стру-
ей сжатого воздуха.
Металлизация дает возможность покрывать поверхнос-
ти деталей почти из всех металлов независимо от формы
поверхностей.
Толщина наносимого слоя металла может колебаться от
20—30 микрон до 6—8 мм и более.
Процесс электродуговой металлизации осуществляется с
помощью специального аппарата — металлизатора. Аппарат
(рис. 24) состоит из следующих частей: механизма для про-
Рис. 24. Схема металлизационного пистолета:
1 — проволока; 2 — провода для трансформатора; 3 — ролики;
4 — направляющие; 5 — сопло; 6 — деталь
VII МЕТАЛЛИЗАЦИЯ И ОБРАБОТКА
103
тягивания проволок, механизма для подачи газа, токопрово-
дящей сети, направляющих наконечников для проволоки.
Аппарат действует следующим образом. Две проволоки
из распыляемого металла по направляющим наконечникам,
к которым подведен электрический ток, непрерывно пода-
ются к месту возбуждения электрической дуги. Возникаю-
щая между проволоками электрическая дуга расплавляет
металл.
Одновременно по воздушному соплу в зону дуги посту-
пает сжатый газ под давлением 5—6 атм. Струей сжатого
газа расплавленный металл распыляется на частицы разме-
ром 0,001—0,002 мм (иногда встречаются более крупные
частицы до 0,2 мм). Подхваченные струей сжатого газа час-
тицы металла приобретают большую скорость (до 250 м/сек)
и, ударяясь о поверхность детали, соединяются с ней.
Существует много теорий о соединении частиц между
собой и с поверхностью детали. Одной из наиболее приемле-
мых является теория, согласно которой считается, что соеди-
нение частиц между собой носит механический характер. В
соответствии с этой теорией соединение частиц между собой
и с поверхностью детали можно представить следующим
образом. Расплавленные мелкие частицы металла, пролетая
расстояние от места плавления до детали, успевают несколь-
ко остыть и из жидкого состояния переходят в твердое. Твер-
дые частицы при ударе о поверхность детали расплющива-
ются и задерживаются, в ее микро- и макронеровностях. При
ударе о поверхность шарообразная частица принимает фор-
Рис. 25. Расположение частиц на поверхности,
имеющей углубления:
а — недостаточной ширины; б — достаточной ширины
104
РЕМОНТ АВТОМОБ11ЛЕ0
му диска с разорванными краями, которые переплетаются,
прочно соединяя частицы между собой.
С увеличением скорости частиц, а следовательно, с уве-
личением силы удара, сцепление частиц с поверхностью и
между собой увеличивается.
Для хорошего сцепления распыленных частиц с дета-
лью последняя должна иметь шероховатую поверхность. Ше-
роховатости должны быть достаточной ширины, чтобы час-
тицы средних размеров могли войти в углубления, не обра-
зуя мостиков над ними (рис. 25).
Многочисленные испытания показали, что при сухом
трении металлизированный слой работает на истирание, как
правило, значительно хуже, чем основной металл. В услови-
ях жидкостного и полужидкостного трения металлизирован-
ный слой работает удовлетворительно.
Наиболее важное значение имеет металлизация при вос-
становлении шеек коленчатых валов, вышедших за пределы
ремонтных размеров. Металлизация применяется также для
восстановления шеек распределительных валов, полуосей, по-
Рис. 26. Схема пескоструйной обработки
VII. МЕТАЛЛиЗАШЯ U ОБРАБОТКА
105
воротных кулаков колесных тракторов, наращивания наруж-
ных поверхностей втулок, верхних головок шатунов и т. и.
Металлизацию используют для нанесения на вкладыши
и подшипники антифрикционного слоя свинца и алюминия,
цинка и алюминия или бронзы.
Металлизацией нельзя восстанавливать детали, подвер-
гающиеся ударным нагрузкам (кулачки распределительных
валов, зубья шестерен и т. д.), а также небольшие поверхно-
сти и грани, несущие значительные нагрузки (резьба, канав-
ки под поршневые кольца и т. д.).
Восстановление деталей с помощью электродуговой ме-
таллизации состоит из следующих операций:
1) подготовки поверхности деталей;
2) металлизации деталей;
3) обработки детали после металлизации.
Подготовка поверхности деталей к металлизации.
Детали, подвергающиеся металлизации, предварительно
тщательно обезжиривают в 10%-ном растворе щелочи NaOH
или соды Na2CO3, нагретом до температуры 70—80°. После
этого детали промывают в горячей воде и сушат. Для луч-
шего сцепления с наносимым слоем металла поверхность
детали делают шероховатой. Распространенными способами
получения шероховатой поверхности детали являются: об-
работка дробью, прямозубая накатка, пескоструйная обдувка,
треугольная нарезка с последующей обдувкой дробью, элек-
троискровая обработка, насечка зубилом, нарезка закруглен-
ным резцом, треугольная нарезка, электродуговая обработка
с подачей струи сжатого воздуха к дуге, нарезка кольцевых
канавок.
Обработка дробью выполняется в дробеструйной уста-
новке чугунной дробью диаметром 0,4—0,5 мм.
Прямозубую накатку получают с помощью накатки с
прямым зубом. Шаг накатки 0,8 мм; скорость вращения
детали 150 об/мин. При накатке на поверхности образуется
ряд параллельных оси детали канавок.
Для пескоструйной обработки деталей применяют спе-
циальные пескоструйные аппараты (рис. 26).
Стальные и чугунные детали обрабатывают сухим гор-
ным кварцевым песком. Для обработки тонких деталей
используют песок с зернами величиной 1-1,5 мм, а для обра-
106
РЕМОНТ ЙВТОМОБОЛЕй
Рис. 27. Масловлагоотделитель:
1 - - корпус; 2 — войлочные прослойки фильтра; 3 — щтуцер;
4 — выпускная труба; а — коксовая набивка фильтра;
6 — перфорированное днище фильтра; 7 — кран для спуска
конденсата
VII. мпиллизяиия и ОБРАБОТКА
107
ботки грубых деталей — песок с частичками размером 2—
2 5 мм. Оптимальное давление при обработке стальных и
чугунных деталей 6 атм.
Угол наклона сопла к поверхности обрабатываемой чугун-
ной детали 80-90°, к поверхности стальной детали 45-67”. Рас-
стояние от сопла пистолета до детали 100 мм. Воздух, необхо-
димый для распыления песка, должен быть очищен от влаги и
масла в специальных масловлагоотделителях (рис. 27). ,
Треугольную нарезку (с последующей обработкой дро-
бью) выполняют резцом с углом в плане, равным 60°. Шаг
резьбы 0,8 мм, глубина резания 0,5 мм, скорость резания
4,5-6 м/мин. После нарезки резьбы деталь обрабатывают
чугунной дробью диаметром 0,4—0,5 мм.
Нарезка резцом, имеющим угол в плане, равный 60°, и
режущую грань, закругленную по радиусу г=0,4—0,5 мм (рис.
28п), выполняют с шагом 0,8 мм и глубиной 0,5 мм.
Треугольная нарезка с «равной» поверхностью ниток
(рис. 286) обеспечивает хорошее сцепление металлизирован-
ного слоя с основанием. Нарезку выполняют резцом, пере-
дний угол которого равен 0°, а угол при вершине около 60°.
Резец устанавливают несколько ниже центра детали.
Электродуговая обработка осуществляется посредством
электрической дуги, горящей между угольным (или стальным)
электродом и вращающейся деталью при подаче струи сжато-
го воздуха. При таком способе обработки на поверхности по-
лучаются углубления и наплывы, с достаточной прочностью
удерживающие напыленный слой. Для металлизации очень
твердых, а также внутренних поверхностей наплавляют на об-
рабатываемую поверхность тонкий слой никеля, образующего
«пену» и плотно сплавляющегося с основным металлом. За-
тем на эту «пену» наращивают металлизированный слой.
Нарезка кольцевых канавок шириной 1—2 мм, глубиной
0,5 мм и толщиной буртиков между канавками 0,6 мм (рис.
28в) применяется главным образом при подготовке к ме-
таллизации открытых концов вала.
В табл. 6 приведены данные о прочности сцепления на-
пыляемого слоя металла с деталями, обработанными различ-
ными, способами, а в табл. 7 — данные об усталостной проч-
ности металлизированного слоя в сравнении с образцом, име-
ющим шлифованную поверхность.
108
РЕМОНТ ABTOMOEUPEU
Таблица 6
j Способы подготовки поверхности Прочность сцепления стального напыления слоя с поверхностью образца (в кг/мм2)
Обработка дробью 10,4
Накатка 10,0
Треугольная нарезка с последующей обработкой дробью 19,0
Обработка песком 3,45
Таблица 7
Способ подготовки поверхности Предел вы- носливости (в кг/мм2) Предел вынос- ливости к шлифован- ному образцу (в %)
Шлифовка 25,4 100
Обработка дробью 32,4 127
Накатка 30,6 120
Треугольная нарезка с после- дующей обработкой дробью 24,5 98
Обработка песком 27,8 109
Рис. 28. Различные способы подготовки поверхности:
1 — нарезка закругленным резцом; 2 — нарезка закругленным
резцом с накаткой; 3 — нарезка треугольная без накатки; 4 —
нарезка треугольная с накаткой; 5 — кольцевые канавки без
накатки; 6 — кольцевые канавки с накаткой
VII МЕТАЛЛиЗАШЯ и ОБРАБОТКА
109
Принимая во внимание приведенные в табл. 6 и 7 пока-
затели, можно рекомендовать следующие способы подготов-
ки деталей, работающих в условиях переменных нагрузок,
для напыления стального металлизированного слоя: обра-
ботка дробью, накатка, треугольная нарезка с последующей
обработкой дробью.
Металлизация деталей. После предварительной обра-
ботки поверхности деталь подвергают металлизации. Деталь
следует металлизировать после предварительной обработки,
но не позже чем через 2 часа, чтобы избежать возможной
коррозии или засорения подготовленной поверхности.
Температура в металлизационном цехе должна быть
равной или меньше температуры механического цеха, в ко-
тором подготовлялась деталь, так как в противном случае
на детали будет конденсироваться влага, которая уменьшает
прочность сцепления наращиваемого слоя с основным ме-
таллом.
Металлизационный слой наносят на детали с помощью
металлизационных пистолетов.
Заводами изготовляются следующие металлизационные
пистолеты: ЛК-6А, предназначенный для наращивания де-
талей на станке; ЛК-У — переносного типа; ЛК-12; ЭМ-1;
ЭМ-2; ЭМ-3; ЭМ-4; ЛК-6а-12. Каждый из этих аппаратов
рассчитан на различную производительность распыливания.
Для работы металлизационной установки необходим
сжатый воздух, нагнетаемый под давлением 6—7 атм. комп-
рессором производительностью 3-5 м3/мин. Компрессор дол-
жен быть снабжен ресивером (воздухосборник) емкостью 2-
3 м3 и масловлагоотделителем. Установка должна иметь транс-
форматор, понижающий напряжение с 220 или 127 до 40 в.
Процесс металлизации прерывист, и во время работы
пистолета слышен характерный шум, который объясняется
различными стадиями процесса (рис. 29). На качество по-
крытия оказывают влияние следующие факторы: давление
воздуха, распиливающего металл, расстояние от сопла пис-
толета до детали, ток, напряжение, скорость подачи проволо-
ки, скорость перемещения поверхности детали относительно
струи распыливаемого металла (в м/мин); скорость переме-
щения пистолета параллельно оси вращения детали на один
оборот детали (в мм).
но
РЕМОНТ АВТОМОБИЛЕЙ
С увеличением давления воздуха увеличиваются ско-
рость полета частиц, сила удара их о поверхность детали
(или о ранее отложенный слой), скорость охлаждения час-
тиц, связанная с закалкой наращиваемого металла, а также
степень окисления частиц. Таким образом, с повышением
давления воздуха до определенного предела (до 4,5—5,5 атм.)
твердость и износостойкость слоя увеличиваются (рис. 30).
Рис 29. Различные стадии образования капель металла
при электродуговой металлизации:
1 —- горение дуги; 2 — первый разрыв цепи; 3 •— короткое
замыкание и плавление концов (электродов) проволоки;
4 — второй разрыв электродов;
5 — искровой разряд, зажигающий новую дугу
Рис. 30. Зависимость твердости и износа металлизированной
детали от давления воздуха в процессе металлизации
VII. МЕТАЛЛиЗАииЯ U ОБРАБОТКА
111
Пониженная твердость и износостойкость покрытий при
малых давлениях воздуха объясняются малой плотностью
слоя вызываемой малой скоростью частиц, а также перегре-
вом поверхности. При увеличении давления воздуха (более
5 5 атм.) скорость частиц увеличивается, но твердость их,
достигнув максимального значения, остается постоянной, так
как скорость охлаждения металла почти не изменяется.
Изменение износостойкости связано с интенсивным окисле-
нием частиц при повышении давления воздуха. Давление
воздуха может несколько изменяться от указанных выше
пределов (4,5—5,5 атм.) в зависимости от конструкции пис-
толета.
Скорость частиц находится в обратной зависимости от
диаметра D сопла (рис. 31) и расстояния L от сопла до места
образования дуги.
С изменением расстояния между соплом пистолета и
наращиваемой поверхностью изменяется качество покрытия.
При небольшом расстоянии поверхность детали перегрева-
ется, уменьшаются твердость и износостойкость наращивае-
мого слоя. Характер изменения твердости и износостойкос-
ти слоя дан на рис. 32.
Обычно применяют проволоку диаметром 1—1,5 мм. Ток
при металлизации, зависящий от толщины применяемой
Рис. 31. Величины, влияющие на скорость частиц
112
ремонт Автомобилей
проволоки, принимают равным 90-150 а при напряжении
(рабочем) 30—35 в. Ток и напряжение не оказывают особого
влияния на качество покрытия.
Скорость подачи проволоки определяется диаметром
последней и в процессе металлизации может изменяться в
очень небольших пределах, так как с увеличением скорости
проволока не успевает плавиться и отрывается кусками, а
при недостаточной скорости дуга прерывается и процесс про-
ходит с большими перебоями или прекращается.
Скорости перемещения поверхности детали относитель-
но струи распиливаемого металла и пистолета параллельно
оси вращения детали существенно влияют на качество по-
крытия. Находясь в воздухе, напыленный слой сильно окис-
ляется, и при повторном нанесении прочность сцепления
частиц уменьшается. Рекомендуется за один проход писто-
лета, т. е. за время одного перемещения пистолета вдоль
детали наращивать на последнюю слой необходимой толщи-
ны. Обычно принимают скорость перемещения детали в пре-
делах 5—15 м/мин, а скорость перемещения пистолета — в
пределах 1,5—5 мм/об. При обработке металлизированных
покрытий хорошие результаты дают резцы с пластинками
из твердых сплавов.
Рис. 32. Зависимость твердости и износа металлизированной
детали от расположения пистолета в процессе металлизации
VII. МЕТАЛЛЦЗА1111Я U ОБРАБОТКА
113
Перед проточкой рекомендуется пропитать слой маслом.
Для этого детали следует поместить в ванну с маслом на
1 5—2 часа. Металлизированную деталь обрабатывают при
скорости резания 10—15 м/мин, подаче 0,2—0,5 мм/об и глу-
бине резания до 1 мм.
При проточке одновременно проверяют качество сцеп-
ления слоя с поверхностью детали. Если во время проточ-
ки слой не отлетает от поверхности, то это до некоторой
степени гарантирует надежную работу детали в процессе
эксплуатации.
Металлизированные сталью детали шлифуют на обыч-
ных шлифовальных станках при режимах, принятых при
шлифовке стальных деталей, применяя шлифовальные кру-
ги с более мягкой связкой.
§ 2. Применение токоЗ Высокой частоты
при ремонте машин
Токи высокой частоты применяют в ремонтных пред-
приятиях для наращивания и для увеличения износостой-
кости деталей.
Сущность высокочастотного индукционного нагрева зак-
лючается в использовании явлений электромагнитной ин-
дукции, поверхностного эффекта и теплового действия тока.
Если металлическую деталь поместить в магнитное поле,
создаваемое индуктором, через который проходит переменный
ток, то в детали возникает электродвижущая сила, равная:
Е=4,441пФ10 8 в,
где Е — электродвижущая сила, возникающая в детали (в воль-
тах);
f — частота тока в индукторе (в гц);
п — число витков индуктора;
Ф — магнитный поток (в максвеллах). Под действием этой
электродвижущей силы в проводнике (детали) возни-
кает ток:
114
РЕМОНТ АВТОМОБиЛЕй
где I — ток, возникающий в детали (в а);
Е — электродвижущая сила (в вольтах);
Z — полное или кажущееся сопротивление детали (в омах).
При возникновении этого тока деталь нагревается. Де-
таль по всей толщине нагревается неравномерно, так как
плотность тока у поверхности детали больше. Объясняется
это тем, что при прохождении тока по детали в ней возника-
ют вихревые токи, которые в участках, расположенных бли-
же к поверхности, совпадают по направлению с направлени-
ем основного тока и увеличивают его, а в середине детали
направлены в сторону, противоположную направлению ос-
новного тока, и уменьшают его (рис. 33).
Чем выше частота, тем больше плотность тока у по-
верхности детали и тем меньше нагреваемый этим током
слой. Глубина нагреваемого слоя может быть определена
по формуле:
6 = 5,03 • 103
где о — глубине слоя (в см);
р — удельное сопротивление детали (в ом. см);
ц — магнитная проницаемость (в ом. сек/см);
f— частота тока (в гц).
Наращивание деталей с помощью токов высокой час-
тоты. Детали с помощью токов высокой частоты можно на-
паивать наплавлять и металлизировать.
При пайке используют твердые припои или медь. Перед
пайкой поверхность тщательно очищают и покрывают сло-
ем буры. Спаиваемые детали располагают так, чтобы рас-
плавившийся припой попадал в промежуток (зазор) величи-
ной 0,05—0,1 мм между деталями.
При частоте тока 180000 гц удельный расход мощности
0,4—0,5 квт на 1 см2 напаиваемой поверхности.
Детали с помощью токов высокой частоты наплавляют
центробежным способом. Например, Белоцерковский завод
при ремонте шатунно-поршневой группы вместо бронзовых
втулок ставит биметаллические (стальные втулки, залитые
VII. МЕТРЛЛиЗРииЯ и ОБРАБОТКА
115
внутри бронзой). Для получения такой втулки стальную за-
готовку устава ливают в приспособлении для центробежной
заливки (рис. 34), устанавливаемом на токарном станке.
Рис. 33. Направление вихревых токов в проводнике
Рис. 34. Центробежная заливка втулок с помощью ИВЧ:
1 — диск приспособления; 2 — стальная втулка;
3 — бронзовая стружка; 4 — индуктор
116
ремонт Автомобилей
В стальную заготовку перед установкой в приспособле-
ние насыпают бронзовую стружку, смешанную с бурой (око-
ло 3% буры). После этого включают станок и через индук-
тор, охватывающий стальную заготовку, пропускают ток.
Через 1,5—2 минуты бронзовая стружка начинает плавиться
и наплавляется на стальную заготовку. Затем индуктор
выключают и втулку охлаждают водой.
Втулки можно ремонтировать и другим способом. Для
этого изношенную втулку помещают в разборное приспособ-
ление для центробежной заливки, имеющее выточку по фор-
ме втулки.
Во втулку насыпают небольшое количество бронзовой
стружки.
При нагреве с помощью индуктора и при вращении втул-
ка сплавляется со стружкой и принимает форму выточки
приспособления.
Выточку делают таких размеров, чтобы получить втул-
ку ремонтных размеров.
Высокочастотный нагрев применяется также и при ме-
таллизации деталей. Схема высокочастотного металлизаци-
онного пистолета приведена на рис. 35.
В этом пистолете специальный механизм непрерывно
перемещает проволоку в направлении конусного отверстия
концентратора вихревых токов. Попадая в конусное отвер-
стие, проволока под действием токов высокой частоты пла-
вится и распыляется сжатым воздухом, нагнетаемым комп-
рессором во внутреннюю часть концентратора. Процесс ве-
дут с помощью высокочастотного генератора, вырабатываю-
щего ток частотой 300 килогерц. Мощность, необходимая на
ведение процесса, 12 квт.
Металлизация с помощью токов высокой частоты по
сравнению с электродуговой металлизацией имеет следую-
щие преимущества:
1) так как при плавлении проволоки не образуются кап-
ли, которые должны распыляться сжатым воздухом, давле-
ние последнего может быть уменьшено до 2,5—3 атм;
2) изменение частоты дает возможность регулировать тол-
щину расплавляемого слоя, а тем самым и размеров частиц;
3) можно применять проволоку значительно большего
диаметра (5—6 мм);
VII. МЕТРЛПиЗРииЯ и ОБРАБОТКА
117
Рис. 35. Схема высокочастотной металлизации
Рис. 36. Анодно-механическая обработка
118
РЕМОНТ АВТОМОБОЛЕй
4) производительность 5—6 кг распыленной стали в час
вместо 2,5—3 кг стали, распыливаемой при электродуговой
металлизации;
5) удельный расход электроэнергии 5 квт;
6) процесс можно вести на более близком расстоянии от
пистолета до детали;
7) для металлизации можно применять чугунные прут-
ки и прутки из твердых сплавов, использовать которые не-
возможно или затруднительно при электродуговой металли-
зации.
§ 3. Йнодно-механическая обработка
Анодно механическая обработка основана на снятии слоя,
образующегося в электролите на поверхности металличес-
кой детали, включенной в качестве анода (рис. 36).
В качестве электролита применяется раствор жидкого
стекла или глины. С помощью анодно-механической обра-
ботки можно получить поверхность чистотой от 2 до 9 клас-
сов чистоты. При использовании абразивных брусков в ка-
честве инструмента, снимающего пленку анодного растворе-
ния, можно получить поверхность Чистотой до 10-го класса.
Качество поверхности зависит главным образом от напря-
жения, тока и скорости перемещения инструмента относи-
тельно поверхности детали. Основные режимы анодно-ме-
ханической обработки приведены в табл. 8.
Таблица 8
Рабочее напряжение (В В) Рабочий ток (в А) Скорость перемещения инструмента относительно детали (в м/сек) Процесс обработки
20 75 24 Обдирка |
20 20 20 Шлифовка
17 6 15 Доводка 1
VII. МЕТЙЛЛиЗАНиЯ U ОБРАБОТКА
119
Анодно-механическую обработку можно применять в
ремонтных предприятиях для обработки закаленных дета-
лей, деталей, наплавленных чугуном и твердыми сплавами.
С помощью анодно-механической обработки можно выпол-
нять резку металлов^ заточку инструментов, обдирку, шли-
фовку и доводку деталей.
§ 4. Электроискровой обработке
металлов
При искровом разряде между электродами, когда нет
непосредственного контакта поверхностей, металл переносит-
ся с анода на катод, т. е. в направлении, обратном переносу
металла при дуговой форме разряда.
В процессе обработки деталей, как показали иссл едования,
при непосредственном контактировании поверхностей металл
переносится также при переменном токе, при обратной поляр-
ности, т. е. в случае включения детали в качестве анода.
Для электроискровой обработки применяют установки,
выполненные по различным схемам. Наиболее широко рас-
пространены установки с конденсаторной схемой (рис. 37а).
В ремонтных предприятиях могут быть применены низ-
ковольтные бесконденсаторные схемы электроискровой об-
работки (рис. 376).
Все эти схемы могут применяться без вибратора и с виб-
ратором. Схемы электроискровых установок постоянного
тока с вибраторами приведены на рисунках 37 виг.
При пробое межэлектродного пространства участок ме-
талла, пораженный импульсом, мгновенно расплавляется, так
как температура достигает 6000-11000°. Ток в участке про-
боя доходит до сотен тысяч а. Действием динамических сил
расплавленный и размягченный металл выбрасывается в ок-
ружающую среду или перебрасывается на противоположный
электрод.
В зависимости от режима можно получить различную
производительность и качество поверхности. Чем более же-
сткий режим, тем больше производительность и тем хуже
чистота поверхности. Основные режимы электроискровой
обработки приведены в табл. 8а.
120
РЕМОНТ RBTOMO6U/1EU
Таблица 8а
Наименование режима Ток в разрядном контуре (в А) Напряжение на электродах к началу пробоя (в В) Емкость конденсатора (н мкф) Глубина лунок (в мк)
Жесткий 100 и более Болес 100 Более 100 150-300
Средний 10-100 50 100 10-100 25-150
Мягкий Менее 10 Менее 50 Менее 10 10 25
Рис. 37. Схемы электроискровых установок:
а — конденсаторная; б — бесконденсаторная;
в — с последовательно включенным вибратором;
г — с независимо включенным вибратором
VII. МЕТАЛЛиЗРииЯ U ОБРАБОТКА
121
Электроискровую обработку можно применять в следу-
ющих случаях.
1) для прошивки отверстий в деталях любой твердости
(например, отверстий под шлицевые валики);
2) для образования углублений (например, углублений
под сегментные шпонки);
3) для разрезания деталей любой твердости;
4) для срезания изношенных участков закаленных де-
талей;
5) для обдирки деталей после наварки сплавами любой
твердости;
6) для шлифовки деталей любой твердости. При обра-
ботке электродом, включенным в электроискровую установ-
ку, благодаря высоким температурам и хорошему теплоот-
воду из участка нагрева происходит закалка поверхностных
слоев. На поверхности детали создается твердый износос-
тойкий слой.
Кроме закалки, происходит диффузия элементов элект-
рода инструмента в металл детали. Установлено, что глуби-
на слоя диффузии легирующих элементов твердых сплавов
в стальные детали зависит от продолжительности электро-
искровой обработки.
§ 5. Эле троэрозионный контактный
способ нарашибания деталей
При включении электрода и детали в цепь (рис. 38) тока
низкого напряжения (2—6 в), дающего около 1000А, проис-
ходит интенсивный перенос металла электрода на поверх-
ность детали. Хорошо переносятся сормайт, сталь, алюми-
ний.
При передвижении электрода поверхность детали ока-
зывается покрытой слоем металла электрода.
Этот способ можно применять в ремонтных предприяти-
ях для восстановления неподвижных сопряжений и для уве-
личения износостойкости деталей подвижных сопряжений.
Практически можно получить слой толщиной до 1,5 мм.
122
РЕМОНТ АВТОМОБОЛЕй
Рис. 38. Схема установки для этектроэрозионного контактного
наращивания:
1 — вторичная обмотка сварочного трансформатора;
2 — дополнительный виток; 3 — электрод; 4 — деталь
Включая в качестве инструмента медную пластинку,
можно снимать слой металла (электроэрозионная опиловка)
деталей, наплавленных твердыми сплавами.
При этом деталь помещают в ванну с водой. Для прове-
дения электроэрозионной обработки можно использовать
электросварочные трансформаторы. Трансформаторы типа
СТ—1 снабжают дополнительной обмоткой из трех витков
провода. У трансформаторов типа СТЭ-34 делают отпайку
от третьего витка.
§ 6. Электромеханическая
обработке деталей
Способ электромеханической обработки металлов зак-
лючается в искусственном нагреве металла в зоне резания с
помощью электрического тока. При обычном точении в зоне
резания выделяется тепло в результате деформации метал-
ла и возникающего трения, равное:
= А»
1 '427 ’
VII. МЕТРЛЛиЗАииЯ U ОБРАБОТКА
123
где Q 1 — количество выделяющегося тепла в малых калориях;
Рг — усилие резания (в кг);
v — скорость резания (в м/мин).
Если резец и деталь включить в цепь тока низкого на-
пряжения, то в зоне резания будет выделяться тепло, коли-
чество которого может быть определено по формуле:
Q2=0,24 I Rt
где Q2 — количество тепла, выделяемого в зоне резания, в малых
калориях;
I — ток (в а);
R — сопротивление цепи (в омах);
t — время (в сек).
Суммарное тепло, выделяемое в зоне резания, равно:
Q=Q j+Q2
Нагрев деталей за счет выделяемого тепла повышает
пластические свойства металла и облегчает резание. Схема
электромеханической обработки приведена на рис. 39.
Для нагрева применяют трансформаторы, со вторичной
обмотки которых можно получить ток 1000 А при напряже-
нии 0,2-2 в.
Рис. 39. Схема электромеханической обработки:
1 — трансформатор; 2 — патрон; 3 — деталь;
4 — задняя бабка; 5 — инструмент
124
РЕМОНТ ЯВТОМОБиЛЕй
За счет выделяющегося тепла металл в зоне резания
нагревается до температуры 800—830“. Этот способ дает воз-
можность обрабатывать каленные детали без пуска.
Обработанная электромеханическим способом поверх-
ность детали обладает большей износостойкостью, чем де-
таль, обработанная без электроподогрева.
У деталей, обработанных электромеханическим спосо-
бом, улучшается микропрофиль поверхностей, в связи с чем
увеличивается усталостная прочность деталей.
viii. электролитические покрытия
и ин применение при ремонте мпшин
При ремонте машин широко используются следующие
электролитические процессы: хромирование, осталивание,
никелирование, меднение, цинкование и лужение. Особенно
распространено в ремонтных предприятиях хромирование,
что объясняется, прежде всего, свойствами самого хрома.
Хром обладает высокой температурой плавления (1615°),
высокой твердостью, хорошей отражательной способностью
и, что особенно важно, высокой износостойкостью.
Электролитическое отложение металлов основано на рас-
паде электролитов под действием постоянного электрического
тока на электрически заряженные частицы — ионы (рис. 40).
Процесс хромирования проходит с бурным выделением
кислорода на аноде и водорода на катоде.
Рис. 40. Схема электролиза:
1 — электролит; 2 — анод; 3 — катод; 4 — анион;
5 — недиссоциировавшая молекула
126
РЕМОНТ ЙВТОМОБОЛЕй
§ I. Подготовка деталей к хромированию
Большинство деталей или участков деталей, подлежа-
щих ремонту хромированием, имеют форму, полученную об-
работкой на токарных или шлифовальных станках, т. е. яв-
ляются терцами вращения. При подготовке таких деталей к
хромированию они подвергаются повторному шлифованию,
полированию, обезжириванию, мойке и декапированию.
Для удаления продуктов коррозии из трудно доступных
углублений сложные детали подвергают химическому или
электрохимическому травлению. Химическое травление
выполняют в 5—10%-ном растворе серной или соляной кис-
лоты, нагретом до температуры 60—70°. При электрохими-
ческом трав? ении к детали и свинцовой пластине, помещен-
ным в ванне, наполненной раствором серной или соляной
кислоты, подводится электрический ток. Деталь включают в
качестве катода. Бурно выделяющийся с поверхности дета-
ли водород способствует ее очистке. Процесс ведут при на-
пряжении 6 в и плотности тока 5—10 а/дм3.
Продолжительность травления зависит от состояния
поверхности детали и обычно длится 3—5 минут.
Крацевание применяют для удаления шлама, являюще-
гося результатом воздействия кислоты на продукты эрозии
и грязь, имеющиеся на деталях, а также для придания по-
верхности блестящего вида. Крацевание представляет собой
обработку детали стальными щетками.
Во время крацевания обрабатываемую поверхность
обильно смачивают 2—3% ным раствором щелочи (NaOH,
КОН) или соды (Na2COg). Чем больше скорость вращения
щетки и чем меньше давление детали на щетку, тем бо-
лее блестящую поверхность можно получить при краце-
вании.
Детали илиндрической формы шлифуют на шлифоваль-
ных станках или на токарных станках, имеющих суппорт-
но-шлифовальное приспособление.
Детали сложной формы шлифуют фетровым или вой-
лочным кругом, покрытым слоем клея с абразивным по-
рошком. Для нанесения клея с абразивным порошком де-
лают уток. В него заливают столярный клей, смешанный с
абразивными частицами, после чего вдоль лотка прокатыва-
V!U ЭЛЕКТРОЛИТИЧЕСКСЕ ЛОКРЫТиЯ U UK ПРИМЕНЕНИЕ ПРИ РЕМОНТЕ МАШИН 127
ют круг. После высыхания клея частицы достаточно прочно
держатся на поверхности круга.
Полирование для деталей, подвергающихся хромирова-
нию с целью восстановления размеров или увеличения из-
носостойкости, не обязательно.
Детали, подготавливаемые к декоративному покрытию
хромом (или с целью защиты от коррозии), необходимо по-
лировать. Детали полируют фетровыми, войлочными или
матерчатыми кругами, покрытыми полировочными пастами,
основными компонентами которых являются венская известь,
окись хрома и крокус.
Обезжиривание бывает химическое и электрохимическое
При химическом обезжиривании деталь обрабатывают бен
зином, ацетоном, венской известью или кипятят в 10%-ном
растворе щелочи (NaOH) или соды (NazCO^.
Электрохимическое обезжиривание выполняют в ван-
нах с электролитом, состоящим из 10%-ного раствора щело-
чей. Деталь, помещенную в ванне, включают в качестве ано-
да или катода, а свинцовые пластины — соответственно в
качестве катода или анода.
На катоде выделяется газа (водорода) в два раза больше,
чем на аноде, поэтому процесс обезжиривания при включе-
нии детали в качестве катода происходит быстрее.
Большинство деталей обезжириваются на катоде. Ис-
ключение составляют тонкие детали, для которых опасно
насыщение водородом. При помещении детали в щелочной,
нагретый до температуры 70-80' электролит жиры, имею-
щиеся на детали, омыляются, а масла переходят в эмульсию
Отрыву масла от детали способствуют выделяющиеся пу-
зырьки газа. Кроме того, выделяющиеся пузырьки газа со-
здают вертикальный поток электролита, который энергично
омывает поверхность.
Для облегчения перехода масел в эмульсии в электро-
лит добавляют эмульгаторы (мыло, жидкое стекло). В этих
случаях очень опасно подвешивать и снимать детали, через
которые проходит ток, так как возможны сильные взрывы
гремучего газа.
Ванны для электрохимического обезжиривания изготов-
ляют из облицованного свинцом или необлицованного же-
леза. Ванны оборудуют устройствами для подогрева и бор-
128
РЕМОНТ РВТОМОбшта
товой вытяжки. Аноды делают из свинца или гартблея (сплав
из 94% свинца и 6% сурьмы). Режим электрохимического
обезжиривания: плотность тока 3—10 а/дм2; напряжение 3—
12 в; расстояние от анода до детали 5—15 см; продолжитель-
ность 3—5 минут.
После обезжиривания деталь промывают в горячей воде
для удаления щелочи.
Деталь обезжиривают после механической обработки.
Перед обезжириванием детали устанавливают в приспо-
собления (рамки). Это необходимо для того, чтобы ток на-
дежно поступал к деталям, аноды были правильно располо-
жены по отношению к поверхностям деталей. Анод дол-
жен по возможности точно находиться на одинаковых рас-
стояниях от поверхности деталей (рис. 41). Желательно,
чтобы поверхность анода была в 2—3 раза больше поверх-
ности катода (участка деталей). Необходимость сборки пе-
ред обезжириванием объясняется тем, что после обезжири-
вания нельзя прикасаться к подготавливаемой к хромиро-
ванию поверхности.
Если на детали имеются участки, на которых не должен
в дальнейшем откладываться хром, их необходимо изолиро-
вать. Для этого участки, не подвергающиеся хромированию,
закрывают целлулоидом или покрывают целлулоидным
клеем (цапонлаком). Детали нужно изолировать также до
обезжиривания. Декапирование применяется для удаления
оксидных пленок, которые могут образоваться в процессе
подготовки деталей к хромированию, и представляет собой
легкое протравливание поверхности деталей в 2—3%-ном
растворе серной кислоты. Процесс ведется в отдельной ван-
не или в ванне, предназначенной для хромирования. При
декапировании деталь включают в качестве анода и выдер-
живают в течение 15—20 секунд.
Все указанные операции выполняют при подготовке де-
талей к другим электролитическим покрытиям: остали-
ванию, никелированию, меднению, цинкованию и свинцева-
нию.
VIII ЭЛЕКТРОЛигиЧЕСШЕ ПОКРЫТЬЯ U UH ПРЬМЕНЕНЬЕ ПРИ РЕМОНТЕ MAWUH 129
§ 2 Премирование
Оно выполняется в ваннах, облицованных свинцом и
снабженных рубашкой для регулирования температуры на-
грева электролита горячей водой, паром или электроподог-
ревателем.
Ванна должна обязательно иметь вытяжное устройство,
обеспечивающее отсос 80 м3 воздуха в минуту с 1 м2 поверх-
ности электролита.
Ванны для хромирования подготовляют следующим
образом.
Сначала в ванну заливают необходимое количество дис-
тиллированной воды и нагревают воду до температуры 70°.
В зависимости от покрытия на каждый литр воды берут
хромового ангидрида (СгО3):
— для декоративных покрытий 450 г,
— для износостойких покрытий от 50 до 250 г.
Для нормального отложения хрома в электролит добав-
ляют серной кислоты (H2SO4) 0,01 от веса хромового ангид-
рида. Так как в хромовом ангидриде содержится некоторое
количество серной кислоты, то при составлении.электролита
5. Зак. 200
Рис. 41. Расположение анодов
при хромировании
цилиндрических деталей:
1 — деталь; 2 — анод
130
ремонт автомобилей
сначала заливают половину расчетной нормы серной кисло-
ты. Недостающее количество кислоты добавляют после хи-
мического анализа. Полученный электролит тщательно пе-
ремешивают, после чего включают ток. Облицовку ванны
подключают в качестве анода. Катодом при этом служат
погруженные в электролит свинцовые пластины. Электро-
лит обрабатывают током в течение 48—72 часов. После этого
ванна готова к эксплуатации.
Для хромирования декапированные детали погружа-
ют в ванну и подключают в качестве катода. На качество
покрытия наибольшее влияние оказывают плотность тока
и температура электролита. Для получения износостой-
ких покрытий хромирование ведут при плотности тока 20—
25 а/дм2 и температуре электролита 65—68°.
При этом режиме получаются так называемые молоч-
ные отложения хрома (молочного цвета). Повышением плот-
ности тока и уменьшением температуры электролита мож-
но получить отложения хрома с блестящей поверхностью.
Блестящий слой хрома имеет большую твердость и об-
ладает большей хрупкостью, чем молочный.
Толщину слоя хрома берут в зависимости от условий
работы деталей. Чем больше удельные давления, испытыва-
емые деталью в эксплуатации, тем меньшей толщины дол-
жен быть слой хрома. При удельных давлениях до 5 кг/см2
рекомендуется толщина слоя хрома 0,1-0,12 мм, при дав-
лениях 5-20 кг/см2 0,09—0,10 мм и при давлениях более
20 кг/см2 — до 0,03 мм. При определении толщины слоя
хрома учитывают припуски на последующую обработку. При
последующей шлифовке в центрах припуск берут равным
0,03—0,05 мм, при последующей бесцентровой шлифовке
0,12-0,15 мм. Толщина слоя хрома зависит от продолжи-
тельности хромирования. Зная толщину слоя хрома, кото-
рую нужно получить, можно определить продолжительность
хромирования по формуле:
t _ ЛуЮОО
CDha
где I — продолжительность хромирования (в часах);
Л — толщина слоя хрома (в мм);
g — удельный вес хрома (6,92);
VIII. ЭЛЕКТРОЛитиЧЕСШЕ ПОКРЫТИЯ U UK ПРИМЕНЕНИЕ ПРИ РЕМОНТЕ МАШИН 131
С — электрохимический эквивалент хрома (0,324);
Dk — плотность тока (в а/дм9);
а — выход металла по току в процентах (15%).
§ 3. Обработка деталей после хромирования
После окончания хромирования детали и приспособле-
ния промывают в дистиллированной воде (для экономии
хромового ангидрида), затем в проточной воде, в щелочном
(3—5%-ном) растворе и в горячей воде, после чего детали
сушат в опилках.
По окончании сушки с деталей удаляют изоляцию. За-
тем детали подвергают термообработке, сводящейся к на-
греву деталей до температуры 150—200" и выдержке их при
этой температуре в течение 1,5—2 часов с целью удаления из
слоя водорода.
Потом детали, на которые наносилось покрытие с целью
увеличения износостойкости, шлифуют и подвергают хонин-
гованию (иногда полированию), а детали с декоративным
покрытием шлифуют и полируют.
§ 4. Недостатки хромоВых покрытий
Одним из существенных недостатков хромовых покры-
тий является наличие в осаждающемся слое напряжений
растяжения, которые будут тем больше, чем больше толщи-
на слоя хрома.
Наличие напряжений растяжения в слое хрома приво-
дит к отслаиванию хрома в процессе эксплуатации и к сни-
жению усталостной прочности деталей, покрытых хромом.
Для устранения этого недостатка применяется слоистое
хромирование. При этом способе хром откладывается с пе-
рерывами. После отложения слоя толщиной около 0,005 мм
деталь вынимают из ванны и охлаждают. Процесс повторя-
ют до получения слоя необходимой толщины.
Второй недостаток хромовых покрытий заключается в
том, что гладкий хром плохо смачивается маслом; вслед-
132
РЕМОНТ АВТОМОБОЛЕй
ствие этого детали, покрытые гладким хромом, быстро изна-
шиваются.
Третьим недостатком хромовых покрытий является
плохая прирабатываемость.
Для устранения двух последних недостатков применяют
пористое хромирование. Пористое хромирование является
наиболее эффективным способом повышения износостойко-
сти деталей. Наиболее распространенным и простым спосо-
бом получения пористого слоя является электрохимическое
травление отложенного слоя в том же электролите, в кото-
ром производилось хромирование. Для травления деталь под-
ключают в качестве анода. Травление ведут при температуре
электролита 30-40° и плотности тока 25—35 а/дм2. Продол-
жительность травления 10-20 мин. Детали, покрытые порис-
тым хромом, шлифуют, после чего поверхности доводят абра-
зивными брусками. После доводки для удаления абразивных
частиц, оставшихся в порах, детали, промывают струей пара
со щелочью или керосином с последующей обдувкой сжа-
тым воздухом.
§ 5. ОсталиВсише
Электролитическое осаждение железа из водных раство-
ров его солей называется железнением, или осталиванием.
Осталивание широко применяется в ремонтных предприя-
тиях вследствие использования дешевых исходных мате-
риалов для получения электролита, возможности получе-
ния толстых слоев, относительно большой скорости отло-
жения, хорошего выхода по току (75-98%), в результате
чего требуется меньшая мощность источников постоянного
тока, чем при хромировании. Для ремонта машин широко
применяются горячие хлористые электролиты: FeCl24Hz0
(400-500 г/л) с добавлением NaCl (200 г/л). Осталивание
ведут при температуре электролита 95—100° и плотности
тока 10—20 а/дм2. Электролит можно приготовить раство-
рением стружки малоуглеродистой стали в нагретом до
температуры 40—50° растворе соляной кислоты (НС1) и до-
бавлением к раствору поваренной соли (NaCl). Перед при-
VIII. ЭЛЕКТРОЛитиЧЕСКиЕ ПОКРЫТЬЯ U UK ПРИМЕНЕНЬЕ ПРО РЕМОНТЕ МАШИН 133
менением и в процессе эксплуатации ванны электролит
нужно периодически фильтровать через стеклянную вату.
В качестве анодов при осталивании применяют пласти-
ны из малоуглеродистой стали (железо «Армко», котельное
железо).
Ванны, предназначаемые для осталивания, изготовля-
ют из чугуна или стали. При этом стенки ванн постепенно
растворяются и ванны периодически приходится заменять
новыми.
Осталивание отдельных участков крупных деталей мож-
но выполнять в небольших ванночках, устроенных на самой
детали.
§ 6. Никелирование
Детали покрывают слоем никеля с целью защиты их от
коррозии, а также с целью увеличения размеров деталей при
восстановлении неподвижных и подвижных сопряжений.
Никелирование ведут в ваннах, наполненных электролитом,
основной частью которого является сернокислый никель
(NiS047H20). Электролита берут от 70 до 420 г на 1 л дистил-
лированной воды. В электролит добавляют 20—30 г/л бор-
ной кислоты (Н3ВО3) и 25-35 г/л хлористого аммония
(NH4Cl). Никелирование ведут при температуре электроли-
та не менее 20°, плотности тока 0,5—5 а/дм2 и напряжении
1,5—2 в с применением никелевых анодов.
Твердое никелирование выполняют в электролитах, в
состав которых входят сернокислый никель, хлористый ни-
кель и фосфорная кислота. Твердое никелирование приме-
няется для восстановления шеек коленчатых валов, кулач-
ковых валов, поршневых пальцев и т. д.
§ 7. Меднение
Меднение применяют для получения подслоя при деко-
ративном хромировании. В этом случае медь откладывает-
ся на подслой никеля (для непосредственного отложения меди
134
РЕМОНТ ЙВТОМОбиЛЕй
на высокоуглеродистую сталь необходимо применять чрез-
вычайно ядовитые цианистые электролиты).
Применяющиеся в ремонтных предприятиях для мед-
нения сернокислые электроды состоят из 250 г/л сернокис-
лой меди (CuS045H20) и 50-75 г/л серной кислоты (H2S04).
Меднение ведут при температуре 35-40 и плотности тока
3—5 а/дм2 с применением анодов из электролитической меди.
При меднении в этих электролитах медь хорошо пристает к
малоуглеродистым сталям. С повышением содержания уг-
лерода в стали прочность сцепления меди ухудшается.
§ 8. УинкоВание
В качестве защитного покрытия применяется гальвани-
ческое покрытие деталей цинком. Цинкование ведут во вра-
щающихся, наклоненных под углом 30’ барабанах (рис. 42),
в которые заливают электролит, состоящий из 250 г/л сер-
нокислого цинка (ZnSO47Н2О), 30 г/л сернокислого алюми-
ния (AL2(S04)318H20) и 2,5 г/л дисульфонафталиновой кис-
лоты (С10Н6 (SO^I^.
В качестве анодов при цинковании используются цин-
ковые пластины в чехлах из стеклянной материи или стек-
лянной ваты. Чехлы применяются для того, чтобы электро-
лит не загрязнялся шламом.
Мелкие детали, засыпанные в барабан, соединяют с като-
дом с помощью цинковой гири. Прикасаясь к гире, детали
соединяются с катодом и покрываются цинком. Цинкова-
ние ведут при температуре электролита 20’ и плотности тока
3-12 а/дм2. Продолжительность цинкования 1,5—2 часа.
Толщина покрытия, обеспечивающая надежную защиту от
коррозии, около 0,02 мм.
§ 9. Лужение
Электролитическое лужение можно применять при ре-
монте деталей молочных машин и посуды для хранения
пищевых продуктов (сепараторы, бидоны для молока и т. п.).
VIII ЭЛЕКТРОЛитиЧЕСКСЕ ПОКРЫТОЙ 0 ОН ПРОМЕНЕНОЕ ПРО РЕМОНТЕ MAOJUH 135
Толщина покрытия слоя, обеспечивающая надежную защи-
ту от коррозии, 0,020—0,025 мм. Хорошие результаты элек-
тролитического лужения получаются при использовании
электролита, состоящего из 50 г/л SnSO4,50 г/л NaSO410Н20,
50-80 г/л H2SO4 2-10 г/л фенола или крезола и 2-10 г/л
столярного клея. Лужение ведут при температуре электро-
лита 15—25° и плотности тока 2 а/дм2 с применением в каче-
стве анодов оловянных пластин.
Для перемешивания электролита, склонного к расслаи-
ванию, через него пропускают очищенный сжатый воздух.
IK. РАЗБОРОЧНЫЕ РАБОТЫ
11. Разборочные работы. ОсноВы организации
Разборка — это комплекс операций, имеющих целью
разъединение объектов ремонта (автомобилей и агрегатов)
на сборочные единицы и детали, в строго определенной тех-
нологической последовательности. В процессе капитального
ремонта автомобилей и агрегатов трудоемкость разборочных
работ составляет 10—15% общей трудоемкости ремонта. Из
них около 20% — на прессовые соединения, а около 60%
трудоемкости приходится на резьбовые. Технологический
процесс разборки приносит ремонтному предприятию до 70%
деталей, которые могут быть использованы для повторного
использования. Адекватное осуществление разборочных ра-
бот может позволить существенно снизить, а по возможнос-
ти и исключить повреждения деталей и тем самым умень-
шить себестоимость ремонта. Годные детали обходятся ре-
монтному предприятию в 6—10% от их цены, отремонтиро-
ванные в 30—40%, а замена деталей в 110—150%.
В картах технологического процесса имеются последо-
вательности произведения разборки автомобилей и агрега-
тов, а также в этих картах находят свое отражение рекомен-
дации по использованию универсальных и специальных стен-
дов и оснастки (рис. 43). Степень разборки обусловливается
видом ремонта и техническим состоянием объектов раз-
борки. Разборку автомобилей и их агрегатов совершают в
соответствии со следующими основными правилами:
— в первую очередь снимают легкоповреждаемые и
защитные части (электрооборудование, топливо- и маслопро-
воды, шланги, крылья и т.д.), после этого самостоятельные
сборочные единицы (радиаторы, кабину, двигатель, редукто-
ры), которые очищают и разбирают на детали;
IH. РАЗБОРОЧНЫЕ РОБОТЫ
137
агрегаты (гидросистемы, электрооборудования, топлив-
ной аппаратуры, пневмосистемы и т.д.) после снятия с авто-
мобиля доставляют на специализированные участки или
рабочие места для идентификации и определения техничес-
кого состояния и при необходимости ремонта;
— в процессе разборки не следует разукомплектовывать
сопряженные пары, которые на заводе-изготовителе обраба-
тывают в сборе или балансируют (крышки коренных под-
шипников с блоком цилиндров, крышки шатунов с шатуна-
ми, картер сцепления с блоком цилиндров, коленчатый вал с
маховиком двигателя), а также приработанные пары дета-
лей и пригодные для последующей эксплуатации (коничес-
кие шестерни главной передачи, распределительные шестер-
ни, шестерни масляных насосов и др.)- Детали, не подлежа-
щие обезличиванию, метят, связывают, вновь соединяют бол-
тами, укладывают в отдельные ящики или сохраняют их
комплектность другими способами;
— в процессе разборки следует обязательно использо-
вать стенды, съемники, приспособления и инструменты, ко-
торые позволяют центрировать снимаемые детали и равно-
мерно распределять усилия по их периметру. При выпрес-
совке подшипников, сальников, втулок используют оправки
и выколотки с мягкими наконечниками (медными, из спла-
вов алюминия). Если выпрессовывают подшипник из ступи-
цы или стакана, то усилие прикладывают к наружному коль-
цу, а при снятии с вала — к внутреннему. При этом катего-
рически запрещается применять удары и ударные инстру-
менты;
— крепежные детали (гайки, болты, шпильки) при раз-
борке машины складывают в сетчатую тару для более эф-
фективной очистки в моечных установках или возвращают
на прежние места. Детали с резьбой повышенной точности
(болты и гайки крепления крышек шатунов, маховика к
коленчатому валу) категорически запрещается разукомплек-
товывать. При разборке (во избежание появления трещин
от перекосов), сначала отпускают все болты или гайки на
пол-оборота, а затем отсоединяют их полностью, это особен-
но касается чугунных деталей;
— во избежание попадания посторонних веществ и пред-
метов в открытые полости и отверстия для масла и топлива
138
ремонт Автомобилей
Pi с. 43. Технологическая схема разборки двигателя ЯМЗ-238
IH. РАЗБОРОЧНЫЕ РАБОТЫ
139
в гидроагрегатах и топливной аппаратуре после снятия с
машины их закрывают крышками и пробками;
если метки перед разборкой плохо заметны, необхо-
димо их восстановить;
при осуществл нии разборочных работ надлежит знать
способы и особенности их выполнения;
— для подъема и транспортирования деталей и агрега-
тов массой более 20 кг применяют подъемно-транспортные
средства и надежные захватные приспособления.
Выв ртывание винтов, шпилек, болтов и отвертывание
гаек, удаление сломанного болта или шпильки, снятие зуб-
чатых колес, шкивов, муфт и подшипников — это наиболее
типовые из операций при разборке.
По принципу организации разборка может быть:
— стационарной;
— подвижной (поточной).
Стационарная разборка автомобилей и агрегатов на
сборочные единицы и детали осуществляется на одном ра-
бочем месте, снятые с автомобиля агрегаты разбирают на
стационарных стендах. Стационарная разборка широко при-
меняется на предприятиях с единичным типом производ-
ства.
Рабочие места по разборке автомобилей и агрегатов на
специализированных ремонтных предприятиях могут быть
организованы в поточную линию. Поточный метод разборки
позволяет:
— сконцентрировать одноименные операции на специа-
лизированных постах;
— снизить количество одноименных инструментов на
30%;
— увеличить интенсивность применения технологичес-
кой оснастки на 50%;
— у еличить производительность труда рабочих на 20%.
Поточный метод разборки организуют на постах, где раз-
ница трудоемкостей не превышает 10%. Этого достигают
верным разделением операций по постам, использ< ванием
специальн >го оборудования, приспособлений, производитель-
ных инструментов, дублированием отдельных постов и при-
сутствием на некоторых постах значительного количества
рабочих.
140
РЕМОНТ ОВТОМОБОЛЕО
Только при поточном способе разборки формируются
условия для механизации работ. Использование средств ме-
ханизации дает возможность снизить трудоемкость разбор-
ки в 1,5-2,0 раза и повреждаемость деталей на 70-89%, уве-
личить объем повторного применения подшипников на 15—
20% и стандартного крепежа до 25%, снизить затраты на
ремонт автомобилей на 5—9%.
Средний уровень механизации разборочных работ не
превышает 20% (передних мостов — 15%, задних — 15%,
подразборки двигателей и коробок передач — 16%; оконча-
тельной разборки двигателей — 25%, коробок передач —
35%). Разборка 60% всех соединений автомобиля может быть
механизирована.
Базовой идеей механизации разборочных участков ре-
монтных предприятий является ряд принципов:
— процесс разборки строится по поточному методу;
— агрегаты, сборочные единицы, поступающие на раз-
борку, должны быть предварительно очищены от масла и
грязи;
- — перемещение агрегатов и сборочных единиц в про-
цессе разборки максимально механизируется.
Структура разборочных работ включает в себя основные
и вспомогательные элементы.
Основные элементы занимают наибольший удельный
вес в разборочном процессе, — это операции разборки резь-
бовых и прессовых соединений.
Вспомогательные элементы — это перемещение, уста-
новка и крепление разбираемых изделий и агрегатов. Доля
времени, затрачиваемая на производство вспомогательных
элементов, достаточно значительна и является резервом сни-
жения трудоемкости разборочных работ. Большое внимание
при организации разборочных работ следует уделять вопро-
сам механизации транспортных операций по передаче изде-
лий с поста на пост.
Передвигать автомобили в процессе разборки рациональ-
но конвейерами непрерывного действия, агрегаты к постам
подразборки допустимо перемещать подвесными толкающи-
ми или грузонесущими конвейерами, а сборочные единицы
и детали — напольными транспортерами, рольгангами и скли-
зами. На разборочных участках и постах нужно использо-
IK. РАЗБОРОЧНЫЕ РАБОТЫ
141
вать сбалансированные манипуляторы (вместо кранов-уко-
син), пневматические подъемники, кантователи, тележечные
транспортеры, самодвижущиеся эстакады и т. д.
Однотипность и повторяемость операций раскрывает
широкий потенциал для механизации операций разборки и
формирует условия для использования многопозиционных
механизированных инструментов.
С целью снижения непроизводительных затрат рабоче-
го времени, роста культуры производства, производительнос-
ти труда и целесообразного применения полезной производ-
ственной площади ремонтных предприятий на рабочих мес-
тах разборки рационально устройство технологических по-
толков.
Технологический потолок — пространственная метал-
лическая конструкция, которая может перекрывать зону
участка или рабочего места или располагается над рабочим
местом без его перекрытия. На конструкции смонтированы
механизированные инструменты, приспособления и оснаст-
ка, используемые при осуществлении операций, а также гру-
зоподъемные средства, которые определены для транспорти-
рования агрегатов и деталей в рабочую зону, снятия и удале-
ния их из рабочей зоны. В состав технологического потолка
для разборочных работ входят:
— несущая конструкция,
— траверса,
— однорельсовый или двухрельсовый подвесной путь с
электроталью или кран-балка,
— разводка гидро-, пневмоприводов и электрокабелей,
— подвески для механизированного инструмента,
— осветительная арматура и др.
По конструкции подвески делятся на эластичные и же-
сткие. Жесткую подвеску используют при применении ме-
ханизированных инструментов, развивающих крутящий мо-
мент, равный 120-220 Н-м.
Нежесткая подвеска инструментов более удобна, так как
после окончания операции инструмент, поднимаясь вверх,
высвобождает руки рабочего для осуществления дальней-
ших работ. Заметим, что подвеска не гасит реактивный мо-
мент, поэтому ее используют для инструментов небольшой
мощности. На таких подвесках часто предусматривают уст-
142
РЕМОНТ ABTOMO6LWE0
ройства и приспособления для автоматического выключе-
ния тока при освобождении (подъеме) инструмента. В каче-
стве эластичной подвески применяют балансиры (пружин-
ные, гидравлические, электромагнитные и др.).
Шарнирно-балансирные манипуляторы с ручным управ-
лением являются универсальным средством механизации
рабочих мест разборки. Они представляют собой многозвен-
ный механизм с приводами в каждом суставе, которые дают
возможность удерживать груз в равновесии.
§ 2. РезьбоВые соединения. Особенности разборки
Главной задачей разборки резьбовых соединений явля-
ется разъединение скрепленных деталей, дающее экономи-
чески целесообразное сохранение годности деталей разбира-
емой сборочной единицы и самого соединения.
В табл. 9 приведены три группы, на которые делятся
резьбовые соединения.
Разборку резьбовых соединений осуществляют ручным
и механизированным инструментом.
Ручной инструмент — гаечные ключи следующих видов:
— с открытым зевом двусторонние;
— кольцевые двусторонние коленчатые (накладные);
— торцовые немеханизированные со сменными голов-
ками;
— специальные.
Ключи гаечные с открытым зевом двусторонние изготав-
ливают из среднеуглеродистых сталей (ст. 40ХФА, 40Х, 45).
Накладные ключи охватывают все грани гайки, что при-
дает им большую жесткость и долговечность. В труднодос-
тупных местах накладными ключами с 12-гранным зевом
можно поворачивать гайки при отвертывании на 30°.
Торцовые ключи можно применять для отвертывания, не
снимая с граней, поэтому сокращается время на отвинчива-
ние гайки по сравнению с открытыми гаечными ключами.
Из специальных ключей при разборке отметим наибо-
лее часто используемые коловоротные ключи и ключи для
круглых гаек. Коловоротные ключи наиболее подходят для
Классификация резьбовых соединений
и значений крутящего момента при разборке
' Л fi " - 1 Диаметр резьоовых соединении, мм й М16 | Крутящий момент, Н • м | 350 До 320 До 300
2 S о До 180
ГЧ 2 о ОС о До 160
О 2 о 00 о О
со 2 £ о о
Примеры резьбовых соединений Крепление колес, полуосей, рессор, редукторов и т. д. Крепление головок блока, корпуса муфты сцепления, крышек шестерен газораспределения и т. д. Крепление крышек коренных подшипников, крышек шатунов, фланцев и т. д.
Местоположение в автомобиле Резьбовые соединения расположены снаружи автомобиля Резьбовые соединения расположены снаружи автомобиля в верхней его части, закрыты кожухами, капотами и т. п. Резьбовые соединения расположены внутри корпусов
Группа Тяжелая Средняя Легкая
(По Карагодину В.И. и Митрохину Н.Н.)
144
РЕМОНТ АВТОМОБИЛЕМ
отвертывания болтов и гаек небольших и средних размеров.
Производительность труда может быть повышена в 2 —5 раз.
При разборке резьбовых соединений задача снижения
затрат труда преимущественно решается использованием
механизированного инструмента (гайко-, винто- и шпилько-
вертов). При разборке резьбовых соединений применение его
дает возможность повысить производительность труда в 3,5—
4,5 раза, трудоемкость разборочных работ снижается при этом
на 15-20%.
Гайко- и винтоверты по используемому виду энергии
делятся на электрические, пневматические, гидравлические,
а по конструктивным признакам — без фиксированного
крутящего момента, с механизмом ударного действия, с са-
моостановом двигателя в конце затяжки.
На ремонтных предприятиях механизация разборки
напряженных резьбовых соединений частично обеспечива-
ется за счет применения одношпиндельных пневматических
гайковертов статического или ударного действия. Пневмо-
гайковерты статического действия используют для резьбо-
вых соединений с небольшим крутящим моментом, а при
помощи гайковертов ударного действия осуществляют зна-
чительные крутящие моменты.
Преимущества пневматических гайковертов ударного
действия:
— относительно небольшая масса;
— незначительный реактивный момент, действующий
на руку рабочего.
Недостатки пневматических гайковертов ударного дей-
ствия:
— малый срок службы из-за быстрого износа деталей, в
особенности ударного механизма;
— значительный расход сжатого воздуха (энергии), осо-
бенно увеличивающийся при оборотах холостого хода;
— низкий КПД;
— высокий уровень шума и вибраций.
Гидравлические гайковерты статического действия в боль-
шой степени свободны от указанных недостатков и обладают
рядом достоинств по сравнению с пневматическими:
— высокий КПД (50-60% против 7-11% для пневмо-
гайковертов);
|Я РАЗБОРОЧНЫЕ РАБОТЫ
145
— повышенная износоустойчивость (срок службы в 2 раза
выше);
— бесшумность и отсутствие вибраций;
— точное тарирование крутящего момента, значитель-
ная масса.
Крутящий момент отвертывания гаек и болтов (Н-м)
диаметром от 10 до 26 мм определяют по формуле
Мк = М2ср,
где ko — коэффициент, учитывающий состояние резьбового со-
единения (ko = 0,5-0,8);
— средний диаметр резьбы гайки, мм.
Для вывертывания шпилек применяют эксцентриковые,
клиновые, цанговые наконечники и специальные ключи.
Для соединений со значительным крутящим моментом
(до 350 Н-м) применяют шпильковерты. В результате ис-
пользования шпильковертов производительность труда уве-
личивается на 30—40%.
§ 3= Соединений о нотогом. Особенности разборки
Одну из наибольших частей по трудоемкости разбороч-
ных работ при ремонте машин занимает разборка сбороч-
ных единиц, детали которых соединены с натдгом. Имею-
щие место при распрессовке таких сопряжений действитель-
ные усилия более чем основательно превосходят теорети-
ческие, особенно если эти сопряжения находились в услови-
ях коррозии.
Разборка соединений с гарантированным натягом (сня-
тие подшипников качения, втулок, шкивов, пальцев, штиф-
тов) осуществляется путем приложения осевого усилия и
использования тепловых деформаций (нагрев охватывающей
детали). Для приложения осевого усилия применяют прес-
сы, съемники, специальные приспособления. В зависимости
от требуемого усилия для разборки конкретного соединения
выбирают прессовое оборудование.
Усилие выпрессовки колец подшипников определяется
по формуле:
146
РЕМОНТ RBTOMOBUJIEU
Рп = dfEnBg / [2kn(d=30)l,
где Рп — усилие выпрессовки колец подшипников, Н;
d — номинальный диаметр отверстия подшипника, мм;
ft — коэффициент трения в сопряжении (/; = 0,10-0,25);
Е — модуль упругости материала подшипника (Е = 22-104
МПа);
В — ширина опорного кольца подшипника, мм; д — расчет-
ный натяг, мм;
кп — коэффициент, характеризующий серию подшипника (kn
= 2,78 для подшипников легкой серии, kn — 2,27 для
подшипников средней серии, kn = 1,96 для подшипни-
ков тяжелой серии).
Усилие для выпрессовки шкивов, шестерен и втулок
определяют по формуле:
Pe = f2ndcp6o ,
где Рв — усилие выпрессовки шкивов, шестерен и втулок, Н;
f2— коэффициент трения в сопряжении (f2 = 0,15-0,25);
— средний диаметр контактирующих поверхностей, мм;
L — длина запрессованной части детали, мм;
у- — напряжение сжатия на контактирующей поверхности,
ср
МПа.
Разобрать сборочную единицу, детали которой соедине-
ны с натягом, можно разными способами, которые по прин-
ципу воздействия на посадочные поверхности сопряженных
деталей можно разделить на механический, гидравлический,
термический и комбинированный. Каждый из перечислен-
ных способов может быть осуществлен на производстве раз-
личными методами (табл. 10).
Основное оборудование для разборки прессовых соеди-
нений — это съемники, прессы, стенды и приспособления.
Съемники применяются для быстрого разъединения де-
талей и являются приспособлениями, которые закрепляют-
ся за охватывающую и охватываемую детали. Они подраз-
деляются на специальные, предназначенные для снятия ка-
кой-либо определенной детали, и универсальные, дающие
возможность осуществлять распрессовывание ряда деталей,
отличающихся друг от друга по конструкции и размерам.
Принцип действия съемников — это захват снимаемой дета-
ли или упор в нее.
IK. РЙЗЬОРОЧНЬК РОБОТЫ
147
Специальные съемники по способу захвата детали мож-
но разделить:
— съемники с креплением лап к детали болтами или
шпильками,
— навинчиванием корпуса съемника на резьбовую часть
детали,
— с захватом детали цанговым зажимом изнутри,
— с захватом детали лапами, разжимаемым корпусом,
— с захватом детали упором,
— с заключением в замкнутый корпус.
Универсальные съемники в зависимости от конструк-
ции захватов могут быть:
— шарнирно-винтовые,
— с шарнирным креплением лап и удерживающим
кольцом,
— с перемещением лап по Т-образной планке.
Для разборки неподвижных разборочных соединений,
которым не требуются значительные усилия (шпоночные,
шлицевые и т.д.), применяют съемники с механическим и
пневматическим приводами (табл. 11).
Напряженные прессовые соединения разбирают с помо-
щью прессов и стендов, которые работают от стационарных
гидроприводов с давлением 10-20 МПа. В зависимости от
расположения штока и направления действия создаваемого
усилия различают прессы вертикальные и горизонтальные,
а по характеру их использования — стационарные и пере-
носные. Кроме того, прессы делятся на универсальные и спе-
циальные, ручные и приводные.
Ручные прессы делятся на реечные, винтовые и эксцен-
триковые, а приводные — на пневматические, гидравличес-
кие, пневмогидравлические и электромагнитные.
Использование в разборочных работах оборудования с
механизированным приводом дает возможность увеличить
производительность труда в 3-5 раз по сравнению с руч-
ным. Чаще всего при этом применяют гидравлический и
пневматический приводы.
Требуемые усилия этих средств определяют исходя из
расчетной силы распрессовки с коэффициентом запаса от
1,5 до 2,0 (большие значения коэффициента соответствуют
менее мощным прессам).
148
РЕМОНТ RBTOMOEUPEU
Таблица 10
Способы разработки прессовых соединений
Способ разборки Метод выполнения Средства выполнения
Механический Приложение осевого усилия Осуществляется различными съемниками, прессами или с применением динамических усилий
Гидравлический Подача масла по системе отверстий и канавок Масло под высоким давлением
Гидропрсссовый Подача масла со стороны свободного торца Масло под высоким давлением и осевое усилие
Термический Факельным нагревом, пластической формацией, холодом Газовые горелки и прочие индукционно- нагревательные установки
Комбинированный Гидравлический с механическим, термический с механическим —
(По Карагодину В.И. и Митрохину Н.Н.)
Прессы и стенды, работающие при давлении в гидропри-
воде 15-20 МПа, имеют следующие недостатки:
— высокую материалоемкость;
— большие занимаемые производственные площади;
— большую энергоемкость;
— недостаточное рабочее давление (10-20 МПа);
— отсутствие мобильности, что в свою очередь приводит
к недогрузке гидравлического оборудования.
Существуют комплекты гидрофицированного инструмен-
та высокого давления (70—80 МПа), которые состоят из уни-
версальной переносной гидравлической станции, наборов
исполнительных механизмов вращательного и поступатель-
ного действия (гидроцилиндров) широкого диапазона уси-
IK. РАЗБОРОЧНЫЕ РАБОТЫ
149
лий (от 1 до 200 т), набора рабочих органов (съемников, зах-
ватов И Т.Д.).
Детали кольцевой формы (втулки, внутренние кольца
роликовых подшипников качения, шкивы) разрешается сни-
мать при помощи установки для нагрева. Самыми широко
распространенными являются индукционные нагревательные
устройства, принцип действия которых основан на нагрева-
нии кольца при прохождении через него индуктированного
электрического тока, возбуждаемого катушкой. Индукцион-
ное приспособление устанавливают на демонтируемое кольцо
и включают в сеть. При этом разъединение деталей осуще-
ствляется при тепловом зазоре, что дает возможность осуще-
ствлять разборку соединений с гарантированным натягом без
повреждения посадочных поверхностей.
Зазор формируется вследствие нагрева охватывающей
детали со скоростью, превосходящей скорость передачи теп-
ла в охватываемую деталь через поверхность их контакта.
Для демонтажа соединений из разнородных материалов этот
метод также применим и помогает снизить затраты време-
ни и повысить сохраняемость деталей. В этом случае разъе-
динение имеет место после охлаждения соединения по при-
чине различия коэффициентов линейного расширения ма-
териалов деталей.
Преимущества индукционно-тепловой разборки:
— быстрота и универсальность процесса;
— компактность оборудования;
— удобство в эксплуатации;
— сохранность деталей;
— возможность автоматизации процесса.
В процессе нагрева посадочная поверхность охватываю-
щей детали должна расшириться на величину, компенсиру-
ющую натяг и увеличение диаметра охватываемой детали.
Реализация этого условия обеспечивается правильным вы-
бором скорости нагрева и назначением соответствующей
мощности индукционно-нагревательного устройства. Для
деталей сложной конфигурации скорость нагрева не должна
превышать скорости, при которой появляются опасные тем-
пературные напряжения. Степень нагрева ограничивается
температурой необратимого изменения физико-механичес-
ких свойств материала детали. Изменений структуры и фи-
150
РЕМОНТ ЯВТОМОБЬЛЕй
Классификация съемников
Таблица 11
Классификащюииый признак Тип съемников
Механизм привода Ручной Механизированный
Механизм прессового устройства Рычажный. Реечный. Винтовой. Г идрав лический
Механизм захвата Лапчатый. Струбциновый. Рамовый. Резьбовой. Цанговый. Пятовой
Опорная поверхность захвата детали Наружная (захвата) Внутренняя. Торцевая
Способ соединения лап с траверсой Шарнирно-лапчатый. С перемещаемыми лапами
Способ перемещения лап С независимым перемещением. Со ступенчато-независимым перемещением С самоцентрируюшимся перемещением
зико-механических свойств материала не происходит при
температуре нагрева детали до 250- 300'С (для подшипни-
ков качения — не выше 100'С). Существует определенное
ограничение и по продолжительности нагрева, он не должен
продолжаться более 25-30 с. После нагревания кольца при-
способление поворачивают вокруг оси в одну и другую сто-
роны, а после ослабления посадки его снимают вместе с при-
способлением. Необходимую температуру нагрева стальных
охватывающих деталей определяют по формуле:
tH = [(100a/l,2d)+tH] е, (4.4)
где tH — температура нагрева охватывающей детали, С;
Д — требуемое увеличение диаметров отверстия, мкм;
d — диаметр отверстия, мм;
tn — температура вала, с которого демонтируется кольцо, "С;
е — коэффициент, учитывающий потери тепла при нагреве
вследствие теплоотвода в сопряженную деталь (f = 1,2—
1,6).
IK РАЗБОРОЧНЫЕ РАБОТЫ
151
§ 4. Рабочее место.
Особенности организации и ТБ
Рабочее место — закрепленное за данным рабочим или
бригадой место, часть производственной площади цеха или
участка со всем необходимым оборудованием, инструмента-
ми, приспособлениями, материалами и принадлежностями,
которые рабочий или бригада применяет для осуществле-
ния производственного задания.
Организация рабочего места разборщика — правиль-
ная расстановка оборудования, оптимальное расположение
инструмента на рабочем месте, постоянное обеспечение его
объектами разборки, механизация и оснащение специаль-
ными приспособлениями и устройствами.
Планировка — основной элемент организации рабочего
места. Под планировкой понимается расположение его от-
носительно других рабочих мест, относительно оборудования,
приспособлений, инструментов, местоположения рабочего.
При организации рабочего места обязательно следует
применять основные достижения научной организации тру-
да (НОТ).
При планировке рабочего места обязательны зоны дося-
гаемости рук в горизонтальной и вертикальной плоскостях.
Существует правило определения этих зон:
— оптимальная зона (наиболее удобная) определяется
полудугой радиусом примерно 400 мм для каждой руки;
— максимальная зона досягаемости составляет 500 мм
без наклона корпуса и 650 мм с наклоном корпуса не более
30” для рабочего среднего роста.
Расположение предметов дальше указанных пределов
неминуемо приведет к дополнительным, а следовательно,
лишним движениям, т. е. вызовет ненужную затрату рабо-
чего времени, ускорит утомляемость работающего и снизит
производительность труда. Оптимальной зоной досягаемос-
ти рук в вертикальной плоскости является зона от уровня
плеча до пояса.
Расстояния от тары и от оборудования до рабочего дол-
жны быть такими, чтобы рабочий мог использовать преиму-
щественно движение рук, т.е. при этом не наклоняться силь-
но, не приседать, не тянуться высоко.
152
РЕМОНТ РеТОМОБЦЛЕй
Существуют следующие требования при организации
рабочего места:
— на посты разборки ремонтный фонд должен посту-
пать тщательно вымытый и очищенный;
— рабочее место должно предусматривать максималь-
ную экономию движений рабочего, что должно быть заложе-
но в конструкцию оборудования (высота конвейера, стенда),
взаимное расположение рабочих мест и т.д.;
— рабочее место должно быть оснащено средствами ме-
ханизации основных и вспомогательных работ, необходимой
документацией, местом для инструмента, специализирован-
ной тарой;
— на рабочем месте должно находиться только то, что
требуется для осуществления данного задания;
— приспособления и инструменты должны быТь распо-
ложены на расстоянии вытянутой руки, причем их следует
разложить в строгой последовательности их использования,
а не разбрасывать и не накладывать друг на друга;
— все, что берется левой рукой, должно быть расположе-
но слева, а все, что берется правой, — справа. Все что берется
обеими руками, должно находиться впереди;
— режущие инструменты следует укладывать на дере-
вянные подставки так, чтобы они были предохранены от по-
вреждений;
— чертежи, инструкции и другую документацию следу-
ет помещать для удобства пользования на видном месте;
— во время работы рабочий должен в течение всего ра-
бочего дня полностью использовать все рабочее время, не
отвлекаясь от работы;
— использовать приспособления и инструмент только
по его назначению и предохранять его от повреждений и
загрязнения,
— строго соблюдать правила техники безопасности;
— по окончании работы рабочий обязан привести в по-
рядок свое рабочее место, а также прилегающую к нему пло-
щадь, инструменты и приспособления, применявшиеся при
работе.
1Я. РАЗБОРОЧНЫЕ РАБОТЫ
153
§ 5. Техника безопасности
и основные требования ТБ во время разборки:
— у участка, где производится разборка, обязательно дол-
жны быть прочные несгораемые стены. Полы — ровные (без
порогов), гладкие, но не скользкие, удароустойчивые, не впи-
тывающая нефтепродукты поверхность. Полы следует сис-
тематически очищать от смазки и грязи. Потолки и стены
следует закрашивать белой краской;
— оборудование должно быть расставлено с соблюдени-
ем необходимых разрывов;
— не допускается скопления на участке большого коли-
чества агрегатов и деталей;
— запрещается загромождать проходы, проезды и подхо-
ды к доскам с пожарным инструментом и огнетушителями;
— для создания условий и обеспечения электробезопас-
ности' производственное помещение обязательно должно быть
окольцовано шиной заземления, расположенной на 0,5 м от
пола и снабженной надежными контактами;
— все корпусы электродвигателей, а также металличес-
кие части оборудования, которые периодически оказывается
под напряжением, непременно должны быть занулены или
заземлены;
— переносной электроинструмент можно применять при
условии его исправности при напряжении не более 36 В.
Защитные приспособления (диэлектрические перчатки, обувь,
коврики и др.) обязательно выдаются, если переносной элек-
троинструмент работает от напряжения большего, чем 36 В;
— при перерыве в подаче электроэнергии немедленно
отключить инструмент и приспособления;
— при работе пневматическим инструментом его во вре-
мя работы держат двумя руками — за рукоятку и корпус;
— при неисправности пневмоинструмент обязательно от-
ключают от воздухопровода, вставляют и вынимают рабо-
чий инструмент только после выключения пневмоинстру-
мента. Не допускаются изломы, разрывы, потертости, порезы
шланга, а также следует избегать его натяжения, петления и
перекручивания. Следует избегать попадания на шланг мас-
ла и других нефтепродуктов, которое нежелательно, так как
может привести к его повреждениям. Отсоединять шланг от
154
РЕМОНТ RBTOMOBWIEU
воздухопровода или инструмента следует только после зак-
рытия крана подающего сжатый воздух в шланг, так как
сжатый воздух может вырвать шланг из рук и травмиро-
вать;
— разбирать агрегаты, имеющие пружины, разрешается
только на специальных стендах или при помощи приспособ-
лений, обеспечивающих безопасную работу;
— при выпрессовке деталей, имеющих плотную посадку,
на прессах, непременно прессы следует снабжать защитны-
ми решетками;
— освещенность рабочих мест искусственным светом
обязательно должно соответствовать для работ средней точ-
ности при малом контрасте различения объекта с фоном
(фон светлый). Все стационарные светильники не должны
давали качающихся теней. Они обязательно должны быть
прочно укреплены.
К. MOUKA и ОЧиСТКА ДЕТАЛЕЙ
АВТОТРАНСПОРТНЫМ СРЕДСТВ
§ I. Загрязнения транспортный средств
Автомобилям, автопоездам, автобусам и другим видам
автотранспортных средств, которые в своей совокупности
принято называть подвижным составом автомобильного
транспорта или просто подвижным составом, приходится
работать в различных дорожных условиях, как в черте горо-
да, так и на загородных маршрутах, по дорогам с твердым
покрытием и грунтовым, при различных погодных услови-
ях — в сухую и сырую погоду, в летнее и зимнее время. В
большинстве своем от вышеуказанных условий зависит сте-
пень загрязнения автомобилей. Наиболее сильно автомоби-
ли загрязняются снизу. Даже в сухую погоду детали, узлы,
агрегаты и их сочленения, обращенные к поверхности доро-
ги, покрываются слоем пыли и грязи.
В дождливую и влажную погоду на нижних поверхнос-
тях автомобиля появляются загрязнения, содержащие мень-
ше песка и больше органических, глинистых и других при-
месей, которые усиливают силы сцепления загрязнений с на-
ружными поверхностями деталей шасси. Загрязнения гру-
зовых автомобилей зависят еще и от рода перевозимого гру-
за. Есе поверхности автомобиля покрываются мельчайши-
ми частицами материалов в смеси с дорожной пылью, созда-
ющих прочно связанную пленку с значительными сила ли
сцепления.
Мы можем разделить все многообразие загрязнений
автомобильной техники условно на 12 групп, наименование
и характеристики которых приведены в табл. 12.
156
РЕМОНТ АВТОМОБПЛЕй
Загрязнения на объектах ремонта по химическому со-
ставу делятся на:
— органические (масляные и жировые отложения, плен-
ки лакокрасочных покрытий, консервационные смазки);
— неорганические (накипь, дорожная грязь, продукты
коррозии);
— смешанные (нагары, лаки, консистентные смазки, про-
изводственные загрязнения).
В табл. 13 отображены наиболее часто встречающиеся
объекты очистки и виды загрязнений атомобильной техни-
ки, а в табл. 14 приведены оценки наиболее характерных
загрязнений. В табл. 15 перечислены наиболее распростра-
ненные составы загрязнений на деталях автомобильных дви-
гателей, поступающих после эксплуатации в ремонтные пред-
приятия.
Загрязнения агрегатов, сборочных единиц и деталей
включают в себя:
— наружные отложения,
— остатки смазочных материалов,
— углеродистые отложения,
— продукты коррозии,
— накипь,
— остатки старых лакокрасочных покрытий.
Эти загрязнения имеют различную природу своего про-
исхождения, а поэтому различны и способы их удаления с
поверхностей. Они обладают высокой адгезией и прочно удер-
живаются на поверхности деталей.
Условно их можно разделить на пылегрязевые и мас-
ляно-грязевые. Пылегрязевые отложения формируются по
причине содержания в атмосферном воздухе определенно-
го количества пыли. Вблизи транспортных средств ее кон-
центрация достигает 0,05—0,50 г/см2 при дисперсности 5—
30 мкм. При возрастании концентрации пылевых частиц
увеличивается их коагуляция и оседание на металличес-
ких поверхностях. Пленка влаги также способствует этому
процессу. Масляно-грязевые отложения появляются при
оседании дорожной грязи и пыли на поверхности деталей,
загрязненных маслом. В среднем значение адгезии наруж-
ных отложений к поверхности деталей составляет 0,05—
0,20 кгс/см2.
Классификация и характеристика загрязнений автомобильной техники
Состав I I Минеральные частицы |Бетон, асфальт, цемент и т.д. Масла, вода, топливо, меха- нические примеси и т.д. 1 । I Органические и минеральные вещества, вода и т.д. Смолы, асфальт, минераль- ные частицы и т.д. Смолы, асфальтены, мине- ральные частицы и т.д. 6 < О о Ц. о Ы1 О б 6 (Л Смесь FeO, FesOj, FeiOj., AhOi 1
Масса загрязнеиий, кг । на ав- томоби- ле 1 5-20 I 4-50 I доЗ < 1 1 до 4 1-2 см д । 1 1 оо o’ 1 до 5 |
на дви- гателе д о 1 до 3 1 1 до 1 1,5-2,5 0,2-0,3 0,1-0,2 0,1-1,3 I 0,1-0,3 |
Толщина слоя, мм 0!-S'0 | 1 ДО 60 0,5-10 10,1-10 0,1-12 0,1-2 0,5-15 0,5-5 ОО д £-1 0,1-0,3 1 S‘l-ro
Площадь загрязнений, мм2 автомо- билей ZI-S 1 до 15 10-15 1 I 10-25 6-10 до 6 55-60 1 1 1 до 85 |
дви- гате- лей oi-s | 1 12-24 । 1 1 1 75-80 30-40 2-3 т о 2-3 сп 1 см
Труп- па загря- зне- ний — Г-1 чэ Г- оо О о — см
Вид загрязнений |Пылегрязевые загрязнения j (Остатки перевозимых грузов Остатки масел двигателей {Остатки смазочных материалов | Остатки пластических смазочных материалов Остатки консервированных сма- зочных материалов Масляно-грязевые загрязнения Асфальтосмолистые отложения, 1 лакоподобные пленки Углеродистые отложения, нагар 1 Накипь | |продукты коррозии (Старые лакокрасочные покрытия |
(По Карагодину В.И. и Митрохину Н.Н.)
Таблица 13
Объекты очистки и основные виды загрязнений
Объект очистки Вид загрязнения
Машина в сборе Дорожная грязь, почвенные и растительные остатки, остатки гопливно-смазочных материалов и ядохими- катов; продукты коррозии
Сборочные единицы: коробки передач, задние и передние мосты, трансмиссии, двигатель, рама, гидравлическая и топливная аппаратура и т. д. Дорожная грязь, почвенные и растительные остатки, остатки топливно-смазочных материалов; трансмис- сионные масла
Детали коробок передач, трансмиссий, ведущих мостов, гидравлических систем Остатки трансмиссионных и гидравлических масел, асфальтосмолистые отложения
Детали облицовки, кабины, топливные и масляные баки и т. д. Старые лакокрасочные покрытия; продукты коррозии
Детали и сборочные единицы двигателей, блок цилиндров, головки цилиндров, картер маховика, шатуны, центрифуга масляная коленчатый вал, шестерни и т. д. Асфальтосмолистые отложения, остатки топливно- смазочных материалов, продукты коррозии
Головки цилиндров, коллекторы выпускные и впускные, корпус и крыльчатка водяного насоса, корпус турбины, патрубок'водяного насоса и т.д. Нагар, накипь, продукты коррозии
Элементы масляных фильтров, запасные части Асфальтосмолистые отложения, консервационная сказка
Все детали двигателей, гидро- и топливной аппаратуры, трансмиссий, коробок передач перед сборкой, коленчатый вал и т. д. Асфальтосмолистые отложения в каналах D
Детали из черных и цветных металлов Окисные пленки, остатки лакокрасочных покрытий
Крепеж и мелкие детали (оси, втулки, коромысла, пленки) Остатки масел, продукты коррозии, асфальтосмоли- стые отложения
(По Карагодину В.И. и Митрохину Н.Н.)
§
К
2
Чз
е
X
К
Ж
Н агар Асфальтсно- смолистые отложения Накипь Продукты коррозии Лакокрасоч- ные покры- тия Масла и смазка Масляно- грязевые от- ложения Дорожно- почвенные отложения Вид загрязнения Ха
Головка цилин- дров, выпускной трубопровод, клапан выпуск- ной Щеки коленча- того вала ша- туны, картер блока цилинд- ров Рубашка охлаж- дения блока цилиндров и головки цилин- дров Рама, детали шасси, кабина, кузов Кабина, кузов, рама, крылья Детали коробки передач и транс- миссии Наружная по- верхность дви- гателя и короб- ки передач Детали ходовой части, рамы, кузова, кабины Деталь (узел) автомобиля рактерные загр
20 U1 20 — о 30 нений, мм, не более Толщина слоя загряз- >язнения
— а — О 90 20 о 70 автомо- биля Плошад нений п< ста %, 1 № и © 2 ©
ю 70 45 сл 1 fa ев = А х к н ? ь загряз- жерхно- ие более © Be
30 40 30 40 30 J3 25 3-30 сжатии, МПа Предез | прочно-1 стн прн I блица 14
160
РЕМОНТ fiBTOMOBUOEtl
Загрязнения от остатков топливно-смазочных материа-
лов (ТСМ) и продуктов их трансформации являются наибо-
лее распространенными. При работе автомобилей смазочные
материалы значительно изменяются, что обусловлено про-
цессами «старения» — окисления и полимеризации. Чаще
всего это:
— продукты неполного сгорания топлива,
— продукты окисления,
— продукты деструкции углеводородов,
— продукты полимеризации,
— продукты конден ации и коагуляции углеводородных
и гетероорганических соединений,
— продукты коррозии и биоповреждения металлов в сре-
де ТСМ (рис. 44).
Конечными продуктами процессов, указанных на рис.
44, являются сажа, нагар, асфальтено-смолистые вещества,
лаки, карбены, карбоиды и др. Сажа и нагар накапливают-
ся в основном в камерах сгорания, на форсунках, в выпус-
кном тракте двигателя. Другие загрязнения образуются в
топливных и масляных трубопроводах, на фильтрах и дру-
гих местах.
Загрязнения по консистенции могут быть твердыми или
жидкими. Асфальтено-смолистые вещества обладают пе-
реходной структурой — от смолообразного до твердого фазо-
вого состояния. Карбены и карбоиды представляют собой
продукты глубокого преобразования ТСМ и являются твер-
дыми веществами с высокой поверхностной активностью. Эти
продукты прочно удерживаются на поверхности.
Лаки — продукты сильнейшего преобразования ТСМ —
состоят в основном из карбенов и карбоидов, связанных транс-
формированными нейтральными смолами, гидроксикислота-
ми, асфальтенами. Представляют собой тонкую прочную
пленку, которая формируется в зоне поршневых колец, час-
ти шатуна, а также на юбке и внутренних стенках поршня.
В основном лаки образуются в зонах воздействия высоких
температур на углеводороды масел и топлива, а также в зо-
нах, в которых отсутствует сгорание,, но температуры нахо-
дятся на пределе сгорания углеводородов. Определяющим в
образовании лаков процессом является тонкослойное окис-
ление ТСМ.
н. MOLINA U O4UCTKA ПЕТАЛЕО АВТОТРАНСПОРТНЫЙ СРЕПСТВ
161
Топливно-смазочные материалы
Рис. 44. Структурная схема образования загрязнений
от топливно-смазочных материалов
6. Зак. 200
162
РЕМОНТ АВТОМОБИЛЕЙ
Таблица 15
Состав загрязнений на деталях автомобильных двигателей
Двигатель Деталь (узел) Содержание, %
органических веществ неорганических веществ ВОДЫ
ЯМЗ-236 Блок цилиндров 78,5 4,7 9,8
Толкатель 54,5 44,5 1,0
Г оловка цилиндров 31,9 68,1 —
Клапан выпускной 31,2 68,8 —
Блок цилиндров 90,4 6,0 ' а 3,6
ЯМЗ-238 Коромысло клапана 58,4 40,1 1,5
КамАЗ-740 Клапан выпускной 29,4 70,6 —
Головка цилиндров 32,0 68,0 —
(По Карагодину В.И. и Митрохину Н.Н.)
Осадки — сгустки, которые оседают и закрепляются на
стенках картеров, щеках коленчатых валов, распределитель-
ных шестернях, масляных насосах и в маслопроводах. Осад-
ки состоят преимущественно из продуктов сгорания и физи-
ко-химического трансформированного топлива и масла, ме-
ханических примесей, продуктов износа деталей и воды. Они
не растворяются в масле и обладают большой плотностью.
На 40—80% осадки состоят из масел и смол: карбены, карбо-
иды и зола составляют 10—30%. Осадками загрязнено 50—
70% поверхности деталей двигателей и проявляются в двух
зонах: высокотемпературной (на деталях цилиндро-порш-
невой группы) и низкотемпературной (в картере двигателя).
Продукты коррозии — получаются в результате хими-
ческой или электрохимической деструкции (разрушения)
металлических деталей под действием внешних факторов.
При этом на поверхности деталей формируется пленка крас-
новато-бурового цвета гидроаксидов металлов (на алюмини-
н. MOUKR U O4UCTKR ПЕТАЛЕО АВТОТРАНСПОРТНЫЙ СРЕПСТВ
163
евых деталях пленка имеет серовато-белый цвет гидрата
оксидов алюминия). Условиями и причинами, обуславлива-
ющими коррозию, являются влага, коррозионно-активные
продукты ТСМ, внешние условия. В конечном виде продук-
ты коррозии представляют собой комбинированные слож-
ные составы, в состав которых входят также продукты транс-
формации ТСМ, механические примеси и продукты износа.
Нагар — это продукт неполного сгорания топлива; осаж-
дается на стенках камеры сгорания, клапана, днище порш-
ня. По структуре нагар мы можем разделить на виды: плот-
ный, рыхлый и пластичный. Химический состав и внешний
вид нагаров неоднороден и сильно зависит от качества и
состава применяемых топлив и масел. Нагар может вклю-
чать 80-85% карбенов и карбоидов, 4-7% асфальтенов, 6-
14% смол и 1—5% золы. Нагару свойственна значительная
механическая прочность и хорошая адгезия к поверхности
детали.
Накипь — формируется в системе водяного охлажде-
ния двигателя во время работы. Откладываясь на стенках
рубашек охлаждения двигателя и радиатора, накипь преграж-
дает пути движения охлаждающей жидкости, затрудняет
теплообменные процессы и нарушает нормальную работу
двигателя. Накипь образуется за счет содержания в воде в
растворенном состоянии солей кальция и магния, которые
при нагревании воды до 70—90° разлагаются и осаждаются
на деталях системы охлаждения. Продуктами накипи явля-
ются в основном карбонаты кальция и магния, сульфаты и
силикаты. Также в системе охлаждения образуются илис-
тые отложения вследствие попадания в систему механичес-
ких примесей.
§ 2. Моюише средства
Самое большое распространение во всех процессах мой-
ки и очистки, в том числе и на ремонтных предприятиях,
получили синтетические моющие средства (СМС), основу
которых составляют ПАВ и ряд щелочных солей. Иногда
вам может встретиться и такая аббревиатура — СПАВ —
164
РЕМОНТ АВТОМОБ11ЛЕС1
к МООКЙ и очисткд ПЕТЙЛЕС1 АВТОТРАНСПОРТНЫЙ СРЕДСТВ 165
синтетические поверхностно-активные вещества, что в об-
щем практически то же самое, что и СМС на основе ПАВ,
только охватывающие более широкий спектр моющих
средств. Синтетические моющие средства дают возможность
производить очистку деталей одновременно из черных, цвет-
ных и легких металлов и сплавов. Они великолепно раство-
ряются в воде, не токсичны, не вызывают ожогов кожи, по-
жаробезопасны и биологически разлагаемы при сливе в ка-
нализацию. Очищенные узлы и детали после мойки не кор-
родируют и не требуют специального ополаскивания.
АМ-15 состоит из смеси компонентов (% по массе): кси-
лол нефтяной — 70—76, масло касторовое сульфинированное
— 22-28, синтанол ДС-10 или ПАВ ОС-20-2. Используют
для очистки двигателей и их деталей от асфальтено-смолис-
тых отложений и для восстановления пропускной способно-
сти фильтров грубой очистки при 20-40° в течение 40 мин.
Детали выдерживают в препарате, после чего промывают
водными растворами Лабомида или МС.
Анкрас — порошок от белого до светло-желтого цвета.
Состоит из ПАВ, органического растворителя, сорастворите-
ля, щелочных компонентов и наполнителя. Используют для
тех же целей, что и аэрол.
Аэрол — кремнеобразная масса от белого до светло-жел-
того цвета (pH = 7,0—8,5). Состав по массе: 12—13% карбо-
ната натрия, 25-30% пасты ДМС, 18-20% синтетических
жирных кислот, остальное — вода. Используют для мойки и
очистки деталей. С помощью аэрола очищаются маслянис-
тые и грунтовые загрязнения. Очистка деталей, узлов и аг-
регатов осуществляется в ваннах и моечных машинах. Кон-
центрация средства в рабочем растворе составляет 80 г/л.
После очистки поверхность деталей промывают водой.
ДВП-1 «Цистерин» состоит из смеси компонентов (%
по массе): уайт-спирит — (78 ± 0,5), масло талловое — (11 ±
0,5), ПАВ ОП—7 — 5, гидроксид натрия — 1,2, вода — 4,8.
Рабочая концентрация средства составляет 50% смеси в
дизельном топливе. Используют для очистки подразобран-
ных двигателей, узлов от асфальтено-смолистых отложений
при температуре смеси 20—40°;
Лабомид имеет несколько модификаций: 101,102, 203 и
204. Их состав приведен в табл. 16.
Таблица 16
Состав Лабомида (% по массе)
Наименование компонента 101 102 203 204
Синтанол ДТ-7 4 4 8 8
Алкилсульфаты натрия (первичные) — — 2 2
Карбонат натрия 50 56 50 50
Триполифосфат натрия 30 20 30 20
Метасиликат натрия — 20 — 10
Силикат натрия (жидкое стекло) 16 — 10 10
(По Карагодину В.И. и Митрохину Н.Н.)
Модификации Лабомида в нормальных условиях явля-
ются порошками от белого до светло-желтого цвета (pH =
10—12). Применяют для очистки агрегатов от эксплуатаци-
онных загрязнений, некоторых деталей из черных и цвет-
ных сплавов от масляных и асфальтено-смолистых отложе-
ний.
Модификации 101 и 102 применяют в машинах струйно-
го типа в виде водных растворов концентрацией 20—30 г/л
при 70—80°. Лабомиды 203 и 204 применяют в машинах по-
гружного типа с разными средствами возбуждения, темпера-
тура раствора в выварочных ваннах 90-100°, в ваннах с воз-
буждением раствора или его циркуляцией, колебаниями плат-
формы или перемешиванием деталей — при 80-90°, концен-
трация раствора при этом — 10—35°.
МЛ-51, МЛ-52 — порошки от белого до светло-желтого
цвета, не оказывают коррозионного воздействия на черные и
цветные металлы.
Состав МЛ-51(% по массе): карбонат натрия — 44, три-
натрий-фосфат или триполифосфат натрия — 34,5, метаси-
ликат натрия или водный раствор силиката натрия (жидкое
стекло) — 20, смачиватель ДБ — 1,5. Применяется для очи-
стки агрегатов и деталей от горюче-смазочных материалов
и масляных отложений. Используют в виде подогретых до
166
РЕМОНТ ЙВТОМОбиЛЕй
60-85° водных растворов концентрацией 10-20 г/л в струй-
ных, мониторных и комбинированных машинах.
Состав МЛ-52 (% по массе): карбонат натрия — 50, три-
натрий-фосфат или триполифосфат натрия — 30, метасили-
кат натрия или водный раствор силиката натрия (жидкое
стекло) — 10, смачиватель ДБ — 8,2, сульфонол — 1,8. Пред-
назначен для очистки агрегатов и деталей от ТСМ и асфаль-
тено-смолистых отложений. Используют в виде подогретых
до 80—100° водных растворов концентрацией 20—25 г/л.
Водные растворы МЛ—51 и МЛ—52 создают на очищае-
мой поверхности малостойкие эмульсии, самопроизвольно
распадающиеся в моечных машинах. Обезвоженные масля-
ные загрязнения самопроизвольно всплывают. Нижняя часть
моющего раствора остается незагрязненной и пригодной для
дальнейшего использования.
МС-6 — зернистый порошок от белого до светло-желто-
го цвета (pH = 11,5—12,2). Состав средств (% по массе): син-
танол ДС-10 — 6, триполифосфат натрия — 25, метасиликат
натрия — 6,5, карбонат натрия — 34—37, вода — до 100.
Применяют для очистки шасси, а также сильно загрязнен-
ных поверхностей деталей (свыше 75 г/м2). Рабочая кон-
центрация раствора составляет:
— 10 г/л — при наружной очистке автомобилей;
— 15 г/л — для очистки агрегатов трансмиссии и ходо-
вой части в сборе;
— 15—20 г/л — для агрегатов и ходовой части в разоб-
ранном виде.
МС-8 — зернистый порошок светло-желтого цвета (pH
= 11,5-12,2). Состав средств (% по массе): синтамид — 5-8,
триполифосфат натрия — 25, метасиликат натрия — 6,5,
карбонат натрия — 32—36, вода — до 100. Используют для
очистки сильно загрязненных двигателей, их сборочных еди-
ниц и деталей (свыше 75 г/м2). Применяют в виде подогре-
тых до 75-80° водных растворов в концентрациях:
— 25-30 г/л — для очистки двигателя в сборе в выва-
рочных ваннах,
— 10 г/л — для очистки двигателей в сборе в струйных
моечных машинах,
— 20 г/л — для очистки внутренних поверхностей цирку-
лярным способом, для очистки сборочных единиц и деталей.
н MOUKA U O4UCTKA СЕГАЛЕМ автотранспортный средств
167
МС-15 — порошок белого цвета (рН=11,2—12,1). Состав
средств (% по массе): оксифос Б — 6—8, триполифосфат на-
трия — 22—24, метасиликат натрия — 5,5, карбонат натрия
__41-44, вода — до 100. Применяют для очистки двигате-
лей, их сборочных единиц и деталей от смолообразных и
масляных отложений методом погружения в ванну, струй-
ных и циркуляционных способов мойки. Используется в виде
водных растворов концентрацией 20 г/л при 80—90°.
Темп-100 — сыпучие порошки от белого до светло-жел-
того цвета. Состав (% по массе): синтанол ДС-10 или ДТ-7
__1,5, оксифос или эстефат — 0,5, тринатрийфосфат — 20
(или динатрийфосфат — 25), триполифосфат натрия — 15,
метасиликат натрия — 10, карбонат натрия — 26, сульфат
натрия — до 100. Эффективен для струйной очистки агре-
гатов перед разборкой и дефектацией, так как позволяет
осуществить удаление основной массы масляных загрязне-
ний, смолистых отложений. Растворы этого средства фор-
мируют с загрязнением малостабильную эмульсию, кото-
рая расслаивается. Липкие загрязнения поднимаются на
поверхность, а механические примеси осаждаются на дне
бака, что позволяет многократно использовать моющий ра-
створ. Рабочая концентрация раствора — 5—20 г/л, очистка
проводится при температуре 70—85°. В раствор вводят ин-
гибитор коррозии. По сравнению с СМС Лабомид—101 этот
препарат дает более высокое качество очистки при сокра-
щении времени очистки на 20—30%, что идентично сниже-
нию затрат энергии на выполнение технологического про-
цесса. Разработаны модификации препарата Темп-100 —
это Темп-101А, Темп-101Д. Темп-101А позволяет обеспечи-
вать наряду с высоким качеством очистки изделий одно-
временную защиту от коррозии на период до 24 дней, т.е. в
2—3 раза выше, чем СМС. Темп—101Д позволяет распола-
гать пониженными стабилизирующими свойствами по от-
ношению к нефтепродуктам за счет введения в рецептуру
полиэлектролита, который разрушает масляные эмульсии,
что упрощает процесс очистки и регенерацию моющих ра-
створов и масел. Во время циркуляции моющего раствора
в струйных машинах концентрация масел снижается с 1—
2,5 г/л для существующих СМС до 0,1-0,36 г/л при ис-
пользовании Темп-101Д. После отстаивания в течение 12 ч
168
РЕМОНТ ABTOMObUAEO
содержание масел снижается до 15-20 мг/л против 1300—
1500 мг/л для существующих СМС.
Растворяющие эмульгирующие средства (РЭС) находят
все более и более широкое применение для очистки деталей.
На первом этапе очистка совершается за счет растворения
загрязнений. Далее детали помещают в воду или водный
раствор, где осуществляется эмульгирование растворителя и
оставшихся загрязнений и переход их в раствор, что дает
возможность производить более эффективную очистку дета-
лей по сравнению с использованием только растворителей.
Растворяющие эмульгирующие средства применяют при
очистке деталей от прочных по отношению к деталям заг-
рязнений (например асфальто-смолистых отложений). Они
включают:
— базовый растворитель, который обеспечивает основ-
ной эффект очистки (ксилол, керосин, уайт-спирит, хлориро-
ванные углеводороды и др.);
— сорастворитель, который обеспечивает однородность
и стабильность раствора;
— ПАВ, обеспечивающие смачиваемость и эмульгируе-
мость РЭС;
— воду, необходимую для обеспечения необходимой кон-
центрации раствора. Различают две группы РЭС.
Средства, входящие в первую группу, получают смеши-
ванием органических веществ с ПАВ и растворителем. Пре-
имуществами РЭС первой группы являются дешевизна, про-
стота приготовления и незначительная токсичность, а недо-
статками — пожароопасность, сравнительно низкая эффек-
тивность очистки, особенно от асфальтено-смолистых ве-
ществ
Вторая группа РЭС более эффективна, поскольку для их
изготовления используются хлорированные углеводороды
(трихлорэтилен, перхлорэтилен, метиленхлорид, четыреххло-
ристый углерод, мети л хлороформ и др-)- Преимущества РЭС
второй группы — это высокая растворяющая способность,
они неогнеопасны, хорошо смешиваются с органическими
растворителями, недостатки — высокая токсичность, склон-
ность к окислению, наличие конденсированной влаги, разло-
жение при определенных условиях с выделением хлорида
водорода, который сильно корродирует металлические дета-
H. MOUKR U O4UCTKR ШАЛЕЙ АВТОТРАНСПОРТНЫХ СРЕДСТВ
169
ли (для предотвращения выделения хлорида водорода до-
бавляется стабилизатор — триэтаноламин, дифениламин в
количестве 0,01—0,02%, а в качестве ингибиторов коррозии
применяют ланолин, МСДА-11 или Акор-2).
Термос-1 — жидкость, возникающая в результате сме-
шивания компонентов (% по массе): уайт-спирит — 40, ОП-4
— 10, ОП-7 — 1, сульфонат — 0,2, вода — до 100. Рабочим
раствором является смесь указанных составов (10—12 г/л) в
дизельном топливе. Используется для предварительного раз-
рыхления прочных продуктов преобразования ГСМ. Детали
выдерживаются в препарате в течение 20—40 мин при 40—
60°С, затем ополаскиваются водным раствором триполифос-
фата натрия (1-5 г/л) при 40-50°;
Эмульсин (Лабомид-301) — жидкость, получаемая в ре-
зультате смешивания компонентов (% по массе): ПАВ 0С-20
— 7-10 и ОП-4 — 10-12, вода — 5—7, керосин — до 100.
Детали отмачивают в препарате в течение 30—60 мин при 40—
60°, после чего ополаскивают водными растворами техничес-
ких моющих средств типа МЛ и МС. Применяют для очист-
ки деталей шасси и двигателей при подогреве до (50 ± 10)°.
МК-3 состоит из смеси компонентов (% по массе): уайт-
спирит — 50,7, канифоль сосновая — 33,9, вода — 12,4, кар-
бонат натрия — 3. Рабочий объем готовят путем смешива-
ния смеси с дизельным топливом в соотношении 1:1. При-
меняют для очистки двигателей и их деталей от асфальтено-
смолистых отложений и масла при подогреве смеси до 50° в
течение 40 мин.
Карбозоль является смесью компонентов (% по массе):
масло каменноугольное поглотительное — 7,45, бутиловый
эфир с 30% этилацетата — 9,3, ПАВ ОП-7 — 14,7, отдушка
земляная — 1,7, вода — до 100. Используют для очистки
двигателей и их деталей от нагарообразных и маслянистых
загрязнений при 40-50°;
Лабомид-311 содержит (% по массе): трихлорэтана —
60, трикрезола — 30, синтанола ДС—10 — 5, ал к ил сульфатов
— 5. Для применения готовят смесь указанных компонен-
тов в керосине или воде в концентрациях от 5 до 100% (по
массе). Средство применяют для растворения и удаления
асфальтено-смолистых загрязнений с поверхности деталей.
Очистку делают при температуре 20°.
170
РЕМОНТ ЙВТОМОбиЛЕй
Лабомид-312 содержит (% по массе): трихлорэтана —
60, трикрезола — 30, синтанола ДС-10 — 5, алкилсульфатов
— 5. Используют для предотвращения тех же загрязнений,
что и Лабомид—311. Для очистки детали отмачивают в вод-
ном растворе препарата (1:0,25) или в растворе керосина
(1:1) в течение 10—20 мин при 20—30°, после чего ополаски-
вают в щелочном растворе в течение 2—3 мин.
Лабомид-315 (Ритм) включает хлорированный раство-
ритель, алифатические или ароматические углеводороды, ПАВ,
соли карбоновых кислот и воду. Применяют в 100%-й кон-
центрации для устранения углеродистых отложений, остат-
ков отдельных лакокрасочных покрытий. Ритм дает воз-
можность осуществлять очистку изделий от асфальтено-смо-
листых загрязнений при комнатной температуре в 2—3 раза
быстрее, чем препарат AM-15, и в 4-6 раз быстрее, чем СМС.
При увеличении выдержки до 2-3 ч Лабомид-315 (Ритм)
очищает изделия от загрязнений, близких к нагарообразным.
Технология очистки двухстадийная:
— обработка в препарате Ритм,
— ополаскивание раствором СМС.
Уменьшенные рабочие температуры оказывают содей-
ствие сокращению затрат тепловой энергии на операциях
очистки от асфальтено-смолистых отложений в 5—6 раз.
§ 3. Механизм действия мокших средств
Действие моющих средств заключается в удалении жид-
ких и твердых загрязнений с поверхности и перемещение
их в моющий раствор в виде растворов или дисперсий. Мою-
щее действие выражается в сложных процессах взаимодей-
ствия загрязнений, моющих средств и поверхностей. Глав-
ные качества, обусловливающие качество моющего действия
моющего средства, — смачивание, ценообразование и стаби-
лизация. Данные свойства тесно связаны с поверхностным
натяжением и поверхностной активностью моющих средств.
Поверхностное натяжение и поверхностная активность
формируются потому, что силы притяжения молекул повер-
хностного слоя молекулами нижних слоев не уравниваются
к. MOUKA и O4UCTKA ОЕТАЛЕй АВТОТРАНСПОРТНЫЙ СРЕДСТВ
171
притяжением молекул воздуха, которые граничат с жидко-
стью. Исходя из этого, молекулы стараются втянуться внутрь
жидкости, из-за чего поверхность жидкости стремится к
уменьшению. Силы, стремящиеся уменьшить поверхность,
получили название сил поверхностного натяжения, которые
измеряют работой, которую нужно совершить для увеличе-
ния поверхности жидкости на 1 см2. Произведение поверх-
ностного натяжения на величину поверхности называется
свободной поверхностной энергией. Способность веществ
снижать свободную поверхностную энергию определяется
повер ностной активностью. Вещества, уменьшающие повер-
хностное натяжение раствора, получили название поверхно-
стно-активных веществ (ПАВ).
Смачивание заключается в растекании капли жидкости,
помещенной на поверхность твердого тела. При этом угол,
образуемый касательной к поверхности растекающейся кап-
ли с поверхностью тела, называется краевым углом. Если
краевой угол меньше 90°, то поверхность тела смачивается
(гидрофильная поверхность), если краевой угол больше 90° —
поверхность не смачивается (гидрофобная поверхность). До-
бавление в воду ПАВ уменьшает поверхностное натяжение
воды и обеспечивает смачивание загрязненных маслами по-
верхностей. В большинстве случаев загрязнения состоят из
двух фаз — жидкой (масла, смолы) и твердой (асфальтены,
карбены, пылевые частицы и т.п.). Удаление таких загрязне-
ний с поверхности осуществляют двумя путями: эмульгиро-
ванием жидкой фазы (образование эмульсий) и диспергиро-
ванием твердой фазы (образованием дисперсий).
Немаловажным этапом в моющем процессе появляет-
ся стабилизация в растворе отмытых загрязнений и предот-
вращение их повторного осаждения на очищенную поверх-
ность. От состава моющего раствора и технологических ус-
ловий применения (концентрация, температура, загрязнен-
ность) в основном зависит стабилизация загрязнений в мо-
ющем растворе.
Структурно можно представить моющий процесс следу-
ющим образом:
вода, обладающая значительным поверхностным на-
тяжением, не смачивает загрязненные поверхности, а стяги-
вается в отдельные капли;
172
РЕМОНТ ЙВТОМОбиЛЕО
— растворение в воде моющего средства;
— поверхностное натяжение раствора уменьшается;
— раствор смачивает загрязнение, проникая в его тре-
щины и поры;
— снижение сцепляемости частиц загрязнения между
собой и с поверхностью. При механическом воздействии
увлекаемые молекулами моющего средства грязевые части-
цы переходят в раствор;
— обволакивание молекулами моющего средства загряз-
нения и отмытой поверхности; тем самым происходит про-
цесс препятствования укрупнению частиц и оседанию их на
поверхности;
— стабилизация в растворе частиц загрязнения во взве-
шенном состоянии и удаление их вместе с раствором.
В процесс очистки поверхности металлов пенообразова-
ние имеет существенное значение. Отметим, что пена оказы-
вает содействие удержанию диспергированного загрязнения
и недопущению его осаждения на очищенную поверхность.
Позитивное свойство пенообразования — это защита слоем
пены от разбрызгивания моющего раствора и организация
защитного слоя, снижающего проникновение едких испаре-
ний в атмосферу (характерно для пароводоструйной и элек-
тролитической очистки). Негативное свойство пенообразо-
вания (проявляется в большинстве случаев) — это ограни-
чение применения интенсивного перемешивания моющего
раствора (характерно для струйных машин).
На результативность очистки в немаловажной степени
влияет фактор щелочности моющих растворов, который обус-
ловливает способность растворов нейтрализовывать кислот-
ные составляющие загрязнений, омылять масла, уменьшать
контактное напряжение растворов, жесткость воды и т. п.
Выделяют щелочность общую и активную. Моющее действие
растворов зависит в основном только от уровня активной
щелочности. Показателем щелочности является водородный
показатель pH. Во время очистки поверхностей металлов
для предотвращения их коррозии нужно поддерживать кон-
кретный pH раствора (для цинка и алюминия pH = 9—10,
олова pH <11, латуни pH < 12-12,5, стали pH < 14). В состав
таких растворов непременно входят силикаты (метасиликат
натрия, жидкое стекло) или разнообразные ингибиторы, ко-
H MOUKA U O4UCTKA ПЕТАЛЕй АВТОТРАНСПОРТНЫЙ СРЕОСТВ
173
торые предохраняют от коррозии, алюминий, цинк, медь. На
выбор pH также оказывает влияние загрязненность поверх-
ности (асфальто-смолистые загрязнения очищают при pH =
11,8-13,6, а масляные — при pH = 10,8-11,5). В процессе
очистки следует применять оптимальное значение pH.
§ 4. Очистка деталей от продуктов
преобразований ГСМ, накипи и лакокрасочный
покрытий
Нагар — вид загрязнения с более высокими показате
лями адгезии, чем, скажем, лаки или осадки. В связи с этим
для его удаления применяют жидкости с наиболее высоки-
ми моющими и растворяющими свойствами. Это такие мою
щие жидкости, как различные крезольные составы, которые
представляют собой маслянистые жидкости черного цвета
плотностью при 20° — 1,06 г/см3, состав которых приведен Е
табл. 17. Жидкость совершенно не приводит к коррозии ме-
таллов. Для удаления нагара со стальных и алюминиевых
деталей применяют жидкости, состав которых приведен в
табл. 18. Оптимальная температура использования жидко-
стей — 80-95°, время выдержки — 2—3 ч.
Растворы соляной кислоты с ингибитором коррозии или
контакт Петрова на данный момент наиболее часто приме-
няемые вещества для удаления накипи. Для очистки ра-
створ прокачивают через систему двигателя или отдельные
ее детали погружают на недлительное время в специальную
ванну с раствором моющего средства. При использовании
раствора соляной кислоты (10—15% концентрации по массе)
детали погружают в ванну с раствором, прогретым до 40—
60 , на 20—30 мин. После чего обязательна процедура ополас-
кивания проточной водой и погружение на 3—5 мин в ваннх
со щелочным раствором (10 г/л карбоната натрия и 3—5 г/
л нитрита натрия) при температуре 60—70°.
Более качественная и результативная очистка деталей
от накипи осуществляется с помощью щелочного расплава,
который используют также для очистки деталей от нагара и
174
РЕМОНТ ЙВТОМОбИЛЕй
продуктов коррозии. Способ с применением щелочного рас-
плава основан на химико-термическом процессе. Расплав
состоит из следующих компонентов (% по массе): гидро-
ксид натрия — 60—70, нитрат натрия — 25—35, хлорид на-
трия — 5. Каждый компонент призван играть определен-
ные функции в общем механизме разрушения накипи. Тех-
нология процесса удаления накипи включает 4 этапа:
— обработка деталей расплавом,
— промывка в проточной воде,
— травление в кислотном растворе,
— промывка в горячей воде.
В течение 5-12 мин детали выдерживают в расплаве.
Активное парообразование оказывает содействие быстрому
растворению остатков расплава. Образующийся пар способ-
ствует также деструкции разрыхленных частиц окалины и
удалению их с поверхности деталей. При очистке деталей из
чугуна и сталей после двух этапов их выдерживают в 50% -
ном ингибированном растворе соляной кислоты при темпе-
ратуре 50—60° в течение 5—6 мин. После чего детали промы-
вают в растворе, который содержит карбонат натрия (3—5 г/
л) и тринатрийфосфат (1,5—2 г/л) при 80—90° в течение 5—
6 мин. При одновременной обработке деталей из чугуна, ста-
ли и алюминиевых сплавов в раствор соляной кислоты до-
бавляют фосфорную кислоту и триоксид хрома из расчета
соответственно 85 и 125 г/л добавляемой воды. Время обра-
ботки этим раствором — 5—6 мин при 85—95°.
С помощью крезольной жидкости удаляются лаковые
пленки (см. табл. 17). Осуществляется это в следующем
порядке:
— проводят предварительное обезжиривание струйным
способом водным раствором, содержащим карбонат натрия
(0,2%) и бихромат калия (0,2%), при температуре 80°;
— обрабатывают крезольной жидкостью в течение 15—
25 мин;
— промывают горячей водой (80—90°) в течение 5—10 мин;
— проводят окончательное обезжиривание (см. предва-
рительное обезжиривание);
— сушат сухим сжатым воздухом; проводят противо-
коррозионную обработку и обработку в уайт-спирите в тече-
ние 10 мин.
к. MOilKA и O4UCTCA ПЕТАЛЕй АВТОТРАНСПОРТНЫЙ CPEQCTB
175
Таблица 17
Крезольные жидкости для удаления нагаров
Состав Концентрация, % Т емпера гура применения, "С Время выдержки, ч
Состав 1: трикрезол мыльный эмульгатор вода 62 30 8 80-85 2-3
Состав 2: о-дихлорбензол трикрезол олеат калия вода 62 23 10 5 65 2-3
(По Карагодину В.И. и Митрохину Н.Н.)
Таблица 18
Жидкости для удаления нагара
Состав Деталь из стали Деталь из алюминия
Гидроксид натрия, кг 2,5
Карбонат натрия, кг 3,1 2,0
Силикаты натрия, кг 1,0 0,8
Мыло, кг 0,8 1,0
Бихромат калия, кг 0,5 0,5
Вода, л 100 100
(По Карагодину В.И. и Митрохину Н.Н.)
Углеродистые осадки из маслобаков удаляют следую-
щим образом:
— пропаривают маслобак в течение 2 ч;
— заливают в маслобак водно-креолиновую эмульсию
(1:1), подогретую до 60—70°, в количестве 0,2 части вмести-
мости маслобака;
— промывают (при непрерывном качании бака) в тече-
ние 11,5 ч, заменяя эмульсию каждые 30 мин;
176
РЕМОНТ АВТОМОБИЛЕй
— промывают маслобак горячей водой до полного уда-
ления креолиновой эмульсии; сушат сжатым воздухом.
Осадки из маслорадиаторов удаляют следующим обра-
зом:
— предварительно удаляют остатки масла прокачива-
нием керосина в течение 0,5—2 с;
— проводят промывку прокачкой чистого подогретого
до 70—75° креолина (по внешнему виду креолин фенольный
маслоподобная жидкость темно-коричневого цвета, прозрач-
ная в тонком слое, имеет фенольный запах, при температуре
—20" теряет подвижность, температура вспышки в пределах
80-90°, горит сильно коптящим пламенем, вызывает набуха-
ние любой резины, агрессивен по отношению к металлам и
их сплавам, особенно алюминию, меди и латуни) через мас-
лорадиатор в течение 1,5—2 ч (направление прокачки меня-
ется каждые 10-15 с);
— проводят промывку маслорадиатора вначале горячей
(80°), а затем проточной (10—20°) водой до полного удаления
креолина; осуществляют контроль полноты промывки мас-
лорадиатора (заполняют его водой и выдерживают в тече-
ние 10—20 мин, затем воду сливают);
— для удаления остатков углеродистых отложений, не
смытых водой, через маслорадиатор прокачивают керосин в
прямом и обратном направлениях в течение 20 мин (после
прокачки необходимо проверить полноту удаления углеро-
дистых отложений и полностью слить керосин);
— проводят окончательную промывку — прокачка го-
рячим (90—100°) маслом в течение 30 мин в различных на-
правлениях. Все перечисленные выше операции промывки
должны следовать одна за другой без перерыва.
На ремонтных предприятиях старую краску удаляют
несколькими способами:
— путем окунания в водный раствор карбоната натрия
различной концентрации с последующей промывкой водой
(60—70°);
— погружения их в ванну с горячим раствором карбо-
ната натрия с последующей промывкой в горячей воде, ней-
трализацией 5%-ным раствором ортофосфорной кислоты и
окончательной промывкой и пассивацией (для повышения
противокоррозионной стойкости лакокрасочных покрытий).
н МОйКЯ и OMUCTKfi ПЕТЯЛЕй ПВТОТРЙНСПОРТНЫН СРЕДСТВ
177
С кузова автобуса или иного автотранспортного средства
с большими площадями окрашивания старую краску удаля-
ют струйным методом в следующей последовательности:
— обработка 6%-ным раствором карбоната натрия при
70-80" в течение 15 мин;
— сток раствора;
— промывка кузова горячей водой при 80—90° в течение
15 мин (вода для промывки периодически обновляется из
расчета 30 л на 1 м2 обрабатываемой поверхности);
— сушка кузова; обработка 3%-ным раствором орто-
фосфорной кислоты для нейтрализации остатков карбоната
натрия;
— сток кислоты в течение 5 мин; промывка водой.
§ 5. Установки Эля мойки и очистки
В моечных машинах струйного, погруженного или ком-
бинированного типа, а также в моечных установках специ-
ального назначения производится промывка деталей после
разборки (а также перед сборкой).
Струйные моечные машины условно можно разделить
на камерные (табл. 19) и конвейерные (табл. 20). Моечная
установка состоит из следующих основных элементов:
— моечная камера,
— струйный коллектор,
— бак для моющего раствора,
— подающий и откачивающий насосы,
— тележки или корзины для деталей.
Струйные конвейерные установки оснащаются наполь-
ным или подвесным конвейером для транспортировки де-
талей в зону мойки.
С помощью гидрантов, которые представляют собой сис-
тему трубопроводов, подсоединенных к нагнетательному на-
сосу и снабженных насадками, струи моющего раствора в
струйных машинах формируются и направляются на повер-
хность детали. Струи моющего раствора в рабочей зоне мо-
ечной камеры могут иметь постоянное (пассивное) воздей-
ствие (рис. 45, а, б, в) или непрерывно меняющееся (актив-
178
РЕМОНТ R6TOMO6UPEU
Таблица 19
Технические характеристики струйных камерных
моечных установок
Показатель ОМ-4610 ОМ-22611 ОМ-1366Г ОМ-5342
Производительность, т/ч 0,6 1,0 2,4 2.0
Установленная мощность, кВт 7 33 30 46,7
Рабочая температура моющего раствора, °C 75-85 75-85 75-85 75-85
Объем ванны для моющего раствора, м3 0.6 3,0 1,2 40
Габаритные размеры в плане, мм 2300x1800 2510x4765 4200x3000 5300x2850
Масса, кг 1100 2720 2000 8700
(По Карагодину В.И. и Митрохину Н.Н.)
Таблица 20
Технические характеристики струйных конвейерных
моечных установок
Показатель ОМ-12376 ОМ-15429 ОМ-15433 |
Производительность, т/ч 9,6 5,0 3,2
Установленная мощность, кВт 31 21 7
Расход пара, кг/ч 400 300 130
Размеры очищаемых изделий, мм 2200x1100x1200 1200x1000x1000 600x600x600
Габаритные размеры установки в плане, мм 7200x5900 7220x4700 5970x2950
Масса, кг 15600 12000 5000
(По Карагодину В.И. и Митрохину Н.Н.)
к MOUKA U O4UCTKA ПЕТАЛЕй А8ТОТРАНСАОРТНЫН СРЕДСТВ
179
ное) воздействие (рис. 45, г, д, е). Вращающиеся гидранты
дают возможность почти в 3—4 раза уменьшить необходимое
число проходов водной струи и, как следствие, уменьшить
энергозатраты на мойку.
По энергозатратам струйные машины значительно ус-
тупают погружным. Для них характерно качество, не даю-
щее полного удаления загрязнений в различных углублени-
ях, отверстиях, карманах, экранированных от прямого попа-
дания моющего раствора, что, естественно, указывает на не-
высокую продуктивность данного вида моечных устройств.
Погружные моечные установки делятся на ванны, ро-
торные установки (табл. 21) и установки с вибрирующей плат-
формой (табл. 22).
Рис. 45. Схемы гидрантов струйных моечных машин
с пассивным (a-в) и активным (г-е) воздействием струй
180
РЕМОНТ ABTOMO6W1ELI
Таблица 21
Технические характеристики роторных моечных установок
Показатель ОМ-12376 ОМ-15429 ОМ-15433
Производительность, т/ч 9,6 5,0 3,2
Установленная мощность, кВт 31 21 7
Расход пара, кг/ч 400 300 130
Размеры очищаемых изделий, мм 2200x1100x1200 1200x1000x1000 600x600x600
Габаритные размеры установки в плане, мм 7200x5900 7220x4700 5970x2950
Масса, кг 15600 12000 5000
(По Карагодину В.И. и Митрохину Н.Н.)
Таблица 22
Технические характеристики погружных моечных
установок с вибрирующей платформой
Показатель ОМ—12190 ОМ-5287 ОМ—2260— ОМ—22609 ОМ—21602
Производитель- ность, кг/ч 50-100 150-200 800 1500 2500
Объем моющего раствора, м3 0,5 1,6 1,6 3,0 6,0
Грузоподъем- ность платфор- мы, кг 100 450 450 900 1100
Расход сжатого воздуха, м3 /ч 4-6 6-8 10 12 15
Амплитуда коле- баний, мм 100-150 100-200 150-200 150-200 150-200
Установленная мощность, кВт 0,13 4 5,7 5,7 1,5
Размеры очищае- мых изделий, мм 200x200x300 750x55x850 850x750x550 1880x110М500 2500x1 ЮМ 100
Масса, кг 870 1800 1584 2600 3800
(По Карагодину В.И. и Митрохину Н.Н.)
К МООКА и O4UCTKA ПЕТАЛЕО АВТОТРАНСПОРТНЫХ СРЕПСТВ
181
Технические характеристики
комбинированных моечных установок
Таблица 23
Показатели ОМ-9318 ОМ-7421 ОМ-5333М ОМ-5671
Производительносп.. т/ч 2 4 12 2,5
Установленная мощность, кВт 43,6 80 100 4
Расход пара, т/ч 0,25 0,4 0,5 0,15
Объем баков для раствора, м5 5,9 20 22 4,8
Размеры очищаемых изделий, мм 850x750x550 1200x800x700 1500x700x1000 750x50x850
Габаритные размеры в плане, мм 5100x3000 10500x3800 12070x3600 11000x2100
Масса, кг 8300 17200 47500 6000
(По Карагодину В.И. и Митрохину Н.Н.)
Таблица 24
Технические характеристики циркуляционных
моечных установок
Показатель ОМ-3600 ОМ-22601 ОМ-2871Б ОМ-21605 ОМ-9873
Очистка масляных каналов блоков и коленча- тых валов Очистка масляных каналов коленча- тых налов Очистка масляных полостей картеров Очистка системы охлажде- ния от накипи Очистка топлив- ных ба- ков
Производитель- ность, ед./ч 2 8 12 1 3
Установленная мощность, кВт 17 8 3 0,55 27,2
_Расход пара, т/ч 0,1 0,08 — — 0,08
Объем баков, м3 0,9 0,7 — 15 1,5
Габаритные разме- ры в плане, мм 2920x2400 1570x1700 2460x663 1210x610 4300x2100
Масса, кг 900 650 140 800 4100
(По Карагодину В.И. и Митрохину Н.Н.)
182
РЕМОНТ ОВТОМОБЕ! ЛЕО
Таблица 25
Технические характеристики установок для очистки
деталей в расплаве солей и щелочей
Показатель ОМ-4944 ОМ-14256
Производительность, т/ч 0,3-0,5 0,6-0,7
Одновременная загрузка, кг 90 90
Размеры очищаемых деталей, мм 1050x500x500 1050x500x500
Установленная мощность кВт 70 70,4
Удельный расход электроэнергии, кВт • ч/т 140-230 105-152
Масса, кг 8000 5500
(По Карагодину В.И. и Митрохину Н.Н.)
Ванна для очистки деталей погружением (рис. 46) со-
стоят из:
— корпуса, в котором в нижней части объема моющей
жидкости располагаются нагревательные элементы (паро-
вые или электрические),
— решетки для установки очищаемых изделий или кон-
тейнера с деталями.
У поверхности раствора в верхней части ванны разме-
щены бортовые отсосы для удаления выделений вредных
паров.
Ванна с большой поверхностью зеркала входит в кожух,
оснащенный вытяжной вентиляцией и герметичной крыш-
кой с гидрозатвором. Для сбора всплывших на поверхность
масляных и жировых загрязнений ванна оснащена флотаци-
онным корытом. Для сокращения вредных испарений порой
кислотные ванны покрывают слоем пластмассовых шариков.
Сочетающие различные способы мойки моечные уста-
новки называются комбинированными (табл. 23). Они со-
стоят из:
— погружной секции, оборудованной лопастными вин-
тами,
— секции струйного ополаскивания.
Циркуляционные моечные установки (табл. 24) приме-
няют для очистки всевозможных полостей деталей:
н. MOilKA U O4UCTKA АЕТАЛЕО АВТОТРАНСПОРТНЫМ СРЕПСТВ
183
_картеров двигателей и агрегатов,
— топливных баков,
— систем охлаждения двигателей и др.
Специальные моечные установки следует использовать
для очистки деталей от нагара, накипи. В установках этого
типа находят применение различные способы очистки: фи-
зико-химические, механические.
Рис. 46. Схемы погружной установки:
1 — подставка для деталей; 2 — нагреватель; 3 — вентиль
слива масла; 4 — флотационный желоб; 5 — противовес;
6 — крышка; 7 — теплоизоляция; 8 — ограждение нагревате-
ля; 9 — контейнер с деталями; 10 — предохранительный слив;
11 — вентиль долива воды; 12 — термометр; 13 — моющий
раствор; 14 — вентиль слива раствора; 15 — вентиль слива
донных отложений
184
РЕМОНТ ОВТОМОБЦЛЕй
Таблица 26
Технические характеристики установок
для гидроабразивной очистки
Показатель Принцип работы установки
пневмоэжекции выдавливания смеси воды н песка раздельной пода- | чи к соплу воды и | смеси воздуха с песком
Рабочее давление воздуха, МПа 0,35 0,5-0 6 0,5-0,6
Расход воздуха, м3/мин 1,5 0,8-1,0 0,8-1,0
Вместимость ре- зервуара рабочей жидкости, л 100 1700 • 1000
Количество ком- понентов на одну заправку: песка, дм3 воды, л 30 75 30 75
Мощность элек- тродвигателя кВт 0,75-1,9 1,0 —
(По Карагодину В.И. и Митрохину Н.Н.)
Таблица 27
Технические характеристики установок для очистки
деталей косточковой крошкой
" Показатель 9-300 М-2023 ОМ-3181 РМ-23 М-417
Мощность электропривода, кВт — 3,9 0,4 0,6 —
Расход воздуха одной форсункой, м7ч 70 90-120 ПО 90-120 до 2000
Давление воздуха, МПа 0.4-0,5 0,3-0,5 0,5 0,1-0,5 0,4-0,6
Габаритные размеры 1450x1 2200x1 1880x1 4300x1 2100x1
в плайе мм 300 280 000 260 100
Масса, кг 1000 2000 1450 940 900
(По Карагодину В.И. и Митрохину Н.Н.)
к. МОЙКА и очисткй ОЕТАЛЕО АВТОТРАНСПОРТНЫХ СРЕДСТВ
185
Таблица 28
Технические характеристики установок
для ультразвуковой очистки
Показатель УЗВ-15М УЗВ-15М УЗВ-17М УЗВ-18М
Вместимость ванны, дм3 40 40 120 150
Габаритные размеры ван- ны, мм 400x400x300 400x400x300 1100x450x300 1400x450x300
Марка преоб- разователя ПМС-б-22 ПМС-6-22 ПМС-6М ПМС-6М
Потребляемая мощность, кВт 2,5 2,5 7,5 10,0
Количество встроенных преобразова- телей с мем- браной, шт 1 1 3 4
Марка гене- ратора УЗГ-2,5 УЗГ-2,5 УЗГ-10 УЗГ-10
Расход воды, л/мин 9 9 18 22
Расход возду- ха в системе вентиляции, мУч 350 350 950 1300
Габаритные размеры ус- тановки в плане, мм 720x650 720x650 1390x870 1700x870
Масса, кг 125 125 950 1300
(По Карагодину В.И. и Митрохину Н.Н.)
186
РЕМОНТ ABTOMObUAEU
Таблица 29
Этапы процесса моечно-очистных работ
1 Этапы Группы загрязнений (см. табл. 5.1) Объект моечно-очистных работ |
1 17 С наружных поверхностей автомобиля в сборе и из картерных пространств
2 Остатки 1—7, частично 8 Наружные и внутренние поверхности двигателя, агрегатов автомобиля и узлов
3 8-11 Наружные и внутренние поверхности деталей двигателя
7 1 Наружные и внутренние поверхности деталей агрегатов
1-12 Кабина, рама и детали оперения
(По Карагодину В.И. и Митрохину Н.Н.)
Для очистки деталей в расплавах солей и щелочей при-
меняют установки, которые приведены в табл. 25. В уста-
новке ОМ—4944 детали очищаются в расплаве солей. Уста-
новка состоит из:
— четырех ванн (для расплава солей, раствора кислоты
и двух промывочных), закрытых общим кожухом;
— системы отсоса газов;
— подъемно-транспортного оборудования;
- т- электрошкафа.
Крацевание — очистку металлическими щетками при-
меняют для удаления нагара с поверхностей деталей, изго-
товленных из чугуна и стали. Для щеток используют сталь-
ную проволоку диаметром 0,05—0,30 мм, привод — от пнев-
матических и электрических шлифовальных машин.
Пескоструйной обработкой удаляют нагар с искровых
свечей зажигания. Очистку свечей совершают с помощью
прибора 514—2М. Время очистки 6—10 с.
При гидроабразивном способе очистки на загрязнен-
ную поверхность действует струя воды с абразивным мате-
риалом, выталкиваемая сжатым воздухом, который служит
к. MOUKfi U O4UCTKA ОЕТАЛЕО АВТОТРАНСПОРТНЫЙ СРЕДСТВ
187
энергоносителем. В качестве абразивного материала исполь-
зуют кварцевый песок, оксид алюминия, карбиды бора и
кремния с размером частиц 0,8—1,0 мм. Пропорция песка
и воды по объему составляет 1:2—1:6. Установки для гид-
роабразивной очистки по виду подачи абразивной жидко-
сти делятся на установки, работающие по принципу эжек-
тирования абразивной смеси (пневмоэжекционные), выдав-
ливания абразивной смеси и по принципу раздельной по-
дачи к соплу воды и смеси воздуха с песком (табл. 26).
Следует задавать угол наклона струи к очищаемой поверх-
ности 30—60°.
Косточковой крошкой в установках, данные о которой
приведены в табл. 27, очищают:
— поверхности блоков двигателей, головок блоков, вы-
пускных коллекторов и других деталей от нагара,
— гильзы цилиндров от накипи.
Косточковая крошка — это мелкораздробленная скор-
лупа фруктовых косточек.
Косточковая крошка в камере установки выбрасывает-
ся из сопла с большой скоростью, ударяется о поверхность
детали и очищает ее от загрязнений.
При обработке на поверхностях деталей царапины не
образуются, в том числе и на алюминиевых сплавах. По раз-
мерам частиц косточковую крошку делят на три сорта: круп-
ный, средний и мелкий. Для удаления нагара используют
крупную крошку влажностью 15—20%, чтобы не допустить
ее дробления. Чтобы косточковая крошка не засаливалась,
детали перед обработкой обезжиривают СМС. После очист-
ки от нагара детали обдувают сжатым воздухом и остатки
пыли смывают в моечной машине.
Ультразвуковой очистке подвергаются малогабаритные
детали и детали, имеющие сложную конфигурацию, дизель-
ная топливная аппаратура, карбюраторы, электрооборудова-
ние, элементы масляных фильтров и мелкие подшипники
(табл. 28). Установки состоят из:
— источника высокочастотных электрических колеба-
ний (генератора),
— преобразователя электрических колебаний в упругие
механические,
— ванны для моющего раствора.
188
ремонт Автомобилей
Ультразвуковые колебания, которые образовываются
преобразователем, передаются в раствор ванны через мемб-
рану. Частота ультразвуковых колебаний составляет 20,5-
23,5 кГц, напряжение питания — 440-480 В, а сила тока
намагничивания — 20-25 А.
§ 6. Моечно-очистные роботы.
Технологический процесс
Необходимость многоэтапного осуществления процесса
моечно-очистных работ (табл. 29) определяют:
— разнообразие состава и свойств загрязнений,
— сложность рельефа объектов очистки,
— особенность физико-химических свойств материалов,
из которых изготовлены детали.
Все детали и узлы разбиваются на группы в зависимос-
ти от вида удаляемых загрязнений и конструктивных осо-
бенностей. Каждая группа проходит свой маршрут мойки и
очистки.
Величина остаточного загрязнения на деталях, кото-
рая может быть определена весовым, визуальным и лю-
минесцентным способами контроля, определяет качество
очистки. При весовом способе определяют разницу в мас-
се детали, прошедшей мойку и очистку, и чистой (эталон-
ной) детали. Визуальный способ сводится к сравнению
остаточной загрязненности поверхностей деталей с услов-
ной шкалой или шаблоном оценки качества очистки. Лю-
минесцентный способ основан на свойстве масел светить-
ся (флуоресцировать) при воздействии ультрафиолетового
света (по величине светящихся пятен судят о загрязнен-
ности поверхности).
Допустимое количество загрязнений на поверхностях
деталей после моечно-очистных работ не должно превышать
при поступлении на дефектацию: 1,25 мг/см2 — при шерохо-
ватости поверхности Rz > 10 мкм; 0,7 мг/см2 — Ra = 2,5-
6,3 мкм; 0,25 мг/см2 — Rz = 6,3—0,16 мкм; при поступлении
на сборку — 0,10—0,15 мг/см2; на окраску — 0,005 мг/см2.
я MOCIKA U O4UCTKA QETAAEU АВТОТРАНСПОРТНЫЙ CPEQCTB
189
§ 7. Техника безопасности
при эксплуатации моечного оборудований
и применении моюшик средств
Моечный участок должен быть оборудован общей при-
точно-вытяжной вентиляцией, а каждая моечная машина,
работающая на водных растворах СМС и растворителях, дол-
жна иметь в распоряжении собственную вытяжную венти-
ляцию с элементами максимального улавливания и возврата
паров моющих средств, для того чтобы обеспечить макси-
мально допустимые концентрации вредных веществ в ра-
бочей зоне. При вентиляции помещения воздух отсасыва-
ют из нижней зоны, так как пары хлорированных раство-
рителей тяжелее воздуха и имеют тенденцию скапливать-
ся у пола.
Рабочий должен:
— следить за надлежащей работоспособностью и исправ-
ностью закрепленного за ним моечного оборудования, за со-
блюдением режимов очистки, плотностью дверей, сальников,
уровнем моющей жидкости, правильностью загрузки изде-
лий и транспортирования их через машину;
— загружать и разгружать моечные машины деталями
или контейнерами массой более 20 кг допускается только с
помощью подъемных механизмов;
— категорически запрещено стоять под поднятыми гру-
зами или на пути их следования;
— грузы поднимать только вертикально;
— пуск электродвигателей моечной машины должен про-
изводиться только после закрытия дверей машины;
— поверхности нагревательных коллекторов в баках дол-
жны быть покрыты моющей жидкостью;
— при заправке машин вручную СМС следует пользо-
ваться марлевыми респираторами в 56 слоев. Распаковы-
вать мешки и высыпать моющие средства необходимо осто-
рожно, не пыля и включив вытяжную вентиляцию;
— предельно допустимая концентрация (ПДК) моющих
и очищающих средств в рабочей зоне не должна превышать
допустимых значений;
— синтетические моющие средства, содержащие в сво-
190
РЕМОНТ АВТОМОбОЛЕй
ем составе щелочные соли и ПАВ, могут оказывать вредное
воздействие на человека;
— раствор СМС не вызывает ожогов кожи. При попада-
нии же его на слизистую оболочку глаз их следует сразу же
промыть водопроводной водой. Для предупреждения обез-
жиривания кожи рук растворами СМС их рекомендуется
смазывать защитными кремами;
— особую осторожность следует соблюдать при работе
е растворами каустической соды и кислот, так как их по-
падание ш кожу вызывает ее разъедание и ожоги;
— куски каустической соды можно брать только лопа-
той или щипцами. При загрузке ее в ванны иеобходи о
учитывать, что растворение щелочи сопровождается ра-
зогреванием раствора, и нужно соблюдать осторожность,
не допуская его разбрызгивания;
— все работы с каустической содой выполняют в рези-
новой маске с защитными очками, а также в резиновых
перчатках и фартуке;
— запрещается обрабатывать детали из алюминиевых
сплавов в растворе каустика, так как при их контакте про-
исходит бурная реакция, сопровождающаяся вспенивани-
ем и разбрызгиванием раствора;
— при ожогах едкими щелочами пораженное место сле-
дует промыть слабым раствором уксуса и водой;
— при ожогах растворами кислот места ожога промыва-
ют растворами питьевой соды, водой и смазывают вазелином;
— растворители являются в разной степени токсичны-
ми, и при проникновении их в организм человека могут воз-
никать различной степени отравления. Вдыхание воздуха,
содержащего пары растворителей вызывает раздражение сли-
зистой оболочки дыхательных путей, может нарушать рабо-
ту нервной и сердечно-сосудистой систем;
— для улавливания паров хлорированных растворите-
лей и исключения попадания их в рабочее помещение ма-
шина должна быть оборудована холодильниками для кон-
денсации паров растворителей и их возврата в ванну, авто-
матически закрывающимися дверями, вытяжной вентиля-
цией и адсорберами на активированном угле для улавлива-
ния хлорированных растворителей из выбрасываемого в ат-
мосферу воздуха.
н. МООКА и O4UCTKA ПЕТО ЛЕй автотранспортный срепств
191
Первая помощь при легких отравлениях заключается в
удалении человека из опасной атмосферы. При тяжелых
отравлениях необходимо начинать до прибытия врача ис-
кусственное дыхание немедленно после извлечения постра-
давшего из опасной атмосферы и продолжать непрерывно
до восстановления самостоятель юго дыхания.
§ 8. Сточные Воды. Проблемы очистки
Сточные воды образуются в процессе мойки и очистки.
По дисперсности и агрегатному состоянию загрязнения сточ-
ных вод чрезвычайно разнообразны. Они могут присутство-
вать в виде:
— грубодисперсных веществ,
— химических или коллоидных растворов.
Посредством норм предельно допустимых сбросов (ПДС)
загрязняющих веществ регулируется степень загрязнения
сточных вод, под которыми понимается максимально допус-
тимая масса вещества в сточных водах в данном пункте
расположения водного объекта.
Для очистки сточных вод от твердых взвесей и нефтепро-
дуктов применяют механические, химические и физико-ме-
ханические методы как самостоятельно, так и в комплексе.
Механические методы очистки включают:
— процеживание,
— отстаивание,
— фильтрование,
— центрифугирование,
— разделение в гидроциклоне.
Для процеживания применяются решетки и сита, кото-
рые используются на первом этапе очистки.
Отстаивание — это наиболее простой метод очистки, так
как он не требует сложной оснастки и дополнительных энер-
гетических затрат. Недос аток метода — значительная про-
должительность процесса и зависимость от дисперсности
отстаиваемых частиц. В тстойниках предусматривают пес-
коловки, которые имеют назначение улавливать песок и дру-
гие г осторонние тяжелые частицы. Песколовку периодичес-
192
РЕМОНТ АВТОМОБЦЛЕС1
ки по мере накопления песка и других веществ очищают
при помощи гидроэлеватора, песковых насосов, черпалок и
других устройств.
Растворенные примеси в сточных водах очищают спо-
собом обратного осмоса (гиперфильтрация), который осно-
ван на отделении (отфильтровывании) воды из раствора
через полупроницаемые мембраны под воздействием дав-
ления, превышающего осмотическое. Процесс реализовы-
вается при температуре окружающей среды. Этим мето-
дом очищают воды от высококонцентрированных органи-
ческих и минеральных загрязнений, имеющихся в воде в
растворенном состоянии. Метод обратного осмоса может
быть использован также для обессоливания сточных вод и
удаления из них биологически «жестких» органических
соединений — пестицидов, многоатомных спиртов и др. Ги-
перфильтрационные установки дают возможность извлекать
ценные вещества из сточных вод и утилизировать эти ве-
щества.
В основу физико-химических методов очистки положе-
ны процессы:
— флотации,
— коагуляции,
— сорбции.
При флотации посторонние частицы извлекаются из
жидкости с помощью пузырьков воздуха.
Коагуляция — процесс, при котором происходит укруп-
нение частиц, что ускоряет стадию отстаивания.
При сорбции обеспечивается поглощение веществ из
среды с помощью сорбентов; например торфа, активных глин,
золы, угольной пыли и др.
Необходимость сочетания различных методов объясняет-
ся повышением требований к качеству очистки сточных вод.
При химическом методе очистки используют:
— хлорирование (окисление хлором),
— озонирование (окисление озоном).
Метод озонирования дает возможность нейтрализовать
в сточных водах такие ядовитые вещества, как цианистые
соединения, фенолы, ПАВ, нефтепродукты и их соединения,
сероводород и т. д. Сточные воды после озонирования пред-
ставляют собой прозрачные, бесцветные жидкие среды.
н. MOOKfi U OHUCTKfi ПЕТАЛЕй автотранспортный срепств
193
Создание условий для развития бактерий, продуктами
жизнедеятельности которых являются вредные вещества в
стоках, — вот сущность биологических методов очистки сточ-
ных вод. Эти вещества перерабатываются бактериями в про-
дукты, безвредные для окружающей среды. Преимущества
метода — высокая экономичность и малый расход химичес-
ких реагентов. Недостатки метода — длительный процесс
очистки, высокая чувствительность реагентов к солености
воды и наличию ПАВ, значительные перерывы в работе.
За счет электролиза с использованием растворимых и
нерастворимых электродов осуществляется электрохимичес-
кая очистка сточных вод.
На окислении содержащихся в отходах органических
веществ кислородом воздуха до нетоксичных соединений
основаны термические методы очистки всех видов отходов
(жидких, твердых, газообразных). Методом сжигания орга-
нических веществ в газах пользуются, когда возвращение
примесей в производство невозможно или нецелесообразно.
7. Зак. 200
HI. TEKHU4ECKOE СОСТОЯНИЕ МАШИН И АГРЕГАТОВ
195
HI. TEHHU4ECKOE COCTOAHUE
МАШиНЦ АГРЕГАТОВ
S I. Дефекты.
Виды и характеристика дефектов
К возникновению дефектов приводят ошибки конструи-
рования, нарушения технологического процесса производства,
технического обслуживания и ремонта автомобилей, а так-
же эксплуатация.
Дефект — каждое отдельное несоответствие продукции
требованиям, определенным нормативной документацией.
Дефекты деталей по месту расположения можно под-
разделить на:
— локальные (трещины, риски и т.д.),
— дефекты во всем объеме или по всей поверхности
(несоответствие химического состава, качества механической
обработки и т.д.),
— дефекты в ограниченных зонах объема или поверх-
ности детали (зоны неполной закалки, коррозионного пора-
жения, местный наклеп и т.д.).
Местонахождение дефекта может быть:
— внутренним (глубинным),
— наружным (поверхностным и подповерхностным).
По возможности исправления дефекты классифициру-
ют на:
— устраняемые,
— неустраняемые.
Устраняемый дефект технически потенциально возможно
и экономически разумно исправить. В противном случае
это неустраняемый дефект.
По отражению в нормативной документации дефекты
делят на:
— скрытые,
— явные.
Скрытый дефект — дефект, для обнаружения которого
в нормативной документации не предусмотрены необходи-
мые правила, методы и средства контроля. В противополож-
ном случае это явный дефект.
По причинам возникновения дефекты подразделяют на:
— конструктивные,
— производственные,
— эксплуатационные.
Конструктивные дефекты — это несоответствие требо-
ваниям технического задания или определенным правилам
разработки (модернизации) продукции. Причины таких де-
фектов:
— ошибочный выбор материала изделия,
— неверное определение размеров деталей,
— режима термической обработки.
Эти дефекты являются следствием несовершенства кон-
струкции и ошибок конструирования.
Производственные дефекты — несоответствие требова-
ниям нормативной документации на изготовление, ремонт
или поставку продукции. Они появляются в результате:
— нарушения технологического процесса,
— изготовления,
— восстановления деталей.
Эксплуатационные деф кты — это дефекты, которые
появляются в результате:
— износа,
— усталости,
— коррозии деталей,
— неправильной эксплуатации.
Наиболее часто встречаются следующие эксплуатацион-
ные дефекты:
— изменение размеров и геометрической формы рабо-
чих поверхностей;
— нарушение требуемой точности взаимного располо-
жения рабочих поверхностей;
— механические повреждения;
7’
196
РЕМОНТ АВТОМОБиЛЕй,,
— коррозионные повреждения;
— изменение физико-механических свойств материала
деталей.
Возникающие у сборочных единиц дефекты делятся на:
— потерю жесткости соединения,
— нарушение контакта поверхностей,
— дефекты посадки деталей,
— дефекты размерных цепей.
Потеря жесткости появляется в результате ослабления
резьбовых и заклепочных соединений.
Нарушение контакта — это результат уменьшения пло-
щади прилегания поверхностей у соединяемых деталей, вслед-
ствие чего прослеживается потеря герметичности соедине-
ний и повышение ударных нагрузок.
Нарушение посадки деталей порождается увеличени-
ем зазора или снижением натяга.
Нарушение размерных цепей происходит по причине
изменения соосности, перпендикулярности, параллельности
и т.д., что приводит к нагреву деталей, росту нагрузки, видо-
изменению геометрической формы, деструкции деталей.
Возникающие у деталей в целом дефекты бывают сле-
дующие:
— нарушение целостности (трещины, обломы, разрывы
и др.),
— несоответствие формы (изгиб, скручивание, вмятины
и др.) и размеров деталей.
Нарушения целостности (механические повреждения)
деталей возникают из-за:
— превышения допустимых нагрузок, которые воздей-
ствуют на деталь в процессе эксплуатации,
— усталости материала деталей, которые работают в усло-
виях циклических знакопеременных или ударных нагрузок.
Несоответствие формы (деформации) может появиться у
деталей, если на деталь действуют динамические нагрузки.
Дефекты, возникающие у отдельных поверхностей:
— несоответствие размеров,
— несоответствие формы,
— взаимного расположения,
— физико-механических свойств,
— нарушение целостности.
HI. TEHHU4ECKOE COCTOAHUE МАШИН U АГРЕГАТОВ 197
Изменение размеров и формы (нецилиндричность, не-
плоскостность и т.д.) поверхностей деталей происходит в
результате их изнашивания.
Изменение взаимного расположения поверхностей (не-
перпендикулярность, несоосность и т.д.) приоисходит:
— из-за неравномерного износа поверхностей,
— внутренних напряжений,
— остаточных деформаций.
Физико-механические свойства материала поверхнос-
тей деталей трансформируются по причине нагрева их в
процессе работы или износа упрочненного поверхностного
слоя и проявляется в снижении твердости.
Нарушение целостности поверхностей деталей проис-
ходит под воздействием коррозионными, эрозионными или
кавитационными поражениями.
Коррозионные повреждения (сплошные окисные плен-
ки, пятна, раковины и т.д.) появляются вследствие химичес-
кого или электрохимического взаимодействия металла де-
тали с коррозионной средой.
Эрозионные и кавитационные поражения поверхнос-
тей появляются при действии на металл потока жидкости,
движущейся с значительной скоростью. Эрозионные повреж-
дения металла детали появляются из-за постоянного кон-
такта металла со струей жидкости, что приводит к формиро-
ванию пленок окислов, которые при трении потока жидко-
сти о металл разрушаются и удаляются с поверхности, а на
поверхностях деталей образуются пятна, полосы, вымоины.
Кавитационные повреждения (каверны) металла происхо-
дят тогда, когда нарушается сплошность потока жидкости и
создаются кавитационные пузыри, которые, располагаясь у
поверхности детали, уменьшаются в объеме с большой ско-
ростью, что становится причиной возникновения такого яв-
ления, как гидравлический удар жидкости о поверхность
металла.
Чаще всего в реальных условиях мы имеем сочетания
дефектов. Большое значение имеют размеры дефектов при
выборе способа и технологии восстановления.
Величина дефектов — количественная характеристика
отклонения фактических размеров и (или) формы деталей и
198
РЕМОНТ ЙВТОМОБиЛЕй
их поверхностей от номинальных значений. Выделяется три
группы размеров дефектов:
— до 0,5 мм;
— 0,5—2 мм;
— свыше 2 мм.
§ 2. йесректсшш деталей
Технологический процесс, который носит название де-
фектация, служит для оценки технического состояния дета-
лей с последующей их сортировкой на группы годности. В
ходе этого процесса производится проверка соответствия
деталей техническим требованиям, изложенным в техни-
ческих условиях на ремонт или в руководствах по ремонту,
при этом применяется сплошной контроль, т. е. контроль
каждой детали.
Дефектация деталей — зто также инструментальный и
многостадийный контроль. Для последовательного изъятия
невосстанавливаемых деталей из общей массы применяют
следующие надлежащие стадии выявления деталей:
— с явными неустранимыми дефектами — визуальный
контроль;
— со скрытыми неустранимыми дефектами — неразру-
шающий контроль;
— с неустранимыми геометрическими параметрами —
измерительный контроль.
В процессе дефектации деталей используются следую-
щие методы контроля:
— органолептический осмотр (внешнее состояние дета-
ли, наличие деформаций, трещин, задиров, сколов и т.д.);
— инструментальный осмотр при помощи приспособле-
ний и приборов (выявление скрытых дефектов деталей при
помощи средств неразрушающего контроля);
— бесшкальных мер (калибры и уровни);
— микрометрических инструментов (линейки, штанген-
инструменты, микрометры и т.д.) для оценки размеров, фор-
мы и расположения поверхностей деталей.
HL TEHHU4ECKOE СОСТОЯНЬЕ MAUIUH U АГРЕГАТОВ
199
Только те элементы детали, которые в процессе эксплу-
атации повреждаются или изнашиваются, подвергаются кон-
тролю в процессе дефектации.
Вследствие контроля детали необходимо подразделить
на три группы:
— годные, — характер и износ которых находятся в пре-
делах, допускаемых техническими условиями (детали этой
группы используются без ремонта);
— подлежащие восстановлению, — дефекты этих дета-
лей могут быть устранены освоенными на ремонтном пред-
приятии способами ремонта;
— негодные.
Такое распределение деталей по группам годности от-
нюдь не является устойчивым. Учет их распределения по
группам дает возможность прогнозировать благоприятные
и неблагоприятные ситуации распределения деталей по груп-
пам и объективно оценить качество труда разборщиков и
дефектовщиков (специалистов в области дефектовки дета-
лей).
Разрабатывается стратегия дефектации на основе изу-
чения вероятности возникновения дефектов на деталях, уче-
та их взаимосвязи, дающая возможность повысить эффек-
тивность и производственную отдачу этого участка:
— годные без ремонта детали направляют в комплекто-
вочное отделение, а годные габаритные детали отправляют
прямо на сборку;
— негодные детали накапливают в контейнерах для чер-
ных и цветных металлов, которые затем направляют на склад
утиля;
— базовые детали больших размеров (блок цилиндров,
картер и т.д.), требующие ремонта, направляют прямо на
посты восстановления;
— детали, подлежащие восстановлению, накапливаются
на складе деталей, ожидающих ремонта, откуда они партия-
ми направляются в производство цеха восстановления и из-
готовления деталей.
Результаты сортировки деталей учитываются в дефек-
товочных ведомостях. Дефектовочные ведомости являются
исходным справочным материалом (информацией) для ус-
тановления или корректирования коэффициентов годности,
200
РЕМОНТ АВТОМОБиЛЕй
сменности и восстановления, а их анализ служит исходным
положением для принятия решений по планированию ра-
боты предприятия, организации материально-технического
снабжения и т. д.
Коэффициент годности (Кг) демонстрирует, какая часть
деталей одного наименования может быть использована по-
вторно без ремонтного воздействия при ремонте автомоби-
лей (агрегатов):
Kr=Nr/N,
где Nr — число годных деталей;
N — общее число деталей одного наименования, прошедших
дефектацию.
Коэффициент сменности (Кс) демонстрирует, какая часть
деталей одного наименования требует замены при ремонте
автомобилей (агрегатов):
KC=NH/N,
где NH — число негодных деталей.
Коэффициент восстановления (Кв) характеризует часть
деталей одного наименования, которые следует восстанавли-
вать:
Кв = NB/N,
где — число деталей, требующих восстановления.
Nr + N„ + N„ = N,
L ti D
ttr + K„ + K = 1,0.
Обработка информации, отраженной в дефектовочных
ведомостях, позволит определить маршрутные коэффициен-
ты восстановления деталей, так как:
N. + N„ + N„ + ... + N + ... + N = NR ,
1 Z о 1 По
^В1 + ^В2 КВЗ + "• + ^Bi + •" + ^Bn = КВ »
К, + К» + К, + ... + К, + ... + К = 1.0 ,
£ Л О 1 11
К, = Ni/NB = = KBi/KB ,
где Nt — число восстанавливаемых деталей одного наименова-
ния по i-му маршруту;
HI. TEHHU4ECK0E СОСТОЯНЬЕ MAUJUH U АГРЕГАТОВ
201
Таблица 30
Карта технических требований на дефектации» детали
Деталь (сборочная единица): картер сцепления в сборе
№ детали (сборочной единицы): 14.1601010
Материал: СЧ 21 ГОСТ 1412-85
Твердость: НВ 170-217
Пози- ция на эскизе Возможный дефект Способ установле- ния дефекта и средства контроля Размер, мм Заключение
по рабо- чему чертежу допусти- мый без ремонта
— Облом или трещины Осмотр — — Наплавить. Заварить. Брако- вать при обломах или тре- щинах, захватывающих отверстия под крышку подшипника или под вал вилки выключения сцепле- ния
1 Износ отверстия во втулках под вал вилки вы- ключения сцеплеиия Калибр-пробка НЕ25Шз ГОСТ 2115-84 +-0.085 25+0,025 25,13 Заменить втулки
2 Износ отверстия под крышку подшипника Калибр-пробка НЕ 200 А2„ ГОСТ 2115-84 2OOrtw5 200,073 Наплавить
— Повреждение резьбовых от- верстий с мет- рической резь- бой Калибр-пробки резьбовые ГОСТ 18465-73 М8-7Н М10х1,25-7Н М12х1,25-7Н Ml 6x1,5 Ао М8-6Н МЮх 1.25-6Н М12х 1,25-бН М16х 1,5 Ао — Калибровать. Поставить дополнительную резьбовую вставку или заварить при срыве или износе резьбы
— Повреждение резьбовых от- верстий с кони- ческой резьбой Осмотр. Калибр- пробки резьбо- вые НЕ Кг 1/8”; Кг 1/4" Кг 1/8" Кг 1/4” — Калибровать. Углубить резьбу ив размер не более 2,0 мм при срыве илн износе резьбы
202
РЕМОНТ ЙВТОМОбиЛЕй
Кв/ = Nt/N;
Kt — маршрутный коэффициент для i-го технологического
процесса восстановления деталей одного наименова-
ния;
i — номер маршрута восстановления данной детали
(4 = 1.2,3. п).
Технические требования на дефектацию деталей изло-
жены в виде карт (табл. 30), в которых по каждой детали
приводят следующие сведения:
— общие сведения;
— перечень возможных ее дефектов;
— способы выявления дефектов;
— допустимые без ремонта размеры детали и наиболее
оптимальные способы устранения дефектов.
Технические требования на дефектацию деталей разра-
батываются заводами-изготовителями автомобилей (агрега-
тов) или научно-исследовательскими организациями, кото-
рые ликвидируют неясность и вопросность информации об
автомобилях зарубежных производителей.
Из ее рабочего чертежа получают общие сведения о де-
тали, они включают в себя:
— эскиз детали с указанием мест расположения дефек-
тов;
— основные размеры детали;
— материал и твердость основных поверхностей.
При рекомендации способов устранения дефектов опи-
раются на богатый опыт, накопленный отечественными и
зарубежными ремонтными предприятиями, и на рекоменда-
ции по рациональному их выбору. На основе опыта эксплу-
атации и ремонта автомобилей (агрегатов), а также специ-
альных научно-исследовательских работ выявляют возмож-
ные дефекты детали.
Допустимый размер детали — размер, при котором де-
таль, установленная при капитальном ремонте в автомобиль
(агрегат), отработает до следующего капитального ремонта и
ее износ не превысит предельного, т. е. остаточный ресурс у
детали остается не меньше межремонтного tM (рис. 47). Его
устанавливают на основе допускаемого износа Идоп. При
этом условии допустимый размер будет равен:
KI. TEHHU4ECKOE СОСТОЯНИЕ МАШИН И АГРЕГАТОВ
203
для вала d^on dH Ид<т,
для отверстия с/доп = dH + Идоп,
где dH — диаметр нового вала (отверстия), мм; —
величина допустимого износа вала (отверстия), мм.
Для того, чтобы найти Идоп нужно отложить от точки С
на кривой (см. рис. 47) значение межремонтного ресурса
Им- Точка 5 отвечает допускаемому износу Деталь во
время ремонта выбраковывают, если ее размер больше (для
отверстия) или меньше (для вала) допускаемого.
Для установления величины допустимого износа детали
следует знать ее предельный износ. Износ в точке перехода
прямолинейного участка изнашивания в криволинейный —
зону форсированного износа — называют предельным Ипр.
Предельный износ Ипр — это такой износ, при котором даль-
нейшая эксплуатация детали невозможна или нецелесооб-
разна из-за недопустимого снижения экономических или
технологических показателей. При износе Ипр размер дета-
ли считается предельным, по нему устанавливают предель-
Рис. 47. Зависимость износа деталей от времени их работы:
— период приработки деталей (повышенная интенсивность
изнашивания); t2 — период нормального изнашивания;
t3 — период форсированного изнашивания
204
РЕМОНТ ДВТОМОбиЛЕй
ное состояние детали. Наработка до предельного состояния
соответствует сроку службы детали Тпр.
Предельный размер детали определяют на основе эко-
номического и технического критериев. Экономический кри-
терий обусловливается предельным уменьшением экономи-
ческих показателей, таких как потеря мощности, снижение
производительности, увеличение расхода топлива, смазки и
т.д., а технический характеризуется резким увеличением
темпов изнашивания, которое может привести к аварии.
Таким образом, величину допустимого износа можно
определить по формуле
идоп.ипр-им,
где Им — величина износа детали за межремонтный срок служ-
бы автомобиля, мм.
Контроль скрытых дефектов. Для выявления дефектов
в материалах, изделиях и конструкциях, а также измерения
геометрических параметров дефектов используются методы
неразрушающего контроля. Они основаны на взаимодействии
разнообразных физических полей или веществ с контроли-
руемым объектом. Для выявления трещин и других дефек-
тов используются неразрушающие методы (ГОСТ 18353—79):
— магнитно-порошковый,
— электромагнитный,
— ультразвуковой,
— звуковой,
— течеискания.
По характеру взаимодействия физических полей и ве-
ществ с контролируемым объектом и по способам получе-
ния информации осуществляется классификация методов
каждого из видов неразрушающего контроля.
К средствам дефектоскопического контроля относятся:
— дефектоскопы,
— дефектоскопические материалы,
— вспомогательные приборы,
— приспособления,
— контрольные образцы и т.д.
Визуально-оптические методы применяется для выяв-
ления и измерения поверхностных дефектов. Обнаружению
подлежат:
HI. TEHHU4ECK0E СОСТОЯНИЕ МАШИН И АГРЕГАТОВ
205
— трещины,
— разрывы,
— деформации,
— раковины,
— коррозионные,
— эрозионные поражения.
Методы являются субъективными из-за низкой досто
верности и чувствительности; их используют для обнаруже-
ния сравнительно крупных поверхностных дефектов. Чув-
ствительность визуального метода дает возможность произ-
водить обнаружение трещин с раскрытием более 0,1 мм
(ГОСТ 23479—79), а визуально-оптического при увеличении
прибора в 20-30 раз — не менее 0,02 мм. Визуально-опти-
ческий контроль характеризуется высокой производитель-
ностью, сравнительной простотой приборного обеспечения;
достаточно высокой разрешающей способностью.
Контрастностью, яркостью, освещенностью и угловым
размером объекта обусловливается видимость дефектов.
Наиболее важным условием видимости является контраст.
Контраст определяется свойством дефектов выделяться на
окружающем фоне при различных оптических характерис-
Рис. 48. Схема эндоскопа:
1 — корпус; 2 — призма; 3 — контролируемая поверхность;
4 — объектив; 5 — передающая система; 6 — окуляр;
7 — объектив; 8 — передающая телевизионная трубка;
9 — видеоконтрольное устройство
1
I
206
РЕМОНТ РВТОМОБиЛЕО
Таблица 31
Нормы освещенности рабочих поверхностей
при визуально-оптическом контроле
Точность работы Наимень- ший раз- мер объек- та разли- чения, мм Контраст объекта различе- ния с фоном Характери- стика фона Система комбиниро- ванного освещения Система общего | освещения |
Разряд- ные лам- пы, лк Лампы накалива- ния, лк Разряд- ные лам- пы, лк Лампы накалив ання, лк
Наи- высшая Менее 0,15 Малый Темный 5000 4000 1500 300
» Средний 4000 3000 1250 300
Средний Темный 4000 3000 1250 300
Малый Светлый 4000 3000 1250 300
Средний Средний 3000 2000 1000 300
Большой Темный 3000 2000 1000 300
Средний Светлый 3000 2000 1000 300
Большой » 1500 1250 400 300
» Средний 1500 1250 400 300
Очень высокая 0.15-0.3 Малый Темный 4000 3000 1250 300
» Средний 3000 2500 750 300
Средний Темный 3000 2500 750 300
Малый Светлый 3000 2500 750 300
Средний Средний 2000 1500 500 300
Большой Темный 2000 1500 500 300
Средний Светлый 2000 1500 500 300
Большой » 1000 750 300 200
» Средний 1000 750 300 200
Высокая 0,3-0,5 Малый Темный 2000 1500 500 200
» Средний 1000 750 300 200
Средний Темный 1000 750 300 200
Малый Светлый 1000 750 300 200
Средний Средний 750 600 300 200
Большой Темный 750 600 300 200
Средний Светлый 750 600 300 200
Большой » 400 400 200 150
» Средний 400 400 200 150
Средняя 0,5-1.0 Малый Темный 750 600 300 200
» Средний 500 500 200 150
Средний Темный 500 500 200 150
Малый Светлый 500 500 200 150
Средний Средний 400 400 150 100
Большой Темный 400 400 150 100
Средний Светлый 400 - 400 150 100
Большой » 300 300 150 100
» Средний 300 300 150 100
(По Карагодину В.И. и Митрохину Н.Н.)
KI. TEHHU4ECKOE COCTOAHUE MAUJUH U АГРЕГАТОВ
207
тиках дефекта и фона. В табл. 31 приведены нормы осве-
щенности рабочих поверхностей при визуально-оптическом
контроле.
Видеть дефекты, размеры которых находятся за преде-
лами разрешающей способности невооруженного глаза, по-
могают оптические приборы, которые значительно расширя-
ют пределы возможностей глаза. Для визуально-оптическо-
го контроля деталей целесообразно применять приборы с
кратностью увеличения не более 20—30. Данное требование
напрямую связано с тем, что с возрастанием кратности уве-
личения уменьшаются поле зрения, глубина резкости, про-
изводительность и надежность контроля.
Визуально-оптические приборы по своему назначению
и конструктивным особенностям делятся на:
— приборы для обнаружения близкорасположенных де-
фектов с расстояния наилучшего зрения 250 мм и менее.
Приборы этой группы — монокулярные и бинокулярные
лупы (лупы Польди — ЛП; складные лупы — ЛАЗ; измери-
тельные лупы — ЛИЗ; штативные лупы — ЛГИ, ЛИГИ, ЛПШ
и др.) и микроскопы (МИР и др.);
— оптические приборы для обнаружения невидимых де-
фектов в закрытых полостях конструкций, деталей, отвер-
стий и т.д. Для контроля скрытых поверхностей применя-
ются эндоскопы, перископические дефектоскопы и др.
Контроль с помощью линзового эндоскопа (рис. 48) со-
стоит из осмотра закрытых поверхностей через специаль-
ную оптическую систему с подсветкой, предоставляющей
передачу изображения на расстояние в несколько метров.
Перспективными являются конструкции эндоскопов с опто-
волоконными световодами, позволяющие передавать изобра-
жения без искажения на значительные расстояния. Воло-
конные световоды состоят из тонких светопроводящих ни-
тей диаметром до 50 мкм с оболочкой толщиной до 2 мкм,
собранных в гибкий жгут.
Целесообразно применять светильники направленного
излучения с разрядными лампами или лампами накалива-
ния в условиях недостаточной освещенности контролируе-
мой поверхности.
Магнитно-порошковый метод (ГОСТ 21105-87) приме-
няется только для контроля деталей, изготовленных из фер-
208
РЕМОНТ ЙВТОМОБИЛЕО
ромагнитных материалов. Используется для обнаружения
поверхностных нарушений сплошности с шириной раскры-
тия у поверхности 0,001 мм, глубиной 0,01 мм и обнаруже-
ния сравнительно крупных подповерхностных дефектов, на-
ходящихся на глубине до 1,5-2,0 мм. Метод основан на ис-
пользовании магнитного поля рассеяния, возникающего над
дефектом при намагничивании изделия, в его основе лежит
явление притяжения частиц магнитного порошка в местах
выхода на поверхность контролируемой детали магнитного
потока. Визуализация форм и размеров невидимых в обыч-
ных условиях дефектов обеспечивается благодаря скопле-
нию магнитного порошка в области дефекта.
Возможность точного установления расположения кон-
цов усталостных трещин и обнаружение дефектов через слой
немагнитного покрытия — это важное достоинство метода.
Применяют магнитные суспензии, если на контролируемой
поверхности толщина немагнитного покрытия составляет до
0,1 мм, и магнитный порошок во взвешенном состоянии —
если свыше 0,1 мм.
Магнитными характеристиками материала контролиру-
емого изделия, его формой и размерами, чистотой обработки
поверхности, напряженностью намагничивающего поля, спо-
собами контроля, взаимным направлением намагничиваю-
щего поля и дефекта, характеристиками применяемого по-
рошка, способом нанесения порошка или суспензии, а также
освещенностью контролируемого участка изделия определя-
ется чувствительность метода. Установлены следующие уров-
ни чувствительности (табл. 32).
Техника выполнения дефектации данным методом сле-
дующая:
— для выявления дефектов деталь намагничивают;
— на поверхность, подлежащую контролю, наносят фер-
ромагнитные частицы, которые находятся во взвешенном
состоянии (чаще всего в виде суспензий на основе воды, ке-
росина, минеральных масел);
— если на пути магнитного потока встречается препят-
ствие в виде нарушения сплошности (дефект), то часть маг-
нитных силовых линий выходит из металла (рис. 49). Там,
где они выходят из металла и входят обратно, образуются
локальные магнитные полюса N и S, обусловливающие ло-
Hi. TEHHU4ECKOE СОСТОЯНЬЕ МАШИН U АГРЕГАТОВ
209
кальное магнитное поле над дефектом (поле рассеяния).
Поскольку это поле неоднородно, на попавшие в него маг-
нитные частицы действуют силы, стремящиеся затянуть их
в места наибольших концентраций магнитных силовых ли-
ний;
— для намагничивания деталей используют постоянный
и переменный токи, а также постоянные магниты.
Таблица 32
Классификация уровней чувствительности
магнитопорошковой дефектоскопии
Уровень чувствнтель [ ностн Чувствительность контроля Максимально допустимая шероховатость контролируемой поверхности
Ширина (раскрытие) дефекта, мкм Глубина дефекта, мкм
А 2 20 Ra 2,5
Б 10 100 Rz40
В 25 250 Rz40
Г 2 500 Rz8O
(По Карагодину В.И. и Митрохину Н.П.)
Частицы скапливаются вблизи дефекта и в то же время
намагничиваются полем рассеяния дефекта. Притягиваясь
друг к другу, эти частицы создадут цепочечные структуры,
ориентированные по магнитным силовым линиям поля
Рис. 49. Магнитное поле рассеяния над дефектом
210
РЕМОНТ АВТОМОБИЛЕЙ
Таблица 33
Состав водных магнитных суспензий
Наименование компонентов Состав, г/л
Черный магнитный порошок или 25 ±5
магнитно-люминесцентный 4±1
Хромпик калиевый 5± I
Сода кальцинированная 10 ±1
Эмульгатор ОП-7 (или ОП-Ю) 5± 1
Черный магнитный порошок или 25 ±5
магнитно-люминесцентный 4± 1
Нитрат натрия химически чистый 15±1
Эмульгатор ОП-7 (или ОП-Ю) 5±1
Черный магнитный порошок или 25 ±5
магнитно-люминесцентный 5± 1
Мыло хозяйственное 1 ±0,2
Сода кальцинированная 12 ±2
(По Карагодину В.И. и Митрохину Н.Н.)
дефекта. Как итог, над дефектом формируется валик из осев-
шего порошка. Ширина его существенно больше ширины
дефекта.
При производстве контроля способом взвеси магнитный
порошок распыляют в специальном устройстве и по шлангу
подают на контролируемую поверхность. Вследствие высо-
кой подвижности взвешенных в воздухе ферромагнитных
частиц под воздействием магнитного поля и отсутствия
HI. TEHHU4ECKOE СОСТОЯН11Е MRI1IUH U ОГРЕГЙТОВ
211
значительного трения частиц порошка из-за вязкости жид-
кости чувствительность способа взвеси значительно выше,
чем способа с применением магнитной суспензии. Наблю-
дается устойчивое обнаружение усталостных трещин под
слоем краски толщиной 0,3—0,5 мм, естественно, при доста-
точном цветовом контрасте порошка с фоном (черный по-
рошок, белая краска).
Различные порошки применяют в зависимости от по-
верхности контролируемой детали:
— черный магнитный для деталей со светлой поверхно-
стью;
— магнитно-люминесцентный для деталей с темной по-
верхностью.
Следует покрывать белой нитроэмалью детали с темной
поверхностью при отсутствии магнитно-люминесцентного
порошка.
Железную окалину, получаемую при ковке и прокатке, а
также стальные опилки, получаемые при шлифовании сталь-
ных изделий, допускается применять в качестве магнитного
порошка. Их рекомендуется измельчать в шаровых мельни-
цах и просеивать через сито, превращая в ферромагнитную
пудру.
Керосино-масляные смеси с соотношением масла и ке-
росина 1:1 при 50-60 г магнитного порошка на 1 л жидко-
сти можно применять для приготовления магнитных сус-
пензий. Допускается использование водных суспензий, на-
пример мыльно-водной с содержанием в 1 л воды 5-6 г мыла,
1 г жидкого стекла и 50—100 г магнитного порошка. В табл.
33 представлены составы магнитных суспензий.
Технология контроля включает в себя следующие ос-
новные этапы:
— подготовку поверхности детали к контролю,
— намагничивание детали,
— нанесение на контролируемую поверхность магнит-
ного порошка или суспензии,
— осмотр детали,
— размагничивание.
Контролируемая поверхность перед намагничиванием
должна быть очищена от пыли, грязи, масел.
212
РЕМОНТ ЙВТОМОБИЛЕй Ч
Намагничивание детали может производиться способом
приложенного магнитного поля или способом остаточной
намагниченности. В первом способе намагничивание начи-
нают раньше или одновременно с моментом прекращения
нанесения суспензии или порошка и оканчивают после оте-
кания суспензии с контролируемой поверхности. При вто-
ром способе нанесение суспензии осуществляется после пол-
ного намагничивания детали. Выбор способа обусловливает-
ся магнитными свойствами материала, размерами и формой
контролируемого изделия.
Вид намагничивания может быть:
— циркулярным,
— продольным,
— комбинированным.
Выбор способа намагничивания производится по схемам,
приведенным на рис. 50. Намагничивание применяют в од-
ном, двух или трех взаимно перпендикулярных направлениях,
или применяют комбинированное намагничивание в зависи-
мости от возможной ориентации планируемых быть опреде-
ленными дефектов. На контролируемую поверхность нанесе-
ние магнитного порошка может быть сухим или мокрым. В
первом случае на намагниченную поверхность надувают су-
хой распыленный магнитный порошок с помощью воздушной
струи в виде воздушной взвеси, во втором случае магнитную
суспензию наносят с помощью шланга, душа. Давление струи
жидкости (воздуха) должно быть довольно слабым, чтобы не
смывался (сдувался) магнитный порошок с дефектных мест.
Установление мест дислокации дефектов исполняется
визуально, т.е. фиксируется наличие отложений магнитного
порошка в местах дефектов. При надобности дешифровка
результатов контроля может проводиться с применением
оптических средств.
Остаточная намагниченность способствует скоплению
ферромагнитных продуктов износа, что может ускорить кор-
розионные процессы, по этой причине проконтролированные
детали размагничивают. При размагничивании деталь пере-
магничивают магнитным полем, напряженность которого
меняется.
Стационарные универсальные дефектоскопы УМДЭ-2500,
ХМД-10П, МД-5 и другие, а также переносные и передвиж-
HI. TEHHU4ECKOE СОСТОЯНЬЕ МОШОН 0 АГРЕГАТОВ
213
ные — ПЛМ-70 и МЛ-50П, являются базовыми приборами,
которые применяются для магнитно-порошкового контроля.
К примеру, мы можем продемонстрировать принципи-
альную схему стенда для магнитной дефектоскопии колен-
чатых валов, которая изображена на рис. 51. Стенд имеет
стол, на котором укреплены призмы — ролики и два крон-
штейна с основными контактами 2 и 5. Подвижный контакт
2 смонтирован на штоке пневмоцилиндра 1, работающего от
Рис. 50. Способы намагничивания деталей:
а — продольные трещины вала, оси; б — поперечные трещины
вала, оси; в — трещины сварного вала и трещины на внутренней
цилиндрической поверхности; г — радиальные трещины
на сплошном диске
214
РЕМОНТ АВТОМОБИЛЕЙ
крана 18. Внутри стола размещены: регулятор силы тока 9,
два масляных бака 6 и 11, резервуар 16 с электронасосом
17 для подачи суспензии. Для перемешивания суспензии к
резервуару при помощи крана 12 подводят сжатый воздух.
Суспензия подается из емкости по шлангу, на конце которо-
го закреплен кран 3. Сливается суспензия с коленчатого вала
в ванну 4, а из нее самотеком в емкость. Подвижная часть
Рис. 51. Принципиальная схема
стенда магнитной дефектоскопии коленчатых валов:
суспензия; сжатый воздух; масло; электрическая цепь;
1 — шток пневм цилиндра; 2, 5 — контакты;
3, 7, 12, 18— краны; 4— ванна; 6, 11 — баки; 8— напорный
золотник; 9— регулятор; 10— гидроцилиндр; 13— вентиль;
14 — влагоотделитель; 15 — маслораспылитель;
16 — резервуар; 17— электронасос
Bl. TEHHU4ECK0E COCTORHUE MRUJUH U АГРЕГАТОВ
215
регулировочного трансформатора (регулятора тока) соеди-
нена с гидроцилиндром 10, который включается в действие
при помощи электропневматического крана 7. Скорость
выдвижения подвижной части трансформатора регулируют
напорным золотником 8 с обратным клапаном. На боковой
стенке стола смонтирована пневмоаппаратура; маслораспы-
литель 15, влагоотделитель 14 и вентиль 13. Технология
выполнения контроля следующая:
— коленчатый вал ставят на ролики и зажимают между
контактами,
— включают силовой трансформатор,
— пропускают ток,
— коленчатый вал из шланга обливается суспензией,
— дефектацию осуществляют в приложенном магнит-
ном поле,
— дефекты выявляют визуально,
— для более качественного осмотра коленчатый вал по-
ворачивают,
— трансформатор выключают,
— коленчатый вал размагничивается.
Электромагнитный метод контроля применяется для
контроля деталей, изготовленных из электропроводящих
материалов. Он позволяет определить форму и размер дета-
ли, выявить поверхностные и глубинные трещины, пустоты,
неметаллические включения, межкристаллическую корро-
зию и т. п. Сущность метода — измерение степени взаимо-
действия электромагнитного поля вихревых токов, наводи-
мых в поверхностных слоях контролируемой детали, с пере-
менным электромагнитным полем катушки преобразова-
теля. Этот метод позволяет выявить поверхностные и подпо-
верхностные дефекты глубиной 0,1-0,2 мм и протяженнос-
тью более 1 мм, расположенных на глубине до 1 мм от по-
верхности металла.
На рис. 52 изображен накладной электромагнитный
преобразователь, который представляет собой обмотку воз-
буждения, находящуюся в корпусе, с подводом питания че-
рез кабель. В нижней части преобразователя размещена
индуктивная катушка с ферритовым сердечником. Для кон-
центрации магнитного потока в зоне контроля, уменьшения
износа при скольжении преобразователя по контролируе-
216
РЕМОНТ АВТОМОБЦЛЕИ
мой поверхности, для фиксации постоянного зазора между
обмоткой и контролируемой поверхностью при контроле де-
тали и необходим ферритовый сердечник.
Под воздействием переменного электромагнитного поля
катушки индуктивности в поверхностном слое изделия наво-
дятся вихревые токи, формирующие свое переменное элект-
ромагнитное поле, которое взаимодействует с полем возбуж-
дения. Так как материал детали и расстояние преобразовате-
ля от детали неизменны, то устанавливается некоторое равно-
весие во взаимодействии двух электромагнитных полей.
При установлении в контролируемой детали трещины
или других дефектов модифицируются интенсивность и ха-
рактер распределения электромагнитного поля вихревых
токов, что непременно вызывает изменение результирующе-
го электромагнитного поля. Наличие дефекта регистрирует-
ся с помощью электрической схемы прибора. Индикация
может быть:
Рис. 52. Схема работы
накладного электромагнит-
ного статического
преобразователя:
1,3 — втулки; 2 — корпус;
4 — пружина; 5 — крышка;
6 — кабель;
7 — ферритовый стержень;
8 — обмотка; 9 — трещина;
10 — контролируемая
деталь
HI. TEKHU4ECKOE СОСТОЯНЬЕ МАШЬН U АГРЕГАТОВ
217
— стрелочной,
— световой,
— звуковой,
— цифровой,
— на электронно-лучевой трубке.
На возникновения электромагнитного поля оказывают
влияние следующие элементы:
— размер дефекта,
— расположение дефекта,
— характер дефекта,
— электропроводность и магнитная проницаемость ма-
териала,
— структура материала,
— частота и сила тока в преобразователе,
— расстояние и взаимное расположение катушки и кон-
тролируемой детали и т.д.
Данный метод обладает целым рядом преимуществ:
— высокая разрешающая способность при обнаружении
поверхностных дефектов (особенно усталостных трещин);
— портативность и автономность аппаратуры;
— простота конструкции преобразователей;
— высокая производительность и простота методики кон-
троля;
— возможность неконтактных измерений через слой
краски;
— возможность автоматизации контроля.
По назначению электромагнитные преобразователи бы-
вают (рис. 53):
— проходные,
— накладные,
— комбинированные.
Дефектоскопы со сменными преобразователями разной
конструкции используют при контроле деталей сложной
формы. Необходимо учитывать форму контролируемой по-
верхности, размеры зоны контроля, радиус кривизны, доступ-
ность и т.д. при выборе преобразователя из числа входящих
в комплект дефектоскопа. Для контроля различных зон сле-
дует выбирать совершенно конкретный преобразователь (рис.
54). Наиболее типичные зоны контроля:
— галтели,
218
РЕМОНТ АВТОМОбиЛЕй
Рис. 53. Электромагнитные преобразователи:
а—г — накладные (Т — магнитно-электрический стержень;
2 — обмотка; 3 — контролируемая деталь); д—и — проходные
(1 — объект контроля; 2 — катушка возбуждения;
3 — измерительная катушка)
— плоские поверхности,
— участки поверхности двойной кривизны,
— ребра жесткости,
— пазы,
— участки вокруг отверстий,
— цилиндрические поверхности (отверстия, валы, оси),
— угловые соединения,
— резьбовые соединения и др.
Диаметр накладного преобразователя обязан отвечать
требуемой чувствительности. Минимальная длина трещины,
которую можно зарегистрировать дефектоскопом с наклад-
ным преобразователем, равна половине диаметра преобразо-
вателя. Для обнаружения дефектов длиной менее диаметра
HI. TEHHU4ECKOE состояние мяшин и АГРЕГАТОВ
219
преобразователя преобразователь следует перемещать в на-
правлении дефекта с шагом, равным половине диаметра. Для
выявления дефектов длиной больше диаметра преобразова-
теля его следует передвигать перпендикулярно направлению
дефекта.
Скорость перемещения должна быть не более 20 мм/с. В
процессе перемещения накладной преобразователь размеща-
ют по нормали к поверхности. Между преобразователем и
поверхностью детали зазор обязан быть постоянным.
Рис. 54. Расположение преобразователей при электромагнитном
контроле деталей сложной формы:
а — без насадок; б — с насадками; 1 — контролируемая деталь;
2 — преобразователь; 3 — насадка
218
РЕМОНТ АВТОМОбиЛЕй
Рис. 53. Электромагнитные преобразователи:
а-г — накладные (1 — магнитно-электрический стержень;
2 — обмотка; 3 — контролируемая деталь); д—и — проходные
(1 — объект контроля; 2 — катушка возбуждения;
3 — измерительная катушка)
— плоские поверхности,
— участки поверхности двойной кривизны,
— ребра жесткости,
— пазы,
— участки вокруг отверстий,
— цилиндрические поверхности (отверстия, валы, оси),
— угловые соединения,
— резьбовые соединения и др.
Диаметр накладного преобразователя обязан отвечать
требуемой чувствительности. Минимальная длина трещины,
которую можно зарегистрировать дефектоскопом с наклад-
ным преобразователем, равна половине диаметра преобразо-
вателя. Для обнаружения дефектов длиной менее диаметра
HI. ТЕЯН11ЧЕСКОЕ СОСТОЯНИЕ МАШИН U АГРЕГАТОВ
219
преобразователя преобразователь следует перемещать в на-
правлении дефекта с шагом, равным половине диаметра. Для
выявления дефектов длиной больше диаметра преобразова-
теля его следует передвигать перпендикулярно направлению
дефекта.
Скорость перемещения должна быть не более 20 мм/с. В
процессе перемещения накладной преобразователь размеща-
ют по нормали к поверхности. Между преобразователем и
поверхностью детали зазор обязан быть постоянным.
Рис. 54. Расположение преобразователей при электромагнитном
контроле деталей сложной формы:
а — без насадок; б — с насадками; 1 — контролируемая деталь;
2 — преобразователь; 3 — насадка
220
РЕМОНТ АВТОМОбОЛЕО
На сегодняшний день наиболее распространенными яв-
ляются дефектоскопы ИПП-1М, ТНМ-1М, ИДП-1, ВД-ЗОП,
АСК-12, ЭЗТМ, ДКВ-21НД и ВД-22Н.
Ультразвуковой метод контроля использует законы
распространения, преломления и отражения упругих волн
частотой 0,524 МГц. Поле упругой волны, при наличии де-
фектов в металле, изменяет вблизи от дефекта свою структу-
ру. Данный метод дает возможность осуществления контро-
ля по выявлению самых мелких дефектов — до 1 мм. Мето-
дов ультразвуковой дефектоскопии существуют несколько.
Теневой и импульсный методы — самые распространенные.
Для возбуждения упругих колебаний в различных материа-
лах наибольшее распространение получили пьезоэлектри-
ческие преобразователи. Пьезоэлектрические преобразова-
тели представляют собой пластину из монокристалла квар-
ца или из пьезокерамических материалов, на поверхность
которых наносят тонкие слои серебра.
При теневом методе ультразвуковые колебания (УЗК)
поступают в деталь с одной стороны, а принимаются с другой
(рис. 55). От генератора 6 электрические импульсы ультра-
звуковой частоты поступают к пьезоэлектрическому излу-
Рис. 55. Схема ультразвукового контроля деталей
теневым методом:
а — без дефекта; б — с дефектом; 1 — индикатор;
2 — усилитель; 3 — пьезоприемник; 4 — деталь;
5 — излучатель; 6 — генератор; 7 — дефект
hi. tekhuheckoe состояние машин и агрегатов
221
чателю 5, преобразующему их в ультразвуковые колебания.
Импульсы проходят через деталь 4. Если деталь не имеет
дефекта, то УЗК достигнут пьезоприемника 3. УЗК транс-
формируются в электрические импульсы и усиливаются в
усилителе 2, после чего они попадают в индикатор 1, стрелка
которого отклонится (рис. 55а).
Если на пути УЗК встретится дефект 7 (рис. 556), то
посланные излучателем УЗК отразятся от дефекта и не по-
падут на приемник, так как он расположен в звуковой тени.
Стрелка индикатора 1 не будет отклоняться от нулевого по-
ложения. Этот метод используют при контроле деталей не-
большой толщины. Необходимость двухстороннего доступа
к контролируемой детали — недостаток метода.
Импульсный метод контроля базируется на явлении от-
ражения УЗК от границы раздела веществ. Высокочастот-
ный генератор импульсного дефектоскопа (рис. 56) форми-
рует импульсы определенной длины, которые посылаются
преобразователем в контролируемую деталь. После отраже-
ния импульс возвращается к преобразователю, который в это
время переключается на прием, оттуда отраженный импульс
через усилитель поступает на экран электронно-лучевой труб-
ки (ЭЛТ).
Синхронизатор формирует частоту следования импуль-
сов. Он выполняет важную роль — управляет работой высо-
кочастотного генератора. Кроме того, синхронизатор запус-
кает блок развертки. В зависимости от размеров детали от-
раженный импульс должен приходить к преобразователю
раньше посылки следующего импульса. Для этого особым
образом устанавливается частота следования высокочастот-
ных импульсов. Длительность импульса должна составлять
не менее одного периода колебаний.
В случае, если дефект в детали отсутствует, на экране
ЭЛТ будет два импульса (зондирующий и донный), расстоя-
ние между которыми равняется толщине детали. Если внут-
ри детали присутствуют дефекты или дефект, то между зон-
дирующим и донным импульсами появится импульс, отра-
женный от дефекта (см. рис. 56). Расстояние глубины рас-
положения дефекта определяется расстоянием между зон-
дирующим импульсом и отраженным от дефекта. Чем боль-
ше дефект, тем больше акустической энергии от него отра-
222
ЕМОНТ АВТОМОБИЛЕ
зится, тем больше будет амплитуда импульса, отраженного
от дефекта. Относительный размер дефекта можно опреде-
лить по этой амплитуде.
Достоинства метода:
— односторонний доступ к детали;
— возможность определения размеров и расположения
дефекта по глубине;
— высокая чувствительность.
Недостаток метода — это наличие «мертвой» зоны, ко-
торая представляет собой неконтролируемый поверхностный
Рис. 56. Структурная схема импульсного ультразвукового
дефектоскопа:
1 — контролируемая деталь; 2 — дефект; 3 — преобразователь;
4 — усилитель; 5 — генератор; 6 — синхронизатор; 7 — блок
развертки; I—III — импульсы соответственно: зондирующий,
от дефекта, донный; В — относительный размер дефекта;
h — толщина детали; а — глубина расположения дефекта
HI. TEHHU4ECKOE СОСТОЯНИЕ МАШИН И АГРЕГАТОВ
223
слой, из-за которог на экране ЭЛТ отраженный от дефекта
импульс совпадав с зондирующим импульсом.
Наиболее часто используемыми на сегодняшний день
являются дефектоскопы УДМ-3, УДЦ-100, УДЦ-105М, ДУК-
66, УЗД НИИМ-5, УЗД-7Н, УД-10П, УД-ЦПУ и др.
Капиллярные методы контроля. Они базируются на
принципе проникновения жидкостей в скрытые области не-
видимых поверхностных нарушений сплошности и выявле-
нии дефектов путем формирования индикаторных оптичес-
ки контрастных рисунков, копирующих месторасположение
и форму дефектов.
Выявление невидимой трещины (рис. 57) с шириной
раскрытия А осуществляется путем проявления и увеличе-
ния индикаторного следа от дефекта до размера А и созда-
ния высокого оптического контраста между поверхностью
детали и индикаторным рисунком.
Метод позволяет производить обнаружение поверхност
ных трещин раскрытием 0,001 мм, глубиной 0,01 мм и дли •
Рис. 57. Схема выявления дефектов капилярным методом:
1 — контролируемая деталь; 2 — проявляющее вещество;
3 — след пенетранта; 4 — трещина с остатками пенетранта;
I-III — соответственно: источник ультрафиолетового излучения,
источник света при цветном контроле, глаз наблюдателя
224
РЕМОНТ ЙВТОМОБОЛЕй
ной более 0,1 мм. Капиллярные методы используются для
выявления поверхностных и сквозных трещин в магнитных
и немагнитных материалах.
Достоинства методов:
— высокая чувствительность и разрешающая способ-
ность;
— наглядность результатов контроля и возможность оп-
ределения направления, протяженности и размеров дефекта;
— возможность контроля изделий из любых материалов;
— высокая степень обнаружения дефектов.
Недостатки методов:
— высокая трудоемкость;
— большая длительность процесса (0,5—1,5 ч на одно
измерение);
— громоздкость применяемого оборудования.
Различают следующие методы капиллярной дефектос-
копии (по характеру следов проникающих жидкостей и осо-
бенностям их обнаружения):
— яркостный (ахроматический),
— цветной (хроматический),
— люминесцентный,
— люминесцентно-цветной.
Простейшие методы керосиновой или керосино-масля-
ной пробы, где в качестве пенетранта используют керосин,
жидкие масла или их смесь, а в качестве проявителя приме-
няют мел в виде порошка или суспензии, можно отнести к
яркостным методам капиллярной дефектоскопии. Пенет-
рант, попадая в слои мела, приводит к его потемнению, кото-
рое легко находится визуально при дневном свете.
В результате проявления проникающей жидкости над
дефектом при цветной дефектоскопии возникает красный
индикаторный след, который четко выявляется на светлом
фоне проявителя.
При люминесцентных методах в состав пенетранта вво-
дят вещества, люминесцирующие в ультрафиолетовом свете
при облучении контролируемой поверхности, с целью улуч-
шения выявления его следов.
Технология контроля включает следующие основные
этапы:
— подготовку объекта к контролю;
HI. TEKHLHECKOE СОСТОЯНЬЕ MAIUUH U АГРЕГАТОВ
225
— обработку контролируемой поверхности дефектоско-
пическими материалами;
— проявление дефектов;
— обнаружение, измерение дефектов и расшифровку ре-
зультатов контроля;
— очистку объекта от материалов, применяемых при кон-
троле.
Заполнение полостей дефектов индикаторным пенетран-
том, удаление его избытка и нанесение проявителя — все это
обработка контролируемых объектов дефектоскопическими
материалами. Избыток индикаторного пенетранта убирает-
ся протиркой салфетками, промывкой очищающими соста-
вами при погружении и т.д.
Индикаторный пенетрант — это люминесцентный или
цветной состав, химически активный по отношению к про-
явителю.
Проявитель пенетранта — это состав, предназначенный
для извлечения пенетранта из полости дефекта и формиро-
вания индикаторного следа для визуального восприятия де-
фекта. Проявитель может быть:
— в жидком состоянии,
— в порошкообразном состоянии,
— в виде пленки.
Процесс образования рисунков от дефектов на контро-
лируемой поверхности — это проявление следов дефектов.
Очистка контролируемых поверхностей с использовани-
ем протирки, промывки, обдувки и т.д. является обязатель-
но процедурой после расшифровки и анализа результатов
контроля.
Существуют специальные комплекты, применяемые для
массового использования:
— для люминесцентного метода — ЛЮМ, ЛЮМ-А, ЛЮМ-
Б ЛЮМ-В, ДК-2 и ДК-5; для цветного метода — К-М, ДК-1,
ДК-3, ДК-4, ДК-6 и ДК-7;
— для люминесцентно-цветного метода — Аэро-12А;
— для цветной и люминесцентной дефектоскопии —
аэрозольные баллоны КД-40ЛЦ.
Для освещения контролируемых поверхностей и возбуж-
дения люминесцентных пенетрантов используют:
8. Звк 200
226
РЕМОНТ ABTOMOBUflEU
— ртутно-кварцевые газозарядные лампы низкого и вы-
сокого накаливания и высокого давл ния типов ПРК-2, ПРК-7,
ДРШ-500-3,
— люминесцентные ртутные лампы типа ЛУФЧ-1,
— обычные источники освещения.
Наиболее часто для капиллярного контроля применяют:
— дефектоскопы (ДМК-4 У-ДМК-5, КД-31-Л, КД-32-Л,
КД-40-ЛЦ, ЛДА-3),
— установки для нанесения пенетрантов, проявления, очи-
стки и освещения контролируемых поверхностей (КД-21Л,
КД-20Л, ЦКД, УКЛ-1).
Контроль герметичности. Его иногда еще называют кон-
троль течеисканием. Данный вид контроля основан на реги-
страции или наблюдении проникновения пробных веществ
— жидкостей или газов — через стенки конструкции. Кон-
троль герметичности используют для выявления сквозных
дефектов и реализовывают несколькими методами (в зави-
сийости от применяемых при контроле пробных веществ и
способов регистрации или наблюдения прохождения проб-
ных веществ через течи в изделии).
Компрессионный метод контроля. Данный метод зак-
лючается в образовании перепада давления воздуха или дру-
гого газа между внутренней и наружной поверхностями кон-
тролируемой конструкции и наблюд нии прохождения газа
через течи в изделии по формированию пузырьков или по
снижению давления в объеме контролируемой конструкции.
Этот метод контроля выполняют:
— способом погружения изделия в воду, что дает воз-
можность определить негерметичность детали по выделению
пузырьков газа в месте расположения течи;
— способом обмыливания — в контролируемое изделие
под давлением подают воздух. Наружную поверхность из-
делия покрывают мыльной пеной, на которой при прохожде-
нии т’аза образуются и в течение длительного времени со-
храняются пузырьки газа, которые свидетельствует о нали-
чии трещины;
— манометрическим способом, при котором после дос-
ижения в контролируемой детали заданного давления проб-
ного газа подачу газа отключают и давление контролируют
манометром. При наличии в детали трещины давление па-
KI. TEKHU4ECKOE СОСТОЯНЬЕ МАШИН И АГРЕГАТОВ
227
дает. Манометрический способ контроля часто совмещают
со способом обмыливания;
— гидравлический метод контроля основан на создании
давления пробной жидкости в объеме контролируемой дета-
ли. Выявление трещин осуществляют:
— люминесцентно-гидравлическим способом, который
основан на использовании в качестве пробного вещества ра-
створа солей флуоресцеина — вещества, водные растворы
которого светятся зеленым светом при облучении ультра-
фиолетовыми лучами. После опрессовки детали раствором
солей флуоресцеина наружную поверхность изделия облу-
чают ультрафиолетовыми лучами. При наличии в изделии
значительных дефектов в местах появления раствора флуо-
ресцеина на поверхности изделия наблюдают светящиеся
зеленым светом точки и полоски;
— способом фиксации дефектов с использованием тка-
ни или фильтровальной бумаги. Его применяют при контро-
ле участков поверхности детали, недоступных для увлажне-
ния и осмотра при ультрафиолетовом облучении;
— гидравлическим способом, при котором в качестве
пробного вещества используют воду. Избыточное давление
воды создают подачей воды под давлением в контролируе-
мый объем. Появление воды в местах расположения течей
наблюдают при внешнем осмотре детали.
Контроль отклонений размеров и формы рабочих по-
верхностей детали. Отклонения и износ деталей ремонтного
фонда выявляют с помощью измерительных инструментов и
приборов с необходимой для каждого случая точностью, так
как они имеют износ рабочих поверхностей и отклонения от
установленной геометрической формы.
Калибры и универсала ый инструмент служат для об-
следования размеров деталей при дефектации. Для контроля
валов применяются предельные калибры-скобы (ГОСТ 2216—
84, ГОСТ 18355—73, ГОСТ 18356—73), для контроля отверстий
— калибры-пробки (ГОСТ 14810—69, ГОСТ 14815-69).
Универсальный инструмент включает:
— штангенциркули (ГОСТ 166-80) — для обмеривания
наружных и внутренних размеров деталей;
— штангензубомеры — для измерения толщины зубьев
цилиндрических зубчатых колес;
8*
228
ремонт Автомобилей
— штангенглубиномеры (ГОСТ 162—80) — для измере-
ния глубины отверстий и высоты выемок;
— гладкие микрометры (ГОСТ 6507-78) — для измере-
ния наружных размеров деталей;
— индикаторные нутромеры (ГОСТ 868—82, ГОСТ 9244—
75) с комплектом сменных измерительных вставок — для
измерения внутренних размеров;
— индикаторы часового типа (ГОСТ 577-68), которые
крепятся или перемещаются в стойке или штативе (ГОСТ
10197—70) — для измерения линейных размеров и отклоне-
ния формы.
Отклонения от круглости измеряют кругломерами.
Отклонения от плоскостности:
— с помощью плит и щупов.
— по положению отдельных точек.
От прямолинейности в плоскости — с помощью пове-
рочных линеек, уровней и оптико-механических приборов.
Контроль отклонений расположения поверхностей и
осей детали. Для оценки точности расположения поверхно-
стей задается база, которой могут являться:
— поверхность (плоскость), ее образующая, или точка
(вершина конуса, центр сферы),
— ось (цилиндрическая или коническая поверхность,
резьба).
За отклонение от параллельности плоскостей принима-
ют разность D наибольшего и наименьшего расстояния между
прилегающими плоскостями в пределах нормируемого уча-
стка.
Измерение отклонения от параллельности плоскостей на
практике выполняют так. Деталь одной поверхностью (ба-
зовой) ставят на поверочную плиту. Отклонение определя-
ют с помощью измерительной головки, закрепленной на стой-
ке (рис. 58а). Обмеривания отклонений от параллельности
плоскости и оси отверстия или двух осей возможно осуще-
ствлять с помощью специальных контрольных оправок. На
рис. 586 изображена схема измерения отклонения от парал-
лельности установочной поверхности детали и оси отверстия.
Деталь устанавливают базовой Поверхностью на поверочную
плиту. В отверстие детали вводят оправку. С помощью из-
мерительной головки со стойкой определяют отклонение от
KI. TEKHU4ECKOE СОСТОЯНЬЕ МАШИН U АГРЕГАТОВ
229
параллельности. Оно является разностью двух отсчетов. В
технической документации допустимое отклонение от па-
раллельности задается для нормированной длины, это необ-
ходимо обязательно учитывать.
Отклонение угла между плоскостями, осями или осью и
плоскостью от прямого угла 90°, отраженное в линейных еди-
ницах D на длине нормируемого участка от прилегающих
поверхностей или линий, принимают за отклонение от пер-
пендикулярности.
Измерение отклонения от перпендикулярности плоско-
стей или торцовых поверхностей деталей по отношению к
осям отверстий или валов отражено в рис. 59а. Индикатор
выводят на нуль. Приспособление центрируют в отверстии
детали. После этого индикатор поворачивают вместе с при-
способлением вокруг оси отверстия на 360°. При контроле
отклонения от перпендикулярности оси вала к какой-либо
плоскости приспособление выполняют в виде кольца. На
кольце параллельно его оси крепят индикатор. Кольцо на-
девают на вал до упора и поворачивают на 360°.
С помощью оправки и специального приспособления
мостикового типа можно осуществить отклонение от пер-
пендикулярности осей двух отверстий (см. рис. 59а). В одно
из отверстий устанавливают приспособление с двумя инди-
Рис. 58. Типовые схемы контроля отклонений от параллельности:
а — с помощью измерительной головки, закрепленной на стойке;
б — с помощью специальных оправок
И. TEHHU4ECKOE СОСТОЯНЬЕ МАШЬН Ь АГ₽ЕГАТО1
231
230
РЕМОНТ АВТОМО611ЛЕ0
каторами и оправкой. В другое отверстие вставляют вторую
оправку. Индикаторы, размещаемые на нормируемом рас-
стоянии друг от друга, вводят в контакт с поверхностью вто-
рой оправки и устанавливают на нуль. Поворачивают оп-
равку с мостиком на 180°. Отклонению от перпендикуляр-
ности соответствует полуразность показаний двух индика-
торов.
Радиальное и торцовое биения относятся к погрешнос-
тям расположения поверхностей.
За радиальное биение принимают разность D наибол -
шего и наименьшего расстояний от точек реальной поверх-
ности до базовой оси вращения в сечении, перпендикуляр-
ном этой оси.
Относительно оси вращения детали или относительно
других поверхностей может задаваться радиальное биение
поверхности. В этом случае поверхности используют как
базовые и деталь устанавливают не в центрах, а в призмы на
эти поверхности (рис. 60а). За биение измеряемой поверх-
ности отн сительно установочных поверхностей принимают
разность наибольшего и наименьшего показаний измеритель-
ного прибора за один оборот детали.
Радиальное биение измеряемой поверхности относитель-
но другой может быть оценено при установке детали в цен-
трах. Применяют приспособление типа мостик, изображен-
ное на рис. 606. Приспособление подводят до контакта упо-
ра с базовой поверхностью к измеряемой детали. Измери-
тельный наконечник головки касается измеряемой поверх-
ности. Разность отклонений за один оборот детали принима-
ют за радиальное биение измеряемой поверхности относи-
тельно базовой.
За торцовое биение принимается разность D наибольше-
го и наименьшего расстояний от точек торцовой поверхнос-
ти до плоскости, перпендикулярной оси вращения.
Рис. 59. Типовые схемы контроля отклонений
от перпендикулярности:
а — плоскостей; б — осей отверстий
Рис. 60. Типовые схемы торцового и радиального биения,
при установке детали в призму (а), в центр (б),
в базовую поверхность призмы (в)
232
РЕМОНТ ABTOMObUPEtl
Схема измерения торцового биения цилиндрической де-
тали, которая установлена базовой поверхностью в призму,
изображена на рис. 60в. Упор расположен на оси детали.
Разность предельных показаний измерительной головки
определяют как торцовое биение.
Рис. 61. Типовые схемы контроля соосности:
а — с использованием двух измерительных приборов;
б — с использованием двух оправок и кольца
Рис. 62. Типовые схемы контроля симметричности:
а — сквозного отверстия; б — шпоночного паза
HI. TE8HU4ECKOE СОСТОЯНЬЕ MALLIUH U АГРЕГАТОВ
233
Наибольшее расстояние D между осью рассматриваемой
поверхности вращения и осью базовой поверхности на дли-
не нормируемого участка, устанавливаемое измерением ра-
диального биения проверяемой поверхности в заданном се-
чении и в крайних сечениях при вращении детали вокруг
оси базовой поверхности, принимается за отклонение от со-
осности относительно оси базовой поверхности (рис. 61).
На рис. 61а представлено установление отклонений от
соосности шеек вала с применением двух измерительных
приборов, а на рис. 616 — двух отверстий, расточенных в
корпусе, с помощью двух оправок и кольца с измерительной
головкой.
Наибольшее расстояние D между плоскостью симмет-
рии (осью) рассматриваемого элемента (или элементов) и
плоскостью симметрии базового элемента в пределах нор-
мируемого участка называется отклонением от симметрич-
ности относительно базового элемента.
Контроль отклонения от симметрии выполняют универ-
сальными измерительными средствами. На рис. 63а пред-
ставлено измерение отклонения от симметрии сквозного от-
верстия, а на рис. 636 — шпоночного паза.
Полуразность показаний прибора в I и II положениях
принимают за отклонение от симметрии.
Рис. 63. Схема расходомера КИ-4887-1:
1—3 — манометры; 4 — входной патрубок; 5, 6 — дроссельные
краны соответственно входной и выходной; 7 — эжектор
234
РЕМОНТ АВТОМОБОЛЕй
§ 3. диагностирование
составных честей ЗВигателей
По количеству газов, прорывающихся в картер, можно
оценить состояние сопряжения поршень —> поршневые коль-
ца -+ гильза цилиндра. Данный диагностический параметр
замеряют при помощи расходомера КИ-4887-1 (рис. 63), обя-
зательно перед этим прогрев двигатель до стандартного ра-
бочего теплового режима. Прибор имеет трубу с входным 5
и выходном 6 дроссельными кранами. Входной патрубок 4
присоединяют к маслозаливной горловине двигателя, эжек-
тор 7 для отсоса газов ставят внутри выхлопной трубы или
присоединяют к вакуумной установке. Картерные газы по-
ступают в расходомер в результате разрежения в эжекторе.
Выставляя при помощи кранов 5 и 6 жидкость в столбиках
манометров 2 и 3 на одном уровне, достигают положения,
чтобы давление в полости картера было равно атмосферно-
му. Перепад давления D/i устанавливают по манометру 1
равнозначным для всех замеров при помощи крана 5. По
шкале прибора устанавливают количество газов, проникаю-
щих в картер, и сопоставляют его с номинальным (л/мин):
Двигатель:
ЗМЗ-51-11 22-25 (140)*
ЗИЛ-130 22-28 (120)
* В скобках приведены предельные значения.
От компрессии в цилиндрах зависят мощность и эконо-
мичность двигателя. При существенном износе или полом-
ке деталей цилиндропоршневой группы значительно снижа-
ется компрессия. Перед измерением компрессии промыва-
ют воздушный фильтр, контролируют фазы газораспределе-
ния и регулируют тепловые зазоры клапанов.
Перед проверкой компрессии в цилиндрах карбюратор-
ного двигателя совершают следующие операции:
— прогревают до нормального теплового режима,
— останавливают,
— полностью открывают дроссельную и воздушную зас-
лонки карбюратора,
— отсоединяют провода от свечей зажигания,
HI TEHHU4ECKOE COCTOflHUE MRUJUH U НГРЕГНТОв
235
— очищают и продувают сжатым воздухом углубления
для свечей в головках цилиндров,
— выворачивают все свечи зажигания.
Компрессию оценивают по давлению в камерах сгора-
ния двигателя при такте сжатия и замеряют компрессомет-
рами моделей 179 (для карбюраторных двигателей) или КН
1125 (для дизельных двигателей).
Перед проверкой компрессии в цилиндрах дизельного
двигателя совершают следующие операции:
— двигатель прогревают до нормального теплового ре-
жима,
— отсоединяют топливопровод высокого давления от фор-
сунки проверяемого цилиндра,
— надевают на конец топливопровода шланг для отвода
топлива в специальный сосуд,
— снимают форсунку и вставляют в отверстие для нее
наконечник компрессометра.
Компрессию замеряют при частоте вращения коленча-
того вала 450—550 мин'1.
По утечке воздуха, замеряемой прибором К-69М, опре-
деляют также техническое состояние цилиндропоршневой
группы-
Двигатель 3M3-53-11 ЗИЛ-130
Предельные значения утечки воздуха, % при положении поршня в в. м. т 25 40
Предельные значения утечки воздуха, % при положении поршня в н. м. т 15 25
Разность утечек воздуха, % 20 30
В том случае, если величина утечки воздуха при поло-
жении поршня в в.м.т. больше предельного, следует прове-
рить стетоскопом утечку воздуха через клапаны и удостове-
риться в том, что отсутствует утечка воздуха через проклад-
ку головки цилиндров двигателя. Если на прокладке или в
наливной горловине радиатора появляются пузырьки воз-
духа при смачивании прокладки головки цилиндров мыль-
Hl. TEHHU4ECKOE COCTO9HUE МАШ11Н U АГРЕГАТОВ
237
236 РЕМОНТАВТОМОБ11ЛЕй
ной водой, то это практически однозначно свидетельствует о
слабой затяжке гаек головки цилиндров или о начале раз-
рушения прокладки. Иные причины, могущие вызвать ана-
логичный эффект: возможно наличие трещины в блоке ци-
линдров или камере сгорания.
Если отсутствуют указанные дефекты и тем не менее у
вас в наличии большие значения утечки воздуха при поло-
жении поршня в в.м.т., необходимо продолжить замеры при
положении поршня в н.м.т. Результаты замеров следует срав-
нить с предельными значениями. Если показания прибора
нестабильны, а утечки воздуха велики, это говорит о неисп-
равностях механизма газораспределения.
Стуки двигателя прослушивают при помощи стержне-
вого (рис. 64а) или трубчатого (рис. 646) стетоскопов. Осу-
ществляется это прикасанием концом стержня 2 или 4 к
зонам прослушивания на двигателе.
Прослушивая нижнюю часть блока цилиндров при рез-
ком открытии и закрытии дроссельной заслонки устанав-
ливают состояние коренных подшипников коленчатого вала.
а
Рис. 64. Стетоскопы:
а — стержневой; б — трубчатый; 1 — слуховая шайба;
2 — стержень; 3 — наконечник; 4 — слуховой стержень
Изношенные коренные подшипники испускают сильный
глухой стук низкого тона, обостряющийся и усиливающий-
ся при резком увеличении частоты вращения коленчатого
вала.
Аналогично определяют состояние шатунных подшип-
ников коленчатого вала. Шатунные подшипники, подверг-
шиеся сильному износу, издают стук среднего тона, по ха-
рактеру схожий со стуком коренных подшипников, но ме-
нее сильный и более звонкий, пропадающий при выключе-
нии свечи зажигания или форсунки прослушиваемого ци-
линдра.
При малой частоте вращения коленчатого вала, с пере-
ходом на среднюю прослушивают по всей высоте цилиндра
работу сопряжения поршень — гильза цилиндра. На воз-
можное увеличение зазора между поршнем и гильзой ци-
линдра, изгиб птатуна, перекос оси шатунной шейки или пор-
шневого пальца, особенно если у двигателя наблюдается по-
вышенный расход топлива и масла, указывает появление
звука, напоминающего дрожащий звук колокола, значитель-
но усиливающегося с увеличением нагрузки на двигатель и
уменьшающегося по мере прогрева двигателя. О начинаю-
щемся заедании в сопряжении поршень — гильза цилиндра,
вызванном малым зазором или недостаточным смазыва-
нием, свидетельствуют скрипы и шорохи в сопряжении пор-
шень — гильза цилиндра.
Прослушивая верхнюю часть блока цилиндров при ма-
лой частоте вращения коленчатого вала с резким перехо-
дом на среднюю обследуют состояние сопряжения поршне-
вой палец — втулка верхней головки шатуна. Резкий ме-
таллический стук, напоминающий частые удары молотком
по наковальне и пропадающий при отключении свечей за-
жигания или форсунок, свидетельствует об увеличении зазо-
ра между поршневым пальцем и втулкой, недостаточное сма-
зывание или слишком большом опережение начала подачи
топлива.
На уровне н. м. т. хода поршня при средней частоте
вращения коленчатого вала проверяют сопряжение поршне-
вое кольцо — канавка поршня. Слабый, щелкающий стук
высокого тона, похожий на звук от ударов колец одно о дру-
гое, указывает на увеличенный зазор между кольцами и Пор-
238
ремонт Автомобилей
2
Рис. 65.
Устройство КИ-11140:
1 — индикатор;
2 — основание;
3 — наконечник;
4 — трубка
шневой канавкой или об из-
ломе колец.
Измерение суммарных за-
зоров в верхней головке ша-
туна и шатунном подшипни-
ке является еще одним ре-
зультативным методом про-
верки состояния кривошипно-
шатунного механизма. Про-
верку осуществляют при нера-
ботающем двигателе при по-
мощи устройства КИ-11140
(рис. 65).
Наконечник 3 с трубкой
устройства устанавливают на
место снятой свечи зажигания
или форсунки проверяемого
цилиндра. К основанию 2 че-
рез штуцер присоединяют
компрессорно-вакуумную ус-
тановку. Поршень устанавли-
вают за 0,5—1,0 мм от в.м.т.
на такте сжатия, стопорят ко-
ленчатый вал от проворачива-
ния и с помощью компрессор-
но-вакуумной установки попеременно создают в цилиндре
давление 200 кПа и разряжение 60 кПа. При этом поршень,
поднимаясь и опускаясь, выбирает зазоры, сумма которых
фиксируется индикатором 1.
Xil. К0МПЛЕКТ0ВАК11Е ДЕТАЛЕЙ
U СБОРКА АГРЕГАТОВ
§ I. КомллектоБоние деталей
Комплектование — часть производственного процесса,
которая осуществляется перед сборкой и имеет цель обеспе-
чить непрерывность и увеличение производительности про-
цесса сборки для ритмичного производства и изготовления
изделий требуемого и постоянного уровня качества и пони-
жения трудоемкости и стоимости сборочных работ.
Следующий комплекс работ характерен для комплекто-
вания:
— подбор и пригонка деталей в отдельных соединениях;
— подбор комплектующих частей сборочного комплек-
та (группы деталей, сборочных единиц и комплектующих
изделий, составляющих то или иное изделие) по номенкла-
туре и количеству;
— подбор сопряженных деталей по ремонтным разме-
рам, размерным и массовым группам;
— накопление, учет и хранение новых, прошедших вос-
становление и годных без ремонта деталей, сборочных еди-
ниц и комплектующих изделий, подача заявок на недостаю-
щие составные части;
— транспортировка сборочных комплектов к постам
сборки до начала выполнения сборочных работ.
Различают три способа комплектования деталей:
— штучный,
- — групповой,
— смешанный.
При штучном комплектовании исходя из величины за-
зора или натяга, допускаемого техническими условиями, к
240
РЕМОНТ АВТОМОБиЛЕЦ
базовой детали подбирают сопрягаемую деталь. Недостаток
— при штучном подборе затрачивается много времени. Этот
способ есть смысл применять на небольших универсальных
ремонтных предприятиях.
При групповом комплектовании поле допусков разме-
ров обеих сопрягаемых деталей делят на несколько интер-
валов, а детали по результатам измерений сортируют в соот-
ветствии с этими интервалами на размерные группы. Циф-
рами, буквами или красками маркируют размерные группы
сопрягаемых деталей. Групповое комплектование использу-
ют для подбора ответственных деталей (гильз, поршней, пор-
шневых пальцев, коленчатых валов, плунжерных пар).
При смешанном комплектовании деталей используют
оба способа. Менее ответственные комплектуют штучным
способом, а ответственные детали — групповым.
Со способом обеспечения точности при сборке в тесной
связи находится способ комплектования деталей.
Во избежание несбалансированности, наряду с тремя ос-
новными способами комплектования, некоторые детали под-
бирают по массе (например, поршни двигателей внутреннего
сгорания). Иногда комплектование сопровождается слесар-
но-подгоночными операциями.
На посты сборки крупногабаритные детали и сборочные
единицы целесообразно доставлять, минуя комплектовочный
участок (блок и головка цилиндров, картеры, детали кабины,
кузова, рамы и др.).
При комплектовании на каждое собираемое изделие за-
полняется комплектовочная карта, в которой указываются:
— номера цеха,
— участка,
— рабочего места, где выполняются сборочные опера-
ции;
— обозначения деталей, сборочных единиц, материалов
и комплектующих изделий;
— номера цехов, участков, складов, откуда поступают ком-
плектующие единицы;
— количество деталей, материалов и сборочных единиц,
подаваемых на рабочие места сборки за смену;
— нормы расхода материалов и комплектующих изде-
лий и др.
НИ. KOMOJIEKTOBRHUE ПЕТРЛЕЁ! U СБОРКИ АГРЕГАТОВ
241
Кодированная запись указанной информации позволяет
применять вычислительную технику при ее обработке.
На комплектовочном участке имеются:
— столы для контроля деталей,
— стеллажи и шкафы для хранения инструмента и при-
способлений,
— слесарные верстаки, прессы и т.д.
Рабочие места рекомендуется специализировать по наи-
менованиям агрегатов, узлов. На них должны быть:
— соответствующие чертежи,
— таблицы посадок деталей,
— каталоги деталей, входящих в узлы,
— обязательно наличие местного освещения.
§ 2. Точность сборки.
Методы обеспечения точности сборки
Точность сборки — характеристика и свойство техноло-
гического процесса сборки изделия. Точность сборки при-
звана обеспечивать соответствие действительных значений
параметров изделия значениям, заданным в технической
документации. Точность сборки зависит от ряда факторов:
— точности размеров и формы,
— шероховатости сопрягаемых поверхностей деталей,
— взаимного положения деталей при сборке,
— технического состояния средств технологического ос-
нащения,
— деформации системы «оборудование — приспособле-
ние — инструмент — изделие» в момент выполнения сбор
ки и т. п.
С помощью сборочных размерных цепей может быть
определена точность сборки аналитически.
Размерная цепь — замкнутый контур взаимосвязанных
размеров, определяющих их численные значения и допуски.
Размерная цепь состоит из:
— составляющих,
— исходного (замыкающего),
— других видов звеньев.
242
РЕМОНТ ЙВТОМОбиЛЕО
Составляющее звено — звено размерной цепи, измене-
ние которого вызывает изменение исходного (замыкающе-
го) звена. Составляющие звенья обозначаются прописными
буквами русского алфавита с цифровыми индексами (напри-
мер, Ар А2 или Бр Б2).
Исходное (замыкающее) звено — звено, образующееся
в цепи последним вследствие решения определенной зада-
чи при изготовлении или ремонте. Оно обозначается той же
буквой алфавита с индексом Z (например, А>: или Бг).
Компенсирующее звено — звено, трансформацией раз-
мера которого получается требуемая точность замыкающего
звена. Оно обозначается той же буквой алфавита с соответ-
ствующим цифровым индексом и буквой «К» (например,
Aj-r или Bj-K).
Составляющие звенья могут быть увеличивающими или
уменьшающими (по характеру воздействия на замыкающее
звено), т. е. при их увеличении замыкающее звено увеличи-
вается или уменьшается. Увеличивающие звенья могут обо-
значаться стрелками, направленными вправо -> А, уменьша-
ющие — стрелками влево «- А.
Требуемая точность сборки изделий достигается одним
из пяти методов:
— полной,
— неполной взаимозаменяемости,
— групповой взаимозаменяемости,
— регулирования,
— пригонки.
Метод полной взаимозаменяемости — при данном ме-
тоде требуемая точность сборки достигается путем соедине-
ния деталей без их выбора, подбора или изменения разме-
ров. Применение метода полной взаимозаменяемости целе-
сообразно при сборке соединений, состоящих из небольшого
количества деталей, так как увеличение числа деталей тре-
бует обработки сопряженных поверхностей с меньшими до-
пусками, что не всегда технически достижимо и экономи-
чески целесообразно.
Метод неполной взаимозаменяемости — метод, при ко-
тором требуемая точность сборки достигается не у всех со-
единений при сопряжении деталей без их выбора, подбора
или модификации размеров, а у заранее определенной их
НИ КОМПЛЕКТОВАНЬЕ ДЕТАЛЕН U СБОРКА АГРЕГАТОВ
243
части, т. е. обусловленный процент (или доли процента) со-
единений не соответствует требованиям точности сборки и
требует разборки и повторной сборки. Если дополнительные
затраты на выполнение разборочно-сборочных работ мень-
ше затрат на изготовление сопрягаемых деталей с более уз-
кими допусками, обеспечивающими получение требуемой
точности сборки у всех соединений, то метод неполной взаи-
мозаменяемости целесообразен в этом данном конкретном
случае.
Метод групповой взаимозаменяемости — метод, при
котором требуемая точность сборки достигается путем со-
единения деталей, относящихся к одной из размерных групп,
на которые они уже рассортированы. Этот метод иногда на-
зывают селективным. В пределах каждой группы требуе-
мая точность сборки достигается методом полной взаимоза-
меняемости. Данный метод предоставляет высокую точность
сборки, однако он связан с дополнительной операцией сорти-
ровки Деталей на размерные группы, надобностью хранения
запасов деталей всех размерных групп и невозможностью
использования части деталей, когда сопрягаемые детали не-
равномерно разделяются по размерным группам.
Метод регулирования — при данном методе требуемая
точность сборки получается путем модификации размера
одной из деталей (или группы деталей) соединения, называ-
емой компенсатором, без снятия слоя материала.
Метод пригонки — метод, при котором требуемая точ-
ность сборки достигается путем изменения размера компен-
сатора со снятием слоя материала.
Сборочные размерные цепи рассчитывают одним из двух
методов:
— максимума — минимума,
— вероятностным.
При расчете методом максимума—минимума номиналь-
ный размер замыкающего звена размерной цепи
т-1
1-1
где — передаточное отношение (для цепей с параллельными зве-
ньями Е>1 = 1 — для увеличивающих звеньев);
244
ремонт Автомобилей
—1 — для уменьшающих звеньев;
т — число звеньев размерной цепи;
А, — номинальный размер i-ro составляющего звена.
Допуск замыкающего звена 8Д>. при расчете методом
максимума—минимума определяют по формуле:
т-1
1-1
где 8Л;, — допуск i-ro составляющего звена.
§ 3. Сборка
Виды сборки изделий систематизируются по следую-
щим основным признакам:
— объект сборки,
— последовательность сборки,
— точность сборки,
— уровень механизации и автоматизации процесса сбор-
ки,
— подвижность изделия при сборке,
— организация производства.
По объекту сборки сборка подразделяется на:
— - узловую,
— общую.
Сборка поршня с шатуном и кольцами, коленчатого вала
с маховиком и сцеплением, головки цилиндров с клапанны-
ми механизмами, жидкостного и масляного насосов — при-
меры узловой сборки.
Сборка агрегатов из узлов, сборка автомобиля из агрега-
тов и узлов — примеры общей сборки.
По последовательности сборки выделяют:
— последовательную (сборочные операции выполняют-
ся одна за другой),
— параллельную (операции выполняются одновременно),
— последовательно-параллельную (операции выполня-
ются и одна за другой, и одновременно).
Hll. КОМПЛЕКТОВАНЬЕ ПЕТАЛЕй U СБОРКА АГРЕГАТОВ
245
По уровню механизации и автоматизации процесса
сборку разделяют на:
— ручную,
— механизированную,
— автоматизированную,
— автоматическую.
По состоянию объекта сборки выделяют:
— стационарную (неподвижную),
— подвижную сборку с непрерывным или периодичес-
ким перемещением собираемого изделия между рабочими
местами сборки.
По организации производства выделяют:
— типовую поточную,
— групповую (поточную и непоточную),
— единичную — как наиболее распространенный вид
организации сборки на существующих ремонтных предпри-
ятиях.
§ 4. Технология сборки соединений ровных Видов
При сборке выделяют следующие группы и виды соеди-
нений:
по сохранению целостности при разборке:
— разъемные,
— неразъемные;
по возможности относительного перемещения состав-
ных частей:
— подвижные,
— неподвижные;
по методу образования:
— резьбовые,
— прессовые,
— шлицевые,
— шпоночные,
— сварные,
— клепаные,
— комбинированные и др.;
по форме сопрягаемых поверхностей:
246
РЕМОНТ ЯВТОМОБЦЛЕй
— цилиндрические,
— плоские,
— конические,
— винтовые,
— профильные и др.
Соединения обозначаются соответствующим сочетани-
ем терминов, если они содержат в себе несколько признаков,
к примеру: неподвижные разъемные резьбовые соединения,
подвижные неразъемные профильные соединения.
В конструкции автомобилей наиболее распространенны-
ми соединениями являются:
— разъемные подвижные (поршень — цилиндр, вал —
подшипник скольжения, плунжер — гильза);
— зубчатые и шлицевые;
— разъемные неподвижные (резьбовые, прессовые и шпо-
ночные);
— неразъемные неподвижные (сварные, паяные, клепа-
ные, клееные);
— неразъемные подвижные — радиальные шариковые
подшипники качения.
Сборка резьбовых соединений. При сборке резьбовых
соединений должны быть обеспечены:
— отсутствие перекосов торца гайки или головки болта
по отношению к поверхности сопрягаемой детали, так как
перекос является одной из главнейших причин обрыва вин-
тов и шпилек;
— соосность осей болтов, шпилек, винтов с резьбовыми
отверстиями и необходимая плотность посадки в резьбе;
— соблюдение очередности и постоянство усилий затяж-
ки крепежных деталей в групповых резьбовых соединениях.
О последнем нужно сказать, что под этим подразумева-
ется, что затяжка гаек (болтов) производится в определен-
ной последовательности (рис. 66). Обязательно следует их
затягивать крест накрест в несколько приемов — сначала
неполным моментом, а затем окончательным, указанным в
нормативно-технической документации. Контроль момента
затяжки резьбовых соединений следует осуществлять спе-
циальными динамометрическими ключами по степени из-
гиба (рис. 67) или кручения стержня ключа либо с помощью
предельных муфт, встраиваемых в резьбозавертывающие
НИ. КОМПЛЕКТОВАНИЕ ПЕТАЛЕЙ U СБОРКА АГРЕГАТОВ
247
Рис. 66. Последовательность затяжки гаек (болтов) крепления
головки цилиндров:
а — двигателей 3M3-53; б — двигателя ЗИЛ-130;
в — двигателя ЗИЛ—645
Рис. 67. Динамометрический ключ:
1 — держатель накидной головки; 2 — стрелка;
3 — упругий стержень; 4 — шкала; 5 — рукоятка
248
РЕМОНТ АВТОМОБиЛЕО
НИ. КОМПЛЕКТОВАНЬЕ ПЕТАЛЕй U СБОРКА АГРЕГАТОВ
249
машины (установки). Недопустимо полагаться на личные
ощущения при выполнении затягивания, так как недотяну-
тые или перетянутые соединения одинаково нежелательны
и опасны.
Сборка прессовых соединений. Под воздействием сле-
дующих факторов формируется качество сборки прессовых
соединений:
— значения натяга,
— материала сопрягаемых деталей,
— геометрических размеров,
— формы и шероховатости поверхностей,
— соосности деталей,
Передний Задний ход ход Схема смеще- ния шестерен для исправле- ния контакта Передний Задний ход ход Схема смеще- ния шестерен для исправле- ния контакта
А д 1
ц Зуб нарезан неправильно или оси шестерен направлены неверно. Брак неисправимый
1 Зуб нарезан неправильно. Брак неисправимый
Рис. 68. Регулировка контактов зубьев конических шестерен
главной передачи
— прилагаемого усилия запрессовывания,
— наличия смазки и др.
Требуемое усилие запрессовки предохраняет сопрягае-
мые поверхности от задиров, уменьшает применение смазоч-
ного материала. Точностью центрирования сопрягаемых де-
талей определяется также качество сборки прессовых со-
единений (с помощью приспособлений и оправок).
Применением сборки с термовоздействием — нагревом
охватывающей и (или) охлаждением охватываемой детали
обеспечивается повышение прочности неподвижных соеди-
нений с натягом в 1,5—2,5 раза. При этом не требуется при-
ложение осевой силы, образуется необходимый сборочный
зазор. Нагрев деталей производится в:
— масляных ваннах,
— электропечах,
— индукционных установках и др.
Для охлаждения деталей применяют:
— жидкий азот,
— сухой лед (твердую углекислоту) в смеси с ацетоном,
бензином или спиртом.
Сборка соединений с подшипниками качения. Размер
колец подшипника качения при запрессовке подшипника
качения изменяется: внутреннее кольцо увеличивается, а
наружное уменьшается. Эти трансформации порождают
уменьшение диаметрального зазора между рабочими повер-
хностями колец и шариков.
Внутреннее кольцо подшипника, сопряженное с цапфой
вала, должно иметь посадку с натягом, а наружное — с не-
большим зазором так, чтобы кольцо имело возможность во
время работы незначительно провертываться.
Необходимо уделять внимание соосности посадочных по-
верхностей в корпусных деталях при установке в сборочной
единице двух или нескольких подшипников. То же касается
и шеек валов. К перекосам подшипников и заклиниванию
шариков может привести несоблюдение этого условия.
При запрессовке подшипников качения с помощью оп-
равок необходимо, чтобы усилие запрессовки передавалось
непосредственно на торец соответствующего кольца: внут-
реннего — при напрессовке на вал, наружного — при зап-
рессовке в корпус и на оба торца колец, если подшипники
250
РЕМОНТ ОВТОМОБОЛЕй
одновременно напрессовываются на вал и входят в корпус.
Заметно уменьшает осевое усилие для запрессовки нагрев
подшипников в масляной ванне до 100° при установке на
вал. Целесообразен также нагрев корпусной детали.
Сплошной стрелкой показано (см. рис. 68) направление
смещения шестерен для исправления контакта. Если при
этом боковой зазор получается чрезмерно большим или
малым, то необходимо сместить другую шестерню, как пока-
зано прерывистой стрелкой.
Смещением наружного или внутреннего кольца в осе-
вом направлении регулировочным винтом или гайкой либо
путем подбора соответствующего комплекса прокладок осу-
ществляется регулировка радиального зазора в коническом
роликовом подшипнике. По моменту, нужному для прокру-
чивания одной из сопряженных деталей по отношению к
неподвижной детали при отсутствии осевого люфта в под-
шипниковых соединениях, осуществляют контроль заданно-
го предварительного натяга после сборки узла.
От степени предохранения их от грязи и пыли в значи-
тельной мере зависит срок службы подшипников качения.
Поэтому после сборки устанавливают прокладки, задержи-
вающие смазку и предохраняющие подшипник от попада-
ния в рабочую зону пыли и влаги.
Сборка зубчатых передач. Сборка цилиндрических зуб-
чатых передач осуществляется методами полной или непол-
ной взаимозаменяемости, о которых говорилось ранее. Пе-
ред сборкой зубчатой пары, для обеспечения плавности рабо-
ты пары, на специальном приспособлении устанавливают
боковой зазор между зубьями, а при необходимости подби-
рают пару.
Для классического, правильного зацепления зубчатых
цилиндрических колес нужно, чтобы оси валов лежали в
одной плоскости и были параллельны. Их выверка выпол-
няется регулированием положения гнезд под подшипники
в корпусе. После установки зубчатые колеса проверяют по
зазору, зацеплению и контакту.
При сборке конической пары редуктора заключительной
операцией является регулировка зацепления путем осевого
перемещения ведущей шестерни (вперед-назад) и (или) ведо-
мого колеса (вправо-влево). Это получается перемещением
НИ. КОМПЛЕКТОВАНИЕ ПЕТАЛЕ11U СБОРКА АГРЕГАТОВ
251
части регулировочных прокладок с одной стороны на другую.
Качество зацепления оценивается размерами, формой и поло-
жением пятна контакта на зубьях (рис. 68), значением боко-
вого зазора между зубьями и уровнем шума на специальных
стендах, оборудованных шумоизмерительной аппаратурой.
§ 5. Балансировка деталей и сборочных единиц
Одним из факторов, ограничивающих надежность авто-
мобилей в эксплуатации, является неуравновешенность (дис-
баланс) вращающихся частей.
Неуравновешенность — состояние, определяющееся та-
ким распределением масс, которое вызывает переменные
нагрузки на опоры, увеличенные износ и вибрацию, оказыва-
ет влияние на скорость утомляемости водителя.
Дисбаланс изделия — векторная величина, равная про-
изведению локальной неуравновешенной массы т на рассто-
яние до оси изделия г или произведению веса изделия G на
расстояние от оси изделия до центра масс е, т. е. D == mr = Ge.
Такое явление, как дисбаланс, появляется в процессе из-
готовления (восстановления) деталей, сборки узлов и агрега-
тов и изменяет свое количественное значение в процессе
эксплуатации и текущего ремонта.
Различают три вида неуравновешенности (в зависимос-
ти от взаимного расположения оси изделия и его главной
центральной оси инерции):
— статическую,
— моментную,
— динамическую.
При статической неуравновешенности ось ОВ враще-
ния детали смещена на эксцентриситет е и параллельна глав-
ной центральной оси инерции ОИ (рис. 69а). Такая неурав-
новешенность характерна для дискообразных деталей (ма-
ховики, диски сцепления, шкивы, крыльчатки, сцепления в
сборе и др.) и обнаруживается как в статическом, так и в
динамическом состоянии. Статическая неуравновешенность
обусловливается главным вектором дисбалансов DCT (ста-
тический дисбаланс).
НН КОМПЛЕКТОВАНЬЕ ПЕТАЛЕй U СБОРКА АГРЕГАТОВ 253
252 РЕМОНТ АВТОМОБЦЛЕО
При моментной неуравновешенности ось изделия и его
главная центральная ось инерции пересекаются в центре
масс. Данная неуравновешенность обусловливается главным
моментом дисбалансов М тллтл двумя равными по значению
противонаправленными векторами дисбалансов в двух про-
извольных плоскостях (рис. 696).
Моментная неуравновешенность — это частный случай
более общей — динамической неуравновешенности. При
динамической неуравновешенности ось изделия и его глав-
ная центральная ось пересекаются не в центре масс или пе-
рекрещиваются (рис. 69в). Характерна данная неуравнове-
шенность для деталей и узлов типа валов, заключается в
статической и моментной неуравновешенности и обусловли-
вается главным вектором дисбалансов DCT и главным мо-
ментом дисбалансов М или двумя приведенными вектора-
ми дисбалансов, лежащих в двух выбранных плоскостях (в
общем случае разных по значению и непараллельных).
Рис. 69. Виды неуравновешенности:
а — статическая; б — динамическая; в — смешанная
Дисбаланс изделия характеризуется углом дисбаланса
(в градусах) в системе координат, связанных с осью изделия,
и числовым значением (в г Ч мм, г Ч см, кг Ч см).
Главный вектор дисбалансов Dct\ может быть разло-
жен на два параллельных Deri и Dct2 , приложенных в выб-
ранных плоскостях, а главный момент дисбалансов М мо-
жет быть заменен моментом пары равных антипараллель-
ных дисбалансов Dm\ и Dm2 в тех же плоскостях. Геомет-
рические суммы Den + Dm\ — Di и Dct2 + Dm2 — D2
образуют два приведенных дисбаланса D\ и D2 в выбран-
ных плоскостях, которые целиком устанавливают динами-
ческую неуравновешенность изделия.
При вращении неуравновешенного изделия появляется
переменная по величине и направлению центробежная сила
инерции P=mrw2=Gewz, где w — угловая скорость вращения.
Приведение обладающих неуравновешенностью изделий
в уравновешенное состояние осуществляется их балансиров-
кой, т. е. установлением дисбаланса изделия и ликвидацией
(уменьшением) его путем удаления или добавления коррек-
тирующих в определенных точках масс. В зависимости от
вида неуравновешенности тела различают два вида баланси-
ровки:
— статическую,
— динамическую.
Статическая балансировка. При такой балансировке
главный вектор дисбалансов Dct определяется и уменьша-
ется (до остаточного допустимого значения дисбаланса) пу-
тем удаления или добавления корректирующей массы тк
(обычно в одной плоскости корректировки) так, чтобы шкгк
= тпг (см. рис. 69а). Статическая балансировка выполняется
на стендах с призмами или роликами либо на специальных
станках для статической балансировки в динамическом ре-
жиме (при вращении тела). Такая балансировка открывает
возможность автоматизации процесса и повышает точность
балансировки.
254
РЕМОНТ АВТОМОбиЛЕй
Динамическая балансировка. При такой балансировке
определяются и устраняются (уменьшаются) два приведен-
ных дисбаланса Di и D2 в выбранных плоскостях коррек-
ции путем удаления или добавления двух приведенных кор-
ректирующих масс, в общем случае разных по значению и
расположенных под разными углами коррекции, в системе
координат, связанной с осью детали. При динамической ба-
лансировке ликвидируется (уменьшается) как статическая,
так и моментная неуравновешенность, и изделие становится
абсолютно сбалансированным, при этом Dcr ~ 0 и М ~ 0 и
главная центральная ось инерции совпадает с осью изделия.
Величины допустимых дисбалансов деталей и сбороч-
ных единиц при ремонте приведены в табл. 34.
Таблица 34
Допустимый дисбаланс деталей и сборочных единиц, г Ч
Сборочные единицы Автомобили
легковые грузовые
Коленчатый вал 10-15 20-30
Коленчатый вал в сборе с маховиком и сцеплением 20-50 50-70
Маховик 30-40 35-60
Ведомый диск сцепления, кожух сцепления в сборе с нажимным диском 10-25 30-50
Карданный ва л 15-25 50-70
(По Карагодину В.И. и Митрохину Н.Н.)
Для балансировки используют балансировочный станок
ЦКБ-2468 (рис. 70). Его используют для балансировки ко-
ленчатых валов отдельно и в сборе с маховиком и сцеплени-
ем, карданных валов в числе прочих.
Принцип работы станка состоит в следующем: неуравно-
вешенная масса 6 вызывает колебание маятниковой рамы 1,
имеющей пружинную подвеску 5, в горизонтальной плоскости.
НИ. KOMAAEKTOBAHUE ПЕТАЛЕй U СБОРКА АГРЕГАТОВ
255
При балансировке левого конца правый конец замыка-
ют фиксатором 4. Чем больше неуравновешенная масса, тем
больше амплитуда колебаний рамы и тем больше индукти-
руется ток в катушке 3 индукционного датчика (имеющего
линейную характеристику). Катушка, жестко связанная с
рамой станка, колеблется в поле статичного постоянного
магнита 2. Ток через полукольца 9 выпрямительного уст-
ройства и щетки 10 подается на милливольтметр 12. Для
исключения влияния привода на балансируемое изделие
применяют шарнирное соединение 7. Чем больше показа-
ние милливольтметра, тем больше дисбаланс. С помощью
лимба 11 вала выпрямительного устройства и лимба 8 вала
привода определяют положение неуравновешенной массы.
Рис. 70. Схема балансировочного станка ЦКБ-2468:
1 — рама; 2 — магнит; 3 — катушка; 4 — фиксатор;
5 — подвеска; 6 — неуравновешенная масса; 7 — шарнирное
соединение; 8, 11 — лимбы; 9 — полукольца; 10 — щетки;
12 — милливольтметр
256
РЕМОНТ ABTOMOEUAF.Cl
§ 6= К честВо сборки.
Контроль качестве сборки
Комплекс контрольных операций-проверок, выполняе-
мый в процессе узловой и общей сборки:
— комплектности деталей и сборочных единиц;
— использования одноименных размерных групп сопря-
женных деталей при сборке методом групповой взаимоза-
меняемости;
— точности посадок и взаимного расположения сопря-
женных деталей и сборочных единиц;
— герметичности соединений, в том числе качества при-
тирки клапанов;
— выполнения технологических требований по сборке,
регулировке, приработке и испытанию изделий;
— отсутствия прокладок и сальников, бывших в эксплу-
атации;
— смазки деталей сборочных единиц.
Осуществляется контроль технологических параметров
и установление функциональных показателей собранных
изделий (развиваемая мощность и удельный расход топли-
ва, напор и подача масляного насоса, электрические пара-
метры генератора и др.).
Контроль сборки выполняется с использованием надле-
жащих средств измерений,, которые выбирают с учетом кон-
структивных характеристик и особенностей изделия, метро-
логических характеристик, а также себестоимости выполне-
ния контрольной операции. В качестве средств измерения
используют:
— микрометрические и индикаторные инструменты,
— универсальные штангенинструменты,
— электрические и пневматические приборы,
— различные специальные контрольные приборы, при-
способления, стенды и установки.
Без эффективного функционирования службы техничес-
кого контроля нельзя организовать обеспечение требуемого
уровня качества отремонтированных изделий, как непремен-
ной составной части технологических процессов.
В зависимости от неизменности соблюдения качества
собранных изделий используется выборочный или сплош-
НН. КОМПЛЕКТОВАНИЕ ПЕТА ЛЕ IIU СБОРКА АГРЕГАТОВ
257
ной контроль. Вместе с операциями технологического про-
цесса сборки изделий разрабатываются операции техничес-
кого контроля, которые производят и определяют заданное
качество, а также предоставляют возможность получения
информации для регулирования технологического процесса
и предотвращения брака.
Погрешности сборки по характеру и проявлению могут
быть:
— случайными,
— периодическими.
Некачественные посадки — основные из них Они вы-
зывают появление других неисправностей. Распространен-
ными дефектами являются:
— отклонения от точности взаимного расположения де-
талей и узлов,
— неравномерная и беспорядочная затяжка групп резь-
бовых соединений,
— неплотность прилегания сопрягаемых поверхностей
и др.
Большинство погрешностей сборки возникает:
— из-за низкого качества деталей и узлов, поступающих
на сборку,
— нарушения технологической дисциплины.
§ 7. Составные части автотранспортных
средств. Технологические процессы сборки
Сборка двигателя. На специально оборудованных рабо-
чих местах собирают следующие составные части двигателя:
— поршень с шатуном,
— головку цилиндров,
— коленчатый вал с маховиком и сцеплением,
— масляный и жидкостной насосы и др.
Общая сборка двигателя, как правило, выполняется на
поточной линии.
На автозаводах некоторые сопряженные детали двига-
теля в процессе ремонта нужно сохранять комплектно (блок
цилиндров — крышки коренных подшипников, блок цилин-
9. Зак 200
258
РЕМОНТ RGTOMC6UPEU
дров — картер сцепления и др.), так как они обработаны
совместно.
Для обеспечения качественной сборки двигателей реко-
мендуется:
— все детали перед сборкой продуть сжатым воздухом,
— трущиеся поверхности тщательно протереть, промыть,
смазать маслом.
Для создания условий качественной сборки шатунно-
поршневой группы есть смысл организовать на линии сбор-
ки двигателей два рабочих места:
— первое — для подбора поршней по цилиндрам,
— второе — для сборки группы.
Цилиндры блока сортируют на размерные группы и
маркируют непременно после совершения механической
обработки, мойки и их тщательной очистки. Поршни (одной
массовой группы), согласовывая размерную группу поршня
с размерной группой каждого цилиндра, подбирают по ци-
линдрам.
На посту сборки группы по подобранному комплекту
поршней подбирают комплект поршневых пальцев по раз-
мерным группам отверстий в бобышках и затем по порш-
невым пальцам подбирают комплект шатунов (одной мас-
совой группы) соответствующих размерных групп отверстий
в верхней головке. После сборки группы следует проверить
верность взаимного положения образующей поверхности
юбки поршня и отверстия в верхней головке шатуна. Перед
установкой поршневых колец на поршень сначала проверя-
ют их посадку в канавках, а затем подгоняют по цилиндрам,
исходя из величины зазора в стыке (замке). Надевают и сни-
мают поршневые кольца при помощи съемника. Разница в
массе поршней в сборе с шатунами, устанавливаемых на один
двигатель, для ЗИЛ—130 не должна превышать 16 г,
Окончательную затяжку пезьбовых соединений выпол-
няют в соответствующей последовательности с требуемым
моментом. Коленчатый вал должен свободно проворачиваться
после итоговой затяжки гаек коренных подшипников. Если
вал туго проворачивается за маховик, то это свидетельствует
о малых зазорах, несоосности постелей, изгибе вала или де-
фектах сборки. После сборки двигатель направляют на при-
работку и испытания.
НИ. КОМПЛЕКТОВАНОЕ ПЕТАЛЕй U СБОРКА АГРЕГАТОВ
259
Сборка коробки передач. На специальных рабочих мес-
тах и на поточной линии выполняется сборка коробки пере-
дач. Данный процесс состоит из сборки отдельных узлов,
выполняемой на специальных рабочих местах, и общей сбор-
ки, осуществляемой обычно на поточной линии.
Вне линии общей сборки на специально оборудованных
рабочих местах собирают следующие основные узлы:
— первичный вал,
— промежуточный вал,
— вторичный вал,
— крышку коробки передач,
— механизм управления.
Особое внимание при установке узлов в картер обраща-
ют на правильность монтажа подшипников, посадок в со-
пряжениях, служащих для переключения передач, а также
на обеспечение требуемого бокового зазора между зубьями
шестерен и осевые зазоры блока шестерен промежуточного
вала, шестерен ведомого вала и блокирующих колец синхро-
низаторов. Шестерни ведомого вала и синхронизаторы дол-
жны перемещаться вдоль шлицев свободно, без заеданий.
Собранные коробки передач передаются на испытания.
Сборка заднего моста. Процесс сборки заднего моста
включает сборку узлов:
— картера заднего моста с трубами полуосей, сальника-
ми и пробками;
• — ведущей конической шестерни с картером подшип-
ников;
— дифференциала с ведомой цилиндрической (коничес-
кой) шестерней;
— ведомой конической шестерни с валом ведущей ци-
линдрической (конической) шестерни;
— редуктора;
— ступицы с тормозным барабаном;
— опорного диска заднего тормоза;
— регулировочного рычага и колесного цилиндра.
При сборке особое внимание уделяется коническим
шестерням гипоидной передачи. Качество их зацепления
обусловливается величиной бокового зазора между зубьями,
уровнем шума, величиной и расположением пятна контак-
та. Низкое качество сборки значительно снижает работос-
9’
260
РЕМОНТ АВТОМОБИЛЕЙ
пособность этой передачи по причине появления задиров и
усиливает шум.
Величина бокового зазора гипоидной пары должна на-
ходиться в пределах 0,12-0,3-5 мм. Зазор между зубьями
замеряют щупом у широкой части зуба не менее чем для
трех зубьев ведомой шестерни.
Для адекватной установки зубьев по пятну контакта фик-
сируют стакан в сборе с ведущей конической шестерней на
картере редуктора и на рабочие поверхности зубьев ведомой
конической шестерни наносят тонким слоем масляную крас-
ку. За этим, притормаживая ведомую шестерню, поворачива-
ют вал ведущей конической шестерни в разные стороны.
Если положение пятна контакта неправильное, следует-вы-
полнить регулировку зацепления перемещением ведущей и
ведомой шестерен в осевом направлении, применяя соответ-
ствующие наборы прокладок. Перемещение ведущей кони-
ческой шестерни реализовывается изменением толщины
прокладок, установленных между фланцами картера вала
ведущей шестерни и картером редуктора. Ведомая шестер-
ня передвигается за счет перекладывания прокладок из-под
фланцев одной крышки картера редуктора под фланец дру-
гой крышки без изменения их общей толщины, чтобы не
нарушить регулировку подшипников вала ведущей цилинд-
рической шестерни.
Уровень шума (для легковых автомобилей не более 50, а
для грузовых автомобилей — не более 80 дБ), должен быть в
пределах допустимых норм. Для создания предварительно-
го натяга конических подшипников вала ведущей коничес-
кой шестерни используют набор регулировочных шайб, ус-
танавливаемых между торцами внутреннего кольца подшип-
ника и распорной втулки. При этом момент сопротивления
вращению вала ведущей шестерни в подшипниках для ав-
томобиля ЗИЛ-130 должен располагаться в пределах 1,0—
3,5 Н м, что соответствует усилию 16,6—58,3 Н.
Во время сборки дифференциала контролируют биение
тыльной части ведомой конической шестерни, коробки са-
теллитов ориентируют относительно друг друга, боковой за-
зор в зацеплении зубьев шестерен полуосей и сателлитов и
плавность вращения шестерен полуосей.
КН КОМПЛЕКТОВАНЬЕ ЛЕГАЛЕН U СБОРКА АГРЕГАТОВ
261
Сборка карданной передачи. Процесс сборки кардан-
ной передачи осуществляется из предварительно собранных
узлов (карданных валов, промежуточной опоры шарниров).
Детали карданной передачи перед началом произведения
сборки обязательно следует промыть и обдуть сжатым воз-
духом, а игольчатые подшипники смазать жидкой смазкой.
В отверстия смазочных каналов должны быть ввернуты пре-
дохранительные клапаны, а смазочные каналы крестовин
должны быть прочищены. Необходимо следить за тем, что-
бы при сборке карданной передачи автомобиля ЗИЛ-130
фланцы-вилки у коробки передач и заднего моста распола-
гались во взаимно перпендикулярных плоскостях.
При сборке карданных передач контролируют:
— осевой люфт крестовин, легкость вращения подшип-
ника опоры,
— перемещение скользящей вилки,
— суммарный окружной люфт карданных валов,
— проверяют прогиб трубы вала.
Собранные карданные валы обязательно подвергают ба-
лансировке. Рекомендуется при наличии необходимого обо-
рудования проводить балансировку карданной передачи ав-
томобиля в сборе. При этом карданная передача балансиру-
ется со стороны переднего и заднего шарниров, а также со
стороны промежуточной опоры.
Сборка рулевого управления. Данный процесс включа-
ет в себя сборку следующих узлов:
— рулевого механизма с гидроусилителем (если есть
гидроусилитель),
— насоса гидроусилителя,
— карданного вала,
— колонки.
Перед началом сборки необходимо все детали тщатель-
нейшим образом промыть и просушить. При сборке необ-
ходимо смазывать детали маслом, применяемым для гидро-
усилителя. После сборки рулевого механизма необходимо
осуществить контрольные операции на момент вращения
рулевого винта (он должен быть не более -500 Н м), эффек-
тивность и величину усилия реактивных пружин на всем
пути перемещения поршня-рейки. Момент вращения вала
рулевого управления должен быть равен 0,3-0,8 Н-м, что
262
РЕМОНТ RBTOMOBWIEtl
-------------------
соответствует усилию 1,2-3,2 Н, приложенному на радиусе
рулевого колеса 240 мм.
При сборке насоса гидроусилителя:
— подбирают лопасти насоса по пазам ротора,
— золотник по отверстию в крышке,
— испытывают и регулируют клапаны.
§ 8. Механизация и автоматизация
процессов сборк *
Для установки и фиксации собираемых изделий исполь-
зуют:
— различные захваты,
— стенды,
— универсальные и специализированные приспособле-
ния с ручными или механизированными зажимными уст-
ройствами.
Самое большое распространение при сборочных работах
получили: электрические и пневматические сверлильные и
шлифовальные машины, гайковерты. Прессы и приспособ-
ления с ручным или механизированным приводом получи-
ли широкое распространение для сборки прессовых соеди-
нений.
На крупных ремонтных предприяти х организация по-
точной сборки изделий осуществляется с применением по-
точно-механизированных линий на основе эстакад с тележ-
ками (с ручным или механизированным перемещением
изделия) и комплектом механизированных и автоматизи-
рованных средств технологического оснащения (рис. 71).
Дальнейшее эффективное развитие авторемонтного про-
изводства связано с применением автоматов и роботизиро-
ванных комплексов. К примеру, на рис. 72 изображен авто-
мат для сборки шатунно-поршневой группы, функциониру-
ющий следующим образом.
Шатун устанавливается в позиции I на палец отверсти-
ем в нижней головке и удерживается двумя штифтами.
Поршни подаются автоматически на позицию II из нагрева-
тельной печи. Поршневые пальцы, подобранные по разме-
НИ. КОМПЛЕКТОВАНИЕ DETAAEU U СБОРКА АГРЕГАТОВ
263
рам вне автомата, поступают на позицию сборки с поршнем
и шатуном по лотку.
Поршень приводится во вращение роликом 3. К после-
днему поршень прижимается роликами 2, действующими от
гидропривода. Когда поршень занимает нужное угловое по-
ложение, он перемещается на позицию сборки. Одновремен-
но поворачивается стол с шатунами. Один из них, оказав-
шийся на позиции II, поднимается, входя в поршень. Далее
в отверстие поршня и шатуна входит центрирующий палец
1, а с противоположной стороны в поршень запрессовывает-
ся поршневой палец. Центрирующий шток отходит в обрат-
ную сторону. По окончании этих действий шатун с порш-
нем опускаются, а стол поворачивается. В позиции III уста-
навливаются два стопорных кольца, которые поступают к
месту сборки из магазина 4 и вводятся штоком в отверстие
поршня до попадания их в канавки
В позициях IV надеваются поршневые кольца. Кольца
находятся в магазинах и ориентированы замками по ножам.
После подвода к месту сборки кольца разводятся в замках
механизмами 5, 6, 7, имеющими вид клещей, расположенных
на ползунках. После разведения колец шатун с поршнем
Рис. 71. Вертикально-замкнутый тележечный конвейер для
сборки двигателей
264
РЕМОНТ ЙВТОМОбиЛЕй
поднимается на определенную высоту до упора в соответ-
ствии с нужным расположением того или иного кольца на
поршне. При переключении механизма развода кольца оно
оказывается в соответствующей канавке поршня. После сбор-
ки поршня с шатуном в его нижнюю головку устанавлива-
ются вкладыши.
Автомат для установки коленчатых валов показан на
рис. 73. Блок цилиндров 1 шаговым конвейером подается
на рабочую позицию. Конвейер 18, расположенный парал-
лельно сборочной линии, с помощью гидроцилиндра 16 пере-
мещает коленчатый вал 11 к механизму загрузки шайбы
упорного подшипника. С помощью гидроцилиндра 17, рей-
ки и зубчатых колес коленчатый вал поднимается, и на него
надевается шайба упорного подшипника.
Механизм загрузки, обеспечивающий поштучную выда-
чу шайб, состоит из магазина 7, толкателя 10 и гидроцилин-
Рис. 72. Автомат для сборки шатунно-поршневой группы:
1 — палец; 2,3 — ролики; 4 — магазин; 5, 6, 7 — разводные
механизмы; IVI—позиции сборки
НН. KOMDPEKTOBAHUE ПЕТАЛЕй U СБОРКА АГРЕГАТОВ
265
дра 6. С помощью толкателя 9 и гидроцилиндра 8 шайба
насаживается на коленчатый вал. Коленчатый вал устанав-
ливается в блок подъемно-поворотным устройством. Пово-
ротная стойка 12 с помощью гидроцилиндра 14, рейки 15 и
колеса 13 поворачивается.
Вместе со стойкой поворачивается и рычаг 4 с клещами-
захватами 2, удерживающими коленчатый вал. Подъем и
опускание рычага осуществляются с помощью гидроцилин-
дра 5, а зажим и разжим клещей-захватов — гидроцилинд-
ром 3.
Поршни с шатунами в сборе устанавливают в блок ци-
линдров со стороны головки цилиндров, но можно и со сто-
роны коленчатого вала, если пространство между щеками
вала и блоком дает такую возможность.
движения блоков
Рис. 73. Автомат для установки коленчатого вала:
1 — блок; 2 — клещи-захваты; 3, 5, 6, 8, 14, 16, 17 — гидроци-
линдры; 4 — рычаг; 7 — магазин; 9. 10 — толкатели; 11 — вал;
12 — стойка; 13 — зубчатое колесо; 15 — рейка; 18 — конвейер
26(>
РЕМОНТ ЙВТОМОбиЛЕй
Первый способ требует специального приспособления для
сжатия поршневых колец и ввода поршней в цилиндры, вто-
рой предоставляет возможность вводить поршни в цилинд-
ры без приспособления (у цилиндров со стороны коленчато-
го вала имеется конический раструб).
Kill. ПРИРАБОТКА U ИСПЫТАНИЕ СОСТАВНЫЙ
ЧАСТЕЙ МАШИН. ОБШАЯ СБОРКА, ИСПЫТАНИЕ
И ВЫДАЧА МАШИН ИЗ РЕМОНТА
§ I. Испытания.
Задачи и классификация испытаний
Испытание — экспериментальное установление коли
чественных и (или) качественных характеристик свойств
объекта испытаний, как результата действия на него при его
функционировании. Если задачей испытаний является по-
лучение количественных или качественных оценок, то при
испытаниях характеристики свойств объекта могут либо
оцениваться, либо, если задачей испытаний является только
установление соответствия характеристик объекта заданным
требованиям, — контролироваться.
Испытания классифицируются:
по назначению:
— исследовательские,
— сравнительные,
— контрольные,
— определительные;
по уровню проведения испытания:
— государственные,
— междуведомственные,
— ведомственные,
по этапу разработки продукции:
— доводочные,
— предварительные,
— приемочные;
по виду контроля готовой продукции:
— квалификационные,
268
РЕМОНТ fiBTOMOEUflELI
— предъявительские,
— приемо-сдаточные,
— периодические,
— инспекционные,
— типовые,
— аттестационные,
— сертификационные;
по условиям и месту проведения:
— лабораторные,
— стендовые,
— полигонные,
— натурные,
— с использованием моделей,
— эксплуатационные;
по продолжительности:
— нормальные,
— ускоренные,
— сокращенные;
по виду воздействия:
— механические,
— климатические,
— термические,
— радиационные,
— электрические,
— электромагнитные,
— магнитные,
— химические,
— биологические;
по результату воздействия:
— неразрушающие,
— разрушающие,
— на стойкость,
— па прочность,
— на устойчивость;
по определяемым характеристикам объекта:
— функциональные,
— на надежность,
— граничные,
— технологические,
— на транспортабельность.
Испытаниям на предприятиях по ремонту автомобилей
и их агрегатов подвергаются как отремонтированные изде-
Hill. ПРиРРБОТКР и испытание СОСТАВНЫМ ЧЙСТЕО МАШИН
269
лия (детали, узлы, агрегаты), так и технологические процес-
сы, методы и способы восстановления работоспособности или
отдельных свойств объектов ремонта, комплектующие изде-
лия и др.
По результатам испытаний составляется протокол ис-
пытаний, который содержит:
— необходимые сведения об объекте испытаний,
— сведения о применяемых методах, средствах и усло-
виях испытаний,
— • результаты испытаний, а также заключение по ре-
зультатам испытаний.
К задачам, решаемым в процессе приработки и испыта-
ний, следует отнести:
— подготовку агрегата к восприятию эксплуатационных
нагрузок,
— выявление возможных дефектов, связанных с каче-
ством восстановления деталей и сборки агрегатов,
— проверку характеристик агрегатов в соответствии с
требованиями технических условий или другой норматив-
ной документации.
Приработка — совокупность мероприятий, имеющих це-
лью воздействовать на изменение состояния сопряженных по-
верхностей трения с целью повышения их износостойкости. В
процессе приработки изменяются микрогеометрия и микро-
твердость поверхностей трения, сглаживаются отклонения от
правильной геометрической формы. Установлено, что интен-
сивное выравн вание шероховатостей, объясняющее интенсив-
ное изнашивание и резкое падение потерь на трение, происхо-
дит в первый период приработки. Макрогеометрическая при-
работка заканчивается через 30—40 ч. Процесс снятия микро-
неровностей, как правило, продолжается десятки минут.
§ 2 Отремонтированные детали,
испытание деталей
Процесс испытания отремонтированных деталей осуще-
ствляется как на этапе разработки метода восстановления,
так и при серийном восстановлении деталей на производ-
270
РЕМОНТ ОВТОМОбОЛЕй
стве. При разработке метода восстановления отремонтиро-
ванные детали испытывают на:
— точность,
— потери на трение,
— прочность,
— жесткость,
— теплостойкость,
— износостойкость,
— виброустойчивость.
Испытание деталей при разработке методов восстанов-
ления проводят на экспериментальных установках. Экспе-
риментальные установки позволяют:
— испытывать образцы,
— использовать форсированные режимы,
— проводить точные измерения,
— производить испытания в натурных узлах и маши-
нах, позволяющих выполнять испытания в условиях, близ-
ких к эксплуатационным.
В условиях производства испытания отремонтированных
деталей сводятся к проверке точности обработки и неразру-
шающему контролю.
Параметры деталей при испытании определяют прибо-
рами:
— механическими,
— пневматическими,
— оптическими,
— электрическими
Геометрическую точность проверяют универсальными
инструментами для измерения длин, углов, шероховатости
поверхности. Специальными приборами пользуются для оп-
ределения точности измерения отдельных деталей — зубча-
тых колес, резьб, подшипников качения. Контролируется
также непрямолинейность, неплоскостность поверхностей и
точность кинематических цепей.
Для оценки качества ремонта при исследовательских
испытаниях проводят испытания деталей на трение. Во время
этих испытаний определяют:
— механические потери без нагрузки,
— потери под нагрузкой,
— зависимость КПД от нагрузки.
Kill ПРОРАБОТКА и ИСПЫТАНИЕ СОСТАВНЫЙ ЧАСТЕЙ MAlbUH
271
Нагрузку испытываемой детали опенивают с помощью
весового устройства балансирного электродвигателя, вал ко-
торого опирается на подшипники качения. Грузами или
динамометром уравновешивают момент, создаваемый на ста-
торе. Потери под нагрузкой устанавливают по разности мощ-
ности на входе и выходе. Момент на выходе измеряется и
создается механическим, гидравлическим, электрическим или
другим тормозом.
Для определения напряженного состояния, а также ста-
тической, циклической и ударной прочности, прочности при
низких и высоких температурах и т.д. проводятся в рамках
исследовательских испытаний испытания на прочность.
При приемочных и периодических испытаниях отремон-
тированные детали также подвергаются испытанию на жес-
ткость. Определяется жесткость как отношение силы к пе-
ремещению в точках и направлениях, наиболее влияющих
на работоспособность узла или агрегата. Испытания прово-
дят при постоянном напряжении.
Наиболее актуальны испытания на изнашивание отре-
монтированных деталей, поскольку именно износ является
одной из основных причин выхода детали из строя. Основ-
ная масса деталей автомобиля работает в условиях гранич-
ного жидкостного и полужидкостного трения, поэтому при
испытаниях деталей, восстановленных тем или иным спо-
собом, необходимо учитывать эти виды трения.
Износ деталей оценивается при.
— лабораторных,
— стендовых,
— эксплуатационных испытаниях.
Одним из наиболее распространенных способов оценки
износа деталей является микрометрирова'ние. При микро-
метрировании линейный износ определяется с помощью из-
мерения размеров деталей мерительными инструментами
(микрометры, индикаторы и др.). Также износ можно опре-
делять взвешиванием, в ходе которого устанавливается сум-
марный износ по потерям массы с поверхностей трения.
Используя метод спектрального анализа, возможно оце-
нить степень износа деталей агрегата. Для этого произво-
дится периодический отбор проб масла из масляных ванн
картеров испытываемых агрегатов. С помощью радиоактив
272
РЕМОНТ АВТОМОбиЛЕй
них индикаторов также можно произвести оценку износа
деталей. Предварительно введенный в изнашиваемый мате-
риал радиоактивный изотоп, удаляется вместе с частицами
износа. Измеряемая при этом радиоактивность указывает
значение износа. Еще один прогрессивный способ диагнос-
тики износа деталей — метод встроенных датчиков, который
позволяет определять износ с помощью фиксации измене-
ния линейных размеров, для чего используются тензодатчи-
ки, выходные сигналы которых регистрируются осциллог-
рафом. Метод искусственных баз позволяет определить зна-
чение износа по изменению размеров искусственно нанесен-
ных углублений, выполненных на изнашиваемой поверхнос-
ти. Углубления выполняют:
— вырезанием лунок,
— сверлением конических отверстий,
— отпечатками в форме конуса или пирамиды.
§ 3. Отремонтированные агрегаты,
испытаний отремонтированных агрегатов
Приработка является предшествующим этапом перед
совершением испытаний отремонтированных агрегатов.
Приработка и испытания, как правило, выполняются на од-
ном стенде и проводятся на завершающей стадии техноло-
гического процесса ремонта агрегатов. Целью приработки
и испытания отремонтированного агрегата является его под-
готовка к восприятию эксплуатационных нагрузок, выяв-
ление дефектов, связанных с качеством ремонта деталей и
сборки агрегатов, а также проверка соответствия характе-
ристик агрегатов требованиям нормативно-технической до-
кументации.
Отремонтированные агрегаты проходят:
— приемочные,
— контрольные,
— приемо-сдаточные,
— эксплуатационные испытания.
Приемочные испытания проводят в двух случаях:
— освоения ремонта новой модели автомобиля,
Kill flPUPABOTKR U UCflblTRHUE СОСТАВНЫЕ 4RCTE0 MRWUH
273
— использования в отремонтированном агрегате дета-
лей, восстановленных новым методом.
Контрольные испытания после приработки проходят все
отремонтированные двигатели. В ходе контрольных испы-
таний (они, как правило, совмещены с приработкой) прове-
ряется, нет ли:
— резких стуков и шумов, выделяющихся из общего
шума работы двигателя,
— выбрасывания или течи масла, воды или топлива,
— пропуска отработавших газов в местах соединений,
— подсоса воздуха через прокладки впускной трубы и
карбюратора.
Приемо-сдаточные испытания после приработки про-
ходят все отремонтированные двигатели. Оценка качества
сборки, а также качества приработки сопряжений двигателя
являются целями приемо-сдаточных испытаний. Если в про-
цессе приработки и испытания выявляют неполадки, то дви-
гатель отправляют на устранение дефектов, после чего по-
вторно испытывают.
Приработка и испытания двигателей на АРП произво-
дятся на обкаточно-тормозных стендах переменного тока,
включающих устройство для вращения двигателя в период
холодной обкатки и для поглощения мощности двигателя
во время горячей обкатки и испытания, а также дополни-
тельное оборудование, обеспечивающее двигатель топливом,
охлаждающей водой и смазкой. Стенд состоит из асинхрон-
ной электрической машины АБК, которая при холодной об-
катке работает в режиме двигателя (рис. 74). Во время горя-
чей обкатки электрическая машина работает в режиме гене-
ратора, отдавая ток в электрическую сеть.
На стенде эффективную мощность двигателя определя-
ют путем измерения крутящего момента, развиваемого дви-
гателем при определенной частоте вращения коленчатого
вала. Тормозное устройство используется для определения
крутящего момента. Тормозное устройство предназначено для
поглощения механической энергии и преобразования ее в
тепловой или электрический вид энергии. Корпус тормоза
балансирно закрепляют на стойках и по углу поворота кор-
пуса электромашины определяют механический момент. Для
замера тормозного момента при приработке двигателей под
274
РЕМОНТ ЯВТОМОбиЛЕи
нагрузкой или крутящего момента при холодной приработ-
ке применяют весовой механизм.
На топливную экономичность обязательно проходит ис-
пытание двигатель первой комплектности. При помощи рас-
ходомера топлива непрерывного действия фотоэлектричес-
кого типа К-427 можно определить топливную экономич-
ность двигателей. Данный расходомер топлива позволяет
оценивать мгновенный и суммарный расходы топлива. Он
устанавливается в систему питания двигателя между топ-
ливным насосом и карбюратором и фиксирует число обо-
ротов ротора, который приводится во вращение топливом,
протекающим по каналу корпуса.
У двигателей первой комплектности проверяют эколо-
гические показатели:
— токсичность отработавших газов у карбюраторных,
— дымность у дизельных.
Рис. 74 Электротормозной стенд:
1 — указатель электротахометра; 2 — термометр для воды;
3 — циферблат весового механизма; 4 — манометр; 5 — термо-
метр для масла; 6 — электрическая балансирная машина АКБ;
7 — муфта; 8 — редуктор; 9 — плита; 10 — рама
Hili. лрирдБоткй и испытание составных чпстей мпшин
275
Для осуществления данной проверки необходимо, чтобы
в газопровод каждого стенда (до соединения с общим газо-
отводом) была введена пробоотборная трубка для подсоеди-
нения шланга к газоанализатору или дымомеру.
Рекомендуется оценивать и такие характеристики дви-
гателя, как показатели вибрации и шума. При помощи шу-
момеров исследуют спектры шумов. Данное устройство со-
стоит из датчика, усилителя и указателя шума в децибелах.
Общий указатель шума карбюраторного двигателя состав-
ляет 103—105 дБ, а дизеля— 110-112 дБ. С помощью пьезо-
электрических датчиков осуществляется оценка уровня виб-
рации двигателя, затем сигнал усиливается и фиксируется с
помощью осциллографа или другого регистрирующего при-
бора. Уровень вибрации на различных частотах позволяет
оценивать состояние отдэльных подсистем и деталей испы-
тываемого двигателя.
Вместе с приемо-сдаточными испытаниями для отре-
монтированных двигателей проводят инспекционные испы-
тания. С целью оценки состояния рабочих поверхностей ос-
новных деталей двигатель частично или полностью ра"би-
рают. Чаще всего такому осмотру подвергают те двигатели,
при обкатке и испытаниях которых возникли подозрения
на возможные появления дефектов, а также среди карбюра-
торных двигателей проверяется каждый 20-й, а среди дизе-
лей — каждый 10-й двигатели.
Топливные насосы высокого давления (ТНВД) испыты-
вают по следующим параметрам:
— неравномерность работы регулятора частоты вращения;
— условная жесткость пружины регулятора;
— начало действия регулятора;
— углы начала и конца впрыскивания;
— неравномерность подачи топлива и ряд других.
Стенд для испытания и регулирования ТНВД состоит
из приводного механизма, мерного блока с мензурками и
стендовыми форсунками, топливного бака, счетчика числа
циклов, стробоскопического устройства.
Кроме ТНВД, на стендах испытывают топливоподкачи-
вающие насосы, фильтры тонкой очистки топлива, муфты
опережения впрыскивания, а на стендах КИ-15711 и -15716
— и ограничители дымления.
Tib
РЕМОНТ ABTOMO6UT1EU
На стенде КИ-15706 у форсунок при испытаниях прове-
ряют давление начала вспрыскивания топлива, герметичность
распылителя, качество распыляемого топлива. Давление на-
чала вспрыскивания у форсунок различных двигателей на-
ходится в пределах 16,5—18,0 МПа. Герметичность распыли-
теля и качество распыливания проверяют визуально.
Проверка качества восстановления отдельных деталей
и в целом качества сборки является целью испытаний ко-
робок передач. Испытания проводят как под нагрузкой, так
и без нагрузки. Сначала испытывают без нагрузки на всех
передачах при частоте вращения первичного вала 900—
1000 мин4, затем при 1400-1500 мин-1. Продолжительность
испытания определяется временем, необходимым для про
слушивания работы коробки передач и выявление дефек-
тов. При тех же частотах испытывают на каждой передаче
по 2-3 мин и под нагрузкой 100-150 Н-м на первичном
валу. В ходе испытаний проверяют, нет ли подтеканий мас-
ла, самопроизвольного выключения передач, повышенного
шума, ударов, стуков. Для испытания коробок передач при-
меняют стенды различной конструкции: электромагнитные,
с асинхронным электродвигателем, с нагрузкой внутренни-
ми силами и с гидравлическим тормозом.
Как правило, на стендах с асинхронными электродвига-
телями испытывают отремонтированные задние мосты с на-
грузкой и без нагрузки. Целью испытаний является выяв-
ление шумов высокого тона, для чего проводят испытания
без нагрузки с частотой вращения ведущей конической ше-
стерни 900-1500 мин-1 и под нагрузкой 10 кВт в течение
10-15 мин с частотой вращения 900-1500 мин-1. При испы-
таниях проверяют работу главной передачи и дифференциа-
ла и регулируют тормозные механизмы. Не допускается
нагрев редуктора и ступиц колес.
Требования техники безопасности при проведении ис-
пытаний предусматривают:
— проведение инструктажа по общим правилам техни-
ки безопасности;
— инструктажа на рабочем месте;
— запрещаются работы по техническому обслуживанию
и ремонту стендов без полного снятия напряжения с силово-
го электрошкафа;
Hill APUPflbOTKR U UCRblTRHUE СОСТАВНЫМ 4RCTEL1 MRUJUH
277
— необходимо соблюдение чистоты и порядка;
— перед проведением испытаний обязательно следует
проверять крепление всех узлов стенда, исправность защит-
ных ограждений, подъемно-транспортных и других меха-
низмов;
— запрещается во время испытания агрегата проводить
работы по креплению и регулировке;
— участок испытания и доукомплектования двигателей
должен быть обеспечен средствами пожаротушения из рас-
чета на 50 м2 площади пола один огнетушитель ОП—5, один
огнетушитель ОУ—5 и ящик с песком вместимостью 0,5 м3.
§4. Сборке! машин.
Способы организации сборки
Общую сборку автомобилей выполняют либо на потоке
в случае специализированных предприятий со существен-
ным объемом производства, либо на универсальных рабо-
чих местах при небольшом объеме производства и многоно-
менклатурной производственной программе. Как и сборка
нового автомобиля, на ремонтном предприятии общая сбор-
ка должна производиться в той же последовательности и с
той же тщательностью.
На универсальных рабочих местах сборка характери-
зуется неподвижностью собираемого автомобиля, к которо-
му подаются все составные части. Такая организация сбор-
ки требует сборщиков высокой квалификации и значитель-
ных затрат времени.
Поточная сборка производится при принудительном
передвижении собираемого автомобиля. Процесс сборки осу-
ществляется на конвейере, по которому движется автомо-
биль. Движение конвейера (непрерывное или периодичес-
кое) определяется в зависимости от размера производствен-
ной программы, такта выпуска, сложности сборочных опера-
ций и других технологических факторов. Отрезок времени
между выходом со сборки двух готовых автомобилей назы-
вается тактом сборки.
278
РЕМОНТ ABTOMOBUPEt!
Характерными для поточной сборки являются следую-
щие признаки:
— за рабочим местом закреплена конкретная сбороч-
ная операция;
— на всех рабочих местах сборочной линии работа син-
хронизирована и осуществляется по выбранному такту;
— собранный на предыдущем рабочем месте автомо-
биль подается на следующую операцию немедленно, как толь-
ко окончена предыдущая;
— сборка механизирована.
При сборке на универсальных рабочих местах процесс
сборки начинается, как правило, с установки рамы автомоби-
ля на подставки или на подвижные тележки при поточной
сборке. В строгой технологической последовательности на
базовую сборочную единицу (раму) устанавливают все ос-
новные узлы и агрегаты: передний и задний мосты, кардан-
ную передачу, рулевое управление, двигатель в сборе с короб-
кой передач, радиатор, кабину, колеса и остальные узлы, ме-
ханизмы и детали. Необходимые регулировочные работы
выполняют в процессе сборки.
В процессе эксплуатации несоблюдение условия цент-
рирования приводит к чрезмерному износу отдельных агре-
гатов и их преждевременному выходу из строя. Поэтому при
сборке необходимо обращать внимание на данный фактор —
строгое центрирование агрегатов относительно друг друга.
§ 5. Механизация сборочный робот
Выбор средств механизации сборочных работ зависит от
количества собираемых автомобилей, а также от требуемой
точности сборки. С помощью различных механизированных
инструментов и приспособлений достигается наибольшая
производительность и точность соединения деталей.
По принципу действия механизированный инструмент с
электрическим, пневматическим и гидравлическим приво-
дом делится на следующие группы:
— ударного действия — клепальные молотки, шиберы,
кернеры;
Kill. ПРОРАБОТКА U UCflblTRHUE СОСТАВНЫМ ЧАСТНО MAUJUH
279
— вращательного действия — дрели, шлифовальные ма-
шины, гайковерты, отвертки.
Применяемые при сборке приспособления подразделя-
ются на следующие виды:
— для установки и соединения деталей — подставки с
призмами для установки деталей на валы, поворотные сто-
лы для монтажа деталей и др.;
— для напрессовки на валы зубчатых колес, шкивов, под-
шипников и т. д.;
— контрольные приспособления и стенды для провер-
ки качества сборки и определения действительных эксп-
луатационных характеристик сборочного узла или авто-
мобиля.
Для обеспечения сборочного процесса в качестве подъем-
но-транспортных средств применяются:
— электрические и гидравлические подъемники,
— мостовые краны,
— однобалочные мостовые краны (кран-балки),
— поворотные консольные краны,
— однорельсовые подвесные пути (монорельсы),
— оборудованные электрическими талями.
Транспортировка деталей и узлов осуществляется с по-
мощью:
— электрокаров,
— электропогрузчиков,
— рельсовых и безрельсовых тележек,
— пластинчатых конвейеров (рольгангов),
— подвесных конвейеров.
Для общей сборки автомобилей обычно используются
грузоведущие конвейеры (рис. 75).
В порядке последовательности операций технологичес-
кого процесса сборки располагаются рабочие места сборщи-
ков. При выполнении сборочных работ должны соблюдать-
ся правила техники безопасности:
— сборка должна производиться на специальных стен-
дах или приспособлениях, обеспечивающих устойчивое по-
ложение собираемого изделия или сборочной единицы;
— инструмент, используемый для сборочных работ, дол-
жен находиться в исправном состоянии и соответствовать
своему назначению;
280
РЕМОНТ АВТОМОБ11ЛЕ11
— электрические и пневматические инструменты перед
началом работы необходимо опробовать вхолостую для про-
верки их исправности;
— электрические провода и шланги пневмоинструмен-
та не должны быть натянуты.
§ 6. испытание и Выдача
аВтомобилей из ремонта
После сборки автомобиль поступает на контроль и ис-
пытание. Для проверки комплектности, качества сборочных,
регулировочных и крепежных работ, проверки работы и тех-
нического состояния всех агрегатов, механизмов и приборов,
дополнительной регулировки, а также для выявления соот-
ветствия технических показателей требуемым техническим
условиям производят контроль и испытание автомобиля.
Испытания проводят на стенде с беговыми барабанами. Стенд
дает возможность проверить ’ работу двигателя, агрегатов
трансмиссии и ходовой части, а также установить основные
эксплуатационно-технические качества автомобиля (мощ-
ность двигателя, тяговое усилие на ведущих колесах, расход
топлива на различных скоростных и нагрузочных режимах,
путь и время разгона до заданной скорости, потери мощнос-
ти на трение в агрегатах и ходовой части, максимальный
Рис. 75. Грузоведущий конвейер:
1 — приводная станция; 2 — тяговая цепь;
3 — натяжная станция
Kill ПРОРАБОТКА U UCAWTAHUE СОСТАВНЫЙ ЧАСТЕЙ МАШ11Н
281
допустимый тормозной путь с определенной скоростью), про-
контролировать и отрегулировать установку углов управля-
емых колес и т.д. Все обнаруженные при испытании неисп-
равности следует устранить.
Каждый грузовой автомобиль после капитального ре-
монта в дополнение к стендовым испытаниям должен пройти
испытание пробегом на расстояние 30 км с нагрузкой, рав-
ной 75% номинальной грузоподъемности, при скорости не
более 30 км/ч, для проверки на управляемость, а также для
дополнительного установления соответствия технического
состояния автомобиля требуемым техническим нормам на
различных режимах работы и в различных дорожных усло-
виях. Исправность и надежность работы всех систем, меха-
низмов и соединений можно проверить во время испытания
пробегом.
После испытания пробегом автомобиль тщательно ос-
матривают. Все дефекты, выявленные пробегом и осмотром,
устраняют. При отсутствии дефектов (или после их устране-
ния) автомобиль поступает на окончательную окраску, а за-
тем предъявляется отделу технического контроля (ОТК). На
принятом ОТК автомобиле приемочное клеймо ставят на
передней панели кабины под капотом.
Качество отремонтированных автомобилей должно со-
ответствовать техническим условиям на сдачу в КР и выда-
чу из ремонта автомобилей, их агрегатов и узлов. На каж-
дый выпускаемый из ремонта автомобиль заказчику выда-
ется паспорт этого автомобиля, в котором отмечается комп-
лектность, техническое состояние и соответствие отремонти-
рованного автомобиля техническим условиям. Технические
условия определяют гарантированную исправную работу
автомобиля в течение определенного времени и до опреде-
ленного пробега за этот период. При условии эксплуатации
автомобилей в соответствии с «Положением о техническом
обслуживании и ремонте подвижного состава автомобиль-
ного транспорта» и инструкциями заводов-изготовителей
сроки службы и пробеги гарантированы. В течение гаран-
тийного срока все обнаруженные заказчиком неисправнос-
ти по вине АРП должны быть устранены безвозмездно в те-
чение трех суток со дня предъявления рекламации. В целях
ограничения нагрузки на период обкатки карбюраторные
282
РЕМОНТ ABTOMOBUPEU
двигатели отремонтированных автомобилей снабжают зап-
ломбированной ограничительной шайбой, снимать которую
в эксплуатации нужно в строгом соответствии с правилами,
определенными для новых двигателей.
Гарантийный срок эксплуатации автомобилей в настоя-
щее время установлен — 12 мес. со дня выдачи из ремонта
при пробегах (для первой категории эксплуатации): не бо-
лее 20 тыс. км — автобусами; не более 16 тыс. км — прочи-
ми автомобилями всех видов и назначений.
Гарантийный срок хранения отремонтированных состав-
ных частей автомобилей — 12 мес. с момента выдачи из
ремонта при соблюдении правил консервации и хранения.
При выпуске автомобиля из КР к нему прилагаются
следующие документы:
— паспорт автомобиля с отметкой АРП о произведенном
ремонте, указанием даты выпуска из ремонта, новых номеров
шасси и двигателя, а также основного цвета окраски;
— инструкция по эксплуатации с указанием особеннос-
тей эксплуатации отремонтированных автомобилей в обка-
точный и гарантийный периоды, а также периодов и органи-
зации устранения дефектов в гарантийный период.
При выпуске двигателя из КР к нему прилагаются:
— паспорт;
— инструкция по эксплуатации с указанием особеннос-
тей установки и эксплуатации двигателя в обкаточный и
гарантийный периоды.
Приемо-сдаточным актом оформляется выпуск из КР
автомобилей, их составных частей и деталей (комплектов
деталей).
Список использованной
и рекомендуемой литературы:
1. АЛ. Газарян. Техническое обслуживание автомобилей. — М.:
Транспорт, 1989. — 255 с.
2. А.Т. Долженков, ГЛ. Золотарев, И.С. Левитский, В.М. Сань-
ков. Ремонтное дело: Учебник для авторемонтных специаль-
ностей техникумов. — М.: Государственное издательство сель-
скохозяйственной литературы, 1956. — 560 с.
3. В.И. Карагодин, Н.Н. Митрохин. Ремонт автомобилей и дви-
гателей: Учебник для студ. средн, проф. учебных заведенй. —
М.: Мастерство; Высшая школа, 2001. — 496 с.
4. Под редакцией М.М. Шахнеса. Оборудование для ремонта
автомобилей. Справочник. — М.: Транспорт, 1978. — 384 с.
5. А.Ф. Мащенко, В.И. Медведков. Техническое обслуживание
автомобилей. — М.: Воениздат, 1957. — 146 с.
6. Г.В. Мотовилин, МЛ. Масино, О.С. Суворов. Автомобильные
материалы. Справочник. — М.: Транспорт, 1989. — 464 с.
7. Н.В. Беляев. 10000 советов автомобилистам. — Мн.: Совре-
менный литератор, 2000. — 464 с.
8. Х.Я. Рютман. Ремонт легковых автомобилей. — М.: Патриот,
1992. — 320 с.
Серия «Библиотека автомобилиста»
Коробейник Андрей Владимирович
РШОНТ АВТОМОБШ1Й
Теоретический курс
Ответственный редактор:
Технический редактор:
Корректор:
Макет обложки:
Компьютерная верстка:
Жанна Фролова
Галина Логвинова
Николаи Передистый
Андрей Кузнецов
Лариса Зайцева
Подписано в печать 20.04.2003 г.
Формат 84x108 */ . Бумага типографская № 2.
Гарнитура «Школьная». Тираж 5 000.
Заказ № 200.
Издательство «Феникс»
344082, г. Ростов-на-Дону,
пер. Халтуринский, 80.
Отпечатано с готовых диапозитивов в ЗАО «Книга».
344019, г. Ростов-на-Дону, ул. Советская, 57.
Качество печати соответствует предоставленным диапозитивам.